
























































































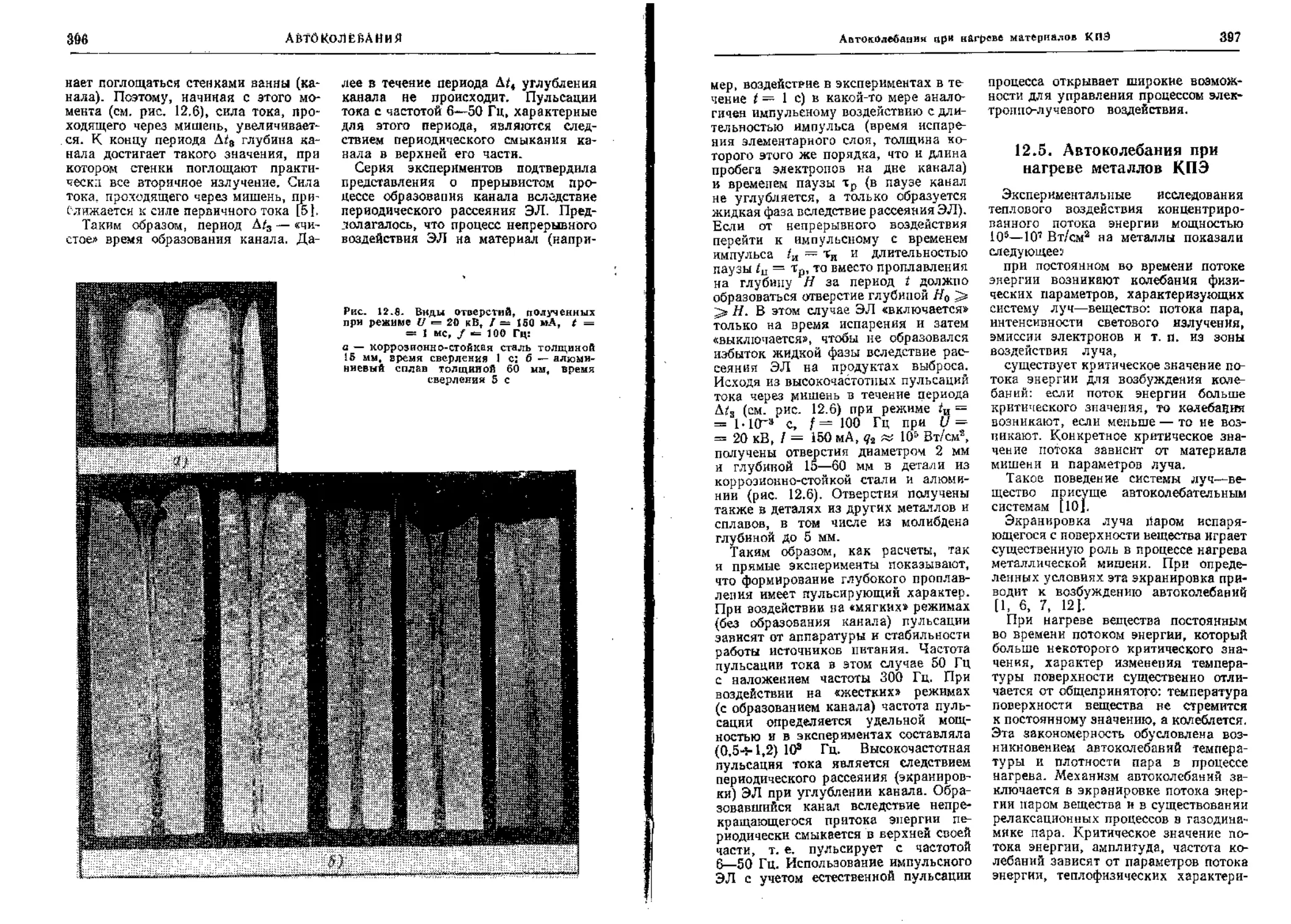
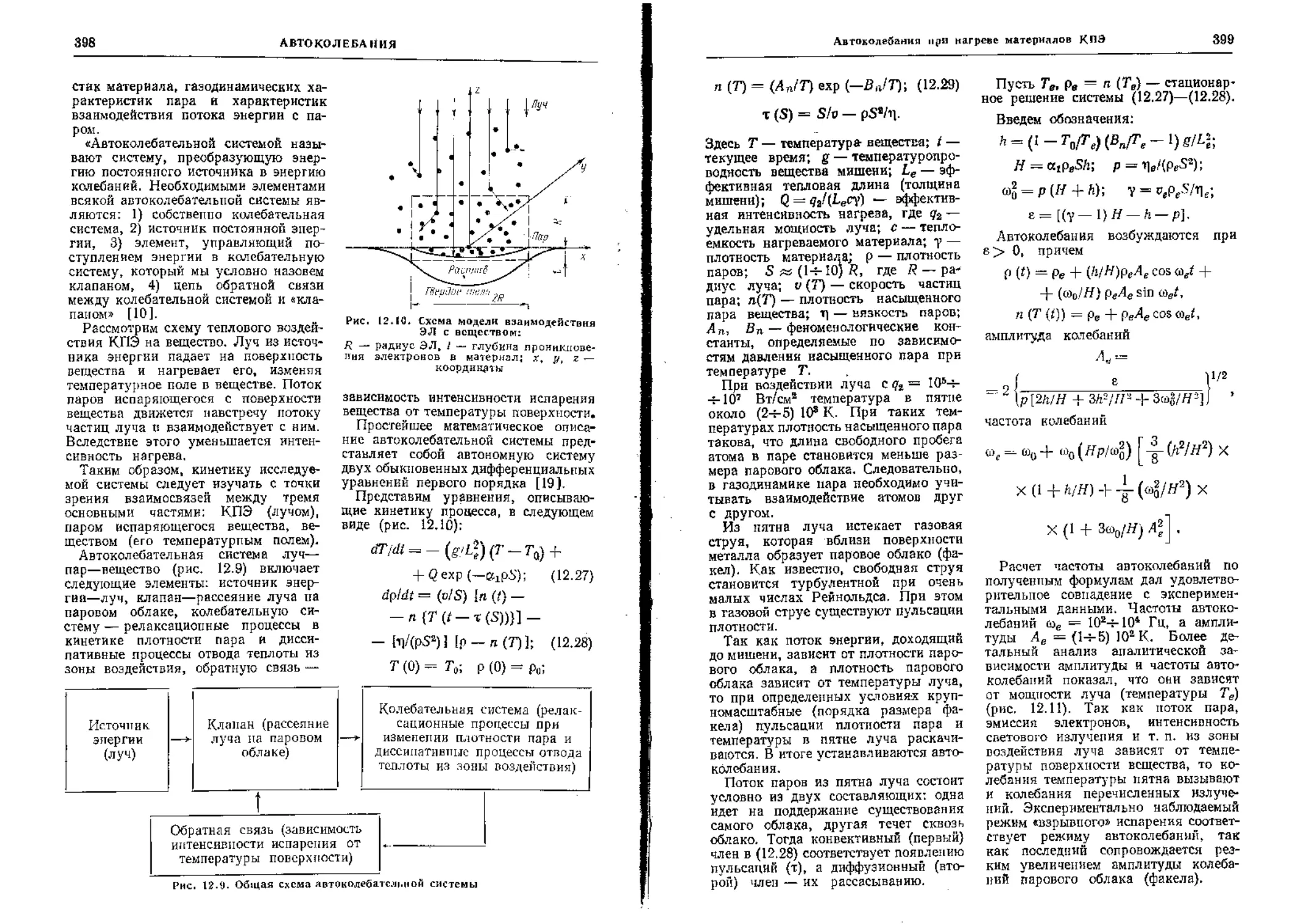
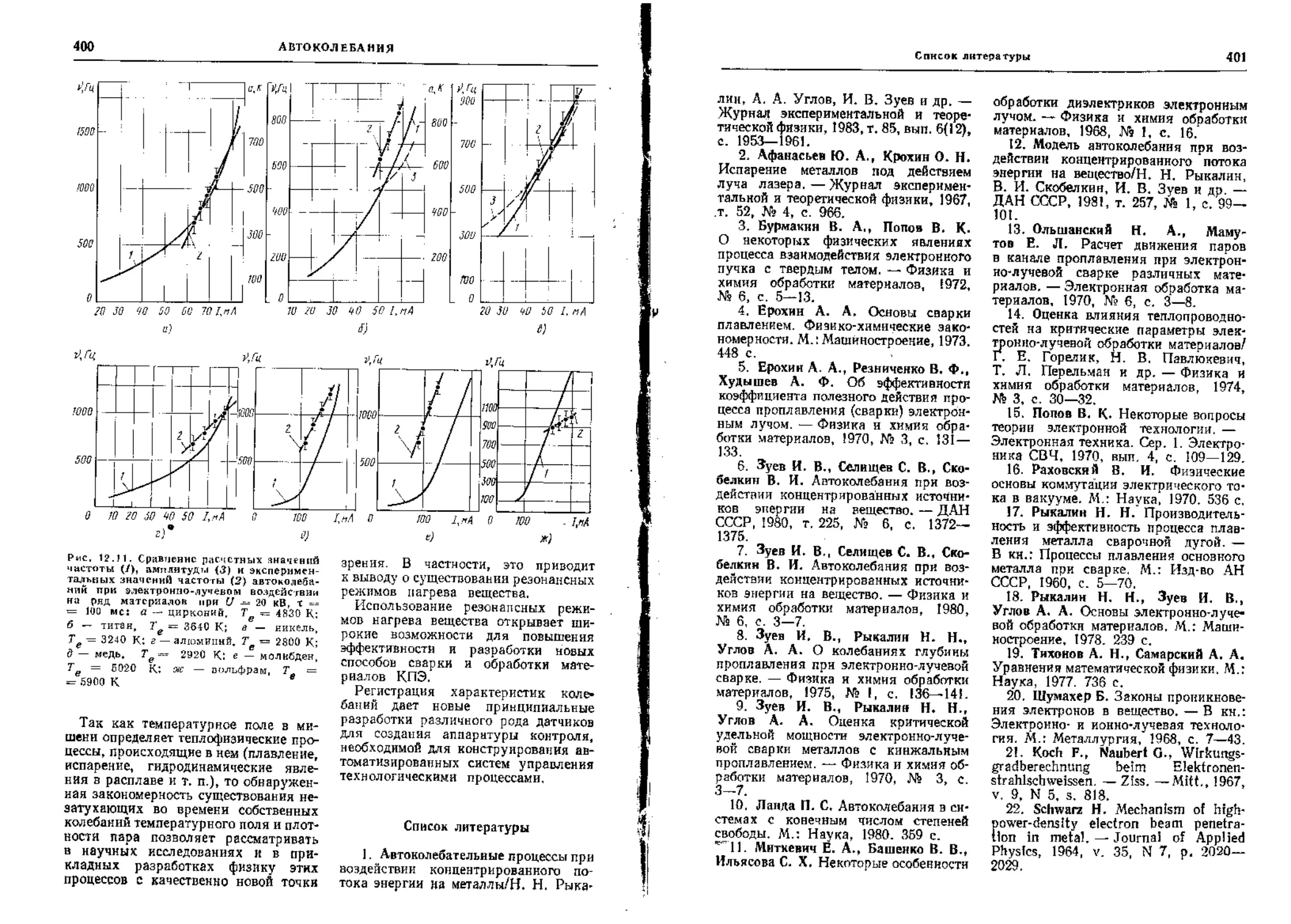
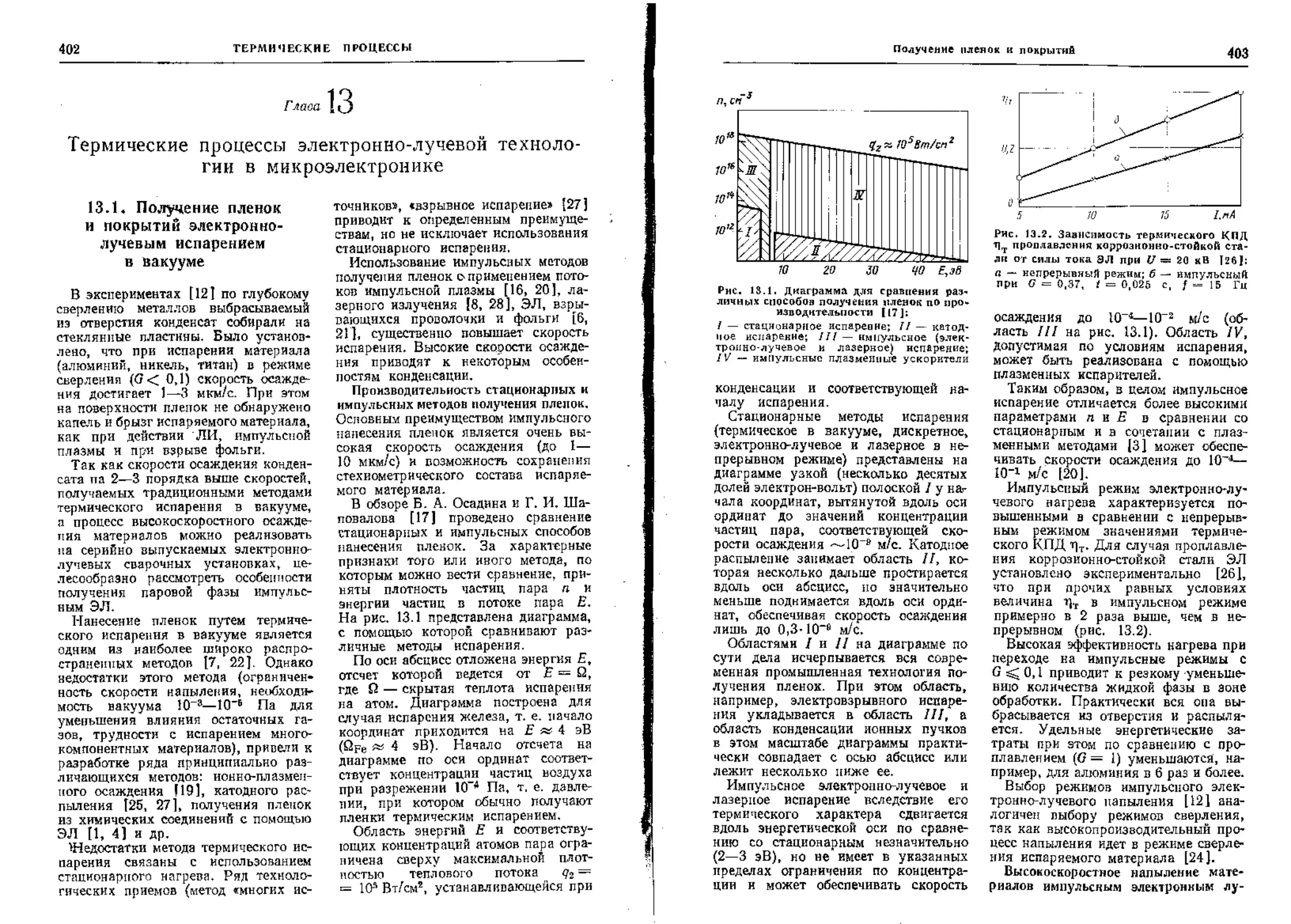
















Author: Рыкалин Н.Н.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов инженерия теплофизика гидродинамика лазерная обработка
Year: 1985




Лазерная
и электронно-
лучевая
обработка
материалов
справочник
weldworld.ru
ГэВ к 34.58
Л17
УДК 621.9.048.7
Академик Н. Н. РЫКАЛИН, д-р техн, наук А. Л. УГЛОВ,
д-р техн, наук И. В. ЗУЕВ, канд. техн, наук А. Н. КОКОРА
Рецензент д-р фиэ.-мат, наук С. И. АНИСИМОВ
Лазерная и электронно-лучевая обработка материалов:
Л17 Справочник/Н. И. Рыкалин, А. А. Углов, И. В, Зуев,
А. Н. Кокора. — М.: Машиностроение, 1985. — 496 с., ил.
В пер.: 2 р, 70 к.
В справочнике приведены сведения об основных теплофизических н гидро
динамических процессах обработки материалов лазерным и электродным лучами
Изложены методы расчетов тепловых процессов ври обработке материалов? Опи*
саны технология термообработки, размерной обработки, получения пленок и по*
крытий, снарки и резания металлов большой толщины» а также соответствующее
оборудование, Приведены сведения о контроле, регулировании и стабилизации
параметров лазерной и .электронно-лучевой обработки.
Справочник предназначен для инженерно-технических работников машино-
строительных заводов.
2704050000-110 „„ о, БВК 34.58
Л 038 (01)-85----110'85 6П4.4
© Издательство «Машиностроение», 1985 г.
ОГЛАВЛЕНИЕ
Предисловие ..........
Часть 1, ЛАЗЕРНОЕ ИЗЛУЧЕ-
НИЕ И ЭЛЕКТРОН-
НЫЙ ЛУЧ КАК ИС-
ТОЧНИК НАГРЕВА
МАТЕРИАЛОВ . . . .
Глййо Л Лазеры и лазерное излу-
чение ........ .
1.1, Физические основы рабо-
ты лasеров .................
1.2. Лазерные вещества твер-
дотельных лазорев . . .
L3. Лазерные вещества жид-
костных лазеров , . . .
1.4. Лазерные вещества газо-
вых лазеров ................
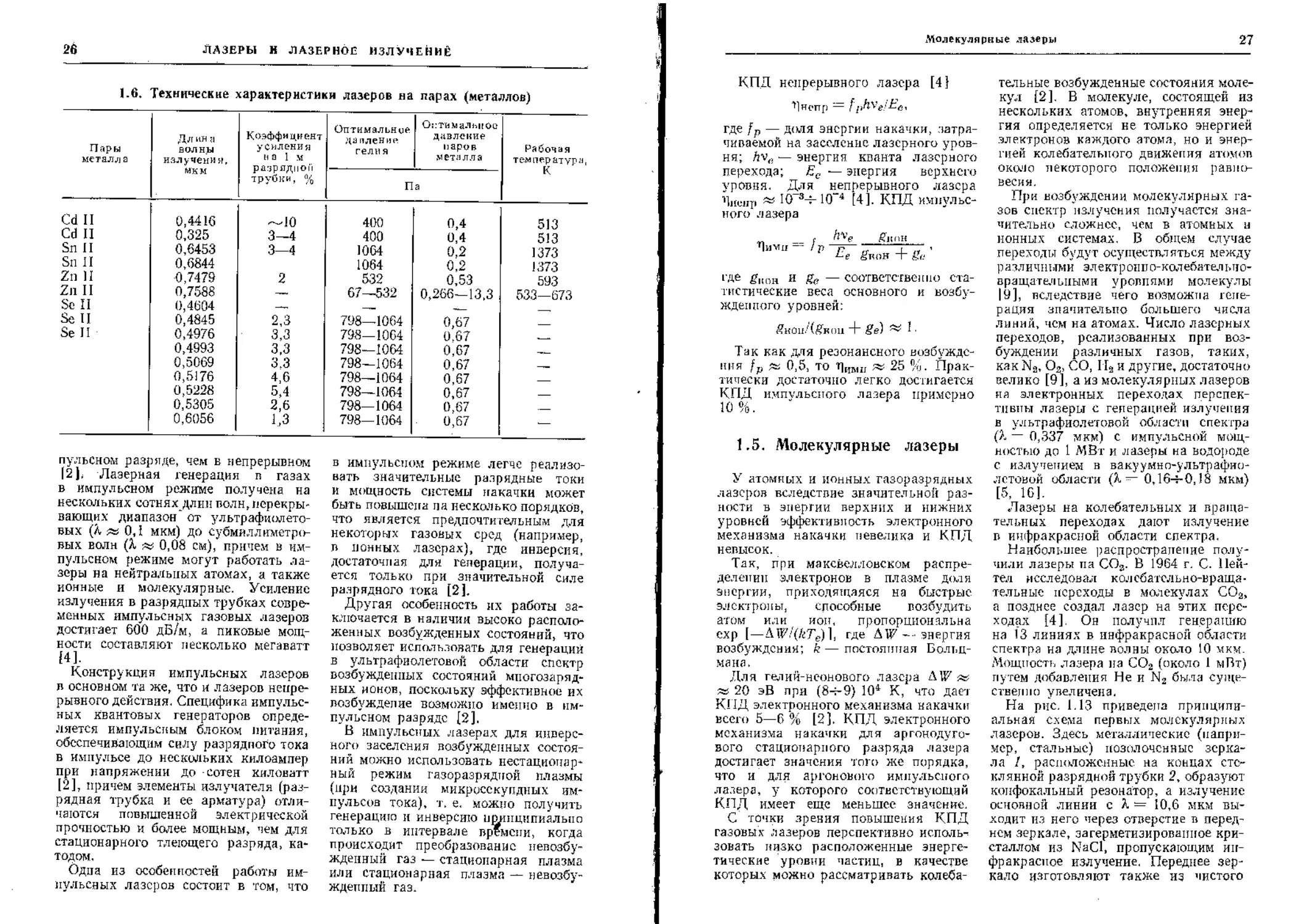
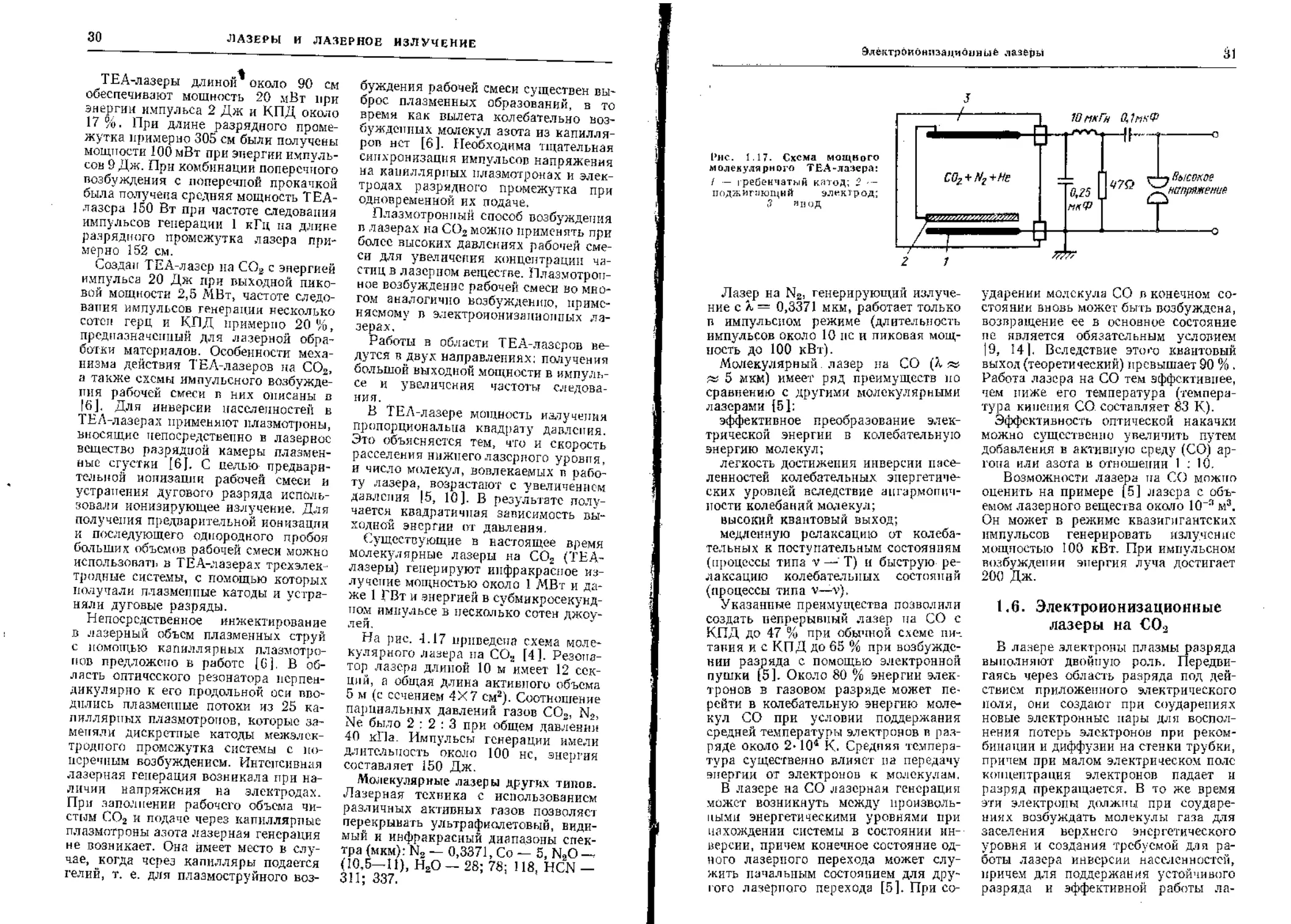
L5. Молекулярные лазеры
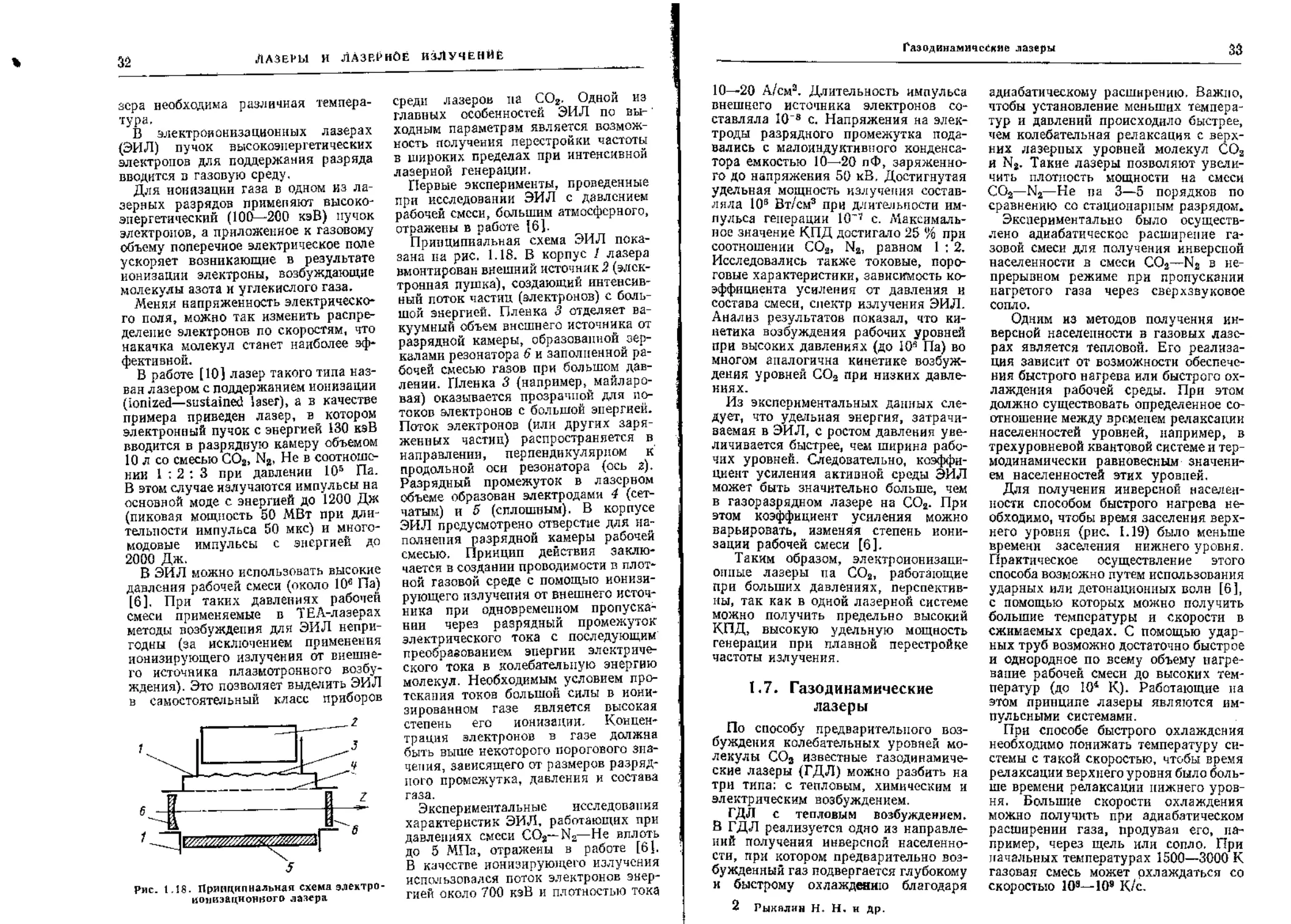
1.6. Элсктрононивационные
лазеры на СО£ , . , . ,
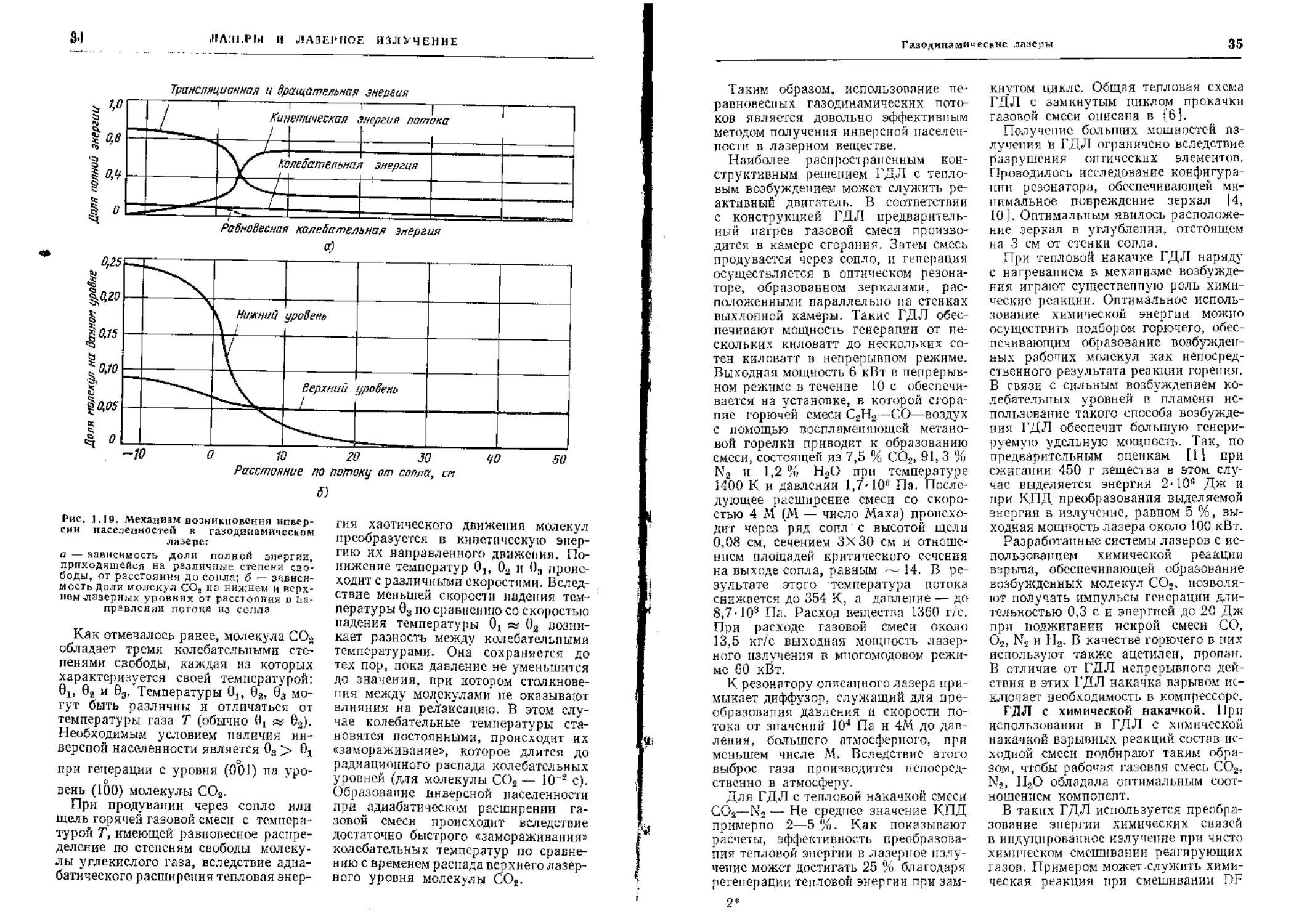
1.7, Газодинамические лазе-
ры ..........
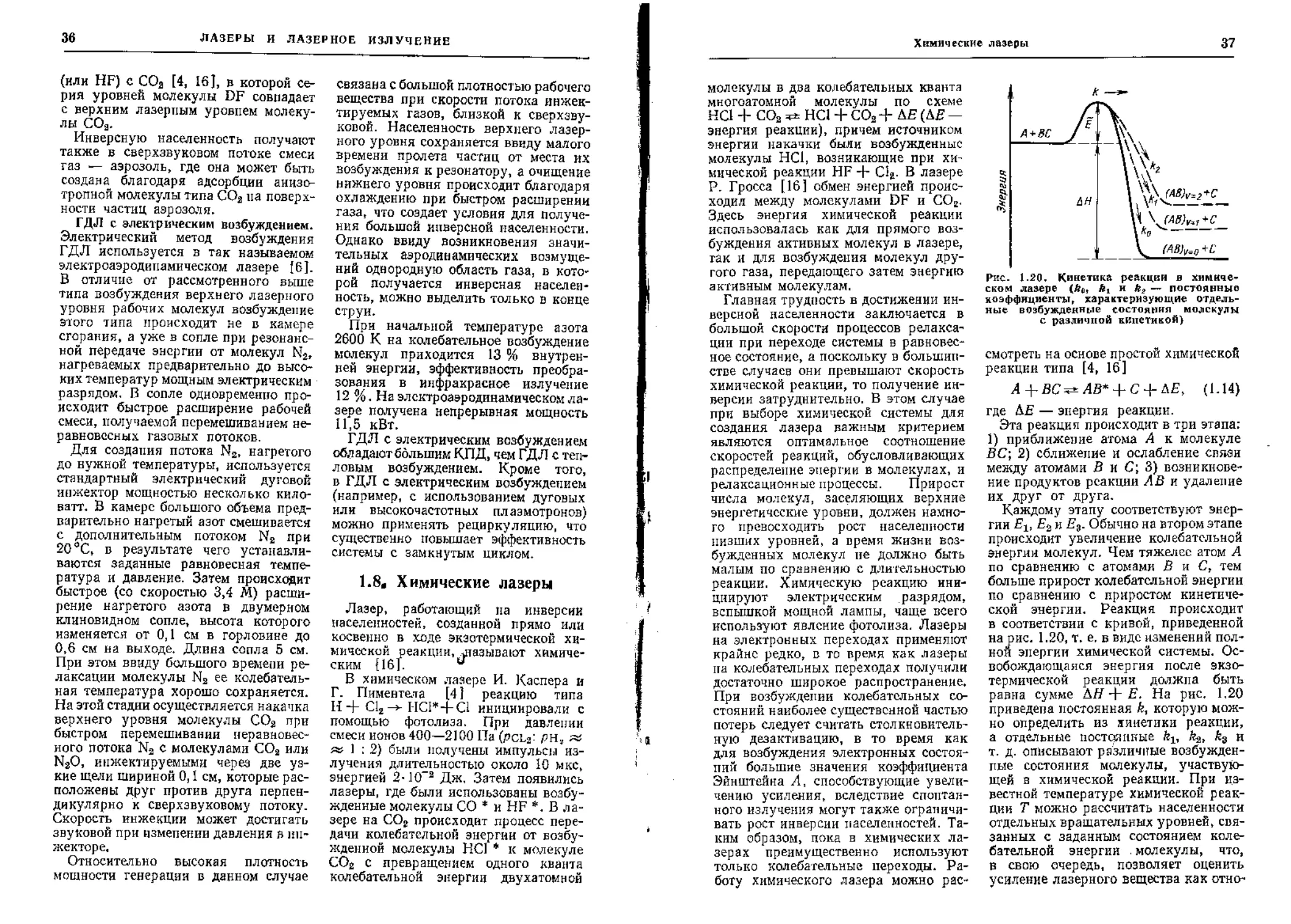
1.8. Химические лазеры . . ,
1.9. Свойства и энергетиче-
ские характеристики ла-
зерного излучения . . ,
1.10. Фокусировка лазерного
излучения .......
1.11. Оптические материалы
для лазеров на СО2 . , .
Список литературы .........
38
42
2- Параметры электронного
луча и методы их изме-
рения . . . . 1 ... .
2,1. Параметры ЭЛ л непре-
рывном и импульсном ре-
жимах .....................
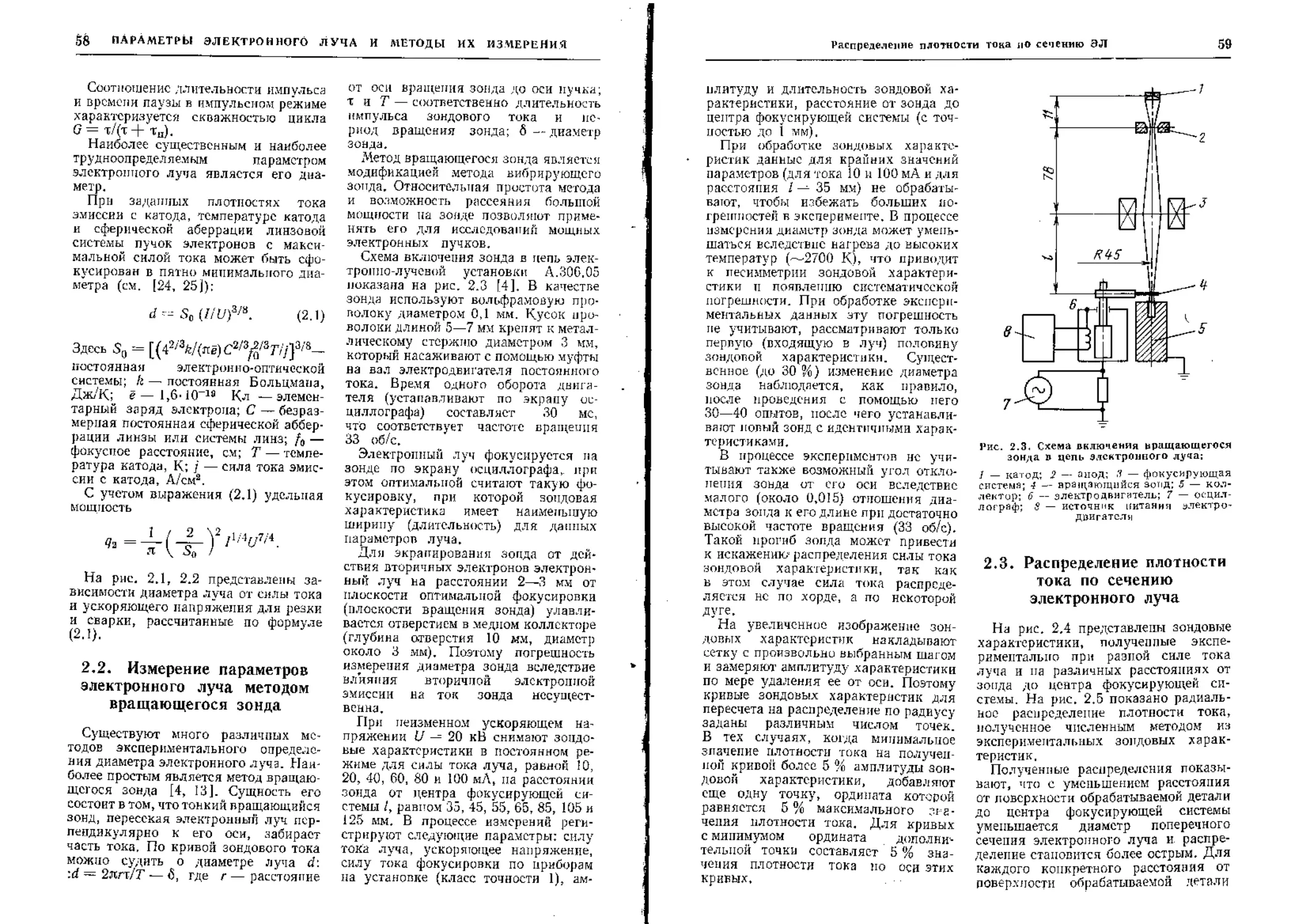
2.2. Измерение параметрон ЭЛ
методом вращающегося
зонда .....................
2.3. Распределение плотности
тока по сечению ЭЛ . . ,
2.4. Измерение параметров ЭЛ
Список литературы . . . . ,
56
59
70
75
Гла«? и1?. Теплофизические нроцес*
см в зоне обработки ма-
териалов концентриро-
ванными потоками энер-
гии ....................... ,
3.1. Источники теплоты при
действии кпэ па мате-
риалы ......................
3-2. Постановка задач нагрева
ЛИ и ЭЛ. Линейные за-
дачи теплопроводности,
неподвижные источники
3.3. Движущиеся источники
теплоты. Критические
плотности потока . . . .
3.4. Нелинейные задачи воз-
действия ЛИ н ЭЛ , . .
Список литературы . . . . .
76
Глдлз 4. Гидродинамические про-
цессы при обработке ма-
териалов электронным
лучом и лазерным излу-
чением ........................
6 4.1. Образование ванны рас-
плава при действии ЭЛ
и ЛИ на материалы ., , . 131
4.2. Деформирование поверх-
ности расплава давлением
отдачи , , ................. 137
4.3. Процессы в парогазовом
• канале, образованном
в жидкой фазе............ 141
4.4. Термокалиллярныс явле-
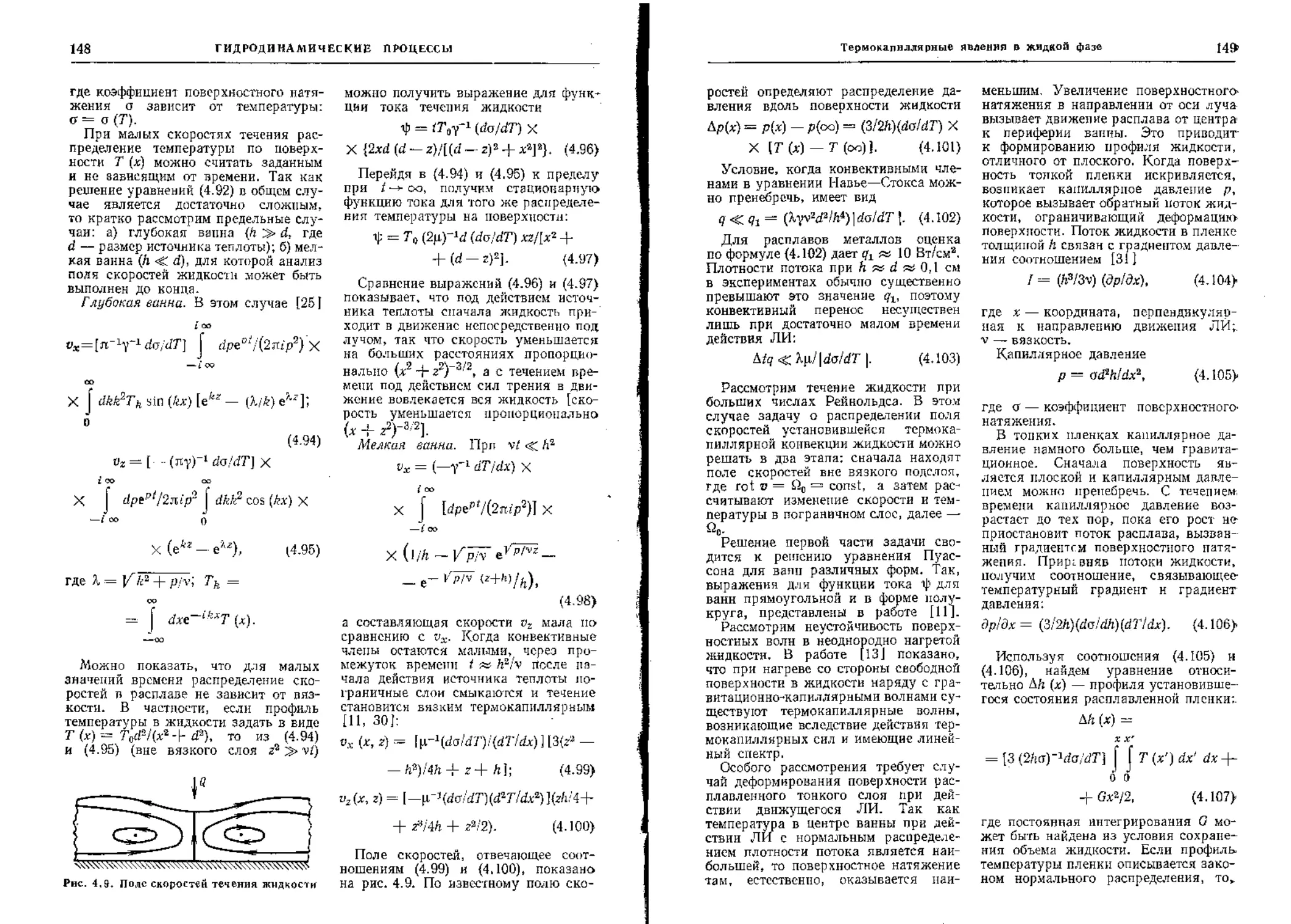
ния в жидкой фазе . . , 145
? Список литературы . , . . , 150
Глава 5. Испарение материалов
* при воздействии конце ни-
трированных потоков
11 энергии , t 152
18 5.1. Модели поверхностного
испарения материалов , . 152
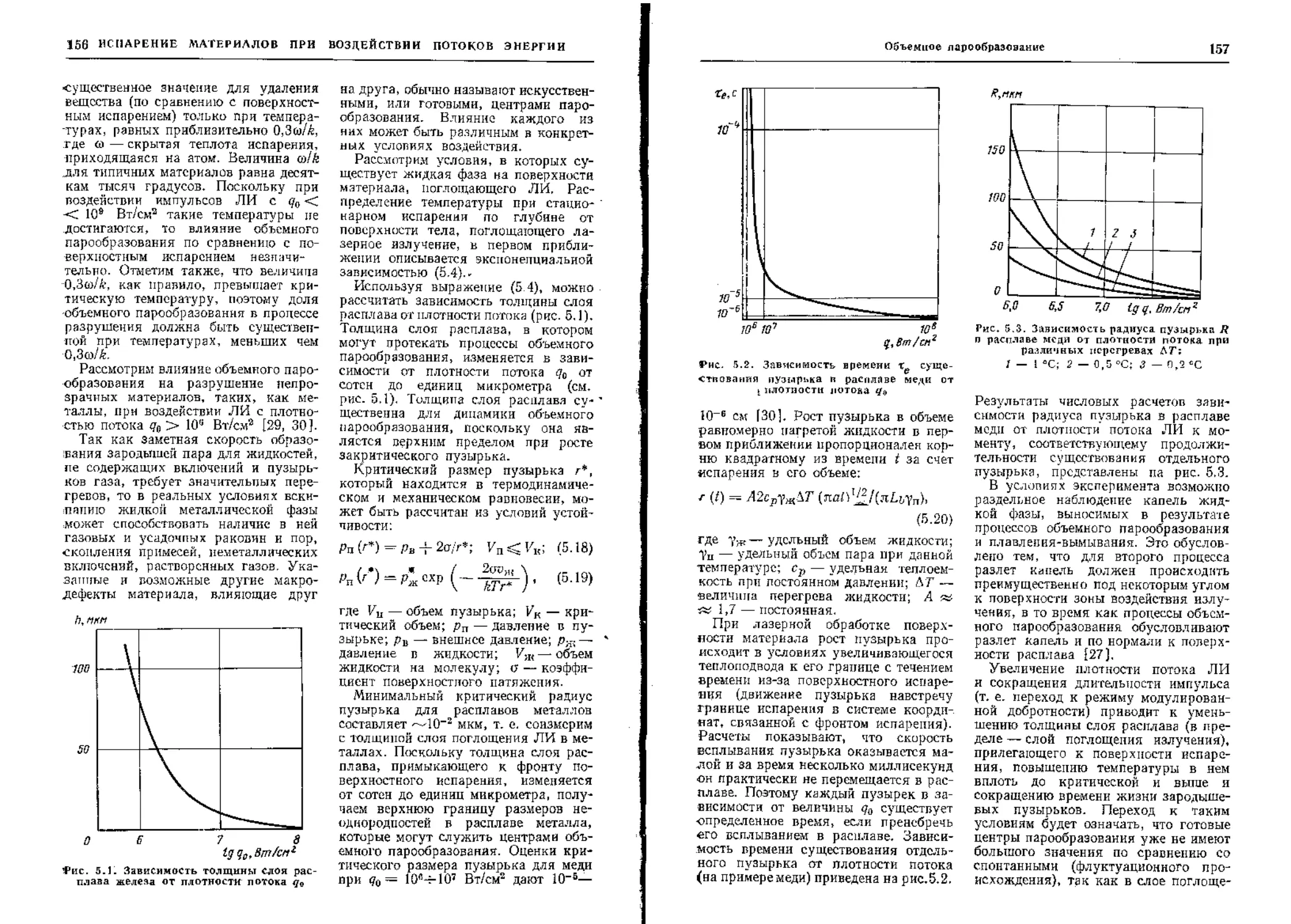
23 5.2. Объемное парообразена -
27 ние , . ................ 155
о.З. Расширение пара при ис-
31 парении в вакуум . . . 161
5.4. Взаимодействие излуче-
33 лия с продуктами выброса 163
36 Список литературы ..... 168
6.1.
лазерного
вещества
давлениях
6.2
/'лйвл 5. Лазерпо-плазмепиые и
термохимические процес-
сы» инициируемые дей-
ствием излучения . , . ,
Воздействие
излучения на
при высоких
окружающей среды . , ,
Механизм развития опти-
ческого пробоя в среде
газа высокого давления
вблизи обрабатываемой
поверхности , . . . , . ;
Динамика лазерной плаз-
мы вблизи твердой по-
верхности при высоком
давлении азота
Восстановление
и
материалов при
стойи лазерного
ния . ..........
Те р мо хими чес ки е
ния при лазерном :
ним.............
Синеок литературы
170
171
6.3.
179
6.4.
металлов
синтез неорганических
дей-
излуче-
186
явле-
на лу не-
192
198
202
Часть 2. ЛАЗЕРЫ В ТЕХНО-
1 ЛОГИК ОБРАБОТКИ
МАТЕРИАЛОВ .... 206
89
/'лаял 7. Термическая обработка
материалов лазерным
излучением ...... 206
7,1. Физические основы
113 упрочнения металлов к
128 сплавов лазерным излу-
чением ...................... . . 208
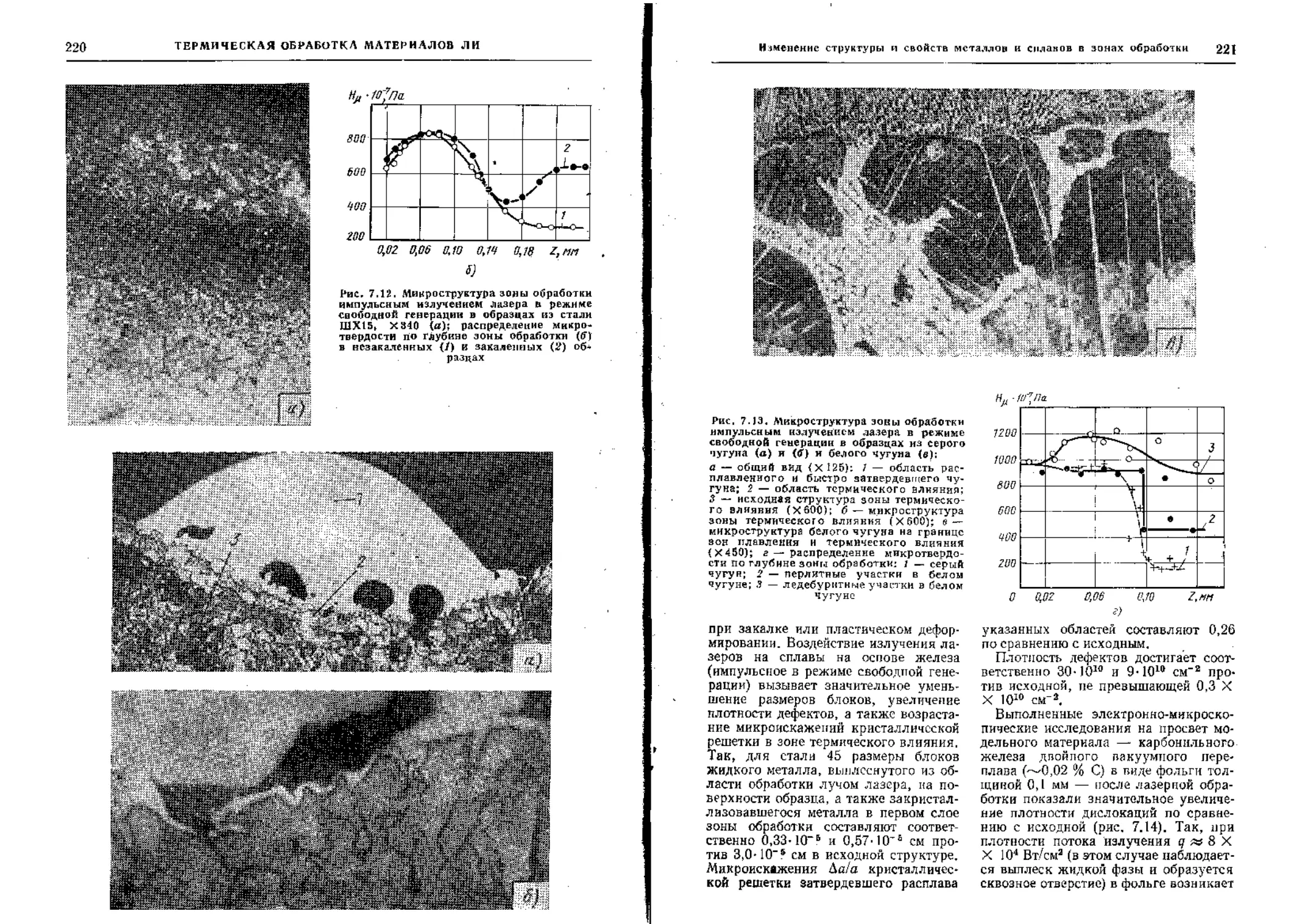
7.2, Изменение структуры и
свойств металлов н спла-
вов в зонах обработки
импульсным ’ излучением
130 лазера ........ 213
1*
4
ОГЛАВЛЕНИЕ
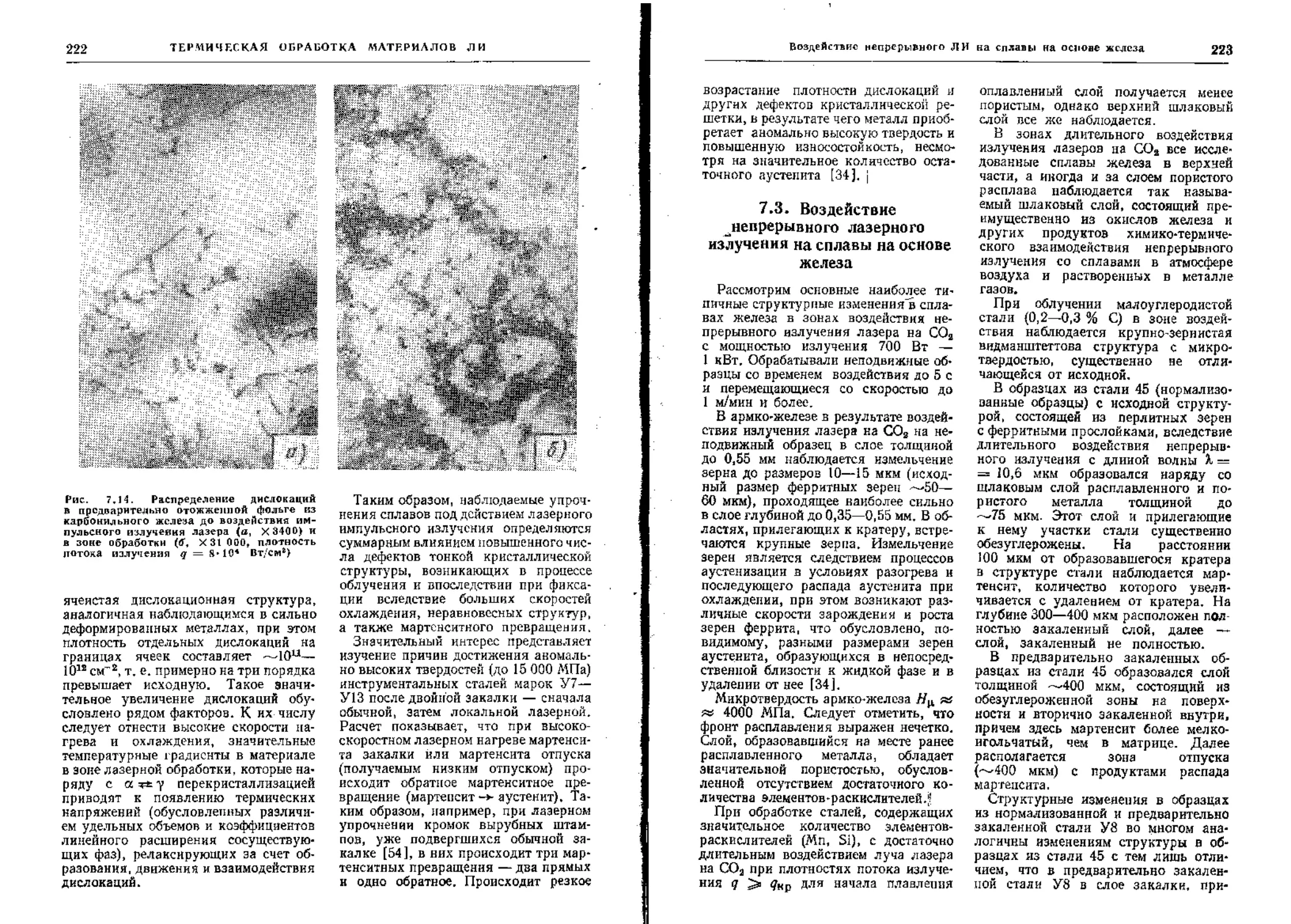
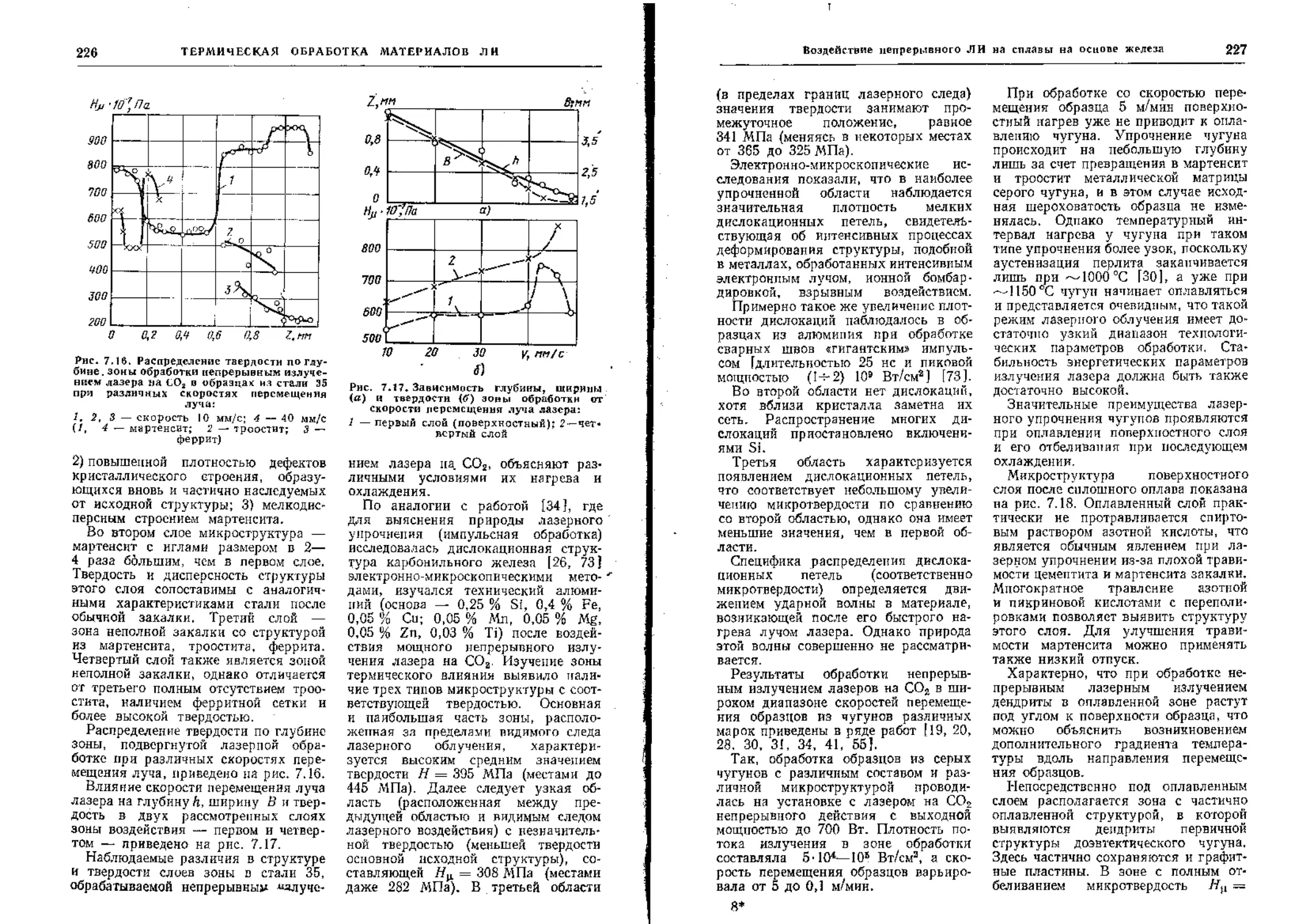
7.3. Воздействие непрерыв-
ного лазерного излуче-
ния на сплавы на основе
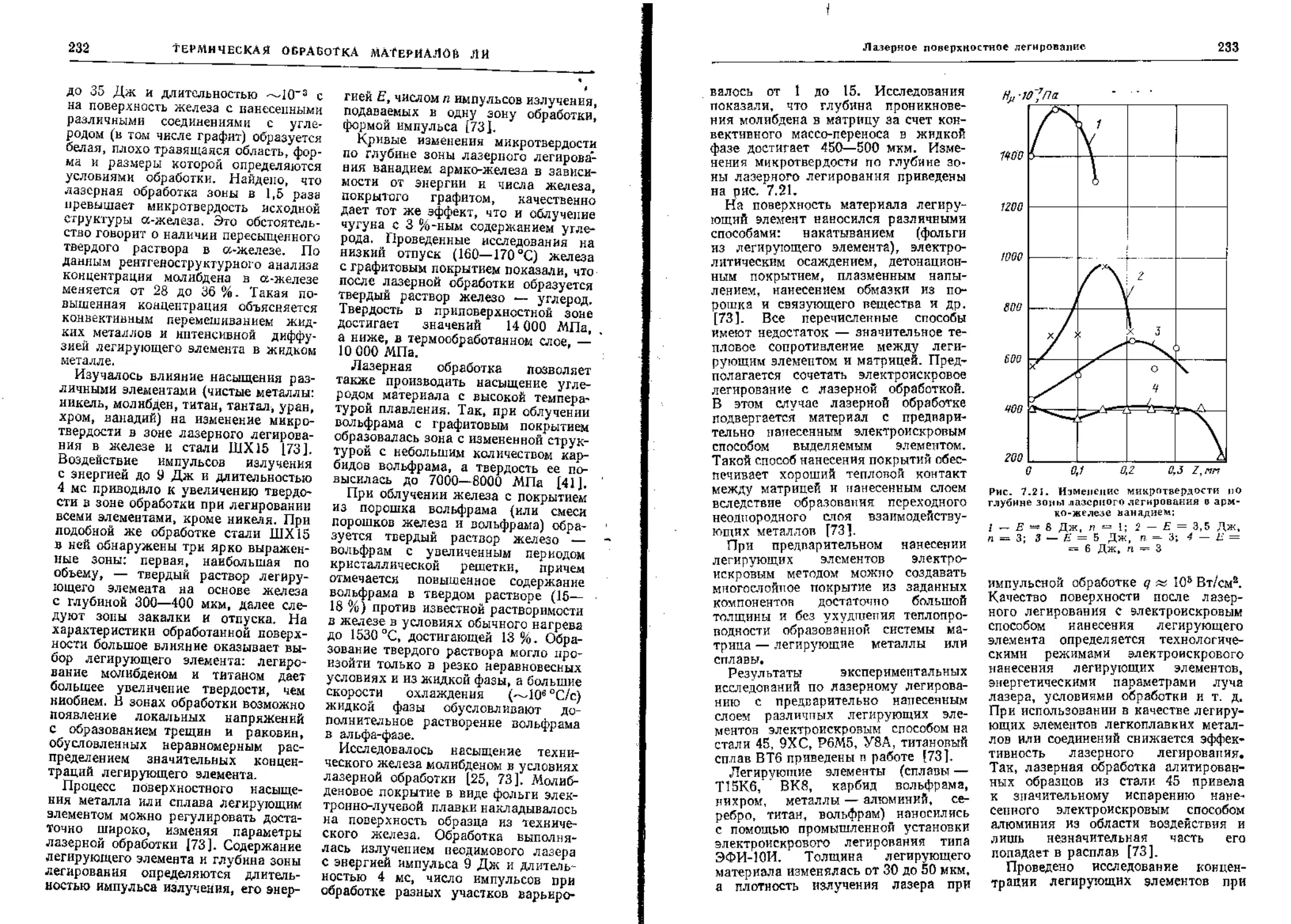
железа . 223
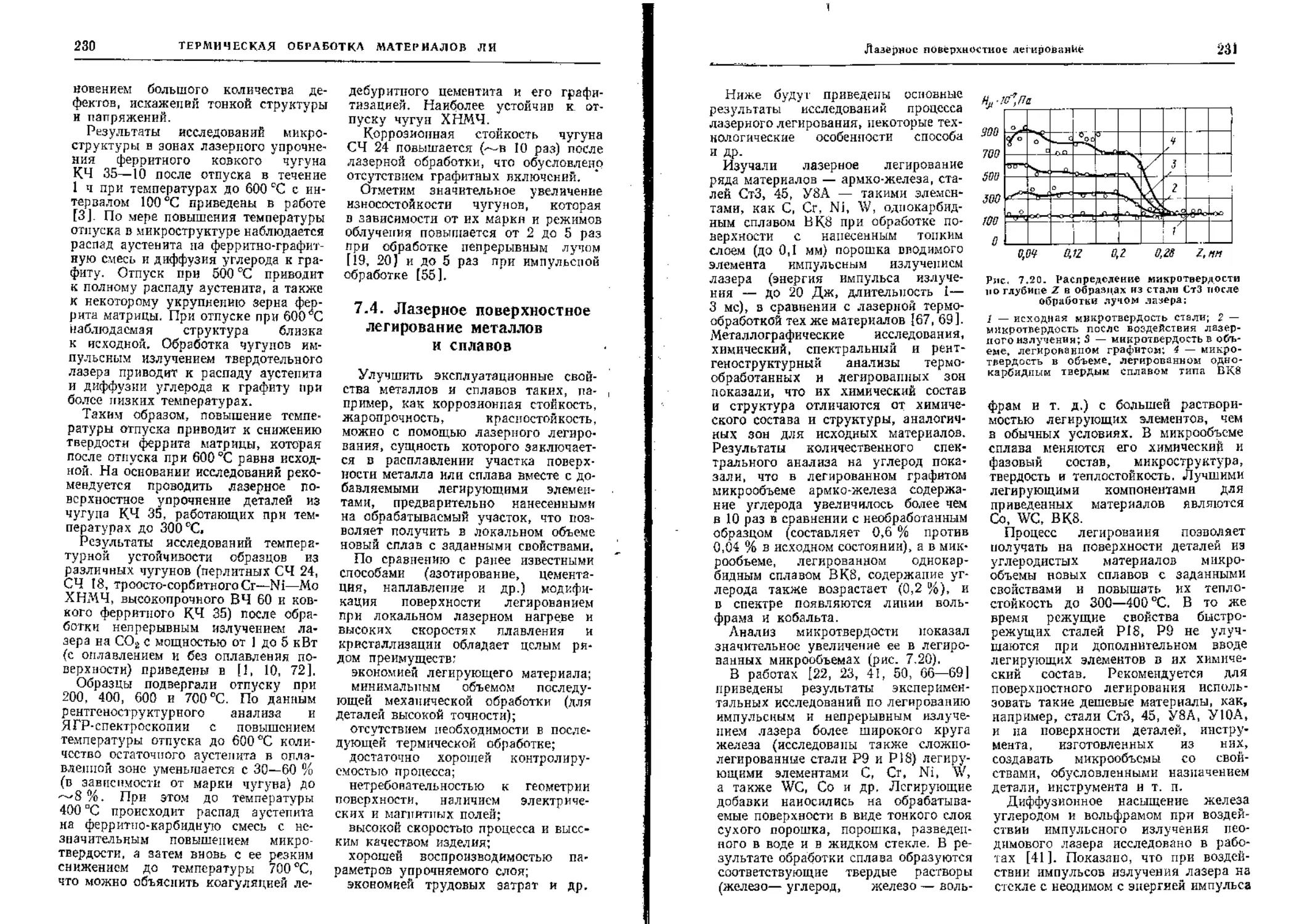
7.4. Лазерное поверхностное
легироиипне металлов и
сплавов 230
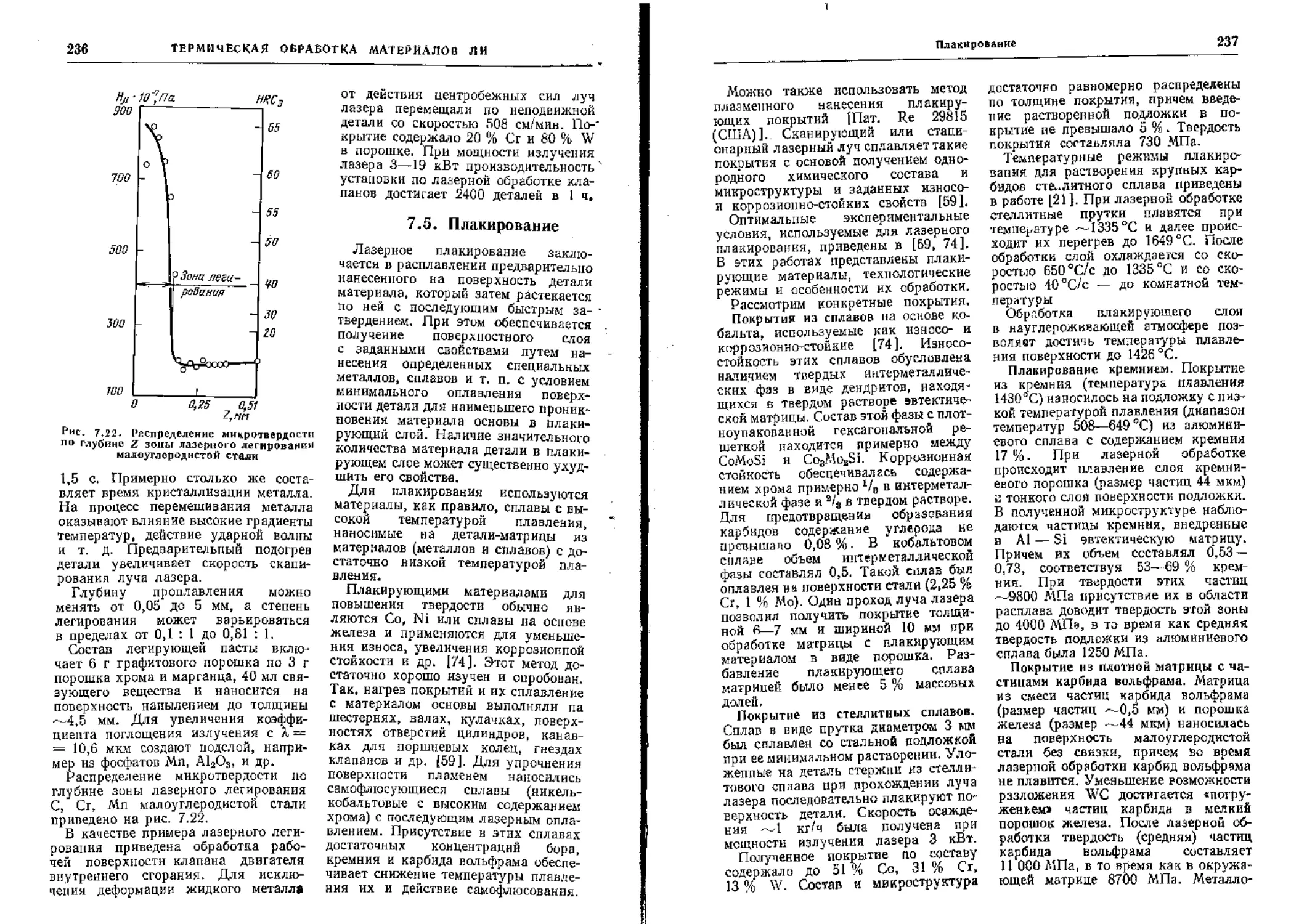
7.5. Плэкирс-аапие -. 236
7.6. Ударное воздействие . . 238
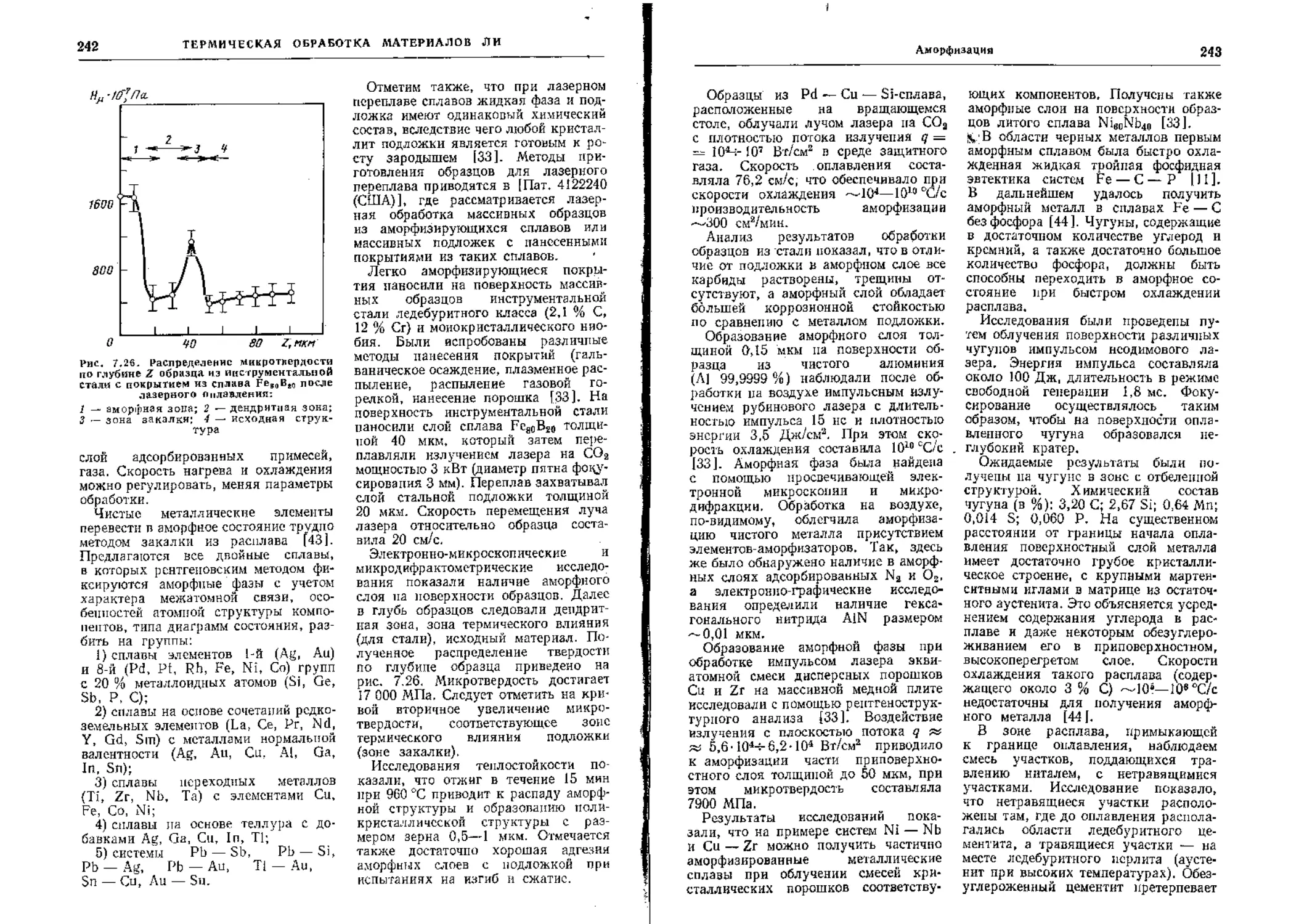
7.7. Аморфнвация........ 241
7.8. Технологические особен-
ности лазерного упроч-
нения деталей ..... 244
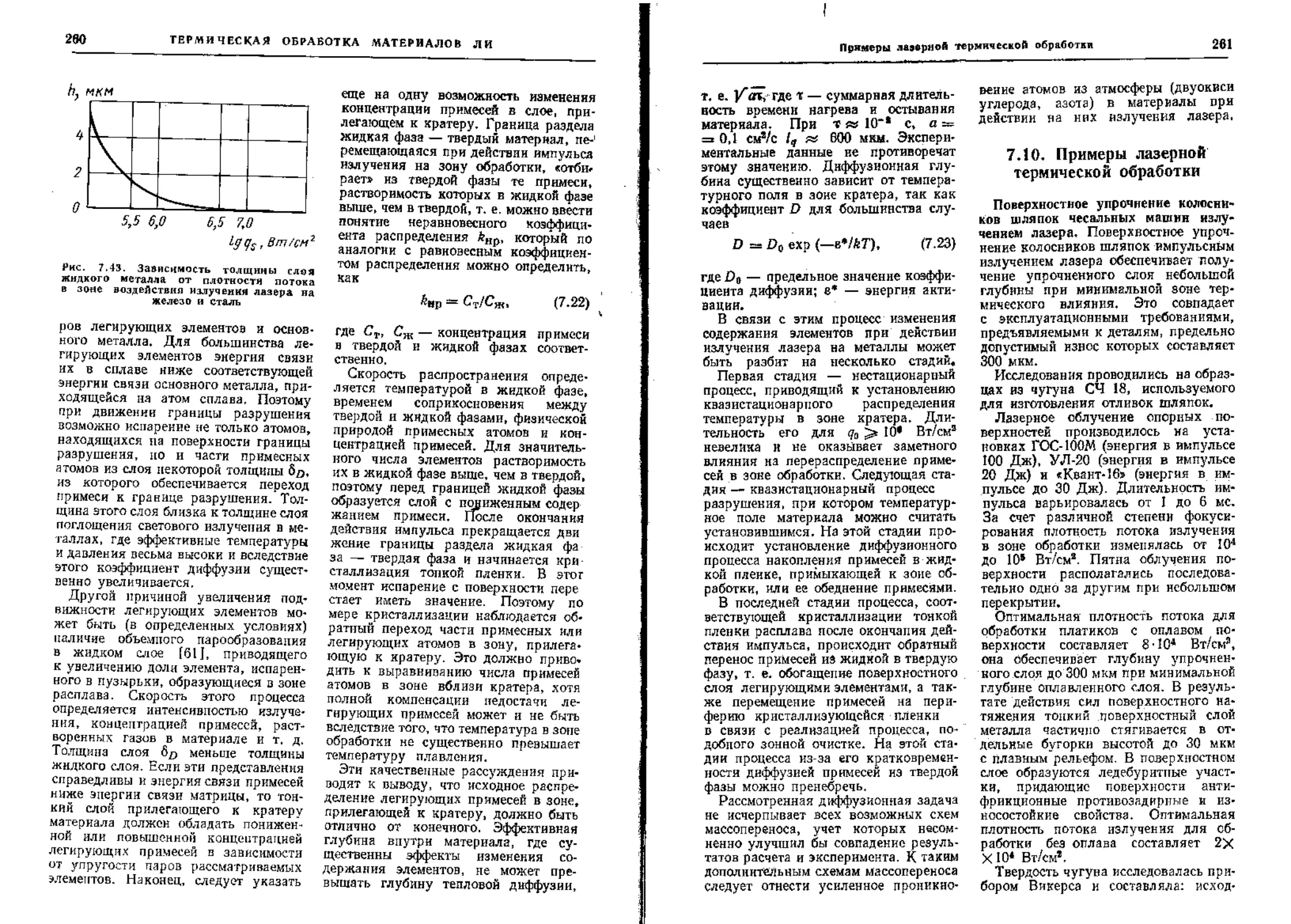
7.9. Процессы маесопереноса
в зоне кристаллизации и
термического влияния 257
7.10. Примеры лазерной тер-
мической обработки , , . 261
Список литературы ..... 265
/ лава 5. Лазерная сварка .... 269
8.1. Тепловые процессы при
сварке ......... 269
8.2. Технология лазерной
сварки ......... 279
8.3. Резка материалов непре-
рывным излучением ла-
зера ...................... 292
8.4. Шовная сварка материа-
лов мощным лазерным из-
лучением: ........ 305
Список литературы ..... 315
Глава 5. Размерная обработка ма-
териалов лазерным излу-
чением ................... , 316
9.1. Разрушение металлов и
непрозрачных материалов
прн образовании глухих
и сквозных отверстий под
воздействием ЛИ с плот-
ностью потока от 10е до
10“ Вт/сма ....... 316
9.2. Возникновение и движе-
ние жидкой фазы при об-
разовании отверстий в ме-
таллах ......... 321
9.3. Влияние энергетических
и временных характери-
стик импульса ЛИ на па-
раметры отверстий .... 325
9.4. Топография поверхности
отв ерстн й, п о л у ч ен и ы х
с помощью ЛИ в режиме
свободной генерации . . . 330
9.5. Факторы, влияющие на
точность и воспроизводи-
мость результатов размер-
ной обработки ..... 332
9.6. Многоимпульсный метод
обработки отверстий . . , 335
9-7. Применение конической
линзы для получения от-
верстий большого диаме-
тра о. помощью луча ла-
зера .................... 340
9.8. Повышение точности об-
работки микроотверстий
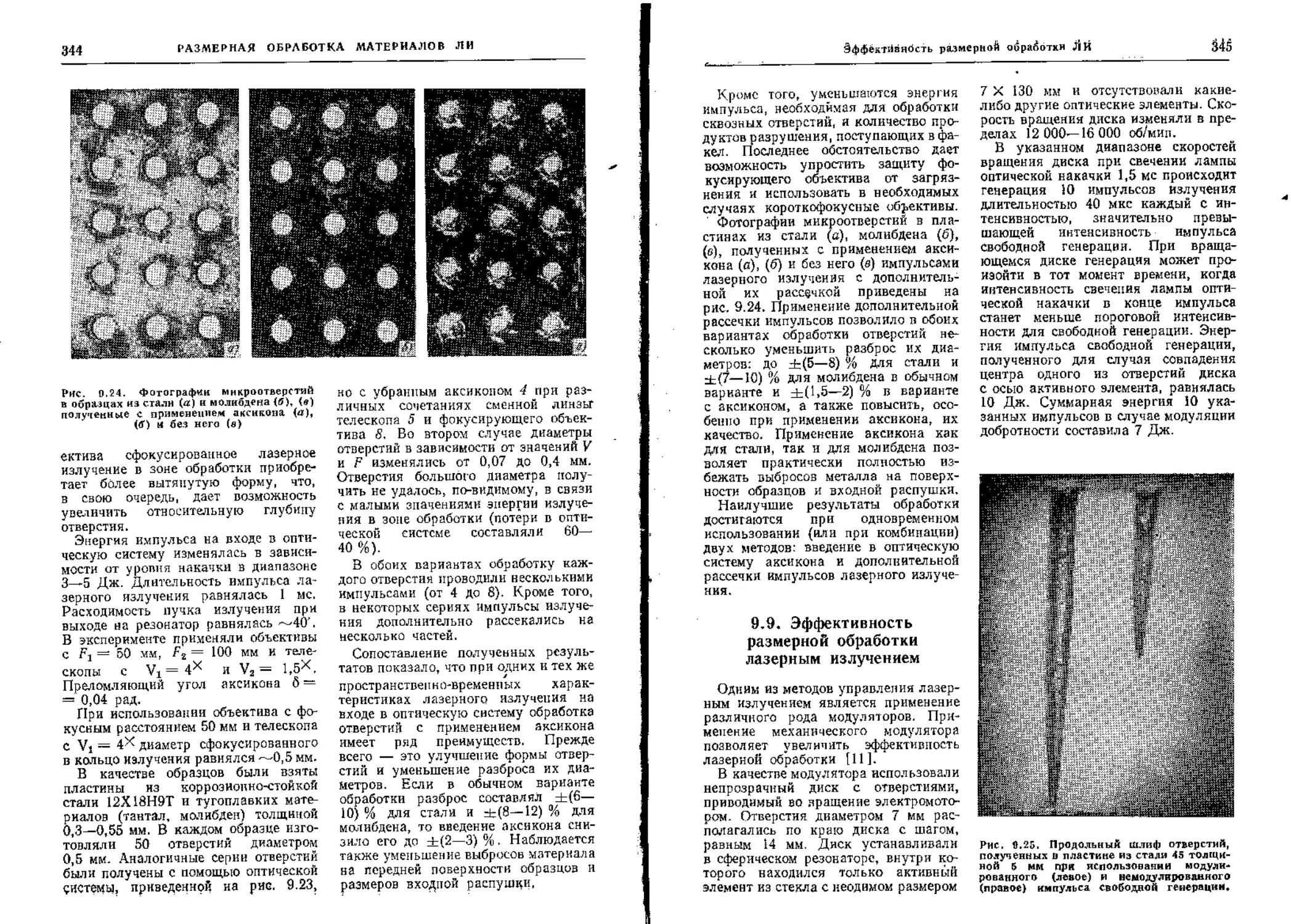
лазерным излучением , . 343
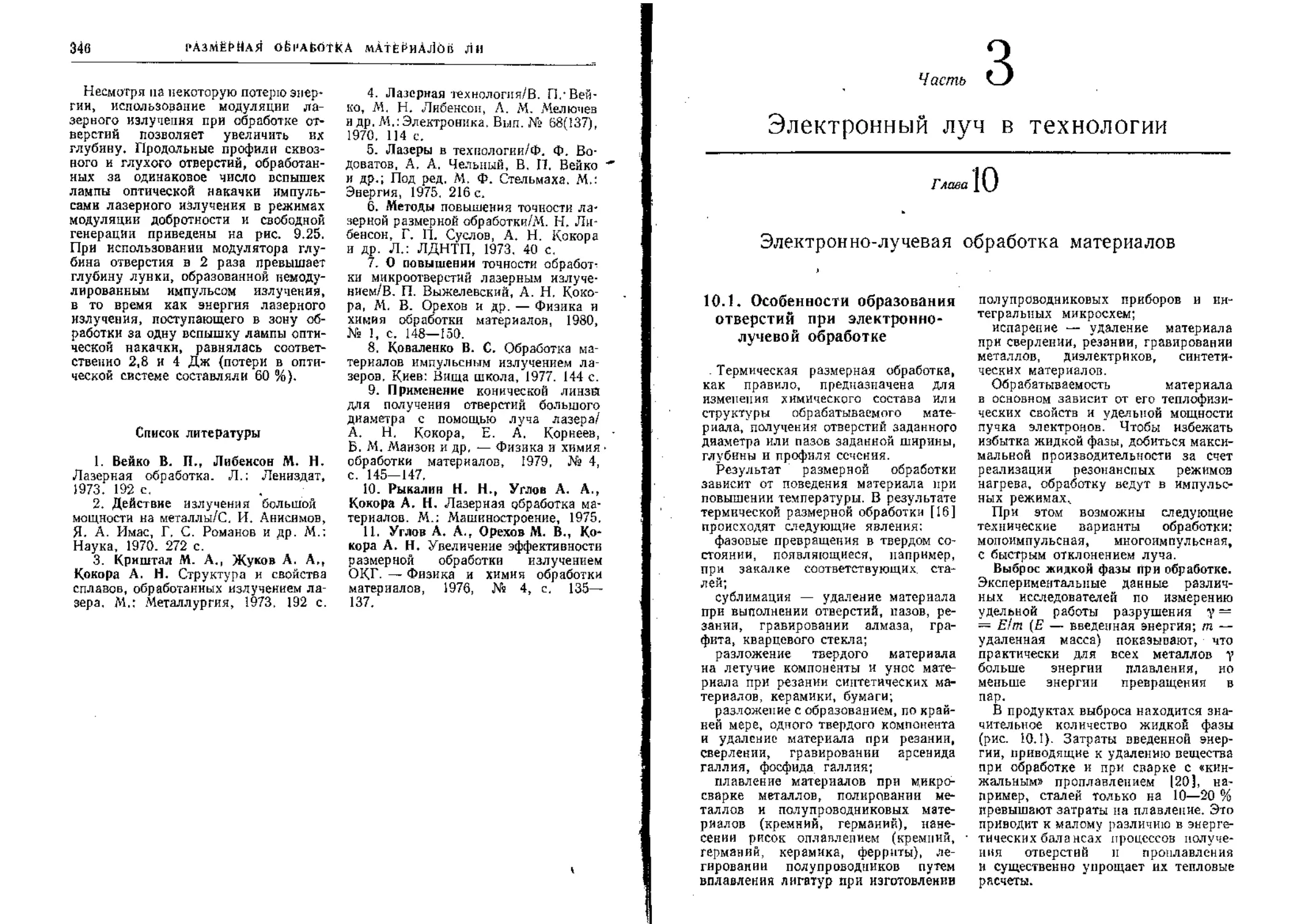
9.9. Эффективность размерной
обработки лазерным излу-
чением ......... 345
Слисок литературы ........... 346
Часть 3. ЭЛЕКТРОННЫЙ ЛУЧ
В ТЕХНОЛОГИИ ... 347
/'.из<зя /fl. Электронно-лучевая об-
работка материалов . . 347
10.1. Особенности образования
отверстий при электрон-
но-лучевой обработке . , 347
10.2, Электронно-лучевая об-
работка некоторых мате-
риалов 354
Список литературы ..... 363
Глава 11, Электронно-лучевая
сварка .......................... 364
11.1. Влия ни е удельной мощ-
ности ЭЛ на геометрию
зоны проплавления . . . 364
Н.2. Влияние изменении ра-
бочего расстояния пуш-
ка—деталь па геометрию
зоны проплавления . . . 367
11.3. Связь параметров ЭЛ
с геометрическими харак-
теристиками зоны про-
плавления ....... 369
И.4. Расчет геометрических
характеристик сварного
шва ..................... 371
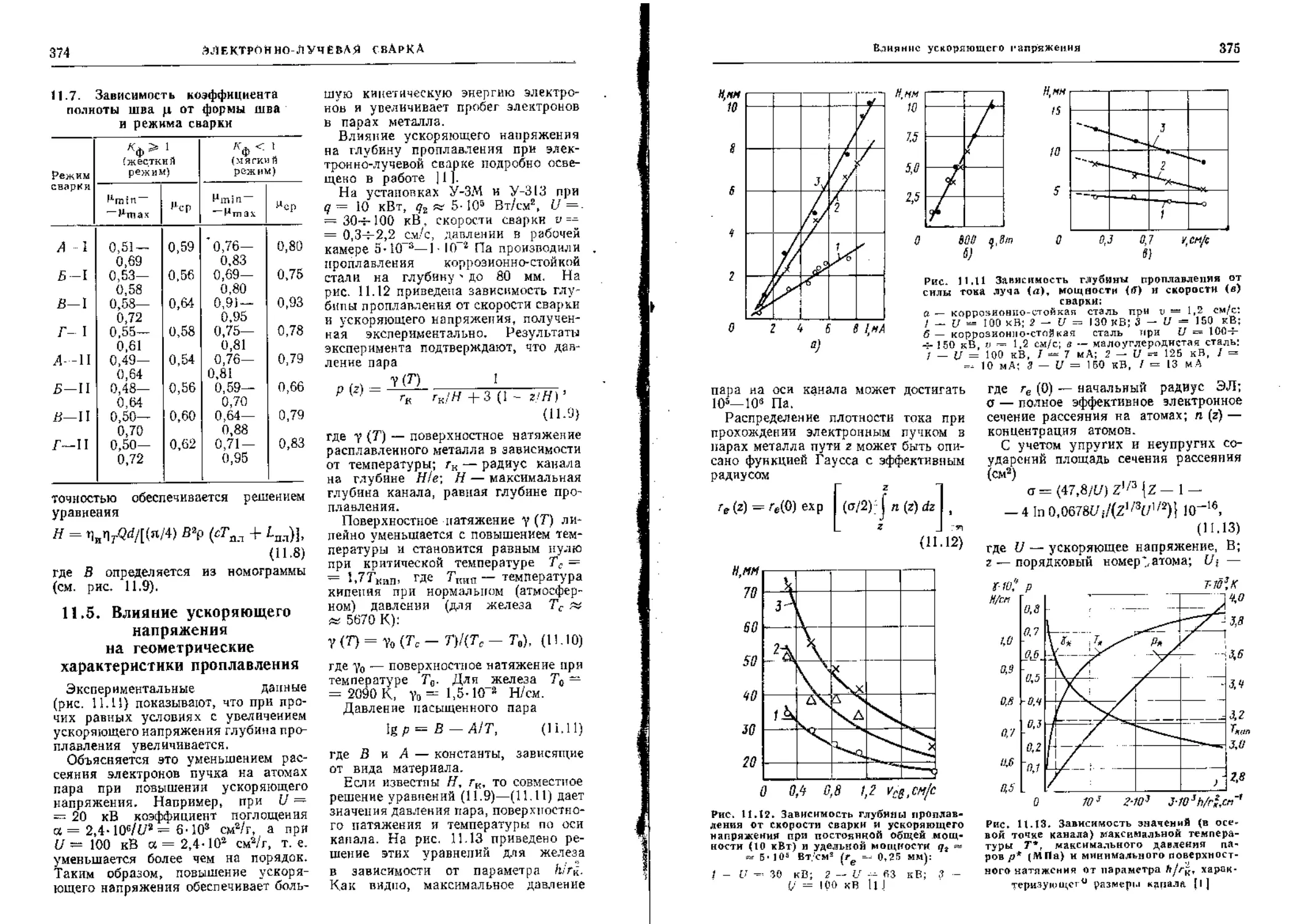
11.5. Влияние ускоряющего
напряжения на геометри-
ч еск и е ха ра ктер и стн к и
проплавления ............ 374
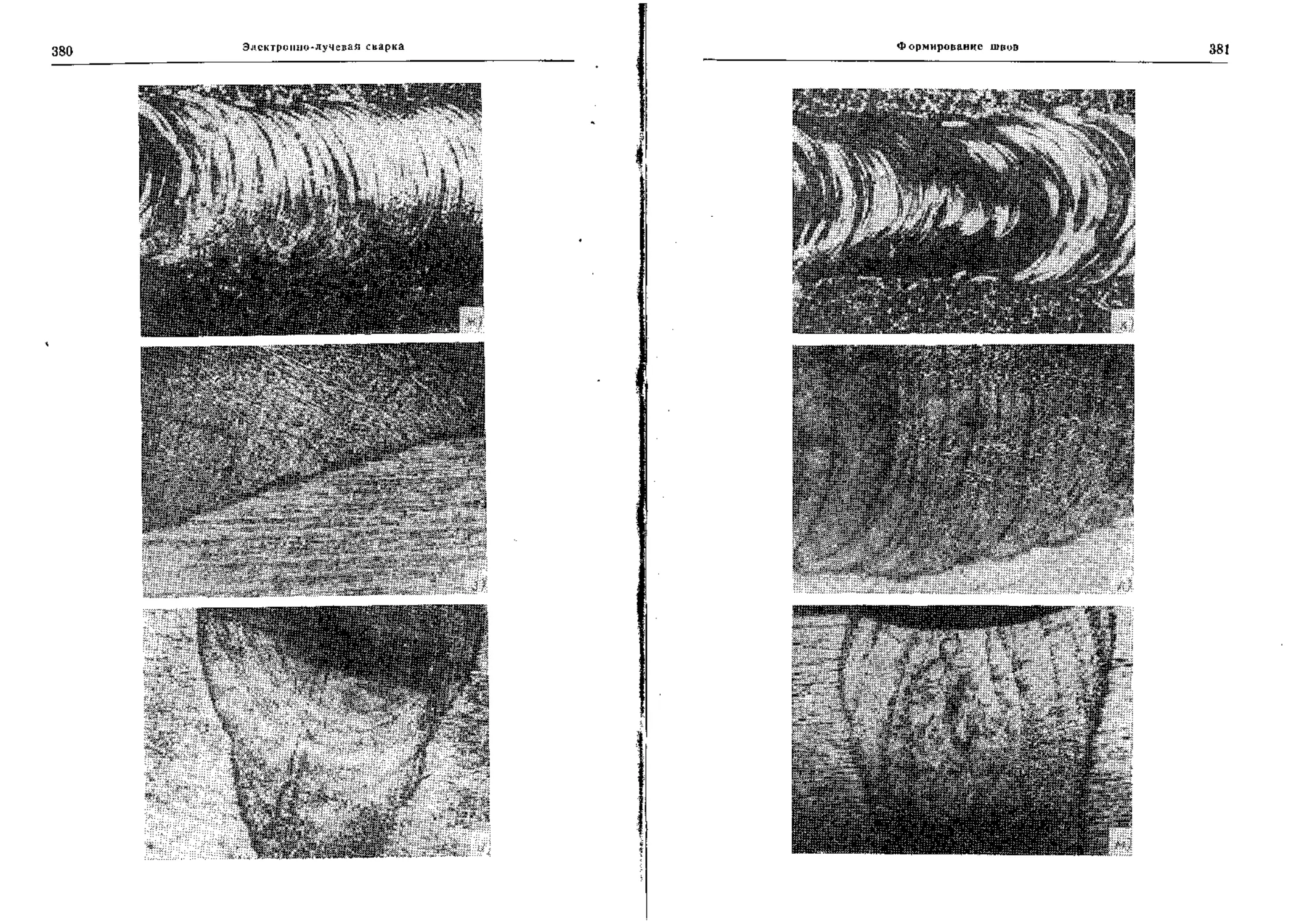
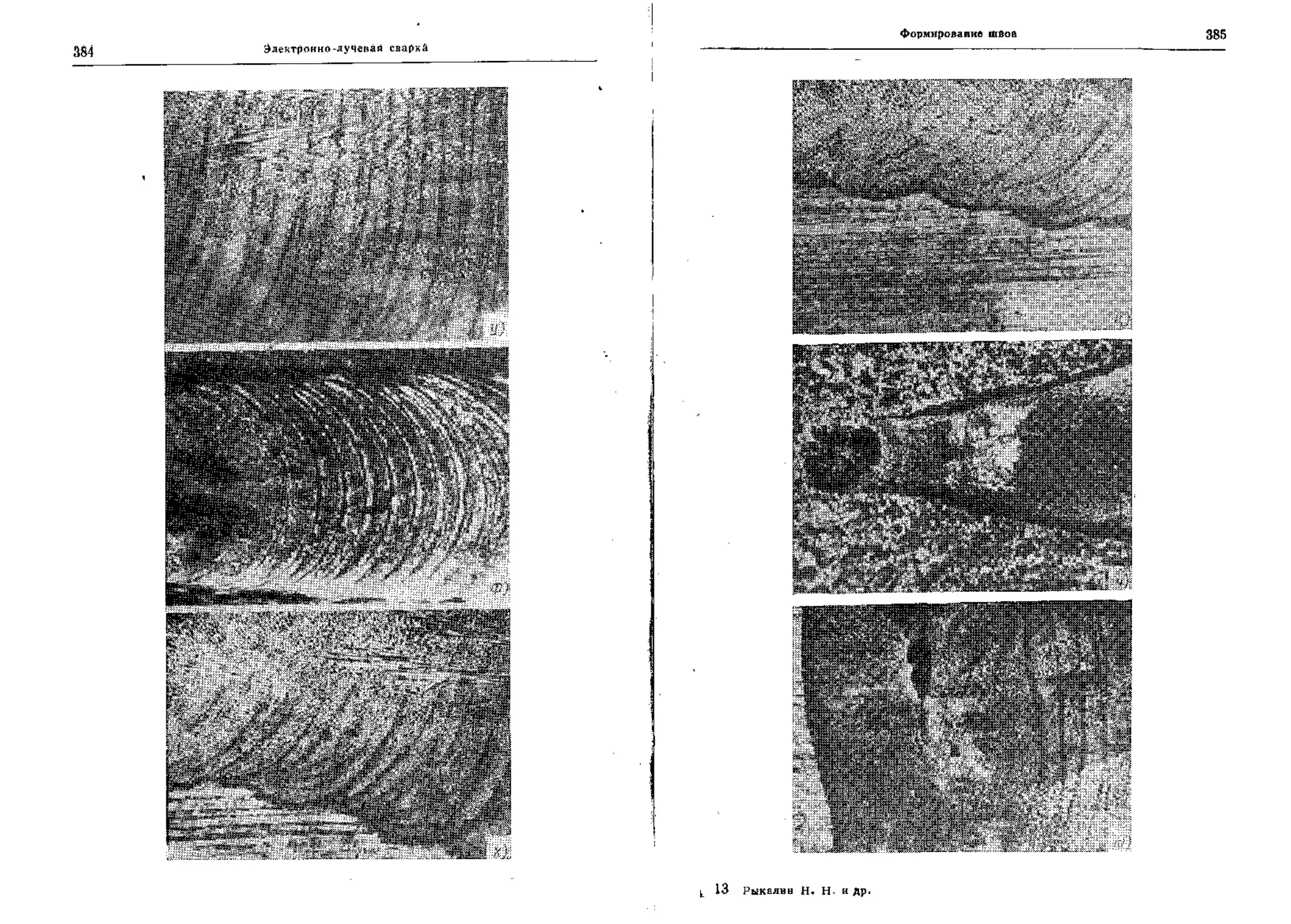
11.6. Формирование швов
в различных простран-
ственных положениях , , 376
Синеок литературы . 386
Г лава 72. Автоколебания при на-
греве вещества концен-
трированными потока-
ми энергии ...... 386
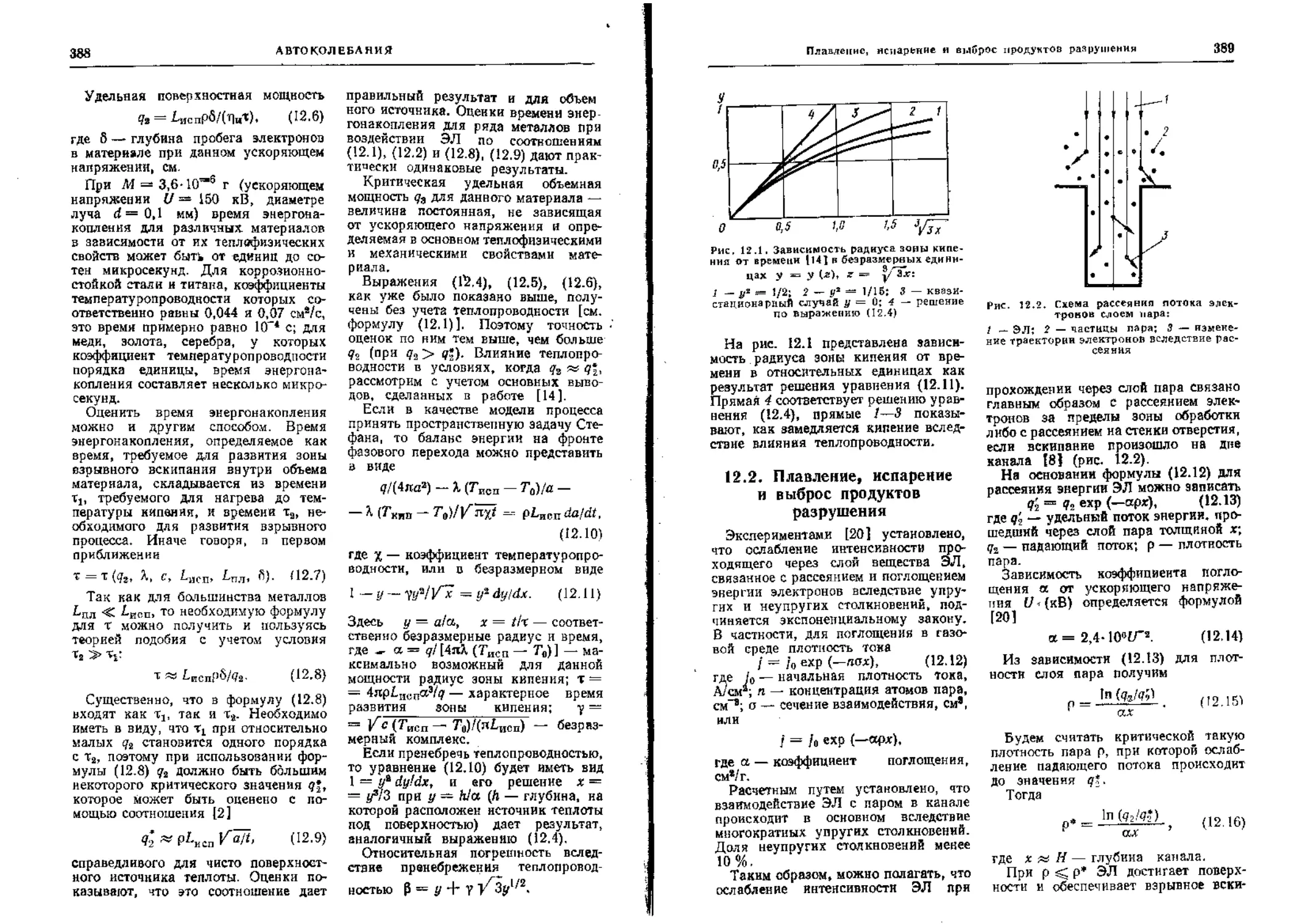
12.1. Условия перехода
к взрывному вскипанию
при йатреве ...... 386
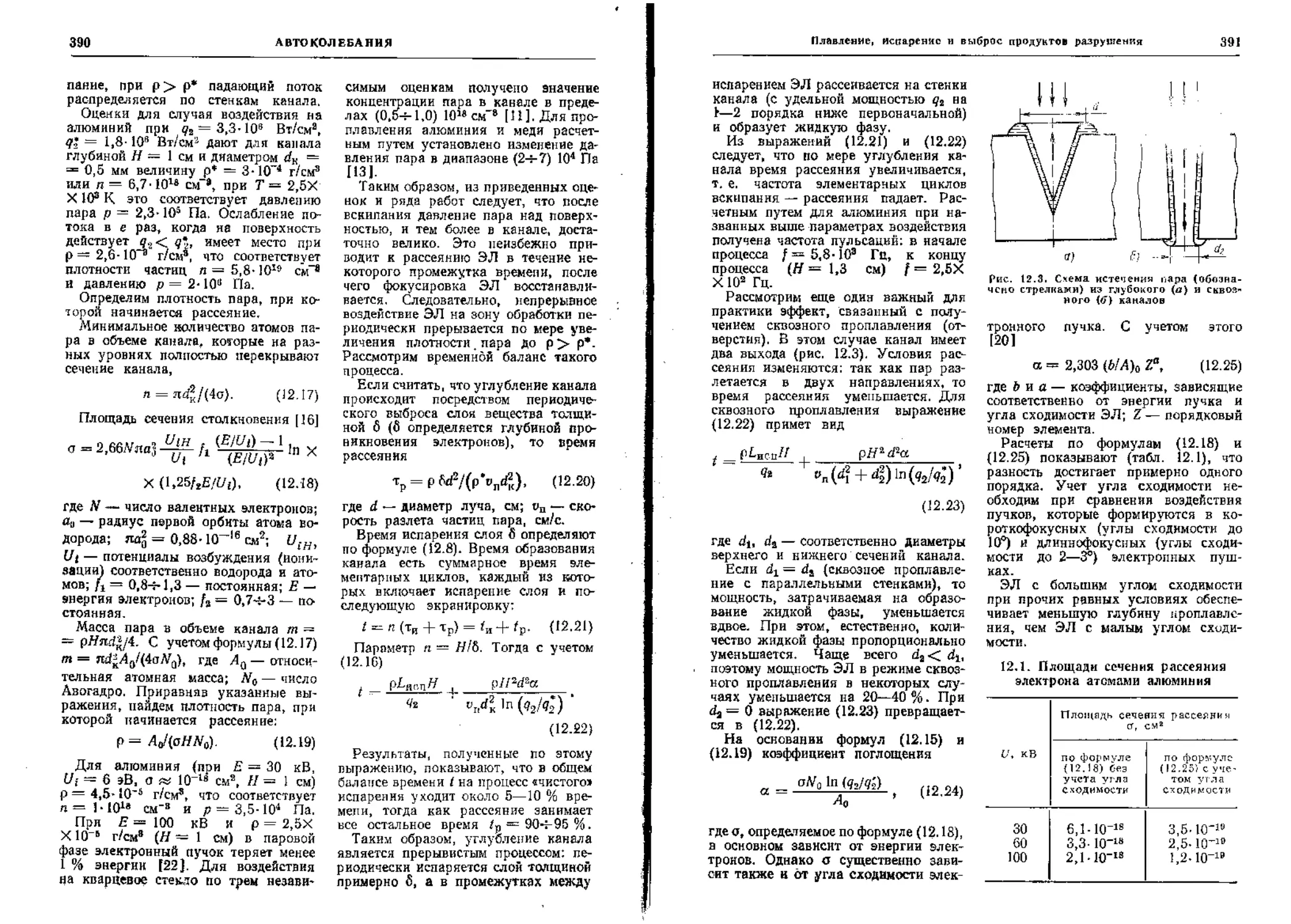
12.2. Плавление, испарение и
выброс продуктов раз-
рушения ................... 389
12.3. Взаимодействие ЭЛ
с плазмой в зоне обработ-
ки 392
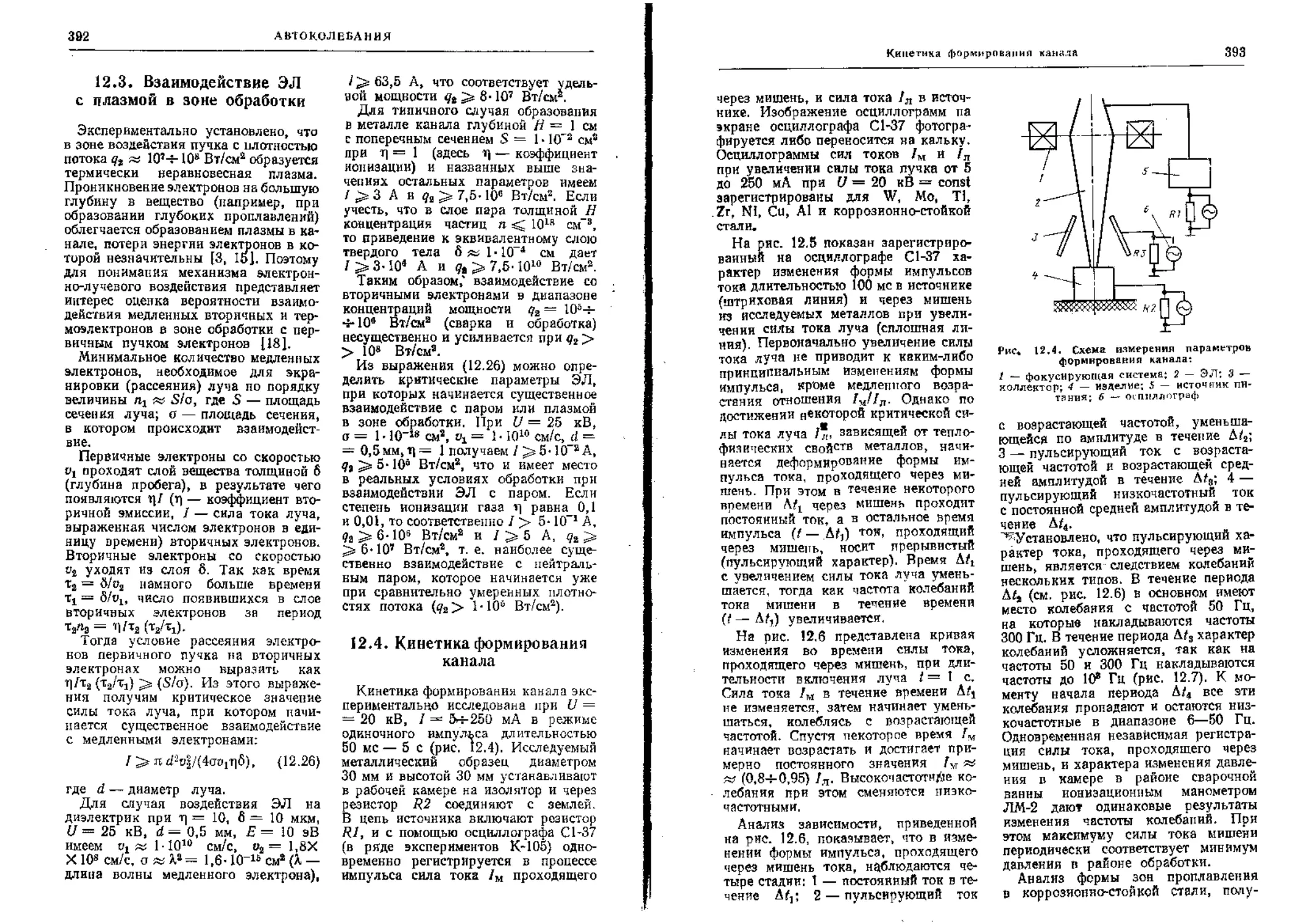
12.4. Кинетика формирова-
ния канала ...... 392
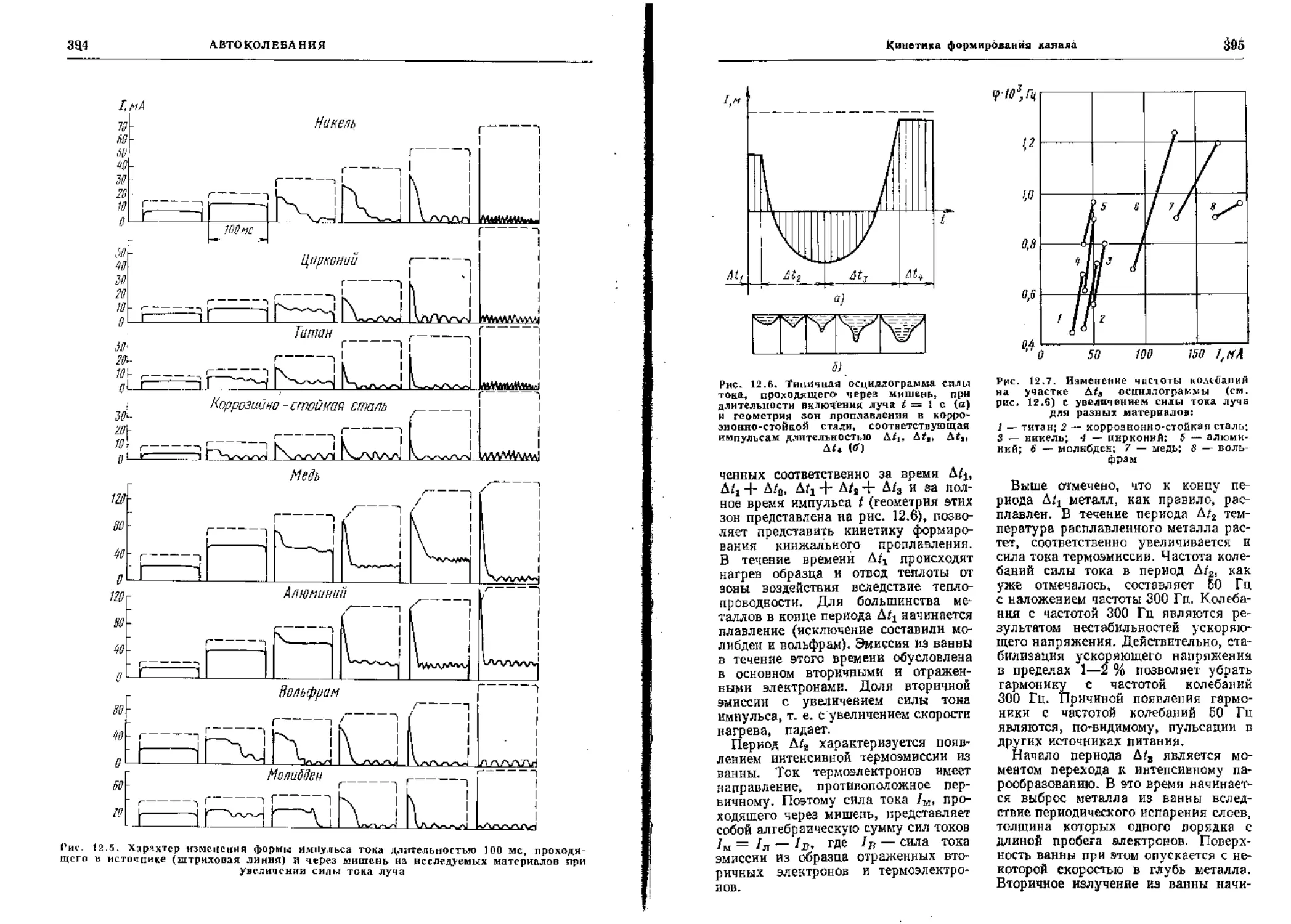
12.5. Автоколебания при на-
гренс металлов КПЭ 397
Список литературы . , . . . 400
Глава /,?. Термические процессы
электронно-лучевой тех-
нологии в микроэлектро-
нике ................... 402
13.]. Получение плевок и по-
крытий электронно-лу-
чевым испарением в ва-
кууме ......... 402
13.2. Электронно-лучевая
сварка в сборке инте-
гральных микросхем . . 407
Список литературы ..... 418
оглавление
5
Глава 14. Контроль, регулирова-
ние и стабилизация па-
раметров электронно*
лучевого нагрева при
обработке .............. 419
14.1. Эмиссия электронов из
зоны обработки , , „ , 419
14.2. Контроль п регулирова-
ние максимэльноА глу-
бины сварного urea . . , 424
14*3. Контроль стадий элек-
тронно-лучевого нагрев а
металлов ....... 426
14.4. Контроль глубины про-
плавления при электрон-
но-лучевой сварке по ча-
стоте пульсаций ионного
тока ..................... . 432
Список литературы ..... 433
Часть 4. ЛАЗЕРНОЕ И ЭЛЕК-
ТРОННО-ЛУЧЕВОЕ
ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ И
ОБЛАСТИ ЕГО ПРО-
МЫШЛЕННОГО ПРИ-
МЕНЕНИЯ ....................... 434
Глава 18. Оборудование для лазер-
ной и электронно-лучевой
обработки ...... . 434
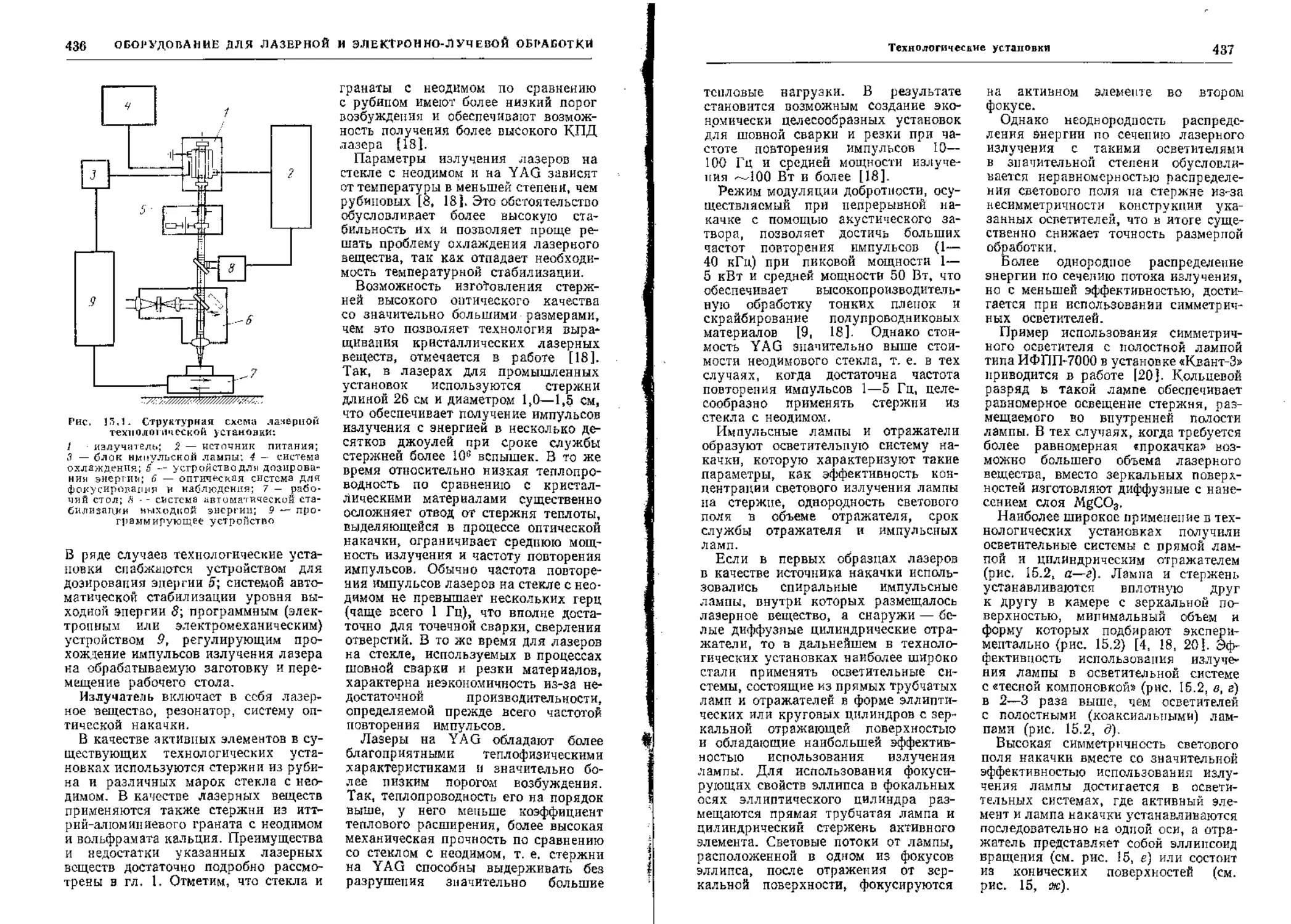
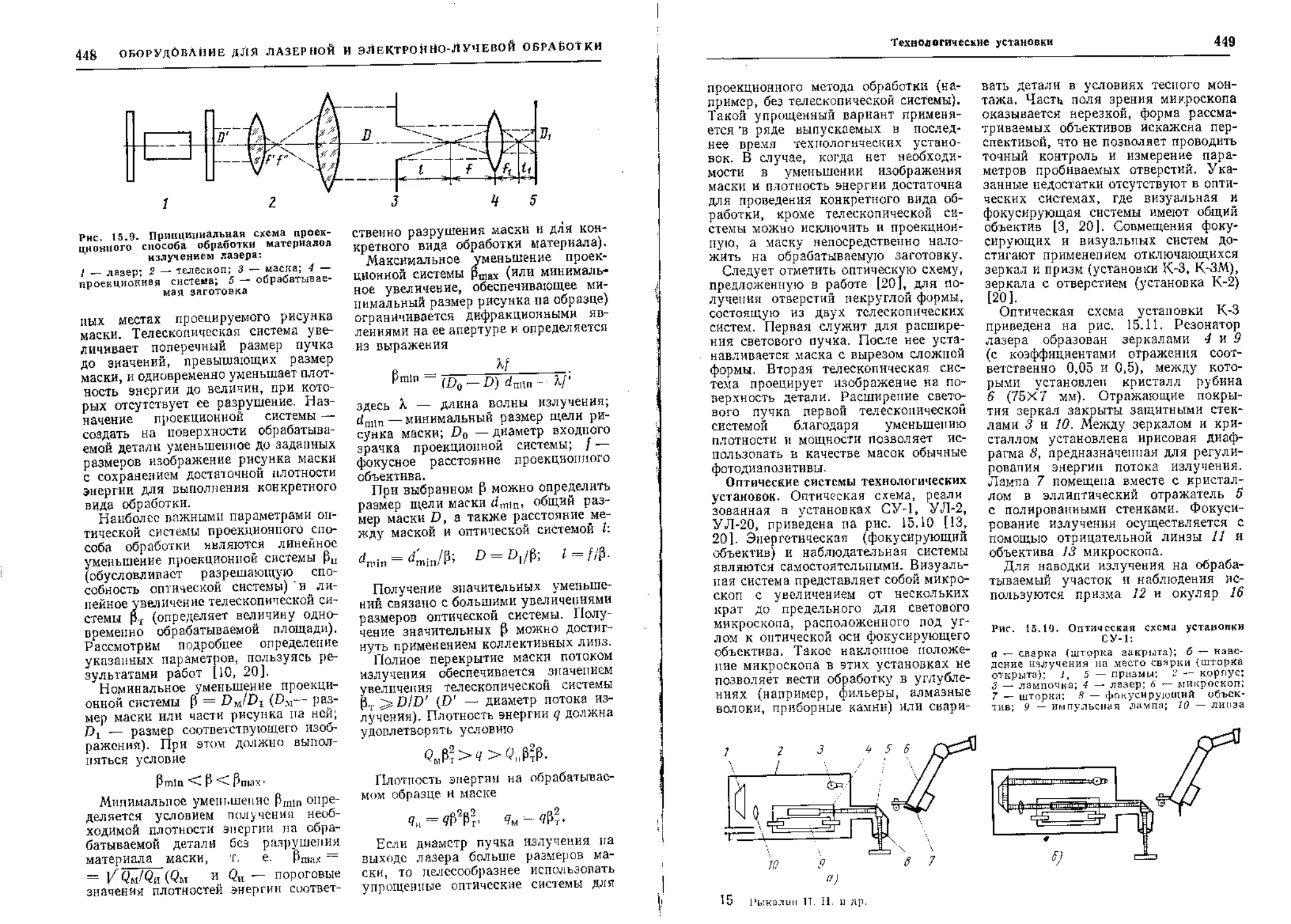
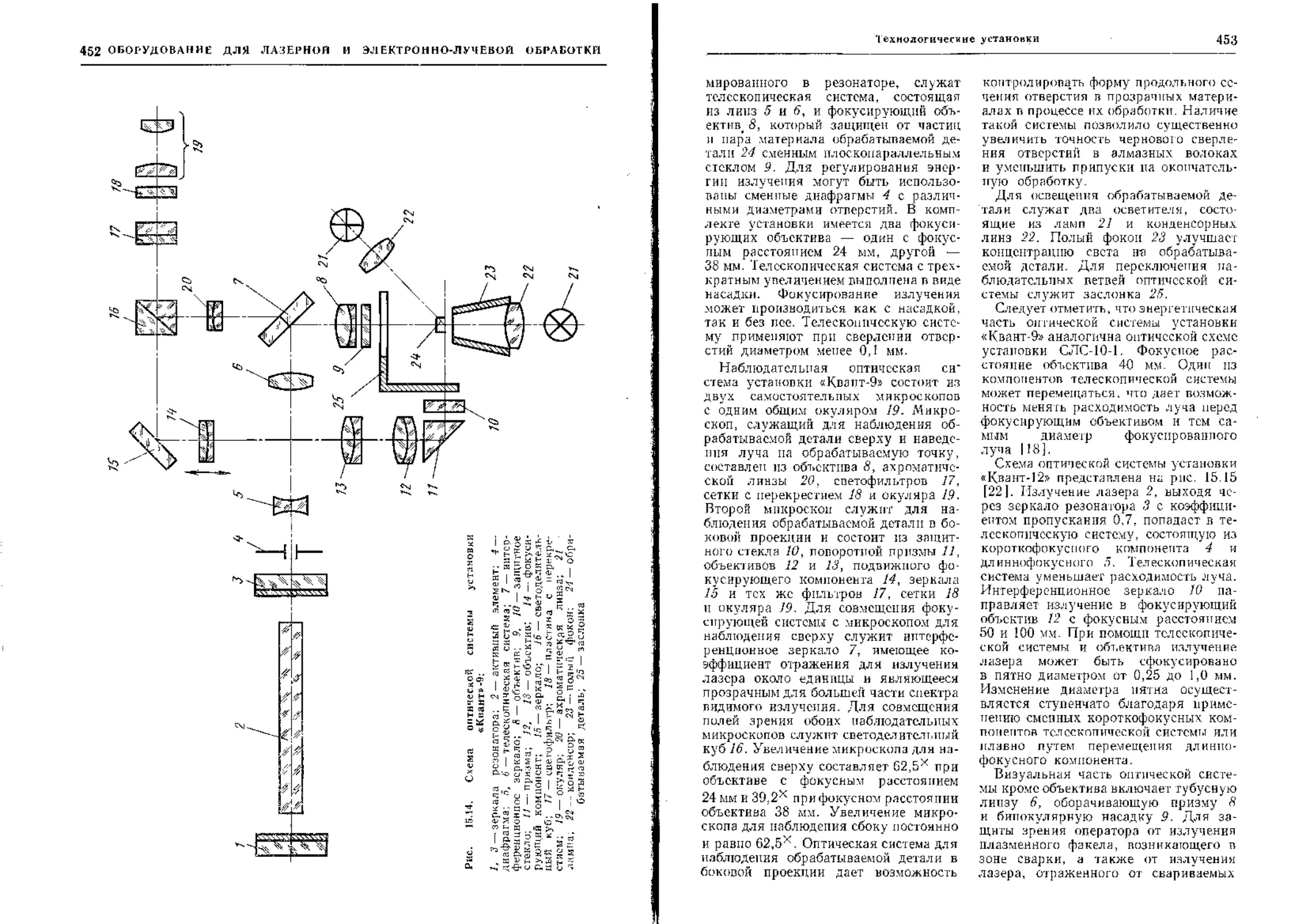
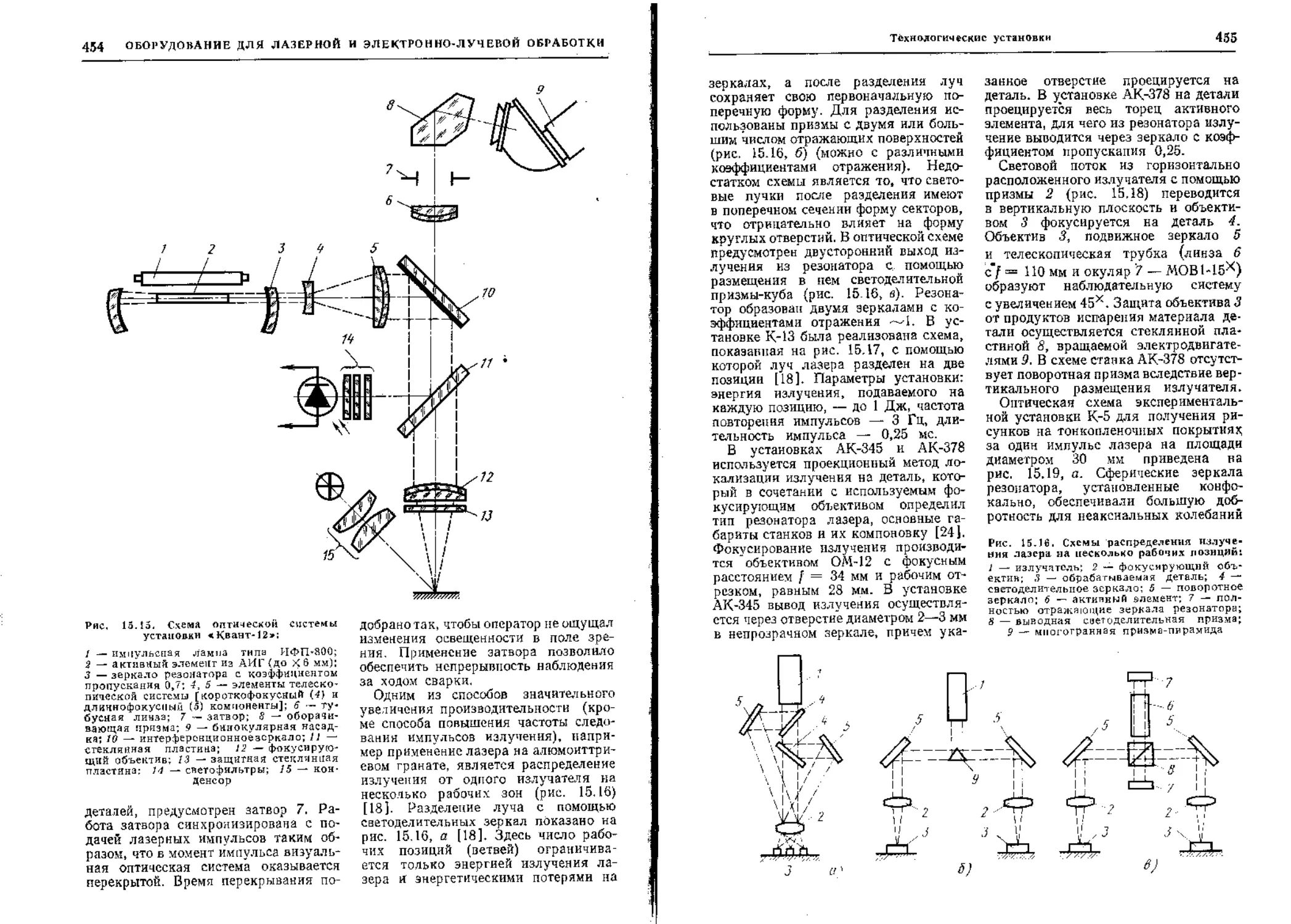
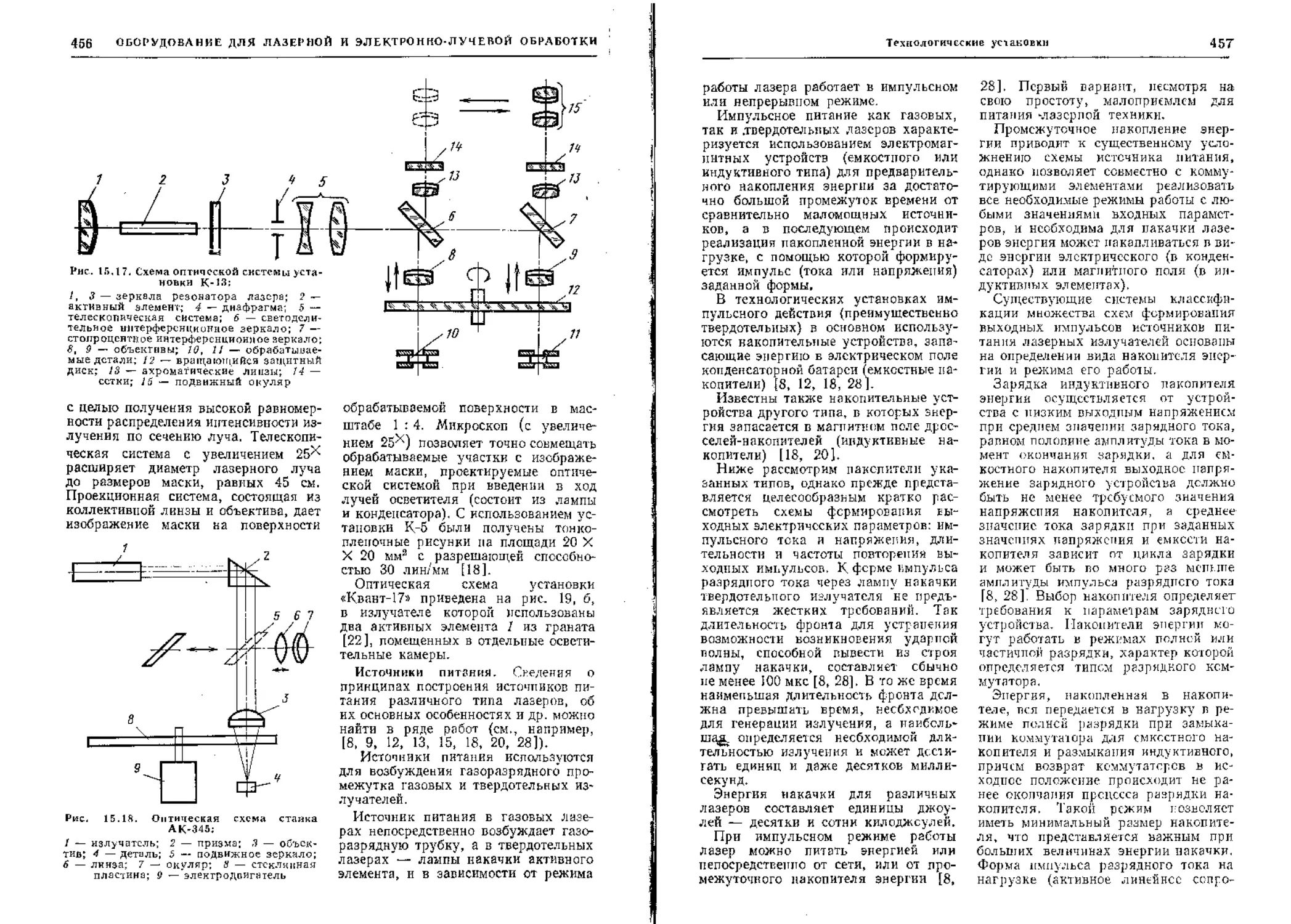
15.1. Технологические уста*
новки 434
15*2. Технологическое обору-
дование для электронно-
лучевой обработки . . . 475
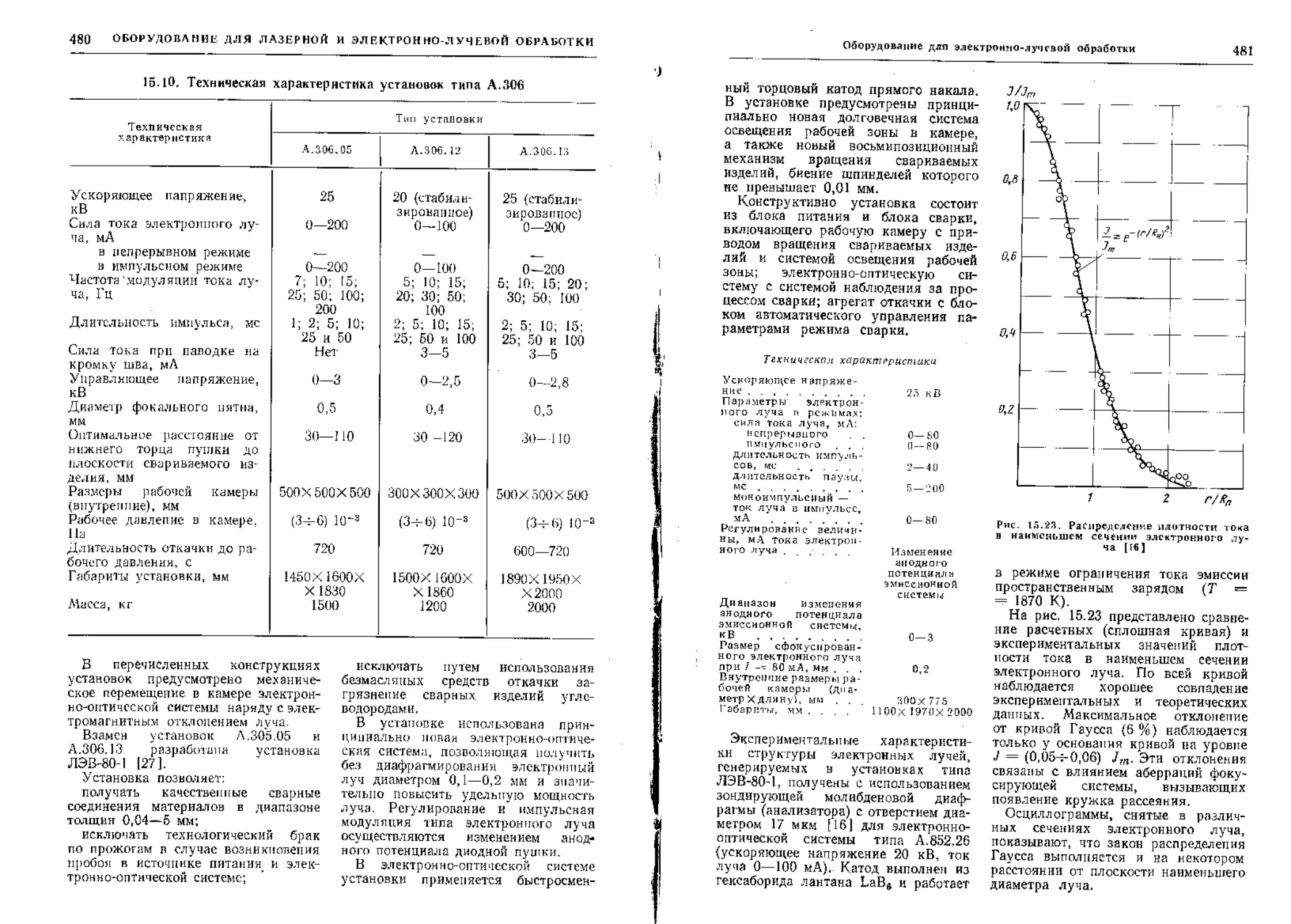
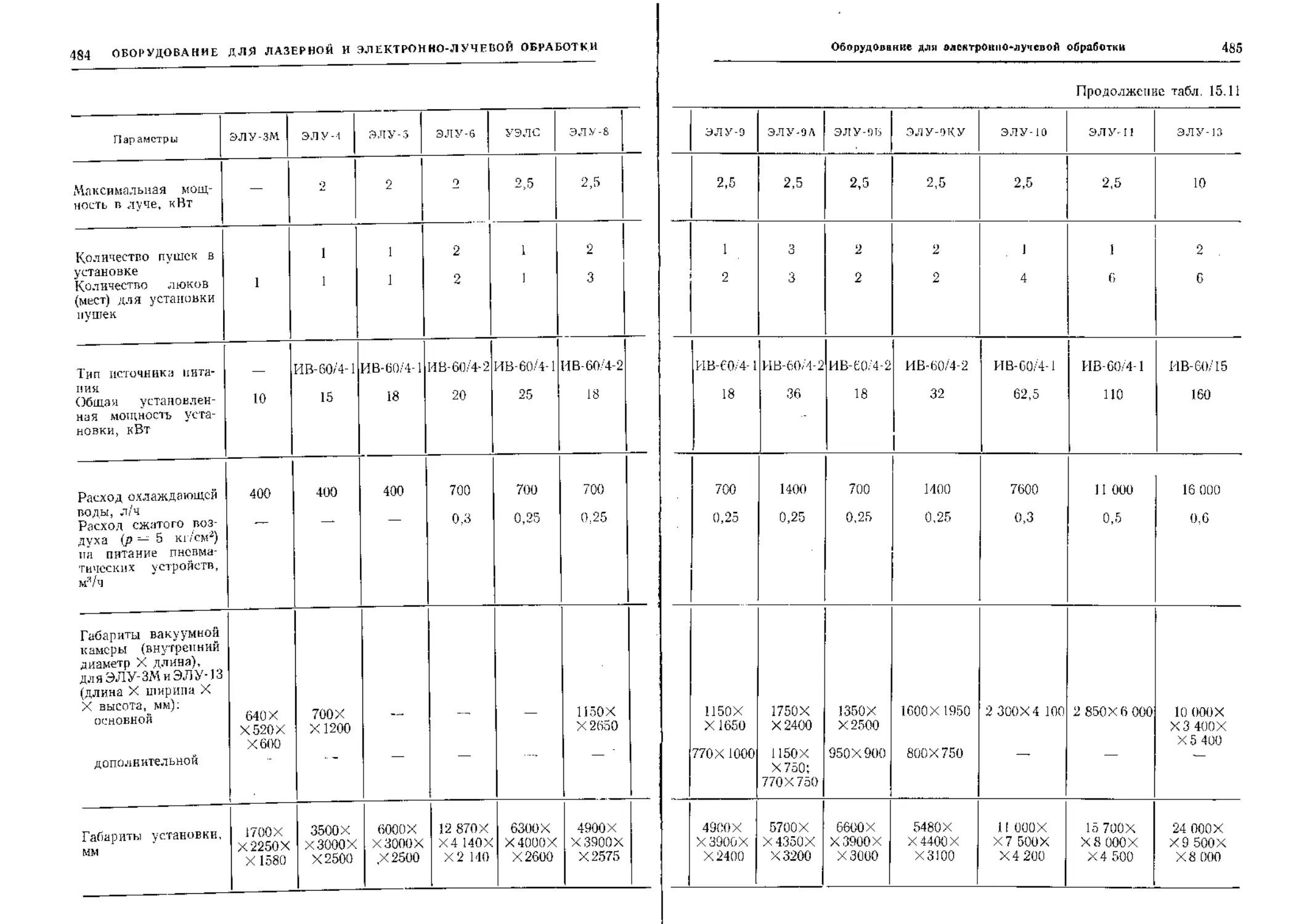
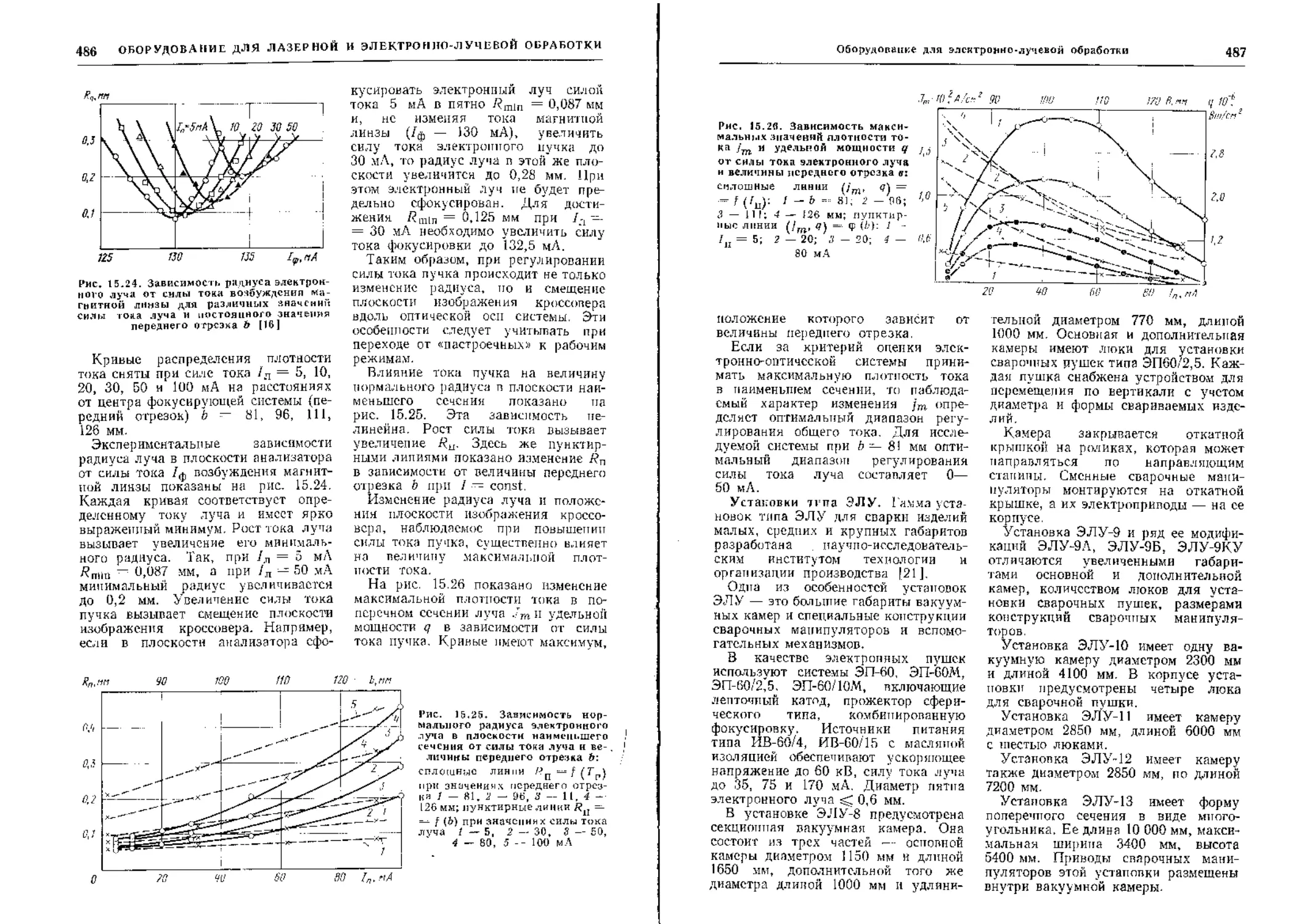
Список литературы ..... 488
Предметный указатель ..... 490
Предисловие
Использование концентрированных
потоков энергии (КПЭ), к числу ко-
торых относятся потоки ионов и элек-
тронов, плазменные струи и сгустки,
лазерное излучение и др., в научных
исследованиях и на практике непре-
рывно расширяется. Это обусловлено
появлением новых технологических
процессов, основанных на последних
достижениях пауки и техники, а также
возможностью гибкого управления
энергетическими и временными ха-
рактеристиками КПЭ, относительной
простотой автоматизации процессов и
оптимизации их параметров.
В последнее время все большее зна-
чение приобретают процессы обработки
материалов лазерным излучением с раз-
личными длинами волн и электрон-
ными потоками при ускоряющих на-
пряжениях в «технологическом» диа-
пазоне (10—150 кВ). Одним из основ-
ных преимуществ КПЭ является воз-
можность достижения сравнительно
простыми техническими средствами вы-
соких плотностей потока энергии на
поверхности обрабатываемой детали,
что предопределяет широкий диапазон
реализуемых технологических процес-
сов, включая сварку, термическую
обработку, резание, образование от-
верстий в пластинах и т. Д.
За последние годы в нашей стране
и за рубежом был опубликован ряд
книг и статей по вопросам взаимодей-
ствия КПЭ с веществами, отражаю-
щих достижения пауки в области
изучения физических и физико-хими-
ческих процессов в зонах воздействия
лазерного и электронного излучения
и их практического применения.
Накопление знаний в этой дина-
.мичной области науки приводит, с од-
ной стороны, к выявлению «бесспор-
ных» истин, а с другой — к расшире-
нию областей «пересечения» сущест-
венно различающихся по техническому
оформлению процессов, .Много таких
«пересечений» оказывается у электрон-
но-лучевых и лазерных процессов,
поскольку геометрические и энерге-
тические параметры их в технологиче-
ском диапазоне оказываются близкими
друг к другу.
Поэтому авторы считали целесооб-
разным рассматривать основные физи-
ческие явления для КПЭ с единой
«энергетической» позиции.
Эта книга является справочником
особого рода. Быстрое развитие ла-
зерной и электронно-лучевой техники
и технологии как бы противоречит
самой идее написания справочника.
Тем не менее авторы сделали попытку
отобрать из большого числа физиче-
ских и физико-химических явлений,
протекающих при воздействии лазер-
ного и электронного излучений на
вещества, и процессов, основанных
па этих явлениях, те, которые, по мне-
нию авторов, являются базовыми и
в дальнейшем будут лишь корректи-
роваться, по пе пересматриваться ко-
ренным образом.
Авторы в определенной последова-
тельности построили материал, осно-
вываясь па собственном опыте н дан-
ных советских и зарубежных ученых.
Все замечания по содержанию книги
будут с благодарностью приняты ав-
торами.
Часть
Лазерное излучение и электронный луч
как источник нагрева материала
Глава 1
Лазеры и лазерное излучение
1.1. Физические основы
работы лазеров
Лазерное излучение (ЛИ) — это вы-
нужденное монохроматическое излу-
чение широкого диапазона длин волн
от единиц нанометров до десятков
и сотен микрометров (рис, 1.1).
Частота крайних участков изме-
няется примерно в 101с раз. Между
различными участками спектра гра-
ницы определены довольно условно,
соответственно характеру взаимодей-
ствия излучения с веществом. Наряду
с волновой природой электромагнит-
ное излучение во многих случаях
проявляет корпускулярную природу:
оно представляет собой последова-
тельность дискретных порций (кван-
тов) энергии, называемых фотонами.
Энергия фотона
Е = kv =- hoik, (J. 1)
где h = 6,6-10-34 Дж-с — постоянная
Планка; v — частота излучения; Z —
длина волны излучения; с— скорость
распространений электромагнитного
излучения (скорость света).
Так, например, в дифракции и ин-,
терферепции преобладает волновая
природа света, в других явлениях,
обусловленных эффектами поглоще-
ния света атомными или молекуляр-
ными системами (например, явление
фотоэлектрического эффекта), — кван-
товая природа света.
Для характеристики излучения мож-
но использовать энергию фотона
(табл. 1.1).
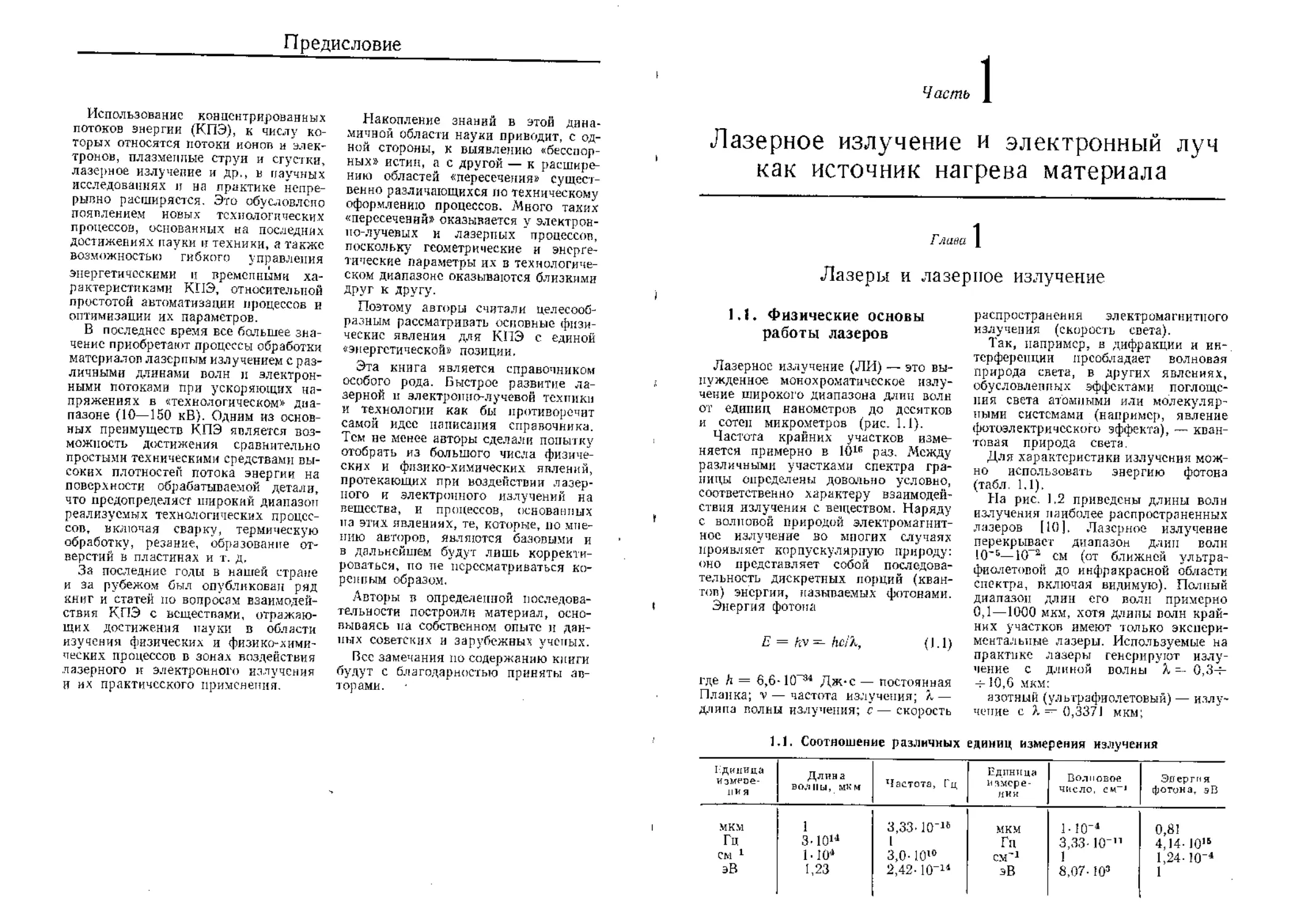
На рис. 1.2 приведены длины волн
излучения наиболее распространенных
лазеров [ К) ]. Лазерное излучение
перекрывает диапазон длин волн
10'5—10 2 см (от ближней ультра-
фиолетовой до инфракрасной области
спектра, включая видимую). Полный
диапазон длин его волн примерно
0,1—1000 мкм, хотя длины волн край-
них участков имеют только экспери-
ментальные лазеры. Используемые на
практике лазеры генерируют излу-
чение с длиной волны X -- 0,34-
4-10,6 мкм:
азотный (ультрафиолетовый) — излу-
чение с }. — 0,3371 мкм;
1.1. Соотношение различных единиц измерения излучения
Единица изм^ое- 11 и я Длин а водны, мки Частота, Гц Единица намере- нии Волновое число, см.-1 Энерги я фотунат эВ
МКМ 1 3,33- 10’1Ь МКМ МО'4 0,81
Гц з-ю14 1 Гц 3,33-10'" 4,14- J016
см 1 1Д04 3,0-1.0'° см'1 1 1,24-10'4
эВ 1,23 2,42-10“14 эВ 8,07-103 1
й
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЙ
Длина волны
(Цнн iнм Юнн ЮОнн /мкмОки тякм^Чсм Юсп }п Юн ЮОи 1лн Юнн ЮОкн
—L--! । —-- _|£ । । । । । । । ।
]й g ' !|| |[ I ПК- ! СВЧ— УК8 Радио-
излучение itg £ § излучение i излучение волны
i < l , J ' ।
!0№ №* ю” №16 /о'5 Юп /Оа /0гг Ю1< /0ю ю3 Ю9 70* 10е Ю5 70*
Частота, Гц
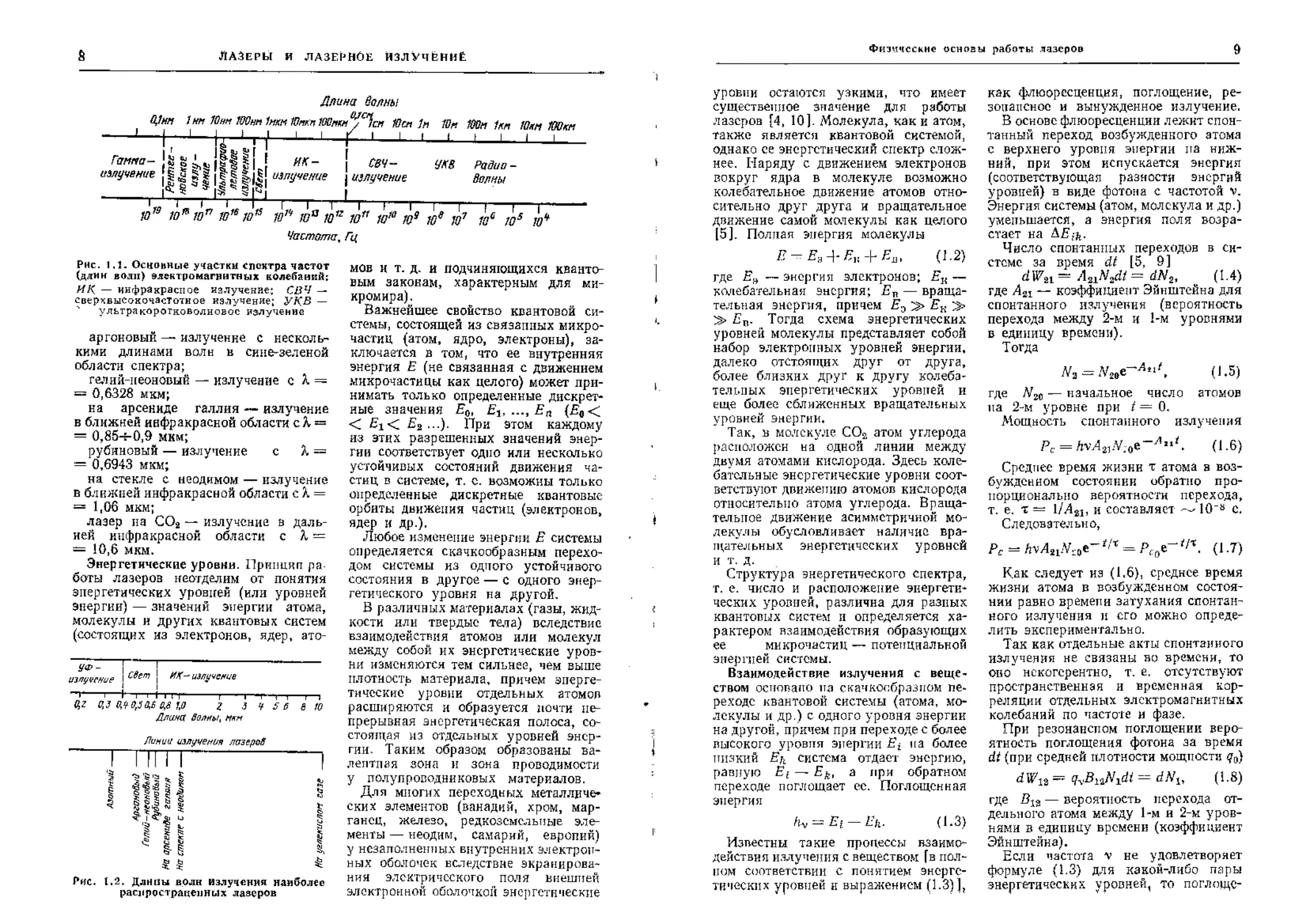
Рис. 1,1. Основные участки спектра частот
(длин волн) электромагнитных колебаний;
ИК — инфракрасное излучение; СВ1/ —
сверхвысокочастотное излучение; УКВ —
' ультракоротковолновое излучение
аргоновый —• излучение с несколь-
кими длинами волн в сине-зеленой
области спектра;
гелий-неоновый — излучение с ?.=
= 0,6328 мкм;
на арсениде галлия — излучение
в ближней инфракрасной области сХ —
= 0,85-5-0,9 мкм;
рубиновый — излучение с h —
— 0,6943 мкм;
на стекле с неодимом — излучение
в ближней инфракрасной области с X =
= 1,06 мкм;
лазер на СО2 — излучение в даль-
ней инфракрасной области с X =
= 10,6 мкм.
Энергетические уровни. Принцип ра-
боты лазеров неотделим от понятия
энергетических уровней (или уровней
энергии) — значений энергии атома,
молекулы и других квантовых систем
(состоящих из электронов, ядер, ато-
У#- I
ifj/tywwui? I £“efr!
/МГ- иму vewe
qz де w г
Д/гажХ вол/м, W*
8 Ю
/faxvtf изя/уемя лазеров
Рис. 1.2. Длины волн излучения наиболее
распространенных лазеров
мов и т. д. и подчиняющихся кванто-
вым законам, характерным для ми-
кромира).
Важнейшее свойство квантовой си-
стемы, состоящей из связанных микро-
частиц (атом, ядро, электроны), за-
ключается в том, что ее внутренняя
энергия Е (не связанная с движением
микрочастицы как целого) может при-
нимать только определенные дискрет-
ные значения Ег„ Ei,...,Ea (£<>-<
< £i< £3 ...). При этом каждому
из этих разрешенных значений энер-
гии соответствует одно или несколько
устойчивых состояний движения ча-
стиц в системе, т. с. возможны только
определенные дискретные квантовые
орбиты движения частиц (электронов,
ядер и др.).
Любое изменение энергии Е системы
определяется скачкообразным перехо-
дом системы из одного устойчивого
состояния в другое — с одного энер-
гетического уровня на другой.
В различных материалах (газы, жид-
кости или твердые тела) вследствие
взаимодействия атомов или молекул
между собой их энергетические уров-
ни изменяются тем сильнее, чем выше
плотность материала, причем энерге-
тические уровни отдельных атомов
расширяются и образуется почти не-
прерывная энергетическая полоса, со-
стоящая из отдельных уровней энер-
гии. Таким образом образованы ва-
лентная зона и зона проводимости
у полупроводниковых материалов.
Для многих переходных металличе-
ских элементов (ванадий, хром, мар-
ганец, железо, редкоземельные эле-
менты — неодим, самарий, европий)
у незаполненных внутренних электрон-
ных оболочек вследствие экранирова-
ния электрического поля внешней
электронной оболочкой энергетические
Физччсскнс основы работы лазеров
9
уровни остаются узкими, что имеет
существенное значение для работы
лазеров [4, 10]. Молекула, каки атом,
также является квантовой системой,
однако се энергетический спектр слож-
нее. Наряду с движением электронов
вокруг ядра в молекуле возможно
колебательное движение атомов отно-
сительно друг друга и вращательное
движение самой молекулы как целого
[5]. Полная энергия молекулы
Е - Es + Ек + Еа, (1.2)
где Ея — энергия электронов; Еп —
колебательная энергия; Еп — враща-
тельная энергия, причем Е3 Ек
» Тогда схема энергетических
уровней молекулы представляет собой
набор электронных уровней энергии,
далеко отстоящих друг от друга,
более близких друг к другу колеба-
тельных энергетических уровней и
еще более сближенных вращательных
уровней энергии.
Так, в молекуле СО2 атом углерода
расположен на одной линии между
двумя атомами кислорода. Здесь коле-
бательные энергетические уровни соот-
ветствуют движению атомов кислорода
относительно атома углерода. Враща-
тельное движение асимметричной мо-
лекулы обусловливает наличие вра-
щательных энергетических уровней
и т. д.
Структура энергетического спектра,
т. е. число и расположение энергети-
ческих уровней, различна для разных
квантовых систем и определяется ха-
рактером взаимодействия образующих
ее микрочастиц— потенциальной
энергией системы.
Взаимодействие излучения с веще-
ством основано па скачкообразном пе-
реходе квантовой системы (атома, мо-
лекулы и др.) с одного уровня энергии
на другой, причем при переходе с более
высокого уровня энергии на более
низкий Ejt система отдает энергию,
равную Е; — Ejt, а при обратном
переходе поглощает ее. Поглощенная
энергия
hv--=Et — Е}1. (1.3)
Известны такие процессы взаимо-
действия излучения с веществом (в пол-
ном соответствии с понятием энерге-
тических уровней и выражением (1.3)],
как флюоресценция, поглощение, ре-
зонансное и вынужденное излучение.
В основе флюоресценции лежит спон-
танный переход возбужденного атома
с верхнего уровня энергии на ниж-
ний, при этом испускается энергия
(соответствующая разности энергий
уровней) в виде фотона с частотой V.
Энергия системы (атом, молекула и др.)
уменьшается, а энергия поля возра-
стает на
Число спонтанных переходов в си-
стеме за время dt [5, 9]
A21A'2dt = dN2, (1.4)
где ,42I — коэффициент Эйнштейна для
спонтанного излучения (вероятность
перехода между 2-м и 1-м уровнями
в единицу времени).
Тогда
Л^а = .У2((е-л’^, (1.5)
где ЛГ2С — начальное число атомов
па 2-м уровне при t = 0.
Мощность спонтанного излучения
Рс = йг-Лг,Мое-л’*'. (1.6)
Среднее время жизни т атома в воз-
бужденном состоянии обратно про-
порционально вероятности перехода,
т. е. т — и составляет — 10-в с.
С л е дов а тел ьн о,
Рс = /гтЛ21М;(,е~*''т = ЛоС-'/’. (1.7)
Как следует из (1.6), среднее время
жизни атома в возбужденном состоя-
нии равно времени затухания спонтан-
ного излучения и его можно опреде-
лить экспериментально.
Так как отдельные акты спонтанного
излучения не связаны во времени, то
оно не когерентно, т. е. отсутствуют
пространственная и временная кор-
реляции отдельных электромагнитных
колебаний по частоте и фазе.
При резонансном поглощении веро-
ятность поглощения фотона за время
di (при средней плотности мощности <7(|)
- q^B^di = dNiy (1.8)
где — вероятность перехода от-
дельного атома между 1-м и 2-м уров-
нями в единицу времени (коэффициент
Эйнштейна).
Если частота V не удовлетворяет
формуле (1.3) для какой-либо пары
энергетических уровней, то поглоще-
10
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
ние отсутствует. Тем не менее материал
будет поглощать данное излучение,
поскольку для него обычно существует
множество близко расположенных раз-
решенных энергетических состояний,
и нужная комбинация уровней будет
существовать практически для любой
частоты.
При вынужденном излучении воз-
бужденный атом с верхнего энерге-
тического уровня переходит на ниж-
ний, испуская избыточную энергию.
Этот процесс лежит в основе работы
лазеров. Впервые А. Эйнштейн вы-
сказал предположение о том, что
испускание света можно инициировать
внешним фотоном с энергией, соответ-
ствующей энергетической разности ме-
жду возбужденным и начальным со-
стоянием с мепыпей энергией электро-
на. В результате такого взаимодей-
ствия генерируются два фотона с оди-
наковой частотой, которые распро-
страняются в том же направлении.
Поскольку вынужденные переходы
совершаются одновременно и частота
испускаемого излучения соответствует
частоте поглощенного фотона, выну-
жденное излучение когерентно.
Полная вероятность dll';i перехода
зтомеюй системы за единицу времени
со 2-го уровня на 1-й равна сумме
вероятностей спонтанного IVс и вы-
нужденного излучения
dlV'ji d№<- }(№'R. (1.9)
где dWr_ = A^N2dt', — qvB21iV2di.
Тогда
dW„ - 021-|- ?vB21) = d.V2,
где А н В — коэффициенты Эйнштейна
соответственно для спонтанного излу-
чения и поглощения; We — вероят-
ность спонтанного перехода; IVP, —
вероятность вынужденного перехода.
Таким образом, при воздействии
внешнего электромагнитного поля
суммарное излучение состоит из спон-
танного и вынужденного излучений,
причем когерентным является только
вынужденное. Соотношение вынужден-
ного и спонтанного излучений в общем
излучении пропорционально отноше-
нию вероятностных коэффициентов
Эйнштейна и является важной коли-
чественной характеристикой излуче-
ния [5].
Известны два соотношения коэф-
фициентов Эйнштейна,
Первое соотношение
(1-10)
где gi и g3 — степени вырождения
уровней системы с энергиями соот-
ветственно и £а; В]2 и В21 — коэф-
фициенты Эйнштейна соответственно
для поглощения и вынужденного испу-
скания, характеризующие вероят-
ность поглощения и вынужденного
испускания и равные числу фотонов,
поглощаемых (испускаемых) под дей-
ствием излучения в среднем одной
частицей за 1 с при плотности излуче-
ния qv ~ 1.
Второе соотношение
Л21= «П Ь’=52)/с:1. (1-11)
Выражение для А2! в виде (1.11)
справедливо только для среды с по-
казателем преломления п ~ 1. Так
как для большинства твердых тел
п 1, то в формуле (1.11) скорость
света с в вакууме необходимо заменить
скоростью света в рассматриваемой
среде v — с!п. Коэффициент 8П hv^c*
представляет собой число возможных
видов колебаний (мод) в единице
объема.
Формулы (1.10) и (1.11) дают коли-
чественную характеристику' излуче-
ния, и их можно считать основой
теории лазеров.
Лазерные вещества. Для создания
лазеров нужны материалы с определен-
ными свойствами — лазерные веще-
ства.
Эффект лазерного излучения имеет
место на тех длинах волн (или часто-
тах) в соответствии с выражением (1.3),
где материал испускает флюоресцент-
ное излучение.
Лазерные вещества изучают спек-
троскопическими методами [4]. С точ-
ки зрения спектроскопической оптики
лазерные вещества отличаются высо-
кой флюоресценцией и узкими спек-
тральными линиями флюоресценции.
Причем флюоресцентная линия, ис-
пользуемая для работы лазера, имеет
конечную спектральную ширину, а
распределение частоты в ней опреде-
ляет ес форму: лоренцову или гаус-
сову [1, 4].
Лазерные вещестпа твердотельных лазеров
11
Лоренцева функция распределения,
обусловленная конечным временем
жизни излучающего атома, имеет вид
[(v — vn)2 -|- (Av)2] 1, где v — частота;
v0 — центральная частота линии; Av —
полуширина (частотная) линии.
Гауссова фУнкЦия распределения,
определяемая доплеровским сдвигом
вследствие движении молекул в газе,
имеет вид ехр {— (1п 2) [(v — v0)/Av ]3}
[5, 101- Интенсивность флюоресцент-
ной линии в зависимости от частоты
определяется указанными функциями
распределения.
Флюоресцентные линии бывают од-
нородными и неоднородными. Каждый
атом в однородной линии может излу-
чать электромагнитную энергию в пре-
делах всей ширины линия, а в неодно-
родной линии только в узком участке.
Это означает, что в эффект лазерного
излучения на какой-нибудь фикси-
рованной частоте в пределах границ
флюоресцентной линии вклад может
дать каждый атом вещества с однород-
ной линией, а в веществе с неоднород-
ной линией — только небольшая часть
атомов, т. е, в этом случае выходная
мощность ограничивается указанной
частью атомов, пригодной для работы
лазера [10]. Лорен новы линии всегда
однородные, а гауссовы — неоднород-
ные. Например, флюоресцентные ли-
нии у газов неоднородные, у рубина
при комнатной температуре однород-
ные, а при низких температурах —
неоднородные.
1.2. Лазерные вещества
твердотельных лазеров
Лазерные вещества могут иметь кри-
сталлическое или аморфное строение.
Кристалл состоит из основы — ма-
трицы, в которую введена атомная
система — активатор, определенным
образом распределяющаяся в матрице.
Атомы (ионы) активатора должны рав-
номерно распределиться в узлах ре-
шетки, замещая атомы матрицы. Для
этого необходимо, чтобы атомные (ион-
ные) радиусы активатора и матрицы
были равны. Матрица является ди-
электриком, и в ней ширина запре-
щенной зоны превышает 2 эВ. Нали-
чие ионов активатора приводит к по-
явлению энергетических уровней, ко-
торые располагаются внутри запре-
щенной зоны между энергетическими
полосами кристалла. Их число и ши-
рина определяются энергетическим
спектром примеси л характером ее
связи с атомами матрицы. В качестве
примесей используются атомы акти-
ноидов, редкоземельных элементов и
переходных металлов. Излучательные
переходы в этих атомах происходят
между энергетическими уровнями элек-
тронов, расположенных на незастро-
енных внутренних электронных обо-
лочках.
Прямым следствием введения акти-
ватора следует считать появление у ак-
тивированной матрицы областей се-
лективного поглощения, приходящих-
ся часто на видимую область спектра,
и спонтанной люминесценции (цен-
тров окраски).
Таким образом, различие спектров
изолированных атомов активатора и
активированного кристалла объясняет-
ся взаимодействием атома активатора
с электромагнитным полем кристал-
лической решетки.
Поскольку в реальной структуре
кристалла всегда имеются дефекты,
положения атомов активатора в кри-
сталле различаются, следствием чего
является различное воздействие на
атомы кристаллического поля, приво-
дящее к сдвигу уровней относительно
друг друга. Это обусловливает допол-
нительное уширение линий. Тепловые
колебания решетки также расширяют
спектральные линии.
Магнитное взаимодействие энергети-
ческих уровней атома активатора друг
с другом также может привести к изме-
нению его энергетических уровнен [9].
Основные требования к матрице
следующие:
малые потери энергии, обусловлен-
ные собственным и примесным погло-
щением па частотах накачки и гене-
рации;
высокая теплопроводность;
отсутствие оптических и других не-
однородностей, а также локальных
механических напряжений;
высокие механическая прочность,
термическая и химическая стойкость;
устойчивость к потоку ультрафиоле-
тового излучения от лампы накачки
и Др.
12
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Основные требования к активатору
следующие:
структура спектра должна отвечать
требованиям трех- или четырехуров-
невой системы, побочные линии погло-
щения должны отсутствовать;
у метастабилытого уровня должны
быть максимальное время жизни и
очень узкая линия люминесценции
(не более нескольких см-1);
полоса поглощения должна быть
как можно более широкой;
частота поглощения энергии накач-
ки не должна значительно превышать
частоту излучения генерации и др.
Кристаллические лазерные вещества
можно классифицировать по спектро-
скопическим свойствам ионов-акти-
ваторов или по кристаллохимической
структуре матрицы, что представляется
более удобным, так как такая струк-
тура является наиболее характерной
основой для объединения и различия
материалов по оптическим, термиче-
ским, электрическим, химическим свой-
ствам и технологическим особенностям
их получения и др. [9]. Приведенная
классификация построена по второй
схеме.
Кристаллические лазерные вещества
разделяются на кислородные и фторис-
тые соединения.
Кислородные соедине-
ния включают в себя окислы элемен-
тов III группы, окислы редкоземель-
ных элементов, материалы на основе
кислородных соединений V и VI групп.
Окислы элементов III группы. Рубин-
а—А13О3(Сгн*) — кристаллическая ма-
трица а-корунда (а—А1ЕО3), часть
узлов которой замещена ионами хрома
(Сг+3). При наличии 0,05 % хрома
в 1 см3 рубина содержится 1,6-101эио
нов этой примеси. Кристалл рубина
имеет ромбоэдрическую решетку ти-
па R. Пространственная группа ~
Ион алюминия окружен шестью
ионами кислорода О-2, образующими
октаэдр. Ион кислорода окружают
четыре иона алюминия. Радиусы ионов
хрома (0,65-Ю"4 мкм) и алюминия
(0,57-10"4 мкм) достаточно близки,
что и определяет несущественные ис-
кажения кристаллической решетки при
замещении атома матрицы атомом при-
меси. Рубин отличается высокой хими-
ческой стойкостью и высокой тепло-
проводностью. При температуре жид-
кого азота она несколько выше, чем
у меди, а с увеличением температуры
уменьшается и при 293К примерно
вдвое меньше, чем при 40 К.
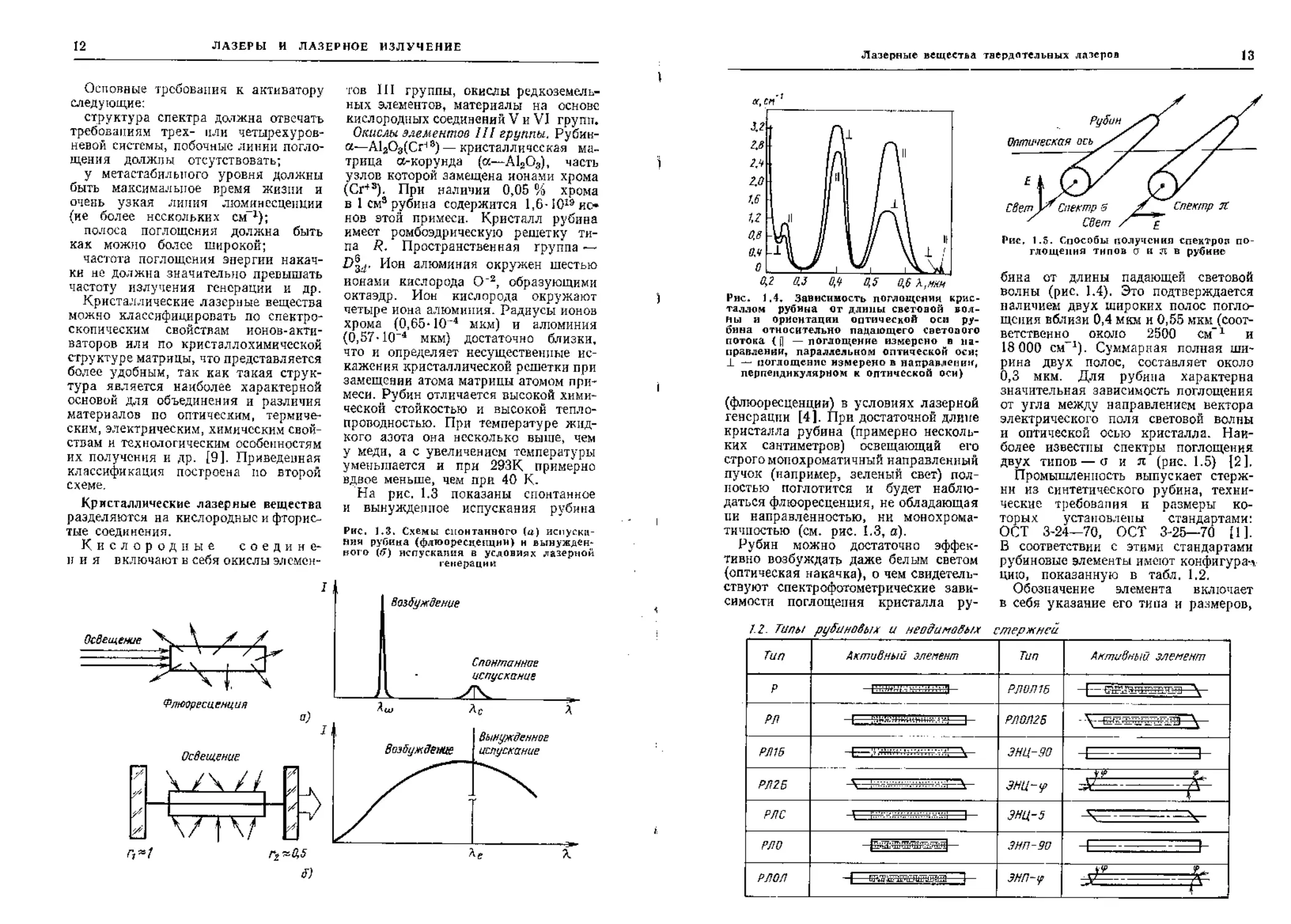
На рис. 1.3 показаны спонтанное
и вынужденное испускания рубина
Рис. 1.3. Схемы спонтанного (и) испуска-
ния рубина (флюоресценции) н вынужден-
ного 07) испускания в условиях лазерной
генерации
Лазерные вещества тверд л тельных лазеров
13
Д', t/1
й,2 аз ел де а,б a,aw
Рис. 1.4, Зависимость поглощении крис-
таллом рубина от длины световой вол-
ны и ориентации оптической оси ру-
бина относительно падающего светового
потока ([| —поглощение измерено в на-
правлении, параллельном оптической оси;
1 — поглощение измерено в направлении,
перпендикулярном к оптической оси)
(флюоресценции) в условиях лазерной
генерации [4]. При достаточной длине
кристалла рубина (примерно несколь-
ких сантиметров) освещающий его
строго мопохроматичный направленный
пучок (например, зеленый свет) пол-
ностью поглотится и будет наблю-
даться флюоресценция, не обладающая
пи направленностью, ни монохрома-
тичностью (см. рис. 1.3, а).
Рубин можно достаточно эффек-
тивно возбуждать даже белым светом
(оптическая накачка), о чем свидетель-
ствуют спектрофотометрические зави-
симости поглощения кристалла ру-
Рие, 1.5. Способы получения спектров по-
глощепня типов а и л в рубине
бина от длины падающей световой
волны (рис. 1.4). Это подтверждается
наличием двух широких полос погло-
щения вблизи 0,4 мкм и 0,55 мкм (соот-
ветственно около 2500 см"1 и
18 000 см"1). Суммарная полная ши-
рина двух полос, составляет около
0,3 мкм. Для рубина характерна
значительная зависимость поглощения
от угла между направлением вектора
электрического поля световой волны
и оптической осью кристалла. Наи-
более известны спектры поглощения
двух типов — о и л (рис. 1.5) 12].
Промышленность выпускает стерж-
ни из синтетического рубина, техни-
ческие требования и размеры ко-
торых установлены стандартами:
ОСТ 3-24—70, ОСТ 3-25—70 £1].
В соответствии с этими стандартами
рубиновые элементы имеют конфи гур а-т
цию, показанную в табл. 1.2.
Обозначение элемента включает
в себя указание его типа и размеров,
Z2- Типы рубиновых и неодимовых стержней
Тип Активный элемент Tun Активный элемент
Р РЛ0Л7Б
-4—ЩЕЦЩЩЩЦД-й! \
РП РЛОЛ25
—[ I i i К ’,? I—
РЛ16 [ ^HKrr'iMb'tHi \— ЭНЦ-.9О _|
РЛ2Б
—\ Lee у:: :д; •A rri —
РЛС ЭНЦ-5
—1 .... . .. ............. -r. -rri 1 —х— -
РЛО ЗИП-90
| ' ।
РЛОЛ ЭНП-tf
"T Ргг^'гт.ц.; iLvrr ill j! и life I П 1—
2
14
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
например, РЛ1Б10X 120. Выпускают-
ся рубиновые стержни диаметрам 3,5—
16 мм и длиной 45—240 мм с углами
наклона торцовых плоскостей 60—90°
[1]. Боковая поверхность стержня
обрабатывается шлифованием и меха-
ническим полированием.
Следует отметить, что отклонение от
параллельности торцов у элементов
типа Р, РЛ, РЛ2Б не превышает 10".
В табл. 1.3 приведены три категории
рубиновых стержней, определяемые
концентрацией хрома, изменением по-
казателя преломления, числом дефек-
тов (непроилавы и пузыри), неило-
свостностью торцовых поверхностей.
К преимуществам рубина относят
его способность работать прн 293 К,
высокие механическую прочность и
порог разрушения, к недостаткам —
значительную оптическую неоднород-
ность, причиной которой являются
дефекты кристаллической решетки
(дислокации, блоки, плоскости сколь-
жения, инородные включения, нерав-
номерное распределение ионов хрома
в матрице). Дефекты в кристаллах
приводят к появлению внутренних
напряжений. Неравномерное распре-
деление в кристалле ионов Сг+3 вызы-
вает значительную неоднородность по-
казателя преломления и деформирова-
ние решетки, обусловливающее ано-
мальное двулучепреломление.
Угловая расходимость и деформа-
ция волнового фронта существенно
зависят от механических напряжений
и степени неравномерности концентра-
ции хрома по сечению элемента.
Коэффициент преломления п руби-
нового стержня больше в центральной
части, чем в периферийных, поскольку
существующая технология [7] выра-
щивания кристаллов рубина не обес-
печивает равномерного распределения
концентрации хрома по их объему.
Коэффициент преломления может
скачкообразно изменяться на грани-
цах некоторых участков кристаллов.
Кроме того, при росте кристалла
возникают напряжения. Перечислен-
ные факторы приводят к тому, что
элемент со взаимно параллельными тор-
цами по своим оптическим свойствам
эквивалентен рассеивающей линзе [1].
Плоская волна, проходя через актив-
ную среду с переменным коэффициен-
том преломления по радиусу, суще-
ственно искажается, что увеличивает
расходимость луча лазера, приводит
к неоднородному распределению энер-
гии в нем. Наиболее сильное влияние
1.3. Категории рубиновых стержней в зависимости
от концентрации хрома, изменения показателя преломления,
числа не проплавов и пузырей, отклонения от плоскостности
торцовых поверхностей ]1]
Кате- гория Диаметр рубино- вого эле- мента, мм Средняя ко ц пентр а 11 и я хрома, %, по массе Измен он и с показателя преломлени я Ли - Ю5 Число Hfiipo- ллавов и пузы- рей размером, мм, в о более Отклонение от ПЛОСКОСТНОСТИ торцовой цонерх- ности (число । штерфер ен ци о i) - HhIX полос.)
Ср? 0,3
1 8 0,013—0,017 о,6 9 0,3
2 8 0,018—0,025 0.9 16 —— 0.5
3 8 0,026—0,036 2,7 •— —' —
1 0,7 15 . 0,3
2 10 0,20—0,028 1,1 25 0,5
3 10 0,25—0,040 4,0 — — —
1 1,2 — 20 0,3
2 16 0,024—0,037 1,6 — 30 0,5
3 1— 9,0 7 —• —
Лазерные вещества твердотельных лазеров
15
на угловую расходимость луча, се-
лекцию мод и распределение интен-
сивности излучения в луче оказывают
внутренние механические деформации
стержня (активного элемента).
Существенное значение для увели-
чения энергетических параметров ла-
зера имеет лучевая стойкость рубина,
т. е. стойкость к воздействию мощных
потоков излучения, плотности кото-
рых, превышающие пороговые, разру-
шают поверхности торцов стержня или
его объемы. Как правило, прежде
разрушаются поверхности торцов
стержня. Разрушение объясняется по-
глощением излучения локальными по-
верхностными дефектами (микротре-
щмны, границы между блоками и др.)
и нагреванием их до температур, при
которых происходят необратимые изме-
нения поверхности (плавление, трс-
щинообразование и т. п.). Порог по-
верхностного разрушения рубина зави-
сит от длительности импульса излу-
чения, дефектов и структуры поверх-
ности торца стержня.
Разрушение поверхности образцов
рубина с монокристаллической струк-
турой поверхностного слоя требует
значительно большей мощности излу-
чения, чем для поверхности с аморф-
ной структурой. Чем тщательнее отпо-
лирована поверхность торца, тем выше
поверхностная лучевая стойкость.
Гранаты — соединения, отвечаю-
щие формуле А3В5О12 или Л3Е2(ВО4)3
[9, 13 ], где А — ионы иттрия или лан-
таноидов, В — алюминий, галлий, же-
лезо, индий, хром и др.
Наиболее распространен для лазе-
ров иттрий-алюминиевый гранат
(YAG) с неодимом, имеющий формулу
YSA1,S О12: (Ci+3, Nd+S) [13].
Неодим и хром входят в матрицу
иттрия в виде ионов замещения. Кон-
центрация неодима 1,3—1,5 %, хро-
ма— 1 %. Длина волны излучения
неодима 1,065 мкм. Теплопроводность
до 1,5 раз меньше, чем у рубина.
Тех ни чес к не характеристики кристалла
граната 19 J
Число активных центров
лтп'р'пя в 1 сма . . . , 1,36- 10Si
Температура плавления. К Н88
Тон л опро!юдпость,В’1'К) 11
Коэффициент лннсИпого
расширения, К.-1 . . 7,7-10’"
Коэффи циент поглощена ft
(для 7и 0,6328 мкм), см”1 1,83
Полоса поглощения в
ул ь т р афи о л сто во й об л а ст н
спектра, мкм ...... 0,2-1
Полоса поглощения в ин-
фракрасной области спек-
тра, мкм .............. 5,6
Размер элементарной ячей-
ки, мкм ............... 0,0012
Структура кристалла , . Совершенная
Кристалл YAG эффективно погло-
щает излучение в полосе от 0,5—
0,8 мкм. Время жизни иона на мста-
стабильяом лазерном уровне 240 мкс,
квантовый выход флюоресценции бли-
зок к единице. Кристалл YAG:Nd+3
обладает хорошими механическими
свойствами, высокой теплопроводно-
стью и совершенной криста .тли чес кой
структурой,
Окислы редкоземельных элементов
[4, 9, 14]. Практическое распростра-
нение получили окислы лантана с при-
месью неодима La,O3(Nd+3), гадолиния
с примесью неодима Ga2Oa(Nd+a), эр-
бия Ег2О2(Но+в, Tm+S) Окись лантана
кристаллизуется в виде гексагональ-
ной структуры, большинство же дру-
гих окислов имеют кубическую решет-
ку типа Мп2О3.
Окись иттрия имеет формулу
YaO3(Nd+3, Еп+3). Кристаллическая ре-
шетка — кубическая. Концентрация
неодима около 1 %.
Материалы на основе кислородных
соединений элементов V группы. К этой
группе относят ванадаты с матрицами
Ca3(VO4)2, YVO4, GdVO4, LaVO4>
Th2Ln(VO4)3 и примесями ионов Nd,
Eti, Tb, Dy, Er и др.
Ниобаты кальция Ca(NbO3)2, леги-
рованные Nd+B, Но)3, Рг+3, Тит*3,
и ниобаты лития LiNbO3(Nd в) имеют
достаточно хорошие характеристики
вынужденного излучения в диапазоне
длин волн 1,04—2,047 мкм. Ниобаты
переходных металлов и двойные нио-
баты (типа BaaNaNb30i3) обладают
хорошими электрооптическими нели-
нейными свойствами и используются
в качестве неактивных материалов для
модуляции и умножения частоты.
Фтор фосфат кальция
Ga6(PO4)3F(Nd+3) в импульсном режи-
ме дает усиление в 4 раза большее,
чем гранат, легированный неодимом.
Основная длина волны ГО029 мкм с
шириной линии (44-5) 1(Г4 мкм.
16
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Материалы на основе кислородных
соединений элементов VI группы.
К этой группе относят вольфраматы
и молибдаты. У вольфраматов в ка-
честве матриц используются CaWO4,
SrWO4, Na05Gd0i5WO4, легированные
соответственно элементами Nd+S, Рг+3,
Тгп+3, Но+3, Er+S, Dy+3, Nd+®, Наи-
более распространен вольфрамат на
основе CaWO4 с малым порогом воз-
буждения, позволяющим осуществлять
непрерывную генерацию при 300 К.
Отличительной особенностью его яв-
ляется также значительная химиче-
ская стойкость. Кристаллы вольфра-
мата имеют структуру шеелита с те-
транотальной решеткой [13].
Молибдаты основаны па матрицах
СаМоО4, SrMoO4, CdMoO4, РЬМоО4,
NaLa(MoO4), NaNd(MoO4)a, Gda(HoO4)3.
Легирование неодимом меняет их хи-
мическую структуру: GdMoO4(Nd+s)
и т. д. Содержание неодима не более
1—1,5%. Молибдатам свойственна
структура шеелита. Длина волны излу-
чения у молибдата кальция 1,067 мкм
при _ ширине линии излучения
5-10 4 мкм, у стронция — 1,065 мкм
(при 300 К). Пороговая энергия воз-
буждения 1 Дж.
Фтористые соединения.
Матрицами служат фториды щелочно-
земельных металлов (CaF,, SrF2, MgF2,
ВаРД, а в качестве активаторов ис-
пользуются ионы урана U+s, некоторые
лантаниды, например Dy+S, Tm+a,
Sm+S, другие элементы, например Nd+3,
Ni+2, Со+3. Указанные кристаллы име-
ют кубическую структуру, подобную
флюоритной. Например, для CaF2,
легированного Nd*8, генерация про-
исходит по четырехуровневой системе,
причем при 77 К пороговая энергия
накачки 3,28 Дж, а при 300 К — до
1200 Дж. Полосы поглощения распо-
ложены в ультрафиолетовой и види-
мой частях спектра, а также в ближ-
ней инфракрасной области.
Для фтористого кальция, легирован-
ного двухвалентными ионами ланта-
нидов, характерны широкие полосы
поглощения в ближней и инфракрас-
ной областях спектра, обеспечиваю-
щие эффективную накачку. CaFa, ле-
гированный диспрозием, имеет низкий
пороговый уровень накачки: около
1 Дж при 77 К ц около 0, 1 Дж при
4,2 К. Ширина линии люминесценции
4 см-1 при 200 К и 0,024 см 1 при
4,2 К.
Для фторида магния, легирован-
ного NP2, длина волны излучения
1,62 мкм, ширина линии излучения
6 см 4. Фторид марганца (MnFs),
легированный Ni+a, дает генерацию
в непрерывном и в импульсном режи-
мах с длинами волн 1,929 и 1,939 мкм.
Аморфные активные вещества.
К числу аморфных веществ относят
стекла — неорганические термопласти-
ческие материалы на основе ковалентно
связанной сетки полиэдров анионов
(SiO4)-4, (ВОЭГ4, (ВО9)"3, (РО4р.
Стекла классифицируют по основе —
стеклообразующему аниону — и по со-
держанию оки слов-модификаторов.
Стекло называют силикатным [осно-
ва— кварц (SiO2)], боратным (осно-
ва — бура), свинцовым (основа —
окись свинца) и т. д. Для лазерной
техники применяют бесщелочные сте-
кла (содержащие малое количество
окислов щелочных металлов).
Ионы активатора в аморфной ма-
трице являются компонентами стекла.
Отрицательно влияет на спектральные
характеристики активного вещества
отсутствие дальнего порядка. Случай-
ное распределение окружающих ионы
активаторов соседних атомов вызы-
вает расширение линий излучения,
уменьшение времени жизни возбужден-
ного состояния и уменьшение кванто-
вого выхода [9, 14].
У стекол есть ряд преимуществ
перед кристаллами: значительные кон-
центрации активаторов в матрице;
дешевизна материалов матрицы, не-
сложность воспроизводства стержней
любых размеров и формы, высокая
оптическая однородность и малые по-
тери излучения.
Наибольшее распространение полу-
чили стекла с примесью неодима.
Основными ком поп ей та ми их являются
окиси кремния, бария, калия. На их
основе всегда можно реализовать че-
тырехуровневую схему генерации.
В СССР выпускают стекла различ-
ных марок, активированные неодимом.
Типы и размеры стекла с примесью
неодима и их технические характери-
стики установлены стандартами
ОСТ 3-31—7Q и ОСТ 3-30-70 ]1].
Лазерные вещества твердотельных .тазеров
17
Обозначение типов стержней в зави-
симости от их поперечного сечения
и угла наклона торцовых плоскостей
к образующей приведено в табл. 1.2.
Обозначение стержня представляет
собой название типа по табл. 1.2
с указанием в скобках его размеров
(мм), например ЭНЦ-90 (8X100). Про-
мышленность выпускает стержни из
стекла с неодимом диаметром 5—60 мм
и длиной 8—1200 мм.
Ниже приведены марки стекол, ха-
рактеризующиеся показателем погло-
щения п^, при длине волны Ъ =
= 0,586 мкм.
Марка стекла:
ГЛС-1...........................0,190
ГЛС-1П..........................0,190
Г,ПС-2.........................0,185
I7IG-3..............•...........0,47
ГЛС-4...........................0,41
ГЛС-4П .........................0,41
Как правило, боковую поверхность,
кроме поясков для крепления стержня,
протравливают смесью плавиковой и
серной кислот с последующей кис-
лотно-восковой защитой [1]. Допу-
стимое отклонение плоскости торцов
от перпендикулярности по отношению
к оси стержня не более 10', а для
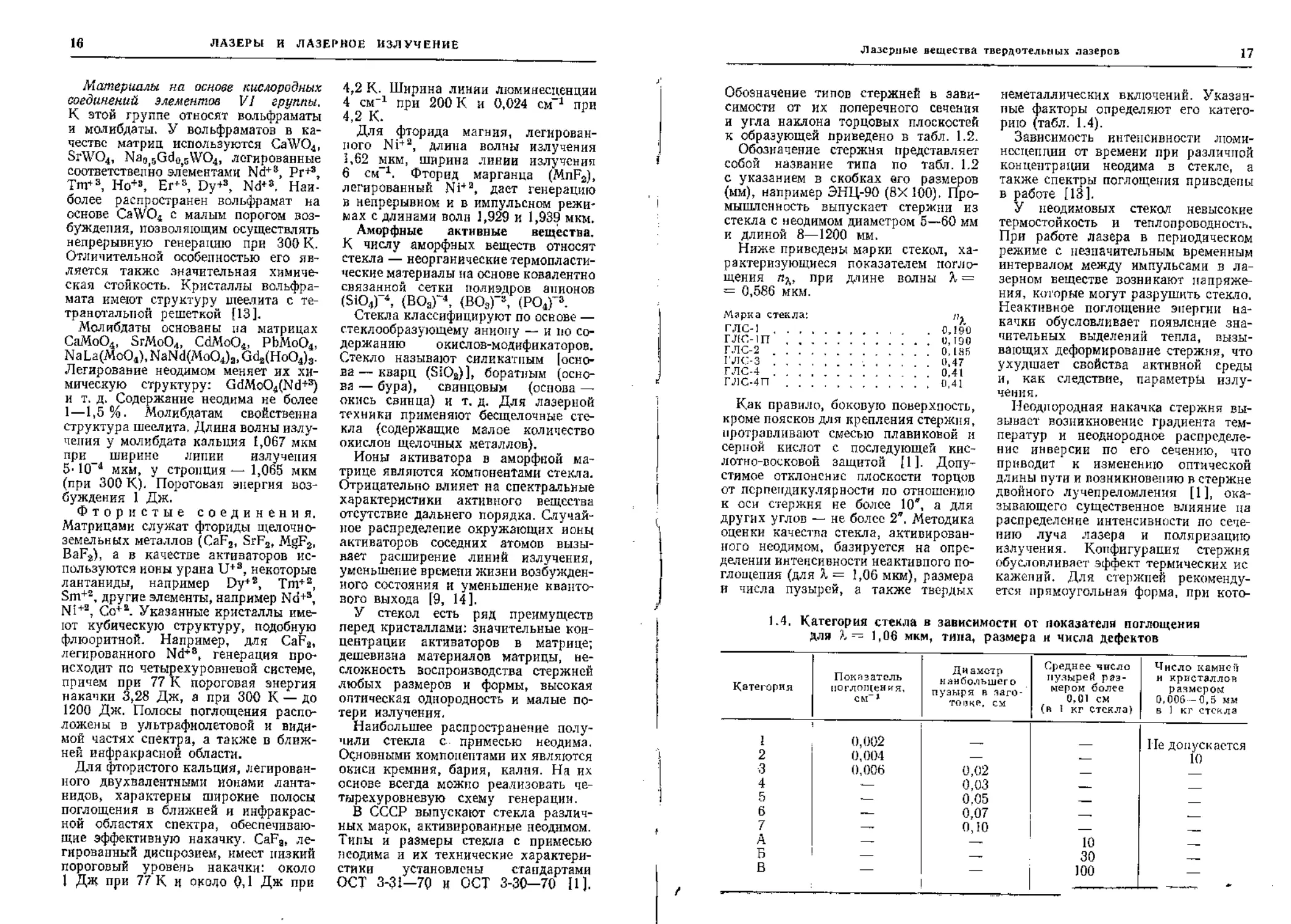
других углов — не более 2". Методика
оценки качества стекла, активирован-
ного неодимом, базируется на опре-
делении интенсивности неактивного по-
глощения (для Я = 1,06 мкм), размера
и числа пузырей, а также твердых
неметаллических включений. Указан-
ные факторы определяют его катего-
рию (табл. 1.4).
Зависимость интенсивности люми-
несценции от времени при различной
концентрации неодима в стекле, а
также спектры поглощения приведены
в работе [13].
У неодимовых стекол невысокие
термостойкость и теплопроводность.
При работе лазера в периодическом
режиме с незначительным временным
интервалом между импульсами в ла-
зерном веществе возникают напряже-
ния, которые могут разрушить стекло.
Неактивное поглощение энергии на-
качки обусловливает появление зна-
чительных выделений тепла, вызы-
вающих деформирование стержня, что
ухудшает свойства активной среды
и, как следствие, параметры излу-
чения.
Неоднородная накачка стержня вы-
зывает возникновение градиента тем-
ператур и неоднородное распределе-
ние инверсии по его сечению, что
приводит к изменению оптической
длины пути и возникновению в стержне
двойного лучепреломления [1], ока-
зывающего существенное влияние на
распределение интенсивности по сече-
нию луча лазера и поляризацию
излучения. Конфигурация стержня
обусловливает эффект термических ис
кажепий. Для стержней рекоменду-
ется прямоугольная форма, при кото-
1.4. Категория стекла в зависимости от показателя поглощения
для — 1,06 мкм, типа, размера и числа дефектов
Категория Показатель поглощения, см-1 Ди амстр наибольшего пузыря в яагО- TOlJKft, см Среднее число пузырей раз- мером более 0,01 см (r I кг стекла) Число камней и кристаллов размером 0,006 — 0,5 мм в 1 кг стекла
1 0,002 —- Г Ге допускается
2 0,004 — .— 10
3 0,006 0,02 —
4 М 0,03
5 -— 0.05 —
6 — 0,07 —.
7 —- 0,10 —
А —- —- 10 —.
Б —- 30
В — - 100
18
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Рис. 1.6. Изменение КПД лазера при
фильтрации излучения накачен;
л — фильтр ТФ-105; 6 — фильтр ЛК/318;
в — без фильтра
рай меньше сказывается наведенное
двойное лучепреломление.
У стекол, активированных неоди-
мом [1], оптическая накачка и соб-
ственное излучение вызывают шелу-
шение боковой поверхности. Из-за
достаточно интенсивного поглощения
ультрафиолетового излучения поверх-
ностный слой стеклянного образца
толщиной 20—60 мкм вдвое ослабляет
ультрафиолетовую часть излучения
с X sg 330 мкм, причем в балансе
световой энергии импульсной лампы
это составляет 10 % [ 1J.
Стеклу, активированному неоди-
мом, присуща также квантохимическая
неустойчивость, В лазерном веществе
под действием ультрафиолетового излу-
чения происходит восстановление трех-
валентпого железа в двухвалентное,
которое поглощает излучение с X =
= 1,06 мкм, т. е. происходит посте-
пенное снижение генерационных ха-
рактеристик стекла вплоть до исчез-
новения генерации [1].
Рекомендуется применять фильтру-
ющие растворы или специальные сте-
клянные фильтры, поглощающие «вред-
ную» часть спектра с X < 400 мкм 11].
Тем самым можно значительно умень-
шить отрицательное воздействие уль-
трафиолетового излучения на харак-
теристики стекла fl]. Па рис. 1.6
показано изменение КПД лазера при
фильтрации оптической накачки филь-
трами ТФ-105, ЛК-318 и без них fl].
КПД значительно различается в ве-
личине в случае применения фильтров
(а и б) и без них (в).
Поглощение собственного излучения
на микропримесях в объеме стекла и
на его поверхности, а также эффекты
самофокусировки ограничивают мощ-
ность излучения [1]. Так, микровклю-
чения платины, диффундирующие
в массу стекла в процессе его варки,
являются центрами интенсивного по-
глощения лазерного излучения, вслед-
ствие чего происходит быстрый и ло-
кальный разогрев лазерного вещества,
приводящий к возникновению термо-
упругих деформаций, растрескиванию
стержня и др. Пороговая энергия,
вызывающая объемное разрушение
стержня из-за микровключений, опре-
деляется их ориентацией и размером,
а также энергией и длительностью
импульса излучения. Так, при дли-
тельности импульса около 50 пс поро-
говая плотность энергии объемного
разрушения составляет 4—6 Дж/см2.
Лучевая прочность стекла существенно
возрастает при отсутствии микровклю-
чений, и ее порог определяется явлением
самофокусировки. Плотность потока
излучения лазера, обусловленная яв-
лением самофокусирования, равна
3- 101а Вт/см2. Эта величина являйся
достаточной для разрушения однород-
ного стекла, например К-8.
1.3. Лазерные вещества
жидкостных лазеров
После создания твердотельных (на
кристаллах и стеклах), газовых и дру-
гих типов лазеров была получена гене-
рация в пластмассах и в жидкостях.
Вынужденное излучение легко мож-"'’,
но получить при облучении раствора;
нафталина- (0,02 %) в бензофенонеf
ртутной лампой (X = 0,365 мкм) бла- •’
годаря эффективной передаче энергии ;
от триплетного состояния бензофенона |
к триплетному состоянию нафталина.. 1
(рис. 1.7) [2]. Длина волны выну- )
жденного испускания X = 0,470 мкм^
Вынужденное излучение получено
в хелатах редкоземельных элементов
(европий, самарий), в системах сво-
бодных ионов (трехокись неодима,
растворенная в соответствующей ки-
слоте).
Вообще минимальная инверсия насе-
ленности в квантовой системе, необ-
ходимая для работы лазера,
(AAr)mlJ1 = fe АХт/7с., (1.12)
Лазерные вещ её тн я жидкостных лазеров
19
йензыремн Нагрта/>ен
Рис. 1.7. Структура энергетических уров-
ней нафталина и бензофенона (прямые ли-
пин — излуча । ел иные переходы, волни-
стые — передача энергии)
где k — постоянная; АХ — ширина ли-
нии спонтанного испускания; т —
время жизни рассматриваемого пере-
хода; /с — характерное время зату-
хания энергии в оптическом резона-
торе (определяется добротностью опти-
ческого резонатора, энергетические по-
тери которого можно свести к мини-
мальным, тогда получается доста-
точно большим). При создании лазеров!
целесообразно подбирать такие веще-)
ства, которые обладают высоким кван-"1
товым выходом люминесценции, не- (
большой шириной линии излучения ’
и достаточной оптической одпород- :
цостью, широкой полосой поглощения-
для эффективной оптической накачки 1
с целью получения инверсной населен- j
пости соответствующих энергетических i
уровней. Фосфоресценция появляется
в результате оптических переходов из
метастабильного триплетного состоя-
ния в основное синглетное состоя-
ние 14].
Колебательная структура основного
состояния определяет ряд полос спек-
тра фосфоресценции, причем наиболее
характерное время фосфоресценции со-
ставляет несколько микросекунд (для
твердых тел это время может дости-
гать несколько часов и даже суток).
Достаточно большая ширина линии
излучения (1-10“я—2-Ю"® мкм) суще-
ственно затрудняет получение инвер-
сии населенностей (в соответствии
с формулой (1.12)3 в системе. Увели-
чиваются также общие потери в кван-
товой системе из-за поглощения излу-
чения при переходах нз нижнего три-
плетного состояния в высшие триплет-
ные состояния.
Флюоресценция является следствием
разрешенных переходов между воз-
бужденным синглетным и основным
состояниями, а время жизни т « 10"й с,
т. е. значительно меньше, хотя АЛ
остается такой же широкой, как и
для фосфоре с цеп пии.
Максимальная инверсия населенно-
стей (с учетом переходов с возбу-
жденного синглетного на нижерасио-
ложенный триплетный уровень) ДЛГПИХ
определяется выражением
ДЛГтах = nc/(i + и). (1.13)
Здесь па — концентрация активных мо-
лекул в системе, а р определяется
отношением [41
р -= ЦИТО1„
где va— скорость интеркомбинацион-
ных переходов; -— скорость релак-
сации триплетного состояния.
Под интеркомбинационными пере-
ходами понимаются переходы типа
синглет-триплет. Постоянная р дости-
гает примерно 10-’, что может предот-
вратить инверсию вследствие своеоб-
разного захвата триплетным состоя-
нием возбужденных электронов е син-
£0
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
глетного уровня. Поэтому рекомен-
дуется выбирать такие активные веще-
ства, у которых |л незначительно или
накачка должна быть такой кратко*
временной, чтобы вероятность син-
гл ет-триплетных переходов была пре-
небрежимо мала.
Г' У жидких лазерных веществ есть
ряд преимуществ по сравнению с твер-
! дыми. Жидкость можно сделать одно-
родной практически в любом объеме,
и это позволяет значительно увеличить
; предельные энергии излучения. Жид-
кости имеют постоянные оптические
1 характеристики, они изотропны. Жид-
кие активные вещества дешевы, в слу-
чае необходимости отработанный объем
жидкости легко заменить новым. С по-
мощью циркуляции жидкости в кю-
вете можно существенно улучшить
теплоотвод. Кроме этого, важным пре-
имуществом жидких активных лазер-
ных веществ является возможность
непрерывной перестройки излучения
1 в относительно широком диапазоне
г и др.
*— Жидкие лазерные вещества делят
на три группы [4, 91: растворы дике-
тонатов редкоземельных элементов (ев-
ропия или тербия) в органических
растворителях; растворы флюоресци-
рующих органических красителей; рас-
творы неорганических соединений ред-
коземельных элементов.
Растворы дикетонатов редкоземель-
ных элементов в органических раство-
рителях. Впервые на возможность ис-
пользования внутр и комплексных со-
единений (хелатов) редкоземельных
элементов в качестве активных мате-
риалов для лазеров указали С. Г. Рау*
тиан и И. И. Собельман [9]. Практи-
ческую реализацию хелатного лазера
осуществили А. Демпицки и Г. Са-
мельсоп [4] на спиртовом растворе
бензоилацетоната европия. Хелат пред-
ставляет собой металлоорганический
комплекс, в котором редкоземельный
ион находится в окружении коорди-
национно связанных атомов кислоро-
да, принадлежащих лиганду или хе-
латным группам.
Наибольший интерес для получения
генерации представляют комплексы ио-
нов европия с Р*дикетонами, поскольку
они обнаруживают интенсивную ли-
нейчатую флюоресценцию иона Eu+S
в красной области спектра. Поглоще-
ние происходит на широких полосах,
характерных для органических ради-
калов молекулы (так, для бензоил-
ацетопата европия ширина полосы по-
глощения составляет 0,06 мкм при
максимальном коэффициенте поглоще-
ния 850 см"х и концентрации ионов
европия около 101Э см-э). В то же
время излучение происходит на узких
линиях редкоземельного иона.
Основная особенность хелатов [4, 91
по сравнению с системами, где ионы
редкоземельных элементов содержатся
в неорганических соединениях, за-
ключается в сильном поглощении света
накачки. При максимальном погло-
щении происходит возбуждение лишь
очень тонких слоев вещества, т. о.
интенсивность излучения накачки на-
дает в е раз уже на глубине около
0,02 мм. Если размер кюветы суще-
ственно превышает глубину проник-
новения излучения в жидкость, то
интенсивное поглощение в средней
части полосы накачки нс позволит
производить накачку в глубоких слоях
жидкости. Накачка будет происходить
па границах полосы поглощения, где
интенсивность поглощения резко па-
дает. В то же время значительный
нагрев поверхностного слоя жидкости
обусловливает возникновение неодно-
родности в ней и, как следствие, ухуд-
шение добротности оптического резо-
натора. Поэтому для лучшего исполь-
зования системы накачки лазера ре-
комендуется уменьшать толщину слоя
рабочего вещества, т. е. использовать
кюветы малого диаметра. Так, в ла-
зере А. Лемпицкого и Г. Самельсона
[2] использована кварцевая кювета
длиной 50 и диаметром 4 мм с прибли-
зительно конфокальными зеркалами.
При охлаждении раствора бензоил-
ацетоната европия в смеси этилового
и метилового спиртов (ЕиВА) до тем-
пературы 123 К порог генерации со-
ставлял 1920 Дж (рубиновый кри-
сталл в этом же отражателе при ком-
натной температуре имеет порог
940 Дж). В температурном диапазоне
153—103 К излучение ЕиВА состояло
преимущественно из двух линий с дли-
ной волны 0,131 и 0,615 мкм с отно-
шением интенсивностей в пучках
1,0 : 0,82 при полуширине линий соот-
Лазерные вещества жидкостных лазеров
21
Излучение
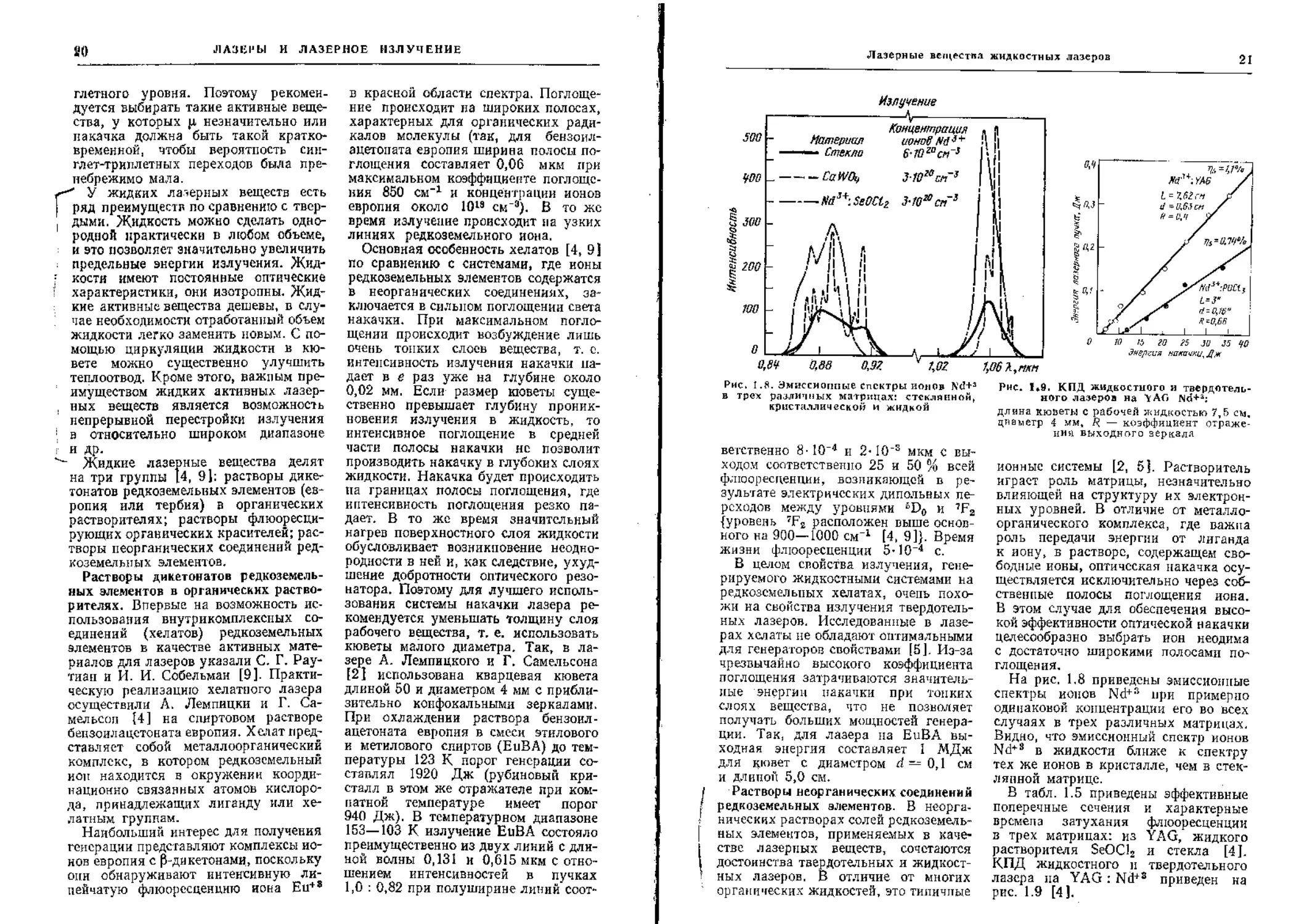
Рис. I .Я. Эмиссионные спектры ионов Nd+3
в трех различных матрицах: стекля ин ой t
кристаллической и жидкой
Энергия никоими., Лм
вегственно 8-Ю-4 и 2-10"s мкм с вы-
ходом соответственно 25 и 50 % всей
флюоресценции, возникающей в ре-
зультате электрических дипольных пе-
реходов между уровнями ;,D0 и '’Fa
{уровень 7F2 расположен выше основ-
ного на 900—1000 см-1 [4, 9]}. Время
жизни флюоресценции 5-10-4 с.
В целом свойства излучения, гене-
рируемого жидкостными системами на
редкоземельных хелатах, очень похо-
жи на свойства излучения твердотель-
ных лазеров. Исследованные в лазе-
рах хелаты не обладают оптимальными
для генераторов свойствами [5]. Из-за
чрезвычайно высокого коэффициента
поглощения затрачиваются значитель-
ные энергии накачки при тонких
слоях вещества, что не позволяет
получать больших мощностей генера-
ции. Так, для лазера на ЕиВА вы-
ходная энергия составляет 1 МДж
для кювет с диаметром d — 0,1 см
и длиной 5,0 см.
Растворы неорганических соединений
редкоземельных элементов. В неорга-
нических растворах солей редкоземель-
ных элементов, применяемых в каче-
стве лазерных веществ, сочетаются
достоинства твердотельных и жидкост-
ных лазеров. В отличие от многих
органических жидкостей, это типичные
Рис. 1*9. КПД жидкостного и твердотель-
ного лазеров на ХАГ* Nd+a;
длина кюветы с рабочей жидкостью 7,5 см,
диаметр 4 ми, — коэффициент отраже-
ния выходного зеркала
ионные системы [2, 5]. Растворитель
играет роль матрицы, незначительно
влияющей на структуру их электрон-
ных уровней. В отличие от металло-
органического комплекса, где важна
роль передачи энергии от лиганда
к иону, в растворе, содержащем сво-
бодные ионы, оптическая накачка осу-
ществляется исключительно через соб-
ственные полосы поглощения иона,
В этом случае для обеспечения высо-
кой эффективности оптической накачки
целесообразно выбрать ион неодима
с достаточно широкими полосами по-
глощения.
На рис. 1.8 приведены эмиссионные
спектры ионов Nd+S при примерно
одинаковой концентрации его во всех
случаях в трех различных матрицах.
Видно, что эмиссионный спектр ионов
Nd+S в жидкости ближе к спектру
тех же ионов в кристалле, чем в стек-
лянной матрице.
В табл. 1.5 приведены эффективные
поперечные сечения и характерные
времена затухания флюоресценции
в трех матрицах: из YAG, жидкого
растворителя SeOCl2 и стекла [4].
КПД жидкостного ц твердотельного
лазера па YAG: Nd+3 приведен на
рис. 1.9 [4J.
22
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
1.5. Эффективные поперечные сечения
поглощения и характерные времена
затухания флюоресценции ионов Nd_;!
в трех различных матрицах
Митр и из <5’ IQ10, смг т, мс
Мттр ли - ал юми и ле- вый гранат YACi 27—29 0,24
Жидкий раство- ритель SeOCi2 6—8 0,25—0,4
Стекло 0,3—3 0,1 —1,0
Если произведение коэффициентов
отражения зеркал невелико, то в ла-
зере возможна самомодуляцня излу-
чения.
Вместо хаотических пульсаций ин-
тенсивности излучения длительностью
около нескольких сотен микросекунд
возникали гигантские импульсы излу-
чения с длительностью 50—100 пс и
мощностью, близкой к 1 МВт. Лазер
па РОС13 : ZrCl4—Nd*3, который гене-
рировал с частотой до 5 Гц импульсы
с энергией 76 Дж, описан в работе 12].
При энергии накачки 4000 Дж КПД
лазера достигал 2%. В случае при-
менения двухкаскадного усилителя
(с раствором таким же, как и в зада-
ющем генераторе) мощность импульса
излучения достигала 500 jMBt. Досто-
инствами жидкостного неорганического
лазера являются также большая рав-
номерность распределения поля излу-
чения в ближней и дальней зонах
и высокие энергетические, параметры.
Растворы органических красителей
позволили значительно расширить чи-
сло лазерных материалов после изго-
товления первых лазеров на краси-
телях [4 ].
Красители — сложные органические
соединения, сильно поглощающие ви-
димый свет и состоящие из бензоль-
ных (С6Н6), пиридиновых (C5H5N),
азотных (C4H4N2) и других колец.
Большинство красителей в растворах
имеет ионный характер, а знак попа
определяется кислотностью раствора;
в кислотной среде — положительный,
в' основной — отрицательный. Погло-
щение вещества в основном определя-
ется радикалами СП3 или С2Н3. Опти-
ческие свойства красителя полностью
проявляются лишь в твердых и жид-
ких растворах, причем если краситель
имеет кристаллическую форму, то по-
глощение ослабевает или вовсе исче-
зает, а в жидких растворах чаще
всего наблюдается кратковременная
люминесценция |4]. В твердых рас-
творах дополнительно появляется дол-
говременное свечение. Время жизни
молекулы в возбужденном состоянии
10_J с. Вследствие использования раз-
личных органических красителей суще-
ственно расширился диапазон частот
генерируемых излучений; 0,35— 1
1,1 мкм [5]. 1
Спектр поглощения или испускания
красителей состоит из основной по-
лосы шириной 150 МГц в видимом
диапазоне и дополнительной полосы
в ультрафиолетовом диапазоне. Лю-
минесценция большинства красителей
не зависит от длины волны возбужда-
ющего излучения [2]. Так, излучение
во всем спектре люминесценции можно .
получить, если возбуждать родамин В [
излучением желтой линии натрия 1
(X = 0,589 мкм) или ультрафиолето-
вым излучением (X — 0,2537 мкм), ;
несмотря на то что в последнем случае ;
поглощение обусловлено переходом мо- 1
лекул в более высокие синглетные
состояния. Следовательно, молекула
очень быстро возвращается в более
низкое возбужденное синглетное со-
стояние, с которого и начинается про-
цесс люминесценции.
С помощью лазеров на растворах
красителей возможна генерация ги-
гантских импульсов с широким спек-
тром и почти монохроматических.
Можно создавать режимы генерации
как одиночных импульсов, так и после-
довательности импульсов с модовой
синхронизацией. Стоимость красителей
невелика, они отличаются высокой эф-
фективностью преобразования энергии
накачки в излучение: КПД отдельных
растворов красителей достигает 50 %.
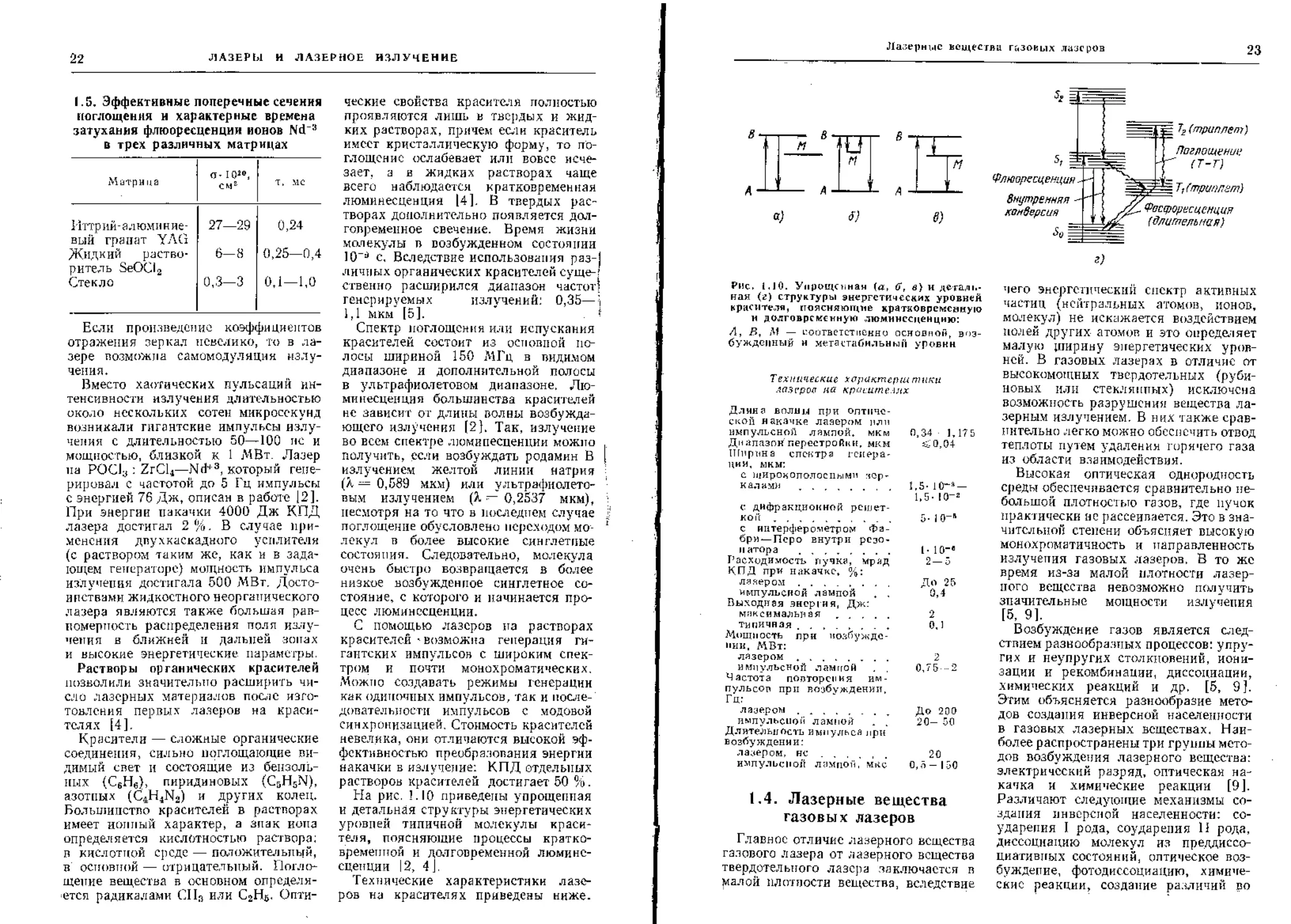
На рис. 1.10 приведены упрощенная
и детальная структуры энергетических
уровней типичной молекулы краси-
теля, поясняющие процессы кратко-
временной и долговременной люмине-
сценции 12, 4].
Технические характеристики лазе-
ров на красителях приведены ниже.
Лазерные вещества газовых лазеров
23
Флмресирнрия
внутренняя -
конверсия
7г (триппет}
Поглощение
(Т-Т)
Тетрил лет}
№ыр$ресцени,ия
{длительная)
Рис» LJ0. Упрощсьнам (а, (7, в} и деталь-
ная (г) структуры энергетических уровней
красителя, поясняющие кратковременную
и долговременную люминесценцию:
Л, Bt Л1 — соответственно основной, воз-
бужденный и мета стабильны ft уровни
Г ex /1 и ч е с к и е х ар акт е р ш т г; /сн
л£7.?сдоя на красителях
Длина волны при оптиче-
ской накачке лазером пли
импульсной лампой* мкм
Диапазон’перестройки, мкм
ТТГпрпна спектра генера-
ции, мкм:
с. широкополосными зер-
калами ,..............
с дифракционной решет-
кой ,........... , . ,
с интерферометром Фа-
бри—Перо внутри резо-
натора ........
Г’а с ходимость пучка, мрлд
КПД при накачке, %:
лазером
импульсной лампой * ,
Выходная энергия, Дж:
мяксимальп ая.........
типичная
Мощность при возбужде-
нии, МВт:
лазером ........
импульсной лампой . ,
Частота повторения им-
пульсов при возбуждении,
Гц:
лазером . . ..........
импульсной лампой * ,
Длительность импульса при
возбуждении:
лазером, нс ..........
импульсной лампой, мкс
6,34 • 1,17 5
£0,04
1,5- 1(Га —
1,5- I0"2
5- IO"11
I - 10-«
2 — 5
До 25
0,4
2
0,1
2
0,75-2
До 200
20- 50
20
0,5-150
1.4. Лазерные вещества
газовых лазеров
Главное отличие лазерного вещества
талового лазера от лазерного вещества
твердотельного лазера заключается в
малой плотности вещества, вследствие
чего энергетический спектр активных
частиц (нейтральных атомов, ионов,
молекул) не искажается воздействием
нолей других- атомов и это определяет
малую ширину энергетических уров-
ней. В газовых .лазерах в отличие от
высокомощных твердотельных (руби-
новых или стеклянных) исключена
возможность разрушения вещества ла-
зерным излучением. В них также срав-
нительно легко можно обеспечить отвод
теплоты путем удаления горячего газа
из области взаимодействия.
Высокая оптическая однородность
среды обеспечивается сравнительно не-
большой плотностью газов, где пучок
практически не рассеивается. Это в зна-
чительной степени объясняет высокую
монохроматичность и направленность
излучения газовых лазеров. В то же
время из-за малой плотности лазер-
ного вещества невозможно получить
значительные мощности излучения
[5, 9].
Возбуждение газов является след-
ствием разнообразных процессов: упру-
гих и неупругих столкновений, иони-
зации и рекомбинации, диссоциации,
химических реакций и др. [5, 9 ].
Этим объясняется разнообразие мето-
дов создания инверсной населенности
в газовых лазерных веществах. Наи-
более распространены три группы мето-
дов возбуждения лазерного вещества:
электрический разряд, оптическая на-
качка и химические реакции [9].
Различают следующие механизмы со-
здания инверсной населенности: со-
ударения I рода, соударения 11 рода,
диссоциацию молекул из и редди с со-
циативпых состояний, оптическое воз-
буждение, фотодиссоциацию, химиче-
ские реакции, создание различий во
24
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Js> -*• А - J, JP.-MTf
3s? -* 2py A
____._ 2$г -/* 2ру А = /, /5 лям
—fSs
О
Рис. 1JL Структура некоторых энергети-
ческих уровней неона и двух совпадающих
с ними уровней гелия
времени релаксации колебательных и
вращательных состояний (например,
при адиабатическом расширении моле-
кулярного газа в газодинамическом
лазере).
В атомных газовых лазерах ис-
пользуются соударения I рода (упру-
гие) электронов с нейтральными ато-
мами газа (Ne, Аг, Сг, Хе) и с атомами
в парах металлов (Си, РЬ, Мп), а
также соударения II рода в процессе
передачи энергии от атома одного
элемента (например, Не) атому дру-
гого элемента (например, Ne), причем
атомы находятся в возбужденном со-
стоянии [9, 14]. Так, при наличии
смеси двух газов (например, Не и Ne),
где метастабильное состояние атомов
первого газа совпадает с возбужден-
ным состоянием атомов второго газа,
происходит эффективная передача
энергии от одного атома к другому
с переходом атомов первого газа в ос-
новное состояние (процесс называют
неупругим соударением II рода) [4, 5].
Важное условие реализации этого про-
цесса — равенство энергий активатора
и возбужденного уровня других атомов.
Классическим газовым лазером, ра-
ботающим по этой схеме, является
гелий-неоновый лазер [4].
На рис. 1.11 приведена структура
некоторых энергетических уровней
неона и двух совпадающих с ними уров-
ней гелия, а также указаны три важ-
нейших перехода [4]. Наиболее рас-
пространены лазеры, генерирующие
излучение с длиной волны X =
= 0,6328 мкм, для которых заселение
верхнего уровня происходит в основ-
ном в результате соударений II рода
с метастабильными атомами гелия 1SO.
Для лазеров этого типа характерны
оптимальные соотношения гелия и
неона в смеси от 7 : 1 до 5 : I. Расхо-
димость потока излучения в гелий-
неоновом лазере очень мала и близка
к дифракционному пределу (около
2-10-4 рад). У таких лазеров самая
высокая стабильность частоты, близ-
кая к 10-14. Несмотря па низкую
выходную мощность (до десятков мил-
ливатт при усилениях 4—10 % на
1 м и КПД около 10*’—10-а %),
высокая стабильность частоты излу-
чения, малая расходимость излучения,
простота конструкции н достаточно
высокий срок службы этих лазеров
(до 10 000 ч) обеспечили их широкое
распространение.
Значительно большие мощности из-
лучения (около десятков ватт) в непре-
рывном режиме позволяют получать
лазеры с ионной активной газовой сре-
дой — ионные газовые лазеры.
Известна генерация более чем па
200 линиях многих элементов: инерт-
ных газов (гелий, неон, аргон, крип-
тон), хлора, брома, ртути, иода, кисло-
рода, азота, кремния, серы, фюсфора,
цинка, кадмия и др. Наиболее распро-
страненными и характерными предста-
вителями газоразрядных лазеров яв-
ляются аргоновые ионные лазеры,
причем наибольшая мощность излуче-
ния получена на длинах волн 0,488,
0,5145, 0,4965 мкм. Выходная мощность
в непрерывном режиме достигает десят-
ков ватт при максимальном КПД до
0,2% 14].
Ионизация атомов аргона проис-
ходит в дуговом разряде при малом
давлении (39,9—53,2 Па). Плазма раз-
ряда должна быть высокоиопизован-
ной, это достигается использованием
в нонных лазерах мощного дугового
разряда, отличающегося повышенной
степенью ионизации [2]. Так, сила
рабочего тока в ионных лазерах соста-
вляет несколько десятков ампер, а
плотность тока может достигать
1000 А/см2 н более [2, 4, 9],
Лазерный вёкцес/Фа базовых лазеров
25
' а)
Рис, 1,12, Зависимость выходной мощности
аргонового лазера {К = 0,4880 мкм} от
силы тока разряда («), относительной мощ-
мости от давления аргона и напряженности
осевого магнитного ноля ((?)
На рис. 1.12 приведены зависимости
выходной мощности от силы тока раз-
ряда, а также относительной мощно-
сти от давления аргона и напряжен-
ности осевого магнитного поля, кон-
центрирующего электроны (а также
ионы, но в меньшей степени) вблизи
оси трубки, что увеличивает число
соударений [9], а также уменьшает
эрозию материала стенки разрядной
трубки (длина трубки 28 см, диаметр
4 мм, сила тока разряда 30 А).
Вследствие значительных сил токов
разрядов усложняются конструктив-
ные и технологические задачи. Раз-
рядную трубку первоначально выпол-
няли из термостойкого материала —
кварца — с применением водяного ох-
лаждения, и срок службы ее не превы-
шал 100 ч. Позднее использовали
более стойкие материалы— керамику,
алунд, брокерит (ВеО), а также гра-
фит [2, 9|. Так, трубка из керамики
на основе окиси бериллия работает
около 1000 ч.
В ионных лазерах кроме аргона
используются также другие газы: крип-
тон, ксенон, гелий, неон, хлор, азот,
а также пары следующих металлов:
Cd, Sn, Zn, Se, Pb, Hg, Cu, Tl, Au,
Мп и др,
В импульсных ионных лазерах ин-
версия населенностей достигается гфв-
имущественно благодаря переходам
атомов (при соударениях с электро-
нами) из основного состояния на верх-
ние возбужденные уровни [2, 41.
W,,™
Й О,?. О,Ч U,S Ц) Н, кд
6}
Инверсия населенностей в лазерах
непрерывного действия получается с
помощью двух- или многоступенчатых
процессов: вначале происходит иони-
зация с образованием иона в метаста-
бильном состоянии, а далее при после-
дующих соударениях ион возбужда-
ется до более высоких уровней, с ко-
торых и переходит на соответствующие
лазерные уровни [4, 5, 9].
В 1960 г, было обнаружено выну-
жденное испускание излучения в парах
металлического кадмия, когда с по-
мощью однократно ионизованного ла-
зерного вещества была получена гене-
рация на длинах волн 0,4416 и
0,325 мкм с мощностью соответственно
200 и 20 мВт. В дальнейшем появилась
целая серия работ по ионным лазерам
на парах различных металлов [4].
Возбуждение верхних лазерных
уровней активных ионов протекает
в значительной степени с помощью
буферного газа — гелия, давление ко-
торого в разрядной трубке составляет
несколько сотен паскалей, в то время
как давление паров металла существен-
но меньше — несколько десятых па-
скаля. Так, в Не—Cd-лазере получены
пучок с длиной волны 0,4416 мкм и
мощностью 10 мВт, а также ультра-
фиолетовое излучение с длиной волны
0,325 мкм и мощностью 2,5 мВт [4].
В табл. 1.6 приведены технические
характеристики лазеров на парах ме-
таллов.
Благодаря значительной выходной
мощности ионные лазеры могут быть
использованы в промышленности для
технологических целей; резки, сварки
и т. д.
В общем случае инверсная населен-
ность в газе легче достигается в им-
26
ЛАЗЕРЫ Н ЛАЗЕРНОЕ ИЗЛУЧЕНИЙ
1.6. Технические характеристики лазеров на парах (металлов)
Пары металл а Дл ин и вол н.ы излученин, мкм Коэффицн С!НТ усиления н а 1 м разрядной трубки, % Оптимальнее да пление гели я Оптимальное давление паров металла Рабочая темпер атур а, К
П а
Cd II 0,4416 ~ю 400 0,4 513
са и 0,325 3—4 400 0,4 513
Sn II 0,6453 3—4 1064 0,2 1373
Sn II 0,6844 1064 0,2 1373
Zn II 0,7479 2 532 0,53 593
Zn II 0,7588 67—532 0,266—13,3 533—673
Se II 0,4604 — — — —,
Se II 0,4845 2,3 798—1064 0,67 —
Se II 0,4976 3,3 798—1064 0.67
0,4993 3,3 798—1064 0,67 ——
0,5069 3.3 798—1064 0,67 —
0,5176 4,6 798—1064 0,67 —
0,5228 5,4 798—1064 0,67 —
0,5305 2,6 798—1064 0,67 —
0,6056 1,3 798—1064 0,67 —
пульсном разряде, чем в непрерывном
|2), Лазерная генерация п газах
в импульсном режиме получена на
нескольких сотняхдлин волн,перекры-
вающих диапазон* от ультрафиолето-
вых (X да 0,1 мкм) до субмиллиметро-
вых волн (% да 0,08 см), причем в им-
пульсном режиме могут работать ла-
зеры на нейтральных атомах, а также
ионные и молекулярные. Усиление
излучения в разрядных трубках совре-
менных импульсных газовых лазеров
достигает 600 дБ/м, а пиковые мощ-
ности составляют несколько мегаватт
[4].
Конструкция импульсных лазеров
в основном та же, что и лазеров непре-
рывного действия. Специфика импульс-
ных квантовых генераторов опреде-
ляется импульсным блоком питания,
обеспечивающим силу разрядного тока
в импульсе до нескольких килоампер
при напряжении до -сотен киловатт
[2], причем элементы излучателя (раз-
рядная трубка и ее арматура) отли-
чаются повышенной электрической
прочностью и более мощным, чем для
стационарного тлеющего разряда, ка-
тодом.
Одна из особенностей работы им-
пульсных лазеров состоит в том, что
в импульсном режиме легче реализо-
вать значительные разрядные токи
и мощность системы накачки может
быть повышена па несколько порядков,
что является предпочтительным для
некоторых газовых сред (например,
в ионных лазерах), где инверсия,
достаточная для генерации, получа-
ется только при значительной силе
разрядного тока [2].
Другая особенность их работы за-
ключается в наличии высоко располо-
женных возбужденных состояний, что
позволяет использовать для генераций
в ультрафиолетовой области спектр
возбужденных состояний мпогозаряд-
ных ионов, поскольку эффективное их
возбуждение возможно именно в им-
пульсном разряде [2].
В импульсных лазерах для инверс-
ного заселения возбужденных состоя-
ний можно использовать нестационар-
ный режим газоразрядной плазмы
(при создании микросскупдных им-
пульсов тока), т, е. можно получить
генерацию и инверсию принципиально
только в интервале времени, когда
происходит преобразование невозбу-
жденный газ — стационарная плазма
или стационарная плазма — невозбу-
ждеппый газ.
Молекулярные лазеры
27
КПД непрерывного лазера [4}
1]Я1ЧТ[> = fiihVe/E/,,
где — доля энергии накачки, затра-
чиваемой на заселение лазерного уров-
ня; hv,, — энергия кванта лазерного
перехода; Ес — энергия верхнего
уровня. Для непрерывного лазера
флеир й» Ю-34-10”4 [4]. КПД импульс-
ного лазера
где £цон и &• — соответственно ста-
тистические веса основного и возбу-
жденного уровней:
&H01I.-' он + ge) ~ I
Так как для резонансного возбужде-
ния /р зь 0,5, то Т]ими 25 %. Прак-
тически достаточно легко достигается
КПД импульсного лазера примерно
10%.
1.5, Молекулярные лазеры
У атомных и ионных газоразрядных
лазеров вследствие значительной раз-
ности в энергии верхних и нижних
уровней эффективность электронного
механизма накачки невелика и КПД
невысок.
Так, при максвелловском распре-
делении электронов в плазме доля
энергии, приходящаяся на быстрые
электроны, способные возбудить
атом или ион, пропорциональна
ехр [—\Wi(kTe}], где AW — энергия
возбуждения; k— постоянная Больц-
мана.
Для гелий-неонового лазера AIS'
ж 20 эВ при (84-9) 104 К, что дает
КПД электронного механизма накачки
всего 5—6% [2]. КПД электронного
механизма накачки для аргонодуго-
вого стационарного разряда лазера
достигает значения того же порядка,
что и для аргонового импульсного
лазера, у которого соответствующий
КПД имеет еще меньшее значение.
С точки зрения повышения КПД
газовых лазеров перспективно исполь-
зовать низко расположенные энерге-
тические уровни частиц, в качестве
которых можно рассматривать колеба-
тельные возбужденные состояния моле-
кул [2]. В молекуле, состоящей из
нескольких атомов, внутренняя энер-
гия определяется не только энергией
электронов каждого атома, но и энер-
гией колебательного движения атомов
около некоторого положения равно-
весия.
При возбуждении молекулярных га-
зов спектр излучения получается зна-
чительно сложнее, чем в атомных и
ионных системах, В общем случае
переходы будут осуществляться между
различными электр они о-колебательно-
вращательными уровнями молекулы
19], вследствие чего возможна гене-
рация значительно большего числа
линий, чем на атомах. Число лазерных
переходов, реализованных при воз-
буждении различных газов, таких,
как N3, О3, СО, П3 и другие, достаточно
велико [9], а из молекулярных лазеров
на электронных переходах перспек-
тивны лазеры с генерацией излучения
в ультрафиолетовой области спектра
(?. — 0,337 мкм) с импульсной мощ-
ностью до 1 МВт и лазеры на водороде
с излучением в вакуумно-ультрафио-
летовой области (X— 0,164-0,18 мкм)
[5, 16].
Лазеры на колебательных и враща-
тельных переходах дают излучение
в инфракрасной области спектра.
Наибольшее распространение полу-
чили лазеры па СОа. В 1964 г. С. Пей-
тел исследовал колебательно-враща-
тельные переходы в молекулах СО2,
а позднее создал лазер на этих пере-
ходах [4]. Он получил генерацию
на 13 линиях в инфракрасной области
спектра на длине полны около 10 мкм.
Мощность лазера иа СО2 (около 1 мВт)
путем добавления Не и Ы2 была суще-
ственно увеличена.
На рис. 1.13 приведена принципи-
альная схема первых молекулярных
лазеров. Здесь металлические (напри-
мер, стальные) позолоченные зерка-
ла 7, расположенные на концах сте-
клянной разрядной трубки 2, образуют
конфокальный резонатор, а излучение
основной линии с А = 10,6 мкм вы-
ходит из него через отверстие в перед-
нем зеркале, загерметизированное кри-
сталлом из NaCl, пропускающим ин-
фракрасное излучение. Переднее зер-
кало изготовляют также из чистого
28
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Рис. 1.13, Принципиальная Схема первых
молекулярных лазеров
германия, кристаллов КС1, селенида
цинка и др.
В разряде углекислый газ диссоции-
рует с образованием кислорода и угар-
ного газа: 2 СО,—> 2СО + О2. Вслед-
ствие этого газовая смесь «портится»
и мощность генерируемого излучения
значительно снижается. Интенсивность
лазерного излучения можно значи-
тельно увеличить путем прокачки
вдоль разрядной трубки газовой смеси.
С увеличением скорости прокачки
мощность генерации увеличивается.
Кроме этого, для снижения температу-
ры разряда (т. е. увеличения эффек-
тивности работы лазера на СО2) интен-
сивный теплоотвод осуществляют водя-
ным охлаждением разрядной трубки.
Быстропроточные лазеры иа СО2. По-
началу для повышения выходной мощ-
ности молекулярных лазеров длину
разрядных трубок увеличивали до
100 м и более, причем 1 м столба раз-
ряда давал 50—80 Вт при КПД си-
рнс. 1Л4» Схема молекулярного лазера
на COf с поперечной прокачкой;
f — компрессор; 2 — система охлаждения;
3 __ разрядная камера; 4 — излучение
стемы 10—20 % [4, 9]. Лазеры па
смеси СО2—М2—Не получили значи-
тельное развитие и широкое приме-
нение. Физические процессы, проис-
ходящие в газоразрядных лазерах на
СО2, достаточно полно изложены в ряде
работ [4, 91.
Несмотря па большие потенциальные
возможности лазеров на газовой смеси
СОа—N2—Не с накачкой стационарным
разрядом, увеличить их выходную
мощность сложно. Это прежде всего
объясняется тем, что удельная мощ-
ность лазеров на СО, при охлаждении
рабочего вещества через стенки трубки
ограничена вследствие малых плотно-
стей рабочей смеси.
Повышение выходной мощности ла-
зера на СО2 путем удлинения разряд-
ного промежутка сопряжено с прак-
тическими трудностями из-за юсти-
ровки зеркал резонатора и в некоторых
случаях нецелесообразно. Максималь-
ная мощность лазера на СОЙ (8,8 кВт)
с электрическим стационарным разря-
дом была достигнута на установке
с длиной оптического пути 185 м [ 1 ].
В 1969 г. В. Тиффани, Р. Торг и
И, Фостер [4] предложили использо-
вать вместо продольной поперечную
прокачку газовой рабочей смеси по
отношению к оси резонатора лазера
(рис. 1.14). Излучение мощностью
1 кВт было получено на лазере дли-
ной 1 м. Для снижения температуры
рабочей смеси и увеличения инверсии
в системе газы проходят через тепло-
обменник. В лазере описываемой кон-
струкции скорость прокачки газа со-
ставляла 300 м/с.
Коэффициент пропускания передне-
го зеркала из чистого германия рав-
нялся 35%. Газовая смесь состояла
из СО2 (2,7-10а Па), Не (8,Ы0а Па)
и Na (1,6'10“ Па) в соотношениях
для А — 5:11:2, В — 5:7:3, для
Молекулярные лазеры
29
С — 5 : 5 : 2, дли D — 5:7:2
(рис. 1.15).
На рис. 1.15 показаны зависимости
выходной мощности быстропроточного
лазера от скорости потока rasa и мощ-
ности электрического разряда. Быстро-
проточные лазеры позволили получить
в непрерывном режиме мощность до
27 кВт при КПД преобразования
около 17 % [4].
ТЕА-лазер на СО2. В 1970 г. А. Бальо
предложи.’! использовать л молеку-
лярных лазерах возбуждение попереч-
ным искровым разрядом при увеличе-
нии давления в лазере до 10= Па (4].
Этот лазер (рис. 1.16) стали называть
ТЕЛ (Transversely Exited Atmospheric
Pressure). ТЕА-лазер метровой длины
генерировал импульсы излучения мощ-
ностью около 1 МВт. Электрический
разряд в нем происходил между длин-
ным верхним электродом (анодом) и
катодом, состоящим из набора парал-
лельных игл, включенных через рези-
сторы сопротивлением около 1 кОм.
В разрядную камеру подавались элек-
трические импульсы от конденсатора
емкостью около 0,02 мкФ, заряженного
до напряжения 17 кВ.
Частота импульсов могла изменяться
от нескольких герц до 103 Гц. Общее
давление смеси составляло примерно
I06 Па (соотношение частей по объему:
Na, СО2, Не соответственно 1 : 1,2 : 10).
Длительность лазерного импульса
300 нс, длительность разрядного им-
пульса 1 мкс, энергия импульса
30 мДж.
Одно из зеркал из NaCl с селеновым
покрытием имело коэффициент отра-
жения около 85%. Усовершенство-
ванные лазеры А. Бальо имели КПД
около 17 % при энергии импульса до
1 Дж и частоте повторения импульсов
до 1 Гц. Средние мощности таких
лазеров невысокие. Следовательно, по-
лучить на них частоту следования
около нескольких десятков герц, труд-
но. Изготовление кристаллов для вы-
ходных окон больших размеров для
лазеров этого типа трудоемко и дорого.
Создание импульсных газовых лазе-
ров с КПД около 20 % позволило
также получить излучение больших
мощностей (МВт) при значительной
энергии (сотни джоулей) импульса
с использованием больших объемов
Аощмст* электричеекко разряда,
кВт
6)
Рис» 1.15. ЗЛВИСИМССТЪ ВЫХОДНОЙ МОЩНО-
СТИ быстропроточного лазера на СОЕ от
скорости потока газа (а) и мощности
электрического разряда (о)
рабочей газовой смеси. Эти лазеры
обладают рядом преимуществ по
сравнению с твердотельными лазе-
рами. В отличие от них ТЕА-лазеры
позволяют получать не только мощ-
ные одиночные импульсы лазерного
излучения, но и большую среднюю
выходную мощность при высоких ча-
стотах следования импульсов гене-
рации.
Рис. 1,16. Принципиальная схема ТЕА-ла-
зера:
3 — сферическое и плоское зеркала
соответственно; 2 — энод
30
лазеры и лазерное излучение
ТЕА-лазеры длиной около 90 см
обеспечивают мощности 20 мВт при
энергии импульса 2 Дж и КПД около
17%. При длине разрядного проме-
жутка примерно 305 см были получены
мощности 100 мВт при энергии импуль-
сов 9 Дж. При комбинации поперечного
возбуждения с поперечной прокачкой
была получена средняя мощность TEA-
лазера 150 Вт при частоте следования
импульсов генерации 1 кГц на длине
разрядного промежутка лазера при-
мерно 152 см.
Создан ТЕА-лазер на СОВ с энергией
импульса 20 Дж при выходной пико-
вой мощности 2,5 МВт, частоте следо-
вания импульсов генерации несколько
сотен герц и КПД примерно 20%,
предназначенный для лазерной обра-
ботки материалов. Особенности меха-
низма действия ТЕЛ-лазеров на СО2,
а также схемы импульсного возбужде-
ния рабочей смеси в них описаны в
f6J. Для инверсии населенностей в
ТЕЛ-лазерах применяют плазмотроны,
вносящие непосредственно в лазерное
вещество разрядной камеры плазмен-
ные сгустки 16]. С целью предвари-
тельной ионизации рабочей смеси и
устранения дугового разряда исполь-
зовали ионизирующее излучение. Для
получения предварительной ионизации
и последующего однородного пробоя
больших объемов рабочей смеси можно
использовать в ТЕА-лазерах трехэлек-
тродные системы, с помощью которых
получали плазменные катоды и устра-
няли дуговые разряды.
Непосредственное инжектирование
в лазерный объем плазменных струй
с помощью капиллярных плазмотро-
нов предложено в работе ]6]. В об-
ласть оптического резонатора перпен-
дикулярно к его продольной оси вво-
дились плазменные потоки из 25 ка-
пиллярных плазмотронов, которые за-
меняли дискретные катоды межэлек-
тр одного промежутка системы с по-
перечным возбуждением. Интенсивная
лазерная генерация возникала при на-
личии напряжения на электродах.
При заполнении рабочего объема чи-
стым СО2 и подаче через капиллярные
плазмотроны азота лазерная генерация
не возникает. Она имеет место в слу-
чае, когда через капилляры подается
гелий, т. е. для плаамоструйного воз-
буждения рабочей смеси существен вы-
брос плазменных образований, в то
время как вылета колебательно воз-
бужденных молекул азота из капилля-
ров нет [6]. Необходима тщательная
синхронизация импульсов напряжения
на капиллярных плазмотронах и элек-
тродах разрядного промежутка при
одновременной их подаче.
Плазмотронпый способ возбуждения
в лазерах на СО2 можно применять при
более высоких давлениях рабочей сме-
си для увеличения концентрации ча-
стиц в лазерном веществе. Плазмотроп-
ное возбуждение рабочей смеси во мно-
гом аналогично возбуждению, приме-
няемому в электроионизапиоппых ла-
зерах.
Работы в области ТЕА-лазеров ве-
дутся в двух направлениях; получения
большой выходной мощности в импуль-
се и увеличения частоты следова-
ния.
В ТЕА-лазере мощность излучения
пропорциональна квадрату давления.
Это объясняется тем, что и скорость
расселения нижнего лазерного уровня,
и число молекул, вовлекаемых в рабо-
ту лазера, возрастают с увеличением
давления |5, 10]. В результате полу-
чается квадратичная зависимость вы-
ходной энергии от давления.
Существующие в настоящее время
молекулярные лазеры на СО2 (ТЕА-
лазеры) генерируют инфракрасное из-
лучение мощностью около 1 МВт и да-
же 1 ГВт и энергией в су бм икр осе кун д-
но.м импульсе в несколько сотен джоу-
лей.
На рис. -1.17 приведена схема моле-
кулярного лазера па СОа [4]. Резона-
тор лазера длиной 10 м имеет 12 сек-
ций, а общая длина активного объема
5 м (с сечением 4X7 см2). Соотношение
парциальных давлений газов СО2, N2,
Ne было 2:2:3 при общем давлении
40 кПа. Импульсы генерации имели
длительность около 100 нс, энергия
составляет 150 Дж.
Молекулярные лазеры других типов.
Лазерная техника с использованием
различных активных газов позволяет
перекрывать ультрафиолетовый, види-
мый и инфракрасный диапазоны спек-
тра (мкм): N» — 0,3371, Со — 5, NaO —
(10,5—11), Н2О — 28; 78; 118, HCN —
311; 337.
Электр о и 6 н и за jjvi о и н ы е лаз ер ы
41
Рис. 1.17. Схема мощного
молекулярного TEA -лазера:
/ — гребенчатый катод; 2 --
поджитглощнй электрод;
f? я под
Лазер на N2, генерирующий излуче-
ние с л = 0,3371 мкм, работает только
в импульсном режиме (длительность
импульсов около 10 не и пиковая мощ-
ность до 100 кВт).
Молекулярный лазер на СО (Z.«
» 5 мкм) имеет ряд преимуществ по
сравнению с другими молекулярными
лазерами {51:
эффективное преобразование элек-
трической энергии в колебательную
энергию молекул;
легкость достижения инверсии насе-
ленностей колебательных энергетиче-
ских уровней вследствие ангармонич-
ности колебаний молекул;
высокий квантовый выход;
медленную релаксацию от колеба-
тельных к поступательным состояниям
(процессы типа v—Т) и быструю ре-
лаксацию колебательных состояний
(процессы типа v—v).
Указанные преимущества позволили
создать непрерывный лазер па СО с
КПД до 47 % при обычной схеме ни-,
гания и с КПД до 65 % при возбужде-
нии разряда с помощью электронной
пушки [5]. Около 80 % энергии элек-
тронов в газовом разряде может пе-
рейти в колебательную энергию моле-
кул СО при условии поддержания
средней температуры электронов в раз-
ряде около 2-Ю4 К. Средняя темпера-
тура существенно влияет па передачу
энергии от электронов к молекулам.
В лазере на СО лазерная генерация
может возникнуть между произволь-
ными энергетическими уровнями при
нахождении системы в состоянии ин-
версии, причем конечное состояние од-
ного лазерного перехода может слу-
жить начальным состоянием для дру-
гого лазерного перехода [5]. При со-
ударении молекула СО в конечном со-
стоянии вновь может быть возбуждена,
возвращение ее в основное состояние
пе является обязательным условием
|9, 141. Вследствие этого квантовый
выход (теоретический) превышает 90 % .
Работа лазера на СО тем эффективнее,
чем ниже его температура (темпера-
тура кипения СО составляет 83 К).
Эффективность оптической накачки
можно существенно увеличить путем
добавления в активную среду (СО) ар-
гона или азота в отношении 1 : 10.
Возможности лазера па СО можно
оценить на примере [5] лазера с объ-
емом лазерного вещества около 10-а м3.
Он может в режиме квазигнгантскнх
импульсов генерировать излучение
мощностью 100 кВт, При импульсном
возбуждении энергия луча достигает
200 Дж.
1.6. Электро ионизационные
лазеры на СО3
В лазере электроны плазмы разряда
выполняют двойную роль. Передви-
гаясь через область разряда под дей-
ствием приложенного электрического
поля, они создают при соударениях
новые электронные нары для воспол-
нения потерь электронов при реком-
бинации и диффузии на стенки трубки,
причем при малом электрическом поле
концентрация электронов падает и
разряд прекращается. В то же время
эти электроны должны при соударе-
ниях возбуждать молекулы газа для
заселения верхнего энергетического
уровня и создания требуемой для ра-
боты лазера инверсии населенностей,
причем для поддержания устойчивого
разряда и эффективной работы ла-
32
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
зсра необходима различная темпера-
тура.
В электрон онизационных лазерах
(ЭИ Л) пучок высокоэнергетических
электронов для поддержания разряда
вводится в газовую среду.
Для ионизации газа в одном из ла-
зерных разрядов применяют высоко-
энергетический (100—200 кэВ) пучок
электронов, а приложенное к газовому
объему поперечное электрическое поле
ускоряет возникающие в результате
ионизации электроны, возбуждающие
молекулы азота и углекислого газа.
Меняя напряженность электрическо*
го поля, можно так изменить распре-
деление электронов по скоростям, что
накачка молекул станет наиболее эф-
фективной.
В работе [10] лазер такого типа наз-
ван лазером с поддержанием ионизации
(ionized—sustained laser), а в качестве
примера приведен лазер, в котором
электронный пучок с энергией 130 кэВ
вводится в разрядную камеру объемом
10 л со смесью COS, Na, Не в соотноше-
нии 1:2:3 при давлении 105 Па.
В этом случае излучаются импульсы на
основной моде с энергией до 1200 Дж
(пиковая мощность 50 МВт при дли-
тельности импульса 50 мкс) и много-
модовые импульсы с энергией до
2000 Дж.
В ЗИЛ можно использовать высокие
давления рабочей смеси (около 10е Па)
[6], При таких давлениях рабочей
смеси применяемые в ТЕА-лаэерах
методы возбуждения для ЭИЛ непри-
годны (за исключением применения
ионизирующего излучения от внешне-
го источника плазиотронного возбу-
ждения). Это позволяет выделить ЭИЛ
в самостоятельный класс приборов
Рис. 1.J8. Принципиальная схема электро
ионизационного лазера
среди лазеров па СО2. Одной из
главных особенностей ЭИЛ по вы-
ходным параметрам является возмож-
ность получения перестройки частоты
в широких пределах при интенсивной
лазерной генерации.
Первые эксперименты, проведенные
при исследовании ЭИЛ с давлением
рабочей смеси, большим атмосферного,
отражены в работе [6].
Принципиальная схема ЭИЛ пока-
зана на рис. 1.18. В корпус 1 лазера
вмонтирован внешний источник 2 (элек-
тронная пушка), создающий интенсив-
ный поток частиц (электронов) с боль-
шой энергией. Пленка 3 отделяет ва-
куумный объем внешнего источника от
разрядной камеры, образованной зер-
калами резонатора 6 и заполненной ра-
бочей смесью газов при большом дав-
лении. Пленка 3 (например, майларо-
вая) оказывается прозрачной для по-
токов электронов с большой энергией.
Поток электронов (или других заря-
женных частиц) распространяется в
направлении, перпендикулярном к
продольной оси резонатора (ось г).
Разрядный промежуток в лазерном
объеме образован электродами 4 (сет-
чатым) и 5 (сплошным). В корпусе
ЭИЛ предусмотрено отверстие для на-
полнения разрядной камеры рабочей
смесью. Принцип действия заклю-
чается в создании проводимости в плот-
ной газовой среде с помощью ионизи-
рующего излучения от внешнего источ-
ника при одновременном пропуска-
нии через разрядный промежуток
электрического тока с последующим
преобразованием энергии электриче-
ского тока в колебательную энергию
молекул. Необходимым условием про-
текания токов большой силы в иони-
зированном газе является высокая
степень его ионизации. Концен-
трация электронов в газе должна
быть выше некоторого порогового зна-
чения, зависящего от размеров разряд-
ного промежутка, давления и состава
газа.
Экспериментальные исследования
характеристик ЭИЛ, работающих при
давлениях смеси СОа— Ж—Не вплоть
до 5 МПа, отражены в работе [6].
В качестве ионизирующего излучения
использовался поток электронов энер-
гией около 700 кэВ и плотностью тока
Газодинамические лазеры
33
10—20 А/сма. Длительность импульса
внешнего источника электронов со-
ставляла 10-8 с. Напряжения на элек-
троды разрядного промежутка пода-
вались с малоиндуктнвного конденса-
тора емкостью 10—20 пФ, заряженно-
го до напряжения 50 кВ, Достигнутая
удельная мощность излучения состав-
ляла 10s Вт/см3 при длительности им-
пульса генерации 10~7 с. Максималь-
ное значение КПД достигало 25 % при
соотношении СОа, N», равном 1 ; 2.
Исследовались также токовые, поро-
говые характеристики, зависимость ко-
эффициента усиления от давления и
состава смеси, спектр излучения ЭИЛ.
Анализ результатов показал, что ки-
нетика возбуждения рабочих уровней
при высоких давлениях (до 10й Па) во
многом аналогична кинетике возбуж-
дения уровней СО2 при низких давле-
ниях.
Из экспериментальных данных сле-
дует, что удельная энергия, затрачи-
ваемая в ЭИЛ, с ростом давления уве-
личивается быстрее, чем ширина рабо-
чих уровней. Следовательно, коэффи-
циент усиления активной среды ЭИЛ
может быть значительно больше, чем
в газоразрядном лазере на СО2. При
этом коэффициент усиления можно
варьировать, изменяя степень иони-
зации рабочей смеси [6].
Таким образом, электроионизаци-
оппые лазеры па СО2, работающие
при больших давлениях, перспектив-
ны, так как в одной лазерной системе
можно получить предельно высокий
КПД, высокую удельную мощность
генерации при плавной перестройке
частоты излучения.
1.7. Газодинамические
лазеры
По способу предварительного воз-
буждения колебательных уровней мо-
лекулы СО3 известные газодинамиче-
ские лазеры (ГДЛ) можно разбить на
три типа; с тепловым, химическим и
электрическим возбуждением.
ГДЛ с тепловым возбуждением.
В ГДЛ реализуется одно из направле-
ний получения инверсной населенно-
сти, при котором предварительно воз-
бужденный газ подвергается глубокому
и быстрому охлаждению благодаря 2
2 Рыкалин И. Н. и др.
адиабатическому расширению. Важно,
чтобы установление меньших темпера-
тур и давлений происходило быстрее,
чем колебательная релаксация с верх-
них лазерных уровней молекул СО3
и N2. Такие лазеры позволяют увели-
чить плотность мощности на смеси
СОа—N2—Не на 3—5 порядков по
сравнению со стационарным разрядом.
Экспериментально было осуществ-
лено адиабатическое расширение га-
зовой смеси для получения инверсной
населенности в смеси СО2—Ns в не-
прерывном режиме при пропускании
нагретого газа через сверхзвуковое
сопло.
Одним из методов получения ин-
версной населенности в газовых лазе-
рах является тепловой. Его реализа-
ция зависит от возможности обеспече-
ния быстрого нагрева или быстрого ох-
лаждения рабочей среды. При этом
должно существовать определенное со-
отношение между временем релаксации
населенностей уровней, например, в
трехуровневой квантовой системе и тер-
модинамически равновесным значени-
ем населенностей этих уровней.
Для получения инверсной населен-
ности способом быстрого нагрева не-
обходимо, чтобы время заселения верх-
него уровня (рис. 1.19) было меньше
времени заселения нижнего уровня.
Практическое осуществление этого
способа возможно путем использования
ударных или детонационных волн [6],
с помощью которых можно получить
большие температуры и скорости в
сжимаемых средах. С помощью удар-
ных труб возможно достаточно быстрое
и однородное по всему объему нагре-
вание рабочей смеси до высоких тем-
ператур (до 104 К). Работающие на
этом принципе лазеры являются им-
пульсными системами.
При способе быстрого охлаждения
необходимо понижать температуру си-
стемы с такой скоростью, чтобы время
релаксации верхнего уровня было боль-
ше времени релаксации нижнего уров-
ня. Большие скорости охлаждения
можно получить при адиабатическом
расширении газа, продувая его, па-
пример, через щель или сопло. При
начальных температурах 1500—3000 К
газовая смесь может охлаждаться со
скоростью 108— 10s К/с.
34
ЛЛЛ1.РЫ Н ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
враща/пымая ^дггл?
Равновесная нолеёательния энергия
Рис, 1.19. Механизм возникновения инвер-
сии населенностей r газодинамическом
лазере;
а — вавнскмостъ доли полбой энергии,
приходящейся на различные степени сво-
боды^ от расстояния до сопла; б — зависи-
мость доли молекул СО2 па нижнем и верх-
нем лазерных уровнях от расстояния в На-
правлении потока из сопла
Как отмечалось ранее, молекула СОа
обладает тремя колебательными сте-
пенями свободы, каждая из которых
характеризуется своей температурой:
0Х, 92 и 0Э. Температуры Oj, 9а, 03 мо-
гут быть различны и отличаться от
температуры газа Т (обычно да 0а),
Необходимым условием наличия ин-
версной населенности является 03> Bj
при генерации с уровня (001) из уро-
вень (100) молекулы СО2.
При продувании через сопло или
щель горячей газовой смеси с темпера-
турой Т, имеющей равновесное распре-
деление по степеням свободы молеку-
лы углекислого газа, вследствие адиа-
батического расширения тепловая энер-
гия хаотического движения молекул
преобразуется в кинетическую энер-
гию их направленного движения. По-
нижение температур Oj, 0и и 0., проис-
ходит с различными скоростями. Вслед-
ствие меньшей скорости падения тем-
пературы 93 по сравнению со скоростью
падения температуры 0t яэ 02 возни-
кает разность между колебательными
температурами. Опа сохраняется до
тех пор, пока давление не уменьшится
до значения, при котором столкнове-
ния между молекулами не оказывают
влияния на релаксацию. В этом слу-
чае колебательные температуры ста-
новятся постоянными, происходит их
«замораживание», которое длится до
радиационного распада колебательных
уровней (для молекулы СО2 — 19-е с).
Образование инверсной населенности
при адиабатическом расширении га-
зовой смеси происходит вследствие
достаточно быстрого «замораживания»
колебательных температур по сравне-
нию с временем распада верхнего лазер-
ного уровня молекулы СОа.
Газодинамические лазеры
35
Таким образом, использование не-
равновесных газодинамических пото-
ков является довольно эффективным
методом получения инверсной населен-
ности в лазерном веществе.
Наиболее распространенным кон-
структивным решением ГДЛ с тепло-
вым возбуждением может служить ре-
активный двигатель. В соответствии
с конструкцией ГДЛ предваритель-
ный нагрев газовой смеси произво-
дится в камере сгорания. Затем смесь
продувается через сопло, и генерация
осуществляется в оптическом резона-
торе, образованном зеркалами, рас-
положенными параллельно па стенках
выхлопной камеры. Такие ГДЛ обес-
печивают мощность генерации от не-
скольких киловатт до нескольких со-
тен киловатт в непрерывном режиме.
Выходная мощность 6 кВт в непрерыв-
ном режиме в течение 10 с обеспечи-
вается на установке, в которой сгора-
ние горючей смеси С2Н2—(30—воздух
с помощью воспламеняющей метано-
вой горелкй приводит к образованию
смеси, состоящей из 7,5 % С02, 91,3 %
N’a и 1,2% ТЫ) при температуре
1400 К и давлении 1,7-10й Па. После-
дующее расширение смеси со скоро-
стью 4 М (М — число Маха) происхо-
дит через ряд сопл’с высотой щели
0,08 см, сечением 3X30 см и отноше-
нием площадей критического сечения
на выходе сопла, равным ~ 14. В ре-
зультате этого температура потока
снижается до 354 К, а давление — до
8,7 ПО3 Па. Расход вещества 1360 г/с.
При расходе газовой снеси около
13,5 кг/с выходная мощность лазер-
ного излучения в многомодовом режи-
ме 60 кВт.
К резонатору описанного лазера при-
мыкает диффузор, служащий для пре-
образования давления и скорости по--
тока от значений 104 Па и 4М до дав-
ления, большего атмосферного, при
меньшем числе М. Вследствие этого
выброс газа производится непосред-
ственно в атмосферу.
Для ГДЛ с тепловой накачкой смеси
СО2—Ns — Не среднее значение КПД
примерно 2—5 %. Как показывают
расчеты, эффективность преобразова-
ния тепловой энергии в лазерное излу-
чение может достигать 25 % благодаря
регенерации тепловой энергии при зам-
2*
кнутом цикле. Общая тепловая схема
ГДЛ с замкнутым циклом прокачки
газовой смеси описана в |6].
Получение больших мощностей из-
лучения в ГДЛ ограничено вследствие
разрушения оптических элементов.
Проводилось исследование конфигура-
ции резонатора, обеспечивающей ми-
нимальное повреждение зеркал 14,
10]. Оптимальным явилось расположе-
ние зеркал в углублении, отстоящем
на 3 см от стенки сопла.
При тепловой накачке ГДЛ наряду
с нагреванием в механизме возбужде-
ния играют существенную роль хими-
ческие реакции. Оптимальное исполь-
зование химической энергии можно
осуществить подбором горючего, обес-
печивающим образование возбужден-
ных рабочих молекул как непосред-
ственного результата реакции горения.
В связи с сильным возбуждением ко-
лебательных уровней в пламени ис-
пользование такого способа возбужде-
ния ГДЛ обеспечит большую генери-
руемую удельную мощность. Так, по
предварительным оценкам [1 ] при
сжигании 450 г вещества в этом слу-
чае выделяется энергия 2-10п Дж и
при КПД преобразования выделяемой
энергии в излучение, равном 5 %, вы-
ходная мощность лазера около 100 кВт.
Разработанные системы лазеров с ис-
пользованием химической реакции
взрыва, обеспечивающей образование
возбужденных молекул СО2, позволя-
ют получать импульсы генерации дли-
тельностью 0,3 с и энергией до 20 Дж
при поджигании искрой смеси СО,
О2, N2 и П2, В качестве горючего в них
используют также ацетилен, пропан.
В отличие от ГДЛ непрерывного дей-
ствия в этих ГДЛ накачка взрывом ис-
ключает необходимость в компрессоре,
ГДЛ с химической накачкой. При
использовании в ГДЛ с химической
накачкой взрывных реакций состав ис-
ходной смеси подбирают таким обра-
зом, чтобы рабочая газовая смесь СО2,
N2, П.,0 обладала оптимальным соот-
ношением компонент.
В таких ГДЛ используется преобра-
зование энергии химических связей
в индуцированное излучение при чисто
химическом смешивании реагирующих
газов. Примером может служить хими-
ческая реакция при смешивании DF
36
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
(или HF) с СОа [4, 16], в которой се-
рия уровней молекулы DF совпадает
с верхним лазерным уровнем молеку-
лы СОа.
Инверсную населенность получают
также в сверхзвуковом потоке смеси
газ — аэрозоль, где она может быть
создана благодаря адсорбции анизо-
тропной молекулы типа СО2 на поверх-
ности частиц аэрозоля.
ГДЛ с электрическим возбуждением.
Электрический метод возбуждения
ГДЛ используется в так называемом
электроаэродипамическом лазере ]6].
В отличие от рассмотренного выше
типа возбуждения верхнего лазерного
уровня рабочих молекул возбуждение
этого типа происходит не в камере
сгорания, а уже в сопле при резонанс-
ной передаче энергии от молекул Ns,
нагреваемых предварительно до высо-
ких температур мощным электрическим
разрядом. В сопле одновременно про-
исходит быстрое расширение рабочей
смеси, получаемой перемешиванием не-
равновесных газовых потоков.
Для создания потока N2, нагретого
до нужной температуры, используется
стандартный электрический дуговой
инжектор мощностью несколько кило-
ватт. В камере большого объема пред-
варительно нагретый азот смешивается
с дополнительным потоком Na при
20 °C, в результате чего устанавли-
ваются заданные равновесная темпе-
ратура и давление. Затем происходит
быстрое (со скоростью 3,4 М) расши-
рение нагретого азота в двумерном
клиновидном сопле, высота которого
изменяется от 0,1 см в горловине до
0,6 см на выходе. Длина сопла 5 см.
При этом ввиду большого времени ре-
лаксации молекулы No ее колебатель-
ная температура хорошо сохраняется.
На этой стадии осуществляется накачка
верхнего уровня молекулы СО2 при
быстром перемешивании неравновес-
ного потока Na с молекулами СО2 пли
N2O, инжектируемыми через две уз-
кие щели шириной 0,1 см, которые рас-
положены друг против друга перпен-
дикулярно к сверхзвуковому потоку.
Скорость инжекции может достигать
звуковой при изменении давления в ин-
жекторе.
Относительно высокая плотность
мощности генерации в данном случае
связана с большой плотностью рабочего
вещества при скорости потока инжек-
тируемых газов, близкой к сверхзву-
ковой. Населенность верхнего лазер-
ного уровня сохраняется ввиду малого
времени пролета частиц от места их
возбуждения к резонатору, а очищение
нижнего уровня происходит благодаря
охлаждению при быстром расширении
газа, что создает условия для получе-
ния большой инверсной населенности.
Однако ввиду возникновения значи-
тельных аэродинамических возмуще-
ний однородную область газа, в кото-
рой получается инверсная населен-
ность, можно выделить только в конце
струи.
При начальной температуре азота
2600 К на колебательное возбуждение
молекул приходится 13 % внутрен-
ней энергии, эффективность преобра-
зования в инфракрасное излучение
12 %. Наэлсктроаэродинамическом ла-
зере получена непрерывная мощность
11,5 кВт.
ГДЛ с электрическим возбуждением
обладают большим КПД, чем ГДЛ с теп-
ловым возбуждением. Кроме того,
в ГДЛ с электрическим возбуждением
(например, с использованием дуговых
или высокочастотных плазмотронов)
можно применять рециркуляцию, что
существенно повышает эффективность
системы с замкнутым циклом.
1.8, Химические лазеры
Лазер, работающий па инверсии
населенностей, созданной прямо или
косвенно в ходе экзотермической хи-
мической реакции, называют химиче-
ским {16]. и
В химическом лазере И. Каспера и
Г. Пиментела [4 ] реакцию типа
Н + С121-1С1*-|-С1 инициировали с
помощью фотолиза. При давлении
смеси ионов 400—2100 Па (рсь2- рн., ~
яз 1 : 2) были получены импульсы из-
лучения длительностью около 10 мкс,
энергией 2-10 2 Дж. Затем появились
лазеры, где были использованы возбу-
жденные молекулы СО * и HF *. В ла-
зере на СОа происходит процесс пере-
дачи колебательной энергии от возбу-
жденной молекулы НС1 * к молекуле
СО2 с превращением одного кванта
колебательной энергии двухатомной
Химические лазеры
37
молекулы в два колебательных кванта
многоатомной молекулы по схеме
НС1 + СО2 НС1 + СО, + АЕ (АЕ —
энергия реакции), причем источником
энергии накачки были возбужденные
молекулы НС1, возникающие при хи-
мической реакции HF + С1Я. В лазере
Р. Гросса [16] обмен энергией проис-
ходил между молекулами DF и СО,.
Здесь энергия химической реакции
использовалась как для прямого воз-
буждения активных молекул в лазере,
гак и для возбуждения молекул дру-
гого газа, передающего затем энергию
активным молекулам.
Главная трудность в достижении ин-
версной населенности заключается в
большой скорости процессов релакса-
ции при переходе системы в равновес-
ное состояние, а поскольку в большин-
стве случаев они превышают скорость
химической реакции, то получение ин-
версии затруднительно. В этом случае
при выборе химической системы для
создания лазера важным критерием
являются оптимальное соотношение
скоростей реакций, обусловливающих
распределение энергии в молекулах, н
релаксационные процессы. Прирост
числа молекул, заселяющих верхние
энергетические уровни, должен намно-
го превосходить рост населенности
низших уровней, а время жизни воз-
бужденных молекул не должно быть
малым по сравнению с длительностью
реакции. Химическую реакцию ини-
циируют электрическим разрядом,
вспышкой мощной лампы, чаще всего
используют явление фотолиза. Лазеры
на электронных переходах применяют
крайне редко, в то время как лазеры
па колебательных переходах получили
достаточно широкое распространение.
При возбуждении колебательных со-
стояний наиболее существенной частью
потерь следует считать столкновитель-
ную дезактивацию, в то время как
для возбуждения электронных состоя-
ний большие значения коэффициента
Эйнштейна А, способствующие увели-
чению усиления, вследствие спонтан-
ного излучения могут также ограничи-
вать рост инверсии населенностей. Та-
ким образом, пока в химических ла-
зерах преимущественно используют
только колебательные переходы. Ра-
боту химического лазера можно рас-
Рис. 1.20. Кинетика реакции в химиче-
ском лазере (Лс, и — постоянные
коэффициенты, характеризующие отдель-
ные возбужденные состояния молекулы
с различной кинетикой)
смотреть на основе простой химической
реакции типа [4, 16]
Я ДВ* + С + Д£, (1.14)
где АЕ — энергия реакции.
Эта реакция происходит в три этапа:
1) приближение атома А к молекуле
ВС; 2) сближение и ослабление связи
между атомами В и С; 3) возникнове-
ние продуктов реакции ЛВ и удаление
их друг от друга.
Каждому этапу соответствуют энер-
гии £i, £а и £3. Обычно на втором этапе
происходит увеличение колебательной
энергии молекул. Чем тяжелее атом А
по сравнению с атомами В и С, тем
больше прирост колебательной энергии
по сравнению с приростом кинетиче-
ской энергии. Реакция происходит
в соответствии с кривой, приведенной
на рис. 1.20, т. е, в виде изменений пол-
ной энергии химической системы. Ос-
вобождающаяся энергия после экзо-
термической реакции должна быть
равна сумме АН + Е. На рис. 1.20
приведена постоянная k, которую мож-
но определить из кинетики реакции,
а отдельные постоянные feb ks и
т. д. описывают различные возбужден-
ные состояния молекулы, участвую-
щей в химической реакции. При из-
вестной температуре химической реак-
ции Т можно рассчитать населенности
отдельных вращательных уровней, свя-
занных с заданным состоянием коле-
бателвной энергии . молекулы, что,
в свою очередь, позволяет оценить
усиление лазерного вещества как отно-
38
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
шсние соответствующих коэффициентов
/г5 и k2 (см. рис. 1.20):
т(2т+ 1)В - кТц
г (2г — 1)В— kTfi Х
xe4~w)’ (1J5>
где В — вращательная постоянная;
Тп — температура химической реак-
ции; г— квантовое число, связанное
с вращательным движением. Здесь
предполагается, что температура ре-
акции T# равна «вращательной» тем-
пературе, т. е, при соударениях вто-
рого рода сохраняется термодинами-
ческое равновесие. В случае иниции-
рования экзотермической реакции, па-
пример мощной вспышкой лампы, «вра-
щательная» температура может пре-
вышать 293 К.
Высокая степень инверсии, а значит,
и значите.чьное усиление излучения в
системе легче достигаются в молеку-
лах с малым числом атомов и неболь-
шим моментом инерции. Для химиче-
ского лазера рекомендуется исполь-
зовать линейные трехатомные молеку-
лы [16J.
На рис. 1.21 приведена схема лазера.
Смесь типа N- + F + F + S со сверх-
звуковой скоростью протекает через
трубку с отверстиями в стенках. По-
ступление водорода в поток через отвер-
стия обеспечивает реакцию типа На -р
+ F—> HF * + И.
Рис. 1.21. чисто химического лазера:
1 —электрическая дуга; 2 — оптически
активная область; 3 — сверхзвуковой по-
ток; 4 — выходной пучок с ?. = 3 мкм
В первой камере с помощью элек-
трической дуги происходит сильный
разогрев азота. Во второй камере про-
исходит смещение азота с CF#, причем
температура смеси достигает 250 К,
при которой значительная часть мо-
лекул CFe диссоциирует. Далее смесь
расширяется через сопло прямоуголь-
ного сечения размером 1,27Х 18 см.
Зеркала ZY и Z., из бериллия и меди
с золотым покрытием образуют опти-
ческий резонатор. В зеркале Zj имеется
отверстие для вывода излучения, при-
чем диаметр его подобран таким обра-
зом, чтобы обеспечить максимальную
мощность пучка [4]. При площади
отверстия, рапной 30 % площади зер-
кала, максимальная мощность пучка
на длине волны X = 3 мкм достигала
475 Вт. КПД установки достигал 12 %
(по отношению к энергии химической
реакции).
1.9. Свойства и
энергетические характеристики
лазерного излучения
Лазерное излучение характеризует-
ся рядом уникальных свойств. К их
числу относятся большая интенсив-
ность электромагнитной энергии, вы-
сокая монохроматичность, значитель-
ная степень временной и простран-
ственной когерентности. Лазер отли-
чается от других источников электро-
магнитной энергии очень узкой направ-
ленностью распространения излучения.
В дальнейшем будем рассматривать
преимущественно характеристики из-
лучения лазеров диапазона длин волн
Свойства лазерного излучения
3d
(0,4 -1()т0 мкм), в котором генерирует-
ся излучение с достаточно высокими
энергетическими параметрами (энер-
гия, мощность в импульсном или не-
прерывном режимах и т. д.), опреде-
ляющими эффективное использование
лазеров для тех е l ол оси чески х целей.
Одной из важнейших характеристик
лазерного излучения является .моно-
хроматичность, определяющая диапа-
зон частот или длин воли, который
занимает излучение, г о. ширину его
спектра. Для некоторой спектраль-
ной линии с длиной волны (частотой
(о0) степень монохроматичности [7J
р = ДЛА0 - Дщ;'о0, (1.16)
где ДХ — ширина спектра.
Обычно лазеры считают источниками
монохроматического излучения, так
как оно имеет достаточно узкий спек-
тральный интервал, который можно
характеризовать одной частотой или
длиной волны. Например, для газовых
лазеров, работающих в одномодовом
режиме при ЛЬ & 10-10 мкм р я* 1СГ1<
В то же время для спектральных ли-
ний, выделенных монохроматорами,
11 1О-С. Поскольку значительная
часть потока излучения приходится
на очень узкий участок спектра излу-
чения (например, спектр рубинового
лазера состоит из нескольких узких
спектральных линий --10“е—Ю7 мкм)
и не превосходит сотых долей микро-
метра, то спектральная плотность мощ-
ности лазерного излучения на много
порядков превосходит спектральную
плотность мощности излучения других
известных источников электромагнит-
ной энергии.
В ьтс< > ка я м он охр омати ч н ость и з л у-
чения позволяет использовать его при
исследованиях атмосферы, в спектро-
скопии, при изучении явлений фото-
люминесценции и фотоэффекта, созда^
нии эталонов частоты, управлении хи-
мическими реакциями и др.
Монохроматичность тесно связана с
одним из основных свойств лазерного
излучения — его когерентностью. Ко-
герентность определяется корреляцией
характеристик поля излучения, обра-
зованного в одно и то же время разне-
сенными в пространстве источниками
(пространственная когерентность), или
одним и тем же источником, но в раз-
ныс моменты времени (временная ко-
герентность). Если в результате сложе-
ния полей результирующая интенсив-
ность электромагнитного излучения J
в точке Q в зависимости от разности
фаз может принимать любые значения
от — / /2)2 до (к Л + К Л:)2. то
источники когерентны. Источники пол-
ностью нскогерентпы, если интенсив-
ность J ~ Ji ~'г ./г. В случае времен-
ной когерентности
1кОГ — СТКОГ" ( 1 Л 7)
где с — скорость света (определяет
связь между характеристиками вре-
менной и пространственной когерент-
ности источников, т. е. если разность
хода лучей превышает некоторое зна-
чение параметра /иог, называемого
длиной когерентности, то корреляция
между характеристиками электромаг-
нитного поля в различные моменты
времени отсутствует); т1!ог — время
когерентности, в течение которого раз-
ность фаз колебаний источников не
успевает измениться на величину того
же порядка, что и п; т1(ог связано
с шириной спектра излучения ДА.
(степенью монохроматичности) соотно-
шением
^ног ~ Р- (1*18)
Для лазерного излучения тког ==
— 10“2~ 10“* с, а для обычных источ-
ников света тког = 10'* с.
Свойства когерентности излучения
обычно описывают функцией когерент-
ности Г, которая представляет собой
среднее значение по времени от произ-
ведения двух компонент электромаг-
нитного ноля в точках г, и г.2, т. е.
г (fj, г2, т)
7’
= j V^, t + т) V* X
_т
X(r2,t)dt. (1.19)
Здесь
V (г, t) = А (г, t) cos [<р (г, t) — й/],
(1.20)
где А (г, i) и tp (г, /) — соответственно
амплитуда и фаза колебания; й —
средняя частота.
40
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Функция когерентности определяет
степень корреляции колебаний в раз-
ных точках поля в одно и то же вре-
мя в зависимости от времени.
Наличие интерференционной карти-
ны в точке Р дает информацию о кор-
реляции колебаний в точках Pi и
в одно к то же время (т = =
= 0). Тогда когерентность называют
пространственной, она характеризует-
ся функцией Г (г1э г3, 0).
В то же время корреляцию колеба-
ний в одной точке ?! при различных
временах т можно называть временной,
она характеризуется функцией Г (О,
0, Т).
Высокая степень временной коге-
рентности излучения позволяет ис-
пользовать его для различных науч-
ных и технических приложений, свя-
занных с интерференцией, измерением
длин, линейных и угловых скоростей,
малых перемещений, для передачи
информации на оптических частотах
и т, д.
Пространственная когерентность
обусловливает высокую направлен-
ность излучения и возможность фоку-
сирования его на площадки малых раз-
меров. Направленность излучения ха-
рактеризуют телесным углом, охваты-
вающим основную часть излучаемой
энергии. Если телесный угол пред-
ставляет собой конус, то в качестве
параметра излучения выбирают пло-
ский угол расхождения патока (угол
расходимости). Для телесного угла,
отличающегося от конуса, обычно при-
водят значения двух плоских углов
в вертикальной и горизонтальной пло-
скостях.
///в
4(?г
а)
Теоретическая диаграмма направлен-
ности круглой излучающей площадки
показана на рис. 1.22. Основная часть
энергии излучения сосредоточена в
главном (основном) лепестке диаграм-
мы.
Максимальная интенсивность поля
в боковых лепестках не превышает 2 %
максимальной интенсивности поля из-
лучения Д.
Если полагать, что распределение
амплитуды и фазы колебаний однород-
но в поперечном сечении потока излуче-
ния, то его расходимость, ограничен-
ная дифракцией, составит угол (по
уровню половинной мощности)
= 1.22Х/Д, (1.21)
гдеД — диаметр потока излучения.
Для рубинового лазера А. = 0,69 мкм
и при D = 1 см 0OiS яз 0,85-10 4 рад
(»14я), а для газового лазера на СО3
при том же потоке излучения и ?. =
= 10,6 мкм 0о,5= 1,21’10 в рад
(язЗ' 20"). В действительности расхо-
димость лазерного излучения значи-
тельно больше: от единиц до несколь-
ких десятков угловых минут. Значи-
тельное увеличение расходимости из-
лучения реальных лазеров по сравне-
нию с расчетным значением обуслов-
ливается неоднородностью распределе-
ния амплитуды и фазы поля излучения
в пределах излучающей поверхности,
многомодовым характером генерации
излучения (точнее — наличием коле-
баний поперечных типов), наличием
Рис. 1.22. Диаграмма направленности
круглой излучающей площадки в системе
координат:
а — декартоаой; б — полярной
ев
Свойства лазерного излучения
41
неоднородностей в активной среде и
несовершенством элементов резона-
тора.
Излучающая поверхность стержня
из лазерного вещества, например ру-
бинового кристалла, не является од-
нородной, а представляет собой слож-
ную структуру в виде отдельных све-
тящихся пятен, размер которых до-
стигает примерно 100 мкм, а размер
образуемых ими комплексов — при-
мерно 850 мкм [7].
Уменьшения расходимости излуче-
ния можно добиться прежде всего се-
лекцией колебаний высших попереч-
ных типов. Наименьший угол расходи-
мости име!От одномодовые лазеры, ге-
нерирующие основной тип колебаний
ТЕМоо. Одномодовый режим генера-
ции наиболее легко реализуется в га-
зовых лазерах.
Получение одномодового режима
для твердотельных лазеров — более
сложная задача, поскольку их лазер-
ное вещество обладает большим уси-
лением и достаточно трудно создать
значительные энергетические потери
для колебаний высших поперечных ти-
пов, не ухудшая энергетических ха-
рактеристик потока излучения.
Важный параметр излучения — по-
ляризация. В большинстве случаев
лазерное излучение оказывается пло-
скополяризованным.
Вид лазерного вещества определяет
тип поляризации излучения. Когда
оптическая ось кристалла (рубин) па-
раллельна оси резонатора (кристалл
с нулевой ориентацией), все плоскости
поляризации равноценны и излучение
лазера характеризуется естественной
поляризацией. Если оптическая ось
кристалла и ось резонатора перпен-
дикулярны, то излучение поляризо-
вано в плоскости, перпендикулярной
к оптической оси кристалла.
Основную роль в создании той или
иной зоны нагрева, определяющей ха-
рактер обработки, играют энергетиче-
ские параметры — ЭЕтергия, мощность,
плотность энергии, а также такие па-
раметры, как длительность импульса,
пространственная и временная струк-
тура излучения, пространственное рас-
пределение плотности потока излуче-
ния в пятне фокусировки, физические
свойства материала (отражательная
способность, теплофизические свой-
ства, температура плавления и т. д.).
> Пространственное распределение
плотности потока в пятне фокусировки
зависит от углового распределения ин-
тенсивности лазерного излучения на
разных расстояниях от излучателя.
Соответственно различают ближнюю
(френелевскую) и дальнюю (фраунго-
феровскую) зоны по отношению к из-
лучателю.
Область, в которой угловое распре-
деление почти не зависит от расстоя-
ния до излучающего торца активного
элемента лазера, называют дальней
зоной. Начало этой области находится
на расстоянии от D2/(2X) до 2Da/X. По-
скольку в этой области наблюдаются
эффекты дифракции Фраунгофера, эту
зону называют областью Фраунгофера.
Область, простирающаяся от гра-
ницы дальней зоны в направлении из-
лучателя до другой границы вблизи
излучателя, отстоящей от него на рас-
стояние (D/2)/(D/X)1/3, называют об-
ластью Френеля.
1.7. Характеристика интенсивности
излучения в зависимости
от расстояния до излучателя
Зона измене- нн я Расстояние от излучателя Погрешность фазы, изме- ренная на расстоянии L от разных точек на поверхности Гл чмером D
Ближ- няя L = D Дер -> оо
Фре- неля (ближ- няя) L=(D/2)/(D/X)’/3 Дф ж V16
Рэлея L«D3/(2X) Дер « А/4 (область параллель- ного пучка)
Фраун- гофера (даль- няя) Д<р w ?./16 (область расходя- щегося пучка)
42
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Зону между внутренней границей
области Френеля и поверхностью из-
лучателя называют ближней областью,
в ней при описании распределения поля
излучения не допускается никаких
приближений. Поля излучения в этой
области могут быть очень сложными,
быстро меняющимися, с резкими грани-
цами теней.
Табл. 1.7 [10] дает представление
о распределении энергии излучения
пространственного когерентного источ-
ника, ограниченного дифракцией.
1.10. Фокусировка лазерного
излучения
Для любой оптической системы су-
ществует конечный предел остроты фо-
кусировки, называемый дифракцион-
ным, он определяет минимальный раз-
мер фокального пятна и, как следствие,
максимальную достижимую плотность
мощности излучения.
Рассмотрение фокусирования ла-
зерного излучения проводят с исполь-
зованием гауссовых пучков [4, 10],
поскольку относительное распределе-
ние интенсивности в них остается не-
изменным при распространении излу-
чения. Следовательно, это распределе-
ние подчиняется закону Гаусса как
в ближней, так и в дальней зонах.
В гауссовых пучках фаза излучения
одинакова во всех точках поперечного
сечения, поэтому эти пучки называют
однофазными. Гауссов пучок можно
сфокусировать в пятно диаметром по-
рядка длины волны.
Если на расстоянии от лазера до
линзы не происходит существенного
расширения пучка, а начальная рас-
ходимость его определяется дифрак-
ционными эффектами, возникающими
на выходной апертуре лазера, то ра-
диус фокального пятна rs можно опи-
сать выражением, используемым для
простейших оценок,
# G = Г9, (1.22)
где F — фокусное расстояние безабер-
рационной линзы; 0 — угол расходи-
мости пучка.
Так как дифракционный угол расхо-
димости излучения 0 яз Z/D (D — диа-
метр, ограничивающий пучок аперту-
ры), то в случае полного заполнения
лучком апертуры линзы радиус фо-
кального пятна
FkfD (1.23)
где Fe — FiD. Так как Ео не бывает зна-
чительно меньше единицы, то из вы-
ражения (1.23) следует, что га может
быть того же порядка, что и X,
Для фокусировки лазерного излу-
чения чаще всего используют линзы
или объективы линз с фокусным рас-
стоянием 25—300 мм и рабочими диа-
метрами от 10—20 мм до 60 мм и более.
Также используют зеркала, зеркаль-
ные объективы, комплекты переклю-
чаемых и сменных объективов, вращаю-
щиеся фокусирующие линзы. В об-
ласти видимого излучения и в близкой
к инфракрасной области спектра для
фокусировки применяют стеклянные
линзы, в инфракрасной области спек-
тра линзы из NaCl, КО, Ge, GaAs,
ZnSe и др., что позволяет получать
в фокусах оптических систем удель-
ную мощность около 10°—101(1 Вт/смЕ,
а также плотность энергии 10я—
10s Дж/смг и более. В зависимости
от параметров лазерного излучения
и фокусирующих оптических си-
стем диаметры сфокусированных ла-
зерных пучков составляют 10 мкм —
1 мм (табл. 1.8).
Рассмотрим пространственные фор-
мы лазерных пучков, характеризую-
щие их поперечные сечения.
Пространственные диаграммы из-
лучения газовых лазеров определяют-
ся поперечными модами, их представ-
ляют в виде'символов ТЕЛ!Г,И|, где пт
ип — малые целые числа (ТЕМ — со-
кращенно от Transverse Electromagne-
tic).
Поперечные моды определяются ус-
ловиями резонанса внутри резонатора
и представляют собой определенные
конфигурации электромагнитного но-
ля, задаваемые граничными условиями
в резонаторе. Индексы типу символа
ТЕМ111п интерпретируются в прямо-
угольной системе координат как число
нулей па пространственной диаграмме
по каждому из ортогональных направ-
лений в плоскости поперечного сечения
пучка [10]. На рис. 1.23, а приведены
примеры пространственного распреде-
ления световой интенсивности в виде
прямоугольных диаграмм поперечных
Фокусировки лазерного излучения
43
1.8. Диаметры сфокусированных пучков излучения
для лазеров разных типов
Хар актери- стика шоку - сирукнцей системы Лазер на СОЙ, малая МОЩНОСТЬ, непрерывный или им- пульсн hl ft режи м работы, ОДН ОМОДОНЫ fl пучок Лазер на СО2, боль- шая мощ- ность, не- прерывный режим ра- боты, ОДНО- МО до вы й пучок Y A G -лазер, малая н средняя мощность, импульсный режим ра- боты при непрерывной накачке, одно модовый пучок Y AG-лазер с импульсной накачкой, одномодовый пучок Лазер на рубине и стекле с неодимом, импульсная накачка, МНОГОМОДО- ВЫЙ пучок
Диаметр сфокуси- рованного пучка, мкм Фокусное расстояние фокусиру- ющих линз или объек- тивов, мм 50—150 200—500 10—100 50—100 100—1000
25-70 60—300 20—50 25—50 25—70
мод. Цифрами обозначено число на-
блюдаемых минимумов интенсивности
при сканировании поперечного сече-
ния пучка соответственно ио горизон-
тали и вертикали. Так, мода ТЕМм
не имеет нулей ни по вертикали, ни по
горизонтали, в то время как у моды
ТЕМ10 имеется один нуль по горизон-
тали и не имеет нулей по вертикали,
ТЕМм имеет два пуля по горизонтали
и пи одного по вертикали, а ТЕМП
имеет по одному пулю по вертикали и
но горизонтали.
Во многих случаях распределение
интенсивности оказывается очень слож-
ным из-за суперпозиции нескольких
мод.
На рис. 1.23, б приведены примеры
поперечных мод с осевой симметрией.
Здесь первая цифра означает число
минимумов интенсивности вдоль ра-
диуса поперечного сечения, вторая —
равна половине числа минимумов ин-
тенсивности в азимутальном направле-
нии. Моды, обозначенные символом
ТЕМ’1( представляют собой суперпо-
зицию двух одинаковых мод, поверну-
тых относительно друг друга па 90°
вокруг центральной оси. Так, ТЕЛ'Ц,
образуется как комбинация мод ТЕМ01
и ТЕМ10, ее часто называют тороидаль-
ной.
Продольные (осевые) моды показаны
на рис. 1.24. Многие лазеры работают
одновременно па нескольких продоль-
ных модах, так что общая ширина ли-
пни излучения будет приближаться
(
•ое@©
00 01* 10 11* 20
С/ 02 0} 04
б)
Рис. 1.23. Поперечные моды с прямоуголь-
ной (а) и осевой (<Г) симметрией
44
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
к ширине линии флюоресценции ис-
пользуемого активного вещества [5,
13].
Наиболее распространенный метод
реализации одномодового режима ра-
боты лазера состоит в использовании
коротких резонаторов так, чтобы уси-
ливалась одна продольная мода. Дру-
гой метод заключается в применении
составных концевых зеркал, с помощью
которых создаются два резонатора раз-
ной длины, а лазер работает на частоте,
резонансной для обоих резонаторов
Для лазерной обработки материалов
предпочтительнее использовать моду
ТЕМ00, называемую гауссовой. В этом
случае зависимость напряженности
электромагнитного поля Е и интенсив-
ности q от радиуса г описывается вы-
ражениями
Е (г) = Еа ехр (—rW); (1.24)
? (r) = ехр (—2г®/10®) =
= 2р/(лш2) [ехр (—2Д/ша)1,
где Ее — напряженность электромаг-
нитного поля в центре пучка; со —
радиус гауссова пучка (радиус, на ко-
тором интенсивность снижается в е2
раз по сравнению с интенсивностью
в центре); q0 — интенсивность излуче-
ния в центре пучка. При распростра-
нении (в том числе прохождении через
оптические системы) пространствен-
ная форма гауссова пучка остается не-
изменной, в то время как моды более
высокого порядка не сохраняют перво-
начального пространственного рас-
пределения.
Нижний предел расходимости лазер-
ного пучка ограничивается дифракцией
0 = feWd, (1.25)
где k — коэффициент, в общем случае
Awl, для гауссового пучка k ~
= 1,22; % — длина световой волны;
d •— диаметр выходной апертуры.
В качестве ограничивающей апер-
туры можно взять перетяжку пучка
внутри лазера. В лазерном резонаторе
распределение поля поперечной моды
концентрируется в центре конфокаль-
ного резонатора, который находится
рядом с его геометрическим центром.
Перетяжка пучка [4]
Юй = (ХВМ)^2- (L26)
6)
Рис. f.24, Спектральный состав лазерного
излучения:
а — продольные моды резонатора; б
кривая усиления для флюоресцентного
излучения и уровень потерь в резонаторе,
практически ле зависящий от частоты; я —
результирующий спектр излучения, вклю-
чающий асе моды, для которых усиление
оказывается больше потерь
Здесь
Ч = [2/(/?i + R2 - 2L)1 [L (Rs -
-L) (Rt-L) (Ri+Ra-L)]1'2,
где Rj. и Ra — радиусы кривизны зер-
кал, находящихся друг от друга на
расстоянии L. Для многих практиче-
ских случаев перетяжка пучка обычно
того же порядка, что и диаметр апер-
туры лазера.
Значения 6 (мрад) для наиболее рас-
пространенных лазеров: на Не —
Ne — 0,2 — 1; па Аг —0,5—I; на
СО2 — 1—10; на рубине — 1—10; на
стекле с Ne — 0,5—10; па Nd : YAG —
2—20.
Обычно величину принимают за
диаметр лазерного пучка. Для моды
ТЕМоо площадь пятна с этим диамет-
ром охватывает 86,5 % полной мощ-
ности излучения в пучке, а диаметр
ТЕМвд на зеркалах резонатора опре-
деляется геометрией резонатора (рис.
1.25). На рисунке 2ш0 — диаметр пере-
тяжки пучка в резонаторе лазера;
2(01 и 2w2 — диаметры сечений пучка
на зеркалах резонатора; и — ра-
диусы кривизны зеркал; L — расстоя-
ние между зеркалами; 26 — угол рас-
ходимости пучка; d0 — расстояние от
фокусирующей линзы до перетяжки;
f — фокусное расстояние линзы; dy —
Фокусировка лазерного излучения
45
Рис. 1.25* Расходимость и фокусировка
лазерного лучка с модой ТЕМ^
расстояние от фокуса до линзы; 2<л«у —
диаметр пучка в фокусе.
Радиус перетяжки пучка внутри ре-
зонатора
“° = г / лее2 42’11/? ' (к27>
Р + ) J
При одинаковых радиусах кривизны
на зеркалах = г2) размеры пятен
на них (О! — ю2 = <о.
Поскольку по мере удаления от пе-
ретяжки ю0 пучок с модой ТЕМСО
расходится, то па расстоянии г размер
пятна [4]
Приведенное выражение позволяет
обнаружить различие между ближним
(а < пю(Д) и дальним (г^> лцД)
полями [10]. В ближнем поле диаметр
пучка несущественно превышает пе-
ретяжку. В дальнем поле расходи-
мость определяется выражением (1.26),
а для моды ТЕМоо
0 = М(Л<ов). (1.29)
Расходимость пучка можно умень-
шить путем его коллимации (рис. 1.26)
с фокусировкой лазерного пучка (в
фокусе оптической системы помещают
диафрагму малого диаметра — про-
странственный фильтр) и без фокуси-
ровки лазерного пучка — путем про-
пускания пучка через трубу Галилея.
При этом расходимость ЛИ обратно
пропорциональна увеличению исполь-
зуемого телескопа:
Qldi = Qfdh (1.30)
где 0;, Оу — расходимость пучка соот-
ветственно на входе в телескоп и на
выходе из него; d;, df — диаметр пучка
соответственно на входе в телескоп и
на выходе из него. При этом лазерный
пучок должен полностью заполнять
телескоп.
Фокусировка пучка с ТЕМ00 линзой,
расположенной на расстоянии d0 от на-
чальной перетяжки пучка <оо (при
do > f), Дает на расстоянии iiy концен-
трацию лучка диаметром 2<ту
i.'w; = (lH)(i-d0//)2+ 1/(/0)2,
(1.31)
где f — фокусное расстояние линзы;
9 — расходимость сфокусированного
пучка.
Увеличивая расстояние d$ от линзы
до перетяжки пучка в резонаторе (уве-
личение диаметра пучка в линзе огра-
ничено ее апертурой), а также умеиь-
в^-в^
Рис, 1.2ft. Коллимация пучка с помощью
двухлимзового телескопа
46
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
шая фокусное расстояние линзы или
расходимость ЛИ, можно уменьшить
размер сфокусированного пятна.
Уменьшение f ограничено требова-
ниями сохранения минимального рас-
стояния от линзы до обрабатываемого
материала (обычно f около нескольких
сантиметров, например в установке
«Квант-16» это расстояние составляет
6 см).
Расстояние df от перетяжки до фо-
кусирующей линзы
+ №-/) X
v ________________— (1 39)
Обычно df> /, а диаметр пучка в
фокальной плоскости больше 2о)у. По-
скольку при малых 0 разность между
dj и f невелика, то в [4] для определе-
ния диаметра сфокусированного ла-
зерного пучка с ТЕМоо (и даже для
многомодового) рекомендуется исполь-
зовать зависимость
И/ = /9 (1.33)
или
= /W(nco). (1.34)
Для малорасходящихся пучков
ТЕМоо принимают вместо радиуса* на-
чальной перетяжки ом размер щ пучка
перед фокусирующей линзой, что по-
зволяет легко определить диаметр пуч-
ка в фокусе.
Диаметр сфокусированного пучка
ТЕМоо, на краях которого интенсив-
ность излучения уменьшается прибли-
зительно до qi'e^ (86,5 % полной интен-
сивности), считают минимальным.
При а > 2,8ш (а — половина диа-
метра фокусирующей линзы) диаметр
пятна фокусировки
Е>диф= 1,22Х//(2а). (1.35)
Если площадь пятна охватывает
63 % почтой интенсивности ЛИ, то
Одпф = W&a). (1.36)
Предельный дифракционный размер
сфокусированного пятна достижим пу-
тем использования безаберрационных
линз и лазерных пучков с идеальными
распределениями. На практике ис-
пользуют пучки с более сложными
пространственным расположением и
модовой структурой, а также недо-
статочно совершенные оптические фо-
кусирующие устройства (например,
линзы со сферическими аберрациями
п др.). Так, минимальный размер пят-
на пучка с модой ТЕМО0 в фокусе не
менее 50 мкм для лазера на СОа (X —
= 10,6 мкм) и 5 мкм для YAG-лазера
(X — 1,06 мкм).
Другим важным параметром, харак-
теризующим размеры сфокусирован-
ного лазерного пучка, является глу-
бина резкости. Она определяется рас-
стоянием от перетяжки сфокусирован-
ного пучка до плоскости, в которой
интенсивность уменьшается до поло-
вины максимально достигнутой в фо-
кусе величины. Для сфокусированного
пучка ТЕМС0 глубина резкости [4]
2/ (1-37)
где — половина диаметра пучка,
падающего на фокусирующую линзу.
На практике удобнее пользоваться
другим определением: глубина резко-
сти — расстояние от перетяжки сфоку-
сированного пучка до плоскости, па
которой происходит заданное увеличе-
ние диаметра пучка. Так, увеличение
диаметра на а или 10 % по сравнению
с величиной 2d)y соответствует пере-
мещению плоскости обработки отно-
сительно перетяжки вдоль оси пучка
соответственно на
zf - Т0,32лш®/Х
и
zf = T0,46it®|//. . (1.38)
Свойства оптических систем значи-
тельно ухудшают линзовые аберрации,
причем для коллимированного моно-
хроматического луча лазера наиболее
существенной является сферическая
аберрация, при которой лучи, исходя-
щие из точечного источника и попадаю-
щие па линзу ни разных расстояниях
от се оси, не собираются линзой в одну
общую точку и изображение расплы-
вается в круг с нерезкими очертаниями.
Сферическая аберрация увеличивается
по мере уменьшения фокусного рас-
стояния линзы, что в определенной
степени определяет нижний предел
приемлемых значений f линзы. Сфера-
Фокусировка лазерного излучения
47
ческуто аберрацию уменьшают двумя
путями: применяя асферические лин-
зы со специально подобранными фор-
мами поверхностей или изменяя форму
сферических линз, при этом рекомен-
дуется выбирать оптимальные формы
сферических линз. Так, из всех прак-
тически применяемых линз наимень-
шие сферические аберрации имеют пло-
ско-выпуклые линзы, обращенные вы-
пуклой поверхностью к лучу. Для
фокусировки излучения лазеров на
СО» в [10] рекомендуется использо-
вать германиевые менисковые (вы-
пукло-вогнутые) линзы с коэффициен-
том преломления, равным четырем,
обращенные выпуклой поверхностью
навстречу лучу. На рис. 1.27 приведены
расчетные зависимости диаметра фо-
кального пятна от относительного от-
верстия линзы для случаев определе-
ния диаметра либо сферическими абер-
рациями, либо дифракционными эф-
фектами, Для расчетов диаметр оп-
тимизированной по форме линзы при-
нимали равным 2,54 см, коэффициент
преломления — 1,5, X = 1 мкм. При
больших относительных отверстиях
преобладает влияние Сферической абер-
рации и дифракционный предел ока-
зывается недостижимым, размеры пят-
на увеличиваются с увеличением отно-
сительного отверстия, что противоре-
чит соотношению (1.30).
Максимальная интенсивность излу-
чения в центре фокуса получается,
если диаметр линзы в 1,07 раза больше
диаметра пучка ТЕМТО:
V/max = (1-39)
где Р — полная мощность лазерного
излучения.
Исключают дифракцию при фокуси-
ровке применением линзы, диаметр ко-
торой в 2,8 раза больше диаметра пуч-
ка, Глубина резкости
zf = ±5,56?Д/(2м2). (1.40)
Пучок излучения лазера с двумя
или большим числом мод имеет в от-
личие от пучка моды ТЕМ00 сложную
структуру и больший угол расходи-
мости 0, что значительно увеличивает
диаметр пучка в фокусе.
Так, при фокусировке непрерывного
излучения лазера на СО3 мощностью
Ряс. 1.27. Расчетные зависимости диаме-
тра фокального нитна от величины отно-
сительного отверстия линзы:
I - сферическая аберрация; ? — дифрак
нионные эффекты
30 Вт с двумя или тремя модами лин-
зой с f — 50 мм диаметр пятна равен
135—150 мкм, а наличие в пучке че-
тырех мод увеличивает диаметр до
200 мкм.
Распределение интенсивности излу-
чения в поперечном сечении сфокуси-
рованного многомодового пучка не
имеет определенного характера (на-
пример, гауссовского, как для ТЕЛ%0),
оно обусловлено сложной модовой
структурой и распределением интен-
сивности в пучке перед линзой. Для
опенки диаметра сфокусированного
многомодового пучка рекомендуется
использовать выражение (1.40) с уче-
том увеличения суммарного угла рас-
ходимости 0 пучка, который прямо
пропорционален номеру моды т. Так,
для плоскопараллельного оптического
резонатора
0 = ХгасГ1. (1.41)
Для YAG-лазера непрерывного дей-
ствия с модуляцией добротности для
мод ТЕМоо, ТЕМ01> TEMJ0, ТЕМП,
ТЕМ2С, ТНМ21 угол расходимости, ох-
ватывающий 90 % мощности, соответ-
ственно составляет 1,8; 2,3; 2,8; 3,12;
3,3; 3,36 мрад.
Диаметр пучка на выходе лазера и
угол расходимости возрастают с уве-
личением номера поперечной моды для
сферического оптического резонатора
в сравнении с аналогичными параме-
трами для моды ТЕМоо,
Обычно расчетные и эксперименталь-
ные значения диаметра сфокусирован-
ного пучка значительно различаются.
48
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Рис. 1.28. Методы получения
основной моды ТЕМаа:
д — твердотельный лазер
с диафрагмой d = 14-2 мм
в оптическом резонаторе;
б — твердотельный лазер
с длинным оптическим резо-
натором, например L = 2;
а — газовый лазер на COS
с длинным оптическим ре-
зонатором (L = 2-s-10 м)т
моды высших порядков
исключаются внутренним
диаметром лазерной трубки,
rf/2 « 2<0
На практике рекомендуется определять
диаметр сфокусированного многомодо-
вого пучка экспериментально, изме-
ряя диаметр области его воздействия
па какую-либо поглощающую поверх-
ность, например, на тонкий слой ме-
талла, напыленного на стеклянную
подложку.
Так, плотность потока, необходимая
для испарения тонкого слоя золота на
корундовой подложке, q = 103 Вт/см2
при длительности лазерного импульса
т = 0,2 мс (?. = 1,06 мкм). Для испа-
рения слоя нитрида тантала не стекло
необходима плотность потока 5 X
X 104 Вт/см2 при т= 1-J-6 мс (Z,=
= 0,69 мкм). При воздействии непре-
рывного излучения (X ~ 10,6 мкм) ис-
паряется тонкий слой золота на стек-
лянной подложке, движущейся со ско-
ростью 1 м/мин при q — 5-Ю3 Вт/см2.
Для фокусировки ЛИ с соответ-
ственно подобранными параметрами
необходимо правильно выбрать модо-
вую структуру и геометрию сфокуси-
рованного луча; фокусирующую линзу
или объектив, а также оптимально
разместить фокус пучка относительно
поверхности обрабатываемого материа-
ла.
Технологические объективы должны
формировать необходимые характери-
стики излучейия в области воздействия,
в первую очередь плотность потока
и длину перетяжки сфокусированного
пучка, должны иметь малые потери
мощности излучения в оптических эле-
ментах, а также большой ресурс и
низкую стоимость.
Выбор модовой структуры и геоме-
трии сфокусированного пучка. Пучок
моды ТЕМ,, дает наибольшую концен-
трацию сфокусированного лазерного
излучения. На рис. 1.28 приведены
некоторые конструктивные и геоме-
трические особенности устройства ла-
зеров, позволяющие получать режим
генерации излучения в основной моде
ТЕМ,,.
Получение пучка излучения ТЕМ,,
большой энергии в твердотельных ла-
зерах — достаточно сложная задача
вследствие значительного (в несколько
раз) уменьшения ее по сравнению с
энергией многомодового пучка. Обу-
словлено это большими диаметрами и
оптическими деформациями лазерных
стержней, неоднородностями лазерного
вещества и др. Для газовых лазеров
реализация режима работы в основной
моде не' представляет значительных
трудностей и мощность, как правило,
уменьшается не более чем в 2 раза по
сравнению с мощностью многомодово-
го излучения. Уменьшение диаметра
сфокусированного пучка ТЕМ,, дости-
гается расширением диаметра пучка
перед фокусирующей линзой с по-
мощью оптической системы [10] (см.
рис. 1.26). Расстояние между линза-
ми равно сумме их фокусных рас-
стояний.
В лазерных технологических уста-
новках в основном применяют трубы
Галилея, в частности, из-за малых раз-
меров [10]. С их помощью достигается
2—5-кратное, увеличение пучка при
максимальном диаметре выходного
Фокусировка лазерного излучения
49
пучка 20—30 мм и уменьшение расхо-
димости пучка до 10 раз.
Недостаток сфокусированного пучка
ТЕМ00 — неравномерность распределе-
ния интенсивности излучения в фоку-
се, что обусловливает «размывание» па
материале края области воздействия
луча, ухудшение точности лазерной
обработки (например, размерной) и
т. Д.
Выбор фокусирующей линзы или объ-
ектива. Технологическое применение
лазера обусловливает выбор фокусно-
го расстояния линзы и технологическо-
го объектива (ТО), которые, в свою
очередь, определяют эксплуатацион-
ные характеристики лазерной техно-
логической установки. Так, резку тол-
стой листовой фанеры излучением ла-
зеров на СО2, а также неметаллических
материалов (кожи, пленки и др.) вы-
полняют с использованием линз с боль-
шим фокусным расстоянием (до 30 см)
для получения значительных размеров
(глубины) перетяжки сфокусированно-
го пучка [4, 10].
Линзы с меньшими фокусными рас-
стояниями не рекомендуется приме-
нять для обработки вследствие малого
расстояния от линзы до обрабатывае-
мой поверхности, из-за чего поверх-
ность линзы может повреждаться про-
дуктами разрушения материала, а
также вследствие больших сфериче-
ских аберраций линз. Минимальное
фокусное расстояние, при котором це-
лесообразно использовать простую лин-
зу, составляет около 1 см [10]. Мини-
мальное фокусное расстояние
при котором можно избежать влияния
сферической аберрации линзы, зависит
от диаметра луча, длины волны и пока-
зателя преломления [4, 10].
В табл. 1.9 представлены значения
fmin линз для лазеров разных типов
для фокусировки лазерного луча с за-
данным диаметром его при учете абер-
раций линзы. Для получения малого
фокального пятна необходимо выбрать
линзу с малым фокусным расстоянием
в соответствии с данными табл. 1.9.
При определенном показателе прелом-
ления п сферическая аберрация может
быть минимизирована выбором соот-
ветствующего форм-фактора g,
"g = (<1 + Г2) (гу — rs), (1.42)
гдеи/2 — радиусы кривизны первой
1,9. Минимальное фокусное
расстояние
Диаметр луча, мм Фокусное расстояние, мм, для лазера
в а ру- бине * на Nd — YAG * на СО5**
1 3,4 3,0 0,7
2 8,6 7,5 1,7
3 14,7 12,8 2,9
4 21,6 18,8 4,3
5 29,1 25,3 5,8
* Линзы из стекла с
преломления ». -*• lt5.
** Линзы из германия
показателем
с п = 4.
и второй поверхностей линзы соответ-
ственно. При g = 1,5 минимальная
сферическая аберрация достигается
при п -х. 0,71 и практически оптималь-
ным вариантом следует считать плоско-
выпуклую линзу, обращенную выпук-
лой стороной к лучу (g = 1). У этой
линзы сферическая аберрация близка
к минимальной, по она более проста
в изготовлении, чем линза с g — 0,71
[10].
Для излучения лазеров на СО2 и гер-
маниевой линзы (п = 4) минимальная
сферическая аберрация достигается
при g да 5, что соответствует менис-
ковой (выпукло-вогнутой) линзе, вы-
пуклая сторона которой обращена к
лучу.
Большие потери излучения лазеров
иа СО2 в оптических элементах проход-
ной оптики (NaCl, К.С1, ZnSe и др.),
небольшой срок их службы, высокая
стоимость мета ллоопти чес ких элемен-
тов определяют преимущественное ис-
пользование одиночных линз и двух-
зеркальных ТО (рис. 1.29).
Для идеального ТО (без аберраций),
который обеспечивает при некотором
угле фокусировки такой же диа-
метр da фокального пятна, как и диа-
метр df реального объектива, область
идеальных условий фокусирования
а<а„ = 0,44/У4Р, (1.43)
50
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Рис. 1.29. Типы технологических объекти-
нов:
а - - линза; б —г — зеркальный с одним
сферическим зеркалом; д — центральный
Кассегрена; е — косоугольный Кассегрена
где а — угол фокусировки; А — по-
стоянная, зависящая от типа ТО; D —
диаметр несфокусированного пучка.
На рис. 1.30 приведены области иде-
альных условий фокусирования излу-
чения ТО; причем некоторые ТО имеют
дополнительные параметры, определя-
ющие положение границ идеальности
ас. Для линзы это показатель прелом-
ления ti, для ТО типа показанных
на рис, 1.29, е, <?— отношение свобод-
ного фокального отрезка / к фокусному
расстоянию (n = Ilf), для объектива
Кассегрена — увеличение телескопи-
ческой системы т — D2!Di (Da нН] —
диаметры световых пятен соответствен-
но на большом и малом зеркалах).
Как видно на рис. 1.30, короткофокус-
ные системы можно реализовывать с
помощью несимметричных зеркальных
ТО (см. рис. 1.29, б, д), однако необ-
ходима экранировка осевой части пуч-
ка. Наихудшими фокусирующими свой-
ствами обладают линзы из NaCl и КС1
и косоугольный объектив с одним сфе-
рическим зеркалом. Симметричные объ-
ективы Кассегрена имеет смысл при-
менять для получения наибольших
плотностей потока. Для сварки и резки
деталей больших толщин, когда про-
дольные размеры перетяжки должны
быть сравнимы с толщиной металла
[11, 12 ], целесообразно применять
линзы из ZnSe или объективы типа
Кассегрена (см. рис, 1.29, е).
Зеркальные системы типа показан-
ных на рис. 1.29 вследствие больших
диаметров сфокусированного пятна ре-
комендуется использовать для сварки
деталей толщиной более 2 см лучом
большой мощности или для техноло-
гических процессов, не требующих вы-
сокой интенсивности излучения в зоне
обработки.
Типичные факторы, осложняющие
фокусировку, следующие: поврежде-
ние линз и объективов вследствие по-
глощения в них энергии проходящего
ЛИ, выброс продуктов взаимодействия
ЛИ с обрабатываемым материалом из
области обработки (в виде пара, твер-
Рис. !.3ih Области идеальных условий фо-
кусиронани^ излучения (между границей и
осью ординат) ТО различных типов в за-
висимости от параметров я, т, « длт* диа-
метра лучка D = Г> ем
Оптические материалы для лазеров па cOj
51
дых частиц и Др.), которые повреж-
дают поверхность линзы, рассеивают
и ослабляют излучение в фокальной
плоскости.
Повышения срока службы достигают
применением сменных защитных пла-
стин, устанавливаемых перед линзами
и объективами, объективов с большими
рабочими отрезками, расположением
на соответствующем расстоянии от ме-
ста обработки линз и объективов, уда-
лением факела с паром и частицами
обрабатываемого материала с помощью
струи газа и другими методами.
Выбор локализации перетяжки сфо-
кусированного лазерного пучка. При
фокусировке ЛИ (как ТЕМОТ, так и
многомодового) наблюдается незначи-
тельное смещение перетяжки его за
фокус фокусирующей линзы или объ-
ектива, которое увеличивается до 2—
3 мм для сильно расходящегося много-
модового пучка. Рекомендуется учи-
тывать указанное смещение при созда-
нии оптических систем в лазерных тех-
нологических установках как для обес-
печения техники безопасности наблю-
дения обрабатываемого предмета, так
и для получения минимального размера
пятна сфокусированного пучка в месте
обработки.
1.11. Оптические материалы
для лазеров на СОа
Реализация технологических воз-
можностей лазеров на СО2 как импульс-
пого, так и непрерывного действия
в ряде случаев ограничивается разру-
шением оптических материалов. По-
этому их применение в мощных ла-
зерах па СО2 обусловлено требова-
ниями, главными из которых яв-
ляются:
малый коэффициент поглощения fi
для А. = 10,6 мкм;
высокий предел упругости пли проч-
ности на изгиб <тт1;!Г;
высокая теплопроводность;
минимальное изменение показателя
преломления с изменением темпера-
туры;
большая теплоемкость;
малый коэффициент теплового рас-
ширения а;
высокие критические температуры
материала (плавления, диссоциации
и т. п. в зависимости от характерного
механизма разрушения каждого кри-
сталла);
технологичность оптической обра-
ботки, негигроскопичиость.
В табл. 1.10 приведены значения
коэффициента поглощения р, диаметра
Dmax 11 механической прочности егиаг
ионных и полупроводниковых кристал-
лов, используемых в лазерах на СОЙ
|3].
В табл, 1.11 приведены технические
характеристики многих указанных
оптических материалов, а на рис. 1.31
и 1.32 — зависимости пропускания и
поглощения ряда материалов для ла-
зеров на СО2 от длины волны [3].
Собственное поглощение в ионных
кристаллах мало (кроме механически
очень прочного ВаЁ2). Приведенные
расчетные значения минимально до-
стижимых потерь значительно меньше,
чем в реальных кристаллах, вследст-
вие дополнительного поглощения из-
лучения дефектами и включениями.
Рис. 1.31. Зависимость пропускания мате-
риалов, применяющихся для лазеров я а
СО£, от длины волны
52
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
1.10. Характеристики оптических материалом
. Материал 'т. д.ля = 1 0hG MtiAl Коэффициент поглощены я для X — 10,6 мкм m <v< * мм а-10\ Па
PjHCll теория fin] ах | [Jtnin
см 1
Ионные кристаллы
BaF2 1,39 0,13—0,17 0,13 0,13 45 273
КС! 1,46 (2—4). Ю“3 — — 35 23
КС! высоко чистый КС! упрочненный (1—4)-10’4 ! Ю'-1 6,6-10“3 7- 10“6 10 10 200
NaC! 1,49 (2—4)- Ю'3 —- —. 35 25
NaC! высокочистый NaC! упрочненный ЫО'3 1,5-10 s 9-10“4 Ь IO'3 10 10 300
КВг 1,52 2-10'3 1- IO'6 M0'; 30 11
CsI 1,74 2-IO'3 — CIO'2 30 40
AgC! КРС-6 1,98 2,17 1•IO'2 4-10'4 6. JO"3 IO'7 40 320
КРС-5 2,37 6.10'4 8.10 6 10'7 40 410
ZnSe Полу! 2,40 роводниковые (2—9)-10'3 кристалл 2- л 10“4 10 500
Алмаз 2,41 !10"a —. —_ — IO6
CdTe 2,67 — 2-10'3 10*4 — 210
CaAs 3,3 (1—5)-10“2 8-10'4 10'4 10 1400
Ge 4,00 (4+2)- IO'2 — — 20 950
Ge чистый Г 2,7-10'2 — — 65
Ge высокочистый — 2,2.IO'2 -— 2.KT2 65 —
Ge оптимизированный ‘— 1,8-10'2 1,3.IO'2 — — —
Обычно соли типа КС! и NaC! имеют
коэффициент поглощения (2-5-4) X
X 10'в см'1, в то время как высоко-
чистые и совершенные кристаллы
имеют (J примерно на порядок меньше,
Рис. 1-32. Зависимость пропускания олти
ч е ск их мате риалов от длины волны
однако обладают малой механической
прочностью, что ограничивает их при-
менение в мощных лазерах. Разрабо-
танный метод упрочнения (пластиче-
ское деформирование путем одноосного
сжатия монокристаллов) на порядок
увеличивает механическую прочность
при увеличении оптического погло-
щения в 1,5—2 раза (у прессованных
кристаллов КС! р ле 10~в см'1).
Ионные кристаллы, имеющие по
сравнению с полупроводниковыми
большее пропускание, значительно
уступают последним в прочности, ги-
гроскопичности, теплопроводно-
сти [3].
Недостаточно стабильное качество
имеют монокристаллы ZnSe и GaAs.
Так, для ZnSe коэффициент поглоще-
ния отличается почти на порядок от
о
Оптические материалы для лазеров на СО,
53
кристалла к кристаллу в зависимости
от исходного сырья и условий выра-
щивания. В сравнительно узкозонных
полупроводниках мощное лазерное
излучение приводит к нелинейности
поглощения [3]. В германии уже при
313 К начинается нелинейный рост
поглощения, и это не позволяет ис-
пользовать его в очень мощных лазе-
рах на СО,, в то время как для ZnSe и
GaAs нелинейные процессы начинают
сказываться лишь при температурах
свыше 573 К. На рис. 1.33 показана
зависимость поглощательной способ-
ности материалов от температуры для
Z = 10,6 мкм.
Критерием применимости того или
иного материала для лазерных окон
служит средняя мощность, при кото-
рой отсутствуют разрушения нли избы-
точные искажения [3].
Плотность потока, которая обуслов-
ливает появление видимых разруше-
ний, характеризует оптическую проч-
ность материала, являющуюся функ-
цией ряда параметров, в том числе
полной мощности /%, площади пятна
Рис. 1.33* Зависимость поглощательной
способности некоторых материалов от тем-
пературы для К = l<?,6 мкм:
/ — поглощательная способность, %
облучения So и времени воздействия.
Порог оптической прочности лазерного
окна — это значение плотности потока,
которую не охлаждаемое окно выдер-
живает в течение времени установле-
ния стационарного температурного
1,11* Технические характеристики оптических материалов
для лазеров на СО2
Параметр Алмаз ZnSe Cd Те Ge Cds G в As NaCl KCl
Коэффициент пре- ломления для X = = 10,6 мкм 2,41 2,4 2,67 4,0 2,2 3,3 1,49 1,46
Коэффициент от- ражения непокры- той поверхности, % 17 17 19 36 14 25 8,8 7,6
Коэффициент по- глощения Р для А = 10,6 мкм, % /см 0,01 0,5 0,2 2 3 2 0,2 0,2
Удельное электри- ческое сопроти- вление, Ом-см 10х6 1013 10» 102 103 (на свету) 10? — —
Диапазон пропу- скания излучения, мкм 0,2—2 6,5 и более 0.5- 20 2—28 3,23 0,5—16 1—18 0,25— 16 0,3- 20
Теплопроводность, Вт/(см- К) 20 0,21 0,07 0,6 0,27 0,46 0,1 0,1
Коэффициент ли- нейного расшире- ния ар'10°, К 1,05 8,53 4,5 6,1 5,7 44 36
54
ЛАЗЕРЫ И лазерное излучение
ноля или времени распространения
радиального теплового потока до охла-
дитсл я.
Зеркала для лазеров на С0а. Особен-
ности спектрального диапазона, а так-
же высокие мощности излучения лазе-
ров па СО2 накладывают дополнитель-
ные требования к материалу подложек
и отражающих покрытий лазерных
зеркал. Эти требования в основном
связаны с тепловым режимом зеркал
и сводятся к получению максимально
возможного коэффициента отражения
и созданию оптимальных условий для
охлаждения зеркал с тем, чтобы повы-
сить их лучевую прочность. Таким
требованиям п первую очередь удов-
летворяют зеркала с металлическими
(чаще всего — медными) подложками
и тонкослойными отражающими по-
крытиями из тугоплавких металлов
с высокими коэффициентами отраже-
ния для л — 10,6 мкм. Основные ха-
рактеристики наиболее широко рас-
пространенных зеркал приведены
в табл. 1.12. Зеркала из Ni —Си изго-
товляются из высокочпстой меди, не
имеющей микропор и трещин. На рабо-
чую поверхность медной подлолскн
наносят слой никеля п после поли-
ровки с точностью до А-/ТЮ проверяют,
нет ли у отражающего слоя поверх-
ностных дефектов и каковы его пара-
метры шероховатости. Затем на отра-
жающую поверхность наносят тонкий
слой золота, повышающий коэффи-
циент отражения и механическую
стойкость при чистке зеркала.
Зеркала из Вс—Си предназначаются
в основном для сферических резонато-
ров с выпуклыми и вогнутыми отра-
жающими поверхностями, а также
для других оптических систем, ис-
пользующихся в импульсных лазерах
1.12. Технические характеристики металлических зеркал
Зерк&лэ Коэффнцнент отражения, % Точность обработки поверхности Энергетический поре? повреждения н режиме
сферической ПЛОСКОЙ импульсном, Дж /с и8 непрер мин ом, кВт/см*
Из никеля — меди 98.8 >99 (с золотым покрытием) W10—V20 Х-/20 5 (т^0?6 мкс) 1 (с охла- ждением)
Из бериллия— меди 98 95,5 (с золотым покрытием) ?,/20 Х/40 V20 100
Из молибдена >98 V40 35 «0,6 мкс) 200 (/—8 с)
Промышленные >99 Z/20 2с/10 До 100 Дим11« «0,6 мкс) > ю (без охла- ждения)
Суперполиро- ванные из Си >99 Z/40 ~ 5—10 А/40 130 (тимиЛ’ «0,6 мкс) 10 (без охла- ждения) 200 (с охла- ждением)
Из суперинва- ра (сплав 32 НКД) —97—98 Л 5—10
Оптические материалы для лазеров на СО,
55
с удельной энергией до 100 Дж/см3.
Хороший термический контакт между
Be и Си обеспечивает быстрый тепло-
отвод от рабочей поверхности зеркала
и позволяет избежать локального
нагрева, который может привести к по-
вреждению зеркала. Для повышения
механической прочности и коэффи-
циента отражения на отражающую
поверхность иногда наносят тонкий
слой золота.
Зеркала из молибдена используют
в мощных газодинамических лазерах
на СО.,. Однако из-за высокой стои-
мости их недостаточно широко вне-
дряют, несмотря на то что хорошо
полированная молибденовая поверх-
ность обладает отличными оптико-
механическими качествами и не тре-
бует дополнительных дорогостоящих
покрытий. Кроме того, молибден обла-
дает малым температурным коэффи-
циентом линейного расширения и высо-
ким термическим порогом разрушения,
что позволяет использовать зеркала
из молибдена без дополнительного
охлаждения.
Промышленные зеркала из меди ис-
пользуют в системах мощных лазеров
на СО2. На них наносят в вакууме
тонкий слой диэлектрических покры-
тий, предотвращающих окисление по-
лированной медной поверхности и по-
вышающих прочность отражающего
слоя при чистке зеркала.
Суперполированные зеркала из
меди позволяют полностью обеспечить
выполнение требований к лазерным
отражающим зеркалам без нанесения
тонких пленочных покрытий. Для
обеспечения работы максимально
мощегых лазеров на СО2 используют,
как правило, металлические зеркала
с водяным охлаждением. Наряду с. на-
несением диэлектрических покрытий,
повышающих механическую проч-
ность отражающих поверхностей, водя-
ное охлаждение позволяет достигнуть
максимальных значений энергетиче-
ского порога повреждения зеркал.
Оптически прозрачные материалы
для инфракрасной техники. Для л =
— 10,6 мкц, на которой происходит
генерация лазера па СО2, наиболее
широко используют в качестве мате-
риала оптических элементов различные
материалы.
1, Алмаз имеет коэффициент погло-
щения р = 0,001 см-1 для X — 10,6
мкм и высокую теплоемкость —
1,4 Вт/(см-К). Может использоваться
в качестве окон малого размера
и для фокусировки луча лазера
на СОа мощностью от 10 кВт и
более.
2. ZnSe имеет коэффициент погло-
щения р 0,005 см'1 (X = 10,6 мкм).
Применяется в окнах большого раз-
мера. Негигроскопичеи в отличие от
КС1 (P?s_5) « 0,002 см-1).
3. CclTe имеет р(1офв) 0,002 см-1,
низкую теплоемкость ’ и малую стои-
мость, что позволяет заменить им
ZnSe в маломощных лазерах па СО2
(до 500 Вт).
4. Ge обычно используется в мало-
мощных лазерах, имеет Рао,в) яз
яз 0,012 см-1 и Р(5,25) я» 0,0018 см’1
при 473 К. Дешев, что позво-
ляет использовать его во многих
вариантах и приложениях оптиче-
ских схем.
5. Кремний применяется в спектраль-
ном диапазоне 3—5 мкм. Имеет высо-
кую теплоемкость и коэффициент по-
глощения р яз 0,0059 см-1 для А. =
— 5,25 мкм. Из-за высокого темпера-
турного коэффициента линейного
расширения на него трудно наносить
адгезионные покрытия.
6. GaAs ограниченно применяется
в диапазоне длин волн 3—5 мкм.
Имеет р(1(|>е) яз 0,01 см-1 и термо-
динамические параметры, сходные
с параметрами Ge.
7, NaCl используется ограниченно
из-за гигроскопичности в качестве
окон мощных лазеров па СО2,
Р(Л=10.Й мкм} °’0013 СМ’1.
8. КС1 гигроскопичен, но имеет
крайне низкий коэффициент поглоще-
ния для 10,6 мкм; Р ~ 10-4 см-1.
Применяется чаще, чем NaCl.
9. CaF3 негигроскопичеи, Р(5 яз
»5’10-4 см-1. Применяется в диапа-
зоне длин волн 3—5 мкм.
10. BaF2 негигроскопичен, Р яз
& 3-10’® см-1, очень чувствителен
к температурным перепадам.
* В индексе указана длина волны
(мкм).
56
ЛАЗЕРЫ И ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ
Список литературы
1. Белостоцкий Б. Р., Любав-
ский Ю. В., Овчинников В. М. Основы
лазерной техники. М.: Советское ра-
дио, 1972. 474 с.
2. Ищенко Е. Ф., Климков Ю. М.
Оптические квантовые генераторы. М.:
Советское радио, 1968 . 470 с.
3. Карлов Н. В., Сисакян Е. В.
Оптические материалы для СО,-лазе-
ров. — Известия АН СССР. Сер. фи-
зическая, 1980, т. 44, № 8, с. 1631—
1р38.
v/ 4. Ф. Качмарек, Введение в физику
лазеров: Пер. с польск./Под ред.
Н. Ф. Бухенского. М.: Мир, 1981.
540 с.
5. Квантовая электроника: Малень-
кая энциклопедия/Под ред. С. А. Ах-
манова и др. М.: Советская энциклопе-
дия, 1969. 422 с.
\у 6. Куклев Ю. И., Углов А. А. Ин-
тенсивные источники лазерного ИК-из-
лучения (обзор). — Физика и химия
обработки материалов, 1975, № 2,
с. 3—19.
7. Микаэлян А, Л., Тер-Микаэ-
лян М. Л., Турков Ю, Г. Оптические
генераторы на твердом теле. М.: Со-
ветское радио, 1967. 384 с,
W 8, Рык ал ин Н. Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов. М,: Машиностроение, 1975.
296 с.
9, Рябцев Н. Г. Материалы кванто-
вой электроники. М.: Советское радио,
1972. 312 с.
10. Ради Дж. Действие мощного ла-
зерного излучения: Пер. с англ, М.:
Мир, 1974. 524 с,
11, Скрмпченко А. И., Зинчен-
ко А. К- О выборе типа фокусирующей
системы для обработки материалов
излучением СОа-лазера. — В кн.: Сбор-
ник материалов семинара «Использова-
ние высококонцентрированных источ-
ников энергии в сварочном производ-
стве». Л.: ЛДНТП, 1983, с. 45—
49.
\J 12. Скрипченко А. И., Сурков А, В.
Выбор оптимальных параметров свето-
вого пучка для лазерной сварки. —
Автоматическая сварка, 1983, № 2,
с, 11—13.
13. Справочник по лазерам: Пер.
с англ,/Т. 1. Под ред. А. М. Прохорова.
J.: Советское радио, 1978. 524 с.
14. Справочник по лазерной техни-
ке/Под ред. Ю. В. Байбородина,
Л. 3. Криксунова, О. Н. Литвиненко.
Киев: Техника, 1978. 216 с.
15. Фокс А., Ли Т. Резонансные ти-
пы колебаний в интерферометре кван-
тового генератора. — В кн.: Лазеры:
Пер. с англ. Мл Изд-во иностр, лит.,
1963, с. 325—362.
16. Химические лазеры: Пер. с англ.
Под ред. Р. Гросса, Дж, Ботта. М.:
Мир, 1980. 664 с.
Глава
2
Параметры электронного луча и методы их измерения
2.1. Параметры электронного
луча в непрерывном
и импульсном режимах
Параметрами электронного луча
(ЭЛ), измеряемыми в процессе обра-
ботки, являются сила тока луча 7,
ускоряющее напряжение 17, сила тока
фокусирующей системы /ф, рабочее
расстояние (от центра фокусирующей
системы до поверхности свариваемой
детали) 1, скорость перемещения
электронного луча о.
При заданном рабочем расстоянии (,
силе тока фокусировки /ф и мощности
сварки I? можно определить диаметр
электронного луча rf и, следовательно,
удельную мощность, которая является
одним из определяющих параметров
процесса: д = iu![a
Параметры ЭЛ в непрерывном и импульсном режимах
57
Рис. 2.1. Зависимость диаметра луча от
силы тока при постоянном ускоряющем
напряжении U = 100 кВ для сварки [25]
Величина Q — lU/v не является
определяющим параметром, так как
при электронно-лучевой обработке
в зависимости от удельной мощности
q при одинаковой погонной энергии
можно получить различную конфигу-
рацию зоны обработки.
При воздействии в импульсном ре-
жиме средняя мощность (Вт) qa =
— {Ufa, где I — сила тока импульса,
А; / — частота следования импульсов,
Гц; т — длительность импульса, с.
Скорость обработки в импульсном
режиме v — В (1 — К)/(т+ Тп)>
где В — диаметр зоны обработки
(точки); К — коэффициент перекры-
тия точек (обычно К = 0,54-0,9); тп —
время паузы между импульсами, с.
Шаг точек 5 = v (т + тп), скорость
обработки v — 8/(т 4- Тц).
Рис, 2,2» Зависимость диаметра луча d и
удельной мощности от ускоряющего
напряжения при различных значениях
мощности [24j:
а — для сварки: / — <7 = 500; 2 — д
= 1000 Вт; 3 — q = 2000 Вт; 4 — q =
= 5000 Вт; 5 — q — 10 000 Вт; б — для
резки: I — q = 100; 2 — д = SCO; 3 —
q = 1000; 4 — q « 2000 Вт
58 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
Соотношение длительности импульса
и времени паузы в импульсном режиме
характеризуется скважностью цикла
G = т/(т+ тп).
Наиболее существенным и наиболее
трудноопределяемым параметром
электронного луча является его диа-
метр.
При заданных плотностях тока
эмиссии с катода, температуре катода
и сферической аберрации линзовой
системы пучок электронов с макси-
мальной силой тока может быть сфо-
кусирован в пятно минимального диа-
метра (см. [24, 25]):
d - S„ (7/G)3/s. (2.1)
Здесь S.j = [(42/3fe/(ne)C2','3^|''3r,7]3'''8^
постоянная электронно-оптической
системы; k — постоянная Больцмана,
Дж/К; ё—1,6-10-1® Кл — элемен-
тарный заряд электрона; С — безраз-
мерная постоянная сферической аббер-
рации линзы или системы линз; fa —
фокусное расстояние, см; Т— темпе-
ратура катода, К; / — сила тока эмис-
сии с катода, А/см2.
С учетом выражения (2,1) удельная
мощность
я \ S» /
На рис. 2.1, 2.2 представлены за-
висимости диаметра луча от силы тока
и ускоряющего напряжения для резки
и сварки, рассчитанные по формуле
(2.1).
2,2. Измерение параметров
электронного луча методом
вращающегося зонда
Существуют много различных ме-
тодов экспериментального определе-
ния диаметра электронного луча. Наи-
более простым является метод вращаю-
щегося зонда [4, 13]. Сущность его
состоит в том, что тонкий вращающийся
зонд, пересекая электронный луч пер-
пендикулярно к его оси, забирает
часть тока, По кривой зондового тока
можно судить о диаметре луча d:
:d = 2лгт/7' — (5, где г — расстояние
от осн вращения зонда до оси пучка;
т и Т — соответственно длительность
импульса зондового тока и пе-
риод вращения зонда; 6 — диаметр
зонда.
Метод вращающегося зонда является
модификацией метода вибрирующего
зонда. Относительная простота метода
и возможность рассеяния большой
мощности на зонде позволяют приме-
нять его для исследований мощных
электронных пучков.
Схема включения зонда в цепь элек-
тронно-лучевой установки А.306.05
показана на рис. 2.3 [4]. В качестве
зонда используют вольфрамовую про-
волоку диаметром 0,1 мм. Кусок про-
волоки длиной 5—7 мм крепят к метал-
лическому стержню диаметром 3 мм,
который насаживают с помощью муфты
на вал электродвигателя постоянного
тока. Время одного оборота двига-
теля (устанавливают по экрану ос-
циллографа) составляет 30 мс,
что соответствует частоте вращения
33 об/с.
Электронный луч фокусируется па
зонде по экрану осциллографа, при
этом оптимальной считают такую фо-
кусировку, при которой зондовая
характеристика имеет наименьшую
ширину' (длительность) для данных
параметров луча.
Для экранирования зонда от дей-
ствия вторичных электронов электрон-
ный луч на расстоянии 2—3 мм от
плоскости оптимальной фокусировки
(плоскости вращения зонда) улавли-
вается отверстием в медном коллекторе
(глубина отверстия 10 мм, диаметр
около 3 мм). Поэтому погрешность
измерения диаметра зонда вследствие
влияния вторичной электронной
эмиссии на ток зонда несущест-
венна.
При неизменном ускоряющем на-
пряжении U — 20 кВ снимают зондо-
вые характеристики в постоянном ре-
жиме для силы тока луча, равной 10,
20, 40, 60, 80 и 100 мА, па расстоянии
зонда от центра фокусирующей си-
стемы /, равном 35, 45, 55, 65, 85, 105 и
125 мм, В процессе измерений реги-
стрируют следующие параметры; силу
тока луча, ускоряющее напряжение,
силу тока фокусировки по приборам
на установке (класс точности 1), ам-
Распределение плотности тока по сечению ЭЛ
59
илятуду и длительность зондовой ха-
рактеристики, расстояние от зонда до
центра фокусирующей системы (с точ-
ностью до 1 мм).
При обработке ноидовых характе-
ристик данные для крайних значений
параметров (для тока 10 и 100 мА и для
расстояния I — 35 мм) не обрабаты-
вают, чтобы избежать больших по-
греши остей в эксперименте, В процессе
измерения диаметр зонда может умень-
шаться вследствие нагрева до высоких
температур (—2700 К), что приводит
к песимметрии зондовой характери-
стики н по явлен ню систематической
погрешности. При обработке экспери-
ментальных данных эту погрешность
не учитывают, рассматривают только
первую (входящую в луч) половину
зондовой характеристики. Сущест-
венное (до 30 %) изменение диаметра
зонда наблюдается, как правило,
после проведения с помощью него
30—40 опытов, после чего устанавли-
вают новый зонд с идентичными харак-
теристиками.
В процессе экспериментов нс учи-
тывают также возможный угол откло-
нения зонда от его оси вследствие
малого (около 0,015) отношения диа-
метра зонда к его длине при достаточно
высокой частоте вращения (33 об/с).
Такой прогиб зонда может привести
к искажению распределения силы тока
вон довей характер нет и ки, так как
в этом случае сила тока распреде-
ляется нс по хорде, а по некоторой
дуге.
На увеличенное изображение зон-
довых характеристик накладывают
сетку с произвольно выбранным шагом
и замеряют амплитуду характеристики
по мере удаления ее от оси. Поэтому
кривые зондовых характеристик для
пересчета на распределение по радиусу
заданы различным числом точек.
В тех случаях, когда минимальное
значение плотности тока на получен-
ной кривой более 5 % амплитуды зон-
довой характеристики, добавляют
еще одну точку, ордината которой
равняется 5 % максимального
чепия плотности тока. Для кривых
с минимумом ордината дополни-
тельной точки составляет 5 % зна-
чения плотности тока по оси этих
кривых.
Рис. 2.3. Схема включения вращающегося
зонда в цепь электронного луча;
1 — катод; 2 — аиоД; — фокусирующая
система; 4 — вращающийся зонд; 5 — кол-
лектор; б — электродвигатель; 7 — осцил-
лограф; S — источник Китаяия электро-
двигателя
2.3. Распределение плотности
тока по сечению
электронного луча
На рис. 2.4 представлены зондовые
характеристики, полученные экспе-
риментально при разной силе тока
луча и па различных расстояниях от
зонда до центра фокусирующей си-
стемы. На рис. 2.5 показано радиаль-
ное распределение плотности тока,
полученное численным методом из
экспериментальных зондовых харак-
теристик.
Полученные распределения показы-
вают, что с уменьшением расстояния
от поверхности обрабатываемой детали
до центра фокусирующей системы
уменьшается диаметр поперечного
сечения электронного луча и распре-
деление становится более острым. Для
каждого конкретного расстояния от
поверхности обрабатываемой детали
60 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
Рис» 2.4. Распределение силы тока /3 зон-
довой характеристики (но хорде) л зависи-
мости от изменения силы тока луча и рас-
стояния I от центра фокусирующей
системы:
<? — /= 125 мм; б — / = 105 мм; $-*-/ =
= 85 мм; г —“ Z = 65 мм; Э — / = 45 мм;
1 — 20 мА; 2 — 40 мА; а — 60 мА; 4 —
80 мА; Гф — радиус сечения пучка
до центра фокусирующей системы наи-
более «острое» распределение плот-
ности наблюдается для малой силы
тока. С увеличением силы тока увели-
чивается диаметр поперечного сечения
электронного луча и плотность тока
уменьшается.
Характер кривых плотности
тока приблизительно тот же, что
и кривых нормального рас г: ределе-
ния.
Примерно половина кривых плот-
ности тока имеет минимум но оси рас-
пределения плотности тока, минимум
изменяется с увеличением силы тока.
Как видно на рис. 2.4, зондовые ха-
рактеристики такого минимума не
имеют. Характер распределения плот-
ности тока по сечению луча в получен-
ных экспериментальных кривых, в том
числе и с минимумом по оси, оцени-
вался по нескольким первым централь-
ным моментам методом разложения
произвольной функции в ряд Чебы-
шева—Эрмита.
Центральный момент распреде-
ления плотности тока f (х), отнесенный
Распределение плотности тока по сечению ЭЛ
61
Рис» 2.5. Распределение плотности тока
по сечению электронного луча в зависимо-
сти от силы тока луча для различных
расстояний до центра фокусирующей си-
стемы:
а — I « 125 мм; б — I ~ 1 ОВ мм; а — I =
= 86 мм; г — L = 65 мм; d — I = 4 5 мм;
сила тока луча; 1 — 2Q мА; 2 — 40 мА;
3 — 60 мА; 4 — 80 мА
к центру тяжести распределения (или
к оси симметрии),
+°=
Рп ™ J / (х) хeix,
—-со
Нулевой член распределения пред-
ставляет собой площадь, ограничен-
ную кривой распределения (рис. 2,6),
+“
Но = J / W
—<3Q.
Для симметричного распределения
первый член Щ (как и все члены нечет-
ного порядка) всегда равен нулю. От-
ношение второго центрального мо-
Гис. 3.G. Схема, иллюстрирующая опреде-
ление центральных моментов распределе-
ния плотности тока
62 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
мента к нулевому моменту р0 пред-
ставляет собой дисперсию распределе-
ния (см2) О3 = иг/р.д.
Среднее квадратическое отклонение
(см) распределения плотности тока от
нормального распределения а =
—
Если распределение плотности тока
привести к нормальному
□о
X Я* (*/О,
где Нп — полиномы Чебышева—Эр-
мита; ф'''^ (х/'о) — функция нормаль-
ного распределения п ее производ-
ные, то коэффициент сосредоточен-
ности распределения илотиости тока
по сечению луча (см2) k — 1/(2с2),
а диаметр электронного луча (см) на
уровне 5 % амплитуды a'0t[,3 —
= 3,4б/фТ
Параметры распределения плот-
ности тока, полученные расчетным
путем, приведены в табл, 2.1,
В большинстве случаев коэффициент
сосредоточенности уменьшается с уве-
личением силы тока для данного рас-
стояния I. Коэффициент сосредоточен-
ности с уменьшением I при одной и
той же силе тока увеличивается. Рас-
считанные значения диаметра элек-
тронного луча на уровне 5 % макси-
2.1. Параметры распределения плотности тока
Сила общего тока луча /, мА 1, ми цг, А 11|>г А/см2 • (J2, cm2 A, 1/cm- c/choij, Mm
20 125 2,24-Ю'2 5,8-Юа 3,86- 10“ 6 1,3-10* 0,304
40 4,02-Ю’2 8,8-Ю3 4,57-Ю-5 1,1-ю4 0,330
60 7,7-Ю-2 1,3-10s 5,93- Ю-3 0,84-104 0,376
so 8,45- 10“а 1,33- 10s 6,36-10-5 0,79-Ю4 0,390
20 2,42-10“2 4,54-Ю2 5,32- КГ5 9,4-Ю3 0,356
40 105 4,42- ИГ2 1,01-Ю3 4,37.10-s 1,14-10* 0,324
60 6,34-10’2 1,39-103 4,57-10“ = 1,1-Ю4 0,330
80 1,4- Ю’1 J,31 -Ю3 1,066.ФО-4 4,7-103 0,505
20 1,6- Ю"2 8,32-IO2 1,93-10-? 2,59-10* 0,215
40 85 2,87-Ю“2 1,25-10= 2,28-10“3 2,19-Ю4 0,234
60 5,18-10"2 1,4-Ю3 3,7-10-3 1,35-10* 0,316
80 4,14-10’2 1,32.10’ 3,14- ICT3 1,50-10* 0,275
20 1,17.10’3 7,38-102 1,58-IO-5 3,16-10* 0,194
40 65 2,15-10"2 1,34-10= 1,61-10-1* 3,11.10* 0,197
60 1,15-IO”1 2,48- IO3 4,62-IO-3 1,08-10* 0,332
80 1,02-IO’1 3,14-103 3,25-10"6 1,54-10* 0,280
20 1,7- 10~а 8,32-Ю3 2,04-I0~’ 2,45-10* 0,221
40 45 5,23-КГ'2 1,98-Ю3 2,64-IO-3 1,9-10* 0,251
60 4,24-Ю-2 2,12-103 2.0-IO-3 2,5-10* 0,219
80 8,9-Ю~2 3,46-103 2,57-Ю-3 1,95-10* 0,247
Распределение плотности тбиа по сечению ЭЛ
63
Рис. 2.7. Траектории электронов, выходя-
щих из точек катода, отстоящих на раз-
личном расстоянии от оси (20]
с.ттшт£?;]ььук) картину структуры элек-
тронного луча, формируемого в уста-
новке А. 306.05. Отсутствие в этой
установке стабилизации силы тока
луча и силы тока фокусирующей си-
мальной плотности тока коррелируют
с полученными ниже значениями диа-
метра электронного луча на уровне
50 % амплитуды зондовой характе-
ристики.
Точность эксперимента оценивают
сравнением силы общего тока луча,
при котором снята зондовая характе-
ристика, с объемом, описанным кри-
вой плотности тока, полученной издан-
ной зондовой характеристики.
Плотность тока в произвольной точке
/ (г) — f (0) e~k,'\ где / (0) — мак-
симальное значение плотности тока.
Объем, описанный кривой плот-
ности тока, V — л/ (0)/k,
Оценки показывают, что разность
между силами общего тока луча, опре-
деленными экспериментально и рас-
четным путем, составляет около 15 %.
Экспериментальные данные под-
тверждают, что распределение плот-
ности тока по сечению электронного
луча с достаточной степенью точности
описывается законом нормального
распределения. Для технологии обра-
ботки важным является наличие ми-
нимума плотности тока по оси некото-
рых экспериментальных кривых рас-
пределения. Такой характер кривых
наблюдали некоторые исследователи
[ 1, 11, 12, 20, 21J. Они привели
кривые распределения плотности тока
по радиусу, полученные методом со-
ставного коллектора, для которых
характерен минимум плотности тока
по оси пучка при больших силах тока.
В разных сечениях одного и того же
пучка характер распределения плот-
ности тока различен: прямоугольник,
кривая с минимумом в центре, нор-
мальное распределение (рис. 2,7),
Полученные экспериментальные
кривые распределения отражают дей-
стемы, а также искажения поля, вно-
симые зондом, могут привести к опи-
санному выше «сдвигу фаз» и появле-
нию минимума на оси кривой распре-
деления. На рис, 2.8 представлено
кольцевое проплавление коррозион-
но-стойкой стали, полученное на уста-
новке А.306.05 за время 5 мс. То, что
середина ванны оказалась непро-
плавленной (вид по сечению Б—Б),
свидетельствует о временном уменьше-
нии интенсивности ЭЛ но его оси.
Одной из причин уменьшения иптеи-
Рис. 2.8. Схема пульсаций злектронного
пучка во времени и характер проплавления
(вид сверху)* соответствующий возможном
распределениям плотности тока по сече-
ниям лучка
64 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
с явности ЭЛ по оси является от-
сутствие стабилизации его пара-
метров.
Помимо перечисленных факторов,
влияющих на временное и простран-
ственное распределение интенсивности
электронного луча по его сечению, су-
ществует также «методический фактор».
Анализ различных методов решения
интегрального уравнения Абеля пока-
зал, что при анализе по методу Пирса
на оси получаются заниженные резуль-
таты, что может приводить к «про-
валу» интенсивности на оси источни-
ка (11].
В результате измерений методом
вращающегося зонда получают зави-
симость силы тока зонда от координаты
х, совпадающей с направлением пере-
мещения зонда. Практический интерес
представляет не экспериментально
полученная зависимость I (х), а рас-
пределение плотности тока но радиусу
пучка I (г).
Экспериментальная зависимость
/ (х) связана с радиальным распре-
делением плотности тока осесимметрич-
ного пучка I (г) уравнением Абеля
[9, 10]:
R
где R — радиус пучка.
I (г) находят из уравнения (2,2)
методом интегрального обращения
[П, 12]:
Г<
И • <23>
Так как вид зависимости / (х) за-
ранее известен, для нахождения за-
висимости / (г) используют прибли-
женные методы, заключающиеся либо
в аппроксимации функции I (х) соот-
ветствующим многочленом и после-
дующем аналитическом решении урав-
нения (2.3), либо в численном интег-
рировании этого уравнения ]11].
Численное интегрирование урав-
нения (2.3) позволяет отказаться от
довольно сложной и громоздкой про-
цедуры аппроксимации, которую при
аналитическом решении этого уравне-
ния необходимо проводить для каж-
дой зависимости / (х), получаемой в ре-
зультате эксперимента,
В настоящее время [5, 10] нет обще-
признанного надежного метода -чис-
ленного решения уравнения (2.3),
вследствие его некорректности. Зави-
симости 1 (г), приводимые разными
авторами, получены из эксперимен-
тальных зависимостей I (х) в резуль-
тате применения различных методов
пересчета, что затрудняет сравнение
литературных данных,
В работах [10, 16] приведена оценка
существующих численных методов ре-
шения уравнения (2,3), определены их
точность и чувствительность к статисти-
ческим погрешностям. Из анализа
указанных работ следует, что вид
распределения / (г), получаемого в ре-
зультате пересчета экспериментальной
зависимости I (х), зависит от приме-
няемой методики численного интегри-
рования, вида зависимости / (х) и
шага численного интегрирования. От-
личие зависимостей I (г), полученных
численным интегрированием уравне-
ния (2.3), от зависимостей, полученных
из тех же экспериментальных данных
аналитически (при аппроксимации за-
висимости I (х) многочленом), может
быть весьма существенным. В част-
ности, на оси симметрии электронного
пучка зависимость I (г), получаемая
численным интегрированием, может
иметь ложный минимум [10, 11].
В работе [8] приведены зависимости
I (г), имеющие минимум на оси сим-
метрии. Появление минимума плот-
ности тока' на оси электронного пучка
можёт иметь физическую природу
[8, 20], однако вид распределения
1 (г) может быть искажен вследствие
некорректности применения конкрет-
ной методики численного интегриро-
вания.
Общим для всех методик числен-
ного решения уравнения (2,3) является
ограничение радиуса электронного
пучка R, зависящее от условий экспе-
римента [условия измерения / (х)].
Рассмотрим связь этого ограничения
с возможностью возникновения лож-
ного минимума зависимости 7 (г) на
оси электронного пучка [2].
Обозначив I (г) == <р (г, R) и про-
изведя замену переменной ннтегри-
Распределение плотности тока по сечению ЭЛ
65
рования в уравнении (2.3), можно за-
писать:
Л
, n. If/' (х) dx
ФО.Ч — -5- J
(«-О1/2
= -2 [ (2.4)
я J (г® 4- 2г) 1 >
о
<?Ф _ 1 /'(/?)
дг л
(Я—г)1/2
-А г
л J (га _|_ 2г)1
(fl-r) 1/2
А г , 2>5
Я QJ (2й 4- 2г)3/2
где
г3~ х — г, (2.6)
На оси пучка
ftp I = 1 Г (R) _
дг |г=о л R
(
(2-7)
В общем случае при монотонной
функции / (х) -^- может быть
аг |г=о
как положительной, так и отрица-
тельной.
Пусть при бесконечно большом R
производная ду/дг на оси пучка отри-
цательна:
=limJL =
дг |г=о /?-»-оо дг
Г (г*)
<& +
+ 4 j 2^-^ = -Д<0, (2.8)
о
где А > 0.
Если для той же подынтегральной
функции вычислен интеграл (2.3) при
ограниченном /? = /?*, то на оси
пучка
I /'(/?*),
(2.9)
3 Рыкалнн Н. Н. и др.
66 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
с <Эф I _
Если —=— > 0. 6 та вре-
дг U.o
мя как для бесконечно большого R
дфдо 1 я
^Г|г=а = ~Л <0’ то получен-
ный в результате решения при 7? = 7?*
минимум <р (г, R*) на оси пучка сле-
дует считать ложным, вызванным тем,
что при вычислениях не учтены зна-
чения экспериментальной функции
7 (х) при Ц > 7?*.
Условие возникновения ложного
минимума следующее:
1 /'(/?*) , 2 “ /'(*’)
/я»
“V 'л>0- <2J0)
/X*
Таким образом, ограничение вели-
чины R при измерении значений I (х),
зависящее от условий эксперимента,
может привести к появлению ложного
минимума на оси симметрии рассчи-
тываемой зависимости I (г).
Проверять корректность выбора
граничных условий (величины 7?*)
при численном интегрировании урав-
нения (2.3) можно следующим обра-
зом. Если в результате вычислений на
оси зависимости <р (г, J?*) получен
минимум, необходимо вычислить А
по формуле (2.8) и подставить ее в вы-
ражение (2.10). Для вычисления А
следует произвести графическое диф-
ференцирование экспериментальной
зависимости I (х) и вычислить соответ-
Рис. 2.В. Схема получения зондовой харак-
теристики :
1 — коллектор; 2 — линейный зонд; 3 —
электронный луч; 4 — осциллограф
ствующие интегралы с бесконечным
верхним пределом [см, (2.8)]. Если
результаты вычислений соответствуют
условию возникновения ложного ми-
нимума, для выяснения истинного
вида распределения <р (г, 7?) в при-
осевой области нужно увеличивать
/?*, изменив условия эксперимен-
тального измерения I (х).
Таким образом, теоретически можно
определить, является ли минимум на
оси рассчитываемой зависимости
7 (г) ложным или истинным. Однако
практически, поскольку значения I (х)
зависят от измерений, вычисления мо-
гут носить лишь приближенный ха-
рактер, Вычислять интегралы, необ-
ходимые для определения условий воз-
никновения ложного минимума зави-
симости 7 (г), можно также лишь
приближенно.
Вообще задача определения зависи-
мости I (г) по экспериментальной
зависимости / (х) с помощью уравне-
ния Абеля (частный случай уравне-
ния Вольтерра первого рода) является
типичной для некорректно поставлен-
ных задач. Решение рассматриваемой
задачи традиционными методами мо-
жет быть неустойчивым по отношению
к малым изменениям исходных данных
[22]. Для решения задач такого типа
необходимо теоретически исследовать
постановку задачи на корректность и
применить специальные методы реше-
ния, подробно рассмотренные в моно-
графии [22].
Условия применимости одного из
широко распространенных методов
численного решения уравнения (2.3) —
метода Пирса [17],—использование
которого может приводить к появле-
нию ложного минимума на оси симмет-
рии зависимости 7 (г), рассмотрено
в работе [18].
Схема получения зондовой характе-
ристики приведена па рис. 2.9. Ли-
нейным датчиком (зондом) служит
вольфрамовая проволока диаметром
0,05 мм, которая перемещается перпен-
дикулярно к оси электронного луча
со скоростью 12,5 мм/с. Длятого чтобы
проволока не деформировалась при
проведении измерений, к ее свободному
концу, пропущенному через блок, при-
крепляют груз массой 10"? кг. На рас-
стоянии 5 мм ниже датчика помещается
Распределение плотности тока по сечению ЭЛ
87
заземленный медный коллектор в виде
цилиндра с отверстием диаметром
20 мм, глубиной 50 мм, предназначен-
ный для предотвращения попадания на
датчик вторичных и отраженных элект-
ронов, Сигнал датчика подается на вход
светолучевого осциллографа. Запись
осциллографа производится на фотобу-
магу с непосредственным почернением.
Для учета систематической по-
грешности измерений, возникающей
вследствие нагрева вольфрамовой про-
волоки при пересечении электронного
пучка, проводят предварительную гра-
дуировку прибора, схема которой
представлена на рис. 2.10, В цепь
датчика подключают генератор, вы-
рабатывающий синусоидальный сиг-
нал частотой 1 кГц, и фильтр верхних
частот. Амплитудное значение силы
тока в цепи определяется амплитуд-
ным значением напряжения генератора
= про-
тивление фильтра; 7?д — сопротив-
ление датчика.
При пересечении датчиком электрон-
ного пучка его сопротивление 7?д
меняется, что вызывает изменение
силы тока iA, наблюдаемого на осцил-
лограммах. Наличие RC-фильтра
исключает влияние на iA постоянной
составляющей сигнала, зависящей от
силы тока электрического пучка.
Таким образом, при фиксированной
скорости перемещения зонда опреде-
ляют зависимость его сопротивления
от координаты.
Экспериментальные значения зон-
дового тока I (х) находят при следую-
щих параметрах электронно-лучевого
воздействия: ускоряющее" напряжение
Рис. 2.11. Исходная зависимость / (х),
используемая для расчета распределения
1 (г):
О — экспериментальные точки, X — точ-
ки аппроксимации
U — 60 кВ, сила тока луча 7Л =
= 15 мА, сила тока фокусирующей
линзы /ф — ИО мА, расстояние от
электронной пушки до датчика d =
= 300 мм. Разброс значений I (х),
определенных при указанных параме-
трах по трем осциллограммам, не пре-
вышает 5 % среднего значения.
Зондовая характеристика (рис. 2.11),
полученная усреднением значений
/ (х) по трем осциллограммам с уче-
том изменения сопротивления зонда
при пересечении электронного пучка,
пересчитывается в радиальное рас-
пределение плотности тока 1 (г) по
методу Пирса, На рис, 2.12 приведена
зависимость I (г), полученная в ре-
зультате расчета для десяти зон раз-
биения радиуса. Исходные данные,
использованные для расчета (зависи-
мость 1 (х), рис. 2.11}, приведены ниже.
X- 10’, М . . О 0,В 1,2 1,3 2,4
! (х). 10а, А/м> 1,12 1,10 1,05 0,93 0,78
X- 10’, м . . 3,0 3.6 4,2 4.8 5,4
1 (х). 103, Л/м3 0,33 0,4-5 0,33 0,20 0,07
Как видно па рис. 2,12, зависи-
мость I (г), полученная непосредст-
Рис. 2.10. Схема градуировав линейного
датчика:
/ — электронный луч; 2 — датчик {линей-
ный зонд); 3 «- генератор; 4 — осцилло-
граф
Рис, 2.12. Зависимость J (г), полученная
непосредственной обработкой исходных
данных ио методу Пирса
3*
68 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
Рис. 2.13. Изменение диаметра лучаЛ/ ,
силы тока фокусировки /ф электронно-
лучевой установки А.Зрв.05 н зависимости
от расстоянии до объекта обработки для
U “ 20 кВ — const:
I — I = 200 мА; 2 — 40 мА; 3 — 60 мА;
4 — 80 мА
венной обработкой исходных данных
по методу Пирса, имеет минимум на
оси симметрии.
Рис. 2,14. Осциллограммы зондовых ха-
рактеристик:
а — при увеличении силы тока луча (( =
= const}: 1 — 10 мА; 2 — 20 мА; 3 —
40 мА; 4 — 60 мА; 5 — 80 мА; 6 — 100 мА;
б — при иамененин расстояния I (7 =
= const): 1 — 70; 2 — 75; 3 — 80; 4 —
85 мм
Для соблюдения условий коррект-
ности применения метода Пирса ис-
ходные данные дополняют [19], для
чего в программе расчета зависимости
I (г) предусматривают блок экстрапо-
ляции исходных данных. Исходными
данными программы являются; экспе-
риментальная зависимость I (х), гра-
ничное значение радиуса электрон-
ного луча R., шаг численного интегри-
рования Я, максимальное число ша-
гов интегрирования £.
Расчет распределения I (г) в соот-
ветствии с описанным алгоритмом при-
водит к исчезновению минимума на
оси симметрии вычисляемой зависи-
мости / (г) в том случае, если указан-
ный минимум является ложным, об-
Распределен не плотности тока по сечению ЭЛ
69
условленным ограничением экспери-
ментально измеряемой величины
Характер изменения диаметра луча
(рис. 2,13) на уровне 50 % амплитуды
зондовой характеристики и силы тока
фокусировки при увеличении расстоя-
ния до объекта обработки при уско-
ряющем напряжении U = 214-23 кВ,
силе тока фокусировки /ф — const
можно проследить на осциллограмме,
представленной на рис. 2.14 (масштаб
времени 50 мкс/см; амплитуда
1,7 В/см).
С увеличением расстояния до
объекта обработки диаметр электрон-
ного луча возрастает линейно.
Пользуясь уравнением прямой,
можно написать выражение для диа-
метра луча: d = дЦ) + kl. Коэффи-
циенты do и k в этом уравнении можно
определить, построив соответственно
зависимости d0 = / (/), k = f (7)
(рис. 2,15). Из них следует, что d0 =
— —al, fe = t> -j- cl.
Тогда диаметр луча (мм) d = (6 4-
4- cl) I — al, где / — сила тока луча,
мА; 1 — расстояние от оси фокуси-
рующей системы до объекта сварки, мм;
а, Ь, с — коэффициенты, определяемые
экспериментально для каждого типа
электронно-оптической системы. Для
электронно-лучевой установки
А,306.05 (электронно-оптическая си-
стема А.852.04) а = 8,9-10"* мм/мА;
b = 0.85- 10~э; с = 3,04- )0's 1/мА.
Опытные данные показывают, что
электронно-оптическая система
А.852.04 может обеспечивать удельную
мощность луча до 1-107 Вт/сма,
Экспериментальная проверка по
глубине проплавления некоторых
металлов (табл. 2.2) при воздействии
электронного луча, формируемого
электронно-оптической системой
А.852.04 на разных расстояниях / при
одних и тех же параметрах луча,
показывает, что глубина проплавле-
ния аналогично диаметру уменьшается
с увеличением расстояния до объекта
сварки.
Установлено, что распределение
плотности тока по радиусу луча яв-
ляется гауссовым [б, 7]; / =/т X
X ехр (—г2//’), где /ш — максималь-
ное значение плотности тока; г — те-
кущее значение радиуса луча; г, —
Рис. 2.15. Зависимость коэффициентов
и й от силы тока луча /:
радиус луча на уровне /т/е (нормаль-
ный радиус).
Астигматизм луча для фокусных
расстояний 31,2; 37,5 и 25 мм при
ускоряющем напряжении U = 10 кВ
и силе тока луча 40 мА составляет
соответственно 0,6; 0,716 и 0,696 мма
123].
2.2. Зависимость глубины и ширины
проплавления от расстояния
до объекта обработки при И = 20 кВ,
1 — 90 мА, т = 100 мс
Материал Глубина про- плавления (мм)
л 35 pH 1, 65 ИМ 125
Титан 8 6,95 2,36
Коррозионно- стойкая сталь 7,2 5,9 4,08
Никель 5,4 2,9 2
Ширина Про-
плавлеиня (мм)
Матерн ал при 1,
35 65 tS5
Титан 2,62 4,12 4
Коррозионно- стойкая сталь 3,87 3,25 3,53
Никель 2,25 2,67 3,13
70 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
2.4. Измерение параметров
электронного луча
Измерение неподвижным зондом.
Если электронный пучок представить
в виде сужающегося конуса (рис. 2.16),
то можно установить закон изменения
коэффициента сосредоточенности по
сечениям пучка плоскостями, перпен-
дикулярными к его оси, вплоть до
фокуса. Такое представление может
быть положено в основу методик опре-
деления размеров луча (15].
В работе [15] получено
krt = kr[Lfiy, (2.11)
где kr и kr} — коэффициенты сосре-
доточенности соответственно в плоско-
стях А и В,
Таким образом, если известен коэф-
фициент сосредоточенности в какой-
либо одной плоскости пучка (рис. 2.16,
а), его можно пересчитать для любой
другой, включая фокальную.
Коэффициент сосредоточенности
в плоскости, близкой к фокусирующей
линзе, где удельные тепловые потоки
невелики, определяется выражением
k= - (2.12)
В выражении (2.12) R и известны,
величина м = t/г, где /' — сила
тока части пучка, воспринимаемого
пластиной (рис. 2.16, б); U—уско-
ряющее напряжение.
Вариантом неподвижного зонда
может быть кольцевой зонд из воль-
фрамовой проволоки диаметром 0,2—
0,5 мм или из металлической охлаж-
даемой водой трубки с наружным диа-
метром 0,5 и 0,1 мм. Зонд располагают
соосно с лучом и по силе тока зонда
и ускоряющему напряжению опреде-
ляют средний удельный тепловой по-
ток на среднем радиусе зонда
(рис. 2.16, а)
(/?') = IM'/S = (9Л/л)ехр (- W'1),
(2.13)
где S — площадь кольцевого зонда
в плане.
Из выражения (2.13) определяют
коэффициент сосредоточенности в неяв-
ной форме для плоскости зонда.
Неподвижные зонды зажимаютвшта-
тиве с изолированным основанием
после предварительного прожигания
фольги. Полученное в фольге отвер-
стие служит базой для соосной уста-
новки зонда. После этого фольгу
снимают и при включенной установке
Измерение параметров ЭЛ
71
фиксируют ускоряющее напряжение,
силу полного тока пучка, силу тока
зонда и расстояние от зонда до центра
фокусирующей линзы. В измеренную
силу тока пучка кольцевого зонда
вводят поправку на присутствие в зоне
действия пучка прямолинейной части
зонда (см. рис. 2.16, о).
Полученные экспериментальные
значения коэффициентов сосредото-
ченности используют при сравнении
расчетных н экспериментальных
кривых изменения температуры.
На рис. 2.17 изображены расчетные
и экспериментальные кривые измене-
ния температуры поверхности мас-
сивного тела (сплав ОТ4-1) в зависи-
мости от действия неподвижного нор-
мально-кругового источника. Экспе-
риментальные кривые получены на
установке ЭЛУ-9. Xромель-алюмеле-
вые термопары устанавливают на
расстоянии 0,75; 1,0 и 1,5 мм от оси
зоны обработки. Расстояние от среза
фокусирующей линзы до поверхности
эоны обработки составляет 156 мм.
Коэффициенты сосредоточенности,
определенные на расстояниях 12 и
87 мм, равны 11,75 и 33,0 см-2 при
диаметрах луча соответственно 16 и
19 мм. Диаметры отверстий в плоских
зондах равны 5,0 и 4,0 мм. Сила тока
зондов равна 12 и 6 мА, сила полного
тока луча 25 мА, ускоряющее напря-
жение 60 кВ, диаметр луча на поверх-
ности нагрева 2,3 мм. Коэффициент
сосредоточенности в зоне обработки,
рассчитанный по его известным зна-
чениям в двух плоскостях, равен 510
и 570 см-2.
Как видно на рис. 2.17, методика
определения коэффициентов сосре-
доточенности с помощью диафрагм
с отверстием позволяет с достаточной
для практических расчетов точностью
находить температурные поля при
электронно-лучевом воздействии.
При использовании метода кольцевых
зондов получается несколько больший
разброс данных, зависящий в основ-
ном от точности изготовления и уста-
новки зондов. Тем не менее значения
коэффициентов сосредоточенности
(1,47 — 1,98) 104 см-а, полученные на
установках А.306.05 методом кольце-
вого зонда при U — 20 кВ, / ~ 20 мА,
силе тока фокусирующей катушки
Рис. 2.17* Илменеине темпера-
туры поверхности по лубе с копа-
ного тела от действия непо-
движного нормально-кругового
источника (сплошная линия —
расчет; пунктирная — экспери-
мент)
70—200 мА на расстоянии 18 мм от
среза фокусирующей линзы, удовле-
творительно согласуются с данными
работы [4 J при тех же параметрах
(см. табл. 2.1).
Измерение тонкопленочным зондом.
Схема тонкопленочного зонда приве-
дена па рис. 2.18. На диэлектриче-
скую пластину (подложку) напыляют
пленку металла, которую затем нара-
щивают электролитическим способом
до необходимой толщины. На метал-
лическую пленку наклеивают изоли-
рующую пластину из того же матери-
Рис* 2*18, Схема, тонкопленочного зонда:
I — изолирующие пластины; 2 — проводя*
щая пленка
?2 ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
Рис. 2J9, Кривые распределения плот-
ности тока по сечению электронного луча
X — с а ответствует закону Гаусса; о —
рассчитана с помощью соотношения (2.15);
А — получена экспериментально
ала, что и подложка. Торец склеенного
образца шлифуют и полируют в пло-
скости X — Y, Эта плоскость является
рабочей поверхностью зонда. Нера-
бочие поверхности металлической
пленки покрывают защитным слоем.
В экспериментах используют за-
щитную пленку толщиной 1 мкм на
ситалловой подложке. При исследо-
вании более мощных пучков могут
быть использованы различные туго-
плавкие металлы (вольфрам, молиб-
ден, тантал).
Распределение плотности тока по
Рис. 2.20. Погрешность измерения распре-
деления плотности тока по сечению елек-
тронного луча в зависимости от смещения
зонда относительно центра пучка при раз-
ных его нормальных радиусах reft
/ — 5 мкм; 2—10 мкм; «3 *- 16 мкм; 4 —
20 мкм; 5 — 50 мкм
характеристик пленочного зонда
[14].
Сила тока зонда /х для плоского
зонда с учетом погрешности измере-
ния
1Х = (/о^с/2) [erl (x + D/2)jrt _
-erf(x-D/2)/re], (2.14)
где D —толщина зонда*
Тогда
а (х) = А =
'0
= erf (х -ф Djiyirt — erf (х — Dl2)jre
= 2 erf D/(2re)
(2.15)
Расчет по выражению (2.15) показы-
вает (рис, 2.19), что кривая достаточно
близка к кривой Гаусса. Ее отклоне-
ние от кривой Гаусса — это погреш-
ность метода, которая в данном случае
зависит от положения зонда относи-
тельно центра пучка и соотношения
эффективного радиуса сечения изме-
ряемого пучка и толщины зонда.
На рис. 2.20 видно, что погрешность
определения плотности тока пропор-
циональна смещению зонда относи-
тельно центра пучка. Если отношение
эффективного радиуса сечения пучка
к толщине зонда re/D = 5, то погреш-
ность определения плотности тока
на уровне зондовой характеристики
0,18 /гаа,: не превышает 3 %. При от-
ношении rjD — 20 эта погрешность
составляет 0,16 %,
На рис. 2.21 приведена зависимость
погрешности метода на уровне зондо-
вой характеристики /тах/е от отноше-
ния размеров лучка и зонда. С по-
мощью этой зависимости можно полу-
чить необходимые размеры зонда при
заранее выбранной погрешности изме
рения.
С помощью зондовых характери-
стик, снятых при различных направ-
лениях сканирования, построена форма
поперечного сечения электронного
луча на уровне 0,05 /тах (рис. 2.22).
Как видно, аксиальная симметрия
Измерение параметров ЭЛ
73
Рис. 2.21. Зависимость погрешности изме-
рения плотности тока пучка на уровне
нормального радиуса от соотношения раз-
меров пучка и зонда
электронного лучка слегка нарушена
(кривая 1), сечение пучка имеет форму
эллипса, расположение этого сечения
в плоскости падения пучка зависит от
направления электронов по отноше-
нию к поверхности зонда.
Результаты экспериментов показали,
что точность измерения тонкопленоч-
ным зондом достаточно высока, у этого
метода нет недостатков, характерных
для исследований с помощью зондов
других типов. Применение пленочных
зондов позволяет исследовать элек-
тронные пучки, размеры которых не
превышают 5—20 мкм.
Измерение параметров электронного
луча электронным зондом. С целью
получения информации о структуре
пучка параметры рабочего термиче-
ского пучка измеряют, зондируя его
вспомогательным нетермическим лу-
чом (рис. 2.23), не возмущающим из-
меряемый пучок 119].
Отклонение зондирующего пучка
в электрическом поле рабочего пучка
можно найти из уравнения, описы-
вающего движение заряженной ча-
стицы в центрально-симметричном
Рис. 2.22, Форма поперечного сечения
электронного луча:
1 — на уровне p,05/max; S — на уровне
^твх/1
поле. При этом угол отклонения осе-
вого электронного зонда с энергией
et/3. п
Ф= л —
d I _____
-2 Jpdr/(r® У i-_g.
rmln I
где г min — корень уравнения —
о2 Г/ X
---—)=0; d — расстояние
от оси рабочего пучка, до датчика;
р — расстояние между осями рабо-
чего и зондирующего пучков; г рас-
стояние, которому соответствует по-
тенциал поля рабочего пучка £/;
Ug. и — ускоряющее напряжение зон-
дирующего пучка.
Для г > гр. п (гр. и — радиус рабо-
чего пучка)
н *
4ле0
Рис. 2.23. Иллюстрация метода
определения диаметра электрон-
ного луча ' помощью дополни*
тельного нетсрмнческого пучка
электронов;
a — схема измерения; б — из-
меряемый угол отклонения;
/ — датчик; 2 — торец элек-
тронной пушки; 3 — рабочий
пучок; 4 — зондирующий пу-
чок; 5 — изделие
74
ПАРАМЕТРЫ ЭЛЕКТРОННОГО ЛУЧА И МЕТОДЫ ИХ ИЗМЕРЕНИЯ
Рис. 2.24. Зависимость пространственного
заряда и потенциала электронного луча
от силы его тока
Здесь X — пространственный заряд
на единицу длины пучка; е0 — диэлек-
трическая проницаемость вакуума;
/х, 4 — длины отрезков рабочего
пучка между плоскостью сечения его
зондов и торцом пушки (2) и деталью
(5),
__ У^.п__________
“ 5,93s- 1OV77^ ’
где /3, п — сила тока зондирующего
пучка.
Влияние поля зонда на измеряемый
пучок исчезающе малб, так как про-
странственный заряд и ускоряющее на-
пряжение зонда во много раз меньше,
чем у рабочего пучка, a (/2/d) < 1.
Ниже представлены результаты
измерений для электроннолучевой
установки с длиннофокусной пушкой-
триодом при ускоряющем напряже-
нии 1/рп = 20 кВ, силе тока пучка
в импульсе /р. п — 2-5-15 мА, длитель-
ности импульса ти = 2-5-1000 мкс,
частоте импульсов f— 1000 Гц и да-
влении в вакуумной камере р —
= 1О'Я Па.
Измерения проводились при следу-
ющих заданных параметрах зонда:
Us, и = 800 В; /3, u = 10 мкА; г3. л =
= 3 мм (в плоскости датчика).
В качестве датчика были использо-
ваны два изолированных цилиндра
Фарадея с общим экраном с двумя
щелями размером 1X5 мм на рас-
стоянии h— 10 мм (рис. 2.23, й).
Щели располагались параллельно оси
измеряемого пучка. Электроны зонда
попадали в цилиндр Фарадея через
указанные прорези.
Для устранения влияния вторичной
эмиссии с детали сигналы с цилиндров
Фарадея подавались на дифферен-
Рис. 2.25. Зависимость радиуса рабочего
электронного луча от его потенциала:
/ ts= 300 мм, Г|) = 3 мм: tg а = 0,01,
Up. п = 20 кВ
циальный вход осциллографа с чувст-
вительностью 50 мкВ/см — 20 мВ/см
через заземленные резисторы (50 кОм).
Описываемая схема позволяет реги-
стрировать импульсы тока с чувстви-
тельностью Р = 1 нА (для регистра-
ции пучков в непрерывном режиме
по току можно использовать вольт-
метр постоянного тока с дифферен-
циальным входом).
Минимальный измеряемый угол от-
'клонения согласно рис. 2.23, б ф1П1п ~
= 1,20г3. п/(/дй).
При d = 300 мм, г3. п = 3 мм; Р =
— 1 нА; /д = 1 мкА—сила тока дат-
чика; <pm1n = 1,2-10’1 рад.
Зондирующую пушку и датчики на
столе фиксировали относительно друг
друга и подвижно относительно рабо-
чей пушки. Зонд наводили на одну из
щелей датчика с помощью отклоняю-
щей системы зондирующей пушки
таким образом, чтобы сила тока датчика
составляла 0,6/д (с учетом макси-
мальной чувствительности данного
метода для гауссова распределения
плотности тока в зонде).
Для градуировки датчика сигнала
использовали имитирующую рабочий
пучок вертикально расположенную
проволоку, на которую подавали отри-
цательные импульсы 0—10 В с теми же
значениями длительности и частоты,
что и на рабочем пучке. Стол с датчи-
ком и пушкой перемещался нормально
по отношению к проволоке. При из-
менении расстояния от зондирующего
Список литературы
75
пучка до проволоки от 5 до 30 мм /д
менялась менее чем на 10%.
На рис. 2,24 представлена экспери-
ментальная зависимость простран-
ственного заряда рабочего пучка от
силы тока пучка в режиме, когда пу-
чок не испаряет материал мишени и
не образует канал проплавления. Ра-
бочий пучок с параметрами а =
~ 20 кВ; /р ц = 24-10 мА; =
= 200 мкс; f = 1000 Гц; гр. и =
= 0,50 мм (измерено методом набега-
ния на щель при /р. п = 5 мА) имеет
потенциал 1—2 В, что соответствует
отрицательному заряду (1,14-2,2) X
X 10*10 Кл/м.
Зависимость радиуса пучка от по-
тенциала пучка представлена на
рис. 2.25.
Таким образом, наблюдаемый эф-
фект расфокусировки пучка при увели-
чении его силы тока при постоянном
ускоряющем напряжении можно в соот-
ветствии с полученными эксперимен-
тальными данными объяснить увели-
чением пространственного заряда.
Смещение кроссовера для длинно-
фокусных и электронно-оптических
систем играет значительно меньшую
роль.
Список литературы
1. Абрамян Е. А., Альтеркоп Б. А.,
Кулешов Г. Д. Интенсивные электрон-
ные пучки. Физика. Техника. Приме-
нение. М.: Энергоатом из дат, 1984.
232 с.
2. Звягин В. Б-, Селшцев С. В.,
Зуев И. В. К расчету пространствен-
ных характеристик осесимметричных
потоков энергии. — Физика и химия
обработки материалов, 1982, № 4,
с. 27—29.
3. Зуев И. В., Рыкалин Н. Н.,
Углов А. А. О распределении плотно-
сти тока по сечению электронного лу-
ча. — Физика и химия обработки ма-
терналов, 1968, № 6, с. 5—12,
4. Зуев И. В., Углов А. А. Об изме-
рении диаметра электронного луча ме-
тодом вращающегося зонда. — Физика
и химия обработки материалов, 1967,
Ns 5, с. 110—112.
5. Исследование численных методов
определения локальных параметров
сварочной дугн/Б. Р. Рябиченко,
Е. И. Романенков, М. С. Гриценко
и др. — В кн.: Сварочное производство
(научно-технический сборник). Вып. 5.
М.: НИКИМТ, 1978, с. 98—103.
6. Карашоков К. Е. Об энергетиче-
ских особенностях электронно-оптиче-
ской системы, применяемой в установ-
ках для электронно-лучевой сварки. —
Электронная техника. Сер. I. Электро-
пика СВЧ, 1970, вып. 1, с. 103—109,
7. Карашоков К- Е., Островер-
хой Н. Т., Попов В. К. Эксперимен-
тальное исследование структуры элект-
ронных пучкоа. — Физика и химия
обработки материалов, 1971, Ne 2.
8. Кирштейн П. Т., Кайно Г. С.,
Уотерс У. Е. Формирование электрон-
ных пучков: Пер. с англ./Под ред.
Л. В. Шубина, М.: Мир, 1970. 600 с.
9. Краснов М. Л., Киселев А. И.,
Макаренко Г. И. Интегральные урав-
нения: Учеб, пособие для студентов
втузов. 2-е изд. М.: Наука, 1976.
216 с.
10. Кулагин И. Д., Сорокин Л. М.,
Дубровская Э. А. Оценка некоторых
численных методов решения интеграль-
ного уравнения Абеля. — Оптика и
спектроскопия, 1972, т. 32, вып. 5,
с. 865—870.
11. Кулагин И. Д., Сорокин Л. И.,
Дубровская Э. А. К расчету радиаль-
ного распределения температуры дуго-
вого и индукционного разрядов. —
В кн.: Плазменные процессы в метал-
лургии и технологии неорганических
материалов (К 70-летию академика
Н. Н. Рыкалина). М.: Наука, 1973,
с. 59—65.
12. Москалев В. А., Сергеев Г, И.,
Шестаков В. Г. Измерение параметров
пучков заряженных частиц. М.: Атом-
иэдат, 1980. 160 с.
13. Назаренко О. К., Локшин В. Е.,
Акопьяиц К. С. Измерение параметров
мощных электронных пучков методом
вращающегося зонда. — Электронная
обработка материалов, 1970, № 1,
с. 87—90.
14. Об экспериментальном исследо-
вании параметров тонких электронных
пучков/А. А, Углов, В. К. Дущенко,
А. А. Васютин и др. — Физика и хи-
мия обработки материалов, 1974, № 3,
с. 26—29.
15. О нахождении коэффициента со-
средоточенности электронного луча/
76
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
А. В, Башкатов, В. С, Постников,
Ф. Н, Рыжков и др. — Физика и хи-
мия обработки материалов, 1970, № 5,
с. 14—18.
16. О точности численного решения
интегрального уравнения Абеля/
Н. Г. Колесников, Л. Т. Ларькина,
В. 3. Меренков и др. — В кн.; Гене-
раторы низкотемпературной плазмы;
Труды III Всесоюзной научно-техниче-
ской конференции по генераторам низ-
котемпературной плазмы (Минск, Ин-т
тепло-И массообмена им. А. В. Лыко-
ва),— М.; Энергия, 1969, с, 423—429.
17. Пирс Д. Р, Расчет распределе-
ния по радиусу фотонных излучателей
в симметричных источниках. — В кн.:
Получение и исследование высокотем-
пературной плазмы. М.; Изд-во иностр,
лит., 1962, с. 221—229.
18. Расчет и экспериментальное опре-
деление распределения плотности тока
по сечению электронного пучка/
В. Б. Звягин, И, В. Зуев, В. П, По-
дольский и др. — Физика и химия
обработки материалов, 1979, № 3,
с. 35—38.
19. Резниченко В. Ф., Углов А. А.,
Чесаков Д. М. К определению энерге-
тической и пространственно-временной
структуры электронного пучка. —
В кн,. Электронно-лучевая сварка. М.:
МДНТП, 1978, с, 15—20.
20. Рыкал ин Н, Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов, М,: Маши-
ностроение, 1978. 239 с.
21. Специальный физический пр ак-
тин у м/Под ред. А. А. Харламова.
3-е изд. М.: МГУ, 1977. 376 с.
22, Тихонов А. Н., Арсенин В. Я-
А1етоды решения некорректных задач.
М.: Наука, 1974, 223 с.
23. Sandstrom D. J., Utichen J. F.,
Hanks G. S. On the measurement and
interpretation and application of para-
meters important to electron beam wel-
ding. — Welding Journal, 1970, v. 49,
N 7, p. 293—310.
24. Schwarz H. Power density of
optimally focused spacecharge-limited
electron beams.—Journal of Applied
Physics, 1962, v. 33, N 12, p. 252,
25. Sichwarz H. Remark on power
density, total power and pressure of
electron beams as a welding, cutting
and surfacing tool. — Review Scientific
Instruments, 1962, v. 33, N 6, p. 278,
Глава О
Теплофизические процессы в зонах - обработки
материалов концентрированными потоками энергии
Одним из основных результатов воз-
действия на материалы концентриро-
ванных потоков энергии, к числу
которых относятся лазерное излуче-
ние и электронный луч (ЭЛ), является
изменение температуры в отдельных
точках объема и поверхности обраба-
тываемых тел. Расчеты изменения тем-
пературы тел со временем и ее устано-
вившегося значения в определенных
точках тела, а также эксперименталь-
ные исследования температуры пока-
зывают, что в зависимости от условий
обработки, физических свойств тел
и окружающей их среды могут быть
реализованы поверхностное упроч-
нение, легирование, отжиг, сварка
и т, д.
КПЭ можно классифицировать по
ряду признаков. Воздействие КПЭ
может быть поверхностным или объем-
ным, сосредоточенным или распреде-
ленным, неподвижным или движу-
щимся, непрерывным или импульс-
ным в зависимости от выбираемой
схемы, поставленной технологиче-
ской задачи, физических свойств обра-
батываемого вещества и окружающей
среды и т, д.
Характер нагрева, определяющийся
скоростями изменения температуры,
температурных градиентов, временем
Источники теплоты при действии КПЭ на материалы
77
достижения определенной темпера-
туры в заданных точках тела и дру-
гими параметрами процесса, оказы-
вается различным в зависимости от
свойств вещества, условий обработки
и вида энергетического воздействия.
Важны особенности охлаждения тела,
т, е. полный термический цикл — из-
менение температуры тела со временем.
Определение основных характери-
стик температурного поля в веществе
в процессе нагрева н охлаждения поз-
воляет прогнозировать состав вещест-
ва после обработки, его фазовое и
структурное состояние. Системати-
ческое изучение тепловых явлений,
развивающихся в изделиях при воз-
действии ЛИ и ЭЛ, позволяет опреде-
лить наиболее эффективные техноло-
гические процессы, сформулировать
основные требования к энергетическим
характеристикам ЛИ и ЭЛ, опреде-
лить оптимальные режимы воздей-
ствия.
3.1. Источники теплоты при
действии КПЭ на материалы
При воздействии КПЭ на поверх-
ность тел часть потока энергии час-
тично отражается от поверхности, а
остальная часть поглощается в тонком
поверхностном слое вещества, вызывая
его нагрев, последующие плавление я
испарение в зависимости от условий
обработки. На поверхности тела или
внутри него начиная с некоторого мо-
мента времени действует источник
теплоты, определенным образом рас-
пределенный в отдельных точках тела
к во времени.
Для выяснения, начиная с какого
момента времени и при каких условиях
можно использовать понятие «источ-
ник теплоты» для описания изменения
температуры тела под действием ЛИ
и ЭЛ, рассмотрим процесс релакса-
ции [10, 32J.
Релаксация введенной в тонкий по-
верхностный слой металла энергии
изучена, например, авторами работ
[10, 151. Кратко остановимся на про-
цессе передачи энергии ЛИ твердому
телу. Энергия поглощенных световых
квантов передается электронному газу
в результате тройных столкновений
электрона, фотона и, например, де-
фекта решетки, что, как показывают
расчеты, необходимо для выполнения
закона сохранения импульса. В ре-
зультате столкновения частиц темпе-
ратура электронного газа в металле
растет, при этом в течение определен-
ного времени температура решетки
остается практически неизменной из-
за большой разницы масс электрона
и иона. Оценки показывают, что
выравнивание температуры газа элек-
тронов происходит за время около
Ю-I3—Ю’*4 С1 намного меньшее вре-
мени передачи энергии от электронов
к ионам. Передача энергии от электро-
нов к ионам соответствует электронно-
фононным взаимодействиям, приводя-
щим к выравниванию температур элек-
тронного газа и решетки. Этот про-
цесс происходит за время около 10"11 с,
так что понятие источника теплоты
для металлов справедливо начиная
со времени, большего 10”®—Ю’10 с.
Если импульс ЛИ имеет треуголь-
ную форму, то максимальная раз-
ность температур электронного газа и
решетки может быть рассчитана по
формуле [101
(7*в — ^ijmax — 2q/(cx. лат), (3.1)
где Те — температура электронного
газа; Tt — температура решетки;
q — плотность потока; а — коэффи-
циент теплообмена между электронами
и решеткой; а — коэффициент темпе-
ратуропроводности электронного газа;
т — длительность светового импульса.
При q = 10е Вт/сма, т = 1 мс (Те —
— Т’Ошах 1К; при q 109 Вт/см“,
т = IO”® с (Те - Г,)шях « 2000 К
(в обоих случаях а = 6-109 Вт-см5-К'1
[3], а » 1 см2/с). Таким образом, если
платность потока велика, а рассма-
триваемое время мало, то разность
температур между электронами и ре-
шеткой отказывается слишком боль-
шой, чтобы ею можно было пренебречь.
Обычно в процессах обработки ма-
териалов ЛИ и ЭЛ продолжитель-
ность импульсов т заметно превосходит
10-в с, а плотность патока, как пра-
вило, меньше 10® Вт/см2, поэтому вве-
дение понятия «источник теплоты»
является в большинстве случаев впол-
не корректным.
78
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Таким образом, задачи о нагреве
материалов КПЗ с продолжительно-
стями импульсов, превышающими
1О’Э с, при плотностях потока, не пре-
восходящих 10° Вт/смг, для большин-
ства практических случаев могут быть
рассмотрены с использованием законо-
мерностей обычной теплопроводности
(линейной или нелинейной). Границей
этого приближения можно условно
считать 10"fl с.
При рассмотрении тепловых про-
цессов, развивающихся в материалах
при действии на них ЛИ и ЭЛ, необхо-
димо знать энергетические характе-
ристики источников теплоты; погло-
щенную долю падающего потока
(1 — Л), максимальную плотность
потока на поверхности тела дв, а также
длительность импульса х, длину волны
излучения X для лазеров, простран-
ственное распределение плотности
потока q (г), условия фокусировки
потока на изделие и глубину проник-
новения ЛИ в объем вещества. Ука-
занные параметры источника теплоты
зависят от типа и параметров исполь-
зуемой установки, с одной стороны,
и свойств обрабатываемого мате-
риала — с другой.
Так, при изучении обработки мате-
риалов ЛИ для описания действия ис-
точников теплоты в непрозрачных ма-
териалах для данной длины волны
ЛИ нужно знать коэффициенты отра-
жения, что позволяет оценить долю
поглощенной энергии. Коэффициент
отражения И для плотностей потока,
меньших 10е Вт/смв, может быть оценен
с помощью формул Френеля 139], Он
существенно зависит от состояния по-
верхности тела (параметра шерохова-
тости, вида предварительной обра-
ботки, наличия загрязнений и пленки
окислов и др.). При 9о> 10’ Вт/смв
уменьшается коэффициент отражения
для большинства материалов. Кроме
того, па Я влияют образование и рост
поверхностных окисных пленок, если
обработка производится в окислитель-
ной среде, например на воздухе
[38, 401.
В ряде случаев можно не учитывать
изменения со временем коэффициента
поглощения ЛИ, описывая сложные
пространственно-временийе зависи-
мости плотности потока более просты-
ми закономерностями. В частности,
в расчетах нередко используют закон
нормального распределения для опи-
сания пространственного распределе-
ния плотности потока ЛИ. Если обра-
ботка происходит в среде нейтраль-
ного газа или в вакууме, такое при-
ближение не вносит грубую погреш-
ность при определении энергии, погло-
щенной телом за время действия ЛИ.
Это приближение дает возможность
при тепловых расчетах использовать
многие преимущества теории источни-
ков теплоты, разработанной Н. Н. Ры-
калиным J25, 26] для сварки, резки
и других процессов обработки. Вместе
с тем ряд опытных данных [51 и теоре-
тические соображения приводят к вы-
воду о близости пространственного
распределения плотности потока ис-
точника теплоты, создаваемого ЛИ, к
закону нормального распределения.
Опытные данные ]27] показывают,
что для ЭЛ распределение плотности
потока по поверхности изделия также
может быть описано законом нор-
мального распределения.
Пространственно-временные харак-
теристики ЛИ. Распределение плотно-
сти потока q как импульсного, так и
, непрерывного ЛИ обычно не постоянно
' во времени, и в общем случае можно
записать
q~ 4<х, д, z, /), (3.2)
где х, д, г— пространственные коор-
динаты; f — нремй.
Для лазеров некоторых типов источ-
ник теплоты’ обладает резко изменяю-
щимися пространственно-временными
характеристиками. Объемность источ-
ника теплоты, т. е. зависимость его
характеристик от координаты г, опре-
деляется свойствами обрабатываемого
материала и длиной волны ЛИ. При
расчетах температурного поля в телах
часто идеализируют свойства источ-
ников теплоты, что может приводить
к заметным отклонениям расчетных
данных от экспериментальных. При
решении задач нагрева материалов
требуется тщательный анализ исполь-
зуемых режимов работы лазера и экс-
периментальное определение простран-
ственно-временных характеристик
источников теплоты.
Источники теплоты при дейст&ии КПЗ на материалы
79
В непрозрачных материалах, к ко-
торым относятся металлы и ряд ди-
электриков, поглощение ЛИ происхо-
дит в узком поверхностном слое (для
металлов при длине волны ЛИ около
1 мкм толщина слоя поглощения
меньше долей микрометра), в большин-
стве случаев источники теплоты можно
считать поверхностными (коэффициент
поглощения а « 10*4-105 см-1) и-рас-
пределенными по поверхности нагрева
в соответствии с некоторым законом.
В этом случае вместо (3.2) имеем
?=<?(*, у, 0, (3.3)
т. е. распределение плотности потока
не зависит от координаты г.
В большинстве практических слу-
чаев упрощают структуру соотноше-
ния (3.3) и считают, что плотность
потока ЛИ может быть представлена
в виде произведения функции, завися-
щей только от времени и функции
координат поверхности:
у = Дф (/) д* (х, у), (3.4)
где А — поглощательная способность,
в общем случае зависящая как от со-
стояния поверхности (степени механи-
ческой, химической и Других видов
обработки), так и от ее температуры;
<р (/) описывает временную структуру
импульса; q* (х, у] — пространствен-
ное распределение плотности потока
ЛИ.
В расчетах тепловых процессов
обычно используют два типа простран-
ственного распределения плотности
потока: нормальное (гауссовское) и
равномерное по пятну нагрева радиу-
сом Гу. Для нормального распределен
ния плотности потока справедливо
равенство
4 (г) = qae~krt, (3.5)
где у# — максимальная плотность по-
тока; k — коэффициент сосредоточен-
ности, см'2, определяющий степень
«остроты» пространственного распре-
деления источника теплоты (чем
больше k, тем большая часть плотности
потока источника теплоты сосредоточи-
вается вблизи его оси г == 0); г —
= ]/"№ + ~ радиальная коорди-
ната.
Для равномерного распределения
плотности потока по пятну нагрева
радиусом rf
Связь между распределениями (3.5)
и (3.6) устанавливается через коэффи-
циент сосредоточенности k в законе
нормального распределения [25 J
г/ = (3.7)
где коэффициент В* зависит от способа
определения радиуса пятна нагрева
rf в законе нормального распределе-
ния. Если определить/у как такое рас-
стояние от центра пятна, при котором
плотность потока ЛИ падает в е»
за 2,72 раза, то В* = 1.
Экспериментально определять вид
функции q (г) для лазера определен-
ного типа можно различными мето-
дами [32]. Не всегда пространственно-
временная структура импульса ЛИ
может быть представлена в виде (3.4).
Для таких случаев существуют методы
исследований структуры импульса
ЛИ [46].
Как отмечалось выше, поглощатель-
ная способность А и коэффициент от-
ражения 7? зависят от длины волны,
плотности потока и мощности ЛИ и
температуры поверхности. Однако
даже при относительно невысоких зна-
чениях q (менее 106 Вт/см2) значение 7?
для большинства материалов опреде-
лено не достаточно точно, особенно
для температур, близких к точке плав-
ления вещества или превышающих ее.
Поэтому в этих случаях полагают,
что поглощательная способность не
зависит от температуры, и в оценках
используют ее среднее или среднеин-
тегральное значение по интересующему
интервалу температур.
Временные структуры импульсов
ЛИ могут быть различными. Наиболее
типичная структура представляет со-
бой набор отдельных вспышек (пич-
ков) различной мощности продолжи-
тельностью около 1 мкс (режим хао-
тической генерации). При режиме
упорядоченной генерации мощность
отдельных пичков почти одинакова.
При квази-непрерывном режиме гене-
рации пички практически отсутствуют.
80
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Рис. 3J, Осциллограмма импульса ЛИ
с хаотической генерацией
Длительность импульса т ЛИ в этих
режимах близка к единицам милли-
секунды, если ве приняты специаль-
ные меры по увеличению или сокра-
щению т. Модулирование добротности
резонатора позволяет получать им-
пульсы ЛИ большой мощности с дли-
тельностью т10"* с. Использова-
ние специальных методов (методы син-
хронизации мод) дает возможность
получать ультракороткие импульсы,
продолжительность которых . т=
= lO-^-s-lO-*® с.
Временная структура импульса ЛИ
при хаотической генерации общей дли-
тельностью т 1 мс состоит из набора
отдельных пичков, имеющих продол-
жительность около 1 мкс и следующих
друг за другом со скважностью, при-
близительно равной 0,2 (рис, 3.1).
Амплитуда отдельных пичков обычно
непостоянна, хотя можно выделить
некоторую огибающую импульса.
В пичковом импульсе хаотической ге-
нерации ЛИ можно выделить передний
фронт с определенной скоростью нара-
стания и обнаружить некоторую зако-
номерность в уменьшении амплитуды
отдельных пичков к концу^импульса.
Это позволяет математически описать
о г иб ающу ю^пич ков^та Koro^f импул ь са
с помощью колоколообразиой несим-
метричной f кривой. В ’’частности,
огибающая пичков может быть
описана1^ произведением степенной
Рис, 3.2. Осциллограмма импульса ЛИ
в пичковом режиме с упорлдочспяоП гене-
рацией
и показательной функций време-
ни t:
Ф (f) = Г" ехр (~Ыт), (3.8)
где п и т — некоторые числа (целые
или дробные).
Импульс лазера, работающего
в пичковом режиме с упорядоченной
генерацией (рис. 3.2), представляет
собой набор отдельных вспышек об-
щей длительностью 1 мс, следу-
ющих друг за’другом со скважностью,
равной примерно 0,2, так же как и в
случае хаотической генерации излу-
чения. Однако амплитуда отдельных
вспышек сохраняет почти постоянное
значение на протяжении значительной
части импульса так же, как и времен-
ной промежуток между отдельными
вспышками. С некоторым приближе-
нием такой режим излучения может
быть описан с помощью периодической
функции времени, например зависи-
мостью вида 132]
ф (0 = С (7) (1 — cos <г7), (3.9)
где С (/) — медленно меняющаяся
функция времени, которая в первом
приближении равна 0,5, когда 0
ф (/) 1; ® — частота следова-
ния отдельных вспышек в лазерном
импульсе.
Анализ нагрева полубесконечного
тела или пластины источником теп-
лоты с временными структурами, из-
меняющимися в соответствии с зави-
симостями (3,8) и (3.9), может быть
выполнен после решения соответ-
ствующей теплофизической задачи
(см., например, [33]). Квазистапио-
нарные режимы генерации излучения
импульсных лазеров [32] фактически
не содержат пичков, исключая началь-
ный промежуток времени (рис. 3.3).
В первом приближении для описания
временндй структуры импульсов ква-
зистационарного режима ЛИ можно
использовать ступенчатую функцию
Ф(() =
0 i <0;
1 0^ /<: т; (3.10)
0 i >- т.
где т — длительность импульса.
Модулирование добротности резо-
натора позволяет получать моноим-
лульсы ЛИ (рис. 3.4) длительностью
Источники теплоты при действии КПЭ на материалы
81
т 10"“ с, временная структура ко-
торых математически может быть опи-
сана функцией, близкой к треугольной,
крутизны переднего и заднего ее фрон-
тов могут различаться.
В практическом отношении явля-
ются важными временное структуры
импульсов ЛИ, следующих в квази-
периодических режимах. К их числу
относятся лазеры на СО2, работающие
в импульсно-периодическом режиме
с длительностью отдельного импульса
в несколько микросекунд. Временная
структура каждого импульса доста-
точно сложна. Сначала следует не-
продолжительный всплеск мощности
длительностью около 0,01т с последу-
ющей спадающей частью длитель-
ностью —т,
В общем случае формирование той
или иной временндй структуры им-
пульса — важная практическая за-
дача с точки зрения оптимального
управления процессами лазерной об-
работки материалов, например, при
снижении энергозатрат на нагрев ме-
таллов ЛИ [6].
Пространственно-временная струк
тура непрерывных лазеров на СО2
в первом приближении может быть
описана с помощью соотношения
9<г) = (1-Я) ?0 ехр (-^), (3.11)
где R — коэффициент отражения.
В соотношении (3.11) поглощательная
способность (1 — Д) предполагается
равной среднеинтегральному значе-
нию за время воздействия. В общем
случае такое описание источника теп-
лоты является неточным, особенно при
воздействии излучения на металлы,
находящиеся в окислительной среде.
Наиболее существенным в соотно-
шении (3.11) является то, что про-
странственное распределение интен-
сивности источника теплоты описы-
вается законом нормального распре-
деления.
П р остр аист венно-временные харак-
теристики ЭЛ. Экспериментально па-
раметры ЭЛ как источника теплоты
определяют с помощью различных
методов [27]. Например, радиус пятна
ЭЛ и распределение плотности тока
по поверхности воздействия могут
быть найдены методом вращающегося
зонда. Данные опытов позволяют ут-
Рис. 3,). Осциллограмма квазистацнонар-
иого излучения лазера
верждать, что пространственно-вре-
менная структура ЭЛ может быть
близка к одному из типов структур,
описанных для ЛИ, но только в том
случае, если ускоряющее напряжение
U не слишком велико. Например,
при обработке металлов ускоряющее
напряжение U не должно превышать
20 кВ. В этом случае ЭЛ можно счи-
тать поверхностным источником теп-
лоты, не учитывая закономерностей
энерговыдел ей и я пучка электронов на
некоторой глубине под поверхностью
металла.
В общем случае ЭЛ является объем-
ным источником теплоты, так как при
прохождении электронного пучка
через материалы, интенсивность его
взаимодействия с атомами изменяется
по мере изменения потерь энергии
электронами на длине их пробега.
Вследствие того что сечение взаимо-
действия растет при снижении скоро-
сти электронов, максимум энерговы-
деления приходится не на поверхность
материала, а находится на некотором
расстоянии от нее в зависимости от
ускоряющего напряжения U и плот-
ности вещества у.
Существуют несколько формул [27],
в которых по-разному аппроксими-
руются глубины проникновения элек-
Рис. ЗА. Осциллограмма импульса излуче-
ния лазера в режиме модулированной
добротности
82
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
1 — закон Томсона-Внддннгтона; 2 — за-
кон Томсона-Пиддипгтона с поправкой Ле-
нарда; 3 — кривая Спенсера; 4 — модель
Арчарда
тронов 6 для разных энергетических
диапазонов ЭЛ. Распределение потерь
энергии Е электронов в зависимости
от глубины нх проникновения х в ве-
щество представлено на рис, 3.5. Кри-
вая 1 характеризует изменение интен-
, , I dEidx I
сивности потерь <р (х) — --у 1
J iZZj'UA г Q
по глубине пробега в соответствии с за-
коном Томсон а-Виддингтон а,
(| dEidx ]0 — потери энергии электро-
нов на поверхности тела), когда элек-
троны не испытывают углового рас-
сеяния и потери энергии малы по
сравнению с их начальной энергией;
Ф(х) = (1-х)-1/2. (3.12)
Здесь х = г/г0, где г — глубина; гй —
полный пробег электрона.
Как следует из выражения (3.12),
наибольшие потери энергии прихо-
дятся на глубину, соответствующую
максимальному пробегу электрона.
Кривая 2 характеризует изменение
электронного тока в зависимости от
глубины проникновения:
ф(х) - (1 — Х)М . (ЗЛЗ)
Рис. Э<6. Изменение глубины проникнове-
ния электронов в железо в зависимости
от ускоряющего напряжения
Максимум выделения энергии, как
следует из формулы (3.13), приходится
на поверхность тела. Максимальная
глубина проникновения электронов
6, см в твердое тело в зависимости от
принятого закона поглощения полу-
чается различной. Для кривых 1 и 2
(формула Шонланда)
5 = 2,35-IO'13 (3.14)
где U — ускоряющее напряжение, В;
у — плотность, г/см3.
Расчеты по формуле (3.14) для же-
леза в диапазоне изменения ускоряю-
щего напряжения до 140 кэВ ЭЛ пред-
ставлены на рис. 3.6.
В других металлах пробег электро-
нов изменяется по сравнению с про-
бегом в железе (6/бре) как: Ni — 0,85,
Сг— 1,10; Си —0,88; А1 — 2,8; W —
0,48; Та — 0,54; РЬ — 0,81. Из кривой
(см. рис. 3.6) следует, что до U =
= 20 кВ глубина проникновения
электронов в большинство металлов не
намного превышает 1 мкм и поэтому
источник теплоты может рассматри-
ваться как поверхностный.
Для диапазона ускоряющих напря-
жений 0,5—3-10® кВ глубина проник-
новения электронов в .металл может
быть рассчитана по формуле [17]
?6 = 10~5У3/2, (3.15)
где у — плотность, г/см®; 6 — про-
Источники теплоты при действии КПЗ на материалы
83
бег, см; U — ускоряющее напряже-
ние, кВ.
Кривая 3 (см. ряс. 3.5) представляет
собой так называемое спенсеровское
распределение энергетических потерь
[51]. Согласно расчетам Спенсера,
одномерное распределение энергети-
ческих потерь быстрого электрона
имеет максимум, положение которого
зависит от порядкового номера эле-
мента Z я не зависит от энергии элек-
трона Е (например, для алюминия
0,02 МэВ < Е <2 МэВ).
Кривая 4 (см. рис. 3.5) с макси-
мумом па глубине полной диффузии
соответствует модели Арчарда [48].
Согласно этой модели электроны про-
ходят в мишени некоторое расстоя-
ние, называемое глубиной полной диф-
фузии, не отклоняясь, а затем рассеива-
ются диффузно по всем направлениям.
Потерю энергии и полный пробег элек-
тронов в этом случае рассчитывают
по формуле Томсон а-Виддингтон а. По-
ложение максимума эперговыдслсния
в модели Арчарда (кривая 4) зна-
чительно отличается от более точ-
ного распределения Спенсера (кри-
вая 3). Например, для алюминия
по расчетам Спенсера « 0,25,
тогда как по данным Арчарда
*tnax — 0.44, Сосредоточенность рас-
пределения энергетических потерь
по модели Арчарда примерно в 2 раза
выше, чем по модели Спенсера.
Для газовых поглотителей закон
изменения плотности тока ЭЛ, най-
денный Ленардом [47], имеет вид
/ = /оехр(~-атиж), (3.15)
где /о — плотность тока пучка, А/см3;
а — коэффициент поглощения, см2/г;
—плотность газового поглотителя,
г/см3; х — толщина слоя газа, см,
В области энергий 20—200 кэВ в пер-
вом приближении принимают [47]
а = 2,4- 10°£“3 сьг/г при 20 < <
< 200 кэВ (±15 %).
Рассмотрим пространственное рас-
пределение энергетических потерь
электронов, полученное методом
Монте-Карло [9]. При решении за-
дачи методом Монте-Карло сложный
случайный процесс рассматривают
как последовательность элемен-
тарных актов (рис. 3.7), причем кон-
Рис. 3.7. Схема движения электрона в ве-
щестде по методу Монте-Карло
кретные значения параметров частиц
после рассеяния определяют из со-
ответствующих распределений с пи-
мощью случайных чисел. Общая схема
расчета взаимодействия частиц с ве-
ществом методом Монте-Карло вклю-
чает следующие шаги: розыгрыш на-
чальной энергии и угла падения из
энергоуглового распределения источ-
ника; розыгрыш пробега до первого
взаимодействия из распределения про-
бегов; розыгрыш вида процесса; ро-
зыгрыш энергии и угла рассеяния
из распределений, соответствующих
виду процесса, и т. д.
В результате вычислений с помо-
щью метода Монте-Карло Г. Е. Го-
релик получил пространственное рас-
пределен не энергетических потерь
в полубесконечном образце из алю-
миния для электронов с энергией
128 и 34) кэВ, падающих нормально
к поверхности тела в точку z = 0,
г = 0. На рис. 3.8 представлены
контуры равных энергетических по-
терь электрона в полубесконечной
алюминиевой пластине при началь-
ной энергии электрона 128 кэВ.
Сравнение проекции полученного
пространственного распределения
энергетических потерь электрона на
ось г/б, (рис. 3.9, кривая 1) с рас-
пределением, полученным Спенсером
(кривая 2), подтверждает их сход-
ство, поскольку максимумы энерго-
выделения для обеих кривых нахо-
дятся на расстоянии, равном при-
84
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Рис. 3,9. Контуры равных энергетических
потерь | dE/dv ]/| dE/dv |0; | dE/dv |(> —
= 10е МэВ/см* для электрона в алюми-
ниевой пластине
близительно 0,25 г0 от поверхности.
Расхождения между кривыми обу-
словлены различной геометрией ис-
следуемых случаев. Если в полу-
бесконечной среде отраженные элек-
троны не рассматривают, то в рас-
пределении, полученном Спенсером
для моноэнергетического источника
электронов в бесконечной среде, не-
которые из электронов, ушедших из
области £>-0, в результате столк-
новений могут вернуться, что не-
сколько сглаживает распределение
вблизи поверхности.
Расчеты показывают, что характер
пр остранствен н ого расп ределен и я
энергетических потерь электрона^ вы-
раженный в единицах полного про-
Рис. 8.9. Распределение энергетических
потерь электронам
1 — расчет методом Монте-Карло; 2 —
кривая Спенсера
Рис. 3.10. Модель зоны взаимодействия
счопокинетнческого электронного пучка с ве-
ществом [4]:
1 — мишень; 2 пучок электронов; 3 —
область рассеяния пучка на малые углы
при столкновениях; 4 — область диффузно-
рассеянных электронов; 5 — область рас-
сеяния электронов на большие углы при
столкновении (в направлении к поверх-
ности)
бега, в довольно широких пределах
слабо зависит от энергии.
Форма и размеры зоны взаимодей-
ствия электронного луча с веществом
(рис. 3.10, 3.11) могут быть также
получены аналитически при условии,
что в пучке электронов при движении
в среде непрерывно изменяется усред-
ненная энергия электронов за еди-
ницу пути; уменьшается число элек-
тронов в пучке вследствие рассея-
ния на большие углы (предпола-
гается, что такие столкновения од-
нократны, и обратного попадания рас-
Рис* 3.11. Схема, движения электронов мо-
но кинетического пучка в веществе [4]*
1 — пучок электронов; 2 — вещество; 3 —
огибающая траекторий электронов
Источники теплоты при действии КПЗ на материалы
85
сеянных электронов в пучок не про-
исходит); возрастает угол раствора
пучка в веществе в результате угло-
вого разброса направлений движения
электронов (при угле раствора
пучка а > л/2 движение электронов
в среде предполагается диффузным,
т. е. равновероятным во всех на-
правлениях) J4).
Для этих условий при расчете
принято, что изменение энергии элек-
трона подчиняется закону непрерыв-
ных потерь Бете. Изменение направ-
ления движения электрона опреде-
ляется сечением упругого рассеяния
Резерфорда, а нсупругимн столкно-
вениями пренебрегают. Принято
также, что после прохождения в среде
элементарного пути AS электроны
в пучке изменяют первоначальное на-
правление своего движения на сред-
ний угол Да, что приводит к увели-
чению угла раствора пучка a (S +
+ AS) на ту же величину, т. е,
a (S + AS) — а (S) = Да.
Число электронов dn, рассеянных
в материале в телесном угле dSl на
пути от S до S + dS, определяют
с помощью формулы Резерфорда
dn = IZ&iE (S) ] п (S) X
X N dS dW' (sin4 (Ф/2)], (3.17)
где Z — атомный номер; e — заряд
электрона; Ф — полярный угол.
Закон непрерывных потерь энергии
электронов по Бете выражается урав-
нением
dE/dS = [2яе4ДБ/£ (5)] X
X In [2£(S)//1, (3.18)
где # — число атомов в 1 см9; I =
= 10,5 Z эВ — средний потенциал
ионизации.
Число электронов пучка, рассеян-
ных в направлении к поверхности,
после прохождения элементарного
пути dS, соответствующего средней
потери энергии d£, определяют, за-
менив dS в формуле (3.17) ее значе-
нием из уравнения (3.18) и инте-
грируя по азимутальному углу <р
в пределах 0 <р 2л и поляр-
ному углу Ф в пределах л/2 Ф л,
по выражению
dn= НН X
X [d£/(ln (3.19)
где n (S) и E (S) — число и энергия
электронов, прошедших в веществе
путь S.
Число электронов п с энергией £,
прошедших путь в материале S, по-
лучают интегрированием уравнения
(3.19);
л(£) =
Г. 2£(S)//. 2£0 \-|Z/8
= nopn_lJ/(ln_A)j ,
(3.20)
где nu — число первичных электро-
нов; £0 — начальная энергия элек-
тронов.
Связь между энергией электрона
Е (S) и S получают интегрирова-
нием уравнения (3.18):
S-—1—v
2яе*МЕ
Е,
[ EdE
Л J 1п(2£/Л)
я»
. .1 Г
~ 4ne‘NZ L In (2EB/Iij
— Ъ(2Е/1() ]' (3:2i)
Среднее приращение угла рассея-
ния электронов пучка Да на элемен-
тарном пути AS определяют как
я гл (84-48 я 2Я
Да= j J J Vdn / J j J dn.
8 ДФ 0 IS АФ 0
(3.22)
После преобразований из уравне-
ний (3.21) и (3.22) получают угол
раствора а пучка электронов с энер-
гией £ (S):
tgs(a/4) =
= 7/8 In . (3.23)
86
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Координаты огибающей треков элек-
тронов (см. рис. 3.11), прошедших
путь S в материале, определяют из
выражений
S
х = <4/2 + J sin [a (S) -|- а0] dS =
0J
s
= <4/2 + cos а0 f sin a (S)dS +
S
4- sin ай I cos a (S) <AS;
oJ
S
у = j cos [a (.S) + a0] dS ~
a
s
= cos at J cos a (S) dS —
oJ
s
— sin ae j sin a (S) dS. (3,24)
o
Результаты расчета параметров
взаимодействия ЭЛ с некоторыми ма-
териалами приведены в табл. 3.1 [27].
Из табл, 3.1 следует, что сила
тока отраженных электронов для ма-
лых значений атомного номера
Z (Z < 30) определяется упругим рас-
сеянием с отклонением на большие
углы; для Z > 30 доля электронов,
прошедших в материал, уменьшается
вследствие выхода на поверхность
диффузно рассеянных электронов.
При построении источника теплоты
в веществе, на которое действует ЭЛ,
на характер распределения темпера-
тур существенное влияние оказывает
отношение диаметра луча к глубине
проникновения электронов. Обработка
материала (плавление, выброс) будет
эффективной только при d > 26, т. е,
использование очень тонких пучков,
диаметр которых меньше глубины про-
никновения электронов, для микро-
обработки затруднительно [!4].
На рис. 3.12 представлены про-
странственные распределения плотио-
Рис. 3.12. Пространственное распределе-
ние источников теплоты 127]
Источники теплоты при действии КПЭ на материалы
87
3.1. Размеры зоны взаимодействия ЭЛ с материалами
Матери ал /р эВ Б,, кэВ Sfl, мкм Б(/, кэВ xd Vd
МКМ
10 0,985 5,650 0,632 0,266 0,421
А1 136,5 50 18,600 24,200 14,200 4,860 10,530
100 67,300 44,000 52,700 16,070 40,570
10 1,120 6,100 0,660 0,296 0,437
Si 147 50 21,200 28,000 13,900 6,272 9,165
100 76,500 52,000 53,700 21,632 37,370
10 0,377 7,850 0,129 0,080 0,069
Х20Н80 285,6 50 6,830 36,600 2,910 1,729 1,605
100 24,400 71,400 11,250 6,576 6,285
10 0,378 8,00 0,124 0,076 0,067
Си 304,5 50 6,810 37,200 2,830 1,651 1,584
100 24,400 73,000 10,800 6,359 6,000
10 0,291 9,400 0,030 0,025 0,011
Та 766,5 50 4,800 45,500 0,760 0,590 0,315
100 17,100 90,000 3,000 2,309 1,257
10 0,252 9,450 0,023 0,022 0,007
W 777 50 4,200 45,750 0,600 0,506 0,218
100 19,700 90,500 2,400 1,980 0,905
10 0,630 4,900 0,448 0,172 0,318
А1гОэ 111,3 50 12,000 19,900 9,800 2,830 7,663
100 54,000 39,600 46,080 11,210 37,617
10 1,140 4,900 0,824 0,305 0,594
SiO., 116,6 50 21,600 20,000 17.600 5,080 13,765
100 78,500 35,600 67,000 16,090 54,852
10 0,780 5,000 0,533 0,219 0,388
Si3N4 117,6 50 15,000 20,500 12,100 3,680 9,310
100 54,000 37,200 45,300 12,124 36,146
10 0,620 5,650 0,437 0,140 0,331
TiO2 133 50 12,000 24,500 8,820 3,222 6,387
100 52,000 45,600 42,000 11,170 33,567
10 0,460 7,800 0,170 0,097 0,097
Та2О,, 279 50 8,200 36,000 3,700 2,063 2,150
100 29,400 70,500 13,900 7,872 7,957
88
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Рис. 9.13. Распределение источников теп-»
лоты я1* (г) = ч (0, z\!q (О, 0) вдоль оси
г/Г(, (г = 0)
сти потока источников теплоты g (г, г)
в зависимости от z/r0 в полубесконеч-
ной алюминиевой пластине различных
диаметров при действии .мопоэн ср го-
тического мононаправленного пучка
электронов (D — 2ax: 0,25 г0, 0,5 г0),
когда плотность тока в ЭЛ изме-
няется по закону Гаусса:
(3.25)
где I — сила полного тока ЭЛ, А;
йт — радиус ЭЛ, равный расстоянию,
на котором плотность тока состав-
ляет половину максимального зна-
чения.
Распределения плотности потока
источников теплоты (см. рис. 3.12)
относятся к алюминию при энергии
электронов Е ~ 128 кэВ, силе тока
/ = 0,1 мА; a —?(r, z) = 1,16-10~»Х
Х<? (г, г) Вт/см®, D = 0,25 г0, кривые
1—9 соответствуют радиусам г!гй —
— 0-н0,4 с шагом 0,05; б— q (г, г) =
— 3,09- 10-в q (г, г) Вт/см®, £> = 0,5 г0,
кривые 1—12 соответствуют радиу-
сам г/г0 = 04-0,55 с шагом 0,05.
Из рис. 3.12 следует, что с увели-
чением диаметра электронного луча
распределение вдоль радиуса «сгла-
живается», а по глубине, особенно
вблизи оси луча, становится более
«резким». Это еще отчетливее видно
на рис. 3.13, где приведено норма-
лизованное распределение плотности
источников теплоты g0 (z) —
— q (Q,z)/q (0, 0) вдоль оси г/г0 (г = 0).
Кривые 1—3 соответствуют пучкам
с диаметрами D, равными соответ-
ственно 0,25 г0; 0,5 г0 и 0,7 /„, кри-
вая 4 — одномерному случаю (D = со).
Кривая 5 характеризует зависимость
плотности потока источников теплоты
от глубины проникновения электро-
нов для ЭЛ, сфокусированного в точку
(О — 0), и соответствует простран-
ственному распределению энергетиче-
ских потерь единичного электрона.
Кривая 6 соответствует одномерному
случаю, а кривая 7 — модели Ар-
чарда [48], С увеличением диаметра
ЭЛ нарастание максимума распреде-
ления становится более резким, и
он смещается от поверхности в глубь
материала, изменяясь в пределах
гтах гтах ^ах’ гтпах п0"
ложенне максимума й-образного
электронно-лучевого источника теп-
лоты, соответствующего пространст-
венному распределению энергетиче-
ских потерь единичного электрона;
гтах — координата максимума ЭЛ
бесконечного диаметра, соответствую-
щего одномерному распределению.
Указанный результат является след-
ствием формы источника теплоты при
учете пространственного распре-
деления потерь энергии электрона,
так как плотность распределения по-
терь энергии единичного электрона
р (г, г) (см, рис. 3.8) в зависимости
от г имеет максимум па различных
расстояниях от поверхности. Глубина
максимального выделения энергии ми-
нимальна в точке падения электрона
и возрастает с удалением к пери-
ферии. Поэтому при малых диаме-
трах электронного луча (D <С г0),
когда распределение источников те-
плоты моделирует потери энергии еди-
ничного электрона, расстояние от мак-
Постановка Задач нагрева ЛИ и ЭЛ
89
симума до поверхности по оси ЭЛ
минимально (zmax = ?max)- С увели-
чением диаметра ЭЛ распределение
по его оси стремится к одномерному.
Соответственно изменяется и по-
ложение максимума, которое стре-
мится к z“ax. Подобный результат
невозможно получить с помощью мо-
дели Арчарда [48], поскольку в этой
модели (см. рис. 3.13) положение
максимума энерговыделеиия не
зависит от г.
3.2. Постановка задач
нагрева ЛИ и ЭЛ. Линейные
задачи теплопроводности,
неподвижные источники
Используя принципы теории источ-
ников теплоты [25, 26], можно свести
многообразные реальные случаи
нагрева материалов ЛИ и ЭЛ к не-
которым схемам, охватывающим ос-
новные особенности процессов на-
грева.
Изделия, нагреваемые источником
теплоты, в зависимости от их формы
и размеров могут рассматриваться
как пол устраните иные, ограни-
ченные и многослойные тела.
Краевые задачи, описывающие на-
грев материалов КПЭ при ограни-
чении плотности потока значением
примерно 10® Вт/см2, являются во
многих случаях задачами теплопро-
водности с граничными условиями
второго рода.
Особенности постановки задач на-
грева материала КПЭ определяют вы-
бор методов их решения. Обычно
используют следующие аналитические
методы для решения линейных за-
дач теплопроводности: источников
(функций Грина), Фурье, конечных
и бесконечных интегральных пре-
образований по пространственным пе-
ременным, преобразования Лапласа
по временной переменной, теории обоб-
щенных функций и др. [16, 21 ].
Остановимся на связи выбора мето-
да решения рассматриваемой задачи
с конкретной информацией, которую
необходимо получить при решении
задачи. Для решения трехмерных за-
дач нагрева полуограниченных тел
практически при любой продолжи-
тельности воздействия источника те-
плоты наиболее универсальным яв-
ляется метод источников, пользуясь
которым, а также принципом мест-
ного влияния [25, 26], можно в об-
щем виде рассматривать характерные
закономерности изменения темпе-
ратурного поля в материале. В ряде
случаев эффективно использование ко-
нечных и бесконечных интегральных
преобразований.
При анализе температурных полей
составных тел удобно использовать
метод преобразования Лапласа по вре-
менной переменной, позволяющий
найти формы решения, справедливые
для малых времен действия источ-
ника теплоты и для установившегося
температурного поля.
Использование конечных инте-
гральных преобразований по прост-
ранственным переменным целесооб-
разно, когда существенно различие
теплофизических свойств соединяемых
или нагреваемых материалов (напри-
мер, стыковая сварка листовых ма-
териалов или нагрев двухслойных
пластин, ограниченных в радиальном
направлении).
Применение классического метода
Фурье в сочетании с интегральными
преобразованиями может быть полез-
ным при решении задач нагрева,
когда температура поверхности близка
к температуре при установившемся
состоянии [34, 35].
В значительном числе задач на-
грева металлов ЛИ необходимо учи-
тывать температурную зависимость
теплофизических и оптических ко-
эффициентов. Общие аналитические ме-
тоды решения таких задач не разра-
ботаны. Методы решения нелинейных
задач теплопроводности систематизи-
рованы в работах [18, 19]. Наиболее
эффективно решаются задачи с уче-
том температурной зависимости теп-
лофизнческих коэффициентов при их
пространственной (двух- или трех-
мерной) постановке с помощью
ЭВМ.
Уравнения теплопроводности, крае-
вые условия. В общем случае для полу-
бесконечного тела уравнения тепло-
проводности, записанное в прямо-
угольной системе координат х, у, г
ЙО
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
для неподвижного источника теплоты
имеет вид
(dldt) (суТ) =
= div (kgradT) + qt, (3.26)
где тсплофизические коэффициенты с
(удельная теплоемкость), у (плотность)
и Л (теплопроводность) являются фун-
кциями температуры, т. е. зависят
от пространственных координат и вре-
мени; qa — источник, действующий
в объеме тела (объемный), который
в общем случае также зависит от
температуры.
Наибольший интерес в практи-
ческих случаях представляют изо-
тропные системы, свойства которых
одинаковы по всем направлениям,
с постоянными теплофизическими
коэффициентами, у которых объемный
источник теплоты не зависит от тем-
пературы, В этом случае уравнение
принимает вид
(1/б) (dT/di) = ДТ + q0, (3.27)
где а = V(cy) — коэффициент тем-
пературопроводности.
При воздействии ЛИ на металлы
и ряд других непрозрачных мате-
риалов источник теплоты является
поверхностным и qv в уравнении
(3.27) обращается в нуль. При воз-
действии ЭЛ источник теплоты во
многих случаях является объемным
и для описания его действия следует
использовать уравнение (3.27),
Из числа нелинейных задач обра-
ботки материалов КПЭ наибольший
практический интерес представляют
задачи нагрева изотропного тела, ко-
эффициент теплопроводности и удель-
ная теплоемкость которого зависят
от температуры. Постановка этой за-
дачи имеет вид
ЛДТф- (ЭМдТ) 1(дТ/дх)2 +
4- (дТ/ду)2 + (дТ/az)2] —
- ус (Т) (dTldt) + q„ = 0. (3.28)
Краевые условия, т. е. совокуп-
ность граничных и начальных ус-
ловий, дают возможность получить
однозначное решение уравнений те-
плопроводности.
Для процессов обработки матери-
алов КПЭ наибольший интерес пред-
ставляют задачи с граничными ус-
ловиями второго рода
— А дТ/дг = qa [г=0 =.- Лф (/) q (г),
(3.29)
где плотность потока qQ на поверх-
ности тела в общем случае является
функцией не только координат, но
и температуры.
В большинстве практических слу-
чаев задача теплопроводности яв-
ляется осесимметричной, т. е. урав-
нение и граничные условия могут
быть записаны в цилиндрической си-
стеме координат.
Одномерные модели. Выяснение ос-
новных закономерностей нагрева ма-
териалов КПЭ проще всего проводить
для линейного случая на одномер-
ных моделях, справедливых при
Гу (а/)1^2, /у — радиус пятна на-
грева. Это условие, очевидно, выпол-
няется не во всех случаях воздей-
ствия источника теплоты на мате-
риалы, но существенно, что начальные
стадии цагрева как импульсным, так
1 непрерывным источником теплоты
можно рассматривать в одномерном
приближении. В этом анализе не
будем пока делать различия между
действием на тела ЛИ и ЭЛ, предпо-
лагая, что оно имеет не качествен-
ный, а количественный характер, обу*
словленный разным значением пара*
метра А . для разных материалов.
Уравнение теплопроводности для
полубесконечного тела в одномерном
случае и граничные условия (3.29)
следует дополнить граничными ус-
ловиями на бесконечности (г оо,
z оо) и начальным условием,
будем считать, что температура ог-
раничена при больших г, г
Т 01г, 2-*w (3,30)
Для простоты анализа примем на-
чальную температуру во всех точках
тела равной нулю:
^=0|(=0- (3.31)
Постановка задач нагрева ЛИ и ЭЛ
91
Используя, например, преобразова-
ние Лапласа по t, можно получить
решение задачи в виде
Т (z, i) = jх
t
X [ 4>(i— g)?-I/2exp( — za/4a£)<£,
oJ
(3.32)
где <?9 — плотность потока; | — пе-
ременная интегрирования.
Рассмотрим частные случаи соот-
ношения (3.32), соответствующие на-
чальным стадиям нагрева при раз-
личных источниках теплоты. Оста-
новимся на различных типах вре-
менной структуры ЛИ.
Для упорядоченного режима ра-
боты лазера временная зависимость
импульса ЛИ описывается соотноше-
нием (3.9). Тогда, подставив (3.9)
в (3.32), получим
T(z, ()=9(Л-1 ierfc(г/2У at) —
t
— [2~’л~1/2] j cos [со (i — £)] X
о
X ехр(-гМ<Ш_1/МЬ (3.33)
где а — частота следования пичков,
Первое слагаемое в соотношении
(3.33) описывает нагрев полубеско-
нечного тела непрерывно действую-
щим источником теплоты с плотно-
стью потока qv/2, а второе — пониже-
ние температуры, обусловленное
колебательным характером вре-
менной структуры источника теплоты
в (3.9). Оценка второго члена в (3.33)
при различных ш, z, i может быть
выполнена численными методами.
Для квазистационарного режима ге-
нерации импульсного лазера при i < Т
Т{г, t) = (2?» Го?А)х
X terfc[z/(2 а()]. (3.34)
Функция ierfc (х), входящая в со-
отношения (3.33) и (3.34), представ-
ляет собой интеграл от функции ин-
теграла вероятности:
<»
ierfc (х) = j erf с (х) dx —
= (|/л1/2)е-*’—xerfc(x), (3.35)
и опа спадает с увеличением аргу-
мента х более резко, чем erfc (х).
Эффективная толщина теплового вли-
яния ограничена параметром
(г/2|Г о*) « 1Д (ierfc 1,6 я» 10~»),
Например, для железа (а — 0,1 см3/с)
при г? = 5-10"? см в момент времени
/* 0*<К rf/a = 2,5-Ю-4 с) глубина
проникновения теплоты составляет
около 50 мкм.
Остановимся на другом предельном
случае задачи воздействия источника
теплоты, когда нагреваемое тело пред-
ставляет собой тонкую пластину, тол-
щина которой S намного меньше ее
радиальных размеров. Пусть на пло-
щадку круга радиусом падает по-
ток теплоты плотностью q(t). Ввиду
малой толщины пластины градиентом
температуры по ее толщине в про-
цессе нагрева можно пренебречь и
считать, что распределение темпера-
туры в ней зависит только от пере-
менной г и времени I. Решение этой
задачи получено Г. Я. Дульневым
и другими [13] с помощью преоб-
разования Лапласа по I. Изменение
температуры в центре пластины г = 0
в моменты времени OgJf^T, когда
действует источник теплоты,
7(0, 0 = [^/(с6)] «1 —
— ехр(— г//(4с/))] —
- H/(4ei)] Ei ( - ij/(4ai)) 1, (3.36)
где Ei х) — j exp (— и) и 1 du
(« > 0) — функция Эйлера, Выра-
жение (3,36) получено для функции
q (Г), имеющей вид
(3'37>
где т — длительность импульса.
62
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Для любых моментов времени, в том
числе и при t > т, справедливо вы-
ражение
ПО, 0 = {1 -
— ехр[— г|/(4а()] —
- [rf/(4at)] Ei [- rj/(4al)] -
— <т0 (t - т) (1-т/f) fl-
— exp ( — z) — zEl ( — a)]}; (3.38)
z — — tji) r/]},
., . JO
/>T.
Для t вместо (3.36)
можно получить более простое вы-
ражение, воспользовавшись асиптоти-
ческим разложением интегра ль но-по-
казательной функции Ei (—х) в ряд
т (О, О = [<jflf/(c6)J {[(1 - 4а/)/г|]Х
X exp [ — rf/(4at)]}. (3.39)
Для сварки представляют интерес
задачи нагрева анизотропных, напри-
мер двухслойных, материалов с раз-
личными теплофизическнми свойст-
вами. Рассмотрим одномерный случай,
который дает возможность проследить
за основными закономерностями про-
цесса нагрева.
Постаиовка задачи о температурном
поле при действии на полубесконеч-
ное тело, состоящее из двух слоев,
источника теплоты с постоянной плот-
ностью потока qa при идеальном те-
пловом контакте между слоями имеет
вид
(l/nj (д7\/дГ) -
/ > О, h > z > 0; (3.40)
l/as dTi/dt - WjAtej;
t > 0, оо > г h.
Краевые условия
z=0; —X! dTjdz = qB, (3.41)
2 = h' д7\/дг = &Га/дг; 13'42)
г-* оо
г = оо; Ts = 0; (3.43)
t = 0; I\ = Tt = 0. (3.44)
Соотношения (3.42) описывают иде-
альный тепловой контакт между сло-
ями с различными теплофизическими
свойствами.
Решение задачи, полученное с по-
мощью преобразования Лапласа
по t 132], имеет вид
Л (г, I) = (2g0 X
X {1’erfc {г/(2 У"а^)] +
+ 2 (— g)" В erfc((2nfi +
+ г)/(з У e^f)) 4-
+ I erfc ((2<й — г)/(2/о^))П; (3.45)
Тл (г, 0 = (2ft Va^/Kt) (1 — g) X
X £ ierfc [((2n + 1) Л+
n=l
+ (2 - Л) К ft/ft>l/(2 VaTt}, (3.46)
где
g = УК ft — . (3.47)
yj/"ft -J- as
Наибольший интерес для практи-
ческих приложений представляют за-
кономерности изменения температуры
в зависимости от времени в точках
на поверхности нагрева и границе
раздела слоев. Соотношения для тем-
ператур в соответствующих точках,
записанные в безразмерном виде,
имеют вид
& (О, 0 = Л(0, 0/Ts =
= 2 И=о[1/]<л4-
4-22 (- g)n ierfc (n//F3)I; (3.48)
п^= 1
0 (Л, О = Л (Л, о/т, =
= 2KFo"lierfc 11/(2 KFo)J4-
4- 2 (—£)"[ierfc ((2л +
n=l
4- I)/(2 КЁо)) 4-
4- ierfc ((2л - l)/(2 J<Fo»]} , (3.49)
Постановка задач нагрева ЛИ и ЭЛ
93
где Ts = Fc—a.j/h2 — кри-
терий Фурье.
Результаты расчетов по уравнениям
(3.48) и (3.49) в области изменении
параметров, представляющих ин-
терес для сварки с помощью ЛИ,
представлены на рис. 3,14. Для срав-
нения показана закономерность из-
менения температуры поверхности по-
луограниченного тела, нагреваемого
источником теплоты с постоянной плот-
ностью потока до.
Используя аналогичную одномер-
ную постановку задачи, но с условием
неидеальности контакта между отдель-
ными слоями, т, е. с граничными
условиями на контакте
_ J— %! дТ^/дг = (1/R) (Л - Та);
г Кэт7аг = ^с?Та/йг,
(3.50)
где R — термическое сопротивление
на границе контакта слоев, можно
получить решение задачи о темпера-
турном поле, которое для малых
значений времени имеет вид
Л(г, +
[ctgp.„cos(l— г/Л)Цп +
4-sin(l — г/й)/1п) X
2/i у X exp (-
[(l+p®/* Bi)=0S ’
(3.51)
где р(1 — корни уравнения
fi — Bi etg pi, (3.52)
Bi = h/(RKi} — критерий Био.
Выражение (3.51) справедливо в том
случае, когда t < ta,
ia^R^l-l(T2. (3.53)
При = 4,2 Вт/(см-К), Oj = 1 сма/с
расчет по (3.53) дает ta = 10"4/а с.
Так как практически J?-1
0,4 Вт/(смЛК), то ta « I0-3 с,
т, е, для миллисекундного импульса
ЛИ выражение (3.51) может быть
использовано в течение всего вре-
мени действия источника теплоты.
Рассмотрим одномерную задачу о на-
греве полуограниченного тела объ-
емным источником теплоты, плотность
потока которого убывает с ростом
Рис» 3J4. Зависимости безразмерных тем-
ператур от критерия Фурье;
а — на поверхности полубесконечного тела
из алюминия (2) и двуслойного теля для
алюминия н кремния (2): б — на поверх-
ности контакта алюминия с кремнием;
h = 0,02 сы
глубины 2 по экспоненциальной за-
висимости (закон Бугера), т. е» ма-
тематически изменение плотности по-
тока q (г) по глубине z от поверхности
тела может быть описано соотноше-
нием
q (г) = qa exp (—аг), (3.54)
где а — коэффициент поглощения,
см’1.
Решение одномерной задачи о на-
греве полубесконечного тела ис-
точником теплоты, плотность потока
которого описывается формулой (3.54)
имеет вид
Т (г, /) = (aft/cy) {[exp (— аг +
+ паа/)/(ааг)] erfc [(2aat —
— z)/(2 /а?)] 4- [exp (аг +
+ аа20/(аа“)1 erfc [(2oaf +
+ z)/(2 /S)] + [4 /7/(а /а)] x
X ierfc [z/(2/af)Jh (3.55)
Рассмотрим частные случаи урав-
нения (3.55). Если глубина проник-
новения ЛИ 6 = а-1 намного больше,
чем толщина слоя h, прогретого за
счет теплопроводности, h w (af)5''2,
94
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
т. е. справедливо неравенство
а У at <g. I, то
Т (z,i) =
— [сЧо*/(су)] ехр (—аг). (3.56)
В этом случае температура растет
линейно с изменением времени, а ее
изменение по глубине определяется
прямым проникновением ЛИ на глу-
бину г.
На поверхности тела при г = О
Т (0, /) - ^/(су). (3.57)
Для таких материалов, как феррит
(а— 2-103 см-1, й=5-10'а сма/с),
выражения (3,56) и (3,57) справед-
ливы при t < 10"4 с. Если же спра-
ведливо неравенство а У at 1, то
источник теплоты можно считать по-
верхностным и изменение температуры
с течением времени описывается со-
отношением (3.34). Для феррита ука-
занное неравенство справедливо для
-/1 Ю-4 с. Для металлов условие
а У at > 1 справедливо в большин-
стве случаев, кроме весьма малых t.
Пространственные модели, непод-
вижный источник теплоты. Рассмо-
трим задачи нагрева тел в простран-
ственной постановке, когда г?
» У at, т. е. глубина проникнове-
ния теплоты в тело благодаря тепло-
проводности соизмерима с радиусом
пятна нагрева источника теплоты.
Пусть на поверхности по л у беско-
нечного тела, начиная с момента
времени t > 0, действует источник
теплоты с постоянной мощностью Ро,
распределенной по закону Гаусса.
Тогда, используя метод источников,
получим выражение для температуры
Т(Г’ Z’ = ^/2 х
су (4гш) *
х Г ехр [- (4«)-i ^/g+rVfa+g))]
J Кё (^+g)
(3.58)
где (4сг£)-1—постоянная времени.
Интеграл, входящий в (3.58), не
выражается в общем виде через эле-
ментарные функции. Однако он по-
дробно изучен в монографиях
Н. Н. Рыкалина [25, 261, поэтому
не будем анализировать детально по-
ведение интеграла, входящего в (3.58)
при изменении параметрон задачи.
Если плотность потока не превос-
ходит критического значения
(см. с. 108), то в процессе воздей-
ствия может быть достигнуто пре-
дельное состояние, при котором тем-
пература центральной точки в по-
лубесконечном теле может быть рас-
считана с помощью уравнения
Т (0, 0, со) = [Pe/(2%)] УО/Я- (3.59)
Как следует из (3.59), рост сосре-
доточенности источника теплоты при-
водит к повышению его предельной
температуры. Связь между эффектив-
ной мощностью Ра и плотностью по-
тока д0 нормального источника те-
плоты определяется по формуле
Рй = aqjk. (3.60)
Аналогичные зависимости для рас-
чета температурного поля могут быть
получены и для равномерного рас-
пределения платности потока по
пятну нагрева [16]. Приведем не-
которые соотношения для расчета
температуры тела от источника те-
плоты с 'равномерным распределением
плотности потока по круговому пятну
радиусом г^.
а) вдоль осн а:
Г(0, г, 0 = (2?а К®.)х
X {ierfc [z/(2/af)]~
- i erfc [/*3 + q7(2 1 - (3.61)
б) на поверхности в центре пятна
нагрева:
т (0, О, 0 = (2ф0 yai/k) X
X (1,1284— ierfc [rf/(2 Уoi)](. (3.62)
Предельная температура в центре
пятна нагрева при i с-о
Т (0, 0, оо) = qQr}ft,. (3.63)
Пластина конечной толщины. Учет
конечности толщины пластины при
расчете температурного поля ма-
териалов, нагреваемых КПЭ, важен
для сварки, термической обработки
и т. д. Задача о нагреве тонкого листа
Постановка аадач нагрева ЛИ и ЭЛ
95
нормально-круговым источником теп-
лоты с учетом теплоотдачи на обрат-
ной стороне отличается от задачи
о нагреве полубес конечного тела гра-
ничным условием на обратной стороне
листа. Вместо условия ограниченно-
сти температуры на бесконечности
необходимо сформулировать условие
теплоотвода от поверхности, где а =
~ h (h. — толщина листа, начало
координат располагается на поверх-
ности нагрева). В общем случае гра-
ничное условие является нелинейным,
так как с поверхности нагрева про-
исходят потери теплоты. Наиболее
просто условие теплообмена на по-
верхности, где z—h, может быть
записано в виде
г = h; —Z dT/dz = а^Т, (3.64)
где — коэффициент теплоотдачи,
учитывающий как конвективные, так
и радиационные потери теплоты.
Тогда, использовав интегральные
преобразования по г и t, можно по-
лучить решение в виде [28]
Т(r,zJ) = -5- X
М 1^® ch (Л — z) з 4-
С ______+«1 sh (ft — z)s]_____
Х J fts sb (As) -|- a, ch (As)
0
« w rfs® (s) Ja (sr)s[cosjin (1 —
_A f У —z/ft)+at sing„(i—z/ft)]
+ s3) ЦМ +*) X X
X Sinpn4- COS Pnl
X exp [-—(p®/ft2+s8) et], <3.65>
где (in — корни трансцендентного
уравнения
jx tg p = Bi, (3.66)
где Bi — К A) — агг// кри-
терий Био;
Ф (s) = [^/(26) ] ехр (—s?/4k). (3.67)
Расчеты температуры по уравне-
ниям (3.65) — (3.67) выполнены в ра-
боте [28] для медного листа. Если
не учитывать теплоотдачу с обратной
стороны листа, считая его теплоизо-
лированным, то уравнения для тем-
пературного поля существенно упро-
щаются.
Двухслойные материалы. Расчет тем-
пературного поля в двухслойных ма-
териалах особенно важен для тех
задач, где размер зоны воздействия
импульса ЛИ играет решающую роль
в выборе метода соединения (напри-
мер, при сварке металлов с полу-
проводниками), когда требуется вы-
сокая локальность нагрева, а механи-
ческие воздействия по технологиче-
ским условиям недопустимы.
Типичными задачами лазерной или
электронно-лучевой сварки являются
нагрев и проплавление многослойных
материалов, т. с. материалов, те-
плофизические свойства которых из-
меняются скачком на некоторой гра-
нице — области контактирования
слоев.
Идеальный тепловой контакт. Если
продолжительность воздействия источ-
ника теплоты т мала, то распределе-
ние температуры по объему тела
описывается закономерностями одно-
мерной задачи теплопроводности. При
продолжительности действия источ-
ника теплоты т да КГ3 с и больше
и радиусе пятна нагрева Гу да 10~- см
необходимо решать задачи теплопро-
водности в пространственной поста-
новке, поскольку Гу да Уат (при а да
да 0,!-М см2/с), т. е, радиус пятна
нагрева соизмерим с глубиной про-
никновения теплоты в тело.
Особенности пространственных за.
дач заключаются в следующем [35],
Пространственно-временную струк-
туру источника теплоты описывают
постоянным во времени импульсом,
плотность потока которого распре-
делена по закону Гаусса на поверх-
ности тела. Теплофизические харак-
теристики каждого из контактирую-
щих материалов предполагают не за-
висящими от температуры; теплоот-
дачей с нагреваемой поверхности пре-
небрегают, Контактирование на
границе раздела материалов может
быть идеальным (равенство темпера-
тур и тепловых потоков в каждой
точке контакта) и неидеальным (на
границе контакта существует скачок
температуры, а тепловые потоки
равны). Тогда задача о нагреве двух-
слойных материалов при идеальном
контакте между слоями описывается
96
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Рис. 3.1 Б. Кривые температур на оси
(г = 0) пластин:
нижняя— алюминиевой (плотность мощ-
ности} 5,; средняя —двухслойной (из алю-
минии и кремния) 9, = <7±; верхняя —
алюминиевой (9t > <ц; ft = 3- IO-4 см1;
T = 8 мс)
системой дифференциальных уравне-
ний в цилиндрической системе ко-
ординат:
(1/flJ (<?7\/Й) = АЛ (3.68)
для />0, го>г>0,
(1/og) (дГг/д1) = АЛ (3.69)
для i > 0, Г(1>г>0, />z>h;
z = 0; —dTjdz ==
= q0 exp (—fir2);
U, jrt/az = XJaT1/az;
z = /; Ta = 0;
(3.70)
(3.71)
(3.72)
г = г0; t = 0; 7\ = 1\ = 0. (3.73)
Если радиус пластины rg з> rf, а I
h, то граничные условия яри г =
— г0 и г — I оказывают малое влия-
ние на распределение температуры
в наиболее интересных для прило-
жений областях — в зоне контакта
слоев и на поверхности тела.
Результаты расчетов температуры
для двухслойной системы алюминий —
кремний представлены на рис. 3.15.
Для сравнения приведены данные рас-
четов температуры для однослойной
пластины из алюминия. Как видно,
температура в однослойной пластине
снижается быстрее, чем в Двухслой-
Рис, S.1S. Распределение температуры па г
для алюминиевой (а) и двухслойной (алю-
миний — кремний) (9) пластин;
/ = а = 0; у — г = 1Q-" см; 3 — г —
= 10“’ см; 4 — г = Й. 10”’ см
пой, что обусловлено меньшей те-
плопроводностью кремния по срав-
нению с алюминием. Поэтому изо-
термы, соответствующие температуре
плавления, располагаются на раз-
личных расстояниях от центра пятна.
На рис. 3.16 представлены кривые
распределения температуры по
радиусу г пластины для различных z
для однослойной и двухслойной пла-
стин. Если диаметр пятна нагрева
возрастает (k уменьшается), а плот-
ность потока остается неизменной,
то глубина проплавления уменьшается
для однослойной пластины и мало
изменяется для двухслойной.
Для нормально-кругового источнику
теплоты при
т< (20ай)-1 (3.74)
эффективно использование приближе-
ния малых времен. В этом случае какдля
однослойных, так и для двухслойных
материалов распределение температуры
в теле описывается произведением
двух сомножителей: первый — ре-
шение одномерной задачи теплопро-
водности с постоянным источником
теплоты; второй — функция, описы-
вающая распределение плотности по-
тока по координате г. Указанное
правило справедливо и для объем-
ных источников теплоты.
Так, для алюминия неравенство
(3,74) справедливо при продолжитель-
ности импульса излучения, не пре-
вышающей 10~5 с для коэффициента
сосредоточенности k — 104 см-а
(ff = 170 мкм).
Неидеальный тепловой контакт.
При сварке изделий тепловой контакт
Постановка задач нагрева ЛИ и ЭЛ
Рис. 3.17. Зависимость температуры па
поверхности верхней пластины (алюминий)
при г = b от времени;
1 — «! = 4,2 Вт/(см*. К); 2 — -=
= 42 Вт/(смг. К)
обычно далек от идеального, сели
к телам не приложены силы сжатия,
приводящие к пластическому дефор-
мированию микровыступов поверхно-
сти контакта. Отличие этой задачи
от задачи с идеальным контактом
связано с изменением граничного ус-
ловия на границе z = h, которое
принимает вид (3.50). Когда терми-
ческое сопротивление контакта =
= /?—» О, условие неидеалыюго кон-
такта заменяется условием идеаль-
ного контакта.
^Расчеты температуры для двухслой-
ной системы алюминий — кремний
(толщина слоя алюминия 100 мкм,
диаметр пятна нагрева 50 мкм) на
поверхности и на границе контакта
в верхней пластине представлены на
рис. 3.17 и 3.18 [34] (на границе
контакта температура верхней пла-
стины не равна температуре нижней
пластины). Расчеты, носящие иллю-
стративный характер, выполнены по
соотношениям для температуры при
малых значениях времени действия
источника теплоты. Как следует из
расчетов, значение ctt оказывает за-
метное влияние на вид кривой разо-
грева: на контакте материалов при
уменьшении параметра Пу установив-
шееся значение температуры дости-
гается раньше.
Влияние cq на температуру в двух-
слойной системе алюминий — кремний
представлено на рис. 3.19. Расчеты
4 Рыкална Н. И. и др.
Рис. 3.18. Зависимость температуры на
контакте в нижней пластине (алюминий)
при г — 0 от времени:
I — «1 = 4,2 Вт/(с№. К); 2 — к, =
” 42 13т/(см=. К)
выполнены для длительностей им-
пульса ЛИ, соответствующих наступ-
лению стационарного процесса. На
Рис. 3.19. Зависимость температуры в верх-
ней (алюминий) и в нижней (кремний)
пластинах на контакте от а,;
I, 2 — 7ц ,7, 4 — Гг; /, 3 - ? = 10" Bt/cm’l
2. 4 q = 0,Б- 10" Вт/см3
98
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Рис. 3.20. Схема контактирования разно-
родных материалов, нагреваемых поверх-
постным источником теплоты
рисунке видно, что при а: —
= 4,2 Вт/(см2’К) разность температур
на контакте может достигать 673 К,
т. е. при сварке без нормального уси-
лия необходимо учитывать неидеаль-
ность контакта между пластинами.
Стыковая сварка материалов. При
стыковой сварке пластин из разно-
родных материалов (рис. 3.20) необ-
ходимо определить температурное пола
в области, прилегающей к границе
контакта, который может быть как
идеальным, так и неидеальным. Если
нормально-распределенный источ-
ник теплоты действует на контакт
материалов, различие в теплофизи-
ческих характеристиках материалов
и условия их контактирования будут
оказывать влияние на распределение
температуры в окрестности контакта.
Н. Н. Рыкалин и А. А. Углов
[30, 31] рассмотрели задачу о тем-
пературном поле при стыковой сварке
разнородных материалов в виде огра-
ниченных прямоугольных пластин.
Предполагается, что распределение
плотности потока является функцией
х и у, т. е. q (х, у), где х и у — про-
странственные переменные в прямо-
угольной системе координат.
Задача решена с помощью инте-
гральных преобразований по прост-
ранственным переменным, однако ее
решение выражается достаточно слож-
ной пр остр ан ственн о-времен ндй за-
висимостью. Рассмотрим некоторые
предельные случаи, лредставлающие
практический интерес.
В общем случае поглощательные
способности контактирующих ма-
териалов не равны и в каждое из
контактирующих тел поступает
различное количество теплоты. Его
перераспределение происходит в зоне
контакта, что может? приводить к пе-
регреву одного из тел, так как
максимум температуры не обяза-
тельно находится на контакте.
Для температурного поля пристыко-
вой сварке материалов с различными
теплофизическими свойствами харак-
терно перераспределение теплоты даже
при малом времени после начала
нагрева. Температурное поле вблизи
стыка уже «не следит^ за изменением
пространственного распределения
источника теплоты, как в случае
нагрева однородных материалов [35].
Соответствие между пространствен-
ным распределением плотности по-
тока источника и температурным по-
лем сохраняется только в направ-
лении, параллельном стыку материа-
лов. Кроме того, характеристики поля
температуры каждого из контакти-
рующих тел существенно зависят от
теплофизических и оптических свойств
другого тела. В частности, возможен
случай, когда поглощение падающего
ЛИ одним из материалов мало, и
нагрев осуществляется в основном
благодаря теплопроводности второго
материала (нагрев через зону кон-
такта).
Формулы для температурного поля
приведем для предельных случаев ма-
лого и большого времени с начала
нагрева [31 ].
Малый период времени с начала
нагрева. Температура на контакте
(т. е. при у = 0)
Т (х, 0, г, t) = (foe &1Х [(eiat/Xi)?(e+
V
4-e2o2/X2j(I+KE)-iB(z)/ (3.75)
растет линейно с течением времени.
Плотность потока теплоты, например
в тело 2, описывается выражением
= — ^2 &Г=
— {2<foe“ft,j:I/[(aafl),/aH X
X [eiai^1 ~ е2яг] X
х/Тбф/^+А-1), (3.76)
где Ке = [VlYA^Vs]172; ct — Удель-
ная теплоемкость; у; (i = 1,2) —
плотность; вг- (i =1,2) — поглоща-
тельная способность поверхностей тел;
— коэффициент сосредоточенности
Постановка, задач нагрева ЛИ и ЭЛ
99
плотности потока источника теплоты
в направлении оси х, 8 (г) — дельта-
функция.
Из соотношения (3.76) следует, что
направление потока теплоты зависит
от знака разности — е2яа,
определяющегося соотношением тс-
плофизических и оптических коэф-
фициентов. Если = ®з°*> то
тепловой поток через площадь кон-
такта обращается в нуль, и тело 2
изменяет температуру только за счет
тепла, поглощаемого от источника
теплоты. Аналогичное соотношение
можно получить для тела 1.
Если ej = 0 (когда большой коэф-
фициент отражения или значительное
пропускание потока ЛИ одним из
материалов), то
Л (х, у, z, /) =
- (z)/[X2 (I + Я;1)]} х
X 4//2erfc [| у {/(S /в17)]; (3.77)
7а (х, у, <!, 0 = ftc-*11*1 б (г) X
X {еае~ЛаУ7Р-2 (4А’У) X
X (ехр — 1) —
— 4еаа3113 erfc [у/(2 a^t) ]/[А3 X
X (1 + V)]}. (3.78)
Для ва = О соотношения анало-
гичны. Выше отмечалось, что при
малых значениях времени распреде-
ление температуры при стыковой свар-
ке не повторяет распределения плот-
ности потока источника. Однако на
некотором удалении у* от стыка это
условие может выполняться.
Найдем связь между некоторым зна-
чением координаты у*, длительностью
импульса т, свойствами материала и
коэффициентом сосредоточенности
источника теплоты Эта связь опре-
деляется из неравенства
4й,а;т » у* » 4а;т. (3.79)
Задаваясь длительностью т, полу-
чим область возможных значений kl,
при которых неравенства' совместны.
Так, для т = 1 мкс Ю4 см-2.
Увеличение т приводит к снижению
концентрированности источника те-
плоты, при которой совместны не-
равенства. Для приведенного примера
4*
при а; яз 1 см2/с у* ж 100 мкм.
Характер распределения темпе-
ратуры для пары тел из материалов
медь — сталь иллюстрирует рис. 3.21
(масштаб по оси Т/уц — переменный).
Теплофизические коэффициенты мате-
риалов принимали следующими (ин-
декс 1 относится к меди): ~
- 3,5 Вт/(см'К), «1 = 0,94 см2/с, А» =
= 0,25 Вт/(см-К), й2 — 0,05 см2/с,
а коэффициенты отражения rt ~ 0,75
и = 0,5, т. е. в! = 0,25, еа — 0,5.
Из расчета следует, что максимум
температуры смещается в менее те-
плопроводный материал (в данном
случае — в сталь) и с ростом дли-
тельности воздействия потока теплоты
положение максимума температуры
смещается от контакта в направлении
стали. Поэтому, чтобы максимум тем-
пературы находился на контакте тел,
необходимо смещать максимум плот-
ности потока qr, источника теплоты
в более теплопроводный материал.
Большой период времени с начала на-
грева. Температура контакта при у = 0
находится с помощью соотношения
оо со
Ti (х, 0, т) = 2 S Rn № +
л—1
+ ад) ехр №п/(4А2)] х
X erfc [W(24/2)] C0S (V) C0S Х
X(6„x)/[Tnm(l + Kx)]; (3.80)
= /?„=2.4„(лАа)’/г;
Bf = 2(1—гг)//Д{, i = 1. 2;
yn = (jvi/Z»)a -J-
An = (29o/6) X
oo
X ( exp (—Й1Х3) cos(8nx)dx.
о
Сходимость рядов выражения (3.80)
следует .из асимптотического разло-
жения функции erfc (х) при боль-
ших х.
Объемны й источник. Запишем за-
дачу в безразмерных переменных:
0 = T/T„; Fo = a//r); р = г/г/;
£=г/гу; ₽ = kr'j,
где в качестве Тп выбрана температура
предельного состояния, достигаемая
при Fo—>- сю в центре нормально-
кругового источника теплоты на по-
wo
ТЕ пл ОФМЗМ Ч ЕСКИЕ ПРОЦЕССЫ
Выражение (3.83) достаточно слож-
ное, однако при малых Fo оно упро-
щается. При Fo < 1 выражение (3.83)
принимает вид
9 (р, с, Fo) — Д1е х
V 3 exp (—Vs) (exp yaFo ~ - J) 4-
1
ул1/2
dx exp (—g2/4x)
Рис, 3.21. Распределение температуры Г/д0
в направлении, нормальном к стыку мате-
риалов медь — сталь, отнесенное к плот-
ности потока источника теплоты:
& » 1,38» 105 см®; Tq = 47 aikm; / — f —
1О-0 с; 2 — i = 10"* с (вдвое больший
масштаб, чем у кривой /); Л — / — 10"* с
(вчетверо больший масштаб, чем у кри-
вой /)
верхи ости непрозрачного полу*
бесконечного тела [см. соотношение
(3.35)].
Если плотность потока уменьшается
от поверхности в глубь вещества
по закону Бугера, то постановка
пространственной осесимметричной
задачи о нагреве полу бесконечного
тела имеет следующий вид [31 ]:
4- р-*<Ю/(др) +
4-Л/ЗВ2 + (3.81)
Для Fo> 0, со > р )> 0; оо > g 0;
g = 0 ^-=0; (3.82)
£->оо; роо; Fo = О, 9 = 0.
Решение уравнения (3.81) с крае-
выми условиями (3.82), полученное
с помощью интегральных преобра-
зований Лапласа по Fo и Ханкеля
по р, имеет вид
X (I — exp (Fo — x} ya) |. (3.84)
Из соотношения (3.84) следует, что
при малых Fo температурное поле
материала выражается произведением
двух сомножителей, первый из ко-
торых представляет собой функцию,
описывающую распределение плотно-
сти потока на поверхности тела, а вто-
рой — решение одномерной задачи
нагрева постоянным во времени ис-
точником теплоты. Для центральной
точки пятна нагрева из соотношения
(3.84) имеем [31]
9 = (2 /Й" АМ1/2)х
X (1 — К л (2в)-1 (1—expeaerfce)],
(3.85)
где е = у Fo.
Из выражений (3.84) и (3.85) сле-
дует общее свойство теории источ-
ников теплоты: начальные стадии на-
грева тел как поверхностными, так
и объемными источниками теплоты
характеризуются тем, что форма зоны
9 (р’Fo> = J sj°(sp)e (s* ,y)F°l^+
0
, f sJ0 ^P) exP (—sMP) . f ^yexp (—s3/4y) y
2]/~n J sa —y2 j J 4y
о о
Xjexp[—(s5—y2)Fo — g-f]— e sli/} ds. (3.83)
постановка задач нагрева ЛИ и ЭЛ
101
нагрева описывается той же зако-
номерностью, как и распределение
плотности потока источника теплоты
па поверхности тела. Это может быть
использовано для нахождения ради-
ального распределения q (г) при дей-
ствии ЛИ на материалы, претерпева-
ющие фазовые переходы в твердом
состоянии, а также для оценки ко-
эффициента поглощения ЛИ [5].
Другой предельный случай, кото-
рый следует из соотношения (3.83),
соответствует большим значениям вре-
мени (Fo->oo). Для непрерывно дей-
ствующего источника теплоты мак-
симальная температура в точке
(О, 0, ©о)
0 _ A f exp (—
m“ 2^ J ц + (3'86)
а
Из формулы (3.86) следует, что
максимальная температура опреде-
ляется двумя безразмерными пара-
метрами At и у (поскольку Р — число).
Отсюда вытекает, что «близость» объ-
емного источника теплоты к поверх-
ностному определяется не отдельно
взятым значением коэффициента по-
глощения, а произведением его на
радиус фокального пятна. Аналогично
степень приближения’’'источника те*
плоты к точечному зависит не только
от радиуса пятна нагрева г/, но и
от коэффициента поглощения веще-
ства. Это доказывает зависимость 0™
от параметра у (рис. 3.22). Для у > 15
источник теплоты можно считать прак-
тически поверхностным. Для метал-
лов при К)4 см'1 радиус пятна
нагрева rf w 15 мкм, при превыше-
нии которого источник теплоты яв-
ляется поверхностным. Для коротких
импульсов при котором источник
является поверхностным, зависит от
Fo, т. е. от’длительности импульса.
Для полупроводников и диэлек-
триков в зависимости от у источник
теплоты можно рассматривать и как
объемный, и как поверхностный. На-
пример, для кремния в области длин
волн ЛИ около 1,2 мкм коэффициент
поглощения а а: 1 см-1, и в прак-
тических случаях of 0,1 см) ис-
точник теплоты является объемным.
Рис. З.ГГ. Зависимость температуры в
центре пятна нагрева от параметра
у =^0
Для полупроводников это справед-
ливо только для относительно неболь-
ших температур, не вызывающих су-
щественного увеличения коэффици-
ента поглощения а.
Оценки показывают, что даже для
металлов, где а весьма велик (а ж
я*104-5-10* см-1), источник теплоты
нельзя рассматривать как точечный
по крайней мере в пределах радиуса
пятна нагрева "-ф.
Учет поверхностной теплоотдачи.
Рассмотрим те случаи, для которых
необходимо учитывать теплоотдачу
с нагреваемой поверхности, обуслов-
ленную радиационными и конвектив-
ными теплопотерями.
В общем случае эта задача является
нелинейной из-за граничного усло-
вия, в котором тепловой поток с по-
верхности тела пропорционален 74.
Для оценок достаточно ограничиться
линейным приближением, считая
радиационную составляющую ко-
эффициента теплообмена пропор-
циональной Т. Тогда граничное ус-
ловие на поверхности полубссконеч
ттого тела запишем в виде
г=0; —АЗТ^/йгЧ-
= exp (—йг2)х(/), (3.87)
где <Xj — коэффициент поверхност-
ной теплоотдачи; х О') — функция,
102
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
которая описывает временную струк-
туру импульса ЛИ или ЭЛ.
Решение задачи о пагреве полу-
бесконечного тела КПЭ с нулевым
начальным условием, условиями огра-
ниченности температуры на бесконеч-
ности при г, z—> оо и условием (3.87)
на поверхности, где z = О, имеет
вид [22]
Т (г, г, t) = (Ufe /отГГ1 X
t
X [<р (г, 2, t, g> [J — ф(г, 1)1 rf£,
6
(3.88)
где
<Р (К г, i, I) = z(t — I)) х
X exp {—т«/[4й (tg -НИ —
_г®/(4в|))/[ГГ (f0 + £)h_(3.89)
ф (z, g) - exp [za/(4ag)] КX
X (aj/X) exp “fasД3) erfc x
x(2/2^e|+ai^A). (3.90)
При ф (г, £) = 0 из (3.88) получим
решение задачи о нагреве полубес-
конечно го тела КПЭ без учета поверх-
ностной теплоотдачи.
Для центральной точки фокального
пятна
ф (0, ш) = w ]/”л ехр ay1 erfc w, (3.91)
где w ~ «1У
Найдем условия, при которых
ф (0, к>) будет отличаться от нуля,
например, на 10 %:
w У л ехр erfc w = 0; 1. (3.92)
Решением трансцендентного уравне-
ния (3.92) является значение юэй
~ 0,061. Зная te>, можно найти для
। установившейся температуры связь
между а*, Л и г* при условии, что
поверхностная теплоотдача пони-
жает температуру поверхности тела
не более чем на 10 %. Характерное
время наступления установившейся
температуры поверхности тела /с да
ж 10 r'f/a 122]. Тогда, используя
соотношение А. 0,061 = /"а£с, по-
лучим
да 0,02М/у. (3.93)
С помощью уравнения (3.93) можно
оценить минимальный радиус пятна
нагрева, начиная с которого необ-
ходимо учитывать поверхностную те-
плоотдачу. Полагая, что поверхност-
ная теплоотдача при высоких тем-
пературах в основном обусловлена
радиацией (что справедливо для тем-
ператур Т> 103К), получим
г, = 0,02X/(saQTt), (3.94)
где в — степень черноты; ср, — по-
стоянная Стефана-Больцмана; Ть —
температура поверхности.
Из формулы (3.94) вытекает: чем
выше теплопроводность материала и
ниже температура поверхности, таи
при большем радиусе пятна нагрева
необходимо учитывать теплоотдачу.
Минимальный радиус пятна нагрева
при нагреве тел ЛИ в вакууме, мкм:
для титана 140, для вольфрама 200,
для молибдена 400, для стали 500.
Выбор схемы расчета температурного
поля при сварке импульсным ЛИ. Для
расчета температурного поля и оценки
требуемых энергетических параме-
тров ЛИ для сварки или нагрева
используют следующие модели [22]:
пол у ограничен ное тело; однослойная
пластина с различными граничными
условиями для обратной стороны пла-
стины; двухслойная пластина при иде-
альном и неидеальном контактах
между слоями и одним из условий
для обратной стороны пластины. Ука-
занные модели, естественно, не огра-
ничивают большого многообразия рас-
четных схем температурного поля про-
цесса импульсной лазерной сварки.
Наиболее проста схема для рас-
чета температурного поля полуогра-
ниченного тела при действии мгно-
венного или постоянно действующего
точечного источника теплоты на по-
верхности тела [50]. В расчетах
при использовании этой схемы не
удается оценить температуру в центре
пятна нагрева и установить толщину
листа, которая может быть принята
за неограниченную, поэтому в даль-
нейшем схема точечного источника
теплоты не рассматривается.
Наиболее общей схемой является
модель двухслойной пластины с ус-
ловиями для границ:
Постановка задач нагрева ЛИ и ЭЛ
ЮЗ
верхней
z=0; —
+ (G f); (3.95)
раздела слоев
( Klffl\/dz = Л2 дТ ,/dz;
2 — ti\; <
I -Х1дТ1/Зг = аа (7\—Тв);
(3.96)
нижней
г = h; —К dT2ldz = а2Т2. (3.97)
Здесь h — hi + h% — суммарная тол-
щина слоев; где hi — толщина верх-
него слоя, hi — толщина нижнего
слоя.
Поскольку общее решение системы
дифференциальных уравнений для Т\
и Га с нулевым начальным условием
и условиями (3.95) — (3.97) является
достаточно сложным, будем рассма-
тривать расчетные схемы, являющиеся
частными случаями модели с усло-
виями (3.95) — (3.97).
1. Для полуограниченного тела ис-
пользуем условие
z = 0; — А.х dTjdz = q (г, f). (3.98)
2. Для однослойной пластины ис-
пользуем одно из следующих гра-
ничных условий для поверхности, где
z = h;
Т=0; (3.99
dTldz = 0; (3.100)
—Л dTldz = asT (3.101)
и условие (3.98) на верхней границе.
3. Для двухслойной пластины ис-
пользуем условие (3.98) на верхней
границе и условия неидеальности
(3.96) или идеальности контакта на
границе раздела слоев.
Рассмотрим три характерных зна-
чения времени протекания процесса
нагрева ЛИ; fx — малое значение
времени, при котором распределение
температуры на поверхности описы-
вается той же закономерностью, что
и плотность потока излучения; fa —
значение времени, по прошествии ко-
торого на поверхности тела в цент-
ральной точке пятна нагрева дости-
гается температура кипения Т^', t3 —
значение времени, по достижении ко-
торого процесс нагрева становится
установившимся для точек тела, уда-
ленных от поверхности не более чем
на диаметр фокального пятна. Зна-
чения fi и t3 определяются тепло-
физическими свойствами материала и
диаметром фокального пятна, a fa
зависит, кроме того, от поглощен-
ной телом плотности потока. Время
определяется из условия 122]
г^(20<Д)~! яв 10—2г^/«. (3.102)
Эта оценка справедлива и для пс-
луограииченного тела, и для одно-
слойной пластины. Для времени дей-
ствия ЛИ, меньшего или равного tL,
выражение для температуры распа-
дается на произведение двух функций,
каждая из которых зависит только
от одной из переменных: гиг. Время
f2 для полуограниченного тела может
быть найдено из условия
fa — fo tg & lz л/г Tb/qa) (3,103)
или (при малых значениях аргу-
мента тангенса) из условия
fa (3,104)
где = (4ай)-1. Тогда из условия
Z/ftT Tb/q^n/i (3.105)
можно найти минимальное значение
плотности потока, называемое кри-
тической плотностью потока q^‘, ко-
торое обеспечивает на поверхности
тела температуру Ть‘
дт1П> 1,12877лфТ. (ЗЛОЕ)
Например, для меди при г? = 1СГа см
(так как ~ 4,5- 10л
Вт/смЕ.
Время /а важно для определения
оптимальных продолжительностей им-
пульса ЛИ т в лазерных установках;
Гз=10г|/а. (3.107)
Например, для меди при г, — 10 а см
f3 — 1,2 мс. С помощью формулы
(3.107) можно оценивать время до-
стижения стационарного процесса и
для других расчетных моделей.
Длительность х импульса ЛИ ока-
зывает влияние на выбор схемы для
расчета нагрева материалов. При f
йС расчетную схему для полуогра-
пичениого тела можно использовать
104
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
в том случае, если толщина пластины
h удовлетворяет условию
Лоо определяют из условия
Г (О, Л~, ^i)/T(0, 0, /0 = ехр (-«»)-
— /Г erfc (и) = 0,05, (3.108)
где и — 9,f5h/dj. Отсюда
^„ = 0,12^. (3.109)
При t1Я необходимо использо-
вать схему для полуограниченного
тела, если толщина пластины h
> Я»; Нх определяют из условия
7(0, оо)/7(0, 0, сю) =
= expo erfc и =0,05, (3.110)
где v = H'^k. Отсюда
tf„ = 2,6df. (3.111)
Для толщин верхнего листа, мень-
ших Ям, необходимо учитывать те-
плоотдачу к нижнему листу. Если
контакт между слоями близок к иде-
альному, а толщина верхнего листа
меньше Я», то для расчета необходимо
использовать схему 3. При суммар-
ной толщине Я = hj Д- Л2, большей
Я», с достаточной точностью можно
положить h -- Нов. Если (> ij, то
в процессе нагрева можно выделить
период времени tt, в течение которого
теплофизические свойства второго ли-
ста не оказывают влияния на темпе-
ратуру первого листа, т. е. темпе-
ратура первого листа при данном
коэффициенте поглощения определя-
ется в основном теплофизическими
свойствами вещества первого листа
и коэффициентами аа.
Время можно оценить с помощью
формулы [34]
^O.Ol^/faiaJ. (3.112)
Например, для алюминия ((^9Х
X 10 * с. Оценка с помощью нера-
венства (3.112) показывает, что при
малых аа значение превосходит /е,
при достижении которого процесс на-
грева стационарен. Это значит, что
при плохом контакте между листами
параметры второго листа практиче-
ски не оказывают влияния на тем-
пературу первого.
Сравнение расчетных и опытных дан-
ных. Экспериментальная проверка рас-
четных соотношений процесса нагрева
важна для установления областей па-
раметров, где справедливы предпо-
сылки, заложенные в теплофизиче-
скую схему. Одним из основных ме-
тодов проверки расчетных моделей
является сопоставление расчетных тем-
ператур с положением зон структур-
ных превращений в пластинах, на
поверхности которых воздействует ЛИ
или ЭЛ. Для импульсного воздей-
ствия КПЗ это связано с тем, что
методические трудности прямого
измерения распределения темпера-
туры по поверхности зоны воздей-
ствия импульса ЛИ достаточно ве-
лики. Это обусловлено малым ради-
усам пятна нагрева, кратковремен-
ностью процесса и резкой неравно-
мерностью распределения температуры
по площади нагрева.
Из опытных данных следует, что
если критическая плотность мощно-
сти ц'с‘л 1 не достигается в условиях
опыта, но превышает q^1', т. е.
q q^\ то расчетные соотноше-
ния удовлетворительно согласуются
с опытными данными. Результаты срав-
нений глубины плавления, а также
закалки по данным опыта и расчета
сведены в табл. 3.2.
Из табл. 3.2 следует, что, хотя
в целом совпадение расчета с опы-
том удовлетворительное, наблюдается
систематическое отклонение рас-
четных от опытных данных по глу-
бинам плавления.' Это не случайно,
если принять во внимание, что в рас-
четах не учитывалось влияние удель-
ной теплоты фазового перехода и
температурной зависимости тедло-
физических и оптических коэффици-
ентов на температурное поле. При-
чина в том, что для режима свобод-
ной генерации лазера среднее зна-
чение плотности потока может зна-
чительно отличаться от максималь-
ного, достигаемого в отдельном пичке.
Поэтому с поверхности расплавлен-
ного металла, как правило, проис-
ходит испарение, которое приводит
к реактивному давлению отдачи, по-
следующему деформированию поверх-
ности ванны и заглублению источника
Движущиеся источники теплоты
105
3.2. Опытные и расчетные данные глубины плавления и закалки [32]
Энергия, Дж Длитель- ность импуль- са, чс Диаметр пяти <з. см Фокус - ипе рас- стояние, см Актни КыЙ элемент л я веря Мате- ри ал Глубина плавлени я, закалки, мкм
Опыт Расчет
10 0,5 0,2 5,0 Рубин Стал ь ШХ15 52 52
7,5 4 U,12 — Стекло с Nd Сталь 45 300 280
4,5 8 0,025 — Стекло с Nd А] 80 75
1,0 1 0,01 — Саек л о с Nd Си 50 42
11,0 4 0,02 — Стекло с Nd Си 145 132
теплоты. Таким образом, гидродина-
мические явления в процессах ла-
зерной обработки оказываются су-
щественными (см. гл. 4) и оказывают
влияние на протекание тепловых про-
цессов. Переход к глубинным про-
плавлениям при некоторой плотности
потока qcv оказывается возможным ка
для импульсного, так и для непре-
рывного лазеров. Опытные зависи-
мости глубины проплавления h,„ от
q представлены в работах [2, 3, 8].
3.3. Движущиеся источники^
теплоты. Критические
плотности потока
Если пятно пагрсва ЛИ или ЭЛ
радиусом rf перемещается по поверх-
ности с постоянной скоростью V,
то действие источника теплоты бу-
дет приводить к повышению темпе-
ратуры. После некоторого периода
времени, длительность которого за-
висит от свойств материала, уста-
навливается квазистационарное состо-
яние, при котором нагретая зона
постоянного размера перемещается
вместе с источником теплоты [25, 26].
Для расчета температуры в около-
шовной зоне при сварке чаще всего
используют схему норм аль но-круго-
вого источника теплоты с эффектив-
ной мощностью Ре, перемещающегося
с постоянной скоростью о в направ-
лении оси Ох по поверхности' пла-
стины толщиной 6 и полубесконёч-
ного тела. Коэффициент сосредото-
ченности k и скорость v остаются
постоянными в течение всего времени
перемещения источника теплоты.
-Нагрев пластины. Уравнение для
расчета температуры в точке А (х, у}
в подвижной системе координат, свя-
занной с источником теплоты, имеет
вид [25]
Т (х, у, f) = (Рое-^/<гв’+«’/(2пХв)] X
X Ко (Рй) [Фй (Рз > Т 4 %) — ф2 (рз, То)].
(3.113)
Здесь t —- время, отсчитываемое от
момента прохождения центра нор-
мально-кругового источника тёплоты
через перпендикулярное к оси Ох
сечение пластины, в котором находится
рассматриваемая точка А (х, у)\ Ь =
= 2а/(су6); tB == l/(4ofe); (р2) -
функция Бесселя от мнимого аргу-
мента второго рода нулевого порядка;
ра - г ]^ог/(4й2) 4 Ь!а — безразмер-
ный критерий расстояния г точки
А (х, у) от начала подвижных коорди-
нат; ф2 (р2, т + т0) и (р4, т0) —
коэффициенты теп л он асы щен и я для
плоского процесса распространения
теплоты, где т = [& 4 tia/(4fl) J t—
безразмерный критерий времени Л
т0 — [Ь 4 о/(4а)] tn — безразмерный
критерий постоянной времени 4
'При увеличении коэффициента со-
средоточенности источника теплоты k
постоянная времени tp—> 0. В этом
106
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
случае (3.113) определяет темпера-
туру нагрева. пластины сосредоточен-
ным линейным подвижным непре-
рывно действующим источником
теплоты [25].
В предельном квазистационарном
состоянии процесса (при /—>оо) коэф-
фициент теплонасыщения фа (р2, т ф-
+ т0) = 1, и изменение температуры
точки Л (х, у) описывается выраже-
нием
Т (*, У, 0 = [P(le-t'j;/(2c>+(’f’/(2ni6)]x
X /Со (ре) [1 — Фа(р2, То)]. (3.114)
Когда скорость v движения источ-
ника теплоты при пропорциональном
увеличении его мощности Рл возра-
стает, то температурное поле предель-
ного состояния, отнесенное к подвиж-
ным координатам, стремится к простой
предельной форме. Быстро перемеща-
ющийся нормально-круговой источ-
ник теплоты пересекает точки пла-
стины, лежащие на оси Ох и вне этой
оси, настолько быстро, что возможно
без большой погрешности считать
источник теплоты нормально-полосо-
вым, т. е. полностью сосредоточенным
в направлении Ох его перемещения
(25]. При быстром перемещении нор-
мально-полосового источника теплота
будет распространяться только в на-
правлении Оу, перпендикулярном к на-
правлению Ох перемещения источника
теплоты.
В этом случае процесс выравнивания
температуры описывается выражением
Т(у,
. (3.115)
[сб ]Л4лХсу(10 + /)]
Из уравнения (3.115) следует, что
при tB = 0 оно описывает процесс
распространения теплоты в пластине
с теплоотдачей от мощного быстро-
движущегося линейного источника
теплоты. При t > it>, т. е, в более
отдаленные моменты времени, процесс,
описываемый уравнением (3.116), стре-
мится к процессу распространения
теплоты от сосредоточенного линей-
ного источника теплоты.
Уравнение (3.115) значительно про-
ще уравнения (3.114), описывающего
процесс при произвольной скорости
перемещения источника теплоты.
В области пластины, расположенной
позади центра источника теплоты С
и прилегающей к оси Ох его переме-
щения, температуры, рассчитанные
по уравнениям (3.114) и (3.115), мало
различаются. Поэтому расчет по вы-
ражению (3.114) температуры точек,
близких к оси Ох, в период охлаждения
при источнике теплоты, перемеща-
ющемся с произвольной скоростью,
дает удовлетворительную для практики
точность.
Нагрев полубесконечнсго tea а. Урав-
нение для расчета температуры в точке
Д [х, у) от действия перемещающегося
с постоянной скоростью v нормально-
кругового источника теплоты в по-
движной системе координат имеет
вид [25]
7 (х, у, z, I) =
= )2РЙ ехр (— сх,'а)/[су (4лй)3/2]| х
I
X J 1 По + £)Н ехр X
о
X ]-г2/(4О£) - >*/14а По + £)] -
- Ио + g)/(4a)]. (3.116)
Для расчета предельного состояния
И —> оо) процесса нагрева удобно
использовать цилиндрическую си-
стему координат г, Ф, z, где ср — угол
между радиусом-вектором и поло-
жительной полуосью Ох, по которой
перемещается источник теплоты.
В этой системе координат температура
предельного состояния определяется
выражением
7 (г, <р, г, со) =
— 7С ехр (—2 Кпр cos (2/л) х
ро
X J [c/to/(I + и2)] ехр X
О
X [— (/«/(о2) — «/(1 Ч- со2)—р(1 4- со2)],
(3.117)
где т — йт3; п = Ar8; р — v*t/(4a).
Температура предельного состояния
в центре пятна нагрева имеет вид
7с^7(0, 0, 0, сю) =
= (Р0/2Ь) УТ/я- (3.118)
Движущиеся источники теплоты
107
Интеграл в соотношении (3.117) в об-
щем виде не выражается через эле-
ментарные функции, а только в не-
которых частных случаях.
Остановимся на некоторых слу-
чаях, вытекающих из анализа соот-
ношения (3.116), и представляющих
наибольший практический интерес.
Температура центра неподвижного
источника теплоты. Полагая в (3.116)
о=0, х ~ у = z ~ О и выполнив
интегрирование, получим
Т (0, 0, 0, 0 = [P0/(2Z ]/4SoT0)J X
X (2/л) arctg /t/t0. (3.119)
В начальной стадии процесса, когда
t < f0> arctg К (Ий и темпе-
ратура возрастает пропорционально
корню квадратному по времени. Далее
ее рост замедляется, и температура
возрастает, асимптотически прибли-
жаясь к температуре Тй предельного
состояния (3.118). Температура Тс яв-
ляется наибольшей, которую может
развить в полубесконечном теле по-
верхностный нормально-круговой
источник теплоты постоянной мощно-
сти с постоянным коэффициентом со-
средоточенности к.
Введя коэффициент теплонасыщения
ф(0, 0, 0, /) = (2/л) arctg
(3.120)
можно представить температуру в про-
цессе теплонасыщения в следующем
виде:
Т(0, 0, 0, /) = Гсф (О, 0, 0, ().
(3.121)
Температурное поле предельного со-
стояния. Положив в уравнении (3.117)
m — 0, получим температуру гра-
ничной плоскости хОу пол у бесконеч-
ного тела при предельном состоянии
процесса
Т (г, <р, 0, сх>) = 7се~2 Vnp cos ф X
X (l/si) А (0, п, р), (3.122)
где
оо
Л (0, п, р} = 2 [ [dco/u + со2)] ехр X
о
„< [-n/(l-|-to2)-p(l + ш®)]. (3.123)
Рис. 3.23. Зависимость интеграла Л (О,
п, р) от параметров п и р
Значения интеграла (3.123) для р =
= 0,014-5 и для п = 04-10 предста-
влены на рис. 3,23,
Температура оси Ох, по которой
перемещается центр С нормально-кру-
гового источника теплоты, достигает
в процессе нагрева наиболее высоких
значений. Полагая в уравнении (3.122)
ср = 0 для положительной полуоси
Ох и ф = л для отрицательной полу-
оси, получим
Т (/, 0, 0, сю)
Т (г, л, 0, оо)
Упр^А(0, п, р). (3.124)
Верхний знак минус в правой части
(3,124) соответствует температуре точек
положительной полуоси Ох, нижний
знак плюс — отрицательной полу-
оси Ох.
Быстродействующий источник теп-
лоты. При увеличении скорости v пе-
ремещения источника теплоты и
пропорциональном увеличении его
108
ТеИлофизйчесКие ПРОЦЕССЫ
3.3. Критические платности
потока q ‘с5 * * В * для ряда материалов
Мате- ри а .и Л, Вт.•(см- К) *3 £ X
Си 3,89 1,12 1356 КГ3 10“в
(1таль 0,51 0,15 (808 10“3 IO“S
Ki 0,67 0,18 1726 10“3 IQ-S
Ti 0,15 0,06 2073 10 3 10'3
Al 2,09 0,87 933 10'3 10“fi
R.-T/CM1
1,1•1U4
3,5- №
3,5- IUa
1,8-10"
6,5- JO3
2.0' 10s
3,0-103
1,0- 10"
4,2-10:!
1,3-10fi
мощности Рл температурное поле пре-
дельного состояния, отнесенное к по-
движным координатам, стремится
к простой предельной форме. Процесс
распределения теплоты для быстро-
движущегося нормально-кругового
источника теплоты описывается урав-
нением [25]
Т [У, z. 0 [2P0/(ocy)] X
xjexpf 2/(4at)]/y'4;rtai:i ехр X
X {-у2/[4а (/ + /0)]}/[<4лоО‘'+ /0),
(3.125)
где время t отсчитывается от момента,
когда центр С нормально-кругового
источника теплоты пересек пло-
скость, которая перпендикулярна к на-
правлению движения и в которой на-
ходится точка А (у, z).
Наибольшая температура разви-
вается на оси тела:
ПО, 0, Z) = P0/l2nto
(3.126)
В начале процесса, т. е. при /о Э> I,
температура понижается обратно
пропорционально V't, а в конце про-
цесса при t0 <г I убывает обратно
пропорционально t. В Средней части I
процесс является переходным; темпе-
ратура оси убывает пропорционально
t"1, где п возрастает от 1!\ до 1.
Критические плотности потока. Если
температурное поле материала при
воздействиях ЛИ и ЭЛ найдено, то
можно определить критические, плот-
ности потока, требуемые для дости-
жения за данный промежуток времени
в определенной точке поверхности или
объема материала заданной темпе-
ратуры. В частности, может быть опре-
делена плотность потока, приводящая
к разрушению материала. Под раз-
рушением часто понимают достижение
на поверхности обрабатываемого тела
температуры плавления Тт или кипе-
ния Tj, при нормальном давлении.
Следует подчеркнуть условность
определения термина «разрушение»,
поскольку для ряда хрупких матери-
алов нарушение их целостности проис-
ходит уже после окончания охла-
ждения. л—Л
Используя одномерную модель {
нагрева полубесконечного тела источ- )
ником теплоты с постоянной во времени f
плотностью потока, можно получить )
выражение для расчета д),11, требуемой (
для достижения на поверхности тела \
температуры З'т к концу действия t
импульса длительностью т: )
с?’1’ = 0,8857'и?./(йт)1/2. (3.127)
Из соотношения (3.127) следует, что
критическая плотность потока qe1:' воз-
растает с увеличением температуры
плавления материала, его тепло-
проводности и объемной теплоемкости
и уменьшается сростом продолжитель-
ности импульса ЛИ. Численные
оценки q^1-' для стали и ряда металлов
с различными теплофизическими
свойствами приведены в табл, 3.3.
Выражение (3.127) может быть ис-
пользовано при оценке критической
плотности потока, превышение кото-
рой нежелательно в процессах терми-
ческой обработки. Соотношение
(3,127) получено с помощью одномер-
ной модели нагрева, т. е. справедливо
только при (ат)|/2 <с г}, Простран-
ственным аналогом выражения (3.127)
является формула, полученная при
использовании, например, соотноше-
ния (3.118) и связи между мощностью
Pq нормально-распределенного источ-
Движущиеся источники теплоты
109
ника теплоты и плотностью пото-
ка %:
№ - ытт =
l,128Z7m (3.128)
Соотношение (3.128) определяет
плотность потока, требуемую для до-
стижения температуры Тт в условиях
установившегося процесса, т. е. (3.128)
не зависит от длительности воздей-
ствия источника теплоты. Оценки
для различных k для тех же металлов,
что указаны в табл. 3.3, представлены
в табл. 3.4.
Как следует из табл. 3.4, критиче-
ские плотности потока q^' и qc\' для
длительности импульса около 1 мс
оказываются близкими, т. с. пр ем я
выхода на установившееся значение
температуры в центре пятна нагрева
имеет тот же порядок.
С помощью одномерной модели на-
грева полу бесконочного тела источ-
ником теплоты с постоянной во вре-
мени плотностью потока определим
время достижения на поверхности тела
температуры Тт~.
im^0,79(kTm)2/(qla). (3.129)
Время достижения на поверхности
тела заданной температуры возра-
стает с увеличением температуры пла-
вления, теплопроводности, объемной
теплоемкости и уменьшается при росте
плотности потока. В частности, для
меди при % — 10й Вт/см2 tm— 10"6 с,
при ft, = 10’ Вт/см2 im ~ 1СГ! с.
Аналогично (3.127) и (3.128) могут
быть оценены плотности потока, тре-
буемыедля достижения на поверхности
тела температуры Ть-
q™ = 0,8857bZ;W/2. (3.130)
При достижении на поверхности ма-
териала температуры 7ь начинается
его интенсивное испарение. Например,
для меди (Ть = 2573 К) = 2,1 X
X 105 Вт/см2. Соответственно для
установившегося состояния
q™ = 1,ттйуТ. (3.131)
Выражение (3.130) может быть ис-
пользовано для расчета критической
плотности потока q‘°-' требуемой для
сварки металлов в тех случаях, когда
в течение действия импульса ЛИ испа-
рение вещества нежелательно.
Плотность потока, при которой за
время действия импульса испарение
становится существенным, может быть
рассчитана, если использовать следу-
ющие соображения [10], При нагреве:
материала ЛИ от поверхности в глубь
тела распространяется тепловая
волна, а с поверхности тела проис-
ходит испарение вещества. Если плот-
ность потока мала, то скорость движе-
ния тепловой волны существенно пре-
восходит скорость волны испарения.
При увеличении плотности потока ско-
рость испарения растет и при некото-
ром значении qcs> сравнивается со
скоростью нагрева. Это равенство
можно использовать для оценки ^c3i,
поскольку скорость движения тепловой
волны на поверхности тела по порядку
величины ~ (а/т)1''3, а скорость
3.4. Критические плотности
потока для ряда материалов
Матерн л л * x Вт/см k, см 2 Вт/см7
Си 4,2 10- 10s 104 4,2-Ю4 1,3-105 4,2-Ю5
Сталь 0,78 KF Ю3 Ю4 7,8-10a 2.5- Ю4 7,8- Ю-*
Ni 0,97 103 KF 104 9.7- Ю3 3.IJ04 9,7-Ю4
Ti 0,27 KF 1O‘! 104 2.7- Ю3' 8.5- 10s* 2,7-104
Al 1,38 102 ID3 104 1,4-103 4,3- 1(F 1, -1- KF
110
ТЕПЛОФИЗИ <1ЕСКИЕ ПРОЦЕССЫ
3.5, Критические плотности
потока для ряда материалов
Мате- ри ал кДж/см1 a, cms/c T, c Вт/cm®
Си 42,88 1,12 10’3 10-“ 1,4-J0c 4,6 10s
Сталь 54,76 0,15 IO*3 10’3 6,7-10» 2,1 JO8
Ni 55,3 0,18 10-3 10’s 7.5-105 2,4-10s
Ti 44,27 0,06 10-3 10’» 3,4-105 1,1-10»
Al 28,09 0,87 10’3 10’» 8,6-106 2,7-10s
испарения »ь — ?'3 /716, где Аь —
удельная теплота испарения. Прирав-
няв v-n и Vb, получим
q^~yLh(a^. (3.132)
Отметим, что такой метод определе-
ния 9е3' не является единственным.
В частности, можно сравнивать не
скорости изменения температуры,
а энергетические потоки, отводимые
благодаря теплопроводности и испаре-
нию, а также объемы испаренного
и расплавленного за время действия
имцульса вещества и т. д. [41].
Численные оценки ?е3) для ряда
металлов представлены в табл. 3.5.
Критическая плотность потока q'3'
тем выше, чем больше удельная те-
плота испарения вещества и коэффи-
циент температуропроводности и
меньше длительность импульса т.
Для большинства материалов спра-
ведливы неравенства ?р:'< qc2‘<-. qc3'-
Помимо указанных критических
плотностей потока могут быть введены
и другие критические плотности потока
в зависимости от целевого назначения
оценки, например для получения глу-
бокого проплавления металла [7, 41].
Расчет критической плотности
потока, требуемого для того, чтобы
испарение было интенсивным [7 ], осно-
вывается на сопоставлении энергий,
отводимых за счет теплопроводности
и испарения:
?ев S= [б/фуаДЛ г/ X
X 6„-Ц In bifQ , (3.133)
Расчеты по (3.133) близки к резуль-
татам, полученным при сопоставлении
скоростей волн испарения и тепло-
проводности (2.132).
Если источник теплоты является
объемным, например, распределен-
ным по закону Бугера, то критическая
плотность потока для начала раз-
рушения (достижения на поверхности
температуры Ть) может быть найдена
с помощью соотношения
qc -= ХаТьДехр (acr^t) erfc (а ]/ at ) —
— 1-|-2я-1/2а/аГ]. (3.134)
Например, д.чя феррита критическая
плотность, потока, рассчитанная по
формуле (3.134), равна 3- 10* Вт/см».
Скорости нагрева и охлаждения.
Используем соотношения одномерной
модели нагрева полу бесконечного
тела источником теплоты с постоянной
во времени плотностью потока для
оценки скоростей нагрева и' охла-
ждения материала. Скорость нагрева
(скорость изменения температуры)
получим, продифференцировав по I
соотношение (3.34);
vT = дТ (г, tydi = (?0/А) X
X | pa/f ierfc [г/(2 ршГ)] -f-
+ [z/(2f)J erfc [z/(2 раГ)]|, (3.135)
где erfc (,v) = I — erfc (x) = 1 —
X
~(2/Ул) J
oJ
В частности, па поверхности на-
грева z = 0 в момент t
°т ~ (‘S'oA) а^‘ = heynt-
(3.136)
Движущиеся источники теплоты
111
Рис. 3.24. Зависимость скорости нагре-
ва Ру стали ШХ15 от времени t при раз-
личных плотностях потока.1
1 — Qa — 104 Вт/см:; 2 — 105 Вт/см!; 3 —
10s Вт/сма
Рис. 3.25. Зависимость скорости охлажде-
ния стали ШХ15 от времени:
/ — pi, = 104 Вт/см’; 1 — 5. 10* Вт/см’;
3 — 10* вт/см!
Максимального значения Уу достигает
в начальные моменты времени.
Из уравнения (3.136) следует, что
скорость нагрева линейно возрастает
с увеличением плотности потока,
уменьшается с ростом теплопровод-
ности, объемной теплоемкости су
и временем действия источника.
На рис. 3.24 представлена зависи-
мость скорости нагрева vj-, Kle стали
П1Х15 от времени при различных
плотностях потока. Видно, что ско-
рости нагрева dT/dt могут достигать
больших значений, особенно в началь-
ные промежутки времени.
Для расчета скорости охлаждения pi;
получим выражения для температур-
ного поля после прекращения дей-
ствия источника теплоты. Проще всего
для этих целей пользоваться понятием
стока [25, 26]. Под стоком понимают
источник теплоты с отрицательной
плотностью потока. Использование
стока теплоты, сдвинутого относи-
тельно источника теплоты на время
действия импульса т, дает возмож-
ность, не решая задачи, записать фор-
мулу для температурного поля для
моментов времени i т. Тогда для
расчета температурного поля полу-
бесконечного тела от действия источ-
ника теплоты с постоянной плотностью
потока продолжительность т на ста-
дии остывания (t 5г т) получим вы-
ражение
Т {г, t) = (2<7О/А.) {at ierfex
X [г/(2 у at ] — ]Aa(t — ъ) i erfe X
X [г/(2/<ф-т))} ( (3.137)
Отсюда для скорости охлаждения vc
поверхности (z = 0) после окончания
действия импульса t > т получим
ис-йТДО, /)/й|(>г =
= JiAty )] X
X (1/Л3-]//?“£). (3.138)
Расчетные кривые для абсолютного
значения скорости охлаждения ос
при /> т для различных q0 пред-
ставлены на рис. 3.25. Скорость охла-
ждения, как и скорость нагрева, ли-
нейно зависит от плотности потока.
Скорость нагрева пол у бес конечного
тела в зависимости от г, г, t при дей-
112
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
ствии нормально-кругового источ-
ника теплоты получим из выражения
(3.58), продифференцировав его по t;
^н=2<?оехр[—z2/4af—ra/(4a& -J- й-1)] X
X W (1 + 4я«*)]. (3.139)
Используя сток теплоты, запишем
уравнение для расчета температурного
поля полубесконечного тела от
действия нормально-кругового источ-
ника теплоты для моментов времени
t > т
сом rf можно рассчитать по фор-
муле
"и = ! ”<irf ехр х
X [-2а/(4а7)|/(2 X
00
X j" li (srj) /0 (sr) ехр (—ssai) dst
о
(3.142)
где 71 (и) и /0 (и) — функции Бесселя
соответственно первого и нулевого
. 2Р„ ехр [- (4аП (za/g + + Е))]
_ Т rfg ехр [—(4д)-1 + Е»11
J KUio + l) Г
Продифференцировав функцию
(3.140) no I, получим уравнение для
расчета скорости охлаждения (при
7 > т);
порядков от мнимого аргумента. Ин-
теграл, входящий в уравнение (3.142).
для различных значений rf., r,a a t мо-
жет быть найден численными методами.
= Л/ а ( ехР I—га/(4а7) — г2/(4д/ + (Г1)) _
г л [ /Г (1 + 4аМ)
ехр {—z3/[4a (t — т)] — га/[4о (7 — т) + б-1]} ]
/Г^т[1+4аА(7 —т)] J
В (3.141) использована связь,
существующая между 70 и Для
нормально-круговых источников те-
плоты Ра — niitJk 7. Расчетные кривые
для скорости нагрева и абсолютного
значения скорости охлаждения полу-
бесконечного тела из стали IIIX15
представлены на рис. 3,26 для одина-
ковых интервалов времени 7. Видно,
что абсолютные значения скоростей
нагрева и охлаждения по порядку
величины несущественно отличаются
друг от друга, хотя скорость охлажде-
ния всегда ниже [см. (3.137)].
Аналогично могут быть получены
соотношения для скоростей нагрева
и охлаждения при действии источника
теплоты, равномерно распределен-
ного по пятну нагрева радиусом /у
Скорость нагрева источником тепло-
ты с равномерным распределением плот-
ности потока по пятну нагрева радиу-
Для 7 Js т скорость охлаждения
~ [qorf/(2 /Увул)] х
X |[ехр (—za/4a7)]//T} X
ОС
X j ds/1 (sr;) /0 (sr) е—s‘al —
Q
— [exp [—za/4a (7 — —• т] X
co '
X j ds/j (srf) /„ (sr) e~[s3“ .
о
(3.143)
Градиент температуры. Выражение
для градиента температуры при на-
греве полубесконечного тела источ-
ником теплоты с постоянной плот-
ностью потока получим, продифферен-
цировав (3.34) по г,
дТ (г, 7)/dz = (—?о,Д) erfc X
X [z/(2 /5Г)]. (3.144)
Нелинейные задачи воздействия ЛИ и ЭЛ
113
значение скорости охлаждения при дей-
ствии нормально-кругового источника теп-
лоты на поверхность (сталь ШХ15):
qc = IQ* Bt/cms; 1 — скорость нагрева;
2 — скорость охлаждения (т = 1 мс)
Рис, 3.27« Распределение градиента темпе-
ратуры по глубине полубесконечного тела
(сталь т = 1 мс):
1 — <jt, -=•- 10* Вт/см"; ! — <!»= 2.10* Вт/см"
Градиент температуры тем выше,
чем больше отношение qjk и в боль-
шой степени зависит от автомодельной
переменной г/(21ла/). Если t —> оо
или z=0, градиент температуры
имеет постоянное значение;
дТ(г, 1)/дг = —q^k (3.145)
Кривые распределения градиента
температуры но глубине z для стали
ШХ15 и различных значений qn пред-
ставлены на рис. 3.27. Из расчетов
следует, что на поверхности тела гра-
диент температуры может достигать
весьма больших значений. Так, для
меди при = 10е Вт/см3 дТ (0, f)!dz =
= 3- 10s К/см, qa 10’ Вт/смЕ дТ (0,
t)ldz — 3-10’ К/см. Зная температур-
ное поле материала и градиенты тем-
пературы, можно оценить глубину
тела d, эффективно нагретую источ-
ником теплоты, — глубину зоны тер-
мического влияния. Для качественных
оценок можно с помощью (3.144) полу-
чить соотношение / « 4 р al, где d —
глубина воны термического влияния.
Например, для стали a — 0,1 см2/с
и при t~ 10“* с получим d=4X
X 10-4 см.
3.4. Нелинейные задачи
воздействия ЛИ и ЭЛ
Рассмотренные в предыдущих раз-
делах линейные задачи нагрева
и охлаждения при воздействии па
поверхность тел ЛИ и ЭЛ являются
в определенной степени первым при-
ближением к описанию нелинейных
задач, к числу которых относится
большинство задач обработки мате-
риалов КПЭ.
К нелинейным задачам переноса
теплоты относятся те, в которых зави-
сит от температуры одна из следующих
величин: коэффициент теплопровод-
ности; удельная теплоемкость; плот-
ность вещества; коэффициент тепло-
отдачи; тепловой поток на поверх-
ности; внутренние источники (стоки)
теплоты; положение границ фазовых
переходов [18, 19L
Для краткости задачи, где тепло-
физические коэффициенты зависят
от температуры, называют задачами
с нелинейностями I рода, задачи, где
нелинейными являются граничные
условия, — задачами с нелинейностями
II рода, задачи, где источники теплоты
зависят от температуры, — задачами
с нелинейностями III рода.
114
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
В процессах нагрева материалов
КПЭ встречаются задачи с нелиней-
ностями всех указанных родов. Если
плотность потока не превышает q'cl1
(нагрев и термическая обработка), то
наиболее важными являются задачи
с нелинейностями I и II рода. Не-
линейности I и II рода могут присут-
ствовать одновременно, если только
теплофизические и оптические пара-
метры существенно зависят от темпе-
ратуры в исследуемом температурном
интервале. Если же плотность потока
превышает то по прошествии не-
которого времени следует учитывать
нелинейность III рода — рассматри-
вать задачу о положении границы
раздела фаз, называемую задачей Сте-
фана.
Наиболее общей задачей является та,
в которой все три рода нелинейностей
присутствуют одновременно.
Нелинейности I рода. К числу основ-
ных методов решения задач с нелиней-
ностями относятся различные спо-
собы «линеаризации» задач, по-
скольку методы решения линейных
задач разработаны значительно луч-
ше. Наиболее часто применяют раз-
личного рода подстановки, упроща-
ющие уравнение с нелинейными чле-
нами.
Подстановку
Т
А, = V (Го) j X (7) ОТ, (3.146)
где Те — начальная температура, при-
меняют в том случае, когда коэффи-
циент теплопроводности зависит от
температуры X = 1 (Г). Эту под-
становку называют преобразованием
Кирхгофа, иногда — подстановкой,
или преобразованием, Варшавского
[18]. Она линеаризует нелинейный
член в стационарном уравнении тепло-
проводности, прячем граничное усло-
вие становится нелинейным, если оно
является граничным условием
III рода. Граничные же условия
II рода, представляющие наибольший
интерес для процессов обработки мате-
риалов КПЭ, остаются неизменными.
Нестационарные уравнения теплопро-
водности с помощью подстановки
.(3..146) изменяют свой вид, поскольку
в них появляются нелинейные слага-
емые.
Подстановку Гудмена
т
v = j с (Г) ОТ (3.147)
То
ИЛИ
т
v= J у (Т) с (Т) ОТ (3.148)
обычно используют для учета темпе-
ратурной зависимости удельной
теплоемкости.
Для неограниченных или полуогра-
ниченных тел иногда применяют под-
становку (или преобразование)
Больцмана:
ё = х/(2/Г), (3.149)
позволяющую перейти от уравнения
в частных производных к уравнению
в полных производных относительно
переменной.
К числу распространенных методов
решения нелинейных задач I рода
относятся методы, основ а иные на
использовании возможностей анало-
говой вычислительной техники.
Обычно при этом применяют следу-
ющие приемы: упрощают или лине-
аризуют основное уравнение с по-
мощью подстановок Кирхгофа или
Гудмана; изменяют в соответствии с за-
конами (Т), с (Г) и у (Т) резисторы,
конденсаторы или другие устройства
в аналоговых машинах; вводят в элек-
трическую модель дополнительные
токи, вызывающие такую же реакцию,
какую вызывает учет нелинейностей
другими способами. При учете нели-
нейностей I рода нашли применение
такие методы анализа, как интеграль-
ный, метод итерации и др.
Нелинейность I! рода. Для решения
задач с нелинейностями II рода ис-
пользуют методы итераций, интеграль-
ный метод, метод конечных разностей
и др. В ряде случаев можно применять
развитый В. В. Ивановым и Ю. В. Ви-
диным [18] метод нелинейных ин-
тегральных подстановок, в результате
которых исходное линейное дифферен-
циальное уравнение преобразуют в не-
линейное., а .нелинейную часть при
Нелинейные задачи воздействия ЛИ и ЭЛ
115
выполнении ряда условий могут не
учитывать, что позволяет найти при-
ближенное решение с известной сте-
пенью точности. Для термически тон-
ких тел (В1< 0,25, где Bi — крите-
рий Био) задача может быть сведена
к обыкновенному дифференциальному
уравнению.
Нелинейности III рода. К задачам
с нелинейностями III рода относятся
задачи, в которых мощность источ-
ников, действующих внутри тела и на
некоторой границе, зависит от тем-
пературы. Эти задачи называются за-
дачами Стефана [16, 18]. Для их
решения применяют вариационные
методы, методы конечных разностей,
метод прямых, метод подстановок и др.
Рассмотрим ряд нелинейных задач,
представляющих интерес для обра-
ботки материалов КПЭ.
Температурная зависимость погло-
щательной способности. Остановимся
на влиянии, оказываемом температур-
ной зависимостью оптических харак-
теристик металла на характер измене-
ния температуры при действии ЛИ.
Поглощательная способность металла
А является функцией температуры
(нелинейность II рода). В первом при-
ближении А (Г) пропорционально Т,
где Т — температура поверхности,
поглощающей ЛИ. При учете аномаль-
ного скин-эффекта [20]
А-аоЧ-67. (3.150)
Здесь с0= 0,75 ий!с, где — ско-
рость электрона проводимости на по-
верхности Ферми; с —скорость света;
b — Й/2ло0, где Я — плазменная ча-
стота; По — статическая электро-
проводность металла.
Поскольку для большого числа ме-
таллов А зависит от температуры
линейно, то рассматриваемая задача
является линейной. Обычно ай ЬТ
и первым слагаемым в уравнении
(3.150) можно пренебречь. Постановка
задачи о нагреве металла при пере-
менной поглощательной способности
для одномерного случая имеет следу-
ющий вид [20]:
= а<гТ>д^ 4- Aq^aeT™', (3.151)
z= 0; дТ1дг = 0; (3.152)
!= 0; z = co; T — To, (3.153)
где a — коэффициент поглощения;
Tv — начальная температура ме-
талла.
Коэффициент поглощения а в этом
же приближении не зависит от темпе-
ратуры. Решение задачи (3.151)—
(3.153) в зависимости от параметра
s= для предельных случаев,
соответствующих большим и малым
значениям s, записывают в виде:
Т - Тй = (A^/b) [ехр (bq^at/cp) — 1]‘
(3.154)
fr
1 — 10 - - ----
\ cpV а
X {[ср /о/(^о)1 [ехр ((^о/(сра)ЕО X
X erfc (—bq0 Уt /сра) — 1] 4-
4- (1/а У o') [1 4- erfc х
X (а/ЙГ)][, (3.155)
где Ао = А (То) — поглощательная
способность поверхности металла
при начальной температуре Та.
Температуру поверхности и ее изме-
нение во времени для случая, когда
поглощательная способность пе зави-
сит от времени, можно получить из
уравнения (3.155) при [в без-
равмерном виде — соотношение (3.85) ]:
Т — То = [Ай</0/(ср<1)] [2 /7/т 4-
4- [1/а У а )] [effiia* ег[с(а У at) — 1]}
(3.156)
Учет температурной зависимости
поглощательной способности металла
приводит к особенностям нагрева тела.
При s ;> 1 режим нагрева не имеет
аналога в задаче с постоянным А — Ав.
При s < 1 (наиболее часто реализу-
емый случай) имеются два режима
нагрева. Если Ьцл1/(ср Уа) «Г 1, то
увеличение температуры поверхности
происходит в соответствии с законо-
мерностью (3.156), т. е. учет зависи-
мости A (t) для отрезков времени
t СрУа/^о) не является суще-
ственным. Если же t > срУai(bq0),
то из уравнения (3.155) можно полу-
чить
Т — Та = (2А0/6) ехр х
X ПчЛр Уа)У{\- (3.157)
116
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
3.6. Параметры, определяющие
температурную зависимость Д
для ряда материалов
Матерн ал Gq ь- Л;-1
Вольфрам 0,024 1,03
Молибден 0 0,99
Тантал 0,048 0,92
Платина 0,099 0,64
Медь 0,028 0,14
Графит 0,890 --0,40
Окись алюминия 0,770 —4,28
Германий 0,747 —0,92
Из сравнения уравнений (3.156) и
(3.157) следует, что начиная с момента
времени 1 3> срУ al(bqQ) наблюдается
существенное различие между слу-
чаями, когда А = До и когда А =
— A (i). Для первого случая Т я* У i,
для второго —
ехр Ка)12 ?}• (3.158)
Практически изменение темпера-
туры превращается в экспоненциаль-
ную зависимость (3.157), начиная с мо-
мента времени t ж 2cEa/(62(Q.
Учет температурной зависимости А
приводит к изменению плотности по-
тока, необходимого для достижения
заданной температуры поверхности
к концу действия импульса (напри-
мер, Тт), Для серебра [201 при учете
температурной зависимости поглоща-
тельной способности — 9 X
X 10s Вт/см2 (т = 1 мс), без учета
этой зависимости 3-1О0 Вт/смЕ,
Задача о нагреве полубесконечно го
тела с учетом температурной зависи-
мости А (7’) в пространственной по-
становке рассмотрена в работе
И. П. Добровольского и А. А. Углова
[111. В общем случае температурная
зависимость поглощательной способ-
ности в виде (3.150) представляется
оправданной для многих веществ. Это
следует из анализа опытных данных,
если учесть значительный разброс экс-
периментальных данных и суще-
ственную зависимость поглощатель-
ной способности от состояния поверх-
ности и Других аналогичных факторов,
трудно поддающихся количествен-
ному контролю.
Коэффициенты ае и b для ряда
материалов приведены в табл. 3.6.
Они взяты из опытных данных при
экстраполяции температурной зави-
симости Л (Т) в диапазоне температур
ниже Тт. Для неметаллических мате-
риалов возможно уменьшение по-
глощательной способности с ростом
температуры.
Пусть падающий поток осесимметри-
чен, а плотность потока в нем распре-
делена по нормальному закону. Если
не рассматривать фазовых переходов,
потерь теплоты с поверхности нагрева
и температурной зависимости тепло-
физических коэффициентов (этот
случай рассмотрим ниже), то матема-
тическая постановка задачи имеет вид
(1/а) дТ1д1 = д^Т!дг2 + (1/г) аШД-
+ ааг/агг;
а = 0; —Л &Tjdz = (аа + ЬТ} qee~kr‘’,
(3.159)
г, г ; 1=0; Т = Т$.
Для решения этой задачи использо-
ван приближенный аналитический
метод последовательных приближе-
ний, с помощью которого был рас-
смотрен ряд более сложных задач.
Рассмотрим методику решения.
Введем безразмерные величины
71 = д0Ави/(А. УУ) -|- 7^;
1 = т/(а£); г = р!Уk ;
г=%Ук\ $=^ьЬЦкУТ). (3.160)
Тогда уравнения (3.159) принимают
вид
а«/ат — (i/p) (а/ар) (рОм/ар) ф- а2ц/а^г;
(3.16])
g = o; аи/а« + ₽«е-р‘ = е-р!;
р g ->оо ; т = 0; и = 0.
Нелинейные задачи воздействия ЛИ и ЭЛ
ш
Из уравнений (3.161) следует, что
в безразмерном виде система зависит
только от одного параметра Р,
пропорционального коэффициенту Ь,
характеризующему степень отклоне-
ния поглощательной способности
от постоянного значении.
Введя новую неизвестную функцию
да по формуле
и = (1/Р)(е^-1), (3.162)
перейдем от системы (3.161) к системе,
нелинейной относительно да;
dwidt — (1/р) (6/др) (р5да/йр) +
+ 52да/д|2 4- Р [(дда/бр)2 + (5ш/д£)21;
(3.163)
£ = 0; <3w/dij — — ехр (— рг);
Т = 0; р-г> со, > оо; да — 0.
Такая замена позволяет получить
при реальных значениях Рит удобную
аппроксимацию решения задачи
(3,161). Для решения системы уравне-
ний (3.163) используем метод после-
довательных приближений;
6да„+1/Зт = (1/р) (с*;'<3р) (р 5дал+1/5р) 4~
4- йЧчЯ8 Р [ (6дап/<?р)2 +
4-(дшп/ВД (3.164)
£ == 0; dwn+i!dl = —exp (—ps);
(3.165)
т — 0; р—х-а, >-оо;дапм=0. (3.166)
Первое приближение получается
при решении уравнения (3.164) без
нелинейных членов с условиями (3.165)
и (3.166). Когда параметр Р не пре-
вышает по абсолютной величине не-
скольких единиц, то, как показывает
оценка, отклонение да4 от W'i соста-
вляет не более 15%, уменьшаясь
с убыванием Рит. Это связано с тем,
что почти всюду йда/д£< 1 и Лю/3р<
<1; эти произведения в квадрате
тем более невелики.
Первое приближение уравнений
(3.164) —(3.166) совпадает с решением
для нормально-кругового источника
теплоты и в переменных р, ъ, т имеет
вид __
S (р. Е. "t) = <2//'ят ) х
[: ’7
X j exp {- Lpa/(J 4- 4.v>) +
Cl
4- ^/(4x2)]} dx!(l 4- 4x5). (3.167)
В центре пятна нагрева
(0, 0, т) — (i/Ул ) arctg (2|/т ).
(3.168)
Максимальная температура
/ —arctg (2 V~} \
°max — (1 /Р) \ е ‘— 1 / •
(3.169)
Переходя с помощью (3,160) к раз-
мерным величинам, получим выраже-
ние для плотности потока, необходи-
мого для достижения некоторой тем-
пературы 7Х за время i в центре пятна
нагрева;
= X ]Дяк (71 — 7о) X
X (In Л1 — In Л0)/[(Л1 — Ло) arctg X
X (2 К5лГ)]> (3.170)
где 41 — поглощательная способность
при температуре 71-
Предельный переход в уравнении
(3.170) при Л1~-> Ло приводит к вы-
ражению для плотности потока до>
соответствующего постоянной погло-
щательной способности Л*;
?о = X
X (7! — 70)/[Л* arctg (2 У akt )].
(3.171)
Из формулы (3.170) и (3.171) ясно,
какой должна быть усредненная по-
глощательная способность Л, чтобы
при одинаковых плотностях потока
за одно и то же время получить такую
же максимальную температуру, как
и в задаче с переменной поглощатель-
ной способностью. Из равенства д0 =
— д* следует формула для усредненной
поглощательной способности
Л =(Л]—Л0)/(1п — In Ло).
(3.172)
118
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Для молибдена, например, в интер-
вале температур 293—2900 К при А# =
= 0,029 и = 0,284 получаем А =
= 0,112. Разложив в выражении
(3.172) ехр (ftej) в ряд при малых р
и ограничиваясь четырьмя членами
этого разложения, получим
и ~ (1 -р ]PcoJ/6). (3.173)
При | Р | < 0,2 принимать во вни-
мание температурную зависимость
поглощательной способности не
следует.
Сравним плотность потока для
серебра, вычисленную по формуле
(3.170), с qat рассчитанной по одно-
мерной модели в работе [20]. При
4,2 Вт/(см-К), а — 1,74 сма-С~1,
b = ю-4 К’1, До = 0,03, Т = 300 К,
= 1233 К, t = 1 мс и k =
= 104 см-а получаем Vo = 7,2 X
X 10у Вт/см3 (Р = 1,71), тогда как
в работе [20] = 9-10& Вт/см2. Это
значит, что влияние пространствен-
ного распределения плотности по-
тока весьма существенно.
Анализ зависимости un№i от Кт
позволяет сделать следующие выводы.
Существует качественное различие
в изменении температуры со временем
при учете температурной зависимости
поглощательной способности в про-
странственном и одномерном слу-
чаях. В одномерном случае темпера-
тура с течением времени при 6 0
безгранично возрастает [соотношения
(3.156), (3.157)], а при *< 0 стре-
мится к постоянной величине, тогда
как в пространственной постановке
итах всегда стремится к постоянной
величине при t-*- оо [соотношение
(3.174)]:.
и(0, О,оо) = ([/Р)(ер! Гп/2-1).
(3.174)
Отметим также, что при [1 < 0
температура быстрее стремится к сво-
ему предельному значению, чем при
Р > 0. Например, к моменту т = 1
ишах (Р ~ 2) 0,51 а Пщах (Р =
= —2) = 0,86ип.
Учет температурной зависимости
теплофизических коэффициентов. Рас-
смотрим, какое влияние оказывает
на температурное поле тела, нагрева-
емого неподвижным нормально-
круговым источником теплоты, учет
температурной зависимости тепло-
физических коэффициентов Л (Г),
с^, (7) == ? (Л с (7). Э?а задача отно-
сится не только к нагреву тел ЛИ,
но и к нагреву тел ЭЛ, так как погло-
щательную способность поверхности
тела будем считать не зависящей от
температуры [36].
Полуограниченное тело. Пусть
плотность потока ограничена таким
значением, чтобы в течение рассматри-
ваемого промежутка времени макси-
мальная температура поверхности
не превышала точки плавления мате-
риала. Импульс ЛИ будем считать
прямоугольным, а нагреваемое тело-
полу ограниченным.
Постановка задачи имеет вид
с„ (7) дГ/dt =
•= (rWdr) [X (7) (гЛ75г)] +
Ч- (д/дг) [Л (7) (дГ/йг) ]; (3.175)
z=0;l(J) (67/дг) =
•- —q9 ехр {—Лг2);
1=0; г->оо, г->со; Т = 70(
где — поглощенная доля плот-
ности потока; То — начальная тем-
пература.
В общем случае, если зависимости
7 (Г) и cD (Г) имеют сложный вид,
целесообразно рассматривать задачу
(3,175) с помощью численных методов.
Однако для определенного круга ма-
териалов и соответствующих темпера-
турных диапазонов функции X (7)
и сс (7) могут быть аппроксимированы
линейными зависимостями, что поз-
воляет с достаточной для ряда при-
ложений точностью, не прибегая к чис-
ленным методам, учесть температур-
ную зависимость теплофизических
коэффициентов. Ниже остановимся
па широком круге материалов, где
используется более сложная аппро-
ксимация зависимостей 7(7) и cv(T).
Построение алгоритма для решения
системы (3.175) можно выполнить ана-
логично предыдущей задаче. В системе
Нелинейные задачи воздействия ЛИ и ЭЛ
ПЭ
(3.175) перейдем к безразмерным вели-
чинам с помощью соотношений
T—TQ~qeU/fyt /Т);
г = рй~1/2; z = ^“1/2; (3.176)
л = ?оР/(М т
g = <7о6/(^о ^о),
где индексы «О» у величин обозначают,
что соответствующий параметр рас-
сматривается при температуре ТГ1; а0 =
= Ху-"* — коэффициент темпер ату ро-
прогодпостц; смысл параметров Р
и 6 ясен из температурных зависи-
мостей :
Z,(7) = Z0 + Р7; (3.177)
^(Г) = ^ + бТ. (3.178)
Такой вид температурной зависи-
мости 1 п сп в широком диапазоне
температур характерен для ряда
сталей, в частности для аустенитных
хромо-никелевых, металлов, напри-
мер молибдена и др.
Использовав зависимости (3.176) —
(3.178) и выполнив преобразования,
получим вместо первого уравнения
системы (3.175)
1 hU + ли+ h [(dU/dp)2 4-
4- (Wl = (1 + gU) dU/dt, (3.179)
где Д = д2/др2 4- p-1d/dp 4- с4'Ж2.
Пренебрежем величинами РТ^/^-о
и 2i>T0/cv вследствие их малости по
сравнению с другими членами. Тогда
из системы уравнений (3.175) полу-
чаем
р^д/др [(1 4- hU) pdUldp]-\-
4- Ж Ki 4- ьиу an/5g]-(i4-
4- gZ7) dUifa- (3.180)
5 = O'; (1 + hU} dUld% =
—exp ( pa);
т — 0; p co, £ -* ex?; U — 0.
Система (3.180) может быть пре-
образована с помощью подстановки
Кирхгофа
U
v = С (1 4- ftx) dx = и 4- W/3/2. (3.181)
с
Из (3.181) следует, что между а и U
существует линейная связь, если 1 Э>
> hull = р (Т — 7’0)/(2Х0); при (Т —
— 70) « 103 к, Р = 4-10-* Вт/(см"1 X
X К-2), 1 Вт/(см-К) получаем
hU/2 ж 0,4, поэтому для типичных
случаев нагрева металлов связь между
U и v оказывается нелинейной. Пара-
метр v, ~ Р (Т — Т^/^а в определен-
ной степени является критерием не-
линейности задачи но температурной
зависимости X (77, поскольку при
л -С 1 задача линейна.
При линейной зависимости К от
температуры из формулы (3.181) по-
лучим
v=[±(14- 2to)l/2 — 11/Л. (3.182)
Знак в (3.182) у радикала выбирают
из физических соображений, С учетом
выражений (3.181) и (3.182) система
(3.180) принимает вид
Дц = (р-15/<Эр) (pib/dp) + сРи/дс2 =
= W (v, h, g) ди/'дх; (3.183)
| = 0; dti/d^, = —exp (—pa);
т = 0; p -+ oo, c, ->• oo; и — 0;
1Г (v, h, g)=g/fi +
+ (1 -g/h}IV 1 —2.ta . (3.184)
В системе (3.183)—(3.184) уравне-
ние теплопроводности нелинейно
и линейны граничные условия. Они
полностью линеаризуются при g!h =
= 1 (g!h = 5A0/pcuJ, когда 0 и б
имеют одинаковый знак. Из (3.184)
следует, что чем ближе IF к постоян-
ному значению, тем эффективнее при-
менение методов линеаризации к ре-
шению задачи.
Для решения системы (3.183)—
(3,184) используем метод последова-
тельных приближений [11, 43]. Если
через К обозначить среднее значение
функции W (v, h, g) (в смысле наимень-
ших квадратов) на участке рассматри-
ваемого интервала (для молибдена
в диапазоне температур от комнатной
до точки плавления W — 2,169, для
коррозионно-стойкой .стали ~
120
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
= 0,737), то можно построить итера-
ционный процесс;
Др„ = Г dvnfdx +I^/ft + (l-
- g/A> (1 + - F] X
X Л'п-т/Зт; (3,185)
1=0; дсп/д% = —ехр (—рг);
т = 0; р->оо; f-юо; нп = 0,
где s качестве нулевого приближения
принято v ~ 0, Тогда первое прибли-
жение т’х определяется из линейной
системы. Сходимость итерационного
процесса к точному решению может
быть доказана, например, с помощью
метода, используемого при решении
интегральных уравнений Вольтерра
второго рода [1].
Для первого приближения полу-
чаем
КтЖ
fi(p, I, t) = (2//ЁГ) | ехр X
о
X[—(pa/(l+4x»)-
— |2/(4хЗ))]<Д/(1 4-4x2) (ЗД86)
При малых cfW соотношение (3.186)
упрощается. Если т/ HZ 1, то
вместо (3.186) можно получить
(р, ?, т)^2е-Р2(т»1/2Х
X ierfc (g/2) (Г/т)1у2- (3.187)
При бОЛЬШИХ_Т функция t’l (р, т)
не зависит от W, что является след-
ствием применения преобразования
Кирхгофа к исходной нелинейной за-
даче. Второе приближение получено
в работе [43].
Пластика толщиной I. Для пла-
стины толщиной I вместо условия огра-
ниченности при а оо на поверхности
z = I задается адиабатическое гра-
ничное условие
г= /; dT/dz>= 0. (3.188)
Тогда, введя безразмерные перемен-
ные п выполнив преобразования, та-
кие же как в задаче для полубесконеч-
ного тела, получим следующую
систему уравнений
До — W7 (о, h, g) (dv/dl)-, I = 0;
dv'd£ = —exp (—p3); т ~ 0;
р->&э; v = 0; ^, = 11^',
dv/dt, = 0. (3.189)
Итерационный процесс для си-
стемы (3.189) строится аналогично
(3.185), при этом первое приближение
гд определяется из решения линейного
уравнения теплопроводности с линей-
ными граничными условиями:
Дох = W дщ/дъ;
5 = 0; 8^/85 =—ехр (—р«); (3.190)
т = 0; р оо; = 0;
g=^I/2; 8У1/85 = 0.
Решение системы (3.190) имеет вид
г ,/ ( гг/л [1 — ехр (—xalt7-1T)
»1 (р, 5. т) = 11/(2/А'' )] j 4хе /4л (хр) -------------------
о
Sx {1 - ехр [— (хЗ + тГ"1]} cos лп5/(/А1/2)
х+л’пда)
/1=1
(3.191)
Выражение (3.187) представляет со-
бой произведение двух сомножителей;
функции, описывающей радиальное
распределение плотности потока,
и функции, описывающей решение
одномерной задачи нагрева полу-
бесконечного тела источником те-
плоты с постоянной плотностью
потока.
где параметр W характеризует степень
нелинейности задачи, a (хр) —
функция Бесселя первого рода нуле-
вого порядка.
При малых т и таких I, при которых
пластину нельзя рассматривать как
пол у ограниченное тело, приближен-
ное решение задачи (3.190) также мож-
но представить в виде произведения
Нелинейные задачи воздействия ЛИ и ЭЛ
121
du/fc Т,К
В 100 200 t,frxt: о 10
а)
Рис. 3.28. Зависимости скорости нагре-
ва (Z) и температуры поверхности (2) от
времени для коррозионно-стойкой стали
при 10е Вт/см* (а), = Б* 10* Вт/см1
(tf) и = 10е Вт/см* (в)
двух сомножителей: первый — функ-
ция радиального распределения
плотности потока, второй — функции,
описывающая решение соответству-
ющей одномерной задачи:
Pi = М1/2е“р! {T/(/ft2W) +
+ (№1/!-4)г/(Й)-1/6-
— 2 S —1)” cos лп X
п=1
xU-V^'W^Ix
X ехр I—Л“п»т/(Т/»А)]Ь (3.192)
Ряд в (3.192) сходится быстро, по
этому для практических оценок доста-
точно удовлетвориться несколькими
первыми членами.
Из выражений (3.190) и (3,191)
следует, что нелинейность оказывает
влияние только на зависящую от вре-
мени составляющую. При больших т,
удовлетворяющих условию т IFx’2,
где х — параметр порядка единицы,
задача линеаризуется и стационарное
значение Oj не зависит от 17, как и
в задаче нагрева полубесконечного
тела.
Результаты расчета скоростей на-
грева коррозионно-стойкой стали
в зависимости от времени (в безразмер-
ных переменных) в точке (0, 0) для
различных ц0 представлены на рис. 3.28
(кривая /, сплошная). Для сравнения
20 30 f,mtc 0 12 3
<f) g)
на этом же рисунке приведены расчет-
ные зависимости dUldx, полученные
при частичной линеаризации задачи
(кривая 1, пунктир). На рис. 3.28
(кривая 2) представлены также кривые
изменения температуры поверхности
в точке (0, 0, /) для различных ц0.
С их помощью легко получить время tm
достижения температуры плавле-
ния Тт в данной точке. Наблюдается
значительное расхождение соответ-
ствующих времен, полученных с уче-
том лишь температурной зависи-
мости Л (Т) и с одновременным учетом
X (7) и cv (7). Так, для цв — 10^ Вт/см2
с учетом К (7) im — 114 мкс, с учетом
Л (7) и си(7) tm возрастает до 300 мкс;
tm достаточно сильно зависит от а0:
im~ поэтому при Цо “ 10s Вт/см2
im близко к 3 мкс.
Результаты численных оценок
скоростей нагрева для молибдена пред-
ставлены на рис. 3.29. Для численных
оценок изменения температуры и
скоростей нагрева для молибдена ха-
рактерны некоторые особенности.
Коэффициент теплопроводности для
молибдена с ростом температуры па-
дает, а с0 растет. Поэтому h < 0,
и при расчетах безразмерной темпера-
туры в соотношении (3.182) перед
радикалом следует выбирать знак ми-
нус. Для сравнения на рисунке при-
ведены данные расчета для постоянных
значений теплофизических коэффи-
циентов, не учитывающие их темпера-
турной зависимости. Для молибдена
время достижения температуры пла-
вления tm— 1,6 мс для плотности
потока ц0 = 10® Вт/см2 и tm— 15,7 мкс
для Цо ” 10е Вт/см2.
Учет температурной зависимости
теплофизических коэффициентов для
122
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
tW* т,к
ди/дт Т,К
du/fc Т,Х
Рис. 3.29. Зависимости скорости нагрева
(1) и температуры поверхности (2) от
времени (пунктирная линия — без
учета температурных зависимостей X и
при 7о = 10= Вт/см= (a), qj, = 5‘ 10= Вт,'см=
(ff) и дс = 10’ Вт/см2 (в)
движущихся источников теплоты.
Рассмотрим результаты расчетов на
ЭВМ температуры в металлах от дви-
жущихся источников теплоты при
учете температурной зависимости
теплофизических характеристик ма-
териала (42]. Задача решалась при
двух допущениях.
1. Источник теплоты перемещается
по поверхности полуограниченного
Рис. 3.30. Мгновенное распределение тем-
ператур в теле (одиночный движущийся
источник теплоты);
о — медь: J1— 5 — при температуре 1000,
800, 700, 600, 500 К: б — молибден: —
при температуре 2000, 1200, 900, 700 К;
6 — сталь: J— 4 — при температуре ЮОО,
700, 600, Б50 К
тела в направлении оси’Ох с постоян-
ной скоростью о.
2. Используются граничные усло-
вия I рода (в месте действия источника
теплоты температура тела равна тем-
пературе плавления Тт). В этом слу-
чае математическая постановка за-
дачи имеет вид
с (Т) у (Г) dTldt = % (Т) (<3®7’/дх2 +
+ д2Пду2} + (дХ (Т)/дТ) [(дТ/дх)2 +
4- (дТ/ду)2} + у (Т)с (Г) vdT/dx;
0 X -< со; 0 sj £/ < оо;
(3.193)
i > О
х, у = 0; Т = Тт-, (3.194)
у = 0; дТ1ду = 0; (3.195)
х,у-ьоо; t = 0; Т= Та. (3,196)
На рис. 3.30 приведены температур-
ные кривые, полученные для меди,
молибдена и коррозионно-стойкой
стали через 3 с после начала движения
источника теплоты. Во всех случаях
начальная температура То ~ 300 К,
скорость источника теплоты о = 1 см/с.
При проведении расчетов зависимости
удельной теплоемкости и коэффи-
циента теплопроводности от темпе-
ратуры представлялись уравнениями
кубических парабол, а от плотности —
линейной функцией температуры.
На рисунке видно, что в зависимости
от теплофизических свойств мате-
риала форма температурного поля
претерпевает заметное изменение.
Сопоставление расчетов с решением
аналогичной задачи в линейной по-
становке показало, что учет зависи-
мости свойств металлов от температуры
приводит к уточнению решений в пре-
делах 3—18 %. Наименьшие откло-
Нелинейные задачи воздействия ЛИ и ЭЛ
123
нения получены для меди и стали
наибольшие—для молибдена.
Учет температурной зависимости
теплофизических и оптических коэф-
фициентов. Задача о нагреве полу-
бесконечного тела неподвижным
нормально-круговым источником те-
плоты с учетом температурной зависи-
мости теплофизических и оптических
коэффициентов при постоянной на-
чальной температуре тела Та описы-
вается нелинейным уравнением те-
плопроводности со следующими
граничными условиями:
г = 0; Л (7) (дТ/дг) =
= — А (Т) ft exp (- kr*); (3.197)
г—>-оо, z-»-oo; i = 0;
T = To. (3.198)
Решение задачи находили с по-
мощью численного решения на ЭВМ
для конкретных материалов [24] и
приближенным аналитическим мето-
дом [37]. Аналитический метод тре-
бует аппроксимации опытных данных
для теплофизических коэффициентов
ft (Т), % (7), А (Т). Для группы
металлов можно аппроксимировать
А (Т) полиномом первой степени,
а Л (Т1) и cD (Т) — полиномами третьей
степени относительно температуры.
Для решения задачи используется
итерационный метод, аналогичный
рассмотренному выше для учета не-
линейностей с0 (Т) и X (Т), но услож-
ненный необходимостью учета Л (Г).
Введя приведенный коэффициент
теплопроводности [37]
= Л Л. (Т)/1А (Г) Л (Го)],
(3,199)
используем преобразование Кирх-
гофа, в результате чего граничное
условие на поверхности тела стано-
вится линейным, а в уравнении тепло-
проводности появляется нелинейное
слагаемое, эквивалентное добавле-
нию объемного нелинейного источ-
ника теплоты.
Для новой задачи, аналогично [36 J,
используется итерационный метод,
нулевым приближением которого
является решение задачи теплопровод-
ности без объемного источника те-
плоты. Расчеты показывают заметное
различие между линейным и нелиней-
ным приближениями, причем в боль-
шинстве случаев определяющей
является специфика нагрева ЛИ —
существенная температурная зависи-
мость поглощательной способности.
"Задачи абляции материалов. Абля-
ция материалов — это процессы раз-
рушения материалов, протекающие
при плавлении материала и удалении
образующейся жидкой фазы. В ряде
случаев это приближение к процессу
плавления удовлетворительно опи-
сывает ряд экспериментов. Образо-
вание на поверхности слоя распла-
вленного вещества начинается в том
случае, если плотность потока пре-
вышает Тогда по прошествии
времени im поверхность тела нагре-
вается до температуры Тт, тело начи-
нает плавиться и граница плавления,
являющаяся границей раздела фаз
(твердой и жидкой) начинает пере-
мещаться в глубь материала. Эта за-
дача, относящаяся к стефановским,
обладает нелинейностью III рода.
Целью задачи Стефана является оты-
скание формул для распределения тем-
пературы в фазах (твердой и жидкой)
и скоростей перемещения границ раз-
дела фаз (плавления и испарения).
Остановимся на основных результа-
тах, вытекающих из анализа задачи,
имея в виду, что точные аналитические
решения задач Стефана найдены только
в ограниченном числе случаев. Следуя
работе [49], рассмотрим одномерный
случай нагрева и последующего пла-
вления пластины толщиной I поверх-
ностным потоком теплоты, предпола-
гая, что жидкая фаза удаляется тотчас
же после ее образования. Считая те-
плофизнческие коэффициенты веще-
ства не зависящими от температуры,
запишем формулировку задачи сле-
дующим образом:
адТ/д/ = FTidz* (3.200)
для S (/)< г < ?: I = 0; S (/) = 0;
( = О;Т=7’о(г)<Тт; (3.201)
0 г -’С I
г— Т, f>0; 6Т/6г=0; (3.202)
r=S(i); t > 0; ft (I) = —ЪдТ/дг +
+ yLmdS!dt, (3.203)
124
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
где S (f) — положение границы фазо-
вого перехода; Lm — удельная те-
плота плавления.
Уравнение (3.203) носит название
стефа невского условия. Фактически
оно выражает закон сохранения энер-
гии на фазовой границе. Оно справед-
ливо как во время плавления, так
и при его отсутствии, если на нагрева-
емой поверхности выполняются усло-
вия
dS/dt >0; Т [3 (<), t] = Тт; (3.204)
dS/dt - 0; Т [3 (/), < Тт.
Время tm от начала действия потока
энергии до достижения на поверхности
температуры Тт определяется выра-
жением
tm = (yLm Vam/q^, (3.205)
где т = ( /л/2) с (Тт - TB)/Lm,
а плотность потока qB предполагается
неизменной во времени.
Введя новые переменные и исключив
движущуюся границу с помощью
преобразования
£ =(/-*)/[/-.5(0], (3.206)
можно свести выражения (3.200)—
(3.203) к виду, зависящему только от
параметра т. Решение такой задачи
в общем случае получено в (49] с по-
мощью численного интегрирования.
Рассмотрим некоторые частные
случаи задачи абляции. Для устано-
вившегося состояния скорость пла-
вления запишем в виде
ут = dS/dt = [7-т +
+ с (Гт-То)П- (3.207)
Использовав соотношение (3.207)
в качестве первого приближения (пре-
небрегая временем установления
постоянной скорости плавления), най-
дем толщину расплавленного слоя
по прошествии времени /:
(3.208)
и стационарное распределение темпе-
ратуры по телу
т ~ т0 -ь
+ (Tm ~ Т„) e-(u/n'w) (г“и С-^И.
(3.209)
Рассмотрим предельные случаи
задачи относительно параметра т.
Случай, когда т~0. Поскольку
параметр т пропорционален отноше-
нию энтальпии материала при его
нагреве от температуры Та до Т,п
к удельной теплоте плавления L-^,
то случай m — 0 физически не реали-
зуется. Однако он является пределом,
соответствующим большой удельной
теплоте плавления или испарения в
сравнении с энтальпией тела.
В безразмерных переменных распре-
деление температуры в твердой фазе
t'o (* У) имеет вид
Ро (х, у) = rr1/2 erfc (x/2j/t/2) —
— хя-1 (arctgy~1/2) +
+1(У + 1)/л’ /21 ex р 1 —?/[4 (у +1)]} X
X erfc [z/(2 У у (у + I))] +
+ 2xW (х//2(У+1); {ГШ), (3.210)
гдеv0(х, у}^Т~ (Тщ — Тр)];
X = [z — S (/)]/]/"«fmi У = (f/fm) — 1:
а р.е
W («,-₽) = (2я)-1 j J ехр X
о о
X + (3.211)
а выражение для скорости плавле-
ния
1й> (У) = (2/л) arctg G1/2). (3.212)
Для начальных стадий плавления,
когда велико,
0о(х, у) яв (1 +^)1/2ierfc X
X ^/2l(l+^/2]}. (3.213
Из сравнения уравнений (3.213) и
(3.34) следует, что когда начинается
плавление' (у I), распределение
температур во внутренней области
близко к такому, какое оно было бы
при нагреве без плавления. Этот вывод
для бесконечно большой удельной те-
плоты плавления показывает, почему
температура и координаты границы
плавления, рассчитанные по выра-
жениям линейной теории для коротких
импульсов (и конечного значения
Нелинейные задачи воздействия ЛИ и ЭЛ
125
удельной теплоты плавления), дают
неплохое совпадение.
Случай, когда т = оо. Рассмотрим
другой предельный случай, соответ-
ствующий Lm~ 0, Для квазиста-
ционар него состояния распределение
температуры имеет вид
пе = л+гехр (—п1/2г/2). (3.214)
Положение границы плавления
(в безразмерных переменных) для уста-
новившегося состояния определяется
выражением
w# = ve(l + !/-л/4), (3,215)
а скорость плавления
ve = /гё/2» 1,254. (3.216)
Связь между безразмерными пара-
метрами о>(, о имеет вид
<йе = то; о = yLynS/^tj^ij^y,
ve = тРе; Ре = (dS/dt) q-1.
Для случая, когда т 0, решение
задачи найдено Э. Г. Ландау с по-
мощью численного интегрирования.
Соответствующие кривые приведены
в работе [49],
Наряду с численными методами ре-
шения задачи абляции возможно по-
строение приближенных алгоритмов,
с помощью которых можно рассмотреть
нестационарные стадии абляции как
полубесконечного тела [44], так и
*пл астины конечной толщины [45].
Рассмотрим задачу абляции пластины
конечной толщины, имея в виду полу-
чение достаточно простых математи-
ческих выражений.
Математическая постановка задачи
имеет вид (3.200)—(3.203). Для реше-
ния задачи [45] применили прибли-
женный аналитический метод Био.
Распределение температуры в теле
находим в виде
Г (г, /) = Tm[l-(z-
-S{l)}/q(i)]\ (3.217)
где q (/) — ширина зоны термического
влияния фазового перехода. До тех
пор, пока S (/)+<? (0 < Л задачи
абляции полубесконечного тела
и пластины конечной толщины могут
быть рассмотрены аналогично. С Мо-
мента времени t*, такого, что $ (/*) +
+ q (i*) — I, начинает сказываться
конечность размеров пластины, С этого
момента решение находим в виде
Т(г, 0 = [Гт-Л(О1 X
X {1- (г~ S (0)/U -S(ODa +
+ Т2(0. (3.218)
где 7\ (0 — температура на обратной
стороне пластины.
С помощью вариационного форма-
лизма Био получаем уравнение, свя-
зывающее искомые величины;
U [Тт-Т1 (t)HdS/dt) +
+ 2U-S(/)p (dT» (f)/df) =
= 2Je [TV, - Ta (0]/4- (3.219)
Второе уравнение получаем из
условия баланса энергии на границе
фазового перехода:
9о^ = ? (^-т + cTm) S (2) -|-
I
+ | Т(г, t)dz. (3.220)
s (О
Рассмотрим наиболее часто встре-
чающийся на практике случай, когда
и температурное поле, и скорость дви-
жения границы фазового перехода ста-
ли постоянными, т. е.
m* = "gf=MTM(U
(3.221)
<7S[ = 21д/(4пя),
Для удобства решения системы
(3.219)—(3.220) перейдем к без-
размерным величинам
£=l-j[S (/)-S(i*)]/9fit};
И£) = 1 - [(Та (I) - Т0)/(Тт - Тв)].
(3.222)
Применение метода Био сводит си-
стему (3.200)—(3.203) к системе двух
обыкновенных дифференциальных
уравнений с соответствующими гра-
ничными условиями;
(У + 26 dy/dt) = 2v3ty,
о [1 — Л (1 — (2/3) 9 — (3-223)
- (2£/3) (dy/dt)] = v3t.
128
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
Граничные условия имеют вид
v(E-l)==vS{; y(g=l) = l;
А cTm/(Lm -|- сТт).
Исключив <'(5), получим уравнение
для определения температуры
5 (2аЕ — у) dyidt —
— у2 -Н ag — Ь) у = 0. (3.224)
Здесь
а = (3/4) (14-Р),
где ₽ = Em!(cTm), Ь = 3₽/2.
Решение системы (3.223) [или урав-
нения (3.224)] связано со значитель-
ными трудностями, поэтому целесооб-
разно применять приближенные ме-
тоды.
Рассмотрим начальную стадию про-
цесса, когда еще мало влияние об-
ратной стороны пластины, т. е. малы
отклонения скоростей движения гра-
ницы фазового перехода и температуры
от установившегося значения. Изме-
нение скорости движения фазового
перехода происходит благодаря отра-
жению теплоты от обратной стороны
пластины, на которой поддерживается
адиабатическое граничное условие.
Поэтому изменение скорости должно
быть величиной более высокого по-
рядка малости, чем изменение темпе-
ратуры.
Решение системы (3.223) отыски-
ваем в виде
У = 1 + &У1 (£) +
+ (S) + 84 (£);
dy/df = dyt (Qldt + (g)ldt +
4- s'dy^/dt-, (3.225)
g = 1-8(1 — g),
где e — параметр малости.
Подставив (3.225) в (3.223), при-
равняв члены при одинаковых степенях
в и решив соответствующие дифферен-
циальные уравнения, получим
У= 1-(1 —£)/2-(1--Е)2/2;
(3.226)
v = {1 + [1/(1 +3₽)] (I - Е)8}-
Рассмотрим абляцию пластины ко-
нечной толщины на завершающей ста-
дии, когда оставшаяся часть пластины
прогрелась до температуры, близкой
к Т,,,. В этом случае скорость движе-
ния границы фазового перехода стре-
мится к постоянному значению, опре-
деляемому только величиной Lm,
Решение системы (3.223) записываем
в виде
(3-227)
~ = е (g)/rf/; у = t>0 4- 8oL (£).
Подставив (3.227) в (3.223), получим
у =-- (////D ехр ( -VS(/»0E);
X ехр (“fs(/o0g), (3.228)
где Н — константа интегрирования;
ц» = в = 2/зр.
Поведение скорости движения гра-
ницы фазового перехода и темпера-
туры обратной стороны пластины на
всем диапазоне изменения величины Е
получим, произведя сшивку при-
ближенных решений (3.226) и (3.228)
в некоторой точке g0. Координата
точки сшивки и соответствующее зна-
чение константы интегрирования оп-
ределяются выражениями
/г + 1 [1/2 + vst (z + 1)/»BJ ехр X
X (—z) + D [z/(z + I)]3 = E ; (3.229)
exp [1- 1/(14- ₽) Eo],
где z=Eo! —1; D = 3P2/[2(! 4-p) X
X (1 + 3p)J; £ = 3/{2 (1 4-£-*}].
Ha рис. 3.31, а приведены кривые
зависимости скоростей движения гра-
ниц фазовых переходов от их коорди-
нат. Как следует из (3.226) и (3.228),
скорость о (Е) зависит от одного без-
размерного параметра р = Lm (сТт) *.
Скорость движения границ фазовых
переходов тем больше, чем меньше
значение параметра ₽. Максимальное
значение у (|)/о5( равно t> /vst — 1 4-
4- Р-1. Это объясняется тем, что при
уменьшении р стационарная скорость
в большей мере определяется слага-
емым сТт, влияние которого умень-
Нелинейные задачи воздействия ЛИ и ЭЛ
127
шается при приближении скорости
к и0.
Скорость определяется тремя основ-
ными участками: па первом скорость
растет медленно, так как еще слабо
чувствуется влияние обратной стороны
пластины; на втором происходит ее
экспоненциальный рост к значению о0;
на третьем скорость постоянна и
равна v0. В рассмотренной нестацио-
нарной задаче абляции особый инте-
рес представляет наличие у скорости
движения границы фазового перехода
второго участка с постоянным значе-
нием, причем протяженность участка
возрастает с увеличением параметра р.
В пределе при больших значениях j}
закон изменения скорости определяется
двумя значительными участками по-
стоянных значений скорости
а переход между ними осуществляется
относительно плавно. С уменьшением Д
протяженность участка v х ve резко
сокращается, а изменение скорости
становится более резким.
Указанный алгоритм применим при
Р> 1. Для описания изменения ско-
рости движения границы фазового
перехода при р< 1 будем считать Д
малым параметром (по сравнению с еди-
ницей) и искать решение (3.223) в сле-
дующем виде:
Р(1) = у.а> + ₽лЮ; dy&/dt +
+ Р dyt dS/dt = dS„ &)/dt +
= Vm 0 “ft 2 % U -
(3.230)
После вычислений и сравнительной
оценки членов в дифференциальных
уравнениях получим
и = [2vr„/(3£)J {1 — [20/(9g>] X
X (9g/2 + 5/7)},
9g/8+ р (9Е/8 -
-9/14 +(U’), (3.231)
где G„ — константа интегрирования.
Сравнивая полученный результат с
(3.226) и (3.228), видим, что данное
решение является промежуточным,
причем при Р< 1 оно несет основную
Рис, 3,31. Зависимость безразмерной ско-
рости Движения границы фазового пере-
хода от координаты £:
а — р — 1; б — р — О
информацию о характерных парамет-
рах процесса. Результаты расчетов
представлены на рис. 3.31, б.
Кривые изменения безразмерной тем-
пературы на обратной стороне пласти-
ны в зависимости от координаты фрон-
та фазового перехода приведены на
рис. 3.32, где видно, что выход темпе-
ратуры на Тт происходит несколько
раньше, чем выход скорости на
Действительно, пер иод нестационар-
ности по температуре должен быть
короче периода нестационарпости по
скорости.
Полученные закономерности опре-
деляют скорость движения границы
фазового перехода и температуры ва
обратной стороне пластины во всем
диапазоне изменения отношения
Lm/cTm.
Рис* 3.32* Зависимость температуры па
обратной стороне пластины от координаты
фронта фазового перехода? 0 = 0,1 (/),
и = 1 (2) и р = оо (3)
128
ТЕПЛОФИЗИЧЕСКИЕ ПРОЦЕССЫ
I/
Список литературы
1. Арсенин В. Я. Методы математи-
ческой физики и специальные функции,
М.; Наука, 1974, 432 с.
2. Баранов М. С., Вершок Б. А.,
Гейнрихс И. Н. К определению глуби-
ны проплавления при воздействии на
металл лазерного излучения. — Тепло-
физика высоких температур, 1975,
т. 13, № 3, с, 566—574,
3, Баранов М. С., Вершок Б. А.,
Гейнрихс И. Н, Экспериментальная
проверка моделей углубления кратера
при воздействии на металл лазерного
излучения, — Физика и химия обра-
ботки материалов, 1976, № 5, с.
3—8,
4. Борискина Л, В., Кабанов А. Н.,
Юдаев В, Н, О рассеянии электронного
пучка материалом вещества при элек-
тронно-лучевой обработке. — Физика
и химия обработки материалов, 1974,
На 5, с, 20—26,
5. Бреховских В. Ф., Кокора А. Н.,
Углов А. А. Определение вида про-
странсгвенного распределения мощ-
ности теплового источника при дей-
ствии луча лазера на сталь, — Физика
и химия обработки материалов, 1967,
№ 6, с. 3—9.
6. Буикин Ф. В., Кириченко Н. А.,
Лукьянчук Б. С, О возможности сни-
жения энергозатрат на нагрев металлов
лазерным излучением. — Физика и хи-
мия обработки материалов, 1980, № 5,
с, 7-13.
7. Буикин Ф. В., Трибельский М, И.
Нерезонансное взаимодействие мощ-
ного оптического излучения с жид-
костью. — Успехи физических наук,
1980, т. 130, № 2, с. 193—239.
8. Гаращук В. П., Величко О. А.,
Давыдова В. Б. Влияние средней осве-
щенности в световом пятне и расфоку-
сировки на глубину проплавления
при импульсной лазерной сварке. —
Автоматическая сварка, 1971, №5,
с. 31—35.
9. Горелик Г. Е., Розин С. Г.
Нагрев металлов электронным лу-
чом, — Инженерно-физический жур-
нал, 1972, т. 32, № 6, с. 1110-1,113.
10. Действие излучения большой
мощности на металлы/С. И. Анисимов,
Я. А. Имас, Г. С. Романов и др. М.:
Наука, 1970. 272 с.
<_/ 11. Добровольский И. П., УгловА. А.
СГпагреве твердых тел излучением ла-
зера с учетом температурной зависимо-
сти поглощательной способности, —
Квантовая электроника, 1974, № 6,
с. 1430—1434.
12. Дульнев Г. Н,, Испнрян Р. А.,
Ярышев Н, Н. Теплопроводность при
постоянном и импульсном местном на-
греве. — В кн.: Тепломассообмен при
взаимодействии потоков энергии с твер-
дым телом. Л.: Труды ЛИТМО, 1967,
вып. 31, с. 5—19.
| 13. Дульнев Г. Д., Черкасов В. Н.,
' Ярышев Н. А. Температурный режим
топкой пластины, нагреваемой импульс-
ным локализованным источником энер-
гии. — Инженерно-физический жур-
нал, 1966, т. 11, №3, с. 382—386.
14. Зуев И. В., Рыкалин Н. Н.,
Углов А. А. К оценке геометрических
параметров канала при действии элек-
тронного луча на металлы в режиме
кинжального проплавления. — Физи-
ка и химия обработки материалов,
1970, № 4, с. 21—23.
15. Каганов М. И., Лифшиц И. М.,
Танатаров Л. В. Релаксация между
электронами и решеткой, — Журнал
экспериментальной и теоретической фи-
зики, 1956, т, 31, № 2, с. 232—237.
16. Карслоу Г., Егер Д. Теплопро-
водность твердых тел. М,; Наука,
1964. 487 с.
17. Коваленко В. Ф. О расчете глу-
бины проникновения электронов. —
Электронная техника. Сер, I, Электро-
ника СВЧ, 1972, № 1, с. 3—11,
18. Коздоба Л. А. Методы решения
нелинейных задач теплопроводности.
М.: Наука, 1975. 228 с.
19. Коздоба Л. А. Решения нели-
нейных задач теплопроводности. Киев;
Наукова думка, 1976. 136 с.
20. Либенсон М. Н,, Романов Г. С.,
Имас Я. А. Учет влияния температур-
ной зависимости оптических постоян-
ных металлов на характер его нагрева
излучением ОКГ. — Журнал техниче-
ской физики, 1968, т. 38, № 7, с. 1116—
1119.
21. Лыков А. В. Теория теплопро-
водности. Мл Высшая школа, 1967.
600 с.
\J 22. Макаров Н. И., Рыкали)! Н. Н.,
Углов А. А. О выборе схемы расчета
температурного поля пластин при свар-
Список литературы
129
ке световым потоком лазера. — Фи-
зика и химия обработки материалов,
1967, № 3, с. 9—15.
23. Микаэлян А. Л., Тер-Мнкаэ-
лян М. Л., Турков Ю. Г. Сптические
генераторы па твердом теле. М.: Со-
ветское радио, 1967. 384 с.
24. Расчет температур в зоне воз-
действия концентрированных потоков
энергии на металлы/А, А. Углов,
В, В. Иванов, А. И. Тужиков и др.) —
Промышленная теплотехника, 1980,
№ 2, с. 68—72.
25. Рыкалин Н. Н. Расчеты тепло-
вых процессов при сварке. М,: Маш-
гиз, 1951. 296 с.
26. Рыкалин Н. Н. Тепловые основы
сварки. М..: Изд-во АП СССР, 1947.
272 с.
27. Рыкалин Н. Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов. М.: Маши-
ностроение, 1978. 240 с.
Рыкалин Н. Н., Углов А. А.
''Нагрев тонких листов при сварке ла-
зером. — ДАН СССР, 1965, т. 165,
№ 2, с. 319—322.
29. Рыкалин Н. Н., Углов А. А.
О нагреве разнородных материалов
при сварке встык поверхностным источ-
ником тепла. — Физика и химия обра-
ботки материалов, 1970, № 5, с. 23—28.
30. Рыкалин Н. Н., Углов А. А.
Температурное поле разнородных ма-
териалов при сварке встык поверх-
ностным источником. — Физика и хи-
мия обработки материалов, 1969, № 5,
* с. 13—22.
31. Рыкалин Н. Н., Углов А. А.
Температурное поле в средах с погло-
щением при действии локальных источ-
ников тепла. — Физика и химия об-
работки материалов, 1967, 5, с. 11—
14.
32. Рыкалин Н. Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов. М.: Машиностроение, 1975.
296 с.
33. Рыкалин Н. Н., Углов А. А.
Макаров Н. И, К оценке влияния ча-
стоты следования пичков в лазерном
импульсе на нагрев металлических
листов.— ДАН СССР, 1967, т. 174,
№ 5, с. 1068—1071.
/ 34. Рыкалин Н. Н., Углов А. А.,
Макаров Н. И. К учету влияния не-
идеалыюсти контакта при сварке ла-
5 Рыкалин Н. Н. и др.
зером разнородных материалов. —
ДАН СССР, 1967, т. 174, А» 4, с. 824—
827.
35. Рыкалин Н. Н., Углов А. А.,
Макаров Н. И. Нагрев двухслойной
пластины при сварке световым пото-
ком лагера. — ДАН СССР, I960,
т. 169, № 3, с. 565—568.
V/ 36, Рыкалин Н. Н., Углов А. А.,
Низаметдинов М. М. Расчет нагрева
материалов лазерным излучением с уче-
том температурной зависимости тепло-
физических коэффициентов. — Кванто.
вая электроника, 1977, т. 4, № 7,
с. 15G9—1516.
J 3/. Рыкалин Н. Н,, Углов А. А.,
Смурсв И. Ю. Пространственные не-
линейные задачи нагрева металлов
излучением лазера, — Физика и хи-
мия обработки материалов, 1979, № 2,
с. 3—13.
38. Связь толщины и состава окис-
ных пленок на титане с коэффициентом
поглощения при лазерном облучении
в окислительной атмссфере/А. Г. Аки-
мов, А. М. Бонч-Бруевич, А. П. Гага-
рин и др. — Изв. АН СССР. Сер. фи-
зическая, 1982, т. 46, № 6, с. 1186—
1193.
39. Соколов А. В. Оптические
свойства металлов. М.: Физматгиз,
1961. 464 с.
40. Трибельский М. И. Неустсйчи.
вость испарения и поверхностного
окисления твердых тел под действием
излучения. — Ийв. АП СССР. Сер.
физическая, 1982, т. 46, № 6, с. 1127—
1134,
41. Трибельский М. И. О форме по-
верхности жидкой фазы при плавлении
сильнопоглсщающих сред лазерным
излучением. — Квантовая электрони-
ка, 1978, г. 5, № 4, с. 804—812.
42. Углов А. А., Иванов В- В.,
Тужиков А. И. Расчет температурного
поля движущихся источников тепла
с учетом температурной зависимости
коэффициентов. — Физика и химия об-
работки материалов, 1980, № 4,
с. 7—11.
тД 43. УгловА. А., ИсаеваО. И. О рас-
чете скорости нагрева металлов при
воздействии излучения ОКГ. — Фи-
зика и химия обработки материалов,
1976, № 2, с. 23—28. f
44. Углов А. А., Смуров И. Ю.,
Андрианов С. С. К расчету скорости
130
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
нестационарной абляции. — Журнал
технической физики, 1981, т. 51, № 9,
с. 1787—1791.
45. Углов А. А., Смуров И. Ю.,
Лохов Ю. Н. К расчету абляции пла-
стины конечной толщины. — ДАН
СССР, 1981, т. 256, № 6, с. 1378—
1382.
46. Хирд Г. Измерение лазерных
параметров. М.: Мир, 1970. 540 с.
47. Шумахер Б. Законы проникнове-
ния электронов в вещество — В кн.:
Электронно- и ионно-лучевая техноло-
гия. М,: Металлургия, 1968, с. 7—43.
48. Archard G. D. Back scattering
of electrons. — J, Appl. Phvs., 1961,
v. 32, N 8, p. 1505—1518.
49. Landau H. G. Heat Conduction
in a Welding Solid. — Quart. Appl.
Math., 1950, v. 50, N 1, p. 81—
94.
50. Platte W. N., Smith J. F. Lasers
Techniques lor Metals Joining. — Wel-
ding J., 1963, v. 42, N 11, p. 481—
489.
51. Spenser L. V, Theory of electron
penetration, — Phys. Rev., 1955, v. 98,
N 6, p. 1597—1615.
Глава
Гидродинамические процессы при обработке
материалов электронным лучом
и лазерным излучением
Воздействие ЛИ или ЭЛ на матери-
алы с плотностью потока, превышаю-
щей приводит к формированию
на поверхности зоны обработки рас-
плава, объем которого с течением вре-
мени увеличивается. Форма расплав-
ленной области тела, называемой ван-
ной расплава, в течение воздействия
КГ1Э непрерывно изменяется. В зави-
симости от свойств обрабатываемого
материала, а также от энергетических
и прострапстветшо-временных харак-
теристик КГ1Э граница, разделяющая
твердую и жидкую фазу, перемеща-
ется с различной скоростью. На по-
верхности ванны могут возникать как
тонкий слой расплава при относительно
невысоких плотностях потока, так и
глубокое проплавление, при котором
отношение глубины проплавления к ди-
аметру может быть намного больше
единицы. Режимы воздействия пото-
ков энергии, при которых в веществе
(формируется глубокое проплавление
часто называют режимами получения
глубинных проплавлений.
Образование ванны расплава проис-
ходит при действии таких поверхно-
стных источников теплоты, как ЭЛ
и ЛИ, в специфических условиях,
обусловленных тем, что наибольшая
температура в ватте развивается в ее
верхних слоях. В условиях воздейст-
вия этих источников теплоты, когда
градиент температуры в расплаве
ориентирован в основном по направле-
нию силы тяжести, возбуждение кон-
венции в расплаве в основном обу-
словлено действием давления отдачи
при испарении, которое из-за неодно-
родности его распределения на по-
верхности приводит к соответствующей
неравномерности деформирования рас-
плава. Обычно в центре Баппы дефор-
мация расплава больше, чем по краям.
Изменение формы ванны в процессе
воздействия К. ПЭ о называет сущест-
венное влияние на сс окончательные
геометрические характеристики, на
металлургические процессы, происхо-
дящие в ванне, связанные с протека-
нием окислительно-восстановительных
и других химических реакций, а так-
же с перераспределением примесей
в веществе, на появление дефектов
в сварных точках или швах. Наличие
ванны расплава, а также высокие тем-
пературы, развиваемые при действии
Образование ванн расплава
131
ЛИ или Эл1, могут привести к веки-
панию в глубине расплава. В ряде
процессов обработки материалов (на-
пример, при импульсной лазерной
сварке) возможен выплеск части рас-
плава из ванны, приводящий к сни-
жению прочности соединения и ухуд-
шению его эксплуатационных харак-
теристик. Особенно большое (если не
определяющее) влияние гидродинами-
ческие процессы в расплаве оказывают
на формирование глубинных проплав-
лений, сопровождающихся возникно-
вением узких и глубоких каналов в ма-
териалах. Стенки канала представляют
сс-бон тонкий слой расплавленного
металла, удерживающийся благодаря
действию сил поверхностного натяже-
ния, давлению паровой струи, истека-
ющей со дна канала, а также импульсу
отдачи, возникающему при испарении
вещества со стенок канала. Затекание
канала расплавленным металлом по
окончании действия импульса проис-
ходит при одновременном затвердении
расплава па дне и стенках и приводит
к формированию определенной стру-
ктуры и химического состава сварного
шва.
В поверхностных слоях расплавлен-
ного вещества ванны в процессе
обработки К11Э протекают капилляр-
ные и термоканиллярныс явления.
Анализ этих явлений важен как с
точки зрения понимания сущности
процессов в зоне воздействия КПЭ,
так и с практической точки зрения,
поскольку формирование поверхност-
ных состояний в расплаве опреде-
ляет эффективность поглощения пада-
ющей энергии и термический КПД
процесса. Кроме того, тонкий поверх-
ностный слой расплава, перемешивае-
мый под действием конвекционных по-
токов, служит той зоной, где происхо-
дит эффективное поглощение газов из
окружающей атмосферы (воздушной
или контролируемого состава), что
дает возможность регулировать состав
поверхностного слоя расплава, произ-
водить легирование металла и т. д.
Движение расплава, частично вы-
брасываемого на поверхность тела,
приводит к образованию наплывов
и розеток на поверхности деталей при
сверлении, например, отверстий в ме-
таллических изделиях под действием
5*
ДИ, что снижает качество обработки,
материала. Характер гидродинамиче-
ских движений определяет и другие
особенности процесса обработки. Так,
наличие в расплаве газовых пор, вклю-
чений типа окендпых или сульфид-
ных может оказывать влияние на фор-
мирование зоны действия источника
теплоты после окончания импульса.
Хотя существует определенное разли-
чие в действии разных КПЭ, мо-
жно в первом приближении не акцен-
тировать внимания па различии в про-
цессах движения расплава при обра-
ботке материалов ЭЛ или ЛИ. В пер-
вом приближении, если ЭЛ и ЛИ рас-
сматривать только как источники теп-
лоты с определенной пространственно-
временной структурой и энергетически-
ми характеристиками, то разницу в ги-
дродинамике расплава при действии
каждого из них па металл можно тте
учитывать. Однако такая разница про-
является особенно отчетливо при по-
лучении глубоких проплавлений и свя-
зана с разным влиянием плазмы, об-
разующейся вблизи поверхности, на
характеристики источников теплоты-
4.1. Образование ванны
расплава при действии ЭЛ
и ЛИ на материалы
ГТусть КПЭ с заданными простран-
ственно-временными и энергетически-
ми характеристиками падает на по-
верхность тела. Для определенности
будем считать, что рассматриваемое
тело представляет металл с известными
теплофизическими и оптическими ха-
рактеристиками и занимает область
z 0, т, е. полупространство. Тогда,
используя понятие о критической плот-
ности потока дс для достижения на
поверхности тела температуры плаь-
лення, можно оценить диапазон изме-
нения qc. Например, для импульсного-
лазера с длительностью т й 1 мс
требуется плотность потока qc за
як 1б44-105 Вт/см2 [24] для достиже-
ния к концу импульса на поверхности
тела температуры, равной или близкой,
к температуре плавления Тт. Если:
плотность потока превышает указанное
значение, а также если продолжитель-
ность воздействия больше миллисекун-
132
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
ды, поверхность тела начинает пла-
виться и фронт плавления перемеща-
ется в глубь тела до тех пор, пока
количество теплоты, подводимой в еди-
ницу времени из ванны расплавленного
металла к границе раздела расплав—
твердое тело не сравняется с количе-
ством теплоты, отводимой в единицу
времени в твердую фазу, и затрачивае-
мому на фазовый переход. В наиболее
простом случае, когда происходит об-
работка КПЭ, например, чистого ме-
талла, это условие па границе фазового
перехода, называемое условием Сте-
фана [21], имеет вид
—?.s дТs= ---\i ST i/дп +
4- yLmds(t)idt, (4.1}
где п — нормаль в каждой точке к по-
верхности раздела твердое тело —
жидкая фаза; з (!) — координата гра-
ницы раздела фаз в произвольный мо-
мент времени, отсчитываемый от на-
чала плавления тела.
Форма ванны расплава, образую-
щейся под действием непрерывного,
но не обязательно постоянного во вре-
мени потока теплоты на поверхность
тела, зависит от ряда факторов: плот-
ности потока, поглощенного поверх-
ностью тела; физических свойств рас-
плава, включая теплофизические коэф-
фициенты; температур плавления и
испарения; вязкости, плотности, по-
верхностного натяжения, характера
их температурной зависимости; про-
странственно-временных характери-
стик потока теплоты и др.
Движение расплава в ванне под дей-
ствием указанных причин может но-
сить как ламинарный, так и турбулент-
ный характер. Оценки, приведенные
в ряде работ, показывают, что в боль-
шинстве практических случаев при
обработке материалов КПЭ движение
расплава носит турбулентный харак-
тер, что подтверждается опытными
данными.
Для обработки матер палов КПЭ
(например, сварки) важным является
нахождение объема расплава и формы
границы расплав—твердое тело при
заданном потоке теплоты, В общем
виде аналитическое решение задачи,
учитывающей движение расплава и
изменение физических характеристик
материалов при изменении температуры
расплава и твердой фазы, найти весьма
затруднительно, если только вообще
возможно. Поэтому необходимо ис-
кать приближенные решения, справед-
ливые в определенном диапазоне пара-
метров задачи (временных характери-
стик, плотностей потока и т. п.),
а также использовать численное моде-
лирование на ЭВМ. Наиболее важными
для практики являются следующие
предельные случаи: 1) форма ванны
близка к полусферической; 2) форма
ванны подобна кинжальной. Если не
рассматривать случая весьма малых
времен действия источника теплоты,
по прошествии которых ванна предста-
вляет собой тонкий слой расплава,
толщиной менее 1 мкм, то большинство
практических случаев могут быть про-
межуточными между 1-м и 2-м случа-
ями. Однако даже для предельных слу-
чаев рассчитать положение границы,
разделяющей расплав и твердое тело,
без дополнительных предположений
о характере движения расплава явля-
ется достаточно сложной задачей. В ра-
боте [12] рассмотрена кинетика об-
разования расплава в полубесконечном
теле с учетом удельной теплоты фазо-
вого перехода под действием неподвиж-
ного точечного источника теплоты, ко-
торый в определенных условиях может
описывать воздействие ЭЛ или ЛИ
на материалы.
Постановка задачи. На поверхно-
сти полубесконечного тела в момент
1=0 начинает действовать точечный
источник теплоты с постоянной плот-
ностью потока q. Основные предпо-
ложения заключаются в следующем:
теплофизические коэффициенты твер-
дой и жидкой фаз не зависят от тем-
пературы; время установления мак-
симального проплава таково, что мо-
жно пренебречь теплообменом твердой
и жидкой фаз с окружающей средой и
рассматривать сфер и чес к и-с имм ет р и ч-
ную задачу; в жидкой фазе устанавли-
ваете^ турбулентное движение, опре-
деляющее гидродинамический харак-
тер теплопередачи в расплаве, приво-
дящее к его быстрому перемешиванию
и выравниванию температуры до тем-
пературы плавления Тгл, Тогда рас-
пределение температуры по жидкой
фазе можно считать неизменным, и
Образование ванн расплава
133
рассматриваемая двухфазная задача
«водится к однофазной задаче Стефана
относительно температуры в твердой
фазе с нелинейным граничным усло-
вием.
Постановка задачи имеет вид
(I/a)dT/df = ДТ (4.2)
для t > 0, $ (Г) г < оо,
/3/[2Л5“ (/)] —А, дТ/дг -ь
-|- Lmyds (t)idt ^,=sU); (4.3)
Т |s (1), t] = Tnd, (4-4)
ТЦоо, /)= Г(г, 0)= To; (4.5)
s (0) “О, (4.6)
где Т = Т (г, 1) — температура в твер-
дой фазе; Р — мощность источника те-
плоты; 7. — теплопроводность твердой
фазы; Тт — температура плавления;
s (/) — радиус проплава; То — началь-
ная температура.
Определение закона перемещения
границы раздела фаз. Введем функ-
цию U (г, t) = rT (г, t), для которой
уравнение (4.2) примет вид a 1dU'idt =
= d^Uldr2, а условия (4.3)—(4.6) пе-
репишутся следующим образом:
U Is (О, И = s(0 Тт‘,
dU;dr = Тт i (TL.ms (ОД) ds --
- (0] |r^s (0; (4-7)
lim U (г, t)!r = T0.
г-*-со
Решение задачи такого тина раз-
работано Б. Я. Любовым и Д. Е. Тем-
киным [12]. Используя его, получим
Т (г, 1) = Тт -
-1/т J {1/[«г,(Зп+ 1)1]} X
X (йл/Лп) {[г — s (И]2'*4-1 X
Ж {£— Lmys (l)/l\ds <f)/dt +
+ P/[2jtZs (/)])}. (4.8)
Можно показать, что для s (/) ~ i>:,
где й< 1, ряд (4.8) сходится. Из
£4.7) и (4.8) получим уравнение для
s (/), оставив в (4.8) нулевой член
и перейдя к пределу г—> оо;
ds {i)!dt = a/s2 (0 — p/s (t), (4.9)
где a — Р/(2лТп1у); p -- (Tm — Ta)/
l(LmV')'
Из (4.9) следует, что при s= wp
реализуется установившееся состоя-
ние, отвечающее условию dsldl = О,
при котором вся мощность источника
теплоты отводится в твердую фазу.
Отсюда
sm - a/0 = Р![2лК (Tm - То)1. (4.10)
Зависимость s от t имеет вид
sS -г 2V 4- 2s;«lr' (] - Х\л) +
201 = 0. (4.11)
В безразмерных переменных Е=
= 0ваГ2/, х (ё) = 0a-iS (О (4.11)
запишется в виде
А24~ 2Х + 2 In (1 —
— X)4-2g=0. (4.12)
Зависимости X (£) и скорости дви-
жения границы фазового раздела
X (£) от времени представлены на
рис. 4.1. Цифры на рис. 4.1 соответ-
ствуют следующим приближениям: для
радиуса проплава; 1—9, 2—18, 5—17,
4—19; Для скорости движения границы
фазового раздела: 6—9, 5—18, .7—19.
В начале процесса 1, X 1 и
X (g) (3g)1/3 - (3g)2/3/4. (4.13)
В начальной стадии процесса вторым
членом в правой части уравнения
(4.13) можно пренебречь, что соответ-
ствует условию
Lmyds>di > — kdTi'dr [f==s (/}. (4.14)
Выравнивание энергии, расходуе-
мой на фазовый переход и нагрев от
твердой фазы, происходит при X =
= 0,5 и | да 0,07. В случае, когда
X (g)—>-1 и g р> 1, главную роль
в (4.12) играет In (1 — X) и
Х(£)= i-exp(-g). (4.15)
Из (4.15) следует, что X (£) асимпто-
тически стремится к стационарному
состоянию с характерным временем
134
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
Рис, 4,1. Зависимости радиуса проплава
X (й) и скорости движения границы фазо-
вого раздела dX/da, от времени в безраз-
мерных единицах £— fta, —
-= з(0 «“‘ft
а2/Р3. Время установления стационар-
ного состоянии
Ъ = 4^/р» = - W
(4.16)
Результаты расчетов максимального
радиуса проплава sm и времени до-
стижения установившегося состояния
tc для Р — 100 Вт представлены в
табл. 4.1. Коэффициенты отражения
на длине волны 0,09 мкм: для А1—
0,8; Для Си — 0,85, для W, Мо, ста-
ли — 0,6; для N1 — 0,7. Эксперимен-
тальные значения приведены к мощ-
4.1. Максимальный радиус проплава з,п
и время достижения
установившегося состояния tc
Матери ал , м с sm, мкм
А1 10“2/(2-КГ4) 21/28
Си 7. 10"4/(7- КГ5) 6/4,3
Мо 7- Ю’^З-Ю-") 15/8
W 1- 1(Г;,/(2- КГ2) 14/ —
Mi £>,1/(4-10“®) 42/16
Сталь 40/10 410/250
Примечание. В числителе —
денные теоретические, п знаменателе —
опытные.
мости источника теплоты, равной
100 Вт,
Как следует из табл. 4.1, расчеты
глубины проплавления дают тать ко
качественное совпадение с опытными
значениями.
Расчет профиля фазового перехода
при поверхностном оплавлении подви-
жным источником теплоты выполнен
авторами работы [29 ]. Для практиче-
ских приложений важно знать осо-
бенность оплавления поверхности ма-
териала подвижным ленточным источ-
ником теплоты. Наиболвший интерес
представляет квазистациопарпая за-
дача, описывающая образование жид-
кой фазы линейным источником тепло-
ты в виде полосы, перемещающейся
но поверхности полубесконечного тела
с постоянной скоростью и. Пусть
источник теплоты шириной I (рис. 4.2)
действует в направлении оси г (пер-
пендикулярно к плоскости рисунка),
а конфигурация фазового перехода
определяется координатами х' и у’.
Аналитическое решение задачи воз-
можно лишь при некоторой идеализа-
ции процесса нагрева. Движение ис-
точника с большой скоростью приводит
[22] к анизотропии переноса теплоты.
Обозначив области теплового влияния
в глубь тела (в направлении оси у')
и в направлении движения источника
теплоты как иг (i = 1,2), где i = 1
относится к координате х, a i — 2 —
к координате у, можно показать, что
х8/у,х = Ре1;2, где Ре ~ vlla — крите-
рий Пекле.
Образование ванн расплава
135
Для Ре > 1 нагрев можно считать
•одномерным, что соответствует слу-
чаю быстродвижущегося источника те-
плоты. Введем новые подвижные коор-
динаты х и у и сместим отсчет абс-
циссы на наряду с этим рассмотрим
-фиктивный источник теплоты шири-
ной I, смещенный относительно истин-
ного источника теплоты на ту же ве-
личину ит.
Разобьем процесс на три стадии:
начальную стадию, в течение которой
материал прогревается до точки пла-
вления; стадию формирования жидкой
фазы и стадию затвердевания расплава.
Для начальной стадии нагрева по-
становка задачи о температурном поле
имеет следующий вид:
a~1vdT'dx = д2Т:ду-; (4.17)
-LffTidy = q^ (4.18)
(4.19)
Полагая, что температурное поле
обладает автомодельностью, введем но-
вую переменную
Й - (у/2) [щ'(<и)]1/а. (4-20)
Полагая, что dQ/d'Z, ~ у, 9 (Е;) =
Т — Тв, получаем решение в виде
129]
()(E)-(a/p)fimXl/2erteE, (4.21)
где а = I?/(LmT)] |//(от)11;'г; Р =
= °™ -= Тт — 70;
X = Тт - Та.
Злая распределение температуры
при 0 = 0,п и 5 = 0, можно найти
координатную линию начала образо-
вания жидкой фазы:
Х> = (Р/а)2, (4.22)
а также минимальное значение пара-
метра а;'Р, при котором начинается
плавление поверхности материала у
задней кромки источника теплоты,
Xi = 1. Из (4.21) следует, что 0= 9т.
при х= I и у— 0, если справедливо ус-
ловие tx/fJ — 1. Отсюда находим мини-
мальную ПЛОТНОСТЬ потока qn
<?,г == (V [»/(ла1)]!''2. (4.23)
Плавление материала начинается,
очевидно, когда энергия, подводимая
Рис. 4*2. Расчетная модель процесса
источником теплоты в единицу
мени, папист превышать мощность»
расходуемую на нагрев твердой фазы.
Рассмотрим случай, когда плотность
потока источника теплоты недостаточ-
на для развитии интенсивного испаре-
ния. В этом случае необходимо вы-
полнение неравенства
A^(aa//)1/2, (4.24)
где Lt, — удельная теплота испарения.
Во всех точках области > (.г — О
существует двухфазная область, об-
разованная расплавом и твердой фазой.
В этой области с учетом автомодель-
ности процесса температурное поле
будет описываться системой уравнений
d20j/d|3 + 2gtiap1 dOpdg — 0;
(PQIdtf + 2£d0/dg 0, (4.25)
где индекс сЬ относится к жидкой
фазе.
Граничное условие па поверхности
тыа й = 0 имеет вид
>4 dflj/dg 2q (axii'v)1'12. (4.26)
Другие граничные условия задачи
(4.25) записываются в виде
01 = 0 - fU; Е - (4.27)
0 = 0; £->- сю. (4.28)
Уравнения (4.25) связаны с уравне-
нием теплового баланса, которое на
границе раздела фаз имеет вид
2q (oxn/y)11'2 л- dO/d^ — dflj/ds ---
= 2Лту«й; (4.29)
Безразмерный параметр неизве-
стен и находится из решения системы
136
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
Рис. 4.3. Зависимость параметра gs (а/р =
= 2) от X:
1 — О/Я1 ~ 2; 3 — и/а( =1; 3 — a/iii ~ О
Рнс. 4.4. Профили фазового перехода, рас-
считанные для кремния;
/ _ и = 5 ем-с-1; 2 — и == 15 см-с-1;/^
= 0,5 см
уравнений (4.25)—(4.29); g5 связан
с глубиной проплавления s выражением
s = 2|s((U/o)i'2. (4.30)
Решив уравнения (4,25) с граничны-
ми условиями (4.26)—(4.28), найдем
выражения для температуры в рас-
плаве
Oj/бпв = 1 + («да г^/сох,)]1 /3 ад() х
X {erf [(л,а1)1/г gs] —
-erf f(c,ei)J/2?H (4.31)
и в твердой фазе
0/9m = erfc £/crfc (4.32)
Подставив выражения (4.31) и (4.32)
в уравнение теплового баланса (4.29),
получим трансцендентное уравнение
относительно ss
{(“/₽) |/*J/2 + А?2 ехР ( - «&Ч )] —
~£S/P} erfc £s exp 1, (4.33)
решив которое, можно найти параметр
и затем глубину проплавления
s(a). В то же .время для фиксирован-
ных значений з, найдя из (4.30) па-
раметр £ч, можно определить вели-
чину a/fi, при которой обеспечивается
заданная глубина проплавления:
«/₽ - j [exp ( -^)/crfc -f gs/p -
— !]г exp -|- Ц1/г, (4,34)
Используем задачу (4.25)—(4.34) для
описания динамики затвердения рас-
плава, предположив, что при х^—1
слой жидкости толщиной а() набегает
на твердую подложку с постоянной
скоростью у.
В этой области глубину фронта за-
твердения расплава представим' как-
s — So — 2£s (ах/v)1^2, (4.35)
где второй член в правой части (4.35)
представляет толщину затвердевшего
слоя.
Решение находим аналогично рас-
смотренному выше с той разницей,
что параметр определим из урав-
нения (4.31) при условии, что мощ-
ность источника теплоты во всей
области х I равняется нулю, а гра-
ница фазового перехода меняет на-
правление движения:
Р"- Eserfc.£sexp (4.36)
Так как Jim Р = 1/Кл, то для всех,
случаев, при которых Р 1 (Lmya d
07тЛ), толщина затвердевшего слоя
зависит не от формы фронта фазового
перехода, а пропорциональна пара-
метру Р:
s — sn — 2р (яах/v)1^2. (4.37)
Приняв 0, найдем длину жидко-
го «хвоста» за перемещающимся источ-
ником теплоты
хт ~~= (^'4я) (зи/е.,)2. (4.38)
Пример расчета профиля фазового
перехода показан на рис. 4.3 и 4.4.
Рассчитанные профили проплавления
представлены относительно истинного
источника теплоты:
Х'т = (IW - «г-
Дефэрмированис поверхности расплава давлением отцами
137
Перейдя к размерным координатам,
лол учим
хп = к! К*/51) — 1}>
(4.39)
где х] = Xi/L
При выполнении условия (р/а)’<
< хф, т. с. при малых скоростях ис-
точника теплоты и больших плотно-
стях потока д, проплавление начина-
ется перед источником теплоты (.ст<
-< 0). Это наиболее отчетливо прояв-
ляется у материалов с высокой тепло-
проводностью. Рост глубины про-
плавления, как следует из соотлоше-
лия (4.33), снижает подвод теплоты
к фронту фазового перехода и умень-
шает скорость его перемещения. В свою
•очередь, это вызывает перегрев по-
верхностных слоев расплава, что при-
водит к усилению конвективных по-
токов в расплаве. Как следует из
рис. 4.4, рост коэффициента температу-
ропроводности расплава увеличивает
параметр Е;3 и глубину проплавления.
Интенсивность движения расплава
оценим, используя критерий Грас-
гофа
(4-40)
где g — ускорение силы тяжести;
— коэффициент объемного рас-
ширения; v — кинематическая вяз-
кость; Д9М может быть рассчитано
по формуле (4.31). Оценки, выполнен-
ные для типичных значений пара-
метров, малых перегревов и сравни-
тельно небольших глубин проплавле-
ний (Д0т 50 К, 4 Sr. 5-Ю"4 м),
показывают, что Gr Э= 1, т. е. в жид-
кости происходит конвективное пере-
мешивание расплава.
При этих условиях температура
ванны расплава выравнивается, при-
ближаясь к температуре плавления,
и перенос теплоты к границе фазового
перехода интенсифицируется (аг—э-
—> ею). В результате скорость плавле-
ния быстро возрастает, а глубина рас-
плава будет стремиться к предельному
для данной плотности потока значению
(см. рис. 4.3, кривая 3). В этом слу-
чае уравнение (4.33) приобретает вид
[М) (ху2 + Aj''2) - Кч/01 X
X erfc схр Ц = J. (4.4 n
По известным размерам ванны рас-
плава и скорости движения источника
теплоты можно определить время пол-
ного затвердения расплава:
4а^ (442)
и скорость перемещения границы фа-
зового перехода
|.1/(4а)1(%^Г. (4.43)
Таким образом, для каждого мате-
риала глубина проплавления оказы-
вает доминирующее влияние па ско-
рость движения границы фазового пе-
рехода и время затвердения расплава.
4.2. Деформирование
поверхности расплава
давлением отдачи
Рассмотрим расчет деформации сво-
бодной поверхности расплава реактив-
ным давлением паров при установив-
шемся режиме плавления металличе-
ского тела, предполагая, что объемным
характером выделения теплоты по
глубине расплава можно пренебречь,
В .общем виде задачу о расчете дефор-
мации жидкой фазы внешним локаль-
ным давлением следует решать, ис-
пользуя систему уравнений Навье—
Стокса. „Ввиду сложности решения
указанной системы уравнений сначала
ограничимся анализом установивше-
гося процесса, когда ц = const [19].
Обозначим профиль деформирован-
ной внешним давлением поверхности
расплава через Z (г). Тогда уравнение
для 2 (г) может быть записано в виде
[19]
z7l(l -г Z'2j3/2 -Г Z'i{r (1 + Z'2)1/2J —
— ZjaS = р (г)/с, (4.44)
где = So/fYS) — капиллярная по-
стоянная; р (г) — функция, описы-
вающая распределение внешнего дав-
ления по поверхности расплава. В слу-
чае, если деформация поверхности
мала (Z' <§; 1), уравнение упрощается
и принимает вид
Z" — Z/a= = р (г)/ст. (4.45)
В уравнениях для профиля поверх-
ности расплава (4.44) и (4.45) не учте-
138
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
на температурная зависимость входя-
щнх в них коэффициентов. С учетом
этих зависимостей решение уравнений
может быть найдено только численными
методами. При этом необходимо учи-
тывать, что переход от предельно
малых деформаций к большим в ре-
альных условиях может происходить
скачком. Это обусловлено тем', что
по мере роста деформации жидкости
возрастает сила поверхностного на-
тяжения. Однако ее рост продолжа-
ется только до момента, когда макси-
мальное углубление становится равным
радиусу зоны деформирования. При
дальнейшем углублении канала радиус
кривизны не меняется, но возрастает
гидростатическое давление.
Рассмотрим аналитические решения
задачи о деформации расплава для
предельных случаев, которые допу-
скает ‘уравнение (4.44).
Малые деформации поверхности
(Z'a <С 1). Уравнение (4.44) решаем
в виде
Z" + Z'ir - Z/a2 =
== р (г, Z)’n. (4.4G)
Если поверх постные силы, вызы-
вающие деформацию расплава, обу-
словлены реактивным давлением паров
при испарении вещества, то в общем
случае
р (г, Z) - Л (г, Z)/f7'l/2 (г, Z)] ехр X
Z)]}, (4.47)
где А (г, Z) — функция, зависящая от
свойств материала и деформации по-
верхности.
При малой деформации можно пре-
небречь влиянием зависимости тем-
пературы Т (г, Z) от Z на дсформи-
рованпоп поверхности жидкости.
Найдем максимальную деформацию
поверхности расплава в зависимости
от давления и параметров вещества.
Решение уравнении (4.46) запишем
в виде
Z(r) = - Pi(yg) + С\ {I + [r/(2a)p -f-
l/4[r/(2a:)F+ . . .}, (4,48)
где — константа, определяемая из
граничного условия. При г< 2а
(ат 0,5 см для типичных, металлов)
можно считать, что 1/4 (г/(2а) ]4 С 1
и ограничиться двумя членами ряда
(4.48), Тогда
Z (г) = —h \p/(yg) — ft] [/7(2<i)p
(4.49)
и максимальная деформация
Л = R3/(l + И2), (4.50)
где р. = &!(2а). Для случая, когда р =
= 102 Па, У — 104 кг/м3, р, = 0,5,
численные оценки дают h — 0,2 мм.
Рассмотрим конкретный случай
аппроксимации функции р (г). Пред-
положим, что
р=р9 0 — rW) х
X ехр (—/wa), (4.51)
где рд — максимальное давление;
6 — радиус зоны, где давление от-
личается от нуля; k — коэффициент
сосредоточенности. Зависимостью р от
Z в этом случае пренебрегаем.
Для аппроксимации давления вы-
ражением (4.51) уравнение (4.46) мо-
жет быть решено точно:
Z (Л) —Рй х
X ехр (—/гта)/[4yg (аб/i)3] (4.52)
при условии, что г< 5 и
k - [ 17(26“)] (1 — (/ 1 /<%///)). (4.53)
Из выражения (4.53) следует, что
при 6 > а не существует установив-
шегося решения, поскольку k стано-
вится комплексной величиной. Физи-
чески это означает, что при больших
радиусах зоны деформирования капил-
лярные явления становятся несущест-
венными. При 6 = а получаем прогиб
расплава Z =“ —PoK^gY
Большие деформации поверхности
(Z'2 1). В этом случае из уравнения
(4.44) получим
Z = — ал [р (г, Z)'a — 1/г]. (4.54)
Уравнение (4.54) неявно определяет
форму поверхности расплава как
функцию г. С точностью до величины
порядка 1/Z'2 уравнение (4.54) опреде-
ляет максимальную деформацию и
может быть использовано для оценки
глубины проплавления. Соотношение
для определения предельной глубины
Деформирование поверхности расплава давлением отдачи
139
Рис. 4,5, Расчетные крипые профиля „лунки
в жидкой фазе:
<г = 0,5 Н/м; q — 1 О3 Вт/см®; / — у -—
= 10 г/см3. kg — 10 см*; 2 — у-=10 г/см8,
tig =-- 5 cm”s; J — у = 8 г/смЕг kg — IQ cm~2;
<f “ V ~ 8 г/см8; kg = 5 см^й
Рис, 4.6. Расчетные кривые профиля лунки
в жидком фазе:
п = 1 Н/м; <7 *•== 1СР Вт/сма, t — у —
— 10 г/см3, kg = 1Q см“й; 2 — у = 10 г/см2.
kg — 5 см”2; 3 — V = 8 г/см4; kg = 10
4 — V — 8 г/см1; kg — 5 см2
канала h может быть записано в виде)
(в этом случае г = б)
аар (h, б) + h — а2/б = 0. (4.55)
Определение глубины канала h но
уравнению (4.55) требует знания в яв-
ном виде функции p(h, 6), т. е. законо-
мерности рассеяния энергии при про-
хождении ЛИ или ЭЛ через слой ис-
паренного вещества в канале. Так как
р (h, 6) — убывающая функция от-
носительно Л, то уравнение (4.55)
имеет единственное решение.
Остановимся на некоторых расчетах
деформации поверхности расплава, по-
лученной численно на ЭВМ [271.
Для нормально-распределенных источ-
ников теплоты распределение давления
отдачи на поверхности материала
ps (г) может быть с некоторым при-
ближением описано законом нормаль-
ного распределения
Ря Рч ехр (—V2). (4 -5б)
где ро — максимальное давление, опре-
деляемое максимальной тСхМиературой
ванны; — параметр, определяющий
степень спадания давления от центра
к краям зоны плавления.
Связь с параметрами источника те-
плоты, создающего ванну расплава на
поверхности материала, в общем слу-
чае достаточно сложна, С некоторым
приближением эта связь может быть
записана в виде
kf! - (7*,'/If Ay (4.57)
где Т* — температура активации про-
цесса испарения; Л, п — постоянные;
k — коэффициент сосредоточенности.
Численное решение уравнения (4.44)
с правой частью в виде (4.56) было вы-
полнено на ЭВМ с граничными усло-
виями, заданными в виде
Z' (0) = 0; Z (г = /) — 0, (4.58)
где I — некоторое эффективное рас-
стояние от оси симметрии, выбираемое
равным 1,5а.
Второе из граничных условий (4.58)
является в определенной степени ус-
ловным, поскольку координата точки
пересечения функции Z (г) с осью г
должна быть найдена из дополнитель-
ного условия. Таким условием, оче-
видно, должен быть закон сохра-
нения массы (в приближении малой
сжимаемости жидкости и незначитель-
ности потерь вещества при испарении,
создающем поверхностное давление).
Наибольший интерес представляет про-
филь лунки вблизи оси OZ.
Решение уравнения (4.44) с гранич-
ными условиями (4.58) находили с по-
мощью ЭВМ путем сведения исход-
140
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
него уравнения (4.44) к системе урав-
нений
Z' = dZ/dr = dyjdr = у,; (4,59)
Z" ~ dZ'/dr = dy^/dr = (1 + #1) X
X ЦК 1 + У'з/о) (Ро ехр X
X (-^г2) + y^i) — у2/г] (4.60)
с граничными условиями
У1 (г = 0 = 0; У* (г = 0) = 0. (4,61)
Система уравнений (4.59)- (4.61) бы-
ла решена методом проб с интерполя-
цией (10) путем сведения се к задаче
Коши. При этом в качестве начального
приближения граничного условия =
~ Z (г) при г = 0 использовались
результаты работы [19].
Результата расчетов профиля лунки
для ряда параметров задачи, отвеча-
ющих обработке металлов КПЭ, пред-
ставлены на рис, 4.5 и 4.6. Расчет на
ЭВМ по параметрам, отвечающим пре-
дельным случаям [19], дает согласу-
ющиеся с работой [ 19 ] результаты.
Кривые на рис. 4,5 и 4.6, соответ-
ствующие плотностям потока ЛИ
q ж 102ч-103 Вт/см® и рй = 102 Па
(слабо развитое испарение), иллюстри-
руют влияние плотности материала на
профиль и размеры ванны расплава.
С ростом у деформация жидкой фазы
уменьшается. При слабо развитом
испарении, как это следует из расче-
тов, Z' 0,2 ем, поэтому Z'-2 С 1.
Расчеты в этом случае близки к оцен-
кам, приведенным в работе [19],
где рассмотрен случай, допускающий
аналитическое решение.
Расчеты формы ванны при других
соотношениях параметров выполнены
также В. Н. Родигипым [30], который
получил форму ванны, соответству-
ющую глубокому плавлению ЭЛ.
М. И, Трибел некий [26] конкретизи-
ровал вид функции р (г), рассмотрев
совместно задачи гидростатики (4.44)
и кинетики испарения,
В работе [26] рассмотрен установив-
шийся нагрев полубесконечного тела
неподвижным поверхностным источни-
ком теплоты, например, ЛИ с гаус-
совым распределением интенсивности
Решение задачи относительно слабо
зависит от вида распределения q
по поверхности тела. Основные резуль-
таты с точностью до численного мно-
жителя порядка единицы могут быть
получены методами анализа размер-
ностей, основанными на том, что
имеется характерное значение q (г)
и что q (г) резко убывает при превы-
шении г некоторой характерной ве-
личины га = k 1,2
Для упрощения анализа предполо-
жим, что испарение происходит в ва-
куум. Плотность потока полагается
достаточно малой, так что основную»
роль в формировании поля температу-
ры в теле играет процесс теплопровод-
ности; потери теплоты на испарение
в этих условиях можно не учитывать.
Предполагается также, что радиус кри-
визны свободной поверхности расплава
всюду значительно превышает харак-
терное расстояние, па котором меня-
ется реактивное давление паров об-
разца.
Зная профиль температуры Т (г, 0)
на поверхности тела, можно рассчи-
тать реактивное давление ларов. Пре-
небрежем обратным потоком атомов,
возвращающихся на поверхность в ре-
зультате столкновений в газовой фазе,
т. е, предположим, что вблизи поверх-
ности расплава частицы пара имеют
максвелловское распределение скоро-
стей в телесном угле 2л (в- <10),
В этом случае реактивное давление
паров
р (Т) = 1гТпл (Г)/2, (4.62)
где яс (Г) — плотность насыщенного
пара при температуре Т. Учет откло-
нения функции распределения от макс-
велловской приводит к замене множи-
теля 1/2 в (4.62) множителем 0,54
[7], что выходит за пределы точности
рассмотрения.
Для описания зависимости пй (Т)
можно использовать эйнштейновскую
модель конденсированного тела. В этом
случае
«о (Г) = [2nmV5/(£7’)]3/2 ехр х
X {- [/-&/(«’)] - 1), (4.63)
где m — масса атома; Lp — удельная
теплота испарения; vB — эйнштейнов-
ская частота колебаний.
Формула (4.63) удовлетворительно
описывает процесс испарения, если
справедливо неравенство kT Lp.
Процессы в парогазовом канале
141
В рассматриваемых условиях это не-
равенство выполняется |26].
Форма свободной поверхности рас-
плава определяется из уравнения
(4.45), поскольку . по условиям за-
дачи деформация f поверхности мала.
Давление в этом случае является
функцией температуры р [Т (г) ] и
определяется формулами (4.62), (4.63).
Решение уравнения (4.45), конечное
при г 0, имеет вид [26]
Г
Z {г} = [Ко (дг)/о] I' 1й {аг) р (с) dr +
о
+ [/о (w)/o] j Ко («И Р И г dr, (4-6*)
Г
где 1В (х) к Ко (х) -- функции Бесселя
от мнимого аргумента.
Характерный размер, на котором
меняется реактивное давление паров;
rP = ro (2kTgfLb)1'2 < г0, Обычно
га а; 0,1 см, в то время как a 1 см.
Поэтому в рассматриваемом случае
функция р [ Т (г) ] быстрее изменяется,
чем Ко (аг) и /0 (аг). Тогда из соотно-
шения (4.64) при аг 1 получим
2 (х) = ZB [Ei (—хЙ) —
— 2С — 2 In (вГрХ/2)], (4.65)
где
х ехр {-[Lb/(*TS)1 - 1);
El (—Д) — интегральная показатель-
ная функция, х= r/rv; С= 0,377 —
постоянная Эйлера.
При аг Э5 1 функция Z (х) по экспо-
ненциальной зависимости стремится
к нулю. На больших расстояниях от
оси ДИ температура тела становится
меннше температуры плавления Тт
и выражение (4.64) становится непри-
менимым.
На рис. 4,7 приведенв! кривые за-
висимости Z (г) — Z (Д), где Р — ра-
диус границы расплава [Г {К, 0) =
= ?’щ] при различных значениях пара-
метра
Р — R/rp яз
/Г 7^)], (4.66)
Рис. 4.7. Форма свободной поверхности
расплава при р — Р/Гр = 10,(5 (кривая 1)
и р = 3, 8 (кривая 2}
На рис. 4.7 видно, что даже в пре-
делах применимости теории возмуще-
ний деформация свободной поверхности
расплава резко возрастает вблизи оси
при увеличении плотности патока ЛИ.
4.3. Процессы в парогазовом
канале, образованном
в жидкой фазе
Процесс образования узкого и глу-
бокого канала в расплаве при действии
ЭЛ или ЛИ с плотностью потока, превы-
шающей критическое значение, пред-
ставляет интересное физическое явле-
ние. Для практических целей важность
изучения этого явления связана с воз-
можностью предсказания некоторых
технологических характеристик про-
плавленного металла: химического со-
става сварного шва (особенно при
сварке разнородных металлов), зави-
сящего от интенсивности перемешива-
ния расплава металла; дефектов фор-
мирования сварного шва (газовых по-
лостей и колебаний глубины проплав-
ления по длине); эффективности про-
цесса нагрева, зависящей от геометри-
ческой формы канала (цилиндр, ко-
нус и т. д,).
Рассмотрим особенности поведения
канала в жидкой металлической фазе,
основываясь на экспериментах с тех-
нологическим ЭЛ. Образование канала
в жидком металле при действии КПЭ
142
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
V
Рис. 4.8- Эскизы различных форм канагмг
зафиксированных импульсной рентгенов-
ской съемкой:
V = 25 кВ; J 250 мА: и =- 2+5 см/с;
глубина плавления !5 мм: 4 —= 1*5 X
XI О4 Нт/сма; материал — kdPPO.ohojjho-
стойкая сталь
подтверждено прямыми э кслер имен-
тами [34], Во время сварки ЭЛ с пе-
сквозным проплавлением алюминия
и коррозионно-стойкой стали через
образец пропускали пульсирующий по-
ток рентгеновского излучения при
напряжении около 600 кВ и фикси-
ровали па фотопленке картину про-
плавления. Установлено, что про-
плавление на большую глубину про-
исходит с образованием в металле
капала, который периодически смы-
кается, заполняясь жидким металлом
(рис. 4.8). Смыкание канала начинается
преимущественно в верхней его части.
Частота смыкания канала зависит
от времени проникновения ЭЛ на за-
данную глубину, т. е. от плотности
потока. Для коррозионно-стойкой
стали эта частота / = 10 Гц при q =
— (1,74-2,0) 10& Вт/см2, для алюминия
/ — 7-5-12 Гц при q — 1,7-10Б Вт/см2,
Периодическое смыкание канала на-
блюдали также с помощью скоростной
киносъемки (2500 кадров/с) в корро-
зионно-стойкой стали [неподвижный
ЭЛ; U = 125 кВ; 1= 8ч-12 мА;
д -х (54-7) 10й Вт/см2; / — 23-н45 с ].
Период смыкания капала составлял
72—77 см, что соответствует частоте
/ 13-;-14 Гц [32].
Ряд исследователей моделировали
процесс образования канала и сделали
попытку перейти к описанию реаль-
ного капала в жидком металле с по-
мощью критериев подобия.
Так, X. Шварц |33 ] установил, что
с помощью струи воздуха, подаваемой
от стеклянного наконечника диаметром
0,254 мм при давлении около 4,2 МПа
на поверхность ртути, в ней можно
получить впадину глубиной 6,2 мм
и диаметром около 1,6 мм. Гидростати-
ческое давление столбика ртути в этом
случае составляет 10s Па, В работах
[5, 18] при моделировании процесса
образования канала в прозрачных
жидкостях (вода, глицерин, вазели-
новое масло) путем воздействия струи
воздуха, перемещающейся с наложе-
нием синусоидальных колебаний, ус-
тановлено, что при больших скоростях
движения канала может происходить
периодическое инерционное загибание
его нижней части в сторону, противо-
положную направлению движения. Об-
наружено, что загибание тем сильнее,
чем выше скорость перемещен иг: струи.
Существует критическая скорость, по
достижении которой начинаются коле-
бания нижней части канала как в про-
зрачных жидкостях, так и в расплавах
металлов. Так, для алюминия крити-
ческая скорость перемещения канала
превышает 1,1 см/с. Из эксперимен-
тов по моделированию следует, что
периодический срыв нижней части ка-
нала может явиться причиной появ-
ления характерного дефекта про-
плавления — колебаний глубины шва
по его длине при больших скоростях
сварки.
В работе [17] описано прохождение
ЭЛ через вакуумное масло. Для эк-
спериментов применяли установку
ЭЛУРО, работающую в непрерывном
и импульсном режимах [q — (0,6ч-
ч-2,0) 10s Вт/см5; U — 50ч-100 кВ;
1—6 мА; т — 800 мке; / — 20ч-
4-250 Гц]. С помощью скоростной ки-
носъемки установлено, что при воз-
действии непрерывного ЭЛ на масло
в нем формируется узкий канал
с картиной свечения, характерной для
газового разряда высокого давления.
При воздействии четырьмя последо-
вательными импульсами с частотой f —
— 250 Гц канал смыкается по глу-
бине в четырех точках. Время сущест-
вования напала tK намного больше
длительности импульса т. При т =
= 800 мкс время существования ка-
пала /к ~ 28 мс, т. е. в несколько де-
сятков раз больше длительности им-
пульса, Время смыкания канала ока-
зывается порядка длительности им-
пульса и составляет единицы милли-
секунды. Выброс масла из канала
Процессы о парогазовом канале
143
наблюдается лшгь при смыкании ка-
нала. Скорость углубления канала,
составляющая в начальный момент
около 102 м/с, по данным скоростной
съемки резко надает с увеличением глу-
бины канала и, достигнув значения
приблизительно 10 м/с, далее практи-
чески нс изменяется. Скорость исте-
чения паров из капала достигает v «з
яй 10:> м/с, а сила, действующая на дно
канала (для пучка с U— 100 кВ
nd — 100 мкм), составит р* ~ 0,1 Н,
что соответствт'стдавлению 4;;*/ (cid2)^
^0,1 МПа |9]
Авторами работы [4] выполнены ана-
логичные эксперименты по воздейст-
вию ЭЛ на вакуумное масло, выбор
которого объясняется его прозрачно-
стью и низкой упругостью паров
при высоких температурах. Опыты
проводили на электронно-лучевой ус-
тановке с рабочим ускоряющим напря-
жением б—8 кВ и силой тока луча
0,5—5 мА. При более высоких ускоря-
ющих напряжениях возникали частые
пробои в электронно-лучевой пушке.
А1асло выдерживали несколько суток
в вакуумной камере для более полной
дегазации. Зона действия ЭЛ на масло
и формирование капала регистрирова-
лись скоростной кинокамерой. Уста-
новлен ряд закономерностей воздей-
ствия ЭЛ на жидкость. Существуют
два характерных вида каналов: гео-
метрически стабильный и пульсиру-
ющий. Первому' виду соответствуют
более низкие плотности потока и от-
ношения глубины к диаметру па по-
верхности канала. Переход стабиль-
ного капала в пульсирующий проис-
ходит при некотором значении силы
тока фокусировки. При определенном
значении последней резко изменяется
отношение глубины к диаметру, со-
провождаемое значительными колеба-
ниями глубины. Обнаружено, что не-
прерывное воздействие ЭЛ на масло
в течение определенного времени при
данном уровне плотности потока при-
водит к появлепито, быстрому росту
и всплыванию пузырей. Выход пу-
зырей на поверхность характеризу-
ется почти мгновенным их разрывом
с брызгами, либо появлением над
местом входа ЭЛ сферической оболочки
жидкости. Пузыри могут следовать
друг за другом при более длительном
действии ЭЛ, При перемещении ЭЛ
наиболее яркое свечение наблюдается
на передней стенке канала и дне, что
служит доказательством неравномер-
ности физических параметров различ-
ных зон. Перемещение ЭЛ приводит
к появлению такой же зоны, как при
сварке металлов с нссквозным про-
плавлением, т. е. образуется пикооб-
разная форма корневой части. Пере-
мещение ЭЛ с плотностью потока,
обеспечивающей стабильную форму ка-
нала, дает возможность получить от-
носительно равномерное формирование
корня.
Эксперименты по наблюдению за
воздействием непрерывного излучения
лазера па СО., па глицерин выполнены
авторами работы 11 ]. При плотностях
потока 7 w 105 Вт/см2 и радиусе зоны
воздействия около 0,4 мм обнаружено
формирование в жидкой фазе воронки,
как и при действии ЭЛ.
Результаты экспериментов [14—
16], выполненных некоторыми иссле-
дователями, показывают, что картина
образования и поведения капала в жид-
ком металле весьма сложна. Канал,
образованный неподвижным ЭЛ, пуль-
сирует, периодически смыкается в верх-
ней часта. Явления, протекающие в ка-
нале, при движении ЭЛ еще более
сложны, В зоне канала расплав ме-
талла интенсивно перемешивается, что
обусловлено его турбулентным дви-
жением.
Чтобы более отчетливо понимать
явления, протекающие при образова-
нии и существовании каналов в распла-
вах, необходимо рассмотреть ряд за-
дач, анализ которых позволит улуч-
шить понимание гидродинамических
явлений в зоне воздействия КПЭ на
вещество.
Критическая плотность потока для
глубокого проплавления. Одним из
возможных подходов к определению
критической плотггости потока для раз-
вития глубокого проплавления при
действии КПЭ является сопоставление
скоростей движения изотермы испа-
рения и некоторой изотермы при на-
греве вещества, достигнутых к концу
действия импульса т. Приравняв эти
скорости, можно получить
<7с = А-1уАь /«Л - (4.67)
144
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
где А —> поглощательная способность
вещества.
Расчеты по выражению (4.67) кор-
релируются с опытными данными [23].
М. И. Трибельский [26] выполнил
сопоставление не скоростей движения
изотерм, а интегральных потоков те-
плоты, отводимых благодаря тепло-
проводности и теряемых на испарение
с поверхности тела. Остановимся более
подробно па этом подходе.
Поток теплоты, отводимый благодаря
теплопроводности, в установившемся
состоянии находим е помощью соот-
ношения для температурного поля
в полубесконечном теле
Jt = 2 V=
= 6 К л nrBaLTs, (4.68)
где п = у!т — число частиц в единице
объема конденсированной фазы.
Плотность потока испаряющихся ча-
стиц (в предположении, что функция
их распределения является максвел-
ловой) равна пй (Т) ]ГkT (2nm)-1,
где k — постоянная Больцмана. Учи-
тывая, что характерным размером
в этой задаче является радиус гр,
на котором меняется реактивное дав-
ление паров, а характерной темпера-
турой — Т3, и пренебрегая кинетиче-
ской энергией пара по сравнению
с Ьь (поскольку kT/, <£ Lb) для по-
тока теплоты, расходуемой на испа-
рение, получим
* лг=ДЛо (Ts) /^//2^ »
= 4лгЕйт^ехр х
X {- [L&WJ] - 1}. (4.69)
Сравнивая (4.68) н (4.69), можно
сделать вывод, что при малых Ts
(т. с. малых плотностях потока ЛИ)
При больших Ts справед-
ливо противоположное неравенство.
Существует единственное значение
Ts Ts, при котором оба потока те-
плоты равны, причем ввиду резкой
зависимости Jv (Ts) уже незначитель-
ное отклонение Ts от Ts приводит
К усиленному неравенству потоков те-
плоты. Естественно предположить, что
при Т = Ts происходит переход к ре-
жиму интенсивного испарения, причем
такой переход имеет пороговый (но
плотности потока лазерного излуче-
ния) характер. Пороговую плотность
потока q* найдем, приравняв (4.68) и
(4.69). При этом получается транс-
цендентное уравнение относительно д*,
которое в работе [26] решено итера-
циями:
<?* я? [2£.Д/(ААг0 К л: )] X
X [Inmv®r0/(Ldna) +
+ In In mx^ra/(Lbna) + ]—l. (4.70)
Следует отметить, что q* не связано
с началом формирования кратера в ма-
териале.
Второе характерное значение плот-
ности потока q можно найти из условна
малости Zo по сравнению с Гр [9],
т. с. малости кривизны свободной по-
верхности расплава.
q = [2LbL/{Akr9 У" л )] х
X |ln[m3/2VQr0/(oL!''2)]}-'1. (4.71)
Сравнивая (4.70) и (4.71), можно
обнаружить, что режим глубокого
проплавления может быть реализован,
если справедливо неравенство
[а/(пЛ Ььт)\ ехр (па [XЬьт!а) >
> mv^0/(L.na). (4.72)
В противном случае при увеличении
плотности потока происходит переход
от режима сферического проплавления
непосредственно к режиму интенсив-
ного испарения.
Характеристики поверхностного ис-
точника теплоты в (4.72) выражены
через гл, причем вследствие резкой
зависимости левой части (4.72) от
параметров задачи изменение г0 ока-
зывает слабое влияние на неравенство
(4.72). Физически это означает, что
возможность получения глубокого про-
плавления определяется в основном
свойствами материала, а не характери-
стиками источника теплоты.
Для проведенного анализа сущест-
венную роль играет ограниченность
размера источника теплоты. Поэтому
одномерное рассмотрение явления
в данной постановке принципиально
невозможно. Результаты сопоставле-
Термокапиллярныс явления & жидкой фазе
145
пня q* и q с экспериментом [2, 3,
6] приведены в табл. 4,2 для воздей-
ствия ЛИ на металлы.
Значения А (см. табл. 4.2) опреде-
ляли косвенным образом. Для опытов
с медной мишенью г0 = 0,4 мм, во
всех остальных случаях г0 = 0,19 мм.
Таким образом, при га ж 0,1 мм
типичные значения q составляют око-
ло 106 Вт/см2 для легкоплавких и
10й Вт/см2 для тугоплавких металлов.
4.2. Значения коэффициента
поглощения А, эйнштейновской
частоты Vo и пороговых плотностей
потоков <?* и q для ряда металлов
и £ A 10“c 1?* ► 10“d, Вт/смe (тео- pioi) Вт/см3
TCO" ри $1 Экс- пери- мент
А1 0,3 6,11 1,43 0,95 0,26
W 0,32 11,7 1,31 1,00 0,4
Fe 0,5 9,86 0,16 0,14 0,13
Cd 0,5 2,20 0,19 0,13 0,13
Mo 0,26 7,22 1,72 1,32 0,52
Ni 0,28 10,1 0,57 0,48 0,38
Nb 0,4 12,0 0,72 0,59 0,35
Sn 0,25 2,17 0,54 0,38 0,26
Pb 0,3 1,19 0,17 0,11 0,08
Ti 0,28 13,1 0,11 0,10 0,19
Zn 0,3 3,21 0.29 0.21 0,15
Zr 0,35 8,40 0,19 0,15 0,4
Cu 0,39 5,39 1,04 0,68 1,5
4.4. Термокапиллярные
явления в жидкой фазе
Воздействие ЛИ на металлы про-
исходит в условиях, когда формиру-
ющаяся ванна расплава имеет свобод-
ную поверхность. Анализ колебаний
свободной поверхности расплава ва-
жен для лазерной обработки, так как
на поверхностных волнах происходит
рассеяние ЛИ, что может влиять на
протекание тепло- и массопереноса
в расплаве, которые играют большую
роль в формировании структуры и
состава поверхностного слоя металла
после лазерной обработки.
Особенности кристаллизации ванны
расплава. Сначала рассмотрим изме-
нение скорости затвердения малого
объема расплава, образованного дей-
ствием на металлы импульсного ЛИ
£28]. С некоторым приближением за-
дачу можно считать одномерной, по-
скольку глубина зоны плавления за-
метно меньше диаметра пятна зоны
плавления для т я; 1 мс. Предполо-
жим также, что к моменту окончания
импульса ЛИ перегрев расплава не-
велик, а конвективные потоки в рас-
плаве приводят к почти полному вы-
равниванию температуры по объему
ванны расплава. Тогда скорость за-
твердения расплава может быть оце-
нена с помощью соотношения
vm^b(a/t)l/2. (4.73)
Здесь b — постоянная, представляющая
собой корень уравнения
с (T’m — T0)/(Lm /Т) = b ехр (6а),
(4.74)
где Та — начальная температура ме-
талла; t — текущее время.
Положение координаты затверде-
ния определяется соотношением
Z (0 = 26 V"aF. (4.75)
Оценки по формулам (4.73)—-(4.75)
для железа (6 яз 0,75) показывают,
что затвердение ванны происходит
за время порядка единиц миллисекунд.
Затвердение ванны расплава со-
провождается рядом сопутствующих
эффектов, приводящих к деформиро-
ванию поверхности расплава и по-
явлению поверхностных волн жидкого
металла, движущихся от центра ванны
к краю зоны расплава. Причинами,
вызывающими деформирование рас-
плава, являются давление отдачи вслед-
ствие испарения части объема жидкой
фазы, термоконвективные потоки в рас-
плаве и другие факторы.
Динамические эффекты вызывают
появление на поверхности ванны си-
стемы колец, с поверхностным профи-
лем, фиксируемым при быстром за-
твердевании расплава и обычно сим-
метричным относительно центра зоны
нагрева, В работе [8] отмечается, что
появление системы кольцевых волн
на поверхности застывшего ниобия
связано с давлением отдачи, поскольку
14fi
ГИДРОДИ НАЛ1ИЧЕСКИЕ ПРОЦЕССЫ
с ростом плотности мощности ЛИ
эффект проявляется ярче.
Рассмотрим процесс развития сис-
темы колец застывшего металла [28].
Размеры зон плавления при действии
импульсного ЛИ, а также длины волн
системы колец затвердевшего металла
обычно малы. Поэтому следует рас-
сматривать нс гравитационные, а ка-
пиллярные волны, возбуждаемые дей-
ствием возмущающих факторов на
центральную часть ванны расплава,
так как для расплавов типичных ме-
таллов капиллярная постоянная
а = [2o/(W/2 (4.76)
заведомо больше наблюдаемых на
опыте длин волн застывшего металла
(а ж 0,5 см).
Рассмотрим колебания свободной по-
верхности расплава после прекраще-
ния действия импульса источника те-
плоты. Будем считать, что давление
отдачи прекращает действие на по-
верхность расплава сразу же по окон-
чании импульса. Для произвольной
амплитуды капиллярной волны задача
является нелинейной как относительно
уравнений, так и граничных условий.
Если при этом развивается кристалли-
зация, то происходит изменение раз-
меров ванны и физических параметров
расплава.
Предположим, что амплитуда волн
мала по сравнению с длиной волны;
это коррелирует с опытными данными.
Тогда задача сводится к нахождению
профиля свободной поверхности рас-
плава £ (г. /) и потенциала скоростей
расплава Ф (г, z, /). Уравнение для
потенциала скоростей имеет вид |11]
АФ (г, z, Г) - 0. (4.77)
Для чисто периодических по вре-
мени колебаний решение уравнений
(4.77) будем искать в виде
Ф (г, г, /) Re [ф (г, z) X
X ехр (—i<Bfj.i) ], (4.78)
где Rc — действительная часть функ-
ции Ф (г, г, Г); ф (г, г) — комплекс-
ная функция координат, удовлетворя-
ющая уравнению Лапласа,
д2ф/*г-ф г-1г)ф/йтД- d2<p/5z2 = 0. (4.79)
Рассмотрим ванну расплава глу-
биной Л, которую можно оценить
для импульса длительностью тс по-
мощью соотношений (4.74) — (4.75).
Граничные условия для функции ф (г,
z) имеют следующий вид [11]:
на свободной поверхности (г — 0}
yg дщдг + yw^g — ой/* (д'^/дг2 -f-
г-1 д<?!дг) = 0. (1.80}
на дне ванны при (z = h)
5<p/*= 0. (4.81)
Амплитуда воли затухает па боль-
ших расстояниях от центра:
г-н оо; Ф- 0. (4.82}
Условие (4.81) имеет место только
в начальный момент времени. При
затвердении ванны слой расплава стре-
мится к нулю пропорционально корню
•1 '2
квадратному из времени г' , как это
следует из формулы (4.75). Механиче-
ский импульс на поверхности ванны,
затухает не сразу, а по прошествии
некоторого времени. Так как для
этого требуется время iv яи Гр/а (гр —
характерный радиус, где действует
давление отдачи, а — коэффициент тем-
пературопроводности), то завышаются
амплитуды высокочастотных гармоник,
периоды колебаний которых сравнимы
с низкочастотными составляющими.
Решение уравнений (4.77) — (4.81)
имеет вид
СО
Ф (г, Z, 0 = Re vj AnJa (knr) ch X
ГА—:)
X(/i —z)/.'ne ‘“"-S'
(4.83)
где kn — волновое число, связанное-
с длиной волны соотношением
= 2л.Д?1. (4.84}
Между kn и <»Г1. существует связь,
которая называется дисперсионным-
уравнением, находится с ПОМОЩЬЮ'
выражения (4.80) и имеет вид
(4.85);
Для длины волны, намного мень-
шей, чем капиллярная постоянная,
и глубины ванны, намного большей,
Термокапиллярные явления в жидкой фазе
147
чем длина волны, уравнение (4.85)
принимает вид
(4.86)
Профиль капиллярной волны г* (г, ?)
может быть найдетт> если использовать
связь отКиЮпения частицы расплава от
положения равновесия с потенциалом
скоростей
z --= 0; dZjdi - d&dz. (4,87)
Тогда
£ (Гт 0 । (^n^n/wn) Jq X
X sh (kn.h) sin (OflZ. (4.88)
Из уравнения (4.88) следует, что
в соответствии с экспериментальными
данными расстояние между двумя со-
седними вершинами по мере роста г
увеличивается, а амплитуда воли убы-
вает.
Коэффициент затухания капилляр-
ных волн, характеризующий дисси-
пацию энергии в волне [11],
Т„ = 2<оУУ/(Х3<12'''3), (4.89)
где р. — динамическая вязкость рас-
плава.
Выполним расчеты времен исчез-
новения возмущения и затвердения
объема возмущения. В условиях за-
твердения ванны расплава следует
р асе м < у гр еть воз м о жт i ость фи кс а ци и
фронта возмущения (г, /) в процессе
быстрой кристаллизации. Сравним вре-
мя исчезновения возмущения
h ~ тт1
(4.90)
и время затвердения объема вещества
х? линейным размером порядка 5 вели-
чины возмущения
h « Е, (г, f)!vni (fi, (4.91)
где vm (/) — скорость затвердения, ко-
торую можно оцепить, используя
.(4.73).
Условие /2 С г£ соответствует фик-
сации формы капиллярных кольцевых
волн при затвердении. Оценки [28]
показывают, что для первой гармо-
ники Г± и ts могут быть одного порядка,
т. е. при кристаллизации возможна
фиксация кольцевых поли, достаточно
удаленных от центра возмущения.
Скорость затвердения с течением вре-
мени снижается по закону ’2, что
приводит к увеличению 1.2 и умень-
шению ij_, если учесть зависимость от
температуры вязкости расплава [см.
(4.89)]. Тем пе менее центральная
часть поверхности затвердевшей ванны
должна быть свободна от кольцевых
волн застывшего металла, поскольку
в этой зоне <£ 1-2 из-за более быстрого
снижения скорости затвердения, чем
роста вязкости. Это утверждение со-
гласуется с опытными данными. По-
верхность расплава «не чувствует»
отдельных пичков генерации, если
лазер работает в пичковом режиме,
так как временной интервал между
отдельными пипками примерно 10-а
с значительно меньше времени релак-
сации давления отдачи (р at 10-4 С.
Термокапиллярная конвекция в рас-
плаве. Рассмотрим гидродинамические
течения, возникающие в жидкости,
нагреваемой со стороны свободной
поверхности [25].
При сравнительно небольших плот-
ностях потока ЛИ, когда испарение
материала невелико, одной из причин,
приводящих к возникновению кон-
векции в расплаве, может быть термо-
капиллярная сила, возникающая вслед-
ствие неоднородного нагрева поверх-
ности расплава КПЭ |30].
В работе [25] рассмотрен плоский
горизонтальный слой несжимаемой
жидкости толщиной h. на свободной
поверхности которой при г — 0 в мо-
мент времени t = 0 начинает погло-
щаться ЛИ с плотностью потока <] (а).
Сразу после начала действия источника
теплоты скорость течения жидкости
мала и можно пе учитывать нелиней-
ные члены в уравнениях Навье—
Стокса и теплопроводности и предста-
вить скорость о в виде
т> grad ip -1- rot А; Дф = 0;
ЭД/of = vA4. (4.92)
На дне (ири z = —Л) скорость жидко-
сти обращается в нуль, а на свобод-
ной поверхности, смещением которой
пока пренебрежем, справедливо усло-
вие
-- 0; (d<j,!dT) {dT’dx) =
= Л (dvx!dz + dvzjdx), (4.93)
148
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
где коэффициент поверхностного натя-
жения о зависит от температуры:
<г=о (7).
При малых скоростях течения рас-
пределение температуры по поверх-
ности Т (х) можно считать заданным
н не зависящим от времени. Так как
решение уравнений (4.92) в общем слу-
чае является достаточно сложным,
то кратко рассмотрим предельные слу-
чаи: а) глубокая ванна (h d, где
d — размер источника теплоты); б) мел-
кая ванна (Л d), для которой анализ
поля скоростей жидкости может быть
выполнен до конца.
Глубокая ванна. В этом случае [25 [
i ео
»e=[rt-1y*1dcr/d7’] J dpe°7(2jtip2) X
— i оо
со
X j dkk^Th sin (kx) [е/гг — (%/6) елг];
о
(4.94)
»г = [ (лу)-1 da/dT] х
i co оо
X j j dkk2 cos (kx) x
—I oo о
X (е*г — еЛг), (4.95)
где Л = k2 + p/v', T\ =
CO
= dxe~ikxT (x).
“QO
Можно показать, что для малых
значений времени распределение ско-
ростей в расплаве не зависит от вяз-
кости. В частности, если профиль
температуры в жидкости задать в виде
Т (х) = Т„сР/(х2 + da), то из (4.94)
и (4.95) (вне вязкого слоя г2 » vl)
Рис. 4,9* Поле скоростей течения жидкости
можно получить выражение для функ*
ции тока течения жидкости
ф = (do/dT) X
X {2xd (d — z)![(d — z)2 + x2]2}. (4.96)
Перейдя в (4.94) и (4.95) к пределу
при t —> сю. получим стационарную
функцию тока для того же распределе-
ния температуры на поверхности:
ф = 7Q (2ppd (dcr/dT) xzf[x2 +
+ (d- г)Е]- (4.97)
Сравнение выражений (4.96) и (4.97)
показывает, что под действием источ-
ника теплоты сначала жидкость при-
ходит в движение непосредственно под
лучом, так что скорость уменьшается
на больших расстояниях пропорцио-
нально (х2 + z2)-3,/2, а с течением вре-
мени под действием сил трения в дви-
жение вовлекается вся жидкость [ско-
рость уменьшается пропорционально
{х 4- ?)-3/2].
Мелкая ванна. При V/ С Л2
vx = (—"Г1 dTjdx} X
X J [dpe^/fenon2)] X
—I со
х (1/й -/^7 е1^-
_ е- VpN ^+h'>/h),
(4.98)
а составляющая скорости пг мала ио
сравнению с vx. Когда конвективные
члены остаются малыми, через про-
межуток времени i aj h2iv После на-
чала Действия источника теплоты по-
граничные слои смыкаются и течение
становится вязким термокапиллярным
[11, 30]:
(-г, z) = Ip."1(d(j/d7’);,,(c/77dx) ] [3(za —
— №)/4Л4- z+ Л[; (4.99)
vz(x, г) = [—p-’(do-/d7)(d27/dx2)](z/i.',4-]-
+ Л'4/i + г3/2). (4.100)
Поле скоростей, отвечающее соот-
ношениям (4.99) и (4.100), показано
на рис. 4.9. По известному полю ско-
Термокз-пиллярные явления в жидкой фазе
14$>
ростей определяют распределение да-
вления вдоль поверхности жидкости
&р(х) ~ р(х) — р(оо) = (3/2h){de/dT) X
X [Г (х)— Т (<*>)]. (4,101)
Условие, когда конвективными чле-
нами в уравнении Навье—Стокса мож-
но пренебречь, имеет вид
<?<</!= (tyvWlhtydo/dT |. (4.102)
Для расплавов металлов оценка
по формуле (4.102) дает qL да 10 Вт/сма.
Плотности потока при h да d да 0,1 см
в экспериментах обычно существенно
превышают это значение q^, поэтому
конвективный перенос несуществен
лишь при достаточно малом времени
действия ЛИ:
A^<lji/|da/dT|. (4.103)
Рассмотрим течение жидкости при
больших числах Рейнольдса. В этом
случае задачу о распределении поля
скоростей установившейся термока-
пиллярной конвекции жидкости можно
решать в два этапа: сначала находят
поле скоростей вне вязкого подслоя,
где rot о = Qc = const, а затем рас-
считывают изменение скорости и тем-
пературы в пограничном слое, далее —-
Йо-
Решение первой части задачи сво-
дится к решению уравнения Пуас-
сона для ванн различных форм. Так,
выражения для функции тока ф для
ванн прямоугольной и в форме полу-
круга, представлены в работе [11].
Рассмотрим неустойчивость поверх-
ностных волн в неоднородно нагретой
жидкости. В работе [13] показано,
что при нагреве со стороны свободной
поверхности в жидкости наряду с гра-
витационно-капиллярными волнами су-
ществуют термокапиллярные волны,
возникающие вследствие действия тер-
мокапиллярных сил и имеющие линей-
ный спектр.
Особого рассмотрения требует слу-
чай деформирования поверхности рас-
плавленного тонкого слоя при дей-
ствии движущегося ЛИ. Так как
температура в центре ванны при дей-
ствии ЛИ с нормальным распределе-
нием плотности потока является наи-
большей, то поверхностное натяжение
там, естественно, оказывается наи-
меньшим. Увеличение поверхностного
натяжения в направлении от оси луча
вызывает движение расплава от центра
к периферии ванны. Это приводит
к формированию профиля жидкости,
отличного от плоского. Когда поверх-
ность тонкой пленки искривляется,
возникает капиллярное давление р,
которое вызывает обратный поток жид-
кости, ограничивающий деформацию
поверхности. Поток жидкости в пленке
толщиной /г связан с градиентом давле-
ния соотношением [31]
/= (Л3/Зу) (др/дх), (4.104}
где х — координата, перпендикуляр-
ная к направлению движения ЛЙ;.
v — вязкость.
Капиллярное давление
р = (4.105}
где о — коэффициент поверхностного-
натяжения.
В топких пленках капиллярное да-
вление намного больше, чем гравита-
ционное. Сначала поверхность яв-
ляется плоской и капиллярным давле-
нием можно пренебречь. С течением,
времени капиллярное давление воз-
растает до тех пор, пока его рост не
приостановит поток расплава, вызван-
ный градиентом поверхностного натя-
жения. Приравняв потоки жидкости,
получим соотношение, связывающее-
температурный градиент н градиент
давления:
dpldx = (3/2h)(dcldh)(dT/dx). (4.106}
Используя соотношения (4.105) и
(4.106), найдем уравнение относи-
тельно Ай (х) — профиля установивше-
гося состояния расплавленной пленки;.
Ай (х) =
X X'
= [3 (ZhaT^a/dT] I" j Т (ж') dx’ dx Ц-
о а
+ Gx^/2, (4.107}
где постоянная интегрирования G мо-
жет быть найдена из условия сохране-
ния объема жидкости. Если профиль,
температуры пленки описывается зако-
ном нормального распределения, то>
150
ГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
подставляя его в (4.107) и интегрируя,
получим
,2//3г2Л
h — Бе р' ^ 1 • j erf (x;rf) X
6
X dx;rf + GxV2. (4.108)
.Здесь В -= 3Tnir2f (dVjdT}/yKi),
тде Tm — температура плавления; гр—
радиус ванны расплава, форма кото-
рой предполагается круговой; г/ —
радиус лазерного луча.
Для подтверждения развитых тео-
ретических представлений Г. Клейн
[31] расплавил тонкую пленку двн-
акущимся ЛИ. Для опытов использо-
валась двухслойная пленка, суммар-
ная толщина которой составила 2 мкм
(свинец — 0,56 мкм и олово, нанесен-
ное с помощью электронно-лучевого
.испарения, — 1,44 мкм). Толщина
пленки выбрана из условия, чтобы
при полном перемешивании расплава
образовывался эвтектический сплав.
Пленка расплавилась при действии
непрерывного ЛИ (лазер па алюмо-
:иттриевом гранате) при скорости его
движения 20 см/с. Пространственное
распределение плотности потока ЛИ
описывалось законом нормального рас-
пределения. Для экспериментального
определения профиля ванны исполь-
зовался двухлучевой интерферометр.
Кинетика формирования профиля
ванны по данным опыта была такова.
Сначала ЛИ плавило поверхностный
слой олова, а затем лежащий под ним
слой свинца. Первоначально форми-
рование профиля обусловливалось гра-
диентом поверхностного натяжения
в чистом олове, пока не произошло
перемешивания его со свинцом. Формы
.измеренного и вычисленного профилей
ванны оказывались близкими, причем
измеренное заглубление расплава было
около 1 мкм. В то же время заглубле-
.ние, полученное при эксперименте,
меньше полученного расчетным путем.
Список литературы
1. Антонов А. А., Козлов Г. И.,
Кузнецов В. А. Стационарная лазер-
ная воронка, возникающая при взаимо-
действии мощного излучения непре-
рывного СО3-лазера с металлом. —
Квантовая электроника, 1977, т. 4,
с. 1747—1753.
\Х2. Баранов М. С., Вершок Б. А.
Гейнрихс И. Н. К определению глуби-
ны проплавления при воздействии на
металл лазерного излучения. — Тепло-
физика высоких температур, 1975,
т. 13, -VI 3, с. 566—574.
3. Баранов М, С., Вершок Б. А.
Гейнрихс И. Н, Экспериментальная
проверка моделей углубления кратера
при воздействии па металл лазерного
излучения. — Физика и химия обра-
ботки материалов, 1976, ,Vs 5, с. 3—8.
4. Башенко В. В., Децик Н. Н.,
Фомин Л. К. О закономерностях по-
' ведения капала, образующегося в жид-
кости под воздействием электронного
луча. — Физика и химия обработки
металлов, 1977, № 3, с. 146—147.
5. Влияние гидродинамических яв-
лений в сварочной ванне на формиро-
вание шва при электронно-лучевой
сварке/А. В. Башкатов, В. О, Глотов,
Ф. Н. Рыжков и др. — Физика и хи-
мия обработки материалов, 1972, .V» 4,
с. 3—9.
U4 6. Гаращук В, П., Величко О. А.,
^Давыдова В. Б. Влияние средней осве-
щенности в световом пятне и расфоку-
сировки на глубину проплавления при
импульсной лазерной сварке. — Авто-
матическая сварка, 1971, № 5, с. 31—
35.
7. Действие излучения большой
мощности на металлы/С. И. Анисимов,
Я. А. Имас, Г. С. Романов и др. М.;
Наука, 1970, 272 с.
8. Жиряков Б, М., Фаннибо А. К.,
Юрышев Н. Н. О возможности техно-
логического использования квазиста-
циопарпого рубинового лазера. — Фи-
зика и химия обработки материалов,
1970, № 3, с. 14—24.
9. Кабанов А. Н., Чернова-Столя-
рова Е. Е. Исследование процессов,
возникающих, при воздействии интен-
сивного электронного пучка на жид-
кость. — Физика и химия материалов,
1971, .№ 6, с. 97—98.
10. Колл ат ц Л. Численные методы
решения дифференциальных уравне-
ний. Пер. с англ. М.: Изд-во иностр,
лит. 1953, 332 с.
И. Ландау Л. Д., Лифшиц Е. М.
Мех аника сплошных сред. М.; Госте х-
издат, 1954. 788 с.
Список литературы
15Г
12. Лохов Ю. Н., Рожнов Г. Н.,
Швыркова И. И. Кинетика образова-
ния жидкой фазы с учетах! теплоты
фазового перехода под действием то-
чечного источника тепла. — Физика и
химия обработки материалов, 1972,
№ 3, с. 9—17.
13. Левченко Е. Б., Черняков А. Л.
Неустойчивость поверхностных волн
в неоднородно нагретой жидкости. —
Журнал экспериментальной и теорети-
ческой физики, 1981, т. 81, вып. 1 (7),
с. 202—209.
14. Назаренко О. К., Истомин Е. И.,
Локшин В. Е. Электрошю-лучевая
сварка. М.: Машиностроение, 1966.
128 с.
15. НазаренкоО. К-> КайдаловА. А.,
Акопьянц К- С. О нестабильности
глубины проплавления при электрон-
но-лучевой сварке. — В кн.: Сварка
электронным лучом (материалы конфе-
ренции). М..: МДНТП, 1974, с. 26—30.
16. Ольшанский Н. А. Перенос ме-
талла в кратере при электронно-луче-
вой сварке. — В кн.: Сварка элек-
тронным лучом (материалы конферен-
ции). М.: МДНТП, 1974, с. 3—9.
17. О поведении интенсивного пучка
электронов в жидкссти/Л. Ю. Вольф-
сон, А, II. Кабанов, Л. А. Кафаров
и др. — Физика и химия обработки
материалов, 1971, Л» 5, с. 127—131,
18. Особенности формирования шва
при электронно-лучевой сварке/
Ф. Н. Рыжков, А. В. Башкатов,
В. С. Глотов и др, — Сварочное про-
изводство, 1972, А"» 5, е. 10—12.
19. Раров Н. Н., Углов А. А.,
Зуев И. В. К оценке влияния параме-
тров источника тепла ла форму углуб-
ления и величину деформации поверх-
ности жидкой фазы. — ДАН СССР,
1972, т. 207, № 1, с. 83—85.
20. Родигин В. Н. О форме кратера,
образующегося при электронно-луче-
вой сварке, — Физика и химия обра-
ботки материалов, 1978, № 2, с. 11—14.
21. Рубинштейн JI. И. Проблема
Стефана. Рига: Звайгзне, 1967, 457 с.
/ 22. Рыкалин 11. Н. Расчеты тепло-
вых процессов при сварке. М.: Маш-
гиз, 1951, 296 с.
23. Рыкалин Н. Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов. М,: Ма-
шиностроение, 1978. 240 с.
Ч/ 24. Рыкалин Н. Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов. М.: Машиностроение, 1975,
296 с.
25. Термокапиллярная конвекция
в жидкости под действием мощного ла-
зерного излучепия/Г. Г. Гл аду ш,
Л. С. Красицкая, Е. Б. Левченко
и др. — Квантовая электроника, 1982,
т. 9, № 4, с. 660—667.
26. Трибельский М. И. О форме
поверхности жидкой фазы при плав-
лении сильпоноглотдающих сред ла-
зерным излучением. — Квантовая элек-
троника, 1978, т. 5, № 4, с. 804—812..
27. Углов А. А., Иванов В. В.,
Кореньков В. И. Расчет профиля лунки
в жидкой фазе, образованной действием
концентрированного источника теп-
ла. — Физика и химия обработки ма-
териалов, 1977, .Аг 3, с. 148—149.
\^28. Углов А. А,, Кокора А. Н,
О некоторых эффектах, сопровожда-
ющих затвердение металлов в зонах
воздействия излучения ОК.Г. — Фи-
зика и химия обработки материалов,
1973, .№ 3, с. 12—16.
29. УгловА. А., Чередниченко Д. 14.
Расчет профиля фазового перехода при:
поверхностном оплавлении подвижным
источником тепла. — Физика и химия
обработки материалов, 1980, № 1,
с. 3—8.
30. Anthony Т. R., Cline Н. Е,
Surface rippling induced by surface-
tension gradients during laser surface
melting and alloing. —Journal of Ap-
plied Physics, 1977, v. 48, N 9, p. 3895—
3900.
31. Cline H. E. Surface rippling indu-
ced in thin films by a scanning laser. —
Journal of Applied Physics, 1981, v. 82,
N 1, p. 443—448.
32. Schwarz H. Mechanism of high-
power-density electron beam penetra-
tion in metal. — Journal of Applied
Physics, 1964, v. 35, N 7, p. 2020—
2029.
33. Schwarz H. Power densj ty оГ
optimally focused spacecharge-limited
electron beam. — Journal of Applied.
Physics, 1962, v. 33, N 12.
34. Tong H., Giedt W. H. Radio-
graphs of the Electron Beam Welding
Cavity. — Review of Science Instru-
ments, 1969, v. 40, N 10, p. 1283—
1285.
352 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
Глава О
Испарение материалов при воздействии
концентрированных потоков энергии
При воздействии ко и центрирован-
ного потока энергии (КПЭ) плотно-
стью, превосходящей критическое эяа-
(3>
=чение qc , и после определенного вре-
мени (зависящего от свойств вещества)
материал начинает разрушаться. Тер-
мин «разрушение» при воздействии
КПЭ на вещество является условным,
поскольку, как показывает опыт, прак-
тически даже при небольшой плотно-
сти потока в зоне, прилегающей к по-
верхности, и на поверхности вещества
протекают физические процессы, вызы-
вающие необратимые изменения, свя-
занные, например, с диффузией, ад-
сорбцией и десорбцией, генерацией
•структурных несовершенств и других.
Ниже под разрушением материалов
при воздействии КПЭ (если не сде-
.лано специальной оговорки) будем
понимать образование углублений, вы-
званных выносом части объема вслед-
ствие процессов испарения. Разруше-
ние вещества с образованием кратеров
дм и сквозных отверстий в тонких
-пластинах может быть также вызвано
плавлением материала с вытеснением
жидкой фазы давлением отдачи паро-
вой струи и последующей кристалли-
зацией расплава, В хрупких материа-
лах под действием термических напря-
жений могут образовываться сколы
как в процессе обработки, так и после
окончания воздействия КПЭ.
Общая физическая модель, охваты-
вающая все особенности воздействия
КПЭ на вещества в широком диапазоне
параметров режима и свойств материа-
лов, отсутствует. Основными моде-
лями, с помощью которых описывают
.процесс разрушения, являются модель
теплового разрушения и газодинамиче-
ская модель.
5,1. Модели^поверхностного
испарения материалов
Тепловая теория испарения, Тео-
рия поверхностного разрушения ме-
таллов, поглощающих ЛИ с диапазо-
ном плотностей потока 10е—10в Вт/см2,
разработана в ряде работ С. И. Ани-
симова, Дж. Рэди и др. [13, 15, 31].
Предполагается, что удаление веще-
ства из зоны воздействия ЛИ осу-
ществляется с помощью поверхност-
ного испарения. Причем в работе (13]
описание разрушения проводится с по-
мощью испарения с поверхности твер-
дой фазы, а В. А. Батановым и др. [15}
учтено, что на поверхности твердого
тела при воздействии ЛИ образуется
топкий слой расплава. Математическое
описание процесса производится с по-
мощью уравнения теплопроводности
для конденсированной среды в системе
координат, связанной с подвижной
границей, на которой происходит испа-
рение.
Для упрощения расчетов и выделе-
ния главных особенностей процесса
испарения временную структуру им-
пульса ЛИ рассматривать не будем.
В соответствии с [13] пренебрежем
наличием на поверхности вещества
тонкого слоя жидкой фазы. Обычно это
связано с относительно малым энер-
гетическим вкладом скрытой теплоты
плавления в энтальпию по сравнению
со скрытой теплотой испарения. Од-
нако жидкая фаза может иметь боль-
шое значение в связи с гидродинами-
ческими эффектами, обусловленными
движением расплава под действием
давления отдачи паровой струи. При
невысокой плотности потока указан-
ные факторы будут определяться вели-
чиной давления насыщенного пара
в точке плавления. На это обстоятель-
ство еще в 1970 г, обратил внимание
академик А. И, Шальников [12].
Бремя выхода на квази стационар-
ный режим с постоянной скоростью
испарения v# при q 10е Вт/см2
оказывается малым, поэтому не будем
останавливаться на этой стадии про-
цесса. Если выполняется неравенство
Гу» (ат)’/2, (5.1)
Модели поверхностного испарения материалов
15$
(где т — продолжительность ооздей-
ствия концентрированного потока, г: —
радиус пятна нагрева), то задача о ква-
зистацнонарном движении границы ис-
парения полубесконечного тела может
быть рассмотрена в одномерной по-
становке;
5^ , у» 5Г 0.
дг2 ' а дг ’
(5-2)
т (г, 0) = Т (оо, 1} О,
где Деи — разность удельных энталь-
пий твердой и газообразной фаз:
Да> = £6-()?Т)/2, (5.3)
где Lf, — удельная теплота испарения;
R — универсальная газовая постоян-
ная.
Решение системы уравнений (5.2)
в движущейся системе координат имеет
вид
Т = Г*ехр (5.4)
где Т* — температура поверхности
конденсированной фазы, которая в об-
щем случае не равна температуре
кипения при нормальном давлении,
а зависит от плотности потока
Между о0 и 7* существует связь:
Р° у (Lb + 2,5/?Т*) ’ (55)
где q — плотность потока ЛИ, погло-
щенная поверхностью тела.
В выражение (5.5) входят два пара-
метра н Т*, для определения кото-
рых необходимо дополнительное урав-
нение. В тепловой модели разрушения
вещества обычно используют уравне-
ние кинетики испарения [13]
v0= сехр (-Е6//?Г*), (5.6)
где с — скорость, близкая к скорости
звука в металле и зависящая от при-
нятой модели решетки.
Так, для дебаевской модели решетки
С = (й*”3 + 2ci~3) J > (5'7>
где с? и ct — скорость соответственно
продольных и поперечных воли.
Совместное решение уравнений (5.5)s
и (5.6) позволяет выразить о0 и Т*
через физические параметры вещества.
В общем случае получается трансцен-
дентное уравнение относительно одной
из величин или Т*, которое можно-
решить одним из методов. Если Lb'S?
;> RT*, то можно получить аналити-
ческое выражение для Т*;
Т* = (— Lb/R) In-4 (<?/cyLj,), (5.8>
а установившаяся скорость фронта-
испарения в этом приближении
оо = qiyLb. (5.9>
Зная ve и Т*, можно найти переме-
щение фронта испарения (глубину
испарения)
й.г = t’o (/ — /0), (5.10>
где t0 — время установления квази-
стационарного режима; t — текущее-
время;
(1 Q17
= 2,5)*’ (5'П>
где р ~ LblRT*.
Следует подчеркнуть отличие задачи*
поверхностного испарения от близких
по математической постановке задач.'
абляции, рассмотренных в гл, 3, кото-
рые отличаются не только вели чи-
нами Lt> и Lm, входящими в соответ-
ствующие формулы. В задаче абляции-
температура поверхности тела счи-
тается заданной и равной температуре
плавления Тт, в то время как в модели
поверхностного испарения температу-
ра Т* не является величиной заданной,
а находится из решения задачи.
Отметим, что модель с постоянной-
температурой поверхности, равной тем-
пературе кипения при нормальном
давлении, использовал Дж. Ради [31]'
для построения модели поверхностного
испарения. Обоснованием этому яв-
ляется то, что температура поверхности
тела, как следует из (5.6), слабо зави-
сит от плотности потока. Поэтому
в «технологическом» диапазоне плот-
ностей потока q ш 106-=-1СН Вт/см*
для большинства металлов темпера-
туру поверхности можно считать рав-
ной температуре кипения Тъ- Это
подтверждается расчетами, выполнен-
ными Ф. В. Вункипьтм и А, М. Про-
154 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
хоровым [6 ]. В общем же случае
предположение Дж. Ради является
неточным.
Качественный анализ, выполненный
С. И. Анисимовым, приводит к вы-
воду, что существует оптимальный
режим испарения данного вещества,
обеспечивающий максимальные объем
испаренного вещества и перемещение
фронта испарения. Оптимальная про-
должительность импульса
Р = — (5.12)
а \ yLi> / р* + 0,о
.'.Здесь Q — плотность энергии в Дж/см2;
параметр р* определяется как корень
трансцендентного уравнения
‘S13>
где Л' = 100св/(9лауЬь).
Плотность потока ЛИ в оптималь-
ном режиме
q* = (2,8«/<2) (у£ь)2. (5.14)
Перемещение фронта испарения в оп-
тимальном режиме определяется фор-
мулой где 1. Таким обра-
зом, оптимальный режим испарения
обеспечивается в том случае, если
скорость движения фронта испарения
близка к средней (за время действия
импульса) скорости распространения
волны нагрева в материале.
В рассмотренной постановке задача
о движении фронта испарения нс
учитывает температурную зависимость
теплофизических и оптических
свойств материала, а учитывает тем-
пературную зависимость отражатель-
ной способности. Для металлов можно
считать, что их поглощательная спо-
собность А (Г) линейно возрастает
с повышением температуры вплоть
.до температуры плавления. При одно-
мерной постановке задачи показано,
что в этом случае оптимальный режим
испарения смещается в область более
высоких плотностей потока ЛИ и
меньших продолжительностей им-
пульса (9].
Предел применимости приведенного
анализа связан с условием малости
поглощения излучения в испаренном
веществе, т. е. с отсутствием экрани-
рования падающего потока. При ана-
лизе процесса испарения вещества
необходимо учитывать кинетические
явления, происходящие в тонком слое
(кнудсеновском слое) пара вблизи по-
верхности и связанные, например,
с обратным потоком частиц пара вслед-
ствие их столкновений.
Уточнение условий вблизи поверх-
ности, с которой происходит испаре-
ние, может быть выполнено на основе
газокинетической задачи [13].
Скорость фронта испарения в ва-
куум [1]
у (Lb — 2,2/^/m) ' 15)
где k — постоянная Больцмана; m —
масса атома.
При учете кинетических явлений
в кнудсеновском слое выражение (5.15)
отличается от аналогичного соотноше-
ния без решения газо кинетической
задачи [1]. Если испарение под дей-
ствием концентрированного потока,
энергии происходит не в вакуум, а
в среду газа, то описание процесса
в ряде случаев существенно услож-
няется. Аналитические соотношения
в этом случае найти не удается, а
количественную информацию получают
с помощью расчетов газокинетических
задач на ЭВМ (И, 36].
Дальнейшее развитие тепловой мо-
дели поверхностного испарения ме-
таллов под действием концентрирован-
ных потоков энергии описано в ряде
работ 118—21 ], в которых наряду
с квазистационар ным испарением рас-
смотрены нестационарные испарения,
образование в металле кратера, и
разрушение металлических пленок.
Газодинамическая теория испаре-
ния. Газодинамическая модель разру-
шения, разработанная Ю. В. Афанасье-
вым и О. Н. Крохиным [3], охваты-
вает широкий диапазон плотностей
потока энергии от 106 Вт/см2 и выше.
Конденсированная среда, из которой
под действием К.ПЭ происходит испа-
рение, в газодинамической модели не
рассматривается. Основанием для та-
кого подхода к описанию процесса
разрушения вещества является то,
что с увеличением плотности потока ЛИ
роль "теплопроводности в конденсиро-
ванной фазе в общем энергетическом
Объемное парообразование
155
балансе существенно уменьшается, а
основной вклад в процесс дают явле-
ния, связанные с движением испарен-
ного вещества, и его взаимодействием
с падающим ЛИ.
Процесс испарения существенно за-
висит от плотности потока <?. Если
достигаемая температура мала; по
сравнению с величиной и/й (где со —
энергия связи на атом), то основное
значение в энергетическом балансе
имеет теплота испарения. При боль-
ших плотностях потока ЛИ параметры
конденсированного вещества не ока-
зывают заметного влияния па процесс,
разрушения. При малых плотностях
потока ЛИ, когда максимальная тем-
пература паров мала, нары вещества
будут прозрачны для падающего ЛИ,
С увеличением плотности потока тем-
пература повышается и при некотором
се значении поглощение в парах
становится значительным, т. е. раз-
вивается так называемая экранировка
падающего на вещество ЛИ. Таким
образом, процесс разрушения вещества
описывается системой газодинамиче-
ских уравнений для испаренного ве-
щества.
Система одномерных газодинамиче-
ских уравнений, описывающих дви-
жение вещества под действием ЛИ,
падающего со стороны х. ~ оо па по-
верхность тела, находящегося в ва-
кууме, в момент t = 0 имеет вид [3 ]
(5.16)
Приближенное решение системы
(5.16) рассмотрено в работе [3].
Газодинамическая и тепловая мо-
дели разрушения вещества в диапазоне
плотностей потока ЛИ 10s—10° Вт/см2
приводят примерно к одинаковым ре-
зультатам при оценке достигаемых
температур и скоростей испарения.
Использование соотношений обеих
моделей дает только качественное со-
гласие с экспериментом.
Использование методов теории подо-
бия. Тепловая и газодинамические мо-
дели разрушения могут быть исполь-
зованы для оценки глубины кратеров
в веществе в том случае, если выпол-
нено условие одномерности нагрева-
rf >/1, (5.17)-
где радиус пятна фокусирования;
h — глубина кратера. В процессе об-
разования углубления при /у х h су-
щественное значение имеет плавление-
материала и его последующее вымы-
вание с поверхности стенок кратера,
струей пара, поднимающейся со дна-
кратера.
Использование методов теории подо-
бия и размерности дало возможность
получить некоторые общие рекоменда-
ции и соотношения, в ряде случаев-
полезные для практического исполь-
зования [37].
5.2. Объемное парообразование
Известна зависимость глубины и
диаметра кратера от чистоты материа-
ла, его структуры и наличия в нем
газов как в свободном (в порах), так
и в растворенном состояниях [5, 34,
35]. Поскольку изменения таких физи-
ческих параметров, как скрытая теп-
лота испарения Lf, и плотность веще-
ства у, невелики для относительно-
небольшого количества примесей или
загрязнений в материале, то суще-
ственное изменение параметров зоны
разрушения приходится связывать с на-
личием процессов, отличных от по-
верхностного испарения или плавле-
ния-вымывания. Одним из таких про-
цессов может быть объемное парообра-
зование. Механизм объемного паро-
образования существенно отличается,
от поверхностного испарения. Для
идеальных поглощающих сред, т. с.
сред, не содержащих загрязнений,
примесей, газов и микродефектов,
структуры (микротрещип, пор и т. д.),
выполненные оценки [3 ] показывают,
что объемное парообразование в слое-
поглощения — ICE'1 см может иметь.
156 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
существенное значение для удаления
вещества (по сравнению с поверхност-
ным испарением) только при темпера-
турах, равных приблизительно О,3ш/А,
где «—скрытая теплота испарения,
приходящаяся на атом. Величина <в/А
.для типичных материалов равна десят-
кам тысяч градусов. Поскольку при
воздействии импульсов ЛИ с ft <
-< 10й Вт/см3 такие температуры пе
достигаются, то влияние объемного
парообразования по сравнению с по-
верхностным испарением незначи-
тельно. Отметим также, что величина
0,3(о//е, как правило, превышает кри-
тическую температуру, поэтому доля
объемного парообразования в процессе
разрушения должна быть существен-
ной при температурах, меньших чем
0,3&!k.
Рассмотрим влияние объемного паро-
образования на разрушение непро-
зрачных материалов, таких, как ме-
таллы, при воздействии ЛИ с плотно-
стью потока qe > 10“ Вт/см'" [29, 30].
Так как заметная скорость образо-
вания зародышей пара для жидкостей,
не содержащих включений и пузырь-
ков газа, требует значительных пере-
гревов, то в реальных условиях вски-
панию жидкой металлической фазы
.может способствовать наличие в ней
газовых и усадочных раковин и пор,
скопления примесей, неметаллических
включений, растворенных газов. Ука-
занные и возможные другие макро-
дефекты материала, влияющие друг
Фис. 5.1. Зависимость толщины слоя рас-
плава желеаа от плотности потока у.
на друга, обычно называют искусствен-
ными, или готовыми, центрами паро-
образования. Влияние каждого из
них может быть различным в конкрет-
ных условиях воздействия.
Рассмотрим условия, в которых су-
ществует жидкая фаза на поверхности
материала, поглощающего ЛИ, Рас-
пределение температуры при стацио-
нарном испарении по глубине от
поверхности тела, поглощающего ла-
зерное излучение, в первом прибли-
жении описывается экспоненциальной
зависимостью (5.4).'
Используя выражение (5 4), можно
рассчитать зависимость толщины слоя
расплава от плотности потока (рис. 5.1).
Толщина слоя расплава, в котором
могут протекать процессы объемного
парообразования, изменяется в зави-
симости от плотности потока ft от
сотен до единиц микрометра (см.
рис. 5.1). Толщина слоя расплава су-
щественна для динамики объемного
парообразования, поскольку она яв-
ляется верхним пределом при росте
закритического пузырька.
Критический размер пузырька г*,
который находится в термодинамиче-
ском и механическом равновесии, мо-
жет быть рассчитан из условий устой-
чивости:
Рц(И-Рв + 2а/г*; Vn<Vi<; (5.18)
Рп (г*) = Рж СХР ’ <5' 19>
где — объем пузырька; — кри-
тический объем; Рп — давление в пу-
зырьке; — внешнее давление; —
давление в жидкости; Уя( —объем
жидкости на молекулу; <7 — коэффи-
циент поверхностного натяжения.
Минимальный критический радиус
пузырька для расплавов металлов
составляет ~10-2 мкм, т. е. соизмерим
с толщиной слоя поглощения ЛИ в ме-
таллах. Поскольку толщина слоя рас-
плава, примыкающего к фронту по-
верхностного испарения, изменяется
от сотен до единиц микрометра, полу-
чаем верхнюю границу размеров не-
однородностей в расплаве металла,
которые могут служить центрами объ-
емного парообразования. Оценки кри-
тического размера пузырька для меди
при ft= IO^-j-IO7 Вт/см2 дают 10_fi—
Объемное парообразование
157
Рис- 5.2. Зависимость времени t₽ суще-
ствования пузырька н расплаве меди от
tплотности потока <Л>
10-6 см [30 b Рост пузырька к объеме
равномерно нагретой жидкости в пер-
вом приближении пропорционален кор-
ню квадратному из времени £ за счет
испарения в его объеме:
J- (I) = ЛгсрТ^ДГ (пдП1^/(л£г,тл),
(5.20)
где 7^-—удельный объем жидкости;
Тп — удельный объем пара при данной
температуре; ср — удельная теплоем-
кость при постоянном давлении; &Т —
величина перегрева жидкости; А ш
ж 1,7 — постоянная.
При лазерной обработке поверх-
ности материала рост пузырька про-
исходит в условиях увеличивающегося
теплоподвода к его границе с течением
времени из-за поверхностного испаре-
ния (движение пузырька навстречу
границе испарения в системе коорди-
нат, связанной с фронтом испарения).
Расчеты показывают, что скорость
всплывания пузырька оказывается ма-
лой и за время несколько миллисекунд
он практически не перемещается в рас-
плаве. Поэтому каждый пузырек в за-
висимости от величины q0 существует
определенное время, если пренебречь
его всплыванием в расплаве. Зависи-
мость времени существования отдель-
ного пузырька от плотности потока
(на примеремеди) приведена на рис.5.2.
Гис. 5.3. Зависимость радиуса пузырька Л
п расплаве меди от плотности потока при
различных перегревах Д7";
1 — I °C; 2 — 0,5 °C; г — 0,3 СС
Результаты числовых расчетов зави-
симости радиуса пузырька в расплаве
меди от плотности потока ЛИ к мо-
менту, соответствующему продолжи-
тельности существования отдельного
пузырька, представлены па рис. 5.3.
В условиях эксперимента возможно
раздельное наблюдение капель жид-
кой фазы, выносимых в результате
процессов объемного парообразования
и плавления-вымывания. Это обуслов-
лено тем, что для второго процесса
разлет капель должен происходить
преимущественно под некоторым углом
к поверхности зоны воздействия излу-
чения, в то время как процессы объем-
ного парообразования обусловливают
разлет капель и по нормали к поверх-
ности расплава [27],
Увеличение плотности потока ЛИ
и сокращения длительности импульса
(т. е. переход к режиму модулирован-
ной добротности) приводит к умень-
шению толщины слоя расплава (в пре-
деле — слой поглощения излучения),
прилегающего к поверхности испаре-
ния, повышению температуры в нем
вплоть до критической и выше я
сокращению времени жизни зародыше-
вых пузырьков. Переход к таким
условиям будет означать, что готовые
центры парообразования уже не имеют
большого значения по сравнению со
спонтанными (флуктуационного про-
исхождения), так как в слое поглоще-
158 испарение материалов при воздействии потоков энергии
ния материал может рассматриваться
как газ высокой плотности |3]. При
плотности потока ЛИ q ж 10а Вт/см2
время существования отдельного пу-
зырька '—'3‘ 1СГ7 с, в течение которого
он успевает вырасти от зародышевых
размеров до размеров, сравнимых с
толщиной золы расплава (порядка
нескольких микрометров).
Увеличение перегрева слоя расплава
интенсифицирует рост пузырька и
может привести к выбросу жидкой
фазы из зоны воздействия. Выброс
жидкой фазы интенсифицируется не
только перегревом расплава, но и пуль-
сацией давления отдачи [26].
Выброс капель жидкой фазы про-
исходит в моменты времени, следую-
щие непосредственно за резким паде-
нием плотности потока ЛИ при ис-
пользовании режима свободной гене-
рации [26 ]. Аналогичные явления
наблюдались при воздействии на сталь-
ную пластину (сталь 2X13) толщиной
2 мм импульса излучения неодимо-
вого лазера продолжительностью
~9 мс, модулированного с помощью
механического модулятора, предста-
вляющего собой вращающийся диск
с отверстием, через которое ЛИ про-
ходит к мишени [4], В экспериментах
обнаружено, что, изменяя расположе-
ние перекрывающей части диска отно-
сительно начала воздействия импульса
ЛИ, можно при определенной длитель-
ности паузы вызвать выброс жидкой
фазы. Это явление поепт пороговый
характер по времени после начала
воздействия импульса ЛИ и не наблю-
дается, если после перекрывания ЛИ
проходит достаточно большое время,
определенное экспериментально. Плот-
ность потока ЛИ в экспериментах
была 10Б Вт/см2, а импульс излуче-
ния по форме близок к прямоуголь-
ной [4].
Наблюдения за процессом иниции-
рования выброса указывают на не-
устойчивость объема удаленного ме-
талла за один импульс при одной и
той же плотности потока. Так, выброс
металла в виде крупных капель наблю-
дается один раз за 4—5 импульсов при
одинаковых условиях обработки,
В остальных случаях процесс сопро-
вождается незначительным выбросом
расплава в виде мелких капель.
Зависимость удаленной массы рас-
плава от частоты перекрывания ЛИ.
(для случая рассечения импульса ди-
ском при частоте перекрывания
—4 кГц) следующая:
fn, мс . . , 0.124 0,115 0,107 0,00
т- 10“3, кг — 0,08 0,2 О, 13
Кривая зависимости т (/и) имесг
максимум в диапазоне частот, близ-
ких к 4 кГц. Минимальная длитель-
ность ЛИ, начиная с которой наблю-
дается появление выброса при диа-
метре расплавленной зоны 1,25 мм,
составляет величину порядка 2,5 мс.
Максимальная длительность перекры-
вания, вызывающая выброс жидкой
фазы, не превышает 0,75 мс. При
уменьшении длительности перекрыва-
ния до —0,03 мс инициирование вы-'
броса пе прекращалось, С увеличением
диаметра расплавленной зоны (при
расфокусировке излучения) длитель-
ность перекрывания, вызывающая вы-
брос, увеличивается.
Сравним характерное время изме-
нения температуры поверхности раз-
дела фаз жидкость—газ с временем
изменения температуры жидкой фазы,
примыкающей снизу к слою погло-
щения. Поскольку теплопроводность
является наиболее инерционным про-
цессом изменения температуры слоя
поглощения толщиной и единствен-
ным процессом изменения темпера-
туры для прогретого поверхностного
слоя толщиной h, то в этом случае
характерное время остывания слоя
поглощений Т;ц и зоны расплава Тд
можно оценить но соотношениям Тд х
л2/а и тд « h‘2/a. При плотностях
потока да яг 10я Вт/см2 толщина слоя
расплава h 0,1-1-0,01 мм, поэтому
по самым осторожным оценкам тд
Э> Тд. Это обусловливает тот факт,
что внутренние слои расплава при
колебаниях плотности потока ЛИ по-
падают в условия перегрева относи-
тельно установившейся температуры
и давления [26].
Качественные представления о взрыв-
ном характере выброса (при развитом
испарении) при плотностях потока
ЛИ, приводящих к достижению кри-
тических температур, развиты в ра-
ботах [23, 32],
ОЗъемное парообразование
159
При воздействии непрерывного из-
лучения лазера ла СО3 с плотностью
потока 6'10:‘ Вт/см3 на этанол и аце-
тилен наблюдается взрывной выброс
.жидкости, развитие которого зависит
от степени перегрева. Увеличение вы-
броса массы и импульса отдачи в ре-
зультате взрывного испарения должно
.наблюдаться в узком интервале плот-
ностей потока, которому соответствуют
температуры поверхности, близкие
к критическим [23].
Наличие пузырьков растворенных
тазов и посторонних примесей в рас-
зглаве металлов и их влияние на раз-
витие объемного парообразования уч-
тено в работе [16]. Существует неко-
торое критическое значение плотности
потока ЛИ начиная с которого
.процесс объемного парообразования
превалирует над поверхностным испа-
рением, однако величина qB оказалась
в этой модели заниженной [16]. Усло-
вие сопоставимости поверхностного и
-объемного механизмов парообразова-
ния задано в работе [16] равенством
-площади, на которую падает излуче-
ние, суммарной площади всех вырос-
ших из уже находившихся в расплаве
и образовавшихся пузырей за время
пребывания в волне прогрева.
В работе [7] при анализе найдено
квазистацнопарное распределение тем-
пературы, соответствующее плоской
установившейся волне испарения со
свободной поверхности жидкости, с уче-
том затрат энергии па плавление ме-
талла, температурного скачка в кпуд-
сеновском слое и потери энергии,
связанной с разлетом паров.
Рассмотрим физические причины на-
рушения поверхностного испарения
объемным парообразованием. Во-пер-
вых, благодаря объемному парообра-
зованию существует дополнительный
поток пара, выбрасываемый пузырь-
ками. Во-вторых, для образования и
роста пузырьков необходимы затраты
энергии, которые включают поверх-
ностную энергию, энергию испарения
и работу расширения. В-третьих, пу-
зырьки, выходя па поверхность жид-
кости, искажают ее, создавая неров-
ности порядка своего радиуса. Для
каждого из этих нарушений поверх-
ностного испарения можно ввести соот-
ветствующий критерий нарушения
Смена механизмов испарения может
произойти при росте плотности потока
q0, причем наиболее сильно поверхность
искажается пузырьками, если площадь
пузырьков, пересекаемых плоской по-
верхностью жидкости A'nnJnS, равна
площади самой этой поверхности S.
Тогда, сопоставляя эти площади, по-
лучим
К = (5.21)
где du — средний диаметр пузырьков;
д.-п — среднее число пузырьков в еди-
нице объема.
Условие (5.21) означает, что пло-
щадь, на которую падает излучение,
существенно превышает площадь пло-
ской поверхности, что может сказаться
па величине поглощенной мощности.
Из условия (5.21) следует, что рас-
стояние между соседними пузырьками
равно приблизительно их диаметру.
Поэтому структура поглощающего слоя
сильно отличается от той, которая
характерна для поверхностного испа-
рения. Выходя па поверхность, пу-
зырьки могут выбрасывать жидкость,
расположенную над ними, и жидкость,
заполняющую промежутки между ни-
ми, в виде частиц примерно того же
радиуса, что и пузырьки. При выпол-
нении условия (5.21) капельный поток
массы уо [иа | Л'пй?1 («о — скорость по-
верхности расплава) оказывается то-
го же порядка, что и полный поток
Toluol, если лопнувший пузырек по-
рождает капельку того же размера.
Таким образом, выброс капель может
существенно влиять на вынос массы.
Кроме того, капли могут сильно уве-
личить экранировку поверхности от ЛИ
16,13].
Диаметр пузырька в момент сопри-
косновения с поверхностью
</п = j с (0 dt
О
= j И(2/3) Др (/)/70 dt, (5.22)
о
160 ИСПАРЕНИЕ ^материалов при воздействии потоков энергии
Рис* 5.4. Критическая плотность потока
при различных толщинах поглощения
излучения
J — флуктуационные пузырьки; 2 — гото-
вые пузырьки
где £ж— время существования пу-
зырька до соприкосновения с поверх-
ностью; v — скорость роста пузырька,
равная рэлеевской скорости; v =
= / (2/3) Ар/уа [16], для которой
достаточно приближенной оценки
Ущах^ж — V (2/3) Арп?/То/>к>
(5,23)
гДе ища» = К(2/3) Арт/уа — характер-
ная скорость роста пузырьков, Дрт =
= Ро (Т'пих) — Р-
Время существования пузырька опре-
деляется временем до соприкоснове-
ния с поверхностью жидкости
/ж — б/(| ui> I "к г'тахЬ
dn = 6ип1ах/(] и0 ] -ф- t'raax). (5.24)
Оценки показывают [7], что при
плотностях потока, близких к кри-
тическому значению для смены меха-
низмов испарения, цтах существенно
превосходит ] «о |.
Среднее число пузырьков в единице
объема [16]
^1О~10/2,*ш> (5.25)
где r+m = 2<зт/Арт — критический ра-
диус; ат = а (Тт).
Температурная зависимость а (Г),
как и Lb (Т), хорошо аппроксимиру-
ется линейной функцией Т
с (Г) = <т0 (Г* - 7)/(Т, - 70) ,(5.26)
где (7\ — Тй) -— температурный диа-
пазон; <т0 — значение о (7) при тем-
пературе 70.
Для алюминия при температуре
плавления а0 = 0,737- Н/м.
Скорость образования флуктуацион-
ных пузырьков [3]
= V ^еХр(-"А7 )Х
(5.27)
Число таких пузырьков, образу-
ющихся в единице объема за время
существования пузырька,
J,Vn/ = // (Тт) Лк — // (Гпг) X
0Т-1Л
I «о I + Vm
(5.28)
где бу — толщина слоя диффузии те-
пла; Й17 — толщина слоя поглощения
излучения.
Расчеты критической плотности по-
тока q*, при которой происходит
смена механизма поверхностного испа-
рения на объемное парообразование
с учетом флуктуационных и готовых
пузырьков, показывают, что неучет
собственного роста готовых пузырь-
ков при больших толщинах поглоще-
ния ЛИ может приводить к значитель-
ным ошибкам 17].
Связь между д* и толщиной слоя
поглощения ёд для флуктуационных
(кривая /) и готовых (кривая 2)
пузырьков с учетом собственного роста
представлена на рис. 5.4. Пересече-
ние кривых 1 и 2 образует границу
АВС, ниже которой (область I) пре-
обладает поверхностное испарение, а
выше АВС (область II) основную роль
играет объемное парообразование.
Данные расчетов показывают, что
флуктуационное кипение является ос-
новным механизмом объемного паро-
образования в диапазоне 5,6 X
X 10“2 см.
Расширение газа при испарении в вакуум
161
5.3. Расширение пара при
испарении в вакуум
При воздействии КПЭ на поверхность
конденсированного тела, находящегося
в вакууме, газ, образующийся в ре-
зультате испарения, свободно расши-
ряется в окружающее пространство,
Скорость испарения в вакуум веще-
ства, имеющего температуру, суще-
ственно меньшую, чем энергия связи
атомов, определяется двумя процес-
сами: уходом атомов с поверхности
вещества вследствие теплового движе-
ния и возвращением их обратно в ре-
зультате столкновений в газовой фазе.
При достаточно медленном испарении
в вакуум плотность пара у поверхно-
сти мала, столкновения редки и воз-
вращением атомов на поверхность
можно пренебречь.
Частицы при поверхностном испа-
рении имеют максвелловское распре-
деление по скоростям в телесном угле
2.1 с температурой равной темпе-
ратуре поверхности, с плотностью Я[ь
равной плотности насыщенного пара
при этой температуре {13].
Плотность dn числа испаренных
частиц, скорости которых заключены
в интервале щ v + dv, на поверхности
л = 0 определяется выражением
. / т \3/2 / лгш2 \ ->
уж>0, (5.29)
где т — масса атома газа.
Массовая скорость пара и, напра-
вленная нормально к поверхности
тела, и и,!3, где у = IS/iTyfnm)]1'2—
средняя квадратическая скорость ча-
стиц газа, имеющего максвелловское
распределение по скоростям. Если газ
является достаточно разреженным, то
и определяет скорость оттока газа от
поверхности, что наблюдается при
длине свободного пробега частиц I —
— 1/(цс), где п — число частиц., много
больше характерной длины в данной
задаче; а — газокинетическое сечение.
В этом случае столкновениями между
частицами можно пренебречь. Если же
испарение является интенсивным, то
пренебрегать обратным потоком ато-
мов нельзя.
6 Рыкалви Н. Н. и др.
В условиях лазерной или элек-
тронно-лучевой обработки материалов
движения основной массы пара обычно
описывают уравнениями гидродина-
мики. Однако в этом случае длина
свободного пробега атомов меньше
всех характерных геометрических па-
раметров задачи, Все движение газа
распадается па две характерные обла-
сти. В первой области, прилегающей
к поверхности и имеющей щирицу /д,
в результате столкновений частиц уста-
навливается новое состояние газа,
характеризующееся изотропной функ-
цией распределения, отличной от мак-
свелловской температурой 7’ и плот-
ностью частиц п. Массовая скорость
потока й также отлична ст ё;4.
Во второй области движение газа
определяется уравнениями гидроди-
намики. Гидродинамическое прибли-
жение заведомо неприменимо в тонком
(толщиной в 2—3 пробега атомов)
кнудсеновском слое /д у поверхности
твердого тела. Для уравнений гидро-
динамики кнудсеновский слой явля-
ется поверхностью разрыва [131. Для
отыскания граничных условий на по-
верхности разрыва необходимо оты-
скать функцию распределения атомов
по скоростям внутри^ кпудсеновского
слоя.
Для испарения в вакуум решение
этой задачи с помощью уравнения
Больцмана найдено [I, 131. Решения
задач кинетики в основном отыски-
ваются с помощью методов: момент-
ного, вариационного и метода Монте-
Карло [381. Рассмотрим} кратко эти
методы.
Моментный метод [38[ заключается
в том, что кинетическое уравнение
умножается на функции, образующие
полную ортогональную систему для
функции распределения атомов, и ин-
тегрируется по всем скоростям атомов.
В результате, так как ортогональная
система бесконечна, получается бес-
конечная система уравнений для функ-
ции распределения. Для отыскания
решения система уравнений редуци-
руется, т. е. оставляется конечное
число уравнений при наложении ряда
условий на выбранную систему функ-
ций. Чаще всего используют пять
уравнений, отождествляя пять выбран-
162 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
ных функций с основными моментами
кинетического уравнения Больцмана:
плотностью у, тремя компонентами ско-
рости атомов v и температурой Т
[38]. В ряде случаев используют
13 функций, дополняя указанные мо-
менты составляющими потока импуль-
са Pjj и энергии. Указанные момент-
ные методы носят названия пятимо-
ментный и тринадцатимоментный ме-
тоды Трэда. Для решения задач с по-
мощью моментного метода чаще всего
приходится использовать специальные
численные методы решения задач на
ЭВМ. В методе моментов возникает
проблема выбора граничных условий,
которым должны удовлетворять реше-
ния моментных уравнений [38].
Вариационный метод заключается
е том, что при .его применении отыски-
вается не функция распределения,
л ее моменты, т. с. температура, ско-
рость, плотность и т. д., которые
предварительно аппроксимируются
функциями, содержащими то или иное
число неизвестных констант.
Метод Монте-Карло является по
сути не методом решения конкретного
кинетического уравнения, а методом
численного моделирования физическо-
го процесса. Например, задаваясь
функцией распределения системы, на-
ходят ее изменение, моделируя дви-
жение нескольких тысяч частиц [38].
Основным уравнением кинетической
теории газов является уравнение
Больцмана. Трудность его решения
связана со сложным характером инте-
грала столкновений в правой части
уравнения
где / — функция распределения;
/ (/) — интеграл столкновений, описы-
вающий изменение функции распре-
деления за счет соударений частиц;
его вид зависит от закона взаимодей-
ствия частиц газа.
Одним из приемов упрощения инте-
грала столкновений является запись
его в релаксационной форме
МЛ -Х’17о(ц)-На)], (6.31)
где v = т 1 — частота столкновений,
предполагаемая постоянной и зави-
сящая от закона взаимодействия ато-
мов; fe (и) — максвелловская функция
распределения по скоростям; / (о) —
искомая функция распределения.
Этот метод, предложенный П. Г. Бат-
нагером, Е. П. Гроссом и М. Круком
138], был назван БГК-моделью. Не-
смотря на кажущуюся простоту, БГК-
модуль достаточно сложна. Ее обычно
используют в трех задачах, где тре-
буется найти функцию распределения
в полупространстве с неизвестным
интегралом столкновений.
При анализе процессов испарения
тел в вакуум под действием мощного
ЛИ использовалась Б ГК-модель в ста-
ционарном одномерном приближении
[1, 13].
В работе [13] оценена доля частиц[
возвращающихся к поверхности тела
и составляющих приблизительно 18 %
испарившихся атомов.
Приведем формулы для расчета тем-
пературы, скорости и других параме-
тров при испарении в вакууме в зави-
симости от [13]:
<?0 = 0,32- 10^3.4v3 (Д> + 2,2) е—
У<> ’ А "" 1,67-10~24 ; |Ъ'32)
im '“1Й = Lb (1 + 2,2/1/0) ; (5'33)
= /т/'й,; (5.34)
Т — 0,65Ги — OtG^Lb/kya’, (5.35)
й-0,8М0|2(4Мй)1''2; (5.36)
ii = /т/Й; (5.37)
р — О.ббй/гТо. (5.38)
Здесь — поток частиц пара на по-
верхность; п, и, Т - локальные плот-
ность, скорость, температура газа у
поверхности; щ,— число частиц в еди-
нице объема тела.
Параметры, входящие в соотноше-
ния (5.32) — (5.38) для ряда металлов,
представлены в табл. 5.1.
В табл. 5.1 представлены два зна-
чения: т>0 и v*, причем величина vj
из условия равенства плотности числа
частиц насыщенного пара равна
экспериментальному' значению ее при
давлении насыщенного пара 0,1 МПа
[25].
Параметры пара п и Т в большинстве
случаев отвечают резко пересыщен-
Взаимодействие излучения с. продуктами выброса
163
5.1. Параметры ряда металлов
Металл A 7» г/см» aQ- cm" 3 V(,» ia-i\ c"5 -V*. 10-13, c’1 2' m, Дж/моль Гд- кг1*, Дж
А1 27 2,7 6,0 8,11 8,24 74,4 5,16
Bi 209 9,8 2,8 1,66 2,62 47,5 3,29
W 184 19,4 6.3 6,24 6,94 200 13,9
Fe 5(> 7,9 8,5 8,32 11,9 99,3 6,8&
Си 64 8,9 8,3 6,55 5,39 80,8 5,60
Мо 96 10,2 6,4 7,90 7,74 157,1 10,9
Xi 59 6.6 6,7 7,49 13,7 101 7,0
Sn 119 7.3 3,7 2,29 2,04 72 4,99
Pb 207 11,3 3.3 1,83 1,18 47 3,26
Ag 108 10,5 5,8 4,47 3,99 68,3 4,74
Cr 52 7,2 8,3 8,63 13,4 94,5 6,55
Zn 65 7,1 6,5 4,37 3,3 31 2,15
Mg 24,3 1,74 2,5 — 4,58 34,9 2,42
ному состоянию, что должно повлечь
за собой конденсацию пара при его
расширении почти сразу у поверх-
ности, Наличие пересыщения не может
существенно изменить расчет гидро-
динамических граничных условий,
основанный на пренебрежении процес-
сом конденсации у поверхности тела
[131.
Качественная картина течения пара
у поверхности тела выглядит следую-
щим образом. На расстоянии lh (2—
3 длины свободного пробега частиц)
пар приобретает равновесные значения
массовой скорости, плотности и тем-
пературы. При выходе из кнудсенов-
ского слоя пар оказывается резко
пересыщенным и на расстоянии
Sr Ihfijn он частично конденсируется.
При этом выделяется скрытая теплота
перехода 1.ь, температура пара повы-
сится, и состояние его приближается
к состоянию насыщения. Эти условия
в области, достаточно далеко прости-
рающейся от поверхности вниз по
потоку, как правило, таковы, что
в процессе газодинамического расши-
рения в паре успевает восстанавли-
ваться равновесие.
Такой подход к анализу процесса
расширения пара при испарении в ва-
куум в общем случае является при-
ближенным. Это связано с тем, что
формированию гидродинамического
движения основной массы пара пред-
6*
шествует переходной процесс, анализ
которого требует решения кинетиче-
ской задачи о движении пара нс
только для кпудсеновского слоя, но
и для всего течения в целом. Такое
решение позволяет проследить переход
от свободно-молекулярного разлета
пара к гидродинамическому, опреде-
лить характер течения в области
малой плотности и найти эффективные
граничные условия на испаряющейся
поверхности. Эта задача решена чис-
ленным методом в работе С. И. Ани-
симова и А. X. Рахматуллиной [2].
5,4. Взаимодействие
излучения с продуктами
выброса
Взаимодействие КПЭ при плотности
потока, превышающей критическое
значение^3 , с поверхностью тел при-
водит к развитию процессов интенсив-
ного испарения, движению паров и
взаимодействию их с падающим ЛИ
пли потоком ускоренных частиц. Пре-
небрежение взаимодействием продук-
тов выброса с потоком энергии может
привести к ошибкам в определении
параметров разрушения вещества, по-
скольку экранировка может суще-
ственно изменять прострапствеппо-вре-
менпйе характеристики потока.
Вопросам гидродинамики разлета
пара и поглощению излучения продук-
164 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
тами разрушения посвящен ряд работ
(см., например, [3, 6, 13]). Следуя
этим работам, остановимся на вопро-
сах нагрева пара, особенностях его
движения, экранировки поверхности
тела продуктами разрушения.
Нагрев пара лазерным излучением.
Когда паровая струя от поверхности
тела при испарении в вакуум под
действием КПЭ пронизывается пада-
ющим на тело ЛИ, то существует опре-
деленный интервал плотностей пото-
ка <7о, при котором пар не переходит
в состояние смьнопоглощающей
плазмы. В этих условиях существен-
ная экранировка падающего ЛИ не
развивается. При этом температура
пара за счет взаимодействия с ЛИ
повышается.
Пусть поверхность тела является
плоской. При испарении вблизи гра-
ницы раздела фаз существует тонкий
слой, размер которого составляет 2—
3 длины свободного пробега атомов.
Хотя толщина кпудсеновского слоя
в абсолютном масштабе для большин-
ства лазерных экспериментов является
малой (---10 s мм), его важность для.
анализа процессов не вызывает сомне-
ний. Это связано с тем, что в кпудсе-
новском слое толщиной lk происходит
формирование структуры газодинами-
ческого потока пара. Весь поток пара
состоит из двух характерных обла-
стей, связанных между собой па гра-
нице кн уде айовского слоя. Столкно-
вение между частицами пара в слое lk
приводит к возвращению части частиц
к поверхности и конденсации на ней,
так как для металлов коэффициент
прилипания близок к единице,
С точки зрения гидродинамического
рассмотрения граница слоя и газо-
динамического течения является по-
верхностью слабого разрыва, за кото-
рой начинается нестационарная волна
разрежения пара [17]. На самой же
поверхности разрыва скорость тече-
ния пара равна местной скорости звука,
т. е. УпТ^т, где уп — постоян-
ная адиабаты Пуассона для пара;
Та — температура пара, связанная
с температурой поверхности тела Т
простым соотношением m —
масса частиц пара. Давление в потоке
пара (Т), где коэффициенты
Pi и р2< 1; ps (Г) — давление насы-
щенных паров при температуре Т.
Коэффициенты Pj и (3, для испарения
в вакуум рассчитаны в работе [13]
с помощью кинетического уравнения
для функции распределения частиц
пара. Для металлического пара rs
=SO,65, 0,18.
Если dy — диаметр лазерного луча,
то время установления гидродинами-
ческих параметров пара должно удов-
летворять условию t »dflctj. В слое,
примыкающем к поверхности мишени,
с толщиной х <q di поток паров яв-
ляется плоским одномерным. Вне этого
слоя начинается боковое расширение
паровой струи, поэтому его плот- •
иость Yj, давление р, и температура 7\
монотонно уменьшаются с ростом коор-
динаты х, а скорость течения ~
= (х) возрастает от значения
(«1),шп “ «1(0) = скорость потока
пара во всех точках этой области
является сверхзвуковой, так как
«1 W > Cj (х) = 1/^7} (х)/т. Даже
если боковое расширение паров неве-
лико, параметры пара Ylh pt, Т1 и
«1 могут существенно изменяться. При
увеличении диаметра струи одноатом-
ного пара (уи = 5/3) на 30 % плот-
ность пара падает в 3 раза, темпера-
тура в 2,1 раза, давление в 6,2 раза.
Расчетная скорость пара возрастает
при этом в 1,7 раза в предположении,
что расширение является адиабати-
ческим. Даже при таком, достаточно
большом уменьшении давления оно
обычно превосходит атмосферное да-
вление, т. е. влиянием внешнего дав-
ления па течение паров в области
х d можно пренебречь, если внеш-
нее давление р пе пыша атмосферного
[17].
Рассмотрим взаимодействие между
потоком пара и ЛИ. Если суммарный
коэффициент поглощения (в паре я па
частицах конденсата) обозначить zv =
= (x, /), то плотность потока ЛИ
q на поверхности металла [13]
q = qr> ехр I — j (х, t) dx I —
= qae~AW, (5.39)
где q0 — плотность потока ЛИ до
взаимодействия с паром; А (() — пол-
Взаимодействие излучения с продуктами выброса
165
пая оптическая толщина поглощаю-
щего газа.
При температурах пара Т & Tis,
соответствующих однократной иони-
зации его атомов, поглощение ЛИ
обусловлено фотоэлектрическим погло-
щением возбужденными атомами и
процессами тормозного поглощения
электронами в поле ионов и ней-
тральных атомов [141, В условиях
воздействия ЛИ на материалы погло-
щение и рассеяние излучения может
также происходить на частицах кон-
денсата и каплях жидкой фазы, выбро-
шенных из зоны действия луча.
Фотоэлектрическое поглощение и
тормозное поглощение на ионах со-
гласно формуле Крамерса—Унзольда
[14] при }’:•: < }, где / — потенциал
ионизации,
, , 26л2
'Л - ’ZV1 , Kva---X
el>Z2kTniI
(5.40)
где Ze — заряд нона; v — частота ЛИ;
пп — плотность атомов в паре; с —
скорость света; h— постоянная
Плавка.
Коэффициент тормозного поглоще-
ния электронов в поле нейтральных
атомов для энергии электронов <3 эВ
[13]
46с2щ, Vli Г . 3_kT_
L 2 he>
15м>
где — сечение упругого рассеяния
электронов на атомах; яг* — масса
электрона; о = 2m; пЕ — концентра-
ция электронов, определяемая в рав-
новесных условиях по формуле Саха
[14]:
2 / 2n.mekT \3/2 /с
< - «И ) е'' . (5.42)
В случае равновесной ионизации
~ 4Gc‘J(Te / kT \3/4
Xv,i~ (2 л)5'4 \/
X WkT]' (5.43)
Получим соотношения для расчета
толщины Дг газовой компоненты про-
дуктов разрушения. Предполагая, что
степень ионизации равновесна и опре-
деляется формулой Саха, представим
Аг в виде суммы двух слагаемых,
соответствующих v! и яГз [13]:
-'г = Д13 Д3;
оо
л 12 = j (Xvi + *V3) dx;
б
00
л3 J ^dx. (5.44)
о
Расчеты Л1г и Л3 приводятся в [13]
для двух случаев: газ во всей области
течения является насыщенным паром
и газ расширяется по адиабате Пу-
ассона.
Численные оценки затруднительны
из-за отсутствия систематических дан-
ных по для металлов в области
малых энергий ое си 14-5 эВ. Для ще-
лочных металлов ае (14-3) 10 14 см2.
Однако основной вклад в поглощение
в большинстве случаев вносят фото-
электрическое поглощение и тормозное
поглощение на ионах.
Величины Ajl’/i и Ад” - 10~,4/ае? в за-
висимости от у0 = LiUkTo), вычислен-
ные для ряда металлов, представлены
на рис. 5.5, Как правило, фотопогло-
щение и тормозное поглощение с уча-
стием попов преобладают, т. е. Л$,1’ •<
»МЬ
Для металлов при плотности потока
q as 10<> Вт/см2 коэффициент поглоще-
ния пара оказывается весьма малым,
т. е. пар, образующийся при развитом
испарении металла, настолько прозра-
чен, что дополнительный нагрев его
падающим излучением отсутствует.
Здесь мы нс касались вопроса о погло-
щении ДИ каплями конденсата и жид-
кой фазы, выбрасываемой из зоны
воздействия. Тем не менее «холодная»
струя пара (при отсутствии поглоще-
ния ЛИ) может быть разогрета ЛИ
с развитием устойчивого оптического
разряда. Существует физическая при-
чина, по которой в парах вещества
развивается оптический разряд.
Вследствие флуктуации на некотором
166 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ ПОТОКОВ ЭНЕРГИИ
Рис, 5.5, Зависимость вели-
чины Л|р (сплошные крн-
1ые) н (щтри-
ховыс кривые) от параме-
тра уге - область, в ко-
торой л « 1 для импульсов
излучения длительностью
от Ю-® с до 3* 10“' с к кон-
цу воздействия. Расчеты со-
. ответствуют металлам:
"1 — Al; 2 — Bi; 3 — W; 4 —
Fe; 5 — Cu; 6 — Mo; 7 —
Ni; 5 — Sn; .9 — Pb; !0 —
Ag; 1) — Cr; 12 — Zn
расстоянии от поверхности тела может
возникнуть стой паров с повышенной
температурой. В этом слое возрастает
поглощение ЛИ и при скорости рас-
пространения детонационной волны
ил > ui (где ui — скорость паровой
струи), слой с повышенной темпера-
турой пара расширяется в обе стороны:
пока его положение не станет устой-
чивым, т. с. в струе пара устанавли-
вается оптический разряд. Устано-
вившееся значение ширины разряда
Ах и температуры пара в нем Тг
определяются выражением Q = Q (1\,,
Дх) [6].
9 о— (ел — 1) q, (5,45)
J —" к
где Д — коэффициент отражения; Л —
оптическая толщина, при которой ско-
рость детонационной волны ид равна
скорости и, = ых (х) натекающего па
разряд «холодного» пара
«I W ~ (<?). (5.46)
а скорость газа за фронтом детонации
и., (Q) равна скорости звука <?3 =
— (условие Чепмена-Жуге),
т. е.
7\ = («%) (Q) • (5.47)
Чтобы определить температуру раз-
ряда Т\ и его ширину Дх, нужно найти
зависимость гц (х). Для этого необ-
ходимо решить гидродинамическую за-
дачу. Если же требуется найти только
температуру' разряда 1\, то этого
делать не следует, так как Г2 зависит
от Дх незначительно, поэтому можно
Взаимодействие излучения с продуктами выброса
167
положить Дх да d. Тогда уравнение
(5.46) становится излишним, а урав-
нение (5.47) может быть упрощено,
если и2 = у„ /2 (уи-|- 1) Q/(Vti — 1),
т. е. считать детонационную волну
сильной.
Температура Т2, согласно соотноше-
нию Крамерса—Унзольда, определя-
ется из уравнения &.,!Та = In (Ac/A),-
где Ао = я0 Ал да xnd. Приближенное
решение этого уравнения имеет вид
т2 .= Л/Л*, А* = In ( 27я ~ П X
I Tn -г 1
'•]} <5-48’
где А — А — А — энергия одно-
кратной ионизации атомов пара.
Величина Л* слабо зависит от
теплофизических свойств вещества и
плотности потока у падающего излу-
чения и близка к 10 (при Ло = xod да
да 10s-i-10* величина Л* находится
в пределах 9—11).
Таким образом, установившаяся
температура пара Т2 вблизи поверх-
ности тела (х d) определяется в ос-
новном энергией ионизации его ча-
стиц Лив большинстве случаев
значительно превосходит температуру
поверхности Т. Нагретый факел паров
отделен от более холодной поверхности
вещества слоем сверхзвукового тече-
ния «холодного» пара. Оптическая
толщина Л факела всегда —Л"1,
т. е. остается малой по сравнению с еди-
ницей, существенного экранирования
поверхности металла не происходит.
Численные оценки показывают, что
для большинства металлов (исключая
тугоплавкие, как вольфрам и молибден)
температура пара Г3 превосходит тем-
пературу поверхности тела в 2,5—
4,5 раза [6].
Стационарный нагрев паров излу-
чением неодимового лазера (Л =
= 1,05 мкм) впервые описан в работах
[10, 15, 24], а спектроскопическое
измерение температуры паров при
длительности импульса т да 1 мс и
да 107 Вт/см2 выполнено в работе
[33]. Оптический разряд возникает
в парах спонтанно, т. е. развивается
в результате флуктуационного меха-
низма.
Развитое испарение со стационарным
нагревом паров вблизи поверхности
мишени (х< d) осуществляется до
тех пор, пока плотность потока не
слишком велика и в паре не возникает
оптический разряд, называемый также
лазерной искрой [28]. При плазменной
экранировке поверхности тела испа-
рение существенно снижается; при
непрерывном облучении процесс может
стать автоколебательным и мощность
ЛИ расходуется не только на нагрев
тела, ио и на поддержание оптического
разряда.
Режим чистого испарения (без опти-
ческого пробоя) может реализоваться
только в тех случаях, когда плотность
потока q ЛИ попадает в интервал
fen< <7< fon> гДе — порог раз-
вития в паре оптического пробоя.
При давлении окружающей атмосферы
р <. 0,1 МПа в видимом и ближнем
ПК диапазонах такой режим может
быть легко реализован, так как <?011
существенно превышает ?Исв- В даль-
нем ИК диапазоне, в том числе для
излучения лазеров на СОа, пороги
испарения <7ИПП и оптического пробоя
7011 могут сильно сблизиться, так что
реализация режима чистого испаре-
ния становится затруднительной.
Экранирование излучения частицами.
Рассмотрим теперь экранирование из-
лучения лазера частицами конденси-
рованной фазы, образующейся при
конденсации переохлажденного пара
[13]. Из-за значительного начального
переохлаждения конденсация пара на-
чинается практически у поверхности
в конденсационном скачке. Так как
пересыщение оказывается выше кри-
тического, то все зародыши конденси-
рованной фазы оказываются устойчи-
выми и начинается их рост. Число за-
родышей определяется в основном
степенью ионизации пара. Полное
число центров должно быть примерно
равно исходному числу ионов, так
как из-за конденсации пересыщение
пара быстро падает, снижается и ско-
рость образования новых зародышей,
зависящая от степени переохлаждения
168 ИСПАРЕНИЕ МАТЕРИАЛОВ ПРИ ВОЗДЕЙСТВИИ потоков ЭНЕРГИИ
9 = (Ts — T)/Ts как ехр Ь —
постоянная величина [14]. С некото-
рым приближением можно считать,
что полное число центров конденсации
в расчете на один атом постоянно и
равно степени ионизации пара в скачке
= ns!;ins, где — число элек-
тронов в единице объема при темпера-
туре 7’.,.
Чтобы рассчитать оптическую тол-
щину конденсированной фазы в по-
токе Ак, нужно знать коэффициент
ослабления излучения каплями k, скла-
дывающийся из коэффициента погло-
щения и коэффициента рассеяния
Ар [13]:
k - n^k --= ик (Ап + Ар), (5.49)
где яЕ — концентрация капель.
Для типичного случая, когда X
1 мкм, для k можно получить
9vv{.T якК1г
о Tve2
л’о=^- <5-а°)
V
2
о
Здесь v—частота ЛИ; vc.r— частота
столкновений электронов в металле;
VIt — объем капли; л—-длина волны
ЛИ; тг — масса электрона; N — кон-
центрация электронов в металле.
Степень конденсации о. определяется
как отношение числа атомов в конден-
сированной фазе лл( к полному числу
атомов в единице объема п для двух-
фазной системы, состоящей из насы-
щенного пара и частиц конденсирован-
ной фазы
« = Ж «п) = (5.51 >
где и;к = ла; лп = (! — а) п.
Величина k, как можно показать,
используя соотношение (5.47), не за-
висит от числа капель в потоке, а
определяется только полным количе-
ством вещества в конденсированной
фазе
Используя уравнение непрерывности
avus — соотношение (5.53) можно
записать в виде
Ац = йноУо/и/,. (5.54)
Для наглядности сопоставим А1Г
с величиной А*, которую можно опре-
делить как [13]
А* = ^1, (5.55)
где ка — коэффициент поглощения ме-
талла; А* — число «полностью по-
глощающих» слоев металла, испарен-
ных к моменту времени t. Тогда
отношение
A-A’i!/AK (5.56)
дает число слоев металла, которые
следует испарить для того, чтобы
у поверхности образовался слой кон-
денсата, ослабляющий проходящее
через него излучение в е раз
3
д _ А^ _ ад, __ 4л Ур»/,;
Лк 9 v“vCT ’ '
где х0 — 4ло/(сй) ~ 4пл’(1/с.
Для типичного случая воздействия
излучения лазера на металл (v0 »
де2Д015 с-1; v де 3_104 с-1; о0 де
де 101’ с-1; r/s де 10) Л де 104.
Приведенные расчеты носят оце-
ночный характер, так как реальный
процесс разлета пара является не
одномерным, а трехмерным. Кроме
того, наряду с каплями конденсата
в паре присутствуют капли выброшен-
ной жидкой фазы, размеры которых
составляют от единиц до десятков
микрометров и на которых может
происходить дополнительное экрани-
рование ДИ. Выброшенные капли,
взаимодействуя с падающим на них
ЛИ, могут возвращаться в расплав
металла [27 ].
Список литературы
6--^. (5.52)
Отсюда можно найти оптическую
длину Ак [13]
Ак = (H,.«sf),tys- (5- 53)
1. Анисимов С. И, Об испарении
металла, поглощающего лазерное излу-
чение, — Журнал экспериментальной и
теоретической физики, 1968, т. 54,
вып. 1, с. 339—342.
2. Анисимов С. И., Рахматули-
на А. X. Динамика расширения пара
при испарении в вакуум. — Журнал
Список литературы
169
экспериментальной и теоретической фи-
зики, 1973, т. 64, вып. 3, с. 869'—876.
3. Афанасьев Ю. В,, Крохин О. II.
К теории взаимодействия излучения
лазера с веществом. — В ки,: Труды
ФИАН — Квантовая радиофизика. М.:
Наука, 1970, т. 52, с. 118—170.
4. Балацкий Л. Л., Углов А. А.,
Лобачева Т. Я- Закономерности вы-
плеска жидкой фазы при плавлении
металлов излучением ОКТ. — Физика
и димия обработки материалов, 1976,
№ 5, с. 9—12.
5. Бреховских В. Ф., Рыкалин Н.Н.,
Углов А. Л. О возможном влиянии со-
держания газов в металлах на зону-
воз действия луча лазера. — ДАН
СССР, 1970, т. 190, № 5, с. 1059—
1062.
6. Бункин Ф. В., Прохоров А. М.
Использование лазерного источника
энергии для создания реактивной тя-
ги. — Успехи физических паук, 1976,
т. 119, вьш. 3, с. 425—446.
7, Бурмистров А. В. О роли пу-
зырькового кипения при взаимодей-
ствии мощных потоков излучения с ве-
ществом. — Журнал прикладной меха-
ники и технической физики, 1979, № 3.
с. 35—14.
8. Виленская Г. Г., Немчинов И. В.
Численный расчет движения и нагрева
излучением О КГ плазмы, образовав-
шейся при вспышке поглощения в па-
рах твердого тела. — .Журнал при-
кладной механики и технической фи-
зики, 1969, № 6, с. 3—15.
9. Влияние отражательной способ-
ности поверхности па испарение ме-
талла под действием интенсивного све-
тового потока/С. И. Анисимов,
Б. И. Дмитриенко, Л. В. Лесков
и др. — Физика и химия обработки
материалов, 1972, Лэ 4, с. 10—14.
10. Газодинамическая структура
плазменного факела, воз пи кающего при
испарении металлов мощным оптиче-
ским излучением/В. А. Батанов,
Ф. В, Буикин, А. М. Прохоров и др. —
Журнал экспериментальной и теоре-
тической физики, 1972. т. 63, вьш. 4(10),
с. 1240—1246.
11. Гуськов А. П., Углов Л. А.
Модель кинетики испарения поверх-
ности металла в газовую атмосферу. —-
Журнал технической физики, 1980,
г. 50, № 10, с. 2050—2056.
12. Двумерные слабонадкритические
структуры в лазерных волнах субли-
мации/С. И. Аппспмов, С. М. Гель-
берг, Б. А. Маломсд и др. — ДАН
СССР, 1982, т. 262, № 5, с. 1117—1120.
13. Действие излучения большей
мощности на металлы/С. И. Атшсимов,
Я. А. Имас, Г. С. Романов, и др. М.:
Паука, 1970. 272 с.
14. Зельдович Я. Б., Райзер Ю. Л.
Физика ударных волн и высокотемпе-
ратурных гидродинамических явлений.
М.: Наука, 1966. 686 с.
15. Испарение металлических мише-
ней мощным оптическим излучением/
В. А. Батанов, Ф. В. Бункин,
А. М. Прохоров и др. — Журнал экс-
периментальной и теоретической фи-
зики, 1972, т. 63, вып. 2, с. 586—608.
16. Кондратьев В. Н. О механизме
испарения при взаимодействии мощ-
ных потоков энергии с веществом. —
Журнал прикладной механики и тех-
нической физики, 1972, № 5, с. 49—57.
17. Лаидау Л. Д., Лифшиц Е. М.
Механика сплошных сред. М.: Гос-
техиздат, 1954. 746 с.
18. Любов Б. Я. Теория кристалли-
зации в больших объемах. .М.: Натка,
1975. 322 с.
19. Любов Б. Я., Соболь Э. Н.
Квазнстационариое развитие лунки
в испаряющему под действием лазер-
ного излучения материале. — Журнал
технической физики, 1976, т. 46, Л» 7,
с. 1517—1521.
20. Любов Б. Я-, Соболь Э. Н. Ко-
личественный анализ кинетики испаре-
ния металлических пленок, поглоща-
ющих излучение ОКТ- — Физика и
химия обработки материалов, 1976,
№ 6, с. 8-15.
21. Любов Б. Я., Соболь Э. Н. Не-
стационарное испарение полусграни-
ченного тела под действием мощного
потока энергии. Физика и химия обра-
ботки материалов, 1975, № 5, с. 3—8.
22. Любов Б. Я-, Соболь Э. Н. Раз-
витие тепловой модели поверхностного
испарения металлов под действием кон-
центрированных потоков энергии (об-
зор). — Физика и химия обработки
материалов, 1979, .№ 1, с. 12-26.
23. Метастабильность жидкой фазы
в у-словиях развитого испарения кон-
денсированных сред/Н. В, Карлов,
Б. Б. Крынсцкий, В. А. Мишин
170
ЛАЗЕР НО-ПЛАЗМЕННЫЕ И ТЕРМОХН МИЧЕХКИЕ ПРОЦЕССЫ
и др. — Письма ЖЭТФ, 1974, т. 19,
вып. 2, е. 111—114,
24. Неподвижная ударная волна, воз-
никающая при стационарном испаре-
нии металла под действием лазерного
нзлучения/В. Л. Батанов, Ф. В. Бун-
кин, А. М. Прохоров и др. — Письма
ЖЭТФ, 1970, т. И, вып. 2, с. 113—118.
25. Несмеянов А. Н. Давление пара
химических элементов. 1М.: Изд-во АН
СССР, 1961. 224 с.
26. О некоторых закономерностях
выноса материала из зоны воздействия
излучения лааера/Б. Л1. Жиряков,
Н. 14. Рыкалип, Л. А. Углов и др. —
В кн.: Квантовая электроника: Сб.
статей/Под ред. акад. 14. Г. Басова.
Л1.: Советское радио, 1973, т. 1 (13),
с. 119—121,
27. О некоторых особенностях вы-
носа материала из зоны воздействия
излучения лазера/Б. М. Жиряков,
Н. II. Рыкалип, А. А. Углов и др. -
Журнал технической физики, 1971,
№ о, с. 1037—1042.
28. Райзер Ю. П. Лазерная искра и
распространение разрядов. М.: Наука,
1974. 308 с.
29. Рыкалин Н. Н., Углов А. А.
О роли объемного парообразования при
действии луча лазера на металлы. —
Физика и химия обработки материалов,
1970, № 2, с. 33—36.
30. Рыкалин Н. Н., Углов А. А.
Процессы объемного парообразования
при действии луча лазера на метал-
лы — Теплофизика высоких темпера-
тур, 1971, т. 9, № 3, с. 575—582.
31. Рэди Дж. Действие мощного ла-
зерного излучения. Пер. с англ. М.;
Мир. 1974. 468 с.
32. Самохин А. А. О роли перегрева
в режиме развитого испарения. —
Краткие сообщения но физике (ФИАП),
1973, .М 4, с. 7—10.
33. Спектральная диагностика плаз-
менного факела, образующегося при
развитом испарении металлов лазер-
ным излучепием/В. А. Батанов,
В. А. Богатырев, Н. К. Суходрев
и др. — Журнал экспериментальной и
теоретической физики, 1973, т. 64, .
вып. 3, с. 825—832.
34. Углов А.А., Гребенников В. А,
оз действ ле лазерного излучения на
пористые материалы. — Квантовая
электроника, 1981, т. 8, № 31, с. 2479—
2485.
35. Углов Л. А., Гребенников В. А.
О воздействии лазерного излучения па
пористые материалы. — Физика и хи-
мия обработки материалов, 1980, № 5,
с. 144—145,
36. Углов А. А., Гуськов А, П.
Об испарении металла в атмосферу по-
стороннего газа. — Физика и химия
обработки материалов, 1980, № 6,
с. 49—52,
37. Уляков II. И. Некоторые зако-
номерности разрушения твердых сред
излучением ОКГ. — Журнал экспери- ’
ментальной и теоретической физики,
1967, т 52, вып. 3, с. 820—831.
38. Черчиньяни К. Теория и при-
ложения уравнения Больцмана. Пер.
с англ. М.: Мир, 1978. 495 с.
Глава "
Лазерно-плазменные и термохимические процессы,
инициируемые действием излучения
Большинство лазерных технологи-
ческих процессов связано с нагревом,
плавлением и испарением веществ.
К числу таких процессов относятся
процессы лазерной обработки: термо-
упрочнение, отжиг, сварка, резание,
получение отверстий и т. д. Они, как
правило, производятся на воздухе,
что в ряде случаев дает определенные
технологические преимущества, напри-
мер, по сравнению с электронно-лу-
чевой обработкой. Тем не менее ряд
процессов лазерной обработки мате-
риалов требует применения вакуума
или атмосферы нейтральных газов,
например, для защиты сварного шва
Воздействие дазериого излучения на вещества
171
при сварке химически активных ме-
таллов и как средство повышения по-
рога для образования плазменного
сгустка над зоной обработки. Струю
защитных газов часто используют при
сварке металлов излучением лазера
на С О2, когда вблизи поверхности тела
в парах металла образуется плазмен-
ное облако, экранирующее поверх-
ность от потока ЛИ и препятствующее
получению глубинных проплавлений.
Можно поставить вопрос об йеноль
зовании образующегося плазменного
облака для воздействия на поверх-
ность заготовки, имея в виду не
только термические эффекты, но и
плазмо- и термохимическое воздей-
ствия. Порог пробоя газа лазерным
излучением вблизи поверхностей твер-
дых мишеней понижается при росте
давления для лазеров с длиной волны А
как 1,06 (46, 47], так и 10,6 мкм
[18, 33, 36]. Опыты показали, что
присутствие вблизи поверхности ме-
талла газовой атмосферы с заданным
составом и контролируемым повышен-
ным давлением позволяет изменять
характер воздействия излучения ла-
зера па материалы. Это дает возмож-
ность создавать новые процессы об-
работки материалов, которые можно
назвать лазерно-плазменной обработ-
кой, так как в создании определенных
поверхностных свойств материала [40]
существенное значение имеет обра-
зованная плазма.
Другим важным направлением, ис-
пользующим воздействие ЛИ, является
комплекс процессов, связанных с ини-
циированием поверхностных термохи-
мических реакций при обработке ма-
териалов в окислительной среде или
среде другого газа, но при плотностях
потока, не вызывающих пробоя газа,
в котором производится обработка.
В последние годы этому направлению
посвящено большое число работ [2—5].
6,1. Воздействие лазерного
излучения на вещества
при высоких давлениях
окружающей среды
Фокусировка мощного ЛИ в газ
высокого давления при определенных
условиях (плотности потока, давлении
газа) приводит к развитию в зоне
фокусирования лавинного пробоя газа
и световой вспышки, носящей назва-
ние. лазерной искры. Это явление,
открытое в 1962 г. [37], сразу стало
объектом интенсивных исследований
и в достаточно короткое время были
изучены как механизмы, ответствен-
ные за развитие пробоя, так и усло-
вия, при которых в газе возникает
оптический пробой.
Для развития оптического пробоя
в газе требуются весьма высокие
плотности потока 1О10—-1011 Вт/см2,
что соответствует напряженности элек-
трического поля —-10й—107 В/'см. Про-
бой развивается при вполне определен-
ном пороговом значении плотности
потока. Снижение порога пробоя для
большинства газов наблюдается при
росте давления, наложения СВЧ-поля,
приложении импульса электрического
поля [37]. Однако и в этих случаях
порог пробоя чистых газов еще до-
статочно высок и к тому же является
функцией длины волны излучения.
Помещение твердой мишени в зону
фокусирования излучения лазера и
рост давления приводят к снижению
порога на 1—2 порядка по сравнению
с фокусировкой излучения в чистый
газ. Наблюдался низкопороговый про-
бой газа в парах испаренного с по-
верхности вещества при воздействии
лазера на СО3 (А — 10,6 мкм) [18].
В ряде других экспериментов также
наблюдался пробой под действием ЛИ
в парах испаренного металла при ат-
мосферном давлении. Так, В. К. Гон-
чаровым и др, [121 получен пробой
воздуха в фокусе линзы, находящемся
на расстоянии 10 мм от поверхности
материала при плотности потока из-
лучения неодимового лазера q » 2Х
X 107 Вт/см8 (па поверхности q iv
ж 2- 10s Вт/см2). Воздействие излуче-
ния неодимового лазера на металлы
(молибден, коррозионно-стойкая сталь)
при средних плотностях потока
(14-10) 107 Вт/см71, миллисекундного
импульса проводилось в диапазоне
давлений азота 1 — 120-10й Па [10,
46]. Для этого материал при остром
фокусировании излучения линзой с
/ = 150 мм помещался в камеру вы-
сокого давления, конструкция кото-
рой позволяла через одно из окон
172
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
вводить ЛИ внутрь камеры, а через
другое окно регистрировать протека-
ющие вблизи поверхности материала
процессы с помощью скоростного фо-
торегистра типа СФР-1М, работающего
в режиме лупы времени. Наряду
с металлами излучалось действие ЛИ
на пластинки из диэлектриков [47].
Воздействие ЛИ на материалы при
высоких давлениях окружающей среды
приводит к экранировке зоны воздей-
ствия н изменению характера пораже-
ния материалов. Рассмотрим раздельно
опытные данные, касающиеся явле-
ний, происходящих над поверхностью
образца, и изменений, вносимых со-
вместным действием излучения и плаз-
менного сгустка в физические харак-
теристики поверхностного слоя. После-
довательно остановимся на эксперимен-
тах с азотом, аргоном и гелием, по-
скольку каждый из изученных газов
обладает своими особенностями в про-
цессах обработки мишеней.
Развитие зоны экранировки в азоте,
эволюция плазменного сгустка [47].
Изучение кинетики развития плазмен-
ного сгустка осуществлялось с по-
мощью скоростного фотографирования.
Временной промежуток между отдель-
ными кадрами составлял от 15 до
80 мкс в зависимости от степени по-
дробности изучения той или иной
стадии процесса. Опытные данные по-
казывают, что по прошествии 30—
50 мкс после начала воздействия ЛИ
над поверхностью развивается плаз-
менное облако, почти полностью экра-
нирующее зону воздействия от пря-
мого попадания ЛИ. Степень экра-
нировки мишени плазменным обла-
ком, условно определяемая массой
вынесенного вещества, существенно за-
висит от изменения давления и не-
сколько слабее — от плотности по-
тока ЛИ. Плазменное облако возни-
кает вблизи поверхности мишени и
перемещается навстречу ЛИ со ско-
ростью 2—а м/с при плотностях па-
тока --10е—101 Вт/см2. Скорость плаз-
менного сгустка достигает —-5 м/с
максимального значения к концу дей-
ствия импульса и затем начинает
падать. Время существования плазмен-
ного сгустка до его распада почти
в 2 раза превышает длительность
импульса (--0,8 мс) для таких мате-
риалов, как молибден и коррозионно-
стойкая сталь. Плазменное облако,
образованное действием излучения на
ряд диэлектриков, существует более
продолжительное время — около 4 мс.
Поперечный размер плазменного сгу-
стка для металлических мишеней с те-
чением времени изменяется: вначале
он растет, затем надает и, достигая
определенного значения, мало изме-
няется вплоть до его исчезновения.
Это указывает на то, что давление
в плазменном сгустке в конце импульса
мало отличается от давления газа
в камере.
Изменение характеристик поверхно-
стного слоя материала в зоне воздей-
ствия ЛИ в среде азота. Экранирова-
ние плазменным сгустком приводит
к резкому снижению выброса материа-
ла независимо от его типа. При тол-
щине материала 1—2 мм и давлении
азота 2—3 МПа (q-106 — с?-10" Вт/см2)
в материале формируется сквозное
отверстие, а доля расплавленного ма-
териала на ее поверхности мала. Рост
давления (в указанном диапазоне плот-
ностей потока) приводит к почти пол-
ной экранировке ЛИ. В этом случае
поверхность материала только «обо-
жжена» (покрыта тонким слоем ни-
тридов, продуктов сгорания, остав-
шихся па поверхности после ее очистки)
и на ней практически отсутствуют
микрообласти, где имеются мелкие
капли расплава. В то же время размеры
зоны воздействия ЛИ на поверхности
материала возрастают в несколько'
раз: при исходном размере пятна
нагрева rf « 0,25-:-0,3 мм размеры
обожженной зоны составляют не-
сколько миллиметров. Естественно свя-
зать этот факт с изменением простран-
ственных и временных характеристик
источника теплоты, действующего па
поверхности материала после начала
развития экранировки. Плотность по-
тока источника теплоты после начала
экранировки падает, а эффективный
радиус зоны воздействия существенно
возрастает по сравнению с радиусом
пятна /у ЛИ. Возможным механизмом
роста зоны воздействия па материал
является тепловая расфокусировка ЛИ
после прохождения плазменного об-
лака, приводящая к снижению плот-
Воздействие лазерного излучения па вещества
173
ности потока на поверхности. С другой
стороны, поскольку размер плазмен-
ного сгустка в течение импульса пре-
вышает размер пятна фокусирования,
энергия ЛИ, преобразованная в энер-
гию плазмы, передается на большую
площадь, что приводит к росту раз-
меров зоны воздействия на материале.
Интенсивность источника теплоты на
поверхности материала должна падать
с течением времени по закону
'--arcctg (ii'ta)ll<2, где ta — время дости-
жения температуры плавления мате-
риала [101. Удаление плазменного
облака от поверхности материала спо-
собствует снижению максимального
значения q на поверхности. В плазме,
образованной вблизи поверхности, мо-
гут протекать автоколебательные про-
цессы [43, 55].
Остановимся на этом явлении более
подробно. Автоколебания в лазерной
плазме при высоких давлениях газов
(азот, СО,) обнаружены в работе [55]
с помощью методики продольного про-
свечивания лазерной плазмы, в кото-
рой ЛИ от неодимового лазера про-
пускалось на регистрирующую си-
стему через отверстие в пластине,
вблизи которой образовалась лазерная
плазма [42]. Автоколебательный ха-
рактер изменения во времени физиче-
ских параметров лазерной плазмы
вблизи медной поверхности в атмо-
сфере азота при давлении 1—8 МПа
и углекислого газа при давлении 0,5—
5,5 МПа обнаружен с помощью зон-
дового тока (рис. 6.1) [43]. Получен-
ные экспериментальные данные позво-
ляют сделать вывод, что в системе ЛИ
плазма — поверхность при определен-
ных условиях могут возбуждаться
автоколебательные процессы [31].
Как отмечалось в [53], при взаимо-
действии ЛИ с поверхностью материала
(металл, диэлектрик) в газах повышен-
ного давления пороговые значения
плотности потока q для развития про-
боя и давления р становятся услов-
ными и не поддаются однозначному
определению, что объясняется нали-
чием в зоне фокусирования газа и па-
ров испаренного материала. Этим,
по-видимому, можно объяснить суще-
ствование некоторого промежуточного
режима между развитым оптическим
пробоем (q > 3-103 Вт/см2) и простым
испарением или плавлением материала
(q 3‘ 10е Вт/см3). При плотностях
потока д 3- 10s Вт/см2 к моменту
/и температура поверхности материала
достигает температуры испарения (при
данных q и р). Происходит испарение
материала, на поверхности которого
идет разогрев окружающего газа. На
осциллограмме (см. рис. 6.1, а) этот
момент времени с учетом задержки
распространения эрозионной плазмы
от поверхности материала до зонда
соответствует резкому всплеску зон-
Рис. 6.1. Огибающая импульса излучения
неодимового лазера 1 = 1,06 мкм (вверху)
и осциллограмма зондового тока (книзу):
материал — медъ; давление азота р =
— 6 МПа, « — q = 3-100 Вт/см2; б — q
!ТЙ< 10’ Вт/см2
174
лазерно-плазменные и ТЕРЛЮ.ХИМНЧЕСКИЕ ПРОЦЕССЫ
дового тока. Оптического пробоя при
этом нет, так как плотность потока
невелика и степень ионизации не-
достаточна для развития лавинного
процесса. Возникающая эрозионная
плазма частично экранирует материал
от действия ЛИ, температура поверх-
ности падает, что снижает парооб-
разование, а следовательно, умень-
шается разогрев окружающего таза
у поверхности материала. Таким об-
разом, за областью с повышенной кон-
центрацией заряженных частиц сле-
дуют область с пониженной концен-
трацией, что соответствует спаду зон-
дового тока на осциллограмме (см.
рис. 1, а). Затем расширение эрозион-
ной плазмы ведет к уменьшению
экранировки материала, усилению па-
рообразования, и процесс повторяется,
приобретая автоколебательный харак-
тер.
Период наблюдаемых автоколеба-
ний тока зонда составляет для меди
Га-= 50--60 .мкс (^= 16^20 кГц),
что несколько отличается от значений
периода изменения оптической плот-
ности плазмы в тех же условиях [55].
При определении оптической плот-
ности частота автоколебаний составила
10 кГц. Расчеты частоты по
методике, изложенной в работе [31],
дают /Р — 7 кГц, что удовлетвори-
тельно согласуется с опытными дан-
ными.
При уменьшении плотности потока
ЛИ до q ~ 1,5-10е Вт/см2 характер
пульсаций зондовых токов изменяется;
регистрируются несколько всплесков
тока относительно пулевого уровня
(рис. 6.1, б). При дальнейшем умень-
шении плотности потока q <i I.5X
X 10е Вт/см2 автоколебательный ха-
рактер изменения зондового тока исче-
зает. В этом режиме наблюдается
однократный всплеск тока, соответ-
ствующий выбросу испаренного ве-
щества.
При исследовании зависимости па-
раметров автоколебаний от давления
газа, окружающего мишень, обнару-
жено, что в диапазоне давлений азота
I—8 МПа и углекислого газа 0,5—
5.5 МПа определяющее значение в раз-
витии и п-.удержании автоколебатель-
ных процессов имеет обрабатываемый
материал. Окружающий газ в основ-
ном влияет на скорость разлета про-
дуктов выброса материала, увеличение
которой, вероятно, определяет распад
автоколебательных процессов при сни-
жении давления ниже 1 МПа для
азота и 0,5 МПа для углекислого
газа. Закон изменения регистрируе-
мых при этом зондовых токов приоб-
ретает случайный, стохастический ха-
рактер [43].
Существует отрицательная обратная
связь в системе ЛИ — поверхность
материала, которой могут являться
эрозионная плазма, плазма оптиче-
ского пробоя или продукты выброса
вещества [20, 35, 48]. 6 зависимости
от коэффициента связи такая система
при определенных условиях может
стать неустойчивой — в ней возникнут
автоколебательные процессы. В про-
цессах обработки материалов К11Э
автоколебательные явления могут
иметь существенное значение в фор-
мировании зоны воздействия, а также
могут быть использованы в управлении
процессом.
Остановимся на изменениях, вно-
симых в поверхностный слой мате-
риала совместным воздействием плаз-
менного сгустка и ЛИ. Распределение
микротвердости в зоне воздействия ЛИ
на пластину из коррозионно-стойкой
стали представлено па рис. 6.2.
В центре зоны воздействия микротвер-
дость максимальная и спадает к се
краям до исходного значения
(200 МПа). Изменение микротвердости
поверхности можно объяснить двумя
причинами: 1) возникновением струк-
турных изменений, обусловленных вы-
сокими скоростями нагрева и охла-
ждения поверхностных слоев мате-
риала; 2) с азотированием поверхност-
ного слоя, приводящего к образованию
нитридов.
Более подробно результаты измере-
ния микротвердости поверхностного
слоя сталей при повышенных давле-
ниях азота рассмотрены в работе
(57], Зависимость микротвердости по-
верхностного слоя материала от давле-
ния газа при постоянных условиях
воздействия ЛИ. имеет максимум
(рис. 6.3). находящийся в диапазоне
7,8—8,0 МПа.
Воздействие лазерного излучения на вещества
175
Вис. 6.2. Распределение мииротвердосги
на поверхности материала в зоне воздей-
ствия излучения неодимового лазера на
коррозионно-стойкую сталь (азот, р =
= 6 МПа, г = 0,8 мс)
Результаты исследований воздей-
ствия излучения импульсного неоди-
мового лазера на вращающийся об-
разец из коррозионно-стойкой стали,
находящийся в атмосфере азота и
других газов, приведены в работе
[52]. Длительность воздействия им-
пульса ЛИ составляла 0,7—1 мс,
плотность потока изменялась от 10®
до 107 Вт/см®. Линейная скорость
перемещения образца изменялась от
15 до 40 м/с, что давало возможность
определить начало возникновения
плазмы с точностью 10—15 мкс. При
давлении азота —-*8,0 МПа и q »
я» 10е Вт/см2 поглощение ЛИ плазмой,
образованной над поверхностью ма-
териала, происходит не позднее чем
через 50—200 мкс с начала воздей-
ствия. Изменение q при постоянных
давлении р и скорости и приводит
к изменению как размеров, так и формы
оплавленных участков поверхности.
При уменьшении плотности потока q
оплавленный участок приобретает
удлиненную форму, причем его длина
увеличивается вплоть до некоторого
значения q (рис. 6,4). При давлении
2—3 МПа длина оплавленного участка
достигает 10—12 мм (о ж 25 м/с,
<7 108 Вт/см2). При р > 3 МПа уве-
личение q приводит к уменьшению
длины оплавленного участка. При
3,0 6,0 9,0 12,0 р,Г1Па
Рис. 6.3. Зависимость мнкротве-рдости
стали от давления азота
q > 3'10й Вт/см®, р < 3,0 МПа и
уж 20 м/с наблюдаются разрывы
оплавленных участков.
Состояние и структура поверхности
материала оценивались по изменению
микротвердости участков, подвергну-
тых только воздействию ЛИ, плазмы
совместно с ЛИ и, наконец, плазмы
в отдельности. Данные измерений мн-
кротвердости показывают, что она
в области совместного действия плазмы
с ЛИ и плазмы в отдельности практи-
чески не изменяется, если поверх-
ность металла не расплавлена. В об-
ласти непосредственного воздействия
ЛИ, как и в случае с неподвижным
образцом, микротвердость увеличи-
вается. При увеличении скорости дви-
жения образца микротвердость сни-
жается, что связано с уменьшением
времени действия ЛИ на данный уча-
сток поверхности материала, находя-
щегося в жидком состоянии. Анализ
Рис. fi.4, Зависимость длины оплавленного
участка I на поверхности материала от у
(ачот, р = 3 МПа, v = 10 м/с)
176
JJA3EPII0-ПЛАЗМЕ ИНЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
чеппя при различных v, q и р пока-
зывает, что в увеличении микротвер-
дести стали основное значение имеет
плазма (при этом металл должен быть
расплавлен).
Воздействие ЛИ на материалы в сре-
де аргона. Эксперименты по воздей-
ствию излучения импульсного неоди-
мового лазера (q = 10s4-W7 Вт/см2)
ня пластины из металлов (алюминия,
молибдена, коррозионно-стойкой ста-
ли) толщиной- 1—2 мм, графита тол-
щиной 2 мм и топких пластинок
(--ИО-1 мм) полированного кремния
в широком диапазоне давлений аргона
0,1—13,0 ЛИ 1а представлены в ра-
боте 145].
Основные особенности взаимодей-
ствия ЛИ с веществом связаны с раз-
витием пробоя в тазе при высоких
давлениях и образованием вблизи по-
верхности плазменного облака, эво-
люция которого определяет характер
поражения поверхности материала.
Эти явления характерны для аргона
в диапазоне давлений выше 30 МПа.
Опытные данные показывают, что фи-
зические свойства материала оказы-
вают существенное влияние на кине-
тику плазменного облака (скорость
перемещения, температуру, свети-
рис. ft Л. Зависимость диаметра d зоны
воздействия ЛИ от да el.?lc и и я аргона па
алюминий </)т графит (2), молибден (3)
н коррозионно-стойкую сталь
12Х!8Н]4Г[ (4)
.мость, геометрические размеры п т, д,).
Материал не только инициирует под-
жигание плазмы вблизи его поверх-
ности, по н дает определенное развитие
плазменного облака. Такое влияние
материала наиболее существенно на
начальной стадии процесса взаимодей-
ствия, когда формируется зона экра-
нирования поверхности. D последу-
ющие моменты влияние характери-
стик материала на параметры плаз-
менного облака несколько снижается,
Общим для всех исследованных ма-
териалов л диапазоне, давлений (0,1 —
13 МПа) является экранирование зоны
воздействия при повьипепип давления
выше 3 МПа, если, плотность потока
превышает Вт/см2. Роет давления
аргона приводит (при прочих равных
условиях) к увеличению среднего диа-
метра плазменного облака и уменьше-
нию его длины. Эти закономерности
не носят монотонного характера, по
крайней мере, для среднего диаметра
плазменного облака В частности,
при воздействии ЛИ на металличе-
ские пластины максимальный диаметр
сгустка наблюдается при р = 1 МПа.
Для зависимости длины факела I от ,
давления Р наблюдается монотонный
рост длины факела при уменьтпщпш
давления (металлические мишени).
Аналогичные, только менее ярко вы-
раженные закономерности изменения
параметров плазменного сгустка на-
блюдались при воздействии излучения
неодимового лазера на .мишени из-
металлов и диэлектриков в атмосфере
азота при повышенных давлениях [47).
Отношение продольного размера об-
лака к среднему диаметру может
служить косвенной характеристикой
развития пробоя. Если i Фпл, то
пробоя, как правило, нет. Если же
I dn-t, то развивается пробой. Этот
опытный критерий справедлив как
для металлических, так и для ди-
электрических материалов.
Параметры зоны воздействия ЛИ
на материалы изменяются с повыше-
нием давления. Отметим, что для ме-
таллов (рис. 6.5) имеется диапазон
давлений аргона, где диаметр зоны
воздействия df минимален (для Мо
и коррозионно-стойкой стали р да 5-е-
4-7 МПа), для А1 минимум не был
достигнут и при р — 10 МПа. В то же
Воздействие лазерного излучения на вещества
177
время для графита наблюдается мо-
нотонный рост df с увеличением давле-
ния газа. Изменение диаметра зоны
воздействия определенным образом
коррелирует со средним диаметром
светящейся зоны плазменного факела
но полного соответствия здесь
пет. В частности, диаметр плазменного
сгустка (при аналогичных условиях)
монотонно возрастает с повышением
давления. Диаметр зоны воздействия
характеризует интегральный эф-
фект от воздействия прямого излуче-
ния лазера, излучения плазмы, пре-
ломленного излучения лазера и воз-
действия собственно плазмы. Здесь
наиболее отчетливо проявляется тот
факт, что Мишель играет роль нс
только кзатравки» для поджигания
плазмы, но и активно воздействует
нз процесс экранировки.
Рост коэффициента теплопроводно-
сти и температуры плавления мате-
риала приводит обычно к уменьшению
j(. Для алюминия существует диа-
пазон давлений (1—5 МПа), в котором
dt превышает аналогичное значение
для коррозионно-стойкой стали. В та-
ких материалах, как графит и кремний,
плазменное облако практически до
конца процесса прилегает к поверх-
ности и вследствие низкого порога
разрушения диаметр зоны воздействия
df больше, чем в металлах. Отметим
общую закономерность, связанную со
временем существования плазменного
облака. Рост давления аргона в камере
приводит к увеличению времени су-
ществования плазмы. Наиболее от-
четливо это видно в экспериментах
по воздействию ЛИ на поверхности
из коррозионно-стойкой стали.
Как показывают результаты экспе-
риментов по воздействию импульсного
излучения неодимового лазера на дви-
жущийся образец в среде аргона 1.52]
при р>8 МПа и <? > 5-106 Вт/см'2
скорость развития плазмы в не-
сколько раз превышает скорость раз-
вития плазмы в средах азота и гелия.
В плазме аргона ЛИ в большей степени
подвергается рефракции и поглоще-
нию. В остальных случаях (при р <4
< 8 МПа и 7 < 5’ 10s Вт/см8) по своим
характерным параметрам процесс воз-
действия ЛИ на движущийся образец
в аргоне занимает промежуточное по-
ложение между подобными процессами
в средах азота и гелия. При давлениях
аргона р > 4 МПа ЛИ па поверхность
образца действует практически так же,
как в среде азота. При давлениях
ме.ныпих, чем 4 МПа, характер воз-
действия ЛИ на материал в среде
аргона аналогичен характеру воздей-
ствия в среде гелия, Микротвердость
поверхности стали в среде аргона прак-
тически остается равной исходному
значению. Подробно влияние давления
инертных газов на характер изменения
микротвердости сталей рассмотрен в
работе 154].
Воздействие ЛИ на материалы в сре-
де гелия. Результаты исследовании
воздействия ЛЙ импульсного неоди-
мового лазера с q яа 10®-У107 Вт/см2,
т « 1 мс на металлы (молибден, кор-
розионно-стойкую сталь IX18Н10Т,
алюминий), полированный кремний
толщиной 0,1 мм, текстолит н другие
материалы приведены в работе (44].
В среде гелия. как и в средах азота
и аргона, свойства материала оказы-
вают влияние на характеристики плаз-
мы и на изменение поверхностных
свойств обрабатываемых материалов.
В отличие от воздействия ЛИ па ма-
териалы в среде азота или аргона на
поверхности образца при любых ис-
следованных давлениях гелия всегда
имеется оплавленная зона. Это зна-
чит, что формирование плазменного
облака происходит в парах материала
образца.
Как следует из СФР-граММЫ, плаз-
менное облако формируется вблизи
поверхности материала и оказывает
влияние на его структуру в зоне
воздействия ЛИ. Размеры плазмен-
ного облака, как правило, умень-
шаются с повышением давления гелия,
а время его существования возрастает,
как и в экспериментах, проведенных
в средах азота и аргона.
Пробоя гелия из-за высокого по-
тенциала ионизации гр = 24,5 эВ при
плотностях потока q ж 10“-? Ю1 Вт/см-
ле наблюдается [44 J. Время существо-
вания плазмы, образованной действием
ЛИ па текстолит в среде гелия, в
2 раза меньше, чем плаз.мы, образо-
ванной в среде азота.
Образец из полированного кремния
не разрушается примерно в том же
178
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
диапазоне давлений, что и в среде
аргона (4—8 МПа в среде гелия,
3—6 МПа в среде арготта). Это озна-
чает, что механизм разрушения об-
разца является одинаковым при воз-
действии излучения в средах обоих
газов и связан с развитием термиче-
ских напряжений выше порога проч-
ности обрабатываемого материала.
При воздействии излучения неоди-
мового лазера на движущийся обра-
зец в среде гелия [52] (при изменении
давлений в диапазоне от 0,1 до 9 МПа
и скорости движения образца 10—
30 м/с) образованная плазма в среде
гелия обладает более высоким коэф-
фициентом пропускания, чем в среде
азота. Это подтверждается тем, что
даже при р = 9 МПа на поверхности
образца ЛИ оставляет оплавленный
след в течение всего времени воздей-
ствия.
Влияние газовой среды на лазерную
эрозию тугоплавких материалов. Выб-
брос вещества из зоны воздействия
JJH в наибольшей степени зависит от
плотности потока и длительности его
воздействия, теплофизивеских свойств
облучаемого металла, его структуры и
состава, а также от содержания газов
в нем.
Обнаружено, что рост давления воз-
духа, окружающего образец, приводит
к увеличению эрозии сталей [7].
Расчеты потока массы при испарении
с поверхности металла в газовую
среду подтвердили наличие максимума
выброса вещества в определенном диа-
пазоне давлений.
Наблюдается экстремальный харак-
тер удельного выброса массы &т!Е,
где Е — энергия импульса ЛИ в ши-
роком диапазоне давлений газа, окру-
жающего образец (от 0,1 до 8 МПа).
Зависимость удельного выброса Az.'i/i?
иодидного гафния и титана от давления
гелия представлена на рис. 6.6, а
[56]. Наблюдалось уменьшение вы-
броса жидкой фазы из кратера на по-
верхность образца при повышении
давления в среде гелия [56]. Рост
давления газовой среды в диапазоне
0,1—1 МПа приводит вследствие по-
вышения давления отдачи к увеличе-
нию скорости движения расплава,
выбросу его за пределы поверхности
образца и уменьшению объема вы-
плеска вокруг кратера. Начиная с не-
которого значения р яа 1 МПа, давле-
ние газовой среды существенно влияет
на динамику выброса частиц жидкой
фазы, уменьшая их скорость и даже
Рис. G,C. Зависимость удельного выноса
массы от давления:
а — гелия: 1 — Е = 30 Дж; 2 — Е —
= 21 Дж; 3 — Е =т= 15 Дж (материал
образца — гафний); 4 — Е — 30 Дж (ма-
териал образца — титан); б— гелия п
азота: / —Е = 30Дж, гелий: 2 — £ =
— 30 Дж, азот (материал образца — гафний)
Механизм развития оптического пробоя в газе высокого давления
179
препятствуя их разлету. Увеличение
давления среды повышает температуру
испарения, что также способствует
уменьшению удельного выброса массы
Ам/Е из зоны воздействия излучения
лазера. Таким образом, возникновение
максимума на кривых &т/Е — f (р)
(рис, 6.6, б) обусловлено наличием
двух конкурирующих процессов [56].
Дальнейшее увеличение давления
(свыше 1 МПа) приводит к резкому
снижению выброса вещества из зоны
воздействия. Одновременно значитель-
но уменьшается глубина проплавления
материала образца. При р = 4 МПа
глубина кратера в 3—4 раза меньше,
чем при р — 0,4 МПа.
Для оценки влияния образующейся
у поверхности плазмы оптического
пробоя на выброс образцы облуча-
лись в среде азота в широком диапа-
зоне давлений. Из рис. 6.6, б следует,
что в диапазоне давлений 0,1—0,4 МПа
кривые Хт/Е — /Др) для среды азота
и гелия практически совпадают, а при
давлениях более 0,4 МПа удельный
вынос массы в среде азота (кривая 2}
падает с повышением давления зна-
чительно быстрее, чем в среде гелия
(кривая 7), и уже при р = 2 МПа
практически становится равным нулю.
Это объясняется развитием при боль-
ших давлениях у поверхности об-
разца оптически плотной плазмы, экра-
нирующей зону воздействия от ла-
зерного излучения. Аналогичным об-
разом ведет себя и кривая XmlE
в среде углекислого газа в широком
диапазоне давлений. Поэтому плаз-
менные явления влияют лишь на
крутизну спада кривой Am/fi = f (р),
но не определяют экстремальную при-
роду этой зависимости.
6.2. Механизм развития
оптического пробоя в среде
газа высокого давления
вблизи обрабатываемой
поверхности
Стадия оптического пробоя газа,
определяющая дальнейший характер
взаимодействия ЛИ с веществом, пред-
ставляет интерес для процессов ла-
зерной обработки материалов. Явле-
ние пробоя газа ЛИ характеризуется
протеканием большого числа кратко-
временных взаимообусловленных и
взаимосвязанных процессов, что и
вызывает основные трудности его из-
учения [37, 38]. Явление пробоя носит
пороговый характер как по плотности
потока, так и по давлению газа.
Кроме того, существенное влияние па
характер развития пробоя оказывают
внешние электрические и магнитные
поля [8, 14], а также параметры ла-
зерной установки, такие, как частота
и длительность импульса [62], род
газа и наличие в нем примесей и
частиц [6, 30 ], радиус пятна фоку-
сирования [63].
Известны два механизма оптиче-
ского пробоя. В основу одного из
них положено явление миогофотон-
цой ионизации [37]. Другой механизм
основывается на развитии электронной
лавины [17]. В зависимости от диа-
пазона и плотности потока ЛИ про-
является доминирующее значение од-
ного из механизмов: лавинной иони-
зации в плотных газах (р 0,1 МПа
при малой плотности потока ЛИ
~1 ГВт/см2), мпогофотонной иониза-
ции при низких давлениях (р
-С 0,1 МПа) и высоких плотностях
потока ЛИ (---100 ГВт/см3). Существует
также ряд сложных явлений, когда
оба механизма проявляются одновре-
менно или последовательно, сменяя
друг друга.
Размещение образца в фокальной
плоскости оптической фокусирующей
системы снижает пороговые значения
плотностей потока [18]. Для взаимо-
действия ЛИ с веществом характерно
большое разнообразие явлений, спо-
собствующих пробою и облегчающих
его развитие. К таким факторам отно-
сятся: испарение обрабатываемого ма-
териала [18], термоэмиссия электро-
нов и ионов [66, 67], генерация удар-
ных волн при интенсивном испарении
и механическом разрушении поверх-
ности [32, 64] и др.
Процесс оптического пробоя газов
во всех условиях характеризуется
большой концентрацией химически ак-
тивных частиц, возбужденных атомов
и молекул, ионов и других чаетиц,
причем большинство столкновитель-
ных реакций протекает в условиях
сильной не равновесности системы.
180
ЛАЗЕР НО-ПЛАЗМЕ ИНЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
когда связь между характеристиками
химической кинетики и параметрами
гидродинамики и переноса может быть
весьма сложной, В этих условиях
наиболее последовательный путь ис-
следования таких систем заключается
в разработке достаточно полных ма-
тематических моделей и последующего
их численного решения на ЭВМ.
Учитывая, что пробой газа е после-
дующим развитием плазменных обра-
зований под влиянием ЛИ является
непрерывным процессом, а также учи-
тывая реальные возможности совре-
менных ЭВМ, процесс эволюции ла-
зерной плазмы целесообразно условно
разбить на три стадии. Первая ста-
дия — пробой холодного газа ЛИ на
уровне элементарных реакций. На
этой стадии рассматриваются процессы
химической кинетики и переноса. Ги-
дродинамические процессы отсутству-
ют, так как температура газа еще
невысока.
Вторая стадия — формирование
плазменного облака, малопрозрачного
для ЛИ. Учитывается начальная ста-
дия газодинамического развития плаз-
мы. Стол кнов и тельные реакции в ряде
случаев в зависимости от величины
давления и плотности потока опу-
скаются.
Третья стадия — квазистапиопарное
распространение плазменных разря-
дов — исследовалась в работах [37,
38].
Рассмотрим первую стадию разви-
тия плазмы — пробой молекулярного
азота вблизи поверхности образца,
например молибдена, ЛИ с А- =
= 1,06 мкм в диапазоне давлений
р = 1 ~20 МПа при потоках ЛИ q —
= 1О7-ь10е Вт/см3, уделяя основное
внимание численному моделированию
процесса [22, 23, 25, 27].
В основу физической модели пробоя
положен механизм термоэмиссии элек-
тронов с поверхности молибденовой
пластины и развития электронно-ион-
ной лавины в плотном газе под влия-
нием ЛИ. Высокое давление окружа-
ющей среды уменьшает диффузию элек-
тронов и «сдвигает» температуру ки-
пения металла к большим значениям.
В результате при высоких давлениях
поверхность мишени, нагретая до вы-
соких температур, еще пе разрушается,
но вблизи поверхности имеется доста-
точно высокая концентрация электро-
нов, величина которой определяется
эмиссионными свойствами мишени п
потенциалом пространственного заря-
да. Попадая в газ, термоэлектроны на-
бирают энергию, необходимую для
ионизации нейтральной частицы, за
счет тормозного поглощения ЛИ в поле
ионов и нейтронов. В дальнейшем
развитие лавины происходит по извест-
ным представлениям [17].
Первые попытки численного моде-
лирования по предлагаемой физиче-
ской модели [22, 25] показали прин-
ципиальную возможность развития ла-
вины для давления р — 10 МПа и
плотности потока ЛИ свыше
100 МВт/см3.
Развитие электронной лавины в мо-
лекулярных газах характеризуется
сложной кинетикой столкновитсльных
реакций. В данной модели рассматри-
ваются процессы химической кинетики
и переноса, протекающие параллельно
в атомарной и молекулярной состав-
ляющих газа. Учитывались следующие
реакции, протекающие в азоте: элек-
тронное возбуждение и девозбуждение
атомов и молекул электронным ударом
N + + с, + е + е;
колебательное возбуждение молекул
электронным ударом
Nj+ е N! -(- г;
термическая диссоциация и диссоциа-
ция электронным ударом
М2 -Ь Х’2 -> 2N + N2, N3 + е 2N + е;
реакции ассоциации
N2 И- 2N -> + N2,
N + 2N -ч- N2x -г N;
ионизация атомов и молекул из основ-
ного и возбужденного состояний и
их трехчастичная рекомбинация
К? + е 2N, -I- е -> 3N,
е -> 2N2.
Из процессов переноса учитывались
диффузия и дрейф в эл ектричсском
поле пространственного заряда за-
Механизм развития оптического пробоя в газе высокого давления
181
п,сп 3
ГО“
ю№
юп,
1П!?
10№
да6
Рис, 6<7. Зависимости концентрации раз-
личных частиц (а), температур и потен-
циала (<7) вблизи поверхности образца от
расстояния п момент времени — 4,35 нс
Рис. 6.8. Зависимость концентраций раз-
личных частиц (а), температур и потен-
циала от времени на расстоянии #Пр —
= 0<4 мкм от поверхности образца
ряженных частиц Ne, Nz, теплопро-
водность электронного газа и тяжелых
частиц.
Перечисленные реакции описывают-
ся уравнениями химической кинетики
|23]. Анализ столкновительпых ре-
акций показал, что коэффициенты ско-
рости реакций являются функциями
трех температур: поступательных тем-
ператур электронов Ts, тяжелых ча-
стиц Tg и колебательной температуры
молекул Тк. Поэтому система урав-
нений кинетики должна быть допол-
нена тремя уравнениями баланса энер-
гии. Учет неупругих потерь энергии
электронов в молекулярной состав-
ляющей газа производился с помощью
экспериментального коэффициен та
6 (е) [65], показывающего, во сколько
раз суммарные потери электронов при
пеупругих столкновениях больше, чем
при упругих. Поле пространственного
заряда, возникающего вблизи поверх-
ности тела, описывается уравнением
Пуассона.
Полученные на ЭВМ численные ре-
зультаты в диапазоне давлении 1 —
20 МПа при плотности потока q —
= 0,9 ГВт/см2 обобщены па рис. 6.7
и 6.8.
Рассмотрим общую схему развития
пробоя при давлении азота J0 МПа
(рис. 6.7 и рис. 6.8). Под оптическим
пробоем понимается такое состояние
вещества, когда в некоторой локаль-
ной области резко возрастает элек-
тронная температура 7’(., что вызы-
вает лавинообразную ионизацию и.
как следствие, повышение темпера-
туры тяжелых частиц Tg. Образуется
локальная область интенсивного по-
глощения ЛИ.
При нормальных условиях азот «про-
зрачен» для ЛИ с энергией кванта
182
ЛАЗЕР НО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
Av _ 1,17 эВ и весь поток падает
на поверхность образца. Часть потока
при этом отражается, а остальная
часть <?п =(! — /?) (где 7? — коэф-
фициент отражения) поглощается ма-
териалом, С поверхности его начи-
нается термоэмиссня. Электроны в уп-
ругих столкновениях с молекулами
газа за время I 0,2 пс набирают
в поле ЛИ энергию Те = 1,1 эВ.
Под влиянием термоэмиссии вблизи
поверхности образуется объемный за-
ряд, потенциал которого препятствует
эмиссий электронов, создавая им до-
полнительную работу выхода. При
достижении потенциалом простран-
ственного заряда и да 3 В (/ — 2 нс)
эмиссия электронов с поверхности
прекращается. Плотность электронов
в области х 0,4 мкм достигает
_'Ve да2-1018 см-а, а температура по-
верхности — 0,34 эВ. Полученное про-
странственное распределение Ne можно
рассматривать как минимальную плот-
ность электронов для возникновения
пробоя газа. Несмотря на высокую
плотность электронов, пробоя газа
па данном отрезке времени не проис-
ходит. Все явления в зоне излучения
определяются столкновениями в моле-
кулярной составляющей газа. Иони-
зация молекул происходит сравни-
тельно медленно из-за недостаточно
высокой энергии электронов, величина
которой ограничивается иеупругими
потерями, так как коэффициент не-
упругих потерь б (Те) с повышением
температуры резко возрастает. Плот-
ность атомов еще низка, что связано
с невысоким значением колебательной
температуры Тк да 0,3 эВ (см. рис. 6.8),
определяющей степень термической
диссоциации.
Основным механизмом диссоциации
при значениях колебательной темпе-
ратуры Тк <Z 0,6 эВ является диссо-
циация электронным ударом, В моле-
кулярном азоте наиболее интенсивно
происходит передача энергии электро-
нов па колебательные степени свободы.
В результате энергия, приобретаемая
электронами в поле ЛИ, в основном
идет на колебательное возбуждение
молекул. Так как обратный процесс
девозбуждения в наносекундном диа-
пазоне практически отсутствует и,
кроме того, колебательная энергия
пополняется еще за счет реакции
термической ассоциации
Na -г 2N - N2,
N + 2N N? + N,
то величина колебательной темпера-
туры на некотором отрезке времени
может превышать температуру элек-
тронов.
К моменту I да 3 мс температура Тк
па расстоянии х = 0,4 мкм достигает
3 эВ (Те = 1,2 эВ, см. рис. 6.8).
Происходит интенсивная термическая
диссоциация газа, достигающая при
t да-4 не --90 % (см. рис. 6.7 и 6.8).
В этом случае определяющими стано-
вятся столкиовителытые процессы в
атомарной составляющей газа. Тем-
пература электронов па уровне х —
= 0,4 мкм определяется электрон-
нейтральными и электрон-ионными
столкновениями в атомарном газе.
Рост плотности ионов N+, NJ приводит
к увеличению частоты электрон-ион-
ных столкновений и в момент
сравнения частот v“- да где —
частота столкновений атомарного (ин-
декс а) иона или нейтрала с электро-
ном, происходит увеличение темпе-
ратуры У’,., что вызывает усиление
процесса ионизации, я также дальней-
ший рост v“t- п Тс, т. с. начинается
развитие электронной лавины. Плот-
ность ионов N* увеличивается и сравни-
вается с величиной плотности элек-
тронов N,,, что вызывает снижение
потенциала и в этой области. Элек-
трическое поле становится самосогла-
сованным, и диффузия приобретает
амбиполярный характер.
Окончание стадии пробоя опреде-
ляется по достижении максимума тем-
пературы электронов в точке пробоя.
Температура Тс достигает своего ма-
ксимального значения Те rlia., = 1,79 эВ
при х = 0,4 мкм в момент времени
t — 4,35 нс, при. этом Ne да N+ =
= 3-1055 кг», Тк да 4,5 эВ. В даль-
нейшем под влиянием диффузии об-
ласть пробоя сдвигается навстречу ЛИ.
Температура поверхности за время
пробоя достигает 0,45 эВ, что близко
к температуре кипения молибдена при
давлении 0,1 МПа. Это позволяет
Механизм развития оптического пробоя в газе высокого давления
185
предположить, что при давлении
10 МПа процессы развитого испарения
будут отсутствовать.
Расчеты, проведенные для опреде-
ления пороговой плотности потока,
необходимой для пробоя, показали,
что эта величина лежит в пределах
<7о — 0,4ч-0,5 ГВт/см2. При более низ-
ких значениях средняя энергия
электронов не поднимается выше
0,7 эВ, что недостаточно как для
ступенчатой ионизации, так и для
эффективного возбуждения колеба-
тельных состояний, ответственных за
термическую диссоциацию. Пары мо-
либдена в данных условиях не могут
оказывать решающего влияния на
ход процесса, что подтверждается оцен-
ками условия, необходимого для раз-
вития электронной,лавины (при иони-
зации из основного состояния)
de 4ле2<7с
di ~ теш'2 Ч'ЭФ
I de \ 2т ,
,е1)
где (de/d/)nmax — максимальная ско-
рость потерь энергии за счет упругих
соударений; т — масса электрона; М —
масса тяжелых частиц.
Из этого условия пороговая плот-
ность потока ЛИ для молибдена д0 >
>6-10® Z/A4>0,4 ГВт/см2; 4 =
= 95,95; 7 = 7,1 эВ; Х = 1,06 мкм.
Таким образом, плотность потока
ЛИ, необходимая для развития ла-
вины в парах молибдена, примерно
такая же, как и в азоте при давлении
10 МПа, однако процессы испарения
развиваются гораздо позже, чем про-
исходит термоэмиссня. Поэтому воз-
можное наличие паров молибдена при
высоких давлениях может только уси-
лить начавшийся ранее процесс раз-
вития лавины в азоте, но не опере-
дить его.
Численное моделирование пробоя
было выполнено для различных давле-
ний (рис. 6.9). Область пробоя при
давлении 20 МПа сжимается (хцр =
= 0,25 мкм), максимальное значение
температуры электронов увеличивается
(Те = 2,1 эВ), увеличивается и время
пробоя (1пр = 5,6 нс).
При уменьшении давления до 3 МПа
точка пробоя удаляется от поверх-
ности (хир = 4 мкм), снижается Те щах-
до 1,6 эВ, вызванное уменьшением
частоты столкновений Время про-
боя /пр = 6,1 пс значительно воз-
растает.
При снижении давления до 1 МПа.
четко выраженной области пробоя не
наблюдается. Хотя температура элек-
тронов в области х ж 12ч-15 мкм
несколько повышена (Те тах & 1,4 эВ),
однако этого недостаточно для раз-
вития лавины. Вследствие больших
диффузионных потерь условие >
> не достигается. Максимальная
-1
плотность ионов яз 7- 102s м-3
1
значительно ниже плотности электро-
нов ,'Ve яс 5-10й4 м”®. В то же время
температура поверхности образца су-
щественно повышается.
Таким образом, оптический пробой
молекулярного азота, обусловленный
термоэмиссионпыми явлениями, можно
ожидать при давлении р > 3 МПа.
При более низких давлениях, напри-
мер, при 1 МПа, время пробоя значи-
тельно возрастает, что увеличивает
возможность появления продуктов ис-
парения в облучаемой зоне. К тому же
пороговое значение плотности потока,
необходимое для пробоя азота, пре-
вышает ~ 1 ГВт/см2, что гораздо-
выше пороговых значений пробоя па-
ров молибдена.
Разрушение поверхности мишени,
наблюдаемое в опытах при р = Зч-
ч- 5 МПа, не исключает возможности
пробоя азота, так как такое разру-
шение может определяться тепловым
режимом пластины на более поздней,
газодинамической стадии разлития
плазмы вблизи поверхности.
Результаты исследований оптическо-
го пробоя азота в отсутствие образца.
[II] показали, что зависимость поро-
говой плотности потока от давления
?пр (Р) носит экстремальный .характер-
с минимумом при 10,2 МПа.
Зависимости /др, -^пр и /епик от
давления р при = 0,9 ГВт/см" пред-
ставлены на рис. 6.10. Кривая /пр (р)
качественно согласуется с опытной
кривой дкр (р) [11], имеет такой же
экстремальный характер с минимумом
184 ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
Механизм разлития оптического пробоя в газе высокого давления
185
в области 10 МПа. С уменьшением
давления возрастает роль диффузион-
ных процессов, уменьшаются частоты
электрон-нейтральных столкновений
ven’ ven’ 11 электронам необходимо
пройти гораздо больший диффузион-
ный путь, прежде чем они приобретут
энергию порядка 1 эВ и выполнится
условие^- Соответственно уве-
личивается время пробоя, расстояние
до области пробоя, и уменьшается
максимальное значение электронной
температур ы.
Однако если давление слишком вели-
ко (р > 10 МПа), то время пробоя
возрастает. Это определяется ухуд-
шающимися условиями набора энер-
гии электронами на начальной стадии
развития лавины. Условйе (го2 v-^
переходит в шй > когда ripe
обладают электрон-нейтральные столк-
новения (v°n > v"£). Кроме этого,
труднее выполнить условие пробоя
ve? >v“„ (iV+«0,008N), так как
требуется ионизовывать большее число
нейтральных частиц. Для этого не-
обходимо больше времени, как и для
развития пробоя по достижении мак-
симального значения температуры
Те шах-
Обращает па себя внимание монотон-
ный характер роста Т,.п1ах (р), пока-
зывающий, что при давлениях свыше
10 МПа условие набора энергии элек-
тронами в целом не изменяется. От-
сюда следует, что оптический пробой
азота в области давлений р > 10 МПа
может всегда наблюдаться при зна-
чении 5(|, соответствующем минимуму
17кр (р)> если длительность импульса
ЛИ пе ограничена.
Оценим роль различных реакций
в развитии пробоя. Расчеты показы-
вают, что наиболее важными для ини-
циирования пробоя в азоте являются
реакции колебательного возбуждения,
диссоциации и ступенчатой ионизации.
Реакции конверсии теряют свое зна-
чение для Tg 0,2 эВ, Процессы
диссоциативной рекомбинации моле-
кулярных ионов и кластеров имеют
существенное значение в молекуляр-
ной составляющей газа
NJ, N|, N4<
Рис. 6.10. Зависимость времени пробоя f
(кривая /)г расстояния от поверхности
мишени до области пробоя х (кривая 2>
и максимальной температуры электронов
7* (кРивая От давления р при плот-
ности потока у0 — 0,9 ГВт/См?
Вследствие высоких скоростей (ко-
эффициенты скорости порядка I—
1{ГУ м3/с) эти реакции ограничивают
развитие пробоя в молекулярной со-
ставляющей газа.
Реакции ионизации атомов и моле-
кул из основного состояния в усло-
виях задачи с источником электронов
пе вносят заметного вклада и их можно
не учитывать. Процесс ассоциативной
ионизации может иметь значение в ус-
ловиях, когда температура газа вы-
сока (Tg 1 эВ), а свободных элек-
тронов мало. В условиях задач с источ-
ником электронов ассоциативную иони-
зацию можно нс учитывать.
Отмстим основные особенности про-
боя плотного молекулярного газа Л14:
опт и чес к и й пр обой м ол е к у л я р и ого
азота развивается в условиях, когда
газ почти полностью переходит в ато-
марное состояние;
характерные времена пробоя и по-
роговые значения плотности потока
ЛИ позволяют интерпретировать про-
бой, наблюдаемый в опытах, как про-
бой п пичке ЛИ;
металлическая поверхность при вы-
соких давлениях выполняет роль ис-
точника электронов; отсюда следует
относительная нечувствительность про-
цесса пробоя к наличию примесей;
процессы теплопроводности электро-
нов и тяжелых частиц существенны
186
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
.лишь в начальной стадии установления
температур 7’е, Те-,
электрические поля, обусловленные
.пространственным зарядом, относятся
к слабым, т. с. к таким, которые не
вызывают искажения функции мак-
свелловского распределения, и поэтому
их не всегда следует учитывать;
условием развития лавины является
преобладание частоты кулоновских
столкновений над частотой электрон-
нейтральных столкновений, которое
устойчиво выполняется при
4
к 0,008 (N + + N2 + N J).
j=i
6.3. Динамика лазерной
плазмы вблизи твердой
поверхности при высоком
давлении азота
Развитие лазерной плазмы в газовой
среде условно разделено па три по-
следовательные стадии: пробой газа,
формирование пе прозрачного для ЛИ
плазменного очага и квазистационар-
ное распространение плазменных раз-
рядов. Экспериментально наиболее
просто изучать последнюю стадию
развития, Изучение первых двух ста-
дий затруднено из-за многочисленных
и взаимообусловленных кратковремен-
ных процессов, протекающих в плазме.
Для нсследования начальных стадий
развития эффективными оказались ме-
тоды численного моделирования на
-ЭВМ. С их помощью [23] исследова-
лась стадия поджига молекулярного
азота ЛИ вблизи металлической по-
верхности.
Методами численного моделирования
с последующей интерпретацией про-
странственно-временных р а с пр еде Ле-
нин получены основные газодинамиче-
ские и теплофизические характери-
стики плазменного облака в стадии
-формирования в азотной среде с давле-
нием 10 МПа при околопороговых
значениях мощности излучения не-
одимового (?. = 1,06 мкм) лазера |24.
26].
Особенностью рассматриваемого про-
цесса является то, что при высоких
давлениях наряду с гидродинамиче-
ским механизмом переноса энергии
существенное значение имеет механизм
переноса излучения. Значение тепло-
проводностных процессов несуществен-
но. Кроме того, в условиях большой
длительности ЛИ и сравнительно не-
большого пятна фокусирования (т яв;
0,5 мс, Гу 250 мкм) на процесс
существенное влияние оказывают эф-
фекты двум ср г г ости, возникающие
вследствие радиального расширения
плазменного облака. Предполагается,
что в лазерной плазме выполняется
условие локальной термодинамической
равновесности.
Процесс моделируется системой дву-
мерных осесимметричных уравнений
радиационной газовой динамики в ла-
гранжевых переменных.
Стадия пробоя моделировалась пер-
воначальным заданием горячей об-
ласти с Т — 1,8 эВ, толщиной 15 мкм,
расположенной вдоль поверхности об-
разца. Плотность потока ЛИ задава-
лась 5'107 Вт/см2.
ЛИ направлено вдоль оси г. В на-
чальные моменты времени интенсив-
ное поглощение ЛИ происходит только
в первоначально заданной горячей
области. Интенсивное поглощение ЛИ
приводит к сильному газодинамиче-
скому разлету горячей зоны, сопро-
вождаемому появлением ударной вол-
ны в холодном газе.
Пространственно-временные профи-
ли функций Т, р, р, характеризующие
динамику развития плазмы на стадии
ее установления для случая р0 —
= 10 МПа представлены па рис. 6.11.
Условно окончанием стадии формиро-
вания считается тот момент развития,
когда нее газодинамические скорости
становятся меньше скорости звука
(t зк 0,533 мкс).
Под воздействием ЛИ температура
и давление в горячей области быстро
повышаются. К моменту времени t =
— 5 нс давление достигает максималь-
ного значения р — 6-102 .МПа. В даль-
нейшем, несмотря на рост температу-
ры, давление в горячей области падает;
это происходит из-за уменьшения плот-
ности вещества, обусловленного ин-
тенсивным газодинамическим разлетом
этой зоны. Ударная волна, генери-
руемая при этом, к моменту времени
10 пс достигает максимальной
Динамика лазерной плазмы вблизи твердой поверхности
187
Рис, 6.11. Пространственно-временные про-
фили функций Г, р, р на стадии установле-
ния (штриховая линия — область, охва-
ченная ударной волной)
скорости v & 1,3 м/с (рис. 6.12),
Максимальная температура газа 7\ Bt
нагреваемого ударной волной, Т —
= 0,36 эВ (см. рис, 6Д2). Этого не-
достаточно для начала интенсивного
поглощения ЛИ, и ударная волна
практически прозрачна для такого
j! з л у ч е тт и я, п оэт ом у ев е то д стот т а ц и он -
ттый режим не реализуется, В силу
того что скорость ударной волны ty п
превышает скорость движения плаз-
монного фронта оЯнф, ударная волна
отрывается от горячей области (см,
рис. 6.11). Холодный азот (Т sg 1 эВ)
прозрачен для излучения в видимой и
Рис. 6.12. Зависимость максимальной тем-
пературы и скорости ударной волны п газе
от времени
188
ЛАЗЕР НО-ПЛАЗМЕ Н НЫ Е И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
ближней ультрафиолетовой части
спектра, однако хорошо поглощает
излучение с энергией hv 14 эВ.
Поглощение происходит вблизи горя-
чей области па расстоянии I «г 50 мкм
(см. рис. 6.11). Таким образом, под-
качки энергии и ударную волну не
происходит, и она становится зату-
хающей. Скорость и температура ее
быстро спадают, и к моменту времени
t = 0,533 мкс ударная волна распа-
дается, оставляя после себя дозвуко-
вое возмущение (см. рис. G. 11 и 6.12).
Расчеты показывают, что в началь-
ные моменты времени течение одно-
мерно, но к моменту времени t«
<==: 0,1 мкс появляются значительные
скорости в радиальном направлении
и движение приобретает двумерный
характер (см. рис. 6.11). Из расчетов
следует, что вблизи поверхности об-
разуется слой плазмы с температурой
более низкой, чем температура после-
дующего слоя, который приобретает
форму полумесяца (см. рис. 6.11).
Происхождение этого слоя связано
с экранированием ЛИ «горячими» слоя-
ми азота. Форма «горячей» области,
как и области, прилегающей к по-
верхности, обусловливается комбини-
рованным воздействием двух факторов:
газодинамическим перемещением и
почти полным поглощением ЛИ. Тем-
пература в области, непосредственно
Рис. В.13. Пространственно-временное рас-
пределение составляющих энергии и газе,
об ус л о в ле [[ 11 ые раб ото й г аз одинам и ч ес ких
сил (штриховые линии} и переносом излу-
чения (сплошные линии) при г = 0
прилегающей к поверхности, с тече-
нием времени падает от 1,8 до 1,1 эВ
вследствие увеличивающегося экрани-
рования ЛИ и продолжающегося га-
зодинамического разлета. Плазменные
образования начиная с t >к 15 яс
почти полностью прозрачны для ЛИ
и на поверхность воздействует в основ-
ном поток собственного излучения И"',
плотность потока которого достигает
10s Вт/сма.
Максимальная температура в горя-
чей области Т = 3,6 эВ. Дальнейший
рост температуры ограничивается уве-
личением высвечивания из горячей
области. Таким образом, экранирова-
ние поверхности от ЛИ и установление
величины лучистых потоков, направ-
ленных на поверхность, позволяют
объяснить, почему при давлениях свы-
ше 7 МПа не происходит разрушения
поверхности.
Данные расчетов показывают, что
площадь поверхности, подверженная
термическому воздействию лучистых
потоков, в несколько раз больше
площади пятна первоначального фоку-
сирования ЛИ. Это соответствует
опытным данным [47]. Как следует
из расчетов, на стадии установления
режим распространения плазменных
образований представляет собой не-
который переходной процесс: от свето-
детонационного к медленному горе-
нию. Несмотря на то что светодето-
пациолпый режим не реализуется,
вклад газодинамических сил в раз-
витие плазмы значителен. Простран-
ственно-временные распределения со-
ставляющих энергии в газе, обуслов-
ленных работой газодинамических сил
(рис. 6.13, штриховые кривые)
. /I д . до \
А = р^—(г!1}
и переносом излучения (сплошные
кривые)
В = — J-(HFr) + -^
г дг ' дг
[^Количество энергии, выходящей из
горячей области и поглощаемой хо-
лодным азотом, с течением времени
возрастает, а количество энергии, иду-
щей на нагрев газа за счет газодинами-
Динамика лазерной плазмы вблизи твердой поверхности
189
ческого сжатия, наоборот, умень-
шается.
Рассмотрим более подробно особен-
ности развития лазерной плазмы вбли-
зи поверхности образца в среде азота
сдавлением 3 МПа. Согласно расчетам
температура области пробоя равна
1,6 эВ, толщина --Л5 мкм.
Результаты численного моделирова-
ния показывают, что в начальные
моменты времени (/^0,1 мкс) раз-
витие плазменных образований про-
текает аналогично развитию плазмы
при давлении 10 МПа. ЛИ в основном
поглощается в горячей области, что
приводит к ее интенсивному разлету,
сопровождающемуся генерированием в
холодный газ ударной сверхзвуковой
волны со следующими параметрами:
t = 10 нс, а™* = 1,9 км/с; =
0,36 эВ, ру. в = 6,1 КГ3 г/см®.
Здесь Пу. Е, Ту. в, Ру. в — соответствен-
но скорость (вдоль оси Z при г = 0),
температура и плотность ударной вол-
ны. Область, охваченная ударной вол-
ной, выделена штриховыми линиями.
Расширение горячей области вначале
носит одномерный характер и проис-
ходит вдоль оси Z. Как и при давлении
10 МПа, толщина горячей области Az
в результате разлета становится много
больше длины поглощения лазерного
кванта Аз >> I, В результате основная,
доля ЛИ поглощается в верхней части
горячей зоны (область II), а область 1,
непосредственно прилегающая к по-
верхности образца, практически не
нагревается и ее температура Ту
много ниже температуры Гц (рис. 6.14,
t = 0,1 мкс). При / = 0,1 мкс на-
блюдаются значительные скорости в ра-
диальных направлениях. Отчетливо
виден эффект газодинамического за-
текания горячей области II (рис. 6.14)
t = 0,1; 0,2 мкс). Однако на этом
сходство в развитии плазменных об-
разований при давлении 3 и 10 МПа
закапчивается. В силу меньшей исход-
ной плотности при давлении 3 МПа
горячая область II при i 0,1 мкс
успевает разлететься до такой сте-
пени, что становится прозрачной для
ЛИ. Излучение проникает в область 1,
где£плотпоить азота значительно выше
pi > р2 (см. рис. 6.14), соответственно
выше и коэффициент поглощения. Ско-
рость расширения области I резко
возрастает. На эпюре скоростей в (г),
г = 0 (рис. 6.15) область разлета
характеризуется появлением второго
пика. Первый пик на кривых соответ-
ствует скорости движения ударной
волны.
К моменту t ~ 0,3 мкс скорость раз-
лета горячей области достигает макси-
мального значения v я: 1,1 км/с, при-
чем эта скорость превышает скорость
движения ударной волны (пу. н «
« 0,75 км/с). Однако, несмотря на
столь высокие скорости разлета, вто-
рая ударная волна не образуется,
поскольку область I разлетается в про-
странство (область II), где плотность
вещества значительно ниже (pi/>p2),
и нового скачка уплотнения за ударной
волной не происходит. Однако степень
уплотнения вещества в ударной волне
возрастает от 59-Ю-к г/см3 при t =
= 0,2 мкс до 7Ы0"! г/см3 при / =
Ё 0.4 мкс. К моменту t = 0,18 мкс
температура Гц достигает максимума
Гц = 3,6 эВ, затем в результате про-
цессов высвечивания и уменьшения
доли поглощаемого лазерного излуче-
ния падает до 2,0 эВ при t 1 мкс.
Температура Tj области I вначале
уменьшается вследствие газодинами-
ческого разлета при f £' 0,1 мкс
(рис. 6.16), а затем по мере «просвет-
ления» области II область I получает
все большую долю ЛИ и температура
се повышается (i = 0,2; 0,3; 0,4 мкс),
достигая максимального значения
Ту = 3,6 эВ при i = 0,49 мкс. В даль-
нейшем по мере уменьшения плот-
ности горячая область становится все
более прозрачной,температура и давле-
ние ее падают и все большая доля ЛИ
уходит на образец.
Ударная волна, как и при 100 МПа
быстро отрывается от плазменного
фронта. В силу невысокой темпера-
туры 7™а* = 0,36 эВ при t ~ 10 нс
и Гуф Е <1 0,075 эВ при t тз 0,5 мкс
она прозрачна для лазерного излуче-
ния. Подпитка ее собственным излу-
чением происходит только в начальные
моменты времени. В итоге ударная
волна быстро затухает и к моменту
t ж 1,0 мкс распадается, оставляя
после себя дозвуковые возмуще-
ния.
190
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИ Е ПРОЦЕССЫ
7- 0,3 wrc
Рис. 6.14. Профили температуры, плот-
ности и давления плазменного облака
в момент t = 1 мис
Анализ соотношения вклада газо-
динамического и радиационного ме-
ханизмов переноса энергии показы-
вает, что на начальной стадии раз-
вития (7 <0,2 мкс) доминирующее
значение имеют газодинамические про-
цессы. При t = 0,1 мкс затраты энер-
гии на нагрев газа собственным излу-
чением и за счет работы сил сжатия
относятся как 1 : 10. Затраты на га-
зодинамическое расширение и высве-
чивание примерно равны. Но уже при
t __ 0,3 мкс отношение существенным
образом меняется. Отношение затрат
на нагрев газа и его сжатие равно
50 : 1, а потери на излучение и рас-
ширение оцениваются отношением
4 : 1. При i > 0,8 мкс газодинамиче-
ские процессы практически не имеют
значения. Однако с течением времени
уменьшаются и величины лучистых
потоков (рис. 6.17), что связано с по-
нижением температуры в области II.
Плотность потока собственного излу-
чения, покидающего область II й7 «
= 106 Вт/см2, что примерно на поря-
док выше, чем при р = 10 МПа.
Для процессов обработки представ-
ляет несомненный интерес определение
величин плотности потоков собствен-
ного излучения и ЛИ, достигающих
поверхности и определяющих ее тепло-
вой режим. Па рис. 6.17 представ-
лены временные зависимости Wj (/)
и (? (t). Плотность потока собственного
излучения на мишень достигает
3 10s Вт/см3, затем снижается до
1,6-10® Вт/см2. Радиус воздействия
при t = 1 мкс г = 600 мкм. Зависи-
мость плотности потока ЛИ (радиус
воздействия 250 мкм), достигающего
поверхности, имеет два ярко выражен-
Динамика лазерной плазмы вблизи твердой поверхности
191
Рис. 6.15. Профили температуры, плот-
ности и давления плазменного облака в мо-
мент t = 0,1; 0,2; 0тЗ; 0,4 мкм
Рис. 6.17. Временные зависимости темпе-
ратур областей 1м II, плотности и лучи-
стых потоков на поверхность тела
них минимума. Минимум при t S
0,01 мкс \q = 6,5-10fi Вт/см2) обус-
ловлен интенсивным поглощением ЛИ
д-п O,9G0 в области II. Второй мини-
мум при t ~ 0,3 мкм (д = 6- 10е Вт/см2)
определяется поглощением в области I.
Затем в результате просветления го-
рячей области, вызванного уменьше-
нием плотностей Pj и ра до р. = 1,4Х
X 10~J г/м3 и р2 = 1,3-Ю"1 г/м3, плот-
ность потока на поверхности q =
— 3,9 10’ Вт/см8. Таким образом, через
I мкс после начала воздействия из-
вне. 6.16. Эпюра скоростей v (г) при г = 0
лучения на образец его поверхности
достигает около 80 % плотности по-
тока ЛИ и эффекта экранирования
плазменным облаком при исходном
давлении 3 МПа не происходит. Это
является основной причиной разру-
шения поверхности образцов, наблю-
даемого при давлениях 3—5 МПа,
Расчеты показывают, что мощность
ЛИ, необходимая для поддержания
развития плазмы, практически не за-
висит от давления. Как и при давлении
10 МПа пороговое значение мощности
при давлении 3 МПа равняется 92 кВт,
что соответствует q = 4,4-Ю7 Вт/см2.
192
ЛАЗЕР НО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
6.4. Восстановление металлов
и синтез неорганических
материалов при действии
лазерного излучения
Восстановление металлов при дей-
ствии ЛИ. Процессы восстановления
металлов из окислов, в первую оче-
редь тугоплавких металлов, представ-
ляются перспективными для ряда тех-
нологических приложений, В качестве
восстановительных сред могут быть
использованы газы (водород, окись
углерода и др.), жидкости (спирт и
др.), а в ряде случаев твердые вос-
становители.
В реакциях восстановления может
проявляться существенное свойство ла-
зерных термохимических перезопанс-
пых реакций — наличие отрицатель-
ной обратной связи, обусловленной
изменением поглощательной способ-
ности поверхности окисла, вследствие
роста слоя восстановленного металла.
Процесс восстановления металла из
окисла под действием излучения ла-
зера на СО2 рассмотрен в обзоре {5].
Кинетика роста тонкого слоя металла
в атмосфере водорода описывается
Рис. 6*18. Зависимость у (т) для = 0Т03.
Значения параметров на кривых (ц,=
= Pbmcv/T0 (Ct's) г>:
= yt = 0,18; г-ц=1, д. =
= 0,15; 3 — (1 = 0,1, i/; = 0,18; 4 — Ц =
= 1, = 0,12
где V—константа; То — энергия ак-
тивации восстановления, К; х— тол-
щина восстановленного слоя.
Уравнение (0.2) следует дополнить
уравнением для нестационарного тем-
пературного поля в теле.
Поглощательная способность слож-
ной системы окисел 4- металлическая
пленка [21J для малых толщин ме-
таллической пленки выражается со-
отв ошениями
4-/7
А(х) = А*-ЬХ-, Л*=- (1 + п)а ;
64л п — 1
ng («-н)= ’
(6.3)
где А (х) — поглощательная способа
несть слоистой системы; Л* — погло-
щательная способность чистого окисла;
А.— длина волны излучения; п — по-
казатель преломления; А* — погло-
щательная способность металла (Ло <С
С I).
Динамика лазерного нагрева в без-
градиентном приближении для терми-
чески тонкой поверхности (темпера-
тура считается неизменной по тол-
щине) рассмотрена в работе [5J.
Толщина слоя восстановленного ме-
талла с течением времени изменяется
(рис. 6.18). Начиная с некоторого
момента времени после активации ре-
акции, толщина восстановленного слоя
меняется незначительно, т. е. инте-
гральный выход реакции определяется
в основном мощностью, а не энергией
падающего ДИ,
Рассмотрим опытные данные но вос-
становлению окислов тугоплавких ме-
таллов — вольфрама и молибдена —
в атмосфере водорода в широком диа-
пазоне давлений под действием излу-
чения импульсного "неодимового ла-
зера длительностью т я; 1 мс и плот-
ностях потока q — КИч- 107 Вт/см2.
ЛИ вводилось в камеру высокого
давления, заполненную водородом, и
фокусировалось линзой с фокусным
расстоянием f — 120 мм на поверх-
ность исследуемого образца. Давление
водорода менялось в пределах 0,1—
10,5 МПа. Образцы окислов приго-
товлялись прессованием порошков
трехокиси вольфрама AVO3 или мо-
Восстановление металлов и синтез неорганических материалов
193
либдена в таблетки диаметром 6 мм
и окислением на воздухе пластин ме-
талла в течение 1 ч при температуре
800 СС. Исследование зон воздействия
проводилось металлографическим и
рентгеноструктурным методами. Рент-
генограммы снимались по стандарт-
ным методикам на отфильтрованном
медном излучении с регистрацией ин-
тенсивности сцинтилляционным счет-
чиком.
На рис. 6.19 представлены дифрак-
тограммы трехокнеи вольфрама в ис-
ходном состоянии и после облучения
на воздухе и в водороде при давлении
10,2 МПа. Облучение на воздухе и
при низких давлениях водорода (до
2,0 МПа) не приводит к появлению
металла, который может быть обна-
ружен рентгенографически. Воздей-
ствие ЛИ при более высоких давле-
ниях водорода приводит к восстановле-
нию металла. Сравнение интенсивно-
сти линий вольфрама, полученного
при разных давлениях водорода, по-
казывает, что при увеличении давления
в камере количество вольфрама воз-
растает.
Интенсивность линий WO8 после
облучения заметно уменьшается, про-
исходит также изменение распределе-
ния интенсивности между отдельными
линиями окисла. Например, для эта-
лонного порошка трехокнеи вольфрама
самой интенсивной является линия
(200), после облучения ее интенсив-
ность становится меньше, чем интен-
сивность линий (001) и (020). Интен-
сивность линии (040) становится ано-
мально высокой, увеличиваясь в 5 раз.
В условиях опытов облучение трех-
окиси вольфрама приводит к появле-
нию так называемой водородно-воль-
фрамовой бронзы Hq^WOs, структура
которой подробно исследована в [13].
Водородно-молибденова я и водородно-
вольфрамовая бронзы получались так-
же при низкотемпературном восста-
новлении трехокисей вольфрама и мо-
либдена в присутствии палладия, ко-
торый способствует интенсивному про-
никновению атомарного водорода в ре-
шетку трехокисей.
Данные рентгеновского анализа хо-
рошо согласуются с результатами ме-
таллографического исследования. На
рис. 6.20 представлена микрофотогра-
1 Рыкалин И, Н. и др.
Рис. 6.19. Ди фра кто граммы трехокнеи
вольфрама и исходном состоянии (а) и
после облучения на воздухе (ff) и в водо-
роде (в) при давлении 10,2 МПа
фия участка зоны воздействия излуче-
ния импульсного неодимового лазера
(т яь 1 мс) с плотностью потока q =
= 5’10° Bt/cms при р = 10,2 МПа.
Зоны воздействия излучения на по-
верхность окислов имеют вид оваль-
ных черных пятен с блестящими обод-
рис. 0.20. Микрофотография участка зоны
воздействия на WO, импульсного ЛИ (q =
= 5й 10* Вт/см*, в = 10,2 МПа)
194
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
ками ид застывшего металла по краям.
Металл покрыт большим количеством
пор и отделен от окисла трещинами.
Облучение при давлениях водорода
менее 5 МПа или при низких плотно-
стях потока </= 104-=- 10в Вт/см2 приво-
дит к появлению на поверхности фаз,
окрашенных в синий или фиолетовый
цвет. Эти фазы представляют собой во-
дородно-молибденовые или водородно-
волъфрамовые бронзы с формулой
НжМеО(, обнаруженные рентген огр а
фическн, они могут быть промежуточ
ными продуктами восстановления ме-
талла.
Исследования показывают на суще-
ствование в восстановленном металле
преимущественной ориентации тек-
стуры, возникающей вследствие на-
правленного теплоотвода при кристал-
лизации расплавленного металла. Ра-
нее возникновение текстуры, сопрово-
ждающей образование нового соедине-
ния, наблюдалось при синтезе нитрида
титана под действием ЛИ в азоте вы-
сокого давления [49]. Толщина вос-
становленного слоя на образцах, по-
лученных окислением пластин вольф-
рама, составляет 25—100 мкм в зави-
симости от давления водорода в камере
и убывает с его повышением, что объ-
ясняется экранирующим действием
плазменного факела.
Экспериментально полученные ре-
зультаты позволяют сделать выводы
о механизме протекающих процессов.
Действие ЛИ на трехокись тугоплав-
ких металлов при низких давлениях
водорода вызывает при плотностях
потока 10*—10s Вт/смя разрушение
материала. Увеличение давления при-
водит к экранированию образца плаз-
мой, о чем свидетельствует отсутствие
следов разрушения на поверхности.
В этих условиях образец подвергается
совместному действию ЛИ, излучения
плазмы и, возможно, бомбардировке
протонами. Это существенно ускоряет
процессы химического превращения в
материале образца и приводит к вос-
становлению металла из трехокиси.
Металл, полученный в таких условиях,
обладает рядом свойств, например тек-
стурой, отличающих его от металла,
полученного другим способом.
Восстановление поверхностных слоев
окисных соединений в газовой восста-
новительной среде при одновременном
воздействии ЛИ и ВЧ-разряда описано
в работе [51]. Наблюдалось существен-
ное увеличение скорости восстанови-
тельной реакции (до 104 раз и более).
Синтез нитридов в поверхностных
слоях образцов в газах высокого дав-
ления при действии ЛИ. Воздействие
лазерной плазмы на поверхность ме-
таллов позволяет осуществить поверх-
ностный синтез ряда соединений. Впер-
вые синтез слоев нитрида титана из
лазерной плазмы при высоком давле-
нии азота описан в работе [49]. Оста-
новимся на синтезе нитрида титана
более подробно. Условия его синтеза
требуют развития лазерной плазмы,
г. е. пороговых условий по плотности
потока ЛИ и давлению азота в камере,
В качестве подложки в опытах [49] ис-
пользовался титан ВТ-1 в состоянии
поставки. При давлении азота р =
= 10 МПа и средней за импульс плот-
ности потока ЛИ q — 5- 10s Вт/см2 мик-
ротвердость нитрида титана достигает
(2,34-2,6) 103 МПа и остается постоян-
ной (~2,3-103 МПа) в широком диапа-
зоне давлений. Полученная структура
соединения исследовалась рентгено-
графическим и металлографическим
методами. В поверхностном слое ни-
трида титана при кристаллизации на-
блюдается преимущественная ориен-
тировка (текстура). Ранее это явле-
ние наблюдалось в некоторых сплавах
при воздействии ЛИ [29], но оно не
было связано с возникновением нового
соединения. В условиях, когда дли-
тельность импульса ЛИ близка к
~1 мс, толщина слоя нитрида титана
составляет от нескольких единиц до
десятков микрометров в зависимости
от режимов лазерной обработки и имеет
слабо выраженную экстремальную за-
висимость от давления. При плотности
потока q ~ 3> 106 Вт/см8 максимум тол-
щины слоя соответствует 10—10,5 МПа.
При лазерной обработке металлов
в среде азота наиболее активными ни-
тридообразующими металлами наряду
с титаном являются цирконий и нио-
бий. Нитриды этих металлов (золоти-
стого цвета), полученные при высоких
давлениях азота, отличаются высокой
м и кр отвер достью.
Остановимся на некоторых особен-
ностях формирования структуры ни-
Восстановление металлов и синтез неорганических материалов
195
тридов, синтезированных при лазер-
ном воздействии на металлы. Установ-
лена связь между автоколебательными
процессами в приповерхностной лазер-
ной плазме и формированием структу-
ры нитрида на поверхности металла,
а также выявлены закономерности
влияния режимов облучения и метода
подачи азота к обрабатываемому об-
разцу на строение и свойства синтези-
руемых на поверхности тугоплавких
металлов нитридных соединений
[34].
Излучение неодимового лазера с
плотностью потока = 105ч- 5 X
X 105 Вт/смй и длительностью импуль-
са т = 1 мс фокусировалось на поверх-
ность образцов из титановых отливок
(марки ВТ 1-0). По условиям экспери-
мента были реализованы две схемы
подачи азота к поверхности образца.
В первой схеме использовалась струй-
ная подача с помощью сопловой насад-
ки соосно с направлением действия
ЛИ. Скорость газовой струи изменя-
лась в пределах от 1 до 80 м/с. Вторая
схема предусматривала размещение об-
разцов в камере высокого давления, в
которой давление азота можно варь-
ировать в пределах 0,1—8,0 МПа.
Рентгеноструктурным анализом уста-
новлено, что в обоих случаях на по-
верхности титана образуется нитрид
стехиометрического состава.
Азотированные зоны, образованные
при облучении образцов в камере с дав-
лением азота, близким к атмосферно-
му, состоят из тонкого слоя нитрида
титана (монослоя), имеющего столб-
чато-дендритную структуру, и узкой
темной полоски, по-видимому, а-фазы
или смеси фаз <х + в и в + TiN [34],
суммарная толщина которых изменяет-
ся от 1 до 5 мкм. Далее следует свет-
лый, более мягкий мой глубиной
—-200 мкм, соответствующий твердому
раствору азота в а-титане, и переход-
ный слой с повышенной по сравнению
с основным металлом микротвердо-
стью.
Повышение давления газа приводит
к изменению строения зоны. Толщина
нитридного слоя и слоя в-фаэы воз-
растает до 15—20 мкм, а твердого рас-
твора азота в а — Ti уменьшается
вплоть до его полного исчезновения
при давлении азота р ж 4 МПа.
7*
При давлении р ~ 4 МПа и плот-
ности потока ЛИ q = 3' 105 Вт/смй в
микроструктуре зоны воздействия об-
наруживаются несколько расположен-
ных друг над другом мопослоев нитри-
да, разделенных полосами е-фазы. Об-
разование такой многослойной струк-
туры обусловлено развивающимися в
противоповерхностиой плазме автоко-
лебательными процессами [43, 55].
Автоколебания в системе ЛИ — плаз-
ма — поверхность образца могут раз-
виваться при р I МПа [43, 55], од-
нако микроструктурный анализ зоны
воздействия при давлении 1—4 МПа не
выявил наличия у них многослойного
строения. Это, вероятно, объясняется
тем, что амплитуда автоколебаний в
указанном диапазоне давлений еще
мала (она растет с повышением давле-
ния газа [55]), и изменение физиче-
ских параметров приповерхностной ла-
зерной плазмы не оказывает существен-
ного влияния на процесс синтеза ни-
тридов на поверхности металла.
Следует отметить, что при некоторых
условиях, характерных для материала
образца и параметров процесса, на-
блюдается нарушение в расположении
нитридных монослоев, обусловленное
турбулентным характером движения
расплава в ванне.
Микротвердость по глубине зоны
воздействия наиболее резко изменяется
при переходе от нитридного слоя к слою
твердого раствора, а от него — к ос-
новному металлу. Характерные зна-
чения микротвердости составляют: для
нитридного слоя ' (1-5-2) 104 МПа,
для слоя твердого раствора ~ (3-5-
-i-9) 10s МПа, для переходной зоны
--2- 10s МПа. В пределах каждого слоя
микротвердость зависит от параметров
процесса: чем выше плотность потока
ЛИ и давление в камере, тем больше
микротвердость. Отметим, что для слоя
твердого раствора азота в а — Ti за-
висимость микротвердости от давления
и плотности потока посит экстремаль-
ный характер.
При длительном травлении (более
10 мин) образцов в водном растворе
HF (1—2 %) и HNO-, (2—3 %) обна-
ружена различная травимость отдель-
ных участков нитридной зоны. Менее
всего действию травителя подвержены
196
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
дендритные скопления, которые обра-
зуют своеобразный скелет нитридной
зоны, хорошо различимый после вытра-
вливания матричного металла, запол-
няющего промежутки между дендрит-
ными осями. На некоторых участках от-
мечены плотные, не поддающиеся рас-
травливанию дендритные образования,
имеющие повышенную микротвердость
(до ~2-104 МПа), в то время как у ма-
тричного металла микротвердость со-
ставляет --Ю4 МПа. Неравновесные
условия кристаллизации приводят к
химической неоднородности в нитрид-
ной зоне. Особенно это характерно для
режимов, вызывающих турбулентный
характер движения расплава в зоне на-
грева,
Для азотированных образцов, облу-
ченных в струе азота при скоростях
газового потока и = 14-20 м/с, строе-
ние зон подобно наблюдаемому у об-
разцов, облученных в камере при дав-
лении р 10 МПа. Изменение плот-
ности потока ЛИ и скорости газовой
струи при q = 1064-5- 10в Вт/см2, о =
= 14-20 м/с вызывает сначала рост
глубины нитридного слоя и твердого
раствора азота в а — Ti до некоторых
максимальных значений (®TI Nmax
1S мкм, ва_пшах 200 мкм), а за-
тем их уменьшение. Дальнейшее уве-
личение параметров процесса приводит
к турбулентному характеру движения
жидкого металла с последующим фор-
мированием кратера в зоне воздей-
ствия.
Остановимся на кинетике явлений,
протекающих в зоне обработки. При
струйной подаче газа и давлениях азо-
та в камере р 1 МПа степень иони-
зации лазерного факела, определенная
экспериментально по величине заряда,
перенесенного плазмой, находится на
уровне 10 2—10 ® %. В этих условиях
расплав контактирует в основном с мо-
лекулярным азотом, который, диссо-
циируя на поверхности расплава, диф-
фундирует в глубь зоны с образовани-
ем твердого раствора азота в а — Ti и
нитрида титана. По мере роста толщи-
ны нитридного слоя с увеличением па-
раметров q, v, р диффузия азота в ме-
талл замедляется. Дальнейшее повы-
шение параметров процесса q, и, р при-
водит к уменьшению глубины нитрид-
ного слоя и слоя твердого раствора
вследствие развития процессов испа-
рения, экранирования ЛИ плазмой и
выдавливания части жидкого металла
из зоны воздействия.
Если газовая струя сдвигает процесс
формирования кратера в сторону мень-
ших энергий, то повышение давления
азота в камере выше 1 —1,5 МПа при-
водит к увеличению температуры плаз-
мы и степени ее ионизации, которая
достигает ~0,1 %. Поэтому раствори-
мость азота в расплаве возрастает, что
способствует росту глубины нитрид-
ного слоя за счет уменьшения толщины
слоя твердого раствора. Образование
достаточно плотной плазмы, чтобы ча-
стично или полностью экранировать
поверхность образца от ЛИ, вызывает
общее снижение глубины расплава. '
Периодические изменения физиче-
ских параметров, а следовательно, и
химической активности плазмы, обус-
ловленные автоколебательными про-
цессами, приводят к образованию мно-
гослойной нитридной зоны па поверх-
ности металла.
Образование при определенных ре-
жимах воздействия нитридных много-
слойных структур на поверхности туго-
плавких металлов, а также развитие
турбулентного движения в слое рас-
плава при столь высоких давлениях
окружающего мишень газа можно рас-
сматривать как косвенное подтвержде-
ние существования автоколебаний в
системе ЛИ — плазма — поверхность
образца.
Синтез нитридов может быть прове-
ден и при использовании ЛИ с другими
длинами волн. Для синтеза нитрида
титана использованы импульсный ла-
зер на СО2 (т= 0,5-М мкс, Е =
= 0,054-0,5 Дж) при давлениях азота
0,14-2,5 МПа [50]. Исследовано влия-
ние внешнего электрического поля на
кинетику пробоя газа вблизи образца
и интенсивность азотирования метал-
ла. Эффективность воздействия повы-
шается при достаточно большой напря-
женности поля [Е/р 2s 0,002 В/(см X
X МПа) , когда вслед за лазерной
плазмой между электродом и мишенью
развивается дуговой разряд. В зоне
воздействия образуется литая струк-
тура столбчатых кристаллов нитрида
титана, подобная структуре, получен-
Восстановление металлов и синтез неорганических материалов
197
ной при воздействии излучения неоди-
мового лазера на титан [49], Исполь-
зовалась та же схема, что и при синтезе
нитридов. Плотность потока излучения
импульсного неодимового лазера со-
ставляла 10®—10е Вт/сма, а длитель-
ность ЛИ мс.
Синтез карбидов при действии ЛИ.
Исследование синтеза карбидов на по-
верхностях металлов производилось в
атмосфере СО» [40]. Уже при давле-
ниях 2 МПа диаметр оплавленного
участка в несколько раз превышает диа-
метр пятна фокусирования. Это свя-
зано с тем, что плазма в СО» отличается
повышенной плотностью заряженных
частиц в самом начале процесса. По-
следнее приводит к плавному измене-
нию угла рефракции излучения и рас-
ширению зоны воздействия.
Рентгепоструктурный анализ пока-
зывает, что происходит синтез карби-
дов облучаемых металлов в зоне обра-
ботки [40]. Толщина слоя синтезиро-
ванных карбидов составляет 5—10 мкм,
микротвердость в центре зоны воздей-
ствия достигает (2,5ч-2,8) Ю4 МПа,
уменьшаясь к краям до (1,8ч-1,9)Х
X 104 МПа.
Микротвердоеть молибденовых об-
разцов, подвергнутых воздействию ЛИ
в атмосфере СО2 при р — 3 МПа в ши-
роком диапазоне плотностей потока,
не превышает (6,04-7,0) 10а МПа (ис-
ходное значение Я(1 & 4,40- 10s МПа).
При воздействии ЛИ на пластины из
тантала в среде СОа на их поверхно-
стях, как показывает рентгенострук-
турный анализ, образуются карбиды
тантала. Величины микротвердости по-
лученных слоев соответствуют анало-
гичным значениям при других спо-
собах получения карбида тантала
[Я„ = (1,54-1,7) 104 МПа].
На поверхности титана и циркония
при воздействии ЛИ образуются зоны
с измененной структурой диаметром
2—3 мм и толщиной 30—100 мкм. Диа-
метр зон па поверхностях образцов из
ниобия и молибдена не превышает
1,5 мм. Металлографические исследо-
вания образцов из титана и молибдена
показывают, что строение эон по тол-
щине неоднородно. Зона воздействия
состоит из нескольких слоев толщиной
5—15мкм, имеющих дендритную струк-
туру и разделенных светлыми, плохо
поддающимися травлению слоями та-
кой же толщины. Микротвердость свет-
лых слоев для титана [//^ » (1,10-6-
4-1,40) Ю3 МПа] выше микротвердости
слоев, имеющих дендритную структуру
[Ни я (0,704-0,80) 10s МПа].
Синтез других веществ при дей- V
ствии ЛИ. Излучение непрерывного
лазера на СО3 использовали для полу-
чения из газовой фазы карбида крем-
ния, графитовых и алмазных виксеров,
наращивания алмазных пленок, для
гомогенного образования алмаза в па-
рах углеводородов и исследования ки-
нетики роста карбида кремния при раз-
ложении метилтрихлорсилана на раз-
личных поверхностях. Исследование
показало, что лимитирующей стадией
является разложение метильного ра-
дикала с образованием углерода, ко-
торый затем силицируется. Из газовой
фазы были получены нитевидные кри-
сталлы алмаза и графита. Нитевидные
кристаллы алмаза образовывались на
поверхности затравочного кристалла,
причем в некоторых случаях их рост
прекращался и они приобретали сфе- '
рическую форму.
Графитовые усы получены на метал-
лических подложках как образующих
карбиды, так и не образующих их
[59]. Нитевидные кристаллы графита
образуются на дефектах поверхности
[59]. При измерении прочности гра-
фитовых усов установлено, что их проч-
ность па разрыв (при диаметре< 1 мкм)
достигает 1,5’10’ МПа. -i
С помощью лазерного нагрева полу- .
чены алмазные пленки па поверхности
затравочных кристаллов алмаза. На-
ращивать алмазные пленки можно при
температурах до 2000 К, т. е. до темпе-
ратуры спонтанной графитизации ал-
маза. Рост алмазных плевок при высо- :
ких температурах происходит только
в среде метана, тогда как в среде дру-
гих углеводородов (этан, этилен, аце-
тилен) происходит графитизация ал-
мазного затравочного кристалла. Рас-
смотрены также результаты экспери-
ментов по гомогенному образованию
алмаза в парах углеводородов. Капля
жидкого углеводорода (октан, нонан
и др.) при падении проходила через
фокус излучения лазера на СО3. Из-
меняя высоту падения капли, можно
было изменять и время воздействия
198
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
на нее ЛИ. В парах испаренного угле-
водорода происходила гомогенная кон-
денсация, в результате которой обра-
зовывались мелкие частицы конденси-
рованных фаз углерода. .Методами элек-
тронной и рентгеновской дифракции
в продуктах лазерного нагрева обна-
ружены алмаз, графит, лонсдейлит,
карбин. По-видимому, основную роль
в этом процессе играет быстрая закал-
ка продуктов лазерного синтеза, па что
указывают опыты по твердофазному пе-
реходу графита в алмаз. Частицы
графита разогревались ЛИ до 3000 К,
а затем охлаждались жидким азотом.
В тонком поверхностном слое происхо-
дила быстрая закалка и образование
метастабильных фаз углерода: алмаза
и карбина [59J.
Для образования монокристаллов
закиси меди значительной длины в оки-
слительной атмосфере использовали
излучение лазера на СО2 мощностью
40 Вт. Излучение фокусировалось в
пятно диаметром 1 мм [39].
Исследование поперечных шлифов
образца позволило установить, что
окисная пленка образует плоскопарал-
лельный слой с резкой границей разде-
лов Cu/Cu2O/CuO. Рентгеноструктур-
пый анализ показал, что закись меди
растет в виде монокристаллического
слоя, который обладает повышенной
стойкостью к травителям и механиче-
скому воздействию и имеет лучшее
сцепление с подложкой, чем окисел,
выращенный в изотермических усло-
виях. Обнаружен рост отдельных, ред-
ко расположенных длинных кристал-
лов закиси меди [39]. Эти кристаллы
резко выделяются на общем фоне пло-
скопараллельной монокристалличе-
ской закисной пленки. За время дей-
ствия ЛИ (30 мин) удавалось выращи-
вать кристаллы длиной до 1 мм. При
нагреве источником теплоты с широ-
ким спектральным диапазоном длин-
ных кристаллов закиси меди получить
не удавалось при той же средней мощ-
ности.
6.5. Термохимические явления
при лазерном излучении
Воздействие ЛИ на вещества стиму-
лирует развитие термохимических реак-
ций, с помощью которых можно вос-
станавливать металлы, разлагать слож-
ные соединения, синтезировать мате-
риалы, окислять поверхность металлов
и т. д. Подробнее изложение термохи-
мических явлений при лазерном воз-
действия на вещества изложено в об-
зорах [2—5].
Окисление металлов. При обработке
металлов, находящихся в среде кисло-
рода или на воздухе, на поверхности
тела образуется окисел, изменяющий
поглощательную способность. Слои
окислов, как следует из опытных дан-
ных, растут даже при действии весьма
коротких импульсов ЛИ ( --100 нс).
При длительностях импульсов —1 мс
толщина пленки окисла достигает
0,01—0,1 мкм [2], а воздействие не-
прерывного ЛИ приводит к образоваг
нию окисных пленок толщиной в де-
сятки микрометров.
Поверхностное изотермическое окис-
ление металлов протекает в несколько
стадий, включая адсорбцию кислорода
на поверхности, связывание им свобод-
ных электронов металла или образую-
щегося окисла, диффузию и электропе-
ренос ионов металла и кислорода по де-
фектам (вакансиям, междоузлиям и др.)
продуктов реакции к межфазным гра-
ницам, а также собственно химическую
реакцию, приводящую к образованию
нового слоя окисла [I, 19, 60].
Скорость окисления металлов зави-
сит от ряда факторов (температуры,
толщины окисла, давления кислорода
и др.), но в каждом конкретном случае
определяется скоростью самой медлен-
ной (лимитирующей) стадии.
Кинетика изотермического окисле-
ния металлов в ряде случаев может
быть описана уравнением
(М>
где h — толщина окисла; Вт — кон-
станта; Тй — энергия активации ли-
митирующей стадии реакции, выражен-
ная в градусах [обычно ТР, = (1-^5) X
X 104 KJ; m и п — параметры.
Из уравнения (6.4) можно получить
большинство известных законов окис-
ления. При m — п — 0 уравнение (6.4)
описывает линейное окисление, при
котором скорость реакции не зависит
от толщины окисла. При m = 0,
Термохимические явления при лазерном излучении
199
п = —2 уравнение (6.4) описывает ли-
нейное окисление, но в этом случае
скорость лимитируется не эмиссией
ионов из металла в окисел, а термоэлек-
тронной эмиссией из металла. Случай
т = I соответствует уравнению Мотта
[1 ], если п = 1, и уравнению Вагнера
(60), если п — 0. Эти уравнения отве-
чают параболическим законам окис-
ления, контролируемым диффузией ми
электропереносом ионов в окисле. Если
т = 2, то из уравнения (6.4) следует
кубический закон изотермического
окисления.
Основным фактором, определяющим
кинетику окисления металлов, являет-
ся тепловое действие ЛИ на металл и
систему металл—окисел. Температур-
ный фактор оказывает решающее влия-
ние на кинетику окисления термиче-
ски тонких пластин образца, посколь-
ку они охлаждаются медленнее, чем
массивные образцы.
Расчеты температуры системы оки-
сел — металл при действии лазерного
излучения представляются достаточно
сложной задачей, поскольку темп ее
роста зависит от толщины слоя окисла
в каждый момент времени. Начальная
стадия нагрева окисляющейся на воз-
духе металлической пластины рассмо-
трена в работе (5). Математическая
формулировка данной задачи имеет
вид
5|м = 0;
Т
А (е) = + ^3;
РЦот = «S (Т — То},
(6.5)
где g — толщина окисной пленки на
поверхности металла; d и Га — кон-
станты параболического закона окис-
ления; Р — мощность падающего ла-
зерного излучения; A (g) — поглоща-
тельная способность сложной системы
металл — окисел; Рппт — мощность
конвективных теплопотерь; — по-
глощательная способность металла; а—
коэффициент теплоотдачи; S — пло-
щадь поверхности мишени,
;__Более сложной является простран-
ственная задача теплопроводности о
нагреве металла ЛИ с учетом роста
окисной пленки. Если пренебречь теп-
лотой химической реакции, потерями
теплоты с поверхности, а также слож-
ной структурой растущей окисной
пленки, то для нагрева полубесконеч-
ного тела излучением лазера на СО2,
распределенным по закону Гаусса, с
учетом роста окисной пленки задача
имеет вид [58]
J_ ЭТ = ПаГ 1 ЭТ ааг .
a dt dr'2 "I г дг ' дг- ’
(6.6)
Х1г|г==е = - ЧоА Ш ехр
Т (г, z, 0) - Т (оо, г, i) = Т {г, оо, 0 =
= П;
U0|/=о=о.
Согласно (6.6) толщина окисной плен-
ки изменяется ио параболическому за-
кону, справедливому для роста «тол-
стых» (£ О 0,1 мкм) пленок. Рост тон-
кого слоя окисла продолжается отно-
сительно малое время, и эта стадия
процесса не играет существенного зна-
чения в задаче нагрева металла ЛИ.
Плотность потока ЛИ достаточно боль-
шая « 10&-5-10° Вт/сма), так что
потерями теплоты с поверхности можно
пренебречь.
Поглощательная способность двух-
слойной системы окисел — металл [5]
А (|) = 1 - (1 - Ло) ехр (- 2а|) -
Ov
----“Sin pg ехр (— «£), (6.7)
где а — -s— Im у е ;
Av
Р = 4— Re 1'^8 , [^в = п in,
Ay
и и х — действительная и мнимая части
соответственно; 8 — диэлектрическая
200
лазерно-плазменные и термохимические процессы
Способности Л (£) от толщины окисной
НЛСНКМ g!
? — точное значение; 2 аппроксимация
проницаемость окисла; Xv — длина
волны ЛИ.
При плотностях потока ЛИ да
103 Вт/см2 характерная толщина
окисной пленки не превышает 3 мкм.
Поэтому для А (й) можно использовать
приближенную аппроксимацию, как
показано на рис. 6.21.
Для решения сформулированной за-
дачи (6.6) строится итерационный про-
цесс таким образом, чтобы его нулевое
приближение Та (г, г, i) давало бы
решение уравнений (6.6) при условии
отсутствия реакции на поверхности
тела.
Зависимости толщины окисной плен-
ки от безразмерного времени в центре
пятна нагрева для различных значе-
ний представлены на рис. 6.22. При
t (ет (/ст — время установления ста-
ционарной температуры при отсутствии
химической реакции) происходит бы-
стрый рост толщины окисной пленки,
причем скорость роста окисной пленки
существенно возрастает с увеличением
плотности потока ЛИ, что связано с бо-
лее интенсивным протеканием окисли-
тельной реакции на поверхности ме-
талла. При /> /ст зависимость толщи-
ны окисной пленки от времени будет
слабее. Это объясняется тем, что тем-
пература, близкая нулю, достигает ста-
ционарного значения и изменение ско-
рости протекания окислительной реак-
ции будет мало.
Графики зависимости толщины окис-
ной пленки от безразмерного раестоя-
Рис. 6,22. Зависимость толщины окисной
пленки от времени а центре пятна нагрева
для различных значений да;
1 — 3* Ю* Вт/см®; 2 — 4. 10* Вт/см2; 3 —
5- Юб Вт/см®
ния k !1г до центра пятна нагрева для
различных моментов времени в точке
г — 0 представлены на рис. 6.23. Для
сравнения на этом же графике пред-
ставлена зависимость распределения
плотности потока ЛИ (кривая#). При
малых временах нагрева пространст-
венная зависимость толщины окисной
пленки, а следовательно, и поглоща-
Рис. 6,28, Нормированные распределения
толщины окисной пленки для различных
моментов времени:
/ — I = 0,6; 2 — i = 10; 3 — заданное
распределение плотности потока ЛИ
Термохимические явления при лазерном излучении
201
тельной способности резко обостряется
(кривая /), но в дальнейшем (с увели-
чением времени) это обострение будет
менее выраженным, т. е. происходит
временное «расплывание» распределе-
ния толщины окисной пленки, что
обусловлено влиянием теплопроводно-
сти. Распределение температуры на по-
верхности тела имеет боЛее сложный
характер — оно обостряется или рас-
плывается в зависимости от конкурен-
ции двух факторов: обострения распре-
деления поглощенной плотности потока
ЛИ вследствие неравномерности тол-
щины окисной пленки и эффекта тепло-
проводности. Наличие окислительной
реакции на поверхности тела приводит
к существованию характерных режи-
мов нагрева в зависимости от нлотно-
сти потока ЛИ (рис, 6.24). В случае
малых значений q^ (для Си =
= 10,6 мкм, < 105 Вт/см®) практи-
чески не происходит роста поглоща-
тельной способности и нестационарная
температура в центре пятна нагрева
описывается зависимостью arctg 2kat
(кривая /). С увеличением q» происхо-
дит линейный рост температуры со ста-
ционарного значения, соответствующе-
го решению задачи без учета химиче-
ской реакции на поверхности металла,
при этом скорость роста температуры
возрастает с повышением q0 (кривая 2).
При дальнейшем увеличении плотно-
сти потока падающего излучения на-
чиная с определенного момента време-
ня происходит резкое повышение тем-
пературы.
Влияние окисления иа оптические
свойства металлов [2]. Рост окисных
пленок существенно изменяет физико-
химические свойства поверхности ме-
таллов: проводимость, химическую ак-
тивность, твердость, эмиссионную спо-
собность, поглощательную способ-
ность, В ряде работ [2] указаны меха-
низмы, ответственные за изменение
поглощательной способности, обуслов-
ленные взаимодействием нагретой ме-
таллической поверхности с кислородом,
К, их числу относятся: 1) непосред-
ственное дополнительное поглощение
излучения в окисле; 2) согласующее
действие окисного покрытия и интер-
ференционные явления в нем; 3) элек-
тронно-дырочное поглощение в окисле,
Рис. 6,S4, Заинснмость температуры от
безразмерного времени в центре пятна
нагрева для различных значений плотно-
сти потока ЛИ
(й — коэффициент сосредоточенности, а —
коэффициент теипературопроводноети):
f — е„=2.10» Вт/см!; 2 — <7,^3- 10* Нт/См';
3 — Со = л. 10е Вт/см1; 4 — = Бх
X ТО' Вт/см’
зависящее от температуры, и связан-
ное с генерацией носителей заряда из-
менение его показателя преломления;
4) изменение частоты столкновений и
плазменной частоты свободных носи-
телей в скин-слое металла, обуслов-
ленное изменением параметров решет-
ки вследствие диффузии и растворения
кислорода [9]; 5) изменение состава
и оптических постоянных сплава в пре-
делах скин-слоя в результате избира-
тельного окисления некоторых его ком-
понентов.
Указанные механизмы изменения по-
глощательной способности дают воз-
можность качественно объяснить ряд
характерных особенностей лазерного
нагрева окисляющихся металлов: рез-
кий переход к разрушению, появле-
нию температурных осцилляций, про-
должение разогрева после окончания
светового воздействия и др.
За редким исключением окисление
сопровождается уменьшением отраже-
ния света от металла в широком спек-
тральном диапазоне. Характер изме-
нений поглощательной способности оки-
сленного металла определяется опти-
ческой толщиной слоя окисла, т. е.
величиной ajX. Если а2Х, 1, то по
мере роста окисла поглощательная
способность монотонно возрастает от
начального значения А — Аа для не-
окисленной поверхности до значения А,
у массивного окисла.
Чаще образуются окислы, для кото-
рых справедливо условие «Д С 1, т. е.
они слабо поглощают излучение. К их
202
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
числу относятся Сп2О, А13ОЯ, TiOa, ко-
торые являются примесными полупро-
водниками с шириной запрещенной
зоны, равной 1,5—3 эВ. Для них ха-
рактерны осцилляции поглощательной
способности, связанные с интерферен-
цией ЛИ в окисном слое.
Оценки показывают, что для види-
мого и ближнего ИК — диапазонов
спектра изменения поглощательной
способности вследствие окисления мо-
гут наблюдаться при толщине окисных
пленок ~10 3—КГ5 см, что относится
к действию коротковолнового излуче-
ния в диапазоне длительностей. Для
излучения лазера на СОа соответству-
ющие толщины окислов несколько
больше -10 6—10 4 см, т. е, измене-
ние поглощательной способности про-
исходит при более продолжительном
воздействии излучения [2].
Важным фактором, определяющим
закономерности и специфику термохи-
мических явлений при воздействии ЛИ
на металлы, является экзотермичность
окисления. Для металлов с большим
тепловым эффектом окисления экэо-
термичпость реакции может радикаль-
но изменить характер теплового по-
следствия.
Изменение поглощательной способ-
ности ряда металлов (титана, цирко-
ния, гафния и др.) при нагреве тта воз-
духе или в кислороде может быть свя-
зано с диффузией и растворением кис-
лорода в приповерхностных слоях ме-
талла, что приводит к изменению ча-
стоты столкновений и плазменной ча-
стоты свободных электронов [2].
Специфический механизм, который
приводит к изменению поглощатель-
ной способности в результате термохи-
мических процессов в скин-слое, мо-
жет наблюдаться в сплавах. Вслед-
ствие преимущественного окисления
некоторых компонентов, входящих в
состав сплава, при нагреве ЛИ на воз-
духе изменяется их процентное содер-
жание в скин-слое [9].
Г Реальные закономерности лазерного
окисления и его влияние на оптические
свойства металлов оказываются гораз-
’ о сложнее, чем простые модели, ис-
пользуемые для расчета процессов на-
грева, Обнаружено, что пленки окисла
на титане и сталях, образующиеся при
импульсном нагреве ЛИ, имеют пере-
менный по толщине состав без явно
выраженных границ между окислами
различной валентности, а также ме-
таллом [49].
Приведенные теоретические пред-
ставления об образовании плоских
окисных слоев также являются услов-
ными, так как плоский фронт окисле-
ния неустойчив к малым возмущениям
в широком спектре пространственных
частот. Отклонения реальной поверх-
ности окислов от плоской и их струк-
туры от однородной описаны в работе
Список литературы
t. Барре П. Кинетика гетерогенных
процессов. Пер. с англ. 1И.: Мир. 1976.
399 с.
2. Бонч-Бруевич А. 1И,, Либен-
сон М. Н. Нерезонансная лазерохимия
в процессах взаимодействия интенсив-
ного излучения с веществом. — Изв,
АН СССР. Сер. физическая, 1982,
т. 46, № 6, с. 1104—1118.
3. Бункин Ф. В., Кириченко Н. А.,
Лукьянчук Б. С. Лазерная термохи
мия. — Известия АН СССР. Сер. фи-
зическая, 1982, т. 46, Ns 6, с. 1150—
1169.
4. Бункин Ф. В., Кириченко Н. А.,
Лукьяичук Б. С. Термохимические
явления, стимулированные лазерным
излучением. — Известия АН СССР.
Сер. физическая, 1981, т. 45, № 6,
с. 1018—1042.
5. Бункин Ф. В., Кириченко Н. А.,
Лукьянчук Б. С. Термохимическое дей-
ствие лазерного излучения, — Успехи
физических наук, 1982, т. 138, № 9,
с. 45—94.
6, Бункин Ф. В., Савранский В. В.
Оптический пробой газов, инициируе-
мый тепловым взрывом взвешенных
макроскопических частиц. — Журнал
экспериментальной и теоретической фи-
зики, 1973, т. 65, вып. 6, с. 2185—
2195.
7. Буравлев Ю. М., Надежда Б. ГТ.,
Середенко В. Н. О влиянии термине,
ской обработки и пластической дефор-
мации на лазерную эрозию металлов
и сплавов. — Физика и химия обра-
ботки материалов, 1975, № З.с.ЗО—34.
Список литературы
203
8. Вардзигулова Л. Е., Кайтма-
зов С. Д., Прохоров А. М. Лазерная
искра в сильном магнитном поле. —
Письма в ЖЭТФ. 1967, т. 6, вып. 8,
с. 799—802.
9. Влияние элементного состава на
оптические свойства сплавов при им-
пульсном нагреве излучением/
А. Г, Акимов, А. М. Бонч-Бруевич,
А. П. Гагарин и др. — Письма в ЖТФ,
1980, т. 6, № 10, с. 1017—1021.
10. Воздействие излучения ОКГ на
металлы при высоких давлениях окру-
жающей среды/Н. Н. Рыкалин,
А. А. Углов, И, П. Добровольский
и др. — Квантовая электроника, 1974,
т. 1, № 9, с. 1208—1213.
11. Гилл Д., Дугал А. Минимумы
пороговых кривых в газах при сверх-
высоких давлениях, обусловленные
ионизацией электронным ударом. —
В кн.: Действие лазерного излуче-
ния/Под ред. Ю. П. Райзера, М.: Мир,
1968, с. 37—41.
12. Гончаров В. К., Лопарев А. Н.,
Минько Л. Я. Самоподжигающийся
импульсный разряд в эрозионной ла-
зерной плазме, — Журнал эксперимен-
тальной и теоретической физики, 1972,
т. 62, вып. 6, с. 2111—2115.
13. Горелик С. С., Расторгуев Л. Н.,
Скаков Ю. А. Рентгенографический и
электр о и п о-оптический анализ. М.: Ме-
таллургия, 1970. 368 с.
14. Дарманян А. П., Мицук В. Е.,
Черников В. А. Снижение порога све-
тового пробоя в фокусе лазера при
наложении СВЧ поля. — Письма
в ЖЭТФ, 1968, т. 8, вып. 3, с. 117—122.
15. Дисперсные порошки тугоплав-
ких металлов/В. В. Скороход, В. В. Па-
ничкина, Ю. М. Солонин и др. Киев:
Наукова думка, 1979. 178 с.
16. Диффузионные механизмы изме-
нения поглощательной способности ме-
таллов в процессе их лазерного нагрева
в воздухе/В. И. Бойко, Ф. В, Бункин,
Н. А. Кириченко и др. — Доклады
АН СССР, 1980, т. 250, № 1, с. 78—82.
17. Зельдович Я. Б., Райзер Ю. П.
О лавинной ионизации газа под дей-
ствием светового импульса. — Журнал
экспериментальной и теоретической фи-
зики, 1964, т. 47, вып. 3(9), с. 1150—
1161.
18. Исследование низкопорогового
пробоя газов вблизи твердых мишеней
излучением СОа-лазера/А. И. Барчу-
ков, Ф. В. Бункин, В. И. Конов. —
Журнал экспериментальной и теорети-
ческой физики, 1974, т. 66, вып. 3,
с. 965—982.
19. Кофстад П. Высокотемператур-
ное окисление металлов. Пер. с англ.
М.: Мир, 1969, 92 с.
20. Кузнецов А. Е., Орлов А. А.,
Уляков П. И. Пульсирующий режим
испарения оптических материалов под
действием излучения лазера на дву-
окиси углерода. — В ья.: Квантовая
электроника. Под ред. Н. Г. Басова.
М.: Советское радио, 1972, № 7,
с. 57—59.
21. Ландау Л. Д,, Лифшиц Е. М.
Электродинамика сплошных сред. —
М.: Гостехиздат, 1957. 532 с.
22. Мажукин В. И., Углов А. А.,
Четверушкин Б. Н. Моделирование
пробоя плотного молекулярного газа
лазерным излучением вблизи металли-
ческой поверхности. — Доклады АН
СССР, 1979, т. 246, № 6, с. 1338—
1342.
23. Мажукин В. И., Углов А. А.,
Четверушкин Б. Н. Оптический пробой
молекулярного азота в широком диа-
пазоне давлений вблизи твердой ми-
шени. — Квантовая электроника, 1982,
т. 9, № 5, с. 906—917.
24. Мажукин В. И., Углов А. А.,
Четверушкин Б. II, О развитии низко-
температурной лазерной плазмы в азот-
ной среде повышенного давления. —
Доклады АН СССР, 1981, т. 257, № 3,
с. 584—589.
25. Мажукин В. И., Углов А, А.,
Четверушкин Б. Н, Численный анализ
возникновения лазерной искры в плот-
ном газе вблизи металлической поверх-
ности. — Физика и химия обработки
материалов, 1979, №6, с. 73—79.
26. Мажукин В. И,, Углов А. А.,
Четверушкин Б. Н. Численное иссле-
дование динамики лазерной плазмы
вблизи твердой поверхности при высо-
ком давлении окружающей среды. —
Доклады АП СССР, 1981, т. 256, № 5,
с. 1100—1105.
27. Мажукин В. И., Углов А. А.,
Четверушкин Б. Н. Численное иссле-
дование задачи о лазерном пробое
плотного газа. — Журнал вычисли-
тельной математики и математической
физики, 1980, т. 20, № 2, с. 451—460.
204
ЛАЗЕРНО-ПЛАЗМЕННЫЕ И ТЕРМОХИМИЧЕСКИЕ ПРОЦЕССЫ
28. Минкевич А. Н. Химико-терми-
ческая обработка металлов и сплавов.
М.: Машиностроение, 1965. 491 с.
29. Миркин Л. И. Возникновение
ориентированных структур при дей-
ствии луча лазера на металлы, — До-
клады АН СССР, 1972, т, 206, № 6,
с. 1339—1341.
30. Мицук В, Е., Савоскин В. И.,
Черников В, А. Пробой па оптических
частотах при наличии диффузионных
потери. — Письма в ЖЭТФ, 1966, т. 4,
вып. 4, с. 129—131,
31. Модель автоколебаний при не-
прерывном воздействии концентриро-
ванного потока энергии на вещество/
Н. Н. Рыкалин, В. 14. Скобелкин,
И. В. Зуев и др. — Доклады АН СССР,
1981, т. 257, № 7, с. 99—101.
32. Неподвижная ударная волна,
возникающая при стационарном испа-
рении металла под действием лазер-
ного излучен и я/В, А. Батанов,
Ф. В, Бункин, А, М. Прохоров и др. —
Письма в ЖЭТФ, 1970, т. И, вып. 2,
с. 113—118.
33. Низкопороговый пробой воздуха
вблизи мишени излучением СО2-лазе-
ра/А. И. Барчуков, Ф. В. Бункин,
В. И. Конов и др. — Письма в ЖЭТФ,
1973, т, 17, вып. 8, с. 413—416.
34. Особенности формирования
структуры нитридов, синтезированных
при лазерном воздействии на метал-
лы/Н, Н. Рыкалин, А. А, Углов,
В, А. Гребенников и др.—Доклады
АН СССР, 1983, т. 272, № 3, с. 330—
335.
35. Поведение давления отдачи при
воздействии на металл интенсивного
оптического излучения/С. И. Валян-
ский, Б. М. Жиряков, И. И. Липатов
идр. _ В кн.: Тезисы докладов IV Все-
союзного совещания по нерезонансному
взаимодействию оптического излучения
с веществом. Л.: Наука. 1978, с. 106.
36. Пробой газов вблизи твердых
мишеней импульсным излучением СОа-
лазеров/В. П. Агеев, А. И, Барчуков,
Ф. В. Бункин и др. — Известия вузов.
Серия физика, 1977, № 11, с. 34—60.
37. Райзер Ю. П. Лазерная искра
и распространение разрядов. М.: Нау-
ка, 1974. 308 с.
38. Райзер Ю. П. Основы современ-
ной физики газоразрядных процессов.
М.: Наука, 1980, 415 с.
39. Рост «гигантских» монокристал-
лов под действием лазерного излуче-
ния/Д. Т. Алимов, Ф. В. Бункин,
Е. Ю. Егоров и др. — В кн.: Тезисы
докладов V Всесоюзного совещания
по нерезонансному взаимодействию оп-
тического излучения с веществом. Л.:
Наука, 1981, с. 292.
40. Рыкалин Н. Н., Углов А. А.
Лазерно-плазменная обработка метал-
лов при высоких давлениях газов.
Квантовая электроника, 1981, т. 8,
с. 1193—1202.
41. Рыкалин 14. Н., Углов А, А.
Теплофизические процессы при взаимо-
действии лазерного иелучения с погло-'
щающими средами. — Известия АН
СССР. Серия физическая, 1982, т, 46.
№ 6, с. 1018—1025.
42. Рыкалин Н. Н., Углов А. А.,
Галиев А. Л. Поглощение излучения
в плазме, образованной вблизи поверх-
ности твердой мишени, при высоких
давлениях окружающих газов, — Фи-
зика плазмы, 1978, т. 2, вып. 2, с, 332—
335.
43. Рыкалин Н. Н., Углов А. А.,
Игнатьев М. Б. Автоколебательный
характер изменения параметров лазер-
ной плазмы вблизи поверхности ми-
шени в газах повышенного давления. —
Доклады АН СССР, 1982, т. 265, № 5,
с. 1117—1119.
44. Рыкалин Н. Н., Углов А. А.,
Низаметдинов М. М. О воздействии
импульсного лазерного излучения на
материалы в широком диапазоне дав-
лений гелия. — Физика и химия обра-
ботки материалов, 1978, № 1, с. 24—30.
45. Рыкалин Н. Н., Углов А. А.,
Низаметдинов М. М. О воздействии
лазерного излучения на материалы
в широком диапазоне давлений арго-
на. — Квантовая электроника, 1978.
№ 4, с. 18—23.
46. Рыкалин Н. Н., Углов А. А.,
Низаметдинов М. М. О пробое газа
излучением лазера при малых плот-
ностях потока и высоких давлениях. —
Доклады АН СССР, 1974, т. 218,
№ 3, с. 330—331.
47. Рыкалин Н. Н., Углов А, А,,
Низаметдинов М. М. Особенности
взаимодействия излучения лазера с ма-
териалами при высоком давлении окру-
жающей среды, — Журнал экспери-
ментальной и теоретической физики,
Список литературы
205
1975, т. 69, вып. 2 16), с. 722—
732.
48. Самофокусировка света в плазме
и сверхзвуковая волна ионизации в лу-
че лазера/В. А, Батанов, Ф. В. Бун-
кин, А. М. Прохоров и др. — Письма в
ЖЭТФ, 1972, т. 16, вып. 7, с. 378 -382.
49. Синтез нитрида титана в атмо-
сфере азота при высоких давлениях
и лазерном облученин/А. Л. Галиев,
Л. Л. Крапивин, Л. II. Миркин и др.
Доклады АН СССР, 1980, т. 251, № 2,
с. 336—338.
50. Синтез нитрида титана при воз-
действии излучении СО2-лазера и по-
вышенных давлениях/А. Г. Гнедовец,
В. А. Гребенников, В. И. Конов
и др. — В кн.: Тезисы докладов V Все-
союзного совещания по нерезонансно-
му взаимодействию оптического излу-
чения с веществом. Л.: Паука. 1981,
с. 361.
51. Скиба П. А., Непокойчиц-
кий А. Г. О фазовых превращениях
окисных систем при комбинированном
воздействии на них излучения лазера
и ВЧ-разряда. — В кн.: Тезисы докла-
дов V Всесоюзного совещания по не-
резонаненому взаимодействию оптиче-
ского излучения с веществом. Л.:
Наука. 1981. 315 с.
52. Углов А. А., Галиев А. Л. Дей-
ствие лазерного лучд па движущиеся
мишени в атмосфере газов при высоких
давлениях. — Физика и химия обра-
ботки материалов, 1978, № 3, с. 23—27.
53. Углов А. А,, Галиев А. Л. Осо-
бенности развития лазерной плазмы
вблизи твердой мишени в газах при
повышенном давлении. — Квантовая
электроника, 1989, т. 7, № 2, с. 244—
249.
54. Углов А. А., Гнедовец А. Г.,
Галиев А. Л. Изменение мнкротвер-
дости стали в атмосфере инертных га-
зов при лазерном облучении. — Физи-
ка и химия обработки материалов,
1978, № 4, с. 18—23.
55. Углов А. А., Игнатьев М. Б.
Автоколебания при взаимодействии ла-
зерного луча с поверхностью твердой
мишени в газах повышенного давле-
ния. — Письма в ЖТФ, 1982, т. 8,
№ 8, с. 481—485.
об Углов А. А., Игнатьев М. Б.
Влияние газовой атмосферы на лазер-
ную эрозию тугоплавких металлов. —
Физика и химия обработки материалов,
1984, № 1, с. 137—138.
57. УгловА. А., НизаметдиновМ. М.
Об изменении микротвердости сталей
при высоких давлениях окружающей
среды под воздействием лазерного излу-
чения. — Физика и химия обработки
материалов, 1977, №2, с. 133—136.
58. Углов А. А., Смуров И. Ю.,
Волков А. А. Расчет нагрева металлов
лазерным излучением в окислительной
атмосфере. — В кн.: Всесоюзное сове-
щание по применению лазеров в тех-
нологии машиностроения: Тезисы до-
кладов. И.: Наука, 1982, с. 100—101.
I, 59. Федосеев Д. В., Варшавская И. Г.
Применение лазерного нагрева в фи-
зико-химическом синтезе тугоплавких
материалов. — В кн.: Тезисы доклада
V Всесоюзного совещания по нерезо-
нансному взаимодействию оптического
излучения с веществом. Л.: Наука.
1981, с. 285—286.
60. Хауффе К- Реакции в твердых
телах и на их поверхности. Ч. 2. М.:
ИЛ. 1963. 275 с.
61. Экзотермическое окисление ме-
таллов при нагревании импульсом све-
та/А. М. Бопч-Бруевнч, В. Г. Доро-
феев, М. Н. Лнбенсон и др. — В кн.;
Тезисы докладов V Всесоюзного сове-
щания по нерезонансному взаимодей-
ствию оптического излучения с веще-
ством. Л.; Наука, 1981. 294 с.
62. Busher Н. Т., Tomlinson R. G.,
Damon Е. К. Frequency dependence
of optically induced gas breakdown. —
Phys. Rev. Letts, 1965, v. 15, N 22,
p. 847-849.
63. Minsk R. W., Rado W. G.
Physics of Quantum Electronics. N. Y.:
Pergamon Press, 1966 . 527 p.
64. Sieverding В. I gnat ion of Laser
Detonation Waves.—J. AppL Phys.,
1974, v. 45, N 8, p. 3507—3511.
65. Sutton G. W., Sherman A. Engi-
neering Magnetohydrodynamics. N. Y.:
McGraw-Hill, 1965.
66. Walters С. T., Barnes R. H.(
Baverly HI. R. E. Initiation of laser-
supported-detonation (LSD) waves. —
J. Appl. Phys., 1978, v. 49, N 5,
p. 2937—2949.
67. Wei P. S. P., Hall R. B. Emission
spectra of laser-supported detonation
waves. — J. Appl. Phys., 1974, v. 44,
N 2, p. 2311—2314.
Часть
Лазеры в технологии обработки
материалов
Глава
Термическая обработка материалов
лазерным излучением
Поверхностное упрочнение металли-
ческих деталей — перспективный тех-
нологический процесс, открывающий
целый ряд новых возможностей для
повышения эксплуатационных харак-
теристик деталей машин, инструмента.
Поверхностное упрочнение деталей
лучом лазера характеризуется рядом
преимуществ, а именно: упрочнением
локальных (по глубине и площади)
объемов деталей в местах их износа
с сохранением исходных свойств ма-
териала в остальном объеме; твердость
при этом превышает на 15—20 % твер-
дость после термообработки суще-
ствующими способами.
упрочнением поверхностен трудно-
доступных полостей, углублений, куда
луч лазера может быть введен с помо-
щью оптических устройств;
созданием «пятнистого» поверхност-
ного упрочнения значительных площа-
дей, при котором не образуется сплош-
ного хрупкого слоя, склонного к рас-
трескиванию, деформированию, от-
слаиванию и т. п.;
получением заданных свойств (меха-
нических, химических н др.) обраба-
тываемых поверхностей деталей путем
их легирования различными элемента-
ми с помощью излучения лазера;
получением, при необходимости мик-
рошероховатости упрочненных поверх-
ностей деталей;
отсутствием деформаций обрабаты-
ваемых деталей, обусловленных ло-
кальностью термообработки, что по-
зволяет практически полностью исклю-
чить финишную обработку;
отсутствием механического воздей-
ствия па обрабатываемый материал,
что вместе с бесконтактностью лазер-
ного нагрева обусловливает простоту
автоматизации процесса термообработ-
ки ио контуру, в том числе деталей
сложной формы и др.
Лазерные методы упрочнения целе-
сообразны при обработке поверхностей
сложной конфигурации, деформиро-
вание которых должно быть сведено
к минимуму:
при трудности подвода теплоты (для
упрочнения) к обрабатываемой зоне
детали обычными способами;
при малых размерах поверхности об-
рабатываемых эон в сравнении с раз-
мерами деталей.
Широкое внедрение методов лазер-
ного упрочнения в различные отрасли
промышленности обусловливается ря-
дом благоприятных факторов:
наличием серийного лазерного вы-
сокопроизводительного оборудования
как импульсного, так и непрерывного
действия;
сравнительной простотой лазерного
упрочнения (в сравнении с другими ви-
дами технологического применения ла-
зеров — получение отверстий, сварка,
резка и др.), обусловливающей неслож-
ный подбор технологических режимов
обработки деталей;
значительной номенклатурой обра-
батываемых деталей, требующих ло-
кального упрочнения;
большой технико-экономической эф-
фективностью, определяемой достоин-
ствами лазерной термообработки и др.
В ряде случаев форма и размеры раз-
личных деталей не позволяют исполь-
зовать существующие способы поверх-
ностного упрочнения для термообра-
ботки, вследствие появления значи-
тельных напряжений в поверхностных
Термическая обработка материалов ЛИ
207
рис. 7Л, Классификация некоторых мето-
дов и видов поверхностной лазерной обра-
ботки материалов
слоях, приводящих их к деформации,
растрескиванию, деформированию и
т, д. Поэтому прочность таких деталей,
изготовленных, например, на конструк-
ционных сталей в состоянии поставки,
как правило, невелика.
В то же время для многих видов де-
талей различного оборудования, ма-
шин наиболее благоприятным распре-
делением прочности по детали является
такое, при котором наблюдается мак-
симальная прочность поверхностных
слоев (в наибольшей степени восприни-
мающих нагрузки ударного характера,
силового трения и т. д.) со значитель-
ным уменьшением ее в остальном объ-
еме материала (при наличии определен-
ных областей, где происходит сниже-
ние прочности от максимальной к ми-
нимальной).
Рассмотрим поверхностные методы
лазерной обработки материалов (пре-
имущественно упрочняющего характе-
ра) (рис. 7.1).
Методы лазерной обработки обра-
зуют группы, основанные соответ-
ственно на нагреве, плавлении и удар-
ном нагружении материала в зависи-
мости от плотности излучения лазера
и времени его воздействия.
Рис. 7.2. Режимы обработки (а) и диа-
граммы процессов (К) при различных видах
воздействия луча лазера на поверхность
[4, ВЗ ]
208
термическая обработка материалов ли
Так, нагрев определяет такие про-
цессы, как отжиг материалов, а также
наиболее распространенный метод ла-
зерного поверхностного упрочнения по-
средством фазовых превращений в
твердом состоянии в поверхностных
слоях металлов и сплавов при очень
быстрых нагреве и последующем ох-
лаждении. При последующем рассмо-
трении этого метода сюда также будет
отнесено упрочнение посредством за-
калки из жидкого состояния. Путем
плавления можно осуществлять такие
методы поверхностной обработки, как
легирование, аморфизациго, плакиро-
вание, а также производить лазерную
очистку зерен металлов и сплавов.
И, наконец, ударное нагружение,
обусловленное воздействием «гигант-
ских» импульсов излучения, опре-
деляет ударное упрочнение материа-
лов.
Значения диапазонов плотностей по-
тока лазерного излучения при раз-
личных видах лазерной обработки и
диаграммы соответствующих процес-
сов приведены на рис. 7.2. Лазерное
упрочнение, основанное на фазовых
превращениях в поверхностном слое,
требует минимальной плотности пото-
ка излучения лазера (103—104 Вт/см2)
при максимальном времени его воз-
действия (Ю-3 — 1 с), в то время как
ударное упрочнение требует максималь-
ной плотности потока (10е—1010 Вт/см8)
при минимальной длительности воз-
действия излучения на поверхность,
равной —10"6—10-8 с [1, 4].
7,1. Физические основы
упрочнения металлов
и сплавов лазерным излучением
Большинство лазерных технологиче-
ских процессов основывается на тепло-
вом действии лазерного излучения на
непрозрачные среды. Процесс взаимо-
действия излучения лазера с веще-
ством достаточно хорошо изучен [15,
61 ] и в широком диапазоне плотностей
потоков вплоть до 10® Вт/см8 удовлет-
ворительно описывается тепловой мо-
делью, согласно которой воздействие
луча лазера на непрозрачные среды
можно условно разделить на несколь-
ко характерных стадий:
поглощение светового потока и пе-
редача его энергии тепловым колеба-
нием решетки твердого тела;
нагревание вещества без его разру-
шения;
развитие испарения вещества в зоне
воздействия луча лазера и разлет про-
дуктов разрушения;
остывание вещества после окончания
действия лазерного излучения.
Одновременно с указанными стадия-
ми проходят диффузионные и химиче-
ские процессы, а также фазовые пре-,
вращения, оказывающие сущест- ‘
венное влияние *иа характер
воздействия излучения лазера на мате-
риалы.
Количество поглощенной энергии за-
висит от оптических и теплофизических
свойств материалов, особенно для ме-
таллов, и с увеличением длины волны
излучения уменьшается. Например,
полированный алюминий при комнат-
ной температуре отражает 97 % па-
дающего потока излучения с длиной
волны 10,6 мкм, полированная медь —
99 % (табл. 7.1).
Отражательная способность в опти-
ческом диапазоне длин волн составляет
для большинства металлов 70—95 %,
а коэффициент поглощения также до-
статочно велик и составляет --106—
10а см-1.
Стадию нагрева материалов излуче-
нием лазера следует считать основной
при анализе и исследовании ряда тех-
нологических процессов, выполняемых
без разрушения материалов (термооб-
работка, сварка и др.).
Анализ этой стадии -для других тех-
нологических процессов, основанных
на удалении обрабатываемого материа-
ла (например, размерная обработка),
позволяет определить условия разру-
шения, например, температурную гра-
ницу и соответствующий ей поток
излучения лазера.
После перехода энергии излучения
лазера в теплоту начинается процесс
нагрева материала. Поглощенная свето-
вая энергия передается от зоны воздей-
ствия «холодным» слоям с помощью
различных механизмов теплопровод-
ности, из которых для металлов в ин-
тервале температур от сотен до десят-
ков тысяч градусов основным является
электронная теплопроводность.
Физические основы упрочнения металлов и сплавов ЛИ
209
7.1. Отражательная способность металлов
для некоторых значений длин волн излучения
Длина волны излу- чения, мкм Ли Си Мо Ай А! Сг Fe N[
0,4880 0,415 0,437 0,445 0,952 0,85 —~ 0,597
0.6943 0,930 0,831 0,498 0,961 0,82 0,555 0,575 0,676
1,06 0,981 0,901 0,582 0,964 0,733 0,570 0.650 0,741
10,6 0,975 0,984 0,945 0,989 0,970 0,930 — 0,9-41
Для технологических процессов с
использованием лазеров, в том числе
термообработки, значительный интерес
представляет рассмотрение ряда инте-
гральных характеристик стадии на-
грева, таких, как распределение тем-
пературы в металле в области обра-
ботки, скорости нагрева и охлаждения,
глубины прогретого слоя и др. Такие
характеристики можно получить из
решения задач теплопроводности.
Для области воздействия излучения
лазера па металл (сталь 45) без суще-
ственного разрушения на рис. 7.3, а
приведены расчетные кривые зависи-
мости температуры поверхности от вре-
мени при фиксированных значениях г,
а на рис. 7.3, б расчетные кривые за-
висимости температуры поверхности
от глубины для некоторых значений
времени t. Температура повышается
Рис» 7.3. Расчетные кривые зависимости
температуры^
л — от времени f (на глубинах Z: 1 —
10”* см; 2 — 10-* см; 3 — 10”г см;) б — от
глубины Z (при фиксированном времени f:
/ — 1 мс; 2 — О, Б мс; 5 — ОД мс; 4 —
0.01 мс) при нагреве образцов из стали 45
без существенного разрушения поверх-
ности
с увеличением времени (рассматривае-
мые отрезки времени не превышают
длительность импульса излучения ла-
зера), достигая значения плавления Тт
на глубине 2-Ю 3 см через 5-10"* с
после начала действия импульса, и че-
рез { мс на глубине —Ю_® см и т. д.
Анализ стадии нагрева металлов и
сплавов излучением лазера без су-
щественного разрушения поверхности
до температур, при которых происхо-
дят фазовые превращения в твердом
состоянии, представляет определенный
интерес для термической обработки.
Вводя параметр Ь = Гааи/7П(,Е (где
Т'зак — температура нагрева под за-
калку для данной стали; ГП01) — тем-
пература на поверхности), можно’по-
лучить глубину распределения любой
заданной изотермы, например, найти
глубину закаленного слоя Z3aK в цен-
тре светового пятна:
eerfc {--УЛ-') = -А_, (7.1)
\2 |Агт / К п
где т — длительность импульса излу-
чения лазера.
Поверхность металла в центре пятна
нагрева (г = 0, Z = 0), к моменту
210
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис» 7.4. Расчетные кривые зависимости
скорости нагрева от глубины Z jxjin ста-
ли 45 при обработке излучением лазера без
существенного разрушения поверхности (д):
2 — I мкс; 2 — 10 мкс; 3 — 0,1 мкс; 4 —
1 нс и распределение градиента темпера-
туры по глубине при нагреве стали 4В (б):
/ — 10 мкс; 2 — 0,1 мс; .?—1 ме
окончания импульса излучения лазера
имеет паи большую температуру
Тпов^Т(0, т) = . (7.2)
и ЛА
Скорость нагрева в общем случае в
зоне воздействия луча лазера без су-
щественного разрушения поверхности
металла можно получить из выраже-
ния
ЭТ _ qsV'a 1 —Z!/4ar (7 3)
dt Л /т /я
Например, для стали 45 при qB =
= 105 Bt/cms, т 1 мс, а = 0,1 смг/с,
А, = 0,335 Вт/(см-°C) на глубине Z =
сЭТ"
— 10~3 см скорость нагрева
= 1,7-10“ °C, а на поверхности зоны
дТ
обработки (Z = 0) —= 1,6-10“ °С/с.
С увеличением глубины при постоян-
ной длительности излучения лазера
скорость нагрева материала уменьшает-
ся (рис, 7,4, а), так для глубины Z =
г)Т
= 5- 10-я см ~= 3,38-103®С/с, а для
01
дТ
Z = 10-1 см 2L- ~ Q.
dt
Распределение градиента темпера-
туры по глубине прогретого слоя
erfc , (7.4)
Ь 2 /от
Для приведенных выше параметров
импульса излучения лазера и мате-
риала (сталь 45) на поверхности Z = 0,
ат -~= —~ 4-8- Ю3 град/см,
о£
ffT
а на глубине Z=510~s см —«- =
01
= -2,7-105 град/см.
Следует отмстить, что одинаковые
значения градиента температуры по
глубине при более высоких значениях t
(но не превосходящих длительность
импульса лазера) охватывают большие
значения Z, чем при меньших i (рис.
&Г
7.4, б) Так, приt = 1 мссохраняет.
значение, равное 2,5- Ю5 град/см вплоть
7 К 10-3 ЗТ
до Z = 5- Ю3 см; то же значение
при (= 10*5 с наблюдается лишь при
/= 5-10*’ см.
Выражение (7.1) для определения
глубины закаленного слоя при нагреве
металлов излучением лазера не учи-
тывает того, что после окончания дей-
ствия импульса происходят дальней-
ший нагрев и соответственно рост глу-
бины закаленного слоя за счет отвода
теплоты от поверхности. Область зоны
воздействия излучения, лежащая ниже
поверхности, первоначально нагревает-
Физические основы упрочнения металл о гз и Сплавов ЛИ
211
ся, а затем охлаждается, и только по-
верхность (Z = 0) после окончания
действия импульса сразу охлаждается.
Зависимость температуры в любой
точке на осн Z от времени после окон-
чания действия импульса (1 т,
т — длительность импульса излучения
лазера) для одномерной задачи (dB
V ат) имеет вид
т (Z, о = 2?я1<а X
Л
1 terfc
Z
К 4ai
— fT t — т i erfc/—— %
— t)
или
— l/l — т i erfc —, ) I.
<2 /о
(7.6)
Как следует из выражения (7.6),
произвольная изотерма 71
<. 7П0в = 7" (0, т)) после окончания
действия импульса перемещается
в глубь тела, достигает в некоторый мо-
мент времени наибольшей глубины
Zwax, а затем возвращается к поверх-
ности и исчезает, т, е. при i — t0 (il -<
< to < la) Z (7^ = Zjnax (рис, 7.5).
Следовательно, после окончания им-
пульса излучения лазера происходит
дальнейшее увеличение прогретого
слоя металла и соответственно зоны
закалки.
Зависимость скорости охлаждения
от глубины Z (сталь 45) в зоне нагрева
излучением лазера без существенного
разрушения поверхности при различ-
ных значениях времени А1 = t — т
после окончания действия импульса
излучения приведена на рис. 7.6. Так,
скорость охлаждения - —1,31 X
X 108 °С/с на глубине Z — 10“4 см
спустя 10“’ с после окончания действия
Рис. 7.5- Положение изотерм в стали 45
в зоне воздействии излучения лазера без
существенного разрушения поверхности
в зависимости от времени f после оконча-
ния действия импульса
импульса. Представляет практический
интерес оценка величины максималь-
ного проникновения Zlnax изотермы с
заданным значением 7\ (например,
для стали при 7г = 7зак величина
Zmajr — глубина зовы закалки) в за-
висимости от времени t. Положив 7
(Z, t) равным 7вак, выражение (7.5)
представим в виде
Пак - -2^ f /Tlerfc ( _
А I. \ V 4а1 /
erfc ( М. (7.7)
\4й (1 — т) / [
Зависимость Zraa31/j7aT от ft приведе-
на на рис. 7.7. Здесь b = 7\!Т (0, т),
Рис. 7.Q. Зависимость скорости охлажде-
ния стали 45 от глубины 2 при нагреве
излучением лазера бея существенного раз-
рушения поверхности после окончания
импульса:
; — Af = qj НКС; 2 — А/ = I мкс
212
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7.7. Зависимость г1Пах/^'1т от й
где 7\ — произвольная изотерма;
Т (0, т)—температура поверхности
к моменту окончания импульса.
При b < 0,3 приведенная зависи-
мость описывается выражением
ИЛИ
Т = (7.8)
Здесь Z' =Zmax/VraT.
Оценку правильности расчетов про-
никновения любой изотермы в глубь
материала в течение времени воздей-
ствия импульса свободной генерации
лазера и после его окончания проводим
экспериментально, определяя положе-
ние изотермы Тзак 17J. В основу экс-
перимента было положено явление
поверхностного упрочнения стали под
воздействием излучения лазера [34].
При этом можно с достаточной точно-
стью определять границу закаленного
слоя как металлографически, так и по
разнице микротвердости зон с закален-
ной и исходной структурами.
Эксперименты проводили на образ-
цах из стали 45, для которой темпера-
тура кипения Ть=3100°С, темпера-
тура плавления 7 т — 1500 °C, Тдак =
= 850 °C. Энергия импульса излуче-
ния рубинового лазера составляла
7,5 Дж, т — 4 мс. При обработке не
наблюдалось существенного разруше-
ния поверхности образца, при этом
плотность потока <7ВО ~ 1,1-10® Вт/см2
(7? = 0,46) [5]. Глубина закаленного
слоя в центре пятна составила 300 мкм,
расчет по выражениям (7.1) и (7.8)
(без учета эффекта остывания мате-
риала и с учетом) составил соответ-
ственно 250 и 280 1£км, т, е. наблюдает-
ся удовлетворительное совпадение рас-
четных и экспериментальных значе-
ний Zaaa. ,
Для случая ft > 0,3 в работе [241
предложена аппроксимация
Z' = 3,8 ехр (—3,ЗЬ); 0,3 < 6 < 0,75;
'1‘ 1,24 (1 — ft); 0,75 < ft < 1. (7.9)
Рассмотренные методы определения
глубины проникновения любых задан-
ных изотерм или, наоборот, темпера-
туры по известным глубинам заданных
изотерм могут быть использованы с до-
статочной точностью для инженерных
расчетов параметров поверхностного
лазерного упрочнения (например, глу-
бины закаленного слоя), других видов
термической обработки.
Как и для термообработки импульс-
ным излучением лазера, при воздей-
ствии на металлы непрерывного лазер-
ного излучения представляет опреде-
ленный практический интерес знание
зависимости глубины упрочненного
слоя от различных параметров обра-
ботки, таких, как скорость движения
непрерывного луча, его размер и мощ-
ность.
Для определений зависимости глу-
бины слоя упрочнения от этих пара-
метров пользуются приближением, за-
ключающимся в нахождении распре-
деления температур в твердом теле
в результате действия плоского поверх-
ностного теплового источника постоян-
ной мощности в течение некоторого
времени i, которое предполагается
равным времени прохождения луча
лазера над точкой поверхности, лежа-
щей на оси движения /= 2г/о (здесь
г — эффективный размер луча лазера,
v — скорость перемещения луча ла-
зера) [51]. Распределение температур
для точек, отстоящих от поверхности
на расстоянии, меньшем чем ]Z" at,
имеет следующий вид
= zh (7J0>
41C4L7 [-Г
где Т] — коэффициент поглощения из-
лучения лазера поверхностью мате-
Изменение структуры и свойств металлов и сплавов в зовах обработки 213
риала; Р — мощность излучения ла-
зера; с — удельная теплоемкость; р —
плотность; Z — расстояние от поверх-
ности.
Для технологических процессов с
применением лазеров представляет ин-
терес определение критических значе-
ний плотности потока излучения, необ-
ходимых, например, для начала плав-
ления. Так, например, для обработки
импульсным излучением лазера, ис-
пользуя выражение (7.2) для опреде-
ления температуры поверхности мате-
риала в центре пятна нагрева можно
оценить параметры импульса излуче-
ния лазера — его интенсивность и дли-
тельность, соответствующие началу
плавления обрабатываемого металла.
Считая, что упрочнение происходит
при достижении температуры фазовых
превращений Тв и что оно достигается
к концу'прохождения светового пятна
над рассматриваемой точкой, получена
зависимость глубины закалки от эф-
фективного размера, скорости пере-
мещения и мощности луча лазера
Z = (А&йг/ла — пасг^рТа/'цР. (7.11)
Проведенная экспериментальная
проверка точности выражения (сталь
40Х, мощность ЛИ ---1 кВт) показала
удовлетворительное совпадение экспе-
риментальных и расчетных значений Z.
При рассмотрении одномерного на-
грева полубезграничной среды неог-
раниченным поверхностным источни-
ком с постоянной интенсивностью по-
тока <? = АР0/(№) в течение времени
t = 2r/v (при выполнении условия
г » («01/2) найдены выражения для
определения ряда технологических па-
раметров лазерного поверхностного уп-
рочнения железоуглеродистых спла-
вов непрерывным излучением лазера
на СО2 (здесь А — коэффициент по-
глощения обрабатываемого материала;
Ро — мощность излучения лазера) [2 ].
При выполнении расчетов было вве-
дено условие, по которому глубина за-
калки достигает максимального зна-
чения Zmzx при достижении па поверх-
ности температуры плавления Тпя.
Для этого интенсивность теплового ис-
точника должна составить
?лл = ТПЛХ (л/М; (7.12)
время закалки
^зак = —(T’nn/fT’nn — Т’зак)];
(7.13)
необходимая скорость закалки
8а (Тпл — 7\як)3/2
~ 7™ • (7J4>
JLJ лл^зак
Глубину упрочнения можно опреде-
лить из выражения
7-яак — (4af/n)^2 (Рпл — 7,аак)/7'пл-
(7J5)
Экспериментальная проверка расчета
глубины закаленной зоны для стали
У10 и чугуна СЧ 24 показала близкое
совпадение экспериментальных и рас-
четных значений, а наблюдаемое в об-
ласти малых скоростей отклонение не
превышает 15 % [75].
7.2. Изменение структуры
и свойств металлов
и сплавов в зонах обработки
импульсным излучением лазера
Особенности лазерной обработки, за-
ключающиеся в больших скоростях на-
грева и охлаждения, не достижимых
при других способах обработки мате-
риалов, должны приводить к суще-
ственным изменениям их свойств в зо-
нах воздействия. В то же время зна-
чение изменений структуры, состава и
свойств обрабатываемых материалов
наряду с другими факторами, напри-
мер технологическими параметрами
обработки, в значительной мере обу-
славливает эффективность лазерной
технологии поверхностного упрочне-
ния широкого круга металлов сплавов.
Кратко рассмотрим наиболее хара-
ктерные примеры изменения структу-
ры и свойств железа и железоуглеро-
дистых сплавов (с содержанием угле-
рода от 0,02 до 3—4 %, а также
других легирующих элементов) преи-
мущественно на основе результатов ис-
следований (34, 41,61]. Выбор материа-
лов для исследований был обусловлен
тем, что их свойства в различных ис-
ходных состояниях достаточно хорошо
214
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
известны, причем многие из них ис-
пользованы различными исследовате-
лями при изучении фазовых превраще-
ний в условиях скоростного нагрева
токами высокой частоты, электрото-
ком, пороховыми газами и др. Кроме
того, указанные сплавы входят в число
основных конструкционных материа-
лов, широко применяемых в различ-
ных машиностроительных отраслях
промышленности.
Приведем также кратко результаты
структурных изменений некоторых Дру-
гих металлов и сплавов (например,
цветных) в зонах обработки лазерным
излучением.
Воздействие импульсного излучения
лазера в режиме свободной генерации
на железо и железоуглеродистые спла-
вы. Зоны действия излучения лазера
в режиме свободной генерации в образ-
цах Из армко-железа, сталей 20, 45,
У8, серого и белого чугунов состоят
из двух слоев, между которыми на-
блюдается четкая граница раздела,
обусловленная тем, что металл в пер-
вом слое находился в жидком состоя-
нии.
Характерной особенностью микро-
структуры первого слоя большинства
исследованных материалов (кроме ста-
лей ХВГ и ШХ15) является его столб-
чато-дендритное строение. Вследствие
высоких скоростей кристаллизации
происходит преимущественный рост
главных осей дендритов, направленных
перпендикулярно к границе раздела
слоев.
Электронно-микроскопические ис-
следования (при увеличениях Х5000 и
более) также подтверждают, что строе-
ние столбчатых кристаллов первого
слоя является дендритным, при этом
вследствие больших скоростей кристал-
лизации получает значительное раз-
витие микроскопическая ликвация. В
поперечном сечении столбчатые кри-
сталлы выглядят как равноосные зер-
на, состоящие из отдельных блоков,
ориентированных определенным обра-
зом в пределах каждого зерна, причем
внутри блоков наблюдаются мелкие
дендритные ветви.
Значительное повышение микротвер-
дости первого слоя зоны воздействия
в армко-железе, достигающее значе-
ний — 28004-3200 МПа (против
микротвердости исходной структуры
Нп = 1000 МПа), по-видимому, можно
объяснить закалкой, в результате ко-
торой образуется малоуглеродистый
мартенсит, а также фазовым наклепом
и пластическим деформированием, обу-
словленным термическими напряжени-
ями.
Как показали металлографические и
рентгенографические исследования.,
структура первого слоя стали 45 со-
ответствует мелкоигольчатому мартен-
ситу с некоторым количеством остаточ-
ного аустенита; микротвердость этого
слоя составляет = 82004-8300МПа.
В стали У8 структура первого слоя
состоит из мелкоигольчатого мартен-
сита и значительного количества оста-
точного аустенита. Несмотря на зна-
чительное количество остаточного ау-
стенита (---70 %), микротвердость этого
слоя составляет Иц = 88004-9200 МПа,
что обусловливается спецификой ла-
зерной обработки (фазовый наклеп,
большие скорости нагрева и охлажде-
ния и т. п.),
В низколегированных сталях ХВГ
и 1ИХ15 первый слой не имеет четко
выраженной дендритной структуры, а
слагается из относительно равноосных
зерен. Структура его мартенсито-ау-
стенитная. В структуре наблюдаются
крупные мартенситные иглы при от-
сутствии карбидов. Это обусловлено
тем, что температура слоя значительно
превышала критическую Аст и кар-
биды полностью растворились.
В сером чугуне первый слой состоит
из преимущественно^ отдельных ка-
плевидных образований, в которых
жидкий металл после кристаллизации
превратился в ледебурит, а эвтектиче-
ские колонии в результате продоль-
ного роста ориентированы в направле-
нии. теплоотвода. Графитные включе-
ния в первом слое почти полностью
отсутствуют. Наличие значительной
пористости можно, по-видимому, объ-
яснить выделением газов, адсорбиро-
ванных графитными включениями при
первичной кристаллизации чугуна. На
«газовое» происхождение пор также
указывает и их сфероидальная глад-
кая внутренняя поверхность.
Микротвердость первого слоя серого
чугуна //ц = 9500 МПа, что свидетель-
ствует о растворении графита в жид-
Изменение структуры и свойств металлов и сплавов в зонах обработки 215
ком металле и последующем отбели-
вании и закалке вследствие быстрого
отвода теплоты в глубь материала.
Регулируя химический состав серого
чугуна и режим его лазерной обработ-
ки, можно добиться получения сравни-
тельно равномерной толщины отбелен-
ного слоя и высокой износостойкости
обработанной поверхности. Однако уже
в нижних слоях первого слоя наблю-
дается некоторое снижение микротвер-
дости, обусловленное, по-видимому,
неполным растворением графитных
включений.
Структура первого слоя в белом до-
эвтектическом чугуне характеризуется
наличием столбчатой кристаллизации
дендритов первичного аустенита, рас-
пространившейся от границы расплав-
ления. В этом слое возникают значи-
тельные остаточные напряжения, вы-
зывающие в ряде случаев образование
трещин. Структура первого слоя белого
чугуна соответствует меньшему содер-
жанию углерода, чем в первой зоне
серого чугуна, и характерна для силь-
но переохлажденного доэвтектического
белого чугуна. По сравнению с леде-
буритом во втором слое (зоне термиче-
ского влияния) и в исходной структуре
структура первого слоя сильно из-
мельчена. Диаметр аустенитных стол-
биков в цементите первого слоя менее
0,5 мкм (в исходной структуре он до-
стигает 2 мкм).
Отсутствие крупных выделений пер-
вичного аустенита подтверждает су-
щественную неравномерность процесса
кристаллизации. Микротвердость пер-
вого слоя (его поверхностная часть)
составляет = 90004-9700 МПа.
Микротвердость более глубоких обла-
стей первого слоя различна и опреде-
ляется исходной структурой. Микро-
твердость Нц, = 90004-9250 МПа со-
ответствует исходным перлитным участ-
кам. Микротвердость = 7500 МПа
в исходных ледебуритных участках
возрастает до = 12 000 МПа, Та-
кое различие показывает на отсутствие
диффузии углерода между зернами
вследствие кратковременности пребы-
вания металла в расплавленном состоя-
нии и отсутствия его перемешивания.
Структуры второго слоя в указанных
сплавах имеют различия, обусловлен-
ные разным содержанием углерода,
наличием легирующих примесей, ис-
ходной структурой, а также значи-
тельными температурными градиента-
ми по его глубине.
[Ё В армко-железе структура второго
слоя отличается мелкозернистостью —
диаметр зерен 3—20 мкм (в исходной
структуре — 80—100 мкм). Измельче-
ние зерна объясняется фазовой пере-
кристаллизацией а « у и пластиче-
ским деформированием под действием
термических напряжений и последу-
ющей рекристаллизацией. Электрон-
но-микроскопические исследования по-
казывают, что структура второго слоя
в зоне контакта с первым похожа на
пластинчатый перлит (межпластинча-
тое расстояние ~1 мкм). Поскольку
для образования равновесного перлита
в армко-железе углерода недостаточ-
но, то полученную структуру следует
считать псевдоперлитом, образовав-
шимся при быстром охлаждении пере-
гретого аустенита с пониженным со-
держанием углерода. Микротвердость
уменьшается в глубь металла от Нц =
= 2800 МПа до = 1000 МПа.
В стали 20 вследствие сравнительно
широкого температурного интервала
равновесия между а- и у-фазами в
структуре второго слоя наблюдается
двухфазная зона, в которой ближе к
зоне расплава a-фаза представляет со-
бой малоуглеродистый мартенсит, а
вдали от нее — феррит.
В стали 45 в местах, где ранее рас-
полагались перлитные зерна, наблю-
дается структура, повторяющая перио-
дичность в распределении углерода
в соответствии с положением пластин
цементита в бывшем перлите. По гра-
ницам зерен сохраняется ферритная
сетка вследствие того, что за короткое
время, в течение которого температура
была равна или превышала Таа1; стали,
не успевает пройти гемогенизация ау-
стенита и достаточное науглерожива-
ние феррита. Микротвердость бывших
перлитных зерен составляет /7ц =
= 82004-8500 МПа, а бывших феррит-
ных зерен Н1{ — 32004-3500 МПа (ис-
ходная ?7ц = 1000 МПа). Такое увели-
чение микротвердости феррита объяс-
няется его наклепом при фазовой пере-
кристаллизации «ву и деформирова-
нием зерен феррита, обусловленным
объемными изменениями соседних зе-
216
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
рев, претерпевших мартенситное пре-
вращение. Также могла произойти не-
которая диффузия углерода в феррит-
ные зерна из бывших перлитных.
В стали У8 неоднородность второго
слоя обусловлена большим температур-
ным градиентом по глубине (от темпе-
ратуры плавления до ACj на ширине
слоя около десятков и сотен микро-
метров).
Вследствие нагрева сплава излуче-
нием лазера со значительными скоро-
стями (~--10610ч °С/с) полная аусте-
низация перлита смещается в область
весьма высоких температур, растяги-
ваясь на более широкий температурный
интервал. Диффузионный процесс вы-
равнивания концентрация углерода по
объему может не завершиться и в об-
ласти температур, значительно превы-
шающих Аса, что является причиной
образования неоднородного аустенита,
а следовательно, и неоднородного мар-
тенсита после закалки.
В глубинной части второго слоя,
примыкающей к исходной структуре,
пластинчатый перлит в стали У8 пре-
терпел полное превращение, однако
из-за больших скоростей нагрева и
малого времени выдержки выше Аси
гомогенизация аустенита не произош-
ла, поэтому в структуре проявляется
так называемый псевдоперлит (или по-
лосчатый мартенсит). Указанная по-
лосчатость структуры, где ранее на-
ходился пластинчатый перлит, воз-
можно обусловлена микронеоднород-
ностью образовавшегося аустенита по
марганцу и кремнию, в соответствии
с которыми распределяется углерод.
В образцах с зернистым перлитом
отсутствует полное растворение цемен-
тита, В зоне второго слоя, примыкаю-
щего к первому, в образцах с исход-
ной структурой как пластинчатого, так
н зернистого перлита, карбиды отсут-
ствуют. В нем после длительного трав-
ления наблюдается мелконгольчатый
мартенсит на фоне остаточного аусте-
нита.
В сталях ХВГ и ШХ15 структура
второго слоя также неоднородна по
глубине. Верхняя часть, примыкаю-
щая к первому слою, состоит из микро-
областей аустенита с микротвердостью
Яд = 35004-4500 МПа. Здесь также
имеются участки с мартенситно-ау-
стенитной структурой, микро твердость
которых Яд = 68004-7500 МПа. Тем-
пература в верхней части второго слоя
превышала критическую Аст> это обу-
словило полное растворение карбидов, ,
что увеличило содержание хрома, и
тем самым повысило количество оста-
точного аустенита. Нижняя часть вто-
рого слоя на границе с «сходной струк-
турой представляет собой мелкоиголь- -
чатый мартенсит с остаточным аусте-
нитом и равномерно распределенными
по всей области частицами карбидов,
что и обусловливает повышенную мик-
ротвердость (//д = 87004-9500 МПа).
Были проведены исследования воз-
действия импульсного излучения ла-
зера в режиме свободной генерации на
предварительно закаленные образцы
из сталей 45, У8, ХВГ, ШХ15. В этом
случае структура первого слоя в стали
45 аналогична описанной структуре
для стали 45 с исходной перлитно-фср-
ритной структурой, а в стали У8 пер-
вый слой отличается большей диспер-
сностью. В областях термического в ли я- '
пия (второй слой), как правило, на-
блюдается па границе с исходной струк-
турой зона отпуска с пониженной по ,
сравнению с .исходной микротвердо-
стью.
В сером чугуне во втором слое зоны
воздействия излучения лазера перлит-
ная основа вследствие нагрева выше
верхней критической точки и быстрого
охлаждения превратилась в мелко-
игольчатый мартенсит. В областях,
прилегающих к исходной структуре,
как показывает электронно-микроско-
пическое исследование, имеются ос-
татки цементитных и ферритных пла-
стинок, что указывает на кратковремен-
ность пребывания металла в аустенит-
ном состоянии и на отсутствие равно-
мерности распределения углерода в
аустените и, следовательно, в мартен-
сите.
Во втором слое в зоне расплавления
около графитных включений образова-
лись клинообразные выступы, прости-
рающиеся в глубь зоны на 10—20 мкм.
Структура зоны термического влия-
ния в белом чугуне состоит из участков
ледебурита и первичных зерен аусте-
нита с видоизмененным строением. В
слое толщиной 10—20 мкм на границе
с расплавом выявляется структура
Изменение структуры и свойств металлов и сплавов в эонах обработки 217
Рис. 7.8. Зоны обработки импульсным излу-
чением лазера в режиме свободной генера-
ции в образцах из армко-железа;
а — общий вид (продольное сечение, Х7О)1
6 — микроструктура (Х450); з — распре-
деление микротвердости по глубине зоны
лазерной обработки
сравнительно круппоигольчатого мар-
тенсита, переходящего в мелкозерни-
стый по мере удаления от фронта рас-
плавления. На еще больших расстоя-
ниях наблюдаются включения сорбита
закалки. В этих областях имеются мел-
кие (до 0,5 мкм), не успевшие раство-
риться, карбиды. Для второго слоя
характерно сохранение игл вторичного
цементита.
Проведенные металлографические и
э л ект р он н о -ми к р оск оп ичес к ие иссл едо-
вания участков ледебуритного цемен-
тита в зонах плавления и термического
влияния показали, что цементит, рас-
творив в себе некоторое количество
аустенита, был доведен до расплавле-
ния без распада (графитизации). При
затвердевании избыточный аустенит
выделился в виде мелких дендритов.
В зоне термического влияния цемен-
тнтные включения делятся на две раз-
новидности.
Цементит первой зоны имеет мелкие
вкрапления аустенита (мартенсита),
дисперсность которых на 1—2 порядка
выше, чем аустенитных дендритов в
оплавленной зоне. Микротвердость та-
кой двухфазной структурной состав-
ляющей повышенная и составляет
= 127004-14 840 МПа.
Вторая разновидность зоны терми-
ческого влияния не имеет признаков
«распада», однако его микротвердость
несколько выше, чем у исходного це-
ментита вдали от эоны действия лазер-
ного излучения, и составляет =
= 96004-12 700 МПа, в то время как
исходный цементит имеет микротвер-
дость ~ 89004-9600 МПа, Анома-
лия этого цементита заключается так-
же в том, что он протравливается на
микрошлифах раствором азотной кис-
лоты в спирте и другими травителями,
не воздействующими на обычный це-
ментит. Электронно-микроскопическое
исследование показало, что в этом ано-
мальном цементите наблюдаются вы-
деления аустенита (аустенита + мар-
тенсита после охлаждения до комнат-
218
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7.9. Микроструктура зоны обработки
импульсным излучением лазера л режиме
свободной генерации в образцах нз ста-
ли 45:
а — X 340; б — X SOO; в — Х450; г — рас-
пределение микротвердости по глубине
эоны обработки в незакаленных {/} и за*
каленных (г) образцах
ной температуры) »доль плоскостей
(001) решетки. Новая структурная со-
ставляющая получила название «бай-
ков пт» {27, 34, 57].
Следует также отметить отсутствие
ровного фронта расплавления: наблю-
дается его запаздывание около круп-
ных зерен первичного аустенита, для
которого температура плавления вы-
ше, чем у ледебурита. В области игл
вторичного цементита, залегающих в
зернах аустенита (перлита), наблюдает-
ся более глубокое проплавление. Об-
гщим для всех исследованных железо-
углеродистых сплавов следует считать
наличие как зон закалки из жидкого
состояния, так и зон термообработки
в твердом состоянии.
; На рис. 7.8—7.13 показаны микро-
структуры зон обработки ряда железо-
углеродистых сплавов импульсным из-
лучением лазера в режиме свободной
генерации и приведены распределения
микротвердости в этих зонах. Проведен-
ные рентгенографические исследова-
ния железоуглеродистых сплавов по-
казали, что изменения субструктуры
при лазерной обработке во многом ана-
логичны изменениям, имеющим место
Изменение структуры и свойств металлов и сплавов в зонах обработки 219
Рис* 7.10. Микроструктура зоны обработки
импульсным излучением лазера в режиме
свободной генерации*в образцах из ста-
ли УЗ;
а — Х200 (исходная^ структура — пла*
стинчатмй перлит); б — X 600 (зернистый
перлит); а — распределение микротвердси
стя по глубине зоны обработки в нсзака»
ленных {}) и закаленных (2) образцах
Рис» 7.11. Микроструктура зоны обработки
импульсным излучением лазера в режиме
свободной генерации в образцах из стали
ХВГ»Х34О (а); распределение микротвер-
дости по глубине зоны обработки в не-
закаленных (/) и закаленных (2) образцах
220
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
5)
Рис, 7.12. Микроструктура зоны обработки
импульсным излучением лазера и режиме
свободной генерации в образцах из стали
ШХ15> Х340 (а); распределение микро-
твердости по глубине зоны обработки (б*У
в незакаленных (/) и закаленных (2) об*
разцах
Изменение структуры и свойств металлов н сплавов в зонах обработки 221
Рис, 7.13. Микроструктура зоны обработки
импульсным излучением лазера в режиме
свободной генерации в образцах из серого
чугуна (а) и (б) и белого чугуна (в):
а — общий вид {х 125): 1 — область рас-
плавленного и быстро затвердевщего чу-
гуна; 2 — область термического влияния;
3 — исходная структура зоны термическо-
го влияния (Х600); б — микроструктура
зоны термического влияния (Х600); в —
микроструктура белого чугуна на границе
вон плавления и термического влияния
(Х450); г — распределение микротвердо-
сти по глубине зоны обработки: 1 — серый
чугун; 2 — перлитные участки в белом
чугуне; 3 — ледебуритные участки в белом
чугуне
при закалке или пластическом дефор-
мировании. Воздействие излучения ла-
зеров на сплавы на основе железа
(импульсное в режиме свободной гене-
рации) вызывает значительное умень-
шение размеров блоков, увеличение
плотности дефектов, а также возраста-
ние микро иска же пий кристаллической
решетки в зоне термического влияния.
Так, для стали 45 размеры блоков
жидкого металла, выплеснутого из об-
ласти обработки лучом лазера, на по-
верхности образца, а также закристал-
лизовавшегося металла в первом слое
зоны обработки составляют соответ-
ственно 0,33-10"6 и 0,57’ Ю’Е см про-
тив 3,0-10"? см в исходной структуре.
Микроискажения Ла/а кристалличес-
кой решетки затвердевшего расплава
указанных областей составляют 0,26
по сравнению с исходным.
Плотность дефектов достигает соот-
ветственно 30-1010 и 9-101* см"2 про-
тив исходной, пе превышающей 0,3 X
X 1О10 см“а.
Выполненные электронно-микроско-
пические исследования на просвет мо-
дельного материала — карбонильного
железа двойного вакуумного пере-
плава (-•'0,02 % С) в виде фольги тол-
щиной 0,1 мм — после лазерной обра-
ботки показали значительное увеличе-
ние плотности дислокаций по сравне-
нию с исходной (рис. 7.14). Так, при
плотности потока излучения д « 8 X
X 104 Вт/сма (в этом случае наблюдает-
ся выплеск жидкой фазы и образуется
сквозное отверстие) в фольге возникает
222
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7,14. Распределение дислокаций
в предварительно отожженной фольге из
карбонильного железа до воздействии им-
пульсного излучения лазера (а, Х 8400) и
в зоне обработки (tf, Х31 ООО, плотность
потока излучения q = Я» 10* Вт/см *>
ячеистая дислокационная структура,
аналогичная наблюдающимся в сильно
деформированных металлах, при этом
плотность отдельных дислокаций на
границах ячеек составляет -~10и—
10“ см"2, т, е. примерно на три порядка
превышает исходную. Такое значи-
тельное увеличение дислокаций обу-
словлено рядом факторов. К их числу
следует отнести высокие скорости на-
грева и охлаждения, значительные
температурные градиенты в материале
в зоне лазерной обработки, которые на-
ряду с a перекристаллизацией
приводят к появлению термических
напряжений (обусловленных различи-
ем удельных объемов и коэффициентов
линейного расширения сосуществую-
щих фаз), релаксирующих за счет об-
разования, движения и взаимодействия
дислокаций.
Таким образом, наблюдаемые упроч-
нения сплавов под действием лазерного
импульсного излучения определяются
суммарным влиянием повышенного чис-
ла дефектов тонкой кристаллической
структуры, возникающих в процессе
облучения и впоследствии при фикса-
ции вследствие больших скоростей
охлаждения, неравновесных структур,
а также мартенситного превращения.
Значительный интерес представляет
изучение причин достижения аномаль-
но высоких твердостей (до 15 000 МПа)
инструментальных сталей марок У7—
У13 после двойной закалки — сначала
обычной, затем локальной лазерной.
Расчет показывает, что при высоко-
скоростном лазерном нагреве мартенси-
та закалки или мартенсита отпуска
(получаемым низким отпуском) про-
исходит обратное мартенситное пре-
вращение (мартенситаустенит). Та-
ким образом, например, при лазерном
упрочнении кромок вырубных штам-
пов, уже подвергшихся обычной за-
калке [54], в них происходит три мар-
тенситных превращения — два прямых
н одно обратное. Происходит резкое
Воздействие непрерывного ЛИ на сплавы на основе железа
223
возрастание плотности дислокаций и
других дефектов кристаллической ре-
шетки, в результате чего металл приоб-
ретает аномально высокую твердость и
повышенную износостойкость, несмо-
тря на значительное количество оста-
точного аустенита [34], |
7.3. Воздействие
непрерывного лазерного
излучения на сплавы на основе
железа
Рассмотрим основные наиболее ти-
пичные структурные изменения^ спла-
вах железа в зонах воздействия не-
прерывного излучения лазера на СОа
с мощностью излучения 700 Вт —
1 кВт. Обрабатывали неподвижные об-
разцы со временем воздействия до 5 с
и перемещающиеся со скоростью до
1 м/мин и более.
В армко-железе в результате воздей-
ствия излучения лазера на СО3 на не-
подвижный образец в слое толщиной
до 0,55 мм наблюдается измельчение
зерна до размеров 10—15 мкм (исход-
ный размер ферритных зерен —50—
60 мкм), проходящее наиболее сильно
в слое глубиной до 0,35—0,55 мм. В об-
ластях, прилегающих к кратеру, встре-
чаются крупные зерна. Измельчение
зерен является следствием процессов
аустенизации а условиях разогрева и
последующего распада аустенита при
охлаждении, при этом возникают раз-
личные скорости зарождения и роста
зерен феррита, что обусловлено, по-
видимому, разными размерами зерен
аустенита, образующихся в непосред-
ственной близости к жидкой фазе и в
удалении от иее [34],
Микротвердость армко-железа «
as 4000 МПа. Следует отметить, что
фронт расплавления выражен нечетко.
Слой, образовавшийся на месте ранее
расплавленного металла, обладает
значительной пористостью, обуслов-
ленной отсутствием достаточного ко-
личества элементов-раскислителей.^
При обработке сталей, содержащих
значительное количество элементов-
раскислителей (Мп, S1), с достаточно
длительным воздействием луча лазера
на СОа при плотностях потока излуче-
ния q 5" <7кр для начала плавления
оплавленный слой получается менее
пористым, однако верхний шлаковый
слой все же наблюдается.
В зонах длительного воздействия
излучения лазеров на СОа все иссле-
дованные сплавы железа в верхней
части, а иногда и за слоем пористого
расплава наблюдается так называ-
емый шлаковый слой, состоящий пре-
имущественно из окислов железа и
других продуктов химико-термиче-
ского взаимодействия непрерывного
излучения со сплавами в атмосфере
воздуха и растворенных в металле
газов.
При облучении малоуглеродистой
стали (0,2—0,3 % С) в зоне воздей-
ствия наблюдается крупно-зернистая
видманштеттова структура с микро-
твердостью, существенно не отли-
чающейся от исходной,
В образцах из стали 45 (нормализо-
ванные образцы) с исходной структу-
рой, состоящей из перлитных зерен
с ферритными прослойками, вследствие
длительного воздействия непрерыв-
ного излучения с длиной волны X =
= 10,6 мкм образовался наряду со
шлаковым слой расплавленного и по-
ристого металла толщиной до
--—75 мкм. Этот слой и прилегающие
к нему участки стали существенно
обезуглерожены. На расстоянии
100 мкм от образовавшегося кратера
в структуре стали наблюдается мар-
тенсит, количество которого увели-
чивается с удалением от кратера. На
глубине 300—400 мкм расположен пол-
ностью закаленный слой, далее —
слой, закаленный не полностью.
В предварительно закаленных об-
разцах из стали 45 образовался слой
толщиной —400 мкм, состоящий из
обезуглероженной зоны на поверх-
ности и вторично закаленной внутри,
причем здесь мартенсит более мелко-
игольчатый, чем в матрице. Далее
располагается зона отпуска
(—400 мкм) с продуктами распада
мартенсита.
Структурные изменения в образцах
из нормализованной и предварительно
закаленной стали У8 во многом ана-
логичны изменениям структуры в об-
разцах из стали 45 с тем лишь отли-
чием, что в предварительно закален-
ной стали У8 в слое закалки, при-
224
термическая обработка материалов ли
мыкающем к расплаву, наблюдается
значительное растравливание границ
зерен. Отметим, что в обезуглерожен-
ных зонах имеет место разупрочнение.
Так, в стали У8 твердость в этих
зонах примерно в 2 раза меньше, чем
в исходной структуре.
В образцах из стали ХВГ структур-
ные изменения подобны изменениям
в образцах из стали У8 с той лишь
разницей, что в закаленном слое, как
и в исходной закаленной матрице,
наблюдаются карбиды округлой фор-
мы. Также четко видна столбчатая
структура ранее расплавленного слоя.
В образцах из быстрорежущей стали
Р9 (исходная структура — зернистый
перлит с твердостью 300 МПа и кар-
биды) первая зона имеет дендритное
строение с микротвердостью 7650—
9250 МПа (41 ]. В этой зоне произошла
закалка из расплава с образованием
мартенситно-аустенитной структуры.
Следующие зоны с троосто-мартен-
ситной структурой микротвердостью
5500 МПа, троостосорбитом (микро-
твердость 3200—4700 МПа) и зона
с исходной структурой.
При длительном воздействии не-
прерывного излучения лазера на СОЯ
на образцы из серого чугуна на пер-
литной основе зона расплава (глубиной
—110 мкм) полностью отбеливается,
в ней отсутствуют графитные включе-
ния, пористость ее невелика, а твер-
дость и износостойкость высоки [34].
Далее расположен закаленный слой
глубиной —275 мкм, в котором сохра-
нились графитные включения. Сле-
дует отметить, что если чугун имеет
грубые включения графита, они ча-
стично сохраняются и в части опла-
вленного слоя.
В белом эвтектическом чугуне изме-
нение структуры наблюдается в слое
большой глубины (—900 мкм), причем
следует отметить значительное из-
мельчение (до размеров 4 мкм) перлит-
ных образований против исходного
—30—40 мкм. Зона термического вли-
яния в матрице распространяется при-
близительно на глубину 500 мкм от
слоя с измененной структурой. В зоне
термического влияния, в местах, где
была структура грубого конгломерата,
цементит полностью расплавился,
а прослойка аустенита лишь частично,
и между их остатками после затверде-
ния оказался мелкий ледебурит.
Микротвердость сплавов на основе
железа в зонах расплава и термиче-
ского влияния глубиной до 0,6—0,8 мм
составляет Hv = 11000 МПа и более.
Рассмотрим результаты исследова-
ний сплавов на основе железа после
обработки движущимся лучом мощных
лазеров на СО2. Исследовали образцы
из сталей 20, 45, У8, У12 после об-
работки их лучом лазера на СО2
с мощностью излучения до 1 кВт.
Скорость перемещения образцов
изменялась в диапазоне 0,4—0,6 м/мин.
Плотность потока в зоне обработки
изменялась в пределах 5‘Ю3—2 X
X 106 Вт/см2. Области обработки
состоят из четко выраженных слоев,
отличающихся друг от Друга степенью
полноты фазовых превращений.
В первом слое температура стали
превышает верхнюю критическую
точку Acs или Аст для доэвтектоидных
и заэвтектоидных сталей, соответ-
ственно и часто превышала темпера-'
туру плавления стали. Микрострук-
тура этого слоя — мартенсит.
Второй слой соответствует нагреву
в межкритическом интервале темпера-
тур, здесь имеет место неполная за-
калка. Для доэвтектоидных сталей
она дает вследствие сохранения фер-
ритных зерен пониженную твердость
в сравнении с первым слоем. Для
заэвтектоидных сталей твердость
второго слоя выше, чем первого. Это
объясняют присутствием цементита
в высокодисперсном виде, который
дополнительно упрочняет сталь [13,
73]. Распределение микротвердостн
по глубине обрабатываемых сталей
показано на рис. 7.15, Твердость в зоне
обработки стали 20достигает 7500МПа
при перемещении образцов с о =
= 0,6— 1,8 м/мин, чего нельзя достичь
обычной закалкой. При этом глубина
зоны упрочнения равна 500 мкм. В об-
разцах из стали У12 во второй зоне,
зоне термического влияния, наблю-
дается неоднородность структуры,
что подтверждается пониженной
травимостью участков, расположен-
ных на месте сетки вторичного цемен-
тита. Объясняется это тем, что диффу-
зионный процесс выравнивания кон-
центрации углерода в условиях крат-
Воздействие непрерывного ЛИ на сплавы на Основе железа
22S
ковременного лазерного нагрева
(при всех использованных скоростях
перемещения образцов) не успевает
пройти полностью н указанные уча-
стки характеризуются увеличенным
количеством аустенита.
Анализ кривых распределения
твердости в образцах из стали У12
показывает, что при минимальной ско-
рости перемещения образца твердости
первого и второго слоев зоны близки,
тогда как при более высоких ско-
ростях твердость второго слоя заметно
выше. Эго обстоятельство объясняется
более равномерным распределением
углерода в аустените за более дли-
тельное время лазерного нагрева (ско-
рость перемещения образцов равна
0,6 м/мин). Твердость мартенсита при
содержании углерода до 0,6 % линейно
зависит от последнего и практически
не зависит от него при большем коли-
честве углерода в стали. Таким обра-
зом, результаты проведенного экс-
перимента подтверждают известное
положение [13, 34, 47].
Исследовали образцы из стали 35
с исходной ферритн о-перлитной
структурой (0,37 % С, 0,25 % Si,
0,7 % Мп, 0,06 % Сг, 0,025 % S,
0,02 % Р). После воздействия излуче-
ния лазера на СО2 (со скоростями
перемещения образцов 0,6—2,6 м/мин
и более) обработка сопровождается
оплавлением поверхности до скорости
перемещения образцов 2,4 м/мин, а при
скоростях перемещения образцов
^2,6 м/мин и более оплавления не
наблюдается [14].
Зона лазерного воздействия при
скоростях перемещения образцов
0,6—1,8 м/мнн состоит из четырех
слоев, существенно отличающихся
друг от друга по микроструктуре и
твердости. Первый, оплавленный слой
(образующийся при скоростях
^1,8 м/мин), характеризуется пони-
женной травимостыо и микротвер-
достыо //ц = 8000 МПа, превыша-
ющей твердость стали в исходном
состоянии в 4 раза и на 1500 МПа
выше, чем твердость этой стали после
обычной термообработки. Микро-
структура этого слоя представляет
собой мартенсит и некоторое количе*
ство остаточного аустенита, причем
дисперсность мартенсита в 1,5—2 раза
8 Рыкалин Н. Н. и до.
Рис, 7,15, Распределение микротвердости
по глубине зон обработки непрерывным
излучением лазера на СО, в образцах:
а — сталь 20; б — сталь 45; я — сталь У12
при различных скоростях перемещения об*
разной: 1 — 0,6 м/мин; 2 — 1,8 м/мин; 3 —
3,0 ы/мин; 4 — 4,2 м/мин
выше, чем после обычной закалки.
Несмотря на оплавление металла, ден-
дритов в первом слое не наблюдается.
Пониженная травимость белого слоя
объясняется высокими напряжениями
и отсутствием декорирования границ
первого и второго порядков вследствие
малости времени для перераспределе-
ния атомов примесей и дефектов кри-
сталлической решетки.
Высокая твердость первого слоя
обусловливается рядом причин [34,
61): 1) значительной степенью пере-
сыщения а-твердого раствора ато-
мами примесей внедрения вследствие
высоких скоростей охлаждения;
226
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7Л7. Зависимость глубины, ширина
(а) ц твёрдости (<х) зонь! обработки от
скорости перемещения .луча лазера:
1 — первый слой (поверхностный); 2—чет*
вертый слой
Рис. 7-16. Распределение твердости по глу-
бине. зоны обработки непрерывным излуче-
нием лазера на СО2 □ образцах из стали 35
при различных скоростях перемещения
луча:
1,2, 3 — скорость 10 мм/с; 4 — 40 мм/с
(/, 4 — мартенсит; 2 — траостмт; 5 —
феррит)
2) повышенной плотностью дефектов
кристаллического строения, образу-
ющихся вновь и частично наследуемых
от исходной структуры; 3) мелкодис-
персным строением мартенсита.
Во втором слое микроструктура —
мартенсит с иглами размером в 2—
4 раза большим, чем в первом слое.
Твердость и дисперсность структуры
этого слоя сопоставимы с аналогич-
ными характеристиками стали после
обычной закалки. Третий слой —
зона неполной закалки со структурой
из мартенсита, троостита, феррита.
Четвертый слой также является зоной
неполной закалки, однако отличается
от третьего полным отсутствием троо-
стита, наличием ферритной сетки и
более высокой твердостью.
Распределение твердости по глубине
зоны, подвергнутой лазерной обра-
ботке при различных скоростях пере-
мещения луча, приведено на рис. 7.16.
Влияние скорости перемещения луча
лазера на глубину ft, ширину В и твер-
дость в двух рассмотренных слоях
зоны воздействия — первом и четвер-
том — приведено на рис. 7.17.
Наблюдаемые различия в структуре
и твердости слоев зоны в стали 35,
обрабатываемой непрерывным чдлуче-
нием лазера па. СО2, объясняют раз-
личными условиями их нагрева и
охлаждения.
По аналогии с работой [34], где
для выяснения природы лазерного'
упрочнения (импульсная обработка)
исследовалась дислокационная струк-
тура карбонильного железа [26, 73]
электронно-микроскопическими мето-'
дани, изучался технический алюми-
ний (основа — 0,25 % Si, 0,4 % Fe,
0,05 % Си; 0,05 % Ain, 0,05 % Mg,
0,05 % Zn, 0,03 % Ti) после воздей-
ствия мощного непрерывного излу-
чения лазера на СОа. Изучение зоны
термического влияния выявило нали-
чие трех типов микроструктуры с соот-
ветствующей твердостью. Основная
и наибольшая часть зоны, располо-
женная за пределами видимого следа
лазерного облучения, характери-
зуется высоким средним значением
твердости Н = 395 МПа (местами до
445 А1Па). Далее следует узкая об-
ласть (расположенная между пре-
дыдущей областью и видимым следом
лазерного воздействия) с незначитель-
ной твердостью (меньшей твердости
основной исходной структуры), со-
ставляющей ftfg = 308 АШа (местами
даже 282 МПа), В третьей области
Воздействие непрерывного ЛИ на сплавы на основе железа
227
(в пределах границ лазерного следа)
значения твердости занимают про-
межуточное положение, равное
341 МПа (меняясь в некоторых местах
от 365 до 325 МПа).
Электронно-микроскопические ис-
следования показали, что в наиболее
упрочненной области наблюдается
значительная плотность мелких
дислокационных петель, свидетель-
ствующая об интенсивных процессах
деформирования структуры, подобной
в металлах, обработанных интенсивным
электронным лучом, ионной бомбар-
дировкой, взрывным воздействием.
Примерно такое же увеличение плот-
ности дислокаций наблюдалось в об-
разцах из алюминия при обработке
сварных швов «гигантским» импуль-
сом [длительностью 25 нс и пиковой
мощностью (14-2) 109 Вт/см2] [73].
Во второй области нет дислокаций,
хотя вблизи кристалла заметна их
сеть. Распространение многих ди-
слокаций приостановлено в ключей и -
ями Si,
Третья область характеризуется
появлением дислокационных петель,
что соответствует небольшому увели-
чению микротвердости по сравнению
со второй областью, однако она имеет
меньшие значения, чем в первой об-
ласти.
Специфика распределения дислока-
ционных петель (соответственно
микротвердости) определяется дви-
жением ударной волны в материале,
возникающей после его быстрого на-
грева лучом лазера. Однако природа
этой волны совершенно не рассматри-
вается.
Результаты обработки непрерыв-
ным излучением лазеров на СОг в ши-
роком диапазоне скоростей перемеще-
ния образцов из чугунов различных
марок приведены в ряде работ [19, 20,
28. 30, 31, 34, 41, 55].
Так, обработка образцов из серых
чугунов с различным составом и раз-
личной микроструктурой проводи-
лась на установке с лазером на СО2
непрерывного действия с выходной
мощностью до 700 Вт. Плотность по-
тока излучения в зоне обработки
составляла 5-10*— 10s Вт/сма, а ско-
рость перемещения образцов варьиро-
вала от 5 до 0,1 м/мин.
8*
При обработке со скоростью пере-
мещения образца 5 м/мин поверхно-
стный нагрев уже не приводит к опла-
влению чугуна. Упрочнение чугуна
происходит на небольшую глубину
лишь за счет превращения в мартенсит
и троостит металлической матрицы
серого чугуна, и в этом случае исход-
ная шероховатость образца не изме-
нялась. Однако температурный ин-
тервал нагрева у чугуна при таком
типе упрочнения более узок, поскольку
аустенизация перлита заканчивается
лишь при ~1000 °C [30], а уже при
--1150 °C чугун начинает оплавляться
и представляется очевидным, что такой
режим лазерного облучения имеет до-
статочно узкий диапазон технологи-
ческих параметров обработки. Ста-
бильность энергетических параметров
излучения лазера должна быть также
достаточно высокой.
Значительные преимущества лазер-
ного упрочнения чугунов проявляются
при оплавлении поверхностного слон
и его отбеливания при последующем
охлаждении.
Микроструктура поверхностного
слоя после сплошного оплава показана
на рис. 7.18. Оплавленный слой прак-
тически не протравливается спирто-
вым раствором азотной кислоты, что
является обычным явлением при ла-
зерном упрочнении из-за плохой трави-
мости цементита и мартенсита закалки.
Многократное травление азотной
и пикриновой кислотами с переполи-
ровками позволяет выявить структуру
этого слоя. Для улучшения трави-
мости мартенсита можно применять
также низкий отпуск.
Характерно, что при обработке не-
прерывным лазерным излучением
дендриты в оплавленной зоне растут
под углом к поверхности образца, что
можно объяснить возникновением
дополнительного градиента темпера-
туры вдоль направления перемеще-
ния образцов.
Непосредственно под оплавленным
слоем располагается зона с частично
оплавленной структурой, в которой
выявляются деидритьт первичной
структуры доэвтектического чугуна.
Здесь частично сохраняются и графит-
ные пластины. В зоне с полным от-
беливанием микротвердость =
228
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис, 7.18. .Микроструктура золы обработки
непрерывным излучением лазера на СО?
в образцах из серого чугуна в области
сплошного поверхностного оплавления:
а — X 150; б — Х250
= 10 700-5-12 110 МПа, в зоне
с частичным отбелом Ни = 4290-г-
-5- 10 700 МПа.
При неглубоком проплаве поверх-
ности чугуна (рис. 7.19) возможен
рост дендритов в отбеленной эоне от
нерасплавленной подложки к поверх-
ности, а не наоборот. Микротвердость
упрочненной зоны в данном случае
Дц = 6320-г 7050 МПа. Более низкая
микротвердость объясняется отсут-
ствием сильного перегрева ванны жид-
кого сплава. Кроме этого, в обработан-
ном чугуне СЧ 15 графитная фаза
присутствует в виде мелких чешуек
(графитная эвтектика). С одной сто-
роны, такой графит должен хорошо
и быстро растворяться в расплаве
и науглероживать его. С другой сто-
роны, расплав при этом насыщается
значительным количеством центров
графитизации, которые сохраняются
и не разрушаются при небольшом
перегреве ванны жидкого сплава. Даже
при быстром охлаждении такого рас-
плава в нем может выпадать весьма
дисперсная графитная фаза, снижа-
ющая количество ледебуритной соста-
вляющей в отбеленной зоне и ее микро-
твердость.
Рис. 7.19. Микроструктура зоны обработки
непрерывным излучением лазера на СО,
в образцах из серого чугуна (разрез образ-
цов выполнен поперек упрочненных полос,
о = 1,0 м/мин; Р = 300 Вт); Х250
Практический- интерес представляет
локальное упрочнение чугунных
подшипников, втулок, узлов трения.
Перлитная структура металлической
матрицы в антифрикционных чугунах,
мелкие легко растворяющиеся в рас-
плаве пластинки графита способствуют
получению упрочненного слоя с пол-
ностью белой структурой без остаточ-
ного графита. Так, металлографиче-
ский анализ направляющей втулки из
чугуна (3,32 % С, 2,33 % Si, 0,71 %
Мп, 0,13 % Р, 0,11 % S, 0,05% Sb)
показал, что между отбеленным слоем
к сердцевиной с неизменной графитной
структурой наблюдается четкая
граница. Причем в местах пересечения
этой границы графитной пластинкой
зона проплавления проникает глубже
в сердцевину металла за счет явления
контактного плавления. В этой же
сердцзвине недалеко от фронта опла-
вления в местах залегания включений
фосфидной эвтектики, имеющих низ-
кую температуру плавления (вплоть
до 950 °C), наблюдаются островки рас-
плавившегося металла.
Следует отметить, что грубые гра-
фитные пластины, как правило, не
успевают полностью раствориться
Воздействие непрерывного ЛИ на сплавы на основе железа
229
в оплавленном металле и сохраняются
з нем в виде отдельных лепестков
в зоне, высота которой достигает часто
половины высоты всего оплавленного
слоя. В остальной части этого слоя
иногда сохраняются следы от раство-
рившихся графитных пластин. В этих
местах от растворившихся графитных
пластин остаются содержавшиеся
в них неметаллические включения
(сульфиды, оксиды и др.). Отметим
также, что вокруг еще полностью не
растворившихся пластин графита
хорошо видны мелкие лепестки от-
слоившихся от поверхности пластин
в процессе их растворения.
Пластины графита в оплавленной
зоне являются источником газовых
пузырей, «выдуваемых» из этих пла-
стинок со стороны граней, находя-
щихся в окружении жидкого ме-
талла. Образовавшиеся пузыри за-
полняются частично или полностью
расплавом 121 ].
Газовая пористость упрочненной
зоны в ряде случаев может стать
существенным недостатком поверх-
ностного упрочнения чугунных де-
талей. Одним из способов борьбы с ука-
занным дефектом является предвари-
тельная дегазация деталей в вакууме
или нагрев в сухой атмосфере до 210—
300 °C, достаточные для удаления
значительной части водовода из гра-
фитной фазы. При переходе от серых
чугунов с пластинчатым графитом к чу-
гунам с компактными формами графит-
ной фазы — хлопьевидной в ковком
чугуне и шаровидной в высокопроч-
ном — обрабатываемость сплавов лу-
чом лазера существенно изменяется.
Отличительной особенностью яв-
ляется то обстоятельство, что включе-
ния графита компактной формы очень
медленно растворяются в распла-
вленном металле (и в аустените при
нагреве). Образующийся металли-
ческий раствор вследствие этого мед-
леннее науглероживается, чем в случае
пластинчатого графита. Из-за этого
зоны с закаленной структурой весьма
похожи па упрочненные области в вы-
сох оу г л ер од истых сталях. Они имеют
преимущественно а устелит но-мартен-
ситную стоуктуру со значительно мень-
шим количеством ледебуритного
цементита, чем в упрочненных зонах
серого чугуна. Соответственно ниже
и твердость закаленной зоны.
При обработке ковкого и высоко-
прочного чугуна, как и серых чугунов,
граница зоны оплавления глубже про-
никает в сплав в местах залегания
графитных включений. Однако в чу-
гунах с компактными формами графит-
ных включений в указанных местах
вокруг глобулей графита или вклю-
чений углерода отжига наблюдаются
оторочки жидкого металла, образо-
вавшиеся вследствие контактного
плавления [31, 41J.
Как показали металлографические
исследования ферритного ковкого
чугуна КЧ 35 [31 ], при обработке
с оплавлением поверхности упроч-
ненная зона состоит из четырех слоев:
1) ледебуритного поверхностного слоя;
2) подслоя из аустенитных дендритов
(аустепитно-мартенситных при ком-
натной температуре), между кото-
рыми залегает ледебурит; 3) про-
слойки преимущественно с аустенит-
ной структурой с небольшим количе-
ством мартенситных игл; 4) троосто-
сор бита ого слоя с микротвердостыо
= 41604-2850 МПа.
А устеи итн о- м а ртенси тн о-ле дебу р ит-
ные участки наблюдаются не только
на поверхности чугуна, но и внутри
троосто-сор битного слоя вокруг
частично растворившихся включений
графита (углерода отжига). Неглу-
бокое проплавление ферритного
ковкого чугуна (в том числе локальное
оплавление в местах залегания гра-
фитной фазы) даже при минимальных
скоростях перемещения образцов
(v ж 0,1 м/мин) можно объяснить тем,
что значительное время облучения за-
трачивается на науглероживание
металлической матрицы.
При обработке серых ферритных
чугунов наблюдается частичное рас-
творение графита, вследствие чего
вокруг него образуется область слабой
трав им ост и. На возможность плавле-
ния феррита в областях контакта
с графитом также ранее было указано
в работе [41 ].
Следует отметить повышение твер-
дости феррита после обработки не-
прерывным излучением лазера до Н„ =
= 2200+3200 МПа [3, 31, 411, что,
и о-вид и мом у, обусловлено возник-
230
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
новением большого количества де-
фектов, искажений тонкой структуры
и напряжений.
Результаты исследований микро-
структуры в зонах лазерного упрочне-
ния ферритного ковкого чугуна
КЧ 35—10 после отпуска в течение
1 ч при температурах до 600 °C с ин-
тервалом 100 °C приведены в работе
[3]. По мере повышения температуры
отпуска в микроструктуре наблюдается
распад аустенита па ферритно-графит-
ную смесь и диффузия углерода к гра-
фиту. Отпуск при 500 °C приводит
к полному распаду аустенита, а также
к некоторому укрупнению зерна фер-
рита матрицы. При отпуске при 600 °C
наблюдаемая структура близка
к исходной. Обработка чугунов им-
пульсным излучением твердотельного
лазера приводит к распаду аустенита
и диффузии углерода к графиту при
более низких температурах.
Таким образом, повышение темпе-
ратуры отпуска приводит к снижению
твердости феррита матрицы, которая
после отпуска при 600 °C равна исход-
ной. На основании исследований реко-
мендуется проводить лазерное по-
верхностное упрочнение деталей из
чугуна КЧ 35, работающих при тем-
пературах до 300 °C.
Результаты исследований темпера-
турной устойчивости образцов из
различных чугунов (перлитных СЧ 24,
СЧ 18, троосто-сорбптного Сг—Ni—Мо
ХНМЧ, высокопрочного ВЧ 60 и ков-
кого ферритного КЧ 35) после обра-
ботки непрерывным излучением ла-
зера на СОа с мощностью от 1 до 5 кВт
(с оплавлением и без оплавления по-
верхности) приведены в [1, 10, 72].
Образцы подвергали отпуску при
200, 400, 600 и 700 °C. По данным
рентгеноструктурного анализа и
ЯГР-спектроскопии с повышением
температуры отпуска до 600 °C коли-
чество остаточного аустенита в опла-
вленной зоне уменьшается с 30—60 %
(в зависимости от марки чугуна) до
~8%. При этом до температуры
400 °C происходит распад аустенита
на ферритно-карбидную смесь с не-
значительным повышением микро-
твердости, а затем вновь с ее резким
снижением до температуры 700 °C,
что можно объяснить коагуляцией ле-
дебуритного цементита и его графи-
тизацией. Наиболее устойчив к от-
пуску чугун ХНМЧ.
Коррозионная стойкость чугуна
СЧ 24 повышается (-—в 10 раз) после
лазерной обработки, что обусловлено
отсутствием графитных включений.
Отметим значительное увеличение
износостойкости чугунов, которая
в зависимости от их марки и режимов
облучения повышается от 2 до 5 раз
при обработке непрерывным лучом
[19, 20] и до 5 раз при импульсной
обработке [55].
7.4. Лазерное поверхностное
легирование металлов
и сплавов
Улучшить эксплуатационные свой-
ства металлов и сплавов таких, на-
пример, как коррозионная стойкость,
жаропрочность , красностойкость,
можно с помощью лазерного легиро-
вания, сущность которого заключает-
ся в расплавлении участка поверх-
ности металла или сплава вместе с до-
бавляемыми легирующими элемен-
тами, предварительно нанесенными
на обрабатываемый участок, что поз-
воляет получить в локальном объеме
новый сплав с заданными свойствами.
По сравнению с ранее известными
способами (азотирование, цемента-
ция, наплавление и др.) модифи-
кация поверхности легированием
при локальном лазерном нагреве и
высоких скоростях плавления и
кристаллизации обладает целым ря-
дом преимуществ:
экономией легирующего материала;
минимальным объемом последу-
ющей механической обработки (для
деталей высокой точности);
отсутствием необходимости в после-
дующей термической обработке;
достаточно хорошей контролиру-
емостью процесса;
нетребовательностью к геометрии
поверхности, наличием электриче-
ских и магнитных полей;
высокой скоростью процесса и высс-
ким качеством изделия;
хорошей воспроизводимостью па-
раметров упрочняемого слоя;
экономией трудовых затрат и др.
Лазерное поверхностное легирование
241
Ниже будут приведены основные
результаты исследований процесса
лазерного легирования, некоторые тех-
нологические особенности способа
и др-
Изучали лазерное легирование
ряда материалов — армко-железа, ста-
лей СтЗ, 45, УЗА — такими элемен-
тами, как С, Cr, Ni, W, одиокарбид-
ным сплавом В КЗ при обработке по-
верхности с нанесенным топким
слоем (до 0,1 мм) порошка вводимого
элемента импульсным излучением
лазера (энергия импульса излуче-
ния — до 20 Дж, длительность 1—
3 мс), в сравнении с лазерной термо-
обработкой тех же материалов 167, 69].
Металлографические исследования,
химический, спектральный и рент-
ген остр у ктурный анализы термо-
обработанных и легированных зон
показали, что их химический состав
и структура отличаются от химиче-
ского состава и структуры, аналогич-
ных зон для исходных материалов.
Результаты количественного спек-
трального анализа на углерод пока-
зали, что в легированном графитом
микрообъеме армко-железа содержа-
ние углерода увеличилось более чем
в 10 раз в сравнении с необработанным
образцом (составляет 0,6 % против
0,04 % в исходном состоянии), а в мик-
рообьеме, легированном однокар-
бидным сплавом ВК8, содержание уг-
лерода также возрастает (0,2 %), и
в спектре появляются линии воль-
фрама и кобальта.
Анализ микротвердости показал
значительное увеличение ее в легиро-
ванных микрообъемах (рис. 7.20).
В работах [22, 23, 41, 50, 66—69]
приведены результаты эксперимен-
тальных исследований по легированию
импульсным и непрерывным излуче-
нием лазера более широкого круга
железа (исследованы также сложно-
легированные стали Р9 и Р18) легиру-
ющими элементами С, Ст, Ni, W,
а также WC, Со и др. Легирующие
добавки наносились на обрабатыва-
емые поверхности в виде тонкого слоя
сухого порошка, порошка, разведен-
ного в воде и в жидком стекле. В ре-
зультате обработки сплава образуются
соответствующие твердые растворы
(железо— углерод, железо — воль-
Рис. 7.20- Распределение иикротвердости
по глубине Z в образцах из стали СтЗ после
обработки лучом лазера:
1 — исходная и в кр о твердость стали; 2 —
мякротюердость после воздействия лазер-
ного излучения; 3 — микротвердость в объ-
еме, легированном графитом; 4 — микро-
твердость в объеме, легированном одно-
карбидным твердым сплавом типа ВК8
фрам и т. д.) с большей раствори-
мостью легирующих элементов, чем
в обычных условиях, В микрообъеме
сплава меняются его химический и
фазовый состав, микроструктура,
твердость и теплостойкость. Лучшими
легирующими компонентами для
приведенных материалов являются
Со, WC, ВК8.
Процесс легирования позволяет
получать на поверхности деталей из
углеродистых материалов микро-
объемы новых сплавов с заданными
свойствами и повышать их тепло-
стойкость до 300—400 °C. В то же
время режущие свойства быстро-
режущих сталей Р18, Р9 не улуч-
шаются при дополнительном вводе
легирующих элементов в их химиче-
ский состав. Рекомендуется для
поверхностного легирования исполь-
зовать такие дешевые материалы, как,
например, стали СтЗ, 45, У8А, УЮА,
и па поверхности деталей, инстру-
мента, изготовленных из них,
создавать микрообъемы со свой-
ствами, обусловленными назначением
детали, инструмента и т. и.
Диффузионное насыщение железа
углеродом и вольфрамом при воздей-
ствии импульсного излучения нео-
димового лазера исследовано в рабо-
тах [41]. Показано, что при воздей-
ствии импульсов излучения лазера на
стекле с неодимом с энергией импульса
232
ТЕРМИЧЕСКАЯ ОБРАБОТКА материалов ли
до 35 Дж и длительностью ~10's с
на поверхность железа с нанесенными
различными соединениями с угле-
родом (в том числе графит) образуется
белая, плохо травящаяся область, фор-
ма и размеры которой определяются
условиями обработки. Найдено, что
лазерная обработка зоны в 1,5 раза
превышает микротвердость исходной
структуры a-железа. Это обстоятель-
ство говорит о наличии пересыщенного
твердого раствора в a-железе. По
данным рентгеноструктурного анализа
концентрация молибдена в а-железе
меняется от 28 до 36%. Такая по-
вышенная концентрация объясняется
конвективным перемешиванием жид-
ких металлов и интенсивной диффу-
зией легирующего элемента в жидком
металле.
Изучалось влияние насыщения раз-
личными элементами (чистые металлы:
никель, молибден, титан, тантал, уран,
хром, ванадий) на изменение микро-
твердости в зоне лазерного легирова-
ния в железе и стали И1Х15 173].
Воздействие импульсов излучения
с энергией до 9 Дж. и длительностью
4 мс приводило к увеличению твердо-
сти в зоне обработки при легировании
всеми элементами, кроме никеля. При
подобной же обработке стали ШХ15
в ней обнаружены три ярко выражен-
ные зоны; первая, наибольшая по
объему, — твердый раствор легиру-
ющего элемента на основе железа
с глубиной 300—400 мкм, далее сле-
дуют зоны закалки и отпуска. На
характеристики обработанной поверх-
ности большое влияние оказывает вы-
бор легирующего элемента: легиро-
вание молибденом и титаном дает
большее увеличение твердости, чем
ниобием. В зонах обработки возможно
появление локальных напряжений
с образованием трещин и раковин,
обусловленных неравномерным рас-
пределением значительных концен-
траций легирующего элемента.
Процесс поверхностного насыще-
ния металла или сплава легирующим
элементом можно регулировать доста-
точно широко, изменяя параметры
лазерной обработки [73]. Содержание
легирующего элемента и глубина зоны
легирования определяются длитель-
ностью импульса излучения, его энер-
гией Е, числом п импульсов излучения,
подаваемых в одну эону обработки,
формой импульса [73].
Кривые изменения микротвердости
по глубине зоны лазерного легирова-
ния ванадием армко-железа в зависи-
мости от энергии и числа железа,
покрытого графитом, качественно
дает тот же эффект, что и облучение
чугуна с 3 %-ным содержанием угле-
рода. Проведенные исследования на
низкий отпуск (160—170 °C) железа
с графитовым покрытием показали, что
после лазерной обработки образуется
твердый раствор железо — углерод.
Твердость в приповерхностной зоне
достигает значений 14 000 .МПа,
а ниже, в термообработанном слое, —
10 000 МПа.
Лазерная обработка позволяет
также производить насыщение угле-
родом материала с высокой темпера-
турой плавления. Так, при облучении
вольфрама с графитовым покрытием
образовалась зона с измененной струк-
турой с небольшим количеством кар-
бидов вольфрама, а твердость ее по-
высилась до 7000—8000 МПа [41],
При облучении железа с покрытием
из порошка вольфрама (или смеси
порошков железа и вольфрама) обра-
зуется твердый раствор железо —
вольфрам с увеличенным периодом
кристаллической решетки, причем
отмечается повышенное содержание
вольфрама в твердом растворе (15—
18 %) против известной растворимости
в железе в условиях обычного нагрева
до 1530 °C, достигающей 13 %. Обра-
зование твердого раствора могло про-
изойти только в резко неравновесных
условиях и из жидкой фазы, а большие
скорости охлаждения (-- 10е °С/с)
жидкой фазы обусловливают до-
полнительное растворение вольфрама
в альфа-фазе.
Исследовалось насыщение техни-
ческого железа молибденом в условиях
лазерной обработки [25, 73]. Молиб-
деновое покрытие в виде фольги элек-
тронно-лучевой плавки накладывалось
на поверхность образца из техниче-
ского железа. Обработка выполня-
лась излучением неодимового лазера
с энергией импульса 9 Дж и длитель-
ностью 4 мс, число импульсов при
обработке разных участков варьиро-
Лазерное поверхностное легирование
233
валось от 1 до 15. Исследования
показали, что глубина проникнове-
ния молибдена в матрицу за счет кон-
вективного массо-переноса в жидкой
фазе достигает 450—500 мкм. Изме-
нения микротвердости по глубине зо-
ны лазерного легирования приведены
на рис. 7.21,
На поверхность материала легиру-
ющий элемент наносился различными
способами: накатыванием (фольги
из легирующего элемента), электро-
литическим осаждением, детонацион-
ным покрытием, плазменным напы-
лением, нанесением обмазки из по-
рошка и связующего вещества и др.
[73]. Все перечисленные способы
имеют недостаток — значительное те-
пловое сопротивление между леги-
рующим элементом и матрицей. Пред-
полагается сочетать электроискровое
легирование с лазерной обработкой.
В этом случае лазерной обработке
подвергается материал с предвари-
тельно нанесенным электроискровым
способом выделяемым элементом.
Такой способ нанесения покрытий обес-
печивает хороший тепловой контакт
между матрицей и нанесенным слоем
вследствие образования переходного
неоднородного слоя взаимодейству-
ющих металлов [73].
При предварительном нанесении
легирующих элементов электро-
искровым методом можно создавать
многослойное покрытие из заданных
компонентов достаточно большой
толщины и без ухудшения теплопро-
водности образованной системы ма-
трица — легирующие металлы или
сплавы.
Результаты экспериментальных
исследований по лазерному легирова-
нию с предварительно нанесенным
слоем различных легирующих эле-
ментов электроискровым способом на
стали 45, 9ХС, Р6М5, У8А, титановый
сплав ВТ6 приведены в работе [73 J.
Легирующие элементы (сплавы —
Т15К6, " ВК8, карбид вольфрама,
нихром, металлы — алюминий, се-
ребро, титан, вольфрам) наносились
с помощью промышленной установки
электроискрового легирования типа
ЭФИ-10И, Толщина легирующего
материала изменялась от 30 до 50 мкм,
а плотность излучения лазера при
Рис. 7.2k Изменение микрптвердости
глубине зон ы лазерного легирования в арм-
мо-железе ванадием:
I — Е “ 8 Дж, и « 1; 2 — £ = 3,5 Дж,
я = 3; з Е = 5 Дж, г?. — 3; 4 — Е =
= 6 Дж, м — 3
импульсной обработке q « 106 Вт/см2.
Качество поверхности после лазер-
ного легирования с электроискровым
способом нанесения легирующего
элемента определяется технологиче-
скими режимами электроискрового
нанесения легирующих элементов,
энергетическими параметрами луча
лазера, условиями обработки и т. д.
При использовании в качестве легиру-
ющих элементов легкоплавких метал-
лов или соединений снижается эффек-
тивность лазерного легирования.
Так, лазерная обработка алитирован-
ных образцов из стали 45 привела
к значительному испарению нане-
сенного электроискровым способом
алюминия из области воздействия и
лишь незначительная часть его
попадает в расплав [73].
Проведено исследование концен-
трации легирующих элементов при
234
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
обработке лучом лазера на СО2 алю-
миния и коррозионно-стойкой стали
с нанесенной смесью из неметалличе-
ского порошка, цинка и меди [73].
В алюминии цинк наблюдается только
в верхней части области расплава,
а содержание меди в коррозионно-
стойкой стали в нижней части расплава
выше, чем в верхней. Наблюдаемое
различие в степени конвективного
перемешивания расплава объясняется
разными коэффициентами темпера-
туропроводности алюминия и корро-
зионно-стойкой стали.
Результаты рентгеноспектрального
микроанализа титанового сплава
ВТ6 после лазерного легирования его
нихромом, предварительно нанесен-
ным электроискровым методом, при-
ведены в работе [73]. Значительная
часть нихрома проникает в матрицу
после лазерной обработки на глубину,
превышающую толщину легирующего
покрытия.
Фазовый состав поверхностного
слоя и характер распределения хрома
и олова в зонах обработки непрерыв-
ным излучением лазера на СО2 инстру-
ментальной стали 45ХЗВФМС при-
ведены в работе [74]. По всей глубине
зоны образуется твердый раствор хро-
ма в феррите с поверхностной пленкой
окислов хрома. При обработке стали
с оловянным покрытием наблюдается
наличие интер мет алл и дных фаз в виде
мелких выделений в твердом растворе
олова в железе.
Методика расчета максимальной
концентрации элемента в легируемой
зоне предложена в работе [73]. Пред-
полагается, что процесс лазерного ле-
гирования наиболее эффективно реа-
лизуется в жидкой фазе вследствие ее
равномерного перемешивания. Счи-
тая, что контур расплавленной зоны
при воздействии импульсного излуче-
ния представляет собой параболоид
вращения с образующей, соответству-
ющей изотерме плавления, получим
соотношение для концентрации k2 леги-
рующего элемента
(7-16)
где ki — концентрация элемента в пред-
варительно нанесенном слое; —-
объем нанесенного слоя; Г2 — объем
расплавленного металла,
Лазерное легирование элементов
возможно также и из газовой среды,
граничащей с обрабатываемой поверх-
ностью, Газовое азотирование по-
верхности стали (отожженной)
38ХМЮА в среде газа NH3 с исполь-
зованием установки «Квант-10» при
давлении NH3 0,1—0,4 МПа описано
в работе [74],
Плотность потока излучения лазера
изменяется от 0,1 10в до 1,0-10’ Вт/см2,
что позволяло выполнять обработку,
стали с оплавлением поверхности и без
оплавления, но без развития опти-
ческого пробоя газа.
Обработка без оплавления поверх-
ности приводит к образованию не-'
однородной аустенитной структуры
с наличием в верхней части зоны
воздействия мартенсита, обусловлен-
ного закритическими скоростями
охлаждения. При оплавлении по-
верхности в зоне воздействия обра-
зуется мартенсит со значительным со-
держанием азота. Микротвердость
оплавленного слоя увеличилась на
4000 МПа, в переходной зоне —
на 150—200 МПа, а на глубине 100—
120 мкм она равна исходной. Одно-
временное увеличение числа импуль-
сов генерации лазерного излучения
и давления NH3 значительно увеличи-
вают мпкротвердость стали в зоне
воздействия, в то время как раздельное
увеличение числа импульсов или дав-
ления газа незначительно влияют
на мпкротвердость.
Исследование легирования хромом
и титаном поверхностных слоев армко-
железа и ряда сталей в условиях
скоростного лазерного нагрева опи-
сано в работе [6]. В экспериментах
использовались стали 45 и У8А с исход-
ной структурой сорбита и твердостью
НКСЛ 28—30,
В качестве насыщающей среды были
использованы обмазки, изготовлен-
ные на пековом лаке и содержащие
легирующие элементы (хром
и титан), эн ер го выделяющие компо-
ненты (А1аО<,). В качестве катализатора
процесса применялась одна из солей
галогеноводородной кислоты (МН4С1).
Для хромота тапиров а ния армко-
железа использовалась следующая
обмазка: 55 % смесь порошков (30 %
CrfO3 + 70 % ТЮг) + 35 % карбюри-
I
Лазерное поверхностное .иегиронанис
235
загар + 10 % МН4С1. Обмазка для
легирования углеродистых сталей
имела состав: 70 % смесь порошков
(30 % Сг2О3 + 70 % ТЮД + 25 %
Ai2O0 5 % NH4CI. Выбор обмазок
был обусловлен практикой химико-
термической обработки.
Образцы со слоем обмазки 0,2—
0,3 мм обрабатывались на установке
ГОС-ЗОМ, при плотности энергии луча
лазера до 4 Дж/мм1.
Исследовании показали наличие
четко локализованной зоны, по
своим свойствам отличной от исходного
металл?,, причем наибольшая (средне-
статистическая) микротвердость
10 130—10 790 МПа была найдена
в стали У8А, легированной .хромом
и титаном, а в армко-железе, легиро-
ванном углеродам, хромом и титаном.
Твердость стали 45 после легирова-
ния ниже (920—960 МПа), что объяс-
няется недостатком углерода в стали
(0,45 %), участвующего в образовании
сверхтвердых структур. Поскольку
хром затрудняет диффузию углерода
в глубь металла, то глубина зоны при
лазерном легировании меньше, чем
при закалке. Глубина зоны у армко-
железа минимальна: для роста
глубины отсутствуют внутренние
резервы в виде перлита углеродистых
сталей. Металлографический анализ
показывает различие в границе между
основным металлом и зоной лазерного
воздействия: у армко-железа опа
четкая, у хромотитанированных
сталей наблюдается достаточно плав-
ный переход от основного металла
к зоне легирования, что подтверждает
хорошую адгезию упрочненного
слоя с матрицей, уменьшающую опас-
ность отслаивания и трещинообразова-
ния. Морфология зон легирования на
всех образцах похожа и характери-
зуется типичным для бездиффузион-
ного превращения игольчатым стро-
ением.
Наряду с диффузией в жидкой фазе
насыщение поверхности легиру-
ющими элементами реализуется
также и путем диффузии в твердой
фазе.
В ряде работ [73, 74, Пат. 212900,
4015100 (США), 54112710, 55117584
(Япония)] приводятся конкретные
технологические рекомендации и
способы осуществления процессов
упрочнения и легирования. Так, пред-
ложен метод поверхностного упроч-
нения стали обработкой лучом лазера
после азотирования, при этом нитриды
частично разлагаются, что обусло-
вливает образование на поверхности
твердого слоя из мартенсита и нитри-
дов. Образовавшийся диффузионный
слой (подповерхностный) обладает
более высокой прокаливаемоетыо
и закаливаемостью, что в общем уве-
личивает толщину упрочненного по-
верхностного слоя.
Для поверхностного легировании
жаростойких Ni-сплавов алюминием
для повышения их коррозионной стой-
кости предлагается на Ni-сплав уло-
жить последовательна лист Д1, а затем
поверх него лист Ni. Далее скани-
рующий луч лазера на СО2 распла-
вляет Ni по всей толщине, и так как
температура плавления А1 значительно
ниже температуры плавления Ni, то
при плавлении его плавится и А1,
образуя жидкий легирующий слой,
сплавляющийся с Ni-слоем. Осо-
бенность способа — отсутствие раз-
брызгивания жидкого металла. Жид-
кий А1 достаточно хорошо распре-
деляется по поверхности жаростой-
кого сплава, улучшая его
коррозионную стойкость и окалипо-
стойкость.
Легирование производят импульс-
ным излучением лазера, причем плот-
ность излучения в пятне нагрева и
длительность импульса подобраны
таким образом, чтобы нагрев матрицы
был наименьшим, а скорость кри-
сталлизации (охлаждения) была
наибольшей.
Рекомендации по технологии лазер-
ного легирования на примерах обра-
ботки конкретных деталей приводятся
в работе [33; Пат. 4015100 (США)].
Для процесса рекомендуется лазер
на СО2 мощностью 1—20 кВт, диаметр
пятна обработки 0,59—1,8 мм
[Пат. 4015100 (США)]. Луч также
может иметь прямоугольную или дру-
гую форму соответствующей пло-
щади.
Скорость сканирования луча ла-
зера составляет 12,7—1270 см/мин,
при этом время плавления металла
в данной точке не превышает 0,1—
236
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис, 7.22, распределение ммкротвердостч
ло глубине Z зоны лазерного легировании
малоуглеродистой стали
1,5 с. Примерно столько же соста-
вляет время кристаллизации металла.
На процесс перемешивания металла
оказывают влияние высокие градиенты
температур, действие ударной волны
и т. д. Предварительный подогрев
детали увеличивает скорость скани-
рования луча лазера.
Глубину проплавления можно
менять от 0,05 до 5 мм, а степень
легирования может варьироваться
в пределах от 0,1 : 1 до 0,81 : 1,
Состав легирующей пасты вклю-
чает 6 г графитового порошка ло 3 г
порошка хрома и марганца, 40 мл свя-
зующего вещества и наносится на
поверхность напылением До толщины
~4,5 мм. Для увеличения коэффи-
циента поглощения излучения с 1,=
= 10,6 мкм создают подслой, напри-
мер из фосфатов Мп, А12О3, и др.
Распределение микротвердости ио
глубине зоны лазерного легирования
С, Сг, Мл малоуглеродистой стали
приведено на рис. 7.22.
В качестве примера лазерного леги-
рования приведена обработка рабо-
чей поверхности клапана двигателя
внутреннего сгорания. Для исклю-
чения деформации жидкого металла
от действия центробежных сил луч
лазера перемещали по неподвижной
детали со скоростью 508 см/мин. По-'
крытие содержало 20 % Сг и 80 % W
в порошке. При мощности излучения
лазера 3—19 кВт производительность
установки по лазерной обработке кла-
панов достигает 2400 деталей в 1 ч.
7.5. Плакирование
Лазерное плакирование заклю-
чается в расплавлении предварительно
нанесенного на поверхность детали
материала, который затем растекается
по ней с последующим быстрым за-
твердением, При этом обеспечивается
получение поверхностного слоя
с заданными свойствами путем на-
несения определенных специальных
металлов, сплавов и т. п, с условием
минимального оплавления поверх-
ности детали для наименьшего проник-
новения материала основы в плаки-
рующий слой. Наличие значительного
количества материала детали в плаки-
рующем слое может существенно ухуд-
шить его свойства.
Для плакирования используются
материалы, как правило, сплавы с вы-
сокой температурой плавления,
наносимые на детали-матрицы из
материалов (металлов и сплавов) с до-
статочно низкой температурой пла-
вления.
Плакирующими материалами для
повышения твердости обычно яв-
ляются Со, Ni или сплавы па основе
железа и применяются для уменьше-
ния износа, увеличения коррозионной
стойкости и др. 174]. Этот метод до-
статочно хорошо изучен и опробован.
Так, нагрев покрытий и их сплавление
с материалом основы выполняли па
шестернях, валах, кулачках, поверх-
ностях отверстий цилиндров, канав-
ках для поршневых колец, гнездах
клапанов и др. (59]. Для упрочнения
поверхности пламенем наносились
самофлюсующиеся сплавы (никель-
кобальтовые с высоким содержанием
хрома) с последующим лазерным опла-
влением. Присутствие в этих сплавах
достаточных концентраций бора,
кремния и карбида вольфрама обеспе-
чивает снижение температуры плавле-
ния их и действие самофлюсования.
Плакирование
237
Можно также использовать метод
плазменного нанесения плакиру-
ющих покрытий (Пат. Re 29815
(США)]. Сканирующий или стаци-
онарный лазерный луч сплавляет такие
покрытия с основой получением одно-
родного химического состава и
микроструктуры и заданных износо-
и коррозионно-стойких свойств [59].
Оптимальные экспериментальные
условия, используемые для лазерного
плакирования, приведены в [59 , 74].
В этих работах представлены плаки-
рующие материалы, технологические
режимы и особенности их обработки.
Рассмотрим конкретные покрытия.
Покрытия из сплавов на основе ко-
бальта, используемые как износе- и
коррозионно-стойкие [74]. Износо-
стойкость этих сплавов обусловлена
наличием твердых интерметалличе-
ских фаз в виде дендритов, находя-
щихся в твердом растворе эвтектиче-
ской матрицы. Состав этой фазы с плот-
н оу па ков ан ной гексагональной ре-
шеткой находится примерно между
CoMoSi и Co3MoaSi. Коррозионная
стойкость обеспечивалась содержа-
нием хрома примерно 1/8 в интерметал-
лической фазе я 2/в в твердом растворе.
Для предотвращения образования
карбидов содержание углерода не
превышало 0,08 %. В кобальтовом
сплаве объем интерметаллической
фазы составлял 0,5. Такой енлав был
оплавлен на поверхности стали (2,25 %
Сг, 1 % Мо). Один проход луча лазера
позволил получить покрытие толщи-
ной 6—7 мм и шириной 10 мм яри
обработке матрицы с плакирующим
материалом в виде порошка. Раз-
бавление плакирующего сплава
матрицей было менее 5 % массовых
долей.
Покрытие из стеллитных сплавов.
Сплав в виде прутка диаметром 3 мм
был сплавлен со стальной подложкой
при ее минимальном растворении. Уло-
женные на деталь стержни из стелл а-
то во го сплава при прохождении луча
лазера последовательно плакируют по-
верхность детали. Скорость осажде-
ния кг/ч была получена при
мощности излучения лазера 3 кВт.
Полученное покрытие по составу
содержало до 51 % Со, 31 % Сг,
13 % W. Состав и микроструктура
достаточно равномерно распределены
по толщине покрытия, причем введе-
ние растворенной подложки в по-
крытие пе превышало 5 % . Твердость
покрытия составляла 730 МПа.
Температурные режимы плакиро-
вания для растворения крупных кар-
бидов сте.. личного сплава приведены
в работе [21]. При лазерной обработке
стелл итные прутки плавятся при
температуре -—1335 °C и далее проис-
ходит их перегрев до 1649 °C, После
обработки слой охлаждается со ско-
ростью 650°С/с до 1335°C и со ско-
ростью 40°С/с — до комнатной тем-
пературы
Обработка плакирующего слоя
в науглероживающей атмосфере поз-
воляет достичь температуры плавле-
ния поверхности до 1426 °C.
Плакирование кремнием. Покрытие
из кремния (температура плавления
1430°С) наносилось на подложку с низ-
кой температурой плавления (диапазон
температур 508—649 °C) из алюмини-
евого сплава с содержанием кремния
17%. При лазерной обработке
происходит плавление слоя кремни-
евого порошка (размер частиц 44 мкм)
;; тонкого слоя поверхности подложки.
В полученной микроструктуре наблю-
даются частицы кремния, внедренные
н А1 — Si эвтектическую матрицу.
Причем их объем составлял 0,53 —
0,73, соответствуя 53—69 % крем-
ния. При твердости этих частиц
—9800 МПа присутствие их в области
расплава доводит твердость этой зоны
до 4000 МПа, в та время как средняя
твердость подложки из алюминиевого
сплава была 1250 МПа.
Покрытие из плотной матрицы с ча-
стицами карбида вольфрама. Матрица
из смеси частиц карбида вольфрама
(размер частиц — 0,5 мм) и порошка
железа (размер — 44 мкм) наносилась
на поверхность малоуглеродистой
стали без связки, причем во время
лазерной обработки карбид вольфрама
не плавится. Уменьшение возможности
разложения WC достигается «погру-
женьем» частиц карбида в мелкий
порошок железа. После лазерной об-
работки твердость (средняя) частиц
карбида вольфрама составляет
11 000 МПа, в то время как в окружа-
ющей матрице 8700 МПа. Металле-
238 ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
графический анализ показывает,
что на частице WC присутствует об-
ласть взаимодействия карбида с же-
лезом порошка во время обработки.
Покрытие окисью алюминия. С по-
мощью лазерной обработки было
проведено плакирование окисью алю-
миния (температура плавления 2063 °C)
ал змнниевого сплава. Твердость
полученного покрытия составляет
20 000—23 500 МПа.
7.6. Ударное воздействие
Излучение лазера, работающего
в режиме модулированной доброт-
ности, является моноимпульсным
с длительностью -—(204-70) 10"* с
и обладает значительной пиковой мощ-
ностью, позволяющей получать в фо-
кусе оптических систем плотности по-
тока излучения у яз 10”-г101г Б т/см®
и более при длительности переднего
фронта импульса излучения —10'“ —
10'* с. Характер излучения с такими
параметрами на металлы существенно
отличается от действия импульсов из-
лучения в режиме свободной генера-
ции. К особенностям воздействия та-
кого излучения на материалы следует
отнести локальную закалку сталей,
местный ааклеп, обусловленный воз-
никающими импульсами давления
в зоне обработки, травление поверх-
ности газовыми и ионными струями,
вылетающими из зоны обработки, и др,
{15, 61].
Изменение структуры и свойств спла-
вов железа при ударном воздействии
рассмотрены в работах {34, 41, 61].
Возникновение дефектов структуры
отмечено в ряде работ [15, 34, 41].
Так, в работах [15, 34] помимо эф-
фектов термического и ионного травле-
ния исследовано возникновение
точечных дефектов в отожженных кри-
сталлах меди толщиной 0,1 мм после
обработки гигантским импульсом
(длительностью 80 нс, пиковой мощ-
ностью 5—6 МВт). Образование де-
фектов обусловлено высокими ско-
ростями 'охлаждения (—10а°С/с)
и большими температурными гра-
диентами (— I О6 °С/см), возникнове-
нием значительных давлений при
испарении металла (10® Н/м2 —
1000 МПа) и процессом ионной бом-
бардировки. Увеличение числа то-
чечных дефектов в области зоны воз-
действия повышает твердость металла
в ней.
Результаты исследований пласти-
ческого деформирования металлов
после действия мои они пульса дли-
тельностью 10 нс приведены в ра-
боте [41].
Обработке подвергалась мало-
углеродистая сталь с исходной струк-
турой феррита (Ну, = 1700 МПа)
и перлита (Яц. = 2000 МПа).
В зоне воздействия гигантского им-
пульса с энергией 35 Дж и длитель-
ностью 10 нс образуется кратер диа-
метром 0,9 мм и глубиной 0,5 мм.
В тонком слое у поверхности кратера
(10—20 мкм) наблюдается застывший
расплав, для которого характерна мел-
коигольчатая мартенситная струк-
тура с микротвердостыо 7600 МПа,
далее идет зона термического влияния
толщиной —20 мкм с превращенными
зернами перлита. Здесь микро-
твердость достигает 6500 МПа, а за-
тем следует нона «механического» вли-
яния глубиной 700—750 мкм, в кото-
рой ферритные ' зерна содержат
двойники.
На основе экспериментальных
данных построена качественная мо-
дель процесса воздействия, главным
в которой является образование мощ-
ной ударной волны, причем давление
в ней настолько велико, что волна
разгрузки вблизи поверхности ми-
шени приводит к тепловому плавле-
нию, испарению и выбросу материала.
На некотором удалении от кратера
интенсивности ударной волны еще до-
статочно для проведения динамиче-
ского пластического деформирования
металла, что и подтверждается двой-
никованием зерен феррита.
На преимущественно механический
характер воздействия моноимпульса
указывается И в работе [78].
Ударное упрочнение алюмини-
евого сплава излучением неодимового
лазера описано в [73]. Здесь же
отмечается наличие запутанной дис-
локационной субструктуры.
Возникновение двойникования опи-
сано в работе [34], где при исследова-
нии воздействия гигантского им-
пульса на сплавы железа с 3 % Si
Ударное воздействие
239
было определено значение ударной
волны, равное 5600 МПа. Указывается,
что механическое деформирование
материала частично обусловлено
скольжением.
Возрастание временной усталости
различных алюминиевых сплавов
при ударном упрочнении бью о отме-
чено в [73], причем ее возрастание
объясняется присутствием остаточ-
ных напряжений сжатия. В ряде работ
выполняется оценка импульсных
давлений, возникающих в зонах
обработки материалов гигантским
импульсом лазера [34, 73]. Так, да-
вление, производимое импульсом
излучения лазера на СО2 с минималь-
ной длительностью —-100 нс на ми-
шень, определялось по методике,
в основе которой лежит измерение
перемещения обратной стороны об-
разца, являющегося одновременно
зеркалом интерферометра Майкель-
сона.
Максимальное давление, произ-
водимое лучом лазера с плотностью
9= ЗОО4 Ет/см2, составило р =
= 104 МПа. Отмечается зависимость
давления от давления окружающей
среды рй, плотности излучения q,
диаметра луча лазера d [34, 73].
Приведена экспериментальная за-
висимость возникающего от действия
гигантского импульса давления р —
= рО-Б,?°'8Эй—*-® и расчетная рр=
= p0c'V7d“b67-
На преимущественно механический
характер воздействия моноимпульса
указывается в работе [41, 73], так как
области термического влияния при
таком малом времени воздействия не-
значительны.
Вследствие мгновенного испарения
тонкого поверхностного слоя мате-
риала создается ударная волна, да-
вление которой и, как следствие,
интенсивность механического воздей-
ствия, определяются плотностью
потока излучения лазера в зоне об-
работки, теплофизическими, оптиче-
скими и другими характеристиками
материала. Лазер на стекле с неодимом
генерировал моноимпульсы с энер-
гией до 500 Дж и длительностью 25—
30 нс. Размер фокального пятна (линза
с фокусным расстоянием 100 см) со-
Рис. 7.23. Форма волны давлении при раз-
личных длительностях лазерного импульса:
I — 200 нс; 2 — 30 нс
ставлял 3 мм. Образцы ив железа
толщиной 0,3 см и менее обрабатыва-
лись при плотностях потока излуче-
ния в диапазоне 5,23‘102—1,58 X
X 10е Вт/см2 как с покрытиями (квар-
цевое стекло, свинцовая фольга,
их комбинации), так и без них.
Результаты исследований показы-
вают, что деформация образцов при
обработке без покрытий невелика и не
наблюдается далее 50 мкм от поверх-
ностного слоя даже при максимальной
плотности потока q. Уменьшение q
приводит к уменьшению величины де-
формации. Наличие кварцевого покры-
тия на мишени также снижает дефор-
мационные эффекты, что можно объяс-
нить экранирующим действием плаз-
менного облака, находящегося под
покрытием. При воздействии моно-
импульса на свинцовое покрытие уве-
личивается импульс отдачи, так как
энергия сублимации свинца значи-
тельно ниже, чем у образца из железа
и т. д.
Уменьшение толщины обрабатыва-
емых образцов увеличивает упроч-
нение материала. Длительность
импульса излучения существенно
влияет на формирование ударной вол-
ны. Динамика формы волны давления
на задней поверхности мишени для
сравнительно длинного (200 нс —
кривая /) и короткого (30 нс — кри-
вая 2) импульсов излучения лазера
показана на рис. 7.23. Отмечается
медленный спад давления при исполь-
240
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис» 7.24» Общий вид зон воздействии
излучения лазера а режиме модулированной
добротности на образцах из стали ХВГ
(X 70):
а — облучение на воздухе; б — облучение
в вакууме
зовааии длинного импульса, что объяс-
няет более равномерное распределе-
ние деформаций в обрабатываемом ма-
териале.
Изучение деформаций в материале
показало, что при воздействии корот-
ких моноимпульсов они носят сдвиго-
вой характер. Результаты измерений
импульсов отдачи приведены в серии
ранних работ [15]. Сравнительные
исследования показали, что воздей-
ствие гигантского импульса рубино-
вого лазера с энергией 0,3 Дж и дли-
тельностью 50 нс на медь в вакууме
(—4 10"» Па) давало импульс отдачи
0,18- 10Б H-с, обусловленный газо-
динамическим движением испарен-
ного вещества. В это же время импульс
светового давления для случая полного
отражения света составляет всего
2-10"° Н-с.
При воздействии гигантского им-
пульса в диапазоне плотностей потоков
1010—1011 Вт/см5 средняя скорость раз-
лета продуктов разрушения равна
(0,4-5-3) 10е см/с [15]. При действии
гигантского импульса на материалы
основная масса продуктов разрушения
выбрасывается в виде жидкой фазы,
причем характер разрушения в значи-
тельной степени обусловлен возник-
новением и распространением в глубь
тела мощной ударной волны, вызыва-
ющей дополнительное плавление,
испарение материала с образованием
кратера (рис. 7.24),
Результаты термического и меха-
нического воздействия гигантского
импульса на железоуглеродистые спла-
вы приведены в работах [34, 41, 61]
(фольга из карбонильного железа двой-
ного вакуумного переплава, корро-
зионно-стойких сталей 12Х18Н9Т,
ХВГ и др.).
Воздействие гигантского импульса
излучения рубинового лазера дли-
тельностью 8-10"» с и энергией 0,4 Дж
на коррозионно-стойкую сталь не
/
Аморфизацня
241
привело к возрастанию твердости по-
верхности кратера и под ним.
При воздействии гигантского им-
пульса генерации неодимового лазера
длительностью ~10 7 с существенное
значение имеют термические эффекты,
обусловленные нагревом от плазмен-
ного факела. Скорости нагрева и охла-
ждения после сформирования плаз-
менного факела составляют 10*—
10s °С/с, а предельная глубина зоны
закалки при среднем за время дей-
ствия импульса потоке излучения плот-
ностью 10“ Вт/см2 не превышает 10 мкм
для стали ХВГ, при этом микротвер-
дость (в зоне оплавления) достигает
7500 МПа (рис. 7.25).
Предложенные в работах [34, 611
модели дают удовлетворительное
совпадение расчетной глубины зоны
закалки при действии гигантского им-
пульса излучения лазера с экспери-
ментально найденной. За время
действия импульса излучения ни
электронная, ни лучистая теплопро-
водности не могут обеспечить заметного
Рис. 7,25. Поперечное сечение зоны воз-
действия гигантского импульса в образце
из стали ХВГ, облученного в вакууме
(X 600)
проникновения термической зоны
в глубь твердой фазы. Эффект закалки
на глубину 10 мкм может быть достиг-
нут в том случае, если при длитель-
ности импульса излучения -—100 нс
тепловой поток на поверхности твер-
дого тела составляет 5- 10й Вт/см2.
Такую примерно мощность пере-
излучает плазма, поглощающая
падающий поток излучения лазера,
спустя —-10 нс после начала действия
гигантского импульса [32, 341.
7.7, Аморфизация
В работах отечественных и зарубеж-
ных авторов рассмотрены различные
вопросы аморфизация металлических
сплавов при лазерном облучении (см.,
например, [17, 35—37, 42—44]}. Ин-
терес к сплавам, у которых в располо-
жении атомов отсутствует дальний
порядок, не случаен. Сравнительная
оценка различных свойств кристал-
лических и аморфных сплавов показы-
вает, что у последних наблюдаются
более высокие прочностные и корро-
зионные свойства, увеличение пла-
стичности, радиационная стойкость
и т. д.
Поскольку аморфные металличе-
ские сплавы — системы метастабиль-
ные [43], то существенно неравновес-
ные условия (основа их получения)
обеспечиваются охлаждением рас-
плавов с большими скоростями
—103 °С/с и более. Наряду с изве-
стными способами сверхбыстрого охла-
ждения при затвердевании метал-
лических расплавов (расплющивание
жидкой капли металла движущимися
дисками, выбрасывание капель рас-
плава на теплопроводящую под-
ложку, охлаждение жидкого ме-
талла в струе жидкости и газа и т. п.)
лазерный метод обеспечивает получе-
ние скоростей охлаждения зон обра-
ботки 107 °С/с и больших (при условии
достаточно эффективного отвода
теплоты от области расплава в сплаве).
Следует отметить, что при расплавле-
нии сплава лучом лазера в расплаве
появляется улучшенный тепловой
контакт между жидкой фазой и твер-
дой подложкой, в то время как при
известных способах закалки из жид-
кого состояния присутствует тонкий
242
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7.26. Распределение микротиердости
по глубине Z образца из инструментальной
Стали с покрытием из силана Fe,gBtI) после
лазерного оплавления:
1 — аморфная зона; 2 — дендритная зона;
3 — зона закалки; 4 — исходная струк-
тура
слой адсорбированных примесей,
газа. Скорость нагрева и охлаждения
можно регулировать, меняя параметры
обработки.
Чистые металлические элементы
перевести в аморфное состояние трудно
методом закалки из расплава (43].
Предлагаются все двойные сплавы,
в которых рентгеновским методом фи-
ксируются аморфные фазы с учетом
характера межатомной связи, осо-
бенностей атомной структуры компо-
нентов, типа диаграмм состояния, раз-
бить на группы:
1) сплавы элементов 1-й (Ag, Au)
и 8-й (Pd, Pt, Rh, Fe, Ni, Co) групп
c 20 % металлоидных атомов (Si, Ge,
Sb, P, C);
2) сплавы на основе сочетаний редко-
земельных элементов (La, Се, Pr, Nd,
Y, Gd, Sm) с металлами нормальной
валентности (Ag, Au, Си. Al, Ga,
In, Sn);
3) сплавы переходных металлов
(Ti, Zr, Nb, Та) с элементами Cu,
Fe, Co, Ni;
4) сплавы па основе теллура с до-
бавками Ag, Ga, Си, In, TI;
5) системы Pb — Sb, Pb — Si,
Pb — Ag, Pb — Au, Tl — Au,
Sn — Cu, Au — Sn.
Отметим также, что при лазерном
переплаве сплавов жидкая фаза и под-
ложка имеют одинаковый химический
состав, вследствие чего любой кристал-
лит подложки является готовым к ро-
сту зародышем 133]. Методы при-
готовления образцов для лазерного
переплава приводятся в [Пат. 4122240
(США)], где рассматривается лазер-
ная обработка массивных образцов
из аморфизирующихся сплавов или
массивных подложек с нанесенными
покрытиями из таких сплавов.
Легко аморфизирующиеся покры-
тия наносили на поверхность массив-
ных образцов инструментальной
стали ледебуритного класса (2,1 % С,
12 % Сг) и монокристаллического нио-
бия. Были испробованы различные
методы нанесения покрытий (галь-
ваническое осаждение, плазменное рас-
пыление, распыление газовой го-
релкой, нанесение порошка [33]. На
поверхность инструментальной стали
наносили слой сплава Ре8СВг() толщи-
ной 40 мкм, который затем пере-
плавляли излучением лазера на СО2
мощностью 3 кВт (диаметр пятна фо V
сировапия 3 мм). Переплав захватывал
слой стальной подложки толщиной
20 мкм. Скорость перемещения луча
лазера относительно образца соста-
вила 20 см/с.
Электр он но-микроскопические и
микро дифрактометрические исследо-
вания показали наличие аморфного
слоя па поверхности образцов. Далее
в глубь образцов следовали дендрит-
ная зона, зона термического влияния
(для стали), исходный материал. По-
лученное распределение твердости
по глубине образца приведено на
рис. 7.26. Микротвердость достигает
17 000 МПа. Следует отметить на кри-
вой вторичное увеличение микро-
твердости, соответствующее зоне
термического влияния подложки
(зоне закалки).
Исследования теплостойкости по-
казали, что отжиг в течение 15 мин
ири 960 °C приводит к распаду аморф-
ной структуры и образованию поли-
кристаллической структуры с раз-
мером зерна 0,5—1 мкм. Отмечается
также достаточно хорошая адгезия
аморфных слоев с подложкой при
испытаниях на изгиб и сжатие.
Аморфизации
243
Образцы из Pd — Си — Si-сплава,
расположенные на вращающемся
столе, облучали лучом лазера па СОа
с плотностью потока излучения q =
— Ю4-!- 10’ Вт/см2 в среде защитного
газа. Скорость оплавления соста-
вляла 76,2 см/с, что обеспечивало при
скорости охлаждения — IO4—101’ °С/с
производительность аморфизации
—300 с№/мин.
Анализ результатов обработки
образцов из стали показал, что в отли-
чие от подложки в аморфном слое все
карбиды растворены, трещины от-
сутствуют, а аморфный слой обладает
большей коррозионной стойкостью
по сравнению с металлом подложки.
Образование аморфного слоя тол-
щиной 0,15 мкм па поверхности об-
разца из чистого алюминия
(Л] 99,9999 %) наблюдали после об-
работки па воздухе импульсным излу-
чением рубинового лазера с длитель-
ностью импульса 15 нс и плотностью
энергии 3,5 Дж/сма. При этом ско-
рость охлаждения составила 1010 сС/с
133]. Аморфная фаза была найдена
с помощью просвечивающей элек-
тронной микроскопии и микро-
дифракции. Обработка на воздухе,
по-видимому, облегчила аморфиза-
цию чистого металла присутствием
элементов-аморфизаторов. Так, здесь
же было обнаружено наличие в аморф-
ных слоях адсорбированных Na и О2,
а электронно-графические исследо-
вания опредатили наличие гекса-
гонального нитрида A1N размером
---0,01 мкм.
Образование аморфной фазы при
обработке импульсом лазера экви-
атомной смеси дисперсных порошков
Си и Zr на массивной медной плите
исследовали с помощью реитгенострук-
турпого анализа {33]. Воздействие
излучения с плоскостью потока q ss
яй 5,6- 104-s-6,2-104 Вт/см2 приводило
к аморфизации части приповерхно-
стного слоя толщиной до 50 мкм, при
этом микротвердость составляла
7900 МПа.
Результаты исследований пока-
зали, что на примере систем N1 — Nb
и Си — Zr можно получить частично
аморфизированные металлические
сплавы при облучении смесей кри-
сталлических порошков соответству-
ющих компонентов. Получены также
аморфные слои на поверхности образ-
цов литого сплава NieoNb40 [33].
^,'В области черных металлов первым
аморфным сплавом была быстро охла-
жденная жидкая тройная фосфидная
эвтектика систем Fe — С — Р [11].
В дальнейшем удалось получить
аморфный металл в сплавах Fe — С
без фосфора [44]. Чугуны, содержащие
в достаточном количестве углерод и
кремний, а также достаточно большое
количество фосфора, должны быть
способны переходить в аморфное со-
стояние при быстром охлаждении
расплава.
Исследования были проведены пу-
тем облучения поверхности различных
чугунов импульсом неодимового ла-
зера. Энергия импульса составляла
около 100 Дж, длительность в режиме
свободной генерации 1,8 мс. Фоку-
сирование осуществлялось таким
образом, чтобы на поверхности опла-
вленного чугуна образовался не-
глубокий кратер.
Ожидаемые результаты были по-
лучены па чугуне в зоне с отбеленной
структурой. X имический состав
чугуна (в %): 3,20 С; 2,67 Si; 0,64 Мп;
0,014 S; 0,060 Р. На существенном
расстоянии от границы начала опла-
вления поверхностный слой металла
имеет достаточно грубое кристалли-
ческое строение, с крупными мартен-
ситными иглами в матрице из остаточ-
ного аустенита. Это объясняется усред-
нением содержания углерода в рас-
плаве и даже некоторым обезуглеро-
живанием его в приповерхностном,
высокоперегретом слое. Скорости
охлаждения такого расплава (содер-
жащего около 3 % С) ~10“—10в°С/с
недостаточны для получения аморф-
ного металла [44 [.
В зоне расплава, примыкающей
к границе оплавления, наблюдаем
смесь участков, поддающихся тра-
влению ннталем, с нетравящимися
участками. Исследование показало,
что нетравящиеся участки располо-
жены там, где до оплавления распола-
гались области ледебуритного це-
ментита, а травящиеся участки — на
месте ледебуритного перлита (аусте-
нит при высоких температурах). Обез-
углероженный цементит претерпевает
244
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
распад па две кристаллические фазы —
стехиометрический цементит и про-
слойки аустенита, располагающиеся
вдоль плоскостей (001) исходного кри-
сталла Fe3C. Такая мелкодисперсная
смесь фаз получила название «байко-
вито, Она хорошо травится питалем
[18, 57 ]. Это позволяет предполагать,
что петравящиеся участки -— аморф-
ный металл, т. е. металлическое стекло,
не успевшее закристаллизоваться при
скоростях охлаждения 105—10в°С/с
вследствие более высокого содержания
растворенного углерода в металле
(около 6 %), чем в сплавах, приведен-
ных в работе [44].
Рентген остр у ктурный анализ таких
небольших участков предполагаемой
аморфной фазы пока затруднителен.
Поэтому ее идентификация производи-
лась другими методами. Электронная
микроскопия показала, что даже при
увеличениях 24 000х в ней пе наблю-
дается признаков кристаллического
строения. Исследования микротвер-
дости дали следующие результаты:
нетравящиеся участки обладают
микротвердостыо = 12 000 МПа,
неоплавившийся кристаллический це-
ментит имеет микротвердость ТУ20 =
= 8000н-10 000 МПа.
Отпуск при 200 °C не приводит к су-
щественным изменениям структуры
и твердости структурных составля-
ющих металла, однако отпуск в тече-
ние 2 ч при 400 °C уже вызывает по-
явление травимости и повышение
микро твердости в среднем на 500 МПа.
Если бы изучаемые участки оплавив-
шегося и затвердевшего цементита
имели мелкокристаллическое стро-
ение, отпуск должен был бы вызвать
снижение их твердости. Кристаллиза-
ция аморфной фазы, содержащей менее
6,67 % С, должна происходить с обра-
зованием двухфазной мелкодисперс-
ной структуры типа байковита с по-
вышенной микротвердостыо. Оче-
видно, это и наблюдалось.
Электронно-микроскопическое ис-
следование разновидности байковита
(назовем ее байковитом II) показало,
что байковит II уже ранее наблюдался
в образцах белого чугуна, обработан-
ного лазерным излучением [57].
Образец массивного цементита [18]
был подвергнут воздействию им-
пульсного лазерного излучения для
получения неразбавленной железом
аморфной фазы (с 6,67 % С). Однако
из-за малой теплопровод пости це-
ментита скорость охлаждения ме-
талла после импульсного нагрева по-
верхностного слоя оказалась не-
достаточной. Оплавленный поверх-
ностный слой вследствие этого был
сильно перегретым и в результате
обезуглеродился. После его охла-
ждения получена классическая смесь
кристаллов первичного цементита
и ледебуритных прослоек.
Имеются определенные перспек-
тивы лазерной обработки сплавов, ко-
торые не аморфизируются при ско-
ростях охлаждения —10? °С/с [33].
Сверхбыстрая кристаллизация рас-
плава, обусловливающая получение
сверхмел козериистых структур или
структур со сверхвысокой дисперс-
ностью упрочняющих фаз, определяет
более высокие эксплуатационные
свойства поверхностных слоев [33].
Получена таким же способом измель-
ченная однородная структура в одно-
родном никелевом сплаве (15 % Ni,
15 % Со, 5 % Сг, 2,75 % Мо, В) с мик-
ротвердостыо 14 000 МПа, Наблюда-
лись также измельчение карбидной
эвтектики и увеличение объемной доли
карбидной фазы (от 13,8 до 50 %)
в эвтектической системе Со—ТаС и
измельчение первичных карбидов
в инструментальной стали. В этой
связи понятие «лазерное глазурова-
ние» трактуется более широко, т. е.
его относят не только к получению
аморфных фаз, но и к обработке с об-
разованием слоев с повышенной дис-
персностью кристаллических фаз [33],
7.8. Технологические
особенности лазерного
упрочнения деталей
Три вида поверхностного упроч-
нения — термоупрочнение (закалка)
вследствие структурных изменений
в тонком поверхностном слое мате-
риала (0,05—1,0 мм), плакирование
и легирование требуют плотности по-
тока излучения q ж 10*4-10’ Вт/см3
и плотности поглощаемой энергии
~10* Дж/см2.
ТехнОлбгкчсские Особенности лазерного улрочибцйя
245
Процесс аморфизацин протекает
при плотности потока излучения
д яг J0s4- I07 Вт/см2 и плотности по-
глощаемой энергии 102 Дж/см2,
а ударное упрочнение — при плот-
ности потока '-'10е Вт/см2, энергии
103 Дж/см2 и длительности импульсов
излучения -Л(Г’с Ц, 4, 61].
Специфика лазерной поверхно-
стной термической обработки заклю-
чается в следующем 11]: необходимо
предварительное нанесение поглоща-
ющих излучение покрытий; при обра-
ботке значительных поверхностей
необходимы лазеры большой мощности
и сложные системы сканирования луча;
величины адгезии материала при
лазерном плакировании, повышение
изнашивания и коррозионная стой-
кость поверхностных областей после
лазерной поверхностной термической
обработки не исследованы; необходим
высокий уровень автоматизации всего
процесса с учетом неоднородностей
поверхностных свойств материа-
лов.
Лазерная поверхностная термиче-
ская обработка (ЛПТО) предста-
вляется важнейшей областью лазер-
ной обработки материалов, с которой
альтернативным видам технологии
конкурировать труднее, чем в лазер-
ной сварке и резке.
До 70 % потребности в лазерной
обработке материалов приходится
на термическую обработку, причем
наибольший эффект ожидается в таких
направлениях, как обработка ответ-
ственных узлов деталей механизмов
и машин при их массовом производ-
стве (особенно в автостроении, дорож-
ном и сельскохозяйственном машино-
строении), закалка валков прокат-
ных станов и блюмингов; обработка
инструментов, штампов; легирование
и ремонт режущих кромок орудий
и машин для сельского хозяйства,
дорожного строительства, горной
проходки. Для этого необходимо раз-
работать и наладить серийный выпуск
мощных технологических лазеров
непрерывного действия в диапазоне
мощности 2—5 кВт. При упрочнении,
например, валков оборудования чер-
ной металлургии предпочтительнее тех-
нологические лазеры большей мощ-
ности. Для решения этой конкретной
рис. 7.27. Принципиальная схема процесса
лазерной поверхностной термической обра-
ботан материалов.'
1 — лазер импульсного или непрерывного
действия; 2 — луч лагери; 3 — поворотное
зеркало; 4 — оптическая система; 5 — об-
разцы обрабатываемых материалов; 6 —
рабочий стол установки; 7 — насадка —
сопло для подачи газа в зону обработки
задачи могут оказаться эффективнее
газодинамические лазеры.
Закалку инструмента рекомен-
дуется 11 ] выполнять с помощью
технологических лазеров мощностью
2 кВт (известны примеры эффектив-
ного применения импульсного излу-
чения для обработки инструмента) [9,
39, 54]. Упрочнение деталей авто-
мобильных двигателей и трансмис-
сии выполняется с использованием
технологических лазеров с мощностью
излучения 5—10 кВт [I].
Принципиальная оптическая схема
процесса лазерной поверхностной
термической обработки материалов
приведена на рис. 7.27. Луч 2 от
лазерного излучателя 1 попадает на
поворотное зеркало 3 и, отразившись
под прямым углом, фокусируется опте-
246
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
ческой системой 4 (как правило, объ-
ективом для импульсного излучения
с длиной волны А. не более 1,06 мкм
или линзой из КС], ZnSe и других
оптических материалов для непре-
рывного излучения с длиной волны
а ж 10,6 мкм) па обрабатываемых
образцах 5, размещенных на рабочем
столе 6, перемещающемся в системе
координат X — Ус необходимой ско-
ростью. Соосно с лучом лазера в зону
обработки через сопло-насадку 7
подается аргон или азот при давлении
(0,5-г-1,0) 10s Па. Размер светового
пятна (зоны обработки) регулируется
в широком диапазоне значений сме-
щением фокальной плоскости фоку-
сирующей оптической системы отно-
сительно поверхности обрабатыва-
емого образца, детали (т. е.
дефокусировкой на величину АР). Тем
самым можно менять в значительных
пределах плотность лазерного излу-
чения за счет изменения площади
пятна обработки па поверхности де-
тали. Так, при обработке на установке
«Квант-16» в записимости от энергии
импульса излучения и поставленной
задачи размер светового пятна ме-
няется от 2 до 4 мм.
Поскольку распределение энергии
в световом пятне в большинстве слу-
чаев неоднородно (исключение состав-
ляет упорядоченный режим генера-
ции, обеспечивающий достаточно рав-
номерное пространственное распреде-
ление излучения в пучке [8, 61 ]),
то обработку рекомендуется проводить
при максимальных энергиях накачки
активного элемента, а устранение вли-
яния периферийных участков с незна-
чительной плотностью и уменьшение
размера зон отпуска достигается ди-
афрагмированием пучка.
Обработка проводится, как правило,
в расходящемся пучке (4* ДР). Плот-
ность потока в пятне нагрева путем
подбора энергии, величины дефоку-
сирования устанавли вается такой,
чтобы пе наблюдалось повреждения
образца вследствие плавления или
испарения материала на поверхности.
Упрочненная от действия одного им-
пульса излучения зона (ее сечение)
обработки в образце подобна пере-
вернутой колоколообразной (гауссо-
вой) кривой с сильно вытянутыми кра-
ями, поэтому обработка протяженных
участков образцов или деталей веде-
тся с перекрытием однократных зон
упрочнения. Коэффициент перекры-
тия К, определяемый как отношение
разности диаметра D зоны обработки
и шага обработки S к диаметру D
и равный —0,5, обеспечивает полу-
чение примерно одинаковых по глу-
бине зон закалки при двукратном об-
лучении перекрываемых участков.
При обработке сравнительно больших
площадей перекрытие отдельных рядов
обработки друг с другом приводит
к появлению участков с трех- или
четырехкратным облучением матери-
ала (рис. 7.28). При обработке про-
тяженных участков поверхности от-
дельные зоны упрочнения с высокой
твердостью (7/ц = 10000 МПа и более)
разделяются узкими областями с по-
ниженной микротвердостью. Их по-
явление обусловлено воздействием (на
уже закаленный участок) предыдущего -
импульса периферийной области свето-ч
вого пятна (луча) с существенно мень-
шей плотностью потока излучения
последующего импульса. Также гра-
ницы пятен нагрева материала (по
сравнению с центральной частью) из-за
меньших удельных мощностей потока
излучения и теплопроводности на-
греваются до меньших температур, что
приводит к отпуску ранее закален-
ной поверхности металла и снижению
микротвердости. Тем не менее микро-
твердость указанных зон отпуска не-
сколько выше (на 2000 МПа и более,
например, для стали У8, У10 и др.),
чем микротвердость зоны отпуска у гра-
ницы термообработанных лучом ла-
зера предварительно закаленных об-
разцов.
При обработке образцов из указан-
ных сталей па воздухе наблюдалось
значительное окисление обрабатыва-
емой поверхности и в поверхностном
слое образовывалась разупрочненная
зона глубиной До 20 мкм. Если микро-
твердость стали Х12М в основной
упрочненной зоне равна —11000 МПа,
то в разупрочнением слое она дости-
гает 9000—9200 МПа,
Окисление поверхности полностью
отсутствует при обработке материалов
в среде аргона, азота, отсутствует
также разупрочненный слой.
Технологические особенности лазерного упрочнения
247
Рис. 7.28. Схема расположения зон обра-
ботки при линейном упрочнении:
а — вид сверху: б — продольное сечение;
е — пример плоскостного упрочнения, вы-
полненный на установке «Квант-16»-; Й —
глубина зоны упрочнения; 6' — глубина
зоны перекрытия
При обработке сталей как на воз-
духе, так и в защитной среде (аргон,
азот), наблюдается увеличение микро-
твердости и глубины зоны закалки
с ростом плотности q в пятне нагрева
вплоть до значений ^кр, при которых
происходит изменение геометрии по-
верхности вследствие оплавления ма-
териала. При обработке образцов в за-
щитной среде значения критической
плотности </кр потока излучения су-
щественно превышают при обработке
тех же материалов на воздухе. Так,
оплавление поверхности образцов из
стали Х12М начинается при плотности
потока излучения <711р ~ 3,2-101 Вт/см3
в среде азота, в то время как оплав-
ление тех же образцов при обработке
на воздухе требует z?Kp аг 2,5 X
X !04 Вт/см3. Воздействие второго им-
пульса на образец в среде азота или
аргона не приводит к изменению gIip,
а при обработке на воздухе г/кр сни-
жается до ~2,Ь 104 Вт/см3 и в даль-
нейшем не меняется, что обусловлено
окончанием формирования слоя окис-
лов уже на втором импульсе. Коэффи-
циент поглощения образцами излу-
чения лазера при наличии окисного
слоя (образующегося уже при воздей-
ствии первого импульса) существенно
больше, чем без него.
Исследования величины отклонения
микронсровностей поверхности от ис-
ходной в зависимости от плотности из-
лучения показывают, что изменения
микронеровностей до величин плот-
ностей в зоне обработки, равных <7кр,
связано только со структурными пре-
вращениями, а далее определяются
степенью оплавления и характером
разрушения поверхности.
Следует также отметить, что при
обработке сталей в защитной среде
(аргон, азот) глубина эоны закалки
несколько меньше, чем на воздухе
примерно на 15—20 мкм, в то же время
максимальная глубина упрочненного
слоя не превышает 0,2 мм, а наиболее
типичные значения ее составляют
0,08—0,135 мкм. Микротвердость ис-
следованных образцов при обработке
как на воздухе, так и в защитной среде
не превышает 10000—11000 МПа,
Результаты испытаний на износ об-
разцов из указанных выше сталей
после лазерной обработки подтвер-
ждают целесообразность проведения
248
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
лазерной термообработки для повы-
шения износостойкости деталей. На-
пример, интенсивность изнашивания
для стали У8 после лазерной обработки
составила, мг/(см“-м):
Нетер необработанные образцы , , 120
После закалки НДСд 54—56 ... 26
Лазерное упрочнение нстермообр а-
ботанных образцов................ 40
После лазерного упрочнения тер-
мо обработаниых образцов . . . . 15
Более высокие значения глубины
зоны упрочнения можно получить при
использовании непрерывного излуче-
ния лазера на СО2. Так, при обработке
стали ШХ15 с исходной микротвердо-
стыо — 25004-2900 МПа излучением
лазера на СОЙ с мощностью •—-600 Вт
при скорости 1,0 м/мип образовалась
зона закалки с микротвердостью
= 8000 МПа, глубиной до 0,35 мм.
Увеличение плотности излучения в пят-
не нагрева шириной свыше 3 мм до
~ 104 Вт/см® (с учетом коэффициента
отражения железом, равного 0,95 из-
лучения с длиной волны 10,6 мкм)
при скорости перемещения луча
2,7 м/мин по поверхности стали У8Г
с исходной микротвердостью —
— 3000ч-4000 МПа повышает микро-
твердость до Я|х — 12000 МПа при
глубине зоны закалки до 0,4 мм.
При импульсной обработке упрочня-
емая зона складывается из отдельных
единичных зон облучения, поэтому
производительность процесса обработ-
ки зависит от размеров единичных пя-
тен обработки, коэффициента перекры-
тия К, частоты следования импульсов
излучения и других параметров.
При импульсной лазерной обработке
с использованием сферической оп-
тики (например, по одной координате)
поверхностный слой детали, материала
с измененными свойствами представ-
ляет собой одни ряд единичных части-
чно перекрывающихся зол лазерного
воздействия, смещенных относительно
друг друга вдоль оси перемещения на
величину шага обработки S (рис. 7.29).
Скорость термической поверхност-
ной линейной обработки
L/t= KfD, (7.17)
где Д' — коэффициент перекрытия;
/ — частота следования импульсов;'
D — диаметр зоны лазерной обработки.
Увеличение шага приводит к увели-
чению скорости обработки, но при
этом возрастает площадь необрабо-
танных участков детали. Для полу-
чения удовлетворительной равномер-
ности глубины упрочненного слоя К
обычно составляет —0,2—0,5. Кроме
этого, для обеспечения оптимального
заполнения обрабатываемой площади
(с учетом максимальной равномерности
глубины упрочнения) необходимо опти-
мальное соотношение шага S относи-'
тельного перемещения образцов пск
оси X и шага S' по оси У [73J.
Для оценки эффективности реали-
зации приведенных схем предлагается
использовать коэффициент заполнения
площади обработки Ка = F'/F (F1 —.
площадь облученной поверхности; F —
площадь детали, подлежащей заполне-
нию) и коэффиш^ент использования
импульсов УЕ, равный действительной
площади, облученной импульсами,
к максимальной теоретической пло-
щади обработки тем же числом импуль-
сов, т. е. Кп = 4F'/(rtTtD®) (здесь D —
диаметр зоны обработки) поверхно-
стного упрочнения.
Схема поверхностного упрочнения
(рис. 7.29, о) характеризуется малым
коэффициентом заполнения площади
(Х3=0,8) и сравнительно высоким
Рис. 7.29. Схемы поверхностного упрочне-
ния имлульсныи лазерным излучением при
использовании сферической оптики
»}
г)
Технбл&гичеткие ееобенйОсти лазерного упрочнения
249
коэффициентом использования импуль-
сов Лп> что определяет значительную
производительность и скорость обра-
ботки. В этой схеме отсутствуют
взаимоперекрываемые участки.
Схема размещения зон обработки
с минимально перекрытыми участ-
ками приведена на рис. 7.29, о. Это
условие достигается при отсутствии
относительного смещения центров зон
лазерной обработки соседних рядов,
т. е. при S = 5' — 0,7D (коэффициент
перекрытия К = SID). В этом слу-
чае обеспечивается максимальное за-
полнение площади (Л’а = 0,96), од-
нако коэффициент использования им-
пульсов невысок (Кп — 0,46). Раз-
меры перекрываемых участков доста-
точно велики, что обусловливает не-
производительное расходование энер-
гии импульсного излучения. Указан-
ный недостаток в меньшей степени
проявляется при схемах обработки,
показанных на рис. 7.29, в, г, т. е.
в случае использования относитель-
ного смещения по горизонтали центров
лазерного воздействия на величину S/2
в соседних рядах. Так, для схемы,
представленной на рис. 7.29, б, су-
ществует оптимальная величина шага
S = 5' = 0,87?. В этом случае участ-
ки перекрытия зон лазерного воздей-
ствия неодинаковы по площади, но
различие незначительно и сущест-
венно не влияет на степень заполне-
ния поверхности, т. е. Ка = 0,94
при достаточно высоком Хи — 0,72.
Производительность Р процесса ла-
зерного поверхностного упрочнения
(площадь облученной поверхности
в единицу времени)
Р = (7.18)
где D — диаметр зоны лазерного воз-
действия; / — частота следования им-
пульсов излучения.
При использовании цилиндрической
оптики зона единичного воздействия
представляет собой прямоугольник со
скругленными краями с радиусом,
равным примерно половине ширины
зоны (7? — 7>/2). Схемы упрочнения из-
лучением импульсных лазеров с ис-
пользованием цилиндрической оптики
(рис. 7.30) представляют собой после-
довательные ряды единичных зон об-
работки, смещенных одна относительно
Рис> 7Л0< Схемы поверхностного упрочне-
ния импульсным лазерным излучением при
использовании цилиндрической оптики
другой на величину шага, причем
5=74" ЬКп (здесь Хд = Sil — коэф-
фициент перекрытия; 5 — расстояние
между ближайшими центрами скру-
гления двух соседних зон обработки;
7 — длина зоны обработки).
Вводя параметр = I — Ь, полу-
чим, что шаг обработки
5 = /_£(]_ 7<п). (7.19)
Как и в случае использования сфе-
рической оптики, первая схема упро-
чнения (рис. 7.30, а) характеризуется
отсутствием перекрываемых участков
обработки и максимальной производи-
тельностью. Шаг размещения зон об-
работки по оси X при Кп = 1
5 = (/ — Ь) 4- ЬК = 7, (7.20)
а по оси У
S - ЬКп = Ь.
Производительность процесса в этом
случае
Р= (lb — 0,21Ь2)/. (7.21)
Приближенные оценки шага и про"
изводительности других схем распо"
ложения зон обработки в соответствии
с рис. 7.30, б—г приведены в [731,
В большинстве случаев обработка
происходит в условиях относительного
перемещения луча лазера и детали,
причем перемещение может быть диск-
ретным (при импульсной обработке
в паузах между импульсами) или
непрерывным. Скорость непрерывного
перемещения должна быть меньше
250
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7.31. Пространственное распределение
интенсивности многомодового луча при
разной фокусировке и перемещении в про»
странстве
скоростей протекания процессов по-
верхностной обработки (нагревания,
расплавления, изменения свойств ма-
териалов и др.). Если же скорости от-
носительного перемещения обрабаты-
ваемой детали соизмеримы (или боль-
ше) скоростей протекания процессов,
например, упрочнения, то даже им-
пульсное воздействие становится по-
добным обработке непрерывным излу-
чением. В то же время глубина изме-
нения свойств материала зависит от
теплофизических постоянных матери-
ала, энергетических характеристик из-
лучения, а также времени воздействия
луча лазера на тот или иной объем
материала или т » 2г/о (здесь г —
радиус фокального пятна; v — скорость
прохождения фокальным пятном рас-
стояния, равного его диаметру). Для
упрочнения цилиндрических поверх-
ностей непрерывным излучением может
применяться схема обработки, когда
луч неподвижен, а деталь совершает
в озвр а тн о-поступ ател ьное п ер емещен ие
с одновременным вращением ее, или
луч совершает возвратно-поступатель-
ные перемещения при вращении де-
тали и т. д.
Различные схемы фокусирования лу-
ча лазера, а также соответствующие
объемные формы расе редел ей и я ин-
тенсивности излучения в пространстве,
в том числе при перемещении луча,
приведены на рис. 7.31.
Сфокусированный многомодовый
луч с гауссовским распределением ин-
тенсивности в пятне фокусирования
показан на рис. 7.31, а. Распределе-
ние интенсивности (менее острое) в рас-
фокусированном на обрабатываемой
поверхности луче лазера, а также полу-
чаемое пространственное распределе-
ние интенсивности при линейном пере-
мещении его по неподвижной поверх-
ности соответственно показаны на
рис. 7,31, б и в. При взаимно перпен-
дикулярном перемещении расфоку-
сированного луча и поверхности (т. е,
двустороннем сканировании луча) по-
лучается распределение интенсивности
излучения на значительной пло-
щади обрабатываемой поверхности
(рис. 7.31, г).
Для поверхностной обработки не-
прерывным излучением мощных ла-
зеров на СО2 используют обычно два
метода. При первом Методе расфоку-
сированный луч лазера поступательно
Технологические особенности лазерного упрочнения
251
перемещается по неподвижной по-
верхности, при втором — сфокусиро-
ванный луч (или расфокусированный
при значительной исходной мощности
его) приводится в колебательное дви-
жение в плоскости, перпендикулярной
к прямолинейному перемещению по-
верхности.
Выбор метода'обработки определяет-
ся заданными технологическими харак-
теристиками результатов термообра-
ботки. Рассмотрим кратко эти способы.
При расфокусировании лазерного
пучка по отношению к поверхности
детали может быть достигнут баланс
между глубиной закалки и скоростью
перемещения ее, при которых дости-
гается необходимое упрочнение по-
верхности. На рис. 7.32, а показано
поперечное сечение закаленной зоны,
полученной данным методом. Наи-
более глубокая часть находится в
центре детали, так как в общем слу-
чае распределение интенсивности по
сечению Пучка лазера является рас-
пределением Гаусса, т. е. центр пучка
обладает более высокой интенсивно-
стью, чем его остальная часть. Как
правило, упрочненный объем в металле
окружают зоны теплового влияния
(ЗТВ). Размеры зоны закалки, полу-
чаемые с помощью этого метода при
использовании лазера мощностью
1500 Вт; ширина - 2,032 мм, ЗТВ
0,051—0,076 мм с каждой стороны
и глубина 0,254 мм. Для увеличения
ширины зоны термической обработки
рекомендуется выполнять несколько
проходов луча лазера с перекрываю-
щимися зонами. Схема обработки, по-
казанная на рис. 7.32, б, не позволяет
получить однородную глубину за-
калки; а в зонах перекрытия могут
образоваться несколько мягких (ра-
зу прочнел ных) полос (ЗТВ). Схема
наиболее оптимальной термической об-
работки показана на рис. 7.32, в.
Глубина закалки — однородна; ши-
рина зоны на поверхности сохраняется
на полную глубину зоны закалки,
а ЗТВ сравнительно мала. Один из
методов получения этого типа закалки
включает высокочастотные колебания
лазерного пучка. Несмотря на то
что этот метод требует использования
более сложной и многочисленной ос-
настки, дополнительные расходы и уве-
личение числа параметров процесса
компенсируются преимуществами, по-
лученными при использовании этого
метода. В самом простом случае луч
лазера приводится в колебательное
движение в направлении, перпенди-
кулярном к направлению движения
обрабатываемой детали (рис. 7.33, а).
График зависимости температуры от
времени (рис, 7.33, б) является соче-
танием цикла нагревания и охлажде-
ния, наложенного на традиционную
кривую время—температура—превра-
щение (ВТП). Плотность потока излу-
чения q 1,55' IО4 Вт/см2 обеспечи-
вает повышение температуры в тече-
ние короткого промежутка времени.
Частоту колебаний и скорость прямо-
линейного движения выбирают с та-
ким расчетом, чтобы температура дан-
Проход Проход №2
в)
Рис. 7.32. Виды поверхностной обработки
с использованием непрерывного излучения
лазера на COS:
а — расфокусированный пучок — однора-
зовый проход (показано поперечное сече-
пне зоны упрочнения в металле); б — рас-
фокусированный пучок — двойной проход
с перекрывающимися краями; а — колеб-
лющийся пучок — одноразовый проход
252
термическая обработка материалов ли
Рис. 7,33. Общий принцип термической
обработки с использованием колеблющего-
ся лазерного луча
кого участка поверхности изменялась
в диапазоне температур между тем-
пературой плавления Гпл и темпера-
турой перехода 7’гар. Это состояние
поддерживается до тех пор, пока не-
обходимый объем металла под поверх-
ностью не достигнет температуры пе-
рехода. При достижении этой темпе-
ратуры масса всей обрабатываемой
детали поглощает тепло, необходимое
для превращения аустенита в закален-
ную матрицу бейнита или мартенсита.
Однородность глубины закалки по-
лучают при колебаниях такой частоты,
чтобы металл благодаря его сравни-
тельно низкой теплопроводности вос-
принимал эти колебания, как непре-
рывный hoi ок энергии. Соответствую-
щее экранирование краев геометриче-
ского очертания зоны сканирования
позволит получить минимальные раз-
меры зон разупрочнения (рис. 7.32, в).
Если частота колебаний слишком низ-
ка для данной плотности потока, то
температура поверхности может до-
стигнуть зоны плавления, приводя
к возможным деформациям детали. При
слишком низкой плотности потока для
данной частоты колебаний материал
не достигнет температуры перехода
и процесс закалки не будет осущест-
влен, Если пучок колеблется на одном
и том же участке (или «застаивается»)
в течение слишком длительного прот.
межутка времени, например, чтобы
увеличить глубину закалки, темпера-
тура всей детали может .дойти до то-
чки, при которой эффективный про-
цесс самоохлаждения уже не проте-
кает. При этом кривая охлаждения
пересекает «выступ» кривой ВТП, при-
водя к превращению аустенита в пер-
лит (мягкая структура), а не в мартен-
сит. Этот прием можно использовать
для местного отжига поверхности за-
каленных деталей для увеличения их
чувствительности к надрезу и сопро-
тивления усталости.
Процесс изменения структуры сплава
достаточно хорошо иллюстрирует
рис, 7.34. Железоуглеродистый сплав
(сталь) из аустенитного состояния,
в котором он находится при высокой
температуре, должен охлаждаться со
скоростью, большей критической ско-
рости закалки, при которой весь ау-
стенит охлаждается до температуры
начала мартенситного превращения,
т. е. обеспечивается получение мар-
тенситных структур.
Кривые 1 и 2 (см. рис, 7,34) соответ-
ственно представляют собой расчет-
ные зависимости изменения температу-
ры на поверхности и глубине 0,5 мм,
наложенные на диаграмму изотермиче-
ского превращения аустенита в мар-
тенсит. Справа расположены области
существования других структур. За-
калка происходит за время —1 с при
поглощенном потоке —3- Ю3 Вт/см2.
Технологические особенности лазерного упрочнения
253
Рис. 7,34* Диаграмма изотерм фазовых пе-
реходов в углеродистой стали (плотность
поглощенного потока излучения ЗХ
Х10п Вт/сма, время взаимодействия 0f2 с):
/ — кривая изменения температуры на
поверхности образца толщиной 10 мм; 2 —
ня глубине 0к5 мм (Л — аустенит, Ф —
феррит, /4 — цементит. Л! — мартенсит)
В закаленной структуре присутствует
в основном мартенсит.
Вообще степень закалки при раз-
личных скоростях охлаждения (точ-
нее законах изменения температуры
металла от времени), как это понятно
из рис. 7.34, можно качественно оце-
нить путем сравнения кривых охлажде-
ния и термокинетических диаграмм рас-
пада переохлажденного аустенита.
Другая особенность лазерной за-
калки заключается -в возможности не-
прерывного управления процессом. За-
висимость нагрева от плотности потока
излучения и времени облучения чу-
гуна с содержанием 3,5 % углерода
(Гпл » 1200 °C) представлена на
рис. 7.35 [4]. При увеличении интен-
сивности излучения вследствие более
быстрого нагрева поверхности глубина
прогретой зоны уменьшается.
Производительность термической об-
работки металла как функции глубины
закалки и частоты колебания пучка
лазера мощностью 1,5 кВт приведены
на рис. 7.36. Производительность оце-
нивалась путем измерения ширины
Рис. 7.S6* Зависимость скорости термиче-
ской обработки серого чугуна от глубины
зоны закалки (мощность излучения лазера
па СО£ 1,5 кВт; размер участка 0,5 сма;
модовый состав излучения смешанный —
1 EMotij-'ij)
256
ТЁРхИИЧЁСКАЯ обработка материалов ли
Рис. 7.Зв. Схемы управления перемеще-
нием лазерного луча в пространстве при
упрочнении:
а — плоских поверхностей с помощью пе-
ремещающегося наклонного зеркала; б —
внутренних поверхностей с помощью вра-
щающегося наклонного зеркала; а — вну-
тренних поверхностей с помощью гипербо-
лического зеркала; £ — наружных поверх-
ностей с помощью гиперболического зер-
кала; 5 — плоских поверхностей с по-
мощью вибрационного дефлектора
перемещаются вдоль оси луча
(рис. 7.38, в, г).
Наиболее эффективно управлять пе-
ремещением луча лазера в простран-
стве при обработке материалов можно
с использованием дефлекторов, назы-
ваемых иногда сканерами (разверты-
вателямн).
Для отклонения луча лазера ис-
пользуют три основных метода: ме-
ханический, электрооптический и аку-
стооптический [38].
Типичный механический дефлектор
представляет собой устройство, подоб-
ное гальванометру, или же устройство,
содержащее зеркало или призму с пье-
зоэлектрическим или другим при-
водом.
Механические дефлекторы имеют ряд
преимуществ:
большой угол отклонения луча;
малые потери излучения при откло-
нении луча;
относительно малая потребляемая
мощность; '
большое разнообразие способов раз-
вертки.
В механических лазерных системах
используются такие приемы, как вра-
щение зеркала или призмы, колебания
зеркала с помощью вибраторов, пье-
зоэлемевтов и др. Сканирующие си-
стемы, основанные на вращении или
повороте призм, зеркал, имеющие ко-
лебательные элементы, считают инер-
щонными, в то время как в малоинер-
ционной технике используются элект-
ро-магнито- и акустооптические эле-
менты.
Высокие разрешения, точность, ли-
нейность развертки, скорость переме-
щения луча лазера для механических
сканирующих систем, имеющих вра-
щающиеся и перемещающиеся де-
тали, не могут конкурировать с
аналогичными параметрами дру-
гих видов развертки лазерного из-
лучения.
В системах механического скани-
рования дефлекторами могут служить
преломляющие призмы или зеркала,
причем зеркало имеет лучшее разре-
Процессы массепереноса в эоне кристаллизаций
257
шение в сравнении с призмой и чаще
используется в лазерных скани-
рующих системах. При использова-
нии в сканирующей системе ме-
ханической развертки, например
зеркала, частота сканирования опре-
деляется угловой частотой вращения
и числом отражающих граней его.
Для механического сканирования ис-
пользуют вращающееся многогран-
ное зеркало, причем луч лазера
освещает одну из его зеркальных
граней.
Значительно меньше выражены де-
фекты механических сканирующих си-
стем в устройствах, использующих
вибрационные дефлекторы, принцип
работы которых основан на исполь-
зовании подвижной рамки гальвано-
метра, к которой крепится отражаю-
щее зеркало. При прохождении тока
через рамку с зеркалом, находящуюся
в постоянном магнитном поле, послед-
няя поворачивается, а отраженный от
зеркала луч лазера отклонится на
угол, вдвое больший, чем угол пово-
рота зеркала. Вибрационные дефлек-
торы должны иметь достаточно боль-
шой размер зеркала, высокую частоту
колебаний, значительный угол пово-
рота рамки. Деформации зеркала не
допускаются. Резонансная частота ви-
брационного дефлектора определяется
размером и массой зеркала, жесткостью
нитей подвеса рамки и т. д. Известны
три режима работы дефлектора на ча-
стотах: дорезонансных, резонансной и
выше резонансных. Для первого ре-
жима работы обеспечивается широко-
полосный режим работы дефлектора
вплоть до резонансной частоты, при
этом практически во всем диапазоне
частот угол поворота рамкн гальвано-
метра (и соответственно зеркала) про-
порционален силе проходящего тока.
В случае работы гальванометра на
резонансных частотах наблюдается
узкополосный режим работы дефлек-
тора при нелинейной зависимости угла
поворота рамки от тока. Использо-
вание частот, выше резонансных, при-
водит к появлению баллистического
режима работы гальванометра, когда
угол поворота рамки (при одной и
той же амплитуде тока) будет
уменьшаться с увеличением ча-
стоты.
9 Рык ал и к Н. Н. др.
7.9. Процессы массопереноса
в зоне кристаллизации
и термического влияния
Отмечается значительное изменение
концентрации легирующих элементов
сплавов в эонах, подвергаемых воз-
действию в режиме свободной генера-
ции [34, 61J. Экспериментальные дан-
ные показывают, что, несмотря на
кратковременность действия высоко-
энергетических потоков ЛИ на сплавы
железа, в зонах воздействия проис-
ходят процессы переноса вещества,
вследствие чего распределение ле-
гирующих элементов после оконча-
ния импульса лазера отличается от
исходного. Перераспределение при-
месей существенно влияет на физико-
механические и эксплуатационные
свойства материалов.
Большинство результатов по иссле-
дованию распределения вещества в об-
ласти воздействия луча лазера полу-
чено методами локального микроспек-
трального анализа. Локальный рентге-
носпектральный анализ также под-
тверждает наличие перераспределения
вещества, однако не дает таких убеди-
тельных данных, как метод локаль-
ного микроспектр аль и ого оптического
анализа.
Анализ результатов исследований
распределения углерода по глубине
в зонах воздействия ЛИ на образцы
из сталей 45, СтЗ, X12М, армко-железа,
хрома для стали XI2M, полученных
методом локального по глубине по-
слойного спектрального анализа, по-
казал индентичность кривых распре-
деления углерода в исследованных
сплавах (рис. 7.39—7.41). Характер-
ным является максимум концентра-
ции, находящейся на глубине 200—
350 мкм от поверхности дна кратера
образца в зависимости от марки стали.
На большой глубине (—0,6—1,2 мм)
содержание углерода соответствует
химическому составу исходных об-
разцов. Почти аналогичный вид имеет
распределение хрома в стали Х12М
в зоне обработки лучом лазера, при
этом глубина изменений концентрации
углерода и хрома в образце из стали
Х12М оказывается примерно одина-
ковой —0,5 мм. Поскольку коэффи-
268
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 7.36- Распределение концентрации
углерода в зоне воздействия излучения
лазера:
/ — сталь 46; 2 — СтЗ
Рис. 7.40. Распределение концентрации
углерода (кривая 1} и хрома (кривая 2)
в зоне воздействия излучения лазера на
сталь XI2 М
циенты диффузии углерода в железе
на 5—6 порядков больше, чем хрома,
то приведенный факт не свидетельст-
вует в пользу диффузионного процесса
массопереноса [61]. Исследования рас-
пределения легирующих элементов Мп,
Ni, Ti, Ст, С в зонах воздействия сфо-
кусированного излучения лазера (ру-
бинового и неодимового) на образ-
цах из коррозионно-стойкой стали
12Х18Н9Т, проведенные с помощью
локального спектрального анализа с то-
чечным источником выпрямленного вы-
сокочастотного тока, показывают, что
в них наблюдается существенное пе-
рераспределение легирующих эле-
ментов [34], В слое, непосредственно
примыкающем к отверстию, содержа-
ние углерода не отличается от исход-
ного, концентрация же других эле-
ментов может быть больше и меньше
среднего содержания в образце, В слое,
более отдаленном от кратера, наблю-
дается увеличение концентрации ука-
занных выше элементов. Содержание
хрома и кремния в эонах воздействия
луча лазера на образец из коррози-
онно-стойкой стали остается неизмен-
ным.
По аналогичной методике выполнено
исследование распределения легиру-
ющих элементов в зонах воздействия
луча лазера на жаропрочные сплавы
и чугуны [34]. Также обнаружено,
что в зонах воздействия излучения ла-
зера происходит изменение содержа-
ния легирующих элементов, таких,
как Мп, Ni, Ti, Nb, Mg, Si и т, д.
На возбуждение оптического спектра
некоторых веществ оказывает влияние
структура металла и сплава, в кото-
ром они растворены ]24]. Исследова-
ния показали, что такая зависимость
при искровом возбуждении спектра
отсутствует даже прг^ за калке, сущест-
венно искажающей структуру мате-
риала. Специфический характер воз-
действия ЛИ может обусловить эф-
фекты существенного искажения стру-
ктуры, которая определит изменение
условий возбуждения спектра неко-
торых элементов и тем самым создаст
ложное представление об их значи-
тельном перераспределении.
Проведен контрольный эксперимент
для проверки перераспределения уг-
лерода в образцах из стали 35ХГ
в зоне воздействия импульсного ЛИ
0,3
0,2
0,7
Рис. 7.41. Распределение углерода по глу-
бине в зове воздействия излучения лазера
в образце из арммо-желеэа
Процессы массопереноса в зоне кристаллизации
259
рис. 7-42. Распределение концентрации
углерода в области дна лунки в стали 35ХГ
(нуль на оси абсцисс соответствует дну
лунки):
<2 — неотожженныЗ образец (Л — исход*
пая концентрация; Б —* концентрация
углерода в затвердевшем расплаве); б —
после отжига в течение 2 ч при 650° С
в режиме свободной генерации [34,
611. На образце получены две лунки
диаметром до 3 мм и глубиной до 5 мм.
Образец разрезается на две части
с лункой в каждой. Одна из частей
подвергалась отжигу при 650 °C в те-
чение 2 ч для проверки изменения
характера распределения углерода по-
сле лазерного воздействия. Микро-
спектральный анализ неотожженяой
части образца дает картину распреде-
ления углерода, представленную на
рис. 7.42, а. Наблюдается сущест-
венный спад концентрации углерода
на краю лунки и небольшое увеличение
ее на расстоянии 100—120 мм от края
лунки. Коэффициент диффузии угле-
рода в феррите при температуре от-
жига 650 °C составляет 3,6-10-7 см3/с,
т. е. за 2 ч эффективное диффузионное
расстояние будет ~1 мм, что подтвер-
ждено данными микроспектралъного
анализа (рис. 7.42, б), не показавшего
изменения концентрации углерода в
зоне воздействия ЛИ.
Детальный анализ процессов изме-
нения содержания легирующих эле-
ментов в зонах воздействия луча лазера
на сплавы железа затруднен вследствие
ряда причин. Наиболее значительной
из них следует считать трудности
математического описания, поскольку
постановка задачи содержит систему
нелинейных дифференциальных урав-
нений для описания распределения
концентрации легирующих элементов
и температурного поля с нелинейными
граничными условиями. Нелинейность
концентрационных уравнений обуслов-
ливается резкой зависимостью коэф-
фициентов диффузии вещества от тем-
пературы.
Значение диффузионных процессов
(термодиффузии, диффузии под давле-
нием и при пластическом деформи-
ровании) в перераспределении при-
месей в сплавах под действием лазер-
ного излучения рассмотрено в работе
[61}. Оценки показывают, что ни при
каких возможных условиях диффузии
и термодиффузии (даже при учете
пластического деформирования) нель-
зя получить изменения содержания
элементов в сплавах в зонах воздей-
ствия импульсного ЛИ, сравнивае-
мые хотя бы в какой-либо степени
с экспериментальными данными. Пе-
рераспределение легирующих эле-
ментов в сплавах при воздействии луча
лазера обусловлено другими процес-
сами массопереноса, имеющими не-
диффузионную природу. После начала
действия луча лазера на материал
вблизи границы разрушения возни-
кает тонкий слой жидкого металла,
толщина которого тем меньше, чем
выше интенсивность излучения. Ре-
зультаты расчетов зависимости тол-
щины слоя h жидкого металла от плот-
ности потока излучения представлены
на рис. 7.43. Для стали толщина слоя
жидкого металла примерно вдвое мень-
ше, чем для железа вследствие раз-
личия теплофизических постоянных.
Узкий слой расплавленного сплава
на поверхности материала может быть
в процессе воздействия луча лазера
обогащен или обеднен легирующими
элементами по сравнению с исходным
сплавом из-за разной упругости па-
260
ТЕРМИЧЕСКАЯ обработка материалов ли
Рис. 7.43. Зависимость толщины слоя
жидкого металла от плотности потока
в зоне воздействия излучения лазера на
железо и сталь
ров легирующих элементов и основ*
кого металла. Для большинства ле-
гирующих элементов энергия связи
их в сплаве ниже соответствующей
энергии связи основного металла, при-
ходящейся на атом сплава. Поэтому
при движении границы разрушения
возможно испарение не только атомов,
находящихся на поверхности границы
разрушения, но и части примесных
атомов из слоя некоторой толщины 6д,
из которого обеспечивается переход
примеси к границе разрушения. Тол-
щина этого слоя близка к толщине слоя
поглощения светового излучения в ме-
таллах, где эффективные температуры
и давления весьма высоки и вследствие
этого коэффициент диффузии сущест-
венно увеличивается.
Другой причиной увеличения под-
вижности легирующих элементов мо-
жет быть (в определенных условиях)
наличие объемного парообразования
в жидком слое [61], приводящего
к увеличению доли элемента, испарен-
ного в пузырьки, образующиеся в зоне
расплава. Скорость этого процесса
определяется интенсивностью излуче-
ния, концентрацией примесей, раст-
воренных газов в материале и т, д.
Толщина слоя меньше толщины
жидкого слоя. Если эти представления
справедливы и энергия связи примесей
ниже энергии связи матрицы, то тон-
кий слой прилегающего к кратеру
материала должен обладать понижен-
ной или повышенной концентрацией
легирующих примесей в зависимости
от упругости паров рассматриваемых
элементов. Наконец, следует указать
еще на одну возможность изменения
концентрации примесей в слое, при-
легающем к кратеру. Граница раздела
жидкая фаза — твердый материал, пе-1
ремещающаяся при действии импульса
излучения на зону обработки, сотбш
рает» из твердой фазы те примеси,
растворимость которых в жидкой фазе
выше, чем в твердой, т. е. можно ввести
понятие неравновесного коэффици-
ента распределения £нр, который по
аналогии с равновесным коэффициен-
том распределения можно определить,
как
&нр = Ст/Сж, (7.22)
где Ст, Сж — концентрация примеси
в твердой и жидкой фазах соответ-
ственно.
Скорость распространения опреде-
ляется температурой в жидкой фазе,
временем соприкосновения между
твердой и жидкой фазами, физической
природой примесных атомов и кон-
центрацией примесей. Для значитель-
ного числа элементов растворимость
их в жидкой фазе выше, чем в твердой,
поэтому перед границей жидкой фазы
образуется слой с пониженным содер
жаиием примеси. После окончания
действия импульса прекращается дви
жение границы раздела жидкая фа
за — твердая фаза и начинается кри
сталлизация топкой пленки. В этот
момент испарение с поверхности пере
стает иметь значение. Поэтому по
мере кристаллизации наблюдается об-
ратный переход части примесных или
легирующих атомов в зону, прилега-
ющую к кратеру. Это должно приво-
дить к выравниванию числа примесей
атомов в зоне вблизи кратера, хотя
полной компенсации недостачи ле-
гирующих примесей может и не быта
вследствие того, что температура в зоне
обработки не существенно превышает
температуру плавления.
Эти качественные рассуждения при-
водят к выводу, что исходное распре-
деление легирующих примесей в зоне.,
прилегающей к кратеру, должно быть
отлично от конечного. Эффективная
глубина внутри материала, где су-
щественны эффекты изменения со-
держания элементов, не может пре-
вышать глубину тепловой диффузии,
Примеры лаэеряой термической обработки
261
т. е. У"<п, где t — суммарная длитель-
ность времени нагрева и остывания
материала. При т 10“* с, а =
= 0,1 см3/с 1Ч & 600 мкм. Экспери-
ментальные данные не противоречат
этому значению. Диффузионная глу-
бина существенно зависит от темпера-
турного поля в зоне кратера, так как
коэффициент D для большинства слу-
чаев
D = Do exp (—B*/feT), (7.23)
где Dq — предельное значение коэффи-
циента диффузии; в* — энергия акти-
вации.
В связи с этим процесс изменения
содержания элементов при действии
излучения лазера на металлы может
быть разбит на несколько стадий.
Первая стадия — нестационарный
процесс, приводящий к установлению
кваэистационарпого распределения
температуры в зоне кратера. Дли-
тельность его для да Js 10* Вт/см3
невелика и не оказывает заметного
влияния на перераспределение приме-
сей в зоне обработки. Следующая ста-
дия — квазистационарный процесс
разрушения, при котором температур-
ное поле материала можно считать
установившимся. На этой стадии про-
исходит установление диффузионного
процесса накопления примесей в жид-
кой пленке, примыкающей к зоне об-
работки, или ее обеднение примесями.
В последней стадии процесса, соот-
ветствующей кристаллизации тонкой
пленки расплава после окончания дей-
ствия импульса, происходит обратный
перенос примесей иЭ жидкой в твердую
фазу, т. е. обогащение поверхностного
слоя легирующими элементами, а так-
же перемещение примесей на пери-
ферию кристаллизующейся пленки
в связи с реализацией процесса, по-
добного зонной очистке. На этой ста-
дии процесса из-за его кратковремен-
ности диффузией примесей из твердой
фазы можно пренебречь.
Рассмотренная диффузионная задача
не исчерпывает всех возможных схем
массопереноса, учет которых несом-
ненно улучшил бы совпадение резуль-
татов расчета и эксперимента. К таким
дополнительным схемам массопереноса
следует отнести усиленное проникно-
вение атомов из атмосферы (двуокиси
углерода, азота) в материалы пря
действии на них излучения лазера.
7.10. Примеры лазерной
термической обработки
Поверхностное упрочнение колосни-
ков шляпок чесальных машин излу-
чением лазера. Поверхностное упроч-
нение колосников шляпок импульсным
излучением лазера обеспечивает полу-
чение упрочненного слоя небольшой
глубины при минимальной зоне тер-
мического влияния. Это совпадает
с эксплуатационными требованиями,
предъявляемыми к деталям, предельно
допустимый износ которых составляет
300 мкм.
Исследования проводились на образ-
цах из чугуна СЧ 18, используемого
для изготовления отливок шляпок.
Лазерное облучение опорных по-
верхностей производилось на уста-
новках ГОС-100М (энергия в импульсе
100 Дж), УЛ-20 (энергия в импульсе
20 Дж) и «Квант-16? (энергия в им-
пульсе до 30 Дж). Длительность им-
пульса варьировалась от I до 6 мс.
За счет различной степени фокуси-
рования плотность потока излучения
в зоне обработки изменялась от 104
до 10* Вт/см3. Пятна облучения по-
верхности располагались последова-
тельно одно за другим при небольшом
перекрытии.
Оптимальная плотность потока для
обработки платиков с оплавом по-
верхности составляет 8-10* Вт/см3,
она обеспечивает глубину упрочнен-
ного слоя до 300 мкм при минимальной
глубине оплавленного слоя. В резуль-
тате действия сил поверхностного на-
тяжения тонкий поверхностный слой
металла частично стягивается в от-
дельные бугорки высотой до 30 мкм
с плавным рельефом. В поверхностном
слое образуются ледебуритные участ-
ки, придающие поверхности анти-
фрикционные противозадирные и из-
носостойкие свойства. Оптимальная
плотность потока излучения для об-
работки без сплава составляет 2Х
X Ю4 Вт/см3.
Твердость чугуна исследовалась при-
бором Викерса и составляла: исход-
262
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
— — улроптнме
ямш
2 - ярабый /тягйг
Рис, 7,44, Зависимость изнашивания
плдтикон Колесников шляпок от времени
их эксплуатации^
— — — — Key tip оч ценные; ——— —
упрочненные: / — левый платик: ? — пра-
вый плдтик
пого образца HVS 262, а в зоне, упро-
чненной излучением лазера, —
HVS 666—677.
Производственные испытания пока-
зали, что износостойкость пл а тиков
колосников шляпок после лазерной
обработки возрастает до 6 раз
(рис. 7.44).
Станок для лазерного упрочнения
платиков колосников шляпок чесаль-
ных. машин (рис. 7.45) состоит из се-
рийной технологической установки
типа «Квант-16» и устройства для фик-
сации и перемещения колосника
шляпки по заданной программе в зоне
обработки. Устройство состоит из пра-
вого стола, монтируемого непосред-
ственно на технологической установке,
левого стола, устанавливаемого па
специальной стойке и шкафа с насос-
ной установкой гидросистемы и систе-
мой автоматического управления, обе-
спечивающей крепление и перемещение
детали в зоне обработки.
Особенности структуры и свойств вы-
рубных штампов после дополнитель-
ного поверхностного упрочнения ре-
жущей кромки лазерным излуче-
нием 154]. Поверхностная закалка
импульсным лазерным излучением ин-
струментальных сталей, ранее подверг-
нутых обычной термической обработке,
позволяет дополнительно повысить
твердость металла.
Исследование проведено на выруб-
ном штампе из стали У 8 (рис. 7.46),
подвергнутом объемной закалке в ма-
йте с 790 "С и низкому отпуску при
150 °C. Лазерная закалка рабочей
кромки производилась на установке
«Квант-16». Эн ергид импульса изме-
нялась до 30 Дж, длительность 6 мс,
Рис. 7,4-5. Общин вид станка для лазерной
обработан нлатинов кодоеннкон шляпой
чесйлгных машин
Работе мшки
Примеры лазерной термической обработки
263
Рис» 7.46. Внешний вид вырубного штампа
после поверхностной лазерной закалки
«рабочей» кромки
частота следованйя импульсов 0,1 Гц,
диаметр пятна при расфокусировке
яхт учен ия на поверхности штампа
4 мм, пятна располагались внахле-
стку с коэффициентом перекрытия 0,5.
Структура закаленного слоя состоит
из большого количества остаточного
аустенита и мелкоигольчатого мартен-
сита. Несмотря на большое количество
остаточного аустенита в структуре
поверхностного, закаленного лазер-
ным излучением .слоя, его микротвер-
дость выше микротвердости штампа
после обычной закалки (рис. 7,47).
Рентгеноструктурный анализ, выпол-
ненный на установке УРС-50И в
3 Fca+p-излучений, показал резкое
увеличение количества остаточного ау-
стенита в стали после лазерной пере-
эакалки поверхностного слоя.
Повышение микрогвердости переза-
каленного поверхностного слоя стали
У8 можно объяснить следующим:
1) мартенсит, полученный при вы-
соких скоростях охлаждения (около
10е °С/с), имеет повышенную твердость,
что хорошо известно из опыта закалки
стали ТВЧ;
2) остаточный аустенит, полученный
путем высокоскоростного нагрева
мартенсита (около 10в°С/с, пересыщен
дефектами кристаллической решетки
и имеет повышенную твердость. При
использованных скоростях нагрева
рис. 7.47. Распределение микротверлости
поверхностных слоев штампа по глубине
возможно обратное бездиффузионное
мартенситное превращение с наследо-
ванием аустенитом дефектной струк-
туры мартенсита при практически пол-
ном торможении эффектов разупрочне-
ния и рекристаллизации в процессе
нагрева;
3) накопление в мартенсите дефектов
решетки в процессе двух прямых мар-
тенситных превращений и одного об-
ратного.
Несмотря на жесткие условия за-
калки без отпуска закаленных зон,
в закаленном слое отсутствуют дефек-
ты типа закалочных трещин и мнкро-
трещин, что можно объяснить наличием
зон отпуска двух типов, появившихся
после лазерной обработки.
1. Отпущенная подложка под за-
каленными менисками отделяет их
от первичнозакаленной матрицы. Мик-
ротвердость этой отпущен ной зоны
Яи = 5000 МПа.
2. Дугообразные отпущенные зоны
на закаленной поверхности штампа
образуются при расположении пятен
облучения внахлестку. Объем этих
зон не превышает 5 % от общего объ-
ема, закаленного лазерным излуче-
нием. Поэтому они мало влияют на
износостойкость штампа в целом. Од-
нако они выполняют роль зон релак-
сации закалочных напряжений, т. е.
своеобразных термических швов.
Работы по определению износостой-
кости инструмента, дополнительно
упрочненного лазерной обработкой,
были проведены на АЗЛК на выруб-
ных штампах для детали — сточного
желоба поворотного стекла перед-
ней двери, изготовляемой из стали
12Х18Н9Т. Материал штампов —
сталь У10А, закаленная и отпущенная
264
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
на ///?СЭ 58. Упрочнение режущих
кромок проведено на установке
«Квант-10» по двум вариантам: 1) пу-
ансон закален с торца; 2) пуансон за-
кален с боковой поверхности. После
лазерного упрочнения микротвердость
стали штампа возросла от 6300 до
13500 МПа.
Долговечность серийных штампов
составляет 4,5—5 тыс, деталей до
повторного шлифования. Лазерное уп-
рочнение кромок позволило повысить
стойкость инструмента до повтор-
ного шлифования до 10 тыс. Деталей
при обработке по первому варианту
и до 14 тыс. деталей при обработке по
второму варианту.
Были также проведены исследования
износостойкости различных штампов,
выполняющих вырубку, высадку, об-
7.2. Износостойкость деталей штампов
до лазерной обработки и после нее
Деталь штампа Матери ал штампа Материал обраба- тываемой детали Стойкость деталей штампа, шт»
обрабо- танных лазером не обрв- ботаииых лазером
Матрица штампа для пробивки отверстий 1,8 мм Х12 Сталь 65 6 000 2 000
Пуансон к штампу для пробивки паза 1,2Х 15 мм Х12 12Х18Н9Т 3 000- I 500
Прокладка к штампу для пробивки отверстия диаметром 1,8 мм Х12 Сталь 65 6 000 3500
Пуансон штампа для пробивки от- верстия диаметром 1,8 мм ХВГ Сталь 65 10 000 3 200
Матрица к штампу для оформле- ния лунки в тяге зонта ХВГ Сталь 65 8 000 4000
Матрица к штампу для пробивки паза 2Х 10 мм Х12 12Х18Н9Т ' 3 000 1 500
Матрица для вырубки скобы Х12М Сталь 65 20 000 10 000
Матрица для оформления сфери- ческой части головки тяги зонта Х12 Сталь 65 10 000 3 000
Нож для отрубки проволоки диа- метром 3 мм У10 Сталь А12 60 000 20 000
Матрица для отрезки винтов диа- метром 3 мм У10 Сталь 20 50 000 30 000
Матрица для высадки заклепок диаметром 3 мм Х12М Сталь СтЗ 50 000 20 000
Матрица для высадки заклепок диаметром 4 мм Х12М Сталь СтЗ 60000 22 000
Пуансон штампа для вырубки скобы Пуансон окончательный для вы- садки винтов диаметром 3 мм Х12 Сталь 40 20 000 10 000
УЮ Сталь А12 40 000 20 000
Нож для отрезки заклепок диа- метром 3 мм У8 Сталь СтЗ 50 000 30 000
Пуансон окончательный для вы- садки винтов диаметром 10 мм УЮ Сталь 20 50 000 15 000
Пуансон для оформления лунки в тяге зонта ХВГ Сталь 65 8 000 4 000
Инструмент для шлифования воль- фрамовой проволоки диаметром У10А 12—16ч 4—8 ч
Список житературы
266
рубку деталей из инструментальных
сталей [39]. Детали штампов
предварительно подвергались термо-
обработке до твердости HRCa 52—56,
шероховатость поверхности обрабо-
танных деталей составляла Ra =
= 0,63-f-1,25 мкм.
Лазерная обработка выполнялась на
установке «Квант-16» путем после-
довательного обхода рабочей кромки
инструмента лучом лазера с коэффи-
циентом перекрытия 0,5. Энергия им-
пульса составляла 22—26 Дж, диаметр
пятна 3,0—3,2 мм, длительность им-
пульса излучения 6 мс. Обработка
выполнялась в среде аргона. Резуль-
таты испытаний штампов на износо-
стойкость до лазерной обработки и
после нее приведены в табл. 7.2.
Износостойкость деталей повышается
в 1,6—3 раза.
Список литературы
1, Абильсиитов Г, А., Голубев В. С.
Основные проблемы лазерной техноло-
гии и технологических лазеров.
Троицк: НИЦТЛ АН СССР, 1981. 40 с.
2. Андрияхин В. М., Майоров В. С.,
Якунин В. П, Расчет ' поверхностной
закалки железоуглеродистых сплавов
с помощью технологических лазеров
непрерывного действия. — Поверх-
ность, 1983, Ns 6, с. 140—147.
3. Архипов В. Е., Гречин А. Н.,
Хина М. Л. Лазерная обработка фер-
ритного чугуна. — Металловедение и
термическая обработка металлов, 1980,
Ns 4, с. 16—18.
4. Банас К- М., Уэбб Р. Лазерная
обработка материалов/Пер. с англ. —
Труды института инженеров по элек-
тронике и радиоэлектронике, 1982,
т. 70, № 6, с. 35—45.
5, Брехонеких В, Ф., Кокора А. Н.,
Углов А. А. Определение вида про-
странственного распределения мощно-
сти теплового источника при действии
луча лазера на сталь. — физика и
химия обработки материалов, 1967,
№ 6, с. 3—9.
6. Бураков В. А,, Федосиенко С. С.
Металлографические исследования
углеродистых сталей, хромотитаниро-
ванных при лазерной закалке. —
В кн.: Прогрессивная технология ли-
тейного производства в тракторном и
сельскохозяйственном машинострое-
нии. Ростов-на-Дону: Институт сель-
скохозяйственного машиностроения,
1980, с. 14—17.
7. Вейко В. П., Кокора А. И., Ли-
бенсон М. Н. Об экспериментальной
проверке распределения температуры
в зоне воздействия излучения оптиче-
ского квантового генератора на ме-
талл. — ДАН СССР, 1967, т. 179, Ns 1,
с. 68—71.
8. Вейко В. П., Либенсон М. Н.
Лазерная обработка. Л.; Лениздат,
1973. 192 с.
9. Великих В. С,, Гончаренко В. П.,
Картавцев В. С. Лазерное упрочнение
инструментальных сталей. — Техноло-
гия и организация производства, 1976,
№ И, с. 45—47.
10. Влияние лазерного излучения на
перераспределение углерода в чугу-
нах/В, М. Андрияхин, С. В. Земский,
В. И. Городецкий и др, — Технология
автомобилестроения, 1980, Ns 5, с. 30—
31.
11. Влияние скорости охлаждения
на фазовый состав тройной эвтектики
в системе железо—углерод—фосфор/
Б. М. Гринберг, А. А. Жуков,
А. Д. Шерман и др. — Физика и хи-
мия обработки материалов, 1976, № 3,
с. 114—119.
12. Воздействие импульса лазера
с модулированной добротностью на
сталь/Л. Н. Каперский, А. Н. Кокора,
Г. А. Романенкова и др. — Физика и
химия обработки материалов, 1968,
Ns 1, с. 3—10.
13. Головко Л. Ф., Коваленко В. С.,
Черненко В. С. Закономерности упроч-
нения железоуглеродистых сплавов не-
прерывным излучением мощного СОа-
лазера. — Электронная обработка ма-
териалов, 1980, № 6, с. 26—29.
14. Горюшин В. В., Мартьянова А. В.
Влияние лазерной обработки на струк-
туру и свойства стали 35. — Металло-
ведение и термическая обработка ме-
таллов, 1978, Ns 1, с. 53—55.
15. Действие излучения большой
мощности на металлы/С. И. Анисимов,
Я. А. Имас, Г, С. Романов и др, М.;
Наука, 1970. 272 с.
16. Жуков А. А., Кокора А. Н,,
Снежной Р. Л. Еще раз об отличии
266
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
байковита от мелкодисперсного леде-
бурита. — Изв, АН СССР, Металлы,
1982, № 1, с. 91—94.
17. Жуков А. А., Снежной Р, Л.,
Кокора А. Н. Образование аморфной
фазы в чугуне. — Металловедение и
термическая обработка металлов, 1980,
№ 12, с. 41—42.
18. Жуков А. А., Шалашов В. А.,
Снежной Р. Л. Особенности строения
и свойств цементита, — В кн.: Физико-
химические основы металлургических
процессов. М.: Наука, 1973, с. 278—
287.
19. Закалка серых чугунов излуче-
нием СОа-лазера/В. М. Андрияхин,
Я. Г. Клецкин, А. Г. Османцев и др. —
Автомобильная промышленность, 1980,
№ 6, с. 25—26.
20. Изменение структуры и свойств
гильзы цилиндра двигателя внутрен-
него сгорания после лазерной обработ-
ки/В. М. Андрияхин, В. К. Седунов,
Б. Н. Белов и др. — Металловедение
и термическая обработка металлов,
1980, № 9, с. 10—13.
21. Изменение структуры серого и
белого чугуна в области воздействия
лазерного излучения/Ю. И. Давыдов,
А. А. Жуков, А. Н. Кокора и др. —
Физика и химия обработки материалов,
1969, № 1, с. 17—20.
22. Исследование возможности до-
полнительного легирования поверхно-
сти стали Р18 с помощью луча лазера/
А. И. Бетанели, Л. И. Даниленко,
Т. Н. Лоладзе и др. — Физика и хи-
мия обработки металлов, 1972, № 6,
с. 22—26.
23. Исследование возможности леги-
рования стали 45/Т. Н. Лоладзе,
А. И. Бетанели, Е. Ф. Семилетова
и др. — В кн.; Использование оптиче-
ских квантовых генераторов в совре-
менной технике. Ч. 1. Л.: ЛДНТП,
1971, с. 11—14.
24. Исследование повышения твер-
дости и износостойкости сталей под
воздействием излучения ОДГ/Н, С. Го-
рячев, Г, А. Комов, Ю. А, Коржиков
и др. — Физика н химия обработки
материалов, 1974, № 2, с. 43—49.
25. Коваленко В. С. Обработка ма-
териалов импульсным излучением ла-
зеров. Киев: Вища школа, 1977. 144 с.
26. К вопросу механизма упрочне-
ния материала при воздействии непре-
рывного лазерного излучения/В, С. Ко-
валенко, К. Энами, Е, Арата и др. —
Электронная обработка материалов,
1980, Я9 1, с. 35—39.
27. К вопросу о существовании на
диаграмме состояния сплавов Ее—С
в области гомогенности цементита и
сиинодальной кривой гомогенного рас-
пада облученного углеродом цемента-
та/А. А. Жуков, М. А. Криштал,
Ю. И. Давыдов и др. — В кн.: Диа-
граммы состояния металлических си-
стем. М.: Наука, 1971, с. 154—158.
28. Кокора А. Н. Лазерная термооб-
работка и перспективы ее применения
на предприятиях Минлегпищемаша.
М.: ЦНИИТЭИлегпищемаш, 1977, 49 с.
29. Кокора А. Н,, Углов А, А, О не-
которых эффектах, сопровождающих
воздействие сфокусированного импуль-
са лазера с модулированной доброт-
ностью на сталь. — Физика и химия
обработки материалов, 1968, № 5,
с. 16—21.
30. Кокора А. Н., Жуков А. А.,
Эпштейн Л. 3, Поверхностное упроч-
нение деталей из серого чугуна излу-
чением лазера непрерывного дей-
ствия, — Физика и химия обработки
материалов, 1977,'№3, с. 28—34,
31. Кокора А. Н,, Жуков А. А.,
Эпштейн Л, 3, Поверхностное упрочне-
ние излучением лазера непрерывного
действия чугунов с компактными вклю-
чениями графита. — Физика и химия
обработки материалов, 1977, № 4,
с. 23—26.
32. Кокора А, Н., Углов А, А,
О некоторых эффектах, сопровожда-
ющих воздействие сфокусированного
импульса лазера с модулированной
добротностью на сталь. — Физика и
химия обработки материалов, 1968,
№ 5, с. 16—21.
33. Крапошин В. С. Обработка по-
верхности металлических материалов
лазерным излучением, — Поверхность,
1982, № 3, с. 1—11.
34. Криштал М. А,, Жуков А. А,,
Кокора А, Н. Структура и свойства
сплавов, обработанных излучением ла-
зера. М.: Металлургия, 1973. 192 с.
35. Кяшкин В. М., Жданов Г. С.,
Миркин Л. И. Амортизация металли-
ческих сплавов при лазерном воздей-
ствии. — ДАН СССР, 1979, т. 249,
№ 3, с. 1118—1122,
Список ЛнТё^Атурь!
2Й?
36, Кяшкнн В. М., Миркин Л. И.
Получение аморфных металлических
материалов с помощью лазерного об-
лучения.— В кп.: Тезисы докладов
IX Всесоюзной конференции по фи-
зике прочности и пластичности метал-
лов и сплавов. Куйбышев: Изд-во
Куйбышевского политехнического ин-
та, [979, с. 273—274.
37. Кяшкин В. М., Миркин Л. И.,
Сабурова Н. С. Получение аморфных
металлических сплавов при лазерных
воздействиях. — В кн.; Применение
лазеров в науке и технике. Л.: ЛДНТП,
1981, с. 10—12.
38. Крылов К. И., Прокопенко В. Т,|
Митрофанов А. С. Применение лазеров
в машиностроении и приборостроении.
Л.: Машиностроение, 1978. 336 с.
39. Кокора А. Н., Зулаев В. Б.,
Коряев Е, Н. Лазерное поверхностное
упрочнение детален оборудования, ин-
струмента. — В кн.: Электрофизиче-
ские и электрохимические методы об-
работки материалов. М.: МДЫТП,
1978, с. 127—135.
40. Лазеры в технологяи/Ф. Ф. Во-
доватов, А. А. Чельный, В. П'. Вейко
к др. М.: Энергия, 1975. 216 с.
41. Миркин Л. И. Физические осно-
вы обработки материалов лучом ла-
зера. -М.: Изд-во МГУ, 1975. 384 с.
42. Миркин Л. И., Кяшкин В. М.
Получение с помощью лазерного облу-
чения аморфизированных сплавов и
некоторые их свойства. — В кн.:
Структура аморфных металлических
сплавов, М.: МИСиС, 1980, с. 28—30.
43. Мирошниченко И. С. Закалка
из жидкого состояния. М.: Металлур-
гия, 1982. 168 с.
44. Мирошниченко И. С-, Ба-
шен В. Ф. Образование аморфных фаз
в сплавах Fe—В и Fe—С при резкой
закалке расплава. — Изв. АН СССР.
Сер. Металлы, 1977, X» 3, с. 206—
207.
45. Митин В. И., Мульчепко Б. Ф.,
Ройтенбург Д, И. Технологические
возможности лазерного излучения и
некоторые особенности техники лазер-
ной обработки. — Технология автомо-
билестроения, 1980, Хг 5 (75), с 6 12.
46. Мульченко Б. Ф. Оборудование
для лазерной обработки. — Техноло-
гия автомобилестроения, 1980, № 5 (75),
с. 13—14.
47. Новиков И. И. Теория термиче-
ской обработки металлов. М.: Метал-
лургия, 1978. 392 с.
48. Обработка стали лучом лазера/
А. Н. Кокора, А. А. Жуков, В. А. Ша-
лашов и др. — Металловедение в тер-
мическая обработка металлов, 1966,
№ 2, с. 41—42.
49. Об отличии байковита от мелко-
дисперсного ледебурита/А. А. Жуков,
А. И. Кокора, Р. Л. Снежной и др. —
Изв. АН СССР. Сер. Металлы, 1974,
№ 5, с. 169—171.
50. О возможности локального леги-
ровании инструментальных материа-
лов/Т, Н. Лоладзе, А. И. Бетанели,
Е. Ф. Семилетова, А. М. Сирадзе. —
В кн.: Научные труды ГПИ им.
В. И. Ленина. Тбилиси: ГПИ, 1972,
Ns 4 (152), с. 117—121.
51. О некоторых зависимостях тер-
мообработки лазером/В. В. Корнеев,
Ф. К. Косырев, С. Ф. Морящей и др. —
Физика и химия обработки материа-
лов, 1980, Ks 3, с. 3—6.
52. О поверхностной локальной за-
калке сталей излучением ОКГ/
В. Ф. Бреховских, А. А. Жуков,
А. И. Кокора и др. — Физика и химия
обработки материалов, [968, № 4,
с. 35—43.
53. О сдвиге критических точек при
нагреве железоуглеродистых сплавон
излучением ОКГ/А. А. Углов,
А. А. Жуков, А. Н. Кокора и др. —
Физика и химия обработки материа-
лов, 1972, Xs 2, с. 3—8.
54. Особенности структуры и свойств
вырубных штампов после дополнитель-
ного поверхностного упрочнения ре-
жущей кромки при помощи лазерного
излучения/А. А. Жуков, А. Н. Коко-
ра, А. Н. Заря и др. —• Физика н хи-
мия обработки материалов, 1977, № 1,
с. 141—143.
55. Поверхностное упрочнение чу-
гунных деталей излучением ОКГ/
А. А, Жуков, А. Н. Кокора, Д. Д. Ти-
монич и др. — Физико-химическая ме-
ханика материалов, 1975, т. 11, № 1,
с. 84 -88.
56. Попов А, А., Полова Л. Е.
Изотермические и термокиветические
диаграммы распада переохлажденного
аустенита: Справочник термиста. М.:
Металлургия, 1965. 262 с.
268
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
57. Превращения в цементите при
высоких скоростях нагрева и закалки/
А. А. Жуков, М. А. Крищтал, А. Н. Ко-
кора и др. — Литейное производство,
1971, № 5, с. 34—36.
58. Применение лазерной технологии
на АЗЛК/В. Е. Архипов, Е. М. Бир-
гер, А. Н. Гречин и др. — Технология
автомобилестроения, 1980, № 5, с. 24—
27.
59. Применение лазеров в про-
мышленности/Э. А. Арзамасцева,
Б. Ф. Мульченко, В. М. Зинченко
и др. — Технология автомобилестрое-
ния, 1980, № 5, с. 16—19.
60. Рыкалин Н. Н. Расчеты тепло-
вых процессов при сварке. М.: Маш-
гиз, 1951. 296 с.
61. Рыкалин И, Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов, М.: Машиностроение, 1975.
296 с.
62. Ради Дж. Действие мощного ла-
зерного излучения, Пер. с англ. М.:
Мир, 1974. 468 с.
63. Ради Дж. Обработка материалов.
Пер. с англ. — Труды института инже-
неров по электротехнике и радиоэлек-
тронике, 1982, т. 70, № 6, с. 7—13.
64, Ради Дж. Промышленные при-
менения лазеров. Пер. с англ. М.:
Мир, 1981. 638 с.
65. Семилетова Е. Ф. Насыщение
инструментальной углеродистой ста-
ли У8А различными легирующими
элементами с помощью импульса излу-
чения ОКГ. — В кн.: Тезисы докладов
XIX Научно-технической конференции
профессорско-преподавательского со-
става втузов Закавказских республик.
Тбилиси; ГПИ, 1977, с. 41—42.
66. Семилетова Е. Ф. Некоторые
особенности локального легирования
и термоупрочнения железоуглероди-
стых сплавов с помощью лазера. —
В кн.: Использование ОКГ в совре-
менной технике. Л.: ЛДНТП, 1973,
с. 5—6.
67. Семилетова Е. Ф. Способ ло-
кального легирования металлов. —
В кн.: Труды XV Научно-технической
конференции ГПИ. Вып. 2. Тбилиси:
ГПИ, 1970, с. 127—132.
68. Семилетова Е. Ф. Упрочнение
легирование инструментальных мате-
риалов излучением лазеров. — В кн.:
Проблемы создания и внедрения вы-
сокопроизводительного режущего ин-
струмента с пониженным содержанием
вольфрама, Тбилиси; ГПИ, 1978,
с. 63—64.
69. Семилетова Е. Ф., Сирадзе А. М.
О локальном легировании лучом ла-,
зера. — В кн.; Тезисы докладов
VI Тбилисской научно-производствен-
ной конференции по новой технике и
технологии а машиностроении, при-
боростроении. Тбилиси: ГПИ, 1969,
с. 36—37.
70. Соколов А. В. Оптические свой-
ства металлов, М.: Физматгиз, 1961.
464 с,
71. Структура и свойства аморфизо-
ванных сплавов, полученных при ла-
зерном воздействии/В. М. Кяшкин,
Г. С. Жданов, Л. И. Миркин и др. —
В кн.: Диффузия, фазовые превраще-
ния, механические свойства металлов
и сплавов/Под ред. Блантера М. Е.
М.: ВЗМИ, 1980, с. 40—46.
72. Структурно-фазовые изменения
в поверхностных слоях серых чугунов,
обработанных иалучеиием ОКГ/
В. М. Андрияхин, Н. В. Еднерал,
Н. Т. Чеканова и др. — Изв. вузов.
Сер. Черная металлургия, 1981, № 9,
с. 12—16.
73. Упрочнение деталей лучом ла-
зера/В. С. Коваленко, Л. Ф. Головко,
Г. В. Меркулов и др. Киев: Техшка,
1981. 132 с.
74. Хаюров С. С. Термическая и хи-
мико-термическая обработка металлов
и сплавов с использованием ионных и
лазерных пучков.—В кн.: Итоги
науки и техники. Металловедение и
термообработка. М.: ВИНИТИ, 1980,
т. 14, с. 142—185.
75. Экспериментальная проверка
расчетов упрочнения железо-углероди-
стых сплавов с помощью СОа-лааера
непрерывного действия/В. М, Андрия-
хин, В. С. Майоров, Н. Т. Чеканова
и др. — Поверхность, 1983, № 9,
с. 145—150.
Тепловые процессы при сварке
260
Глава
8
Лазерная сварка
Развитие новых отраслей науки и
техники потребовало не только со-
вершенствования известных методов
и технологий сварочных процессов, но
и разработки и внедрения новых спо-
собов сварки. Одним из таких способов
является лазерная сварка. Основные
преимущества лазерной сварки [ 1, 13]:
высокая плотность потока излучения
в зоне воздействия сфокусированного
луча лазера;
малое тепловыделение в сваривае-
мых материалах;
незначительное тепловое влияние на
металл околошовной зоны;
малое деформирование свариваемых
элементов;
получение «кинжальной» формы про-
плавления при сварке металлов боль-
ших толщин;
высокие скорости снарки;
возможность сварки равных метал-
лов, трудно свариваемых другими спо-
собами;
легкость автоматизации процесса
сварки.
Указанные преимущества определя-
ются параметрами луча лазера как
источника теплоты образующегося в ма-
териале, характером взаимодействия
лазерного излучения с материалами
и т, д. Приведем некоторые результаты
анализа тепловых процессов при свар-
ке, которые можно использовать для
несложных инженерных расчетов и
оценок.
8.1. Тепловые процессы
при сварке
Воздействие на металлы потоков из-
лучения лазеров с высокой плотно-
стью потока приводит к возникнове-
нию следующих явлений [13, 16]:
электронной и ионной эмиссии, обу-
словленных тепловым эффектом;
плавления, испарения и разрушения,
сопровождающихся возникновением в
истечением потока пара и капель рас-
плавленного материала из зоны об-
работки;
теплового и рентгеновского излуче-
ния с энергией до 2 кэВ;
ультразвуковым колебаниям в ме-
талле, вызываемым периодичностью
нагревания и теплового расширения
при действии импульса с пичковой
структурой, и др.
Воздействие сравнительно невысо-
ких плотностей потоков излучения
с q б-10* Вт/см4 приводит преиму-
щественно к повышению температуры
поверхности, возникновению термо-
электронной эмиссии и фотоэлектри-
ческого эффекта.
Увеличение плотности потока излу-
чения до некоторого критического
значения вызывает заметное испа-
рение материала, а еще большее зна-
чение плотности (<?!!) вызывает в зоне
обработка значительный перегрев ма-
териала, что приводит к взрывному
действию поверхностного перегретого
слоя на материал, вызывая его раз-
рушение [8, 16].
Часть энергии падающего потока
излучения отражается поверхностью
обрабатываемого материала. Так, при
плотности энергии потока излучения
5 кДж/смв отражается соответственно
83, 66 и 40 % для меди, алюминия и
железа, что существенно снижает эф-
фективность лазерной обработки. Кри-
вые изменения отражательной способ-
ности R серебра в течение импульса
генерации для различных значений
плотности энергии Q приведены на
рис. 8.1. Минимальное значение ве-
личины Rniin достигается в области
максимума энергии лазерного импуль-
са, и с ростом энергии значение ft
падает. Дальнейший рост R в течение
импульса генерации связывают с по-
степенным падением температуры по-
верхности металла [8, 13]. Значитель-
ное изменение R наблюдается, когда
Q превышает некоторое критическое
значение. Повышение температуры ма-
териала в месте обработки вплоть до
температуры плавления Тт и выше
значительно снижает ft.
270
ЛАЗЕРНАЯ СВАРКА
Рис» 8.1. Изменение отражательной спо-
собности /? серебра в течение импульса
генерации лазера;
/ — Q = 2,0 Дж/см3: 2 — Q = 2,6 кДж/см*:
5 — Q = 4,2 кДж/см2; 4 — Q = 7,3 кДж/см3
При действии на металл (серебро)
отдельного пячка импульса генера-
ции отражательная способность 7?
уменьшается по мере нарастания ин-
тенсивности излучения q, достигает
наименьшего значения примерно при
Рис» 8.2. Изменение отражательной спо-
собности J? серебра за время одного пичка
(Q *= 7,5 кДж/см1; q *= 7-Ш Вт/см*)
появляется перегиб, соответствующий
плавлению металла. Далее при умень-
шении излучения q отражательная
способность R возрастает (рис. 8.2)
[13].
Для плотностей потоков излучения
q 10® Вт/сма значение R существен-
но зависит от длины волны излучения,
обрабатываемого материала, состояния
поверхности (значения параметра ше-
роховатости, наличия окисной пленки
и др.).
С учетом отражения (знание которо-
го необходимо для получения более
точных данных при проведении тепло-
вых расчетов, например, при сварке
для более точной оценки значения по-
глощенной энергии) интенсивность ис-
точника теплоты на поверхности при-
мет вид
9 0 = (1 — Я) ?о X
Х(г) = Л9о(г), (8.1)
где А — коэффициент поглощения ме-
талла.
Значения R для разных материалов
и длин волн излучения приведены
в табл. 8.1 (9, 16], а на рис. 8.3 пока-
зана зависимость коэффициента по-
глощения ряда элементов от длины
волны Z..
Зависимость коэффициента отраже-
ния R от температуры поверхности
обрабатываемых материалов приведена
на рис. 8.4. Предварительный нагрев
может существенно повысить эффек-
8.1. Коэффициенты отражения
металлов для излучения
с различной длиной волны
Металл Длина волны мкм
0,7 1,00 1 0.6
А1 0,87 0,93 0,97
Сг 0,56 0,58 0,93
Си 0,82 0,91 0,98
№ 0,68 0,75 0,95
Ag 0,95 0,97 0,99
Сталь 0,58 0,63 0,93—0,95
Zr — — 0,917
Ti — — 0,906
Тепловые процессы при сварке
271
Рис. ЯЛ» Зависимость коэффициента по-
глощения Л металлов от длины волны X
излучения:
/ — излучение рубинового лазера (X =
= 0т694 мкм); 2 — излучение лазера на
YAG (X = 1,06 мкм); 5 — излучение ла-
зера па COt (X = 10,6 мкм)
тивность использования луча лазера
[13].
Повысить эффективность использо-
вания лазерного излучения можно
путем нанесения на свариваемые ма-
териалы тонкого слоя поглощающего
вещества, например Fe2O3. При сварке
в случае образования углубления эф-
фективность нагрева вследствие по-
глощения излучения стенками значи-
тельно повышается [13].
Изучался характер изменения по-
глощательной сп особ ti ости Л=1—R в
зависимости от скорости сварки излу-
чением лазера па алюмоиттриевом
гранате (1 = 1,06 мкм) и лазера на
СО2 (А. = 10,6 мкм). Результаты эк-
сперимента, полученные с помощью
калориметрирования приведены на
рис. 8.5, а [13].
Возрастание А с увеличением ско-
рости сварки и при наличии парового
канала в зоне действия луча лазера
объясняют изменением формы канала.
Иначе увеличение скорости и соот-
ветствующее уменьшение глубины па-
рового канала (при условии, что по-
глощение излучения осуществляется
в результате многократного отраже-
ния на стенках канала) приводит
к уменьшению А. Влияние формы пре-
дварительно выполненных сверлением
отверстий на коэффициент отражения
7?, подтверждает зависимость R
от состояния поверхности (геометрии
неровностей), т. е. и от формы парового
канала (рис. 8.5, б).
В общем случае плотность теплового
потока па поверхности материала яв-
ляется сложной функцией координат
и времени, а источник теплоты, экви-
валентный действию луча лазера без
образования канала (т. е. когда глу-
бина проникновения излучения мала
по сравнению с радиусом пятна на-
грева г^, можно считать поверхност-
ным. Соотношение для плотности но-
рне. 3.4. Изменение отражательной спо-
собности Ц алюминия и железа в зависи-
мости от температуры для разных излуче-
ний (заштрихованные области — экспери-
ментальные значения, сплошные линии —•
расчетные значения)
272
ЛАЗЕРНАЯ СВАРКА
Рис, 8.5. Зависимость коэффициентов:
а—поглощения ко рроз но ин но-стой кой ста-
ли от скорости перемещения для разных Л:
J — X = 1,06 мки, Рв = 600 Вт; 2 — X --
= 10,6 мкм, Р„ = 2 кВт; б — отражения
коррозионно-стойкой стали XI2 от формы
и глубины отверстий ив ее поверхности
тока может быть представлено в виде
произведения двух функций, завися-
щих соответственно от пространствен-
ных координат и от времени [16].
Нагрев импульсным лазерным излу-
чением рассматривается как одномер-
ная задача в случае, если радиус пятна
нагрева удовлетворяет условию г? 5>
Рис. 8.6. Скорости нагрева и охлаждения
при действии нормально-кругового источ-
ника на поверхности стали ШХ15:
Ф, = 10" Вт/см"; Tj = 1 мс; 1 — скорость
нагрева; у — скорость охлаждения
турная зависимость оптических и теп-
лофизических постоянных. Нагревае-
мая поверхность в большинстве слу-
чаев может рассматриваться как ади-
абатическая.
При импульсной лазерной сварке
плотность потока излучения должна
превышать величину при которой
за время импульса т; на поверхности
достигается температура плавления Тт,
но не должна превышать значений
д’8’, при которых наблюдается интен-
сивное испарение"^ поверхности рас-
плава, т, е.
При дальнейшем увеличении плот-
ности потока излучения скорость ис-
парения растет и при некотором зна-
чении д(я> сравнивается со скоростью
нагрева. Тогда q^ = Lbp ^а/т^2,
где Ьь — удельная теплота испарения.
Выражения для скорости нагрева он
и скорости охлаждения по 116] имеют
вид:
t>n = (?оА) Vq/nt при t = Tfj (8.2)
Со = (fa/V яЛгр) (1//F — 1/V t — ti).
(8.3)
Зависимости изменения оя и va
при нагреве пол у бесконечного тела
нормально-круговым источником те-
плоты конечной длительности т( при-
ведены на рис. 8.6, Анализ графиче-
ских зависимостей показывает высо-
кие скорости нагрева и охлаждения
при лазерном нагреве.
Тепловые процессы при сварке
273
Анализ пространственных задач теп-
лопроводности необходим для рассмо-
трения тепловых процессов при лазер-
ной сварке с длительностью импульса
т( яз I0-3 с и радиусом пятен нагрева
Гу w КГ3 см, и так как Гу яз
то при этом считают импульс посто-
янным во времени и принимают нор-
мально-круговое распределение плот-
ности потока излучения по поверх-
ности [161. Z1
Для лазерной сварки пластин при]
выполнении расчетбв температурных;
полей и энергетических расчетов pe-i
комевдуется использовать следующие!
моделн: 1) полуограниченное тело; j
2) однослойная пластина с различными:
граничными условиями; 3) двухслой-j
ная пластина при идеальном и неиде- j
альном контакте между ними. Границ-i
ные условия учитывают геометриче-
ские характеристики свариваемых за-
готовок, физические свойства материа-
лов и энергетические характеристики
источника (временную структуру им-
пульса излучения, коэффициент отра-_1
жения и др.) [16].
Влияние условий контактирования
свариваемых материалов, продолжи-
тельности импульса излучения и дру-
гие особенности лазерной сварки рас-
смотрены в работе [16]. Расчеты и
опытные данные показывают, что боль-
шое значение имеют условия контакти-
рования. Плохой контакт между соеди-
няемыми металлами может выполнять
роль адиабатической границы, что
вызывает перегрев расплава и появ-
ление так называемых выплесков, ре-
зко снижающих прочность сварного
соединения и его эксплуатационные
характеристики. Определенное зна-
чение имеет и пичковая структура им-
пульса излучения, способствующая
пульсациям поверхностного давления
паров и развитию выбросов жидкого
металла [10], Во всяком случае ис-
пользование более «гладкой», так на-
зываемой беспнчковой структуры из-
лучения лазера значительно снижает
вероятность выбросов.
На основе анализа задач о нагреве
материалов лучом лазера сформули-
рованы основные требования к пара-
метрам лазерного импульса: длитель-
ности, энергии импульса, удельной
мощности излучения, обеспечивающим
оптимальные условия сварки [16],
Для тепловых расчетов при исполь-
зовании лазеров с непрерывной гене-
рацией можно пользоваться в рамках
теории теплопроводности моделью не-
прерывного движущегося поверхно-
стного источника тепла с нормально-
круговым распределением интенсивно-
сти в пятне нагрева [15], Б этом слу-
чае выражение для температуры на
поверхности полубесконечного тела
имеет вид:
т) =
Т (х, у, г,
2Р9 ехр (—ох/д)
ер (4по)3/2
X
г rfg Г Z3
х J /ЖТГе,1₽ I
Г3 У* Uo + I) ~|
“ 4о (/0 + |) 4д J *
Расчетные данные для оценки тепло-
вых процессов и режимов шовной ла-
зерной сварки при герметизации квар-
цевых резонаторов электронных ча-
сов приведены в работе [13]. Свари-
вались по отбортовке такие материалы,
как медь и ковар с общей толщиной
0,5 мм, на установке «Квант-12» с дли-
тельностью импульса излучения т( «
= 2,5-10"3с, энергией излучения
Е = 2,5 Дж и частотой повторения
импульсов / — 10 Гц.
С1 Для оценки предельных температур,
до которых допустим нагрев сварива-
емых деталей, использовали выраже-
ние для Гтот точки массивной детали
в процессе распространения теплоты
от мощного быстродействующего ис-
точника
Тщах * (8>5)
где v — скорость перемещения; г0 —
расстояние от источника.
Отмечается хорошее совпадение эк-
спериментальных и расчетных значе-
ний температуры и глубины проплав-
ления, полученных по предложенной
методике.
Зависимости глубины проплавления
h от мощности лазерного луча Р
(при докритических мощностях) при
274
ЛАЗЕРНАЯ СВАРКА
Рис. 8.7. Зависимость глубины проплавле-
ния h при докритических плотностях по-
тока излучения от мощности Р излучения
лазера при саарке коррозионно-стойкой
стали:
1 “ “св — 1 мм/с; 2 — осв = 3 мм/с; 3 —
“св = '0 им/с
различных скоростях перемещения ис-
точника приведены на рис. 8.7.
При достижении критической плот-
ности потока излучения начинается
интенсивное испарение и поверхност-
ный источник теплоты может превра-
титься в цилиндрический. Зависимости
t/J2) и критической мощности Рс луча
лазера от радиуса луча лазера в фо-
кусе Ту при обработке образцов из
коррозионно-стойкой стали приведены
на рис. 8.8.
Для получения расчетных выраже-
ний при ? рассмотрена модель
линейного источника теплоты и переда-
чи тепла материала при формировании
в нем парового канала [13].
Сварка мощным излучением лазера
сопровождается образованием паро-
вого канала и достаточно глубоким
проникновением луча в материал.
Для тепловых расчетов рекомендуется
использовать тепловую модель ли-
нейного источника теплоты, скорость
перемещения которого через сварива-
емый металл постоянна. При этом не
рассматривается механизм образова-
ния парового канала [15, 16].
Образование канала, обусловленное
параметрами луча лазера для данных
теплофизическнх постоянных матери-
ала, наблюдается при мощностях из-
лучения 100—500 Вт для лазера на
YAG и 1,5—5 кВт для лазера на СО2
[13].
Детальное рассмотрение сварки кор-
розионно-стойкой стали излучением
лазера на YAG мощностью 630 Вт
описано в [13].
Is Д (Z) = RQ/1 + (v'W (Z-Z0)V;
(8.6)
а также
л_ ДР rvR (£)] „ ГиЯг"|
и = Жйр|-2ГгЫ’
(8.7)
где ДР — мощность, падающая на
стенки канала высотой AZ; 7В — тем-
Рис* 8-8. Зависимость критической плот-
ности потока излучений (а) и критиче*
ской мощности Р£ (5) от радиуса лазер-
ного луча в фокусе Гу и скорости свар-
им <осв:
/ — fCB = 30 мм/с; 2 — исВ = Ю мм/с;
Тепловые процессы при сварке
275
пература кипения материала;
г W) ]
Ао I—2а—I — ФУ[1К£>-ИЯ Бесселя
второго рода нулевого порядка.
Получены также формулы для рас-
пределения температуры в полубес-
конечном теле, позволяющие опреде-
лить форму шва и найти связь коорди-
нат стенок образующегося капала [13].
Зависимость глубины проплавления
h от мощности излучения Р, превыша-
ющей критическую Рс, приведена на
рис. 8.9. Показано влияние на форму
поперечного сечения зоны проплавле-
ния угла сходимости луча со стороны
поверхности и положения фокальной
плоскости относительно поверхности
материала.
При исследовании формирования
расплавленной ванны под действием
излучения рубинового лазера для нау-
чения кинетики плавления металла
и образования канала использовались
импульсы излучения с энергией до
1,2 Дж и плотностью потока излуче-
ния 2,5-105 Вт/сма [13]. Анализ ре-
зультатов показывает, что в образце
формируется сквозное отверстие со
скоростью 2—3 м/с; объем расплав-
ленного материала увеличивается
в процессе обработки. Зависимость
времени образования в образце
отверстия, времени его существования
тс и скорости его образования vp от
энергии импульса длительностью т
приведена на рис. 8.10.
Анализ процесса сварки пульсиру-
ющим излучением лазера на YAG
показал, что температура плавления
для титана и стали достигается на
глубине 0,5 мм через 7 мс, для алюми-
ния — через 3 мс, для серебра — через
I мс и сохраняется для этих металлов
соответственно в течение 25; 12,5;
6 и 2 мс при сварке пульсирующим
излучением неодимового лазера на
YAG с энергией импульса до 20 Дж
и длительностью 8 мс 1131.
Зависимость глубины проплавления
гри импульсной лазерной сварке от
максимальной плотности потока излу-
чения, распределения плотности по-
тока в пятне, длительности импульса
излучения описана в [16]. При на-
греве поверхности не выше темпера-
туры кипения и при значительных
Рис. R.9. Зависимости глубины проплавле-
ния ft or мощности излучения Р. превы-
шающей Ре:
1 ~ исв = 1 мм/с; 2 — Г'св — 3 мм/е; 3 —
осв = 5 им/с
толщинах свариваемого металла изо-
терма плавления его близка по форме
к сферической (коэффициент проплав-
ления 2). Это для отдельных плотно*
стей потока излучения подтверждено
экспериментально [4].
При определении зависимости глу-
бины проплавления от средней осве-
щенности Е в пятне на поверхности
металла и положения фокуса отмечено,
что плотность q* связана с освещенно-
стью соотношением q* = Е-А, где
А — поглощательная способность ме-
таллов |6]. Исследования проводи-
лись па установке УЛ-20 с энергией
импульса до 20 Дж, длительностью
1,45 мс.
Глубина проплавления h при малых
значениях освещенности (плотности
мощности светового потока) медленно
Рис. 8.10. Зависимость времени обра-
зования в образце отверстия, времени его
существования хс и скорости его образова-
ния -и^ от энергии импульса длитель-
ностью т
276
ЛАЗЕРНАЯ СВАРКА
Рис. 8.11. Зааисимость глубины проплав-
ления меди (Д 3) и никеля (2) от средней
освещённости в облучаемой зоне:
/» 2 — экспериментальные данные; — 3
расчетные данные
увеличивается с повышением Е до
некоторого критического значения
(кривые I и 2, рис. 8.11). Дальнейшее
увеличение освещенности (Е EJ) при-
водит к более быстрому увеличению
глубины проплавления h (пропорцио-
нально Е}, которое продолжается до
некоторого другого критического зна-
чения Е* (на рис. 8.11 отмечено стрел-
ками), после чего в зове обработки
начинается выброс жидкого металла и
образуется кратер, углубление кото-
рого замедляется с дальнейшим повы-
шением Е. Пороговые значения ос-
вещенности, при которых начинается
интенсивное испарение, составляют
для никеля 3,0-10*, алюминия 1,75 X
X 10е и меди 2,1-10* Вт/см2. Ход
расчетной кривой 3 совпадает с эк-
спериментальной на раннем участке.
При плотностях потока, ббльших
2-10® Вт/см2 (для меди), глубина про-
плавления увеличивается с повыше-
нием Е значительно быстрее, чем это
следует из теории теплопроводности
(см. рис. 8.11, кривая 3), так как
механизм глубинного проплавления
связан с движением жидкого металла
в эоне плавления.
Характер подачи энергии на единицу
массы расплава меди показан на
рис. 8.12 [10]. Существует такое зна-
чение плотности потока излучении,
при которой Е/т минимально. Харак-
терно, что именно в этой области плот-
ностей потоков наиболее сильно про-
является эффект глубокого проплав-
ления, Тем самым подтверждается
утверждение, что сварка с глубинным
проплавлением — энергетически наи-
более выгодный способ лазерной свар-
ки. Более глубокое проплавление об-
разцов из меди объясняют следующим
образом [6 ]. Высокая освещенность
приводит к интенсивному испарению
металла. Возникающая сила отдачи
струи пара оттесняет расплавленный
металл из наиболее нагретой области,
образуя воронку, по стенкам которой
он движется. Это происходит до тех :
пор, пока сила отдачи струи паров
больше суммы сил поверхностного
натяжения и тяжести, препятствую-
щих оттеснению жидкости. Отжатый
к стенкам воронки металл подогрева-
ется периферийными участками свето-
вого пятна, а также благодаря кон-
вективному переносу теплоты. При
спаде интенсивности на заднем фронте
светового импульса в некоторый мо-
мент сумма сил поверхностного натя-
жения и тяжести становится больше
силы отдачи паров и под их действием
жидкий оттесненный металл заливает
воронку. На характер оттеснения ме-
талла, а не испарения указывают ма-
лые потери металла при этом режиме
проплавления. Глубина проплавления
также возрастает, когда фокус нахо-
дится под поверхностью металла (при
одинаковой расфокусировке).
Предельная глубина проплавления
заметно возрастает при достаточно
высокой мощности излучения [17].,
Объясняется это следующим образом.
Лазерная энергия подводится на-
столько быстро к поверхности, что
образуется каверна, на дне которой,
т. е. в глубине материала, выделяется
энергия лазерного излучения. Тепло-
Рис. 8.12. Зависимость удельной энергии
при лазерном плавлении медного образца
от плотности q потока излучения
Тепловые процессы при сварке
277
проводность уже не ограничивает глу-
бину тепловой ванны. При таком ре-
жиме каверна движется в глубь ма-
териала, что эквивалентно перемеще-
нию (заглублению) луча. Расплавлен-
ный металл перемещается к заднему
фронту луча и затвердевает с образо-
ванием сварного шва. Сварка с глу-
боким проплавлением для лазеров на
СОа описана в работе [31 и для не-
прерывных лазеров на YAG-—в [17].
Схема образования шва глубокого
проплавления представлена на
рис. 8.13 [3]. При достижения плот-
ности потока q яа 10° Вт/сма в пятне
нагрева начинается локальное испа-
рение и образуется полость, поскольку
подвод энергии становится настолько
значительным, что отвод ее уже не
обеспечивается ня теплопроводностью,
ни конвекцией, ни излучением. Дав-
ление паров испаряющегося металла не
дает полости захлопнуться под дейст-
вием гидростатических сил жидкого
металла. При соответствующей ско-
рости перемещения луча лазера обра-
зующаяся полость приобретает дина-
мическую устойчивость при движении
ее в материале.
Перед полостью происходит плавле-
ние материала, а позади нее его за-
твердевание. При наличии полости
поглощение излучения происходит не
только на поверхности материала, но
и в его глубине. В дальнейшем давле-
ние паров металла в полости стано-
вится меньше гидростатических и гид-
родинамических сил и полость запол-
няется, при этом образуется узкий
шов с большим отношением глубины
к ширине. В отличие от полусфериче-
ской формы зоны расплава, образу-
ющейся при сварке традиционными
способами [3], глубокое проплавление
выполняется с использованием неста-
ционарного цилиндрического тепло-
вого источника 124].
Лазерная сварка с глубоким про-
плавлением позволяет сваривать ме-
таллы с большой скоростью при ми-
нимальном тепловом воздействии на
материал, прилегающий к зоне рас-
плава, что в ряде случаев улучшает
свойства шва. Глубина провара при
данном уровне мощности излучения,
как правило, обратно пропорциональна
скорости сварки. Соответственно при
Рис. 8.13. Схема образования шва глубо-
кого проплавления;
d — диаметр пятяй; h — глубине проплав*
лекия; v — скорость сварки; £ — ширина
зоны расплава
постоянной скорости сварки глубина
проплавления пропорциональна мощ-
ности [3].
Приведенные зависимости связы-
вают скорость сварки, толщину мате-
риала и мощность излучения. При
уменьшении скорости сварки и по-
стоянстве мощности излучения раз-
меры зоны расплава вокруг полости
растут пропорционально увеличению
энергия, приходящейся на единицу
длины шва. Глубина проплавления
резко уменьшается, и зона расплава
становится полусферической, что соот-
ветствует режиму теплопроводного
проплавления [6], Максимальная глу-
бина лазерного проплавления про-
порциональна мощности излучения ла-
зера в степени 0,7 [3].
Для формирования шва значение
имеют не только погонная энергия,
но и угол а. сходимости луча и размер
фокального пятна. В экспериментах
использовали два двухзеркальных
объектива Кассегрена с различными
параметрами. Угол а составлял 10
и 45°, диаметр пятна нагрева в фокусе
обоих объективов не превышал 0,3 мм
[12].
При скорости сварки 60—70 м/ч,
мощности излучения 6—8 кВт и а —
= 45° были получены соединения
с «кинжальным» проплавлением глу-
биной 6—8 мм, причем с увеличением
мощности излучения глубина про-
плавления возрастает незначительно,
однако при этом увеличивается ши-
рина шва, расширяясь в основном
278
ЛАЗЕРНАЯ СВАРКА
Рис. 8.14. Зависимость глубины h про-
плавления от мощности Р излучения
Лавера:
/ — а = 10°, с'св = 86 м/с; 2 — а = 45°,
оСЕ — 36 м/ч
в средней и нижней (но сечению) ча-
стях.
В то же время эксперименты при
а = 10° позволили получать швы
с «кинжальной» формой при глубине
проплавления, значительно превыша-
ющей 8 мм. Были получены швы
с глубиной «кинжального» проплава
до 24 мм. Зависимости глубины про-
плавления от мощности излучения
при использовании двух объективов
приведены на рис. 8.14.
Наблюдаемое различие объясняется
тем, что для объектива с большим зна-
чением а даже небольшое углубление
луча в металл вызывает резкое увели-
чение облучаемой площади и соответ-
ственно снижение плотности потока
излучения, воздействующего па ме-
талл. Необходимое условие получения
«кинжального» шва глубиной свыше
10—12 мм при сварке углеродистой
стали при скоростях до 80 м/ч — умень-
шение угла сходимости луча ла-
зера.
Сварка стального листа толщиной
до 50 мм описана в [3]. Отмечается
высокий КПД (т. е. отношение энер-
гии, необходимой для плавления ма-
териала в зоне сварки, к энергии пада-
ющего излучения) в режиме глубокого
проплавления, что в определенной
мере компенсирует обычно невысокое
значение КПД собственно лазера. Э<|>-
фективность использования оптиче-
ского излучения при создании стыка.
выраженная через параметры про-
цесса
= (шсрТ;)/Р, (8.8)
здесь т — масса расплавленного ме-
талла; ср — теплоемкость; Тт — пре-
образованная температура плавления
с поправкой на теплоту плавления;
Р — мощность излучения лазера.
Общий КПД процесса сварки
Чг = 'ПаЧн. (8.9)
Прямые калориметрические измере-
ния поглощения излучения при глубо-#
ком проваре, как уже отмечалось,
дают КПД более 90 %. Коэффициент
плавления определяется для ряда чи-
стых металлов по контролируемой
глубине проплавления, рис. 8.15 [3],
Значительный КПД (более 70 %) на-
блюдается у материалов с более й из-
ной температуропроводностью, т. е.
более 70 % поглощенной энергии за-
трачивается на процесс плавления, а
потери, обусловленные отводом тепло-
ты от зоны плавления, не превышают
30%.
Поскольку достигнуты высокие зна-
чения коэффициента плавления ме-
талла, то величина энергии, расходуе-
мой на образование сварного шва,
как правило, почти на порядок меньше,
чем при обычных методах сварки плав-
лением. Тем самым подтверждается,
что расход электрической энергии,
необходимый для образования еди-
Рке. 8.15. Характеристики лазерной сварки:
1 — Р = 1,5 кВт; 2 — 5 кВт; 3—10 кВт-
4 — 26 кВт
Технология лазерной сварки
270
ницы длины сварного соединения, срав-
ним с расходом энергии, необходимым
при электродуговых сварочных про-
цессах, несмотря на дополнительное
преобразование электрической энергии
в оптическую [31. Учитывая сказанное,
а также повышенные характеристики
шва и высокие скорости сварки, лазер
можно использовать для промышлен-
ной сварки.
8.2. Технология лазерной
сварки
При разработке технологии лазер-
ной сварки и оптимизации ее параме-
тров рекомендуется [13]:
выбрать тип лазера (излучение);
разработать сварное соединение наи-
более приемлемой конструкции;
определить оптимальные геометри-
ческие и энергетические параметры
лазерного луча в зависимости от мате-
риала конструктивных элементов, их
толщины и ограничений по темпера-
туре нагрева;
разработать оборудование, дающее
возможность максимально использо-
вать преимущества лазерной сварки.
Выбору лазерной технологии сварки,
как и других видов обработки материа-
лов, должен предшествовать достаточно
глубокий технико-экономический ана-
лиз предлагаемой технологической за-
дачи, исходящий из того, что лазерную
обработку следует применять в слу-
чае невозможности или затруднения
использования традиционных недоро-
гих способов обработки материалов,
в том числе и сварки.
Выбор типа лазера должен учиты-
вать общую мощность лазерного излу-
чения, ее потери вследствие отражения
от свариваемых поверхностей, КПД
и т. д. [13]. Сопоставление эффектив-
ности лазеров на YAG и лазеров на
СО2 показывает, что для сварки мате-
риалов толщиной более 5 мм необхо-
димо использовать лазеры на СО2,
имеющие большой КПД при сварке
внедренным лучом, так как они более
долговечны и обеспечивают возмож-
ность сварки деталей с глубиной про-
плавления 20 мм и более. При сварке
материалов малой толщины предпочти-
тельнее использовать лазеры на YAG
вследствие значительно меньших по-
терь мощности излучения за счет отра-
жения и меньших габаритов лазерной
технологической установки. Так, свар-
ка фольги толщиной до 30 мкм из
алюминия и меди лазером на YAG
при мощности излучения 200 Вт про-
ходит со скоростью 1 м/с, в то же
время при перемещении луча лазера
на СО2 с мощностью излучения 200
Вт со скоростью 0,1 м/с поверхность
даже не оплавляется [13].
По методу воздействия лазерная
сварка может подразделяться на им-
пульсную и непрерывную. Импульсным
методом может осуществляться точеч-
ная сварка соединений разнообразной
конфигурации, а также шовная сварка
стыковых соединений, получаемая в ре-
зультате последовательного наложе-
ния сварных точек с перекрытием зон
облучения. Прогресс в области созда-
ния мощных твердотельных лазеров
на алюмонттриевом гранате, а также
импульсно-периодических лазеров на
СО2 со значительной средней мощно-
стью и большой частотой следования
импульсов генерации обеспечивает
условия для выполнения шовной свар-
ки материалов толщиной до 2 мм.
Непрерывная лазерная сварка на
практике осуществляется только ла-
зерами па СО2 я практически всегда
является шовной. -—г
Импульсная лазерная сварка. Пер- |
воначально начала развиваться и на- I
шла'применение импульсная лазерная ]
сварка для выполнения точечных со- fl
единений.
Отмечаются следующие основные ра-
циональные области применения им-
пульсной лазерной сварки [13, 161:
точечная и шовная сварка деталей
электровакуумных приборов из туго-
плавких металлов и сплавов;
шовная сварка стыковых соединений
тонкостенных элементов, к которым
предъявляются высокие требования от- „
носительно остаточных напряжений
и качества поверхности шва;
сварка разнородных металлов и
сплавов;
точечная сварка в микроэлектронике
и точном приборостроении;
сварка в труднодоступных местах,
легкодеформируемых деталей,1 !в 'усло-
виях интенсивного теплоотвода,1 дета-
лей, требующих минимальной эоны
280
ЛАЗЕРНАЯ СВАРКА
Рис. 8.16. Зависимость максимальной глу-
бины проплавления от длительности им-
пульса при постоянной энергия Е =
= 15 Дж:
1 — вольфрам; 2 — медь; 3 — алюминий;
масштаб по оси t логарифмический
термического влияния к максимальной
технологической чистоты и т. д.
При использовании лазера для то-
чечной сварки деталей необходимо
выбрать тип лазера, параметры им-
пульса (энергию, длительность им-
пульса, положение фокального пятна
относительно свариваемой поверхно-
сти) и определенным образом подгото-
вить свариваемые поверхности. Кроме
того, в зависимости от решаемой тех-
нологической задачи возможно одно
из следующих основных ограничений
на параметры зоны воздействия:
ограничен размер зоны термического
влияния (сварка металлической фоль-
ги с полупроводником, сварка вблизи
термически чувствительного элемента
и Др.);
ограничен выброс материала из зоны
воздействия излучения (условие свя-
зано с требованием высокой прочности
сварного соединения);
ограничена величина градиента тем-
пературы;
минимально время контакта твер-
дой и жидкой фаз, чтобы избежать
образования интерметаллических про-
слоек н появления хрупкости зоны
термического влияния сварки;
максимальна глубина проплавления
без выброса массы, чтобы не снижать
прочности сварного соединения;
необходима защитная атмосфера или
помещение соединяемых деталей в ва-
куум, чтобы избежать окисления
поверхности материалов.
Одновременное выполнение всех
(или большинства) технологических
требований достаточно трудно. Если
считать материал твердым телом, обла-
дающим некоторыми теплофизически-
ми характеристиками, то задача сво-
дится к нахождению оптимальной дли-
тельности импульса, требуемой удель-
ной мощности излучения и простран-
ственного распределения удельной
мощности. Это можно рассматривать
как один из частных случаев задачи об
управлении системой с распределен-
ными параметрами [16], однако общее
решение найти трудно, так как не все
требования являются совместными. На-
пример, рост удельной мощности может,
приводить помимо роста глубины про-
плавления к увеличению объема уда-
ленного материала.
Анализ задач нагрева материалов
лучом лазера приводит к следующим
основным требованиям, предъявляе-
мым к параметрам лазерного импульса.
Длительность импульса. Для каж-
дого материала и толщины, которую
необходимо проплавить, существует
оптимальный диапазон длительностей | -
импульса, в пределах которого воз- ,
можно получение сварного соединения
без чрезмерного выброса материала из
зоны нагрева. Диапазон оптимальных
длительностей импульса для различных
материалов не совпадает. Увеличение' ।
энергии импульса «сдвигает» диапазон
оптимальных длительностей в сторону
больших Тр Существует длительность
импульса излучения при данной энер-
гии излучения, при которой глубина
проплавления максимальна (рис. 8.16).”
Максимум кривой очевиден, поскольку
(при постоянной энергии) при малой
длительности импульса время на про-
плавление мало, а при больших дли-
тельностях мала удельная модность
излучения. Аналогичная оптимальная
длительность существует и при «чи-
стом» испарении. ЕсЛи интенсивность
излучения ограничить, чтобы избежать
выноса материала, то увеличивать
длительность импульса выше т8 не-
цел есообразно (те «= (1 Orf*)/а [16].
Энергия импульса существенно опре-
деляет процесс сварки, влияя как на j
общее количество теплоты, введенной
в зону воздействия, так и на некоторые
характеристики излучения (длитель-
ность импульса, его структуру и рас-
Технология лазерной сварки
281
ходимость). Поэтому обычно измене-«
ние энергии производят с помощью
фильтров или диафрагм.
Выбор плотности потока излучения
может быть производен расчетным
путем, если известен коэффициент по-
глощения вещества для данной длины
волны с учетом угла падения излуче-
ния и состояния поверхности мате-
риала. Выбор требуемых параметров
для лазерной установки с диапазонами
изменений Е и т( необходимо начи-
нать с оценки Для этого требуется
знание теплофизических и оптических
свойств материала и радиуса пятна
фокусирования. Конкретные ограниче-
ния на свойства сварного соединения
определяют выбор rf и длительность т(.
Значение т( позволяет сравнить его
С одним из характерных значений вре-
мени, связанных с выбором расчетной
схемы теплофизического процесса. То-
гда можно подобрать оптимальную
продолжительность импульса излуче-
ния и задать требуемую для сварки
энергию. Уточнение параметров им-
пульса производится опытным путем.
Приближенное соотношение для
оценки глубины проплавления h, до-
стигаемой на оси пол у бесконечного тела
в момент времени ть, соответствующий
достижению на поверхности темпера-
туры Ть, ?ь может быть рассчитано
с помощью уравнения:
Ь=3,Б4/ТГО. (8.10)
Более точное значение h может быть
найдено из решения трансцендентного
уравнения
ЛГт = 3,54 erfc (Л/2/Йт7). (8.11)
₽ Рассмотрим зависимость глубины
у проплавления материала от длитель-
.ности импульса излучения т(. Исполь-
зуем модель полубесконечного тела
с поверхностным источником теплоты,
распределенным по нормальному за-
кону. На оси тела 0Z температуру
можно рассчитать с помощью соотноше-
ния, используя формулу
Т (О, Z, -г) ----X
4лХ
X [ ехр (—2^/406) rig_ (8J2)
J (То + 9)
где Ро — эффективная мощность излу-
чения, предполагаемая постоянной.
Количественные расчеты по уравне-
нию (8.12) могут быть проведены
с помощью следующей методики. Тем-
пература в левой части полагается
равной Тщ и затем вычисляется инте-
грал для различных Z и т. Результаты
числовых расчетов для меди, алюми-
ния, вольфрама и коррозионно-стой-
кой стали при k = 0,74’ 10е см-* (rf =
= 25 мкм) и различных значениях
энергии излучения представлены на
рис. 8.17 и 8.18. С ростом энергии
граничная-длительность, при которой
Рис. 8.17. Зависимость температуры в цен-
тра пятна нагрева на поверхности мате-
риала и глубины проплавления от длитель-
ности импульса:
а — медь: 1 — Е = 10—* Дж; 2 — £ =
= 2. ю-• Дж: 3 — £ = з. 10-* Дж; б —
алюминий: 1 — £ = 2,5.10~» Дж; 2 —
£ = 6.10-* Дж, 3 — £ = 10-‘ Дж; * —
вольфрам: J — £ = Б. 10“" Дж; 2 — £ =
— 10'1 Дж; 3 — Е = 0,3 Дж; е — корро-
зионно-стойкая сталь: Г — Е = 10“" Дж;
2 _ Е = 2.10-" Дж; 3 — £ = 4.10“" Дж;
4 - Е — 10-1 Дж
282
ЛАЗЕРНАЯ СВАРКА
Рис. 8.18. Зависимость глуЗииы проплав-
лении от энергии импульса при различных
значениях его длительности:
а — медь; б — алюминий; s — вольфрам;
г — корроанонио-стойкая сталь; I — т —
= ю—» с; 2 — т = 2. 10—• с; 3 — т =
— 1.10-' с; 4 — т — Ю-1 с; 5 — т —
= 2.10-* с; 6 — т — 5. 10~“ с; 7 — т —
= 4. 10-» с; 3 — т — 6,3- 10-4 с
проплавление отсутствует, сдвигается
в область больших т. При увеличении
мощности путем сокращения длитель-
ности импульса достигается большая
глубина проплавления, но при этом
увеличивается объем испарившегося
вещества. Поэтому область длительно-
стей импульса при фиксированной
энергии излучения должна быть огра-
ничена как сверху, так н снизу.’
Для меди оптимальная длительность
заключена в пределах 10"*< т. <
< 5-10“* с, для алюминия 5-Ю~4<
<т(<2-10_® с, для коррозионно-
стойкой стали 5-10*® < т( < 8-10’® с,
т. е. области оптимальных длительно-
стей для различных материалов раз-
личны.
В практике лазерной обработки вы-
брос металла обычно связывают с дву-
мя причинами — вытеснением металла
из сварочной ванны давлением отдачи
образующихся паров из-за неравномер-
ности распределения потока излучения
на обрабатываемой поверхности и из-за
наличия в объеме материала примесей,
растворенных газов и т. д. Процесс
вытеснения жидкой фазы может регу-
лироваться как снижением мощности
излучения, так и подбором условий
фокусирования светового потока [16].
Типы сварных соединений, выполня-
емых лазерным лучом, листовых мате-
риалов, из проволоки, из проволоки
и массивной плиты, герметичные сты-
ковые соединения показаны на рис. 8.19
[10, 13, 16]. Для получения высоко-
качественных соединений особое вни-
мание уделяется ограничению зазоров
и смещению свариваемых элементов:-
допустимые вертикальные смещения
кромок при стыковой сварке и заэорыь
между листами при нахлестке не”
должны превышать 0,25 толщины ли-
ста, а зазоры в стыке — 0,15 толщины
[13]. Такне требования к сборке обу- .
словлены влиянием смещения кромок '
и зазоров на поглощение энергии
лазерного излучения, т. е. на эффек-
тивность, воспроизводимость и каче-
ство сварки.
Для повышения качества сварных,
соединений предложен ряд приемов
сварки. Так, сварку стыковых соеди-
нений рекомендуется проводить с из-
менением положения фокуса в тече-
ние времени импульса генерации ла-
зера, которое осуществляется с по-
гощью возвратно-поступательного пе-”
^вмещен и я фокусирующей линзы вдоль
оси луча [Пат. 51—32870 (Япония)].
Сварку начинают расфокусирован-
ным лучом, при этом происходит
оплавление кромок на небольшую глу-
бину. Дальнейшее перемещение фоку-
сирующей системы вниз подводит фо-
кус к положению, обеспечивающему
максимальное проплавление материа-
ла, и на конечной стадии фокальную
плоскость возвращают в исходное по-
ложение.
Рекомендуемый технологический
прием сварки позволяет уменьшить
вероятность выплеска свариваемого ма-
териала, улучшить внешний вид и
повысить прочность соединения.
Предложена сварка колеблющимся
лучом, при этом достигается пони-
жение плотности потока излучения
Технология лазерной сварки
283
в фокальной плоскости и регулирова-
ние глубины проплавления [Пат.
32—870 (Япония)]. Эффект достига-
ется сообщением колебательного дви-
жения одному из зеркал резонатора
с синхронизацией включения лампы
накачки. Поперечные колебания луча
можн о осуществл ять пер иодическим
перемещением фокусирующего узла ла-
зерной головки [13].
Для получения благоприятных ус-
ловий формирования сварного шва
предложена сварка двумя импульсами
излучения лазера [Пат.1 50—108737
(Япония)]. Первый импульс (рис. 8.20)
меньшей энергии .чем второй импульс,
вследствие также меньшей расходи-
мости фокусируется в пятно меньших
размеров с более высокой плотностью
потока излучения и более высоким
коэффициентом поглощения излуче-
ния в начальный момент воздействия
луча лазера на материал. Второй
импульс с большими энергией и рас-
ходимостью следует непосредственно
за первым и, будучи сфокусированным
менее остро, обеспечивает заданную
глубину проплавления. Возможно ис-
Рис. 8.19. Некоторые типы сворных соеди-
нений листовых материалов (а), проволо-
ки {(Г) и массивных деталей (а), герметич-
ных соединений (г)
284
лазерная сварка
рис» 8.2Q, Изменение мощности излуче-
ния А, угла расходимости луча В и плот*
кости потока излучения С в течение двух
последовательных импульсов
пользование излучения от двух лазе-
ров на COS: импульсного и непрерыв-
ного действия.
При выполнении нахлесточных со-
единений увеличение зазора между
соединяемыми элементами уменьшает
площадь сплавления и, как следствие,
снижает прочность соединения. Иссле-
довано влияние зазора и площади
сплавления на прочность точечных
.„.нахлесточных соединений [13].
j Зависимость глубины проплавления '
I от воздушного зазора между пласти-
нами толщиной 0,2—0 6 мм из корро-
; зионно-стойкой стали и титана при-
; ведена на рис, 8.21 [20]. Глубина
i проплавления при зазоре до 0,07 мм
I не изменяется, что объясняется недо-
! статочной для такого зазора текуче-
, стью жидкого металла, Увеличение
зазора с 0,08 до 0,12 мм приводит
почти к линейному увеличению глу-
бины проплавления, что объясняется
; оседанием расплавленного металла в
увеличенном зазоре в результате про-
никновения в него луча лазера и до-
полнительного нагрева боковых по-
верхностей пластин. Увеличение за-
зора до 0,15 мм приводит к дальней-
шему увеличению глубины проплавле-
ния, которое как показывает металло-
; графический ' анализ, происходит за
' счет образования кратера. При зазоре
/ 0,2 мм уже не образуется качествен-
ного соединения, поскольку жидкий
металл не успевает образовать свар-
ное соединение до своего затвердева-
ния. Рекомендуется зазор примерно
Рис» 8.21* Зависимость глубины плаале-
нмя А от размера воздушного зазора
между пластинами 6
0,1—0,12 мм между свариваемыми
деталями размером до 50—80 мм,.
используемыми в приборостроении.
Покрытия на деталях при сварке
принимаются за отдельную пластину
с определенной теплопроводностью,
причем даже при значительном раз ли- *
чии теплопроводностного покрытия и '
материала детали изменения общей
глубины проплавления не наблюда-
лось благодаря малой толщине по
крытия.
Сварка деталей.(□ том числе прово- ,
дов) с промежуточным слоем клея,
лака илиэмали на режимах для чистых
материалов сопровождается частичным
испарением материала с образованием
кратера. Несколько меньшие значе-
ния энергии (на 30—40 %) обеспечи- 4
вают качественную сварку. Объяс-
няется это тем, что материал изоляйии-
не успевает полностью испариться и
удалиться из зоны сварки, а частично
перемешивается с расплавом, умень-
шая при этом общую теплопроводность.
Это приводит к уменьшению размеров
зоны плавления, повышению в поверх-
ностных слоях температуры до кипе-
ния основного материала.
Рекомендуется вести лазерную им-1
пульсную сварку деталей и элементов i
электрических микромашин сходя-1
щимся лучом. Исследования показали, '
что при сварке расходящимся лучом ।
жидкий металл под действием сил !
поверхностного натяжения и внутрен- ;
него давления стремится принять вы- ,
пуклую форму, т. е. вытесняется в'об- j
ласть излучения с большей плотностью ;
потока, что приводит к усилению
Технология лазерной сварки
285
Рис. 6.22» Конструкция места соединения
массивного тела с проводами (коллектор
якоря электродвигателя малой мощности)
Рис. $.23. Зависимость склонности металла
к образованию трещин от размера зазора
испарения. И, наоборот, при снарке
сходящимся лучом жидкий металл
вытесняется в область излучения с
меньшей плотностью потока, что спо-
собствует повышению качества сварки
за счет более равномерного нагрева.
Лучше выполняется также сварка (на-
грев) сходящимся лучом деталей, рас-
положенных под углом к лучу.
При сварке деталей с проводами
рекомендуется уменьшать толщины бо-
ковых составляющих b пластин по
отношению к диаметру провода d
(рис. 8.22), т, е. больший отвод теп-
лоты по длине провода компенсируется
отводом теплоты от боковых частей
в глубину пластины.
Энергию излучения необходимо
уменьшить до величины, обеспечи-
вающей нагрев участков сварной зоны
до интервала температур плавления
и кипения материала. Эксперимен-
тально найденное уменьшение энергии
составляет 30—45 %.
Приведенные приемы обеспечивают
уравновешивание термических усло-
вий по всему сечению пластины и
тем самым качественное сварное со-
единение.
При расположении в паау двух
проводов и соблюдении условия отно-
шения температур, несмотря на то
что провода начинают плавиться не-
сколько ранее боковых пластин, обра-
зуется общий расплав по всему сече-
нию пластины. Попавшие в расплав
продукты разрушения изоляции и
газы несколько изменяют параметры
свариваемого материала.
Влияние геометрии соединений на
результаты лазерной сварки деталей
приборов. Влияний геометрии соеди-
нений на выбор режимов сварки лазе-
ром для разработки технологии имеет
большое значение. Влияние геометрии'-'
соединения — его типа, разделки кро- I
мок и величины зазора — на качество |
сварки исследовали на установках I
«Квант-10» и УЛС-901, применяли /
стали и сплавы X16НЗМАД, 42Н XTJO,
12Х18Н9Т, 50Н с толщинами кромок I
0,3—1,0 мм. Сварку проводили нм- ;
пульсами 2 и 4 мс, энергией 3—15 Дж; j
площадь пятна фокусирования на по- i
верхность детали составляла 0,2— I
1,0 мма [11 ].
Зазор между соединяемыми деталями I
при лазерной сварке в большинстве
случаев является недопустимым, так
как способствует образованию горя-
чих трещин в соединении. На образцах
размером 10Х100 мма с переменным
зазором ставили ряд точек импульсами
постоянной длительности и энергии*
Зазор изменяли от 0,01 до 1,0 мм.
При некоторой величине зазора Дй,
характерной для данной длительности
и энергии излучения, появлялись от- ,
дельные трещины, расходящиеся по I
радиусу от центра. Последующие свар-
ные точки имели уже сетку трещин, i
В итоге наступал момент, когда соеди- .
нение не образовывалось, хотя кромки /
образцов еще оплавлялись. С увели-
чением плотности мощности излучения i
и длительности импульса (рис. 8.23) i
граница образования трещин сдви- j .
гается в сторону больших зазоров, I
но влияние этил фгпИ'ов различно: !
если увеличение длительности им- 1
\ Z
286
ЛАЗЕРНАЯ СВАРКА
Рис. в.2-1. Схема снарки углового соедине-
ния:
i, 2 — свариваемые детали; 3,4 — пло-
щади расплавления деталей 1 и 2; АЛ —
зазор
> ’
i пульса способствует более качествен-
“ ному формированию соединения, то
; увеличение плотности потока излуче-
'i ния приводит к значительным выбро-
। сам металла, а также к образованию
I трещин. Из исследованных сплавов
' наиболее склонны к образованию го-
| рячнх трещин материалы Х16НЗМАД,
42НХТЮ; менее склонны 12Х18Н9Т,
50Н.
азделка кромок, фаски и радиусы
отрицательно влияют на качество
сварки, способствуя образованию горя-
чих трещин.
Тип соединения обычно определя-
ется особенностями конструкции узла,
но малый объем сварочной ванны
металла при лазерной сварке суще-
ственно влияет на выбор сварного
соединения. Оптимальным следует счи-
тать стыковое соединение, при кото-
ром обеспечиваются наиболее благо-
приятные условия для процессов на-
грева плавления и кристаллизации
металла, однако применение стыко-
вого соединения не всегда возможно.
Использование же других типов со-
единений выдвигает задачу получения
качественного сварного соединения с
обеспечением необходимой точности
сборки узла.
При сварке прямолинейных и коль-
цевых швов в угловом соединении
иногда возникали горячие трещины.
Для определения причин их возник-
новения была проведена импульсная
шовная сварка имитаторов разных
деталей на различных режимах. На-
правление луча условно совпадало
с биссектрисой угла соединяемых дета-
лей. Имитаторы сваривали на уста-
новке УЛС-901, энергию излучения
и скорость сварки изменяли в преде-
лах 2—8 Дж и 5—15 см/мин соот-
ветственно, длительность импульса со-
ставляла 4 мс.
Устранить трещины повторной свар-
кой не удавалось, так как при энер-
гиях излучения, меньших или равных
первоначальным, проплавление шва
происходило не на всю глубину и
в корне шва сохранялись трещины.
Увеличение энергии приводило к вы-
бросам металла и неудовлетворитель-
ному формированию шва. —.
Угловой тип соединения при лазер- 1
ной сварке является наиболее небла-
гоприятным. Фокусирование в этоу I
случае осуществляется непосредствен- j
но в место стыка, для которого харак- |
терна резкая неравномерность нагрева,
обусловленная как распределением
мощности излучения по пятну нагревав
так и формой соединения в стыке: j
Площади расплавления деталей 1 и
различны (рис. 8.24) В реальных слу-|
чаях между деталями имеется зазор
и поэтому площадь зоны 3, как пра-"
вило, в 2—3 раза больше площади
зоны 4. Следовательно, доля участия
металла каждой”детали в образовании
сварочной ванны будет различной.
При сварке кольцевых швов или
прямолинейных двусторонних с эа-v
дел кой в паз (или без заделки) появ-
ляются соответственно радиальные или
поперечные напряжения, которые уве-
личивают склонность металла к обра-
зованию горячих трещин. Для • этих
соединений характерны продольные
трещины вдоль оси шва.
Дли равномерного нагрева, плавле-
ния и кристаллизации было предло-
жено ввести в конструкцию технологи-
ческую отбортовку (рис. 8.25, а) ’на
одной и на двух сопрягаемых деталях.
Сварка с отбортовкой требует сниже-
ния энергии излучения в импульсе па
10—15 % вследствие ограничения рас-
пространения теплоты в металле обра-
боткой разного размера. В данном
случае мы имеем фактически стыковой
тип соединения, при котором обеспе-
чиваются достаточно хорошие условия
для процессов нагрева, плавления
и кристаллизации. Сварная точка.фор-
мируется за счет расплавления отбор-
Технология лазерной сварки
287
товки. и соединение в сечении имеет
вид переходной поверхности от одной
детали к другой, чем снижается кон-
центрация напряжений в стыке.
В прямолинейных угловых швах
с отбортовкой трешины практически
отсутствуют. Для кольцевых и дву-
сторонних швов образование'' трещин
удалось снизить до 20 %. Здесь в зна-
чительной мере сказываются напря-
жения, возникающие от сокращения
металла в радиальном и поперечном
направлениях и увеличивающие жест-
кость узла.
Отбортовка обеспечивает благопри-
ятные условия нагрева, формирования
сварочной ванны и кристаллизации
металла. Объем ванны металла, обра-
зовавшейся за счет расплавления от-
бортовки, достаточен для заполнения
зазора до 0,2 мм при толщине соединяе-
мых деталей 0,5 мм каждая.
Получение качественного соедине-
ния при лазерной сварке с отбортовкой
позволяет использовать ее для герме-
тизации приборов и корпусов инте-
гральных схем.
Герметизация подобных приборов
с помощью электронно-лучевой или
ар гонно-дуговой сварки дает большой
процент брака из-за растрескивания
стеклянных изоляторов выводов, рас-
положенных вблизи шва, вследствие
деформирования металла при сварке.
Применение шовной импульсной ла-
зерной сварки позволяет устранить
этот брак, не прибегая к сложной
оснастке, что, в свою очередь, упрощает
процесс. Кроме того, герметизация,
выполненная по отбортовке, обеспечи-
вает ремонтопригодность узла.
Сварка проводится на установке
УЛС-901 при энергии излучения в им-
пульсе 2—6 Дж, частоте следования
импульсов 5—15 Гц, длительности
импульса 4 мс. Герметичность соеди-
нения обеспечивается при коэффи-
циенте перекрывания точек 60 %. Ме-
таллографический анализ сварного шва
показал, что шов не имеет трещин,
пор и раковин. Зона термического
влияния практически отсутствует.
Таким образом, при лазерной сварке
зазор между соединяемымидеталями, а
также разделка кромок способствуют
образованию горячих трещив в сварной
точке. Применение технологической
отбортовки при лазерной сварке угло-
вых соединений обеспечивает получе-
ние качественного шва. Герметизация
корпусов приборов и интегральных
схем шовной импульсной лазерной
сваркой, выполненная по отбортовке,
повышает надежность узла. -
Технология герметизации плоских
корпусов из ковара с использованием
лазера с мощностью непрерывного из-
лучения 1кВт (в импульсном режиме)
описана в [13]. Толщина стенок корпу-
са составляла 1,02 мм, а крышки —
0,51 мм (рис.^8.25, б).
Наиболее простой вариант А не
исключает возможности попадания
брызг металла на элементы микросхем.
Использование варианта В (со сту-
пенькой на крышке толщиной 0,25 мм)
требует меньшего тепловложения. Ва-
риант С (с центрирующим пояском на
крышке) следует считать оптимальным
для обеспечения качества сварки, но
является более дорогим в изготовлении.
Технология сварки предусматр ивает
предварительную «прихватку» крышки
в нескольких точках. Сварка выполня-
лась в режиме: мощность излучения
230 Вт, длительность импульса 0,5 мс,
пауза между импульсами 1,2 мс,
скорость сварки 65 см/мин. Защита
сварного шва от окисления (а также
линзы от брызг металла) производится
Рис. 8.25. Конструкция сварного узла (а)
без отбортовки (/), с технологической от-
бортовкой (2); типы сварных соединений
при лазерной сварке корпусов приборов (5)
288
ЛАЗЕРНАЯ СВАРКА
.еханическне свойства стыковых соединений разнородных металлов [5]
100 %, М, ОМ 1
ВТ1 S^Sg^S Т—1 ,—1
Сталь 08кп 100 %, м, ом • 1
16HS(XEt 100 %, м, ом 100 %, м, ом 1 1
X WO 'W ‘% 001 65%, 45°, Ш, хр. 100 %, м, ом I 100 %, м , ом
с< ЕД из *ь" * О СО • 50 g«-g 75%, 270°, Окш., ч*Ъ 5=*g; 3Г cm&g§ о пл. 100 %, м 1 ом **
S 40 %, 80°, III, хр. • 50%, | НО", 1 Ш, хр. 30%, 1 180°, Ш, хр. ^Ъ’йЗКъ« to оз £4 О ’—с 80%, М, III, ПЛ. 95%, м, Ш, пл. •
X §~°Sg 1 1 и. А ** А w £”° >_г Р- дсп д 100 %, 150°, 1 Окш., ПЛ. 100 %, 180°, Ш, пл, W0 %, М, ОМ
МРН S’ 50%, 90°, Ш, хр. э ON И осчО 1
* 8=°8®д 1 ! — 90 %, 200°, Ш, хр. 75%, 160°, Ш, хр.
ВТ-7 §g g^Mgfeg. =£о" & 90%, 180°, Окш., хр. 57%, 90°, Ш, пл. 1
"в. МПа хп О ю со со 57 35 i S 25 27
Материал ~ н < са Сталь 08кп 12X18Н9Т Hl БрБ2 -ы 3S Ж
Технология лазерной сварки
280
10
Рыкалин II. Н. в др.
с помощью инертных газов (аргон
и др.).
Особенности лазерной сварки оди-
наковых и разнородных металлов. Проч-
ность соединен ий, выполненных ла-
зерной сваркой, определяется геоме-
трическими размерами эоны расплава
и структурными изменениями в литом
ядре, а при сварке разнородных ме-
таллов — еще и свойствами образовав-
шегося расплава. При сварке разно-
родных металлов сплав в зоне свар-
ного соединения может образовываться
под влиянием двух факторов: взаимной
диффузии соединяемых металлов и
их механического перемешивания [10].
Диффузия зависит не только от рода
свариваемых материалов, но и от тем-
пературы, времени существования рас-
плава и взаимной растворимости ме-
таллов. Механическое перемешивание
жидкого металла в ванне расплава
может происходить под влиянием не-
равномерного нагрева и давления от-
дачи испарившегося металла на по-
верхность расплава.
При большой продолжительности су-
ществования расплава в зоне сварного
соединения образуется, как правило,
однородный твердый раствор. Импульс-
ная лазерная сварка характеризуется
кратковременным существованием ван-
ны расплава при сравнительно высо-
ких скоростях охлаждения и кристал-
лизации металла. В условиях малого
времени нагрева и охлаждения при
сварке разнородных металлов зона
сварки состоит, как правило, из ма-
кроучастков различных металлов, гра-
ницы между которыми размыты [10].
Такая картина свидетельствует о меха-
ническом перемешивании жидкого ме-
талла. Размытие границ сплавления
этих участков, ио-видимому, указы-
вает па взашшую диффузию разно-
родных металлов.
Были изучены прочностные харак-
теристики стыковых соединений ряда
металлов и сплавов в их однородных
и разнородных сочетаниях [5[. Ре-
зультаты приведены н. табл. 8.2.
При сварке однор^ных металлов
сварные соединения обладают доста-
точно высокой прочностью и пластич-
ностью. Швы имеют в основном струк-
туру столбчатых кристаллов.
2&Й
лазерная сварка
При лазерной сварке нерастворимых
друг в друге разнородных металлов
(м е дь и ту гоп л ав ки е м етал л ы: во л ьфр ам,
молибден, тантал) наблюдается неудо-
влетворительное формирование швов;
образуются границы раздела между
свариваемыми металлами, по которым
осуществляется их сцепление, а при ме-
ханическом нагружении происходит
разрушение сварного соединения.
При сварке металлов, обладающих
неограниченной растворимостью в твер-
дом состоянии (медь с никелем, тан-
тал с титаном и др.), шов химически
неоднороден, микротвердость его рас-
пределена неравномерно, однако ее
среднее значение всегда выше микро-
твердости основных металлов.
При сварке металлов с ограниченной
растворимостью в твердом состоянии
(никель с ниобием, коррозионно-стой-
кая сталь с молибденом, медь с тита-
ном и др.) химический анализ сварного
шва показал, что в нем есть участки
с различной концентрацией сваривае-
мых элементов, соответствующие про-
межуточным фазам и эвтектике. На
границе основной металл — шов часто
наблюдается чередование прослоек эв-
тектики и промежуточных фаз, кото-
рые снижают прочность сварных со-
единений.
Примеры применения импульсной ла-,
зерной сварки. Лазерная сварка выво-
дов обмотки якоря с коллектором
(рис. 8.26) в электродвигателях малой
рис. В,26. Коллектор, подготовленный для
лазерной снарки выводов обмотки якоря (а):
1 — медная пластина; 2 — изоляционная
прокладка; схема установки для лазерной
сварки якорей (б): 1 — блок питания; 2 — .
блок управления; J — фотоследящий .злек*
троимый блок; 4 — объектив для визуадьУ
лого наблюдения; 5 — поворотная пла*
стина; б — рабочий объектив; 7 — фото-
датчик; 8 — устрой ст ио для поворота яко-
ря; 9 — свариваемый объект; 10 — источ-
ник света; П — 50 %-ное зеркало; 12 —
активный элемент; /8 — 100 %-ное зер-
кало; 14 — импульсная лампа накачка
fl
Технология лазерной сварки
291
мощности производится преимуще-
ственно с помощью пайки оловянно-
свинцовыми припоями [10, 141. Однако
технологические процессы с исполь-
зованием пайки, включающие в себя
такие операции, как механическая
или химическая зачистка проводов
изоляции, мягкая пайка в ваннах
и другие, не обеспечивают все возра-
стающие технические требования,
предъявляемые к электрическим ма-
шинам, не позволяют автоматизиро-
вать процесс соединения.
Анализ технологических возможно-
стей различных способов сварки (па-
пример, контактной, ультразвуковой,
аргонпо-дуговой, микроплазменной,
электрон ио-лучевой, лазерной) при-
менительно к сварке медных выводов
и коллекторов из меди с учетом свари-
ваемых толщин (диаметр свариваемых
проводов -'-0,08—0,3 мм), типа соеди-
нений и требований, предъявляемых
к источнику теплоты, позволил счи-
тать целесообразным применение свар-
ки лучом, лазера.
Поскольку лазерный луч предста-
вляет собой поверхностный источник
теплоты, необходимо располагать про-
водники на одном уровне с наружной
поверхностью коллекторной пластины.
Для этого провода укладываются1 на
дно паза коллектора в один ряд. Для
создания оптимальных условий сварки
была разработана специальная кон-
струкция коллекторной пластины в мес-
те соединения с проводом (см. рис. 8.22).
Параметры элементов коллекторной
пластины следующие [10]: A S' 2d;
0Л/>0,15мм;/Л = (1,24-1,5)d;
0,2 мм; В = А + 26;
здесь d — диаметр привариваемых про-
водов, b — толщина стенки паза для
проводов.
Пазы такой конфигурации полу-
чаются одновременным фрезерованием
коллекторной пластины блоком из
трех фрез, разделенных прокладками
(шайбами). Толщина фрез и шайб
подбирается в зависимости от числа
проводников, укладываемых в паз.
Использование блока фрез не увеличи-
вает трудоемкости фрезерования и
обеспечивает идентичность пазов и
стенок.
После укладки проводников в паз
производится обжим проводов плоско-
10*
губцамя с регулируемым зазором. Этой
операцией достигается надежный теп-
ловой контакт между проводниками
и стенками паза, обеспечивается воз-
можность длительного храпения, транс-
портирования и вращения собранного
узла в любых плоскостях без наруше-
ния соединения, что очень важно для
сварки коллекторов в автоматическом
режиме.
Принцип работы устройства осно-
ван на различиях коэффициентов отра-
жения света от ламели коллектора
(металл) / и межламельной изоляции
(слюда) 2 (см. рис. 8.26, а).
Для сварки выводов обмоток с кол-
лектором был разработан станок-авто-
мат с использованием лазера «Квант-10»
с системой автоматического поиска
места сварки и устройством для по-
ворота якоря (см. рис. 8.26, б).
Система автоматического поиска ме-
ста сварки обеспечивает стабильность
технологического процесса при непре-
рывном перемещении или вращении
свариваемых деталей. Применение фо-
тоэлектронной системы позволяет про-
изводить сварку с точностью до 0,1 мм
относительно центра свариваемых дета-
лей, что необходимо для надежного
соединения проводников с пластиной.
Автоматический поиск места сварки
осуществляется следующим образом.
Источником света 10 (см. рис. 8.26, б)
формируется на поверхности коллек-
тора прямоугольное пятно размером
0,21X1 мм. Источник света располо-
жен под некоторым углом к сваривае-
мой детали так, что отраженный от
поверхности коллектора световой пу-
чок улавливается фотодатчиком 7.
При вращении коллектора и переходе
пятна с изоляции, имеющей меньший
коэффициент отражения, на металл
ток в фотодатчике возрастает. При
заранее выбранном уровне фототока
в фотоследящем блоке 3 вырабатывает-
ся электрический импульс, открыва-
ющий тиристор включения лазерной
установки. Система настраивается так,
что в момент появлени5узапускающего
импульса центр ламели находится под
рабочим объективом 6 лазерной уста-
новки. Так как запускающий импульс
появляется на границе межламельная
изоляция — ламель, излучение будет
фокусироваться в центр ламели неза-
292
ЛАЗЕРНАЯ СВАРКА
висимо от шага между коллекторными
пластинами и скорости вращения ро-
тора. Это позволяет сваривать роторы
одного типа без перестройки фотоэлек-
тронной системы поиска места сварки.
После сварки последнего соединения
устройство автоматически отключается.
Качественное сварное соединение вы-
водов обмоток якоря с коллекторной
пластиной достигается при изменении Е
в пределах от 1 до 10 Дж, т № 2-^-3-мс
и диаметре пятна фокусирования 0,6—
0,9 мм в зависимости от толщины и
числа свариваемых проводов. Форма
импульса близка к прямоугольной.
Применение лазерной сварки в дан-
ном случае позволило получить свар-
ные соединения проводников с пласти-
ной коллектора без предварительного
удаления изоляции. Для образования
прочного соединения в этом случае
необходимо увеличение выходной энер-
гии лазера приблизительно на 10 %
по сравнению с энергией, требуемой
для сварки зачищенных проводов.
Прочность соединений проводников без
изоляции на 10—15 % выше, чем их
прочность с изоляцией, причем с умень-
шением диаметра свариваемых прово-
дов это различие уменьшается, а отно-
сительная прочность увеличивается.
Лазерная сварка деталей часового
механизма. Этот процесс заключается
в приварке стальной спиральной пру-
жины — волоска сечением 1 ХОД мм —
к массивной металлической колодке
(сталь У7А или А75) диаметром 2,5 мм
и высотой 1 мм. Сварка осуществля-
ется импульсным лазером с параме-
трами: Е ~8 Дж, т лг 0,5с-0,8 мс,
режим генерации квазистационарный.
Размер пятна фокусирования нахо-
дится в пределах 0,15—0,2 мм. Глу-
бина провара достигает 0,5 мм.
Плотность потока излучения q ж
so 4-105 Вт/см2. Ось луча несколько
смещается в сторону колодки [10].
Зона термического влияния имеет
незначительные размеры и не приво-
дит к деформированию, охрупчиванию
или потере необходимых механических
свойств стального волоска.
Перед испытанием сварного узла
баланса в эксплуатационных условиях
были проведены испытания на меха-
ническую прочность и металлографи-
ческий анализ сварочной ванны. Вы-
борочная проверка на отрыв спирали
в 100 узлах из партии в 1000 деталей
показала, что прочность закрепления
волоска на колодке находится в пре-
делах 3—12 Н, Металлографический
анализ подтвердил наличие единого
литого ядра и отсутствие в нем пор
и трещин. В случае сварки па воздухе
на поверхности металла наблюдались
цвета побежалости, которые отсут-
ствовали при вводе в сварочную ванну
азота или аргона. После лазерной
сварки узлов баланса отпадала необ-
ходимость правки волоска по плоско-
сти, в то время к^ак по существующей
технологии эту ручную операцию долж-
ны были пройти все узлы. Проверка
работы часов в лаборатории надежно-,
сти на 2-м Московском часовом заводе
показала, что максимальная суточная
изохронная погрешность часов со сва-
ренным узлом баланса составляет 25 с.
В часах с механическим креплением
узла эта погрешность составляет 60 с.
8.3. Резка материалов
непрерывным излучением
лазера
*
Одним из наиболее перспективных
применений излучения лазеров с не-
прерывной генерацией большой мощ-
ности являются процессы разделения
материалов (резка, термораскалыва-
ние и др.). Для процессов резки
используются лазеры на СО, и гра-
нате. Лазеры на СО2 наиболее эффек-
тивны, поскольку обладают высоким
КПД (~15—20 %). Кроме того, излу-
чение на длине волны 10,6 мкм погло-
щается большим числом материалов,
включая большинство металлических
окислов, стекол, кварца, естественных
органических материалов (дерево, ко-
жа и др.), синтетику и др.
Возможны три основных способа
непрерывной резки материалов: пере-
мещение лазера относительно обраба-
тываемого материала, движение раз-
резаемого материала в фокусе излу-
чения, наконец, перемещение луча
лазера относительно обрабатываемой
заготовки. Наиболее практичными яв-
ляются второй и третий способы.
Разделение материалов может быть
осуществлено либо при полном удале-
Резка материалов непрерывным излучением лаэера
293
нии материала по линии разреза, либо
при частичном удалении материала,
например при образовании системы
отверстий малого диаметра в разрезае-
мой пластине по линии разделения
с последующим разломом. Последний
метод, разделения называется скрай-
бированием.
Для пластин из хрупких материалов
может быть использован метод термо-
раскалывания, при котором удаления
материала нет, а движение источника
теплоты Создает в объеме материала
напряжения и малые трещины. Раз-
деление материалов производится раз-
ломом по лидви действия источника
теплоты.
При резке обычно используется схе-
ма, в которой в зону рёза подается
струя газа, способствующая удалению
продуктов разрушения для легковос-
пламеняющихся материалов и иници-
ирующая химическую реакцию в зоне
воздействия луча лазера па металли-
ческие материалы. В первом случае
используют такие нейтральные газы,
как азот, во втором — в зону реза
подается кислород.
Количество энергии, требуемой для
резки материала непрерывным лучом
лазера, существенно зависит от опти-
ческих и термических свойств материа-
ла. Для полированных металлов отра-
жение излучения с X = 10,6 мкм
велико, однако рост температуры и
наличие окислительной атмосферы су-
щественно повышают эффективность
процесса вследствие роста поглоща-
тельной способности.
Схема метода резки материалов лу-
чом лазера с подачей в зону реза кисло-
родной струи (газолазерная резка)
приведена на рис. 8.27 [2 J. Излуче-
ние лазера с помощью соответствующей
оптической системы фокусируется на
поверхность обрабатываемого материа-
ла. Коаксиально падающему излуче-
нию в зону реза подается струя кисло-
рода, которая выполняет две функции:
способствует увеличению поглощен-
ной доли излучения вследствие обра-
зования на поверхности пленки окисла,
а также удаляет образовавшуюся плен-
ку и расплав из зоны реза, пока
материал не будет полностью разре-
зан. Луч лазера является источником
теплоты с высокой концентрацией
Рие, 8,27. Схема лазерной резни с подачей
струи в зону воздействия:
/ — лазер; 2 — зеркало; 3 — заслонка;
4 — линза; 5 — окно; 6 — изделие; 7
точка фокуса
энергии, что приводит к уменьшению
ширины реза, снижению эоны терми-
черного влияния и дает более высокую
скорость разрезания по сравнению
с любым из других методов термиче-
ской резки. Ширина реза близка
к диаметру пятна излучения в фокаль-
ной плоскости или несколько меньше,
а размер зоны термического влияния
составляет 0,05—0,2 мм.
Характерные параметры процесса
резки металлов лучом лазера е кисло-
родной струей: повышение мощности
излучения лазера увеличивает ско-
рость резания, которая также суще-
ственно зависит от тсплофизических
свойств материала и толщины листа.
Влияние мощности излучения, расхода
кислорода и толщины материала на
скорость резания некоторых материа-
лов представлено на рис. 8.28.. При
уровне мощности излучения 100—
500 Вт скорость резания таких метал-
лов, как сталь и титан, достигает
нескольких метров в секунду, однако
эта мощность еще недостаточна для
резки высокотеплопроводных материа-
лов, таких как медь и алюминий.
Рост мощности излучения до 20 кВт
позволяет резать с высокой скоростью
294
ЛАЗЕРНАЯ СВАРКА
Рис. 3.28. Зависимость скорости резания
от мощности излучения лазера Pt
а — для малоуглеродистой (---------) и
коррозионно-стойкой (----—) сталей при
h = I мм и различном расходе кислорода;
б — для кварцевого стекла различной
толщины
н эти материалы даже без подачи газо-
вой струи в зону реза [16].
Значения скоростей резания ряда
материалов для разных толщин и
мощностей представлены в табл. 8.3
[16].
Для невоспламеняющнхся материа-
лов газовая струя выполняет в рснов-
ном функции очистки зовы резания,
выдувая продукты испарения и ка-
пельную фракцию из зоны реза, а
также способствует охлаждению участ-
ков материала, прилегающих к зоне
реза. Последнее особенно важно при
резке диэлектрических материалов, по-
скольку позволяет производить их
разделение без обугливания и оплавле-
ния. Газовая струя также выполняет
функцию защиты поверхности опти-
ческой системы от попадания на лее
продуктов выброса из зоны реза.
Резка непрерывным лучом лазера
с использованием газовой струи ней-
трального газа особенно полезна для
хрупких и легковоспламеняющихся
материалов (керамики, стекла, пла-
стиков, бумаги, дерева и т. д.). Эти
материалы сильно поглощают излуче-
ние с длиной волны 10,6 мкм.
Эксперименты по резке металлов и
диэлектрических материалов непре-
рывным лучом лазера на СОг со сред-
ней мощностью излучения до 500 Вт
в многомодовом режиме описаны в ра-
боте [2]. Луч фокусируется линзой
Рис. 8.29. Зависимость1 пороговой ско-
рости резания чу от мощности излучения
лазера Р для Стали Т2ХЛ8Н10Т при раз-
личной толщине материала
(F = 150 мм) в пятно диаметром *
---0,5 мм. Коническое сопло, через
которое луч и газ попадают на обра-
зец, имеет выходное отверстие диаме-
тром 1,5 мм. Давление газа внутри
оптического резака, в который излу-
чение лазера попадает с помощью
поворотного зеркала, составляет
0,3 МПа, а подача газа ~0,5 л/с.
В зону резания металлов подается
кислород. Скорость резания суще-
ственно зависит от давления газа при
малых давления^ и слабо при давле-
ниях, превышающих 0,25 МПа. Ка-
чество реза также улучшается при
увеличении подачи газа и при уменьше-
нии расстояния от среза сопла до
поверхности материала. Зависимость
пороговой скорости резания от мощ-
ности излучения лазера при различ-
ной толщине материала 2Х18Н10Т
показана на рис. 8.29 [16]. Скорость
резания существенно зависит от тол-
щины листа и мощности излучения
лазера.
Приведены опыты по резке диэлек-
трических материалов лазером па СО2
[2, 16]. Лазерная резка диэлектриков
обладает рядом важных преимуществ
перед традиционными способами: высо-
кой производительностью при хоро-
шем качестве реза, легкостью автома-
тизации процесса, малым деформиро-
ванием и отсутствием загрязнения
образца эмульсией и продуктами раз-
рушения материала и инструмента.
Рез всегда получается чистым, ровным,
с хорошо сформированными кромками,
толщина дефектного слоя материала
меньше0,1 мм. На кромке реза материн-
РезкЛ материал о» непрерывный излученном лазера
295
8.3. Скорости газолазерной резки материалов лучом лазера
Материал Мощность излучения, Вт
(00 200 250 850 1000 (Оез газовой струн)
Сталь: малоуглеро- 1,0/1,6 4,75/0,635 0,5/0,635 2,2/1,8 6,3/2,3 (15)
диетая коррозионно- 1,0/0,94 0,46/0,635 0,5/2,6 9/0,36 4,7/1,27 (20)
стойкая Титан 0,15/0,762 0,51/0,203 * 0,6/0,2 * 0,5/3,24 -/-
Ниобий -/- 0,13/0,127 * -/- -/- -/-
Тантал -/- 0,13/0,127 * —/ — -/- -/-
Цирконий 0,25/0,914 * -/- -/- -/-
Сталь, покры- 0,89/0,635 -/- -/-
тая пластиком Карборунд h 1,57/0,762 -/- -/- -/-.
Дерево -/- 17,5/0,203 18—50/0,1 0,2 5/4,5 “
Асбоцемент -/- 6,35/0,025 6,3/0,025 * —/— -/-
Стекло 0,381/0,101 4,0/0,1 * -/- 9,5/1,52(20)
Нейлон -/- 1,57/0,381 0,20/0,101 0,76/6,10 -/- -/-
Плексиглас -/- -/- -/- -/- 25,4/1,52 (8)
Алюминий -/- -/- -/- 12,7/2,3 (15)
Кварц 1,2/0,5 -/- —/— » -/- -/-
Резина 2,0/1,9 -/- —/— --/- —/—
Керамика -/- -/- 6,5/0,6 * * -/-
Примечания. 1. В числителе указана толщина материала, мм; а знамена-
теле — скорость резки, м/мин,
3. В случаях, отмеченных знаком *♦ Для поддува использовался воздух, знаком
** — аргон, в остальных случаях —• кислород,
3. В скобках указана мощность излучения, кВт.
лов органического происхождения за*
метны следы легкого обугливания.
При резке материалов большой тол-
щины наблюдается самокаиализация
излучения в материале, т. е. ширина
реза на выходе луча из образца суще-
ственно меньше, чем можно было бы
ожидать, исходя из геометрической
расходимости луча после линзы.
Пластмассы, дерево, керамику, сте-
кло и другие материалы можно резать
при их толщинах до 50 мм. При атом
ширина реза не превышает 1 мм,
хотя диаметр луча на расстоянии 20 мм
от фокуса линзы составляет около
7 мм. Это объясняется следующим.
Луч лазера, сфокусированный на по-
верхность образца, частично разрушает
материал стенок, образуя экраниру-
ющий слои газов, поглощающих излу-
чение и защищающий стенки реза от
дальнейшего разрушения. Газ, про-
дуваемый из сопла, смешивается с про-
дуктами разрушения и образует рас-
каленную газовую струю, которая
прорезает материал.
Весьма перспективным является ис-
пользование лазерной резки в тек-
стильной промышленности. При пра-
вильно подобранном режиме рез мно-
гослойного пастила тканей получается
высокого качества, без обгорания при
максимальной толщине настила 20-—
30 мм. При многослойной резке мате-
риалов типа капрона, болоньи, сте-
клоткани между слоями материалов
делаются прокладки из тонкой (папи-
росной) бумаги либо слои увлаж-
296
ЛАЗЕРНАЯ СВАРКА
няются, что предотвращает их сва-
ривание.
Разделение керамических материа-
лов методом скрайбирования. Обычная
лазерная резка с применением газа
часто не даст качественных результа-
тов из-за низкой теплопроводности
керамики и большого модуля упру-
гости. Это приводит к перегреву
материала около реза и разрушению
вследствие высоких термических на-
пряжений. Для того чтобы полная
мощность была невысокой, обычно
используют импульсный режим. Вы-
сокая плотность потока излучения
при небольшой средней мощности до-
стигается с помощью импульсного
режима излучения лазера, который
высверливает в керамике серию дырок
малого диаметра. Окончательная опе-
рация сводится к разламыванию под-
ложки.
Рассмотрим некоторые теоретические
представления о процессе резки мате-
риалов лучом непрерывного лазера.
Простейшей энергетической моделью
процесса является следующая. Ис-
точник теплоты с постоянной мощно-
стью излучения Р перемещается с по-
стоянной скоростью v по поверхности
бесконечной пластины толщиной б.
Для установившегося состояния в по-
движной системе координат, связанной
с источником, мощность источника
равна поглощенной материалом мощ-
ности излучения лазера Рл, если от-
сутствует поддув газа. Если же в зону
реза вводится струя газа, иницииру-
ющая развитие химической реакции
после достижения температуры То, то
при этом дополнительно выделяется
или поглощается излучение мощностью
Рп — Qm, где Q — эперговы деление
химических реакций и фазовых пере-
ходов в зоне резания, Дж/г; m =
= 2у0уби—скорость разрушения ма-
териала, г/с^2ус — ширина реза, рав-
ная ширине изотермы Та.
Если учитывать, что газовая струя
отводит некоторую мощность Р, то
мощность эквивалентного источника
теплоты можно представить в виде [2]
Р = РВ+РЛ-Ы>. (8.13)
Мощность источника теплоты не-
равномерно распределена по поверх-
ности и толщине разрезаемого мате-
риала и является сложной функцией
координат. Для упрощения задачи
можно использовать модель точеч-
ного источника, т. с. совместить источ-
ники химической реакции с лазерным
источником; допустить, что ширина
реза равна ширине полосы материала,
прогретой до температуры Т > 7Д
считать, что тепл оф из и чески с коэф-
фициенты не зависят от температуры,
а кинетика химических реакций не
ограничивает скорость резания 12,
16]. Тогда для установившегося со-
стояния решение задачи о нагреве
листа толщиной б имеет вид [15]
**•(-£)> «.иг
где г = )-'".г3 4- у3 — радиус-вектор;
До (и) — модифицированная функция
Бесселя второго рода нулевого по-
рядка.
Введем безразмерные параметры
е — vx)2a\ т| — vy!2a- р = vr!2a\
Г = Р/(2л^б70); (8.15)
=- (Дл'- АР)/(2л?.бТ0); '
= (2/л)
где ф = Q/(cTo) — безразмерный тер-
мохимический параметр, пе завися-
щий от условий резки и являющийся
характеристикой материала и подду-
ваемого газа. Из выражения (8.14)
для изотермы Т (г, х) = То можно
получить
- ехр (е) АД1 (р) — (2/л) фц.
(8.16)
Для нахождения ширины реза опре-
делим максимальную Тпирину изо-
термы Ти из условия OTldx |f=i — 0.
Выполняя необходимые операции, мож-
но получить систему уравнений
-" ^о"' (Ро)схР [_f)o^(p0°) J -
2 ,
-----фц;
л
ГХ0(Ро) Г
I Ki (Ро) J
Резка материалов непрерывным излучением лазера
297
где Ki (Ро) — модифицированная функ-
ция Бесселя второго рода первого
порядка.
С помощью системы уравнений (8.17)
можно найти зависимость 1ГЛ = f (т],
ф), представленную на рис. 8.30 [2,
16]. При больших значениях аргу-
мента, разлагая Кл (р0) и (р0) в ряд,
получим
Ц7Л = (2/я)М1.9-ф)+ 0,3. (8.18)
Отсюда следует, что при ф< 1,9
5ТРл/йЛ> 0, т. е. увеличение т| при-
водит к росту 1ГЛ. Это характеризует
устойчивый режим резки. При ф> 1,9
с>И7л/гЭф< 0- и режим становится не-
устойчивым. Величина И7П может иметь
отрицательные значения, т. е. резка
может происходить только в резуль-
тате химической реакции.
Оценим область применимости ука-
занной модели. Она неприменима при
малых скоростях резания, когда нельзя
пренебречь теплоотдачей пластины.
При больших скоростях она неточна,
так как ширина реза 2ук может ока-
заться меньше диаметра луча реального
источника. Скорость движения источ-
ника, для которой справедливы при-
веденные расчеты, лежит в пределах
о< 2а/(Гу), где b — коэффи-
циент темп ер ату роот дачи. Для метал-
лов 0,1 < 1 см/с.
Квазистационарная температура
в центре нормально-распределенного
источника
Г (О, 0) = Р/(4лХб) [—БД— У2/4)],
(8.19)
где U = vrj2a — безразмерный пара-
метр, пропорциональный скорости;
Et — интегрально-показательная функ-
ция. По аналогии с уравнениями (8.15)
ИД = (2/п) срУ, где <p= (йЛ'у)] Ф-
Теперь параметр <р зависит от ширины
реза. С учетом вклада энергии хими-
ческих реакций выражение (8.19) мож-
но переписать в виде
2 2
л = -Ei (-У8/4) ~ V Ч'и' (8 20)
Зависимость 1РЛ от <р и U предста-
влена на рис. 8.30. В этом случае
также существуют области устойчи-
вого (при <р < 1,9) и неустойчивого
(<р> 1,9) режимов. В области малых
значений U расчеты по модели то-
Рис. В.30. Расчетные зависимости ст О
при лазерной резне для модели нормалъло-
распределспного источника. Точками па-
носсны результаты экспериментов по свар-
ко сталей 12Х18Н10Т (светлые знаки} и
СтЗ (черные знаки) толщиной о,5 мм (д,
1,0 мм (□, В), 1.5 м>’ (Ог • ).
3,0 мм (V, Т)
чечиого и распределенного источников
совпадают. Начиная с U >0,8, они
дают различные результаты. Из рис.
8.30 следует, что даже при ф> 1,9
в области больших U неустойчивый
режим переходит в устойчивый. На-
пример, для <р = 4 устойчивый режим
существует при У > 1,4.
При большой скорости о перемеще-
ния нормально-кругового источника
температурное поле предельного со-
стояния в подвижной системе коорди-
нат стремится к простой предельной
форме [16]. Быстродвижущемуся ис-
точнику по поверхности пластины тол-
щиной 6 эквивалентен нормально-
полосовой источник той же мощности
Рц, который в направлении ширины
пластины распределен по закону Гаус-
са, а по толщине пластины — равно-
мерно. При быстром перемещении та-
кого источника теплота будет распро-
страняться только в направлении,
перпендикулярном к направлению дви-
жения. В этом случае температура
298
ЛАЗЕРНАЯ СВАРКА
является только функцией т| и может
быть оценена с помощью соотноше-
ния [151
Т(у) Р;1/(у6 J<4.4q>f0) X
X ехр [—^®/(4я(0)], (8,2!)
где ta ~ l/4afe; k —- коэффициент со-
средоточенности источника. Мини-
мальная мощность Рл, требуемая для
достижения температуры разрушения
T!h находится из уравнения (8.21),
если положить Т — Та при у = 0.
Тогда
Р* = Tnv 5ср [-лл/W. (8.22)
Из соотношения (8.22) следует, что
Р* растет с увеличением Те и V.
Энергетические условия резки мож-
но характеризовать с помощью удель-
ной энергии резания So, которая
является характеристикой материала
и не зависит от условий резания.
Постоянство этой величины для ряда
материалов проверялось в широком
диапазоне параметров резания (ско-
рости, толщины, мощности) [2]. Удель-
8.4. Удельная энергия резаная
для ряда материалов
Материал So. кДж/г Матерн ал я EI
Текстолит 50 Дерево;
Стеклотек- 47 сосна 0,9
сталит Облицо- вочный пластик 2 луб 5,4
Картон 0,8 фанера 5,4
Плексиглас 2,0 клееная
Асбоцемент 28 Винипласт 1,8
Асбест 20 Резина:
листовой масло бензо- 2,5
Керамика 30 стойкая
Комп оз и- 80 вакуумная 2,1
цяонные Сита л л пе- 25
материалы прозрачный Стекло: обыкновен- 31
ное
кварцевое 45
ная энергия резания So для некоторых
материалов приведена в табл. 8.4.
Поскольку So = сТо, можно опре-
делить ф для диэлектрических материа-
лов. Для большинства диэлектриче-
ских материалов при резке с поддувом
воздуха —1 > ф >—2 [21- Малые
отрицательные значения ф дают воз-
можность сделать вывод, что в про-
цессе резки диэлектриков лишь отно-
сительно небольшое количество веще-
ства удаляется испарением, а решаю-
щую роль в процессе разрушения
играет унос газовой струей мелкодис-
персной и капельной фракций. Ис-
ключение составляют материалы на
основе фенолформальдегидных смол —
текстолит, стеклотекстолит, компози-
ционные материалы и др. Предпола-
гая, что для этих материалов 70 ж
ж 1000 °C, получим ф в интервале
—5> ф> —10. Эти материалы под
действием лазерного излучения пре-
вращаются в спекшуюся вязкую массу,
которая не удаляется газовой струей
из зоны реза, что вызывает большие
энергозатраты при их резке.
Резка неметаллических ^материалов
лучом лазера на СО2. Перспективное
технологическое применение излуче-
ния непрерывных лазеров — резка ма-
териалов, причем наиболее эффективно
использование лазеров на СО2, облЯ-
дающих 15—20 % КПД. Излучение
с длиной волны 10,6 мкм хорошо
поглощается различными неметалли-
ческими материалами, в том числе
натуральными органическими (кожа,
дерево, льняные и хлопчатобумажные
ткани и др.), и химического происхо-
ждения (искусственные кожи, искус-
ственные и синтетические волокна
и т. п.).
К преимуществам лазерной резки
по сравнению с другими способами
следует отнести следующее:
возможность получения узких резов
в обрабатываемых материалах;
весьма малые размеры зоны терми-
ческого влияния излучения;
незначительное механическое воз-
действие, оказываемое на разрезаемый
материал вследствие отсутствия сило-
вого контакта;
возможность резки материалов прак-
тически по любому сложному контуру
в двух и более плоскостях;
Резка материалов непрерывным излучением лазера
299
возможность автоматизации процес-
са резки при достаточно высокой точ-
ности и производительности способа
обработки и др.
Экспериментальные данные по газо-
лазерной резке обувных и кожгалан-
терейных материалов, проведенной на
автоматизированной установке для
программного раскроя неметалличе-
ских материалов лучом лазера, по-
дробно описаны в работе [18 J. Газо-
лазерная резка широкого круга мате-
риалов выполнялась при мощности
500 Вт и более многомодового излуче-
ния лазера на СОг. При расходимости
луча лазера примерно 2‘ 10"® рад
используемые в оптическом резаке
линзы из КС1 фокусировали излуче-
ние в пятно диаметром 0,5—0,8 мм.
Влияние состава газовой смеси и
ее давления на параметры резки.
В качестве модельных материалов были
взяты кожзаменитель на тканевой ос-
нове толщиной 1,5 мм и кожеподобная
резина толщиной 4,5 мм.
Исследовалось влияние состава и
давления р газовой смеси па такие
параметры резки,- как глубина h,
ширица b и качество реза. Мощность
луча лазера на СО2 в зоне обработки
составляла 350 Вт. Фокус оптической
системы с фокусным расстоянием F =
= 240 мм располагали на поверх-
ности материала. Скорость резания и
кожзаменителя составляла 16,? м/мип,
кожеподобной резины — 1,5 м/мип.
С увеличением давления воздуха 0,1—
0,4 МПа и более глубина реза увели-
чивается (от несквозного до сквозного),
причем при давлении 0,1; 0,2; 0,3 .МПа
глубина несквозного реза составляет
1/1,2 и 1,4 мм соответственно. Ши-
рина реза, измеренная по уровню
1/4 толщины материала от поверхно-
сти, возрастает по мере увеличения
давления от 0,19 до 0,52 мм.
Использование среды азота при про-
чих равных условиях приводит к уве-
личению ширины реза от 0,28 мм при
р = 0,1 МПа до 0,52 мм при р =
— 0,5 МПа, а сквозной рез получается
при давлении 0,2 МПа и выше. Раз-
личие значений глубины реза, полу-
ченных в среде азота и в среде сжа-
того воздуха, можно объяснить раз-
ными условиями экранирования излу-
чения над поверхностью материала.
/254
Рис, B.3L Продольные сечения резов тек-
сола толщиной 2 мм лучом лазера в среде
сжатого воздуха при v = 8 (а), б (5) и
4 м/мин <о> и р = 0 (/)f 1 2 (3) и
4-10* Йа (4)
Прн резке лазерным излучением
кожеподобной резины в среде сжа-
того воздуха глубина реза возрастает
от 2,35 до 2,8 мм при увеличении
давления от 0,1 до 0,5 МПа.
Исследовалась зависимость парамет-
ров газолазерпого реза в тексоне
(разновидность картона) толщиной
2 мм от давления газовой смеси (сжа-
тый воздух) в диапазоне 0—0,4 МПа
при скоростях резания 4, 5, 8 м/мин.
На рис. 8.31 приведены продольные
сечения полученных резов при раз-
личных давлениях сжатого воздуха
и скоростях резания, а в табл. 8.5 —
результаты исследований полученных
резов. Ширина резов (как выходных,
так и входных) увеличивается с ростом
давления, причем в большей степени
при меньших скоростях резания. Так,
при о=8 м/мин ширина 6 входного
реза увеличивается от 0,42 мм при
р = 0 до 0,5 мм при р = 0,4 МПа,
в то время как при о — 4 м/мин b =
= 0,54 и 0,79 мм соответственно.
Практически отсутствует зона терми-
ческого влияния в области резания
и получаются достаточно ровные края
реза.
Связь параметров реза с условиями
фокусирования луча лазера. На про-
300
ЛАЗЕРНАЯ СВАРКА >
8.5, Параметры реза в тексоне при различных давлении
газовой среды (сжатый воздух) и скорости резания при И7 = 350 Вт,
f— 280 мм и фокусировании излучения на поверхность
обрабатываемого материала
Ь, мм ММ , мм ft, мм , мм ftd мм
р, МПа Вход Выход Вход Выход Вход Выход
V = 8 м/мин ь 5 м/ммн и — 4 М/МИП
0 ' 0,1 0,2 0,4 0,42 0,48 0,48 0,50 4» 1 1 II 0,85 0,97 0,97 1,1 0,48 ..0,54 0,54 0,54 0,09 1,76 1,82 1,94 2,0 ** 0,54 0,6 0,67 0,79 0,24 0,3 0,36 0,48 2,0 * 2,0 * 2,0 * 2,0 *• 1
♦ Сквозной рез в материале отсутствует.
*• В материале толщиной 2Ф0 мм наблюдается сквозной рез.
филь реза материалов, его ширину и
глубину существенное влияние ока-
зывают условия фокусирования лазер-
ного излучения — фокусное расстоя-
ние оптической фокусирующей системы
и смещение фокальной плоскости ее
относительно поверхности обрабаты-
ваемого материала. Фокальная пло-
скость находилась как над поверх-
ностью обрабатываемого материала (на
высоте 6 мм), так и смещалась в-глубь
его (на 10 мм). Мощность излучения
500 Вт, давление газовой смеси (сжа-
тый воздух) составляло 0,2 МПа,
а скорость резания 10 м/мин. В каче-
стве модельного материала применя-
лась кожеподобная резина.
Ход лучей пучка лазера при раз-
личном смещении фокусирующей лин-
зы относительно поверхности обраба-
тываемого материала и соответству-
ющий каждому положению линзы
профиль поперечного реза, получен-
ный в кожеподобной резине, -показаны
на рис, 8.32. Ширина реза материала
при фокусировании луча над поверх-
ностью значительно превышает ши-
рину реза в случае расположения
я
Рис, 8.32. Зависимость формы сечения
роза и кожеподобной резине от положения
фокальной плоскости фокусирующей си-
стемы относительно поверхности обраба-
тываемого материала (IV 5(30 Вт; © --
— I0 м/мин)
резка материалов непрерывным излучением лазера
301
фокуса под поверхностью (1,17 и
0,82 мм соответственно). При дальней-
шем смещении фокуса в глубь мате-
риала ширина реза вновь увеличи-
вается, достигая 1,1 мм (в этом случае
&F — разность между рабочим отрез-
ком и фокусным расстоянием — со-
ставляет 10 мм). С удалением в обе
стороны от случая минимальной ши-
рины реза при расположении фокаль-
ной плоскости под поверхностью
(AF = 4*3 мм) материала ширина ре-
зов увеличивается, поскольку растет
размер пятна излучения на материале.
В то же время глубина реза является
наибольшей в том месте, где ширина
минимальна (т. е. при расположении
фокальной плоскости' примерно на
3 мм под поверхностью материала),
достигая 2,48 мм. При расположении
фокальной плоскости выше и ниже
оптимального уровня глубина умень-
шается до 1,03 мм (ДР — —6 мм)
и 1,45 мм (AF = +I0 мм). Получен
примерно одинаковый*’геометрический
профиль -резов при различном распо-
ложении фокальной плоскости лин-
зы относительно обрабатываемой
поверхности. Зависимости пара-
метров реза (ширина, глубина, пло-
щадь сечения) от AF показаны на
рис. 8.33.
Максимальная глубина и минималь-
ная ширина реза наблюдаются при
расположении фокальной плоскости
оптической фокусирующей системы под
обрабатываемой поверхностью при
Д/7 = 4-3 мм (для линзы с Г =
= 280 мм).
Исследование влияния мощности луча
лазера на ширину реза и скорость рас-
кроя материала. Эксперименты были
проведены на 10' различных мате-
риалах (обувных и кожгалантерей-
ных). Давление сжатого воздуха со-
ставляло 0,2 МПа, мощность луча
500 Вт. Луч фокусировался под по-
верхностью материала примерно па
1/2 его толщины.
Практически все исследованные ма-
териалы (за исключением кирзы, асбе-
ста и искусственной галантерейной
кожи) имели сквозные резы вплоть
до достижения скоростей 24 м/мин.
Максимальная ширина реза составля-
ет 0,8 мм (1,25 мм только у асбестовой
ткани).
Рис. 8,33. Зависимость ширины глуби-
ны ft и площади поперечного сечения 5 ре-
аа а кожеподобной резине от расположения
фокальной плоскости фокусирующей линзы
относительно поверхности обрабатываемо-
го материала (ДГ)
Зависимость ширины реза для ряда
материалов от скорости резания пред-
ставлена на рис. 8.34. С ростом ско-
рости резания ширина реза умень-
шается. Зависимость мощности луча
лазера, необходимой для резки винил-
искожи от скорости резания предста-
влена на рис. 8.35. Давление сжатого
воздуха 0,2 МПа, мощность изменя-
лась диафрагмированием луча. С ро-
стом скорости необходимая мощность
изменяется практически линейно.
В экспериментах размер пятна фо-
кусирования пе превышал 0,8 мм
(линза с F = 240 мм) при максималь-
ной мощности. Как правило, ширина
реза была меньше 0,8 мм. Это можно
объяснить тем, что в пятне фокусиро-
вания эффективный диаметр сфокуси-
рованного луча с плотностью, превы-
шающей пороговую для начала разру-
шения, меньше диаметра светового
пятна. Резы получаются практически
чистыми, ровными, с оплавленной на-
ружной кромкой. Вследствие низкого
коэффициента температуропроводности
302
ЛАЗЕРНАЯ СВАРКА
Рис. 8.34. Зависимость & (о)
для дерматина (7), кожи пер-
чаточкой (2), пленки порис-
то-монолитной (3) и кирзы
(*);
W ~ 500 Вт; р = a. 10s Па
(сжатый воздух); / = 240 мн
обрабатываемых материалов и зна-
чительных скоростей резания размеры
зон термического влияния не превы-
шают 0,05—0,1 мм. В то же время
в некоторых случаях наблюдаются
зоны видимых повреждений поверх-
ности материалов (вдоль реза).
Оценка параметров процесса лазер-
ной резки. Кратко остановимся на
некоторых физических особенностях
резки приведенных выше материалов
лазерным излучением.
Начало воздействия излучения свя-
зано с поглощением его материалом.
Для диэлектриков в отличие от метал-
лов поглощение носит объемный ха-
рактер, причем глубина проникнове-
ния излучения определяется физиче-
скими свойствами материала. По про-
шествии весьма малого промежутка
времени в материале формируется ис-
точник теплоты, действие которого
приводит к термическому разрушению
материала после достижения неко-
торой температуры Тв. Продукты раз-
рис. 8.35. Зависимость мощности излуче-
ния лазера при резке яинилискожи от ско-
рости резания
рушения удаляются газовым потоком а
из зоны реза и отсасываются приемки- '
ком. Проведем некоторые качествен- ‘
пые оценки, основываясь на тех же ' '
моделях, что и при разрушении метал-
л и чес к их материалов. Минимальная
мощность, требуемая для разрушения
материала толщиной d, может быть
оценена с помощью соотношения
№’пнп — Sfl dpu |-'Лft/fc яи So dps?r г’л,
(5.23) '
где So = сГ0; с — теплоемкость; Та —
температура разрушения; d — толщи-
на материала; [J — плотность мате-
риала; v — скорость резки; k = 1/г2
коэффициент сосредоточенности; г —
радиус пятна излучения па поверхно-
сти материала.
Между и v существует линей-
ная связь, что подтверждается, на-
пример, данными но резке винил-
искожи в диапазоне мощностей 100—
500 Вт и скоростей резки 3—12 м/мип.
Рост радиуса пятна излучения также
требует увеличения мощности.
Формула (8.23) не учитывает нали-
чия газовой среды, ее давления и вида
газа. Существенно, однако, что кос-
венный учет давления газовой среды
в этой формуле есть.
Соотношение (8.23) предполагает, что
при достижении То обеспечивается
полное проплавление (или разрушение)
обрабатываемого материала. Поэтому
различие в свойствах материала может
проявиться во взаимодействии излу-
чения с испаренным веществом и в раз-
личной степени ионизации факела над
поверхностью реза. Расчеты но (8.23)
затруднены для большинства материа-
лов, рассмотренных в настоящей ра-
боте, из-за отсутствия данных по
Резка материалов непрерывным излучением лазера
303
теплофизическим свойствам. Качест-
венные оценки могут быть выполнены
дли винипласта, для которого известно
So — 1,8 кДж/г 118). Подставив
в (8.23) данные, взятые из опытов
(d = 1,5мм,р= 1,5 г/см3, v = 25см/с),
получим W' да 1,7 кВт. Имеется опре-
деленное расхождение с опытными
данными (V/ ж 0,5 кВт). Это может
быть связано с завышенными значе-
ниями 5С для випилискожи и р,
принятыми в расчетах.
Ширину зоны термического влия-
ния можно оценить из простого соот-
ношения для температуры, обусловлен-
ной действием нормально-полосового
источника [16]:
Т {у} = ~ W— ехр(^),
vd К олсУо \ 4«/0 /
(8.24)
где Т (у)—.распределение температу-
ры в направлении, перпендикулярном
к резу; X — коэффициент теплопровод-
ности; = l/4afe; а — коэффициент
температурой ров одности.
Если определить зону термического
влияния Уъ, как такое расстояние,
где температура составляет некоторую
долю от То, то из (8.24) можно найти
соответствующее значение уй‘.
У а = 2 (/а?0 In А/Т (у0), (8.25)
где
vd /глср?Л0
Учитывая, что ata = г"! 4, получим
Уо = г ln1/2 AST (!/0), (8.26)
т. е. ширина зоны термического влия-
ния ув тем больше, чем больше радиус
пятна излучения, и слабо зависит
от изменения мощности излучения.
Числовые оценки по соотношению
(8.26) для типичных значений параме-
тров использованных материалов ка-
чественно согласуются с опытными
данными. Более точного совпадения
ожидать трудно ввиду отсутствия дан-
ных по теплофизическим свойствам
материалов, использованных в экс-
перименте.
Влияние поляризации ЛИ на лазер-
ную резку. Часто наблюдаемое разлц-
Рис. 8.Зв. Схема резки металла лучом ла-
зера (р — угол между нормалью к обра-
зующейся поверхности реза и лучом лазера)
чие в скоростях и качестве лазерной
резки материалов при использовании
различных лазеров на СОа, объясняет-
ся поляризацией ЛИ [22, 23]. При
перемещении материала относительно
луча лазера образуется рез, нормаль
к поверхности которого составляет
с падающим лучом угол 9 (рис. 8.36).'
Отражательная способность поверхно-
сти при ее обработке пл ос копол я ризо-
ванным лучом зависит от оптических
свойств материала, угла падения луча,
угла между плоскостью поляризации
и плоскостью падения. Зависимость
отражательной способности железа при
комнатной температуре (па длине вол-
ны А, = 10,6 мкм) для двух составля-
ющих поляризации луча: — р-со-
ставляюгцей, лежащей в плоскости
падения луча и J?s — s-составляющей,
перпендикулярной к плоскости паде-
ния .пуча, приведена на рис. 8.37.
При диаметре df и толщине обраба-
тываемого материала t средний угол
падения определяется выражением
б да:- arctg (tidf).
Так, при резке ЛИ материала тол-
щиной 0,7 мм с диаметром пятна
фокусирования 0,15 мм 0 да 80°. Ис-
пользуя зависимость отношения Лр/Л3
от угла падения (рис. 8.38) (Лр и Л., —
доли поглощенного ЛИ соответственно
для р- и s-составляющих поляризации),
можно найти, что Aj,/As да 20 [23].
304
ЛАЗЕРНАЯ СВАРКА
Рис. а.37. Отражательная способность же-
леза в зависимости от угла падения луча
на поверхность листа
Это означает, что при совпадении
плоскостей резки и поляризации луча
(при резке, проводимой параллельно
плоскости поляризации) поглощенная
мощность излучения в 20 раз больше,
чем при перпендикулярности плоско-
стей реза и поляризации.
Поскольку отражательная способ-
ность металлов существенно изменя-
ется с изменением температуры, то
отношение ApiAs уменьшается при
ее повышении. Поддув кислорода в зо-
ну резки также уменьшает различие
параметров получаемых резов при
использовании излучения с двумя раз-
личными составляющими поляриза-
ции.
Области резки листа низколегиро-
ванной стали лучом лазера, где про-
исходит наибольшее поглощение энер-
гии излучения в зависимости от угла гр
(ф — угол между плоскостью поляри-
зации и плоскостью перемещения)
показаны па рис. 8.39. При совпадении
плоскостей реза и поляризации (гр ~ 0)
большая часть энергии излучения по-
глощается впереди реза, что обеспе-
чивает максимальную скорость резки
при минимальной ширине реза. Еслч
плоскость реза перпендикулярна к пло-
скости поляризации (гр = 90°), то боль-
шая часть энергии поглощается сто-
ронами реза. При промежуточных
углах гр поглощение несимметрично,
что приводит к расширению реза и
его искажению.
Результаты исследований _ показы-
вают, что для получения оптимальных
параметров при гаэолазерной резке
листового металла необходимо иметь
плоскополяризованный луч с преду-
смотренной возможностью автоматиче-
ского вращени^ плоскости поляриза-
ции в зависимости от направления
резки. Такое'вращение плоскости по-
ляризации должно быть выполнено
до оптической фокусирующей системы.
Поскольку отсутствуют устройства для
поляризации излучения с высокой
плотностью потока, то целесообразно
использовать лазеры с деполяризо-
ванным излучением.
Плескаешь поляризации
Рис. 8.39. Области интенсивного поглоще-
ния ЛИ для различных углов гр ( (( — об-
лретм интенсивного поглощения)
Шовная сварка материалов ЛИ
305
8.4. Шовная сварка
материалов мощным лазерным
излучением
Непрерывная лазерная сварка полу-
чила развитие после разработки газо-
вых лазеров на СО; большой мощности
(> 1 кВт), когда лазерная сварка
приблизилась к электронно-лучевой
по своим возможностям, имея ряд
преимуществ, таких, как возможность
сварки в атмосфере, отсутствие опас-
ности возникновения рентгеновского
излучения и др.
Повышение выходной мощности из-
лучения позволяет повысить скорость
сварки, приводит к увеличению глу-
бины проплавления при больших отно-
шениях hid (h — глубина прославле-
ния, d— диаметр). Характерная за-
висимость глубины проплавления h
высокопрочной стали от мощности
лазерного излучения Р и скорость
лазерной сварки vc.B. показана на
рис. 8.40. При значительных мощно-
стях глубину проплавления h можно
оцепить из аналитического выражения
(8.27)
где а — коэффициент пропорциональ-
ности {13]; Р — мощность излучения.
В [13] описывается примерзал уче-
ния однопроходного сварного шва
в высокопрочных сталях толщиной
3,8 см при использовании лазерного
излучения мощностью 90 кВт. Ско-
рость сварки составляла 2,54 м/мин.
Зависимость глубины проплавления
h от скорости снарки всл при различных
мощностях излучения лазера приве-
дена па рис. 8.4! ИЗ]. Для пластин
толщиной 0,Г—0,3 см с достаточно
высокой скоростью достаточна мощ-
ность излучения 2 кВт, пластины
меньшей толщины сваривают излуче-
нием с мощностью < 1 кВт,
Данные по сварке различных мате-
риалов непрерывным излучением лазе-
ров на СО2 мощностью 0,25 и 15 кВт
приведены в табл. 8.6, 8.7.
Рассмотрим другие опытные данные
по проплавлению коррозионно-стойкой
стали лучом лазеров па С02 (электро-
разрядных, газодинамических) мощ-
ностью 20 кВт. Воздействие излучения
газодинамического лазера с выходной
Вне. 8.40. Зависимость глубины проплав-
лепил ft от мощности лазерного излуче-
ния /*;
/ — усв — 12,7 мй/с; 2 — чсв = 42.3 мм/с;
.? — t^B — 84,6 мм/с; 4 - t>CB = 12/7 мм/с
мощностью 20 кВт при скорости свар-
ки 2,! см/с в стальной пластине дости-
галась глубина проплавления 19 мм
с отношением глубины к ширине при-
мерно 6 : 1, а при скорости сварки
4,2 см/с глубина проплавления умень-
шается до 12,7 мм.
С помощью электрор аз рядного ла-
зера при мощности излучения 8 кВт
достигается почти полное проплав-
ление стальной пластины 9,5'мм при
скорости 1,27 см/с. При скорости
1,7 см/с получен сварной шов с пол-
ным проплавлением стальной пластины
толщиной 6,35 мм. Другим видом
Рис. 8,41. Зависимость глубины проплав-
ления й от спорости сварки
J — F — 1,2 кВт; 2 — Р = 1г5 кВт
306
ЛАЗЕРНАЯ СВАРКА
8.6. Режимы непрерывной сварки'
материалов лазером
на СО2 с мощностью излучения 250 Вт
в среде аргона (0,42 м3/ч),
фокусное расстояние 63,5 мм [13]
Материал Толщина свари- васмого мате- риала, Мм Скорость свар- ки, см/с Ширина шва, мм
Стыковые соединения
Коррозионно- 0,13 3,8 0,46
стойкая сталь 0,25 1,5 0,71
0,42 0,47 0,76
0,13 2,1 0,51
0,25 0,4 1,02
Инконель 0,10 6,3 0,25
0,25 1,7 0,46
Монель 0,25 0,63 0,63
Титан 0,13 6,0 0,38
0,25 2,1 0,56
Нахлесточные соединения
Коррозионно- 0,41 7,5 0,63 *
стойкая сталь 0,76 1,27 0,76 *
0,25 0,63 0,76
Угловые нахлесточные соединения
Инконель 0,10 6,8
0,25 1,48
0,42 1,05
Монель 0,25 1,05
0,51 1,15
* Неполное проплавленпе.
сварки, выполненной с помощью ла-
зера мощностью 8 кВт, является
стыковая сварка двух пластин тол-
щиной 0,95 см при ширине зазора
между ними в 500 мкм до сварки.
При этом достигнуто почти полное
проплавление.
Результаты этих экспериментов пред-
ставлены на рис. 8.42. Сплошная
линия получена из эксперименталь-
ных данных по электронно-лучевой
сварке. Когда величина PjiTmhfy >
> 100 (где ft — толщина пластины),
теплопроводность не существенна и
скорость сварки является линейной
функцией мощности. При меньших
мощностях скорость сварки падает
пропорционально квадрату мощности.
Зависимость мощности, необходимой
для достижения эффективности в 30 %,
от толщины для различных материа-
лов (коррозионно-стойкой стали, низ-
воуглеродистой стали, алюминия и
меди) представлена на рис. 8.43.
Под эффективностью подразуме-
вается отношение мощности, требуе-
мой только для плавления материала,
к полной мощности излучения (с уче-
том потерь тепла на теплопровод-
ность).
В экспериментах лазером мощно-
стью 20 кВт эффективность дости-
гала примерно 45 %. На нижнем
уровне мощности (8 кВт) экспери-
ментально полученная эффективность
составила около 28 %. Уменьшение
мощности лазера до .3,8 кВт приво-
дит к снижению эффективности свайки
до 22 %. Для проплавления 1 см
материала требуется мощность: для
коррозионно-стойкой стали 4 кВт,
8.7. Параметры сварки
некоторых материалов лазером
большой мощности [13]
Матери ал Толщина, мм Мощи ость, кВт Скорость снар- ки, см/е
Сталь: низкоуглероди- 3 15 17
стая 9,5 14 3,18
коррозионно- 3,2 14 16,95
стойкая 17,8 17 1,06
высокопрочная 12,7 15 1,27
Жаропрочные сплавы: •инконель 5,0 14 4,23
14,5 15 2,33
рене 12,7 16 1,27
А1-сплав 6,3 10,2 5,9
11,9 14,5 2,12
Ti-сплав 3,2 10 10,7
9.5 15 5,7
Шовная сварка материалов ЛИ
307
Рис. 8.42, Зависимость нормализованной
скорости от нормализованной мощ-
ности излучения лазера Р0ДГтДХ);-
1 — данные без передачи теплоты; 2 —
данные по электронно-лучевой сварке;
д — 8 кВт; • — 20 кВт; * — 3,8 кВт;
□ -- 10 кВт; 0 — 4 кВт
для низкоуглеродистой стати 14 кВт,
для алюминия 16 кВт, для меди 60 кВт
(см. рис. 8.43). Эффективность не
зависит от ширины зоны сварки,
а зависит только от произведения
скорости сварки на ширину зоны.
Сварка с глубоким проплавлением
может быть получена и при меньших
мощностях излучения, но соответст-
венно с меньшей эффективностью.
Сварные швы с кинжальной фор-
мой области проплавления начинают
формироваться уже при мощности
Й* 1,5 кВт. Сварка излучением мощ-
ностью 1,5 кВт никелевой стали тол-
щиной 2 мм позволила получить
сварной шов с параллельными гра-
ницами шириной 0,5 мм, с расширя-
ющейся верхней частью [ 13 ]. В ти-
тановом сплаве толщиной 5 мм по-
лучены сварные швы с коэффициен-
том формы шва 8 — 1,6 при умень-
шении скорости сварки от 380 до
100 см/мип (мощность излучения со-
ставила 3 кВт). При сварке корро-
зионно-стойкой стали толщиной
6,3 мм лучом лазера мощностью
3,5 кВт при скорости 127 см/мин
Рас. 8.43. За в нс нм ость мощности излуче-
ния, требуемой для плавления ряда мате-
риалов, от толщины пластины:
1 — коррозионно-стойкая сталь; 2 — низ-
ко у гл ер о ди с та я сталь; 3 — алюминий; 4 —
медь
был получен коэффициент формы шва
’ ~ 7, а максимальный коэффициент
составил 12 [13].
Глубина проплавления h и коэф-
фициент формы шва определяются пе
только размером фокального пятна
и скоростью сварки цев, но и поло-
жением фокальной плоскости отно-
сительно свариваемых поверхностей
и углом у сходимости лазерного луча.
Результаты исследований зависимо- '
сти глубины проплавления от поло-
жения фокальной плоскости оптиче-
ской системы относительно поверх-
ности свариваем1Ж*материалов и от
угла сходимости луча при отклонении
положения фокальной плоскости от
оптимального приведены в работе
[13] и обобщены на рис. 8.44.
Зависимость глубины и формы про-
плавления от мощности луча лазера
на СО2 при различных углах сходи-
мости у (10 и 45°) описаны в работе
[12].
Для получения углов сходимости у,
равных 10 и 45°, применяли двух-
зеркальные объективы Кассегрена
с различными параметрами, обеспе-
чивающими указанные углы. Необ-
ходимым условием получения «кин-
жального» шва глубиной свыше 10—
12 мм при сварке углеродистой стали
и скоростях до 80 м/ч авторы считают
уменьшение углов сходимости.
308
ЛАЗЕРНАЯ сварка
Рис. 8.44. Зависимость глубины проплав-
ления h от положения фокальной пло-
скости относительно поверхности свари-
ваемых материалов (4) и 01' относитель-
ного положения различных оптических фо-
кусирующих систем (ь):
1 — у-: 10°; 2 — V = 30°; 3-т==55“
Результаты сварки пластин из. кор-
розионно-стойкой стали получали
с использованием вспомогательного
газа, подаваемого в виде струи ар-
гона, направляемой на точку взаимо-
действия луча лазера с материалами.
В работе используются две схемы
подачи газа — нормально к поверх-
ности и параллельно ей. Наиболь-
шее проплавление достигается при
использовании схемы с нормальной
подачей аргона в зону воздействия.
При второй схеме подачи вспомога-
тельного газа светимость зоны воз-
действия выше, чем в первом случае,
однако этот метод приводит к очень
узкому непрерывному шву с более
однородными свойствами вдоль длины.
Если не использовать вспомогатель-
ный газ, то над поверхностью ме-
талла образуется стационарное об-
лако ионизированного металлического
пара, которое эффективно экранирует
зону воздействия от прямого проник-
новения излучения к поверхности
металла. Вследствие этого на поверх-
ности металла образуется зона с малой
глубиной проплавления.
Указанное .явление носит порого-
вый характер и наблюдается при мо-
щности излучения выше 8 кВт. Пред-
отвратить образование ионизирован-
ного облака можно не только с по-
мощью использования газовой струи
для «сдувания» облака, но и с по-
мощью подачи в зону воздействия
газов, препятствующих’ ионизации.
Защита от окисления свариваемого
металла выполняется .с помощью по-
дачи инертных газов с обратной ctq;
роны шва.
Устройство для защиты от окисле-
ния свариваемого металла, подавле-
ния плазменного облака, защиты фо-
кусирующей оптической системы Ът
паров и брызг металла (рис. 8.45)
выполнено в виде, прямоугольного
короба, открытого со стороны шва.
Посредине короб разделен горизон-
тальной перегородкой на две части,
В центральной части имеется сег-
Рис. Я.45. Устройство для подачи защит-
ного и плазмоподавляющего газон в зону
сварки:
/ — корпус устройства; 2 — отверстия
в перегородке; 5 — трубка для подачи за-
щитного газа; 4 — верхняя полость; 6 —
сегментная перегородка; 6 — камера плаз-
М о подавляющего газа; 7 — луч лазера;
5 — направляющая трубка; 9 — централь-
иое отверстие (сопло) для прохода луча ла-
зера; 10 — патрубок для отсоса газов;
11 — щелевой коал; 12 — сварочная ван-
на; 13 — газопроницаемая перегородка
Шовная сварка материалов ЛИ
309
ментная перегородка с центральным
отверстием' для пропускания лазер-
ного луча. В объем между крышкой
и сегментом подается плазмоподав-
ляющий газ, который отводится че-
рез щелевое отверстие и специаль-
ный патрубок, а в верхнюю часть
устройства подается защитный газ,
который проходит к сварному шву
через отверстия в перегородке, что
выравнивает газовый поток и исклю-
чает механическое воздействие потока
на ванну жидкого металла. В качестве
илазмонодавляющего газа исполь-
зуют гелий, а защитного — аргон.
Для улучшения процесса форми- .
рования сварного шва рекомендуется
воздействовать газовым потоком
па расплавленный металл [Пат. 51—
35758 (Япония)]. В предложенном
способе лазерной сварки поддувом'
струей защитного газа предупреждают
вытекание расплавленного металла или
деформирование сварочной ванны
под действием „ силы тяжести
[Пат. 52—119446 (Япония)]. Струю
газа направляют со стороны, куда
возможно стекание жидкого металла,
например, при сварке горизонталь-
ных швов снизу под определенным
углом к шву (рис. 8.46, а), а при
сварке кольцевых швов — навстречу
вращению изделия (рис. 8.46, б).
Значительное внимание уделяется
исследованию влияния окружаю-
щей атмосферы (состав, давление) на
особенности лазерного воздействия
на металл [13]. Результаты влияния
окружающей газовой среды (состава
и давления) на особенности лазерного
воздействия на обрабатываемые
матер и ал ы пр введены в гл. 6. По-
казано, что труднее всего плазмен-
ное облако образуется в гелии, а про-
бой возникает при плотностях по-
тока -—10® 4-107 Вт/см£. Плазмен-
ное облако образуется после начала
испарения материала. Таким обра-
зом, можно считать, что гелий об-
ладает способностью в наименьшей
степени препятствовать прохождению
излучения и обрабатываемому мате-
риалу и использовать его наиболее эф-
фективно (в сравнении с другими
гагами) для защиты от окисления
сварочных швов и др.
Аналогичные результаты получены
пр I исследовании сварки лазером на
ССг мощностью 15 кВт в газовой
ср< де различного состава. Гелиевая
защита в сравнении с воздухом уве-
личивает глубину проплавления, а
добавка в гелий небольшого коли-
чества водорода (~ 1 %) еще более
увеличивает этот эффект.
Зависимость относительной ве-
личины проплавления (в сравне-
нии с проплавлением на воздухе)
от расхода защитного газа гелия
приведена на рис. 8.47.
В отличие от гелия аргон значи-
тельно уменьшает лазерное проплав-
ление, а его добавки в гелий приводят
к уменьшению глубины проплавления
пропорционально количеству
в газовой смеси. Для эффективной
защиты свариваемых металлов от окис-
ления кислородом при сварке с вы-
сокой скоростью рекомендуется ис-
пользовать смесь гелия с небольшим
количеством аргона [13]. Известна
также и другая защитная газовая
Рис. 8.46. Схемы лазерной
сварки с поддувом газа для
управления формированием
сварного шва при сварке
горизонтальных (й) и коль-
цевых (<7> швов:
J — свариваемая деталь;
2 — эона формирования
шва; 3 — фокусирующая
линза; 4 — лазер; 5 — бал-
лон с газом; б — сопло для
подачи струи газа; 7 — сва-
рочная ванна
310
ЛАЗЕРНАЯ СВАРКА
в
2
1,5
1
О 20 40 60 ЙО ‘0,»2Йп3/ч
Рис. S.47. Отношение глубин п проплавле-
ния при лаверной сварке на воздухе и
в среде гелия в зависимости от расхода
гелия
смесь для лазерной сварки сталей —
смесь гелия с кислородом или элек-
троотрицательными газами (CCl0Fa
или SFe) с добавками 10 % COS [13].
Эффективность лазерной сварки
можно также значительно повысить,
увеличив поглощательную способность
обрабатываемого материала, для чего
на стыкуемые поверхности предло-
жено наносить металлический поро-
шок, хорошо поглощающий лазер-
ное излучение и восполняющий по-
тери металла шва при испарении,
что также позволяет использовать
для сварки лазер пониженной мощ-
ности [Пат. 49—23749 (Япония)].
Для сварки металлов с высокой
отражательной способностью в види-
мом и ИК,- ди ап аз он ах излучения (на-
пример, медь, серебро, золото) пред-
лагается применять покрытия, полу-
чаемые плакированием под большим
давлением с нагревом или без него.
При этом толщина покрытия должна
быть- > 0,0127 мм, а материал должен
несущественно испаряться под дей-
ствием лазерного излучения (для
меди — никель, для серебра и золота —
палладий) [Пат. 570104 (США)]. Как
и для случая использования погло-
щающего порошка покрытия позво-
ляют применять лазеры небольшой
мощности.
Существенное значение для каче-
ственной сварки имеет оптимальный
выбор ее скорости [13]. Наиболь-
шая скорость ограничивается значе-
нием, при котором металл кристал-
лизуется, не успев растечься по сва-
риваемым кромкам для обеспечения
необходимого сплавления, а также
образуются усадочная пористость и
другие дефекты. Так, для корро-
зионно-стойкой стали толщиной
0,127 мм при мощности непрерыв-
ного излучения 1,5 кВт предельная
скорость составляет примерно
5,0 м/мин. Нижний предел скорости
ограничивается значением, при ко-
тором вследствие теплопроводности ме-
талл расплавляется в стороны бы-
стрее, чем в глубину, т. е. значи-
тельно увеличиваются ширина шва
и зона термического влияния. На-
блюдается также чрезмерный рост
зерен в металле шва.
Для получения высококачественных
сварных соединений, при сварке не-
обходимо выполнять следующие ус-
ловия: 1) точно подгонять стыкуемые
элементы с минимальными зазорами
для исключения ослабления сечения
шва; 2) тщательно очищать свари-
ваемые поверхности от загрязнений;
3) прочно фиксировать стыки в ме-
ханических зажимах приспособления
для сварки; 4) обеспечивать стабиль-
ность параметров лазерного луча и
преимущественно одномодового харак-
тера излучения: 5) использовать ла-
зеры мощностью > 2 кВт; 6) фоку-
сировать луч по плотности мощности
в фокусе в пределах 1,55-105 —
1,55-10’ Вт/см2, при которой обеспе-
чивается режим глубокого проплав-
ления; 7) защищать зоны сварки
потоком защитного газа с преиму-
щественной тангенциальной состав-
ляющей скорости для обеспечения
сдува плазменно-парового облака над
сварочной ванной; 8) обеспечивать
оптимальную скорость перемещения
детали; 9) обеспечивать теплоотвод
от корня шва для создания условий
направленной кристаллизации снизу
вверх для исключения усадочных ра-
ковин в центре шва; 10) применять
фокусирующие системы с достаточной
глубиной фокуса, позволяющей полу-
чать шов ц, параллельными стенками.
При выполнении этих условий фор-
мируется шов с большим коэффи-
циентом формы без ослабления се-
чения и достигается очистка рас-
плавляемого металла от неметалли-
ческих включений и газовых при-
месей. Неметаллические включения
легко удаляются из шва вследствие
их повышенной поглощательной спо-
собности лазерного излучения и
быстрого перегрева.
Шовная сварка материалов ЛИ
311
Значительная локализация по-
тока энергии в месте сварки обе-
спечивает достаточно низкий уровень
энергетических затрат на единицу
длины шва (сравниваемый с затра-
тами при электронно-лучевой сварке),
что обеспечивает незначительные раз-
меры зоны термического влияния. Ла-
зерной сварке также присущи не-
значительные искажения поверхности
(дисторсия) металла в зоне шва. Об-
разуется достаточно узкий и глубо-
кий, подобный Электр опп о-луч ев ому
шов. Шов не загрязняется матери-
алом электродов, из области расплава
улетучивается ряд вредных примесей
(сера, кислород, азот и др.), так
как они значительно лучше, чем ме-
талл, поглощают излучения лазера на
СОг, перегреваются и испаряются. Ме-
ханические свойства шва улучшаются.
Степень очистки металла шва от
примесей и влияние этого явления
на механические свойства сварных
соединений исследовали на об-
разцах из высокопрочной легирован-
ной стали, используемой в произ-
водстве труб. Сваривали пластины
толщиной 6,4 мм лучом мощностью
5 кВт при скоростях 0,85; 1,27; 1,48
и 1,90 см/с; обратную сторону шва
защищали потоком аргона, а со сто-
роны луча — смесью Аг —f- Не с со-
ответственно суммарными подачами
472 и 157 см3/с (для обеих сторон
шва). Результаты химического ана-
лиза металла шва представлены
в табл. 8.8, ударных испытаний (об-
разцы Шарпи) в табл. 8.9.
Значительное повышение ударной
вязкости Лн металла шва при ско-
рости сварки 1,9 см/с по сравнению
с основным металлом связано, по
данным металлографического анализа
с уменьшением числа неметалличе-
ских включений и с их сферической
формой; при этом содержание кисло-
рода снижается на 35—52 %, видимо,
за счет включений силикатов мар-
ганца, существенно влияющих на удар-
ную вязкость стали.
В однопроходных швах стали тем-
пература перехода к хрупкому раз-
рушению составляет 9 °C, а в двух-
проходных швах 51 °C.
Лазерная сварка титановых спла-
вов также обеспечивает высокие ме-
8.8. Содержание примесей
в основном металле и металле шва
высокопрочной стали [13]
Эле- мент Основной ме- талл, "% Металл шва (%) при асв - = 0,85 с м/с Основной ме- талл, % Металл шва (%) 1 при рсв- = 1,27 СМ/С
с 0,127 0,120 0,122 0,117
N 0,0125 0,013 0,0130 0,0115
. О 0,044 0,0021 0,0078 0,0051
S 0,0069 0,0074 0,0073 0,0070
н 0,00! 0,001 0,001 0,001
ханические свойства соединений, что
объясняют прежде всего более мелко-
зернистой структурой шва, чем при
других видах сварки (например, плаз-
менной) и отсутствием кр^ных пор
(>0,15 мм). Разрушение сварных об-
разцов при статических испытаниях
происходило по основному металлу.
Усталостные испытания показали, что
предел прочности сварных образцов
соответствует основному металлу и
составляет 550 МПа и 107 циклов
нагружения.
Лазерная сварка практически по-
зволяет сваривать различные мате-
риалы, в том числе трудносвари-
ваемые другими способами, напри-
мер жаропрочные сплавы на основе
никеля и железа.
Результаты сопоставления лазерной,
электронно-лучевой и ар гон н о-
8.9. Результаты испытаний
сварных образцов на удар
Режим сварки Темпе- ратура, °C лн. Дм/см!
Р, кВт см/с Ме- талл шва Основ- ной
5 1,9 —1,1 +23,9 52,9 35,8
5 1,9 52,9 36,6
5 1,48 +23,9 38,4 32,5
5 0,85 +23,9 36,6 33,9
312
ЛАЗЕРНАЯ СВАРКА
Рис. 8^8- Зависимость нормализованной
скорости У от нормализованной мощно-
сти X для сварки с глубоЛм л port лав л е>
ннем
дуговой сварок по параметрам —
статическая прочность сварного со-
единения, статическая прочность ме-
талла шва и различных участков
околошовной зоны, ударная вязкость
металла шва и различных зон тер-
мического влияния — приведены в ра-
боте [7]. Исследования проводились
на сталях перлитного класса 12Х2Н4А
и 18‘ХГТ, среднеуглеродистой стали
35 и титановых tx-сплавов ВТЗ и
ВТ7.
Лазерная сварка осуществлялась пу-
тем сквозного проплавления пластин
и встык с малым зазором. Сварка
обеспечивает получение соединений,
равнопрочных основному металлу, а
также высокую ударную вязкость,
превышающую вязкость основного ме-
талла.
Если не рассматривать процесс об-
разования в материале узкого и глу-
бокого канала, то распространение
теплоты при получении сварного шва
может быть рассмотрено в рамках
теории движущихся источников.
В частности, простейшей моделью для
описания глубинного проплавления
толстых материалов может быть те-
пловая модель линейного источника
теплоты, перемещающегося с постоян-
ной скоростью через объем тела.
Такая модель’ использована в ра-
ботах [16, 25 [, в которых учтена
дополнительно температурная за-
висимость теплофизических харак-
теристик. Описано решение квазиста-
циопарного уравнения теплопро-
водности в движущейся системе ко-
ординат для получения, например;
зависимости скорости от мощности
для лазерной сварки с глубоким
проплавлением. Введя нормализован-,
ную на единицу глубины выходную
мощность X — P0/(hS) и. нормализо-
ванную скорость У — 2ub (здесь Ро —
полная мощность излучения; h —
глубина проплавления; S — площадь
пятна обработки; b — ширина рас-
плавленной' зоны) получили выраже-
ние У = 0.483Х [16]. f
Графическая зависимость X и У *
приведена на рис. 8.48. Коэффици-
ент 0,483 представляет ту часть вход-
ной мощности излучения, которая
расходуется только на плавление ме-
талла. При низких скоростях луча
лазера
У s exp (In 8 — Сэ — 2п/Х), (8.28)
где Сэ == 0,577 — постоянная Эйлера.
Для достижения заданного проплав-
ления и скорости сварки при мень-
ших мощностях необходимо сужать
ширину зоны плавления или уменьшать
площадь сечения луча. Промежуточ-
ный диапазон скоростей на рис. 8.48
представлен сплошной линией.
Сравнение расчетных данных с экс-
периментальными для лазерной сварки
с глубинным проплавлением представ-
лено для некоторых опытных данных
на рис. 8.49. На графике приведены
опытные данные по проплавлению
лазером на СО2 с мощностью 250 Вт
тонких пластин из различных мате-
риалов. Увеличение мощности лазе-
ров приводит к росту эффективности
их использования. Это связано с тем,
что, несмотря на высокую отража-
тельную способность металлов, после
образования отверстия в металле об-
разуется «ловушка» для излучения,
препятствующая энергетическим по-
терям луча. Это явление называется
«пленением» луча [19].
Результаты опытов по сварке вы-
сокомощными лазерными установками
сведены в табл. 8 10.
Шовная сварка материалов ЛИ
313
Рис. В.49. Сравнение Опытных данных по
лазерной сварке с расчетными:
0 — 20 кВт; D — В кВт; X — тонкая
пластина
Рассмотрим результаты расчетов тем-
пературных полей в материалах, на-
греваемых лучом лазера на С02,
и сопоставим их с опытными данными.
В экспериментах используется лазер
Рис. 8.50. Временная зависимость выход-
ной мощности излучения лазера на СО. (/)
и источника накачка (S)
на СОг, питание которого осущест-
вляется от источника с частотой 60 Гц.
Выходная мощность лазера пульси-
рует с частотой 120 Гц (рис. 8.50).
Распределение энергии по диаметру
луча может быть аппроксимировано
с помощью кривой нормального рас-
пределения диаметром 0,5 мм на
уровне 1/е от максимального значе-
ния плотности энергии.
Форма проплавления пластины из
коррозионно-стойкой стали, по-
крытой пленкой Fe2S3 толщиной 0,3 мм
8.10, Параметры глубинной лазерной сварки
Металл Роу кВт ft ft р, мм/с кВт/м PJfiS =-- = X vb/a у
мм
Сталь углеро- 0,125 0,125 0,45 38,0 2 56 3,5
дистая 0,25 0,250 0,70 14,8 1 28 1,1
0,25 0,417 0,75 4,7 0,6 17 0,72
0,25 0,125 0,50 21,1 2 56 1,2
0,25 0,203 0,50 12,7 1,23 34 1,3
0,25 0,250 1,00 4,2 1 28 0,86
8 8,9 2,3 12,5 1 28 5,9
8 6,4 2,1 10,7 1,25 35 7,2
20 20,2 3,3 21,2 0,9 27 14,3
20 12,7 2,3 42,4 1,57 44 19,9
Инконель 0,25 0,100 0,25 63,5 2,5 74 3,2
0.25 0,250 0,45 16,9 1 29 1,52
Никель 0,25 0,125 0,45 14,8 2 20,6 0,53
Никельмедный 0,25 0,250 0,62 0,4 1 21,3 0,57
сплав
Титан 0,25 0,125 0,37 59,0 2 50 3,0
0,25 0,250 0,55 21,1, 1 25 1,61
314
ЛАЗЕРНАЯ СВАРКА
Рис. 8-51, Типичная форма проплавления
лучом лазера на СОЛ пластины толщиной
0,3 мм из коррозионно-стойкой стали,
покрытой пленкой из Fe?Se
(рис. 8.51), удовлетворительно согла-
суется с данными расчета чй л я гаус-
сового источника теплоты. Кривые
отношения г к h (где г — полуширина
проплавления в верхней части, h —
глубина проплавления) как функция h
показаны на рис. 8.52. Вычисления
проводятся для точечного, кругового
и гауссов ого источников в предпо-
ложении, что мощность каждого ис-
точника постоянна. Эксперименталь-
ные параметры удовлетворительно со-
гласуются с расчетными для нормаль-
ного источника. Согласие между экс-
периментальными результатами и вы-
численными с помощью кругового ис-
точника теплоты достаточно для ма-
лых Z, по становится недостаточным
при увеличении Z. Для точечного
источника теплоты наблюдается боль-
шое расхождение между расчетными
и опытными данными.
/ — точечный источник; 2 — равномерный
по кругу радиусом Гр 3 — гауссово рас-
пределение
Рис, 8-53. Зависимость глубины проплав-
ления коррозионно-стойкой стйли от ско-
рости движения источника теплоты:
1 — точечный источник теплоты; 2 —
гауссово распределение
Зависимость глубины проплавления
от скорости движения источника те- >
плоты для коррозионно-стойкой стали,
обработанной с целью получения окис-
ной пленки Fe2S3 для повышения
поглощения, показана на рис. 8.53.
Согласованность Лежду опытными
и расчетными результатами достаточна
при низких скоростях движения. При
больших скоростях движения источ-
ника теплоты экспериментальные зна-
чения глубины проплавления стано-
вятся больше расчетных.
Пример распределения температуры
(в относительных единицах), вы-
численной на оси шва с обратной
стороны алюминиевой пластины тол-
щиной 0,3 мм для источника теплоты,
выходная мощность которого изме-
няется с частотой 120 Гц, показан
на рис. 8.54. Для сравнения (кривая 2)
приведено значение температуры, до-
Рис. 8.54. Изменение температуры на об-
ратной стороне пластины из А1 (й = 0,3 мм,
кривая 7) при действии пульсирующего
источника теплоты (кривая /') и постоян-
ный уровень температуры (кривая 2) при
действии источника теплоты постоянной
интенсивности (кривая 2')
i
Шовная сварка материалов ЛИ
315
стираемой при действии постоянного
источника теплоты.
Для кв аз и ст анионного состояния,
достигаемого от действия сфокусиро-
ванного луча лазера на СОа, темпе-
ратура на оси луча в центре источ-
ника теплоты определяется соотно-
шением
0(0, о, то) = АРЦ2 /ТИгД (8.29)
где Л — дайна волны света.
Отсюда минимальная мощность, тре-
буемая для плавления поверхности
полубесконечного тела:
Рmin = 2 П krfTт/А\ (8.30)
Для полированного металла погло-
щательная способность при темпера-
туре плавления
Я = 4 КПСеот)//Х, (8.31)
где С — скорость света; е0 — диэлек-
трическая проницаемость; — со-
противление постоянному току при
температуре плавления.
Отсюда для лазера на СОа получим
минимальную мощность для проплав-
ления
Pmill = 7,9-10-* (8.32)
Оценки Рт1п для ряда металлов
показывают, что даже при полиро-
ванной поверхности для их расплав-
лении -достаточны значения мощ-
ности излучения для титана Рп11п —
= 200 Вт, для коррозионно-стойкой
стали Pmin = 200 Вт, для железа и
циркония Pmin = 300-5-400 Вт, для
меди и серебра 7’mln = 9-5-10 кВт.
Связь между скоростью перемеще-
ния луча и эффективной мощностью
для проплавления, вычисленная для
кв аз нотационного состояния для Л1
и корозионно-стойкой стали толщи-
ной 0,3 мм, показана на рис. 8.55.
В диапазоне скоростей, меньших
150 см/мин, коррозионно-стойкая сталь
может быть проплавлена при мень-
ших уровнях мощности, чем алюми-
ний, но в диапазоне скоростей, боль-
ших 150 см/мин, соотношение стано-
вится _ обратным вследствие того, что
v а? а \
Рис. 8.5Я. Зависимость мощности для пол-
ного проплавления полированных пластин
и» А1 (/) и коррозионно-стойкой стали (2)
(ft = 0,8 мм) от скорости перемещения
луча v
Список литературы
1. Абильсиитов Г. А., Голубев^. С.
Основные проблемы лазерной техноло-
гии и технологических лазеров. Троицк:
НИЦТЛ АН СССР, 1981. 40 с.
2. Бабенко В. П., Тычинский В. П. >>
Газолазерная резка материалов. Л.;
ЛДНТП, 1973. 34 с.
3, Банас К. М., Уэбб Р. Лазерная
обработка материалов/Пер. с англ. —
Труды Института инженеров по элек-
тротехнике и радиоэлектронике, 1982,
т. 70, № б, с. 35—45.
4. Вейко В. П., Кокора А. Н., Ли-
бенсон М. Н. Об экспериментальной
проверке распределения температуры
в зоне воздействия излучения оптиче-
ского квантового генератора на ме-
талл. — ДАН СССР, 1967, т, 179,
№ 1, с. 68—71.
5. Величко О. А., Гаращук В. П.,
Моравский В. Э. Лазерная сварка ту-
гоплавких металлов. — Автоматиче-
ская сварка, 1972, № 3, с. 18—21.
6. Гаращук В. П., Величко О. А.,
Давыдова В. Б. Влияние средней осве-
щенности в световом пятне и расфоку- :
сировки на глубину проплавления при >
импульсной лазерной сварке. — Авто-
матическая сварка, 1971, № 5 (218),
с. 31—35.
7. ГригорьянцА. Г., ИвановЮ. Н.,
Грезев А, Н. Механические свойства
сварных соединений, выполненных ла- .
зерной сваркой. — В кн.: Прочность
сварных конструкций и требования
контроля. Труды МВТУ, № 337. М.:
МВТУ им. Н. Э. Баумана, 1980,
с. 10-18,.
316
размерная обработка материалов ли
t
8. Действие излучения большой
мощности на мегаллы/С. И. Анисимов,
Я. А. Имас, Г. С. Романов и др. М.:
Наука, 1970, 273 с.
/ 9, Лазеры в технологии/Ф. Ф. Во-
до доватов. А, А, Чельный, В. П. Вейко
и др.; Под ред. М. Ф, Стельмаха, М,:
Энергия, 1975. 216 с,
10. Лазерная сварка и перспективы
ее применения на предприятиях
МИНЛЕГПИЩЕМАШа/А. И. Кокора,
Е. А, Корнеев, А, К. Фаннибо и др.
М_: ЦНИИТЭИлегпищемаш, 1978. 36 с,
11. Особенности лазерной сварки и
' обработки деталей приборов/А. А. Уг-
лов, Е. Н. Власов, В. Г. Папаетов
и др. — В ни.: Лазерная технология
в приборостроении и точном машино-
строении. Вып. 3. М.: Машинострое-
ние, 1980, с. 51—54.
/ 12. Сварка лазерным лучоьР1 с кин-
жальным проплавлепием/А. М. Бе-
ленький, Г. М. Зуев, Ф. К- Косыреа
и др. — Сварочное производство, 1977,
№ 11, с. 23—24.
/ 13. Синев В, П. Лазерная сварка, —
В кн.: Итоги науки и техники. Серия
сварка. Т. II. М.: ВИНИТИ, 1979,
с. 3—64.
14. Сромин Ф, А. Опыт применения
лазерной сварки в конструкциях элек-
трических микромашин. Л.т.ЛДНТП,
1978. 20 с:
15. Рыкалин Н. И. Расчеты тепло-
вых процессов при сварке. М.: Маш-
гиз, 1951. -296 с.
16, Рыкалин Н, Н., Углов А. А.,
Кокора А, Н, Лазерная обработка ма-
териалов. М.: Машиностроение, 1975.
296 с.
17, Ради Дж. Обработка материалов;
Пер. с англ, — Труды Института ин-
женеров по электротехнике и радио-
электронике, 1982, т. 70, № 6, с. 7—20.
\у 18, Углов А. А., Кокора А. Н.,
Берлин Н. В. Резка неметаллических
материаловлучомСОа-лазера. — Кван-
товая электроника, 1978/ т. 5, j\s 7,
с. 1553—1558.
19. Arata V., Migamoto У., Kubo-
ta М. Some Fundamental Properties
of High Power CW Laser Beam as
a Heat Source II W Document, 14/4/69,
March 1969, p. I—21.
20. Banas E. V-, Hella R, A. High
power Laser Welding— 1978. Opt.
Eng. May/June 1978, v. 17, p. 210—216.
21. Locke E., Hoag E., Hella R.
Deep Penetration Welding with Power
COa-Lasers.—Weld Y., 1972, v. 51,
N 5, p. 245—249.
22. Olsen F. O. Cutting with polari-
zed laser beams. DVS Berichte 63. —
Strahlteclinik, 1980, p. 197—200,
23. Olsen F. O. Studies of Sheet
Metal Cutting with Plane—Polarized
COj- Laser, — Op toe 1 ekt ran. Tech. Vort.
5 Zut. Kongr.: Laser 81, Munchen,
1981. Berlin, 1982, S. 227—231.
24. Swift-Hook D. T., Gick A. E.
Penetration welding with lasers.—
Weld Y., 1973, v. 5, p. 492—499.
25. Swift-Hook D. T,, Gick A. E. F.
Penetration Welding with Laser. —
Marchwood Engineering Lab. R/M/N,'
637, June 1972, p. 1—11.
Глава
9
Размерная обработка материалов лазерным излучением
9.1. Разрушение металлов
и непрозрачных материалов
при образовании глухих
и сквозных отверстий
под воздействием ЛИ
с плотностью потока
от 10е до 109 Вт/сма
Построение теории, охватывающей
большинство особенностей воздейст-
вия ЛИ, является весьма сложной
задачей, поэтому большое значение
приобретают опытные данные.
Процесс воздействия излучения
с плотностью потока больше q'j,2’ со-
провождается плавлением и испаре-
нием материала, а также выбросом
фрагментов вещества в твердой фазе.
Последнее обычно связано с терми-
ческими напряжениями, если они пре-
вышают предел прочности вещества
на откол,
Разрушение материалов при образовании отверстий
317
В диапазоне плотностей потока 10й—
10s Вт/см2 в большинстве случаев
образование и разлет продуктов раз-
рушения наблюдаются уже в самом
। начале воздействия импульса излу-
* чения лазера. На участкеСФР-граммы,
соответствующем началу воздействия
лазерного импульса па материал
(рис. 9.1), наблюдается вылет паро-
вой фазы (практически с момента
генерации излучения лазера), нося-
щий струйный характер и повторя-
ющий пичковую структуру лазерного
импульса.
Обычно температура поверхности т
f данного материала больше темпера-
туры кипения Тъ при атмосферном
давлении и зависит от плотности
потока излучения qs.
Образующиеся в результате воз-
действия па металл излучения с плот-
ностью потока до 10е Вт/см2 продукты
разрушения истекают в окружающее
пространство в виде струи, направ-
ленной нормально к его поверхности.
Дальнейшее расширение и. ускоре-
ние струн испаренного вещества про-
исходят в волне разрежения, и вслед-
ствие охлаждения продуктов разру-
шения при определенных условиях
происходит конденсация «металличе-
ского» пара_ (вещества) в капли раз-
мером до 10 4 см, причем температура
и скорость движения конденсата мало
отличаются от соответствующих мест-
ных величин для пара.
Результирующая скорость движения
границы испарения в среде опре-
деляется разностью скоростей испа-
рения и конденсации v , обуслов-
ленной наличием обратного потока,
который образуется при столкнове-
ниях атомов (молекул) пара между
собой и с атомами окружающей среды ,
и направлен к поверхности испаре-
ния. Скорость границы испарения
о0 « 0,8%.
При испарении вещества в вакууме
пары свободно расширяются в окру-
жающее пространство и обратный по-
ток частиц мал; в этом случае нельзя
указать четкой границы между ста-
диями нагрева и разрушения мате-
риала путем испарения.
Часть излучения лазера, падающего
на поверхность, поглощается и рас-
сеивается продуктами разрушения.
Наиболее существенное влияние TRf
поглощение излучения в факеле ока-
зывает паровая фаза продуктов раз-
рушения, представляющая собой низ-
котемпературную слаббионизпрован-
ную плазму, прозрачность которой
определяется ее температурой и кон-
центрацией. Поглощение энергии излу-
чения вызывает дополнительный ра-
зогрев струи продуктов разрушения
и увеличение яркости свечения, при-
чем наблюдается соответствие между
свечением плазмы (факела) : и яич-
ками импульса излучения лазера. Ана-
лиз, проведенный в ряде работ, по-
Рис* 9.1. Фот о разве риска процесса разлета
продуктов разрушения материала и генера-
ции излучения лазера при обработке отвер-
стия в стали 45 импульсами ^10"а с и
анергией:
а — 42 Дж; 6 — 9 Дж: е — 0+5 Дж (фокус-
ное расстояние линзы — 50 мм, диаметр
диафрагмы — Ю мм)
318
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 9.2. Зоны воздействия излучения
лазера на стали (Х4):
а — ХВГ; б — сталь 45
казываетт что поглощение излучения
в плазме, образованной при действии
излучения на металл в вакууме, на-
чинает иметь наиболее существенное
значение при плотностях потоков из-
лучения q0 щах ~ 10s-j- 109 Вт/см2. Эта
величина ограничивает сверху диа-
пазон рабочих (эффективных) плот-
ностей потоков излучения, исполь-
зуемых для получении отверстий в ма-
териалах. Нижняи граница диапазона
определяется плотностью потока, при
которой процесс образования лунки
начинается в момент окончания им-
пульса, т. е. примерно соответствует
порогу начала разрушения материа-
лов (металлов): qD п)11) 10& 4-
4- 10е Вт/см2.
Движущаяся парожидкостная
струя плавит и размывает стснкн
лупки, увеличивая се диаметр. В за-
висимости от плотности потока из-
лучения лазера, длительности им-
пульса и свойств обрабатываемого
материала доля жидкой фазы в про-
дуктах разрушения может составлять
от 30 до ВО %, и она тем больше,
чем выше теплопроводность матери-
ала и чем значительнее разность
между Тт и Ti;. Расплавленный ме-
талл обычно движется вдоль стенок
лунки и образует характерный ва-
лик вокруг се входной части, а при
значительных количествах металл
также выбрасывается наружу и, за-
стывая, образует топкий, расплющен-
ный венчик, несколько приподнятый
над поверхностью движущегося
металла (рис. 9.2).
С увеличением скорости движения
расплавленного металла все чаще про-
исходит отрыв достаточно крупных
капель, которые разлетаются по пе-
риферии факела. Значительное ко-
личество мелких капель, вылетаю-
щих со дна лунки, наблюдается и
в центральных областях ф>аквла. Раз-
лет капель при движении распла-
вленного металла навстречу лучу ла-
зера тормозится в результате их
испарения с поверхности. Отдельные
частицы размером 10 3—10-® см, дви-
гаясь со скоростью v яь (2-5-5) 10® см/с,
меняют направление первоначального
движения и возвращаются обратно
к лупке (см. рис. 9.1, в) всего за время
генерации нескольких пичков из-
лучения па расстоянии —1 см и бо-
лее от материала.
На наружной поверхности венчика
можно различить концентрические
пояса различных цветов побежалости,
обусловленных разными скоростями
охлаждения металла (см. рис. 9.2)
Разрушений материалов при образбнанНи отверстий
319
1
Поверхность образца за венчиком
покрыта слоем окислов — продуктов
сгорания металла на воздухе. При
флучепии образцов из железоугле-
родистых сплавов в вакууме этот
слой отсутствует. Дно и боковая
поверхность стенок лунки покрыты
мелкими, часто деформированными за-
кристаллизовавшимися каплями ме-
талла размером --10э—10-4 см, яв-
ляющимися продуктом конденсации
металлического пара на поверх-
ности.
Действие импульса отдачи продук-
тов разрушения на дно лунки, а также
появление термоупругих напряжений,
обусловленных значительными тем-
пературными градиентами 10”—
10е °С/см, являются причиной по-
явления трещин или механических
разрушений материала (рис. 9.3)
Критерием перехода от разрушения
путем испарения к разрушению под
действием термоупругих напряже-
ний следует считать условие дости-
жения порога хрудкого разрушения
материала ранее, чем температура
в зоне, действия излучения лазера
поднимется до точки кипения. Оценку
порога хрупкого разрушения мате-
риалов в области отверстия при плав-
лении его стенок можно провести,
используя решение задачи термоупру-
гости
ДТ г2 (i)
- 3(Г~2<Ъ) Р2 ’
(9.1)
где р — температурный коэффициент
объемного расширения материала;
£* — модуль Юнга; Oj — коэффи-
циент Пуассона; ДТ = Тт — Т; —
изменение температуры на фронте плав-
ления.
Выражение (9.1) предполагает, что
прогретый слой в материале значи-
тельно меньше диаметра отверстия
и температура внутри него постоянна.
Касательные напряжения рас-
тягивают материал, и если
(ог — прочность материала ла раз-
рыв), в материале образуется ради-
альная трещина. Ее длина может
Рис. 9.3. Участок поверхности лунки
с, мнкрбтрещинами в образце из стали ХВГ
(Х 600)
320
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 9.4. Отверстия диаметром 100 мкм
в феррите» образованные под действием
излучения лазера с различной длитель-
ностью импульса:
а — 1,5 мс (радиальные трещины); б —
0,1 ис (трещин нет)
быть найдена из следующего выра-
жения
Г ВЛ* &Т 11/2
I = ~i’/i \ ? (т) , (9.2)
I 3(1— 2ffj) crr ' ' J ’ '
при этом г отсчитывается от центра
отверстия.
Выражения (9.1) и (9.2) для оценки
действия термоупругих напряже-
ний применимы только для тонких
пластин, когда разрушение с длиной I
значительно больше толщины пла-
стины. Тем не менее и при соблю-
дении условия I > h точность оце-
нок определяется лишь порядком ве-
личины, так как использование в фор-
мулах статических упругих модулей
приводит к существенным погреш-
ностям при анализе импульсных воз-
действии.
Подставляя справочные значения
входящих в уравнения (9.1) и (9.2)
величин, можно найти, что / для не-
которых материалов (металлических —
сталь и неметаллических — феррит)
составляет по порядку величины сотни
микрометров. Полученные значения I
удовлетворительно согласуются
с опытными данными. Так, для фер-
рита Р = 2,3-10“5 град’1; с » 0,1;
Е* = 2-104 МПа, о = 5-10 МПа
и при радиусе отверстия г — 50 мкм
длина трещины I « 400 мкм. От-
верстия диаметром 100 мкм в фер-
ритовых пластинах, полученные при
различной длительности импульса,
приведены на рис. 9.4 [6]. Значи-
тельная длительность импульса
(рис. 9.4, а) приводит к увеличению
зоны термических напряжений в ма-
териале и к появлению трещин. Дей-
ствие импульса отдачи может приве-
сти к дополнительному разрушению
дна отверстия. Достигаемые при этом
давления на дно лунки при плот-
ности потока излучения 10’—
10s Вт/сма составляют 10—100 МПа.
Как показывают оценки с исполь-
зованием величин скоростей испаре-
ния материала, возникающие скалы-
вающие напряжеЕтия могут превысить
прочностные характеристики мате-
риалов, что н наблюдается при экс-
периментальных исследованиях. Гра-
ница вырыва дна лунки в стали
12Х18Н9Т, а также обусловленная
деформацией, лунка от действия сил
отдачи видна на рис. 9.5.
Па конечный профиль лунок су-
щественное влияние оказывают фо-
Ёбанйкновенке II движений жйдкоб ijiaaw при ЛИ
32 i
кусирования излучения лазера. Ме-
няя положение фокальной плоскости
по отношению к поверхности образца,
можно получать различную форму
лунок — коническую, цилиндриче-
скую.
На шлифе образцов из различных
сталей существует белая кайма, опо-
ясывающая контуры лунок (продоль-
ный шлиф) и представляющая собой
слой (плохо травящийся) фазовых и
структурных изменений. Его толщина
растет от дна лунки к входному се-
чению ее и определяется теплофизи-
ческими свойствами материала, па-
раметрами и формой импульса из-
лучения лазера и т. д. Толщина
слоя при импульсной обработке не
превышает 10-Л— 10-г см [3 ].
По толщине белого слоя темпера-
тура меняется от Тт и выше (возмо-
жен значительный перегрев жидкого
металла) до температуры ниже за-
калки Та в исходной структуре ос-
новного металла. Это позволяет оце-
нить величину температурного гра-
диента, достигающего к концу им-
пульса 105—10й °С/см и обусловли-
вающего быстрые нагрев и охлажде-
ние, а также структурные и фазовые
превращения металла в зоне воз-
действия излучения.
Воздействие луча лазера на материа-
лы квази стационар я ого излучения (бес-
ничковый режим генерации) отличает-
ся от рассмотренного выше действия
импульса генерации лазера в пичкр-
вом режиме. Для квазинепрерывного
импульса мгновенная мощность в лю-
бой момент времени практически не
отличается от средней. Так, при пол-
ной энергии квазистационар и ого им-
пульса 50 Дж и фокусировании на
площадь примерно Ю-2 См2 (длитель-
ность примерно 10-3 с) плотность
потока имеет максимальное значение
5-10е Вт/см2, в то время как для
пич нового импульса (при той же
площади фокусирования и суммар-
ной энергии) за время высвечивания
пичка тп « 5-10—7 с мгновенная
плотность потока составляет 5- 10е
Вт/см2 [10]. Такое различие в ве-
личине мощности (на два порядка)
существенно сказывается на харак-
тере разрушения материалов при дей-
ствии квази стационарного импульса
1 1 Рыкалин Н. Н. н др.
Рис. 9.5. Отверстие (вид снизу) в образце
из стали I2X18H9T (Х600)
по сравнению с ранее рассмотренным
воздействием пнчкового. Экспе-
риментальные исследования пока-
зывают, что в продуктах разрушения
большинства металлов жидкая фаза
отсутствует вплоть до плотностей по-
токов 10е Вт/см2, но заметное
испарение материала начинается при
меньших интенсивностях и быстро
растет с увеличением интенсивности
излучения [2].
Таким образом, увеличение харак-
терного времени воздействия квази-
стационарного излучения лазера (по
сравнению с пичковым режимом),
а также более равномерная простран-
ственная структура значительно
снижают плотность потока (на два
порядка) при неизменной энергии ла-
зера.
9.2. Возникновение
и движение жидкой фазы при
образовании отверстий
в металлах
Экспериментальные исследования
процессов разрушения металлов,
а также металлографические иссле-
дования областей воздействия излу-
чения показывают, что не вся жид-
кая фаза удаляется из лунки. Зна-
чительная часть расплава остается
в ней и после окончания действия
импульса кристаллизуется на стенках
322
РАЗМЕННАЯ ОБРАБОТКА МАТЕРИАЛОВ ли
Рис» 9,6. Развертка пр^цвссоа^юлученкя
отверстий излучением лазера (k==lt об мкм}
в тонких металлических пластинах из воль-
фрама толщиной 50 мкм (нижняя дорожка)
и разлета продуктов разрушения (верхняя
дорожка)» Диаметр сфокусированного пятна
излучения 250 мкм
и дне. Это обусловлено тем обстоя-
тельством, что по мере роста лунки
в глубину на ее дне уменьшается
плотность потока из-за расфокуси-
рования луча лазера, поглощения из-
лучения в продуктах разрушения,
уменьшения к концу импульса ла-
зера мощности генерации. Это при-
водит к снижению скорости испаре-
ния и давления паров в лунке и,
как следствие, к частичному выбросу
.образовавшегося расплава и 'к за-
плавленню лунки, что наблюдается
при получении отверстий импульсами
длительностью мс и более.
СФР-грамма процесса получения от-
верстий с помощью ЛИ в тонких
металлических пластинах приведена
на рис. 9,6. 3 апл явление отверстий
происходит после его образования
или в конце импульса, когда умень-
шается мощность генерации, или сразу
после его окончания и определяется
перераспределением расплава в эти
моменты времени. Процесс заплав-
ления лунки жидким металлом можно
пояснить с помощью рис. 9.7 16].
Воздействие потока плотностью q0 <
<1 7min вызывает лишь проплавление
поверхностного слоя материала
незначительной глубины и в этом
случае движение расплава не ока-
зывает существенного влияния на про-
цесс (рис. 9.7, а). При плотности
потока (fa > ymi0 начинается испаре-
ние материала в центре фокального
пятна, где температура выше, и под
действием избыточного давления
образующихся паров происходит
искривление границы^расплава так,
что его внешняя граница сдвигается
внутрь материала (рис. 9.7, б). Еще
большие •плотности потока вызывают
существенный рост лунки в глубину и
по диаметру вследствие испарения и
вытеснения расплава из зоны воздей-
ствия. Движение жидкости ламинарно
н происходит еще с относительной
небольшой скоростью. Она не рас-
падается на отдельные капли, увле-
каемые струей пара, а, удерживае-
мая силами поверхностного натяже-
нии, располагается в виде валика
на поверхности материала непосред-
ственно у входной части лунки
(рис. 9.7, а). ф Не успевший остыть
расплав после окончания импульса
или на его спадающей части стекает
в лунку и после кристаллизации
образует зону (по всей поверхности
отверстия) переплавленного металла.
По мере дальнейшего увеличения плот-
ности потока движение жидкого ме-
талла приобретает частично турбу-
лентный характер и отдельные частицы
(капли) отрываются от расплава, дви-
жущегося вдоль стенок лунки
(рис. 9.7, е), В этом случае лунка
заплавляется частично, в ней остаются
пустоты, которые могут также об-
разовываться вследствие перекрыва-
ния диаметра лунки расплавом и
последующей кристаллизации его
еще в течение импульса излучения.
При больших потоках излучения дви-
жение жидкости становится полно-
стью турбулентным, от нее отрывается
значительное количество капель, раз-
летающихся вместе с факелом. Тем
не менее остающегося расплава, пре-
имущественно при использовании им-
Возникновение и движение жидкой фазы при ЛИ
32 3
пульса длительностью порядка 1 мс
со значительным задним фронтом, мо-
жет быть достаточно для заправ-
лен ия лунки вблизи ее входа
(рис, 9.7, д). Только воздействие из-
лучения с плотностями потоков
~5-10’ Вт/см2 позволяет получать
отверстие без заплявления его
жидким расплавом (рис. 9.7, е). Од-
нако и при таких плотностях потоков
излучения перераспределение расплава
после окончания импульса может
сильно исказить первоначальный про-
филь лунки. На основе результатов
экспериментальных исследований
процессов получения отверстий в ме-
таллических пластинах толщиной
0,3 мм излучением лазера с плот-
ностью потока ^10в—10’ Вт/см2 вы-
полним некоторые оценки наблюдае-
мого кв аз ив ер и одического перекры-
вания отверстия слоем жидкой
фазы (101.
Регистр огр аммы процесса пробива-
ния отверстий в металлических пла-
стинах толщиной примерно 0,3 мм,
полученные е помощью СФР по ме-
тодике киносъемки на просвет, по-
казаны на рис. 9.8. По прошествии
времени т ж 10-6 с диаметр
выходного отверстия составляет
~10"3 см при радиусе пятна
фокусирования rf х. 180-4-200 мкм
для режима упорядоченной генера-
ции. Диаметр входного отверстия d2
при фокусировании излучения на
внешнюю поверхность d2> dlt т. е.
в начальной стадии воздействия
канал имеет конусообразную
форму.
По прошествии нескольких десят-
ков микросекунд в пластине обра-
зуется узкий канал диаметром —10—
20 мкм, который окружен слоем рас-
плава толщиной того же порядка
величины. Движение этого слоя про-
исходит под действием градиента дав-
ления в объеме канала. Если сквоз-
ного отверстия в пластине нет, то
давление отдачи на слой жидкой
фазы на дне канала приводит к вы-
давливанию расплава со дна канала
в объем жидкого металла, на-
ходящегося на стенках с после-
дующим выбрасыванием его из кра-
тера.
Прорыв отверстия в пластине из-
меняет условия в кратере, поскольку
Рис. 9.7. Влияние изменения плотности
потока излучения на профиль лупки ь
течение импульса излучения (верхняя до-
рожка} и после окончания импульса
(нижняя дорожка)
V е)
н*
324
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Ряс. 95- Развертка процессов разлета продуктов разрушения материала (верхняя дорожка) и изменения поперечного сечения канала
(нижняя дорожка) при образовании отверстий в пластинах толщиной 0,3 мм из молибдена (а), тантала (<Т) и вольфрама (в, а), получен-
ные с помощью камеры СФР в режиме фоторегнетрации
Влияние энергетических и временных характеристик импульса ЛИ
329
давление в кратере быстро падает,
стремясь к давлению окружающей
среды. Этот момент сопровождается
изменением режима течения коль-
цевого слоя расплава металла на
стенках кратера. По прошествии не-
которого времени после прорыва от-
верстия в нижней части кратера,
сопровождающегося изменением
режима движения расплавленного
металла, под действием сил тяжести
и поверхностного натяжения расплав
стекает в нижнюю часть кратера и
при некотором диаметре отверстия
перекрывает его от прохождения из-
лучения. Вследствие этого увеличи-
вается поглощение излучения в ниж-
ней части кратера, возрастают тем-
пература и давление отдачи, что
приводит через определенное время
к новому прорыву отверстия, и про-
цесс повторяется.
Процесс перекрывания и прорыва
отверстия не является чисто перио-
дическим вследствие инерционности
тепловых явлений] В этом случае
между отдельными циклами увели-
чивается диаметр кратера с одновре-
менным выносом части объема жид-
кой фазы. Поэтому начиная с неко-
торого значения выходного диаметра
его затягивание прекращается и даль-
нейший рост диаметра канала про-
исходит непрерывно вплоть до мо-
мента, пока интенсивность источника
теплоты на боковой поверхности ка-
нала не упадет ниже пороговой для
начала плавления.
Качественный анализ движения жид-
кой фазы в канале дает возможность
утверждать, что для улучшения ка-
чества фигурных отверстий необхо-
димо повысить плотность потока из-
лучения до >107 Вт/см2. Однако
значительное повышение плотности не
всегда нужно, поскольку в определен-
ный момент экранирование излуче-
ния продуктами выноса приведет к пе-
рекрыванию зоны воздействия и на-
чнут развиваться явления, связан-
ные с затеканием отверстия на дне
канала. Отсюда следует вывод о су-
ществовании оптимального по интен-
сивности и длительности импульса
для наиболее эффективного проби-
вания отверстий заданной формы й
диаметра в пластине [10]-
9.3. Влияние энергетических
и временных характеристик,
импульса ЛИ на параметры
отверстий!
Конечные размеры отверстия при
заданных условиях фокусирования из-
лучения определяются энергией к про-
должительностью светового импульса.
Многие технологические лазерные
установки имеют одну неизменную
продолжительность импульса. В та-
ком случае получение заданных раз-
меров отверстия достигается подбо-
ром. нужного значения энергии им*
пульса и зависимость глубины и
диаметра полученного отверстия от
энергии является одной из основных
характеристик, определяющих воз-
можности лазерной обработки.
Следует учитывать, что зависимости
h (Е) и d (£) не однозначны, они опре-
деляются способом изменения энер-
гии в световом импульсе. Таких спо-
собов может быть три: 1) изменение
электрической энергии накачки им-
пульсных ламп (наиболее распрост-
раненный способ); 2) применение све-
тофильтров; 3) диафрагмирование луча.
Для этих случаев на рис. 9.9 и 9.10
приведены графики, полученные экс-
периментально при обработке отвер-
стий в стали. Излучение фокусируется
на поверхность образца линзой с F =
60 мм.
Рис. 9.9. Зависимость диаметра d отвер-
стия от енергии £ импульса ЛИ при
изменении энергии:
I — светофильтрами при постоянной на-
качке лазера Чц = 4,2 кВт и диафрагме
D = 7 мм; 2 — накачкой лазера и по-
стоянной диафрагме D = 7 мм; 3 — диа-
фрагмированием луча лазера при постоян-
ней Uu — 4,2 кВ
32&
размерная обработка материалов ли
Рис» 9Л0. Зависимость глубины отвер-
стия Я от энергии нмиу.пьса ЛН при из-
менении энергия?
1 — светофильтрами при постоянной
= 4,2 кВ и диафрагме D -- 7 мм; J? —
постоянной диафрагме D »«- 7 мм
При одинаковых значениях энергии
импульса диаметры полученных от-
верстий для случая, когда энергия
изменяется накачкой или диафраг-
мированием луча, меньше, чем диа-
метры отверстий, получаемых при из-
менении энергии светофильтрами
(см. рис. 9.9). Это различие состав-
ляет значительную величину особенно
в области меньших значений энергии
импульса. Так, при энергии -в не-
сколько джоулей диаметры отверстий
различаются в 2—2,5 раза.
Уменьшение диаметра при диафраг-
мировании луча объясняется умень-
шением его расходимости, а в слу-
чае изменения энергии — уровнем
накачки активного элемента — умень-
шением как расходимости луча, так
и длительности излучения. В соот-
ветствующих зависимостях для глу-
бины отверстия (см. рис. 9.10), как
н следовало ожидать, кривая зави-
симости для случая изменения энергии
накачкой находится выше кривой,
соответствующей случаю изменения
энергии светофильтрами, что также
связано с уменьшением расходимости
луча в первом случае.
Диафрагмирование луча при по-
стоянной накачке лазерного ве-
щества приводит к особенности: если
диаметр отверстий связан с диамет-
ром диафрагмы, то глубина отвер-
стий меняется весьма слабо при из-
менении диафрагмы в широких пре-
делах. Размеры получаемых отверстий
в зависимости от диаметра диафрагмы
приведены в табл. 9.1.
Неизменность глубины отверстия-
при диафрагмировании луча объ-
ясняется тем, что диафрагма не ме-
няет распределения плотности мощ-
ности потока в поперечном сечении
луча, изменяя лишь общую расхо-
димость и диаметр луча. Поскольку
скорость роста лунки в глубину опре-
деляется плотностью мощности по-
тока, то глубина отверстия не должна
существенно изменяться при диафра-
гмировании луча. При некоторых ди-
афрагмах относительно небольшого ди-
аметра глубина отверстия даже воз-
растает на 10—12 %. Это объясняется
тем, что диафрагма вырезает пери-
ферийные участки луча с меньшей
плотностью излучения и, таким об-
разом, способствует уменьшению доли
жидкой фазы в продуктах разру-
шения материала н снижению энер-
гетических затрат на удаление жид-
кой фазы из отверстия. Глубина и
диаметр получаемого отверстия опре-
деляются произведением мощности
импульса излучения на его длитель-
ность, т. е. полной энергией светового
импульса. Отсюда следует, что конеч-
ные размеры отверстия це зависят от
мощности излучения и длительности
импульса, если = Е остается
постоянным (10].
Экспериментальные исследования
показывают существенную зави-
симость размеров отверстия от дли-
тельности импульса при постоянной
9.1. Размеры отверстий
при различных диаметрах
диафрагмы и постоянной накачке
1)в — 4,2 кВ
Диаметр диафраг’ мы, мм Энергия импульса, Дж h d ft/rf
м
12 42,2 2,2 0,80 2,3
10 38,9 2,3 0,75 3,1
8 30,2 2,2 0,70 3,1
6 21,4 2,3 0,60 3,8
5 14,7 2,5 0,45 5,6
4 11,4 2,5 0,40 6,3
3 6,0 2,1 0,25 8,4
Влияние анёргётНч£СкЙх й временных характеристик импульса ЛИ
327
Рис. 9,11. Профиль отверстий в стали 45
при обработке импульсами различной дли-
тельности При ПОСТОЯННОЙ энергии им*
пульса (X 10):
л — 1,15 мс; б — 0,85 мс; в — 0,75 мс;
а — 0,55 мс; б — 0,35 мс; е 0,25 мс
энергии импульса. Длительность им- "
пульса меняется с помощью вра-
щающегося диска. Излучение после
диафрагмы D = 10 мм фокусиро-
вали линзой F = 35 мм на поверх-
ность образца из стали 45. Накачка
лазерного вещества остается постоян-
ной для сохранения неизменными вы-
ходных параметров излучения, а по-
стоянство энергии от импульса к им-
пульсу выдерживается подбором со-
ответствующих светофильтров, при-
менение которых не меняет иных
параметров излучения, кроме интен-
сивности.
Продольный шлиф отверстий, по-
лученных импульсами излучения раз-
личной длительности приведен на
рис 9.11. Значения глубины h и
диаметра d отверстий, полученных
импульсами излучения различной дли-
тельности сведены в табл. 9.2. Энер-
гия импульсов Е выдерживается по-
стоянной с точностью до 5—10 %.
Увеличение длительности импульса
с 0,25 до 0,85 мс приводит к увели-
чению глубины отверстия в 1,5 раза
с одновременным уменьшением диа-
метра на 30 %. Зависимость глубины
и диаметра получаемого отверстия
от длительности импульса при неиз-
менной энергии можно объяснить
двумя факторами. Первый — рас-
пределение интенсивности излучения
в поперечном сечении луча падает
от своего максимального значения
в центре луча к периферийным уча-
сткам его сечения. Применение све-
тофильтров приводит к уменьшению
плотности светового потока. На пе-
риферийных участках по мере умень-
шения пропускной способности свето-
фильтров увеличивается размер об-
ласти, в которой плотность потока
меньше критической для начала плав-
ления н испарения материала образца,
Второй фактор — уменьшение экра-
нирующего влияния продуктов раз-
рушения материала при уменьшении
плотности светового потока, когда
длительность импульса увеличи-
вается. Это объясняется увеличением
доли жидкой фазы, которая остается
на стенках отверстия и не может
быть вытеснена из лунки из-за сни-
жения давления паров и, таким об-
разом, практически не участвует в экг
ранировании излучения. Действи-
тельно, после изготовления продоль-
ных шлифов отверстий можно видеть,
что при коротких импульсах (со-
ответственно большей мощности) от-
верстия получаются с гладкой по-
верхностью, а по мере - увеличения
длительности импульсов волнистость
поверхности все более увеличивается
вследствие наплыва расплавлен-
ного металла В предельном случае,
когда длительность импульса от-
носительно велика а плотность све-
9.2. Зависимость глубины Л
и диаметра d отверстий
от длительности импульса
генерации
5,0
5,4
5,1
. 5.9
5,7
£,
Дж
1, мс it d
мм
0,25 0,35 0,55 0,75 0,85 1,15 2,2-10а 1,5-10” 1,1- 10е 7,6-107 6,3- Ю7 4,4-107 1,2 1,3 1,5 1,6 1,8 1,6 0,42 0,39 0,38 0,36 0,30 0,26
hjft.'-
2,9
6,0
6,1
52Й
РАЗМЕРНАЯ ОЁРАЁбткЛ МАТЕРИАЛОВ Лй
тового потока мала, процесс плав-
ления становится преобладающим при
этом наблюдается образование за-
плыва входа отверстия расплавлен-
ным металлом (см. рис. 9.11) и умень-
шение глубины отверстия.
Важным фактором в образовании
наплывов расплава по стенкам от-
верстия является наличие у им-
пульса излучения пологого заднего
фронта. Для применяемого в иссле-
дованиях лазера длительность зад-
него фронта импульса со впадающей
интенсивностью составляет —350—
400 мкс, т. е. почти треть длитель-
ности всего импульса, что оказы-
вает существенное влияние на об-
разование жидкой фазы и долю остав-
шегося на стенках отверстия рас-
плава. Опыты, проведенные с от-
сечкой заднего фронта импульса,
показывают, что при этом микро-
рельеф поверхности отверстия ста-
новится более ровным, практически
без наплывов расплавленного металла,
хотя глубина отверстия изменяется
незначительно (—15 % при отсечке
заднего фронта длительностью
—300 мкс).
На профиль отверстия и его раз-
меры существенное влияние ока-
зывают условия фокусирования
лазерного излучения, под которым
понимаются фокусное расстояние
фокусирующей системы и смещение
фокальной плоскости ее относитель-
но поверхности обрабатываемой де-
тали.
Рассмотрим влияние, оказываемое
на геометрические параметры полу-
чаемых отверстий, расфокусированием
луча лазера при использовании линз
с различным фокусным расстоянием:
Т7! = 39 мм, Fs = 60 мм и F3 — 91 мм.
В экспериментах фокус линзы нахо-
дится последовательно — над обра-
батываемой поверхностью, на самой
поверхности и в глубине образца.
На рис. 9.12 для каждой из трех
исследуемых линз изображен ход лу-
чей светового пучка при различном
смещении фокусирующей линзы от-
носительно поверхности образца из
СтЗ и соответствующий каждому по-
ложению линзы профиль отверстий.
Энергия импульсов генерации для
каждого случая сохраняется одина-
ковой в составляет —35 Дж, диаметр
диафрагмы на пути луча 8 мм.
Диаметры входа отверстий при
фокусировании луча вблизи от по-
верхности мишени превышают в не- 1
сколько раз диаметр светового пятна
на поверхности. При фокусировании
излучения, когда фокальное пятно
находится на поверхности мишени, «
диаметр отверстия превышает диа-
метр фокального пятна в 4,8; 3,5;
2,6 раза соответственно для линз
с фокусными расстояниями 38, 60
и 91 мм. Это можно объяснить тем,
что при остром фокусировании плот- у
и ость светового потока на поверх-
ности образца наибольшая.
Отношение диаметра отверстия на
входе к диаметру фокального пятна
уменьшается с увеличением фокус-
ного расстояния линзы. Это объяс-
няется снижением платности свето-
вого потока в фокальном пятне, раз-
меры которого возрастают с увели-
чением фокусного расстояния линзы.
Уменьшение размеров входа отвер-
стия (см. рис. 9.12) в области значи-
тельного расфокусирования луча
линзой Ft ~ 39 мм, объясняется
заплывом входа отверстия .расплав-
ленным металлом из-за малой плот-
ности светового потока. По мере из-
менения фокусирования луча полу-
чаются отверстия различного профиля;
параболического, конического (при
значительном расфокусировании), ци-
линдрического (при положении фо-
куса линзы вблизи поверхности ми-
шени) и колбообразного (комбинация
конуса и цилиндра) при фокусиро-
вании луча на некоторую глубину
внутрь обрабатываемой детали. По
результатам измерения отверстий
после изготовления продольного
шлифа построены зависимости вход-
ного диаметра d и глубины отверстия h
от смещения линзы А/ относительно
мишени (рис. 9.13, а), а также пло-
щади входа S отверстия (рис. 9.13, б).
Степень фокусирования, соот-
ветствующая наибольшей глубине и
наименьшему диаметру, различна
(см. рис. 9.13, о). Наибольшая глу-
бина отверстий достигается при фо-
кусировании лазерного луча на не-
которое расстояние вглубь от поверх-
ности образца, которое для исследу-
Влияние энергетических н временных характеристик импульса ЛИ
329
Фис. 9-12. Изменение профиля отверстий в СтЗ в зависимости от фокусирования излучения пр» обработке импульсами ЛИ;
(£ = 36 Дж, Г- = 1,3 mcJ Фокусные расстояния линз;
а — 39 мм; 6 — 60 мм; в — 91 мм
330
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Смещение (ренальной плоско- Смещение фокальной плоско-
сти линзы от образца. , ста линзы вглубь образца.
Рис. 9.13. Изменение глубины ft, диаме-
тра d (о) и площади S (в) входа отверстия
в образце из СтЗ в зависимости от положе-
ния фокуса линз Е, = 39 ми, Ft — 60 мм,
Г, i= 91 мм при обработке импульсами ге-
нерации (£ *= 35 Дж, = 1,3 мс)
емых линз равно ~2/3 от глубины
получаемого отверстия, что для рас-
сматриваемых условий обработки со-
ставляет — 1,5—2 мм в зависимости
от фокусного расстояния линзы. При-
менение линз с более коротким фо-
кусным расстоянием позволяет по-
лучать более глубокие отверстия, но
меньшего диаметра.
9.4. Топография поверхности
отверстий, полученных
с помощью ЛИ в режиме
свободной генерации
Исследования качества поверхностей
проведены для отверстий, получен-
ных за различное число импульрор.
Топография поверхности отверстий, полученных с помощью Ли
331
За объект исследования взяты пять
отверстий, изготовленные в образцах
из стали 45 импульсами генерации
длительностью т. & 1,3 мс и энер-
гией 40 Дж за различное число им-
пульсов 1, 2, 3, 4 и 6 соответственно
для пяти отверстий (рис. 9.14).
Для измерения параметра шерохо-
ватости поверхности отверстий был
изготовлен шлиф. Образец разрезали
по плоскости, параллельной оси от-
верстия па расстоянии ~0,1 мм от
диаметральной линии. Далее произ-
водили доводку образцов на шли-
фовальных кругах для удаления зау-
сенцев и получения половины отвер-
стия строго по диаметру в осевой
плоскости. Шероховатость поверхно-
сти вскрытых каналов отверстий из-
меряли щуповым методом алмазной
иглой со снятием профилограмм на
профилографе конструкции К. Л. Ам-
мона. Цена одного деления шкалы
профилограммы равна 0,20 мкм, го-
ризонтальное увеличение ХЗО. Опре-
деление параметра шероховатости по-
верхности производится по профи-
лограммам, снятым с поверхностей
каналов отверстий, методом сравне-
ния их с профилограммами эталон-
ных образцов механической обработки,
/Wfr
100[ v , Г А
50
0
50
100
Изучение профилограмм показывает,
что при обработке импульсами гене-
рации относительно большой энер-
гии и продолжительности на поверх-
ности отверстия существуют выступы
и впадины больших размеров — от
100 до 250 мкм. Увеличение числа
импульсов существенного улучшения
качества поверхности отверстия
пе дают.
Дефекты могут быть устранены при
обработке отверстий серией импуль-
сов малой энергии и длительности,
т. е. при тех условиях, когда нали-
чие жидкой фазы в продуктах раз-
рушения материала минимально. Это
условие многоимпульсной обработки
сводится к требованию, чтобы за
импульс Снималось такое количество
материала, при котором h/d ~ 1.
Микрогеометрия поверхности от-
верстий па отдельных ее участках,
как показывает обработка получен-
ных данных соответствует в среднем
Рис. 9. Н, Профил о граммы поверхности
отверстий в стали 45, образованных а оз*
действием одного (а, отверстие ЛИ), двух
(5, отверстие № 2}, трех (я, отверстие Л 3)4
четырех (г, отверстие J6 4) и шести (дг от-
верстие Jft импульсов; энергия излуче-
ния 40 Дж* продолжительность мс
a) L
332
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 9.16. Зависимость качества, поверх-
ности микроотверстнй в углеродистых ста-
лях от содержания в них углерода
параметру шероховатости Ra =
= 0,63-5-0,08 мкм. Это обстоятель-
ство позволяет сделать вывод, что
подбор оптимального режима обра-
ботки делает реальным применение
лазерного луча, по крайней мере,
для получения черновых отверстий
в различных деталях, например филь-
ерах, которые могут быть далее до-
ведены до требуемых размеров одной
или несколькими калибровочными опе-
рациями. Свойства обрабатывае-
мого материала влияют на качество
поверхности [8]. Так, при лазерной
обработке углеродистых сталей (с со-
держанием 0,2—0,6 %С) ‘ микроне-
ровность поверхности разных сталей
неодинакова. С увеличением содер-
жания углерода высота микронеров-
ностей уменьшается (рис. 9.15).
Эта зависимость объясняется умень-
шением вязкости расплава с уве-
личением содержания углерода, что
обусловливает более легкое его уда-
ление из полости отверстия.
9.5. Факторы, влияющие
на точность
и воспроизводимость
результатов размерной
обработки
Точность и качество размерной ла-
зерной обработки, приводящей к об-
разованию отверстий в материалах,
в наибольшей степени определяются
большим объемом жидкой фазы (30—
80 %) в продуктах разрушения и
ее перераспределением при движении
по стенкам и дну лунки в конце дей-
ствия импульса излучения и после
его окончания. Толщина слоя жида-
кой фазы на стенках и дне отверстия
обусловливается энергетическими
параметрами импульса. Увеличение
длительности импульса излучения
приводит к образованию в продуктах'
разрушения большего количества
жидкой фазы, существенно затруд-
няющей» управление процессом по-
лучения отверстия и увеличивающей
разброс параметров отверстий. Чрез-
мерная длительность импульса у
(более 1 мс) приводит к значительному
росту зоны возможных изменений
структуры и свойств материала. Воз-
действие импульса со значительной
длительностью на хрупкие матери-
алы приводит к увеличению зоны
термических напряжений и к воз-
никновению трещин (см. рис. 9.4).
Укорочение длительности импульса
значительно снижает вероятность
хрупкого разрушения материала.,
Например, длительность импульса, при'
которой отсутствует разрушение
феррита в области отверстия, не пре-
вышает 100 мкс.
Значительное влияние на точ-
ность и качество обработки оказы-
вает временная структура свето-
вого импульса и форма его огиба-
ющей. Оптические системы лазерных
установок, служащие для передачи
и фокусирования излучения, при
правильной юстировке и диафраг-
мирования части пучка не вносят
существенных искажений в форму
и размеры поперечного сечения
отверстий [6]. В то же время по-
грешности юстировки соосности
лазерного луча и оптической системы
могут вызвать как искажения рас-
пределения интенсивности излу-
чения в области фокусирования, так
и привести к неперпендикулярности
осн получаемого отверстия к поверх-
ности обрабатываемой детали, не-
смотря на ее правильную установку
относительно оси оптической системы.
На точность размеров и форму
поперечного сечения отверстий в боль-
шей степени влияет распределение
излучения по углам в пределах ди-
аграммы направленности и рас-
пределение интенсивности излу-
чения по сечению луча лазера. Зна-
чительным источником погрешпо-
Факторы, влияющие nA тдчнйсТь результатов размерной обработки $$$
стен обработки (искажение формы по-
перечного сечения отверстия) яв-
ляется случайное распределение
интенсивности по сечению пучка, ха-
рактерное для неупорядоченного дич-
кового режима генерации лазерного
луча. Асимметрия угловой расходи-
мости излучения вызывает допол-
нительное искажение формы фокаль-
ного пятна даже при диафрагмиро-
вании светового луча.
Несимметричное распределение ин-
тенсивности может быть обусловлено
неоднородностями активного эле-
мента и светового пол я н акач кн,
неточной юстировки элементов ре-
зонатора и самого резонатора отно-
сительно оптической системы.
Воздействие излучения с сим-
метричным распределением интен-
сивности (но неравномерным, спада-
ющим от центра к краю пучка, что
является характерным для боль-
шинства лазеров, работающих в ре-
жиме свободной генерации с хао-
тической пичковой структурой)
не искажает поперечной формы от-
верстия, но в ряде случаев вызывает
дополнительное оплавление его
краев и образование большого вход-
ного конуса.
На форму продольного сечения от-
верстия влияние оказывают такие фак-
торы, как профиль каустики опти-
ческой фокусирующей системы и
расположение обрабатываемой де-
тали относительно этой каустики, а
также изменение распределения ин-
тенсивности излучения вдоль оси
пучка в зоне обработки по мере углуб-
ления отверстия и др.
Точность и воспроизводимость
результатов размерной обработки,
являющиеся важнейшими харак-
теристиками технологического про-
цесса с использованием лазеров, на-
пример получение идентичных отвер-
стий в деталях из различных мате-
риалов, определяется рядом факто-
ров, которые можно разбить на три
группы (6). Факторы первой группы
оказывают наибольшее влияние на
повторяемость результатов обра-
ботки (например, воспроизводимость
размеров и форм отверстий) и свя-
заны с нестабильностью различных
параметров излучения лазера (энер-
гии, длительности импульса, угла рас-
хождения излучения, пространст-
венной и .временной структуры
пучка).
Для размерной обработки исполь-
зуется периодический режим работы
технологических лазерных уста-
новок, обеспечивающих достаточна
высокую производительность ме-
тода. Проведенные исследования с не-
одимовым и рубиновым лазерами по-
казывают, что параметры излучения
существенно изменяются в процессе
установления стационарного те-
плового режима активного элемента
(так называемый переходный режим).
Изменение параметров обуслов-
лено нагревом его, что приводит
к ухудшению спектрально-люминес-
центных характеристик активной
среды, к появлению термической де-
формации исходного резонатора из-за
неравномерного распределения тем-
пературы по сечению активного эле-
мента.
Длительность переходного ре-
жима 9 (т, е. время установления
стационарного теплового режима)
обусловлена массой лазерного веще-
ства и его теплофизическими свой-
ствами, эффективностью системы ох-
лаждения и обычно не превышает
нескольких десятков секунд. К концу
работы лазера в переходном режиме
энергия излучения может возрасти
в 10—15 раз по отношению к энергии
первого импульса, одновременно дли-
тельность первого импульса может
увеличиваться в 5—6 раз а расходи-
мость излучения — в 2—3 раза.
Таким изменениям характеристик ла-
зерного луча должно соответствовать
изменение параметров размерной
обработки, в частности, увеличение
размеров отверстий в материале на
всем переходном участке работы ла-
зера.
Характеристики лазерного из-
лучения в установившемся режиме
определяются мощностью накачки
лазера и эффективностью системы ох-
лаждения, от которых зависит уста-
новившаяся температура активного
элемента и эквивалентного резона-
тора. Таким образом, получить оди-
наковые (а точнее близкие по раз-
мерам и форме) отверстия можно
334
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
9.3. Нестабильность энергии лазера
на стекле с неодимом и диаметров
отверстий в материале различной
толщины
Материя*'] Толщи- на, Им Неста- бильность, %
энергии диаметра отверстий
Феррит 0,5—0,6 2,0 5,0 6,6 11,5
Алюминиевая 0,1 1,5 3,4
фольга Пленка хрома 6,5 7,5
2,0 1,7
на ситалле 5,0 2,0
после окончания переходного периода
в установившемся режиме работы ла-
зера, В этом случае при одноимпульс-
ном методе обработки разброс раз-
меров отверстий определяется прежде
всего нестабильностью параметров им-
пульса излучения лазера. За'меру не-
стабильности какого-либо параметра
излучения (соответственно параметров
обработки, например размеров от-
верстий) выбирают среднее относи-
тельное отклонение ул- = Дх/х, которое
при гауссовском законе распределе-
ния отклонений пропорционально уни-
версальной характеристике разброса
значений величины х — ее среднему
квадратическому отклонению о? [6].
При этом ог— 1,25 | Дх |. Целесообраз-
ность введения величины как ха-
рактеристики нестабильности связано
с простотой ее вычисления при об-
работке экспериментальных данных.
Кроме этого, величина ух позволяет
определять отдельно влияние различ-
ных факторов на воспроизводимость
результатов обработки.
В установившемся периодическом
режиме больше всего изменяется энер-
гия излучения, нестабильность ко-
торой Уш значительнее нестабильно-
сти длительности импульса и Уг-
левого расхождения пучка Так,
для неодимового лазера с энергией
излучения 2—3 Дж при уш =- 5 %
Ух = 6,5 %, а уф — 1 %. При этом
увеличение нестабильности энергии
(как главного фактора) вызывает рост
нестабильности диаметра у& нолуча-»
емых сквозных отверстий, и тем силь-
нее, чем толще обрабатываемый ма-
териал ^(табл. 9.3).
Стабильность параметров излу-
чения в установившемся тепловом ре-
жиме периодической работы лазера,
определяется прежде всего превыше-’
нием порога генерирования лазера пш.
Так, по мере увеличения превыше-
ния порога генерирования nw от
1,1 до 3,5 относительная нестабиль-
ность энергии излучения неодимо-
вого лазера падает от 18 до 2 % и
в этом случае уже определяется не-
стабильностью накачки лазера и флук-
туациями теплового режима актив-
ного элемента.
Значительно слабее влияют на не-
стабильность параметров неодимового ‘
лазера вид охлаждающей жидкости,
ее расход и температура, частота
повторения импульсов накачки.
Для лазера на рубине, наоборот,
на стабильность параметров излуче-
ния значительно влияют все факторы,
обусловливающие увеличенье темпе-
ратуры кристалла, поскольку порог
генерирования рубина заметно увели-
чивается с ростом температуры (тем
самым изменяется эквивалентное пре-
вышение порога генерирования).
На стабильность параметров излу-
чения значительное влияние также
оказывает старение зеркал резона-
тора, отражателей осветителя, эле-
ментов оптической системы, а также
изменение свойств активного элемента
под действием излучения (ультрафи-
олетовой части спектра) ламп накачки.
Эти процессы характеризуют срок
службы лазера или отдельных эле-
ментов и устойчивость его параме-
тров при длительной эксплуатации
прибора. Изнашивание и старение
элементов приводят к постепенному
уменьшению энергии, длительности,
расходимости светового лучка и,
как следствие, к изменению диаметра
и глубины получаемых отверстий. Ха-
рактер износа и старение оптических
элементов определяют воспроизводи-
мость результатов обработки в про-
Много импульсный метод обработки отверстий
335
цессе эксплуатации лазерного обору-
дования как по размерам, так и по
форме изготовляемых отверстий.
Статистическая обработка (с исполь-
зованием ЭЦВМ) большого числа от-
верстий в ферритовых пластинах с ре-
гистрацией параметров излучения ла-
зера в каждом импульсе с много-
кратными измерениями диаметров от-
верстий показывает, что отклонение
параметров излучения в установившем-
ся режиме работы лазера и отклонения
диаметров отверстия от среднего зна-
чения подчиняются закону нормаль-
ного распределения. Факторы второй
группы, также влияющие на воспроиз-
водимость результатов размерной
обработки, включают в себя различ-
ные неточности установки и пере-
мещения деталей в зоне воздействия
излучения лазера. Так, например,
если перемещать деталь, то несов-
падение нормали к поверхности де-
тали с оптической осью фокусиру-
ющей системы при получении серии
отверстий приведет к непрерывно уве-
личивающемуся расфокусированию
излучения, что и обусловит законо-
мерное изменение диаметра и про-
дольной формы отверстий. Влияние
этих факторов практически может быть
сведено к минимуму. Неоднородность
свойств и структура обрабатываемого
материала связаны с факторами
третьей группы, влияющими .на вос-
производимость результатов размер-
ной обработки. Влияние этих фак-
торов существенно в случаях, когда
диаметры отверстий соизмеримы с раз-
мерами неоднородностей, а также если
их число велико,
9.6. Много импульсный метод
обработки отверстий
При многоимпульсной обработке
(МИО) отверстий лунка растет в глу-
бину постепенно в результате послой-
ного испарения материала каждым
импульсом. При этом окончательная
глубина отверстия определяется сум-
марной энергией серии импульсов,
В то же время диаметр отверстия
определяется усредненными па-
раметрами отдельного импульса из-
лучения в серии; кроме того, он
зависит от диаметра пучка лазерного
излучения в зоне обработки и формы
каустики.
Толщина снимаемого каждым
импульсом слоя может быть весьма
малой, поэтому при обработке срав-
нительно глубоких отверстий (~1 мм
и более) процессы истечения и пере-
распределения жидкой фазы в мень-
шей степени влияют на форму отвер-
стий, чем в случае получения отвер-
стия одним импульсом. Однако от
них зависит микрогеометрия поверх-
ности; уменьшение толщины слоя,
снимаемого одним импульсом, позво-
ляет достичь меньшей шероховатости.
Важная особенность МИО состоит
в возможности получения отверстий
серией коротких импульсов, период
частоты повторения которых значи-
тельно больше времени остывания
материала, В этом случае харак-
терный размер зоны термического вли-
яния определяется длительностью от-
дельного короткого импульса. В соче-
тании с высокой плотностью энергии,
которой легко добиться в каждом
импульсе, это способствует резкому
снижению расплава в продуктах раз-
рушения.
Использование для МИО короткого
импульса позволяет получать отвер-
стия в хрупких материалах без их
растрескивания, что обусловлено бо-
лее равномерным (по отношению к од-
ноимпульсной обработке) распределе-
нием остаточных напряжений по тол-
щине материала, а также ростом
динамической прочности при умень-
шении продолжительности термиче-
ского удара. Когда глубина лунки
растет, то интенсивность излучения
на дне лунки изменяется из-за рас-
фокусирования луча. Чтобы избежать
этого, необходимо смещать деталь от-
носительно луча на толщину матери-
ала, испаренного каждым предыду-
щим импульсом. Если к точности
размеров отверстия не предъявляются
жесткие требования, то движущуюся
границу испарения можно совмещать
с фокальной плоскостью оптической
системы. Значительно более точные
отверстия заданной поперечной формы
(круглые или профильные) получаются
при совмещении плоскости изобра-
жения проецируемой диафрагмы с гра-
ницей испарения, при этом распре-
336
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
деление интенсивности излучения
по сечению пучка должно быть рав-
номерным.
Еще одна особенность МИО свя-
зана с повышением воспроизводимо-
сти результатов обработки серией им-
пульсов в результате уменьшения вли-
яния нестабильности различных
параметров. Например, замена од-
ного импульса излучения энергией Е
на h импульсов энергией Е/п при
одной и той же нестабильности ха-
рактеристик лазера приводит с уве-
личением п к уменьшению средних
квадратических отклонений размеров
отверстий в У п раз.
Многоимпульсную обработку ис-
пользуют обычно для решения двух
различных технологических задач: по-
лучение максимально глубоких от-
верстий без особо жестких требований
к их точности и форме и получению
прецизионных отверстий.
Применение МИО в этих случаях
отличается в основном режимами об-
работки. Если для первого из них
оптимальному режиму МИО соответ-
ствует получение в каждом импульсе
максимального отношения при-
ращения глубины к диаметру fif/d >
> 1, то для второго наиболее благо-
приятным режимом является такой,
когда приращение глубины лунки за
импульс меньше диаметра (ki/d < 1).
Проведение МИО с использованием
цилиндрической световой трубки
также существенно уменьшает коли-
чество расплава в результате умень-
шения эффекта непосредственного по-
глощения излучения стенками, что
создает предпосылки для получения
прецизионных отверстий, размеры,
профиль и форма которых опреде-
ляются параметрами оптической си-
стемы и излучения.
Некоторые закономерности много-
импульсной обработки и режимы полу-
чения глубоких отверстий. Фотография
продольного шлифа отверстий, полу-
ченных за различное число импульсов
генерации, приведена на рис. 9.16.
Энергия импульсов оставалась по-
стоянной и составляла 40 Дж при
длительности импульса 1,3 мс. Из-
лучение фокусировалось на поверх-
ность образца линзой с фокусным
расстоянием F = 50 мм, диаметр
диафрагмы на пути луча 10 мм. Глу-
бина отверстия последовательно уве-
личивалась с ростом числа импуль-
сов, Идущих на обработку. Диаметр
отверстия остается практически не-
изменным и определяется средней энер-
гией в серии импульсов. Изменение
глубины отверстия в зависимости от
числа импульсов п представлено на
рис. 9.17. '
Расчет окончательных размеров
отверстия при использовании МИО
в этом случае представлен в [10].
При миогоимпульсной обработке ди-
аметры отверстий определяются па-
раметрами отдельного импульса и
слабо зависят от числа импульсов
в серии, идущей на изготовление
отверстия. Поэтому начиная с опре-
деленной глубины все большая часть
светового пучка будет попадать па
стенки отверстия из-за расфокусиро-
вания луча после фокуса линзы.
Можно предположить, что некоторая
часть светового потока отразится от
стенок на дно лунки и даст опреде-
ленный вклад в увеличение глубины'
отверстия. Тогда при оценке предель-
ной глубины отверстия при много-
импульсной обработке помимо гео-
метрии луча лазера следует учиты-
вать дополнительное увеличение глу-
бины отверстия за счет фокусиро-
вания на дно части излучения стен-
ками отверстия. Для проверки воз-
можного влияния стенок лунки за
несколько импульсов изготовлялось
отверстие такой глубины, чтобы край-
ние лучи светового пучка внутри от-
верстия пересекали его стенки. По-
лученное отверстие затем обрабаты-
валось еще одним импульсом через
диафрагму, устанавливаемую после фо-
кусирующей линзы и имеющую та-
кой диаметр, что она «зарезает* те
крайние лучи светового пучка, ко-
торые попадают на стенки первона-
чального отверстия. Затем произво-
дилась аналогичная операция, но без
использования диафрагмы.
Значения предельных параметров
(d, h) отверстий в углеродистой стали
Lb — 5-Ю4 Дж/см3, Q* 300 Дж/см3
для серии импульсов длительностью
100 мкс с различной энергией Е при
1g ф = 0,2 (величина, характера-
Многоимлульсный метод обработки отверстий ,
337
Рис. а. 16. Профили отверстий и образце
из стали 45, полученных воздействием раз-
личного числа импульсов лазерного излу-
чения;
а — 1; 5 — 2; в — 3; а — 4 и. д — S (энер-
гия импульса излучения & = 40 Дж. дли-
тельность импульса 1,3 мс) (Х7)
эующая ход каустики после фокаль-
ной плоскости оптической системы)
приведены в табл. 9.4.
Сравнение размеров первого и вто-
рого отверстий показывает, что во
втором случае глубина отверстия всег-
да больше. Разность, характеризу-
ющая в полной мере вклад излучения,
9,4, Предельные размеры
отверстий и необходимое число
импульсов при различной
энергии ЛИ
Et d ^гпах (йДОтпах
Дж мм И
0,1 0,15 0,5 3,3 4
1,0 0,33 1,5 4,5 6
10 0,73 5 6,9 9
отраженного от стенок, в прирост
глубины отверстия, составляет в за-
висимости от его глубины 2,—6 %.
Экспериментальные исследования
подтверждают выполненные расчеты
и показывают; что с применением
МИО можно достигнуть увеличения
глубины отверстия по сравнению с об-
работкой одним импульсом в не-
сколько раз. В ряде случаев, при
соответствующем выборе параметров
излучения, условий фокусирования
и материала, глубина может быть
увеличена на порядок.
Рис. 9.17- Зависимость глубины отвер-
стия ft от числа импульсов п (материал —
сталь 45, £ « 40 Дж, длительность к^т
пульса 1,9 не)
338
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Несмотря на значительное умень-
шение образующейся в процессе МИО
жидкости, полностью исключить опла-
вление стенок и дна невозможно,
в частности потому, что распределение
температуры по толщине материала
непрерывно и под поверхностью испа-
рения имеется тонкий расплавленный
слой толщиной h* а/о In TjTm!nl,
где о — 2Гу/т — средняя скорость
испарения материала. Считая, что
в процессе испарения в течение каж-
дого импульса этот слой под действием
избыточного давления паров частично
вытесняется и равномерно распре-
деляется к концу действия импульса
по стенкам (в пределах толщины испа-
ренного слоя) и дну, можно найти
возможное относительное отклонение
диаметра отверстия от заданного
Arf/dn, которое определяет класс точ-
ности обработки: числа импульсов п
(см. рис. 9.17), глубина отверстия
увеличивается в 4 раза при обработке
заготовки 9—10 импульсами. Глубина
отверстия достигает значения, близ-
кого к максимальному (-'90 %), уже
при обработке 6—7 импульсами дли-
тельностью —1,3 мс при фокусировке
луча на поверхность мишени линзой
F = 50 мм.
Определенное увеличение глубины
отверстий при многоимпульсной об-
работке может быть достигнуто сме-
щением фокуса линзы внутрь образца
в ходе обработки. Таким способом
удается получить отверстия с весьма
большим отношением глубины к диа-
метру (до 25 и более).
Режимы МИО при получении преци-
зионных отверстий. Оптимальный ре-
жим многоимпульсной обработки
для достижения высоких точностей
изготовления отверстий должен
обеспечивать минимальное оплавле-
ние дна и стенок отверстия в процессе
его получения. Это возможно при
выполнении следующих двух усло-
вий, которые определяют область до-
пустимых режимов обработки:
Первое условие означает, что в те-
чение действия импульса мал тепло-
отвод в стенке отверстия, т. е. значи-
тельно уменьшено оплавление стенок
в результате теплопроводности. Вто-
рое условие накладывает ограничение
на действие остальных факторов, спо- _
собствующих образованию расплава.
hd/dQ = 0,1 In ТаГГт.
Так, для рассмотренного примера
&d/da = 0,08, что при dn = 50 мкм
соответствует классу точности 2а.
Это условие для оптимального ре-/
жима МИО не является универсаль-
ным и в основном применимо к метал-
лам. Для неметаллов, у которых те-
плопроводность мала, ограничение
на длительность импульса может быть
наложено из других соображений. На-
пример, при обработке хрупких мате-
риалов длительность импульса может
оказаться столь большой, что будет
трудно избежать растрескивания мате-
риала. В этих условиях на длитель-
ность импульса также следует накла-
дывать более жесткое ограничение.
Кратко рассмотрим получение от-
верстий импульсами различной дли-
тельности в режиме многоимпульс-
ной обработки. Сравнение размеров
отверстий, полученных одним им-
пульсом большой длительности и
серией коротких импульсов при одной
и той же затраченной на Образование
отверстия энергии, позволяет сде-
лать вывод о влиянии на конечные
размеры и профиль отверстия потерь
энергии, обусловленных поглощением
излучения продуктами разрушения
материала, и в результате теплоотвода
через стенки отверстия.
Действительно, в случае, когда об-
работка ведется серией импульсов,
разделенных временным интервалом,
достаточным для полного удаления
паровой и жидкой фаз из отверстия,
отверстие получается более глубо-
ким, нежели при обработке одним
импульсом, энергия и длительность
которого равны общей энергии и дли-
тельности всех импульсов серии.
Для случаев, приведенных на
рис. 9.18, потери энергии, возраста-
ющие при обработке длинным импуль-
сом, обусловливают уменьшение
конечной глубины отверстия па 30 %.
При этом наблюдается входная рас-
пушка, указывающая на образова-
ние значительного количества жид-
кой фазы нр стенках отверстия. Срав-
Многоимпульеяый метод обработки ОтМрстиЙ
339
пение микрорельефов поверхности
стенок отверстий, полученных импуль-
сами генерирования различной дли-
тельности, наглядно подтверждает
тот факт, что уменьшение длитель-
ности импульса значительно умень-
шает долю жидкой фазы, остающейся
после обработки на стенках отверстия.
Представляется интересным полу-
чение отверстий серией коротких им-
пульсов, образованных дроблением
выходного импульса излучения гене-
ратора большой длительности. С при-
менением вращающегося диска полу-
чены серии коротких импульсов дли-
тельностью до -'-50 мкс с переменной
скважностью. Общее число импуль-
сов доходит при этом до 10 и более,
т. е. модуляция излучения с помощью
вращающегося диска позволяет ими-
s. 5. Типичные параметры отверстий в различных материалах
к и режимы их получения
Параметры отверстия Режим обработки Спо- соб обра- ботки Коли- чество отвер- сты и
Материал d, мкм ИИ 4? Допуск на диа- метр 6, мкм /Л Дж т 1 е Вт/см1 п ближняя зона 1 дальняя зона ОДНО I система
Высоко- глиноземи- стая 200 3,2 16 — 1,4 5 4,1С« 40 — X X X
керамика 200 1,0 5 +30 1,6 10 5- 10е 1 — X — X
Феррит 200 1,0 5 ±4 0,3 1 1,2-Ю7 7 X X
50 1,0 20 . 0,05 0,9 6-Ю7 10 X X
ЮС 0,7 7 ± J 5 1,5 10 2-Ю7 1 X X
юс 0,5 5 ±5 0,2 0,9 6-107 9 X 1— .— X
Коррози- 50 1,2 24 —_ 0,2 0,9 1,2- 10е 12 X X
окно-стой- кая сталь 50 0,1 2 ±2 0,2 0,8 1,5-108 1—5 X — X X
Рубин 10 0,4 40 — 0,1 Модуля- ция доб- ротности — — X — — —
Латунь 30 0,1 3,5 ±1,5 0,05 1,0 4-Ю7 1-3 X — X X
Сита л л 50 0,6 12 0,3 1,0 5-Ю7 3—5 X — — X
X — реализация режима обработки.
ПО
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ JlU
Рис. 0.18.. Профиль отверстий, образован''
пых одним импульсом (б\ г) и пятью им-
пульсами меньшей длительности <ят в)
при одинаковых, затратах энергии импуль-
са излучения;
а — Е = 3,8 Дж, т = 0,1 5 мс; б — Е =
~ 19 Дж, Т — 0,65 мс; е — Е — 6,8 Дж,
т = 0.25 мс; £ — Е = 34 Дж, т = 1,2 мс
тировать режим работы лазера с боль-
шой частотой повторения импульсов
(~~Л0 кГц) лазерного излучения.
Применение многоимпульсного мето-
да обработки. Применение МИО зна-
чительно расширяет возможности
лазерной размерной обработки. Ста-
новится реальным получение отверстий
при отношении hid 50. Правильный
выбор режима обработки позволяет
перейти от получения черновых отвер-
стий к получению чистовых.
При прошивке отверстий в различ-
ных материалах, (алюминии, кремнии,
германии, цинке, молибдене, рубине,
керамике и т, д.) диаметром 4—100 мкм
с отношением h/d = 20-=- 50 получена
хорошая воспроизводимость, неболь-
шой входной конус и хорошее каче-
ство поверхности, окружающей зону
воздействия излучения, в результате
применения проекционной схемы
обработки (системы «сопряжение
зрачка»), рубинового лазера с моду-
ляцией добротности и многоимпульс-
ного метода обработки.
При применении МИО получают
отверстия диаметром 50 мкм с пере-
мычкой 50 мкм в ферритовых пласти-
нах толщиной 0,5 мм для устройств
памяти; отверстия диаметром 50 мкм
в ситалловых платах толщиной 0,6 мм
для осуществления межсоединений
печатного монтажа, нанесенного на
обе поверхности платы; отверстия
в изолирующих керамических про-
кладках для прецизионных коаксиаль-
ных кабелей; отверстия диаметром 5—
80 мкм в тугоплавких материалах
толщиной до 0,2 мм для использования
в качестве диафрагм 'электронно-
и ионнолучевых установок.
Параметры отверстий, полученных
методом МИО в некоторых материалах
и использованные режимы работы,
сведены в табл. 9.5.
9.7. Применение конической
линзы для получения
отверстий большого диаметра
с помощью луча лазера
Получение отверстий диаметром
более 1 мм с использованием простых
линз или систем из них для форми-
рования излучения требует значи-
тельных энергий импульса, реализу-
емых преимущественно на лабора-
торных установках.
Известен способ получения отвер-
стий необходимых размеров и конфи-
гураций с помощью луча лазера,
заключающийся в перемещении детали
таким образом, чтобы фокальная точка
оптической системы описывала обра-
батываемый контур. Однако такой
способ обладает следующими не-
достатками: необходимость переме-
щения детали усложняет конструк-
цию лазерной технологической уста-
новки и затрудняет процесс
автоматизации обработки. Края
обрабатываемого отверстия имеют
неровности размером нс менее радиуса
пятна обработки. Снизить неровности
можно накладыванием друг на
друга (со значительным перекрыва-
нием) пятен обработки или уменьше-
нием их диаметра. В обоих случаях
снижаются качество получаемых
отверстий, производительность об-
работки. Для получения отверстий
значительных размеров предста-
вляется целесообразным формиро-
вать луч лазера в соответствии с раз-
мерами и формой контура отверстия
и затем направлять его на обрабатыва-
емый материал [9].
Реализация указанного способа
достигается с помощью конической
Применение конической линзы для получения отверстий
341
линзы (рис. 9.19). Оптическая схема
способа обработки включает в себя
лазер /, плоскопараллельную пла-
стину 2, коническую линзу 3, объек-
тив 4 с переменным фокусным рас-
стоянием и устройство для крепления
обрабатываемой детали 5, позволя-
ющее перемещать се вдоль оптической
оси системы.
' Получение отверстий осущест-
вляют следующим образом. С помощью
конической линзы 3 и объектива 4
лазерное излучение концентрируют
по заданному контуру на детали 5.
Размеры контура обработки опре-
деляются конической поверхностью
3, при этом расстояние г от оптической
оси до точки контура обработки в пло-
скости, проходящей через оптическую
ось, связано с углом а между обра-
зующей конической поверхности
и оптической осью в той же плоскости
формулой
г — F [arcsin (л cos а) 4- а — л/2],
где F — фокусное расстояние объек-
тива; п — показатель преломления
материала конической линзы.
Если значение а близко к я/2, то
приведенная формула упрощается
и принимает вид
г = F (л/2 - а) (л — 1).
Размер контура обработки в значи-
тельном диапазоне размеров можно
изменять, меняя фокусное расстояние
объектива. Это позволяет обрабатывать
однотипные контуры разных размеров
при минимальной переналадке опти-
ческой схемы. Поворачивая плоско-
параллельную пластинку 2 под раз-
ными углами к оптической оси и вокруг
} Z 3 ±5
Рис. 8.19. Принципиальная оптическая
схема лазерной обработки деталей с ис-
пользованием конической линзы
нее, можно плавно изменять распре-
деление мощности по обрабатываемому
контуру, что может оказаться полез-
ным, если обрабатываемый материал
имеет различную толщину, твердость
и т. п.
Для получения достаточно глубоких
отверстий, имеющих цилиндрическую
форму, основные параметры опти-
ческой системы определяются из сле-
дующих соображений. Профиль
отверстия будет отклоняться от ци-
линдрического тем более, чем больше
величина угла сходимости лучей за
цилиндрической линзой.
Из анализа геометрий хода лучей
следует, что отклонение от цилиндрич-
ности получаемого отверстия будет
тем меньше, чем глубина отверстия
меньше и больше фокусное расстояние
сферической линзы.
Для повышения точности обработки
и плотности потока мощности луча
лазера толщина реза 6 (S = [И7, где
Р — реальная расходимость потока
излучения лазера) должна быть как
Рис. 9.20. Отверстия в образце из корро-
«ионно-стойкой стали, полученные с по-
мощью конической линзы при однократном
воздействии импульса генерации лазера на
рубине (энергия импульса 50 Дж, длитель-
ность 1,3 мс)
342
РАЗМЕРНАЯ ^ОБРАБОТКА лМТЕРМАЛОв ЛИ
Рис. 9.21 . Отверстие в образце на корро-
зионно-стойкой стали, полученное с по-
мощью конической линзы при воздействии
шести рассеченных импульсов генерации
лазера на стекле с неодимом, и централь-
ная часть обрабатываемого контура, не-
подвергнутая воздействию излучения (л);
отверстия в том же образце, полученные
при воздействии шести рассеченных им-
пульсов без использования конической
линзы (t')
можно меньше. Таким образом, имеем
два противоречивых условия:
1) фокусное расстояние Г должно
быть как можно большим, ‘чтобы от-
верстие было более цилиндрическим;
2) фокусное расстояние F должно
быть как можно меньшим, чтобы ши-
рина контура обработки была мини-
мальной.
Тем не менее при заданных диаметре
d отверстия, глубине h и отклонении
отверстия от цилиндрического, фокус-
ное расстояние F следует брать мини-
мальным, чтобы обеспечить требуемую
точность обработки, повысить ее эф-
фективность.
Круглые отверстия в образце из
коррозионно-стойкой стали толщиной
0,3 мм, полученные по описанному
методу при однократном воздействии
импульса излучения рубинового ла-
зера показаны на рис. 9.20. Диаметр
отверстия составляет ~3,0 мм. Круг-
лое отверстие диаметром 2,5 мм в об-
разце из коррозионно-стойкой стали
толщиной 0,3 мм, образованное воз-
действием шести рассеченных им-
пульсов излучения лазера на стекле
с неодимом показано на ‘рис. 9.21, а.
Энергия импульса излучения на вы-
ходе из лазера составляла 16 Дж,
его длительность 1,0 мс.. Каждый
импульс свободной генерации рассе-
кался на 10 микроимпульсов с дли-
тельностью 40 мкм каждый. Отверстия
в образце из коррозионно-стойкой ста-
ли толщиной 0,3 мм, полученные в этом
же эксперименте с указанными пара-
Рис, 9.22, Отверстие в феррите,
полученное при воздействии
15 рассеченных импульсов излу-
чения неодимового лазера с мс-
пользованием конической лин-
зы (рядом показана централь-
ная часть обрабатываемого кон-
тура, не подвергнутая воздей-
ствию излучения)
Повышение точности обработки к и к ро отверстий ЛИ
343
метрами рассеченных импульсов
излучения лазера, но без конической
линзы, приведены' на рис. 9.21, б.
Диаметр отверстий примерно в 3 раза
меньше.
По аналогичному методу обрабаты-
вались образцы из феррита толщиной
1,2 им. Число рассеченных импульсов
генерации составило 15, диаметр полу-
ченных отверстий равен 2,5 мм
(рис. 9.22).
Описанный способ позволяет по-
лучать достаточно точные отверстия
в различных материалах, в том числе
труднообрабатываемых, и может найти
широкое применение для получения
систем отверстий больших размеров
(диаметром более 1 мм) в деталях,
таких, например, как фильтры, сетки,
сита различного назначения и др.
9,8. Повышение точности
обработки микроотверстий
лазерным излучением
Существует ряд методов и вспомога-
тельных приемов, с помощью которых
можно обрабатывать микроотверстия
(диаметром ~1 мм) сфокусированным
лазерным излучением с достаточно
высокой точностью.
Рассмотрим возможность повыше-
ния точности и качества обработки
с помощью аксикона, применяемого,
как правило, при обработке отверстий
больших диаметров [7, 9, 11J, Выбор
места расположения аксикона за-
висит от типа оптической системы.
В лазерной технологии широко при-
меняются совмещенные оптические
системы [6].
Схема использования аксикона
(рис. 9.23) включает в себя активный
элемент 2, помещенный в резонатор,
образованный плоскими зеркалами
/, 3, аксикон 4, линзы 5, 6, образу-
ющие телескоп, поворотное зеркало
с интерференционным покрытием 7,
объектив 8, фокусирующий луч лазера
в зону обработки 9. Тубусная линза
10, поворотное зеркало 11, окуляр
с сеткой 12 совместно с объективом 8
образуют систему наблюдения, Акси-
кон расположен таким образом, что
минимальное сечение луча после пре-
ломления совпадает с передним фоку-
сом линзы 5 телескопа. Входной зрачок
объектива 8 совмещен с задней фокаль-
ной плоскостью линзы 6. При таком
взаимном расположении элементов
система получается компактной
при минимальной апертуре объектива
6. Последнее обстоятельство является
весьма важным, так как при умень-
шении апертуры фокусирующего объ-
(
Рис. У.23. Оптическая схема установки
344
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ ЛИ
Рис. 0,24. Фотографии микроотверстий
в образцах из стали (а) и молибдена (б}, (в)
полутени we с применением аксикова (о),
(<Г) и без него (в)
ектива сфокусированное лазерное
излучение в зоне обработки приобре-
тает более вытянутую форму, что,
в свою очередь, дает возможность
увеличить относительную глубину
отверстия.
Энергия импульса на входе в опти-
ческую систему изменялась в зависи-
мости от уровня накачки в диапазоне
3—5 Дж. Длительность импульса ла-
зерного излучения равнялась 1 мс.
Расходимость пучка излучения при
выходе на резонатор равнялась -'40'.
В эксперименте применяли объективы
с fj = 50 мм, г-г = 100 мм и теле-
скопы с Vi = 4^ и V2 = 1,5^.
Преломляющий угол аксикона б =
= 0,04 рад.
При использовании объектива с фо-
кусным расстоянием 50 мм и телескопа
с Vi = 4'' диаметр сфокусированного
в кольцо излучения равнялся ~0,5 мм.
В качестве образцов были взяты
пластины из коррозионно-стойкой
стали 12Х18Н9Т и тугоплавких мате-
риалов (тантал, молибден) толщиной
0,3—0,55 мм. В каждом образце изго-
товляли 50 отверстий диаметром
0,5 мм. Аналогичные серии отверстий
были получены с помощью оптической
системы, приведенной на рис. 9.23,
но с убранным аксикопом 4 при раз-
личных сочетаниях сменной линзы
телескопа 5 и фокусирующего объек-
тива 8. Во втором случае диаметры
отверстий в зависимости от значений V
и F изменялись от 0,07 до 0,4 мм.
Отверстия большого диаметра полу-
чить не удалось, по-видимому, в связи
с малыми значениями энергии излуче-
ния в зоне обработки (потери в опти-
ческой системе составляли 60—
40 %).
В обоих вариантах обработку каж-
дого отверстия проводили несколькими
импульсами (от 4 до 8). Кроме того,
в некоторых сериях импульсы излуче-
ния дополнительно рассекались на
несколько частей.
Сопоставление полученных резуль-
татов показало, что при одних и тех же
пространственно-временных харак-
теристиках лазерного излучения на
входе в оптическую систему обработка
отверстий с применением аксикона
имеет ряд преимуществ. Прежде
всего — это улучшение формы отвер-
стий и уменьшение разброса их диа-
метров. Если в обычном варианте
обработки разброс составлял ±(6—
10) % для стали и ±(8—12) % для
молибдена, то введение аксикона сни-
зило его до ±(2—3) % . Наблюдается
также уменьшение выбросов материала
на передней поверхности образцов и
размеров входной распушки,
Эффективность размерной обработки JIH
ш
Кроме того, уменьшаются энергия
импульса, необходимая для обработки
сквозных отверстий, и количество про-
дуктов разрушения, поступающих в фа-
кел. Последнее обстоятельство дает
возможность упростить защиту фо-
кусирующего объектива от загряз-
нения и использовать в необходимых
случаях короткофокусные объективы.
Фотографии микроотверстий в пла-
стинах из стали (а), молибдена (б),
(в), полученных с применением акси-
кона (а), (б) и без него (в) импульсами
лазерного излучения с дополнитель-
ной их рассечкой приведены на
рис. 9.24. Применение дополнительной
рассечки импульсов позволило в обоих
вариантах обработки отверстий не-
сколько уменьшить разброс их диа-
метров: до ±(5—8) % для стали и
±(7—10) % для молибдена в обычном
варианте и ±(1,5—2) % в варианте
с аксиконом, а также повысить, осо-
бенно при применении аксикона, их
качество. Применение аксикона как
для стали, так и для молибдена поз-
воляет практически полностью из-
бежать выбросов металла на поверх-
ности образцов и входной распушки.
Наилучшие результаты обработки
достигаются при одновременном
использовании (или при комбинации)
двух методов: введение в оптическую
систему аксикона и дополнительной
рассечки импульсов лазерного излуче-
ния.
9.9. Эффективность
размерной обработки
лазерным излучением
Одним из методов управления лазер-
ным излучением является применение
различного рода модуляторов. При-
менение механического модулятора
позволяет увеличить эффективность
лазерной обработки [11].
В качестве модулятора использовали
непрозрачный диск с отверстиями,
приводимый во вращение электромото-
рам. Отверстия диаметром 7 мм рас-
полагались по краю диска с шагом,
равным 14 мм. Диск устанавливали
в сферическом резонаторе, внутри ко-
торого находился только активный
элемент из стекла с неодимом размером
7 X 130 мм и отсутствовали какие-
либо другие оптические элементы. Ско-
рость вращения диска изменяли в пре-
делах 12 000-—16 000 об/мин.
В указанном диапазоне скоростей
вращения диска при свечении лампы
оптической накачки 1,5 мс происходит
генерация 10 импульсов излучения
длительностью 40 мкс каждый с ин-
тенсивностью, значительно превы-
шающей интенсивность импульса
свободной генерации. При враща-
ющемся диске генерация может про-
изойти в тот момент времени, когда
интенсивность свечения лампы опти-
ческой накачки в конце импульса
станет меньше пороговой интенсив-
ности для свободной генерации. Энер-
гия импульса свободной генерации,
полученного для случая совпадения
центра одного из отверстий диска
с осью активного элемента, равнялась
10 Дж. Суммарная энергия 10 ука-
занных импульсов в случае модуляции
добротности составила 7 Дж.
Рис. 0,25, Продольный шлиф отверстий,
полученных о пластине из стали 45 толщи-
ной б нм пря использовании модули-
рованного (левое) и немо ДУлированного
(правое) импульса свободной генерации.
340
1'АзмЁёйая ОЁраёотКА мАтёЙиАЛов ли
Несмотря па некоторую потерю опер*
гии, использование модуляции ла-
зерного излучения при обработке от-
верстий позволяет увеличить их
глубину. Продольные профили сквоз-
ного и глухого отверстий, обработан-
ных за одинаковое число вспышек
лампы оптической накачки импуль-
сами лазерного излучения в режимах
модуляции добротности и свободной
генерации приведены на рис. 9.25.
При использовании модулятора глу-
бина отверстия в 2 раза превышает
глубину лунки, образованной немоду-
лированным импульсом излучения,
в то время как энергия лазерного
излучения, поступающего в зону об-
работки за одну вспышку лампы опти-
ческой накачки, равнялась соответ-
ственно 2,8 и 4 Дж (потери в опти-
ческой системе составляли 60 %).
Список литературы
1. Вейко В. П., Либенсон М. Н.
Лазерная обработка. Л.; Лениздат,
1973. 192 с.
2. Действие излучения большой
мощности на металлы/С. И. Анисимов,
Я. А. Имас, Г, С. Романов и др. М.;
Наука, 1970. 272 с.
3. Криштал М. А., Жуков А. А,,
Кокора А. Н. Структура и свойства
сплавов, обработанных излучением ла-
зера, М.: Металлургия, 1973. 192 с.
4. Лазерная технология/В. П.* Вей-
ко, Д'!. Н. Либенсон, Л. М. Мелючев
и др. М.: Электроника. Вып. № 68(137),
1970. 114 с.
5. Лазеры в технологии/Ф. Ф. Во-
доватов, А. А. Цельный, В, П. Вейко
и др.; Под ред. М. Ф. Стельмаха. М.:
Энергия, 1975. 216 с.
6. Методы повышения точности ла-
зерной размерной обработки/М. Н. Ли-
бенсон, Г. П. Суслов, А. Н. Кокора
и др. Л.: ЛДНТП, 1973, 40 с.
7. О повышении точности обработ-
ки микроотверстий лазерным излуче-
нием/В. П. Выжелевский, А. Н, Коко-
ра, М. В. Орехов и др. — Физика и
химия обработки материалов, 1980,
№ 1, с. 148—150.
8. Коваленко В. С. Обработка ма-
териалов импульсным излучением ла-
зеров, Киев: Вища школа, 1977. 144 с.
9. Применение конической линзы
для получения отверстий большого
диаметра с помощью луча лазера/
А. Н. Кокора, Е. А. Корнеев,
Б. М. Манзон и др, — Физика и химия
обработки материалов, 1979, № 4,
с. 145—147,
10. Рыкалин Н. Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов. М.; Машиностроение, 1975,
11. Углов А. А., Орехов М. В., Ко-
кора А. Н. Увеличение эффективности
размерной обработки излучением
ОКГ. — Физика и химия обработки
материалов, 1976, № 4, с. 135—
137.
Часть
Электронный луч в технологии
Глава Ю
Электронно-лучевая обработка материалов
10.1. Особенности образования
отверстий при электронно-
лучевой обработке
. Термическая размерная обработка,
как правило, предназначена для
изменения химического состава или
структуры обрабатываемого мате-
риала, получения отверстий заданного
диаметра или пазов заданной ширины,
глубины и профиля сечения.
Результат размерной обработки
зависит от поведения материала при
повышении температуры. В результате
термической размерной обработки [16]
происходят следующие явления:
фазовые превращения в твердом со-
стоянии, появляющиеся, например,
при закалке соответствующих ста-
лей;
сублимация — удаление материала
при выполнении отверстий, пазов, ре-
зании, гравировании алмаза, гра-
фита, кварцевого стекла;
разложение твердого материала
на летучие компоненты и унос мате-
риала при резании синтетических ма-
териалов, керамики, бумаги;
разложение с образованием, по край-
ней мере, одного твердого компонента
и удаление материала при резании,
сверлении, гравировании арсенида
галлия, фосфида галлия;
плавление материалов при микро-
сварке металлов, полировании ме-
таллов и полупроводниковых мате-
риалов (кремний, германий), нане-
сении рисок оплавлением (кремний,
германий, керамика, ферриты), ле-
гировании полупроводников путем
вплавления лигатур при изготовлении
полупроводниковых приборов и ин-
тегральных микросхем;
испарение — удаление материала
при сверлении, резании, гравировании
металлов, диэлектриков, синтети-
ческих материалов.
Обрабатываемость материала
в основном зависит от его теплофизи-
ческих свойств и удельной мощности
пучка электронов. Чтобы избежать
избытка жидкой фазы, добиться макси-
мальной производительности за счет
реализации резонансных режимов
нагрева, обработку ведут в импульс-
ных режимах.
При этом возможны следующие
технические варианты обработки:
мопоимпульсная, многоимпульсная,
с быстрым отклонением луча.
Выброс жидкой фазы при обработке.
Экспериментальные данные различ-
ных исследователей по измерению
удельной работы разрушения у =
= Elm (Е — введенная энергия; т —
удаленная масса) показывают, что
практически для всех металлов у
больше энергии плавления, но
меньше энергии превращения в
пар.
В продуктах выброса находится зна-
чительное количество жидкой фазы
(рис. 10.1). Затраты введенной энер-
гии, приводящие к удалению вещества
при обработке и при сварке с «кин-
жальным» проплавлением [20], на-
пример, сталей только на 10—20 %
превышают затраты на плавление. Это
приводит к малому различию в энерге-
тических бала нсах процессов получе-
ния отверстий и проплавления
и существенно упрощает их тепловые
расчеты.
348
ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА МАТЕРИАЛОВ
Рис, tO.t, Диаграмма энергетических за-
трат на разрушение металлов:
у — работа разрушения; Q — удельная
работа превращения в пар; р — удельная
работа превращения металла в расплав;
- * X — данные работы 191; 1,2, 3 — дан-
ные работы [14]
Причины преждевременного вски-
пания вещества, приводящего к вы-
носу жидкой фазы в основном можно
свести к двум моментам: вскипанию
за счет гетерогенных центров зарожде-
ния паровой фазы и вследствие пере-
грева. В первом случае факторами,
облегчающими вскипание, являются;
пузырьки растворенного в 'металле
газа, объем которого может превышать
объем основного металла в десятки
и даже сотни раз [5]; неидеальность
контактов; локальные пульсации
температуры, например вследствие
неоднородности временной структуры
импульса энергии, приводящие к ге-
нерации внутрь материала воли сжатия
и разрежения как и при ультразвуко-
вых колебаниях.
Объяснить причины вскипания при
перегреве затруднительно из-за слож-
ности физики процесса. Перегрев мо-
жет возникать вследствие того, что
нагрев и плавление металла в зоне
действия луча происходят в условиях
сжатия материала давлением отдачи
паров. Так как разгрузка в распла-
вленном объеме после прекращения
действия импульса энергии проис-
ходит за время I0-8— 10-а с, т. е. со
скоростью распространения волн
напряжения (скоростью звука), то
металл практически мгновенно заметно
перегревается, что равносильно
быстрому избыточному тепловыделе-
нию в локальном объеме.
Согласно другой точке зрения, пере-
грев связан с наличием в эоне дей-
ствия луча двух слоев с разным харак-
терным временем изменения темпе-
ратуры. В слое б, где происходит
поглощение энергии, время релакса-
ции те = 6г/д, а в эоне расплава h,
примыкающей к слою 6, время ре-
лаксации т, — №/а, т. е. т( > т .
Если при колебаниях интенсивности
нагрева внутренние слои жидкой фазы
попадают в условия перегрева, то
происходит вскипание, так как
одновременно является временем
релаксации давления отдачи.
Вскипание и вынос жидкой фазы
могут быть связаны с периодическими
(вследствие экранировки) колеба-
ниями давления отдачи паров при
поверхностном испарении, которые
приводят к генерации в жидком объеме .
металла механических колебаний,
стимулирующих рост равновесных
пузырьков растворенного газа [12, 14],
Обычно металлы содержат раство-
ренные газы в количестве до 20 см3
на 100 г [5]. Например, исходная
концентрация водорода в алюминии
при температуре плавления соста-
вляет 0_,69 см8 на 100 г Металла, или
1,86-10 8 см3 на 1 см3 металла. В про-
цессе плавления металла в нем обра-
зуются пузырьки газа, находящиеся
в равновесном состоянии.
Появление пузырьков газа в рас-
плаве еще не говорит о возможности
объемного парообразования (вскипа-
ния). Однако наличие в процессе
электронно-лучевого воздействия
пульсирующего давления отдачи
вследствие периодической экрани-
ровки луча должно приводить к гене-
рации волн сжатия в объеме жидкой
фазы и, как следствие, к стимулиро-
ванному образованию очагов кипе-
ния [10, 15). Генерация волн сжатия
в некоторой степени эквивалентна ге-
нерации ультразвуковых колебаний
в жидкости [10]. Действие звуковой
волны на газовый пузырек сводится
к его «раскачке» и «перебросу» через
потенциальный барьер, разделяющий
докритический и критический 'за-
чаточный очаг кипения.
В этом случае главным фактором,
приводящим к росту пузырька, может
Особенности образования отверстий
349
служить асимметричный характер
его деформации.
При воздействии плоской волны
сжатия (волну можно считать плоской,
так как диаметр луча намного больше
равновесного радиуса пузырька)
пузырек будет деформироваться
(рис, 10.2),
В равновесном состоянии давление
в пузырьке ра = 2о/гЛ, где о — по-
верхностное натяжение; /0 — равно-
весный радиус, см. С учетом давления
в волне сжатия Др условие равновесия
деформированного пузырька при тг <
< ге< /2 будет
Р* = с/г, + а/г2 + Лр, (10.1)
где Г] и га — главные радиусы кри-
визны сплющенного пузырька.
После прохождения волны сжатия,
т. е. после снятия давления, область
пузырька с может расширяться
до г0, оставаясь при этом в равно-
весии. Область с радиусом r2 > 1\
оказывается в ситуации, когда о/га <
< рп, что приводит к неизбежному
расширению пузырька.
В эксперименте Др = nkT as
& 60 Н/см2. При a=9’10-3 Н/см
и Го = 10-1 см для алюминия в резуль-
тате сжатия /у яз О,4ло и /а а: 1,3/0.
Условие /а > га (условие вскипания)
реализуется, как показывают оценки
для алюминия, при Др > 20 Н/см2,
что имеет место при сварке и обра-
ботке в диапазоне <?2 = 10=4- 10s Вт/см2.
Таким образом, пульсации давления
отдачи могут приводить к стимулиро-
ванному расширению пузырьков
газа, растворенных в жидком металле,
и объемному парообразованию.
При получении отверстий в алюми-
нии за один импульс может быть уда-
лен слой металла 6 = 200 мкм, что
соответствует объему = 7-10~4 см3.
При содержании водорода в алюми-
нии 0,69 см3 на 100 г количество газа
в расплаве о2 = 1,2-10-я см3. Учиты-
вая, что для полного удаления жидксй
фазы объем газа должен возрасти до
объема расплава, увеличение объема
газа v-t/vz = 60.
Если предположить, что исходный
объем газа сосредоточен в пузырьках
размером г as 1 10-4 см, то для выброса
жидкой фазы достаточно, чтобы каж-
дый пузырек расширился до г* та
Рис. 10.2- Равновесные пузырьки газа
в расплаве металла:
а — без сжатия: б — в момент прохожде-
ния волны сжатия при п < r0 < rs
яй 4-10-1 см. При испарении в пузырек
при 10=4-10s Вт/см2 скорость
движения фазовой границы для алю-
миния v — 34-30 см/с. Следовательно,
время расширения пузырька до мо-
мента выброса t = /*/:’ — 10-44- 10-Е с.
Расчет сделан для одного импульса
отдачи. Если учесть, что за время
импульса луча t в жидкий объем гене-
рируется, как показано выше, не-
сколько колебаний, то вероятность
выброса увеличивается.
Определение оптимального углубле-
ния фокуса ЭЛ в материал при обра-
ботке. Из экспериментальных данных
известно, что углубление фокуса ЭЛ
в материал обеспечивает при прочих
равных условиях большую глубину
обработки.
Увеличение глубины отверстия
при углублении фокуса ЭЛ может
достигать 30 %. При электронно-
лучевом воздействии связь углубле-
ния фокуса с параметрами луча может
быть установлена из простых геоме-'
трических соотношений [6]. Если фо-
кус луча находится на поверхности
детали, то по мере углубления канала
происходит расфокусировка луча,
его удельная мощность qt падает,
и процесс идет с замедлением. Таким
образом, при одинаковой скорости
сварки заглубление фокуса луча, как
это следует из экспериментов, должно
приводить к увеличению глубины про-
плавления.
Определим связь между величиной
углубления фокуса ЭЛ и параметрами
ЭЛ. При углублении ЭЛ с половиной
350
ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА МАТЕРИАЛОВ
Рис. 10,3. Геометрические характеристики
углубленного в материал ЭЛ изменения
угла сходимости 2ai:
/ — расстояние от поверхности детали
до центра фокусирующей системы
угла сходимости в материал на
величину h между диаметром сечения
луча на поверхности и диаметром
в фокальной плоскости (рис. 10.3)
можно получить следующую связь:
(D — d)/2 = fttga1. (Ю.2)
На поверхности детали в силу того,
что D > d, удельная мощность
луча q® ниже, чем в фокальной пло-
скости Условие получения глубо-
кого проплавления при данном углу-
блении фокуса ЭЛ qD Полагая
0 = 2/и d — 2 /
где q — мощность луча, можно полу-
чить связь между максимальным углу-
блением фокуса и параметрами элек-
тронного луча:
ft^retgaj [(V?2)1/S—П> (10-3)
где г — радиус электронного луча
в фокальной плоскости.
Из выражения (10.3) следует, что
для сходящегося луча всегда суще-
ствует величина А, на которую следует
углублять фокус, при этом она тем
больше, чем меньше aj. В случае
цилиндрического луча ft — 0, так
как q.~ = q$.
Расчет углубления фокуса ЭЛ для
установки ЭЛУ-9Б на режиме U ~
= 60 кВ, I = 60 мА (коррозионно-
стойкая сталь) при q = 3,6'10» Вт,
q., = 2,7-10’ Вт/см’, = 2,7 X
X 104 Вт/см’ дает h — 3,9 см при
«1 = 2°, h — 2,8 см при aj ~ 3° и
Рис. 10.4. Геометрические характеристики
углубленного в материал ЭЛ при I —
const
h = 1,5 см при ctj = 5°, что удовлет-
ворительно согласуется с экспери-
ментальными данными.
В рассмотренном случае углубление
фокуса ЭЛ происходит без изменения
угла сходимости В практике обра-
ботки и сварки материалов можно
использовать сканирование фокаль-
ного пятна по глубине канала, что
приводит к более равномерному рас-
пределению энергии в объеме канала
и позволяет, например, избавиться от
таких дефектов, как колебания глу-
бины проплавления. При таком
углублении (рис. 10.4) фокус луча
с углом сходимости aj опускается
в материал на глубину ft вследствие
изменения угла а]( причем на глубине
ft «! = с^.
Связь между диаметром луча d
в фокусе, диаметром луча на оси фо-
кусирующей катушки D и рабочей
дистанцией I (расстояние от центра
фокусирующей катушки до поверх-
ности обрабатываемой детали) может
быть представлена выражением
(D -d)/2=( tga,. (10.4)
Связь между Г, амплитудой углу-
бления ft и максимально возможным
диаметром луча d* вследствие рас-
фокусировки следующая:
(D - d*)/2 = (/ + ft) tg aj. (10.5)
Значение диаметра d* связано с кри-
тической удельной мощностью q* так
же, как и в рассмотренном выше слу-
чае.
Особенности образования отверстий
351
На основе выражений (10.4) и (10.5)
из простых геометрических соотноше-
ний получаем
ai/tga») — 1] +
+ ('/tga2) [(^)1/2-1]. (10.6)
В случае равенства tg at = 4g a,,
т. e. когда нет сканирования, а луч
установлен на поверхности, выра-
жение (10.6) переходит в (10.3).
При I = 10 см, г — 0,05 см, qjq* —
= 4 будем сканировать фокальное
пятно относительно среднего поло-
жения = 10° на ±2°. При опуска-
нии луча (аа = 8°) h — 2,46 см, при
поднимании луча («4= 12°) h =
= —1,66 см. Наличие в правой части
выражения (10.6) члена, представля-
ющего собой соотношение (10.3),
приводит к асимметрии амплитуды к.
Формулы (10.3) и (10.6) не учиты-
вают процессов рассеяния ЭЛ на про-
дуктах выброса из зоны обработки
и вследствие этого имеют ограничения
области применимости.
Выбор режимов получения отверстий
и пазов. Углубление канала с по-
мощью ЭЛ происходит в автоколеба-
тельном режиме; периодически испа-
ряется слой толщиной 6, а в проме-
жутках ЭЛ рассеивается на стенки
канала (с удельной мощностью q2 на
один-два порядка ниже первоначаль-
ной) и образует жидкую фазу. Следо-
вательно, процесс непрерывного
воздействия ЭЛ на материал анало-
гичен импульсному воздействию
с длительностью импульса т„ и вре-
менем паузы тр (во время паузы не
происходит углубления канала,
а только образуется жидкая фаза).
Если от непрерывного воздействия
перейти к импульсному с длитель-
ностью импульса т = т„ и временем
паузы между импульсами тп = тр,
то вместо проплавления на некоторую
глубину получим отверстие.
Именно количество жидкой фазы,
образующейся в процессе воздействия
луча, определяет, что получится в ре-
зультате обработки: отверстие или
проплавление.
Количество жидкой фазы в общем
случае определяется скважностью им-
пульса (цикла) G = т/(т+ тп). Для
непрерывного режима воздействия
(тп = 0) скважность цикла 0=1. Для
режимов импульсной обработки G< 1.
Скважность
G = [J +^2/(рЧ^иад)Г1- (Ю П
где Од — скорость частиц пара; dK —
диаметр канала; Днсп — теплота
испарения.
Длительность импульса можно вы-
бирать из условия
t р 6А.исп/?а- (10.8)
Время паузы
'rn>PSdV(p4dK)- (Ю.9)
С учетом критической удельной мощ-
ности обработки частота следования
импульсов
f = 1/(т+ Tn) (10.10)
где а — коэффициент температуро-
проводности; d ~ диаметр луча.
В режиме сверления скважность
цикла
р &Lacna/(qad2). (10.11)
На рис. 10.5 схематически пред-
ставлено изменение количества жид-
кой фазы в зоне обработки в зависи-
мости отО. Анализ экспериментальных
данных показывает, что оптимальные
значения скважности для случая
обработки ЭЛ можно найти из выра-
жения
p6£„ona/(<M*)<G<0,l; (10-12)
для случаев сварки в импульсном
режиме 0,3 < G< 0,9.
Рис. 10.6. Увеличение количества жидкой
фазы при электронно-лучевом воздействии
по мере увеличения параметра (h
a — обработке, G< 0.1; б — импульсная
сварка, 0,1 <б <1; а— сварка в не*
прерывном режиме G =1
352
эЛвктрОнно-лУчЁВАЙ ObrAbtiTkA МАТерйАЛбft
Рис, 10.6. Зависимость исходной и порого-
вой удельной мощности луча tV и скорости
обработки Н\от времени для длинного (д),
оптимального (<7) и короткого (к) импуль-
сов [17]:
1 — исходная удельная мощность; 2 —
пороговая (критическая) удельная мощ-
ность; 3 — скорость обработки (t0 — опти-
мальная длительность импульса)
Связь между параметрами ЭЛ и глу-
биной и шириной реза в материале
может быть выражена соотношением
d(l~A)
(т + т„)
= ___________________________
pH i^ncn/92 +
+ Н d2a/[vn4 In (g2/?2*)]}
(10.13)
где t< — скорость движения луча; d —
диаметр ЭЛ; Н — глубина; d!( — ши-
рина реза.
Приведенные соотношения для вы-
бора режимов получения отверстий
и съема металла с поверхности могут
быть использованы не только в тех-
нике микрообработки [81, но и для
макрообработки на серийных маши-
нах, предназначенных Для свар-
ки [1].
Оптимальную длительность им-
пульса следует выбирать с учетом
периодического рассеянии ЭЛ на про-
дуктах выброса при импульсной мик-
рообработке материалов [17].
При U = 65 кВ, 7 = 1,5 мА (сред-
нее значение силы тока ду^а), т =
Вис. 10.7. Зависимость скорости обработ-
ки (7) бея учета пауз между импульсами и
энергоемкости (2) от длительности им-
пульса [17]
= 1 мс, ти = 9 мс, f = 100 Гц полу-
чены сквозные отверстия в пластинах
из жаропрочного сплава толщиной
до 10,5 мм. При U — 70 кВ, / —
— 0,5 мА, т — 1 мс, т1( = 9 мс, / =
= 100 Гц отверстия глубиной 6,5 мм
имеют диаметр на выходе 200—300 мкм.
При этом скорость обработки достигает
10 мм3/мин при удельных затратах
энергии 0,05 ДжУмм3.
После обработки пластин толщи-
ной 0,8—1,6 мм из жаропрочных спла-
вов при U — 60 кВ, I = 0,1 мА,
f~ 1000 Гц, Т = 0,1 мс за время
0,5 с сквозные отверстия имеют диа-
метр 8—10 мкм. Увеличение времени
обработки при тех же режимах до 1 с
приводит к увеличению диаметра от-
верстия до 12—15 мкм [17].
Продукты выброса, движущиеся
навстречу лучу, рассеивают и дефоку-
сируют пучок электронов, что при-
водит к снижению удельной мощности
луча и соответственно — к уменьше-
нию скорости обработки (рис. 10.6).
Для достижения оптимальной длитель-
ности импульса обработки пучок элек-
тронов необходимо прервать в мо-
мент, когда начинается заметное
снижен не производительности про-
цесса (рис. 10.6, б, кривая 3). На
коротких импульсах (рис. 10.6, в) ко-
личество удаляемого материала
малб, процесс прекращается при уве-
личении скорости обработки.
На рис. 10.7 представлены зависи-
мости скорости обработки и (в течение
действия импульса без учета паузы)
и затрат А энергии от длительности
импульса при U = 75 кВ, 7=2 мА,
Особенности образования отверстий
353
) = 100 Гц для случая сверления
отверстий в коррозионно-стойкой
стали.
Зависимость диаметра отверстия
(на выходе) от длительности импульса
(деталь из коррозионно-стойкой
стали толщиной 0,5 мм, U = 75 кВ,
/ = 0,2 мА, f = 100 Гц, время свер-
ления I = 0,5 с) приведена на
рис. 10.8.
Взаимосвязь энергетических, гео-
метрических и временных параметров
ЭЛ и технологических характери-
стик обработки освещена в работах [3,
7, 8, 13].
Установлено, что при воздействии
на конструкционные материалы
(вольфрам, молибден, цирконий, нио-
бий, медь, сталь) общее количество М
материала, удаляемого за время дей-
ствия единичного импульса, зависит
от энергии импульса Е, длительности
импульса т и теплофизических свойств
материала. Количество удаляемого
материала Л! = ЕЕ", где К ил —
коэффициенты, зависящие от свойств
обрабатываемого материала. Влияние
других параметров, например силы
тока луча, ускоряющего напряжения
и длительности импульса при опти-
мальной фокусировке, характери-
зуется более’ сложной зависимостью.
Например, для коррозионно-стойкой
стали при U = 100 кВ, = 10’ Вт/см2,
т = 4-5-25 мкс
lgAI = l,2/u 2 lgщ — 7,22. (10.14)
При указанных условиях увеличе-
ние энергии импульса от I0-1 до
10-1 Дж приводит к увеличению коли-
чества удаляемого материала
в 103 раз.
Материал из зоны обработки уда-
ляется взрывообразно в виде атомов
пара, ионов и жидких капель. Частота
следования взрывов зависит от энергии
импульса и составляет десятые доли
мегагерц.
Скорость обработки v увеличивается
как показательная функция от силы
тока луча и носит экстремальный
характер в зависимости от длитель-
ности импульса.
Для коррозионно-стойкой стали
v = k-^” ехр (—срг), (10.15)
12 Рыкалин Н. Н. и др.
Рис. 10.8. Зависимость диаметров отвер-
стий от длительности импульсов:
1 — низкочастотный Источник питания;
2 — высокочастотный источник питания
[17]
Для энергии Е ~ 5-10“1 Дж при
уменьшении длительности импульса
от 45 до 4,5 мкс скорость обработки
возрастает в 2,8 раза, для энергии
Е — 10,1 10“3 Дж — в 6,3 раза.
Диаметр </к и глубина И отверстия
увеличиваются с ростом энергии Е
линейно. Зависимость d1; и Н от
длительности т и силы тока луча носит
степенной характер:
= KSE |- а; // = С„Е 4- £>Р;
Л _ЕЪ Hi Л Т
dK К{1"; н = (а!2 1- bl -I- с/-)-1;
dK-XTr'f‘; н = cTtjV,
где Ее, Се, Ъе, Ki, а, Ь, с, Кт, ст —
коэффициенты.
Угол сходимости и положение фо-
куса луча относительно обрабатыва-
емой поверхности определяют раз-
меры и форму отверстия. Наибольшую
глубину и наименьший диаметр отвер-
стия, полученного от действия единич-
ного импульса, достигают при углубле-
нии фокуса ЭЛ под поверхностью
па 0,1—0,3 мм.
Эффективность использования энер-
гии М/Е носит экстремальный харак-
тер. Максимум М/Е достигается при
длительности импульса меньшей,
чем требуется для оптимальной ско-
рости обработки. Абсолютное значение
эффективности изменяется как сте-
пенная функция силы тока луча;
М/Е = т (Аат2 4- сат + лэ)-», (10.16)
где Ka, са, па — коэффициенты.
554 ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА МАТЕРЙАЛОЙ
Рис. 10.9. Зависимость глубины отвер-
стия Н от числа импульсов n [TSf:
! — в линейных координатах; 2 — в лога-
рифмических координатах (сталь, и
“ 130 кВ, 7 = 6 мА, f — 500 Гц, ти =
= 10 мкс)
Для достижения оптимальных ре-
жимов обработки параметры ЭЛ сле-
дует выбирать с учетом рекомендаций
[13], приведенных ниже.
При обработке массивных изделий
из любых материалов на большую
глубину необходимо обеспечить
режим работы с максимальной силой
тока в единице телесного угла и углу-
бление фокуса ЭЛ под поверхность
детали. При обработке тонких пленок
ЭЛ должен иметь максимальный угол
сходимости, а его фокус должен рас-
полагаться над обрабатываемой no-
вер хиостью.
Зависимость размеров глухих
микроотверстий от характеристик
ЭЛ может быть описана эмпириче-
скими выражениями
dK = adlXd‘, Н — = Wt" »
Н — CtXN, (10.17)
где ad, ан, т, ац, — коэффициенты,
зависящие от теплофизических
свойств материалов и режима обра-
ботки; xd, хн, xv, п, N — показатели,
характеризующие обрабатываемый ма-
териал и режим обработки [2].
Глубина микроотверстия
Н = а + b 1g п, (10.18)
где а, b — коэффициенты, зависящие
от режима обработки. Справедливость
выражения (10.18) подтверждается
рис. 10.9 [18].
Как видно из соотношений (10.17),
на размерные параметры обработки
при оптимальных длительности еди-
ничных импульсов и положении фокуса
ЭЛ существенное влияние оказывают
сила тока луча, ускоряющее напря-
жение, число серий импульсов. Иссле-
дование влияния каждого фактора
традиционным путем требует боль-
ших затрат времени, поэтому для
получения соответствующих зависи-
мостей используют метод полного
факторного эксперимента.
В качестве исходной берут матема-
тическую модель [2]
Н = fef/ZV, (10.19)
где fe — коэффициент, зависящий от
теплофизических свойств материала
и режимов обработки; с, р, q— пока-
затели степени.
В результате статистической обра-
ботки данных получена зависимость
Н 4,4- (10.20)
Процесс импульсной электронно-
лучевой обработки на оптимальных
режимах с учетом рассеяния электро-
нов пучка на продуктах выброса ха-
рактеризуется наличием минимального
количества жидкой фазы.
В некоторых случаях, например при
обработке полупроводниковых ма-
териалов [2], расплав «наползает» на
зону обработки, «огрубляя» край мик-
ропаза вследствие того, что его поверх-
ностное натяжение ниже поверхно-
стной энергии твердой фазы.
Для описания наползающего на по-
верхность твердого тела ламинарного
слоя расплава может быть принята
модель, учитывающая то, что часть
слоя, прилегающая к твердому телу,
кристаллизуется в процессе наполза-
ния [2].
10.2. Электронно-лучевая
обработка некоторых
материалов
Обработка металлических материа-
лов. Взаимосвязь параметров при свер-
лении отверстий в металлических де-
талях (скорость обработки в зависи-
Электронно-лучевая обработка некоторых материалов
355
Рис. 10.10. зависимость времени обработки
металлических материалов от углубления
в материал фокального пятна [14 |;
h — величина углубления; f время об-
работки; U -- 100 кВ; I =• 35.0 мЛ; / =
= 50 Гц; 1И мкс; J — Ti; 2 —
1PXISII9T, 3 — ЛМгб
мости от мощности луча, положения
фокального пятна, длительности и ча-
стоты следования импульсов) рассмо-
трим на примере воздействия на кор-
розионно-стойкую сталь, титан В'1'l
и алюминиевый сплав ЛМгб [4].
Сверление отверстий производили
при следующих параметрах пучка:
Рис. 10.1k Зависимость времени обработки
от длительности импульса ЭЛ при & =
я» 100 aBt / = 50 мА (титан, коррозионно»
стойкая сталь); / = 35 мА (АМгб); / =
= 100 Гц; толщина образца 0 мм И1-
1 -- Ti; 2 — АМг&; 3 - 12Х18И9Т
Рис, 10,!2. Зависимость времени обработки
от частоты следования импульсов ЭЛ при
U = 100 кВ, / = 50 мА, г — 100 мкс (ти-
тан, коррозионно-стойкая сталь); г =
= 70 мкс (АМгб); толщин а образца 6 мм [4]:
1 — Ti; 2 — АМгб; 3 — 12XI8HGT
I/ 100 кВ, I < 100 мА, диаметр
луча d 20 мкм, частота следования
импульсов тока f = 2-е-3000 Гц,
длительность импульса т = 30 ч-
-5- 10 000 мкс.
Рис. 10*13. Поверхность зоны электронно-
лучевого воздействия на сталь одним им-
пульсом при И — ПО кВ, / — 10 мАт т =
= 150 мкс; ЭЛ сфокусирован на поверх-
ности образца, X 50 (19]
12*
Рис. 10.14. Влияние расположения
плоскости луна относительно поверх-
ности образца на интенсивность одно-
импульсяой электронно-лучевой обра-
ботки стали при U = 140 кВ, I =
= 10 мА. г = 15 мкс; А — расстояние
от поверхности образца (4- углубление;
— расположение фокуса над поверх-
ностью: Л = 0 — фокус на поверхнос-
X 150; 8 — fi = 0. X 150: S — fl = — 2 им
= —8 мм, X 150; 12 — A = — 11 мм. X 150;
ти) [19]:
ft = 4-20 мм, Х 250; 2 — h =
= -1-17 мм, X 150; 3 — h = 4-14 мм.
X 200: 4 — А — 4-11 мм, X 150;
5 — Й 4-8 мм, X 150: 5 — А =
= 4- 5 мм. X 150; 7 —h =4-2 мм.
X 150; J0 — h == —5 мм, X 150; J 1 — п —
13 — h = —14 им, Х200; 14 — А = —и мм,
X 30Q; IS — ft — —20 мм, X 350
358
ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА МАТЕРИАЛОВ
Рис. 10.15. Полированная поверхность
стального образца после воздействия одно-
го импульса ЭЛ при U — 140 кВ, / =-
— 10 мА, т 15 мкс, фокус луча распо-
ложен ниже поверхности образца на 5,5 мм,
X25D0; растровый электронный микроскоп
И91
На скорость обработки существен-
ное влияние оказывает положение
фокального пятна луча относительно
изделия. При U — 100 кВ’, / =
— 35,5 мА, f — 50 Гц, т = 100 мкс
(титан, коррозионно-стойкая сталь)
и т= 70 мкс (АМгб) (рис. 10.10) наи-
большая скорость обработки дости-
гается при положении плоскости фоку-
сировки ЭЛ примерно на половине
толщины образца.
Изменение длительности импульса
при постоянной частоте влияет на ско-
рость обработки. При U — 100 кВ,
I = 50 мА, f ~ 100 Гц, т — 104-
-5-500 мкс обработка практически пре-
кращается (рис. 10.11). С увеличением
длительности импульса от 50 до 100 мкс
скорость обработки возрастает в 6—
7 раз. Оптимальная длительность им-
пульса в условиях экспериментов т =
= 100 мкс, время обработки образца
толщиной 6 мм составляет 2—3 с.
При U = 100 кВ, / = 50 мА, т =
— 100 мкс, положении плоскости фо-
кусировки на глубине 3 мм, диапазоне
изменения частоты следования им-
пульсов f — 254-500 Гц наибольшая
скорость обработки достигается при
f— 1004-150 Гц (рис. 10.12). С умень-
шением частоты следования импуль-
сов скорость обработки снижается
в 2—4 раза.
Наибольшая производительность и
лучшее качество обработки достигают-
ся при U — 100 кВ, / = 50 мА, f —
= 100 Гц, т= 100 мкс и опусканий
фокальной плоскости на глубину до
3 мм.
На рис. 10.13—10.15 приведены ре-
зультаты растровой электронной
микроскопии поверхности зоны элек-
тронно-лучевого воздействия на
сталь в различных режимах [19].
Воздействие ЭЛ на кремний. При
воздействии на кремниевые пластины
по избежание их разрушения в про-
цессе интенсивного нагрева и охла-
ждения осуществляется предвари-
тельный подогрев образца до 700 °C._
Образец устанавливают в камере"
электронно-лучевой установки в спе-
циальных электродах, соединенных
через изолированные вводы в стенке
камеры с трансформатором. После от-
качки камеры до рабочего давления
образец медленно разогревается рас-
фокусированным электронным лучом
до 300—400°С. Затем включают транс-
форматор и дальнейший подогрев об-
разца до 700 °C производят путем
пропускания через него тока. Темпе-
ратуру подогрева контролируют
хромель-алюмелевой термопарой, ко-
торая заделана в один из электродов.
Заданную температуру поддержи-
вают в течение 0,5—1 мин (с точностью
~30°С), после чего производят про-
плавление образца. Для уменьшения
градиента температур по длине об-
разца площадь поверхности контакта
электродов с кремнием должна быть
минимальной. С этой же целью про-
плавление необходимых трех точек
производят в средней части об-
разца (рис. 10.16).
В процессе электронно-лучевого
воздействия регистрировались сле-
дующие параметры ЭЛ: ускоряющее
напряжение, сила тока и время дей-
ствия ЭЛ, расстояние от центра фоку-
сировки системы до образца, сила тока
фокусировки.
На рис. 10.17 показан участок по-
верхности кремниевого образца в рай-
оне воздействия электронным пучком.
Вверху находится зона расплавлен-
ного в процессе воздействии матери-
гЬектронпо-лучсвая обработка некоторых материалов
* 35S4
Рис. 10.1S. Схема проплавления ЭЛ крем-
ниевых образцов
ала, внизу — «околошовпая» зона
(вид на проплавление сверху). На
участке поверхности, непосредственно
примыкающем к границе расплавлен-
ного материала, наблюдается боль-
шая плотность полос скольжения (дис-
локаций), которая уменьшается по
мере удаления от границы плавления.
Ряды полос скольжения пересекаются
под углом 60°. Вблизи границы пла-
вления и на некотором удалении от
нее на плотном фоне полос скольжения
видны ямки травления гораздо боль-
ших размеров от исходных дислока-
ции.
На рис. 10.18 показано сечение зоны
проплавления кремниевого образца
электронным лучом в плоскости 111J).
Четко видна трапецеидальная форма
проплавления и ряды новых полос
скольжения, пересекающихся под
углом 60°. Зона проплавления яв-
ляется частью треугольника, образо-
ванного полосами скольжения. У ниж-
ней кромки образца под треугольником
наблюдается скопление ямок травле-
ния (дислокаций), отделенное от
треугольника бездислокационной
областью.
Наиболее отчетливая «кинжальная»
форма проплавления получена на
образцах из кремния КДБ в плоско-
Рис. 10.17. Поверхность кремния в зоне
действия ЭЛ:
U — 20 кВ, / -- 80 мА, моноимнульс с t =
— 30 мс, рабочее расстояние /~60 мм,
X 20
<?во
ЭЛЕКТРОННО-ЛУЧЕВАЯ обработка материалов
Рнс. 10.18. Сеченне зоны проплавления
кремния КЭ [111 [:
U = 24 кВ, I — 150 мА, моноамнульс
с t — 50 мс, рабочее расстояние I = 60 мм,
Х25
сти [100], Например, при t—^2 мс
[100] коэффициент формы пропла-
вления Н/В 5, тогда как для образ-
цов из кремния КЭ в обеих плоскостях
Рис. 10.19. Изменение глубины и ширины
проплавления кремния p-типа в зависи-
мости от времени электронно-лучевого
воздействия:
I/ = 30 кВ, / = 40 мА, f = 45 им
Рис. 10.20. Изменение глубины и ширины
проплавления кремния n-типа в зависимо-
сти от времени электронно-лучевого воз-
действия:
U — 20 кВ, /as-40 мА, 2 = 45 мм
и для образцов из КДБ в плоскости'
[111] в среднем ШВ ж 1-1-2.
Увеличение времени воздействия ’
ЭЛ сказывается на геометрии зоны
проплавления кремния (рис. 10.19,
10.20).
Для образцов из кремния КЭ глу-
бина проплавления (см. рис. 10.20)
при изменении времени воздействия
от 1 до 25 мс в обеих плоскостях прак-
тически не изменяется. При воздей-
ствии ЭЛ в течение времени, большем
25 мс, глубина проплавления начинает
резко возрастать. При этом ширина
проплавления в обеих плоскостях
скольжения также начинает резко воз-
растать при /> 25 мс. Как видно
на рисунке, анизотропия кремния не
влияет па глубину проплавления. По-
лученная разность в значениях
глубины проплавления в плоскостях
[111] и [100] находится в пределах
погрешности опыта.
Для образцов из кремния КДБ ани-
зотропия начинает играть существен-
ную роль (см. рис. 10.19). Разность
в значениях глубины проплавления
в плоскостях [100] и [111] составляет
200—300 %. Глубина проплавления
в плоскости [100] с увеличением вре-
мени резко возрастает и уже при
t яз 10 мс достигает толщины образца.
Глубина ;11роплавления в плоскости
[1111 увеличивается медленно во
времени и достигает толщины образца
(4 мм) при t ~ Ю0 мс. Ширина про-
плавления в обеих плоскостях воз-
растает одинаково. Резкое увеличе-
ние ширины проплавления наблю-
дается при 1= 50-5-100 мс.
Электронно-лучевая обработка некоторых материа.поп
361
Рис, 10,21. Поперечное сечение зоны про-
плавления кремния р-гипа электронным
лучом J1Q0J;
£7 £50 кВ, I 40 мА, I = 45 мм, х20;
а — т в? I мс; б — t ~ 2 мс; з — Т — 5 мс
Для всех проплавлений в образцах
из кремния КДБ и КЭ и в обеих
плоскостях скольжения характерно
наличие зоны высокой плотности дис-
локаций, которая повторяет форму
проплавления (рис. 10.21). На некото-
рых образцах (например, для случая
I — 25 мс, плоскость [111], кремний
КЭ) под зоной проплавления у кромки
наблюдаются области повышенной
плотности дислокаций.
Значительный интерес с точки зре-
ния технологии обработки предста-
вляет форма зоны проплавления на
образцах кремняя с двойниками.
На образце из кремния КДБ в пло-
скости [100] при t~ 5 мс была полу-
чена форма проплавления, резко
отклонившаяся от оси ЭЛ.
На рис. 10.22 показана зона про-
плавления образца из кремния, кото-
рая пересечена границами двойников.
Ось проплавления (отчетливо просле-
живается по осевому «шнуру») при
встрече с границей двойника заметно
меняет свое направление. Углы от-
клонения оси проплавления при входе
в двойниковую область и па выходе
из нее составляют соответственно 11
и 18°.
На границе двойника по оси зоны
проплавления наблюдается конус
(типа вулкана), характерный для крем-
ния. Образование этого конуса свя-
зано с увеличением объема распла-
вленного кремния при охлаждении
и кристаллизации.
Обработка хрупких материалов
(стекла, керамики, рубина и алмаза)
имеет свои особенности, связанные
с характером разрушения материала
в зоне электронно-лучевого воздей-
ствия Ill ].
При энергии электронов 20—40 кэВ
одиночная лунка в образце из стекла
имеет радиус входа больше, чем диа-
метр луча. В центре лунки наблю-
даются следы оплавления (размягче-
ния), а на периферии — сколы и мел-
кие трещины. При повышении у2 пло-
щадь сколов увеличивается, размеры
трещин растут.
Для одиночных лунок (получен-
ных одиночными импульсами) в об-
362
ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА МАТЕРИАЛОВ
Рис. 10.22» Эона проплавления образца
кремния с двойниками Х200;
а — общий вид; б — схема
разце из керамики характерно, что
область проплавления охватывает
почти всю поверхность, а размеры
лунки значительно меньше, чем в об-
разце из стекла.
Поверхность лунки в образце из
рубина покрыта тонким слоем веще-
ства с другой структурой. Этот слой
сцеплен с основным материалом не-
прочно и легко отделяется. В зоне
контакта слоя с основой наблюдается
много мелких трещин. С увеличением
мощности луча размеры трещин ра-
стут. При высоких значениях удель-
ной мощности луча наблюдается раз-
рушение заготовок из рубина.
Поверхность лунки в образце из
алмаза во всех случаях покрыта слоем
графита толщиной 2—10 мкм. При
U — 804-100 кВ Мг" 3-10’ Вт/сма
в центре лунки появляются мелкие
трещины, толщина графитизирован-
ного слоя уменьшается. Повышение q-2
до 5-107 Bt/cms приводит к увеличению
размеров лунки и трещин, а также
числа трещин.
Наличие следов сколов и трещин на
поверхности лунок свидетельствует
о том, что в процессе электронно-
лучевого нагрева возникают механи-
ческие факторы, обусловливающие
растрескивание и вынос вещества
в виде мелких осколков. Продукты
эрозия стекла и керамики имеют не-
правильную форму с острыми углами,
размер частиц достигает десятков мик-
рометров. Частицы алмаза имеют почти
правильную форму кристаллов с чер-
ным покрытием. Максимальные раз-
меры частиц достигают 3 мкм.
Зависимость радиуса лунок в об-
разце из стекла от мощности ЭЛ
приведена на рис. 10.23. Глубина
лунок в стекле при U = 204-30 кВ
не превышает 10—15 мкм.
Характер изменения радиуса лунки
в образце из алмаза от мощности ЭЛ
(рис. 10,24) такой же, как в образце
из стекла. Удаление вещества при
бомбардировке образцов из стекла и
Рис. 10.23. Зависимость радиуса R эро-
зионного кратера (лупки) в стекле С.1-90
от мощности Р импульса электронного
луча:
/ I; =32- 2 .. ,7 — ?3,4 кВ 1)11
с к трон и б-лучевая обработка некоторых материалов
363
1'ис. 10.21. Зависимость радиуса Я и глу-
бины h эрозионного кратера в алмазе
от мощности импульса Р [11]
алмаза начинается по достижении по-
роговой удельной мощности, которая
соответственно составляет 0,8- 10е
и 1,2-10’ Вт/смг.
Зависимость глубины лунки в об-
разце из алмаза от длительности им-
пульса для двух значений мощности
ЭЛ представлена на рис. 10.25, Харак-
терно, что рост лупки наблюдается при
увеличении длительности импульса
до 50—60 мкс. При дальнейшем уве-
личении длительности импульса
начинается экранировка ЭЛ продук-
тами выброса, что снижает эффектив-
ность обработки.
Лунки в образце из алмаза с макси-
мальной глубиной получены при
смещении фокального пятна в глубь
алмаза на 0,7 мм. Удаление вещества
прекращается при смещении фокаль-
ного пятна на глубину, в 2—3 раза
превышающую оптимальную.
Список литературы
1. Башенко В. В. Электронно-луче-
вые тстаповки. Л.: Машиностроение,
1972/ 168 с.
2. Васютин Л. А., Дущенко В. К-,
Росенко Е. А. Определение законо-
мерностей изменения размерных пара-
метров электронно-лучевой обработки
методом полного факторного экспери-
мента. — В кн.: Физико-технологиче-
ские вопросы кибернетики. Киев: Ин-
Рис. 10.25. Зависимость глубины эрозион-
ного кратера h в алмазе от длительности
импульса тЛ
статут кибернетики АН УССР, 1973.
с. 17—22.
3. Вольфсон Л. Ю., Кабанов А. Н.
Изготовление отверстий импульсным
электронным лучом. — Электрофизиче-
ские и электрохимические методы об-
работки, 1968, Я? 3, с. 29—35.
4. Воронков И. П., Кабанов А. Н.,
Титов В. К- Особенности обработки
металлов импульсным электронным лу-
чом мощностью до 10 кВт. — Труды
МИЭМ, вып. 35, Элионная техника. —
М.: 1974, с. 78—90.
5. Дэшман С. Научные основы ва-
куумной техники, Пер. с англ./Под
ред. М. И. Меньшикова. 12-е изд, М.:
Мир, 1964, 715 с.
6, Зуев И. В., Углов А. А, К опре-
делению величины заглубления фоку-
са электронного луча в материал при
сварке и обработке, — Физика и хи-
мия обработки материалов, 1974, № 5,
с. 166.
7. Кабанов А. Н., Вольфсон Л, Ю.
Применение электронного пучка для
обработки материалов. — Физико-тех-
нологические вопросы кибернетики,
1968, № 3, с. 3.
8. Кабанов А. Н., Кафаров А. А.,
Михайловский С. А. Электронно-луче-
вая установка типа ЭЛУРО для пре-
цизионной сварки, пайки и размерной
обработки. — Автоматическая сварка,
1967, № 3, с. 72—73.
9, Кириллов В. М., Уляков А. И.
Соотношение жидкой и газообразной
фаз при воздействии сфокусированного
излучения ОКГ на металлы. —Физи-
364
ЭЛЕкТРйНИО-ЛУЧЁВАЙ СВАРКА
ка и химия обработки материалов,
1971, № 1, с. 8—12.
10, Несис Е. И, Кипение жидко-
стей, М.: Наука, 1973. 280 с,
II. Носков Д. Л., Пан конец Н, Г.
Некоторые закономерности эрозии
хрупких материалов при импульсной
электронной бомбардировке. — Физи-
ка и химия обработки материалов,
1975, № 4, с. 128—131.
12. О выбросе жидкой фазы при
электронно-лучевой сварке и обработ-
ке/И, В. Зуев, Н. К. Илющенко,
М, А. Косых и др. — Физика и химия
обработки материалов, 1974, Л'г 4,
с. 149—150.
13. Попов В. К. Удаление материала
при импульсной электронно-лучевой
обработке. — Электронная обработка
материалов, 1967, № 1, с, 40—
42.
14. Рыкалин Н. Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов. М.: Маши-
ностроение, 1978. 239 с,
15. Рыкалин Н. Н., Углов А, Л.
О роли объемного парообразования
при нагреве металлов излучением ла-
зера. — Физика и химия обработки
материалов, 1970, Ла 2, с, 30—33.
16, Шиллер 3., Гайзиг У., Пан-
цер 3. Электронно-лучевая техноло-
гия: Пер. с нем. М.: Энергия, 1980.
528 с.
17. Щепетов В. Н. Особенности
процесса диспергирования материала
под действием импульсных пучков
электронов. — Физика и химия обра-
ботки материалов, 1971, № 6, с. 93—96.
18. Pahlitzsch G., Visser A. Techno-
logic das Werkstoffabtrages inlt Elek-
tronenstrahlen. — Industrie — Anzei-
ger, 1966, N 32, IV, p. 73—80.
19. Vorgange beim Auftrelfen hoch-
energetischer Elektronenstrahlen auf Me-
talloberflachen.—Wien., 1975, 84 S.
20. Wiesner Peter, Ehrhartlt Horst.
Zur berechnung der stralilstromstarke
beim elektronenstrahieschweipen. —
Zis. — Mitt., 1967, Bd. 9, N 5, S. 828—
831.
Глава 1|
Электронно-лучевая сварка
11.1. Влияние удельной
мощности ЭЛ на геометрию
зоны проплавления
В связи с тем что энергетический
баланс процесса электронно-лучевой
сварки близок к аналогичному при
дуговой сварке, связь параметров элек-
тронного луча с характеристиками
зоны проплавления можно дать
в виде уравнения для секундного
объема плавления металла [5, 7, Н]‘
/b'Vh = Р^Пр5т. (JL1)
Здесь Т1 11г — соответственно эффек-
тивный н термический коэффициенты
проплавления; Fnp — площадь про-
плавления, с№; Sm — (сТил rh £11Я) —
удельное количество теплоты, необ-
ходимое для плавления металла, Дж/г,
где с — теплоемкость; ТУл, А11П —
соответственно температура и удель-
ное количество теплоты фазового пере-
хода (плавления).
Из уравнения (11.1) следует, что
чем выше погонная энергия Q = lUlv,
тем больше площадь проплавления.
Это справедливо для дуговой сварки,
которая в большинстве случаев осу-
ществляется при (?* — кри-
тическая удельная мощность, по
достижении которой начинается кин-
жальное проплавление). Для элек-
тронно-лучевой сварки эксперимен-
тально установлено, что обобщенный
параметр — погонная энергия Q —
не является определяющим при коли-
чественной оценке процесса. При
постоянной погонной энергии можно
Влияние уд^лыю А мощности ЭЛ
365
11.1. Режимы проплавлении
с переменной удельной
мощностью ЭЛ
Режим сварки и, кВ л мА и, см/с -7. Вт Дж/см
А 60 60 0,55 3600 6540
Б 60 40 0,55 2400 4360
В 60 60 1,1 3600 3275
Г 60 40 1,1 2400 2180
получить глубину проплавления 15
и 2 мм [13].
Это объясняется тем, что образова-
ние кинжального проплавления при
электронно-лучевой сварке опре-
деляется не только количеством вве-
денной энергии, но и ее плот-
ностью.
Для инженерных расчетов в уравне-
нии (11.1) должна быть учтена удель-
ная мощность ЭЛ q%. С этой целью
провели эксперименты по электрон-
но-лучевой сварке с постоянной погон-
ной энергией, но разной степенью
фокусировки (разной удельной мощ-
ностью) [2]. Сварку выполняли с по-
мощью электронно-лучевой уста-
новки ЭЛУ-9Б с электронной пушкой
ЭП-60/10М (рис, 11.1) на образцах
из коррозионно-стойкой стали раз-
мером 500 X 80 X 20 мм при режимах,
указанных в табл. 11.1.
В первой серии опытов образцами
служили две пластины толщиной
10 мм каждая (пакеттолщиной 20 мм),
сварку выполняли встык с зазором.
Во второй серии в качестве образцов
использовали пластины толщиной
20 мм.
В процессе сварки через каждые
60 мм длины шва изменяли фокуси-
ровку ЭЛ на 4 мА при силе тока фо-
кусировки 76—100 А. Таким образом,
концентрация мощности при по-
стоянной погонной энергии в процессе
наложения сварного шва постепенно
увеличивалась, а после достижения
максимума уменьшалась. Рабочее
Рис. 1М. Две схемы сварки с переменной
степенью фокусировки ЭЛ:
/ — катод; 2 — управляющий электрод;
с? — алод;4 — фокусирующая система; 5—
образен.
расстоян ие сохранялось постоя и е<ым
h = 90 мм (рис, 11.1, а).
На рис. 11.2 в увеличенном масштабе
показаны очертания зон проплавле-
ния, снятые для последующего плани-
метрирования. Анализ макрошлифов
показывает, что при постоянной по-
гонной энергии можно в широком
диапазоне изменять геометрию зоны
проплавления с помощью только од-
ного параметра режима сварки —
степени фокусировки ЭЛ. При этом
очертание зоны проплавления изме-
няется от полукруглого до кинжаль-
ного, а при больших отрицательных
значениях степени фокусировки может
переходить в «клыкообразпое». Макси-
муму глубины проплавления соот-
ветствует минимальная ширина шва.
Зависимость глубины проплавления
Н от степени фокусировки ЭЛ Д7ф
показана на рис. 11.3, Под степенью
фокусировки понимают алгебраиче-
скую разность силы токов магнитной
линзы при сварке и фокусировке при
малой силе тока луча (2—4 мА);
Д/ф = ± (/ф — /0). За пулевую точку
отсчета принята сила тока фокуси-
ровки /ф = 88 мА,
Характер кривых H=f (Д7ф)
(см. рис. 11.3) свидетельствует о том,
что степень фокусировки, соответ-
ствующая максимальному пропла-
влению на данном режиме, зависит от
366
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Рис. 11.2. Геометрия зон проплавления
в коррозноино-стоикой стали при развой
степени фокусировки (А — const)
силы тока луча: с уменьшением силы
тока луча до значения, обеспечива-
ющего максимальное проплавление,
Д/ф стремится к нулю.
Планиметрирование площадей зон
проплавления, полученных в резуль-
тате двух серий опытов, показывает,
что, несмотря па столь значительное
изменение геометрии зоны пропла-
ения, площади этих зон для каждого
режима при Q = const одинаковы с точ-
ностью в среднем 10%.
Постоянство площадей зон про-
плавления позволяет аппроксимиро-
вать кривую изотермы плавления при
изменении удельной мощности ЭЛ
нормальным распределением Гаусса
и соответственно перейти к количе-
ственной оценке связи параметров пуч-
ка электронов с характером изотермы
плавления. Кривая изотермы плавле-
ния тем ближе к кривой нормального
распределения, чем меньше время на-
грева [5].
Влияние изменения рабочего расстояния пушка—деталь
367
Рис. 11.3. Зависимость глубины проплав-
ления от степени фокусировки для режи-
мов сварки Л, S, В и Г
11.2. Влияние изменения
рабочего расстояния пушка —
деталь на геометрию зоны
проплавления
Углубление в материал фокуса ЭЛ
может существенно увеличить глубину
отверстия. Аналогичный эффект
наблюдается и при электронно-
лучевой сварке с кинжальным про-
плавлением [4].
Для определения влияния углубле-
ния фокального пятна на геометрию
зоны проплавления в экспериментах
[10] сварку осуществляли с перемен-
ной рабочей дистанцией А (см.
рис. 11.1,6) на режимах А, Б, В, Г,
представленных в табл. 11.1.
Хотя положение фокуса в простран-
стве при сварке по наклонной пло-
скости остается постоянным (/ф =
== const), степень фокусировки луча
измен яется, поскол ьку ддя каждой
новой рабочей дистанции сила тока
острой фокусировки (такой, при кото-
рой обеспечивается максимальная глу-
бина проплавления) также приобре-
тает новое значение. Связь между
силой тока острой фокусировки и ра-
бочей дистанцией для электронно-
оптической системы выражает-
ся прямолинейной зависимостью
(рис. 11.4).
Если сварку выполняют при других
значениях силы тока /ф, то зависимость
для степени фокусировки Д/ф сне-
Рис. 11.4. Номограмма, связывающая сте-
пень фокусировки Д/ф и силы токов фо-
кусировки fQ, с рабочей дистанцией
пушки
щается эквидистантно вверх или
вниз соответственно увеличению или
уменьшению /ф. Однако при этом точка
перегиба при h ~ 90 мм, отражающая
характерные особенности данной
электронной пушки, будет оста-
ваться на одной вертикали.
По существу номограмма, предста-
вленная на рис. 11.4, является фоку-
сировочной характеристикой для
электронной пушки данного типа
и позволяет технологу быстро решать
задачу по определению степени фоку-
сировки ЭЛ в два этапа. Во-первых,
для данной рабочей дистанции ft и вы-
бранной степени фокусировки Д/ф на-
ходят установочные значения силы
тока фокусировки /ф и (для кон-
троля). Во-вторых, при сварке с пере-
менной рабочей дистанцией h по вы-
бранной силе тока фокусировки /ф
определяют степень фокусировки Д/ф
и силу тока 1п> соответствующие каж-
дому значению рабочей дистанции.
Для количественной оценки вли-
яния степени заглубления и подъема
фокуса относительно свариваемой
поверхности па геометрию зоны про-
плавления при сварных швах, вы-
полненных при непрерывно меняю-
щейся рабочей дистанции ft = 90 ±
± 50 мм и постоянном значении силы
тока магнитной линзы /ф — 88 мА
368
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Рис, 11.5, Геометрия зон проплавлений,
полученных при изменении силы тока фо-
кусировки и неизменной рабочей дистан-
ции (сплошной контур) и переменной рабо-
чей дистанцией (штриховой контур)
с помощью зависимости, представлен*
ной на рис. 11.4, определяют дистан-
ции ft, на которых степень фокусировки
ЭЛ А/ф принимает последовательные
значения -f-4; 0; —4; —8 мА. Соответ-
ствующие рабочие дистанции пушки h
оказались равными 132; 90; 70 и 48 мм.
После этого изготовляют поперечные
макрошлифы сварных швов под углом
19° 30' к нормали.
Полученные таким образом очер-
тания зон проплавления накладывают
на соответствующие очертания при
ft = const (см. рис. 11.2, серия опы-
тов II) с целью сравнения их геоме-
трии и площадей. Наложение очерта-
ний всех зон проплавления выполняют
при восьмикратном увеличении,
после чего планиметрируют не-
совпадающие участки зон пропла-
вления и определяют разности пло-
щадей. Результаты сравнения пло-
щадей зон проплавления для режимов
А, Б, В, Г, представленные на
рис. 11.5, показывают достаточно хо-
рошее совпадение двух типов пропла-
влений: при h = const (сплошной кон-
тур) и при переменной дистанции
(штриховой контур).
Числа означают-, в числителе —
силу тока фокусировки для сплошного
контура, в знаменателе — подъем (+) ’
или заглубление (—) фокуса ЭЛ отно-
сительно поверхности детали, мм.
Относительная разность площадей
проплавления в процентах к площади
сплошного контура для четырех зна-
чений степени фокусировки составляет
около 12 % (табл. 11.2), Наибольшее
отклонение имеет место при малых
значениях погонной энергии (ре-
жим Г — три случая, режим В — один'
случай). Причинами этих отклонений
являются нестабильности ускоря-
ющего напряжения и силы тока ЭЛ
ввиду отсутствия стабилизации пара-
метров на установке ЭЛУ-9Б.
По виду макроструктуры четырех
сварных швов (рис. 11.6), полученных
при одинаковой погонной энергии
(У = 60 кВ, / = 60 мА, о — 0,55 см/с)
на различных рабочих дистанциях
пушки h (70, 90, ПО, 130 мм) при по-
стоянной степени фокусировки (во всех
случаях Д/ф = 0, т. е. /ф = 70 =
= 92, 88, 86 и 84 мА соответственно)
можно сделать заключение об их экви-
валентности. Это подтверждается
и результатами определения геоме-
трических характеристик указанных
швов (табл. 11.3). Некоторое увеличе-
ние ширины шва при ft — 130 мм
объясняется влиянием граничного эф-
II. Й. Отклонение площадей
для двух совмещенных
проплавлений, %
Режим квар- ки Степень фокусировки луча Д/ф при ft = const, мА
+ S 0 — 4 — 8
А —5,8 +3,6 +7,7 -2,7
Б +3,0 —2,4 —5,0 —2,4
В + 10,5 —8,2 —2,3 —7,3
Г + 12,0 -10,1 —1,0 —12,0
Примечание. Знак «+» пока-
зывает, что площадь проплавления при
Д/ф — const увеличилась, к—> — что она
уменьшилась.
Связь параметров
369
Рис. 11.6. Четыре эквивалент-
ных проплавления в коррозион-
но-стойкой стали, полученные
на различных рабочих дистан-
циях пушки (показаны цифра-
ми) при постоянной степени
фокусировки
фекта, так как сварку выполняли
близко к краю пластины.
Таким образом, при сохранении по-
стоянной степени фокусировки луча
Д/ф достигается эквивалентность пло-
щадей зон проплавления независимо
от рабочей дистанции электронной
пушки. Это имеет большое практиче-
ское значение, так как позволяет
сохранять неизменной форму про-
плавления на различных рабочих ди-
станциях электронной пушки, на-
11.3. Результаты макроанализа
четырех эквивалентных швов
Параметр проггла- влени я Рабочая дистанция пушки ft, мм
70 Q0 110 130
Глубина Н, мм 8,65 8,30 8,10 8,10
Ширина В, мм 6,40 6,80 6,60 7,00
Усиление шва, мм 0,79 0,72 0,67 0,33
Коэффи- циент формы шва Кф = = Н/В 1,35 1,22 1,23 1,16
Площадь зоны про- плавле- ния, мм2 25,7 27,0 24,7 26,5
Отклоне- ние пло- щади от средЕтего значения, % ' —1J +3,8 —5,0 + 1,9
холящихся в расчетных (паспортных)
пределах для данной электронно-
оптической системы.
Экспериментальные данные пока-
зывают, что углубление фокуса луча
в деталь или расположение его над
свариваемой поверхностью эквива-
лентны некоторому увелачению или
уменьшению удельной мощности ЭЛ.
Прн этом максимальное значение углу-
бления, полученное эксперимен-
тально, хорошо совпадает с расчет-
ным, определяемым по формуле
Л ctga l(q2!q£) — 1].
Для режима A (U = 60 кВ, / =
= 60 мА, 17.2 = 2,7> 10® Вт/см2, q* =
= 2,7 104 Вт/см2) при a = 2° получено
h = 39 мм, что близко к эксперимен-
тальному значению h = 42 мм.
11.3. Связь параметров ЭЛ
с геометрическими
характеристиками
зоны проплавления
В соответствии с законом нормаль-
ного распределения объем, описанный
площадью зоны проплавления,
V= (n/k)H, (Ц.2)
где k — коэффициент сосредоточенно-
сти распределения; Н — максималь-
ная глубина проплавления.
На основании выражения (11.2) для
секундного объема
^'Ч+'Жл + У].
(11.3)
Разделив обе части уравнения (11.2)
на время /, необходимое для получе-
ния объема проплавления И, получим
Vlt = nfi/(kt).
370
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Ряс. 11.7. Характеристики геометрии зоны
проплавления
Так как 171 = иРпр, то уравнение
(11.2) можно записать в виде
лЯ/(^) = Шг1М[р (СТПЛ +
(Н.4)
Обозначив Q = /Дци/и, t т d!v{d —
диаметр ЭЛ) и k = 4/В3 (В — ширина
проплавления на уровне 1/е на
рис. 11.7), получим
*17Qd = (^/4) Яр(сГпл + £пл).
(П.5)
Уравнение (11.5) связывает погон-
ную энергию Q (с учетом концентрации
модности при данном d) с глубиной и
шириной шва В.
Термический КПД цг определяет
долю энергии, расходуемую на нагрев
и расплавление металла объемом
лВ2Л/4.
Значения F В, Н и Цг, получен,
ные экспериментально, а также рас-
считанные по уравнению (11.5), зна-
чения диаметра луча d представлены
в табл. 11.4. Зависимость d~f (Д/ф)
показана на рис. 11.8.
Термический КПД определяют экс-
периментально по формуле
Чг=РАЛА <1L6>
где q = Цц/У — мощность ЭЛ.
Как следует из табл. 11.4, усреднен-
ное значение т|г колеблется от 0,382
(режим А) до 0,514 (режим В). Для
всех режимов среднее значение =
= 0,452, что очень близко к макси-
мальному теоретическому значению
= 0.484 для линейного источника,
Рис. 11.8. Зависимость диаметра луча d
от степени фокусировки ДГф для режимов
сварки:
1 — А; 2 — Б; 3 — В; 4 - Г
перемещающегося по неограниченной
пластине. Согласно оценкам макси-
мальная удельная мощность ЭЛ
(Вт/см2) в эксперименте составляет
в режимах: Л — 2,7-105, Б — 2,1-10\
В —2,7-10г>, Г— 1.2-10®.
Уравнение (11.5) описывает тепло-
вой баланс процесса электронно-лу-
чевой сварки металлов с точностью
до 10 % без учета испарения и пере-
грева части жидкой фазы. Энергоем-
кость испарения, приводящего к об-
разованию канала при глубоком про-
плавлении, обычно не более 10 %.
Точное количественное описание про-
цесса требует учета как плавления,
так и испарения. Поэтому для такого
описания необходимо пользоваться си-
стемой двух уравнений:
Q= (1/4) "dciri L[Tcn[l +?2/(Р’°п^исп)1»
(11.7'
i]Qd — (лВ2/4) Др ^Гня + ^пл).
Однако в практических случаях для
оценок диаметра ЭЛ по геометриче-
ским характеристикам проплавления
либо объема расплавленного металла
при известном диаметре ЭЛ 10 %-ная
точность бывает достаточной. Это сле-
дует из табл. 11.5, в которой приведе-
ны расчетные [по формуле (11.5)] и
экспериментальные [12] данные по
сварке коррозионно-стойкой стали при
U = 130 кВ, / 13 мА, v = 1 см/с.
Расчет глубины проплавления для
Расчет геометрических характеристик
371
11.4. Экспериментальные
значения параметров проплавления
: Силз тока фо- I кусыровки, мА Режим ^пР' см5 мм мм ЧТ dt мм
я 0,35 И,2 2,8 0,423 1,8
Б 0,24 7,8 3,1 0,436 2,4
/D В 0,21 7,0 3,1 0,510 2,9
Г 0,12 4,4 3,8 0,436 4,0
А 0,29 14,0 2,3 0,350 1,5
Б 0,22 7,8 2,3 0,400 1,4
<5U В 0,22 9,2 2.4 0,535 2,2
Г 0,14 5,7 2,7 0,510 3,0
А 0,34 11,0 2,7 0,413 1,7
04 Б 0,22 8,0 2,2 0,400 1,2
04 В 0,20 9,3 1,8 0,486 1,3
Г 0,13 5,8 2.1 0,474 1,6
А 0,31 9,5 2,5 0,376 1,3
оо Б 0,24 7,6 2,6 0,436 1,6
оо В 0,23 7,2 2,1 0,560 1,4
Г 0,14 5,8 2,3 0,510 2,0
А 0,30 7,5 4,1 0,364 2,7
Б 0,25 6,9 3,8 0,464 3,1
У 2 В 0,21 5,9 4,0 0,510 4,0
Г 0,14 4,9 3,2 0,510 3,0
А 0,32 5,5 6,7 0,388 5,2
Б 0,24 5,0 5,1 0,436 4,1
Уо В 0,20 4,0 5,8 0,486 5,7
Г 0,14 3,5 4,5 0,510 5,0
А 0,30 4,5 7,5 0,364 5,3
Б 0,23 5.5 5,1 0,417 4,4
100 В 0,21 3,3 6,2 0,510 5,3
Г 0,12 2,4 4,9 0,436 4,0
11.5. Экспериментальные
и расчетные параметры
проплавления (мм)
Экспериментальные лараметр ы Расчет- ная глубина пропла- вления н
Диаметр луча d Ширина шва В Глубина пропла- вления ti
0,10 0,40 8,5 8,1
0,15 0,50 8.2 7.8
0,20 0,60 8,0 7,3
0.30 0,75 7,1 7,0
0,37 0,90 6,1 5,9
0,43 1,00 5,0 5,6
этого случая был сделан при Т[г =
= 0,484 и теплофизических свойствах
стали, приведенных выше. Таким об-
разом, расхождение расчетных и экс-
периментальных значений не превы-
шает 10 %.
11.4. Расчет геометрических
характеристик сварного
шва
В уравнении (11.5) связаны пара-
метры ЭЛ с геометрическими харак-
теристиками шва В и Н, которые
должны быть определены независимо.
Для определения Н можно дополни-
тельно использовать выражение (11.7).
Однако проще определить ширину
шва В, пользуясь расчетной схемой'
полубссконечного тела, нагреваемого
подвижным нормально-круговым ис-
точником [5], как это принято при
дуговой сварке.
Проплавление представляется в виде
связи следующих безразмерных кри-
териев: 1) Ре = vym!a — критерия ти-
па Пекле, где ут — полуширина зоны
проплавления; а, — коэффициент тем-
пературопроводности; 2) vrela — кри-
терия, характеризующего степень со-
средоточенности теплового потока ис-
точника; 3) е3 = qv/(a2S'ln), где о —
скорость перемещения источника;
— срТт — удельная теплота еди-
ницы объема при температуре плав-
ления.
372
ЭЛекТрОн но-лучевай СВАРКА
Рис. 11.9. Номограмма, связывающая без-
размерные критерии Ре; и
Поскольку для электронно-лучевой
□варки на исследуемых режимах А,
Б, В, Г критерий е3 выходит за пре-
делы номограммы, связывающей кри-
терии Ре, vr0/a, е3 [6], была проведена
экстраполяция соответствующих кри-
вых и дополнительно построена кри-
вая для параметра vrja = 6,92
(рис. 11.9).
-Z2 -8 -Ч О Ч ЛТр.нА
Рис. 11,10. Зависимость безразмерной ши-
рины шва от степени фокусиров-
ки Д/ф ЭЛ для режимов:
/ — А; 2 — Б; S — В; 4 — Г
Результаты сравнения расчетной ши-
рины проплавления при электронно-
лучевой сварке с экспериментальными
значениями (табл. 11.6) показывают
достаточно хорошую сходимость рас-
четных и экспериментальных величин
при определении ширины проплавле-
ния В для всех четырех режимов
сварки.
Экспериментальная зависимость ши-
рины шва В от степени фокусировки
представлена па рис. 11.10.
Для расчета площади проплавления
необходимо определить коэффициент
полноты сварного шва jt — Рц-р/(НВ),
где Гпр — площадь проплавления, со-
ответствующая глубине Н и ширине В
в данном сечении. Анализ 60 сварных
швов показал, что коэффициент пол-
ноты шва р = 0,54-0,95. При кин-
жальных швах, когда коэффициент
формы шва Кф = HlByi? lf р = 0,5-5-
-5-0,7, а при сварке сильно расфоку-
сированным лучом (мягкие рзжимы),
когда Л’ф< 1, р = 0,74-0,9. Реко-
мендуемые для расчетов значения р
приведены в табл. 11,7.
Таким образом, при электронно-
лучевой сварке расчет глубины свар-
ного шва с достаточной для практики
Расчет гёлмётрйческих характеристик
373
11.6. Результаты расчета ширины зоны проплавления (мм)
при электронно-лучевой сварке по схеме нормально-кругового
движущегося источника
Режим снарки Расчетные данные Ширина зоны проплавленыя
е3 = Ч°/(а~$т) иг„/а kГ 1 vrja 1 Ре расчетная В = 2Ре г/л опытная Яр
4,0 9,8 5,8 9,2 —
3,35 14,0 5,3 8,5 7,9
2,83 19,5 5,1 8,2 7,8
А 99 2,2 32,3 4,8 7,7 7,6
1,79 48,8 4,4 7,0 7,3
1,26 100,0 4,0 6,4 6,0
0,9 193,0 3,5 5,6 4,7
0,4 975,0 2,3 3,7 —
4,0 9,8 4,6 7,3
3,35 14,0 4,4 7,0 ——
2,83 19,5 4,2 6,8 7,0
S 66 2,2 32,3 4,0 6,4 6,5
1,79 48,8 3,75 6,0 6,3
1,26 98,2 3,5 5,6 5,5
6,92 13,0 8,7 6,9
4,0 39,1 7,25 5,8 5,5
В 198 3,35 55,7 6,75 5,4 4,7
2,83 78,2 6,4 5,1 4,3
2,2 129,0 5,8 4,6 4,2
1,79 195,0 5,4 4,3 4,1
6,92 13,0 7,4 5,9 и.
4,0 39,1 6,3 5,0 5,5
Г 135 3,35 55,7 5,9 4,7 4,9
2,83 78,2 5,7 4,6 4,5
2,2 129,0 5,2 4,2 4,3
374
ЭЛЕКТРОННО-лУчЁВЛЯ СВАРКА
11.7. Зависимость коэффициента
полноты шва jr от формы шва
и режима сварки
Режим 1 СжесткиА Аф < ( М Я ГК реж и I 1А
реши) <)
сварки Hmin- ~Мтпак Я ср 1 я £ Е 3. 1 Пер
А 1 0,51 — 0,69 0,59 *0,76— 0,83 0,80
Б -I 0,53— 0,58 0,56 0,69— 0,80 0,75
В-1 0,58— 0,72 0,64 0,91 — 0,95 0,93
Г- I 0,55— 0,61 0,58 0,75— 0,81 0,78
Л--И 0,49— 0,64 0,54 0,76— 0,81 0,79
5—II 0,48— 0,64 0,56 0,59— 0,70 0,66
В— II 0,50— 0,70 0,60 0,64— 0,88 0,79
Г—II 0,50— 0,72 0,62 0,71 — 0,95 0,83
точностью обеспечивается решением
уравнения
Н = ПиП^/[(«/4) В2Р (сТал + 1пл)],
(П.8)
где В определяется из номограммы
(см. рис. 11.9).
11.5. Влияние ускоряющего
напряжения
на геометрические
характеристики проплавления
Экспериментальные данные
(рис. 11.11) показывают, что при про-
чих равных условиях с увеличением
ускоряющего напряжения глубина про-
плавления увеличивается.
Объясняется это уменьшением рас-
сеяния электронов пучка на атомах
пара при повышении ускоряющего
напряжения. Например, при U =
— 20 кВ коэффициент поглощения
а = 2,4- 10е///2 = 6‘ 10s см2/г, а при
/7 = 100 кВ а=2,4-102 см2/г, т. е.
уменьшается более чем на порядок.
Таким образом, повышение ускоря-
ющего напряжения обеспечивает боль-
шую кинетическую энергию электро-
нов и увеличивает пробег электронов
в парах металла.
Влияние ускоряющего напряжения
на глубину проплавления при элек-
тронно-лучевой сварке подробно осве-
щено в работе j 1J.
На установках У-ЗМ и У-313 при
q = 10 кВт, q, яг 5- 105 Вт/см2, U =-
= 30-4-100 кВ, скорости сварки и —
= 0,34-2,2 см/с, давлении в рабочей
камере 5-10-s—1- 10 2 Па производили
проплавления коррозионно-стойкой
стали на глубину' до 80 мм. На
рис. 11.12 приведена зависимость глу-
бины проплавления от скорости сварки
и ускоряющего напряжения, получен-
ная экспериментально. Результаты
эксперимента подтверждают, что дав-
ление пара
Р(г) = 2т_.________j_________
гк!Н +3 (1 - Ziff)’
(11-9)
где у (Т) — поверхностное натяжение
расплавленного металла в зависимости
от температуры; гк — радиус канала
на глубине ff/e; Н — максимальная
глубина канала, равная глубине про-
плавления.
Поверхностное натяжение у (Т) ли-
нейно уменьшается с повышением тем-
пературы и становится равным нулю
при критической температуре Тс =
= 1.7ГКИП, где Ткип — температура
кипения при нормальном (атмосфер-
ном) давлении (для железа Тс ж
5670 К):
Y(n = %(Tc-№-T,), (11.10)
где у0 — поверхностное натяжение при
температуре То. Для железа 70 —
= 2090 К, То = 1,5 - 10~2 Н/см.
Давление насыщенного пара
Igp = В — AST, (11.11)
где В к А — константы, зависящие
от вида материала.
Если известны Н, гк, то совместное
решение уравнений (11.9)—(11.11) дает
значения давления пара, поверхностно-
го патяжения и температуры по оси
капала. На рис. 11.13 приведено ре-
шение этих уравнений для железа
в зависимости от параметра hir^.
Как видно, максимальное давление
Влияние ускоряющего гопряжеиия
375
Рис. 11.11 Зависимость глубины проплавления от
силы тока луча (л), мощности (<П и скорости (в)
сварки:
о — коррозионно-стойкая сталь при о — 1,2 см/с:
! — U = 100 кН; 2 — и = 130 кВ; 3 — U = 150 кВ;
б — корроаионио-стой кая сталь при U — 1004-
4-150 кВ, v — 1,2 см/с; в — малоуглеродистая сталь:
/ — У = ЮО кВ, 1 = 7 мА; 2 — [/ — 125 кВ, / =
— 10 мА; 3 — U = 150 кВ, ! = 13 мА
пара на оси канала может достигать
10s—10е Па.
Распределение плотности тока при
прохождении электронным пучком в
парах металла пути г может быть опи-
сано функцией Гаусса с эффективным
радиусом
^(г) = ге(0) ехр
(сг/2); j п (г) da
Z
(11.12)
Рис. 11»12» Зависимость глубины проплав-
ления от скорости сварки и ускоряющего
напряжения при постоянной общей мощ-
ности (ю кВт) и удельной мощности: д* —
« Б* 10s Вт,см3 (ге -- мм):
1 - U — 30 кВ; 2 — (/ 63 кВ; 3 -
V = 100 кВ 11J
где ге (0) — начальный радиус ЭЛ;
о — полное эффективное электронное
сечение рассеяния на атомах; п (г) —
концентрация атомов.
С учетом упругих и неупругих со-
ударений площадь сечения рассеяния
(см1 2)
(7=(47,8/l/)Zl/3{Z—l —
— 4 In 0,0678(7 j/UW72)} 1(Г16,
(11.13)
где U — ускоряющее напряжение, В;
г — порядковый номер *,атома; (7, —
Рис» 11.13» Зависимость значений (в осе-
вой точке канала) максимальной темпера-
туры Т*г максимального давления па-
ров р* (МПа) и минимального поверхност-
ного натяжения от параметра А//*йт харок-
теризующет-° размеры капала [I]
376
электронно-лучевая сварка
потенциал ионизации атома, В; для
железа Z — 26, У; = 7,9 В и
о = (142/(7) [25 —
— 4 1п (0,18!Д/1/2)] Ю^16-.
С учетом уравнения (11.9) соотно-
шение (11.12) для эффективного ра-
диуса ЭЛ после прохождения в парах
пути г примет вид (концентрация ато-
мов выражена через давление)
re (Н) = ге (0) ехр {[атН/(6£7’%)] X
X In (12Я/гк)), (11.14)
где k — постоянная Больцмана.
Температуру Т* определяют как
температуру в центре кругового источ-
ника на поверхности полубесконеч-
ного тела [5 ] (она не зависит от
скорости перемещения источника):
T* = qirf/[aVe(ff)]. (11.15)
где q = 1U — мощность луча; X,—
коэффициент теплопроводности.
Термический КПД процесса про-
плавления коррозионно-стойкой стали
= 0,38 при ?=10 кВт, v =
= 0,28 см/с, U = 63 кВ. Секундный
объем расплавленного металла
V = ^0,38ц1д/(рс7’дл)1 (Ц.16)
где гБ — полуширина сварочной ван-
ны.
лгнпя от ускоряющего напряжения при
постоянных общей мощности и удельной
(МОЩНОСТИ [|]
Выражения (11.9), (11.11), (11.14)—
(11.16) образуют систему уравнений
для определения шести неизвестных: .
эффективного радиуса луча re (Н) при
г = Н, максимального давления пара
/>*, максимальной температуры 7*,
максимального поверхностного натя-
жения -у*, глубины И и радиуса rlt
капала при условии, что форма поверх-
ности канала описывается функцией
Гаусса.
Йз соотношений (11.14) и (11.15)'
с учетом выражения (11.16) после
ряда упрощений '
~(И.17)
что хорошо совпадает с экспериментом.
Выражение (11.17) графически изо-
бражено на рис. 11.14. За начальное
значение принята глубина проплавле-
ния при U — 30 кВ.
Сравнение экспериментальных дан-
ных с расчетными по приведенным
формулам показывает, что проплавле-
ние коррозионно-стойкой стали при
q -- 10 кВт, U ~ 63 кВ, v = 0,28 см/с,
(0) = 0,25 мм обеспечивает Н =
= 5,2 см (см. рис. 11.12).
Из расчетов с= 1,2-10“17 сма, гк =
= 0,075 см, ширина проплавления
2гв = 0,6 см (соответствует экспери-
ментальному значению), — IX
X 10* см"1, 7* = 3560 К, у* = 7.9Х
ХЮ”3 Н/см, р* = 3,3-106 Па; Н ~
= 5 см, что хорошо совпадает с экс-
периментальным значением И —
= 5,2 см.
11.6. Формирование швов
в различных пространственных
положениях
Давление, обусловленное ускорением
свободного падения расплавленного
металла, существенно влияет на фор-
мирование сварного шва и образование
дефектности. Особенно сильно влияние
этого давления сказывается при сварке
металлов толщиной более 20 мм (до
100—200 мм). Поэтому применяют спо-
собы сварки ЭЛ, при которых ускоре-
ние свободного падения используется
как компонент процесса формирования
швов. В работе [3 ] сделан анализ
способов электронно-лучевой сварки
Формирование швов
37?
гол стостенных конструкций и предло-
жен оптимальный угол наклона ЭЛ.
В основном в настоящее время
используются три способа электронно-
лучевой сварки (рис. 11.15):
в нижнем положении, когда на-
правление ЭЛ совпадает с направле-
нием ускорения свободного падения
(рис. 11,15, а);
вертикальным швом по вертикаль-
ной стене, когда направление ускоре-
ния свободного падения перпендику-
лярно к направлению ЭЛ (рис. 11.15,6);
горизонтальным швом по вертикаль-
ной стене (ускорение свободного па-
дения также направлено перпендику-
лярно к оси луча) (рис. 11.5, в).
Способы предусматривают следую-
щие основные условия получения без-
дефектных швов;
предотвращение вытекания металла
из ватты;
сохранение благоприятного темпе-
ратурного режима во всех точках
ванны;
предохранение ванны от местных
и общих гидродинамических возму-
щении.
При сварке по схеме, приведенной
на рис. 11.15, а, хорошо удовлетво-
ряются первые два условия и плохо —
третье. При сварке по схеме, показан-
ной на рис. 11.15, б, соблюдаются
первое и третье условия, а по схеме,
приведенной на рис. 11.15, в, не удов-
летворяется первое условие.
В работе (9] для удовлетворения
всех трех условий предложено на-
клонять плоскости шва по отношению
к горизонтали па некоторый угол а,
при котором давление ванны в корне
шва не превышает 4500 Па.
Так как металлостатическое давле-
ние столба высотой Н, наклоненного
к горизонту под углом а, рм =
= pgH sin а, то при допустимом давле-
нии Ртах — 4500 Па sin а <: 450/(р/7),
где р — плотность свариваемого ме-
талла; Н — глубина проплавления, м.
Высококачественные сварные швы
сталей получены (12] при U — 80 кВ;
/ = 0,7 А; а = 24°; о, равном 0,15
и 0,25 см/с.
Эффективность нагрева при сварке
наклонным лучом рассмотрена в ра-
боте [8].
На рис. 11.16 показано изменение
геометрических характеристик свар-
ного шва в детали из коррозионно-
стойкой стали при нормальном па-
дении ЭЛ, но с разной степенью
углубления фокуса в материал (141.
Позиции а—ui соответствуют раз-
личной степени фокусировки. В пози-
ции а ЭЛ углублен в материал на
16 мм, далее фокальное пятно подни-
мается вверх примерно на 3,5 мм на
каждую позицию. В позициях ц, ч, ш
фокальное пятно расположено на
16 мм выше поверхности образца [14].
Рис. 11.15. Схемы электронно-лучевой
сварки:
7 — ЭЛ; 2 — подкладка; 5 — водоохла-
ждаемый ползун; —• скорость сварки;
g — ускорение свободного падения
Рис. И. 16. Изменение геометрических характеристик проплавления а коррозионно-стой-
кой стали при U = 130 кВт / = 800 мкА, tr =. I см/с:
с, г, ж, к, н, п, mt ф, ч — поверхность проплавления (шва); 5, Я, л, л, р, р, х, ц — про-
дольное его сечение; г, л, es ш- — поперечное сечснне, X 90
Формирование шпов
379
е
О
ТЗ
Z
£
•е
о
ст
те
х
.5
(5
382
Электронно-лучевая сварка
Нормирование швов
384
Электронно-лумекай сваркй
Формирование швов
385
13 Рыкалин Н, Н. и др.
386
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Список литературы
1. Влияние ускоряющего напря-
жения на параметры проплавления
при электронно-лучевой сварке/
К. С. Акопьянц, IO. В. Зубченко,
В. Е, Локшин и др. — Автоматическая
сварка, 1972, X» 11, с. 11—15.
2. Зуев И. В., Углов А. А., Ян-
чук Л. М. О связи параметров режима
электронно-лучевой сварки с геоме-
трией шва. — Сварочное производство,
1974, № 2, с. 7—9.
3. Лесков Г. И., Жива га Л. Н.
Формирование швов при электронно-
лучевой сварке сталей большой тол-
щины в различных пространственных
положениях. — Автоматическая свар-
ка, 1980, № 10, с. 1—5,
4. Ольшанский Н, А., Назарен-
ко О. К- Современное состояние элек-
тронно-лучевой сварки в СССР. —
В кн.; Электронно- и ионно-лучевая
технология. М,: Металлургия, 1968,
с. 309—321.
5. Рыкалин Н. Н. Расчеты тепло-
вых процессов при сварке. М.: Маш-
гиз, 1951. 296 с.
6. Рыкалин Н. Н., Кулагин И. Д.,
Шоршоров М. X. Расчет размеров зоны
проплавления дугой и пламенем сва-
рочной горелки. — В кн.: Процессы
плавления основного металла при свар-
ке. М.: Изд-во АН СССР, 1960, с. 71—
100.
7. Руссо В. Л., Кудояров Б. В.,
Суздалев И, В. О процессе проплавле-
ния при сварке деталей большой тол-
щины. — Сварочное производство,
1971, У» 11, с. 1—3.
8. Технологические особенности
сварки наклонным лучом/Башен-
ко В. В., Лопота В, А., Мпткевич Е, А.
и др. — Сварочное производство, 1981,
№ 7, с. 19—21.
9. Электронно-лучевая сварка ме-
таллов большей толщины с использо-
ванием пучков низкой энергии/
II. А. Ольшанский, М. Я- Смелянский,
А. П. Лопатко и др. — Автоматиче-
ская сварка, 1972, № 11, с. 8—
10.
10. Янчук Л. М., Зуев И. В.,
Углов А, А. О влиянии степени за-
глубления фокуса в материал на пара-
метры проплавления при электронно-
лучевой сварке. — Сварочное произт
водство, 1974, № 12, с. 3—4.
11. Houldcroft Р. T. Laser and elec-
tron beam for welding engineering
components. — Metal Construction,
1975, N 10, p. 498.
12. Matting A., Koch H., Dorn L.
Untersuch ungen zum Aufschmelzverlial-
ten beim Elektronen-strahlschweissen. —
Schweissen und Schneiden, 1970, N 2,
S. 96.
13, Sandstrom D. J,, В lichen J. F.,
Hanks O. S. On the measurement and
interpretation and application of para-
meters important to electron beam
welding. — Welding Journal, 1970,
v. 49, N 7, p. 293—300.
14. Vorgange beim Auftreffen lioch-
energetischer Elektronenstrahlen auf Me-
talloberflachen, — Wien, 1975, S. 84.
Глава
Автоколебания при нагреве вещества концентриро-
ванными потоками энергии
12.1. Условия перехода
к взрывному вскипанию
при нагреве
Нагрев и плавление в условиях
электронно-лучевого воздействия ха-
рактеризуется эффективными 1]и и
термическим Лт КПД [17, 18].
Эффективный КПД зависит в ос-
новном от эмиссионных процессов в зо-
не воздействия и выражает отношение
количества теплоты q, введенной в ме-
талл в единицу времени, к тепловой
мощности ЭЛ: Яи=?/(^Л. где U—
ускоряющее напряжение, В; / — сила
тока луча, А.
f
Условия перехода к взрывному вскипанию
387
Термический КПД проплавления ос-
новного металла — это отношение те-
плосодержания проплавленного за еди-
ницу времени основного металла к эф-
фективной тепловой мощности ЭЛ т|т —
= oFpSm/y, где v — скорость пере-
мещения сосредоточенного источника;
F — площадь проплавления; р —
плотность металла; Sm — удельная
теплота плавления.
Максимальный термический КПД
для случая прогрева полубесконечного
тела быстр о движущимся точечным
источником tit = 1/е = 0,368, для ли-
нейного источника в неограниченной
пластине t|T = 0,484. Таким образом,
в равновесных условиях нагрева часть
введенной теплоты, соответствующая
т)т, уходит на плавление, а остальная
теплота (1 — Т|т) отводится вследствие
теплопроводности.
Так как в реальных случаях нагрев
сопровождается еще испарением, то
приближенно, без учета потерь на
лучеиспускание, рентгеновское излу-
чение и т. и. (4, 18], тепловой баланс
? = 4теп “Ь ?пл “I" ?исв! где д — вве-
денная энергия; <pieu — потери энер-
гии вследствие теплопроводности;
<?пл расход энергии на плавление;
?исп — расход энергии на испарение.
При удельной мощности ?2< (10б4-
-5- 10е) Вт/сма, как уже говорилось
выше, дЕСП < 5-5-10 % [4], <jnn <
< 30-5-35 % (в соответствии с Т|т),
остальная энергия теряется вслед-
ствие теплопроводности.
Одна из первых попыток оценить
мощность ЭЛ, обеспечивающего кин-
жальное проплавление, сделана БаСом
[18]. Установлена корреляция по сте-
пени убывания параметра (Л —
коэффициент теплопроводности, Тп1, —
температура плавления), характери-
зующего материал, с величиной q%,
необходимой для проплавления ма-
териала на глубину 2 мм. Хотя, по
мнению Баса, этот расчет является
весьма грубым и позволяет получить
значение только относительной мощ-
ности, необходимой для сварки раз-
ных материалов, его основной вывод
о порядке расположения металлов по
степени убывания мощности, необ-
ходимой для их сварки, в общем не
противоречит результатам практиче-
ских наблюдений.
13*
За основу оценки критической мощ-
ности д* перехода к кинжальному
проплавлению можно брать харак-
терное время экер гон а коп лен ия т, при-
водящее к взрывному вскипанию не-
которого объема металла [9].
В общем случае время т зависит от
<?а и физических свойств материала.
Его определение сложно, поскольку
требует рассмотрения динамики всего
процесса с учетом процесса испарения
(в простейшем случае — это простран-
ственная задача Стефана), Однако,
как показывают расчеты, погрешность
будет не слишком велика, если опре-
делить это время с помощью тепло-
физической оценки по формуле
т = ха/(4а), (12.1)
где х — характерный размер зоны,
в которой происходит вскипание.
Определение размера зоны вскипа-
ния также затруднительно, поэтому
его выбирают равным диаметру ЭЛ.
С учетом массы кипящего материала
время эиерговвкопления
т = (Л4)^3 (4р)~2/3/(4а) =
= Л1г/3/(8 У 2 ар2/3), (12.2)
где М — масса материала, в котором
тормозятся электроны.
Масса вещества (г), в котором про-
исходит энерговыделение, связана с
характерными параметрами ЭЛ сле-
дующим соотношением (использована
формула Ш он л ан да):
Л4 = 1,6510“12<№, (12.3)
где d — диаметр луча, от.
Тогда мощность ЭЛ (Вт), обеспечи-
вающего кинжальное проплавление
при заданных d и U,
q — £исиЛ4/(т)тТ|иТ), (12.4)
где Бнсп — удельная энергия взрыв-
ного вскипания данного материала,
численно равная удельной теплоте
испарения; % « 1, значения Пд для
ряда металлов следующие [21J:
Al Ti V Ге NI Си
80,5 84,2 83,9 80,4 78,0 77,6
Zu ЫЬ Мо Та W
73,4 ' 73,1 72,7 70,3 70,0
Удельная объемная мощность
9з = Лиспр/СЧи1) (12.5)
388
АВТО КОЛЕБАНИЯ
Удельная поверхностная мощность
— ^-испРб/СЛи*)’ (12.6)
где 6 — глубина пробега электронов
в материале при данном ускоряющем
напряжении, см.
При М = 3,6-1СГ”0 г (ускоряющем
напряжении U 150 кВ, диаметре
луча d= 0,1 мм) время энергона-
коплення для различных материалов
в зависимости от их теплофизнческих
свойств может быть от единиц до со-
тен микросекунд. Для коррозионно-
стойкой стали и титана, коэффициенты
температуропроводности которых со-
ответственно равны 0,044 и 0,07 сма/с,
это время примерно равно ИГ* с; для
меди, золота, серебра, у которых
коэффициент температуропроводности
порядка единицы, время энергона-
копления составляет несколько микро-
секунд.
Оценить время энергонакопления
можно и другим способом. Время
энергонакопления, определяемое как
время, требуемое для развития зоны
взрывного вскипания внутри объема
материала, складывается из времени
Ti, требуемого для нагрева до тем-
пературы кипения, и времени та, не-
обходимого для развития взрывного
процесса. Иначе говоря, в первом
приближении
т = т (<7г, Л, с, 7-исп> 6). /12.7)
Так как для большинства металлов
La]I <£ £ипп, то необходимую формулу
для т можно получить и пользуясь
теорией подобия с учетом условия
т2 > Tv
т« ЬиспРбМ- (12.8)
Существенно, что в формулу (12.8)
входят как Tj, так и т2. Необходимо
иметь в виду, что Tj при относительно
малых q2 становится одного порядка
с т2, поэтому при использовании фор-
мулы (12,8) у2 Должно быть большим
некоторого критического значения q%,
которое может быть оценено с по-
мощью соотношения [2]
(12.9)
справедливого для чисто поверхност-
ного источника теплоты. Оценки по-
казывают, что это соотношение дает
правильный результат и дли объем
кого источника. Оценки времени знер-
гонакопления для ряда металлов при
воздействии ЭЛ по соотношениям
(12.1), (12.2) и (12.8), (12.9) дают прак-
ти^ески одинаковые результаты.
Критическая удельная объемная
мощность дя для данного материала —
величина постоянная, не зависящая
от ускоряющего напряжения и опре-
деляемая в основном теплофизическими
и механическими свойствами мате-
риала.
Выражения (12.4), (12.5), (12.6),
как уже было показано выше, полу-
чены без учета теплопроводности [см.
формулу (12.1)]. Поэтому точность
оценок по ним тем выше, чем больше
q2 (при q„ > ?;). Влияние теплопро-
водности в условиях, когда ~ q*,
рассмотрим с учетом основных выво-
дов, сдел энных в р аботе [14].
Если в качестве модели процесса
принять пространственную задачу Сте-
фана, то баланс энергии на фронте
фазового перехода можно представить
в виде
?/(4лаа) X (Тисп —
--(^*КИИ — “ рЬисп^М/,
(12.10)
где х — коэффициент температуропро-
водности, или в безразмерном виде
1—у — ууа/[/Т = уг dy/dx. (12.11)
Здесь у — a! a, х = tlx — соответ-
ственно безразмерные радиус и время,
где , а = у/[4лХ (Тисп — Тя)] — ма-
ксимально возможный для данной
мощности радиус зоны кипения; т —
= 4jtpLI1(;na3/i? — характерное время
развития зоны кипения; у =
== ]/"с (Тцсд — 7о)/(к£исп) безраз-
мерный комплекс.
Если пренебречь теплопроводностью,
то уравнение (12,10) будет иметь вид
1 = у* dyldx, и его решение х =
= (/’/З при у -- hl a (ft — глубина, на
которой расположен источник теплоты
под поверхностью) дает результат,
аналогичный выражению (12.4),
Относительная погрешность вслед-
ствие пренебрежения теплопровод-
ностью Р -- у + ? У"Зу1/2.
Плавление, испарение и выброс продуктов разрушения
369
Рис, 12.1, Зависимость радиуса зоны кипе-
ния от времени (14] в безразмерных едини-
цах V = у (я), — =. у'Эх:
1 — у* s= 1/2; 2 — t/2 — 1/16: 3 — квази-
стационарпыЙ случай у = 0; 4 — решение
по Выражению (12.4)
На рис. 12.1 представлена зависи-
мость радиуса зоны кипения от вре-
мени в относительных единицах как
результат решения уравнения (12.11).
Прямая 4 соответствует решению урав-
нения (12.4), прямые /—3 показы-
вают, как замедляется кипение вслед-
ствие влияния теплопроводности.
12.2. Плавление, испарение
и выброс продуктов
разрушения
Экспериментами [201 установлено,
что ослабление интенсивности про-
ходящего через слой вещества ЭЛ,
связанное с рассеянием и поглощением
энергии электронов вследствие упру-
гих и неупругих столкновений, под-
чиняется экспоненциальному закону.
В частности, для поглощения в газо-
вой среде плотность тона
/ = /о ехр (—лох), (12.12)
где /о — начальная плотность тока,
А?см*; п — концентрация атомов пара,
см-5; о — сечение взаимодействия, см’,
или
! = /о ехр (—арх),
где а — коэффициент поглощения,
см*/г.
Расчетным путем установлено, что
взаимодействие ЭЛ с паром в канале
происходит в основном вследствие
многократных упругих столкновений.
Доля неупругнх столкновений менее
10%.
Таким образом, можно полагать, что
ослабление интенсивности ЭЛ при
Рис. 13.3. Схема рассеяния потока элек-
тронов слоем пара:
t — ЭЛ; 2 — частицы лара; 3 — измене-
ние траектории электронов вследствие рас-
сеяния
прохождении через слой пара связано
главным образом с рассеянием элек-
тронов за пределы зоны обработки
либо с рассеянием на стенки отверстия,
если вскипание произошло на дне
канала [8] (рис. 12.2).
На основании формулы (12.12) для
рассеяния энергии ЭЛ можно записать
^2 = д, ехр (—арх), (12.13)
где д‘2 — удельный поток энергии, про-
шедший через слой пара толщиной х;
д2 — падающий поток; р — плотность
пара.
Зависимость коэффициента погло-
щения а от ускоряющего напряже-
ния U1 (кВ) определяется формулой
[20]
а= 2,4- 10°ГГ*. (12.14)
Из зависимости (12.13) для плот-
ности слоя пара получим
р = (12.151
Будем считать критической такую
плотность пара р, при которой ослаб-
ление падающего потока происходит
до значения q*.
Тогда
р* = , (12.16)
где х « Н — глубина канала.
При р р* ЭЛ достигает поверх-
ности и обеспечивает взрывное веки-
390
АВТОКОЛЕБАНИЯ
пание, при р> р* падающий поток
распределяется по стенкам канала.
Оценки для случая воздействия на
алюминий при ?2 = 3,3-103 Вт/сма,
q* — 1,8- 10s Вт/см3 дают для канала
глубиной Н = 1 см и диаметром dK —
= 0,5 мм величину р* = 3-10~4 г/см3
или п— 6,7 101® см ®, при Т = 2,5Х
X 10® К это соответствует давлению
пара р — 2,3-105 Па. Ослабление по-
тока в е раз, когда на поверхность
действует _£>< имеет место при
р== 2,6-10“® г/см®, что соответствует
плотности частиц п — 5,8-101;‘ с'м-®
и давлению р = 2-103 Па.
Определим плотность пара, при ко-
торой начинается рассеяние.
Минимальное количество атомов па-
ра в объеме канала, которые на раз-
ных уровнях полностью перекрывают
сечение канала,
n = nd2/(4o). (12.17)
Площадь сечения столкновения [16]
X (1,25/гЕ/С/г), (12.18)
где /V — число валентных электронов;
ди — радиус первой орбиты атома во-
дорода; ла2 = 0,88-10~16 см2; и;н,
Ut — потенциалы возбуждения (иони-
зации) соответственно водорода и ато-
мов; 4 = 0,84-1,3 — постоянная; Е —
энергия электронов; fs = 0,74-3 — по-
стоянная.
Масса пара в объеме канала m —
— С учетомформулы(12.17)
m = nd340/(4oMQ), где До—относи-
тельная атомная масса; —число
Авогадро. Приравняв указанные вы-
ражения, найдем плотность пара, при
которой начинается рассеяние:
р = Aj(csHN0). (12.19)
Для алюминия (при Е — 30 кВ,
U, = 6 эВ, а « 10-1в см®, Н — 1 см)
р — 4,5-10’6 г/см®, что соответствует
п=1-101’ см"® и р — 3,5-104 Па.
При Е = 100 кВ И р = 2,5Х
X10-s г/см® (Н = 1 см) в паровой
фазе электронный пучок теряет менее
1 % энергии [22]. Для воздействия
на кварцевое стекло по трем незави-
симым оценкам получено значение
концентрации пара в канале в преде-
лах (0,54-1,0) 1018 см 8 [11]. Для про-
плавления алюминия и меди расчет-
ным путем установлено изменение да-
вления пара в диапазоне (2-5-7) 104 Па
ИЗ].
Таким образом, из приведенных оце-
нок и ряда работ следует, что после
вскипания давление пара над поверх-
ностью, и тем более в канале, доста-
точно велико. Это неизбежно при-
водит к рассеянию ЭЛ в течение не-
которого промежутка времени, после
чего фокусировка ЭЛ восстанавли-
вается, Следовательно, непрерывное
воздействие ЭЛ на зону обработки пе-
риодически прерывается по мере уве-
личения плотности. пара до р> р*.
Рассмотрим временной баланс такого
процесса.
Если считать, что углубление канала
происходит посредством периодиче-
ского выброса слоя вещества толщи-
ной 6 (S определяется глубиной про-
никновения электронов), то время
рассеяния
тр = р ^/(р’оХс). (12.20)
где d — диаметр луча, см; оп — ско-
рость разлета частиц пара, см/с.
Время испарения слоя S определяют
по формуле (12.8). Время образования
канала есть суммарное время эле-
ментарных циклов, каждый из кото-
рых включает испарение слоя и по-
следующую экранировку:
/ = п (ти + Тр) = /и 4" /р* (12.21)
Параметр п — Н/S. Тогда с учетом
(12.16)
% vndl In ‘
(12.22)
Результаты, полученные по этому
выражению, показывают, что в общем
балансе времени I на процесс «чистого»
испарения уходит около 5—10 % вре-
мени, тогда как рассеяние занимает
все остальное время /р = 90-5-95 %.
Таким образом, углубление канала
является прерывистым процессом: пе-
риодически испаряется слон толщиной
примерно 8, а в промежутках между
Плавление, испарение и выброс продуктов разрушения
391
испарением ЭЛ рассеивается на стенки
канала (с удельной мощностью q2 на
1—2 порядка ниже первоначальной)
и образует жидкую фазу.
Из выражений (12.21) и (12.22)
следует, что по мере углубления ка-
нала время рассеяния увеличивается,
т. е. частота элементарных циклов
вскипания — рассеяния падает. Рас-
четным путем для алюминия при на-
званных выше параметрах воздействия
получена частота пульсаций; в начале
процесса / = 5,8-10э Гц, к концу
процесса (Н = 1,3 см) f = 2,5Х
X 10а Гц.
Рассмотрим еще один важный для
практики эффект, связанный с полу-
чением сквозного проплавления (от-
верстия). В этом случае канал имеет
два выхода (рис. 12.3). Условия рас-
сеяния изменяются; так как пар раз-
летается в двух направлениях, то
время рассеяния уменьшается. Для
сквозного проплавления выражение
(12.22) примет вид
= рГисд// ,________pH2 (Ра
+ 4) 1п(92/^*) ’
(12.23)
где di, da — соответственно диаметры
верхнего и нижнего сечений канала.
Если — da (сквозное проплавле-
ние с параллельными стенками), то
мощность, затрачиваемая на образо-
вание жидкой фазы, уменьшается
вдвое. При этом, естественно, коли-
чество жидкой фазы пропорционально
уменьшается. Чаще всего da < <2г,
поэтому мощность ЭЛ в режиме сквоз-
ного проплавления в некоторых слу-
чаях уменьшается на 20—40 %. При
da — 0 выражение (12.23) превращает-
ся в (12.22).
На основании формул (12.15) и
(12.19) коэффициент поглощения
а = оУ01п(^) , (i2 24)
где а, определяемое по формуле (12.18),
в основном зависит от энергии элек-
тронов. Однако а существенно зави-
сит также и от угла сходнмоети элек-
рис. 12.3. Схема истечения пара (обозна-
чено стрелками) из глубокого (га) и сквоз-
ного (б-) каналов
тронного пучка. С учетом этого
[20]
и= 2,303 (6М)о Z“, (12.25)
где b и а — коэффициенты, зависящие
соответствен в о от энергии пучка и
угла сходимости ЭЛ; Z — порядковый
номер элемента.
Расчеты по формулам (12.18) и
(12.25) показывают (табл. 12.1), что
разность достигает примерно одного
порядка. Учет угла сходимости не-
обходим при сравнении воздействия
пучков, которые формируются в ко-
роткофокусных (углы сходимости до
10°) и длиннофокусных (углы сходи-
мости до 2—3°) электронных пуш-
ках.
ЭЛ с большим углом сходимости
при прочих равных условиях обеспе-
чивает меньшую глубину проплавле-
ния, чем ЭЛ с малым углом сходи-
мости.
12.1. Площади сечения рассеяния
электрона атомами алюминия
(А кВ Площадь сечения рассеяния ог см®
по формуле (12.13) без учета угла сходимости по формуле (12.25) с уче- том утла сходимости
30 6,1-Ю’18 3,5-Ю'19
60 3,3- ю-18 2,5- 11Г1’
100 2,1-10-18 1,2.10-1’
392
АВТОКОЛЕБАНИЯ
12.3. Взаимодействие ЭЛ
с плазмой в зоне обработки
Экспериментально установлено, что
в зоне воздействия пучка с плотностью
потока qt яе Ю’-j- 108 Вт/см2 образуется
термически неравновесная плазма.
Проникновение электронов на большую
глубину в вещество (например, при
образовании глубоких проплавлений)
облегчается образованием плазмы в ка-
нале, потери энергии электронов в ко-
торой незначительны [3, 15]. Поэтому
для понимания механизма электрон-
но-лучевого воздействия представляет
интерес оценка вероятности взаимо-
действия медленных вторичных и тер-
моэлектронов в зоне обработки с пер-
вичным пучком электронов [18].
Минимальное количество медленных
электронов, необходимое для экра-
нировки (рассеяния) луча по порядку
величины Пд ~ 5/о, где S — площадь
сечения луча; о — площадь сечения,
в котором происходит взаимодейст-
вие.
Первичные электроны со скоростью
щ проходят слой вещества толщиной 6
(глубина пробега), в результате чего
появляются (Г| — коэффициент вто-
ричной эмиссии, / — сила тока луча,
выраженная числом электронов в еди-
ницу времени) вторичных электронов.
Вторичные электроны со скоростью
с2 уходят из слоя 6. Так как время
т2 = 5/о2 намного больше времени
ТТ == 6/vj, число появившихся в слое
вторичных электронов зв период
тапэ = п/т2 (т2/т1).
Тогда условие рассеяния электро-
нов первичного пучка на вторичных
электронах можно выразить как
т]/т2 (T2/Tj) > (S/o). Из этого выраже-
ния получим критическое значение
силы тока луча, при котором начи-
нается существенное взаимодействие
с медленными электронами:
I > л 6f2tt^/(4crcj1T]6), (12.26)
где d — диаметр луча.
Для случая воздействия ЭЛ на
диэлектрик при т] = 10, 6 — 10 мкм,
U = 25 кВ, d — 0,5 мм, Е — 10 эВ
имеем щ а: 1I010 см/с, о2 = 1,8Х
X 10s см/с, о « 1,6-10-18 см® (а —
длина волны медленного электрона),
1 63,5 А, что соответствует удель-
ной мощности 0gl>8-lO’ Вт/см®.
Для типичного случая образования
В металле канала глубиной Н ~ 1 см
с поперечным сечением S = 1 • 10'® см®
при т] = 1 (здесь 6 — коэффициент
ионизации) и названных выше зна-
чениях остальных параметров имеем
/^ЗАв > 7,5- 10е Вт/см®. Если
учесть, что в слое пара толщиной Н
концентрация частиц л 101д см-3,
то приведение к эквивалентному слою
твердого тела 6^1- 1СГ4 см дает
1>3-104 А и 9g>7,5-1010 Вт/см®.
Таким образом,' взаимодействие со
вторичными электронами в диапазоне
концентраций мощности ?2 = 10=-=-
4-10® Вт/см® (сварка и обработка)
несущественно и усиливается при qt >
> 108 Вт/см®.
Из выражения (12.26) можно опре-
делить критические параметры ЭЛ,
при которых начинается существенное
взаимодействие с паром или плазмой
в зоне обработки. При I] — 25 кВ,
а — 1 10-18 см®, щ = 1 • Ю10 см/с, d —
= 0,5мм,т| = 1 получаем5-10”® А,
q} > 5-10“ Вт/см®, что и имеет место
в реальных условиях обработки при
взаимодействии ЭЛ с паром. Если
степень ионизации газа т] равна 0,1
и 0,01, то соответственно / > 5-10”1 А,
9а > 6- 10s Вт/см® и 11> 5 A, q2 >
6-10’ Вт/см®, т. е. наиболее суще-
ственно взаимодействие с нейтраль-
ным паром, которое начинается уже
при сравнительно умеренных плотно-
стях потока (<?2> 1-10® Вт/см®).
12.4. Кинетика формирования
канала
Кинетика формирования канала экс-
периментально исследована при U =
— 20 кВ, i = 54-250 мА в режиме
одиночного импульса длительностью
50 мс— 5 с (рис. 12.4). Исследуемый
металлический образец диаметром
30 мм и высотой 30 мм устанавливают
в рабочей камере на изолятор и через
резистор R.2 соединяют с землей.
В цепь источника включают резистор
R1, и с помощью осциллографа С1-37
(в ряде экспериментов К-105) одно-
временно регистрируется в процессе
импульса сила тока 7М проходящего
Кинетика формирования канала
393
через мишень, и сила тока /л в источ-
нике. Изображение осциллограмм на
экране осциллографа С1-37 фотогра-
фируется либо переносится ва кальку.
Осциллограммы сил токов 7М и /л
при увеличении силы тока пучка от 5
до 250 мА при С/=20 кВ = const
зарегистрированы для W, Mo, Т1,
Zr, Ni, Си, Al и коррозионно-стойкой
стали.
На рис. 12.5 показан зарегистриро-
ванный на осциллографе С1-37 ха-
рактер изменения формы импульсов
тока длительностью 100 мс в источнике
(штриховая линия) и через мишень
из исследуемых металлов при увели-
чении силы тока луча (сплошная ли-
ния). Первоначально увеличение силы
тока луча не приводит к каким-либо
принципиальным изменениям формы
импульса, кроме медленного возра-
стания отношения /м//л. Однако по
достижении некоторой критической си-
лы тока луча /л, зависящей от тепло-
физических свойств металлов, начи-
нается деформирование формы им-
пульса тока, проводящего через ми-
шень. При этом в течение некоторого
времени А^ через мишень проходит
постоянный ток, а в остальное время
импульса (f — Д^) тон, проходящий
через мишень, носит прерывистый
(пульсирующий характер). Время А А
с увеличением силы тока луча умень-
шается, тогда как частота колебаний
тока Мишени в течение времени
(t — At,) увеличивается.
На рис. 12.6 представлена кривая
изменения во времени силы тока,
проходящего через мишень, при дли-
тельности включения луча / = 1 с.
Сила тока /м в течение времени Atj
не изменяется, затем начинает умень-
шаться, колеблясь с возрастающей
частотой. Спустя некоторое время
начинает возрастать и достигает при-
мерно постоянного значения «
» (0,84-0,95) /л. Высокочастотное ко-
лебания при этом сменяются низко-
частотными.
Анализ зависимости, приведенной
на рис. 12.6, показывает, что в изме-
нении формы импульса, проходящего
через мишень тока, наблюдаются че-
тыре стадии: 1 — постоянный ток в те-
чение Af,; 2 — пульсирующий ток
Рис* 12,4. Схема измерения параметров
формирования канала!
1 — фокусирующая система: 2 — ЭЛ: 3 —
коллектор; 4 — изделие; 5 — источник пи-
тания; 6 — ol-пнллограф
с возрастающей частотой, уменьша-
ющейся по амплитуде в течение ДА;
3 — пульсирующий ток с возраста-
ющей частотой и возрастающей сред-
ней амплитудой в течение Ata; 4 —
пульсирующий низкочастотный ток
с постоянной средней амплитудой в те-
чение Д/4.
^Установлено, что пульсирующий ха-
рактер тока, проходящего через мв-
тень, является следствием колебаний
нескольких типов. В течение периода
А/, (см. рис. 12.6) в основном имеют
место колебания с частотой 50 Гц,
на которые накладываются частоты
300 Гц. В течение периода Af3 характер
колебаний усложняется, так как на
частоты 50 и 300 Гц накладываются
частоты до 108 Гц (рис. 12.7). К мо-
менту начала периода А/4 все эти
колебания пропадают и остаются низ-
кочастотные в диапазоне 6—50 Гц.
Одновременная независимая регистра-
ция силы тока, проходящего через
мишень, и характера изменения давле-
ния в камере в районе сварочной
ванны ионизационным манометром
ЛМ-2 дают одинаковые результаты
изменения частоты колебаний. При
этом максимуму силы тока мишени
периодически соответствует минимум
давления в районе обработки.
Анализ формы зон проплавления
в коррозионно-стойкой стали, полу-
39.4
АВТОКОЛЕБАНИЯ
Медь
0’ис. 12.5. Характер изменения формы импульса тока длительностью 100 мс, проходя-
щего и источнике (штриховая линия) и через мишень иа исследуемых материалов при
увеличении силы тока луча
Кииетнха формирования канала
I
Рис. 12.6. Типичная осциллограмма силы
тока, проходящего" через мишень, при
длительности включения луча t = 1 с (а)
и геометрия аон проплавления в корро*
зионно-стойаой стали* соответствующая
импульсам длительностью Д^1Т Д£1Р
ценных соответственно за время Д^,
Д^ + Д/в, Afj + Д/в + я за пол-
ное время импульса t (геометрия этих
зон представлена на рис. 12.6), позво-
ляет представить кинетику формиро-
вания кинжального проплавления.
В течение времени ДА происходят
нагрев образца и отвод теплоты от
эоны воздействия вследствие тепло-
проводности. Для большинства ме-
таллов в конце периода ДА начинается
плавление (исключение составили мо-
либден и вольфрам). Эмиссия из ванны
в течение этого времени обусловлена
в основном вторичными и отражен-
ными электронами. Доля вторичной
эмиссии с увеличением силы тока
импульса, т. е. с увеличением скорости
нагрева, падает.
Период Д(а характеризуется появ-
лением интенсивной термоэмиссии из
ванны. Ток термоэлектронов имеет
направление, противоположное пер-
вичному. Поэтому сила тока /м, про-
ходящего через мишень, представляет
собой алгебраическую сумму сил токов
Ai = /л — /в, где /в — сила тока
эмиссии из образца отраженных вто-
ричных электронов и термоэлектро-
НОВ»
Рис. 12.7. Изменение частоты колебаний
на участке осциллограммы (см.
рис» 12.6) с увеличением силы тока луча
для разных матер и ало л:
J — титан; 2 — коррозйоннО'СТОйкая сталь;
3 — никель; 4 — цирконий; 5 — алюми-
ний; $ — молибден; 7 — меры $ — воль-
фрам
Выше отмечено, что к концу пе-
риода ДА металл, как правило, рас-
плавлен. В течение периода ЛА тем-
пература расплавленного металла рас-
тет, соответственно увеличивается н
сила тока термоэмиссии. Частота коле-
баний силы тока в период ДА, как
уже отмечалось, составляет 50 Гц
с наложением частоты 300 Гц. Колеба-
ния с частотой 300 Гц являются ре-
зультатом нестабильностей ускоряю-
щего напряжения. Действительно, ста-
билизация ускоряющего напряжения
в пределах 1—2 % позволяет убрать
гармонику с частотой колебаний
300 Гц. Причиной появления гармо-
ники с частотой колебаний Б0 Гц
являются, по-видимому, пульсации в
других источниках питания.
Начало периода Д(в является мо-
ментом перехода к интенсивному па-
рообразованию. В это время начинает-
ся выброс металла из ванны вслед-
ствие периодического испарения слоев,
толщина которых одного порядка с
длиной пробега электронов. Поверх-
ность ванны при этом опускается с не-
которой скоростью в глубь металла.
Вторичное излучение из ванны начи-
366
АвтЙКоЛГВАНиЯ
нает поглощаться стенками ванны (ка-
нала). Поэтому, начиная с этого мо-
мента (см. рис. 12.6), сила тока, про-
ходящего через мишень, увеличивает-
ся. К концу периода глубина ка-
нала достигает такого значения, при
котором стенки поглощают практи-
чески все вторичное излучение. Сила
тока, проходящего через мишень, при-
ближается к силе первичного тока [5J.
Таким образом, период Л(3 — «чи-
стое» время образования канала. Да-
лее в течение периода if, углубления
канала не происходит. Пульсации
тока с частотой 6—50 Гц, характерные
для этого периода, являются след-
ствием периодического смыкания ка-
нала в верхней его части.
Серия экспериментов подтвердила
представления о прерывистом про-
цессе образования канала вследствие
периодического рассеяния ЭЛ. Пред-
полагалось, что процесс непрерывного
воздействия ЭЛ на материал (напри-
Автоколебании при нагреве материалов КПЭ
307
мер, воздействие в экспериментах в те
чение t = 1 с) в какой-то мере анало-
гичен импульсному воздействию с дли-
тельностью импульса (время испаре-
ния элементарного слоя, толщина ко-
торого этого же порядка, что и длина
пробега электронов на дне канала)
и временем паузы тр (в паузе канал
не углубляется, а только образуется
жидкая фаза вследствие рассеяния ЭЛ),
Если от непрерывного воздействия
перейти к импульсному с временем
импульса /я — тп и длительностью
паузы = Тр, то вместо проплавления
на глубину Н за период t должно
образоваться отверстие глубиной
> Я. В этом случае ЭЛ «включается»
только на время испарения и затем
«выключается», чтобы не образовался
избыток жидкой фазы вследствие рас-
сеяния ЭЛ на продуктах выброса.
Исходя из высокочастотных пульсаций
тока через мишень в течение периода
Д(3 (см. рис. 12.6) при режиме /и =
= ЬКГ» с, f — 100 Гц при U —
-- 20 кВ, / — 150 мА, ?2 « 10& Вт/см3,
получены отверстия диаметром 2 мм
и глубиной 15—60 мм в детали из
коррозионно-стойкой стали и алюми-
нии (рис. 12.6). Отверстия получены
также в деталях из других металлов и
сплавов, в том числе из молибдена
глубиной до 5 мм.
Таким образом, как расчеты, так
я прямые эксперименты показывают,
что формирование глубокого проплав-
ления имеет пульсирующий характер.
При воздействии на «мягких» режимах
(без образования канала) пульсации
зависят от аппаратуры и стабильности
работы источников питания. Частота
пульсации тока в этом случае 50 Гц
с наложением частоты 300 Гц. При
воздействии на «жестких» режимах
(с образованием канала) частота пуль-
сации определяется удельной мощ-
ностью и в экспериментах составляла
(0,5-!-1,2) 10s Гц. Высокочастотная
пульсация тока является следствием
периодического рассеяния (экраниров-
ки) ЭЛ при углублении канала. Обра-
зовавшийся канал вследствие непре-
кр задающегося притока энергии пе-
риодически смыкается в верхней своей
части, т. е. пульсирует с частотой
6—50 Гц. Использование импульсного
ЭЛ с учетом естественной пульсации
процесса открывает широкие возмож-
ности для управления процессом элек-
тронно-лучевого воздействия.
12.5. Автоколебания при
нагреве металлов КПЭ
Экспериментальные исследования
теплового воздействия концентриро-
ванного потока энергии мощностью
1Q5—Ю’ Вт/см2 на металлы показали
следующее!
при постоянном во времени потоке
энергии возникают колебания физи-
ческих параметров, характеризующих
систему луч—вещество: потока пара,
интенсивности светового излучения,
эмиссии электронов и т. п. на зоны
воздействия луча,
существует критическое значение по-
тока энергии для возбуждения коле-
баний: если поток энергии больше
критического значения, то колебания
возникают, если меньше — то не воз-
никают. Конкретное критическое зна-
чение потока зависит от материала
мишени и параметров луча.
Такое поведение системы луч—ве-
щество присуще автоколебательным
системам [10].
Экранировка луча Паром испаря-
ющегося с поверхности вещества играет
существенную роль в процессе нагрева
металлической мишени. При опреде-
ленных условиях эта экранировка при-
водит к возбуждению автоколебаний
[1, 6, 7, 12].
При нагреве вещества постоянным
во времени потоком энергии, который
больше некоторого критического зна-
чения, характер изменения темпера-
туры поверхности существенно отли-
чается от общепринятого: температура
поверхности вещества не стремится
к постоянному значению, а колеблется.
Эта закономерность обусловлена воз-
никновением автоколебаний темпера-
туры и плотности пара в процессе
нагрева. Механизм автоколебаний за-
ключается в экранировке потока энер-
гии паром вещества и в существовании
релаксационных процессов в газодина-
мике пара. Критическое значение по-
тока энергии, амплитуда, частота ко-
лебаний зависят от параметров потока
энергии, теплофнзических характера-
398
АВТОКОЛЕБА НИЯ
став материала, газодинамических ха-
рактеристик пара и характеристик
взаимодействия потока энергии с па-
ром.
«Автоколебательной системой назы-
вают систему, преобразующую энер-
гию постони пего источника в энергию
колебаний. Необходимыми элементами
всякой автоколебательной системы яв-
ляются: 1) собственно колебательная
система, 2) источник постоянной энер-
гии, 3) элемент, управляющий по-
ступлением энергии в колебательную
систему, который мы условно назовем
клапаном, 4) цепь обратной связи
между колебательной системой и «кла-
паном» [10].
Рассмотрим схему теплового воздей-
ствия КПЭ на вещество. Луч из источ-
ника энергии падает на поверхность
вещества и нагревает его, изменяя
температурное поле в веществе. Поток
паров испаряющегося с поверхности
вещества движется навстречу потоку
частиц луча и взаимодействует с ним.
Вследствие этого уменьшается интен-
сивность нагрева.
Таким образом, кинетику исследуе-
мой системы следует изучать с точки
зрения взаимосвязей между тремя
основными частями: КПЭ (лучом),
паром испаряющегося вещества, ве-
ществом (его температурным полем).
Автоколебательная система луч—
пар—вещество (рис. 12.9) включает
следующие элементы: источник энер-
гии—луч, клапан—рассеяние луча па
паровом облаке, колебательную си-
стему — релаксационные процессы в
кинетике плотности пара и дисси-
пативные процессы отвода теплоты из
зоны воздействия, обратную связь —
Я — радиус ЭЛ, I — глубина проникнове-
ния электронов в материал; х, р, г —
координаты
зависимость интенсивности испарения
вещества от температуры поверхности.
Простейшее математическое описа-
ние автоколебательной системы пред-
ставляет собой автономную систему
двух обыкновенных дифференциальных
уравнений первого порядка [19],
Представим уравнения, описываю-
щие кинетику процесса, в следующем
виде (рис. 12.10):
+ Qexp (—BipS); (12.27)
dpldt = (v/S) [n (0 —
-n{T (f-T(S))}]-
— W(pS2) ] !p — n (T) ]; (12.28)
T (0) = To; p (0) = Pd;
Phc. 12.9. Общая схема автоколебательной системы
Автоколебания при нагреве материалов КПЭ
399
и (Г) = (Ап/Т) ехр (—Ва1Т)1 (12.29)
т (S) = S/v — pS’/tp
Здесь Т — температура вещества; t —
текущее время; g — температуропро-
водность вещества мишени; Le — эф-
фективная тепловая длина (толщина
мишени); Q = qt!(Lec^) — эффектив-
ная интенсивность нагрева, где —
удельная мощность луча; с — тепло-
емкость нагреваемого материала; у —
плотность материала; р — плотность
паров; S да (14-10) /?, где /? — ра-
диус луча; v (Т) — скорость частиц
пара; л(Т) — плотность насыщенного
пара вещества; т] — вязкость паров;
Ап, Вп — феноменологические кон-
станты, определяемые по зависимо-
стям давлении насыщенного пара при
температуре Т.
При воздействии луча с = Ю54-
4-10’ Вт/сма температура в пятне
около (24-5) 10® К. При таких тем-
пературах плотность насыщенного пара
такова, что длина свободного пробега
атома в паре становится меньше раз-
мера парового облака. Следовательно,
в газодинамике пара необходимо учи-
тывать взаимодействие атомов друг
с другом.
Из пятна луча истекает газовая
струя, которая вблизи поверхности
металла образует паровое облако (фа-
кел). Как известно, свободная струя
становится турбулентной при очень
малых числах Рейнольдса. При этом
в газовой струе существуют пульсации
плотности.
Так как поток энергии, доходящий
до мишени, зависит от плотности паро-
вого облака, а плотность парового
облака зависит от температуры луча,
то при определенных условиях круп-
номасштабные (порядка размера фа-
кета) пульсации плотности пара и
температуры в пятне луча раскачи-
ваются. В итоге устанавливаются авто-
колебания.
Поток паров из пятна луча состоит
условно из двух составляющих: одна
идет на поддержание существования
самого облака, другая течет сквозь
облако. Тогда конвективный (первый)
член в (12,28) соответствует появлению
пульсаций (т), а диффузионный (вто-
рой) член — их рассасыванию.
Пусть 7^, рв = п (Гв) — стационар-
ное решение системы (12.27)—(12.28).
Введем обозначения;
Н - - <XtpeSh; р - T]e/(peS3);
«а = р (и 4-й); у = pa-W;
е= [(У— 1)Я — й — Р].
Автоколебания возбуждаются при
в> 0, причем
Р (i) = ре + (h/H)peAe cos a>et 4-
4~ (<Bo//f) PeAe sin <aet,
n (T (£)) = pe 4- peAe cos <oe(,
амплитуда колебаний
( в 11/г
2 J—___________—________-____>
\р[2МН + ЗА=/№ + 3ri>g/№] J ’
частота колебаний
we =- Шу 4- (й0 ( Яр/ffly) (/г2/№) X
х(1 4-й/Я) + ~(4/я2) х
X (1 + Зю0/Я) А2] .
Расчет частоты автоколебаний по
полученным формулам дал удовлетво-
рительное совпадение с эксперимен-
тальными данными. Частоты автоко-
лебаний сое = 10г4-104 Гц, а ампли-
туды Ае = (14-5) 102 К. Более де-
тальный анализ аналитической за-
висимости амплитуды и частоты авто-
колебаний показал, что они зависят
от мощности луча (температуры Те)
(рис. 12.11). Так как поток пара,
эмиссия электронов, интенсивность
светового излучения и т. п. из зоны
воздействия луча зависят от темпе-
ратуры поверхности вещества, то ко-
лебания температуры пятна вызывают
и колебания перечисленных излуче-
ний. Экспериментально наблюдаемый
режим «взрывного» испарения соответ-
ствует режиму автоколебаний, так
как последний сопровождается рез-
ким увеличением амплитуды колеба-
ний парового облака (факела).
400
АВТОКОЛЕБАНИЯ
Рис, 12.11. Сравнение расчетных значений
частоты (/), амплитуды (3) и эксперимен-
тальных значений частоты (2) автоколеба-
ний при электронно-лучевом воздействии
на ряд материалов при С7 — 20 кВ, т ==
= 100 мс: а — цирконий, Те — 4830 К;
б — титан, Т — 3640 К; a — никель,
Те — 3240 Ki г — алюминий, = 2800 К;
0 — медьф Те •---•= 2920 К‘. е — молибден,
Т = 6020 К: ж — вольфрам, Тл =
= 5900 К
Так как температурное поле в ми-
шени определяет теплофизические про-
цессы, происходящие в нем (плавление,
испарение, гидродинамические явле-
ния в расплаве и т. п.), то обнаружен-
ная закономерность существования не-
затухающих во времени собственных
колебаний температурного поля и плот-
ности пара позволяет рассматривать
в научных исследованиях и в при-
кладных разработках физику этих
процессов с качественно новой точки
зрения. В частности, это приводит
к выводу о существования резонансных
режимов нагрева вещества.
Использованне резонансных режи-
мов нагрева вещества открывает ши-
рокие возможности для повышения
эффективности и разработки новых
способов сварки и обработки мате-
риалов КПЭ.
Регистрация характеристик коле-
баний дает новые принципиальные
разработки различного рода датчиков
для создания аппаратуры контроля,
необходимой для конструирования ав-
томатизированных систем управления
технологическими процессами.
Список литературы
1. Автоколебательные процессы при
воздействии концентрированного по-
тока энергии на металлы/Н. Н. Рыка-
Список литературы
401
лин, А. А. Углов, И. В, Зуев и др. —
Журнал экспериментальной и теоре-
тической физики, 1983, т. 85, вып. 6(12),
с. 1953—1961.
2. Афанасьев Ю. А., Крохин О. Н.
Испарение металлов под действием
луча лазера. — Журнал эксперимен-
тальной и теоретической физики, 1967,
,т. 52, № 4, с. 966.
3. Бурмакин В. А,, Попов В. К-
О некоторых физических явлениях
процесса взаимодействия электронного
пучка с твердым телом. — Физика и
химия обработки материалов, 1972,
Xs 6, с. 5—13.
4. Ерохин А. А, Основы сварки
плавлением. Физико-химические зако-
номерности. М.: Машиностроение, 1973.
448 с.
5. Ерохин А. А., Резниченко В, Ф.,
Худышев А. Ф. Об эффективности
коэффициента полезного действия про-
цесса проплавления (сварки) электрон-
ным лучом. — Физика и химия обра-
ботки материалов, 1970, № 3, с. 131—
133.
6. Зуев И. В., Селищев С. В., Ско-
белкин В. И. Автоколебания при воз-
действии концентрированных источни-
ков энергии на вещество.—ДАН
СССР, 1980, т. 225, № 6, с. 1372—
1375.
7. Зуев И. В., Селищев С. В., Ско-
бе л кин В. И. Автоколебания при воз-
действии концентрированных источни-
ков энергии на вещество. — Физика и
химия обработки материалов, 1980,
№ 6, с. 3—7.
8. Зуев И. В., Рыкалин Н. Н.,
Углов А. А. О колебаниях глубины
проплавления при электронно-лучевой
сварке. — Физика и химия обработки
материалов, 1975, № I, с. 136—14!.
9. Зуев И. В., Рыкалин Н. Н.,
Углов А. А. Оценка критической
удельной мощности электронно-луче-
вой сварки металлов с кинжальным
проплавлением. — Физика и химия об-
работки материалов, 1970, № 3, с.
3-7.
10. Ланда П. С, Автоколебания в си-
стемах с конечным числом степеней
свободы. М.: Наука, 1980. 359 с.
'"’И. Миткевич Е. А., Башен ко В. В.,
Ильясова С. X. Некоторые особенности
обработки диэлектриков электронным
лучом. — Физика и химия обработки
материалов, 1968, Ка 1, с. 16.
12, Модель автоколебания при воз-
действии концентрированного потока
энергии на вещество/Н. Н. Рыкалин,
В. И. Скобелкин, И. В. Зуев и др. —
ДАН СССР, 1981, т. 257, № 1, с. 99—
101.
13. Ольшанский Н. А., Маму-
тов Е. Л. Расчет движения паров
в канале проплавления при электрон-
но-лучевой сварке различных мате-
риалов, — Электронная обработка ма-
териалов, 1970, № 6, с. 3—8.
14. Оценка влияния теплопроводно-
стей на критические параметры элек-
тронно-лучевой обработки материалов/
Г. Е. Горелик, Н. В. Павлюкевич,
Т. Л. Перельман и др. — Физика и
химия обработки материалов, 1974,
№ 3, с. 30—32.
15. Попов В. К. Некоторые вопросы
теории электронной технологии. —
Электронная техника. Сер. 1. Электро-
ника СВЧ, 1970, вып, 4, с. 109—129.
16. Раховский В. И. Физические
основы коммутации электрического то-
ка в вакууме. М.: Наука, 1970. 536 с,
17. Рыкалин Н. Н. Производитель-
ность и эффективность процесса плав-
ления металла сварочной дугой. —
В кн.: Процессы плавления основного
металла при сварке. М.: Изд-во АН
СССР, 1960, с. 5—70.
18. Рыкалин Н. Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов. М.: Маши-
ностроение, 1978. 239 с.
19. Тихонов А. Н., Самарский А, А.
Уравнения математической физики. М.:
Наука, 1977. 736 с.
20, Шумахер Б. Законы проникнове-
ния электронов в вещество. — В кн.:
Электронно- и ионно-лучевая техноло-
гия. М.: Металлургия, 1968, с. 7—43.
21. Koch F., Naubert G., Wirktirtgs-
gradberechnung beim Ekktronen-
strahlschweissen. —Ziss. —Mitt., 1967,
v. 9, N 5, s. 818.
22. Schwarz H. Mechanism of high-
power-density electron beam penetra-
tion in metal, — Journal of Applied
Physics, 1964, v. 35, N 7, p, 20S0—
2029.
402
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Глава
13
Термические процессы электронно-лучевой техноло-
гии в микроэлектронике
13.1. Получение пленок
и покрытий электронно-
лучевым испарением
в вакууме
В экспериментах [121 по глубокому
сверлению металлов выбрасываемый
из отверстия конденсат собирали на
стеклянные пластины. Было установ-
лено, что при испарении материала
(алюминий, никель, титан) в режиме
сверления (G < 0,1) скорость осажде-
ния достигает 1—3 мкм/с. При этом
на поверхности пленок не обнаружено
капель и брызг испаряемого материала,
как при действии ЛИ, импульсной
плазмы и при взрыве фольги.
Так как скорости осаждения конден-
сата па 2—3 порядка выше скоростей,
получаемых традиционными методами
термического испарения в вакууме,
а процесс высокоскоростного осажде-
ния материалов можно реализовать
па серийно выпускаемых электронно-
лучевых сварочных установках, це-
лесообразно рассмотреть особенности
получения паровой фазы импульс-
ным ЭЛ.
Нанесение пленок путем термиче-
ского испарения в вакууме является
одним из наиболее широко распро-
страненных методов [7, 22]. Однако
недостатки этого метода (ограничен-
ность скорости напыления, необходи-
мость вакуума 10-8—I0-6 Па для
уменьшения влияния остаточных га-
зов, трудности с испарением много-
компонентных материалов), привели к
разработке ряда принципиально раз-
личающихся методов: ионно-плазмеи-
пого осаждения 119], катодного рас-
пыления [25, 27], получения пленок
из химических соединений с помощью
ЭЛ [1, 4] и др,
^Недостатки метода термического ис-
парения связаны с использованием
стационарного нагрева. Ряд техноло-
гических приемов (метод «многих ис-
точников», «взрывное испарение» [27]
приводит к определенным преимуще-
ствам, но не исключает использования
стационарного испарения.
Использование импульсных методов
получения пленок с-применением пото-
ков импульсной плазмы [16, 20], ла-
зерного излучения [8, 28], ЭЛ, взры-
вающихся проволочки и фольги [6,
21], существенно повышает скорость
испарения. Высокие скорости осажде-
ния приводят к некоторым особен-
ностям конденсации.
Производительность стационарных и
импульсных методов получения пленок.
Основным преимуществом импульсного
нанесения пленок является очень вы-
сокая скорость осаждения (до 1—
10 мкм/с) и возможность сохранения
стехиометрического состава испаряе-
мого материала.
В обзоре Б. А. Осадина и Г. И. Ша-
повалова [17] проведено сравнение
стационарных и импульсных способов
нанесения пленок. За характерные
признаки того или иного метода, по
которым можно вести сравнение, при-
няты плотность частиц пара а и
энергии частиц в потоке пара £.
На рис. 13.1 представлена диаграмма,
с помощью которой сравнивают раз-
личные методы испарения.
По оси абсцисс отложена энергия £,
отсчет которой ведется от £ = £2,
где Р — скрытая теплота испарения
на атом. Диаграмма построена для
случая испарения железа, т. е. начало
координат приходится на £ яг 4 эВ
(Йце » 4 эВ). Начало отсчета на
диаграмме по оси ординат соответ-
ствует концентрации частиц воздуха
при разрежении 10 4 Па, т. е. давле-
нии, при котором обычно получают
пленки термическим испарением.
Область энергий £ и соответству-
ющих концентраций атомов пара огра-
ничена сверху максимальной плот-
ностью теплового потока qt —
— 105 Вт/см5, устанавливающейся при
Получение плело» и покрытий
403
Рис. 13.1. Диаграмма для сравнения раз-
личных си особая получения пленок п& про*
избодителы!ости [17 Ji
/ — стационарное испарен не; П — катод-
ное испарение; III — импульсное (элек-
тронно-лучевое и лазерное) испарение;
IV — импульсные плазменные ускорители
конденсации и соответствующей на-
чалу испарения.
Стационарные методы испарения
(термическое в вакууме, дискретное,
электронно-лучевое и лазерное в не-
прерывном режиме) представлены на
диаграмме узкой (несколько десятых
долей электрон-вольт) полоской / у наг
чала координат, вытянутой вдоль оси
ординат до значений концентрации
частиц пара, соответствующей ско-
рости осаждения -~-10-в м/с. Катодное
распыление занимает область II, ко-
торая несколько дальше простирается
вдоль оси абсцисс, но значительно
меньше поднимается вдоль оси орди-
нат, обеспечивая скорость осаждения
лишь до 0,3-10-6 м/с.
Областями / и II на диаграмме по
сути дела исчерпывается вся совре-
менная промышленная технология по-
лучения пленок. При этом область,
например, электровзрывного испаре-
ния укладывается в область III, а
область конденсации ионных пучков
в этом масштабе диаграммы практи-
чески совпадает с осью абсцисс или
лежит несколько ниже ее.
Импульсное электронно-лучевое и
лазерное испарение вследствие его
термического характера сдвигается
вдоль энергетической оси по сравне-
нию со стационарным незначительно
(2—3 эВ), но не имеет в указанных
пределах ограничения по концентра-
ции и может обеспечивать скорость
Рис. 13.2. Зависимость термического КПД
Чт проплавления коррозионно-стойкой ста-
ли от силы тока ЭЛ при U = 30 кВ 126]:
а — непрерывный режим; б — импульсный
при <7 = 0,37, t = 0,025 с, f = 15 Гц
осаждения до lO-i—10-2 м/с (об-
ласть III на рис. 13.1). Область IV,
допустимая по условиям испарения,
может быть реализована с помощью
плазменных испарителей.
Таким образом, в целом импульсное
испарение отличается более высокими
параметрами п и Е в сравнении со
стационарным и в сочетании с плаз-
менными методами [31 может обеспе-
чивать скорости осаждения до 10~4—
10"1 м/с [20].
Импульсный режим электронно-лу-
чевого нагрева характеризуется по-
вышенными в сравнении с непрерыв-
ным режимом значениями термиче-
ского КПД Т|т. Для случая проплавле-
ния коррозионно-стойкой стали ЭЛ
установлено экспериментально [26],
что при прочих равных условиях
величина т).г в импульсном режиме
примерно в 2 раза выше, чем в не-
прерывном (рис. 13.2).
Высокая эффективность нагрева при
переходе на импульсные режимы с
G 0,1 приводит к резкому уменьше-
нию количества жидкой фазы в эоне
обработки. Практически вся опа вы-
брасывается из отверстия и распыля-
ется. Удельные энергетические за-
траты при этом по сравнению с про-
плавлением (G = 1) уменьшаются, на-
пример, для алюминия в б раз и более.
Выбор режимов импульсного элек-
тронно-лучевого напыления [12] ана-
логичен выбору режимов сверления,
так как высокопроизводительный про-
цесс напыления идет в режиме сверле-
ния испаряемого материала [24].
Высокоскоростное напыление мате-
риалов импульсным электронным лу-
404
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
чом. Задача о нестационарном испаре-
нии в вакуум рассмотрена в работах
[9, 16, 18]. В них показано существо-
вание нестационарное™ в течение вре-
мени т, когда унос теплоты паром q
незначителен (qv а; 104-20 % плотно-
сти падающего потока), рассмотрен
ступенчатый тепловой поток (Q= 0
при /^0 и Q = const при t> 0)
и численным методом (на ЭВМ
«Минск-22») решено одномерное урав-
нение теплопроводности с нелинейным
граничным условием, учитывающим
испарение с поверхности в соответ-
ствии с изменением давления пара.
Безразмерное время т= tit*. Здесь
t* = [nks/(4aQs)] (Г* - 70)2, (13.1)
где X — коэффициент теплопроводно-
сти; а — коэффициент температуропро-
водности; Ts — температура, опреде-
ляемая из уравнения Qy (7s) — 0,lQ;
То — начальная температура.
Безразмерная температура 6s =
= TjTsx, где Тд — температура по-
верхности; Ts<x> — температура по-
верхности, при которой (в случае ее
достижения) весь тепловой поток, при-
ходящийся на поверхность, тратится
только на испарение; безразмерный
тепловой поток, уносимый паром,
<?B = Q0/Q. (13.2)
Скорость испарения с единицы пло-
щади по формуле Ленгмюра (г/см8-с)
т = 5,833-10"® /ЛГ/Ts 10В~А/7\
(13.3)
где М — относительная молекулярная
масса испаряемого вещества; В и Я —
константы [25].
Из условия Qv (Ts») ~ Q, где Qv —
— Биепт — теплота фазового перехода
испарения; Q — удельный тепловой
поток, получают трансцендентное урав-
нение
m 4
“3'4)
ё1,12.10"М
Из уравнения (13.1):
7^ =------—____—
о ,..w
s1,12-1O"sj4
(13.5)
На рис. 13.3 видно, что при т <
< 1 (/< /*) потери теплоты на испа-
рение по сравнению с Q незначительны.
Температура поверхности Ts — Та +
4- 2Q ]Лт).
При i > 1 становится существен-
ным и постепенно увеличивается унос
теплоты паром, рост температуры по-
верхности замедляется.
В процессе достижения т 1 ста-
новится постоянной температура по-
верхности, а к моменту т я; 10 —
скорость испарения т и qv. В интер-
вале 1,5 <т< 10 кривые q0 могут
быть описаны приближенной зави-
симостью
= 1 — е-(13.6)
где а = 7-i-8.
Характеристики нестационарного
испарения некоторых материалов
представлены в табл. 13.1. В таблице
приняты следующие обозначения:
(♦ — длительность теплового импульса,
в течение которого при расчете Ts(t')
можно не учитывать испарение [см.
формулу (13.4)]; Ts — температура
поверхности, ниже которой можно
затратами теплоты на испарение пре.
Рис. 13.3.. Зависимость безраз-
мерной температуры и тепло-
вого поТЬка от т для алюминия:
1 — Q — 10» Вт/см®; У — Q =
= 10* Вт/см»; 3 — Q —
= 10’ Вт/см»; 4 — Q =
= 10» Вт/см»
Получение плСпон и покрытий
небречь; х* = 2 {<й(* — глубина
прогреваемого материала за время t\
Дх* — толщина испарившегося слоя
а а время i*:
Ах* = [Q/**/(LjicnP)] J (^)
о
« IO-*QlO/*/(L1Icnp), (13.7)
где р — плотность материала; 10/* —
время окончания нестационарной
стадии испарения; Дх10 — толщина
испаренного слоя в течение времени
10t*:
ю
IQP/f^cnP)] J ™
о
да 4Q/*/(LHOnp). (13.8)
Приблизительно через 10/* темпе-
ратура поверхности приближается
к Tgoa, а удельный тепловой поток,
уносимый с паром, — к Q (?D да
да 0,64-0,7). Испарение становится
квазистационарным. В глубь вещества
начинает распространяться волна раз-
грузки, скорость которой Р да Цчм -
— Ф^-истР).
Так как скорость тепловой волны
пт = I'aJi постепенно затухает, то спу-
стя время /•• — (КйАиспР^)2 волна
разгрузки догоняет тепловую волну,
после чего роль теплопроводности
будет сводиться лишь к установлению
распределения температуры перед
фронтом испарения.
Для тепловых импульсов, длитель-
ность которых превышает 10/* 4- t**,
справедлива стационарная гидродина-
мическая теория испарения [2]. При
<уа — 105-> 10s Вт/см2 расчеты по гид-
родинамической теории испарения
приводят к результатам, мало отлича-
ющимся от расчетов по теории свобод-
ного термического испарения.
13.1. Характеристики нестационарного испарения некоторых материалов
Мате- риал Q, Вт/см® y: 2 к rt* ] 010, м г <] Ex 1 c? *T MKC Aj-;o. IO10, m u y; Й if
10Б 3,8-10й . 2290 2,1. JO6 1,9-10s 2700 3,8- 10я 5,5.10b 2,5-104
10е 6,8 2700 2,8-106 2,7-10s 3280 68 9,8-104 2,5-10=
10’ 0,12 3280 3,6-3O4 40 4220 1,2 1,7-104 2,5
10s 2,3- KT8 4220 5,1 103 6,0 5950 2,3- IO"2 3,3- № 2,5-10"s
10s 45 2980 3.2-106 1,8-10= 3520 4,5- 10s 5,1-104 8,0- 10s
Ti 10е 1,0 3520 4,8-104 33 4300 10 1,2-104 80
IO7 2,3-10’2 4300 7,2-103 6,0 5580 0,23 2,6-Ю3 0,8
10в 5-IO-4 5580 1,1-103 -— 7900 5,0-10~3 5,7-10= 8- 10~8
106 60 2440 1,5-106 4,7-10= 2680 6,0-103 1,4- 10b 3,5-108
А1аО3 10'1 1,6 2680 2,5-104 1,0- 10s 2980 16 3,6-JO4 3,5
ю7 2,1-10-s 2980 2,9-103 11 3360 0,21 4,8 103 3,5-10“=
10s 3- 10"4 3360 3,3.10s -— 3850 3.io-8 6,2-10= 3,5-10-4
IO6 12 1970 6,8-104 1- 10s 2130 1,2-10й 2,8-104 1,4-10=
SiOa 10° 0,14 2130 7,5-103 10 2230 1,4 3,4-103 1,4
10’ 1.7-10-3 2320 8,2.10s — 2540 1,7- IO”3 4,0-10= 1,4-10“2
10s 2- 10~B 2540 90 — 2820 2-l(f4 50 1,4-IO*4
406
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
13.2. Параметры
высокоскор ОСТН ого
напыления [20]
Рт Па “а* СМ“а X, м/с Pe, na
ю5 3,8.103S 1 10“2
10 3,8’10ls 10-i 10“’
10"1 3,8- IO1’ 10“’ 10-®
кг3 3,8-IOID 10~8 ig-10
1СГ1 3,8-1014 10-» IO’11
10-7 3,8-1011 10-12 10-14
Оценка интенсивности испарения
при q-2 — 106 Вт/см8 и t ~ 10 мкс дает
следующие результаты: для алюминия
р* = 44-5 MKCj qv — о,19 (испарение
нестационарное; для двуокиси крем-
ния т = const, ^н= 0,7-5-0,8 (испа-
рение стационарное).
Абсолютные значения скорости
осаждения для алюминия и двуокиси
кремния 10"2 м/с. Полное количество
испаренного алюминия с_1 сма 4* 10"5 г,
двуокиси кремния НО ’ г. При этом
удельная энергия теплового импульса
10 Дж/см2.
В табл. 13.2 приведены параметры
высокоскоростного напыления в у сло-
ен их «эквивалентного» вакуума [9].
В таблице приняты обозначения; na —
массовая скорость остаточного газа,
осаждающегося на подложке при дав-
лении р; х — скорость напыления
при njna « 15 (пв — массовая ско-
рость атомов пара); ре — давление,
соответствующее скорости осаждения
х= 1СГа м/с.
Из табл. 13.2 следует, что им-
пульсное испарение позволяет осуще-
ствлять напыление даже при атмо-
сферном _давлении. При форвакууме
(Ю1 — 10 1 Па) импульсное напыление
эквивалентно напылению в условиях
вакуума порядка 10"? Па.
Реализация импульсного электронно- ,
лучевого напыления в промышленно-
сти. Для импульсного напыления не-
обходимы в первую очередь оборудо-
вание и аппаратура, обеспечивающие
устойчивую работу в течение длитель-
ного времени в импульсном режиме
на частотах до 1 кГц при мощности
источника более I—3 кВт.
В этом отношении предпочтительнее
импульсное электронно-лучевое на-
пыление, так как для этого процесса
можно использовать серийно выпускае-
мые электронно-лучевые установки.
Установки обеспечивают ускоряющее
напряжение U = 25-1-30 кВ, мощность
q — 3-5-5 кВт, удельную мощность
= 106-5- 103 Вт/сма, длительность
импульса 1—50 мс, частоту следова-
ния импульсов 1—200 Гц.
Установки снабжены отклоняющими
системами, что позволяет при под-
ключении соответствующего устрой-
ства для развертки и модуляции ЭЛ
производить испарение из одного или
«нескольких» источников, практиче-
ски обеспечивая любой заданный со-
став пленки из любых материалов,
так как за один импульс распыляется
порция вещества 10“®—10-5 г.
13.3. Производительность и эффективность некоторых процессов
термического испарения
Процесс Затр ачи- влемая мощи ость, кВт Производи- тельность, Эффектив- ное ТЬф г/(с кВт)
Термическое испарение в вакууме 1—2 1,4-10“3 (0,7-1-1,4) 10"»
Электронно-лучевое нанесение по- крытий в вакууме (постоянный ре- жим) 250 1,4 0-КГ3
Плазменное распыление 30 1,4 4,7-10-'2
Импульсное электрон по-лучевое распылен ие 3 5,0 1,6
Электронно-лучевая сварка в сборке интегральных микросхем
407
Производительность и эффектив-
ность импульсного испарения харак-
теризуются следующими параме-
трами (табл. 13.3).
13.2. Электронно-лучевая
сварка в сборке интегральных
микросхем
’ Монтаж микросхем. Элсктрошю-лу'
чевая сварка проволок с шариком на
конце (обычно из золота, меди, никеля,
алюминия диаметром 30—100 мкм) и
тонкопленочными контактными пло-
щадками (из меди, золота, никеля,
алюминия, толщина слоя 1 мкм) дает
надежные и воспроизводимые (по
сравнению, например, с термоком-
прессионной и ультразвуковой свар-
кой) сварные соединения.
Для оценки качества сварки при
визуальном контроле соединений
проводников с металлическими плен-
ками предложен коэффициент формы
сварного соединения [14] k — h/d,
где h — высота сварного соединения
(растекшегося шарика); d — диаметр
его основания.
Влияние основных параметров ре-
жима электронно-лучевой сварки
(ускоряющее напряжение, сила тока
луча, время сварки) на геометриче-
ские характеристики сварного соеди-
нения показано на рис. 13.4—13.7.
Оптимальное значение коэффициен-
та формы выбрано по результатам
исследований внешнего вида, микро-
структуры, прочности и электрофизи-
ческих характеристик сварных соеди-
нений.
Рис» 13.4. Зависимость диаметра контакта
от времени сварки при различных значе-
ниях силы тока ЭЛ при U = 35 кВ:
7 — 7 = 200 мкА; 2 — 7 = 150 мкА; 3 —
7 = 100 мкА; 4 — 7 = 50 мкА 1И ]
Рис» 13.5» Зависимость диаметра контакта
от силы тока ЭЛ при различном времени
сварки, 77 == 35 кВ [14J
При k < I обеспечивается прочность
сварного соединения выше прочности
проводника, С уменьшением диаметра
контакта (Л> 1) прочность сварного
соединения становится ниже проч-
ности проводника и в случае хорошей
адгезии разрушение при отрыве про-
водника сопровождается вырывом ма-
тер нала подложки.
Электронно-лучевая микросварка
обеспечивает 100 %-ную воспроизво-
димость получения требуемых значе-
ний коэффициента формы сварного
соединения, т, е, нужной степени ка-
чества, Поэтому при монтаже интег-
ральных микросхем электронно-луче-
вой сваркой коэффициент формы k
Рис. 13.6. Зависимость диаметра контакта
от ускоряющего напряжения при разлмч-
пом времени сварки (7 — 100 мкЛ}[14]
408
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
0,1
0,1
0.Z
0,f
о }№ гео зов у, мм
l__J________J____——I----------------1
1 0.3 1 к
I___________I____L„---1-------------1
го so so то %
Рис. 13.7. Зависимость прочности сварного
соединения от площади контакта и коэф-
фициента формы [14]
является критерием качества сварного
соединения.
Герметизация корпусов интеграль-
ных микросхем электронно-лучевой
сваркой. Способы герметизации инте-
гральных схем разнообразны. Наибо-
лее простые — это заливка или опрес»
совка интегральных схем (ИС) орга-
ническими и неорганическими мате-
риалами. Очень перспективна герме-
тизация в пластмассовых корпусах.
Для попы щен и я надежности ИС их
герметизируют в корпусах, выполнен-
ных из неорганических материалов
(металлы, стекло, керамика).
Для защиты ИС широкое распро-
странение получили металлостеклян-
ные корпуса, герметизация которых
осуществляется сваркой плавлением
и контактной.
При герметизации корпусов свар-
кой плавлением (ЭЛ, микроплазма)
и контактной сваркой (роликовая
шовная, контактная) следует решить
три основные задачи; выбрать мощ-
ность источника, обеспечивающую за-
данную глубину проплавления кромок
корпуса; определить температуру разе
грена элементов корпуса и ИС при гер
метизации; свести к минимуму г азовы-
деление из материала гальваниче-
ского покрытии, приводящее к пори-
стости (негерметичности)сварного шва.
Защиту гибридных интегральных
схем (ГИС) от внешних воздействий
осуществляют либо помещением их
в корпус со свободным внутренним
объемом, либо заливкой полимерными
материалами. В зависимости от предъ-
являемых к ГИС требований исполь-
зуются разные методы защиты 15]
(рис. 13.8).
Рис. 13 Л. Классификация методов герме-»
тизацни корпусов, защищающих микро-
схему от внешних воздействий
Электронно-лучевая сварка в сборке я итг г рал с ныл микросхем
409
Рис. 13.9. Корпус интегральной микро-
схемы:
1 — металлический вывод; 5 — изолятор
(стекло); 3 — основание корпуса; 4 —
крышка; 3 — подложка; б — слой клея
(припоя)
Наиболее эффективны для защиты
корпуса из неорганических материалов
(металлов, стекол, керамики).
Корпус должен обеспечить механи-
ческую прочность и герметичность
(в ряде случаев — вакуумную плот-
ность) в условиях длительного хра-
нения при колебаниях температуры
от 208 до 423 К, тропического климата
(влажность 98 %, температура 313 К),
длительного воздействия темпера-
туры 423 К.
В большинстве случаев корпуса вы-
полняют либо круглыми, либо прямо-
угольными. Несущим элементом кор-
Рис. 13.10. Элементы металле с тек ля иного
корпуса для защиты микросхемы:
а —• со штырьковыми выводами; б — с пла-
нарными выводами
Рис. 13.lt. Относительное удлинение не-
которых материалов при изменении темпе-
ратуры [15];
/ — медь; 2 — никель; <? — корроэнонно-
стоЙкая сталь; 4 — прецизионный сплав;
5 — титан; б — высокоглиноземнстая ке-
рамика; 7 — молибден; 5 — алюмосили-
катное стекло; р — кварц
пуса является металлическое или ке-
рамическое основание. По периметру
основания корпуса располагают вы-
воды. К средней части основания
крепят кристалл или подложку
(рис. 13.9, 13.10).
Диэлектрические я металлические
материалы, из которых изготовляют
детали и узлы корпусов, выбирают,
исходя из условия совпадения их
коэффициентов термического расшире-
ния (рис. 13.11).
410
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Рис. 13.12. Термические циклы & различ-
ных точках оснопания корпуса при его
герметизации сваркой плавлением
Расчет температур в корпусе при его
герметизации. Рассмотрим герметиза-
цию прямоугольного металлического
корпуса по контуру. Задача сводится
к определению распространения теп-
лоты в ограниченной пластине при дей-
ствии линейного источника. Ограни-
ченность размеров пластины (сварка
по краю пластины) компенсируем уве-
личением мощности источника в 2 раза.
При герметизации корпуса из сплава
ковар примем 1F = 200 Вт; — 0,7;
Л = 1 мм; vCB = 1 см/с; с = 0,5 кДж/
/(кг-К); р = 8,35-10’ кг/м3; К = 20
Вт/(м-К); а = 4,6- 10“в м’/с; у = 38
Вт/(см2-К); b = 2у/срЛ = 1,85-10“=
Используем уравнение распро-
странения теплоты быстр о движуще-
гося линейного источника в пластине
Т 0 = [Uf7(t»CEA /4лАср?)1 X
X exp [-yg/(4a/) -Ы}. (13.9)
В точке у0 ~ 0,1 см спустя t = 1 с
Т — 820 К. В точке = 1 см (при-
мерно середина основания корпуса)
спустя 9 с Т — 135 К. Максимальная
температура [23]
Г щах = [О,484И7/(цсверй2уо)1 X
X [1 -6у2/(2а)], (13.10)
где 0,484 = рЛ2/(ле). В точке с уа =
= 1 СМ Ллах = 135 К.
После герметизации всех четырех
сторон квадратного корпуса (супер-
позиция) температура в центре кор-
пуса (точка Л) с учетом комнатной
температуры составляет Т= 4-135 +
+ 300 = 840 К (рис. 13.12, 13.13).
Таким образом, при герметизации
необходимо использовать массивные
теплоотводящие оправки, имеющие
хороший контакт с элементами кор-
пуса. Тогда схема распространения
теплоты сводится к случаю нагрева
Рис. 13.13, Кривые распределения темпе-
ратуры а основания корпуса в направлении
от центра ло нормали к траектории движе-
ния луча в разные моменты времени после
сварки одной сторон ьт корпуса:
д — постоянный режим, = 300 Вт; б —
импульсный режим, (?Ср = 8Б Вт
Электронно-лучевая сварка в сборке интегральных микросхем
411
Рис. 13.14. Термический цикл в центре
основания корпуса (уа = 1,3 см) после
сварки последовательно одной {/), двух (2),
трех (3) и четырех (4) сторон корпуса:
а — постоянный режим, q = 300 Вт; б —
импульсный режим оСр ~
мощным быстродв ищущимся точечным
источником
Т(ув, г», t) = [1Г/(2лЛосв0 X
X ехр Ц-4- ag)/(4of)]- (13.11)
Рис. 13.15. Герметизация корпусов микро-
схем на влектронно-лучевой установке
А. Ж-05
В точке с у6 = 0,1 см на поверх-
ности корпуса (гй = 0) спустя t = 1 с
Т (0,1; 0; 1)= НО К.
В точке с уй = 1 см спустя t = 9 с
Т (1; 0; 9) = 7,1 К.
Температура в центре корпуса после
герметизации четырех сторон с учетом
комнатной температуры составляет
Г = 4-7,1 + 300 330 К.
Для предотвращения разогревов
ИС герметизация корпусов сваркой
плавлением концентрированными
потоками энергии должна прово-
диться с использованием приспо-
соблений для отвода тепла (рис.
13.14—13.19).
Ряс. 13.16. Схема работы приспособ-
ления для электронно-лучевой сварки
корпусов по прямоугольному контуру:
1 — теплоотводящая оправка; 2 —
корпус; 3 — копир! 4 — стол (фто-
ропласт); 5 — магнит; 6 — ролик
412
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Рис. 13.(7. Приспособление для герметизации прямоугольных корпусов, размещенное
в камере установки А.ЗОВ. 06
Рис 13,13. Приспособление для групповой сварки корпусов микросхем в установках
А.306.06 и А.306.13
Элеятронно-лучеаая «варка а сборке интегральных микросхем
413
в)
Рис. 13 J 9. Контактирование тепло отводя щей оправки с основанием корпуса через слой
жидкости (вакуумное масло) и без него:
а — схема контакта без жидкости; 6 — схема растекания капли жидкости в зазоре; а —
схема контакта через жидкость (минимальное тепловое сопротивление); £, д — общий
вид оправок
414
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Выбор режимов герметизации кор-
пусов микросхем электронно-лучевой
сваркой. При инженерных расчетах
герметизации сваркой режимы нагрева
разделяют на «мягкие» и «жесткие»
[10, 11, 13]. Под «мягкими» пони-
мают режимы, при которых скорости
ввода энергии в зону сварки меньше,
чем скорости отвода тепла теплопро-
водностью. «Жесткими» называют
режимы нагрева, когда скорость ввода
энергии больше скорости отвода.
Задача выбора оптимального ре-
жима сводится к определению диапа-
зона «мягких» режимов нагрева, так
как переход к «жестким» режимам
связан с интенсивным испарением сва-
риваемых металлов, что приводит к вы-
плескам, прожогам, т. е. негерметич-
ности корпусов.
Расчетными и экспериментальными
методами установлено существование
довольно узкой области критического
теплового потока q*, разделяющего
«мягкие» и «жесткие» режимы нагрева.
Тепловая эффективность герметиза-
ции. Сосредоточенный источник теп-
лоты, перемещаясь по кромкам кор-
пуса со скоростью оси, проплавляет
зону металла с площадью поперечного
сечения Sn, с. Проплавление можно
рассматривать как нагрев заданной
зоны металла выше температуры плав-
ления 7ПП, которой соответствует
удельная теплота фазового перехода
fflln [Дж/кг]. Чтобы прогреть зону
с площадью поперечного сечения Sn, с
до температуры Тпп, необходим рас-
ход теплоты осл, Sf,. oPffuji- Однако
вследствие потерь на теплопровод-
ность требуемая для проплавления
зоны с помощью поперечного сечения
Sn. с мощность оЗц срЯпл всегда
меньше мощности источника IP = IU,
Тепловую эффективность проплав-
ления характеризует полный тепло-
вой КПД "pup [23], выражающий от-
ношение расхода мощности, необходи-
мой для проплавления металла в еди-
ницу времени, к полной мощности
источника:
Чпр = I’in. (13.12)
где Дпл = сТпл + Т-цл," Ьнд теп-
лота плавленая.
Проплавление металла складывается
из следующих процессов: нагрев ме-
талла; прогрев зоны металла до за-
данной температуры сосредоточен-
ным источником q.
Поэтому полный тепловой К1ДД
представляется в виде т|пр = ,
где т|и — эффективный КПД нагрева;
цт — термический КПД проплавле-
ния.
Эффективный КПД процесса на-
грева Т|л выражает отношение эффек-
тивной тепловой мощности №эф, т. е.
теплоты, введенной источником за
единицу времени в металл, к полной
тепловой мощности IF источника;
% = 1Кэ/ф№. (13.13)
Коэффициент т)а характеризует эф-
фективность процесса выделения теп-
лоты и теплообмена в зоне нагрева и
зависит от технологических условий
сварки. Например, для электронно-
лучевой сварки коэффициент т]и прак-
тически определяется коэффициентом
отражения электронов [24]:
Ли = 1 — (13.14)
где йэ яв 0,45-5-0,5 — коэффициент,
учитывающий энергию отраженных
электронов; к — коэффициент отра-
жения электронов, для диапазона ме-
таллов от вольфрама до алюминия
к ~ 0,5-5-0,05.
Термический КПД проплавления
металла
-|т t)CQSn срДплДРЭф, (13.15)
выражает отношение мощности
°св'5п. еРЯил. затраченной на про-
плавление металла, к эффективной
мощности источника. Коэффициент т)т
характеризует эффективность исполь-
зования тепловой энергии, введенной
подвижным сосредоточенным источни-
ком, и определяется распространением
теплоты в металле вследствие тепло-
проводности.
В условиях герметизации корпу-
сов ЭЛ и ЛИ '(т as 0,1-5-0,2.
Определение глубины проплавления
при герметизации. Рассмотрим связь
геометрии воны проплавления с ха-
рактеристиками источника теплоты.
Пусть эффективная мощность нор-
мально-кругового источника постоян
на, ио меняется его коэффициент со,
средоточенности fe. Для электронно.
Электронно-лучевая сварка о сборке интегральних микросхем
415
лучевой сварки это равносильно изме-
нению степени фокусировки ЭЛ.
Экспериментально (24] установ-
лено, что в таких условиях геометрия
зоны проплавления существенно из-
меняется, по ее площадь остается
постоянной. Характер изменения изо-
термы плавления при этом аппрокси-
мируется законом нормального рас-
пределения. Геометрия зоны пропла-
вления в некоторой степени повторяет
гауссово распределение источника, но
с другими коэффициентами распреде-
ления (рис. 13.20).
Объем зоны проплавления, полу-
ченной в течение импульса длитель-
ностью 1ИМП, составляет
1''гтр = йтахл;/^*. (13.16)
Секундный объем расплавленного
металла
И/^иМП = ^тахя/(&*^им11)- (13.17)
Из выражения (13.15) учитывая, что
^эф — получаем секундный
объем расплавленного металла
vobSji. с = 1)и№и]т/(рНпл)- (13.18)
Сравнивая выражения (13.17) и
(13.18), получаем
т]и11т^/(Р^пл) = Лт!1х1Т/(/г*/имп)*
(13.19)
Полагая, что ширина свариваемых
кромок корпуса 2Ь соответствует диа-
метру зоны нагрева di/e = 2b, полу-
чаем
dl/e 2//F; k* = I/*3,
Из (13.19) с учетом k* для импульса
длительностью глубина пропла-
вления
h max ~ Т|л1г1т^имп/(л^аР^пл)< (13.20)
При сварке в непрерывном режиме
МОЖНО ПОЛОЖИТЬ, ЧТО 1имп Л! ^]/а/исп=
= 2b!vce.
Тогда
h max ~ Т]и1]т41Г/[Л (26) ВсвРЯлл)-
(13.21)
Пример выбора режимов г&рметиаацни
корпуса. Рассмотрим электронно-лучевую
сварку деталей корпуса (рис. 13.21 —13.23)
из прецизионного сплава (29 % N1, 18 %
Со, остальное — Fe) и методику выбора
режимов герметизаций. Примем, что сум-
Рис. Связь геометрии зоны про-
п с характеристиками источника
теплоты
маркая толщина сварных кромок 2b —-
— 2* 0,3 мм. Те пл о физические константы
ковара следующие: плотность р
= 8,35 r/см3, удельная теплоемкость <? =
= 0,Б кДж/(кг* К), теплопроводность А =
= 20 Вт/(м*К), температуропроводность
а = 10“’ м’?с> температура плавления
7ПЛ = 1723 К, температура кипения
3300 К, удельная теплота фазо-
вого превращения (плавления) £пл =
=« 230 кДж/к г, удельная теплота фазового
превращения (испарения) 1иеп
= 6400 кДж/кг.
Из экспериментальных данных следует,
что мощность сварки составляет 200—
300 Вт. Для данного случая при П? =
“ 200 Вт и ускоряющем напряжении
U = 20 кВ сила тока луча / = (j/U =»
= 1.10~* А.
Обычно радиус луча выбирают примерно
равным толщине кромки (dn « 2Ь), поэто-
му удельная мощность <7 = =
5- Ю4 Вт/см*, где т1и = 0,7.
Проплавление на заданную глубину h
включает переходный период длитель-
ностью f(h, по истечении которого начи-
нается интенсивное испарение.
Рис. 13.21. Вариант конструкции кромок
под электронно-лучевую сварку при герме-
тизации корпусов:
/ — луч: 2 — крышка; 3 —> основание кор-
пуса
416
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Рис. 18.22. Корпус микросхемы после гер-
метизации электронно-лучевой_сваркой
Время
2 2/2
*0® = а [р (сГКил Ькип)] Г
^8т540~а с, (13.2?)
где v& — скорость испарения (скорость
движения фронта испарения), см/с.
Рис. 18,23. Микрошлиф сварного соедине-
ния после герметизации элсктронно-луче-
вой сваркой:
а — детали корпуса без гальванического
покрытия* б — на основании корпуса ни-
келевое покрытие (суммарная толщина
свариваемых кромок 0,4 мм)
Герметизируют корпуса обычно на «мяг-
ких* режимах, которые обеспечивают фор*
му проплавления, близкую к полусфериче-
ской, «Жесткие» режимы используют для
сварки деталей большой толщины. Гра-
ница между этими режимами определяемся
критической удельной мощностью, по до-
стижении которой начинается интенсивное
испарение жидкого металла,
С учетом уравнения 03.22) скорость
сварки па «мягком» режиме выбираем
из условия
2i//0 > 2-3-1Q-s/(8,610-s) 0,7 см/с.
(13.23)
Для «жестких» режимов сварки условие
( 13.23) имеет вид осН < 25/^,
Величина = Р (сГкнп + Дисп) X
X V avCB/\2b) — &‘1О4 Вт/см2.
Сравнивая и qt убеждаемся, что усло-
вие «мягкого» режима д < с* при исв =
— 1 см/с соблюдается.
Связь мощности ЭЛ с глубиной про-
плавления при т|т = 0,1 определим по
формуле (13.21);
юиитл/
“ («/4)2^СВР (« ил + Чл) ' 5 ММ'
Эксперименты показали, что н^я мягких
режимов сварки цт = 0,08-г 0,1 Б.
Полученная по формуле (13,21) глубина
проплавления (обычно А = 0,2-5-0,5 мм),
как правило, обеспечивает заданную гер-
метичность корпуса.
Электронно-лучевая сварка в сборке интегральных микросхем
41?
Рис. 13.25. Примеры конструкций кор-
пусов, загерметизированных по схеме, при-
веденной на рис. 13,24
Рис. 13.24. Схема сварки прямоугольного
корпуса (2) путем его вращения вокруг
оси; 2<р — угол сходимости луча /; ft-
максимальное отклонение от фокальной
плоскости
Расс и от р им герметизацию в импульсном
режиме. Частоту следования импульсов f
(Гц) для «мягких. режимов выбираем
из условия 100 >} > [а/(4й‘)]. Для дан-
ного случая
-°_____4-6J- =lg,S.
46" 4 (3.10-ау*
Выберем f = 15 Гц. Тогда при условии,
что коэффициент перекрытия сварных то-
чек = 0,7, для скорости сварки в им-
пульсном режиме, получим
vCB = W (1 -An)=2.adQ“*.L5 iOX
X (1 — 0*7) = 0,27 см/с.
При длительности импульса 2иМП =
= 25 мс средняя мощность сварки н им*
пульсном режиме составит ИГ =
= ’Пц^^/^нмп = 62,5 Вт,
Использование импульсных режимов при
сохранении герметичности корпусов позво-
ляет существенно снизить их разогрев.
Глубину проплавления в течение одного
импульса определим по формуле {13*20}
Л&’Р (cr^ + L^)
— 0,3 мм.
По экспериментальным данным термиче-
ский КПД и импульсном режиме возрастает
примерно в 2 раза по сравнению с термиче-
ским КПД в непрерывном режиме, т. е.
Пт 0,124-0,30 (табл. 13.4),
Характеристикой импульсного режима
является его скважность {мера жесткости
режима)
& ^имп/Симц ^п) = ^имгА {13 24)
где fn — длительность паузы между им-
пульсами.
Требуемый набор импульсных режимов
лежит в пределах ОД < G < 1. При G =
= 1 имеет место непрерывный режим
сварки, при G < ОД — режим обработки
(сверление отверстий, пазов). Для рас-
сматриваемого случая G ff = 2,5- 10”гХ
X 1,5- 10 = 0,375.
При герметизации прямоугольных кор-
пусов Для того чтобы не применять слож-
ные копировальные устройства для переме-
щения корпуса по заданному контуру, пря-
моугольный корпус вращают вокруг оси,
перпендикулярной к оси ЭЛ (рис, 13.24,
13.25). Все точки периметра корпуса после-
довательно проходят под ЭЛ на различном
расстоянии (выше или ниже) от оптималь-
ного положения фокуса луча, Максималь-
ное отклонение от фокальной плоскости
можно определить из следующего соотно-
шения [24 I:
ha < Ь Ctg ф — И, (13 25}
где ф — половина угла сходимости ЭЛ;
<7** — критическая удельная мощность*
при которой из-за расфокусировки луча
еще обеспечивается проплавление металла,
13.4* Значения эффективного КПД
Ци и термического КПД т|т
при герметизации различными
методами сварки
Сварка *1и а режиме
постоян- ном 1 импулье- | ном
Э л ектр онн о - л у чс ва я 0r7—O.ft 0,1 0.2
Лазерная 0.7 — 0.1
Микроплаз ценная 0.(3—0,7 0,1 —
Контактная контур- 0,5—0,6 — 0,1
пая
14 Рыес^лин Н. Н. и др.
4lS
Термические процессы
Для рассматриваемого случая при сварке
в непрерывном режиме
’* * = Р (е7пл + Лпл) /
Для импульсного режима
?** = р (сГпл + ^лп) ^“/^ИМП-
Оценка ft по формуле (13.25) при поло-
вине угла сходимости луча <р = 5й (ко-
роткофокусные системы) дает ft0 s' 5,4 мм.
Список литературы
I, Аранович Г. Л., Вишняков Б. А.
Формирование тонких пленок под воз-
действием электронной бомбардиров-
ки. — Физика и химии обработки ма-
териалов, 1977, № 1, с. 72—74.
2. Афанасьев 10. А., Крохин О. Н.
Испарение металлов под действием
луча лазера. —Журнал эксперимен-
тальной и теоретической физики, 1967,
т. 52, № 4, с. 966.
3. Бреховских В. Ф,, Ники-
тин М. М., Шоршоров М. X. Расчет
теплового потока на поверхности пле-
нок при термическом электронно-луче-
вом плазменном испарении. — Физика
и химия обработки материалов, 1974,
№ 6, с. 3—6.
4. Вишняков Б. А., Осипов К. А.
Электропно-лучевой метод получения
тонких пленок из химических соедине-
ний. М.: Наука, 1970. 144 с.
5. Герметизация полимерными ма-
териалами в радиоэлектронике/
Б. М. Тареев, Л. В, Яманова, В. А. Вол-
ков и др. М.: Энергия, 1974. 303 с,
6. Глущенко Н. И,, Леденко И. Е.,
Рвачев А. Л. Создание омических кон-
тактов на широкозонных полупровод-
никах группы А3В5 методом электриче-
ского взрыва. — Физика и химия обра-
ботки материалов, 1975, № 6, с. 139—
142.
7. Данилин Б. С. Вакуумное нане-
сение тонких пленок. М.: Энергия,
1967. 312 с.
8, Днепровский В. Г., Осадин Б. А.
Влияние условий фокусировки на мор-
фологию поверхности пленок, полу-
чаемых с помощью ОКГ. — Журнал
технической физики, 1974, Л» 2,
с. 442—446.
9. Днепровский В. Г., Осадин Б. А.,
Русаков Н. В. К конденсации плотного
пара. —Журнал технической физики,
1974, № 2, с. 435—441.
10. Жнльков Э. А., Зуев И, В.
Сборка ГИС. М.: МИЭТ, 1978.
109 с.
11. Зуев И. В. Выбор режимов гер-
метизации корпусов интегральных схем
электронно-лучевой сваркой. —Сва-
рочное производство, 1975, № 10,
с. 18—20.
12. Зуев И. В. Использование им-
пульсных электронных пучков для
получения пленок. —Труды МИЭТ.
Сер. физ.-мат., 19,76, вып. 22, с. 99—
102.
13, Зуев И. В., Закиров Р. Г. Повы-
шение эффективности микросварки и
пайки металлов малых толщин в при-
боростроении. Выбор режимов герме-
тизации корпусов интегральных схем.
Киев: Знание, 1982. 20 с.
14. Золотов Л. А., Кабанов А. Н.
Влияние геометрической формы свар-
ного соединения на результаты элек-
тронно-лучевой микросварки. — В кн.
Элионная техника, Вып. 35. М.:
МИЭМ, 1974, с. 98—109.
15. Ко ню шкив Г. В., Копылов Ю. Н.
Диффузионная сварка в электронике,
М.: Энергия. 168 с.
16. Осадин Б. А., Русаков Н. В.
К конденсации эрозионной плазмы. —
Журнал технической физики, 1974,
Яв 2, с, 477—478.
17. Осадин Б. А., Шаповалов Г. И.
Нанесение тонких пленок с помощью
импульсных генераторов плазмы. —
Физика и химия обработки материалов,
1976, № 5, с. 43—52.
18. Осадин Б. А., Шаповалов Г. И.,
Козлов Ю. Ф. Приближенное решение
задачи о нестационарном испарении
в вакууме. — Физика и химия обра-
ботки материалов, 1973, Xs 5, с. 142—
144.
19. Осипов К- А., Фолманис Г. Э.
Осаждение пленок из низкотемпера-
турной плазмы и ионных пучков. М.;
Наука, 1973.
20. Особенности импульсных испа-
рителей для напыления плевок/
В. Г. Днепровский, Б. А. Осадил,
Н, В. Русаков и др.—Электронная
техника. Сер. III. Микроэлектроника,
1972, вып. 3, с. 62—70.
21. О характере вскипания меди при
импульсном нагреве проходящим то-
Эмиссия электронов
419
ком/Н. В. Гревцев, В, Д. Золотухин,
Ю. Л5. Кашурников и др, — Теплофи-
зика высоких температур, 1977, т. 15,
№ 2, с. 362—369.
22. Ройх И. Л., Колтунова Л. Н,
Защитные вакуумные покрытия на
стали. М.: Машиностроение, 1976.
368 с.
23. Рыкалин Н, Н. Расчеты тепло-
вых процессов при сварке. ЛА,: Маш-
гиз, 1951. 296 с.
24. Рыкалин Н. Н., Зуев И. В.,
Углов А. А. Основы электронно-луче-
вой обработки материалов. ЛА.: Маши-
ностроение, 1978. 239 с,
25. Технология тонких пленок:
Справочник. Пер. с англ. Т. 1/Под ред.
Р. Майселла, Р. Глэнга. М.: Советское
радио, 1977. 664 с.
26. Худышев А, Ф., Славин Г. А.
Исследование технологических возмож-
ностей импульсной электронно-лучевой
сварки тонколистовых материалов. —
Физика и химия обработки материалов,
1971, № 3, с. 13—19.
27. Чопра К, Л, Электрические
явления в тонких пленках. Пер.
с англ./Под ред. Г. Д. Шермергора.
М.: Мир, 1972. 436 с.
28, Щука А. А., Днепровский В. Г.,
Дудоладов А. Г. Получение тонких
слоев с помощью лазерного излуче-
ния. — Зарубежная электронная тех-
ника, 1973, №24, М.: ЦНИИ «Элек-
троника», с. 38—65.
Контроль, регулирование и стабилизация параметров
электронно-лучевого нагрева при обработке
14.1. Эмиссия электронов
из зоны обработки
В общем энергетическом балансе
электронно-лучевого воздействия по-
мимо тепловых потерь необходимо
учитывать также потери на электрон-
ную эмиссию из зоны обработки (вто-
ричные электроны, неупругорассеян-
ные, упругоотражеипые 15]), световое
и рентгеновское излучение. При тем-
пературе плавления и выше для ме-
таллов существенной становится тер-
моэлектронная эмиссия. Анализ этих
потерь [4, 7, 11, 13] показывает, что
потери на эмиссию истинно вторичных
электронов и термоэлектронов, на
лучеиспускание и рентгеновское из-
лучение пренебрежимо малы по сравне-
нию с мощностью ЭД. Основная доля
потерь приходится на упруго- и не-
упруг остриженные электроны (на-
пример, для вольфрама до 50 %).
В связи с этим считают, что для элек-
тронно-лучевого нагрева эффективный
КПД т|и определяется главным обра-
зом коэффициентом отражения [2, 14].
14*
Для определения коэффициента от-
ражения г существуют несколько спо-
собов. Некоторые авторы считают, что
г является функцией только атомного
номера Z элемента, например, в таком
виде: г = (7Z — 80)/(14Z — 80), либо
г = In (Z/6) — 0,25. Полагают, что г
зависит только от энергии пучка
g . т = /1/3 gl/2.
Эффективный КПД [2]
Ли=1—йг, (14.1)
где£= 0,45-5-0,50— коэффициент про-
порциональности, характеризующий
распределение отраженных электронов
по их энергии.
Измерения коэффициента отраже-
ния (см. п. 12.4) показывают, что г ли-
нейно уменьшается с повышением
мощности ЭЛ. Обработка эксперимен-
тальных данных, представленных па
рис. 14.1, показывает, что из характе-
ристик процесса отражения (табл. 14.1)
можно получить константу 6* —
= r6Z,/3 — const = 1,Ы0—4см.
Уточненный анализ эксперимен-
тальных значений г [3] показывает
420 контроль, регулирование и стабилизация параметров
Рис. 14.1. Характер изменения силы то-
ка /м, проходящего через мишень, и за-
висимости от увеличения силы тока луча /д
Для ряда материалов;
1 — вольфрам; 2 — молибден; 3 — никель;
медь; 4 — коррозионно-стойкая сталь; 5 —
цирконий; 6 — титан; 7 — алюминий
(табл. 14.2), что с достаточной для ин-
женерных расчетов точностью г мож-
но определить из выражения г =
= m/(CZ,/3), где т — масса атома, г;
С — константа, для легких элементов
(2 = 6-1-7) С= 106-10 а® г, для тя-
желых (2= 74-1-92) С = 15,5-Ю'53 г.
Кривая изменения во времени силы
тока, проходящего через деталь, поз-
воляет судить об эмиссии из зоны об-
работки для одного импульса ЭЛ.
В зависимости от плотности энергии
<?2 эта кривая растягивается или сжи-
мается вдоль временной оси с сохра-
нением экстремальных точек.
Рис. Ю. Зависимость силы вторичного
тока от степени фокусировки Д/ф ЭЛ
при сварке с различной погонной энергией
коррозионно-стойкой стали;
1 — 6Б40 Дж/см; 2 —* 4360 Дж/см; J —
3275 Дж/см; 4 — 2180 Дж/см
При длительности импульса i sS
возможен нагрев металла до задан-
ной температуры Т < Тпл; при i <
(Д/у + Д/2) можно нагревать об-
разец, исключая интенсивное испаре-
ние; при t < (Д+ Д/2 + Д/3) можно
получать любую заданную глубину
канала.
При работе с непрерывным движу-
щимся пучком, например при сварке
с кинжальным проплавлением, де-
тали кривой эмиссии, характерной
для одного импульса, «смазываются»,
14.1, Экспериментальные характеристики отражения электронов
(U — 20 кВ, 7=4 мА) некоторых металлов
Материал р, г/см® Й- 10S см г Г а* == raz'A Среднее ар ифмети- ческпе отслои ение* б* у %
Алюминий 2,7 3,1 13 0,17 1,23 15
Титан 4,5 1,9 22 0,22 1,17 9,3
Цирконий 6,5 1,3 40 0,26 1,16 8,4
Коррозионно-стойкая 7,9 1,0 26 0,30 0,83 16,8
сталь Никель 8,9 0,94 28 0,32 0,91 15
Медь 8,95 0,93 29 0,32 0,92 14
Кобальт 10,2 0,82 42 0,34 0,97 9,3
Вольфрам 19 0,43 74 0,50 0,91 15
Эмиссия алектронон
421
14.2. Связь г [3] с некоторыми характеристиками
химических элементов
и = 30 кВ и = 10 кВ и « 5 кВ
ч> о И (fl- от- % С?1 К
Химически! мент z Масса этом 1О34, г г л «Я о ё Среднее ар метическое | клинение+ 1 г g Среднее ар метичсское клонение, 1 Г с-э с S Среднее ар метнческое к*||опение+ 1
с 6 10,8 0,06 9.9 —11,6 0,072 8,2 —22,0 0,085 7,0 —32,0
А1 13 44,8 0,155 12,3 + 9,8 0,177 10,8 -4-2,9 0,186 10,3 0
si 14 48,0 0.162 12,3 +9,8 0,186 10,7 + 1,9 0,197 10,1 —1,9
Ti 22 80,0 0,254 11,2 0 0,268 10,6 + 1,0 0,270 10,6 +2,9
Сг 24 85,7 0,27 11,0 + 1,8 —2,7 0,283 10,5 0 0,285 10,4 + 1,0 + 1,9
Fe 26 92,5 0,288 10,9 0,296 10,6 —1,0 0,3 10,5
Ni 28 97,4 0,308 10,4 —7,1 0,323 9,9 —5,7 0,333 9,7 —5,8
Си 29 105 0,319 10,6 —5,3 0,339 10,0 —4,8 0,352 9,6 —6,8
Zn 30 109 0,33 10,7 -4,5 0,342 10,3 —1,9 0,352 10,0 —2,9
Ge 32 122 0,334 11,5 4-2,7 +7,1 0,349 11,0 --4,8 0,362 10,6 +2,9
Mo 42 160 0,385 12,0 0,381 12,1 — 15,2 0,367 12,6 +22,2
Ae 47 179 0,42 11,8 +5,3 0,420 11,8 -12,4 0,418 11,8 4-14,5
w 74 306 0,501 14,6 —2,7 0,483 15,1 —2,6 0,472 15,5 —3,1
Pt 78 324 0,516 14,7 —2,0 0,503 15,0 —3,2 0,486 15,6 —2,5
Au 79 328 0,521 14,7 —2,0 0,501 15,3 —1,3 0,489 15,7 —1,9
U 92 381 0,534 15,8 4'5,3 0,513 16,4 +5,8 0,495 17,0 +6,3
и кривая в зависимости от достигну-
той глубины проплавления имеет либо
максимум, соответствующий интер-
валу Д/2, либо минимум (интервал Д/а).
Тем не менее и в случае непрерывного
ЭЛ различным участкам кривой эмис-
сии соответствуют разные конфигу-
рации зон проплавления.
На рис. 14.2 приведена зависимость
силы тока эмиссии из ванны, снятая
с помощью лолукольцевого датчика
щелевого типа при воздействии па
коррозионно-стойкую сталь. Связь
геометрии зоны проплавления с харак-
тером кривой силы тока эмиссии по-
казана на ряс. 14.3.
Помимо V-образной формы кривой
силы тока, проходящего через деталь,
имеется и W-образная форма [12, 14],
Если в процессе электронно-лучевого
воздействия конфигурация образую-
щего канала близка к цилиндрической
(рис. 14.4), то электроны, испускае-
мые дном канала под разными углами,
по мере углубления канала задержи-
ваются его стенками. Левая ветвь V-об-
разной кривой при большой глубине
капала всегда должна быть ниже пра-
вой. Действительно, в начальный мо-
мент воздействия па плоскую поверх-
ность металла положение левой ветви
определяется коэффициентом отраже-
ния г, К. концу воздействия, когда
канал достаточно глубок, его стенки
улавливают не только термоэлектроны,
но и отраженные электроны, число ко-
торых определяется величиной г. По-
этому правая часть V-образной кри-
вой расположена выше левой.
Если же в процессе воздействия
канал начинает принимать кониче-
скую форму (рис. 14.4, б), то по мере
его углубления эмиттированные со
дна электроны также будут задержи-
ваться стенками. Однако в связи с уве-
личением угла конуса по мере углуб-
ления наступает ситуация, когда элек-
троны со дна канала могут вылетать,
практически не взаимодействуя со
стенками. Дальнейшее углубление ко-
нического канала приводит к улавли-
ванию эмиттированных электронов, но
422 КОНТРОЛЬ, РЕГУЛИРОВАНИЕ и стабилизация параметров
Рис. 14.3. Зависимость силы вторичного
тока /к от степени фокусировки ЭЛ и ха-
рактерные очертания зон проплавления
при сварке с погонной энергией ВЕ»40 Дж/см
с меньшей эффективностью, чем в слу-
чае V-образной кривой. Поэтому пра-
вая ветвь лежит либо несколько выше,
либо на уровне левой, а амплитуда
центрального пика не превышает
уровней левой и правой ветвей
(рис. 14.4, в).
Угловое распределение отраженных
электронов мало отличается от закона
косинусов (рис. 14.5) [3 J. В связи
с этим можно воспользоваться зако-
нами движения молекулярных пото-
ков в цилиндрических и конических
отверстиях (трубах) и оценить связь
Рис. 14.4. Схема, поясняющая причины
V- и W-образного характера формы кривой
тока, проходящего через мишень
Рис. 14.5. Угловое распределение обратно-
рассеянных электронов лри бомбардировке
мишеней из золота (/), серебра (2), меди (3)
с энергией 30 кэВ; V (ф) — в произволь-
ных единицах 13]
силы отраженного тока с геометрией
канала.
Рассчитаны коэффициенты вероят-
ности прохождения молекулярным
потоком трубы (коэффициенты Клау-
зинга) в зависимости от И Ire,, где И —
глубина канала; — радиус его се-
чения (табл. 14.3 и 14.4) [6].
Интенсивность молекулярного по-
тока из трубы
К= WSa, (14.2)
где И? — коэффициент вероятности
прохождения; S — площадь попереч-
ного сечения трубы; а — количество
вещества, испаряемого в единицу вре-
мени с единицы поверхности дна ци-
линдрической трубы.
Для оценки силы отраженного тока,
выходящего из канала, выражение
(14.2) можно записать в другом виде:
!r = Wrfn, (14.3)
где й7 — вероятность выхода отра-
женных электронов из канала (коэф-
фициент Клаузинга); /п — сила тока
луча.
Если полагать, что эффективный
КПД электронно-лучевого нагрева
определяется в основном потерями на
отражение электронов, то с учетом
(14.1) и (14.2)
Ли = 1 — kWr. (14.4)
Результаты экспериментальной про-
верки справедливости выражения
(14.4) представлены в табл. 14.5.
Как следует из табл. 14.G Ли при-
ближается к 0,95—0,97 при Н!г,)> 2
диneсия электронов
423
14.3. Коэффициенты вероятности прохождения
молекулярным потоком W цилиндрических труб
Н/г W Н/г Г Я/г № I-1/r и/
0 1 1,3 0,6139 3,2 0,4062 16 0,1367
0,1 0,9524 1,4 0,5970 3,4 0,3931 18 0,1240
0,2 0,9092 1,5 0,5810 3,6 0,3809 20 0,1135
0,3 0,8699 1,6 0,5659 3,8 0,3695 30 0,0797
0,4 0,8341 1,7 0,5518 4,0 0,3589 40 0,0613
0,5 0,8013 1,8 0,5384 5,0 0,3146 50 0,0499
0,6 0,7711 1,9 0,5226 6,0 0,2807 60 0,0420
0,7 0,7434 2,0 0,5136 7,0 0,2537 70 0,0363
0,8 0,7177 2,2 0,4914 8,0 0,2316 80 0,0319
0,9 0,6940 2,4 0,4711 9,0 0,2131 90 0,0285
1,0 0,6720 2,6 0,4527 10 0,1973 100 0,0258
1,1 0,6514 2,8 0,4359 12 0,1719 1000 0,002658
1,2 0,6320 3,0 0,4205 14 0,1523
или при коэффициенте формы шва
в случае сварки К = HlB> 1.
Данные табл, 14.7 свидетельствуют
о том, что при угле конусности более
30° из канала уходят практически
все электроны, в результате сущест-
венно снижается эффективность на-
грева.
Использование коэффициентов ве-
роятности IF, рассчитанных для ко-
ротких и длинных цилиндрических
конических и щелевых труб, позво-
ляет, регистрируя в процессе элек-
тронно-лучевого воздействия силы тока
эмиссии из зоны обработки, контро-
лировать форму канала при сварке и
14.4. Коэффициенты вероятности прохождения молекулярным потоком №
конических расширяющихся к выходу отверстий
Полови- на угла при вершине конуса, с М/г
0.1 0,2 0.Й 1,0 5,0 5,0 10,0
0 0,952399 0,909215 0,801271 0,671984 0,514231 0,310525 0,190940
1 0,954079 0,912490 0,808852 0,685401 0,536021 0,345995 0,236829
□ 0,960373 0,924763 0,837261 0,735659 0,617560 0,478646 0,408600
10 0,967347 0,938350 0,868615 0,790779 0,705799 0,617242 0,580298
20 0,97865 0,96027 0,91851 0,87642 0,83704 0,80558 0,79641
30 0,98691 0,97614 0,95344 0,93338 0,91771 0,90814 0,90611
40 0,99268 0,98701 0,97619 0,96806 0,96288 0,96046 0,96008
50 0,9964 0,9939 0,9896 0,9870 0,9857 0,9852 0,9851
60 0,9986 0,9977 0,9965 0,9959 0,9957 0,9956 0,9955
70 0,9996 0,9994 0,9993 0,9992 0,9992 0,9992 0,9991
80 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000
89 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000 1,0000
424 КОНТРОЛЬ, РЕГУЛИРОВАНИЕ И СТАБИЛИЗАЦИЯ ПАРАМЕТРОВ
14.5. Сравнение расчетных (14.4)
и экспериментальных |8]
значений Т|и для различной глубины
цилиндрического канала
в деталях из коррозионно-стойкой
стали при Го = 1,5 мм
Угол рас- крытия ка> нала ° Глубина канала Н, мм Н/т0 1Г
10 8,5 5,67 0,295 0,96/0,98
15 5,6 3,73 0,375 0,95/0,97
30 2,6 1,73 0,54 0,92/0,92
45 1,5 1,0 0,672 0,90/0,88
60 0,9 0,58 0,79 0,88/0,87
75 0,4 0,26 0,89 0,87/0,86
• В числителе — расчета ыс значе-
ния, в знаменателе — экспериментальные*
фрезеровании материалов в импульс-
ном режиме.
Анализ формулы (14.4) показывает,
что в ней не учитывается доля пер-
вичных электронов, достигающих дна
эоны обработки, так как часть их по-
глощается стенками канала.
Расчеты показывают, что зависи-
мость КПД электронно-лучевого на-
грева дна сварочной ванны от длины
канала испарения имеет максимум
14.6. Влияние формы канала
на интенсивность эмиссии
электронов из алюминиевого образца
(г = 0,17; * = 0,5)
Коэффи ци ент Клаузннга ЦТ Пи = 1- kWr
0 1 0,915
0,5 0,8013 0,932
1.0 0,6720 0,943
2,0 0,5136 0,956
3,0 0,4205 0,964
4,0 0,3589 0,970
5,0 0,3146 0,973
7,0 0,2537 0,980
10,0 0,1973 0,983
14.7. Влияние конусности канала
на интенсивность эмиссии
отраженных электронов (алюминий;
Н!гй = 10)
Половина угла при вершине конуса, *• Коэффицн ент Клаузинга № Ля
5 0,4086 0,97
10 0,5803 0,95
20 0,79641 0,93
30 0,90611 0,92
40 0,96008 0,918
50 0,9851 0,916
при определенном угле сходимости ЭЛ
на изделии и при фокусировке ЭЛ на
поверхность металла. По мере увели-
чения глубины канала распределение
удельной энергии по сечению ЭЛ по-
степенно сглаживается и становится
равномерным. При электронно-луче-
вом нагреве металла возможна «гео-
метрическая фокусировка» стенками
канала испарения электронов первич-
ного ЭЛ.
14.2. Контроль
н регулирование максимальной
глубины сварного шва
Довольно четкий характер кривой
силы тока, проходящего через деталь
и коллектор (рис. 14.6), имеющий ме-
сто в импульсном режиме, для непре-
рывного ЭЛ не сохраняется. Проис-
ходит сглаживание кривой, но экстре-
мум, соответствующий либо макси-
муму, либо минимуму силы тока тер-
моэмиссии, сохраняется.
При удельной мощности <?, т д*
кривая силы тока /м, протекающего
через образец при изменении силы
тока фокусировки/ф, имеет минимум,
соответствующий интенсивной термо-
эмиссии (переходный режим). При
г/, > q* эта кривая имеет максимум,
а кривая силы тока коллектора соот-
ветственно минимум, Изменение па-
раметров 7, U, d электронного луча
при ?г приводит к смещению
экстремумов (в зависимости от силы
Контроль и регулирование глубины сварного шва
425
Рис. 14.6. Схема осциллограмм импульса
силы тока /м через изделие (о) и /к через
коллектор (<Г) (штриховыми линиями по-
казан импульс силы тока в источпике
питания)
тока фокусировки) либо к изменению
амплитуды максимальной и минималь-
ной силы тока, проходящей через
деталь и коллектор. Экстремальный
характер кривых сохраняется, что
позволяет использовать их для регу-
лирования глубины сварного шва.
Объект автоматического регули-
рования максимальной глубины шва
имеет следующие особенности: нели-
нейную статическую характеристику
/м(/ф), имеющую естественный экстре-
мум типа максимума, который описы-
вается квадратичной функцией и
подвергается деформированию при
изменении мощности ЭЛ; монотонный
координатный дрейф этой характери-
стики при плавном изменении силы
тока луча и напряжения; значитель-
ную зашумленность выходного пара-
метра 1т; динамическую часть 1Т;ф,
которая в первом приближении мо-
жет быть описана как линейная.
Образец экстремального регулятора
разработан на базе аналоговой вычис-
лительной машины в комплексе с элек-
тронно-релейной приставкой (рис. 14.7).
На входе усилителя У5 происходит
суммирование двух сигналов: напря-
жения с выхода генератора линейно
изменяющегося напряжения ГЛИН и
сигнала с генератора случайного сиг-
нала ГСС (помеха). ГЛЙН позволяет
в широких пределах регулировать
скорость нарастания выходного на-
пряжения. Запоминание значения по-
казателя качества производится ин-
тегратором У! в режиме интегриро-
вания, На выходе усилителя У2 сигнал
пропорционален текущей разности за-
поминаемого и действительного значе-
ний напряжения.
Рис. 14,7. Макет экстремального регуля-
тора
426 КОНТРОЛЬ, РЕГУЛИРОВАНИЕ И СТАБИЛИЗАЦИЯ ПАРАМЕТРОВ
Текущая разность с усилителя У2
поступает на интегратор УЗ, где про-
исходит накопление по Вальду. По-
роги Л и В реализованы на диодной
схеме У4, Превышение одного из по-
рогов ведет к срабатыванию реле шага
Рш. С помощью контактов Рш произ-
водится сброс накапливающихся эле-
ментов схемы и организуется очеред-
ное запоминание перед совершением
шага в системе. В случае отрицатель-
ного приращения реле Рр обеспечи-
вает реверс, при этом в дальнейшем
направление движения сохраняется
запоминанием в триггере. Сигнал
знака шага поступает на схему управ-
ления током в цепи фокусирующей
катушки.
Эксплуатация экстремального ре-
гулятора показала устойчивость ра-
боты и хорошую помехозащищенность
предложенного алгоритмического ме-
тода. Работа регулятора была опро-
бована на электронно-лучевых уста-
новках. При сварке деталей из корро-
зионно-стойкой стали и титана при
q1^-10 кВт глубина проплавления
отличалась от максимальной на ±3 %.
14.3. Контроль стадий
электронно-лучевого нагрева
металлов
Для идентификации стадий нагрева
материала ЭЛ необходимо исследовать
временную зависимость силы тока,
протекающего через образец, при не-
изменных основных параметрах элек-
тронно-лучевой обработки [10, 14].
Такие зависимости получены при
ускоряющем напряжении Пуск =
Ряс. И.8. Схематическое изображение
осциллограммы силы тока
м
= 20 кв, силе тока луча /л — 04-
4-250 мА и длительности электронно-
лучевого воздействия т= 1 мсч~5 с
для металлов W, Мо, Zr, Ti, Си,
Al, Ni, коррозионно-стойкой стали
12Х18Н10Т. Изменение силы тока /м,
протекающего через образец, регистри-
ровалось при постоянных параметрах
обработки. Схематическое изображе-
ние типичной осциллограммы тока /м
представлено на рис. 14.8. На больпгей
части кривой (штриховая линия) сила
тока /м является пульсирующей. На
участка Д/т частота пульсации состав-
ляет 50 Гц с наложением частоты
300 Гц; на участке AN на эту частоту
(50 Гц) накладываются высокоча-
стотные пульсации (до 103 Гц); на уча-
стке Д/э частота пульсаций 6—50 Гц.
Штриховой линией на рис. 14.8 пока-
зано изменение среднего значения силы
пульсирующего тока 7М.
В работе [9] подобные зависимо-
сти получены при обработке стали
I2X18H10T при следующих режимах:
1/уск = 30 кВ, /л == 400 мА. При
получении глубоких (до 30 мм) про-
плавлений зарегистрированы колеба-
ния силы тока 7М с частотой 0,05—
30 Гц.
Причинами возникновения пульса-
ций тока /м могут быть пульсации
напряжения в источниках питания
(частоты 50 и 300 Гц), взаимодействие
электронного пучка с испаряемым
металлом (частоты порядка единиц
килогерц), колебания жидкого ме-
талла в канале проплавления (частоты
0,05—50 Гц).
Для исследования связи характера
изменения силы тока /м со степенью
электронно-лучевого нагрева металла
использована схема, показанная на
рис. 14.9. Сигнал, поступающий на
вход светолучевого осциллографа
Н-117, проходит через низкочастот-
ный RC-фильтр, полосу пропускания
которого выбирают, исходя из соотно-
шений:
2п/11>1/(^фС)>2л/д; (14.5)
(14.6)
где fn — частота пульсаций; /д — ча-
стота изменения среднего значения
силы тока; 7?г — сопротивление галь-
ванометра осциллографа.
Контроль стадий электронно-лучевого нагрева,
427
При выполнении условия (14.5) и
(14.6) па вход осциллографа посту-
пает только низкочастотный сигнал.
Полагая min — 50 Гц и /дтах = 5 Гц,
получим 0,032 < КфС < 0,032.
Чтобы схема измерения не влияла
па протекание тока силой /м через об-
рабатываемую деталь, соблюдается
соотношение 7?ф 3> Яз> где 7?ф — со-
противление фильтра; /?3 — сопро-
тивление заземления.
На рис. 14.10, а показана осцилло-
грамма силы тока /м, полученная без
применения фильтра. Осциллограмма
рис. 14.10, б получена с применением
RC-фильтра. Характер изменения
сигнала, записываемого осциллогра-
фом в этом случае, соответствует из-
менению среднего значения силы пуль-
сирующего тока. Низкочастотные
пульсации с частотой f„ 5 Гц, про-
ходят через фильтр и наблюдаются на
осциллогр аммах.
Режимы электронно-лучевой обра-
ботки образцов из СтЗ приведены
в табл. 14.8,
На рис. 14,11—14.13 показаны ма-
кронхлифы зон электронно-лучевого
воздействия, соответствующих раз-
личным режимам обработки.
Силу протекающего через образец
тока /м можно представить в виде
алгебраической суммы сил токов:
^м = ^л— (Ibi+Ij). (14.7)
где /л — сила тока электронного луча;
/нт — суммарная сила тока вторич-
ных и отраженных электронов; /т —
сила тока термоэлектронной эмиссии.
После выхода на стационарный ре-
жим электронно-лучевого воздействия
(длительность процесса определится
переходными процессами в электронно-
оптической системе установки) сила
тока /м будет постоянной до точки А
(рис. 14.14). Предельное значение /к
в этом интервале времени определится
коэффициентом отражения и коэф-
фициентом вторичной эмиссии электро-
нов, которые практически не зависят
от температуры. В течение периода
Д/i поверхность детали разогревается
до температуры, примерно равной тем-
пературе плавления. Для большинства
материалов (А1, Си, Ti, Ni, Zr, корро-
зионно-стойкая сталь) к моменту вре-
мени, соответствующему точке А, на-
протекающего через образец при элек-
тронно-лучевой обработке:
1 — обрабатываемая деталь; 2 — ЭЛ; 3 —
RC-фильтр; 4 — осциллограф
чинается плавление. Исключение со-
ставляют W и Мо. Для образцов из
СтЗ плавление начинается практи-
чески сразу после выхода ЭЛ на ста-
ционарный режим.
В интервале времени Дх2 — Д^
происходит резкое уменьшение силы
тока /м вследствие интенсивной тер-
моэлектронной эмиссии. Сила тока /м
в этом интервале времени определится
выражением (14.7), в котором /л, /нт
остаются постоянными, а /т возрас-
тает в соответствии с законом Ричард-
сона—Дэшмана: 7"т — Д7,2е-ф/<й7’}^
где fe—постоянная Больцмана; Т —
температура поверхности.
Работа выхода электронов гр и кон-
станта А определяются материалом и
состоянием поверхности образца.
Точка В на кривой (рис. 14.14) соот-
ветствует началу интенсивного паро-
образования. Формирования канала
проплавления (перемещения фронта
испарения в глубь металла) к моменту
окончания интервала &t2 еще пе про-
исходит (см. рис. 14.11, режим 1).
В интервале времени At3 — Д/а
происходит формирование канала
14.8. Режимы обработки
образцов из СтЗ
Нпдс-кс режима Ускоря- ющее и апряже- нке, кВ Сила тока луча, мА Время воздев СТКИЯ, с
I 25 30 0,5
II 25 30 3
III 25 30 10
428 КОНТРОЛЬ, РЕГУЛИРОВАНИЕ И СТАБИЛИЗАЦИЯ ПАРАМЕТРОВ
Рис* 14*10, Осциллограмма силы тока
протекающего через обрабатываемое изде-
лие:
а — непосредственная регистрация силы
тока осциллографом; б — регистрации
силы тока /м с применением RC-филътра
проплавления (см. рис. 14.12, режим
11). По мере углубления дна канала
его стенки поглощают все большую
долю отраженных (эмиттированных)
со дна электронов и значение уве-
личивается. Наибольшее значение /м
в точке С определяется максимально
достижимой при данной удельной мощ-
ности глубиной канала проплавле-
ния.
Если длительность воздействия т>
> Д/3, происходит поглощение мощ-
ности ЭЛ без углубления канала про-
плавления; растет количество жидкой
фазы в зоне обработки и сварки (ие-
оптимальный режим электронно-лу-
чевой обработки и сварки). Проведе-
ние электронно-лучевой сварки в та-
ком режиме приводит к появлению
одного из существенных дефектов
сварных швов — газовых полостей
(см. рис. 14.13, режим 111).
Контроль стадий элёктронно-лу^свбгб нагрева
420
Сопоставление осциллограмм силы
тока /м, протекающего через обраба-
тываемый образец, с характером зон
электроны о-л учевого взаимодействия
показывает, что на кривых силы тока
1М можно выделить точки, в которых
характер кривых резко меняется
(точки А, В и С па рис. 14.14). Эти
точки соответствуют началу (оконча-
нию) определенных стадий электронно-
лучевого нагрева. Определяя моменты
времени, соответствующие резкому
изменению характера временндй за-
висимости силы тока ZM, можно
выделить следующие стадии процесса
электронно-лучевого нагрева ме-
таллов:
разогрев образца в зоне обработки
до температуры начала интенсивной
термоэлектронной эмиссии (обычно
соответствующей температуре плав-
ления металла) — интервал времени
Д^;
разогрев образца в зоне обработки
до температуры начала интенсивного
парообразования — интервал времени
Д/^j
формирование канала проплавле-
ния — интервал времени AZ3 —
Д/2;
«нсонтимальный режим обработки»—
интервал времени т—Д/3.
Таким образом, непрерывная реги-
страция и анализ временной зависи-
мости силы тока, протекающего через
обрабатываемую деталь в процессе
электронно-лучевого воздействия, поз-
воляет выделить стадии электронно-
лучевого нагрева, т. е. осуществлять
непрерывный контроль электронно-
лучевой обработки.
Гис. 14.11. Макрошлиф проплавления (л)
в стали СтЗ и осциллограмма силы тока (<Т)
детали. Обработка в режиме 1
430 КОНТРОЛЬ, РЕГУЛИРОВАНИЕ И СТАБИЛИЗАЦИЯ ПАРАМЕТРОВ
Рис. 14.12. Макрошлиф проплавления (а} в стали СтЗ и осциллограмма силы тока /м (ff).
Обработка в режиме И
Контроль стадий электронно-лучевого нагрева
431
Рис. 14.13, Макрошлиф проплавления (#) в стали СтЗ и осциллограмма тока ((F).
Обработка в режиме III
432 КОНТРОЛЬ» РЕГУЛИРОВАНИЕ И СТАБИЛИЗАЦИЯ ПАРАМЕТРОВ
Рис. 14.14. Схема осц»мЛО1*раммм силы
тока / , протекающего через деталь при
электронно-лучевой обработке
14.4. Контроль глубины
проплавления при электронно-
лучевой сварке по частоте
пульсаций ионного тока
В работе [1] установлена экспери-
ментальная связь между частотой
пульсаций парового потока, истекаю-
щего из канала проплавления (часто-
той пульсации ионного либо вторично-
электронного токов), глубиной про-
плавления и степенью фокусировки
ЭЛ.
При снарке ЭЛ мощностью до 12 кВт
сталей толщиной до 30 мм установлена
линейная зависимость между частотой
пульсаций ионного тока (частотой авто-
колебаний) и обобщенным параметром
(HvcJq) vCD/(?o + q), где Н — глу-
бина проплавления; <у — мощность ЭЛ;
v(.B — скорость сварки; q0 — порого-
вая мощность, начиная с которой на-
блюдаются пульсации ионного тока
(для описанных условий сварки
q0 = 0,9 кВт).
Применялся датчик силы ионного
тока закрытого типа. Измерительный
электрод датчика находился под по-
тенциалом —200 В относительно изде-
лия. Измерительный электрод нахо-
дился за экраном, для того чтобы пред-
отвратить попадание на него отражен-
ных электронов. Падение напряжения
на резисторе утечки (4 кОм) контро-
лировалось с помощью частотомера
конденсаторного типа и анализатора
спектра С4-12 с индикацией спектро-
граммы на электронно-лучевой трубке,
Показания частотомера регулируются
самописцами ЭПП-09МЗ и Н338.
При проплавлении образцов из
стали 12Х18Н9Т расфокусировка ЭЛ
при сохранении постоянной погонной
энергии q/vCK вызывала резкое умень-
шение частоты пульсации ионного
тока. Изменение средней глубины про-
плавления Л с 16 до 13 мм, т. е. на
21%, соответствовала изменению
средней частоты пульсаций f от 0,9
до 0,4 кГц. Частота пульсаций меня-
лась более чем в 2 раза при незначи-
тельном изменении глубины про-
плавления.
Аналогичные результаты дает про-
плавление алюминиевого сплава АМгб.
Сила ионного тока при этом умень-
шается как при значительной расфоку-
сировке ЭЛ, так и при достижении
максимальной глубины проплавле-
ния. В первом случае уменьшение
силы ионного тока связано с малой
удельной мощностью ЭЛ .и снижением
интенсивности испарения сплава, во
втором — с увеличением глубины и
уменьшением ширины канала, что за-
трудняет выход ионов. При постоян-
ной фокусировке, но меняющейся
погонной энергии с увеличением глу-
бины проплавления частота пульсаций
силы ионного тока уменьшается.
Частота пульсаций силы ионного
тока сильнее коррелирует с глубиной
проплавления в зависимости от степени
фокусировки, т. е. удельной мощности
<?2, чем от погонной энергии. При про-
плавлении стали 12Х18Н9Т (табл. 14.9)
изменение глубины проплавления от
0,75 до 0,45 см при увеличении мощ-
ности ЭЛ от 2 до 7 кВт вызывает изме-
нение частоты пульсаций от 1,4 до
0,66 кГц.
В обобщенном параметре —~ у
у —^2— сомножитель HvcJq — отно-
Чо “г q
шение проплавляемой в секунду пло-
щади к мощности источника энергии
Иск
при сварке. Сомножитель —
величина, обратная погонной энергии.
Анализ спектра частот пульсаций
ионного тока показывает, что при
относительно малой мощности ЭЛ
колебания носят почти гармонический
Список литературы
433
14.9. Режимы проплавления
образцов из стали 12Х18Н9Т
при различных фокусировке
и погонной анергии [1]
Н, см кВт "св, см/с q/u. кДж/см Л кГц
0,38 1,3 1.1 1,2 2,55
0,73 2,55 1,1 2,3 1,7
0,75 2,00 0,86 2,3 1,4
1,38 4,9 1,1 4,45 0,87
1,8 7,35 1,1 6.7 0,73
2,3 7,00 0,86 8,15 0,52
2,45 7,00 0,86 8,15 0,66
3,00 10,00 0,86 11,65 0,38
2,1 7,35 1,1 6,7 0,59
2,3 11,60 1,5 7,75 0,58
1,3 4,00 0,56 7,15 0,45
характер. С увеличением мощности ЭЛ
частотный спектр уширяется, появ-
ляются другие гармоники. При мощ-
ности ЭЛ, соответствующей глубине
проплавления более 30 мм частотный
спектр становится почти шумовым.
По-видимому, при контроле степени
фокусировки ЭЛ и глубины проплав-
ления по частоте автоколебаний в слу-
чае сварки толщиной более 30 мм не-
обходимо использовать более чувстви-
тельные датчики и измерительную ап-
паратуру.
Список литературы
1. Акопьянц К- С., Емченко-Рыб-
ко А. В. Контроль глубины проплавле-
ния и фокусировки электронного пучка
по частоте пульсаций ионного тока
при сварке. — Автоматическая сварка,
1981, Afs 9, с. 28—32,
2. Башен ко В. В. Электронно-луче-
вые установки. Л.: Машиностроение,
1972. 168 с.
3. Бишоп Г. Измерение обратного
рассеяния электронов от толстых ми-
шеней. — В кн.: Физические основы
рентгеноспектральпого локального ана-
лиза. М.: Наука, 1973, с. 109—
116,
4. Борискина Л. В., Кабанов А, Н.,
Юдаев В. Н. О рассеянии электрон-
ного пучка материалом вещества при
электронно-лучевой обработке. — Фи-
зика и химия обработки материалов,
1974, № 5, с. 20—26.
5. Бронштейн И. М., Фрайман Б. С.
Вторичная электронная эмиссия. М.:
Наука, 1969. 408 с.
6. Дэшман С. Научные основы ва-
куумной техники. Пер, с англ. М.:
Мир, 1964. 714 с.
\/ 7. Ерохин А. А. Основы сварки
плавлением. М,: Машиностроение, 1973
448 с.
8. Ерохин А. А., Резниченко В. Ф.,
Худышев А. Ф. Об эффективности
коэффициента полезного действия про-
цесса проплавления (сварки) электрон-
ным лучом. — Физика и химия обра-
ботки материалов, 1970, № 3, с, 131—
133.
9. Жаринов В. И. Кинетика обра-
зования сварного соединения при элек-
тронно-лучевой сварке. — В кн.:
V Всесоюзная конференция по элек-
тронно-лучевой сварке, Киев: Наукова
Думка, 1977, с. 56—60.
10. Зуев И. В., Звягин В. Б. Регу-
лирование глубины и формы проплав-
ления при герметизации корпусов ин-
тегральных схем электронно-лучевой
сваркой. — В кн,: Сварка и пайка
в радиоэлектронной промышленности
и приборостроении. Л.: ЛДИТП, 1980,
с. 31—36.
И. Косых М. А., Илющенко Н. К-
Экспериментальное исследование ки-
нетики образования кинжального про-
плавления при электронно-лучевой
сварке. — В кн.: Сварка электронным
лучом. М.: МДНТП, 1974, с. 38—42.
12. Мовсесянц Л. С. Зависимость
тока, протекающего через образец при
сварке электронным лучом от глубины
и формы проплавления. — В кн.: Свар-
ка электронным лучом. М.: МДНТП,
1974, с. 43—46.
13. Попов В. К., Островерхое Н. Г.,
Шишкин В. И. КПД электронно-луче-
вого нагрева. — Электронная техника.
Сер. I. Электроника СВЧ, 1968, Я» 8,
с. 105—115.
14, Рыкалин Н. Н., Зуев И. В,,
Углов А. А. Основы электронно-луче-
вой обработки материалов. М,: Маши-
ностроение, 1978. 239 с,
Часть
Лазерное и электронно-лучевое
технологическое оборудование и области
его промышленного применения
Глава
Оборудование для лазерной и электронно-лучевой
обработки
15.1. Технологические
установки
Широкое распространение в промыш-
ленности получили технологические
установки с импульсными лазерами на
стекле с неодимом.
В лазерных установках импульсного
действия универсального типа (пер-
вое поколение лазерных технологиче-
ских установок) в качестве активного
материала использовались только
кристаллы рубина. Технические ха-
рактеристики установок на рубине
приведены в табл. 15.1 [31.
В СССР первые технологические
установки типа СУ-1 и К-3 были вы-
пущены в 1964 г. В дальнейшем в те-
чение нескольких лет сотни установок
эксплуатировались многими органи-
зациями, выполняя операции по свер-
лению отверстий, микросварке дета-
лей, подгонке номиналов сопротивле-
ний и др. В процессе эксплуатации
установок накопленный опыт позволил
выработать требования к новым уста-
новкам, создать их с более совершен-
ными эксплуатационными и энерге-
тическими выходными характеристи-
ками, что значительно расширило диа-
пазон решаемых технологических
задач. Были разработаны и освоены
промышленностью более совершенные
установки К-ЗМ, «Луч-1М», УЛ-2,
УЛ-2М, «Искра-8», УЛ-20, УЛ-20М,
«Свет-30» и др. Характеристики дан-
ных и других установок приведены
в ряде работ [3, 20]. Большинство
установок являются универсальными,
С широкими технологическими воз-
можностями, которые в начальный
период развития лазерной технологии
обеспечивали разнообразные техноло-
гические исследования. Позднее, после
завершения значительного числа тех-
нологических разработок для серий-
ного массового производства начало
увеличиваться число установок узко-
специализированного назначения.
Первой такой отечественной установ-
кой для подгонки сопротивлений была
установка «Луч-Ш».
В настоящее время с учетом совре-
менных достижений в области разрабо-
ток конструкций различных типов
лазеров, накопленного опыта эксплуа-
тации их, технологических задач в раз-
личных отраслях производства оте-
чественная промышленность выпускает
высокопроизводительные лазерные
установки типа «Квант» и «Кристалл»,
установки «Корунд», «Катунь», «Кар-
дамон» и др. На базе этих установок
создав целый ряд модификаций для
выполнения различных операций.
Имеется также значительное число
лазерных установок, изготовляемых
небольшими партиями и используе-
мых для решения конкретных техно-
логических задач, например, в микро-
электронике.
Использование новых лазерных
веществ, таких как иттрий-алюми-
ниевый гранат, вольфрамат кальция и
других позволило создать непрерыв-
ный режим работы, или высокую
частоту повторения обработки. Успехи
в разработке и создании новых мето-
дов возбуждения активных сред от-
крывают широкие перспективы суще-
"Технологические установки
435
15. J. Технические характеристики лазерных установок
импульсного действия на рубине
Пар аметр СУ-1 к-эм «Луи- 1М»
Максимальная потребляемая мощ- ность, кВт Длительность импульса, мс Частота повторения импульсов в 1 мин Энергия излучения при длительности генерации 1 мс, Дж Регулирование выходной энергии * Пятно сфокусированного излучения, мкм Размеры рубинового стержня, мм Источник оптической накачки — им- пульсная лампа 1,2 1; 5 4 1 НП 50 6,5X80 ИФ1 I 0,5; 2,5; 5,8 3 2 НП 10—300 6,5X80 1-800 3 1 180 2 НП 30—150 7X120 ИСПГ-6000
П ар аметр УЛ-20 УЛ-2М, «Иекрв"8» «Свет-30»
Максимальная потребляемая мощ- ность, кВт Длительность импульса, мс Частота повторения импульсов в 1 мин Энергия излучения при длительности генерации 1 мс, Дж Регулирование выходной энергии * Пятно сфокусированного излучения, мкм Размеры рубинового стержня, мм Источник оптической накачки — им- пульсная лампа 5 1; 3; 6; 8 12 20 НПСД 50 11,5X120 ИФП-2000 (4 шт.) 3 1,6; 4,2; 5,8; 7,2 60 8 НПСД 10 7Х 120 ИФП-1200 5 1,2; 3,5; 7 12 30 НПСД 50 16X240 ИФП-5000
* ШТ — регулирование напряжением
светофильтрами, диафрагмой.
зарядки; НПСД — напряжением зарядки,
ственного улучшения характеристик
излучения газовых лазеров и увели-
чения значения энергетических
параметров, что значительно увели-
чивает их технологические возмож-
ности.
Основными параметрами, характе-
ризующими технологические установки
(и необходимыми для разработки лю-
бого заданного технологического про-
цесса), следует считать энергию излу-
чения в импульсе, его длительность,
диаметр светового пятна на обрабаты-
ваемой поверхности.
Технологические установки имеют
много общих элементов. Анализ струк-
турной схемы (рис. 15.1) позволяет
выделить следующие основные узлы
[18, 20]:
излучатель 1; источник питания 2;
систему поджига импульсной лампы 3;
систему охлаждения 4, оптическую
систему для фокусирования излучения
на обрабатываемую заготовку (энерге-
тическую) и наблюдения результатов
обработки (наблюдательную) б; рабо-
чий стол для закрепления и перемеще-
ния обрабатываемых заготовок 7.
436 оборудование для ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис» 15,1* Структурная схема лазерной
технологической устанояки:
1 излучатель; 2 — источник питания;
5 — блок импульсной лампы; 4 — система
охлаждения; 5 — устройство для дозирова-
ния энергии; 6 — оптическая система для
фокусирован 1-1 я и наблюдения; 7 — рабо-
чий стол; Л - - система автоматической ста-
билизации выходной энергии; 9 — про-
граммирующее устройство
В ряде случаев технологические уста-
новки снабжаются устройством для
дозирования анергии 5; системой авто-
матической стабилизации уровня вы-
ходной энергии S; программным (элек-
тронным или электромеханическим)
устройством S, регулирующим про-
хождение импульсов излучения лазера
на обрабатываемую заготовку и пере-
мещение рабочего стола.
Излучатель включает в себя лазер-
ное вещество, резонатор, систему оп-
тической накачки.
В качестве активных элементов в су-
ществующих технологических уста-
новках используются стержни из руби-
на и различных марок стекла с нео-
димом. В качестве лазерных веществ
применяются также стержни из итт-
рий-алюмин иевого граната с неодимом
и вольфрамата кальция. Преимущества
и недостатки указанных лазерных
веществ достаточно подробно рассмо-
трены в гл. 1. Отметим, что стекла и
гранаты с неодимом по сравнению
с рубином имеют более низкий порог
возбуждения и обеспечивают возмож-
ность получения более высокого КПД
лазера (18].
Параметры излучения лазеров на
стекле с неодимом и на YAG зависят
от температуры в меньшей степени, чем
рубиновых [8, 18]. Это обстоятельство
обусловливает более высокую ста-
бильность их и позволяет проще ре-
шать проблему охлаждения лазерного
вещества, так как отпадает необходи-
мость температурной стабилизации.
Возможность изготовления стерж-
ней высокого оптического качества
со значительно большими размерами,
чем это позволяет технология выра-
щивания кристаллических лазерных
веществ, отмечается в работе [18].
Так, в лазерах для промышленных
установок используются стержни
длиной 26 см и диаметром 1,0—1,5 см,
что обеспечивает получение импульсов
излучения с энергией в несколько де-
сятков джоулей при сроке службы
стержней более 10й вспышек. В то же
время относительно низкая теплопро-
водность по сравнению с кристал-
лическими материалами существенно
осложняет отвод от стержня теплоты,
выделяющейся в процессе оптической
накачки, ограничивает среднюю мощ-
ность излучения и частоту повторения
импульсов. Обычно частота повторе-
ния импульсов лазеров на стекле с нео-
димом не превышает нескольких герц
(чаще всего 1 Гц), что вполне доста-
точно для точечной сварки, сверления
отверстий. В то же время для лазеров
на стекле, используемых в процессах
шовной сварки и резки материалов,
характерна неэкономичность из-за не-
достаточной производительности,
определяемой прежде всего частотой
повторения импульсов.
Лазеры на YAG обладают более
благоприятными теплофизическими
характеристиками и значительно бо-
лее низким порогом возбуждения.
Так, теплопроводность его на порядок
выше, у него меньше коэффициент
теплового расширения, более высокая
механическая прочность по сравнению
со стеклом с неодимом, т. е. стержни
на YAG способны выдерживать без
разрушения значительно большие
Технологические установки
437
тепловые нагрузки. В результате
становится возможным создание эко-
номически целесообразных установок
для шовной сварки и резки при ча-
стоте повторения импульсов 10—
100 Гц и средней мощности излуче-
ния —100 Вт и более [18].
Режим модуляции добротности, осу-
ществляемый при непрерывной на-
качке с помощью акустического за-
твора, позволяет достичь больших
частот повторения импульсов (1—
40 кГц) при пиковой мощности 1—
5 кВт и средней мощности 50 Вт, что
обеспечивает в ысокоп р о изво дител ь-
ную обработку тонких пленок и
скрайбирование полупроводниковых
материалов [9, 18]. Однако стои-
мость YAG значительно выше стои-
мости неодимового стекла, т. е. в тех
случаях, когда достаточна частота
повторения импульсов 1—5 Гц, целе-
сообразно применять стержни из
стекла с неодимом.
Импульсные лампы и отражатели
образуют осветительную систему на-
качки, которую характеризуют такие
параметры, как эффективность кон-
центрации светового излучения лампы
на стержне, однородность светового
поля в объеме отражателя, срок
службы отражателя и импульсных
ламп.
Если в первых образцах лазеров
в качестве источника накачки исполь-
зовались спиральные импульсные
лампы, внутри которых размещалось
лазерное вещество, а снаружи — бе-
лые диффузные цилиндрические отра-
жатели, то в дальнейшем в техноло-
гических установках наиболее широко
стали применять осветительные си-
стемы, состоящие из прямых трубчатых
ламп и отражателей в форме эллипти-
ческих или круговых цилиндров с зер-
кальной отражающей поверхностью
и обладающие наибольшей эффектив-
ностью использования излучения
лампы. Для использования фокуси-
рующих свойств эллипса в фокальных
осях эллиптического цилиндра раз-
мещаются прямая трубчатая лампа и
цилиндрический стержень активного
элемента. Световые потоки от лампы,
расположенной в одном из фокусов
эллипса, после отражения от зер-
кальной поверхности, фокусируются
на активном элементе во втором
фокусе.
Однако неоднородность распреде-
ления энергии по сечению лазерного
излучения с такими осветителями
в значительной степени обусловли-
вается неравномерностью распределе-
ния светового поля па стержне из-за
несимметричности конструкции ука-
занных осветителей, что в итоге суще-
ственно снижает точность размерной
обработки.
Более однородное распределение
энергии по сечению потока излучения,
но с меньшей эффективностью, дости-
гается при использовании симметрич-
ных осветителей.
Пример использования симметрич-
ного осветителя с полостной лампой
типа ИФПП-7000 в установке «Квант-3»
приводится в работе [20]. Кольцевой
разряд в такой лампе обеспечивает
равномерное освещение стержня, раз-
мещаемого во внутренней полости
лампы. В тех случаях, когда требуется
более равномерная «прокачка» воз-
можно большего объема лазерного
вещества, вместо зеркальных поверх-
ностей изготовляют диффузные с нане-
сением слоя MgCO3.
Наиболее широкое применение в тех-
нологических установках получили
осветительные системы с прямой лам-
пой и цилиндрическим отражателем
(рис. 15.2, а—г). Лампа и стержень
устанавливаются вплотную друг
к Другу в камере с зеркальной по-
верхностью, минимальный объем и
форму которых подбирают экспери-
ментально (рис. 15.2) [4, 18, 20]. Эф-
фективность использования излуче-
ния лампы в осветительной системе
с «тесной компоновкой» (рис. 15.2, в, г)
в 2—3 раза выше, чем осветителей
с полостными (коаксиальными) лам-
пами (рис, 15.2, <?).
Высокая симметричность светового
поля накачки вместе со значительной
эффективностью использования излу-
чения лампы достигается в освети-
тельных системах, где активный эле-
мент и лампа накачки устанавливаются
последовательно на одной оси, а отра-
жатель представляет собой эллипсоид
вращения (см. рис. 15, е) или состоит
из конических поверхностей (см.
рис. 15, ж).
438 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис. 15.2. Тилы осветительных: камер
лазеров:
а — с отражателем в виде эллиптического
цилиндра; б — круговой цилиндр; et э —
тесная компоновка; д — с полостной лам-
пой ИФГШ-7000; е — эллипсоид вращения;
етс — конусная; з — с кварцевым трубча*
тым отражателем; и — кварцевый блок:
/ — активный, элемент; 2 — импульсная:
лампа; з — отражающее покрытие
В некоторых типах технологиче-
ских установок используются цилин-
дрические и эллиптические отража-
тели, выполненные из стеклянных или
кварцевых трубок, блоков, имеющие
наибольший срок службы и эффек-
тивность. Внешняя поверхность их
покрывается слоем серебра или окиси
магния [20].
Резонатор1 обусловливает временную
структуру лазерного излучения. Ис-
пользование в резонаторах технологи-
ческих установок сферических зеркал
значительно улучшает пространствен-
ные и временные характеристики излу-
чения, а в некоторых случаях позво-
ляет получать беспичковый, гладкий
импульс излучения. Однако более вы-
сокие значения расходимости ограни-
чивают использование установок с ре-
зонаторами из сферических зеркал при
получении микроотверстий и т. Д.
Конструкция осветительной системы
должна обеспечивать возможность
получения высокой параллельности
зеркал и необходимую жест-
кость для длительной сохранности
оптимальной юстировки во время
эксплуатации. В энергетическом смыс-
ле сферический резонатор менее кри-
тичен к юстировке, чем плоскопарал-
лельный.
Зеркала резонаторов твердотельных
лазеров конструктивно могут быть
выполнены как единое целое с лазер-
ным веществом (серебро напыляется
на торцы стержня). Одно из основ-
ных требований к зеркалам резонатора
заключается в том, чтобы потоки в
них были минимальными. В первых
образцах лазеров в качестве зеркал ис-
пользовались тонкослойные серебря-
ные покрытия, которые (в ряде слу-
чаев) наносились непосредственно на
торцы стержня. Потери энергии при
таких зеркалах составляли 5—10%,
а максимальный коэффициент отра-
жения не превышал 90—95 % (в ви-
димой области спектра).
Значительные потери приводят
к снижению добротности резонатора
и быстрому разрушению зеркал под
Технологические установки
439
действием излучения. Например,
зеркала или торцы с нанесенными
серебряными покрытиями выдержи-
вали не более нескольких сотен вспы-
шек при энергии излучения, не пре-
вышающей 1 Дж.
В современных технологических
установках используются внешние
выносные зеркала с многослойными
диэлектрическими покрытиями, обра-
зованными чередующимися прозрач-
ными слоями с различными коэффи-
циентами преломления и иа и опти-
ческой толщиной = n2h2 — М4
(здесь Л1 и ft2 — геометрическая тол-
щина слоев). Так, для видимой части
спектра используются такие вещества
(соединения), как сульфид цинка
ZnS («! = 2,3) и криолит Na3AfFe
(я2 = 1,35). Коэффициент отражения
R зеркала растет с увеличением числа
слоев. Полупрозрачные зеркала (/? да
я; 30-J-50 %) состоят из 3—7 диэлек-
трических слоев, непрозрачные глу-
хие зеркала (/? > 99%) имеют 15—
17 слоев, при этом коэффициент погло-
щения не превышает 0,1—0,3%.
В некоторых случаях диэлектри-
ческие покрытии наносятся на торец
активного элемента (например, уста-
новка СУ-1). При этом, несмотря на
существенное упрощение конструк-
ции излучателя и повышение его меха-
нической надежности срок службы по-
крытий оказывается незначительным
вследствие нагрева от импульсной
лампы, а интенсивное охлаждение
активного элемента может разрушить
диэлектрические покрытия из-за появ-
ления на них влаги.
Работа лазера в периодическом ре-
жиме с большой частотой повторения
импульсов излучения приводит к из-
менению свойств резонатора вследствие
термического деформирования стерж-
ня, который делается подобным поло-
жительной линзе. При этом резонатор
с плоскими зеркалами оказывается
эквивалентным сферическому, что
приводит к повышению его добротности
для высших типов колебаний и возра-
станию числа генерируемых мод [20].
Вследствие этого (в переходном и уста-
новившемся режиме работы лазера)
увеличиваются энергия излучения, его
расходимость, длительность импульса,
что наиболее существенно для нео-
димового лазера, нагрев активного
элемента которого слабо сказывается
на спектрально-люминесцентных ха-
рактеристиках.
Симметричность термического де-
формирования, существенного при ра-
боте лазера в периодическом режиме,
достигается легче всего при использо-
вании осветительных систем типа эл-
липсоида вращения. Перспективными
для технологических установок сле-
дует считать аксиконпые и сфероко-
нические осветительные системы, так
как они одновременно обеспечивают
высокую эффективность использова-
ния излучения лампы и симметрич-
ность светового поля накачки [5, 20].
В подавляющем большинстве источ-
ников оптической накачки в лазерах,
в том числе для технологических уста-
новок, используются импульсные ксе-
оновые лампы, у которых максимумы
в спектрах излучения располагаются
вблизи полос поглощения в видимой
инфракрасной областях оптического
спектра таких лазерных веществ, как
рубин или стекло с неодимом.
Эксплуатационные параметры наи-
более широко используемых в серий-
ных установках ламп представлены
в табл. 15,2 и 15.3,
Срок службы современных импульс-
ных ламп — 105—10й вспышек [20].
Особенностью лазерных веществ
газовых излучателей являются вы-
сокая оптическая однородность, обус-
ловливающая малую расходимость
излучения, не превышающую, напри-
мер, для серийно выпускаемых лазе-
ров в одномодовом режиме 5' [18],
а также то, что непосредственное про-
хождение электрического тока создает
инверсию населенностей.
При получении непрерывного излу-
чения лазерное вещество возбуждается
преимущественно стационарным тлею-
щим разрядом, при котором через
плазму протекает неизменяющийся
во времени ток, к электродам подво-
дится постоянное напряжение от вы-
соковольтного выпрямителя через
стабилизирующее устройство [18].
При реализации импульсного ре-
жима работы излучателя используется
импульсный разряд высоковольтного
источника, причем ток в лазерном ве-
ществе протекает только в течение
440 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
15,2. Параметры (предельных режимов) некоторых прямых
трубчатых импульсных ксеоновых ламп
Лэмпа Размеры светящейся части, мм Сопро- ти влен не, Ом Энергия попытки, Дж Мапря- ж енн я зажига- ния *, В Напряжения самопро- боя • *, В Средняя мощность, Вт
ИФП-400 5X40 400
ИФП-800 7X80 0,3 800 700 3200 1000
ИФП-1000-2 7X80 — 1 000 — — —-
ИФП-1200 6,ЗХ 120 0,25 1 200 — —- 1000
ИФП-2000 11X130 0,2 2 000 1200 2600 1зз ;
ИФП-5000 11X250 0,4 5 000 1600 5000 170
ИФП-15000 10X580 1,5 15 000 2000 9000 1250
♦ Напряжением зажигания лампы называется минимальное напряжение
на батарее конденсаторов, при котором возникает пробой межэлектронного промежутка
и лампе при подаче вспомогательного импульса от схемы поджига.
•* Напряжением самопробоя С7с называется напряжение, при котором возможно
возникновение разряда между электродами лампы без вспомогательного поджигающего
импульса.
коротких интервалов времени. Инвер-
сия населенности определяется свой-
ствами нестационарной плазмы, а мак-
симальная частота повторения им-
пульсов ограничивается только инер-
ционностью процессов в плазме газо-
вого разряда и достигает килогерц! 18].
Подобно твердотельным газовые
излучатели состоят из резонатора,
между зеркалами которого располо-
жена газоразрядная трубка. В отли-
чие от твердотельного излучателя, где
концентрация частиц N в лазерном
веществе составляет ~-1017 —10го см ®,
в газовой среде значительно меньше
Юад~-101в см 3, поэтому значи«
тельные мощности излучения дости-
гаются лишь при больших длинах
газоразрядных трубок. Конструкции
излучателей газовых лазеров и их схе-
мы рассмотрены в работе [9, 18].
Излучатели непрерывных и импульс-
ных газовых лазеров представляют
собой стеклянную или кварцевую
трубку, через которую прокачивается
газовая смесь, или заполненную газо-
вой смесью и запаянную. В трубку
впаяны (или вмонтированы) металли-
15.3. Некоторые эксплуатационные параметры
импульсных ламп накачки [14]
Лампа Диа- метр лампы Рас- стоя- и не между элек- тро- дами Лазерная устаиопка Емкость бата- рей конденсато- ров, мкФ Начальное ра- бочее напряже- ние, кВ Предельное на- пряжение, кВ Длительность разряда, мс Частота повто- 1 рения импуль- сов» Гц Срок службы, вспышек, тыс. Энергия из луче- 1 пия, Дж
к м
ИФП-800 7 80 «Корунд» 100 0,9 1,25 0,2 5 500 0,3
«Квапт-11» 75 0,6 1,0 0,2 100 2500 0,2
ИФП-1200 7 120 «Квант- 9» 800 1,3 1,7 0,7 1 100 8,0
» 800 0,7 1,7 0,7 1 200 2,0
ИФП-5000 И 250 «Квант-10» 2000 1,7 2,2 6,0 1 300 15,0
Технологические установки
441
15.4. Характеристики некоторых типов излучателей
газовых лазеров
Иалуча- тель Активная среда Длина волны излучения, мкм Редким работы Мощность, Вт 1 гг । Длительность импульса, с Частота повто- i рения импуль- сов, Гц Примечание
ЛГИ-21 N, 0,34 Им- 1- 10я 1- icrs 100 Отпаянный
ТИЛУ CO2+He+N2 10,6 пульс- ный То же 2-103 10-4 До Прокачпой
ЛГ-22 COa4-IIe-f-N2 10,6 Непре- 40 г 100 Отпаянный
Л Г-17 COa-|-He+N3 10,6 рывный То же 25
«Карда- COa-j-He-j-N2 10,6 » 800 —— —- Прокачпой
МОН» а Катунь» CO2+He+N2 10,6 » 1200 — — э
веские электроды; зеркала могут рас-
полагаться внутри трубки и вне ее
[9, 18].
Кроме этого, выходные окна, уста-
новленные под углом Брюстера к оп-
тической оси резонатора, обеспечи-
вают линейную поляризацию излу-
чения при минимальных потерях вы-
ходного излучения.
Характеристики некоторых типов
излучателей отечественных газовых
лазеров приведены в табл. 15.4, не-
которые конструкции активных эле-
/Влед газовой снеси
ментов газовых лазеров — на рис. 15.3,
{1, 9, 13, 18, 26].
Схема продольной прокачки (мед-
ленной) активной среды, используемая
в лазерах типа ТИЛУ, «Кардамон»
и «Катунь», применение которой обу-
Рис. 15.3, Конструкции активных элемен-
тов лазеров лэ СОЙ:
а с продольной медленно» прокачкой;
б отпаянный с резервным баллоном;
в — отпаянный е резервным баллоном в
генератором кислорода; / — катод; 2 —
анод; 3 — резервный баллон; 4 — генера-
тор восстановления активной среды
Охлаждение
5)
442 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
I ИЯХ ДШШЛХХЯ!
5)
Рис. 15.4. Электрическая (а) и оптиче-
ская (tf) схемы мощного лазера на СО,
словлено необходимостью смены газо-
вой активной среды вследствие диссо-
циации молекул СОа на О2 и СО,
приведена на рис. 15.3. Фактическая
долговечность отпаянных разрядных
трубок составляет несколько тысяч
часов (см. рис. 15.3, б, в) [18].
Для увеличения мощности излуче-
ния и срока службы газовых лазеров
применяют непрерывную прокачку ра-
бочей смеси через разрядную трубку
излучателя. В этом случае полученные
выходные мощности лазера на I м дли-
ны разрядной трубки составляют 30—
70 Вт/м при медленной прокачке га-
зовой смеси и 250 Вт/м при быстрой про-
качке смеси. Для уменьшения полной
длины излучателя большинство мощ-
ных лазеров с продольной прокачкой
газовой смеси через разрядную трубку
строится по так называемой свернутой
конструкции, когда луч поворачивается
на 180° двумя зеркалами, расположен-
ными под углом 45° к его направлению.
Подобные конструкции излучателя
имеют лазеры типа «Катунь» и «Карда-
мон» [23], причем в отличие от отпа-
янных газовых лазеров, значительно
меньших по размерам, требуются для
работы, кроме источника питания,
системы откачки и напуска рабочего
газа. Система откачки предназначена
для создания разряжения в газораз-
рядной трубе.
Для осуществления разряда в трубе
на ее электроды подается высокое на-
пряжение (—10—20) кВ постоянного
или переменного тока.
Несущей конструкцией излучателя
«Катунь» служит рама из дюралевых
двутавров, опирающаяся па три под-
ставки. Внутри рамы размещены си-
стема газоразрядных труб о рубаш-
ками для водяного охлаждения и две
концевые призмы с зеркалами [23].
Газоразрядные трубы 7 расположены
в два яруса (рис. 15.4), четыре внизу
и две вверху, а каждая труба имеет
по два разрядных промежутка с вы-
соковольтными электродами (на
рис. 15.4 обозначены римскими циф- '
рами), которые через водяные балласт-
ные резисторы соединены параллель-
но. Два сферических зеркала, высоко- i
отражающее 3 и полупрозрачное 4 ;
с радиусами кривизны 40 м, образуют
резонатор.
Десять плоских поворотных зеркал 2
соединяют все газоразрядные трубы 1
оптически последовательно. Непро-
зрачные зеркала изготовлены из ин-
вара и покрыты слоем серебра, а по-
лупрозрачное — из арсенида галлия.
Для защиты выходного зеркала 4
от влияния внешней среды использу-
ется выходное окно из хлористого ка-
лия. Все зеркала размещены в юсти-
руемых водоохлаждаемых оправах,
закрепленных на концевых призмах,
служащих также заземленными элект-
родами газоразрядных труб.
Примерно так же выполнен излуча-
тель лазера «Кардамон»: четыре газо-
разрядные трубы длиной примерно
6,5 м размещены в жесткой стальной
трубе диаметром 53 см и оптически
соединяются шестью полностью отра-
жающими зеркалами из суперинвара, i
«а поверхности которых нанесен слой
из моноокиси меди. Зеркала крепятся
в юстируемых водоохлаждаемых гиез- |
дах. Заднее, непрозрачное, зеркало I
выполнено также из супсринвара, 5
переднее — из КС1. Радиусы кривизны ",
этих зеркал ---24 м. В центральной ’
части труб размещены безразрядныс 1
промежутки.
Используют также оптические резо- J
паторы плоскосферичсской формы: вы-
ходное полупрозрачное зеркало •—
плоское, отражающее зеркало вогну-
тое, причем рекомендуется радиус
Технологические установки
443
кривизны г, б.чизкий или больший рас-
стояния L между зеркалами (полусфе-
рическая система). Подложки отража-
ющих зеркал образуют обработанные
и полированные пластины из меди
вакуумного переплава, покрытые сло-
ем твердого аморфного никеля, либо
пластины из коррозионно-стойкой
стали. Подложки покрыты отражаю-
щим слоем золота, образующим зер-
кальную поверхность. В мощных ла-
зерах на СО3 такие зеркала охлажда-
ются проточной водой (охлаждение
зеркальных подложек или арматуры
дли их крепления). Такие зеркала вы-
держивают поверхностную плотность
мощности излучения более 50 кВт/см'3
в режиме непрерывной генерации.
Подложки полупрозрачных зеркал
делают из германия или арсенида гал-
лия, реже из теллурида кадмия или
селенида цинка. Обработанные и по-
лированные полупроводниковые под-
ложки покрывают топкими диэлектри-
ческими покрытиями с оптической тол-
щиной М 4 (например, ZnSe или
THF-) для получения соответствующего
пропускания. Германиевые зеркала вы-
держивают поверхностную плотность
мощности непрерывного излучения
200—350 Вт/см2, а зеркала из арсенида
галлия — до 1 кВт/см2. В мощных ла-
зерах на СО2 узлы крепления полу-
прозрачных зеркал охлаждаются про-
точной водой.
Система напуска рабочих газов «Ка-
туни* размещена в одной из тумб-
подставок для излучателя (всего под-
ставок три). Она служит для дозиро-
ванной подачи газовой смеси и состоит
из баллонов высокого давления 1
(рис. 15.5), редуктора 2, стабилизато-
ров давления газа 3, регуляторов
РДГ6 4, отсекающих вентилей 5, ре-
гулируемых натекателей 6, смеситель-
ного баллона 7, образцового монова-
куумметра 8 и электромагнитного кла-
пана 9 [23]. Рабочие газы (СОг,
N2, Не) из баллонов высокого давле-
ния 1 поступают в систему газон ап у-
ска через редукторы 2, вынесенные
в газовый шкаф.
Дозирование смеси в отношении
1 : I, 5 10 (СО3, Ns, Не соответствен-
но) обеспечивают регулируемые нате-
катели. В смесительном баллоне с по-
мощью дросселирующей диафрагмы,
установленной на выходе из баллона,
давление поддерживается в диапазоне
0,02—0,04 МПа и контролируется по
образцовому моновакуумметру. Пода-
ча газовой смеси в разрядные трубы
осуществляется через электромагнит-
ный клапан.
Вакуумный насос системы откачки
прокачивает газовую смесь через тру-
бы. Чтобы исключить попадание ма-
сляных паров из насоса в разрядные
трубы, предусмотрены масляная ло-
вушка и отсекающий электромагнит-
ный клапан. Контроль герметичности
системы и парциальных давлений га-
зов выполняется вакуумметром.
Оптические системы в лазерных тех-
нологических установках состоят из
двух подсистем — энергетической и
наблюдательной и предназначены для
формирования потока излучения, а
также для наводки излучения на об-
рабатываемое место для контроля про-
цесса обработки и оценки (изменения)
ее результатов.
Распределение светового поля в фо-
кальном пятне изменяется по сравне-
нию с полем до оптической системы,
а результирующая освещенность, про-
интегрированная по всей области, на
которую падает поток излучения, ра-
вна сумме освещенностей, создаваемых
каждым отдельным источником (на-
пример, светящейся микрообластью).
Геометрические характеристики
сформированного лазерного луча опре-
деляются свойствами потока излуче-
ния, положением обрабатываемого
предмета относительно фокуса опти-
ческой системы и параметрами самой
оптической системы.
444 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис. 15.6. Схема обработки по контуру
с помощью деух подвижных зеркал:
о — зеркала перемещаются линейно; б —
зеркала колеблются; 1 — излучатель; 2.
3 — подвижные зеркала; 4 — объектив;
а — обрабатываемая заготовка
Рассмотрим оптические системы
(сначала энергетические, затем на-
блюдательные), которые используются
в технологических установках, а так-
же тс, которые могут быть эффек-
тивно использованы при решении не-
которых конкретных технологических
задач размерной лазерной обра-
ботки.
Оптические системы, служащие для
передачи н трансформирования мощ-
ных световых потоков излучения лазе-
ра, называются энергетическими. Ис-
пользуя преломляющие, отражающие
и фокусирующие оптические элементы,
излучение лазера можно подвести к об-
рабатываемой заготовке под любым
углом к ее поверхности, на необхо-
димом от излучателя расстоянии, в
труднодоступные места и т. д.
Как правило, расстояние между из-
лучателем и обрабатываемой заготов-
кой определяется необходимостью раз-
мещения оптической фокусирующей
системы, особенностями процесса об-
работки. Так, при дистанционной об-
работке, например, радиоактивных ма-
териалов это расстояние может быть
значительным [18].
Изменение направления распростра-
нения излучения с длиной волны в ви-
димой или в ближней инфракрасной
области спектра производят с по-
мощью призм полного внутреннего
отражения или интерференционных
зеркал с многослойными диэлектри-
ческими покрытиями. Для излучения
с длиной волны 10,6 мкм применяют
металлические зеркала с покрытиями
из золота и алюминия, имеющие высо-
кий коэффициент отражения и не окис-
ляющиеся па воздухе.
Представляется целесообразным рас-
смотреть некоторые принципиальные
схемы обработки деталей лучом ла-
зера [18].
При обработке по контуру (шовная
сварка, резка) или по координатам
(сверление систем отверстий) необ-
ходимо решить возникающую задачу
относительного перемещения луча и
детали. Такая задача решается либо
I
Технологические установки
445
за счет перемещения заготовки, что
представляется оправданным при об-
работке малогабаритных заготовок,
либо за счет перемещения луча, что
перспективней при увеличении скоро-
стей обработки и размеров обрабаты-
ваемых заготовок. В этом случае
уменьшается масса подвижных узлов,
что, в свою очередь, облегчает управле-
ние перемещением, повышает точ-
ность обработки, сокращается время
на установку и съем деталей.
Движение луча по произвольному
контуру можно обеспечить применени-
ем системы подвижных зеркал, пере-
мещаемых по соответствующим коор-
динатам (рис. 15.6, а) 118]. По оси X
зеркала 2 и 3 и объектив 4 перемеща-
ются совместно, а по оси Y могут
двигаться только зеркало 3 с объек-
тивом 4. Сложение перемещений по
осям X и У обеспечивает получение
необходимой траектории луча.
,J При обработке незначительных пло-
щадей перемещение луча в фокальной
плоскости по двум координатам ре-
комендуется выполнять путем изме-
нения угла наклона луча к оптической
оси неподвижного объектива
(рис. 15.6, б), причем изменение этого
угла получают путем вращения зер-
кал 2 и 3 вокруг взаимна перпенди-
кулярных осей.
Круговую траекторию луча можно
получить перемещением фокального
пятна по окружности за счет вращения
вокруг оси луча оптической системы,
состоящей из зеркала и объектива
[18]. Если радиус окружности не
превышает радиуса воля зрения объек-
тива, то круговую траекторию движе-
ния фокального пятна можно получить ;
путем смещения объектива и его вра- ]
щения относительно оси луча. . .1
Обработка материалов е фокальной
плоскости линз или объектива.
Во многих технологических установ-
ках в качестве энергетических фоку-
сирующих систем использовались про-
стейшие оптические системы, состоя-
щие из лазера и линзы или объектива.
Принципиальные схемы таких систем
приведены на рис. 15.7 [18, 20].
Конфигурация потока излучения после
фокальной плоскости определяется хо-
дом внутренних лучей, исходящих из
краев светящейся зоны торца активно-
го элемента. Наибольшая плотность
мощности излучения создается в об-
ласти, находящейся между фокальной
плоскостью F' линзы или объектива
и плоскостью изображения S' диафра-
гмы, расположенной вблизи выходного
зеркала лазера.
В случае отсутствия ограничивающей
диафрагмы плоскостью предмета, со-
Рис. 15,7. Схема фокусировании излучения
лазера;
л — точка С пересечения лучей 7 и П ле-
ж нт за передним фокусом объектива; б —
точка пересечения лучей 7 и II совпадает
с передним фокусом объектива] 1 — излу-
чатель; S — диафрагма; J — фокусирую-
щии объектив
446 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис. 15.fi- Оптическая схема лазерной тех-
дологической установки с увеличенным
рабочим отрезком:
/ — лааер; 2 — телескопическая система;
3 — фокусирующий объектив; 4 — обра-
батываемая заготовка
пряженной с плоскостью S', целесооб-
разно считать минимальное сечение
.туча внутри резонатора [181, причем
для симметричных резонаторов мини-
мальное сечение находится в середине
между зеркалами, а если одно из зер-
кал сферическое, а другое плоское, то
минимальное сечение совпадает с повер-
хностью плоского зеркала. Для умень-
шения габаритов установок оптическую
систему (фокусирующие линзу или
объектив) располагают возможно
ближе к резонатору лазера. В этом
случае минимальный размер пятна
фокусирования располагается в фо-
кальной плоскости F'.
Диаметр светового пятна d в фо-
кальной плоскости определяется по
формуле d яз f tg у я.' f'y (здесь d —
диаметр светового пятна; у — угол
расходимости луча лазера, f — фо-
кусное расстояние оптической систе-
мы).
Сократить диаметр пятна можно
уменьшением фокусного расстояния /'
линзы или объектива либо угла рас-
ходимости излучения у. Уменьшение
[' нецелесообразно, так как при этом
уменьшается рабочий отрезок объек-
тива и необходимо предохранить
линзу или объектив от повреждений
разлетающимися продуктами взаимо-
действия излучения с материалом.
Кроме этого, использование коротко-
фокусных объективов (или линз) обу-
словливает значительно большую за-
висимость результатов размерной об-
работки от соосности оптических осей
резонатора ОКГ и фокусирующей си-
стемы, а также к изменению положе-
ния обрабатываемой детали относи-
тельно фокальной плоскости. Соче-
тание диаметра пятна фокусирования
в несколько микрон со значительным
рабочим отрезком достигается исполь-
зованием оптической системы, где пе-
ред длиннофокусным объективом с
большим рабочим отрезком располага-
ется телескопическая система (уста-
новки «Луч-10», «Квант-3» и др.)
(рис. 15.8). Такая оптическая система
позволяет получать пятно фокусиро-
вания диаметром 5 мкм при рабочих
отрезках 100 мм («Луч-10») и 70 мм
«Квант-3».
Диаметр пятна фокусирования d
в такой комбинированной оптической
системе определяется выражением
d = (ТГ)/Г,
где у — угол расходимости излучения;
f — фокусное расстояние оптической
системы; Г — видимое увеличение
телескопической системы.
В некоторых технологических уста-
новках (К-3, К-ЗМ) оптические систе-
мы содержат компоненты, существенно
улучшающие коллимацию лазерного
луча, (т. е. уменьшение расходимости
излучения). Такие оптические системы
состоят из двух линз — первой отри-
цательной и второй положительной
(или объектива) и представляют со-
бой трубу Галилея в обратном ходе [2 J,
а их действие подобно действию теле-
скопической системы. Уменьшение уг-
ла расходимости примерно пропор-
Технологические установки
44?
ционально угловому увеличению си-
стемы:
?о = VPi) =
где Ро — поперечное увеличение си-
стемы; /j и f2 — фокусные расстояния
положительного и отрицательного
компонентов соответственно.
Использование оптической системы
с отрицательным и положительным
компонентами также уменьшает сфе-
рическую аберрацию, существенно вли-
яющую на расходимость лазерного
пучка [2].
Недостатком рассмотренного способа
лазерной размерной обработки следует
считать сложность получения конфи-
гураций пятна фокусирования, кроме
круглой и линейной при использова-
нии сферической и цилиндрической
оптики соответственно. Однако наи-
более существенным недостатком явля-
ется сравнительно низкая точность
обработки, обусловленная обработкой
в плоскости изображения светящегося
торца активного элемента, излучение
с которого вследствие многих причин
имеет несимметричную структуру.
Расположение детали в фокальной
плоскости оптической системы дает
на обрабатываемой поверхности рас-
пределение интенсивности излучения,
зависящее от его углового распределе-
ния в световом пучке. Чаще всего
вследствие невысокой оптической од-
нородности стержней из лазерных ве-
ществ, несовершенных систем на-
качки, неточности юстировки зеркал
резонатора и других факторов полу-
чают несимметричное распределение.
Точность лазерной обработки, напри-
мер, при получении отверстий можею
значительно улучшить, если резко
ограничить зону действия излучения
краями изображения на детали. Кратко
рассмотрим особенности такого спо-
соба, названного проекционным [10,
20].
Поскольку при обработке отверстий
форма их продольного сечения су-
щественно зависит от конфигурации
светового пучка между фокальной
плоскостью и плотностью изображе-
ния торца активного элемента (или
диафрагмы), то оптическую схему ус-
тановки можно построить таким об-
разом, чтобы точка пересечения крат-
ных внутренних лучей (определяющих
конфигурацию светового пучка) сов-
падала с передним фокусом объектива
(см, рис. 15.7, б) [20]. В этом случае
световая трубка ограничивается ци-
линдрической поверхностью. Длина
цилиндрической части пучка х’ опре-
деляется из выражения.
х' = (f^)ld,
где f — фокусное расстояние объектива;
у — угол расходимости лазерного лу-
ча; d — диаметр отверстия диаф-
рагмы.
Использование оптической системы,
дающей цилиндрическую трубку, поз-
воляет в 1,5—2 раза увеличить глу-
бину отверстия и значительно умень-
шить конусность отверстий [20].
Проекционный способ обработки.
Основными достоинствами проекцион-
ного способа следует считать возмож-
ность получения изображения слож-
ной конфигурации, повторяющих
с заданным уменьшением рисунок ма-
ски, высокую разрешающую способ-
ность и возможность одновременной
обработки значительно большей по
сравнению с фокальным пятном пло-
щади, т. е. можно получать рисунки
печатных и пленочных схем различ-
ной конфигурации с большей плот-
ностью элементов, системы круглых
отверстий и отверстий сложной формы
в тонких пластинах, сетки, шкалы и
т. д, ]10]. Способ также можно ис-
пользовать для поверхностной терми-
ческой обработки материалов по опре-
деленному рисунку. Кроме этого, об-
работка в плоскости изображения ма-
ски, например диафрагмы, существенно
повышает точность получаемых отвер-
стий за счет резкого ограничения пара-
метром диафрагмы краев светящегося
торца активного элемента.
Принципиальная схема проекцион-
ного способа обработки приведена на
рис. 15.9, б [9]. Поток излучения
лазера / с помощью оптической систе-
мы (линзы или телескопической сис-
темы) расширяется до размеров ма-
ски 3, и ее изображение другой опти-
ческой системой (проекционной) 4 про-
ектируется па обрабатываемую за-
готовку 5. Характер и степень обра-
ботки материала определяются плот-
ностью потока излучения в освещен-
448 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис. 15.9. Принципиальная схема проек-
ционного способа обработки материалов
излучением лазера:
1 — лазер; 2 — телескоп; 3 — маска; 4 —
проекционная система; 5 — обрабатывае-
мая заготовка
пых местах проецируемого рисунка
маски. Телескопическая система уве-
личивает поперечный размер пучка
до значений, превышающих размер
маски, и одновременно уменьшает плот-
ность энергии до величин, при кото-
рых отсутствует ее разрушение. Наз-
начение проекционной системы —
создать на поверхности обрабатыва-
емой детали уменьшенное до заданных
размеров изображение рисунка маски
с сохранением достаточной плотности
энергии для выполнения конкретного
вида обработки.
Наиболее важными параметрами оп-
тической системы проекционного спо-
соба обработки являются линейное
уменьшение проекционной системы Рп
(обусловливает разрешающую спо-
собность оптической системы) и ли-
нейное увеличение телескопической си-
стемы р.г (определяет величину одно-
временно обрабатываемой площади).
Рассмотрим подробнее определение
указанных параметров, пользуясь ре-
зультатами работ [10, 20].
Номинальное уменьшение проекци-
онной системы Р = Dm/Dj (Dv— раз-
мер маски или части рисунка па ней;
7?! — размер соответствующего изоб-
ражения). При этом должно выпол-
няться условие
pmln < Р < Рпшх>
Минимальное уменьшение рп11п опре-
деляется условием получения необ-
ходимой плотности энергии на обра-
батываемой детали без разрушения
материала маски, т. е. Рта/ =
= VQufQs (Qm и Qh — пороговые
значения плотностей энергии соответ-
ственно разрушения маски и для кон-
кретного вида обработки материала).
Максимальное уменьшение проек-
ционной системы ршах (или мин им аль-
ное увеличение, обеспечивающее ми-
нимальный размер рисунка па образце)
ограничивается дифракционными яв-
лениями на ее апертуре и определяется
из выражения
ft_____________V________
Pmln Фо- D) dnnn -
здесь A — длина волны излучения;
dtnin — минимальный размер щели ри-
сунка маски; Do —диаметр входного
зрачка проекционной системы; f —
фокусное расстояние проекционного
объектива.
При выбранном Р можно определить
размер щели маски dTtlin> общий раз-
мер маски D, а также расстояние ме-
жду маской и оптической системой I:
Получение значительных уменьше-
ний связано с большими увеличениями
размеров оптической системы. Полу-
чение значительных р можно достиг-
нуть применением коллективных линз.
Полное перекрытие маски потоком
излучения обеспечивается значением
увеличения телескопической системы
PT':;;sD/D' (D' — диаметр потока из-
лучения). Плотность энергии q должна
удовлетворять условию
Плотность энергии на обрабатывае-
мом образце и маске
7Р?.
Если диаметр пучка излучения па
выходе лазера больше размеров ма-
ски, то целесообразнее использовать
упрощенные оптические системы для
Технологические установки
449
проекционного метода обработки (на-
пример, без телескопической системы).
Такой упрощенный вариант применя-
ется 'в ряде выпускаемых в послед-
нее время технологических устано-
вок. В случае, когда нет необходи-
мости в уменьшении изображения
маски и плотность энергии достаточна
для проведения конкретного вида об-
работки, кроме телескопической си-
стемы можно исключить и проекцион-
ную, а маску непосредственно нало-
жить на обрабатываемую заготовку.
Следует отметить оптическую схему,
предложенную в работе [20], для по-
лучения отверстий некруглой формы,
состоящую из двух телескопических
систем. Первая служит для расшире-
ния светового пучка. После нее уста-
навливается маска с вырезом сложной
формы. Вторая телескопическая сис-
тема проецирует изображение на по-
верхность детали. Расширение свето-
вого пучка первой телескопической
системой благодаря уменьшению
плотности и мощности позволяет ис-
пользовать в качестве масок обычные
фотодиапозитивы.
Оптические системы технологических
установок. Оптическая схема, реали
зованная в установках СУ-1, УЛ-2,
УЛ-20, приведена па рис. 15.10 [13,
20[. Энергетическая (фокусирующий
объектив) и наблюдательная системы
являются самостоятельными. Визуаль-
ная система представляет собой микро-
скоп с увеличением от нескольких
крат до предельного для светового
микроскопа, расположенного под уг-
лом к оптической оси фокусирующего
объектива. Такое наклонное положе-
ние микроскопа в этих установках не
позволяет вести обработку в углубле-
ниях (например, фильеры, алмазные
волоки, приборные камни) или свари-
вать детали в условиях тесного мон-
тажа. Часть поля зрения микроскопа
оказывается нерезкой, форма рассма-
триваемых объективов искажена пер-
спективой, что не позволяет проводить
точный контроль и измерение пара-
метров пробиваемых отверстий. Ука-
занные недостатки отсутствуют в опти-
ческих системах, где визуальная и
фокусирующая системы имеют общий
объектив [3, 20]. Совмещения фоку-
сирующих и визуальных систем до-
стигают применением отключающихся
зеркал и призм (установки К-3, К.-ЗМ),
зеркала с отверстием (установка К-2)
[20].
Оптическая схема установки К-3
приведена на рис. 15.11. Резонатор
лазера образован зеркалами 4 и 9
(с коэффициентами отражения соот-
ветственно 0,05 и 0,5), между кото-
рыми установлен кристалл рубина
б (75X7 мм). Отражающие покры-
тия зеркал закрыты защитными стек-
лами 3 и 10. Между зеркалом и кри-
сталлом установлена ирисовая диаф-
рагма 8. предназначенная для регули-
рования энергии потока излучения.
Лампа 7 помещена вместе с кристал-
лом в эллиптический отражатель 5
с полированными стенками. Фокуси-
рование излучения осуществляется с
помощью отрицательной линзы 11 и
объектива 13 микроскопа.
Для наводки излучения на обраба-
тываемый участок и наблюдения ис-
пользуются призма 12 и окуляр 18
Вис. 15.10* Оптическая Схема установки
СУ-1:
а — сварка (шторка закрыта); б — наве-
дение излучения ла место сварки (шторка
открыта); /, 5 — лрнзмы; 1/ — корпус;
3 — лампочка; 4 — ,na<sep; 6 — микроскоп;
7 — шторка; S — фокусирующий объек-
тив; 9 — импульсная лампа; /0 — линза
15 Рыкалин II. II. и др.
450 ОГ,ОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис, 16.11» Оптическая схема
установки К'З (К-ЗМ}:
/ — фотоэлемент; 2 — свето-
фильтр; 3, 10 — защитное стек-
ло; 4*9 — зеркала резонатора
с коэффициентом отражения 0,95
и 0,5 соответственно; 5 — отра-
жатель; 6’ — кристалл рубина;
7 — импульсная лампа накач-
ки; S — ирисовая диафрагма;
П — отрицательная линза;
12 — откидная призма; /,? —
объектив; 14 — предметное стек-
ло с обрабатываемой деталью;
/5 — сетка с перекрестием;/0 —
окуляр; 17 — лампочка; 13 —
конденсатор; 19 — зеркало для
подсвета отверстий
микрофотонасадки (при работе лазера
призма выводится из хода лучей мик-
роскопа). В фокальной плоскости оку-
ляра установлена сетка 15 с перекре-
стием для наводки излучения на объект
и шкалой для измерений. Место об-
работки освещается осветителем (лам-
почка 17 и конденсатор 18}. Зеркало 19
служит для подсветки получаемых
отверстий. Световой поток, прошед-
ший через зеркало 4 (коэффициент
пропускания <0,05) и светофильтр 2,
используется с помощью фотоэлемента 1
для относительного измерения энер-
гии излучения. В установке К-ЗМ
призма заменена откидным зеркалом,
а зеркало 19 — лампочкой для под-
светки отверстий снизу.
Оптическая схема установки К-2
приведена на рис. 15.12 120], особен-
ность которой — наличие зеркала 3
с отверстием в отражающем покрытии,
обеспечивающим совмещение фокуси-
рующей и визуальной систем.
Для установок последующих поко-
лений были разработаны более совер-
шенные целевые оптические схемы
(рис. 15.13). Показана схема оптиче-
ской системы «Квант-10». Резонатор
лазера образован двумя сферическими
зеркалами 1 и 2 радиусом 1200 см,
расположенными на расстоянии 56 см
друг от друга. Излучение проходит
через ирисовую диафрагму 4, служа-
щую для регулирования диаметра луча,
и через телескопическую систему. Уве-
Технологические установки
451
Рис» ГбЛ2. Схема установки
К-2:
1 — лазер; 2 — призма; 3 —
зеркало с отверстием в отра-
жающем покрытии; 4 — фо-
кусирующий объектив; 5 —
объектив системы и а блюде»
ння; б — сетка с перекре-
стием; 7 — окуляр
лнчение телескопической системы 2\
поэтому расходимость излучения с по-
мощью нее уменьшается в 2 раза.
Отрицательный компонент 5 телескопи-
ческой системы может перемещаться
вдоль оптической оси, что позволяет
изменять расходимость луча. Интер-
ференционным зеркалом 8 излучение
направляется на объектив 10, который
фокусирует его на поверхность обра-
батываемых заготовок 20. Фокусное
расстояние объектива 70 см. Защит-
ное стекло И предохраняет объектив
от загрязнения продуктами воздейст-
вия излучения на свариваемые за-
готовки.
Часть энергии луча (примерно 8 %)
с помощью стеклянной пластины 9
отводится на фотодиод 13, являющийся
датчиком системы индикации энергии.
Наводка излучения и визуальный кон-
троль сварных соединений осуществля-
ются оптической системой, состоящей
из объектива 10, тубусной линзы 14,
зеркала 15, светофильтров 16, бино-
кулярной насадки 17. Общее увели-
чение визуальной системы 33'*' при
диаметре поля зрения 3 мм. Для осве-
щения свариваемых деталей служат
два осветителя.
Оптическая схема установки
«Квапт-9» приведена на рис. 15.14.
Для фокусирования излучений сфер-
Рис, 15»13» Оптическая схема установки
«Квант-1С> ;
1,2 — зеркала резонатора; 3 — активный
элемент; 4 — ирисовая диафрагма; 6 —•
телескопическая система; 7 — бипризма;
1? — интерференционное зеркало; 9 — стек*
ля иная пластина; 10 — объектив: If — за-
щитное стекло; 12 — набор светофильтров;
13 — фотодиод ФД-7К; /4 —тубуснйя лин-
за; 15 — зеркало; 16 — светофильтры; 17 —
бинокулярная насадка; 18 — лампа; 19 —
конденсор; 20 — поверхность обрабаты-
ваемой заготовки
15*
452 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
'Lехнологичесиие установки
453
шарованного в резонаторе, служат
телескопическая система, состоящая
из линз 5 и 6, и фокусирующий объ-
ектив 8, который защищен от частиц
и пара материала обрабатываемой де-
тали 24 сменным плоскопараллельным
стеклом 5. Для регулирования энер-
гии излучения могут быть использо-
ваны сменные диафрагмы 4 с различ-
ными диаметрами отверстий. В комп-
лекте установки имеется два фокуси-
рующих объектива — один с фокус-
ным расстоянием 24 мм, другой —
38 мм. Телескопическая система с трех-
кратным увеличением выполнена в виде
насадки. Фокусирование излучения
может производиться как с насадкой,
так и без псе. Телескопическую систе-
му применяют при сверлении отвер-
стий диаметром менее 0,1 мм.
Наблюдательная оптическая си‘
стена установки «Квапт-9» состоит из
двух самостоятельных микроскопов
с одним общим окуляром 19. Микро-
скоп, служащий для наблюдения об-
рабатываемой детали сверху и наведе-
ния луча па обрабатываемую точку,
составлен из объектива 8, ахроматиче-
ской линзы 20, светофильтров 17,
сетки с перекрестием 18 и окуляра 19.
Второй микроскоп служит’ для на-
блюдения обрабатываемой детали п бо-
ковой проекции и состоит из защит-
ного стекла 10, поворотной призмы 11,
объективов 12 и 13, подвижного фо-
кусирующего компонента 14, зеркала
15 и тех же фильтров 17, сетки 18
и окуляра 19. Для совмещения фоку-
сирующей системы с микроскопом для
наблюдения сверху служит интерфе-
ренционное зеркало 7, имеющее ко-
эффициент отражения для излучения
лазера около единицы и являющееся
прозрачным для большей части спектра
видимого излучения. Для совмещения
полей зрения обоих наблюдательных
микроскопов служит светоделитсльпый
куб 16. Увеличение микроскопа для на-
блюдения сверху составляет 62,5х при
объективе с фокусным расстоянием
24 мм и 39.2х при фокусном расстоянии
объектива 38 мм. Увеличение микро-
скопа для наблюдения сбоку постоянно
и равно 62,5х. Оптическая система для
наблюдения обрабатываемой детали в
боковой проекции дает возможности
контролировать форму продольного се-
чения отверстия в прозрачных матери-
алах в процессе их обработки. Наличие
такой системы позволило существенно
увеличить точность чернового сверле-
ния отверстий в алмазных волоках
и уменьшить припуски на окончатель-
ную обработку.
Для освещения обрабатываемой де-
тали служат два осветителя, состо-
ящие из ламп '21 и конденсорных
линз 22. Полый фокоп 23 улучшает
концентрацию света на обрабатыва-
емой детали. Для переключения на-
блюдательных петпей оптической си-
стемы служит заслонка 25.
Следует отметить, что энергетическая
часть оптической системы установки
«Квант-9» аналогична оптической схеме
установки СЛС-10-1. Фокусное рас-
стояние объектива 40 мм. Один из
компонентов телескопической системы
может перемещаться, что дает возмож-
ность менять расходимость луча перед
фокусирующим объективом и тем са-
мым диаметр фокусированного
луча |18].
Схема оптической системы установки
«Квант-12» представлена на рис. 15.15
[22]. Излучение лазера 2, выходя че-
рез зеркало резонатора 3 с коэффици-
ентом пропускания 0,7, попадает в те-
лескопическую систему, состоящую из
короткофокусного компонента 4 и
длиннофокусного 5. Телескопическая
система уменьшает расходимость луча.
Интерференционное зеркало 10 на-
правляет излучение в фокусирующий
объектив 12 с фокусным расстоянием
50 и 100 мм. При помощи телескопиче-
ской системы и объектива излучение
лазера может быть сфокусировано
в пятно диаметром от 0,25 до 1,0 мм.
Изменение диаметра пятна осущест-
вляется ступенчато благодаря приме-
нению сменных короткофокусных ком-
понентов телескопической системы или
плавно путем перемещения длинно-
фокусного компонента.
Визуальная часть оптической систе-
мы кроме объектива включает тубусную
линзу 6, оборачивающую призму 8
и бинокулярную насадку 9. Для за-
щиты зрения оператора от излучения
плазменного факела, возникающего в
зоне сварки, а также от излучения
лазера, отраженного от свариваемых
454 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ и электронно-лучевой обработки
Рис, 15.15. Схема оптической системы
установки <Квант-12»;
1 — имиулвсЕтая лампа типа ИФП-ЗОО;
2 — активный элемент из АИГ (до X 6 мм):
3 — зеркало резонатора с коэффициентом
пропускания 0,7; ^,5 — элементы телеско-
пичсской системы [короткофокусный (4) и
длиннофокусный (5) компоненты]; £ — ту-
буеная линза; 7 — затвор; 8 — оборачи-
вающая призма; 9 — бинокулярная насад-
ка; К? — интерферонционноёзеркало; 11 —
стеклянная пластина; 12 — фокусирую-
щий объектив; /3 — защитная стеклянная
пластина: 14 — светофильтры; /5 — кон-
денсор
деталей, предусмотрен затвор 7. Ра-
бота затвора синхронизирована с по-
дачей лазерных импульсов таким об-
разом, что в момент импульса визуаль-
ная оптическая система оказывается
перекрытой. Время перекрывания по-
добрано так, чтобы оператор не ощущал
изменения освещенности в поле зре-
ния. Применение затвора позволило
обеспечить непрерывность наблюдения
за ходом сварки.
Одним из способов значительного
увеличения производительности (кро-
ме способа повышения частоты следо-
вания импульсов излучения), напри-
мер применение лазера на алюмоиттри-
евом гранате, является распределение
излучения от одного излучателя на
несколько рабочих зон (рис. 15.16)
[18]. Разделение луча с помощью
светоделительных зеркал показано на
рис. 15.16, а [18]. Здесь число рабо-
чих позиций (ветвей) ограничива-
ется только энергией излучения ла-
зера и энергетическими потерями на
Технологические установки
435
зеркалах, а после разделения луч
сохраняет свою первоначальную по-
перечную форму. Для разделения ис-
пользованы призмы с двумя или боль-
шим числом отражающих поверхностей
(рис. 15.16, б) (можно с различными
коэффициентами отражения). Недо-
статком схемы является то, что свето-
вые пучки после разделения имеют
в поперечном сечении форму секторов,
что отрицательно влияет на форму
круглых отверстий. В оптической схеме
предусмотрен двусторонний выход из-
лучения из резонатора с помощью
размещения в нем светоделительной
призмы-куба (рис. 15.16, в). Резона-
тор образован двумя зеркалами с ко-
эффициентами отражения ~1. В ус-
тановке К-13 была реализована схема,
показанная на рис. 15.17, с помощью
которой луч лазера разделен на две
позиции [18]. Параметры установки:
энергия излучения, подаваемого на
каждую позицию, — до 1 Дж, частота
повторения импульсов — 3 Гц, дли-
тельность импульса — 0,25 мс.
В установках АК-345 и А К-378
используется проекционный метод ло-
кализация излучения на деталь, кото-
рый в сочетании с используемым фо-
кусирующим объективом определил
тип резонатора лазера, основные га-
бариты станков и их компоновку [24].
Фокусирование излучения производи-
тся объективом ОМ-12 с фокусным
расстоянием f = 34 мм и рабочим от-
резком, равным 28 мм. В установке
АК-345 вывод излучения осуществля-
ется через отверстие диаметром 2—3 мм
в непрозрачном зеркале, причем ука-
б)
занное отверстие проецируется на
деталь. В установке АК-378 на детали
проецируется весь торец активного
элемента, для чего из резонатора излу-
чение выводится через зеркало с коэф-
фициентом пропускания 0,25.
Световой поток из горизонтально
расположенного излучателя с помощью
призмы 2 (рис. 15,18) переводится
в вертикальную плоскость и объекти-
вом 3 фокусируется на деталь 4.
Объектив 3, подвижное зеркало 5
и телескопическая трубка (линза 6
с f — ПО мм и окуляр 7 — МОВ1-15^)
образуют наблюдательную систему
с увеличением 45х. Защита объектива 3
от продуктов испарения материала де-
тали осуществляется стеклянной пла-
стиной 8, вращаемой электродвигате-
лями 9. В схеме станка АК-378 отсутст-
вует поворотная призма вследствие вер-
тикального размещения излучателя.
Оптическая схема эксперименталь-
ной установки К-5 для получения ри-
сунков на тонкопленочных покрытиях
за один импульс лазера на площади
диаметром 30 мм приведена на
рис. 15.19, а. Сферические зеркала
резонатора, установленные конфо-
кально, обеспечивали большую доб-
ротность для неаксиальных колебаний
Рис. 15.16. Схемы распределения излуче-
ния лазера на несколько рабочих позиций:
1 — излучатель; 2 — фокусирующий Объ-
ектив; л — обрабатываемая деталь; 4 —
с а етодел ит ел ьиое зеркало; 5 — поворотное
зеркало; 6 — активный элемент; 7 — пол-
ностью отражающие зеркала резонатора;
8 — выводная саетоделительная призма;
9 многогранная призма-пирамида
456 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис. 15,17. Схема оптической системы уста-
новки К-13;
/, 5 — зеркала резонатора лазера; 2 —
активный элемент; 4 — диафрагма; 5 —
телескопическая система; 6 — свет о дели-
тельное интерференционное зеркало; 7 —
стопроцентное интерференционное зеркало;
0 —- объективы; 10, 11 — обрабатывае-
мые детали; Г2 ~ вращающийся защитный
диск; 13 — ахроматические линзы; 14 —
сетки; 15 — подвижный окуляр
с целью получения высокой равномер-
ности распределения интенсивности из-
лучения по сечению луча. Телескопи-
ческая система с увеличением 25^
расширяет диаметр лазерного луча
до размеров маски, равных 45 см.
Проекционная система, состоящая из
коллективной линзы и объектива, дает
изображение маски на поверхности
1 — излучатель; 2 — призма; 3 — об'ьск-
тми; 4 — деталь; 5 — подвижное зеркало;
6 — линза; 7 — окуляр; Я — стеклянная
пластина; 9 — электродвигатель
обрабатываемой поверхности в мас-
штабе 1:4. Микроскоп (с увеличе-
нием 25^) позволяет точно совмещать
обрабатываемые участки с изображе-
нием маски, проектируемые оптиче-
ской системой при введении в ход
лучей осветителя (состоит из лампы
и конденсатора). С использованием ус-
тановки К.-5 были получены тонко-
пленочные рисунки па площади 20 У.
У 20 мм3 с разрешающей способно-
стью 30 лин/мм [18].
Оптическая схема установки
«Квант-17» приведена на рис. 19, б,
в излучателе которой использованы
два активных элемента 1 из граната
[22], помещенных в отдельные освети-
тельные камеры.
Источники питания. Снедения о
принципах построения источников пи-
тания различного типа лазеров, об
их основных особенностях и др. можно
найти в ряде работ (см., например,
[8, 9, 12, 13, 15, 18, 20, 28]).
Источники питании используются
для возбуждения газоразрядного про-
межутка газовых и твердотельных из-
лучателей.
Источник питания в газовых лазе-
рах непосредственно возбуждает газо-
разрядную трубку, а в твердотельных
лазерах — лампы накачки активного
элемента, и в зависимости от режима
Технологические усчаковки
457
работы лазера работает в импульсном
или непрерывном режиме.
Импульсное питание как газовых,
так и .твердотельных лазеров характе-
ризуется использованием электромаг-
нитных устройств (емкостного или
индуктивного типа) для предваритель-
ного накопления энергии за достато-
чно большой промежуток времени от
сравнительно маломощных источни-
ков, а в последующем происходит
реализация накопленной энергии в на-
грузке, с помощью которой формиру-
ется импульс (тока или напряжения)
заданной формы,
В технологических установках им-
пульсного действия (преимущественно
твердотельных) в основном использу-
ются накопительные устройства, запа-
сающие энергию в электрическом поле
конденсаторной батареи (емкостные на-
копители) {8, 12, 18, 28],
Известны также накопительные уст-
ройства другого типа, в которых энер-
гия запасается в магнитном поле дрос-
селей-накопителей (индуктивные на-
копители) [18, 20].
Ниже рассмотрим накопители ука-
занных типов, однако прежде предста-
вляется целесообразным кратко рас-
смотреть схемы формирования вы-
ходных электрических параметров: им-
пульсного тока и напряжения, дли-
тельности и частоты повторения вы-
ходных импульсов. К ферме импульса
разрядного тока через лампу накачки
твердотельного излучателя не предъ-
является жестких требований. Так
длительность фронта для устранения
возможности возникновения ударттей
полны, способной вывести из строя
лампу накачки, составляет обычно
не менее 100 мкс [8, 28]. В то же время
наименьшая длительность фронта дол-
жна превышать время, необходимое
для генерации излучения, а наиболь-
шей определяется необходимой дли-
тельностью излучения и может дости-
гать единиц и даже десятков милли-
секунд.
Энергия накачки для различных
лазеров составляет единицы джоу-
лей — десятки и сотни килоджоулей.
При импульсном режиме работы
лазер можно питать энергией или
не посредственно от сети, или от про-
межуточного накопителя энергии [8,
28]. Первый вариант, несмотря на
свою простоту, малоприемлем для
питания -лазерной техники.
Промежуточное накопление энер-
гии приводит к существенному' усло-
жнению схемы источника питания,
однако позволяет совместно с комму-
тирующими элементами реализовать
все необходимые режимы работы с лю-
быми значениями входных парамет-
ров, и необходима для накачки лазе-
ров энергия может накапливаться в ви-
де энергии электрического (в конден-
саторах) или магнитного поля (в ин-
дуктивных элементах).
Существующие системы классифи-
кации множества схем формирования
выходных импульсов источников пи-
тания лазерных излучателей основаны
на определении вида накопителя энер-
гии и режима его работы.
Зарядка индуктивного накопителя
энергии осуществляется от устрой-
ства с низким выходным напряжением
при среднем значении зарядного тока,
равном половине амплитуды тока в мо-
мент окончания зарядки, а для ем-
костного накопителя выходное напря-
жение зарядного устройства должно
быть не менее требуемого значения
напряжения накопителя, а среднее
значение тока зарядки при заданных
значениях напряжения и емкости на-
копителя зависит от цикла зарядки
и может быть во много раз меньше
амплитуды импульса разрядного тока
[8, 28]. Выбор накопителя определяет
требования к параметрам зарядного
устройства. Накопители энергии мо-
гут работать в режимах полней или
частичной разрядки, характер которой
определяется типом разрядного ком-
мутатора.
Энергия, накопленная в накопи-
теле, вся передается в нагрузку в ре-
жиме полней разрядки при замыка-
нии коммутатора для емкостного на-
копителя и размыкания индуктивного,
причем возврат коммутаторов в ис-
ходное положение происходит не ра-
нее окончания процесса разрядки на-
копителя. Такой режим позволяет
иметь минимальный размер накопите-
ля, что представляется важным при
больших величинах энергии накачки.
Форма импульса разрядного тока на
нагрузке (активное линейное сопро-
458 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
5)
Технологические установки
459
Рис. 15.19. Схемы оптических систем;
« —. установка К-5: /т 4 — зеркала рези-
натора; 2 — модулятор добротности; 3 —
активный элемент; 5t 8t 11, 18 — поворот-
ные- интерференционные зеркала; 5, 7 —
осветительная телескопическая система;
— маска; 10 — коллективная линза; 12 —
проекционный объектив; 13 — защитное
стекло; 14 — обрабатываемая деталь; 15 —
линза; 16 — конденсор; 17 — лампа; /9 —
сетка; 20 — окуляр; б — установка
Квант-17: 1 — активные элементы из алю-
моиттрневого граната; 2 — импульсные
лампы накачки; 5 — сферические зеркала
с одинаковым коэффициентом пропуска-
ния; 4 — призмы полного внутреннего от-
ражения; 5 — фокусирующие объективы;
6’ — корпуса интегральных схем; 7 — кас-
сета загрузочного устройства; 8 — источ-
ник питания
тивление) представляет собой экспо-
ненту при полном разряде как ем-
костного, так и индуктивного накопи-
телей.
Однако вследствие того, что у газо-
разрядных приборов (лампы накачки,
газовые излучатели) характер нагру-
зки нелинейный (изменение тока на-
качки не пропорционально изменению
напряжения на нагрузке), т. е. стати-
ческое и динамическое сопротивления
газового разряда не равны друг другу
и постоянно изменяются в процессе раз-
ряда, то и форма разрядного тока
отличается от экспоненциальной.
Источники электропитания с низ-
кой частотой повторения импульсов.
Промышленность освоила серийное
производство множества типов исто-
чников электропитания, которые по-
ставляются как отдельно, так и в ком-
плекте с лазерными технологическими
установками импульсного действия с
твердотельными излучателями преиму?
щественно на стекле с неодимом, алю-
моиттриевом гранате и с лаборато-
рными на стекле с неодимом, рубине.
В первых отечественных технологи-
ческих установках К-3, К-ЗМ, СУ-1
источник питания представлял собой
батарею конденсаторов, заряжаемую
от высоковольтного выпрямителя мало-
эффективным способом — через актив-
ный резистор [8, 20], В дальнейшем
в электронной промышленности были
разработаны более совершенные схемы
электропитания. Так, уже в установ-
ках «Квант-3» были использованы ис-
точники питания МИЛ-24 и МИЛ-25,
построенные на базе индуктивно-емко-
стных преобразователей [8]. Такие
же источники были использованы в
технологической установке СЛС-10-1.
Опыт- эксплуатации этих установок,
а также разработка многочисленных
лабораторных источников питания по-
служили основой для создания унифи-
цированного ряда блоков питания ти-
па БП, основные характеристики ко-
торого приведены в табл. 15.5 [6].
Накопительные конденсаторы и блоки
«поджига» импульсной лампы в состав
блока питания пе входят.
Техническая характеристика импу льсных
источников питания
Коэффициент полезного дейст- 0,7—3,85
вня
Нечувствительность к корот-
ким замыканиям, и том числе
при переходе импульсной лам-
пы в режим стационарного го-
рения
Условия эксплуатации:
температура окружающей
среды, "С.................От -I- I 5
ДО -Н3'>
относительная влажность, % 50—81)
атмосферное давление,
ГПа........................S6O-1013
Управление всеми импульсными
блоками питания осуществляется уни-
версальной системой управления, пред-
назначенной для обеспечения плавного
регулирования напряжения на кон-
денсаторах накопителя в пределах
от 220 В до номинального значения
при нестабильности + 1 %, а также для
выдачи командных сигналов на осу-
ществление следующих режимов ра-
боты импульсной лампы: одиночного,
периодического несинхронизированно-
го и синхронизированного с модуля-
тором добротности, «иоджига» импульс-
ной лампы в двух диапазонах частот
внутреннего запуска:
1-й диапазон: 1/20; 1/15; 1/10; 1/8;
1/5; 1/4; 1/3 и 1/2 Гц;
2-й диапазон: 1; 2; 3; 4; 5; 8 и 10 Гц,
а также при запуске от внешнего
генератора с частотой 10 Гц и от фото-
датчика.
Запуск импульсами синхронизации
осуществляется с частотой 300 Гц
(в режиме модулированной добротно-
сти лазера), при этом плавное регули-
рование командного сигнала на за-
держку «поджига» импульсной лампы
осуществляется в пределах 200—
1500 мкс.
460 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
15.5. Основные характеристики импульсных источников питания
Блок питали я Выходное напряженно l/пых. В Ток заряда, А Средняя мощность блока 1 цитация Рср, кВт , Пиковая мощность, потреб- j л ясная из сети /JnHK, кВт Средняя мощность, по- требляемая из сети п про- цессе заряда РС1>* кВт Максимальная сила тока из сети, А Напряжение питания, Е, при частоте 30 Гц Габаритные размеры, мм Масса, кг
БП-2000-0,75 2000 1000 0,75 1,5 0,75 1,8 1,0 1,1 220 540Х 540Х 870 120
БП-2000-1,5 2000 1000 1,5 3,0 1,5 3,5 1,9 1,6 220 540X540X870 150
БП-2000-3,0 2000 1000 3,0 6,0 3,0 6,7 3,6 2,2 220 540X540X1020 200-
БП-БСООО,3 2ЕС0 1250 5СС0 0,6 1,2 0,6 0,76 1,8 1,0 1,1 220 540X540X870 120
Б П-5000-0,6 25С0 1250 5СС0 1,2 2,4 1,2 1,5 3,5 1,9 1,6 220 540X540X870 150
БП-БОСО-1,2 2500 1250 5СС0 2,4 4.8 1,8 3 6,7 3,6 2,2 220 540X540X1020 200
БП-Б0С0-1,8 2500 1250 5060 3,6 7,2 3,6 4,5 10,3 5,4 1.0 3X380 540X540X1220 300
БП-5000-3,6 2500 1250 7,2 14,4 9,0 20,0 10,6 1,5 3X380 540Х680Х 1350 410
Модуляторы импульсных ламп
(МИЛ) для технологических установок
«Корунд» (МИЛ-35), «Квант-10»
(M14JI-40), «Квапт-12», «Квант-16»,
«Квант-17» ' (МТ-42). ЛТИПЧ-1
(МИЛ-36, ЛУМ-1, МИЛ-38) выполнены
с использованием блоков питания |8].
Приводится подробное описание уст-
ройства и работы силовой части (а так-
же взаимодействие узлов ее) модуля-
тора МТ-42 для питания импульсных
твердотельных излучателей, упра-
вление которой производится систе-
мой управления СУМ-10 (подробнее
о пей будет сказано ниже). Кратко
отметим только некоторые особенно-
сти МТ-42, состоящего ил зарядного
устройства и разрядного контура. За-
рядное устройство выполнено с ис-
пользованием двух блоков из унифи-
цированного ряда блоков питания:
блока источника тока типа ИТ-2-Зф
и блока выпрямителя ВЗ-2000-Зф. Блок
ИТ-2-Зф представляет собой индуктив-
ный емкостной преобразователь, на
выпуск которого установлен зарядный
коммутатор на тиристорах.
В блоке накопителя Н-2 размещен
разрядный контур, включающий в себя
формирующую накопительную ли-
нию, разрядный коммутатор, блок
зажигания iMT-ЗПЖ, источник пита-
ния дежурной дуги. Формирующая
линия имеет четыре звена и собрана
на индуктивных элементах и бата-
реях конденсаторов, причем каждая
батарея разбита па четыре группы
ио три конденсатора типа К.75-17
в каждой. Различные комбинации со-
единений групп позволяют получить
Технологические установки
461
импульсы с формирующей линии с че-
тырьмя фиксированными длительно-
стями: 1,5; 2; 2,5; 4 мс при форме,
близкой к прямоугольной, В модуля-
торе МТ-42 используется двухступен-
чатая схема зажигания. Первая сту-
пень обеспечивается блоком зажига-
ния МТ-ЗПИф вторая ступень — источ-
ником питания дежурной дуги, выпол-
ненным на основе маломощного одно-
фазного ПЕП.
Orwoe/iwfi rerx/iwчеткие
ялрлктгрисгил-и модулятора МТ-12
Пределы плавного регулиро-
вания напряжения на нако-
пительных конденсаторах, В 250—100
Ст а бил ьн о ст ь пр е др а р ядного
значения на накопительных
конденсаторах, %, не хуже . .
.Максимальная частота следова-
ния разрядных импульсов, Гн 20
Средняя потребляемая мощ-
ность от цепи, кВт е . . 12
Нагрузкой модулятора могут слу-
жить импульсные лампы ИФП-800,
ИФН-1200 и др.
Источники питания с реактивны-
ми токооераничивающими элемента-
ми. Также достаточно широко исполь-
зуются источники питания, выполнен-
ные на не менее эффективных, чем.
ПЕП, зарядных устройствах с емко-
стным токоограничивающим элементом
[8, 28]. Также зарядные устройства
используются в установках «Квант-9»
(МИЛ-29) и «Квапт-9М». В МИЛ-29
используется принцип зарядки на-
копительных конденсаторов по схеме
удвоения напряжения [8], достоин-
ствами которой считают нечувстви-
тельность к коротким замыканиям,
.вдвое меньшее входное напряжение,
.высокий KI1Д, ограниченное значе-
ние напряжения холостого хода и др.
Здесь же отмечают и недостаток, за-
ключающийся в возможном подмагни-
чивзппи входного трансформатора,
происходящего во время включения
.зарядного коммутатора, включенного
последовательно с первичной обмоткой
входного трансформатора. Последнее
способствует возникновению тока в
нервичпоп обмотке трансформатора,
увеличению потерь в трансформаторе,
коммутаторе и т, д.
В работе (8, 28] предлагаются спо-
собы устранения указанного недо-
статка. Первый способ предполагает
синхронизацию момента включения
зарядного коммутатора с фазой вход-
ного напряжения сети. Второй пред-
лагает перенести зарядный коммута-
тор во вторичную обмотку. Третий
способ — совмещение функций заряд-
ного коммутатора и выпрямителя. В
этом случае совмещенный коммута-
тор — выпрямитель находится па
вторичной обмотке трансформатора,
что исключает подмагничивание. По
такой схеме выполнен импульсный
модулятор МИЛ-49, состоящий из двух
функциональных блоков: импульсного
источника питания ИПИ-2 и системы
управления СУМ-10, ИПИ-2, как и
ранее описанные импульсные моду-
ляторы, содержит зарядное устройство
и разрядный контур.
Подробно устройство и работа ИПИ-2
описаны в .[8, 28]. Здесь же приведены
основные технические данные ИПИ-2;
пределы плавного регулирования на-
пряжения накопителя 250—2000 В;
стабильность нредразрядного зна-
чения на накопительных конденсато-
рах нс хуже 1 %;
максимальная частота следования
разрядных импульсов 3—5 Гн;
индуктивность разрядного контура
100 мкГ;
средняя потребляемая мощность
2 кВт,
Нагрузкой ИПИ-2 могут служить
лампы ИФП-800, ИФП-1200 и другие
с аналогичными параметрами.
Данные по разработанным источни-
кам электропитания для импульсных
лазерных установок приведены в
табл. 15.6,
Источники питания для твердо-
тельных излучателей с повышенной
частотой постарения импульсов. Для
разработки зарядных устройств им-
пульсных источников питания газо-
разрядных приборов с повышенной ча-
стотой повторения разрядных импуль-
сов в [8] рекомендуется использовать
схемы зарядки емкостного накопителя
энергии от сети переменного напряже-
ния с нулевой фазой включения заряд-
ного коммутатора. В этих схемах
накопительный конденсатор начинает
заряжаться при включении зарядного
коммутатора в момент перехода сину-
соиды сетевого напряжения через нуль,
402 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
15.6. Характеристика источников питания для импульсных
технологических установок
Источиик питания Силовая часть Система управле- ния Применение Мощность на нагрузке, кВт Параметры выходных (разрядных} нмпульсви
Частота, Гц Длп- тель* 11 ость, мс *
МИЛ-25 МИЛ-29 МИЛ-35 МИЛ-36 МИЛ-38 МИЛ-40 МТ-41 (МИЛ-41) МТ-42 (МИЛ-42) МТ-47 МТ-42М МИЛ-49 ИЕП ИМ-1 (схе- ма удвое- ния) Б П-5000-0,6 Б И-5000-0,6 БП-5000-1,2 БИ-5000-1,8 Б П-2000-9 БП-2000-9 ЕП ИЕП ИПИ-2 (схема уд- воения) СУМ-1 Модифи- кация СУМ-1 СУМ-5 СУМ-2 СУМ-2 СУМ-8 СУМ-4 СУМ-10 СУМ-10 СУМ-ЮЛ СУМ-ЮЛ СУМ-10 «Квапт-З» СЛС-10-1 «Кв ант-9» «Корунд» ЛТИПЧ-1 лум-1 («Импульс-1») «Квант-10», «Квант-16» Двух к аналь- ная установка на рубине «Квант-12» «Квант-17» « Квант-9М» 5,0 1,5 1,5 1,5 1,5 3,0 4,0 6,0 6,0 6,0 8,0 1,5 0,01—3 0,5 0,05—1 0,05—1 0,1 _1_. 1 90 I 240 0,05—1 0,1—10 0,1—20 0,1—30 0,1—30 0,05—5 1; 4; 8 2; 4 0,6 0,2 0,4 3 8 0,5 1,5; 2; 2,5; 4 0,2 2; 3; 4; 5 0,6
Источ ннк питания Параметры накопителя Лампа Размеры, мм, источника питания Масса, кг
Н апряжение, кВ Емкость, мкФ
МИЛ-25 МИЛ-29 МИЛ-35 МИЛ-36 МИЛ-38 МИЛ-40 МТ-41 (МИЛ-41) МТ-42 (МИЛ-42) МТ-47 МТ-42М МИЛ-49 0,4—1,8 0,2—1 0,4—2 0,4—2,5 0,4—2,5 0,4—4,5 0,4—2 0,2—2 0,2—1 0,2—2 0,2—1 0,4—2 4000 4Х 1000 800 300 2X500 4X1400 2000 600 4X600 100 4X600 800 ИСПТ-6000 ИФП-1200 ИФП-1200 ИФП:800 ИФП-1200 (4 шт.) ИФП-2000 (4 шт.) ИФП-5000 ИСПТ-6000 ИФП-800 ИФП-1200 ИФП-800 (2 шт.) ИФП-1200 1000X800X1500 543X598X1212 496X454X253 595X613X1356 595Х613Х 1356 595X613X1700 595X613X1730 595X613X2300 595X613X2000 718Х610Х 1895 718Х610Х 1895 496X454X253 600 210 90 250 280 1700 500 600 580 510 550 90
Технологические установки
463
а зарядный ток в этом случае ограни-
чивается скоростью нарастания напря-
жения и имеет форму отрезка коси-
нусоиды, причем в процессе зарядки
используется менее четверти периода
синусоиды, что делает потребление
энергии относительно неравномерным.
Такие схемы рекомендуется исполь-
зовать при сравнительно небольших
энергиях (до нескольких сотен джоу-
лей) в системах питания твердотель-
ных излучателей, например, на алюмо-
иттриевом гранате с оптимальными
частотами повторения импульсов излу-
чения 50—100 Гц. В [8] подробно на
примере модулятора накачки МИЛ-31,
входящего в состав серийно выпуска-
емых твердотельных лазеров типа
ЛТИ и ЛТИ-П4, описываются уст-
ройство, принцип работы и взаимодей-
ствие отдельных частей источника пи-
тания. Две батареи конденсаторов
(2Х150 мкФ) одновременно заряжа-
ются от сети с нулевой фазой включе-
ния коммутатора, а при разрядке на
лампу накачки батареи включаются
последовательно, удваивая тем самым
напряжение на выходе. Отметим, что
в состав МИЛ-31 входят блок зарядки
БЗ-1, разрядный блок БР-1 и система
управления СУМ-7. Отметим также,
что в МИЛ-31 используется двухсту-
пенчатая схема зажигания лампы на-
качки, где режим дежурной дуги
лампы обеспечивается источником тока
МТ-2ИТ. Основные технические ха-
рактеристики модулятора МИЛ-31 и
других источников питания с повышен-
ной частотой повторения импульсов на-
качки для твердотельных излучате-
лей приведены в табл. 15.7 [8].
Системы управления импульсными
источниками питания. Как уже ранее
отмечалось, неотъемлемой частью исто-
чников питания (модуляторов) являют-
ся системы управления, причем в отли-
чие от силовых цепей источников, опре-
деляющих такие показатели, как энер-
гетические, массу, габариты, стои-
мость, они преимущественно опреде-
ляют качественные характеристики все-
го комплекса [8, 28]. Системы управ-
ления модуляторов (СУМ) обеспечи-
вают необходимую точность и стабиль-
ность, быстродействие и устойчи-
вость, синхронизацию и выдачу сигна-
лов, устанавливают режим работы
модулятора, т. е. определяют работу
лазерной установки.
Перечень основных функциональных
назначений, выполняемых СУМ:
задать частоту циклов зарядка—
разрядка накопителя;
— регулировать напряжение на
накопителе;
— стабилизировать предр аз рядное
значение напряжения на накопителе;
— осуществлять заданную про-
грамму управления зарядным устрой-
ством;
15.7, Основные технические характеристики модуляторов типа МИЛ
Тип ИСТОЧ’ ника питания Частота повторения, Гц Напряжение накопителя, В Я * 3 Q * Щ х 2 Питание де- журной дуги (А/В) Масса, кг Габаритпые размеры, мм
МИЛ-30 100; 50; 25; 12; 5 и одиночные им- ПУЛЬСЫ 150—300 400 0,8 400 55 496 X 424 X 402
МИЛ-31 100; 50; 25; 12; 5 и одиночные им- пульсы 300—1000 75 0,75 800 100 496X424X660
0,75 800
МИЛ-39 100; 50; 25; 12; 5 и одиночные им- пульсы 200—500 300 95 496X424X660
464 • ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
— синхронизировать начало заряд-
ки накопителя с внешними датчиками;
— синхронизировать разрядку на-
копителя с устройствами модуляции
добротности резонатора излучателя;
с измерителями энергии, с другими
устройствами;
— обеспечить время для деиониза-
ции ГР II;
— обеспечить различные блокиров-
ки, позышающие устойчивость работы
в условиях значительных импульсных
полей.
В зависимости от назначения лазер-
ных установок системы управления
имеют и другое назначение.
При проектировании и изготовле-
нии технологических установок на-
бор необходимых функций может быть
реализован путем использования из
большого количества структурных схем
я составляющих их узлов (модулей)
минимального числа указанных моду-
лей для получения оптимальных
структурных схем с заданными свой-
ствами [81.
Такой подход был использован при
создании первых промышленных уста-
новок. В установке «Квант-3» исполь-
зована система управления СУМ-1,
для которой разработаны универсаль-
ные функциональные модули. В системе
управления СУМ-2 для уже описан-
ного унифицированного ряда импуль-
сных блоков питания БП использованы
модернизированные функциональные
модули. На их основе (названных ти-
повыми — МТ) созданы системы
СУМ-4 (для установки «Кв а пт-10»),
СУМ-5 («Квант-9»), СУМ-6 (модуля-
тор МЙЛ-30), СУМ-7 (модулятор
МИЛ-31), СУМ-8 (ЛУМ-1), универ-
сальная система управления СУМ-10
(«Квант-9М», «Квант-12»),
На примере наиболее широко рас-
пространенной системы СУА1-10 рас-
сматривается структурная схема
СУМов, описывается достаточно под-
робно принцип их действия и т. д.
Непрерывный режим работы лазеров
на СО2 требует согласования внешних
характеристик источника питания
с вольт-амперной характеристикой га-
зоразрядного промежутка [8, 20, 28],
причем для большей устойчивости
разряда в газовой среде необходимо
осуществлять его от источника с круто
падающей внешней характеристикой,
наклон которой больше, чем у стати-
ческой характеристики газового раз-
ряда. Включение последовательно с
ГРП балластных (активные или ре-
активные) сопротивлений и исполь-
зование источника с повышенным на-
пряжением холостого хода увеличи-
вает крутизну внешней его характери-
стики. Указанное чаще всего дости-
гают с помощью двухтактных выпря-
мителей или с удвоением напряжения
с включением соответствующих бал-
ластных сопротивлений, включаемых
последовательно с газоразрядной труб-
кой [20, 28]. Здесь же отмечается,
что указанные схемы обеспечивают
силу рабочего тока при напряжении,
превосходящем напряжение пробоя,
т. е. большая часть мощности рассеи-
вается на балластном сопротивлении.
Установки «Квант-9» , «Квант-9М»
предназначены для сверления отвер-
стий в заготовках алмазных волок и
других материалах. Рекомендуются
для применения в инструментальной,
электронной и приборостроительной
отраслях промышленности [7, 20, 22].
Особенно эффективно их применение
при получении черновых отверстий
в алмазных волоках. Производитель-
ность установок при лазерном свер-
лении алмазов в 20 раз выше, чем
при использовании других электрофи-
зических методов, и в 200 раз лроиз-
водитсльпее механического сверления.
Сверление можно выполнять одноим-
пульсным и многоимпульспым мето-
дами, причем при одноимнульсном
методе диаметр и глубина отверстий
могут составлять 0,0005—0,04 см и
до 0,1 см, а при многоимпульсной
обработке: диаметр до 0,8 мм и глу-
бина до 3 мм. Имеется также ручное
управление установками,
В установках используются импульс-
ные лазеры на стекле с неодимом.
Оптическая система позволяет контро-
лировать процесс обработки в двух
взаимно перпендикулярных проекциях
при увеличении 62х.
Изображения этих проекций сов-
мещены в одном поле зрения, что поз-
воляет контролировать размеры и
форму отверстии в прозрачных ма-
териалах.
Технологические установки
465
В комплект установок сходят тех-
пол01'ический стол с излучателем и
оптической системой, источник пита-
ния ИП-Г и система охлаждения ла-
зера дистиллированной водой, система
управления СУМ-5,
Техническая характеристика
*Квант-й» «K>iaHT-9M»
Ди а метр отверстн й,
им................. 0,005—0,8 0,005-2,0
Глубина отверстий,
мм........................ До 3
Максимальная анер-
гия излучения, Дж 8
Длительность им-
пульса, мс , . . , 0,5 — 0,7 0,5
Частота повторения
Импульсов в авто -
магическом режиме,
имп/мин ........... 6—60 6—180
Срок службы им-
пульсной лампы на-
качки, тыс. вспы-
шек ....................... 200
Установка СЛС-10-1 предназначена
для точечной сварки различных ма-
териалов, в том числе тугоплавких
(молибдена, тантала и др.), толщиной
до 0,3—0,4 мм. Применяется в произ-
водстве электровакуумных приборов
и реле [20, 22].
Лазерную сварку на установке
СЛС-10-1 отличает высокое качество
соединений, свариваемых в атмосфере
инертного газа, точность регулиро-
вок, возможных замены элементов
резонатора без разъюстировки, хоро-
шая воспроизводимость длительности
И формы импульсов. На базе установки
создано несколько разновидностей
специализированного сварочного обо-
рудования: полуавтоматов СЛС-8-Ш,
СЛС-25-1 и др., применяющихся в при-
боростроении для сварки материалов
и деталей приборов.
Техническая харлкщ^ристилд
Диаметр светового пят-
на, мм ........... . .
Энергия импульса излу-
чения, Дж .......
Длительность импуль-
са, мс
Чистота повторения им-
пульсов, имп/мин . . t
Напряжение пнгакия, В
П отр еб л я ема я м ощ -
пость, кВт ......
Габариты, мм:
стайка ..............
источника питания
Масса, кг...........
0,4—1,5
До 8
2; 4
80
220/380
2,5
1005Х820Х 1255
540Х598Х 1212
350
Установка «Квант-11». Полуавто-
мат с лазером на алюмоиттрневом гра-
нате предназначен для сквозной резки
на дискретные элементы полупровод-
никовых пластин с готовыми структу-
рами [22].
Техническая характеристика
Скорость разделения
полупроводниковых пла-
стин при глубине ре&а
0,025 см, см/мин . . . .
Максимальная глубина
реза, мм .......
Ширина дефектной зо-
ны, см , . , г , , . t
Средняя мощность излу-
чения, Вт ......
Диаметр светового пят-
на, мкм .......
Напряжение питания, В
Потребляемая мощ-
ность. кВт ..........
Габариты, мм . . , .
Масса, кг . ,........
12,0
0,04
0,02
20
30—800
220/380
U50X700X 1200
200
Установка «Квант-10» применяется
для точечной сварки деталей из раз-
личных материалов толщиной 0,05—
0,10 см в производстве электроваку-
умных приборов, реле, точном при-
боростроении и т. д. [17, 20, 22].
В установке используется импульс-
ный лазер на стекле с неодимом. Оп-
тическая система позволяет контроли-
ровать процесс сварки при увеличении
33\ В конструкции установки преду-
смотрено применение различных спе-
циализированных приспособлений для
закрепления обрабатываемых деталей.
Установка снабжена обеспыленной
камерой и может производить сварку
в инертном газе. Параметры установки
позволяют получать вакуумно-плот-
ные швы при точечно-шовной сварке
со скоростью до 30 мм/мин. Энергия
излучения стабильна. Расстояние от
объектива до плоскости обработки
60 мм.
ал еская х а р акт ер и ст ика
Диаметр светового пятна, мм 0,4—(,4
Номинальная энергия излу-
чения, Дж -................ 10
Максимальная энергия излу-
ч ей if я, Дж ............. 30
Длительность импульса, не . . 4,0
Максимальная частота следо-
вания импульсов я автомати-
ческом режиме, имп/мин ... 60
Срок службы импульсной лам-
пы накачки, тыс< вспышек . . 300
Напряжение питания, В , . . 220/380
Потребляемая мощность, кВт 6
16 Рыкалин Н. Н> и др-
466 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Габаритные размеры, мм:
станка ................
блока питания , , ,
Масса, кг;
станка
блока питания . . ,
Д л и тс ль н о сть ими ул ь -
си излучения, мс . , *
Частота повторения
импульсов, Гц . . . .
J Jan ряжен не питания, В
Габариты, мм:
станка ..............
СТОЙКИ Ц11ТЙННЯ . .
Масса, кг..............
1225Х 1040X930
I 375 X 595 X 595
150
200
0,2
До I 00
22О.-ЗЗО
15U0X 700X 1200
700Х 700Х 1700
500
Установка «Квант-12» с лазером
на алюмоиттриевом гранате обеспечи-
вает шовную сварку однородных и раз-
нородных металлов и сплавов малых
толщин при минимальной их деформа-
ции и с высокой локальностью нагрева.
Применяется для сварки узлов и де-
талей в производстве электровакуум-
ных и полупроводниковых приборов,
приборов точной механики, миниа-
тюрных электромагнитных реле [22].
Система охлаждения излучателя—
двухконтурная. Увеличение наблю-
дательной оптической системы при
наличии двух сменных объективов
составляет 40^ и 20Х Установка,
кроме частотного режима, может так-
же работать в одиночном режиме
с ручным запуском.
Т ех н и у 1?х?/с<7.7 х<7р акт е р ист и ка
Скорость сварки для ко-
иэра при глубине проп-
лавления (1,3 мм, мм/мин
Средняя мощность излу-
чения, Вт ............
Частота повторении им-
пульсов, Гп ..........
Энергия импульса из-
лучения, Дж , , . . .
Длительность импуль-
са, мс............. . .
Диаметр спетоного пят-
на в фокальной пло*
скости оптической си-
стемы, мм
Напряжение питиния, В
Потребляемая мощ-
ность, кВт............
Габариты, мм:
стяни а с генератором
источника питания
Масса, кг:
станка с генератором
источ ник а пит ан и я
30
До 2d
До 3
1,5; 2,0; 2,5; 4,0
0T25—J.0
220/380
6
! 000х 95ОХ 1230
595Х 595Х 2000
250
350
Установка «Квант-16» применяется
для повеерхпостной закалки штампов
и пресс-форм из инструментальных
сталей. Позволяет повысить их изно-
состойкость в 2—4 раза по сравнению
с износостойкостью инструмента, под-
вергнутого обычной термообработке.
Может быть использовала также для
импульсной сварки металлов с глу-
биной проплавления до 0,7 мм |22j.
'1 е р м о о б р а б о т к а
ПРОИЗВОДИТСЛhHOCTL
тер моОбр а битки, Мм< М и J [
Глубина упрочненного
СмЮЯ, мм..............
Диаметр зоны воздей-
ствия иулучеми я, мм
Энергия импульса из-
лучения, Дж...........
С в ярка
Глубин Е1 проплавления
по никелю, см , . . ,
Диаметр зоны воздей-
ствия изучения, см . .
Энергия импульса из-
лучения, Дж ....
Д л и TeJ । ьно сть и м -
пульса излучения, мс
Частота повторения им-
пульсов, Гц . . . , ,
Размер стержня, см , .
Лампа накачки , , . .
Увеличение канала на-
блюдения, крат . , .
Поле ирония канала на-
блюдения, см . , , ,
Рабочий отрезок объек-
тива, см .......
Максимальные размеры
обрабатываемого изде-
лия, см ...............
11 апряжени е питав.и я+ В
П отр еб л я ем а я мо щ -
Ji ОСТЬ т кВт..........
Габариты, мм:
станка .............
стойки питания
Масса, кг:
станка . . . ,
стойки питания
0. I
2—5
' 39
0,07
U,!)7—0,14
30
4—7
0,1—1
1,2 X 26,0
ИФП-5000’ I
6,2— 12,5
0,7—1,4
0,0
I 0,0Х ! 0,0х 3,0
220/330
12
122,5Х 104,0Х
X 95,0
137, 5х 59,5Х 61,0
150
200
Установка «Квант-18», Предназна-
чена для импульсного термоупрочне-
ния рабочих поверхностей металличе-
ских детален с целью повышения их
износостойкости, а также для точеч-
ной сварки металлов.
Установка может быть использована
в производстве электровакуумных при-
боров для термообработки штампов,
режущего и мерительного инструмента
и сварки узлов и приборов ЭВП.
В установке яКв а и т-18» использован
излучатель с четырьмя цилиндриче-
скими или одним прямоугольным стер-
жнями из стекла с неодимом, что поз-
Технологические установки
46?
вол нет получать на обрабатываемой
поверхности детали круглые или пря-
моугольные «пятна закалки». Приме-
нение «няТен закалки» прямоугольной
формы позволяет эффективно обраба-
тывать технологическую оснастку сло-
жной формы с протяженными прямо-
линейными кромками.
Оптическая система установки обе-
спечивает стабильное положение пло-
скости обработки, при этом размеры
лазерного луча могут плавно изменя-
ться во всем диапазоне регулирования.
Это позволяет производить корректи-
ровку режимов упрочнения для раз-
личной оснастки путем незначитель-
ного изменения размеров «пятен за-
калки», при этом тепловой режим излу-
чателя установки остается неизменным.
Использование длиннофокусного объ-
ектива дает возможность упрочнять
технологическую оснастку с перепадом
высот рабочих элементов в пределах
J-10 мм без перемещения обрабаты-
ваемого изделия по вертикали отно-
сительно объектива, С целью повыше-
ния качества термообработки путем
улучшения равномерности распреде-
ления интенсивности излучения в зоне
обработки в оптическую систему уста-
новки введены корректирующие эле-
менты (полупрозрачные зеркала). Уста-
новка «Квант-18» по сравнению с
«Квант-16» имеет более высокую надеж-
ность и производит закалку импульс-
ным лазерным излучением, более ши-
рокой номеЕГКлатуры инструмента и
технологической оснастки.
-t с? го а кт е рw <: к с?
П р ин я ii о ди тел ь н ос ть:
в режиме термообра-
ботки (защитная сре-
да — аргон), ммг/мии
в режиме сварки» то-
чек /мив .......
W ак с 11 м мл ь п ьтс размеры
обр а б ат ы п а с м ы х д ст а -
лей, мм , . . . , . , ,
Размеры рабочей зо-
ны, мм ..............
Максимален а я глубин а
проплавления (по спла-
ву 29(1 К)» мм ......
Максималеная глубина
закаливания (по стали
У8А}, мм ......
Диаметр зоны воздей-
ствия излучения, см:
для " термообработки
для сварки . . . . .
Не менее 8,00
(в атмосфере
• До 0,00)
Не менее 30
200х ОООх 300
бООх 000X000
1,5
0,10^
0,4—1,6
ОД — 0,4
Дп апазон регулирова-
ния энергии импульса
излучения, Дж . . .
Частота повторения им-
пульсов лазерного из-
лучения, Гц...........
Длительность импуль-
сов излучения ио уров-
ню 0,1, мс............
Потребляемая мощность,
кВг............, . , -
леса установки, кг , .
Площадь, занимаемая
установкой, м2 . . . .
От 8 до IHQ
Не менее 0,5
! 1е менее 8-- 1 0
11с более 20
1400
1 1
Установка «Квант-17» — специали-
зированная двухлучевая полуавто-
матическая сварочная с лазером на
алюмонттриевом гранате предназна-
чена для герметизации штырьковых
металлостеклянных корпусов инте-
гральных схем с размерами сторон
корпуса от 10 до 40 мм [22].
Прон зводнтельность
при герметизации кор-
пусов интегральных
схем с размерами Зг0Х
X 4,0 см, шт./ч ... *
Суммарная толщина
свариваемых кромок,
мм...................
Энергия импульса из-*
лучения в каждом лу-
че, Дж .......
Суммарн ая средняя мощ-
ность излучения, Вт . .
Частота повторения им-
пульсов, Гц , . . . .
Длительность импуль-
са. мс...............
Напряжение питания.
В....................
Потребляемая мощ-
ность, кВт ......
Габариты установки, мм:
сварочного стола , ,
стойки питания . . ,
Масса, кг:
сварочного стола . ,
стойки питания . .
До 120
0.3- о.в
4
80
10
1,5; 2,0; 2,5; 1,0
220/380
12
«Н)Х700х 1080
5$)5х 54)5x 2000
200
350
Установка «Крист ал л-6» с лазером
на стекле с неодимом предназначена
для сверления и фрезерования раз-
личных металлов и неметаллических
материалов: керамики, ситалла, фер-
рита, рубина [22].
7>х низкая характеристика
Д и а метр обр а б а т ы Г! а с -
мых отверстий, мм . . .
Глубина обработки, мм
Ширина обрабатывае-
мого паза, мм , . , , ,
Точи ость обр аботки.
класс , .
Энергия импульса из-
лучения, Дж
0,1 —0,6
До 3
0,005—0,02
3—4
0.5—4
16*
468 ОБОРУДОВАНИЕ для ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Частота повторения им-
ИУЛЬСОИ, Гц
Потребляемая мощ-
ность, кН?
Габариты. мм
Ресурс работы основ-
ных Эмтемептов лазера
без проведения регла-
ментных работ, млн.
пспнгтек , . .
лампы накачки u u
актииного элемента
зеркал резонатора . .
0,5—20
4,5
1 250 X 930 х 1300
0,5
•1
20
Установка «Кристалл-7» с лазером
па стекле с неодимом применяется для
сверления в деталях инструменталь-
ной оснастки сквозных отверстий, пред-
назначенных для контурной обработки
на электроискровых станках [22].
Длина ноли излучения,
мкм . . ............
Длительность импуль-
са, мкс ............
Энергия импульса из-
лучения, Дж , , . .
Частота повторения им-
пульсов, Гн ..........
Диаметр обрабатывав -
мых отверстий, мм . .
Т очность координ ат-
|гых перемещений, мм
Глубина обработки, мм
По тр еб л я е м а я м ощ -
кость, кВт ......
Габариты, мм , . . ,
1,06
150—200
0,1—5
0,5—Ю
0,05—ОД
rt--0,003
До 1
4, б
1700ХУ00Х 1500
Установка «Кристалл-8» — авто-
мат с лазером на стекле с неодимом
предназначена для подгонки толсто-
пленочных резисторов. Работает с ча-
стотой 20 Гц.
Т ех н и ч я хар акт ер и ст и к а
Толщина обрабатывае-
мых пленок, мкм . . ,
Ширина реза, мм . , .
Точность подгонки, %
Машинное время под-
го яки одно го р езнс то-
ра, с .................
3)1Еергия импульса из-
лучения. Дж............
Длительность пмпулъ-
са, кс.................
Потребляемая мощ-
ность, кВт.............
Габариты, мм . . , ,
Масса, кг ..............
До ;ш
0,1 —0,2
1,5
O.t
0,Ь-0,2
2, 5
2800Х 1ЮОХ 1500
400
Установка «Кристалл-10» с лазе-
ром на азоте типа ЛГИ-21 предназна-
чена для подгонки пленочных рези-
сторов микросхем. Координатный стол
обеспечивает перемещение луча с од-
ного модуля на другой в пределах
платы, а система сканирования — в
пределах модуля [22].
Т ех ни ч секи я г/; р акт е р и ст и ка
Толщина обрябатыва -
смь(х пленок, мкм .
Ширина реза, мкм . ,
Скорость релки рези-
стивной пленки, мм/с
Обрабатываема я пло-
щадь, мм ......
Длила волны излуче-
ния, мкм t . . / , .
Мощность излучения в
импульсе, кВт , , . .
} t л и те льн ость ими уль -
са, нс ........
Частота повторения им*
пульсов, Гц . , . . ,
Потребляемая мощ-
ность, Гт ......
Габариты, мм . . , ,
До I
5—30
4
иОУ 60
0,33
1 — 2
10- 15
! 00
•500
2 000Х600Х 1 180
Установка «Кристалл-1 А» приме-
няется для резки стеклянных трубок
излучением лазера на СОа методом
термораскалывания [22].
Техническая характеристика
Точность резки, мм , . . .
Перпендикулярность реза,
мм.......................
Время резки трубок, с:
из стекла С-87<1 . . . .
из стекла С-49“2 . , . ,
Диаметр трубок, мм , . .
Толщина стенки трубок, мм
Мощность излучения, Вт
0,1
Не хуже 0,1
2-4
5—20
5—60
0.5—2
25-- -40
Установка «Корунд» с лазертаг на
стекле с неодимом предназначена для
обработки отверстий. Широко приме-
няется для получения предваритель-
ных (червовых) отверстий в производ-
стве часовых камней [20, 22]. Свер-
ление отверстий производится серией
импульсов с энергией каждого 0,1—
0,5 Дж и длительностью 50—75 мкс,
что исключает появление трещин и
обеспечивает толщину дефектного слоя
не более 2 мкм и точность обработки
в пределах 0,02 мм. Установка может
работать как с ручным управлением,
так и в автоматическом режиме с за-
данной частотой. Производительность
установки в автоматическом режиме —
один камень в секунду. Установка
снабжена автоматизированным загру-
зочным устройством. Используется при-
нудительное охлаждение дистиллиро-
ванной водой.
Технологические установки
469
лч/рякгп ер пытаем
Ди аметр обрабатывае-
мого отверстия, мм . . .
Толщина обрабатывае-
мого материала, мм . .
Энергия импульса из-
лучения, Дж...........
г Длительности импуль-
са, мкс ......
Частота повторен»51 им-
пульсоо. Гц , , . . .
Ресурс работы основных
элементов лазера без
проведени я регламент-
ных работ, млн. вспы-
шек:
лампы накачки . .
активного элемента
зеркал резонатора . .
Напряжение литами я, В
Потребляемая мощ-
ность, кВт............
Габариты, мм , . . .
Масса, кг.............
.-0,1 5
До 1.0
До 0.5
50—75
До Ю
1
5
20
2 20/3 ВО
2.0
ОООх 1200Х 1400
-300
Установки А К-345 и АК-378 пред-
назначены для сверления отверстий
в рубиновых камнях. Эксплуатируются
на Пет р одно р нов ом часовом заводе.
Имеют следующие технические харак-
теристики:
лк-34 5 ЛК-378
Ди аметр обрабаты- ваемых отверстий, мкм 50-80 80—300
Толщина заготовки, ми 0,5 0,5; 0.75
Число импульс on на обработку одного отверстия 2 4; б
Время обработки одного отверстия, с о,8 0,8: 1.2
Энергия импульса, Лж . 0.2: 0,5 1,5
Ч астата повторен» я импульсов, Гц 2:5 к
Лазерный станок 4222Ф2 с ЧПУ
[24]. Создан на базе стапка 4222,
используемого в нескольких модифи-
кациях для конкретных технологи-
ческих процессов (разметка и подрезка
алмазов, вырезка по контуру и др.).
В базовой модели применена проекци-
онная схема локализации излучения
на деталь, допускающая плавное из-
менение пятна в зоне обработки. Ста-
нок комплектуется двумя съемными
головками с активным элементом из
стекла с неодимом. В осветителе эл-
липсного типа размещены активный
элемент и лампа (0 Е>Х 100 мм с лам-
пой ИФП-800, а 0 6Х130 мм и
7Х130 мм с лампой ИФП-1200).
Конструктивно станок 4222 пред-
ставляет собой Т-образную конструк-
цию, состоящую из колонны, на кото-
рой установлены излучатель с опти-
ческим блоком, и кооди нал того стола
с крепежной оснастной, размещенного
на приваренной к колонне плите.
В отдельных шкафах размещены элект-
рооборудование и блок охлаждения.
Для изготовления деталей с боль-
шим- числом отверстий диаметром
10—200 мкм (элементы газоразрядных
приборов, сетки, сепараторы, вырезка
отверстий, пазов в труднообрабатыва-
емых материалах и др.) был создан
станок 4222Ф2 с ЧПУ, позволяющий
управлять работой лазера и обеспе-
чивать перемещение двух координат-
ного стола с деталью по программе.
Привод станка выполнен на двух шаго-
вых двигателях ШД-5Д1 с дискрет-
ностью шага 10 мкм. Перемещение
по двум координатам стола составляет
соответственно 300Х 100 мм. ЧПУ поз-
воляет прошивать отверстия с шагом
по каждой координате независимо от
одной дискреты до 10 мм при числе
импульсов на изготовление одного
отверстия 1—100. При этом часовая
производительность составляет более
10 000 отверстий при шаге до 1,5 мм.
Предусмотрена возможность програм-
мирования вырезки по сложному кон-
туру.
Установка «Кизил» с лазером на
стекле с неодимом предназначена для
размерной микрообработки тонких
пленок и металлической фольги [9].
Лазер работает в импульсном режиме
с модуляцией добротности резонатора;
что позволяет получать импульсы дли-
тельностью несколько десятков нано-
секунды. Частота повторения импуль-
сов — 1 Г ц.
Установки с газовыми лазерами.
Газовые лазеры могут работать в не-
прерывном или импульсно-периодиче-
ском (с высокой частотой повторения
импульсов) режиме, их КПД на поря-
док больше, чем у твердотельных,
что позволяет значительно увеличить
производительность обработки, рас-
ширить диапазон решаемых задач.
Они по сравнению с твердотельными
обладают лучшей воспроизводимостью
структуры излучения, его энергии,
других параметров. Газовые лазеры
470 ОБОРУДОВАНИЕ для ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Технологические установки
471
во многих случаях достаточно просты
в обслуживании, отработанные модели
обладают высокой надежностью и зна-
чительной долговечностью и т. и.
В табл, 15.8 приведены характеристики
некоторых газовых лазеров технологи-
ческого назначения.
Импульсный лазер на СОа типа
ОКГ-15 (импульсный режим создан
соответствующей системой питания)
эффективно может использоваться для
прошивки отверстий в неметалличе-
ских материалах, подгонки толстопле-
тючных сопротивлений и т. д. [9, 26].
Установка ТИЛУ-1 с ОКГ-15 на опе-
рации подгонки резисторов заменила
целую линию из 20 импульсных лазе-
ров па рубине типа СУ-1.
Лазер на азоте удобен для обработки
топких пленок (длина волны 0,33 мкм,
длительность импульса излучения
10—40 нс, частота повторения импуль-
сов — несколько сот герц, энергия
излучения в импульсе 0,01—0,1 МДж).
Малая длина волны облегчает фокуси-
ровку излучения, малая длительность
практически исключает повреждение
подложки при обработке пленки, а
большая частота повторения импульсов
делает процесс обработки достаточно
производительным. Лазеры типа
ЛГИ-21 и «Сигнал-3» (имеют круглое,
а не прямоугольное, как у зарубеж-
ных лазеров, сечение луча) применя-
ются для обработки пленочных сло-
ев — гравировки высокоомных сопро-
тивлений и подгонки их номиналов,
изготовления щелевых конденсаторов,
подгонки частоты кварцевых резона-
торов как на воздухе, так и в вакууме.
Указанные приборы можно также ис-
пользовать для разделения р—п-пе-
реходов в изготовлении полупроводни-
ковых приборов, изготовления меза-
структур, скрайбирования кремние-
вых интегральных схем, прецизион-
ной резки полупроводниковых мате-
риалов (монокристаллов сурьмяни-
стого индия, арсенида галлия, гер-
мания).
Гелий-кадмиевый лазер представля-
ет интерес для фотохимии в связи
с наибольшей (по сравнению с другими
лазерами) энергией кванта излучения.
Для обработки материалов (наиболее
успешно для испарения тонких пле-
нок) могут использоваться высококо-
герентные импульсные гелий-неоновые
лазеры с мощностью излучения в им-
пульсе до 250 Вт, с частотой повторе-
ния импульсов до 2000 Гц.
Автоматизированная установка для
программного однослойного раскроя
неметаллических материалов лучом ла-
зера типа ЛУРМ предназначена для
применения в различных отраслях
легкой промышленности, а также мо-
жет использоваться в авиационной,
судостроительной, автомобильной,
химической н других отраслях на-
родного хозяйства f 1 ]. Установка
состоит из двухкоординатной машины
с устройствами для автоматической
подачи материала из рулона и съема
выкроенных деталей, лазера па СО»
типа «Кардамон» с оптической систе-
мой и числового программного уст-
ройства. Оптический резак установлен
на каретке, перемещающейся по на-
правляющей портала с помощью рееч-
ной передачи. Портал с помощью двух
стоек крепится к остову машины. Ме-
жду ними по рельсовым направляющим
перемещается стол. Стол также с по-
мощью реечной передачи приводится
в движение от привода продольной по-
дачи. Раскройный стол выполнен из
алюминия в виде ячеистой структуры.
Фиксация материала на столе и удале-
ние продуктов термического разло-
жения осуществляются вакуумной си-
стемой.
Точность исполнения контура при
раскрое составляет 0,8—1,0 мм.
Техническая характеристика
Оди опозици-
опн ая
Тип установки
НвяГолыппе размеры
обрабатываемого мя -
териал», см
ширина ............
длина . ...........
Линейная скорость р вс-
кроя, м/мин .........
Тип привода подач . „
Система yup пиления
Тип программного уст-
ройства .............
Тип интерполяции . .
Код программирования
Рабочая частота, Гц . .
Максимальная частота
1В0.0
I3Q.0
До 42
Элек трогило ci-
ts лический
шаговый ШД-5Д!
Двухкоординат-
иая, числовая
программна я,
контурная
ЭМ-907
Линейно-
круговая
СО
2000.
Казн ачснис Экспериментальная Резка и скрайбирование кремния Сварка, резка Резка стеклопрофилита, на- резка стеклянных листов, со- противлений^ изготовление типографских клише Под гонка то л стоп лен очных резисторов 1 1 Экспериментальная
Срок службы замены элемен- тов, ч 1 1 500 1000 © О S S 04 500 300
Длитель- ность импуль- са излу- чения т-10\ с 1 1 1 ]
t: ‘ J « с Р к о. >‘2 5 Jr to Н S “ 0,01 о 1 1 1 1 1 04
Мощ- к ость непре- рывного излуче- ния, Вт 1 1 О о ю 1
Длина полны излуче- ния ?ut мн м 901 о 9'0! 1 10,6 10,6 10,6 о
Частота повторенн я импульсов, Гц О ю 100 Иепрсрыв- ныи режим То же Непрсрыв- пый режим То же л О
Активная среда YAG с нео- дипом То же ф X i L 8 То же fit л А
Тип лазера ЛТИ-5 ЛТИ-4 ЛГ-22 Л Г-17 ОКГ-15 ОКГ-17 ЛГ-137 «Импульс»
472 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Продолжение табл. 15.8-
Технологические установки
473
ускоренного хода, Гц 8000
Ввод- входной инфор-
мации С помощью
восьмидорожеч -
'ной перфоленты
Тип лазера . . . , t
Длина волны излуче-
ния, мкм ......
Режим генерации , . ,
Выходная мощность в
многомодовом режиме,
Вт...................
Охлаждение ..........
Подача коды для си-
стемы охлаждения,
л/мин
Потребляемая мощ-
ность установки» кВ- А
Напряжение питающей
сети, В . . .........
Габариты, мм , . . .
Масса установки, кг , ,
с контролем
на четность
Лазер ня СС^
10,6
Непрерывный
800
Принудительное
жидкости Ое
Не более 5
27,5
380 (трехфазиое)
6500Х 3540Х I860
2400
Лазерная технологическая установка
для программного раскроя текстиль-
них материалов [231. В состав входит
лазер па СОг типа «Катунь-1» с мощ-
ностью излучения 800 Вт, двух-
ксюрдиватное гортальпое устройство
и раскройный стол. Установка яв-
ляется частью автоматизированной
линии многослойного раскроя тек-
стильных материалов.
З’елу-шч ескпя характеристика
*Ч.ощность излучения лазе-
ра, Вт ..................
Минимальный диаметр сфо-
кусиропанного пятна, мм
Размеру зоны резки, мм .
Скорость резки, см/мни .
Давление технологического
газа и оптическом реяаке,
МПа .....................
Подача воды для охлажде-
ния резонатора, л/мин , , .
Потребляемая мощность от
трехфазной сети перемен-
ного тока частотой 50 Гц
и напряжением 220/380 В,
.кВт .......... .
800
ОМ
6000X2000
0,6—1.(1
0,4
20
30
Геля a?f скал
лазера «К’о’щунл-
Длина волны излучения,
м к м
Мощность непрерывно-
го излучения, Вт , , ,
Диаметр пупка на полу-
прозрачном .зерклле, мм
Угловая расходимость
пучка, рад
Рабочее давление газо-
iso и смеси, Па.......
Отношение компонен-
тов газовой смеси . , t
Число газоразрядных
труб . . , . .........
10,6
800
5,5
1 - 10“3
b HP
1 : 1,5 : 10
6
Число плоских поворот-
ных зеркал в резона-
торе
П о тр об л я см а я м ощ -
кость, кВт
Габариты, мм:
генератора . . , . .
блока питания ШУГ-1
газового шкафа * . .
Лаяор комплектуется
оптическим резаком:
Фокусное р а с стоя н и е
OI t ти ческой фок ус и р у -
ющей системы, мм . , .
Диаметр сфокусирован-
ного пятна, мм , . . ,
Да в лен и е техн о ло г ич с *
ского газа, МПа , . . ,
1 О
55G0X600X 1300
600Х IЭООХ 1800
6D0X I300X 1800
200
0,04
До 0,5
Образующиеся в процессе резания
газообразные продукты деструкции
ткани удаляются из зоны обработки
через полость раскройного стола си-
стемой вытяжной вентиляции. В ла-
зерном раскройном комплексе ис-
пользуется цифровой линейно-круго-
вой интерполятор ИЛКО-ЗМ.
Установка для газолазерной резки
тонколистовых сталей «Алмаз-5» пред-
назначена для газолазерной резки
листов 2,5 X 3 м из коррозионно-
стойкой стали толщиной до 5 мм со
скоростью 0,5-—4 м/мин [25] при
максимальной мощности излучения
лазера 800 Вт с точностью ±0,5 мм.
В установке использованы серийный
электропривод ЭТЗС и устройство ЦПУ
НЗЗ-2М.
В портале установки размещены
приводы ходов, газовые и электриче-
ские коммуникации.
Предельные отклонения размеров
не превышают ±(0,3—0,5) мм.
Повышенная точность достигается
при высокой максимальной скорости,
причем предельные отклонения пе
должны превышать ±(0,3—0,5) мм,
а в некоторых случаях ±(0,1—0,2) мм.
Максимальная рабочая скорость при
резке металлов должна быть 10—
15 м/мип.
В состав технологической оснастки
входят оптические отражательные
зеркала, заслонка, оптический резак,
газовые коммуникации с электро-
магнитными клапанами. Отражатель-
ные зеркала снабжены устройством
для юстировки луча соосно направля-
ющим установки. Заслонка электро-
магнитного типа служит для перекры-
тия луча лазера в процессе резания.
474
ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И
ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Оптический резак снабжен соплом
для подачи газа соосно с лучом в зону
резаЕшя, а также электромеханиче-
ским плавающим устройством для
стабилизации положения фокал шюй
плоскости луча лазера.
Установка для резки профильного
стекла типа УРСП-1 предназначена
для направленного локального ослаб-
ления прочности стекла под воздей-
ствием сфокусированного излучения
лазера на СО, с целью последующего
механического разламывания по
заданному прямолинейному' контуру
[20]. Установка снабжена двумя "от-
паянными лазерами на СОа типа Л Г-17
мощностью в непрерывном режиме
25 Вт каждый и двумя подвижными
фокусирующими системами, пере-
мещающимися в одной плоскости
вдоль направления реза. Это позво-
ляет производить резку' по двум про-
тивоположным плоскостям профиль-
ного стекла в виде прямоугольного
короба, швеллера волнистого сече-
ния, а также листового стекла в про-
цессе непрерывного производства.
Техническая харак/п ериапика
Скорость резки, м/с
Мах сп ма.льная высота
гР’Сфндя, мм . , , . ,
Ширина стекла, мм . ,
Толщина стекля, мм ,
] (алрЯ/кснп е ештзния,
В (Гц) , ..............
Петр ебл я см а я мощ -
ностк, кВт.............
Габариты, мм...........
Дс.> 3,5
60
600
10
220 (50)
2
3350X 1410Х 500
Охлаждение— водяной с подачей воды при
давлении 1,5 МГТа до 10 л/мин
Лазерная гравировальная установка
создана на базе электрогравироваль-
ного автомата и предназначена для
изготовления типографских форм
па неметаллической основе [17]. При-
менение вместо резца сфокусирован-
ного лазерного луча увеличило произ-
водительность технологического про-
цесса примерно в 5 раз, улучшило
повторяемость качества изготовлен-
ных клише при высоких линиатурах,
эксплуатационную долговечность я
надежность. Интенсивность луча
модулируется с помощью электроопти-
ческого модулятора МД-7 на основе
кристалла арсенида галлия.
К техническим характеристикам
относятся: липиатура растров 27,
34, 48, 54, 68 и 96 лии/см; линейная
скорость гравирования до 10 м/мин;
максимальная величина гравюры
45 X 35 см. Габариты установки:
163,6 X 60,0 X 130,0 см; напряжение
питания 220 В, 50 Гц; потребляемая
мощность 2 кВт. Применяемый лазер
на СОа обеспечивает в непрерывном
режиме 25 Вт, минимальный диаметр
фокального пятна 100 мкм.
Установка «Квант-15» предназна-
чена для точечной и шовной сварки
деталей из различных металлов и
сплавов. В установке используется
импульсный лазер на алюмонттрисвом
гранате с длиной волны излучения
1,06 мкм. Конструктивно выполнена
аналогично установка «Квант-12».
Однако в отличие от последней здесь
используются два осветителя, чем до-
стигается повышение мощности излу'-
чения и увеличение производитель-
ности.
Установка «Квант-15» может также
использоваться для резки металлов,
поверхностного упрочнения деталей
и инструмента. Скорость сварки 60—
350 мм/мин; энергия излучения в им-
пульсе не менее 6,3 Дж; длительность
импульса 0,6—4 мкс; диаметр зоны
обработки — 0.5—1,3 мм; частота
повторения импульсов до 12 Гц;
глубина проплавлен ня до 1 мм.
Установка «Кварц-2» с лазером на
азоте предназначена для обработки
монолитных кварцевых фильтров
и прецизионных кварцевых резонато-
ров в лабораториях и цеховых усло-
виях, а также для прецизионной об-
работки металлических тонких пле-
нок [17]. Установка работает
в импульсном режиме; мощность в им-
пульсе 1000 Вт; частота следования
импульсов — фиксированная, от 1 до
100 Гц. Схема обработки изделий —
контур но-пр секционная. Форма ма-
ски — квадрат с размерами в плоско-
сти обработки 10 X 10 и 100 X 100 мм.
Увеличение визуальной системы со-
ставляет 100'':'. Линейное поле зрения
0,075 см. Рабочий стол может пере-
мещаться по горизонтали в двух вза-
имно перпендикулярных направле-
ниях и по вертикали.
Оборудование для электронно-лучевой обработки
47 &
Установка «Модуль» предназначена
для размерной обработки толстых
пленок и подгонки пленочных рези-
сторов. Она позволяет-увеличить про-
изводительность труда, повысить
качество и точность подгонки номи-
налов резисторов [17]. В установке
используется импульсный лазер
на СО2 с длительностью импульса
150 мкс и мощностью до 1 кВт. Частота
повторения импульсов 150 Гц, а по-
требляемая мощность от сети — 1 кВт.
Габариты установки 300,0 X 200,0 X
X 250,0 см, масса 300 кг.
Установка УПР-1 с лазером на СО,
предназначена для автоматической
подгонки резисторов толстопленоч-
ных микросхем [22]. Выставление ко-
ординат начала подгонки резистора
производится с помощью шаблона.
Производительность установки —
до 1500 резисторов в час. Точность
подгонки ±3 %; размеры поля под-
гонки 2,0 X 2,0 см. Энергия импульса
излучения 0,05 Дж; частота следова-
ния 35—100 Гц; длительность им-
пульса 0,2 мс; потребляемая мощность
3 кВт; габариты установки ПО X
X 130 X 240 мм; масса 250 кг.
Автомат JIHP-1 с лазером на СО2
предназначен для нарезки резисторов
типа МЛТ и ВС [22]. Производитель-
ность нарезки резисторов с номиналом
0,25 Вт составляет 1500 шт/ч. /Диапа-
зон номиналов нарезаемых резисторов
100—5 105 Ом. Точность нарезки
±(2—4) %. Ширина нарезаемой
канавки 0,01—0,03 см. Средняя мощ-
ность излучения 5—10 Вт; частота
следования импульсов 300 Гц; дли-
тельность импульса 0,1 мс; габариты
автомата 200 X 75 X 200 мм.
15.2. Технологическое
оборудование для электронно-
лучевой обработки
Классификация установок для элек-
тронно-лучевой обработки и сварки.
Основными областями промышлен-
ного применения электронно лучевого
оборудования применительно к обра-
ботке и сварке являются:
1. Получение отверстий, фрезеро-
вание, резка металлов, диэлектриков.
синтетических материалов малых тол-
щин.
2. Получение монтажных соедине-
ний в микроэлектронных изделиях.
3. Соединение узлов электронных
приборов, корпусов мощных элек-
тронных ламп, герметизация изделий
микроэлектроники и электроники.'
4. Сварка тугоплавких и химически
активны,-; металлов толщиной от не-
скольких десятых долей миллиметра
до десяти и более миллиметров.
5. Соединение крупногабаритных
из дел ий ответственного назначения
из материален;, хорошо сваривающихся
известными способами сварки плавле-
нием, когда допускается только при-
сущее электронно-лучевой сварке
глубокое и узкое проплавление^ ми-
нимальными деформациями и мини-
мальной зоной термического влияния
либо когда сварку необходимо выпол-
нить в труднодоступном месте: на дне
глубокой и узкой разделки кроме к.
6. Соединение изделий больших
толщин (100 мм и более).
7. Старка изделий из разнородных
металлов, в том числе тугоплавких
и обычных, встречающая по тем или
иным причинам затруднения при обыч-
ных способах сварки плавлением.
Возможность точного управления
мощностью луча, его положе:: нем
в пространстве позволяет осуще-
ствлять соединение двух разных
металлов без расплавления одного из
них, имеющего более высокую темпе-
ратуру плавления (сварка — пайка).
Так, например, соединяют медь с кор-
розионно-стойкой сталью, медь с мо-
либденом и другие сочетания металлов.
Промышленное использование пе-
речисленных процессов привело
к созданию большого числа элек-
тронно-лучевых установок (рис. 15.20).
По степени защиты нагреваемого
объекта установки делятся на три
класса [21 ]:
высоковакуумные установки с р--
бочим давлением 1 1О‘а—1 10"3 Па
и ниже;
установки промежуточного ва-
куума 1- 10 Па;
установки для впевакуумной об-
работки и сварки.
Высоковакуумные установки со-
держат следующие основные эле-
476 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Оборудование дал электронно-луг1 свой обработки
477
менты: вакуумную камеру с элек-
тронно-оптической системой (элек-
тронной пушкой), систему откачки,
включающую форвакуумный и вы-
соковакуумный насосы, блок питания,
манипуляторы, системы наблюдения.
Установки для сварки в промежу-
точном вакууме, как правило, спе-
циализированные, конструктивно бо-
лее просты, чем высоковакуумпые.
Вакуумная камера выполняется по
форме и размерам обрабатываемой за-
готовки и имеет минимальный объем
откачиваемого пространства. В та-
кого рода установках пушка имеет
отдельную откачку, и ее камера при-
соединяется к камере обрабатываемой
заготовки только в процессе операции
сварки или обработки.
Установки для вневакуумтюй об-
работки характеризуются отсут-
ствием рабочей камеры, мощной
системой ступенчатой откачки, не-
обходимостью специальной биоло-
гической защиты.
Это высоковольтные установки.
И хотя рабочее расстояние между
пушкой и обрабатываемой заготовкой
при вневакуумпон обработке соста-
вляет около 10 мм, концентрация
мощности в фокусе луча невелика из-за
интенсивного рассеяния электронов.
Установки для размерной обработки
и микросварки типа ЭЛ УРО предна-
значены для размерной обработки и
микросварки деталей электронной тех-
ники, радиоэлектроники, точной
механики и т. п. Как правило, они
универсальны. Установки имеют
следующие особенности [4].
1. При высокой стабильности
параметров и достаточно большой мощ-
ности формируется луч диаметром 10—
)00 мкм. Это достигается использова-
нием пушек с высоким ускоряющим
напряжением 75—200 кВ в сочетании
со стабилизированными источниками
питания.
2. Управление лучом осущест-
вляется электромагнитными откло-
няющими системами, перемеща-
ющими луч по обрабатываемой за-
готовке на небольшой площади
с высокой точностью.
3. Электронная пушка работает
как в непрерывном, так и в импульс-
ном режимах.
4. Манипуляторы обеспечивают вы-
сокую точность совмещения зовы
обработки с электронным лучом и дают
возможность осуществлять пере-
мещение зоны обработки ио программе.
5. Электроприводы манипуляторов
стабилизированы и обеспечивают
стабильность скорости перемещения
-fc 1 % от поминала при колебаниях
напряжения сети.
6. В установках используются оп-
тические системы наблюдения за
процессом обработки с увеличением
50—100х.
7. Рабочий вакуум в камере объ-
емом не более 0,5 м3 составляет вели-
чину пе более 5‘ 103 Г1а. Время откачки
камеры до рабочего давления 3—
15 мни.
8. Электронная пушка устанавли-
вается па камере стационарно; пере-
мещается объект обработки.
Техническая угшатеб.ш
тупа
Лнодиой напряжение, кВ . . . До 100
Сила тока луча, мА . . . , ю
Диаметр луча на обрабаты-
ваемой заготовке, мкм . , , . Ю
Параметры импульсного ре-
ле има:
частота следования имиулъ*
сов, кГц ............’
длительность импульсов, мкс 2—14
Максимальное перемещение
стола в горизонтальной пло-
скости по каждой оси, мм . , . 150—200
Точность установки стола, мкм 3 — 5
Диаметр луча при работе в ре-
жиме сканирующего микро-
скопа, мкм.................. |
Размер обрабатываемой поверх-
ности при работе луча в ре-
жиме сканирования, мм. . . 4X4
Рабочее дапленве в камере, Па 5- 10-3
Время достижения рабочего
давления, мин ............,
Осп ови ые ф а ктор ы ( он р ед ел яющи е
нестабильность типа импульсного
луча и соответственно погрешность
диаметра обработки отверстия, опре-
делены в работе [11].
Изменение тока электронного луча
в триодной пушке установки ЭЛУРО
вызвано нестабильностью ускоря-
ющего напряжения f/t напряжения
смещения модулирующего напря-
жения Um, колебаниями давления оста-
точных газов в пушке р, изменением
температуры катода Т и геометриче-
ских параметров пушки при нагреве
катодного узла, особенно глубины h
478 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис, 15-21. Модуляционные характеристи-
ка электронной пушки установки ЭЛ УРО
(л) и примеры определения коэффициен-
тов Ci (д'), <?а и Ся (в) [11 j:
/ - [/ = 50 кВ; 2 — I/ — 75 кВ; 3 —
(J — 100 кВ; 4 — U ••- 35 кВ
погружения нити катода в отверстие
управляющего электрода. Глубина
погружения нити катода характери-
зует потенциал запирания пушки Ut.
Сила тока луча в виде функции ука-
занных параметров представляется сле-
дующим образом:
1 --= f(U, US, Um, р, Т, Uz).
Так как давление р в объеме пушки
практически не меняется, влиянием
параметра р можно пренебречь. Вли-
яние температуры Т заменяют вли-
янием силы тока накала /у, поскольку
при постоянном напряжении накала
катода его температура определяется
силой тока накала. Тогда
/ = /(17, Us, Um, I}, (Л).
Изменение силы тока луча Д/ за счет
колебаний ускоряющего напряжения
Ки определяется из выражения А/ =-
— SD&U, где 5 = dl/dUs — кру-
тизна модуляционной характеристики
электронной пушки; D — проница-
емость управляющего электрода,
определяемая через потенциал за-
пирания пушки Uz как D ъ U-JU.
Модуляционные характеристики элек-
тронной пушки ЭЛУРО для ускоря-
ющих напряжений 50, 75, 100 кВ
представлены на рис. 15.21.
Нестабильность ускоряющего на-
пряжения проявляется в смещении
модуляционной характеристики пуш-
ки (рис. 15.21). Нестабильность напря-
жения смещения приводит к сдвигу
рабочей точки па модуляционной
характеристике. Аналогичным обра-
зом действует нестабильность на-
пряжения модулятора (рис. 15,21, в).
Эти причины приводит к изменению
силы тока на величину А7', т. е.
к изменению высоты уровня, па кото-
ром располагаются вершины им-
пульсов тока.
Зависимость силы тока .туча I от
силы тока накала катода /у для уста-
новки ЭЛУРО представлена на
рис. 15.22. Отклонение силы тока
луча А/', связанное с изменением
тока накала катода, определяется по
кривым рис. 15.22.
Нагрев деталей катодного узла
в процессе электронно-лучевой об-
работки приводит к их удлинению.
Удлинение нити катода происходит
в первые несколько минут после вклю-
чения установки, и в дальнейшем
длина ее не меняется. Однако и усло-
виях длительной (в течение' несколь-
ких часов) работы катодного узла
вследствие теплоизлучения с катода
происходит нагрев и соответственно
удлинение управляющего электрода,
что приводит к непрерывному увели-
чению расстояния между катодом и
Оборудование для электронно-лучевой обработки
479
управляющим электродом, изменению
потенциала запирания и силы тока
луча: Д/” = где LT — измене-
ние потенциала запирдния пушки.
Абсолютное изменение Д7'" является
постоянной величиной, так как вели-
чина тока накала катода одна и та же
яри всех режимах работы установки.
Отклонение силы тока луча в резуль-
тате изменения тока накала и нагрева
управляющего электрода проявляется
в виде дрейфа тока и носит характер
систематической погрешности.
Расчетные и экспериментальные
значения нестабильности силы тока
луча АГ, АГ, АГ", результирующей
нестабильности Д/ и погрешность диа-
метра обработки Ad представлены
в табл. 15.9.
Основное влияние па нестабиль-
ность силы тока луча в установке
ЭЛУРО оказывают следующие фак-
торы:
нестабильность источников пита-
ния;
изменение потенциала запирания
электронной пушки за счет изменения
тока накала;
изменение потенциала запирания
в результате изменения глубины по-
гружения нити катода.
В установках типа ЭЛУРО для
обеспечения эффективного процесса
обработки достаточно иметь неста-
бильность источников питания а пре-
делах (1ч-3) КГ3.
Риг. 15.22. Зависимость Сили тока луча
от силы тока накала катода 111]
Установки для сварки металлов ма-
лых толщин. Известны и широко при-
меняются в промышленности уста-
новки этого класса трех модификаций
(см. табл. 15.10) [4]. Источником
электронов в этих установках служит
электронно-оптическая система типа
А. 852.04 (ускоряющее напряжение
не выше 25 кВ, сила тока не более
200 мА).
Установки комплектуются столами,
позволяющими выполнять прямо-
линейные или кольцевые швы, а также
магазинными устройствами для одно-
временного размещения в камере до
12 цилиндрических деталей.
15.9. Нестабильность силы тока луча и погрешность диаметра
зоны обработки в установке типа ЭЛУРО [11]
Режим обработ- ки, материал — Сталь толщиной 0,3 м м Результаты расчета по экспериментальным модуляционным характеристикам Результаты иамсрений
СЛ кВ /, мА Д7' дг* д/г” А/ Д(/, мкм м, мА Arf, мкм
м А за 20 М И Ji за 1 ч зм 20 мин За 1 ч
50 50 50 75 75 75 4 б 8 4 6 8 0.011 0,01 0.009 0,018 0,017 0,015 0,05 0.075 0,1 0.05 0,075 0,1 0,043 0,043 0.043 0,043 0,043 0,043 0,104 0,128 0,152 0,11 0,135 0,158 0,83 1,024 1,216 1,1 1,35 1,58 2,5 3.07 3,63 3,3 4,05 4,74 О’ О О 1 1 । 0,69 0,96 1,12 2,07 2,88 3,36
480 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
15.10. Техническая характеристика установок типа А.306
Техническая характеристина Тип установки
А.306.05 Л.306. 12 А.306.13
Ускоряющее напряжение, кВ 25 20 (стабили- зированное) 25 (стабили- зированное)
Сила тока электронного лу- ча, мА 0—200 0—100 0—200
в непрерывном режиме -— •— -—
в импульсном режиме 0—200 0—100 0—200
Частота'модуляции тока лу- 7; 10; 15; 5; 10; 15; 20; 30; 50; 100 5; 10; 15; 20;
ча, Гц 25; 50; 100; 200 30; 50; 100
Длительность импульса, мс 1; 2; 5; 10; 25 и 50 2; 5; 10; 15; 25; 50 и 100 2; 5; 10; 15; 25; 50 и 100
Сила тока при паводке на кромку шва, мА Нет 3—5 3-5
Управляющее напряжение, кВ 0—3 0—2,5 0—2,8
Дил метр фокального пятна, мм 0,5 0,4 0,5
Оптимальное расстояние от нижнего торца пушки до плоскости свариваемого из- делия, мм 30—110 30 -120 30—110
Размеры рабочей камеры (внутренние), мм 500X500X500 300X300X300 500X500X500
Рабочее давление в камере. 11а (3-Е 6) КУ3 (3-Е 6) 10“s (3-е 6) 10-й
Длительность откачки до ра- бочего давления, с 720 720 600—720
Габариты установки, мм 1450 X 1600Х X 1830 1500Х 1G00X Х1860 1890 XI950 X Х2000
Масса, кг 1500 1200 2000
В перечисленных конструкциях
установок предусмотрено механиче-
ское перемещение в камере электрон-
но-оптической системы наряду с элек-
тромагнитным отклонением луча.
Взамен установок Л .305.05 и
А.306.13 разработана установка
ЛЭВ-80-1 [27].
Установка позволяет:
получать качественные сварные
соединения матер налов в диапазоне
толщин 0,04—5 мм;
исключать технологический брак
по прожогам в случае возникновения
пробоя в источнике питания, и элек-
тронно-оптической системе;
исключать путем использования
безмасляпых средств откачки за-
грязнение сварных изделий угле-
водородами,
В установке использована прин-
ципиально новая электронно-оптиче-
ская система, позволяющая получить
без диафрагмирования электронный
луч диаметром 0,1—0,2 мм и значи-
тельно повысить удельную мощность
луча. Регулирование и импульсная
модуляция типа электронного луча
осуществляются изменением анод-
ного потенциала диодной пушки.
В электронно-оптической системе
установки применяется быстросмен-
Оборудование для электронно-лучевой обработки
481
ный торцовый катод прямого накала.
В установке предусмотрены принци-
пиально новая долговечная система
освещения рабочей зоны в камере,
а также новый восьмипозиционный
механизм вращения свариваемых
изделий, биение шпинделей которого
не превышает 0,01 мм.
Конструктивно установка состоит
из блока питания и блока сварки,
включающего рабочую камеру с при-
водом вращения свариваемых изде-
лий и системой освещения рабочей
зоны; электр он но-оптическую си-
стему с системой наблюдения за про-
цессом сварки; агрегат откачки с бло-
ком автоматического управления па-
раметрами режима сварки.
Техн и ч ь’гяпд характер истина
Ускоряющее напряже-
ние . . ..........., .
Параметры Электр он-
лого «ауча н режимах;
сила тока л уч я, мА:
непрерывного . „
импульсного г . ,
длительность импуль-
сов, мс ......
длительность паузы,
МС ,
МОН оим пульс 11ЫЙ —
ток луч a’ lx импульсе,
мА ’........... . .
Регулирован*)с величи-
ны, мА тока электрон-
ного луча
Диапазон изменения
я н о дн ого п оте н ди ал а
эмиссионной системы,
кВ . , . . ..........
Размер сфокусирован-
ного электронного луча
при / -- 80 мА, мм t .
Внутренние размеры ра-
бочей каморы (дна-
метр X ДлмнуА, мм . .
Габариты, мм ....
23 кВ
0—S0
0 — 80
2— 4D
5—200
0—80
Измен еяие
анодного
потенциала
эмиссионной
системы
0—3
0т2
300X 77 5
1100Х 1970Х 2000
Экспериментальные характеристи-
ки структуры электронных лучей,
генерируемых в установках типа
ЛЭВ-80-1, получены с использованием
зондирующей молибденовой диаф-
рагмы (анализатора) с отверстием диа-
метром 17 мкм [16] для электронно-
оптической системы типа А.852.26
(ускоряющее напряжение 20 кВ, ток
луча 0—100 мА). Катод выполнен из
гексаборида лантана LaBe и работает
рис, 15.23, Распределение плотности тока
в наименьшем сечении электронного лу-
ча [tfi]
в режиме ограничения тока эмиссии
пространственным зарядом (7 =
= 1870 К).
На рис. 15.23 представлено сравне-
ние расчетных (сплошная кривая) и
экспериментальных значений плот-
ности тока в наименьшем сечении
электронного луча. По всей кривой
наблюдается хорошее совпадение
экспериментальных и теоретических
данных. Максимальное отклонение
от кривой Гаусса (6%) наблюдается
только у основания кривой на уровне
J = (0,05-?-0,06) Jrn. Эти отклонения
связаны с влиянием аберраций фоку-
сирующей системы, вызывающих
появление кружка рассеяния.
Осциллограммы, снятые в различ-
ных сечениях электронного луча,
показывают, что закон распределения
Гаусса выполняется и на некотором
расстоянии от плоскости наименьшего
диаметра луча.
482 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
15.11. Техническая характеристика
П ар а метры ЭЛУ-ЗМ ЭЛУ-4 ЭЛУ-5 ЭЛ У-6 УЭЛС ЭЛУ-8
Т о л щ ин а св а р и и ае- мых металлов, мм (не более): коррозионно-стой- ких н конструкци- онных сталей и сплавов тугоплавких метал- лов, меди и ее спла- вов — 15 5 15 5 15 8 2,5 10 3 1 •1
Наибольшие размеры изделий, мм: при сварке коль- цевых швов: диаметр длина при сварке торцо- вым швом в гори- зонтальной плоско- сти: диаметр высота длина продольно- го шва 100 200 180 200 400 250 1S0 400 200 2000 150 400 400 20 2500 20 150 70 1500 1500 650 1000 550 100 700 j
Рабочий вакуум в ка- мере, Па 6-10“= 6-10-3 6- К)'» 6-10"3 6- ю-’ 6-10 3
Скорость сварки, м/ч 10- 100 5—150 2-150 5—50 0,5—150 5—100
Тип электронной пуш- ки — ЭП-60 ЭП-60 эп-бо ЭП-60Л ЭП-60/2,5
Ускоряющее напря- жение, кВ — 60 60 60 60 60 1
Оборудование для э.тектронно-лучелой обработки
483
установок типа ЭЛУ [21]
ЭЛУ-9 ЭЛУ-9А ЭЛУ-9Б ЭЛУ-ЧКУ ЭЛУ-10 ЭЛУ-11 ЭЛУ-13
10 10 10 10 10 10 30
3 3 3 3 3 3 10
650 800 800 800 1700 2000 3000
700 1250 900 900 2200 2600 4500
550 800 800 800 1600 1800 2200
100 500 100 100 600 600 1500
700 750 900 900 " — 1000 1400
6-Ю“3 6-10’3 о- ю-;‘ 6' 10 -з 6-10-3 6-10’3 6-10':‘
5—100 5-100 5—100 5—100 5—J00 5—100 5—100
ЭП-60/2,5 ЭП-60/2,5 ЭП-60/2,5 ЭП-60/2,5 ЭП-60/2,5 ЭП-60/2,5 ЭП-60/ЮМ
60 60 60 60 60 60 60
484 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
П ар а метры ЭЛУ-ЗМ ЭЛ У -4 ЭЛУ-5 ЭЛ У-6 УЭЛС ЭЛУ-S
^Максимальная мощ- ность в луче, кВт — 2 2 9 2,5 2,5
Количество пушек в установке Количество люков (мест) для установки пушек 1 1 1 1 1 2 2 1 1 2 3
Тип источника пита- ния Шщая установлен- ная мощность уста- новки, кВт 10 ИВ-60/4-1 15 ИВ-60,H-l 18 И В-60/4-2 20 ИВ-60/4-1 25 ИВ-60/4-2 18
Расход охлаждающей воды, л/ч Расход сжатого воз- духа (р — 5 кг/см2) па питание пневма- тических устройств, мй/ч 400 400 400 700 0,3 700 0,25 700 0,25
Габариты вакуумной камеры (внутренний диаметр X длина), дл я ЭЛУ- ЗМ и ЭЛ У -13 (длина X ширина X X высота, мм): основной дополнительной 640 X Х520Х Х600 700 X Х1200 — — — 1150Х X 2650
Габариты установки, мм 1700Х Х2250Х X 1580 3500 X Х3000Х Х2500 6000 X X3000X Х2500 12 870Х Х4 140Х Х2 140 6300 X Х4000Х Х2600 4900 X Х3900Х Х2575
Оборудование для электроннолучевой обработки
485
Продолжение табл. 15.11
ЭЛУ-Э ЭЛУ ^9 Л ЭЛ У-яь ЭЛУ-ОКУ ЭЛУ-10 ЭЛУ-11 ЭЛУ-13
2,5 2,5 2,5 2,5 ио 2,5 10
1 3 2 2 1 1 2 .
2 3 2 2 4 6 6
ив-ео/4-1 ИВ-60/4-2 14В-00/4-2 ИВ-60/4-2 ИВ-60/4-1 ИВ-60/4-1 ИВ-60,Иб
18 36 18 32 62,5 110 160
700 1400 700 1400 7(500 11 000 16 000
0,25 0,25 0,25 0,25 0,3 0,5 0,6
1150Х Х1650 770X1000 1750Х Х2400 1150Х Х750; 770X750 1350Х Х2500 950X900 1600Х 1950 800X750 2 300X4 100 2 850X6 000 ю ооох X 3 400Х Х5 400
4900 X Х3900Х Х2400 5700 X Х4350Х Х3200 6600 X Х3900Х ХЗООО 5480 X X 4400 X Х3100 11 ооох Х7 500Х Х4 200 15 700 X X 8 ОООХ Х'4 500 24 ОООХ Х9 500X Х8 ООО
486 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Рис, 15.24. Зависимоегь ридмуса электрон-
ного луча от силы тока возбуждения ма-
гнитной линзы для различных значений
силы тока луча и постоянного значения
переднего отрезка b [16]
Кривые распределения плотности
тока сняты при силе тока /л = 5, 10,
20, 30, 50 и 100 мА на расстояниях
от центра фокусирующей системы (пе-
редний отрезок) b ~ 81, 96, 111,
126 мм.
Экспериментальные зависимости
радиуса луча в плоскости анализатора
от силы така /ф возбуждения магнит-
ной линзы показаны на рис, 15.24.
Каждая кривая соответствует опре-
деленному току луча и имеет ярко
выраженный минимум. Роет тока луча
вызывает увеличение его минималь-
ного радиуса. Так, при /л = 5 мА
“ 0,087 мм, а при /л — 50 м.А
минимальный радиус увеличивается
до 0,2 мм. Увеличение силы тока
пучка вызывает смещение плоскости
изображения кроссовера. Например,
если в плоскости анализатора сфо-
кусировать электронный луч силой
тока 5 мА в пятно /?тщ = 0,087 мм
и, нс изменяя тока магнитной
линзы (/ф — 130 мА), увеличить
силу тока электронного пучка до
30 мА, то радиус луча в этой же пло-
скости увеличится до 0,28 мм. При
этом электронный луч не будет пре-
дельно сфокусирован. Для дости-
жении fiuiin = 0,125 мм при --
= 30 мА необходимо увеличить силу
тока фокусировки до 132,5 мА.
Таким образом, при регулировании
силы тока пучка происходит не только
изменение радиуса, по и смещение
плоскости изображения кроссовера
вдоль оптической осп системы. Эти
особенности следует учитывать при
переходе от «настроечных» к рабочим
режимам.
Влияние тока пучка на величину
нормального радиуса в плоскости наи-
меньшего сечения показано па
рис. 15.25. Эта зависимость не-
линейна. Рост силы тока вызывает
увеличение Здесь же пунктир-
ными линиями показано изменение /?п
в зависимости от величины переднего
отрезка Ь при I — const.
Изменение радиуса луча и положе-
нии плоскости изображения кроссо-
вера, наблюдаемое при повышении
силы тока пучка, существенно влияет
на величину максимальной плот-
ности тока.
На рис. 15.26 показано изменение
максимальной плотности тока в по-
перечном сечении луча ,'т и удельной
мощности q в зависимости от силы
тока пучка. Кривые имеют максимум.
Рис. 15.25* Зависимость нор-
мального радиуса электронного
.луча в плоскости наименьшего
сечения от силы тока луча и ве-
личины переднего отрезка б:
СПЛСКИН^С ЛИНИИ
при значениях переднего отрез-
ки 1 — 81, 2 — 96, — 11, 4
(26 мм; пунктирные линии /? j —
=-^ / 0) при значениях силы тока
луча 1 — 5, 2 — 30 * 3 — 60,
4 — 80, 5 - - 100 мА
Оборудование для электронно-лучевой обработки
487
Рис. 15.20. Зависимость макси-
мальных значений плотности то-
ка !т и удельной мощности q
от силы тока электронного луча
и величины переднего отрезка в:
сплошные линии (/щ. С) —
— f (!иУ 1 ~ Ь н1’ 2 ~ рй;
.3 — 111; 4 — 126 мм; пунктир-
ные линии (/те, <?) =•• Ф 1 -
lIS = 5; 2 — 20; .7 - 20; 4 —
80 мА
положение которого зависит от
величины переднего отрезка.
Если за критерий оценки элек-
тронно-оптической системы прини-
мать максимальную плотность тока
в наименьшем сечении, то наблюда-
емый характер изменения jm опре-
деляет оптимальный диапазон регу-
лировании общего тока. Для иссле-
дуемой системы при Ь — 81 мм опти-
мальный диапазон регулирования
силы тока луча составляет 0—
50 мА.
Установки типа ЭЛУ. Гамма уста-
новок типа ЭЛУ для сварки изделий
малых, средних и крупных габаритов
разработана . паучпо-исследователь-
ским институтом технологии и
организации производства [21],
Одна из особенностей установок
ЭЛУ — это большие габариты вакуум-
ных камер и специальные конструкции
сварочных манипуляторов и вспомо-
гательных механизмов.
В качестве электронных пушек
используют системы ЭП-60, ЭП-60М,
ЭП-60/2,5. ЭП-60/ЮМ, включающие
ленточный катод, прожектор сфери-
ческого типа, комбинированную
фокусировку. Источники питания
типа ИВ-60/4, ИВ-60/15 с масляной
изоляцией обеспечивают ускоряющее
напряжение до 60 кВ, силу тока луча
до 35, 75 и 170 мА. Диаметр пятна
электронного луча 0,6 мм.
В установке ЭЛУ-8 предусмотрена
секционная вакуумная камера. Она
состоит из трех частей — основной
камеры диаметром 1150 мм и длиной
1650 мм, дополнительной того же
диаметра длиной 1000 мм и удлини-
тельной диаметром 770 мм, длиной
1000 мм. Основная и дополнительная
камеры имеют лтоки для установки
сварочных цушек типа ЭП60;2,5. Каж-
дая пушка снабжена устройством для
перемещения по вертикали с учетом
диаметра и формы свариваемых изде-
лий.
Камера закрывается откатной
крышкой на роликах, которая может
направляться по направляющим
станины. Сменные сварочные мани-
пуляторы монтируются на откатной
крышке, а их электроприводы — на се
корпусе.
Установка ЭЛУ-9 и ряд ее модифи-
каций ЭЛУ-9А, ЭЛУ-9Б, ЭЛУ-9КУ
отличаются увеличенными габари-
тами основной и дополнительной
камер, количеством люков для уста-
новки сварочных пушек, размерами
конструкций сварочных манипуля-
торов.
Установка ЭЛУ-10 имеет одну ва-
куумную камеру диаметром 2300 мм
и длиной 4100 мм. В корпусе уста-
новки предусмотрены четыре люка
для сварочной пушки.
Установка ЭЛУ-11 имеет камеру
диаметром 2850 мм, длиной 6000 мм
с шестью люками.
Установка ЭЛУ-12 имеет камеру
также диаметром 2850 мм, по длиной
7200 мм.
Установка ЭЛУ-13 имеет форму
поперечного сечения в виде много-
угольника. Ее длина 10 000 мм, макси-
мальная ширина 3400 мм, высота
5400 мм. Приводы сварочных мани-
пуляторов этой установки размешены
внутри вакуумной камеры.
488 ОБОРУДОВАНИЕ ДЛЯ ЛАЗЕРНОЙ И ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ
Технические характеристики уста-
новок типа ЭЛУ приведены в
табл. 15.11.
Список литературы
1. Автоматизированная установка
для программного раскроя неметалли-
ческих материалов лучом лазера/
В. К. Раевич, Г. А. Зайденберг,
А. Н. Кокора и др. — Квантовая
электроника, 1976, т. 3, № 7, с. 1543—
1548.
2. Апенко М. И., Дубовик А. С.
Прикладная оптика, М.: Паука, 1971.
392 с.
3. БарановМ. С., ВощикскийМ. Л.,
Гейнрихс И. Г. Лазерная сварка ме-
таллов. М.: Машиностроение, 1971.
52 с.
4, Башенко В. В. Электронно-луче-
вые установки. Л.: Машиностроение,
1972.' 168 с.
5. Белостоцкий Б. Р., Любав-
ский Ю. В., Овчинников В. М, Основы
лазерной техники. М..: Советское ра-
дио, 1972. 408 с.
6. Блоки питания лазерных техно-
логических установок. —Электронная
промышленность, 1976, Аг 1, с. 68.
7. Богоявленский В. С., Ива-
нов В. П., Чельный А. А. Квантовая
электроника на выставке «Машино-
строение-72». — Электронная промыш-
ленность, 1972, № 5, с. 96—105.
8. Вакуленко В. М., Иванов Л. П.
Источники питания лазеров. М.: Со-
ветское радио, 1980. 104 с.
9. Вейко В. П., Либенсон М. Н.
Лазерная обработка. Лениздат, 1973.
192 с.
10. Вейко В. П., Либенсон М. Н.
Проекционный способ обработки ма-
териалов излучением ОКГ, — Физика
и химия обработки материалов, 1968,
№ 4, с. 44—50.
11. Влияние нестабильности тока
пучка па процесс электронно-лучевой
обработки материалов/А. Н. Кабанов,
М. А. Калинин, Л. И, Подгор нова
и др, — Физика и химия обработки
материалов, 1970, № 6, с. 26—30.
12. Волков И. В., Вакуленко В. М.
Источники электропитания лазеров.
Киев: Техника, 1976. 176 с.
13. Ильина О. К-, Мачулка Г. А.,
Перова Л. А. Серия ОКГ па углекис-
лом газе па основе базовой конструк-
ции типа ЛГ-17. — Квантовая элек-
троника, 1971, We 6, с. 78—80.
14. Импульсные источники света/
И. С. Маршак, А. С. Дойников,
В. П. Жильцов и др. Под ред,
И. С. Маршака. М.: Энергия, 1978,
471 с.
15, Ищенко Е. Ф., Климов Ю. М.
Оптические квантовые генераторы. М.:
Советское радио, 1967. 472 с.
16. Карашоков К- Е., Островер-
хое Н. Т., Попов В. К- Эксперимен-
тальное исследование структуры элек-
тронных пучков. — Физика и химия
обработки материалов, 197], № 2,
с. 9—14.
17, Крылов К. И., Прокопенко В. Т.,
Митрофанов А. С. Применение лазе-
ров в машиностроении и приборострое-
нии. Л.: Машиностроение, 1978. 336 с.
18. Лазеры в технологии/Ф. Ф, Во-
доватов, А. А. Чельиый, В. П. Вейко
и др. М.: Энергия, 1975. 116 с.
19. Лазерная обработка отверстий
в технических рубиновых камнях/
Е. Д. Вакс, Б. X. Мечетнер, Б. М. Со-
колов и др. Л.: ЛДНТГ1, 1975. 44 с.
20. Лазерная технология/В. П. Вей-
ко, М. Н. Либенсон, А. М. Мелючев
и др. Обзоры по электронной технике.
Вып, № 68 (137). М.: Электроника,
1970. 216 с.
21. Оборудование для электронно-
лучевой сварки/А. И. Ч вертко,
О. К- Назаренко, А. М. Свитский
и др. Киев: Паукова Думка, 1973.
408 с.
22. Оборудование лазерное техноло-
гическое. — Электронная промышлен-
ность, 1976, № 1, с. 69—80.
23, Программный лазерный раскрой
текстильных материалов/Л. А. Бирю-
ков, А, Р Молгачев, Л. П. Сафонов
и др. М.: Легкая индустрия, 1978.
192 с.
21. Работы ЭНИМСа в области раз-
мерной лазерной обработки/Е. Д. Вакс,
Л. М. Епихин, В. А. Крушепок и др. —
Лазерная технология в приборострое-
нии и точном машиностроении. Вып. 3.
М.: Машиностроение, 1980, с. 18—22.
25. Технология и оборудование га-
золазерной резки матери а л о в/А. В. Ти-
хомиров, М. В. Евдокушин, Ю. В. Кур-
Сииспк литературы
489
лович и др. — Лазерная технология
в приборостроении и точном машино-
строении. М.: Машиностроение, 1980,
с. 25—30.
26, Технологическое применение га-
зовых лазерон/Г. Б. Бубякии, Г. Р. Ле-
винсон, А. Н. Свиридов и др. Л.:
ЛДНТГ1, 1970. 32 с.
27. Худышев А. Ф, Новый промыш-
ленный образец установки электронно-
лучевой сварки. — В кн.: Электронно-
лучевая сварка. М.: МДНТП, 1978,
с. 150—152.
28. Шмелев К. Д., Королев Г. В.
Источники электропитания лазеров,
М.: Энергия, 1981. 168 с.
П Р ЕД И ЕТН Ы Й У КАЗАТЕЛЬ
Абели уравнение 64
Аберрация сферическая 46, 47
Абляция — Задачи 123—127
— Понятие 123
Автоколебания в лазерной плазме 173
— при нагреве металлов КПЭ 397—400
Автоколебательная система 398
Активатор 11, 12
Аморфизация 242—444
Арчарда модель S3
Б
Бесселя функция 297
Бете закон непрерывных потерь 85
Био критерий 95, 115
— метод 125
Больцмана подстановка 114
— постоянная 154
— уравнение 161, 162
Бугера закон 93
В
Вещества лазерные — Понятие 10
Воздействие ЛИ на вещества — Зона
171, 174, 192—195 — Линейные
задачи 89—113 — Нелинейные за-
дачи 113—127 — Области 209 —
Параметры 171—174, 176—178,
316, 317 — Температурная зависи-
мость поглощательной способности
115—118
— в режиме свободной генерации 214,
215, 217, 218, 221
Воздействие ударное — см. Ударное
воздействие
Волна ударная — Область 189
— Скорость 186—189
Восстановление металлов — Меха-
низм процесса 192—194
— Термохимические явления 198
Галилея трубы 48
Гаусса закон 88
— функция 375
Герметизация корпусов интеграль-
ных микросхем электронно-лучевой
сваркой — Выбор режимов 414—417
— Методы 408
— Определение глубины проплавле-
ния 414, 415
— Приспособления 411—413
— Расчет температур в корпусе 410,
411
— Тепловая эффективность 414
Глубина резкости — Понятие 46
Гранат 15
Трэда метод 162
Гудмена подстановка 114
Д
Давление насыщенного пара 374
Дифракция при фокусировке 47
И
Излучатели — Состав 436, 437
— Типы 441
— Характеристика 441
Излучение лазерное — см. Лазерное
излучение (ЛИ)
Ионизация ассоциативная 185
Испарение в вакуум при воздействии
КПЭ — .Методы решения задач
кинетики 161, 162 — Скорость мас-
совая пара 161
— элсктропно-лучевое — Высокоско-
ростное напыление материалов
импульсным ЭЛ 403—406 — Ме-
тоды получения пленок и покрытий
402, 403 — Реализация в промыш-
ленности 406 — Производитель-
ность получения пленок 402, 403
11 |>*ДНН’Н 14ft У KKttH'l 1>Л1.
401
Испарение нестационарное — Харак-
теристика 405
— поверхностное — Механизм про-
цесса 159. 160, 166 — Модель 152 —
Режим 154, 167 — Теория 152, 154,
183 — Теплота 152, 155, 156 —
Фронт 154 — Энергия 159
термическое — Производительность
и эффективность 406
Иссле давания металлог р афичес кие
217
— электронно-микроскопические 207
Источники питания импульсные —
Система управления 463 — Харак-
теристика 460—462
— с низкой частотой повторения им-
пульсов 459
— с повышенной частотой повторения
импульсов 461
— с реактивными то неограничива-
ющими элементами 461
Источники теплоты — Интенсив-
ность 173 — Понятие 77 — Энер-
гетические характеристики 78
— движущиеся 105—107
—объемные 100, 101
— неподвижные 107, 118—121, 123
К
Капиллярная постоянная 146
Кассегрена объектив 50
Кирхгофа преобразование 114
Клаузннга коэффициент 422
Когерентность временная 39
— пространственная 40
Концентрированные потоки энергии
(КПЭ) Взаимодействие с мате-
риалом 152, 153, 163, 164
— Классификация 76
— Линейные задачи воздействия 89—
ИЗ
— Нагрев вещества — см. Нагрев ма-
териалов КПЭ
— Нелинейные задачи воздействия
113—127
— Плотность 152—155. 157, 160
— Понятие 6
Коэффициент отражения 78, 419
— поглощения 165
— сосредоточенности 70, 71
— температуропроводности 90
— тормозного поглощения 165
— формы сварного соединения 407
— формы шва 372
КПД тепловой полный 414
— термический 370, 387
— эффективный нагрева 414
— эффективный проплавления 386
Кристалл — Строение 11
Л
Лазерная искра — Понятие 171
Лазерное излучение (ЛИ) — Воздей-
ствие на вещества — см. Воедейстеие
ЛИ на вещества
— Длительность импульса 151, 156,
158, 175, 209
- Мощность 213
— Плотность потока 153 156, 157—
159, 164, 172—179, 183, 186, 190,
191, 194, 197
— Поглощение 156, 157, 160, 187,
188
— Понятие 7
— Пространственно-временны с ха-
рактеристики 78—81
— Распределение микротвердости
в зоне воздействия 174, 177, 216,
217, 225, 228, 231, 264
— Свойства 38
— Фокусировка 42—51 — см. Фоку-
сировка ЛИ
— Энергетические характеристики
39—42
— Явления термохимические 198
- вынужденное 10
— спонтанное 9, 10
Лазеры — Длины воли 7, 8
— Принцип работы 8, 9
Лазеры газовые атомные 24
— импульсные 26
— ионные 24, 25
— непрерывные 26, 27
Лазеры газодинамические с тепловым
возбуждением 33—35
— с химической накачкой 35, 36
— с электрическим возбуждением 36
Лазеры жидкостные 18—23
Лазеры молекулярные на 1Ч2 31
- на СО 31
Лазеры на СО2 — Зеркала 54—55 —
Материалы оптические 51—55 --
Применение 292, 298, 299
— быстр он роточ п ые 28, 29
— TEA 29-31
— электроионизациоииые 31—33
Лазеры твердотельные аморфные 16—18
- кристаллические 12—16
Лампа накачки 440
Лангмюра формула 404
Легирование — Изменение микро-
твердости 233—2.36
— Сущность 230
492
предметный указатель
Ленарда закон 83
Линеаризация — Методы 114
Луч электронный — см. Электронный
луч (ЭЛ)
М
Материалы двухслойные — Идеаль-
ный тепловой контакт 95, 96 —
Неидеальный тепловой контакт 96—
98
— оптически непрозрачные 79
- оптически прозрачные 55
Метод зонда вращающегося 58,
59, 64
— неподвижного 70, 71
— тонкопленочного 71—73
— электронного 73 75
Метод интегрального обращения 64
— интегральных преобразований 89
— источников 89
— преобразования Лапласа по вре-
менной переменной 89
— теории подобия 155
Методы решения задач теплопровод-
ности линейных — см. под их назва-
ниями, например: Метод инте-
гральных преобразований; Метод
источников; Метод преобразования
Лапласа по временной переменной;
Фурье метод
— нелинейных 89
Модели дебаевские 153
— одномерные 90—94
—'Поверхностного разрушения 153
— пространственные 94
Монохроматичность — Понятие 39
Монте Карло метод 83
Н
Нагрев материалов КПЭ — Авто-
колебания 397—400
— Кинетика формирования канала
392—397
— Плавление, испарение и выброс
продуктов разрушения 389—391
— Сравнение расчетных и опытных
данных 104, 105
— Условие перехода к взрывному
вскипанию 386—389
Нагрев металлов ЛИ 199
- ЭЛ — Взаимодействие ЭЛ с плаз-
мой в зоне обработки 392 — Кон-
троль стадий 426
Накопители энергии — Техническая
характеристика 456—462
— Типы 462
Напыление материалов высокоскоро-
стное импульсным ЭЛ 404—406
Населенность инверсная — Методы
создания 23, 24
Нелинейности I рода 113, 114
— Л рода 113—115
...III рода 113—115
О
Облако плазменное см. Плазменное
облако
Обработка лазерная микроотвер-
стий — Повышение точности 343
— мпогоимпульспая — Особенности
335, 337--338
Обработка лазерная поверхностная
термическая — Виды — см. под их
названиями, например: Амортиза-
ция; Легирование; Плакирование;
Ударное воздействие — Произво-
дительность 249 — Режимы 207 —
Технологические особенности 245
— импульсным излучением — Осо-
бенности 213—222
— непрерывным излучением — Осо-
бенности 223—230
Обработка лазерная размерная —
Влияние временных и энергетиче-
ских характеристик 325
— Зависимость глубины отверстия
от длительности импульса 327
— Зависимость глубины отверстия
от энергии импульса 326
— Образование отверстий 316
— Понятие 157, 159
— Результаты обработки 333
— Эксперименты 321
— Эффективность 345—346
Обработка электронно-лучевая —
Регистрация и анализ временной
зависимости силы тока 426—431 —
Режимr.i для Ст. 3 427 — Эмиссия
электронов 419—424
— кремния 358—361
--металлических материалов 355 -
358
— размерная термическая — Выброс
жидкой фазы 347—349 -- Выбор'
режимов получения отверстий и па-
зов 351—354 — Назначение 347 —
Определение оптимального фокуса
ЭЛ в материале 349—351 —Резуль-
таты 347
— хрупких материалов 361—363
Объемное парообразование — Вли-
яние на разрушение материалов
Предметный укитнтсль
193
— Динамика 156
— Механизм 155, 159, 160
— Центр 156—157
Оптический пробой в газе — Исследо-
вание 183, 185
— Механизм развития 185
— Понятие 181, 183
— Характеристика 179, 183
Осветительная система 436, 437
П
Параметры ЭЛ — Измерение враща-
ющимся зондом 58, 59
— Измерение неподвижным зондом
70, 71
— Измерение тонкопленочным зон-
дом 71, 73
— Измерение электронным зондом 73—
75
— Понятие 56—58
Парообразование объемное — см.
Объемное парообразование
Пекле критерий 134, 371
Перенос энергии — Механизм 190
Пирса метод 64, 66, 68
Плазма лазерная — Автоколебания
173—174
— Динамика развития 186, 188—189,
191
— Особенности образования 189—190
Плазма термически неравновесная —
Образование 392
Плазменное облако —Давление 190, 191
— Образование 171
— Плотность 190, 191
— Температура 190, 191
— Формирование 180
Плакирование — Технологические осо-
бенности 236—238
Пластина конечной толщины — За-
дача о нагреве 94, 95
Плотность потока критическая —
Расчет 108—ПО
— для глубокого проплавления
143-145
-для ряда материалов 108—110
Поглощение 165
Поляризация — Понятие 41
Поток пара — Давление 164
Потоки энергии концентрирован-
ные — см. Концентрированные по-
токи энергии (КПЭ)
Пробой оптический в газе — см. Оп-
тический пробой в газе
Проплавление глубокое — Образова-
ние 392—397
— сквозное 391
Пуассона адиабата 165
— коэффициент 319
— уравнение 181
Р
Разрушение материалов - 11онитие
108
Расплав — Деформирование поверх-
ности давлением отдачи 137—141
— Образование капала при воздей-
ствии ЭД н ЛИ 141 —148
— Особенности кристаллизации
145—147
— Термокапиллярная конвекция
147—150
Растворы дикстонатов редкоземельных
элементов в органических соедине-
ниях 20, 21
— неорганических соединений редко-
земельных элементов 21, 22
— органических красителей 22, 23
Резерфорда формула 85
Резка материалов — Влияние поля-
ризации ЛИ 303—304
— Параметры 294, 298—300
— Расчетные зависимости 297
— Способы 293
— Схема 293
Резонатор 438
Рубин — Понятие 12
— Свойства 12—15
— Стержни 13—14
С
Саха формула 165
Сварка ЛИ — Зависимость глубины
проплавления от плотности потока
ЛИ 275—276, 305 — Зависимость
глубины uponдавления от скорости
сварки 305 — Зависимость глубины
проплавления от энергии импульса
ЛИ 282 — Применение 290 —
Расчет критической плотности по-
тока 109, 110 — Тепловые процессы
269 — Технология 279—282
— импульсным — Выбор схемы рас-
чета температурного поля 102—
104
— стыковая — Задача о температур-
ном поле 98 — Формулы для тем-
пературного поля при большом
периоде с начала нагрева 99, 100 —
Формулы для температурного поля
при малом периоде с начала нагрева
98, 99
494
ПРЕДМЕТНЫЙ указатель
— шовная - Виды соединений 305 —
Параметры 306, 313 — Режимы 311
Сварка электронно-лучевая — Вли-
яние изменения рабочего рассто-
яния пушка -- деталь на геометрию
зоны проплавления 367—369
— Влияние удельной мощности ЭЛ
на геометрию зоны проплавления
364—366
— Влияние ускоряюще)'о напряжения
на геометрические характеристики
проплавления 374—376
— Герметизация корпусов интеграль-
ных микросхем — см. Герметизация
корпусов интегральных: микросхем
электрон но-лучевой сваркой
— Контроль глубины проплавления
432—433
— Контроль и регулирование макси-
мальной глубины сварного шва
425—426
— Монтаж микросхем 407
— Расчет геометрических характе-
ристик сварного шва 371—374
— Связь параметров ЭЛ с геометри-
ческими характеристиками зоны
проплавления 369—371
— Способы 377
— Условия получения бездефектных
швов 377
— Формирование швов в различных
пространственных положениях
376—385
Сила термокапиллярная — Причины
возникновения 147, 149
Система автоколебательная — см.
Автоколебательная система
— окисел — металл — Расчет темпе-
ратуры 199
— оптической накачки 436
— осветительная — см. Осветитель-
ная система
Скорость нагрева — Кривые для
стали ШХ15 113 — Расчет 110—112
— охлаждения — Кривые для стали
II.IX15 113 —Расчет 111, 112
Спенсера распределение энергети-
ческих потерь 83
Стекла—Классификация 16
— Понятие 16
— Свойства 16, 18
— Стержни 17
Стефана—Больцмана постоянная 102
Стефана задача 115, 123
— условие 132
Т
Теплоотдача поверхностная — Учет
при решении задач нагрева ЛИ
и ЭЛ 101, 102
У
Ударное воздействие — Изменение
структуры и свойств материалов 238
Установки технологические для об-
работки
— лазерной — Источники питания
456—462 — Назначение 464—475 —
Параметры 435 — Системы опти-
ческие 443—454, 459, 464 —
Системы управления 463—464 —
Структурная схема 435—436 —
Технические характеристики 465—
474 — Типы 435—439, 465—475
— электронно-лучевой — Классифи-
кация 475—476 — Назначение
477- 478 — Применение 475 —
Техническая характеристика 477—
479, 482—485
Ф
Флюоресценция — Сущность 9, 19
Фокусировка ЛИ — Выбор локали-
зации перетяжки сфокусированного
лазерного пучка 51
— Выбор модовой структуры и гео-
метрии сфокусированного пучка
48, 49
— Диаметры сфокусированных пуч-
ков для различных лазеров 43
— Дифракционный предел остроты 42
— Способы 42
Фосфоресценция 19
Фотолиз 36
Фраунгофера область 41
Френеля область 41
Функция распределения
- - гауссова 11
— лорепцова 11
Фурье критерий 93
— метод 89
X
Хелат — Понятие 20
Ш
Шонланда формула 82
11рпДМПТ|1ы|| у UU ВИТ «Л I.
э
Эйнштейна коэффициент 9, 10
Электронный луч (ЭЛ) — Параметры
см. Параметры ЭЛ — Простран-
ственно-временные характеристики
81—89
— Размеры зоны взаимодействия
с материалами 87
- Распределение плотности тока
по сечению 59 70
Энергия потопная 364
— поглощения 9
— полная 9
Эрозия лазерная — Влияние газовой
среды 178
Николай Николаевич Рыкалин, Александр Алексеевич Углов,
Игорь Васильевич Зуев, Александр Николаевич Кокора
ЛАЗЕРНАЯ И ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА
МАТЕРИАЛОВ
Редакторы И. С. Форстен, А. А. Степанова
Художественный редактор И. К. Капралова
Переплет художника Р. А. Казакова
Технический редактор Т. И. Андреева
Корректоры: О. Е. Мишина, А. А. Снастима
ИБ № 3544
Сдано в набор 13.02.S5. Подписано в печать 11.10,85. 'Г-18767.
Формат 60X90‘/i«. Бумага книжно-журнальная импорт. Гарнитура литературная.
Печать высокая. Уел. печ. л, 31,0. Усл. кр.-отт. 31,0.
Уч,-изд. л. 43,08. Тираж II 000 эка. Заказ 2466. Цена 2 р, 7() к.
Ордена Трудового Красного Знамени издательство «.Машиностроение»,
107075, Москва, Стромынский пер,, 4
Отпечатано с набора Ленинградской типографии № 6 ордена Трудового Красного Зна-
мени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союз-
полиграфпрома при Государственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 193144, г. Ленинград, ул. Моисеенко, 10 в Ленинградской типо-
графии № 4 ордена Трудового Красного Знамени Ленинградского объединения «Техни-
ческая мига» им. Евгении Соколовой Союзполиграфпрома при Государственном коми-
тете СССР по делам издательств, полиграфии и книжной торговли. 191126, Ленинград,
Социалистическая ул., 14