/

































































Author: Ковальчук Л.М.
Tags: фотомеханические процессы в целом строительство строительные конструкции деревянные конструкции
ISBN: 5-94026-006-3
Year: 2005



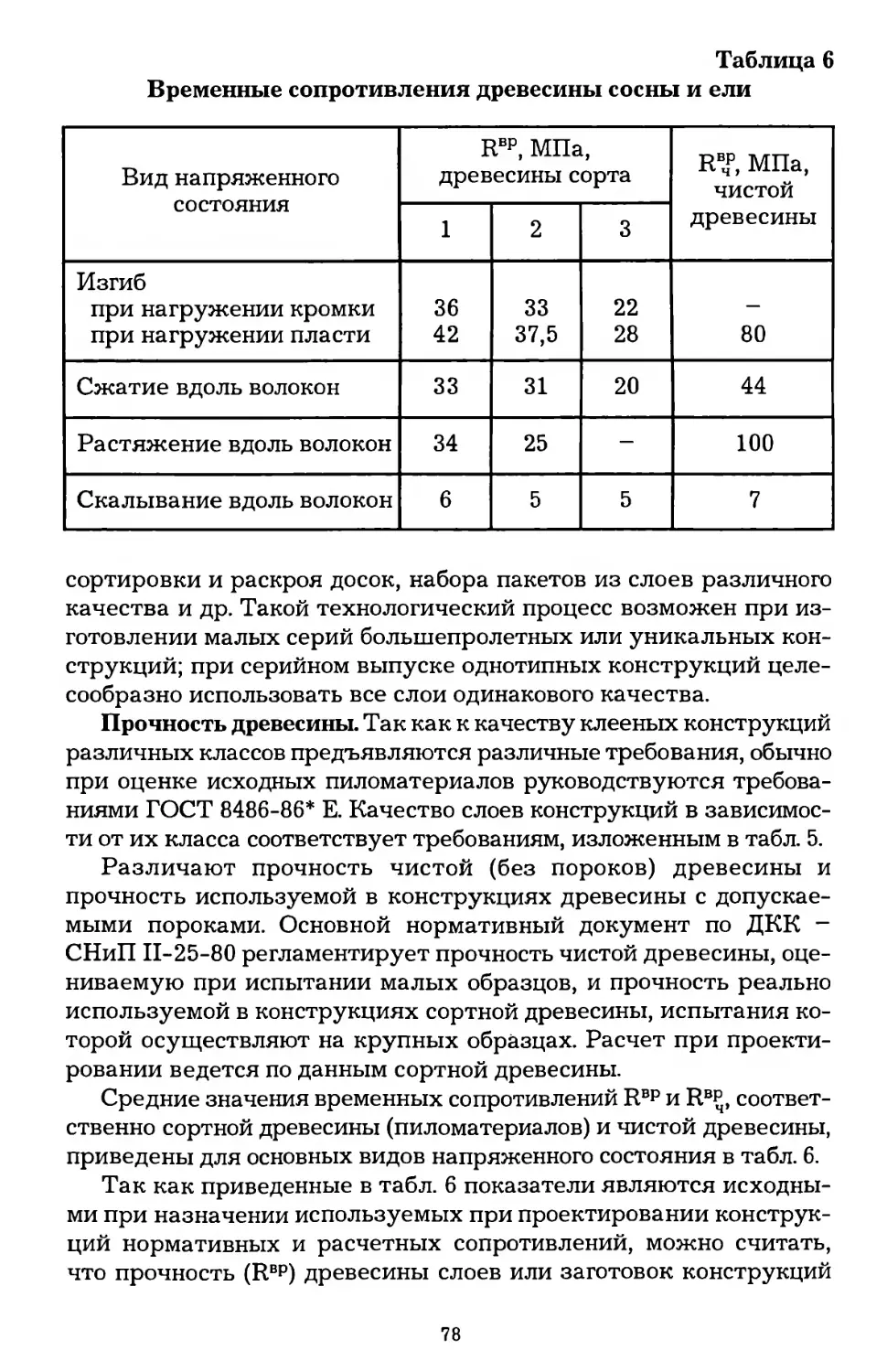
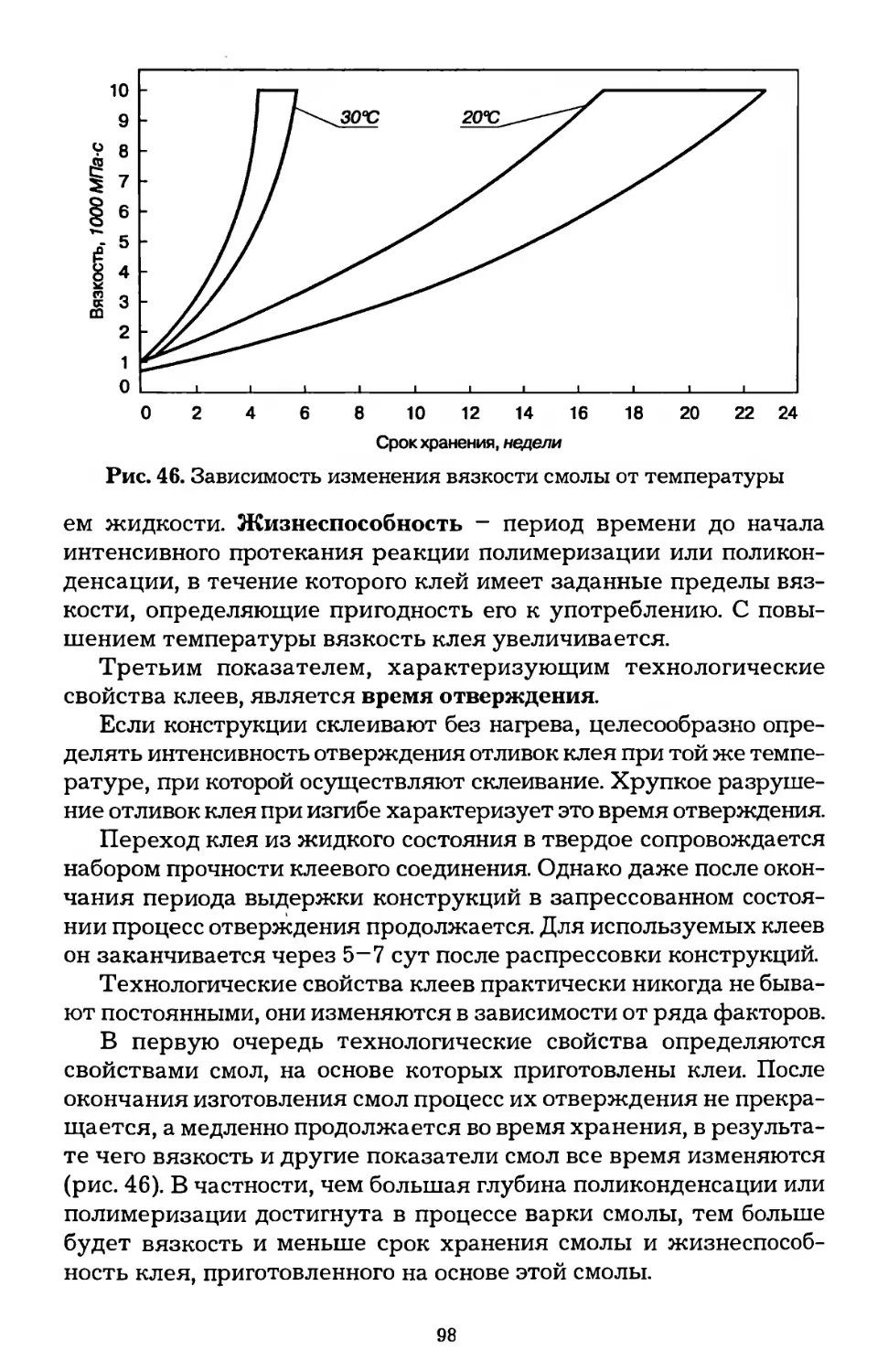
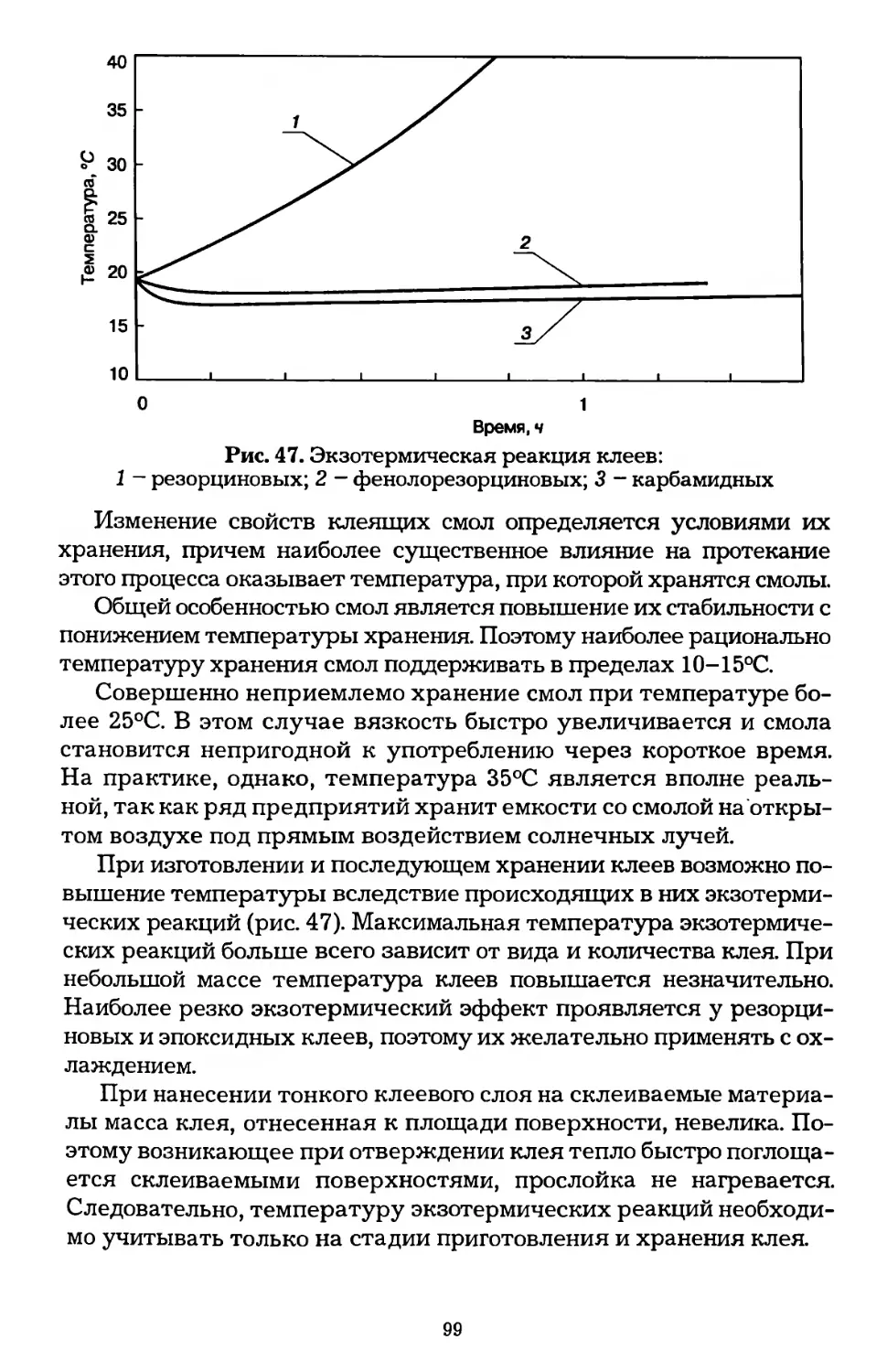
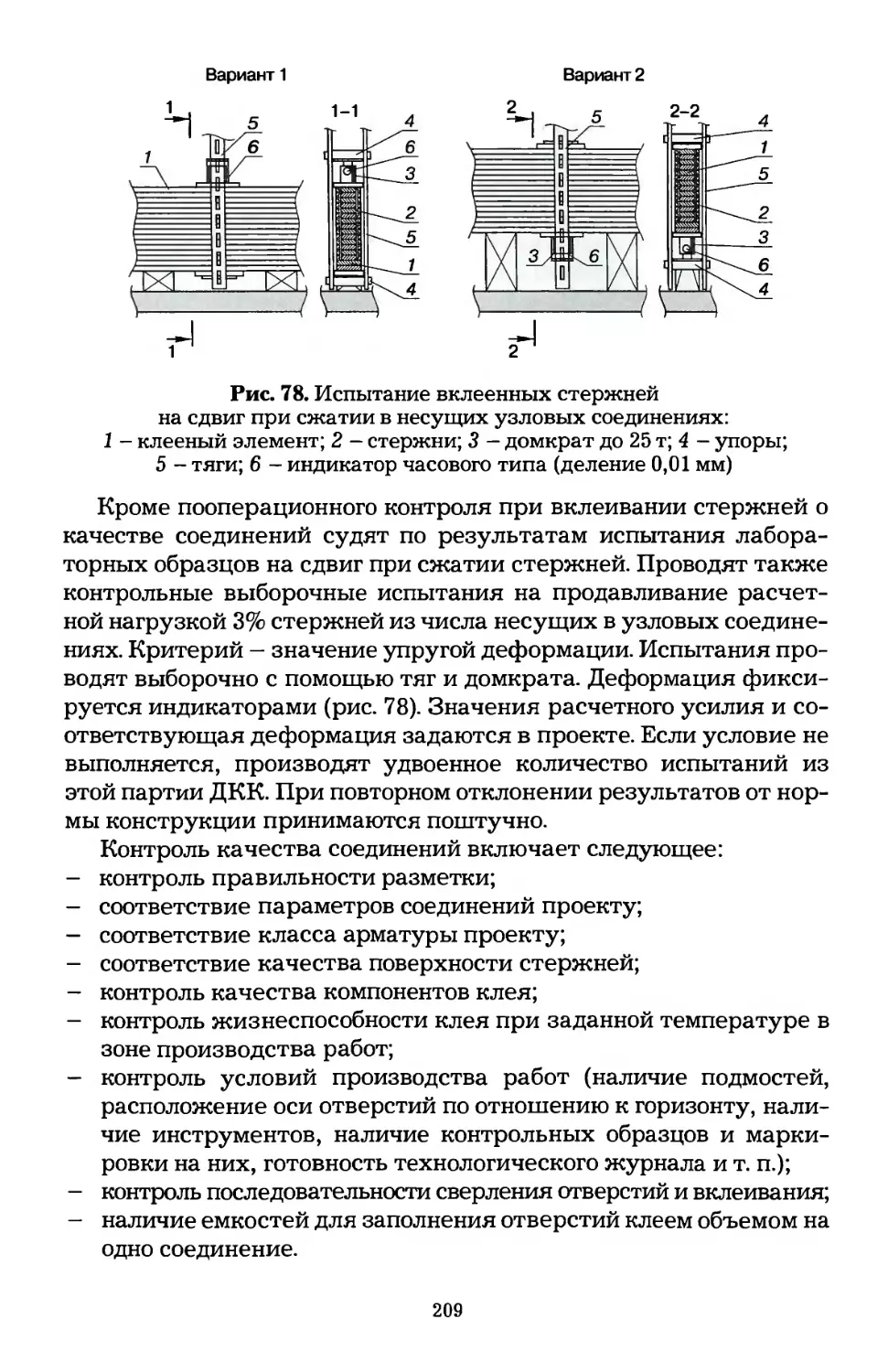
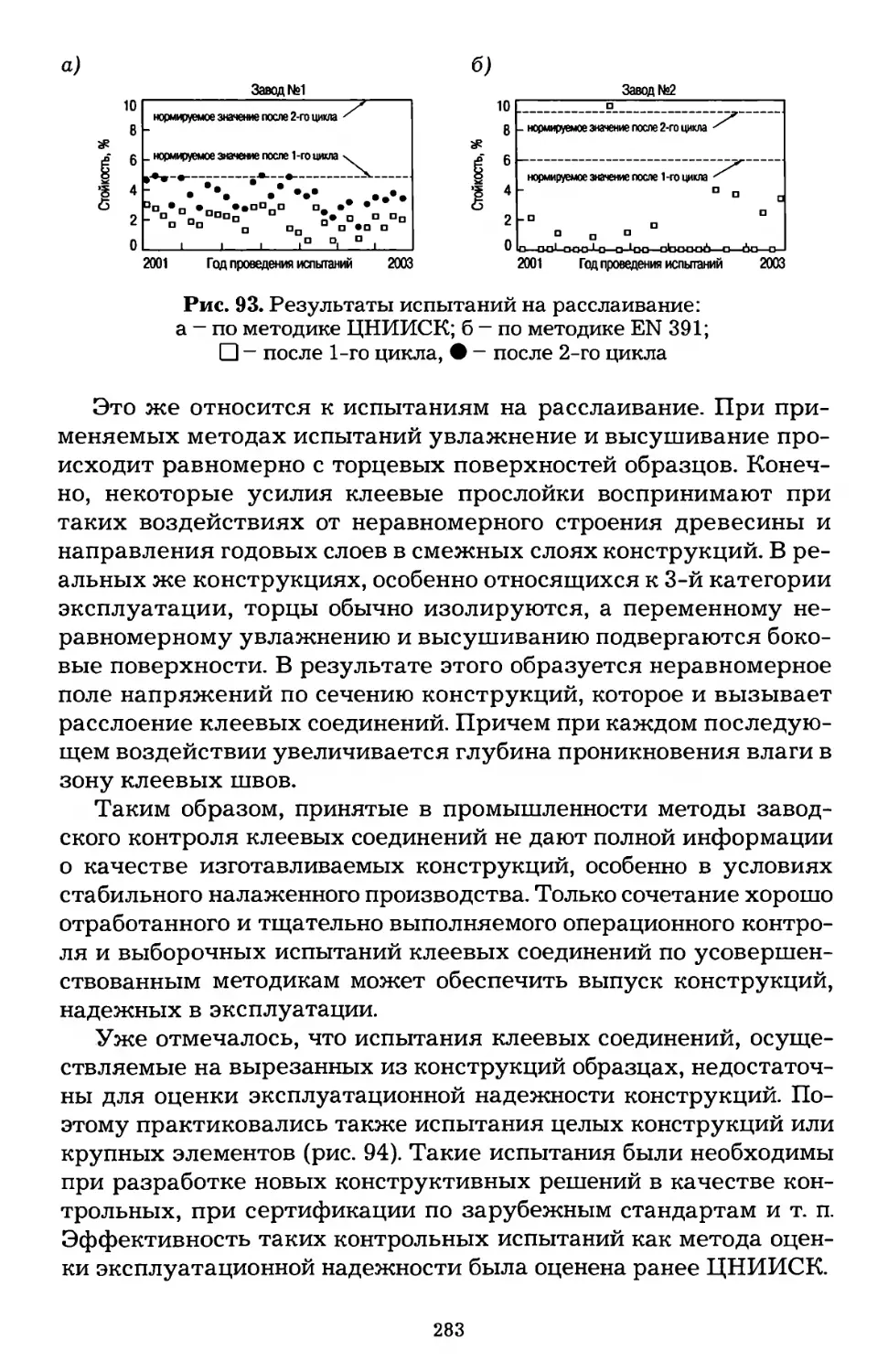
Text
Моему учителю - организатору
новых научно-практических направленний
в области клееных деревянных конструкций
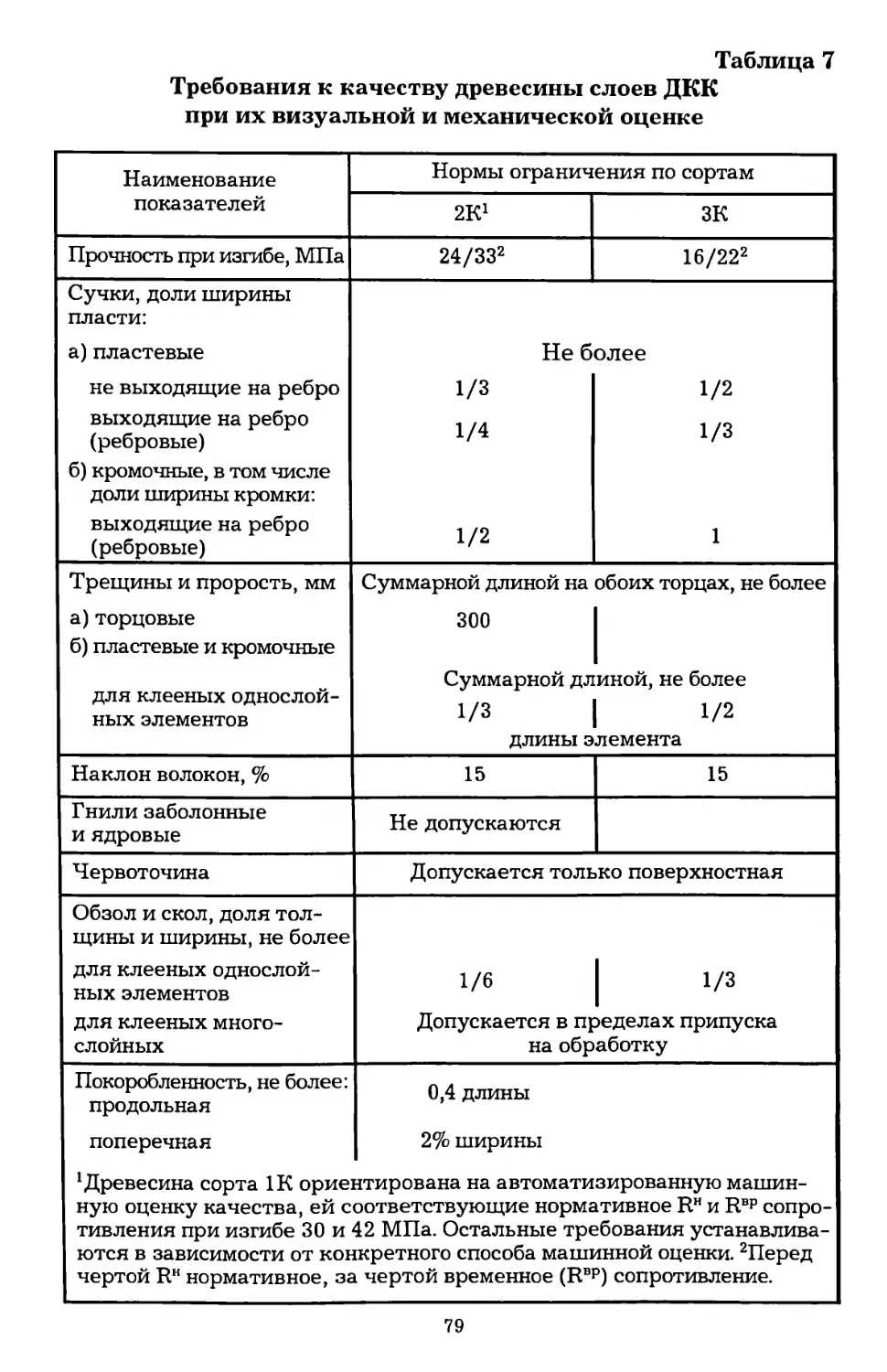
и конструкций с применением пластмасс,
создателю большой научной школы
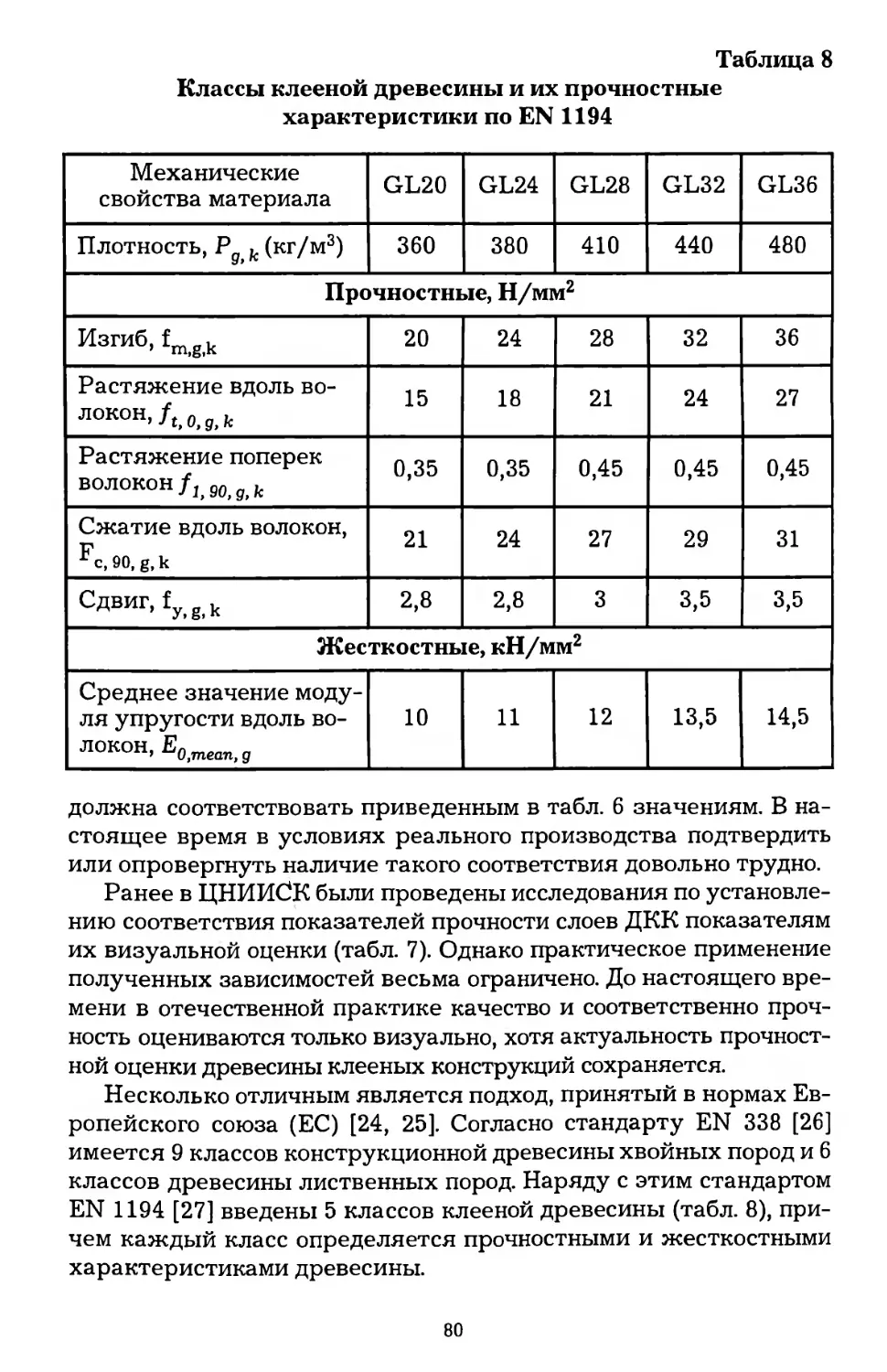
Арону Борисовичу Губенко
. посвящаю это издание книги
Л.М. Ковальчук
t;x.iv±. Ковальчук
ПРОИЗВОДСТВО ДЕРЕВЯННЫХ
КЛЕЕНЫХ КОНСТРУКЦИЙ
Издание третье,
переработанное и дополненное
Москва
РИФ «Стройматериалы»
2005
УДК 774.2.02
ББК 38.55
К 56
Ковальчук Л.М. Производство деревянных клееных конструкций.
3-е изд. перераб. и доп. - М.: ООО РИФ «Стройматериалы»,
2005. - 336 с.: ил.
Рассмотрены основные вопросы технологии изготовления деревянных
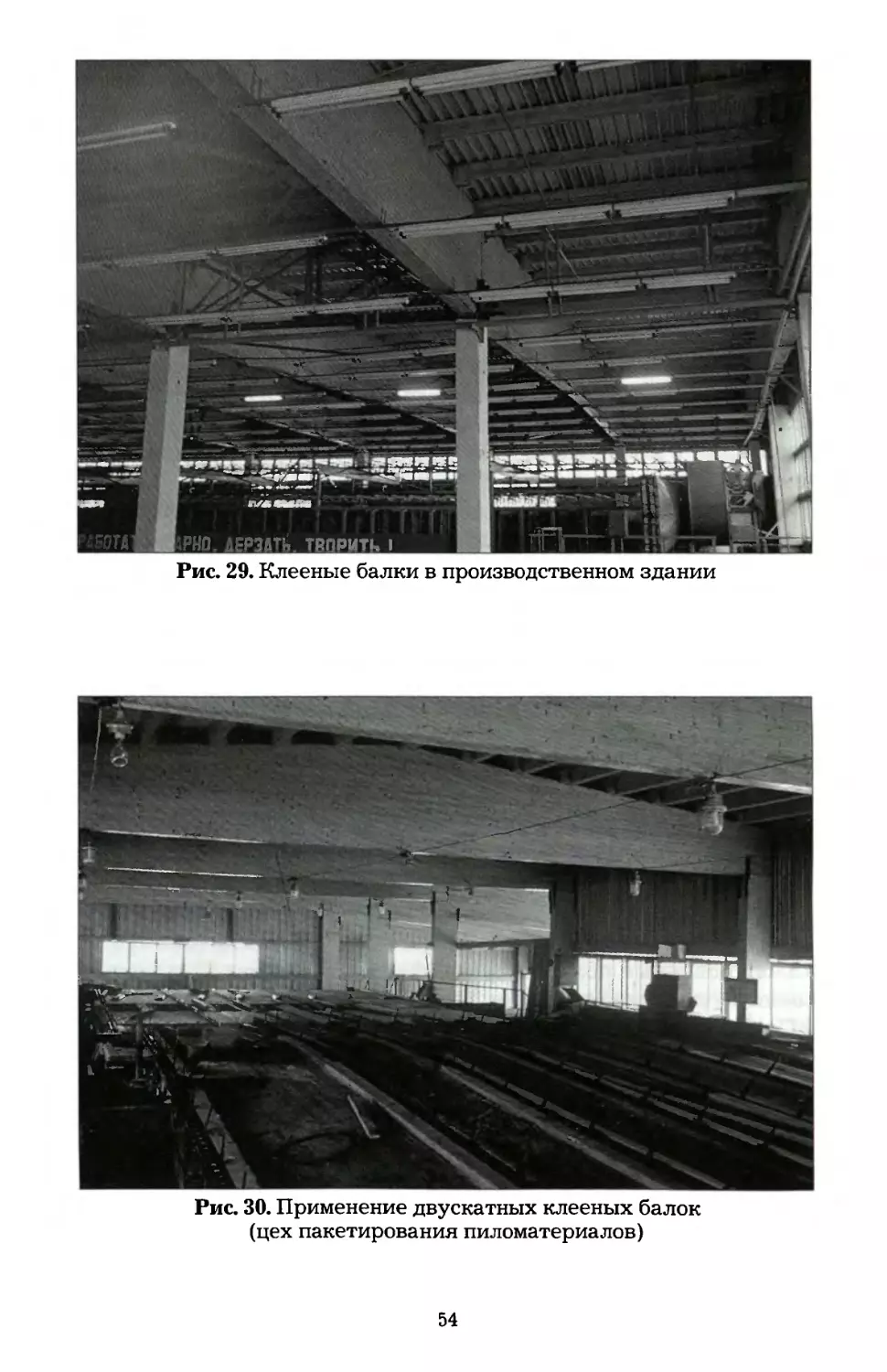
клеевых конструкций. Показаны области их применения. Приведены характе-
ристики материалов для производства - древесины, клеев. Подробно описан
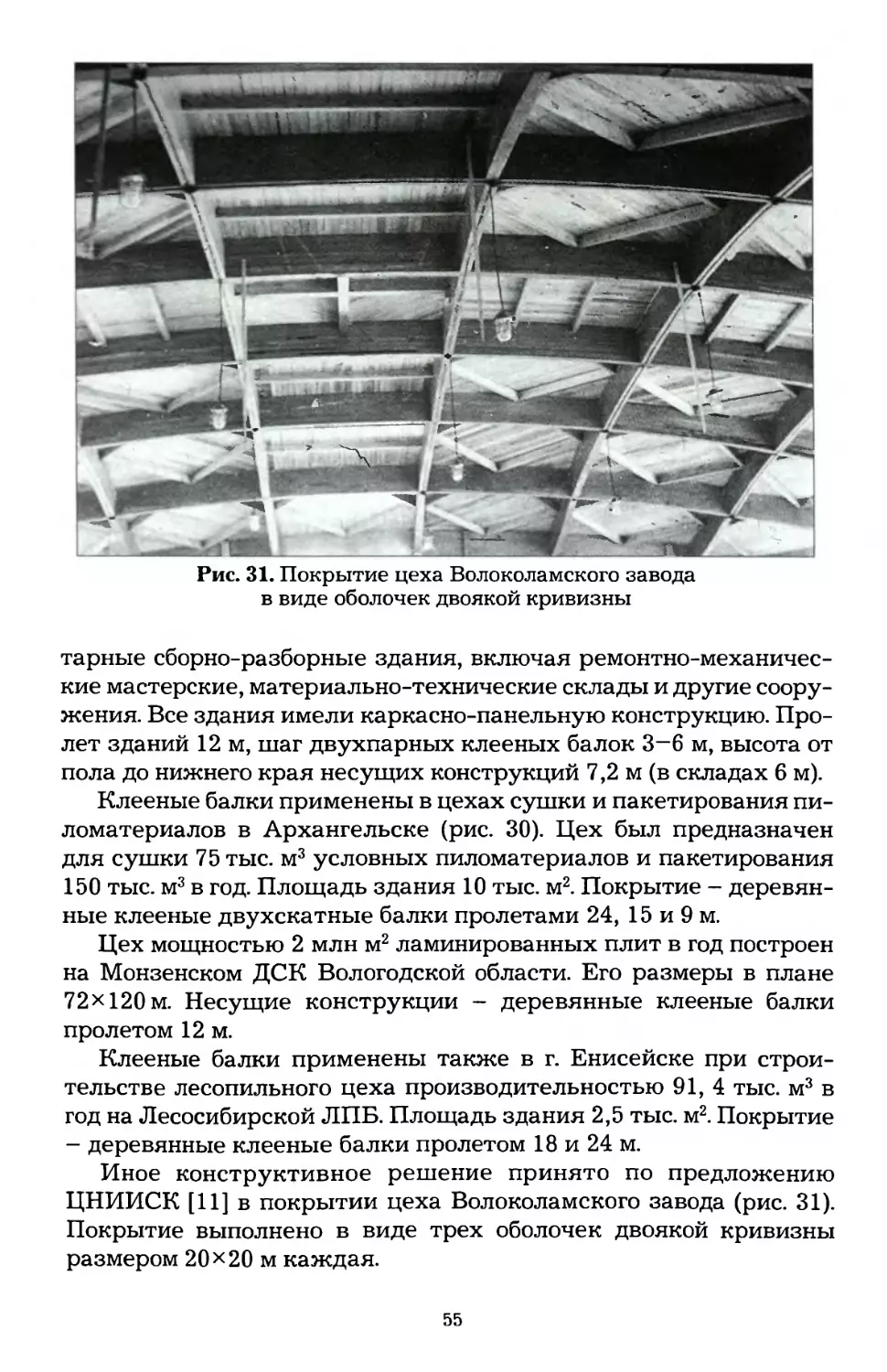
технологический процесс производства деревянных клееных конструкций:
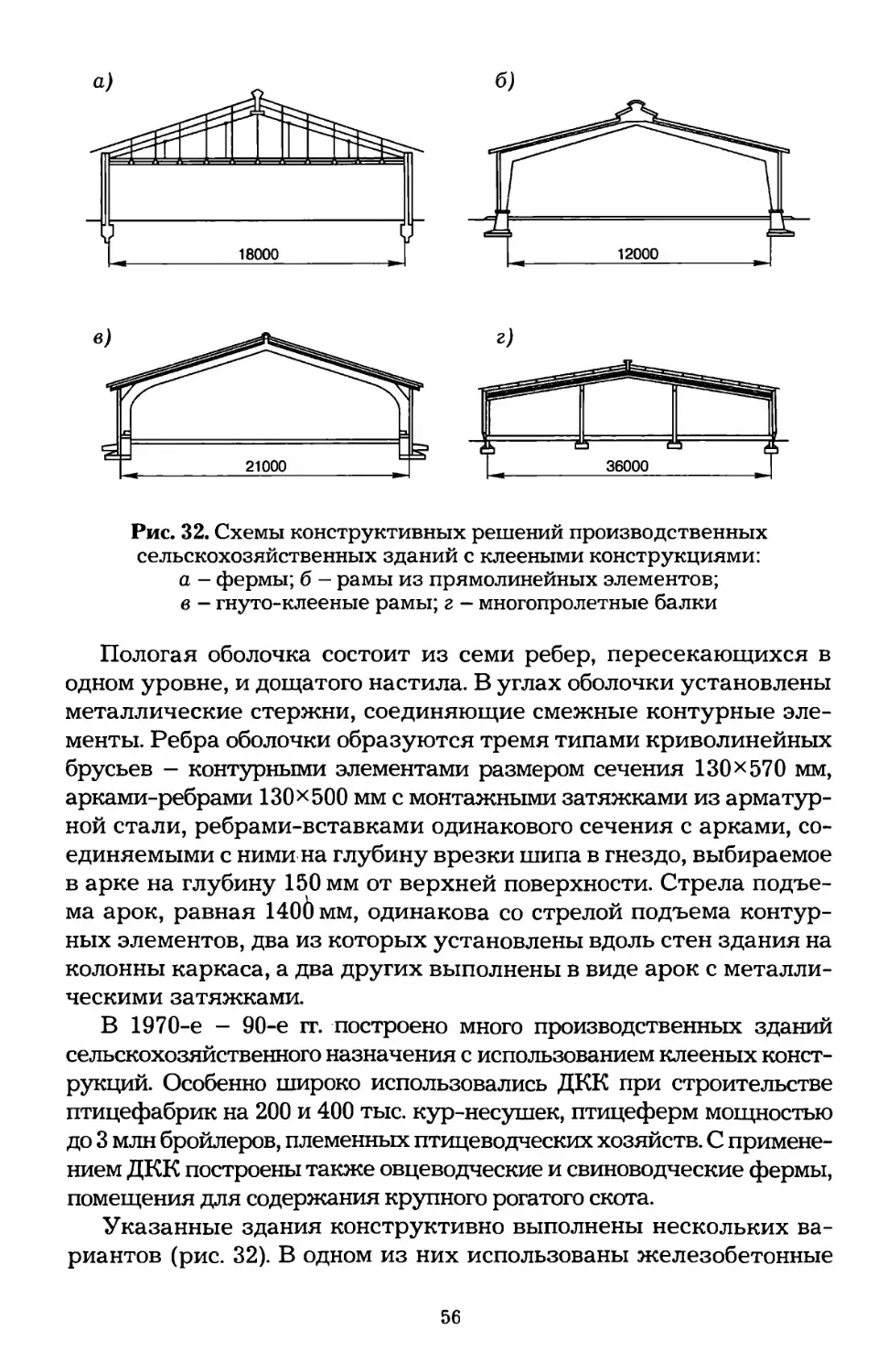
сушка пиломатериалов, подготовка заготовок, приготовление и нанесение
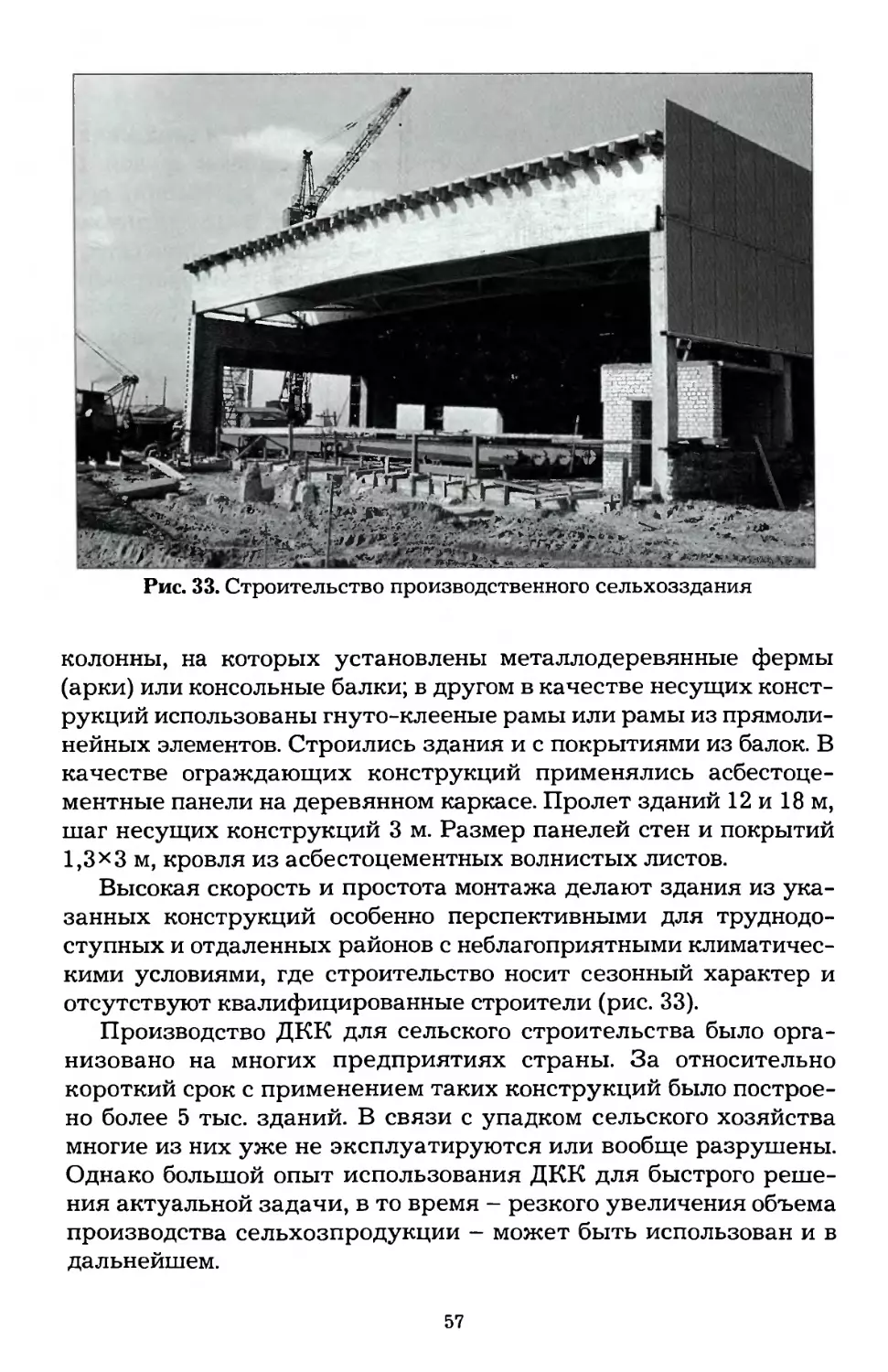
клеев, склеивание и запрессовка изделий. Большое внимание уделено совре-
менной отечественной и зарубежной нормативно-технической документации,
регламентирующей производство и применение деревянных клееных конст-
рукций. Описаны методики контроля качества и влияние технологии на проч-
ность и долговечность клееных конструкций. Изложены новые представления
об организации заводского контроля качества производства.
Книга рассчитана на специалистов предприятий, производящих клееные
деревянные конструкции, инженерно-технических работников проектных,
научно-исследовательских институтов, разрабатывающих клееные конст-
рукции и проектирующих производства по их изготовлению. Будет полезна
архитекторам и проектировщикам, работающим в области промышленного и
гражданского строительства, а также студентам архитектурно-строительных
специальностей вузов.
Руководитель издательского проекта
- М.Г. Рублевская
Редактор
Е.И. Юмашева
Корректор
Н.П. Морозова
Верстка
А.В. Фесенко, Л.П. Шкурихина
ISBN 5-94026-006-3
ББК 38.55
© Ковальчук Л.М., 2005
© ООО РИФ «Стройматериалы», 2005
ОТ АВТОРА
В настоящее время наблюдает-
ся очередной подъем в развитии
производства и применения конст-
рукций из клееной древесины. За
почти пятьдесят лет работы в обла-
сти склеивания древесины и дру-
гих строительных материалов мне
довелось наблюдать несколько та-
ких этапов. Как правило, каждый
последующий подъем и спад про-
изводства похож на предыдущий:
возникают и решаются близкие по
содержанию проблемы.
Ко мне часто обращаются владельцы предприятий, специали-
сты, которые уже организовали производство клееных конструк-
ций или только собираются это сделать. Вопросы, которые они
мне задают, уже неоднократно решались и, конечно, были описа-
ны в литературе, отражены в нормативной документации. Но к
сожалению, найти эту литературу довольно сложно. Многие кни-
ги, не говоря уже о статьях в периодической печати, стали библио-
графической редкостью. Вот и тратятся силы и материальные ре-
сурсы на решение ранее решенных задач.
Наиболее «свежая» книга, где я описывал особенности техно-
логии изготовления деревянных конструкций, была издана в
1987 г. («Производство клееных конструкций», издание второе).
Затем в нашей стране началось сворачивание производства клее-
ных конструкций, до минимума были сокращены исследователь-
ские работы, не издавалась специальная и нормативная литера-
тура. За рубежом же интенсивно развивалось это направление.
Результатом стало создание системы нормативных документов,
принятых в Европейском союзе. В них регламентированы основ-
ные положения по проектированию деревянных конструкций -
Еврокод 5; в его развитие в десятках стандартов (EN) конкретизи-
рованы требования к древесине, клеям, процессу изготовления
конструкций.
Сейчас, к сожалению, нам приходится догонять, хотя многие
положения разработанных ранее отечественных нормативных
документов до сих пор являются актуальными. Вполне естествен-
но, что за прошедшие годы произошло совершенствование техно-
логии изготовления клееных конструкций, особенности которой
знают только специалисты. Ушла в прошлое наша открытость,
5
когда технические достижения широко освещались в литературе,
с ними можно было ознакомиться на любом предприятии. Теперь
даже элементарные положения технологического процесса ино-
гда становятся так называемой коммерческой тайной. Образовал-
ся определенный вакуум сведений о современной технологии из-
готовления деревянных клееных конструкций. Вместе с тем по-
явилось много рекламной информации, которая может ввести в
заблуждение непосвященного человека. Как это ни странно, за
прошедшие 17 лет после второго издания моей книги в России не
издавались аналогичные работы, крайне мало литературы по
смежным вопросам.
Учитывая изложенное, я решил поделиться с теми, кого инте-
ресуют проблемы производства и применения деревянных клее-
ных конструкций, своим опытом и знаниями, накопленными за
десятки лет непосредственного участия в основных работах по ис-
следованию вопросов изготовления клееных конструкций, созда-
нию в нашей стране производственной базы по их изготовлению,
изучению зарубежного опыта. И конечно, своим представлением о
происходящих в этой сфере процессах.
В книгу наряду с имевшимися во втором издании материалами
включены новые сведения. Некоторые разделы существенно пе-
реработаны и расширены. Исключены сведения, не представляю-
щие интереса в настоящее время.
В книге использованы результаты исследований специалистов
ЦНИИ строительных конструкций (ЦНИИСК им. В.А. Кучеренко)
и других организаций. Я всем благодарен за помощь. Все заинте-
ресованные специалисты могут обратиться ко мне за консульта-
цией по телефонам: (095) 174-79-13, 919-29-80.
Л.М. Ковальчук,
Заслуженный деятель науки России,
доктор технических наук, профессор
6
ВВЕДЕНИЕ
Г.Г. Карлсен
В начале введения названы имена ученых, без работ которых
была бы невозможна организация и развитие производства и при-
менения в нашей стране деревянных клееных конструкций (ДКК).
На протяжении более шестидесяти лет становление и развитие
деревянных конструкций неразрывно связано с именем Генриха
Георгиевича Карлсена. В 1929 г. Г.Г. Карлсен, которого справедливо
называют основателем науки в
области деревянных конструкций,
создал специальную лабораторию
при Институте Сооружений (далее
ЦНИПС, ЦНИИСК). Уже в 1929 г. в
этой лаборатории были разработа-
ны первые «Технические условия и
нормы проектирования деревянного
строительства», получившие широ-
кое использование как первые и
единственные в то время норматив-
ные документы по деревянным кон-
струкциям; они сразу были переиз-
даны в США. Благодаря усилиям
Г.Г. Карлсена ЦНИПС-ЦНИИСК
несколько десятилетий являлся
главным центром по изучению дре-
весины как основного строительного
материала.
Около пятидесяти лет отдал работе в области деревянных клее-
ных конструкций (ДКК) Арон Борисович Губенко. Под его руковод-
ством в ЦНИПС-ЦНИИСК происходило становление новой отрас-
ли строительного производства с обеспечением ее необходимыми
теоретическими и практическими разработками. Но особенно важ-
но, что А.Б. Губенко создал научную школу. Многие из его учеников
впоследствии стали видными учеными (А.С. Белозерова, Г.Н. Зуба-
рев, А.С. Фрейдин, К.А. Чапский, А.М. Чистяков, В.В. Патуроев,
В.М. Хрулев, Л.М. Ковальчук и другие).
Следует отметить многосторонность исследований, проводи-
мых в 30-40-х годах XX века под руководством А.Б. Губенко. Это
разработка требований к качеству древесины и строительной фа-
неры, исследования устойчивости цельных и клееных деревян-
ных стержней, разработка коробчатого клееного настила для
междуэтажных и чердачных перекрытий, разработка синтетиче-
ского клея ЦНИПС, разработка и исследование соединений на
7
А.Б. Губенко
А.С. Белозерова
клеестальных шайбах, клеефанерных конструкций, заводской
технологии склеивания древесины. В 1939 г. за оригинальные ме-
тоды расчета клееных конструкций А.Б. Губенко была присужде-
на золотая медаль Академии наук СССР.
Наряду с решением научных и практических вопросов разви-
тию ДКК способствовали систематические публикации. В 1949 г.
практически впервые в мире была издана книга А.Б. Губенко
«Клееные конструкции из досок». Она была переведена на китай-
ский, чешский, немецкий и др. языки. Неоценимый вклад в разви-
тие ДКК внесли две последующие книги А.Б. Губенко: «Клееные
деревянные конструкции в строительстве» и «Изготовление кле-
еных деревянных конструкций и деталей» (1957 г.).
В послевоенные годы наряду с использованием ДКК в жилищном
строительстве началось широкое применение несущих конструкций
в промышленном и транспортном строительстве. Результаты работы
в этом направлении были высоко оценены советским правительст-
вом. В 1952 г. группе специалистов (А.Б. Губенко, Г.Г. Карлсену,
А.С. Белозеровой, Ю.Н. Никифорову, М.Н. Плугнянской и др.) при-
суждена Государственная премия.
Отмечая ведущую роль А.Б. Губенко в организации промыш-
ленности ДКК, следует также напомнить, что им было создано со-
вершенно новое направление в строительстве - конструкции с при-
менением пластмасс. Фактически с нуля создавалась нормативная
база, проектирование, производство, эксплуатация. При этом про-
8
Ю.М. Заполъ (слева)
и В.И. Травуш
явились не только организаторские
способности А.Б. Губенко, но и его
ведущая роль как руководителя
большой научной школы.
Вершиной творческой деятель-
ности А.Б. Губенко можно считать
организацию (с участием А.С. Бело-
зеровой, Г.Н. Зубарева и др.) в
1956-59 гг. работ по проектирова-
нию, изготовлению и применению
большепролетных (45 м) клееных
арок для складов минеральных удоб-
рений. С их применением были по-
строены десятки складов в г. Соли-
горске, Березниках, Соликамске,
Калуше, многие из которых эксплу-
атируются и в настоящее время.
В ЦНИИСК, ЦНИИЭПсель-
строе (Москва), ЦНИИМОД (Архан-
гельск) постоянно велись исследова-
ния по разработке конструкций и технологии изготовления ДКК
массового применения. Сотрудниками ЦНИИСК и других органи-
заций были разработаны различные типовые несущие конструк-
ции - металл о деревянные фермы пролетом 12, 18 и 21 м; арки
стрельчатого очертания пролетами 18 и 24 м. В эти годы только
для сельскохозяйственного производства было построено около
3 тыс. зданий (птичники, коровники, склады минеральных удоб-
рений и др.).
Неоценимый вклад в развитие клееных конструкций внесен
сотрудниками ЦНИИЭП им. Б.С. Мезенцева (М.Ю. Заполь,
В.И. Травуш и др.). Ими впервые в стране были разработаны
большепролетные (до 63 м) клееные конструкции, нашедшие при-
менение при строительстве спортивно-зрелищных сооружений,
рынков и др.).
В ЦНИИСК были разработаны (И.М. Линьковым) ограждаю-
щие конструкции, что позволило осуществлять комплексное
строительство зданий различного назначения.
Для массового применения ДКК потребовалось создание за-
водской технологии и организации производства конструкций.
Эта задача решалась в ЦНИИСК Л.М. Ковальчуком, Л.О. Лепар-
ским, Г.Р. Барановым, Е.Н. Баскакиным и др. сотрудниками, в
ЦНИИМОД С.Н. Пластининым и др. Заводское изготовление ДКК
было организовано в первые послевоенные годы, когда началось
9
А.С. Фрейдин
восстановление народного хозяй-
ства во многих городах страны -
Электростали, Щекине, Витебске,
Костополе и др. Особенно ценным
является опыт организации произ-
водства и применения новых типов
клееных конструкций, осуществ-
ленных в г. Нахабино Московской
обл. под руководством С.Я. Штейн-
берга.
В 70-х годах XX века на более
современном техническом уровне
было организовано серийное изго-
товление ДКК на 25 заводах стра-
ны. К их числу можно отнести заво-
ды в Волоколамске, Архангельске,
Чебоксарах, Нелидове, Коросты-
шеве, Гомеле, Казлу-Руда, Вель-
ске, Вологде, Солге и др. Фактичес-
ки была создана новая отрасль строительного производства, тех-
ническая политика которой направлялась такими специалистами,
как Б.В. Чверткин, С.Н. Пластинин, Б.Г. Почерняев и др.
Важное значение для развития промышленности ДКК имело
создание в ЦНИИСК А.С. Фрейдиным, А.Б. Шолоховой, М.Г. Ма-
лярик, А.Е. Гриб новых синтетических клеев, которые широко
применялись на предприятиях молодой подотрасли.
В период организации массового производства ДКК сотруд-
никами ЦНИИСК (Е.М. Знаменским и др.) и других организаций
были разработаны и изданы десятки нормативных и рекоменда-
тельных документов (ГОСТы, СНиПы, пособия, руководства,
инструкции и др.). Развитию производства ДКК способствовали
написанные сотрудниками ЦНИИСК монографии: Л.М. Коваль-
чук, «Производство деревянных клееных конструкций» (два из-
дания); А.С. Фрейдин, «Синтетические клеи»; А.Д. Ломакин, «За-
щита древесины и древесных материалов» и др.
Нельзя не отметить, что при организации массового производст-
ва ДКК в ряде случаев не были учтены ошибки, допущенные в
40-50-х гг. Например, опыт и технико-экономические исследования
показали, что производство ДКК целесообразно организовывать в
цехах, входящих в состав деревообрабатывающих предприятий. Это
позволяет рационально использовать древесину, оборудование, кад-
ры. Однако некоторые цеха ДКК были выделены в самостоятельные
предприятия, что при низком качестве резко увеличило себестои-
10
С.Б. Турковский
мость продукции. Отрицательно ска-
зался на развитии производства и
тот факт, что значительная часть из-
готавливаемых конструкций на-
правлялась не в те области, где их
применение было экономически и
технически оправданно, что, в свою
очередь, еще больше увеличило стои-
мость конструкций. На предприятиях
недостаточно уделялось внимания
качеству выпускаемой продукции.
Ведь изготовление ДКК при кажу-
щейся простоте представляет собой
сложный многофакторный процесс,
где каждый фактор действует не
изолированно, а в тесной связи с
другими. Эта связь определяет не
только протекание процесса склеи-
вания, но и обусловливает качество
клееных конструкций.
Конечно, указанные недостатки постепенно устранялись. ДКК
в больших объемах начали применять при строительстве складов
минеральных удобрений и других объектов с агрессивной средой,
большепролетных общественных и спортивных сооружений, то
есть там, где это было наиболее рационально. Достигнутые успехи
были неразрывно связаны с плодотворной деятельностью в обла-
сти деревянных конструкций многих работников промышленных
и научно-исследовательских организаций.
К большому сожалению, в конце 80-х годов XX века прекрасно
организованная научная и производственная база, явившаяся ос-
новой для массового производства ДКК, была резко сокращена.
Возрождение ДКК в середине 90-х годов неразрывно связано с
именем С.Б. Турковского (ЦНИИСК). Созданное им и его школой
(И.П. Преображенская, А.А. Погорельцев, Г.В. Кривцова) направле-
ние, основанное на принципиально новом техническом решении -
использовании металлодеревянных соединений на наклонно вкле-
енных стержнях, получило широкое распространение при создании
большого числа уникальных сооружений с применением ДКК.
Следует также отметить положительную роль в восстановле-
нии производственной базы А.И. Боровцева, Т.Э. Диевой, В.Н. Чи-
стовой, Л.З. Шевченко, Н.А. Ковнацкого и др., благодаря чему в
последние годы был реконструирован Волоколамский завод;
новое производство организовано на предприятиях в гг. Королеве,
11
И.П. Преображенская
Гжели, Подольске, Новосибирске,
Нижнем Новгороде, Смоленске,
Тамбове, в п. Пластун Тернейского
р-на (Приморский край) и др.
В настоящее время расширяюще-
еся производство ДКК ставит перед
учеными и конструкторами все новые
задачи. Важную роль в их решении
имеют работы сотрудников ЦНИИСК
Л.М. Ковальчука, Г.Н. Мышеловой,
Р.В. Никулихиной, Д.Ю. Стрельцова,
С.В. Паук и др. К сожалению, как уже
отмечалось, и на этом новом витке
развития ДКК повторяются прежние
ошибки. В настоящее время ряд
предприятий, созданных всего не-
сколько лет назад, прекратил свою
деятельность.
Мировой опыт, сырьевой, науч-
ный, технологический потенциал, потребность в деревянных конст-
рукциях в нашей стране свидетельствуют, что еще не использованы
имеющиеся возможности. Например, суммарные мощности отече-
ственных предприятий по изготовлению клееных конструкций со-
ставляют не более 100-150 тыс. м3 при реальном производстве ме-
нее 100 тыс. м3. По сравнению с производственным потенциалом
предприятий Европы - около 2 млн м3 - это очень мало. При этом
значительная часть отечественных предприятий уже сейчас испы-
тывает трудности с реализацией продукции, хотя потенциальная
потребность в деревянных конструкциях весьма велика.
Только объединение усилий производственников, ученых,
конструкторов и архитекторов позволит избежать прежних оши-
бок, рационально реализовать имеющийся научный и производ-
ственный потенциал, приумножить его и обеспечить новому этапу
развития ДКК в России только положительную динамику.
12
О терминологии
В производстве деревянных клееных конструкций применяет-
ся множество терминов. Значительная часть их имеет однознач-
ное толкование. Однако многие часто употребляемые термины не
всегда имеют однозначное определение. Ниже приводятся опре-
деления терминов, применяемые многими известными специали-
стами и используемые в данной книге.
В литературе и на практике используются два определения -
деревянные клееные конструкции, сокращенно ДКК, и клееные
деревянные конструкции (КДК). Это сокращенное обозначение
можно отнести также и к определению конструкции деревянные
клееные. Хотя все три термина относятся к одним и тем же конст-
рукциям, то есть из клееной древесины, пока еще не определилось
однозначное толкование, поэтому в книге принят первый термин
- деревянные клееные конструкции (ДКК).
Клеевое соединение - самый распространенный термин в про-
изводстве и применении ДКК. Он определяет соединение частей
(заготовок) из древесины при помощи клея.
Конструкция - как правило, это законченное в изготовлении
изделие (балка, рама, щит и др.). Элемент - составная часть кон-
струкции, например пояс или раскос фермы. Четко разделить из-
готавливаемую на предприятии продукцию на конструкции или
элементы довольно трудно.
Идентичные функции у клеевой прослойки и клеевого шва - со-
единения между собой частей из древесины или древесины с дру-
гими материалами. Поэтому оба термина используются в тексте.
Заготовка - полуфабрикат при изготовлении конструкций
или их элементов. Подлежит дальнейшей обработке.
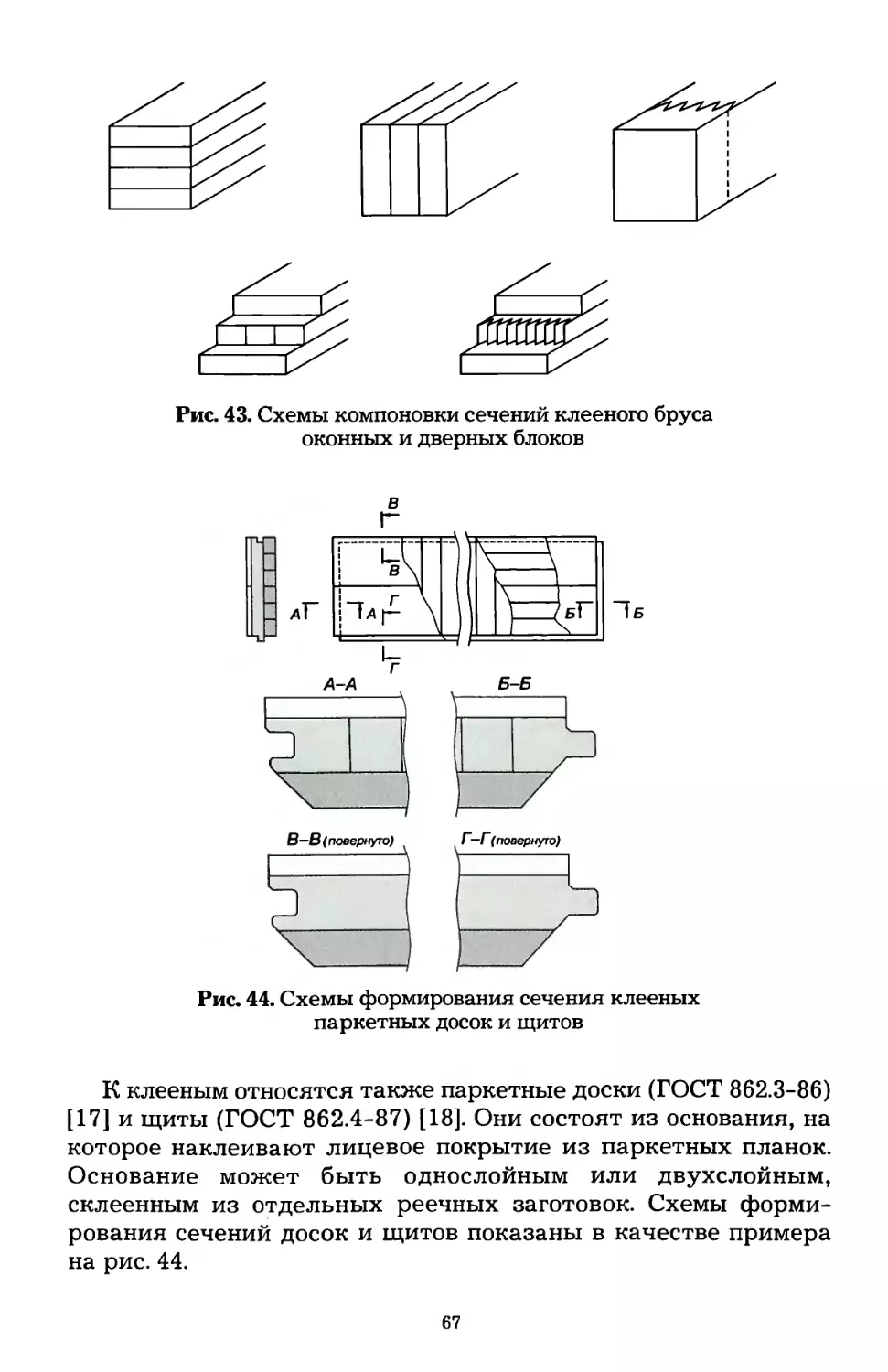
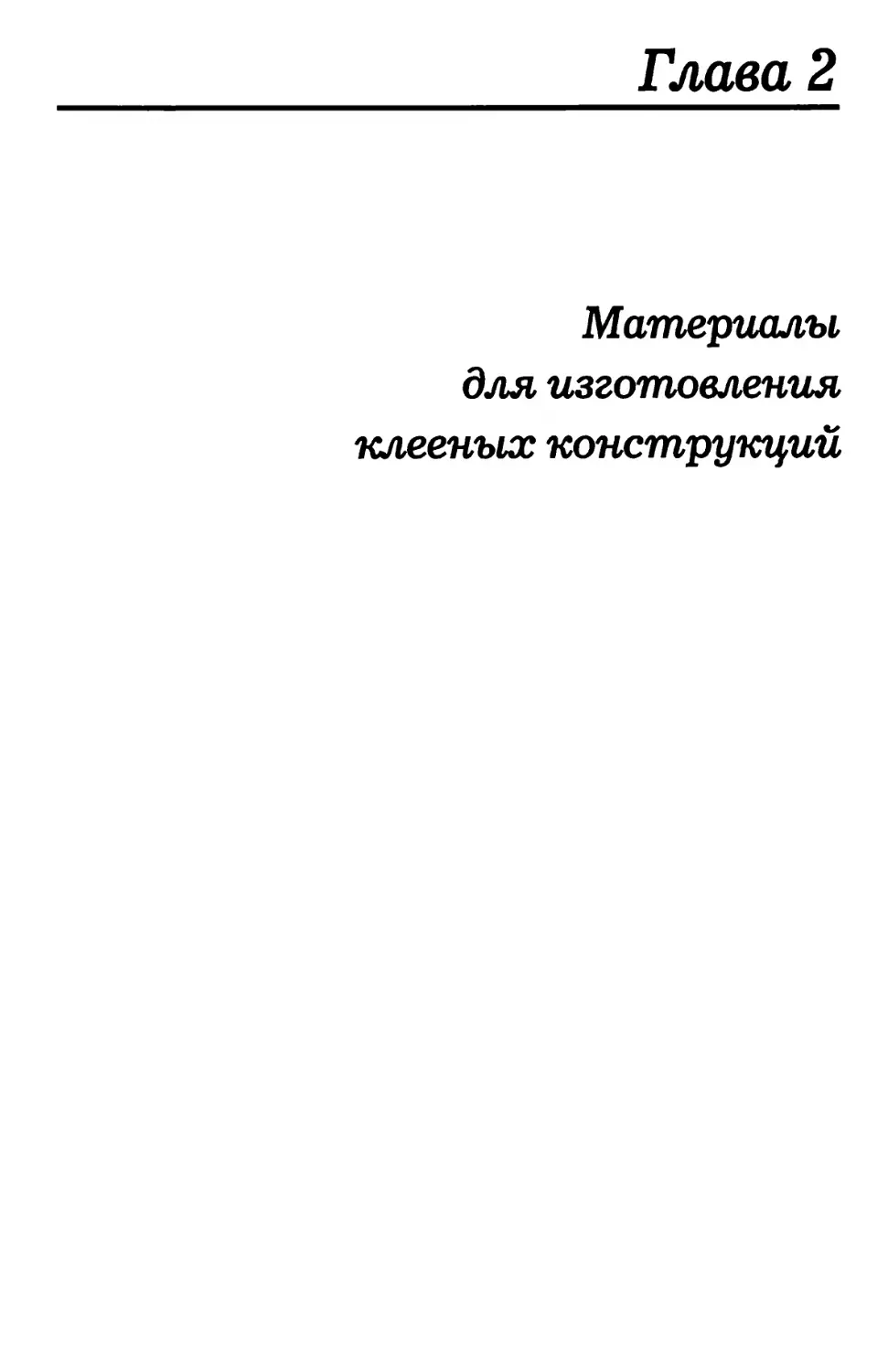
Используются однослойные и многослойные ДКК. В однослой-
ных заготовки соединены клеевой прослойкой (швом) по длине (в
торец) или ширине (по кромке). Они предназначены для изготов-
ления многослойных ДКК в качестве отдельных слоев или для ис-
пользования в качестве самостоятельных строительных изделий
- досок, щитов и т. п.
Многослойные ДКК состоят из набора слоев, соединенных
между собой по пласти при помощи клеевой прослойки (шва).
Слой - часть многослойной конструкции. Часто используется
переводной термин - ламель. Этот термин не отражает структуры
многослойных конструкций, желательно его не употреблять.
ДКК довольно условно разделены на несущие и ненесущие.
К несущим отнесены ДКК, предназначенные для восприятия
постоянных и/или переменных эксплуатационных, в основном
13
механических, нагрузок, обеспечивающих безопасность строи-
тельных конструкций здания или сооружения, разрушение кото-
рых приводит к потере устойчивости здания или сооружения.
К несущим ДКК относят балки, фермы, арки, колонны и тому
подобные многослойные конструкции.
К ненесущим отнесены ДКК, предназначенные для выполне-
ния в основном ограждающих и/или декоративных функций. Они
являются самонесущими и разрушение их не приводит к потере
устойчивости здания или сооружения.
К ненесущим конструкциям относят стеновые брусья, бруски
окон и дверей, паркетные доски и щиты, профильные детали (дос-
ки пола, плинтусы, обшивки и т. п.), архитектурно-декоративные
детали (карнизы, лобовые доски и др.). Стеновые брусья, бруски
окон и дверей, доски полов, паркетные доски и щиты совмещают
функции несущих и ненесущих конструкций.
В ДКК различают понятия прочности и стойкости соединений.
Прочность соединения определяет способность клеевого со-
единения выдерживать определенную силовую нагрузку.
Способность же сохранять первоначальную прочность при воз-
действии на клеевое соединение постоянных или переменных увлаж-
нения и/или температур характеризует стойкость соединения.
Прочность древесины - это максимальные напряжения (сжа-
тия, растяжения, скалывания, изгиба), при которых происходит
разрушение древесины. Обычно хорошей оценкой качества ДКК
при эксплуатационных воздействиях является разрушение по
древесине, а не по клеевому соединению.
Несколько терминов относится к защите ДКК при эксплуата-
ционных воздействиях.
Конструкционная защита - защита древесины с использовани-
ем конструктивных решений, затрудняющих или исключающих раз-
рушение объекта защиты биологическими агентами и/или огнем.
Химическая защита - защита древесины с использованием
химических средств, затрудняющих или исключающих разруше-
ние объекта защиты.
Антисептирование поверхности древесины — химическая за-
щита, предотвращающая поражение объекта защиты биологиче-
скими агентами и/или огнем.
Консервирование древесины - химическая защита древесины,
предусматривающая обработку защитными средствами и рассчи-
танная на их проникновение в глубь объекта защиты.
Антисептик для древесины - защитное средство, предохра-
няющее древесину от биологического разрушения, а антипирен -
от воздействия огня.
14
Глава 1
Деревянные
клееные конструкции
и их применение
Глава 1 ДЕРЕВЯННЫЕ КЛЕЕНЫЕ КОНСТРУКЦИИ
И ИХ ПРИМЕНЕНИЕ
1.1. Классификация конструкций
Достоинство ДКК - возможность создания конструкций прак-
тически любых размеров и форм. Однако проектирование и изго-
товление оригинальных конструкций целесообразно лишь для от-
дельных зданий и сооружений, в том числе уникальных по разме-
рам или техническому решению. В остальных случаях следует
использовать унифицированные конструкции и их элементы, бо-
лее доступные для серийного изготовления.
Условно клееные конструкции можно разделить на два вида: мас-
сового и индивидуального применения. Каждый вид конструкций при
правильном техническом решении может обеспечить успешное раз-
витие ДКК, поэтому нельзя противопоставлять один вид другому.
ДКК необходимо использовать только в тех случаях, когда по эконо-
мическим или другим причинам достигается явное преимущество по
сравнению с применением конструкций из других материалов.
Важный вопрос - дифференцированный подход к изготовле-
нию конструкций различной ответственности, предназначенных
к эксплуатации в разных температурно-влажностных условиях.
Это обеспечивается введением соответствующей классификации.
В СНиП П-25-80 [1] указано, что деревянные конструкции сле-
дует проектировать с учетом их заводского изготовления, усло-
вий эксплуатации, транспортирования и монтажа. Однако четкая
классификация в этом основном для деревянных конструкций до-
кументе не приведена.
Еврокод 5 [2], как и все «конструкционные» Еврокоды, основыва-
ется на определении воздействий на конструкции, приведенных в
Еврокоде 1 [3]. В нем определенный интерес представляет классифи-
кация, основанная на периоде эксплуатации конструкций (табл. 1).
Применительно к организации и осуществлению рационально-
го технологического процесса изготовления ДКК наиболее прием-
лемо, когда конструкции классифицируются по степени их ответ-
ственности (табл. 2) и условиям эксплуатации (табл. 3) [4].
Дифференцированный подход к организации производства
ДКК, учитывающий назначение и условия эксплуатации конст-
рукций, способствует обеспечению необходимой эксплуатацион-
ной надежности конструкций при наиболее экономном процессе
изготовления. Его целесообразно реализовывать на основных опе-
рациях технологического процесса изготовления ДКК.
17
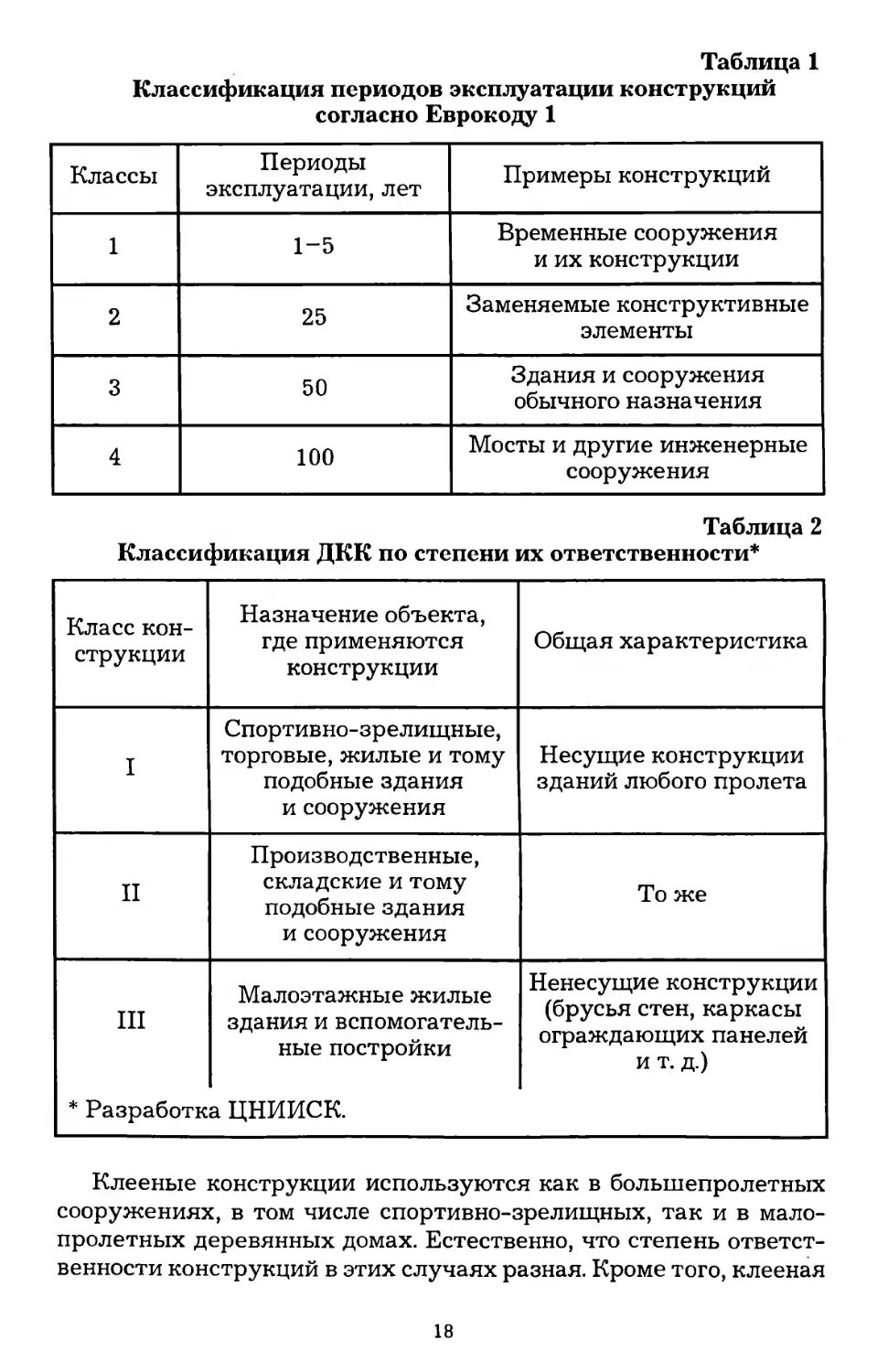
Таблица 1
Классификация периодов эксплуатации конструкций
согласно Еврокоду 1
Классы Периоды эксплуатации, лет Примеры конструкций
1 1-5 Временные сооружения и их конструкции
2 25 Заменяемые конструктивные элементы
3 50 Здания и сооружения обычного назначения
4 100 Мосты и другие инженерные сооружения
Таблица 2
Классификация ДКК по степени их ответственности*
Класс кон- струкции Назначение объекта, где применяются конструкции Общая характеристика
I Спортивно-зрелищные, торговые, жилые и тому подобные здания и сооружения Несущие конструкции зданий любого пролета
II Производственные, складские и тому подобные здания и сооружения То же
III * Разработк Малоэтажные жилые здания и вспомогатель- ные постройки а ЦНИИСК. Ненесущие конструкции (брусья стен, каркасы ограждающих панелей и т. д.)
Клееные конструкции используются как в большепролетных
сооружениях, в том числе спортивно-зрелищных, так и в мало-
пролетных деревянных домах. Естественно, что степень ответст-
венности конструкций в этих случаях разная. Кроме того, клееная
18
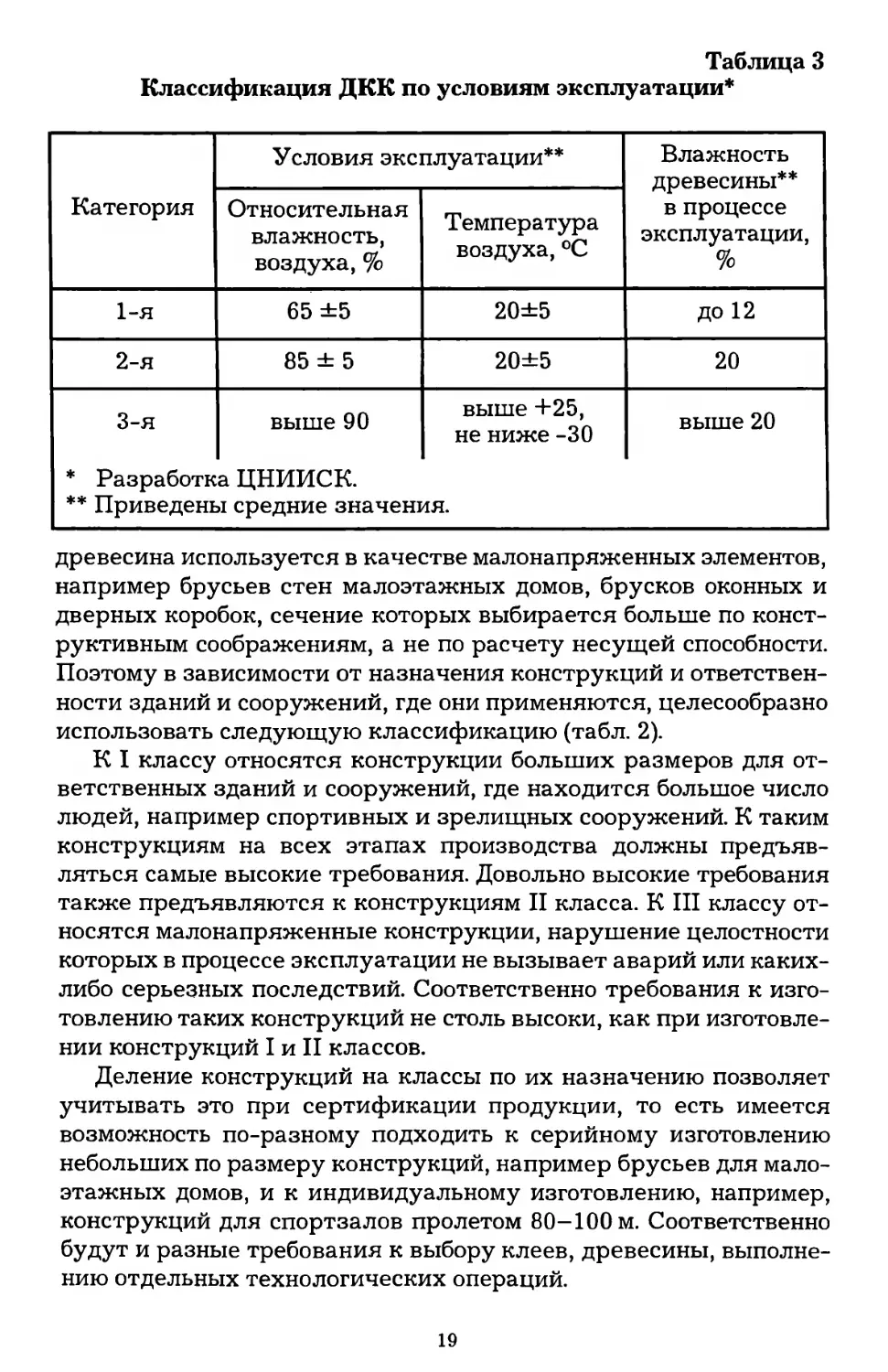
Таблица 3
Классификация ДКК по условиям эксплуатации*
Категория Условия эксплуатации** Влажность древесины** в процессе эксплуатации, %
Относительная влажность, воздуха, % Температура воздуха, °C
1-я 65 ±5 20±5 ДО 12
2-я 85 ±5 20±5 20
3-я * Разработк ** Приведен! выше 90 а ЦНИИСК. я средние значеш выше +25, не ниже -30 4Я. выше 20
древесина используется в качестве малонапряженных элементов,
например брусьев стен малоэтажных домов, брусков оконных и
дверных коробок, сечение которых выбирается больше по конст-
руктивным соображениям, а не по расчету несущей способности.
Поэтому в зависимости от назначения конструкций и ответствен-
ности зданий и сооружений, где они применяются, целесообразно
использовать следующую классификацию (табл. 2).
К I классу относятся конструкции больших размеров для от-
ветственных зданий и сооружений, где находится большое число
людей, например спортивных и зрелищных сооружений. К таким
конструкциям на всех этапах производства должны предъяв-
ляться самые высокие требования. Довольно высокие требования
также предъявляются к конструкциям II класса. К III классу от-
носятся малонапряженные конструкции, нарушение целостности
которых в процессе эксплуатации не вызывает аварий или каких-
либо серьезных последствий. Соответственно требования к изго-
товлению таких конструкций не столь высоки, как при изготовле-
нии конструкций I и II классов.
Деление конструкций на классы по их назначению позволяет
учитывать это при сертификации продукции, то есть имеется
возможность по-разному подходить к серийному изготовлению
небольших по размеру конструкций, например брусьев для мало-
этажных домов, и к индивидуальному изготовлению, например,
конструкций для спортзалов пролетом 80-100 м. Соответственно
будут и разные требования к выбору клеев, древесины, выполне-
нию отдельных технологических операций.
19
Следует отметить, что как в отечественных, так и в зарубеж-
ных нормативных документах по проектированию конструкций
имеется классификация, осуществляемая путем введения повы-
шающих или понижающих коэффициентов. С учетом системы ко-
эффициентов регулируются главным образом размеры сечения
конструкций. В частности, в зависимости от нагрузок и условий
эксплуатации в СНиП П-25-80 предусмотрено введение системы
коэффициентов, которые влияют только на размер сечения.
Так как в процессе изготовления конструкций можно в опреде-
ленной степени влиять на обеспечение их эксплуатационной на-
дежности при различных температурно-влажностных воздейст-
виях, то целесообразна классификация конструкций по условиям
их эксплуатации (табл. 3).
С учетом условий эксплуатации конструкций устанавливают-
ся все технологические параметры изготовления ДКК. Конкрети-
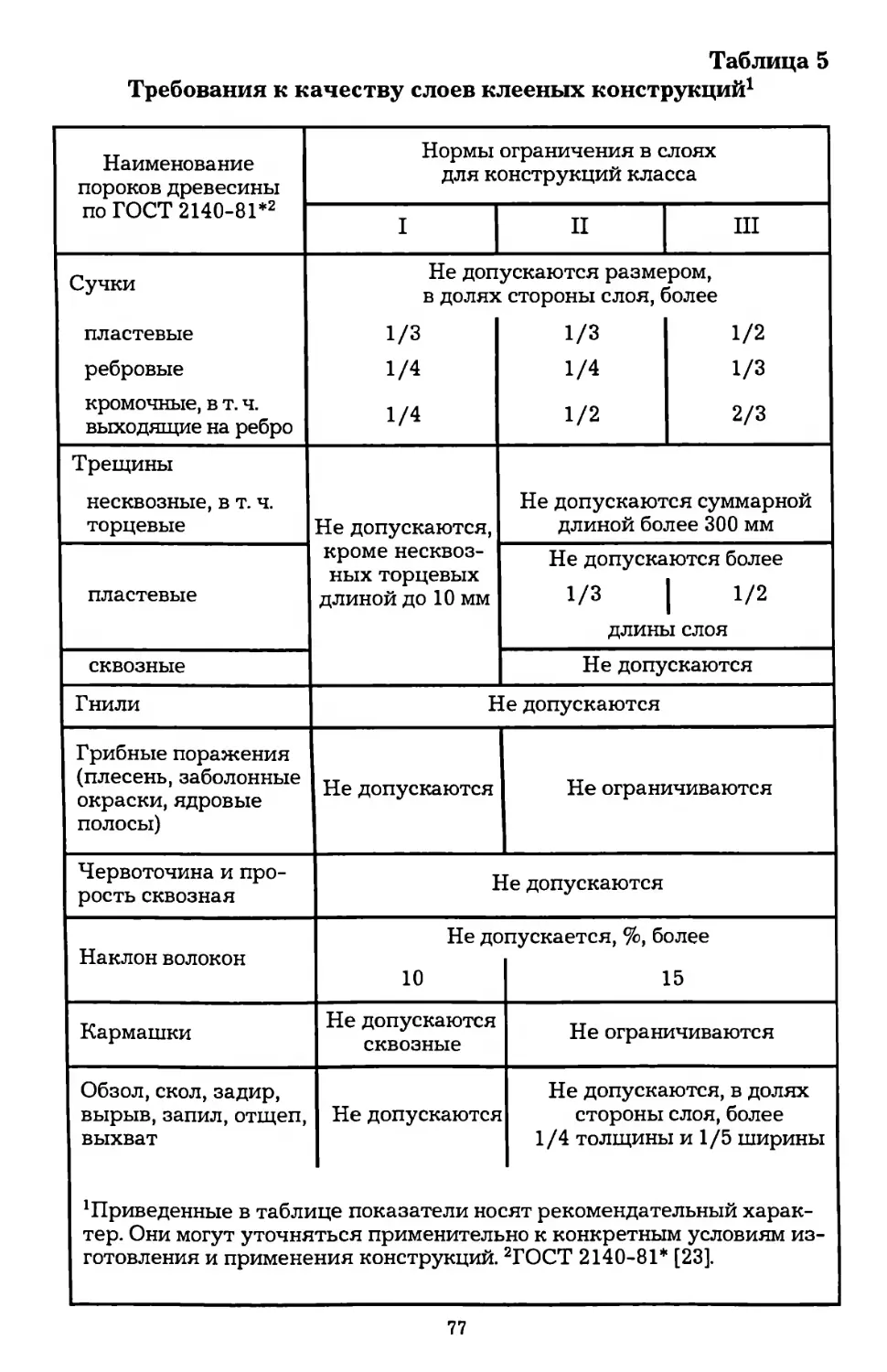
зируются также требования к качеству древесины слоев конст-
рукций, поскольку нет необходимости использовать древесину
одинакового качества в ответственных конструкциях I класса и
менее ответственных, например III класса.
В зависимости от назначения и условий эксплуатации конст-
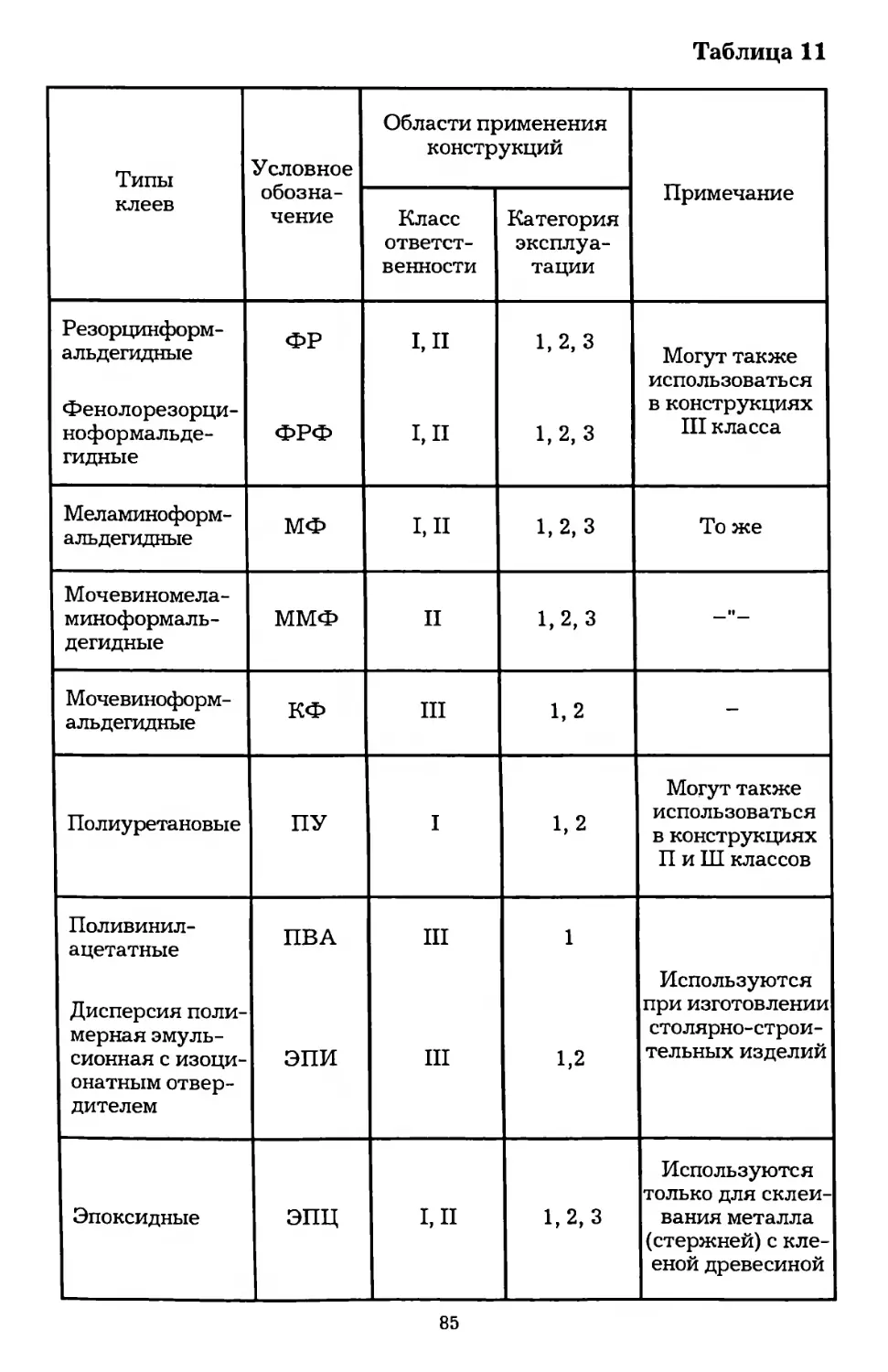
рукций классифицируются также клеи.
Естественно, что основные требования предъявляются к гото-
вым конструкциям. Однако при этом также учитывают результа-
ты внутризаводского контроля в процессе изготовления конст-
рукций (требования к обработке склеиваемых слоев, прочности
клеевых соединений, методам контроля на основных операциях
изготовления конструкций и т. п.).
Введение описанной выше классификации дает возможность
реализовывать дифференцированные требования и методы их
осуществления при производстве конструкций различного назна-
чения. Кроме экономического эффекта это в значительной степе-
ни гарантирует качество конструкций, предназначенных для
применения в различных температурно-влажностных условиях,
в зданиях и сооружениях разного назначения.
1.2. Номенклатура деревянных клееных конструкций
Традиционно принято разделение клееной продукции на
столярно-строительные изделия (щиты пола, паркетные доски и
щиты, бруски оконных и дверных коробок) и конструкции (балки,
арки, фермы, рамы, панели). В этой книге основное внимание
уделено второму направлению, хотя технология склеивания во
многом одинакова.
20
В отечественной нормативно-технической документации и ли-
тературе до последнего времени терминологически конструкции
подразделялись на два типа - несущие и ограждающие. Разделе-
ние это условно, так как несущие конструкции могут одновремен-
но выполнять и ограждающие функции, например балка-стенка,
а ограждающие во многих случаях являются одновременно цесу-
щими. Характерным примером могут служить панели малоэтаж-
ных домов.
Несущие конструкции, как правило, являются многослойными,
то есть склеенными из отдельных слоев древесины. Иногда много-
слойные несущие конструкции усиливают путем вклеивания
металлической арматуры. К несущим относят также комбиниро-
ванные конструкции, чаще всего двутаврового или коробчатого
сечения, верхний и нижний пояса которых выполнены из древеси-
ны, а вертикальная перегородка - из фанеры или других плитных
материалов.
Ограждающие клееные конструкции, чаще всего панели,
обычно состоят из цельнодеревянного или клееного каркаса и
прикрепленных к нему, в том числе на клею, с одной или двух сто-
рон обшивок из фанеры или других плитных материалов. Внут-
реннюю полость конструкций заполняют утеплителем.
В зарубежных нормах, которые все чаще начинают использо-
вать в отечественной практике, наряду с несущими выделены не-
несущие конструкции, к которым отнесены клееные брусья стен,
бруски оконных и дверных коробок, хотя конструкции стен домов
воспринимают нагрузку от балок перекрытий, стропильной сис-
темы покрытия и др.
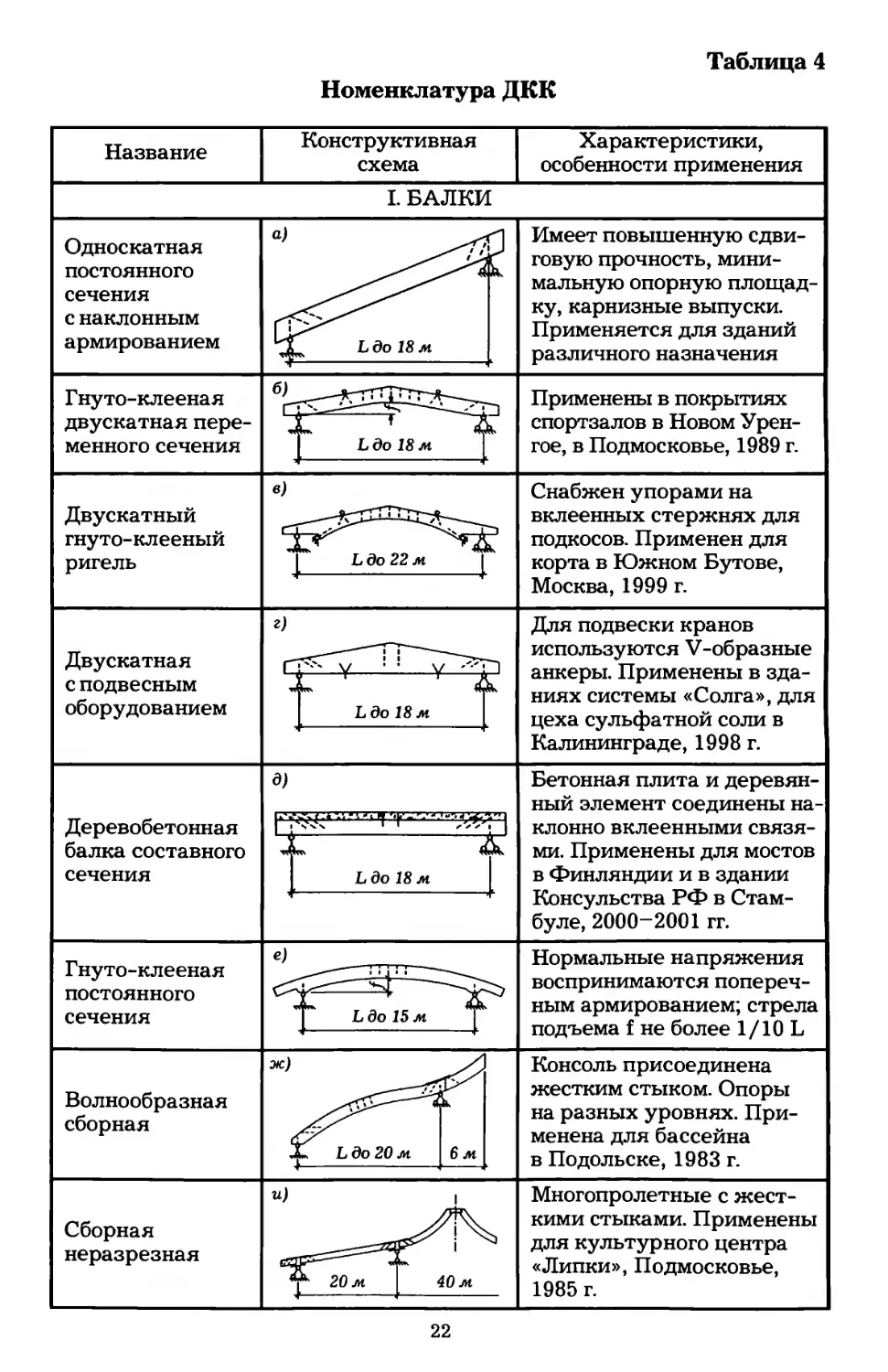
К несущим конструкциям относятся балки, арки, рамы, фер-
мы. Наиболее сложным является изготовление криволинейных
конструкций, менее сложным - прямолинейных. Номенклатура
конструкций весьма обширна. Общее представление о ней можно
составить по приведенному в Российской архитектурно-строи-
тельной энциклопедии [5] перечню. Он основан на разработанных
С.Б. Турковским, А.А. Погорельцевым и другими сотрудниками
ЦНИИСК схемах с использованием наклонно вклеенных стерж-
ней - анкеров (табл. 4). В таблице также указаны примеры и осо-
бенности применения конструкций.
Наиболее простыми по конструктивному выполнению являют-
ся балки. Процесс их производства может быть максимально
механизирован. Подобное балкам сечение и форму имеют прямо-
линейные элементы ферм, рам, а также пространственных конст-
рукций.
21
Таблица 4
Номенклатура ДКК
Название Конструктивная схема Характеристики, особенности применения
I. БАЛКИ
Односкатная постоянного сечения с наклонным армированием а) L до 18 м Имеет повышенную сдви- говую прочность, мини- мальную опорную площад- ку, карнизные выпуски. Применяется для зданий различного назначения
Гнуто-клееная двускатная пере- менного сечения 6 г -> L до 18 м Применены в покрытиях спортзалов в Новом Урен- гое, в Подмосковье, 1989 г.
Двускатный гнуто-клееный ригель в) | L до 22 м | Снабжен упорами на вклеенных стержнях для подкосов. Применен для корта в Южном Бутове, Москва, 1999 г.
Двускатная с подвесным оборудованием г) Y s s Y L do 18 м к Для подвески кранов используются V-образные анкеры. Применены в зда- ниях системы «Солга», для цеха сульфатной соли в Калининграде, 1998 г.
Деревобетонная балка составного сечения d) I L до 18 м !к Бетонная плита и деревян- ный элемент соединены на- клонно вклеенными связя- ми. Применены для мостов в Финляндии и в здании Консульства РФ в Стам- буле, 2000-2001 гг.
Гнуто-клееная постоянного сечения ej Д’* L до 15 м [ Нормальные напряжения воспринимаются попереч- ным армированием; стрела подъема f не более 1/10 L
Волнообразная сборная ж) Ldo20 м б м Консоль присоединена жестким стыком. Опоры на разных уровнях. При- менена для бассейна в Подольске, 1983 г.
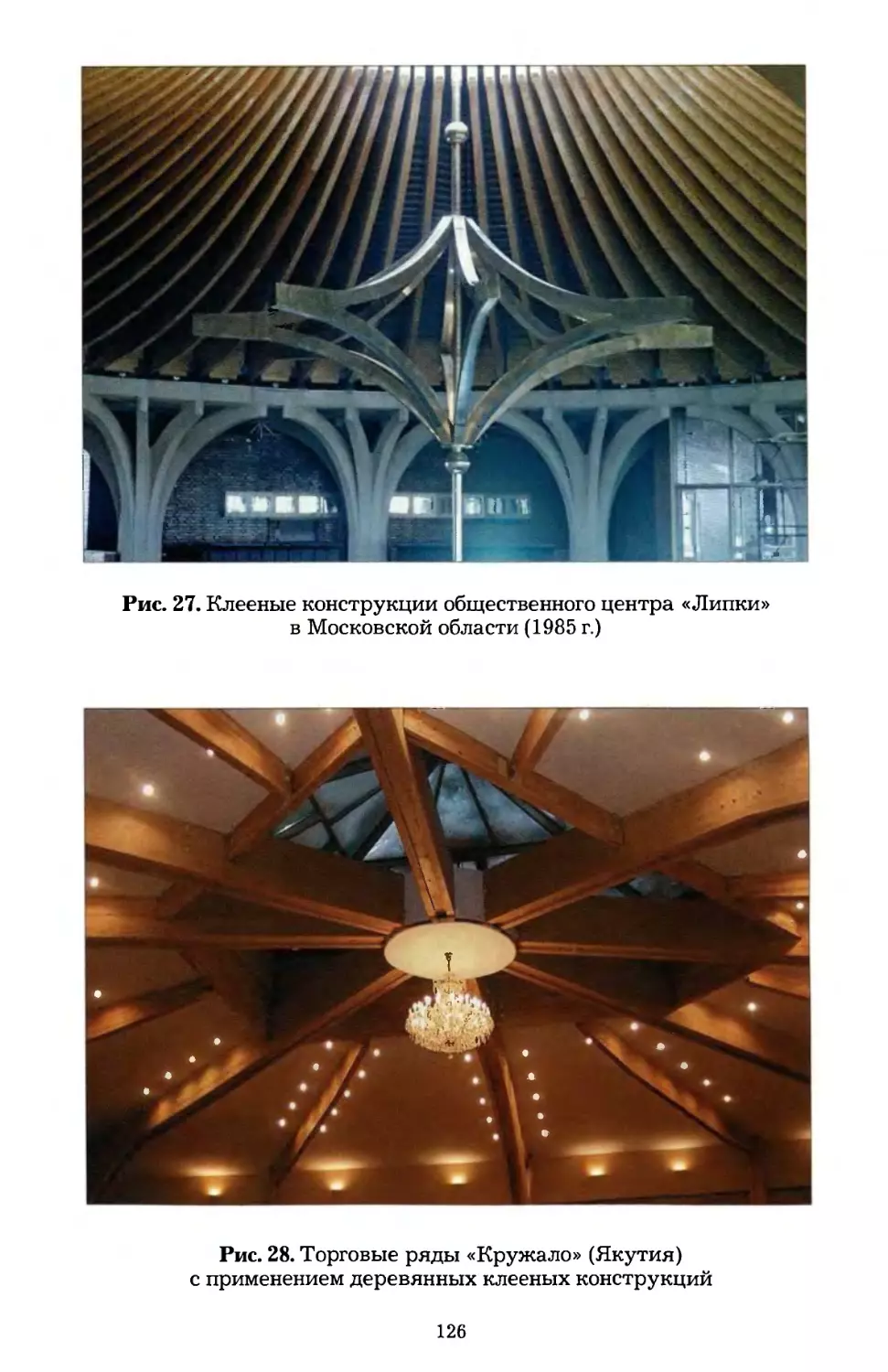
Сборная неразрезная и) | Многопролетные с жест- кими стыками. Применены для культурного центра «Липки», Подмосковье, 1985 г.
22
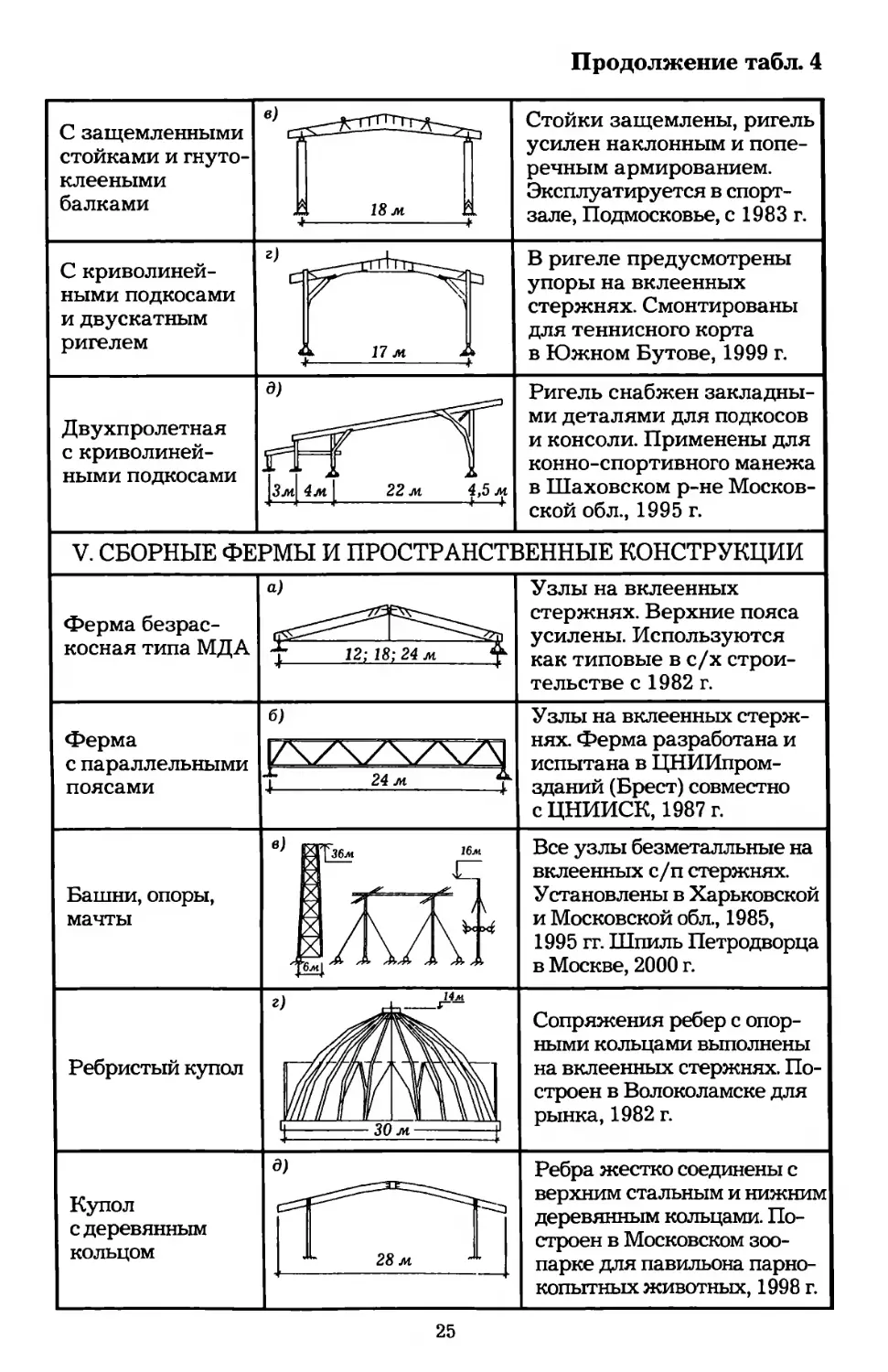
Продолжение табл. 4
IL СБОРНЫЕ АРКИ
Трехшарнирная стрельчатая а) 2< м -Г’ * Армирование используется в ключевом шарнире, в опо- рах. Применяется в складах минудобрений и др.
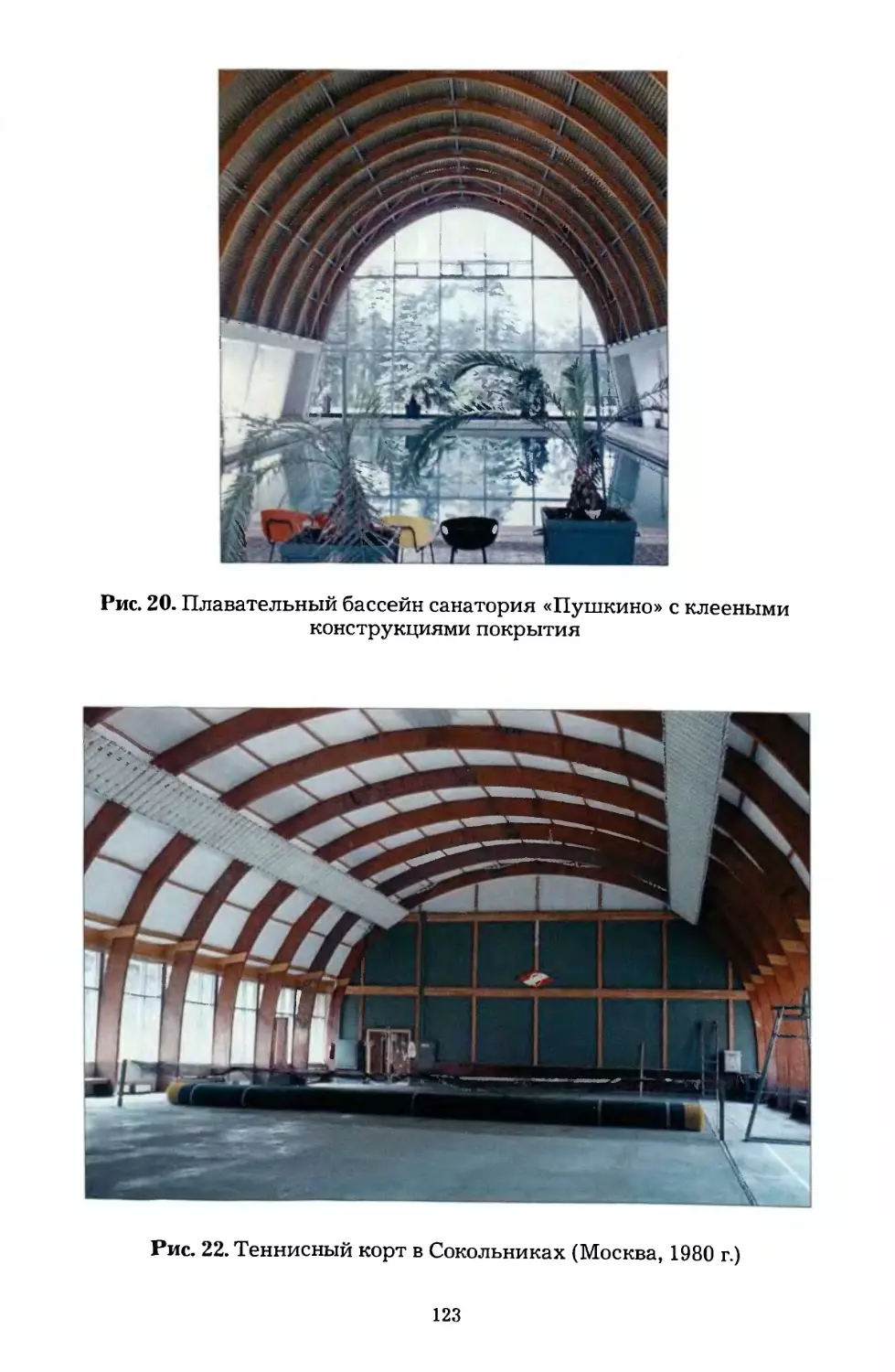
Трехшарнирная параболическая или круговая б) i J 24 ж j Увеличивается внутренний габарит. Применена для бассейна в г. Пушкино, 1976 г., в Москве и Сверд- ловске для теннисных кортов, 1980 г.
Трехшарнирная кругового очертания в) у 30- >0 м Т Реализована в арках мно- гих объектов, в т. ч. катка в Архангельске, 1980 г.
Двухшарнирная из двух элементов г) Т 45 тч м ] Жесткий стык в ключе, по- перечное армирование в пролете и опорах Приме- нена для катка «Локомотив» в Москве, 1986 г.
Двухшарнирная пологая д) гтт j до 40 м | Поперечное армирование в опорных узлах и в про- лете. Применена для моста в Подмосковье, д. Вельяминово, 1982 г.
Двухпролетная с затяжкой е) f 21м * - 21м \ Применена в проекте автодорожного моста через р. Нару
III. СБОРНЫЕ ТРЕХШАРНИРНЫЕ РАМЫ
Гнуто-клееная с консолью a) 24 м Jr Элементы рамы соединены жестким стыком. Применена для бассейна автозавода ЗИЛ в Домо- дедовском районе, 1988 г.
23
Продолжение табл. 4
Гнуто-клееная с безметалльными узлами б) i // ' 60 м Коньковый и опорные узлы на вклеенных стеклоплас- тиковых стержнях. Два жестких стыка в пролете. Применена для склада соли в Москве, 1998 г.
Гнуто-клееная стрельчатая с безметалльными узлами и галереей в) *5'° /7 ' 62 м уч Коньковый и опорные узлы с четырьмя жесткими стыками в пролете. При- менена для склада в порту Санкт-Петербурга, 2001 г.
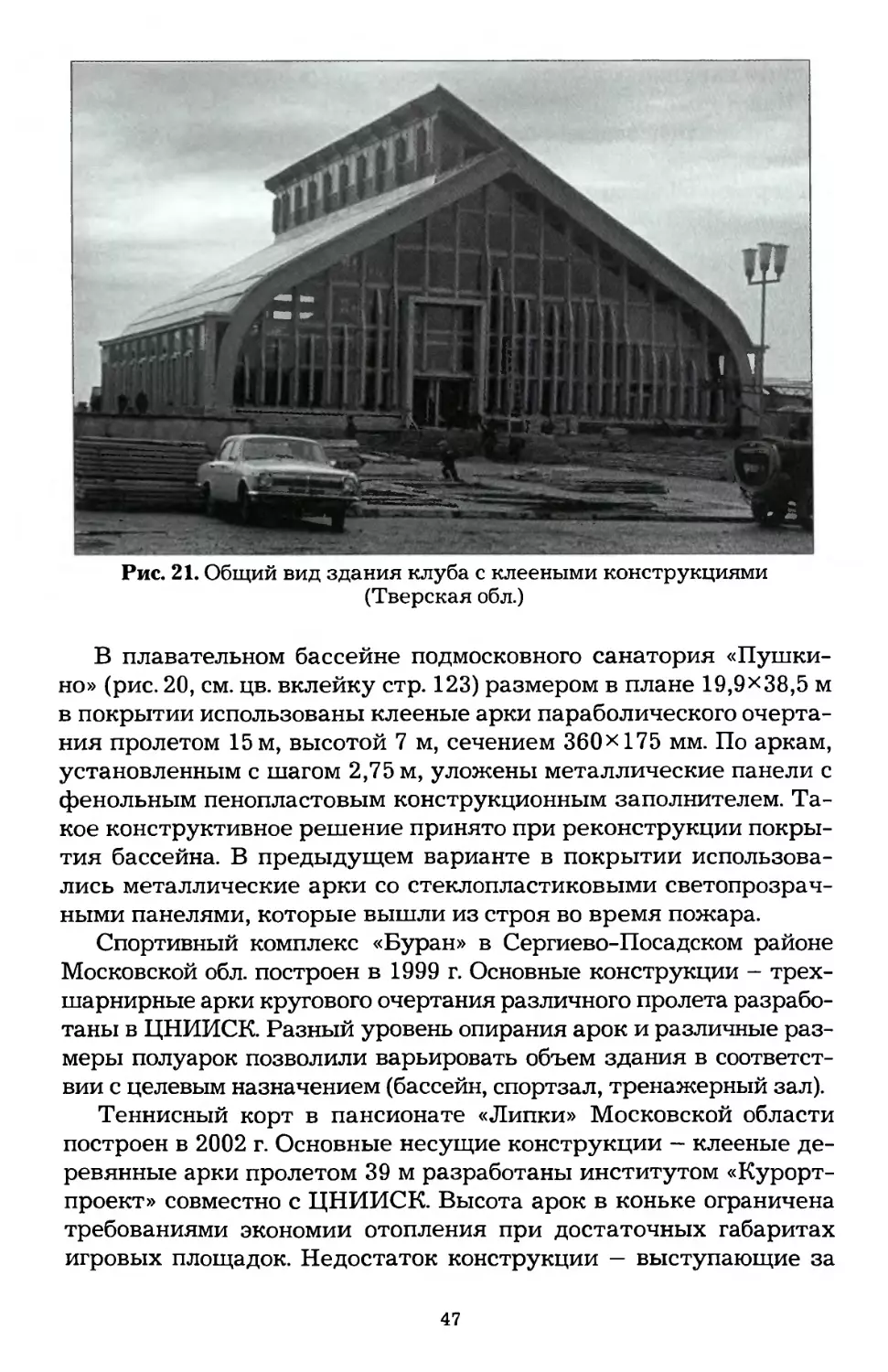
Трехшарнирная из прямо- линейных элементов г> J | 12; 14; 18; 24 м * Жесткий карнизный узел. Применена в Армении, для ФОК в Вологде и др.
Трехшарнирная с внешними подкосами д) Основные узлы выполнены шарнирными на вклеенных стержнях. Применена для здания автосалона в Луан- де, 1995 г., и в Москве для супермаркета, 1998 г.
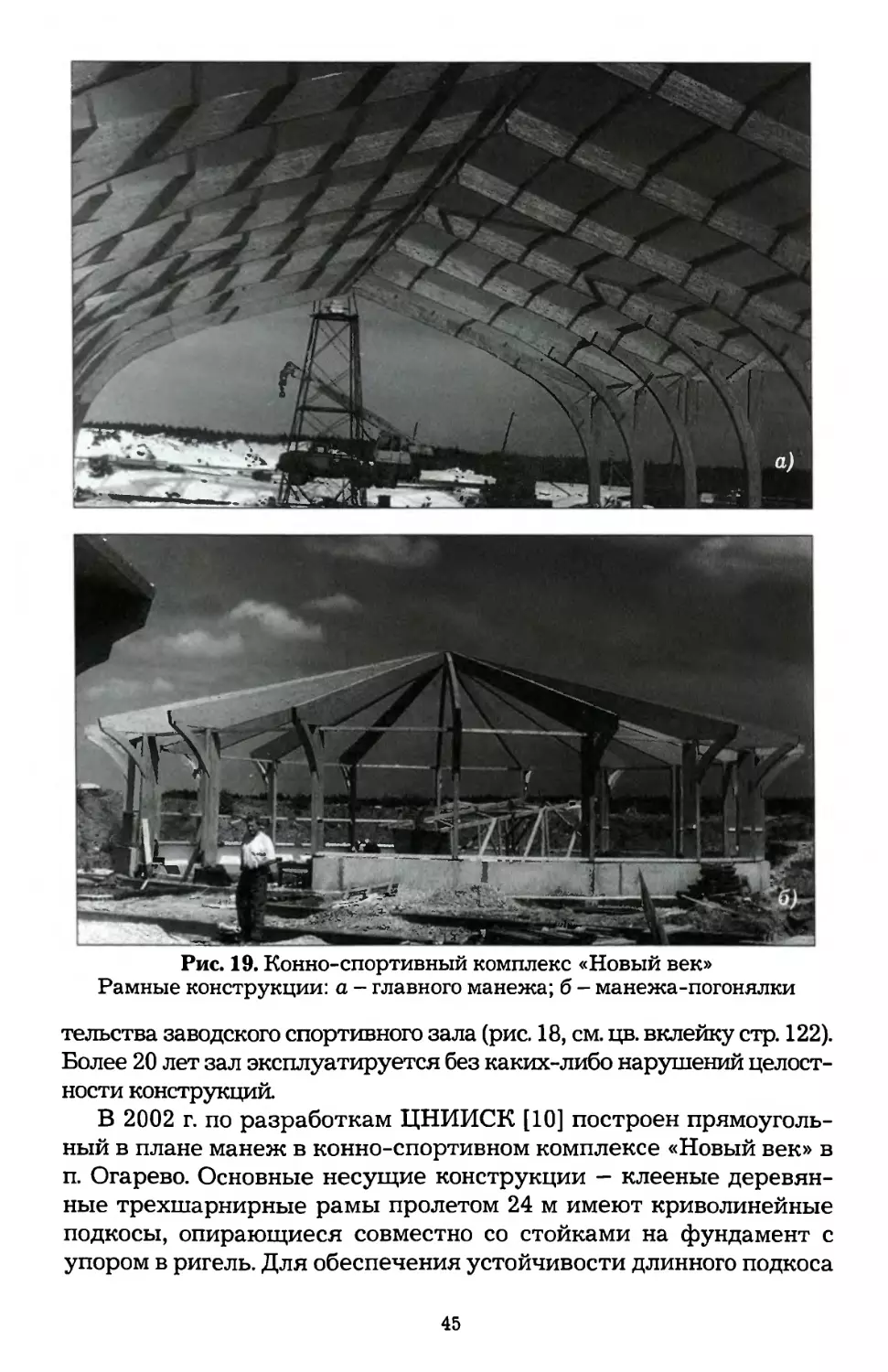
Трехшарнирная с криволинейны- ми подкосами е] 1 j । * п [ 26 м J Все узлы рамы выполнены на вклеенных стержнях. Применена для конно- спортивных манежей в Московской обл., 2000 г.
IV. СБОРНЫЕ ДВУХШАРНИРНЫЕ РАМЫ
С защемленными стойками и ри- гелем типа МДА-12; 24 а) 1 12; 24 м । Стойки, защемленные в фундаментах. Ригель имеет повышенную сдви- говую жесткость. Эксплуа- тируются в Волоколамске с 1979 г.
С защемленными стойками и ригелем в виде фермы-линзы 6J 1 24 м Г Стойки защемлены с помо- щью наклонно ввинченных стержней. Рамы смонти- рованы на Волоколамском заводе, 1982 г.
24
Продолжение табл. 4
С защемленными стойками и гнуто- клееными балками в) 18 м Стойки защемлены, ригель усилен наклонным и попе- речным армированием. Эксплуатируется в спорт- зале, Подмосковье, с 1983 г.
С криволиней- ными подкосами и двускатным ригелем г) 17 м J 3 В ригеле предусмотрены упоры на вклеенных стержнях. Смонтированы для теннисного корта в Южном Бутове, 1999 г.
Двухпролетная с криволиней- ными подкосами 4м | 22_м 4,5 м Ригель снабжен закладны- ми деталями для подкосов и консоли. Применены для конно-спортивного манежа в Шаховском р-не Москов- ской обл., 1995 г.
V. СБОРНЫЕ ФЕРМЫ И ПРОСТРАНСТВЕННЫЕ КОНСТРУКЦИИ
Ферма безрас- косная типа МДА а) ф 12; 18; 24 м Узлы на вклеенных стержнях. Верхние пояса усилены. Используются как типовые в с/х строи- тельстве с 1982 г.
Ферма с параллельными поясами yvvyvj Узлы на вклеенных стерж- нях. Ферма разработана и испытана в ЦНИИпром- зданий (Брест) совместно сЦНИИСК, 1987 г.
Башни, опоры, мачты в) в к I ^36л* |Л\Л‘ IJH А < >4 Все узлы безметалльные на вклеенных с/п стержнях. Установлены в Харьковской и Московской обл., 1985, 1995 гг. Шпиль Петродворца в Москве, 2000 г.
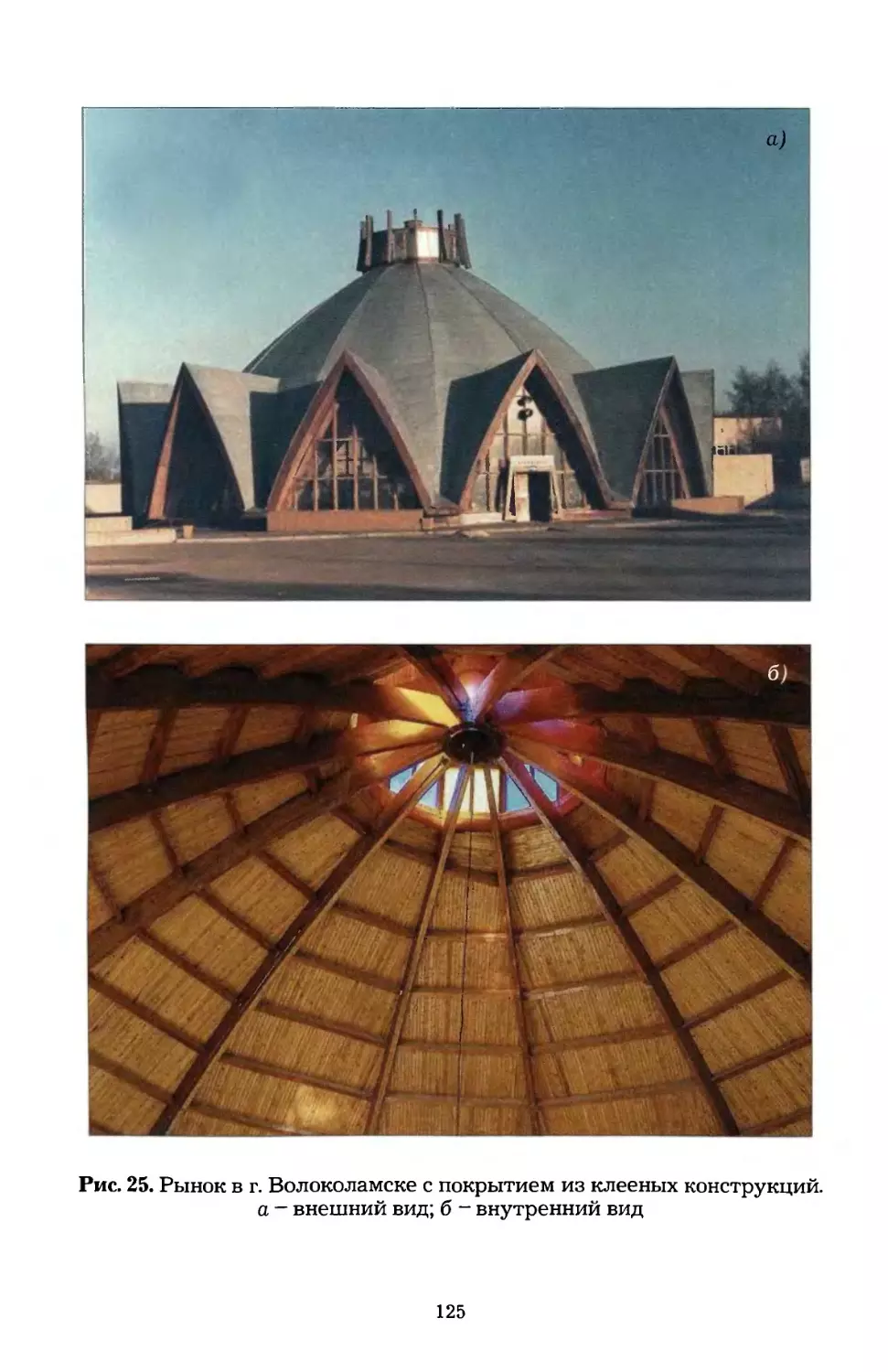
Ребристый купол г) и* Сопряжения ребер с опор- ными кольцами выполнены на вклеенных стержнях. По- строен в Волоколамске для рынка, 1982 г.
30 м-
Купол с деревянным кольцом д) L 28 м □ Ребра жестко соединены с верхним стальным и нижним деревянным кольцами. По- строен в Московском зоо- парке для павильона парно- копытных животных, 1998 г.
25
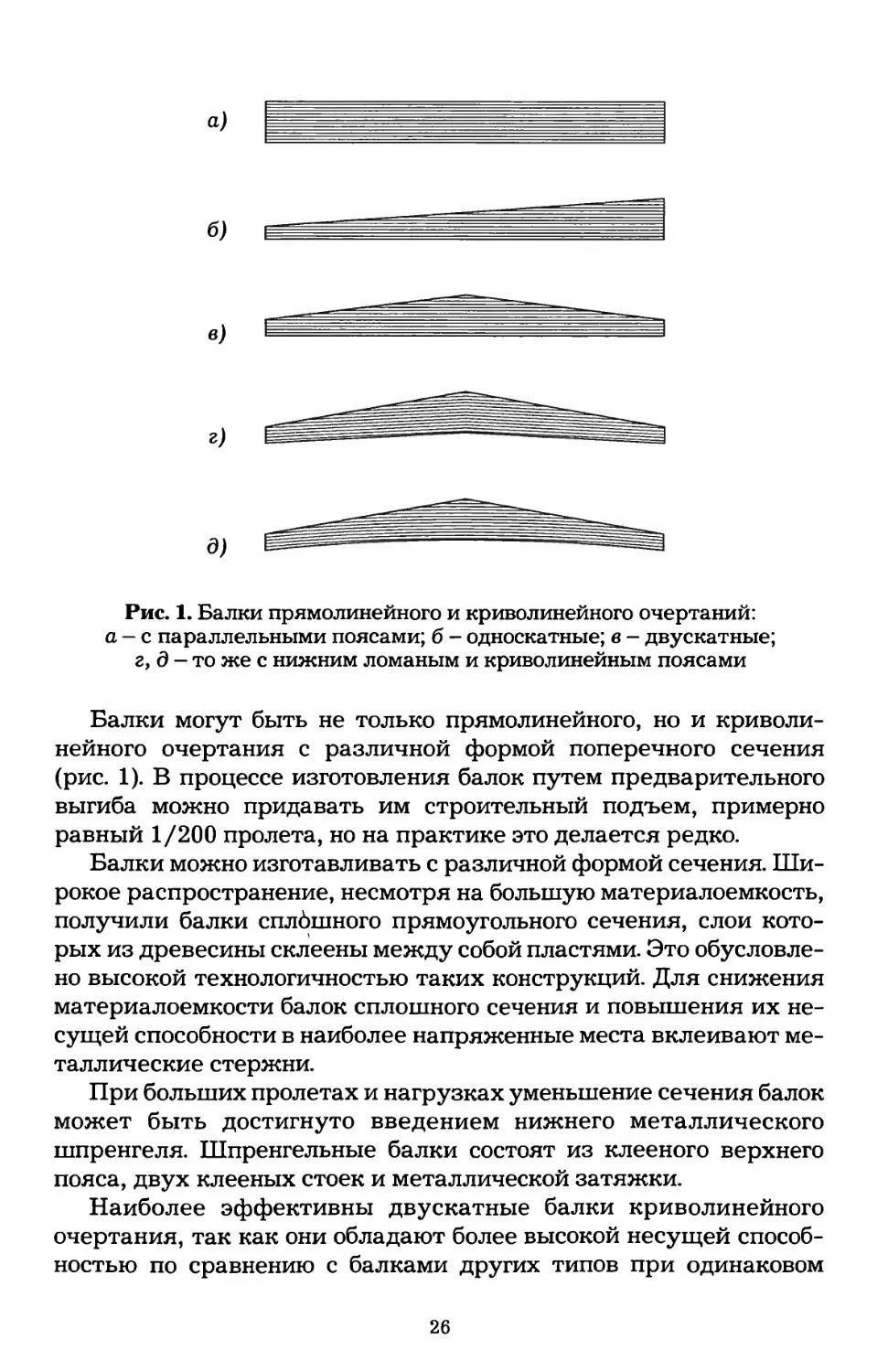
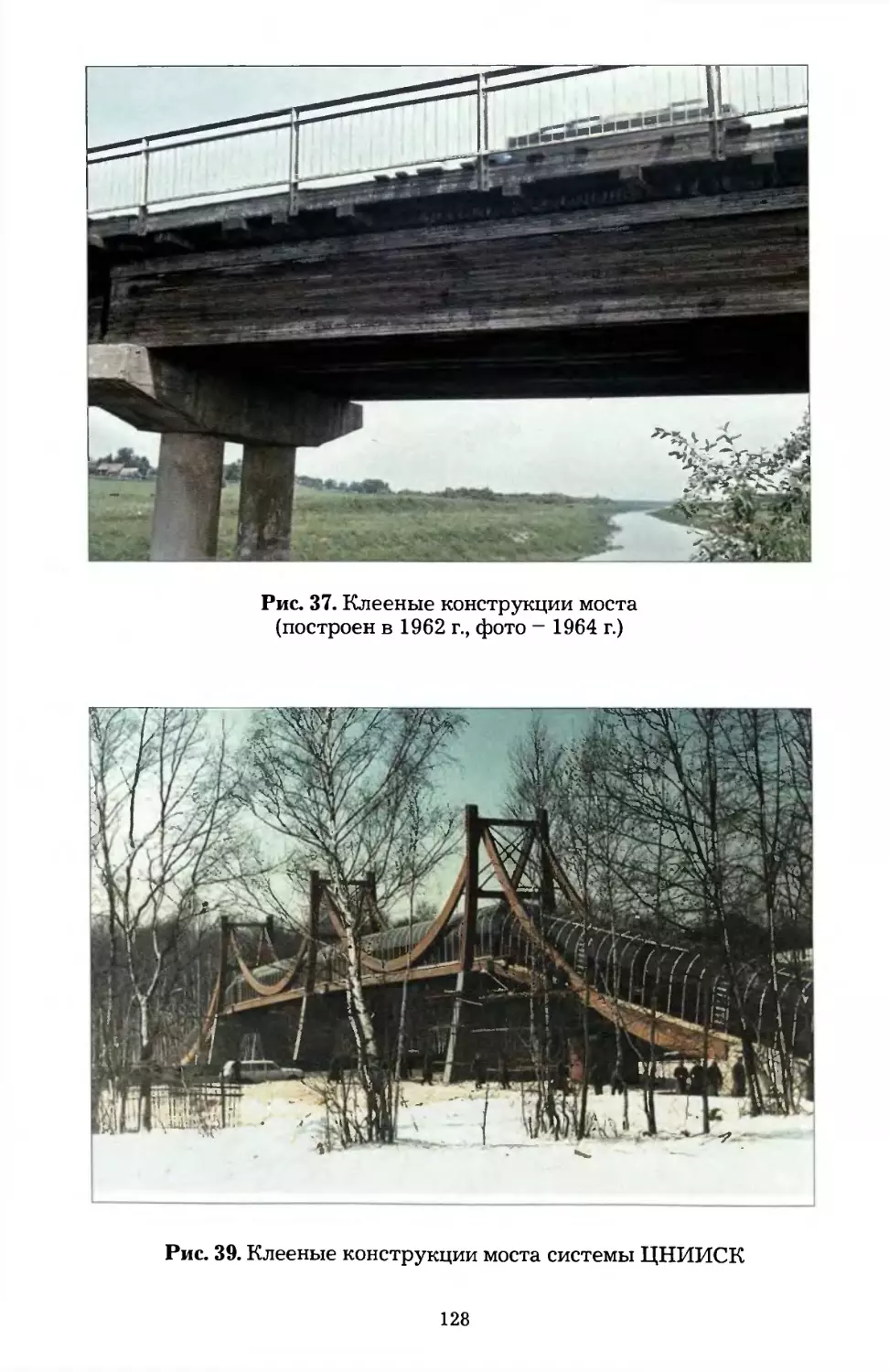
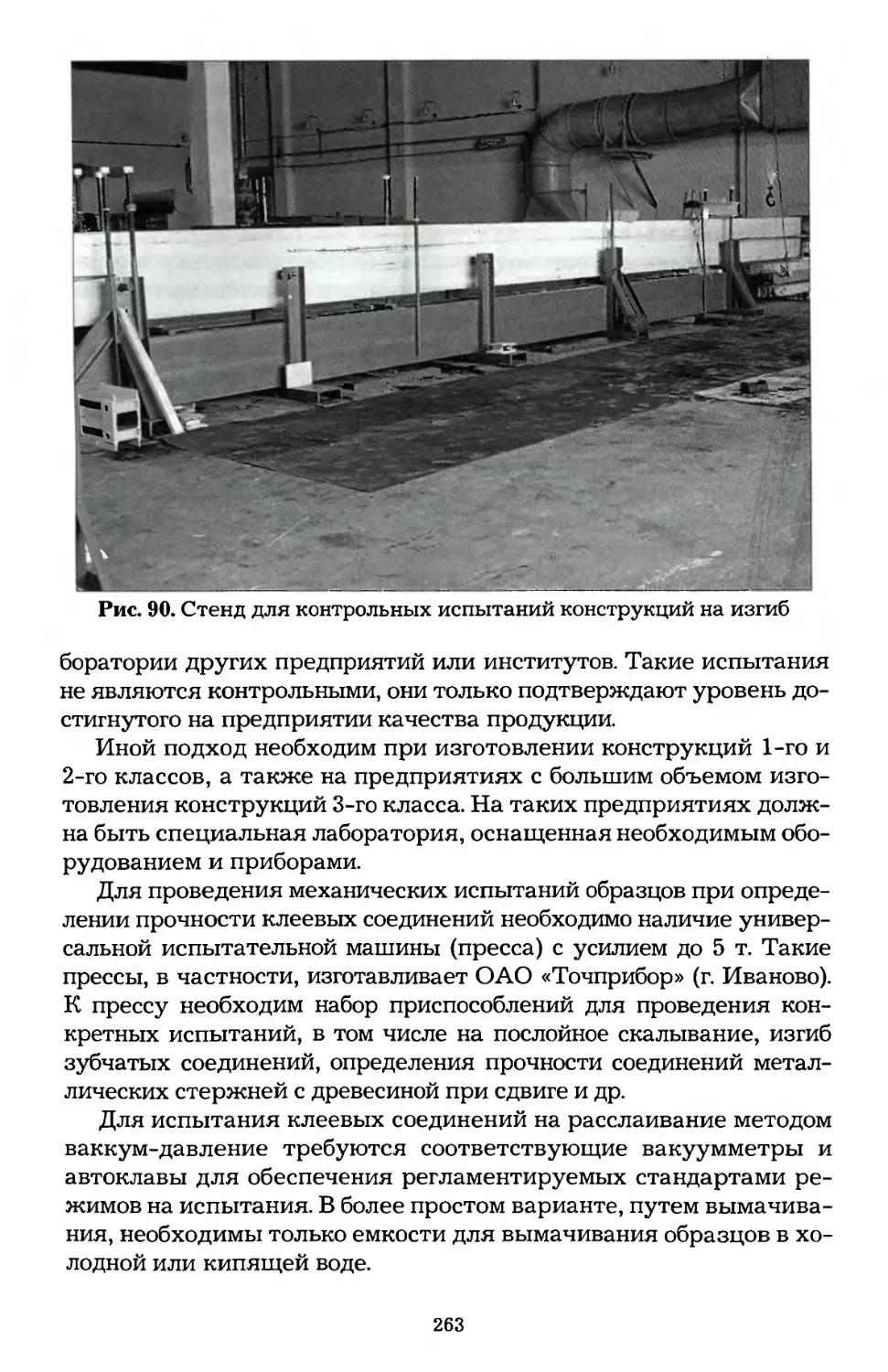
Рис. 1. Балки прямолинейного и криволинейного очертаний:
а — с параллельными поясами; б - односкатные; в — двускатные;
г, д - то же с нижним ломаным и криволинейным поясами
Балки могут быть не только прямолинейного, но и криволи-
нейного очертания с различной формой поперечного сечения
(рис. 1). В процессе изготовления балок путем предварительного
выгиба можно придавать им строительный подъем, примерно
равный 1/200 пролета, но на практике это делается редко.
Балки можно изготавливать с различной формой сечения. Ши-
рокое распространение, несмотря на большую материалоемкость,
получили балки сплбшного прямоугольного сечения, слои кото-
рых из древесины склеены между собой пластями. Это обусловле-
но высокой технологичностью таких конструкций. Для снижения
материалоемкости балок сплошного сечения и повышения их не-
сущей способности в наиболее напряженные места вклеивают ме-
таллические стержни.
При больших пролетах и нагрузках уменьшение сечения балок
может быть достигнуто введением нижнего металлического
шпренгеля. Шпренгельные балки состоят из клееного верхнего
пояса, двух клееных стоек и металлической затяжки.
Наиболее эффективны двускатные балки криволинейного
очертания, так как они обладают более высокой несущей способ-
ностью по сравнению с балками других типов при одинаковом
26
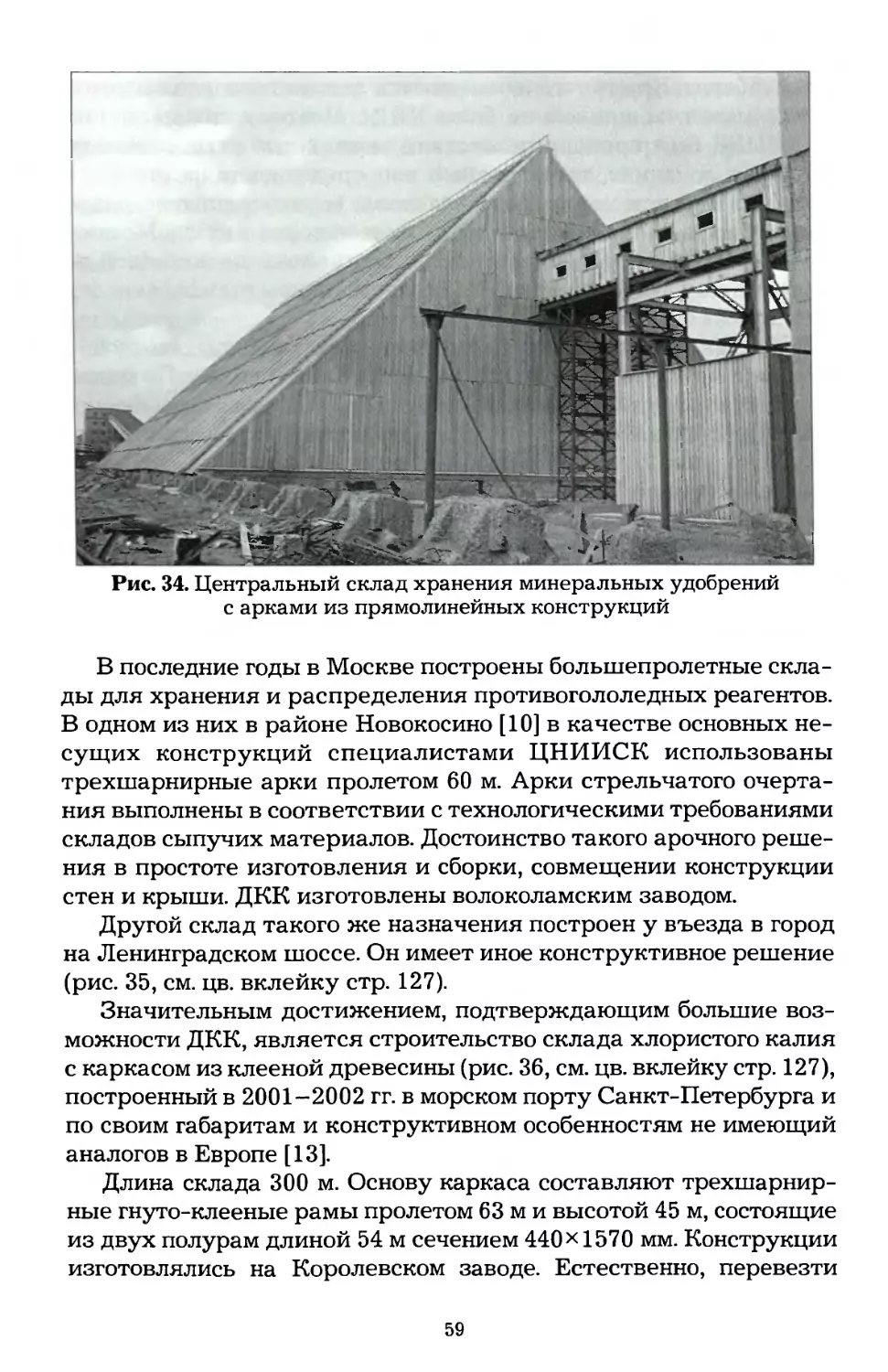
Рис. 3. Комбинированные балки:
а, б - двутавровые с клееной фанерой и клееной деревянной стенками;
в - двутавровая с волнистой стенкой; г - коробчатая;
д — коробчатая с двумя волнистыми стенками
расходе материала (рис. 2а, см. цв. вклейку стр. 115). Они отлича-
ются эстетической выразительностью, создавая зрительный эф-
фект легкости конструкций. Однако изготовление таких конст-
рукций связано с определенными трудностями, поэтому более
широкое применение находят прямолинейные балки с постоянной
высотой сечения (рис. 2, см. цв. вклейку стр. 115). Длина балок от 6
до 24 м. Балки имеют небольшую строительную высоту, обладают
достаточной устойчивостью, по ним легко укладывать ограждаю-
щие конструкции. Клееные слои в балках, как правило, распола-
гаются горизонтально, хотя имеется некоторый опыт использова-
ния балок с вертикальными слоями.
Перспективно применение комбинированных балок, в которых
путем склеивания соединяются заготовки из древесины и древес-
ных плитных материалов. Рациональное размещение в сечении
разных материалов позволяет при малой материалоемкости по-
лучать конструкции с достаточно большой несущей способностью.
Комбинированные балки могут быть двутавровые, швеллер-
ные или коробчатые (рис. 3), с поясами из цельной древесины и
стенками из фанеры, древесных плит или других листовых мате-
риалов. Балки двутаврового сечения бывают двух видов: с на-
кладными поясами, каждый из которых состоит из двух реек,
приклеенных к стенке с прижимом гвоздями или скобами; с цель-
ными поясами, которые крепятся к стенкам с помощью клеевого
соединения через клиновидный шип. Балки швеллерного или ко-
робчатого сечений также изготовляют с помощью клеегвоздевого
крепления, при этом коробки в необходимых случаях заполняют
утеплителем - минеральной ватой или пенопластами.
В сравнении с другими видами клееных конструкций балки явля-
ются наиболее простыми и удобными при изготовлении, транспорти-
ровке, складировании и монтаже. Вместе с тем их напряженно-
деформированное состояние отличается большими касательными
27
напряжениями в опорных зонах, весьма неблагоприятными для дре-
весины, и значительными изгибающими моментами в пролете.
Арки — один из наиболее распространенных видов клееных не-
сущих конструкций. По характеру напряженного состояния арки
лучше, чем другие конструкции, отвечают природным свойствам
древесины. Поэтому их рационально использовать для сооруже-
ний пролетом более 12-18 м. Из плоских деревянных конструкций
арки являются наиболее эффективными и надежными. Арки поз-
воляют снизить площадь стен или практически обходиться без
них, получать эффективные и наиболее распространенные реше-
ния с передачей распора на низкие железобетонные фундаменты.
Реже используются арки с затяжками на уровне опор, иногда с
повышенным их расположением. В общественных зданиях для
увеличения габарита часто прибегают к опиранию арок на уровне
покрытий на каркасы примыкающих помещений. Обычно приме-
няют трехшарнирные арки кругового или стрельчатого очертания
(рис. 4, см. цв. вклейку стр. 116) как наиболее простые в изготовле-
нии, значительно реже - арки коробчатые или параболические. В
индивидуальных решениях встречаются арки двухшарнирные и
сборные из унифицированных элементов. Выпускаемые арки
имеют сплошное постоянное по длине прямоугольное сечение, а
при больших пролетах - спаренное. К недостаткам арок относит-
ся необходимость гнутья, что усложняет технологию, требует
увеличения производственных и складских помещений.
Наиболее широкое применение получили трехшарнирные арки
стрельчатого очертания при строительстве складов минеральных
удобрений, в местах их производства (пролетом 45 м) и потребления
(пролетом 18 и 24 м). Арочные конструкции широко применяют так-
же в зрелищных и спортивных сооружениях, придавая аркам фор-
му параболы и т. д. Пролет таких арок может превышать 50 м.
К перспективным могут быть отнесены трехшарнирные ароч-
ные конструкции серповидного очертания из элементов таврового
сечения на прокладках. Эти конструкции являются эффективны-
ми для уникальных большепролетных сооружений, когда круп-
ные сечения не могут быть осуществлены на предприятиях из-за
технологических, транспортных или иных ограничений. В таких
случаях элементы могут быть выполнены сборными как по длине,
так и по сечению с помощью вклеенных анкеров или с помощью
перекрестного армирования.
С помощью соединений на наклонно вклеенных стержнях и ан-
керах в ЦНИИСК разработаны и реализованы на объектах мно-
гие виды арочных конструкций, в том числе большепролетных
сборных. Варианты узлов, стыков и сборных по длине и сечению
28
арок получили широкое распространение в строительстве, осо-
бенно в последние годы, для зданий спортивного и общественного
назначения пролетами до 100 м.
Рамные конструкции могут иметь различное очертание. Чаще
всего их используют в однопролетных зданиях. Состоят рамы из
стойки и ригеля, чаще всего сплошного прямоугольного сечения.
Высоту сечения изменяют в соответствии с эпюрой изгибающих
моментов, в трехшарнирных рамах она достигает максимума в
месте перехода от стойки к ригелю. Этот переход осуществляют
плавно или по ломаной линии. В первом случае стойку и ригель
изготавливают совместно путем изгиба пакета в процессе запрес-
совки (гнуто-клееные рамы), во втором изготавливают их отдель-
но и затем соединяют при помощи болтовых или иных соединений
(рамы из прямолинейных элементов).
Рамные конструкции позволяют лучше использовать внутрен-
ний объем помещений, проще решать сопряжение стен и крыши,
применять более технологичные в изготовлении прямолинейные
элементы. Для некоторых видов зданий (спортзалов, складов,
промышленных цехов и т. д.), где требуется большая высота и сво-
бодное внутреннее пространство, рамным вариантам часто отда-
ют предпочтение. Наибольшую сложность в рамах представляют
узловые соединения элементов, которые обычно совпадают с наи-
более напряженными зонами.
Трехшарнирные рамы собирают из двух полурам. Наибольшее
распространение получили гнуто-клееные рамы (рис. 5, см. цв.
вклейку стр. 116). Эти конструкции используют при строительст-
ве производственных зданий, складов, спортивных сооружений.
Наибольший пролет в России, перекрытый гнуто-клееными рама-
ми стрельчатого очертания, достигает 60 м.
В производственных зданиях используют также рамы из пря-
молинейных элементов. Особенностью используемых в настоящее
время рам является жесткий карнизный узел. Область примене-
ния рамных конструкций ограничивается возможностью их
транспортировки, так как автомобильным и железнодорожным
транспортом можно перевозить рамы пролетами 12, 18и24мс
высотой стойки не более 4,8 м. Поэтому рационально стойку и ри-
гели соединять непосредственно на стройке, преимущественно
используя соединение на вклеенных стержнях.
При использовании сборных рам из прямолинейных элементов
практически не возникает проблем с изготовлением и перевозкой.
Сборные трехшарнирные рамы из прямолинейных элементов
отличаются в основном конструкцией жесткого карнизного узла.
Они возникли как альтернатива ранее разработанным гнуто-кле-
29
еным рамам пролетом 24 м и рамам с зубчатым шипом в карниз-
ных узлах пролетами 12 и 18 м в связи с трудностями изготовле-
ния и перевозки.
В особую группу трехшарнирных рам следует выделить рамы
с подкосами. Они обеспечивают простоту сборки из удобных в изготов-
лении элементов. Элементы снабжаются закладными деталями с ан-
керовкой их внутри древесины вклеенными стержнями. При монтаже
производится их сборка с помощью резьбовых соединений или сварки.
В рамах с жестко защемленными стойками на наклонно вклее-
ных стержнях в качестве ригеля можно использовать безраскос-
ные треугольные металлодеревянные фермы.
Фермы из клееной древесины нашли меньшее распростране-
ние в строительстве, чем арки и рамы, что объясняется большей
трудоемкостью изготовления конструкций, связанной с устройст-
вом узловых соединений.
Наиболее распространенными типами ферм являются треуголь-
ные двускатные и односкатные, а также фермы с параллельными
поясами и раскосно-стоечной или раскосной решеткой. Пояса ферм
и элементы решетки имеют сплошное прямоугольное сечение.
К недостаткам ферм относят большую строительную высоту,
приводящую к увеличению объема помещения, повышенные тру-
дозатраты при изготовлении, сборке и монтаже, повышенную ме-
таллоемкость в собранном состоянии, значительные трудности при
транспортировке. Однако благодаря специфике работы элементов
ферм, преимущественно осевым усилиям, зависящим от высоты,
удается более полно, чем в балках и рамах, использовать материал,
снизить расход древесины. Вопросы транспорта можно решать по-
вышением уровня сборности и унификации. Последние конструк-
тивные решения ферм, разработанные С.Б. Турковским и А.А. Пого-
релицевым, в значительной степени уменьшают этот недостаток.
Наиболее эффективными считаются металлодеревянные фер-
мы, у которых верхние пояса изготавливают из клееной древеси-
ны, а нижние пояса и элементы решетки из стали. Клееные фер-
мы различных типов можно использовать для перекрытия зданий
пролетом 50 м и более.
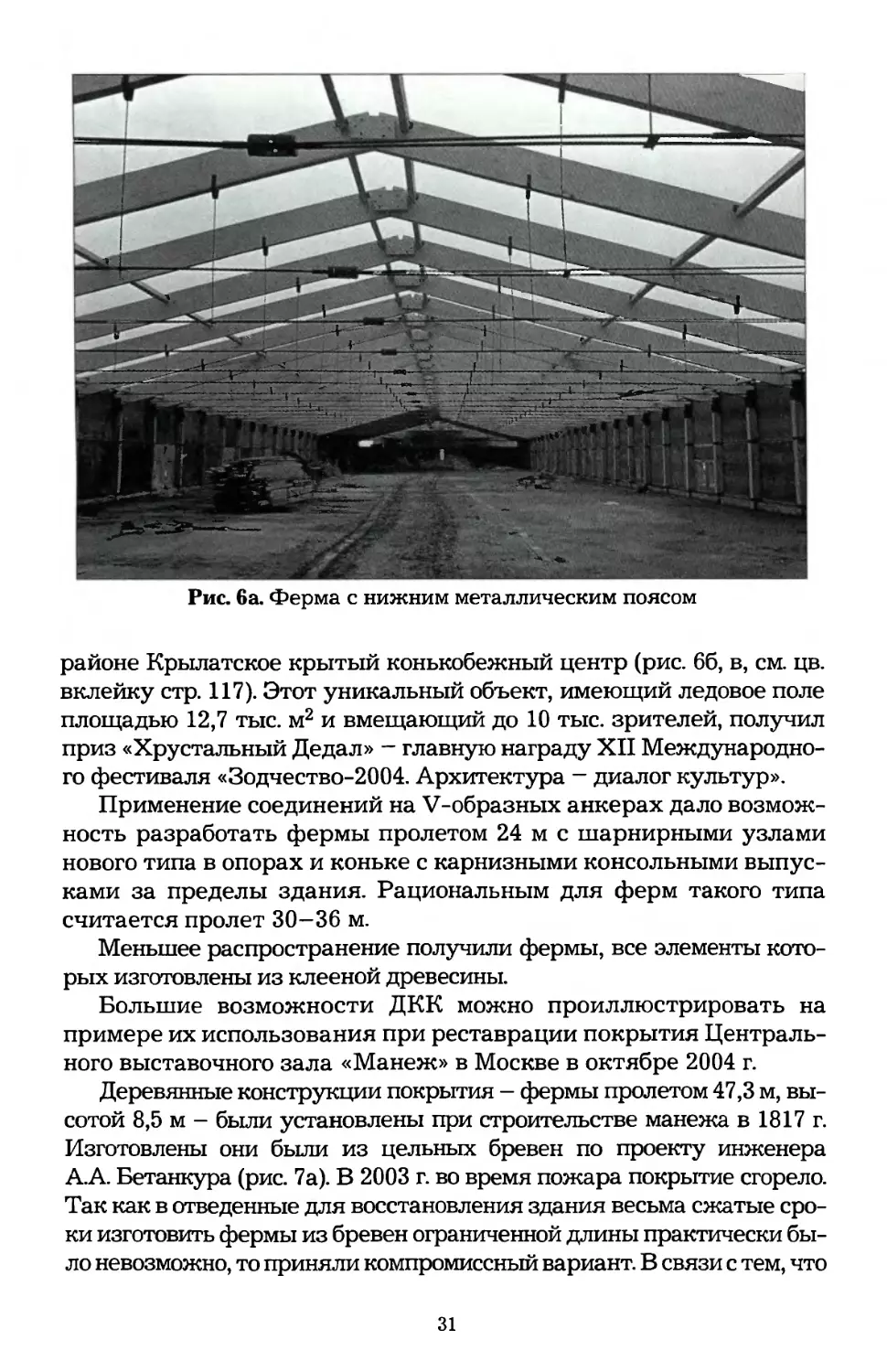
Одной из наиболее распространенных конструкций длитель-
ное время являлись треугольные фермы пролетами 12 и 18 м, к
верхнему клееному поясу которых на металлических тяжах под-
вешена нижняя металлическая затяжка (ее часто называют ар-
кой типа МДА (рис. 6а). С применением таких конструкций пост-
роены сотни зданий различного назначения.
Одним из последних примеров эффективного использования ме-
таллодеревянных ферм является построенный в 2004 г. в Москве в
зо
Рис. 6а. Ферма с нижним металлическим поясом
районе Крылатское крытый конькобежный центр (рис. 66, в, см. цв.
вклейку стр. 117). Этот уникальный объект, имеющий ледовое поле
площадью 12,7 тыс. м2 и вмещающий до 10 тыс. зрителей, получил
приз «Хрустальный Дедал» - главную награду XII Международно-
го фестиваля «Зодчество-2004. Архитектура - диалог культур».
Применение соединений на V-образных анкерах дало возмож-
ность разработать фермы пролетом 24 м с шарнирными узлами
нового типа в опорах и коньке с карнизными консольными выпус-
ками за пределы здания. Рациональным для ферм такого типа
считается пролет 30-36 м.
Меньшее распространение получили фермы, все элементы кото-
рых изготовлены из клееной древесины.
Большие возможности ДКК можно проиллюстрировать на
примере их использования при реставрации покрытия Централь-
ного выставочного зала «Манеж» в Москве в октябре 2004 г.
Деревянные конструкции покрытия — фермы пролетом 47,3 м, вы-
сотой 8,5 м - были установлены при строительстве манежа в 1817 г.
Изготовлены они были из цельных бревен по проекту инженера
А.А. Бетанкура (рис. 7а). В 2003 г. во время пожара покрытие сгорело.
Так как в отведенные для восстановления здания весьма сжатые сро-
ки изготовить фермы из бревен ограниченной длины практически бы-
ло невозможно, то приняли компромиссный вариант. В связи с тем, что
31
2
5
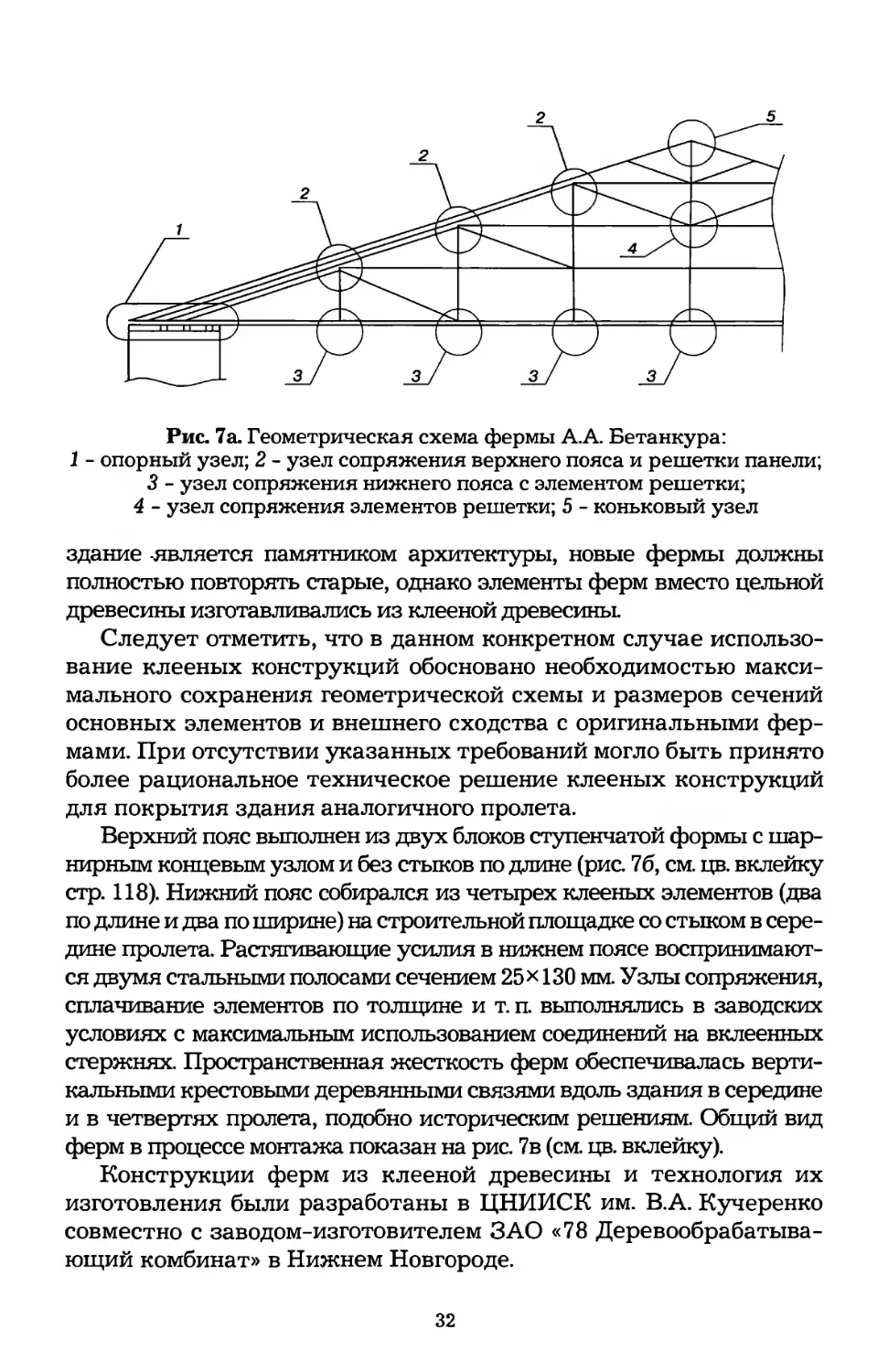
Рис. 7а. Геометрическая схема фермы А.А. Бетанкура:
1 - опорный узел; 2 - узел сопряжения верхнего пояса и решетки панели;
3 - узел сопряжения нижнего пояса с элементом решетки;
4 - узел сопряжения элементов решетки; 5 - коньковый узел
здание -является памятником архитектуры, новые фермы должны
полностью повторять старые, однако элементы ферм вместо цельной
древесины изготавливались из клееной древесины.
Следует отметить, что в данном конкретном случае использо-
вание клееных конструкций обосновано необходимостью макси-
мального сохранения геометрической схемы и размеров сечений
основных элементов и внешнего сходства с оригинальными фер-
мами. При отсутствии указанных требований могло быть принято
более рациональное техническое решение клееных конструкций
для покрытия здания аналогичного пролета.
Верхний пояс выполнен из двух блоков ступенчатой формы с шар-
нирным концевым узлом и без стыков по длине (рис. 76, см. цв. вклейку
стр. 118). Нижний пояс собирался из четырех клееных элементов (два
по длине и два по ширине) на строительной площадке со стыком в сере-
дине пролета. Растягивающие усилия в нижнем поясе воспринимают-
ся двумя стальными полосами сечением 25x130 мм. Узлы сопряжения,
сплачивание элементов по толщине и т. п. выполнялись в заводских
условиях с максимальным использованием соединений на вклеенных
стержнях. Пространственная жесткость ферм обеспечивалась верти-
кальными крестовыми деревянными связями вдоль здания в середине
и в четвертях пролета, подобно историческим решениям. Общий вид
ферм в процессе монтажа показан на рис. 7в (см. цв. вклейку).
Конструкции ферм из клееной древесины и технология их
изготовления были разработаны в ЦНИИСК им. В.А. Кучеренко
совместно с заводом-изготовителем ЗАО «78 Деревообрабатыва-
ющий комбинат» в Нижнем Новгороде.
32
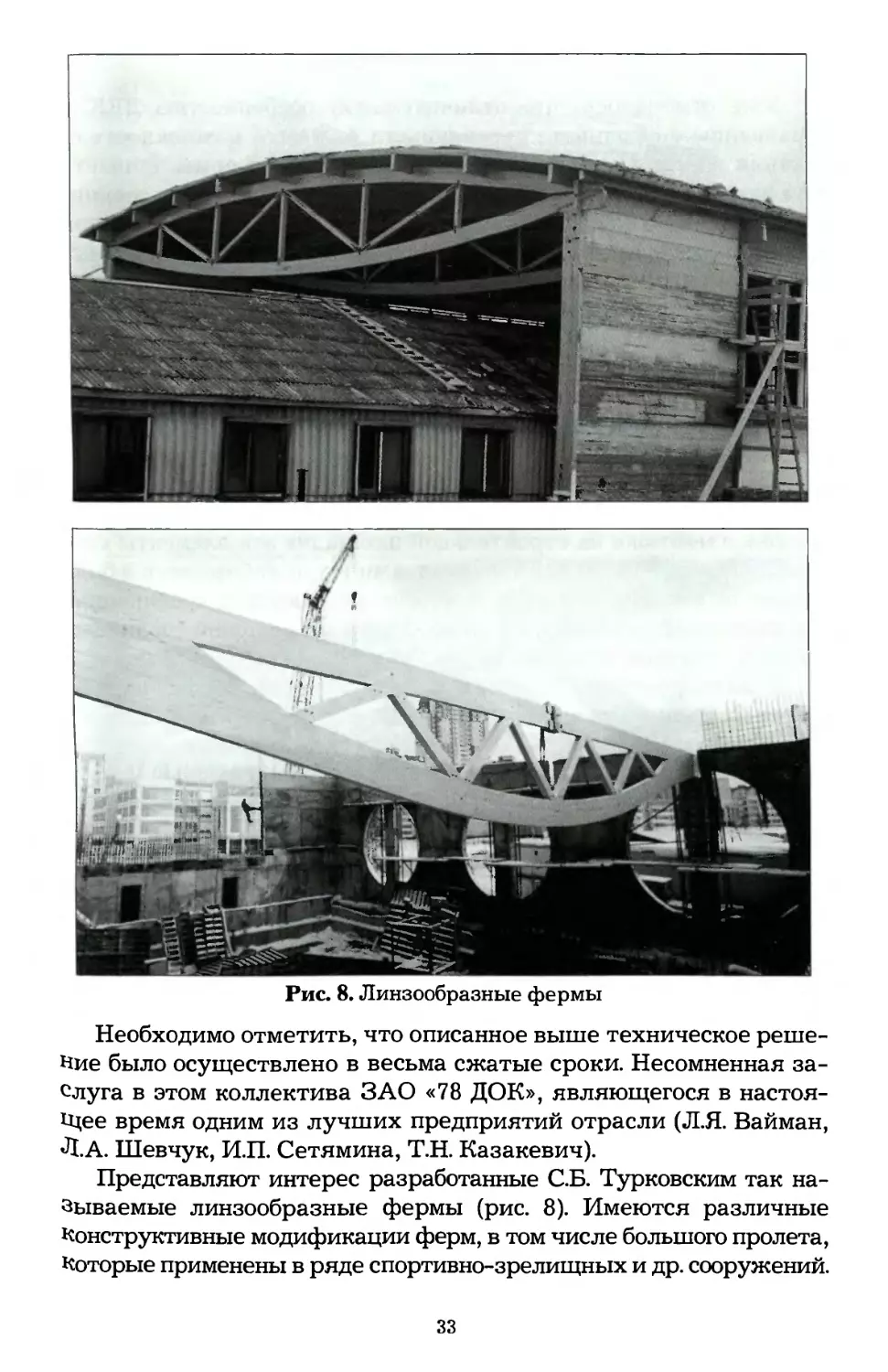
Рис. 8. Линзообразные фермы
Необходимо отметить, что описанное выше техническое реше-
ние было осуществлено в весьма сжатые сроки. Несомненная за-
слуга в этом коллектива ЗАО «78 ДОК», являющегося в настоя-
щее время одним из лучших предприятий отрасли (Л.Я. Вайман,
Л.А. Шевчук, И.П. Сетямина, Т.Н. Казакевич).
Представляют интерес разработанные С.Б. Турковским так на-
зываемые линзообразные фермы (рис. 8). Имеются различные
Конструктивные модификации ферм, в том числе большого пролета,
Которые применены в ряде спортивно-зрелищных и др. сооружений.
зз
1.3. Узловые и стыковые соединения
Уже отмечалось, что отличительной особенностью ДКК по
сравнению с обычными деревянными является возможность со-
здания конструкций почти любого размера и формы. Решается
эта задача посредством осуществления различного вида соедине-
ний. Немаловажно и решение узловых соединений, особенно
опорных, так как обычно ДКК используются в сочетании с конст-
рукциями из металла, железобетона, кирпича.
На практике соединения ДКК имеют различные конструктив-
ные решения. Ниже приведены только отдельные их примеры.
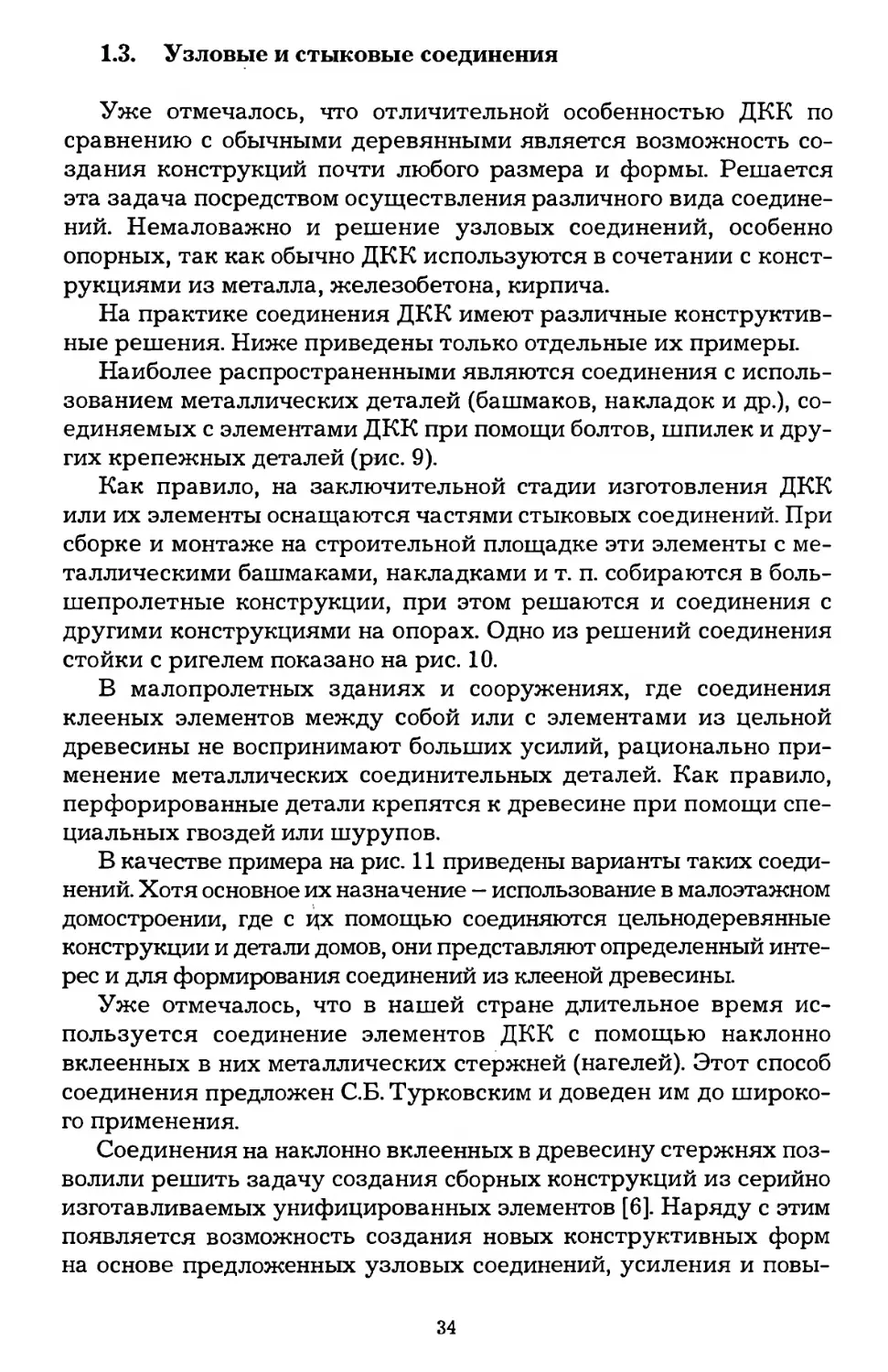
Наиболее распространенными являются соединения с исполь-
зованием металлических деталей (башмаков, накладок и др.), со-
единяемых с элементами ДКК при помощи болтов, шпилек и дру-
гих крепежных деталей (рис. 9).
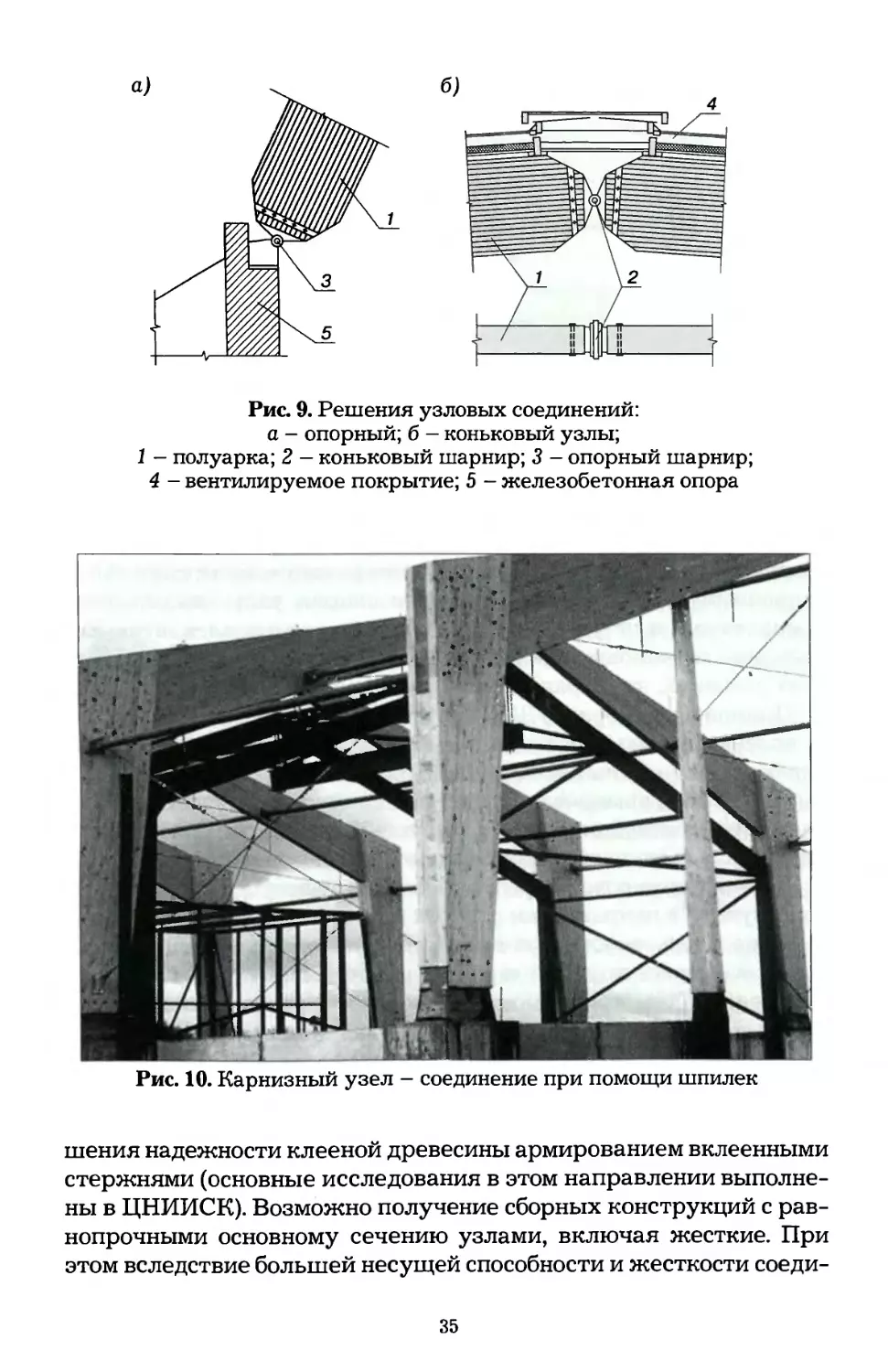
Как правило, на заключительной стадии изготовления ДКК
или их элементы оснащаются частями стыковых соединений. При
сборке и монтаже на строительной площадке эти элементы с ме-
таллическими башмаками, накладками и т. п. собираются в боль-
шепролетные конструкции, при этом решаются и соединения с
другими конструкциями на опорах. Одно из решений соединения
стойки с ригелем показано на рис. 10.
В малопролетных зданиях и сооружениях, где соединения
клееных элементов между собой или с элементами из цельной
древесины не воспринимают больших усилий, рационально при-
менение металлических соединительных деталей. Как правило,
перфорированные детали крепятся к древесине при помощи спе-
циальных гвоздей или шурупов.
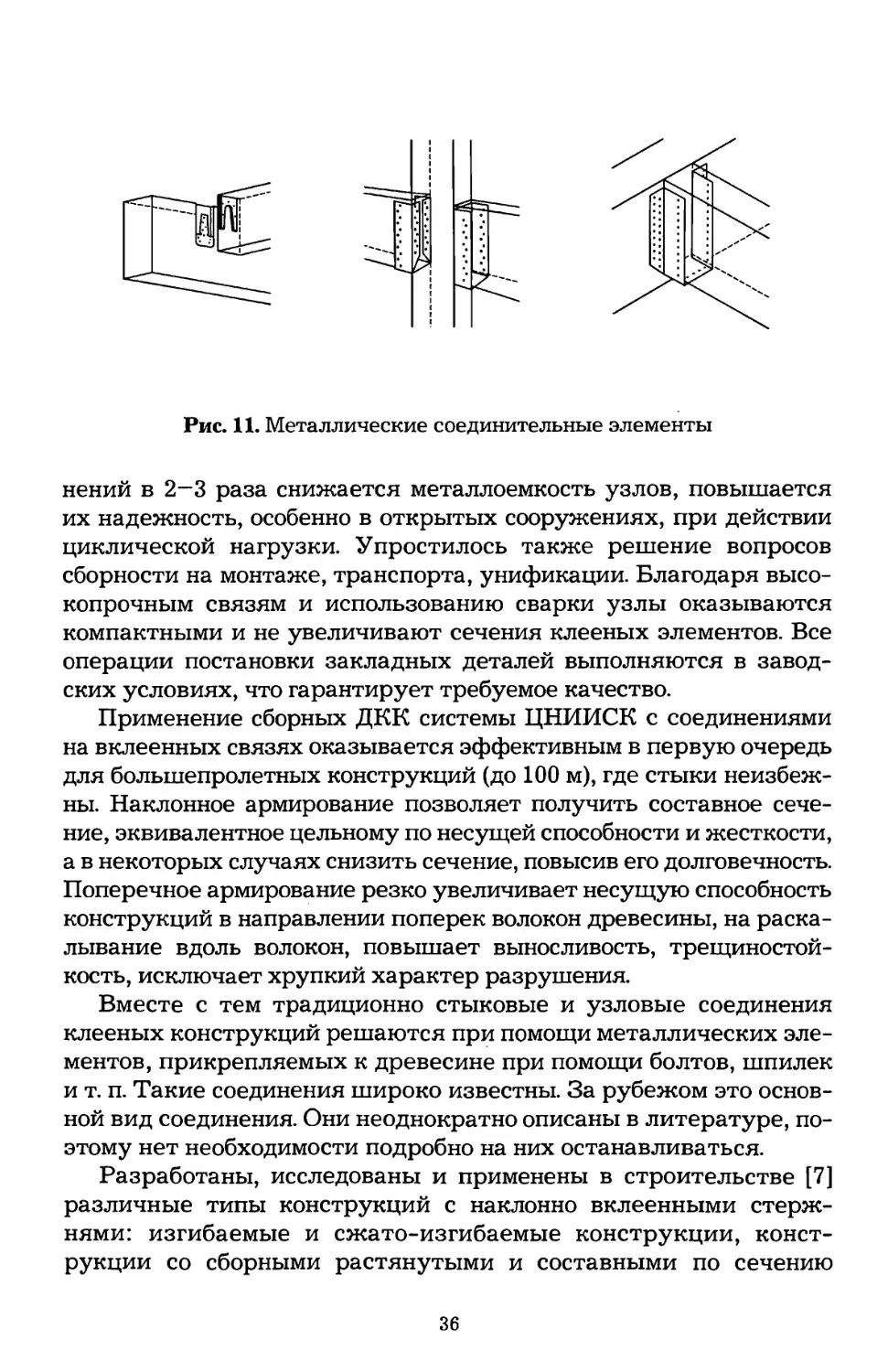
В качестве примера на рис. 11 приведены варианты таких соеди-
нений. Хотя основное их назначение - использование в малоэтажном
домостроении, где с цх помощью соединяются цельно деревянные
конструкции и детали домов, они представляют определенный инте-
рес и для формирования соединений из клееной древесины.
Уже отмечалось, что в нашей стране длительное время ис-
пользуется соединение элементов ДКК с помощью наклонно
вклеенных в них металлических стержней (нагелей). Этот способ
соединения предложен С.Б. Турковским и доведен им до широко-
го применения.
Соединения на наклонно вклеенных в древесину стержнях поз-
волили решить задачу создания сборных конструкций из серийно
изготавливаемых унифицированных элементов [6]. Наряду с этим
появляется возможность создания новых конструктивных форм
на основе предложенных узловых соединений, усиления и повы-
34
Рис. 9. Решения узловых соединений:
а - опорный; б - коньковый узлы;
1 - полуарка; 2 - коньковый шарнир; 3 - опорный шарнир;
4 - вентилируемое покрытие; 5 - железобетонная опора
Рис. 10. Карнизный узел - соединение при помощи шпилек
шения надежности клееной древесины армированием вклеенными
стержнями (основные исследования в этом направлении выполне-
ны в ЦНИИСК). Возможно получение сборных конструкций с рав-
нопрочными основному сечению узлами, включая жесткие. При
этом вследствие большей несущей способности и жесткости соеди-
35
Рис. 11. Металлические соединительные элементы
нений в 2-3 раза снижается металлоемкость узлов, повышается
их надежность, особенно в открытых сооружениях, при действии
циклической нагрузки. Упростилось также решение вопросов
сборности на монтаже, транспорта, унификации. Благодаря высо-
копрочным связям и использованию сварки узлы оказываются
компактными и не увеличивают сечения клееных элементов. Все
операции постановки закладных деталей выполняются в завод-
ских условиях, что гарантирует требуемое качество.
Применение сборных ДКК системы ЦНИИСК с соединениями
на вклеенных связях оказывается эффективным в первую очередь
для большепролетных конструкций (до 100 м), где стыки неизбеж-
ны. Наклонное армирование позволяет получить составное сече-
ние, эквивалентное цельному по несущей способности и жесткости,
а в некоторых случаях снизить сечение, повысив его долговечность.
Поперечное армирование резко увеличивает несущую способность
конструкций в направлении поперек волокон древесины, на раска-
лывание вдоль волокон, повышает выносливость, трещиностой-
кость, исключает хрупкий характер разрушения.
Вместе с тем традиционно стыковые и узловые соединения
клееных конструкций решаются при помощи металлических эле-
ментов, прикрепляемых к древесине при помощи болтов, шпилек
и т. п. Такие соединения широко известны. За рубежом это основ-
ной вид соединения. Они неоднократно описаны в литературе, по-
этому нет необходимости подробно на них останавливаться.
Разработаны, исследованы и применены в строительстве [7]
различные типы конструкций с наклонно вклеенными стерж-
нями: изгибаемые и сжато-изгибаемые конструкции, конст-
рукции со сборными растянутыми и составными по сечению
36
Рис. 12. Симметричный стык изгибаемых конструкций:
1 - соединяемые элементы; 2 - поперечно вклеенные стержни;
3 - наклонно вклеенные стержни; 4 - анкерные пластины;
5 - ребра жесткости; 6 — накладки
элементами. Разработаны конструкции с узлами, воспринимаю-
щими сдвиговые усилия, а также с шарнирными узлами на вкле-
енных стержнях.
В качестве примера на рис. 12 показана конструктивная схема
стыка [8], который включает соединяемые клееные деревянные
элементы, стальные закладные детали сжатой и растянутой зон,
стержни поперечного армирования, соединительные накладки,
ребра жесткости.
Соединительные накладки и ребра жесткости устанавливают-
ся на строительной площадке, но к одному из соединяемых эле-
ментов они могут быть приварены заранее при контрольной сбор-
ке. Указанные составные части стыка присущи всем соединениям
независимо от напряженного состояния, а специфика выражается
в расположении деталей, их комбинации и часто связана
с условиями проектирования, производства, транспортировки
и монтажа.
На основе имеющегося опыта могут быть выделены общие осо-
бенности конструирования соединений ДКК на вклеенных стерж-
нях, рекомендации по выбору материалов и их изготовлению.
При назначении мест узловых соединений и стыков элементов
сборных конструкций кроме статических и конструктивных сооб-
ражений руководствуются также требованиями обеспечения
условий унификации, изготовления и транспортировки. Благода-
ря равнопрочности соединений на вклеенных стержнях они могут
устраиваться в любом удобном месте. При этом стыки и узлы как
наиболее ответственная часть конструкций должны по воз-
можности, оставаться доступными для осмотров в процессе
эксплуатации.
37
Основу узловых соединений составляет анкеровка закладных
деталей. Закладные детали состоят из анкерных пластин и присо-
единенных к ним (до вклеивания или после) наклонных стержней.
Обычно анкерные пластины изготовляют из листовой стали тол-
щиной не менее 8 мм. Наклонные стержни выполняют из армату-
ры периодического профиля классов А-П или А-Ш. Арматура
класса А-П рекомендуется при необходимости в холодном отгибе
стержней для сварки с пластинами.
Для шарнирного соединения с пластиной один конец наклонно-
го стержня снабжается резьбой, клиновидной шайбой и гайкой.
Обычно диаметр наклонных вклеенных стержней принимается в
пределах 16-22 мм, а глубина вклеивания по технологическим со-
ображениям - до 1 м. Увеличение диаметра и глубины вклеивания
требует специального оборудования для сверления отверстий.
Иногда вместо вклеенных стержней рекомендуются самона-
резные вклеенные винты. Они имеют несколько меньшую несу-
щую способность, но в отличие от вклеенных стержней дают
натяжное соединение. Такие соединения не требуют технологиче-
ской выдержки. При склеивании винты выполняются из стали
диаметром 14~26 мм с резьбой шагом 3~5 мм и продольным пазом
вдоль оси глубиной 3-4 мм. Диаметр отверстия под винты прини-
мается на 1,5 мм меньше наружного диаметра резьбы.
Наиболее ответственными в ДКК являются узлы растянутых
элементов. Они используются в фермах в стыках жестких нитей,
для затяжек арок и рам, в башнях и др. В растянутых узлах отсут-
ствует сжатие вдоль волокон, однако необходимо учитывать воз-
можность появления сжатой зоны на стадии сборки или транспор-
тировки конструкций. Поэтому растянутые узлы обычно конструи-
руют так, чтобы они могли воспринимать необходимые изгибающие
моменты и перерезывающие силы, в том числе из плоскости.
Стыки подобной конструкции были применены в растянутых
элементах линзообразных ферм пролетами от 24 до 60 м для со-
единения жестких нитей подвесного моста через Московскую
кольцевую автомобильную дорогу, для соединения элементов
нижнего опорного контура купола диаметром 30 м павильона для
жирафов Московского зоопарка и др.
Жесткие стыки изгибаемых элементов также используют в
конструкциях балок различных типов, ферм, прогонов, элементов
в составе сложных конструктивных систем (балочных клеток, ку-
полов, фахверков и т. п.). Необходимость в жестких стыках обычно
связана с габаритными, технологическими или конструктивными
проблемами. Предложено два варианта решения: симметричный и
несимметричный. Первый используется, когда под нагрузкой сжа-
38
тая и растянутая зоны сечения могут меняться местами (в нераз-
резных системах); второй - когда эти зоны стабильны.
Подобные стыки реализованы в ряде объектов страны. Наи-
больший интерес представляет покрытие общественного центра
«Липки» в Одинцовском районе Подмосковья, где для круглого в
плане покрытия были применены сборные неразрезные балки
длиной до 100 м.
Узлы сжато-изгибаемых элементов применяют в арках, ра-
мах, поясах ферм, ребрах куполов и т. п. для уменьшения длины
элементов по транспортным, конструктивным или иным сообра-
жениям. С помощью жестких стыков можно конструировать сбор-
ные арки и рамы больших пролетов, в том числе двухшарнирные.
Они позволяют реализовать рамные системы полигонального
очертания, в том числе рамы с жестким защемлением стоек, кото-
рое традиционным способом получить не удается. Равнопрочные
жесткие стыки впервые были разработаны в ЦНИИСКе и приме-
нены для соединения элементов в ключе двухшарнирных арок
пролетом 45 м при строительстве в Москве катка «Локомотив».
Узлы соединения конструкций, воспринимающих сдвиг, явля-
ются самым неблагоприятным напряженно-деформированным
состоянием для клееных деревянных балок, составных изгибае-
мых элементов, в опорных узлах ферм, колонн и т. п.
Исследования ЦНИИСК позволили разработать рекоменда-
ции по проектированию балок сплошного и составного сечения с
повышенной сдвиговой жесткостью. Они включены в нормы и ре-
ализуются при конструировании балочных систем. Особенно эф-
фективны такие решения в мостах, подкрановых балках, при вос-
становлении поврежденных конструкций.
Еще более эффективные узловые сопряжения при сдвиге бы-
ли получены с использованием V-образных анкеров, которые в
последнее время получили широкое распространение в проекти-
ровании и строительстве большепролетных конструкций. Узел
выполняется с помощью двух параллельно установленных анке-
ров, объединенных диафрагмой и опорной пластиной, к которой
присоединена затяжка фермы. Принятая конструкция узла обес-
печивает его четкую и надежную статическую работу, простоту и
возможность создания разгружающего изгибающего момента в
верхнем поясе (за счет выносной жесткой консоли - анкера).
На основе наклонно вклеенных связей и V-образных анкеров
получены эффективные решения узлов и конструкций, где опре-
деляющим является наиболее неблагоприятный для древесины
сдвиг, - балки составного сечения, балки сплошного сечения с на-
клонным внешним армированием на упоры, различные узлы.
39
Конструкции шарнирных узлов и усиления клееных элемен-
тов разработаны для балок, рам, арок, стоек, ферм, жестких ни-
тей и др. Они позволяют полностью избавиться от тяжелых сталь-
ных башмаков и приблизиться к идеальным шарнирам с точеч-
ным или линейным опиранием.
Однако в нормативно-технической литературе в настоящее
время имеется недостаточно данных, чтобы проектировать и
выполнять эти специфические соединения без участия специали-
стов ЦНИИСК. По этой причине они пока редко применяются в
зарубежной практике.
1.4. Применение деревянных клееных конструкций
Применение ДКК можно условно разделить на два периода -
до и после распада Советского Союза. Было бы нерационально не
учитывать богатый опыт применения ДКК в СССР. Свой вклад
в развитие ДКК вносили заводы не только в России (Волоколам-
ский, Архангельский, Вельский, Нелидовский, Чебоксарский,
Солгинский и др.), но и в других республиках (Коростышевский -
в Украине, Юреский - в Литве, Самаркандский - в Узбекистане,
Гомельский, Солигорский - в Белоруссии и др.).
Особо следует отметить применение ДКК производства Юрес-
кого завода, длительное время возглавляемого большим энтузиа-
стом клееных конструкций К.А. Скирпстунасом. За относительно
короткий период времени - 70-80-е годы прошлого века в Литве
были построены сотни зданий и сооружений из серийных и изго-
тавливаемых по индивидуальным проектам клееных конструк-
ций, большая часть которых успешно эксплуатируется и в насто-
ящее время. Отрадно, что этот завод, пережив тяжелый период,
возродился. Более того, практически на прежнем оборудовании
увеличил выпуск несущих конструкций в 4-5 раз.
Учитывая изложенное, в книге наряду с опытом применения
клееных конструкций в постсоветский период описывается при-
менение ДКК в прежние годы. Это особенно важно, так как имеет-
ся возможность оценить состояние конструкций, эксплуатируе-
мых 20-30 и более лет.
Деревянные клееные конструкции являются индустриальным
видом современных строительных конструкций, производство ко-
торых осуществляется на специализированных предприятиях.
Наибольший экономический эффект от применения клееных кон-
струкций достигается при перекрытии ими больших пролетов,
использовании в зданиях и сооружениях, подверженных химиче-
ски агрессивному воздействию среды, и при комплексном приме-
40
нении несущих деревянных клееных конструкций совместно с об-
легченными ограждающими.
Многие виды клееных конструкций являются практически
безметалльными (балки, арки, рамы). В металлодеревянных кон-
струкциях расход стали, как правило, на 15-20% меньше, чем в
аналогичных металлических и железобетонных конструкциях.
Как будет показано ниже, ДКК могут применяться в зданиях и
сооружениях самого различного назначения. Причем объемы их
применения могли бы быть значительно большими, чем достигну-
то в настоящее время, если бы ДКК активнее применялись в мас-
совом строительстве и предприятия могли перейти на выпуск
унифицированных конструкций.
В прежние годы большое количество ДКК было использовано
в сельском строительстве, в настоящее время все большее пред-
почтение отдается использованию ДКК в гражданском строи-
тельстве, где наиболее полно могут быть реализованы специфич-
ные достоинства клееных конструкций.
Применению клееной древесины в качестве конструкционного
материала способствует целый ряд ее свойств:
- малая собственная масса при достаточно высокой прочности;
- технологичность изготовления конструкций различных габа-
ритов и очертаний;
- высокая заводская готовность конструкций;
- простота сборки и обработки конструкций на строительной
площадке;
- низкие расходы на транспортировку и монтаж конструкций;
- низкие энергозатраты на обработку сырья и изготовление конст-
рукций (в 8-10 раз ниже по сравнению с металлическими и в 3-4
раза ниже по сравнению с железобетонными конструкциями);
- восполняемость сырьевой базы.
Важным отличием деревянных клееных конструкций от желе-
зобетонных и металлических является простота изготовления ин-
дивидуальных конструкций. В гражданском строительстве ДКК
привлекают возможностью создания разнообразных конструк-
тивных схем, в том числе пространственных. В общественных
зданиях типа спортзалов, крытых рынков, павильонов использо-
вание ДКК снижает вес покрытия в 4-5 раз, трудоемкость монта-
жа - до 20%, расход стали - до 50%.
В нашей стране с использованием клееных конструкций по-
строены тысячи зданий и сооружений различного назначения, в
разном конструктивном выполнении. Ниже описываются в каче-
стве примеров только отдельные объекты, характеризующие
конкретную область применения клееных конструкций.
Спортивно-зрелищные, торговые
и подобные им здания и сооружения
Уже отмечалось, что в 1975-90 гг. основной объем изготавлива-
емых ДКК использовался в сельскохозяйственном и промышлен-
ном строительстве, хотя в те годы было построено немало объек-
тов спортивно-зрелищного и торгового назначения. Новый этап
развития ДКК, начавшийся в последние годы, характеризуется
преимущественным использованием ДКК при строительстве объ-
ектов, осуществляемых по индивидуальным проектам. Поэтому
важно учитывать опыт изготовления и применения ДКК как
прежних лет, так и настоящего времени.
Достаточно широко ДКК применяются в строительстве общест-
венных зданий и сооружений. Рационально применение их для по-
крытия средних (18-24 м) и больших (свыше 30-36 м) пролетов.
Такие пролеты обычно имеют залы крытых рынков, бассейнов,
выставочных залов, легкоатлетических манежей, катков. Реали-
зованы проекты общественных сооружений с покрытиями из
ДКК значительно больших размеров.
Указанные здания обычно строятся по индивидуальным про-
ектам. Такое положение, вероятно, сохранится и в дальнейшем
при проектировании и строительстве большепролетных, во мно-
гом уникальных зданий и сооружений, к которым предъявляются
специфичные технологические, конструктивные, архитектурные
и другие требования. В индивидуальных проектах могут также
использоваться и серийно выпускаемые промышленностью уни-
фицированные элементы ДКК.
Развивается и другое направление - строительство объектов
культурно-бытового назначения небольших пролетов - спортив-
ные залы, бассейны, теннисные корты, катки, базы отдыха, лет-
ние кинотеатры, крытые рынки и т. п. Для этой цели используют-
ся типовые решения, хотя не исключена возможность типизации
решений и при индивидуальном строительстве.
Спортивные сооружения выполняются, как правило, больше-
пролетными со свободным пространством. С увеличением пролетов
деревянные конструкции становятся дешевле железобетонных и
даже стальных. В связи с этим при проектировании спортивных
сооружений деревянные конструкции часто выбирают из экономи-
ческих соображений. Другим существенным фактором является
необходимость обеспечения благоприятного микроклимата в поме-
щениях для занятия спортом. Кроме того, ДКК очень эстетичны.
Благодаря этим свойствам их доля при строительстве спортивных
сооружений постоянно растет. За рубежом она достигает почти 70%.
42
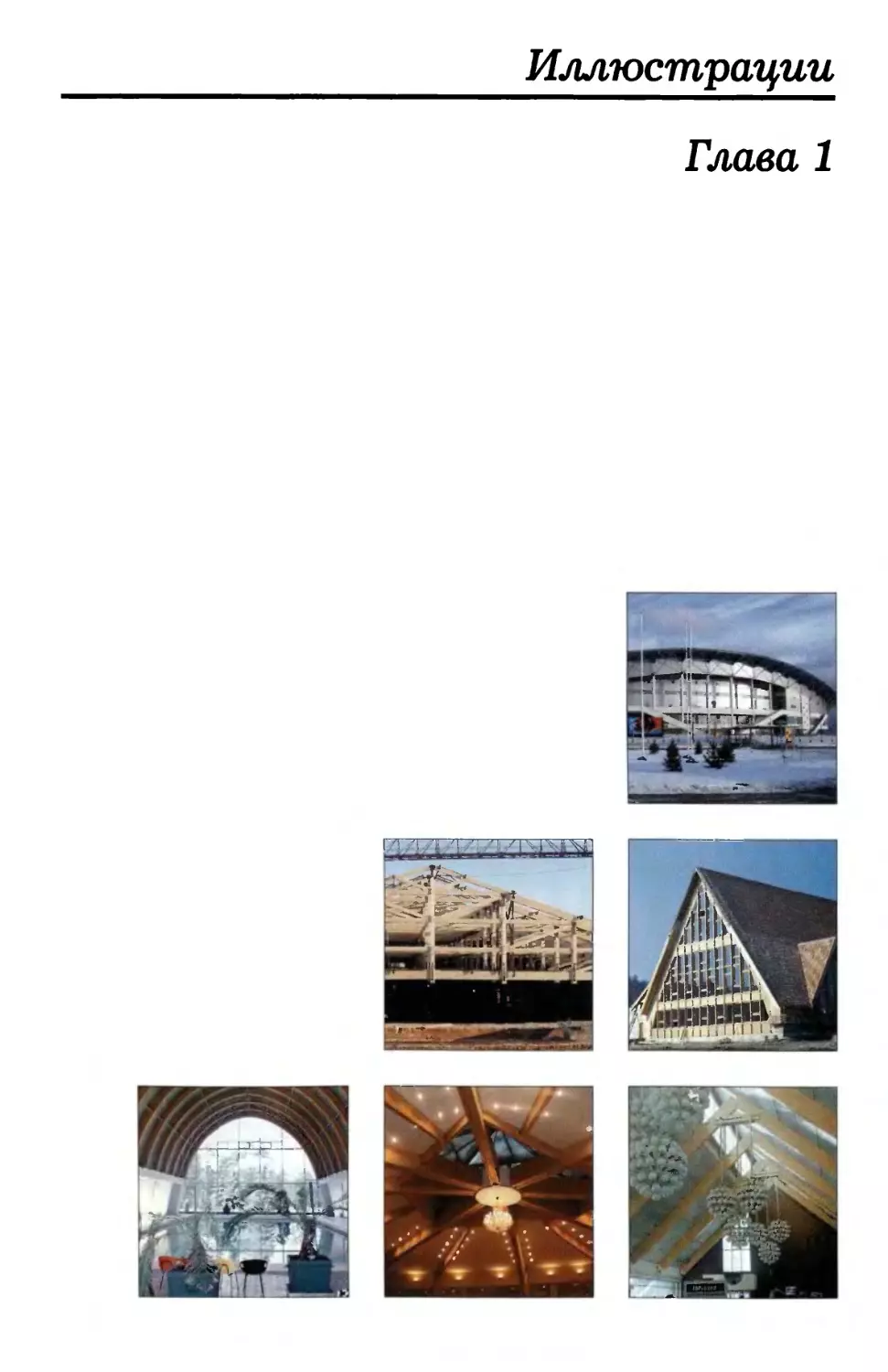
В СССР первый крупный Дворец спорта с ДКК построен по
проекту ЦНИИЭП им. Б.С. Мезенцева (М.Ю. Заполь, В.И. Тра-
вуш) в г. Архангельске в 1980 г. Здание дворца включает
спортивный зал многоцелевого назначения (рис. 13, см. цв. вклей-
ку стр. 119) размером 63x66 м с трансформируемым ледяным по-
лем и трибунами, рассчитанными на 2-3 тыс. мест. Зал перекрыт
трехшарнирными клееными арками пролетом 63 м со стрелой
подъема Ими шагом 6 м. Возникающие горизонтальные усилия
от арок воспринимают железобетонные конструкции трибун для
зрителей и поперечные стены-диафрагмы. В отличие от основных
конструкций покрытия зала, не подверженных риску загнивания
(поскольку арки эксплуатируются внутри помещения), элементы
деревянных витражей и декоративные панно на фасаде потребо-
вали обработки специальным составом, обладающим биозащит-
ными и гидрофобными свойствами.
По аркам уложены панели, состоящие из деревянного каркаса
с обшивками из перфорированных асбестоцементно-перлитовых
листов, что позволило исключить подвесной потолок. Все детали
каркасов панелей подвергнуты глубокой биоогнезащитной об-
работке. Размер панелей 6x1,5 м. Конструкции изготавливались
архангельским заводом.
В процессе эксплуатации были выявлены некоторые конст-
руктивные недостатки, например местное пересушивание клее-
ных конструкций подаваемым в зал теплым воздухом, биопо-
ражение панелей покрытия из-за протечек, после устранения
которых клееные конструкции благополучно эксплуатируются
около 25 лет.
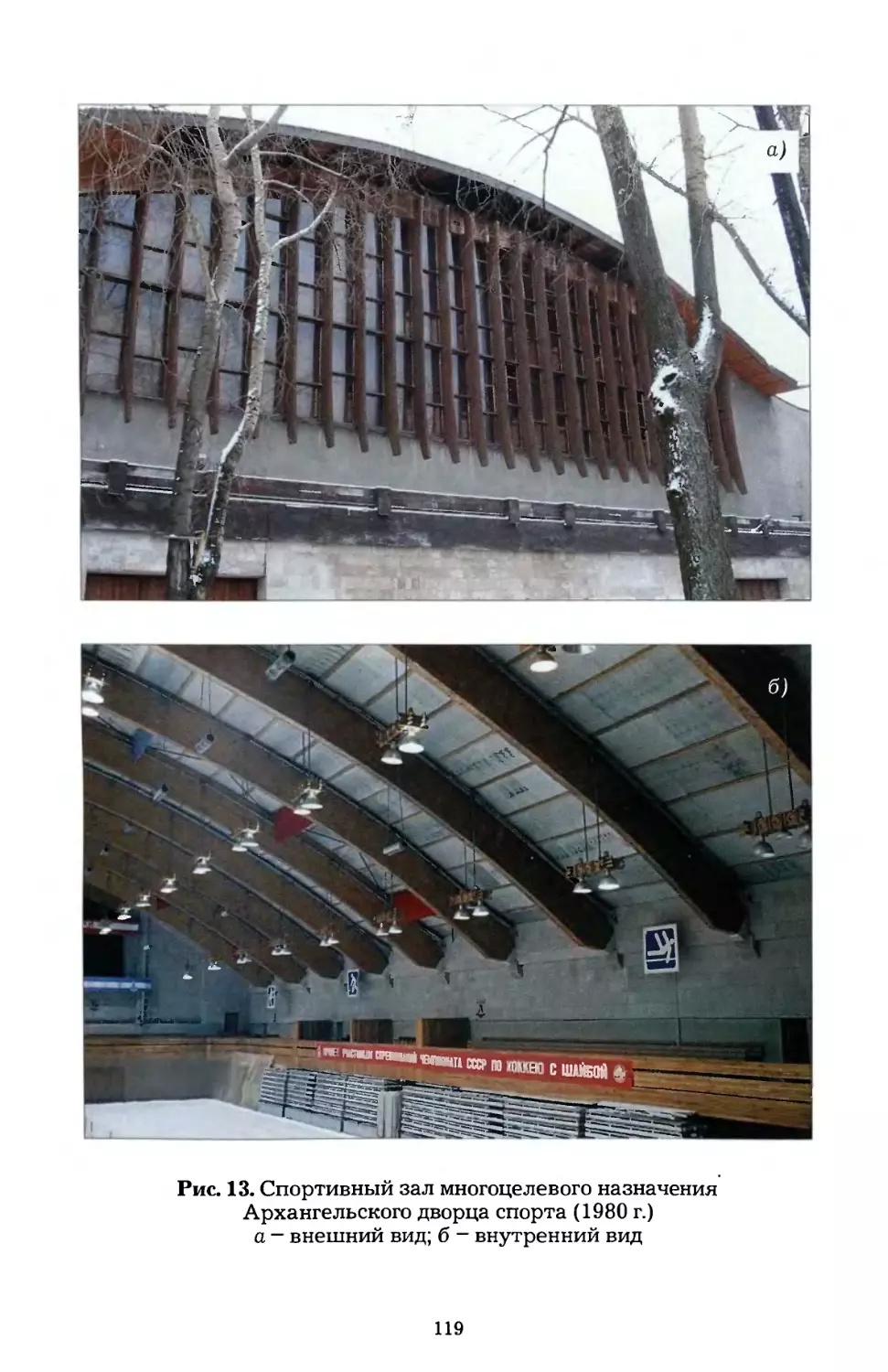
Дворец спорта в Твери спроектирован теми же авторами, но
имеет конструктивные отличия. Здание дворца включает зал мно-
гоцелевого назначения (рис. 14, см. цв. вклейку стр. 120). Макси-
мальная вместимость трибун при трансформации ледяной арены
4 тыс. мест. Спортивный зал размером 58,5x66 м перекрыт дере-
вянными клееными рамами с шагом 6 м, состоящими из двух пря-
молинейных и одного криволинейного элементов, соединенных
шарнирно. Консольный элемент опирается на железобетонную
опору и раскрепляется раскосом. Гнуто-клееная часть рамы при-
креплена к железобетонному каркасу металлической затяжкой.
Элементы рамы сечением 0,4x1,65 м собираются из двух клееных
элементов шириной сечения 0,2 м. Перекрываемый ДКК пролет
51 м. Панели покрытия размером 6x1,5 м состоят из деревянного
каркаса с нижней обшивкой из деревянных реек сечением
20x30 мм, поставленных с зазором 20 мм. Это обеспечивает требуе-
мые условия звукопоглощения без устройства подвесного потолка.
43
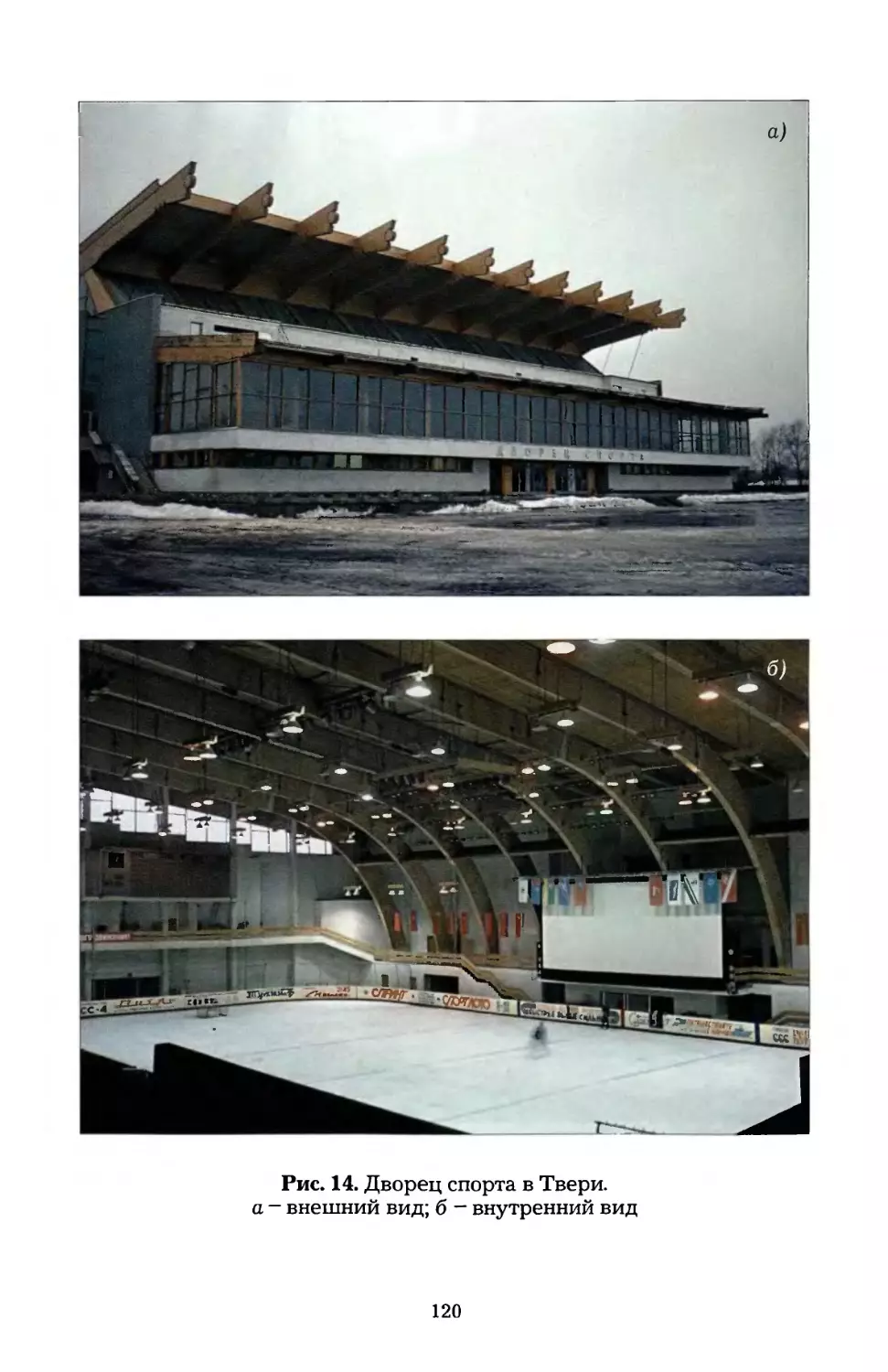
Представляет интерес предложение ЦНИИСК [9] по рекон-
струкции катка «Локомотив» в Москве с использованием ДКК
(рис. 15, см. цв. вклейку стр. 121). Над ним установлено покрытие
размером 42x79 м из коротких цилиндрических оболочек. Покры-
тие состоит из шести оболочек размером 42x12 м., каждая из ко-
торых включает отдельные двутавровые бортовые элементы, свя-
занные между собой по концам арками-диафрагмами спаренного
сечения с затяжками между ними. С шагом 3 м на бортовые эле-
менты установлены двухшарнирные сборные арки-ребра сечени-
ем 140х 100 мм без затяжек. По длине арок через 3 м к ним закреп-
лены клееные распорки сечением 100x200 мм. Арки-диафрагмы и
бортовые элементы по углам оболочки связаны диагональной ар-
матурой с фахверками. Крепление ее к аркам-диафрагмам осу-
ществлено на арматурных стержнях, вклеенных через 1 м арки
поперек волокон на глубину 800 мм. Такая анкеровка гарантирует
клееные элементы от расслаивания и трещин при эксплуатации.
По черепным брускам в верхней части арок на уровне с ними
установлены панели покрытия размером 1,5x2,85 м, состоящие из
деревянного каркаса с дощатой подшивкой в направлении корот-
кой стороны. Вместе с омоноличиванием стыков это позволило
включить ограждение в пространственную работу покрытия.
Кровля выполнена из оцинкованной стали по деревянной обре-
шетке. Вдоль конька предусмотрена вентиляция покрытия.
При участии ЦНИИСК в 1980-82 гг. в г. Каунасе (Литва) построен
конно-спортивный манеж размером 24x66 м, высотой 16 м (рис. 16,
см. цв. вклейку стр. 121). Он перекрыт трехшарнирными арками про-
летом 24 м с шагом 3 м. По аркам уложены клеефанерные панели на
деревянном каркасе, кровля выполнена из черепицы.
Здесь удачно использованы конструкции массового заводского
изготовления, применяемые обычно в производственных сельско-
хозяйственных зданиях. Аналогичный подход был реализован
при сооружении спортивного зала в г. Вильнюсе (рис. 17, см. цв.
вклейку стр. 122).
Двухэтажный спортивный корпус предназначен для занятий
баскетболом, волейболом и гимнастикой. Зал размером 18x40 м
перекрыт гнуто-клееными трехшарнирными рамами переменно-
го сечения. Рамы установлены в уровне второго этажа на кирпич-
ные опоры с шагом 3 м. По рамам уложены асбестоцементные па-
нели на деревянном каркасе. Кровля из оцинкованной стали.
В период освоения Волоколамским заводом изготовления арок
стрельчатого очертания для прирельсовых складов минеральных
удобрений часть арок, имевших дефекты склеивания, не была отгру-
жена потребителю. Арки были усилены и использованы для строи-
44
Рис. 19. Конно-спортивный комплекс «Новый век»
Рамные конструкции: а - главного манежа; б - манежа-погонялки
тельства заводского спортивного зала (рис. 18, см. цв. вклейку стр. 122).
Более 20 лет зал эксплуатируется без каких-либо нарушений целост-
ности конструкций.
В 2002 г. по разработкам ЦНИИСК [10] построен прямоуголь-
ный в плане манеж в конно-спортивном комплексе «Новый век» в
п. Огарево. Основные несущие конструкции - клееные деревян-
ные трехшарнирные рамы пролетом 24 м имеют криволинейные
подкосы, опирающиеся совместно со стойками на фундамент с
упором в ригель. Для обеспечения устойчивости длинного подкоса
45
он соединен с карнизным узлом рамы клееным деревянным эле-
ментом. Ригель имеет утолщение для упора подкоса. Кривизна
подкоса выбрана согласно требованию обеспечения габарита ма-
нежа по нормам конно-спортивных состязаний. Подкос выполнен
с криволинейными наружными накладками, закрывающими мес-
то стыка подкоса и ригеля (рис. 19а).
Многоугольный конно-спортивный манеж-погонялка комплек-
са «Новый век» построен в 1999 г. Основные несущие конструк-
ции - клееные деревянные рамы конструкции ЦНИИСК пролетом
18 м (рис. 196), стойки которых установлены на многоугольном же-
лезобетонном основании, а ригели соединены в центре многоуголь-
ного купола металлическим кольцом, имеющим вентиляционную
вытяжку. Рамы имеют подкосы, выпущенные наружу здания от
каждой стойки и поддерживающие карнизный свес шириной бо-
лее метра, который позволяет защищать стены от косого дождя
и прямого солнечного света. Помещение удовлетворяет требовани-
ям техники разминки лошадей: внутри помещения нет выступаю-
щих конструкций, габариты достаточны.
В последние годы значительное число спортивных сооружений
было построено или находится в стадии разработки с использова-
нием различных конструктивных решений, предложенных спе-
циалистами ЦНИИСК (С.Б. Турковским, А.А. Погорельцевым,
И.П. Преображенской, Г.В. Кривцовой и др.). Это ряд конно-спор-
тивных манежей в Московской области, универсальный спортив-
ный зал в г. Щелково и др.
Разное конструктивное решение имеют бассейны, построенные
с использованием ДКК в Литве, Москве и Московской области.
Так, в бассейне «Чайка» в Москве применены гнуто-клееные вол-
нистые балки с круговым очертанием радиусом 6 м и со знакопере-
менной кривизной: средняя часть выпуклостью вверх, края - вы-
пуклостью вниз. Они опираются с шагом 3 м на двускатные ригели
рам стального каркаса здания. При этом точки опирания лежат на
общей касательной сопрягаемых по длине балок. Балки между
первыми и последними двумя рамами выполнены с консолями по
2,6 м для устройства карниза. Консольная часть балок находится
за пределами отапливаемого объема.
После 23 лет эксплуатации основная часть клееных конструк-
ций находится в хорошем состоянии. Вместе с тем из-за отдель-
ных просчетов в конструктивном решении в некоторых местах,
особенно при выходе консолей конструкций вне помещения, дре-
весина подвергалась длительному увлажнению, что вызвало ее
загнивание. После проведенной замены клееные конструкции
продолжают эксплуатироваться по назначению.
46
Рис. 21. Общий вид здания клуба с клееными конструкциями
(Тверская обл.)
В плавательном бассейне подмосковного санатория «Пушки-
но» (рис. 20, см. цв. вклейку стр. 123) размером в плане 19,9x38,5 м
в покрытии использованы клееные арки параболического очерта-
ния пролетом 15 м, высотой 7 м, сечением 360х 175 мм. По аркам,
установленным с шагом 2,75 м, уложены металлические панели с
фенольным пенопластовым конструкционным заполнителем. Та-
кое конструктивное решение принято при реконструкции покры-
тия бассейна. В предыдущем варианте в покрытии использова-
лись металлические арки со стеклопластиковыми светопрозрач-
ными панелями, которые вышли из строя во время пожара.
Спортивный комплекс «Буран» в Сергиево-Посадском районе
Московской обл. построен в 1999 г. Основные конструкции - трех-
шарнирные арки кругового очертания различного пролета разрабо-
таны в ЦНИИСК. Разный уровень опирания арок и различные раз-
меры полуарок позволили варьировать объем здания в соответст-
вии с целевым назначением (бассейн, спортзал, тренажерный зал).
Теннисный корт в пансионате «Липки» Московской области
построен в 2002 г. Основные несущие конструкции - клееные де-
ревянные арки пролетом 39 м разработаны институтом «Курорт-
проект» совместно с ЦНИИСК. Высота арок в коньке ограничена
требованиями экономии отопления при достаточных габаритах
игровых площадок. Недостаток конструкции — выступающие за
47
наружные стены участки несущих арок. В этом случае применена
защита наружных участков от атмосферных воздействий.
Некоторые осуществленные по индивидуальным проектам
здания явились основой для дальнейшего перевода их в типовые.
К числу таких объектов можно отнести построенный в 1980 г.
в Тверской области клуб с залом на 230 мест (рис. 21). Проект вы-
полнен ЦНИИЭП им. Б.С. Мезенцева, авторы - М.Ю. Заполь,
В.И. Травуш.
Здание перекрыто трехшарнирными гнуто-клееными рамами
пролетом 27 м, установленными с шагом 3 м. Рамы собираются из
двух полурам, и опираются через опорный башмак на фундамен-
ты, а в коньке на высоте 12,5 м от пола сопрягаются через шарнир.
В уровне конька ригель одной из полурам выступает консольно на
4 м и образует несущую конструкцию покрытия над световым фо-
нарем. Полурамы имеют сечение 170x760 мм, а консольный вы-
пуск - 170x300 мм. Столбчатый фундамент воспринимает только
вертикальные нагрузки и собирается из железобетонных элемен-
тов заводского изготовления. Распор на уровне опорного башмака
под стойкой рамы воспринимается арматурной затяжкой, уло-
женной в толще бетона основания пола и приваренной к опорным
башмакам. По рамам уложены панели размером 1,5x3 м, состоя-
щие из деревянного каркаса с двумя продольными ребрами и до-
щатой подшивки, на которую уложена пароизоляция и минерало-
ватный утеплитель.
Широкое применение ДКК находят при строительстве закры-
тых теннисных кортов. Как правило, в них используются конст-
рукции арочного или рамного типа. О надежности таких сооруже-
ний можно судить по безупречному состоянию клееных конструк-
ций в эксплуатируемом более 20 лет теннисном корте в Москве,
в Сокольниках (рис. 22, см. цв. вклейку стр. 123). Автором его раз-
работки, как и многих других, является М.Ю. Заполь (ЦНИИЭП
им. Б.С. Мезенцева).
Из многочисленных решений спортивно-зрелищных сооруже-
ний, выполненных с применением ДКК, можно отметить покры-
тия трибун стадионов и других подобных сооружений.
В прежние годы были начаты работы по использованию ДКК в
полносборных зданиях комплектной поставки. Например, по про-
ектам ЦНИИЭП им. Б.С. Мезенцева был построен ряд объектов, в
том числе теннисный корт в Москве (Ширяево поле), спорткомп-
лексы в совхозе «Октябрь» в Тверской области, п. Белые Столбы
Московской обл., в Архангельске. Было начато строительство
типовых зданий физкультурно-оздоровительных комплексов в
Москве, Вологде и др. (рис. 23). Хотя такое направление примене-
48
Рис. 23. Физкультурно-оздоровительный комплекс в Москве
ния ДКК в настоящее время мало реализуется, актуальность его
развития сохраняется.
ДКК применены при строительстве рынков в различных рай-
онах страны, большая часть проектов которых разработана
ЦНИИЭП им. Б.С. Мезенцева.
Здание рынка в Архангельске - одноэтажное с подвалом
(рис. 24, см. цв. вклейку стр. 124). Основной торговый павильон
имеет размеры в плане 33х66 м и включает два зала, разделен-
ных невысокой кирпичной перегородкой с остеклением.
Рынок перекрыт трехшарнирными деревянными клееными
арками, установленными с шагом 6 м. Стрела подъема арок 10 м,
пролет 22,2 м. Арки собирались из полуарок прямолинейного
очертания, которые сопряжены в коньке при помощи металличе-
ского шарнира. Консольно выступающий участок одной из полу-
арок является основным элементом несущего каркаса верхних
витражей главного фасада. Арки имеют прямоугольное сечение
320 х 900 мм, а консольный участок одной из полуарок -
320 х 300 мм. Опорные реакции от покрытия передаются на моно-
литные железобетонные опоры с помощью шарнира. Опорный
участок находится в металлической обойме шарнирного узла
и усилен вклеенными стальными стержнями, что снижает опас-
ность разрушения древесины от скалывания при эксплуатации.
Общая устойчивость покрытия в поперечном направлении
обеспечивается деревянными арками, а в продольном - связями
из стальных труб и деревянными каркасами панелей. Связи уста-
новлены в крайних от торцов пролетах и в середине здания.
49
Торговый зал рынка в Волоколамске (рис. 25, см. цв. вклейку
стр. 125) выполнен в виде ребристого купола диаметром 30 м и высо-
той 14 м, 12-угольного в плане со стороной 8 м. Опирание меридио-
нальных ребер выполнено в углах на бетонные опоры высотой 0,5 м
над уровнем пола подвального перекрытия, воспринимающего рас-
пор. Верхними концами ребра опираются на сжатое стальное кольцо.
Эти ребра выполнены из типовых арок сечением 130x550 мм и свя-
заны между собой кольцевыми прямолинейными ребрами сечением
130x400 мм, установленными через 2,5 м. Первое кольцевое ребро
установлено на отметке 7 м и снабжено стальной затяжкой из двух
металлических стержней, пропущенных в отверстия в меридио-
нальных ребрах. По периметру здания в вертикальной плоскости
устроены остекленные витражи, обрамленные стрельчатыми арка-
ми высотой 7 м и соединенные в ключе прогонами с первым кольце-
вым ребром. Образованные таким образом объемы используются
для освещения и входов. Дополнительную пространственную жест-
кость каркасу придают ендовые ребра, образующие треугольные
ячейки к плоскости покрытия по периметру здания до отметки 7 м.
К каркасу прикреплены на гвоздях дощатая обшивка, пароизоля-
ция, утеплитель и кровля из оцинкованной стали.
Крытый рынок в г. Ржеве имеет размер 36x36 м с шатровым
покрытием высотой 16,9 м. Покрытие состоит из двух диагональ-
ных арок прямолинейного очертания пролетом 46,8 м и сечением
400x1650 мм, опирающихся на четыре железобетонные опоры
в углах зала. Под углом к основным диагональным аркам с шагом
3 м располагаются второстепенные арки пролетом от 6 до 36 м.
Кровельные панели размером 1,5x3 м имеют фанерную обшивку.
Кровля алюминиевая. Панели покрытия и диагональные связи
обеспечивают общую устойчивость здания. Цокольный этаж
выполнен как стилобат шатрового покрытия. Проект разработан
ЦНИИЭП им. Б.С. Мезенцева.
Перекрестные балочные системы по сравнению с балками име-
ют большую устойчивость, позволяют решить покрытия без про-
гонов, образуют удобные для освещения и акустики кессоны,
обеспечивают архитектурную выразительность, простоту транс-
портировки и монтажа унифицированных элементов. Такие кон-
струкции допускают смещение опор и укрупнительную сборку
покрытия без лесов внизу с последующим подъемом.
В различных районах страны построены универсамы, кафе
и другие здания с использованием в покрытии ДКК в виде боль-
ших перекрестных систем. Например, торговый зал одного из ма-
газинов «Универсам» в Вильнюсе (Литва, 1979 г.) размером 24x30 м
и высотой 6 м перекрыт клееными деревянными балками длиной 24 м
50
Рис. 26. Примеры применения перекрестной балочной системы:
а) пункт техобслуживания; б) кафе
с шагом 3 м. Панели покрытия размером 2x2,8 м имеют дощатую
обшивку толщиной 16 мм снизу и 25 мм сверху. Кровля рулонная.
К таким конструкциям в покрытиях относятся перекрестные ба-
лочные системы кафе в г. Дмитрове, пространственные безраскосные
фермы бассейна в дер. Софьино Нарофоминского района, воронкооб-
разное покрытие танцевальной площадки в г. Волоколамске, шатро-
вое покрытие рынка в Ржеве, структурное покрытие пункта техоб-
служивания сельхозтехники и других объектов (рис. 26).
51
Для покрытия кафе в г. Дмитрове (рис. 266) размером 12x24 м спе-
циалистами ЦНИИСК разработана балочная клетка с ячейкой
1,5x1,5 м при сетке колонн 6 м. В покрытии применено два типа
балок длиной 6 м: контурные сечением 120x500 мм, опертые на
деревянные стойки, и элементы клетки сечением 100x400 мм.
Балки пересекаются в одном уровне посредством врезок на поло-
вину высоты сечения. Концентрация нормальных напряжений
поперек волокон в углах врезок компенсировалась путем вклеи-
вания арматурных стержней со стороны сжатых волокон в 100 мм
от торцов. Для повышения несущей способности ослабленных
врезками элементов после их сборки со стороны врезок приклее-
на с гвоздевой запрессовкой планка из древесины или однона-
правленной фанеры. Для полного восстановления несущей спо-
собности изгибаемых элементов с врезками был исследован и
предложен вариант планки, ранее усиленной дискретным арми-
рованием в местах ослаблений. Опирание элементов клетки на
контурные балки предусматривалось посредством врезок в сжа-
той зоне на 100 мм и стальных столиков на вклеенных арматур-
ных стержнях. Сопряжение деревянных колонн и контурных ба-
лок решено с использованием накладок («вилок»). По балкам
сверху на гвоздях закреплен настил из шпунтованных досок, за-
тем слой пароизоляции. Уклон рулонной кровли обеспечен раз-
личной толщиной утеплителя. Здание в Дмитрове успешно экс-
плуатируется с1975 г. [11].
Из объектов отмеченного направления большой интерес пред-
ставляет общественный центр «Липки» в Одинцовском районе
Московской области [5], построенный в 1985 г. по проекту Моспро-
ект-2. В покрытии применены многопролетные неразрезные
балки волоколамского завода длиной около 100 м с жесткими сты-
ками на наклонно вклеенных связях системы ЦНИИСК (рис. 27,
см. цв. вклейку стр. 1'26). Использование жестких стыков позволи-
ло на 25% сократить расход древесины, снять проблемы транс-
портировки большеразмерных конструкций.
Возможности ДКК реализованы при восстановлении торговых
рядов «Кружало» в г. Якутске (рис. 28, см. цв. вклейку стр. 126).
Несущие конструкции купольного сооружения выполнены в виде
рам с подкосами. Несмотря на небольшой диаметр сооружения,
привлекает оригинальность его решения. Облицовка наружных
стен выполнена также из клееных конструкций, что напоминает
былое великолепие старинного «Кружала», построенного 200 лет
назад из отборных круглых бревен. Инициатором использования
ДКК и руководителем работы был П.Г. Романов, клееные конст-
рукции запроектированы А.А. Погорельцевым [12].
52
Торговый дом на ул. Сходненской в Москве [10] построен в 1997 г.
Основные несущие конструкции - клееные деревянные рамы проле-
том 25,5 м. Рамы имеют наклонные стойки и наружные подкосы, под-
держивающие ригель. Ригели объединены затяжкой в створе с под-
косами вдоль продольных стен здания устроены окна. Конструкция
рамы (небольшая высота, уклон стоек и др.) позволяет эффективно
организовать торговые места. Торговый центр по продаже автомоби-
лей аналогичной конструкции разработан специалистами ЦНИИСК
и построен в Луанде (Ангола).
Промышленное и сельскохозяйственное строительство
В послевоенные годы практически все изготавливаемые конст-
рукции использовались только в промышленном строительстве.
Ниже описаны отдельные примеры строительства промышлен-
ных зданий с применением ДКК, осуществленного в доперестро-
ечные годы.
Несмотря на то что объем применения ДКК в этой области был
мал, в определенных условиях, например в лесоизбыточных райо-
нах, при наличии в районе предприятий по выпуску ДКК и отсут-
ствии мощной базы по производству железобетонных, металличе-
ских и других строительных конструкций клееным конструкциям
отдавалось предпочтение. Такое положение характерно, например,
для Архангельской области, где были построены различные здания
для лесной промышленности из клееных конструкций, изготовлен-
ных на архангельском заводе. При строительстве использовались
только прямолинейные балочные конструкции. Несмотря на их по-
вышенную материалоемкость по сравнению, например, с фермами
или арками, из-за простоты изготовления, транспортировки и мон-
тажа прямолинейные конструкции при строительстве промыш-
ленных зданий они оказались наиболее приемлемыми.
Типовые проекты промышленных зданий, в покрытиях кото-
рых применены клееные балки пролетами 9,12 и 18 м (рис. 29), ме-
таллодеревянные полигональные фермы пролетом 24 м, исполь-
зованы в одноэтажных цехах, имеющих площадь около 10 тыс. м2
на Сегежском, Архангельском и Онежском лесопильно-деревооб-
рабатывающих комбинатах. Был разработан типовой проект бло-
ка сушильных камер большой мощности, в котором использованы
типовые клееные балки пролетом 9 и 18 м, а также проект бункер-
ного склада щепы, в котором применены колонны и балки из кле-
еной древесины.
Разработаны также унифицированные планировочно-конст-
руктивные решения постоянных и временных зданий с примене-
нием ДКК, которые изготавливались на Солгинском ДСК, инвен-
53
Рис. 29. Клееные балки в производственном здании
Рис. 30. Применение двускатных клееных балок
(цех пакетирования пиломатериалов)
54
Рис. 31. Покрытие цеха Волоколамского завода
в виде оболочек двоякой кривизны
тарные сборно-разборные здания, включая ремонтно-механичес-
кие мастерские, материально-технические склады и другие соору-
жения. Все здания имели каркасно-панельную конструкцию. Про-
лет зданий 12 м, шаг двухпарных клееных балок 3-6 м, высота от
пола до нижнего края несущих конструкций 7,2 м (в складах 6 м).
Клееные балки применены в цехах сушки и пакетирования пи-
ломатериалов в Архангельске (рис. 30). Цех был предназначен
для сушки 75 тыс. м3 условных пиломатериалов и пакетирования
150 тыс. м3 в год. Площадь здания 10 тыс. м2. Покрытие - деревян-
ные клееные двухскатные балки пролетами 24, 15 и 9 м.
Цех мощностью 2 млн м2 ламинированных плит в год построен
на Монзенском ДСК Вологодской области. Его размеры в плане
72х 120 м. Несущие конструкции - деревянные клееные балки
пролетом 12 м.
Клееные балки применены также в г. Енисейске при строи-
тельстве лесопильного цеха производительностью 91, 4 тыс. м3 в
год на Лесосибирской ЛПБ. Площадь здания 2,5 тыс. м2. Покрытие
- деревянные клееные балки пролетом 18 и 24 м.
Иное конструктивное решение принято по предложению
ЦНИИСК [11] в покрытии цеха Волоколамского завода (рис. 31).
Покрытие выполнено в виде трех оболочек двоякой кривизны
размером 20x20 м каждая.
55
Рис. 32. Схемы конструктивных решений производственных
сельскохозяйственных зданий с клееными конструкциями:
а - фермы; б - рамы из прямолинейных элементов;
в — гнуто-клееные рамы; г — многопролетные балки
Пологая оболочка состоит из семи ребер, пересекающихся в
одном уровне, и дощатого настила. В углах оболочки установлены
металлические стержни, соединяющие смежные контурные эле-
менты. Ребра оболочки образуются тремя типами криволинейных
брусьев - контурными элементами размером сечения 130x570 мм,
арками-ребрами 130 х 500 мм с монтажными затяжками из арматур-
ной стали, ребрами-вставками одинакового сечения с арками, со-
единяемыми с ними на глубину врезки шипа в гнездо, выбираемое
в арке на глубину 150 мм от верхней поверхности. Стрела подъе-
ма арок, равная 140Й мм, одинакова со стрелой подъема контур-
ных элементов, два из которых установлены вдоль стен здания на
колонны каркаса, а два других выполнены в виде арок с металли-
ческими затяжками.
В 1970-е - 90-е гг. построено много производственных зданий
сельскохозяйственного назначения с использованием клееных конст-
рукций. Особенно широко использовались ДКК при строительстве
птицефабрик на 200 и 400 тыс. кур-несушек, птицеферм мощностью
до 3 млн бройлеров, племенных птицеводческих хозяйств. С примене-
нием ДКК построены также овцеводческие и свиноводческие фермы,
помещения для содержания крупного рогатого скота.
Указанные здания конструктивно выполнены нескольких ва-
риантов (рис. 32). В одном из них использованы железобетонные
56
Рис. 33. Строительство производственного сельхозздания
колонны, на которых установлены металлодеревянные фермы
(арки) или консольные балки; в другом в качестве несущих конст-
рукций использованы гнуто-клееные рамы или рамы из прямоли-
нейных элементов. Строились здания и с покрытиями из балок. В
качестве ограждающих конструкций применялись асбестоце-
ментные панели на деревянном каркасе. Пролет зданий 12 и 18 м,
шаг несущих конструкций 3 м. Размер панелей стен и покрытий
1,3х 3 м, кровля из асбестоцементных волнистых листов.
Высокая скорость и простота монтажа делают здания из ука-
занных конструкций особенно перспективными для труднодо-
ступных и отдаленных районов с неблагоприятными климатичес-
кими условиями, где строительство носит сезонный характер и
отсутствуют квалифицированные строители (рис. 33).
Производство ДКК для сельского строительства было орга-
низовано на многих предприятиях страны. За относительно
короткий срок с применением таких конструкций было построе-
но более 5 тыс. зданий. В связи с упадком сельского хозяйства
многие из них уже не эксплуатируются или вообще разрушены.
Однако большой опыт использования ДКК для быстрого реше-
ния актуальной задачи, в то время - резкого увеличения объема
производства сельхозпродукции - может быть использован и в
дальнейшем.
57
Склады хранения минеральных удобрений
и других материалов с агрессивной средой
Бесспорной областью применения ДКК являются складские и
производственные здания с химически агрессивной средой. По
данным обследований складов минеральных удобрений, срок
службы строительных конструкций составляет: 3-18 лет для же-
лезобетонных, 3-15 для кирпичных, 2-12 для металлических, а
для деревянных - 30-50 лет. Важно, что деревянные конструкции
при действии химически агрессивных сред практически не требу-
ют капитального ремонта в течение всего срока эксплуатации, в
то время как для железобетонных и других конструкций требу-
ются периодический ремонт и возобновление защитных покры-
тий. Определились три направления использования ДКК в скла-
дах минеральных удобрений: в местах производства, централизо-
ванного распределения и потребления (глубинных).
На предприятиях по производству калийных солей в городах
Солигорске, Березниках, Соликамске (Россия), Калуше (Украина)
построены десятки крупных складских сооружений. В них
использованы разработанные А.Б. Губенко, Г.Н. Зубаревым
и А.С. Белозеровой трехшарнирные стрельчатые арки пролетом
45 м со стрелой подъема 22,5 м, с шагом 3-6 м.
Кроме складов с арками стрельчатого очертания на предприя-
тиях Пермской области для складов руды, концентрата и калий-
ных удобрений применены А-образные арки, состоящие из двух
наклонных прямолинейных элементов и распорки. Пролет арок
45 м, высота в коньке 26,2 м, шаг 6 м. По сравнению с применени-
ем криволинейных арок достигается снижение расхода древеси-
ны на один склад более 300 м3 (рис. 34).
При сооружений складов централизованного распределения в
качестве несущих конструкций используются стрельчатые арки
пролетом 24 м и гнуто-клееные рамы пролетом 24 м. Емкость
складов 5, 10 и 15 тыс. т. Арки пролетом 24 м устанавливают с ша-
гом 4,5 м. В средней части покрытия вдоль всего склада располо-
жена галерея для конвейера, выполненная также из клееных де-
ревянных элементов. В складах прогоны по аркам также клееные
деревянные, кровля из волнистых асбестоцементных листов уни-
фицированного профиля. Для глубинных складов пролет арок,
как правило, 12 м.
Описанные конструкции раньше изготавливали многие пред-
приятия страны, с их применением построено более тысячи
складских зданий. Сейчас строительство почти прекратилось, хо-
тя перспективность его не вызывает сомнения.
58
Рис. 34. Центральный склад хранения минеральных удобрений
с арками из прямолинейных конструкций
В последние годы в Москве построены большепролетные скла-
ды для хранения и распределения противогололедных реагентов.
В одном из них в районе Новокосино [10] в качестве основных не-
сущих конструкций специалистами ЦНИИСК использованы
трехшарнирные арки пролетом 60 м. Арки стрельчатого очерта-
ния выполнены в соответствии с технологическими требованиями
складов сыпучих материалов. Достоинство такого арочного реше-
ния в простоте изготовления и сборки, совмещении конструкции
стен и крыши. ДКК изготовлены волоколамским заводом.
Другой склад такого же назначения построен у въезда в город
на Ленинградском шоссе. Он имеет иное конструктивное решение
(рис. 35, см. цв. вклейку стр. 127).
Значительным достижением, подтверждающим большие воз-
можности ДКК, является строительство склада хлористого калия
с каркасом из клееной древесины (рис. 36, см. цв. вклейку стр. 127),
построенный в 2001-2002 гг. в морском порту Санкт-Петербурга и
по своим габаритам и конструктивном особенностям не имеющий
аналогов в Европе [13].
Длина склада 300 м. Основу каркаса составляют трехшарнир-
ные гнуто-клееные рамы пролетом 63 м и высотой 45 м, состоящие
из двух полурам длиной 54 м сечением 440*1570 мм. Конструкции
изготовлялись на Королевском заводе. Естественно, перевезти
59
элементы такой длины в Санкт-Петербург не позволял транспорт-
ный габарит. Кроме того, возможности завода позволяли изготов-
лять элементы длиной не более 18 м. Поэтому специалистами
ЦНИИСК был предложен жесткий монтажный стык элементов
полурам по длине, выполняемый непосредственно на стройпло-
щадке в морском порту. Подобная схема была успешно использо-
вана ранее в полурамах складов химических реагентов в Москве.
Элементы рам длиной 18 м были доставлены по железной до-
роге к месту строительства, где на специальном стенде была осу-
ществлена сборка полурам.
Каждая полурама по технологическим и транспортным сообра-
жениям разделена на 3 клееных элемента длиной по 18 м. По концам
каждый из элементов снабжен закладными деталями, позволяющи-
ми осуществить сборку конструкций по длине на стройплощадке.
По ширине сечения полурамы состоят из трех клееных эле-
ментов шириной 140 мм с промежутками между ними по 10 мм
для обеспечения удаления конденсата и предотвращения гниения
древесины. Между собой элементы соединены вклеенными арма-
турными стержнями через прокладки из бакелизированной фа-
неры. От воздействия солей хлористого калия вклеенные стержни
защищены деревянными пробками.
Пространственная жесткость рам обеспечивалась связевыми
блоками шириной 12 м по торцам и в пролете через 24 м. Двухпро-
летные прогоны длиной 12 м установлены с шагом 2 м и закрепле-
ны при монтаже стеклопластиковыми стержнями. Для обеспече-
ния жесткости и надежности работы консольной системы по всей
длине галереи поставлены вертикальные и горизонтальные связи.
Строительство первой очереди склада было завершено в дека-
бре 2001 г. Пуск в эксплуатацию второй очереди склада осуществ-
лен в середине 2002 г. Общий объем клееной древесины каркаса
склада более 6 тыс. м3.
Следует отметить, что описанные выше конструкции складов
минеральных удобрений применяют не только для этих целей.
Они успешно применяются при строительстве цехов по перера-
ботке сельхозпродуктов, производственных цехов, спортивных
сооружений. Это объясняется удачно выбранным конструктив-
ным решением всего здания, серийным выпуском конструкций,
их высокой стойкостью в различных условиях эксплуатации.
Мосты с применением ДКК
Из клееной древесины созданы также индустриальные конст-
рукции мостов. Особенность мостостроения - разбросанность со-
оружений по территории, что приводит к значительному удале-
60
нию строительных площадок от заводов-изготовителей. Транс-
портирование монтажных элементов часто затрудняется бездо-
рожьем. Но для перевозки ДКК, которые в 4-5 раз легче железо-
бетонных конструкций, можно использовать автотранспорт обще-
го пользования, а для монтажа - общедоступное крановое обору-
дование (для перевозки железобетонных элементов обычно ис-
пользуется специальный транспорт, например балковозы). По-
этому мосты из клееной древесины в ряде случаев оказываются
эффективнее железобетонных или металлических, а для отдель-
ных районов страны - единственно возможным решением.
В пролетных строениях мостов нашли применение балки раз-
резной и неразрезной систем. Пролетные строения состоят из
четырех монтажных элементов: главной балки, балки-плиты про-
езжей части, тротуарных блоков и поперечных связей. Перекры-
ваемые пролеты - от 9 до 33 м, но наиболее распространенный
пролет -15 м. Если длина балок 25 м и более, устраивается мон-
тажный стык. Первый трехпролетный мост из клееной древесины
был построен в 1964 г. на реке Дубне (рис. 37, см. цв. вклейку
стр. 128). Главные балки этого моста имеют длину 16,8 м и сечение
230x1300 мм. Из клееной древесины были выполнены также пли-
ты проезжей части, тротуарные блоки и поперечные связи.
К сожалению, принятая на хотьковском заводе технология не
была достаточно хорошо обоснована. В частности, она включала
защитную обработку масляным антисептиком путем пропитки в
горяче-холодных ваннах. Такой вид обработки привел к тому, что
конструкции мостов после нескольких лет эксплуатации расслои-
лись и вышли из строя.
По-иному был организован процесс изготовления клееных ба-
лок для мостов на нелидовском заводе. Наряду с тщательно от-
работанной технологией склеивания защитная обработка заклю-
чалась в нанесении на поверхность конструкций лакокрасочных
покрытий. Изучение состояния конструкций после 25 лет эксплу-
атации дало положительные результаты.
ДКК нашли применение и в конструкциях пешеходных мостов
(рис. 38). В качестве несущих конструкций в них обычно используют
двухшарнирные клееные арки кругового очертания. Распор переда-
ется на железобетонные фундаменты. Пространственная жесткость
обеспечивается крестовыми связями из стали и клееными элемента-
ми. Между арками устанавливаются деревянные ступени в виде щи-
тов из досок на ребро, опирающиеся на металлические уголки.
Оригинальное решение пешеходного моста через МКАД (рис. 39,
см. цв. вклейку стр. 128) предложено специалистами ЦНИИСК
(С.Б. Турковский и др.). Конструктивно пролетное строение моста -
61
Рис. 38. Пешеходный мост с клееными конструкциями
это неразрезанная балка длиной 28 м с опорами в виде V-образных
вклеенных анкеров на подвесках к жестким нитям из клееной дре-
весины длиной 32 м. Мост общей длиной более 100 м построен
в 1998 г. из конструкций, изготовленных Волоколамским заводом.
Мансардное строительство
В настоящее время мансардное строительство используется в
основном при реконструкции зданий, но уже имеется тенденция
устройства мансардных этажей и при новом строительстве.
Для надстройки мансардных этажей [14] рекомендуется выби-
рать легкие конструкции и материалы, поскольку, с одной сторо-
ны, следует максимально облегчить транспортировку строитель-
ных элементов по зоне монтажа конструкции и непосредственно
их монтаж, а с другой - собственный вес мансарды должен быть
минимальным с учетом той нагрузки, которая будет перенесена на
уже существующее здание. Эти предпосылки в целом указывают
на то, что конструкции следует выбирать из материалов на основе
древесины. При небольших пролетах используют обычно цельно-
деревянные конструкции. При увеличении пролетов возникает не-
обходимость в использовании клееных конструкций.
Пока не разработаны типовые проекты мансард с применением
ДКК, но имеются примеры осуществления строительства по инди-
62
видуальным проектам. Клееные конструкции в них разработаны
ЦНИИСК [15], где накоплен значительный опыт проектирования и
строительства мансард из древесины в Москве и Подмосковье. По
разработкам ЦНИИСК мансарды построены в центре Москвы при
реконструкции зданий — памятников архитектуры, в частности
жилого дома архитектора Ф.О. Шехтеля по улице Мясницкой, па-
вильонов Ботанического сада МГУ на проспекте Мира, крыши над
домом Фонда А.Д. Сахарова у Курского вокзала, здания в Большом
Дровяном переулке и др. (рис. 40, см. цв. вклейку стр. 129).
Во всех мансардах предполагалась свободная планировка по-
мещений, поэтому несущие конструкции были выполнены из кле-
еной древесины на всю ширину дома без внутренних опор.
Растет интерес к мансардным надстройкам среди владельцев
индивидуальных домов и коттеджей. Отметим, что в этих случаях
функциональное назначение мансардного пространства носит
обычно нежилой характер. В мансардах над коттеджами устраи-
вают зимние сады, зоны отдыха, студии и др. Такие проекты реа-
лизованы в поселках Болшево, Жуковка, Малаховка, г. Одинцово.
Все они имеют разнообразную архитектуру и конструктивные ре-
шения - рамные, балочные, арочные, шатровые и др. схемы.
Деревянные конструкции позволяют перекрывать пролет
между наружными стенами без промежуточных опор, открывая
возможность свободной планировки и разгрузки внутренних стен,
которые часто перегружены. Открытые деревянные конструкции
позволяют архитектору и дизайнеру реализовать самые разнооб-
разные решения, сделать интерьер стильным и самобытным.
При реконструкции зданий деревянные клееные конструкции
целесообразно использовать при:
- надстройке мансардных этажей;
- пристройке к фасадам;
- создании встроенных объемов.
Малоэтажное домостроение
В последние годы увеличивается применение ДКК в малоэтажном
домостроении. Можно выделить два направления такого применения.
Первое - применение прямолинейных клееных конструкций, чаще
всего унифицированных, серийно изготавливаемых, в качестве эле-
ментов домов каркасного типа — стоек, балок перекрытий, стропил и
др. Такое направление развивается преимущественно в Японии, в на-
шей стране имеются пока только единичные примеры применения.
Другое направление относится к использованию клееных брусь-
ев в качестве стен домов (рис. 41, см. цв. вклейку стр. 129). Несмотря
на большую материалоемкость, высокую стоимость, такие конст-
63
рукции в нашей стране сейчас активно пропагандируются и приме-
няются при строительстве домов по индивидуальным проектам. Их
малый вес и возможность перекрытия пролетов до 10-15 м позво-
ляют решать проблему свободной планировки помещений.
Обычно подчеркиваются достоинства домов со стенами из кле-
еных конструкций: точность изготовления и относительная лег-
кость сборки, отсутствие деформаций брусьев после сборки и др.
Немаловажно, что стоимость непосредственно клееных конструк-
ций в общей стоимости домов обычно составляет не более 30-40%
общей стоимости дома.
В перспективе это направление будет развиваться, однако ис-
пользование ДКК в качестве стенового материала при массовом
строительстве вряд ли перспективно.
Другие, в том числе облегченные, сооружения
с клееными конструкциями
Наряду с применением в капитальных зданиях ДКК использу-
ются в различных быстровозводимых сооружениях с относительно
малым сроком эксплуатации и ответственности. К ним прежде всего
относятся тентовые сооружения. Они предназначены для неотапли-
ваемых сооружений многоотраслевого назначения - складов зерна,
кормов, сена, укрытий техники, ремонтных мастерских и т. п.
Например, в тентовом сооружении каркас выполнен из дере-
вянных гнуто-клееных трехшарнирных арок, устанавливаемых с
шагом 4,5 м; по ним уложены деревянные прогоны с шагом 1,5 м.
Устойчивость каркаса обеспечивается установкой крестовых
прутковых связей. Пролет сооружения 18 м, длина 36 м, высота в
коньке 7,5 м, площадь 648 м2.
Торцевые стены выполнены из деревянных стоек и ригелей.
Все деревянные элементы предусмотрены одной ширины - 115 мм.
Кроме того, очертание арок (по внутренней поверхности) унифи-
цировано с гнуто-клееными арками пленочных теплиц пролетом
18 м, что позволяет на одном прессе (без его переналадки) осущест-
влять изготовление несущих гнуто-клееных конструкций для раз-
нотипных сооружений. По кровельным прогонам и конструкциям
торцевых стен натягиваются тентовые полотнища покрытия.
Тканепласт как в обычном, так и в светопроницаемом исполне-
нии позволяет, чередуя светопроницаемые полосы с обычными,
не только обеспечивать естественное освещение внутри сооруже-
ния, но и создавать более яркое и привлекательное внешнее
оформление сооружений.
ДКК также применялись при строительстве летних теплиц,
предназначенных для выращивания рассады и овощей.
64
Рис. 42. Навес над трибунами
В ЦНИИСК разработаны проектные решения теплиц с приме-
нением деревянных клееных арок пролетом 9 и 18 м. Принятый
пролет обусловлен возможностью привязки оборудования, раз-
работанного для металлических теплиц. Длина клееных полуарок
позволяет использовать пиломатериалы стандартной длины без
стыков, а также их перевозку и монтаж без специального обо-
рудования. Шаг арок 3 м, обусловлен требованиями минимальной
затененности, а также минимального провисания пленки без об-
разования барьеров у элементов связей на пути отвода осадков.
Арки имеют сечение 55x130 мм. Требуемые габариты и натяже-
ние пленки достигаются благодаря коробчатоому очертанию
полуарок, описанному двумя радиусами - 4 м у опор и 8 м в конь-
ковой части.
Разработана пленочная отапливаемая теплица пролетом 18 м с
клееными арками, которая может быть трансформирована в со-
оружение складского типа.
Изготавливались также теплицы пролетом 15 м, несущий рам-
ный каркас которых собирался из прямолинейных клееных эле-
ментов сравнительно небольшой длины. Высота рам в коньке 6 м,
шаг 3 м. Ригель и стойка имели постоянное по длине сечение
260x100 мм. Выше карниза элементы ригеля рам соединены
клееной деревянной затяжкой сечением 100 х 100 мм. В пролете
65
затяжка поддерживается клееными деревянными подвесками.
Рамы соединены между собой.
При разработке некоторых конструкций теплиц предложено
вертикальное расположение слоев в склеиваемом пакете, при
котором нагрузка действует параллельно плоскости клеевых
прослоек, благодаря чему несущие элементы каркаса можно изго-
товлять из низкосортных пиломатериалов. В результате матери-
алоемкость таких конструкций снижается на 8-25% по сравнению
с аналогичными конструкциями, в которых слои скомпонованы
традиционно, то есть горизонтально.
Проведенные в ЦНИИСК исследования показали, что имеются
большие резервы уменьшения стоимости временных и малоот-
ветственных сооружений из ДКК. Они могут быть реализованы за
счет уменьшения сечения конструкций, использования низко-
сортной и малодефицитной древесины, применения дешевых
клеев, например карбамидных, отказа от дорогостоящих защит-
ных покрытий и т. п. Все это позволит существенно расширить об-
• ласти применения таких ДКК.
Использование ДКК в сооружениях так называемых малых
форм все время расширяется. Это навесы, беседки, архитектур-
ные элементы, временные здания и т. п. (рис. 42).
Столярно-строительные изделия и клееные детали
Самыми распространенными в строительстве являются дере-
вянные заготовки и детали для оконных и дверных блоков, изго-
тавливаемые в соответствии с требованиями ГОСТ 11047-90 [16].
В зависимости от числа склеиваемых слоев заготовки и детали
подразделяются на двух-,трех- и многослойные, а в зависимости
от применяемой схемы склеивания могут быть склеенными: по
толщине (высоте); по ширине; по длине на зубчатый шип; по
сложной комбинированной схеме (например, склеенные из трех
слоев по высоте сечения, при этом средний слой склеен по длине
на зубчатый шип). Примеры применяемых схем склеивания при-
ведены на рис. 43.
Ряд предприятий изготавливает однослойные клееные доски.
Они состоят из склеенных по длине на зубчатом соединении от-
дельных заготовок. Чаще всего ширина их сечения 100, 120 мм, а
толщина - 30, 45 мм. Такие доски могут быть склеены из загото-
вок как по длине, так и по ширине. Используются клееные доски
при устройстве полов, для внутренней отделки и т. п.
Аналогично клееным доскам находят применение и клееные
одно- и многослойные щиты, у которых отдельные рейки, в том
числе сращенные по длине, склеиваются по кромке.
66
Рис. 43. Схемы компоновки сечений клееного бруса
оконных и дверных блоков
К клееным относятся также паркетные доски (ГОСТ 862.3-86)
[17] и щиты (ГОСТ 862.4-87) [18]. Они состоят из основания, на
которое наклеивают лицевое покрытие из паркетных планок.
Основание может быть однослойным или двухслойным,
склеенным из отдельных реечных заготовок. Схемы форми-
рования сечений досок и щитов показаны в качестве примера
на рис. 44.
67
Глава 2
Материалы
для изготовления
клеенъьх конструкций
Глава 2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
КЛЕЕНЫХ КОНСТРУКЦИЙ
Основным материалом для изготовления ДКК является древе-
сина. Из нее изготавливают слои многослойных несущих и карка-
сы ограждающих конструкций, бруски оконных и дверных коро-
бок, вспомогательные элементы и др.
Другие древесные материалы (фанера, древесно-стружечные,
древесно-волокнистые и цементно-стружечные плиты) применя-
ют для изготовления наружных слоев (обшивок) ограждающих
конструкций - панелей стен и плит покрытий с клееным карка-
сом, несущих конструкций, например комбинированных балок с
плоской или волнистой стенкой, а также в узловых соединениях
конструкций из цельной и клееной древесины.
Вторым основным материалом являются клеи, при помощи кото-
рых соединяются заготовки из древесины и древесных материалов.
Важное значение для изготовления ДКК имеют защитные матери-
алы. Для усиления ДКК используют стержневую арматурную
сталь, стеклопластиковые стержни или полосы.
Ниже описаны свойства только основных материалов - древе-
сины, клеев и защитных составов. Сведения о других материалах,
используемых в производстве ДКК, можно найти в специальной
литературе.
2.1. Древесина
К показателям, характеризующим пригодность материала для
изготовления ДКК, отнесены порода древесины, размеры и каче-
ство пиломатериалов и изготавливаемых из них заготовок.
Порода древесины. Действующими нормативными документа-
ми для изготовления ДКК рекомендуется использовать пилома-
териалы хвойных пород (ель, сосна, лиственница) согласно ГОСТ
8486-86* Е [19] с преимущественной поставкой их в рассортиро-
ванном виде. В отдельных случаях допускается использование в
производстве ДКК древесины лиственных пород согласно ГОСТ
2695-83* [20], однако это возможно при наличии специальных ука-
заний об использовании ее в производстве клееных конструкций.
В одном сечении желательно помещать слои одной или близкой
по свойствам породы древесины, хотя возможно сочетание в одном
клееном пакете слоев из древесины разных пород. Из малопроч-
ных или малоценных пород древесины можно изготавливать сред-
ние слабонапряженные слои, а высокопрочную и стойкую к загни-
ванию древесину использовать в наружных напряженных зонах
71
конструкций. В таких случаях для предупреждения расслаивания
из-за различных влажностных деформаций смежных слоев из
разных пород древесины требуется применение специальных мер
- уменьшения толщины слоя, введения продольных компенсаци-
онных прорезей, использования низкомодульных клеев и др.
Для изготовления ДКК часто используют сосну. Это ядровая
порода со смоляными ходами. Годичные слои хорошо видны на
всех разрезах, переход от ранней древесины к поздней резкий.
Смоляные ходы сосредоточены главным образом в поздней древе-
сине. Наличие смолы в сосне делает ее более устойчивой к пора-
жению гнилью при неблагоприятных условиях эксплуатации.
В связи с уменьшением доступных для разработки запасов
сосны на практике значительную часть клееных конструкций из-
готавливают из ели. Это безъядровая порода, со спелой древеси-
ной. Поздняя древесина отличается от ранней более темным цве-
том. Смоляные ходы немногочисленны. Ель лучше подвергается
механической обработке, чем сосна, более равномерно высыхает в
процессе сушки, сучки в ней меньшего, чем в сосне размера и бо-
лее рассредоточены по площади склеивания.
Определенный интерес для производства ДКК представляет
лиственница. Это ядровая порода со смоляными ходами. Годич-
ные слои очень хорошо выделяются благодаря резкой разнице
между ранней и поздней древесиной. Смоляные ходы мелкие, не-
многочисленные. Древесина лиственницы отличается высокой
стойкостью к гниению, сравнительно небольшой сучковатостью,
по прочности превосходит сосну и ель. К недостаткам лиственни-
цы применительно к ДКК можно отнести: большое различие меж-
ду радиальной и тангенциальной усушкой, что усложняет процесс
сушки, вызывает растрескивание, коробление; трудность механи-
ческой обработки; недостаточную адгезионную прочность клеевых
соединений и др. Поэтому использовать лиственницу желательно
только в тех случаях, если без нее нельзя обойтись.
Из твердолиственных пород, имеющих перспективу примене-
ния в производстве ДКК, можно выделить березу. Это безъядро-
вая, заболонная древесина белого цвета, с малозаметными годич-
ными слоями и сердцевинными лучами. Береза отличается высо-
кой прочностью, но имеет малую стойкость против гниения; сушка
пиломатериалов сопряжена с определенными трудностями из-за
их коробления и растрескивания.
Из мягколиственных пород в производстве ДКК возможно приме-
нение осины. Это безъядровая порода, древесина ее белого цвета,
иногда с легким зеленоватым оттенком. К недостаткам ее можно отне-
сти часто встречающуюся в бревнах внутреннюю гниль.
72
Размеры хвойных пиломатериалов можно выбирать по ГОСТ
24454-80* Е [21] исходя из необходимых проектных размеров го-
товых конструкций и потерь, связанных с выполнением техноло-
гических операций (сушки, механической обработки). При этом
для многослойных конструкций можно использовать пиломатери-
алы максимальной длины и ширины при толщине 40-70 мм, а для
изготовления гнуто-клееных конструкций при малых радиусах
изгиба использовать пиломатериалы толщиной 25 мм.
Для изготовления многослойных прямолинейных несущих кон-
струкций I и II классов, как правило, рекомендуется применять
пиломатериалы толщиной до 40 мм. Для криволинейных конст-
рукций толщина слоев не должна превышать 1 /250 среднего ради-
уса клееного элемента. Если для клееных конструкций использу-
ются пиломатериалы большей толщины, в изготавливаемых из
них слоях рекомендуется предусматривать продольные компенса-
ционные пазы, расположенные на расстоянии 40 мм друг от друга,
но не менее чем на 10-15 мм от кромки слоя. Глубина пазов может
быть в пределах 1/2-1/3 толщины слоя, ширина 20-30 мм.
Для конструкций III класса толщина пиломатериала может
быть увеличена до 50 мм и более.
Для лиственницы компенсационные прорези следует устраи-
вать при толщине слоев более 25 мм.
Для ослабления эффекта коробления слоев и снижения в них
внутренних напряжений европейскими стандартами рекомен-
дуется в средней части каждого слоя делать один паз шириной до
4 мм и глубиной не более 1/3 ширины слоя [22]. Пазы в смежных
слоях должны располагаться со смещением друг относительно
друга не менее чем на толщину слоя.
В зависимости от условий эксплуатации толщина слоев из
древесины хвойных пород допускается до 35-45 мм, а лиственных
пород - 35-40 мм. Иногда толщина слоев достигает 50 мм и более.
Однако следует учитывать, что европейскими стандартами стро-
го регламентируется выполнение каждой технологической опера-
ции, что не всегда выполняется на отечественных предприятиях.
Хотя в нормативных документах обычно регламентируются
конкретные толщины склеиваемого слоя, а следовательно, и ис-
ходная толщина пиломатериалов, более рационально устанавли-
вать толщину слоя исходя из конкретных условий: породы древе-
сины, качества сушки, наличия компенсационных прорезей,
класса ответственности и категории эксплуатации конструкций и
других факторов. Ведь прочные и долговечные конструкции мож-
но получить и при толщине слоя 40-50 мм и более, если обеспечи-
ваются соответствующие условия производства, и весьма недол-
73
говечные при толщине 20 мм и менее, если эти условия не обеспе-
чиваются. В любом случае при установлении толщины слоя сле-
дует исходить из экономических соображений и требуемой экс-
плуатационной надежности конструкций.
Ширина пиломатериалов должна быть согласована с номи-
нальной шириной клееного элемента с учетом суммарной величи-
ны припусков на усушку и механическую обработку по ширине.
Номинальные размеры пиломатериалов по ширине и толщине
устанавливаются для древесины влажностью 20%. При влажнос-
ти древесины более или менее 20% фактические размеры толщи-
ны и ширины должны быть больше или меньше номинальных
размеров, то есть учитывающими предусмотренную стандартами
величину усушки.
С экономической точки зрения для изготовления ДКК наибо-
лее целесообразно использовать пиломатериалы максимально
возможной длины, толщины и ширины, так как в этом случае до-
стигается наибольший полезный выход, наименьшая трудоем-
кость механической обработки и сборки конструкций. Однако ес-
ли в отношении длины и ширины это положение можно принять
без всяких оговорок, то использование пиломатериалов макси-
мально возможной толщины не является бесспорным.
Продолжительность сушки толстых пиломатериалов значи-
тельно больше, чем тонких, в них более вероятно появление тре-
щин, покоробленности. В процессе запрессовки и последующего
склеивания толстых покоробленных слоев в конструкциях возни-
кают большие внутренние напряжения, которые при неблагопри-
ятных условиях (малой адгезионно-когезионной прочности клее-
вого соединения, перепаде влажности в смежных слоях, сочета-
нии слоев древесины с радиальным и тангенциальным располо-
жением волокон и др.) могут вызвать расслоение и даже разруше-
ние конструкций. В' конструкциях из толстых слоев возникают
также большие влажностные напряжения при неравномерном
цикличном увлажнении конструкций.
Значительно меньше влияние указанных недостатков в конст-
рукциях из тонких слоев. Однако изготовление конструкций из пи-
ломатериалов малой толщины влечет за собой увеличение отходов
за счет фрезерования большого количества досок, повышенный
расход клеев и более высокую трудоемкость изготовления.
Установлено, что с уменьшением толщины слоев прочность
ДКК повышается. Это дает возможность уменьшить сечение кон-
струкций, обеспечив при этом требуемую несущую способность, и
тем самым компенсировать дополнительные затраты на изготов-
ление их из тонких пиломатериалов. При расчете согласно СНиП
74
П-25-80 [1] при толщине слоев 19 мм и менее вводится коэффици-
ент 1,1, в то время как для слоев толщиной 33 мм он равен 1.
Выше отмечалось, что следует использовать пиломатериалы
максимальной ширины, так как применение пиломатериалов
меньшей, чем требуется, ширины приводит к необходимости при
их склеивании по ширине. Это усложняет и удорожает производ-
ство, создает дополнительные расходы. Поэтому целесообразно в
таких случаях применять спаренные конструкции с относительно
небольшой шириной сечения или применять другие конструктив-
ные меры, исключающие необходимость склеивания пиломатери-
алов по ширине, хотя исключить это полностью нельзя.
Качество древесины. Учитывая, что из пиломатериалов любо-
го качества путем вырезки участков с недопустимыми пороками и
дефектами и последующего склеивания по длине на зубчатом со-
единении качественных заготовок можно получить слои для кле-
еных конструкций практически любого требуемого размера и ка-
чества, следует в первую очередь регламентировать требования
не к качеству пиломатериалов, а к качеству слоев клееных конст-
рукций. То есть клееные конструкции можно изготавливать из
пиломатериалов любого качества, однако древесина слоев в кон-
струкциях должна быть строго определенного качества.
Следовательно, при необходимости регламентирования каче-
ства используемых для изготовления ДКК пиломатериалов этот
вопрос следует решать в каждом конкретном случае с учетом
класса и размеров изготавливаемых конструкций, структуры
предприятия и имеющегося оборудования, обеспечивая необхо-
димую прочность и требуемую экономичность конструкций.
В тех случаях, когда нет собственного лесопиления, а это ха-
рактерно в настоящее время для многих предприятий ДКК, целе-
сообразно закупать пиломатериалы только тех размеров и качест-
ва, которые обеспечивают наименьшее количество отходов и ми-
нимальную трудоемкость изготовления конкретных конструкций.
Основным природным пороком древесины, с которым чаще
всего приходится сталкиваться при производстве ДКК, являются
сучки. Они не только снижают прочность, но и затрудняют меха-
ническую обработку и склеивание, так как сучки, выходящие на
склеиваемую поверхность, плохо пропитываются клеем и хуже
склеиваются, чем остальная поверхность древесины; вокруг суч-
ков образуется неравномерно напряженное поле.
Из дефектов древесины механического происхождения наибо-
лее существенное влияние на процесс производства ДКК и их ка-
чество оказывают деформации пиломатериалов (покоробленнос-
ти), которые возникают, как правило, в процессе сушки. Покороб-
75
Рис. 45. Недопустимая покоробленность слоев
ленность не только вызывает перерасход древесины и повышает
трудоемкость изготовления, так как участки пиломатериалов с
недопустимыми дефектами формы необходимо удалять и затем
сращивать по длине качественные заготовки, но и снижает экс-
плуатационную прочность конструкций из-за возникающих в
конструкции больших внутренних напряжений при запрессовке и
склеивании покоробленных слоев (рис. 45).
Требования к качеству древесины слоев клееных конструкций
отличаются от требований к пиломатериалам по сортам соответ-
ствующих ГОСТов. Это вызывает необходимость дополнительной
сортировки пиломатериалов на предприятиях ДКК, вырезки не-
допустимых пороков и сращивания заготовок по длине для полу-
чения слоев или заготовок требуемого качества.
Следует отметить, что расположение в одном сечении слоев
различного качества обеспечивает требуемую кратковременную
прочность конструкций, позволяет экономно использовать древе-
сину: более качественную помещать в наиболее напряженные зо-
ны, менее качественную - в малонапряженные зоны, которые ча-
сто составляют до 70% общего объема конструкции. Однако в про-
цессе эксплуатации этот выигрыш менее существен. Кроме того,
наличие в одном сечении слоев различного качества усложняет
производство, так как требует осуществления дополнительных
76
Таблица 5
Требования к качеству слоев клееных конструкций1
Наименование пороков древесины по ГОСТ 2140-81*2 Нормы ограничения в слоях для конструкций класса
I II III
Сучки пластевые ребровые кромочные, в т. ч. выходящие на ребро Не доп; в долях 1/3 1/4 1/4 ускаются разме стороны слоя, ( 1/3 1/4 1/2 ром, 5олее 1/2 1/3 2/3
Трещины несквозные, в т. ч. торцевые Не допускаются, кроме несквоз- ных торцевых длиной до 10 мм Не допускаются суммарной длиной более 300 мм
пластевые Не допускаются более 1/3 | 1/2 ДЛИНЫ слоя
сквозные Не допускаются
Гнили Не допускаются
Грибные поражения (плесень, заболонные окраски, ядровые полосы) Не допускаются Не ограничиваются
Червоточина и про- рость сквозная Не допускаются
Наклон волокон Не дс 10 •пускается, %, более 15
Кармашки Не допускаются сквозные Не ограничиваются
Обзол, скол, задир, вырыв, запил, отщеп, выхват 1 Приведенные в табл г тер. Они могут уточни готовления и примене Не допускаются ще показатели но< [ться применитель ;ния конструкций. Не допускаются, в долях стороны слоя, более 1/4 толщины и 1/5 ширины зят рекомендательный харак- >но к конкретным условиям из- 2ГОСТ 2140-81* [23].
77
Таблица 6
Временные сопротивления древесины сосны и ели
Вид напряженного состояния RBp, МПа, древесины сорта RBp, МПа, чистой древесины
1 2 3
Изгиб при нагружении кромки при нагружении пласти 36 42 33 37,5 22 28 80
Сжатие вдоль волокон 33 31 20 44
Растяжение вдоль волокон 34 25 - 100
Скалывание вдоль волокон 6 5 5 7
сортировки и раскроя досок, набора пакетов из слоев различного
качества и др. Такой технологический процесс возможен при из-
готовлении малых серий большепролетных или уникальных кон-
струкций; при серийном выпуске однотипных конструкций целе-
сообразно использовать все слои одинакового качества.
Прочность древесины. Так как к качеству клееных конструкций
различных классов предъявляются различные требования, обычно
при оценке исходных пиломатериалов руководствуются требова-
ниями ГОСТ 8486-86* Е. Качество слоев конструкций в зависимос-
ти от их класса соответствует требованиям, изложенным в табл. 5.
Различают прочность чистой (без пороков) древесины и
прочность используемой в конструкциях древесины с допускае-
мыми пороками. Основной нормативный документ по ДКК -
СНиП П-25-80 регламентирует прочность чистой древесины, оце-
ниваемую при испытании малых образцов, и прочность реально
используемой в конструкциях сортной древесины, испытания ко-
торой осуществляют на крупных образцах. Расчет при проекти-
ровании ведется по данным сортной древесины.
Средние значения временных сопротивлений RBp и RBp, соответ-
ственно сортной древесины (пиломатериалов) и чистой древесины,
приведены для основных видов напряженного состояния в табл. 6.
Так как приведенные в табл. 6 показатели являются исходны-
ми при назначении используемых при проектировании конструк-
ций нормативных и расчетных сопротивлений, можно считать,
что прочность (RBp) древесины слоев или заготовок конструкций
78
Таблица 7
Требования к качеству древесины слоев ДКК
при их визуальной и механической оценке
Наименование Нормы ограничения по сортам
показателей 2К1 ЗК
Прочность при изгибе, МПа 24/332 16/222
Сучки, доли ширины пласти: а) пластевые не выходящие на ребро выходящие на ребро (ребровые) б) кромочные, в том числе доли ширины кромки: выходящие на ребро (ребровые) Неб 1/3 1/4 1/2 олее 1/2 1/3 1
Трещины и прорость, мм а) торцовые б) пластевые и кромочные для клееных однослой- ных элементов Суммарной длиной на обоих торцах, не более 300 Суммарной длиной, не более 1/3 | 1/2 длины элемента
Наклон волокон, % 15 15
Гнили заболонные и ядровые Не допускаются
Червоточина Допускается только поверхностная
Обзол и скол, доля тол- щины и ширины, не более для клееных однослой- ных элементов для клееных много- слойных 1/6 | 1/3 Допускается в пределах припуска на обработку
Покоробленность, не более: продольная поперечная древесина сорта 1К ориез ную оценку качества, ей с тивления при изгибе 30 и ются в зависимости от коь чертой RH нормативное, зг 0,4 длины 2% ширины нтирована на автоматизированную машин- оответствующие нормативное RH и RBp сопро- 42 МПа. Остальные требования устанавлива- шретного способа машинной оценки. 2Перед 1 чертой временное (RBp) сопротивление.
79
Таблица 8
Классы клееной древесины и их прочностные
характеристики по EN 1194
Механические свойства материала GL20 GL24 GL28 GL32 GL36
Плотность, Рдк (кг/м3) 360 380 410 440 480
Прочностные, Н/мм2
Иэгаб, fm gk 20 24 28 32 36
Растяжение вдоль во- ЛОКОН, A.o.g.fc 15 18 21 24 27
Растяжение поперек волокон f]90gk 0,35 0,35 0,45 0,45 0,45
Сжатие вдоль волокон, Гс, 90, g, k 21 24 27 29 31
Сдвиг> fy,g,k 2,8 2,8 3 3,5 3,5
Жесткостные, кН/мм2
Среднее значение моду- ля упругости вдоль во- локон, Еп топ„ п 9 и,mean, д 10 11 12 13,5 14,5
должна соответствовать приведенным в табл. 6 значениям. В на-
стоящее время в условиях реального производства подтвердить
или опровергнуть наличие такого соответствия довольно трудно.
Ранее в ЦНИИСК были проведены исследования по установле-
нию соответствия показателей прочности слоев ДКК показателям
их визуальной оценки (табл. 7). Однако практическое применение
полученных зависимостей весьма ограничено. До настоящего вре-
мени в отечественной практике качество и соответственно проч-
ность оцениваются только визуально, хотя актуальность прочност-
ной оценки древесины клееных конструкций сохраняется.
Несколько отличным является подход, принятый в нормах Ев-
ропейского союза (ЕС) [24, 25]. Согласно стандарту EN 338 [26]
имеется 9 классов конструкционной древесины хвойных пород и 6
классов древесины лиственных пород. Наряду с этим стандартом
EN 1194 [27] введены 5 классов клееной древесины (табл. 8), при-
чем каждый класс определяется прочностными и жесткостными
характеристиками древесины.
80
Таблица 9
Примеры компоновки клееных сечений
Тип сечения Класс прочности
GL20 GL22 GL28 GL32 GL36
Однородное сечение, все слои С18 С20 С27 С35 С40
Комбинированное сечение наружные слои внутренние слои С22 С16 С24 С18 СЗО С22 С35 С27 С40 С35
В табл. 9 представлены материалы для проектирования конст-
рукций однородного и комбинированного сечений.
Для однородной (состоящей из одного класса) клееной древе-
сины расчеты выполняются непосредственно по методике Евро-
кода 5. В случае комбинированного сечения определение напря-
жений может быть выполнено с использованием методики приве-
денного сечения, а проверка прочности должна выполняться для
всех характерных точек сечения, то есть в расчете должны быть
учтены различные характеристики прочности и жесткости от-
дельных слоев древесины [28]. В России этот метод не реализует-
ся, так как в отечественной практике очень редко используются
конструкции комбинированного сечения.
2.2. Древесные плитные и прочие материалы
В связи с интенсивным развитием производства плитных материа-
лов на основе древесины они все больше начинают использоваться в
клееных конструкциях. Причем делались неоднократные попытки сов-
сем отказаться от натуральной древесины и конструкции делать цели-
ком из древесных плит. Можно привести в качестве примера производ-
ство клееных коробчатых панелей из цементно-стружечных плит для
малоэтажного домостроения, инвентарных и других типов зданий и т. п.
Изготовление конструкций из одного материала, тем более та-
кого технологичного, как древесные плиты, перспективно. Однако
по прочности и стойкости плиты пока еще значительно уступают
натуральной древесине, поэтому более целесообразно сочетание
этих двух материалов в одной конструкции с помощью клеевого
соединения с помещением высокопрочной древесины в наиболее
81
Таблица 10
Физико-механические свойства фанеры по ГОСТ 3916.2-961
Наименование показателя Толщина, мм Значение физико-меха- нических показателей для фанеры марок
ФСФ ФК
Влажность, % 4-30 5-10 5-10
Предел прочности при ска- лывании по клеевому слою, МПа, не менее: после кипячения в течение 1 ч после вымачивания в воде в течение 24 ч 4-30 1 0,9
Предел прочности при ста- тическом изгибе вдоль воло- кон наружных слоев, МПа, не менее 9-30 35 30
Предел прочности при растяжении вдоль волокон наружных слоев, МПа, не менее ХГОСТ 3916.2-96 [29]. 4-6,5 25 20
напряженные зоны. Примером такого сочетания могут служить
комбинированные балки, где в качестве стенок применены плиты,
а напряженных поясов - древесина.
Самым традиционным и наиболее прочным плитным материа-
лом из древесины для ДКК является фанера. Чаще всего фанеру
используют в качестве наружных слоев (обшивок) панелей, при-
крепляя ее с помощью механических или клеевых соединений к
каркасу. Наряду с этим все чаще фанеру или подобный ей много-
слойный материал начинают применять в качестве стенок комби-
нированных балок, прогонов и т. п.
В зависимости от вида клея предусмотрено изготовление двух
марок фанеры, предназначенной для различных условий эксплу-
атации. Фанеру марки ФСФ следует применять при повышенной
82
влажности и переменной температуре. Во всех других случаях
можно использовать фанеру марки ФК.
Если к фанерным конструкциям предъявляются повышенные
эстетические требования или на ее поверхность необходимо нано-
сить прозрачные лакокрасочные покрытия, используют фанеру
сорта Ех, 1х, то есть с более качественным наружным слоем. В ос-
тальных случаях применяют фанеру сортов Их, П1х. Фанеру сорта
IYx, к поверхности которой не предъявляется высоких требований,
можно применять в малоответственных конструкциях и изделиях.
Фанера используется шириной 1200, 1220, 1250 мм и длиной
1525, 1800 и 2440 мм. Предельные отклонения размеров ±3-4 мм.
Толщина фанеры: 4; 6,5; 9; 12, 15 и 18 мм.
Номинальная длина (ширина) стыкованной фанеры в направлении,
перпендикулярном линии стыка, должна быть в пределах 2,5-6 м.
По физико-механическим свойствам фанера должна соответст-
вовать требованиям и нормам, приведенным в табл. 10.
Перспективно применение фанерных плит LVL, производство
которых освоено в г. Нягань на заводе «ЛВЛ-Югра» [30]. Техноло-
гия получения LVL схожа с технологией производства фанеры, но
в ней есть свои особенности: толщина фанерного шпона для LVL
составляет 3,2 мм. Для внешних слоев плит конструкционного
назначения отбираются листы шпона с наиболее высокими проч-
ностными характеристиками. Для сортировки по этому признаку
используются ультразвуковые сканеры.
Особенность формирования пакета шпона для плит LVL состо-
ит в том, что обычно все слои в нем продольные. Листы шпона со-
единяют между собой либо на ус, либо просто внахлест или встык.
Формируется бесконечная заготовка с несовпадающими швами
соседних слоев шпона.
После прессования плиты проверяют на наличие непроклеен-
ных участков. Затем обрезают боковые кромки. Обычно в отходы
уходит примерно до 50 мм с каждого края. Избежать этих потерь
невозможно из-за волнистости шпона. Далее плиты раскраивают-
ся на заготовки необходимых размеров и используются как конст-
рукционный материал.
2.3. Клеи
Характеристики и области применения клеев
От правильного выбора типа и состава клеев зависит не только
прочность и долговечность клеевых соединений и конструкций на их
основе, но и себестоимость выпускаемой продукции. Поэтому в каж-
дом конкретном случае выбор клея необходимо проводить, тщатель-
83
но анализируя все факторы, обусловливающие выполнение двух
важных требований производства ДКК - требуемой эксплуатацион-
ной прочности конструкций и обеспечение заданной себестоимости.
Вид и назначение выпускаемой продукции - основной фактор,
определяющий выбор клеев. При выборе клея следует также учиты-
вать, в каких условиях будут изготавливать клееные конструкции.
Необходимо, чтобы клеи удовлетворяли следующим основным
требованиям: они должны обладать достаточно хорошими техно-
логическими свойствами, соответствующими требованиям тех
производств, в условиях которых они будут использоваться; кле-
евые соединения должны обеспечивать целостность и формо-
устойчивость конструкций в процессе всего периода эксплуата-
ции; вредность клеев для работающих должна быть минимальной;
они должны быть дешевыми и малодефицитными.
В доперестроечный период в стране были разработаны и полу-
чили широкое распространение клеи, по своим технологическим
и эксплуатационным характеристикам не уступавшие зарубеж-
ным. Эти клеи были разработаны А.С. Фрейдиным и его сотрудни-
ками. На них было изготовлено большое количество конструкций,
высокая эксплуатационная надежность которых подтверждена
временем.
В промышленности в настоящее время используются как оте-
чественные, так и импортные клеи, характеристики, технология
применения и методы испытания которых нормируются различ-
ными документами, а детальный сравнительный анализ их еще не
проведен. Поэтому приведенные ниже сведения носят информа-
тивный характер и при их толковании могут возникнуть некото-
рые противоречия.
Основные типы используемых в настоящее время в промыш-
ленности клеев и области их применения приведены в табл. 11.
Длительное время для наиболее ответственных сооружений при-
меняются ДКК, изготовленные на клеях фенольного типа. Это клеи
на основе синтетических смол, полученных путем конденсации
фенольных соединений, например фенола, крезола, ксиленола, ре-
зорцина, или смешивания фенольных соединений с альдегидами,
например с формальдегидом, фурфуральдегидом, или смешивания
альдегидов.
Высокую эксплуатационную надежность имеют клееные кон-
струкции, изготовленные с применением клеев на основе резор-
циновых смол. В отечественной практике они используются мно-
гие десятилетия. Наиболее известны резорциновый клей ФР-12 и
фенольно-резорциновый ФРФ-50 (табл. 12).
84
Таблица 11
Типы клеев Условное обозна- чение Области применения конструкций Примечание
Класс ответст- венности Категория эксплуа- тации
Резорцинформ- альдегидные Фенолорезорци- ноформальде- гидные ФР ФРФ I, п I, П 1,2,3 1,2,3 Могут также использоваться в конструкциях III класса
Меламиноформ- альдегидные МФ I, П 1,2,3 То же
Мочевиномела- миноформаль- дегидные ММФ II 1,2,3
Мочевиноформ- альдегидные КФ III 1, 2 -
Полиуретановые ПУ I 1, 2 Могут также исполь зовать ся в конструкциях П и Ш классов
Поливинил- ацетатные Дисперсия поли- мерная эмуль- сионная с изоци- онатным отвер- дителем ПВА ЭПИ III III 1 1,2 Используются при изготовлении столярно-строи- тельных изделий
Эпоксидные ЭПЦ I, П 1,2,3 Используются только для склеи- вания металла (стержней) с кле- еной древесиной
85
Таблица 12
Состав резорцинового и фенолорезорцинового клеев
Тип клея Марка клея Смола Состав клея
Отвердитель Количество, мас.ч. на 100 мае. ч. смолы
Резорци- новый ФР-12 ФР-12 марки Б Параформальдегид в сме- си с древесной мукой (по- ставляется в готовом виде в комплекте со смолой) 10-13
Феноло- резорци- новый ФРФ-50 ФРФ-50 Параформальдегид в сме- си с древесной мукой (по- ставляется в готовом виде в комплекте со смолой) 10-13
Таблица 13
Свойства клеев на основе смол Формамол
Наименование показателя Норма для марок
1512 1514 1516
Внешний вид смолы Однородная жидкость коричневого цвета
Массовая доля нелетучих веществ, %, не менее 60 65 55
Условная вязкость по вискози- метру ВЗ-246, с 40-80 (4 мм) 25-75 (4 мм) 50-150 (6 мм)
Водородный показатель, pH 8±0,5 8±0,5 8±0,5
Предел прочности клеевого соединения древесины при ска- лывании вдоль волокон (сосна, ель), МПа, не менее сухих образцов после кипячения в воде в течение 3 ч 6,5 3,5 6,5 3,2 6,5 3,2
86
Резорциновая смола для клея ФР-12 представляет собой про-
дукт конденсации кристаллического резорцина с формальдеги-
дом в среде этилового спирта и пластификатора - этиленгликоля
с последующим введением водного раствора щелочи.
С целью сокращения расхода резорцина на практике применя-
ют фенолорезорциновые клеи. По технологии переработки и свой-
ствам клеевых соединений они практически не отличаются от ре-
зорциновых.
В наибольшей степени известен клей ФРФ-50. Смола новолач-
ного типа, представляет собой продукт конденсации фенолоспир-
тов с резорцином в водной среде в присутствии этиленгликоля как
пластификатора.
Свойства клеев в значительной степени зависят от качества
отвердителя - параформальдегида. Токсичность резорциновых
клеев в основном проявляется в процессе их отверждения и опре-
деляется выделением свободного формальдегида из отвердителя.
К новым отечественным клеям описанного типа можно отнести
разработанный ЦНИИСК и НПП «ОгузХим» (А.А. Мехтиев)
фенолорезорционовый (ФРФ) клей Формамол.
Смола Формамол представляет собой продукт сополи-
конденсации резорцина с формальдегидом (Формамол 1512) или
резорцина и фенола с формальдегидом (Формамол 1514 и 1516).
В качестве отвердителя используется параформальдегид как
в твердом виде (клеи Формамол 1512 и 1514), так и в растворе
(клей Формамол 1516).
Смолы Формамол и клеи на основе этих смол соответствуют
требованиям, представленным в табл. 13.
В настоящее время широкое применение при изготовлении
ДКК находят клеи зарубежного производства. Предлагаются
клеи различных производителей, например немецкого концерна
БАСФ. Однако большинство предприятий используют клеи
шведской фирмы «Каско Продакте», входящей в состав междуна-
родного химического концерна «Акзо Нобель».
В табл. 14 представлены некоторые свойства малотоксичных
фенолорезорциновых клеев фирмы «Каско Продакте», использу-
емых как в виде смешанных клеевых композиций, так и при раз-
дельном нанесении компонентов клея с помощью специально раз-
работанного оборудования Каско, например мод. 6230. Клеи по-
ставляются под торговой маркой Каскосинол [31].
Как видно из табл. 14, фирма «Каско Продакте» предлагает ряд
клеев с различными свойствами в зависимости от выдвигаемых
требований со стороны производства - различным временем
сборки, запрессовки, жизнеспособностью клея и т. д.
87
Таблица 14
Технические характеристики клеевых систем Каскосинол
для несущих конструкций
Параметры процесса склеивания Марка клея Каскосинол
Клеевая смесь Раздельное нанесение и в смеси
Марка клея 1712 1714 1774 1775
Марка отвердителя 2512+2674 =50+50 2520 2520 2576+2674 = 100+57
Пропорции при смешивании (вес. ч.) смола/отвердитель 100/15 100/15 100/15 100/26
Температура склеивания, °C, не менее 20 20 20 20
Расход клея, г/м2, не менее 350 350 350 350
Давление, МПа, не менее при толщине слоя 33 мм 45 мм 0,7 0,9 0,7 0,9 0,7 0,9 0,7 0,9
Жизнеспособность, мин, при 15°С 20°С 30°С 210 60 40 135 60 40 270 150 75 210 75 40
Закрытая выдержка при сборке при 20°С, мин, при расходе 350 г/м2 450 г/м2 5-70 7-80 2-35 3-50 10-50 15-65 5-90 4-60
Время прессования, мин, при температуре 20°С 30°С 40°С 60°С 540 180 60 12 210 105 50 10 360 180 60 20 660 240 90 12
88
Таблица 15
Технические характеристики клея Формамин
Наименование показателя Норма
Внешний вид: смола Формамин 1202 Однородная вязкая жидкость молочного цвета, допускается желтый оттенок
отвердители: Формамин 2202 Формамин 2204 Текучая суспензия светло- кремового цвета, допускается сероватый оттенок
Массовая доля сухого остатка в смоле Формамин 1202, % Не менее 65
Условная вязкость по вискози- метру ВЗ-246 (сопло 6 мм), с смола Формамин 1202 отвердители 50-150 20-100
Водородный показатель, pH Смола Формамин 1202 Отвердители: Формамин 2202 Формамин 2204 8,5-9,5 1,6-,4 0,7-,4
Жизнеспособность клея с отвердителем, мин, не менее: Формамин 2202 Формамин 2204 96 36
Предел прочности клеевого соединения древесины при скалывании вдоль волокон, МПа, не менее: сухих образцов после кипячения образцов в воде в течение 3 ч 6,5 3,2
89
Учитывая, что жизнеспособность клеев, указанных в табл. 14,
ограничена 1-2,5 ч при 20°С, необходимо иметь специальное обо-
рудование, позволяющее быстро перерабатывать такие смеси с
минимальными потерями. Поэтому параллельно с разработкой
новых марок клеев фирмой создается и предлагается клеесмеси-
тельное и клеенаносящее оборудование, исключающее челове-
ческий фактор и обеспечивающее стабильность и надежность
процесса на соответствующих операциях.
При изготовлении ДКК широко применяются клеи на основе ами-
нопластиковых смол. Это клеи на основе синтетических смол, полу-
ченных путем конденсации синтетического соединения, содержаще-
го аминогруппы (мочевину, тиомочевину, меламин) или отдельные
подобные соединения, или в комбинации с формальдегидом.
В СССР для изготовления несущих ДКК в небольших объемах
применялись мочевиномеламиновые клеи (аминопластиковые)
марок ММС и ММФ. Однако из-за дефицита меламина это на-
правление тогда не получило развития.
Существенно изменилось положение в последние годы, когда
меламин перестал быть дефицитным продуктом.
Из отечественных клеев, которые довольно широко апробиро-
ваны на практике, можно отметить двухкомпонентный мочевино-
меламиновый (аминоальдегидный) клей марки Формамин 1202
(прежнее название аналогичного клея Декон-35), разработанный
ЦНИИСК и НПП «ОгузХим», автор А.А. Мехтиев (табл. 15).
Из клеев зарубежного производства можно выделить изготав-
ливаемый концерном БАСФ [32] карбамидно-меламиновый клей
Каурамин 681 с жидким отвердителем Каурамин Хартег 686.
Соотношение смолы и отвердителя в готовом клее 100:35 мае. ч.
Содержание сухого остатка в смоле 66,5%; срок хранения смолы и
отвердителя 5-6 месяцев при температуре 15~20°С. Клей остает-
ся пригодным и при более длительном хранении компонентов, од-
нако вязкость его увеличивается.
Жизнеспособность клея при 20°С около 80 мин, а при 30°С около
2 ч. При склеивании зубчатых соединений в клей может быть добав-
лен специальный жидкий краситель в количестве 0,005 мае. частей.
Безусловным лидером по объемам поставки клеев на основе ами-
нопластиковых смол на подавляющее число предприятий страны в
настоящее время является фирма «Каско Продакте», предлагающая
значительное количество марок этих клеев под общим названием Кас-
комин. Их свойства регламентированы ТУ 5772-001-47279475-03 [33].
В табл. 16 представлены сравнительные характеристики свойств
некоторых клеев Каскомин, используемых в смеси и при раздельном
нанесении компонентов клея.
90
Таблица 16
Технические характеристики клеев типа Каскомин
Параметры процесса склеивания Марка клея Каскомин
Клеевая смесь Раздельное нанесение
Марка клея 1242 1250 1240
Марка отвердителя 2542 2550 2540
Пропорции при смеши- вании (вес. ч.) смола/от- вердитель 100/20 100/25 Раздельно или в смеси 100/100 Раздельно 100/10
Температура склеива- ния, °C, не менее 22 22 22 22
Расход клея, г/м2, не менее 350 350 400, при ВЧ-300 360
Давление, МПа, не менее при толщине слоя 33 мм при толщине слоя 45 мм 0,7 0,9 0,7 0,9 0,7 0,9 0,7 0,9
Жизнеспособность при температуре, °C, мин 15 20 30 150 100 50 120 80 40 Раздельное нанесение неограничено
Смесь - 30
Закрытая выдержка при сборке при 20°С, при расходе клея 450 г/м2, мин 10-110 10-110 5-50 7-70
Открытая выдержка при сборке при 20°С Вдвое короче
Время запрессовки при температуре, °C, мин 20 30 540 165 600 180 180 90 600 180
Мочевиноформальдегидные - карбамидные клеи (КФ) в преж-
ние годы использовались в производстве столярно-строительных
изделий - оконных и дверных блоков, паркетных досок и щитов.
Карбамидные клеи, смолы которых образуются при конденсации
мочевины в присутствии формальдегида, благодаря хорошей адге-
зионной способности к древесине, широкому промышленному вы-
пуску, относительно малой стоимости и другим положительным
свойствам нашли широкое применение для склеивания конструкций
91
и столярно-строительных изделий из древесины, не подвергающих-
ся переменному увлажнению. Недостаточная стойкость к действию
цикличных температурно-влажностных факторов ограничивает
применение карбамидных клеев для изготовления ДКК.
В зависимости от состава исходных компонентов и условий
конденсации разработаны различные марки отечественных кар-
бамидных смол. По прочностным и технологическим характерис-
тикам клеи различных марок почти идентичны. Наиболее распро-
страненными являются клеи типа КФ-Ж.
В качестве отвердителей карбамидных смол в основном при-
меняют хлористый аммоний (при ускоренном склеивании) и ща-
велевую кислоту (при склеивании в нормальных условиях). В за-
висимости от свойств смолы (pH) и режимов склеивания к смоле
добавляют от 0,3 до 1% хлористого аммония (в виде тонкоизмель-
ченного порошка или 15-20%-ного водного раствора) и от 5 до 20%
щавелевой кислоты (в виде 10%-ного раствора). Для некоторых
марок клеев в качестве отвердителя могут быть применены орто-
фосфорная, молочная, лимонная и другие кислоты.
Из широкой гаммы импортных карбамидных клеев можно в
качестве примера выделить производимый фирмой БАСФ жид-
кий клей Каурит 285. Содержание сухого остатка в водном рас-
творе мочевиноформальдегидной смолы конденсационного типа
около 65%. Срок хранения при 20°С 4-6 месяцев, при 30°С 4-6 не-
дель. Отвердитель № 250 добавляется к смоле в соотношении
100:10 мас.ч. Жизнеспособность клея при 20°С 24 ч, при 30°С око-
ло 7 ч. Предлагается также клей Каурит 285 с отвердителем 05
для раздельного нанесения.
В перечень торговых марок под общим названием Каско вхо-
дят карбамидные клеи Каскорит 1203 Л и Каскорит 1203 ЛФ, про-
изводство которых освоено в Ярославле. Эти клеи предназначены
для широкого применения в деревообработке, в том числе для из-
готовления ненесущих конструкций.
Для малонапряженных клеевых соединений, например сто-
лярно-строительных изделий и конструкций III класса, могут
применяться поливинилацетатные клеи (ПВА).
Поливинилацетат является термопластичным полимером и
отличается высокой подвижностью цепей макромолекул. Это
обусловливает невысокую теплостойкость клеевых соединений и
их ползучесть под постоянной нагрузкой, что ограничивает при-
менение поливинилацетатных клеев для склеивания древесины в
несущих конструкциях. Однако податливость клеевого соедине-
ния дает возможность релаксировать возникающие внутренние
напряжения (при изменении температуры или влажности), по-
92
этому такие клеевые соединения отличаются относительной дол-
говечностью в малонапряженных конструкциях.
Для придания дисперсным клеям большей водостойкости в
дисперсию вводят вещества, способствующие образованию трех-
мерной сетчатой структуры (ЭПИ-клеи). Соединения на двухком-
понентном клее (дисперсия + катализатор) после 48 ч в воде (20°С)
сохраняют от 50 до 80% исходной прочности. После сушки проч-
ность восстанавливается.
Водостойкость обеспечивается в результате взаимодействия
поливинилацетата с отверждающим агентом. Нагрев ускоряет до-
стижение повышенной водостойкости.
В промышленности, главным образом при изготовлении столяр-
ных строительных деталей, используются ЭПИ-клеи различных
фирм. Например, фирма «Адгезика» предлагает дисперсный клей
торговой марки Йоваколь 102.70 германского концерна «Йоват». По-
вышенная водостойкость обеспечивается за счет введения в диспер-
сию 5%-ного отвердителя Йоват 195.40 - эмульгирующегося моди-
фицированного полиизоцианата.
Жизнеспособность клея после введения отвердителя около 4 ч.
Срок хранения смолы при 15~25°С до 6 месяцев.
Под торговой маркой Клейберит на рынке имеется большая
гамма клеев. Из ПВА клеев можно выделить Клейбит 303. Постав-
ляется он как однокомпонентный, так и двухкомпонентный повы-
шенной водостойкости. Основа клея - поливинилацетатная дис-
персия, отвердитель добавляется в соотношении 20:1. Время
склеивания при температуре 20°С 15-20 мин; при двухкомпо-
нентном клее выдержка под давлением увеличивается на 50%.
Срок хранения дисперсии 1 год.
Фирма «Каско Продакте» предлагает клеи на основе ЭПИ-сис-
тем под торговой маркой Касколит.
Одним из явных преимуществ этих клеев, по данным фирмы-
производителя, является короткое время прессования (до 15 мин
при температуре 20°С), способность склеивать древесину повы-
шенной влажности, возможность склеивания при низких темпе-
ратурах прессования (до + 5°С). В частности, клей Касколит 1987
с отвердителем 1993 обеспечивает достаточную водостойкость
клеевого соединения при времени прессования от 12 мин при 20°С.
В табл. 17 приведены основные характеристики клеев Касколит.
Все описанные выше клеи предназначены для склеивания
древесины с древесиной.
Для склеивания древесины с металлом, чаще всего при вклеи-
вании в клееную древесину металлических стержней, пока ис-
пользуют только эпоксидные клеи.
93
Таблица 17
Технические характеристики клеевых систем Касколит
Параметры процесса склеивания Значения
Марка клея Касколит 1987 1984
Марка отвердителя 1993 1993
Пропорции при смешивании (вес. ч.) смола/отвердитель 100/10-15 100/10-15
Температура склеивания, °C, не менее 5 5
Расход клея, г/м2, не менее 140-200 140-200
Давление, МПа, не менее для стенового бруса при тол- щине 33 мм для оконного бруса из хвойных пород древесины 0,6-0,9 0,4-0,6 0,6-0,9 0,4-0,6
Жизнеспособность при тем- пературе, °C, мин 15 20 30 60-75 45 30 120
Закрытая выдержка при сбор- ке при 20°С и расходе клея 180 г/м2, мин 10 10
Открытая выдержка при сбор- ке при 20°С и расходе клея 180 г/м, мин Не более 5 Не более 5
Время склеивания при тем- пературе, °C, мин 20 30 15 25
В силу высокой адгезии к большому числу материалов, малой
усадки, высокой когезионной прочности, относительно малой чув-
ствительности к нарушению технологического процесса склеива-
ния и т. д. эпоксидные клеи нашли широкое применение в различ-
ных отраслях техники.
94
Таблица 18
Состав эпоксидных клеев
Компоненты, мае. ч. ЭПЦ-1 К-153
Эпоксидная смола ЭД-20 100 100
Полиэфир МГФ-9 20 10
Низковязкий тиокол НВБ-2 - 20
Сложные амины 20 20
Цемент М400 или вибромо- лотый кварцевый песок 0-200 0-200
Эпоксидные клеи прочно склеивают древесину, но для этой це-
ли они малоконкурентны с резорциновыми и другими клеями для
деревообработки из-за более высокой стоимости. По долговечнос-
ти соединений древесина-древесина по пласти эпоксидные клеи
уступают резорциновым. Кроме того, в силу повышенной вязкос-
ти и малого давления при склеивании эпоксидные клеи имеют
тенденцию к образованию толстых клеевых швов, что отрица-
тельно сказывается на долговечности соединений.
Эпоксидные клеи способны прочно склеивать древесину с ме-
таллом. Высокая долговечность обеспечивается, если в полной ме-
ре учитываются деформационные свойства этих материалов при
изменении температуры и влажности, поскольку наиболее проч-
ные эпоксидные клеи отличаются высокой жесткостью.
Для вклеивания в древесину металлических стержней наибо-
лее пригодны эпоксидные клеи на основе смолы ЭД-20 или ей по-
добных. Необходимыми компонентами эпоксидных клеев являют-
ся разбавители или модификаторы, отвердители и наполнители.
Для армированных деревянных конструкций рекомендуются и
наиболее широко применяются эпоксидные клеи ЭПЦ-1 (разра-
ботан в ЦНИИСКе А.С. Фрейдиным с сотрудниками) и К-153. Их
состав приведен в табл. 18.
Следует предостеречь от значительного изменения количества
отвердителя в рецептуре клея. Вязкость клеев регулируется ко-
личеством наполнителей. Эпоксидные клеи имеют способность к
саморазогреву, поэтому емкости с клеем должны охлаждаться.
Недостатком соединений металла с древесиной на указанных
клеях является относительно малая их теплостойкость. Уже при
60°С клеевой шов начинает размягчаться. Поэтому проводятся
95
исследования По применению более теплостойких клеев, напри-
мер ЭПИТАЛ 370, ЭПИТАЛ-45М.
Технологические свойства клеев
Без учета технологических свойств клеев трудно обеспечить
эксплуатационную надежность клееных конструкций и правиль-
но организовать процесс их изготовления.
При выборе клея необходимо учитывать не только химический со-
став основного компонента - клеящей смолы Химическая природа
клея играет основную роль в образовании прочных и долговечных кле-
евых соединений. Однако клей на основе одной и той же смолы может
иметь разные технологические свойства и использоваться в различных
условиях, без учета которых, как показали исследования и опыт рабо-
ты промышленности, невозможно получить качественное соединение
даже при наличии идеальных по химической структуре клеев.
Это особенно актуально в настоящее время, когда на рынке
имеется значительное количество торговых марок клеев. Вполне
естественно, что торговые фирмы рекламируют свой товар. Одна-
ко даже ссылки на множество зарубежных патентов и сертифи-
катов, а также опыт применения на большом количестве предпри-
ятий, в основном зарубежных, не могут заменить эксперимен-
тально подтвержденной объективной информации о технологиче-
ских свойствах клеев конкретных марок (обычно они обозначают-
ся номерами или фирменными названиями) и данных о поведении
клеевых соединений на этих клеях при длительном действии по-
стоянных и переменных эксплуатационных нагрузок.
Следует подчеркнуть, что технологические свойства клеев
обычно не являются стабильными и изменяются в процессе ис-
пользования клея. Это изменение можно не только учитывать, но
и направленно регулировать.
На практике используются два принципиально отличных спо-
соба приготовления клея, особенности которых подробно описы-
ваются в книге. Первый - с предварительным перемешиванием
смолы и отвердителя (в отдельных случаях и наполнителя) с по-
следующим нанесением клеевой смеси на склеиваемые поверхно-
сти. Этот способ широко используется в промышленности, поэто-
му в книге ему уделено основное внимание.
Второй способ заключается в том, что компоненты клея пред-
варительно не смешиваются, а последовательно (вначале смола,
потом отвердитель) наносятся на склеиваемую поверхность. Пе-
ремешивание компонентов клея происходит в процессе их нане-
сения и запрессовки конструкций.
96
В чистом виде технологические свойства клеев можно рассма-
тривать только применительно к первому способу.
Важнейшей технологической и реологической характеристи-
кой клеев является вязкость. Учитывая сложность и дефицит-
ность приборов для измерения абсолютной вязкости, на практике
обычно вязкость выражается в условных единицах, исчисляемых
чаще всего временем истечения заданного количества клея через
отверстие определенного диаметра.
Можно отметить два этапа процесса склеивания, на которых
вязкость является решающим фактором. Первый - нанесение
клеев. Здесь вязкость предопределяет выбор способа нанесения
клея и тем самым определяет конструктивные особенности и про-
изводительность оборудования.
Существенно влияние вязкости на втором этапе - при образо-
вании адгезионно-когезионных связей, то есть формировании
клеевого соединения. Чем выше вязкость клея, тем хуже он сма-
чивает поверхность материала, уменьшая возможность проник-
новения в поры поверхности слоев и сокращая площадь адгезион-
ного взаимодействия. Вместе с тем при малой вязкости клей
интенсивно впитывается в древесину, обедняя клеевую прослой-
ку и ухудшая тем самым качество склеивания.
Второй технологической характеристикой клея является жиз-
неспособность. После введения в клей отвердителя вязкость на-
чинает увеличиваться в результате интенсивного протекания за-
вершающего этапа отверждения смолы. К концу этого процесса
наступает момент гелеобразования клея, то есть перехода его из
вязкотекучего в твердое состояние. Время с момента введения от-
вердителя до начала гелеобразования характеризует полную
жизнеспособность клея. Время, в течение которого вязкость клея
не превышает определенного предельного значения и клей может
быть использован в условиях производства, определяет рабочую
жизнеспособность клея. Всегда полная жизнеспособность больше
рабочей. Если после нанесения клея склеиваемые поверхности
сразу контактируются и конструкция запрессовывается , то рабо-
чая жизнеспособность может приближаться к полной, так как до
приложения внешнего давления нет опасности, что произойдет
преждевременное отверждение клея. В тех случаях, когда период
сборки значителен, т. е. поверхности с нанесенным клеем сразу не
контактируются и не запрессовываются, рабочая жизнеспособ-
ность должна быть значительно (в 1,5-2 раза) меньше полной.
Жизнеспособность измеряется в часах.
Вязкость и жизнеспособность не идентичные понятия. Вяз-
кость - это физическое свойство, связанное с внутренним трени-
97
Рис. 46. Зависимость изменения вязкости смолы от температуры
ем жидкости. Жизнеспособность - период времени до начала
интенсивного протекания реакции полимеризации или поликон-
денсации, в течение которого клей имеет заданные пределы вяз-
кости, определяющие пригодность его к употреблению. С повы-
шением температуры вязкость клея увеличивается.
Третьим показателем, характеризующим технологические
свойства клеев, является время отверждения.
Если конструкции склеивают без нагрева, целесообразно опре-
делять интенсивность отверждения отливок клея при той же темпе-
ратуре, при которой осуществляют склеивание. Хрупкое разруше-
ние отливок клея при изгибе характеризует это время отверждения.
Переход клея из жидкого состояния в твердое сопровождается
набором прочности клеевого соединения. Однако даже после окон-
чания периода выдержки конструкций в запрессованном состоя-
нии процесс отверждения продолжается. Для используемых клеев
он заканчивается через 5-7 сут после распрессовки конструкций.
Технологические свойства клеев практически никогда не быва-
ют постоянными, они изменяются в зависимости от ряда факторов.
В первую очередь технологические свойства определяются
свойствами смол, на основе которых приготовлены клеи. После
окончания изготовления смол процесс их отверждения не прекра-
щается, а медленно продолжается во время хранения, в результа-
те чего вязкость и другие показатели смол все время изменяются
(рис. 46). В частности, чем большая глубина поликонденсации или
полимеризации достигнута в процессе варки смолы, тем больше
будет вязкость и меньше срок хранения смолы и жизнеспособ-
ность клея, приготовленного на основе этой смолы.
98
40
10 -----1______।_____।______।_____।_____।______।_____।
0 1
Время, ч
Рис. 47. Экзотермическая реакция клеев:
1 - резорциновых; 2 - фенолорезорциновых; 3 - карбамидных
Изменение свойств клеящих смол определяется условиями их
хранения, причем наиболее существенное влияние на протекание
этого процесса оказывает температура, при которой хранятся смолы.
Общей особенностью смол является повышение их стабильности с
понижением температуры хранения. Поэтому наиболее рационально
температуру хранения смол поддерживать в пределах 10-15°С.
Совершенно неприемлемо хранение смол при температуре бо-
лее 25°С. В этом случае вязкость быстро увеличивается и смола
становится непригодной к употреблению через короткое время.
На практике, однако, температура 35°С является вполне реаль-
ной, так как ряд предприятий хранит емкости со смолой на откры-
том воздухе под прямым воздействием солнечных лучей.
При изготовлении и последующем хранении клеев возможно по-
вышение температуры вследствие происходящих в них экзотерми-
ческих реакций (рис. 47). Максимальная температура экзотермиче-
ских реакций больше всего зависит от вида и количества клея. При
небольшой массе температура клеев повышается незначительно.
Наиболее резко экзотермический эффект проявляется у резорци-
новых и эпоксидных клеев, поэтому их желательно применять с ох-
лаждением.
При нанесении тонкого клеевого слоя на склеиваемые материа-
лы масса клея, отнесенная к площади поверхности, невелика. По-
этому возникающее при отверждении клея тепло быстро поглоща-
ется склеиваемыми поверхностями, прослойка не нагревается.
Следовательно, температуру экзотермических реакций необходи-
мо учитывать только на стадии приготовления и хранения клея.
99
Технологические свойства клеев в определенных пределах мож-
но регулировать путем изменения состава клея, вводя в него раз-
личное количество отвердителя и наполнителя, изменяя темпера-
туру хранения клея. Наиболее активно можно влиять на изменение
технологических свойств клеев при помощи соответствующего вы-
бора вида и количества отвердителя. Однако нельзя забывать при
этом, что неправильный выбор отвердителя или его недостаточное
количество не позволяет получить полностью сформированную
трехмерную структуру полимера, что снижает прочность и особен-
но водостойкость клеевого соединения в процессе эксплуатации. По-
вышенное количество отвердителя резко сокращает жизнеспособ-
ность клея, усложняет процесс склеивания и при неблагоприятных
условиях снижает качество клеевого соединения. Следовательно,
правильный выбор отрвердителя и его количества - непременное
условие получения высококачественного клеевого соединения.
Следует отметить, что в процессе производства ДКК можно ис-
пользовать клеи с различной жизнеспособностью. Клеи с малой
жизнеспособностью не пригодны для склеивания конструкций с
длительным периодом сборки и запрессовки. Если же эти опера-
ции занимают мало времени, использование быстроотверждаемых
клеев значительно повышает эффективность производства, так
как время выдержки конструкций в прессах резко сократится.
Клеи с повышенной жизнеспособностью желательно использо-
вать при склеивании крупногабаритных конструкций, когда сбороч-
ные и запрессовочные операции обычно более продолжительны.
Отмеченные выше особенности весьма актуальны в настоящее
время, когда разработаны и поступают в производство так назы-
ваемые быстроотверждаемые клеи. Подчеркивая явную прогрес-
сивность использования таких клеев, нельзя забывать о повы-
шенной опасности даже незначительных отклонений от рекомен-
дуемых технологических режимов. Следует с осторожностью ис-
пользовать рекламируемые быстроотверждаемые клеи, техноло-
гические свойства которых применительно к отечественной про-
мышленности мало изучены и еще в меньшей степени описаны в
литературе, а объективная информация о них мало доступна ши-
рокому кругу потребителей. Особенно когда производства органи-
зуются без соответствующей технической подготовки.
Нормирование требований к клеям
В отечественной нормативно-технической литературе содер-
жатся рекомендации, какой клей следует использовать при изго-
товлении тех или иных конструкций. Например, в таблице 2
СНиП П-25-80, указывается, что конструкции для ответственных
100
Типы клеев для применения
в различных климатических условиях
Таблица 19
Температура применения Соответствующий климат* Условия эксплуатации Тип клея
> 50°С Без данных Длительное использова- ние при высокой темпе- ратуре I
< 50°С Относительная влажность воздуха >85% Температура 20°С Полная выдержка в ес- тественных погодных условиях I
< 50°С Относительная влажность воздуха <85% Температура 20°С Отапливаемое и вентили- руемое помещение. На- ружная защита от воз- действия погодных усло- вий. Краткое нахождение в естественных условиях II
* Относительная влажность воздуха 85% и температура 20°С соот- ветствуют влажности древесины у хвойных пород около 20%.
сооружений следует изготавливать, применяя клеи на основе ре-
зорциновых или фенолорезорциновых смол. Во время разработки
ныне действующих СНиПов было ограниченное количество марок
клеев, поэтому в них приведены рекомендуемые марки.
В Руководстве [34] по изготовлению клееных конструкций и в
Рекомендациях [35] на методы испытаний клеевых соединений
уточняются данные о рекомендуемых клеях. Обычно на произ-
водстве учитывают рекомендации поставщиков клеев.
Так как специальных стандартов на клеи в настоящее время в
России нет, целесообразно рассмотреть, как эта проблема решается
в странах Евросоюза, где накоплен большой опыт в этом вопросе.
Требования к клеям для несущих конструкций содержатся в EN
301 [36]. Методы испытаний клеевых соединений при оценке клеев по
EN 301 содержатся в EN 302.1-4 [37]. Аналогично построены стандар-
ты по клеям для ненесущих конструкций EN 204 [38] и EN 205 [39].
Так как в книге основное внимание уделено несущим конст-
рукциям, более подробно остановимся на EN 301.
В стандарте подчеркивается, что он касается только клеев, а не
самих конструкций и определяет правила изготовления клея и его
101
применения в той среде, которая соответствует конкретным тех-
ническим условиям. Рассматривать стандарт необходимо совме-
стно с EN 302-1, 302-2, 302-3, 302-4, которые содержат методы ис-
пытаний для контроля клеев.
Для намечаемых условий эксплуатации клееных конструкций
и прочностных характеристик клеевого соединения выделены два
типа клеев (табл. 19).
В стандарте EN 301 для каждого типа клея указана требуемая
прочность и стойкость клеевого соединения при их испытаниях по
EN 302.
По каждому испытываемому клею должна быть следующая
информация:
- краткое описание клея (тип смолы и основные области приме-
нения);
- устойчивость компонентов при хранении;
- точные указания по перемешиванию компонентов при приго-
товлении и применении;
- физические характеристики готового к применению клея (вяз-
кость, pH клеевой смеси, жизнеспособность клея).
Кроме отмеченного должна прилагаться информация о приме-
нении клея:
- инструкция на случай, если клей предлагается наносить на обе
поверхности;
- рекомендуемая температура при нанесении и отверждении клея;
- минимальное давление при запрессовке;
- минимальное время выдержки в запрессованном состоянии;
- минимальный срок хранения при температуре 20°С.
Таким образом, оценка клеев по EN 301 дает достаточную инфор-
мацию о свойствах клея, что позволяет правильно его использовать.
В настоящее время оценка отечественных клеев по всем требо-
ваниям EN 301 не производится, а поставляемые импортные клеи
не всегда сопровождаются требуемой стандартом информацией.
Это, конечно, затрудняет применение таких клеев и вызывает оп-
ределенное сомнение в надежности конструкций на их основе.
2.4. Защитные материалы и их применение*
При выборе защитных материалов прежде всего следует
иметь четкое представление, от чего и когда нужно защищать
конструкцию. К сожалению, этот вопрос, многие годы считавший-
ся решенным, в настоящее время можно отнести к самым спор-
*В этом разделе использованы результаты исследований и рекоменда-
ции Г.Н. Мышеловой.
102
ным. Причины разные. В первую очередь это огромное количест-
во активно рекламируемых защитных материалов, в необходимо-
сти и эффективности которых трудно разобраться даже профес-
сионалам. Не менее важно, что ранее разработанные норматив-
ные документы и рекомендации по защите деревянных конструк-
ций, основанные на тщательно выполненных многолетних иссле-
дованиях ЦНИИСК, ЦНИИМОД и других организаций, частично
устарели, а сами документы и издания стали библиографической
редкостью (А.Д. Ломакин «Защита древесины и древесных мате-
риалов», 1990 г.; Ю.А. Варфоломеев «Обеспечение долговечности
изделий из древесины», 1992 г.). Создавшийся информационный
вакуум был быстро заполнен многочисленными рекомендациями,
выполнение которых, как показал опыт, во многом оказалось не
только малополезным, но зачастую вредным.
Многолетний опыт эксплуатации ДКК позволяет сформулиро-
вать общие положения о защите их поверхности.
Известно, что деревянные конструкции могут надежно экс-
плуатироваться многие десятилетия только при использовании
конструктивных мер защиты. Согласно СНиП П-25-80 конструк-
тивные меры защиты должны обеспечивать сохранность дере-
вянных конструкций как при транспортировке и хранении, так и
при эксплуатации.
Несущие ДКК, эксплуатируемые на открытом воздухе, долж-
ны иметь сплошное сечение; верхние горизонтальные и наклон-
ные грани этих конструкций следует защищать козырьками из
оцинкованного железа, алюминия, стеклопластика или другого
атмосферостойкого материала.
Опирание несущих деревянных конструкций на фундаменты,
каменные стены, стальные и железобетонные колонны и другие
элементы конструкций из более теплопроводных материалов
(при непосредственном их контакте) следует осуществлять через
гидроизоляционные прокладки. Металлические накладки в со-
единениях конструкций, эксплуатируемых в условиях, где воз-
можно выпадение конденсата, должны отделяться от древесины
гидроизоляционным слоем. Не допускается глухая заделка час-
тей деревянных конструкций в каменные стены.
Покрытия с деревянными несущими и ограждающими конст-
рукциями следует проектировать, как правило, с наружным отво-
дом воды, а в ограждающих конструкциях отапливаемых зданий
и сооружений должно быть исключено влагонакопление.в процес-
се эксплуатации.
Следует отметить, что в первый период производства и приме-
нения большепролетных клееных конструкций складов минудоб-
103
рений в гг. Солйгорске, Калуше и Соликамске поверхность конст-
рукций не только не защищалась какими-либо покрытиями, но
даже не фрезеровалась, чтобы не нарушить защитный эффект
выдавленного из клеевых швов и отвердевшего клея. И хотя в
дальнейшем такой подход не получил распространения, при вы-
боре защитных мероприятий их необходимость должна тщатель-
но обосновываться.
В современном производстве одной из основных операций яв-
ляется осуществление химических мер защиты.
По функциональному назначению или эффекту защиты хими-
ческие средства можно разделить на шесть основных групп:
- декоративные;
- влагозащитные;
- биозащитные;
- огнезащитные;
- химзащитные;
- средства, обеспечивающие защиту от комплекса факторов
атмосферных воздействий (инсоляция, осадки, перепады тем-
ператур и т. д.).
В зависимости от условий эксплуатации выдвигается требова-
ние по виду защиты, часто это одновременная защита от несколь-
ких факторов. Для несущих ДКК в большинстве случаев выдви-
гается также требование по сохранению декоративных свойств
древесины.
В настоящее время разработано много составов (материалов)
комплексного действия, обладающих не одним, а несколькими за-
щитными свойствами. Отметим, что разработкой защитных составов
стали заниматься организации, не специализирующиеся в этой об-
ласти, которые, однако, активно рекламируют свою продукцию без
подтверждения ее технических свойств. Организации, ранее коорди-
нировавшие работы в области защитных средств для строительных
конструкций, в настоящее время эти функции не выполняют.
Согласно разработанным ЦНИИСК в 80-е годы прошлого века
рекомендательным документам требования по защите ДКК пре-
дусматривали для несущих конструкций декоративную обработ-
ку боковых поверхностей при относительной влажности эксплуа-
тационной среды менее 75%, при влажности среды более 75% - их
влагозащитную обработку. Для локальных участков несущих
конструкций, в частности для торцов и прилегающих к ним боко-
вых поверхностей в зоне опирания на фундамент и стены, а так-
же в местах пересечения с ограждающими конструкциями вы-
двигались требования по биозащитной и влагозащитной обработ-
ке независимо от условий эксплуатации.
104
После введения классификации ДКК по условиям их эксплуа-
тации выдвигаются следующие требования по защите.
Для конструкций 1-й категории эксплуатации, то есть эксплу-
атации с нормальным температурно-влажностным режимом, для
отделки поверхности конструкций с целью сохранения цвета дре-
весины и требуемого декоративного вида могут быть использова-
ны поверхностно-пропиточные составы или прозрачные лакокра-
сочные материалы.
Для конструкций 2-й и 3-й категорий эксплуатации, где отно-
сительная влажность воздуха может достигать 90% и выше, необ-
ходима комплексная защитная обработка: антисептирование с
последующим нанесением влагозащитного покрытия.
Для защиты торцов несущих конструкций в условиях повы-
шенной влажности (категории эксплуатации 2-я и 3-я) использу-
ют высыхающие мастики.
В тех случаях, когда по требованиям пожарной безопасности не-
обходима защита ДКК от возгорания, огнезащитные средства выби-
рают с учетом их эффективности в заданных условиях эксплуата-
ции, совместимости с другими защитными средствами (если они не-
обходимы, например, с антисептиками и декоративными составами).
Для защиты конструкций от атмосферных воздействий на весь
период их хранения, транспортирования и монтажа могут быть
использованы инвентарные покрытия из полиэтиленовых или
других водонепроницаемых материалов.
Тип и марка защитного состава должны быть указаны в про-
ектной документации на конструкции.
По просьбе заказчика допускается выпуск ДКК без защитной
обработки с условием ее осуществления после монтажа и выпол-
нения вышеуказанных рекомендаций.
Выбор материалов для защитной обработки ДКК зависит от
назначения конструкций, степени их ответственности, парамет-
ров эксплуатационной среды и ряда других факторов. Рекомен-
дуемый состав должен обладать требуемым уровнем защитной
способности, определенной продолжительностью действия за-
щитного эффекта, технологичностью и экономичностью.
Основные виды и типы защитных средств, используемые в на-
стоящее время для защитной обработки ДКК, приведены в табл. 20.
Нанесение защитных материалов (составов) производится по-
сле механической обработки поверхностей конструкций.
Выбор того или иного защитного средства осуществляется по
табл. 21.
При выборе средств и способов защиты ДКК основное внима-
ние должно быть обращено на предохранение их от переменного
105
Таблица 20
Виды защитных материалов и области их применения
Вид декоративного или защитного средства Обозначение Химическая основа средства Область применения
Внутри помещения На открытом воздухе
Лаки общего назначения Водораз- бавляемые 1 Акриловая дисперсия + -
2 Масляно-акриловая дисперсия + +
3 Акрилово-уретановая дисперсия + -
Органорас- творимые 4 Алкидная смола + +
5 Уретано-алкидная смола + +
Лессирую- щие пропи- точные со- ставы Водораз- бавляемые 6 Акриловая дисперсия + -
7 Акрилово-алкидная дисперсия + +
Органорас- творимые 8 Алкидная смола + +
Гидроизо- лирующие составы ма- стичные Высыхающие 9 Дивинилстирольный термопласт + -
Полимери- зующиеся 10 Эпоксидная смола + +
Антисепти- ки водорас- творимые Вымываемые 11 Фториды, бораты + -
Трудновы- мываемые 12 Хром, медь + +
Защитно-де- коративные антисепти- рующие со- ставы Водораз- бавляемые 13 Акриловая дисперсия + -
14 Алкидная смола + +
15 Акрилово-алкидная дисперсия + +
Органорас- творимые 16 Алкидная смола - +
Огнезащит- ные лаки Водораз- бавляемые 17 Акриловая дисперсия 4- -
106
Таблица 21
Выбор защитных материалов и их применение
Категория эксплуа- тации Элементы несущих конструкций
Боковые поверхности Торцы и прилегаю- щие к ним боковые поверхности в зоне опирания на фун- дамент, стены, на участках пересече- ния со стенами Все поверхности, имеющие непо- средственный кон- такт с атмосферной средой
1 1-3, 4, 7* 11,12 с последующей обработкой 9,10 2,4,5, 7,8
2 11,12 с последую- щим нанесением 2, 4, 5 или 13-16 - -
3 *Номера з; 12 с последующей обработкой 4, 5 ащитных составов 1 по табл. 20. -
увлажнения и высушивания. При соблюдении требований конст-
рукционной защиты вероятность выхода из строя ДКК массивно-
го сечения в зданиях в результате биоразрушения столь незначи-
тельна, что подвергать их биозащитной обработке за исключени-
ем локальных участков, например в местах контакта с металлом,
а также в местах возможного капельно-жидкого увлажнения, как
правило, не требуется.
При использовании ДКК в открытых сооружениях вероят-
ность такой опасности возрастает, поэтому основные меры по со-
хранности конструкций - защита от увлажнения и поражения де-
реворазрушающими грибами. Такие же меры применяются для
ДКК, эксплуатируемых в условиях длительного увлажнения па-
рообразной или капельно-жидкой влагой.
На практике часто приходится сталкиваться с необходимостью
проведения комплексной или комбинированной обработки ДКК.
Например, если в процессе эксплуатации не исключено увлажне-
ние древесины, способное привести к появлению плесневых или
окрашивающих грибов, которые изменяют внешний вид конструк-
ций, или, что наиболее опасно, дереворазрушающих грибов, то в
этом случае необходимо предусмотреть защиту ДКК не только от
107
увлажнения, но и от биоразрушения. В ряде случаев помимо био-
влагозащитной обработки по требованиям пожарной безопасности
необходима огнезащита ДКК. А если еще учесть эстетические тре-
бования, то задача по выбору защитных средств и способов обра-
ботки конструкций в значительной степени усложняется.
Как отмечалось, на рынке присутствует большое количество
защитных материалов, часто отличающихся друг от друга только
наименованием торговых марок. Поэтому ниже описаны в качест-
ве примера некоторые из них - без указания их сравнительной
эффективности.
Специалистами ЦНИИСК и ООО «СКОЛТ» [40] разработаны и
внедрены в производство три вида защитно-декоративных соста-
вов. В качестве пленкообразователя в этих составах используется
акриловая дисперсия. Как показывает опыт, составы на основе
подобных дисперсий по эксплуатационным свойствам не уступа-
ют составам на алкидной основе.
Специально для защиты ДКК от атмосферных воздействий в
процессе их транспортирования и монтажа разработан защитно-
декоративный антисептирующий состав Сколтекс. Данный состав
относится к пропиточным материалам, создающим начальный
грунтовочный слой, что предполагает окончательную отделку кон-
струкций после их монтажа в зависимости от эксплуатационных и
эстетических требований к объекту. Созданная на поверхности
конструкции тонкая пленка отталкивает капельную влагу, не пре-
пятствует обмену паровоздушной влаги древесины с атмосферой, а
вводимая в состав биоцидная добавка предохраняет поверхность
конструкций от деревоокрашивающих и плесневых грибов.
Состав Сколтекс производится 10 базовых цветов, имитирующих
окраску ценных пород древесины, и предназначен для защитной об-
работки конструкций, эксплуатируемых в наружных и внутренних
условиях. Невысокая цена и небольшой расход (150-180 г/м2) Скол-
текса делают его привлекательным для потребителя.
С использованием тех же акриловых дисперсий была разработа-
на рецептура лака общего назначения марки Сколтекс-Л. В отличие
от предыдущего состава у лака повышено содержание сухого остат-
ка до 35% против 20% у Сколтекса, за счет чего на поверхности кон-
струкций образуется защитная пленка с повышенными эксплуата-
ционными свойствами. Его можно успешно применять для обработ-
ки конструкций, эксплуатируемых как внутри помещения, так и в
открытых условиях. Палитра оттенков лака - 10 цветов.
Представляет интерес защитный состав Лазурол, изготавли-
ваемый Одинцовским лакокрасочным заводом [41]. К его преиму-
ществам следует отнести возможность применения как внутри
108
помещения, так и для наружных работ. Покрытие Лазурол защи-
щает поверхность древесины от атмосферных воздействий, гние-
ния, «синевы», впитывается в естественные поры дерева, после
высыхания отчетливо выделяет структуру древесины.
Состав Лазурол изготавливается на основе алкидной смолы,
прозрачных пигментов, органического растворителя и содержит
ряд добавок, обеспечивающих высокие защитные характеристи-
ки покрытия, не содержит биоцидных средств.
Особенно много имеется рекомендаций по огнезащитной обра-
ботке ДКК.
Проблема огнезащиты деревянных конструкций остается противо-
речивой, и зачастую противопожарные требования норм ограничива-
ют использование конструкций в зданиях различного назначения [42].
Нормы пожарной безопасности классифицируют здания и конст-
рукции по степени огнестойкости и пожарной опасности, а материа-
лы конструкций - только по пожарной опасности. Если деревянные
конструкции, особенно клееные, не уступают по степени огнестойко-
сти металлическим и железобетонным (огневые испытания несущих
деревянных конструкций массивного сечения без каких-либо за-
щитных мер показали, что предел их огнестойкости составляет от 45
до 95 мин), то по пожарной опасности они существенно более уязви-
мы. Очевидно, что по пределу огнестойкости массовые деревянные
клееные конструкции практически могут применяться без ограниче-
ний и без дополнительных защитных мер. Для конструкций покры-
тий зданий (фермы, балки, прогоны) 1-й степени огнестойкости уста-
новлен максимальный требуемый предел огнестойкости 30 мин. Это
обусловлено большой инертностью горения древесины (примерно
0,7 мм/мин), поэтому конструкции могут долго сохранять несущую
способность, в то время как металлические конструкции рушатся в
первые 15-20 мин в результате текучести металла.
Таким образом, вся проблема сводится к снижению пожарной
опасности деревянных конструкций, которые по комплексу по-
жарных требований относятся к категории пожароопасных.
Повышенный спрос на деревянные клееные конструкции в по-
следнее время особо остро поставил вопрос о необходимости и це-
лесообразности снижения их пожарной опасности без ухудшения
эстетического вида.
Эффективность известных огнезащитных лакокрасочных по-
крытий (ЛКП) оказывается не выше, чем пропиточных антипире-
нов. Первые попытки предложить эффективное ЛКП, удовлетворя-
ющее новым условиям аттестации, сделаны ассоциацией «Крилак».
Однако применение такого покрытия может оказаться по затратам
сопоставимым со стоимостью конструкций.
109
В лаборатории деревянных конструкций ЦНИИСК в 80-е годы
систематически проводились исследования по разработке и оцен-
ке эффективности огнезащитных препаратов для обработки дре-
весины. По результатам этих исследований для строительства ре-
комендованы различные огнезащитные и огнебиозащитные пре-
параты [43]. В последние годы в ООО «СКОЛТ» было создано
опытно-промышленное производство защитных препаратов и на-
лажена их поставка строительным организациям. Производятся
огнебиозащитные препараты Фенаке (1-я группа огнезащитной
эффективности) и Сенега-ОБ (2-я группа).
Широкое применение в отечественной практике нашли соста-
вы КСД и Фенилакс.
Огнебиозащитный состав Фенилакс представляет собой вод-
ный раствор антипиренов, антисептиков и целевых добавок. На-
значение его - для огнебиозащитной обработки конструкций вну-
три и снаружи здания.
Он обеспечивает:
- эффективную огнезащиту древесины в соответствии с ГОСТ
16363-98 [44] по 1-й (трудносгораемая древесина) или 2-й (трудно-
воспламеняемая древесина) группам (в зависимости от расхода);
- надежную защиту древесины от гниения, плесени, синевы и
других биопоражений.
Состав Фенилакс следует наносить на свободную от других по-
крытий, чистую поверхность воздушно-сухой древесины с помо-
щью кисти, распылителя, методом окунания, обеспечивая требу-
емый (в зависимости от группы огнезащитной эффективности)
расход.
Состав КСД представляет собой водный раствор антипиренов,
а также целевых, в том числе высокоэффективных антисептиче-
ских и биоцидных компонентов, и технологических добавок.
Состав КСД следует применять, для получения трудновоспламе-
няемой древесины по ГОСТ 16363-98 (расход 400-500 г/м2); для за-
щиты деревянных конструкций от гниения и воздействия различ-
ных видов биоразрушителей (плесень, грибок, деревопоражающие
насекомые), появления «синевы», почернений и др. (расход 250 г/м2).
Состав КСД следует наносить при положительной температуре
на сухие, не обработанные лакокрасочными материалами защища-
емые поверхности методом безвоздушного или пневматического
распыления, кистью, валиком; методом окунания в специальные
пропиточные ванны, методом глубокой пропитки в автоклавах.
Важным вопросом, пока еще далеко не решенным, является
защита поверхности конструкций во время транспортировки,
хранения и монтажа. Нанесенные в заводских условиях на по-
110
верхность конструкций защитные покрытия в отмеченных выше
условиях не всегда обеспечивают сохранность конструкций.
Принятый на ряде предприятий способ защиты от механичес-
ких и влажностных воздействий путем завертывания конструк-
ций в пленку малоэффективен, а в ряде случаев вообще вреден,
так как малопрочная пленка повреждается, а в образовавшиеся
отверстия проникает влага, то есть конструкции хранятся в свое-
го рода «ваннах». Пока оптимальный способ предупреждения по-
вреждений конструкций на указанных выше стадиях не найден.
111
Иллюстрации
Глава 1
Рис. 2. Применение балок,
а - с параллельными поясами; б - с криволинейным нижним поясом
115
Рис. 4. Трехшарнирные арки.
а - стрельчатого очертания; б - кругового очертания
Рис. 5. Гнутоклееные рамы
116
б)
Рис. 6. Крытый конькобежный центр в Крылатском (Москва, 2004 г.)
б ~ внешний вид; в - металло-деревянные фермы
117
Рис. 7. Реконструкция ЦВЗ «Манеж» (2004 г.)
б - прямолинейный блок ступенчатой формы из клееной древисины;
в ~ смонтированные фермы
118
Рис. 13. Спортивный зал многоцелевого назначения
Архангельского дворца спорта (1980 г.)
а — внешний вид; б - внутренний вид
119
Рис. 14. Дворец спорта в Твери.
а ~ внешний вид; б - внутренний вид
120
Рис. 15. Конструкция покрытия катка «Локомотив» (Москва)
во время монтажа
Рис. 16. Конно-спортивный манеж (Каунас, Литва, 1982 г.)
121
Рис. 17. Спортивный зал из гнутоклееных рам серийного изготовления
(Вильнюс, Литва)
Рис. 18. Спортивный зал Волоколамского завода
122
Рис. 20. Плавательный бассейн санатория «Пушкино» с клееными
конструкциями покрытия
Рис. 22. Теннисный корт в Сокольниках (Москва, 1980 г.)
123
Рис. 24. Рынок в Архангельске с покрытием из клееных конструкций.
а - внешний вид; б - внутренний вид
124
Рис. 25. Рынок в г. Волоколамске с покрытием из клееных конструкций.
а — внешний вид; б - внутренний вид
125
Рис. 27. Клееные конструкции общественного центра «Липки»
в Московской области (1985 г.)
Рис. 28. Торговые ряды «Кружало» (Якутия)
с применением деревянных клееных конструкций
126
Рис. 35. Склад для хранения противогололедных реагентов с купольным
конструктивным решением в процессе строительства (Москва)
Рис. 36. Прирельсовый склад для хранения минеральных удобрений
(Санкт-Петербург)
127
Рис. 37. Клееные конструкции моста
(построен в 1962 г., фото - 1964 г.)
Рис. 39. Клееные конструкции моста системы ЦНИИСК
128
Рис. 40. Мансарда над жилым домом (Москва)
Рис. 41. Дом из клееного бруса
129
Иллюстрации
Глава 3
Рис. 55. Предварительная обработка поверхности досок
Рис. 56. Расштабелирование пакета досок
133
Рис. 60. Нанесение клея наливом
Рис. 61. Нанесение клея клеевыми вальцами
134
Рис. 62. Раздельное нанесение компонентов клея
на склеиваемую поверхность
Рис. 64. Горизонтальный запрессовочный стенд
135
Рис. 65. Выравнивание слоев в процессе запрессовки
Рис. 67. Запрессовка конструкций с использованием гидравлических
натяжных станций и фиксацией давления клиньями
136
Рис. 68. Запрессовка в вертикальных секционных гидравлических
прессах с верхним расположением гидроцилиндров
Рис. 69. Двухсторонний гидравлический пресс
137
Рис. 70. Гидравлические запрессовочные установки проходного типа
с предварительным набором пакетов (а)
и использованием камер конвекционного нагрева (б)
138
Рис. 79. Нарушение целостности защиты конструкций
полиэтиленовой пленкой при хранении
Рис. 80. Транспортирование конструкций автотранспортом
139
Иллюстрации
Глава 5
Рис. 95. Пример расслаивания клеевых соединений
Рис. 97. Биоповреждения клееных конструкций
143
Рис. 98. Встраивание коммуникаций в клееные конструкции
Рис. 99. Характер разрушений в конструкциях,
выведенных наружу здания
144
Глава 3
Технологический процесс
изготовления деревянных
клееных конструкций
Глава 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ
КЛЕЕНЫХ КОНСТРУКЦИЙ
3.1. Общие положения
В настоящее время производственная база по изготовлению
ДКК включает предприятия, весьма различающиеся по объемам
выпуска и номенклатуре конструкций, применяемому технологи-
ческому процессу и используемому оборудованию, квалификации
персонала и ряду других показателей.
Имеется много небольших предприятий, например в гг. Санкт-
Петербурге, Ногинске, Гжели и др., и даже цехов, где изготавлива-
ются простейшие по размерам и конфигурации конструкции с ис-
пользованием серийно выпускаемого позиционного оборудования, то
есть с большой долей применения ручного труда.
Наряду с этим есть предприятия, где технологический процесс
максимально механизирован, но не полностью автоматизирован
(заводы в Волоколамске, Новосибирске, Нижнем Новгороде, Там-
бове, Королеве). На таких предприятиях возможен выпуск слож-
ных конструкций больших размеров, они укомплектованы квали-
фицированным персоналом, имеют, как правило, собственные
лаборатории.
Несмотря на то что на большинстве предприятий производст-
во уже стабилизировалось, дальнейшее его развитие должно пре-
дусматривать удешевление продукции при обеспечении требуе-
мого качества.
Не следует стремиться к использованию дешевых и низкока-
чественных материалов, так как это приводит к увеличению отхо-
дов, повышению трудоемкости изготовления. Например, загрузка
оборудования для сращивания заготовок по длине при использо-
вании пиломатериалов высших сортов примерно на треть мень-
ше, чем при использовании низких сортов; применение быстро-
отверждаемых клеев с малым сроком хранения смолы (2-3 меся-
ца) увеличивает производительность запрессовочного оборудова-
ния по сравнению с использованием клея, срок хранения смолы
которого около года. Однако при этом сам процесс склеивания ус-
ложняется, а повышенная стоимость более качественного матери-
ала может увеличить стоимость продукции. Из этого следует, что
формирование оптимальных требований к материалам является
одной из важных задач в общей проблеме совершенствования
производства.
147
Известно, что при малой серийности стоимость продукции вы-
сока. Использование высокомеханизированного оборудования,
резкое уменьшение трудоемкости изготовления возможно только
при переходе на массовый выпуск однотипных элементов конст-
рукций. Поэтому вторая важная составляющая процесса совер-
шенствования производства - переход на выпуск унифицирован-
ных клееных элементов и конструкций.
Качество материалов и оптимальный технологический процесс
должны обеспечивать не только низкую себестоимость конструк-
ций, но и их надежную работу в процессе эксплуатации.
Третьей важной задачей является обеспечение требуемой на-
чальной и эксплуатационной прочности конструкций и наличие
объективных методов их оценки.
Эксплуатационная прочность ДКК зависит от ряда факторов:
оптимальных проектных решений, заложенных при разработке
конструкций и всей архитектурно-планировочной композиции
сооружения; качества изготовления конструкций, соблюдения
рекомендованных правил их транспортирования и монтажа; обес-
печения требуемого режима эксплуатации, своевременного над-
зора и ремонта конструкций с целью предупреждения их преж-
девременного износа и предотвращения аварий. Выпускаемые
предприятием конструкции должны иметь эстетичный внешний
вид. Это особенно важно, если конструкции предназначены для
общественных и спортивных зданий, жилых помещений. В этом
случае поверхности конструкций должны быть тщательно обра-
ботаны, а защитные и декоративные покрытия не должны скры-
вать текстуру древесины, а наоборот, подчеркивать ее. Ведь «теп-
лота» древесины является важным фактором, определяющим це-
лесообразность применения ДКК в таких объектах.
С другой стороны, стремление придать излишне хороший вид
конструкциям, например для складов хранения минеральных
удобрений, сена, сельхозтехники и др., только их удорожает.
Важное значение имеет обеспечение заданных размеров эле-
ментов конструкций, так как недопустимые отклонения затруд-
няют их сборку, при монтаже приводят к непроизводительным
затратам по дополнительной обработке элементов конструкций в
местах узловых соединений.
Практически все отмеченные вопросы решаются на стадии
технологического процесса изготовления ДКК.
Несмотря на возможность осуществления разных технологи-
ческих схем изготовления тех или иных конструкций, практичес-
ки в каждой из них присутствует набор технологических опера-
ций, схематично показанный на блок-схеме (рис. 48).
148
Рис. 48. Блок-схема основных операций
технологического процесса изготовления ДКК
Выполнение каждой из отмеченных операций может иметь
свою специфику, определяемую структурой и объемами произ-
водства, принятым оборудованием и др. Ниже описан общий под-
ход к выполнению основных операций технологического процесса.
В период интенсивного развития производственной базы по
изготовлению ДКК (1973-90 гг.) большая часть предприятий орга-
низовывалась для работы по полному технологическом циклу,
начиная от лесопиления. В настоящее время лесопиление, как
правило, выведено за рамки производства ДКК. Предприятия
снабжаются пиломатериалами заданных размеров и качества с
других заводов или цехов, если производство ДКК входит в состав
деревообрабатывающих комбинатов. Поэтому в описание не
включены вопросы лесопиления, которые довольно хорошо осве-
щены в специализированной литературе.
3.2. Технологическая схема производства
В зависимости от номенклатуры и объема производства конст-
рукций в промышленности реализуются различные технологиче-
ские схемы. При небольшом объеме (1-3 тыс. м3) наиболее рацио-
нально изготовление конструкций на отдельных участках круп-
ных деревообрабатывающих комплексов. Однако на практике это
149
Рис. 49. Технологическая схема цеха объемом изготовления
конструкций 2-3 тыс. м3 в год: 1, 3,6,8,19 - конвейеры;
2 - торцовочный станок; 4 - линия сращивания по длине;
5 - шипорезный станок; 7,17 - клеенамазывающие устройства;
9 - пресс для склеивания заготовок; 10 - тяговое промежуточное
устройство; 11 - автоматическая пила; 12 - приемно-укладочный
механизм; 13,14 - роликовые шины; 15 - подъемный механизм;
16 - строгательный станок; 18 - приводные вальцы; 20 - пресс для
прямолинейных конструкций; 21 - пресс для криволинейных
конструкций; 22 - строгальный станок; 23 — станок для калибровки
встречается все реже. Организованы и продолжают организовы-
ваться самостоятельные мелкие предприятия, ориентированные
на изготовление довольно узкой номенклатуры конструкций. К
сожалению, такой подход чаще всего характеризуется непродол-
жительным периодом функционирования отмеченных произ-
водств с соответствующими негативными последствиями.
Более рациональны технологические схемы производства с объе-
мом выпуска 10-15 тыс. м3 конструкций. Наличие гибкой технологии
позволяет оперативно реализовывать возможности производства
при изготовлении довольно широкой номенклатуры конструкций.
Естественно, что экономичность производства может быть обес-
печена только при условии высокой механизации и компьютериза-
ции, ориентирования на выпуск больших объемов (до 50-100 тыс. м3)
однотипных конструкций. Однако это реально лишь в условиях хо-
рошо организованного рынка сбыта конструкций.
На рис. 49 в качестве примера приведена схема участка изготов-
ления ДКК, реализованная на одном из предприятий страны. Мак-
симальные размеры конструкций: длина 24 м, поперечное сечение
до 270x2000 мм. Для изготовления ДКК используют пиломатериа-
лы, ширина которых соответствует ширине требуемых слоев.
Пиломатериалы сушат в сушильных камерах периодического
действия. Высушенный материал автопогрузчиком подают в цех
150
для кондиционирования. Для перемещения его внутри цеха ис-
пользуют подвесной кран и систему конвейеров.
По качеству пиломатериалы сортируют при поперечном рас-
крое перед линией сращивания. Качественные заготовки после
торцовочного станка продольным и поперечным конвейерами пере-
дают на линию сращивания по длине, там же определяют их влаж-
ность. Отбракованные заготовки досушивают или увлажняют.
Заготовки сращивают на зубчатый шип требуемой длины на
линии, состоящей из шипорезного станка, клеенаносящего и за-
прессовочного механизмов и автоматической пилы для попереч-
ного раскроя.
Конвейерами и тяговым промежуточным устройством, состоя-
щим из нижнего приводного и верхнего прижимного резиновых
вальцов, заготовки перемещают на неприводные конвейеры при-
емно-укладочного механизма.
На автоматическом шипорезном станке с горизонтальным
фрезерным валом за два прохода фрезеруют шипы на концах за-
готовок. Клей наносят на оба зашипованных конца. От клеенано-
сящего механизма заготовки поступают на сдвоенный конвейер,
состоящий из двух роликовых.
После сращивания заготовок по длине предназначенные для
многослойных конструкций слои выдерживают для отверждения
клея на роликовых шинах. Затем пакеты слоев устанавливают на
подъемный механизм, откуда слои поштучно направляют на четы-
рехсторонний фрезерный станок для обработки поверхностей и на
установку для нанесения клея методом налива на одну из склеива-
емых поверхностей. После нанесения клея слои укладывают на при-
емный конвейер и, поворачивая на 90°, устанавливают в винтовые
горизонтальные прессы для запрессовки. После выдержки склеен-
ные конструкции фрезеруют на двухстороннем строгальном станке.
Торцовку конструкций, сверление и необходимую подгонку
производят ручным электроинструментом.
В последние годы чаще всего используются однотипные техно-
логические схемы, описание одной из которых (рис. 50) приведено
ниже.
Поз. 1. Пиломатериалы, поступившие на сушку, складируются
на площадке формирования штабелей. Формирование штабелей
происходит в зависимости от объемов производства ручным или
механизированным способом.
Поз. 2. Сушильные камеры.
Поз. 3. Зона кондиционирования предназначена для выдержки
досок после сушки при заданном состоянии воздуха (температу-
ры, влажности) в цехе перед подачей их в дальнейшую обработку.
151
Рис. 50. Принципиальная схема технологического процесса
изготовления клееных конструкций
Поз. 4. Расштабелер. Механизм обеспечивает поштучную вы-
дачу досок и удаление прокладок.
Поз. 5. Участок контроля состояния древесины и влажности.
Поз. 6. Рейсмусовый станок для предварительной строжки.
Поз. 7. Поперечно-цепной транспортер.
Поз. 8. Стол маркировки дефектов.
Поз. 9. Автоматическая торцовочная установка.
Поз. 10. Станок зарезки шипов и нанесения клея на шип.
Поз. 11. Пресс для склеивания заготовок по длине.
Поз. 12. Торцовочная установка для получения слоев заданной
длины.
Поз. 13. Механизм укладки слоев в стопы.
Поз. 14. Цепной транспортер, представляющий собой участок
для технологической выдержки стоп слоев после сращивания за-
готовок по длине.
Поз. 15. Механизм разборки стоп и поштучной выдачи слоев на
транспортер.
Поз. 16. Роликовый транспортер.
Поз. 17. Двухсторонний рейсмусовый станок для чистовой строжки.
Поз. 18. Клеенаносящая установка.
Поз. 19. Транспортер с двухсторонней выдачей слоев.
Поз. 20. Многоэтажный силовой пол с горизонтальной запрес-
совкой для прямолинейных конструкций.
Поз. 21. Многоэтажный силовой пол с горизонтальной запрес-
совкой для криволинейных конструкций.
Поз. 22. Роликовый транспортер.
Поз. 23. Четырехсторонний строгальный станок для обработки
стенового бруса.
Поз. 24. Станок для формирования соединительных узлов сте-
нового бруса.
152
Поз. 25. Станок для двухсторонней строжки клееных конст-
рукций.
Поз. 26. Участок механической и защитной обработки клееных
конструкций.
Поз. 27. Участок вклеивания закладных деталей.
Поз. 28. Лаборатория.
Поз. 29. Склад клеевых и защитных материалов.
В описанных схемах не указан участок сортировки заготовок
по сортам (классам), так как в отечественной практике пока осо-
бой необходимости в этом не было. Однако в дальнейшем при диф-
ференцированном подходе к изготовлению конструкций разных
классов необходимость сортировки заготовок при раскрое досок
будет возрастать. Пока такой подход реализован только на ниже-
городском и некоторых других предприятиях.
3.3. Сушка пиломатериалов
Сушка пиломатериалов является одним из важнейших этапов
технологического процесса изготовления клееных конструкций, в
значительной степени определяющим их эксплуатационную
прочность. Некачественная сушка вызывает коробление, сниже-
ние механической прочности древесины, возникновение в ней
значительных остаточных напряжений, является причиной не-
равномерной влажности досок в отдельных партиях пиломатери-
алов и большого перепада влажности по толщине досок. Все это
приводит к дополнительным напряжениям в конструкциях, сни-
жающим их прочность и вызывающим преждевременное разру-
шение. Это значительно усугубляется наличием видимых дефек-
тов сушки - трещин, покоробленности, полностью устранить
которые почти невозможно. Вырезка дефектных мест и отбраков-
ка непригодных из-за некачественной сушки досок снижает по-
лезный выход древесины при изготовлении ДКК.
Следовательно, неправильно организованная сушка является
причиной перерасхода древесины и снижения прочности конст-
рукций в период эксплуатации. К сожалению, это важное поло-
жение на практике не всегда учитывается, усложняя тем самым
дальнейший процесс изготовления конструкций и предопределяя
их пониженную прочность в процессе эксплуатации.
Процесс сушки пиломатериалов включает ряд операций: по-
дачу пиломатериалов на участки атмосферной и камерной сушки,
формирование сушильных штабелей, осуществление режимов
сушки и кондиционирования. При этом наибольшее значение
имеют технология формирования сушильных штабелей, органи-
153
зация и контроль за процессом сушки, организация кондициони-
рования и выдержки пиломатериалов после сушки.
Поскольку сушка является основным и неотъемлемым этапом
подготовки пиломатериалов почти на всех деревообрабатываю-
щих предприятиях и, следовательно, все ее особенности подробно
освещены в специальной литературе, ниже рассмотрены только
те вопросы, на которые необходимо обращать особое внимание
при изготовлении ДКК.
В процессе сушки пиломатериалы доводят до заданной конеч-
ной влажности, причем перепад влажности отдельных досок в
штабеле и по толщине каждой доски, а также коробление их
должны быть минимальными. Опыт работы показал, что это важ-
ное для ДКК требование лучше всего выполняется при двухста-
дийной сушке, на первой стадии которой доски, имеющие боль-
шой разброс влажности, доводят до одинаковой равновесной
(~30%) или транспортной (~20%) влажности, а на второй стадии
окончательно сушат до технологической влажности 12±3%.
На некоторых зарубежных предприятиях принят трехстадий-
ный процесс сушки, при котором на лесопильных заводах влаж-
ность пиломатериалов доводят примерно до 20%, а затем на заво-
дах клееных конструкций пиломатериалы вначале подвергают
камерной сушке до 10-12% и последующему месячному кондици-
онированию при температуре 18~20°С и влажности 55-60%.
Следует еще раз подчеркнуть, что затраты на организацию
многоступенчатой сушки вполне окупаются при последующем
производстве и эксплуатации конструкций.
Двухстадийную сушку можно организовать различными спосо-
бами, каждый из которых следует выбирать исходя из структуры и
организации работы конкретного предприятия. Предпочтительно
использовать на первой стадии атмосферную сушку, так как зани-
маемая штабелями древесины площадь используется не только для
подсушки древесины, но и выполняет роль промежуточных складов.
А это в производстве ДКК имеет особо важное значение, если учесть,
что даже небольшое нарушение требуемого ритма работы приводит
к нарушению технологических режимов, что отрицательно отража-
ется на эксплуатационной прочности конструкций.
Атмосферная сушка - сложный и трудоемкий процесс, однако
относительно небольшие затраты на сам процесс сушки, обеспе-
чение равномерной влажности и, таким образом, переходящего
запаса пиломатериалов вполне оправдывают ее организацию. Це-
лесообразно иметь переходящий запас пиломатериалов, находя-
щихся в условиях атмосферной сушки, на 6-12 месяцев, но не ме-
нее трехмесячной потребности предприятия.
154
На первой стадии также возможно использование камерной
сушки, осуществляемой непосредственно на лесопильных заво-
дах. Высушенные таким образом до транспортной влажности пи-
ломатериалы направляют на предприятия или в цеха ДКК. На
второй стадии используют только сушку, осуществляемую в ка-
мерах периодического действия.
Атмосферную сушку необходимо производить в соответствии с
требованиями ГОСТ 3808.1-80* [45]. С экономической точки зрения
наилучшие результаты достигаются при сушке пиломатериалов
примерно до влажности 22-30%. Дальнейшее снижение влажности
происходит при атмосферной сушке очень медленно. Эффектив-
ность атмосферной сушки в зимний период времени мала.
Состояние воздуха при атмосферной сушке практически не
регулируется. Однако благодаря соответствующему размещению
штабелей на складе и надлежащей укладке в них пиломатериа-
лов процесс сушки в определенной степени можно оптимизиро-
вать. Примерная продолжительность сушки пиломатериалов
хвойных пород указана в табл. 22.
При атмосферной сушке пиломатериалы необходимо уклады-
вать на специально оборудованном складе, который располагают
на проветриваемом, выровненном и сухом участке. Пиломатериа-
лы укладывают в штабеля отдельными группами, кварталами и
участками с учетом применяемого подъемно-транспортного обо-
рудования, а также в соответствии с требованиями противопо-
жарных норм проектирования складов лесных материалов.
На рис. 51 показано формирование штабелей пиломатериалов
для атмосферной сушки.
Разновидностью атмосферной сушки является использование
крытых помещений легкого типа, оборудованных вентиляцион-
ными установками и простейшими устройствами для подогрева
воздуха. Такие помещения емкостью до 500 м3 применяют на не-
которых зарубежных предприятиях. Преимуществом этого спо-
соба сушки по сравнению с атмосферной является сокращение ее
сроков, обеспечение более равномерной влажности по всему объ-
ему штабелей.
В производстве ДКК наибольшее распространение получили
сушильные камеры периодического действия, то есть периодиче-
ского чередования сушильных циклов, каждый из которых скла-
дывается из полной загрузки камеры штабелями, проведения
сушки и полной разгрузки камеры. По характеру сушильного
агента это преимущественно воздушные камеры с принудитель-
ной циркуляцией. Ограждения камер могут быть стационарными
и сборными. Чаще всего применяют сборные камеры. На некото-
155
Таблица 22
Сроки сушки пиломатериалов на открытых складах
до влажности около 22%
Месяц укладки пиломатериалов для сушки Номер климатиче- ской зоны Срок сушки в днях при толщине материалов, мм
25 40 55-75
Март 4 12-23 25-32 35-45
1 34-38 43-51 55-64
Апрель, май 2 30-34 38-47 51-60
3 26-30 34-36 43-51
4 13-15 17-22 22-30
1 13-17 22-43 43-55
Июнь, июль 2 10-13 17-34 34-51
3 9-10 15-22 26-34
4 8-9 13-15 17-25
1 30-34 43-51 55-60
Август, сентябрь 2 26-34 36-43 47-55
3 22-30 30-38 43-47
4 11-17 20-26 30-34
Октябрь 4 12-30 25-32 35-45
рых предприятиях используются также стационарные камеры,
то есть специально построенные здания, части которого являются
ограждениями камер.
Для сушки пиломатериалов предлагается большое количество
типов сушильных камер отечественного и зарубежного произ-
водств. Оптимальное решение при выборе камер должно прини-
маться на стадии проектирования производств ДКК. При этом мо-
гут быть использованы некоторые ориентировочные данные [46],
приведенные в табл. 23.
Правильная укладка пиломатериалов в штабеля при камерной
сушке является необходимым условием получения качественного
материала. Укладка в штабель должна соответствовать типу ка-
меры с целью обеспечить равномерное омывание сушильным
156
Рис. 51. Формирование штабелей пиломатериалов для атмосферной сушки
агентом всего материала в штабеле, сохранение материалом пер-
вичной формы и предохранение его от коробления, а также наи-
большую производительность сушильных камер.
При неправильной укладке пиломатериалов возможно появ-
ление всех основных дефектов сушки - растрескивания материа-
ла, неравномерного просыхания в разных местах штабеля и, глав-
ное, коробления. Если правильно уложить штабель, то образова-
ние этих дефектов (кроме растрескивания, зависящего в основном
от режима сушки) может быть сведено к минимуму. Плохо уло-
женный материал будет неудовлетворительно высушен даже при
хорошо выдержанном режиме сушки.
В зависимости от характера циркуляции сушильного агента че-
рез штабель пиломатериалы укладывают: сплошными рядами без
промежутков (шпаций) между досками для камер с горизонтальной
циркуляцией поперек штабелей; с промежутками (шпациями) меж-
ду досками для камер с горизонтальной циркуляцией вдоль штабе-
лей и с вертикальной, в том числе естественной, циркуляцией.
Горизонтальные ряды пиломатериалов в пакетах и штабелях
должны разделяться межрядовыми прокладками, а пакеты по
высоте штабеля - межпакетными.
По высоте штабеля прокладки следует укладывать вертикаль-
но одна над другой. Крайние прокладки рекомендуется уклады-
157
Таблица 23
Технические характеристики некоторых типов
сушильных камер
Изготовители сушильных камер Технико-экономические параметры сушильных камер
Вместимость (разовая за- грузка ка- меры), м3 Годовая производительность камеры при сушке пиломатериалов, м3 Требуемое коли- чество камер для сушки годового объема пилома- териалов, шт.
до транспорт- ной влажности до эксплуа- тационной влажности
Россия
Волжский ЭМЗ 10 1080 540 61
УралДрев ИНТО 11 1200 600 56
Интелурал Сьюерть 15,35 3000 1500 22
Петрозаводск- буммаш 17 2250 1650 24
Беларусь
Техносервис 70 7500 | I 3750 I 1 9
Польша
Hameh 39,7 4300 2150 15
Hameh 100 10800 5400 6
Финляндия
EuroTex 72 7800 3900 9
Tekma Wood 100 10800 5400 6
Lakqpa OY 100 10800 5400 6
Италия
Koumpex 85 9200 4600 7
Astro 110 11900 5950 6
США
Global EdG 100 10800 5400 6
Koetter 140 15000 7500 5
Германия
ElsenMann | 156 | 16800 Примечание. Расчетный объем сушки в год 40 портной влажности. | 8400 | 4 тыс. м3, в т. ч. 26 тыс. м3 до транс-
158
вать на расстоянии не более 25 мм от торцов пиломатериалов.
Концы прокладок не должны выступать за боковые поверхности
пакета или штабеля более чем на 25 мм. При формировании шта-
беля межпакетные прокладки должны иметь сечение: ширина
40±2 мм, толщина 25±1 мм (в штабелях высотой до 3 м допускает-
ся применять прокладки толщиной 22 мм, высотой 5м- толщиной
до 32 мм и шириной до 50 мм), длина 1800, 2000±10мм. Межпа-
кетные прокладки должны иметь сечение: ширину 75, 100 мм,
толщину 75, 100 мм. Длина и отклонения прокладок как для
межрядовых.
Количество прокладок по длине штабеля 4-6,8 м для пилома-
териалов толщиной 22-25 мм составляет 7-10 шт., толщиной
32-40 мм - 5-7 шт., толщиной 50 мм и более - 4-6 шт.
При соблюдении указанных выше требований плоская форма
досок в штабеле, за исключением двух-трех верхних рядов, фик-
сируется массой самой древесины. Коробление верхних рядов до-
сок можно значительно уменьшить путем укладки на штабели
грузов или использования специальных винтовых или прижим-
ных стяжек.
Основным этапом процесса сушки является выбор и осуществ-
ление режимов сушки пиломатериалов, которые определяют ко-
нечную влажность древесины, равномерность ее распределения
по сечению досок, наличие в них внутренних напряжений.
Рациональным считается режим, применение которого обеспе-
чивает наименьшую продолжительность процесса сушки и его
экономичность при сохранении целостности древесины, заданной
прочности и других естественных свойств древесины.
При сушке пиломатериалов для производства ДКК применяют
режимы с повышающейся по ходу процесса жесткостью. В на-
чальной стадии при определенной заданной температуре поддер-
живается высокая степень насыщенности, затем при снижении
влажности древесины температура повышается, а степень насы-
щенности уменьшается. Такой характер изменения параметров
сушильного агента при сушке обусловлен особенностями разви-
тия в древесине внутренних напряжений и требованием сохране-
ния целостности высушиваемых досок.
Свойства режима обеспечивать при сушке целостность древе-
сины определенной породы и толщины принято понимать как
безопасность режима. Безопасен режим, при использовании кото-
рого максимальные напряжения в древесине не достигают преде-
ла ее прочности и, следовательно, не вызывают разрушения (рас-
трескивания) пиломатериалов. Безопасность режима увеличива-
ется по мере уменьшения его жесткости.
159
Режимы сушки, регламентирующие изменяющиеся по ходу
процесса параметры сушильного агента в зависимости от влажно-
сти древесины, выбирают в соответствии с ГОСТ 19773-84* [47].
Реализуются они в современных камерах автоматически с ком-
пьютерным обеспечением.
В производстве большей части клееных конструкций следует
применять мягкие и нормальные режимы сушки, не оказывающие
отрицательного влияния на прочность высушиваемой древесины.
В отдельных случаях, когда допускается использование древеси-
ны с пониженными прочностными показателями, могут быть при-
менены форсированные и высокотемпературные режимы.
При температуре сушки ниже 60°С независимо от длительнос-
ти обработки прочность древесины практически не снижается.
Влияние более высоких температур начинает сказываться, если
продолжительность обработки превышает при t=80°C 40-50 ч,
при t=100°C - 4-5 ч, при t=120°C - 2-3 ч.
Режимы сушки регламентируют состояние сушильного агента
при входе его в штабель. Это обусловливает место установки в ка-
мере психрометров или их датчиков. Если по конструктивным
причинам датчики смонтированы не на месте входа потока в шта-
бель, в их показания должны вводиться поправки, устанавливае-
мые путем контрольных измерений.
Эти параметры изменяют периодически по ступеням в зави-
симости от влажности древесины и заданного режима сушки. Зна-
чения параметров агента для каждой ступени влажности опреде-
ляют в зависимости от размера и назначения высушиваемых
материалов.
Процесс сушки включает начальный прогрев древесины, под-
держание заданной температуры и степени насыщенности су-
шильного агента и влаготеплообработку древесины. При началь-
ном прогреве температуру паровоздушной смеси, подаваемой в
камеру, поддерживают выше температуры начальной ступени
режима сушки: для лиственницы на 5°С, а для хвойных и лист-
венных пород на 8°С. Психрометрическую разность устанавлива-
ют 0,5-1,5°С. Допускается в целях интенсификации процесса при
сушке пиломатериалов хвойных пород толщиной до 50 мм нор-
мальными режимами повышать температуру среды во время
прогрева сверх указанной выше на 5-7°С. Во всех случаях не до-
пускается температура среды выше 100°С. Заданное состояние
паровоздушной смеси поддерживают в камере до тех пор, пока
разность между ее температурой и температурой древесины в
центре доски не достигнет 3°С. Для снятия или уменьшения внут-
ренних напряжений производят влаготермообработку путем по-
160
дачи в рабочее пространство камеры насыщенного пара из ув-
лажнительной системы.
Следует отметить, что внутренние напряжения являются од-
ной из основных причин коробления пиломатериалов, что крайне
отрицательно отражается на дальнейшем процессе обработки
древесины, приводит к ее перерасходу за счет дополнительного
поперечного раскроя покоробленных досок. Продолжительность
обработки должна быть такой, чтобы зубцы силовой секции, вы-
пиленной из контрольного образца, имели после выравнивания
влажности относительную деформацию изгиба не более 2%. Ко-
нечную влаготермообработку проводят, когда достигнута средняя
заданная конечная влажность древесины. Во время обработки
температура среды должна быть увеличена на 10°С по сравнению
с температурой среды на последней ступени режима сушки, но не
должна превышать 100°С. Степень насыщенности среды устанав-
ливают равной 1-0,98. Ориентировочная продолжительность ко-
нечной влаготермообработки пиломатериалов толщиной 25 мм со-
ставляет 2 ч, 32-40 мм - 3 ч, 50-60 - 9 ч.
После окончания влаготермообработки пиломатериалы вы-
держивают в камере при параметрах последней ступени режима
сушки в течение 2-3 ч для подсушивания поверхностных слоев
материала. Затем прекращают подачу пара и охлаждают матери-
ал до 30-40°С сначала при открытых приточно-вытяжных кана-
лах, а затем при полуоткрытых дверях. Ориентировочная про-
должительность охлаждения - 1 ч на каждый сантиметр толщи-
ны материала. Охлаждение можно производить в камерах при
включенных вентиляторах. После этого необходимо производить
кондиционирование пиломатериалов для выравнивания влажно-
сти и снятия внутренних напряжений (рис. 52) в помещении с тем-
пературой 16~22°С и относительной влажностью воздуха 45-60%
для доведения температуры материала до температуры окружа-
ющей среды. Обычно этот период продолжается не менее 3-5 сут.
Важно, чтобы температура предназначенной для склеивания
древесины была доведена до 20±2°С.
Ориентировочно продолжительность сушки хвойных пилома-
териалов (ель, сосна) составляет при толщине 22-25 мм около
50 ч, 32-40 мм - 80-90 ч, 50 мм и более - около 100 ч. Отсюда сле-
дует, что чем меньше начальная влажность, тем короче будет пе-
риод сушки. Хорошие результаты достигаются при сушке мягки-
ми режимами в течение 8-10 сут.
Отмеченные выше требования по осуществлению процесса
сушки носят сугубо ориентировочный характер, так как в совре-
менных сушильных камерах процесс сушки полностью автомати-
161
Рис. 52. Кондиционирование пиломатериалов после сушки
зирован и осуществляется в соответствии с рекомендуемыми про-
изводителями камер компьютерными программами. В качестве
примера на рис. 53 приведены данные параметров сушки на одном
из заводов, изготавливающих ДКК, где процесс сушки полностью
автоматизирован.
Показателями качества сушки являются соответствие средней
влажности пиломатериалов заданной конечной, величина откло-
нений влажности отдельных досок в партии от средней в штабеле,
перепад влажности по толщине досок, наличие остаточных внут-
ренних напряжений. Качество сушки определяется также нали-
чием видимых дефектов, к которым относятся трещины, покороб-
ленность, выплавление смолы, изменение цвета древесины.
Полностью избежать в древесине внутренних напряжений при
конвективной сушке невозможно. Однако при соблюдении пра-
вильного режима сушки, а также при соответствующей влаготер-
мообработке древесины в конце сушки внутренние напряжения
могут быть доведены до безопасной величины, при которой пило-
материалы почти не будут иметь трещин и коробления.
СНиП П-25-80 рекомендует, чтобы влажность древесины из-
готавливаемых конструкций соответствовала равновесной влаж-
ности древесины во время эксплуатации конструкций. Однако
выполнить полностью это требование трудно, так как влажность
162
Рис. 53. Пример осуществления сушки пиломатериалов в камерах с
автоматическим регулированием параметров паровоздушной среды:
а - режим сушки; б - контролирование параметров сушки
163
древесины не остается постоянной, изменяясь в процессе хране-
ния, транспортирования, монтажа и эксплуатации конструкций.
Поэтому следует стремиться к тому, чтобы при склеивании влаж-
ность древесины приближалась к минимальной, которую будет
иметь древесина во время эксплуатации конструкций.
3.4. Сортировка пиломатериалов
Учитывая различные требования к качеству древесины, ис-
пользуемой в различных классах конструкций и их отдельных
элементах, а также разное качество ее даже по длине одной доски
из-за наличия пороков, технологический процесс изготовления
ДКК включает операции сортировки и отбора древесины требуе-
мого качества. Сортировку можно осуществлять на различных
стадиях производства: перед началом сушки и после нее, при по-
перечном раскрое досок и сращивании их по длине, непосредст-
венно перед склеиванием конструкций. Наибольшее распростра-
нение в отечественной практике нашла сортировка пиломатериа-
лов после сушки до поперечного раскроя и сращивания по длине.
Основное назначение сортировки - отбор древесины требуе-
мого качества для слоев конструкций того или иного класса. Проч-
ность используемой в конструкциях древесины определяется
прочностью чистой древесины с учетом наличия пороков, их вида,
величины и количества. На отечественных предприятиях ДКК
при сортировке используют визуальную оценку качества древе-
сины по наличию в ней пороков (сучков, наклона волокон и др.) и
дефектов (коробления, трещин, обзола и пр.). Практически не
учитывается прочность чистой древесины, так как визуальная ее
оценка затруднительна. Несмотря на это, визуальная сортировка
позволяет ограничивать количество пороков и дефектов и тем са-
мым регулировать качество древесины слоев.
В зависимости от производственных и экономических возмож-
ностей предприятий могут применяться различные схемы визу-
альной оценки качества древесины и операций по вырезке недо-
пустимых пороков и дефектов. Однако все визуальные методы
сортировки имеют общие принципы, которые можно сформули-
ровать следующим образом:
- для практических целей могут приниматься во внимание толь-
ко визуально распознаваемые характеристики;
- возможны только простые правила сортировки и их комбинации.
Как отмечалось, практически в одном сечении многослойных
конструкций помещаются слои одинакового качества. Наиболее
рациональной является схема, при которой в цех ДКК поступают
164
заранее рассортированные по сортам доски, прошедшие тща-
тельную сушку, что обеспечивает их минимальное коробление. В
этом случае на участке раскроя требуется только обрезка торцов
досок с последующим склеиванием заготовок в слои. Такая схема
используется при большом объеме изготовления ДКК.
На предприятиях с небольшим выпуском продукции сортиров-
ку обычно совмещают с поперечным раскроем. Заготовки по тре-
буемому качеству после торцовки укладывают в разные стопы, из
которых затем путем сращивания по длине формируют слои
определенного качества. Для лучшей видимости обычно пороки
«вскрывают», выполняя предварительное фрезерование одной из
поверхностей досок.
Можно осуществлять сортировку не заготовок, а слоев после
сращивания заготовок по длине и механической обработки их по-
верхностей, однако этот способ используется крайне редко.
На предприятиях с большим выпуском продукции и непре-
рывным процессом изготовления используют механизированную
сортировку, совмещая визуальную ручную разметку пиломате-
риалов с автоматическим раскроем на заготовки.
В странах ЕС рекомендации по визуальной сортировке содер-
жатся в стандарте EN 518 [48]. Однако сам процесс оценки качест-
ва пиломатериалов строго не регламентирован. EN 518 приводит
только набор минимальных требований, к числу которых отнесе-
ны ограничения, относящиеся к прочностным характеристикам -
сучкам, сбежистости, трещинам и др.; геометрическим характе-
ристикам - изгибу, покоробленности; биопоражениям.
При визуальной сортировке необходимо учитывать, что на
оценку качества одной доски уходит буквально 2-4 с, при этом
может быть выявлено только ограниченное число существенных
показателей. Поэтому правила визуальной сортировки должны
быть как можно проще. Видимые пороки, выявленные при визу-
альной сортировке качества, хотя и влияют на прочность древе-
сины, но полностью ее не характеризуют. Например, нередки слу-
чаи, когда при визуальной оценке по порокам древесина отнесена
к высокой категории качества, хотя общая ее прочность низка из-
за малой прочности чистой древесины.
В зависимости от производственных и экономических возмож-
ностей предприятий могут быть приняты различные схемы визу-
альной оценки качества древесины и операций по вырезке недо-
пустимых пороков и дефектов.
На большинстве отечественных предприятий одной из первых
операций является визуальная оценка качества поступающих из
расштабелера досок с ручной разметкой дефектных мест флюо-
165
Рис. 54. Машинная сортировка пиломатериалов
ресцентным карандашом и последующим автоматическим попе-
речным раскроем с вырезкой дефектных участков досок.
Визуальную оценку осуществляют после предварительного
строгания поверхностей досок, хотя с меньшей достоверностью
можно оценивать качество и без их предварительной механичес-
кой обработки.
Часто, особенно за рубежом, рекомендуется оценивать качест-
во древесины с помощью машин для прочностной сортировки. Ис-
пользование машинной сортировки, позволяющей количественно
оценивать прочность древесины, значительно увеличивает полез-
ный выход по сравнению с визуальной сортировкой, за счет чего
достигается экономия древесины в производстве (рис. 54).
Для машинной сортировки используют установки двух типов,
отличающихся по принципу работы.
В установках первого типа применен метод силовой сортиров-
ки, основанный на использовании взаимосвязи между модулем
упругости и прочностью при изгибе древесины. На этом принципе
работают машины для непрерывной сортировки пиломатериалов
путем их изгиба без разрушения.
В установку непрерывно подается пиломатериал, где он проги-
бается на определенном пролете с перекрытием каждого пролета,
166
за счет чего исключается возможность пропуска любого дефекта
или слабого участка. Установка снабжена набором цветных рас-
пылителей, позволяющих в случае необходимости маркировать
определенным цветом каждый испытываемый участок для после-
дующей вырезки наиболее слабых из них. Встроенная в установ-
ку вычислительная машина запоминает худшее качество прове-
ряемой доски с учетом качества самого худшего участка. После
этого доски автоматическим сепаратором разделяются на сорта и
направляются в соответствующий бункер или на транспортер,
что исключает необходимость ручной сортировки.
Пределы деформаций, определяющие сорт или категорию ка-
чества древесины, вводят заранее в вычислительную машину в
виде быстро заменяемых программных карт.
С момента появления машинной сортировки уже около 30 лет ве-
дутся разработки по улучшению этого процесса. Большое количест-
во исследований было посвящено методам, основанным не на изги-
бе, а на использовании вибраций, микроволн и ультразвука. Послед-
ние два имеют преимущества, так как не связаны с механическим
напряжением древесины и, таким образом, исключают ее повреж-
дение. Более того, максимальная толщина древесины не ограничи-
вается 80 мм, как это имеет место в «изгибных машинах». Последние
исследования показывают, что точность испытательных машин мо-
жет быть увеличена путем модернизации с использованием при
сортировке нескольких параметров. Например, сочетание модуля
упругости и показателя, основанного на учете размеров сучков, да-
ет лучшую корреляцию с прочностью, чем один модуль упругости.
Использование показателя плотности также может быть по-
лезным при сортировке древесины, так как дает возможность вы-
делять древесину с высокими характеристиками плотности, а
также выявить и забраковать древесину с большими участками
внутренних сжимающих напряжений. Как известно, такая древе-
сина имеет более высокую плотность и склонность к хрупкому
разрушению. Наличие сучков может быть определено оптичес-
ким сканированием всех четырех плоскостей или радиационным
методом, плотность может определяться взвешиванием или ради-
ационным методом в машинах второго типа.
При радиационном методе, например с использованием микро-
волн или гамма-излучения, часть радиации поглощается древе-
синой. Чем большая масса подвергается облучению, например
древесина большей плотности и влажности, тем больше энергии
поглощается. Наличие сучков может быть выявлено радиацион-
ным методом, так как их плотность в основном в 2,5 раза больше
плотности обычной древесины.
167
При оптическом методе все четыре поверхности деревянного
элемента сканируются видеокамерами. Сучки отыскиваются в ви-
де серых теней, которые могут быть отделены от других эффектов,
не понижающих прочности древесины, например грязи или пятен,
по текстуре окружающих волокон. Величины относительных раз-
меров сучков могут быть определены по анализу изображения.
Важным отличием визуальной сортировки является то, что
при визуальной сортировке можно проверить распределение дре-
весины по сортам и классам даже в готовой конструкции. При ма-
шинной же сортировке ее повторение становится невозможным.
EN 519 [49] приводит требования к работе сортировочных ма-
шин и к самим машинам. Применение испытательных машин и их
наборов требует глубоких экспериментальных и теоретических ис-
следований принципов действия машин, таких как учет размеров
древесины, допусков, вида поверхности, влажности, температуры,
скорости прохождения досок, их ориентации и др. Для проверки то-
го факта, что характеристики, полученные при помощи сортиро-
вочных машин, отвечают действительным свойствам древесины,
должны параллельно выполняться независимые испытания обще-
принятыми методами. В настоящее время ведутся работы по меха-
низации и автоматизации процесса визуальной сортировки.
Для обнаружения и измерения пороков (сучков, обзола, трещин)
используется, например, оптическое измерительное устройство.
Доска проходит через устройство в продольном направлении со
скоростью не более 4 м/с. При этом она освещается и измеряется
одновременно со стороны пласти и кромки. С помощью измеритель-
ных датчиков и блока обработки сигналов определяются размеры и
положение сучков, трещин и обзола. Ненормальные окраски древе-
сины обнаруживаются цветовыми датчиками. Для этого доска осве-
щается поляризованными источниками света через красный и си-
ний оптические фильтры. С помощью инфракрасного излучения
определяется плотность сучков. После измерения данные о поро-
ках сохраняются в памяти микропроцессора прибора.
На основе запрограммированных в приборе критериев сортно-
сти определяют сорт доски. На торцовочно-сортировочной уста-
новке прибор также дает команду на торцовку и направляет дос-
ку в карман, соответствующий ее сорту.
3.5. Раскрой и механическая обработка
Предназначенные для изготовления ДКК пиломатериалы под-
вергают механической обработке, то есть раскрою и фрезерова-
нию поверхностей для получения заготовок необходимых разме-
168
Рис. 57. Визуальная оценка качества досок
ров и формы, устранения недопустимых пороков и дефектов
древесины, формирования поверхностей склеивания необходи-
мой формы и чистоты обработки.
При изготовлении многослойных конструкций процессы меха-
нической обработки включают поперечный и продольный раскрой
досок и фрезерование поверхностей слоев после сращивания за-
готовок перед склеиванием слоев в пакеты.
Если разнотолщинность досок или дефекты их формы за-
трудняют использование автоматических линий сращивания
заготовок по длине, производят предварительное фрезерование
досок перед сортировкой и раскроем для уменьшения их разно-
толщинности и вскрытия дефектов и пороков древесины (рис. 55,
см. цв. вклейку стр. 133).
На предприятиях с большим выпуском продукции начальные
операции по оценке качества досок после их расштабелирования
(рис. 56, см. цв. вклейку стр. 133) выполняют вручную опытные бра-
керы-операторы, а все остальные технологические и транспортные
операции максимально механизированы и автоматизированы. В не-
которых случаях разметку досок производят бракеры, а торцовку -
станочники (рис. 57).
Раскрой должен выполняться высококвалифицированными
рабочими, так как от них зависит не только полезный выход дре-
169
весины, но и качество готовой продукции. Если это требование не
соблюдается, после раскроя в дальнейшую обработку могут по-
ступать некачественные заготовки, что может снизить прочность
и особенно долговечность конструкций.
В зависимости от мощности, состава предприятия и других
факторов в цеха ДКК могут поступать пиломатериалы различных
размеров и качества, поэтому в технологическом процессе ис-
пользуют следующие варианты раскроя досок на заготовки: попе-
речный, поперечно-продольный и продольно-поперечный.
При оптимальном варианте, когда для изготовления конструк-
ций используют пиломатериалы, ширина и толщина которых со-
ответствуют сечению требуемых заготовок (с учетом припусков
на механическую обработку), применяют наиболее простую тех-
нологическую схему с поперечным раскроем досок. В этом случае
достигается наибольший полезный выход заготовок. Операции
раскроя сводятся только к выполнению поперечных резов для
удаления дефектов и формирования заготовок требуемой длины.
Такая схема принята на большинстве современных предприятий,
изготавливающих многослойные конструкции.
Если пиломатериалы по ширине не равны или не кратны ши-
рине заготовок, а также если используют необрезные пиломате-
риалы, необходимо применять более сложные схемы поперечно-
продольного или продольно-поперечного раскроя.
При поперечно-продольном раскрое вначале доски раскраива-
ют по длине на заготовки с удалением недопустимых дефектов, а
затем их прирезают на требуемую ширину. Этот вариант раскроя
более трудоемок, чем вариант с поперечным раскроем; при нем
получаются дополнительные отходы, так как из-за разной шири-
ны досок и заготовок часть древесины в виде реек не использует-
ся в основном производстве. Рассматриваемую схему раскроя ис-
пользуют при изготовлении заготовок для каркасов панелей, а
также при изготовлении слоев несущих конструкций из узких за-
готовок путем их сращивания по ширине и длине.
Оптимальную схему раскроя пиломатериалов выбирают при
проектировании технологического процесса в зависимости от ус-
ловий данного производства: вида сырья (обрезные или необрез-
ные пиломатериалы), качества и размеров досок и заготовок, их
назначения и др. Во всех случаях, то есть при получении пилома-
териалов со стороны, со специальных лесопильных заводов или
при распиловке бревен в лесопильном цехе своего предприятия
необходимо стремиться к получению пиломатериалов строго со-
ответствующих размеров и качества, исключающих непроизво-
дительный раскрой и сращивание по длине и ширине.
170
При относительно небольшом объеме производства для раскроя
можно использовать серийно выпускаемые станкостроительной про-
мышленностью круглопильные станки общего назначения.
В цехах большой мощности, в том числе предназначенных для се-
рийного выпуска унифицированных клееных элементов, необходимо
использовать автоматические и полуавтоматические линии, состоя-
щие из специализированных станков и транспортеров различного ви-
да. Выпиленные заготовки должны иметь припуски на дальнейшую
обработку. Предельные отклонения размеров заготовок от номиналь-
ных не должны превышать ограничений, указанных в соответствую-
щих нормативных документах.
Параметр шероховатости поверхностей заготовок по ГОСТ
7016-82* [50] не должен превышать следующих значений: при по-
перечном и продольном раскрое круглыми плоскими пилами Rzmax
- 500 мкм, при поперечном раскрое пилами с пластинами из твердо-
го сплава Rzmax - 200 мкм, при продольном раскрое строгальными
пилами и пилами с пластинами из твердого сплава Rzmax - 100 мкм.
Значительное место в технологическом процессе производства
ДКК занимают операции по механической обработке (фрезерова-
нию) поверхностей заготовок, подлежащих дальнейшему склеи-
ванию, и деталей, используемых в сочетании с клееными деталя-
ми. Заготовки, подлежащие механической обработке, должны
иметь соответствующие припуски. Предельные отклонения несо-
прягаемых размеров не должны превышать полей допусков
Н 15-17 по ГОСТ 6449.1-82* [51].
Фрезерование поверхностей производят в пределах припус-
ков на обработку, величина которых регламентируется ГОСТ
7307-75* [52]. Поверхности подлежащих склеиванию по пласти
слоев в многослойных клееных конструкциях обрабатывают по 1-й
группе, обеспечивающей обработку двух плоскостей заготовок без
непрофрезерования. Припуски, то есть толщина снимаемого слоя
при фрезеровании древесины хвойных пород, приведены в табл. 24.
Припуски на торцовку с двух сторон досок и заготовок должны со-
ответствовать указанным в табл. 25.
Обработку слоев по ширине производят после склеивания их в
многослойные элементы в пределах припусков на фрезерование:
Ширина элемента, мм Припуск, мм
До 150 15
Свыше 150 25
171
Таблица 24
Припуски на фрезерование слоев с двух сторон
без предварительного фугования
Номинальная толщина, мм Припуски при номинальной ширине слоев, мм
Свыше 55 до 95 Свыше 95 до 195 Свыше 195 до 290
До 30 4 4,5 5
Свыше 30 5 5,5 6
Таблица 25
Припуски на торцовку заготовок
Номиналь- ная ширина заготовок, мм Припуски при номинальной длине заготовок, мм
До 1500 Свыше 1500 до 3000 Свыше 3000 до 4000 Свыше 4000
До 150 15 20 25 30
Свыше 150 до 290 20 25 30 35
Указанные значения могут быть уменьшены при наличии со-
ответствующего строгального оборудования.
Выше отмечалось, что целью механической обработки являет-
ся получение заготовок, имеющих требуемые размеры. Однако по
многим причинам изготовить заготовку абсолютно точно практи-
чески невозможно. Поэтому точность обработки, характеризуе-
мая фактической погрешностью размеров и формы обрабатывае-
мых заготовок, должна быть в допустимых пределах, обеспечива-
ющих получение высокопрочных клееных конструкций, так как
разнотолщинность слоев или некачественая обработка их поверх-
ностей препятствуют плотному контакту склеиваемых поверхно-
стей и обеспечению клеевой прослойки одинаковой толщины по
всей площади. Невыполнение этих требований является причи-
ной возникновения и концентрации в конструкциях внутренних
напряжений, резко снижающих эксплуатационную прочность.
Чаще всего погрешности обработки зависят от неточности на-
стройки станков, их кинематических цепей и др. Например, при
обработке поверхности заготовок на продольно-фрезерном (стро-
гальном) станке непрямолинейность режущей кромки ножей или
172
установочной поверхности вызовет непрямолинейность обработ-
ки поверхности. Биение шпинделя (вала) в вертикальном направ-
лении вызовет на поверхности волнистость, а непрямолинейность
оси шпинделя установочной поверхности является причиной не-
параллельности обрабатываемых поверхностей. Погрешности по
толщине слоев возникают из-за погрешности расстояния между
установочной поверхностью и режущей кромкой ножевого вала.
Следует подчеркнуть, что даже случайная погрешность в обра-
ботке поверхности одного из слоев может явиться причиной разру-
шения всей конструкции. Отклонения при фрезеровании по толщи-
не слоев, подлежащих склеиванию, не должны превышать 0,15 мм.
Параметр шероховатости поверхностей заготовок и деталей по
ГОСТ 7016-82* не должен превышать для подлежащих склеива-
нию поверхностей 100-200 мкм. Обработанные поверхности заго-
товок должны быть гладкими и ровными, не допускаются отщепы,
задиры, выколы и т. п. дефекты.
3.6. Склеивание заготовок по длине
Технологический процесс изготовления клееных конструкций
включает операции склеивания заготовок по длине и ширине. Они
требуют специального оборудования, занимающего значительные
производственные площади, особенно при изготовлении больше-
пролетных конструкций. Проще эта задача решается применитель-
но к склеиванию по ширине. Его можно исключить из технологичес-
кого процесса, если используются пиломатериалы требуемой ши-
рины или конструкции запроектированы с небольшой шириной се-
чения. В случае необходимости используются спаренные конструк-
ции. Поэтому эта операция в книге не рассматривается.
В современном механизированном производстве для склеива-
ния заготовок из древесины по длине используют зубчатые соеди-
нения. Малая длина зубчатых шипов и возможность полной авто-
матизации процесса склеивания обусловили применение этого ви-
да соединения практически на всех предприятиях. Формирование
шипов производится методом фрезерования, обеспечивающего хо-
рошее качество и точность обработки склеиваемых поверхностей.
Технологический процесс склеивания заготовок по длине на
зубчатом соединении включает выполнение следующих опера-
ций: торцовку заготовок с последующим формированием зубча-
тых шипов на их концах, нанесение клея на поверхности шипов,
сборку, запрессовку и склеивание заготовок в непрерывную лен-
ту с последующим раскроем ее на слои заданной длины.
173
Рис. 58. Типы зубчатых соединений
В - вертикальное, Г - горизонтальное, Д - диагональное
Склеивание заготовок производят двумя путями: выполнением
вышеуказанных операций на отдельных станках или установках,
не связанных между собой транспортно-передаточными устройст-
вами, или на специальных линиях, включающих отдельные агрега-
ты или узлы, на которых поочередно производится каждая опера-
ция. В последнем случае процесс движения склеиваемых заготовок
и выполнение операций частично или полностью автоматизирова-
ны, а линии представляют собой единый комплекс механизмов.
Выбор того или другого направления механизации процесса
сращивания зависит от вида выпускаемой продукции, условий и
объемов производства, имеющегося оборудования и т. п.
Первый путь - наиболее простой, так как позволяет использо-
вать выпускаемое отечественной промышленностью деревообра-
батывающее оборудование, а также несложное нестандартное
оборудование, обычно изготавливаемое силами самих предприя-
тий. Такое решение целесообразно при небольших объемах про-
изводства клееных конструкций.
Использование специализированных линий является наибо-
лее рациональным,так как оно позволяет максимально механизи-
ровать процесс изготовления ДКК и сократить число рабочих на
предприятии. Однако этот эффект достигается только при усло-
174
Таблица 26
Параметры зубчатых соединений
Длина шипа, мм L Шаг шипа, мм t Затупление, мм b
50* 12 2
32 8 1
20 6,2 1
10 3,8 0,6
4 Применяется крайн 1,6 :е редко. 0,2
вии достаточной загрузки оборудования, то есть на предприятиях
большой мощности.
На практике применяют зубчатые соединения с различными
параметрами, от которых зависит не только прочность клеевых
соединений, но и производительность оборудования.
ГОСТ 19414-90 [53] регламентирует параметры наиболее осво-
енных в промышленности соединений. В производстве клееных
конструкций преимущественно используются вертикальные со-
единения (рис. 58). Регламентированные ГОСТом параметры зуб-
чатых соединений приведены в табл. 26.
Учитывая, что не везде требуются соединения максимальной
прочности, при выборе параметров зубчатых соединений необхо-
димо кроме прочности учитывать и сложность самого процесса
склеивания, определяемую, в частности, стойкостью режущего
инструмента, удобством сборки соединений, необходимым давле-
нием запрессовки соединений, их внешним видом, требуемой ве-
личиной разборной прочности и т. д. При выборе параметров зуб-
чатого соединения следует также учитывать, что увеличение
длины шипов облегчает сборку соединения и при небольшом
усилии прессования дает высокую прочность, однако приводит к
увеличению потерь древесины. Более прочное соединение полу-
чается при сборке шипов с малым затуплением. При большем
затуплении шипов прочность снижается, так как уменьшается
общая площадь склеивания и увеличивается доля торцовой склеи-
ваемой поверхности.
Наибольшее распространение в производстве ДКК для склеи-
вания древесины нашли соединения с длиной шипов 20 мм. Доста-
175
точную статическую прочность имеют и соединения с длиной ши-
пов 10 мм, однако в этом случае запрессовочное давление повы-
шается до 12 МПа, что ведет к усложнению запрессовочного обо-
рудования, особенно при большом сечении стыкуемых заготовок.
Кроме того, из-за малого затупления режущий инструмент для
фрезерования укороченных шипов быстро изнашивается. Для
конструкций III класса могут использоваться также соединения с
длиной шипа 4 мм.
При склеивании зубчатых соединений более высокая проч-
ность достигается, если клей наносят на обе склеиваемые поверх-
ности. При этом важное значение имеет вязкость клея. Клей
малой вязкости интенсивно впитывается в древесину вдоль ее во-
локон, ослабляя сечение; высоковязкие клеи хотя и требуют неко-
торого увеличения давления при запрессовке, но более благопри-
ятно влияют на формирование клеевого соединения. В современ-
ном оборудовании открытые и закрытые выдержки нанесенного
клея практически отсутствуют, так как сразу после нанесения
клея зубчатые соединения запрессовывают.
Существенное значение для обеспечения высокой прочности
образуемых зубчатых соединений имеет величина запрессовоч-
ного давления. По ГОСТ 19414-90 в зависимости от вида и пара-
метров соединения рекомендуется запрессовывать соединения
при следующем давлении:
Соединение с длиной шипа, мм 50 32 20 10 4
Давление, МПа 4 8 10 12 13
Отклонение от указанного давления отрицательно отражается
на прочности соединений: недостаточное давление не обеспечива-
ет требуемого контакта по всей склеиваемой поверхности и необ-
ходимого перераспределения клея в клеевой прослойке, по-
вышенное же давление способствует выдавливанию клея и воз-
никновению в вершинах зубьев трещин и больших остаточных
напряжений.
Наибольший зазор в плоскостях склеивания для зубчатых со-
единений с длиной шипа 4, 10 и 20 мм не должен превышать
0,1 мм, а наибольший натяг - 0,3 мм. Указанные значения зависят
от породы древесины.
Отечественной и зарубежной станкостроительной промышлен-
ностью предлагается большая номенклатура оборудования как по-
зиционного, так и непрерывного действия. Так как конструктивно
оборудование и его торговые марки постоянно меняются, нет необ-
176
ходимости приводить конкретные технические характеристики.
Отметим, что при небольшой длине склеиваемых лент (6-12 м)
обычно применяется отечественное позиционное оборудование. Ес-
ли требуется склеивать слои для многослойных конструкций боль-
шой длины, производители ДКК предпочитают использование ли-
ний непрерывного действия, как правило, зарубежных фирм. При
этом учитываются требования зарубежных норм [54].
3.7. Приготовление и нанесение клеев
Используемые в производстве ДКК клеи состоят из несколь-
ких компонентов - смол, отвердителей и иногда наполнителей,
поэтому процесс приготовления клея заключается в их переме-
шивании. На этой стадии особое внимание следует обращать на
правильное дозирование и тщательное перемешивание компо-
нентов. Опыт показывает, что даже незначительный недостаток
или избыток отвердителя или же неравномерное его распределе-
ние по объему клеевой композиции приводят к недоотверждению
или преждевременному отверждению клея в отдельных местах
или по всей клеевой прослойке, что непременно проявится в про-
цессе эксплуатации конструкций, то есть будет причиной их рас-
слоения. К приготовлению клеев необходимо привлекать только
ответственных, хорошо подготовленных работников.
Перед приготовлением клея компоненты следует перемешать.
Это же требование относится к уже приготовленным клеям перед
их употреблением, так как входящие в их состав растворители и
наполнители даже во время кратковременного хранения клея
оседают на дно емкости или скапливаются на поверхности.
В современных установках этот процесс полностью автома-
тизирован.
Для приготовления клеев рекомендуется применять клееме-
шалки с механическим приводом. Лопасти мешалок должны вра-
щаться с частотой не более 50-80 об/мин. Повышение числа обо-
ротов лопастей мешалок против указанного не рекомендуется во
избежание вспенивания клея. Наиболее целесообразно применять
механические клеемешалки со сменными емкостями. Клеи с по-
рошковыми отвердителями или наполнителями лучше переме-
шивать в клеемешалках с планетарным вращением лопастей.
Находят применение также съемные портативные клеемешал-
ки, которые при помощи винтовых зажимов могут быть быстро
прикреплены к любой емкости. В качестве съемных используют
также ручной электрифицированный инструмент - сверлилки,
гайковерты, шуруповерты и т. д. К ним крепятся крышки, диаметр
177
которых больше диаметра емкости. Через крышку пропускают вал
с лопастями. Верхние лопасти перемещают массу клея ко дну ем-
кости, а нижние - к поверхности. Вал соединяется с гайковертом
или другим подобным инструментом при помощи переходной втул-
ки. Мешалка подвешена на роликовой каретке с блоком и может
перемещаться по монорельсу, обслуживая несколько емкостей.
Благодаря противовесу мешалку легко поднимают и опускают.
Приготовить небольшое количество клея, например для склеи-
вания зубчатых соединений, можно вручную, тщательно переме-
шивая компоненты клея в переносной емкости. Так как во время
нанесения клей перемешивается клеенаносящим валиком или
другим подобным инструментом, нет опасения, что ручное приго-
товление будет причиной некачественного склеивания.
Как уже отмечалось ранее, некоторые клеи, например резор-
циновые, в процессе приготовления и последующего применения
разогреваются. При приготовлении большого их количества мо-
жет быть выделено много тепла, поэтому при неудовлетворитель-
ных условиях теплоотвода температура клея достигает значения,
при котором происходит его быстрое загустение. Такой затвер-
девший клей очень трудно удалить из клеемешалки или клеена-
носителя. В связи с этим емкости, в которых находится большое
количество (более 2-3 кг) клея, должны иметь двойные стенки с
циркулирующей между ними водой или другой охлаждающей
жидкостью, позволяющей поддерживать температуру клеевой
композиции до 15-18°С.
Загрузку компонентов обычно начинают со смол, затем вводят от-
вердитель и после кратковременного (2~3 мин) перемешивания вво-
дят наполнитель. Продолжительность перемешивания 5-10 мин.
На предприятиях ДКК используют также клеемешалки, осна-
щенные холодильным агрегатом, позволяющим поддерживать за-
данную температуру клеевой композиции. Весьма удобны в про-
изводстве клеемешалки со сменными емкостями. В них электро-
привод с валом и лопастями может подниматься при загрузке и
выгрузке емкости с клеем. Иногда подъемной делают площадку,
на которой устанавливают эту емкость. Тогда электропривод
укрепляется стационарно.
При высокомеханизированных современных производствах
используются различного вида установки, в которых процессы
приготовления и нанесения клеев совмещены. Обычно такие уста-
новки поставляют производители клеев. Особенно это характерно
для приготовления и нанесения клеев малой жизнеспособности. В
этом случае смола и отвердитель хранятся раздельно и поступа-
ют для смешивания в момент употребления. Иногда клеемешалки
178
устанавливают непосредственно на клеенаносителях. При не-
большом объеме производства клей из клеемешалок переливают
в специальные емкости (иногда охлаждаемые), в которых подают
в места нанесения.
Подача клеев в клееприготовительное отделение, перемеши-
вание каждого компонента для устранения осадков, загрузка ком-
понентов в клеемешалки - трудоемкие операции. Необходимость
механизации этих операций особенно важна для предприятий с
большими объемами переработки клея.
В этом отношении заслуживает внимания клееприготовитель-
ное оборудование, поставляемое вместе с клеем фирмой «Каско
Продакс». Компактные, хорошо технически отработанные меха-
низмы по перемешиванию компонентов клеев, устанавливаемые
непосредственно на клеенаносящих станках или рядом с ними,
способствуют выполнению отмеченных выше требований и обес-
печению качественного склеивания.
Наряду с приготовлением нанесение клеев - одна из основных
операций в технологическом процессе изготовления клееных кон-
струкций. Она определяет расход клея и качество склеивания.
Нанесение клея на подлежащие склеиванию поверхности сле-
дует производить механизированным способом при помощи клее-
наносителей, обеспечивающих равномерное распределение по
поверхности требуемого количества клея. При небольшом объеме
производства допускается ручное нанесение клея при помощи ва-
ликов, кистей, шпателей.
Клеенаносящее оборудование должно обеспечивать:
- возможность дозирования наносимого количества клея;
- равномерность нанесения на поверхности заданного количест-
ва клея;
- ограниченное время нанесения;
- возможность быстрой смены, очистки и замены частей обору-
дования, соприкасающихся с клеем.
Клей можно наносить на одну или обе склеиваемые поверхнос-
ти. Исследования показали, что наиболее высокое и стабильное ка-
чество достигается при двухстороннем нанесении клея, так как в
этом случае жидкий клей наносится на каждую склеиваемую по-
верхность древесины и пропитывает ее; важно также, что при
сборке и запрессовке контактируют две однородные поверхности.
Несмотря на отмеченные достоинства, двухстороннее нанесение
клея используется весьма редко из-за сложности осуществления
этой операции и повышенного расхода клея. Его можно рекомендо-
вать для использования только при малосерийном изготовлении
особо сложных по форме или весьма ответственных конструкций.
179
После нанесения клея, особенно одностороннего, склеиваемые
поверхности необходимо сразу контактировать и запрессовывать,
сокращая до минимума открытые выдержки, так как находящиеся
в составе клея жидкие фракции могут интенсивно впитываться
древесиной и вторая склеиваемая поверхность не будет смачивать-
ся клеем. Из-за этого не будет обеспечен адгезионный контакт по
всей поверхности склеивания и образование клеевой прослойки
требуемой равномерной толщины. Технический уровень современ-
ного производства позволяет обеспечивать это требование.
Одностороннее нанесение клея более технологично, так как
осуществляется методом налива. Этот метод практически стал ос-
новным на большей части предприятий нашей страны. Несмотря
на различное устройство клееналивного оборудования, суть мето-
да остается во всех случаях одинаковой. Из отверстий клееналив-
ной трубы клеенаносящего станка вытекает клей и наносится по-
лосами на поверхность движущегося с большой скоростью по
транспортеру слоя древесины.
Полосы клея, расположенные на расстоянии 3-5 мм друг от
друга, имеют полуовальное сечение, в связи с чем из них в мень-
шей степени испаряются и впитываются в древесину жидкие
фракции клея, что должно улучшить условия смачивания другой
поверхности, когда при запрессовке полосы будут «раздавлены» и
клей равномерно будет распределен по всей площади склеивания.
В промышленности используются клееналивные установки
различных фирм. Они несколько отличаются по конструкции, од-
нако эти отличия не меняют основного принципа работы. Обычно
клееналивные станки (рис. 59) состоят из платформы 1, на кото-
рой смонтированы насос 6 с электроприводом 7 для перекачки
клея из клеевого бака 2 в клееналивную трубу 3 по гибкому шлан-
гу 5. Клееналивная труба имеет два ряда перфорированных от-
верстий, через которые вытекает клей на пласти заготовок. Для
регулирования давления клея при его нагнетании в клееналив-
ную трубу имеется отводной трубопровод с запорным краном 4. В
требуемое положение трубу можно установить перемещением его
по вертикальной и горизонтальной направляющим.
Установка смонтирована на тележке, которую можно вручную
установить на любом месте в цехе.
Клей наносится следующим образом (рис. 60, см. цв. вклейку
стр. 134). Заготовки-слои подают в клееналивную установку по транс-
портеру. Клееналивная труба расположена над заготовкой перпенди-
кулярно ее движению. Клей из клееналивного бака нагнетается в кле-
еналивную трубу и, вытекая из нее, параллельными полосами нано-
сится на верхнюю пласть заготовки. Остатки клея стекают в клеевой
180
Рис. 59. Схема клееналивной установки
бак. Если нужно уменьшить количество клея, часть его направляется
в отводную трубу. Таким образом, количество наносимого клея мож-
но регулировать изменением скорости подачи заготовок, давлением
при подаче клея и его количества, подаваемого в клееналивную трубу.
Достоинством таких клееналивных станков является высокая ско-
рость подачи заготовок, в 2-4 раза превышающая подачу вальцовых
клеенаносителей, отсутствие прямого контакта заготовок с клеенано-
сящим органом, меньшее загрязнение транспортеров, так как при на-
ливе производится только одностороннее нанесение. Применять этот
метод следует с особой тщательностью, обращая внимание на посто-
янство вязкости клея и устанавливая ее с учетом скорости подачи за-
готовок и клея, равномерности нанесения и расхода, сведения до ми-
нимума продолжительности сборочно-запрессовочных операций.
Для нанесения клеев на пласти слоев конструкций можно ис-
пользовать клеенаносящие станки с дозирующими валками. Несмо-
тря на разнообразие таких станков, принцип их работы почти
одинаков. Чаще всего в промышленности используют четырехваль-
цовые станки, имеющие две пары вращающихся навстречу друг
другу вальцов. При одностороннем нанесении одну пару отключают.
В каждой паре один валец рабочий (наносящий), а другой - до-
зировочный, регулирующий количество наносимого клея (рис. 61,
см. цв. вклейку стр. 134).
181
Нижний рабочий валец установлен неподвижно, верхний может
передвигаться по высоте в зависимости от толщины заготовки.
Толщину наносимого клеевого слоя регулируют изменением
расстояния между дозировочным и рабочим вальцами.
Производительность клеенаносящих станков находится в пря-
мой зависимости от способа подачи заготовок и их съема после на-
несения клея. Эти операции в современных поточных линиях пол-
ностью механизированы и автоматизированы. Обычно на линии
пакет слоев помещают на подъемник, синхронно поднимающийся
на толщину каждого слоя после подачи его в клеенаноситель.
Аналогичным образом работают подъемники, при помощи кото-
рых пакетируют слои после нанесения клея.
Принятая на некоторых предприятиях технологическая
схема, по которой слои после нанесения на пласти клея пакетиру-
ют и затем переносят для запрессовки, не всегда оправдывает
себя из-за продолжительности, зачастую превышающей рабочую
жизнеспособность клея. Кроме того, транспортирование пакетов
по воздуху опасно и трудоемко. Поэтому целесообразно, особенно
при изготовлении криволинейных конструкций, сразу после на-
несения клея слои передавать к запрессовочным устройствам.
Для этой цели могут быть использованы установленные в разры-
вах транспортера перекладчики, при помощи которых слои мож-
но передавать к прессам.
В производстве ДКК используют также оборудование для на-
несения клея на кромки заготовок при склеивании их по ширине,
нанесения клея на кромки каркаса панелей перед приклеиванием
к нему обшивок. Для этой цели чаще всего используют вальцовые
клеенаносители.
На зубчатые шипы клей можно наносить путем подачи загото-
вок для контакта со стационарным или утапливаемым гребенча-
тым клеенаносителем; при прохождении заготовки мимо клеена-
но сителя и контакта с ним во время движения; подводом клеена-
носителя и контакта с ним во время движения; подводом клеена-
носителя к неподвижной заготовке и т. д. Клеенаносители могут
быть выполнены в виде щеток, профильных дисков, гребенок,
распылителей. Нанесение клея осуществляется при контакте за-
готовки с гребенчатым клеенаносителем, периодически опускае-
мым в ванну с клеем. Клей наносится также при контакте загото-
вок с вращающимися профильными дисками, к которым он пода-
ется шнеком, помещенным в вертикальную трубу.
Наиболее часто наносят клей, составные части которого (смола
и отвердитель) смешаны предварительно. Однако в некоторых
случаях смолу и отвердитель смешивают непосредственно в мо-
182
мент нанесения. Для этого оба компонента клея по трубопроводам
под давлением подают раздельно к двум пневматическим пистоле-
там, которые включаются в момент прохода мимо них зашипован-
ного торца заготовки. Перемешивание смолы и отвердителя проис-
ходит в факеле, образуемом распыляемой смолой и отвердителем.
В последнее время используется раздельное нанесение смолы
и отвердителя на склеиваемую поверхность слоев (рис. 62, см. цв.
вклейку стр. 135). Достоинства этого технологического приема бес-
спорны: отпадают операции по перемешиванию компонентов клея,
практически исключаются открытые выдержки, существенно облег-
чается очистка оборудования.
Вместе с тем при таком способе нанесения требуются тщатель-
ная подготовка и содержание оборудования, строгое дозирование
наносимых на поверхность компонентов, так как их перемешива-
ние происходит при сжатии склеиваемых слоев. Поэтому этот
способ пока можно рекомендовать только для склеивания зубча-
тых шипов и слоев по пласти конструкций II и III классов, к экс-
плуатационной прочности клеевых соединений которых не
предъявляются повышенные требования. По мере накопления
опыта его применение может быть расширено. Кроме того, дан-
ный способ может быть использован для склеивания заготовок на
зубчатый шип для конструкций всех классов.
В современном поточном производстве клей необходимо нано-
сить механизированным способом. Однако бывают случаи, осо-
бенно при небольшом выпуске продукции, когда использование
механизмов затруднительно, так как время на подготовку клеена-
носящих механизмов и последующую их очистку значительно
превышает время, в течение которого клей можно нанести вали-
ками вручную. Кроме того, клеенаносящее оборудование и меж-
станочные разрывы занимают значительную производственную
площадь, что при небольшом выпуске продукции и малой загруз-
ке оборудования делает механизированное нанесение нерацио-
нальным. В таких случаях клей наносят вручную - валиками,
кистями и т. п. Однако нельзя не учитывать существенные недо-
статки ручного нанесения: трудность регулирования расхода
клея, большую трудоемкость и вредность для работающих.
Максимальная прочность клеевого соединения обеспечивается
оптимальной толщиной клеевой прослойки (0,1-0,2 мм), которая
достигается установлением требуемого расхода клея. Чем толще
слой клея, особенно высоковязкого, тем больше требуется внеш-
нее усилие при запрессовке для равномерного распределения его
в прослойке. В толстой клеевой прослойке больше вероятность по-
явления воздушных пузырей и других очагов концентрации на-
183
пряжений и ослабления клеевых соединений. Вместе с тем, стре-
мясь к минимальному расходу, а следовательно, и минимальной
толщине клеевой прослойки, нельзя допускать «голодного» соеди-
нения. Количество наносимого клея должно быть достаточным
для смачивания и пропитки обеих склеиваемых поверхностей и
заполнения всего свободного пространства между ними.
Величина удельного расхода клея не может быть установлена
единой для всех случаев склеивания, так как зависит от ряда
факторов: влажности и степени обработки поверхностей древе-
сины, размеров склеиваемых поверхностей, вида соединения,
вязкости клея, способа и режимов его нанесения, продолжитель-
ности сборки и запрессовки. Опыт показывает, что суммарный
расход клея при нанесении его на одну или обе склеиваемые по-
верхности колеблется в пределах от 250 до 600 г/м2.
Оборудование для приготовления и нанесения клея необходимо
систематически очищать от клея (до потери клеем полной жизнеспо-
собности - гелеобразования), так как клеи, перешедшие в твердое со-
стояние, полностью теряют растворимость и могут очищаться только
механическим путем или едкими жидкостями. Обычно на заводах
своевременная очистка оборудования производится проточной водой.
3.8. Сборка и запрессовка конструкций,
режимы склеивания
После нанесения на слои клея в технологическом процессе
идет операция сборки подлежащих склеиванию слоев в пакеты,
их запрессовка и выдержка под давлением до набора клеевыми
соединениями необходимой прочности.
На практике используют различные схемы сборки и запрессов-
ки конструкций. Однако при осуществлении любой из них особое
внимание следует обращать на продолжительность сборочных опе-
раций, которая находится в прямой зависимости от рабочей жизне-
способности клея, его удельного расхода (нанесения на одну или обе
склеиваемые поверхности), температуры и влажности помещения.
Технологическое время с момента нанесения клея до окончания за-
прессовки включает продолжительность так называемых открытых и
закрытых выдержек, которые являются неизбежными при изготовле-
нии клееных конструкций. Открытая выдержка - период после нане-
сения клея на склеиваемые поверхности до их плотного соединения по
всей плоскости при сборке подлежащих склеиванию слоев.
Закрытая выдержка определяется временем с момента кон-
тактирования склеиваемых поверхностей собранных слоев до их
запрессовки, то есть приложения внешнего давления.
184
Продолжительность открытых и закрытых выдержек зависит
от принятого технологического процесса и может колебаться от
десятков секунд при непрерывном склеивании до 1 ч и более при
изготовлении крупноразмерных строительных конструкций.
Как правило, открытые выдержки меньше закрытых, так как
обычно сразу после нанесения клея поверхности слоев контакти-
руют. И только в тех местах, где в результате коробления слоев
есть зазоры, клеевая поверхность остается открытой в течение
всего времени сборки до запрессовки склеиваемых конструкций.
Во время длительных открытых выдержек клей впитывается
в древесину, а имеющиеся в нем летучие компоненты интенсив-
но испаряются, в результате чего клей становится более густым
и менее подвижным. Естественно, что в этом случае при контак-
тировании с древесиной смачиваемость и растекаемость клея на
поверхности, а также проникновение его в поры древесины будут
недостаточными для образования прочной адгезионной связи.
Однако и малые выдержки могут в ряде случаев снизить проч-
ность клеевого соединения, так как за короткое время клей не ус-
певает пропитать поверхность древесины и создать необходимую
для качественного склеивания пропитанную клеем поверхност-
ную зону.
Ввиду многообразия клеев, видов клеевых соединений и спосо-
бов их образования трудно установить для всех случаев склеива-
ния какую-либо оптимальную продолжительность открытых и
закрытых выдержек, так как она зависит от многих взаимосвя-
занных факторов. Поэтому по изменению вязкости клея после
введения отвердителя следует регулировать и продолжитель-
ность сборочных операций. Ориентировочно можно принять, что
продолжительность сборочно-запрессовочных операций должна
быть в 1,5 раза меньше рабочей жизнеспособности клея, опреде-
ляемой при той же температуре, при которой осуществляется
процесс склеивания.
Учитывая ограниченную рабочую жизнеспособность и, следо-
вательно, необходимость выполнения сборочных операций в воз-
можно короткий срок, следует стремиться к максимальной меха-
низации процессов сборки и запрессовки.
Наиболее приемлемой является схема производства, при
которой слои сразу же после нанесения на них клея собирают в
пакеты и запрессовывают. Например, при изготовлении много-
слойных конструкций путем непрерывного склеивания с про-
дольным перемещением склеиваемых элементов. Значительно
худшие условия склеивания многослойных конструкций, когда
вначале формируют пакет, а затем его транспортируют в пресс.
185
В общем виде работа линии по нанесению клея и формированию
пакетов осуществляется следующим образом. Выдержанные на по-
перечных транспортерах слои устанавливаются на разгрузочные
площадки, которые автоматически перемещаются вверх на один слой
по мере подачи их загрузочным устройством на продольный ролико-
вый транспортер для перемещения в зону клееналивного станка.
После нанесения клея слои поступают на установку пакетиро-
вания элеваторного типа, которая осуществляет горизонтальную
укладку слоев, исключающую стекание клея с их поверхности.
Сформированные пакеты длиной до 15 м с помощью тележки
загружаются в вертикальные гидравлические прессы, а пакеты
длиной более 15 м подаются с помощью мостового крана к механи-
ческому горизонтальному прессу.
В отечественной практике при склеивании конструкций дли-
ной более 15-18 м используют схему, при которой слои с нанесен-
ным на поверхности клеем собирают в пакеты непосредственно в
горизонтальных запрессовочных стендах.
В настоящее время с целью повышения производительности запрес-
совочного оборудования в промышленности все больше используют
быстроотверждаемые клеи. Следует подчеркнуть, что необходимо стро-
гое планирование и реализация всего цикла сборочно-запрессовочных
операций с учетом технологических свойств конкретно применяемого
клея. Ведь сокращение периода отверждения клея и, как следствие, рез-
кое уменьшение времени выдержки конструкций в запрессованном ви-
де связаны с уменьшением рабочей жизнеспособности клеев и соответ-
ственно сокращением продолжительности сборочных операций.
Для обеспечения плотного контакта склеиваемых поверхностей
слоев, перераспределения и удаления избытка клея и получения
клеевой прослойки требуемой толщины после сборки к склеивае-
мым пакетам прикладывают внешнее давление, которое необходи-
мо поддерживать равномерным в течение всего времени отвержде-
ния клея, то есть до получения разборной прочности конструкции.
Как правило, запрессовку многослойных несущих конструкций
производят в прессовых установках периодического действия. В
случае изготовления однотипных элементов можно производить
запрессовку в установках непрерывного действия проходного типа.
Если это условие не соблюдается, существенные затраты на
установку сложного оборудования и его обслуживание удорожа-
ют изготавливаемую продукцию, что делает применение непре-
рывного склеивания экономически нецелесообразным.
Наибольшее распространение получили установки непрерывного
склеивания, в которых направление движения совпадает с длиной
склеиваемого изделия. Такие установки отличаются большой произво-
ле
Рис. 63. Криволинейный запрессовочный стенд
с горизонтальным приложением давления
дительностью, в них все операции - от нанесения клея на заготовки до
раскроя непрерывной склеенной ленты полностью механизированы.
В тех случаях, когда по экономическим или другим причинам не-
целесообразно организовывать производство со сложным запрессо-
вочным оборудованием, при небольшом объеме выпуска несущих
или ограждающих конструкций можно использовать склеивание с
гвоздевой запрессовкой. Особенно это относится к изготовлению не-
сущих конструкций больших размеров и сечений, когда одновре-
менная сборка и запрессовка большого количества слоев по времени
превышает продолжительность рабочей жизнеспособности клея.
Опыт изготовления на Солигорском, Березниковском и других
заводах клееных арок пролетом 45 м для складов минеральных
удобрений показал, что несмотря на большую трудоемкость, этот
способ запрессовки позволяет в минимальные сроки без сущест-
венных затрат и наличия специального оборудования осуществить
изготовление конструкций практически любых размеров и сече-
ний. Конечно, рекомендовать этот способ запрессовки в современ-
ном производстве можно только в исключительных случаях.
Большое распространение получили запрессовочные стенды с
горизонтальным приложением давления для изготовления как
прямолинейных, так и криволинейных конструкций (рис. 63)
практически любых размеров.
187
Запрессовочные стенды обычно состоят из силовых секций, ко-
торые прикрепляют при помощи болтов с Т-образной головкой к
рельсам силового пола таким образом, чтобы их опорные части со-
ответствовали профилю склеиваемого изделия. Когда профиль
изделия не меняется, то есть склеиваются однотипные изделия,
силовые секции могут быть жестко соединены и приварены к ос-
нованию пресса. Силовой пол в этом случае не требуется. Силовые
секции изготовляют из профильного металлического проката. В
промежутке между вертикальными стойками располагаются тя-
ги с прижимными башмаками.
При расстановке секций необходимо учитывать, что после распрес-
совки криволинейных конструкций происходит их некоторое распрям-
ление. Поэтому радиус установки базовых поверхностей секций должен
быть меньше радиуса прилегающей к ним поверхности конструкции:
R = Rk(l-Zl\D,
где Rk - внутренний радиус поверхности конструкции, см; Е I -
сумма моментов инерции слоев; I - момент инерции пакета.
Запрессовку в горизонтальных прессовых стендах производят
следующим образом. Вначале в пресс укладывают нижние тяги
(практикуют также запрессовку двух пакетов с одной тягой, рас-
полагаемой между пакетами) (рис. 64, см. цв. вклейку стр. 135) и
толстый распределительный слой-шаблон. Затем последователь-
но укладывают, прижимая к шаблону, необходимое число слоев с
нанесенным на их поверхности клеем и после выравнивания сло-
ев — второй распределительный слой. После набора пакета на его
поверхность укладывают верхние тяги. Одним концом тяги за-
крепляют на вертикальной стойке секции, а другим соединяют с
прижимными башмаками. В качестве нижних тяг при запрессов-
ке первого пакета используют горизонтальное основание секций.
При запрессовке конструкций с малым радиусом изгиба, на-
пример гнуто-клееных рам, вначале запрессовывают более длин-
ную прямолинейную часть, потом, после изгиба, - короткую
часть. Перед гнутьем ранее установленные винтовые башмаки в
криволинейной части расслабляют до такого состояния, чтобы
слои могли свободно перемещаться друг относительно друга без
вытекания клея. При гнутье следят за тем, чтобы винтовые баш-
маки были размещены между стойками пресса, а выравнивание
провесов произошло до окончательной запрессовки пакета.
Если уложенные в запрессовочный стенд слои строго одной
ширины, не имеют деформаций, то практически не требуется
вертикальная подпрессовка. Однако чаще всего в процессе за-
прессовки необходимо выравнивать склеиваемые слои, с тем что-
188
Рис. 66. Винтовая запрессовка с помощью тарированных гайковертов
бы их кромки по возможности находились в одной плоскости. Для
этого запрессовочные стенды снабжаются передвижными
устройствами с пневматической, гидравлической или грузовой
вертикальной подпрессовкой (рис. 65, см. цв. вклейку стр. 136).
Как отмечалось, иногда вначале пакеты набирают на линии на-
несения клея, скрепляют их стяжками и затем передают к прессу.
При этом способе, хотя набор пакета и производится автоматиче-
ски, на скрепление пакета, его транспортирование и укладку в
пресс затрачивается много времени, что при недостаточной рабо-
чей жизнеспособности клея может привести к некачественному
склеиванию. Кроме того, вытекающий из пакетов клей загрязняет
оборудование и производственные площади.
Для приложения к пакетам горизонтального давления исполь-
зуют два способа. Первый способ осуществляется (рис. 66) путем
завинчивания винтов при помощи тарированных пневматических
или электрических гайковертов. Запрессовка с помощью перенос-
ных электрических или пневматических гайковертов трудоемка,
так как рабочему необходимо не только переносить и поддержи-
вать ключ, но и воспринимать возникающий при завинчивании
некоторыми гайкоавертами реактивный момент. При другом
способе (рис. 67, см. цв. вклейку стр. 136) натяжение тяг произво-
дится при помощи переносного гидродомкрата с последующей
189
фиксацией приложенного давления клиньями в прорезях тяг.
Этот способ запрессовки как по трудоемкости, так и по стабильно-
сти прилагаемого давления более приемлем, чем винтовой способ.
В винтовых прессах в результате разной длины тяг или вне-
центренного приложения давления может возникнуть крутящий
момент, вызывающий выход пакета из плоскости и смещение ли-
нии действия силы от центральной оси сечения, что является при-
чиной неравномерного давления по плоскости склеивания. Прило-
жение усилий запрессовки строго по оси, а также использование
компенсационных тарировочных пружин, соединенных с тягами,
обеспечивают равномерность давления по площади склеивания и
поддержание заданной его величины в период выдержки пакетов
в запрессованном состоянии.
При многоярусной винтовой запрессовке иногда между паке-
тами в каждом ярусе укладывают деревянные бруски. Если плос-
кость нижнего яруса, на который уложены бруски, не совсем ров-
ная, то при запрессовке следующего яруса происходит смещение
точек приложения усилий от центральной оси. Для устранения
этого вместо брусков можно использовать Г-образные металличе-
ские прокладки, опирающиеся одним концом на установленные по
нивелиру базовые поверхности первого яруса и специальные
опорные площадки на стойках.
Опыт использования винтовых прессов показал, что равномерное
давление обеспечивается при наличии со стороны приложения за-
прессовочных усилий распределительной прокладки из предвари-
тельно склеенных деревянных слоев общей толщиной не менее 60 мм,
а также при расстоянии между прижимными башмаками 150-200 мм
и точками приложения усилий на расстоянии не более 400 мм.
Приложение давления в описанных прессовых стендовых ус-
тановках необходимо производить последовательно от середины
к концам пакетов. После окончания этого процесса (через
15-20 мин) необходимо повторить запрессовку (подпрессовку),
так как ввиду релаксации возникших в пакете усилий давление в
пакете уменьшается.
Несколько реже при склеивании конструкций используются
многоцилиндровые гидравлические прессы. Наиболее распростра-
нены в настоящее время прессы с верхним расположением гидро-
цилиндров, реже с нижним. Отечественной промышленностью из-
готавливаются секционные гидравлические прессы. Обычно длина
секции 6 м. Наращивая секции по длине, можно комплектовать за-
прессовочные установки различной длины. В таких прессах набор
пакетов из слоев с нанесенным на поверхности клеем производится
непосредственно в прессе (рис. 68, см. цв. вклейку стр. 137).
190
Длительное время на заводах бывшего СССР эксплуатируют-
ся гидропрессы разной длины зарубежного производства.
В качестве примера на рис. 69 (см. цв. вклейку стр. 137) показан
пресс длиной 45 м. Пресс имеет общую Т-образную станину, на
верхних плечах которой укреплено два ряда гидроцилиндров. При-
вод общий от двух гидростанций. Нижние опорные башмаки на каж-
дой стойке пресса можно перемещать по вертикали, что позволяет
склеивать в одном прессе конструкции разного сечения и длины.
Для выравнивания склеиваемых пакетов имеются откидные при-
жимные брусья. Зажимные цилиндры (по 72 шт. на каждой стороне
пресса) объединены в четыре группы. Отдельные группы цилинд-
ров отключаются по мере необходимости, а каждый цилиндр, кроме
того, - при помощи индивидуального шарового крана, что дает воз-
можность прессовать балки любой длины в пределах максимальной
длины пресса 45 м. В течение всего времени прессования давление в
системе автоматически поддерживается на заданном уровне.
Основным недостатком указанных прессов является слож-
ность и большая длительность загрузки конструкций, их вырав-
нивания и приложения давления. Кроме того, загрузка пресса с
двух сторон усложняет процесс изготовления конструкций.
Указанных недостатков лишены прессовые установки проход-
ного типа (рис. 70, см. цв. вклейку стр. 138), предназначенные для
запрессовки и склеивания прямолинейных клееных конструкций
длиной до 15-20 м, высотой 0,8-1,3 м и шириной 0,08-0,22 м.
Они состоят из шести работающих независимо друг от друга
вертикальных прессов, имеющих общую гидравлическую стан-
цию. В прессах можно склеивать конструкции, имеющие предва-
рительный прогиб до 5%.
Конструкции запрессовывают следующим образом. При помощи
загрузочной тележки для склеивания пакет подводят с торцевой
стороны пресса к роликовому транспортеру, подающему его в пресс.
Когда пакет достигает конечного положения, включаются синхронно
работающие от гидравлического привода вертикальные валы, кото-
рые прижимают и выравнивают слои пакета, центрируя при этом
склеиваемый пакет. Верхнюю прижимную пластину, установлен-
ную заранее на необходимый предварительный прогиб, при помощи
механического привода подводят вплотную к склеиваемому пакету,
что позволяет свести до минимума вертикальный ход гидроцилинд-
ров, находящихся в нижней части пресса. После включения гидро-
привода и запрессовки пакета заданное в зависимости от ширины
пакета давление автоматически поддерживается в течение всего пе-
риода склеивания. При распрессовке вначале отводят вертикальные
валы, осуществляющие боковой прижим, а затем снимают давление
191
в цилиндрах. Поднятый во время запрессовки пакет опускается на
роликовый транспортер и после подъема верхней прижимной плас-
тины выгружается из пресса. Одновременно на его место подают
очередной пакет. Указанная последовательность выполнения опера-
ций сохраняется для всех шести прессов установки.
Общим недостатком описанных прессов является длительная
выдержка склеиваемых конструкций в запрессованном состоянии.
Поэтому при массовом изготовлении конструкций на ряде пред-
приятий к прессовым установкам снаружи прикрепляются тепло-
изоляционные щиты, а в замкнутое пространство подается теплый
воздух, за счет чего резко ускоряется процесс склеивания.
Важный вопрос - распределение давления при запрессовке
многослойных клееных конструкций. Запрессовочное давление при
склеивании характеризуется усилием, приходящимся на единицу
площади прессуемого элемента, которое должно быть равномер-
ным и одинаковым во время всего периода отверждения клея. Наи-
более благоприятные условия имеются при запрессовке в пневма-
тических шланговых прессах или прессах непрерывного действия,
так как внешнее усилие от прессующего элемента обычно переда-
ется равномерно на всю склеиваемую поверхность. Худшие усло-
вия при запрессовке конструкций - в винтовых и многоцилиндро-
вых гидравлических прессах, так как в них усилие от прессующих
элементов передается к пакетам в отдельных точках.
Независимо от способа запрессовки и применяемого оборудо-
вания должно быть обеспечено приложение и поддержание рав-
номерного по всей площади склеивания и высоте пакета давления
величиной 0,5-1 МПа. Верхний предел давления относится к
склеиванию криволинейных конструкций, нижний - прямоли-
нейных конструкций. Однако величины внешнего давления зада-
ют из условия равномерного его распределения по всей площади
склеивания. В реальных же условиях давление, прилагаемое в от-
дельных точках конструкции, колеблется в зависимости от рас-
стояния между точками его приложения, высоты склеиваемой
конструкции, толщины слоев и т. д. В некоторых случаях давле-
ние между точками приложения бывает заниженным и не созда-
ет контакта склеиваемых поверхностей, в то время как в точках
приложения оно повышено и приводит к деформации слоев дре-
весины и излишнему выдавливанию клея из прослойки. Все это
отрицательно сказывается на качестве склеивания, вызывая по-
явление в конструкциях непроклеенных участков, разнотолщин-
ной клеевой прослойки и высоких внутренних напряжений. Осо-
бенно опасны эти дефекты для клеевых соединений, расположен-
ных в наиболее напряженных зонах конструкций.
192
2 1,6 1,2 0,8 0,4 0 200 400 600 800
Давление в точках Высота конструкции, мм
приложения, МПа
Рис. 71. Выбор внешнего давления при склеивании деревянных
клееных конструкций: a - внешнее давление, необходимое
для плотного контакта поверхностей (5 - толщина слоев, мм);
б — внешнее давление в точках приложения при различных
расстояниях между ними; в - номограмма выбора внешнего давления
(I — расстояние между точками его приложения, мм)
Для нахождения суммарных усилий запрессовки, необходи-
мых для контакта слоев и перераспределения клея в прослойке,
можно использовать [55] график (рис. 71). По нему определяют
минимальные усилия запрессовки, которые должны поддержи-
ваться в конструкции между точками приложения давления.
Для определения величины внешнего давления в точках его
приложения необходимо устанавливать оптимальное расстояние
между этими точками. При изменении расстояния между точками
приложения давления от 250 до 600 мм для поддержания постоян-
ных запрессовочных усилий необходимо значительно повышать
давление. Например, при расстоянии между прижимами 250 мм и
давлении в точках приложения 0,29 МПа усилия на склеиваемую
конструкцию между этими точками будут равны 0,12 МПа. Чтобы
сохранить последние без изменения при расстоянии между при-
жимами 300 мм и 600 мм, давление в точках приложения нужно
увеличить соответственно до 0,56 МПа и 1,8 МПа. Для получения
минимальных колебаний давления в точках приложения необхо-
193
димо вначале установить, какие усилия возникнут в конструкции
в промежутке между этими точками, а затем регулировать изме-
нение расстояния между указанными точками.
В последнее время разработаны и начали использоваться пол-
ностью автоматизированные системы для приложения и поддер-
жания требуемого давления. В зависимости от конструкции за-
прессовочного механизма, толщины и количества слоев, других
параметров имеется набор компьютерных программ, охватываю-
щих весь возможный диапазон необходимых параметров запрес-
совки. Пока из-за сложности системы и относительно небольших
объемов производства они используются крайне редко.
Важным фактором, обеспечивающим качественное изготовле-
ние конструкций, является правильный выбор температурно-
влажностных режимов склеивания. От того, насколько правильно
подобраны режимы склеивания, во многом зависит производи-
тельность оборудования и прочность клеевых соединений.
Под режимами склеивания понимается продолжительность
выдержки склеиваемых конструкций в запрессованном состоя-
нии. Так как эта продолжительность для конкретных клеев в ос-
новном зависит от температуры, режимы склеивания характери-
зуются двумя параметрами: температурой и временем выдержки
под давлением.
Наиболее прост выбор режимов склеивания в нормальных
температурно-влажностных условиях, то есть при температуре
воздуха в цехе, так как процесс склеивания в этом случае для
конкретного клея протекает с одинаковой скоростью и в период
выдержки под давлением, и без него.
При ускоренном склеивании в период нагрева, которому соот-
ветствует обычно выдержка под давлением, происходит интен-
сивный процесс отверждения клея и образования адгезионно-ко-
гезионных связей. Этот процесс продолжается, хотя и с меньшей
скоростью, и в период охлаждения, который может происходить
как под давлением, так и без него, после извлечения конструкций
из пресса, то есть после достижения клеевыми соединениями раз-
борной прочности. Окончательное отверждение клея может про-
исходить во время хранения конструкций.
Непременное условие получения необходимой прочности и
долговечности клеевых соединений - полное отверждение клея,
при котором полностью заканчивается процесс образования адге-
зионно-когезионных связей.
Для выбора оптимальных режимов склеивания необходимо учи-
тывать характер нарастания прочности клеевых соединений, так
как уже на различных стадиях склеивания клеевые соединения на-
194
чинают воспринимать различные нагрузки. Например, в момент рас-
прессовки клеевое соединение должно иметь прочность (разборную),
достаточную, чтобы воспринимать после снятия внешнего давления
возникающие усилия из-за распрямления материала и температур-
ных деформаций соединяемых материалов. Не исключено, что еще
до полного отверждения клея к конструкциям могут быть приложе-
ны различные технологические и эксплуатационные нагрузки.
Достижение требуемой полноты отверждения зависит от двух
основных факторов: состава клея, то есть вида и количества смо-
лы и отвердителя, и режимов отверждения (температуры и вре-
мени ее воздействия).
После введения в клей отвердителя, контактирования склеи-
ваемых поверхностей и приложения внешнего давления начина-
ется нарастание прочности клеевого соединения. Увеличение
прочности может происходить с разной скоростью: наибольшей -
при ускоренном склеивании с нагревом, наименьшей - при скле-
ивании в нормальных условиях.
Прочность клеевых соединений можно контролировать на раз-
личных этапах склеивания: в момент распрессовки изделий (раз-
борная прочность) и после достижения соединением наибольшей
прочности (конечная прочность). Это разделение условное. На-
пример, некоторые режимы ускоренного склеивания обеспечива-
ют уже в момент распрессовки почти конечную прочность соеди-
нения, то есть величины разборной и начальной прочности могут
совпадать. Условно также понятие конечной прочности, так как
вследствие постоянно происходящих в клеевом соединении физи-
ко-химических процессов прочность во времени изменяется.
Разборная и начальная прочность определяет продолжитель-
ность процесса склеивания. Однако и конечная прочность, хотя она и
не оказывает прямого влияния на технологический процесс во мно-
гом зависит от технологии склеивания. Если, например, изделие рас-
прессовать до достижения клеевым соединением разборной прочно-
сти, возникшие в процессе склеивания внутренние напряжения на-
рушат целостность клеевого соединения, а это, в свою очередь, по-
влечет за собой и снижение конечной прочности. Аналогичным обра-
зом скажется на конечной прочности и передача в эксплуатацию
клееных конструкций с недостаточной начальной прочностью.
При выборе режимов склеивания необходимо стремиться к
максимальному сокращению продолжительности цикла запрес-
совки, так как от этого зависит производительность оборудования
и общая эффективность принятого технологического процесса
склеивания. Однако при этом необходимо соблюдать и другое не
менее важное условие: в момент распрессовки клеевое соедине-
195
ние должно быть настолько прочным, чтобы после снятия внеш-
него давления клеевые соединения сохранили целостность.
Наиболее распространенным при изготовлении многослойных
конструкций является склеивание в нормальных условиях. Не-
смотря на длительность процесса и необходимость вследствие
этого большего, чем при других способах, количества запрессо-
вочного оборудования, этот способ прост в осуществлении. Он
обеспечивает необходимую прочность конструкций.
Сокращение продолжительности склеивания достигается при
использовании конвекционного нагрева, то есть нагрева конст-
рукций горячим воздухом в специальных камерах с заданным
температурно-влажностным режимом. Следует подчеркнуть, что
применение конвекционного нагрева без поддержания в камере
определенной влажности воздуха (60-70%) может сопровождать-
ся пересушиванием древесины в наружных зонах пакета, что спо-
собствует появлению больших внутренних напряжений, приво-
дящих к расслоению конструкций.
Конвекционный нагрев наиболее рационально производить при
температуре до 100°С, хотя при строгом регулировании влажности
может быть использована и более высокая температура.
Продолжительность выдержки конструкций под давлением
зависит от температуры нагрева, технологических свойств клеев,
толщины слоев и других факторов. При конвекционном нагреве
отверждение клея начинается от периферийных зон клеевой про-
слойки и во время нагрева распространяется в глубь сечения кон-
струкции. На рис. 72 приведены данные о зависимости глубины
зоны отверждения клея от температуры и продолжительности
нагрева. Приведенные зависимости отражают общий характер
нарастания прочности по площади клеевой прослойки. Эти дан-
ные можно использовать при установлении режимов в конкрет-
ных условиях склеивания.
Опытным путем установлено, что разборная прочность для пря-
молинейных элементов может составлять около 50% конечной ее
величины, то есть при послойном скалывании около 3-3,3 МПа и
60-70% при склеивании криволинейных элементов, около 4-5 МПа.
Задаваясь требуемой величиной разборной прочности на осно-
вании приведенных зависимостей, относящихся к склеиванию
многослойных прямолинейных конструкций в нормальных усло-
виях и с конвекционным нагревом, можно определять продол-
жительность выдержки изделий в запрессованном состоянии.
Следует отметить, что приведенные данные относятся к опреде-
ленной рецептуре клея, при ее изменении характер набора проч-
ности будет иным.
196
Глубина, мм
Рис. 72. Зависимость глубины зоны отверждения клея
от температуры и продолжительности нагрева
На практике в каждом конкретном случае выбирают наиболее
оптимальные режимы склеивания, учитывающие производи-
тельность оборудования и прочность клеевых соединений.
В производстве многослойных конструкций наряду с конвек-
ционным нагревом может использоваться высокочастотный на-
грев. Процесс ускоренного склеивания неметаллических матери-
алов с высокочастотным нагревом основан на использовании теп-
ла, образующегося в склеиваемом изделии, находящемся в пере-
менном электрическом поле высокой частоты. Если между двумя
электродами, присоединенными к источнику переменного синусо-
идального напряжения, поместить неметаллический материал, он
будет нагреваться. Если материал однороден и электрическое по-
ле в нем равномерно, мощность выделяется одинаково по всему
объему. При этом материал нагревается практически равномерно,
независимо от толщины и теплопроводности.
Так как электрические свойства клеевой прослойки и склеива-
емого материала различны, нагрев их будет различен. В этом про-
является избирательность нагрева клеевой прослойки. Так как
фактор потерь клеевых прослоек, характеризующий интенсив-
ность нагрева, образуемых жидким клеем, обычно во много раз
больше фактора потерь склеиваемой древесины, удельная мощ-
ность, выделяемая в прослойке, может в десятки и сотни раз пре-
197
вышать удельную мощность, выделяемую в склеиваемом матери-
але. Следовательно, выбрав соответствующую мощность генера-
тора и схему расположения электродов, можно в короткий срок
осуществить склеивание.
Высокочастотный нагрев следует использовать только в тех слу-
чаях, где применение других способов явно менее выгодно. Это объяс-
няется тем, что высокочастотный нагрев, позволяя резко сократить
продолжительность склеивания, усложняет и удорожает процесс
склеивания, так как требуются сложные в эксплуатации генераторы,
высококвалифицированные специалисты для их обслуживания. Кро-
ме того, вследствие большой интенсивности нагрева возможно неко-
торое снижение прочности клеевых соединений. Из-за указанных
причин высокочастотное склеивание не получило широкого распро-
странения в промышленности, хотя в отдельных случаях этот способ
ускоренного склеивания используется с необходимым эффектом, на-
пример на заводе в пос. Курлово Владимирской области.
Так как использование нагрева для ускорения процесса склеи-
вания усложняет и удорожает производство, на практике в по-
следние годы интенсивно развивается другое направление -
использование быстроотверждаемых клеев.
Не останавливаясь на физической сущности механизма уско-
ренного отверждения клея, следует отметить, что использование
таких клеев, являясь явно прогрессивным явлением, требует от
производства тщательного осуществления всех операций, особен-
но сборочно-запрессовочных. Ведь если используется, например,
клей с рабочей жизнеспособностью 2-3 ч, имеется достаточно
времени, даже при маломеханизированном производстве, для вы-
полнения сборочно-запрессовочных операций.
Отклонение от заданных режимов не столь существенно ска-
зывается на качестве склеивания.
Другое положение, если рабочая, а иногда и полная жизнеспо-
собность клея находятся в пределах менее 1 ч. В этих случаях все
операции должны быть выполнены за время, строго соответствую-
щее жизнеспособности данного клея. Особенно это относится к скле-
иванию с раздельным нанесением смолы и отвердителя.
В итоге еще раз следует подчеркнуть, что выбор клея должен
обязательно быть увязан с продолжительностью каждого этапа
сборочно-запрессовочных операций. Ведь желание максимально
сократить продолжительность склеивания и тем самым увели-
чить производительность оборудования, не имея соответствую-
щего технического подкрепления, связано с опасностью некачест-
венного склеивания, что непременно отразится на эксплуатаци-
онной надежности клееных конструкций.
198
Сеть RS 485
Регистрируемые данные:
1 - температура слоев;
2 - температура камеры;
3 - температура поверхности;
4 - температура поверхности;
5-пресс закрыт
Рис. 73. Схема устройства автоматического регулирования
продолжительности выдержки склеиваемых пакетов под давлением
Итак, можно отметить, что сокращение продолжительности
выдержки конструкций в запрессованном виде уже длительное
время является задачей многих исследователей. Например, Нор-
вежский институт технологий лесной промышленности NTI много
лет работал совместно с производителями клеев над определени-
ем оптимального времени запрессовки при производстве деревян-
ных клееных конструкций [56]. В результате исследовательской
работы было создано программное обеспечение, позволяющее оп-
ределить более точно время запрессовки. Основными критериями
для этого служили температура склеивания и ширина склеивае-
мых слоев. Схема устройства приведена на рис. 73.
Если ввести в компьютер значения температуры и ширины
слоев, можно вычислить необходимое время выдержки конструк-
ций в запрессованном состоянии. Склеивание может осуществ-
ляться при комнатной температуре или при нагреве. Датчики
пресса постоянно сообщают температуру в помещении, где проис-
ходит склеивание, и температуру склеиваемых слоев. С помощью
этих данных можно наносить клей на следующую партию слоев,
как только предыдущая партия выйдет из пресса. Это значит, что
наиболее важная (в отношении времени) часть производственного
процесса - простой между запрессовками - может быть сведена к
минимуму. Таким образом, происходит оптимизация процесса.
Программа содержит данные для наиболее используемых клеев и
условия их приготовления, поэтому с ее помощью можно определить
количество наносимого клея, выбрать ширину слоев и породу древеси-
ны В базу данных программы можно добавить новые клеевые системы.
199
Шкала температуры склеивания поделена на 10-градусные
интервалы. Интерфейс программы позволяет производителям
вводить собственные данные.
Система имеет преимущества: она позволяет более точно рассчи-
тать время запрессовки; с помощью контрольных лампочек оператор
узнает, когда можно начинать обработку следующей партии слоев;
рационализируется процесс производства; постоянный контроль и
точные измерения гарантируют требуемое качество.
3.9. Механическая и защитная обработка поверхностей
Неотъемлемым этапом технологического процесса изготовления
ДКК является механическая обработка и защита готовых конструк-
ций от увлажнения, гниения и возгорания. Вид необходимой обработ-
ки устанавливается исходя из назначения конструкций и обычно
указывается в проектах, технических условиях и других документах.
Целью механической обработки является доведение конструк-
ций до проектных размеров и придание им соответствующего
внешнего вида, особенно в случае использования в зданиях и со-
оружениях общественного назначения.
Древесина - гигроскопический материал, поэтому конструкции
необходимо предохранять от увлажнения. Несмотря на относитель-
ную недолговечность защитных покрытий, они позволяют умень-
шить увлажнение конструкций во время хранения и монтажа, то
есть в наиболее опасный период после изготовления. Защите от гни-
ения подвергаются только те конструкции или их отдельные места,
где наиболее вероятно постоянное увлажнение древесины. Удель-
ный вес таких конструкций невелик. В тех случаях, когда клееные
конструкции используются в ответственных с противопожарной
точки зрения сооружениях, необходима защита от возгорания.
Неправильно выбранный вид обработки усложняет техноло-
гию и удорожает выпускаемую продукцию. Поэтому нельзя забы-
вать, что экономически и технически неоправданная защитная
обработка приносит производству не меньший вред, чем несоот-
ветствующая или недостаточная обработка.
Механическая обработка включает обрезку торцов и фрезеро-
вание пластей многослойных несущих конструкций, торцовку и
сверление отверстий под закладные детали. Если конструкции
предназначены для отделки прозрачными покрытиями, видимые
их части должны иметь хорошую чистоту обработки, шерохова-
тость не более 300 мкм по ГОСТ 7016-82. Допуски линейных раз-
меров должны соответствовать 5-му классу по ГОСТ 21779-82
200
Рис. 74. Механическая обработка конструкций после склеивания
на двухстороннем рейсмусовом станке
[57], а припуски на фрезерование боковых поверхностей много-
слойных конструкций должны составлять порядка 15 мм.
Следует отметить, что иногда к внешнему виду ДКК не предъяв-
ляется особых требований, например при использовании их в складах
минеральных удобрений, помещениях для хранения техники и дру-
гих подобных сооружениях. В таких случаях требования к фрезеро-
ванию поверхностей конструкций и нанесению защитно-декоратив-
ных покрытий могут быть минимальными, однако в местах опорных и
узловых соединений элементы конструкций должны быть на заводе
доведены до проектных размеров, обеспечивающих сборность конст-
рукции. Хотя при отсутствии фрезерования поверхностей выдавли-
ваемый из клеевых прослоек и отвержденный клей частично защи-
щащает древесину от увлажнения в зоне прослойки, на период хра-
нения конструкции следует предохранять от увлажнения, укрывая
их инвентарными крышами, полиэтиленовой пленкой и т. д.
Для фрезерования поверхностей многослойных клееных кон-
струкций можно использовать как отдельные станки, так и специ-
ализированные линии и участки для обработки конструкций.
Пласти конструкций обрабатывают обычно на двухсторонних
рейсмусовых станках (рис. 74) с шириной обработки 1800-2200 мм,
в том числе установленных на поворотных кругах, что упрощает
обработку криволинейных конструкций. При небольшом выпуске
201
Рис. 75. Обработка поверхностей конструкций ручным
механизированным электроинструментом
продукции, а также для обработки поверхности крупногабарит-
ных конструкций, фрезерование поверхностей которых на стаци-
онарных станках невозможно, используют ручной механизиро-
ванный инструмент. Кроме фрезерования боковых поверхностей
значительный объем работ приходится на продольную прямоли-
нейную или криволинейную распиловку, а также торцовку по за-
данному профилю концов конструкций. Эти операции выполняют-
ся на стационарно установленных или перемещаемых по направ-
ляющим круглопильных или ленточнопильных станках. Кроме то-
го, широко используётся переносной механизированный инстру-
мент, особенно на небольших предприятиях, где обработку по-
верхности конструкций, сверление в них отверстий и другие опе-
рации осуществляют в основном при помощи переносного механи-
зированного инструмента (рис. 75).
На большинстве заводов имеется оборудование для фрезеро-
вания продольных пазов в клееных брусьях для стен домов, а так-
же зарезки пазов для угловых соединений брусьев.
При выборе средств и способов защиты несущих многослой-
ных ДКК основное внимание должно быть обращено на предохра-
нение их от переменного увлажнения и высушивания. При соблю-
дении требований конструктивной профилактики вероятность
выхода из строя несущих ДКК в результате биоразрушения столь
202
незначительна, что подвергать их биозащитной обработке (за ис-
ключением локальных участков) не требуется.
Для защиты от увлажнения боковых поверхностей несущих конст-
рукций рекомендуются лакокрасочные покрытия, а для защиты кон-
цов элементов ДКК - покрытия на основе тиоколовых мастик и эпо-
ксидных смол. Иногда многослойные несущие ДКК, предназначенные
для эксплуатации в общественных зданиях и сооружениях, должны
подвергаться поверхностной обработке огнезащитными составами.
Технологический процесс защитной обработки включает при-
готовление защитных составов, обработку ими конструкций, суш-
ку до первоначальной влажности, нанесение влагозащитных ла-
ков или эмалей, сушку покрытий.
Приготовление рабочих лакокрасочных составов заключается
в выполнении следующих операций: смешивание компонентов
системы (в случае неоднокомпонентности лакокрасочных соста-
вов); разбавление лакокрасочных материалов до необходимой
вязкости; фильтрование материалов. Прозрачные лакокрасочные
материалы после удаления пленки перемешивать не рекоменду-
ется. Их следует осторожно слить, удаляя осадок. После приго-
товления рабочих составов необходимо проконтролировать их ка-
чество. Подлежащая защите поверхность конструкций должна
быть очищена от пыли, стружек и других загрязнений.
Влагозащитные лакокрасочные составы наносят на поверхность
ДКК пневматическим или безвоздушным распылением в электриче-
ском поле высокого напряжения, кистью или валиком. Способ нанесе-
ния выбирают с учетом объема работ, конфигурации обрабатываемой
поверхности, вида и свойства защитного материала, условий техники
безопасности и т. д. При небольшом выпуске продукции влагозащит-
ные покрытия наносят вручную валиком или кистью.
Не следует стремиться к максимальной механизации процесса
нанесения защитных покрытий на большеразмерные несущие
конструкции и ограждающие конструкции при небольшом объеме
их выпуска, так как это удорожает производство.
3.10. Вклеивание металлических элементов
в клееную древесину
Эту операцию производят с различными целями. Известно
продольное армирование ДКК, при котором в наиболее напря-
женные зоны конструкций вклеивают металлические (иногда
стеклопластиковые) стержни по всей длине конструкции или ча-
сти ее. Это направление из-за большой трудоемкости процесса
пока не получило широкого практического применения.
203
Для армирования используют круглую стальную арматуру пе-
риодического профиля, реже стальные полосы квадратного или
прямоугольного сечения, стеклопластиковую прутковую арматуру,
в отдельных случаях металлическую арматуру в виде стальной
проволоки или сетки. Такое дисперсное армирование увеличивает
площадь сцепления и, следовательно, допускает меньшую проч-
ность клеевых соединений без ущерба для общей несущей способ-
ности конструкций. Известно армирование продольных ребер кар-
каса ограждающих конструкций длиной 6 м и более, поскольку уда-
ется повысить их жесткость при малой высоте сечения. Для армиро-
вания используют стальные стержни, которые укладывают в пазы
продольных ребер, иногда удлиняют их электронагревом и прива-
ривают свободными концами к пластинам анкерного устройства.
После остывания стержни заливают эпоксидным клеем.
Более перспективно вклеивание в ДКК коротких металличес-
ких стержней вдоль или поперек волокон древесины. На практике
используется вклеивание стержней под разными углами к направ-
лению волокон древесины (поперечное армирование). Его произво-
дят с целью усиления клееной древесины в наиболее напряженных
местах, например вблизи опор, где возникают наибольшие скалы-
вающие напряжения или имеется потенциальная опасность появ-
ления расслоений в процессе эксплуатации конструкций. Не менее
важным направлением можно считать вклеивание стержней в
опорные части элементов конструкций для образования узловых
соединений. В этом случае стержни выполняют две функции: явля-
ются частями узловых соединений и одновременно усиливают кле-
еную древесину в этих ответственных местах конструкций.
В нашей стране наиболее широкое применение получило на-
правление [7], основанное на вклеивании металлических стерж-
ней, расположенных под углом к волокнам древесины (наклонно
вклеенных), которое предложено, всесторонне исследовано и при-
менено в промышленности С.Б. Турковским. В зарубежной
практике эта технология практически не применяется.
Для склеивания металла с древесиной используется эпоксид-
ный клей под общим названием ЭПЦ. Его состав - эпоксидная
смола ЭД-20 по ГОСТ 10587-93 [58] или аналогичная по свойст-
вам, добавляемый к смоле отвердитель полиэтиленполиамин
(12 мае. ч.), пластификатор дибутилфталат (15-24 мае. ч.) и напол-
нитель - портландцемент или молотый песок (50-100 мае. ч).
Для вклеивания используются металлические стержни из ар-
матуры периодического профиля классов А-П, А-Ш и A-IV. Если
предполагается сварка или гнутье, то термически упрочненная
арматура класса A-IV не допускается. Стержни должны быть
204
ровными, без заусенцев, очищены от окалины, ржавчины, грязи,
краски, обезжирены. На них по всей вклеиваемой длине должны
быть рифы полного профиля. Очистку лучше производить песко-
струйным или химическим способом.
Допускается использовать высокопрочную арматуру с винто-
вой формой профиля и специальными гайками без сварки. Может
использоваться и арматура класса A-I (гладкая) после нарезки
резьбы на вклеиваемой части. Стержни могут быть оцинкованы.
Стеклопластиковые стержни устанавливают только после на-
резки на их поверхности профиля в соответствии с проектом для
обеспечения сцепления и необходимой прочности на скалывание
вдоль волокон.
Стержни могут быть сварены с закладными деталями перед
вклеиванием или после в соответствии с требованиями проекта. До-
пускается комбинированный вариант. К процессу поперечного арми-
рования и постановки закладных деталей приступают после торцов-
ки в размер клееных элементов и фрезерования боковых поверхно-
стей (до отделки). Работам предшествует предварительная приемка
конструкции службой ОТК, в ходе которой особое внимание уделя-
ется зонам армирования. Здесь не должно быть дефектов, приводя-
щих к вытеканию клея (трещин, компенсационных прорезей и т. п.).
Перед сверлением производится разметка осей стержней и их
направление на боковой поверхности. Определяется порядок
сверления, чтобы отверстия в случае пересечения внутри не при-
вели к утечке клея. Наклон отверстий к горизонту не должен быть
меньше 30° для удобства заполнения клея самотеком.
Диаметр отверстий должен быть больше наружного диаметра
стержней на 3-4 мм. Минимальное расстояние до боковой плоско-
сти конструкций от края отверстия не должно быть меньше 25 мм
при глубине отверстия до 700 мм и 30 мм при большей глубине.
При сверлении отверстий должны использоваться шаблоны.
Отверстия следует сверлить непосредственно перед вклеиванием.
Они не должны оставаться свободными дольше одной смены, чтобы
исключить возможность попадания в них воды, пыли, грязи и др.
После сверления отверстия желательно продувать сжатым возду-
хом или прочищать специальным ершом от опилок (рис. 76).
Диаметр и глубину отверстий, а также диаметр и длину соответ-
ствующих стержней необходимо контролировать погружением по-
следних в отверстия без клея. Глубину сверления отмечают на свер-
лах краской, цветной изоляционной лентой или муфтами-ограничи-
телями. Для сверления используют специальные длинные сверла для
древесины или обычные сверла по металлу с приваренными к ним
удлиняющими штангами. Длина сверл регулируется путем наращи-
205
Рис. 76. Сверление отверстий в конструкциях
для вклеивания металлических стержней
вания арматурными стержнями диаметром 12-14 мм на сварке. При
этом центрирование легко достигается проковкой стыка в горячем со-
стоянии. Конус нужного калибра также присоединяется на сварке.
Для сверления используются ручные дрели мощностью не ме-
нее 600 Вт, обязательно с двумя ручками.
Стержни перед вклеиванием должны быть повторно освиде-
тельствованы, должны свободно, без усилий входить в отверстия
и занимать проектное положение.
Перед вклеиванием температура стержней не должна быть
ниже 18-20°С, для легкости погружения допускается подогрев
стержней до 30-40°С.
При приготовлении клеев следует убедиться в наличии компо-
нентов в необходимом объеме, в их соответствии требованиям ТУ
или ГОСТа, срокам годности и др.
Клей можно приготавливать при температуре воздуха в по-
мещении 20-25°С. Следует иметь в виду, что при повышении
температуры сокращается жизнеспособность клея, а при пони-
жении он становится менее технологичным из-за повышенной
вязкости. Увеличение температуры может привести к быстрому
отверждению клея.
Необходимо строго контролировать время с начала смешива-
ния отвердителя и смолы. Оно не должно превышать времени ра-
206
бочей жизнеспособности клея. Для повышения жизнеспособности
клей можно охлаждать.
Одновременно следует приготавливать не более 2,5 кг клея из-
за опасности его разогрева.
Последовательность приготовления композиции: смола-плас-
тификатор, отвердитель, наполнитель. При перемешивании ком-
понентов клея (вручную или механическим способом) необходимо
следить за получением однородной массы.
При определении объема клея для приготовления следует
производить соответствующие расчеты с учетом времени на все
операции - заполнения отверстия клеем, погружения стержней и
др. Обычно приготавливают не более 1-2 кг клея. Для вклеивания
одного стержня длиной 1 м диаметром 20 мм требуется в среднем
350 г клея. Но в каждом случае удельный расход клея уточняется
опытным путем, пробным вклеиванием первых стержней, чтобы
после погружения стержня из отверстия появлялся небольшой
избыток клея (порядка 5~10 г).
Заполнение клеем отверстий и погружение стержней - это од-
на из ответственных операций, которая должна особо контроли-
роваться.
Перед заполнением клеем для контроля глубины и диаметра
отверстия необходимо в него опустить стержень насухо. Заполне-
ние отверстий клеем и вклеивание стержней необходимо произ-
водить последовательно, только в одно-два отверстия. Для запол-
нения клеем необходимо использовать мерную емкость объемом
только на одно отверстие.
Не допускается заполнение нескольких отверстий из общей
емкости без контроля объема. Это неизбежно приведет к браку со-
единений. При этом исключается возможность контроля полноты
заполнения.
Сразу после заполнения отверстия клеем в него погружают
стержень (рис. 77). Погружение производят вдавливанием с вра-
щением. Операция упрощается и качество возрастает, если по-
гружение производится с вибрацией (вибробулавой со специаль-
ной насадкой). Если при погружении избыток клея из отверстия
не появился, то стержень необходимо приподнять и установить
величину и причину недостатка клея. Если отверстие оказалось
незаполненным, то допускается недостачу компенсировать под-
ливкой; если же следов клея не будет обнаружено более чем на
1/3 длины стержня, то его надлежит извлечь полностью, произве-
сти заполнение отверстия дополнительным объемом и произвести
повторное погружение. При этом необходимо обязательно вы-
явить и устранить причину «голодного» вклеивания. Причина мо-
207
Рис. 77. Вклеивание металлических
стержней в конструкции
жет состоять в ошибках при дозировании клея или в утечке клея
в трещины или соседние отверстия.
Чаще всего вклеивание стержней производится при формиро-
вании узловых соединений ответственных большепролетных кон-
струкций. Так как узлы таких конструкций воспринимают боль-
ше эксплуатационные нагрузки, от качества клеевых соединений
металлических стержней и клееной древесины зависит их несу-
щая способность.
Следует подчеркнуть, что специфической особенностью таких
соединений является наличие скрытых работ. Поэтому выпол-
няться они должны квалифицированными рабочими, при посто-
янном тщательном контроле, с составлением на каждую опера-
цию протокола скрытых работ.
Все операции должны строго контролироваться и фиксиро-
ваться в технологическом журнале.
После вклеивания соединения должны находиться в непо-
движном состоянии при температуре 18-20°С не менее 10-12 ч
для достижения соединением разборной прочности.
После 12 ч выдержки конструкции с соединениями могут пере-
мещаться, кантоваться, но не допускается их нагружение. Нагру-
жать соединение усилием в 70% от расчетной нагрузки допуска-
ется после трех суток отверждения клея.
208
Вариант 1
Вариант 2
Рис. 78. Испытание вклеенных стержней
на сдвиг при сжатии в несущих узловых соединениях:
1 - клееный элемент; 2 - стержни; 3 - домкрат до 25 т; 4 - упоры;
5 - тяги; 6 - индикатор часового типа (деление 0,01 мм)
Кроме пооперационного контроля при вклеивании стержней о
качестве соединений судят по результатам испытания лабора-
торных образцов на сдвиг при сжатии стержней. Проводят также
контрольные выборочные испытания на продавливание расчет-
ной нагрузкой 3% стержней из числа несущих в узловых соедине-
ниях. Критерий — значение упругой деформации. Испытания про-
водят выборочно с помощью тяг и домкрата. Деформация фикси-
руется индикаторами (рис. 78). Значения расчетного усилия и со-
ответствующая деформация задаются в проекте. Если условие не
выполняется, производят удвоенное количество испытаний из
этой партии ДКК. При повторном отклонении результатов от нор-
мы конструкции принимаются поштучно.
Контроль качества соединений включает следующее:
- контроль правильности разметки;
- соответствие параметров соединений проекту;
- соответствие класса арматуры проекту;
- соответствие качества поверхности стержней;
- контроль качества компонентов клея;
- контроль жизнеспособности клея при заданной температуре в
зоне производства работ;
- контроль условий производства работ (наличие подмостей,
расположение оси отверстий по отношению к горизонту, нали-
чие инструментов, наличие контрольных образцов и марки-
ровки на них, готовность технологического журнала и т. п.);
- контроль последовательности сверления отверстий и вклеивания;
- наличие емкостей для заполнения отверстий клеем объемом на
одно соединение.
209
При оформлении результатов испытаний указывается наиме-
нование объекта, марка конструкций, дата вклеивания.
На каждую партию конструкций составляется акт скрытых работ
по устройству соединений на вклеенных стержнях. Партией счита-
ются конструкции в количестве не более 10 элементов или 10 узлов,
принадлежащих к одному объекту и изготовленных за одну смену.
При работе с клеем обязательно использовать резиновые или
полиэтиленовые перчатки. Попавший на руки клей можно уда-
лить ацетоном или водой с мылом.
При сварке вклеенных деталей необходим местный отсос про-
дуктов горения и соблюдение противопожарных мероприятий.
Сварку следует вести шпоночными швами по захваткам, чтобы ис-
ключить перегрев и воспламенение древесины. Продолжительность
непрерывной сварки одного шва не должна превышать 1 мин.
3.11. Транспортирование, хранение и монтаж конструкций
Эти этапы хотя и не относятся непосредственно к процессу
производства ДКК, но оказывают важное влияние на сохранность
и работоспособность конструкций.
Клееные конструкции в период хранения и монтажа не долж-
ны подвергаться увлажнению и действию прямых солнечных лу-
чей. Это требование вызвано тем, что при длительном увлажне-
нии и последующем высушивании в конструкциях возникают
большие внутренние напряжения, резко понижающие прочность
клеевых соединений и являющиеся причиной разрушения конст-
рукций. Немаловажно также ухудшение их внешнего вида.
Полностью предохранить конструкции от увлажнения в период
транспортирования, хранения и монтажа невозможно. Однако следу-
ет продолжительность такого воздействия сводить к минимуму. Из-
вестны многие случаи, когда изготовленные в одних и тех же услови-
ях конструкции, но хранящиеся до монтажа и эксплуатации разное
время, совершенно по-разному проявляли себя в эксплуатации.
Целесообразно в заводских условиях обеспечивать хотя бы
временную защиту конструкций от увлажнения путем нанесения
водоотталкивающих покрытий и т. д. Кроме того, следует исполь-
зовать навесы, складские помещения и другие средства для за-
щиты конструкций от увлажнения.
Хранить конструкции желательно в таком положении, чтобы
клеевые прослойки были расположены горизонтально и тем самым
меньше подвергались прямому увлажнению. Конструкции должны
быть уложены на прокладки, предохраняющие от соприкосновения
с землей или другими источниками увлажнения. По высоте штабе-
210
Рис. 81. Транспортирование конструкций
железнодорожным транспортом
лей прокладки укладывают между конструкциями строго верти-
кально. Не рекомендуется заворачивать конструкции в полиэтиле-
новую пленку на длительное время, так как при нарушении ее це-
лостности (рис. 79, см. цв. вклейку стр. 139) образуется интенсивное
увлажнение конструкций («эффект ванны»). Этот вид защиты це-
лесообразен при кратковременном хранении и монтаже.
Для обеспечения сохранности конструкции при транспортировке
рекомендуется применять соответствующие инвентарные устройст-
ва (для пакетного транспортирования; оборудование автотранспорта
ложементами, хомутами и т. д.; поддоны, контейнеры, мягкие стропы
и др.) с установкой в местах опирания и соприкосновения деревян-
ных конструкций с металлическими частями мягких прокладок и
подкладок, обеспечивающих сохранность граней и эстетический вид
конструкций. Во время транспортирования автомобильным (рис. 80,
см. цв. вклейку стр. 139) и железнодорожным (рис. 81) транспортом
конструкции прочно закрепляются. Элементы сборных ДКК, посту-
пающие на строительную площадку, должны быть максимальной
заводской готовности и соответствовать рабочим чертежам, государ-
ственным стандартам или техническим условиям на конкретные ви-
ды конструкций. Степень готовности элементов должна соответство-
вать проектной и оговариваться в паспорте.
Каждый элемент конструкций должен иметь отчетливо види-
мую маркировку, нанесенную в местах, легкодоступных в здании
211
при обследовании конструкций. Маркировка должна сохраняться
при ремонте или окраске в процессе их эксплуатации.
Монтаж сборных деревянных конструкций можно произво-
дить после окончания работ нулевого цикла по всему сооружению
или его части в соответствии с проектом производства работ или
технологическими картами.
Строповка деревянных конструкций должна производиться в
местах, обозначенных предприятием-изготовителем в соответст-
вии с рабочими чертежами или в проекте производства работ.
При их отсутствии места строповки определяются из условий ис-
ключения перенапряжения, потери устойчивости конструкций, а
также появления остаточных деформаций.
Если конструкции на месте монтажа собираются из унифициро-
ванных элементов, необходимо на специально подготовленном мес-
те произвести сборку конструкций, проверку соответствия их раз-
меров проектным. При наличии узловых соединений с использова-
нием вклеенных стержней при сборке элементов может произво-
диться сварка металлических деталей узловых соединений. В этом
случае особое внимание должно быть уделено соблюдению правил
техники безопасности, т. е. предупреждению нагрева и обуглива-
ния примыкающей к металлическим деталям древесины. На пред-
приятиях не везде уделяют должное внимание упаковке и хране-
нию ограждающих конструкций. Их необходимо укладывать на
поддоны в пачки высотой 1-1,5 м, скреплять между собой деревян-
ными накладками, если не используются инвентарные контейнеры.
Подъем гибких конструкций следует производить с выполне-
нием временных раскреплений и усилений или применением при-
способлений, препятствующих возникновению напряжений, пре-
восходящих расчетные сопротивления материалов конструкций.
Монтаж ДКК рекомендуется производить преимущественно
укрупненными элементами или блоками, собираемыми на пло-
щадках укрупнительной сборки. Желательно, чтобы площадки
сборки были спланированы, пронивелированы и оборудованы
стендами или кондукторами, позволяющими фиксировать поло-
жение, осуществлять выверку и рихтовку конструкций в процес-
се сборки. Размещение площадок укрупнительной сборки опреде-
ляется проектом производства работ.
Укрупнительную сборку конструкций следует начинать с про-
верки соответствия размеров укрупненных элементов проект-
ным, наличия и правильности расположения закладных деталей.
При монтаже клееных конструкций для особо ответственных со-
оружений, например I класса, крайне необходим авторский надзор
и строгое выполнение положений проекта производства работ.
212
Весьма желательно, чтобы предприятия при отгрузке конструк-
ций в состав сопроводительной документации включали инструк-
цию с подробным описанием требований, которые следует выпол-
нять при транспортировании, хранении и монтаже конструкций.
3.12. Техника безопасности в производстве конструкций
Технологический процесс изготовления клееных конструкций
связан с использованием материалов, содержащих горючие,
взрывоопасные и токсичные вещества, выделяемые в свободном
виде при склеивании и защитной обработке конструкций. Кроме
того, как и в других деревообрабатывающих производствах, при
изготовлении ДКК повышенную опасность представляют дерево-
обрабатывающие станки и их режущий инструмент, электроуста-
новки, подъемно-транспортные механизмы и др. Поэтому знание
и выполнение требований техники безопасности является важ-
ным условием эффективной работы предприятия. Не затрагивая
общих вопросов техники безопасности деревообрабатывающих
производств, в том числе окрасочных цехов, так как они подробно
описаны в специальной литературе, остановимся на специфич-
ных для производства ДКК вопросах, касающихся в первую оче-
редь клеев.
В состав применяемых в производстве ДКК клеев входят такие
токсичные вещества, как фенол, формальдегид и др.
Примерное содержание токсичных веществ в клеевых смолах
приведено в табл. 27.
Предельно допустимая концентрация паров фенола в воздухе
рабочей зоны производственных помещений 0,3 мг/м3, а фор-
мальдегида - 0,5 мг/м3. Растворителями клеев служат вещества:
ацетон, спирт и другие, пары которых взрывоопасны.
Содержание в воздухе рабочих помещений вредных паров, газов,
пыли, пожаро и взрывоопасных веществ и температурно-влажност-
ные показатели должны систематически контролироваться*.
Допускаемые уровни выделяемых вредных веществ для раз-
личных типов клеев приведены в табл. 28.
При увеличении концентрации вредных веществ в воздухе рабо-
чей зоны выше предельно допустимых работы должны быть при-
остановлены до устранения причин, вызвавших это увеличение.
"Постановлением главного государственного санитарного врача РФ № 160 от
24.12.2003 г. (зарегистрировано в Минюсте РФ 22.01.2004 г., Р/№ 5565) на основании
Федерального закона от 30.03.1999 г. № 52-ФЗ «О санитарно-эпидемиологическом
благополучии населения» с 1.03.2004 г. введены в действие гигиенические норма-
тивы «Предельно-допустимые концентрации (ПДК) вредных веществ в воздухе
рабочей зоны. ГН 2.2.5.1827-03», утвержденные главным государственным сани-
тарным врачом РФ 21.12.2003 г. в качестве дополнения № 1 к ГН 2.2.5.1313-03.
213
Таблица 27
Виды клея Содержание свободных продуктов в смоле, %
Фенол Формальдегид
Резорциновые - 5-10
Фенолорезорциновые 3-20 з-ю
Карбамидные - 0,5-1
Нельзя судить о степени токсичности клея по содержанию в нем
токсичных веществ, так как может оказаться, что большая концентра-
ция вредных продуктов в каждой фазе не приведет к их значительно-
му выделению в воздух, то есть увеличение выделения вредных ве-
ществ нарастает не так быстро по сравнению с ростом содержания
токсичных продуктов в исходных смолах. Поэтому в цехах ДКК кон-
центрация вредных веществ редко бывает выше допустимой.
Антисептические, влагозащитные и огнезащитные средства,
используемые в производстве ДКК, также являются токсичными и
огнеопасными. Так, в состав влагозащитных материалов иногда вхо-
дят такие высокотоксичные вещества, как толуол, ксилол, уайт-
спирит, ацетон и др. Фтористый и кремнефтористый натрий и дру-
гие антисептические материалы также вредны для здоровья.
Учитывая изложенное, при организации производства ДКК осо-
бое внимание необходимо уделять применению малотоксичных ма-
териалов, а также устройству вентиляционных систем. Недопуще-
ние и удаление вредных выделений должно обеспечиваться соответ-
ствующей организацией технологического процесса, объемно-пла-
нировочными и конструктивными решениями помещения и другими
мероприятиями, вытекающими из требований санитарных норм.
Отопительно-вентиляционные устройства должны обеспечи-
вать в рабочей зоне производственных помещений температурно-
влажностный режим в соответствии с требованиями санитарных
норм при категории работ средней тяжести. Концентрации вред-
ных веществ должны быть не выше предельно допустимых значе-
ний, установленных санитарными нормами.
Особое внимание следует уделять устройству вентиляции в
местах использования клеев и лакокрасочных материалов. Кроме
общей обменной вентиляционной системы необходимо предусма-
тривать местные отсосы.
214
Таблица 28
Вещества, показатели (факторы) Гигиенический норматив (СанПиН, МДУ, ПДК), мг/м3 Фактическое содержание
воздух рабо- чей зоны атмосферный воздух
Мочевиномеламиновый клей
Мочевина 10 -/0,2
Формальдегид 0,5 0,35/0,003
Аммоний хлорид 10 0,2/0,1
Этан-1.2-диол 5 1/ОБУВ
Фенолорезорциновый клей
2,2-оксидиэтанол 10 “/0,2
Метанол 5 1/0,5
1,3-Бис (4-амино- 1
феноксибензол) 1 —
Фенол ОД 0,01/0,003
Формальдегид 0,05 0,35/0,003
Пропан-2-он 200 0,35/-
Мочевиномеламиноформальдегидный клей (карбамидный)
Бензол 15/5 0,3/0,1 0,002
Диметилфталат 0,3 0,03/0,007 0,001
Изопропилбензол 50 0,014/- 0,002
Ксилолы 50 0,2/- 0,012
Толуол 150/50 0,6/- 0,021
Формальдегид 0,5 0,035/0,003 н/о
Вентиляция, обслуживающая технологическое оборудование,
должна быть сблокирована таким образом, чтобы включение
оборудования было невозможно при неработающей вентиляции.
В рабочей зоне производственных помещений, в местах наиболее ве-
роятного прорыва газов следует устанавливать газоанализаторы,
сблокированные с аварийной вентиляцией. При превышении пре-
дельно допустимой концентрации газов в воздухе блокировка долж-
на обеспечивать включение аварийной вентиляции.
К работе на оборудовании в цехах клееных конструкций допус-
кается специально обученный персонал, а к работе с токсичными ве-
ществами, кроме того, имеющий разрешение медкомиссии.
215
Глава 4
(Уценка качества и приемка
клееных конструкций
Глава 4. ОЦЕНКА КАЧЕСТВА И ПРИЕМКА
КЛЕЕНЫХ КОНСТРУКЦИЙ
4.1. Общие положения
Эксплуатационная надежность ДКК зависит от ряда факто-
ров: принятых проектных решений, заложенных при разработке
конструкций и всей архитектурно-планировочной композиции
сооружения; качества изготовления; соблюдения рекомендо-
ванных правил транспортирования, хранения и монтажа конст-
рукций; обеспечения требуемого режима эксплуатации, то есть
надзора, ухода и своевременного ремонта конструкций для пре-
дупреждения преждевременного их износа и предотвращения
аварий. Эффективность принятого технологического процесса
кроме влияния на себестоимость продукции неразрывно связана с
качеством конструкций.
Под термином «качество» подразумевается комплекс мероприя-
тий, которые должны осуществляться и контролироваться в процессе
производства ДКК. Заводская система контроля качества является
неотъемлемой частью технологического процесса. Она должна быть:
а) комплексной, то есть учитывать, регламентировать, контроли-
ровать все операции изготовления конструкций и их параметры;
б) постоянной, то есть действующей с заданной периодичностью;
в) конкретной, то есть оперировать прежде всего количествен-
ными (численными) показателями, оцениваемыми приборами и
инструментами;
г) квалифицированной, то есть осуществляемой профессио-
нальным и ответственным персоналом;
д) эффективной, то есть обеспечивающей оперативное изменение
(регулирование) технологических операций изготовления ДКК.
Система контроля включает:
а) входной контроль;
б) операционный контроль;
в) приемочный контроль.
Входной контроль сырья и материалов, поступающих на пред-
приятие, осуществляется по планам, которые разрабатываются
на основе соответствующих нормативных документов и договоров
на поставку сырья и материалов, учитывают их особенности (объ-
емы поставок, параметры). Планы входного контроля утвержда-
ются руководством предприятия. В производство должны посту-
пать только партии сырья и материалов, имеющие положитель-
ные результаты входного контроля.
219
Конечно, за основу должны приниматься сведения, изложенные
в сопроводительных документах поставщиков материалов. Однако
следует иметь в виду, что эти рекомендации поставщиков, особенно
в части клеев и защитных материалов, носят, как правило, общий
характер и предназначены для широкого спектра использования.
Такие рекомендации, а также ссылки на сертификаты самых авто-
ритетных организаций должны учитываться, не заменяя необходи-
мого входного заводского контроля. Особенно это относится к клеям,
рекомендуемым для изготовления конструкций 1-го и 2-го классов.
Параметры операционного контроля (конкретные показатели,
используемые методы и инструменты, периодичность контроля и
др.) устанавливают в технологической документации (картах,
регламентах и др.).
Для разработки планов входного и операционного контроля
могут быть использованы справочные материалы и действующие
общеметодические стандарты.
Приемочный контроль рекомендуется осуществлять по согласо-
ванной с заказчиком программе. Программа должна учитывать на-
значение и условия эксплуатации ДКК, нормативные требования к
ним, результаты испытаний клеевых соединений, другие парамет-
ры, предусмотренные договором на поставку конструкций.
Система испытаний включает:
а) квалификационные испытания;
б) приемочные испытания;
в) сертификационные испытания.
Квалификационные испытания проводят при освоении производст-
ва ДКК, при постановке на производство их новых видов, при использо-
вании новых марок клея или при освоении новых технологий. Приемоч-
ные испытания проводятся в рамках приемочного контроля ДКК. Оба
вида испытаний проводят по утвержденным руководством предприя-
тия программам. Сертификационные испытания конструкций осуще-
ствляют в независимых испытательных центрах по их программам.
Техническое оснащение системы контроля должно быть доста-
точным для оценки нормируемых параметров качества ДКК и
условий их производства и должно включать:
а) оборудование для непрерывного контроля температуры и
относительной влажности воздуха (типа термогигрографов) - в
складских и производственных помещениях, а также в помеще-
ниях, предназначенных для выдержки конструкций;
б) приборы для измерения влажности пиломатериалов;
в) набор инструментов (металлические метры и рулетки,
штангенциркули, щупы и др.) для измерения размеров пиломате-
риалов и их пороков (дефектов);
220
г) комплект приборов для контроля качества клея;
д) комплект приборов и установок для испытаний клеевых со-
единений образцов и др.
К основным контролируемым параметрам относятся:
а) температурно-влажностные условия в производственных
помещениях, на их отдельных участках и в складских зданиях;
б) качество поступающих пиломатериалов (размеры, форма,
пороки) и компонентов клея (смола, отвердитель, наполнитель);
в) качество сушки пиломатериалов (влажность, дефекты фор-
мы, внутренние напряжения);
г) качество механической обработки заготовок (шероховатость,
дефекты формы);
д) параметры шиповых соединений;
е) показатели качества клея (жизнеспособность, вязкость и др.);
ж) равномерность нанесения клея и его удельный расход;
з) параметры склеивания заготовок по длине;
и) характеристики формирования пакета слоев: его размеры,
равномерность нанесения клея и др.;
к) открытые и закрытые выдержки;
л) разборная и конечная прочность клеевых соединений;
м) показатели стойкости клеевых соединений;
н) размеры и форма готовых ДКК;
о) качество защитных и декоративных покрытий (если они вы-
полняются на предприятии);
п) качество маркировки ДКК и комплектность сопроводитель-
ной документации;
р) упаковка и условия хранения готовых ДКК.
Документы системы контроля и испытаний - акты, протоколы, жур-
налы и др. - регламентируются внутренними документами предприя-
тия с учетом рекомендуемых положений действующих нормативных
документов. Срок хранения документов должен быть не менее 10 лет.
Результаты контроля и испытаний должны систематически
анализироваться руководством предприятия и по результатам
анализа вноситься при необходимости изменения и уточнения во
внутренние документы системы контроля качества.
Критериями эффективности принятой на предприятии систе-
мы контроля качества и испытаний ДКК являются: отсутствие
претензий от потребителей (заказчиков), результаты сертифика-
ции конструкций и в основном устойчивая конкурентоспособность
изготовляемых ДКК на внутреннем и внешнем рынках.
Изложенные выше рекомендации могут использоваться кроме кон-
троля качества изготавливаемых клееных конструкций при разработке
новых клеев, при отработке параметров технологического процесса и др.
221
4.2. Контроль материалов
При входном контроле материалов, как отмечалось, основное
внимание уделяется древесине и клеям.
Древесина. При оценке качества древесины следует выделить
два уровня. На первом оценивается качество (сортность) пиломате-
риалов, поступающих в производство ДКК. Требования к ним регла-
ментируются ГОСТ 8486-86* Е [19]. Обычно сортность пиломатери-
алов оговаривается в договорах или условиях поставки и непосред-
ственно в производстве ДКК дополнительно не контролируется.
Наиболее важен контроль, вернее сортировка, на втором уров-
не, когда требования предъявляются не к древесине пиломатери-
алов (досок), а непосредственно к качеству древесины слоев кон-
струкций, регламентируемому нормативными документами
(ГОСТ, ТУ) на клееные конструкции. Здесь действует принцип:
практически из пиломатериалов любого сорта можно получить
слои требуемого качества. Другой вопрос - насколько это эконо-
мически выгодно.
Контроль качества пиломатериалов (досок), предварительно
рассортированных по сортам поставщиками, осуществляется не-
посредственно на одной из первых операций технологического
процесса изготовления ДКК. Обычно это вручную осуществляет
оператор, хотя разработаны и апробированы в промышленности
различного типа автоматизированные устройства, позволяющие
повысить достоверность контроля. Однако из-за сложности и
большой стоимости на отечественных предприятиях они практи-
чески не используются.
Клеи. В производстве ДКК в настоящее время используются в
основном клеи зарубежного производства. Постепенно осваивает-
ся производство по импортной технологии клеев в нашей стране.
Пока нет четкой ясности, какие клеи следует применять из мно-
жества торговых марок. В сопроводительных документах (ТУ и
т. п.) не всегда указаны характеристики, важные для данного кон-
кретного производства. Поэтому, учитывая сведения поставщи-
ков о свойствах этих клеев и их сертификации, необходим опреде-
ленный входной контроль приготавливаемых из поставляемых
компонентов клеев.
Методы испытаний компонентов клеев подробно изложены в
соответствующих ГОСТах, поэтому ниже описаны только методы
испытаний, характеризующие основные технологические свойст-
ва клеев. Для их определения приготавливают клей массой 2 кг.
После введения отвердителя композицию тщательно перемеши-
вают в течение не менее 5 мин при температуре 20±1°С.
222
Жизнеспособность клеев определяют следующим образом. В
стеклянный или фарфоровый стакан помещают 0,2 кг свежепри-
готовленного клея, включают секундомер и выдерживают клей
при температуре 20±1°С. Рабочую жизнеспособность клеев опре-
деляют временем, прошедшим с момента введения в клей отвер-
дителя до начала гелеобразования.
Вязкость клеев определяют вискозиметрами. Для этого тща-
тельно перемешанный клей доводят до температуры 20±1°С. Пе-
ред замером вязкости основание вискозиметра при помощи регу-
лирующих винтов устанавливают в горизонтальном положении.
Особое внимание следует обращать на чистоту сопла вискозимет-
ра. В качестве приемника под сопло вискозиметра ставят мерную
мензурку емкостью 100 мл. Отверстие сопла вискозиметра закры-
вают и в воронку наливают до краев клей. Избыток клея в виско-
зиметре снимают стеклянной палочкой.
Для замера вязкости открывают отверстие сопла. В момент по-
явления капли клея из сопла вискозиметра включают секундо-
мер, который выключают после полного истечения заданного объ-
ема или появления прерывистой струи. Определение вязкости
проводят три раза. Среднее время в секундах является показате-
лем условной вязкости клея. Это простейший способ измерения
вязкости. В настоящее время все чаще используются автоматиче-
ские вискозиметры, позволяющие определять вязкость не в ус-
ловных, а в абсолютных единицах.
Для клеев, предназначенных для склеивания с нагревом,
условное время отверждения определяют следующим образом. В
пробирку диаметром 16±1 мм помещают 2 г клея, зажимают ее
между губками лапкодержателя и погружают в кипящую воду
так, чтобы уровень клея в пробирке был на 10-12 мм ниже уровня
воды. Одновременно с погружением пробирки в кипящую воду
включают секундомер. Клей непрерывно перемешивают стеклян-
ной палочкой до начала гелеобразования. Время отверждения оп-
ределяется как среднее из трех измерений.
Указанный метод не дает объективной оценки полноты и ин-
тенсивности отверждения клеев при склеивании в нормальных
условиях, где переход клея из жидкого в твердое состояние про-
исходит без нагрева, при температуре цеха, только за счет хими-
ческого взаимодействия смолы с отвердителем. В таких случаях
полноту отверждения условно оценивают по характеру отверж-
дения клеевой отливки. На полиэтиленовую, целлофановую или
т. п. пленку наливают клей слоем 0,5~ 1 мм и выдерживают его при
тех же температурно-влажностных условиях, при которых скле-
иваются конструкции. Среднее время, через которое происходит
223
хрупкий излом трех отливок при изгибе их на 90°, характеризует
условное время отверждения клея.
Для определения прочности склеивания испытаниям подвер-
гают клееные образцы по ГОСТ 15613.1-84 [59] на скалывание
вдоль волокон древесины, изготовленные из древесины той же
породы, из которой получается клееная продукция. Если клей
предназначен для склеивания с нагревом или другими способами,
образцы склеивают по принятой для данного способа технологии.
Для определения удельного расхода клея берут чистый лист бу-
маги шириной на 3~4 см больше склеиваемой заготовки и длиной
30-40 см, взвешивают его с точностью до 0,1 г. Затем этот лист укла-
дывают на пласть заготовки и пропускают последнюю через клеена-
носящее устройство. Лист бумаги с нанесенным на него клеем вновь
взвешивают. По разности результатов определяют расход клея.
4.3. Операционный контроль
Осуществление операционного контроля имеет не меньшее
значение, чем контроль готовой продукции, - они неразрывно
связаны между собой. Вероятно, по мере совершенствования про-
изводства все больший удельный вес будет занимать операцион-
ный контроль.
В зависимости от назначения высушиваемые пиломатериалы
должны соответствовать требуемой категории качества.
К показателям качества сушки относятся: соответствие средней
влажности высушенных пиломатериалов в штабеле заданной конеч-
ной влажности; величина отклонений влажности отдельных досок
или заготовок от средней влажности пиломатериалов в штабеле; пе-
репад влажности по толщине пиломатериалов; остаточные напря-
жения в высушенных пиломатериалах. Показатели качества сушки
устанавливаются в зависимости от категории качества сушки и ус-
ловий эксплуатации изделий. Для определения средней влажности
партии пиломатериалов из различных зон контролируемого штабе-
ля отбирают не менее девяти досок. Зоны быстрого и медленного про-
сыхания устанавливаются предприятием для каждой камеры путем
опытных сушек. Из каждой отобранной доски на расстоянии не ме-
нее 0,3 м от торцов перпендикулярно длине вырезают два попереч-
ных среза (секции влажности) размером вдоль волокон древесины
10-12 мм и определяют влажность согласно ГОСТ 16588-91 [60].
Влажность пиломатериалов штабеля вычисляют как среднее
арифметическое из значений влажности отобранных образцов.
Влажность пиломатериалов в штабеле при толщине их 'не более
40 мм допускается контролировать электровлагомером. Отклонение
224
Рис. 82. Секции послойной влажности и силовые секции:
а - для досок толщиной до 40 мм; б - толщиной более 40 мм
влажности отдельных досок в штабеле от средней конечной контро-
лируют по среднему квадратическому отклонению S, которое вы-
числяется с точностью до 0,1% по формуле
5 = 1^----:---,
и п — \
где - влажность отдельных секций, %; Wcp - средняя влаж-
ность партии, %; п - количество замеров или секций.
Для определения перепада влажности досок по толщине (раз-
ность влажности внутреннего и поверхностных слоев) рядом с
секциями влажности вырезают секции для определения послой-
ной влажности. Секции выпиливают из досок, отобранных из зоны
штабеля с замедленным просыханием.
Количество Досок, из которых вырезают секции, должно быть не
менее пяти для I категории качества, но не менее трех для II и III. При
сушке по III категории качества перепад влажности контролируют в
том случае, когда пиломатериалы поступают на раскрой по толщине.
Секции раскраивает (раскалывают) по схеме, приведенной на
рис. 82.
Влажность внутреннего слоя и поверхностных слоев (взве-
шиваемых вместе) у каждой секции определяют по формуле
225
AW = W - W
VV VV6H vvnoe>
где WeH - влажность внутреннего слоя древесины секции, %; Wnoe -
влажность поверхностных слоев ( средняя) древесины секции, %.
Среднее значение перепада влажности по толщине пиломате-
риалов вычисляют по формуле
ЛИ/
-У" л
где п - количество секций влажности.
Для контроля остаточных напряжений из досок, отобранных из
зоны наиболее интенсивного просыхания, вырезают рядом с секция-
ми влажности секции для определения напряжений (силовые).
Количество досок, из которых вырезают секции, зависит от ка-
тегории качества: для I категории качества сушки принимают не
менее пяти секций, для II - трех, то есть вырезают секции из пяти
или трех отобранных досок. Секции выдерживают в сушильном
шкафу в течение 2-3 ч при температуре 103±2°С. После охлажде-
ния секций в эксикаторе их раскраивают ленточной пилой по схе-
ме, показанной на рис. 82. У каждой секции измеряют штангенцир-
кулем с точностью до 0,1 мм толщину Т и расстояние Tj между
внешними гранями зубцов секции. При равенстве величин Т и TY
напряжений практически нет. Для пиломатериалов, высушивае-
мых по I-П категориям качества, относительная деформация зуб-
цов секций (в вершине) не должна превышать 1,5-2%.
Относительную деформацию зубцов секции вычисляют по
формуле, %
''Чгт
где I - длина зубца, Мм.
За результат принимают среднее арифметическое значение
отклонения зубцов контролируемых секций 1ср.
Среднюю конечную влажность пиломатериалов, отклонения
влажности отдельных досок от средней, перепад влажности по тол-
щине и остаточные напряжения рекомендуется контролировать пе-
риодически при переходе на сушку пиломатериалов других разме-
ров, при пуске сушильной камеры после ее ремонта или переналадки,
а также по требованиям контрольных служб. Текущую и конечную
влажность древесины в камерах контролируют периодически для
регулирования режимов сушки и определения времени ее окончания.
На современных предприятиях, оснащенных высокопроизво-
дительным оборудованием, в линии раскроя досок перед сращи-
226
ванием заготовок по длине встроены электровлагомеры, сблоки-
рованные с автоматическими сбрасывателями. При прохождении
досок с недопустимой влажностью они отделяются и направляют-
ся на дополнительную гидротермическую обработку. Если на
предприятии не достигнута стабильная работа участков автома-
тического контроля влажности, ее заменяют ручным контролем
влажности на данной операции технологического контроля.
Имеются различные по конструкции и назначению устройства
для автоматического контроля, которые непрерывно измеряют
влажность перемещающихся в продольном направлении досок.
Измерение основывается на поглощении микроволн, вызванном
содержащейся в древесине влагой. С целью получения данных о
выраженной в процентах влажности измеряется плотность дре-
весины, а для получения наиболее точных результатов измере-
ния производится также измерение ее температуры.
Такие измерители определяют влажность древесины и при не-
обходимости могут подавать сигналы об удалении досок с несоот-
ветствующей влажностью. Данные, измеренные датчиком темпе-
ратуры древесины, можно использовать для корректировки ре-
жимов склеивания конструкций. С помощью датчика плотности
древесины можно различить разные породы, значительно отли-
чающиеся друг от друга по своей плотности. Датчик плотности ра-
ботает с высокой точностью, так что его можно использовать при
сортировке по прочности отдельно или в качестве вспомогатель-
ного прибора визуальной сортировки.
Как отмечалось, оценка качества досок перед их раскроем на за-
готовки для последующего сращивания в слои необходимой длины
требует весьма квалифицированного выполнения, так как букваль-
но за несколько секунд оператор должен оценить качество доски по
достаточно большому числу нормируемых показателей. Сделать
это может только оператор весьма высокой квалификации. Поэто-
му актуальной задачей остается дальнейшее изучение степени
влияния каждого нормируемого показателя (пороков, дефектов
формы и т. п.) используемых досок на эксплуатационную надеж-
ность клееных конструкций. Один из возможных путей решения
этого вопроса - максимальное сокращение нормируемых показате-
лей, выделение из общего их числа наиболее существенных. Есте-
ственно, что оценке качества должны подвергаться все поступаю-
щие в дальнейшую обработку пиломатериалы.
При механической обработке склеиваемых поверхностей сле-
дует отметить две особенности выполнения этой операции. Пер-
вая - придание поверхности требуемой чистоты обработки, при
которой достигается равномерная по толщине клеевая прослойка
227
по всей склеиваемой поверхности. Несмотря на наличие различ-
ных приборов, на предприятиях обычно чистота обработки оцени-
вается визуально в сравнении с тарированным по чистоте обра-
ботки образцом-эталоном.
Вторая особенность - необходимость обеспечения равнотол-
щинности слоев в склеиваемом пакете. Допустимые отклонения от
нормируемых контролируют соответствующими измерительны-
ми инструментами, например штангенциркулем. Здесь, как и на
других операциях, при неудовлетворительных результатах кон-
троля сразу же должны приниматься меры по выявлению причин
некачественной обработки, переналадке оборудования и режуще-
го инструмента.
На операциях склеивания заготовок по длине - фрезеровании
шипов, нанесении клея и запрессовке основной упор следует делать
не только на контроль прочности соединений после выдержки сло-
ев, а и на весьма важный показатель операционного контроля - рав-
номерное выдавливание клея из всех клеевых прослоек соединения.
Важность качественного выполнения операций по приготов-
лению и нанесению клеев уже отмечалась ранее. Наиболее
распространенным способом нанесения клея является налив с
одновременным его приготовлением, то есть перемешиванием до-
зированных количеств смолы и отвердителя непосредственно в
клееналивной установке. Здесь главное внимание должно уде-
ляться контролю количества и равномерности нанесения клея.
Избыток клея приводит к удорожанию продукции, загрязнению
оборудования. Недостаток клея или же его неравномерное нане-
сение может отрицательно влиять на прочность, особенно на экс-
плуатационную, из-за ослабления клеевого соединения.
При раздельном нанесении смолы и отвердителя на склеивае-
мые поверхности, осуществляемом на автоматизированном клее-
наливном оборудовании, особо важен контроль за обеспечением
выполнения рекомендаций по работе с этим относительно слож-
ным оборудованием.
В процессе сборки и запрессовки склеиваемых конструкций
следует выделить два момента: продолжительность сборки па-
кетов, которая не должна превышать периода рабочей жизне-
способности клея (что, к сожалению, на производстве иногда не со-
блюдается), и величина и равномерность приложения и поддержа-
ния давления. Эти параметры должны постоянно контролировать-
ся в соответствии с требованиями технологических регламентов.
Механическая обработка поверхностей склеенных конструк-
ций, определяя товарный вид и обеспечивая соответствие разме-
ров конструкций проектным, должна, конечно, контролироваться,
228
Таблица 29
Операционный контроль в производстве ДКК
Операция Контролируемый параметр Методы и средства контроля
Сушка пило- материалов Влажность Электровлагомером
Внутренние напряжения ГОСТ 11603-73* [61]
Раскрой пило- материалов по длине, вырезка дефектных мест Пороки древесины Визуально по ГОСТ 2140-81* [62]
Длина заготовок Линейка - ГОСТ 427-75* [62], рулетка 2-го класса точности - ГОСТ 7502-98 [63]
Перпендикулярность торцов Угольник УШ-2-250 - ГОСТ 3749-77* [64]
Раскрой пиломате- риалов по ширине Ширина заготовок Штангенциркуль ШЦ-П 160-0, 250-0 по ГОСТ 166-89* [65]
Фрезерование поверхности заготовок Толщина, ширина Штангенциркуль ШЦ-1-25-0,10 - ГОСТ 166-89*
Перпендикулярность пластей и кромок Угольник УШ 2-250 - ГОСТ 3749-77*
Качество поверхности Визуально
Фрезерование зубчатых шипов Профиль шипов По калибру
Качество обработки поверхности шипов Визуально, по сравнению с эталоном, по шаблону
Склеивание за- готовок по длине с помощью зуб- чатых соеди- нений Размеры и зазоры шипового соединения Штангенциркуль, набор щупов 3, 4-го классов точности, ГОСТ 882-89 [66]
Расход и равномерность нанесения клея Равномерность - визуально, по вы- давливанию клея, расход - по раз- ности массы контрольных заготовок до и после нанесения клея
Величина запрессовоч- ного давления Манометр и другие приборы
Прочность клеевого соединения ГОСТ 15613.4-78* [67]
Сборка и склеивание многослойных конструкций Качество слоев ТУ и ГОСТ 2140-81*, визуально
Равномерность нанесения клея Визуально
Расход клея По разности массы контрольных за- готовок до и после нанесения клея, визуально
Время открытой и закрытой выдержки Секундомер
Величина запрессо- вочного давления Манометры в гидравлических прес- сах, динамометрические ключи в винтовых прессах
Толщина клеевых прослоек и непроклеи Набор щупов 2-го, 3-го, 4-го классов точности - ГОСТ 882-75
Прочность клеевых соединений ГОСТ 25884-83 [68]
Нанесение за- щитных соста- вов на элементы конструкций Расход состава на единицу поверхности Весовым методом
Условная вязкость ГОСТ 8420-74* [69]
229
что и предусматривается соответствующими технологическими
регламентами.
Более важна в отношении обеспечения требуемой долговечно-
сти защита поверхностей конструкций от увлажнения и биопора-
жения. Уже отмечалось, что при поглощении древесиной влаги
происходит неравномерное цикличное увлажнение поверхностей
конструкций, в них возникают внутренние напряжения, вызыва-
ющие растрескивание древесины и расслоение по клеевым швам.
На увлажненной поверхности, и особенно в трещинах, возникают
очаги биопоражения. Для предотвращения отмеченного исполь-
зуют лакокрасочные и пропиточные составы, часто комбиниро-
ванного действия. Выбор составов и технологии их нанесения оп-
ределяется ожидаемыми эксплуатационными воздействиями.
Контроль за правильностью выбора соответствующих защитных
составов и технологией их нанесения - важная, пока еще не пол-
ностью решенная часть технологического процесса.
В нормативных документах указано, что следует контролиро-
вать качество склеивания, производя контрольные выборочные ис-
пытания клеевых соединений - зубчатых - на изгиб, Пластовых -
на послойное скалывание вырезанных из слоев или конструкций
образцов. В тех случаях, когда конструкции предназначены для
эксплуатации в переменных температурно-влажностных услови-
ях, помимо послойного скалывания необходимо также испытывать
их на расслаивание.
В табл. 29 дана общая схема осуществления операционного
контроля при производстве ДКК.
4.4. Контроль и приемка конструкций
Многообразие типов конструкций, способов их изготовления и
условий применения, а также ряд других важных факторов не
позволяют рекомендовать какие-либо конкретные методы оценки
конструкций при приемке. Все это должно содержаться в стан-
дартах или технических условиях на продукцию.
Поэтому ниже излагаются лишь общие положения и подходы,
которые могут быть использованы при организации приемки кон-
струкций на завершающих этапах их изготовления.
Обычно правила приемки указываются в технических услови-
ях на конкретные конструкции и определяются типом конструк-
ций, их ответственностью, массовостью выпуска. При приемке го-
товых конструкций или их элементов осуществляют визуальный
осмотр, проверку измерительными инструментами фактических
размеров конструкций и элементов и их отклонения от заданных,
230
Таблица 30
Класс конст- рукций Виды испытаний клеевых соединений и число образцов, отбираемых для их проведения
Изгиб зубчатых соединений Послойное скалывание Сдвиг при сжатии при вклеивании стержней Расслаивание
I Не менее 5 клее- вых соединений в смену Не менее 5 кле- евых швов от каждого пакета Не менее 3 клее- вых соединений от элемента Не менее 5 кле- евых швов от каждого пакета
II Не менее 5 клее- вых соединений в две смены Не менее 5 кле- евых швов от каждой запрес- совки Не менее 3 клее- вых соединений от элемента Не менее 5 кле- евых швов от каждой запрес- совки
III Не менее 5 клее- вых соединений в неделю Не менее 5 кле- евых швов в не- делю - Не менее 5 клее- вых швов за ра- бочую неделю
оценку качества защитных покрытий. Обязательно учитываются
результаты операционного контроля. Особенно это актуально для
конструкций 1-го класса.
Визуальному осмотру и обмеру, а также оценке качества
защитных покрытий следует подвергать все принимаемые конст-
рукции 1-го класса, выборочно - 2-го и 3-го классов. При визуаль-
ном осмотре и инструментальном обмере определяют пороки дре-
весины, толщину клеевых прослоек, наличие непроклеенных уча-
стков, высоту неровностей, величину уступов смежных слоев
конструкций, а также величины их отклонений от проектных раз-
меров. Конструкции, не удовлетворяющие требованиям рабочих
чертежей и технических условий, приемке не подлежат.
При обмере конструкций следует определять величины откло-
нений от проектных размеров. Проверку размеров конструкций
измерительными инструментами следует проводить с точностью
до 1 мм при измерении поперечного сечения клееных конструк-
ций и с точностью до 3 мм при измерении длины и радиуса кри-
визны несущих конструкций.
При приемке, как отмечалось, учитываются результаты испы-
таний клеевых соединений. Примерная периодичность испыта-
ний в зависимости от класса конструкций приведена в табл. 30.
После приемки конструкций органами технического контроля
предприятия и подтверждения ими соответствия качества конст-
рукций требованиям стандарта или технических условий, а так-
же дополнительным требованиям, оговоренным в договорах на
поставку, формируется партия конструкций.
231
Таблица 31
Объем предъявлен- ных к приемке конструкций, м3 Количество от общего числа отбираемых для контроля конструкций различных классов, %
I II III
До 5 100 50 10
До ю 100 50 10
До 30 100 30 5
До 50 100 10 5
Партией считают число конструкций одного артикула, изго-
товленных на одной технологической линии и оформленных од-
ним документом о качестве. Допускается принимать за партию
меньшее количество, например в пределах конкретного заказа.
При приемке конструкций потребителем допускается прини-
мать за партию число конструкций, доставленных одним транс-
портным средством и оформленных одним документом о качестве.
Примерное число контролируемых при приемке конструкций
указано в табл. 31.
4.5. Методы испытаний и оценка качества
клеевых соединений
Условно методы испытаний клеевых соединений могут быть
разделены на две группы: первая касается заводских контроль-
ных испытаний, производимых в процессе изготовления конст-
рукций, вторая в большей степени относится к лабораторным ис-
пытаниям, необходимым при разработке новых клеев, отработке
технологических режимов склеивания и т. п.
Кроме испытаний образцов, вырезаемых из конструкций или
специально склеиваемых, в отдельных случаях испытываются
отдельные конструкции или их элементы.
Для оценки прочности клеевых соединений не всегда исполь-
зуют схемы испытаний, которые полностью моделируют напря-
женное состояние в натурных конструкциях, например сдвиг, от-
рыв. Поэтому большее внимание уделено испытаниям клеевых
соединений на скалывание вдоль волокон древесины, так как это
один из основных видов напряженного состояния, возникающих в
232
Таблица 32
Назначение испытаний Виды испытаний клеевых соединений Стандарты, в которых дана методика испытаний Рекомендуе-
отечест- венные зарубежные применения
Оценка прочности клеевых соединений Определение предела прочности клеевого со- единения при скалывании образцов вдоль волокон ГОСТ 15613.1-84 - При исследо- вательских работах и заводском контроле
То же при послойном скалывании ГОСТ 25884-83 Европейский стандарт EN 392 [70] При завод- ском кон- троле
Определение прочности зубчатых клеевых соединений при статическом изгибе ГОСТ 15613.4-78* Европейский стандарт EN 385 [71] То же при ис- следователь- ских и т. п. работах
Оценка стойкости клеевых соединений Оценка стойкости клеевых соединений при расслаивании ГОСТ 27812-88 [72], испытания по методике ЦНИИСК [73] Европейские стандарты: EN 391 [77] (для несу- щих конст- рукций) и стандарт EN 205 (для ненесущих конструк- ций) При за- водском контроле
Оценка водостойкости соединений ГОСТ 17005-82 [74] При иссле- дователь- ских и т. п. работах
Оценка стойкости при цикличных температурно- влажностных воздействиях ГОСТ 17580-82 [75]
Оценка теплостойкости и морозостойкости ГОСТ 18446-73 [76]
клееной древесине при приложении внешней нагрузки. Исходя из
этого стандартный малый образец по ГОСТ 15613.1-841 принят
для контроля не только начальной прочности при скалывании
вдоль волокон древесины, но и стойкости клеевых соединений.
Подвергая такие образцы различным температурно-влажност-
ным воздействиям, можно оценивать водостойкость клеевых со-
единений по ГОСТ 17005-82, стойкость при цикличных воздейст-
виях переменных температур и влажности по ГОСТ 17580-82,
тепло- и морозостойкость по ГОСТ 18446-73. Описываемые в кни-
ге отдельные методики, предусмотренные европейскими стандар-
тами, могут использоваться как справочное пособие до разработки
и принятия общих норм. В тех случаях, когда клееные конструк-
ции предназначаются на экспорт в европейские страны, необходи-
мо руководствоваться этими стандартами.
Используется также для заводского контроля двух-трехслойных и
однослойных конструкций (клееных щитов, брусков оконных и дверных
блоков и т. п.).
233
Как отмечалось, наиболее часто используемые на практике
методы испытаний клеевых соединений по назначению разделе-
ны на две группы: 1-я группа включает методы оценки прочности,
2-я - стойкости соединений.
Методы испытаний с указанием нормативных документов, в
которых изложены методики испытаний, в том числе по стандар-
там Европейского союза, приведены в табл. 32.
4.5.1. Подготовка испытаний
Каждый вид испытаний имеет свое назначение, поэтому подго-
товка испытаний в каждом конкретном случае имеет свою специ-
фику. Она будет отражена при описании методики конкретных
испытаний. Вместе с тем во избежание повторений ниже изложе-
ны общие положения, относящиеся ко всем испытаниям.
Подготовка образцов для испытаний
Для оценки качества клеевых соединений можно использовать
образцы двух видов: малые и крупные. Это деление является до-
вольно условным, так как четкую границу между размерами об-
разцов провести трудно.
Малые, как правило, стандартные образцы имеют небольшую
площадь разрушения при испытаниях, например при скалывании
- 6 см2, растяжении - 0,8 см2 и т. п., изготавливаются из чистой
(без видимых пороков) древесины. Их используют при проведе-
нии исследовательских работ, проверке адгезионно-когезионной
прочности клеев и т. п.
Для проведения контроля качества непосредственно в производ-
ственных условиях с целью проверки правильности осуществления
заданных параметров процесса изготовления клееных изделий пре-
имущественно используют крупные образцы, площадь разрушения
которых равна или приближается хотя бы в одном направлении, на-
пример по ширине сечения клееного элемента, к площади клеевых
прослоек в реальных конструкциях или изделиях.
К числу крупных образцов относят также натурные клееные
элементы, моделирующие клееные конструкции. Эти фрагменты
используют для контроля или уточнения данных, полученных на
малых образцах.
При проведении исследовательских работ рекомендуется образ-
цы различных размеров и назначения вырезать из одного элемента.
При вырезке малых образцов одна из осей образца должна
располагаться вдоль волокон древесины. Годичные слои на торце-
вых поверхностях образцов должны быть параллельны одной па-
234
ре противоположных граней и перпендикулярны к другой. Меж-
ду смежными гранями образцов должны быть прямые углы.
Допустимые отклонения от номинальных размеров рабочей части
образцов не должны превышать ± 0,5 мм. Любая величина, взятая в
пределах допустимого отклонения, должна быть выдержана по всему
образцу с точностью до ± 0,1 мм. Размеры образца, не входящие в
расчетные формулы (например, длина образца при испытании зуб-
чатых соединений на изгиб), должны быть выдержаны с точностью до
3-5 мм. Рабочие поверхности образцов должны быть чисто обработа-
ны (Rzmax не более 200 мкм по ГОСТ 7016-82).
Образцы могут выпиливаться:
а) из конструкций или их элементов по завершении технологи-
ческого процесса их изготовления (внутризаводской контроль);
б) на различных этапах эксплуатации конструкций при опре-
делении прочностных характеристик конструкций;
в) специально изготавливаться при выполнении исследова-
тельских работ и лабораторных испытаний (при разработке кле-
ев, выборе и контроле режимов склеивания и др.).
До начала испытаний конструкции или заготовки, из которых
выпиливаются образцы, необходимо выдерживать в среде с отно-
сительной влажностью воздуха 65±5% и температурой 20±2°С
для полного отверждения клея и релаксации внутренних напря-
жений в клееной древесине в течение, не менее:
- при заводском контроле - 1 сут;
- при лабораторных испытаниях - 3 сут или более, что опреде-
ляется целями испытаний.
Выпиловка образцов из конструкций или их элементов произ-
водится не ранее чем через 12 ч после их распрессовки. Условия
кондиционирования образцов могут отличаться от указанных вы-
ше. Они определяются назначением испытаний и другими требо-
ваниями. При заводском контроле фиксируются основные пара-
метры изготовления конструкций. При лабораторном контроле
эти параметры задаются и контролируются в зависимости от це-
лей проводимых исследований. Размеры и форма образцов опре-
деляются принятой методикой испытаний.
Перед испытаниями образцы должны быть измерены, взвеше-
ны и определена влажность древесины.
Образцы, используемые при проведении исследовательских работ,
следует хранить после кондиционирования до испытаний в герметич-
ной упаковке или сосудах, чтобы влажность образцов не изменялась.
Древесина образцов для заводского контроля должна иметь
влажность, рекомендованную для клееных конструкций, из кото-
рых они вырезаны.
235
На каждый образец должна быть нанесена маркировка, указыва-
ющая номер и характеристику образца. Если образцы будут подвер-
гаться влажностным воздействиям, маркировку следует делать стой-
кой к увлажнению краской или другими подобными средствами.
В помещении, где проводят испытания, следует поддерживать
температуру 20±2°С и влажность воздуха 65±5%. Допускается
проводить непродолжительные испытания в помещении с другой
температурой и влажностью воздуха при условии их проведения
сразу же после кондиционирования образцов.
Аппаратура, приборы, инструмент
Для проведения испытаний необходимо следующее оборудование:'
- испытательная машина (пресс) для нагружения образцов с
усилием до 500 кН, скоростью нагружения 0,6±0,15 мм/мин и
погрешностью измерения нагрузки не более 1%;
- автоклав, рассчитанный на давление до 0,5 МПа, с вакуум-на-
сосом для создания вакуума 0,08-0,1 МПа;
- емкость для нагрева образцов до 85±3°С;
- вентилируемая сушильная камера с регулятором температу-
ры для сушки образцов;
- морозильная камера с температурой до минус 30°С;
- влагомер для определения влажности древесины образцов
с погрешностью не более ±1%;
- приборы для измерения температуры и влажности воздуха;
- штангенциркуль с погрешностью измерения не более 0,1 мм;
- измерительная линейка.
В зависимости от типа и размера испытываемых образцов
применяют соответствующие приспособления. Закрепленный в
приспособлении образец устанавливают в испытательный пресс с
последующим нагружением образца. Конструкции приспособле-
ний описываются в соответствующих нормативных документах
на методы испытаний.
В зависимости от конкретных видов испытаний требуются раз-
личные дополнительные приборы и инструменты, например мик-
роскоп и приспособления для измерения внутренних напряжений,
секундомер, вискозиметры, термометры для контроля технологи-
ческих свойств клеев, щуп и лупа для контроля степени расслаи-
вания образцов и др. Для измерения толщины и ширины заготовок
и образцов требуется инструмент с погрешностью не более 2%.
Обработка результатов испытаний
Число образцов определяется целью испытаний и требуемой
точностью контроля и обычно указывается в нормативно-техни-
236
ческой документации на клееные конструкции или в методиках
экспериментальных исследований.
Как правило, при проведении исследовательских работ число
образцов «на одну точку», то есть для оценки одного параметра,
принимается не менее 20, что дает возможность выполнять стати-
стическую обработку результатов испытаний; при заводском кон-
троле число образцов для испытаний составляет 3-5 шт.
При кратковременных испытаниях образцы нагружают с постоян-
ной скоростью роста напряжений, как правило, 0,15~0,3±0,1 МПа/с,
доводя образцы до разрушения. В стандартах или другой норматив-
ной документации для отдельных видов испытаний может быть уста-
новлена другая скорость приложения нагрузки.
Нагрузку Рразр, при которой произошло разрушение, определяют
по максимальному отклонению стрелки силоизмерителя машины
с погрешностью не более цены деления шкалы. Предельное значение
шкалы не должно превышать нагрузку Рразр более чем в три раза.
В качестве показателя прочности принимают величину внеш-
ней разрушающей нагрузки при регламентированной скорости
нагружения. Отношение разрушающего усилия к геометричес-
ким характеристикам образца (площади испытываемого клеевого
соединения) характеризует его прочность (предел прочности).
При выполнении исследовательских работ вычисление пре-
дела прочности при различных видах испытаний производят с
округлением до 0,1 МПа, принимая размерность входящих вели-
чин в следующих единицах измерения:
- максимальная (разрушающая) нагрузка, Н;
- линейные размеры образца (длина, ширина, толщина (высота)
и т. п.), м.
При обработке результатов испытаний должны быть вычислены:
среднее арифметическое X (МПа), по формуле:
п
гдех,- величина отдельного наблюдения; п - количество наблюдений;
среднее квадратическое отклонение S' по формуле:
V л-1
средняя ошибка среднего арифметического по формуле:
237
коэффициент вариации, V (%), по формуле:
V = ^-100;
X
показатель точности Р (%) для доверительной вероятности
0,95, по формуле:
9 V-
р = _Х100.
X
В заводских условиях для контроля качества склеивания
определяют среднее и минимальное значения показателей проч-
ности и по ним делают вывод о достигнутом качестве клеевых
соединений.
При оценке стойкости клеевых соединений при испытаниях на
расслаивание длину клеевых швов, в том числе расслоившихся,
измеряют в мм.
4.5.2. Определение прочности клеевых соединений
Испытание прочности клеевых соединений
при скалывании вдоль волокон
Испытания малых образцов осуществляются по методике
ГОСТ 15613.1-84. Используется метод в основном при выполне-
нии исследовательских работ, а также для заводского контроля
2-3-слойных клееных заготовок. Показатели прочности, получен-
ные при испытании по указанной методике, включены в норма-
тивные документы на деревянные клееные конструкции, напри-
мер СНиП П-25-80.
Принятые в данном методе образец и способ испытания явля-
ются базовыми при испытаниях по оценке стойкости клеевых со-
единений. Принцип испытаний основан на приложении усилий к
единичному клеевому соединению при продольном сжатии (па-
раллельно волокнам древесины).
Форма и размер образца для испытаний показаны на рис. 83а.
При испытании образец устанавливают в приспособлении
(рис. 836). Поверхность нижнего уступа образца должна плотно
прилегать к поверхности приспособления. Приспособление с
установленным в нем образцом помещают на опорную платформу
испытательной машины таким образом, чтобы ось пуансона
приспособления совпадала с осью нагружающего устройства
испытательной машины.
Образец нагружают непрерывно при скорости перемещения
нагружающей головки испытательной машины 0,60±0,15 мм/мин.
238
Рис. 83. Испытание клеевых соединений на скалывание:
а - малый образец; б - приспособление для испытаний:
1 - корпус, 2 - пружина, 3 - подвижная планка, 4 - образец,
5 - подвижная опора, 6 - прижимной винт
Испытание продолжают до разрушения образца. Разрушаю-
щую нагрузку определяют с погрешностью не более 50 Н.
Определение прочности клеевого соединения при продоль-
ном сдвиге (растяжении) проводится по методике европейско-
го стандарта EN 302.1 [78]. Главным назначением настоящего
стандарта является получение данных для классификации кле-
ев, применяемых в несущих деревянных конструкциях, по их
пригодности для использования в определенных климатичес-
ких условиях.
Данный метод не предназначен для получения численных про-
ектных данных и может не отражать эффективность клеевого со-
единения в реальных условиях эксплуатации.
Принятый в стандарте образец является базовым при оценке
стойкости клеевых соединений. Он представляет собой единичное
симметричное клеевое соединение, выполненное внахлест между
двумя прямоугольными деревянными пластинами, подвергается
растяжению до отрыва усилием, приложенным в продольном на-
правлении (параллельно волокнам древесины).
При испытаниях захваты испытательной машины должны за-
жимать испытательные пластины способом заклинивания. Каж-
дая пара захватов либо должна быть прикреплена разъемными
штифтами к шаровым шарнирным соединениям на растягиваю-
щих головках, либо одна пара захватов должна быть жестко при-
креплена к испытательной машине, а другая пара - подвешена в
шаровом шарнирном соединении, обеспечивающем достаточную
свободу перемещения захвата для саморегулирования его поло-
жения в процессе растяжения образцов.
239
Рис. 84. а - схема распиловки заготовок на образцы для испытаний
клеевых соединений на скалывание при растяжении; б - образец
для испытаний клеевых соединений на скалывание при растяжении
Пример заготовки, склеенной из двух пластин древесины тол-
щиной 5 мм, размеченной для выпиливания образцов для испыта-
ний, показан на рис. 84а.
Из каждой заготовки выпиливают вдоль волокон древесины
образцы шириной b = 20 мм, длиной L1 = 150±5 мм (рис. 846). В се-
редине образцов делают пропилы шириной 2,5±0,5 мм для обра-
зования перекрытия внахлест длиной 100±0,1 мм.
Оценка прочности клеевого соединения проводится по величи-
не разрушающей нагрузки и характеру разрушения.
Метод послойного скалывания клееных образцов вдоль воло-
кон древесины рекомендуется применять в основном при завод-
ском контроле изготавливаемых конструкций.
При контроле качества клееных многослойных конструкций
или их элементов заготовки для образцов выпиливают из торце-
вых частей элементов при доведении их до проектных размеров
(рис. 85а). При этом толщина отпада должна быть не менее 50 мм.
Заготовки (рис. 856) распиливают на образцы в виде прямо-
угольной призмы сечением (50х50)±0,5 мм и высотой h, равной
высоте сечения элементов или конструкций. Противоположные
240
1
2
3
Рис. 85. Заготовки и образцы для испытаний клеевых соединений на
послойное скалывание: а - выпиловка заготовок из торцевых частей
клееных элементов для испытаний образцов: 1 - пропилы, 2 - заготовка,
3 — отпад; б — образцы для испытаний на послойное скалывание;
в - приспособление для испытаний: 1 - корпус, 2 - пуансон, 3 - нож
пуансона, 4 - рукоятка, 5 - прижимная опора, 6 - передвижная опорная
площадка, 7 - винт упора, 8 — образец, 9 — клеевое соединение
241
плоскости образцов должны быть параллельны между собой, а
клеевые швы перпендикулярны к плоскости пропила.
При большей высоте сечения образцы могут быть разделены
на две-три части.
При испытаниях образец устанавливают в приспособление для
испытания (рис. 85в) так, что задняя грань ножа пуансона и пе-
редняя грань передвижной опорной площадки должны находить-
ся от него на расстоянии 0,5-1 мм. Перемещением прижимной
опоры закрепляют образец в приспособлении. Нагрузку на обра-
зец передают через пуансон.
Образец испытывают до разрушения с постоянной скоростью
перемещения пуансона и фиксируют разрушающую нагрузку.
Предел прочности клеевого соединения при скалывании вы-
числяют в МПа с точностью до 0,1 МПа по формуле:
Р
Z~~F’
где Р - разрушающая нагрузка, Н; F - площадь поперечного се-
чения образца, м2.
За результат испытания принимают среднее арифметическое
предела прочности всех испытанных образцов, фиксируя при
этом минимальное значение и характер разрушения. Аналогич-
ным образом производится скалывание древесины, если это пре-
дусмотрено методикой испытаний.
Аналогичная методика испытаний клееной многослойной
древесины при скалывании по клеевым прослойкам содержится в
Европейском стандарте EN 392, утвержденном в 1995 г. В стан-
дарте приняты высота и ширина поперечного сечения образца
40-50 мм. По ширине сечения конструкций вырезают два-три об-
разца для испытаний на послойное скалывание.
Испытания клеевых соединений при раскалывании
Предел прочности при двухстороннем раскалывании опреде-
ляют по ГОСТ 15613.2-77* [79]. Заготовку для образцов изготав-
ливают в виде прямоугольной призмы с клеевой прослойкой посе-
редине ширины заготовки, которая равна 40 мм. Толщина ее
должна быть равна толщине склеиваемых элементов, но не более
20 мм. Длина заготовки принимается в зависимости от необходи-
мого числа образцов. Форма и размеры образца должны соответ-
ствовать указанным на рис. 86. Длина площади раскалывания об-
разца I должна быть 20 мм, ширина Ъ - не более 20 мм. Дно пропи-
лов должно быть закруглено. Размеры площади раскалывания
уточняют после разрушения образца.
242
Рис. 86. Испытание клеевых соединений при раскалывании образцов
Образец устанавливают в приспособление для испытания
между двумя клиньями, острые углы которых входят в пропилы
образца. Верхний клин крепят жестко к верхней траверсе, а ниж-
ний устанавливают свободно на шарнирную опору. На клинья на-
носят смазку.
Образец нагружают с постоянной скоростью до разрушения.
Предел прочности клеевого соединения при раскалывании вы-
числяют по формуле:
3 75 р
ы ’
где Ртах ~ максимальная нагрузка; I — длина площади раскалыва-
ния; Ь - ширина.
Испытания зубчатых клеевых соединений при растяжении
Контроль прочности малых образцов при растяжении вдоль
волокон древесины используется в исследовательских работах.
Испытания проводят по методике ГОСТ 15613.5-79* [80].
Заготовку для образцов выпиливают в форме прямоугольного
бруска с клеевым соединением посередине заготовки. Длина заго-
243
Рис. 87. Испытание зубчатых соединений малых образцов при
растяжении: а - образец для испытаний; б - схема зажима образца:
1 - образец, 2 - щека-захват
товки для испытаний I = 300 мм. Толщина и ширина bj заготов-
ки должны соответствовать толщине и ширине испытываемого
клееного элемента или приниматься в зависимости от необходи-
мого числа образцов.
Образец с зубчатым клеевым соединением показан на рис. 87а.
Он должен включать не менее одного полного шипа. При включе-
нии нескольких шипов расположение их в образце должно быть
симметричным относительно продольной оси образца. Образец
при испытании устанавливают в захваты машины (рис. 876) так,
чтобы рабочая часть образца была не менее 120 мм.
Предел прочности зубчатого соединения при растяжении вы-
числяют по формуле:
где Ртах ~ максимальная нагрузка; bj -ширина образца; Sj - тол-
щина образца.
244
Испытания зубчатых клеевых соединений
при статическом изгибе
Испытания проводят по методике ГОСТ 15613.4-78* [81].
Древесина образцов должна быть без видимых пороков и
дефектов склеивания. Расположение шипов в образце по ши-
рине соединения должно быть симметричным относительно про-
дольной оси образца и одинаковым для всех испытываемых
образцов.
Длина крупных образцов должна быть не менее 15 толщин. За
толщину образца h принимают размер по направлению приложе-
ния нагрузки. Средняя (рабочая, с зубчатым соединением) часть
длины образца размером не менее 6h должна быть свободной от
видимых дефектов.
Образцы должны иметь сечение, по толщине и ширине равное
полному сечению испытываемой клееной заготовки. Если обору-
дование не позволяет испытывать образцы полного сечения, до-
пускается испытание образцов уменьшенного сечения.
При испытании нагружением на пласть клееную заготовку
распиливают на несколько образцов равной ширины, каждый из
которых испытывают.
При испытании на кромку из клееной заготовки выпиливают
образцы толщиной не менее одной трети ее ширины. При этом
если толщина образца составляет половину или более ширины
испытываемой клееной продукции, то испытывают один образец
от сечения. Если ширина образца менее половины ширины заго-
товки, то вырезают по одному образцу из обеих половин сечения.
Каждый образец, испытываемый на кромку, должен включать
кромку первоначального поперечного сечения заготовки. При
испытании эту кромку размещают в растянутую зону (на
опорах).
Испытания образцов осуществляют в приспособлении, состоящем
из основания с опорами и двух нагружающих ножей (рис. 88). Опоры
и нагружающие ножи должны быть высотой не менее двух толщин h
образца. Нагружающие ножи должны иметь радиус закругления R,
равный 1,5-4 h. Опоры должны состоять из плоских стальных площа-
док толщиной не менее 0,006 h и шириной 0,85-1 h, свободно повора-
чивающихся на осях или катках.
Длина ножей и опорных площадок должна быть не менее мак-
симальной ширины испытываемых образцов. Расстояние между
центрами опор I устанавливают в зависимости от толщины образ-
ца 12-15 h. Расстояние между центрами нагружающих ножей
должно быть равно 1 /3 расстояния между центрами опор.
245
Рис. 88. Испытание зубчатых клеевых соединений при статическом
изгибе: а - схема испытаний: 1 - нагружающий нож, 2 - образец,
3 - стальная площадка, 4 - ось (каток); б - проведение испытаний
Испытания малых образцов проводят по приведенной выше
схеме при вертикальном расположении шипов. Испытания круп-
ных образцов осуществляют с приложением нагрузки на пласть
или кромку, что указывается в нормативно-технической доку-
ментации на испытываемую клееную продукцию.
Предел прочности вычисляют по формуле:
ст._
bh2
где Ртах ~ максимальная разрушающая нагрузка, Н; I - расстоя-
ние между центрами опор, мм; b - ширина образца, мм; h - тол-
щина образца, мм.
246
Рис. 89. Испытание прочности склеивания
металлических стержней с древесиной:
а - образец; б - схема вклеивания стержней; в - схема испытаний:
1 - древесина, 2 — приложение сжимающего усилия, 3 — металлический
шарнир, 4 - металлическая прокладка, 5 - металлическая опора;
г - проведение испытаний
За результат испытания одного соединения при нагружении
на пласть принимают среднее арифметическое значение предела
прочности всех испытанных образцов, вырезанных из этого со-
единения.
За результат испытания одного соединения при нагружении
на кромку при двух испытанных образцах, вырезанных из этого
соединения, принимают меньшее значение предела прочности.
Результаты испытаний образцов, разрушившихся за предела-
ми рабочей части по допустимым порокам и дефектам на концах
образца, не учитывают.
247
Испытания прочности вклеивания
металлических стержней в клееную древесину
Контроль качества склеивания металлических стержней с
древесиной осуществляется путем механических испытаний об-
разцов на сдвиг при сжатии. Образцы изготавливают специально
или вырезают из клееных элементов конструкций с вклеенными
стержнями.
Размеры образца для испытаний показаны на рис. 89а. Для
предупреждения вытекания клея отверстия в древесине можно
просверливать не до конца образца (рис. 896). Для обеспечения
скалывания по клеевым швам до заливки клея в отверстия можно
помещать цилиндр из пенопласта высотой 10 мм.
Испытания образцов проводят в соответствии со схемой, при-
веденной на рис. 89в. Образец в прессе необходимо устанавливать
строго вертикально, причем вертикальная ось образца должна
совпадать с центральной вертикальной осью прижимного башма-
ка пресса.
Предел прочности соединений при сдвиге определяют по фор-
муле:
Р
G =--,
ndl
где Р - разрушающая нагрузка, Н; I - длина заделки, мм; d - диа-
метр стержня, мм.
Длина вклеивания определяется мощностью пресса (обычно
80-150 мм) для пресса в 10 т.
4.5.3. Определение стойкости клеевых соединений
к температурно-влажностным воздействиям
Стойкость клеевых соединений при проведении исследова-
тельских работ оценивают путем испытаний малых образцов, а
крупные образцы используют при заводском контроле клееных
конструкций.
Как отмечалось, стойкость клеевых соединений оценивают,
как правило, путем постоянного или переменного температурно-
влажностного воздействия на малые стандартные образцы и по-
следующей проверки их прочности путем испытаний на скалыва-
ние образцов вдоль волокон древесины по ГОСТ 15613.1-84.
Стойкость клеевых соединений к температурно-влажностным
воздействиям характеризуется отношением прочности образцов,
подвергнутых указанным воздействиям, к прочности контроль-
ных образцов.
248
Образцы можно подвергать температурно-влажностным воздей-
ствиям не ранее чем через 15 сут после склеивания и выдержки их
при температуре не ниже 16°С. Стойкость клеевых соединений, вы-
резанных из конструкций образцов, оценивают по отношению длины
расслоившихся торцевых клеевых прослоек к их общей длине.
Указанное разделение является довольно условным, посколь-
ку каждый из методов может использоваться как при заводском
контроле, так и в исследовательских работах.
Водостойкость клеевых соединений
Водостойкость клеевых соединений определяют по ГОСТ
17005-82. Для этого из каждой заготовки должно быть изготовле-
но не менее чем по 8 образцов для каждого вида испытаний (кон-
трольных, мокрых и высушенных после вымачивания, а также
мокрых и высушенных после кипячения).
Вымачивание образцов производят в течение 48 ч в воде с темпе-
ратурой 20±2°С. По истечении этого времени образцы извлекают из
воды, осушают чистой сухой тканью или фильтровальной бумагой и
одну половину их подвергают испытанию в мокром виде, другую вы-
сушивают при нормальном температурно-влажностном режиме до
достижения влажности контрольных образцов, а затем испытывают.
Кипячение образцов производят в течение 3 ч. После кипяче-
ния образцы охлаждают в течение 30 мин в проточной воде, име-
ющей температуру 20±2°С.
Охлажденные образцы извлекают из сосуда, осушают и одну
половину их подвергают испытанию в мокром виде, другую высуши-
вают при нормальном температурно-влажностном режиме до дости-
жения влажности контрольных образцов, а затем испытывают.
Вначале производят испытания контрольных (без влагообра-
ботки) образцов. Затем испытывают мокрые и высушенные после
вымачивания образцы.
В зависимости от степени водостойкости клеевые соединения
подразделяют на три группы: малую, среднюю, повышенную.
Группу водостойкости клеевых соединений в зависимости от от-
носительной прочности их, выраженной в процентах, определяют
по табл. 33.
Если относительная прочность клеевых соединений мокрых
(AJ или высушенных после вымачивания (А2) образцов не дости-
гает значения, указанного в табл. 33 для группы малой водостой-
кости, дальнейшие испытания не проводят.
Если относительная прочность клеевых соединений после вы-
мачивания выше указанной в табл. 33 для группы малой водо-
249
Таблица 33
Группа водостой- кости Относительная прочность клеевых соединений, %
после вымачивания после кипячения
мокрых (АО высушенных (А2) мокрых (А3) высушенных (А4)
Малая до 60 До 70 - -
Средняя более 60 более 70 до 60 до 90
Повышенная более 60 более 90 более 60 более 90
стойкости, то производят дальнейшие испытания образцов, под-
вергнутых кипячению.
Подсчет относительной прочности клеевых соединений мок-
рых Aj и высушенных А2 после вымачивания, а также охлажден-
ных мокрых А3 и высушенных после кипячения А4 образцов про-
изводят по формулам:
Мв Мсв
4=^х100; 4=11^x100;
Мср Мср
мк мкс
4=-^х100; ^4=—^хЮО,
МсР Мср
где Мср - среднее арифметическое результатов испытаний кон-
трольных (без влагообработки) образцов; М®р - среднее арифме-
тическое результатов испытаний мокрых образцов после вымачи-
вания; Мвсср - среднее арифметическое результатов испытаний
высушенных после вымачивания образцов; М*р - среднее ариф-
метическое результатов испытаний мокрых образцов после кипя-
чения; Мксср - среднее арифметическое результатов испытаний
высушенных после кипячения образцов.
Группа водостойкости клеевых соединений устанавливается
по более низким показателям относительной прочности.
Стойкость к цикличным
температурно-влажностным воздействиям
Оценку стойкости производят по ГОСТ 17580-82, подвергая
образцы цикличным температурно-влажностным воздействиям.
Испытания проводят циклами.
Механические испытания образцов проводят, как правило, после
40 циклов температурно-влажностных воздействий. В исследователь-
ской работе прочность проверяют после 6,12, 24, 40, 60 и 100 циклов.
250
Один цикл температурно-влажностных воздействий включает
в себя следующее:
- вымачивание образцов в течение 20 ч в воде, температура ко-
торой 20±2°С;
- выдержку мокрых образцов в течение 6 ч при температуре
минус 20±2°С;
- оттаивание образцов в течение 16 ч при температуре воздуха
20±2°С;
- сушку образцов в течение 6 ч при температуре 60±5°С и влаж-
ности воздуха 60-75%.
Для механических испытаний отбирают образцы, прошедшие
цикличные температурно-влажностные воздействия, и досуши-
вают их при температуре не более 60°С до достижения ими перво-
начальной влажности (влажности контрольных образцов).
Механические испытания контрольных образцов и образцов, про-
шедших цикличные температурно-влажностные воздействия на ска-
лывание вдоль волокон древесины, проводят по ГОСТ 15613.1-84.
Относительную прочность клеевых соединений А подсчитыва-
ют по формуле:
Мц
Л = ^х100,
Мк
ср
где М^р - среднее арифметическое результатов испытания образ-
цов после цикличных температурно-влажностных воздействий;
М£р - среднее арифметическое результатов испытаний контроль-
ных образцов.
В зависимости от степени стойкости к цикличным температур-
но-влажностным воздействиям клеевые соединения подразделя-
ются на три группы стойкости: малую, среднюю, повышенную.
Группу стойкости клеевых соединений после 40 циклов темпе-
ратурно-влажностных воздействий определяют в зависимости от
величины их относительной прочности: до 30% - малая; от 30 до
60% - средняя; более 60% - повышенная.
Теплостойкость и морозостойкость клеевых соединений
Оценку стойкости клеевых соединений при действии на них повы-
шенных и пониженных температур производят по ГОСТ 18446-73.
Общее число испытываемых образцов формируют из трех
серий, состоящих из 8 образцов и более каждая. Первая серия со-
стоит из контрольных образцов, подлежащих испытанию на ска-
лывание, вторая и третья - из образцов, подлежащих испытани-
ям на теплостойкость или морозостойкость. Образцы одной из них
испытывают на скалывание при заданной температуре, а другой
251
- после выдерживания их в течение двух недель в нормальных
температурно-влажностных условиях.
Испытания клеевых соединений на теплостойкость произво-
дят выдерживанием образцов в термокамере в течение двух не-
дель при температуре 60±3°С.
Испытания клеевых соединений на морозостойкость произво-
дят выдерживанием в морозильной камере в течение двух недель
при температуре минус 30°С сухих образцов; образцов с влажно-
стью выше предела гигроскопичности; вымоченных в течение 48 ч
в воде, имеющей температуру 20±2°С.
Зазоры между образцами, укладываемыми на сетки стелла-
жей или морозильной камеры, не должны быть менее 5 мм. К об-
разцам, находящимся в камере, должен быть обеспечен доступ
воздуха со всех сторон. Общий объем загруженных в камеру об-
разцов не должен быть более 50% ее объема.
Колебания температуры в различных частях камеры не долж-
ны быть более ± 2°С.
После укладки образцов дверцы камеры закрывают и доводят
до требуемой температуры. Момент доведения температуры в ка-
мере до заданной считается началом испытаний на теплостой-
кость или морозостойкость клеевых соединений.
После истечения срока испытаний образцов на теплостойкость
или морозостойкость половину образцов (вторая серия) испыты-
вают на скалывание до разрушения в режиме температурных
воздействий (плюс 60°С или минус 30°С) непосредственно в каме-
ре, если она оборудована испытательной установкой, или вне ее с
поддержанием указанной температуры. При испытании образцов
вне камеры время с момента извлечения образцов из камеры до
начала нагружения не должно превышать 3~5 мин.
Оставшуюся часть образцов (третья серия) выдерживают в те-
чение двух недель в нормальных температурно-влажностных ус-
ловиях до достижения ими температуры и влажности контроль-
ных образцов, а затем испытывают на скалывание.
Относительную прочность клеевого соединения подсчитывают
с точностью до 1% по формуле:
A'^^xi00'
где А1 - относительная прочность клеевого соединения после тем-
пературных воздействий; А11 - относительная прочность клеево-
го соединения после достижения образцами температуры и влаж-
ности контрольных образцов; М™р ~ среднее арифметическое
результатов испытаний образцов, подвергнутых температурным
252
Таблица 34
Показатели Группы Относительная прочность клеевых соединений, %
А1 А11
Теплостойкость Нормальная > 75 >90
Пониженная <75 <90
Морозостойкость Нормальная > 100 > 100
Пониженная < 100 < 100
Примечание. Пока: соединений действ ненных образцов. Г клеевых соединена телям их OTHocHTej затели относите ительны как дл 'руппу теплостс [й устанавливав тьной прочност] ильной прочное" я сухих, так и £ )ЙКОСТИ ИЛИ MOJ от по более низ] л. ги клеевых (ля увлаж- юзостойкости ким показа-
воздействиям; М^р _ среднее арифметическое результатов испы-
таний контрольных образцов.
В зависимости от степени стойкости к температурным воздей-
ствиям клеевые соединения подразделяют на группы нормальной
теплостойкости или морозостойкости; пониженной теплостойкос-
ти или морозостойкости.
Группу теплостойкости или морозостойкости клеевых соеди-
нений в зависимости от их относительной прочности определяют
по табл. 34.
Атмосферостойкость клеевых соединений
Оценку атмосферостойкости производят по ГОСТ 19100-73 [82].
Число образцов на каждый вид испытаний (контрольных, вы-
держиваемых в отапливаемом помещении, и образцов, подверга-
емых атмосферным воздействиям) должно быть не менее 8.
На каждом образце должны быть указаны серия и дата начала
испытаний. Маркировка наносится способом, обеспечивающим ее
сохранность при длительном выдерживании образцов в условиях
атмосферных воздействий.
Испытания на атмосферостойкость клеевых соединений прово-
дят в различных климатических зонах: сухой, нормальной и влаж-
ной в соответствии с рекомендациями нормативных документов.
Для учета влияния метеорологических условий на испытывае-
мые образцы в журнал наблюдений ежемесячно заносят следую-
щие данные, получаемые от метеорологических станций:
253
- температуру воздуха, °C (средняя, минимальная, максимальная);
- число часов с температурой воздуха, °C: минус 30, от минус 30
до минус 15, от минус 15 до 0, от 0 до плюс 15, от плюс 15 до
плюс 30, от плюс 30 и выше;
- количество осадков, мм;
- число дней с осадками (дождь, снег);
- число солнечных часов;
— число часов с относительной влажностью воздуха, %: от 100 до
90, от 90 до 70, от 70 и ниже;
- максимальная скорость и преобладающее направление ветра.
Образцы, испытываемые на атмосферостойкость клеевых со-
единений, помещают в стенды, устанавливаемые на испыта-
тельных площадках. Испытательные площадки выбирают на от-
крытом воздухе, вблизи метеорологических станций и вдали от
источников загрязнения воздуха.
Стенды устанавливают лицевой стороной на юг, с углом накло-
на к горизонту, соответствующим горизонтальной широте места
испытания с точностью до 5°.
По высоте стенд должен быть установлен выше уровня земли
на 0,5-0,8 м и среднего уровня покрова - на 10~15 см. Во время ис-
пытаний стенды систематически очищают от снега.
Расположение стендов должно обеспечивать свободное про-
ветривание пространства между ними и исключить затенение
образцов.
Испытываемые образцы устанавливают на полках стенда
длинной стороной к его задней стенке и крепят к ней тонкой про-
волокой из алюминия или другого некорродирующего материала.
Расстояние между образцами должно быть не менее 10 мм.
Сроки начала и конца испытаний образцов на атмосферостой-
кость клеевых соединений определяются программой испытаний.
Для начала испытаний рекомендуется весенний период времени.
Съем образцов для определения прочностных показателей це-
лесообразно проводить:
- после смены каждого времени года при выставлении образцов
на срок до трех лет;
- после окончания весенне-летнего и осенне-зимнего периодов
года при выставлении образцов на срок до пяти лет;
- через каждый год после весенне-летнего периода при выстав-
лении образцов на срок пять лет и более.
Одновременно с началом испытаний образцов на атмосферные
воздействия определяют прочность контрольных образцов на
скалывание вдоль волокон древесины по ГОСТ 15613.1-84 для
определения начальной прочности клеевых соединений и закла-
254
Таблица 35
Обозначение режима Температурно-влажностная обработка
А1 7 суток в стандартной атмосфере*
А2 7 суток в стандартной атмосфере* 4 суток выдержки в воде при 15±5°С Образцы испытываются во влажном состоянии
АЗ 7 суток в стандартной атмосфере* 4 суток выдержки в воде при 15±5°С Сушка в течение 7 суток в стандартной атмосфере* Образцы испытываются в сухом состоянии.
А4 7 суток в стандартной атмосфере* 6 ч выдержки в кипящей воде 2 ч охлаждения в воде при 15±5°С Образцы испытываются во влажном состоянии
А5 *Стандартна5 при относите, 7 суток в стандартной атмосфере* 6 ч выдержки в кипящей воде 2 ч охлаждения в воде при 15±5°С Сушка в течение 7 суток в стандартной атмосфере* Образцы испытываются во влажном состоянии I атмосфера определена как температура 20±2°С льной влажности воздуха 65±5%.
дывают на выдержку в отапливаемом помещении контрольные
образцы, механические испытания которых проводят вместе с об-
разцами, прошедшими атмосферные воздействия. Данные об об-
разцах, снимаемых со стенда, заносят в журнал.
Для механических испытаний образцы, снятые со стенда, а
также контрольные образцы, выдерживаемые в отапливаемом
помещении, приводят к первоначальной влажности.
Относительную прочность клеевых соединений А подсчитыва-
ют по формуле:
где Маср - среднее арифметическое результатов испытаний образ-
цов после атмосферных воздействий; М*р ~ среднее арифметиче-
ское результатов испытаний контрольных образцов, выдержива-
емых в отапливаемом помещении.
255
В качестве критерия оценки атмосферостойкости принимают
следующие показатели:
- изменение механической прочности образцов (предел прочно-
сти при скалывании вдоль волокон, характер разрушения);
- изменение внешнего вида образцов (растрескивание, коробле-
ние, изменение цвета);
- изменение линейных размеров образцов в момент съема со стенда.
Испытания по стандартам зарубежных стран
Малые образцы, изготавливаемые по европейскому стандарту
EN 302.1 для оценки стойкости клеевых соединений, подвергают темпе-
ратурно-влажностной обработке по режимам, приведенным в табл 35.
Механические испытания образцов после обработки проводят-
ся при их растяжении. Постоянная скорость нарастания нагрузки
2±0,5 кН/мин.
Обозначения А1-А5 указываются в стандартах на клеи при их
классификации.
4.5.4. Стойкость соединений при испытании на расслаивание
Методы испытаний при вымачивании образцов
под вакуумом и давлением
В отечественной практике основной метод испытаний рекомендо-
ван по ГОСТ 27812-88. Метод основан на определении суммарной
длины расслоившихся участков клеевых швов на торцевых поверх-
ностях образца после искусственного создания в образце напряже-
ний разбухания и усушки и вычислении показателей расслоения.
Главное назначение метода испытаний - заводской контроль
качества склеивания. Также метод предназначен для оценки
стойкости к расслаиванию клеевых соединений многослойных
клееных конструкций, эксплуатируемых при переменных темпе-
ратурно-влажностных воздействиях, при проверке новых клеев и
отработке технологических режимов склеивания древесины.
Образцы для испытаний выпиливают из торцевых частей
клееного элемента, при доведении его до проектных размеров, в
виде прямоугольной пластины перпендикулярно клеевым швам
на расстоянии не менее 50 мм от торца клееного элемента.
Длина образца вдоль волокон древесины должна быть 75±3 мм.
Высота и ширина образца должны соответствовать поперечному
сечению клееного элемента. Допускается деление образцов по вы-
соте сечения на меньшие части (пропил должен проходить по
слою древесины на равном расстоянии от клеевых швов). Испыта-
нию подлежат все части образца.
256
До испытаний подсчитывают длину клеевых швов в образце,
измеряют ширину образца и длину клеевых швов на обеих торце-
вых поверхностях образца.
Образцы помещают в автоклав с водой так, чтобы обеспечи-
вался свободный доступ воды к торцам образцов. В автоклаве об-
разцы должны быть полностью покрыты водой. Температура во-
ды должна быть от 10 до 20°С.
Образцы выдерживают под вакуумом 0,08±0,01 МПа в течение 1 ч,
затем под давлением 0,5±0,3 МПа в течение 3 ч, после чего помещают в
сушильную установку, предварительно осушив поверхность образцов.
Образцы в сушильной установке размещают на расстоянии не ме-
нее 50 мм друг от друга таким образом, чтобы торцевые поверхности
были параллельны направлению движения воздушного потока.
Образцы высушивают до начальной массы при температуре
60±5°С и скорости движения воздуха 2,5±0,5 м/с.
Сушку образцов считают законченной, если разница между мас-
сой образца после сушки и его начальной массой не превышает 5%.
После окончания сушки образцов с помощью щупов толщиной
от 0,08 до 0,1 мм определяют наличие расслоений в клеевых швах.
Измеряют длину расслоившихся участков клеевых швов на обеих
торцевых поверхностях образца, фиксируя при этом клеевой шов
с максимальным расслоением.
Не учитывают расслоившиеся участки клеевого шва длиной
менее 2,5 мм и участки в зоне сучков, а также разрушения по дре-
весине вблизи клеевых швов.
После испытания в каждом образце определяют показатели
расслоения клеевых швов:
- показатель общего расслоения клеевых швов в образце, Ро, %,
по формуле
где lQ — суммарная длина расслоившихся участков клеевых швов
на обеих торцевых поверхностях образца, мм; В - ширина образ-
ца, мм; п — количество клеевых швов в образце;
- показатель максимального расслоения отдельного клеевого
шва, Р, по формуле
p = J_xioo,
2В
где I - суммарная длина расслоившихся участков клеевого шва на
обеих торцевых поверхностях образца, мм.
Результаты округляют с точностью до целого числа.
257
За результат испытания принимают наибольший показатель
общего расслоения клеевых швов из числа испытанных образцов
и показатель максимального расслоения отдельного клеевого шва.
Обычно удовлетворительным считается результат, если рас-
слоение после одного цикла обработки не превышает 5%, а после
двух циклов - 10%. При этом длина одного расслоившегося клее-
вого шва не превышает 1,5 ширины общей его длины.
Число циклов обработки и допускаемый процент расслоения
указываются в нормативных документах на конструкции.
Аналогично ГОСТ 27812-88 испытания на расслаивание про-
водятся и по Европейскому стандарту EN 391. Размеры образцов,
их подготовка и оценка результатов испытаний - по аналогии с
отечественным стандартом.
В зависимости от назначения испытаний стандартом предусмот-
рены три режима температурно-влажностной обработки: А, В и С.
При испытании по режиму А помещенные в автоклав образцы
заливают водой с температурой 10~20°С, создают вакуум величи-
ной 0,07-0,09 МПа, выдерживают 5 мин. После сбрасывания ваку-
ума в течение 1 ч в автоклаве создается давление 0,5-0,6 МПа.
Цикл вакуум-давление повторяется два раза при общей про-
должительности процесса 180 мин.
По режиму В вакуум в автоклаве поддерживается в течение
30 мин, а давление -2 ч.
Режим С аналогичен режиму В, однако цикл вакуум-давление
повторяют два раза с общей продолжительностью процесса 5 ч.
После температурно-влажностной обработки образцы высу-
шивают в течение 21-22 ч при температуре 60~70°С при режиме
А; 10-15 ч при температуре 65~75°С при режиме В; 90 ч при тем-
пературе 25-30°С при режиме С.
Как в отечественной, так и в зарубежной практике в норматив-
ной документации на клеи и клееные конструкции указываются
допустимые величины расслоения при таком виде испытаний.
Упрощенные методы испытаний на расслаивание
Размеры образцов и процедура их подготовки аналогичны
описанным выше.
При испытаниях, принятых в отечественной практике [73], образ-
цы помещают в емкость с водой так, чтобы обеспечивался свободный
доступ воды к их торцам. Образцы в емкости должны быть полностью
покрыты водой. Температура воды должна быть 85±3°С.
Образцы выдерживают в течение 4 ч с последующим охлаждени-
ем и выдержкой в воде при температуре 20±2°С в течение 18 ч, после
чего помещают в сушильную установку. Образцы высушивают до на-
258
чальной массы при температуре 70±5°С и скорости движения возду-
ха 2,5±0,5 м/с. Сушку образцов считают законченной, если разница
между массой образца и его начальной массой не превышает 5%.
После окончания сушки определяют наличие расслоений в
клеевых швах образцов. Измеряют длину расслоившихся участ-
ков клеевых швов на обеих торцевых поверхностях образца, фик-
сируя при этом клеевой шов с максимальным расслоением. Не
учитывают расслоившиеся участки клеевого шва длиной менее
2,5 мм и участки в зоне сучков, а также разрушения по древесине
вблизи клеевых швов.
После сушки в каждом образце определяют показатели рас-
слоения клеевых швов аналогично стандартным методам.
Из зарубежных наиболее характерной является методика ис-
пытаний, применяемая в Японии. Испытания клеевых соединений
на расслаивание для несущих конструкций производятся в соот-
ветствии с JAS 111 [83], а для ненесущих - JAS 112 [84].
Ниже описаны основные положения испытаний клеевых со-
единений для несущих конструкций.
Испытания на расслаивание при замачивании в холодной воде
включают:
- вырезку трех образцов длиной 75 см с сохранением размеров
поперечного сечения клееного элемента на обоих его концах;
- выдержку образцов в течение 24 ч при температуре 10~25°С;
- выдержку в сушильном шкафу с вентиляцией более 24 ч при
температуре 70±3°С (до первоначальной влажности);
- измерение длин всех расслоений на обоих торцах более 3 мм.
Их должно быть не более 5%.
Испытания на расслаивание при замачивании в кипящей воде
включают:
- выдержку образцов аналогичного размера в кипящей воде в
течение 4 ч;
- охлаждение в течение 1 ч в воде при температуре 10-25°С;
- сушку при температуре 70±3°С до первоначальной влажности.
Расслоение для обоих последних вариантов испытаний не
должно превышать 5% после первого цикла испытаний.
4.6. Примерные значения показателей,
характеризующих качество клеевых соединений
В нормативных документах на конструкции (ГОСТах, техни-
ческих условиях) и технологической документации (технологиче-
ских регламентах), определяющих требования к процессу изго-
товления конкретных конструкций, приводятся количественные
259
Таблица 36
Вид испытаний Ед. изм. Показатели, характеризующие качество клеевых соединений
Наименование Величина
1. Прочность клеевых соединений
Скалывание малых стандартных образцов МПа Предел прочнос- ти при скалыва- нии вдоль воло- кон древесины 4-6,5
Раскалывание клее- вых соединений МПа Предел прочнос- ти при раскалы- вании вдоль во- локон древесины Не менее 0,5
Послойное скалыва- ние клеевых соеди- нений МПа Предел прочнос- ти при послой- ном скалывании вдоль волокон древесины 5-8
Испытание зубча- тых клеевых со- единений при рас- тяжении МПа Предел прочнос- ти при растяже- нии вдоль воло- кон древесины 45-55
Испытания зубча- тых клеевых соеди- нений при статичес- ком изгибе МПа Предел прочнос- ти при статичес- ком изгибе круп- ных образцов 25-30
Испытания клеевых соединений вклеива- емых в древесину металлических стержней МПа Предел прочнос- ти при сдвиге со- единений метал- ла с древесиной Не менее 6
260
Продолжение таблицы 36
2. Стойкость клеевых соединений
Водостойкость клее- вых соединений % Отношение прочности соединений до и после испытаний
после вымачивания после кипячения
Малая до 70 -
Средняя > 70 до 90
Повышенная >90 >90
Стойкость к циклич- ным температурно- влажностным воздействиям % после 40 циклов воздейст- вий Отношение прочности соединений до и после испытаний
Малая До 30
Средняя 30-60
Повышенная >60
Теплостойкость и морозостойкость % Отношение прочности соединений до и после испытаний
Теплостойкость Морозостойкость
Нормальная > 90 100
Пониженная До 75 До 100
Стойкость клеевых соединений при расслаивании % Отношение длин расслоившихся клеевых швов на торцах образцов к общей длине клеевых швов После 1 цикла испы- таний После 3 циклов испы- таний
ДоЗ До ю
261
значения показателей при проведении тех или иных испытаний. В
табл. 36 в качестве справочных данных приведены допускаемые
пределы этих показателей.
4.7. Натурные испытания конструкций
При разработке новых конструкций, освоении производства, а
также при зарубежной сертификации проводятся испытания
конструкций или их элементов в натуральную величину.
Статические схемы испытаний выбирают таким образом, чтобы
получить полную информацию о качестве склеивания, выявить наи-
более слабые места клееных элементов. При выборе схемы загруже-
ния стремятся приблизиться к общему напряженно-деформирован-
ному состоянию конструкций в эксплуатационных условиях. Совме-
стить эти два требования, используя простую и экономичную схему
при испытаниях, не всегда возможно. Схемы нагружения при испы-
таниях и требования к контрольным нагрузкам, которым должны
удовлетворять испытываемые конструкции или их элементы, при-
водятся обычно в рабочих чертежах на конкретные конструкции.
На специально оборудованных стендах (рис. 90) нагрузку в про-
цессе испытаний прикладывают ступенями. Величину ступени
принимают равной 10% контрольной нагрузки. Длительность на-
гружения на каждой ступени должна быть в пределах 3 мин. Про-
должительность выдержки испытываемой конструкции на каждой
ступени должна составлять 5-10 мин при постоянной нагрузке.
Разрушающую нагрузку определяют исходя из условия, что в
наиболее напряженном сечении испытываемой по заданной схеме
конструкции в момент приложения контрольной нагрузки возни-
кают напряжения, равные удвоенному расчетному сопротивлению.
4.8. О заводских лабораториях
По объему производства и номенклатуре выпускаемой про-
дукции действующие и вновь организуемые предприятия значи-
тельно отличаются друг от друга.
На небольших предприятиях или в отдельных цехах по изготов-
лению конструкций 3-го класса ответственности, например брусь-
ев стен, нет необходимости в организации специальной лаборато-
рии со штатом выделенных для проведения испытаний сотрудни-
ков. Требуемое качество конструкций такого класса может быть
обеспечено при тщательном операционном контроле. Определение
же прочности клеевых соединений можно производить периодиче-
ски, передавая образцы для испытаний в специализированные ла-
262
Рис. 90. Стенд для контрольных испытаний конструкций на изгиб
боратории других предприятий или институтов. Такие испытания
не являются контрольными, они только подтверждают уровень до-
стигнутого на предприятии качества продукции.
Иной подход необходим при изготовлении конструкций 1-го и
2-го классов, а также на предприятиях с большим объемом изго-
товления конструкций 3-го класса. На таких предприятиях долж-
на быть специальная лаборатория, оснащенная необходимым обо-
рудованием и приборами.
Для проведения механических испытаний образцов при опреде-
лении прочности клеевых соединений необходимо наличие универ-
сальной испытательной машины (пресса) с усилием до 5 т. Такие
прессы, в частности, изготавливает ОАО «Точприбор» (г. Иваново).
К прессу необходим набор приспособлений для проведения кон-
кретных испытаний, в том числе на послойное скалывание, изгиб
зубчатых соединений, определения прочности соединений метал-
лических стержней с древесиной при сдвиге и др.
Для испытания клеевых соединений на расслаивание методом
ваккум-давление требуются соответствующие вакуумметры и
автоклавы для обеспечения регламентируемых стандартами ре-
жимов на испытания. В более простом варианте, путем вымачива-
ния, необходимы только емкости для вымачивания образцов в хо-
лодной или кипящей воде.
263
При любом виде влагообработки требуются сушильные каме-
ры с созданием и поддержанием в них необходимой температуры
и скорости движения воздуха для высушивания образцов до пер-
воначальной влажности.
Для контроля технологических свойств клеев и их компонен-
тов необходимы вискозиметры, секундомеры, сушильные шкафы,
лабораторные весы.
Обязательно наличие электронных влагомеров, психрометров,
термографов, измерительного инструмента (линейки металличе-
ские, штангенциркули, щупы и т. п.).
Все измерительные приборы и инструменты должны быть ат-
тестованы метрологической службой.
Так как в продаже сейчас имеются приборы и инструменты
широкой номенклатуры, предлагаемые под разными торговыми
марками, в книге не приводится перечень конкретных приборов и
инструментов. Сведения о них и другие интересующие предприя-
тия вопросы по оснащению заводских лабораторий имеются, в
частности, в каталоге предлагаемых для строительных лаборато-
рий приборов и инструмента фирмы «ВНИР».
4.9. Сертификация деревянных клееных конструкций*
Наряду с постоянным внутризаводским контролем для оценки
качества продукции осуществляется также периодический внеш-
ний контроль путем ее сертификации. ДКК не входят в перечень
промышленной продукции, подлежащей обязательной сертифи-
кации. Их реализация на внутреннем рынке возможна и без сер-
тификата соответствия. Практически в условиях рыночной эко-
номики наличие сертификата соответствия привлекает внимание
потребителя, то есть повышает конкурентоспособность продук-
ции и активизирует ее сбыт.
Руководство заводов - изготовителей деревянных клееных
конструкций, учитывая это, как правило, самостоятельно прини-
мает решение о проведении работ по добровольной сертификации
продукции.
Сертификацию промышленной продукции в строительстве в
системе сертификации ГОСТ Р до последнего времени осуществ-
ляли организации, аккредитованные Госстроем РФ, например ор-
ган сертификации (ОС) «ЦНИИСК-сертификация».
Основная задача сертификации - оценка уровня качества про-
дукции и его соответствия требованиям нормативного документа -
♦Основные положения по осуществлению сертификации деревянных
клееных конструкций разработаны Г.Н. Мышеловой.
264
ГОСТа, технических условий или других документов. При отсутст-
вии у заказчика нормативного документа до начала работ ЦНИИСК
совместно с предприятием осуществляет разработку технических
условий на выпускаемые конструкции с учетом их специфических
особенностей и особенностей данного производства.
Опыт работ по сертификации свидетельствует, что на предприяти-
ях часто даже не знают, что такой документ должен быть и что следу-
ет обеспечивать по нему определенный уровень качества продукции.
Поэтому первым полезным результатом работ по сертификации яв-
ляется подбор или разработка требуемого нормативного документа.
При анализе технологического процесса, осуществляемого при
проведении сертификационных испытаний, определяются сла-
бые места в производстве конструкций, оказывается помощь в их
ликвидации или уменьшении отрицательного влияния. Все это
способствует совершенствованию процесса изготовления конст-
рукций, обеспечению требуемого качества и в итоге повышению
конкурентоспособности конструкций.
Немаловажно проведение инспекционного контроля, позволя-
ющего в период действия сертификата выявлять и устранять
причины, которые могут вызвать ухудшение качества продукции.
Имеются различные схемы проведения сертификации строи-
тельной продукции.
При сертификации клееных деревянных конструкций наибо-
лее распространены схемы За и 7. Схема За предусматривает сер-
тификацию серийно выпускаемой продукции с проведением ис-
пытаний и анализом состояния производства при обязательном
инспекционном контроле за качеством продукции в период дейст-
вия сертификата соответствия. Схема 7 используется при серти-
фикации промышленной продукции при испытании выборки об-
разцов конструкций из партии определенного объема.
Нормативно-техническое обеспечение сертификации в строи-
тельстве с учетом особенностей организационной структуры строи-
тельного комплекса состоит из ряда руководящих документов (РДС).
Работы по сертификации проводятся в строгой последователь-
ности, а именно:
- подача заявки на проведение работ по сертификации;
- принятие решения по заявке о возможности проведения ука-
занных работ;
- составление программы и методики проведения работ по сер-
тификации;
- отбор, идентификация образцов и их сертификационные ис-
пытания;
265
- оценка состояния производства (если это предусмотрено схе-
мой работ);
- анализ всех результатов работ по сертификации;
- оформление, регистрация сертификата соответствия и его
внесение в Государственный реестр;
- выдача сертификата соответствия заказчику;
- инспекционный контроль (в соответствии со схемой серти-
фикации).
Указанная последовательность проведения сертификации
продукции составлена на базе требований РДС 10-232-94 «Пра-
вила по сертификации. Системы сертификации ГОСТ Р. Порядок
проведения сертификации продукции».
Важный этап в проведении сертификации - составление про-
граммы и методики проведения работ, которая обязательно согла-
суется с предприятием-изготовителем. Указанная методика
имеет определенную документом РДС структуру и включает опи-
сание состава и порядок выполнения работ.
В процессе сертификационных испытаний должно быть прове-
рено соответствие всех фактических показателей качества требо-
ваниям к продукции, установленным в нормативном документе.
Результаты сертификационных испытаний вносятся в таблицы и
используются при составлении протокола.
При проверке состояния производства анализируют:
- условия осуществления технологических операций, определя-
ющих уровень сертифицируемых характеристик и их ста-
бильность;
- состояние основного технологического оборудования;
- обеспеченность технической и технологической документацией;
- соответствие производственного процесса требованиям техно-
логических документов;
- структуру организации управления производством.
Оценка стабильности качества ДКК осуществляется по ре-
зультатам приемосдаточного контроля и статистическому анали-
зу указанных результатов испытаний, проводимых лабораторией
предприятия-изготовителя. При оценке стабильности сертифи-
цируемых параметров используют базовые параметры (влаж-
ность древесины, прочность клеевых соединений на изгиб, при по-
слойном скалывании и расслаивании и др.), определяющие экс-
плуатационную надежность продукции.
По результатам оценки составляется отчет о стабильности
производства, а также акт проверки производства. В заключи-
тельной части последнего документа указывается о принятом ре-
шении комиссии о выдаче (или отказе в выдаче) сертификата со-
266
ответствия на продукцию. Неотъемлемой частью рассматривае-
мого документа является перечень корректирующих мероприя-
тий, проведение которых рекомендуется осуществлять на пред-
приятии с целью повышения качества изготовления конструкций.
Указанные в корректирующих мероприятиях отклонения
технологического процесса контролируются при инспекционном
контроле.
В связи с проводимыми в стране административными рефор-
мами возможно изменение порядка прохождения сертификации,
но не ее отмена.
Несмотря на то что в нашей стране сертификация строитель-
ной продукции проводится довольно давно, в области деревянных
конструкций пока еще не определился авторитетный орган, сер-
тификат подготовленный которым был бы востребован промыш-
ленностью и служил определенной «гарантией качества конст-
рукций». Весомость такого документа определяется длительно
подтвержденной высокой профессиональностью его работников,
ведущей ролью организации в области деревянных конструкций
и исследовании их эксплуатационной надежности.
Так как для производителей клееных конструкций важен вы-
ход на внешний рынок, ниже приведена информация о зарубеж-
ной сертификации в области деревянных клееных конструкций.
В Европе, как и в России, сертификация клеев и клеевых со-
единений является добровольной.
Сертификации подлежат клеи и клееные конструкции.
В Европе имеется несколько институтов, которые могут прово-
дить испытания и выдавать сертификаты на клеевые системы
для несущих деревянных конструкций. Однако лишь некоторые
из них признаны в качестве международных органов для подоб-
ных испытаний. Два из них - самые важные в Европе - Норвеж-
ский институт древесных технологий (NTI www.treteknisk.no) в
Осло (Норвегия) и Институт Отто Графа (FMPA www.mpa.uni-
stutgart.de) в Штутгарте (Германия).
В 1992 г. Европейский союз (ЕС) принял пакет стандартов, в
том числе на клеи для несущих деревянных конструкций, и в си-
лу вступили европейские стандарты EN 301: 1992 и EN 302: 1992.
Стандарты EN должны быть приняты и использоваться всеми
странами - членами ЕС. На практике это значит, что все европейские
страны за пределами ЕС также используют стандарты EN, так как ис-
пользование других стандартов повлечет проблемы при экспорте про-
дукции между странами - членами ЕС и странами - не членами ЕС.
Цель EN 301 - установить классификацию для фенольных и
аминопластичных поликонденсатных клеев в соответствии с их
267
пригодностью для использования в несущих деревянных конст-
рукциях в определенных климатических условиях. Клей, отвеча-
ющий требованиям EN 301 для своего типа, будет успешно приме-
няться в несущих конструкциях при условии, что процесс склеи-
вания произведен правильно. .
Стандарт EN 302.1 описывает метод определения прочности
при растяжении в продольной плоскости до разрушения после то-
го, как их предварительно подвергли воздействию определенных
климатических факторов (погружение в холодную и кипящую во-
ду и последующее вымачивание).
Стандарт EN 302-2 описывает метод определения устойчивос-
ти к расслаиванию клеевых соединений. Испытания проводятся
на клееном образце из ели. Склеенные образцы подвергаются
двум воздействиям - насыщения водой и сушки. Образцы насы-
щаются водой путем их погружения и чередования высокого и
низкого вакуум-да в ления. Потом их быстро высушивают при низ-
кой влажности воздуха в быстром потоке воздуха. Расслаивание
клеевых швов измеряется и сравнивается с их общей длиной.
Стандарт EN 302-3 указывает метод определения влияния по-
вреждения древесных волокон, которое вызывается действием
кислот, выделяющихся из клеев во время цикличного изменения
климатических условий. Клеевое соединение подвергается воз-
действию циклов определенной температуры и влажности и по-
том испытывается при приложении нагрузки перпендикулярно
клеевой прослойке.
В стандарте EN 302-4 описан метод определения степени, до
которой усадка древесины в условиях высушивания может осла-
бить клеевое соединение. На двойной крестообразный образец на-
носится клей, когда содержание влаги в древесине достигает
16-18%. Образец помещается на хранение в нормальные условия,
затем испытывается на разрыв.
Важно отметить, что именно такие требования существуют
для фенолорезорциновых, меламиновых и мочевиномеламиновых
клеев. Они относятся к клеям типа I и могут использоваться в кли-
матических условиях классов I, II и III, которые будут описаны
ниже.
Полиуретановые клеи раньше были допущены для использо-
вания в несущих конструкциях, основываясь на испытаниях по
EN 301-302, и в некоторых странах классифицируются как клеи
типа I, тогда как в других странах, например в скандинавских, по-
лиуретановые клеи классифицируются как тип II. Клеи типа I
предназначены для внешнего использования конструкций, а клеи
типа II - для внутреннего.
268
В Европе производство клееной древесины регулируется стан-
дартами EN 386 и другими стандартами, на которые дается ссыл-
ка в EN 386. Сейчас разработан новый стандарт EN 14080. Этот
стандарт можно будет использовать для клееных балок марки СЕ.
Несмотря на существование общих EN-стандартов, в Европе
все еще существуют различия в процедурах сертификации. Так,
Институт NTI следует требованиям стандарта EN 386 и проводит
испытания по стандарту EN 301-302. После того как заготовки
проходят лабораторные испытания, на предприятии производит-
ся пробный выпуск продукции. Производятся клееные балки, не-
которое количество которых институт забирает для испытаний по
стандарту EN 391 В, который используется для производственно-
го контроля на расслаивание.
Меламиновые клеевые системы требуют определенного време-
ни выдержки после склеивания при комнатной температуре для
того, чтобы достичь полного отверждения. Это время определяется
FMPA при помощи испытаний на расслаивание по стандарту
EN 391 В. После извлечения из пресса склеенные образцы испыты-
ваются на расслаивание через регулярные промежутки времени. В
зависимости от клеевой системы время выдержки обычно состав-
ляет от одного до пяти дней при комнатной температуре.
Клеевые системы, получившие сертификаты, публикуются на
веб-сайтах институтов NTI и FMPA.
Стандарт EN 386 - это основной производственный стандарт в
Европе для клееных конструкций. Он описывает, какие сущест-
вуют требования ко всем стадиям производства, требования к
древесине, клеям, шиповым соединениям и др., производственные
требования, касающиеся всех элементов в производственной це-
пи и мер по контролю качества.
Клеевые системы, применяемые в производстве клееных кон-
струкций, должны отвечать требованиям ранее упомянутых
стандартов EN 301-302. Клеевая система не допускается к исполь-
зованию, пока не будет испытана и одобрена уполномоченным ин-
ститута. Выбор клеевой системы зависит от того, для какой цели
она будет использоваться.
Ниже описываются три класса по стандарту EN 386 в зависи-
мости от климатических условий, в которых будет использовать-
ся клееная древесина.
Класс I характеризуется содержанием влаги в древесине в со-
ответствии с температурой 20°С и относительной влажностью ок-
ружающего воздуха, превышающей 65%, всего на несколько не-
дель в году. В классе I влажность древесины не превысит 12%
(внутреннее использование). В классе I могут быть использованы
269
клеи типа I и II. Клеи типа II могут использоваться, если темпера-
тура в клееных конструкциях никогда не превысит 50°С.
Класс II характеризуется содержанием влаги в древесине в со-
ответствии с температурой 20°С и относительной влажностью
окружающего воздуха, превышающей 85%, только на несколько
недель в году. В классе II общее содержание влаги в большинстве
мягких пород древесины не превысит 20% (наружное использова-
ние, но защищенное). В классе II допускается использование кле-
ев типа I. Если температура клееных конструкций никогда не
превысит 50°С, можно использовать также клеи типа II.
Класс III характеризуется климатическими условиями с более
высоким содержанием влаги, чем в классе II (внешнее использо-
вание под воздействием любых погодных условий). В этом классе
можно использовать только клеи типа I.
Так как меламиновые и фенолорезорциновые клеи и клеевые
системы оцениваются и сертифицируются по одним и тем же тре-
бованиям, в Европе для использования во всех трех классах сис-
темы должны отвечать требованиям каждого отдельного класса,
как описано в EN 301. Немодифицированные ММФ (КФ)-системы
используются только в классе I (для внутреннего применения).
Стандарт EN 386 также содержит ссылки на другие EN-стан-
дарты, касающиеся оценки качества склеивания. Среди них сле-
дующие.
Стандарт EN 391 устанавливает различные методы расслаива-
ния для контроля качества склеивания на производстве.
Стандарт EN 392 устанавливает метод определения прочности
при растяжении.
Требования к предприятиям, которые хотят получить серти-
фикат FMPA, довольно обширные. Ниже приводится список тре-
бований, которые должны быть выполнены для того, чтобы можно
было получить сертификат.
Персонал должен уметь обращаться со всем оборудованием на
производстве и обладать знаниями в следующих областях:
- породы и свойства древесины;
- сушка древесины и влияние содержащейся влаги на свойства
клееной продукции;
- сортировка древесины;
- клеи и работа с клеями, используемыми на производстве;
- производство и контроль шиповых соединений, контроль проч-
ности склеивания;
- общее представление о производстве клееных конструкций.
Производственные площади. Требования к климатическим ус-
ловиям в производственных помещениях (температура, относи-
270
тельная влажность) и расположению производственных мощнос-
тей. Температура и влажность воздуха в рабочих помещениях
должны записываться при помощи термогигрографов.
Склады для сухой древесины. Древесина, предназначенная
для склеивания, должна храниться при температуре не ниже
18-20°С в зависимости от времени схватывания клея.
Помещения для склеивания заготовок должны иметь темпе-
ратуру не ниже 20°С.
Цеха для процесса склеивания. Температура в цехе должна
быть не ниже 20°С как для процесса склеивания, так и для после-
дующей выдержки. Относительная влажность воздуха в цехе
должна быть как минимум 40%.
Клееприготовителъное отделение. Температура в помещении
зависит от свойств клея и может быть установлена поставщиком
клея.
Помещение для хранения журналов контроля и проведения
испытаний. Следует хранить все документы, относящиеся к про-
изводству. Помещение для испытаний используется для всех ис-
пытаний, относящихся к качеству склеивания.
Станки и другое оборудование. Все должно соответствовать
намечаемому производству, перед покупкой этот вопрос следует
обсудить с FMPA, чтобы избежать ненужных расходов.
Как только принимается решение производить клееные конст-
рукции, нужно связаться с FMPA. Если производство уже функ-
ционирует, очень важно, чтобы вся относящаяся к производст-
венному процессу информация была послана в FMPA.
Необходимая техническая документация - это детальный
план производственного процесса и описание оборудования, име-
ющегося на производстве. Если этот материал признан достаточ-
ным, назначается дата визита представителя института для того,
чтобы предприятие и производство получили сертификат. Во вре-
мя визита оценивается предприятие, оборудование, установки и
персонал. Если оценка положительная, образцы склеенной древе-
сины могут быть посланы в FMPA для испытаний.
271
Глава 5
Начальная
и эксплуатационная
прочность деревянных
клееных конструкций
Глава 5. НАЧАЛЬНАЯ И ЭКСПЛУАТАЦИОННАЯ
ПРОЧНОСТЬ ДЕРЕВЯННЫХ КЛЕЕНЫХ
КОНСТРУКЦИЙ
Эксплуатационная надежность ДКК зависит от ряда факторов:
принятых проектных решений, заложенных при разработке кон-
струкций и всей архитектурно-планировочной композиции соору-
жения; качества изготовления; соблюдения рекомендованных
правил транспортирования и монтажа конструкций; обеспечения
требуемого режима эксплуатации: своевременного надзора, ухода
и ремонта конструкций для предупреждения преждевременного
их износа и предотвращения аварий. Эффективность принятого
технологического процесса кроме себестоимости продукции не-
разрывно связана с качеством конструкций, основными показате-
лями которых является внешний вид, соответствие полученных
размеров проектным, эксплуатационная надежность конструкций.
Выпускаемые предприятием конструкции должны иметь хоро-
ший внешний вид. Особенно это важно, если конструкции предназ-
начены для общественных и спортивных зданий, жилых помеще-
ний. В этом случае поверхности конструкций должны быть тща-
тельно обработаны, на них не должны оставаться подтеки клея,
большие уступы смежных слоев, защитные и декоративные по-
крытия не должны закрывать текстуру древесины, а наоборот,
подчеркивать ее. Ведь «теплота» древесины является важным
фактором, определяющим целесообразность применения ДКК.
С другой стороны, стремление придать излишне хороший вид кон-
струкциям, например для складов хранения минеральных удобре-
ний, только удорожает конструкции и затрудняет их применение.
Важное значение имеет обеспечение заданных размеров кон-
струкций, так как недопустимые отклонения затрудняют их сбор-
ку, приводят при монтаже к непроизводительным затратам по
дополнительной обработке элементов конструкций в местах узло-
вых соединений. Иногда излишние отрицательные допуски в раз-
мерах конструкций могут снизить их прочность.
На различных этапах изготовления и применения ДКК вели-
чина прочности клеевых соединений различна. После окончания
процесса запрессовки достигается разборная прочность. Ее вели-
чина зависит от вида конструкции и может составлять 50-70% ве-
личины начальной прочности, которая достигается по окончании
процесса отверждения клея, обычно совпадающего с отгрузкой
конструкций потребителю.
Нельзя судить о правильности выбранной технологии только
по начальной прочности, не рассматривая возможные ее измене-
275
ния в процессе эксплуатации, так как эта прочность во многом
определяется технологией изготовления ДКК. Поэтому в процес-
се производства должны обеспечиваться как начальная, так и
эксплуатационная прочность ДКК.
Формирование клеевых соединений происходит непосредст-
венно в процессе изготовления конструкций, о чем подробно
описано в главе 3. Ниже изложены вопросы, не все из которых
непосредственно связаны с технологическим процессом, но без
понимания их сути и учета в общей системе организации и осуще-
ствления изготовления ДКК трудно создать конструкции, надеж-
но эксплуатируемые длительное время.
Основным показателем, характеризующим качество склеива-
ния, является прочность клеевых соединений, определяемая при
испытании образцов до разрушения с последующим вычислением
предела прочности. Наряду с прочностью клеевого соединения в
ряде случаев (при изготовлении ответственных конструкций,
анализе неудовлетворительных результатов контрольных испы-
таний, при аварийном состоянии или разрушении конструкций в
процессе эксплуатации) производят проверку качества древеси-
ны и клеев, так как от этого в значительной степени зависит проч-
ность клеевого соединения. Такой подход позволяет выявить, что
является определяющим - прочность древесины или адгезионно-
когезионная прочность соединения, зависящая как от свойств са-
мого клея, так и от технологии склеивания.
В настоящее время отсутствует какой-либо универсальный
метод контроля прочности, при помощи которого можно было бы
полностью оценить качество клеевых соединений, поэтому разра-
ботана довольно широкая гамма методов испытаний, позволяю-
щих оценить качество различных типов клеевых соединений при
разном их напряженном состоянии с учетом различных эксплуа-
тационных воздействий. Они описаны в предыдущей главе.
5.1. Начальная прочность и ее оценка в процессе
изготовления конструкций
Эффективность принятого и реализуемого технологического
процесса может быть оценена при анализе начальной прочности
клеевых соединений, что позволяет вовремя корректировать со-
ответствующие параметры технологического процесса и обеспе-
чивать требуемое качество выпускаемой продукции. В связи с
этим представляет интерес анализ результатов массовых кон-
трольных испытаний, позволяющий сделать определенные выво-
ды не только об эффективности контрольных испытаний как ме-
276
тоде оценки качества выпускаемой продукции, но и оценить фак-
тически уровень достигнутой на различных предприятиях на-
чальной прочности клееных конструкций, установив ее изменчи-
вость в зависимости от ряда технологических и конструктивных
факторов.
Наряду с анализом данных контрольных испытаний, принятых в
настоящее время в промышленности, ниже приводятся результаты
испытаний на предприятиях, работавших в доперестроечный пери-
од. Анализ этих данных позволяет корректировать принятую в на-
стоящее время систему заводского контроля. Немаловажно также
то, что на основании результатов массовых заводских испытаний
были установлены нормативные значения (средние и минимальные),
которые затем были введены в нормативные документы. Эти значе-
ния и в настоящее время являются контрольными показателями при
заводских испытаниях на предприятиях страны. Это, конечно, не
значит, что они не требуют корректировки.
Согласно ГОСТ 20850-84 [85] на предприятиях постоянно кон-
тролируется прочность пластевых соединений при послойном
скалывании, зубчатых соединений при поперечном изгибе образ-
цов. Испытания же на расслаивание проводятся не постоянно и
регламентируются требованиями технических условий.
Рассмотрим анализ результатов контрольных испытаний на
ранее работавших предприятиях.
Оценка фактического уровня достигнутой ранее прочности
зубчатых соединений на различных предприятиях страны осу-
ществлена на основе статистического анализа результатов массо-
вых заводских испытаний (табл. 37).
Данные таблицы показывают, что для каждого предприятия ха-
рактерен определенный уровень прочности зубчатых соединений.
Результаты контрольных испытаний не позволили выделить пре-
имущественное влияние на прочность зубчатого соединения како-
го-либо отдельного параметра, так как даже по типу соединения на
различных предприятиях показатели прочности соответствовали
требуемым значениям прочности. Это говорит о превалирующем
влиянии всего комплекса технологических факторов на величину
начальной прочности соединений. Следовательно, контролируемые
на заводе показатели прочности зубчатых соединений при изгибе
характеризуют необходимое качество изготовления конструкций.
Они соответствуют введенным в ГОСТ 20850-84 нормативным (37,5
и 27 МПа - среднее и минимальное) значениям.
Статистическая обработка данных контрольных заводских ис-
пытаний пластевых клеевых соединений на послойное скалыва-
ние представлена в табл. 38. Средние показатели прочности клее-
277
Таблица 37
Прочность зубчатых клеевых соединений
Завод- изгото- витель Тип зубча- того соеди- нения Марка клея Объемы выбор- ки, шт. Среднее арифме- тическое значение прочности, МПа Среднее квадрати- ческое от- клонение, МПа Коэффи- циент вариации, %
Юреская СПМК П-20 ФРФ-50 1452 44,67 9,54 21,3
П-20 ФР-12 453 49,39 10,67 21,6
П-20 КБ-3 162 45,4 10,56 23,2
ЭПЗ 1-38 ФРФ-50 1811 36,2 6,7 18,77
«Красный 1-38 КБ-3 1345 35,3 5,9 16,8
Октябрь» 1-38 ФР-12 131 33,4 5,7 17,1
Нелидов- П-20 ФРФ-50 209 48,2 10,6 22,6
ский ССК 1-38 КБ-3 397 50,8 6,3 20,8
1-38 ДФК-14Р 428 36,1 6,3 17,35
Волоколам- 1-38 ДФК-14Р 820 37,1 6 16,29
ский ЭЗСК 1-38 ДФК-14Р 556 37,6 4,7 12,5
1-38 ДФК-14Р 555 35,6 4,1 11,5
Вологод- ский ДОК П-20 ФРФ-50 298 52,9 13,6 25,7
вых соединений в большинстве случаев удовлетворяют требо-
ваниям ГОСТ 20850-84, то есть 8 МПа. Однако минимальные их
значения, определяемые нормативным сопротивлением с обеспе-
ченностью 0,95 при среднем коэффициенте вариации 20, в ряде
случаев были ниже требований указанного нормативного доку-
мента. В то же время следует учитывать, что в таких случаях раз-
рушение происходит преимущественно по древесине.
Чувствительным методом оценки качества склеивания явля-
ются испытания на расслаивание. Были проанализированы ре-
зультаты испытаний 140 образцов (пластин), выпиленных из тор-
цевых частей клееных элементов, изготовленных на Гомельском,
Нелидовском и Волоколамском заводах.
Выявлено, что наихудшие показатели соответствуют образ-
цам, склеенным клеем КБ-3: около 40% образцов не удовлетворя-
ло требованиям норм, то есть расслаивание превышало 5%. При
этом средний показатель расслаивания был равен 5,3%.
278
Таблица 38
Прочность Пластовых клеевых соединений
Завод- изготовитель Марка клея Объемы выборки, шт. Среднее арифме- тическое значение прочности, МПа Среднее квадрати- ческое от- клонение, МПа Коэффи- циент вариации, %
Юреская СПМК КБ-3 162 8,7 1,76 20,33
Нелидовский КБ-3 195 7,2 1,72 24,02
ССК КБ-3 509 98,2 2 24,25
Волоколам- ский ЭЗСК ДФК-14Р 1283 8,55 1,38 16,15
ДФК-14Р ДФК-14Р 1274 568 8,37 10,2 1,13 1,95 13,48 19,06
Вологодский ФРФ-50 3916 8,6 1,45 16,82
ДОК ФРФ-50 699 7,9 2,04 25,78
Более высокие показатели были получены у образцов, склеенных
клеями ФР-12, ФРФ-50, для которых средние показатели расслаива-
ния были равны 4,6~4,5%. Анализ показателей, величина которых пре-
вышала нормативное значение, а также детальное ознакомление с тех-
нологией их изготовления позволили установить четкую зависимость
повышенной расслаиваемости от нарушений требований технологиче-
ского процесса. К числу наиболее существенных причин отнесены:
неравномерная или повышенная влажность древесины, вызывающая
повышенную впитываемость клея и неравномерную усушку или раз-
бухание слоев; повышенная покоробленность слоев, вызывающая в па-
кете после запрессовки и склеивания критические внутренние напря-
жения; неравномерность запрессовочного давления, а также наличие
недопустимых сучков как концентраторов и очагов разрушения.
При организации производства конструкций контрольные ис-
пытания были важным инструментом в оценке качества склеива-
ния, а их результаты постоянно использовались для корректи-
ровки технологического процесса. Иначе говоря, обеспечивалась
так называемая обратная связь.
Многолетний опыт в период становления и развития промыш-
ленности массового производства клееных конструкций в нашей
стране (1975-90 гг.) подтвердил эффективность методов и систе-
мы оценки прочности клеевых соединений, основанных на прове-
279
денных ЦНИИСК им. В.А. Кучеренко лабораторных и заводских
испытаниях.
В настоящее время положение изменилось. Изучены и решены
основные вопросы формирования клеевых соединений, обеспече-
ния их начальной и эксплуатационной прочности. В известной
степени отработана технология изготовления конструкций, кон-
кретизированы требования к древесине, используется необходи-
мое оборудование, стабильные по свойствам клеи и т. п. Конечно,
это относится к тем предприятиям, где выполняются требования,
принятые в нормативных документах.
Исходя из этого возникла необходимость оценки эффективно-
сти принятой системы контроля качества в условиях современно-
го налаженного производства.
Были проанализированы результаты заводских контрольных
испытаний на трех наиболее характерных предприятиях страны*.
Условно они обозначены так: волоколамский завод - № 1,
королевский - № 2 и тамбовский - № 3. Отбиралось статисти-
чески достоверное число испытаний за 2-, 3-летний период ра-
боты предприятия. Выборки были распределены равномерно в
течение года.
Результаты выборочных испытаний на послойное скалывание
как наиболее массового вида испытаний представлены на рис. 91.
Видно, что прочность подавляющей части испытанных образ-
цов выше нормируемой. Преимущественное разрушение соеди-
нений происходило по древесине. В тех же немногочисленных
случаях, когда прочность соединений была ниже, разрушение
происходило полностью по древесине, что характеризовало ма-
лую прочность не клеевого соединения, а склеиваемой древесины.
В данных конкретных случаях результаты испытаний не выявля-
ли некачественного склеивания.
Следует отметить еще одну особенность испытаний на послой-
ное скалывание. Когда эта методика разрабатывалась и была
стандартизирована, в промышленности использовались в основ-
ном так называемые цветные клеи, например фенольно-резорци-
новые. Во время испытаний при установке образцов можно было
обеспечить приложение скалывающего усилия именно на зону
клеевого шва. В настоящее время, когда все больше в производст-
ве используются так называемые белые клеи на основе меламина,
полиуретана, визуально выделить зону клеевого шва весьма
трудно. Поэтому результаты испытаний могут быть отнесены к
оценке как клеевого соединения, так и древесины.
* Работа выполнялась С.В. Пауком под руководством автора.
280
Рис. 91. Результаты испытаний на послойное скалывание
клеевых соединений: а - на карбамидномеламиновых клеях;
б - на резорциновых клеях;
Ф — среднее значение, □ - минимальное значение
Результаты, полученные при контрольных испытаниях зубча-
тых соединений, носят аналогичный характер: прочность соеди-
нений выше нормируемых значений (рис. 92). Поэтому такие
результаты также не могут быть использованы для корректи-
ровки процесса склеивания.
Выше отмечалось, что наиболее объективную информацию да-
ют испытания на расслаивание, так как соединения подвергаются
переменному увлажнению и высушиванию. Но и здесь (рис. 93)
аналогичная картина - показатели выше нормируемых. Если еще
учесть, что такие испытания иногда проводятся не в заводских
лабораториях предприятий, а в сторонних организациях и ре-
зультаты поступают с большим опозданием, то влияние их на
оценку качества продукции весьма незначительно.
Следует еще раз подчеркнуть, что стабильно получаемые по-
ложительные результаты контрольных заводских испытаний ха-
рактеризуют только начальную прочность соединений, которая в
процессе эксплуатации конструкций может изменяться.
281
a)
Завод №1
Завод №2
Завод №3
Рис. 92. Результаты испытаний на статический изгиб
зубчатых клеевых соединений: а - на мочевиномеламиновых клеях;
б — на резорциновых клеях;
• - среднее значение, □ - минимальное значение
Завод №2
Немаловажна также условность контрольных испытаний, но-
сящих сугубо выборочный характер. Из этого следует, что суще-
ствующая система заводских контрольных испытаний дает важ-
ную, но недостаточную информацию о качестве склеивания.
Требуется дальнейшее совершенствование общей системы кон-
троля качества, в том числе прочности и стойкости клеевых соеди-
нений. Для решения этого вопроса принятые методы испытаний
должны быть сохранены. Они, как отмечалось, эффективны при
организации производства, использовании новых материалов и
технологических режимов. В условиях же налаженного, стабильно
работающего производства объемы таких испытаний должны быть
сокращены и увязаны с классами назначения конструкций.
Необходимо совершенствование самих методик испытаний,
например использование вместо послойного скалывания испыта-
ний аналогичных образцов на изгиб, когда в зоне максимального
изгибающего момента будет гарантировано разрушение по наибо-
лее слабому месту.
282
a)
б)
Завод №1
Завод №2
Рис. 93. Результаты испытаний на расслаивание:
а — по методике ЦНИИСК; б — по методике EN 391;
□ - после 1-го цикла, • - после 2-го цикла
Это же относится к испытаниям на расслаивание. При при-
меняемых методах испытаний увлажнение и высушивание про-
исходит равномерно с торцевых поверхностей образцов. Конеч-
но, некоторые усилия клеевые прослойки воспринимают при
таких воздействиях от неравномерного строения древесины и
направления годовых слоев в смежных слоях конструкций. В ре-
альных же конструкциях, особенно относящихся к 3-й категории
эксплуатации, торцы обычно изолируются, а переменному не-
равномерному увлажнению и высушиванию подвергаются боко-
вые поверхности. В результате этого образуется неравномерное
поле напряжений по сечению конструкций, которое и вызывает
расслоение клеевых соединений. Причем при каждом последую-
щем воздействии увеличивается глубина проникновения влаги в
зону клеевых швов.
Таким образом, принятые в промышленности методы завод-
ского контроля клеевых соединений не дают полной информации
о качестве изготавливаемых конструкций, особенно в условиях
стабильного налаженного производства. Только сочетание хорошо
отработанного и тщательно выполняемого операционного контро-
ля и выборочных испытаний клеевых соединений по усовершен-
ствованным методикам может обеспечить выпуск конструкций,
надежных в эксплуатации.
Уже отмечалось, что испытания клеевых соединений, осуще-
ствляемые на вырезанных из конструкций образцах, недостаточ-
ны для оценки эксплуатационной надежности конструкций. По-
этому практиковались также испытания целых конструкций или
крупных элементов (рис. 94). Такие испытания были необходимы
при разработке новых конструктивных решений в качестве кон-
трольных, при сертификации по зарубежным стандартам и т. п.
Эффективность таких контрольных испытаний как метода оцен-
ки эксплуатационной надежности была оценена ранее ЦНИИСК.
283
Рис. 94. Испытание крупных элементов конструкций
В табл. 39 приведены данные испытаний 338 балок, изготовлен-
ных на пяти предприятиях страны в предперестроечный период.
Испытывались прямолинейные балки длиной от 6 до 9 м с попереч-
ными сечениями от 140x380 до 140x600 мм. Часть их испытывали на
изгиб с приложением нагрузки в двух точках, другую часть - с при-
ложением нагрузки в четырех точках. Предполагалось, что испыта-
ния по первой схеме, когда при нагружении в клеевых соединениях
возникают большие скалывающие напряжения, позволят оценить
качество клеевых пластевых соединений, а по второй схеме — про-
верить качество зубчатых соединений и древесины в напряженных
участках конструкций, где возникают наибольшие нормальные на-
пряжения. Однако первое предположение не подтвердилось, так
как подавляющее большинство элементов, испытанных по обеим
схемам, разрушилось не от скалывающих, а от нормальных напря-
жений в растянутой зоне. Поэтому в качестве выходного параметра
результатов испытаний использовалась величина нормальных на-
пряжений G в момент разрушения, определяемая по величине раз-
рушающей нагрузки с учетом схемы нагружения.
Результаты испытаний показали, что несмотря на различную
структуру и уровень производства, а также на разные схемы ис-
пытаний, существенной разницы в начальной прочности элемен-
тов, изготовляемых на различных предприятиях, не обнаружено.
284
Результаты контрольных испытаний клееных конструкций
285
Таблица 39
Факторы Показатели прочности при разрушении по
Высота сече- ния, мм Тол- щина слоев, мм зубчатым соединениям сучкам древесине всем видам
п, шт Мср, Si, МПа v,% п, шт МСр, Si, МПа v,% п, шт Мср, Si, МПа v,% п, шт Мср, Si, МПа v,%
Ор, МИН Ор, мин Ор, мин Ор, МИН
400 25-30 27 29,6 20,6 4,6 15,1 11 31,2 24,3 3,5 11,2 12 37 25,8 5,7 15,4 50 31,7 20,7 5,6 17,7
35-45 22 29,4 22,5 3,5 11,9 8 30,9 21,3 4,9 15,8 7 33,5 28,6 2,5 7,5 37 30,5 22,7 4 13,1
25-45 49 29,5 21,3 4,2 14,2 19 31.1 22,9 4,2 13,8 19 35,8 25,8 5,1 14,2 87 31,2 21,4 5 16
500 25-30 16 314 23 4,3 13,7 4 36,9 24 6,6 17,9 38,6 32,9 2,9 7,5 25 33.7 22,9 5,5 16,3
35-45 58 27,3 21,6 2,9 10,6 44 28,1 22 3,1 11 27 30,5 25,8 2,4 7,9 129 28,2 22,1 3,1 11
25-45 74 28,2 20,9 3,7 13,1 48 28,8 20,4 4,3 14,9 32 31,8 24,4 3,8 12 154 29,1 21,1 4,1 14,1
600 25-30 22 31,6 23,9 3,9 12,3 7 29,4 23,3 3,1 10,5 4 35 23,8 5,7 16,3 33 31,5 23,1 4,3 13,7
35-45 15 26,4 21,5 2,5 9,5 9 27.4 19 4,3 15,7 6 28,9 21,6 3,7 12,8 30 27,2 20,3 3,5 12,9
25-45 37 29,5 21,1 4,3 14,6 16 28.3 20,7 3,9 13,8 10 31,3 20,7 5,4 17,2 63 29,5 20,7 4,5 15,3
400-600 25-30 65 30,7 22,1 4,4 14,3 22 314 22,1 4,9 15,5 21 37 26,6 5,3 14,3 108 32,1 21,7 5,3 16,5
35-45 95 27.6 21,1 3,3 12 61 28,4 21,1 3,7 13 40 30,8 25,1 2,9 9,4 196 28,5 21,6 3,5 12,3
25-45 160 28,9 20,9 4,1 14,2 83 29,2 20,8 4,3 14,7 61 32,9 23,3 4,9 14,9 304 29.8 21 4,5 15,1
Все элементы имели достаточную начальную прочность. Вместе с
тем испытания позволили установить первопричины разруше-
ния, устранение и уменьшение влияния которых дало возмож-
ность корректировать технологический процесс, повысить общую
прочность конструкций. Приведенные в табл. 39 результаты ис-
пытаний конструкций, сгруппированные по причинам разруше-
ния, толщине слоев и высоте поперечного сечения, показали, что
в условиях массового производства основным местом разрушения
являются зубчатые соединения (около 50%), а также сучки в сло-
ях конструкций растянутой зоны.
Влияние толщины слоев проявляется при всех значениях
высоты сечения. При этом независимо от высоты сечения и при-
чин разрушения прочность конструкций со слоями толщиной
25-30 мм на 13% выше прочности при толщине слоев 35-40 мм.
С увеличением высоты сечения влияние толщины слоев увеличи-
вается. В среднем прочность снизилась на 6~7% при изменении
высоты от 400 до 600 мм.
На основании анализа испытаний сделаны выводы, что на ста-
дии изготовления начальная прочность деревянных конструкций в
основном достаточна. К наиболее слабым местам, являющимся пер-
вопричиной разрушения, следует отнести зубчатые соединения и
сучки. Было выявлено, что контрольные испытания эффективны
только в период становления производства. После перехода произ-
водства на выпуск массовой продукции «чувствительность» кон-
трольных испытаний резко падает. Это подтверждается примера-
ми расслоения конструкций в процессе эксплуатации, хотя началь-
ная прочность их при контрольных испытаниях на заводах была
удовлетворительной. Следовательно, контрольные испытания и
начальная прочность не дают гарантированных сведений относи-
тельно эксплуатационной прочности конструкций, а только позво-
ляют частично оценить качество продукции и накопить статисти-
ческий материал о прочности клееной древесины.
Можно утверждать, что в тех случаях, когда конструкции на
всех стадиях - хранения, монтажа, эксплуатации не подверга-
ются влажностным воздействиям (1-я категория эксплуатации),
существенной разницы в величинах начальной и эксплуатацион-
ной прочности ДКК нет. Для 2-й, 3-й категорий эксплуатации в
процессе формирования, а также при эксплуатационных влажно-
стных воздействиях клеевое соединение, будучи стеснено слоями
древесины, находится в напряженном состоянии. Эти напряже-
ния ослабляют клеевое соединение и при недостаточной адгези-
онной и когезионной прочности могут привести к расслоению
конструкций.
286
5.2. Эксплуатационная прочность клееных конструкций
При конструировании и использовании клееных конструкций
следует стремиться к максимальной «разгрузке» клеевых со-
единений, то есть не подвергать их без особой необходимости
большим эксплуатационным воздействиям, к числу главных из
которых можно отнести внешнюю постоянную и переменную на-
грузки, деформирование древесины при переменном увлажне-
нии, с возникновением внутренних напряжений [86].
Уже отмечалось, что начальная прочность, контролируемая на
стадии завершения процесса изготовления ДКК, является важ-
ным, но совершенно недостаточным показателем, гарантирую-
щим надежную работу конструкций в различных условиях
эксплуатации. Наиболее полную информацию можно получить
только с учетом тех изменений, которые происходят в ДКК в ре-
альных условиях их эксплуатации.
Внутренние напряжения в клееных конструкциях
Внутренние напряжения в клееных конструкциях возникают
как на стадии изготовления, так и при эксплуатации. Причины
здесь разные.
В процессе отверждения клея из-за усадки его в клеевой про-
слойке возникают внутренние усадочные напряжения. Однако
из-за малого объема прослойки в общем объеме клееной древеси-
ны величина этих напряжений невелика. Главная часть внутрен-
них напряжений относится к древесине.
Даже в самом современном производстве в процессе сушки
трудно обеспечить одинаковую влажность всех досок в штабеле.
Перепад между верхними и нижними слоями досок достигает
иногда более 5%. Несмотря на то что кондиционирование и после-
дующая обработка уменьшают величину перепада влажности, в
клееный многослойный пакет по высоте сечения могут попадать
слои с разной влажностью.
После сушки доски имеют различные дефекты формы (поко-
робленность и др.), которые полностью не ликвидируются при ме-
ханической обработке и сращивании заготовок по длине. Из-за
этих дефектов при запрессовке необходимо прикладывать повы-
шенное внешнее давление, после снятия которого стремление сло-
ев, зафиксированных клеевой прослойкой, вернуться в первона-
чальное положение приводит к появлению в склеиваемых конст-
рукциях внутренних напряжений. Следовательно, для плотного
контакта поверхностей при склеивании покоробленных слоев необ-
ходимо прикладывать значительные усилия. Они зависят от тол-
287
щины слоев. При увеличении толщины слоев давление запрессов-
ки увеличивается и может превышать рекомендуемые значения.
Не менее опасны внутренние напряжения, возникающие в
конструкции при эксплуатации. Было установлено, что процессы
увлажнения и высыхания в клееных конструкциях происходят
медленнее, чем в конструкциях аналогичного сечения из цельной
древесины. С увеличением количества прослоек из водостойкого
клея в элементе (с уменьшением толщины склеиваемых слоев)
скорость влагообмена с окружающим воздухом снижается.
Сезонные колебания влажности в клееном элементе происходят
преимущественно в поверхностных слоях на глубину до 1-2 мм. Вну-
тренние слои клееного элемента увлажняются медленно, и амплиту-
да сезонных колебаний влажности весьма незначительна (2-3%).
Зная причины возникновения внутренних напряжений, можно в
процессе изготовления принимать меры к их уменьшению.
Оборудование и технологический процесс должны не допускать
появления опасных внутренних напряжений, однако это не всегда
возможно выполнить и проконтролировать. Поэтому не исключено
использование и других мер снижения или ‘Предотвращения отри-
цательного влияния внутренних напряжений, например использо-
вание преимущественно элементов относительно небольшой шири-
ны, которые при сборке конструкций «сплачиваются» для образова-
ния требуемого сечения. Такое решение положительно влияет на
долговечность конструкций, так как в конструкциях (элементах) с
небольшой шириной сечения менее вероятно возникновение внут-
ренних напряжений при использовании покоробленных слоев в
процессе изготовления конструкций или неравномерное увлажне-
ние по сечению конструкций в процессе эксплуатации. Одним из
способов является уменьшение толщины склеиваемых слоев. Одна-
ко осуществлять это не всегда возможно из-за увеличенного расхо-
да древесины, клеев и повышения трудоемкости изготовления.
В отечественных и зарубежных нормативных документах
обычно указывается рекомендуемая толщина склеиваемых слоев.
Но не всегда определяется, какие условия обеспечения эффек-
тивности рекомендуемых толщин должны выполняться.
Более просто этот вопрос решается для гнуто-клееных конст-
рукций, так как толщина слоя здесь жестко увязана с радиусом
кривизны. Редко в таких конструкциях толщина слоев бывает более
25-30 мм. Опасность возникновения в них внутренних напряжений
(но не от изгиба) значительно меньше, чем в прямолинейных конст-
рукциях, где толщина слоя может достигать 40-50 мм и более.
Роль толщины слоев в образовании внутренних напряжений
неразрывно связана, как отмечалось, с качеством сушки. Для
288
конструкций I класса, когда безопасность сооружений с примене-
нием таких конструкций имеет решающее значение, а экономиче-
ские соображения находятся на втором месте, должен предусма-
триваться комплекс мер по предупреждению возникновения вну-
тренних напряжений. К ним относятся: толщина слоя должна
быть не более 30-35 мм для прямолинейных конструкций; обяза-
тельная двух-трехстадийная сушка пиломатериалов, эффектив-
ные меры защиты от увлажнения и др.
С другой стороны, нет необходимости строго ограничивать толщи-
ну слоя для конструкций 3-го класса. Она может быть и 40 мм, и 50 мм.
Не обязательно осуществлять многостадийную сушку пиломатериа-
лов. Эти показатели должны быть увязаны с экономикой производст-
ва конструкций, с обеспечением их конкурентоспособности. При ожи-
даемых больших внутренних напряжениях, например из-за исполь-
зования деформированных или толстых слоев, жестких переменных
влажностных воздействий, клееные конструкции целесообразно из-
готавливать из слоев, имеющих компенсационные продольные про-
рези. Об этом подробно отмечалось в предыдущих главах.
Для предупреждения и уменьшения внутренних напряжений
в конструкциях, условия эксплуатации которых соответствуют
2-й и особенно 3-й категориям, важна роль защитной обработки
поверхностей, замедляющих или исключающих неблагоприятное
влияние эксплуатационных воздействий, главным образом пере-
менного увлажнения.
В прежние годы для защиты поверхности деревянных конст-
рукций применяли высокоукрывистые лакокрасочные мате-
риалы, образующие на поверхности окрашенных изделий срав-
нительно толстую (80-150 мкм) пленку, пропиточные водо- и
органорастворимые антисептики, гидрофобизаторы. Критерий,
которым руководствуются при применении традиционных кра-
сок, - по возможности более полная механическая защита по-
верхности деревянных изделий от действия воды и водяных па-
ров. Как правило, эти материалы являются высоконаполненными,
хорошо защищают поверхность древесины от действия ультра-
фиолетового излучения, но они скрывают ее природную текстуру
и не позволяют использовать внешний вид самой древесины.
Наблюдения за эксплуатируемыми конструкциями показыва-
ют, что на начальном этапе эксплуатации влага под такими покры-
тиями накапливается медленно. Однако через 2-4 года в зависи-
мости от условий эксплуатации защитные функции покрытия рез-
ко снижаются и происходит либо накопление влаги в древесине
под покрытием, что способствует развитию дереворазрушающих
грибов, либо возникают перепады влажности, ведущие к растрес-
289
киванию поверхности древесины и еще более резкому снижению
защитного уровня покрытия. При этом если в начальный период
эксплуатации изменения внешнего вида покрытия могут быть не-
значительными, то в дальнейшем на таких покрытиях образуются
пузыри, что приводит к их растрескиванию и отслаиванию.
Технологические сложности, связанные с возобновлением по-
крытий (необходимость удаления старого слоя и соответству-
ющая подготовка поверхности для нового покрытия и другие при-
чины), приводят к тому, что нередко защитные покрытия не
возобновляются при эксплуатации конструкций в течение 10 лет.
Кроме того, присутствующие иногда в таких покрытиях биологи-
чески активные компоненты (противоплесневые добавки) вслед-
ствие малого их проникновения в древесину защищают только
само покрытие, а не находящуюся под ним древесину.
Таким образом, несмотря на применение для защиты ДКК лакокра-
сочных материалов с высоким начальным уровнем защиты, например
пентафталевых, перхлорвиниловых, уретановых и других, через
2~4 года создается опасность развития дереворазрушающих грибов.
В последние годы для защитной и декоративной обработки
конструкций применяют многокомпонентные составы, представ-
ляющие собой впитывающиеся в древесину без образования по-
верхностной пленки бесцветные или пигментированные водо- и
органорастворимые средства. Они предназначены для декоратив-
ной отделки, водоотталкивающей и фунгицидно-инсектицидной
защиты поверхностей деревянных клееных конструкций, эксплу-
атируемых в помещениях и на открытом воздухе.
В отличие от лакокрасочных покрытий препараты подобного ти-
па не образуют пленок, а пропитывают поверхностный слой древе-
сины на глубину 2~4 мм. В результате образуется оболочка из моди-
фицированной древесины, обладающая высокими биостойкостью и
прочностью. Вероятность образования трещин в поверхностной зо-
не конструкций и последующее их развитие вглубь значительно
снижается. При обработке такими составами часть пор древесины
не закрывается, что позволяет выделяться водяным парам. Благо-
даря этому при значительных изменениях температурно-влажно-
стных условий эксплуатации покрытие не отслаивается. Долговеч-
ность пропиточных защитно-декоративных покрытий в среднем в
два раза выше, чем укрывистых лакокрасочных.
При разработке защитно-декоративных составов следует учи-
тывать, что вероятность образования трещин в поверхностной зо-
не обработанных изделий значительно снижается, если деформа-
ционные характеристики древесины непропитанной и пропитан-
ной близки по значениям.
290
Деревянные клееные конструкции в процессе эксплуатации
Конструкции из клееной древесины, с одной стороны, облада-
ют большой эксплуатационной надежностью, многократно под-
твержденной отечественной и зарубежной практикой, с другой
стороны, они очень чувствительны к даже незначительным про-
счетам как при проектировании и изготовлении, так и при эксплу-
атации. Обе эти особенности нельзя ни игнорировать, ни преуве-
личивать, особенно отрицательные стороны. Нужна объективная,
научно обоснованная информация, которая может основываться
на результатах обследования и оценки технического состояния
длительно эксплуатируемых клееных конструкций.
К сожалению, накопленный в течение ряда десятилетий большой
фактический материал о поведении клееных конструкций в процессе
длительной эксплуатации становится все менее доступным для озна-
комления и учета. Научные публикации на эту тему встречаются все
реже, больше появляется рекламных статей, односторонне освещаю-
щих достоинства и недостатки ДКК. Немаловажна также наша тра-
диция многократно наступать на одни и те же грабли. Почти прекра-
тились ранее регулярно проводившиеся обследования конструкций.
Ниже приводятся результаты оценки эксплуатационной на-
дежности конструкций, полученные в прежние годы, а также но-
вые данные.
Можно привести многочисленные примеры надежной эксплу-
атации клееных конструкций, изготовленных по различной, но
оптимальной для каждого конкретного производства технологии.
Так, при обследовании [87] около 30 объектов различного назначе-
ния, введенных в эксплуатацию с 1943 г., было установлено, что
большинство клееных конструкций находится в хорошем состоя-
нии после 15-20 лет эксплуатации, хотя для изготовления этих
конструкций были использованы фенолоформальдегидные и ка-
зеиноцементные клеи.
Специалисты ЦНИИСК установили, что наиболее надежными
в эксплуатации оказались гнуто-клееные несущие конструкции
арочного и рамного типов. Например, Оричевским заводом за
10-12 лет были изготовлены такие конструкции для более чем
1500 складских зданий пролетами 18 и 24 м. Эти здания наряду со
складами минеральных удобрений использовались для хранения
сельхозпродуктов, содержания скота, размещения деревообраба-
тывающих производств, в качестве клубов и спортивных залов.
Длительные наблюдения за состоянием конструкций показали,
что за редким исключением все здания эксплуатировались без
каких-либо ремонтов и усилений. Несомненно, сказывалась поло-
жительная роль удачно выбранной формы конструкций.
291
Без существенных нарушений целостности эксплуатируются ар-
ки стрельчатого очертания пролетом 45 м складов минеральных удо-
брений. В течение 25 лет эксплуатации только в некоторых конст-
рукциях из-за протечки кровли в 2-3 верхних слоях арок началось
загнивание древесины. После замены кровли арки продолжают вы-
полнять свои функции. Биопоражения наблюдались также в
опорных узлах, что было связано с их конструктивной недоработкой.
Из-за этого в отдельных складах, например в г. Березники, часть
клееных арок была заменена.
Только в предперестроечные годы в эксплуатации было около
5 тыс. зданий и сооружений с ДКК. Отличаясь по конструктивному
выполнению, размерам, условиям изготовления и эксплуатации,
подавляющая часть клееных конструкций обеспечивала нормаль-
ное функционирование зданий. Это, а также многолетний опыт при-
менения ДКК в зарубежной практике свидетельствует, что клееные
конструкции являются вполне надежными в эксплуатации.
Однако нельзя забывать, что при нарушении или несоблюде-
нии нормативных требований на любой из стадий - проектирова-
ния, изготовления, хранения, монтажа и эксплуатации имелись
случаи расслоения и последующего обрушения конструкций.
Массовые обследования птицеводческих, животноводческих и
складских зданий показали [88], что наиболее уязвимыми в экс-
плуатации являются клееные прямолинейные элементы метал-
лодеревянных ферм типа МДА, эксплуатировавшихся в птични-
ках (табл. 40), где имелись значительные колебания температуры
и влаги. В них наблюдалось наибольшее количество отказов.
Следует отметить, что в птичниках с гнуто-клееными рамами
случаи разрушения не зафиксированы. Наиболее благополучное
положение с клееными конструкциями наблюдалось в неотапли-
ваемых складских и подобных зданиях, что объясняется как по-
ложительным влиянием конструктивной формы (использовались
в основном арки и рамы), так и менее резкими колебаниями тем-
пературы и влаги в зданиях. Как видно из табл. 40, наибольшее
число отказов происходило на 4-5-й годы эксплуатации. После
этого положение стабилизировалось. Можно отметить, что после
10 лет случаи разрушения ДКК редко наблюдались.
Установлено [89], что при архитектурной компоновке зданий не
всегда учитываются особенности древесины как конструкционного
материала. Например, в практике проектирования кровли даже для
двускатных однопролетных зданий часто без необходимости приме-
нялись внутренние водоотводы, парапеты и другие подобные реше-
ния. В результате этого в зимнее время на крыше скапливался слой
льда или снега повышенной плотности. Это не только приводило к
292
Таблица 40
Результаты обследования зданий с ДКК
Группы Значения данных* по срокам эксплуатации, годы
объектов 1 2 3 4 5 6 7
Птицевод- ческие 73-1901 4 70-1824 9 67-1746 27 56-1460 23 42-1092 8 31-806 2 20-520 0
Животно- водческие 85-2688 1 83^2596 9 79г2_500 7 70-2222 4 60-1802 1 42-1349 0 23-649 1
Складские неотапли- ваемые * Над черте под черто 354-6949 5 >й: количе' й: число о 295-6130 20 ство объег тказов. 261-5630 35 :тов - кол] 218-4790 30 ичество кс 174-3762 10 >нструкци1 123-2769 2 И; 64-1421 1
перегрузкам, но и значительно увеличивало вероятность протека-
ния кровли и недопустимого увлажнения ДКК в ответственной зоне
опорных участков, где обычно устраивают воронки и парапеты. Мно-
гие применяемые решения зенитных фонарей были также несовер-
шенны, поэтому в зоне их расположения в балках часто встречались
повреждения из-за протекания кровли, инсоляции и перегрева.
Иногда в многопролетных зданиях применяли сложное покры-
тие с большим числом складок кровли, состоящее из односкатных
деревянных клееных балок, панелей покрытия и заниженных по
высотной отметке фонарей. Водоотвод осуществлялся с помощью
лотков в ендовах с малым уклоном. Из-за большого скопления сне-
га, льда и талой воды в многочисленных ендовах и у фонарей про-
исходила перегрузка покрытия, появлялись большие ледяные об-
разования на торцовом фасаде, многочисленные протечки кровли
и увлажнение древесины конструкций. Наличие указанных фак-
торов вызывало необходимость усиления конструкций покрытия.
При всей простоте опорных узлов балок встречаются и неудач-
ные решения, выполненные без учета деформаций древесины в
опорных узлах конструкций вследствие изменения влажностных
деформаций от нагрузки монтируемых позднее покрытия и кровли,
а также временной снеговой нагрузки. В некоторых случаях это
приводило к появлению опасных трещин в зоне опорных участков
балок, где имелись наибольшие скалывающие напряжения.
При проектировании некоторых отапливаемых зданий кало-
риферы, подающие теплый воздух, были установлены на уровне
293
расположения клееных балок и связей. Движение воздуха темпе-
ратурой более 40°С приводило к опасному для древесины трещи-
нообразованию вследствие ее усушки в процессе эксплуатации.
Встречались также случаи размещения в непосредственной бли-
зости от деревянных конструкций горячих трубопроводов без
теплоизоляции и других интенсивных источников тепла.
В последние годы были обследованы некоторые объекты, кон-
струкции которых изготовлены в 1975-90 гг.
Обобщая причины повреждения клееных конструкций при их
длительной эксплуатации в процессе обследования многих объек-
тов, можно сделать вывод, что наиболее опасным и часто встреча-
ющимся повреждением является расслаивание клеевых соедине-
ний (рис. 95, см. цв. вклейку стр. 143). Основной причиной рассла-
ивания является некачественное склеивание, так как во многих
объектах с расслоившимися конструкциями поддерживался нор-
мальный температурно-влажностный режим эксплуатации.
В отдельных случаях причиной аварий было расслаивание
(рис. 96).
Другим часто встречающимся видом повреждений является
биопоражение (загнивание) древесины конструкций. Этот дефект
характерен в тех случаях, когда отдельные части конструкций
вынесены за пределы зданий и сооружений (рис. 97, см. цв. вклей-
ку стр. 143). Причем часто принимаемые меры предупреждения -
химическая защита оказываются малоэффективными.
Можно отметить также встречающиеся случаи неправильных
конструктивных решений, например расположение вблизи кон-
струкций или даже внутри их тепловентиляционных трубопрово-
дов (рис. 98, см. цв. вклейку стр. 144).
Следовательно, эксплуатационная прочность конструкций опре-
деляется условиями не только изготовления, но и эксплуатации, ко-
торые взаимосвязаны и поэтому не должны рассматриваться отдель-
но. Следует отметить, что описанные недостатки не носили массового
характера в последние годы. Однако их необходимо учитывать и тща-
тельно анализировать, так как это будет не только способствовать со-
вершенствованию ДКК и процессу их изготовления, но и послужит
препятствием распространению мнения о ненадежности ДКК.
Имеющиеся обширные данные свидетельствуют, что некаче-
ственно изготовленные конструкции независимо от условий экс-
плуатации не могут быть долговечными.
Только в нормальных условиях эксплуатации, характерных
для 1-й категории, может наблюдаться наибольшая долговеч-
ность. Значительно раньше разрушаются конструкции в жестких
условиях, соответствующих 3-й категории эксплуатации. Даже
294
Рис. 96. Обрушение покрытия из-за расслаивания клееных конструкций
самые лучшие защитные мероприятия оказываются недостаточ-
но эффективными.
Отрадно отметить, что изготавливаемые в настоящее время
конструкции все реже можно отнести к некачественным.
Долговечность же основной массы выпускаемых промышленнос-
тью конструкций, которые вполне можно отнести к качественно изго-
товленным, зависит от условий эксплуатации. Это необходимо учи-
тывать как при проектировании, так и изготовлении конструкций.
Учитывая имеющийся отрицательный опыт эксплуатации
ДКК в условиях повышенной постоянной или переменной влаж-
ности, повышенных температур, то есть характерных для 3-й ка-
тегории эксплуатации, область такого применения клееных кон-
струкций постепенно сужается. Лишь незначительный процент
используемых в строительстве ДКК составляют конструкции, где
по тем или иным причинам (а иногда и без причин) нельзя избе-
жать указанных воздействий. В таких случаях должны предус-
матриваться комплексные защитные мероприятия как конструк-
ционного, так и химического характера, обеспечивающие сохран-
ность конструкций в отмеченных условиях эксплуатации. Но наи-
более рационально ДКК в таких условиях не эксплуатировать. В
первую очередь это относится к использованию ДКК в свинарни-
ках, птичниках, при постоянном контакте с грунтом и т. п.
295
Весьма долговечны клееные конструкции, используемые вну-
три помещений, то есть 1-й и иногда 2-й категорий эксплуатации.
Обследования и оценка технического состояния таких конструк-
ций, выполняемые ЦНИИСК в течение длительного времени, под-
твердили это положение.
Вместе с тем установлено, что даже незначительные ошибки
при расчете и проектировании отрицательно сказываются на об-
щей долговечности конструкций. Например, во Дворце спорта
в г. Твери в находящихся внутри сооружения конструкциях при
обследовании после 20 лет эксплуатации не было выявлено како-
го-либо нарушения их целостности. Вместе с тем части конструк-
ций, выведенные наружу и подчеркивающие архитектурную вы-
разительность сооружения, имея даже хорошую защиту поверх-
ностей, расслоились и частично разрушились от биоповреждений
(рис. 97, см. цв. вклейку стр. 143).
Аналогичная картина наблюдалась в ряде спортивных соору-
жений в Москве: части конструкций, выходящие наружу, были
подвержены значительным разрушениям (рис. 99, см. цв. вклейку
стр. 144) в течение 20-25 лет эксплуатации.
Вывод - следует стараться не подвергать клееные конструк-
ции экстремальным воздействиям.
5.3. Ремонт и усиление конструкций
Наряду с новым строительством зданий и сооружений с приме-
нением ДКК по мере их износа, физического или морального, а так-
же с непрерывным увеличением количества эксплуатируемых объ-
ектов с ДКК возникает необходимость модернизации находящихся
в эксплуатации конструкций. Чаще всего она связана с ремонтом и
усилением конструкций. Ремонтно-восстановительные работы пре-
дохраняют конструкции от преждевременного износа, восстанавли-
вают их несущую способность, увеличивают срок эксплуатации.
Планируемый по объему, месту и времени проведения теку-
щий профилактический ремонт ДКК сводится в основном к возоб-
новлению защитных покрытий и устранению незначительных по-
грешностей формы и внешнего вида конструкций.
Иногда возникает необходимость осуществления непредвиденно-
го ремонта, вызываемого аварийным состоянием конструкции, или
капитального ремонта, связанного чаще всего с моральным износом
данного сооружения. При капитальном или аварийном ремонте про-
изводят замену или восстановление конструкций, ликвидируют фи-
зические дефекты и перенапряжения в элементах конструкций.
296
Наиболее распространенным случаем снижения несущей
способности или разрушения клееных конструкций, чаще всего
балочного типа, являются расслоения в плоскости клеевых про-
слоек. Усиление или восстановление ДКК с расслоившимися уча-
стками можно осуществить, заполняя расслоения эпоксидным
клеем. Для этого предварительно клеевые прослойки по краям за-
клеивают лентами из специальной фольги, а затем к каждому
участку с двух сторон сверлят наклонные отверстия для нагне-
тания эпоксидного клея. Расстояние между отверстиями до
300 мм. Клей нагнетают специальной форсункой. После того как
клей начинает вытекать из отверстия, его закрывают деревянной
пробкой. Этот метод иногда рекомендуется для усиления экс-
плуатируемых деревянных конструкций с дефектами клеевых
соединений, полученными как при их изготовлении, так и при на-
рушении правил эксплуатации.
Эффективность такого метода усиления невелика, так как, буду-
чи трудоемким, он не обеспечивает высокой адгезионной прочности
эпоксидного клея с уже отвержденным в прослойке клеем другого
типа и застаревшей поверхностью древесины в зоне расслоения.
Известен способ усиления, при котором на боковые плоскости
конструкций (на которые выходят клеевые прослойки) приклеи-
вают на эпоксидном клее фанерные накладки с гвоздевой или шу-
рупной запрессовкой по всей длине или на отдельных частях кон-
струкций. Поверхность конструкций в местах приклеивания на-
кладок предварительно фрезеруют. Усиленные таким образом
клееные арки пролетом 24 м склада минеральных удобрений
в г. Волоколамске уже более 20 лет выполняют свои функции,
нормально эксплуатируются.
Наиболее распространен метод усиления ДКК путем вклеива-
ния стержней. В предварительно просверленные в балках верти-
кальные или наклонные глухие отверстия вклеивают металличе-
ские, деревянные или стеклопластиковые стержни (рис. 100).
Глухие отверстия сверлят в верхней или нижней части балки.
Сверление отверстий снизу предпочтительнее, поскольку ниж-
ние грани балок обычно открыты и вокруг них имеется достаточ-
ное пространство для осуществления ремонтных работ. Однако
затруднительно нагнетание клея в отверстия. Сверление отвер-
стий сверху, как правило, сопряжено с полной или частичной раз-
боркой перекрытия, нарушением его целостности.
Для сверления отверстий в клееных балках используют специ-
альные электросверлильные механизмы с длинными сверлами.
Их перемещают в требуемом направлении сверления по направ-
297
Рис. 100. Усиление деревянных клееных конструкций
ляющим, благодаря чему фактический диаметр отверстия и на-
правление его почти не отклоняются от номинальных.
Глубина отверстия на 10 мм больше длины вклеиваемого
стержня или болта. Перед вклеиванием стержни зачищают или
обезжиривают, а отверстия очищают от стружки и пыли струей
сжатого воздуха.
Клеевой состав вводят в глухое отверстие специальным шпри-
цем, заполняя его на половину глубины. При вклеивании болтов
по возможности соблюдают те же температурно-влажностные ус-
ловия, что и при изготовлении клееных балок. Расчетная несущая
способность усиленной конструкции достигается через 7 сут по-
сле окончания ремонтных работ.
Деревянные конструкции и элементы, частично расслоившие-
ся по клеевым прослойкам вследствие некачественного изготов-
ления или концентрации больших внутренних напряжений при
растяжении древесины поперек волокон, например на искривлен-
ных участках гнуто-клееных конструкций, могут быть усилены
стяжными болтами и хомутами. Постановкой стяжных болтов
расслоившиеся деревянные конструкции как бы превращаются в
составные деревянные элементы на податливых связях. Стяжные
болты способны воспринимать сдвигающие и растягивающие уси-
лия, действующие в направленнии поперек волокон. Болты уста-
298
навливают в предварительно просверленные сквозные отверстия.
Преимущество использования хомутов состоит в том, что для их
постановки не требуется сверлить сквозные отверстия. Иногда
используется метод усиления гнуто-клееных балок стяжными
болтами при расслоении балок в местах крутых перегибов. В зоне
расслоения гнуто-клееных балок в предварительно просверлен-
ные отверстия вставляются болты, снабженные тарельчатой пру-
жиной, позволяющей регулировать степень их натяжения и тем
самым предварительно напрягать балку в направлении склеивае-
мых слоев. Предварительное напряжение создается с учетом его
потерь вследствие ползучести древесины.
Несмотря на достаточную сложность проведения ремонтных
работ, они являются составной частью общего комплекса меро-
приятий по обеспечению надежности ДКК и поэтому должны
постоянно совершенствоваться наряду с совершенствованием
технологии изготовления конструкций.
299
Глава 6
Некоторые общие вопросы,
касающиеся производства
и применения клееных
конструкций
Глава 6. НЕКОТОРЫЕ ОБЩИЕ ВОПРОСЫ,
КАСАЮЩИЕСЯ ПРОИЗВОДСТВА
И ПРИМЕНЕНИЯ КЛЕЕНЫХ КОНСТРУКЦИЙ
Производство ДКК не является новой отраслью. В нашей
стране и за рубежом такие конструкции изготавливаются и при-
меняются несколько десятилетий. Вместе с тем каждый период
времени характеризуется своими особенностями, возникают и
решаются конкретные для него вопросы.
Особенностью настоящего периода в отличие от предыдущих
периодов является то, что работа промышленности ведется в
условиях рыночной экономики, вернее в переходный период. Ста-
рые правила игры уже плохо действуют, а новые еще не сформи-
рованы. Это касается многих, казалось бы, не связанных между
собой вопросов, но без решения которых сложно организовать эф-
фективное изготовление и применение ДКК. Это вопросы техни-
ческого нормирования, сертификации продукции, организации
рынка сбыта конструкций и др. Даже такие вопросы, как терми-
нология, тоже важны в период перехода промышленности в новые
условия.
Эти вопросы рассмотрены в данной главе.
6.1. Нормативное обеспечение производства
и применения деревянных конструкций
Положения отечественных нормативных документов обосно-
ваны многолетними фундаментальными исследованиями, выпол-
ненными во многих организациях нашей страны. Поэтому крайне
не рационально было бы от них отказываться и полностью пере-
ходить на применение зарубежных норм; тенденция к этому до-
вольно четко прослеживается. Вместе с тем нельзя игнорировать
необходимость изучения международных нормативных докумен-
тов, в первую очередь принятых в странах Европейского союза
(ЕС), с целью их адаптации в условиях России и использования
отечественных технологий на мировом рынке. Это особенно важно
в связи с намечаемым вступлением нашей страны в международ-
ные организации, в первую очередь во Всемирную торговую ор-
ганизацию (ВТО). Таким образом, важнейшей задачей сейчас
является максимальное сближение положений отечественных и
зарубежных норм с последующим переходом на единые для всех
стран нормативные документы.
В настоящее время в нашей стране основным нормативным до-
кументом при проектировании деревянных конструкций (ДК) яв-
303
ляется СНиП П-25-80. Несмотря на столь «преклонный» возраст,
большая часть положений этого документа не устарела, что сви-
детельствует о тщательности его подготовки. Этот СНиП разраба-
тывался ЦНИИСК им. В.А. Кучеренко при участии многих орга-
низаций, в том числе ЦНИИПромзданий, ЦНИИЭП им. Б.С. Ме-
зенцева, ЦНИИЭПсельстроя, Энергосетьпроекта и др.
В 1986 г. в развитие СНиП было издано «Пособие по проектиро-
ванию деревянных конструкций». В нем подробно объяснены ос-
новные положения СНиП, даны рекомендации по проектирова-
нию деревянных конструкций, в том числе клееных. Описаны
клеи, клеевые соединения, включая соединения на вклеенных
стальных стержнях.
Как и ряд других документов, Пособие сейчас является библио-
графической редкостью, хотя часть его положений и сейчас мо-
жет использоваться.
Другим важным нормативным документом является ГОСТ
20850-84. Первая редакция этого стандарта была разработана в
ЦНИИСК им. В.А. Кучеренко и утверждена Госстроем СССР
в 1975 г. Стандартом регламентированы требования к материалам
- древесине, клеям, защитным материалам, размерам и качеству
склеиваемых слоев, прочности клеевых соединений, методам ис-
пытаний и правилам приемки, хранения и транспортирования
конструкций.
Основные положения ГОСТа были развиты в ряде руководств и
рекомендаций, основным из которых было изданное большим тира-
жом в 1982 г. «Руководство по изготовлению и контролю качества
ДКК». Это пособие и в настоящее время используется в промыш-
ленности. В конце 2003 г. было выпущено третье его издание.
Конечно, за прошедшее время некоторые положения стандарта
требуют уточнения или развития. Поэтому наряду с действующим
стандартом часто разрабатываются технические условия, отража-
ющие специфику конкретных конструкций и производства.
СНиП П-25-80, ГОСТ 20850-84 и другие нормативные доку-
менты требуют переработки и переиздания хотя бы даже потому,
что найти их в продаже довольно трудно.
В развитие указанных СНиПов и ГОСТов была разработана
серия стандартов, которые до сих пор используются при разра-
ботке деревянных конструкций, например ГОСТ на детали мало-
этажного домостроения, на требования к зубчатым клеевым со-
единениям, методы испытаний клеевых соединений и др.
Следует отметить, что отечественный ГОСТ 20850-84 был раз-
работан и утвержден значительно раньше, чем аналогичный
стандарт появился за рубежом. Однако за прошедшие 10-15 лет,
304
когда наши нормативные документы постепенно устаревали, за
рубежом, особенно в странах Европейского союза, велась интен-
сивная работа по созданию широкой нормативной базы в области
строительства, и в частности деревянных конструкций.
В 1997 г. Европейской комиссией СЕС была начата разработка
единых документов на проектирование строительных конструкций
- конструкционных еврокодов. В основу их были положены резуль-
таты исследований стран Союза (в то время восемнадцати стран).
В число разработанных конструкционных еврокодов входит
Еврокод 5. Его положения относятся к деревянным конструкциям.
Общие же вопросы проектирования, нагрузок и воздействий на
конструкции содержатся в Еврокоде 1. В них принята методика
расчета по предельным состояниям — полной и эксплуатационной
непригодности конструкций. Методика расчета базируется на
частных коэффициентах безопасности по нагрузке и материалу,
которые содержатся в Еврокоде 1. По содержанию и структуре
Еврокод 5 существенно отличается от СНиП П-25-80, хотя неко-
торые положения совпадают.
Использование Еврокода 5 в отечественной практике сейчас
затруднено, так как он основывается на использовании других
еврокодов и ряда европейских стандартов. Аналогично отечест-
венным нормам в развитие основных документов разработана и
разрабатывается широкая гамма частных евростандартов.
Длительная жизнеспособность отечественных нормативных
документов обеспечивалась тщательной их подготовкой, в кото-
рой принимали участие специалисты многих организаций. До
утверждения проекты документов рассылались на отзывы и с
учетом их дорабатывались. Сейчас же, особенно после принятия
Закона о техническом регулировании, ситуация с составлением
нормативных документов в области деревянных и особенно клее-
ных конструкций остается не совсем ясной. В частности, наруше-
на оправдавшая себя на практике система, когда к разработке и
обсуждению документов привлекались наиболее квалифициро-
ванные организации и специалисты. Наметилась также негатив-
ная тенденция использования зарубежных нормативных доку-
ментов: вместо тщательного анализа иногда их просто переписы-
вают без взаимосвязи с другими нормативными документами и
использования накопленного у нас опыта.
Пока такие документы в большей степени отражают частные
требования заказчиков, а не действительные требования, обеспе-
чивающие высокую надежность конструкций.
Иная ситуация, например, с разработкой нормативных доку-
ментов в странах Европейского союза. Это сфера действия Евро-
305
пейского комитета по стандартизации CEN/TC 250, выражающе-
го интересы всех стран Союза. Среди различных технических ко-
митетов CEN можно выделить CEN/TC 124 [90]. Главная цель их
деятельности - разработка стандартов (EN), необходимых для ис-
пользования Еврокода 5, в том числе относящихся непосредст-
венно к клееной древесине. Следует еще раз подчеркнуть, что
разработкой и согласованием этих стандартов заняты ведущие
специалисты всех стран Евросоюза. Проекты документов широко
обсуждаются и неоднократно дорабатывались.
Изложенное выше еще раз свидетельствует о том, что приня-
тый сейчас у нас келейный способ разработки документов без об-
суждения их проектов квалифицированными специалистами ма-
ло перспективен, более того, вреден для промышленности.
Естественно, что выход из создавшегося положения будет най-
ден после вступления нашей страны в ВТО или ЕС. Тогда будут
действовать уже имеющиеся нормативные документы, а новые
будут разрабатываться с участием нашей страны. До этого край-
не необходима организация в России или странах СНГ специаль-
ных комитетов по разработке нормативных документов в области
деревянных конструкций. Независимо от того, будут эти докумен-
ты как-то утверждаться или нет, их реальное использование и
влияние на промышленность будет определяться только долж-
ным научно-техническим уровнем разработки.
Как отмечалось, в развитие ГОСТ 20850-84 в ЦНИИСК посто-
янно разрабатываются технические условия (ТУ) на конкретные
конструкции, учитывающие специфику их изготовления на том
или ином предприятии. При этом всегда предусматривается вы-
полнение одного из главных условий успешного применения ДКК
- обеспечение их эксплуатационной надежности. По мере их
апробации в промышленности и соответствующего совершенст-
вования постепенно решается задача составления обобщенных
технических условий, которые могут явиться основой для состав-
ления стандарта на ДКК.
В развитие ТУ составляются технологические регламенты
(ТР) или технологические карты, в которых излагаются методы и
средства выполнения требований ТУ в условиях принятых на
предприятии технологической схемы и оборудования.
Пока в нашей стране не сформирована устойчивая система раз-
работки и применения нормативных документов, желательно учи-
тывать направленность используемой в настоящее время норматив-
но-технической документации. Из нее можно выделить три вида.
Первый - это проект, то есть рабочие чертежи на конкретные
конструкции. Состав проектов общеизвестен. Но важно, чтобы в
306
пояснительной записке, если это необходимо, содержались только
специфические требования, относящиеся к изготовлению, монта-
жу и эксплуатации конструкций. Как правило, это требуется в
проектах особо ответственных конструкций, например для спор-
тивно-зрелищных сооружений (необходимость огнезащиты, по-
следовательность монтажа и др.). Что касается изготовления кон-
струкций, вернее требований, которые должны обеспечиваться в
процессе изготовления, то в проектах конструкций должны содер-
жаться ссылки на технические условия, где эти требования содер-
жатся. А методы и средства обеспечения этих требований, как от-
мечалось, должны содержаться в технологических регламентах.
Следовательно, в рабочих чертежах приводятся конструктив-
ные решения, в технических условиях - требования к качеству
изготавливаемых по рабочим чертежам конструкций и в технологи-
ческих регламентах (технологических картах) - методы выполне-
ния этих требований в условиях конкретного производства.
Только четкое разделение указанных функций и, естественно,
их выполнение может обеспечить создание надежных в эксплуа-
тации клееных конструкций.
6.2. Унификация деревянных клееных конструкций
Как уже отмечалось, сейчас наблюдается очередной бум про-
изводства и применения деревянных конструкций, в первую
очередь клееных. Причем используются эти конструкции в
настоящее время в основном при строительстве зданий и соору-
жений различного назначения, осуществляемого по индивиду-
альным проектам. Высокая стоимость такого строительства не
является препятствием; не исключено, что и в дальнейшем для
уникальных сооружений использование цельнодеревянных и
клееных конструкций не будет ограничиваться их экономичес-
кими показателями. Однако рассчитывать на существенное уве-
личение объемов производства и применения деревянных конст-
рукций без обеспечения их экономической эффективности и
конкурентоспособности вряд ли возможно.
Несмотря на то что сейчас работа промышленности ДКК в ос-
новном стабилизировалась (обеспечивается достаточно высокое
качество продукции, ежегодно с применением ДКК строятся сот-
ни зданий различного назначения), положение в этой отрасли
строительного производства нельзя считать удовлетворитель-
ным. Действительная потребность в ДКК во много раз превышает
тот объем, на который сейчас вышла промышленность. При пол-
ном освоении имеющихся мощностей, реконструкции и перево-
307
оружении предприятий без дополнительного строительства объ-
ем выпуска ДКК может быть увеличен только в 1,5-2 раза, а тре-
буется его увеличение в 15-20 раз.
Многолетние исследования и анализ опыта использования де-
ревянных конструкций в строительстве дают основание для
утверждения, что существенное, в десятки раз увеличение объе-
мов производства и применения деревянных и прежде всего кле-
еных конструкций может осуществляться на несколько иной
основе, то есть при переходе на серийный выпуск унифицирован-
ных конструкций и их элементов.
Технологический процесс зависит от номенклатуры изготав-
ливаемых конструкций. Опыт показывает, что даже за небольшой
период времени номенклатура требуемых строительству конст-
рукций меняется. Следовательно, производство должно иметь
гибкую технологию, позволяющую быстро переходить на выпуск
новой продукции. Однако каждая перестройка производства свя-
зана с дополнительными затратами, потерей времени, что не спо-
собствует удешевлению конструкций при традиционном построе-
нии технологического процесса.
Известно, что наиболее эффективным является производство,
ориентированное на массовый выпуск однотипных конструкций,
так как в этом случае процесс изготовления может быть максималь-
но механизирован и автоматизирован, что обеспечит низкую стои-
мость конструкций и высокое качество продукции. Однако исполь-
зование однотипных клееных конструкций не всегда рационально,
так как в значительной степени теряется главное достоинство клее-
ных конструкций - возможность изготовления без значительной
перестройки технологического процесса конструкций практически
любых размеров и очертаний, обладающих ярко выраженной архи-
тектурной индивидуальностью. Выход из создавшегося положения
может быть найден в переориентировании промышленности на вы-
пуск деревянных клееных унифицированных конструкций ограни-
ченной номенклатуры и создания на их основе большого числа кон-
структивных решений, в том числе довольно оригинальных. Эта
проблема решается в ЦНИИСК уже много лет, имеются положи-
тельные результаты. Однако это только начало.
Учитывая, что промышленность ДКК в большей степени ориен-
тирована на использование покупных пиломатериалов, унификация
должна распространяться прежде всего на размеры пиломатериа-
лов. Рекомендуются [6] 10 оптимальных сечений пиломатериалов.
Они могут создаваться из пиломатериалов четырех толщин (25, 50,
100,150 мм) и четырех ширин (100,125, 150,175 мм). Для многослой-
ных конструкций вводится также толщина 40 мм.
308
Так как основным элементом многослойных ДКК является
слой, то есть сращенная по длине из коротких заготовок лента
заданной длины, уже унифицирован наиболее важный параметр
- толщина слоя. Для прямолинейных конструкций она равна
33 мм (из пиломатериалов толщиной 40 мм), а для криволинейных
конструкций с радиусом менее 8 м (по нижней кромке) - 20 мм
(пиломатериал толщиной 25 мм). Если раньше на производстве
обработке подлежали пиломатериалы 15-20 толщин, то сейчас
практически используются только две толщины.
Конечно, оптимизация толщины еще далеко не решена. Так,
для несущих конструкций при гарантированном качестве изготов-
ления толщина слоя может быть и 40 и 50 мм. Однако в любом слу-
чае большая часть операций технологического процесса — от суш-
ки до фрезерования склеенных по длине слоев - может произво-
диться без какой-либо переналадки оборудования, хотя эти слои
используются на завершающих операциях процесса - сборке и
склеивании для изготовления широкой номенклатуры конструк-
ций. Обычно толщина слоя согласуется с рекомендуемой градаци-
ей изменения высоты сечения конструкций, равной 100 мм.
Унификация ширины сечения клееных элементов - также один
из важных вопросов. Традиционно ширина сечения распределена
следующим образом, %: 120 мм - 17,5; 140 мм - 43; 170 мм - 13; 190 мм
- 5,5. Остальные 14 значений ширин сечений конструкций составля-
ют примерно 2%. Ширины 130 и 150 мм составляют только по 0,5%. Та-
ким образом, наиболее часто рекомендуемые конструкции имеют
ширину сечения 120, 140 и 170 мм. Если рассмотреть связь между
указанными размерами и шириной сечений пиломатериалов, реко-
мендуемых ГОСТ 24454-80, более близкой к размеру сечения клее-
ных элементов 120 мм оказывается ширина сечения пиломатериалов
150 мм. Ширина сечения 140 мм в конструкции после чистовой обра-
ботки может быть получена из пиломатериалов шириной 150 мм и
даже 175 мм, так как ширина 150 мм в ряде случаев оказывается не-
достаточной для придания поверхности конструкции требуемого ка-
чества. Сечения шириной 170 мм и более не могут быть получены без
предварительного склеивания по ширине.
Конечно, наиболее перспективно применение прямолинейных
унифицированных конструкций. Одинаковые элементы могут
применяться в качестве самостоятельных конструкций, например
балок. Они могут быть составной частью арок и ферм (верхних по-
ясов металлодеревянных арок, поясов и решетки ферм, части
строительных конструкций). Из них создаются решения клееных
каркасов панелей. Унифицированные элементы могут найти так-
же самое широкое применение в индивидуальных проектах.
309
Значительно сложнее решается вопрос с унификацией криво-
линейных конструкций. Однако и здесь возможность создания
конструкций различных конструктивных форм и назначения на
основе ограниченного числа унифицированных элементов под-
тверждена на практике. Так, на основе одного только криволиней-
ного элемента типа ДСА (рис. 101) - типовой стрельчатой полуар-
ки осуществлен ряд разнообразных по назначению объектов, в
которых конструкции работают как по плоской, так и по прост-
ранственной схеме. К ним относятся склады минеральных удоб-
рений (а) с пролетом арок 24 м, построенные в различных районах
страны; рынок в г. Волоколамске в виде купола (б); цех щитового
паркета на Волоколамском заводе, перекрытый тремя двояковы-
пуклыми оболочками (в); покрытие катка в виде цилиндрической
оболочки в Москве (г); складское здание с двухшарнирными рама-
ми в Люберецком районе (б). Осуществлены с использованием
указанных элементов пешеходные мосты (е, ж, з), здание навеса
пролетом 50 м с тентовым покрытием (к), покрытие в виде жест-
ких висячих нитей пролетом 25 м и др.
При использовании в качестве базового элемента типа ДСА
свободными от жесткой унификации приняты длина и высота
сечения элементов, что не вызывает особых затруднений при
производстве. Вместе с тем наиболее важные для производства
параметры - радиус кривизны, толщина слоя и ширина сечения
жестко унифицированы.
Ниже приведен перечень дальнейших работ по унификации,
проводимых в ЦНИИСК и других организациях.
Совершенствование сортамента унифицированных элементов
(УЭ). Он создается на основе анализа возможностей, в том числе
перспективных отечественных предприятий, и обобщения и ана-
лиза размеров и конструктивных решений, используемых в оте-
чественной и зарубежной практике строительства.
Разработка принципиальных конструктивных решений с
использованием УЭ. При большом разнообразии конструктив-
ных и архитектурных форм, используемых сейчас в строитель-
стве и перспективных в будущем строительстве, необходимо
обоснование возможностей использования ограниченного
сортамента УЭ.
Обоснование технических требований к качеству элементов на
всех стадиях - производства, транспортирования, хранения, мон-
тажа, эксплуатации и систем их обеспечения. Эти требования
формируются в виде технических условий и технологических
регламентов с осуществлением внутризаводского и внешнего кон-
троля выполнения их положений.
310
Рис. 101. Схемы зданий различного назначения на основе
унифицированных гнуто-клееных элементов
311
Составление нормативно-технической документации по при-
менению УЭ и организация постоянного контроля за изменением
состояния конструкций при монтаже и эксплуатации.
Изучение и организация рынка сбыта УЭ. Практически его
сейчас нет. Поэтому требуется в первую очередь разработка ката-
лога УЭ, рекомендации по их проектированию и изготовлению.
В заключение следует еще раз подчеркнуть, что расширение
производства и применения унифицированных элементов и конст-
рукций на их основе не означает отказ от производства ДКК для
индивидуального строительства уникальных и специфичных зда-
ний и сооружений, где клееные конструкции могут быть примене-
ны с большим эффектом. Это в первую очередь большепролетные
конструкции для зрелищных, спортивных, торгово-бытовых зда-
ний. В цехах могут быть сохранены участки сборки и склеивания
таких конструкций. Однако и их проектирование следует осуще-
ствлять с максимальным использованием унифицированных эле-
ментов и равнопрочных стыковых соединений. Для более полного
использования мощностей наряду с клееными следует предусмат-
ривать и изготовление цельнодеревянных унифицированных как
несущих, так и ограждающих конструкций.
Значительное повышение эффективности использования ДКК
может быть достигнуто при переходе на изготовление и поставку
не отдельных конструкций, а комплектов для полносборных
зданий. В промышленности уже накоплен определенный опыт.
Пользуются большим спросом, например, складские здания
комплексной поставки, здания многоцелевого назначения и др.
Перспективно строительство зданий и сооружений из конструк-
ций, совмещающих несущие и ограждающие функции.
6.3. Производственная база
изготовления клееных конструкций
Излагаемые ниже сведения носят сугубо ориентировочный ха-
рактер, так как организация и функционирование предприятий на
данном этапе еще находятся в стадии становления. Кроме того, не
всегда имеется объективная информация о составе и характере кон-
кретных производств. Меняются также наименования предприя-
тий. Поэтому при описании предприятий условно принято название
их по месту расположения, например Новосибирский завод и т. д.
Наиболее старым можно считать завод в г. Волоколамске Мос-
ковской обл. (ООО «Сокофекс-Древстрой»). Технологический про-
цесс и состав оборудования неоднократно менялись в течение по-
следних 30 лет. Сейчас завод изготавливает только многослойные
312
несущие и ненесущие конструкции. Благодаря наличию больше-
пролетных прессов отечественного производства на заводе имеет-
ся возможность изготавливать прямолинейные и криволинейные
конструкции длиной до 30-40 м. Наряду с отечественным обору-
дованием цех ДКК укомплектован импортным оборудованием,
которое раньше эксплуатировалось в Германии. Примерная мощ-
ность* предприятия - 10-15 тыс. м3.
Длительный период многослойные конструкции изготавлива-
ются на заводе в Тамбове (ЗАО «ТАМАК»). Это многопрофильное
предприятие, в состав которого кроме изготовления ДКК длиной
до 20 м входят производства цементно-стружечных плит, панелей
малоэтажных домов, садовой мебели и др. Примерная мощность
предприятия - до 5-8 тыс. м3 клееных конструкций.
Несколько лет функционирует завод в г. Королеве Московской обл.
(ЗАО «ДСК-160 Стройконструкция-2»), оснащенный в основном им-
портным оборудованием. Номенклатура изготавливаемых конст-
рукций - прямолинейные и криволинейные многослойные конст-
рукции длиной до 20-22 м. Кроме конструкций для ответственных
спортивно-зрелищных и других подобных сооружений значи-
тельную часть продукции составляет многослойный стеновой
брус. Примерная мощность завода - 15-20 тыс. м3.
В 2003 г. начал производство завод в Новосибирске (ООО «Стил-
вуд»), также оснащенный импортным оборудованием. Продукция
завода - многослойные балки длиной до 20 м, профилированный
многослойный брус для домостроения, клееные плиты перекрытий.
Производство многослойных клееных брусьев и клееных щи-
тов, поставляемых в Японию, осуществляется на двух предприя-
тиях в Приморском крае (ЗАО «СТС Техновуд» и ЗАО «ПТС
Хардвуд»). Общая мощность их до 40~50 тыс. м3.
В состав крупного деревообрабатывающего предприятия вхо-
дит недавно организованное производство многослойных конст-
рукций на ООО «Монзенский ДОК».
С 1995 г. во Владимирской обл. действует совместное российско-
итальянское предприятие «Интервладлес». В его составе имеется
цех по производству прямолинейных многослойных конструкций
длиной до 12 м. Это единственное в нашей стране предприятие, где
склеивание производится в проходном прессе с высокочастотным
отверждением клея. Примерная мощность цеха до 10 тыс. м3 в год.
В Подольском районе Московской обл. несколько лет изготав-
ливаются многослойные конструкции длиной до 18 м (СУ-2
сварочно-монтажного треста).
*Еще раз следует подчеркнуть, что приведенные цифры являются ориен-
тировочными и полностью не характеризуют объемы изготовления ДКК.
313
Аналогичное производство организовано в п. Гжель (ООО
«Панелвуд») и в г. Ногинске Московской обл. (ООО «Лесмаркет»).
Каждое предприятие имеет возможность выпускать до 2-5 тыс. м3
клееных конструкций в год.
В 2004 г. пущен цех ДКК на ЗАО «78 Деревообрабатывающий
комбинат» в Нижнем Новгороде. Цех оснащен импортным обо-
рудованием. На нем имеется возможность изготавливать несущие
и ненесущие ДКК длиной до 30 м.
На заводе в Смоленске (ООО «Сафоноводрев») освоено произ-
водство многослойных прямолинейных и криволинейных конст-
рукций длиной 18-20 м.
Восстановлено производство ДКК на заводе в г. Березники
Пермской обл. (ЗАО «Уральские Деревянные Конструкции»), ко-
торый раньше изготавливал ДКК для складов минеральных удо-
брений пролетом до 45 м.
Имеется информация о многочисленных предприятиях, в
состав которых входят участки по изготовлению стенового клее-
ного бруса и клееных заготовок оконных и дверных блоков.
В заключение следует отметить, что становление отрасли произ-
водства ДКК на данном, вернее очередном, временном цикле проис-
ходит довольно стихийно, поэтому еще раз необходимо обратить
внимание, что при организации производства не составляются биз-
нес-планы, обосновывающие его целесообразность. При высокой по-
тенциальной потребности в клееных конструкциях большая часть
предприятий испытывает трудности в сбыте и того относительно не-
большого объема производимых клееных конструкций. А некоторые
предприятия, не выдерживая конкуренции, прекращают производ-
ство. Поэтому актуальными задачами развивающейся промышлен-
ности являются технико-экономическое обоснование целесообраз-
ности применения ДКК и, конечно, организация рынка сбыта.
6.4. О рынках сбыта клееных конструкций
При рассмотрении вопросов, касающихся организации или
осуществления технологического процесса изготовления ДКК,
часто возникает вопрос, где и кто будет применять конструкции,
которые изготавливают или собираются это делать потенциаль-
ные их изготовители.
К сожалению, разработка подробного бизнес-плана не всегда со-
провождает решение об организации массового производства ДКК.
Часто основанием для выпуска ДКК является информация, что
весь мир производит клееные конструкции, что только в Японию
Европа поставляет полмиллиона кубометров, что только в Европе в
314
таком-то году было изготовлено два миллиона кубометров клееных
конструкций. При этом приводятся примеры десятка чудесных со-
оружений с применением ДКК — спортивных залов, бассейнов,
зрительных залов и т. п. Говорится также о малоэтажном домостро-
ении как огромном рынке сбыта клееных конструкций.
Сколько же сейчас в нашей стране производится клееных кон-
струкций? К сожалению, каких-либо достоверных статистичес-
ких данных нет. В какой-то степени об объемах выпуска можно
судить по мощностям конкретных предприятий. Хотя мощность
предприятия и количество изготавливаемых им конструкций не
одно и то же. Сами же предприятия предпочитают не публиковать
каких-либо конкретных сведений по этому вопросу.
Практически известны несколько крупных предприятий - Во-
локоламский, Королевский, Новосибирский, Нижегородский за-
воды. По косвенным показателям их суммарную мощность можно
оценить в 50~70 тыс. м3 клееных конструкций. Еще 15-20 тыс. м3
изготавливают Тамбовский, Санкт-Петербургский, Гжельский и
другие заводы. Итого, можно считать, что сегодня суммарная
мощность отечественной промышленности по производству ДКК
для несущих конструкций составляет не более 100 тыс. м3. Мож-
но, конечно, учитывать также мощности двух предприятий на
Дальнем Востоке, примерно до 40 тыс. м3, однако их продукция
полностью ориентирована на экспорт.
Сложно определить, сколько изготавливается в нашей стране
клееной древесины для столярных изделий. Известно только, что
в последние годы на многих предприятиях началось производство
клееных брусков для оконных и дверных блоков. Для этого, как
правило, небольшие по мощности линии устанавливаются на
крупных деревообрабатывающих предприятиях. Несмотря на
обилие рекламных материалов, какие-либо данные об объемах
выпуска их отсутствуют. Ориентировочно производство клееного
бруса для «столярки» можно оценить в 8-10 тыс. м3.
Вне сомнения, в Европе и частично в Америке производство
деревянных клееных конструкций достигло значительных объе-
мов. Поэтому важны не только конкретные объемы, а общие тен-
денции развития такого производства и, конечно, потребления
конструкций.
В многочисленных публикациях по этому вопросу за рубежом
соотношение производства несущих и ненесущих конструкций
представлено в % как 30 к 70. Вполне вероятно, что конструкции,
изготавливаемые по индивидуальным проектам, составляют
только треть от общего количества производимых конструкций.
Две трети - это серийно изготавливаемые прямолинейные конст-
315
рукции и элементы для малоэтажного строительства, столярных
и подобных изделий.
По-иному сложилась пока промышленность ДКК в нашей стра-
не. Несмотря на то что мощности отечественных предприятий во
много раз меньше зарубежных, основной объем производимых в
стране конструкций пока используется при строительстве по инди-
видуальным проектам, чаще всего спортивно-зрелищных и подоб-
ных сооружений. Даже в малоэтажном домостроении строительст-
во с применением ДКК ведется по индивидуальным проектам.
Проведенный анализ свидетельствует, что потенциально в на-
шей стране может быть организован большой рынок потребления
клееных конструкций, по крайней мере 300-500 м3 в год. В бли-
жайшие годы наиболее емкая часть потенциального рынка - это
конструкции малоэтажного домостроения, столярные изделия.
Клееные конструкции из древесины - весьма специфичные
конструкции. Поэтому при прямом сравнении с железобетонными
и металлическими они часто являются менее экономичными. Но
не всегда и не везде возможно прямое сравнение. Следует учиты-
вать особые свойства клееных конструкций и применять их там,
где обеспечивается рациональность и конкурентоспособность их
применения. Это - небольшая масса, высокая коррозионная стой-
кость, эстетическая выразительность, возможность серийного за-
водского изготовления унифицированных элементов и создание
на их основе практически любых конструктивных форм. Из этого
вытекает главное условие успешного развития клееных конст-
рукций: наряду с организацией производства, а может, даже с его
опережением должен организовываться (создаваться) рынок сбы-
та конструкций. Это положение хорошо известно, однако его час-
то забывают.
В доперестроечные годы, начиная буквально с начала исследо-
ваний по ДКК в нашей стране одновременно развивались два на-
правления: их производство и применение. В институтах имелись
специальные подразделения, которые разрабатывали конструкции,
анализировали рациональность их применения в конкретных здани-
ях и сооружениях с проведением соответствующего технико-эконо-
мического обоснования. Учитывалось как плановое распределение
продукции работавших в то время более 20 заводов, так и возможно-
сти ее свободной продажи. Уже тогда были весьма актуальными
вопросы организации сбыта клееных конструкций.
Сейчас же основное внимание уделяется производству. Иссле-
дования по выбору наиболее рациональных технологических схем
и процессов изготовления ДКК почти не проводятся. Разработкой
конструкций занимаются очень небольшие коллективы, а изыска-
316
нием и обоснованием наиболее приемлемых направлений рацио-
нального применения клееных конструкций почти никто не зани-
мается. Хотя направленность проведения таких работ, как уже не-
однократно отмечалось в предыдущих главах, довольно ясна.
Учитывая актуальность вопроса, необходимо еще раз остано-
виться на основных направлениях развития ДКК.
Первое направление применения деревянных клееных конст-
рукций более ясное, это использование в зданиях и сооружениях,
осуществляемых по индивидуальным проектам. Номенклатура
их может быть весьма обширной - спортивные здания и универ-
сальные сооружения, (спортзалы, теннисные корты, бассейны,
велотреки, катки, конно-спортивные сооружения), теплицы, мос-
ты, мансарды и многое другое. Нет сомнения, что это направление
рационально и весьма интересно. И оно, безусловно, будет разви-
ваться. Однако для объективности следует отметить, что рассчи-
тывать на большие объемы использования клееных конструкций
в этой области вряд ли стоит.
Имеются определенные сложности развития ДКК в указанном
направлении. Так, почти для каждого объекта требуется разра-
ботка конструктивных решений, свойственных только этому объ-
екту. Делать это могут весьма квалифицированные конструкто-
ры, которых сейчас крайне мало, а подготовка новых пока затруд-
нена. Немаловажно, что подготовка и проектирование объектов,
особенно крупных, продолжается не один месяц, поэтому трудно
обеспечить равномерную загрузку предприятий. Размеры и кон-
фигурация конструкций для таких объектов, как правило, быва-
ют разными. Поэтому оборудование и технологический процесс
должны быть настолько универсальными, чтобы можно было из-
готавливать такие конструкции. А это дорогое удовольствие, тре-
буются большие производственные площади, характерна непол-
ная загрузка оборудования и др.
Второе направление - использование в строительстве одно-
типных, серийно изготавливаемых конструкций. Это те 70%, кото-
рые якобы существуют за рубежом и которых у нас сейчас
практически нет.
В 70-80-е гг. прошлого века такое направление существовало.
Это, например, были прямолинейные клееные элементы верхнего
пояса металлодеревянных арок и ферм для производственных
сельскохозяйственных зданий. Чаще всего они были пролетом
18 м, реже -21м. Было организовано также массовое изготовле-
ние однотипных гнуто-клееных арок и рам для складов минераль-
ных удобрений и производственных зданий. Сейчас такое направ-
ление практически отсутствует.
317
Нет сомнения, что развитие второго направления актуально и
экономически перспективно. Однако при этом клееные конструкции
не должны и не могут конкурировать с аналогичными традицион-
ными конструкциями. Есть достаточно мест, где специфика древе-
сины делает их применение весьма эффективным. Однако эти мес-
та необходимо искать и обосновывать. Сейчас это одна из важней-
ших задач. Спрос на клееные конструкции сам по себе не появится,
его нужно готовить. Следовательно, организация рынка потребле-
ния деревянных клееных конструкций серийного изготовления —
главная составляющая решения общей рассматриваемой проблемы.
Основой для организации рынка сбыта и создания спроса на
указанные конструкции должны послужить интенсивные работы
исследовательского и производственного характера по серийному
производству однотипных конструкций.
Одним из главных направлений решения проблемы, как отме-
чалось, является производство ограниченного сортамента унифи-
цированных клееных конструкций и их элементов, на основе ко-
торого можно создать широкую гамму конструктивных решений.
Если вопросы изготовления унифицированных элементов час-
тично уже решены, то вопросы применения их пока остаются
только на стадии пожеланий. Нет даже схематических решений,
показывающих, что клееные элементы, например одного или 2-3
сечений, могут использоваться в малоэтажном домостроении в
качестве и стенового бруса, и балок цокольных, междуэтажных и
чердачных перекрытий, стропильных балок покрытий, т. е. прак-
тически всех частей домов каркасного типа. Эти же элементы
можно использовать и в конструкциях индивидуального изготов-
ления в качестве элементов решетки большепролетных ферм,
фахверков и т. п. Они же найдут применение и в транспортном,
промышленном и других отраслях строительства.
К сожалению, изложенное выше - только пока пожелания. Не-
обходимы серьезные технико-экономические обоснования и вы-
бор наиболее рациональных мест применения унифицированных
конструкций, введение их в проектную практику, мощное рек-
ламное обеспечение.
Не менее важным можно считать организацию системы прода-
жи унифицированных конструкций ограниченного сортамента,
создание своего рода дилерской сети их продажи. Это - будущее
деревянных клееных конструкций в нашей стране. Поэтому еще
раз следует подчеркнуть, что наряду с разработкой конструкций,
организацией новых и совершенствованием существующих про-
изводств не меньшее, а может быть, и большее внимание следует
уделять организации рынка потребления таких конструкций.
318
6.5. Еще раз об эксплуатационной надежности ДКК
Весь предыдущий объем книги в той или иной степени затра-
гивал наиболее важный для ДКК вопрос - обеспечение их эксплу-
атационной надежности. Несмотря на это, целесообразно еще раз
подчеркнуть важность этого вопроса, изложив в обобщенном виде
все аспекты этой проблемы.
Достоинства клееных конструкций хорошо известны. Вопрос в
том, как сохранить эти достоинства, и в первую очередь их экс-
плуатационную надежность.
В отличие от конструкций из других материалов клееные кон-
струкции более чувствительны к несоблюдению комплекса взаи-
мосвязанных требований на всех этапах их проектирования, изго-
товления и применения.
Уже отмечалось, что в 70-90-е гг. прошлого века в нашей стра-
не была создана довольно мощная производственная база по из-
готовлению клееных конструкций. С их применением были по-
строены тысячи зданий самого различного назначения, в том
числе много складов хранения минеральных удобрений проле-
тами от 18 до 45 м.
Особенно широко клееные конструкции применялись в произ-
водственных сельскохозяйственных зданиях - птичниках, коров-
никах, свинарниках. Так, с применением наиболее популярных
конструкций - металлодеревянных арок (ферм) было построено
более тысячи зданий. Однако в Белоруссии буквально в первые
3-5 лет вышло из строя около 400 зданий. Клееная древесина про-
сто расслоилась. Плохие конструкции? Нет. Было плохое качест-
во их изготовления. Ведь много зданий с аналогичными конструк-
циями производства Нелидовского, Вельского, Вологодского заво-
дов эксплуатируются и до сих пор.
Мало кто помнит, что в Европейской части Советского Союза
были построены десятки мостов из клееных конструкций произ-
водства Хотьковского завода. Все они вышли из строя после не-
продолжительной эксплуатации. А конструкции мостов, изготов-
ленные Нелидовским заводом, по данным наших обследований, и
после 20 лет эксплуатации находятся в хорошем состоянии.
Безусловно, плохо, когда обрушиваются клееные конструкции
птичника, личного теннисного корта или зимнего сада или рассла-
иваются клееные брусья малоэтажных домов. Под этими конст-
рукциями могут находиться всего несколько человек. А сейчас
клееные конструкции все больше применяются в таких сооруже-
ниях (катки, спортивные залы, торговые помещения и т. п.), где
предполагается пребывание сотен и тысяч человек.
319
Возникает вопрос: могут ли деревянные клееные конструкции
быть достаточно долговечными? Безусловно, да! Но возможность
аварий в крупных спортивно-зрелищных и других сооружениях,
где в покрытиях применены несущие деревянные конструкции,
исключить также нельзя.
Процесс создания и применения клееных, как и других строи-
тельных конструкций, состоит из ряда неразрывно связанных
этапов: проектирования, изготовления, монтажа и эксплуатации.
В случае с клееными конструкциями особенно недопустимо про-
водить эти этапы вне зависимости друг от друга.
Раньше изготовление конструкций не начинали, не имея пол-
ного пакета технической документации. На стадии подготовки
проекта тщательно прорабатывали конструктивные решения
(речь, конечно, идет о крупных ответственных сооружениях), в
обсуждении принимали участие специалисты. Оформленный
проект проходил все стадии экспертизы. В состав проектной до-
кументации входили технические условия и технологические рег-
ламенты, в которых содержались требования к конструкциям и
указывались методы их осуществления. И конечно, было извест-
но, кто автор клееных конструкций того или иного сооружения.
Например, в каталоге деревянных клееных конструкций для
общественных зданий и сооружений описано первое в стране
спортивное сооружение с применением деревянных клееных кон-
струкций пролетом 63 м - Архангельский дворец спорта. Все яс-
но: проектирование осуществлено ЦНИИЭП им. Б.С. Мезенцева,
архитекторы М. Дрозденко, М. Константинов, И. Файн, инженеры
М. Заполь, Ю. Копыл ев, В. Травуш.; конструкции изготовлены на
архангельском заводе «Красный Октябрь»; строительная органи-
зация - Главархангельскстрой Минпромстроя СССР. С этапа про-
ектирования до окончания строительства авторский надзор осу-
ществляли авторы клееных конструкций В. Травуш и М. Заполь.
Они заботились о том, чтобы изготовление курировали наиболее
компетентные организации (ЦНИИМОД, ЦНИИСК). Каждый шаг
изготовителей был подконтролен авторам клееных конструкций.
Результат - почти 25 лет Дворец спорта с клееными конструкция-
ми верно служит людям.
Аналогична судьба ответственных сооружений с клееными
конструкциями этих же авторов - Дворца спорта в Твери, рынка
в Ржеве, физкультурно-оздоровительных комплексов в Москве
и других городах. После 20-25 лет эксплуатации конструкции об-
ладают достаточной эксплуатационной надежностью.
Как же сейчас обстоит дело? Открываем Российскую архитек-
турно-строительную энциклопедию за 2002 г. Статья о клееных
320
конструкциях сопровождается фотографиями ряда ответствен-
ных сооружений. Кто автор клееных конструкций, кто проектиро-
вал, кто изготавливал, кто ведет наблюдение за их эксплуата-
цией? Полная неизвестность.
Рассмотрим один из объектов — мост через МКАД. Не говоря
уже о его архитектурной выразительности, этот мост уникален. В
нем впервые в мировой практике применены клееные конструк-
ции в виде нитей, работающих на растяжение. Кто предложил та-
кое конструктивное решение, что было сделано для обеспечения
безаварийной работы сооружения? В статье не указано. Как и в
других публикациях, хотя этот мост стал своего рода визитной
карточкой клееных конструкций.
Другой объект - склад минеральных удобрений в Санкт-Петер-
бурге. Это самое крупное сооружение такого типа в стране. Особенно
важно, что в нем в полной мере реализована весьма важная техниче-
ская задача - создание из отдельных, серийно изготавливаемых
клееных элементов конструктивных систем для зданий и сооруже-
ний практически любых размеров и форм. Унифицированные конст-
рукции доступны для изготовления на многих заводах, удобны в
транспортировании. Назову автора этого и многих других сооруже-
ний такого типа. Это - Станислав Борисович Турковский. Аналогич-
ных работ такого масштаба, такой оригинальности в мире нет.
Очень важно, что С.Б. Турковский не только предложил такое
оригинальное решение, он много лет его изучал и совершенство-
вал. Он применил его при строительстве многих уникальных со-
оружений. Его разработки вошли в учебники, техническую лите-
ратуру и очень широко известны. Одно лишь плохо - Турковский
и стоящий за ним институт - ЦНИИСК им. В.А. Кучеренко не по-
заботились о закреплении авторства изобретателя. Сейчас разра-
ботки С.Б. Турковского активно тиражируются и очень часто без
указания имени автора. Следовательно, отсутствует одна из важ-
ных составляющих обеспечения эксплуатационной надежности
клееных конструкций - наличие авторства и персональной ответ-
ственности за судьбу своего детища.
Важный вопрос - качество проектно-технической документа-
ции. Отметим, ч'/’о ее сейчас в полном объеме практически нет ни
до начала изготовления конструкций, ни до начала строительства.
Причем разработка документации ведется часто в большой спеш-
ке, без обсуждения и анализа, без объявленного авторства. Ее час-
ти разрабатываются не всегда в необходимой взаимосвязи. Нет
персональной ответственности за комплексное решение вопроса.
И можно ли при этом говорить об обеспечении эксплуатационной
надежности конструкций.
321
Далее. Ясно, что все этапы создания клееных конструкций ос-
новываются на строгом соблюдении действующих нормативных
документов. Как отмечалось выше, сейчас практически использу-
ются две системы нормативных документов - отечественная (со-
ветская) и зарубежная (европейская).
Каждая система создавалась весьма обстоятельно. Конечно, наша
система в чем-то устарела, безусловно, что-то полезное есть в евро-
пейской системе. Но самое главное, что в каждой отдельной системе
все положения ее документов взаимоувязаны. Так, например,
положения Еврокодов основаны примерно на 600 евростандартах, из
которых 50-60 относятся к древесине. В России аналогичная карти-
на. Поэтому нужно пользоваться или одной, или другой системой.
Вне всякого сомнения, нужно изучать обе системы, выбирать
лучшее, сближать позиции, идти по пути использования единых
норм, тем более если Россия строит планы вхождения в ВТО и
Евросоюз. Но это нужно делать продуманно, без спешки, с исполь-
зованием опыта соответствующих специалистов. Например, от
СНиП к Еврокоду Литва переходила 5 лет.
В области деревянных конструкций, особенно клееных, пока
реорганизуется государственная система технормирования, в том
числе в области строительства, необходимо пользоваться нашими
нормативными документами, а в тех случаях, когда это обосно-
ванно, и зарубежными. И конечно, надо готовиться к переходу к
системе единых европейских норм. Возникают вопросы: кто будет
это делать, так как старые кадры мы теряем, а новые почти не го-
товим, кто будет оплачивать эту работу? Вероятно, не иностран-
ные фирмы, рвущиеся на наш рынок и рассчитывающие на нор-
мативное прикрытие своих товаров.
Справедливо было бы при подготовке к применению клееных
конструкций стоимость всех работ по техническому сопровождению
(обследование и учет опыта эксплуатации ранее осуществленных
объектов, исследование и разработку новых нормативных докумен-
тов, авторский надзор и др.) сразу же закладывать в смету расходов
заказчика, проектировщиков и производителей конструкций.
Известно, что эксплуатационная надежность конструкций,
особенно клееных, закладывается на стадии их изготовления.
Требования к процессу изготовления и качеству конструкций
должны быть строго дифференцированы. Поэтому менее акту-
ально (хотя и здесь нельзя это игнорировать) обеспечение эксплу-
атационной надежности при изготовлении конструкций, напри-
мер брусьев стен, брусков оконных и дверных коробок и т. п. Но к
изготовлению ответственных конструкций следует предъявлять
самые строгие требования.
322
Известно, что в древесине как ярко выраженном анизотропном
материале при увлажнении и высушивании возникают внутрен-
ние напряжения, вызывающие коробление досок. Для склеивания
конструкций должны использоваться слои древесины с мини-
мальными внутренними напряжениями, без деформаций, в пер-
вую очередь без коробления. Это реальная необходимость, своего
рода закон. И если на одних предприятиях это хорошо понимают
и делают все необходимое, т. е. осуществляют предварительную
атмосферную и последующую камерную сушку пиломатериалов
мягкими режимами с последующим длительным кондициониро-
ванием, то на других эти требования считают прихотью разработ-
чиков норм. И конечно, не выполняют. В итоге в конструкциях из
покоробленных слоев трудно избежать недопустимого внутрен-
него напряженного состояния, приводящего к малой эксплуатаци-
онной надежности конструкций.
Второй важный элемент процесса изготовления конструкций -
это качество используемых клеев. Они, как и древесина, обеспечи-
вают эксплуатационную надежность конструкций. Практикой дока-
зано, что даже самые лучшие клеи до поступления в производство
должны быть всесторонне исследованы, т. е. изучена стойкость кле-
евых соединений при различных эксплуатационных воздействиях:
при постоянной и переменной статических нагрузках, при постоян-
ном и переменном воздействии увлажнения, пониженных и повы-
шенных температур, при использовании на различных технологи-
ческих операциях, особенно при сборке и запрессовке конструкций.
Раньше всегда эти исследования проводились, результаты их
широко публиковались и были известны специалистам. Сейчас же
рынок заполнен множеством клеев, поставляемых под разными на-
званиями и номерами. Их сопровождает огромный поток рекламной
информации, в которой, кроме ссылок на множество зарубежных
сертификатов и принципа «так делают во всех странах», больше ни-
чего нет. Никакой информации о свойствах и подтверждении экс-
плуатационной надежности клеевых соединений на этих клеях нет.
Право использования в российском производстве должны
иметь клеи, эксплуатационная надежность соединений на кото-
рых подтверждена данными всесторонних исследований.
Не останавливаясь на очень важном вопросе - совершенствова-
нии общей системы операционного внутризаводского контроля, от-
метим лишь контроль качества клеевых соединений. Используе-
мые методы испытаний и методики контроля были разработаны
нами 20-30 лет назад. Они и по сей день применяются в промыш-
ленности и ничем принципиально не отличаются от зарубежных,
хотя были разработаны и стандартизированы раньше на 10-15 лет.
323
Но жизнь идет вперед, совершенствуется производство, тре-
буется разработка новых, более совершенных методов и средств
контроля. А пока предприятия продолжают «ломать» образцы,
получать данные, которые практически никак не влияют на со-
вершенствование процесса производства, повышение качества,
уменьшение себестоимости продукции. Вместе с тем здесь, как
уже ранее отмечалось, идет активная замена наших стандартов
на евростандарты, без изменения сути самих испытаний. Более
того, повсеместно под влиянием сверхактивных наших зарубеж-
ных «доброжелателей» ликвидируется, что очень печально, за-
водской контроль клеевых соединений и заменяется контролем в
других организациях. Данные такого контроля, кроме психологи-
ческого воздействия, ничего не дают.
Необходимо сосредоточить разрозненные силы исследова-
телей на разработке эффективной системы контроля качества
клеевых соединений. К сожалению, некогда головной институт в
области деревянных конструкций - ЦНИИСК им. В.А. Кучеренко
постепенно теряет свои позиции и влияние на техническую поли-
тику по обеспечению эксплуатационной надежности деревянных
клееных конструкций.
Необходимо коснуться еще двух вопросов, без решения кото-
рых в принципе невозможно изготовить клееные конструкции,
обладающие высокой эксплуатационной надежностью. Это - кад-
ры и обеспечение технической литературой.
Сейчас клееные конструкции, зачастую даже для весьма ответ-
ственных сооружений, изготавливают непрофессионалы. Нужна
четкая система подготовки и переподготовки кадров. Инженерный
состав может комплектоваться из выпускников строительных и
лесотехнических институтов (университетов) и техникумов. Тре-
буется их дополнительная подготовка.
Что касается занятых в производстве рабочих, особенно на са-
мых ответственных операциях технологического процесса, здесь
тоже не исключено обучение на постоянно действующих курсах
при одном из передовых предприятий страны.
Понятно, чтобы правильно делать конструкции, нужна соот-
ветствующая литература. Ее сейчас практически нет. Прежняя
устарела, стала библиографической редкостью. Новой или нет,
или она издается малым тиражом.
И конечно, необходимо авторское мнение специалистов по всем
аспектам этой проблемы.
Вот лишь некоторые вопросы, требующие решения для разви-
тия весьма важной отрасли строительного производства.
324
Заключение
Заканчивая книгу, автор далек от мысли, что изложенные по-
ложения являются бесспорными. Вместе с тем автор не вызывает
сомнений, что при имеющемся сейчас вакууме производственной
литературы в рассматриваемой отрасли строительного производ-
ства книга будет полезной.
Автор надеется, что его почти полувековой опыт в области склеи-
вания строительных материалов и конструкций, изложенный в кни-
ге, будет использован при организации производства и при примене-
нии деревянных клееных конструкций.
Так сложилось, что производство деревянных клееных конст-
рукций, находясь как бы во втором эшелоне общей проблемы их
применения, менее заметно. О работах по технологии, о людях, ее
осуществляющих, часто незаслуженно умалчивают. Всегда на ви-
ду создатели конструкций - исследователи, проектировщики.
Не умаляя роли создателей конструкций, автор все же хотел
бы подчеркнуть огромную, часто главенствующую роль в произ-
водственной практике и тех, кто ее обеспечивает и решает далеко
не простые вопросы изготовления качественных и долговечных
клееных конструкций.
Безусловно, огромная роль в организации производства клее-
ных конструкций принадлежит А.Б. Губенко. В разные годы во-
просы технологии изготовления деревянных клееных конструк-
ций решали А.С. Белозерова, С.Н. Пластинин, А.М. Чистяков,
Ю.А. Варфоломеев, Е.Н. Баскакин, А.С. Жукова, Г.Р. Баранов,
Ю.Ю. Славик, И.П. Преображенская, Е.Б. Рюмина, Г.Б. Успенская
и многие другие.
Автор хотел бы отметить сотрудников, с которыми он работает
и с участием которых решались и решаются основные вопросы из-
готовления и обеспечения эксплуатационной надежности дере-
вянных клееных конструкций, - Г.Н. Мышелову, Р.В. Никулихи-
ну, Д.Ю. Стрельцова, С.В. Паука.
Особая благодарность автора - Розе Васильевне Никулихиной,
оказавшей бесценную помощь при подготовке всех трех редакций
этой книги.
325
Литература
1. СНиП П-25-80. Деревянные конструкции. Нормы проектирования.
2. Еврокод 5. Проектирование деревянных конструкций.
3. Еврокод 1. Основы проектирования и воздействия на конструкции.
4. Инструкция по изготовлению и контролю качества деревянных
клееных конструкций для производственных сельскохозяйственных
зданий. М.: ЦНИИСК, ЦНИИЭПсельстрой. 2003.
5. Российская архитектурно-строительная энциклопедия. Т. VIII. Дере-
вянное зодчество России. М., 2002.
6. Ковальчук Л.М., Турковский С.Б. Деревянные конструкции из стан-
дартных элементов. Расширение применения деревянных клееных
конструкций в строительстве / / Материалы Всесоюзной научно-техн,
конф. М., 1983. С. 103-110.
7. Турковский С.Б., Саяпин В.В. Исследование монтажных узловых
соединений клееных деревянных конструкций. Несущие деревянные
конструкции. Труды ЦНИИСК. 1981.
8. Ковальчук Л.М., Турковский С.Б., Пискунов Ю.В., Варфоломеев Ю.А.,
Ковальчук С.Л. Деревянные конструкции в строительстве. М.:
Стройиздат. 1995. 248 с.
9. Арленинов Д.К., Бусаев Ю.Н., Игнатьев В.П., Романов П.Г., Чахов Д.К.
Конструкции из дерева и пластмасс. М.: Издательство АСВ. 2002. 280 с.
10. Кривцова Г.В. Клееные деревянные рамы с подкосами и арки в здани-
ях различного назначения // Строит, материалы. 2003. № 5. С. 16-17.
11. Турковский С.Б., Курганский В.Г., Почерняев Б.Г. Опыт применения
клееных деревянных конструкций в Московской области. Ч. I, II - М.:
Стройиздат. 1987. С. 49, 53.
12. Романов П.Г., Погорельцев А.А. Торговые ряды «Кружало». ГУП
«Сахавнешторг», ЗАО «Востокстройкомплектация». Техническая
информация. 2001.
13. Преображенская И.П, Погорельцев А А., Турковский С.Б. Разработка про-
екта и строительство склада хлористого калия с каркасом из сборных де-
ревянных рам пролетом 63 м // Строит, материалы. 2003. № 5. С. 14-15.
14. Хихлуха Л.В., Платонов Б.С. Сохранение и обновление жилищного
фонда — важнейшая задача жилищной политики России // Строит,
материалы. 2003. № 6, приложение Строительные материалы: архи-
тектура. № 1. С. 2-8.
15. Турковский С.Б., Погорельцев А А., Кривцова Г.В., Преображенская И.П.,
Филимонов М.А. Мансардные надстройки из древесины при реконструк-
ции зданий// Строит, материалы. 2003. № 6, приложение Строительные
материалы: архитектура. № 1. С. 10-11.
16. ГОСТ 11047-90. Детали и изделия деревянные для малоэтажных жи-
лых и общественных зданий. Технические условия.
327
17. ГОСТ 862.3-86. Изделия паркетные. Доски паркетные. Технические
условия.
18. ГОСТ 862.4-87. Изделия паркетные. Щиты паркетные. Технические
условия.
19. ГОСТ 8486-86* Е. Пиломатериалы хвойных пород. Технические условия.
20. ГОСТ 2695-83*. Пиломатериалы лиственных пород. Технические
условия.
21. ГОСТ 24454-80* Е. Пиломатериалы хвойных пород. Размеры.
22. EN 386. Клееная древесина. Требования к производству и минималь-
ные требования к продукции.
23. ГОСТ 2140-81*. Видимые пороки древесины. Классификация, терми-
ны и определения, способы измерения.
24. EN 408. Деревянные конструкции. Цельная и клееная древесина.
Определение некоторых физических и механических характеристик.
25. EN 384. Конструкционная древесина. Определение нормативных
величин механических характеристик и плотности.
26. EN 338. Конструкционная древесина. Классы прочности.
27. EN 1194. Деревянные конструкции. Классы прочности и определение
нормативных величин.
28. Ягнюк Б.Н. Теоретические основы проектирования деревянных кон-
струкций по нормам Европейского союза — Еврокоду 5 // Моногра-
фия. ПетрГУ. Петрозаводск. 2002.140 с.
29. ГОСТ 3916.2-96. Фанера общего назначения с наружными слоями из
шпона хвойных пород. Технические условия.
30. Шумский А.Ю. LVL - новый конструкционный материал на россий-
ском рынке II Строит, материалы. 2003. № 5. С. 55.
31. ТУ 5772-002-47279475-03. Клеи на основе фенолорезорциноформаль-
дегидных смол марок Каскосинол для деревянных клееных строи-
тельных конструкций.
32. Продукты компании BASF: www.adgesika.ru, сайт компании «Адгезика».
33. ТУ 5772-001-47279475-03. Клеи на основе аминоальдегидных смол ма-
рок Каскомин для деревянных клееных строительных конструкций.
34. Руководство по изготовлению и контролю качества деревянных клее-
ных конструкций. М.: Стройиздат. 1982. 80 с.
35. Рекомендации по испытанию соединений деревянных конструкций.
М.: Стройиздат. 1981. 65 с.
36. EN 301. Клеи фенольные и аминопластовые для несущих деревянных
конструкций. Классификация и требования к изготовлению.
37. EN 302.1-4. Клеи для несущих деревянных конструкций. Методы
испытаний.
38. EN 204. Классификация термопластичных клеев для ненесущих де-
ревянных конструкций.
39. EN 205. Методы испытаний клеев для ненесущих конструкций.
328
40. Славик Ю.Ю., Гусаров Е.Ф. Защитно-декоративные лакокрасочные ак-
риловые составы для деревянных конструкций и изделий // Строит,
материалы. 2003. № 5. С. 38-39.
41. Елисеев А.Д., Елисеев Е.А. Состояние российской лакокрасочной про-
мышленности в зеркале статистики / / Лакокрасочные материалы и
их применение. 2000. № 12.
42. СНиП 2.01.02-85*. Противопожарные нормы.
43. Рекомендации по применению огнезащитных покрытий для деревян-
ных конструкций. М.: ЦНИИСК. 1983.46 с.
44. ГОСТ 16363-98. Средства защитные для древесины. Метод определе-
ния огнезащитных свойств.
45. ГОСТ 3808.1-80*. Пиломатериалы хвойных пород. Атмосферная суш-
ка и хранение.
46. Сборник докладов конференции «Сушка древесины. Проблемы и пер-
спективные решения». 2003. НТО Бумдревпром.
47. ГОСТ 19773-84*. Пиломатериалы хвойных и лиственных пород. Ре-
жимы сушки в камерах периодического действия.
48. EN 518. Конструкционная древесина. Маркировка. Требования к
древесине при визуальной маркировке.
49. EN 519. Конструкционная древесина. Маркировка. Требования к дре-
весине, маркируемой машинами, и маркировочным машинам.
50. ГОСТ 7016-82*. Изделия из древесины и древесных материалов.
Параметры шероховатости поверхности.
51. ГОСТ 6449.1-82*. Изделия из древесины и древесных материалов. По-
ля допусков для линейных размеров и посадки.
52. ГОСТ 7307-75*. Детали из древесины и древесных материалов. При-
пуски на механическую обработку.
53. ГОСТ 19414-90 Древесина клееная массивная. Общие требования к
зубчатым клеевым соединениям.
54. EN 387. Клееная древесина. Требования к выполнению зубчатых со-
единений и минимальные требования к продукции.
55. Кувшинов А.П. Выбор внешнего давления при склеивании деревян-
ных клееных конструкций. Реф. инф. Серия IV «Строительная индус-
трия». 1976. Вып. 12. С. 12-14.
56. «Специалист по клею», корпоративный журнал компании «Каско
Продакте». Клеевые системы для древесины. 2003. Т. 50. № 2. «Акзо
Нобель».
57. ГОСТ 21779-82. Система обеспечения точности геометрических пара-
метров в строительстве. Технологические допуски.
58. ГОСТ 10587-93. Смолы эпоксидно-диановые неотвержденные. Техни-
ческие условия.
59. ГОСТ 15613.1-84. Древесина клееная массивная. Методы определения
предела прочности клеевых соединений при скалывании.
329
60. ГОСТ 16588-91. Пилопродукция и деревянные детали. Метод опреде-
ления влажности.
61. ГОСТ 11603-73*. Древесина. Метод определения остаточных напряжений.
62. ГОСТ 427-75*. Линейки измерительные металлические. Технические
условия.
63. ГОСТ 7502-98. Рулетки измерительные металлические. Технические
условия.
64. ГОСТ 3749-77*. Угольники поверочные 90°. Технические условия.
65. ГОСТ 166-89*. Штангенциркули. Технические условия.
66. ГОСТ 882-89. Набор щупов. Технические условия.
67. ГОСТ 15613.4-78*. Древесина клееная. Методы определения предела
прочности зубчатых клеевых соединений при статическом изгибе.
68. ГОСТ 25884-83. Конструкции деревянные клееные. Метод определе-
ния прочности клеевых соединений при послойном скалывании.
69. ГОСТ 8420-74*. Материалы лакокрасочные. Метод определения ус-
ловной вязкости.
70. EN 392. Многослойный клееный деревянный брус. Испытание прочно-
сти клеевого соединения на продольный сдвиг.
71. EN 385. Деревянные конструкции с зубчатыми соединениями. Требо-
вания к качеству и минимальные требования к производству.
72. ГОСТ 27812-88. Древесина клееная массивная. Метод испытания кле-
евых соединений на расслаивание.
73. Рекомендации по испытаниям клеевых соединений деревянных
строительных конструкций. М.: ЦНИИСК. 2003. 60 с.
74. ГОСТ 17005-82. Конструкции деревянные клееные. Метод определе-
ния водостойкости клеевых соединений.
75. ГОСТ 17580-82. Конструкции деревянные клееные. Метод определе-
ния стойкости клеевых соединений к цикличным температурно-
влажностным воздействиям.
76. ГОСТ 18446-73. Древесина клееная. Метод определения теплостойко-
сти и морозостойкости клеевых соединений.
77. EN 391. Многослойный клееный деревянный брус. Испытания клее-
вых соединений на расслаивание.
78. EN 302.1. Древесина клееная. Определение прочности и стойкости
клеевых соединений при продольном сдвиге.
79. ГОСТ 15613.2-77*. Древесина клееная. Метод определения предела
прочности клеевых соединений при раскалывании.
80. ГОСТ 15613.5-79*. Древесина клееная. Метод определения предела
прочности зубчатых клеевых соединений при растяжении.
81. ГОСТ 15613.4-78* Древесина клееная. Методы определения предела
прочности зубчатых соединений при статическом изгибе.
82. ГОСТ 19100-73. Древесина клееная. Метод определения атмосферо-
стойкости клеевых соединений.
330
83. JAS 111. Клееный многослойный брус для несущих конструкций.
Испытания на расслаивание.
84. JAS 112. Клееный многослойный брус для ненесущих конструкций.
Испытания на расслаивание.
85. ГОСТ 20850-84. Конструкции деревянные клееные. Общие техничес-
кие условия.
86. Руководство по обеспечению долговечности деревянных клееных
конструкций при воздействии на них микроклимата зданий различ-
ного назначения и атмосферных факторов. Стройиздат. 1981.
87. Жак С.М., Турковский С.Б. Результаты натурных обследований дере-
вянных клееных конструкций // Промышленное строительство. 1970.
№ 2. С. 20.
88. Славик Ю.Ю., Ковальчук Л.М, Скирпстунас К.А., Лауринайтис З.Г.
Состояние элементов несущих деревянных конструкций в Литовской
ССР по данным натурных наблюдений // Экспериментальные и тео-
ретические исследования клееных деревянных конструкций для
сельского строительства. ЦНИИЭПсельстрой. 1983. С. 17-19.
89. Турковский С.Б., Варфоломеев Ю.А. Результаты натурных обследо-
ваний деревянных клееных конструкций // Промышленное строи-
тельство. 1984. № 6. С. 19-20.
90. Европейский комитет по стандартизации: CEN/TC 124 «Деревянные
конструкции». Информация комитета. 2001.
331
Содержание
От автора ....................................................5
Введение......................................................7
О терминологии ..............................................13
Глава 1
Деревянные клееные конструкции и их применение
1.1. Классификация конструкций.............................17
1.2. Номенклатура деревянных клееных конструкций...........20
1.3. Узловые и стыковые соединения ........................34
1.4. Применение деревянных клееных конструкций ............40
Глава 2
Материалы для изготовления клееных конструкций
2.1. Древесина ............................................71
2.2. Древесные плиты и прочие материалы....................81
2.3. Клеи..................................................83
2.4. Защитные материалы и их применение...................102
Глава 3
Технологический процесс изготовления деревянных
клееных конструкций
3.1. Общие положения .....................................147
3.2. Технологическая схема производства...................149
3.3. Сушка пиломатериалов.................................153
3.4. Сортировка пиломатериалов ...........................164
3.5. Раскрой и механическая обработка ....................168
3.6. Склеивание заготовок по длине .......................173
3.7. Приготовление и нанесение клеев......................177
3.8. Сборка и запрессовка конструкций, режимы склеивания .184
3.9. Механическая и защитная обработка поверхностей.......200
3.10. Вклеивание металлических элементов в клееную древесину.203
3.11. Транспортирование, хранение и монтаж конструкций ...210
3.12. Техника безопасности в производстве конструкций.....213
333
Глава 4
Оценка качества и приемка клееных конструкций
4.1. Общие положения .....................................219
4.2. Контроль материалов..................................222
4.3. Операционный контроль................................224
4.4. Контроль и приемка конструкций.......................230
4.5. Методы испытаний и оценка качества клеевых соединений ... 232
4.5.1. Подготовка испытаний...............................234
4.5.2. Определение прочности клеевых соединений...........238
4.5.3. Определение стойкости клеевых соединений
к температурно-влажностным воздействиям ..............248
4.5.4. Стойкость соединений при испытании на расслаивание.256
4.6. Примерные значения показателей,
характеризующих качество клеевых соединений...........259
4.7. Натурные испытания конструкций.......................262
4.8. О заводских лабораториях ............................262
4.9. Сертификация деревянных клееных конструкций .........264
Глава 5
Начальная и эксплуатационная прочность
деревянных клееных конструкций
5.1. Начальная прочность конструкций и ее оценка
в процессе изготовления конструкций ..................276
5.2. Эксплуатационная прочность клееных конструкций ......287
5.3. Ремонт и усиление конструкций .......................296
Глава 6
Некоторые общие вопросы, касающиеся производства
и применения клееных конструкций
6.1. Нормативное обеспечение производства
и применения деревянных конструкций ..................303
6.2. Унификация деревянных конструкций ...................307
6.3. Производственная база изготовления клееных конструкций.312
6.4. О рынках сбыта клееных конструкций...................314
6.5. Еще раз об эксплуатационной надежности ДКК...........319
Заключение ...............................................325
Литература ...............................................327
334
Леонид Михайлович Ковальчук,
заслуженный деятель науки России,
доктор технических наук, профессор
Производство деревянных клееных конструкций
Руководитель издательского проекта
М.Г. Рублевская
Редактор
Е.И. Юмашева
Корректор
Н.П. Морозова
Верстка
А.В. Фесенко, Л.П. Шкурихина
Лицензия ИД №01771 от 11 мая 2000 года
Подписано в печать 15.02.2005 года. Формат бОхЭОУи,.
Гарнитура Журнальная. Печать офсетная.
Усл. печ л. 21. Тираж 1000 экз. Зак. № 222.
. Издательство РИФ «Стройматериалы»
Россия, 117997 Москва, ул. Кржижановского 13, оф. 507-6
www.rifsm.ru
e-mail: mail@rifsm.ru
Телефакс: (095) 124-32-96
Отпечатано с готовых диапозитивов
в ОАО «Чебоксарская типография № 1»
428019, г. Чебоксары, пр. И. Яковлева, 15
ISBN 5-94026-006-3
© Ковальчук Л.М.
© ООО РИФ «Стройматериалы»