/




































Tags: техника пресс-ножницы




Text
стр 2 НГ5222-00-001А РЭ
Руководство по эксплуатации не отражает
незначительных конструктивных изменений в
оборудовании, внесенных изготовителем по-
еле подписания к выпуску в свет данного ру¬
ководства, а также изменений по комплек¬
тующим изделиям и документации, посту¬
пающей с ними.
СОДЕРЖАНИЕ
1. Назначение изделия 3
2. Основные технические данные 3
3. Состав изделия и органы управления 4
4. Комплектность пресс-ножниц 7
5. Подготовка пресс-ножниц к работе 8
6. Устройство и работа пресс-ножниц и их составных частей 13
7. Система смазки — 21
8. Электрооборудование 22
9. Меры безопасности при использовании пресс-ножниц 29
10. Возможные неисправности и методы их устранения 29
11. Техническое обслуживаняе 31
12. Сведения о ремонте " |в|| 33
13. Свидетельство о приемке - 34
14. Свидетельство о консервации 34
15. Свидетельство об упаковывании 35
16. Гарантии изготовителя 35
Приложение А. Перечень подшипников качения. 36
Приложение Б. Обозначение ремней клиноременной передачи 36
Приложение В. Перечень быстроизнашивающихся деталей 36
НГ5222-00-001А РЭ стр. 3
Внимание!
Перед пуском пресс-ножниц в эксплуата¬
цию проверьте кратковременным включением
правильность вращения вала электродвигателя
по часовой стрелке при снятых клиновых
ремнях и ограждениях.
1 НАЗНАЧЕНИЕ ИЗДЕЛИЯ
Пресс-ножницы комбинированные для полосы 16 х 150 мм, исп. 3 мод. НГ5222
служат для отрезки полосового, сортового и фасонного проката и пробивки отвер¬
стий в листовом, полосовом и фасонном прокате.
Пресс-ножницы комбинированные могут найти применение на машинострои¬
тельных, ремонтных и других заводах, при эксплуатации в климатических зонах с
умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим
климатом - исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно
быть не менее +5°С
2 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1 Основные технические данные приведены в таблице 1
Таблица 1 - ■ ШРРРИ*
Наименование параметра
Данные
1 Наибольшие размеры обрабатываемого проката, мм:
толщина и ширина полосы
16x150
диаметр круга
45
уголок, резка под углом:
90°
125x125x12
45°
90x90x9
2 Пробиваемое отверстие, мм:
диаметр
30
толщина материала
16
3 Наибольшие размеры пробиваемых пазов прямоугольной
формы, мм:
толщина
10
ширина
65
длина
70
4 Наибольший номер профиля (двутавра и швеллера)
№18*
5 Частота ходов ползуна, мин' :
одиночных, не более
<18
6 Номинальное усилие пресса, кН (тс)
400 (40)
7 Расстояние от оси ползуна пресса до станины, не менее, мм
500
8 Габаритные размеры, мм:
длина
1900*40
ширина
1660±30
9 Высота над уровнем пола, мм
1950±40
10 Масса, кг
2#%Ь40
ар -4 HTS222-00-001А РЭ
Продолжение таблицы 1
Наименование параметра
- —г— - - -
Данные
11 Род тока электропривода
переменный, трех¬
12 Напряжение цепи, В:
фазный
силовой
-380
управления
-110
местного освещения
-24
сигнализации
-22
13 Количество точек местного освещения, шт.
2 - устанавливаются
потребителем
14 Управление
Электродвигатель:
педальное
тип
АИР100Ь2УЗ
мощность, кВт
5,5
частота вращения, мин'1
2930
15 Режим работы электросхемы
одиночный ход,
ручной проворот
(наладочный режим)
Примечания: 1 Отрезка проката с номером профиля, указанным «*», выполняется специаль¬
ным инструментом
2 Размеры и номера профилей проката приведены для металла с временным сопротивлением О в
£00 МПа (50 кгс/мм2).
3 Наибольшие размеры проката приведены из условия отрезки на одиночных ходах.
4.Минимальная длина заготовки при резе по заднему упору - 70 мм., максимальная - 1000 мм.
. 5Допустимое искажение геометрического профиля углового проката до 5 .
б.На устройстве для пробивки пазов прямоугольной формы можно пробивать пазы треугольной
формы на уголке 50x50x5
3 СОСТАВ ПРЕСС-НОЖНИЦ И ОРГАНЫ УПРАВЛЕНИЯ
3.1 Общий вид пресс-ножниц с обозначением составных частей показан на рис. 1.
3.2 Перечень составных частей пресс-ножниц приведен в таблице 2
Таблица 2
!Поз. на!
i Рис1 1
Наименование
Обозначение
1
Станина
НГ5222-11-001
15 1
26
Привод
НВ5221Б-21-001
Сортовая секция
НВ5221Б-31-001
1 10
Пресс дыропробивной
НГ5222-32-001
25
Управление сортовой секцией
НВ5221Б-41-001
7
Управление дыропробивным прессом
НВ5221Б-42-001
, 23
Прижим
НВ5221Б-45-001
9
Механизм центрирования
НВ5221Б-47-001
\ 211
V 29
|Прижим сортовой секции
НВ5221-51Б-001
\ Приспособление для пробивки пазов прямоуголь-
1 ной <Ьормы
НР5222-53А-001
НГ5222-00-001А РЭ стр 5
Продолжение таблицы 2
Позиция
на рис. 1
Наименование
[ Обозначение
17
Нож-плита неподвижная
! НВ5221-61-001
28
Инструмент зарубочный и для отрезки полосы
1 НВ5221Б-62-001
16
Нож-плита подвижная
I НВ5221Б-63-001
31
Лоток
НВ5221Б-69-001
32
Стол
НВ5221Б-68-001
6
Стол дыропробивного пресса
НГ5223-69-001
14
Огражцение
НВ5221Б-71-001
21
Смазка
НВ5221-81-001*
3
Электрооборудование
Поставляются за отдельную плату
НГ5222-91Д-001
24
Упор для отрезки мерных заготовок
НВ5222-43-001
8
Приспособление для резки специального проката
НВ5221-52-001
27
Устройство для пробивки отверстий с определен¬
ным шагом
НВ5222-56-001
18
Нож-плита неподвижная для резки швеллера и
двутавра
НВ5221Б-64А-001
19
Нож-плита подвижная для резки швеллера и
двутавра
НВ5221Б-65-001 1
Примечание. * Смазка пресс-ножниц может быть комбинированной (централизованной от на¬
соса, остальные точки - шприцем) и ручной - прокачкой смазка через пресс-масленкв шприцем
3.3 Перечень органов управления пресс-ножниц показан в таблице 3.
Таблица 3. ;
Поз.на
рис 1
Органы управления
4
Вводный выключатель
9
Рукоятка механизма центрирования
11
Кнопка ОБЩИЙ СТОП
12
Кулачки управления электромагнитами
13
Кнопка ОБЩИЙ СТОП
30
Рукоятка фиксации плиты
34
Педаль включения ползуна сортовой секции и пресса дыропро¬
бивного
37
Переключатель подачи напряжения пресса дыропробивного и
сортовой секции
38
Кнопка пуска электродвигателя
39
Лампы сигнальные
стр.б НГ5222-00-001А РЭ
3.4 Перечень графических символов, применяемых на машине пока™
Таблица 4. ’ ЦЩтаблице 4
Где расположен
(позиция, на рис.1)
Символ
| Назначение
Электрошкаф
h
Знак напряжения
39
Ручной проворот
(режим «Наладка»)
4
1
Включено
37
-ir
т
Секция для пробивки
отверстий
Электрошкаф, станина
*
Заземление
39
&
Электродвигатель
39
Управление педалью
4
О
Отключено
37
Сортовая секция
11,13
1
•
ОБЩИЙ СТОП
НГ5222-00-001А РЭ стр. 7
Рис. 1. Расположение составных частей и органов
управления пресс-ножниц НГ5222.
4 КОМПЛЕКТНОСТЬ ПРЕСС-НОЖНИЦ
4.1 Комплектность пресс-ножниц должна соответствовать таблице 5
Таблица 5. .
Обозначение
Наименование
Кол-во
Примечание
НГ5222
Пресс-ножницы в сборе
Принадлежности и инструмент
1
Согласно спе¬
цификации
НБ5222-69-401
Ломик
Шприц П72.961.002 ТУ
1
1
НВ5221Б-63-404А
Нож
Запасные части
1
НГ5222-92-001
Лампа КМ24-90 ТУ 16-88
ИКАВ 675.250.001 ТУ
Экспортные поставки соглас¬
но ТУ2.041.0466226-017-91
Документация
5
НГ5222 - 00 - 001РЭ
Руководство по эксплуатации
1
1
Паспорт электрошкафа
.... щ
crp.S НГ5222-00-001А РЭ
5 ПОДГОТОВКА ПРЕСС-НОЖНИЦ К РАБОТЕ.
5.1 Распаковка.
5.1.1 Вскройте упаковочный ящик, осмотрите снаружи пресс-ножницы, проверь¬
те комплектность поставки по таблице 5.
5.2 Транспортирование.
5.2.1 Для транспортирования распакованных пресс-ножниц используйте две
стальные штанги диаметром 45 мм, продевая их через предусмотренные для этого от¬
верстия в станине (рис. 2).
5.3 Установка.
5.3.1 Пресс-ножницы очистите от противокоррозийной смазки, а' неокрашенные
поверхности для защиты от коррозии покройте тонким слоем масла индустриального.
5.32 Установите пресс-ножницы на фундаменте (рис. 4) или бетонной подушке.
Глубина заложения фундамента принимается в зависимости от грунта. Установ¬
ленные пресс-ножницы выверьте в горизонтальной и вертикальной плоскостях по
уровню. После установки на фундамент пресс-ножницы и электрошкаф заземлите,
подключая к цеховому заземляющему контуру.
5.4 Рабочие места пресс-ножниц.
5.4.1 На пресс-ножницах имеется три рабочих места:
- пресс дыропробивной;
- сортовая секция;
I зарубочная секция
Схема расположения рабочих мест показана на рис. 3
Рис. 3. Схема расположения рабочих мест
Гайка Ml 1105. ГОСТ5927-7Р - 4шг. j
Шайба A16.02.05 ГОСТ11371-78 - 4шг.
Гайка Ml б. 6.05. ГОСТ5929-70 - 4nrr.
Рис. 4. Схема установки пресс-ножниц НГ5222 на фундамент:
5.5 Подготовка к работе пресса для пробивки отверстий.
5.5.1 Перед началом работы на прессе закрепите в соответствующих гнездах пу¬
ансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите
пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан
равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимо¬
сти от толщины пробиваемого материала.
После центрирования рукоятку верните в верхнее положение.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор. В за¬
висимости от толщины пробиваемого материала выставьте корпус съемника с зазо¬
ром l...i мм от плоскости листа. Затяните гайки и контргайки. Установка корпуса
съемника с перекосом недопустима.
5.5.2 Для пробивки отверстий по кернениям используйте механизм центрирова¬
ния. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуан¬
сона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
сгр 10 НГ5222-00-001А РЭ
5.5.3 Для пробивки отверстий с одинаковым межцентровым расстоянием ис¬
пользуйте шаговый упор. Стойку упора переместите по пазу кронштейна и зафикси¬
руйте на нужном расстоянии от оси пуансона.
5.6 Подготовка к работе сортовой секции
5.6.1 Перед работой на сортовой секции проверьте крепление ножей к ножевым
плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сор¬
товой секции устанавливается в зависимости от толщины разрезаемого материала
прокладками под Г-образные прижимы, и не должен превышать 0,2...0,5 мм.
При замене ножевых плит снимите Г-образные прижимы инструмента, а потом
ножевые плиты.
5.6.2 Для реза фасонного проката установите в гнездо ползуна и станины соответ¬
ствующий инструмент. Выставьте плиту упора на соответствующий угол (90 и 45°)
по делениям направляющей и закрепите ее. Поставьте упор и сменные прижимы.
Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо про¬
двиньте его до касания с упором реза мерных заготовок, предварительно установлен¬
ным на нужный размер.
Рукояткой фиксатора автоприжима сортовой секции освободите прижимной кулак
и поверните его до соприкосновения системы рычаг-прижим с обрабатываемым ма¬
териалом. При ближайшем совпадении отверстия на кулачке с осью фиксатора за¬
фиксируйте их. После этого начинайте рез.
Рискй на прижимном кулаке сортовой секции с обозначением толщины разрезае¬
мого материала должны совпадать с риской на рычаге.
5.63 Для реза полосы используйте упор полосы. При резе полосы на мерные за¬
готовки, упор переведите в нижнее положение, выставьте по делениям линейки на
нужную длину заготовки и зафиксируйте.
Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допуска-
.ется резка материала вершинами ножей. Регулируйте зазор между ножами проклад¬
ками под опорные поверхности. Для исключения поломки ножи должны перекрывать
друг друга на 3...5 мм. Зазор между ножами не должен превышать 1/30 толщины
разрезаемого материала.
Внимание! При переналадке упора реза мерных заготовок с одной секции на дру¬
гую остерегайтесь непроизвольного проворота и падения упора.
Схема крепления ножевых плит сортовой секции показана на рис. 5.
/Г4
Рис. 5. Схема крепления ножевых плит сортовой секции
НГ5222-00-001АРЭ стр. II
5.7 Подготовка к работе зарубочного устройства.
5.7.1 Для работы зарубочного устройства зазор между ножами устанавливается
прокладками под опорные поверхности, зависит от толшины разрезаемого материала.
Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям,
быть хорошо закрепленными и сухими. Крепление ножей зарубочного устройства
показано на рис. 6
5.7.2 Зазор между ножами зарубочного устройства не должен превышать 1/30
толщины разрезаемого материала.
Г -S-
Рис. 6. Схема крепления ножей зарубочного устройства
5.8 Регулирование
5.8.1 Работоспособность пресс-ножниц проверяйте вручную поворотом махови¬
ка ломиком, входящим в комплект поставки. (Наладочный режим - согласно разделу
«Электрооборудование»).
5..8.2 Натяжение ремней привода регулируйте винтами и гайками, установлен¬
ными на подмоторной плите.
5.8.3 Зазор между ножами ножниц регулируйте набором прокладок, а зазор ме¬
жду направляющими и ползуном сортовой секции - шестью регулировочными вин¬
тами, расположенными на задней и передней стенках станины.
Одновременно направляющими ползуна регулируйте зазор ножей для отрезки поло¬
сы.
5.8.4 Зазор 0,2...0,5 мм между ножевыми плитами сортовой секции регулируйте
прокладками под Г-образные прижимы ножей.
5.8.5 Для совмещения окон ножевых плит (подвижной и неподвижной) сортовой
секции, а также для получения необходимого зазора между шатуном 5 (рис. 10) и
подпятником 6 используйте проставку - упор 8, поджимая или ослабляя регулиро¬
вочный винт 7
5.8.6 Положение ползуна в в.м.т. при ослаблении балансировочной пружины 2
регулируйте гайками зажима пружины (рис. 10).
5.8.7 Для получения нормального зазора между направляющими и ползуном
пресса используется чугунная планка и прокладки.
Зазор регулируйте с помощью трех винтов. Особое внимание уделите регули¬
ровке конечных выключателей SQ1 и SQ4, проводя ее путем поворота кулачковых
шайб (только на наладочном режиме). Поворотные кулачковые шайбы отрегулируйте
так, чтобы замыкающие контакты соответствующих конечных выключателей замк¬
нулись в момент появления зазоров между камнем и балансиром, а также между ша¬
туном и ползуном при ходе балансира и шатуна вверх.
яр 12 НГ5222-00-001А РЭ
5.8.8 В процессе эксплуатации пресс-ножниц возможно разрегулирование ме¬
ханизмов включения секций (рис. 7), в результате чего может происходить недовк-
лючение шатуна 2 сортовой секции и камня 3 дыропробивной секции.
Включение секций регулируйте изменением длины тяг 1,5
Серьги 4 и 6 фиксируйте гайками и проверяйте четкость срабатывания меха¬
низмов при включенном электродвигателе в наладочном режиме.
Рис. 7. Схема механизма включения секций
1 - тяга сортовой секции; 2 - шатун;
3 - камень; 4 и 6- серьги; 5 - тяга дыропробивного пресса
6 УСТРОЙСТВО И РАБОТА ПРЕСС-НОЖНИЦ
И ИХ СОСТАВНЫХ ЧАСТЕЙ.
6.1 Общий принцип работы пресс-ножниц.
Привод пресс-ножниц осуществляется от электродвигателя 3 (рис. 8) через кли¬
ноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и
одноступенчатую зубчатую передачу 1,4 к эксцентриковому валу 6. Зубчатая пара 1,
4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в под¬
шипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня zt=14 имеет ширину обода 85 мм и изготовлена из стали 40Х
ГОСТ4543-71 (твердость 240...260 НВ), колесо гг=126 - ширину обода 80 мм и изго¬
товлено из стали 35J1ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8
пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рыча¬
гов, связанных с одной стороны с шатуном и западающим камнем, а с другой сторо¬
ны —с электромагнитами 9
НГ5222-00-001А РЭ стр 13
Рис. 8 Схема кинематическая
6.2 Составные части пресс-ножниц.
6.2.1 Станина (рис. 9) состоит из двух листов - переднего 3 толщиной 50 мм и
заднего 7 толщиной 25 мм, сваренных между собой с использованием проставок и
ребер. В станине выполнены расточки для установки в них оси 2 качания балансира,
оси 9 ползуна сортовой секции, бронзовых втулок 13, 14 под эксцентриковый вал.
Кроме того, в стенках станины выполнены окна 5, в которые заводят и крепят при
помощи упоров 4, 6 неподвижные инструментальные плиты. Зазор между ними регу¬
лируется вкладышами 11, 12, в которые входит прокладка 10. Винтами в специаль¬
ном гнезде крепится нож 8 для отрезки полосы. Со стороны зева на станину привари¬
вается плита 1, на которой крепится ползун пресса для пробивки отверстий.
Рис. 9. Станина
ар. 14 НГ5222-01ИЮ1А РЭ
6.22 Ползун 9 (рис. 10) сортовой секции, связанный через западающий шатун 5
и подпятник 6 с эксцентриковым валом 3, качается на оси 1 между направляющими
вкладышами, регулируемыми болтами. В исходное Положение ползун возвращается
и удерживается пружиной 2 с тягой 4. В средней части ползуна имеется вырез, в ко¬
тором крепится подвижная ножевая плита, справа в нижней части - гнезда для креп¬
ления ножей для отрезки полосы и инструмента для пробивки пазов.
Для уменьшения трения между эксцентриковым валом и вкладышем 12 установ¬
лены бронзовые вкладыши 10 и 11.
Рис. 10. Ползун сортовой секции
НГ5222-00-001А РЭ стр 15
6.2.3 Ползун 3 (рис. 11) дыропробивного пресса имеет прямоугольную форму я
совершает возвратно-поступательное движение. Для получения нормального зазора
между направляющими и ползуном используются чугунная планка и прокладки- В
нижней части ползуна крепится пуансон 4, на столе пресса- матрица.
Камень 2, связанный через ось с электромагнитом, притягивается к балансиру 6.
Балансир давит на камень и приводит в движение ползун. Осуществляется операция
пробивки. Возврат ползуна в исходное положение осуществляется балансиром через
кулак 7 и пружину возврата 1.
Механизм центрирования позволяет опускать ползун с пуансоном на намеченное
место пробивки отверстия. Управление механизмом включения ползуна осуществля¬
ется педалью.
Рис. 11. Ползун дыропробивного пресса.
ор,|бНГ5222-00-001АРЭ
6.2.4 Инструмент реза уголка и круга состоит из неподвижных 3, 4 (рис. 12), и
подвижных 5,6 нож-плит. Нож-плиты 3 и 5 оснащены вставными ножами 1 и 2.
В нож-плите 5 нож 2 изготовлен в двух исполнениях. Одно исполнение с ра¬
диусом R=4 мм. для отрезки уголка №2 - №6,3; другЬе исполнение с радиусом R=10
мм для отрезки уголка №9 - №12,5. Отрезку уголка №7 - №8 под углом 90° произво¬
дить в перевернутом положении, установив на нож 1 неподвижной плиты.
Неподвижная нож-плита крепится в гнездо станины, подвижная нож-плита - в
гнездо ползуна сортовой секции.
Нож-плита неподвижная Нож-плита подвижная
Рис. 12. Инструмент реза уголка и круга
6.2.5 Инструмент листовой и зарубочный (рис. 13) состоит из гильотинных но¬
жей 1 для отрезки полосы, прямоугольного ножа 2 и трех неподвижных ножей 3 для
прямоугольной зарубки.
Рис. 13. Инструмент листовой и зарубочный
НГ5222-00-001А РЭ стр. 17-
6.2.6 Инструмент реза швеллера и двутавра состоит из подвижной плиты 4 (рис
14) и неподвижной плиты 4 (рис. 15), оснащенных ножами. В нож-плите подвижной
нож 2 - постоянный, а ножи 1 и 3 сменные, которые меняются в зависимости от но¬
мера профиля швеллера и двутавра. В нож-плите неподвижной нож 5 - постоянный,
а ножи 1, 2, 6 - сменные (нож 2 - фигурный применяется для отрезки двутавра, нож
6 - прямоугольный для отрезки швеллера) т.е. меняются в зависимости от номера
швеллера и двутавра.
Обозначение
№ проката
Поз.1
L
Поз. 3
L1
НВ5221Б-65-001СБ
18
НВ5221Б-65-403
135,5
НВ5221Б-65-408
174,6
НВ5221Б-65-001-01
16
НВ5221Б-65-403-01
116
НВ5221Б-65-408-01
155,1
HBS221Б-65-001 -02
14
НВ5221Б-65-403-02
96,8
НВ5221Б-65-408-02
137
HBS221 Б-65-001 -03
12
НВ5221Б-65-403-03
77
НВ5221Б-65-408-03
117,1
НВ5221 Б-65-001-04
10
НВ5221Б-65-403-04
57,5
НВ5221Б-65-408-04
98,1
Рис. 14. Нож-плита подвижная
т
M&g НГ5222-00-001А РЭ
Обозначение
№
про¬
ката
Поз.2
L
Поз. 1
L,
Поз. 6
l2
НВ5221&64А-001СБ
18
НВ5221Б-64-405
175,7
НВ5221Б-64-410
48
НВ5221Б-64А-420
187
[НВ5221Б-64А-001-01
16
НВ5221Б-64-405-01
155
НВ5221Б-64-410-01
67
НВ5221Б-64А-420-01
168
НВ5221Б-64А-001-02
14
НВ5221Б-64-405-02
137
НВ5221Б-64-410-02
87
НВ5221&64А-420-02
148
! НВ5221Б-64 А-001 -03
12
НВ5221Б-64-405-03
118,5
НВ5221Б-64-410-03
107
НВ5221Б-64А-420-03
128
HB5221Б-64А-001-041 10
НВ5221Б-64-405-04
98,6
НВ5221Б-64-410-04
127
НВ5221&64А-420-04
108
Рис. 15. Нож-плита неподвижная
6.2.7 Прижим полосовой секции (рис. 16) прижимает полосу при отрезке для
предохранения рук рабочего от ударов отдачи. Прижим представляет собой крон¬
штейн 6, прикрепленный болтами к станине ножниц. В расточке кронштейна поме¬
щена ось 8, на которой смонтированы рычаг 7 и кулак 1. В расточке ползуна уста¬
новлена ось 3, на которой посажена тяга 4. Пружина 5 предварительно поджата гай¬
ками 2. На толщину разрезаемого проката кулак 1 устанавливается поворотом от ру¬
ки и стопорится фиксатором 9.
При ходе ползуна вниз ось 3 и тяга сжимают пружину 5. Пружина давит на ры¬
чаг 7 и проворачивает его вместе с кулаком 1 до касания кулака с отрезаемым прока¬
том. При отрезке кулак возвращается в исходное положение.
НГ5222-00-001А РЭ стр 19
Рис. 16. Прижим полосовой секции
6.2.8 Прижим сортовой секции (рис. 17) предназначен для предохранения рук рабочего
от ударов отдачи. Он состоит из прижима 1, работающего аналогично прижиму полосовой
секции. Отличие заключается в том, что кулак прижимает прокат через рычаг 2 и упор 3. По¬
ложение упора 3 регулируется в пазу рычага 2 стопорным винтом.
Упор 4 служит нижней опорой проката в зависимости от угла реза проката (уголка).
Упор 4 передвигается по штанге 5 и фиксируется стопорным устройством 6, при этом риска
на нижней части упора должна совпадать с соответствующей риской на штанге 5.
В отверстия упора 7 подается круглый и шестигранный прокат. Для беспрепятственной
подачи проката в среднее отверстие, штанга 5 поворачивается в верхнее положение и фикси¬
руется винтом 8 на оси.
При замене плит для отрезки уголка, круга на плиты для отрезки швеллера и двутавра
взамен штанги 5 и упоров 3, 4 поставить приспособление для отрезки швеллера и двутавра
(НВ5221-52-001).
*2ЙиВеки опйрстий и* дмррпробишюм прессе У рюмтаи пН опсред*
, р,ад 6 (рис.о дыропробивного пресс», имеющий лсредяижнмо упоры. П#рв.
S3 упоры удадачнмтси не штоwfflia по днум или трем граням щрющ котуря
■ „ Lpl-U,L,пси сдами ПроишШ Я1Р2®1Ш
621о Спзл 32 (рис 1) ДЛЯ речки ШМ rw «»олист производить резку полосы псад углом,
Величина утушштттт с помощью ттттшо упора.
7 СИСТЕМА СМАЗКИ
7.1 Перед пуском пресе-иожницы необходимо смазать.
Сматка нрес^ножниц густея, комбинированна* по виду обслуживания. Отдельные
точки смвыиаются централи юванно от двухмагистральной станции СДР, остальные
тонки прокачкой смазки шприцем через пресс-масленки.
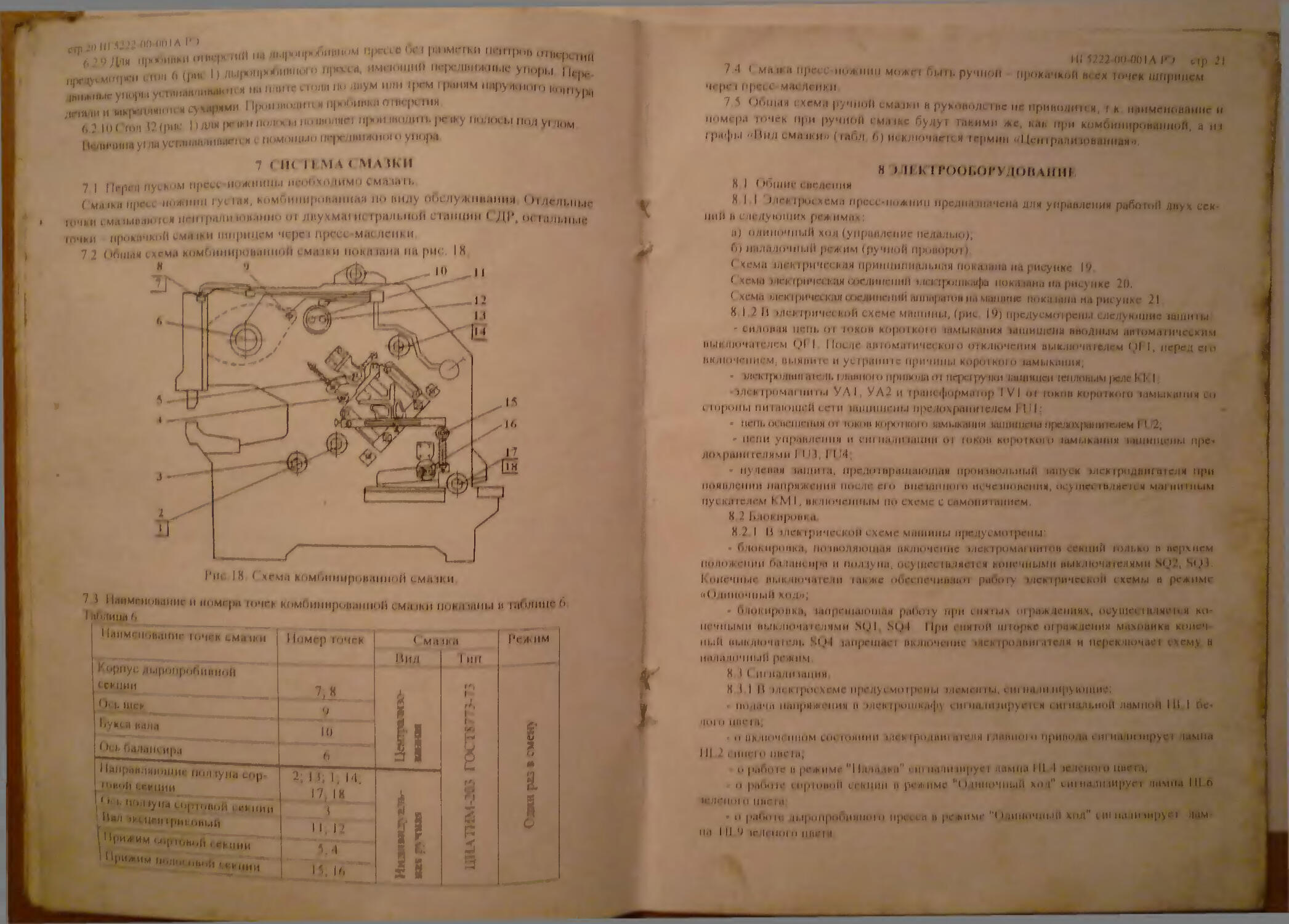
7.2 Общая схема комбинированной смазки показана на рис. 18.
I ис.18. Схема комбинированной смазки.
7,3 Наименование и номера точек комбинированной смазки показаны в
1аблица 6
Наименование точек смазки
Корпус дыропробивной
секции
Ось щек
Букса шй
Ось балансира
Направляющие ползуна сор*
;м»яой секции
Sft нпл^ив сортовой секции
риковый
I (рижим i.upf(,H,,n секции
[ Прижим полой,*,й имши
Смазка
ип
рп
К
в
а
Г
щт
1
Р
Й
ми
5г
таблице 6.
Режим
ь
а
т
I
I
о
НГ 5Ш-00'001АРГ> егр 21
7.4 ( МЙ1КЙ првсс-ножнии может быть ручной прокачкой всех точек отринем
через пресс-масленки.
7.5 Общая схема ручной смазки в руководстве не приводится, т.к. наименование и
номера точек при ручной смазке будут гакими же, как при комбинированной, а и?
графы «Вид смазки» (табл. 6) исключается термин «Централизованная»)
8 ЗДЕК*ГРООБОРУДОВАНИК
8.1 Общие сведения
HI.I ^лектросхема пресс-ножнип предназначена для управления работой двух сек¬
ций в следующих режимах;
а) одиночный ход (управление педалью);
б) наладочный режим (ручной проворот).
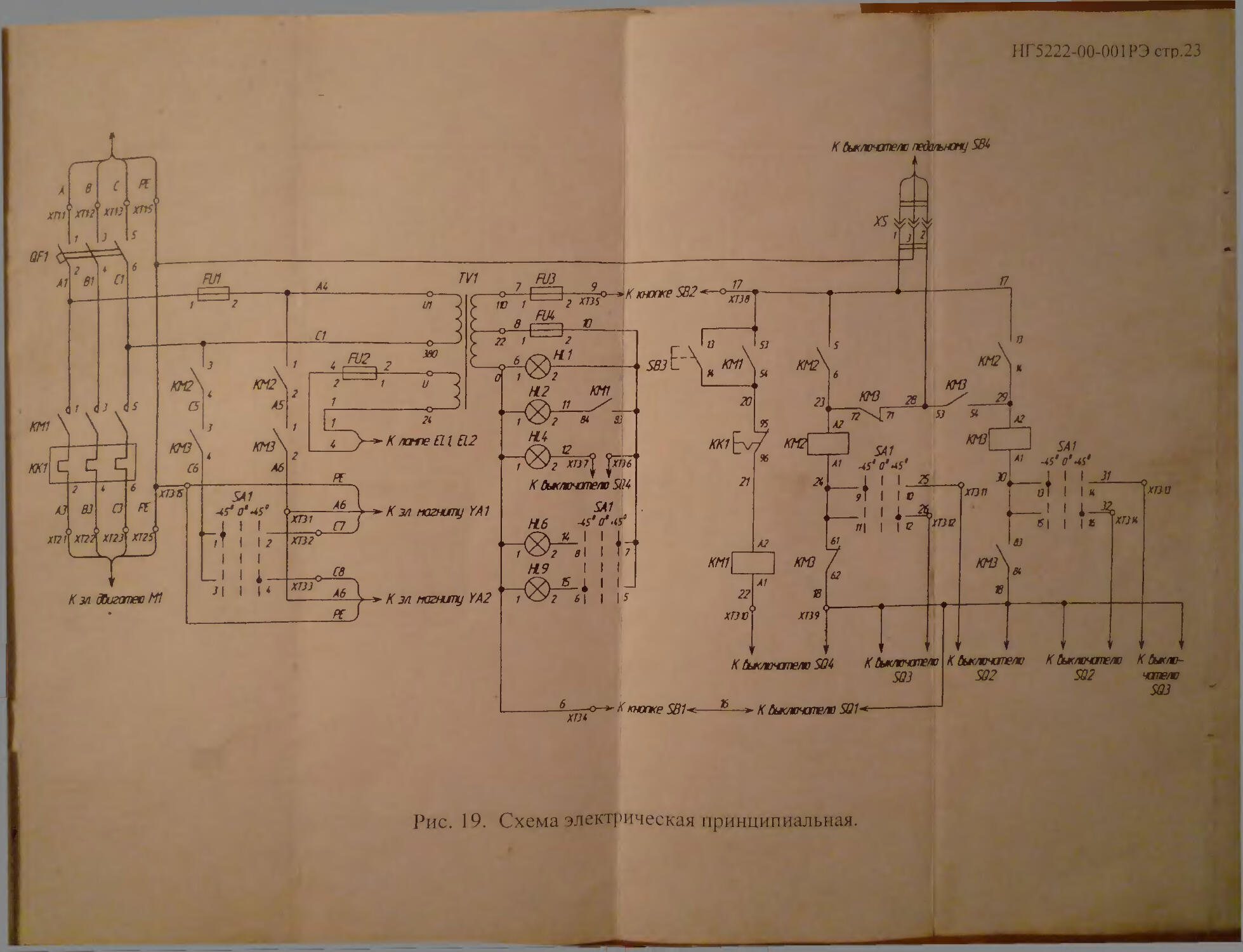
Схема электрическая принципиальная показана на рисунке 19
Схема электрическая соединений электрошкафа показана на рисунке 20.
Схема электрическая соединений аппаратов на машине показана на рисунке 21,
8.1.2 И электрической схеме машины, (рис. 19) предусмотрены следующие зашиты
• силовая цепь от токов короткого замыкания защищена вводным автоматическим
выключателем QFI. После автоматического отключения выключателем QF1, перед его
включением, выявите и устрани те причины короткого замыкания,
• электродвигатель главного привода or перегрузки защищен тепловым реле ККI;
-электромагниты УА1, УАЗ и трансформатор TVI от токов короткого замыкания со
стороны питающей сети защищены предохранителем FUI;
« цепь освещения от токов короткого тамыкания защищена предохранителем FU2;
- цени управления и сигнализации от гоков короткою замыкания защищены пре»
дохранигелями 1VU3, FU4;
» нулевая защита, предотвращающая произвольный запуск электродвигателя при
появлении напряжения после его внезапного исчезновения, осуществляется матнитным
пускателем КМ1» включенным по схеме с самопиганием,
8.2 Блокировка.
8,2,1 В электрической схеме машины предусмотрены;
• блокировка, позволяющая включение электромагнитов секций только в верхнем
положении балансира и ползуна, осуществляется конечными иыкдв^ча гелями SQ2, S.Qf,
Конечные выключатели также обеспечивают работу электрической схемы в режиме
«Одиночный ход»;
- блокировка, запрещающая работу при снятых ограждениях, осуществляется ко¬
нечными выключателями SQ1« SQ4. При снятой шторке ограждения маховика конеч^
ный выключатель SQ4 запрещает включение электродвигателя и переключает схему в
наладочный режим.
8.3 Сигнализация,
8,3,1 В электросхеме предусмотрены элементы, сигнализирующие:
• подача напряжения в электрошкафу сигнализируется сигнальной лампой HI,I 6е«
лого цвета;
»о включенном состоянии электродвигателя главного привода сигнализирует лампа
I\\Л синего цвета;
• о работе в режиме "Наладка0 chi нализирует лампа HI 4 зеленою цвет,
« о работе сортовой секции в режиме “Одиночный ход" сигнализирует лампа ML6
зеленого цвета;
• о работе дыропробивного пресса в режиме “Одиночный ход" сигнализирует лам-
пи III$ зеленого цвета.
сгр-22 НГ5222-00-001А РЭ
8.4 Диаграмма переключения режимов работы переключателем SA1 показана в
таблице 7. _
Таблица 7
Обозна¬
чение
Соединение
Секция для пробив¬
ки отверстий
Откл
Сортолистовая
секция
Контакт
Провод
-45й
0и
+45°
SA1.1
1-2
С6-С7
О
-
-
SA1.2
3-4
С6-С8
-
|
О
SA1.3
5-6
10- 15
О
-
|
SAI.4
7-8
10- 14
-
-
О
SA1.5
9- 10
24-25
о
1
1
1 SA1.6
11- 12
24-26
-
-
О
SA1.7
13-14
30-31
О
-
SA1.8
15-16
30-32
-
-
О
8.5 Перечень элементов электрической схемы показан в таблице 8
Таблица 8
Поз.
Наименование
Кол
-во
Приме¬
чание
QF1
Выключатель автоматический ВА51-25-340010 УЗ; 1р=16А
1
SB3
Выключатель кнопочный ВК50-21-11110-54 УХЛ2, черн
1
SA1
Переключатель ПК16-12С4028 УЗ
1
FU1
Предохранитель ПРС-10 УЗ с плавкой вставкой ПВД-1; 1плв.=10А
1
FU2
Предохранитель ПРС-10 УЗ с плавкой вставкой ПВД-1; 1плв=4А
1
FU3.FU4
Предохранитель ПРС-10 УЗ с плавкой вставкой ПВД-1; 1плв.=2А
2
КМ1
Пускатель магнитный ITM12-025-200;Uk=1 10В, 50Гц; 1ю=8,5-1 1ДА
1
с контактной приставной ПКЛ-2204
1
КМ2
Пускатель магнишый ПМ12-010-100; Uk=1 10 В; 50 Гц
1
КМЗ
Пускатель магнитный ПМ12-010-100; Uk=1 10 В; 50 Гц
I
с контактной приставкой ПКЛ-2204
1
TV1
Трансформатор OCMl-0,25 УЗ, 380/5-22-110/24
1
XS
Разъем штепсельный двухполюсный с третьим заземляющим контак¬
том
1
РШ/ВШ; 10А, 220 В
2
HL1
Арматура светосигнальная АМЕ-325221У2; 24 В, 50 Гц белый
1
HL2
Арматура светосигнальная АМЕ-322221У2; 24 В, 50 Гц; синий
1
HL4,HL6,
HL9
Арматура светосигнальная АМЕ-323221У2; 24 В, 50 Гц; зеленый
3
ХГ1-ХТЗ
Блок зажимов БЭ24-4П25-В/ВУЗ-5
3
ХТЗ
Блок зажимов Б324-4П25-В/ВУЭ-5
1
Ml
Электродвигатель АИР100Ь2УЗ, IM1081 (2930 мин"1; 5,5 кВт)
1
. .
УА1;УА2
Элеюромагниг ЭД10102,380 В; 50 Гц;
2
-
SQ1+SQ4
Выключатель ВПК2112 УЗ ступ. 2
4
SB1.SB2
Выключатель КЕ201 УЗ, исп. 2, красный «0>
2
SB4
Выключатель педальный ВК 37 К21-11190-54
1
——I
EL1;EL2
Лампа М02425УЗ-М9
2
НГ5222-00-001РЭ стр.23
А
ХП1
т к
в
хпг
1
А1
=*Г
С
mi
3
к
РЕ
jrra
s
81
О
КМ!
КК1
АЗ
Х171
ВЗ
ХГ?2
О
хгг)
РЕ
mi'
Г
К Выключателю педальному SB4
г' Ч
XS
FU1
■ —>
КМ2\
1,
КМ2\
£5
\
J
AS
\
кмз\
4
кмз\
а
А6
ms
Кэл дВигатеюМ1
w I г х™
я М* »
8 I 1 10-
|
т
-тК кнопке SB2
SA1
Ы"
31
I 2
I
i-
I <
А6
а
К папе Ell EL2
■Кэл магниту YA1
гШ
Н.2 ™»I
ни
"~1®гСхт^ ^fit'
SA1
HL6
тг
тз
се
А6 \
JU
■ К эл магниту YA2
HL9
~&s4l
\s
SB31
20
23.
КК1
Ev/ КМ2
КМ1
КМЗ я
КМ2
X
КМЗ
29,
А2
—I SA1
*1 JS40,USI
_1 I I gj-
>111»
I I А-4
п\ I I *
S3 я
КМЗ
30.
22
то
КМЗ
0
т9
OI
7
тв
К Выключателю SQ4 КВимчате/ю
503
хгз*
■К кнопке SB1-*—-—т> К Выключателю S01-
тп
SA1
-4S1 <f 4S*
I I 31
I I «
.1 I i_4
*iii*
1
КМЗ
к
тк
то
К Выключателю К Выключателю КОыклю-
SQ2 SQ2 чате/т
$03
Рис. 19. Схема электрическая принципиальная.
НГ5222-00-001РЭ стр.23
А
ХП1
тк
в
хпг
1
КЬжпочатепо педальному SB4
А1
к
С
XII)
) .
ЯГ
xns'
s
В)
а
юн
КК1
АЗ
XT7V
ВЗ
хт
О
хт
FE
xr?i'
FU1
S
А4
TV1
FU3
КН2
КПЗ
f \
?\ КМ2\
А5
\
а
«А*
380
\
С6
XUS
Кэп дбигатеюШ
КПЗ
А6
SA1
-45* 0,^51
SI
I 2
I *
т I 'г *т
8 М, и
-о-ЦК кнопке SB2
22 I
HL2
2
HI
ЯГ
А6
П
К пампе EL VEL2
■Кэл магниту YA1
Св
хт
А6
К
■ К эл магниту YA2
КМ1
ни
К Оьк/ючатело SS4
HL6
SA1
-ts* tf-tf
HL9
К быключатеяо SQ4
К Оык/ючапе/ю
SQ3
хт
\ К кнопке SBU
К Выключателе К Оык/ючапе/ю К Выкаа-
SQ2 SB2 чатетг
$83
■ К йиоючате/т SOI-
Рис. 19. Схема электрическая принципиальная.
НГ5222-00-001РЭ стр.24
Рис. 20. Схема электрическая соединений электрошкафа
%
НГ5222-00-001 РЭ стр.24
Рис. 20. Схема электрическая соединений электрошкафа
стр. 25
РИС. 21 Схема электрическая соединений аппаратов на машине
яр 26 НГ5222-00-001А РЭ
8.6 Спецификация к схеме соединения аппаратов на машине (рис.21) показана в
таблице 9
Таблица 9
I Номер
трассы
Маркировка проводов
Данные провода
Примеч.
Марка
Кол. х
сеч.
1
6,9,10,12,17,18,18.1,22,25,26,31,32
АЗ, ВЗ, СЗ, =±=
1.1, 1.2,4.1, 4.2
ПВЗ
12 х 1,0
4x2,5
4x1,5
МР 22
12
6,18,25,26,31,32
ПВЗ
6х 1,0
МР 15
\2\
6,18,26,31
ПВЗ
4х 1,0
МР 12
1.22
6,18
ПВЗ
2x1,0
МР 12
ш
16,18
ПВЗ
2x1,0
МР 12
1.3
10,12,18.1,22
ПВЗ
4x1,0
МР 15
1.4
АЗ, ВЗ, СЗ, jj
ПВЗ
4x4,0
МР 15
1.5
1.1, 4.1
ПВЗ
2x1,5
МР 12
1.6
9, 17
1.2, 4.2
ПВЗ
2x1,0
1 х 1,5
МР 12
1.61
1.2, 4.2
ПВЗ
2x1,5
МР 12
2
А6, С7
JL
ПВЗ
2x1,5
1x1,5
МР 15
2
А6, С8
J.
ПВЗ
2х 1,5
1x1,5
МР 15
5
17, 28, ±
кгн
Зх 1,5
МР 12
8.7 Первоначальный пуск.
8.7.1 При первоначальном пуске пресс-ножниц прежде всего проверьте внеш¬
ним осмотром надежность заземления и качество монтажа электрооборудования.
8.72 Подключите пресс-ножницы к электросети. Проверьте от руки работу всех
механизмов пресс-ножниц, блокирующих и сигнализирующих устройств электро¬
оборудования, используя режим "Наладка".
8.7.3 Проверьте при кратковременном включении электродвигателя правиль¬
ность его вращения по шкиву (при снятых клиновых ремнях).
Шкив должен вращаться по часовой стрелке (если смотреть с рабочей стороны
пресс-ножниц).
8.8 Описание работы электросхемы.
8.8.1 Для подготовки к работе:
- рукояткой управления вводного автоматического переключателя QF1 подклю¬
чите электросхему пресс-ножниц к цеховой питающей сети. При этом на боковине
шкафа загорится белая сигнальная лампа HL1 — СЕТЬ;
- переключатель SA1 установите в необходимое положение, при этом на боковой стенке
шкафа загорится сигнальная лампа, соответствующая выбранной секции;
- с дверцы шкафа нажатием кнопки SB3 запустите электродвигатель главного
привода. При этом включается магнитный пускатель КМ1, который, став на самопи-
тшие и подключив электродвигатель Ml к силовой сети, включает сигнальную лам¬
пу HL2 синего цвета - ГЛАВНЫЙ ПРИВОД ВКЛЮЧЕН.
НГ5222-00-001А РЭ стр. 27
8.9 Работа схемы в режиме «Одиночный ход», (рис. 19)
8.9.1 Переключатель SA1 установите для работы на одной из секций: "сортовая
секция" или "пресс дыропробивной”.
8.9.2 При установке переключателя в положение "сортовая секция" загорается
лампочка HL6 зеленого цвета, подключается цепь включения электромагнита УА2, в
цепь управления подключаются контакты SQ3.1 и SQ2.2 конечных выключателей.
8.9.3 Для включения электромагнита УА2 необходимо нажать на педаль SB4.
При этом включается магнитный пускатель К М2, который становится на самопита-
ние и подготавливает цепи включения магнитного пускателей КМЗ и электромагнита
УА2.
8.9.4 При нахождении ползуна в верхнем положении конечный выключатель
SQ2.2 включит магнитный пускатель КМЗ, который становится на самопятание и
замыкает цепь питания электромагнита УА2. При достижении ползуном нижней точ¬
ки контакт конечного выключателя SQ3.1 размыкает цепь питания магнитного пус¬
кателя КМ2, который своими контактами отключает электромагнит
8.9.5 При возвращения ползуна в верхнее положение шатун под действием воз¬
вратной пружины возвращается в исходное положение. Для повторного включения
ползуна нажмите снова педаль SB4.
При длительном нажатии на педаль непрерывного хода не получается, т.к. при
движении ползуна конечный выключатель SQ3 разрывает цепь магнитного пускателя
КМ2, который в свою очередь отключает электромагнит УА2 и разрывает цепь са-
мопитания магнитного пускателя КМЗ. Но магнитный пускатель КМЗ остается
включенным и своим контактом КМЗ .4 не позволяет включиться магнитному пуска¬
телю КМ2. После отпускания педали магнитный пускатель КМЗ отключается и схема
готова к повторному циклу.
8.9.6 Остановка электодвигателя осуществляется нажатием кнопок SB1 или SB2
"Общий стоп".
8.9.7 Аналогично работает схема при установке переключателя SA1 в положе¬
ние "пресс дыропробивной".
8.10 Работа схемы в наладочном режиме (ручной проворот)
8.10.1 При открывании шторки окна в ограждении маховика конечный выклю¬
чатель SQ4 запрещает включение электродвигателя главного привода, переключает
схему в наладочный режим и включает лампу HL4 зеленого цвета "Наладка".
8.10.2 Переключатель SA1 устанавливается в положение, соответствующее той
секции, которая подлежит наладке. При этом загораются лампочка HL6 или HL9.
Нажатием на педаль SB4 включается магнитный пускатель КМ2.
8.10.3 Ломиком маховик поворачивается по часовой стрелке до включения
электромагнита соответствующей секции и после этого производится регулировка и
наладка. Маховик следует поворачивать до возврата ползунов в верхнее положение.
После закрывания шторки схема готова для режима «Одиночный ход».
сгр 28 НГ5222-00-001А РЭ
9 МЕРЫ БЕЗОПАСНОСТИ ПРИ ИСПОЛЬЗОВАНИИ ПРЕСС-НОЖНИЦ
9.1 Работать на комбинированных пресс-ножницах допускается только после
ознакомления с особенностями их обслуживания,^эксплуатации и мерами безопасно¬
сти. Перед началом работы убедитесь в надежности крепления инструмента.
При работе на пресс-ножницах для защиты органов слуха оператора необходимо
применять противошумные наушники или противошумные вкладыши.
9.2 При подготовке к пуску:
- подключите пресс-ножницы к электросети;
- проверьте от руки работу всех механизмов пресс-ножниц, используя ре¬
жим наладки (см. раздел «Электрооборудование»)
9.3 Проверьте при кратковременном включении электродвигателя правильность
его вращения по шкиву (при снятых клиновых ремнях), который должен вращаться
по часовой стрелке (если смотреть с рабочей стороны пресс-ножниц). Первоначаль¬
ный пуск машины проводите согласно указаниям, изложенным в разделе «Электро¬
оборудование».
9.4 По окончании работы пресс-ножницы обесточьте.
9.5 Не допускается:
- пробивать отверстия в профилях и материалах размером больше, чем указанно
в технической характеристике при <Тв ^ООМПа (50 кгс/мм2);
- работать при снятых ограждениях;
- работать на сортовой секции без прижимов;
- производить наладку при включенном электродвигателе.
Не работайте на пресс-ножницах при неисправной блокировке. При неисправно¬
стях электрооборудования выключайте цепь управления и вводный автоматический
выключатель и вызывайте электрика.
Ежегодно проводите испытания защитного заземления, изоляции электрообору¬
дования и коммутационной проводки.
10 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
10.1 Возможные неисправности и методы их устранения приведены в таблице 9
Таблица 9.
Неисправность
Причина
Метод устранения
Останов ползуна во
время отрезки заготовок
В отверстия нож-плиты
сортовой секции не прохо¬
дит прокат максимальных
размеров
Проскальзывание
клиновых ремней
Ослабла пружина
возврата ползуна
Не совпадают окна
ножевых плит
Снять ограждение привода. С
помощью регулировочного винта и
гаек установить нормальное натя¬
жение ремней
Отрегулировать предваритель¬
ное сжатие пружины 2 с помощью
гаек (рис. 10)
Отрегулировать совпадение
окон ножевых плит при помощи
проставки-упора 8 и винта 7 (рис.
Ю)
Продолжение таблицы 9.
НГ5222-00-001А РЭ стр. 29
Неисправность
Причина
Метод устранения
Ухудшилось качество рез¬
ки заготовок инструментом
сортовой секции
Недовключается шатун 2
сортовой секции (рис 7)
Недовключается камень 3
дыропробивного пресса
(рис.7)
Ползун останавливается не
в ВМТ, что может привести
к отсутствию зазора между
подпятником ползуна и ша¬
туном и невозможности
включения последнего.
Электромагниты секции гу¬
дят
Не включаются электромаг¬
ниты в момент нажатия пе¬
дали включения секций; за¬
поздалое включение элек¬
тромагнитов после нажатия
педали
Нарушен зазор 0,2... 0,5
мм между подвижными
и неподвижными нож-
плитами и ножами
Разрегулирован меха¬
низм включения
Разрегулирован меха¬
низм включения
Ослабла затяжка гайки,
фиксирующий винт 7
(рис. 10), с помощью
которого регулируется
останов ползуна в ВМТ
Попали посторонние
предметы под якорь.
Не отрегулирована тяга
включения электромаг¬
нита
Отсутствует зазор ме¬
жду шатуном и под¬
пятником ползуна, ме¬
жду балансиром и кам¬
нем ползуна
Не отрегулированы ко¬
нечные выключатели
SQ2, SQ3 на эксцентри¬
ковом валу
Зазор между ножами отрегулиро¬
вать смешением ползуна при по¬
мощи трех пар винтов, располо¬
женных на станине
Зазор отрегулировать набором
прокладок под Г -образные прижи¬
мы сортовой секции и под ножи
для отрезки полосы
Отрегулировать длину тяги 1 элек¬
тромагнита (рис.7)
Отрегулировать длину тяги 5 элек¬
тромагнита пресса дыропробивно¬
го (рис. 7)
Отрегулировать зазор З..4мм меж¬
ду шатуном и подпятником и затя¬
нуть гайку
Снять якорь и продуть гнездо кор¬
пуса электромагнита
Отрегулировать длину тяг 1,5
(рис. 7) включения электромагни¬
тов
Установить зазор винтом 7 (рисЮ)
между шатуном и подпятником
ползуна, между балансиром и кам¬
нем прокладками 8 (рис. И)
Отрегулировать конечные выклю¬
чатели SQ2, SQ3 путем проворота
кулачковой шайбы на эксцентри¬
ковом валу так, чтобы нормально
открытые контакты соответствую¬
щих конечных выключателей
замкнулись в момент появления
зазоров между камнем и баланси¬
ром, а также между шатуном и
ползуном при ходе балансира и
шатуна вверх
ар 30 НГ5222-00-001А РЭ
11 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Перечень работ по техническому обслуживанию.указан в таблице 10.
Таблица 10
Объекты техни¬
Контролируе¬
Метод
Виды ТО
ческого обслужи¬
вания
мые показатели
и
параметры
контроля
ТОси
ТОед
ТО,
то2
Т03
1. Режущий
инструмент
Надежность креп¬
ления инструмента
С помощью
ключей
+
-
-
-
+
Состояние
инструмента
Визуально
+
-
-
-
+ i
2. Защитные
устройства
Исправность
Визуально
+
f
-
-
+
3. Средства
сигнализации и ин¬
дикации
Исправность
Визуально
+
'
'
ЦI
4. Освещение
рабочей зоны
Исправность
Визуально
щ
-
-
-
+
5. Рабочая зона
6. Система
Отсутствие посто¬
ронних предметов
Герметичность
Визуально
+
+
смазки
Поступление
смазки к трущим¬
ся частям
Прокачива¬
ние систе¬
мы смазки
+
-
-
-
+
7. Органы управле¬
ния
8. Температура на¬
Четкость срабаты¬
вания
Температура
Визуально
Замер тем¬
+
—
—
■
+
грева
подшипников
пературы
термомет¬
ром
-
-
+
-
+
9. Заземление
Исправность
Замер
омметром
-
.. -
-
+
+
10. Ползун
Останов в верхней
мертвой точке
Визуально
+
-
1 ■
-
+
11. Средства блоки¬
ровки
Исправность
Визуально
-
-
-
+
+
12. Крепеж
Надежность
С помощью
ключей
-
-
-
+
+
13. Быстроизнаши-
вающиеся детали
Зазоры
С помощью
щупа
-
-
; -
+
+
14. Электродвигатель
Надежность креп¬
ления
С помощью
ключей
-
-
+
+
15, Ремни привода
Натяжение
По стреле
провисания
-
-
+
16. Кривошипно-
шатунный механизм
Зазоры
С помощью
щупа
-
-
-
+
+
17. Контроль за вы¬
полнением требова¬
ний технического
обслуживания при
эксплуатации
Выполнение тре¬
бований ТО
,
1
*
+
м
1
гг cm НГ5222-00-001А РЭ cm 31
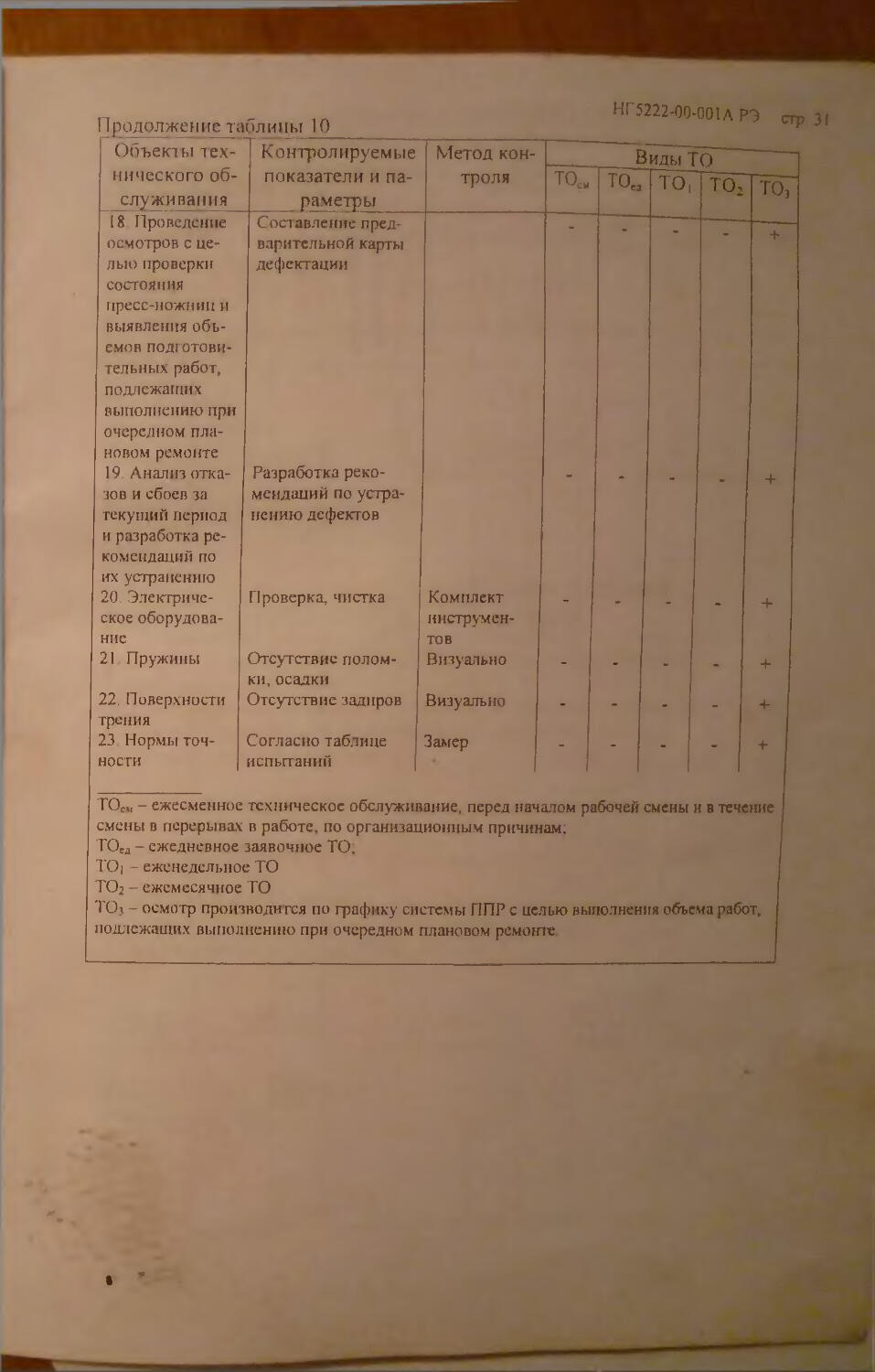
Продолжение таблицы 10 -г
Объекты тех¬
Контролируемые
Метод кон¬
Виды ТО
нического об¬
служивания
показатели и па¬
раметры
троля
ТО
1 '-'си
ТОед
ТО,
то2
ТОз
18. Проведение
осмотров с це¬
лью проверки
состояния
пресс-ножниц и
выявления объ¬
емов подготови¬
тельных работ,
подлежащих
выполнению при
очередном пла¬
новом ремонте
Составление пред¬
варительной карты
дефектации
-ь
19. Анализ отка¬
зов и сбоев за
текущий период
и разработка ре¬
комендаций по
их устранению
Разработка реко¬
мендаций по устра¬
нению дефектов
+
20. Электриче¬
ское оборудова¬
ние
Проверка, чистка
Комплект
инструмен¬
тов
—
-
-
:
21. Пружины
Отсутствие полом¬
ки, осадки
Визуально
-
-
-
|
+
22. Поверхности
трения
Отсутствие задиров
Визуально
-
-
-
|
+
23. Нормы точ¬
ности
Согласно таблице
испытаний
Замер
щ
“
г
ТОсм - ежесменное техническое обслуживание, перед началом рабочей смены и в течение
смены в перерывах в работе, по организационным причинам;
ТОад - ежедневное заявочное ТО;
ТО| - еженедельное ТО
ТОг - ежемесячное ТО
ТОз - осмотр производится по графику системы ППР с целью выполнения объема работ,
подлежащих выполнению при очередном плановом ремонте.
. ....
crp 32 НГ5222-00-001А РЭ g СВЕДЕНИЯ q PEMOHTE
Сведения о ремонте рекомендуется записывать в таблицу 11
T«Rmilu 1 1
—
Наименование и
обозначение состав¬
ных частей машины
Основа¬
ние для
сдачи в
ремонт
Дата
Категория сложности
ремонта
Ремонтный цикл ра- •
боты машины в часах
Вид ремонта
Должность, фамилия
и подпись ответст¬
венного
поступления
в ремонт
выхода из
ремонта
производив¬
шего
ремонт
1 Принявшего
из ремонта
НГ5222-00-001А РЭ стр 33
13 СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Пресс-ножницы комбинированные НГ599? f
Наименование изделия обозначение заводской номер
Пресс- ножницы испытаны на соответствие нормам точности по ГОСТ11647-75,
соответствуют требованиям ГОСТ7600-90, ГОСТ 12.2.017-93 и укомплектованы со¬
гласно раздела «Комплектность» данного РЭ
Электрошкаф НГ5222-92Д-001 изготовлен ЗАО «ЭМИ» jjgfl ■/ Д-
заводской номер
На основании осмотра и проведенных испытаний пресс- ножницы признаны год¬
ными для эк^)Цуатации.
мл. /ип\ "
te'CL z ■ ^.
Должность Личная подпись Расшифровка подписи
шШтшш Jt&p fo
& Число, мес/ц, год
14 СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ , .
Пресс-ножнииы комбинированные НГ5222 т ® '
Наименование изделия обозначение заводской номер
подвергнуты консервации согласно установленным требованиям.
Средства защиты НГ- 203Р
Условия хранения: хранение в транспортной таре в помещении. Допускается
хранение в транспортной таре под навесом не более 6 месяцев.
Срок защиты без переконсервации у r&t ~~ С
Вариант временной защиты
Вариант внутренней упаковки
Категория условий хранения ЛИ
Дата консервации^б^^2-^7 b п -
Должность Личная подписУ Расшифровка подписи
ар 34 НГ5222-00-001А РЭ
15 СВИДЕТЕЛЬСТВО ОБ УПАКОВЫВАНИИ
Пресс-ножницы комбинированные НГ5222
Щ 36/
Наименование изделия обозначение заводской номер
упакованы согласно установленным требованиям.
2 . W7 Г- 31
Должность Личная подпись гасшифровка подписи
ц Число, м&яц, год
fad fa.
16 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
16.1 Гарантийный срок эксплуатации sfjl US' .'Л
16.2 Гарантийный срок эксплуатации пресс-ножниц поставляемых на экспорт 7(\ ЩЩ '
16.3 В течение этого срока предприятие - изготовитель гарантирует исправ¬
ность ножниц и несет ответственность за возникшие неисправности при условии со¬
блюдения потребителем правил транспортирования, хранения и эксплуатации.
16.4 Гарантийный срок не распространяется на замену и ремонт быстроизнаши-
вающихся деталей (перечень в приложении В) и комплектующие изделия.
16.5 Срок службы -15 лет, при поставке на экспорт срок службы-10 лет.
Адрес изготовителя:
Россия, 462241 г.Кувандык ул. Школьная,5
Телефон 37-5.-41, факс (35361) 21-7-85; 21-8-55
E-mail: оао dolina@mail. ru
НГ5222-00-001А РЭ стр
ПРИЛОЖЕНИЕ А.
(справочное)
Обозначение ремней клиноременной передачи
Обозначение ремня по
ГОСТ1284.1-89
Количество
А-2500
3
ПРИЛОЖЕНИЕ Б
(справочное)
Перечень подшипников качения
Обозначение подшипника
по ТУ37.006.162-89
Количество
7612
2
ПРИЛОЖЕНИЕ В
(справочное)
Перечень быстроизнашивающихся деталей
Обозначение
Наименова¬
ние
Коли¬
чество
Куда входит
Материал
Поз.
НВ5221Б-11-201
Втулка
1
НГ5222-11-001
Станина (рис. 9)
Бр.010Ф1
ГОСТ613-79
13
НВ5222-11-201А
Втулка
1
НГ5222-11-001
Станина (рис. 9)
То же
14
НВ5221Б-11-013/801
Прокладка
6
НГ5222-11-001
Станина (рис. 9)
Текстолит
ГПК ГОСТ 5-78
10
НВ5221Б-31-201
Вкладыш
1
НВ5221Б-31-001
Ползун сортовой
секции (рис. 10)
Бр.010Ф1
ГОСТ613-79
10
НВ5221Б-31-202
Вкладыш
1
Тоже
То же
И
НВ5221Б-31-404
Подпятник
1
-II-
То же
6
НВ5222-31-427Б
Шатун
1
-II-
Сталь 45
ГОСТ1050-88
5
НВ 5221-32-401
Камень
1
НГ5222-32-001
Пресс дыропро¬
бивной (рис. 11)
т
2
НВ5221Б-32-414
Втулка
1
Тоже
-а-
5
0Ю5
erp 36 НГ5222*00-001 А РЭ
Рисунок В. 1. Втулка НВ5221Б-11-201
НИ; h 14; ±~
2
Рисунок В. 2. Втулка НВ5222-11-201А
НГ5222-00-001А РЭ
t,
НМ; h 14; ±-jf.
Рисунок В. 3. Прокладка. НВ5221Б-11-013/801
ш
IMS’
Тг Фкш
0 Предельное отклонение по Ш<
Щ Предельное отклонение so HI.
Рисунок. В. 4. Вкладыш НВ5221Б-31-201
стр. 37
.38 НГ5222-00-001А РЭ
* Предельное отклонение по кб.
• Предельное отклонение no Н8.
Рисунок В.5. Вкладыш НВ5221Б-31-202
45...55 ЙКС.;Н14}М4±~.
2
Допуск перпендикулярности поверхности R50 относительно
поверхности А 0,05 мм
Рисунок. В. 6. Подпятник НВ5221Б-31-404
НГ5222-00-001А РЭ стр. 39
л
§
ЙЧ
О
'О
*3
о
п
<ч
Рисунок. В. 7. Шатун НВ5222-31-427Б
<лр.40 НГ5222-00-001А РЭ
U
220 . 280НВ : НИ; Ы4; | |
Рисунок. В 9. Втулка НВ5221Б-32-414