/





















































































































































































































































































































































































































































































































































































































































































Author: Лисиенко В.Г. Щелоков Я.М. Ладыгичев М.Г.
Tags: техника горения и печи теплоэнергетика теплотехника печи
ISBN: 5-98457-017-3
Year: 2004
Similar




Text
В. Г. Лисиенко, Я. М. Щелоков,
М. Г. Ладыгичев
ВРАЩАЮЩИЕСЯ ПЕЧИ:
теплотехника, управление и экология
Справочное издание
в 2-х книгах
Книга 1
Под ред. акад. АИН,
докт. техн. наук, проф. В. Г. Лисиенко
т/
/т
"Теплотехник"
Москва, 2004
УДК 662.9 (О©)
ББК 31.391
Л63
Л63 Лисиенко В. Г., Щелоков Я. М., Ладыгичев М. Г. Вращающиеся печи: теплотехника,
управление и экология: Справочное издание: В 2-х книгах. Книга 1 / Под ред. В. Г.
Лисиенко. — М.: Теплотехник, 2004. — 688 с.
Впервые в отечественной практике сделана попытка обобщить все основные материалы по
вращающимся печам, которые по статистике особенно широко распространены на предприяти-
ях всех основных промышленных отраслей. Подробно описаны конструктивные особенности
печей и вспомогательных элементов, условия их эксплуатации. Отдельно рассмотрены вопро-
сы сжигания топлива во вращающихся печах, комплекс проблем вызванных огнеупорной и теп-
лоизоляционной футеровюй печей. Рассмотрены проблемы теплообмена в данном виде агрега-
тов, автоматического регулирования режимов их работы.
Ил. 264. Табл. 86. Библиогр. список: 66 назв.
Работа представлена в авторской редакции.
© Лисиенко В. Г., Щелоков Я. М.,
ISBN 5-98457-017-3 (Кн. 1, 2-й з-д) Ладыгичев МП, 2004 г.
ISBN 5-98457-016-5 © "Теплотехник", 2004 г.
ОГЛАВЛЕНИЕ
КНИГА 1
Предисловие 9
Введение. Трубчатые вращающиеся печи 11
8.1. Конструкции вращающихся печей 11
8.1.1. Назначение и схемы печных установок 11
8.1.2. Общие конструктивные характеристики печей 15
8.2. Развитие конструкций вращающихся печей 18
8.2.1. Вращающиеся печи с непосредственным обогревом 18
8.2.2. Вращающиеся печи с наружным обогревом корпуса 28
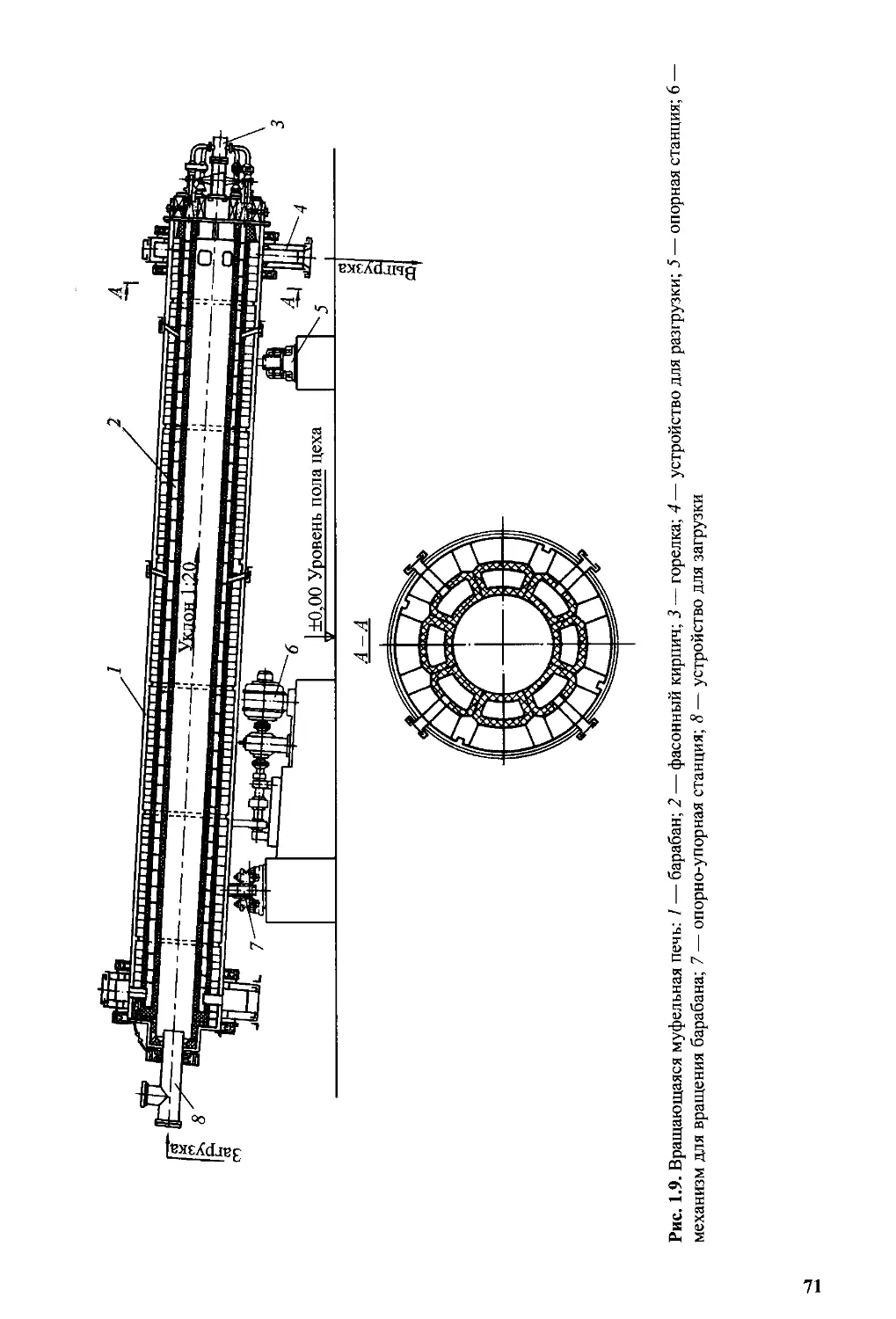
8.2.3. Муфельные вращающиеся печи 34
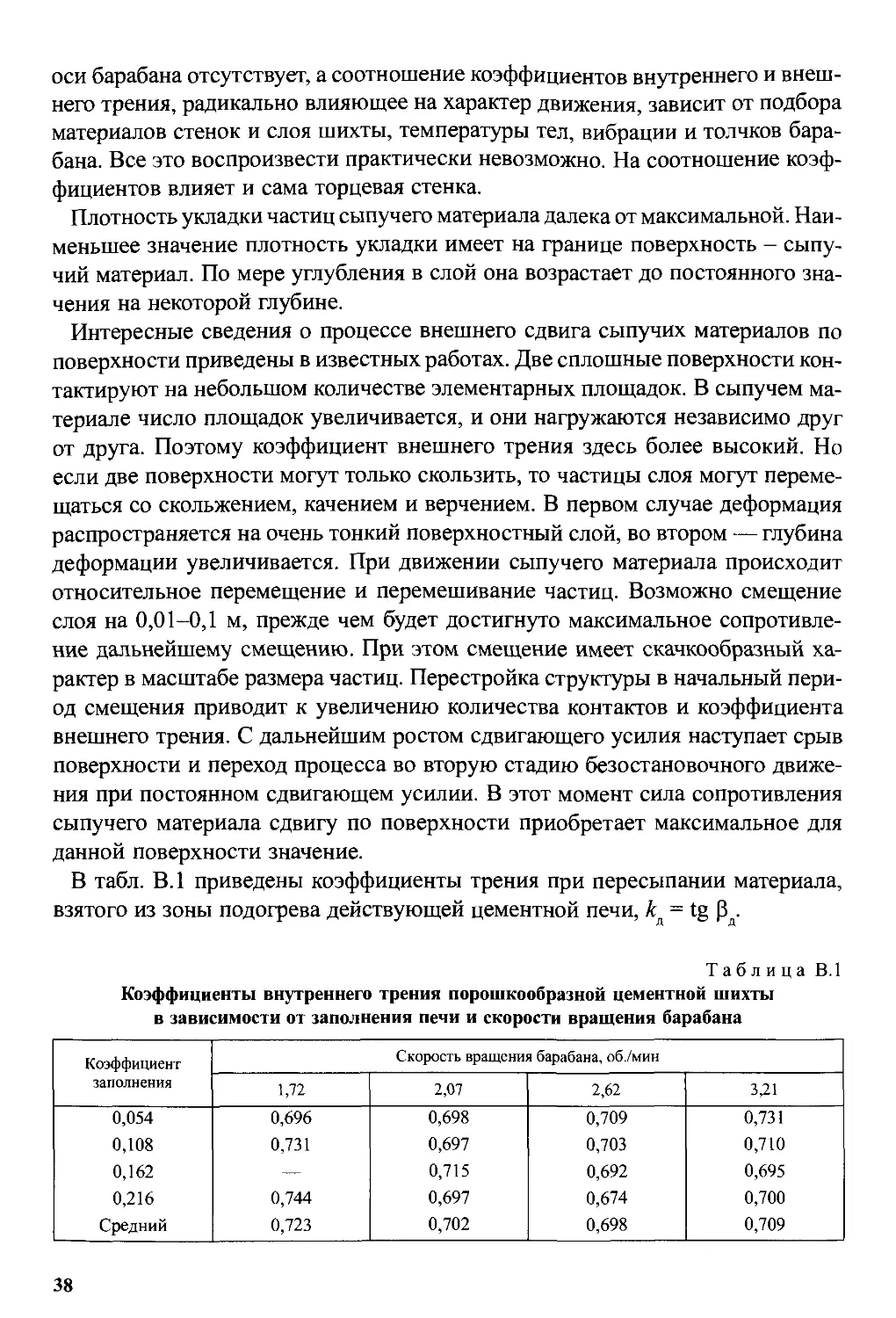
8.3. Движение слоя шихты во вращающихся печах 36
8.3.1. Макроструктура внутреннего движения слоя шихты 37
8.3.2. Скорость поступательного движения слоя 42
8.3.3. Обобщение формул скорости на случай неравномерного
заполнения печи или ее конусности 49
8.3.4. Методы определения скорости движения шихты в действующих печах 50
8.3.5. Вопросы моделирования вращающихся печей 54
Часть I.
ВРАЩАЮЩИЕСЯ ПЕЧИ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Глава 1. Типы и назначение вращающихся печей
химической промышленности 56
1.1. Печь с вращающимся барабаном общего назначения 56
1.2. Печь с вращающимся барабаном для обесфторивания фосфатов 57
1.3. Печь с муфельным вращающимся барабаном 61
1.4. Печь с вращающимся барабаном, обогреваемом снаружи 64
1.5. Печи для производства минеральных солей 66
1.6. Печь содовая 72
1.7. Печь тамбурная для получения плава хлорида бария 77
Глава 2. Расчет и исследование вращающихся печей 81
2.1. Определение основных размеров печи 81
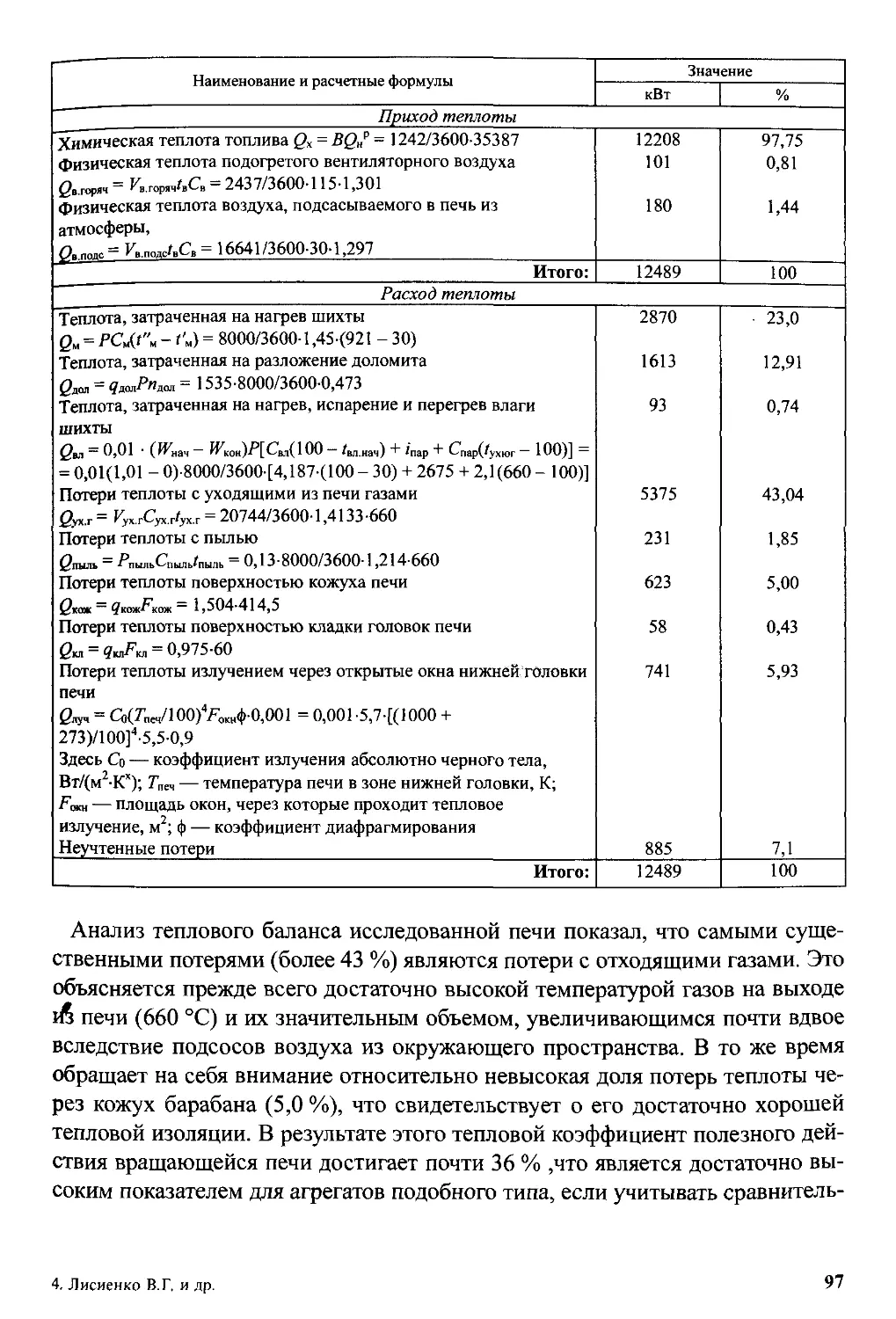
2.2. Тепловой расчет 86
2.3. Определение мощности привода 87
2.4. Комплексное исследование тепловой работы вращающейся печи
для окислительного обжига хромистой руды 89
Глава 3. Подготовка печей к пуску 99
3.1. Подготовительные работы 99
3.2. Сушка и разогрев футеровки печи 102
3.3. Заполнение газопроводов и розжиг горелок 112
3.4. Заполнение мазутопроводов и розжиг форсунок 116
3-5. Подготовка к пуску печи с вращающимся барабаном общего назначения 120
3.6. Подготовка к пуску печи для обесфторивания фосфатов 125
3.7. Подготовка к пуску печи с муфельным барабаном 128
3.8. Подготовка к пуску печи с барабаном, обогреваемой снаружи 130
3.9. Сушка футеровки нагревательной камеры содовой печи 132
Часть II.
ВРАЩАЮЩИЕСЯ ПЕЧИ МЕТАЛЛУРГИЧЕСКИХ,
ОГНЕУПОРНЫХ И МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДОВ
Глава 1. Вращающиеся печи цветной и черной металлургии 136
1.1. Применение вращающихся печей в цветной металлургии 136
1.1.1. Вращающаяся печь для спекания алюминиевых руд 137
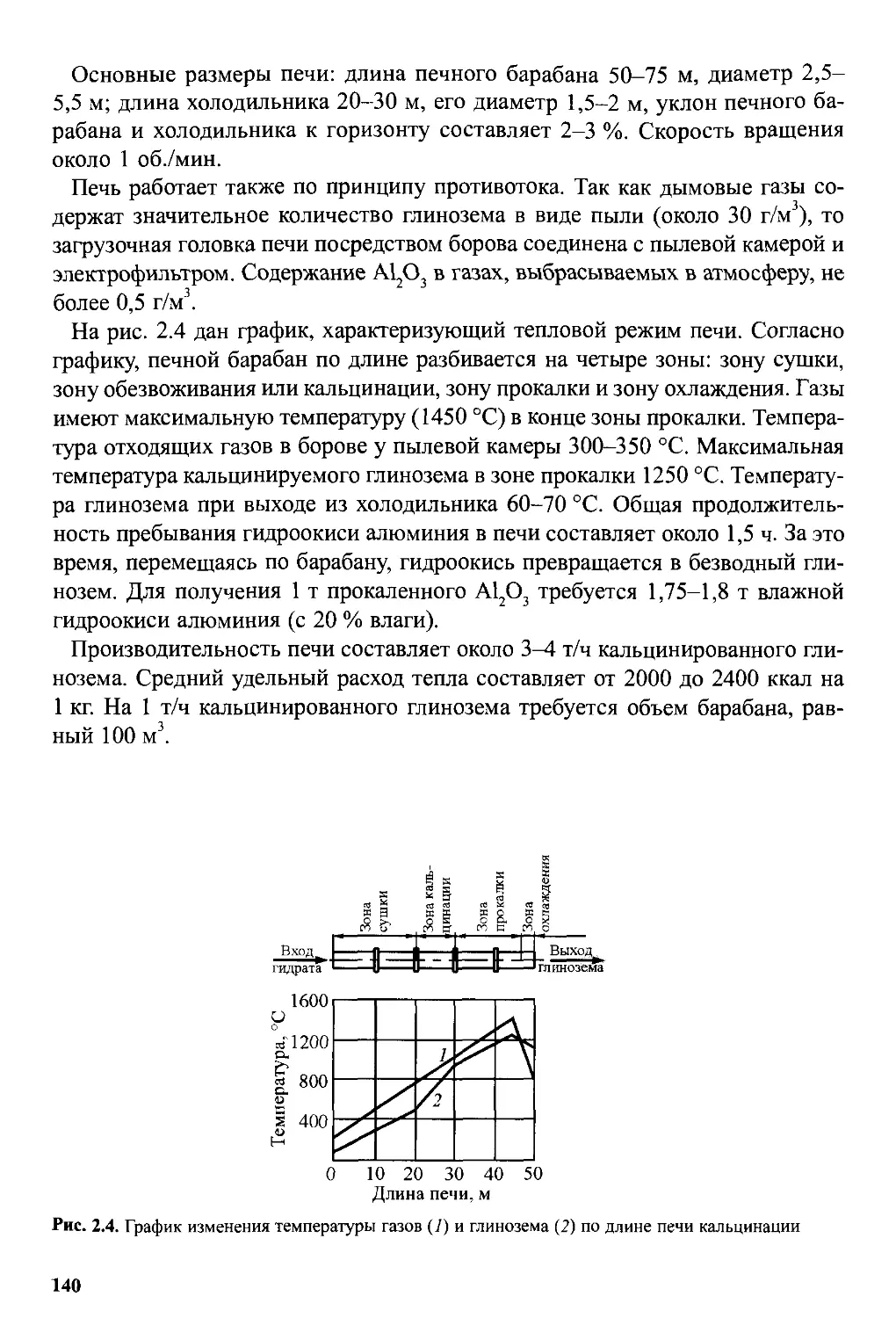
1.1.2. Вращающаяся печь для кальцинации гидроокиси алюминия 139
1.1.3. Вращающаяся печь для окислительного обжига сульфидных материалов 141
1.1.4. Вращающаяся печь для сушки боксита 144
1.1.5. Вращающаяся плавильная печь 144
1.2. Спекание глиноземсодержащих шихт 148
1.2.1. Основные составы шихт и спеков 148
1.2.2. Тепловые процессы в печи 152
1.2.3. Подшихтовка твердым углеродом 162
1.2.4. Утилизация пыли за печами спекания бокситовых шихт 168
1.2.5. Использование тепла уходящих газов печей спекания 172
1.2.6. Комплексная переработка щелочных руд 177
1.2.7. Березовские угли — технологическое топливо
для Ачинского глиноземного комбината 184
1.3. Кальцинация гидроксида алюминия 188
1.3.1. Способы кальцинации 189
1.3.2. Использование теплоты продуктов кальцинации 193
1.4. Получение губчатого железа 193
1.4.1. Получение губчатого железа во вращающихся трубчатых печах 194
1.4.2. Расчет процесса металлизации во вращающейся печи 198
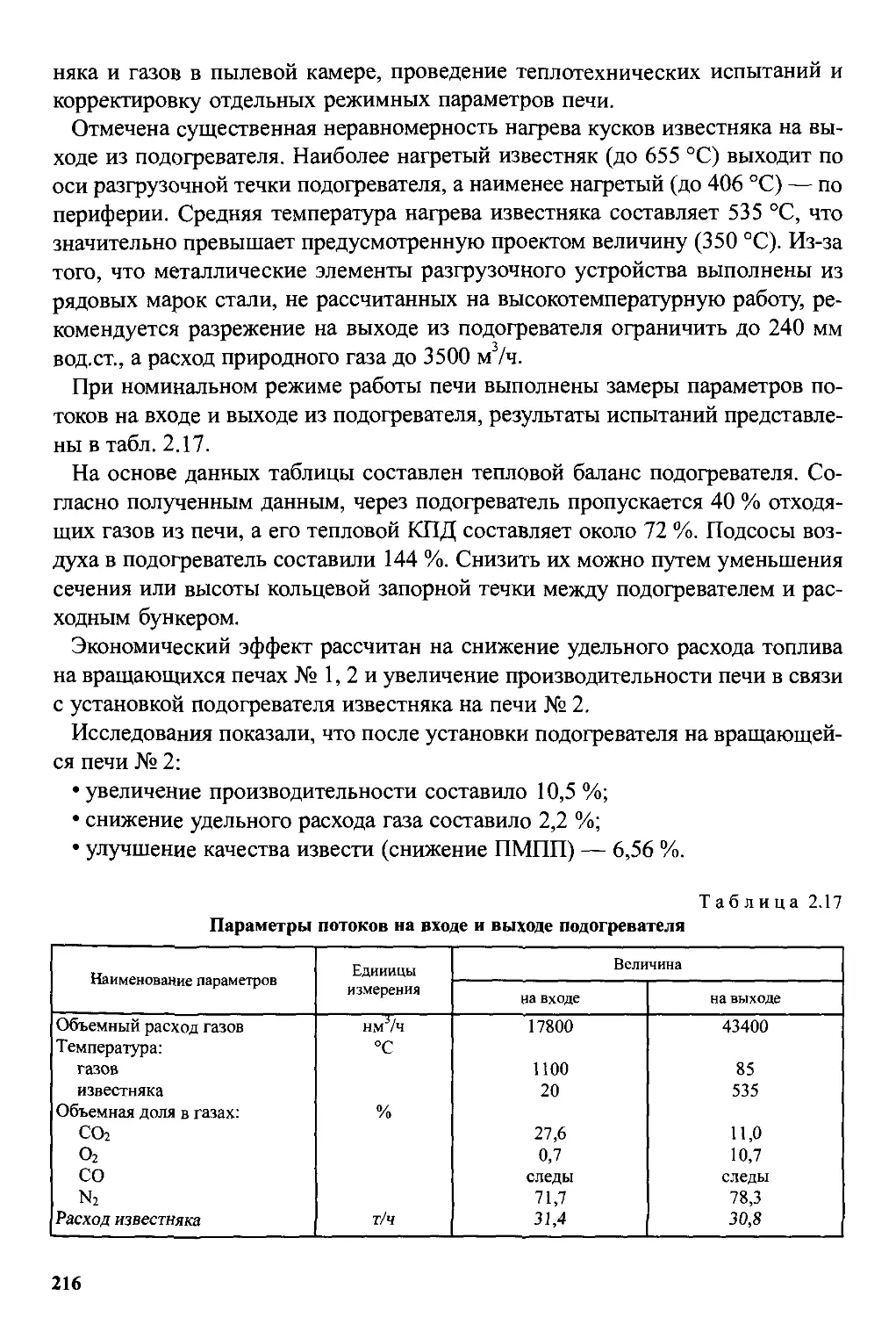
1.5. Технические характеристики вращающихся печей 210
1.6. Пример повышения тепловой эффективности вращающихся печей 211
1.7. Испытания переработки красных шламов во вращающихся печах 217
1.8. Комплексная металлургическая переработка отходов обогащения
бокситов и сопутствующих им руд 227
1.9. Способы и технологические схемы комплексной переработки
железохромоникелевых бурых железняков 236
1.10. Способ переработки никельсодержащего железорудного сырья 250
Глава 2. Вращающиеся печи огнеупорных заводов 259
2.1. Вращающаяся печь для обжига кусковых материалов 259
2.2. Движение материалов во вращающейся печи 260
2.3. Расчет основных размеров печи 262
2.4. Внешние теплообменники вращающихся печей 263
2.5. Вращающиеся печи для обжига глины 266
2.6. Вращающиеся печи для обжига магнезита и доломита 267
4
Глава 3. Вращающиеся печи в машиностроении 271
3.1. Термические барабанные печи 271
3.2. Барабанные электрические печи 281
3.3. Шнековые механизмы 285
Глава 4. Практика комплексного использования вращающихся печей
в алюминиевой промышленности 288
4.1. Прокаливание углеродосодержащих шихт 288
4.1.1. Характеристика вращающихся прокалочных печей 288
4.1.2. Понижение концентрации кислорода в газах по длине печи 290
4.1.3. Кинетика пиролиза и угара углерода шихты 291
4.1.4. Прокалочные печи с вращающимся подом 297
4.1.5. Использование качающихся печей 298
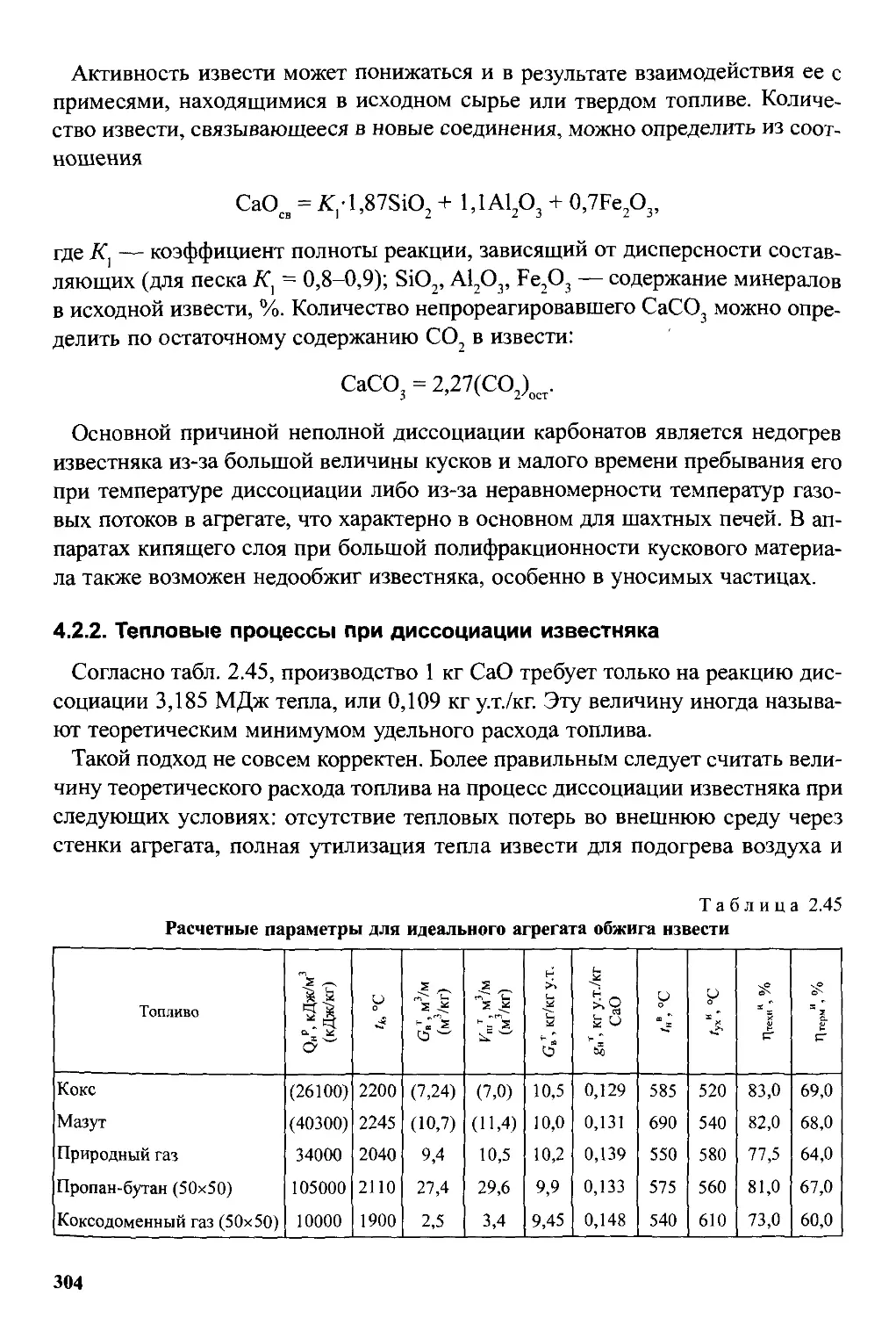
4.2. Агрегаты для производства извести 302
4.2.1. Физико-химические и технологические основы производства извести 303
4.2.2. Тепловые процессы при диссоциации известняка 304
4.2.3. Вращающиеся печи 308
4.3. Охлаждение продуктов термической обработки 311
4.3.1. Охлаждение спека 311
4.3.2. Холодильники 313
4.4. Моделирование и оптимизация процесса прокалки кокса
во вращающейся печи 321
4.4.1. Математическая модель прокалки кокса в периодическом режиме 321
4.4.2. Параметрическая идентификация математической модели
прокалки кокса в периодическом режиме 324
4.4.3. Математическая модель процесса прокалки кокса
во вращающейся печи 328
4.4.4. Параметрическая идентификация математической модели
прокалки кокса во вращающейся печи 336
4.4.5. Исследование оптимальных технологических режимов
прокалки кокса 347
4.4.6. Уточнение и исследование критерия оптимального управления
процессом прокалки кокса 355
4.4.7. Исследование различных вариантов прокалки кокса
во вращающейся печи с помощью математической модели 357
Часть III.
ВРАЩАЮЩИЕСЯ ПЕЧИ ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
Глава 1. Типы вращающихся печей цементной промышленности 363
1.1. Внедрение вращающихся печей в цементную промышленность 363
1.2. Вращающиеся печи мокрого способа производства 373
1.3. Вращающиеся печи сухого способа производства 377
1-4. Длинные вращающиеся печи с внутренними теплообменными устройствами ... 379
1.5. Вращающиеся печи с конвейерными кальцинаторами (печи Леполя) 386
1.6. Вращающиеся печи с циклонными теплообменниками 398
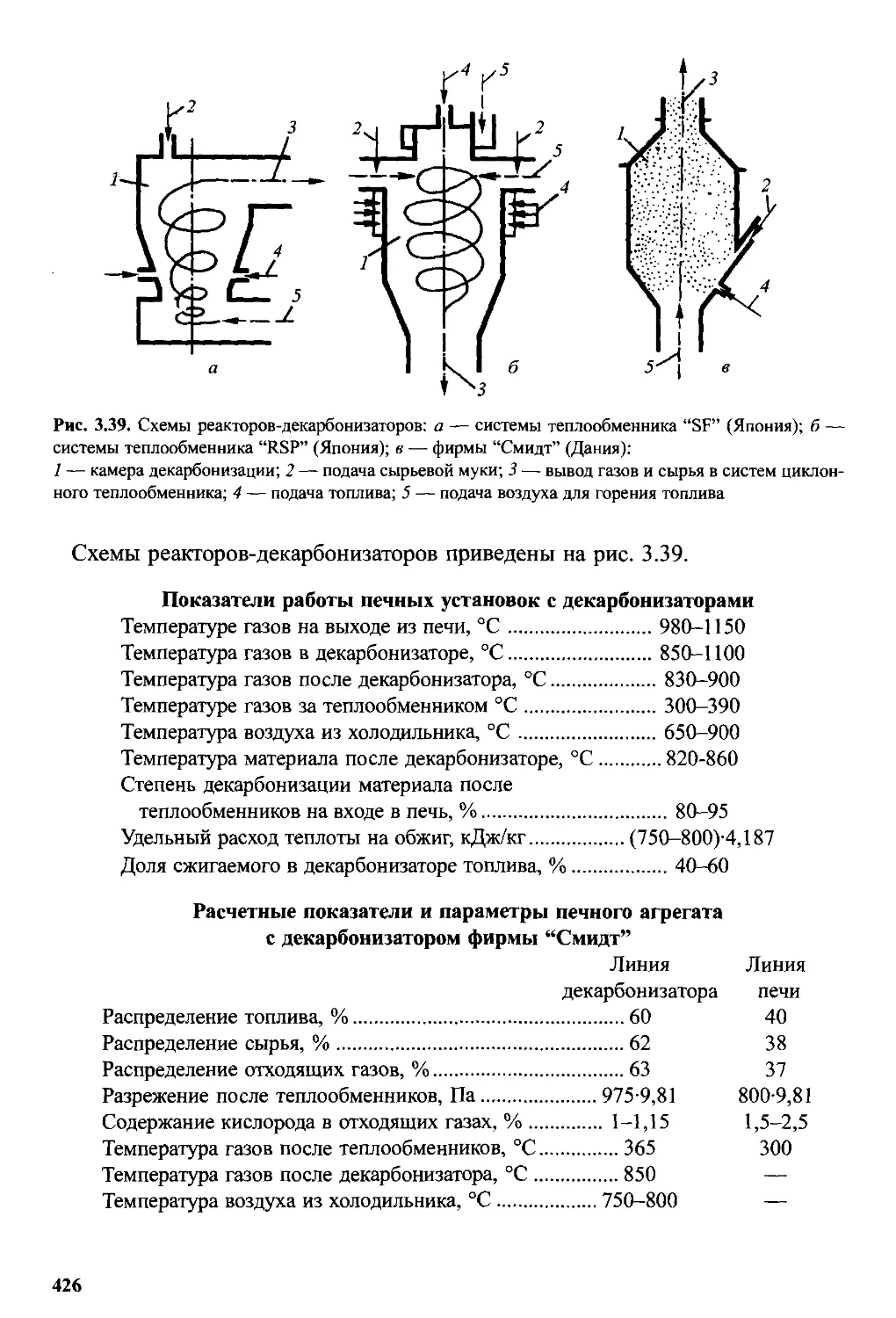
1-7. Вращающиеся печи с реакторами-декарбонизаторами 422
5
1.8. Вращающиеся печи с концентраторами шлама 435
1.9. Вращающиеся печи других видов 447
Глава 2. Вспомогательное оборудование вращающихся печей 450
2.1. Теплообменники, встраиваемые в печь 450
2.2. Конструкции уплотнительных устройств 465
2.3. Устройства для питания печи сырьевой смесью 476
2.4. Грануляторы 485
Глава 3. Элементы конструкции вращающихся печей 490
3.1. Корпус вращающейся печи 490
3.1.1. Конструкция корпуса 490
3.1.2. Тепловые деформации корпуса печи 492
3.2. Детали опорных устройств 494
3.2.1. Бандажи 494
3.3. Положение корпуса печи на опорных роликах 511
3.3.1. Смещение корпуса по опорным роликам 511
3.3.2. Причины смещения корпуса печи по опорным роликам 513
3.3.3. Скорость смещения корпуса печи по опорным роликам 516
3.3.4. Расположение опорных роликов относительно оси печи 517
3.3.5. Контрольные ролики и упорные предохранительные приспособления 524
3.4. Приводной механизм вращающихся печей 528
Глава 4. Холодильники вращающихся печей 539
4.1. Назначение холодильников 539
4.2. Барабанные холодильники 540
4.3. Многобарабанные рекуператорные холодильники 543
4.4. Колосниковые холодильники 548
Глава 5. Футеровка вращающихся печей цементной промышленности 572
5.1. Общие сведения о строительных и футеровочных материалах 572
5.1.1. Керамические и природные материалы, применяемые в кладке 572
5.1.2. Основные свойства материалов 574
5.1.3. Общие сведения о растворах, их свойствах и приготовлении 579
5.1.4. Жаростойкие бетоны и торкет-массы, приготовление смесей 588
5.2. Основные правила кладки из керамического рядового, изоляционного
и огнеупорного кирпича 594
5.2.1. Виды и назначение кладки 594
5.2.2. Кладка стен 598
5.2.3. Кладка выстилок (подин) и откосов 602
5.2.4. Кладка арок и сводов 607
5.2.5. Оформление проемов в стенах и сводах 614
5.2.6. Кладка футеровки газовоздухопроводов 616
5.2.7. Футеровка трубчатых конструкций 618
5.2.8. Контроль качества кладки 620
5.3. Футеровка вращающейся печи 622
5.3.1. Условия службы огнеупоров и требования к их качеству 622
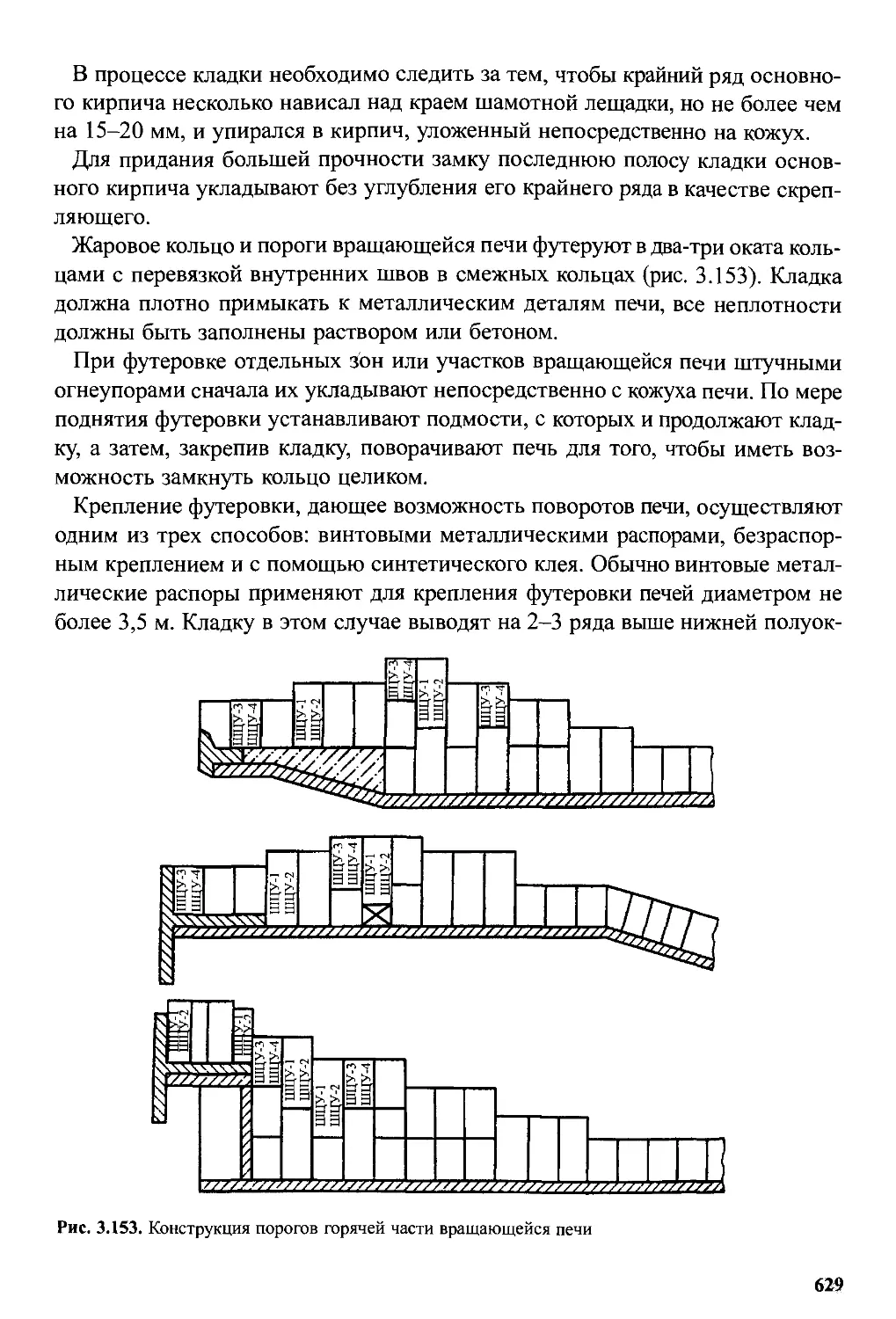
5.3.2. Технология выполнения кладки различных зон печи 624
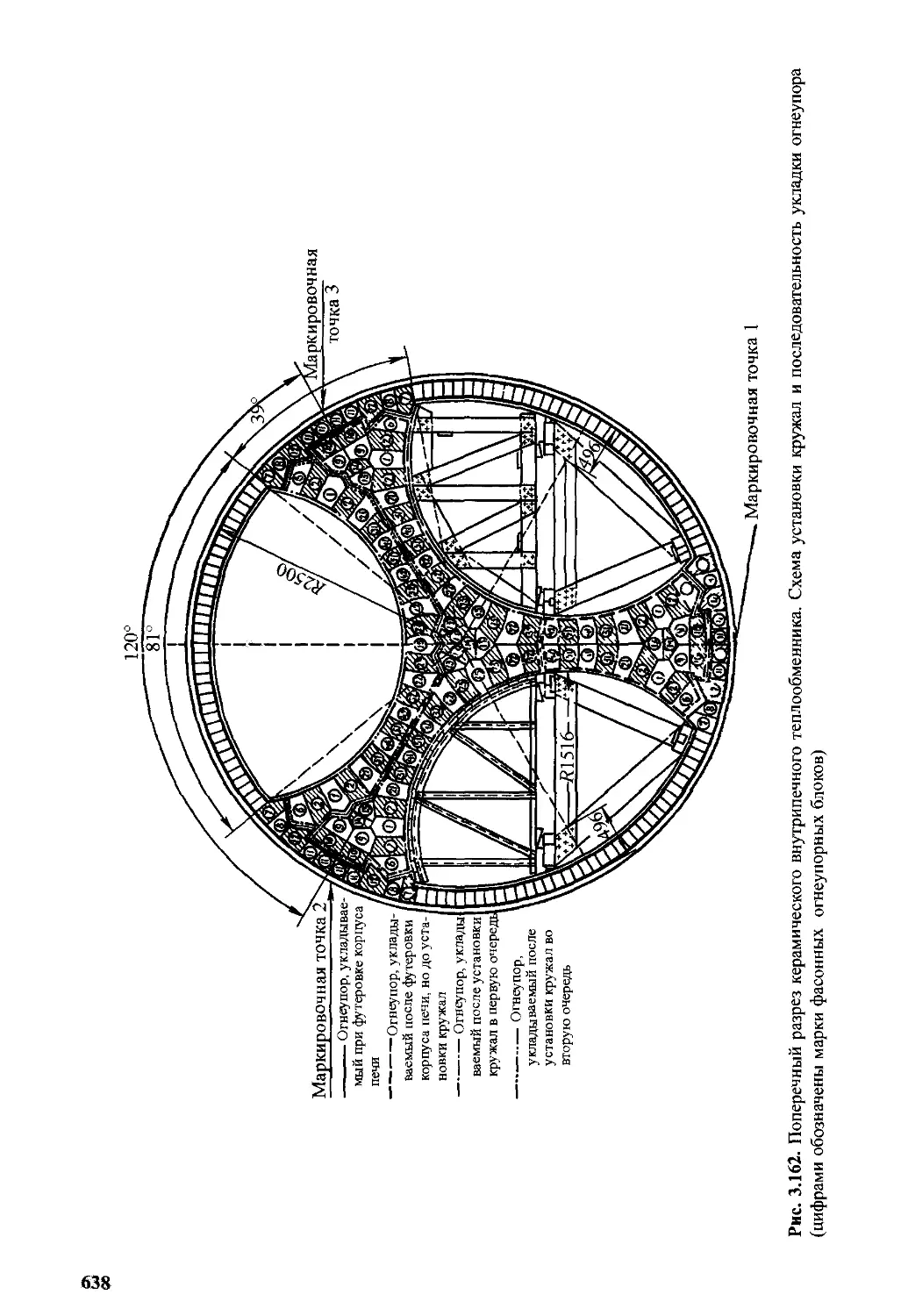
5.4. Футеровка теплообменников и газоходов 634
5.5. Футеровка холодильников 639
5.6. Футеровка пылевых камер, головок, топок, газоходов 642
5.7. Производство футеровочных работ в зимних условиях 645
5.8. Применение блоков из бетона и кирпича
для футеровки вращающихся печей 652
5.9. Торкретирование 654
5.10. Повышение срока службы огнеупорной футеровки вращающихся печей 658
Глава 6. О производстве цемента с использованием техногенных продуктов 673
6.1. Эмпирические формулы расчета производительности
и мощности цементных печей 673
6.2. Состояние и развитие способов производства цемента 678
6.3. Сухой способ производства клинкера 681
6.4. Запечный декарбонизатор 682
Библиографический список 684
КНИГА 2
Часть IV.
ТОПЛИВОСЖИГАЮЩИЕ УСТРОЙСТВА, ТЕПЛООБМЕН,
КОНТРОЛЬ И АВТОМАТИЗАЦИЯ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Глава 1. Топливо и сжигающие его устройства
1.1. Основные характеристики факела
1.2. Особенности сжигания топлива и процессов горения во вращающихся печах
1.3. Основные требования к топливному факелу во вращающихся печах
1.4. Основные характеристики газообразного топлива
1.5. Горение природного газа во вращающихся печах
1.6. Физические и теплотехнические свойства мазута
1.7. Сжигание мазута во вращающихся печах
1.8. Свойства твердого топлива
1.9. Сжигание твердого топлива во вращающихся печах
1.10. Совместное сжигание различных видов топлива
1.11. Дополнительное сжигание топлива
1.12. Математическое моделирование газодинамики во вращающейся печи
Глава 2. Теплообмен во вращающихся печах
2.1. Современные методы расчета теплообмена
2.2. Процессы теплообмена во вращающихся печах
2.3. Интенсификация теплообмена во вращающихся печах
2.4. Математическое моделирование тепловой работы вращающихся печей
Глава 3. Системы управления и автоматизации
3.1. О вопросах организации управления технологическими производствами
3.2. Контролируемые параметры вращающихся печей
3.3. Измерение контролируемых параметров
3.4. Автоматическое регулирование режима работы вращающихся печей
3.5. Компьютерная система автоматического управления тепловой работы вращающейся печи
3.6. Применение горелок большой мощности с управляемой длиной факела
и окислительной способностью атмосферы
3.7. Возможные альтернативные варианты технологии вращающихся трубчатых печей
Глава 4. Вопросы экологии и пылеосаждения при работе вращающихся печей
4.1. Характеристики пылей и дымовых газов вращающихся печей
4.2. Технологические схемы очисток от пыли газов трубчатых печей
4.3. Пылеулавливающие устройства вращающихся печей
4.4. Дымососы и вентиляторы
Заключение
ПРИЛОЖЕНИЯ
1. Расчеты горения топлива
2. Тепловой расчет и расход топлива
3. Производительность и размеры вращающихся печей
4. Средняя объемная теплоемкость газов в зависимости от температуры в пределах
0-2000 °С, кДж/(нм3-°С) при постоянном давлении
5. Некоторые физические свойства газов
6. Расчет газовой горелки среднего давления
7. Расчет корпуса печи на прочность и жесткость
8. Расчет мощности, необходимой для вращения печи
Библиографический список
Переводные коэффициенты в международную систему единиц (СИ)
Количество теплоты, 1 ккал = 4,1868 кДж
термодинамический потенциал 1 кДж = 0,23885 ккал
Тепловой поток, мощность 1 ккал/ч = 1,163 Вт; 1 кал/с = 4,1868 Вт
1 Вт = 0,23885 кал/с = 0,859845 ккал/г
Энтальпия (теплосодержание), 1 ккал/м3 или ккал/кг =
удельная теплота = 4,1868 кДж/м3 или кДж/кг
1 кДж/кг = 0,23885 ккал/кг
Плотность теплового потока 1 ккал/(м2-ч) = 1,163 Вт/м2
1 Вт/м2 = 0,23 885 -10" кал/(см2-с) =
= 0,859845 ккал/(м2-ч)
1 кал/(см2-с) = 41868 Вт/м2
Теплоемкость 1 ккал/град = 4,1868 кДж/град
1 кДж/град = 4,1868 ккал/град
Удельная теплоемкость 1 кал/(г-град) = 1 ккал/(кгтрад) =
= 4,1868 кДжУ(кгтрад)
1 кДж/(кг-град) = 0,23885 ккал/(кгтрад)
Коэффициент теплопроводности 1 ккал/(ч-м2-°С) = 1,163 Вт/(м-К)
1 Вт/(м-град) = 0,859845 ккалДм-чтрад)
Коэффициент теплопередачи 1 ккал/(ч-м2-°С) = 1,163 Вт/(м2К)
(теплоотдачи) 1 Вт/(м2-град) = 0,23885-10" кал/(см2-страд) =
= 0,859845 ккал/(м2-чтрад)
Давление и механическое 1 мм вод. ст. = 9,8 Па; 1 атм =101,4 кПа
напряжение 1 кгс/мм2 = 9,806 Н/мм2; 1 кгс/см2 = 9,806 Н/см2
ПРЕДИСЛОВИЕ
Предлагаемое справочное издание является попыткой выполнить комплекс-
ное обобщение результатов деятельности научных, проектных организаций и
многочисленных промышленных предприятий по одному из наиболее распро-
страненных видов огнетехнологических агрегатов — вращающихся печей.
Поводом для подготовки данной книги послужили многочисленные запросы
специалистов металлургических и других предприятий о целесообразности
выпуска подобного справочника.
Особенность данного издания в том, чтобы в новом (XXI) веке систематизи-
ровать многочисленные материалы по вращающимся печам, накопленные в
прошлом веке, в основном в таких отраслях как цветная, черная металлургия,
химическая промышленность, производство строительных материалов. Хочет-
ся подчеркнуть, что эти материалы в большинстве своем представляют инте-
рес. Более того, их актуальность и необходимость возросла к настоящему вре-
мени, что вызвано в первую очередь, наметившимся ростом объемов произ-
водства энергоемкой промышленной продукции (строительные и конструкци-
онные материалы, химические продукты и др.), при изготовлении которых обя-
зательна фаза термической обработки самых различных сырьевых материа-
лов. Многочисленные существующие вращающиеся печи могут быть исполь-
зованы в этих целях без значительных инвестиционных вложений на их ре-
монт и/или реконструкцию. Следует отметить, что часть материала справоч-
ника представлена в развитии, с учетом динамики совершенствования конст-
рукций, тепловых и технологических режимов печей, т.е. авторы в этом слу-
чае отдавали дань реальным историческим этапам развития этой области теп-
лотехники и технологии.
Особенностью сложившейся ситуации является то обстоятельство, что в те-
чении последних 10-15 лет в отечественной практике не было специальных
отдельных справочных изданий по вращающимся печам. Таким специальным
изданием, насколько нам известно, была, вышедшая в Стройиздате в 1990 г.,
книга Е. Г. Древицкого и др. "Повышение эффективности работы вращаю-
щихся печей", а также книга С. П. Деткова и др. (см. список литературы).
Поэтому предлагаемую большому кругу специалистов настоящую книгу,
авторы-составители готовили как пособие по конкретному классу печной тех-
ники — вращающимся печам, чтобы как-то ликвидировать образовавшийся
"вакуум" в специализированной технической литературе и создать возмож-
ность для передачи новому поколению специалистов опыта по вращающимся
печам, накопленного в XX веке.
Учитывая широкое распространение данных агрегатов практически во всех
основных отраслях промышленности, книга разделена на ряд частей:
• вращающиеся печи химической промышленности;
• вращающиеся печи металлургических, огнеупорных и машиностроитель-
ных заводов;
• вращающиеся печи цветной промышленности.
В отдельной части выделены вопросы топливосжигающих устройств, футе-
ровки печей, средства контроля и автоматизации.
В справочном издании авторы выражают свою благодарность и признатель-
ность как организациям, так и отдельных специалистам и ученым в данном
классе техники и считают необходимым выделить особо следующие органи-
зации (здесь сохранена сложившаяся в советский период терминология) —
ЛенНИИхиммаш, УралХиммаш, МИСиС, Гипромез, ВНИИМТ, ВНИИ цемен-
тной промышленности, УГТУ - УПИ, Днепропетровский металлургический
институт (ныне Национальная металлургическая академия Украины) и мно-
гие, многие другие.
Поэтому авторы считают, что предлагаемое справочное издание базируется
на выдержавших проверку временем и перестройкой достижениях отечествен-
ных и зарубежных научно-исследовательских, проектно-конструкторских,
машиностроительных и промышленных предприятий, сферой деятельности
которых является исключительно важный и не стареющий вид техники—труб-
чатые вращающиеся печи.
Авторы будут весьма признательны всем читателям, которые выскажут свои
замечания по содержанию справочника в адрес издательства "Теплотехник"
или по e-mail: ladigichev@nccom.ru.
10
ВВЕДЕНИЕ.
ТРУБЧАТЫЕ ВРАЩАЮЩИЕСЯ ПЕЧИ
В.1. КОНСТРУКЦИИ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
В.1.1. Назначение и схемы печных установок
Вращающиеся печи широко распространены на самых различных предпри-
ятиях во всех промышленно развитых странах мира.
Наиболее широкое технологическое применение этот вид оборудования по-
лучил в цветной металлургии.
В этой отрасли вращающиеся печи применяют для спекания бокситовой и
нефелиновой пульп, прокаливания гидрата окиси алюминия, обжига цемент-
ного клинкера (при комплексной переработке нефелина на окись алюминия,
цемент, соду, поташ), обжига бокситовой руды, выщелачивания спека (трубча-
тый выщелачиватель), а также в качестве реакционных агрегатов в производ-
стве фторалюминия и для других целей.
В названии печи обычно отражено название реализуемого в ней технологи-
ческого процесса. Так, например, различают вальц-печи, применяемые для
вальцевания кеков цинкового производства, печи для спекания бокситов, каль-
цинации глинозема, обжига ртутьсодержащих материалов, а также печи для
сушки различных промежуточных продуктов металлургического производства.
В других отраслях промышленности (химия, черная металлургия, строитель-
ные и огнеупорные материалы и др.) вращающиеся печи — один из основных
видов печного оборудования в крупномасштабных производствах для терми-
ческой обработки сыпучих, реже кусковых, материалов. Если производитель-
ность первых печей в 1932 г. — год выпуска первого отечественного алюминия
— составляла 6-9 т/ч, то в настоящее время производительность отдельных эк-
земпляров печей составляет около 100 т/ч по клинкеру и другим материалам.
Широкое применение вращающихся печей объясняется низкой чувствитель-
ностью к размерам частиц обрабатываемого сырья, возможностью нагрева
материала без контакта с теплоносителем, хотя расход топлива в них на еди-
ницу готового продукта обычно выше, чем в шахтных и многокамерных печах
с псевдоожиженным слоем. Приблизить удельные расходы топлива к расхо-
дам шахтной печи можно за счет снижения температуры отработанных дымо-
вых газов, достигаемого удлинением корпуса печи и установкой в нем уст-
ройств для интенсификации теплообмена в зоне умеренных температур, а так-
же возвратом в печь тепла выгружаемого обработанного материала с возду-
хом, подаваемым на сжигание топлива. С целью повышения теплового КПД
печи наряду с разработкой новых встроенных теплообменных устройств в
последние годы большое внимание в печестроении уделяется выносным за-
11
печным теплообменникам для утилизации тепла отходящих дымовых газов и
подогрева загружаемого в печь сырья. В качестве запечных теплообменников
в некоторых странах применяют многоступенчатые системы из пылеулавли-
вающих циклонов и противоточных труб, а также слоевые теплообменники.
Чувствительные к гранулометрическому составу материала выносные теп-
лообменники значительно усложняют доводку и обслуживание печных уста-
новок, поэтому они широко распространены пока в основном при обжиге стро-
ительных материалов (цемента, известняка), т.е. в крупномасштабных произ-
водствах, в которых оправданы значительные доводочные работы по таким
теплообменникам. В этих производствах оправдано также усовершенствова-
ние в виде дополнительной подачи топлива в один из выносных теплообмен-
ников (для увеличения степени предварительного обжига сырья). Такое реше-
ние позволяет значительно поднять производительность печной установки.
Роль вращающейся печи в этом случае сводится к выполнению функций уст-
ройства для генерирования высокотемпературных дымовых газов и выдержки
обрабатываемого материала при высокой температуре.
Для химических и других производств, где чаще всего применяются печи
длиной до 20—40 м, в качестве выносного теплообменника целесообразнее
использование вращающейся сушилки, которая по универсальности не усту-
пает вращающейся печи. Наряду с применением в печных установках враща-
ющихся сушилок распространение получили установки, включающие в себя
несколько вращающихся печей. Так, Восточным НИИ огнеупорной промыш-
ленности была предложена установка для термообработки гранулированного
материала в виде трех последовательно расположенных вращающихся бара-
банов. Первый по ходу движения материала барабан используется для предва-
рительного нагрева отходящими дымовыми газами, второй — для обжига и
третий — как теплообменник для подогрева воздуха перед подачей его на сжи-
гание топлива теплом обожженного материала. За третьим барабаном уста-
новлен шахтный холодильник.
Для равномерного обжига фирмой "Buttner-Schilde-Hees AG" (ФРГ) предло-
жено пыль, уловленную в системе пылеочистки вращающейся печи с непос-
редственным обогревом дымовыми газами, направлять во вторую печь, в ко-
торую подается нагретый материал из первой печи. Дообработка пыли во вто-
рой печи осуществляется только за счет тепла основного материала.
Для производства ультрамарина ПО "Уралхиммаш" по техническому проек-
ту ЛенНИИхиммаша был изготовлен комплект печного оборудования (рис. В. 1,
а), состоящий из муфельной вращающейся печи 3 диаметром 2,5 м и длиной
48 м, печи 5 с наружным обогревом корпуса диаметром 1,6 м и длиной 19 м,
вертикальной шахты 2 для перегрузки сырья из одной печи в другую, загру-
зочных устройств 4 и 1 соответственно муфельной печи и печи с наружным
обогревом барабана. Отличительная особенность печной установки — повы-
12
9
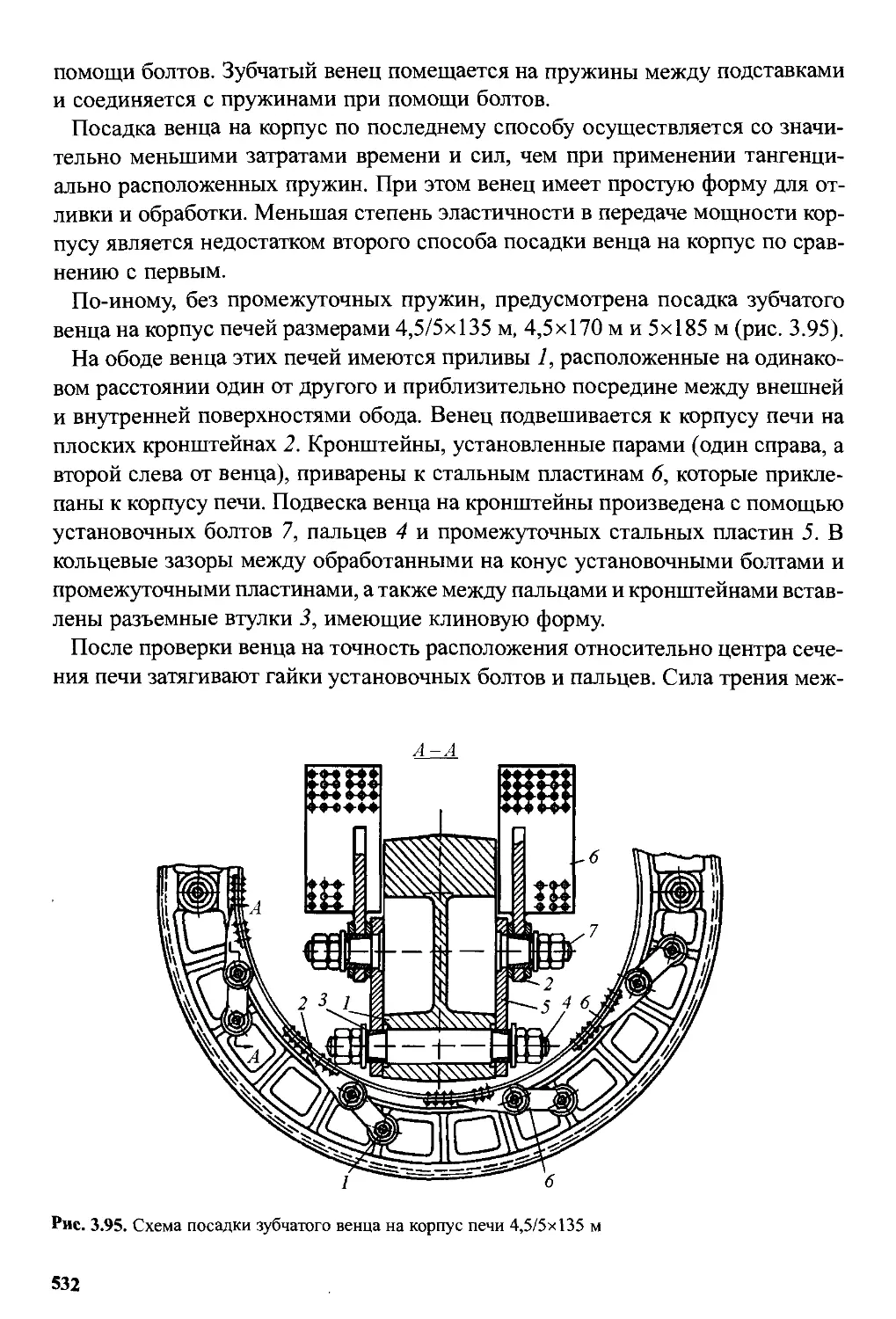
Рис. В.1. Схемы печных установок
шенное давление в муфельной печи по сравнению с давлением в печи с на-
ружным обогревом корпуса, в то время как во вторую печь перегружается только
материал. Реакционные газы из каждой печи отводятся и утилизируются раз-
дельно. Обе печи обогреваются от самостоятельных топочных устройств.
В ЛенНИИхиммаше была разработана совместно с ПО "Уралхиммаш" печ-
ная установка из двух печей с наружным обогревом корпуса диаметром 3,5 м
и длиной 50 м (см. рис. В.1, б). Исходный материал шнековым питателем заг-
ружается в первую печь 6, в которой сырье предварительно подсушивается и
подогревается. Окончательная термообработка сырья осуществляется во вто-
рой печи 7. Печь 7 снабжена топками для сжигания топлива. Дымовые газы
после прохождения через ее нагревательную камеру поступают в нагреватель-
ную камеру печи 6. Реакционные газы из каждой печи отводятся самостоя-
тельными потоками.
Комплект оборудования для аналогичной по схеме печной установки изго-
товлен Бердичевским заводом химического машиностроения "Прогресс". Ди-
аметр печи с наружным обогревом в этом комплекте 2,2 м и длина 12 м.
Схема печной установки для получения окиси магния включает в себя вра-
щающуюся сушилку 8 и печь 9 диаметром 2,2 м и длиной 12 м с наружным
обогревом (см. рис. В.1, а). Реакционные газы, выходящие из печи 9, исполь-
зуются для подсушки материала, загружаемого в печь из сушилки 8.
Для получения высококачественного активированного угля из различных уг-
леродсодержащих материалов применяют разработанные ЛенНИИхиммашем
13
печные установки с вращающимися муфельными печами. Схема печной уста-
новки для получения активированного угля из лигнина представлена на рис.
В.1, г. Установка состоит из муфельной печи 11 диаметром 2,5 м и длиной
20 м, печи 75 с непосредственным обогревом диаметром 2,5 м и длиной 20 м,
вращающейся сушилки 10, топки 12 муфельной печи, топки 14 печи с непос-
редственным обогревом и топки 13 дожига. Сушилка обогревается дымовыми
газами, отводимыми из каналов муфельной печи. Реакционные газы из му-
фельной печи дожигаются в топке 14, куда подаются отработанные газы из
печи /5.
Печное оборудование для этой установки, работающей по схеме (см. рис.
В.1, г), а также оборудование для печной установки получения активирован-
ного угля, включающее в себя муфельную печь диаметром 2,5 м и длиной 20 м,
печь с непосредственным обогревом диаметром 2,5 м и длиной 20 м и две
топки, позволяющие использовать для обогрева муфельной печи ее собствен-
ные реакционные газы и отработанные газы из печи с непосредственным обо-
гревом.
В химической промышленности, как правило, печные установки с вращаю-
щимися печами снабжены вращающимися холодильниками с водяным охлаж-
дением. Охлаждающая вода, удаляемая из холодильника с температурой 40-
50 °С, не используется в технологическом процессе и, таким образом, тепло,
содержащееся в выходящем из печи материале, полностью теряется. Вместе с
тем в общем балансе расхода тепла на печь доля тепла, используемого на хи-
мические реакции, мала. Тепло в основном расходуется на нагрев материала и
на потери с отходящими дымовыми газами. Поэтому использование полезно-
го тепла во вращающихся печах и печах других типов низкое, если печную
установку значительно не усложнять. Однако и при наличии запечных тепло-
обменников, холодильников для материала, использующих в качестве охлаж-
дающей среды воздух, идущий на сгорание топлива, потери остаются высоки-
ми. Это объясняется тем, что температура отходящих газов выше 300 °С, и
только часть воздуха, необходимого для охлаждения материала до 70-100 °С,
может быть использована для сжигания топлива.
Поэтому наиболее перспективными новыми решениями по печам химичес-
ких производств будут такие, которые направлены на непосредственную пе-
редачу тепла обработанного материала материалу, поступающему на термооб-
работку.
Невозможностью достаточно эффективной утилизации тепла обработанно-
го материала объясняется также появление ряда предложений по противоточ-
ным теплообменникам для сыпучего материала. Однако теплообменник для
сыпучих материалов плохо вписывается в традиционную компоновку уста-
новки с вращающимися печами, так как подогретый в теплообменнике мате-
риал сложно транспортировать к загрузочной камере печи.
14
По энергетическому признаку трубчатые вращающиеся печи относятся к
печам-теплообменникам с переменным по длине режимом тепловой работы.
На участке, где происходит горение топлива и температура продуктов сгора-
ния достигает 1550-1650 °С, осуществляется радиационный режим работы
печи. По мере продвижения продуктов сгорания топлива по длине печи они
охлаждаются до нескольких сот градусов и режим тепловой работы печи по-
степенно становится конвективным. Конкретное распределение по печи зон с
конвективным и радиационным режимами работы зависит от вида и парамет-
ров технологического процесса.
Трубчатые вращающиеся печи, за исключением получивших небольшое рас-
пространение печей для сушки сульфидного сырья, работают в режиме проти-
вотока. Загружаемая в печь шихта может иметь различную степень влажнос-
ти, вплоть до пульпы, содержащей до 40 % воды. Она подается в верхнюю
(хвостовую) часть печи и медленно движется навстречу газам, образующимся
в результате сгорания топлива в головной части агрегата. Из барабана перера-
батываемые продукты в виде спека или раскаленного порошкообразного ма-
териала поступают в специальный холодильник, а газообразные продукты
сжигания топлива вместе с технологическими газами направляются в систему
пылегазоочистки. В зависимости от вида перерабатываемого материала для
отопления трубчатых вращающихся печей могут быть использованы: природ-
ный газ, мазут и твердое топливо в виде коксовой мелочи или угольной пыли.
Для сжигания топлива обычно используют горелки типа "труба в трубе", фор-
сунки или специальные пылеугольные горелки.
В.1.2. Общие конструктивные характеристики печей
Обычно вращающимися трубчатыми печами называют агрегаты непрерыв-
ного действия с рабочим пространством в виде полого цилиндра.
В конструктивном отношении вращающиеся печи отличаются, в основном,
только размерами и устройством систем загрузки и выгрузки материалов.
Общий вид трубчатой вращающейся печи показан на рис. В.2. Ее основны-
ми элементами являются корпус (барабан), приводной механизм, опорные бан-
дажи, а также загрузочная и разгрузочная камеры.
Корпус печи представляет собой сварную металлическую трубу диаметром
до 5 м и длиной до 185 м, футерованную изнутри огнеупорным кирпичом. Он
опирается на специальные ролики, ширина пролета между которыми составля-
ет для больших печей 26-28 м. Для перемещения материала корпус наклонен к
горизонту под углом в 2,5-3°. Привод печи, с помощью которого она вращается
со скоростью около 1 об./мин, состоит из электродвигателя, редуктора и зубча-
той передачи.
Опорные бандажи кольцевой формы воспринимают всю нагрузку от массы
барабана, достигающую 70-80 т. Для больших печей применяют кованые бан-
15
12 3 4 5 67
Рис. В.2. Трубчатая вращающаяся печь: /, 15 — верхняя и нижняя головки печи; 2 — загрузочное
устройство; 3 — уплотнение; 4 — цепная завеса; 5 — опорный ролик; 6 — подшипник; 7 — барабан;
8 — упорный ролик; 9 — бандаж; 10, 11 — зубчатая передача; 12 редуктор; 13 — двигатель;
14 — упорное устройство; 16 — форсунка
дажи прямоугольного сечения, которые надевают на корпус свободно, с не-
большим зазором, учитывая последующее тепловое расширение барабана.
Каждый бандаж опирается на два ролика, вращающиеся во время работы печи.
Верхний торец печи входит в загрузочную камеру. Сухую шихту загружают
в печь с помощью шнекового питателя через патрубок, расположенный в заг-
рузочной камере. Пульпа подается в печь через пульповую трубу ковшом-до-
затором или с помощью специальной форсунки. Улавливаемая пыль возвра-
щается в барабан печи, как и сухая шихта.
Нижний торец печи входит в разгрузочную камеру. Между ней и барабаном
ставят специальное кольцевое уплотнение. В передней стенке камеры имеют-
ся отверстия для установки горел очных устройств. К ней также примыкает
устье канала, по которому готовый продукт пересыпается в холодильник.
Для предотвращения налипания влажной шихты на стенки барабана и на-
стылеобразования в холодном конце печи устанавливают цепные завесы. Их
прикрепляют к барабану одним концом по всему сечению печи, выбирая дли-
ну зоны таким образом, чтобы температура газов в ней не превышала 700 °С.
Вместо завес может быть использовано отбойное устройство, представляю-
щее собой связки рельсов длиной до 12 м, прикрепленные цепью к торцевой
головке печи.
Футеровка барабана работает в тяжелых условиях, которые обусловлены вра-
щением печи и перемещением нагреваемого в ней материала, оказывающим
на нее химическое и абразивное воздействие. В зоне сушки кладка подверже-
на значительному истиранию цепями или отбойным устройством. Основным
материалом для футеровки печей глиноземных заводов служит шамот. Высо-
котемпературные зоны печи выкладывают из хромомагнезитового, магнези-
тового и периклазошпинелидного огнеупорного кирпича. Для сохранения фу-
теровки при остановках печи барабан должен вращаться до ее полного охлаж-
16
жгут
Рис. В.З. Схема вращающейся печи: 1 — откатная головка; 2 — горячая камера; 3 — холодильник;
4 — бандаж; 5 — шестерня; 6 — печь; 7 — течка; 8 — холодная камера
дения. Продолжительность работы печи до капитального ремонта обычно со-
ставляет 2-4 года.
Несколько иную конструкцию представляет собой вращающаяся печь для
обжига сыпучих материалов, например, огнеупорных изделий, рис. В.З.
И в данном случае вращающаяся печь представляет собой длинный барабан,
установленный с уклоном 3-5 % и вращающийся со скоростью 0,5-1,2 об./мин.
В верхний холодный конец барабана, входящий в пылевую камеру, подается
обжигаемый материал. Нижний горячий конец барабана входит в откатную го-
ловку, через которую в печь подается топливо. Обожженный материал через
щели откатной головки поступает в холодильник. Холодильники печей для об-
жига огнеупорных материалов представляют собой металлический сварной ба-
рабан, опирающийся двумя бандажами на две пары опорных роликов. Привод
холодильников самостоятельный; число оборотов холодильника больше, чем
печи, и составляет от 3 до 6 в минуту. Холодильник чаще всего располагают
под обжигательным барабаном с уклоном от 5 до 7°. Длина холодильника 15-
25 м, отношение диаметра холодильника к диаметру печи 0,62-0,75. Воздух,
• В.4. Общий вид вращающихся печей
17
проходя по холодильнику, охлаждает материал и нагретым поступает в зону
горения в качестве вторичного.
Общий вид вращающихся печей со стороны откатной головки (рис. В.З, поз.
1) показан на рис. В.4.
Рассмотрим ниже известные нам материалы о развитии отдельных элемен-
тов вращающихся печей.
В.2. РАЗВИТИЕ КОНСТРУКЦИЙ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
В.2.1. Вращающиеся печи с непосредственным обогревом
Основное внимание при разработке вращающихся печей направлено на по-
вышение их экономичности (снижение температуры отходящих от печи ды-
мовых газов, возврат в зону нагрева тепла обработанного материала) и надеж-
ности (контроль и управление нагрузкой на опорной станции, полное исклю-
чение выноса газов и пыли из узлов печи).
Корпуса. Основное внимание при совершенствовании корпусов вращающих-
ся печей в последние годы XX века обращено было на улучшение конструк-
ций встроенных теплообменников, повышение надежности разгрузочного тор-
ца барабана, бандажей и упрощение изготовления футеровки.
ЛенНИИхиммашем предложено выполнять теплообменник как автономное
устройство (рис. В.5, а), снабженное подъемными лопастями 1 с продольны-
ми опорными пластинами 2. Подъемные лопасти по окружности фиксируют-
ся при помощи криволинейных распорных пластин 3. В осевом направлении
теплообменник фиксируется креплением к горну загрузочного конца корпуса
печи кольца 4, соединенного с опорными пластинами.
Преимущества такого теплообменника — отсутствие тепловых мостиков с
металлическим корпусом печи и возможность использования для его теплово-
го расчета методики расчета вращающихся сушилок (ОСТ 26-01-450-78). Теп-
лообменники такого типа изготавливались заводом "Прогресс" для печей диа-
метром корпуса 2,2 м и длиной 22 м.
Для снижения выноса мелкодисперсного материала из зоны установки встро-
енного теплообменника в ЛенНИИхиммаше разработан теплообменник в виде
трубчатой спирали (рис. В.5, б). Витки 7 трубчатой спирали закреплены при
помощи тяг на некотором расстоянии от внутренней поверхности корпуса,
превышающем высоту слоя материала. В корпусе печи установлены два под-
порных кольца 5 и б. Причем внутренний диаметр кольца 5 больше, чем коль-
ца 6. В пространство между кольцами подается загружаемый материал. В это
же пространство заходит конец 9 трубчатой спирали.
При вращении печи часть материала, находящегося между кольцами, заби-
рается загрузочным концом спирали, а часть пересыпается через кольцо 5 и
18
г/
и ю
Рис. В.5. Встроенные теплообменники
движется по печи обычным слоем. Для интенсификации перемешивания ма-
териала спираль можно снабдить уступами 8.
Утилизация тепла, содержащегося в обработанном материале, для подогре-
ва вновь загружаемого, достигается в печи по схеме на рис. В.5, в, разработан-
ной в ЛенНИИхиммаше. В этом случае в футеровке выполнены спиральные
каналы 10, в которые попадает материал через окна 11 в конце термообработ-
ки. При вращении печи материал по спиральным каналам перемещается на-
встречу материалу, движущемуся по цилиндрической полости печи, и отдает
ему часть своего тепла.
Такое решение наиболее эффективно при невозможности охлаждения обра-
ботанного материала воздухом, подаваемым на сгорание (например, при про-
калке углерод содержащих материалов). В этом случае также экономится топ-
ливо в результате того, что потери тепла наружной поверхностью корпуса ком-
пенсируются не за счет сжигания топлива, а за счет тепла обработанного мате-
риала. Печи с корпусом такого типа можно эффективно использовать при обо-
греве электроэнергией, они не требуют установки холодильников для обрабо-
танного материала.
Продолжается поиск решений по совершенствованию защитных устройств
разгрузочного торца корпуса с целью повышения долговечности печи. Взамен
съемных защитных колец по ОСТ 26-01-442-71 предложено устанавливать
кольца 1 с креплением к корпусу печи, вынесенным из зоны контакта с мате-
риалом (рис. В.6, а).
19
Рис. В.6. Защитные устройства для разгрузочного конца печи
Фирма "Fives-Cail Babcock" (Франция) для защиты торца барабана предус-
матривает (рис. В.6, б) использование слоя жароупорного бетона 1, закрепляе-
мого на корпусе при помощи арматуры 2 и 4. Для повышения надежности за-
щитного устройства конец корпуса охлаждается за счет подачи воздуха в коль-
цевой кожух. В кольцевом кожухе предусмотрены каналы 3 для подвода и отво-
да воздуха. Фирма "British Steel Corp." (Великобритания) для охлаждения торца
корпуса предложила водяную систему, в которой кольцевой змеевик охватывает
разгрузочный конец корпуса, кольцевой резервуар, вращающийся вместе с кор-
пусом, и неподвижный коллектор, располагаемый вокруг корпуса.
Иногда возникает необходимость раздельной выгрузки из печи обработан-
ного материала и образовавшихся спеков. Для таких случаев с целью повыше-
ния надежности работы при выгрузке в ЛенНИИхиммаше было предложено
на разгрузочном конце корпуса, снабженном отверстиями и порогом, выпол-
нять сегментные ступеньки, обеспечивающие подъем спеков на высоту поро-
га и выгрузку их из печи без применения ручного труда. Основное внимание
при разработке бандажей уделено снижению и исключению проскальзывания
их по подбандажной обечайке или подбандажным прокладкам. Фирма
"Klockner-Humboldt-Deutz AG" (ФРГ) разработала специальное устройство для
контроля величины проскальзывания бандажа за оборот печи. Устройство со-
стоит из прерывателей тока, установленных на раме печи, и толкателей, рас-
положенных на корпусе печи и бандаже. О величине проворачивания бандажа
относительно корпуса печи судят по изменению времени между сигналами от
прерывателей, контактирующих соответственно с толкателями на бандаже и
корпусе. Вариантом исполнения этого устройства является укрепление на кор-
пусе печи радиопередатчика, подающего сигналы в зависимости от проскаль-
зывания бандажа по корпусу.
Фирма "F.L. Smidth & Co. A/S" (Дания) предложила устройство для контро-
ля и управления зазором между бандажом и подбандажными элементами. Для
этого на вращающемся корпусе печи установлен электромотор, обеспечиваю-
щий перемещение подбандажных клиньев вдоль оси печи, или поворачиваю-
щий специальные элементы в виде стержней, имеющих в сечении эллипсооб-
разный профиль.
20
la Карагандинском металлургическом комбинате при
сновке бандажей на корпусе (рис. В.7) при помощи
цмаков 2, клиновых подкладок 4 и накладок 3, в на-
щках и упорах башмаков были предусмотрены от-
мные винты. Перемещая клиновую подкладку в осе-
1 направлении, МОЖНО регулировать радиальный за- Рис. В.7. Бандаж на клино-
i между бандажом 1 и клиновой подкладкой. вых подкладках
(ля уменьшения проскальзывания при креплении
щажа к корпусу при помощи плоских башмаков предложено устанавливать
кду бандажом и корпусом по окружности между башмаками замкнутые
менты, заполненные рабочим телом, увеличивающимся в объеме при по-
ыении температуры.
ля полного исключения проворота бандажа предложено по внутреннему
диаметру выполнять клиновые выступы, вершины которых направлены в
рону, противоположную вращению корпуса. На подбандажной обечайке
положены клиновые выступы, направленные вершинами в противополож-
> сторону.
линовые устройства использованы и в другой системе крепления бандажа,
том случае к внутренней поверхности бандажа прикрепляются башмаки,
5женные клиновыми уступами на двух боковых поверхностях. С этими
новыми уступами сопряжены клиновые боковые поверхности башмаков,
крепленных к корпусу печи по обе стороны бандажа,
родолжаются работы по поиску оптимальных решений, связанных с разме-
ием горелок на корпусе печи, их управлением, подводом топлива к горел-
с целью обеспечения распределенного по длине печи сжигания топлива,
ри наличии узкой зоны дополнительного ввода топлива, воздуха или дру-
> газа, например хлора, этот ввод предложено делать через неподвижный
юктор, охватывающий радиальный зазор между двумя секциями корпуса,
шенными самостоятельными опорами и приводами.
жовное внимание при создании новых конструкций футеровки направле-
ia разработку устройств для крепления блоков футеровки на корпусе печи
теровки из жароупорного бетона, наносимого на внутреннюю поверхность
[уса печи.
) предложению фирмы "Monsanto" (США), жароупорная обмазка на кор-
: печи закрепляется при помощи арматуры в виде V-образных стержней. У
рузочного конца печи на корпусе выполнены продольные (по оси печи)
>ези, и крепление обмазки осуществляется скользящим анкерным приспо-
ением с Т-образной подвеской. По мнению фирмы, такое решение обес-
вает минимальные тепловые напряжения в футеровке и корпусе печи,
ремлением уменьшить окружную жесткость корпуса для снижения напря-
га в футеровке обусловлено предложение снабжать корпус продольными
21
или наклонными прорезями. Прорези расположены таким образом, что в лю-
бом поперечном сечении корпуса находится не более одной прорези.
Для крепления блоков футеровки предложено по образующей корпуса при-
варивать коробчатые конструкции с Т-образными прорезями, соответствую-
щими Т-образным креплениям на блоках. Возможно анкерное крепление бло-
ков.
Упрощение футеровки блоками достигается в печи, предложенной в Япо-
нии. Корпус печи в сечении не цилиндрический, а в виде правильного много-
угольника.
Имеются сведения, что блочные бетонные футеровки могут надежно рабо-
тать в зонах печи с температурой до 1200-1250 °С. Подвесная блочная футе-
ровка печи диаметром 5 м и длиной 185 м на Акмянском комбинате прослужи-
ла 35 месяцев. Отмечается, что применение блочной футеровки дает суще-
ственный эффект при ее изготовлении, если будет решена проблема механиза-
ции монтажных работ.
Загрузочные и разгрузочные камеры. Для загрузочных камер противоточ-
ных печей и разгрузочных камер прямоточных вращающихся печей с корпу-
сом диаметром 1000-2200 мм разработан ОСТ 26-01-123-80. На камерах пре-
дусмотрены фланцы для крепления сальникового уплотнения по ОСТ 26-01-
441-78. ОСТ предусматривает 10 типоразмеров загрузочных и 10 типоразме-
ров разгрузочных камер.
Сведения о новых разработках загрузочных и разгрузочных камер касаются
в основном вопросов выполнения ими вспомогательных функций. Северо-
Кавказским филиалом института "Цветметавтоматика" и Иркутским филиа-
лом ВАМИ для контроля температурного режима в печи предложено в торцо-
вой стенке разгрузочной камеры закреплять при помощи подшипника корпус
Г-образной термопары с направляющим лотком. Ось корпуса термопары рас-
положена параллельно оси корпуса печи. Такое решение позволяет повысить
надежность измерений температуры материала и теплоносителя, увеличить
объем получаемой информации.
В Днепропетровском металлургическом институте для интенсификации теп-
лообмена между факелом продуктов сгорания топлива и обжигаемым матери-
алом предложено в разгрузочной камере устанавливать удлиненную горелку
(рис. В.8, а), снабженную вдоль одной образующей рядом сопл. Горелка уста-
навливается так, что оси сопл направлены перпендикулярно поверхности слоя
материала, движущегося в корпусе печи. Устройство может быть применено
при кусковом и крупнозернистом материалах. Для относительно короткой печи
второй конец такой горелки предложено крепить в разгрузочной камере (рис.
В.8, б). Аналогичный способ крепления предусмотрен и для радиационной
трубы, размещаемой вдоль оси корпуса. Топливо по этому предложению сжи-
22
/^//{{(j(d f f{{\{\ ^2^Zu
а б
Рис. В.8. Загрузочные и разгрузочные камеры со специальными горелочными устройствами
гается непосредственно в радиационной трубе. Для этого труба снабжена го-
релкой и цилиндрической вставкой для рециркуляции части дымовых газов.
В соответствии с разработкой ВНИИ цементной промышленности предус-
матривается установка в разгрузочной камере форсунок для подачи топлив-
ной смеси и кислорода. Оси сопл обеих форсунок направляются на слой мате-
риала. Форсунка для подачи топливной смеси смонтирована с учетом возмож-
ности перемещения вдоль своей оси при помощи специального привода.
Приводы и опорные станции. Заслуживает внимания усовершенствование
опорно-приводного устройства, предусматривающее крепление к ролику и
бандажу зубчатых венцов, находящихся в зацеплении. Кроме того, для фикса-
ции барабана печи в осевом направлении предложено выполнять зубчатые вен-
цы шевронными или косозубыми. Такой привод применим для относительно
легких корпусов печей.
Для повышения срока службы опорных станций и печи в целом все больше
внимания уделяется разработке опорных станций с контролируемой и регули-
руемой нагрузками. Так, было предложено между рамой 1 опорной станции и
фундаментом (рис. В.9, а) устанавливать упругое устройство 2.
Для многоопорной печи это позволяет выравнивать нагрузку между опор-
ными станциями при деформации корпуса печи или проседании фундамента
под отдельными опорными станциями.
ЛенНИИхиммашем предложено раму опорной станции выполнять упругой
для вертикальной нагрузки (рис. В.9, б). В этом случае возможен количествен-
ный контроль нагрузки, приходящейся на отдельный ролик. Достигается это
замером типовым индикатором деформации конца элемента 3 рамы 4.
Нагрузку на опорную станцию можно контролировать разработанным в Лен-
НИИхиммаше устройством для замера деформации тяг, соединяющих корпу-
са подшипников 6 противоположных роликов (рис. В.9, в). Для замера дефор-
мации к одному концу тяги прикреплен стержень 5, свободно уложенный вдоль
тяги. По перемещению стержня относительно второго конца тяги судят о на-
грузке на опорную станцию. Для уменьшения нагрузки, воспринимаемой опор-
ной станцией, опорные ролики раздвигают перемещением упорных гаек, рас-
положенных на тягах.
23
г ~ д
Рис. В.9. Опорные станции с контролем и регулированием нагрузки
Контроль нагрузки на опорный ролик возможен также измерением дефор-
мации корпусов его подшипников. Для перевода значений деформаций в по-
казания нагрузки производят предварительную тарировку деформаций корпу-
са подшипника в зависимости от нагрузки при помощи тензометрической бал-
ки, устанавливаемой между опорным роликом и бандажом.
Продолжается совершенствование конструкций опор печей, в которых для
выравнивания нагрузки используют пневмоподушки. Так, предложено опору
с пневмоподушками снабжать устройствами для восприятия нагрузок, дей-
ствующих вдоль оси печи. На рис. В.9, г представлена схема опорной станции
с самоустанавливающимися роликами, не воспринимающими осевые силы.
Опора состоит из роликов 8, закрепленных на самостоятельных рамах 9, опи-
рающихся на фундамент через пневмоподушки 10. Каждая рама крепится к
фундаменту двумя рычагами 7 в верхней части (вторые рычаги совпадают в
проекции с изображенными на рисунке) и одним рычагом 11 в нижней части.
Рычаги одинаковой длины и снабжены на концах шарнирными головками.
Самоустановку ролика при нарушении параллельности осей ролика и бан-
дажа осуществляют два верхних рычага, третий рычаг удерживает раму от
опрокидывания и обеспечивает параллельное перемещение рамы в направле-
нии к оси корпуса печи. Распределение нагрузки по опорным станциям дости-
гается регулированием давления в пневмоподушках. Неравномерность нагрузки
24
из-за искривлений корпуса печи компенсируется аккумулирующими емкостя-
ми пневмоподушек.
фирма "F.L. Smidth & Co. A/S" (Дания) предложила конструкцию, позволя-
ющую определять усилие, действующее на роликоопорную станцию, и регу-
лировать его. В ней корпуса подшипников 12 опираются на балки 14, перпен-
дикулярные вертикальной продольной плоскости печи (рис. В.9, д). Один ко-
нец балок закреплен на фундаменте шарнирно, а второй опирается на балку
13, параллельную оси печи. Балки, на которых установлены корпуса подшип-
ников, могут поворачиваться в своих шарнирах при помощи специальных ус-
тройств, помещенных между ними и продольной балкой. Продольная балка, в
свою очередь, закреплена на фундаменте при помощи шарнирного устройства
в средней части и снабжена измерительным устройством, а также устройством
для регулирования ее наклона.
Для выравнивания нагрузки на ролики опорных станций предложено также
между роликом и его осью помещать элемент из эластомерного материала.
Уплотнения. Имеется ряд решений для уплотнения стыков между корпусом
печи и загрузочной и разгрузочной камерами. Так, в радиальном уплотнении
манжетного типа было предложено манжету выполнять составной, например,
из асбестовой ткани типа АТ-6 или АТ-7 и из набивки типа АГ-1 и АГ-2, а для
прижимного устройства манжеты к скользящей поверхности применять сис-
тему подпружиненных тросов. Тросы в этом случае закрепляют на корпусе
печи. Это обеспечивает более качественный радиальный прижим манжеты уп-
лотнения к сопрягаемой поверхности.
В уплотнении сальникового типа по ОСТ 26-01-441-71 с целью усовершен-
ствования конструкции ЛенНИИхиммашем разработан прижим уплотнитель-
ного элемента к торцовым поверхностям корпуса печи и неподвижной загру-
зочной или разгрузочной камеры посредством подачи в уплотнительный эле-
мент сжатого воздуха. Уплотнительный элемент выполняется с разъемом в
плоскости, перпендикулярной оси печи. Такое уплотнение обеспечивает не
только повышенную герметизацию печи, но и исключает выброс пыли из печи,
так как подаваемый в уплотнительный элемент воздух отдувает пыль в камеру
печи.
Существенное уменьшение размеров и металлоемкости при сохранении ра-
ботоспособности при температуре до 500 °С достигается в разработанном Лен-
НИИхиммашем торцовом уплотнении с уплотнительными элементами в виде
поршневого кольца (рис. В. 10).
Для удобства замены при износе (без съема разгрузочной или загрузочной
камеры) ушютнительные элементы выполнены в виде сегментов /, присоеди-
ненных заклепками к ленте 2. В каждую канавку 4, проточенную в обечайке 3,
прикрепляемой к барабану печи, закладывается по два уплотнительных эле-
мента со смещением стыков концов ленты. Лента за счет радиальной упругос-
25
\/ / ! 1111111 If/ H
Рис. В. 10. Торцовое уплотнение с уплотнителшыми элемен-
тами в виде поршневых колец
ти уплотнительного элемента (лента работает на
растяжение, а сегменты на сжатие) прижимает-
ся к неподвижной обечайке 5, закрепляемой на
загрузочной или разгрузочной камере. При вра-
щении барабана уплотнительные элементы ос-
таются неподвижными, а обечайка 3 вращается
относительно них. При осевом перемещении
барабана уплотнительные элементы скользят по
неподвижной обечайке 5. Уплотнительные эле-
менты можно устанавливать и снимать через
люк в обечайке 5.
Уплотнение позволяет полностью избежать выброса газов из печи даже при
наличии в ней избыточного давления. Для этого в обечайку 5 врезается шту-
цер, по которому в пространство между двумя парами уплотнительных эле-
ментов подается воздух или азот. При подаче в уплотнение воздуха или азота
оно может быть установлено в зоне с повышенной температурой.
Дополнительная подача воздуха во избежание выброса через уплотнение
пыли и дымовых газов предусмотрена также в торцовом уплотнении фирмы
"Allis-Chalmers Corporation" (США). Для этого соприкасающиеся уплотнитель-
ные элементы закрыты кожухом, под который подается воздух или газ.
Вспомогательные системы. Для контроля температуры наружной поверх-
ности корпуса печи некоторые зарубежные фирмы используют прибор систе-
мы Cemscanner AGA, работающий по принципу регистрации инфракрасного
излучения. Этот прибор обеспечивает замер температуры с точностью до 1 °С.
Система позволяет на экране электроннолучевой трубки, находящейся на пульте
управления печью, наблюдать картину распределения температуры по всей
поверхности печи. Это достигается за счет обегания осью поворотной голов-
ки прибора горизонтального сектора с углом 80° при частоте 16 Гц и враще-
ния корпуса печи. Датчик головки прибора можно присоединить к системе
автоматического управления печью с электронно-вычислительным устрой-
ством, которое может звуковым сигналом сообщать о нарушениях в работе
печи, изменять режим ее работы.
В Гипроцементе разработан прибор контроля температуры стенки печи по
ее тепловому излучению. Масса прибора примерно 2 кг. Он прост по конст-
рукции (оптические элементы отсутствуют). Диапазон измерения 12(М00 °С.
Прибор может быть установлен стационарно для контроля одного сечения печи
или на движущейся вдоль печи тележке при контроле участка печи.
26
футеровка, размещаемая на внутренней поверхности корпуса, из-за тепло-
вых расширений может оказывать на него значительное радиальное давление.
В свою очередь корпус, препятствуя свободному расширению футеровки, вы-
зывает в ней напряжения, которые могут привести к быстрому выходу ее из
строя. Для контроля радиального давления футеровки на корпус в ЛенНИИ-
химмаше было разработано устройство в виде ленты, охватывающей корпус,
концы которой стягиваются пружиной. Лента контактирует с корпусом, и по-
этому имеет температуру, близкую к температуре барабана.
При появлении радиального давления футеровки на корпус из-за ее тепло-
вых расширений будет увеличиваться диаметр корпуса и длина его окружнос-
ти, в то время как увеличится только диаметр изгиба ленты, а ее длина оста-
нется практически неизменной. Это вызовет изменение расстояния между кон-
цами ленты. По разнице расстояния между концами ленты в холодном и горя-
чем состоянии печи несложно вычислить радиальное давление футеровки на
корпус.
Этим методом можно определить начало появления при остывании печи за-
зора между внутренней поверхностью корпуса и футеровкой печи, вызванно-
го пластической деформацией футеровки при ее разогреве. Прекращение с этого
момента вращения корпуса позволяет исключить относительное движение
кирпичей футеровки, истирание их поверхностей и, как следствие, выпада-
ние. Система контроля давления футеровки использована на муфельной вра-
щающейся печи диаметром 2,5 м и длиной 48 м.
Проводилась разработка устройств для очистки внутренней поверхности фу-
теровки корпуса от настылей. Так, фирма "Kubota Ltd" (Япония) разработала
устройство в виде цилиндрической водоохлаждаемой балки с водоохлаждае-
мым резаком на конце. Балка снабжена опорами с устройствами, позволяю-
щими вводить ее внутрь печи через окно в разгрузочной камере, поворачивать
вокруг своей оси и перемещать резак у очищаемой поверхности корпуса. По
сообщению авторов устройства, удовлетворительные результаты получены на
печи диаметром 3,5 м с частотой вращения 0,7 об./мин при восстановлении
железа. Удалялись настыли толщиной 300 мм на расстоянии 4-7 м от разгру-
зочного торца печи. Режущая кромка перемещалась вдоль печи со скоростью
примерно 0,2 м/с.
Для утилизации тепла, излучаемого корпусом печи, фирма "Messerschmitt-
Bolkow-Blohm GmbH" (ФРГ) предусмотрела установку вдоль печи на неболь-
шом расстоянии от нее экрана с каналами для охлаждающего теплоносителя.
Из экрана теплоноситель направляется в теплообменник, где нагревает вто-
ричный теплоноситель. Экран смонтирован на тележке, позволяющей регули-
ровать расстояние до печи.
Для контроля режима работы печи предложено использовать информацию о
нагрузке на опорные ролики. По сумме и разности нагрузок на каждой из пар
27
роликов одной опоры определяют качество и количество сырья в данной зоне.
Способ возможен только при идеально отцентрированных в условиях разог-
ретого корпуса бандажах и опорных станциях.
Фирма "Кгарр" (ФРГ) предложила усовершенствование системы контроля
температуры слоя материала термопарой, устанавливаемой на корпусе печи.
Для повышения надежности работы термопары ее подпружинивают и выдви-
гают из канала в футеровке только в момент прохождения ею зоны слоя мате-
риала. Термопара выдвигается специальным шаблоном, установленным на
фундаменте печи.
Обычно для съема ЭДС термопар, установленных на вращающемся корпусе
печи, используют токосъемники в виде кольцевых шин на корпусе и щеток,
связанных с фундаментом печи. На Белгородском цементном заводе примене-
на система, в которой щетки крепятся к барабану, а отрезок кольцевой шины
закреплен на неподвижном столе. Кроме того, предусмотрены дополнитель-
ная щетка и отрезок неподвижной кольцевой шины для управления специаль-
ным реле, заземленным со стороны входа усилителя потенциометра. Такая
система более надежна, требует меньших затрат на обслуживание.
В США было предложено оригинальное устройство для интенсификации
перемешивания материала в печи, представляющее собой свободно лежащий
в корпусе печи стержень. Поперечное сечение стержня уменьшается от одно-
го конца к другому. Конфигурация стержня изменяется по закону математи-
ческой функции частоты вращения корпуса печи. Стержень при вращении печи
совершает возвратно-поступательные движения вдоль печи от загрузочного к
выгрузочному концу и обратно. Устройство разработано применительно к об-
жигу сырья при высокой температуре.
Для контроля процесса обжига в режиме движения материала в корпусе печи
ведутся работы по использованию в качестве контролируемых параметров
мощности привода и частоты вращения. Устройство, работающее по такому
принципу, разработано в Ленинградском политехническом институте. Фирма
"Onoda Cement Co. Ltd" (Япония) запатентовала устройство для контроля про-
цесса обжига по изменению крутящего момента на приводе печи. В обоих слу-
чаях предусмотрено использование в контролирующих устройствах электрон-
но-вычислительных систем.
В.2.2. Вращающиеся печи с наружным обогревом корпуса
Существенный прогресс был достигнут в производстве вращающихся печей
с наружным обогревом корпуса. Разработаны и внедрены решения, позволяю-
щие выполнять корпусы таких печей длиной 50 и более метров. Освоены вра-
щающиеся муфельные печи с корпусом диаметром 2,5 м и длиной 48 м. При
росте требований к защите окружающей среды, печи с обогревом через стен-
28
ку позволяют значительно упростить систему очистки газовых выбросов, сни-
зить потери обрабатываемого материала.
Корпуса. Потребность в увеличении единичной мощности печи с наруж-
ным обогревом привела к созданию многоопорных корпусов. Внутренний
диаметр бандажей в таких печах превышает наружный диаметр нагреватель-
ной камеры.
Для перемещения теплоносителя вдоль наружной поверхности корпуса Лен-
НИИхиммаш разработал крепление промежуточных бандажей к корпусу (рис.
В.11, а) при помощи диска 7, кольца 2 и тангенциальных рессор 3.
Детали уплотнения щели в нагревательной камере в этом случае крепятся с
двух сторон к диску бандажа и контактируют с деталями, закрепленными на
нагревательной камере. Теплоноситель проходит вдоль корпуса 4 печи по за-
зору между корпусом и кольцом, омывая тангенциальные рессоры. Для обес-
печения транспортирования бандажей большого диаметра (рис. В.11, б) они
могут быть выполнены так же, как и диск 5 — составными из полуколец 6.
Исследования составного бандажа, проведенные в ЛенНИИхиммаше, подтвер-
дили его работоспособность.
Бандаж, разработанный ЛенНИИхиммашем совместно с ПО "Уралхиммаш",
обеспечивает совпадение в пространстве оси корпуса для холодного и полно-
стью разогретого состояния. Бандаж снабжен кольцом 4 со ступицей (рис. В.12,
а). Ступица охватывается стяжными разрезными элементами 3 с уступами,
прикрепленными к разрезной подбандажной обечайке 2. Подбандажная обе-
чайка с корпусом 7 печи соединена радиальными ребрами 6. Для уменьшения
теплового потока к кольцу от дымовых газов, проходящих по осевым каналам
между корпусом и подбандажной обечайкой, на внутренней поверхности под-
бандажной обечайки закреплена теплоизоляция 5.
В холодном состоянии корпус опирается при помощи уступов на ступицу в
верхней части кольца (рис. В. 12, б), а между кольцом и подбандажной обечай-
кой имеется равномерный кольцевой зазор. При разогреве корпуса диаметр
"не. В.11. Бандажи на тангенциальных рессорах
29
бег
Рис. В.12. Бандаж с фиксированным положением оси корпуса в холодном и разогретом состояниях
увеличивается. Ось корпуса опускается на величину радиального зазора меж-
ду подбандажной обечайкой и кольцом (рис. В.12, в).
При дальнейшем разогреве корпус подбандажной обечайкой опирается на
нижнюю часть кольца, а ось корпуса поднимается на величину радиального за-
зора, при этом исчезает зазор в верхней части бандажа. При разогретом состоя-
нии печи подбандажная обечайка плотно прилегает к кольцу (рис. В.12, г).
ПО "Уралхиммаш" изготовило печи с корпусами диаметром 3,5 м и длиной
50 м с промежуточным бандажом этого типа, успешно эксплуатируемые в хи-
мической промышленности.
Для регулирования интенсивности перемешивания и циркуляции материала
можно внутри корпуса размещать лопасти 1 с изменением их наклона (к плос-
кости, перпендикулярной оси печи) при помощи специальной тяги 2, выве-
денной через торец корпуса (рис. В. 13). Для этого лопасти прикреплены к внут-
ренней поверхности корпуса печи при помощи штырей 3. После установки
лопастей в нужном положении тяга закрепляется на торце корпуса. Печь с
корпусом такого типа диаметром 1,2 м для прокалки катализаторов до 600 °С
была изготовлена Бердичевским заводом "Прогресс" по разработке ЛенНИИ-
химмаша.
За рубежом распространены печи с корпусами, имеющими одну или две кон-
соли. Консольные части корпуса используются в качестве зон подогрева обра-
батываемого материала и охлаждения после термообработки. Такое решение
30
Рис. В.13. Корпус печи с регулируемыми лопастями
оправдано для относительно небольших печей, когда вся печь может быть смон-
тирована на заводе-изготовителе на одной раме и отгружена потребителю в
полностью собранном виде вместе с нагревательной камерой. Для печей, ко-
торые поставляются узлами, целесообразнее подогреватели и холодильники
для материала выполнять в виде самостоятельных единиц.
Для регулирования высоты слоя обрабатываемого материала в корпусе Лен-
НИИхиммаш предложил выполнять разгрузочный ковш для зачерпывания
материала из слоя и подачи в разгрузочный шнек с отверстием и поворотной
лопастью. Количество поднимаемого из слоя материала за один оборот корпу-
са регулируется изменением расстояния между кромкой поворотной лопасти
и внутренней поверхностью корпуса. Лопастью можно управлять, не прекра-
щая вращения корпуса.
Для разгрузки корпуса независимо от направления вращения ковши предло-
жено выполнять двусторонними.
Нагревательные камеры. В ЛенНИИхиммаше были разработаны новые
конструкции нагревательных камер (рис. В. 14). На рис. В. 14, а представлена
схема нагревательной камеры печи с промежуточной опорой с пропуском ды-
мовых газов через нее. В такой камере, несмотря на установку промежуточ-
ной опоры 1, обеспечивается противоток теплоносителя относительно обра-
батываемого материала по всей длине корпуса.
На рис. В. 14, б схема поперечного сечения нагревательной камеры, приме-
няемая помимо своего прямого назначения как газовый подшипник для кор-
пуса печи, и обеспечивающая для этой цели перепад давления теплоносителя
между верхней и нижней частями камеры. Это достигается за счет снабжения
нагревательной камеры подпружиненными шиберами 2, расположенными по
обе стороны корпуса, в плоскости, проходящей через его горизонтальную ось.
Шиберы создают повышенное сопротивление для прохода теплоносителя в
верхнюю часть камеры. Такое решение позволяет увеличить длину барабана и
снизить толщину его стенки.
Дальнейшим развитием нагревательной камеры, выполняющей одновремен-
но функции подшипника для корпуса, является создание над шиберами слоя 3
31
Зл.
Рис. В.14. Нагревательные камеры печей с наружным обогревом корпуса
псевдоожиженного инертного материала (рис. В. 14, в). В этом случае также
интенсифицируется теплопередача к корпусу печи.
Во избежание попадания мелкой пыли из псевдоожиженного слоя предло-
жено по концам камеры в псевдоожиженном слое инертного материала уста-
навливать поперечные перегородки. В образовавшиеся концевые отсеки заг-
ружается инертный материал с меньшей удельной насыпной массой, чем в
основной средний отсек. Высота слоя материала в концевых отсеках прини-
мается увеличенной по сравнению с высотой в среднем отсеке (обратно про-
порционально удельной насыпной массе материала, загруженного в отсеки).
При работе печи в этом случае обеспечивается равенство давления в слое не-
посредственно над решеткой и повышенное давление в концевом отсеке по
сравнению со средним отсеком на всех вышележащих уровнях.
В нагревательной камере на рис. В. 14, г решается задача повышения тепло-
передачи к корпусу за счет лучеиспускания. Для этого в футеровке нижней
половины цилиндрической камеры предусмотрены продольные каналы 4. С
одного конца каналы соединены с топкой 5, с другого имеют выход во внут-
реннее пространство нагревательной камеры. Конструкция обеспечивает рав-
номерный обогрев барабана на значительной длине при снижении расхода
топлива (за счет уменьшения избытка воздуха). Нагревательные камеры тако-
го типа были изготовлены ПО "Уралхиммаш" и успешно работают в химичес-
кой промышленности.
В зарубежной литературе приведены схемы нагревательных камер с распо-
ложением в патрубке отвода дымовых газов воздухоподогревателя, а также с
32
установкой отдельной камеры для подогрева материала на консоли корпуса. В
последнем случае нагревательная камера для подогрева материала соединена
с основной камерой наружным газоходом.
Системы для очистки корпуса от настылей. Наиболее простым устрой-
ством для очистки внутренней поверхности корпуса служит вал со скребками,
который закреплен по оси корпуса в подшипниках, связанных с фундаментом
печи, и может иметь самостоятельный привод. Кроме того, вал со скребками
используется и для перемешивания материала. Основная проблема при очист-
ке корпуса скребками — отклонение внутренней поверхности корпуса от иде-
ально цилиндрической, а также изменение диаметра корпуса при разогреве
печи, овальность бандажей и роликов.
В качестве усовершенствованной принудительной системы очистки внут-
ренней поверхности корпуса при помощи скребков (рис. В. 15) предложено
присоединять скребки 6 к валу 4 стержнями 1 и 3 с шарниром 2, и прикреп-
лять к подвижным стержням 1 листы-противовесы 5. Такая система, разрабо-
танная в ЛенНИИхиммаше, позволяет полностью удалять настыль с поверх-
ности барабана, так как максимальное расстояние от оси вала до кромки скребка
(при расположении стержней скребка в одной плоскости) превышает внут-
ренний радиус корпуса. Усилие прижима скребков к внутренней поверхности
корпуса печи создается за счет центробежной силы, а также за счет давления
материала на эти противовесы.
На вращающейся печи фирмы "Canada Packers Ltd" (Канада) для получения
гранулированной буры скребок для очистки корпуса закреплен на штанге, про-
пущенной через корпус со смещением от его оси. Усилие прижима скребка к
корпусу регулируется пружинами, размещенными снаружи корпуса.
Система скребковой очистки фирмы "Kobe Stiel" (Япония) выполнена в виде
беличьего колеса. Продольные скребки прикреплены к кольцам. Одно из кон-
цевых колец (большего диаметра) входит в кольцевой паз на вращающемся
корпусе печи и фиксируется им в осевом направлении. Предусмотрено уст-
ройство для стопорения скребковой системы от
проворота.
Недостатком этой системы, как и предыдущей,
является необходимость установки на печи загру-
зочных и разгрузочных камер с уплотнением, пре-
вышающим наружный диаметр корпуса. Кроме
того, в решении фирмы "Kobe Stiel" из-за стопо-
рения системы с одной стороны в фиксирующем
пазу может проявиться защемляющий эффект.
Фирма "Maschinenfabrik Buckau R. Wolf AG" Рис в 15 Скребковая система
(ФРГ) вернулась к системе очистки в виде сочле- очистки для полного удаления
2. Лисиенко В. Г. и др. *"
ненных, свободно лежащих на поверхности корпуса элементов с заостренны-
ми кромками. Концы системы ("змейки") шарнирно или гибким элементом
соединены с неподвижными узлами печи. Такие системы очистки внутренних
поверхностей корпуса широко применялись в ЗО-е годы.
Применение специальных механических устройств для очистки теплообмен-
ных поверхностей корпуса существенно усложняет конструкцию печи, сни-
жает ее надежность. Предпочтительнее устранять налипание материала при-
менением ретура, специальных добавок и изменением температурного режи-
ма в печи.
В.2.3. Муфельные вращающиеся печи
Корпуса. Муфельные вращающиеся печи все чаще используются в различ-
ных технологических процессах. За последние годы ЛенНИИхиммаш разра-
ботал ряд муфельных печей на базе печи диаметром 2,5 м и длиной 20 м при-
менительно к футеровке из карбидокремниевых блоков. Теплопроект разра-
ботал вариант футеровки этих печей жароупорным бетоном с заделанными в
него металлическими трубами для прохода газообразного теплоносителя.
Успешно прошла в свое время промышленные испытания муфельная печь
диаметром 2,5 м и длиной 48 м с муфелем из карбидокремниевых блоков, из-
готовленная ПО "Уралхиммаш". В футеровке корпуса выполнено 12 каналов,
в которые подается теплоноситель (дымовые газы) в двух точках по длине
корпуса. Температура теплоносителя, поступающего в корпус из двух вынос-
ных топок, 1000 °С. Для снижения расхода топлива и поддержания более рав-
номерной температуры теплоносителя в этой печи предложено в каналах раз-
мещать трубы с отверстиями. В трубы через специальную муфту, располагае-
мую на оси печи, подается природный газ. Природный газ в каналах сгорает за
счет избытка кислорода в дымовых газах, поступающих из топок.
Фирма "Fellner Ziegler" (ФРГ) предложила на вращающейся муфельной печи
проводить обогрев муфеля подачей в каналы теплоносителя с двух концов кор-
пуса. На каждом конце корпуса печи перед входом в канал муфеля через один
канал установлены форсунки или горелки. Это обеспечивает более равномер-
ный обогрев муфеля, но связано с меньшим теплоиспользованием теплоноси-
теля. Муфельные печи с установкой горелок на одном конце печи используют-
ся в промышленности длительное время.
В тех случаях, когда в процессе термообработки материала к нему необходи-
мо подводить жидкие или газообразные реагенты (например, пар при получе-
нии активированного угля), ЛенНИИхиммаш предложил трубы для подвода
реагента располагать по оси печи с радиальными трубами-отводами к внут-
ренней поверхности муфеля вместо крепления их к внутренней поверхности
корпуса. Такое решение не ухудшает теплопередачу от муфеля к материалу.
34
Для ввода реагентов в слой можно использовать часть каналов муфеля. Для
«того на части продольных каналов муфеля стенка, обращенная в сторону ра-
бочего пространства, выполняется газопроницаемой. При работе печи в эти
каналы подается не теплоноситель, а реагент. Такое решение оправдано при
температуре в рабочей зоне свыше 900 °С, либо при низкой стойкости метал-
лических труб из-за высокой агрессивности обрабатываемого материала, так
как приводит к снижению тепловой мощности печи.
Специальные муфели. Проводились поиск и разработка конструкций пе-
чей, позволяющих заменить традиционные печи с наружным обогревом кор-
пуса, и муфельные на более производительные и менее энерго- и металлоем-
кие.
Дальнейшим развитием печей со спиральным муфелем, направленным на
расширение сферы их применения, является разработанное ЛенНИИхимма-
шем предложение располагать в спиральном муфеле трубки с отверстиями для
подвода газообразного реагента. Предусмотрена подача газообразного реагента
только в ту трубку, отверстия которой в данный момент находятся в слое мате-
риала.
Появились разработки печей со спиральным муфелем и за рубежом. Так,
печь со спиральным муфелем патентует в ФРГ фирма "TDK Electronics Co.
Ltd" (Япония). Ее отличие от отечественных разработок — торцовое располо-
жение загрузочной и разгрузочной камер.
К перспективным разработкам вращающихся печей относятся решения, на-
правленные на обеспечение теплопередачи между двумя сыпучими материа-
лами при их противоточном движении. Однако пока опубликованы сведения
лишь по аппаратам, в которых организован теплообмен при противоточном
движении двух сыпучих материалов с различным гранулометрическим соста-
вом.
В Харьковском институте железнодорожного транспорта разработана вра-
щающаяся печь для нагрева и теплообмена между крупнокусковым и мелко-
зернистым материалами. Печь снабжена вращающимся корпусом, наклонен-
ным в сторону загрузки крупнокускового материала; с противоположной сто-
роны загружается мелкозернистый материал. Торцы барабана перфорирова-
ны. Мелкозернистый материал движется в сторону загрузки крупнокускового,
и после теплообмена с ним просыпается через перфорацию в корпусе на при-
емное устройство. Крупнокусковой материал выгружается с противополож-
ной стороны.
Фирма "Charbounages de France" (Франция) разработала противоточный теп-
лообменник для теплообмена между крупнокусковым угольным материалом
перед его коксованием и мелкозернистым материалом (например, песком). Во
вращающемся наклонном корпусе предусмотрена перфорированная шнековая
вставка, прикрепленная к внутренней поверхности корпуса. Крупнокусковой
2* 35
материал транспортируется снизу в верхнюю часть корпуса шнековой встав-
кой. Мелкозернистый материал загружается в верхнюю часть корпуса и, про-
сыпаясь через перфорацию шнековой вставки и зазоры в слое движущегося
по ней кускового материала, опускается к нижнему концу корпуса.
Усовершенствованием этого устройства является решение той же фирмы,
предусматривающее дополнительную установку на внутренней поверхности
корпуса подъемных лопастей для мелкозернистого материала. Лопасти позво-
ляют подавать мелкозернистый материал на крупнокусковой, находящийся в
верхней части слоя.
Продолжается патентование решений по печам с муфелем в виде жаровой
трубы, располагаемой вдоль корпуса печи у его оси и закрепляемой вне корпу-
са печи. Однако такие муфели можно использовать только в относительно ко-
ротких печах и при температуре теплоносителя в муфеле не выше 900 °С. Для
длинных печей и более высоких температур теплоносителя необходимо при-
менение специальных устройств для поддерживания жаровой трубы. Одно из
таких решений предусматривает введение внутрь жаровой трубы поддержи-
вающей трубы меньшего диаметра. Поддерживающая труба снабжена тепло-
вой изоляцией и охлаждается водой.
Основное преимущество муфельных печей с жаровой трубой — меньшая
вероятность налипания обрабатываемого материала на теплообменную повер-
хность. Существенный недостаток таких печей — высокая температура теп-
лоносителя на выходе из жаровой трубы, требующая установки теплообмен-
ников для утилизации его тепла.
В.З. Движение слоя шихты во вращающихся печах
Во вращающейся печи нужно различать внутреннее и внешнее движение
слоя шихты. Внутреннее движение слоя шихты определяют следующие пара-
метры: время пребывания материала в зоне (скорость поступательного движе-
ния); дисперсию этого времени для различных частей шихты; внутренний теп-
лообмен, включая однородность температурного поля по сечению слоя; сегре-
гацию материала по размерам, форме и плотности частиц. Эти параметры важ-
ны как для технологии, так и для теплообмена, который лимитируется внут-
ренним теплообменом.
Несмотря на большое число экспериментальных и теоретических работ,
многие вопросы внутреннего движения слоя остаются невыясненными и по-
этому не имеют математического описания. По ряду вопросов исследователи
придерживаются различных мнений, в частности, и по поводу пересыпного
механизма движения слоя, казалось бы, наиболее изученному.
Рассмотрим движение бруса по наклонной плоскости (рис. В. 16). Начало
движения 1 определяет угол покоя рп при равномерном движении бруса в точ-
36
не 2 угол наклона уменьшается до Рд, называемого
углом движения. При переходе к зернистому матери-
алу откос слоя устанавливается в результате тормо-
жения частиц. Поэтому аналог угла естественного
откоса Рс в точке 3 будет еще меньше, чем Рд, т.е. Рп >
С Д \
Рис. B.I 6. Движение бруса по
наклонной плоскости
Во вращающейся печи плоскости скатывания виб-
рируют и испытывают толчки. Моделирование этих
процессов на барабане приведет к уменьшению углов Рп и Рс. Но, по-видимо-
му, сокращение угла Рп будет более значительным, и разность АC = Рп — р ,
играющая роль самостоятельного параметра, уменьшится.
Важно отметить, что параметр АР определяется только физико-химически-
ми свойствами материала и вибрацией слоя. Он не зависит от диаметра печи,
коэффициента заполнения и скорости вращения, поскольку механизм движе-
ния заключается в скатывании частиц.
В.3.1. Макроструктура внутреннего движения слоя шихты
Соотношение коэффициентов трения, гранулометрический состав шихты и
другие условия могут объяснить различные виды внутреннего движения слоя.
В практических расчетах движение идеализируется. При прочных связях час-
тиц возможно периодическое скольжение, называемое также челночным. При
достаточно прочном сцеплении частиц со стенкой наблюдается режим их пе-
ресыпания или скалывания подслоев открытой поверхности слоя. Можно пред-
ставить также суперпозицию этих двух крайних видов. Но в действительнос-
ти все более сложно.
Допустимость тех или иных упрощений оправдывается целями расчета. Так,
прием, показанный на рис. В. 17, правомерен в расчете характеристик движе-
ния, но неприемлем в расчете внутреннего теплообмена.
В лабораторных условиях внутреннее движение слоя шихты моделируют во
вращающемся барабане с прозрачной стенкой. Объект моделирования иска-
жается по многим причинам. В частности, в модели движение материала вдоль
™ис. В.17. Фактическое (а) и идеализированное (б) движение частиц в слое шихты при вращении
печи: 1 — путь скатывания; 2 — путь вращения; 3 — корпус печи; 4 — регулярное скатывание
37
оси барабана отсутствует, а соотношение коэффициентов внутреннего и внеш-
него трения, радикально влияющее на характер движения, зависит от подбора
материалов стенок и слоя шихты, температуры тел, вибрации и толчков бара-
бана. Все это воспроизвести практически невозможно. На соотношение коэф-
фициентов влияет и сама торцевая стенка.
Плотность укладки частиц сыпучего материала далека от максимальной. Наи-
меньшее значение плотность укладки имеет на границе поверхность - сыпу-
чий материал. По мере углубления в слой она возрастает до постоянного зна-
чения на некоторой глубине.
Интересные сведения о процессе внешнего сдвига сыпучих материалов по
поверхности приведены в известных работах. Две сплошные поверхности кон-
тактируют на небольшом количестве элементарных площадок. В сыпучем ма-
териале число площадок увеличивается, и они нагружаются независимо друг
от друга. Поэтому коэффициент внешнего трения здесь более высокий. Но
если две поверхности могут только скользить, то частицы слоя могут переме-
щаться со скольжением, качением и верчением. В первом случае деформация
распространяется на очень тонкий поверхностный слой, во втором — глубина
деформации увеличивается. При движении сыпучего материала происходит
относительное перемещение и перемешивание частиц. Возможно смещение
слоя на 0,01-0,1 м, прежде чем будет достигнуто максимальное сопротивле-
ние дальнейшему смещению. При этом смещение имеет скачкообразный ха-
рактер в масштабе размера частиц. Перестройка структуры в начальный пери-
од смещения приводит к увеличению количества контактов и коэффициента
внешнего трения. С дальнейшим ростом сдвигающего усилия наступает срыв
поверхности и переход процесса во вторую стадию безостановочного движе-
ния при постоянном сдвигающем усилии. В этот момент сила сопротивления
сыпучего материала сдвигу по поверхности приобретает максимальное для
данной поверхности значение.
В табл. В.1 приведены коэффициенты трения при пересыпании материала,
взятого из зоны подогрева действующей цементной печи, кд = tg (Зд.
Таблица В.1
Коэффициенты внутреннего трения порошкообразной цементной шихты
в зависимости от заполнения печи и скорости вращения барабана
Коэффициент
заполнения
0,054
0,108
0,162
0,216
Средний
Скорость вращения барабана, об./мин
1,72
0,696
0,731
—
0,744
0,723
2,07
0,698
0,697
0,715
0,697
0,702
2,62
0,709
0,703
0,692
0,674
0,698
3,21
0,731
0,710
0,695
0,700
0,709
38
Исследования проводились в лаборатории на барабане диаметром 0,5 м с
прозрачным торцом. Коэффициент трения покоя кп при Рп = 35,5° равен 0,713.
Как видим, динамические коэффициенты трения отличаются от коэффициен-
та трения покоя. Они обычно меньше, что объясняется вибрациями и толчка-
ми при вращении печи или модели. Увеличение коэффициентов в некоторых
случаях можно объяснить уплотнением материала. Из таблицы следует, что
внутреннее трение в целом возрастает по мере роста коэффициента заполне-
ния и скорости вращения.
Ввиду нарушений условий подобия на лабораторной модели необходимо
использовать все возможности для исследования движения материала на дей-
ствующих печах.
Слой шихты образуется из макрооднородной массы, загружаемой в печь. По
мере продвижения внутри слоя устанавливаются равновесные течения, зави-
симые от свойств частиц, состояния футеровки, поля температур и других при-
чин. Внутреннее движение непосредственно влияет на внутренний теплооб-
мен, обычно лимитирующий теплообмен в целом. Кроме того, имеются по-
следствия технологические, проявляющиеся прежде всего в сегрегации мате-
риала. Вначале предположим однородную плотность частиц. Сегрегацию по
этому признаку надо рассматривать отдельно. Пусть частицы при одинаковой
форме имеют различные размеры.
Если частицы сцеплены достаточно прочно, то слой скользит как монолит и
вопрос о внутреннем движении отпадает. В действительности частицы пере-
сыпаются по поверхности слоя, хотя бы частично. При этом они не смешива-
ются, т.е. пересыпаются отдельно одна от другой. Начальная сегрегация по
крупности частиц обусловлена западанием мелких частиц в промежутки меж-
ду крупными. Они проваливаются в глубь подстилающего слоя частиц и име-
ют укороченные пути скатывания, постепенно скапливаясь в глубине слоя
шихты.
Описанное явление наблюдается на печах 60x3,5 м с антрацитовой шихтой
при вращении на вспомогательном приводе со скоростью 0,4 об./мин (Ново-
сибирский электродный завод). Вблизи разгрузочного обреза вверху слоя об-
нажается подслой у футеровки с мелкой фракцией, имеющей пониженную тем-
пературу и соответственно темный цвет. Мелочь сверху пересыпается по от-
крытой поверхности слоя с крупными кусками шихты, проваливается между
кусками, исчезает внутри слоя полностью, не достигая середины открытой
поверхности слоя. Этот процесс неоднократно описывался в литературе. Од-
нако он не единственный. Преимущественный провал мелких частиц под вли-
янием поля тяготения с учетом вибрации и толчков слоя имеет место по всему
сечению слоя.
Одно из следствий отмеченного явления — увеличение времени пребыва-
ния мелких частиц в печи за счет скатывания по укороченным путям. Извест-
39
на формула для оценки увеличения этого времени в зависимости от относи-
тельного диаметра частиц
did,
ср
тср
где хс и dc — средние значения времени пребывания шихты в печи и размера
частиц. Данные рис. В. 18 показывают, что формула хорошо подтверждается
экспериментально.
Технологические последствия описанного явления противоречивы. С одной
стороны, мелкие частицы удерживаются в глубине слоя и получают тепло опос-
редованно от других частиц, их температура в сечении понижена. С другой
стороны, время термической обработки увеличено. В результате этого на ука-
занных печах мелкая фракция антрацита получает менее глубокую прокалку.
Если шихта состоит из частиц с различными плотностями, но с одинаковыми
размерами, то же явление наблюдается по отношению к частицам более высо-
кой плотности. Увеличение времени пребывания частиц при коэффициенте
барабана *F = 0,5 описывается формулой
т/тср = 0,63 + 0,32р/рср,
ср,
где тир — средние значения времени пребывания шихты в печи и плотно-
сти частиц, кг/м3. Как видим, зависимость линейная. Из рис. B.I9 видно, что
эксперимент хорошо подтверждает формулу.
Наконец, возможна сегрегация частиц по форме. Движение частиц углова-
тых и вытянутых при том же среднем размере будет тормозиться по отноше-
нию к частицам округлой формы.
3,0
2,0
1,0
,
i
ГЦ
tz
4
T
4--#..
*
*
1,5
0,5
1,0
2,0
0
Рис. В.18. Зависимость времени пребывания Рис. В.19. Зависимость времени пребывания частицы
частицы в наклонном барабане от ее диамет- в барабане от ее плотности: / — по приближенной
ра; Ч* = 0,5 формуле; 2 — по экспериментальным данным; Ш = 0,5
40
Рис. В.20. Образование ядра слоя с преимущественно мелкими частицами: / — периферийная часть
слоя; 2 — ядро слоя
На рис. В.20 показано, как образуется ядро слоя, включающее преимуще-
ственно мелкую фракцию частиц. Траектории движения определяются пере-
катыванием, провалом частиц и вращением печи.
Верхняя часть слоя несколько выпукла, поскольку содержит мелкие, более
тяжелые и угловатые частицы, возвращающиеся наверх после коротких путей
скатывания. Подстилающие частицы увлекаются перекатывающимися на уча-
стках с максимальной скоростью скатывания. Поэтому в средней части повер-
хности образуется выемка. Заостренная форма нижней части профиля обус-
ловлена инерционным перемещением наиболее крупных и округлых частиц.
Закругление верхней части связано со скольжением мелкой фракции у повер-
хности печи.
В данном случае можно говорить о двухзонном строении слоя шихты. Зона
должна отличаться средними размерами пли плотностями частиц. Следова-
тельно, она образуется в результате сегрегации частиц благодаря различиям
их траекторий внутри слоя. Однородные частицы составляют одну зону. Это
представление расходится с классификацией, предложенной в ряде работ. Трех-
зонная структура, описанная здесь является двухзонной.
Совершенно другое, двухзонное, строение наблюдается при относительно
большой доле мелочи и большой дисперсии материала по размерам частиц. В
этом случае мелкие частицы просыпаются до футеровки и скапливаются у нее.
Если внешнее трение слоя достаточно велико и он не скользит по футеровке,
пристенный подслой быстро обновляется и сегрегация в нем не возникает.
Положение меняется, если слой хотя бы частично проскальзывает по футе-
ровке. Скольжение может приобрести устойчивость в силу различия коэффи-
циентов трения. Для мелкой фракции отношение коэффициентов внутреннего
и внешнего трения больше, и, когда оно больше единицы, в верхней пристен-
ной области образуется клинообразная зона мелкой фракции, скользящая по
футеровке и расклинивающая, внешний пересыпающийся подслой, как пока-
зано на рис. В.21.
41
Рис. В.21. Циркуляция антрацита в слое шихты (печи
60x6,3 м, скорость вращения 1,1-1,4 об./мин): 1 —
пересыпающаяся зона с укрупненной фракцией ших-
ты; 2 — скользящая и лишь частично обмениваю-
щаяся частицами зона; 3 — ядро зоны / с более мел-
кими частицами по сравнению с другими частями
зоны I
Разделение шихты на два подслоя наблюдается на печах 60x3,5 м с много-
шамотной футеровкой при прокалке антрацита. Скользящий подслой находится
в самых неблагоприятных условиях для нагрева, что объясняет его существенно
низкую температуру и тот парадоксальный факт, что мелкие частицы получа-
ют менее глубокую прокалку. Устойчивость зон возможна лишь при полном
балансе материала, входящего и выходящего через их границы, притом имен-
но такого сорта, который характерен для зон.
Теоретически возможны также другие формы и относительные размеры зон
в зависимости от гранулометрического состава шихты, коэффициентов тре-
ния, вибрации и толчков печи при вращении. Некоторое влияние может ока-
зать скорость вращения, переменная на многих действующих печах.
Возможные практические последствия описанных явлений. Во-первых, уве-
личение времени пребывания более плотных частиц имеет положительное зна-
чение в случае сушки частиц или процесса декарбонизации, поскольку при
этом за счет пористости плотность материала частицы уменьшается и она по
мере ее термической обработки ускоряет движение к разгрузочному концу.
Ускорение движения более крупных частиц, наоборот, нежелательно. Однако
это явление пока рассмотрено односторонне. Сегрегация частиц означает скоп-
ление мелких и плотных частиц в ядре слоя, подогреваемом гораздо хуже, чем
периферийная часть. В этом случае крупные частицы обогреваются внешни-
ми телами лучше. Второе отрицательное следствие заключается в сильном аб-
разивном воздействии слоя на футеровку. На печах Новосибирского электро-
дного завода при использовании кирпичей МЛО-62 толщина футеровки в зоне
высоких температур за 4 месяца уменьшается с 300 до 60 мм. Третье след-
ствие, оценка которого должна быть особой, состоит в сильной продольной
диффузии материала. Если первые порции меченого материала проходят че-
рез печь за 1 ч 20 мин, то последующие задерживаются на 2-3 ч.
В.3.2. Скорость поступательного движения слоя
Простейшая формула скорости поступательного движения выводится при
следующих допущениях, не соответствующих описанной выше схеме внут-
42
оеннего движения слоя: сечение слоя имеет вид сегмента с центральным уг-
лом Ф, соответствующим формуле коэффициента заполнения 4х = (ф - sin ф)/
2я- движение заключается в периодическом скалывании и обрушении клинь-
ев с углом в вершине АC = Рп - Рс, обрушенный материал образует в нижней
части клин, являющийся зеркальным отображением верхнего клина; футеров-
ка печи гладкая, и движение определяется только наклоном оси печи.
Можно перечислять несколько пунктов расхождения действительной и иде-
ализированной картин движения. Но анализ каждый раз приводит к выводу,
что расхождения не имеют большого значения, частично и взаимно компенси-
руются. Например, верхний клин по массе превышает нижний, поскольку ме-
лочь задерживается при перекатывании. Но в то же время эта часть шихты
чаще выходит на поверхность. Кроме того, нижний клин благодаря инерцион-
ному движению частиц более вытянут. Ввиду невозможности математическо-
го описания всех особенностей целесообразно сохранить простоту вывода.
На рис. В.22 изображена схема скалывания. Угол откоса верхней части ших-
ты больше, чем нижней. На верхний клин действует составляющая сила тяже-
сти вдоль оси у, g = g sin а, где а — угол наклона оси печи к горизонту. При
свободном движении клин скалывается в направлении, которое составляет к
горизонту угол Р, средний между углами Рп и Рс. Целесообразно использовать
осредненный угол откоса материала J3 по простейшему соотношению
Р = (Рп + Рс)/2-
Составляющая силы тяжести в этом направлении равна g sin p . Если к дуге
клина провести касательную ось х, то составляющая силы тяжести, параллель-
ная этой оси, определяется из прямоугольного треугольника:
а' = arcsin(cos p-tgy).
А/
AL
™ис. В.22» Участок печи с диаметром и коэффициентом заполнения, не зависящими от длины печи;
Футеровка гладкая, механизм движения идеализирован
43
Направление скалывания определяется только углами а и р. Центр массы
клина перемещается при скалывании на расстояние до центра массы нижнего
клина, составляющее 2/J, где / = Dsin((p/2) — хорда сегмента слоя. При этом
смещение массы вдоль оси печи, т.е. поступательное перемещение, определя-
ется из того же прямоугольного треугольника:
sin(9/2)s/A/sn2p-sin2a . (B.I)
Скорость поступательного движения
w = ALN0n8, (B.2)
где 8 — доля клина в общей площади сегмента; п — число оборотов в секун-
ду; No — число сколов при одном обороте. Из геометрии следует
(l/gy^.d-VZ)
4>tiD2/4 2я? '
Известно, что
Na = 2я/Арф, (В.4)
и это соотношение не зависит от заполнения печи.
При подстановках формул (В. 1), (В.2) и (В.З) в (В.4) с учетом 2tivF = ,<р - sin ф
получаем
w = Dтс/3)?>и/Ф, (В.5)
где
f_sin3((p/2) _ sin a
<P-sin<p '
Выделение функции /удобно тем, что она концентрирует влияние заполне-
ния печи. Практический интерес представляет заполнение только до полови-
ны сечения, поскольку при дальнейшем заполнении печь "захлебывается".
В практических расчетах удобно упростить вычисление функции/ поэтому
она аппроксимирована трехчленом:
/= 0,75 - 0,607-(ф/100) - 0,0984-(Ф/100J,
где угол ф подставляется в градусах, ф < 180°. В табл. В.2 показано, что по-
грешность приближения незначительна. Получена известная формула А. П.
Ворошилова.
44
Таблица В.2
Сопоставление точных и приближенных значений функции
20
40
60
80
/
0,75
0,74
0,72
0,69
0,65
7
0,75
0,73
0,91
0,68
0,64
Ф,°
100
120
140
160
180
/
0,59
0,53
0,46
0,39
0,32
/
0,59
0,54
0,47
0,40
0,32
При выводе используется р, — угол в поперечном сечении печи. Нетрудно
показать, что средний угол откоса в проекции на сечение связан с углом р
соотношением
sin р, = у sin2 р - sin2 a /cos а .
(В.7)
Путем дифференцирования и перехода к конечным разностям, dp—»др, по-
лучаем:
Ар. =Ар
sinp
1/sin2 p -sin2 a
Ввиду сильного неравенства sin2 Р » sin2 а на практике можно использо-
вать равенство Др, = Ар .
С учетом (В.7) функция Ф в формуле скорости упрощается:
= tga/sinP*.
(В.8)
Эта формула предпочтительна также и потому, что на действующих печах и
лабораторных барабанах (моделях) наблюдение угла р, более удобно. Угол Р
можно рассчитать по (В.7), измерить его непосредственно чрезвычайно трудно.
Заметим, что число No легко определяется с помощью секундомера, если
заданное сечение просматривается. Соответственно вычисляется др*. Это
значение может послужить в качестве одной из наблюдаемых характеристик
физико-химического состояния шихты для обслуживающего персонала. Спе-
кание шихт проходит с участием жидкой фазы. При образовании цементного
клинкера она составляет 15-30 % (масс). С ростом доли жидкой фазы угол
естественного откоса повышается, а частота сколов слоя снижается. Но при
чрезмерном образовании жидкости, как это случается при спекании боксито-
вых шихт, наблюдаются обратные явления. На печах Ачинского цементного
завода, имеющих размер 185x5 м (и = 1,2 об./мин), наиболее благоприятным
45
режимом на границе зон спекания и охлаждения считается непрерывное пере-
сыпание шихты. Но при форсировании тепловой мощности или снижении тем-
пературы начала плавления шихты наблюдается периодическое осыпание. Если
воздух из холодильника поступает относительно холодным, то жидкая фаза в
зоне охлаждения затвердевает быстрее, клинкер остекловывается и начинает
скользить по футеровке. При спекании бокситовых шихт ожижение спека свя-
зывается с повышенным содержанием серы в виде сульфата натрия. Наблюде-
ния подобного рода многочисленны, но их описания в литературе не система-
тизированы.
В практических расчетах формула (В.5) используется с дополнительным эм-
пирическим множителем, учитывающим шероховатость поверхности печи и
многие другие отличия реальных и модельных условий.
При выводе формулы было удобно считать, что клинья перемещаются мгно-
венно. Они могут также иметь другое время перемещения, произвольное в
пределах механизма скалывания, но не большее, чем промежуток между со-
седними сколами.
Скорость поступательного движения слоя в режиме его периодического
скольжения по поверхности печи. В предыдущем разделе показано, что ско-
рость поступательного движения слоя не зависит от трения материала, тормо-
зящего движение, если скалывания различимы, т.е. разделяются во времени.
Этот принцип можно использовать в настоящем разделе. В пределе малого
заполнения печи, когда в сечении остается одна частица, скорость ее поступа-
тельного движения не зависит от трения и, следовательно, от того, скатывает-
ся она или скользит. Если слой монолитен, все частицы связаны с периферий-
ными, скользящий слой принимает скорость периферийной или одиночной
частицы и ее можно определить по формуле (В.5). При ф—>0, когда/-»3/4, по-
лучаем
ы = пПпФ. (В.9)
Существенно то, что сечение слоя может иметь любую форму. Известно, что
вывод формул обобщается на другие виды внутреннего движения слоя с по-
мощью понятия радиуса движения. Рассмотрим это более подробно.
Рассмотренные режимы периодического скалывания клиньев или монолит-
ного скольжения слоя идеализированы. Реальное движение значительно слож-
нее. Пересыпание или перекатывание и скольжение можно наблюдать совмес-
тно в разных пропорциях. В разделе о макроструктуре внутреннего движения
показано, что слой может разделяться на два подслоя с различиями как по
составу, так и по характеру движения. Следовательно, необходим более об-
щий подход к описанию поступательного движения материала.
46
Пусть сечение слоя S имеет произвольную форму и разделено на элементы
dS. Подъем элемента dS вверх по дуге окружности определен вращением печи
л не включает какие-либо перемещения относительно футеровки. Далее эле-
мент dS периодически скатывается или скользит обратно. Если элементы не
сцеплены и скользят независимо, то радиус скольжения Rt будет равен рассто-
янию от оси печи до dS. При периодическом движении скорость поступатель-
ного движения элемента определяется по формуле (В.9):
w, = 2nR,n<&. (В. 10)
Фактически частицы сцеплены, и скорость их поступательного движения
может быть различной, больше или меньше w,. Уравнение (В. 10) является оп-
ределением понятия радиуса движения частицы по фактической скорости w.
Формула производительности печи в данном сечении
G = pwS = jp,wtdS (B.ll)
s
учитывает различие плотности и скорости движения элементов dS. С учетом
выражения (В. 10), где w, ~ R,, по (В. 11) получаем радиус движения слоя
R= —
В дальнейшем принято р» = const, а сечения слоя — в виде сегмента,
S = 0,5Л2(ф - sin ф)
Общая скорость поступательного движения записывается в виде
w = 2nRn<$>. (В. 12)
Рассмотрим примеры различных движений с точки зрения радиуса движе-
ния, принятого далее в безразмерном виде г = 2R ID, где D — диаметр печи в
пространстве. Известны следующие результаты по трем движениям.
1. При монолитном движении гх = 1.
2. При коаксиальном независимом скольжении цилиндрических элементар-
ных слоев по своим фактическим радиусам
2 1
Г2 ~
3 я-в
- lntg
2) ё 4
47
2 \ | 0,55тф-со53(ф/2)Ь^[(я + ф)/4]
3. При аналогичном скольжении плоских элементарных слоев, расположен-
ных горизонтально,
(В.13)
3 ф - sin ф
Результаты расчетов радиусов г2 и г3 представлены в табл. В.З.
Приведенные формулы радиусов имеют особенности в пределе ф—»0. Они
раскрываются с помощью правила Лопиталя и разложения функций в ряды.
Формула (В.13) идентична той, что получается в режиме пересыпания мате-
риала (В.6). Табл. В.З показывает, что в режиме монолитного скольжения ско-
рость поступательного движения слоя максимальна. Она существенно превы-
шает ту, что получается при пересыпании шихты. Если при нормальном за-
полнении *? = 0,1 расхождение не превышает 10 %, то по мере заполнения
разница быстро увеличивается.
Если весь материал пересыпается, то мелкие частицы имеют существенно
повышенное время пребывания в печи. Противоположный вывод получается
при делении слоя на два подслоя с включением мелкой фракции в подслой,
скользящий по футеровке. В этом случае табл. В.З показывает более высокую
скорость поступательного движения мелочи. Недостаточно глубокая прокал-
ка мелкой фракции на печах Новосибирского электродного завода (НовЭЗ)
объясняется тем, что теплообмен у футеровки гораздо ниже, чем на поверхно-
сти слоя.
Таблица В.З
Численные значения радиусов движения г, и г3, полученные
при независимом скольжении элементарных слоев
ч>.°
0
30
60
90
120
150
Ф
0
0,00376
0,0288
0,0908
0,1955
0,3371
Радиус скольжения
гг
1
0,9860
0,9470
0,8870
0,8123
0,7343
Г}
1
0,9800
0,9200
0,8260
0,7050
0,5673
48
В.3.3. Обобщение формул скорости на случаи неравномерного
заполнения печи или ее конусности
При остановке и охлаждении печи можно определить изменение заполне-
ния по ее длине, особенно на печах спекания с весьма существенными измене-
ниями свойств шихты. Следовательно, поверхность идеализированного плос-
кого слоя шихты имеет угол наклона к оси печи у положительный или отрица-
тельный. Его проекция на горизонтальную плоскость а' дополняет угол а по
отношению к горизонту. Угол у хорошо наблюдается у обреза печи при раз-
грузке материала, когда можно считать, что свойства шихты постоянны. По-
добное положение имеет место и при загрузке печи. Тот же угол у может полу-
читься при переменном диаметре по длине печи и прочих равных условиях
(рис. В.23).
Независимо от происхождения у углы а и а' определяют движущую силу
поступательного перемещения шихты, и в этом отношении равноценны. Из-
вестна приближенная общая формула скорости поступательного движения. Она
отличается от приведенной выведенной выше (В.5) функцией Ф. В общем слу-
чае
Ф =
cosy-sin(a
-sin2(a + a')
где a' = arcsin(cos Р • tg у), у < р.
При у = 0 функция Ф становится прежней, описанной выше. Другой част-
ный случай при а = 0 в литературе освещен слабо. При дополнительном усло-
вии у « Р можно записать Фа = 0 = tg y/tg p.
Поскольку tg Р > sin р, то Ф| =0 > Ф|а = 0 при одинаковых углах а и у. Пре-
жняя формула, здесь изменена.
¦с< В«23, Вид вдоль сужения конусной части барабана
49
В.3.4. Методы определения скорости движения шихты
в действующих печах
Материалы на холодном обрезе метят веществом, безвредным для продую
при последующей обработке и легко определяемом химическим, чаще всег
спектральным анализом или другим путем. Если материал мелкодисперсны]
как в печах кальцинации гидроксида алюминия и спекания с наливом или ра<
пылом пульп, то его можно метить раствором медного купороса, хромидс
или других солей.
При периодическом отборе проб с горячего обреза и из промежуточных лк
ков находят время появления в пробах максимальной концентрации. Анализ
показывают также дисперсию концентрации. Пометка различных фракци
может дать еще более детальную картину.
По пробам, взятым через определенные промежутки времени, строится Kpi
вая зависимости активности пробы от времени. Она имеет четкое начало, Mai
симум и весьма размытый конец. Из графика можно определить среднемаса
вую скорость (по среднему времени прохождения материала), медианную
пиковую скорости. Наиболее характерна последняя из них.
Была исследована печь спекания бокситовой пульпы 3x51,3 м при п = 1,5
об./мин, а = 3 %. Пульпа с влажностью 38 % метилась медным купоросом
подавалась из коррекционного бассейна в течение 35 мин. Пробы отбирали и
расстояниях 18; 24,5; 35,3 м через люки и от горячего обреза через каждые 1
мин. На рис. В.24 показана кривая изменения содержания меди в пробах, пр(
шедших через всю печь. Как видим, первые части меченого материала появ!
лись через 30 мин, последние имели время пребывания 275 мин. Аналоги1
ные кривые дали сведения о средних скоростях поступательного движени
шихты на каждом из четырех участков печи, разделенных люками-пробос
борниками.
Измерения проводили при относительном изменении производительност
печи 88,8; 100; 111,1 %. Скорость, осредненная по длине печи, снижалась сл<
дующим образом: 0,439; 0,421 и 0,401 м/мин. Средний по длине печи коэфф!
циент заполнения повышался: 9,13; 11,3 и 13%. Насыпная масса шихты вначг
ле уменьшалась, а затем, по мере термической обработки, увеличивалась, чт
установлено по точкам отбора при 100%-ной производительности: 1170, 1121
1000и1500кг/м3.
Рядом авторов были сопоставлены четыре различные формулы вычислени
скорости поступательного движения шихт, известные в литературе. Формул
А. П. Ворошилова оказалась наиболее подходящей к экспериментальным дар
ным. Эти же авторы предложили свою формулу, отличающуюся от указанно
только числовым коэффициентом (множителем):
50
sin3((p/2) t
ф-втф sinC'
r_e i — угол наклона оси печи, %.
На рис. В.24 проведена медиана фигуры, ограниченной кривой. По ней оп-
ределена средняя скорость.
Были повторены измерения на аналогичной печи, отапливаемой природным
газом вместо угольной пыли. Люки-пробоотборники размещались на расстоя-
ниях 18, 24, 32, 85 м от холодного обреза и, таким образом, делили печь на
пять участков. Результаты измерений представлены в табл. В.4, где указан внут-
ренний диаметр печи.
Производительность составила 16,1 т/ч. Средняя по участкам скорость по-
ступательного движения и коэффициент заполнения существенно меняются в
связи с изменениями физико-химических свойств шихты.
Описанный выше метод непригоден для шихт полидисперсного состава с
крупными кусками, например, известняка, кокса и т.п. материалов, так как ра-
створ солей распределен по поверхности кусков, а химический анализ прово-
дится для растертой пробы, т.е. для единицы массы шихты. Пробы имеют раз-
ный фракционный состав, поэтому наблюдается большой разброс концентра-
ции.
В печах прокалки кокса и холодильниках куски кокса можно метить сталь-
ной проволокой и следить за их появлением на обрезе или ленте с прокален-
ным охлажденным коксом. Если загружать куски инородного материала, от-
личающиеся по цвету, например, куски огнеупорного кирпича, то скорость их
может быть существенно другой. Наиболее надежный и простой способ со-
стоит в пропитке кусков кокса алюминатом натрия. В процессе прокалки кус-
ки покрываются прочной пленкой белой окиси алюминия. Пробы берут лопа-
той с горячего обреза печи или из течки. После остывания меченые куски кок-
са выделяются белым цветом. В наиболее современном способе материал ме-
тится радиоактивными изотопами.
О 30 70 ПО 150 190 230 270т, мин
Ис. В.24. Интенсивность прохождения меченого материала через горячий обрез печи
51
Исследовалась также печь кальцинации гидроксида алюминия 2,99x45 м
подпорным порогом на выходе из печи. Материал метился изотопом 24Na. Д?
люка делили печь на три участка с длинами 30, 9 и 6 м от холодного обрез
Время пребывания найдено соответственно: 10, 5,5 и 28,5 мин, в сумме 4
мин. Часть влажного гидроксида прилипает к футеровке и задерживается ь
начальном участке до 30-110 мин. После просушки гидроксид приобретав
текучесть, которая усиливается при интенсивном выделении влаги. На отдел]
ных участках материал находится в кипящем состоянии, и его скорость резв
увеличивается. Большую часть печи материал проходит за несколько мину
Таким образом, печь на первом участке работает как неэкономичная сушилк;
а на основной длине — как малоэффективный кальцинатор. Кроме того, н<
равномерное движение отдельных масс обусловливает сильную продольну!
диффузию частиц. В результате в продукте всегда имеются необезвоженны
бемит и гамма-фаза.
Приведенные выше методы дают осредненные скорости движения по длин
участков между люками для отбора проб. Устройство люков и их использовг
ние на действующих печах затруднены рядом причин. Для исследований прс
цессов внутри печи желательно детектировать излучение через футеровку
корпус печи, т.е. использовать радиационные изотопы. Таким путем были пс
лучены весьма интересные результаты, описанные в литературе.
Как правило, на определенных участках происходит газовыделение, что ев*
зано с реакциями декарбонизации и дегидратации. Текучесть шихты возрас
тает, особенно при переходе ее в кипящее состояние. Ряд других процессо!
например спекание с частичным образованием жидкой фазы, может заме,д
лить движение материала.
Исследовалась цементная печь с постоянной производительностью 69,25 i
ч. Менялась скорость вращения: 1,21 и 1,45 об./мин. Материал метился радис
активным лантаном-140 с периодом, полураспада 40,2 ч и энергией гамма
лучей 1,1 МэВ. Влажность наливаемого шлама составила 44 %. На рис. В.25 i
Таблица В.
Осредненные коэффициенты заполнения печи по отдельным участкам
с отсчетом от холодного обреза
Участок, м
Диаметр, м
Насыпная масса
материала, кг/ч
Массовая
скорость, кг/ч
Скорость движения
материала на
участках, м/мин
Коэффициент
заполнения
0-18
18-24
24-32
32-35
35-51,3
2,82
2,54
2,54
2,54
2,54
982
914
863
871
1500
17,0
17,8
17,8
17,8
20,0
0,627
0,450
0,667
0,750
0,405
0,073
0,143
0,102
0,090
0,108
Примечание. Настыли и гарниссаж не учитываются.
52
X, имп/с
со, м/мин
2,9
2,1
1,3
0,5
0 40 80 120 160 ?, м
Рис. В.25. Изменение скорости движения актив-
ной порции материала в печи при частоте враще-
ния печи 1,45 A) и 1,21 об./мин B)
/у
\
п
А
р
N.
/
у
\
»2
\
V
V
160
120
80
40
/
/
/
/
/
ч
V
\
\'
\;
V
Л
* \
\
»2
1
1
!/v
0 40 80 120 1601, м
Рис. В.26. Изменение активности пыли по дли-
не печи при частоте вращения печи 1,45 G) и
1,21 об./мин B)
В.26 показаны изменения скорости поступательного движения шихты и ак-
тивности пыли на длине печи с отсчетом от холодного обреза.
Максимум скорости поступательного движения указывает центр зоны де-
карбонизации шихты. С ростом скорости зона декарбонизации смещается к
холодному обрезу. Это прямое указание на интенсификацию теплообмена
шихты и, возможно, на то, что оптимальная скорость вращения выше, чем
1,45 об./мин. Замедление движения шихты в зоне спекания объясняется уве-
личением ее вязкости и образованием обмазки. Несмотря на сильную нерав-
номерность, выяснена пропорциональность скорости движения шихты и ско-
рости вращения печи.
Исследован также вельцпроцесс с помощью кобальта-60. От загрузки до выг-
рузки материал последовательно проходит стадии испарения физической вла-
ги, нагревания, декарбонизации, восстановления цинка, возгонки летучих со-
единений, окончательного обесцинкования, догорания восстановителя и ох-
лаждения.
Установлено, что с увеличением скорости вращения печи скорость движе-
ния материала больше всего возрастает в зоне газовыделений. Поскольку ма-
териал поступает неподготовленным, интенсивность газовыделений повыша-
ется, материал переходит в состояние, близкое к псевдоожижению. Извлече-
ние цинка при этом сокращается.
В ряде работ по данным наблюдений строятся кривые изменения естествен-
ного угла откоса. При этом кривая связывается с конкретной формулой скоро-
сти поступательного движения. Но эти формулы приближенные, содержат
эмпирические коэффициенты, зависящие от состояния шихты, поэтому полу-
ченные таким путем углы откоса ненадежны.
53
В.3.5. Вопросы моделирования вращающихся печей
Условия подобия работы печей и их моделей зависят от целей моделирова-
ния. Наиболее важные цели — использование опыта работы действующих и
хорошо исследованных печей, включая опытные, для улучшения работы дру-
гих печей, а также проектирование новых печей, не имеющих образцов в про-
мышленности. Было бы идеальным проведение моделирования независимо
от технологии, так как накопление и обобщение опыта работы, создание мето-
дов расчета проходят неравномерно. Наиболее простые соотношения отмече-
ны для печей, в которых шихта не претерпевает существенных физико-хими-
ческих превращений. С этой точки зрения самые сложные условия создаются
в печах спекания. Но и в этом случае теория цементных печей относительно
хорошо развита благодаря длительному времени исследования и большому
масштабу производства.
В теории тепловой работы вращающихся печей до сих пор главную роль
играют эмпирические коэффициенты, специфичные для данной технологии.
Поэтому методы расчета в ряде случаев до сих пор отсутствуют, например для
прокалочных печей в алюминиевой и электродной подотраслях цветной ме-
таллургии. Расчеты пока фрагментарны, а замкнутая система уравнений со-
держит неизвестные эмпирические коэффициенты.
Исследована связь тепловой мощности с диаметром вращающейся печи, наи-
более важным аргументом расчетов. Эмпирическое соотношение имеет вид
где коэффициент а) и показатель т зависят от технологии, оснащения печи
внутренними теплообменными устройствами и в некоторой мере от других
условий. В первом приближении устанавливается следующая группа парамет-
ров, которые можно считать независимыми от диаметра в просвете.
1. Частота вращения п, об./с. В некоторых проектах цементных печей нор-
мируется линейная скорость по внутреннему диаметру, и тогда п~ Dx.
2. Угол наклона оси печи к горизонту а. Он устанавливается по заполнению
печи на участках с минимальной скоростью поступательного движения ших-
ты. Его снижение может привести к переполнению печи на этих участках. Уве-
личение угла нежелательно не только ввиду снижения времени пребывания
шихты в печи, но и в связи с увеличением горизонтальных составляющих сил
тяжести футеровки и печи в целом. Компенсация этих составляющих порож-
дает затруднения.
3. Время пребывания шихты в печи т определяется условием завершения
необходимых процессов тепло- и массообмена в зонах, лимитирующих про-
цесс в целом. Вращающаяся печь имеет свойство саморегулирования, заклю-
54
чающееся в растяжении зоны, лимитирующей производительность, за счет Дру-
гих зон. Однако возможности для этого весьма ограничены.
4. Относительная длина зон LJA..
5. Удельный расход топлива у, кг у.т./кг.
Перечисленные параметры устанавливаются на основе имеющегося опыта
работы и зависят от технологии производства.
Основной путь интенсификации тепловой работы состоит в увеличении тем-
пературы факела за счет подогрева воздуха, обогащения его кислородом и в уве-
личении теплотворной способности топлива. Это приводит к росту плотности
теплового потока на поверхности слоя материала, через которую в высокотем-
пературных зонах передается около 85 % всего тепла. Существует критическое
значение такого потока q0, превышение которого приводит к технологическим
нарушениям и снижению качества продукта. Если нормировать величину q0, то
коэффициент заполнения печи с ростом диаметра надо снижать. Показано, что
принятая независимость группы параметров от диаметра печи может привести
к противоречиям расчета, поэтому желательно использовать как можно больше
других закономерностей для оптимизации параметров. Показано, что с точки
зрения внешнего теплообмена наиболее благоприятное заполнение печи опре-
деляется значением *F = 0,1.
Рассмотрим условия подобия движения шихт во вращающихся печах с це-
лью моделирования движения на лабораторных установках. Модель и печь
должны иметь одинаковые коэффициенты внутреннего и внешнего трения, а
также одинаковые коэффициенты заполнений. Первое условие, соблюдение
которого практически невозможно, самое важное. Оно включает многие дру-
гие физико-химические свойства шихты и материала стенки, проявляющиеся
через коэффициенты трения. При загрузке макрооднородной шихты происхо-
дит сегрегация по размерам частиц и их плотностям. В сечении слоя появля-
ются зоны с различным характером внутреннего движения, и поля коэффици-
ентов трения теряют однородность. Наиболее резкие изменения свойств шихт
по длине печи проявляются в печах спекания. Моделировать такие печи в ка-
кой-то мере следует по отдельным зонам с нечеткими границами.
Для моделирования скорости поступательного движения шихты необходи-
мо соблюдать условие Dwsin a = const при sin а «sin p.
В некоторых моделях соблюдается условие
которое вытекает из равенства центробежных сил. Однако роль таких сил в
промышленных печах невелика, и поэтому их моделирование опускается.
В целом можно заключить, что лабораторные модели могут дать лишь очень
риолизительное представление о реальном движении шихт.
55
Часть I.
ВРАЩАЮЩИЕСЯ ПЕЧИ
ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Глава 1.
ТИПЫ И НАЗНАЧЕНИЕ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
1.1. Печь с вращающимся барабаном общего назначения
Печь предназначена для проведения различных термотехнологических про-
цессов с сыпучими и жидкими материалами, допускающими контакт с дымо-
выми газами. Каждый конкретный процесс осуществляется в печи с опреде-
ленными диаметром и длиной, футеровкой, скоростью вращения и температу-
рой.
В печной комплекс входят: 1) печь с откатной головкой, загрузочной и раз-
грузочной камерами и механизмом привода вращения барабана; 2) вентиля-
тор; 3) система пылеочистки; 4) дымосос; 5) воздухо-, газо- и дымопроводы;
6) дымовая труба.
Печь с вращающимся барабаном непрерывного действия (рис. 1.1) представ-
ляет собой цилиндрический сварной корпус, на котором при помощи башма-
ков закреплены бандажи. Корпус (барабан) печи опирается бандажами на опор-
ные ролики соответствующих станций (опорной, опорной с упором, упорно-
опорной).
Внутри барабан футеруется огне- или кислотоупорным кирпичом, марка ко-
торого выбирается в зависимости от теплового режима печи и технологичес-
ких процессов, проводимых в ней, см. часть III и IV книги.
Для перемещения материала в сторону выгрузки печь устанавливается под
небольшим углом к горизонту.
Материал,/
\
Продукт
Рис. 1.1. Печь с вращающимся барабаном и откатной головкой: I — откатная головка; 2 — барабан;
3 — бандаж; 4 — механизм привода; 5 — разгрузочная камера; 6 — опорная станция; 7 — опорно-
упорная станция
56
Главный привод барабана печи — индивидуальный, смонтирован на отдель-
ной сварной раме и состоит из электродвигателя, редуктора, открытой венцо-
вой передачи. Кроме того, имеется вспомогательный механизм привода малой
мощности, который включается при пусконаладочных работах, при остановке
печи или при выходе из строя главного привода, на период ремонта.
Печь оборудуется специальной топкой или откатной головкой для получе-
ния теплоносителя сжиганием топлива.
С противоположного торца печь входит в пыльную (разгрузочную) камеру.
1.2. Печь с вращающимся барабаном
для обесфторивания фосфатов
Печь предназначена для получения кормового фосфата гидротермической
переработкой ковдорского апатитового концентрата с добавкой ортофосфор-
ной кислоты.
В печной комплекс входят: 1) печь с вращающимся барабаном, рекуперато-
ром, откатной головкой с горелкой и пыльной камерой; 2) котел-утилизатор;
3) батарейный пылеуловитель; 4) абсорбционные башни; 5) вытяжной венти-
лятор; 6) металлическая труба.
Реактором печи является вращающийся металлический, футерованный из-
нутри барабан, имеющий диаметр 3,6 м, длину 100 м и уклон 3,5°.
Футеровка реакционной зоны выполнена с условным разделением длины
печи на зоны.
I. Зона загрузки и подогрева материала в интервале температур 700-1200 °С.
Печь на длине 45 м футерована шамотным кирпичом класса А толщиной
230 мм. Кладка шамотного кирпича произведена на цементном растворе мар-
ки 400 без гидравлических добавок. Толщина шва кладки — 1,5-2,0 мм. Зона
шамотного кирпича имеет один температурный шов толщиной 10 мм.
П. Зона высоких температур A250-1450 °С). На длине 46 м печь футерована
периклазошпинелидным кирпичом толщиной 230 мм. Кладка периклазошпи-
нелидного кирпича произведена насухо с установкой плоских металлических
пластин из мягкой стали размером 115x230 мм и толщиной 2 мм. Пластины
установлены только в продольных швах через три - четыре ряда. Зона перик-
лазошпинелидного кирпича собрана из четырех панелей длиной 9 м, между
панелями расположены температурные швы толщиной 10 мм.
П1. Зона горячей части (длина 4 м). Порог выполнен высотой 500 мм из мно-
гошамотного кирпича ЦМ-Ь ЦМ-2, ЦМ-3, ЦМ-4.
По длине печи на расстоянии 18; 50; 65 м от холодного конца (зона загрузки)
находятся отверстия для взятия проб, установки термопар и фотоэлектричес-
ких пирометров. Для удаления футеровки во время ремонта печь снабжена
57
лазами, внутренняя поверхность которых покрыта слоем торкрет-массы тол-
щиной 8 = 160 мм. На 100 кг сухой смеси, содержащей 70 % молотого хроми-
та, 10 % молотого шамота, 20 % молотой огнеупорной глины, добавляется 3 л
жидкого стекла.
Печь снабжена загрузочной головкой, которая установлена на холодном кон-
це и выполняет также функции пыльной камеры. Загрузочная головка пред-
ставляет собой двухсекционную металлическую камеру, футерованную ша-
мотным кирпичом E = 230 мм) и теплоизолированную диатомовым кирпичом
марки М-700 (8 = 125 мм) по слою асбеста (8=10 мм). Внутренняя перегород-
ка сложена из шамотного кирпича (8 = 464 мм). Взрывные клапаны покрыты
слоем торкрет-массы толщиной 120 мм.
Футерованный барабан установлен на три опорные и три опорно-упорные
станции с масляными станциями. Печь оборудована гидроприводом для пре-
дотвращения осевого сдвига корпуса барабана.
Вращение барабана осуществляется двумя приводами: 1) вспомогательный
привод с электродвигателем АОП2-71-8 (ЛГ =13 кВт, п = 730 об./мин), частота
вращения барабана при работе на вспомогательном приводе — 3,107 об./мин;
2) главный привод с электродвигателем МА36-51/8ф (N = 75 кВт, п = 735 об./
мин), частота вращения барабана при работе на главном приводе — 0,647 об./
мин. с регулировкой до 0,35 об./мин.
На горячем конце вращающегося барабана укреплены 12 цилиндрических
рекуператоров (рис. 1.2) диаметром 920 мм и длиной 5000 мм. В литых плитах
Рис. 1.2. Рекуператор: 1, 11 — кожуха; 2, 7 — плиты; 5 — корпус рекуператора; 4 — летка; 5 ¦
патрубок; 6 — подрекуператорная обечайка; 8 — цепь; 9 — опора; 10 — разгрузочная плита
58
в начале рекуператора имеются выступы. Плиты болтами крепятся к корпусу
рекуператора. За литыми плитами к корпусу рекуператора на планках укреп-
лены цепи. На этих участках происходит измельчение продукта и лучшее ох-
лаждение. Выгрузка продукта осуществляется в конце рекуператора через
выгрузочные плиты при нахождении их в нижнем положении. Через эти же
плиты поступает воздух на охлаждение продукта. Нагретый воздух направля-
ется затем на горение природного газа. •
К рекуператорам вплотную установлена откатная головка с горелкой для
подачи внутрь вращающегося барабана природного газа на горение.
К установке принята горелка типа ГВР № 1 (горелка вихревая реверсивная).
Эта горелка дает возможность сжигать природный газ с регулируемой длиной
пламени и изменением направления вращения. Конструкция горелки приве-
дена на рис. 1.3.
Горелка состоит из трех частей: насадки-сопла, корпуса и узла управления.
Газ входит в корпус горелки через патрубок и выходит из сопла, имеющего
кольцевое сечение в закрученном потоке.
Закрученный поток газа создается установленным лопаточным завихрите-
лем, все лопатки которого могут одновременно поворачиваться на шарнирных
ножках в желаемую сторону. Поворот лопаток осуществляется поворотом коль-
ца, на которое насажены вторые ножки лопаток. Кольцо своим шпоночным
выступом связано с дросселем так, что при повороте последнего ручкой "За-
вихритель" кольцо также поворачивается.
Дросселирование осуществляется перемещением тяги вдоль оси горелки при
помощи ручки "Дроссель". При этом шлицевой выступ кольца может свобод-
но перемещаться по канавке на дросселе.
Корпус горелки имеет центральное отверстие, выполненное в виде кольце-
вого сопла. Отверстие сопла регулируется за счет тяги.
Дроссель переходит в направляющую тягу трубы, на которой установлена
рукоятка управления, что дает возможность менять длину пламени.
ис. 1.3. Горелка ГВР: 1 — шток; 2 — лопатка; 3 — сердечник-дроссель; 4 —
59
Завихрение и дросселирование газа в горелке производится одной тягой,
соответственно ее поворотом или перемещением. Для перемещения установ-
лена направляющая втулка.
Поскольку ведение технологического процесса требует изменения как дли-
ны, так и расположения пламени в определенном месте по длине барабана, то
горелка снабжена подъемно-передвижным механизмом управления. Газовая
горелка задним концом свободно крепится в подвижной тележке. Рамка с шар-
ниром перемещается по направляющим в вертикальном направлении. Другой
конец горелки опирается на опорный ролик, который может перемещаться в
горизонтальном направлении. Такое сочетание позволяет быстро устанавли-
вать горелку в любом направлении по сечению печи.
В печи под воздействием высокой температуры и водяного пара происходит
процесс обесфторивания сырья. Концентрация водяного пара в продуктах сго-
рания должна быть не менее 14 %. Из бункера фосфорсодержащее сырье по-
дается дозирующим устройством в двухвальный смеситель, где увлажняется
фосфорной кислотой.
Фосфорная кислота концентрацией не менее 41±0,5 % со склада направля-
ется в печное отделение по кольцевому трубопроводу, а затем поступает в двух-
вальный смеситель.
Из двухвального смесителя шихта подается в тарельчатый гранулятор, где
гранулируется до размера частиц 1-5 мм при влажности 6-8 %. Угол наклона
гранулятора — 47-48°, частота вращения — 6 об./мин.
В двухвальном смесителе и на грануляторе происходят следующие реакции:
СаСО3 + 2Н3РО4 = Са (Н2РО4J - Н2О + СО2
MgCO3 + 2Н3РО4 = Mg (Н2РО4J - Н2О + СО2
Гидротермическая переработка гранулированной шихты осуществляется в
печи с вращающимся барабаном. Воздух на горение и разбавление газа заса-
сывается через рекуператоры, где нагревается за счет охлаждения продукта.
Температура обесфторивания в печи — 1340-13 80 °С, время пребывания шихты
— 10-13 ч.
Монокальцийфосфат, содержащийся в шихте, по мере продвижения мине-
рала по печи под воздействием температуры F00-700 °С) дегидратируется с
образованием метафосфата кальция:
Са (Н2РО4J - Н2О = Са(РО3J + ЗН2О.
При дальнейшем продвижении минерала по печи и нагревании его в атмос-
фере водяных паров до 1100-1200 °С происходят реакции:
60
Ca10 (PO4NF2 + 4Са(РО3J + Hfi -> 7Са2Р2О7 + 2HF
Са10(РО4N F2 + Ca2P2O7 + H20 -* 4Ca3(PO4J + 2HF
Суммарная реакция обесфторивания:
3Ca10(PO4NF2 + 2H3PO4 н^' > ЮСа3(РО4J + 6HF.
Готовый продукт представляет собой смесь Л- и |3-Са3(РО4J.
Отходящие из печи газы с температурой 740-840 °С, содержащие фторис-
тые соединения (HF и SiF4) и пыль, поступают в пыльную камеру, где проис-
ходит их естественная очистка от пыли, а затем в котел-утилизатор КУФ-20/
13-45 для охлаждения до 200-250 °С.
Более глубокая очистка газов от пыли осуществляется в батарейном цикло-
не. После охлаждения и сухой очистки газы направляются в абсорбционное
отделение для очистки от фтора. Далее дымососом эти газы транспортируют-
ся в трубу и выбрасываются в атмосферу.
Характеристика исходного сырья ковдорского апатита (ТУ-6-12-93-76): >36%
Р2О5, до 53% СаО, до 5% MgO, 0,85-1% F; насыпная масса у = 1850 кг/м3;
плотность р = 3,2 г/см ; температура плавления t = 1600 °С.
Характеристика получаемого продукта Са3(РО4J: р = 3,2 г/см3; tm = 1650 °С.
В ходе процесса необходимо проверить наличие разрежения в газоходах (раз-
режение в печи должно быть 100-200 Па).
1.3. Печь с муфельным вращающимся барабаном
Печь предназначена для получения полуфабриката зеленого ультрамарина
прокаливанием каолина.
В печной комплекс входят: 1) печь с муфельным вращающимся барабаном,
загрузочной и выгрузочными камерами; 2) две топки для получения теплоно-
сителя; 3) вентиляторы для подачи воздуха; 4) дымосос; 5) дымовая труба.
Конструкция печи приведена на рис. 1.4. Печь состоит из следующих основ-
ных узлов: цилиндрического барабана; механизма загрузки печи; камеры для
отвода дымовых газов; камер для подачи теплоносителя; топок; разгрузочной
упорных устройств; механизма привода.
Реакционной камерой, где осуществляется обжиг шихты, является цилинд-
рический барабан с наружным диаметром 2500 мм, выполненный сварным из
стального листа толщиной 22 мм. В конце барабан сужается до диаметра
1450 мм, толщина его стенок доходит до 28 мм. Общая длина барабана — 48 м.
а конце барабана имеется внутренний выступ 50 мм, который предотвраща-
^ горизонтальное смещение футеровки в сторону разгрузки. Барабан уста-
61
Рис. 1.4. Печь с вращающимся барабаном для обжига шихты ультрамарина: J — разгрузочная каме-
ра; 2 — опорно-упорные станции; 3 — камера для подачи теплоносителя; 4 — механизм привода; 5 —
барабан; 6 — камера для отвода дымовых газов; 7 — механизм загрузки; 5 — взрывной клапан; 9 —
уплотнение барабана; 10 — фасонные камни муфеля
навливается с уклоном 64:1000 в сторону разгрузки. Для того чтобы обжиг
шихты происходил без контакта с теплоносителем и чтобы барабан не коро-
бился под действием высоких температур, футеровка выполнена из фасонных
огнеупорных блоков.
Внутренний муфель, в котором происходит обжиг и перемещение шихты, об-
разуется 12 карборундовыми блоками, имеющими трапециевидную форму с
внутренними дымовыми каналами такой же формы. Наружная стенка карбо-
рундовых блоков перекрывается 12 сплошными трапециевидными блоками из
легковесного шамота. В промежутке между этими блоками устанавливаются
шамотные замковые блоки. Огнеупорная футеровка укладывается на асбесто-
вые листы толщиной 10 мм, выполняющие роль тепловой изоляции барабана.
Конец барабана футеруют легковесным шамотом толщиной 113 мм на асбе-
стовом листе толщиной 6 мм.
Для ликвидации скольжения футеровки по барабану к нему приварены шесть
выступов, которые входят в пазы блоков из легковесного шамота. Шамотные
блоки имеют треугольный выступ, входящий в паз, образованный карборун-
довыми плитами; он предотвращает скольжение муфтовой футеровки по на-
ружной.
62
Загрузка печи осуществляется шнековым питателем, установленным на от-
дельной опорной раме, входящей внутрь барабана через торцевую футеровку
и стальной лист, скрепленный с барабаном.
В начале барабана установлена камера для отвода дымовых газов, имеющих
температуру 700 °С, из дымовых туннелей в футеровке. В переднем конце печи
в шести карборундовых блоках, блоках из легковесного шамота и корпусе ба-
рабана имеются отверстия для выхода отработанных дымовых газов. Камера
— сварная, из стального листа толщиной 10 мм, разъемная, цилиндро-кони-
ческой формы, футерована кирпичом из легковесного шамота. Дымовые газы
удаляются через нижнюю коническую часть камеры.
Наверху камеры установлен взрывной клапан для предохранения оборудо-
вания и обслуживающего персонала от воздействий при взрыве. В случае взры-
ва смеси прорывается асбестовый лист и отходит металлический лист резерв-
ного клапана. При отходе металлического листа откидывается поддерживаю-
щий упор за счет контргруза. Отверстие закрывается резервным откидным ме-
таллическим клапаном без нарушения хода технологического процесса.
Корпус барабана на участке отвода дымовых газов теплоизолирован огне-
упорным бетоном. В кольце из огнеупорного бетона имеются отверстия для
охлаждения воздухом наружной поверхности барабана. Камера оборудована
уплотнениями для обеспечения герметичности печи.
Теплоноситель для проведения процесса обжига приготавливается в двух от-
дельно стоящих цилиндрических циклонных топках. В качестве топлива исполь-
зуется природный газ. Расход природного газа в топке составляет 204 м3/ч. Теп-
лоноситель выходит из топки с температурой 1000 °С и поступает тангенци-
-ально снизу в камеру для подачи его в дымовые каналы муфелей, откуда тепло-
та передается через стенку шихте. Подвод теплоты в печь осуществляется через
две камеры, установленные в начале и середине барабана с муфелями. Подвод
теплоносителя в две точки вызван необходимостью поддержания равномерной
температуры в реакционной камере (815 °С). Температура теплоносителя в ды-
мовых каналах равна 900 °С.
Реакционная камера имеет цилиндрическую форму (внутренний диаметр
4292 мм), футерована кирпичом из легковесного шамота, теплоизолирована
асбестовым листом толщиной 8 = 12 мм и заключена в сварной металличес-
кий корпус из стали (8=12 мм).
На корпус барабана приварены ограничительные стальные листы (8 = 100 мм)
и Z-образные крючки из круглого проката; обмазка осуществляется огнеупор-
ным бетоном (8 = 350 мм). Теплоноситель в дымовые каналы муфеля вводится
через отверстия 210x220 мм в блоках из шамота и карборунда.
В кольце из огнеупорного бетона, облегающем барабан, проделаны туннели
Для принудительной подачи воздуха, охлаждающего корпус барабана. Камеры
63
с обеих сторон имеют уплотнительные устройства для обеспечения гермет
ности печи.
Разгрузка зеленого ультрамарина осуществляется в разгрузочную кам>
барабана, выполненную из сварного стального листа толщиной 5 = 12 г
Камера — разъемная, цилиндро-конической формы. На внутренней пове
ности кожуха в шахматном порядке приварены Z-образные крючки. На :
поверхность наносят слой огнеупорного бетона толщиной 5 = 75 мм для п
дохранения кожуха от действия высоких температур. В верхней части каме
приварен патрубок с фланцем для отвода газов из реакционного пространс
печи. Объем реакционных газов, удаляемых из печи, равен 109 м3/ч.
Нижняя часть камеры заканчивается фланцем для присоединения патру(
от вращающейся печи.
К корпусу кожуха приварены опоры, при помощи которых камера устан
ливается и крепится к перекрытию цеха. Со стороны входа в нее барабг
установлены уплотнительные устройства, которые крепятся к фланцам ка?
ры. В корпусе камеры предусмотрены отверстия для взятия пробы ультраи
рина, отходящих реакционных газов и установки термопар.
Барабан покоится на опорно-упорных станциях, установленных и закреплю
ных на железобетонных фундаментах. Вращение барабана осуществляется щ
водным механизмом, имеющим следующие угловые скорости (в мин "'): ра?
чая — 0,167; минимальная — 0,079; максимальная — 0,354. Мощность anei
ропривода — 7,5 кВт. Время пребывания материала в печи — 17 ч. В реаки
онном пространстве для исключения подсоса газов поддерживается давлен
10 Па.
В обжиговой печи исходным сырьем для получения алюмосиликата служ
каолин Al2O3-2SiO2-2H2O. При прокаливании в присутствии сульфидов натр
каолиновая кристаллическая решетка перестраивается в ультрамариновую.
Подготовка печи к пуску. После выполнения общих рекомендаций, описа
ных ранее, необходимо дополнительно: 1) убрать загрузочный шнек из загр
зочного отверстия; 2) во все водоохлаждаемые элементы подать воду; 3) с
крыть шибер на трубопроводе отсоса газов из внутреннего пространства м
феля.
1.4. Печь с вращающимся барабаном, обогреваемым снаружи
Печь предназначена для обжига полуфабриката в окислительной среде с ц
лью производства синего ультрамарина из зеленого, полученного в печи с м
фельным вращающимся барабаном. Рассматриваемая печь является технол(
гическим оборудованием одного связанного процесса получения синего уль
рамарина непрерывным способом.
64
Реакционные
газы ч
Продукт
Рис. 1.5. Печь с вращающимся барабаном и наружным обогревом: 1 — механизм загрузки; 2 — футе-
ровка; з каркас; 4 — барабан; 5 — механизм выгрузки; 6 — разгрузочная головка; 7 — боров; 8 —
скребки; 9 — коллектор; 10 — горелка
В печной комплекс входят: 1) печь с вращающимся барабаном и нагрева-
тельной камерой; 2) дутьевые вентиляторы; 3) газо- и воздухопровод; 4) бо-
ров; 5) дымосос; 6) дымовая труба.
Конструкция печи приведена на рис. 1.5. Реактором, где протекает реакция
окисления зеленого ультрамарина в синий, служит металлический вращаю-
щийся барабан длиной 18,5 м и диаметром 1,5 м, выполненный из жаропроч-
ной стали толщиной 20 мм. Внутри барабана по всей длине размещены скреб-
ки. По оси барабана до его середины установлен коллектор для подачи в реак-
ционный объем воды в количестве 16,2 кг/ч. На наружной поверхности корпу-
са барабана при помощи башмаков закреплены бандажи. Корпус барабана
опирается с уклоном в сторону разгрузки 16:1000 на опорные ролики соответ-
ствующих станций.
Для вращения барабана на отдельной сварной раме смонтирован приводной
механизм, состоящий из электродвигателя мощностью 13 кВт, редуктора, ва-
риатора и открытой венцовой передачи. Вариатор предусмотрен для плавного
изменения частоты вращения барабана в интервале 1,7-5 об./мин. При пуско-
наладочных работах рабочая частота вращения барабана равна 4 об./мин.
Загрузка печи зеленым ультрамарином, поступающим из обжиговой печи и
имеющим температуру 450 °С, осуществляется самоочищающимся питателем
через загрузочный механизм. Через узел загрузки материала в печь подается
воздух для окисления в количестве 1000 м3/ч от вентилятора.
С противоположной стороны барабана из разгрузочной головки специаль-
ным механизмом производится выгрузка готового синего ультрамарина, име-
ющего температуру 250 °С, с производительностью 405 кг/ч. Время пребыва-
ния материала в печи составляет 12 ч. Из реактора через патрубок в головке
Удаляется 813 м /ч реакционных газов. На торцовой стенке разгрузочной го-
3- Лисиенко В. Г. и
др.
65
ловки предусмотрен лаз для входа внутрь барабана. Лаз герметично зак
ется. На этой же стенке расположено смотровое окно.
Вращающийся барабан помещается в нагревательной камере, и передач
лоты для реакции осуществляется через корпус барабана теплопроводно
Нагревательная камера представляет собой надстроенную специальнук
ку, выполненную из огнеупорного шамотного кирпича и теплоизолирова
диатомовым кирпичом. На торцовых стенках имеются круглые отверсти
рез которые проходит вращающийся барабан.
Футеровка печи для придания строительной прочности заключена в м
лический каркас из швеллеров и стянута регулируемыми круглыми тяг;
гайками.
В нижней части футеровки, со стороны загрузки, установлена двухпр*
ная горелка для подачи в камеру горения, 43 м /ч природного газа и возд
получения теплоносителя с температурой в начале камеры 650 °С и в кон
300 °С.
Дымовые газы из середины нагревательной камеры с температурой 4!
отводятся через боров в дымовую трубу и выбрасываются в атмосферу.
В нагревательной камере нагреву теплоносителем подвергается толью
ловина барабана.
Узлы примыкания барабана к торцовым стенкам нагревательной каме
разгрузочной головки выполнены через лабиринтные уплотнения.
1.5. Печи для производства минеральных солей
В химической промышленности вращающиеся печи применяют для те
вой, химической и комбинированной обработки различных сыпучих и к)
вых материалов. По конструкции они разделяются на пламенные и муф
ные. В качестве топлива для них используют природный, газ и мазут.
Печи муфельные двухопорные (рис. 1.6), изготовляемые длиной бара
до 22 м и диаметром барабана до 2,2 м (Бердичевский завод "Прогресс"),
считаны на поточное и противоточное движение теплоносителя и обраб
ваемого материала. Основные размеры их приведены в табл. 1.1.
Печи двух-, трех- и четырехопорные (рис. 1.7, 1.8) (Екатеринбурского за]
"Уралхиммаш") рассчитаны на противоточное движение теплоносителя и
рабатываемого материала. Основные размеры их приведены в табл. 1.2.
Печь с вращающимся барабаном непрерывного действия представляет
бой цилиндрический сварной корпус, на котором при помощи башмаков
реплены бандажи; корпус (барабан) печи опирается бандажами на опор
ролики соответствующих станций (опорной, опорной с упором, упорно-oi
ной).
66
Рис. 1.6. Вращающаяся печь: 1 — барабан; 2 — течка; 3 — уплотнительное кольцо; 4 — опорная
станция; 5 — механизм для вращения барабана; б — опорно-упорная станция; 7 — короб для раз-
грузки
Рис. 1.7. Вращающаяся печь с откатной головкой двухопорная
У/////////////
"с-1.8. Вращающаяся печь с откатной
головкой четырехопорная
3*
67
so
Таблица 1.1
о
1000
1200
1600
2000
2200
Параметры и основные размеры (в
L
6000
8000
10000
12000
14000
16000
12000
14000
16000
18000
12000
14000
16000
18000
20000
22000
16000
18000
20000
22000
18000
20000
22000
Максимальная
нагрузка на опорную
станцию, т
10
16
25
Номер
привода
2
1
2
4
1
2
3
4
5
6
8
5
6
7
8
10
5
6
7
8
9
10
11
1250
1650
2050
2500
2900
3350
2500
2900
3350
3750
2500
2900
3350
3750
4150
5150
3350
3750
4150
5150
3750
4150
5150
мм) поточных печей с правым и левым расположением привода
b
3500
4700
5900
7000
8200
9300
7000
8200
9300
10500
7000
8200
9300
10500
11700
9300
10500
11700
10500
11700
-
800
900
1100
1200
А
100
150
250
350
400
Н
967
1180
1503
1833
1942
Я,
715
835
1070
1310
1370
#2
1670
1915
2455
2985
3300
#з
910
1042
1368
1678
1885
S
8
10
12
14
16
Вес, т
4,9
5,3
5,7
6,1
6,5
6,9
8,4
9,0
9,6
10,2
15,4
16,4
17,3
18,3
19,2
20,2
27,2
28,6
29,9
31,3
35,2
36,9
38,7
параметры н основные размеры (в мм; двух-, трех- и четырехопорных печен с правым и левым расположением привода
D
2200
2500
2800
3000
3200
3500
L
B5000)
35000
20000
C0000)
40000
C5000)
45000
55000
35000
45000
F0000)
50000
F0000)
60000
G0000)
Максимальная
нагрузка на опорную
станцию, т
100
63
125
160
125
160
200
200
Номер
привода
1
2
1
2
1
2
3
4
6
4
6
5
7
5
7
8
8
и
5000
4500
4150
5000
4500
5500
5000
4500
5500
6000
5000
1л
15000
26000
11700
20000
30000
26000
34000
45000
26000
3400
48000
38000
48000
60000
13000
15000
13000
17000
15000
13000
17000
16000
19000
16000
20000
и
3000
3000
3000
—
3000
3000
А
25
22
28
29
26
30
39
35
29
Н
2422
2358
2555
2731
2671
2826
2886
3098
3271
Н,
1432
1495
1495
1792
1912
1985
2149
S
16
20
20
22
26
26
Число
опор
2
3
2
3
4
3
4
3
4
Масса,
т
115
90
142
180
210
181
201
262
315
Внутри барабан футеруется огне- или кислотоупорным кирпичом, марка ко-
торого выбирается в зависимости от температурного режима печи и техноло-
гических процессов, проводимых в них.
Причем перечисленные факторы, а также диаметр барабана определяют тол-
щину футеровки. Для закрепления футеровки в барабане к его торцам прива-
риваются так называемые кольцевые пороги.
Для перемещения материала в сторону выгрузки печь устанавливают по;
небольшим углом к горизонту.
Привод барабана печи индивидуальный, смонтирован на отдельной сварной
раме и состоит из электродвигателя, редуктора, открытой венцовой передачи
Кроме того, привод имеет вспомогательные (резервные) электродвигатель \
редуктор сравнительно малой мощности. Скорость вращения барабана печ>
регулируют изменением числа оборотов электродвигателя.
Печи оборудованы отдельно стоящими топками, конструкция которых зави
сит от вида топлива, или откатными головками. Откатная головка печи, одно
временно служащая топочной камерой, монтируется на четырехколесной те
лежке, установленной на рельсах. Корпус головки изготовляется из листово!
стали и футеруется внутри огнеупорным кирпичом. Откатная головка присое
диняется к корпусу барабана при помощи специальных уплотняющих уст
ройств, обеспечивающих надлежащую герметичность этого соединения. Пр!
ремонте и смене футеровки головка отсоединяется от барабана и может быт]
отодвинута по рельсам на требуемое расстояние. В нижней части головки име
ется отверстие и патрубок для выпуска из печи продукции.
С противоположного торца печь примыкает к пыльной камере, в которо!
улавливаются частицы материала, уносимые из печи. К этой камере присоеди
нен дымоход, через который отводятся продукты сгорания.
Уплотняющее устройство вращающихся печей обычно бывает двух типов
лабиринтное и контактное, создаваемое двумя трущимися точеными кольца
ми, из которых одно закрепляется на барабане печи, другое на пылеосадитель
ной камере или откатной головке. Надежность работы уплотняющих устройеп
имеет большое значение для поддержания заданного режима работы печи i
влияет на ее технико-экономические показатели.
Подсос наружного воздуха в месте соединения печи с откатной головко!
вызывает дополнительный расход топлива, увеличивает нагрузку на дымосос
а в случае необходимости поддержание в зоне печи восстановительной средь
может сказаться и на качестве продукции.
Муфельные вращающиеся печи (рис. 1.9) предназначены для тепловой об
работки материалов, не допускающих непосредственного соприкосновения <
дымовыми газами. По конструкции они аналогичны обычным вращающимс;
печам.
70
Рис. 1.9. Вращающаяся муфельная печь: / — барабан; 2 — фасонный кирпич; 3 — горелка; 4 — устройство для разгрузки; 5 — опорная станция; 6 -
механизм для вращения барабана; 7 — опорно-упорная станция; 8 — устройство для загрузки
Основное их отличие заключается в устройстве футеровки и откатной ]
ловки. В этих печах, кроме обычной футеровки, предохраняющей стенки (
рабана от сильного нагревания, имеется специальная футеровка, выложенн
из фасонных камней, образующих один центральный и ряд периферийн]
каналов, идущих вдоль всей печи. По центральному каналу перемещается пс
лежащий прокаливанию материал, по периферийным — продукты сгоран
топлива, сжигаемого в топке откатной головки, передающие тепло материа
через стенки фасонных камней.
1.6. Печь содовая
Печь предназначена для получения кальцинированной соды прокаливай»
сырого бикарбоната натрия, содержащего 13-17 % воды, 0,7-0,8 % примес
хлоридов аммония и 0,3-0,4 % натрия.
При прокаливании протекает основная химическая реакция
2NaHCO3 -> Na2CO3 + СО2 + Н2О.
Вместе с основной реакцией происходит разложение солей:
NH4HCO3 -> NH3 + СО2 + Н2О,
МН4С1 + NaHCO3 -> NaCl + NH4 + СО2 + Н2О.
Отходящий из печи газ, имеющий высокое содержание СО2, также являет
продуктом и направляется далее на карбонизацию. Технологический проце
проводят в герметизированном вращающемся барабане.
В печной комплекс входят: 1) печь с вращающимся барабаном, обогревг
мым снаружи; 2) топка, через которую проходит вращающийся барабан;
рекуператор, встроенный в топку; 4) тягодутьевое оборудование; 5) боров
дымовая труба.
Конструкция печи производительностью 215 т/сут. приведена на рис. 1.1'
1.11.
Реакционной камерой является барабан (рис. 1.11), сваренный из листов»
стали толщиной 32 мм. Обогреваемая поверхность барабана составляет 205 t
длина цилиндрической части равна 24,5 м. К обоим концам барабана привар
ны конусы, имеющие длину 1,27 м. Передней считается часть барабана пе1
со стороны загрузки.
На узких горловинах конусов имеются специальные чугунные кольца, к к
торым крепятся бандажи диаметром 2,8 м, изготовленные из стального лит
с профилем шаровой формы. Ширина бандажа составляет 0,4 м.
72
Рис. 1.10. Содовая печь (продольный разрез): 1 — механизм загрузки; 2 — футеровка; 3 — барабан; 4 — рекуператор; 5 — шибер; 6 — боров; 7 -
горелка
Рис. 1.11, а. Содовая печь (поперечный разрез А -
А): 1 — направляющие заслонки; 2 — люк; 3 — зас-
лонки; 4 — регулирующая заслонка
Внутри барабана установлена
цепь, предназначенная для очист-
ки поверхности стенки от налип-
ших на нее соды и бикарбоната
натрия. При вращении барабана
цепь разбивает образующиеся ком-
ки и способствует их передвиже-
нию вдоль барабана с одновремен-
ным перемешиванием. Цепь пред-
ставляет собой массивную конст-
рукцию, состоящую из отдельных
звеньев, шарнирно связанных друг
с другом. В зависимости от усло-
вий работы цепи звенья различны
по конструкции.
Звенья цепи — стальные, имеют
форму четырехугольной рамки, у
которой две противоположные сто-
роны скошены под углом 60° к ос-
нованию. К скошенным сторонам
звеньев с обеих сторон крепятся
ножи и зубья. Крепление цепи про-
изводится при помощи шаровых
шарниров. Цепь во время враще-
ния барабана располагается в виде
дуги. К концевым чугунным коль-
цам крепятся с одной стороны заг-
рузочная горловина печи, с другой
— выгрузочный шнек.
Барабан печи опирается банда-
жом на две пары опорных роликов
диаметром 1100 мм. Ролики име-
ют фасонный профиль, соответ-
ствующий профилю бандажа. Та-
кая конструкция роликов позволя-
ет продвигаться вдоль осей вмес-
те с подвижным передним концом
барабана. Оси передних роликов
длиннее осей задних роликов, что
создает возможность свободного
74
Рис. 1.11, б. Барабан диаметром 2,5 м и длиной 23 м: 1 — мешалка с приводом; 2 — корпус печи; 3 — фронтальные плиты с уплотнениями; 4 -
уплотнение выхода шнека; 5 — разфузочный шнек с приводом; 6 — главный привод; 7 — задняя опора; 8 — цепь в сборе; 9 — передняя опора; 10 -
зафузочное устройство
передвижения барабану в сторону загрузки.
Подшипники опорных роликов выполнены с охлаждением и автоматиче(
кой смазкой. Подшипники закреплены на опорных плитах, являющихся одн<
временно водяной ванной. На поверхность воды наливается немного машщ
ного масла для смазки трущихся поверхностей (бандажей и роликов). Onoj
ные плиты крепятся к железобетонным фундаментам.
Вращение барабана осуществляется механизмом привода, состоящим из эле]
тродвигателя, редуктора и малой шестерни, находящейся в зацеплении с бол]
шой венцовой шестерней.
Венцовая шестерня закреплена на горловине конусной части: барабана печ
со стороны выгрузки.
Загрузка печи производится забрасывателем бикарбоната натрия или пит;
телем со смесителем натрия и соды при ретурном питании.
Подачу соды регулируют изменением величины зазора между поверхно!
тью большого барабана и плоскостью регулятора подачи соды.
Сода и бикарбонат натрия ссыпаются в закрытый желоб смесителя, в кот<
ром имеется два параллельно расположенных, вала с лопастями по винтовс
линии. Валы смесителя вращаются навстречу друг другу, перемешивают л<
пастями соду с: бикарбонатом натрия, создавая однородную смесь, которг
движется вдоль желоба и через загрузочное отверстие поступает в бараба
содовой печи.
Выгрузочное устройство содовой печи состоит из цилиндрического сита
закрепленными по образующим сита кольцами: и шнека. Шнек приводится
движение звездочкой от основного приводного механизма.
Как загрузочное, так и выгрузочное устройства одновременно являются и за
ворами, препятствующими проникновению воздуха в реакционную камеру.
Нагрев бикарбоната натрия или смеси осуществляется через корпус бараб;
на дымовыми газами, полученными от сжигания природного газа или мазут
Вращающийся барабан печи расположен в нагревательной камере. В торг
нагревательной камеры установлены сжигательные устройства для пригото]
ления теплоносителя.
Объем и конфигурация камеры горения рассчитаны на сжигание 800 кг м;
зута и 900 м3 природного газа в 1 ч.
Передняя, выдвинутая, часть камеры горения образует форкамеру, спосо(
ствующую образованию устойчивого пламени. Свод форкамеры — полуци]
кульный, наклонный.
Пламя можно наблюдать через три смотровых окна на фронте камеры. Ф;
теровка камеры горения выполнена в два слоя: внутренний шамотный толщ)
ной 232 мм и наружный из красного кирпича.
76
По длине камера горения занимает примерно 40 % длины барабана. На этом
астке теплота передается барабану в основном путем излучения пламени и
от нагретых стенок топки.
В переднюю часть барабана забрасывается сырой бикарбонат натрия, и здесь
особенно необходим интенсивный подвод теплоты. Далее нагревательная ка-
мера постепенно переходит в кольцевой газоход, внутри которого помещается
барабан. На этом участке теплота от газов передается барабану в основном
путем конвекции, чему способствует большая скорость газов, обусловленная
сужением газохода и завихрением потока при обтекании перегородок.
Температура газов за барабаном равна 500 °С. Уходящие газы проходят че-
рез трубчатый рекуператор и подогревают воздух, поступающий на горение
топлива, до 150 °С. Поверхность нагрева рекуператора — 160 м2. Разрежение
в камере горения — 20 Па, за барабаном — 50 Па.
Система шиберов позволяет включать рекуператор в работу или выключать
его, не прерывая работы печи.
Дымовые газы отводятся из печи через горизонтальные борова в дымовую
трубу и выбрасываются в атмосферу.
Получение из барабана печи газа с высокой концентрацией СО2 требует сведе-
ния до минимума подсоса воздуха в него, что достигается тщательной гермети-
зацией узлов загрузки и выгрузки специальными уплотняющими устройства-
ми. Герметизации подлежат также места прохождения барабана через футеров-
ку нагревательной камеры. Для этого к переднему и заднему концам футеровки
прикреплены чугунные плиты (так называемая броня), которые служат допол-
нительными торцовыми стенками футеровки. Между барабаном и броней име-
ются уплотнения, выполненные из стального кольца с пружинами.
1.7. Печь тамбурная для получения плава хлорида бария
Для производства карбоната бария, гидроокиси бария и бланфикса исполь-
зуют хлорид бария. Существуют два метода получения хлорида бария: соля-
нокислотный и Дюфло. При получении ВаС12 по методу Дюфло баритовый
концентрат смешивают с углем и загружают в печь. Затем постепенно в печь
вводят 56 % хлорида кальция. Всю смесь обжигают при высоких температу-
рах A100-1200 °С) и получают плав хлорида бария. Процесс ведут во враща-
ющихся печах периодического действия.
Основным узлом этого метода является восстановительный обжиг барито-
вого концентрата. Процесс идет согласно реакции:
BaSO4 + 2С + СаС12->ВаС12 + CaS + 2СОГ
77
I ~" vw t "" ' ~ —^— — (©) — ¦ ~ ~^~~ — ~^~~~~
^jy^^yppcwsg^^^
Рис. 1.12. Тамбурная печь для получения плава хлорида бария: / — горелка; 2 — футеровка барабана; 3 — кожух; 4 — люк; 5 — люк; 6 — клапан; 7 -
выкатная тележка; 5 — опорная станция; 9 — опорноупорная станция; 10 — механизм для вращения барабана
Полученный плав хлорида бария по окончании плавки выгружают в излож-
ины установленные на платформах или на разливочном конвейере, дают ему
стыть и затем направляют на дробление до кусков размером не более 10 мм.
После этого плав передают на выщелачивание; последнее производится не-
прерывно в аппарате с горизонтальной мешалкой горячей водой и промывны-
ми водами (шламовых центрифуг), поступающих из напорного бака.
Шлам, оставшийся после отделения хлорида бария, промывают, обезврежи-
вают и сбрасывают. Раствор хлорида бария перерабатывают или на товарный
продукт, или используют для получения других солей бария.
Плав хлорида бария получают в тамбурных печах (рис. 1.12).
Барабан печи приводится во вращение посредством зубчатого венца, кото-
рый находится в зацеплении с ведущей шестерней, соединенной через редук-
тор с электродвигателем. Скорость вращения барабана 1,8-2 об./мин. Для
уменьшения теплопотерь в окружающую среду и температуры поверхности
барабана внутри барабан футерован шамотным кирпичом класса "А" толщи-
ной 250 мм и асбестовым листом. Длина барабана 12 м, внутренний диаметр
2,24 м. Загрузка печи шихтой производится через три отверстия (люка), имею-
щихся в барабане печи.
Шихта состоит из баритового концентрата и угля. После загрузки шихты
подают непрерывно жидкий 56 % хлорид кальция до тех пор, пока не будет
задано требуемое до расчету количество.
В первые часы работы печи испаряется влага, последние следы которой уда-
ляются лишь при достижении температуры в шихте, равной 260-300 °С. При
780 °С плавится хлорид кальция, и с этого момента температура в печи быст-
ро повышается, а шихта переходит в жидкую расплавленную массу. Длитель-
ность каждой плавки бывает различна, в зависимости от качества исходного
сырья и степени его помола, от количества загруженной шихты.
Разгрузка осуществляется через люки, для этого барабан печи устанавлива-
ют люками вверх, открывают их, после чего поворачивают люками вниз и плав
сливается.
Топливом служит природный газ или мазут. Для сжигания топлива устанав-
ливается горелка или форсунка на откатной тележке под углом 5°. Угол накло-
на можно менять. В верхней части горелочного камня имеется отверстие для
распылительной форсунки, в которую подается раствор 56 % хлорида каль-
ция. Дымовые газы из печи выходят в пылевую камеру, в которой улавливают-
ся мелкие фракции и располагают ее между печью и дымососом, или же меж-
ДУ печью и боровом. Мелкие фракции, которые оседают в пылевой камере,
Удаляются при помощи тележки, установленной в низу камеры. Тележка при-
водится в движение от электродвигателя.
79
Пылевая камера соединяется с вращающимся барабаном печи переходной
камерой. Для уменьшения подсосов воздуха в рабочее пространство печи между
переходной камерой и барабаном печи монтируются специальные лабиринт-
ные уплотнения. В нижней части камеры имеется люк для спуска плава, если
он из вращающегося барабана перельется непосредственно в переходную ка-
меру.
В верхней части переходной камеры устанавливается патрубок для ввода
56 % хлорида кальция.
Дымовые и реакционные газы удаляются из пылевой камеры через борова в
дымовую трубу.
Характеристика печи (диаметром 2,8 м)
Загрузка (в т):
баритовый концентрат 8,2
уголь Кузбасский СС 2,1
раствор хлорида кальция E6%-ный) 7,1
Всего 17,4
Режим работы:
загрузка шихты, мин 25
загрузка раствора хлорида кальция
при работающей печи, мин 60
реакция, ч 4
слив готового плава, мин 35
Всего 6 ч
Расход условного топлива за операцию составляет 2,35 т.
Время технологического процесса составляет 5 ч.
За операцию получается 11 т плава.
Глава 2.
РАСЧЕТ И ИССЛЕДОВАНИЕ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Исходными данными для расчета печи являются: производительность, со-
став и влажность материала, температурный режим и время обработки, харак-
тер и выделяющиеся при обработке паро- и газообразные продукты.
Расчет печи слагается из следующих стадий:
1) составление материального баланса;
2) определение основных размеров печи — длины и диаметра, числа ее обо-
ротов и угла наклона;
3) теплового расчета;
4) уточнение по результатам теплового расчета размеров печи, определен-
ных предварительно.
В материальном балансе определяются все приходные и расходные статьи,
отнесенные к единице веса готового продукта, включая унос и потери.
Тепловой расчет определяет удельные расходы тепла на обработку данного
материала, определение возможности передачи материалу необходимого ко-
личества тепла при принятых размерах печи и ее производительности.
2.1. Определение основных размеров печи
Время пребывания материала в печи определяют по формулам:
,_ 0,308F + 24I
Dm ' { }
nD2 Gx
60у
(L2)
где т — время пребывания материала в печи, мин; 6 — угол естественного
откоса материала, градусы; L — длина печи, м; D — диаметр печи, м; и —
число оборотов печи, 1/мин; / — наклон печи, % к длине; ф — коэффициент
или степень заполнения печи материалом; у — насыпная масса материала, кг/
м ; G — часовая производительность печи, кг/ч.
В этих уравнениях заданными или известными являются х, 6, ср, G, у. Вели-
чина ni предварительно принимается равной 2-\.
Подставляя значения перечисленных выше величин и решая совместно урав-
нение, определяем диаметр и длину печи.
Длину печи можно определить, пользуясь следующей формулой:
81
e+24
A.3)
Величину скорости дымовых газов и связанный с нею пылеунос необходи-
мо учитывать, так как он может оказывать решающее влияние на подбор диа-
метра печи. Кроме того, необходимо принимать во внимание скорость отходя-
щих из печи газов.
Скорость принимаем не более 2-3 м/с, учитывая при этом максимально до-
пустимый пылеунос. Тогда уравнение для определения диаметра печи примет
следующий вид:
A.4)
где V — объемная скорость отходящих газов, м3/ч; W — линейная скорость
отходящих газов, м/ч.
Объемную скорость отходящих газов определяют по уравнению
где Вт — удельный расход топлива, кг/кг [м /кг] продукта; Vn — количество
дымовых газов, образующихся при сгорании 1 кг [1 м3] топлива, м3/кг [м3/м3];
V — объем реакционных газов, м3/кг продукта; / — температура отходящих
газов, °С; G — часовая производительность печи, кг/ч.
Это уравнение является универсальным, так как может быть использовано
для любой печи, независимо от ее назначения.
Для определения диаметра корпуса печи нужно: полученную величину внут-
реннего диаметра увеличить на двойную толщину футеровки и окончательно
уточнить с заводскими нормалями.
Для определения полной длины печи нужно величину внутреннего диамет-
ра подставить в соответствующее уравнение.
В случае необходимости уменьшить длину печи, без нарушения заданных
условий режима ее работы и времени пребывания в ней материала, устанавли-
вается порог на выходном торце печи, высота которого h определяется мето-
дом подбора по формуле:
т =
0,308(9 + 24)
Ш2
LJ-lOO/z 50/z -jHh+h
D D-h-0,5H H
A.6)
82
В целях упрощения решения этой задачи можно пользоваться рис. 1.13, со-
ставленным по уравнению:
LX~L2 i
к 100
= к
+ к 1
2а-к-0,5 а
A.7)
где L — длина печи; L2 — уменьшенная длина печи, м; / — наклон печи, % к
длине; к — отношение высоты кольца порога h к стрелке сегмента заполнения
Я печи без порога; а = RIH— отношение внутреннего радиуса печи R к высоте
стенки сегмента заполнения Н печи без порога (значения а приведены на кри-
вых рис. 1.13).
Определение высоты порога по рис. 1.13 производится в следующей после-
довательности: сначала определяется численная величина, обозначенная на
графике буквой А, затем определяется величина а. По полученным значениям
Л и а на графике находим к. Умножив к на Н, получим высоту порога h, кото-
рая обеспечивает необходимое время пребывания материала в печи при умень-
шенной ее длине. Эта высота одновременно является и высотой стрелки сег-
мента заполнения материалом печи с порогом.
Если степень заполнения печи окажете больше обычно принимаемой A0-
15 %), следует расчет повторить, приняв несколько большую длину печи, ру-
ководствуясь нормалями завода-изготовителя. Длина и диаметр печи проверя-
ются тепловыми расчетами, которые должны подтвердить их достаточность
для передачи материалу необходимого количества тепла, определенного теп-
ловым балансом. Для этого всегда задается температура газового потока на
входе и принимается на выходе в зависимости от технологического процесса,
проводимого в печи.
Балансовые уравнения тепловых потоков имеют следующий вид:
где Qr — общее количество тепла, отдаваемое газовым потоком, кВт [ккал/ч];
fin,," — количество тепла, отдаваемое газовым потоком лучеиспусканием от-
крытой поверхности футеровки, кВт [ккал/ч]; Qr к — то же конвекцией, кВт
[ккал/ч]; QJ1 — количество тепла, отдаваемое газовым потоком лучеиспуска-
нием открытой поверхности материала, кВт [ккал/ч]; Q^ — то же конвекци-
еи» кВт [ккал/ч]; Q — количество тепла, отдаваемое газовым потоком газом и
^ердыми частицами, выделяющимися из материала, кВт [ккал/ч]; Q^ — ко-
ичество тепла, отдаваемое лучеиспусканием открытой поверхностью футе-
83
0,60
0,55
0,50
0,45
о 0,40
О
^ 0,35
•4*
Л °'30
II
^ 0,25
0,20
0,15
0,10
0,05
0
1,0 1,1 1,2 1,3 1,4 1,5 1,581,6 1,7
k=hlH
Рис. 1.13. График для определения высоты порога h при различных значениях а = RIH
1
/
/
)
/
'А
/
/
/
/
/у
7
/
/
/
/
/
/
/
/
/
/
У,
у
/
/
/
/
1
1
1
з,5/
/
/
л.
/
/;,
А,
/>
^ о'
ровки открытой поверхности материала, кВт [ккал/ч]; Q J — количество теп-
ла, отдаваемое закрытой материалом поверхности футеровки закрытой повер-
хности материала, кВт [ккал/ч]; Qu — количество тепла, отдаваемое поверхно-
стью печи окружающей среде, кВт [ккал/ч]; Q — общее количество тепла,
получаемое материалом, кВт [ккал/ч].
Составляющие балансовых уравнений определяют по следующим форму-
лам:
=5,77-
(ТУ ( Т л
Е' — F" \
100 J ГП1 100,
LL, кВт[ккал/ч], A.10)
а,(Гг -Т^ЬтЬ„ кВт[ккал/ч],
A.11)
84
4м1,кВт[ккал/ч],A.12)
ScJm =К(Т<? -ГмIдмХ,кВт[ккал/ч], A.13)
е ? — длина дуги футеровки, м; Lm — длина дуги материала, м; Ьхм —
длина хорды материала, м; Ьъ— длина зоны лучистого нагревания печи, м; Тг
— средняя по длине печи абсолютная температура газа, К; 7^ — средняя по
длине печи температура, К; Ти — средняя по длине печи температура матери-
ала, К.
Учитывая, что температура поверхности материала всегда будет выше его
средней температуры, фактическое количество тепла, передаваемого материа-
лу, будет меньше рассчитанного по описанным выше формулам.
В этом случае необходимо вводить в правую часть уравнений поправочный
коэффициент к (меньше единицы), характеризующий степень равномерности
температуры материала.
Количество тепла, передаваемое газовым потоком непосредственно откры-
той поверхности материала, определяется по формулам, аналогичным указан-
ным выше, в которые вместо температуры и коэффициента излучения поверх-
ности футеровки подставляются аналогичные значения этих величин для ма-
териала.
Суммируя количество тепла, передаваемое материалу газовым потоком не-
посредственно и через футеровку по всей длине печи, получим общее количе-
ство, которое должно соответствовать заданному тепловым балансом.
Приведенная методика теплового расчета печи содержит ряд условностей и
упрощений. Например, температуры материала, газового потока и футеровки
принимаются постоянными на всем протяжении, равными полусумме началь-
ных и конечных температур; потери тепла в окружающую среду определяют-
ся на основании средних опытных данных в процентном отношении к общему
его расходу, при определении количества тепла, передаваемого материалу фу-
теровкой, не учитывается влияние на интенсивность теплопередачи вращения
печи и периодичности изменения температуры футеровки. Однако, как пока-
зали сравнительные подсчеты и сопоставления их с фактическими и опытны-
ми данными, полученные результаты не дают резких отклонений, выходящих
за пределы обычно допускаемых при практическом их применении.
Диаметр муфеля определяется по производительности печи и коэффициен-
У го заполнения материалом, пользуясь следующей формулой:
A.14)
85
где G — часовая производительность муфеля, кг/ч; у — насыпная масса мате-
риала, кг/м3; & — угол естественного откоса материала, градусы; i — наклон
печи, % к длине; п — число оборотов печи, об./мин; ф — коэффициент запол-
нения муфеля:
A.15)
Задаваясь произведением числа оборотов печи на ее наклон, при известной
производительности и принятом коэффициенте заполнения, по указанной выше
формуле определяется диаметр муфеля.
Для определения суммарной площади поперечного сечения каналов, по ко-
торым движется газовый поток, необходимо задаться скоростью движения в
них газов (обычно она равна 6-8 м/с). Зная общее сечение этих каналов, тол-
щину их стенок и стенок муфеля, легко определить наружный диаметр печи.
Остальные размеры определяют методом, аналогичным для пламенных печей.
2.2. Тепловой расчет
В муфельных печах обрабатываемый материал получает тепло через стенки
муфеля, которые обогреваются газовым потоком, движущимся по периферий-
ным каналам печи. Методика теплового расчета этой печи остается аналогич-
ной изложенной выше, но несколько изменяются общие уравнения тепловых
потоков.
1. Так как тепло передается материалу только от внутренней поверхности
футеровки, следовательно, уравнения, определяющие количество тепла, име-
ют следующий вид:
Q = Q% + Q^- A-17)
2. Количество тепла, получаемое стенкой муфеля (являющейся рабочей ка-
мерой печи) от греющего газа:
3. Количество тепла, передаваемое материалу через стенку:
86
Раскрывая эти четыре балансовых уравнения тепловых потоков, получим
дополнительно еще четыре уравнения:
-5 77-
~\-3 „i i
A-Яш
A.20)
q;m= 5,77a o-38;e;
\iooJ
¦fit P-[V
iooJ
100
A.21)
A.22)
егкф = 10"jaG; -7;H)ZWZ3, A.23)
В этих уравнениях индекс "в" обозначает внутреннюю поверхность муфеля,
а "н" — наружную.
В результате можно составить восемь уравнений с восьмью неизвестными:
ел, О т, О ", О ", Тв, Т", Е ", Е '"и эти уравнения решаются обычными
методами.
Вследствие разницы температур наружной поверхности материала и его внут-
реннего слоя в уравнения должен вводиться поправочный коэффициент к (мень-
ше единицы), обычно принимаемый равным 0,85-0,95 (в зависимости от раз-
меров слоя и крупности частиц материала).
2.3. Определение мощности привода
Мощность, потребляемая вращающимися печами, расходуется на подъем ма-
териала, поступающего в печь до угла естественного откоса, на перемещение
материала, на преодоление трения в цапфах и на преодоление трения качения
бандажей по роликам. Для определения мощности привода необходимо:
1. Определить площадь поперечного сечения печи, занятого материалом:
A.24)
где D вн — внутренний диаметр футеровки, м; ср—- коэффициент заполнения
барабана.
87
2. Масса материала, находящегося внутри печи:
G0 = FLy, A.25)
где L — длина печи, м; у — объемная масса материала, кг/м .
3. Момент от трения качения бандажей по роликам и от трения в подшипни-
ках качения:
A.26)
cosoDj
где G — масса корпуса печи с футеровкой и с закрепленными на нем деталями,
кг; g — ускорение силы тяжести (9,81 м/с2); D — наружный диаметр бандажа,
м; Dl — диаметр опорного ролика, м; к— коэффициент трения качения банда-
жа по роликам, равный 0,0005, м; ц — коэффициент трения в подшипниках
качения, равный 0,015; d—диаметр цапфы оси опорного ролика, м; а = 30° —
угол между вертикальной осью сечения печи и осью опорного ролика.
4. Момент от действия силы тяжести материала, находящегося в печи:
М'=тМс, A.27)
где т — отношение заданной объемной массы материала к плотности A000 кг/
м3); М— момент от действия силы тяжести материала, приходящийся на 1 м
длины печи при объемной массе материала и плотности 1000 кг/м3; с — отно-
шение заданной длины печи (в м) к 1 м.
5. Суммарный момент
Мс = М + М". A.28)
6. Расчетная мощность привода:
^ A.29)
где п — максимальное число оборотов печи, об./мин; А — коэффициент, учи-
тывающий перекосы при монтаже, неточность сборки и другие неисправнос-
ти и равный 1,15; п — КПД привода при открытом приводе г\ = 0,85, при
смешанном г| = 0,9, при закрытом ц = 0,95.
7. Установочная мощность привода:
Nyct-NB, A.30)
где В — коэффициент изменения мощности электродвигателя: В = bib2, здесь
Ь] — коэффициент, учитывающий конструктивное исполнение электродвига-
88
теля, выбирается в зависимости от числа оборотов двигателя:
Для защищенного Для закрытого
электродвигателя электродвигателя
1500 об./мин 1,0 1,1
1000 об./мин 1,0 1,15
750об./мин 1,05 1,2
Ъг — коэффициент, учитывающий температуру окружающей среды;
35 °С 1,0 45 °С 1,12
40 °С 1,05 50 °С 1,25
2.4. Комплексное исследование тепловой работы вращающейся
печи для окислительного обжига хромистой руды [59]
Энерготехнологические процессы, связанные с переработкой различных
материалов, в том числе и в химической промышленности, часто происходят
при достаточно высоких температурах. Уровень этих температур, естествен-
но, зависит от вида перерабатываемого материала и соответствующей техно-
логии. При этом нарушение теплового и температурного режимов приводит к
заметному снижению качества обрабатываемого материала и даже наруше-
нию технологического процесса. Это может быть, в частности, связано с поте-
рями легко испаряющихся компонентов, образованием настылей вследствие
значительного размягчения материалов и т.д. В связи с этим очевидна тесная
связь технологического и теплового режимов. Требуемые для осуществления
соответствующего процесса тепловой и температурный режимы обеспечива-
ют правильно спроектированными промышленными печами и отдельными
элементами их конструкций: топливосжигающими устройствами, теплообмен-
никами и т.д., что, в конечном итоге, позволяет организовать оптимальный
внешний теплообмен в рабочем пространстве этих агрегатов.
Одной из наиболее сложных энерготехнологических задач является управ-
ление процессами обжига исходных материалов во вращающихся печах не-
прерывного действия. В химической промышленности такие печи использу-
ют, в частности, для окислительного прокаливании шихты с целью получения
монохромата натрия (Na2CrO4). Данные о тепловой работе таких печей и про-
цессах тепломассообмена довольно немногочисленны, а порой и противоре-
чивы. Для автоматизации управления технологическим процессом обжиги
требуются знания многих параметров. Математическая модель управления
таким процессом должна учитывать как характеристики тепломассопереноса
в рабочем пространстве печи, так и кинетику химических реакций в обраба-
тываемом материале. Получить достоверные данные о процессах с целью со-
89
вершенствования модели управления можно, в частности, при проведении
комплексных балансовых исследований тепловых агрегатов.
В целях пополнения банка данных для разработки управляющей математи-
ческой модели процесса окислительного прокаливания шихты (хромовая руда,
кальцинированная сода, доломит и возвратная пыль) были проведены комп-
лексные балансовые исследования вращающейся печи, схема которой приве-
дена на рис. 1.14.
Печь отапливают природным газом, имеющим следующий химический со-
став, % (об.) сухой массы: СН4 = 98,5; С2Н6 = 0,4; С3Н7 = 0,07; С4Н10 = 0,019;
СО2 = 0,024; О2 = 0,065; N2 = 0,922. Расход природного газа с теплотой сгора-
ния Q р = 35387 кДж/м3 составляет 1200-1300 м /ч. Воздух, необходимый для
горения топлива и протекания технологических реакций, поступает в печь в
основном из окружающего пространства за счет разрежения, создаваемого
дымососом и эжекцией струи природного газа, вытекающей из сопла. Некото-
рое количество воздуха (до 3000 м /ч), подогреваемого в барабанном холо-
дильнике готовой продукции до температуры 120°С, по специальному возду-
хопроводу подают с помощью вентилятора. Горелочныи узел, установленный
на исследуемой печи, представлен на рис. 1.15.
Воздушная труба расположена на 250 мм выше горелки. Данная конструк-
ция горелочного узла создает условия для смесеобразования газа и воздуха в
процессе горения в рабочем пространстве, что обеспечивает достаточно длин-
ный нерегулируемый факел. Однако при указанных геометрии и расходных
характеристиках факел недостаточно жесткий и устойчивый в пространстве,
Готовый
продукт
Рис. 1.14. Общий вид вращающейся печи: / — горелочныи узел; 2 — топливная головка; 3 — бара-
бан печи; 5 — венцовая шестерня; б —- газоотводящая головка; 7 — загрузочная течка; 8 — опорные
ролики; 9 — фундамент печи
90
Рис. 1.15. Горелочный узел печи: 1 — газовый патрубок; 2 — подача вентиляторного воздуха; 3 —
топливная головка печи; 4 — барабан; 5 — готовый продукт
и осуществить хотя бы минимальное регулирование процесса горения, в слу-
чае необходимости, практически невозможно.
Исходная шихта (хромистая руда — 32 %, сода — 20,7 %, доломит — 47,3 %),
непрерывно загружаемая в печь с помощью питателя, движется навстречу гре-
ющим газам вследствие вращения барабана B,5 об./мин), имеющего уклон 5° к
горизонту. Среднечасовая производительность печи при проведении балансо-
вых исследований была равна 8 т/ч. В ходе исследований были произведены
измерения параметров работы печи, что позволило рассчитать тепловой баланс.
Сложность составления теплового баланса агрегатов подобного типа зак-
лючается в том, что, во-первых, в процессе обработки исходных материалов
имеют место физико-химические процессы, часть которых происходит с вы-
делением теплоты, а часть — с поглощением. Так, при окислительном обжиге
шихты в случае получения монохромата натрия активно протекают окисли-
тельные реакции с выделением теплоты:
2Na2CO3
Cr2O3
= 2Na2Cr04
2СО2,
4FeOCr2O3
8Na2CO3
7О2 = 8Na2CrO4
2MgOCr203 + 4Na2CO3 + 3O2 = 4Na2Cr04
2Fe2O3 + 8СО2,
2MgO + 4COr
Помимо указанных экзотермических реакций в процессе обжига протекает
и множество эндотермических реакций с образованием промежуточных хи-
мических веществ, которые в дальнейшем превращаются в конечный продукт.
Расчеты показывают, что так как суммарный тепловой эффект экзотермичес-
ких и промежуточных эндотермических реакций близок к нулю, при расчете
теплового баланса в приходной его части теплоту экзотермических реакций
91
можно не учитывать. Однако в расходной части теплового баланса есть суще-
ственная статья, связанная с поглощением теплоты, требующейся для разло-
жения веществ.
Основными реакциями, протекающими с поглощением теплоты, в данном
случае являются реакции разложения СаСО3 и MgCO3, входящих в состав
шихты:
СаСО3 -> СаО + СО2,
MgCO3 -> MgO + СО2.
Как видно из приведенных выше экзотермических реакций, для осуществ-
ления технологического процесса требуется обязательная подача в печь кис-
лорода, который необходим также для проведения горения природного газа,
т.е. печная атмосфера должна иметь высокую окислительную способность.
При этом в отходящих газах помимо продуктов сгорания топлива (СО2ТОП, N2TOn,
Н2ОТОП) будут содержаться диоксид углерода, оставшийся после завершения
окислительных реакций в технологическом материале (N2MaT) и влага материа-
ла (Н2Омат)-
В результате этого второй сложностью при составлении теплового баланса
данной печи является правильный расчет коэффициента расхода воздуха.
При балансовых испытаниях печи отбор проб отходящих газов на химичес-
кий анализ осуществляли с помощью водоохлаждаемой газоотборной трубки,
вводимой через отверстие в кладке отводящей головки печи. Для интенсифи-
кации прососа газовых проб через отборную трубку использовали эжектор.
Химический анализ проб на СО2 и О2 проводили с помощью газоанализатора
ГХП-ЗМ через 0,5 ч в различных точках отводящей головки печи. Результаты
анализа осредняли, и по этим данным рассчитывали коэффициент расхода воз-
духа, используя формулу С. Г. Тройба
а = 1 + UOJLCOV
где U — коэффициент, рассчитываемый как отношение суммарного объема
СО2, образующегося от сжигания топлива Vc0 тап и выделившегося при обжиге
материала VQQ мат, к суммарному объему кислорода, требующемуся для полно-
го окисления горючих составляющих топлива VQ тап и окисления материалов
шихты F мат 2
°2
TJ=(V тап + V uaTV(V топ + V матУ
и v*co2 *со2 )'Ууо2 уо2 >¦>
при этом все указанные характеристики должны быть отнесены к единице
сжигаемого топлива, т.е. иметь размерность м (кг)/м топлива; О и СО —
92
содержание соответственно кислорода и диоксида углерода по анализу в отхо-
дящих газах печи, % (об.).
Для определения коэффициента U входящие в него объемы СО2 и О2 были
рассчитаны по следующим формулам:
VQ тап = 0,01BСН/г + 3,5С2Н6СТ + 6,5С4НШСГ - О/г); м3/м3 топлива;
Vco топ = 0,01 (СО/г + СН/Г + ЗС3Н/Г - 4С4Н10тап); м3/м3 топлива.
СО из шихты образуется в результате прокалки материала по реакции
Сг2О3 + 2Na2CO3-l,5O2 = 2Na2Cr04 + 2СО2
и разложения доломита.
Массу СО2, образующуюся при прокалке шихты, можно рассчитать по рас-
ходу соды
= GNa2CO3
где GN со — массовый расход соды, кг/ч; Мсо и М 0 — моли соответству-
ющих веществ. Массовый расход соды определяли по производительности печи
по спеку и по долевому составу соды в шихте
гдеР—производительность ночи по спеку, кг/ч; «N со —доля Na2CO3 в шихте.
Выход СО2 от разложения доломита рассчитывали по производительности
печи, доле доломита в шихте и доле СО2, выделившегося при разложении
~ CaMg(CO3J'WCO2'
e "caMgrco ) — Доля доломита в шихте; псо — доля вышедшего из доломита
О2. 32 2
При балансовых исследованиях производительность Р = 8000 кг/ч, доля соды
" "к^соз = °'207. Доля доломита — «CaMg(CC,3J = 0,473, доля СО2 — п^ = 0,44.
Таким образом, суммарный массовый выход СО2 из материала составляет
= G'n + (?' , кг/ч.
Для получения объемного выхода СО2 из технологического материала при
обжиге используем формулу
ГДе Рсо, — плотность СО2 при нормальных условиях, кг/м3.
93
Далее для получения характеристики Vco мат необходимо объемный выход
FCO2 отнести к расходу топлива В:
Vc0 мат = Vco IB, mV топлива,
поскольку характеристики VQQ топ и VQ тап отнесены к единице топлива.
Наконец, потребность в кислороде при окислительной прокалке шихты можно
рассчитать по основной реакции
где РСт 0 — производительность по Сг2О3 в шихте, кг/ч; MQ — моль кислоро-
Да; М21 ~ моль Сг2°з-
При балансовых испытаниях печи содержание руды и шихте составляло 32 %,
а содержание Сг2О3 в руде — 47,3 %.
Объемное содержание кислорода, %:
Vn = Gn /p_ , м3/ч; Vn мат = Vn IB, м3/м3 топлива.
Для получения объективных данных о тепловой работе печи были проведе-
ны также и другие измерения различных параметров. Температуру спека на
выходе из печи определяли хромель-алюмелевой штыковой термопарой, ра-
бочий слой которой погружали в высыпающийся поток горячего материала в
нижней головке печи. Показания термопары фиксировали с помощью потен-
циометра.
Температуру отходящих из печи газов измеряли отсасывающей термопарой
ХА с двойным кварцевым экраном, позволяющим предохранять спаи термо-
пары от воздействия теплового излечения кладки печи. Показания термопары
фиксировали также посредством переносного потенциометра.
В целях выявления тепловых потерь кожухом печи была определена темпе-
ратура наружной поверхности кожуха барабана, для чего использовали специ-
ально изготовленную контактную термопару, открытый горячий спай которой
прижимали к кожуху с помощью плоской пружинящей пластинки. Это позво-
ляло измерять среднюю по окружности температуру барабана в 12 сечениях
по его длине. В качестве вторичного измерительного прибора применяли пе-
реносный милливольтметр.
Температуру окружающего воздуха измеряли стеклянным термометром.
Тепловые потери кожухом барабана рассчитывали по формуле:
где анар — коэффициент теплоотдачи от наружной поверхности барабана к
окружающему воздуху, Вт/(м2-град); t — температура наружной поверхности
94
стенки барабана, °С; tt — температура окружающего воздуха в зоне измерения
температуры кожуха, °С; i^ap — наружная поверхность кожуха барабана, м2.
Коэффициент теплоотдачи а™11 рассчитывали по формуле Г. П. Иванцова для
неподвижных поверхностей, учитывая, что при скорости вращения барабана
2 5 об./мин окружная скорость точки на наружной поверхности барабана w0Kp
равна всего 0,33 м/с:
анар = 10 + 0,06/ст, Вт/(м2трад).
Для составления теплового баланса печи, помимо расхода топлива, необхо-
димо знать расход воздуха, поступающего в печь, а также выход продуктов
сгорания и технологических газов.
Как отмечалось выше, в связи с особенностями конструкции горелочного
узла (см. рис. 1.15), воздух для горения топлива и окисления материалов ших-
ты поступает в рабочее пространство печи двумя путями. Основная масса воз-
духа подсасывается из атмосферы через открытое окно нижней головки печи
вследствие разрежения, создаваемого дымососом и струей газа, вытекающего
из сопла горелки. Этот расход воздуха невозможно измерить; он может быть
определен только расчетным путем. Дополнительно в рабочее пространство
печи подается вентиляторный подогретый воздух, температуру которого из-
меряли стеклянным термометром, а расход — с помощью пневмометрической
трубки и микроманометра. Суммарное количество воздуха, поступающего в
рабочее пространство, можно определить по формуле
где В — расход природного газа, м3/ч.
После этого по разности между Vb1 и расходом горячего воздуха Vb ro яч рас-
считывали количество подсосанного из атмосферы воздуха:
V =VK-V ,м3/ч.
в.подс в» в.горяч'
Все измеренные и расчетные характеристики и параметры, на базе которых
был проведен расчет теплового баланса барабанной вращающейся печи АО
"Хромпик" для окислительного обжига шихты с целью получения монохро-
мата натрия, приведены ниже:
Параметр Значение
Производительность печи по спеку, кг/ч 8000
Состав шихты, %:
хромовая руда 32
сода 20,7
доломит 47,3
Влажность исходной шихты, % 1,0
Теплота сгорания природного газа, кДж/м 35387
Теоретическое количество воздуха
для сжигания 1 м газа, м /м 9,405
Расход природного газа за время
балансовых исследований, м3/ч 1242
Расход горячего воздуха, м7ч 2437
Суммарный расход воздуха, м3/ч 19078
Расход подсосанного воздуха, м3/ч 16641
Средний состав отходящих газов, %:
СО2 13,3
О2 7,10
Характеристики для расчета коэффициента U,
отнесенные к 1 м топлива, м /м :
V0™,u/m 1,9881
VcoT 0,9961
У^Г °'958
УаГ 0,215
Коэффициент избытка воздуха а 1,473
Температура, °С:
подсосанного воздуха из атмосферы t 30
подаваемого горячего воздуха tm m 115
Количество уходящих из печи газов, включая продукты
сгорания газа и технологические газы, м /ч 20144
Температура, °С:
уходящих газов 660
загружаемой шихты 30
спека, покидающего печь 921
Теплота разложения доломита q , кДж/кг 1535
Пылевынос с уходящими газами от массы шихты, % 13
Средний тепловой поток, теряемый с:
единицы поверхности кожуха барабана, кВт/м2 1,504
поверхности кладки головок печи 0,975
Поверхность кожуха барабана, м2 414,5
Наружная поверхность кладки головок печи, м 60
По результатам измерений и расчетов был составлен тепловой баланс бара-
банной вращающейся печи для получения монохромата натрия, представлен-
ный ниже:
Наименование и расчетные формулы
Значение
кВт
%
Приход теплоты
Химическая теплота топлива Qx = BQHP = 1242/3600-35387
физическая теплота подогретого вентиляторного воздуха
бв^яч = Кв.горяч/,СВ = 2437/36001151,301
физическая теплота воздуха, подсасываемого в печь из
атмосферы,
(?.„„«.. = Квп„дс/,С, = 16641/3600-30-1,297
Итого:
12208
101
180
12489
97,75
0,81
1,44
100
Расход теплоты
Теплота, затраченная на нагрев шихты
QM = PCu(t "„ - Г'м) = 8000/3600-1,45(921 - 30)
Теплота, затраченная на разложение доломита
бда = «долРлдш, = 1535-8000/3600-0,473
Теплота, затраченная на нагрев, испарение и перегрев влаги
шихты
gM = 0,01 ¦ (WM4 - ^„„^[СалСЮО - Um4) + /пар + СПар(Гухюг - 100)] =
= 0,01A,01 - 0)-8000/3600-[4,187-A00 - 30) + 2675 + 2,1F60 - 100)]
Потери теплоты с уходящими из печи газами
й«.г = FyxrCyxr/yxr = 20744/3600-1,4133-660
Потери теплоты с пылью
бпыль = ^пь,льСпыльг„ЫЛь = 0,13-8000/3600-1,214-660
Потери теплоты поверхностью кожуха печи
бЮМс = 9кож^кож= 1,504-414,5
Потери теплоты поверхностью кладки головок печи
е«л = д«Л. = 0,975-60
Потери теплоты излучением через открытые окна нижней головки
печи
б„у, = СаGтпеч/1ОО)Хкнф-О,ОО1 = 0,001 -5,7-[A000 +
273)/100]4-5,5-0,9
Здесь Со — коэффициент излучения абсолютно черного тела,
Вт/(м2-Кх); Гпеч — температура печи в зоне нижней головки, К;
^ога — площадь окон, через которые проходит тепловое
излучение, м2; ф — коэффициент диафрагмирования
Неучтенные потери
Итого:
2870
1613
93
5375
231
623
58
741
885
12489
¦ 23,0
12,91
0,74
43,04
1,85
5,00
0,43
5,93
7,1
100
Анализ теплового баланса исследованной печи показал, что самыми суще-
ственными потерями (более 43 %) являются потери с отходящими газами. Это
объясняется прежде всего достаточно высокой температурой газов на выходе
из печи F60 °С) и их значительным объемом, увеличивающимся почти вдвое
вследствие подсосов воздуха из окружающего пространства. В то же время
обращает на себя внимание относительно невысокая доля потерь теплоты че-
рез кожух барабана E,0 %), что свидетельствует о его достаточно хорошей
тепловой изоляции. В результате этого тепловой коэффициент полезного дей-
ствия вращающейся печи достигает почти 36 % ,что является достаточно вы-
соким показателем для агрегатов подобного типа, если учитывать сравнитель-
4. Лисиенко В. Г. и др.
97
но низкий уровень подогрева воздуха. Однако удельный расход топлива дос-
таточно высок. Он составляет 187,5 кг условного топлива на тонну. Для этого
требуется разработка комплекса энергосберегающих мероприятий и их реали-
зация на вращающихся печах. Так, одним из наиболее эффективных теплотех-
нических путей является разработка усовершенствования горелочного узла,
позволяющего регулировать длину факела в соответствии с составом шихты и
производительностью печи. В результате оптимизации внешнего теплообме-
на в рабочем пространстве печи появится возможность снизить температуру
отходящих газов и увеличить теплопоглощение шихты. Регулирование коэф-
фициента расхода воздуха позволит уменьшить объем уходящих газов и, как
следствие, потери теплоты с ними, и создание математической модели тепло-
массообмена вращающейся печи — рассчитать оптимальные параметры теп-
лового режима.
98
Глава 3.
ПОДГОТОВКА ПЕЧЕЙ К ПУСКУ
Печь является одним из основных термохимических реакторов в технологи-
ческих линиях производства химических продуктов, и пуск ее возможен толь-
ко одновременно со всем оборудованием этой линии.
При рассмотрении вопросов первичного пуска печей в дальнейшем подра-
зумевается, что все оборудование технологической линии готово к пуску и
пускается одновременно с печью.
После строительства или реконструкции печь вводится в эксплуатацию, ког-
да она доведена до рабочего состояния. Каждая печь имеет только ей прису-
щие особенности пуска, которые позволяют без нарушения целостности эле-
ментов печи разогревать ее до рабочих температур и начинать проведение тех-
нологического процесса с выдачей готовой продукции высокого качества, за-
данного количества, с наименьшими затратами, обеспечивая при этом безо-
пасность обслуживающего персонала. Это требует соблюдения мер предосто-
рожности и определенного порядка проведения операций, изложенных в пус-
ковой инструкции.
Пуск печи и ввод ее в эксплуатацию складывается из двух основных этапов:
1) подготовительных работ к пуску; 2) разогрева печи до рабочих температур
и получения первого продукта.
3.1. Подготовительные работы
По окончании всех строительно-монтажных работ назначается комиссия по
приемке печи и оборудования к пуску.
Пусковая комиссия должна провести следующие мероприятия:
1. Проверить наличие всех материалов и документов для приема объекта в
эксплуатацию, в том числе:
а) акт приемки отделения заводской приемной комиссией;
б) акты о соответствии выполненных строительно-монтажных работ рабо-
чим чертежам, выданным проектными организациями;
в) акты на скрытые работы по монтажу оборудования и фундаментам под
оборудование;
г) документы о согласовании отступлений от проекта с проектной организа-
цией;
д) инструкции по рабочим местам, технике безопасности и противопожар-
ным мероприятиям, утвержденные администрацией завода.
2. Пуск установки может быть осуществлен только при условии готовности
к эксплуатации всех систем и служб, а именно:
99
а) электроснабжения (технологического и силового);
б) водоснабжения и канализации;
в) пароснабжения и снабжения горячей водой;
г) обеспечения подачи сырья и вспомогательных материалов;
д) снабжения сжатым воздухом;
е) межцеховой и внутрицеховой сигнализации и связи, телефонной связи;
ж) межцеховых материалопроводов.
3. Пуску установки должно предшествовать обучение всего производствен-
ного персонала правилам ведения технологического процесса, обслуживания
оборудования и технике безопасности по утвержденной программе.
Все рабочие места должны быть снабжены рабочими инструкциями.
4. Все электродвигатели должны быть подключены к электросети.
5. Система автоматизированного управления электроприводами, а также все
оборудование КИП должны находиться в рабочем состоянии.
После осуществления указанных мероприятий приступают к подготовитель-
ным работам. Целью подготовительных работ к пуску является проверка: 1) го-
товности печи и всего комплекса к пуску, который исключал бы необоснован-
ные остановки и аварии; 2) выполнения всех мероприятий, обеспечивающих
безопасность пусконаладочного персонала при пуске.
Перед началом пуска печи необходимо выполнить следующие подготови-
тельные работы:
1. Полностью очистить печь и оборудование от остатков строительного му-
сора, опалубки и т.п.
2. Проверить соответствие печи и оборудования рабочим чертежам и устра-
нить дефекты.
3. Проверить состояние и чистоту температурных швов в футеровке, нали-
чие и чистоту зазоров для температурного расширения элементов печи и пра-
вильности выполнения всех видов компенсирующих устройств.
4. В водоохлаждаемые элементы пустить воду, проверить их на плотность,
проконтролировать правильность установки и действия регулирующих и за-
порных органов, а также насосов. Элементы промыть до поступления освет-
ленной воды. Залить водой гидравлические затворы.
5. Проверить отсутствие на печи и вблизи нее горючих материалов и других
посторонних предметов.
6. Проверить исправность освещения вокруг печи и во вспомогательных
помещениях.
7. Проверить правильность монтажа и состояния сжигательных устройств и
нагревателей.
8. Проверить наличие временных пусковых горелок или достаточного коли-
чества дров для сушки и разогрева футеровки печи.
9. Проверить плотность воздушных и газовых каналов.
100
Ю Осмотреть вентиляторы, электродвигатели и пусковое устройство. Кор-
электродвигателя должен быть надежно заземлен. Провести пробный пуск
дутьевых вентиляторов и дымососа. Проверить токовую нагрузку, производи-
тельность и напор.
Пуск вентилятора и дымососа должен осуществляться при закрытых зад-
вижках на нагнетательной или всасывающей линии во избежание перегрузки
электродвигателей.
11 Проверить исправность и работоспособность механизмов загрузки, транс-
портирования и выгрузки материалов (продукта), в печах с вращающимся ба-
рабаном — механизмы привода.
12. Опробовать приводы и легкость хода газовых и воздушных клапанов
(шиберов) на печи и боровах.
13. Проверить внешним осмотром воздухопроводы и задвижки на них.
14. Проверить состояние газопровода, продувочных свечей, арматуры, изме-
рительных и регулирующих приборов. Проверить отсутствие заглушек и по-
ложение вентилей, кранов и задвижек. Все вентили, краны, задвижки перед
горелками и измерительными приборами должны быть закрыты.
15. Опробовать плотность мазутопроводов путем их опрессовки, проверить
плотность всей воздухоподводящей системы и системы отвода дымовых га-
зов.
16. Газопроводы со всем установленным на них оборудованием, независимо
от ранее проведенных испытаний, подвергают контрольной опрессовке сжа-
тым воздухом, давление которого равно рабочему давлению.
17. Проверить наличие отверстий и штуцеров для установки временных при-
боров при сушке, разогреве и наладке печи, которые должны быть предусмот-
рены в проекте.
18. Проверить плотность кожухов или муфелей печей, работающих с газо-
вой средой контролируемого состава, исправность устройств, обеспечиваю-
щих безопасность работы со взрывоопасной газовой средой, а также наличие
продувочного газа в газгольдерах.
19. Проверить плотность импульсных трасс, правильность монтажа и исправ-
ность действия их запорных и регулирующих органов и систем дистанционного
управления, правильность монтажа оборудования КИП и автоматики.
20. Включить стационарные приборы для контроля и регулирования работы
печи, а также установить временные приборы для ведения сушки и разогрева.
Временные термопары устанавливают так, чтобы рабочие их концы выступа-
ли не менее чем на 100 мм от поверхности футеровки печи.
21. Проверить состояние противопожарного инвентаря.
22. Проверить исправность телефонной связи с участком газоснабжения.
23. Проверить наличие тяги в печи и дымоходах.
101
24. Проверить заземление металлических кожухов электрических печей, элек-
тродвигателей, понижающих трансформаторов, щитов управления, труб для
компенсационных приводов к цеховому контуру заземления.
25. Проверить наличие надписей, запрещающих снимать кожуха электри-
ческих выводов и крышки трансформаторов.
26. Проверить смазку всех вращающихся и движущихся частей и наличие на
них ограждения.
Перечисленные выше предварительные работы являются практически об-
щими и обязательными для большинства типов печей.
Предварительные холодные испытания проводят с целью опробования и
проверки всего смонтированного оборудования, регулировки и отладки на хо-
лостом ходу и под нагрузкой всех механизмов и машин, являющихся состав-
ными частями печной установки. Это необходимо для того, чтобы механичес-
кое оборудование не могло задержать или сорвать ход пусконаладочных работ
печной установки. Предварительным холодным испытаниям подлежат венти-
ляторы, дымососы, компрессоры, механизмы подъема дверцы, приводные ме-
ханизмы, толкатели, приводные станции, загрузочные, разгрузочные, транс-
портирующие механизмы и питатели.
Холодные испытания печей под нагрузкой включают в себя как испытания
работы отдельных механизмов печи, так и всего комплекса механизмов с це-
лью проверки их взаимосвязи, беспрепятственной транспортировки материа-
лов и продуктов.
Если материалы и продукты по печи передвигаются в поддонах, необходимо
проверить точность установки поддона.
Одновременно проверяют и отлаженность скорости подачи материала.
Механизмы загрузки и разгрузки проверяют на работоспособность и ста-
бильность подачи загружаемых материалов или выгружаемого продукта. Если
механизм включает в себя дозирующее устройство, проверяют пределы дози-
ровки материала, а также четкость работы дозирующего устройства.
При холодных испытаниях печей под нагрузкой проверке подлежат все эле-
менты схемы управления механизмами печи. Проверяют установку, работос-
пособность и взаимосвязь датчиков команд и сигналов и других элементов
схемы. Одновременно проверяют все рабочие и аварийные блокировки и сиг-
нализацию.
Первую сушку и разогрев печи проводят только после ее опробования на
холостом ходу.
3.2. Сушка и разогрев футеровки печи
После сооружения печи проводится сушка футеровки с целью удаления из
нее влаги. Иначе при разогреве печи до рабочих температур влага может при-
102
схи к значительным деформациям футеровки с образованием сдвигов, вы
пучин, трещин и растрескиванию кирпича.
Сущность сушки футеровки заключается в том, что при омывании влажно]
поверхности воздухом или дымовыми газами, не насыщенными водяным]
парами, влага диффундирует в окружающую среду. При этом тончайший cnoi
воздуха вследствие трения как бы прилипает к поверхности материала, созда
пая неподвижную воздушную пленку. Толщина этой пленки зависит от скоро
сти движения воздуха и состояния поверхности футеровки, а температура i
влажность пленки являются функциями свойств влажного материала футеровю
и связующего.
Испарение влаги с поверхности футеровки нарушает равновесие влаги меж
ду поверхностным слоем и нижележащими слоями, в результате чего влага и
центральных участков подтяги-вается к периферии, причем более крупны
промежутки между частицами материала служат резервуарами, питающим]
капилляры, образуемые более мелкими промежутками.
При сушке большинства материалов кривая "влагоотдача - время" при по
стоянных параметрах омывающего воздуха (скорость, влажность и темпера
тура) имеет вид затухающей S-образной кривой (рис. 1.16).
Первый период сушки (до точки К) — влагоотдача протекает почти по пря
мой линии, что свидетельствует о равномерном по времени испарении влагр
После этого (ниже точки К) начинается второй период сушки, когда испарени
влаги постепенно замедляется и кривая асимптотически приближается к гс
ризонтали.
В первый период сушки влажность футеровки достаточно велика и интеи
сивность испарения определяется исключительно параметрами омывающег
теплоносителя, т.е. условиями внешней диффузии влаги с поверхности мате
риала в поток теплоносителя. Внутренняя диффузия влаги в этот период прс
исходит с необходимой интенсивностью. Первый период сушки продолжает
ся до достижения материалом определен-
ной влажности. Начиная с этого момента,
при неизменных параметрах омывающего
теплоносителя, интенсивность удаления
влаги из материала определяется величиной
внутренней диффузии. Последняя же посте-
пенно уменьшается с дальнейшим пониже-
нием влажности материала.
Во второй период сушки из-за неизмен-
ных внешних условий испарение с поверх-
ности не компенсируется влагой, поднима-
ющейся из внутренних слоев материала на
Поверхность испарения.
8-
§
о
Время
Рис. 1.16. Кривая влагоотдачи
В первый период сушки испарение влаги происходит с открытой поверхно-
сти. Во второй период сушки вследствие нарушения равновесия между внеш-
ней и внутренней диффузиями уровень влаги в капиллярах понижается и по-
верхность испарения постепенно переходит в глубь материала. Нарушенная
таким образом заполненность капилляров больше не может быть восстанов-
лена, и понижение уровня влаги продолжается, обусловливая постепенное
уменьшение скорости сушки.
Точка К на рис. 1.16, характеризующая переход от первой стадии сушки ко
второй, — это критическая точка влагоотдачи. Первый период сушки называ-
ется периодом постоянной скорости, второй — периодом падающей скорости.
Относительная продолжительность этих периодов зависит главным обра-
зом от влажности материалов футеровки и их способности давать усадку. При
сушке материалов с влажностью 62-70 % первый период равен второму, при
средней влажности 40-50 % первый период почти втрое меньше второго, и,
наконец, при сушке материалов с низкой влажностью, не имеющих усадки,
период сушки с постоянной скоростью сокращается до минимума. При этом
внутренняя диффузия влаги определяет общую картину сушки.
Продолжительность сушки футеровки печи зависит от многих факторов, из
которых основными являются следующие:
1. Конструкция печи, включающая в себя конфигурацию и конструкцию
футеровки. Футеровка может быть выполнена сухой укладкой с притиркой
огнеупорного кирпича или фасонных изделий из графитовых блоков на ме-
таллические пластины, укладкой кирпича или фасонных деталей на огнеупор-
ном растворе (мертеле), из огнеупорного бетона, торкретных и набивных масс
и т. д.
2. Материал огнеупорного слоя, его толщина и влажность.
3. Состав и влажность мертеля, толщина его в футеровке.
4. Наличие в конструкции футеровки теплоизоляционного облицовочного
слоя и металлического кожуха.
5. Влияние поверхности огнеупорного слоя футеровки на примыкающую
глубинную поверхность мертеля из-за разности температур и влажности меж-
ду ними, разного времени прогрева каждого слоя.
6. Метод сушки футеровки печи, включающий температуру и количество
теплоносителя, скорость движения теплоносителя по поверхности футеров-
ки, скорость подъема температуры теплоносителя.
7. Связь между внешней диффузией влаги (испарение влаги с поверхности)
и внутренней (перемещение влаги внутри материала футеровки).
8. Время года сооружения футеровки печи.
Продолжительность сушки футеровки печи в настоящее время не поддается
теоретическому количественному определению из-за многочисленных, при-
веденных выше факторов, влияющих на процесс.
104
актических рекомендациях продолжительность сушки для большей бе-
ности процесса обычно устанавливают такой, которая даже в сравнитель-
Э°Па^агоприятных условиях считается достаточной для обеспечения полно-
ты удаления влаги.
Лля нормального проведения сушки футеровки печи важное значение име-
особы получения теплоносителя в необходимых количествах и опреде-
ленной температуры.
Лля сушки и начального разогрева футеровки рекомендуется использовать
дациальные временные диффузионные (см. рис. 1.17, а и б) или двухпровод-
° е (см рис. 1.18) горелки. Длина диффузионной горелки для каждого конк-
ретного случая определяется руководителем пусконаладочной бригады в за-
висимости от конфигурации печи и места установки горелки.
При отсутствии газа с высокой теплотой сгорания для сушки применяют
дрова заготавливая их ориентировочно в следующих количествах (на 1 м3
футеровки): при объеме футеровки до 20 м3 — 0,5 м3/м3; от 20 до 50 м —
04 м3/м3; от 50 до 100 м3 — 0,35 м3/м3; более 100 м — 0,25 м /м .
Т'4
I
ч
089x4,5
0100
I
t
о
065 _
. 1.17. Горелка временная пусковая: а — тип А; б — тип Б
105
I Воздух
Рис. 1.18. Горелка пусковая двухпроводная: 1 — фланец; 2 — воздушная труба; 3 — газовая труба;
f — воздушное сопло; 5 — газовое сопло; 6 — тройник; 7 — пробка
Временные горелки или костры из дров располагают в ходе подготовитель-
ных работ в различных местах реакционного объема печи и по возможности
гак, чтобы обеспечивался равномерный нагрев футеровки и пламя не достига-
то контрольных термопар.
Печи с горелками небольших удельных тепловых мощностей или с электро-
нагревателями сушат и разогревают при помощи этих горелок и электронагре-
зателей.
Из печи временные горелки удаляют или прекращают сжигание в ней дров
то достижении температуры 700-800 °С и после того, как убеждаются в нор-
мальной устойчивой работе включенных в действие основных сжигательных
устройств.
Первое время после включения основных сжигательных устройств регули-
ювание их работы осуществляют вручную при помощи запорно-регулировоч-
1ых задвижек или кранов, расположенных непосредственно перед каждым
жигательным устройством. Давление в реакционном объеме печи постепен-
ю увеличивают, приближая его к рабочему давлению. После разогрева горе-
ючных туннелей при температуре в печи (камера сжигания) 800-900 °С пере-
водят на групповое дистанционное управление работой сжигательных уст-
юйств. Системы автоматического регулирования включают и настраивают
•бычно после окончания разогрева печи. В некоторых случаях, при предвари-
ельной отладке регуляторов, их включают в действие и во время разогрева,
обязательно обеспечивая надежное дистанционное (групповое) управление
оаботой сжигательных устройств.
К сушке футеровки приступают только при наличии устойчивого разреже-
[ия, обеспечивающего удаление продуктов сгорания из печи через дымосос
[ли непосредственно в дымовую трубу.
Если несколько печей обслуживаются одной дымовой трубой, то сушат сна-
ала только одну печь. Остальные печи отключают от дымовой трубы, приме-
яя в необходимых случаях специальные меры для обеспечения герметичнос-
06
вплоть до временного закладывания дымоходов, зазоров у поворотных кла-
панов и т.п.
Пои наличии в схеме котла-утилизатора продукты сгорания направляются
3 нег0 в дымосос или дымовую трубу. В этом случае котел-утилизатор
необходимо привести в рабочее состояние до начала сушки, пользуясь специ-
ально устанавливаемыми на нем горелками. Если имеется возможность пода-
вать дымовые газы на трубу, минуя котлы-утилизаторы, то последние отклю-
чают от боровов и доводят до рабочего состояния после разогрева.
В ходе сушки и разогрева периодически контролируют направление движе-
ния продуктов сгорания, удаляемых из печи. Часто в начальный период сушки
и разогрева, особенно в печах с керамическими рекуператорами, продукты
сгорания, когда их мало, уходят из рабочего пространства через различные
отверстия и неплотности, при этом происходит опрокидывание тяги, которое
долгое время может оказаться незамеченным. О направлении движения про-
дуктов сгорания судят по поведению пламени запальной горелки, вводимого в
отводящие дымоходы или через смотровые окна перед рекуператором. До ввода
пламени необходимо удостовериться в том, что происходит полное сгорание
газа. Если языки пламени направляются в сторону дымохода или рекуперато-
ра, то тягу следует считать нормальной; если же языки пламени направляются
снизу вверх в сторону печи, то это свидетельствует о том, что происходит оп-
рокидывание тяги. О нормальной тяге свидетельствует прекращение или за-
медление роста температуры перед рекуператором при нормальном увеличе-
нии температуры в печи. Для того чтобы обеспечить нормальную тягу, вновь
разводят костер перед дымовой трубой или включают в работу расположен-
ную в ней временную горелку. Обычно эту горелку выключают после прогре-
ва рекуператора и боровов, убедившись в устойчивости тяги, обеспечиваю-
щей отсасывание продуктов горения из печи к трубе.
Если несвоевременно принять меры по ликвидации опрокидывания тяги, то
после восстановления нормальной тяги может произойти резкий рост темпе-
ратуры в рекуператоре. Скорость повышения температуры в рекуператоре дол-
жна быть не больше заданной для рабочего пространства печи. Если наблюда-
ется тенденция к ускорению роста температуры в рекуператоре, то подъем
температуры в печи замедляют.
Сушку футеровки печей всех типов необходимо проводить в два этапа: 1) ес-
тественная сушка и 2) принудительная сушка.
Естественную сушку осуществляют атмосферным воздухом в течение 24 ч
на увеличенной тяге, создавая усиленную вентиляцию реакционного объема
печи.
Отверстия в сводах и стенах печи должны быть открыты, чтобы обеспечить
Прохождение воздуха по поверхности футеровки и тем ввести их в работу как
Дополнительные поверхности для выхода влаги.
107
Принудительная сушка проводится двумя способами: 1) холодная сушка в
течение 48 ч атмосферным воздухом, принудительно вводимым в печь за счет
разрежения, создаваемого хвостовым дымососом или вентилятором, и 2) го-
рячая сушка нагретыми газами (продукты горения топлива, от электрокалори-
феров или отходящие газы других производств) в соответствии с графиком,
различным для каждого типа печи.
Для правильного ведения процесса сушки рекомендуется избегать сосредо-
точенных прогревов отдельных частей футеровки.
Нужно внимательно следить за тем, чтобы температура футеровки поднима-
лась постепенно и медленно. Это необходимо для того, чтобы избежать непо-
ладок, а также своевременно обнаружить и устранить выявленные в ходе суш-
ки недостатки.
Опасаться колебаний температуры при сушке футеровки, особенно в сторо-
ну понижения, не следует; резкие же колебания в сторону повышения не дол-
жны допускаться, так как это может вызвать местный перегрев футеровки,
бурное испарение влаги, неравномерную усадку швов и т. д. Необходимо, что-
бы сушка футеровки проводилась при отсутствии на сводах засыпки и верх-
ней выстилки, так как их наличие сильно затрудняет выход влаги, лишает воз-
можности следить за просушкой всей толщи свода и промазывать трещины,
образовавшиеся вблизи свода.
В ходе сушки и разогрева ведут постоянное наблюдение за работой сжига-
тельных устройств и за состоянием футеровки.
Достигнуть полного удаления влаги при сушке футеровки печи не удается;
только в период разогрева печи происходит дополнительное удаление влаги,
завершение усадки раствора в швах, усадки кирпича и относительное движе-
ние кирпича в связи с появлением тепловых напряжений и изменением усло-
вий связываемости кирпича раствором. В это же время должна быть отрегули-
рована степень затягивания каркаса (если он имеется).
В случае обнаружения неполадок при разогреве их устраняют, по возможно-
сти, на ходу, делая выдержку при той температуре, при которой был обнару-
жен дефект.
Толкательные печи с металлическими направляющими сушат и разогревают
с загруженными поддонами и вагонетками для предохранения рельсового пути
от деформации.
При сушке и разогреве футеровки рольганговых печей необходимо, чтобы
ролики рольганга во избежание их прогиба безостановочно вращались.
В печах с вращающимся барабаном сушку и разогрев футеровки необходи-
мо вести замедленно для предохранения муфеля печи и других металличес-
ких внутренних деталей от появления трещин; во избежание прогиба бараба-
на его нужно поворачивать.
108
К концу разогрева футеровки печи выходят на режим, близкий к проектному
- температурам и давлениям в реакционном объеме. Если футеровка выпол-
нена из динасовых кирпичей, то после сушки сразу следует вести разогрев до
«абочих температур и пускать печь в эксплуатацию.
При разогреве с последующим охлаждением печь должна быть внимательно
осмотрена и все образовавшиеся трещины должны быть тщательно заделаны.
Разогрев также осуществляют по графикам, различным в зависимости от
конструкции печи.
Из изложенного ясно, что, в сущности, важно не только то, сколько времени
необходимо сушить и разогревать футеровку печи, но и как вести эти процессы.
Разогрев печи до заданного проектного режима должен обеспечивать каче-
ственное проведение технологического процесса, надежную и безаварийную
работу.
Сушка и первичный нагрев печей, в которых вся футеровка или некоторые
ее элементы выполнены из жаростойких бетонов, требуют точного выполне-
ния назначенных режимов, так как быстрый нагрев или охлаждение могут
привести к резкому ухудшению качества бетона, образованию в нем значи-
тельных трещин или его разрушению.
Режим сушки и первичного нагрева должен назначаться с учетом: 1) вида
жаростойкого бетона; 2) конструктивных особенностей печи (толщина футе-
ровки, наличие металлического кожуха и т.д.); 3) технологического режима
работы печи; 4) времени года строительства печи и ввода ее в эксплуатацию.
Сушка футеровки печи из жаростойкого бетона может проводиться только
после достижения бетоном проектной прочности в следующие сроки: 1) бе-
тон на портландцементе — не раньше, чем через 7 сут. после изготовления и
соответствующего режима твердения или после тепловой обработки бетона в
процессе твердения (пропаривание, электрообогрев, автоклавная обработка);
2) бетоны на жидком стекле и глиноземистом цементе — не раньше, чем через
3 сут. после изготовления и соответствующего режима твердения.
Режимы сушки и первичного нагрева и охлаждения, а также технология их
выполнения для каждого конкретного случая назначаются пусконаладочными
организациями перед началом сушки печей (см. также часть III, разд. 5.10).
Сушка и первичный нагрев футеровки печей из жаростойкого бетона могут
быть осуществлены дымовыми газами от сжигания газообразного, жидкого,
твердого топлива, или для этой цели могут применяться электрокалориферы.
В тех случаях, когда это возможно, необходимо использовать для сушки отхо-
Дящие газы производственных установок.
Конструкция временных источников теплоты, их число и расположение оп-
ределяются пусконаладочной организацией в зависимости от конкретных ус-
109
ловий таким образом, чтобы пламя было удалено от поверхности бетона не
менее чем на 1,5-2 м.
За соблюдением режима сушки необходимо осуществлять постоянный кон-
троль с помощью технических термопар, устанавливаемых на расстоянии не
менее 50 мм от поверхности нагрева: 1) в наиболее горячей зоне печи; 2) в
местах возможного перегрева бетона (над горелками или против них); 3) в
местах наименьшего прогрева бетона при сушке, если при переходе на нор-
мальный технологический режим на этих участках возможно резкое повыше-
ние температуры.
Перед началом сушки и первичного нагрева футеровки нужно выполнить
следующие подготовительные мероприятия:
1. Ознакомиться с проектом печи, составами бетонов и результатами испы-
тания контрольных образцов, паспортами на бетонные и железобетонные жа-
ростойкие изделия, актом сдачи-приемки печи заказчику.
2. Проверить состояние конструкции печи и ее соответствие проекту.
3. Проверить качество изготовленных элементов, конструкции. Особое вни-
мание следует обратить на состояние температурных швов и стыков между
элементами конструкций.
Перед началом сушки печи необходимо составить технический акт с указа-
нием:
1) даты начала и окончания строительства печи;
2) марки, состава и вида бетонов, из которых изготовлены элементы конст-
рукции, и соответствия их проекту;
3) остаточных прочностей бетона по результатам испытания контрольных
кубиков, нагретых до 800 °С, и соответствия их проекту;
4) характеристики материалов, входящих в состав бетона;
5) состава растворов для заполнения швов и соответствия их проекту;
6) качества выполненных работ и соответствия конструкции проекту;
7) наличия трещин и деформаций в конструкциях;
8) правильности выполненных температурно-усадочных швов;
9) особых условий, которые могут повлиять на процесс сушки (отступление
от проекта, замена материалов и т.д.);
10) перечня предъявленных документов;
11) строительных недоделок и срока их устранения до сушки;
12) даты начала сушки и готовности оборудования и контрольно-измеритель-
ных приборов.
При наличии в футеровке из штучных огнеупорных изделий или бетона тре-
щин, опасных для эксплуатации печи, необходимо устранить их и только пос-
ле этого приступить к сушке.
Температурные режимы сушки и первичного нагрева футеровки печи и ее
элементов подразделяются в зависимости от вида бетона, толщины Ъ и конст-
110
особенностей элементов (наличие кожуха), начальной температу-
а/положительной или отрицательной), ограждающих конструкций.
fx\ *я проведении сушки и первичного нагрева футеровки печи и. ее элемен-
*' контроль режима следует осуществлять по термопарам, показывающим
*° большую температуру, а запись показаний приборов производить не реже
^^ раза в чаС- Скорости подъема температур, указанные на режимных гра-
являются максимально допустимыми.
Пои невозможности подъема температуры со скоростью, предусмотренной
' леясимом, скорость подъема может быть снижена. При этом продолжитель-
Ь выдержек температуры в печи должна соответствовать графику сушки.
период сушки и первичного нагрева необходимо вести непрерывный кон-
моль за соблюдением заданного температурного режима и равномерным рас-
¦'«оеделением температуры по всему объему печи, а также контроль за состоя-
нием ее футеровки и элементов конструкции, температурных швов, обращая
особое внимание на появление трещин.
В случае возникновения трещин необходимо выявить причину и принять
церы, исключающие их дальнейшее увеличение. Если принятые меры будут
Недостаточны, следует охладить печь и принять меры по устранению трещин.
Если в процессе сушки и первичного нагрева футеровки печи и ее элементов
не представляется возможным по каким-либо причинам производить дальней-
ший подъем температуры или поддерживать ее на достигнутом уровне (от-
ключение подачи топлива, электроэнергии и т.д.), необходимо закрыть шибе-
ра и задвижки для предотвращения резкого снижения температуры в печи.
, При возобновлении сушки и первичного нагрева подъем температуры сле-
дует производить со скоростью, заданной в режиме, до достигнутой ранее ве-
личины, а далее по графику.
. После окончания сушки и первичного нагрева по заданному температурно-
му режиму печь может быть введена в эксплуатацию без остановки ее для
Осмотра лишь при отсутствии не-допустимых дефектов (разрушений, опас-
ных трещин и т.д.). В противном случае печь необходимо охладить, соблюдая
,'|О избежание резкого остывания отдельных зон режим охлаждения и равно-
Мерного распределения температуры по всему объему.
1 -. Охлаждение футеровки печи и повторный нагрев нужно осуществлять со
; целующим температурным режимом: при охлаждении печи с рабочей темпе-
|,>,рагурой до 600 °С снижать температуру в рабочем объеме со скоростью не
,': более 50 °С в 1 ч, с 600 до 100 °С — со скоростью, не превышающей 20 °С в
¦ * ч, с постепенным отключением работающих источников теплоты.
¦ Повторный разогрев печи после остановки не более двух суток в летнее вре-
¦ *** года проводится со скоростью, необходимой по технологическим услови-
^f**. но не выше 100 °С в 1 ч.
ill
После длительной остановки печи в летнее время года (или если печь нахо-
дится в помещениях) нагрев ее осуществляется по режиму: подъем до 160 °С
— не менее 2 ч; выдержка при 160-200 °С — в течение 12 ч; дальнейший
подъем до рабочей температуры — со скоростью не более 50 °С в 1 ч.
При длительной остановке печи в холодное время года пуск ее осуществля-
ется по режиму: прогрев бетона при температуре не выше 100 °С — 12 ч;
подъем от 100 до 160 °С — 2 ч; выдержка при 160 °С — 12 ч; подъем от 160 до
250 °С — 2 ч; выдержка при 250-300 °С — 10 ч; дальнейший подъем темпера-
туры до рабочей — со скоростью не более 50 °С в 1 ч.
После охлаждения необходимо тщательно осмотреть печь с целью опреде-
ления состояния бетона, элементов конструкции и швов между блоками.
Все дефекты, обнаруженные во время осмотра, следует зафиксировать в тех-
ническом акте и устранить, а после этого приступить к вводу печи в эксплуа-
тацию.
Рекомендации по сушке и первичному нагреву не распространяются на фу-
теровку печей, армированных в горячей зоне.
Если футеровка печи выполнена из штучных огнеупорных изделий и жаро-
стойкого бетона, то составляется совмещенный режимный график сушки и
нагрева, учитывающий особенности сушки каждого материала.
3.3. Заполнение газопроводов и розжиг горелок
Газопроводы являются одним из составляющих элементов печной установ-
ки. При монтаже цехового газопровода они отделяются от газораспределитель-
ного коллектора заглушкой, которая устанавливается за первой по ходу газа
задвижкой.
При пуске печей, работающих на газовом топливе, необходимо руководство-
ваться "Правилами безопасности систем газораспределения и газопотребле-
ния", утвержденные Госгортехнадзором, так как все горючие газы в опреде-
ленных объемных отношениях с воздухом взрывоопасны. При утечке газа че-
рез неплотности газопроводов и газового оборудования возникает опасность
пожара или взрыва.
После выполнения подготовительных работ на печи и установки запорных и
регулирующих устройств на газопроводах и воздухопроводах в предпусковое
положение по указанию лица, ответственного за пуск газа, снимают заглушку.
Продувку газопровода газом проводят через концевые продувочные трубы-
свечи в тупиках газопровода под давлением 3—4 кПа, но не менее 1 кПа. Па
каждом продуваемом участке измеряется давление стационарным или времен-
ным прибором.
При продувке газопровода у печи сначала закрывают кран на трубопроводе
безопасности и открывают кран продувочного трубопровода, а затем общую
112
задвижку. Давление газа в трубопроводе поднимают постепен-
Продолжительность продувки газопровода составляет 2-5 мин. По окон-
ании продувки закрывают кран продувочного трубопровода. Из имеющегося
альника отбирают пробу для анализа, проверяют закрытие крана запальни-
ка и крана перед горелкой. Продувка считается оконченной, когда в пробе со-
я жание кислорода в природном газе не превышает 1 %; об окончании про-
дувки можно судить также по поджиганию пробы газа, отобранной в резино-
вую камеру или в ведро с мыльной эмульсией, — газ должен зажигаться ров-
ным пламенем без хлопков. Поджигать газ, выходящий из продуваемого газо-
провода, воспрещается.
По окончании продувки газопровода выявляют места утечек газа при помо-
щи мыльной пены, наносимой на возможные места утечек. После устранения
утечек газа перед розжигом горелок печи необходимо открыть шибер печи и
убедиться в том, что в печи имеется разрежение не менее 10-20 Па. Во избе-
жание взрыва газовоздушной смеси необходимо в течение 10 мин тщательно
провентилировать реакционный объем печи и дымоходы. Для этого должно
быть обеспечено поступление воздуха в печь через рабочие заслонки крышки
всех рабочих и смотровых окон.
После проведения перечисленных выше работ составляется акт о проверке
газопроводов, дымоходов и контрольно-измерительных приборов и дается
разрешение приступить к розжигу горелок печи.
Современные печи химических заводов оснащаются следующими типами
горелок: 1) временные диффузионные или двухпроводные — для сушки футе-
ровки; 2) основные двух- или трехпроводные — для проведения термотехно-
логического процесса; 3) пусковые двухпроводные малой тепловой мощности
— для розжига основных горелок большой тепловой мощности с расходом
газа >1000 м3/ч в целях предупреждения взрыва при их пуске.
Розжиг горелок нужно проводить в следующем порядке. Сначала спичкой
зажигают газовый запальник, а затем постепенно открывают газовый кран за-
пальника. При достижении устойчивого горения газа, выходящего из запаль-
ника, последний вводят в специальное запальное отверстие в горелочной пли-
те и камне. При этом воздушная задвижка двухпроводной горелки или возду-
хорегулировочная шайба инжекционной горелки должна быть закрыта. При
Работе на двухпроводных газовых горелках перед их розжигом нужно прове-
рить по манометру наличие необходимого давления воздуха для дутья.
При срыве пламени или его погасании на запальнике нужно закрыть кран на
трубопроводе запальника, вынуть его из печи и вновь провентилировать печь
ДМ удаления газовоздушной смеси. При устойчивом горении газа из запаль-
ника постепенно открывают газовую задвижку или кран на трубопроводе го-
Релки, чтобы выходящий из горелки газ воспламенился. Затем постепенно
начинают подавать воздух.
113
При подаче воздуха необходимо следить за процессом сгорания газа: если
процесс идет нормально, то пламя прозрачное и имеет голубоватый цвет; если
пламя мутное и имеет желтые языки, то это свидетельствует о недостатке воз-
духа. В последнем случае необходимо постепенно увеличить подачу воздуха
до установления нормального горения.
По окончании розжига горелок запальник нужно вынуть из печи, уменьшить
величину пламени на нем и повесить его около печи. Наличие пламени на
запальнике свидетельствует о поступлении газа в горелки.
Временные горелки зажигают поочередно переносным мазутным пламенем.
Заслонки окон закрывают, убедившись в устойчивом горении газа. Для пре-
дупреждения взрыва при погасании пламени печи химической промышлен-
ности оборудуются запально-защитным устройством (ЗЗУ) с автоматическим
прекращением подачи газа. На уровне временных горелок поддерживают раз-
режение, обеспечивая полное сжигание газа и удаление дымовых газов через
дымосос и вытяжную трубу.
Перед зажиганием горелок малой и средней тепловой мощности вновь от-
крывают все окна. Основные горелки включают (начиная с дальней по ходу
газа горелки) после удаления временных горелок при температуре футеровки
750-800 °С с помощью ЗЗУ или переносного мазутного пламени. Первую го-
релку зажигают при закрытом клапане на воздухопроводе, который затем по-
степенно открывают. Остальные горелки включают поочередно при частично
открытом воздушном клапане только после того, как на ранее включенных
горелках достигается устойчивое горение.
При каждом прекращении подачи газа следует закрывать запорные устрой-
ства перед горелками, а после длительных остановок необходимо до включе-
ния горелок продувать газопроводы.
При аварийной отсечке газа немедленно закрывают запорные устройства
перед горелками: сначала на газопроводах, а затем на воздухопроводах. Перед
последующей подачей газа газопровод после устранения причин, вызвавших
отсечку, продувают газом.
При кратковременной остановке печи закрывают запорное устройство на
газопроводе перед горелками; последующее включение горелок осуществля-
ется без предварительной продувки газопровода. При длительной остановке
печи закрывают две входные газовые задвижки и открывают газопровод-све-
чу между ними.
Горелки большой тепловой мощности разжигают пусковыми двухпровод-
ными горелками малой тепловой мощности, которые разжигаются от запаль-
ника.
Во избежание взрыва в печи розжиг горелки большой тепловой мощности
от запальника не допускается.
114
Безопасное и экономичное сжигание газов возможно только при условии
остойчивости горения. Поэтому в процессе эксплуатации необходимо выпол-
нять перечисленные ниже мероприятия.
Во избежание отрыва пламени от горелки следует:
1) не допускать работы горелок с перегрузкой, т.е. набольшем, чем это пре-
дусмотрено инструкцией, давлении газа и воздуха перед ними;
2) увеличивать подачу газа и воздуха в горелки с принудительной подачей
воздуха попеременно небольшими дозами при помощи регулирующих орга-
нов;
3) не допускать работы горелок с повышенным шумом и отрывающимся
неровным пламенем, которое возникает из-за повышенных выходных скорос-
тей газовоздушной смеси или чрезмерно большого избытка первичного воз-
духа;
4) во время розжига горелок полного смешения не давать более 50-60 % пер-
вичного воздуха, необходимого для горения, пока рассекатель или туннель не
раскалится докрасна;
5) не увеличивать нагрузку горелки до полной до тех пор, пока топка не
прогреется достаточно, а омываемые пламенем своды, стабилизирующие ог-
неупорные горки, не раскалятся;
6) увеличивать тягу плавно, в особенности при работе инжекционных горе-
лок низкого давления;
7) при отрыве пламени от горелки быстро прекратить подачу газа в горелку
и включать ее вновь в работу лишь после вентилирования печи примерно в
течение 10-15 мин (при работе нескольких горелок вентилировать печь не тре-
буется).
Во избежание проскока пламени в горелке следует:
1) не допускать работы горелки при давлении газа перед нею ниже предус-
мотренного инструкцией;
2) при повышении нагрузки горелок с принудительной подачей воздуха сна-
чала увеличивать подачу газа, а затем воздуха; наоборот, при понижении на-
грузки горелок сначала уменьшить подачу воздуха, а затем газа;
3) зажигание газа в горелках проводить на вторичном воздухе, а подачу пер-
вичного воздуха осуществлять после загорания газа;
4) прц^тключении горелок сначала снизить их производительность до ми-
нимальной (согласно инструкции), а затем быстро отключить подачу газа;
5) при работе горелок неполного предварительного смешения не допускать
повышенной подачи первичного воздуха, обедняющего смесь и увеличиваю-
щего скорость распространения пламени;
«) не допускать перегревания выходной головки горелки (при проскоке пла-
мени в горелку нужно отключать подачу газа в горелку и не включать до пол-
ного ее охлаждения);
115
7) уменьшать тягу в топке осторожно, наблюдая за нормальной работой го-
релки.
Остановка печей осуществляется выключением газовых горелок. При двух-
проводных горелках с этой целью необходимо в несколько приемов умень-
шить подачу воздуха и газа. Если, установлены инжекционные горелки, то
нужно снижать только расход газа.
После выключения всех газовых горелок перекрывают рабочую и конт-
рольные газовые задвижки на подводящем к печи газопроводе и открывают
кран на трубопроводе безопасности. Затем через 10-15 мин после выключе-
ния всех газовых горелок можно закрыть дымовой шибер печи, установлен-
ный на борове, соединенном с дымовой трубой.
Пуск печей на печном газе, содержащем элементарный фосфор, имеет свои
особенности и проводится следующим образом.
Все трубопроводы и горелки перед пуском печи продуваются инертным га-
зом (азотом) с выводом его через продувочный трубопровод или через печь в
дымовую трубу. Для этого всю систему заполняют инертным газом. После
продувки берут анализ на содержание кислорода. Его должно быть не больше
1%.
Перед пуском печи открывают отсечной клапан и задвижки перед и после
него. Закрывают регулирующую задвижку перед горелкой. Розжиг осуществ-
ляется запальником, к которому подведен природный газ. Зажженный запаль-
ник вставляется в запальное отверстие, и после этого постепенно открывается
регулирующая задвижка перед горелкой. Печной газ вытесняет инертный и
воспламеняется.
Для остановки печи закрывают отсечной клапан. Одновременно с этим в
трубопровод автоматически подается инертный газ. Подача его прекращается
через 15 мин.
3.4. Заполнение мазутопроводов и розжиг форсунок
Система мазутоснабжения печей химических заводов может быть циркуля-
ционной или тупиковой.
Если применяют циркуляционную систему подачи мазута к печам, то обыч-
но циркуляционные мазутопроводы заполняют мазутом заблаговременно. За-
полнение тупиковых мазутопроводов мазутом проводится в день розжига фор-
сунок. Вначале подают пар в попутную обогревающую линию и в паровую
рубашку фильтра для очистки от мазута. Паровые краны открывают постепен-
но во избежание повреждения паропроводов. Открывают также краны у кон-
денсатоотводчиков в тупиках паровых линий. Далее пропаривают и прогрева-
ют систему мазутопроводов от входной задвижки до участка, где в первую
116
еДЬ будут включаться форсунки; при этом пар выпускается через форсун-
печь. Пропарку ведут до тех пор, пока мазутный коллектор перед форсун-
ами не станет горячим. Для того чтобы можно было проводить пропарку, на
мазутопроводе и паропроводе предусматривают устройство штуцеров (с кра-
ями) соединяемых гибким шлангом. После пропарки гибкий шланг отсое-
диняют, а краны перед форсунками закрывают. Затем заполняют мазутом про-
пасенный и прогретый участок мазутопровода с мазутоподогревателем. В кол-
лектор перед форсунками мазут пускают через фильтр, минуя участок с регу-
лирующей аппаратурой (регулятор давления, датчик расходомера, регулирую-
щий кран). Подают пар в мазутоподогреватель, открывая сначала входной па-
ровой кран, а затем выходной кран у конденсатоотводчика и следя за темпера-
турой мазута во избежание его перегрева в подогревателе.
Температуру мазута перед форсунками поддерживают в зависимости от марки
мазута (характеризующей его вязкость): 90-100 °С для марок 80 и 100; 75-
80 °С для марок 40 и 60.
Давление мазута перед входной задвижкой обычно составляет 500-600 кПа.
При отсутствии расхода давление мазута в заполненном мазутопроводе ста-
новится равным входному, тогда как при нормальной работе печи регуляторы
обычно настраивают на давление в мазутных коллекторах перед форсунками
300-400 кПа. При заполнении мазутопровода принимают меры к некоторому
снижению давления на входе и последующему поддержанию его на постоян-
ном уровне.
Перед розжигом форсунок проверяют, нет ли утечек мазута и распылителя;
при обнаружении утечек устраняют их. В случае остывания коллектора зас-
тывшую часть мазута выпускают через штуцер в тупиковом участке мазутоп-
ровода. Непосредственно перед зажиганием мазута открывают рабочие и смот-
ровые окна печи и приступают к вентилированию печи и газоходов в течение
10-15 мин. Затем проверяют давление мазута перед форсункой и продувают
паровую линию от конденсата. Сначала приступают к розжигу одной из фор-
сунок: не прекращая горения дров или газа, подаваемого из временных горе-
лок, подносят к тоннелю горелочного камня (к соплу форсунки) пламя от про-
питанной мазутом пакли, затем постепенно включают подачу распылителя и,
медленно открывая запорный вентиль перед форсункой, подают в нее мазут.
Струя мазута, направленная на растопочное пламя, должна сразу загореться.
Убедившись в воспламенении струи, регулируют вручную поступление в фор-
Унку мазута, распылителя и, в последнюю очередь, вторичного воздуха для
горения. Горение мазута должно быть устойчивым и бездымным. При плохом
распылении или недостаточном подогреве мазут разбрызгивается крупными
каплями, коптящими при сжигании.
117
В случае перегрева мазут пенится и поступает в форсунку толчками с пере-
боями, что приводит к затуханию пламени. Может происходить также закок-
совывание мазутного отверстия. Чрезмерная подача распылителя вызывает
перебои в подаче мазута. Большое содержание влаги в мазуте, особенно при
слоистом неравномерном распределении ее в мазуте, приводит к затуханию
пламени. При недостаточном поступлении воздуха для горения мазута пламя
становится коптящим. Неправильная сборка форсунки вызывает остановки в
ее работе, искривление пламени. Работа на загрязненном мазуте может приве-
сти к засорению мазутного сопла. При резких колебаниях давления мазут бу-
дет поступать в форсунку с перебоями.
Для обеспечения нормальной работы печи розжиг форсунок необходимо
проводить так, чтобы их производительность соответствовала расходу мазута
на печь с резервом не более 15 %. При недостаточной производительности
форсунок время, затрачиваемое на розжиг печи значительно возрастает, при
этом трудно выдерживать температуру по заданному графику. При завышен-
ной производительности форсунки подтекают, а при плохой регулировке го-
рение происходит с большим избытком воздуха, что приводят к перерасходу
мазута.
Во избежание удара пламени в футеровку форкамеры форсунка должна быть
установлена центрально по отношению к форкамере печи.
Воздушный патрубок форсунки нужно располагать вверх для предупрежде-
ния затекания мазута в воздушную трубу.
Регулировочный мазутный вентиль надо ставить маховичком вверх или вбок
(для удобства обслуживания), а воздушный шибер — ручкой горизонтально
(во избежание самопроизвольного открывания или закрывания шибера при
постановке вниз или вверх).
Форсунку и арматуру необходимо держать в чистоте и при сдаче смен обяза-
тельно протирать ветошью.
Розжиг форсунок следует проводить в такой последовательности: внести
горящее пламя в форкамеру печи, открыть задвижку для воздуха, затем осто-
рожно открыть вентиль для мазута до воспламенения.
От раскаленной футеровки печи зажигание распыленного мазута категори-
чески запрещается. Зажигать мазут разрешается только от надежного пламени.
Если при розжиге мазут не воспламенится, то необходимо немедленно зак-
рыть сначала мазутный, а затем паровой вентили, убрать розжиговое пламя,
провентилировать печь и газоходы в течение 10-15 мин.
Пламя может погаснуть в результате засорения мазутной линии или мазут-
ного сопла форсунки, попадания в мазут воды, недостаточной вязкости мазута
или излишней подачи пара.
118
Ясли погаснет пламя от уже работающих форсунок, то необходимо прекра-
подачу мазута в эти форсунки и зажигать их только с помощью розжиго-
пламени. При погасании пламени во время розжига всех работающих
. осунок следует провести их повторный розжиг в указанном выше порядке.
ТТои розжиге распыленного форсункой мазута нельзя стоять против смотро-
окон печи и розжиговых лючков, так как можно получить ожоги от слу-
чайного выброса пламени.
Во время пуска и наладки печей на мазутном топливе необходимо поддер-
живать давление мазута до регулирующих вентилей, а также давление воздуха
перед шибером в регистре.
Для понижения расхода мазута, подаваемого в форсунки, нужно сначала уба-
вить подачу мазута и пара, а затем воздуха и уменьшить разрежение в печи.
Для повышения расхода мазута сначала увеличивают разрежение в печи, а за-
тем подачу пара и воздуха.
Подачу воздуха в форсунки или регистр регулируют по внешнему виду пла-
мени (его длине и цвету). При недостатке воздуха пламя удлиняется и имеет
темно-желтый цвет. На конце пламени появляются дымные языки. При боль-
шом избытке воздуха пламя укорачивается и приобретает ослепительно бе-
лый цвет. О полноте сгорания мазута можно судить по газовому анализу после
печи.
Появление черных полос в корне пламени свидетельствует о засорении со-
пла форсунки (такую форсунку следует прочистить или заменить), а наличие
"мушек" указывает на недостаточную вязкость мазута или его плохое распы-
ление.
Если на печи установлено несколько форсунок, то к включению второй и
последующих приступают только после того, как при работе на первой будет
достигнуто устойчивое горение, пламя будет нормальным, ярко очерченным,
без копоти. Сначала включают минимальное число форсунок, достаточное для
равномерного (симметричного) разогрева футеровки.
После зажигания мазута рабочие и смотровые окна закрывают, оставляя от-
крытыми только те отверстия, через которые наблюдают за работой форсунок.
Участки с регуляторами давления мазута, датчиками его расхода и регулиро-
вочными клапанами вводят в действие после того, как будет достигнута ус-
тойчивая работа включенных форсунок и температура футеровки достигнет
оОО-900 °С, поскольку при этом обеспечивается надежное воспламенение ма-
зута.
При выключении форсунок нужно сначала снизить расход мазута, закрыть у
форсунки мазутный, а затем паровой вентили, после выключения всех форсу-
нок провентилировать печь и только потом остановить дутьевой вентилятор и
Дымосос, если он имеется.
119
3.5. Подготовка к пуску печи с вращающимся барабаном
общего назначения
При подготовке печи с вращающимся барабаном к пуску проверяют и ос-
матривают оборудование печи по узлам, в соответствии с требованиями на
монтаж, которые обусловливаются инструкциями завода-изготовителя.
/. Опоры печи. Монтаж опор печи должен быть произведен в соответствии
со схемой монтажной маркировки. Вследствие того, что различные детали
опоры печи при контрольной сборке на заводе-изготовителе проходят индиви-
дуальную пригонку, взаимозаменяемость деталей опор недопустима. Число
пластин в пакетах, на которые устанавливаются рамы опор, должно быть ми-
нимальным. Опорные ролики и подшипники перед монтажом подвергаются
ревизии. Контроль уклона опорных роликов осуществляется уровнем и изме-
рительной линейкой с уклоном одной стороны, равным уклону печи.
//. Корпус печи. Расстояние между соседними бандажами должно отличать-
ся от проектного (с учетом поправок) не более чем на 5 мм, а общее расстоя-
ние от бандажа первой опоры до бандажа последней — не более чем на 15 мм.
Контроль качества сварных швов проводят механическим испытанием образ-
цов-свидетелей, внешним осмотром шва и просвечиванием Y-лучами или уль-
тразвуком. Проверку механических свойств сварных кольцевых швов корпуса
печи осуществляют путем испытания сварных образцов на растяжение и из-
гиб. Механические испытания считают удовлетворительными, если при ис-
пытании образцов на растяжение среднеарифметический предел прочности
будет не ниже предела прочности основного металла и при испытании на за-
гиб угол загиба в среднем будет не ниже 100°. Замеченные внешним осмотром
дефекты сварных швов вырубают и заваривают вновь. Просвечиванию подле-
жит каждый заваренный при монтаже шов на длине не менее 5 % от общей
длины шва. Если обнаружен внутренний дефект шва, то просвечиванию под-
вергают не менее 25 % длины шва.
///. Привод. Регулировку зацепления осуществляют в соответствии со схе-
мой, приведенной на рис. 1.19. Регулировку корпуса подвенцовой шестерни
1
Рис. 1.19. Схема проверки зацепления подвенцовой шестерни: 1 — зуб венцовой шестерни; 2 — зуб
подвенцовой шестерни
120
оводят д0 тех ПОр; пока ряд замеров не покажет, что подвенцовая шестерня
установлена с необходимой точностью, при этом боковой зазор в зацеплении
/ Л радиальный зазор (а, Ь), радиальный и боковые перекосы должны соот-
ветствовать проектным допускам. После регулировки положения подвенцо-
вых шестерен проверяют зацепление на краску. Пятно контакта должно быть
не менее 40 % по длине и 30 % по высоте зуба. Главный редуктор, вспомога-
тельный привод и главный двигатель должны быть устранены в соответствии
с техническими требованиями проекта.
Вследствие уклона, нагрева и удлинения корпус барабана перемещается в
продольном направлении и касается бандажом либо верхнего по уклону, либо
нижнего упорных роликов, при этом тот или иной ролик начинает вращаться.
Если в течение некоторого времени будет замечено, что постоянно вращается
один и тот же упорный ролик, проверяют степень нагрева подшипников этого
ролика. При вращении верхнего упорного ролика на поверхности катания пары
опорных роликов нужно кистью нанести тонкий слой масла. Если после этого
давление на упорный ролик не уменьшится, т.е. не понизится степень нагрева
подшипников, следует смазать поверхность катания опорных роликов и бан-
дажа и очистить их от масла. Если этими мерами не выправляется положение
барабана, то необходимо перекосить оси опор перемещением подшипников.
Регулирование положения барабана перекосом осей опорных роликов сле-
дует осуществлять не менее чем на двух опорах. У нормально смонтирован-
ной печи оси опорных роликов расположены параллельно оси корпуса бара-
бана и бандажа. В этом случае вращение роликов не вызывает осевого сдвига
катящегося по ним бандажа (рис. 1.20, а). Установка роликов на опоре (рис. 1.20,
б) применяется как мера смещения барабана вниз к головке.
Если корпус барабана после регулировки опор легко касается верхнего упор-
ного ролика и легко идет обратно, а подшипники перекошенных роликов не
нагреваются, то можно считать регулировку оконченной. При нагреве подшип-
ников опорных роликов следует перекосить ролики следующих опор.
На рис. 1.21 приведены два варианта неправильного расположения роликов
на опорах. При перекосе роликов из-за трения скольжения катающиеся по ним
бандажи сильно изнашиваются, приобретая конусность. Чтобы уменьшить
отрицательное воздействие этого фактора, необходимо перекашивать опорные
Ролики в одном направлении. Когда какой-либо из этих роликов перекашива-
ется в одну сторону, а другой — в противоположную (рис. 1.21,6) или когда на
одной паре ролики перекошены вправо, а на другой — влево (рис. 1.21, а), то
и* Действие на бандажи уравновешивается, смещения барабана по роликам не
происходит, а работа по созданию противоположно направленных сил трения
"Шл бесполезной.
121
к»
к»
Ось печи
ttt
I I I
\ \ I
I
/ / /
/ TT
77/
v \
vn4
Рис. 1.20. Расположение опорных роликов
Рис. 1.21. Схемы перекоса опорных роликов
После монтажа основного и комплектующего оборудования обкатывают
«привод. Перед обкаткой необходимо произвести заправку картеров редукто-
ров, муфт, гидротолкателей и обеспечить подвод масла от циркуляционной
системы к подшипникам и зацеплениям в соответствии с чертежами и инст-
рукцией на смазку агрегата. Сначала обкатывают редукторы на холостом ходу
со снятым промежуточным соединением между главным редуктором и под-
венцовой шестерней. Обкатку проводят поочередно вспомогательным и глав-
ным двигателями в течение 8 ч. При этом необходимо следить за состоянием
подшипников зацеплений соединительных муфт и проверить, чтобы шум в
зацеплениях был невысокого тона, ровный, без ударов и перекатов. Нагрев
масла не должен превышать 65 °С, уплотнения и плоскости разъема не долж-
ны пропускать масла.
! Во время работы вспомогательного двигателя главный двигатель должен быть
отключен от электросети, тормоз вспомогательного привода расторможен,
кулачковая муфта включена. При работе вспомогательного привода гидротол-
катели тормоза и кулачковой муфты должны быть постоянно включены. Во
время же работы главного двигателя вспомогательный привод отключается
кулачковой муфтой.
После обкатки вхолостую тихоходный вал редуктора соединяют с валом под-
венцовой шестерни промежуточным соединением и проводят обкатку бараба-
на без футеровки. Обкатка должна продолжаться непрерывно в течение 8 ч от
вспомогательного привода и в течение 72 ч от главного привода на всех ступе-
нях скоростей. По окончании холостой обкатки барабана дается разрешение
на производство футеровочных работ. После завершения работ по футеровке
барабана и его сушки проводят повторную обкатку барабана на холостом ходу
в течение 8 ч вспомогательным и главным приводами. В процессе этой обкат-
ки осуществляют дорегулировку положения барабана на роликоопорах, опро-
бование дымососа и дутьевого вентилятора.
По устранении всех дефектов проводят обкатку под нагрузкой в течение 72 ч
от вспомогательного привода, а затем в течение 72 ч от главного привода. В
Процессе обкатки под нагрузкой осуществляют окончательную регулировку
роликоопор и положения барабана в направлении продольной оси.
Необходимо убедиться в исправности: футеровки печи и пыльной камеры;
загрузочного устройства; уплотнения газового тракта печи; дутьевых устройств
и шиберов регулирования; отсечных шиберов и их приводов на трассе дымо-
вых газов; топливосжигающих устройств; системы пылеочистки; разгрузоч-
ных устройств и транспортеров; КИП и сигнализации; взрывных клапанов;
смазочных устройств (проверяется также наличие смазки в редукторах и под-
шипниках роликовых опор); электрической пусковой аппаратуры и электро-
123
1100
1000
900
0 800
°й 700
^ 600
о.
1 500
? 400
300
200
100
0
24 ч
36 ч
л.
^/
/
12ч/
' л/
^/
У
/
1
i
24 ч
о/
*/
/
У
1
/
1
V
20 40 60
80 100 120
Время, ч
140 160 180 200
Рис. 1.22. График сушки печей с вращающимся барабаном: 1 — диаметром 3 м и длиной 60 м; 2 —
диаметром 3,5 м и длиной 75 м
двигателей; предохранительных ограждений; освещения рабочих площадок;
пожарного инвентаря и оборудования.
Сушка футеровки и разогрев печи. Естественная сушка фу-
теровки откатной головки и вращающегося барабана, розжиг газовых горелок
или мазутных форсунок проводятся в соответствии с рекомендациями, приве-
денными ранее.
Принудительная сушка дымовыми газами осуществляется в соответствии с
графиком, приведенным на рис. 1.22. При сушке футеровки барабана меньше-
го диаметра может быть рекомендована линия 1 этого графика.
Сушку и разогрев футеровки до 500 °С осуществляют дровами следующим
образом: открывают и закрепляют все заслонки по дымовому тракту; включа-
ют дымосос и направляющим аппаратом регулируют разрежение в пыльной
камере C0—40 Па); на расстоянии 2 м от среза форсунки выкладывают клетку
из дров; включают вентилятор подачи воздуха в форсунку и зажигают дрова.
При достижении 500 °С разжигают форсунки.
После установления устойчивой работы форсунки необходимо поворачивать
печь при помощи вспомогательного механизма вращения. Повороты произво-
дят через 10-15 мин на 45° в зависимости от степени разогрева футеровки
печи.
После достижения в пыльной камере 450 °С останавливают печь, охлажда-
ют до 30 °С и проверяют состояние футеровки. Устраняют замеченные дефек-
ты, а затем печь начинают разогревать вновь. По достижении температуры в
124
пыльной камере 450 °С включают в работу главный приводной механизм и
поДают в печь материалы для проведения процесса.
Первоначально в печь загружают материалы в количестве 50 % от проект-
ной производительности, по мере разогрева футеровки увеличивают их пода-
чу до проектной с одновременным повышением расхода топлива (мазута).
При нормальном режиме печь должна работать на наибольшей скорости вра-
щения.
3.6. Подготовка к пуску печи для обесфторивания фосфатов
Подготовка комплекса к пуску включает проверку соответствия сооружений
проекту, качества выполненных работ, наличия ограждений, масла в подшип-
никах, смазки во вкладышах и в ручках, подвода воды к котлу-утилизатору и
Подшипникам вытяжного вентилятора, исправности всех механизмов и при-
боров, их готовности к нормальной работе, а также сушку футеровки печи,
пыльной камеры, котла-утилизатора.
До пуска проводится опробование работы насосов и вытяжного вентилято-
ра, проверка их производительности, напора и плотности всей системы.
Включение вытяжного вентилятора осуществляется при закрытом клапане
перед ним.
При подготовке горелки ГВР к розжигу проверяются узлы перемещения дрос-
селя и завихрителя в крайние положения и плавность их передвижения.
Проверяется управление перемещением горелки подъемно-передвижным
механизмом, фиксация ее в различных положениях и устойчивость к реактив-
ной силе.
При температуре отходящих газов после котла-утилизатора 60-80 °С вклю-
чается в работу орошение абсорбционных башен.
Система циркуляции воды в системе котла-утилизатора должна работать с
момента розжига горелки.
Запись показаний приборов печи, пыльной камеры, котла-утилизатора про-
изводятся каждый час в журнал сушки.
Сушка футеровки печи проводится одновременно с сушкой пыль-
ной камеры и котла-утилизатора тем же теплоносителем. Различают два этапа
сушки футеровки:
1) естественная сушка атмосферным воздухом в течение 48 ч при открытых
люках и лазах для лучшей вентиляции, далее принудительная сушка атмос-
ферным воздухом при включенном вытяжном вентиляторе;
2) сушка дымовыми газами от сжигания природного газа, подаваемого в по-
лость печи основной горелкой со сменными насадками.
Сушка дымовыми газами должна проводиться в строгом соответствии с гра-
фиком, изображенным на рис. 1.23.
125
1000
и
о.800
та
с
g.600
с
[§ 400
200
11ч
А
37 ч
Л.
у
6ч
<
/
ч/
У
/
У
г
0 20 40 60 80 100 120 140 160
Время, ч
Рис. 1.23. График сушки футеровки печи с вращающимся барабаном для осбестования фосфатов
Порядок включения газовой горелки не отличается от рекомендованного
ранее.
Контроль за температурой сушки осуществляется в точках 18 и 50 м длины
печи и в пыльной камере.
При температуре 100 °С в пыльной камере и 300-400 °С в точках 18 и 50 м
длины печи начинают проворачивать печь вспомогательным приводом на одну
четверть оборота через каждые 0,5 ч.
Замер контрольной температуры в точках 18 и 50 м длины печи производит-
ся в момент остановки печи после ее периодического поворачивания. При до-
стижении в печи 700-800 °С A8 и 50 м) периодичность остановки (для снятия
показаний температур) доводят до одного раза в 2 ч.
После достижения в печи 900 °С включают в работу фотоэлектрические пи-
рометры на 18 и 50 м.
По достижении температуры в пыльной камере 500 °С начинают подачу ма-
териала в печь в количестве 50 %, а при достижении температуры 700 °С — в
количестве 70 % от номинальной производительности печи и выводят ее на
нормальный технологический режим. При этом по необходимости можно уве-
личить подъем температур, но не более 50 °С в 1 ч.
Пуск печи. Порядок операций:
1. Включить привод печи.
2. Включить циркуляционные насосы на орошение котла-утилизатора и аб-
сорбционных башен.
3. Закрыть клапан перед вытяжным вентилятором.
4. Включить вытяжной вентилятор.
5. Открыть клапан перед вытяжным вентилятором, установив разрежение в
пыльной камере 100-150 Па.
6. Порядок пуска печи на газовом топливе описан ранее и изменений для
данной печи нет.
126
4' Пеовые 20-30 мин работа горелки осуществляется при минимально воз-
ом расходе. Далее можно повышать нагрузку путем увеличения подачи
8 При достижении температуры на выходе 600-700 °С начать подачу мате-
риала в печь.
о Отрегулировать температуру дымовых газов на выходе из печи F00-700 °С)
й из котла-утилизатора B00-250 °С).
Ю После достижения устойчивых показателей по всем параметрам в режи-
ме ручного дистанционного управления следует перейти на режим автомати-
ческого регулирования процесса сушки. При этом включение и настройка от-
дельных автоматических регуляторов осуществляются поочередно.
Ручные регулирующие органы должны быть открыты полностью.
Наладка печи. Температурный и тепловой режимы печи поддержива-
ются регулированием подачи природного газа в горелку.
Профиль и местоположение пламени регулируются изменением положения
органов управления горелкой.
Для достижения наибольшего эффекта от работы печи необходимо подобрать
оптимальное положение органов регулирования горелки, осуществляя при этом
контроль за давлением и расходом газа в ней; кроме того, следует периодичес-
ки контролировать полноту сгорания топлива.
Гидродинамический режим в печи обеспечивается вытяжным вентилятором
и регулирующими заслонками.
Разрежение в пыльной камере должно составлять 40-100 Па. Максимальное
разрежение в печи 10 Па создается при образовании значительного гарнисажа.
Нормальный технологический режим работы печи
Давление природного газа перед горелкой, кПа 30
Температура в печи, °С:
18 м 900-1000
50 м 1350
65 м 1500
на выходе 600-700
Температура продукта на выходе из рекуператора 50-80
Остановка печного комплекса. Дополнением к ранее описан-
ному порядку остановки является следующее:
1. Печь должна вращаться до полного охлаждения.
2. Вытяжной вентилятор и циркуляционные насосы на котел-утилизатор и
абсорбционные башни выключаются после остановки вращения печи через
101 мин.
127
3.7. Подготовка к пуску печи с муфельным барабаном
После выполнения общих рекомендаций, описанных ранее, необходимо до-
полнительно: 1) убрать загрузочный шнек из загрузочного отверстия; 2) во все
водоохлаждаемые элементы подать воду; открыть шибер на трубопроводе от-
соса газов из внутреннего пространства муфеля.
Сушка футеровки печи и топок для получения теплоносителя про-
водится одновременно с выполнением общих рекомендаций, описанных ра-
нее.
Ниже указаны особенности сушки футеровки обжиговой печи.
1. Сушка осуществляется в соответствии с графиком, приведенным на
рис. 1.24.
2. В течение 48 ч проводится сушка футеровки теплоносителем с температу-
рой 50 °С, который получается от сжигания природного газа в запальных го-
релках. При этой сушке разрежение в топках (около 10 Па) регулируется об-
щим шибером, расположенным перед горелкой. При необходимости включа-
ется дымосос. При погасании запальника немедленно отключается подача газа,
и повторное его включение может быть произведено только после вентиляции
печи в течение 15 мин.
900
800
700
600
500',
400
300
200
100
о
о
О,
I
i
48 ч
1
2-
¦>¦/
<
1
2ч
Я
2 ч/
d
Y
4^
5 ч
*1
,1
1"
1
1
ч
О 20 40 60 80 100 120 140 160
Время, ч
Рис. 1.24. График сушки футеровки печи с муфельным барабаном для получения ультрамарина
128
- Перед переходом на сушку основными горелками заглушается загрузоч-
отверстие печи. Отключается трубопровод отвода реакционных газов из
внутреннего пространства муфеля.
4 Демонтируется часть трубопровода отсоса газов от внутреннего простран-
ства муфеля и на патрубке отсоса из разгрузочной головки.
5 Герметизируются все отверстия, соединенные с внутренним пространством
муфеля (разгрузочную головку заглушить снизу).
6 В каждой топке включается по одной горелке и устанавливается мини-
мальный расход газа.
7 Включается вентилятор для подсоса охлаждающего воздуха через охлаж-
дающие каналы барабана в зоне вывода дымовых газов в каналы муфеля. Вклю-
чается также охлаждающая вода на уплотнения.
8. При достижении температуры дымовых газов в каналах муфеля из зоны
выдержки 50 °С начинается периодическое прокручивание барабана на мини-
мальных оборотах.
9. Продолжается повышение температуры на входе в каналы муфеля до 250 °С
со скоростью 10 °С в 1 ч с двухчасовыми выдержками при 100; 150; 200 и
250 °С. При достижении температуры дымовых газов в каналах муфеля на
выходе из зоны выдержки 200 °С включается приводной механизм на непре-
рывное вращение при минимальных оборотах.
10. Продолжается дальнейший подъем температуры дымовых газов на вхо-
де в каналы муфеля до 650 °С со скоростью 10 °С в 1 ч с двухчасовыми выдер-
жками при 300; 400; 500; 600 и 650 °С. При необходимости включаются в ра-
боту вторые горелки.
11. Последующий подъем температуры дымовых газов на входе в каналы
муфеля до 900 °С осуществляется со скоростью 20 °С в 1 ч с двухчасовой
выдержкой при 700; 800; 850 и 900 °С. Температура дымовых газов на выходе
из каналов муфеля должна быть не менее 800 °С.
12. Через 4 ч после достижения температуры 900 °С проводится самоохлаж-
дение печи.
Охлаждение печи при остановке должно происходить самопроизвольно при
отключенной подаче газа и воздуха на топки, отключенном дымососе и закры-
том шибере. После охлаждения печи до 30 °С необходимо провести осмотр
состояния футеровки топок и обжиговой печи.
Время охлаждения печи составляет примерно 144 ч и зависит от погодных
условий. Если футеровка находится в удовлетворительном состоянии (отсут-
Ует выпадение отдельных кирпичей, блоков, нет трещин в шамотной футе-
ровке более 2 мм, отсутствуют поврежденные карборундовые блоки), можно
Р° одить нагрев топок и печи при таком же режиме.
•идо, 129
Каждую топку и участки муфеля обжиговой печи сушат отдельно после до-
стижения температуры на входе в каналы муфеля 250 °С.
Сушка загрузочной и выгрузочной головки должна проводиться одновре-
менно с сушкой топок и печи тем же теплоносителем.
Повторный нагрев футеровки осуществляется по ранее приведенному гра-
фику.
Остановка печи. К описанному ранее порядку остановки печи, до-
бавляется следующее:
1. Прекращается подача материала.
2. Уменьшается расход природного газа на горелки, чем обеспечивается сни-
жение температуры дымовых газов на входе в каналы муфеля до 450 °С со
скоростью 50 °С в 1 ч.
3. Отключается подача на горелки газа и воздуха, отключается дымосос.
4. После достижения температуры на входе в каналы муфеля 200 °С выклю-
чается приводной механизм.
5. При температуре в каналах муфеля 80 °С отключается вода на уплотнения
и охлаждающий воздух, подаваемый в охлаждающие каналы в зоне ввода ды-
мовых газов в каналы муфеля.
3.8. Подготовка к пуску печи с барабаном, обогреваемом снаружи
Подготовительные работы к пуску окислительной печи с вращающимся ба-
рабаном включают:
1. Выполнение рекомендаций по подготовке к пуску вращающихся печей
общего назначения.
2. Подготовку системы автоматизации и контрольно-измерительных прибо-
ров.
3. Обеспечение возможности охлаждения отходящих дымовых газов в газо-
ходах путем впрыскивания воды или вводом атмосферного воздуха для пре-
дотвращения выхода из строя дымососа в период сушки.
После выполнения всех требуемых мероприятий можно приступить к сушке
футеровки нагревательной камеры.
Сушка футеровки нагревательной камеры:
1. Сушка осуществляется с выполнением рекомендаций, приведенных в
разд. 3.2.
2. Сушку рекомендуется проводить теплоносителем, получаемым от сжига-
ния природного газа, подаваемого в основную горелку.
3. Включение газовой горелки следует проводить с соблюдением рекоменда-
ций, данных в разд. 3.3.
4. Сушку следует проводить по графику, изображенному на рис. 1.25.
130
800
700
600
?500
§300
Н200
100
48 ч
1
24 ч
/
/
0 20 40 60 80
Рис. 1.25. График сушки футеровки нагревательной камеры
100 120 140 160 180 200 220 240
Время, ч
5. Горелка в начале горячей сушки должна работать с расходом природного
газа, обеспечивающим выполнение заданной температурной кривой, при вклю-
ченных вентиляторе и дымососе.
6. Контроль за нагревом футеровки нагревательной камеры проводится с
помощью трех термопар, заделанных в футеровку со стороны противополож-
ной стенки камеры с горелками.
7. Для предохранения вращающегося барабана печи от деформации при вы-
сокой температуре необходимо подавать в барабан воздух и воду. Температура
стенки барабана должна быть не выше 500 °С.
8. После достижения температуры дымовых газов 200 °С включается при-
водной механизм барабана и начинается вращение барабана.
9. Нагрев футеровки нагревательной камеры следует осуществлять до тем-
пературы 700 °С, затем охладить до 30 °С и провести ревизию состояния футе-
ровки после сушки.
10. После устранения выявленных дефектов печь может быть разогрета до
рабочих температур и начата загрузка ее материалом.
Пуск печи. Порядок пуска печи на газовом топливе приведен ранее. В
данном случае он должен строго соблюдаться.
Специфичностью пуска окислительной печи с вращающимся барабаном яв-
ляется ее технологическая зависимость от пуска обжиговой муфельной печи с
вращающимся барабаном. Время начала пуска определяется для каждой печи
отдельно.
131
3.9. Сушка футеровки нагревательной камеры содовой печи
Сушку необходимо проводить по графику, приведенному на рис. 1.26, в сле-
дующем порядке:
1. Поставить нагревательную камеру на естественную сушку; в процессе
сушки держать открытыми все люки, смотровые окна для лучшей вентиля-
ции.
2. По окончании естественной сушки приступить к принудительной сушке
воздухом, подаваемым от дутьевого вентилятора. Сушку воздухом с темпера-
турой 50 °С проводить в течение 48 ч, одновременно с этим проверять работу
вентилятора и контролировать гидродинамический режим по тракту.
3. После окончания сушки печи воздухом приступить к сушке дымовыми
газами, используя ручные запальники. Сушку проводить до 100 °С в течение
12 ч.
4. При достижении 100 °С выдержать эту температуру в течение 24 ч.
5. После выдержки температуру поднимать до 300 °С в течение 32 ч.
6. Подъем температуры от 300 до 900 °С проводить в течение 64 ч.
7. Процесс сушки необходимо контролировать с помощью переносных кон-
трольно-измерительных приборов, которые должны устанавливаться на вы-
ходе газов из нагревательной камеры.
8. После сушки провести ревизию футеровки.
Пуск печи. Перед пуском содовой печи нужно выполнить следующие
подготовительные работы:
900
800
700
" 600
1500
| 400
u
H 300
200
100
0 20 40 60 80 100 120 140 160 180
Время, ч
Рис. 1.26. График сушки футеровки нагревательной камеры содовой печи
48 ч
N
у
24 ч
7
/
/
/
/
/
132
1. Осмотреть механизмы привода печи (основные и пусковые), ролики и под-
шипники опорно-упорных станций, шестерни на барабане.
2. Проверить правильность расположения и укрепления цепи внутри бара-
бана и отсутствие в нем посторонних предметов.
3. Прокрутить вхолостую выгрузочный шнек, вертикальную мешалку, пита-
тель забрасывающего устройства.
4. Проверить наличие сальниковых уплотнений и герметичность барабана.
5. Проверить заправленность всех трущихся, вращающихся деталей и меха-
низмов маслом.
6. Проверить заполнение корыт роликов, бандажей барабана водой.
7. Проверить наличие содовой "подушки" в барабане. При отсутствии "по-
душки" загружать соду в барабан до тех пор, пока она не покажется в выгру-
зочном шнеке при вращении барабана.
8. Одновременно с заполнением барабана содой приступить к розжигу го-
релки и следить за удлинением барабана, начинать розжиг на тихом ходу бара-
бана, а при достижении удлинения 70-75 мм перевести барабан на вращение
от главного привода, увеличить нагрузку на горелку и загружать бикарбонат
натрия.
9. После пуска печи отходящие газы подключаются к газовому коллектору,
через 15-20 мин после начала питания содовой печи проверить пикой горло-
вину на отсутствие подмазки барабана.
10. Осмотреть привод реверсивной передачи и приводы питающих тарелок,
скребковую цепь передачи.
11. Убедиться в отсутствии в кожухе и на тарелках посторонних предметов и
слоя твердого бикарбоната натрия.
12. Включить последовательно привод скребковой цепи передачи питающей
тарелки, принимающей бикарбонат натрия, а затем привод питающей тарел-
ки, подающей бикарбонат натрия.
Нормальный технологический режим работы печи приведен ниже:
Нормальный процесс кальцинации протекает при следующем составе би-
карбоната натрия: 82-84% NaHCO3, 0,2-0,4% NaCl, 13-15% Н2О. Выход соды
из такого бикарбоната натрия составляет 52-54 %. Выпускаемая сода должна
иметь содержание Ма2СО3 не менее 95 %.
Содержание Са2СО3 в готовой кальцинированной соде может колебаться в
известных пределах, однако при определении производительности печи она
должна быть пересчитана на 95%-ную соду.
Качество получаемой соды в значительной степени зависит от температуры,
с которой ее выгружают из печи. Эта температура не должна выходить за пре-
делы 140-190 °С. В случае выгрузки соды из печи при более низкой темпера-
туре влажность ее превышает норму; сода получается более "пушистой", с
133
малой плотностью, при более высокой температуре, но это связано с увеличе-
нием расхода топлива, а при температуре выше 250 °С получается перекален-
ная сода, которую трудно выгружать из печи.
Температура соды на выходе из печи зависит от количества подаваемого би-
карбоната натрия, его влажности и режима топки.
Для уменьшения подсоса воздуха и потерь СО2 содовая печь должна быть
достаточно герметичной, механизмы загрузки и выгрузки материалов в печь
должны также обеспечивать герметичность, чтобы не было попадания в печь
воздуха и выбивания газов из нее.
Очень важно поддерживать постоянное давление газов в печи, так как нали-
чие вакуума неизбежно сопровождается подсосом воздуха и уменьшением
концентрации двуокиси углерода, а повышение давления приводит к потерям
СО2.
Состав и количество газов, выделяющихся при кальцинации бикарбоната
натрия, зависят от его состава и достигаемой степени кальцинации в печи,
количества засасываемого воздуха.
Необходимо, чтобы разложение бикарбоната натрия протекало как можно
полнее, поскольку при недостаточной кальцинации содержание СО в газах
заметно понижается.
Данные эксплуатации показали, что в передней части печи имеет место по-
степенный подогрев сырого бикарбоната и испарение воды. Разложение би-
карбоната натрия с образованием соды происходит в первой половине печи
только частично, после испарения большей доли воды и разложения аммоний-
ных солей. Основная масса бикарбоната натрия разлагается с образованием
соды во второй половине содовой печи, где этот процесс и завершается.
Одним из важнейших показателей режима работы содовой печи является
величина удлинения барабана. Поэтому на каждой печи установлен автомати-
ческий указатель, передающий величину удлинения барабана на циферблат.
Максимально допустимое удлинение барабана составляет 80 мм, что равно
средней температуре барабана 270 °С.
Недостаток или избыток бикарбоната в печи сказывается на температуре
выходящей соды и, соответственно, на удлинении барабана. При недостаточ-
ной подаче бикарбоната натрия в печь удлинение барабана возрастает выше
допускаемой нормы.
Подача избыточной ретурной соды в печь будет балластом, ухудшающим теп-
лоотдачу в слой смеси и уменьшающим полезный объем печи, поэтому количе-
ство ретурной соды, подаваемой в печь, должно быть равно расчетному.
Остановка печи. При остановке печи необходимо:
1. Прекратить подачу топлива на горелки (форсунки).
2. Снизить удлинение барабана до 70-75 мм.
134
3. Прекратить загрузку печи.
4. Отключить печь от газового коллектора и соединить ее с атмосферой.
5. Вращать барабан медленно.
6. Охладить барабан до показания удлинения 40-50 мм и после этого оста-
новить электродвигатель привода барабана.
Остановка реверсивной передачи. Остановку реверсивной
передачи необходимо проводить в порядке, обратном пуску. Перед останов-
кой нужно выработать весь бикарбонат натрия из короба скребкового транс-
портера.
После остановки вся реверсивная передача очищается от остатков бикарбо-
ната натрия и приводится в предпусковое состояние.
135
ЧАСТЬ II.
ВРАЩАЮЩИЕСЯ ПЕЧИ
МЕТАЛЛУРГИЧЕСКИХ, ОГНЕУПОРНЫХ
И МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДОВ
Глава 1.
ВРАЩАЮЩИЕСЯ ПЕЧИ
ЦВЕТНОЙ И ЧЕРНОЙ МЕТАЛЛУРГИИ
1.1. Применение вращающихся печей в цветной металлургии
Трубчатые (барабанные) вращающиеся печи имеют широкое применение в
цветной металлургии. На обогатительных фабриках они применяются для суш-
ки концентратов. В металлургии легких металлов они служат для сушки и
обезвоживания алюминиевых руд, для спекания бокситовых шихт и для каль-
цинации глинозема. В металлургии никеля эти печи применяются для сушки
никелевой руды и для обжига руд и файнштейна, а в металлургии цинка и
свинца — для переработки различного рода полупродуктов и отходов (вальце-
вание). Трубчатые печи применяются также в металлургии олова, в металлур-
гии вторичных цветных металлов для процессов сушки, обжига и возгонки.
Короткие трубчатые печи применяются для плавки и рафинирования метал-
лов, например, вторичной меди.
Трубчатые вращающиеся печи могут быть разделены на несколько групп. К
первой группе относятся печи для спекания, кальцинации, обжига и возгонки.
Это печи с наибольшим отношением длины к диаметру (от 20 до 30). По тем-
пературному режиму к этой группе относятся печи, работающие при средних
и высоких температурах в горячей зоне (до 1600 °С).
Ко второй группе могут быть отнесены печи для обезвоживания материа-
лов, содержащих гидраты, и для сушки. По соотношению длины и диаметра
эти печи занимают среднее положение (от 5 до 15). Температура в горячей
зоне этих печей не превышает 500-900 °С.
В печах этих двух групп имеет место как прямоточное, так и противоточное
движение газов и нагреваемых материалов.
К третьей группе относятся печи для плавки и возгонки. Это короткие печи
с отношением длины к диаметру от 1 до 3. По температурному режиму они
соответствуют печам первой группы, но характеризуются равномерной тем-
пературой в рабочем пространстве.
К четвертой группе относятся нагревательные печи.
136
1.1.1. Вращающаяся печь для спекания алюминиевых руд
На рис. 2.1 показана печь для спекания шихты. Основным элементом печи
является стальной барабан / длиной от 5 до 100 м и диаметром от 2,0 до 3,8 м,
футерованный высоко глиноземистым шамотным кирпичом и опирающийся
на ролики. Для продвижения материала барабан имеет уклон к горизонту 4-
6 %. Барабан вращается со скоростью около 1 об./мин. Печь работает по прин-
ципу противотока. Шихта сухая или мокрая в виде пульпы с содержанием вла-
ги 40-42 % поступает в барабан через его концевую часть 2 (холодный конец)
и медленно перемещается к головной части 3 (горячий конец) навстречу га-
зам. Из барабана продукт спекания — спек — ссыпается в холодильник, рас-
положенный под печью и представляющий собой также барабан длиной до
30 м и диаметром до 2,5 м, охлаждаемый движущимися навстречу воздухом
или водой, которая орошает холодильник сверху. При охлаждении спека воз-
духом, последний просасывается через холодильник вентилятором, подающим
далее горячий воздух к горелкам.
Для нагрева печи применяют газ, мазут, угольную пыль. Форсунки или го-
релки располагаются в головной части барабана. Дымовые газы из барабана
поступают в пылевую камеру и электрофильтры для улавливания уносимых
из печи пылевидных частиц шихты и через дымосос направляются либо в
дымовую трубу, либо к скрубберам отделения карбонизации.
Вследствие того, что вес барабана весьма значителен (при длине 70 м он
вместе с футеровкой составляет около 400 т), опорные устройства составляют
ответственный узел в конструкции печи. Они состоят из роликов 4 (рис. 2.1),
на которых барабан опирается посредством бандажей 5. Бандажи насажива-
ются на барабан, образуя в местах опоры неразрывное кольцо. Ширина банда-
жа — от 400 до 600 мм. Каждый бандаж опирается на два ролика. При враще-
нии барабана ролики вследствие трения о бандажи вращаются вместе с ним.
Горячий конец печи входит в топливную или разгрузочную головку 6, кото-
рая обычно устанавливается откатывающейся. В передней стенке топливной
головки имеются отверстия для горелок или форсунок. К головке примыкает
устье канала, через который спек пересыпается в холодильник.
Холодный конец печи входит в загрузочную коробку 7. Загрузка сухой ших-
ты производится посредством патрубка, проходящего через загрузочную ко-
робку печи. Питание печи пульпой может производиться либо путем налива,
либо по методу распыливания, посредством специальных форсунок (рис. 2.2),
которых на каждую печь устанавливается 3-4 штуки. Пульпа подается к фор-
сункам насосами под давлением 5-6 атм.
На рис. 2.3 приведен график, характеризующий тепловой режим печи. Со-
гласно этому графику, в зависимости от температуры газов и изменений, кото-
рые имеют место в шихте, печной барабан по длине может быть разбит на
137
as
1 5
Рис. 2.1. Печь для спекания бокситовой шихты
j Вход пульпы
Рис. 2,2. Пульловая форсунка: 1 — головка; 2 — сопло; 3 — витковый распылитель; 4 — шланг
Вход в
О 1600
&1200
§" 800
с
| 400
Зона
сушки
Зона
Кальци
Нации
^—|—nL—fl--LfrH
——-
^—
.—
2
Выход
спека
0 10 20 30 40 50 60
Длина печи, м
Рис. 2.3. График изменения температуры газов A) и шихты B) по длине печи спекания
четыре зоны: зону сушки и обезвоживания, зону кальцинации или разложе-
ния, зону спекания и зону охлаждения. Газы имеют максимальную температу-
ру в зоне спекания A600 °С). При нормальной работе печи температура отхо-
дящих газов в борове составляет 400-500 °С. Эта температура обеспечивает
правильный режим спекания и нормальную работу электрофильтров.
Производительность печи при мокрой бокситовой шихте — 6-8 т/ч спека.
Главнейшие факторы, влияющие на производительность, следующие: высота
слоя материала в печи, число оборотов печи в минуту, влажность шихты и ее
химический состав. Средний удельный расход тепла составляет 2200-2500 ккал
на 1 кг спека. На 1 т/ч спека требуется объем барабана, равный 65-75 м . Та-
ким образом, задавшись производительностью печи и диаметром барабана,
легко вычислить его, длину.
1.1.2. Вращающаяся печь для кальцинации гидроокиси алюминия
Конструктивно эти печи аналогичны печам для спекания алюминиевых руд.
Топливом служит мазут или природный газ.
139
Основные размеры печи: длина печного барабана 50-75 м, диаметр 2,5-
5,5 м; длина холодильника 20-30 м, его диаметр 1,5-2 м, уклон печного ба-
рабана и холодильника к горизонту составляет 2-3 %. Скорость вращения
около 1 об./мин.
Печь работает также по принципу противотока. Так как дымовые газы со-
держат значительное количество глинозема в виде пыли (около 30 г/м ), то
загрузочная головка печи посредством борова соединена с пылевой камерой и
электрофильтром. Содержание А12О3 в газах, выбрасываемых в атмосферу, не
более 0,5 г/м3.
На рис. 2.4 дан график, характеризующий тепловой режим печи. Согласно
графику, печной барабан по длине разбивается на четыре зоны: зону сушки,
зону обезвоживания или кальцинации, зону прокалки и зону охлаждения. Газы
имеют максимальную температуру A450 °С) в конце зоны прокалки. Темпера-
тура отходящих газов в борове у пылевой камеры 300-350 °С. Максимальная
температура кальцинируемого глинозема в зоне прокалки 1250 °С. Температу-
ра глинозема при выходе из холодильника 60-70 °С. Общая продолжитель-
ность пребывания гидроокиси алюминия в печи составляет около 1,5 ч. За это
время, перемещаясь по барабану, гидроокись превращается в безводный гли-
нозем. Для получения 1 т прокаленного А12О3 требуется 1,75-1,8 т влажной
гидроокиси алюминия (с 20 % влаги).
Производительность печи составляет около Ъ—^ т/ч кальцинированного гли-
нозема. Средний удельный расход тепла составляет от 2000 до 2400 ккал на
1 кг. На 1 т/ч кальцинированного глинозема требуется объем барабана, рав-
ный 100 м3.
«1200
п.
| 800
о
! 400
2
>
А
10 20 30 40 50
Длина печи, м
Рис. 2.4. График изменения температуры газов (/) и глинозема B) по длине печи кальцинации
140
1.1.3. Вращающаяся печь для окислительного обжига
сульфидных материалов
Конструкция вращающейся противоточной печи для окислительного обжи-
га сульфидных материалов показана на рис. 2.5.
Печь состоит из горизонтального цилиндрического железного кожуха, футе-
рованного изнутри огнеупорным кирпичом, опорных устройств и привода,
головок — топочной и газоотводящей и холодильника.
Кроме этих основных конструктивных элементов, печь может иметь пере-
гребающие и теплообменные устройства, а также специальные устройства для
подачи твердых и газообразных материалов в отдельные зоны печи через от-
верстия в кожухе.
Кожух печи обычно по всей длине глухой, сварен из листового железа тол-
щиной 10-30 мм. В некоторых печах по длине печи диаметр кожуха изменяют
для создания различного поперечного сечения. При большом диаметре печей
кожух усиливают кольцами жесткости.
Внутренняя поверхность кожуха футерована шамотным, магнезитовым или
высокоглиноземистым кирпичом с прокладкой около кожуха теплоизоляци-
онного слоя. Толщина футеровки обычно 200-300 мм, толщина теплоизоля-
ции 10-30 мм.
На наружной поверхности кожуха закреплены опорные стальные бандажи,
опирающиеся на ролики. Печь со скоростью 0,6-2 об./мин вращается электро-
мотором мощностью 40-1000 кВт через специальный редуктор и открытую
зубчатую передачу, заканчивающуюся большой венцовой шестерней, закреп-
ленной на кожухе.
Топочная головка печи состоит из топочной камеры, приборов для подачи
топлива, приспособления для выгрузки обожженного материала и уплотни-
тельного устройства, перекрывающего щель между вращающимся барабаном
печи и неподвижной топочной камерой.
Газоотводящая головка печи состоит из газоотводящей камеры, питающего
шихтой устройства и уплотнения. Холодильники, применяемые для охлажде-
ния горячего обожженного материала, имеют различные конструкции: бара-
банные рекуператорные, колосниковые, кипящего слоя и др. На рис. 2.5 пока-
зан барабанный холодильник, представляющий собой вращающийся желез-
ный барабан с теплообменными устройствами, охлаждаемыми водой или воз-
духом.
Перегребающие и теплообменные устройства барабанных печей и их холо-
дильников представлены перегребающими лопастями и полками из жароупор-
ных сплавов или огнеупоров, ячейковыми и цепными завесами.
141
+7,49
Рис. 2.5. Барабанная вращающаяся печь для окислительного обжига
f П П П П
Рис. 2.6. Барабанная печь для мокрого спекания бокситов: 7 — корпус печи; 2 — колосниковый холодильник для спека; 3 — топочная головка печи;
4 — загрузочная головка печи; 5 — форсунка для пульпы; 6 — бункер угольной пыли; 7 — вентилятор для подвода первичного воздуха в пылеуголь-
ную горелку; 8 — циклон для угольной пыли; 9 — батарея циклонов
В зоны, удаленные от концов барабана, твердые материалы и газы подаются
загрузочными улитками и фурмами, укрепленными на кожухе и вращающи-
мися вместе с корпусом печи.
Во время работы барабанной печи обжигаемые материалы двигаются от га-
зоотводящей головки к топочной, а печные газы в обратном направлении.
Обожженный материал выгружается через течку в топочной головке, пода-
ющую огарок в холодильник.
Подогретый в холодильнике воздух обычно подается в топочную головку
печи.
Конструкция барабанной печи для мокрого спекания бокситов показана на
рис. 2.6.
1.1.4. Вращающаяся печь для сушки боксита
На рис. 2.7 представлена трубчатая печь для сушки боксита. Длина барабана
печи 34-37 м при диаметре 2,5-3 м. Топливом служит обычно каменный или
бурый уголь, сжигаемый в слое. Так как температура газов не должна превы-
шать 480-500 °С, то к ним, до входа в печной барабан, прибавляют через спе-
циальные окна некоторое количество воздуха. Температура газов при выходе
из барабана 220-240 °С. Конечная температура нагрева материала 400-450 °С.
В настоящее время имеется тенденция новые барабанные печи строить уве-
личенных размеров: диаметром до 5-7 м и длиной до 170-230 м.
1.1.5. Вращающаяся плавильная печь
Для расплавления больших количеств металла A0-12 т) в цветной метал-
лургии иногда применяют вращающиеся печи (рис. 2.8), представляющие со-
бой барабан из котельной стали, футерованный набивной огнеупорной мас-
сой из молотого кварца с глиной. В торцевых стенках печи сделаны отверстия:
Рис. 2.7. Печь для обезвоживания карналлита
144
Футеровка
Рис. 2.8. Вращающаяся плавильная печь
в одной стенке отверстия для горелки 1, с противоположной стороны — от-
верстие 2 для отвода продуктов горения. Печь лежит на четырех роликах и с
помощью приводного механизма во время плавки медленно вращается вокруг
продольной оси @,5 ' об./мин).
Вращение может производиться в обе стороны, что дает возможность, кро-
ме вращения, производить также и покачивание металла. Кроме механизма
для вращения вокруг продольной оси печь имеет механизм для вращения вок-
руг поперечной оси. Это позволяет придавать печи наклонное положение для
загрузки ее через горелочное отверстие. Выпуск металла и шлака производит-
ся через отверстия 3 я 4 в боковой стенке. Печи с вращающимся плавильным
пространством обеспечивают хорошее перемешивание металла во время его
выплавки и, кроме того, позволяют использовать для нагрева металла тепло,
аккумулируемое верхними частями кладки. Однако эти печи у нас не получи-
ли распространения из-за сложности и громоздкости их конструкции.
145
1.2. Спекание глиноземсодержащих шихт
Наиболее важным показателем качества глиноземсодержащей руды являет-
ся кремниевый модуль (КМ) — отношение масс оксидов алюминия и крем-
ния. Высоким значением КМ обладают бокситы, и если оно превышает 6-7,
глинозем можно производить по способу Байера. Размолотый боксит обраба-
тывается водным раствором едкого натра. Оксид алюминия переходит в ра-
створ в составе алюмината натрия. Оксиды кремния, железа и других метал-
лов остаются в шламе. Имеются ограничения использования способа Байера
также по содержанию серы, карбонатов и органических соединений. Миро-
вые запасы байеровских бокситов пока достаточно велики, а затраты тепловой
энергии определяются только ее потерями через стенки аппаратов, со шламом
и другими, поэтому по способу Байера производится основная масса глинозе-
ма. В связи с его совершенствованием, а также истощением месторождений в
производство вовлекаются бокситы с все более высоким содержанием оксида
кремния и других вредных компонентов. Затраты растут, возрастает конку-
рентоспособность передела спекания.
Генезис высококачественных бокситов определялся климатом тропического
и прилегающих к нему поясов. На территории СССР их открытие маловероят-
но. Приходится использовать бедные бокситы, а также нефелиновые и алуни-
товые руды. Открыты практически неисчерпаемые запасы глинозем- и щелочь-
содержащих пород, пригодных для комплексной переработки по способу спе-
кания. Технология спекания у нас в стране получила широкое развитие.
При переработке бокситов спекание комбинируется с байеровским спосо-
бом. Наибольшую мощность имеет параллельная по потокам шлама схема
спекания по Байеру. Используется и последовательная схема. Во всех случаях
между ветвями производится обмен растворами (около 15 %). Из ветви Байе-
ра с раствором выводится сера в составе сульфата натрия, органические со-
единения, карбонаты, а также часть избыточной воды, образованной при мно-
гократных промывках шламов и гидроксида алюминия. С раствором из ветви
спекания в ветви Байера восполняются потери едкого натра. Сульфат натрия
выводится при выпарке растворов в трехкорпусных батареях на переделе спе-
кания. Для этого декомпозицию раствора (выделение гидроксида алюминия)
на переделе спекания приходится осуществлять отдельно от ветви Байера. При
выпарке выделяется осадок, состоящий из 70-75 % Na2SO4 и 20-25 % Na2COr
Это отход производства, направляемый на целлюлозно-бумажное и стеколь-
ное производства. Карбонатная сода выделяется при выпарке растворов в бай-
еровской ветви. Она увлекает при осаждении органические соединения и дру-
гие карбонаты. Эта сода, названная рыжей, направляется на приготовление
пульпы передела спекания. Потери щелочи в технологической схеме воспол-
146
ются добавлением в пульпу товарной кальцинированной соды, гораздо бо-
лее дешевой по сравнению с каустиком. В печах происходит термическая кау-
стификация соды, а в связи с высоким содержанием оксидов железа — фер-
питная каустификация. При выщелачивании спека феррит натрия разлагается
с образованием геля гидроксида железа, а каустическая щелочь остается в ра-
створе.
Все агрегаты спекания действуют по мокрому способу с соответственно по-
вышенным удельным расходом малосернистого и малозольного топлива. Ши-
роко обсуждается переход на сухой способ, по примеру цементной промыш-
ленности, с целью экономии топлива и повышения единичной мощности аг-
регатов. Экономические показатели такого перехода не будут столь высоки в
связи с попутным выполнением печами спекания важной роли испарителей
воды, облегчающих работу выпарных батарей, а также стоков ряда вредных
примесей.
Интересен баланс воды на переделе спекания. В расчете на массовую едини-
цу глинозема, полученного в ветви спекания, на выщелачивание спека посту-
пает 7,3 единиц воды, на промывку гидроксида алюминия — 1,0, с паром при
контактном нагреве растворов— 1,3, т.е. по основным статьям 9,6 единиц. При
выпарке пульпы уходит 4,0 единиц воды; дополнительно вода выпаривается в
скруббере перед выбросом дыма в атмосферу — 1,0 единиц. Как видим, агре-
гат спекания удаляет около половины потребляемой в технологии воды.
Спекание всех шихт проводится во вращающихся печах. Пульпа бокситовой
и шламовой шихт распыливается форсункой навстречу потоку уходящих га-
зов в печи с относительной длиной LID = 20-22. Температура уходящих
газов составляет 300-330 °С. Гидравлическое сопротивление печи равно 200-
450 Па. Удельный расход тепла — 4820-5720 кДж/кг спека. Наиболее мощные
печи используются для спекания шламовых шихт и имеют размеры 5x100 м.
Нефелиновые пульпы подаются в печь наливом, подобно шламу в цемент-
ных печах, действующих по мокрому способу. Наиболее мощные печи имеют
размеры 5x185 м. Удельный расход топлива достигает 4,6 МДж/кг спека.
Современное состояние и перспективы развития передела спекания доволь-
но подробно освещены в литературе. Продолжаются попытки увеличения еди-
ничной мощности агрегатов. Эти проблемы были рассмотрены для вращаю-
щихся печей алюминиевой и электродной подотраслей промышленности и
сделан вывод о достаточно полном использовании резерва этого направления.
На печах спекания бокситовых шихт, имеющих более длительный опыт эксп-
луатации, заметных изменений не намечается. Данные по развитию печей спе-
кания нефелиновых руд приведены в табл. 2.1.
Как видим, с ростом размеров печи удельный расход топлива снижается.
оэтому на самых крупных печах, указанных в таблице, намечается частич-
147
Таблица 2.1
Показатели печей спекания нефелиновых руд
Размеры печи, D*xL, м
3x60
3,6x150
5x185
L/D*
20
42
37
Удельный объем спека с
футеровки, кг/^-ч)
40
28
39
Удельный расход тепла,
кДж/кг спека
5740
5266
4725
ное увеличение диаметра в наиболее "узких" зонах, лимитирующих рост про-
изводительности: до 5,6 м в зоне сушки и 5,6-6,4 в зоне спекания. Эта рекон-
струкция сулит успех, если не снизится коэффициент использования печи из-
за снижения стойкости футеровки. Заметный эффект дало увеличение скорос-
ти вращения с 0,0273 до 0,0333 об./с, а также использование более стойких
огнеупоров в печи и специальных сталей в колосниковом холодильнике. Если
в первый период освоения производительность печей составляла 80 т/ч при
коэффициенте использования 50 %, то в 1981 г. удалось повысить производи-
тельность до 97-103 т/ч при коэффициенте использования 87 %. Из нового
опыта на тех же печах следует упомянуть подачу распыленной некондицион-
ной соды с горячего конца печи за счет снижения ее содержания в пульпе. Это
поможет разгрузить зону сушки, лимитирующую производительность.
Для теплотехнических расчетов необходимы сведения по технологии спека-
ния. Технология определяет подбор шихт и температурный режим их обра-
ботки во времени. Спек должен обладать такими физическими и минералоги-
ческими свойствами, которые обеспечивают быстроту и полноту операции
выщелачивания, отсутствие набухания шлама и, следовательно, быстрое и
полное отделение раствора от нерастворимого осадка.
1.2.1. Основные составы шихт и спеков
Оптимальный состав глиноземсодержащих шихт для спекания, дающий спеки
с наибольшим извлечением из них глинозема, должен отвечать следующему
молекулярному соотношению оксидов, входящих в шихту: CaO/SiO2 = 2,0;
Na2O/(Al2O3 + Fe2O3 + SO3) = 1,0.
Дозирование щелочи на связывание SO3 записано формально, поскольку это
соединение находится в составе оборотного сульфата натрия, балластирую-
щего спек, и лишь относительно малое количество серы поступает с тверды-
ми компонентами и топливом. Полученный спек при 1200°С имеет сравни-
тельно простой фазовый состав и состоит в основном из следующих химичес-
ких соединений: Na2OAL,03; Na2OFe203; 2CaOSiO2 — p.
В производственных условиях возникает астехиометрия состава шихт вслед-
ствие неоднородности смешения компонентов, возгонки щелочи, невозмож-
148
ности выдержать точную дозировку материалов в процессе приготовления шихт
и других причин, что усложняет фазовый состав спеков. Кроме того, после-
дний изменяется из-за образования при нагревании ряда промежуточных со-
единений, отсутствующих в продуктах равновесной кристаллизации, так как
спекание ведут в условиях, при которых равновесие в системе не достигается.
Состав этих соединений можно определить, исходя из диаграммы состояния
вышеописанных систем. Поскольку при избытке извести против нужного ко-
личества на связывание кремнезема в ортосиликат часть ее остается свобод-
ной, из расплава первым кристаллизуется 3CaO5Si02, что видно из диаграм-
мы состояния системы СаО - А12О3- SiOr Этот силикат хорошо схватывается
и цементирует шлам, поэтому присутствие свободного оксида кальция в спеке
способствует набуханию шлама при выщелачивании и, кроме того, он образу-
ет с алюминатом натрия гидроалюминат кальция, уменьшая тем самым извле-
чение глинозема из спеков.
Когда в шихте CaO/SiO2 < 2,0, в спеке наряду с двухкальциевым силикатом
образуется натриевый алюмосиликат Na2OAl203-2Si02, не разлагающийся в
условиях выщелачивания.
При избытке воды замечено выпадение в нерастворимом осадке соединений
Na2OCaOSi02 и Na2OCaOSi02 + 2CaOSi02, что означает потери щелочи при
гидрохимической переработке спеков.
Если оксидов кремния мало (КМ > 7), а оксидов железа много, известняк не
дозируется. Шихта становится двухкомпонентной. Часть соды расходуется на
связывание оксидов кремния в натриевый алюмосиликат. Ниже приведен рас-
чет теплопотребления такой шихты. Оксиды железа участвуют в термической
каустификации соды. Феррит натрия нерастворим в воде или содовом раство-
ре, но разлагается путем гидролиза с образованием едкого натра в растворе и
геля гидроксида железа:
Na2OFe2O3 + 4Н2О <-> 2NaOH + 2Fe(OHK.
Эта реакция проходит медленнее, чем растворение алюмината натрия, и по-
этому лимитирует производительность аппаратуры выщелачивания. Отмеча-
ются следующие преимущества бокситосодовой шихты: увеличивается каус-
тификация рыжей и товарной соды, соответственно снижается тепловая мощ-
ность передела спекания для восполнения потерь щелочи в ветви Байера; лик-
видируется линия подготовки и дозирования известняка; снижается матери-
альный поток при подготовке шихты к спеканию; повышается производитель-
ность отделения выщелачивания; совмещаются процессы выщелачивания и
обескремнивания.
В качестве примера рассмотрим спекание бокситовой шихты с известняком
при некотором избыточном количестве щелочи.
149
Таблица 2.2
Компонент
А12Оз
R2OK
R2Oy
СО2
Fe2O3
SiO2
CaO
MgO
Прочие
Потери при
прокаливании
Н2О
Итого
Баланс компонентов
нефелиновой пульпы в процессе
Введено, %
нефелиновый
концентрат
7,45
4,78
—
—
0,90
11,37
0,36
—
0,56
0,28
0,05
25,75
известняк
0,13
—
—
17,86
0,29
0,79
22,44
0,38
0,17
—
6,84
48,86
белый
шлам
0,37
0,19
—
—
0,01
0,24
0,48
0,01
0,02
0,44
—
1,76
промвода
с белым
шламом
0,03
0,02
0,01
—
—
—
—
—
0,68
0,74
промвода от
промывки
гидроксида А1
0,03
0,48
0,66
0,41
—
—
—
—
—
—
21,31
22,89
всего
8,01
5,47
0,67
18,27
1,16
12,40
23,28
0,39
0,75
0,72
28,88
100,00
спекания во вращающейся печи
Получено, %
потери
вОПШ
0,02
0,01
—
0,05
—
0,04
0,07
—
—
—
0,09
0,28
потери при
спекании и
дроблении спека
0,03
0,02
—
0,09
0,01
0,05
0,09
—
—
—
0,15
0,44
потери с
газами
—
—
—
18,13
—
—
—
—
—
0,72
28,64
47,49
спек на
выщелачивание
(по разности)
7,96
6,12
—
—
1,15
12,31
23,12
0,39
0,75
—
—
51,79
всего
8,00
6,15
—
18,27
1,16
12,40
23,28
0,39
0,75
0,72
28,88
100,00
Пульпа в расчете на сухой состав имеет состав, % (масс): А12О3 — 22-24;
Na2O — 23-25; Fe2O, — 8"Ю; si02 — 4; СаО — 7-9; TiO2 — 0,8-0,9; SO3 —
5-8; п.п.п. — 23-25. В потери при прокаливании входят углекислый газ и не-
которое количество гидратной влаги. Содержание физической влаги составля-
ет 35-40 %. Один из замеров при содержании воды 36,2 % показал плотность
пульпы 1820 кг/м3, а насыпную массу возвратной пыли — 835 кг/м3. Состав
спека по окислам следующий, % (мае): SiO2 — 6,6; А12О3 — 30,4; Na2O —
30,2;СаО—10,4; MgO —0,24; ТЮ2—1,19; Р2О5 —0,13; Fe2O3—11,9; SO3~
7,7; п.п.п. — 1,27.
Высокое содержание серного ангидрида объясняется затруднениями при
выведении из раствора серы в виде Na2SO4. В растворе остается значительная
часть сульфата. Это снижает температуру начала плавления спека и может слу-
жить причиной перехода шихты в жидкое состояние.
Спек по важнейшим соединениям имеет состав, *% (масс): алюминат натрия
(Na2O-Al2O3) — 48; феррит натрия (Na2OFe2O3) — 14; двухкальциевый сили-
кат BCaOSiO2) — 34; другие соединения — 4.
Нефелиновая шихта состоит из руды или ее концентрата и известняка. Соду
дозируют при недостатке щелочных металлов в руде. Она поступает с оборот-
ным раствором и промывными водами. В табл. 2.2 приведен состав пульпы.
Состав спека аналогичен бокситовому, но с гораздо меньшим содержанием
феррита и сульфата натрия. Его частичная характеристика приведена в табл. 2.3.
Оптимальные значения температур спекания зависят от физических и хими-
ческих характеристик шихты. В промышленных условиях они оцениваются
весьма приближенно. Исследователи допускают незначительные отклонения
температуры от оптимального значения: ±20°С для нефелиновых и ±60°С для
бокситовых шихт.
Таблица 2.3
Характеристика нефелинового спека
Градация качества
Нормальный спек
Спек повышенной плотности
Плав
Спек пониженной плотности
Брак
Стандартное
извлечение, %
90,6-91,4
91,5-92,0
92,0
88,5-90,5
<88,5
Пористость, %
20-22
12-16
3-5
22-25
4-6
Содержание фракции, %
-1 мм
20-30
16-25
3-4
33-35
35
+10 мм
12-16
16-25
9-12
9-12
0
151
1.2.2. Тепловые процессы в печи
Подача пульпы в печь. Содержание свободной щелочи в бокситовой пуль-
пе велико, и при ее наливе, как и в цементных печах, материал окомковывает-
ся. В зоне сушки появляются прочные настыли. Пульпу приходится распыли-
вать форсунками навстречу потоку уходящих газов с повышением влажности
до 35-40 %.
В состав нефелиновой пульпы входит не более 4 % свободной щелочи, по-
ступающей с оборотным раствором. Оксиды щелочных металлов содержатся
в руде. Поэтому пульпа подается в печь наливом, а содержание воды снижает-
ся до 27-29 %.
Пульповая форсунка должна быть экономически эффективной и обеспечи-
вать: образование капель, в идеале — монодисперсных, реально — размером
10-300 мкм; управление конфигурацией факела; плотность орошения в преде-
лах 100-300 кг/(м -ч); простоту обслуживания, надежность, долговечность и
безопасность в работе.
Мелкие капли пульпы выносятся из печи встречным потоком уходящих га-
зов и быстро высыхают во взвешенном состоянии. Если измерять температу-
ру газов обычной проволочной термопарой в кожухе, надо учитывать, что часть
капель оседает на кожухе и при высыхании обусловливает занижение показа-
ний термопары.
На рис. 2.9 показана схема загрузочного конца печи. При измерении темпе-
ратуры газов на уровне обреза показание ее было 220 °С. При перемещении
Рис. 2.9. Загрузочная часть печи спекания с распиливанием пульпы: 1 — пульповая форсунка; 2 —
пульповый факел; 3 — балка, скользящая по кольцевой опоре для срезания настылей; 4 — кольце-
вая опора; 5 — труба и шнек для возврата уловленной пыли; 6 — ограничительная шайба; 7 —
холодная головка (внизу — пылевой бункер)
152
термопары в сторону фронтальной стенки головки печи оно повысилось до
275 °С, т.е. стало выше на 55 °С. Это указывает на продолжение сушки частиц
пульпы, вовлеченных в поток газов, вплоть до головки печи и газоходов.
Установка термопары такова, что измерения температуры могут быть суще-
ственно заниженными.
Технологические зоны печи. Температурные границы определяются рядом
процессов, °С:
0-120 — удаление физической влаги;
100-300 — удаление адсорбционной влаги;
450-550 — удаление основной массы химически связанной влаги (дегидра-
тация), для некоторых соединений удаление остатков гидратной влаги проис-
ходит при нагревании до 800-900 °С;
700-900 — разложение углекислых натрия, кальция;
500-750 — разложение карбоната магния, присутствующего в незначитель-
ном количестве;
600 — заметное начало реакций спекания в твердой фазе с их постепенным
ускорением при нагревании до 800 °С, при t > 800 °С спекание в твердой фазе
происходит с нормальной скоростью, при дальнейшем нагревании образуется
жидкая фаза, смачивающая твердые частицы, скорость спекания становится
максимальной;
1000-1100 — окончание образования белита и алюмината натрия, основных
компонентов спека;
1250 — интенсивное образование жидкой фазы в случае бокситовой шихты,
при 1300-1350 °С возможно полное расплавление бокситовой шихты.
Установлены следующие температурные участки при спекании нефелина с
известняком, °С:
100-250 — сушка и дегидратация шихты без разрушения ее физической
структуры;
250-500 — разрыхление слоя материала;
420 — начало разложения известняка;
500-675 — появление микрообъемной жидкой фазы;
675-950 — декарбонизация;
950-1150 — волна образования жидкой фазы, в основном эвтектики;
1150-1200 — уменьшение количества жидкой фазы с образованием твердых
продуктов реакции.
Действующие печи загружаются жидкой пульпой путем ее распыла или на-
лива. В зоне сушки шихта переходит через пластическое состояние, сопро-
вождающееся падением транспортной способности зоны. Возможно образо-
вание настылей. Поэтому производительность агрегата в целом обычно лими-
тируется зоной сушки. Ввиду обязательного оснащения внутренними тепло-
обменными устройствами расчеты зоны сушки сильно отличаются от расче-
153
тов всех других зон. Ниже рассмотрим две другие наиболее важные зоны де-
карбонизации и спекания. Можно считать, что в глиноземсодержащих шихтах
с добавлением соды декарбонизация начинается с 700 °С. Это значение явля-
ется нижней границей зоны.
В определении границ зоны спекания имеются трудности. Если задана кри-
вая изменения средней температуры шихты по длине печи, то конец зоны спе-
кания можно определить в точке максимальной температуры. За ней проходит
зона охлаждения. Данная температура составляет 1300-1350 °С для нефели-
новой и 1200-1250 °С для бокситовой шихты. Температура спекания боксито-
вой шихты понижена главным образом за счет сульфата натрия. Сера, посту-
пающая с бокситами, выводится из оборотных растворов в виде Na2SO4, одна-
ко далеко не полностью. Поэтому в спеке имеется до 7 % и более серы (в рас-
чете на SO4). Процессы спекания продолжаются и в зоне охлаждения, вплоть
до обреза печи.
Еще труднее установить начало зоны спекания. Процессы спекания начина-
ются примерно с 700 °С совместно с разложением карбонатов натрия, кальция
и других металлов. Сечение наиболее бурного протекания декарбонизации
находится приблизительно при 830 °С, когда парциальное давление углекис-
лого газа чистого карбоната кальция достигает атмосферного давления. В ряде
шихт карбонаты кальция практически отсутствуют. Тогда эта температурная
точка связывается с карбонатом натрия. Декарбонизация продолжается и при
более высоких температурах, включая температуры наиболее бурного проте-
кания реакций спекания, т.е. при образовании жидкой фазы. Участок с наибо-
лее интенсивным разложением карбонатов, требующий такого же теплообме-
на, включается в зону декарбонизации. Нижняя граница зоны спекания стано-
вится условной. Ее можно определить как 870-900 °С.
При спекании нефелиновой шихты скорость спекания лимитируется диф-
фузией СаО в жидкой и твердой фазах, а также скоростью химических реак-
ций взаимодействия с нефелином. Поэтому изменение крупности частиц из-
вестняка в пределах 40-100 мкм оказывает более сильное влияние на скорость
спекания, чем изменение крупности нефелина в тех же пределах. При сниже-
нии вязкости жидкой фазы ускоряется диффузия оксида кальция и, соответ-
ственно, спекание.
В литературе используется понятие площадки спекообразования. По само-
му общему определению это — интервал температур, в котором извлечение
глинозема и щелочи из спека находится на достаточно высоком уровне. Чтобы
уточнить понятие, надо выяснить комплекс явлений, обусловливающих высо-
кое извлечение полезных компонентов спека.
Площадка спекания нефелиновой шихты равна 1220-1280 °С, т.е. она до-
вольно узка, что обусловливает высокие требования к стабилизации теплово-
154
го режима печи. Максимальное извлечение глинозема и щелочи получается
при спекании с температурой 1275-1300 °С. Столь узкую площадку спекания
обеспечить в печи невозможно.
Для бокситового спека максимальное извлечение компонентов достигается
при спекании с максимальной температурой 1150-1200 °С, т.е. на 100-175 °С
ниже, чем у нефелиновой шихты
Скорость нагрева шихты в зоне спекания. Теплотехнические показатели
и производительность агрегата обычно увеличиваются с ростом скорости на-
грева. Однако чрезмерная интенсификация процесса может ухудшить каче-
ство продукта или даже привести к браку. С увеличением скорости нагрева
неоднородность поля температур в сечении слоя шихты увеличивается, появ-
ляются неполностью подготовленные крупные частицы шихты и жидкая фаза
в нежелательном количестве. Чрезмерное оплавление шихты снижает ее по-
ристость и извлекаемость глинозема. Процессы спекания требуют времени,
которое лишь отчасти можно сократить за счет повышения температуры.
Это замечание существенно для организации сжигания топлива в печи спе-
кания. Если интенсифицировать сжигание, то длина факела сократится, соот-
ветственно уменьшится длина зоны спекания и время спекания. Даже в печах
с нефелиновой шихтой с более высокой температурой спекания стремятся
максимально удлинить факел. На печах АГК его длина составляет примерно
20 м. Но температура спекания бокситовых шихт ниже на 100-175 °С. Поэто-
му увеличение температуры факела для них тем более нежелательно.
Тепловые эффекты в зонах декарбонизации и спекания. Для расчета теп-
лообмена необходимо знать теплопотребление шихты. Оно складывается из
нагревания шихты до 900-1150 °С и выше, расплавления части шихты и на-
гревания жидкой фазы, частичной декарбонизации шихты, экзотермических
реакций спекания. Произведя расчеты по этим статьям, получим теплопот-
ребление, или его мощность.
В качестве примера рассмотрим расчет теплопотребления сухой двухкомпо-
нентной (бокситосодовой) шихты в процессе нагрева и спекания (по И. П. Кра-
ус). Минералогический состав шихты до и после спекания приведен в табл. 2.4.
При записи реакций указываются тепловые эффекты. Массовая доля мине-
рала записывается множителем и берется из таблицы. В знаменателе указыва-
ется масса. Получается удельный тепловой эффект, определяемый реакцией.
1. Разложение бемита:
А12О3-Н2О = у-А12О3 + Н2О + 96 640,
96640-0,2876/120 = 232,0.
2. Обезвоживание каолинита:
Al2O3-2SiO2-2H2O = Al2O32SiO2 + 2H2O + 556578,
155
Таблица 2.4
Минералогический состав шихты (расчетный)
Минерал
Шихта
Белит
Каолинит
Гематит
Рутил
Кальцит
Сода
Сульфат натрия
Прочие
Итого
Спек
Алюминат натрия
Феррит натрия
Сульфат натрия
Перовскит
Силикат натрия
Натрокальциевыи силикат
Прочие
Итого
Потери при прокаливании
Всего
28,78
5,16
10,60
1,2
4,82
38,64
9,41
1,39
100,00
42,6
14,71
9,14
2,04
0,83
5,91
1,3
76,8
23,2
100,0
А12О3
24,46
2,04
—
—
—
—
—
—
26,50
26,50
—
—
—
—
—
—
26,5
—
Fe2O3
—
—
10,6
—
—
—
—
—
10,6
—
10,6
—
—
—
—
—
10,0
—
SiO2
—
2,4
—
—
—-
—
—
—
2,4
—
—
—
—
0,41
1,99
—
2,4
—
TiO2
—
—
—
1,2
—
—
—
—
1,2
—
—
—
1,2
—
—
—
1,2
—
CaO
—
—
—
—
2,7
—
—
—
2,7
—
—
—
0,84
—
1,86
—
2,7
—
Na2O
—
—
—
—
—
22,6
4,11
0,09
26,80
16,1
4,11
4,11
—
0,42
2,06
—
26,80
—
SO3
—
—
—
—
—
—
5,3
—
5,3
—
—
5,3
—
—
—
—
5,3
—
co2
—
—
—
—
2,12
16,04
—
—
18,16
—
—
—
—
—
—
—
—
—
H2O
4,32
0,72
—
—
—
—
—
—
5,04
—
—
—
—
—
—
—
—
—
Прочие
—
—
—
—
—
—
—
—
1,3
—
—
—
—
—
1,3
—
1,3
—
556580-0,0516/258 = 111,4.
3. Разложение кальцита:
СаСО3 = СаО + СО2 + 177950,
177950-0,0482/100 = 85,8.
4. Разложение соды:
Na2CO3 <-> Na2O + CO2 + 322230,
322230- 0,3864/106 = 1174,5.
5. Разложение алюмосиликата:
Al2O3-2SiO2 = А12О3 + 2SiO2 - 341100,
-341100-0,0444/222 = -68,3.
6. Образование алюмосиликата натрия:
Na2O + А12О3 = Na2O-Al2O3 - 212 500,
-212 500-0,426/164 = -552,3.
7. Образование феррита натрия;
Na2O + Fe2O3 = Na2O-Fe2O3 — 154500,
-154500-0,1471/222 = -102,6.
8. Образование силиката натрия:
Na2O-SiO2 = Na2O-SiO2 - 237600,
-237 600-0,0083/122 = -16,3.
9. Образование натрийкальциевого силиката:
Na2O + СаО + SiO2 = Na2OCaOSiO2 - 135200,
где, за отсутствием данных, принято тепло реакции образования двукальцие-
вого силиката:
-135200-0,0591/178 = ^4,8.
10. Образование титаната кальция (перовскита):
СаО + ТЮ2 = СаО-ТЮ2 - 81860,
-81860-0,0204/136 = -12,1.
Суммарный эффект реакций разложения и спекания составляет 807,3 кДж/
кг шихты.
157
Удельная теплоемкость спека равна 1,13 кДж/кг. Он нагревается с 50 до 1220,
т.е. на 1170 °С. Необходимо 1,13-1170= 1323 кДж/кг спека. Получается 0,768 кг
спека на 1 кг шихты. Поэтому нагревание единицы шихты требует 1323-0,768 =
= 1014 кДж/кг шихты. Полное удельное потребление составляет 807 + 1014 =
= 1821 кДж/кг шихты. Тепловой эффект спекообразования двухкомпонентной
шихты (без учета нагревания) равен 807-1,3 = 1050 кДж/кг спека. Известны
аналогичные эффекты для спеков: нефелинового — 1005, шламового — ИЗО,
бокситового трехкомпонентного — 1260 кДж/кг.
Настылеобразование. Обычно считают, что температура футеровки в зоне
спекания промежуточна по отношению к температурам среды и слоя шихты.
Но температурное поле в слое неоднородно. Максимальная температура на-
блюдается на открытой поверхности слоя. В зоне спекания образуется суще-
ственное количество жидкой фазы. Она способствует интенсификации про-
цессов и скатыванию пылевидной фракции в гранулы. Образование жидкой
фазы требует затрат тепла, но часть его получается на месте в результате экзо-
термических реакций спекообразования. В целом теплопередача в зоне факе-
ла благодаря сильному тепловому излучению избыточна. Если температура
поверхности футеровки ниже точки затвердевания жидкой фазы, то на футе-
ровке образуется гарниссаж. Этот процесс полезен тем, что приводит к увели-
чению срока службы футеровки. Но при неконтролируемом росте гарниссажа
образуются настыли.
Можно допустить и другие условия образования настылей. Чаще всего они
образуются на границе зон спекания и охлаждения. Поток вторичного воздуха
охлаждает поверхности футеровки и настыли. На них нарастает охлаждающа-
яся жидкая фаза. Чрезмерное образование настылей означает повышенную
теплопередачу от факела в зоне спекания.
Для ликвидации настылей необходимо менять мощность, конфигурацию и
параметры факела. Обычно длину факела уменьшают путем закрутки газа или
воздуха. Несомненный эффект вызовет изменение направления оси факела.
Конкретные меры должны проводиться с учетом различных условий.
На границе зон спекания и охлаждения настыли образуют естественный по-
рог, задерживающий материал на завершающей стадии технологического про-
цесса, и тем приносят пользу. Однако при чрезмерном образовании они сужа-
ют свободное сечение печи, снижают производительность агрегата. Чем мас-
сивнее настыль, тем крупнее обломки, получающиеся при обрушении. При
падении глыб в шахту на колосниковый холодильник вся конструкция сотря-
сается. Перекатывание глыб приводит к разрушению футеровки в зоне охлаж-
дения спека. Узкая течка может забиваться и поэтому должна систематически
просматриваться. Конструкции холодильников должны учитывать появление
в спеке глыб размером до 1 м, что вносит существенные осложнения.
158
Подача части шихты в глубь печи на зону сушки. Производительность
агрегатов спекания обычно ограничивает зона сушки, поэтому одним из ре-
зервов ее увеличения является подача оборотной пыли и части компонентов в
виде порошка за зону сушки. Технически это реализовано в цементной про-
мышленности так называемым рижским способом. Трубы, соосные печи, не-
подвижная и вращающаяся, соединяются муфтой с уплотнением. Труба за об-
резом выводится за корпус печи и вводится в печь за цепной зоной. По ней
вдувается пыль. Этот способ непригоден для печей с пульповым факелом, по-
скольку зона сушки в этом случае оснащается тяжелой балкой, скользящей по
кольцам, выступающим над футеровкой, препятствующей образованию наро-
стов и перемешивающей шихту в переходном пастообразном состоянии. Цепь,
удерживающая балку, прикреплена к головке печи и несовместима с коленом
пылевой трубы, выходящим за корпус. При распылении пульпы пыль возвра-
щается по наклонной течке, устье которой расположено за ограничительной
шайбой. При неравномерном поступлении недостаточно высушенной пыли
во избежание ее завалов устье течки приподнимается. Поэтому ссыпающийся
поток в большей части уносится газами. Цикличность оборота пыли в газохо-
де велика, что приводит к перерасходу электроэнергии и росту тепловых по-
терь. Вдувание пыли или ее подача шнеком под корень пульпового факела сни-
зит цикличность оборота пыли, но перегрузит зону сушки, производитель-
ность которой ограничена либо количеством подаваемой воды, либо массой
материала в пастообразном состоянии.
Приведем расчет увеличения производительности агрегата G (кг/с) по су-
хой части загружаемой шихты при заданной постоянной производительности
зоны сушки (?зс. Часть компонентов в доле 5,Gc подается отдельно, минуя эту
зону. Оставшаяся часть A - Sj)Gc распыляется в печи или наливается в нее, но
ее доля 52A - 51)Gc выносится из печи, не проникая в зону сушки, досушивает-
ся во взвешенном состоянии в газоходе и возвращается в указанную зону.
Производительность зоны сушки остается по допущениям постоянной по
сухой части распыленной пульпы:
G,e = (l-51)(l-52)Gc = const.
Производительность агрегата
увеличена по абсолютной
A-5,)A-52)
159
и относительной
величинам.
Промышленные испытания, проведенные В. Е. Киселевым, показали, что в
двухкомпонентной шихте отдельно можно подавать до /3 соды Eтах = /3). Сода
дозируется с сухим бокситом в доле п (кг соды/кг боксита). Тогда 8, = 5«/A +
+ я). При п = 0,6 81тах = 0,143.
Унос пыли составляет 0,65 G. при цикличности оборота 5. Следовательно,
5 = 0,13. При подстановках 5]тах и 52 получаем относительное увеличение про-
изводительности 31,5 %. Эта оценка завышена, так как подача порошка на гра-
нице зоны сушки приведет к ее дополнительному запылению, не предусмот-
ренному расчетом.
Таким образом, вынос капель пульпы из печи и сушка их в газоходах во взве-
шенном состоянии полезны при обязательном снижении цикличности оборо-
та пыли. Конструкция первого участка газохода должна учитывать вынос ка-
пель, поскольку пыль при повышенной влажности образует завалы и возвра-
щается в печь неравномерно, нарушая режим работы зоны сушки. Были бы
полезны дополнительное распыливание пульпы или оборотного раствора в
газоходе, усиление выпарки воды в агрегате за счет тепла уходящих газов.
Считается перспективным установка распылительной сушилки с отдельным
отоплением.
Материальный и тепловой балансы печи спекания бокситовой шихты.
В табл. 2.5 и 2.6 представлены балансы печи спекания 3x51,3 м Богословского
алюминиевого завода.
В расчетах теплового баланса количество жидкой фазы принято равным 10 %
(масс.) спека. Основу жидкой фазы составляет эвтектика 0,43-2CaO-SiO2 +
0,57-Na2OFe2O3-
Начало плавления эвтектики 1200 °С. Удельная теплота плавления принята
равной 245 ккал/кг жидкой фазы. Важнейшие статьи потерь тепла следующие.
1. Физические потери тепла с отходящими газами. Повышение температуры
уходящих газов на 10 градусов выше нормальной увеличивает потери тепла
примерно на 0,5 %, повышение коэффициента избытка воздуха на 0,1 — не
менее чем на 1 %.
2. Химические потери тепла с отходящими газами. Например, при наличии в
отходящих газах 1 % оксида углерода потери топлива от недожога равны 3,5-
7 % в зависимости от избытка воздуха. Считается, что химический недожог не
должен превышать 1,5-2 % всего тепла топлива, если оно является газовым или
жидким. Недожог твердого топлива обычно бывает больше, до 10 %.
160
Таблица 2.5
Материальный баланс печи спекания 3x51,3 м при работе
с боксито-известняковой шихтой
Наименование
Поступило
Пульпа
Пыль
оборотная
из циклонов холодильника
Природный газ
Воздух
организованный
из аэролифта холодильника
неорганизованный (+подсосы)
Всего
Получено
Спек
Отходящие газы
Пылеунос
Всего
кг/ч
36320
14457
315
1583
22600
388
5382
81 045
16115
50370
14560
81045
Примечание. Влажность пульпы — 36 %, плотность — 1830 кг/м3.
%
44,7
17,8
0,4
2,0
27,9
0,6
6,6
100,0
19,0
62,1
18,0
100,0
Таблица 2.6
Тепловой баланс печи спекания 3x51,3 м при работе с боксито-известняковой шихтой
Статья баланса
Приход тепла
Химическая энергия и теплосодержание топлива
Теплосодержание:
пульпы
воздуха
пылевозврата
Всего
Расход тепла
Теплосодержание отходящих газов:
спека
уноса
Испарение влаги
Спекообразование
Теплопотери во внешнюю среду
Нагрев воды, охлаждающей горячую головку
Всего
кВт
21750
1770
1460
640
25620
5800
4520
570
7320
6400
1075
45
25730
%
85,3
6,9
5,3
2,5
100,0
22,6
17,7
2,2
28,7
25,0
4,12
0,12
100,6
б-ЛиеиенкоВ.Г, и др.
161
3. Потери тепла в окружающую среду для крупных котлов обычно не превы-
шают 2 %. Металлургические печи имеют значительно меньшие мощности и
габариты, кроме того, часть их вытянута в одном направлении. Поэтому у них
потери через наружные поверхности значительно больше, а у длинных враща-
ющихся печей достигают 15 %.
Химическая энергия топлива при расходе 2652 нм /ч и теплотворной спо-
собности 35,6 МДж/нм3 составляет 21,7 МВт. При производительности по спеку
16,115 т/ч удельный расход у = 4,86 МДж/кг спека.
1.2.3. Подшихтовка твердым углеродом
Литература содержит довольно много сведений по интенсификации техно-
логических и тепловых процессов в печах спекания путем подачи твердого
топлива с шихтой. Особенно интересны случаи использования горючих отхо-
дов других производств. Препятствием этого может быть золовая часть или
летучие соединения. В производстве цемента вся золовая часть включается в
клинкер, и для правильной коррекции состава шихты необходимо лишь ста-
билизировать количество и состав золы. Летучие возгоняются частично в виде
смол и не успевают выгорать в печи. Смолы оседают на частицах пыли, что
может привести к образованию трудноудаляемого осадка в газоходах. Поэто-
му на содержание летучих могут быть наложены ограничения. Некоторые виды
углеродных отходов практически не содержат летучих соединений и поэтому
в наибольшей степени подходят для подшихтовки.
В одном из патентов в сырьевую смесь вводится топливо с ограниченным
содержанием летучих и нелетучей частью с достаточно высокой температу-
рой горения. Последнее условие определяет фактически реакционную спо-
собность углерода, которая должна быть такой, чтобы выгорание проходило в
зонах с наиболее интенсивными эндотермическими реакциями, например, в
зоне декарбонизации шихты. При мокром способе производства топливо по-
дается в шлам.
Для подшихтовки пригодны: металлургический кокс, коксовая мелочь, дре-
весный уголь, нефтяной кокс, органические промышленные отходы, антра-
цит, битуминозное топливо с низким содержанием летучих. Патент определя-
ет состав топлива: зольность желательно меньше 10, но не более 30 %, лету-
чих — менее 10, но не более 40 %. Температура горения нелетучей части 399-
815 °С. Размер частиц — 0,044-2,38 мм в зависимости от способа производ-
ства и места подачи. Сжигание топлива в шихте должно обеспечивать 30-50 %
общего количества тепла, но могут быть и более широкие пределы E-75 %).
Содержание кислорода в уходящих газах поддерживается 0,5-5 %, но пред-
почтительнее до 2 %.
162
Патент не учитывает существенную газификацию углерода и соответствую-
щий недожог топлива. В печах спекания возможна также возгонка щелочей.
Величина подшихтовки поэтому существенно ограничивается.
Положение меняется при подаче твердого углерода в факел с горячего конца
печи. Опасность недожога и потери щелочи с уходящими газами при этом прак-
тически отпадает. Помол материала должен быть огрублен, с тем, чтобы часть
углерода оседала в шихте. Мазут или газ используются лишь для стабилиза-
ции тепловой работы печи.
В печах, действующих по сухому способу производства с дополнительным
сжиганием топлива в запечных декарбонизаторах, опасности недожога под-
шихтованного углерода не существует.
Известно, что при сухом способе производства цемента в печь подается кус-
ковой уголь без предварительной термической обработки вместе с сырьевой
мукой, прошедшей такую обработку в запечных циклонных теплообменни-
ках. Уголь имеет влажность 10,9, зольность — 27,9, содержание летучих —
32,3 и серы — 0,5%; gHp = 22,8 МДж/кг. Оптимальная доза угля обеспечивает
20-25 % затрат тепла. При производительности 1600-1650 т/сут. подавалось
угля 2,0 т/ч, что позволило снизить расход нефти до 4,5 м /ч. Авторы отмечают
отсутствие каких-либо отрицательных последствий подшихтовки.
Реализована подача твердого малосернистого топлива во вращающуюся печь
при обжиге известняка. Сообщается об улучшении подготовки шихт и соот-
ветственном удлинении зон обжига или спекания. Отмечается повышение ка-
чества продукта. Однако известны и другие соображения. Снижение качества
продукта, и в связи с этим невозможность повышения производительности
печи обычно лимитируется внутренним теплообменом. Между поверхностью
и ядром слоя шихты образуется слишком большая разница температур, и тер-
мическая обработка проходит неравномерно в одном и том же сечении печи.
Подшихтовка углеродом позволяет снизить эту разность температур благода-
ря проникновению кислородсодержащих газов из потока печной среды в зер-
нистую шихту и выгоранию топлива в объеме слоя. Из-за отсутствия прямых
данных обратимся к опыту работы конвейерных печей. Известно, что поро-
шок железорудного концентрата после увлажнения окатывается в чашевых
грануляторах. Окатыши обжигаются на конвейере в чашах, подобно агломера-
ту. В отличие от вращающейся печи слой шихты пронизывается поперечным
потоком горячих газов от горна. Проницаемость слоя потоком газа во вращаю-
щихся печах слабее, но зато в них проходит внутреннее перемешивание слоя.
Сравнение показывает, что выгорание частиц в слое под воздействием кисло-
родсодержащих газов имеет сходство. Исследования были направлены на по-
вышение качества железорудных окатышей. С этой целью часть магнезитово-
го концентрата была заменена гематитом, а в шихту добавлялся коксик в коли-
163
f,°C
1000
Рис. 2.10. Изменения температуры в верхней (/) и ниж-
ней B) частях слоя окатышей с добавкой и без добавки
в их шихту коксика: 3 — 35 % Fe,O3 без коксика; 4 — 25
% Fe2O3 с 1 % коксика
20 28
X, МИН
честве 1-1,5 % (масс). На рис. 2.10 показаны кривые изменения температур
поверхности и нижней части слоя окатышей в зависимости от времени. Ших-
та при термической обработке проходит стадии нагревания, обжига и охлаж-
дения. При добавлении 1 % коксика разность температур частей слоя умень-
шается. В верхней части слоя коксик выгорает через 13 мин, а в нижней — 19
мин. При этом на известный период температура нижней части становится
даже выше, чем верхней. В период охлаждения коксик догорает и температура
слоя получается более высокой, чем в шихте без коксика. Авторы отмечают
повышение качества окатышей.
Перейдем к подшихтовке на печах спекания глиноземсодержащих шихт. В
нефелиновую шихту добавлялись активный и бурый назаровский угли. До-
бавка измельчалась до размера — 85 мкм. Промышленные опыты проводи-
лись на печах 60x3 м с пониженной производительностью A0 т/ч). Содержа-
ние кислорода в уходящих газах составляло 2-3 Уо. При добавке 2 % угля не-
сколько увеличивалась температура шихты на тех же позициях и значительно
возрастало извлечение глинозема и щелочи. Такие нежелательные явления,
как увеличение выноса щелочи и технологической пыли, хлопки в газоходах и
возгорание пыли в электрофильтрах, не наблюдались. Рекомендуется добавка
угля в количестве 3 % (масс.) сухой шихты. Но окончательные выводы не по-
лучены.
Отмечено, что в качестве возможной причины интенсификации процессов
спекания разложение части натриевых ферритов углеродом до оксидов натрия
и железа (Na2O, FeO), образование жидкой фазы. Выдвинуто возражение и
против подшихтовки, заключающееся в снижении температуры факела в свя-
зи с сокращением расхода топлива на 15 %. Указано на недожог топлива в
связи с возгонкой летучих в охлажденный газовый поток. В результате воз-
можно увеличение расхода топлива.
164
Указанные возражения малосущественны, если учесть большую разницу цен
единицы условного топлива для бурого угля и мазута в условиях Ачинского
глиноземного комбината и все возрастающий дефицит мазута. Та же разница
и большой масштаб производства оправдывает использование дутья, обога-
щенного кислородом, благодаря чему температура факела может регулировать-
ся в широких пределах. В первую очередь следует использовать углеродные
отходы, практически лишенные летучих. Сообщается также о лабораторных
исследованиях влияния добавок активного угля на процесс спекания ненасы-
щенных нефелиновых шихт. Добавка 5-7 % угля по массе сухой шихты сме-
щает процесс термической диссоциации известняка в низкотемпературную
область на 43-57 °С, повышает пористость спеков и извлечение глинозема.
Температура разложения известняка понижается благодаря реакции
СаСО3 + С = СаО + 2СО.
Оксид кальция вступает в реакции образования спека, и поэтому темпера-
турная площадка этих реакций расширяется. Рис. 2.11 показывает, что каче-
ство спека повышается до концентрации 5 % угля по массе сухой шихты. При
более высоких концентрациях угля щелочи возгоняются и восстанавливают-
ся. Стехиометрия реакций спекообразования нарушается.
На Павлодарском алюминиевом заводе (ПАЗ) глинозем получают по после-
довательной схеме. Красный шлам, содержащий свыше 27 % Fe2O3 при влаж-
ности 55 %, спекается с известняком и содой. Печи с производительностью
63 т/ч отапливаются кузнецким тощим углем (влажность — 8,3 %, золы —
17 %, летучих — 30 %, QJ = 23,8 МДж/кг). При добавке того же угля A4-20 %
общего расхода тепла) в шихту A,5-2 % (масс.) сухой шихты) отмечалось по-
вышение извлечения глинозема и щелочи, увеличение температурного проме-
жутка, в котором происходит спекообразование, восстановление Fe2O3, в ре-
зультате чего оксиды железа не участвуют в реакциях спекообразования, не
образуют легкоплавкой эвтектики и неразлагающихся алюмоферритов каль-
ция. Это особенно важно для шихты с высоким содержанием оксидов железа,
отмеченным выше.
100
Рис. 2.11. Влияние добавок угля (% от массы ших-
ты) в ненасыщенную нефелиновую шихту на извле-
чение глинозема (/), щелочей B) из спеков и порис-
тость спеков C)
60
20
_ —
™S
3
Y2
3 7
Уголь, %
90
70
50
165
Исследования подшихтовки древесного угля, являющегося отходом элект-
ротермического производства кремния, проводились на Уральском алюмини-
евом заводе (УАЗ) с 1969 г. на опытной вращающейся печи. На этом предпри-
ятии спекаются высокожелезистые бокситы с карбонатной содой без извест-
няка. Добавка угля составила 250 % от количества, необходимого для восста-
новления Fe2O3 -> FeO, т.е. 31 кг на 1 т боксита. При этом отмечено сокраще-
ние расхода соды на спекание с одновременным повышением извлечения гли-
нозема и щелочи, а также увеличение скорости фильтрации шлама.
Экономия карбонатной соды не имеет столь существенного значения на Бо-
гословском алюминиевом заводе, где в шихту добавляется известняк. Ферри-
ты натрия в растворе разлагаются с образованием едкой щелочи. Печи спека-
ния используются для термической каустификации соды путем использова-
ния части раствора в ветви Байера, где таким образом экономится более доро-
гая и дефицитная каустическая сода. Но остро встает проблема выведения серы
из технологической цепи.
Содержание элементарной серы в байеровских сухих бокситах Североураль-
ского бокситового рудника составляет около 1,2 %. В ветви Байера, дающей
83 % производства глинозема, она в основном переходит в алюминатный ра-
створ в виде сульфата натрия и осаждается в рыжей соде. Вся рыжая сода по-
ступает на спекание. Поэтому среднее содержание SO3 в спеке составляет 7 %
(масс). Удаление серы происходит на выпарке растворов участка спекания в
виде осадка Na2SO4 + Na2CO3. После центрифугирования осадок загружается
в полувагоны и отправляется потребителям. Значительная часть серы остает-
ся в оборотном растворе и балластирует ветвь спекания. При содержании SO3
свыше 8 % в печи спекания происходит чрезмерное образование жидкой фазы,
вплоть до ожижения спека. Сбыт отхода Na2SO4 + Na2CO3 затруднен. Теряется
карбонатная сода.
Известно сообщение о подшихтовке антрацита с целью перевода серы в крас-
ный шлам. На глиноземных заводах КНР подшихтовка проводится с 1960 г.
Авторы считают, что имеет место следующий ход реакций, благодаря кото-
рым часть серы увлекается с красным шламом:
Na2SO4 + 4CO = Na2S + 4СО2. B.1)
Отмечается, что восстановление сульфата до сульфида проходит через ста-
дию образования сульфита Na2SO3. Далее
Fe2O3 + СО = 2FeO + СО2, B.2)
Na2S + FeO + А12О3 = Na2O-Al2O3 + FeS. B.3)
Сульфид железа переходит в шлам, в котором содержится 0,4-0,9 серы. Из
20 кг серы на 1 т глинозема, поступающей в технологическую цепь с сырьем,
топливом и оборотным раствором, с красным шламом удаляется 70 %, или
14,1 кг. В раствор переходит 3,57 кг, а в гидроксид алюминия — 0,5 кг. Извле-
чение глинозема, составляющее 91 %, повышается при спекании с антраци-
том на 0,5-1,0 %.
Сообщаются также результаты опытов по осаждению красного шлама при
переработке предварительно восстановленного боксита Юго-Восточной Азии
следующего состава, %: А1Д — 53,00; Fe2O3 — 10,77; SiO2 — 4,56; TiO2 —
1,34; потери при прокаливании — 30,53 %. Восстановление Fe2O3 -» Fe3O4 в
боксите проводилось с помощью водорода в присутствии никелевого катали-
затора, Красный шлам после вскрытия боксита осаждается значительно быст-
рее и полнее по сравнению с технологией невосстановленного боксита. Если в
исходном боксите принять важнейшие оксиды по 100 %, то в красный шлам
переходит, %: Fe2O3 — 91,27; А12О3 — 9,53; SiO2 — 63,35.
Северонежские бокситы перерабатываются на Бокситогорском глиноземном
заводе по последовательной схеме спекания по Байеру. Они содержат 0,5-0,8 %
Сг2О3. В байеровском процессе трехвалентный хром остается в шламе, но в
печи спекания окисляется до шестивалентного и переходит в раствор при вы-
щелачивании спека. Во избежание окисления в шихту добавляется кузнецкий
уголь A,5 % (масс.) шихты) состава, %: W— 8-10; А —10-11; Л—41^3; S —
0,4-0,6. При испытаниях подшихтовку увеличивали до 8%, но каких-либо от-
рицательных последствий в работе агрегата, включая его запечную часть, не
отмечено.
Подшихтовка "катодной выбойкой". При капитальном ремонте электро-
лизных ванн отработанные катодные блоки выбрасываются в отвал. В отвале
выбойка через 3-4 мес. разрушается и превращается в мелкую пыль, загрязня-
ющую окружающую среду. По грубым оценкам, в отвалы идут многие десят-
ки тысяч тонн таких отходов. Между тем выбойка содержит ряд полезных
компонентов, %: глинозема — 24-31; Na2O — 24-28; углерода — 21-27; окси-
да кальция — 0,6-1,2; фтора — 16-21. В балластной части имеются оксид
кремния C^ %) и сера @,1-0,4 %). При подшихтовке на печах спекания ути-
лизируется глинозем, щелочь, углерод. В 1981 г. Богословский алюминиевый
завод выступил пионером подшихтовки в промышленном масштабе и перера-
ботал 3 тыс. т выбойки. Последнюю разделывали до размеров кусков не боль-
ше 0,3 м и завозили на участок приготовления пульпы для спекания, где она
поступала на технологическую линию, начиная с дробления бокситов. Дози-
ровка составляла 1 % (масс.) бокситов.
Результаты показали отсутствие химических реакций, отрицательно влияю-
щих на технологию. Но действующая линия приготовления пульпы оказалась
непригодной с точки зрения физических процессов. К составу выбойки необ-
167
ходимо добавить крупные слитки алюминия, застревающие в кавернах като-
дов. Молотковые дробилки, перерабатывающие сопутствующий чугунный лом,
выходят из строя при попадании кусков вязкого металла. Отрицательное явле-
ние наблюдается и в шаровых мельницах. Пульпа имеет плотность 1850 кг/м .
Истинная плотность выбойки — 2579 кг/м3, но с учетом пористости она про-
является существенно меньше, чем у раствора. Частицы выбойки всплывают,
не попадают под воздействие шаров, и при подаче пульпы в печь забивают
канал форсунки. Наконец, отмечается сегрегация выбойки в верхней части
коррекционных бассейнов. Это явление было особенно заметным в экспери-
ментах Уральского алюминиевого завода с отходами древесного угля, порис-
тость которого гораздо выше, чем у выбойки.
Для выбойки подшихтовки необходима отдельная линия, включающая раз-
делку, дробление, помол и транспортировку. Узел дробления можно использо-
вать для переработки анодных огарков, которые также идут в отход при капи-
тальном ремонте ванн после нарушенного режима электролиза. Дробленые
огарки целиком возвращаются в анодную массу. Для выбойки лучше испробо-
вать мокрый помол в содовом растворе, плотность которого составляет 1350 кг/
м3, что намного меньше, чем у пульпы. Полученную пульпу из отходов следу-
ет подавать в печь по отдельной форсунке. При сухом помоле муку можно
включать в оборотную пыль. Целесообразно испробовать подачу такой пыли
в топливный факел.
Анализ подшихтовки других углеродных отходов и углей также показал не-
обходимость создания отдельной линии их подготовки к спеканию. Таким об-
разом, использование углеродных материалов на печах спекания осложняет-
ся, но экономический эффект намного превосходит затраты.
1.2.4. Утилизации пыли за печами спекания бокситовых шихт
Термическая обработка шихт в распыленном или порошкообразном виде
имеет значительное преимущество, заключающееся в высоком объемном ко-
эффициенте тепло- и массобмена благодаря развитой поверхности, но сопро-
вождается большим оборотом пыли и затруднениями при использовании теп-
ла уходящих газов. В агрегатах спекания бокситовых шихт проблема пыли
связана с вопросами оптимизации производительности агрегата, качества спека,
использования тепла, расходов на очистку газов, охраны окружающей среды.
Хвостовые части агрегатов устарели как по своей схеме, так и по оборудова-
нию. В настоящем и следующем разделах проанализировано состояние этих
частей, рассмотрены варианты их реконструкции, наиболее выгодные при ком-
плексной утилизации уловленной пыли и тепла уходящих газов.
Первичные источники пыли. Печи питаются пульпой тонкоразмолотой
шихты с влажностью до 40 %, распыленной навстречу потоку уходящих га-
168
зов. Капли при распылении тормозятся и частично подхватываются газами.
Унос капель полезен тем, что их сушка проходит во взвешенном состоянии за
счет тепла уходящих газов, и, таким образом, начальный участок газохода яв-
ляется продолжением зоны сушки, обычно лимитирующей производительность
агрегата. Одна из функций агрегата спекания заключается в выпарке избыточ-
ной воды, образованной в гидрохимической ветви при промывках шламов и
гидроокиси алюминия, растворения товарной соды. На единицу спекаемого
глинозема расходуется 11 ед. воды, которая в количестве 4 ед. выпаривается из
пульпы. В скруббере дополнительно выпаривается 1 ед. В конечном счете на
выпарные аппараты приходится направлять еще 1,6 ед. воды. Поэтому мероп-
риятия, направленные на снижение количества воды в пульпе, в значительной
мере лишаются смысла, а производительность зоны сушки по воде желатель-
но максимизировать. Значительная часть, пыли уносится из глубины печи, где
она прошла частично или полностью термическую обработку, и возврат ее в
печь невыгоден.
Вклады различных источников пыли зависят от множества условий. Напри-
мер, трещины и каверны изношенной футеровки захватывают часть шихты и
переводят ее во взвешенное состояние со скачкообразным ускорением терми-
ческой обработки. Известно исследование механизма образования пыли в печи
4,5x170 с изношенной футеровкой при обжиге сырого магнезита с частицами
меньше 40 мм. Рост загрузки на 11,7 % привел к увеличению уноса на 7,1 %,
и, таким образом, интенсификации процесса при соответствующем повыше-
нии расхода топлива не получилось. Запыленность уходящих газов возросла с
180 до 187 г/нм3. При сушке частиц бокситовой пульпы происходит высолива-
ние корки щелочи, которая при разрушении дает мелкие частицы, проникаю-
щие до последних ступеней улавливания. Заметную долю составляют различ-
ные возгоны щелочей из горячих зон. Однако более половины пыли выдувает-
ся газами при ссыпании в печь, т.е. имеет вторичное происхождение.
Система улавливания пыли. Почти вся пыль улавливается в трех ступе-
нях: бункере под холодной головкой, группах циклонов и электрофильтре (ЭФ).
Циклоны и ЭФ образуют две параллельные линии. Циклоны "УАЗа действуют
эффективно. На части агрегатов Богословского и Павлодарского алюминие-
вых заводов (БАЗ и ПАЗ) их нет, и проявляется тенденция к их полной ликви-
дации. Возможно, одна из причин этого состоит в различиях свойств пыли. За
дымососом установлен мокрый скруббер.
Системы возврата пыли на перечисленных заводах сходны. Пыль сбрасы-
вается из аппаратов улавливания в шнековые желоба диаметром 300-400 мм
на нулевой отметке, транспортируется в них к ковшовому элеватору, поднима-
ется над холодной головкой и ссыпается по наклонной трубе-течке диаметром
150-300 мм в печь за ограничительную шайбу. В работе этой системы наблю-
169
даются крупные недостатки. Пыль образует завалы в аппаратах. Например, в
бункере она может иметь повышенную влажность и слеживаться, в ЭФ — пе-
ресушивается и приобретает заряд. Узлы сброса не обеспечивают равномер-
ную разгрузку, на них влияет атмосферное давление, изменение тяги при "за-
растании" дымососа. В перегруженном элеваторе обрывается лента, что вы-
ливается в серьезную аварию. Волна пыли застаивается под устьем течки в
печи, течка забивается. Поэтому устье приподнято над внутренней поверхно-
стью на 400 мм. При падении с такой высоты пыль выдувается потоком газов
в бункер, отделенный узкой шайбой. Этим объясняется большая доля пыли,
осевшей в бункере, а также ее циркуляция на всех ступенях.
Используем понятие кратности циркуляции пыли или компонента шихты —
среднее число циклов частицы в системе улавливания и возврата до того, как
она усвоится спеком и пройдет через холодильник: К = JJJV где Jx — расход
возвращаемой по течке пыли, кг/с; J2 — количество пыли, включенное в вы-
данный спек. При К = 1 частица возвращается один раз. Разницу^ -J2 состав-
ляет в основном вторичная пыль, вынесенная от устья течки, но также и пер-
вичная пыль от всех печных зон и холодильника. Кратность циркуляции воз-
растает для каждой последующей степени очистки, поскольку в ней улавлива-
ется все более тонкая пыль. Соответственно меняются физико-химические
свойства пыли, и в связи с неравномерностью возврата происходит расших-
товка. Например, калиевых щелочей на входе в печь, производящей цемент по
сухому способу, оказалось больше, чем в сырьевой смеси, в 2,16 раза. Следо-
вательно, 1,16 единиц вынесено из печи и возвращено в нее из циклонных
теплообменников. Учитывая, что в клинкере этот компонент остался на 83 %,
кратность циркуляции составила 1,16/0,83 = 1,4. В печи спекания гораздо ко-
роче плечо циркуляции и способ возврата пыли менее совершенен. Осреднен-
ное значение К для пыли получается более 2, а для пыли ЭФ можно принять
Большое значение К на печах спекания означает высокие потери вторичного
тепла. На печах УАЗа пыль уносится при температуре 325, а возвращается при
115 °С, т.е. охлаждается на 210 °С. Оборот 18 т/ч с удельной теплоемкостью
1,16 кДж/кг дает снижение мощности на 1,2 МВт. В основном это тепло теря-
ется через голые поверхности шнеков, течек, элеватора и т.д. Лишь частично
тепло передается подсасываемому воздуху, который вместе с газами нагревает
раствор в скруббере. Использование тепла оказывается крайне неудовлетво-
рительным. Следует учитывать также перерасход энергии на улавливание и
возврат пыли, повышение металлоемкости оборудования. Но главным недо-
статком остается волнообразный возврат. При этом, кроме опасности аварий
оборудования, нарушается тепловой режим печи, особенно в зоне сушки.
Количество пыли все исследователи считают сопоставимым с расходом ших-
ты. Если за отсчет принять производительность агрегата по спеку G, то в про-
170
водстве цемента при наливе пульпы в печь с цепной завесой унос пыли со-
ставляет 0,5G и более. При распылении пульпы он может стать гораздо боль-
ше На БАЗе унос составил 0,9G. Для печи №3 УАЗа, по данным Г.Н. Волоки-
тила, общий унос составил до 0JG. Для печи №2 этого же завода унос выше
—- до 1,2E, т.е. 34 т/ч, в том числе в бункере — 27, циклонах — 5,9, ЭФ — 1,1
т/ч По более ранним данным В. Ю. Стрелковой, на том же агрегате в цикло-
нах осело 7,74, ЭФ — 1,1 т/ч. На БАЗе циклоны на исследованной печи отсут-
ствовали, и пыль распределилась между бункером и ЭФ приблизительно по-
ровну. По данным Г.Н. Волокитина, на печи № 3 УАЗа в циклонах осело 70 %
пыли, а в бункере и ЭФ примерно поровну, т.е. примерно по 2,6 т/ч. Столь
низкое значение по бункеру можно объяснить неудачной конструкцией его
нижней части. Пыль ссыпается в шнек по широкой трубе с незаполненным
сечением под углом 40° при угле естественного откоса 35-37°, вдувается об-
ратно потоком подсасываемого воздуха и разгружается неравномерно. Подсос
можно оценить по падению температуры уходящих газов в бункере на 80° (с
325 до 245 °С) — около 20 % объема уходящих A6 тыс. нм3/ч). Он зависит от
тяги дымососа и даже от атмосферного давления. На УАЗе выброс пыли в ат-
мосферу составляет около 30 кг/ч, или свыше 200 т/год, не считая выброса
капель раствора, содержащего до 200 кг/м щелочей.
Состав пыли. Электрофильтры за печами № 1 и 2 исследовались на УАЗе.
Пыль имела медианный размер 12 мкм. В ее составе оказалось 24 % Na2O и
22 % К2О, т.е. 46 % R^O, что значительно больше, чем в исходной шихте. Ще-
лочи частично вынесены из глубины печи, а на высокую кратность циркуля-
ции указывает содержание К2О. Часть щелочей находится в пассивном виде
(RjSO4). Другая часть — карбонаты — частично гидратирована. Каустифици-
рованная часть находится в виде Na2OAl203, Na2O3Fe2O3 и твердых растворов
этих соединений. Соединения R2CO3 возгоняются при 700-900 °С. При
t> 1050°С возгоняется R2O. При использовании природного газа пассивация
Кр за счет SO3 незначительна. При t < 900 °С R2O соединяется с СО2. В каус-
тифицированном состоянии находится не менее 20 % щелочи.
По данным Г. Н. Волокитина, в пыли ЭФ выше 50 % частиц имеют размеры
менее 2 мкм, а максимальный размер частиц приблизительно 30 мкм. В пыли
Циклонов частиц более 2 мкм только 8 %, встречаются частицы до 300 мкм.
Выше указывалось, что нормальная работа циклонов при этих наблюдениях
была нарушена и циклоны оказались перегруженными.
Оценка других систем возврата пыли. В цементных печах при использо-
вании высококалорийного топлива или воздуха, обогащенного кислородом,
пыль вдувается с горячего конца над топливным факелом. Известен также "риж-
*ии способ возврата пыли с холодного конца за цепную завесу, по которому
пыль вдувается по соосным трубам при соединении неподвижной и вращаю-
щейся частей муфтой. Труба в печи выводится за корпус и вводится обратно за
171
цепной завесой. Оба способа внедрены на печах с нефелиновой шихтой, но в
данном случае неприемлемы. Первый способ отклоняют по причине легкоп-
лавкости пыли, содержащей соду и до 12 % Na2SO4. Применению второго спо-
соба препятствует цепь, удерживающая балку-бивень.
Выгоды сокращения кратности циркуляции пыли оправдывают установку
брикетирующего оборудования. На некоторых агрегатах цементного произ-
водства собранная и поднятая элеватором пыль пропускается через брикети-
ровочные вальцы и лишь затем загружается в печь. На печи № 3 УАЗа (после-
дней из установленных в стране) смонтирован тарельчатый гранулятор. Рас-
смотрим более эффективные решения, не требующие дополнительных рабо-
чих мест при эксплуатации.
Модернизация хвостовой части агрегата. Унос капель пульпы смещает
первую границу зоны сушки в газоход и поэтому увеличивает ее производи-
тельность, тогда как унос пыли из глубины печи нежелателен. В любом случае
полезно снижение кратности циркуляции частиц. Наиболее радикальные тех-
нические решения направлены на комплексное использование тепла газов, пыли
и компонентов шихты. Рассмотрим подачу пыли электрофильтра на выщела-
чивание. Авторы испробовали временное изъятие пыли из оборота за печами
№ 1 и 2 УАЗа. Эффективность работы аппаратов при этом существенно повы-
силась. Таков эффект снижения кратности циркуляции наиболее тонкой пыли.
Она же в наибольшей мере обогащена каустифицированными частицами, и
поэтому может добавляться к спеку при агитационном выщелачивании с на-
правлением раствора в ветвь Байера для совместной переработки. Выщелачи-
вание пыли с большой удельной поверхностью получится достаточно полным.
Выше показано, что от ЭФ пыль поступает в количестве примерно 1,1 т/ч.
Принимая кратность циркуляции 2,5 и сокращая ее до единицы, получим
0,45 т/ч пыли, направляемой на выщелачивание. Это значение возрастает за
счет более эффективной работы ЭФ, но все же не дает существенного сниже-
ния производительности агрегата. Возможно повышение ее за счет стабилиза-
ции тепловой работы печи с соответствующим увеличением расхода пульпы.
1.2.5. Использование тепла уходящих газов печей спекания
Известны выгоды комплексного использования первичных энергоресурсов,
например, совмещение выработки электроэнергии и тепла; в отношении вто-
ричных энергоресурсов эти выгоды еще больше. Температура газов за печами
спекания не превышает 320 °С. Исключение составляют устаревшие печи Вол-
ховского алюминиевого завода (ВАЗ). Простая установка водогреющих по-
верхностей при столь низких температурных напорах и сильном запылении
газов потребует пересмотра норм металлоемкости и не даст существенного
эффекта. Гораздо выгоднее энерготехнологическое комбинирование. В пер-
172
вую очередь примем условия Уральского, Богословского и Павлодарского алю-
миниевых заводов.
Выше отмечалось, что в действующих печах спекания кроме обычных теп-
ловых и пирометаллургических процессов осуществляется термическая каус-
тификация щелочи, возможно использование газов для карбонизации алюми-
натных растворов. Важным процессом является выпарка избыточной воды,
образованной в переделе гидрохимии при многократных промывках шлама и
гидроокиси на фильтрах. Она дополняет выпарку на специальном переделе,
оснащенном многокорпусными аппаратами, которые более экономичны, если
выпарку на спекании усилить за счет более глубокого охлаждения газов с од-
новременным ростом утилизации тепла.
На рис. 2.12 представлена схема агрегата БАЗа. В печи навстречу потоку
газов распиливается пульпа с содержанием воды 35^0 %. Часть капель увле-
кается потоком газа за печь и досушивается во взвешенном состоянии. Улов-
ленная пыль возвращается за холодный обрез в сухом виде. Более существен-
на утилизация тепла в мокром пылеуловителе перед дымовой трубой. Газы
промываются оборотным раствором, поступающим затем на приготовление
пульпы.
В табл. 2.7 указан состав газов без учета пыли на выходе из печи. Удельное
количество газов составляет 3,64 кг/кг спека, в том числе 2,537 кг сухих ком-
12 и
Рис. 2.12. Схема агрегата спекания бокситовой шихты: 1 — печь 3x51,3 м; 2 — холодильник 3x22,4
м; 3 — подача природного газа; 4 — подача первичного воздуха; 5 — отсос воздуха из холодильника;
6 — бункер охлажденного спека; 7 — грохоты; 5 — дробилка; 9 — подача спека на диффузионное
выщелачивание; 10 — грохот для отсева мелочи; 11 — ротационное выщелачивание; 12 — подача
пульпы на участок переработки шлама; 13 — пылевые бункеры; 14 — циклоны; 15 — электрофиль-
тры; 16— элеватор для пыли; 17— шнеки; 18 — дымосос; 19 — скруббер; 20 — дымовая труба; 21
— подача оборотной воды; 22 — отбор нагретой воды на приготовление пульпы
173
понентов и 1,103 водяных паров. В табл. 2.8 приведены параметры газа за
печью № 1 УАЗа. На пути к контактному аппарату газы сильно разбавляются
воздухом. Много тепла теряется через стенки газохода и различные устрой-
ства, температура газов перед скруббером падает до 210 °С. Газы выбрасыва-
ются в трубу при температуре выше точки росы. Следовательно, теплота кон-
денсации паров не используется. Осаждение конденсата в данной схеме неце-
лесообразно потому, что воду в том же количестве придется направлять на
выпарку дополнительно, с затратой тепла более высокого потенциала.
Доля пара в газах может существенно увеличиваться, если в холодильник
подавать воду, лучше тот же оборотный раствор с целью снижения температу-
ры спека на ленточных транспортерах. На ПАЗе освоены две системы подачи
воды. Весь пар проходит через печь и выбрасывается в атмосферу. Его влия-
ние на процессы горения и тепломассообмена противоречиво и здесь не рас-
сматривается. Рекомендуется специальное увлажнение воздуха, поступающе-
го на сжигание природного газа с целью снижения образования оксидов азота
в 8-10 раз. При этом за котлом установлен контактный экономайзер (КЭ) с
конденсацией части паров. Эффективность его тепловой работы существенно
повышается. Конденсат оказывается достаточно чистым для восполнения по-
терь химически чистой воды. Но еще раз подчеркнем, что в схеме, показанной
на рис. 2.12, конденсат нежелателен. Отмечают и другие ее недостатки. Про-
Таб л и ца 2.7
Состав газов на обрезе печи спекания, отнесенный к единице массы спека
Компонент газа
Сухие продукты сгорания
Углекислый газ из шихты
Сухие газы при прокаливании шихты
Вода из пульпы:
в продуктах сгорания
при прокаливании шихты
Итого
Относительная масса, кг/кг спека
2,240
0,293
0,004
0,733
0,300
0,070
3,640
Таблица 2.8
Параметры газа за печью спекания УАЗа
Сечение газохода
На обрезе печи
До циклона
После циклона
После ЭФ
После скруббера
Объем
уходящих
газов, нм /ч
69300
72200
82700
105000
Разрежение,
Па
450
820
880
-20
/,°С
300
230
225
210
77
Запыленность,
г/нм!
90
25
4,25
0,4
Количество
пыли, кг/ч
6200
2800
350
36
кпд
аппарата, %
70,8
80,5
95,3
174
цесс дополнительной сушки капель пульпы в газоходе неуправляем. Пыль с
повышенной влажностью образует завалы, поступает в печь неравномерно,
нарушая режим зоны сушки, где часто образуются настыли, что ограничивает
производительность агрегата. Угроза тех же завалов заставляет увеличивать
зазор между устьем течки и поверхностью печи до 0,2-0,25 м. Поток пыли от
устья в значительной части уносится газами и находится в постоянном оборо-
те. По измерениям на печах БАЗа унос составляет 100 % сухой массы пульпы
и гораздо выше по отношению к производительности по спеку. Оборот пыли
приводит к потерям тепла, поскольку пыль возвращается охлажденной, и пе-
рерасходу электроэнергии. Наибольшие капитальные и эксплуатационные зат-
раты связаны с электрофильтром (ЭФ). Его можно считать препятствием на
пути внедрения подшихтовки твердого углеродного компонента (до 3-7 %
(масс.) шихты). Возникает опасность взрывов пыли в ЭФ.
На рис. 2.13 представлена иная схема хвостовой части агрегата, в которой
исключаются отмеченные недостатки. В ней отсутствует электрофильтр, око-
ло 25 % пыли улавливается по мокрому способу и возвращается в пульпу. Схе-
ма похожа на ранее опубликованную тем, что здесь тоже используется два кон-
тактных аппарата, один из которых предназначен для испарения воды. Но те-
перь оба аппарата поставлены за печь. Через выпарной аппарат с пассивной
насадкой проходит вся масса газа с начальной температурой до 320 °С, что во
16
Рис. 2.13. Новая схема хвостовой части печи спекания: 1 — печь; 2 — бункер и циклон; 3 — выпар-
ной контактный аппарат; 4 — пассивная насадка; 5 — циркуляционный насос; 6 — распылитель
жидкости; 7 — питатель оборотного раствора; 8 — шламовый насос; 9 — дымосос; 10 — контактный
экономайзер; Л — активная насадка; 12 — распылитель; 13 — водоводяной теплообменник; 14 —
циркуляционный насос; 15 — удаление избыточной воды; 16 — дымовая труба; 17 — подача и отбор
нагреваемой воды
175
много раз увеличивает его производительность. За счет роста и без того высо-
кого влагосодержания повышается эффективность КЭ. Дутье можно увлаж-
нять путем подачи оборотного раствора на спек в холодильнике. На ПАЗе это
практикуется с целью снижения температуры спека на ленточных транспорте-
рах. То же мероприятие рекомендуется для первых двух печей УАЗа.
Проведем расчет повышения влагосодержания сухого газа за счет охлажде-
ния влажного газа до точки росы при отсутствии потерь через стенки аппарата
и других стоков тепла. Баланс тепла для единицы сухого газа имеет вид
[г +c{t~t )]dX= -{с +с X)dt,
где сие — удельные теплоемкости сухого газа и пара, принятые постоянны-
ми, Дж/(кг-К); гн — удельная теплота парообразования, Дж/кг; н — индекс
насыщенного состояния; tnX— переменные. Уравнение интегрируется в пре-
делах снижения температуры и повышения влагосодержания:
'H='l
cr+rX,
Принимаем зависимости
где Р — полное давление, Па; парциальное давление рп однозначно определя-
ется температурой /н; коэффициент 0,61 уменьшен против 0,622 для воздуха в
связи с повышенной концентрацией углекислого газа в сухом газе.
В табл. 2.9 показано максимальное приращение влагосодержания по отно-
шению к начальному, обусловленному табл. 2.7: АХ = Хи -Ху Это идеальные
показатели первого аппарата. Осаждение воды в КЭ возможно больше АХ, если
распыливать жидкость с начальной температурой ниже 76,5 °С. При темпера-
туре сухого термометра 320 °С максимальное влагосодержание составляет
0,632 кг/кг, а температура мокрого термометра равна 83 °С. Если в КЭ охла-
дить газ всего на 13 градусов (до 70 °С), то в нем выделится вода в количестве
Таблица 2.9
Приращение влагосодержания уходящих газов при их охлаждении от начальной
температуры tx и начальном значении Хх = 0,435 кг/кг сухого газа
t,°C
76,5
200
300
320
400
Х„, кг/кг сухого газа
0,435
0,535
0,615
0,632
0,696
АХ, кг/кг сухого газа
0
0,100
0,180
0,197
0,261
176
0,367 кг/кг сухого газа с соответствующим тепловыделением 850 кДж, что
составит 2,16 МДж/кг спека. Перейдем к оценкам реальных аппаратов.
В агрегате с производительностью по спеку 50 т/ч и удельном расходе топ-
лива 4,6 МДж/кг спека тепловая мощность по топливу равна 64 МВт. Газы
выносят из печи пары воды 55 т/ч, в том числе из пульпы 36,6 т/ч. В идеальном
аппарате дополнительно выпаривается вода B5 т/ч). В действительности газы,
покидающие аппарат, не будут насыщены, что оборачивается на пользу. Выпа-
дения конденсата в дымососе, на участке газохода между аппаратами, не бу-
дет. Можно избежать байпасирования части газов на этот участок. Предполо-
жим, что дополнительная выпарка составит 80 % максимально возможной, т.е.
20 т/ч, что в КЭ удается осадить только дополнительно выпаренную воду, т.е.
20 т/ч. Мобильная тепловая мощность КЭ составит 14 МВт. Теплообмен в КЭ
произойдет при более высокой концентрации паров по сравнению с действу-
ющим скруббером. Следовательно, горячая вода будет получена при более
высокой температуре. Если тепло утилизировать через водогрейные поверх-
ности в газоходе, мобильная тепловая мощность не превысит 6 МВт.
Исключение в схеме электрофильтра приведет к улавливанию и возврату в
сухом виде только 75 % пыли. При этом работа зоны сушки будет более ста-
бильной, и унос пыли можно снизить по абсолютной величине. Данная схема
с двумя аппаратами мокрой пылеочистки повышает степень очистки газов,
снижает температуру и влажность выбросов в атмосферу. Уменьшается опас-
ность хлопков в газоходе при подшихтовке твердого углерода. Вопрос улуч-
шения энерготехнологических показателей агрегата путем подачи раствора на
спек в холодильник следует рассматривать отдельно.
1.2.6. Комплексная переработка щелочных руд
На востоке нашей страны, в Кемеровской области, районах БАМа и других,
известны значительные месторождения щелочных пород, пригодных для ком-
плексной переработки на глинозем, соду, поташ, цемент и ряд других продук-
тов. Близко расположены крупные месторождения твердого топлива, извест-
няка, запасы воды, а также потребители глинозема и других продуктов. Одна-
ко действующую технологию спекания и печное оборудование нельзя считать
удовлетворительными. На рис. 2.14-2.16 показаны соотношения исходных и
конечных материалов по трем технологиям, основанным на разном сырье.
Алунитовая шихта включает ценные продукты — едкое кали и элементарную
серу. При известных перспективах она пока не может стать основным источ-
ником глинозема. Более подходящей является нефелиновая шихта, несмотря
на ее крупные недостатки. Если учесть, что кроме глинозема из нефелина про-
изводятся и другие ценные продукты, площади фигур рис. 2.15 не представля-
ются чрезмерными. Тем не менее, разница в материальных потоках получает-
177
Мазут 0 078^
кальцинация)
NaOH 0,091>
Известняк 0,061-^
Вода 0,070 -*J
Боксит
3,5
1
Уголь (пар)
0,376
1 1
Глинозем
1
Красный шлам
2,5
Рис. 2.14. Соотношения исходных и конечных материалов в производстве глинозема из высококаче-
ственных бокситов по способу Байера
Пульпа в печь
16,6
—
Известняк
7,6
СО2^
3,2
Оксиды металлов
в известняке,
глине, добавках
3,6
Известь
4,4
±
Нефелиновый
концентрат
4
Шлам
6,4
_?
Вода^
5
А1А
1
N4CO,
0,7
К2СО.
0,3
Цемент
10
Рис. 2,15. Соотношения материалов при комплексной переработке нефелиновой руды
NaOH
0,1
КОН
0,38
1 \
s,,
0,52
w
л
f i
A1A
1
K2SO4
1,08
SO
Алунит (руда)
7,96
Мазут
0,4
1
w 1 Л
Г
, -> H2SO4
0,78
5-10VA
Рис. 2.16. Соотношения материалов при комплексной переработке алунитовой руды
ся значительной. Товарный глинозем в нефелиновой пульпе составляет всего
6 % (масс). На /3 сухой массы в шихту добавляется известняк. Топливо расхо-
дуется не только на нагревание шихты, но и на испарение 30 % воды, удаление
20 % от массы пульпы углекислого газа, частичное расплавление спека. Всего
химические реакции требуют тепла не менее 25,1 МДж/кг глинозема. Темпе-
ратуру шихты в зоне спекания необходимо поднимать до 1300-1350 °С, что
178
обусловливает большой расход огнеупоров и высокие затраты на ремонт обо-
рудования. Например, ремонт колосниковых холодильников на АГК стал боль-
шой проблемой. В производстве цемента также отмечается, что простой печей
5x185 м из-за выхода из строя холодильников "Волга-75" составляют 34—75 %
общего времени простоев. Далее, до 2 % глинозема находится в обороте. Из-
влечение достигает по глинозему 87-88, по щелочи — 88-89 %. После выще-
лачивания спека шлам состоит в основном из белита (двукальциевого силика-
та) и поступает на цементный завод.
Критика действующей технологии дополняется использованием в качестве
основного топлива малосернистого мазута. Его замена на природный газ не
даст радикального решения проблемы, поскольку стоимость и дефицит газа
со временем будут возрастать. Энергоемкие производства должны переводиться
на уголь. На АГК в настоящее время основным источником пыли является
аспирационный воздух колосниковых холодильников. Интересны данные по
концентрации оксидов азота за электрофильтрами цементных печей при ото-
плении: газом — 200, мазутом — 100, углем — 20 мг/м3. Преимущества угля
очевидны.
Проект АГК предусматривает использование только 50 % шлама, а факти-
чески его используется меньше. При работе на полную мощность потребность
в шламе составляет 7 млн. т/год, тогда как производство цемента в стране на
основе белитового шлама требует его 5,4 млн. т/год.
В настоящем разделе рассматриваются новая технология спекания и техни-
ческие решения по ее реализации, устраняющие отмеченные недостатки. Речь
идет не только об оптимизации проектов новых, но также о путях реконструк-
ции действующих предприятий.
Полное использование шлама обязательно. Поскольку производство кирпи-
чей, керамических плиток и других подобных материалов, отгрузка сухого
шлама сторонним потребителям не решают проблемы, то практически весь
шлам должен быть направлен на производство цемента. Схема рис. 2.15 пока-
зывает, что по массовости производства АГК следует называть цементным, а
не глиноземным.
Оптимальная мощность цементного завода на обычном сырье составляет 3-
4 млн. т, а при использовании белитового шлама может быть повышена до 5-
7 млн. т. В этом случае можно допустить повышенные транспортные расходы,
составляющие вместе с затратами на хранение и повторные перевозки 30-40 %
стоимости цемента. По этой оценке мощность АГК оказывается завышенной
при избытке шлама.
Известняк на АГК поступает с содержанием оксида кремния до 6-8 %. Фаб-
рика мокрого обогащения не построена, не решена проблема стока промыв-
ных вод. Было бы целесообразно худшие сорта известняка перерабатывать на
179
известковую муку для сельского хозяйства, но они направляются на цемент-
ное производство. С ростом примесей в известняке доля белитового шлама
уменьшается, и в сухой сырьевой смеси составляет 35-55 %. При содержании
в шламе белита 85 % его доля по нижнему пределу составляет всего 41 %.
Соответственно возрастает производство цемента, если использовать весь
шлам, гораздо больше, чем это следует из рис. 2.15.
Доля шлама увеличивается при его добавке в охлажденный клинкер в каче-
стве минерализатора. В этом случае увеличивается продолжительность твер-
дения, повышается его водоудерживающая способность и прочность сцепле-
ния с арматурой бетона. По стандарту доля сухого шлама в цементе может
составить 20 % при ограничении содержания щелочей до 1,8 %, включая во-
дорастворимые @,25 %). Для некоторых бетонов эта доля может увеличивать-
ся до 40 %. Более полная отмывка шлама от щелочей позволит повысить не
только качество клинкера, но и добавку минерализатора. В результате оптими-
зации цементного передела мощность комбината по глинозему составляет около
0,5 млн. т/год. Некоторое снижение рентабельности в связи с ограничением
мощности оправдано охраной окружающей среды.
Специалисты давно установили необходимость оптимизации, а не максими-
зации технических характеристик предприятия и оборудования. Улучшение
одного показателя нередко достигается за счет ухудшения другого. При оцен-
ке оборудования внимание привлекает сухой способ производства. В связи с
этим следует отметить следующее.
Проектирование в одном цехе до 15 агрегатов спекания означает отказ от
проблемы увеличения их единичной мощности, решить которую невозможно
путем простого укрупнения узлов. Самая большая в мире цементная печь по
мокрому способу производства имеет производительность 3600 т клинкера в
сутки при диаметре 7,5 и длине 231 м. Такой диаметр привел к снижению
прочности корпуса, стойкости футеровки и коэффициента использования. По
статистическим данным, повышение диаметра печи с 3 до 6 м приводит к со-
кращению срока службы футеровки с 600 до 100 сут. Эти результаты получе-
ны для множества вращающихся печей, независимо от способа производства.
Одно из многих преимуществ сухого способа состоит в использовании печей
гораздо меньших размеров. Например, печь 5х 100 м имеет производительность
5000 т клинкера в сутки. Практически вся подготовка шихты к спеканию про-
водится в запечных устройствах, а в печи сжигается всего ЗО^Ю % топлива
при меньшем удельном расходе. В итоге тепловое напряжение в печи резко
падает. Для комбината с производительностью 5,2 млн. т цемента в год доста-
точно установить четыре линии при коэффициенте использования 77 %. Тогда
удельный расход топлива снижается на 30^0 %, себестоимость — на 8-10 %,
производительность возрастает на 20 %.
180
Совершенствование мокрого способа проводится по ряду направлений: оп-
тимизируются и стабилизируются технология и тепловой режимы; вводятся и
реконструируются внутренние теплообменные устройства; модернизируются
горелочные устройства; совершенствуются холодильники, футеровка и дру-
гие узлы агрегата; вводятся разжижители и пластификаторы в пульпы и т.д.
Однако перечисленные и подобные им мероприятия не могут дать экономию
топлива выше 10 %.
Самое существенное возражение против перевода цементного передела на
сухой способ связано с высокой влажностью белитового шлама. Известно, что
красный байеровский шлам с 15 % спекательного шлама через 40 лет склади-
рования в поле имеет влажность 30^40 % и жидкую консистенцию. При то-
варной отгрузке в сухом виде шлам до подачи в сушильный барабан нуждает-
ся в фильтрации, что повышает его цену до 8-10 руб./т. Влажность белитового
шлама с поля составляет 30-33 %. При осредненной влажности компонентов
сырой шихты, равной 25 %, сухой способ сохраняет преимущества по удель-
ному расходу топлива (не более 5,03 МДж/кг клинкера), однако разница с рас-
ходом по мокрому способу существенно снижается.
Второе возражение связано с ростом затрат электроэнергии на сухой помол
и улавливание пыли. Было предложение фильтровать пульпу и сушить сухарь
в запечном устройстве. В схему встроен декарбонизатор, рассчитанный на сжи-
гание в нем части топлива. На первый взгляд, в качестве альтернативы целесо-
образнее использовать распылительную сушилку. Однако для этого необхо-
дим опыт работы пилотных установок. Применительно к переделу спекания
нефелиновая пульпа содержит щелочь за счет оборотного раствора, и при сушке
с временными нарушениями режима могут образовываться прочные настыли.
Как видим, внедрение сухого способа на переделах спекания и производства
клинкера противоречиво. До сих пор нет технико-экономических оценок. Воз-
можно, строительство новых предприятий целесообразно по сухому способу,
а реконструкция действующих — по полумокрому.
Важным преимуществом обоих способов с подготовкой шихты, включая
декарбонизацию в запечных устройствах, является использование низкокало-
рийного топлива вплоть до бурого угля и различных отходов. Наивысшая не-
обходимая температура материала при этом составляет всего лишь 960 °С. В
запечных устройствах можно сжечь до 60-70 % топлива. В печи также можно
использовать бурый уголь при обогащении дутья кислородом. В производстве
цемента кроме белитового шлама в сырьевую смесь могут подаваться отходы
углеобогащения, углистые породы, при разработке барьеров поступающие
обычно в отвалы. При этом снижается расход электроэнергии на размол, эко-
номится топливо в печи, обжиг становится более равномерным. Возгоняющи-
еся смолы и пиролитические газы дожигаются в хвостовой части агрегата,
прежде всего в декарбонизаторе.
181
Известно, что качество клинкера на основе белитового шлама повышается
при ускоренной термообработке. В этом также состоит преимущество нового
способа производства.
Положительной стороной сухого способа производства является возможность
удаления щелочей. Известно, что в цементных агрегатах, действующих по
мокрому способу, возвращение пыли от электрофильтра в факел приводит к
циркуляции щелочей. При смене способа производства, когда в печи сжигает-
ся меньшая часть топлива, часть уходящих из печи газов байпасируется и сбра-
сывается без существенной потери тепла. Вместе с газами удаляются щелочи,
прежде всего калийные.
Освоение сухого способа производства цемента потребовало в Японии 10
лет. Намеченное освоение сухого способа спекания щелочных пород также
потребует больших усилий и затрат. Методы моделирования оборудования
практически отсутствуют, поэтому данные опытных и полупромышленных
установок не гарантируют хорошую работу пилотной промышленной уста-
новки. Затраты на покупку импортного оборудования в 2-4 раза менее эффек-
тивны по сравнению с затратами на новые отечественные проработки для пе-
редела спекания.
Известно, что перевод промышленности на новый вид топлива длится 20-
25 лет. Перевод на уголь потребует, возможно, еще более длительного време-
ни, но экономические условия для этого благоприятны. Высокий удельный
расход топлива сдерживает расширение действующей технологии ввиду ис-
пользования дорогого и дефицитного топлива. Новая технология рассчитана в
основном на использовании березовских, барандатских и подобных им бурых
углей.
В действующих агрегатах наиболее сложными узлами являются колоснико-
вые холодильники. Их недостатки уже отмечались выше. С ростом мощности
они все более теряют надежность, на переделе спекания холодильники стали
наиболее узким местом. Их производительность повышается путем увеличе-
ния сброса воздуха, иногда до /10 долей. Попытки интенсификации с помо-
щью распыления воды не дали пока существенных результатов. Спек выдает-
ся недостаточно охлажденный. Содержание пыли в воздухе достигает 27 г/
нм , но проблема очистки не решена. Крупные свары спека и обломки насты-
лей не проходят через молотковую дробилку. Целесообразность дробления
полуохлажденного спека или клинкера установлена давно, но испытания пер-
вого промышленного образца дробилки для клинкера окончились неудачно.
Перечисленные проблемы охлаждения клинкера нашли решение в пилотных
установках для цементных агрегатов по сухому способу с производительнос-
тью 97 и 190 т/ч, с существенными изменениями узла охлаждения. Более под-
робно проблема охлаждения спека рассмотрена в специальном разделе.
181
Весьма эффективна подготовка сырых материалов к переработке. Белито-
вый шлам отмывается от щелочей и обезвоживается. При мокром помоле шихты
спекания вода испаряется из пульпы в первую очередь за счет тепла уходящих
газов и избыточного воздуха от холодильника. Фильтрат выгоднее направлять
на выпарные батареи с многократным использованием греющего пара. Извес-
тняк, потребляемый в большом количестве, также нуждается в подготовке. На
АГК он поступает с содержанием оксида кремния 0,5-8 %, что затрудняет кор-
ректировку кремниевого модуля в пульпе. Поэтому выгодно устройство спец-
склада известняка для осреднения его по физико-химическим свойствам. Ус-
реднительный штабель длиной 150 м, в котором поступающие партии извест-
няка рекомендуется насыпать более чем 200 слоями. Испытанные 50-70 слоев
оказались недостаточными. Необходимы устройства для съема известняка рав-
номерно по всему сечению штабеля. Отдельный помол известняка дает эконо-
мию электроэнергии. В этом случае осреднение молотого известняка можно
проводить в силосах.
В заключение перечислим основные рекомендации:
• ограничение мощности предприятия условиями безотходного производства
и рациональной перевозки продуктов потребителям;
• улучшение подготовки известняка и белитового шлама;
• использование местных бурых углей в качестве технологического топлива;
• строительство пылезаводов в карьерах Канско-Ачинского бассейна с мало-
зольными углями, с минимальной производительностью 1 т условного топли-
ва на 1 т глинозема или 1,4 т пыли с влажностью 11 %; обеспечение пылезаво-
да выборочной добычей углей по содержанию золы и ее компонентов;
• спекание нефелиновых и цементных шихт по сухому или полумокрому спо-
собам в укрупненных агрегатах с подготовкой шихт, включая декарбониза-
цию, в запечных устройствах;
• двухступенчатое охлаждение спека и клинкера в укороченных колоснико-
вых холодильниках до 360 °С на первой стадии с последующим дроблением,
классификацией, перегрузкой и доохлаждением в неконтактных устройствах
башенного типа на второй стадии, с максимальным использованием тепла и
минимальными выбросами пыли;
• массовое использование кислорода для обогащения дутья в печах произ-
водства извести, цемента, спека, при прокаливании глинозема;
• разработка отечественного оборудования.
1.2.7. Березовские угли — технологическое топливо
для Ачинского глиноземного комбината
Канско-Ачинский угольный бассейн — важное условие повышения добычи
угля и получения электроэнергии в Сибири. Угли расположенного вблизи от
Ачинского глиноземного комбината Березовского разреза E5 млн. т/год) име-
ют высокую влажность и склонность к самовозгоранию. Но при подсушке и
размоле на территории карьера они становятся транспортабельными и доста-
точно калорийными для использования при обжиге известняка, спекании клин-
кера и нефелиновой шихты во вращающихся печах. Особое внимание привле-
кает низкая зольность и благоприятный состав золы. При добыче в Березовс-
ком разрезе или на Барандатском месторождении зольность сухой массы не
превышает 4 %, а зола содержит до 60 % оксида кальция, который вместе с
оксидами магния и алюминия органически включается в клинкер, а вместе с
оксидами щелочных металлов — в нефелиновую шихту. Такие угли не уни-
кальны. Обратимся к опыту использования аналогичных прирейнских бурых
углей при вдувании в доменную печь, отоплении цементных и других печей.
В ФРГ уголь имеет влажность 60 % и поэтому сушится на месте добычи, а
затем размалывается в вибромельнице до остатка на сите 200 мкм менее 16 %,
90 мкм — 43 %. Пыль имеет состав, %: W = 11, Ас = 4, Л = 45, С = 40; включа-
ется сера @,45 %). Насыпная плотность 520 кг/м3. Это повышает удельные
транспортные расходы или требует создания цистерн увеличенного объема.
Однако расходы на приготовление и транспорт пыли быстро окупятся при сред-
непроектной себестоимости углей 4,2 руб./т условного топлива. Теплотворная
способность повышается до ??нр = 21,4 МДж/кг. В золе содержится 55 % СаО +
MgO и 2 % Na2O + К2О. Пыль имеет исключительно хорошую сыпучесть, пнев-
мотранспортную способность, хранится в местах производства и потребле-
ния в бункерах, разгружается через сильфоны, перевозится в 25-т автоцистер-
нах или 50-т железнодорожных цистернах. Ограничений по безопасности пе-
ревозок на железной дороге нет. Потребитель выгружает пыль из цистерн пнев-
мотранспортом.
Пыль имеет высокую реакционную способность, температуру самовоспла-
менения около 120 °С. Температура в бункерах и цистернах не должна превы-
шать 80 °С. Температуру транспортирующего воздуха желательно снизить до
30 °С. Загоранию предшествует резкое увеличение концентрации метана в ат-
мосфере замкнутого пространства, что дает возможность принять меры безо-
пасности. Надежность хранения пыли такая же, как для мазута.
В ряде работ отмечается, что в Березовском разрезе угли ниже 3 м от верхне-
го уровня пласта имеют среднюю зольность 4,5-5,5 % . Таких углей очень
много, особенно при разработке средней пачки толщиной ЗО^Ю м. Теплотвор-
ную способность угольной пыли можно приближенно подсчитать по формуле
184
qv = (i _ W-Ac)QHr-2,51 W,
где для всех углей можно принять QJ = 26,46 МДж/кг. Для пыли состава, ука-
занного выше, при
W= 0,11 и Ас = 0,04 бнр = 22,21 МДж/кг.
В действительности теплотворная способность пыли в процессе помола,
хранения и транспорта будет несколько ниже, около 21,4 МДж/кг.
Зола топлива органически включается в состав клинкера и при гораздо боль-
шем ее содержании. При повсеместном переходе на сухой способ производ-
ства до 70-80 % топлива сжигается в запечных декарбонизаторах, и эта часть
топлива может иметь низкую калорийность, поскольку для декарбонизации
взвешенных частиц достаточна температура не более 960 °С. Использование
бурых углей на цементном заводе АГК основано на заимствовании известного
отечественного и зарубежного опыта.
В цехе спекания следует оценить разубоживание золой спека, и без того не-
богатого полезными компонентами. Низшую теплотворную способность при-
готовленной товарной пыли принимаем равной 23,6 МДж/кг по сухой массе.
Предположим, что мокрый способ производства и оборудование сохраняют-
ся, а мазут заменяется полностью. Удельный расход топлива действующего
агрегата составляет 4,6 МДж/кг спека, но его надо повысить на 10 % в связи со
снижением качества топлива и принять 5,06 МДж/кг спека. По сухой массе
топлива расходуется 0,215 кг/кг спека. При зольности Ас = 4 % в шихту вклю-
чается 8,6 г золы на 1 кг спека, т.е. 0,86 %. Однако при переходе на сухой спо-
соб удельный расход топлива снизится по меньшей мере до 3,35 МДж/кг спе-
ка. Следовательно, золы попадет не более 5,7 г/кг спека. Кроме того, возможно
неполное замещение мазута: в запечной части сжигается 70 % топлива, а 30 %
в виде мазута направляется в печь для завершения процесса. Количество спе-
ка за счет золы в этом случае увеличится не более чем на 0,17 % на единицу
извлекаемых компонентов. Но и эту часть нельзя оценивать как разубожива-
ние спека. Обычно в спеке содержится 45 % оксида кальция, а в золе — 60 %.
Кроме того, с увеличением глубины залегания до 120-200 м в золе березовс-
ких и барандатских углей увеличивается содержание оксидов калия и натрия
до 4-8 %. Получается, что зола топлива имеет качества флюса, и ее включение
приведет к снижению в шихте доли известняка. Данная оценка в целом не
препятствует использованию бурых углей в печах спекания.
В литературе отмечается, что рост зольности канско-ачинских углей проис-
ходит в основном за счет оксида кремния в так называемой внешней зоне. При
сжигании зола быстро шлакуется, несмотря на относительно низкое содержа-
ние. Поэтому в агрегатах спекания возможно использование топок с жидким
шлакоудалением. В летучей части золы, попадающей в печь с газами, относи-
185
тельное содержание оксида кальция увеличивается на 20 % и ее технологи-
ческие качества улучшаются. Известно также, что чем выше зольность топли-
ва, тем больше коэффициент шлакоудаления.
Низкая стоимость углей, электроэнергии местных электростанций, крупный
масштаб производства оправдывают широкое использование кислорода при
сжигании топлива. Кислород является простым и действенным средством ре-
гулирования тепловой работы печей в руках машинистов.
В табл. 2.10 приведены тепловые мощности установленных агрегатов на раз-
личных переделах.
Печи обжига известняка действуют с предельной нагрузкой и недостаточно
эффективно. Первичный воздух холодный, вторичный, просасываемый через
барабанный холодильник, подогревается до 180 °С, температура уходящих га-
зов составляет 600 °С, и их тепло не используется. Желательно существенно
повысить производительность печей, а заодно и качество извести. Сообщает-
ся об опыте форсирования работы печей, отапливаемых угольной пылью, по-
дачей кислорода. Этот способ не потребовал больших капвложений и оказал-
ся намного выгоднее других. Производительность повысилась на 30 % вместо
ожидаемых 20-25 %, удельный расход топлива сократился наполовину. Пред-
приятие снабжается жидким кислородом, доставляемым в цистернах-термо-
сах. При испарении газ поступает по трубе/непосредственно в печь. Необхо-
димо подчеркнуть, что кислород вдувается не в поток первичного воздуха, а в
нижнюю часть факела под острым углом.
Зона высоких температур смещается к слою материала, и теплообмен улуч-
шается. В то же время верхняя, более холодная часть факела экранирует футе-
ровку от воздействия повышенных температур. По-видимому, в шихту добав-
ляется нефтяной кокс, более дешевый в условиях предприятия. Использова-
ние кислорода позволило повысить долю нефтяного кокса с 12 до 25 % по
отношению к общему потреблению топлива. Особенности организации не-
симметричных пламен при вдувании кислорода были определены на между-
народной станции по исследованию пламен в Эймейдене. В литературе опи-
саны и другие способы подачи кислорода. Известен отечественный опыт ис-
пользования кислорода во вращающихся печах обжига извести.
Таблица 2.10
Тепловые мощности по топливу вращающихся печей глиноземного комбината
Передел
Обжиг известняка
Кальцинация гидроксида алюминия
Производство цемента
Спекание
Размеры печей, м
3x45
4,5x110
5x185
5x185
Единичная мощность по
топливу, МВт
12
55
180
140
186
Аналогично кислородное дутье можно внедрить на печах кальцинации гид-
роксида алюминия, так как плотность теплового потока на открытой поверх-
ности слоя глинозема повышается без опасений за его спекание.
Производство цемента осуществляется в еще более крупном масштабе. Ос-
новным топливом цементных печей является размолотый кузнецкий уголь.
Но его калорийность недостаточна для эффективного действия системы воз-
врата уловленной пыли в зону факела. Применение кислорода позволит не
только задействовать эту систему, но и использовать более низкие по качеству
местные бурые угли, подготовленные по разомкнутой схеме.
Цель одного из старых патентов заключается в использовании низкокало-
рийных углей, в том числе бурых, на цементных печах. Воздух, обогащенный
кислородом до 60-90 %, рекомендуется подавать по оси горелочного устрой-
ства, причем сопло трубы направлять в основание факела. На конференции в
США сообщались формулы повышения производительности цементных пе-
чей и снижения объема уходящих газов с ростом расхода кислорода. Утверж-
дается, что прирост выпуска клинкера достигает 2,8-6 т/т кислорода в печах
сухого способа и 1,1-2,4 т в печах мокрого способа производства. Стабилизи-
руется тепловая работа печи, и в большинстве случаев удельный расход топ-
лива снижается.
Использование кислорода на печах спекания возможно после хотя бы час-
тичной замены мазута на пылеугольное топливо.
С исключением на первом этапе реконструкции передела спекания снабже-
нию кислородом подлежали печи с установленной мощностью по топливу 1144
МВт. При осредненном коэффициенте их использования 0,8 и коэффициенте
избытка воздуха 1,15 на горение топлива (мазута или угля) воздух поступает в
количестве 1 Мнм3/ч. При замене его на обогащенную на 10 % смесь расход
технического кислорода составляет
С с —С
V -V z±— _о
U1 г Г -С
где Со = 21 % — объемная концентрация кислорода в обычном воздухе; С, =
= 31% — осредненная концентрация кислорода в композиции с техническим
газом: Ск = 96,5 % — концентрация кислорода в техническом газе; V01 = 10 нм /
ч — расход воздуха до использования кислорода. Согласно расчету, необходи-
мо 90 тыс. нм /ч технического газа, что можно обеспечить несколькими кисло-
родными блоками, представляющими собой автоматизированные, экономич-
ные агрегаты низкого давления.
Березовские угли и кислород могут дать экономию мазута до половины и
более. Подача природного газа на комбинат позволит исключить расход мазу-
187
та, но не снимет актуальности использования местных углей ввиду сохраняю-
щейся большой разницы в ценах на условное топливо.
1.3. Кальцинация гидроксида алюминия
Гидроксид алюминия в форме гидраргиллита выпадает в осадок при деком-
позиции алюминатного раствора. Влажность осадка после фильтрации состав-
ляет 10-14 % (масс). Средний размер частиц равен десяткам микрометров.
Масса имеет некоторые пластические свойства, но быстро их теряет по мере
снижения влажности. Химически связанная вода определяется формулой
А12О3-ЗН2О = 2А1(ОНK.
Удаление первых двух молекул воды наступает при 200-250 °С с затратой
155 кДж/моль глинозема при нормальных условиях;
А12О3-ЗН2О -> А12О3Н2О (бемит) + 2H2Ot (пар).
Энергия активации реакции зависит от крупности частиц, и в интервале раз-
меров 20-95 мкм возрастает от 26,8 до 57,4 кДж/моль. Полученный бемит ос-
вобождается от воды в интервале температур 450-500 °С с затратой 147,8 кДж/
моль глинозема при нормальных условиях:
А12О3-Н2О -> у-А12О3 + Н2ОТ (пар).
Энергия активации реакции составляет 176 кДж/моль.
Процессы дегидратации требуют времени, и во вращающейся печи матери-
ал успевает нагреться до 900 °С и выше, прежде чем удалятся остатки влаги.
Полученная гамма-модификация гигроскопична. Поэтому металлургический
глинозем подвергается более глубокому обжигу с полиморфным превращени-
ем в альфа-фазу в количестве около 25 % при выделении тепла 92,1 кДж/моль
глинозема в нормальных условиях:
у-А12О3 —» а-А12О3 (корунд).
Реакция начинается с 930 °С, требует значительного времени, и поэтому за-
канчивается при повышении температуры до 1250 °С и выше.
Размеры частиц и дисперсный состав глинозема оказывают наиболее силь-
ное влияние на физико-химические свойства глинозема. Размеры частиц ко-
леблются от весьма малых, в несколько микрометров, до 160 мкм. По мнению
специалистов, глинозем для электролиза должен иметь как можно более одно-
родные размеры частиц, не превышающие 100 мкм. Оптимальное содержание
альфа-фазы — 30-50 %.
188
При термической обработке частицы гидроксида разрушаются и их размер
уменьшается. В качестве примера приведем данные одного из заводов для гли-
нозема с содержанием альфа-фазы 35 % и насыпной массой 1034 кг/м3. Содер-
жание трех фракций следующее, % (масс):
Фракция Гидроксид Глинозем
+63 23,1 18,2
Промежуточная 24,7 24,6
-45 52,2 57,2
Текучесть глинозема, определяемая по углу естественного откоса, увеличи-
вается по мере роста размера частиц. Крупность частиц при этом оказывает на
текучесть более сильное влияние, чем форма. При термической обработке те-
кучесть существенно возрастает за счет перехода материала в состояние псев-
доожижения или близкое к нему в связи с выделением влаги. Исследователи
отмечают низкий коэффициент заполнения на большом участке вращающей-
ся печи, составляющий 2-3 %. Наиболее распространенные вращающиеся печи
потребляют 5,4 МДж/кг глинозема @,186 кг у.т./кг); минимум вращающихся
печей определен как 3,85 @,131); установки второго поколения с кипящим
слоем — 3,1 @,105); теоретически необходимый удельный расход — 2,4 @,083).
1.3.1. Способы кальцинации
Разработка техники для кальцинации гидроксида алюминия началась более
50 лет назад фирмой АЛКОА. В связи с этим наибольшее распространение
получили печи с кипящим слоем. За рубежом они обеспечивали третью часть
производства глинозема. Эти агрегаты второго поколения, введенные в строй
на НГЗ, более экономичны благодаря подготовке гидроксида и охлаждению
глинозема во взвешенном состоянии в аппаратах циклонного типа, а также
совмещению обжига материала и горения топлива в кипящем слое, когда ис-
точники и стоки тепла предельно сближены, теплопередача проходит с мини-
мальным тепловым сопротивлением.
В результате термический коэффициент полезного действия составил 75
против 30-40 % у вращающихся печей; расход топлива на 30-40 % ниже, чем
у вращающихся печей; удельные капитальные затраты ниже на 50-70 %; про-
изводительность выше E00-2500 т/сут).
Обжиг в кипящем слое, однако, имеет тот недостаток, что для горения топ-
лива воздуха требуется гораздо больше, чем для псевдоожижения слоя. Фирма
АЛКОА разрешила это противоречие путем использования камеры внешнего
горения. Фирма "Lurgi-VAW" проводит сжигание топлива в две стадии.
Малые размеры частиц гидроксида алюминия и глинозема, высокоразвитая
поверхность единицы массы материала позволяют осуществить сушку, нагре-
вание, обжиг и полиморфное превращение глинозема с высокой скоростью,
189
использовать для этого аппараты циклонного типа, хорошо зарекомендовав-
шие себя в производстве цемента по сухому способу. Вихревая техника позво-
лит предельно снизить удельный расход топлива с 0,159 т у.т./т глинозема для
действующих агрегатов с вращающимися печами до 0,107-0,144 т у.т./т глино-
зема C,14-3,35 МДж/кг глинозема). Из этого количества до 0,01 т у.т. можно
утилизировать в виде горячей воды. Снижение удельного расхода при этом
достигает минимума и составляет 125 % по отношению к теоретически воз-
можному минимуму. Экономия при использовании новой техники более чем в
2 раза выше, чем капитальные затраты. Следовательно, замена вращающихся
печей на вихревые печи выгодна.
Агрегаты третьего поколения включают не только подготовку и охлаждение
материала, но и его обжиг во взвешенном состоянии. Взвесь в низкой концен-
трации проходит вверх против сил тяготения в режиме, близком к тому, что
происходит при пневмотранспорте. Агрегат и реактор изображены на рис. 2.17.
Реактор А предельно простой, не имеет движущихся узлов. Подогретый до
350-400 °С материал подается вдоль образующей нижней конической части
навстречу воздуху с температурой 850-1000 °С, поступающему вверх по оси
реактора. Жидкое топливо подается поперек образующей той же конической
Рис. 2.17. Схемы: А — реактора-кальцинатора; Б — агрегата 3-го поколения для кальцинации гидро-
ксида алюминия; / — гидроксид алюминия и глинозем; II — воздух и дымовые газы; 1 — подача
гидроксида; 2 — выгрузка глинозема; 3 — подача топлива; 4 — уловленная пыль; 5 — нагнетатель
холодного воздуха; 6 — дымосос; 7 — электрофильтр; 8 — дымовая труба; 9 — сушилка Вентури; 10
— циклоны-подогреватели; 11 — подача подготовленного гидроксида в реактор; 12 — циклон-оса-
дитель продукта; 13 — циклоны-охладители продукта и подогреватели воздуха для горения топлива
190
части мод давлением A,5-2,5)-105 Па при температуре 80-110 °С. Воздух вы-
носит из реактора материал вверх. Мазут горит беспламенно и равномерно по
объему. Температурный напор при этом незначительный благодаря низкому
тепловому сопротивлению теплопередаче от газа к частицам. Тепловое напря-
жение достигает 250 кВт/м3. Внизу реактора образуется тороидальная завих-
ренная зона. В ней двухфазный поток рециркулирует. Для создания такой зоны
необходимо выбрать правильные соотношения размеров частиц и печи.
Выше зоны рециркуляции поток становится стержневым, подобным потоку
в трубе пневмотранспорта. При этом чем крупнее частица, тем больше время
ее термической обработки. Тороидальную зону реакции образуют преимуще-
ственно крупные частицы. Опыт показал, что частицы четырех фракций с раз-
мерами от нуля до 74 мкм имеют после обжига примерно одинаковое содер-
жание корунда (а-фазы). Время пребывания составляет 1-5 с и может быть
измененным, но в определенных пределах, поскольку существует минималь-
ная скорость потока, при которой предотвращается ассоциация частиц. Взвесь
выходит из реактора при температуре 1100-1500 °С, следовательно, обжиг про-
должается некоторое время за его пределами.
Глинозем можно получить по меньшей мере по двум механизмам: низкотем-
пературному и высокотемпературному (примерно 1100 и 1300 °С соответствен-
но). Следует предпочесть первый из них с точки зрения экономии топлива. Но
ввиду ограничения времени пребывания частиц в реакторе сверху обжиг при-
ходится вести при высоких температурах. Вместе с а-фазой получается боль-
шое количество глинозема с аморфной структурой. Сухая гидроокись нагре-
вается до 350-400 °С и поступает в реактор, где при температуре около 400 °С
и выше образуется аморфный глинозем.
В 1977 г. датская фирма "Smidth F. L. and Co" получила глинозем, отвечаю-
щий требованиям электролизников на первой опытной установке с произво-
дительностью 0,2 т/ч B5 % корунда). Затем была исследована работа опытной
установки с более высокой (в 7 раз) производительностью. В этом агрегате,
показанном на рис. 2.17, влажный гидроксид по шнеку подается в сушилку
Вентури, а затем последовательно в два подогревателя циклонного типа. Узел
загрузки влажного гидроксида имеет недостатки, не относящиеся непосред-
ственно к данному способу обжига.
Аппараты циклонного типа хорошо зарекомендовали себя в цементной про-
мышленности, и их надежную работу можно гарантировать.
Температура глинозема на выходе из реактора колебалась при разных режи-
мах от 1055 до 1430 °С. В одном из опытов при подаче 2,4 т гидроксида в час
материал поступал в реактор при 320 °С, а выходил при 1200 °С. Температура
уходящих газов составила всего 160 °С, что указывает на весьма полное ис-
пользование теплоты топлива.
191
Таблица 2.11
Расчетный тепловой баланс агрегата третьего поколения (рис. 2.17)
Приход
С жидким топливом при
температуре 100 °С
С гидратом при 65 °С и
влажности 12 %
Всего тепла
кДж/кг
3161
113
3274
Расход
Тепло реакций
Испарение влаги
Потери через поверхность
Потери с уходящими газами при
160 °С
Потери с пылью и водяным
паром при 160 °С
Потери с продуктом при 160 "С
кДж/кг
2045
503
231
176
197
122
3274
Расчет теплового баланса для установки с производительностью 11,6 кг/с
A000 т/сут) приведен в табл. 2.11. Замечено, что повышение температуры в
реакторе не приводит к существенному росту удельного расхода топлива, по-
скольку материал и воздух в реактор поступают при более высоких темпера-
турах.
Авторы отмечают следующие преимущества данного способа, дополнитель-
ные к конструктивным:
• снижение гидравлического сопротивления по сравнению с кипящим слоем
и соответственная экономия электроэнергии в количестве 15 кВтч/т;
• максимальное теплонапряжение в расчете на единицу объема реактора;
• высокая равномерность обжига, независимо от размеров частиц;
• исключение использования холодного воздуха по сравнению с реактором
кипящего слоя;
• высокая степень выгорания топлива и возможность управления температу-
рой обжига;
• обеспечение максимального термического КПД (более 80 %).
Известно, что размеры частиц у глинозема всегда меньше, чем у гидроксида.
В данном процессе хрупкие частицы гидроксида заметно разрушаются, и не
столько в печи, сколько в циклонных охладителях. Поэтому желательно полу-
чение гидроксида с более прочными частицами.
192
1.3.2. Использование теплоты продуктов кальцинации
В гидрохимической ветви производства глинозема образуется вода, подле-
жащая удалению испарением на переделах спекания в печах D5 %), выпарки в
специальных батареях D5 %) и кальцинации в печах A0 %).
Кристаллизационная влага составляет основную долю указанных 10 %
@,532 кг/кг глинозема). Вода в печи нагревается и отделяется в виде пара. Пар
перегревается выше 580 °С, когда удаляется последняя половина из трех мо-
лекул воды, связанных с молекулой глинозема. Часть затраченной теплоты ре-
куперируется в хвостовой части агрегата с охлаждением уходящих газов до
180-200 °С. В атмосферу сбрасывается вся теплота конденсации.
Целесообразно нагревать гидроксид в герметичном реакторе через стенку с
отделением паров воды и использованием их для нагревания растворов вмес-
то магистрального пара от ТЭЦ. Только с учетом теплоты конденсации полу-
чается экономия 1,33 МДж/кг глинозема, что составляет заметную долю в пол-
ных затратах теплоты. В этом состоит суть изобретения О. Г. Сосновского. В
установке, реализующей способ, двухфазный поток из реактора направляется
в сепаратор пара. Предварительную сушку и последующее прокаливание можно
проводить, как обычно, в контакте с продуктами сгорания. Следует ожидать
дальнейшего совершенствования способа и устройства по комплексному ис-
пользованию теплоты глинозема, пара и продуктов сгорания.
1.4. Получение губчатого железа
Процессы получения губчатого железа осуществляются при умеренных тем-
пературах с использованием газообразного или твердого восстановителя в раз-
личных агрегатах: шахтных, трубчатых, туннельных, муфельных, отражатель-
ных, электронагревательных печах, ретортах периодического действия, кон-
вейерных машинах, реакторах с кипящим слоем и др. Иногда эти агрегаты
соединены в комплексы, в которых наиболее часто сочетаются с электропе-
чью (электродоменной или дуговой) для получения жидкого металла (чугуна
и стали).
Чаше всего губчатое железо применяют как высокочистую добавку к сталь-
ному лому, а также для замены лома в случае его дефицита или высоких цен.
Однако повышение цен на лом не является главной причиной возросшего ин-
тереса к губчатому железу. Наиболее стабильный спрос на него отмечается в
странах с недостаточными мощностями доменного производства и поставка-
ми стального лома. Меньшую роль в производстве металла губчатое железо
играет в промышленно развитых странах Европы, в Японии и США, где же-
лезная руда, стальной лом и твердое топливо продолжают оставаться доста-
7. Лисиенко В.Г. и др. 193
точно дешевыми, что обеспечивает производство чугуна при более низких зат-
ратах, чем производство губчатого железа.
Основными процессами, используемыми на работающих, строящихся и про-
ектных установках для производства губчатого железа, являются процессы с
применением шахтных печей (главным образом процесс "Мидрекс", ХиЛ-Ш)
и реторт периодического действия (процесс ХиЛ-I, ХиЛ-П). Процессы с ис-
пользованием вращающихся печей и твердого восстановителя (процессы СЛ-
РН, Крупп-Айзеншвам, Кавасаки и др.) в последние годы находят промыш-
ленное применение, главным образом, при переработке металлургических от-
ходов — пылей и шламов, которые содержат примеси цинка, свинца и др., а
также комплексных железных руд (богатых титаном, хромом, никелем, мар-
ганцем и др.), не пригодных для использования в доменных печах.
Процессы в кипящем слое получили меньшее распространение в связи с
целым рядом специфических особенностей (жесткие требования к грануло-
метрическому составу, газодинамические ограничения существования кипя-
щего слоя, температурные условия и др.). Преимущественное развитие в ми-
ровой практике прямого восстановления процессов Мидрекс и ХиЛ обуслов-
лено их лучшими технико-экономическими показателями (табл. 2.12).
Ниже будут рассмотрены основы технологии, оборудование, технологичес-
кие схемы и некоторые расчеты процессов металлизации в различных агрега-
тах.
1.4.1. Получение губчатого железа во вращающихся трубчатых печах
Вращающиеся печи получили применение в промышленном масштабе для
металлизации железорудных материалов, главным образом, потому, что по-
зволяют перерабатывать различные руды по химическому и фракционному
составу (руды, окатыши, концентраты, пыли и шламы и др.), а в качестве топ-
лива и восстановителя применять коксовую мелочь и уголь всех марок, вплоть
до лигнита.
Вместе с железорудным сырьем в печь загружают уголь в качестве восстано-
вителя, известняк или доломит в качестве десульфуратора. Восстановитель
загружают в печь в количестве, превышающем теоретически необходимое для
удаления кислорода руды (часть избыточного восстановителя используется как
топливо и для защиты металлического железа от вторичного окисления).
Поскольку процесс восстановления оксидов железа твердым углеродом эн-
дотермичен, вращающиеся печи отапливаются путем сжигания над слоем
шихты газообразного, жидкого или твердого топлива в горелке, расположен-
ной в разгрузочном торце печи, или в горелках, расположенных на корпусе по
длине печи. При этом сжигание топлива в обоих случаях проводится с недо-
194
Таблица 2.12
Технико-экономические показатели производства металлизованного сырья в различных агрегатах
Агрегат
Шахтные печи
Периодически
действующие
реторты
Установка с
кипящим слоем
Вращающиеся
печи
* Коксовый газ.
Процесс
Мидрекс
Армко
Пурофер
ХиЛ
ФИОР
Крупп
СЛ-РН
Производи-
тельность,
т/сут.
1200
800-1050
500
700-120
400
400
60-100
Степень
металлизации,
93
90
90
90
92
90
90
Расход на 1 т металлиэованного сырья
железоруд-
ное сырье, т
1,4
1,4
1,4-1,5
1,4
1,5
1,48
1,4
природный
газ, м3
360-400
360-400
385-400
460-600
500
155*
95
** Капиталовложения на строительство установки составляет 50 млн. долл.
твердое
топливо, т
—
—
—
—
—
0,45
0,41
флюс, т
—
—
—
—
—
0,09
0,04
электроэнер-
гия, кВт-ч
120-140
35-40
100-150
6-15
150
Нет св.
-"-
з
ЗОДЗ.} М
1-2
1,9-2,7
1,5
3,8
Нет св.
Нет св.
-"-
Расход
тепла, млн.
МДж/т
продукта
12,2-13,4
13,0-14,4
13,0-13,8
15,6-21,0
15,3-17,0
16,8-18,9
14,7-16,8
Удельные
капитало-
вложения,
долл./т
70-75
60-75
70
60-63
90-125
50**
Нет св.
статком воздуха с получением мягкого длинного факела. Остальной воздух,
необходимый для сгорания топлива и дожигания оксида углерода, выделяю-
щегося из шихты при восстановлении, вдувается через фурмы, расположен-
ные на корпусе печи, что позволяет регулировать температуру по ее длине. В
зависимости от свойств железорудных материалов и золы топлива-восстано-
вителя (опасность настылеобразования) температуры нагрева шихты состав-
ляет 1000-1100 °С.
По длине вращающуюся печь можно разделить на зоны нагрева и восста-
новления. Степень восстановления наиболее быстро растет в середине и за-
медленно в конце печи. К концу процесса восстановления, когда образование
оксида углерода уменьшается, создаются условия, способствующие проник-
новению в шихту окислительных газов. В связи с этим напыляемый на повер-
хность шихты в конце печи избыточный восстановитель предохраняет метал-
лизованный продукт от окисления этими газами. Степень заполнения шихтой
печи (сегмент) составляет обычно 10-20 %.
Для достижения высокой производительности вращающейся печи необхо-
димо применять топливо, отличающееся хорошей реакционной способностью,
так как реакция газификации углерода С + СО2 = 2СО является определяющей
в процессе восстановления оксидов железа твердым углеродом. Расход угле-
рода можно определить по формуле:
Сг = 0,3750ОД+1), B.4)
где ?, — степень прямого восстановления (обычно 0,8-0,85); О2 — количество
кислорода, отнимаемого от руды, кг/кг.
Практика показала, что потребность углерода на восстановление составляет
-40-45 % от общего расхода углерода в печи, 25-30 % углерода сгорает, а ос-
тавшийся выгружается из печи вместе с металлизованным продуктом, защи-
щая его от окисления. Общий расход восстановителя составляет 50-60 % мас-
сы железорудного материала.
Большую роль на производительность печи оказывает теплопередача от га-
зов к слою шихты. Тепло от газового потока передается шихте и футеровке.
Тепло, полученное футеровкой, передается шихте и теряется в окружающую
среду. Количество тепла, получаемое шихтой,
0=0 +0 +0' , B.5)
*^ш *^луч *~конв *~ луч' ^ '
где Q и QmHB — количество тепла, передаваемого излучением и конвекцией
на открытую поверхность шихты, Вт/м2; Q ч — количество тепла, передавае-
мого излучением от футеровки на закрытую поверхность шихты, Вт/м2.
По мере повышения температуры к концу печи (зона восстановления) реша-
ющую роль в теплообмене начинает играть излучение, с помощью которого
196
передается максимальное количество тепла (>90 %). В интенсивно работаю-
щих печах теплоотдача в зонах с высокой температурой достигает 175-230 тыс.
Вт/(м2-К). В этом случае возрастает температура отходящих газов (до 800-
1000 °С), и для утилизации их тепла используют предварительный нагрев же-
лезорудной части сырья (обычно на конвейерных машинах, или в шахтных
подогревателях). В результате этого повышается тепловой КПД всей установ-
ки, значительно снижается расход топлива и одновременно возрастает удель-
ная производительность печи.
Во вращающейся печи образуется большое количество газов (до 3000-
3500 м3/т металлизованного продукта), при этом скорость газа обычно огра-
ничивают величиной <0,5-2,0 м3/(м2-с) для уменьшения выноса пыли. Внут-
ренний диаметр печи D определяется допустимой скоростью газа юг и дей-
ствительным его количеством, определяемым по результатам расчетов мате-
риального и теплового балансов и заданной производительности печи:
B.6)
Величина V должна учитывать полное количество газов, образующихся в
печи. Длина печи определяется по условиям теплопередачи, причем расчет ее
ведется отдельно для зон нагрева и восстановления, т.е.
L = Ag/[(Q^ + QKoJlx + Q'Ja)], B.7)
где А — производительность печи, кг/ч; g — теплопотребление шихтой в дан-
ной зоне, кДж/кг (определяется из теплового баланса); /х и /д — длина хорды и
длина дуги сегмента шихты в поперечном ее сечении, и находят их в зависи-
мости от степени заполнения печи шихтой, которую можно определить по
формуле:
5 = 4A/nlf(oju, B.8)
где юш — скорость движения шихты вдоль оси печи, м/с, к»ш = 5,78Din, где i —
угол наклона печи, град (г = 1,5-кЗ,О); п — частота вращения печи, мин" (обыч-
но п = 0,5-=-1,5 мин4).
Общая длина печи должна обеспечить необходимое время пребывания в печи
для достижения заданной степени металлизации, поэтому рассчитанную дли-
ну печи проверяют, исходя из минимального времени пребывания материа-
лов:
т = 1/ю„ B.9)
197
Значение т принимается по экспериментальным данным, обычно оно состав-
ляет 3-8 ч (верхний предел — для трудновосстановимых руд и низкореакци-
онного топлива).
1.4.2. Расчет процесса металлизации во вращающейся печи
Исходные данные.
1. Температура окисленных окатышей на входе во вращающуюся печь. Воз-
можно поступление в печь как холодных, так и предварительно подогретых
(например, на колосниковой решетке газами, выходящими из трубчатой печи)
окатышей. /окок = 500 °С.
2. Температура твердого топлива и флюса (известняка) на входе в печь. Эти
компоненты поступают в печь холодными. /топл = 20 °С.
3. Температура продукта, выходящего из печи. Колеблется в интервале 900-
1300 °С. Гпрод= 1130°С.
4. Температура газов, выходящих из печи. Изменяется в диапазоне 700-
1100 °С. гдг = 950°С.
5. Степень металлизации окатышей. В зависимости от требований потреби-
телей составляет 80-96 %. г)мет = 95 %.
6. Степень десульфурации окатышей. Принято, что 100 % S топлива удаля-
ется в газовую фазу, а степенью удаления серы рудной части шихты пренебре-
гаем.
7. Содержание углерода в металлизованных окатышах. Колеблется в преде-
лах 0,5-2,5 % E-25 кг/т металлизованных окатышей или металлического же-
леза в окатышах). Принято — содержание углерода в металлизованных окаты-
шах 1,85 %.
8. Расход известняка на удаление серы. Изменяется в зависимости от прихо-
да серы в печь в пределах 20-100 кг/т окатышей.
9. Химический состав окисленных окатышей, %: Feo6ui — 67,83; FeO — 2,50;
Fe2O3 — 94,12; SiO2 — 1,79; A12O3 — 0,72; CaO — 0,3°UMgO — 0,12; MnO —
0,12; TiO2 — 0,31; P2O5 — 0,01; SO3 — 0,01.
10. Химический состав известняка, %: SiO2 — 1,59; A12O3 — 0,74; CaO —
53,70; MgO — 0,48; P2O5 — 0,05; SO3 — 0,23; п.п.п. 43,21.
11. Химический состав бурого угля, %: Wp — 12,0; Ай — 9,50; Sc — 0,80; Сг
— 71,00; Н/ — 5,00; Nr — 1,0; Ог2 — 22,1; Vе — 35,68.
12. Допускаем: летучие вещества угля в восстановлении не участвуют; вы-
носом пыли из печи пренебрегаем; восстановление оксидов железа идет пря-
мым путем; оксиды марганца; кремния, титана не восстанавливаются. Расчет
ведется на 100 кг окисленных окатышей.
198
Определение состава металлизованных окатышей.
1. По реакции: Fe2O3 + С = 2Fe + СО образовалось СО: 94,12 B8/160) = 16,47 кг
или 16,47-B2,4/28) = 13,18 м3, где 94,12 — содержание Fe2O3 в окисленных
окатышах.
Потребовалось углерода: 94,12-A2/160) = 7,06 кг.
Переведено кислорода в газовую фазу (убыль массы) 16,47 - 7,06 = 9,41 кг.
2. По реакции FeO + С = Fe + СО образовалось СО: 67,83-0,95-B8/56) =
= 32,22 кг или 32,22-B2,4/28) = 25,78 м3, где 67,83 — содержание Fe в окис-
ленных окатышах; 0,95 — степень металлизации.
Потребовалось углерода: 67,83-0,95-A2/56) = 13,81 кг. Переведено кислоро-
да в газовую фазу (убыль массы): 32,22 - 13,81 = 18,41 кг.
3. Итого образовалось СО: 13,18 + 25,78 = 38,96 м3. Потребовалось углеро-
да: 7,06 + 13,81 = 20,87 кг. Переведено кислорода в газовую фазу (общая убыль
массы): 9,41 + 18,41 = 27,82 кг.
4. Железа в виде FeO: железа металлического получено: 67,83-0,95 = 64,44
кг; железа двухвалентного осталось: 67,83 - 64,44 = 3,39 кг; количество FeO:
3,39-G2/56) = 4,36 кг.
5. Потерями массы при восстановлении фосфора и частичном удалении серы
пренебрегаем.
6. Состав металлизованных окатышей:
Fe^ = 67,83/( 1 - 0,2782) = 67,83/0,7218 = 93,97 %; FeO = 4,36/0,7218 = 6,04 %;
FeMer = 64,44/0,7218 = 89,28 %; SiO2 = 1,79/0,7218 = 2,48 %; А12О3 = 0,72/0,7218 =
= 1,00 %; CaO = 0,31/0,7218 = 0,43 %; MgO = 0,12/0,7218 = 0,17 %; TiO2 =
= 0,31/0,7218 = 0,43 %;MnO = 0,11/0,7218 = 0,15 %;P = @,01-62)/@,7218-142) =
= 0,006 %; S = @,01-0,7218)/0,7 = 0,004 %.
С учетом содержания углерода в металлизованном продукте, равном 1,85 %,
окончательный состав металлизованных окатышей:
Fe^ = 93,97-0,9815 = 92,23; FeO = 6,04-0,9815 = 5,93; FeMer = 89,28-0,9815 =
87,63;Щ8Ю2 = 2,48-0,9815 = 2,43; А12О3 = 1,00-0,9815 = 0,98; CaO = 0,43-0,9815 =
= 0,42; MgO = 0,17-0,9815 = 0,17; TiO2 = 0,43-0,9815 = 0,42; MnO = 0,15-0,9815
= 0,15; Р = 0,006-0,9815 = 0,006; S = 0,004-0,9815 = 0,004; С = 1,85.
Состав и выход газов, образовавшихся
при восстановлении и при их дожигании
1. При восстановлении образовалось СО: 16,47 + 32,22 = 48,69 кг СО или
48,69-B2,4/28) = 38,96 м3.
2. По реакции СО + 72О = СО2 + 2417 ккал/кг СО образуется 48,69D4/28) =
= 76,5 кг СО2 или 38,96 м .
3. На дожигание СО требуется кислорода: 48,69-A6/28) = 27,82 кг О2 или
27,82-B2,4/32) = 19,47 м3.
199
При коэффициенте избытка воздуха а = 1,2, необходимом для реализации
процесса горения, 27,82-1,2 = 33,38 кг О2 или 33,38-B2,4/32) = 23,37 м3.
В дымовые газы перейдет кислорода: 33,38 - 27,82 = 5,56 кг О2 или 5,56-B2,4/
32) = 3,89 м3.
4. В дымовые газы перейдет азота: 19,47-D7/21) = 73,28 м3 или 73,28-B8/
22,4) = 91,60 кг. При а = 1,2 соответственно 73,28-1,2 = 87,94 м3 или 91,60-1,2 =
= 109,92 кг.
5. Всего потребуется на дожигание воздуха: при а = 1 — 27,82 + 91,60 =
= 119,42 кг или 92,75 м3; при а =1,2 —33,38+ 109,92 =143,30 кг или 111,31м3.
Расход углерода на восстановление
и науглероживание железа
1. На восстановление оксидов железа расходуется: 7,06 + 13,81 = 20,87 кг.
2. Расход окисленных окатышей на 1 кг металлизованного продукта: (92,09/
67,83>100= 1,3577 кг.
3. Расход углерода на науглероживание: 1,85/1,3577 = 1,36/100 кг окислен-
ных окатышей.
4. С дымовыми газами выносится от 1 до 2 % сухого угля, принимаем вынос
углерода 0,4 кг/100 кг окатышей.
5. Израсходовано всего углерода: 20,87 + 1,36 + 0,4 = 22,63 кг.
6. Израсходовано сухого угля:
22,63/Снел = 27,63/A00 - Vе - Ас) =
22,63/A00 - 35,68 - 9,5) = 22,63/0,5482 =41,28 кг.
С целью обеспечения полного протекания процессов восстановления необ-
ходим избыток топлива в шихте от 1 до 2 %; принимаем избыток топлива 0,5 кг.
Этот избыток топлива дожигается вместе с топливом, подаваемым на фурмы,
расчет его горения будет проведен совместно, тогда расход сухого угля, пода-
ваемого в шихту, составит: 41,28 + 0,5 = 41,78 кг.
Состав и выход продуктов сгорания летучих,
содержащихся в угле шихты
1. Количество летучих веществ: 41,28-0,3568 = 14,73 кг.
2. Количество компонентов летучих веществ.
Состав летучих определяют из анализа соответствующих топлив.
Принят следующий состав летучих: 24 % СО2; 68 % СО; 1 % СН4; 4 % Щ
3 % Nr
Тогда выход отдельных компонентов составит:
СО2 — 14,73-0,24 = 3,53 кг; СО — 14,73-0,68 = 10,02 кг; СН4 — 14,73-0,01 =
= 0,15 кг; Н2 — 14,73-0,04 = 0,59 кг; N2 — 14,73-0,03 = 0,44 кг.
3. Выход продуктов сгорания летучих веществ. Реакции сгорания летучих:
200
СО + 72О2 = СО2 + 2417 ккал/кг;
Н2 + 72О2 = Н2О + 28905 ккал/кг;
СН4 + 2О2 = СО2 + 2Н2О + 12011 ккал/кг;
СО2(Ш) = 10,02-D4/28) = 15,75 кг или 8,02 м3;
Н2°(Н2) = 0,59-A8/2) = 5,31 или 6,60 м3;
Н2°(сн4) = 0,15C6/16) = 0,34 или 0,42 м3;
СО2(сн4) = 0,15-D4/16) = 0,41 кг или 0,21 м3.
4. При этом потребуется кислорода при а = 1,0 на дожигание летучих угля:
при горении
СО — 10,02-( 16/28) = 5,72 кг; СН4 — 0,15E6/16) = 0,51 кг; Н2 — 0,59-A6/2)
= 4,71 кг.
Итого: 10,94 кг или 7,663 м .
При а = 1,2 соответственно потребуется кислорода 13,137 кг или 9,195 м3.
Перейдет кислорода в дымовые газы 2,189 кг или 1,532,м3.
Азота в дымовые газы при а = 1,0 перейдет: 7,663-79:21 = 28,829 м3 или
36,037 кг; при а = 1,2 соответственно 43,244 кг или 33,445 м3.
Количество воздуха при а = 1,0, необходимое для сгорания летучих, соста-
вит 46,985 кг; при а = 1,2 соответственно 56,382 кг или 43,605 м3.
Состав и выход продуктов сгорания серы угля,
подаваемого в шихту
1. Содержание серы угля, подаваемого в шихту, составляет 0,8 %, что в пере-
счете на 100 кг окисленных окатышей составит: 41,280,008 = 0,33 кг.
2. Сера выгорает по реакции S + О2 = SO2 + 2181 ккал/кг. При этом образует-
ся сернистого газа: 0,334-F4/32) = 0,668 кг или 0,233 м .
3. Для сжигания серы при а = 1,0 потребуется кислорода: 0,334-32:32 =
= 0,334 кг или 0,233 м3. При а = 1,2 соответственно 0,400 кг или 0,279 м3.
Перейдет кислорода в дымовые газы 0,066 кг или 0,046 м .
Количество азота, перешедшего в дымовые газы при а = 1,0, составит: 0,233
•79:21 = 0,879 м3 или 1,099 кг; при а = 1,2 соответственно 1,054 м3 или 1,318 кг.
Для сжигания серы угля, подаваемого в шихту, потребуется воздуха при а =
= 1,0-1,433 кг; при а = 1,2 соответственно 1,719 кг или 1,329 м .
Расход тепла на 100 кг окисленных окатышей
1. Нагрев окатышей до температуры ИЗО °С:
б, = 73,54С, (ИЗО - 500) = 73,54-0,24-630 = 11144 ккал D6752 кДж),
201
где Ct — средняя теплоемкость окатышей в интервале 500—1130 °С; С, =
= 0,240 ккал/(кг-°С).
2. Нагрев угля от 20 до 300 °С и испарение влаги угля:
Q2 = 47,48С2 C00 - 20) + 47,48 (^/100)?исп =
= 47,48-0,36-220 + 47,48-0,12-539 = 7857 ккал C2897 кДж),
где С1 — средняя теплоемкость бурого угля в интервале 20-300 °С, которую
находим по формуле:
С2 = 0,01 W + 0,01С,A00 - W>) =
= 0,01-12 + 0,010,27A00- 12) = 0,36 ккал/(кг-°С);
qmn — количество тепла, затраченное на испарение 1 кг влаги, 539 ккал/кг.
При испарении влаги угля в отходящие газы уходит влаги: 47,48-A2/100) =
= 5,7 кг Н2О или 5,7-B2,4/18) = 7,1 м3.
3. Нагрев угля от 300 до ИЗО °С.
Поскольку к разгрузочному концу печи доходит незначительное количество
несгоревшего и непрореагировавшего угля, то долю угля принимаем 50 %, тогда
бз0,547,48Сс
*3 100 100 c
= 0,5 • 47,48 • 0,88 • 0,906 • 0,27 • 830 = 4288 ккал A7953 кДж),
где Сс — теплоемкость угля в интервале 1130-300 °С — 0,27 ккал/(кг-°С).
4. Нагрев золы угля от 300 до 1130 °С:
б4 = 47,48-(Лс/100)С олыA130 - 300) =
= 70-0,6783-0,0905-0,215-830 = 766,8 ккал C210,6 кДж),
где Сзолы — теплоемкость золы в интервале 300-1130 °С, Сю = 0,215 ккал/
(кг-°сГ
5. Нагрев известняка от 20 до ИЗО °С и его разложение:
5=2,71С4(900-20) + ^ЬЕ?:д +
54 100 д 100
= 2,71-0,25 -880 + 0,4321-622 + 0,5679 -0,214 -230 = 1401 ккал E865 кДж),
где С4—теплоемкость известняка в интервале 20-900 °С; С4 = 0,25 ккал/(кг-°С);
С5 — теплоемкость извести в интервале 900-1130 °С; С5 = 0,27 ккал/(кг-°С);
202
q — необходимое тепло для разложения известняка по реакции СаСО3 —>
JTbaO + СО2; qms. = 622 ккал/кг.
При этом выделяется углекислого газа: 4-0,6783-44:100 = 1,2 кг или 1,2-22,4/
44 = 0,6 м3.
Итого на нагрев шихтовых материалов потребуется:
= 11144 + 7857 + 4288 + 768,8 + 1401 = 25507 ккал A05797 кДж).
6. Восстановление оксидов железа:
по реакции
Fe2O3 + С = 2FeO + СО - 356 ккал/кг Fe;
67,83-356 = 24147 ккал A01015 кДж);
по реакции
FeO + С = Fe + СО - 649 ккал/кг;
0,95-67,82-649 = 41820 ккал A75100 кДж).
Итого на восстановление оксидов железа:
б6 = 24147 + 41820 = 65967 ккал B76203 кДж).
7. Механический недожог.
За счет науглероживания металлизованных окатышей углеродом топлива
Q1 = 1,36-8000 = 10880 ккал D5554 кДж),
где 8000 ккал/кг — теплотворная способность углерода, равная теплотворной
способности кокса. При этом израсходуется углерода топлива 1,36 кг.
8. Механический недожог. За счет выноса углерода топлива с пылью:
б8 = 0,4-8000 = 3200 ккал A3398 кДж).
9. Потери тепла с охлаждаемой водой принимаются, исходя из практичес-
ких данных, равными 400000 ккал/т Fe, тогда на 100кг окисленных окатышей
потери с охлаждающей водой составят:
Q9 = 0,6783-40000 = 27132 ккал A13602 кДж).
10. Потери тепла корпусом печи:
203
11* ,™ 2198-C,5+ 0,0062-100X100-20)
= 1,25 -100 — - = 1207 ккал E556 кДж),
где/— площадь поверхности печи, если ее длина 100 м, диаметр 3,5 м; tn —
температура поверхности печи, 100 °С; tB — температура окружающего возду-
ха, 20 °С; G — производительность печи 75 т/ч.
11. Потери тепла с отходящими газами при 950 °С (влаги топлива, догорание
летучих, догорание оксида углерода после восстановления, серы топлива):
диоксид углерода:
Qc0 = G6,51 + 15,737 + 0,405 + 1,2)-0,305-950 = 27193 ккал A12403 кДж);
паров воды:
бн о = E,302 + 0,303 + 5,7)-0,585-950 = 6282 ккал B6305 кДж);
диоксида серы:
Qs0 = 0,668-0,206-950 = 130 ккал E44 кДж);
азота воздуха:
?>N = A09,8 + 44,244 + 1,318 + 0,441)-0,284-950 = 42035 ккал A76003 кДж);
кислорода воздуха:
Qo = E,564 + 2,189 + 0,064)-0,266-950 = 1975 ккал (8270 кДж);
итого с уходящими газами:
Qx, = 77615 ккал C23516 кДж).
12. Потери тепла с уходящими газами при сгорании топлива на фурмах и
избытка восстановителя, подаваемого в шихту:
Qn = 2710,4-@,5 + В) = 2710,455 + 1355 ккал;
Qu = 2710,4-10,45 + 1355 = 31033 ккал A29938 кДж).
Итого расход тепла во вращающейся печи:
= 11144 + 7857 + 4288 + 766,8+ 1401+65967+ 10880 +
+ 3200 + 27132 + 1207 + 77615 + 2710,45 + 1355 =
= 212871+2710,45.
204
Приход тепла на 100 кг окисленных окатышей
1. От догорания СО, выделившегося при восстановлении оксидов железа
СО + 72О2 = СО2 + 3022 ккал/м3;
б, = 38,96-3022 = 117737 ккал D92965 кДж).
2. Тепло от дожигания летучего топлива, подаваемого в шихту, за вычетом
избытка топлива, сгораемого на фурмах:
Q'co = 10,015-2417 = 2406 ккал A01135 кДж);
Q'H = 0,589-28905 = 17025 ккал G2283 кДж);
Q'CH = 0,147-12011 = 1765 ккал G392 кДж);
Итого;
Q2' = 42996 ккал A80036 кДж).
3. Тепло от сжигания серы топлива, подаваемого в шихту:
Q' = @,334 - 0,5-0,007)-2181 = 728 ккал C050 кДж),
4. Тепло, вносимое шихтой (окатыши, известняк, уголь):
QI = 100-0,25-500 + 4-0,25-20 + D7,48 + 5)-0,36-20 =
= 12500 + 20 + 341 + 7,25 = 12861 + 7,25 ккал;
QI = 12861 + 7,2-10,45 = 12939 ккал E4175 кДж).
5. Тепло, вносимое дутьем воздуха:
Q' = A43,184 + 56,382 + 1,433)/1,293 + 7,46-@,5 +5)-20-0,31 =
= 986 + 46,255 ккал;
Q5' = 986 + 46,25-10,45 = 1469 ккал F150 кДж).
6. Тепло от сжигания избытка восстановителя, подаваемого в шихту:
Q6' = 0,5-5969 = 2984,5 ккал A2496 кДж).
7. Тепло от сжигания топлива на фурмах:
0/ = 59695 ккал;
Q' = 10,45-5969 = 62376 ккал B61168 кДж).
Итого приход тепла во вращающуюся печь составит:
е„РИХ=Q' + Qi + q3' + q; + Qs+ q; + q; =
2№S
= 117737 + 42996 + 728 + 12861 + 7,25 + 986 + 42,255 + 2984 + 59695 =
= 178274 + 6022,55.
Определение расхода топлива на фурмах
Количество топлива В, сжигаемого на фурмах, определяется из уравнения
теплового баланса бприх = gpacx
178274 + 6022,5 = 212871 + 27105;
В = 34597/3312,5 = 10,45 кг.
Расчет горения топлива
В качестве топлива в трубчатой печи используется сухой иршабородинский
бурый уголь с влажностью 1 %. На рабочую массу W^ = 1,0 %;
? = 9,5[A00 - 1)/100] = 9,41 %; Ср = 71,0-[A00 - 9,41 - 1,0)/100] = 63,62 %;
Нр = 5,0-0,8959 = 4,48 %;ОР = 22,01-0,8959 = 19,80 %;
Np = 1,0-0,8959 = 0,9 %; Sp = 0,79 %.
Количество кислорода на горение топлива
Vo = 0,01-[1,867Ср + 5,61НР + 0,7(Sp - Ор)] =
= 0,01-[1,867-63,62 + 5,6-4,48 + 0,7-@,79 - 19,80)] =
= 0,01A18,77 + 25,09 - 13,31) = 1,305 м3/кг.
При сжигании угля в обычном воздухе при а = 1,2 расход сухого воздуха
Ув = аA + 3,762)FO = 1,2-4,762-1,305 = 7,46 м3.
Объемы компонентов продуктов сгорания
VC02 = 0,01-1,867Ср = 0,01-1,867-63,62 = 1,187 м3/кг;
Vs0 = 0,01-0,7Sp = 0,01-0,7-0,79 = 0,006 м3/кг;
н2о
so2
= 0,01-A1,2Нр+ 1,24»*) = 0,01-A1,2-4,48+ 1,24-1,0) = 0,514 м3/кг;
Vo ' = A - a)V0 = A,2 - 1)-1,305 = 0,261 м3/кг;
= 0,008Np + a3,762Fn = 0,008-0,9 + 1,2-3,762-1,305 = 5,898 м3/кг;
TV = V + V + V ' + V =
п.сгор RO2 H2O O2 N2
= 1,187 + 0,006 + 0,514 + 0,26 + 5,898 = 7,865 м3/кг.
Состав продуктов сгорания, %:
206
СО2 - (FCO2/FcI00 = 1,187:7,865-100 = 15,09;
Н2О - (V^VJIOO = 0,514:7,865-100 = 6,53;
SO2 - (Fs0 /FcI00 = 0,006:7,865-100 = 0,07;
O2 - (Vo /VJ100 = 0,26:7,865-100 = 3,30;
Nz _ (^ /KcI00 = 5,898:7,865-100 = 74,99.
Материальный баланс
Поступило: Получено:
Уголь =1,0 кг
Воздух: 1,293-7,460 = 9,645 кг
Всего: 10,645 кг
СО2: 1,964-1,187
SO2: 2,857-0,006
Н2О: 0,864-0,514
О2: 1,428-0,26
N2: 1,25-5,898
Всего:
Золы:
Итого:
= 2,331 кг
= 0,017 кг
= 0,413 кг
= 0,371 кг
= 7,372 кг
10,504 кг
0,0941 кг
10,598 кг
Невязка составляет: 10,645 - 10,598 = 0,043 кг, что приемлемо для подобных
расчетов.
Плотность каждого компонента продуктов сгорания определили, разделив
молекулярную массу на объем, который занимает 1 моль компонента B2,4 м3).
Плотность продуктов сгорания р можно найти, разделив их массу на объем,
т.е. р = 10,504/7,865 = 1,335 кг/м3.
Низшая теплота сгорания угля определяется по формуле Д. И. Менделеева:
бнр = 339ДС" + 1256НР - 108,9(Ор - Sp) - 25@* + Нр) =
= 339,1-63,62 + 1256-4,48 - 108,9A9,8 - 0,79) - 25A + 4,48) =
= 21573,5 + 5626,8 - 2070,1 - 137 = 24993,2 кДж/кг или 5969,2 ккал/кг.
Теплосодержание продуктов сгорания при 950 °С составит:
СО2 = 1,187-0,522-950 = 588,6 ккал/м3;
SO2 = 0,006-0,531-950 = 3,0 ккал/м3;
Н2О = 0,514-0,408-950 = 192,2 ккал/м3;
О2 = 0,216-0,351-950 = 72,0 ккал/м3;
N. = 5,898-0,331-950 = 1854,6 ккал/м3
Итого: 2710,4 ккал/м3.
207
Количество дымовых газов, образующихся
при сгорании избытка восстановителя и топлива,
подав аемого на фурмы, и количество воздуха,
требуемого для его горения
СО2 = 1,187A0,45 + 0,5) = 12,977 м3; B5,531 кг);
Н2О = 0,514A0,45 + 0,5) = 5,628 м3; D,522 кг);
SO2 = 0,006A0,45 + 0,5) = 0,065 м3; @,187 кг);
О2 = 0,261A0,45 + 0,5) = 2,857 м3; D,082 кг);
N2 = 5,898A0,45 + 0,5) = 64,583 м3; (80,728 кг).
Итого: 115,050 кг.
Количество воздуха для сжигания избытка восстановителя и топлива, пода-
ваемого на фурмы:
7,46A0,45 + 0,5) = 81,687 м3 или 105,621 кг.
Состав газообразных продуктов,
отходящих из вращающейся печи
СО2 = 76,51 + 15,737 + 0,405 + 1,2 + 25,531 = 119,383 кг C1,05 %);
Н2О = 5,302 + 0,303 + 5,7 + 4,522 = 15,827 кг D,11 %);
SO2 = 0,668 + 0,187 = 0,855 кг @,22 %);
О2 = 5,564 + 2,189 + 0,064 + 4,082 = 11,899 кг C,09 %);
М2 = 109,8 + 44,244 + 1,318 + 0,441 + 80,728 = 236,531 кг F1,53 %).
Итого: 384,495 кг A00 %)
Максимальное распространение за рубежом получили способы СЛ-РН и
Крупп, в нашей стране — технология металлизации железорудного сырья во
вращающейся печи разработана на заводе "Сибэлектросталь". На рис. 2.18 по-
казана схема процесса СЛ-РН.
208
Таблица 2.13
Материальный баланс вращающейся трубчатой печи на 100 кг окисленных окатышей
(числитель — кг, знаменатель — %)
Приход материалов
Расход материалов
Поступило окисленных окатышей
Поступило известняка
Поступило восстановителя в шихту
Поступило топлива на фурмах
Поступило воздуха
Итого
100/21,4
2,71/0,6
47,48/10,2
10,45/2,2
306,90/65,2
467,54/100
Получено металлизованных
окатышей
Выход из печи:
Извести, золы, угля
Дымовые газы
Итого
73,54/15,8
7,33/1,6
384,50/82,6
465,40/100
Примечание. Невязка баланса составляет ~0,4 %.
Таблица 2.14
Тепловой баланс трубчатой вращающейся печи на 100 кг окисленных окатышей
(числитель — ккал (кДж), знаменатель — %)
Приход тепла
1.
2.
3.
4.
5.
6.
Догорание от
восстановления оксидов
Дожитание летучих
топлива шихты
Тепло от сжигания избытка
восстановителя и топлива
на фурмах
Тепло, вносимое шихтой
Тепло, вносимое дутьем
Тепло от выгорания серы
угля, подаваемого в шихту
Итого
117737D92964)/
48,85
42996A80024)/
17,74
65360B73662)/
27,12
12939E4175)/
5,36
1469F150)/
0,60
728C048)/
0,30
241229A010025)/
100
Примечание. Невязка составляет ~0,5 %.
Расход тепла
1.
2.
3.
4.
5.
6.
Тепло на нагрев
шихты
Тепло на
восстановление
окислов железа
Механический
недожог
Потери с
охлаждающей водой
Потери корпусом
печи в окружающую
среду
Потери с уходящими
дымовыми газами
Итого
25507A06797)/
10,42
65967B76203)/
27,22
14080E8952)/
5,82
27132A13601)/
11,19
1207E053)/
0,49
108648D54909)/
44,83
242541A015519)/
100
Рис. 2.18. Схема процесса СЛ-РН: / —
оборотный уголь; 2 — руда; 3 — извест-
няк; 4 — уголь; 5 — дымовые газы; б —
газоочистка; 7 — воздух; 8 — пыль; 9 —
вращающаяся печь; 10 — природный газ
или мазут; // — воздух; 12 — вода; 13 —
холодильник; 14 — грохот; /5 — магнит-
ный сепаратор; 16 — грохот и воздуш-
ный сепаратор; 17 — металлизованное
сырье; 18 — хвосты в отвал
209
? 1.5. Технические характеристики вращающихся печей
Характеристика барабанных печей различных типов приведена в табл. 2.15.
Характеристика барабанных вращающихся печей
Таблица 2.15
Показатели
Для обжига сульфидов
никелевого
концентрата и
файнштейна
серного
колчедана
Для спекания
бокситовой пихты
1
1
g'g
s s
¦5 g S
III
Диаметр кожуха, м
Длина кожуха, м
Внутренняя поверхность, м2
Наклон печи, %
Скорость вращения, об./мин
Перегребающие и
теплообменные устройства
Мощность электродвигателя
Холодильник, тип и размеры, м
Производительность печи, т/ч
Степень десульфурации, %
Расход условного топлива, %
Время пребывания материала в
печи,ч
Максимальная температура в
2,1
21
105
2,6
0,6-2
Нет
Барабан-
ный
1x12
2
95
25
24
1350
2,8
24
200
22
0,2-2
Лопасти
40
1,3
95
Нет
4
1000
3
60
490
2,2
1-2
Цепи
125
Барабан-
ный
2,3x30,7
16
20
3-1,5
1400
5
150
2180
2,0
0,8-1,6
Цепи
920
Барабан-
ный
4,5x50
65
17
3-6
1400
3,5/3,8
75
740
3
0,75-1,5
Нет
120
Барабан-
ный
2,5x28,5
14
18
2-1,5
1400
4,5
ПО
1420
2,5
0,75-1,5
Нет
400
Барабан-
ный
3,6x38,5
26,5
18
2,5-2
1440
5
165
80
2,5
41
0,8-1,5
Нет
40
3,5
2,2
20
3,5
0,6-2
20
Барабан-
ный
1,6x14
10
7 (кроме,
восстано-
витель 12)
2
3,6
60
8-12
6-8 (кроме,
восстанови-
тель 20-40)
1200
1.6. Пример повышения тепловой эффективности
вращающихся печей
Вращающиеся печи в металлургии являются основным агрегатом для полу-
чения высококачественной извести, спрос на которую постоянно растет. Эти
печи обеспечивают большую производительность агрегата, широкий диапа-
зон обжигаемых фракций известняка, значительное удаление серы в процессе
обжига, возможность применения различных видов топлива и получения мяг-
ко- и твердообожженной извести.
Одним из путей совершенствования вращающихся печей является установ-
ка теплообменных устройств: охладителя извести и подогревателя известня-
ка. Установка данных устройств повышает КПД (до 60 %), снижает удельный
расход топлива и повышает производительность печи.
На ИОФ-1 ИДП ОАО "ММК" обжиг известняка производится во вращаю-
щихся печах D = 3,6 м, L = 75 м. На момент установки охладителей печи подо-
гревателей не имели. Теплота отходящих из печи газов с температурой 720-
750 °С использовалась для выработки пара в котлах-утилизаторах. Из печи
выходила известь с температурой 900-1000 °С. Охлаждение извести осуще-
ствлялось в барабанных холодильниках (D = 2,3 м; L = 38 м), имеющих низкий
тепловой КПД и значительный физический износ. Кроме того, ввиду малой
прочности получаемой извести из агаповских известняков, она истиралась в
барабанных холодильниках, и выход комовой извести составлял около 60%;
кроме того, снижалось качество извести. Образующаяся в охладителе пыль,
поступая в печь вместе с нагретым воздухом, ухудшала условия теплообмена
в печи и эксплуатацию системы пылеулавливания. Все это свидетельствовало
о необходимости их замены.
В августе 1994 г. на печи № 1, в ноябре 1994 г. на печи № 2 вместо барабан-
ных охладителей были установлены противоточные шахтные, выполненные
по проекту ДонНИИЧермета. Простая конструкция данного охладителя про-
шла многократную промышленную проверку и имеет резерв по увеличению
производительности в случае применения подогревателей известняка.
Работа шахтного противоточного охладителя осуществляется следующим
образом.
Известь из вращающейся печи с температурой 900-1000 °С через решетку
горячей головки потоком поступает в загрузочную шахту 1 (рис. 2.19).
Уровень извести в шахте 4 контролируется уровнемером 5, и поддерживает-
ся автоматически примерно на одном уровне (+/- 75 мм) путем периодической
разгрузки извести конвейером 22. Опускающийся в сторону разгрузочной теч-
ки 18 слой извести противоточно охлаждается в кольцевой теплообменной зоне
до 40-80 °С воздухом, выходящим через отверстия камеры 8 и зазора клапана
9. Воздух в камеру подается по трубопроводу 7 от дутьевого вентилятора. Ко-
211
Рис. 2.19. Конструктивная схема шахтного противоточного охладителя
личество воздуха, в зависимости от температуры выгружаемой извести и ре-
жима работы печи, регулируется направляющим аппаратом вентилятора. Кон-
троль глубины и равномерности охлаждения извести осуществляется по пока-
заниям термопар 15 и 19. J\mi выравнивания температуры охлажденной изве-
сти служит система пневмообрушения //, работающая в импульсном режиме,
которая путем выталкивания струями сжатого воздуха извести в полость под
камерой 8, изменяет скорость схода извести в той или иной области кольцевой
тешюобменной зоны.
Нагретый после охлаждения извести воздух через загрузочную шахту / и
горячую головку подается в печь на горение. Предусмотрена возможность
подачи (в случае высокого сопротивления слоя извести в охладителе при боль-
шом количестве мелочи) некоторого объема воздуха в печь на горение топли-
ва, минуя охладитель извести, через трубопровод 26. Объем этого воздуха ре-
212
гулируется вручную клапаном 27. Часть воздуха, проникающая через разгру-
зочную течку 18 в короб 17 по трубопроводу 20 направляется в надслоевую
полость шахты 4. Для предотвращения выбивания запыленного потока возду-
ха через зазор между коробом /7 и транспортером 22 в трубопровод 20 по
трубопроводу 21 подается компрессорный воздух, увеличивающий тягу за счет
эжекции.
Технические характеристики охладителя
Производительность (по извести), т/ч не менее 18
Температура, °С:
извести на входе 900-1000
извести на выходе 40-80
воздуха после охлаждения извести 250-350
Удельный расход воздуха на охлаждение извести, тыс. м3/т... 1,5-0,8
Гидравлическое сопротивление охладителя
при номинальном расходе воздуха B8 тыс. нм3/ч), кПа 4,5-5,0
Тепловой КПД, % 5-97
Крупность извести, мм 0-40
Размеры, м:
высота 8,35
диаметр (наружный) 5,05
Тип вентилятора ВВДН-15
Режим выгрузки периодический
Результаты исследования работы шахтного охладителя извести, установлен-
ного на вращающейся печи №1 ИОФ-1 ИДП ОАО "ММК": производитель-
ность охладителя — до 18 т извести/ч, время охлаждения — 2 ч 25 мин, расход
воздуха на охлаждение —25 тыс. нм3/ч, температура охлажденной извести —
не более 80 °С.
В результате испытаний были определены оптимальные значения расхода
природного газа и воздуха, загрузки известняка в печь. Подобранные парамет-
ры обжига позволили получать известь, по гранулометрическому и химичес-
кому составам отвечающую требованиям потребителей. Замена барабанного
охладителя шахтным позволила (табл. 2.16):
• повысить выход из печи извести крупностью более 6 мм для ККЦ с 67,7 до
92,4 %;
• снизить пылевынос из печи в 3 раза;
• увеличить производительность печи по известняку на 8 % в результате улуч-
шения теплопередачи в печи;
• существенно улучшить качество извести фракции более 6 мм. Содержание
потери массы при прокаливании снизилось с 10,37 (до установки шахтного
охладителя извести) до 8,62 % (после установки шахтных охладителей на обе-
их печах).
213
Таблица 2,16
Показатели работы вращающихся печей с барабанным
и шахтным холодильниками извести
Наименование показателей
Расход природного газа
Производительность печи по извести
Выход извести крупностью 5-40 мм после холодильника
Содержание в извести:
ПМПП
СаО + MgO
Концентрация пыли в дымовых газах после эл. фильтров
Единица
измерения
MJ/4
т/ч
%
%
%
г/нм3
Показатели
барабанный
холодильник
3250
13,0
67,7
10,37
88,79
1,65
шахтный
холодильник
3250
14,04
92,4
8,62
90,78
0,5
Замена барабанных охладителей извести на вращающихся печах ИОФ-1 ИДП
противоточными шахтными позволила:
1. Повысить выход из печи извести крупностью более 6 мм для нужд ККЦ с
67,7 до 92,4 %.
2. Снизить пылевынос из печи в три раза.
3. В результате улучшения теплопередачи в печи увеличить производитель-
ность по известняку на 8 %.
4. Существенно улучшить качество извести фракции более 6 мм. Содержа-
ние ПМПП снизилось с 10,37 (до установки шахтного охладителя) до 8,62 %
(после установки шахтных охладителей на обеих печах).
При установке охладителей решены вопросы улучшения экологии техноло-
гического процесса.
В январе 1999 г. на ИОФ-1 ИДП введен в эксплуатацию малогабаритный
шахтный подогреватель известняка на вращающейся печи № 2.
Конструкция подогревателя разработана и спроектирована СНПП "Извес-
та" и впервые использована на практике.
Отличие данной конструкции подогревателя от известных заключается в том,
что в нем отсутствуют жаростойкие колосниковые решетки, которые обычно
забиваются пылью и деформируются, а теплообменная зона имеет симмет-
ричный кольцевой профиль с противоточным движением теплоносителей.
Благодаря этому обеспечиваются высокая надежность работы и высокая тем-
пература нагрева известняка. Малые габариты подогревателя позволили уста-
новить его на действующей печи без лишних затрат.
Конструктивная схема подогревателя представлена на рис. 2.20. Известняк
из прямоугольного бункера 2, обтекая установленный в нем поперечно газо-
ход 3, поступает в кольцевую течку 4, выполняющую роль аэродинамического
затвора от прососа воздуха через бункер в подогреватель. Из течки 4 извест-
няк попадает в кольцевую теплообменную зону, между футерованными стен-
214
16
15
12
Рис. 2.20. Конструктивная схема шахтного подогревателя
ками восьмигранного корпуса 7 подогревателя и расширяющимся к низу рас-
пределительным газоходом с открытым основанием. Отходящие газы с темпе-
ратурой до 1100 °С из пылевой камеры печи по газоходу 3 поступают в подо-
греватель под действием тяги, создаваемой дымососом 12, и, просасываясь
через слой известняка, нагревают его до 535 °С. Выгрузка нагретого известня-
ка осуществляются из нижней конической части корпуса подогревателя пита-
телем возвратно-поступательного движения 14, а затем через течку 15 он пе-
редается в печь. Расположенная в теплообменной зоне часть газохода 3 вы-
полнена воздухоохлаждаемой б.
Наладка режима работы печи с подогревателем включала: определение оп-
тимальных значений и допустимых границ по температурам нагрева извест-
215
няка и газов в пылевой камере, проведение теплотехнических испытаний и
корректировку отдельных режимных параметров печи.
Отмечена существенная неравномерность нагрева кусков известняка на вы-
ходе из подогревателя. Наиболее нагретый известняк (до 655 °С) выходит по
оси разгрузочной течки подогревателя, а наименее нагретый (до 406 °С) — по
периферии. Средняя температура нагрева известняка составляет 535 °С, что
значительно превышает предусмотренную проектом величину C50 °С). Из-за
того, что металлические элементы разгрузочного устройства выполнены из
рядовых марок стали, не рассчитанных на высокотемпературную работу, ре-
комендуется разрежение на выходе из подогревателя ограничить до 240 мм
вод.ст., а расход природного газа до 3500 м /ч.
При номинальном режиме работы печи выполнены замеры параметров по-
токов на входе и выходе из подогревателя, результаты испытаний представле-
ны в табл. 2.17.
На основе данных таблицы составлен тепловой баланс подогревателя. Со-
гласно полученным данным, через подогреватель пропускается 40 % отходя-
щих газов из печи, а его тепловой КПД составляет около 72 %. Подсосы воз-
духа в подогреватель составили 144 %. Снизить их можно путем уменьшения
сечения или высоты кольцевой запорной течки между подогревателем и рас-
ходным бункером.
Экономический эффект рассчитан на снижение удельного расхода топлива
на вращающихся печах № 1, 2 и увеличение производительности печи в связи
с установкой подогревателя известняка на печи № 2.
Исследования показали, что после установки подогревателя на вращающей-
ся печи № 2:
•увеличение производительности составило 10,5 %;
• снижение удельного расхода газа составило 2,2 %;
• улучшение качества извести (снижение ПМПП) — 6,56 %.
Таблица 2.17
Параметры потоков на входе и выходе подогревателя
Наименование параметров
Объемный расход газов
Температура:
газов
известняка
Объемная доля в газах:
СО2
о2
СО
N2
Расход известняка
Единицы
измерения
нм3/ч
"С
%
т/ч
Величина
на входе
17800
1100
20
27,6
0,7
следы
71,7
31,4
на выходе
43400
85
535
11,0
10,7
следы
78,3
30,8
216
Таблица 2.18
Данные для расчета экономической эффективности шахтного подогревателя
Наименование показателей
Годовое производство извести с вращающейся
печи № 2
Увеличение производства извести
Себестоимость извести по переделу
Условно-постоянные расходы
Удельный расход газа
Снижение расхода газа
Цена природного газа
Затраты на установку одного подогревателя
Коэффициент эффективности кап. вложений
Единицы
измерения
т
ед.
руб./т
ед.
м3/т
ед.
руб./м3
руб.
ед.
Условные
обозначения
П
Кп
С
Ус
Г
Кг
Ц
3
Енорм
показатели
До
внедрения
130062
218,3
После
внедрения
0,105
131,72
0,24
222,6
0,022
0,3023
839383
0,15
Отчетный период до внедрения — январь - декабрь 1998 г.
Отчетный период после внедрения — февраль - июль 1999 г.
Данные для расчета в табл. 2.18.
Экономический эффект по увеличению производства извести в связи с уста-
новкой подогревателя составит (без учета дисконтирования):
Э{=ПКп С У = 130062-0,Ю5-131,72-0,24 = 431720,5 руб.
Экономический эффект по снижению удельного расхода топлива в связи с
установкой подогревателя составит:
2 = 218,8О,022-130062О,30216 = 189191 руб.
Ожидаемый годовой экономический эффект составит:
Э = ЭХ + Э2-3?норм = 431720,5 + 189191 - 839383-0,15 = 495004,05 руб.
1.7. Испытания переработки красных шламов
во вращающихся печах
Для разделительной плавки железоглиноземистых материалов наиболее це-
лесообразно и экономично применение пламенных печей. В ИМЕТ УрО РАН
разработана технология комплексной переработки красных шламов с исполь-
зованием пламенных печей роторного типа, которая испытывалась в полупро-
мышленных условиях.
Металлургическая часть технологической схемы испытывалась на опытной
установке, созданной на Алапаевском металлургическом комбинате, а гидро-
217
химическая переработка шлаков, полученных во вращающихся печах, осуще-
ствлялась в опытном цехе Уральского алюминиевого завода.
В соответствии с предлагаемой схемой переработки железоглиноземистых
материалов продуктами разделительной плавки должны быть чугун и шлак,
содержащий глинозем в легкорастворимой форме. Выше было показано, что
применительно к условиям выплавки шлаков при низких температурах во вра-
щающихся печах из красных шламов, оптимальный состав шлаков с точки
зрения их вскрываемости по глинозему соответствует кальциевому модулю от
1,34 до 1,71 при молярном отношении CaO:SiO2 = 2. Таким образом, при пере-
работке железоглиноземистых материалов в состав шихты должно вводиться
значительное количество СаО в виде известняка. Тот факт, что наилучшее из-
влечение глинозема из алюмокальциевых шлаков достигается при связывании
кремнезема в виде двухкальциевого силиката, как малорастворимого в содо-
вых растворах соединения, предопределяет стремление использовать свойство
двухкальциевого силиката испытывать полиморфное превращение с увеличе-
нием объема для обеспечения саморассыпаемости шлаков.
В процессе отработки технологии плавки испытаны два варианта установок
с различными схемами теплообмена в плавильной печи и, соответственно,
схемами газопотоков.
В первом варианте (рис. 2.21) в восстановительной и плавильной печах был
осуществлен противоток теплоносителя и материалов. Источником нагрева ма-
териалов в обеих печах служила мазутная горелка типа УПИ-Л-300, располо-
женная в разгрузочном конце плавильной печи. В дымоходе между печами сто-
ял трубчатый односекционный рекуператор, обеспечивающий подогрев возду-
2 1
Рис. 2.21. Первый вариант опытной двухступенчатой установки вращающихся печей: 1 — мазутная
форсунка; 2 — плавильная печь; 3 — трубопровод горячего воздуха; 4 — рекуператор; 5 — восстано-
вительная печь; 6 — дымовая труба; 7 — загрузка печи. -> направление движения материалов; <—
направление движения дымовых газов
218
ха до 160-180 °С. В процессе испытаний установлено, что такая схема теплооб-
мена не соответствует заданному характеру распределения температур в рабо-
чем пространстве печей. При сжигании топлива с коэффициентом избытка воз-
духа около 1,0 в разгрузочном конце печи наблюдалась избыточная температу-
ра, а в зоне поступления в плавильную печь огарка из восстановительной печи
интенсивность нагрева была недостаточной. Ограничена была возможность
индивидуального регулирования теплового состояния печей, наблюдался зна-
чительный вынос пылевидного материала потоком дымовых газов.
Во втором варианте (рис. 2.22) в плавильной печи был осуществлен прямо-
ток теплоносителя и материалов при сохранении противотока в восстанови-
тельной печи. Такая схема теплообмена соответствует задаче резкого и значи-
тельного изменения температуры материала при его поступлении из восста-
новительной в плавильную печь. Вместе с тем она позволяет наиболее рацио-
нально использовать теплосодержание продуктов горения, утилизировать его
избыток для нагрева воздуха на горение до 400-450 °С, при этом снижается
температура теплоносителя до уровня, допустимого с точки зрения процес-
сов, происходящих в восстановительной печи.
Восстановительная печь имела длину 12 м и диаметр 1,4 м; футеровалась
шамотным кирпичом. Плавильная печь при том же диаметре имела длину 3,6 м.
Для ее футеровки испытаны шамотные и хромомагнезитовые кирпичи, а так-
же углеродистая набивка. Наилучшая стойкость оказалась у хромомагнезито-
вого кирпича марок ХМ-1 и ХМ-2. При работе с получением высокоосновных
шлаков в течение трехмесячной кампании с большим числом теплосмен не
5 4 3 2
Рис. 2.22. Схема опытно-промышленной установки АМК (второй вариант): / — восстановительная
печь; 2 — трубопровод горячего воздуха; 3 — эмульсатор; 4 — трубчатый рекуператор; 5 — решетка
для понижения температуры газов перед рекуператором; 6 — плавильная печь; 7 — течка; 8 — фор-
сунка; 9 — шнековый загрузчик шихты; 10 — дымовая труба. —> направление движения материалов;
<— направление движения дымовых газов
219
наблюдалось разрушений футеровки в цилиндрической части печи и раство-
рения порога связана в основном с его неудачной конструкцией.
Установка отапливалась мазутом. Испытан ряд конструкций горелок для
сжигания мазута с коэффициентом избытка воздуха около 1,0. Основная серия
исследований проведена с горелками УПИ-Л-300 с распылением мазута па-
ром высокого давления.
Загрузка материалов осуществлялась системой ленточный конвейер - элева-
тор. Выпуск чугуна из плавильной печи осуществлялся периодически через
летки при остановке печи. Выгрузка шлака технологией предусмотрена не-
прерывная в твердом состоянии через порог печи. Охлаждение шлака в метал-
лических коробках производилось на воздухе с произвольной скоростью.
В соответствии с технологией, предусматривающей получение металла и
саморассыпающихся шлаков, легко вскрывающихся в содовых растворах, ос-
новными компонентами шихты, кроме красного шлама, были известняк и твер-
дый восстановитель.
Красный шлам из шламохранилища Уральского алюминиевого завода имел
неоднородный химический состав с колебаниями по содержанию железа от
33,0 до 35,0 %; оксида кальция от 5,0 до 12,0 %, кремнезема от 5,9 до 7,9 %;
глинозема от 11,0 до 14,5 %; диоксида титана от 2,5 до 4,0 %. При этом содер-
жание Р2О5 составляло 0,7-0,8 %, MgO около 1,5 %, серы 1,65 %; щелочей
около 2,7 %. Влажность шлама 15-25 %. В качестве флюса использовался из-
вестняк крупностью 5-0 мм при содержании 53,5 % СаО, 1,8 % SiO2. Твердым
восстановителем в основном служил отсев коксовой мелочи крупностью 5-
0 мм при содержании золы 21,0-21,5 %.
Выше было показано, что шламоизвестняковая смесь является трудновос-
становимой. Температурный уровень процесса ограничивается условиями раз-
мягчения восстановленной шихты. Характер зависимости температуры раз-
мягчения от степени металлизации не монотонный, но в широком интервале
значений степени металлизации (FeMeT/Feo6iu) она ниже 1100 °С. Это обуслови-
ло необходимость в целях предотвращения настылеобразования поддерживать
температуру в восстановительной печи не выше 1050 °С. Фактическая темпе-
ратура шихты у разгрузочного порога восстановительной печи не превышала
960 °С, в середине печи она составляла 860 °С. Представление о типичном
составе газов в восстановительной печи дает табл. 2.19.
Повышенное содержание кислорода в разгрузочном конце печи, когда слой
материала невелик, приводило к значительному окислению материала. В ре-
зультате этого степень восстановления загруженной шихты не превышала 40 %.
При повышении температуры в зоне выгрузки до 1000-1050 °С и формирова-
нии из шихты слегка оплавленных гранул степень металлизации достигала
75 %.
220
Таблица 2.19
Содержание основных компонентов в атмосфере восстановительной печи
Компонент газа
СО2
СО
о2
Содержание, %
разгрузочный порог
10,0
0,0
6,0
середина печи
13,0
0,0
2,5
дымовая труба
16,0
0,8
0,0
В плавильную печь огарок из восстановительной печи поступал в зону мак-
симальных температур. В связи с наличием в нем недовосстановленного же-
леза образовывался первичный железистый кислый шлак, который по мере
довосстановления и растворения в нем оксида кальция загустевал и превра-
щался при температурах процесса около 1350 °С в шаровидные или эллипсо-
идные образования с поперечником до 100 мм и выходил из печи через разгру-
зочный порог. При температуре ниже 1280 °С формирование однородного шла-
ка не происходило; в нем присутствовали зерна свободного оксида кальция и
металлические корольки с содержанием до 1,5 % углерода. Выделение чугуна
в компактную массу наблюдалось при температуре выше 1280 °С.
В табл. 2.20 приведено содержание основных компонентов в металле и шла-
ке в различные периоды работы опытно-промышленной установки.
Для шлаков (кроме № 13 и 16) характерна высокая основность, обеспечива-
ющая их саморассыпаемость.
Саморассыпавшиеся шлаки с опытной установки (№ 93 и 94) оказались бо-
лее дисперсными, чем лабораторные шлаки (№ 98 и 99), гранулометрический
состав их представлен на рис.2.23. За вычетом крупных фракций, состоящих,
Таблица 2.20
Содержание основных компонентов в шлаках и чугунах опытных плавок на АМК
Номер
пробы
13
16
17
24
28
41
82
83
93
94
96
Содержание в шлаках, %
FeO
0,94
0,53
1,03
2,57
1,80
3,61
1,46
2,57
1,54
4,15
1,80
СаО
31,4
37,7
46,4
47,8
49,4
53,7
48,8
47,8
51,1
39,0
49,4
SiO2
19,3
18,9
17,2
14,6
16,6
16,8
14,9
14,6
16,6
14,9
16,6
АЪОз
20,7
17,7
15,0
16,9
16,9
18,0
19,0
16,9
18,2
16,5
16,6
Содержание в чугунах, %
С
2,90
4,92
3,85
3,96
3,92
3,57
4,30
3,44
3,85
3,73
4,34
Si
0,09
0,04
0,34
0,04
0,04
0,37
0,14
0,12
0,34
0,19
0,02
Р
0,190
0,635
0,164
0,827
0,594
0,018
0,072
0,140
0,164
0,170
0,440
S
0,09
0,23
Следы
0,013
0,005
0,042
0,029
0,029
Следы
0,059
0,036
Ti
Следы
0,04
Следы
-"-
0,04
0,20
0,17
0,20
Следы
0,22
0,13
221
100
t 80
60
2
m
>s
3
I 40
V
\
96
5=
30
0 0,063 0,160 0,315
Размер отверстий сит, мм
Рис. 2.23. Гранулометрические составы шлаков, вып-
лавленных из красных шламов: 93, 94, 96 — шлаки,
полученные на опытной установке АМК; 98, 99 —
шлаки, полученные в лабораторных условиях
25
1
¦¦¦ —
20
15
1°35О 1550 1750
Температура, °С
Рис. 2.24. Вязкость шлака, полученного
из красного шлама на опытной установ-
ке АМК
в основном, из оставшегося коксика и корольков металла, шлаки с опытной
установки представлены фракцией мельче 0,2 мм, т.е. не нуждаются в доиз-
мельчении перед выщелачиванием для извлечения глинозема.
В рассыпавшихся шлаках основными фазами являются двухкальциевый си-
ликат в у-форме и двенадцатикальциевый семиалюминат. Нерассыпавшиеся
образцы шлака представлены гематитом, сцементированным стеклом; двух-
кальциевый силикат представлен ^-модификацией. Наблюдаются отдельные
зерна двенадцатикальциевого семиалюмината. Вязкость шлака значительна
даже при 1400 °С, и характер ее изменения с температурой характерен для
"коротких" шлаков (рис. 2.24).
При проведении испытаний не установлено четкой корреляции между со-
ставом металла и шлака. В значительной степени это может быть связано с
тем, что шлак имел высокую вязкость или находился в твердом состоянии и
поверхность контакта его с металлом была ограничена. Содержание в металле
кремния, фосфора, серы, титана определялось, в основном, условиями вос-
становления железа из железистого расплава в высокотемпературной передней
части плавильной печи.
При стабильном режиме работы по заданным параметрам (пробы № 41, 82,
83, 93, 94) получен металл с низким содержанием фосфора @,018-0,17 %) и
серы (от следов до 0,059 %) при относительно высоком содержании этих ком-
понентов в красном шламе @,5 % Р; 1,65 % S) и высоком расходе шлама на 1т
чугуна (около 3 т/т чугуна).
Испытания по выщелачиванию глинозема из полученных во вращающейся
печи шлаков производились в опытном цехе Уральского алюминиевого заво-
да. При этом уточнены параметры выщелачивания: температура 60-65 °С;
222
Ж:Т = 4—8; содовое число 1,5. При соблюдении этих параметров извлечение
глинозема достигает 81-83 %.
По результатам проведенных полупромышленных испытаний переработки
красных шламов на установке АМК Всесоюзным алюминиевомагниевым ин-
ститутом (ВАМИ) с участием Института металлургии УНЦ АН СССР и "Гип-
роцемента" выполнен технико-экономический доклад (ТЭД), в котором сдела-
на технико-экономическая оценка разработанной технологической схемы в
сравнении со схемой переработки красных шламов в электрических печах и
производством аналогичного комплекса продуктов в специализированном про-
изводстве. В ТЭДе рассмотрены три варианта:
1-й вариант — переработка красных шламов только текущего производства
в объеме 1 млн. т в год;
2-й вариант — переработка шламов текущего производства в смеси со шла-
мами из отвалов суммарным объемом 1,73 млн. т в год;
3-й вариант — переработка шламов текущего производства с добавкой бокси-
тов Мугайского месторождения вместо шламов из отвалов после их выработки;
суммарный объем 1,42 млн. т в год, в том числе 1 млн. т красных шламов.
В металлургической части схемы для восстановительного обжига предус-
мотрены вращающиеся печи диаметром 5 м и длиной 185 м, эксплуатация
которых освоена глиноземной промышленностью. Для разделительной плав-
ки восстановленной шихты предусмотрено использование печей аналогично-
го типа диаметром 5 м, длиной 25 м. Схема тепломассообмена в печах принята
по аналогии с опытной установкой Алапаевского металлургического комби-
ната с прямотоком в плавильной печи и противотоком в восстановительной.
Продуктами металлургического передела с учетом данных, полученных в по-
лупромышленных условиях, приняты чугун и саморассыпающийся шлак.
Расчетные расходные коэффициенты на 1 т чугуна и состав шлака по вари-
антам представлены в табл. 2.21 и 2.22.
Расходные коэффициенты на выплавку 1 т чугуна
Таблица 2.21
Наименование
Шлам текущего производства, т
Шлам отвальный, т
Мугайские бокситы, т
Известняк, т
Коксик, т
Мазут, т
Электроэнергия, кВт-ч
Выход глиноземистого шлака, т
Вариант
1
3,0
1,48
0,5
0,6
196,0
2,03
2
1,74
1,26
1,48
0,5
0,6
196,0
1,98
3
2,42
1,01
1,48
0,5
0,6
214,8
2,95
223
Таблица 2.22
Содержание основных компонентов в шлаках по вариантам
Вариант
1
2
3
Содержание, %
А12О3
21,0
21,6
26,6
SiO2
15,7
15,7
13,3
СаО
49,0
49,0
49,1
Прочие
14,3
13,7
11,0
Гидрохимическая часть схемы предусматривает выщелачивание глинозема
содовощелочным раствором в мешалках при 60 °С, фильтрацию на барабан-
ных вакуум-фильтрах, обескремнивание в автоклавной батарее при 175 °С до
кремниевого модуля (М = 500), осветление в отстойниках, контрольную филь-
трацию на листовых фильтрах, карбонизацию алюминатного раствора в кар-
бонизаторах цилиндроконической формы с разложением раствора при 80 °С в
присутствии оборотного затравочного гидрата, сгущение гидратной пульпы в
отстойниках. Слив отстойников и основной фильтрат барабанных фильтров
подвергаются контрольной фильтрации и второму обескремниванию. Нижний
продукт частично используется в качестве затравки, остальное фильтруется
на барабанных фильтрах, подвергается трехкратной противоточной промывке
репульпацией и кальцинации, которая осуществляется во вращающихся печах
при 1200 °С. Второе обескремнивание осуществляется в мешалках при 95 °С
в течение 5 ч с затравкой белого шлама / и оборотного белого шлама 2, выде-
ленных в соответствующих переделах.
Пульпа обескремненного содового раствора упаривается в четырехкорпус-
ной выпарной батарее и сгущается в отстойниках; нижний продукт отстойни-
ков частично направляется в оборот на второе обескремнивание, остальной
белый шлам 2 фильтруется на барабанных фильтрах, промывается промводой
гидрата. Промвода совместно с содовым раствором используется на второе
обескремнивание. Слив отстойников и основной фильтрат барабанных фильт-
ров фильтрации белого шлама 2 смешиваются и подвергаются контрольной
фильтрации на листовых фильтрах. Упаренный содовый раствор подается на
выщелачивание и используется для приготовления оборотного раствора.
Белитовый шлам гидрохимической части схемы предусмотрено использо-
вать в производстве цемента. Содержание основных компонентов в нем сле-
дующее, %: SiO2 — 16; А12О3 — 3; Fe2O3 — 1,2; СаО — 55,5; MgO — 2,5; TiO2
— 3,5; Na2O — 1,2; п.п.п. — 14,6; прочие — 2,5. При влажности около 35 % и
крупности менее 0,074 мм он по пульпопроводу передается в цементное про-
изводство. В сырьевую смесь предусмотрено добавление глины Сухоложско-
го цементного завода, огарков Полевского криолитового завода, гипса Ерга-
чинского месторождения Пермской области и гранулированного шлака ураль-
224
ских металлургических заводов. Приготовление сырьевой массы осуществля-
ется в бассейнах диаметром 35 м, оборудованных крановыми мешалками. Клин-
кер предусмотрено получать во вращающихся печах. Продукт обжига, соот-
ветствующий по составу портландцементу марки 400, подвергается помолу в
мельницах DoxL = 3,2-1,5 и пневмотранспортом направляется в силосы гото-
вой продукции.
Расходные коэффициенты материалов на 1 т цемента приведены в табл. 2.23,
а в табл. 2.24 представлены годовые мощности цехов комплекса переработки
красных шламов, принятые в ТЭДе.
Общая экономическая эффективность комплексной переработки красных
шламов по описанной технологической схеме рассчитана в ценах 1979 г. и
определялась путем сравнения расчетного и нормативного коэффициентов
эффективности:
Ен = (Ц-С)/К,
где Еи — нормативный коэффициент эффективности (не ниже 0,12); Ц— сто-
имость продукции по оптовым ценам; С — стоимость продукции по себесто-
имости производства; К — капитальные вложения.
Таблица 2.23
Расходные коэффициенты материалов на 1 т цемента
Наименование материала
Белитовый шлам (влажность 35 %), т
Глина (влажность 19 %), т
Огарки (влажность 6 %), т
Гипс, т
Граншлак, т
Мелющие тела, т
Топливо условное, т
Электроэнергия, тыс. кВт-ч
Расход на 1 т цемента
1,475
0,044
0,031
0,040
0,120
0,0019
0,130
0,080
Таблица 2.24
Годовые мощности цехов комплекса по вариантам
Вариант
1
2
3
Мощность металлургического цеха,
тыс.т
по чугуну
330,0
576,0
414,0
по шлаку
677,0
1140,0
1220,0
Мощность глиноземного цеха, тыс.т
по глинозему
110,0
195,0
255,0
по белитовому
шламу (сухому)
630,0
1070,0
1080,0
Мощность
цементного цеха,
тыс.т
625,0
1100,0
1100,0
. Лисиенко В. Г. и др.
225
Таблица 2.25
Технико-экономические показатели комплексной переработки красных шламов
Показатели
Выпуск продукции всего комплекса в ценах, тыс.руб.
Себестоимость производства продукции, руб./т:
чугун с доставкой потребителю
глинозем без доставки потребителю
цемент с доставкой потребителю
Выпуск продукции всего комплекса по себестоимости,
тыс.руб.
Прибыль, тыс.руб.
Капитальные вложения в комплекс, тыс.руб.
Расчетный коэффициент экономической эффективности
Срок окупаемости капитальных вложений, лет
1
43150,5
44,4
78,1
9,9
29563,7
13586,8
104735,0
0,13
7,7
Вариант
2
75491,0
41,5
70,8
8,5
47060,0
28431,0
163009,0
0,17
5,9
3
74509,0
57,9
65,4
8,5
49997,6
22511,4
169939,0
0,13
7,7
Основные технико-экономические показатели комплексной переработки крас-
ных шламов по разработанной технологической схеме представлены в
табл. 2.25.
Можно видеть, что по варианту 2 расчетный коэффициент на 25 % выше
нормативного, а по остальным вариантам практически равен нормативному.
Показатели переработки красных шламов по схеме, предусматривающей ис-
пользование электрических печей, ниже нормативных.
Анализ значений себестоимости и капитальных вложений показал, что ка-
питаловложения по цехам комплекса превышают аналогичные показатели спе-
циализированных производств из-за значительно меньших объемов выпуска
продукции. Себестоимость же производства готового продукта ниже соответ-
ствующих показателей специализированных производств в связи с использо-
ванием дешевого сырья и его комплексным использованием.
Таким образом, выполненные в ТЭДе технико-экономические расчеты одно-
значно свидетельствуют об эффективности разработанной схемы комплекс-
ной и безотходной переработки красных шламов (а следовательно, и бокситов
в целом) с использованием дешевого энергетического топлива (в расчеты был
заложен мазут в качестве топлива и агломерационная коксовая мелочь в каче-
стве восстановителя). Следует также иметь в виду, что низкие энергетические
затраты на металлургический передел по этой технологии обеспечены также
и более низким температурным уровнем процесса во вращающейся печи, вы-
пускающей шлак в твердом состоянии, по сравнению с переделом в электро-
печах, где необходим перегрев (на 150-200 °С) для обеспечения жидкотекуче-
сти шлаков.
226
В результате этого энергетические затраты на переработку одной тонны крас-
ного шлама во вращающихся печах на 60 % ниже, чем в электрических печах.
Это определяет на 15 % меньшие эксплуатационные затраты.
Экономичность схемы комплексной переработки красных шламов с исполь-
зованием вращающихся печей для металлургического передела по описанной
схеме подтверждена венгерскими исследователями, модифицировавшими схе-
му с учетом повышенного содержания в венгерских красных шламах щелочей.
1.8. Комплексная металлургическая переработка отходов
обогащения бокситов и сопутствующих им руд
Для некондиционных бокситов была предложена схема обогащения с выде-
лением гидраргиллитового концентрата, который может успешно перераба-
тываться методом Байера. При этом извлечение глинозема в концентрат дос-
тигает для мугайских бокситов 74,5 %, для краснооктябрьских 65,65 %, т.е.
значительное количество глинозема теряется с хвостами обогащения.
На месторождениях бокситам сопутствуют алиты и железные руды, содер-
жащие глинозем и железо в количествах, представляющих практический ин-
терес. При комбинации схемы обогащения со схемой металлургической пере-
работки железоглиноземистых материалов, описанной выше, может быть су-
щественно расширена сырьевая база глиноземной промышленности, обеспе-
чено более полное использование сырья и улучшены технико-экономические
показатели производства.
Вероятными компонентами шихты для металлургического процесса, таким
образом, могут быть хвосты обогащения бокситов, сопутствующие им желе-
зоглиноземистые руды, а также красные шламы Байер-процесса.
Хвосты обогащения мугайских бокситов представляют собой продукт с крем-
ниевым модулем Al2O3/SiO2 = 1,86. Содержат в своем составе, %: А12О3 — 33,3;
SiO2 — 17,9; Fe2C — 33,0; ТЮ2 — 3,82; CaO — 1,73; п.п.п. — 9,90. Из приве-
денного состава можно видеть, что из них целесообразно и практически осу-
ществимо извлечение железа и глинозема по способу, разработанному ИМЕТ
УрО РАН.
Алиты, сопутствующие бокситам Мугайского месторождения, содержат око-
ло 33 % А12О3; 15 % Fe2O3; 29 % SiO2; 9,1 % CaO; 0,79 % СО2; 10 % п.п.п.;
10,32 % прочих. Самостоятельной ценности алиты не представляют ни как
сырье для производства железа, ни как источник глинозема, однако в совокуп-
ности с другими железоглиноземистыми материалами они могут служить до-
полнительным источником сырья для производства того и другого продукта,
тем более что их добыча из недр неизбежна при разработке залежи бокситов.
227
Лептохлорит-сидеритовые руды имеют кремниевый модуль не выше 0,24 и
содержат в среднем, %: Fe2O3 — 37,6; А12О3 — 8,1; SiO2 — 34,2; СаО — 1,76.
При обогащении из них может быть получен концентрат с содержанием окиси
железа до 51%, глинозема до 10,1%, кремнезема до 11,7%, который при введе-
нии в железоглиноземистую шихту обеспечит повышение выхода металла. Этот
концентрат может быть использован в качестве самостоятельного исходного
материала для производства чугуна.
Красный шлам из ветви Байер-процесса от переработки гидраргиллитового
концентрата по схеме содержит, %: А12О3 — 10,4, SiO2 — 10,2; Na2O — 3,4,
Fe2O3 — 57,4, TiO2 — 2,3, СаО — 12,2, п.п.п. — 4,1. В целом приведенный
состав характерен для красных шламов, применительно к которым разрабаты-
вается металлургический процесс переработки их во вращающихся печах.
Однако в данном случае ниже обычного кремниевый модуль (около 1,0).
Белый шлам, продукт второй стадии обескремнивания, характеризуется по-
вышенным содержанием глинозема (до 21,5 %), исключительно высокой ос-
новностью CaO/SiO2 = 11,4 и кремниевым модулем AL,O3/SiO2 = 26,9. Выход
белого шлама невысок, однако его добавка к шихте для металлургического
передела, несомненно, целесообразна, поскольку она повышает основность и
кремниевый модуль шлаков.
Таким образом, уже ориентировочная оценка перечисленных материалов
показывает возможность и целесообразность совместной металлургической
переработки с целью извлечения комплекса продуктов. Соотношение этих ком-
понентов в шихте определяется рядом обстоятельств и, в первую очередь, тех-
нологией, реальным соотношением этих материалов как продуктов предыду-
щих переделов, экономикой.
В соответствии с результатами исследований успешное осуществление ком-
плексной переработки железоглиноземистого сырья по схеме ИМЕТ УрО РАН
возможно, если кремниевый модуль шихты не ниже 1,5. Из рассмотренных
выше вероятных компонентов для комплексной переработки только белый
шлам смесь отвальной части бокситов с красным шламом имеют кремниевый
модуль выше 1,5. Использование алитов и железистых концентратов возмож-
но лишь при подшихтовке к ним высокомодульных материалов, например,
бокситов.
Расчет, выполненный при условии использования для подшихтовки бокси-
тов с кремниевым модулем 5,11, показал, что сохранения кремниевого модуля
шихты на уровне 1,6 (такая величина у смеси отвальной части боксита с крас-
ным шламом) необходима добавка боксита в количестве 0,378 т на тонну али-
тов и 0,300 т на тонну железистого концентрата из лептохлорит-сидеритовой
РУДЫ.
Продуктами совместной переработки всех перечисленных составляющих при
указанных условиях будут шлак с содержанием около 23 % А12О3, 14-15 %
228
SiO2, 46 % CaO и чугун, выход которого будет составлять в зависимости от
соотношения компонентов в шихте 0,2-0,3 т на тонну рудной части шихты.
Шлак указанного состава легко вскрывается в содовощелочных растворах;
извлечение глинозема может достигать 88-95 %.
При использовании краснооктябрьских бокситов может быть выделен при-
мерно такой же комплекс компонентов для металлургического передела. Хво-
сты обогащения бокситов этого месторождения содержат около 37 % глинозе-
ма, 19 % кремнезема, 20 % Fe2O3, кремниевый модуль Al2O3/SiO2 = 1,9.
Красные шламы Байер-процесса при переработке концентратов красноок-
тябрьских бокситов имеют химический состав, типичный для такого рода про-
дуктов. При объединении их с хвостами обогащения в пропорции, соответ-
ствующей их истинным выходам, получается продукт, содержащий 29,5 % гли-
нозема, около 17,5 % кремнезема, 1,1 % оксида кальция, 28,7 % оксида железа,
кремниевый модуль Al2O3/SiO2 = 1,69.
Из шихты, составленной на основе этой смеси, могут быть получены алю-
мокальциевые саморассыпающиеся шлаки с содержанием 23,9 % А12О3,14,6 %
SiO2, 51,8 % CaO, кремниевый модуль Al2O3/SiO2 = 1,64. Такой процесс осуще-
ствлен в лабораторных условиях. Выход шлака составил 1,265 т/т смеси. Вы-
ход металла с содержанием углерода около 4 % — 0,19 т/т смеси. При стандар-
тном выщелачивании извлечение глинозема из шлака достигает 96,5 %.
Краснооктябрьским бокситам сопутствуют алиты, содержащие 21,53 % SiO2,
39,9 % А12О3, 12,58 % Fe2O3 и около 3 % СаО. Они характеризуются высоким
кремниевым модулем и низким содержанием железа. Возможна их самостоя-
тельная металлургическая переработка, например, во вращающихся печах с
получением саморассыпающихся алюмокальциевых шлаков B5,9 % А12О3;
55,0 % СаО; 14,2 % SiO2) и корольков металла, которые выделяются магнит-
ной сепарацией. При этом из 1 т алитов выход шлака составляет 1,54 т, а ме-
талла — 0,084 т.
Алиты могут быть также переработаны совместно с отходами обогащения
бокситов и красными шламами. Благодаря сравнительно высокому кремниево-
му модулю в алитах их добавка к смеси не регламентируется этим показателем
в шлаке. Она может быть в основном обусловлена соображениями экономики.
Представляет интерес вопрос об использовании совместно с краснооктябрь-
скими бокситами высокожелезистых бокситовых пород (Мюктыкульское мес-
торождение), содержащих 59 % Fe2O3, 20 % AL,O3, 4 % SiO2, кремниевый мо-
дуль Al2O3/SiO2 = 5,0. Самостоятельная переработка этих пород как железной
руды маловероятна ввиду специфического состава шлакообразующих и огра-
ниченных запасов. Для производства глинозема методом спекания они непри-
емлемы в связи с большим содержанием железа. Непригодны они также и для
самостоятельной переработки на чугун, глинозем и цемент по разработанной
технологии с плавкой во вращающихся печах, в связи с тем, что образующие-
229
Низкокачественный
боксит
Высокожелезистые
бокситы
1
Обогащение
Алиты
Отвальные
хвосты
Бокситовый
концентрат.
Переработка
по схеме
Байер-процесса
Красные
шламы
Глиноземистые
железные руды
Известняк
Восстановитель
Металлургическая переработка во вращающихся печах
Саморассыпающийся шлак
Глинозем
Глинозем
Цемент
Чугун
Рис. 2.25. Схема комплексной переработки низкокачественных бокситов и сопутствующих им руд
ся шлаки с высоким кремниевым модулем плохо вскрываются при выщелачи-
вании.
Однако добавка этой породы к шихте с низким кремниевым модулем весьма
благоприятно влияет на качество шлака, позволяя повысить кремниевый мо-
дуль до оптимального значения.
Таким образом, практически все отходы обогащения и переработки низко-
качественных бокситов, а также сопутствующие им породы могут служить
сырьем для дополнительного извлечения глинозема, железа и получения це-
мента. При этом технологическая схема комплексной переработки низкокаче-
ственных бокситов и сопутствующих им пород и руд выглядит следующим
образом (рис. 2.25).
Основы технологии восстановительного спекания с получением метал-
лизованных концентратов. При исследовании металлизации глинозем- и
титансодержащих материалов, особенно при температурах, близких к услови-
230
ям размягчения шихты, установлено явление коагуляции восстановленного
железа даже в случае вхождения его состав сложных оксидов типа алюмофер-
ритов и ферритов кальция, титанатов железа. Коагуляция железа при восста-
новлении во вращающейся печи шихт на основе красных шламов и титано-
магнетитов наблюдалась при испытании технологии на полупромышленной
установке Алапаевского металлургического комбината. Известно, что при ук-
рупнении частиц металлического железа возможно выделение богатых метал-
лизованных концентратов. На этом основаны кричные процессы пирометал-
лургического обогащения во вращающихся печах. Основной недостаток этих
процессов связан с низкой скоростью восстановления, обусловленной ограни-
ченностью температурного уровня процесса началом спекания шихты и неэф-
фективным теплообменом между газовым потоком и слоем материала в печи,
с возможностью настылеобразования, с малым коэффициентом использова-
ния полезного объема рабочего пространства агрегата. Это подтверждено и
опытом восстановления железоглиноземистых и железотитанистых материа-
лов в лабораторной и полупромышленной вращающихся печах. Сложность и
малую эффективность получения металлизованных концентратов при восста-
новлении во вращающихся печах показали исследования Механобрчермета с
лисаковскими и керченскими бурыми железняками.
Более перспективной представляется технология металлизации гранулиро-
ванной шихты из железотитанистых материалов на колосниковых решетках.
Ее достоинства состоят в следующем:
• в возможности повышения температуры для восстановительного обжига и
коагуляции железа выше 1100-1150 °С без осложнений, обусловленных спе-
канием и настылеобразованием;
• в сравнительно высоких скоростях углетермического восстановления и фор-
мирования шлаковых фаз в рудоугольных окатышах из тонкоизмельченных
материалов при ограниченном (во времени и пространстве) развитии жидкой
фазы;
• в неподвижности слоя шихты, исключающей осложнения с его перемеще-
нием при температурах спекания;
• в возможности выгрузки обожженного продукта даже в случае его спека-
ния.
Технология восстановления окомкованной шихты на колосниковых решет-
ках интенсивно разрабатывалась в свое время многими институтами и пред-
приятиями, в том числе и Институтом металлургии УрО РАН.
Следует отметить, что основные принципы и элементы технологии перера-
ботки комплексных руд, которые состоят в первичном выделении железа и
извлечении сопутствующих элементов из шлака, сохраняются и в методе пи-
рометаллургического обогащения с восстановительным спеканием. Однако в
231
этом случае не образуются жидкие массы металла, следовательно отсутствует
необходимость в футеровке и исключаются осложнения, связанные с ее взаи-
модействием со шлаком.
Вне зависимости от типа рудного материала разработанный ИМЕТ УрО РАН
метод пирометаллургического обогащения предполагает смешивание руды или
концентрата с твердым восстановителем и при необходимости с флюсом, гра-
нуляцию, обжиг и охлаждение окатышей на колосниковой решетке в регули-
руемой газовой атмосфере, измельчение (или саморассыпание) их, магнитную
сепарацию с выделением металлизованного концентрата, переработку хвос-
тов с извлечением сопутствующих железу компонентов или утилизацией их
как ценного продукта (например, пигментного диоксида титана при перера-
ботке высокотитанистых концентратов).
В зависимости от содержания железа в обогащаемом материале, минерало-
гического состава породы, восстановимости, температуры размягчения, нако-
нец, требований к конечным продуктам, метод модифицируется по темпера-
турно-временным параметрам, составу шихты, способу введения восстанови-
теля и способу нагрева. Для материалов с высоким содержанием железа, когда
шлаковые составляющие не могут служить защитой от окислительного воз-
действия газа-теплоносителя, естественна необходимость в создании бескис-
лородной и даже восстановительной газовой фазы; при значительном количе-
стве шлакообразующих возможно на определенном этапе обжига создание
окислительной атмосферы и повышение температуры в слое за счет сжигания
части топлива (восстановителя) по аналогии агломерационного процесса. Этот
метод прорабатывался для красного шлама глиноземного производства с со-
держанием железа около 30 %, а также для лисаковской руды с содержанием
железа 35-44 %, серовской и новокиевской железохромоникелевых руд с со-
держанием железа 24-30 %.
В соответствии с идеей получения при спекании саморассыпающегося спе-
ка, содержащего глинозем в растворимой форме, состав шихты выбирался та-
ким образом, чтобы в конечном составе продукта шлаковая часть в фазовом
отношении была представлена преимущественно двухкальциевьш силикатом
и двенадцатикальциевым семиалюминатом аналогично тому, как это имеет
место в шлаках, являющихся продуктами; переработки красных шламов во
вращающихся или электрических печах. Твердый восстановитель (агломера-
ционный коксик, бурый уголь, иршабородинский полукокс, газовый уголь и
др., предпочтительно с низким содержанием серы и золы) задается в шихту в
количестве в 1,5-2,0 раза превышающем теоретически необходимое для реак-
ций восстановления железа. Крупность восстановителя должна быть менее
0,5 мм для обеспечения хорошего контакта с рудой и меньшего его выгорания
при спекании. Шихта, состоящая из указанных выше компонентов, переме-
232
щивается и гранулируется таким образом, чтобы максимальный размер гра-
нул не превышал 5 мм. После этой операции гранулы смешиваются с 5-15 %
агломерационного топлива крупностью 5-0,5 мм. Термообработка шихты,
приготовленной описанным образом, на колосниковой решетке включает три
операции:
а) углетермическое восстановление оксидов железа при температурах 1100-
1250 °С в газовой атмосфере, соответствующей продуктам горения с коэффи-
циентом избытка воздуха <1;
б) коагуляция восстановленного железа с целью укрупнения зерен и спека-
ния шлаковых составляющих при 1250-1400 °С с фильтрацией через слой га-
зов, содержащих кислород, который, взаимодействуя с топливом, находящим-
ся вне окатышей, обеспечивает повышение температуры в слое, окисление
восстановленного металла предотвращается избытком восстановителя в гра-
нулах и защитным слоем шлака;
в) регулируемое охлаждение со скоростью менее 15 °С/мин до температур
900 °С, как было показано выше, для обеспечения условий протекания поли-
морфного превращения двухкальциевого силиката, что приводит к саморас-
сыпанию спека и освобождению корольков металла от шлаковой фазы.
Следующими этапами являются: магнитная сепарация с выделением метал-
лизованного концентрата и гидрохимическая переработка хвостов с извлече-
нием глинозема, остаток после выщелачивания в связи с высоким содержани-
ем СаО может использоваться для получения цемента.
Важнейшим параметром технологии восстановительного спекания является
расход восстановителя и его качество. Исследования показали (табл. 2.26), что
для успешного восстановления достаточен расход восстановителя, соответ-
ствующий двукратному избытку восстановителя по сравнению со стехиомет-
рически необходимым для полного восстановления.
Таблица 2.26
Влияние расхода восстановителя на степень металлизации спека
Количество древесного
угля в шихте
для восстановления
гранул,%
10
15
20
30
40
50
К расчетному
для полного
восстановления,
%
60
90
120
180
235
300
Температура
восстановительного
спекания, "С
1350
1350
1350
1350
1350
1350
Содержание в спеке, %
FeO6m
32,08
38,88
35,90
31,01
25,63
22,32
FeMCT
21,39
33,53
32,21
28,30
24,61
20,90
Сост
1,02
3,17
7,25
16,57
25,58
32,55
Степень
металлизации
спека, %
67,0
87,0
90,0
91,5
96,0
94,0
233
Таблица 2.27
Восстановитель
Агломерационный
коксик
Ирша-бородинский
полукокс
Тощий уголь
Древесный уголь
Влияние
типа восстановителя на показатели восстановительного спекания шихты
Содержание в
восстановителе, %
углерод
80,0
85,0
81,5
80,0
зола
12,79
8,3
9,1
5,0
летучие
4,32
6,1
9,0
15
Расход
восстанови-
теля, % от
массы
шихты
10
15
10
15
10
15
10
15
Температура
восстанови-
тельного
спекания, "С
1350
1350
1350
1350
Характеристика спека, содержание, %
Feo6ul
32,56
34,51
31,09
27,95
27,22
33,53
32,08
38,88
FeMer
19,93
32,32
21,34
22,30
17,50
26,24
21,39
33,53
С
1,93
4,22
2,27
3,62
4,27
7,78
1,02
3,17
степень
метали-
зации, %
61,0
93,0
69,0
80,0
64,0
78,0
67,0
87,0
Характеристика концентрата,
содержание, %
Fe^a,
76,55
88,94
66,83
82,21
69,74
72,22
83,59
89,18
FeMW
66,10
78,98
57,59
78,13
50,51
65,37
70,42
79,70
степень
металлиза-
ции, %
86,5
88,5
86,5
95,0
72,5
90,5
85,0
90,0
При больших расходах существенного увеличения скоростей и полноты вос-
становления не происходит; избыточный углерод лишь затрудняет дальней-
шую переработку спека.
Тип восстановителя мало влияет на процесс восстановления шихты
(табл. 2.27); можно лишь констатировать, что повышенная активность не иг-
рает положительной роли.
Крупность восстановителя, входящего в состав гранулируемой шихты, име-
ет важное значение для процесса восстановления. Опытами установлено, что
уменьшение крупности помола восстановителя от 0,2-0,1 мм до 0,05-0,01 мм
повышает степень восстановления при одинаковом времени почти в 2 раза,
т.е. значительно ускоряет процесс. Однако известно, что измельчение топлива
связано с определенными трудностями. Окончательное решение о тонине по-
мола восстановителя может быть принято только при всестороннем анализе
этого вопроса с учетом промышленного опыта, технологических и экономи-
ческих аспектов. В основной серии опытов на данном этапе исследований
пользовались восстановителями крупностью менее 0,1 мм.
Топливо, вводимое при вторичном смешивании, должно играть двоякую роль.
Оно должно обеспечивать повышение температуры на второй стадии термо-
обработки, и в то же время частично предохранять шихту от окислительного
воздействия фильтруемых газов. Вероятно, последним обстоятельством объяс-
няется то, что его необходимый расход оказался выше, чем обычно имеет ме-
сто в аглопроцессах, и составил 10-15 % от массы шихты.
Его крупность диктуется в основном способностью к интенсивному горе-
нию при слоевом процессе в условиях разобщенности зерен топлива. Суще-
ствует мнение, что крупность топлива в таких процессах не должна быть ме-
нее 0,5 мм. В то же время при горении топлива крупностью 3-6 мм макси-
мальная температура существенно ниже таковой для случая горения топлива
крупностью 1-0 мм. Это обусловливает выбор крупности топлива в пределах
3,0-0,5 мм.
В соответствии с идеей рассматриваемого способа температурный режим
процесса слагается, как отмечалось выше, из двух этапов, отличающихся, по-
мимо прочего, способом подвода тепла в слой. При этом на первом этапе не-
обходимо осуществить возможно более полное восстановление оксидов желе-
за с тем, чтобы на втором этапе при кратковременном локальном подъеме тем-
пературы произошли коагуляция металла и формирование шлаковых фаз. Из-
вестно, что скорость восстановления оксидов железа обычно значительно воз-
растает с ростом температуры. Вместе с тем, чем ниже температура первого
этапа термообработки, тем проще в конструктивном и технологическом отно-
шении реализация процесса в целом.
235
1.9. Способы и технологические схемы комплексной переработки
железохромоникелевых бурых железняков [56]
В нашей стране, главным образом на Урале, имеются большие запасы комп-
лексных железохромоникелевых руд (бурых железняков), которые в настоя-
щее время используются лишь в очень малых количествах. Наиболее разве-
данными и представляющими большое практическое значение месторожде-
ниями таких руд являются Серовское и группа месторождений Орско-Хали-
ловского железорудного района. Их комплексная переработка в более широ-
ком масштабе могла бы стать серьезным дополнительным источником для
покрытия дефицита в обеспечении уральской металлургии сырьем для произ-
водства не только железа, но также никеля и хрома.
В связи со сложностью металлургического передела такого типа руд по тра-
диционной схеме (доменная печь - сталеплавильный агрегат), обусловленной
неблагоприятным составом шлакообразующих и получением хромистых чу-
гунов, Институтом металлургии УрО РАН предложены схемы, основанные на
избирательном восстановлении. Этот метод выгодно отличается от других ра-
нее предложенных способов переработки железохромоникелевых руд тем, что
предполагает комплексное извлечение всех основных компонентов с утилиза-
цией отходов производства. Конечными продуктами переработки являются
ферроникель с содержанием никеля 10-15 %, высококачественная сталь, гли-
нозем, цемент или саморассыпающийся шлак, пригодный для известкования
почв в сельском хозяйстве, хромистый чугун.
Такая глубина переработки делает ее практически безотходной и экономи-
чески более эффективной, так как позволяет распределить эксплуатационные
и капитальные затраты на все извлекаемые компоненты.
Наиболее перспективным из месторождений Северного Урала является Се-
ровское. Его запасы оценивались по категориям В + С{ + С2 примерно в 1 млрд. т;
из них 940 млн. т руд бобово-конгломератовых и 60 млн. т охристых латерит-
ных по категории Сг Кроме того, на месторождении имеется разновидность
силикатно-никелевых руд, которые в настоящее время добываются открытым
способом и перерабатываются на Режевском никелевом заводе и Уфалейском
никелевом комбинате.
Охристые руды Серовского месторождения имеют в среднем 41,17 % желе-
за, 0,51 % никеля и являются железоникелевыми. По физическому состоянию
руды отличаются низкой прочностью и высокой влажностью. В минералоги-
ческом составе руды преобладают гидроксиды железа в виде гидрогетита, гид-
рогематита и гетита. В малых количествах присутствуют мелкие зерна оста-
точного магнетита, а также гематит, пиролюзит и псиломелан. Пустая порода
представлена мелкими зернами кварца и алюмосиликатами. Никель и кобальт
самостоятельных минералов не имеют, и находятся главным образом в сорби-
236
рованном состоянии в гидроксидах железа и марганца. Охристо-латеритовые
руды оцениваются как сырьевая база цветной металлургии, а бобово-конгло-
мератовые — черной металлургии.
Чистые по сере и фосфору, практически не содержащие меди бобово-конг-
ломератовые руды привлекают особое внимание в связи с проблемой скрапа
как сырья для производства проката, низко- и высокоуглеродистых, а также
природнолегированных хромоникелевых сталей, высококачественной заготов-
ки для передельных заводов Урала.
Существующие способы и схемы переработки руд. Разработка способов
комплексного использования хромоникелевых бурых железняков ведется, на-
чиная с довоенных лет, предложен и испытан ряд методов и процессов для их
рациональной комплексной переработки. Однако до сих пор эти руды не на-
шли широкого применения в металлургическом производстве. В настоящее
время в промышленном масштабе используются только руды Ново-Киевского
месторождения, вся подготовка которых сводится лишь к дроблению и сорти-
ровке по крупности. Кусковые фракции A20-60 и 60-12 мм) направляются в
сыром виде для выплавки природнолегированного литейного чугуна, а мел-
кие фракции складируются в отвалы.
Вопросами оценки промышленного значения и способов рациональной под-
готовки к плавке руд Орско-Халиловского района занимались институты Лен-
гипромез, Механобр, ЦНИИЧМ, Челябинский НИИ металлургии и опытная
обогатительная фабрика завода "Сибэлектросталь". Испытания обогатимости
и разработка рациональной схемы подготовки аккермановских руд к домен-
ной плавке начались в 1932 г. в связи с решением о строительстве Орско-Ха-
лиловского металлургического комбината.
Задача обогащения аккермановской руды сводилась к удалению пустой по-
роды при минимальных потерях железа и никеля. Наличие хрома в рудах зат-
рудняет сталеплавильный передел полученного из них хромоникелевого чугу-
на и требует применения дуплекс-процесса: конвертер - мартеновская печь,
что связано со значительными дополнительными расходами. Это обусловли-
вает необходимость удаления хрома из руды в процессе обогащения.
Основная часть опытов по обогащению аккермановских руд проведена в
институте Ленмеханобр с применением мокрых гравитационных процессов,
флотации исходной руды и шламов, выделенных при мокрых способах обога-
щения, а также обжиг-магнитного способа обогащения. Было установлено, что
аккермановские руды трудно обогащаются обычными дешевыми способами.
Гравитационные методы позволяют повысить содержание железа в концент-
рате лишь на 3,5-7 % по сравнению с исходной рудой. При этом общие потери
железа достигали 40 %, никеля — от 30 до 50 % в зависимости от содержания
его в исходной руде. Обогащение исходной руды и шламов ее промывки мето-
237
дом флотации не дало положительных результатов, что объясняется наличием
в руде силикатов железа.
Наиболее благоприятные результаты обеспечивают обжиг-магнитный спо-
соб обогащения аккермановской руды. Проведенные в институте Механобр
опыты показали, что после магнетизирующего обжига эти руды удовлетвори-
тельно обогащаются как сухой, так и мокрой магнитной сепарацией. В лабо-
раторных опытах были получены концентраты с содержанием железа до 44-
51 % при извлечении его 94-99 %. Извлечение никеля при этом составляло
92,6-98,7 %. В укрупненных опытах обжиг-магнитного обогащения аккерма-
новской руды крупностью 30-0 мм с рассевом ее после обжига на две фракции
C0-6 и 6-0 мм) и раздельной их сепарацией получены более скромные ре-
зультаты: содержание железа в концентрате 49% при извлечении железа около
78 %, а никеля 76,5%.
Промышленное испытание обогатимости аккермановской руды обжиг-маг-
нитным способом было проведено германской фирмой Лурги. На основании
своих исследований фирма рекомендовала технологическую схему, по кото-
рой обожженная руда после измельчения до 3 мм подвергается магнитной се-
парации с перечисткой промежуточного продукта. По данным фирмы, из ис-
ходной руды с содержанием железа более 32 % может быть получен концент-
рат, содержащий 44-46 % Fe.
На основании своих опытов и данных фирмы Лурги институтом Механобр в
1952 г. разработан проект обогатительной фабрики для аккермановской руды,
согласно которому руда крупностью 30-0 мм с содержанием железа 31,8 %
подвергается магнетизирующему обжигу газом во вращающихся печах. Пос-
ле сортировки обожженного продукта на фракции 30-6 и 6-0 мм и раздельной
сухой магнитной сепарации выход суммарного концентрата должен состав-
лять 60,0 % при содержании в нем железа 42,8 % и извлечении железа 80,5 %,
никеля — 76,0 % и хрома — 76 %. Концентрат крупностью 30-6 мм с содер-
жанием железа 44 % предусматривалось направлять непосредственно в до-
менный цех, а мелкий концентрат F-0 мм) с содержанием железа 42,8 % — на
агломерацию.
В 1953 г. ЦНИИЧМ совместно с ОХМК была предложена схема обжиг-маг-
нитного обогащения аккермановской руды, отличающаяся от рекомендован-
ной в проекте Механобра тем, что, во-первых, в качестве восстановителя при
обжиге используется не газ, а твердое топливо (коксовая мелочь, уголь) и, во-
вторых, при сухой магнитной сепарации обожженной руды класса 6-0 мм вы-
деляется концентрат для агломерации и промпродукт для кричной переработ-
ки. Эта схема дает возможность повысить содержание железа в суммарном
концентрате для доменного производства до 47-49 %, т.к. магнитная сепара-
ция фракции 6-0 мм производится при меньшей напряженности магнитного
238
поля, кроме того, такая схема позволяет более полно использовать железо и
никель, дополнительно извлекая их в крицу при переработке промпродукта.
Полупромышленные испытания обжиг-магнитного обогащения по этой схеме
были проведены на опытной печи ОХМК. Восстановителем при обжиге слу-
жила коксовая мелочь C,3-5,0 % от массы сырой руды). При магнитной сепа-
рации фракции 7-0 мм при более низкой напряженности магнитного поля по-
лучали концентрат для агломерации и полупродукт. Последний перечищали с
выделением концентрата для кричного производства и отвальных хвостов. При
обогащении обожженной руды с содержанием железа 36,4 % по такой схеме
получен концентрат, содержащий 49,0 % железа при извлечении 80 %. Магне-
тизирующий обжиг аккермановской руды крупностью 30-0 мм испытывался
и в промышленной вращающейся печи. В результате магнитной сепарации
обожженного продукта, разделенного на классы 30-6 и 6-0 мм, получен сум-
марный концентрат с содержанием железа 47,5 % при извлечении 74,4 % и
промпродукт (выход 39,7 %) с содержанием железа 24,4 % при извлечении
25,6 %.
В этих испытаниях не была осуществлена переработка промежуточного про-
дукта кричным способом. Поэтому полные показатели обжиг-магнитного обо-
гащения аккермановской руды по предлагаемой схеме и эффективность ее с
учетом кричной переработки промпродукта не имеют экспериментальной про-
верки.
Исследования обжиг-магнитного обогащения аккермановской руды прово-
дились также на опытной обогатительной фабрике завода "Сибэлектросталь".
Обжиг проводили во вращающейся печи диаметром 2,2 м и длиной 30 м. В
качестве восстановителя использовали генераторный газ, полукоксовую ме-
лочь и уголь. Обожженную руду подвергли как сухой, так и мокрой магнитной
сепарации. В результате сухой магнитной сепарации получен суммарный кон-
центрат крупностью 30-0 мм с содержанием железа 51,7 % при извлечении
76,3 % и промпродукт, содержащий 25,3 % железа при извлечении 11,9 %. Из-
влечение никеля в суммарный концентрат составило 62,5 %, хрома 46,5 %.
Мокрая магнитная сепарация проводилась по двухступенчатой схеме с из-
мельчением обожженной руды до крупности 0,5-0 мм. При этом получен кон-
центрат с содержанием железа 55,0 % при извлечении 79,8 %. На основании
этих опытов рекомендована мокрая магнитная сепарация, обеспечивающая
более высокое извлечение железа и никеля и низкое — хрома при более высо-
ком качестве концентрата. Однако при сравнении не учитывалась переработка
промпродукта, выделяемого при сухой сепарации, на крицу, которая значи-
тельно повысит извлечение железа и никеля в концентрат и улучшит его каче-
ство. С учетом этого мокрая сепарация не имеет преимущества.
На основании выполненных испытаний обжиг-магнитного обогащения ин-
ститутами Ленгипромез и Механобр выполнено технико-экономическое срав-
239
Исходная руда D00-0 мм)
Дробление до 75 мм
Грохочение
Г 1
75-10 мм 10-0 мм
В доменную печь Магнетизирующий обжиг
Магнитная сепарация
I ]
Перечистка Перечистка
концентрата хвостов
1
Концентрат I Отвальные
на агломерацию „ т „ хвосты
Промышленный продукт
для кричного производства
Рис. 2.26. Схема ограниченного обогащения руды Аккермановского месторождения
нение различных вариантов и режимов обогащения аккермановской руды. В
результате этого сравнения оптимальным был признан вариант обогащения
по так называемой ограниченной схеме, обеспечивающей более высокое из-
влечение никеля и железа с получением при этом же объеме добычи руды до-
полнительно 138 тыс. т в год чугуна и 1500 т никеля в нем. Этот вариант и был
положен в основу проектного задания обогатительной фабрики.
Ограниченная схема обогащения (рис. 2.26) предусматривает дробление всей
исходной руды до крупности 75 мм, грохочение с выделением готового для
доменного производства кускового продукта крупностью 75-10 мм и мелкой
руды 10-0 мм.
Мелкая руда обогащается обжиг-магнитным методом с выделением концен-
трата для агломерации, промпродукта для кричного производства и отваль-
ных хвостов. Показатели обогащения по этой схеме, принятые для проектиро-
вания, представлены в табл. 2.28.
Как вариант обогащения был предложен кричный способ переработки ак-
кермановской рудной мелочи A0-0 мм) с использованием кусковой руды G5-
10 мм) в доменных печах без обогащения. Основными преимуществами крич-
ного способа обогащения аккермановской руды по сравнению с обжиг-маг-
нитным способом, по их мнению, являются: более высокое извлечение железа
и никеля и сравнительно низкое — хрома, повышенное содержание железа и
240
Таблица 2.28
Показатели обогащения по ограниченной схеме
Продукт обогащения
Кусковая руда 75-10 мм
Концентрат 10-0 мм
Промпродукт 10-0 мм
Хвосты 10-0 мм
Потери при обжиге
Исходная руда
Выход, %
25,0
35,5
9,0
20,1
10,4
100,0
Содержание, %
Fe
38,0
45,5
26,0
17,4
31,5
Ni
0,55
0,70
0,65
0,42
0,53
Сг
1,20
1,20
0,70
1,73
1,23
Извлечение, %
Fe
30,1
51,3
7,4
11,2
100,0
Ni
26,0
46,9
11,0
16,1
100,0
Cr
24,4
34,1
12,3
28,5
100,0
никеля в концентрате, пониженное содержание хрома в чугуне, позволяющее
перерабатывать его в сталь монопроцессом в мартеновских печах. К суще-
ственным недостаткам кричного процесса следует отнести высокую себесто-
имость крицы и большие простои кричных печей, связанные с низкой стойко-
стью огнеупорной футеровки и образованием настылей.
Расчеты показали, что себестоимость легированного чугуна, полученного
при предварительной ререработке рудной мелочи на крицу, на 10-15 % ниже,
чем при плавке офлюсованного агломерата из руды без обогащения. Однако
по сравнению с обжиг-магнитным обогащением по ограниченной схеме крич-
ный способ переработки аккермановской руды дает повышение себестоимос-
ти чугуна на 11 %. Кричный процесс может быть с успехом использован лишь
для переработки промпродукта обогащения руды по ограниченной схеме. При
этом он увеличивает извлечение железа и никеля и уменьшает извлечение и
содержание хрома в концентрате. Себестоимость чугуна в этом случае на 2,7 %
выше, чем при обогащении руды без выделения промпродукта для кричного
процесса. Однако чугун, полученный по варианту с кричной переработкой
промпродукта, будет иметь повышенное содержание никеля и пониженное —
хрома, что улучшит показатели сталеплавильного передела за счет уменьше-
ния затрат на удаление хрома.
Для обогащения аккермановской руды были предложены и схемы, включа-
ющие в себя высокотемпературный обжиг (при 1100-1200 °С) рудоугольных
гранул и магнитную сепарацию их после обжига и измельчения до 0,074 мм.
Такой обжиг позволяет восстанавливать и извлекать железо из железосили-
катных соединений и получать концентраты, содержащие до 78-89 % железа,
в том числе 69-83 % металлического. Извлечение железа при таком обогаще-
нии составляет 91-94 %, никеля — 94-96 %, а хрома — 28-30 %. Однако полу-
чение таких концентратов связано с большими затратами, так как требует тон-
кого измельчения (до 0,25 мм) исходной руды, топлива и обожженных гранул
(до 0,074 мм). Стоимость одной тонны железа в концентрате, полученном пу-
тем высокотемпературного обжига аккермановской руды, в два раза выше тон-
241
ны железа в концентрате, полученном по ограниченной схеме обогащения.
Эти затраты не компенсируются экономией кокса в доменном производстве
при плавке богатых концентратов. Поэтому, несмотря на высокое качество
концентрата, схема с высокотемпературным обжигом не была принята для
обогащения аккермановской руды.
Комбинированные схемы, включающие промывку руды с обжигом шламов
при обычных температурах и обогащение мытой руды в тяжелых суспензиях,
также не дают преимуществ перед ограниченной схемой по технико-экономи-
ческим показателям.
Сквозная экспериментальная проверка всех звеньев этой схемы, в том числе
переработки промпродукта на крицу, была проведена на опытной установке
ОХМК. Магнетизирующий обжиг и кричный передел промпродукта осуще-
ствляли в двух спаренных вращающихся печах. При работе установки в режи-
ме магнетизирующего обжига отапливалась только верхняя печь диаметром
1040 мм и длиной 7200 мм, нижняя печь использовалась для охлаждения обо-
жженной руды. В качестве топлива использовался коксовый газ, а твердым
восстановителем служили коксовая мелочь и уголь крупностью 10-0 мм. Тем-
пература в зоне восстановления поддерживалась на уровне 850-1050 °С.
Оптимальная степень магнетизации, обеспечивающая высокие показатели
обогащения аккермановской руды, лежит в широких пределах F0-120 %).
Наилучшая степень магнетизации получена при расходе коксовой мелочи или
угля крупностью 10-5 мм 5-6 %, расходе газа 400 м3 и воздуха 1600 м3 на 1 т
сырой руды. Производительность печи составила 6 т/сут по сырой руде. Су-
хую магнитную сепарацию обожженной руды по схеме, представленной на
рис. 2.26, проводили на двухбарабанном сепараторе. Первая стадия сепарации
производилась в поле напряженностью 1200-1300 Э, перечистка концентрата
— в слабом поле около 200 Э, а перечистка хвостов — в поле 1200-1300 Э. В
результате обогащения по схеме с двумя перечистками, принятой в проекте
обогатительной фабрики (рис. 2.26), оказалось, что выход промпродукта со-
ставил 26,1 % вместо 9 % (табл. 2.28) от исходной руды. Следовательно, при-
нятый для проекта выход промпродукта занижен в 2,5-3 раза, обогащение по
схеме с двумя перечистками вызовет удорожание обогащения руды вследствие
большого объема кричного производства. Если же не утилизировать промпро-
дукт, то будет потеряно 40 % никеля, содержащегося в руде. В связи с этим
была проверена схема обогащения без перечистки концентрата. Сравнитель-
ные данные по результатам магнитной сепарации по этим вариантам схемы
представлены в табл. 2.29. При исключении перечистки концентрата выход
промпродукта для кричного передела уменьшился до 6 %, это привело к сни-
жению содержания железа в суммарном концентрате (концентрат 10-0 мм,
объединенный с кусковой рудой 75-10 мм) до 38,9 %.
242
Таблица 2.29
Содержание и извлечение Fe и Ni в суммарный концентрат, %
Вариант обогащения
По проектным данным
По схеме с двумя перечистками
С исключением перечистки концентрата
Выход, %
60,5
56,0
76,1
Содержание
Fe
42,4
41,0
38,9
Ni
0,64
0,60
0,63
Извлечение
Fe
81,4
70,1
90,2
Ni
72,9
59,7
86,0
Промежуточный продукт сухой магнитной сепарации, содержащий 32,6 %
Fe и 0,69 % Ni, перерабатывали кричным способом на той же полупромыш-
ленной установке с двумя спаренными вращающимися печами. При этом вер-
хняя печь служила для предварительного нагрева и восстановления шихты, а
в нижней печи осуществлялся процесс крицеобразования. Температура у заг-
рузочного конца восстановительной печи поддерживалась на уровне 400-
500 °С, в средней части печи — 890-940 °С и у разгрузочного конца — 1020—
1060 °С (максимальная температура ограничивалась началом размягчения
промпродукта). Высокие температуры и избыток твердого восстановителя в
шихте D00 кг коксовой мелочи 10-0 мм на 1 т промпродукта) обеспечивали на
разгрузочном конце печи восстановление более 20% железа до металлическо-
го состояния. Остальная часть железа восстанавливалась в кричной печи.
Кричный шлак в пересчете на три компонента содержал 66,5 % SiO2; 19,1 %
А12О3 и 14,4 % (СаО + MgO). Температура плавления такого шлака по тройной
диаграмме составляет около 1345 °С. В действительности она была значительно
ниже, так как в нем содержалось до 9,6 % FeO. Процесс крицеобразования
протекал успешно при температуре в кричной печи 1200-1310 °С. Для повы-
шения содержания оснований в шлаке в шихту добавляли известняк — 80 кг/
т промпродукта.
Таблица 2.30
Полные показатели
Продукт обогащения
Кусковая руда 75-10 мм
Концентрат 10-0 мм
Крица
Суммарный концентрат
Хвосты + шлак
Потери при обжиге и
невязка
%
26,6
29,4
9,3
65,3
25,0
(±)9,7
обогащения
По схеме dhc. 2.2(
содержание, %
Fe
38,0
43,8
74,2
46,0
13,2
—
Ni
0,45
0,73
1,80
0,77
0,18
—
аккермановскои руды
извлечение, %
Fe
30,8
39,3
21,1
91,2
10,0
+1,2
Ni
21,4
38,3
30,0
89,7
8,2
-2Д
%
26,6
49,5
2,2
78,3
12,4
9,3
По схеме рис
. 2.26, но без
перечистки концентрата
содержание, %
Fe
38,0
39,2
74,2
39,9
17,0
Ni
0,45
0,72
1,80
0,66
0,26
извлечение,%
Fe
30,8
59,4
4,8
95,0
6,4
+ 1,4
Ni
21,4
64,6
6,9
92,9
5,8
-1,3
243
Первую стадию сухой магнитной сепарации измельченного до 3 мм крично-
го полупродукта производили при напряженности магнитного поля около 400 Э,
при этом выделялись крица и промпродукт, который перечищали при напря-
женности поля 1200 Э с выделением отвального шлака и магнитного продук-
та, возвращаемого в кричную печь. Готовая крица содержала 74,2 % Fe; 1,80 %
Ni; 0,62 % Cr; 0,6 % С; 0,18 % Si; 0,20 % Р. В процессе переработки промпро-
дукта кричным способом извлечение железа в крицу составило 81,9 %, нике-
ля—88,1 %.
Исходная руда D00-0 мм)
Выход 100%
Дробление до 75 мм Fe 32,8 %
: № 0,56 %
Грохочение
I Выход 26,6 %
75-10 мм
I Выход 73,4 %
10-0 мм
1 .
В доменный цех
I
Магнетизирующий обжиг
Магнитная сепарация
Перечистка
Перечистка
Концентрат
Промпродукт
1
Хвосты
Кричный процесс
I
Магнитная сепарация
Г
Крица
I
1
Перечистка
I I
Шлак Промпродукт
В агломерацию
В отвал
Рис. 2.27. Схема частичного обогащения руды класса 10-0 мм
244
Переработка промпродукта позволила определить полные показатели обо-
гащения руды по ограниченной схеме (рис. 2.26), а также по этой схеме, но без
перечистки концентрата, с учетом кричного передела, представленные в
табл. 2.30.
Как видно из приведенных данных, при обогащении аккермановской руды
по ограниченной схеме с переработкой промпродукта на крицу можно дос-
тичь высокого извлечения в суммарный концентрат железа (91-95 %) и никеля
(90-93 %).
Для удешевления обогащения руды по схеме с двумя перечистками предло-
жено частичное обогащение рудной мелочи A0-0 мм) по схеме, представлен-
ной на рис. 2.27. В этом случае лишь часть рудной мелочи (от 50 % и более)
подвергается обогащению, а остальная часть в сыром виде направляется на
агломерацию в смеси с концентратом и крицей. Это позволяет сократить объем
кричного передела, увеличить извлечение железа и никеля, снизить эксплуа-
тационные расходы и капитальные затраты на обогащение руды. Результаты
ориентировочных технико-экономических расчетов (рис. 2.28) свидетельству-
ют, что при сокращении доли руды, подвергаемой обогащению, от 100 до 50 %,
несмотря на увеличение расхода кокса, себестоимость чугуна, выплавленного
из подготовленной руды, снижается. Однако дальнейшее сокращение доли
обогащаемой руды едва ли целесообразно, так как при этом содержание желе-
за в доменной шихте будет ниже 30 %, что затруднит работу доменных печей.
Ориентировочное экономическое сравнение различных вариантов обогаще-
ния аккермановской руды (табл. 2.31) показывает, что при обогащении всей
рудной мелочи с перечисткой концент-
рата и хвостов показатели доменной
плавки будут наилучшими, но достичь
наименьшей себестоимости чугуна и
максимального использования никеля
можно при частичном обогащении руд-
ной мелочи.
Опытные спекания рудной мелочи
Ново-Киевского месторождения и про-
дуктов обогащения аккермановской
руды с получением офлюсованного аг-
ломерата основностью (CaO/SiO2 = 1,4-
1,5) проводили в агломерационной чаше
Рис. 2.28. Некоторые технико-экономические пока-
затели переработки руды в зависимости от доли обо-
гащаемой рудной мелочи
50 60 70 80 90 !00
Доля обогащаемой рудной мелочи, %
245
Таблица 2.31
Ориентировочные технико-экономические показатели выплавки чугуна и извлечение
железа и никеля при различных вариантах обогащения руды
Вариант обогащения руды
Обогащение всей рудной мелочи
Обогащение 50 % рудной мелочи
Обогащение всей рудной мелочи
без перечистки концентрата
Извлечение при
обогащении и
производстве крицы, %
Fe
91,2
95,6
95,0
№
89,7
94,9
92,9
Содержание
Fe в офлюсо-
ванной
доменной
шихте, %
36,2
30,8
29,6
Расход
кокса, т/т
чугуна
0,703
0,811
0,835
Себестоимость
чугуна, %
100,0
92,8
90,5
Таблица 2.32
Химический состав рудных компонентов агломерационной шихты
Материал
Аккермановский концентрат
Ново-Киевская руда
Аккермановская руда
Крица
Содержание, %
Fe
46,1
35,6
29,6
73,5
Ni
0,56
0,52
0,46
1,85
Cr
0,86
1,44
0,89
0,70
SiO2
22,2
18,5
28,9
11,9
A12O3
9,2
8,3
10,1
4,3
CaO
1,3
2,6
1,6
0,9
MgO
1,4
3,4
1,8
2,3
П.П.П.
—
13,7
11,3
—
диаметром 300 мм. Составы исходной руды и продуктов обогащения, исполь-
зуемых для получения агломерата, приведены в табл. 2.32. Установлено поло-
жительное влияние аккермановского концентрата на показатели спекания при
замене им в шихте новокиевской рудной мелочи. Производительность уста-
новки при этом изменяется следующим образом:
Содержание концентрата в шихте, % 0
25
Производительность, т/(м -ч) 0,95 1,25
50
1,42
100
1,66
Полученные агломераты отличались высокой прочностью (выход фракции
5-0 мм после испытания в барабане составляет 18-23 %).
Руды Серовского района до настоящего времени не нашли промышленного
применения. Использованию их в доменной плавке препятствует отсутствие
надежного метода обогащения, сравнительно высокое содержание глинозема
в пустой породе руды, наличие хрома. Последнее обстоятельство усложняет
передел чугуна в сталь. В 60-е годы Институтом металлургии УФАН СССР
прорабатывалась схема переработки хромистых железняков Серовского райо-
на (рис. 2.29), аналогичная схемам переработки руды Аккермановского место-
рождения (рис. 2.26 и 2.27).
По сравнению со схемой переработки руд Ново-Киевского месторождения
эта схема имеет существенные преимущества:
246
Рудник
I
Руда PF, = 39 %
I
Обогащение
Концентрат CF = 49 %
I
Хвосты pFe = 32 %
I
Агломерация
Кричный процесс
Крица CFc = 80-85 % Шлак
i
f
Доменная печь
Конвертер
Шлак
На производство Хромистый шлак Мартен
цемента I I
На производство Готовая
хром-содержащих сталь
сталей или ферросплавов
Рис. 2.29. Технологическая схема переработки бурых железняков Серовского района
а) высокое извлечение железа и никеля в металл;
б) утилизация содержащегося в руде хрома;
в) относительно невысокий выход шлака в доменной плавке, позволяющи
работать с повышенным содержанием в них глинозема;
г) возможность организации извлечения глинозема из шлака.
К недостаткам схемы следует отнести:
а) ее сложность и высокие капитальные затраты;
б) необходимость организации производства стали дуплекс-процессом;
в) невозможность организации производства легированных никелем стале
(с содержанием никеля 2 % и выше) без добавок чистого никеля.
В зарубежной практике бурые железняки, содержащие железо, никель и xpoi*
перерабатываются пирометаллургическими методами с получением феррош
келя. Полученный ферроникель используется для легирования сталей вмест
чистого никеля. Таким путем перерабатываются окисленные железоникел!
вые руды в ряде стран: США, Канаде, Новой Каледонии, Польше и др. В Н<
вой Каледонии, например, ферроникель производится в электропечах из ру
содержащих, до 3,0 % Ni. В ферроникеле содержание никеля достигает 22-
23 %. Далее ферроникель подвергается операциям рафинирования.
В США, в штате Орегон, фирмой "М.А.Ханна никель смелтинг" организо-
вано производство ферроникеля с 45 % Ni из местных окисленных никелевых
руд. В основу производства положен Юджин-процесс. Сущность этого про-
цесса заключается в следующем: никелевая руда, содержащая 8-15 % Fe, 1,5 %
Ni, расплавляется в электропечи. Расплав переливается в ковш с одновремен-
ной подачей туда же ферросилиция. Никель восстанавливается за счет крем-
ния. Далее эту операцию переливания свежего рудного расплава в тот же ковш
с подачей туда ферросилиция повторяют многократно в присутствии получен-
ных порций ферроникеля. В результате содержание никеля в сплаве достигает
45 %. Сплав подвергается еще дополнительной рафинировке от вредных при-
месей, и далее как товарный продукт идет в сталеплавильное производство.
В Канаде в Ниагар-Фоллс была построена опытная установка для производ-
ства ферроникеля по методу Стратеджик-Юди. Установка включает в себя вра-
щающуюся трубчатую печь длиной 24 м, диаметром 1,5 м и три электропечи
мощностью до 1000 кВА. Сущность метода заключается в следующем. Сырая
руда в смеси с восстановителем и флюсом в необходимых соотношениях по-
ступает во вращающуюся трубчатую печь. В этой печи происходит сушка сы-
рых материалов, разложение карбонатов и частичное восстановление оксидов
железа. Оксиды никеля, кобальта восстанавливаются полностью. С целью пре-
дупреждения настылеобразования температура шихты на выходе из печи не
должна превышать температуру начала размягчения руды. Она должна быть
несколько ниже. Обожженная шихта из трубчатой печи с помощью футеро-
ванных огнеупорами контейнеров передается в электрическую дуговую печь,
где она плавится. Здесь же происходит довосстановление оксидов железа и
других металлов, разделение металла и шлака.
Особенностью метода является ведение плавки в электропечи с открытыми
дугами. Дуги горят в жидком шлаковом расплаве. Загрузка твердой шихты в
электропечь производится по периферии. Центральная часть печи остается
свободной от твердых материалов. Благодаря этому газы, образующиеся в про-
цессе восстановления оксидов металлов, свободно удаляются из зоны реак-
ции. Отсутствие контакта жидкого металла с шихтой и возможность регули-
рования шлакового режима различными добавками позволяют вести селек-
тивное восстановление.
Методом Стратеджик-Юди могут перерабатываться самые разнообразные
комплексные руды с получением ферросплавов, чугунов и стального полу-
продукта. Успешное испытание метода позволило ставить вопрос о проекти-
ровании промышленной установки для Филиппин производительностью
1800 т/сут. В Венесуэле сооружена промышленная установка производитель-
ностью 400 т/сут.
248
Производство легированных никелем сталей в настоящее время осуществ-
ляется по весьма сложной технологической схеме, причем сложной является
ее часть, относящаяся к получению чистого никеля из руды, которая включает
большое число операций. Институтом Гипроникель предлагается окисленные
никелевые руды перерабатывать в установке "вращающаяся печь - электро-
печь" с получением сплава сложного состава, содержащего железо, никель,
кремний, углерод и другие элементы. Далее этот сплав подвергают рафиниро-
ванию в конвертерах. Полученный ферроникель идет на легирование сталей.
Недостатками этой схемы являются: потери железа, содержащегося в руде,
значительные капитальные затраты на рафинирование ферроникеля и относи-
тельно низкое G %) содержание никеля в конечном сплаве. Институтом ме-
таллургии УрО РАН предложен и испытан метод получения легированных ни-
келем марок сталей из железоникелевых руд, в основе которого использована
технологическая схема Стратеджик-Юди (рис. 2.30). При этом переработке под-
вергаются забалансовые по содержанию никеля железные руды. Смесь руды с
необходимым количеством флюса и восстановителя, обеспечивающего вос-
становление всего никеля до металлического состояния и оксида железа до
FeO, загружается во вращающуюся трубчатую печь, где нагревается и частич-
но восстанавливается. Во избежание настылеобразования максимальная тем-
пература во вращающейся печи поддерживается примерно на 40-50 градусов
ниже температуры размягчения шихтовых материалов, и в зависимости от типа
перерабатываемой руды составляет 950-1200 °С.
Исходная руда 0,2 % и более Ni
Сушка и дробление
Вращающаяся печь
7
Электропечь восстановления
i ; i
Ферроникель 6-15 % Ni Электропечь восстановления
1
Стальной полупродукт
I
Сталеплавильная электропечь
i I
Саморассыпающийся Марочная
шлак легированная сталь
¦*• 2.30. Схема производства сталей, легированных никелем
249
Материал из вращающейся печи, состоящий из нагретой частично восста-
новленной руды и флюса, поступает в плавильную электропечь. В этой печи
происходит плавление руднофлюсовой смеси, выделение никеля и небольшо-
го количества железа с образованием ферроникеля, содержащего до 15 % Ni, и
железистого шлака с высоким содержанием железа и незначительным — ни-
келя. Этот железистый шлак в жидком виде выдается во вторую электропечь,
в которую дополнительно вводится восстановитель из расчета максимального
извлечения железа и необходимое количество флюсов.
Во второй электропечи получается стальной полупродукт с незначительным
содержанием примесей (хрома, марганца, никеля, кремния, серы и фосфора).
Этот полупродукт заливается в следующую печь, в которой доводится до не-
обходимой марки стали с использованием ферроникеля, полученного в пер-
вой электропечи. Шлак из второй электропечи идет на химическую перера-
ботку для извлечения глинозема или на производство портландцемента, а в
крайнем случае используется для известкования кислых почв.
Особенности и преимущества предложенной схемы заключаются в следую-
щем:
1) обеспечивается полное использование железа, никеля, кобальта;
2) возможна переработка руд с повышенным содержанием железа;
3) благодаря наведению высокоосновных шлаков получаются продукты с
низким содержанием вредных примесей;
4) отсутствие необходимости в подготовке (окусковании) сырья;
5) возможность использования руд сложного состава, которые в доменной
печи могут проплавляться с большими потерями;
6) возможность использования в качестве восстановителя дешевых сортов
топлива.
1.10. Способ переработки никельсодержащего
железорудного сырья
Способ включает загрузку никельсодержащего железорудного сырья в печь
металлизации, металлизацию за счет горячих восстановительных газов, полу-
чаемых в газификаторе с жидкой расплавленной ванной при газификации угля
и углеродсодержащих материалов с дополнительным получением в газифика-
торе полупродукта и шлака, которые используют в качестве дополнительной
шихты в дуговой электропечи, и плавку в дуговой электропечи. Для процесса
восстановления и металлизации никельсодержащего железорудного сырья в
печи металлизации используют горячие восстановительные газы с температу-
рой 1100-1400 °С. Изобретение позволяет удешевить процесс выплавки фер-
роникеля путем применения дешевых углей или углесодержащих материалов
для частичной замены электроэнергии, а также увеличить содержание никеля
250
в ферроникеле за счет дополнительного восстановления газообразным вос-
становителем с температурой 1100-1400 °С и применения магнитной сепара-
ции металлизированного сырья. Кроме того, резко уменьшается длина зоны
восстановления в печах металлизации, что приводит к сокращению габаритов
агрегатов, в частности, длины вращающихся трубчатых печей, со снижением
тепловых потерь, капитальных и эксплуатационных затрат.
Изобретение относится к металлургии, в частности, к процессам металлиза-
ции и ферросплавному производству.
Известен способ выплавки ферроникеля, при котором переработку окислен-
ных никелевых руд ведут в руднотермических печах. Технологическая схема
производства ферроникеля из окисленных никелевых руд включает агломера-
цию, сушку или прокаливание руды с частичным восстановлением оксидоб
железа и никеля до металлов в трубчатых вращающихся печах, плавку горяче-
го огарка G00-900 °С) на ферроникель в руднотермической печи в присут-
ствии восстановителя, рафинирование и обогащение первичного ферронике-
ля в конвертере. Однако этот процесс очень энергоемкий, он включает такш
энергоемкие процессы, как плавку в рудноэлектротермической печи, кром<
того, для нагрева оксидов металла во вращающейся трубчатой печи требуете;
использовать дополнительное топливо (природный, коксовый газ, угольна:
пыль и т.д.).
Основным недостатком этого процесса является значительный расход элек
троэнергии в руднотермической печи как на процесс плавления огарка, так ]
на процесс восстановления в руднотермической печи никеля и железа, так ка
процессы восстановления в трубчатой вращающейся печи при этом развива
ются недостаточно.
Известен также способ выплавки ферроникеля в доменной печи, однако пр
этом используется дорогостоящий кокс, причем удельный расход кокса достиг^
ет 1000 кг/т чугуна. Кроме того, при этом способе экологические выбросы дос
тигают значительных величин из-за наличия агломерационного и коксового прс
изводства, дающих наибольшее значение вредных выбросов в атмосферу.
Известен также способ частичного восстановления окатышей, причем прс
цесс восстановления происходит в шахтной печи путем использования во<
становительных газов, получаемых в газификаторе с жидкой ванной. При это
способе возможно использование для газификации и процессов восстановл!
ния дешевого углеродосодержащего материала; как правило, это низкосор
ные угли. Однако в этом случае требуется специальный процесс получеш
окисленных окатышей, не предусмотрено использование никель-железосоде]
жащих материалов, а температура газа, подаваемого в шахтную печь, соста
ляет 850-900 °С.
Известен также способ бескоксовой переработки ванадийсодержащего ру,
ного сырья с получением легированной ванадием стали, в котором из ван
дийсодержащего сырья дополнительно получают ванадийсодержащий полу-
продукт и шлак в плавильном газификаторе с жидкой ванной при газифика-
ции угля и углеродсодержащих материалов с одновременным получением го-
рячего восстановительного газа, который с температурой 850-1050 °С и с рас-
ходом 2000-2700 м3/т сырья подают в шахтную печь для металлизации вана-
дийсодержащего сырья, при этом получаемый ванадийсодержащий полупро-
дукт и шлак используют в качестве дополнительной металлошихты для про-
цесса плавки в дуговой печи. Кроме того, экспортный газ из печи металлиза-
ции используют в качестве дополнительного топлива в электропечи. Однако в
этом случае для процессов восстановления рудного сырья используются лишь
восстановительные газы, температура восстановительного газа 850-1050 °С,
что не обеспечивает эффективное протекание процессов в случае получения
ферроникеля (при одновременном восстановлении никеля и железа). Кроме
того, в газификаторе с жидкой ванной не используется надшлаковая коксовая
или графитовая кусковая насадка, что затрудняет процесс получения восста-
новительных газов нужной повышенной температуры. Не предусмотрены и
использование никель-железосодержащих материалов, продувка металла в
электропечи для рафинирования никеля и использование экспортного газа для
дополнительного восстановления никеля в электропечи.
Таким образом, известен способ выплавки ферроникеля, принятый за про-
тотип, при котором проводится получение горячего огарка в трубчатой враща-
ющейся печи, а плавку горячего огарка и восстановительные процессы прово-
дят на ферроникель в руднотермической печи в присутствии восстановителя.
Однако недостатком этого способа является высокая энергоемкость процес-
са, включающего плавку в рудно-электротермической печи в присутствии вос-
становителя и необходимость использования дополнительного топлива во вра-
щающейся печи (природного, коксового газа, угольной пыли и т.д.). При этом
дорогостоящая электрическая энергия расходуется как на процесс плавления
твердой фазы, так и на эндотермические процессы восстановления никеля.
Требуется также дополнительное обогащение ферроникеля в конвертере. Кроме
того, вследствие наличия окислительной атмосферы во вращающейся трубча-
той печи происходит неконтролируемое горение твердого восстановителя в
шихте с образованием диоксида углерода, что резко замедляет процессы вос-
становления и требует значительного — до 60-80 м — удлинения трубчатых
печей. При горении твердого восстановителя в шихте температура в слое са-
мопроизвольно и неконтролируемо изменяется, что не позволяет выдержи-
вать оптимальную температурную траекторию по длине зоны восстановле-
ния, необходимую для эффективного протекания восстановительных процес-
сов, а при повышении температуры образуются настыли и происходит сниже-
ние стойкости футеровки печи. Чрезмерно большая протяженность зоны вос-
становительных процессов и большая длина печей приводит к значительным
252
капитальным и эксплуатационным затратам, дополнительным потерям тепло-
вой энергии через кладку печи, затрудняет процессы автоматизации и управ-
ления.
Задачей предлагаемого изобретения является удешевление процесса полу-
чения ферроникеля, снижение энергоемкости процесса и вредных выбросов в
атмосферу, а также уменьшение капитальных и эксплуатационных затрат. Тех-
ническим результатом предлагаемого изобретения является повышение нике-
ля в ферроникеле.
Решение задачи достигается тем, что никельсодержащие железорудные ма-
териалы (например, содержащие хромоникелевую руду или концентрат с со-
держанием никеля свыше 0,4-0,5 % и железа 35-50 %) проходят восстанови-
тельную стадию металлизации в печи металлизации, например во вращаю-
щейся трубчатой печи или в шахтной печи, при этом используется двойной
восстановитель — как углеродосодержащие твердые материалы, например,
уголь или коксик (в шихте), так и дополнительно горячие восстановительные
газы в атмосфере печи, получаемые при газификации дешевых углеродосо-
держащих материалов, например, угля или любых углеродсодержащих отхо-
дов в жидкой расплавленной ванне. При этом температура горячих восстано-
вительных газов, поступающих из газификатора для восстановления никеле-
вой руды, составляет значительно большую величину, чем в способах — 1100—
1400 °С, что обеспечивает нагрев никельсодержащих железорудных материа-
лов и эффективное одновременное протекание процессов восстановления как
никеля, так и железа, необходимых для получения ферроникеля.
Указанная температура восстановительных газов обеспечивается на выходе
из газификатора с жидкой расплавленной ванной. Газификатор при этом рабо-
тает в смешанном режиме — с одновременным получением горячих восста-
новительных газов (ГВГ), металлического полупродукта (чугуна) и шлака. С
целью стабилизации теплового режима газификатора и увеличения степени
восстановления никеля дополнительно используется над шлаковым слоем кус-
ковая коксовая или графитовая насадка. При загрузке в газификатор в качестве
рудной части никельсодержащего железорудного сырья и материалов обеспе-
чивается получение полупродукта с содержанием никеля до 5-10 % и шлака с
содержанием никеля 0,05-0,5 %. В печи металлизации восстановительный газ
используется на поддержание температуры материала в пределах 1000-1100 °С,
что обеспечивается за счет температуры поступающего горячего восстанови-
тельного газа 1100-1400 °С, а также на восстановление никеля (до 90-95 %) и
железа F0-80 %) по реакциям:
№О + СО -> Ni + СО2, B.Ю)
73Fe203 + СО -> 2/3Fe + СО2; B.11)
253
NiO + H2 -> Ni + H2O, B.12)
V3Fe203 + H2 -> 2/3Fe + H2O. B.13)
Кроме того, в трубчатой печи обеспечивается и дополнительное твердофаз-
ное восстановление никеля и железа за счет загружаемых углеродосодержа-
щих твердых материалов (уголь, коксик) по реакциям:
№0 + С -> Ni + CO, B.14)
FeO + С -> Fe + CO. B.15)
Для эффективного протекания процессов восстановления никель-железосо-
держащего сырья требуется поддержание температуры восстановительного газа
в пределах 1100-1400 °С. Тогда по условиям теплопередачи в печи температу-
ра никельсодержащего железорудного материала обеспечивается в пределах
1000-1100 °С. При более низкой температуре газа-восстановителя и, соответ-
ственно, материала, уменьшается степень восстановления никеля и железа.
При более высокой температуре материала (>1400 °С) появляется опасность
его размягчения и образования настылей. При температуре отходящих из га-
зификатора газов более 1400 °С для снижения его температуры перед подачей
в печь металлизации до необходимого уровня предусмотрено использование в
качестве охладителя части очищенного после восстановления газа.
Создание в трубчатой печи восстановительной атмосферы при использова-
нии горячих восстановительных газов обеспечивает резкое (в 1,5-2,0 раза)
повышение эффективности протекания восстановительных процессов как за
счет использования двойного восстановителя — газообразного и твердого, так
и за счет предотвращения окислительного горения твердого восстановителя в
шихте печи.
После обжига восстановленная никелевая руда (губка) поступает в электро-
печь. В электропечь также подается жидкий полупродукт из газификатора с
жидкой ванной и никельсодержащий шлак. Кроме того, в топливно-кислород-
ных горелках используется кислород и часть газа, выходящего из печи метал-
лизации (экспортного газа) для снижения расхода электроэнергии и продувки
металла для дополнительного восстановления никеля за счет оксида углерода
экспортного газа и для очистки получаемого ферроникеля от примесей при
продувке кислородом.
В газификатор с жидкой ванной загружается никельсодержащее железоруд-
ное сырье, например хромоникелевая руда с содержанием никеля свыше 0,4-
0,5 %, а также любые никельсодержащие материалы с содержанием никеля до
70 %.
Кроме того, в газификатор подаются углеродсодержащие материалы, напри-
мер, уголь или любые углеродсодержащие отходы. В газификаторе с жидкой
254
данной происходит жидкофазное восстановление никеля и железа по реакци-
~яМ, указанным выше, типа B.14) и B.15).
Для дополнительного увеличения содержания никеля в получаемом ферро-
никеле и повышения марочности ферроникеля дополнительно вводится сле-
дующая технологическая цепочка. Полученная в трубчатой печи никелевая
губка охлаждается, измельчается и подвергается сепарации в слабом магнит-
ном поле с дополнительным обогащением металлизированным никелем. По-
лученный концентрат загружается в электропечь или другой сталеплавиль-
ный агрегат, а бедная никелевая губка направляется в газификатор с жидкой
ванной.
При этом выдерживаются следующие параметры технологического процесса.
Основным продуктом плавки в электропечи или в другом агрегате является
ферроникель с содержанием никеля более 3,5^,0 %. При этом металлическая
часть шихты включает никелевую губку (губчатый ферроникель), полученный
во вращающейся трубчатой печи или в шахтной печи с содержанием никеля
свыше 0,4-0,5 %, а также никельсодержащего полупродукта с содержанием
никеля свыше 2-10 % и шлак с содержанием никеля свыше 0,05-0,5 %, полу-
ченные в газификаторе с жидкой ванной при его работе в смешанном режиме
(с одновременным пблучением восстановленного газа, металлического полу-
продукта и шлака).
С целью дополнительного повышения содержания никеля в ферроникеле
после получения металлизированной губки в трубчатой печи проводится ее
охлаждение, измельчение и магнитная сепарация. Тогда в качестве металли-
ческой части шихты электропечи используется никельсодержащий отсепари-
рованный концентрат с содержанием никеля свыше 2-10 % и также никельсо-
держащий полупродукт и шлак.
В электропечь также подается часть экспортного газа, выходящего из труб
чатой печи, и кислорода для сжигания в тошгавно-кислородных горелках и:
расчета получения тепловой мощности до трети от электрической мощносп
печи, а также для дополнительного восстановления никеля из шлаковой фазь
за счет оксида углерода экспортного газа.
При этом металлическая часть шихты состоит из трубчатого ферроникеля i
содержанием никеля свыше 0,4-0,5 %, никельсодержащего отсепарированно
го концентрата губчатого ферроникеля с содержанием никеля свыше 2-10 °Л
получаемого после магнитной сепарации обожженной в трубчатой печи нике
левой руды, а также никельсодержащего полупродукта с содержанием никел
свыше 2-10 % и никельсодержащего шлака с содержанием никеля 0,05-0,5 %
полученные в газификаторе с жидкой ванной при его работе в смешанном ре
жиме (с одновременным получением восстановительного газа, металлическс
го полупродукта и шлака).
В газификатор с жидкой ванной загружают углеродсодержащий материал,
например, уголь; или любые углеродсодержащие отходы с расходом в пере-
счете на энергетический уголь 0,5-0,6 кг/м3 восстановительного газа, а также
никель-железосодержащее рудное сырье, например, хромоникелевая руда,
никельсодержащие агломерат, окатыши или брикеты с содержанием никеля
свыше 0,5 %, а также любые никельсодержащие материалы с содержанием
никеля до 70 %. Кроме того, в газификатор загружается отсепарированная бед-
ная никелевая губка, получаемая в качестве остатка после магнитной сепара-
ции обожженной в трубчатой печи никелевой руды.
В печь металлизации, например, в трубчатую или шахтную печь, загружает-
ся никельсодержащее железорудное сырье, например, хромоникелевая руда,
никельсодержащий агломерат или окатыши с содержанием никеля свыше 0,4-
0,5 %, а процесс восстановления проводят горячим восстановительным газом
с температурой 1100-1400 °С и содержанием СО = 40-60 %, Н2 = 25-35 %,
получаемого в газификаторе с жидкой ванной до степени металлизации нике-
ля 90-95 %, железа — 60-80 % и расходом восстановительного газа 1500-
2200 м3/т полупродукта. Кроме того, для увеличения степени восстановления
в шихту печи металлизации добавляют твердый восстановитель — уголь или
коксик в количестве до 2-3 % от массы шихты. При необходимости увеличе-
ния содержания никеля в ферроникеле в блоке магнитной сепарации никель-
содержащая губка, полученная в печи металлизации, подвергается охлажде-
нию, измельчению и магнитной сепарации. При этом отсепарированный кон-
центрат поступает в электропечь или другую сталеплавильную печь, а бедный
никелем остаток после сепарации поступает в газификатор с жидкой ванной.
На рис. 2.31 представлено устройство, реализующее предлагаемый способ.
Оно содержит газификатор 1, печь для металлизации 2, электросталепла-
вильную печь 3, охладитель губки 4, измельчитель губки 5, магнитный сепа-
ратор 6, пылеочиститель 7, бункер пыли 8.
Устройство работает следующим образом. В газификатор 1 через засыпное
устройство подают углеродсодержащий материал 9, например, уголь или лю-
бые углеродсодержащие отходы, никель-железосодержащее рудное сырье 10,
например, хромоникелевую руду, агломерат, окатыши или брикеты, а также
любые никельсодержащие материалы (шлак, штейн, файнштейн и др.). Кроме
того, загружается никельсодержащая пыль 11 из бункера 8 пылеочистки 7.
Одновременно через фурмы подается кислород 12. Получаемые в процессе
жидкофазного восстановления горячие восстановительные газы 13 подаются
в трубчатую печь 2, при необходимости может в трубчатую печь подаваться
также воздух для горения 14. С другой стороны (со стороны загрузки) в труб-
чатую печь 2 подают рудное никель-железосодержащее сырье 15, например,
хромоникелевую руду или агломерат, а также твердый восстановитель — уголь
или коксик 16. Отработанный после восстановительных процессов газ 17 на-
256
23 j 9\lO
72
> \
1
24
26
/P
¦I
t л
77
25
3
i Iй
22
74
73
75
г
76
' i
t
2
27
1
i
4
i
5
t
17
7
\
r
8
\
20
r
I "
1
Рис. 2.31. Вариант устройства, реализующего предлагаемый способ
правляется в систему очистки 7. Часть очищенного газа 18 используется для
регулирования температуры горячих восстановительных газов перед их пода-
чей в печь для металлизации, часть 19 используется как топливо в электропе-
чи 3, а часть 20 используется для получения пара и электроэнергии как вто-
ричных энергетических ресурсов. Получаемая в пылеулавливателе 7 пыль из
бункера 8 направляется в газификатор 1.
Получаемая в трубчатой или шахтной печи металлизированная никельсодер-
жащая губка 21 направляется в электропечь 3. В случае необходимости увели-
чения содержания никеля в ферроникеле металлическая губка 21 (на рисунке
эта технологическая цепочка отмечена пунктиром) направляется в охладитель
4, измельчитель 5 и магнитный сепаратор 6. При этом обогащенная в магнитном
сепараторе 6 богатая губка 22 направляется в электропечь, а бедная 23 подается
в газификатор. В электропечь 3 таким образом загружается металлизированная
никельсодержащая губка 21 (или обогащенная губка 22), полупродукт 24 и шлак
. Лисиенко В.Г. и др.
257
25 из газификатора 1, а также подается экспортный газ 19 и кислород 26. Про-
дуктами электроплавки являются ферроникель 27 и шлак 28.
Преимуществом данного способа является повышение степени восстанов-
ления никеля в печи металлизации за счет высокой температуры восстанови-
тельного газа 1300-1400 °С и снижение себестоимости за счет замены части
электроэнергии, применяемой для руднотермическои восстановительной плав-
ки дешевым углем или любыми углесодержащими продуктами, в том числе
отходами. При использовании при плавке в электропечи наряду с твердым
металлизированным продуктом жидкого никельсодержащего полупродукта
расход электроэнергии дополнительно снижается до 100 кВт-ч при 30—40 %
жидкого полупродукта в шихте электропечи. Кроме того, концентрация нике-
ля повышается за счет использования тройного комбинированного как газово-
го, так и твердофазного и жидкофазного восстановления оксидов никеля, а
также за счет дополнительной магнитной сепарации металлизированной ни-
келевой губки.
При этом также в 1,5-2 раза снижается требуемая протяженность зоны вос-
становления (длина, высота печи), что при строительстве и реконструкции
агрегатов приведет к соответствующему снижению капитальных и эксплуата-
ционных затрат, а также тепловых потерь.
258
Глава 2.
ВРАЩАЮЩИЕСЯ ПЕЧИ ОГНЕУПОРНЫХ ЗАВОДОВ
2.1. Вращающаяся печь для обжига кусковых материалов
Вращающиеся печи в настоящее время относятся к наиболее высокопроиз-
водительным и механизированным печным агрегатам для обжига кусковых
материалов. В огнеупорной промышленности вращающиеся течи получили
значительное распространение для обжига шамота, магнезита, доломита и
дунита.
Вращающаяся печь представляет собой длинный барабан, установленный с
уклоном 3-5 % и вращающийся со скоростью 0,5-1,2 об./мин. В верхний хо-
лодный конец барабана, входящий в пылевую камеру, подается обжигаемый
материал. Нижний горячий конец барабана входит в откатную головку, через
которую в печь подается топливо. Обожженный материал через щели откат-
ной головки поступает в холодильник (рис. 2.32). Барабан печи делают свар-
ным или клепанным из листовой стали толщиной 15—40 мм диаметром 2,0-
5,0 м, длиной от 40 до 185 м. Внутреннюю поверхность печи футеруют огне-
упорным кирпичом, см. также введение.
Печь при помощи бандажей опирается на опорные ролики. Количество ро-
ликов колеблется от 3 до 9 пар в зависимости от длины печи. Надлежащая
установка печи и заданный угол наклона обеспечиваются соответствующим
монтажом опорных роликов. Положение печи по отношению к опорным ро-
ликам контролируется установкой специальных упорных роликов. Вращение
печи передается с помощью венцовой шестерни, эластично закрепленной на
барабане печи, через редуктор от двигателя мощностью 45-310 кВт и больше.
Холодильники печей для обжига огнеупорных материалов представляют
собой металлический сварной барабан, опирающийся двумя бандажами на две
пары опорных роликов. Привод холодильников самостоятельный; число обо-
ротов холодильника больше, чем печи, и составляет от 3 до 6 в минуту. Холо-
дильник чаще всего располагают под обжигательным барабаном с уклоном от
Рис. 2.32. Схема вращающейся печи: 1 — головка; 2 — горячая камера; 3 — холодильник; 4 —
бандаж; 5 — шестерня; б — печь; 7 — течка; 8 — холодная камера
259
5 до 7°. Длина холодильника 15-25 м, отношение диаметра холодильника к
диаметру печи 0,62-0,75. Воздух, проходя по холодильнику, охлаждает мате-
риал и нагретым поступает в зону горения в качестве вторичного.
Топливом для вращающихся печей служит природный, коксовый, реже кок-
содоменный газ, мазут и угольная пыль. Газообразное топливо и угольная пыль
сжигаются с помощью горелок высокой производительности, жидкое топливо
— преимущественно с помощью механических форсунок.
2.2. Движение материала во вращающейся печи
Движение сыпучих материалов во вращающейся печи в первом приближе-
нии можно представить как пересыпание (перекатывание) слоя кусков мате-
риала, располагающегося в поперечном сечении печи в виде сегмента (рис.
2.33, а) (см. также разд. В.З).
Угол Р подъема центра тяжести сегмента, по исследованиям 3. Б. Канторо-
вича, равен углу подъема материальной точки. В любой момент времени при
вращении барабана скатывается только та часть материала, которая вышла на
поверхность, омываемую дымовыми газами, и поднялась на угол, больший
угла подъема центра тяжести.
Допустим, что в печи находится один кусок. Этот кусок при вращении печи,
поднявшись на угол Р, будет скользить вниз. Если вместо одного куска в печи
находится много кусков, плотно прилегающих один к другому, то кусок, под-
нявшись на угол Р, для движения вниз, должен отдавить всю лежащую ниже
массу кусков, которые еще не переместились на угол р. Вследствие этого ку-
сок может подняться на угол, больше р. То же произойдет и с другими куска-
С,
Рис. 2.33. Схема расположения материала во вращающейся печи: а — расположение сегмента; б -
пояснение к замене вращения печи вращением линии АС
260
ми, лежащими ниже уровня, соответствующего углу подъема р. Некоторые
куски поднимаются до точки А и только из точки А скатываются, другие ска-
тываются по достижении уровня, соответствующего углу подъема р, т.е. с по-
ловины хорды АС. Следовательно, средняя проекция линии ската на нормаль-
ную секущую плоскость печи составляет 0J5AC.
При скатывании материал вследствие наклона печи отклоняется от нормали
к оси печи на угол ската у. Угол ската для слабо наклоненных барабанов с
небольшим числом оборотов выражается формулой
^ B.16)
sinP
где а — угол наклона печи; Р — угол подъема центра тяжести сегмента мате-
риала.
Угол Р равен углу ср, как углы с взаимно перпендикулярными сторонами.
Угол ф — угол наклона плоскости расположения материала зависит от осо-
бенностей обжигаемого материала и условий обжига; он зависит от крупно-
сти кусков и природы материала, а также от температуры в печи. В каждом
конкретном случае угол ср можно определить опытным путем.
Продвижение материала вдоль оси печи за время одного ската равно
0,75^Ctg у или O,75^Ctg a/sin ср.
Количество скатов (перевалок) за один оборот печи по А. П. Ворошилову
определяют при замене вращения печи вращением линии АС (рис. 2.33, б).
Отрезок AN при вращении, очевидно, опишет кольцевую площадь F, Пло-
щадь F, умноженная на длину печи L, представляет объем материала, перека-
тывающегося по плоскости ската за время одного оборота. Если этот объем
разделить на объем печи, занятый материалом (объем материала), то частное
будет равно числу перевалок за один оборот печи.
Число перекатываний для всей массы материала за один оборот печи будет
F'L F'
, м/мин, B.17)
jiD2 , nD2
где е — коэффициент заполнения печи; D — внутренний диаметр печи.
Скорость продвижения материала определяют по уравнению
nD sincp B.18)
4
где и — число оборотов печи в минуту.
261
По рис. 2,24» б
B.19)
B.20)
F'--
nD2
4
ЛС~
nD2
4
Dsin
cos2
8/2
5
2
nD2
4
. 5
sm
2
Подставляя значения АС и F в формулу скорости, получим
Угол ф зависит от коэффициента 8.
2 в
B.21)
е 2 втф
Выражение е sin(8/2) можно заменить равным ему выражением 4,4 - 5,6е,
тогда в окончательном виде получим
^ B.22)
Из формулы B.22) видно, что в различных зонах печи по мере уменьшения
заполнения (усадки) скорость движения материала будет увеличиваться.
Производительность печи определяется выражением
P = 60v|ieF,T/4. B.23)
где v — скорость движения материала в горячем конце печи, м/мин; F — сече-
ние печи, м2; ц — насыпной вес материала, т/м3.
Подставляя значение скорости и объединяя и несколько округляя постоян-
ные, получим формулу для определения производительности вращающейся
печи
, т/ч. B.24)
Приведенные формулы можно использовать при конструировании печей с
переменными диаметрами в различных зонах.
2.3. Расчет основных размеров печи
Объем обжигательного барабана определяют по формуле
Уб=^-,м, B.25)
pR
262
где V6 — объем барабана без учета толщины футеровки, м3; Р — производи-
тельность печи, т/сут.;/) — удельная производительность печи т/(м3-сут.); R —
коэффициент использования печи по времени (см. также часть I, гл. 2).
Внутренняя поверхность барабана
где Р — производительность печи, кг/ч; Рп — съем продукции с одного квад-
ратного метра поверхности печи, кг/(м ч); R — коэффициент использования
печи по времени.
Длина обжигательного барабана
L= ^—=-,м, B.27)
0,786?>2
или
L= Fbh ,,м, B.28)
0,786?>2
где D — диаметр барабана, м.
Соотношение между длиной L и диаметром обжигательного барабана D обыч-
но принимают
LID =15-21 при L > 70 м, B.29)
LID = 20-35 при L> 70 м. B.30)
2.4. Внешние теплообменники вращающихся печей
Вращающиеся печи имеют крупные недостатки: высокий удельный расход
топлива и большой унос сырья.
В табл. 2.33 приведен удельный расход топлива во вращающихся и шахтных
печах.
Высокий удельный расход топлива во вращающихся печах, особенно при
высоких температурах обжига, объясняется плохой теплопередачей в самой
печи и в барабанных холодильниках. Отходящие газы при сухом способе об-
жига магнезита имеют температуру 700-800 °С, при обжиге шамота — 350-
500 °С. Использование тепла и подогрев воздуха для горения в барабанных
холодильниках неэффективны, так как температура воздуха обычно не превы-
Шает 300 °С. Снизить расход топлива во вращающихся печах, очевидно, не-
263
Таблица 2.33
Удельный расход условного топлива во вращающихся и шахтных печах, кг/т
Материал
Магнезит (сухой способ обжига)
Кусковой шамот
Вращающиеся печи
450
125-150
Шахтные печи
240
105
возможно без увеличения температуры подогрева воздуха и улучшения ис-
пользования тепла отходящих газов.
Для использования тепла отходящих газов к печам устанавливают внешние
теплообменники различной конструкции. Некоторые теплообменники служат
одновременно фильтрами для улавливания пыли.
На рис. 2.34 показана схема подготовительной решетки. Материал подается
на решетку в гранулированном виде или в виде яйцевидных брикетов. Сопро-
тивление решетки при слое гранул 20-23 см составляет около 100 мм вод. ст.
Решетка делится на две камеры: горячую и камеру сушки. Отходящие газы
поступают из печи в горячую камеру с высокой температурой (900-1000 °С), в
сушильной камере газы разбавляют воздухом до 300 °С.
W
Рис. 2.34. Подготовительная решетка: 1 — гранулятор; 2 — загрузочная воронка; 3 —камера сушки;
4 — камера подогрева, 5 — труба для розжига печи; б — смесительная камера; 7 — вращающаяся
печь; 8 — колосниковая решетка; 9 — отверстия для отсоса дымовых газов
264
По данным ВИО, с применением подготовительных решеток удельный рас-
ход условного топлива при обжиге магнезита снижается с 450 до 280 кг/т и
при обжиге доломита с 380 до 240 кг/т. Обжигать глины в установках с подго-
товительными решетками можно при разных режимах:
1) сушка и нагрев сырья до 700 °С с полной дегидратацией глин на решетке;
2) сушка и нагрев сырья до 500-550 °С с частичной дегидратацией;
3) сушка и нагрев сырья на решетке до 400 °С.
Температура отходящих из печей газов при этих режимах работы установки
соответственно должна быть 1300, 1000 и 700 °С. Во всех случаях потребует-
ся значительное разбавление газов воздухом, в частности при поступлении их
в камеру сушки, во избежание растрескивания гранул.
Однако применение подготовительных решеток усложняет работу печи в
связи с необходимостью частых ремонтов механизмов, работающих в услови-
ях высоких температур, а также с необходимостью полного или частичного
гранулирования (брикетирования) сырья, связанного энергоемкими, техноло-
гическими операциями: сушкой, размораживанием (в зимнее время) и размо-
лом сырья.
В огнеупорной промышленности подготовительные решетки более целесо-
образны при обжиге кускового сырья крупностью 6-30 мм.
На рис. 2.35 изображена комбинированная печь И. Ф. Чикурова, в которой
предусмотрено не только использование тепла отходящих газов, но и необхо-
димый подогрев воздуха.
Рис. 2.35. Комбинированная печь для обжига глины (по предложению И. Ф. Чикурова); 1 — загру-
зочное отверстие; 2 — газовая горелка; 3 — место выгрузки шамота
265
В настоящее время в огнеупорной промышленности внешние теплообмен-
ники вращающихся печей применяются только на опытных установках.
2.5. Вращающиеся печи для обжига глины
Вращающиеся печи для обжига глин в производстве шамотных огнеупоров
относятся к высокомеханизированным и высокопроизводительным печным
агрегатам. Показатели работы вращающихся печей для обжига глины приве-
дены в табл. 2.34.
Примерный тепловой баланс вращающейся печи длиной 46,0 м:
Статьи расхода %
Химические реакции 22,6
Испарение влаги 13,3
Тепло отходящих дымовых газов 23,8
Перегрев влаги материала 6,0
Потери от пылеуноса материала 7
Потери тепла с шамотом, выходящим из холодильника. 1,4
Потери в окружающую среду 18,4
Неучтенные потери и погрешности расчета 7,5
Итого 100,0
Потери глины в виде пыли, уносимой газами, достигают примерно 10 % от
веса абсолютно сухой глины, загружаемой в печь, и зависят от скорости газов
Таблица 2.34
Показатели работы вращающихся печей для обжига глины A960 г.)
Показатель
Размеры печи, м:
диаметр
длина
Производительность, т/ч
Удельный расход условного топлива, кг/кг
Унос пыли, %
Водопоглощение шамота, %
Зерновой состав шамота, %:
фракции, мм:
10
10-3
3-1
1
* Глина марки СО. ** Каолин.
Суворовский
рудник
3,0
60,0
12-13
0,14
14
4-6*
9
14
12
65
Боровичский
комбинат
3,0
60,0
12-13
0,14
10
1,7-5,0**
50
18
12
20
Запорожский
завод
3-3,6
60,0
13,5-14,0
0,14
25
1,6-6,0**
10
40
25
25
кмк
2,5
46,0
7,0
0,125
12
2,0-6,0
20
40
24
16
266
и от степени ее измельчения в печи. Даже при незначительном увеличении
скорости газов заметно повышается пылеунос. При скорости газов в печи, рав-
ной 0,7-0,8 нм/с, потери с уносом для мойской глины (КМК) достигают 7 %,
при скорости газов, большей 1 нм/с, потери достигают 30 %.
Скорость газов во вращающихся печах примерно прямо пропорциональна
отношению длины печи к ее диаметру. Поэтому пылеунос в коротких печах
меньше, чем в более длинных. Величина уноса зависит также от физических
свойств глины, прежде всего от ее связности. Каолины сухого обогащения, не
обладающие необходимой связностью, перед обжигом во вращающейся печи
предварительно гранулируют с добавками клеящих веществ, например суль-
фитно-спиртовой барды.
Зерновой состав получающегося шамота зависит от степени измельчения и
свойств обжигаемого сырья, а также от теплового режима печи. Чем больше
путь материала в печи, тем больше он измельчается, особенно в период дегид-
ратации. Длина участка дегидратации, занятого механически мало прочным
материалом, зависит от скорости нагрева материала. Последняя увеличивает-
ся с увеличением температурного градиента между газами и материалом по
длине печи. Поэтому целесообразно уменьшить длину печи, а подготовку гли-
ны к обжигу производить во внешних теплообменниках.
2.6. Вращающиеся печи для обжига магнезита и доломита
Вращающиеся печи для обжига магнезита и доломита конструктивно не от-
личаются от вращающихся печей для обжига шамота. Так как магнезит и до-
ломит значительно труднее спекаются, чем шамот, то продолжительность об-
жига этих материалов, а, следовательно, и длина печи, должны быть больши-
ми (отношение длины печи к ее диаметру >30).
В табл. 2.35 приведены эксплуатационные данные по работе вращающихся
печей для обжига магнезита и доломита, а в табл. 2.36 рекомендуемые нормы
для их расчета.
Магнезит и доломит во вращающихся печах можно обжигать двумя спосо-
бами: "сухим" и "мокрым". Для обжига по "сухому" способу в печь подается
материал после дробления и классификации или только после дробления до
кусков размером 40 мм без отсева мелочи.
Для обжига по "мокрому" способу материал тонко измельчается в шаровых
мельницах и в виде шлама с влажностью 35^40 % подается в печь.
"Мокрый" способ обжига по идее более приемлем для трудноспекающихся
материалов, которые с увеличением тонны помола спекаются при более низ-
кой температуре. Кроме того, при получении шлама выравнивается состав
материала, что имеет большое значение при обжиге неоднородных материа-
267
Таблица 2.35
Эксплуатационные данные по работе вращающихся печей для обжига магнезита
(завод "Магнезит") и доломита (Ямского и Никитовского комбинатов) A959-1960 гг.)
Обжигаемый
материал
Размеры печи,
м
1Г
of
с
о.
3
в. !
8 5
и «
Доломит
65
3,5
0,86-0,90
8,4-9,8
13,5-15,8
380-400
2,28-2,6
1 (?С 1
1 ,оО—1
Доломит (печь с
подготовительной
решеткой)
60
4,0
0,825
18,6-19,6
27,5-29,0
270
2,06
1 QC 1
I,OJ— 1
Магнезит (обжиг
по мокрому
способу)
90
90
3,6
3,6
0,81-0,83
0,9-0,95
8,1-9,5
11,0-11,8
9,4-11
12,8-13,!
525
440-480
2,9
2,5-2,1
2,0
2,0
То же (по сухому
способу)
170
4,5
0,89-0,9
25-27
11,75
460-475
2,7
2,0
То же(печь с
подготовительной
решеткой)
60
4,0
0,82-0,85
14-15
29-30
290-300
2,22-2,0
2,0
Таблица 2.36
Рекомендуемые нормы расчета вращающихся печей для обжига доломита и магнезита
(по данным Всероссийского института огнеупоров)
Назначение
Обжиг доломита по сухому
способу в печах:
длиной 60-65 м, диаметром
3-3,5 м по кожуху
с подготовительной
решеткой, длина печи 60 м,
диаметр 4,0 м
Обжиг магнезита по сухому
способу в печах:
длиной 50-75 м, диаметром
3-3,5 м
длиной 90 м, диаметром 3,6 м
Съем обожженного
продукта, кг/(м ч),
внутренней
поверхности
16,0-16,5
29,0
12,3-14,4
14,5
Коэффициент
использования
по времени
0,88
0,825
0,93—0,95
0,92
Удельные расходы
сырья, кг/кг
2,5
2,06
2,1
2,7
условного
топлива, кг/т
385
270
440
475
268
лов, например окварцованных магнезитов, в которых кварц находится в виде
жил и крупных включений. При обжиге шлама полнее протекают химические
процессы и уменьшается унос материала с пылью.
Однако "мокрый" способ обжига материалов имеет как экономические, так
и технологические недостатки. К экономическим относятся: больший расход
топлива и меньшая производительность, связанные с испарением большого
количества воды, большие затраты электроэнергии и труда на приготовление
шлама. Анализ работы печи показывает, что удаление воды из материала при
"мокром" способе производства занимает около 40 % длины печи, процесс де-
карбонизации заканчивается при 90 % длины печи и на собственно обжиг ос-
тается менее 10 % длины печи. При этом тонкость помола сырья оказывается
неэффективной: материал выходит из печи слабо спеченным, с большим коли-
чеством мелких фракций. При обжиге по сухому способу декарбонизация так-
же занимает 85-90 % длины печи. Следовательно, во вращающихся печах ма-
териал плохо подготавливается к обжигу. Для устранения этого недостатка
требуется значительно увеличить размеры печи или подготовку материала к
обжигу вынести за пределы печи во внешние теплообменники. Теплообмен-
ников, в которых проходил бы процесс декарбонизации в огнеупорной про-
мышленности, пока нет.
Способ обжига выбирают в зависимости от свойств сырья. Доломит более
рационально обжигать по "сухому" способу, т.е. кусками. Степень спеченнос-
ти доломита зависит от размера обжигаемых кусков. Так, например, для спе-
кания кусков ельнинского доломита величиной 40-50 мм требуется темпера-
тура 1700-1750 °С, а мелкие куски @-12 мм) при этой температуре размягча-
ются и налипают на футеровку печи, образуя кольца. Для удаления образовав-
шихся колец останавливают печь, что снижает ее производительность. Поэто-
му для спекания необходимо подавать доломит с небольшими колебаниями в
размерах кусков, например 5-20 мм, которые устанавливаются в зависимости
от свойств сырья. Вращающиеся печи имеют установки для улавливания пыли.
Большой пылеунос магнезита и доломита по сравнению с пылеуносом ша-
мота объясняется большим удельным расходом топлива, а, следовательно, и
большими скоростями газов. Так, приведенная скорость газов (по объему про-
дуктов горения) при обжиге магнезита составляет 1,8 нм/с, а при обжиге ша-
мота не превышает 0,6-1,1 нм/с. Увеличение сечения печи при выходе газов и
вводе материала значительно снижает пылеунос, так же как и применение улит-
ковых питателей.
Вращающиеся печи для обжига магнезита и доломита ранее часто отаплива-
ли угольной пылью, но вследствие изменения баланса топлива эти печи пере-
ведены на мазут и высококалорийный газ.
269
При отоплении угольной пылью 25-30 % золы топлива оседает в печи, ос-
тальная зола уносится дымовыми газами. При зольности угольной пыли до
12 % количество золы в обожженном материале не превышает 1,5-1,8 %, при-
близительно на эту же величину от присадки золы снижается содержание оки-
си магния в обожженном продукте.
Количество золы, оседающей во вращающейся печи, также в большей сте-
пени зависит от тонкости помола угля и от температуры плавления золы и
снижается при повышении степени измельчения и применения угля с тугоп-
лавкой золой. При отоплении печей мазутом или газом обжигаемый материал
не загрязняется.
270
Глава 3.
ВРАЩАЮЩИЕСЯ ПЕЧИ В МАШИНОСТРОЕНИИ
3.1. Термические барабанные печи
Барабанные печи используют для нагрева мелких изделий под закалку, нор-
мализацию, отпуск и цементацию. Они представляют клепаный или сварной,
из тонких железных листов, барабан с тонкостенными торцовыми крышками,
обычно чугунными, внутри футерованный фасонным огнеупорным кирпичом
со спиральными направляющими ребрами (рис. 2.36). В некоторых типах та-
ких печей в футерованный барабан без спиральных ребер вставляется еще ци-
линдрический полумуфель или муфель из жаростойкой стали или нихрома со
спиральными ребрами (рис. 2.37).
Нагреваемые мелкие изделия загружаются в эти барабаны или во вставлен-
ные в них муфели с одного их конца и при вращении в горизонтальном поло-
жении барабанов и муфелей изделия по зигзагообразной кривой передвигают-
ся к другому их концу, где они автоматически выпадают через отверстие на
конвейер закалочной ванны или в корзину. Барабан или муфель в этих печах
устанавливается на роликах на горизонтальной раме. Эти печи относятся к
типу методических автоматизированных вращающихся барабанных печей.
На рис. 2.36 цифры обозначают следующие части печи: 1 — огнеупорную
кладку; 2 — внешний железный кожух; 3 — двутавровые кольца, которыми
бандаж опирается на ролики; 4 — вращение барабана создается трением меж-
ду кольцами 3 и роликами 4, которые получают вращение от трансмиссионно-
го шкива через червячное сцепление 5; 7 — автоматически загружающий ко-
зырек; 8 — ток, в который автоматически падают нагреваемые изделия 9 через
отверстие в барабане; 10 — горелка или форсунка, отапливающая печь.
шшммж
Рис. 2.36. Методическая пламенная
5 6 4
банная печь фирмы Бове
271
шипи
wimwmmvmwm
Ш
Рис. 2.37. Барабанная печь с вращающейся нихромовой ретортой для нагрева шариков
Печные газы, пройдя барабан навстречу потоку изделий, удаляются дымо-
вой зонт, висящий над загрузочным концом печи. Размеры печей указаны в
табл. 2.37. Значительный недостаток этих печей — сравнительно быстрое сна-
шивание внутренней футеровки.
На рис. 2.38 приводится продольный разрез и частично наружный вид ана-
логичной предыдущей, и комплектно соединенного с ней закалочного враща-
ющего барабана конструкции фирмы Роквелл; на рис. 2.39 — три варианта
нихромовых спиральных ребер, вставляемых в обмуровку этой печи.
На рис. 2.38 цифры обозначают следующие части печи: / — огнеупорная
кладка печи; 2 — наружный железный кожух; 3 — два стальные кольца, кото-
рыми барабан катается по четырем свободным роликам, вставленным в раму
6,4 — венцовая шестерня на барабане, через которую он получает вращение
от трансмиссионных шестерен 5; 7 — закром для засыпки в него нагреваемых
изделий — шариков; 8 — кольца, прикрывающие разгрузочные отверстия ба-
рабана; 9 — горелка; 10 — газопровод к горелке; 11 — воздухопровод к горел-
Таблица 2.37
Наружный диаметр,
мм
1000
1200
1200
Параметры барабанных
Наружная длина,
мм
1895
3400
3400
Ширина спиральной
выемки, мм
70
120
160
печей
Глубина спиральной
выемки, мм
40
80
120
Число оборотов
в минуту
2-8
2-8
1,5-6
272
И 12
12
14
Рис. 2.38. Аналогичная печь фирмы Роквелл с закалочным барабанным аппаратом
/
ш
'///7//А
2
1
'';/f/'7\
\
1
\
ш
Рис. 2.39. Три варианта нихромовых спиральных ребер, вставляемых в обмуровку предыдущей печи
ке; 12 — контактные кольца, соединяющие гальванометр с термопарой; 13 —
барабан закалочного аппарата; 17 — желоб, по которому изделия из печи ска-
тываются в барабан; 18 — бак с закалочной жидкостью (маслом); 14 — сбор-
ное ведро для закаленных изделий; 15 — труба, подающая закалочную жид-
кость; 16 — сточная труба закалочной жидкости.
Печные газы направляются вдоль печи навстречу потоку изделий и уходят
через закром 7 в отверстие в его днище. Барабан закалочного аппарата может
вращаться от того же привода, что и печь. Он снабжен внутри спиральными
направляющими ребрами, которые постепенно передвигают закаливаемые
изделия к переднему приподнятому его концу, откуда они поднимаются осо-
бый козырьком, сбрасывающим их в сборное ведро 14.
Изделия из закалочного аппарата могут также прямо передаваться в анало-
гичный же второй барабанный аппарат, в котором они могут промываться или
смазываться.
273
На рис. 2.37 изображена автоматическая барабанная печь с двухстенной вра-
щающейся ретортой из нихрома, которая служит для перемещения нагревае-
мых изделий при помощи имеющихся в ней спиральных ребер. Через боковое
отверстие в разгрузочном конце внешней реторты изделия по желобу скатыва-
ются в закалочную ванну. Внутренняя реторта своими концами лежит на двух
парах роликов; она получает вращение от привода через шевронную шестер-
ню и червячное колесо. Печь отапливается несколькими малыми беспламен-
ными форсунками, расположенными сверху в боковых ее стенках.
Следует иметь в виду, что, как в этой, так и в других муфельных печах пуск
горелок или форсунок следует производить только после пуска реторты во
вращение, во избежание местного ее перегрева и образования на ней разгара
или трещин.
Существуют также барабанные вращающиеся пламенные методические печи
снабженные спиральными направляющими ребрами и передвигающие нагре-
ваемые изделия с одного конца барабана к другому его концу за счет некоторо-
го наклона. В этих печах нагревают мелкие плоские изделия, т.е. не перекаты-
вающиеся, которые за счет трения между ними и стенками барабана при его
вращении поднимаются по дуге на его стенках, а затем падают несколько впе-
ред. Эти печи помимо приводов для вращения барабана должны иметь регу-
лируемое приспособление для наклона его.
Кроме того, существуют барабанные неавтоматизированные периодические
и, пламенные и муфельные, наклоняющиеся при загрузке и разгрузке, а во
время нагрева горизонтально вращающиеся вокруг своей оси. В этих печах
барабан по середине его в двух диаметрально противоположных точках имеет
приклепанные или приваренные цапфы для вращения. Этими цапфами бара-
бан подвешивается в подшипниках на двух кронштейнах, стоящих на полу
цеха (рис. 2.40). Партия нагреваемых изделий сразу загружается в барабан или
в муфель такой печи, после чего печь ставят в горизонтальное положение, при-
водят во вращение и разжигают. После нагрева все изделия сразу же выгружа-
ются из печи путем наклона ее. Рассматриваемые печи чаще нагреваются мел-
кими беспламенными горелками светильного газа, но иногда для нагрева их
применяется и мазут, распыливаемый короткопламенными воздушными фор-
сунками.
В барабанных вращающихся печах нельзя нагревать чисто отделанные изде-
лия с очень тонкими стенками и выступающей острой нарезкой, острыми кром-
ками или краями, так как они заминаются или забиваются. Последнее явление
наблюдается в значительно меньшей мере только при нагреве таких изделий в
периодических вращающихся муфельных печах в зернистой массе твердого
карбюризатора, в случае их цементации. Нагрев изделий в этих печах проис-
ходит быстро и равномерно за счет лучеиспускания и теплопроводности сте-
нок барабана или муфеля, а в пламенных печах за счет лучеиспускания и час-
274
42-
46
J_L
Рис. 2.40. Газовая барабанная печь с вращающейся ретортой конструкции Американской компании
газовых печей
тично за счет конвекции печных газов; равномерности и скорости прогрева
способствует постоянное переворачивание изделий.
На рис. 2.40-2.42 представлена периодическая муфельная барабанная печь,
конструкции Американской компании газовых печей. Печь отапливается 16
малыми газовыми горелками, расположенными по восемь вверху с боков ее
барабана. К горелкам подводится светильный газ под давлением около 50 мм
вод. ст. и воздух под давлением около 700 мм вод. ст., смешиваемые в сборной
трубе до распределения в горелки. Печь в основном предназначена для газо-
вой цементации мелких изделий, но может служить и для нагрева их в атмос-
фере защитного газа под закалку, нормализацию и отпуск.
Футерованный барабан печи двумя своими цапфами лежит в подшипниках
двух вертикальных кронштейнов, стоящих на полу цеха, и может с помощью
ручной червячной передачи соответственно наклоняться при загрузке и печи.
Вложенная в барабан нихромовая реторта-муфель, имеющая с одного сужен-
ное горлышко, через которое в нее подводится цементующий газ, выступаю-
щими своими концами лежит на двух парах свободных роликов. Вращение
передается от электромотора через редуктор и цепную передачу, связанную со
звездчаткой, насаженной на выступающее горлышко реторты.
Ниже мы приводим пояснения к цифровым обозначениям отдельных частей
печи (рис. 2.40), которые подробно выясняют ее конструкцию.
1 ¦— изоляционная футеровка из кирпича силосель; 2 — горелка из огне-
стойкого сплава; 3 — кронштейны для поддержки горелок; 4 — наружный
железный кожух; 5 и 42 торцовые плиты, литые чугунные; 6, 7, 23, 32 и 34 —
275
Рис. 2.41. Внешний вид газовой барабанной печи с
левой стороны
Рис. 2.42. Внешний вид газовой барабанной печи с правой стороны
276
огнеупорная кладка; 8 — труба диаметром -38 мм, подводящая цементующий
газ; 9 — ведущая зубчатка; 10-12 и 16 диск и стопорные муфты; 13-15 —
крестовина, заглушка и прокладка; 17 — уплотняющее кольцо; 19 — нихромо-
вый дырчатый диск; 20 — поддерживающий реторту ролик; 21 — нихромовая
реторта; 23 — американская муфта диаметром 50 мм, служащая вращающим-
ся соединением трубы, подводящей снизу смесь газа и воздуха, с верхней тру-
бой, подающей смесь к горелкам; 24 — кронштейны, поддерживающие тру-
бы; 25 — воздушный 38-мм вентель; 26 — газовый 38-мм вентиль; 27— авто-
матический 38-мм регулировочный клапан; 28 — отверстие с фланцами для
вставки термопар; 29 — червячное колесо и подшипник для его оси; 46 —
трубка с соплом Вентури для инжектирования газа воздухом; 30 — сегмент с
шестеренными зубьями; 31 — кронштейн для поддержки оси червячного ко-
леса; 33 — ручной штурвал для наклона реторты с помощью червячного коле-
са и сегмента; 55 — ролик, поддерживающий реторту; 36 и 43 — нихромовый
диск с изоляционной футеровкой, представляющий второе внутреннее днище
реторты; 37 — чугунный 25-мм кран на выходном патрубке из реторты, через
который выпускается цементующий газ и зажигается, причем по длине и цве-
ту горящего факела газа можно судить о ходе процесса цементации; 38 — них-
ромовое предохранительное кольцо; 39 и 40 — откидные крючки с гайками
(струбцинки) для прикрепления наружного днища к реторте; 41 — прокладоч-
ный диск для уплотнения крышки; внутренняя крышка; 36-43 — скрепляется
с наружной штырями и вынимается вместе с наружной; 44 и45 — масленки в
подшипниках.
Реторта внутри имеет четыре продольных прямых ребра высотой по 12,5 мм,
которые обеспечивают переворачивание изделий во время нагрева при враще-
нии реторты.
Реторта печи обычно приводится во вращение от особого электромотора,
который, как показано на рис. 2.41, соединен с редуктором системы (Reeves).
От редуктора движение передается зубчатке 9 реторты бесшумными цепями
Галля через ряд других зубчаток.
Электромоторы требуются мощностью 0,75-1 л.с, и передача рассчитыва-
ется так, чтобы реторта делала или 0,5-3 об./мин, или 4,5-8 об./мин. Каждая
печь снабжается автоматическим регулятором температур, представленным на
рис. 2.42. Он в основном состоит из термопары, вставленной снизу в барабан
печи, контактного гальванометра и диафрагменного регулятора, связанного с
газовым и воздушным клапанами.
Термические барабанные печи непрерывного действия, снабженные шне-
ком, могут быть включены в состав термообрабатывающих агрегатов.
Для загрузки деталей в такие агрегаты применяют бункерное и питающие
Устройства. На выгрузочной стороне имеются отверстия или конический от-
277
278
279
т-т
Рис. 2.43. Агрегат термический барабанный непрерывного действия для газовой цементации и за-
калки с муфелированием садки ТБЗНА: 1 — загрузочный бункер; 2 — шнек; 3 — футеровка; 4 —
закалочный бак; 5 — привод вращения барабана; 6 — горелка
Таблица 2.38
Параметры пламенных барабанных печей непрерывного действия
Индекс печи
Размеры
рабочего
пространства,
мм
Производитель
ность, кг/ч
§ р
к I
!
f
о
I
I
I
о о
а 5
ТБЗН-2,5-12/9,5
ТБЗН-4-16/9,5
ТБЗН-6-24/9,5
ТБЗН-2/4-16/9,5
ТБЗН-2/6-24/9,5
250
400
600
400
600
1200
1600
2400
1600
2400
100
160
240
160
240
0,06
0,2
0,68
0,4
1,36
20
60
185
120
370
6
16
48
32
95
3
4
6
8
12
3,5
10
25
20
60
20
16
50
0,7
1,9
1,5
4,6
' Расход газа отнесен к нормальным условиям.
280
крытый раструб, через которые детали высыпаются в специальный рукав, от-
куда поступают в закалочный бак или в приемные емкости для деталей, про-
шедших термообработку. При некоторых видах термообработки (например,
при светлом отжиге) барабан может быть длиннее, чем обогреваемый участок,
и удлиненная часть барабана является как бы камерой охлаждения.
Газовые барабанные печи имеют индексы ТБЗН (с защитной атмосферой
непрерывного действия).
Размерный ряд пламенных барабанных печей непрерывного действия при-
веден в табл. 2.38, общий вид агрегата с пламенной печью — на рис. 2.43.
3.2. Барабанные электрические печи
Большее распространение получали барабанные электрические печи, которые
имеют индекс СБЦ и СБЗ — с цементационной и с защитной атмосферами,
СБО — для низкого отпуска. В закалочных печах СБЗ (рис. 2.44) используется
защитная атмосфера. В печах СБЗ и СБО обрабатывают детали весом до 0,3 кг,
время пребывания деталей в этих печах от 1 до 1,5 ч, производительность от 15
до 240 кг/ч. В печах для цементации СБЦ детали весом до 0,3 кг находятся в
печи от 5 до 12 ч. Производительность при одном барабане 5-8 кг/ч, при двух
барабанах 10-25 кг/ч. При обработке деталей в этих печах во время транспорти-
рования их по шнековому барабану они могут получать забоины.
В табл. 2.39 приведен размерный ряд барабанных электропечей непрерыв-
ного действия. В конструкции электропечей, предназначенных для нагрева до
800 и до 1000 °С с защитной атмосферой, предусмотрены литые муфели из
жаропрочного сплава, герметичные загрузчики и в основном радиационные
(закрытые в металлических трубах) электронагреватели.
В конструкции электропечей, предназначенных для нагрева до 350 °С и про-
ведения технологических процессов в условиях обычной атмосферы, предус-
мотрен сварной барабан, изготовленный из листовой стали. Конвективный
нагрев в электропечах этой группы обеспечивается расположенными на съем-
ном своде электрокалориферами.
Технические данные электропечных барабанных агрегатов приведены в
табл. 2.40.
Общий вид барабанного электропечного агрегата СБЗА-4.24/3 приведен на
рис. 2.45.
281
Таблица 2.39
Индекс
электропечи
СБЗ-2,5-12/10
СБЗ-4-16/10
СБЗ-6-24/10
СБЦ-2,5-12/10-2
СБЦ-4-16/10-2
СБЦ-6-24/10-2
СБЗ-2,5-12/8
СБЗ-4-16/8
СБЗ-6-24/8
СБО-2,5-12/3
СБО-4-16/3
СБО-6-24/3
СБО-8-36/3
Размеры рабочего
пространства, мм
диаметр
барабана
внутренний
250
400
600
250
400
600
250
400
600
250
400
600
800
длина
барабана
активная
1200
1600
2400
1200
1600
2400
1200
1600
2400
1200
1600
2400
3600
Параметры барабанных электропече!
Число
барабанов
1
1
1
2
2
2
1
1
1
1
1
1
1
Номинальная
температура,
°С
1000
1000
1000
1000
1000
1000
800
800
800
350
350
350
350
Производительность,
кг/ч
15-30
50-80
150-240
10-20
20-50
70-140
15-30
50-80
150-240
10-20
15-30
50-80
150-240
непрерывного действия
Установленная
мощность, кВт
30-40
50-70
80-100
50-60
70-80
95-125
20-30
40-60
70-90
8-12
10-20
30-40
50-70
Размер
обрабатываемых
изделий,
максимальный,
мм
30
40
60
30
40
60
30
40
60
30
40
60
80
Время
пребывания
изделий в
рабочей
зоне, ч
1,5-1
8,5-4
1,5-1
4,5-3
Основное
технологическое
назначение
Закалка, отжиг,
нормализация
Цементация и
нитроцементация
Отпуск
высокотемпературный
Отпуск
низкотемпературный
и сушка
к»
Рис. 2.45. Агрегат СБЗА-4.24/3: 1 — загрузочный бункер; 2 — механизм загрузки; 3 — барабанная электропечь СЗ-4.24/9П; 4 — закалочный бак; 5 -
элеваторный перегрузчик; 6 — моечнаямашина; 7 — барабанная электропечь СБО-6.24/3; 8 — транспортер
Рис. 2.45. Агрегат СБЗА-4.24/3:1 — загрузочный бункер; 2 — механизм загрузки; 3 — барабанная электропечь СЗ-4.24/9П; 4 — закалочный бак; 5 -
элеваторный перегрузчик; 6 — моечнаямашина; 7 — барабанная электропечь СБО-6.24/3; 8 — транспортер
Таблица 2.40
Технические данные электропечных барабанных агрегатов
Индекс агрегата
Производи-
тельность
агрегата, кг/ч
Состав агрегата
закалочная
электропечь
моечная
машина
отпускная
электропечь
камера охлаждения
(холодильник)
СБЗА-2,5-12/3;
СБЗА-2,5-12/8
СБЗА-4-16/3;
СБЗА-4-16/8
СБЗА-6-24/3;
СБЗА-6-24/8
15-30
50-80
150-240
Закалочные электропечные агрегаты
СБО-4-16/3
СБЗ-2,5-12/10
СБЗ-4-16/10
СБЗ-6-24/10
МБ-2,5-6
МБ-4-8
МБ-6-12
СБО-2,5-12/8
СБО-6-24/3
СБЗ-4-16/8
СБО-8-36/3
СБЗ-6-24/8
Цементационные и нитроцементационные электропечные агрегаты
СБЦА-2,5-12/3
СБЦА-4-16/3
СБЦА-6-24/3
10-20
20-50
70-140
СБЦ-2,5-12/10-2
СБЦИ-16/10-2
СБЦ-6-24/10-2
МБ-2,5-6
МБ-4-8
МБ-6-12
СБО-2,5-12/3
СБО-4-16/3
СБО-6-24/3
ХБ-2,5-6
ХБ-4-8
ХБ-6-12
ХБ-2,5-6
ХБ-4-8
ХБ-6-12
3.3. Шнековые механизмы
Шнековые механизмы делятся на две группы: собственно шнеки (рис. 2.46,
а) и транспортирующие трубы (рис. 2.46, б). Шнеки в термических цехах при-
меняют для транспортировки материалов (твердого карбюризатора, дроби и
i
/ГХ /X. s
Г\
ITJ—J
1
-LJ-
б
Рис. 2.46. Схемы шнековых механизмов: а — шнеки; б — транспортирующие трубы
285
др.), а транспортирующие трубы — для перемещения мелких изделий сфери-
ческой или близкой к сферической форме через печи, баки и другое оборудо-
вание. В шнеке транспортировку осуществляют посредством вращения винта,
установленного в центре неподвижной трубы. В транспортирующей трубе
перемещение изделий осуществляют вращением трубы, на внутренней стенке
которой смонтирована металлическая спираль. Транспортировка с помощью
шнековых механизмов осуществляется горизонтально или под углом до -я/8
рад B2,5°).
Шнековые механизмы в печах, закалочных баках и другом термическом обо-
рудовании обычно выполняют в виде транспортирующих труб, которые отли-
вают вместе с внутренней спиралью.
Основными размерами шнекового механизма являются диаметр трубы D, м,
и шаг винта s, м. Диаметр и шаг связаны между собой следующим соотноше-
нием:
s = @,5-1,0)D. B.31)
Чем мельче транспортируемые изделия, тем меньше отличается величина
шага от диаметра.
Производительность шнекового механизма может быть определена из урав-
нения
Q = 7,5D2snq>pc, т/ч, B.32)
где р — насыпная масса перемещаемых изделий, т/м3; s — шаг винта, м; п —
число оборотов винта, рад/мин; ф — коэффициент заполнения @,2-0,3); с —
коэффициент, учитывающий заполнение в зависимости от угла наклона меха-
низма (горизонтально с = 1; под углом -я/18 A0°) с = 0,8; под углом -я/9 B0°)
с = 0,65).
Скорость перемещения изделий определяется из уравнения
^ B.33,
Полезная мощность механизма определяется:
а) для горизонтального шнекового механизма
B.34)
где W — коэффициент сопротивления (для мелких изделий шаровидной фор-
мы равен 2-4); L — длина шнекового механизма, м;
286
б) для наклонного шнекового механизма
где Н — высота подъема изделий шнековым механизмом, м.
Номинальная мощность электродвигателя шнекового механизма определя-
ется по формуле
B.36)
где т| — КПД привода механизма.
287
Глава 4.
ПРАКТИКА КОМПЛЕКСНОГО
ИСПОЛЬЗОВАНИЯ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
В АЛЮМИНИЕВОЙ ПРОМЫШЛЕННОСТИ
4.1. Прокаливание углеродсодержащих шихт
В алюминиевой ванне подвешенный анод выгорает под воздействием выде-
ляющегося кислорода со скоростью 1,7-1,8 см/сут. Удельный расход анодной
массы в самообжигающихся анодах составляет свыше 0,55 кг/кг алюминия. В
массе содержится около 80 % прокаленного кокса. Ванна футеруется углерод-
ными блоками.
Нефтяной, пековый, сланцевый коксы и антрацит прокаливаются с целью
удаления влаги, летучих соединений и уплотнения углеродного остатка. Под
прокалочные отделения отводятся высокие здания с тем, чтобы сырой кокс
или антрацит перемещался в гравитационном поле по всей технологической
линии от бункера до охлажденного прокаленного продукта. Почти все они
оснащены вращающимися печами.
4.1.1. Характеристика вращающихся прокалочных печей
На отечественных заводах используются как короткие вращающиеся печи
длиной до 19 м различных диаметров, так и агрегаты с печами длиной не ме-
нее 45 м. Метод расчета конструктивных и других показателей прокалочных
печей отсутствует. Их конструкция предельно проста. Диаметр трубы постоя-
нен по ее длине. Отсутствие расчета заставляет проектировщиков ограничи-
ваться обобщением опыта работы действующих агрегатов и по их данным эк-
страполировать показатели новых агрегатов. В табл. 2.41 представлены сведе-
ния о наиболее крупных печах, работавших в конце XX века в стране и за
рубежом.
Самая крупная печь за рубежом имеет размеры 3,9x54,9 м, ее производи-
тельность рекордно высокая — 27,5 т/ч. В СССР наиболее крупные печи
C,5x60 м) были на Новосибирском электродном заводе. Приведенные данные
позволяют сделать некоторые выводы, но без достаточной уверенности. Необ-
ходима теория тепловой работы прокалочных печей.
Сырые материалы поступают от разных поставщиков и требуют осреднения
по физико-химическим свойствам даже при наличии одного поставщика. Меж-
ду тем подготовка перед прокаливанием заключается только в дроблении. В
полувагонах материалы увлажняются, а зимой смерзаются, а агрегаты повсе-
местно не имеют запечных устройств для их сушки и подогрева перед завал-
кой в печь с температурой уходящих газов до 800 °С и выше. Шихта не сорти-
288
Таблица 2.41
№
п.п.
1
2
3
4
5
7
/
10
Характеристики
Печь
На КрАЗе
по проекту на кусковом коксе
опытный пробег на суммарном
коксе
На БрАЗе
по проекту на кусковом коксе
опытный пробег на кусковом
коксе
опытный пробег на суммарном
коксе
На ТадАЗе
по проекту на кусковом коксе
опытный пробег на кусковом
коксе
за 1979 г, на кусковом коксе
На НовЭЗе по проекту
На НБНПЗ
по проекту на суммарном
коксе
В Индии (Бараун), предложение
фирмы "Коноко"
В США
1
2
3
4
5
6
7
наиболее крупных прокалочных вращающихся печей в
Производи-
тельность
по сухому
коксу, т/ч
—
12,2
11,7-13,5
13,4-13,6
10,4-12,1
—
15,7
10,1-11,4
—
18,0
10,0
7,9
13,3
13,5
13,8
18,3
18,4
27,5
Влажность
кокса, %
—
8,7
10,0
9,2
10,7
—
3,2
3,0
5+10
10,0
8,0
9,0
9,0
9,0
9,0
9,0
9,0
9,0
Число
рабочих
дней в
году
—
235
329
260
223
—
—
170
—
292
250
330
330
330
330
330
330
330
Длина
печи,
м
45
45
45
45
45
45
45
45
60
60
42
38,1
48,8
54,9
54,9
54,9
61,0
54,9
Внутренний
диаметр по
металлу, м
2,96
2,96
2,96
2,96
2,96
—
2,96
2,96
3,44
3,44
—
2,40
2,70
2,85
3,00
3,15
3,15
3,90
Толщина
футеровки,
м
0,23
0,23
0,23
0,23
0,23
0,23
0,23
0,23
0,30
0,3
—
0,1524
0,1524
0,2286
0,2286
0,2286
0,3
0,3
СССР и за
Отношение
длины к
диаметру
на просвет
18,0
18,0
18,0
18,0
18,0
18,0
18,0
18,0
21,1
21,3
17,2
18,0
20,0
23,0
21,0
20,0
22,0
16,0
рубежом
Свобод-
ный
объем,
м3
221
221
221
221
221
221
221
221
378
388
196
134
228
246
294
326
367
507
Примечание. КрАЗ, БрАЗ, ТадАЗ — Красноярский, Братский и Таджикский алюминиевые заводы; НБНПЗ — Новобакинский
нефтеперерабатывающий завод.
Число
оборотов в
1 мин, и,
об./мин
0,7-2,1
1,8-2,5
0,7-2,1
0,7-2,1
0,7-2,1
0,14-2,1
0,14-2,1
0,14-2,1
0,14-2,1
0,7-2,1
1,5-1,7
1,0
1,0
1 + 1,2
0,5+2
0,8-1,46
1,17-1,50
0,8-1,25
Время
пребывания
материала,
мин
60
60
60
60
60
—
—
—
90
90
—
80
70
80
55-70
87
52-65
80
руется по гранулометрическому составу, сегрегируется по крупности в бунке-
рах и в самой печи. Крупные куски по периферии получают более глубокую
прокалку. Томильные камеры отсутствуют. Подготовка сырья перед прокали-
ванием позволит стабилизировать тепловую работу печи, снизить максималь-
ную температуру. Еще один резерв повышения качества продукта — удаление
части уловленной пыли, содержащей много золы и летучих, нарушающей оп-
тимальный гранулометрический состав наполнителя в "зеленой" массе. Пыль
целесообразно утилизировать другими путями.
4.1.2. Понижение концентрации кислорода в газах по длине печи
Наличие большого количества кислорода в уходящих газах, наряду с горю-
чими компонентами, и визуальное подтверждение горения газа вплоть до хо-
лодного обреза печи указывают на то, что концентрация кислорода в печи из-
меняется непрерывно и довольно плавно. В качестве подтверждения приве-
дем теоретические и экспериментальные данные по изменению концентра-
ции кислорода в углеродном канале. В углеродный канал с эквивалентным
диаметром /?э = 4F/II, где F и 77—свободное сечение и его периметр, поступа-
ет газ с начальной концентрацией кислорода Со. Предполагается, что темпера-
тура стенок канала — выше 1000 °С, скорость горения углерода высока, не
лимитирует процесс в целом и поэтому не фигурирует в расчете. Концентра-
ция кислорода на стенке равна нулю. Процесс лимитируется молекулярной и
турбулентной диффузией кислорода в турбулентном потоке газа с числом Рей-
нольдса Re = wDJv, где w и v — среднемассовая скорость потока газа (м/с) и
его кинематическая вязкость (м /с). Определяется осредненная по сечению
концентрация кислорода С. При Re > 105 и L/D > 10
Здесь L — расстояние по оси канала от начального сечения с концентрацией
Условно длину кислородной зоны принимают до сечения, где С/Со = 0,05,
т.е. с углеродом реагирует 95 % кислорода. Подстановка этого значения дает
формулу
Это значение является минимальным из тех, что включают литературные
данные. По экспериментальным данным
LID = 16Re016.
290
По Чуханову
= 38Re0'16.
Как видим, длины кислородных зон получаются большими. В условиях про-
калочных печей они будут гораздо длиннее, поскольку материал занимает око-
ло 75 периметра печи, на участке подогрева температура материала меньше
1000 °С и скорость снижения концентрации кислорода ограничивается допол-
нительно кинетикой реакций горения углерода.
Численный расчет. Определим минимальную длину кислородной зоны при
наличии благоприятных условий: а) предположим полное покрытие футеров-
ки шихтой; б) используем формулу, дающую наименьшую длину зоны:
L/D3 = 5Re0'16.
Число Рейнольдса определяем по расходу уходящих газов V = 12,25 кг/с.
¦у Ч
При их плотности р = 1,342 кг/нм получаем Vo = 9,13 нм /с или, при темпера-
туре 1373 °С, V= 53,5 м3/с. При внутреннем диаметре печи D3 = 2,83 м средне-
массовая скорость
w = У/(тЮэ2/4) = 8,52 м/с.
Коэффициент кинематической вязкости дымовых газов
Тогда
v = 2,5-10"* м2/с.
Re = 105, Re016 = 6,3,
ъ = 5-6,3 = 31,5; L = 31,5-2,83 = 90 м.
Как видим, и в этих условиях длина кислородной зоны превышает длину
печи. Слой шихты покрывает периметр футеровки только на /5, что обуслов-
ливает присутствие кислорода в уходящих газах. Массообмен и выгорание
углерода существенно повысятся при закрутке периферийного потока сопла-
ми в воздушной фурме. Это подтверждается экспериментальными данными,
полученными при выгорании графитового канала.
4-1.3. Кинетика пиролиза и угара углерода шихты
Выше показано, что кислород сохраняется в ядре газового потока, но на гра-
нице слоя шихты его концентрация практически равна нулю. Во вращающей-
ся печи кислород поглощается встречным потоком пиролитических газов и
продуктов газификации, выделяющихся шихтой. Угар углерода обусловлен
Реакциями с водяным паром и углекислым газом. Поскольку они проходят с
10* 291
поглощением теплоты, повышение температуры шихты существенно замед-
ляется и с некоторого уровня достигает предела. Производительность в целом
ограничивается теплообменом.
При измельчении шихты и обжиге ее в кипящем слое или во взвешенном
состоянии тепломассообмен интенсифицируется, и процессы обжига перехо-
дят в область кинетики. Она интересна не только с точки зрения повышения
удельной производительности. Появляется возможность оценки соотношения
скоростей противоречивых процессов пиролиза и угара углерода шихты.
Термическая обработка проходит в условиях монотонного повышения тем-
пературы. Приведем оценки средних скоростей нагревания шихт в печах раз-
личного типа.
Средства, способ нагрева с, К/мин
Ретортные и камерные печи 1-20
Электрокальцинатор 10-20
Вращающаяся и подовая печи 20-50
Кипящий слой ~150
Взвешенный слой в горящем газе >1000
Удобно принять скорость постоянной: с = dT/dx = const, а начальную темпе-
ратуру — при абсолютном нуле, когда с = Г/т. Моменты времени при этом
однозначно связываются с температурами.
Воспользуемся простейшим кинетическим уравнением
-dCldx = кС или -dCldx = {klc)C, B.37)
где С — концентрация компонента; в случае газовыделений С = V, нм3/кг —
удельный объем; к — константа скорости реакции в обычной записи, к =
= А ехр(-х), х = EIRT; Е — энергия активации, кДж/кмоль; R = 8,314 кДж/
кмоль; А — кинетическая частота (при п = 1), в частности выравнивающая
размерность частей уравнения, нм3A~я)/с; п — порядок реакции. Интегрирова-
ние B.37) при п = 1 приводит к следующему результату:
V=V0[\-exp(-AI/c)]. B.38)
при п * 1
У = Уо[ vo<n~n + (и - 1 )А1/с]-щ"-1\ B.39)
где VnV0 — удельные объемы газов — полный после завершения реакции и в
момент времени х (при температуре 7);
т
I = Jexp(-x) dT = Т exp(-jc)[l - хЕ] (х) I ехр(-х)],
о
где Е{(х)— интегральная показательная функция со свойством
dEx(x)ldx = -exp(-jt)/jc.
Реакции с заметной скоростью проходят в определенных, иногда узких ин-
тервалах температуры. Для технологов и конструкторов печей первостепен-
ную важность имеет величина dVldT. Она получается по прямому дифферен-
цированию B.38) и B.39). При п = 1:
dV А Г AF 1
— = Г0-ехр -х—-(ехр(-х)/х-ВД) , B.40)
dT с I cR J
Для определения температуры максимума данной функции следует взять еще
одну производную по температуре и приравнять ее нулю. Получаем трансцен-
дентные уравнения. При п = 1
exp(-x)_cR B41)
при п Ф 1
exp(-x)/x2 cR
V~(n > +(n-l)A0I/c
Обычно x » /, и разложение Et(x) можно ограничить двумя членами ряда:
^ ^„л_ exp(-jc)/
i
X \ X
Формула B.40) упрощается следующим образом:
dV „ А Г АЕ , , . 2
— = F0-exp-x -ехр(-х)/х .
dT с \_ cR J
В таком виде она используется для описания выделения наиболее массовых
семи пиролитических газов из суббитуминозного угля. Навеска 50-60 г в виде
зерен размерами 1,68-3,35 мм помещалась в корзинку, сотканную из нержаве-
293
Таблица 2.42
Параметры газовыделения суббитуминозных углей
Газ
Н2
СН4
со2
со
с2н6
С3Н8
С2Н4
8,
0,41
0,22
0,184
0,150
0,022
0,008
0,006
1
0,32
0,36
0,32
0,54
0,46
0,3
0,7
1
1
1
Кинетические параметры
А, с
2,0-10
1,7-105
2,8-104
3,0-104
5,5-102
2,3-102
5,5-103
2,5-103
1,7-106
7,3-10"
2,3-106
?, кДж/моль
93,4
130,0
130,0
148,0
81,6
96,3
75,4
126,0
140,0
147,0
140,0
Примечание. Данные получены при 298 К и 0,1 МПа для сухой основы при постоянном темпе
нагрева со скоростью с = 0,055 К/с.
ющей проволоки. После тщательной сушки в вакууме образец нагревался с
постоянной скоростью с = 0,055 К/с в токе аргона 1,22-10 5 нм3/(кг-с), предва-
рительно нагретого до той же температуры. Получено хорошее согласие рас-
чета с экспериментом. В табл. 2.42 даны 11 значений констант А и Е, а также
долевые объемы газов 8. Например, метан выделяется по трем реакциям с раз-
личными значениями А, Е и 5.
На рис. 2.47 показаны температуры максимума функции dVldT для водоро-
да, составляющего 41 % объема всех газов, при различных скоростях нагрева-
ния, рассчитанные по формуле B.41) с А = 20 с ', Е = 93400 кДж/кмоль.
С ростом скорости нагревания максимум функции сдвигается на сотни гра-
дусов. Эта закономерность проявляется и для других пиролитических газов.
При этом объем газов снижается за счет роста выхода жидких смол в виде
смога.
г., к
1200
1000
800
600
-3 -2
q
lg с
Рис. 2.47. Зависимость температуры максимума dV/dT m
скорости нагрева с для водорода при пиролизе суббиту-
минозного угля
294
Выявленная закономерность справедлива и для других реакций обжига. Прак-
тический вывод состоит в том, что высокоскоростное и, следовательно, высо-
копроизводительное нагревание в окисляющей среде необходимо сочетать с
длительной выдержкой горячего материала в специальной камере томления
без доступа окислителей. Этот тезис подкрепляется при сопоставлении про-
цессов пиролиза с угаром углерода.
Отмечена также противоположность результатов, достигаемых при прокал-
ке в пламенных печах. Желая повысить глубину прокаливания или производи-
тельность печи за счет повышения температуры факела и времени его воздей-
ствия, увеличиваем угар углерода за счет эндотермических реакций газифика-
ции, замедляющих повышение температуры шихты. Потери углерода велики
и не всегда содействуют повышению качества продукта. Мнения по оптимиза-
ции режима прокаливания противоречивы, в частности неясны требования по
структуре и параметрам факела во вращающихся печах.
Угар оценим по тому же уравнению B.37), принимая п = 1, но с учетом изме-
нения константы к. Представим С = 1 -у, где у — относительное сокращение
массы углерода (угар). Из B.37) следует
dy/dT=(k/c)(\~y),
где к = А{\ + ау)ехр(-х).
Если а < 0, то в процессе угара реакционная способность оставшегося угле-
рода снижается.
При интегрировании получаем
гдег = A + а)А1/с.
В случае а = 0 и с обозначением у= V/Vo результат упрощается до B.38).
Нетрудно получить производную dyldT, а затем перейти к уравнению макси-
мума этой функции: dtyldf = 0. Закономерности угара аналогичны отмечен-
ным выше для пиролиза.
Константы А, Епа получены с условием Т~ const и представлены в табл. 2.43.
Поскольку они приняты независимыми от температуры, используем их с ус-
ловием с = const.
В качестве примера рассчитаем угар антрацита в водяном паре. Из табл. 2.43
следует: А = 3,09-Ю с, Е = 197,2-103 кДж/моль, а = -0,3. Ограничим сверху
температуру нагрева, меняя скорость с. При t = 1100 °С имеем:
с, К/с 0,01 0,1 0,2 0,5 1 2
у 1 0,62 0,40 0,19 0,10 0,05
295
Таблица 2.43
Параметры кинетики угара шихт в токе водяного пара и углекислого газа
Шихта
Нефтяной кокс
Металлургический кокс
Пековый кокс
Антрацит
Водяной пар
0
-0,50
-0,28
-0,30
_4 _]
1,94
78,52
1,97
3,09
ЕЛ0\
кДж/моль
198,9
231,1
205,2
197,2
Углекислый газ
3,3
1,52
3,0
-о,з
-А -1
Л 10 , с
20,42
312,72
0,84
64,1
E-W\
кДж/моль
226,5
224,0
200,1
255,4
Как видим, угар снижается с ростом скорости нагрева. Угар во вращающих-
ся и подовых печах при тех же скоростях нагрева меньше, поскольку процес-
сы проходят в переходной от диффузионной к кинетической области. При
с = 0,5 К/с его удается снизить до 5-6 %. Цена этому — снижение удельной
производительности агрегата. Угар в ретортных и камерных печах еще ниже,
но производительность настолько падает, что оснащение ими крупного произ-
водства нецелесообразно. Вернемся к кинетической области процессов обжи-
га, обеспечивающей максимальную производительность. Зададим норму уга-
ра углерода у0 = 0,06. Определим скорость и соответствующее время нагрева-
ния т0. Результаты представлены ниже. Для сравнения приведено также время
т., необходимое для удаления 95 % водорода как наиболее массового и трудно
удаляемого пиролитического газа в тех же условиях.
?тах, °С 1300 1100 960
х™Гмин 1 9 80
т., мин 20 60 160
Как видим, время т, получается более продолжительным. Его потребуется
еще больше, если учесть реакции перестройки структуры углеродного "скеле-
та", необходимые для уплотнения материала.
Повторение расчетов для коксов различного генезиса в контакте с продукта-
ми сгорания органического топлива дает различные значения х0, но всегда ока-
зывается, что значительный угар углерода неизбежен. Указанный недостаток
пламенных печей ликвидируется либо путем их комбинации с электрокальци-
наторами (сочетанием пламенного и электронагрева), либо путем создания
нового оборудования, обеспечивающего быстрое нагревание шихты, желатель-
но в инертной или восстановительной среде, а затем — длительное томление
без доступа окислителей. Восстановительный газ при 1500-1800 °С можно
получить в электрогазовой горелке из смеси природного газа с воздухом при
"избытке" 0,3. Из камеры нагрева частицы направляются в камеру томления, а
газы — на дожигание и в подогреватель шихты. Предложен метод, по которо-
296
му частицы кокса нагреваются в потоке горящего газа в течение 0,1-3 с (луч-
ше 0,4-2 с) и затем выдерживаются в течение 1-2 ч при температуре 1427-
1538 °С в присутствии азота.
Томильная камера используется и для других целей. При обжиге известняка
рекомендуются выгрузка извести из вращающейся печи при 1050-1100 °С в
специальную теплоизолированную емкость и выдержка в ней 30-40 мин. При
этом за счет охлаждения поверхностных слоев разлагается дополнительно 5-
6 % известняка в ядрах кусков шихты. Речь идет о реакции с большим погло-
щением тепла. Эта рекомендация действенна и для прокаливания коксов, про-
ходящего с малыми тепловыми эффектами разных знаков. Наконец, томиль-
ная камера нивелирует производительности печи и установки утилизации тепла
продукта, создает запас, на котором продолжается использование тепла при
кратковременной остановке печи, представляет предварительную ступень ох-
лаждения, улучшающую условия работы основной ступени.
Возражения против применения томильной камеры возникают при кальци-
нации гидроксида алюминия с большой долей корунда, проходящей при тем-
пературе, близкой к спеканию. Возникает угроза закупорки трактов при нару-
шениях режима. Для углеродных шихт, извести, глинозема с малой долей ко-
рунда угрозы спекания практически нет. Заметим также, что использование
камеры имеет смысл лишь при ее достаточно больших размерах. Возникает
необходимость внутриагрегатной перегрузки горячего материала с подъемом
на высоту 10-30 м.
4.1.4. Прокалочные печи с вращающимся подом
В стремлении снизить угар углерода, использовать летучие для защиты слоя
кокса от окисления и ведения автогенного процесса создана печь с вращаю-
щимся подом. Такие печи работают в ФРГ, США, Голландии. В СССР такая
печь была установлена на Красноводском нефтеперерабатывающем заводе.
В печь подаются все фракции дробленого кокса с размерами частиц до 50 мм,
желательно, предварительно просушенного. Под имеет вид конуса с уклоном
к центральной оси, составляющим 10°. Сочленение пода и свода со стенками
герметизируется с помощью гидрозатвора. Дымовые газы отводятся в центре
свода через вертикальный канал. Кокс поступает из бункера на край пода и
перемещается по концентрическим окружностям к оси печи в центральный
колодец. Шихта перемешивается водоохлаждаемыми лопастями, закреплен-
ными на своде. Кокс при этом не истирается, не воздействует на футеровку, не
пылит. Для сжигания летучих и продуктов газификации по своду распределе-
ны воздушные сопла. Тепловой режим стабилизируется газовыми горелками
на своде. Они же обеспечивают пусковой режим. Нагретый кокс, попадая в
колодец, выдерживается некоторое время, прежде чем опустится в холодиль-
297
ник. Его физико-химические свойства улучшаются, прежде всего, за счет их
выравнивания как по глубине частицы, так и по всей массе. Слой кокса в шах-
те герметизирует печь со стороны выгрузки.
Приведем основные характеристики печи. Производительность — до 20 т/ч
(до 200 тыс. т в год) по сырому коксу. Диаметр пода — 16,7 м, скорость его
вращения — 8-15 об./мин. Гидропривод пода имеет мощность 10-40 кВт. Раз-
грузочный стол под колодцем вращается со скоростью 12-50 об./мин. Толщи-
на слоя кокса — около 0,15 м, а время пребывания в печи — около 1 ч. Средняя
температура среды в топочной камере достигает 1400 °С. Дымовые газы про-
ходят через котел-утилизатор, рекуператор и экономайзер. Воздух подогрева-
ется до 400^30 °С.
Скорость дымовых газов над слоем кокса составляет 0,1-0,2 м/с. При этом
газ захватывает только мелкие частицы и в небольшом количестве. Они дого-
рают в газоходе и дожигающем устройстве перед котлом-утилизатором. Ос-
новной замысел конструкторов сводится к разделению кислородной зоны сре-
ды и кокса слоем выделяющихся пиролитических газов, в основном, водоро-
да. Внешний теплообмен обеспечивается излучением печного пространства,
но в известной мере затруднен теми же газами. Зато максимально интенсифи-
цирован внутренний теплообмен, обычно лимитирующий теплообмен в це-
лом. Тем не менее, замысел в значительной мере оказался несостоятельным.
Выход прокаленного кокса на печи Красноводского нефтеперерабатывающего
завода оказался равным 71 %, т.е. значительно ниже, чем ожидалось. Выделя-
ющиеся летучие не могут защитить кокс полностью от реакций газификации
под воздействием углекислого газа и водяного пара. Значительное количество
этих газов выделяется самой шихтой.
Печь с вращающимся подом имеет сложную конструкцию, затрудняющую
эксплуатацию. Стойкость футеровки оказалась довольно низкой из-за локаль-
ных перегревов, особенно при прокаливании игольчатого кокса, требующего
более высокой температуры. Утверждение о преимуществах данной печи по
сравнению с вращающейся печью в работе по опыту на конец XX века не име-
ло оснований.
4.1.5. Использование качающихся печей
Трубчатую печь можно привести в маятниковое качание вокруг оси вместо
вращения. При этом появляются преимущества, которые можно использовать
и в других технологиях, не только при прокаливании углеродных материалов.
1. Технологические зоны во вращающейся и качающейся печах соединены
последовательно, и лишь одна из них лимитирует производительность. По-
пытки регулировать и интенсифицировать работу какой-либо зоны затрудня-
ется при вращении печи, но упрощается при ее качаниях. В зону на любой
298
позиции можно подать дополнительные количества воздуха, топлива, оборот-
ную пыль, компоненты шихты через гибкие металлические или резиновые
шланги.
2. Как следствие, топливный факел нетрудно организовать в средней части
качающейся печи. Операции томления продукта и последующее охлаждение
можно провести за факелом в том же корпусе. Во вращающейся печи для это-
го используются отдельные устройства с нарушением герметизации продукта.
3. Проблема герметизации качающейся печи существенно упрощается.
4. Вращающиеся печи и барабанные холодильники подобны мельницам, раз-
малывающим шихту. В случае обработки хрупких кусковых материалов, та-
ких как антрацит, это приводит к измельчению и потере мелкой фракции, вви-
ду ее ограниченного применения в формовании зеленых электродов. Вместе с
материалом истирается и футеровка. При прокаливании антрацита ее износ
особенно велик.
5. Футеровка вращающейся печи изнашивается неравномерно. Трещины и
каверны захватывают часть материала и переводят его во взвешенное состоя-
ние. При этом резко увеличивается скорость нагрева отдельных частиц, их
терморазрушение, возрастает унос пыли, угар углерода.
6. Футеровка вращающихся печей имеет низкую стойкость, особенно в мощ-
ных печах большого диаметра. Она подвергается переменному сжатию на каж-
дом обороте печи. Поры и щели при этом меняют размеры, и набивающаяся в
них пыль производит микроразрушения. Велики и термические разрушения
футеровки. Кроме снижения коэффициента использования и повышения рас-
ходов на ремонт, обломки футеровки загрязняют продукт.
7. Как правило, в промышленных печах обрабатывается полидисперсный
материал. Его пересыпание при качаниях печи приведет к усилению сегрега-
ции частиц по крупности по сравнению с вращающейся печью. Крупная фрак-
ция выступит на поверхность слоя и подвергнется наиболее сильной терми-
ческой обработке. Она же прикроет мелкую фракцию от уноса. Слой шихты
перемещается в известной мере на подушке из того же материала. Поэтому
износ футеровки снижается. К тому же футеровку свода можно выполнить из
другого материала.
8. Совмещение в одном корпусе зон нагрева и охлаждения сокращает угар
углерода при прокалке электродных материалов и увеличивает рекуперацию
тепла там, где можно допустить проход вторичного воздуха над зоной охлаж-
дения.
9. При переходе к маятниковым качаниям конструкция печи и ее снабжение
радикально упрощаются. Гибкие шланги из специальных сталей нашли широ-
кое применение в промышленности для подачи топлива и других материалов.
На рис. 2.48 показан общий вид качающейся печи. Печь содержит камеры
нагрева 1, обжига 2, реакционную 3 и охладительную 4, расположенные в фу-
299
11 12
Рис. 2.48. Общий вид качающейся печи
терованном корпусе 5 с загрузочным 6 и разгрузочным 7 устройствами. Каме-
ра обжига 2 снабжена горелочным устройством 8, к которому подводятся гиб-
кие шланги 9 для подачи топлива и воздуха. Камеры нагрева и обжига снабже-
ны патрубками 10 для подачи в печь уловленной пыли, компонентов шихты,
дополнительных количеств воздуха и топлива. Реакционная камера 3 обору-
дована патрубком 11 для подачи пара или газа под слой материала с целью его
облагораживания и перемешивания путем псевдоожижения. Печь снабжена
реверсивным приводом 12 для создания маятниковых качаний. Одно из сече-
ний печи показано на рис. 2.49.
Качающиеся печи (КП) в промышленности на конец XX века не использова-
лись, но их достоинства побуждали к проведению теоретических и экспери-
ментальных исследований. Как известно, расчет параметров вращающихся
печей начинается с эмпирической связи тепловой мощности и диаметра Q =
= а?Г, где показатель т обычно принимается равным 2,5. Для качающейся
печи приняли гораздо более сильную зависимость для производительности
G = 0,277ZK'23 кг/с. С учетом стабильно-
го значения удельного расхода топлива
у в принятой технологии Q = Gy. Сле-
довательно, и для тепловой мощности
Q ~ ?K'23 кг/с. Авторы исходили из того,
что внутреннее движение слоя матери-
ала начинается только при угле поворо-
та печи, превышающем угол естествен-
ного откоса C. При этом материал пере-
сыпается так же, как при вращении
печи. Во вращающейся печи замечены
разные виды внутреннего движения
материала — от пересыпания до сколь-
жения. Элементы скольжения в про-
мышленных печах имеют место почти
всегда, хотя бы в силу вибрации и толч-
ков корпуса при вращении. Поэтому
Рис. 2.49. Сечение А-А качающейся печи
300
принят более широкий тезис о подобии внутреннего движения при переходе
от вращения к качаниям на данной печи в тех же условиях. В этом случае при
равенстве периодов качания и вращения скорость поступательного движения
в КП будет меньше в (у - Р)/тг раз.
Во вращающейся печи (ВП) скорость поступательного движения можно рас-
считать по формулам, приведенных в гл. 2.2 части 2. Для режима пересыпания
при угле естественного откоса Р = 33°, коэффициенте заполнения Ч1 = 6,1 %
(ф = 78°), внутреннем диаметре D = 6,7 м, угле наклона оси печи а = 2,5°,
скорости вращения п = 0,032 об./с, получаем w = 0,047 м/с, или 2,82 м/мин.
Диаметр намеренно принят предельно большим для промышленных печей.
Проведены эксперименты на лабораторной модели КП печи с размерами:
L = 1,46 м; D = 0,3; 0,4; и 0,6 м, при углах поворота у = 40,5; 46,0 и 80,0°, угле
наклона оси а = 0-5°. В качестве материала использовался горох с насыпной
массой р = 870 кг/м3 при диаметре зерен 3-6 мм.
Получена формула
inir\r\ 0,465 2,15/гч 2/ ч/.^ч/т-.З \2,14
w = 1030?>иа у (Dn lg)(GID pji) ,
которая используется для расчета промышленной печи. В этом случае при
у = 60°, а = 2,5°, D = 6,7 м и той же скорости качаний п = 0,032 с получаем: w =
= 0,041 при рн = 1800 кг/м3; w = 0,025 м/с при рн = 4600 кг/м3; w = 0,0225 м/с
при р = 4800 кг/м и G = 125 кг/с. Рассчитанные скорости явно завышены.
Исходя из соотношения
G = vPG^J/4)wpH
при w = 0,025 м/с получаем рн = 2325 кг/м3, что противоречит формуле скоро-
сти. По-видимому, величина рн была другой. Возможно, числа подобия выбра-
ны неудачно и экстраполяция формулы на условия промышленной печи дает
большую погрешность. При той же скорости качаний и прочих равных усло-
виях
wm = wBn(y - руте = 0,047-27/E7,4л) = 0,007 м/с.
Это значение скорости движения шихты можно существенно повысить за
счет угла наклона оси к горизонту до 10-20°, т.е. в 4-8 раз больше.
Линейную скорость движения материала у футеровки по ее окружности,
принять по нормам вращающейся печи v = 25-30 см/с. Целесообразно устано-
вить частоту качаний при постоянном ускорении и торможении печи. При ра-
венстве средней скорости КП скорости ВП
УКП = Vmax/2 = УВП
301
Частота качаний получается более высокой по сравнению с циклической
частотой ВП:
"кп =
Однако желательно еще более повысить скорость качания до значения
если это не вызовет технических затруднений.
С точки зрения экономии энергии и снижения износа механизмов целесооб-
разно согласовать частоты собственных и вынужденных колебаний печи.
Минимальный угол поворота определяется по условию ссыпания частицы в
средней части слоя у футеровки. В этом случае
у . = В + ю/2
' mm " т
и застойная зона исчезает. Максимальный угол поворота может быть ограни-
чен устройствами ввода газообразных и других сред в печь на свод печи. Кон-
такт устройств с шихтой исключается.
4.2. Агрегаты для производства извести
Производство извести в целом характеризуется разнообразием конструкций
обжиговых агрегатов и их производительности. Применяются в основном
шахтные и вращающиеся печи. На ряде предприятий черной металлургии дей-
ствуют обжиговые машины с колосниковой решеткой и печи кипящего слоя.
Требования к качеству извести предъявляет технология. Например, для кис-
лородных конвертеров требуется мертвообожженная известь, чтобы при хра-
нении и транспортировке она не поглощала атмосферную влагу. Вода в кон-
вертере дает водород, растворяющийся в стали. Наоборот, там, где использу-
ется известковое молоко, пережог извести приведет к потере продукта и пере-
расходу топлива. Соответственно различаются требования к печам. Во враща-
ющихся печах в первом случае факел должен иметь высокую температуру.
Существенный эффект дает обогащение дутья кислородом. Во втором случае
факел должен быть растянутым, как при спекании глиноземсодержащих шихт.
Хороший эффект дает снижение в воздухе содержания кислорода путем воз-
врата в зону факела части уходящих газов.
При байеровском выщелачивании североуральских бокситов известь измель-
чается в оборотном растворе совместно с рудой. Главное требование состоит в
снижении недопала с целью экономии каустической соды. Важное значение
имеет также чистота известняка, поскольку примеси попадают в алюминат-
ный раствор. Требование снижения содержания оксида кремния предъявляет-
302
ся даже к известняку в производстве цемента с целью максимального увеличе-
ния доли белитового шлама в сырьевой смеси.
4.2.1. Физико-химические и технологические основы
производства извести
Нагрев известняка до 800 °С сопровождается растрескиванием вследствие
увеличения его объема на 3-4 %. При дальнейшем увеличении температуры
нагрева происходит термическая диссоциация карбонатов, рекристаллизация
и спекание образующихся окислов. В табл. 2.44 представлены данные о теп-
ловом эффекте основных реакций диссоциации карбонатов и образования бе-
лита.
Температура диссоциации карбонатов зависит от природы и минералогичес-
кого состава исходных пород и поэтому изменяется в широких пределах. Чис-
тый минерал СаСО3 при атмосферном давлении 101,3 кПа имеет температуру
диссоциации 898 °С, а чистый MgCO3 — 710 °С. Фактическая температура в
зоне диссоциации известняка зависит также от характера теплообмена в агре-
гате и размеров кусков. Большое значение имеет фракционный состав извест-
няка. От размеров кусков известняка зависит время, производительность, сте-
пень декарбонизации и другие показатели. Чем меньше размеры фракции, тем
легче провести обжиг в любом тепловом агрегате. Степень диссоциации ших-
ты в целом определяется температурой в центре наиболее крупных кусков.
Химическая активность и основные свойства извести зависят от ее микро-
структуры, характеризуемой температурой известняка, которую он приобрел
в процессе обжига. При умеренной скорости нагрева известняка при темпера-
туре не выше 1000 °С образуется СаО с пористой структурой и высокой хими-
ческой активностью. При увеличении температуры извести выше 1100 °С про-
исходит рекристаллизация СаО с резким увеличением плотности и снижени-
ем химической активности.
Таблица 2.44
Тепловые эффекты основных реакций диссоциации известняка и образования белита
Реакция
Диссоциация
СаСОз
MgCO3
СаСОз-MgCCh
Образование белита
_
Формулы
СаСОз = СаО + СО2;
100 = 56 + 44
MgCO3 = MgO + СО2
CaCO3MgCO3 = СаО + MgO + 2CQ>;
184 = 56 + 40 + 88
2СаО + SiO2 = 2CaOSiO2;
112 + 60 = 172
Тепловой эффект, кДж
на 1 кг
исходного
-1780
-1300
-1540
на 1 кг
продукта
-3185
-2715
-2950
+716
303
Активность извести может понижаться и в результате взаимодействия ее с
примесями, находящимися в исходном сырье или твердом топливе. Количе-
ство извести, связывающееся в новые соединения, можно определить из соот-
ношения
СаОсв = /C,-l,87SiO2
1,1А12О3
0,7Fe2O3,
где .К", — коэффициент полноты реакции, зависящий от дисперсности состав-
ляющих (для песка К{ = 0,8-0,9); SiO2, А12О3, Fe2O3 — содержание минералов
в исходной извести, %. Количество непрореагировавшего СаСО3 можно опре-
делить по остаточному содержанию СО2 в извести:
СаСО3 = 2,27(СО2)ост.
Основной причиной неполной диссоциации карбонатов является недогрев
известняка из-за большой величины кусков и малого времени пребывания его
при температуре диссоциации либо из-за неравномерности температур газо-
вых потоков в агрегате, что характерно в основном для шахтных печей. В ап-
паратах кипящего слоя при большой полифракционности кускового материа-
ла также возможен недообжиг известняка, особенно в уносимых частицах.
4.2.2. Тепловые процессы при диссоциации известняка
Согласно табл. 2.45, производство 1 кг СаО требует только на реакцию дис-
социации 3,185 МДж тепла, или 0,109 кг у.т./кг. Эту величину иногда называ-
ют теоретическим минимумом удельного расхода топлива.
Такой подход не совсем корректен. Более правильным следует считать вели-
чину теоретического расхода топлива на процесс диссоциации известняка при
следующих условиях: отсутствие тепловых потерь во внешнюю среду через
стенки агрегата, полная утилизация тепла извести для подогрева воздуха и
Таблица 2.45
Расчетные параметры для идеального агрегата обжига извести
Топливо
Кокс
Мазут
Природный газ
Пропан-бутан E0x50)
Коксодоменный газ E0x50)
B6100)
D0300)
34000
105000
10000
2200
2245
2040
2110
1900
-? ^
н" s
СЗ w
G,24)
A0,7)
9,4
27,4
2,5
-3 —
"а ^
fcf ^
G,0)
(П,4)
10,5
29,6
3,4
10,5
10,0
10,2
9,9
9,45
Ь-
N
0,129
0,131
0,139
0,133
0,148
и
585
690
550
575
540
s
520
540
580
560
610
tr
83,0
82,0
77,5
81,0
73,0
"ь
69,0
68,0
64,0
67,0
60,0
304
тепла уходящих газов для подогрева известняка. Исходя из этих условий, оп-
ределим более точное значение теоретического расхода топлива для обжига
известняка.
Пусть известь выдается из печи в холодильник при температуре tj = 900 °С
и охлаждается до 20 °С. Ее энтальпия изменяется на величину
ч=с;с-со B.42)
где с — средняя удельная теплоемкость, кДж/(кг-К). Начальная энтальпия
/' = 0,946-900 = 850 кДж/кг.
При идеализированном теплообмене энтальпия воздуха возрастает на ту же
величину. Начальная энтальпия принимается равной нулю (близкой к средне-
годовой), /' = 0. Тогда
д/ = / " = с "g "GTt'= c"g "FT29300? "IQ р, B.43)
В В MB дТ В В В &Т в В *--Н ' ^ '
где с " и с " — массовая и объемная средние удельные теплоемкости возду-
MB В - •*
ха при температуре t", кДж/(кг-К) и кДж/(м -К); gT — удельный расход топли-
ва, кг у.т./кг извести; GJ — удельный теоретический расход воздуха, кг/кг у.т.;
VJ — то же в расчете на физическую единицу топлива, м3 или кг. Величины
gT", GBT и VJ приведены в табл. 2.45.
Равенства правых частей формул B.42) и B.43) дают максимальную темпе-
ратуру воздуха t", указанную в табл. 2.45.
Тепловой баланс собственно печи без учета внешних устройств запишем с
допущением равенства температур загружаемого известняка и выгружаемой
извести:
c"g "FT29300? "IQ p + g 9300 = q + с * "V T29300? 'IQ \
где <7ДИС — удельная теплота диссоциации известняка, кДж/кг извести; спг —
средняя удельная теплоемкость продуктов сгорания, кДж/(м -К); VnJ — теоре-
тический удельный объем продуктов сгорания, м3/ед. топлива. Из баланса вы-
водится формула удельного расхода топлива:
g" = q Q 7F р + cVTt " - с V Tt ')¦
°т -'дис^-'Н ^-^--н в в в пг пг ух у
Часть исходных и рассчитанных величин приведена в табл. 2.45. Из данных
таблицы следует, что удельный расход условного топлива зависит от вида ис-
пользуемого топлива: наименьший расход у кокса и мазута, наибольший — у
низкокалорийных газов. Для снижения удельных расходов топлива необходи-
мо стремиться максимально использовать физическое тепло извести для по-
догрева воздуха, идущего на горение топлива.
Практически удельный расход условного топлива всегда выше теоретичес-
кого за счет наличия тепловых потерь во внешнюю среду в зоне термической
305
диссоциации известняка и зоне охлаждения извести воздухом, в результате
чего действительная температура подогрева воздуха на 100-200 градусов ниже
теоретически возможной. Условия теплообмена в зоне охлаждения также дол-
жны быть достаточными для полного охлаждения извести до температуры 40-
50 °С (время пребывания кусков извести должно соответствовать размерам
кусков, потоки воздуха должны равномерно распределяться по объему извес-
ти и т.п.).
Температура газов в зоне диссоциации известняка всегда выше t CaO, поэто-
му с учетом наличия тепловых потерь во внешнюю среду и снижения темпе-
ратуры подогрева воздуха действительный удельный расход условного топли-
ва g и температура отходящих газов t ", будут выше их теоретических значе-
ний. При сравнении удельных расходов топлива необходимо учитывать и сте-
пень диссоциации известняка — чем она выше, тем меньше удельный расход
топлива, поэтому расход топлива следует относить к активной извести.
Имеются предложения и практические разработки использования тепла от-
ходящих продуктов сгорания для предварительного подогрева воздуха. Теоре-
тически термический КПД можно повысить за счет усложнения системы ото-
пления и утилизации тепла. Практически этому следует уделять внимание, если
уже использованы все другие пути снижения удельных расходов топлива и его
значение приближается к теоретическому.
Введем некоторые показатели эффективности процесса обжига известняка
и конструкции агрегата для его осуществления. Технологическим КПД про-
цесса будем называть отношение тепла диссоциации известняка к затраченно-
му теплу:
ri = О IgQ р,
¦техн 2~^g °*-'н '
термическим КПД — долю тепла топлива, остающегося В технологическом
агрегате,
Л = 1 - (б "Ig Q ")•
¦терм ч*--ух Ogii'H ^
Теоретические значения КПД представлены в табл. 2.45. Они соответствуют
значениям теоретического расхода топлива g для агрегата без тепловых по-
терь. Повысить теоретические значения КПД можно только за счет увеличе-
ния уровня подогрева воздуха путем утилизации части тепла уходящих газов,
однако это увеличение ограничивается 5-6 %. Повышение КПД действующих
агрегатов обеспечивается поддержанием коэффициента избытка воздуха при
сжигании топлива близким к 1,0, уменьшением тепловых потерь через ограж-
дения в зоне диссоциации и подогрева воздуха, поддержанием недожога топ-
лива близким к нулю.
306
Таблица 2.46
Показатель
Производительность, т/с
Диаметр шахты Dy, м
Высота шахты Яш, м
Отношение НШЮУ
Фракция сырья, мм
СаСОз + MgCO3, %
Топливо, марка
Теплота сгорания,
кДж/м3-кг
Расход топлива, кг/т
Расход электроэнергии,
кВт-ч/т
Удельный съем извести:
т/(м2-сут.)
т/(м3-сут.)
Актив. CaO+MgO, %
Остаточный СОг, %
Степень диссоциации п,
%
Содержание СО, %
Давление воздуха, кПа
* Англия, "West". ** ФРГ,'
Характеристики
и эксплуатационные показатели работы шахтных печей
Вид используемого топлива
Твердое
66
3,2
12
3,75
80-
120
96,2
Антрацит
AM, АС
188
7,4
9,9
0,83
72
Н.св.
82
—
2,0
Eberhardt".
100
3,7
23
6,22
40-
100
98,2
Кокс
КД-2
176
22,6
9,4
0,5
92
4,1
94
—
6,5
***СИ
200
4,5
18
4,0
40-
120
97,5
Кокс
КД-IV
128
9,2
12,6
0,7
76
11-9
85,5
2,7
3,5
IA, "Unio
300
6,2
22,5
3,63
40-
120
97,5
Кокс
КД-IV
127
9,2
13,6
0,58
84,6
10-7
89
2,0
5,0
n Carbide
400
6,13
24
3,9
30-
120
97,6
Кокс
КД-2
135
16,0
13,6
0,6
85
11-6
88,5
2,4
3,5
Corp."
36
2,0
17
8,5
60-
120
94,2
Мазут
М-40
134
Н.св.
11,5
0,64
71,6
8,62
85,0
—
-1,87
-
43,7
2,0
11
5,5
60-
150
95
Мазут
М-100
179
16,0
13,5
0,73
75
9,2
86,0
-1,50
Кидкое
126,5
3,3x3,3
18
4,3
60-
150
94
Мазут
М-100
177
15,1
11,2
0,65
72
8,9
86,0
—
-2,10
100*
3,0
17
5,56
75-
200
97
Нефть
41,9
156
20
13,5
0,8
90
3,7
95
—
-3,0
150**
3,85
21,6
5,6
70-170
9,8
Мазут
41,9
153
20
12,75
0,63
96
1-1,5
98
1,0
-3,0
Газообразное
49,3
2,5
18,2
7,3
5-
ч150
99,5
ПГ
35,3
219
12
10,0
0,55
93,4
1,25
98,5
—
-1,3
120
1,8x8
15
3,54
40-
80
97,5
п+д
20,0
147
21,4
9,2
0,63
85,7
8,2
89
—
-2,4
150
1,65x8
14,5
3,54
50-
100
97,8
ПГ
35,5
129
Н.св.
12,1
0,83
87,0
6,5
90
-2,0
180
4,3
18,8
4,35
40-
100
98,8
ПГ
34,7
182
16,8
12,3
0,63
85,0
6,0
86,0
—
-2,65
600***
4,27x4,27
18,0
3,7
38-
100
98,1
ПГ
35,3
170
22,0
33
1,85
90
2-5
95
—
-1,5
W
о
»
Большая часть получаемой в нашей стране извести производится в шахтных
печах, что объясняется простотой конструкции, низкими капитальными затра-
тами и высокой тепловой эффективностью этого агрегата. Такие печи могут отап-
ливаться твердым кусковым топливом, преимущественно коксом и коксиком, а
также газообразным и жидким топливом. Для сравнения в табл. 2.46 представ-
лены технические и эксплуатационные характеристики шахтных печей.
4.2.3. Вращающиеся печи
С целью повышения равномерности обжига известняка и увеличения степе-
ни его диссоциации для получения извести широкое применение в последние
годы получают агрегаты с вращающейся печью. Они имеют высокую произ-
водительность (до 1000 кг/сут.) и высокое качество получаемой извести. Для
таких агрегатов характерно разделение отдельных стадий процесса (рис. 2.50).
Так, подогрев сырья производится в специальных шахтных подогревателях,
обжиг — во вращающихся печах и охлаждение извести — во вращающихся
барабанах или колосниковых холодильниках. Кроме того, за подогревателями
сырья для использования тепла отходящих газов устанавливаются котлы-ути-
лизаторы и устройства для очистки газов и улавливания пыли. Вращающиеся
печи могут быть относительно длинными (LJDb = 30-50), с внутренними теп-
лообменными устройствами в хвосте печи для производства извести сухим и,
25
о
51 L_,m
Рис. 2.50. Схема агрегата с вращающейся печью для обжига извести: а — температура продуктов
сгорания; б — температура материала; в — степень диссоциации карбоната; / — вращающаяся печь;
2 — подогреватель шихты; 3 — топка; 4 — горелка; 5 — холодильник; 6 — подача воздуха; 7 —
накопитель; 8 — подача шихты; 9 — выход продуктов сгорания
308
преимущественно, мокрым способом. Эти печи, типа ПВМ 2,5x75, 3,6x110,
4х 150,4,5х 175, изготавливаются для цементной промышленности заводом Вол-
гоцеммаш (г. Тольятти). Длинные вращающиеся печи используются без подо-
гревателей сырья, устанавливаемых за печами.
Короткие вращающиеся печи имеют оптимальное соотношение размеров
L ID =15-20, оборудованы запечными теплообменными устройствами-по-
догревателями сырья и используются для производства извести только сухим
способом из карбонатных пород фракцией не выше 50 мм.
В табл. 2.47 представлены технические характеристики длинных и коротких
вращающихся печей для производства извести, из которых следует, что корот-
кие печи с подогревателями сырья и современными холодильниками имеют
удельные расходы топлива почти в 1,5 раза меньшие, чем длинные вращаю-
щиеся печи, более высокое качество обожженной извести и более компактную
форму.
Основные этапы процесса декарбонизации разделены, легко управляются и
регулируются независимо друг от друга. Величины удельных расходов топли-
ва, достигнутые хорошо работающими короткими печами, незначительно пре-
вышают аналогичные показатели для шахтных печей (на 15-20 %), что обус-
ловлено повышением потерь тепла через футеровку вращающихся печей и
холодильника, которые составляют 30—40 % теоретического расхода топлива.
Таким образом, реально достижимым расходом топлива для вращающихся
(коротких) печей следует считать величину 155-160 кг/т СаО. С этой целью
агрегаты для обжига извести должны быть оборудованы эффективными подо-
гревателями сырья с температурой подогрева не ниже 800 °С и холодильника-
ми с подогревом воздуха не менее 500-550 °С.
Практикуется установка за короткими вращающимися печами дополнитель-
но котлов-утилизаторов, которые могут несколько снизить удельные расходы
топлива с учетом выработки пара. Однако при производстве пара высоких энер-
гетических параметров требуется поддержание высокой температуры газов на
входе (не ниже 800 °С), что исключает возможность установки подогревате-
лей сырья.
Такая схема энергетически и экономически менее эффективна, чем схема с
подогревателями сырья. Зарубежные фирмы гарантируют получение удель-
ных расходов топлива для коротких вращающихся печей производительнос-
тью до 1000 т/сут., оборудованных шахтными подогревателями сырья и шахт-
ными холодильниками, на уровне 157-172 кг/т извести.
309
Характеристики и эксплуатационные показатели работы агрегатов с вращающимися печами
Таблица 2.47
Показатель
Отношение LJDB
Производительность, т/сут.
Расход топлива, кг у.т./т
Расход электроэнергии,
кВтч/т
Удельный съем, т/(м2-сут.)
т/(м3-сут.)
Вид сырья
СаСОз + MgCO3, %
Пылеунос, %
Вид топлива
Теплота сгорания, МДж/м3
Актив, CaO+MgO, %
Остаточный СОг, %
Холодильник
Размеры, м
Температура, СС
газов на выходе
извести из холодильника
}
3,6x100*,
Союзгипро-
стром,1969
34,4
325
280
20
42,2
0,38
Шлам
94,1
2,6
ПГ
35,6
86-75
3-8
Барабан-
ный
Б.2,5х38
165
50
* Мокрый способ производства извести.
Длинные печи
4,5x150,
Ленгипро-
стром,1962
41,7
575
240
20
55,0
0,38
Мел
94,4
10
Мазут
30,8
85
4-5
Барабан-
ный
Б.З,6х50
300
150
** Без учета производства пара в котлах-утилизаторах.
3,45x145,
"Honnetale"
(ФРГ)
47,5
576
204
17
78,9
0,55
Известняк
98,8
12
Мазут
42,0
94,0
0,5-0,8
Шахтный
Н.св.
380
38
3,6x75,
Союзгипро-
стром, 1972
23,5
300
270*
20
32,1
0,43
Известняк
96,3
8
ПГ
35,6
84
7
Барабан-
ный
2,5x38,5
320
80
3,6x75,
Укргипро-
мез, 1972
23,5
420
316*
30
48
0,64
Известия
к
96,2
12
ПГ
35,2
89
4,0
"Волга"
25СИ
310
40
Короткие печи с подогревателями
3x52,7,
Союзгипро-
стром,1960
20
235
263
35
38,4
0,73
Мел
95,1
16
ПГ
33,52
75
6
Барабан-
ный
2,25x20
250
130
2,7x65,
внипичэо,
1968
28,5
250
276**
45
49
0,75
Известняк
92,9
10
кг
16,3
89
2,8
12-
барабанный
0,88x4,7
270
140
3,6x48,
ЧКД
(ЧССР)
15,0
300
172
20
37,5
0,78
Известия
к
97,5
5
ПГ
35,5
90
1-2
Шахтный
4,6x5,3
315
100
3,75x55,
"Fuller"
(ФРГ)
16,4
450
176
22
50,5
0,92
Известия
к
98,8
8
Мазут
43,8
96
0,5-0,6
Шахтный
5x4,2
262
50
4,4x90,
"Polysius"
(ФРГ)
22,5
1000
184
22,5
79,5
0,87
Известия
к
98,5
5
ПГ
35,5
93
0,5-1,5
Колосни-
ковый
4x20
350
100
4.3. Охлаждение продуктов термической обработки
Шихта во вращающихся печах проходит зоны охлаждения и несколько ос-
тывает. Однако ее температура на выходе все еще составляет 1000-1100 °С.
Отдельный узел охлаждения необходим прежде всего для перемещения про-
дукта на другой передел или в запасный бункер, на расстояние до 200-300 м.
При этом выгоднее использовать резиновые ленты, в связи с чем охлаждение
должно быть глубоким (до 80-120 °С). Предприятия несут убытки в связи с
ускоренным износом лент при недостаточном охлаждении продукта. Уровень
охлаждения определяется также технологическими соображениями. Клинкер,
недостаточно охлажденный, сохраняет пластичность и снижает производитель-
ность шаровых мельниц при помоле. Попытка выдержки его в резервном бун-
кере не приводит к решению проблемы из-за очень медленного охлаждения
большой массы. К тому же бункер быстрее разрушается. Спек при поступле-
нии на выщелачивание и без того имеет избыточный тепловой потенциал за
счет химических реакций с водой. Необходимы отвод тепла при выщелачива-
нии и, следовательно, дополнительное оборудование. То же следует отметить
относительно приготовления известкового молока. Но при некоторых услови-
ях глубокое охлаждение невыгодно. Например, электродный кокс приходится
нагревать до 300 °С при смешении с пеком в производстве анодной или зеле-
ной масс. В этом случае целесообразно транспортировать и хранить в тепло-
изолированных емкостях не вполне охлажденный продукт. Для транспорта
можно использовать скипы, пластинчатые или ковшовые ленты, контейнеры,
движущиеся в трубах под воздействием сжатого воздуха.
В любом случае охлаждение необходимо хотя бы до температур 300^400 °С.
Возникает попутная и очень актуальная проблема рекуперации и утилизации
физического тепла продукта. В первую очередь желательно обеспечить подо-
грев воздуха, поступающего на горение топлива.
При решении поставленных задач спек и клинкер объединяются в одну груп-
пу. Они имеют обширный гранулометрический состав, включают обломки
настылей и свары размером до 0,5-1 м. Возникает дополнительная проблема
дробления кусков на возможно более ранней стадии охлаждения. К этим про-
дуктам присоединяется известь. Спек, клинкер и известь допускают прямой
контакт с воздухом. Отдельно следует рассматривать охлаждение кокса, по-
скольку прямой контакт с воздухом для него исключается.
4.3.1. Охлаждение спека
В СССР производилось около 12 млн. т спеков в год, в том числе 1,7 млн. т
бокситовых. При температуре спека на выходе 1000°С и средней теплоемкос-
ти 1,09 кДж/(кг-К) начальная энтальпия спека составляет 1,09'12-10 -1000 =
311
= 13,01-1012 кДж = 13,01-106 ГДж. Доля использования этой теплоты недоста-
точно велика. Не найдено удовлетворительного решения и в задаче охлажде-
ния спека перед его перемещением по ленточным транспортерам в запасные
емкости перед выщелачиванием. Операция дробления крупных кусков осуще-
ствляется после того, как спек проходит через холодильник. При дроблении
появляются частицы и ядра крупных кусков, нагретые до 600 °С и выше. Под
действием этой температуры срок службы лент резко сокращается.
Глыбы спека появляются сравнительно редко. Тем не менее дробление его
проходит в две стадии. На Павлодарском алюминиевом заводе в первой ста-
дии дробления получаются куски менее 30 мм. При этом до 50 % массы со-
ставляют частицы размером более 8 мм. Во второй стадии остаются частицы
размером не более 8 мм.
Известно предложение сбрасывать спек непосредственно в бассейн с водой,
поскольку в дальнейшем его все равно приходится выщелачивать. Однако та-
кая схема имеет существенные недостатки: затрудняется хранение запаса ра-
створа, обеспечивающего непрерывное производство и регулирование его кон-
центрации; теряется значительное количество высокопотенциальной тепло-
ты. Воздух для горения топлива придется подавать холодным или затрачивать
на его подогрев топливо. В любом случае увеличивается удельный расход теп-
лоты.
Указанную схему можно усовершенствовать, проводя, например, операцию
дробления непосредственно при выходе горячего спека из печи. Транспорти-
ровать и хранить спек можно в горячем состоянии. Но в конечном счете с вод-
ными растворами контактирует неостывший спек и высокопотенциальная теп-
лота спека теряется.
Возможно технологическое осложнение, связанное с высокой скоростью
охлаждения спека. Реакции спекообразования рассчитываются по полному
связыванию оксида кремния в двукальциевый силикат и оксида алюминия в
алюминат натрия. Однако эти основные соединения не являются инертными в
химическом отношении. Они реагируют друг с другом, образуя изотропную
фазу состава
Na2OCaOSiO2 и ЗСаОА12О3-
Образование этих соединений исследовалось в литературе неоднократно.
Оказалось, что извлечение глинозема и щелочи при этом падает. Найдено ме-
роприятие, значительно снижающее отрицательные последствия образования
указанных соединении. Оно заключается в отжиге или замедлении охлажде-
ния спека при температурах 1000-1100 °С. В этом случае изотропная фаза рек-
ристаллизуется и распадается с выходом исходных соединений: Na2O-Al2O3 и
2CaO-SiOr Быстрое охлаждение спека не дает достаточного времени для рас-
пада комплексов оксидов. Это явление получило название закалки спека.
312
Как видим, в образовании комплексных оксидов принимает участие оксид
кальция. Поэтому закалка имела место в спеке Богословского алюминиевого
завода, где в шихту для связывания оксида кремния добавляли значительное
количество извести. Шихта Уральского алюминиевого завода не включала из-
вестняк. Для связывания оксида кремния в нерастворимые соединения в него
добавлялось повышенное количество соды. В связи с этим явление закалки не
наблюдалось.
4.3.2. Холодильники
Холодильники имеют сходство с подогревателями шихт и зернистыми фильт-
рами для охлаждения и очистки уходящих газов. Они обеспечивают охлажде-
ние материала, выходящего из печи, для его транспортировки к складам (бунке-
рам) или последующим переделам. При этом важная побочная цель состоит в
максимальной рекуперации теплоты. Частично или полностью материал охлаж-
дается воздухом, который поступает в печь для сжигания топлива. Гораздо реже
этот воздух используется в подогревателях шихт. Известны системы использо-
вания теплоты продукта для производства пара без рекуперации теплоты.
При рекуперации и утилизации теплоты коэффициент полезного действия
холодильника оценивается по формуле
1 v рек ут хим^ вх'
где J , J , J и Е/вх — использованные энтальпии теплоносителей, обеспе-
чивающих рекуперацию, утилизацию теплоты, затраты на полезные процес-
сы, продолжающиеся в холодильнике до охлаждения материала, и суммарная
энтальпия продукта и воздуха на входах в холодильник.
На практике в связи с превышением проектной производительности или на-
рушениями технологии расход хладагента приходится увеличивать. Появля-
ется часть воздуха, излишняя при сжигании топлива. Подсчитаем максималь-
ный расход воздуха в печи. Известны удельный расход топлива на единицу
массы продукта у, количество воздуха v0, необходимое для различных видов
топлива, и коэффициент его избытка а0. Величина yvoao дает удельный расход
воздуха, поступающего на горение. Применительно к спеку у = 4,6 МДж/кг,
v0 = 0,27 нм3/МДж, а0 = 1,15 получается расход 1,43 нм3/кг спека, или 1,85 кг/
кг. Это количество воздуха может быть нагрето до 500 °С. В действительности
нагревается только вторичный воздух, и то незначительно, если он поступает
из барабанного холодильника. До четверти и более воздуха получается в каче-
стве первичного, холодного. При подаче пыли в факел используется третич-
ный воздух, также холодный. Существенны подсосы воздуха через сочлене-
ния головки с печью и течкой.
Барабанные холодильники. Барабанные холодильники с наружным оро-
шением водой все еще имеют наибольшее распространение в печном хозяй-
313
Таблица 2.48
Противоточные водоохлаждаемые холодильники
Маркировка
Б1,6-16НУ-02
Б2.2-16НУ-02
Б2.2-20НУ-02
Б2,2-25НУ-02
Б2,5-20НУ-02
LID.
10,0
7,3
9,1
11,4
8,0
Маркировка
Б2.5-25НУ-02
Б2,5-30НУ-02
Б2.8-25НУ-02
Б2,8-30НУ-02
Б2,8-35НУ-02
LID.
10,0
12,0
8,9
10,7
12,5
Маркировка
БЗ-20НУ-02
БЗ-35НУ-02
БЗ-40НУ-02
БЗ-40НУ-04
БЗ,2-50НУ-02
LID.
10,0
11,7
13,3
13,3
15,6
стве. Они просты и надежны в эксплуатации. В табл. 2.48 приведены данные
по наиболее крупным аппаратам, включенным в вариант отраслевого стандар-
та ЛенНИИХиммаша "Холодильники барабанные общего назначения". Эти
аппараты выпускаются отечественной промышленностью. Например, марки-
ровка БЗ,2-50НУ-02 обозначает барабанный холодильник диаметром 3,2 м,
длиной 50 м, невзрывозащитный, из углеродистой стали, противоточный (по
четному номеру).
Отношение LID, приведено для сопоставления с эмпирическим методом рас-
чета.
Если обозначить производительность G, диаметр в свету D, то для всех тех-
нологий
Z) = 0,2182G0'4465,
для доломита и магнезита
L, = 1,915G°'5321,
для глинозема и портландцемента
L2=l,392G°'519.
Например, при производительности 14,5 т/ч = 348 т/сут. получаем D = 2,98 м,
?,=43,1ми?2 = 29м.
Относительные длины для доломита и магнезита
L/D = 8,78G°'0856,
для глинозема и цемента
L2ID = 6,38G°'0725,
что при производительности, принятой выше, равно 14,5 и 9,75.
Холодильники за печами обжига извести имеют длину 13-38,5 и диаметр
1,4—2,5 м. Там, где возможен ток воздуха внутри барабана (кроме охлаждения
314
горючих материалов), в противотоке нагревается вторичный воздух и через
течку поступает в печь. Температура подогрева невысокая, около 200 °С, при
начальной температуре материала 1000-1100 °С. Поэтому барабанные холо-
дильники обладают наименьшим тепловым КПД, не превышающим 55-60 %.
Холодильники тяжелы и громоздки, вращение их обеспечивается довольно
сложной механической частью. В связи с вращением возникает проблема уп-
лотнения сочленения подвижной и неподвижной частей холодильника. При-
чинами аварийных остановок являются прогары стенок, поломка бандажей и
катков, электродвигателя и других механизмов. Холодильники, подобно мель-
ницам, сильно измельчают и истирают материал, что приводит к снижению
качества продукта.
Известны многочисленные попытки усовершенствования стандартных кон-
струкций. Прежде всего это относится к внутренним теплообменным устрой-
ствам в виде полок, порогов и т.п. Для интенсификации охлаждения внутрь
подается вода. При охлаждении бокситового спека вода подается по двум сис-
темам. При этом вся испаренная влага проходит в печь, что нежелательно.
Если холодильник не обеспечивает возросшую производительность печи,
увеличивают его диаметр. Более эффективно удлинять барабан, тем более что
барабаны примерно вдвое короче печей, располагаются под ними и простран-
ства для такой реконструкции достаточно.
Вопросы совершенствования барабанных холодильников и замены их на
более компактные и экономные с точки зрения рекуперации тепла очень акту-
альны в алюминиевой и электродной подотраслях. Внешняя поверхность кор-
пуса холодильника орошается водой. Вместе с ней уходит большая часть теп-
лоты. Известны попытки сокращения расхода воды с целью повышения ее
температуры и последующего использования. Однако холодильники, и без того
обычно перегруженные, в этом случае выдают материал недостаточно охлаж-
денный. Кроме того, при использовании оборотной воды с повышенным со-
держанием солей на внешней поверхности барабана осаждается накипь. Так,
слой солей от оборотных растворов глиноземных заводов трудно удалить даже
пневмозубилами. Очистка проводится вручную, с повреждениями металла
корпуса. Поэтому приходится использовать промводу. При правильной дози-
ровке ее можно нагреть до 40 °С. С учетом нагревания вторичного воздуха до
200 °С достигается максимально возможное использование теплоты спека, но
с низкими потенциалами теплоносителей.
Известен ротационный холодильник с развитой поверхностью, полузатоп-
ленный в ванне с химически чистой водой. При вращении вода переливается в
полостях, протянутых внутрь барабана. Длина его сокращается до 17 м (вмес-
то 30 м) для барабанов с гладким цилиндрическим корпусом. Вода нагревает-
ся до 70 °С.
315
Представляла интерес также реконструкция барабанного холодильника в
одном из цехов анодной массы. Вода подается под естественным давлением
сети через соосную муфту со стороны разгрузочного конца с компенсацией
смещений оси поперек ее по двум степеням свободы. Осевые смещения ком-
пенсируются участком с резиновым шлангом. Сальниковое уплотнение гер-
метизирует сочленение торцов вращающейся и неподвижной труб. Далее вода
проходит по продольным каналам, приваренным к корпусу, со смешением ее в
промежуточных кольцевых коллекторах. Сварные швы довольно часто рас-
трескиваются под действием термических напряжений, поскольку с корпусом
контактирует охлаждаемый кокс. По-видимому, более надежна конструкция
каналов, не связанная жестко с корпусом. Вода проходит в противотоке и сли-
вается на загрузочном конце. Предварительно деаэрированная химчистая вода
может быть нагрета до кипения. Идея перевода элементов проточного охлаж-
дения на испарительное технически пока не осуществима. Для этого необхо-
дима аналогичная соосная муфта с другого конца холодильника и сальниковое
уплотнение, выдерживающее температуру не менее 200 °С.
Многобарабанный (рекуператорный) холодильник состоит из 10-12 охлади-
тельных барабанов диаметром 0,8-1,35 и длиной 4,4-6 м, расположенных внут-
ри горячего конца печи и сообщающихся с ней посредством патрубков. Мате-
риал охлаждается вторичным воздухом в противотоке. Барабаны закреплены
на консольной части печи и создают на ней значительную дополнительную
нагрузку. Поэтому их длина, а следовательно, и производительность ограни-
чены. Тепловой КПД составляет всего 50-60 %.
Шахтные холодильники. Эти холодильники используются редко. С точки
зрения теплообмена они наиболее выгодны. Для охлаждения материала с 1300
до 80-100 °С теоретически достаточно воздуха в противотоке 0,8 нм3/кг, что
составляет 46 % потребного количества для сжигания топлива при спекании
нефелиновой шихты, по мокрому способу. По сравнению с колосниковыми
холодильниками разница расходуемого воздуха еще более значительна. В дей-
ствительности шахтное охлаждение материала полидисперсного состава со-
провождается различными осложнениями, главное из которых заключается в
неравномерном сходе материала. Если учесть сегрегацию по крупности час-
тиц в сечении шахты, становится объяснимым неравномерное распределение
воздуха по сечению. Его расход резко возрастает, и часто проектные показате-
ли холодильника не достигаются даже при многократном превышении рас-
четного количества воздуха. Тем не менее шахтные холодильники использу-
ются на предприятиях. На рис. 2.51 изображен холодильник фирмы "Полизи-
ус" в составе цементного агрегата. Исследователи отмечают, что шахтные хо-
лодильники для дисперсного материала нуждаются в доработке.
Испытания опытного шахтного холодильника диаметром 1 м показали, что
преодоление гидродинамического сопротивления столба спека требует боль-
316
Рис. 2.51. Компоновка шахтного холодильника с цементной печью: / — Вращающаяся печь; 2 —
откатная горячая головка; 3 — холодильник
шой затраты электроэнергии. Охлаждающийся воздух распределяется нерав-
номерно по сечению шахты даже столь малого диаметра, и поэтому темпера-
тура воздуха на выходе колеблется в довольно больших пределах. При непре-
рывной выгрузке часть материала имела высокую скорость опускания, что
обусловило значительную неравномерность охлаждения. Разность темпера-
тур, достигающую в горизонтальной плоскости на расстоянии 0,5 м 400 °С,
удалось уменьшить путем периодической выгрузки материала, но при этом
производительность аппарата упала с 5 до 1,33 т/ч.
Изобретения, направленные на улучшение работы шахтных холодильников,
часто основываются на использовании комбинированного поперечно-проти-
воточного потока газов. Для этого в камерах установок сухого тушения кокса
подача газа осуществляется в глубине материала и сосредоточена в централь-
ной части шихты.
В случае цементного клинкера и нефелинового спека необходимо учитывать
появление глыб обрушенных настылей размером до 1 м. Если шахта и разгру-
зочное устройство допускают свободное прохождение глыб, последние не ус-
певают охлаждаться и после дробления на ленту попадают куски материала,
раскаленные докрасна. Следовательно, со всех точек зрения желательно пред-
варительное или промежуточное дробление материала, прежде чем он посту-
пит на разгрузочное устройство. В литературе известно несколько изобрете-
ний этого направления.
Холодильники жалюзийного типа. В ряде случаев выгоднее использовать
поперечное продувание гравитационного слоя материала. Обычно оно осуще-
ствляется в жалюзийных и аналогичных им теплообменниках. На рис. 2.52
показан действующий на одном из предприятий жалюзийный теплообменник
317
Рис. 2.52. Шахтный холодильник жалюзийного типа: 1 —
вращающаяся печь; 2 — откатная головка; 3 — колосники;
4 — патрубок подвода воздуха; 5 — пластинчатый питатель;
6 — регулирующие шиберы; 7 — аспирация; 8 — раздели-
тельная стенка; 9 — огнеупорная кладка; 10 — уровнемеры
{а — верхний, б — нижний)
за вращающейся печью обжига известняка.
Жалюзи, даже из жароупорной стали, не могут
работать при начальной температуре спека без
охлаждения. Защита их от перегрева чрезмер-
но усложняет устройство. Поэтому более перс-
пективно использование аппаратов этого типа
для подготовки зернистой шихты к термичес-
кой обработке. Еще чаще их применяют для
очистки уходящих газов.
Колосниковые холодильники. Колоснико-
вые холодильники стоят дороже и в эксплуата-
ции сложнее по сравнению с барабанными. Обычно холодильники имеют вид
прямоугольных футерованных камер, заключенных в металлический кожух.
Камера разделена по высоте колосниковой решеткой. Стенки на уровне колос-
ников защищены чугунными плитами. Решетка состоит из чередующихся под-
вижных и неподвижных колосников, установленных на поперечных балках.
Подвижные колосники связаны с тележками, совершающими возвратно-по-
ступательное движение при помощи специального привода.
Частота ходов тележки регулируется. Под решеткой имеется скребковый
транспортер для удаления просыпи материала. Спек охлаждается воздухом в
перекрестном токе.
Удельный расход воздуха для клинкерных холодильников производительно-
стью от 14 до 75 т/ч: vQ = 2,07-3,65 нм /кг клинкера. Удельный расход топлива
можно принять 4,6 МДж/кг спека. При сжигании любого вида топлива возду-
ха требуется как минимум 0,27 нм3/МДж. При коэффициенте избытка воздуха
1,15 получается потребность 1,4 нм3/кг спека, что составляет около половины
воздуха, расходуемого в холодильнике по приведенным выше данным. В свя-
зи с различием свойств спека и клинкера расход воздуха на его охлаждение
более высокий. Только около 74 и меньше воздуха может использоваться в печи
на сжигание топлива. И хотя эта часть воздуха нагрета до температуры выше
700 °С, использование тепла спека получается невысоким. Основная часть воз-
духа избыточна, и сбрасывается в атмосферу.
Имеется значительное число изобретений, согласно которым количество
воздуха сокращается, а его температура повышается за счет многократного
прососа через слой. Эти изобретения пока не внедрены ввиду и без того низ-
кой стойкости колосников и других деталей холодильника.
318
Попытки строгого расчета процесса охлаждения спека наталкиваются на
большие трудности. Частицы материала образуют весьма сложные каналы,
через которые проходит воздух. Сегрегация частиц осложняет картину. Под
слой спека на холодильниках АГК подается количество воздуха, близкое к
предельному, при этом состояние слоя близко к кипению. В этих условиях
частицы приобретают подвижность и возможны прорывы воздуха через до-
вольно крупные каналы, фонтанирование. В работе [4] предложена эмпири-
ческая расчетная формула для определения удельного расхода воздуха. Изме-
нение температуры описывается в виде
где tcn и ?в — начальная температура спека и температура воздуха, °С; v0 —
удельный расход воздуха, нм3/кг клинкера. Эта величина является функцией
времени, которую можно записать отдельно. Коэффициент а определен по
опытным данным. По 96 значениям для различных холодильников найдено,
что он меняется в пределах 0,8-1,2. Наиболее высокое значение соответствует
холодильникам с нормальным режимом работы агрегата, при котором получа-
ются оптимальные параметры спека. Во многих случаях можно принимать
среднее значение а = 1. Для нефелинового спека значение а следует умень-
шить, возможно, до 0,6 и меньше. Но для уточнения этого значения опытных
данных нет.
Представляет интерес сопоставление холодильников для цементного клинке-
ра: колосниковых, планетарных и барабанных. Удельный расход энергии на при-
вод холодильников соответственно составил 10,4; 0,8 и 3,8 кВт-ч/т клинкера.
Использование колосниковых и барабанных холодильников наиболее эффек-
тивно в мощных агрегатах производительностью до 10 тыс. т/сут, оснащен-
ных декарбонизаторами с дополнительным сжиганием в них топлива.
В планетарных холодильниках наблюдается наибольшая рекуперация теп-
лоты, если они применяются в современных агрегатах с низким удельным рас-
ходом топлива (до 3,35 МДж/кг клинкера). Они наиболее пригодны для обыч-
ных печей с циклонными теплообменниками, а также для печей производи-
тельностью до 4,6 тыс. т/сут при полной декарбонизации сырьевой смеси пе-
ред ее поступлением в печь. Как видим, выбор холодильников зависит от мощ-
ности агрегата и технологии производства.
Для ачинских печей спекания производительностью 100 т/ч используются
холодильники "Волга-125С" проектной производительностью 125 т/ч (см. гл. 4,
часть 3), но они не обеспечивают достаточно глубокого охлаждения спека. По
условиям термической стойкости транспортерной ленты температура спека
не должна превышать 100-130 °С, тогда как она фактически равна 180 °С. Из-
вестен опыт использования распыленной воды для интенсификации охлажде-
ния спека. В этом случае его температура снижается примерно на 20 °С, т.е.
319
совершенно недостаточно. При распылении воду целесообразно подавать толь-
ко во второй половине холодильника, откуда газы сбрасываются в атмосферу
так как поступление в печь увлажненного воздуха нежелательно. При тонком
распылении, когда капли практически не достигают слоя спека, интенсивность
охлаждения невысокая — охлаждается поток сбрасываемого воздуха. При бо-
лее крупном распылении капли на паровой подушке быстро проходят через
слой. Стекающая вода образует настыли на поду с просыпью, затрудняющие
движение скребкового транспорта. При ремонте настыли удаляются с боль-
шим трудом.
В холодильнике можно испарить обычно до 10 т воды в час. Из этого количе-
ства верхняя подача допускается не выше 4 т/ч, иначе значительное количе-
ство воды проходит сквозь слой спека на просыпь. Остальные 6 т/ч можно
подать с "холодного" торца холодильника. При этом подача воды все-таки не
дает радикального решения. В настоящее время под слой спека подается пре-
дельно высокое количество воздуха. Слой спека "висит" в потоке воздуха, его
состояние близко к кипению. В результате увеличивается запыленность сбра-
сываемого воздуха и снижается эффективность циклонов. Кроме того, в
слое происходит сегрегация спека по крупности частиц. Мелкие частицы осе-
дают на колосниках и частично проваливаются, крупные, наоборот, всплыва-
ют. Это явление усиливает неравномерность охлаждения материала полидис-
персного состава. Количество избыточного воздуха иногда на порядок превы-
шает ту часть, которая направляется в печь. С, учетом его температуры (при-
мерно более 250 °С) сбрасывается большая доля теплоты. Охлаждение облом-
ков и глыб настылей недостаточно. Поскольку дробление осуществляется после
холодильника, часть материала поступает на ленту с высокой температурой,
резко снижающей срок ее службы.
На холодильник подавался воздух в количестве 160-190 тыс. нм /ч. Из этого
объема сбрасывалось 110-115 тыс. нм3, т.е. около 60-70 %. В качестве вторич-
ного в печь поступало 50-75 тыс. нм3, или 0,65-0,97 кг воздуха на 1 кг спека,
по сравнению с 1,8 кг воздуха на 1 кг спека, необходимого для горения. Ос-
тальное, количество воздуха поступает в печь холодным, в качестве первично-
го и третичного при подаче пыли в факел. Существенны подсосы.
Со сбросным воздухом при его температуре 210-240 °С теряется тепловая
мощность (около 9,3 МВт). При форсировании охлаждения температура сброс-
ного воздуха снижается и утилизация его теплоты затрудняется.
Воздух поступает в печь с температурой 580 °С, что значительно ниже обыч-
ной для колосниковых холодильников. При начальной температуре спека
1062 °С его тепловая мощность составляет 31 МВт. Рекуперируется не более
55 %, т.е. до 17,5 МВт.
320
%А. МОДЕЛИРОВАНИЕ И ОПТИМИЗАЦИЯ ПРОЦЕССА
ПРОКАЛКИ КОКСА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ* [57]
4.4.1. Математическая модель прокалки кокса
0 периодическом режиме
Вследствие того, что в заводской и исследовательской практике качество
прокаленного кокса оценивают по изменению его пикнометрической плотно-
сти, которая является интегральной оценкой результатов, протекающих при
прокалке процессов, целесообразно разработать математическую модель про-
цесса относительно этой переменной.
' Представление о механизме процесса прокалки сложилось на основании
критического анализа ряда экспериментальных работ, имеющихся теоретичес-
ких предположений о механизме прокалки с точки зрения современных пред-
ставлений о процессах, протекающих в твердых телах при высоких темпера-
турах.
Сложный процесс прокалки может быть представлен в виде совокупности
таких "простых" процессов, как пиролиз и удаление летучих соединений, раз-
мягчение (начало усадки), усадка с уменьшением пор, рост зерна, рекристал-
)Лизация, упорядочение, восходящая диффузия и др.
В условиях прокалки различных видов коксов все перечисленные процессы
Имеют ту или иную степень развития и скорость протекания, приводя в конеч-
ном итоге к полному удалению летучих соединений, частичной усадке кокса,
характеризуемой наличием закрытых и открытых пор, и к упорядочению струк-
туры углерода.
В ряде исследований изучены основные физико-химические процессы, про-
текающие при прокалке, и разработана схема (гипотеза) механизма процесса.
В условиях вращающейся печи, согласно этой гипотезе процессы протекают
по последовательно-параллельной схеме, которая приведена на рис. 2.53.
* По материалам 3. Г. Салихова, Г. Г. Арунянца, А. Л. Рутковского [57].
150-750°С
Исходный
углеродистый
материал
Размягчение
(начало усадки)
*малая
Пиролиз и
удаление летучих
*большая
750-1550°С
Усадка
* большая
Рост зерна
¦средняя
Упорядочение
*малая
Удаление водорода
"очень малая
Готовый
продукт
прокалки
• х.53. Схема, иллюстрирующая механизм процесса прокалки. * — степень развития процесса
".Лис
сиенко В. Г. и др.
321
Очевидно, что не все процессы, показанные на рис. 2.53, получают одинако-
вое развитие в условиях процесса прокалки и, следовательно, оказывают не
одинаковое влияние на качество готового продукта. Наиболее сильное разви-
тие имеют процессы удаления летучих, усадка и рост зерен, процесс упорядо-
чения имеет меньшую скорость протекания и оказывает основное влияние на
дальнейшую операцию — графитирование, которая протекает при температу-
рах свыше 2500 °С.
Указанные исследования позволяют получить математическую модель про-
цесса прокалки кокса в периодическом режиме, которая затем будет использо-
вана для расчета качества продукта прокалки при проведении процесса в труб-
чатой вращающейся печи.
Процессы пиролиза и удаления летучих соединений можно считать псевдо-
гомогенными и лежащими в кинетической области. Принимая порядок реак-
ций относительно летучих первым, предложено записать
0,Мгл =MJO), B.44)
где Мш —текущая масса летучих г-го вида; kt = kOiexp[-E /(RT)] —констан-
та скорости /-ой реакции.
Так как обычно прокаливают смесь различных коксов с различным содержа-
нием и составом летучих, то для смеси скорость удаления летучих выражено
B.45)
где Мя = У\мы — текущая масса летучих в прокаливаемой смеси коксов.
Разделив правую и левую части на текущую массу смеси коксов Мк, получим
Лл- B-46)
На практике определяют суммарное содержание летучих Сл, а не С. Тогда
для целей" настоящей математической модели получено выражение
Щ*- = -кСл, при t = 0 Сл = Сп@). B.47)
at
322
Коэффициент kt в общем случае есть функция температуры, содержания и
химического состава летучих соединений в различных видах коксов. Для оп-
ределенного вида кокса, у которого содержание летучих и их состав остаются
постоянными, зависимость от температуры выражается уравнение Аррениу-
са. Для смеси коксов зависимость от температуры выразим также уравнением
Аррениуса, но в этом случае данную зависимость следует уточнить по экспе-
риментальным данным.
В результате удаления летучих будет изменяться плотность прокаливаемого
кокса как за счет изменения массы летучих, так и за счет изменения объема
(появления открытых и закрытых пор). Это изменение плотности d выражено
следующим образом
?b B48)
где Vo — первоначальный объем кокса; AV— текущее изменение объема кок-
са; Мк — текущая масса кокса. Так как плотность измеряют пикнометричес-
ким методом, получая величину кажущейся (пикнометрической) плотности,
которая меньше истинной из-за наличия закрытой пористости, то для пикно-
метрической плотности получено
d = ^ , B.49)
VAV AV
где AV —текущее изменение объема, приходящееся на закрытую пористость.
Но А V зависит от массы летучих
AV = kv[MM-MJ, B.50)
где kY— коэффициент пропорциональности, связывающий изменение объема
прокаливаемого кокса с массой удаленных летучих.
В свою очередь
AVm=kmAV, B.51)
где кт — коэффициент, учитывающий объем закрытых пор.
Таким образом, выражение B.49), описывающее изменение пикнометричес-
кой плотности за счет удаления летучих, можно окончательно записать так:
d MlB.52)
w
п Уо-(\-кт)ку[Мп(О)~Мл]
323
После окончания процессов пиролиза и удаления летучих соединений даль-
нейшее увеличение пикнометрическои плотности происходит за счет процес-
сов усадки, роста зерна и упорядочения. Эти явления тесно связаны между
собой и ведут к уничтожению, "залечиванию" пор. Известна формула, позво-
ляющая вычислить скорость перемещения границы зерна. Приняв, что ско-
рость изменения среднего диаметра зерна определяет скорость изменения объе-
ма пор, в частности закрытых, с использованием этой формулы, получили
B.53)
*2*зехр(
Л 2 3 Vm RT
где V — текущий объем уничтожаемых закрытых пор; к2 — коэффициент,
связывающий изменение величины размера зерна и объемную деформацию
зерен (усадку) с вызванными этими процессами изменениями объема пор; а
— удельная поверхностная энергия; W— объем грамм-атома; къ — суммарная
константа скорости процесса; Еса — энергия активации движения границ зе-
рен, контролируемая самодиффузией, т.е. суммой энергии активации образо-
вания вакансий и их миграции.
Выражение B.52) с учетом процессов объемной деформации зерен может
быть записано как
du= ^ . B.54)
У0-(\-кзп)ку[Мл@)-Мл]-Ут
На основании уравнений материального баланса получим выражения
МЛ=СЛМК, B.55)
Мк=Мл+Мут, B.56)
где М^ — масса углерода кокса.
Таким образом, математическая модель процесса прокалки кокса в периоди-
ческом режиме, описывающая изменение во времени пикнометрическои плот-
ности в зависимости от температуры, может быть представлена в виде систе-
мы уравнений B.47), B.53Н2.56).
4.4.2. Параметрическая идентификация математической модели
процесса прокалки кокса в периодическом режиме
С целью определения численных значений коэффициентов уравнений вы-
полнена параметрическая идентификация математической модели в соответ-
ствии с экспериментальными кинетическими зависимостями изменения пик-
324
неметрической плотности от температуры для трех видов углеродистого сы-
рья (антрацита, нефтяного и пекового кокса). Для решения системы на компь-
ютере и учитывая, что уравнения B.47) и B.53) решаются в квадратурах, урав-
нение B.54) с учетом B.55) и B.56) преобразовано следующим образом:
B.57)
Vo -UMK(O)-MKCn(O)exp(k[t)]-kBJt'
где *р = A - *зЛ; К = k2k3aWexp(-EJRT).
Неизвестными параметрами, подлежащими определению, являются & к и
К
Поставленная задача решалась как задача математического программирова-
ния минимизацией суммы квадратов отклонений расчетных значений d от эк-
спериментальных. Полностью методика идентификации, а так же получен-
ные результаты изложена в специальной литературе.
В результате параметрической идентификации получены численные значе-
ния коэффициентов к, кв и кр которые оказались функциями температуры
(табл. 2.49-2.51). Для удобства использования в последующих расчетах зави-
Таблица 2.49
Результаты идентификации математической модели реальному процессу прокалки
антрацита (начальная пикнометрическая плотность 1,78 г/ см3, содержание летучих 7,0 %)
№
п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Температура
прокалки, °С
1300
1400
1500
1600
Оптимальные значения
коэффициентов
кр
0,695
0,735
0,760
0,796
к.
0,0282
0,0300
0,0600
0,0800
h
0,472
0,600
0,700
0,780
Время
прокалки,
мин
5
10
20
30
60
5
10
20
30
60
5
10
20
30
60
5
10
20
40
60
Пикнометрическая плот-
ность, г/см3
опыт
1,813
1,815
1,816
1,817
1,820
1,823
1,825
1,827
1,829
1,830
1,831
1,834
1,837
1,842
1,845
1,841
1,845
1,850
1,858
1,860
расч.
1,811
1,815
1,816
1,817
1,820
1,822
1,825
1,827
1,828
1,830
1,831
1,835
1,838
1,840
1,845
1,843
1,846
1,850
1,856
1,860
Квадратичная
ошибка
аппроксимации
0,000946
0,0006
0,00114
0,00121
325
симости коэффициентов от температуры аппроксимированы аналитическими
выражениями в виде полиномов Чебышева. Используя эти выражения, рас-
считали кинетические зависимости изменения пикнометрическои плотности
коксов для температур. Также были получены зависимости изменения содер-
жания летучих соединений в коксе от времени прокалки при различных тем-
пературах. Эти сведения приведены в наших работах.
Подтверждением разработанного представления о механизме прокалки кок-
сов служат рассчитанные по значениям kt и кв величины кажущейся энергии
активации.
При определении нулевого уровня варьирования энергии активации реак-
ций пиролиза и удаления летучих соединений была принята равной 293,3 кДж/
моль при температуре процесса 1300 °С. Рассчитанная по значениям к{ кажу-
щаяся энергия активации процесса пиролиза и удаления летучих соединений
оказалась равной:
Таблица 2.50
Результаты идентификации математической модели реальному процессу
прокалки нефтяного кокса Ферганского НПЗ
(начальная пикнометрическая плотность 1,67 г/см3, содержание летучих 5,67 %)
№
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
Температура
ППОКЯПКИ °С
1000
1100
1200
1300
1400
Оптимальные значения
коэффициентов
2,189
2,435
2,660
2,796
2,89
К
0,017
0,0191
0,0166
0,0184
0,021
1,015
1,033
1,081
1,109
1,222
Время
прокалки,
мин.
30
60
90
10
20
30
45
60
75
90
5
10
20
30
60
5
10
15
20
30
5
10
30
Пикнометрическая плот-
ность, г/см3
опыт.
1,968
П968
1,972
2,003
2,009
2,027
2,078
2,024
2,047
2,048
2,057
2,075
2,078
2,075
2,078
2,055
2,104
2,108
2,108
2,115
2,127
2,131
2,143
расч.
1,961
1,969
1,976
2,012
2,018
2,026
2,028
2,032
2,036
2,041
2,060
2,067
2,072
2,076
2,084
2,099
2,105
2,109
2,176
2,181
2,127
2,131
2,143
Квадратичная
ошибка
аппроксимации
0,0046
0,0085
0,0057
0,00258
0.003
326
Таблица 2.51
Результаты идентификации математической модели реальному процессу
прокалки пекового кокса (начальная пикнометрическая плотность 1,88 г/см3,
содержание летучих 1,01 %)
№
п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
Температура
прокалки, °С
1000
1100
1200
1300
1400
Оптимальные значения
коэффициентов
кР
2,380
3,320
4,49
5,30
5,549
К
0,0221
0,0191
0,021
0,0212
0,020
*,
0,4114
0,610
0,824
1,079
1,330
Время
прокалки,
мин
10
30
60
90
10
20
30
40
60
5
10
20
30
60
5
10
20
30
5
10
20
30
Пикнометрическая плот-
ность, г/см3
опыт
1,958
1,978
1,988
1,986
1,996
2,002
2,010
2,000
2,014
2,036
2,048
2,054
2,062
2,068
2,080
2,082
2,080
2,090
2,098
2,105
2,098
2,100
расч
1,960
1,975
1,984
1,991
1,999
2,006
2,011
2,015
2,018
2,037
2,048
2,054
2,059
2,068
2,075
2,081
2,088
2,091
2,092
2,096
2,100
2,106
Квадратичная
ошибка аппрок-
симации
0,0046
0,0029
0,0017
0,0043
0,0066
для антрацита
308581,7 Дж/моль при 1400 °С, 324730,8 Дж/моль при 1500 °С,
341361,5 Дж/моль при 1600 °С;
для волгоградского нефтяного кокса
224186.2 Дж/моль при 1000 °С, 241716,3 дж/моль при 1100 °С,
258785,9 Дж/моль при 1200 °С, 276020,4 дж/моль при 1300 °С;
для пекового кокса
244888.3 Дж/моль при 1000 °С, 248851,7 дж/моль при 1100 °С,
263226,9 Дж/моль при 1200 °С, 277581,0 дж/моль при 1300 °С.
Полученные результаты хорошо согласуются с приведенными в литературе.
Некоторое отличие объясняется прежде всего различным составом летучих
соединений в исследуемых коксах.
Кажущаяся энергия активации движения границ кристаллитов в диапазоне
1000-1100 °С для коксов оказалась равной 335 кДж/моль, что хорошо согласу-
ется известными данными. В области 1400 °С эта энергия определена равной
327
410111,1 Дж/моль для волгоградского нефтяного кокса, 382269,3 Дж/моль для
пекового кокса и 396190,2 Дж/моль для антрацита. При 1500 °С для антрацита
она равна — 419842,7 Дж/моль и 439254,1 Дж/моль при 1600 °С. Рассчитан-
ные значения энергии активации удовлетворительно согласуются с литератур-
ными данными для процессов роста кристаллитов на предкристаллизацион-
ной стадии графитации C14,2 кДж/моль) и для стадии трехмерного упорядо-
чения, т.е. собственно графитации D51,5 кДж/моль).
Полученные сведения подтверждают, что основным процессом прокалки
кокса при 700-1600 °С является рост кристаллитов с одновременно протекаю-
щим двухмерным упорядочением слоев, в то время как процессы трехмерного
упорядочения, связанные с азимутальным поворотом и сближением углерод-
ных слоев, лишь получают свое начальное развитие. Процессы газовыделе-
ния и пиролиза являются определяющими на ранних стадиях прокалки, до
700 °С.
Разработанная математическая модель при ее соответствующей идентифи-
кации адекватно описывает как процессы обжига электродных изделий, так и
графитации. Это обстоятельство использовано в дальнейшем при оптимиза-
ции процесса изготовления электродных изделий.
4.4.3. Математическая модель процесса прокалки кокса
во вращающейся печи
Для прокалки кокса в промышленности наибольшее распространение полу-
чила трубчатая вращающаяся печь. Она имеет следующие технические харак-
теристики: длина — 42,25 м, наружный диаметр — 2,6 м, толщина кладки —
0,23 м, длина барабана холодильника — 18 м. Печь отапливается природным
газом, реже мазутом.
Значительное отношение длины печи к ее диаметру позволяет считать ее
аппаратом идеального вытеснения.
Во вращающейся печи, по мере продвижения кокса навстречу потоку печ-
ных газов, из него вначале выделяется влага, затем летучие соединения, часть
из которых сгорает непосредственно в печи. Далее кокс попадает в зону печи с
окислительной атмосферой, образуемой организованной и неорганизованной
(подсосы через горячую (разгрузочную) головку) подачей воздуха. В этой зоне
получают наибольшее развитие физико-химические превращения, определя-
ющие качество прокаленного материала, и происходит частичное выгорание
кокса (угар). Тепловой режим прокалки характеризуется сложным взаимодей-
ствием движущихся тепловых и материальных потоков и определяется про-
цессами горения топлива (газа), углерода кокса и летучих соединений.
Для расчета качества прокаленного кокса может быть использовано выраже-
ние
328
Где /, — полная длина печи; / — текущая длина печи.
Для расчета качества прокаленного кокса необходимо знать распределение
температуры материала по длине печи. Так как кинетические характеристики
процессов горения кокса, летучих соединений и топлива исследованы не дос-
таточно, воспользуемся имеющимися в литературе выражениями, описываю-
щими закономерности горения топлива и кокса по длине печи. Уравнения теп-
лового баланса для порций кокса и газа, находящихся в /-ой зоне печи длиной
Д/ в течение времени А? имеют следующий вид
яг (I +1)=яг @+ят (о+ял @ - якг (/) - яф0 (/),
Як (/ +1) = Як (/) - Яу @ + Якг @ - Яфз @, B.59)
i = \, 2,..., п; n = L/Al,
где Яг(/ +1), Як(/ +1) — количество тепла, выносимое газом из /-ой зоны и
вносимое в нее коксом; Яг(/), Як(/) — количество тепла, вносимое газом в /-ю
зону и выносимое из нее коксом; Ят(/), HjJ), H (/) — количество тепла, выде-
ляющееся в /-ой зоне от горения топлива, летучих и углерода кокса; Якг(/) —
количество тепла, получаемое или теряемое газом или коксом в результате
теплообмена между ними и футеровкой печи; Я (г), Я. (/') — потери тепла
газом и коксом через футеровку печи.
При выводе уравнений B.59) за положительное было принято направление
движения газа.
Для дальнейших выкладок примем следующие допущения:
• организованный воздух подается в печь в количестве G @), обеспечиваю-
щем только полное сжигание топлива;
• затраты тепла на удаление влаги и летучих соединений пренебрежительно
малы;
• загружаемый в печь кокс является монодисперсным материалом.
Во вращающихся печах перерабатываемый материал нагревается за счет
лучистого и конвективного теплообмена на открытой поверхности материала
и теплопроводностью между закрытыми поверхностями материала и футеров-
ки. При этом основное количество тепла материал получает в результате лучи-
стого теплообмена. Поэтому надежность расчета этого теплообмена в значи-
тельной степени определяет надежность определения всех показателей про-
329
Поверхность
футеровки
Материал
Рис. 2.54. Схема тепловых потоков во вращающей-
ся печи
цесса, а, следовательно, возмож-
ность управления ходом процесса
и его оптимизацию.
Для учета теплообменных про-
цессов в системе "газ - открытая
поверхность футеровки - открытая
поверхность материала" в их взаи-
мосвязи целесообразно использо-
вать метод составления энергети-
ческих балансов и определения эф-
фективных (суммарных) тепловых
потоков или зональный метод рас-
чета лучистого теплообмена. При
использовании указанных методов и расчете теплообмена по средним зональ-
ным температурам газа и материала средняя по длине зоны температура футе-
ровки должна определяться из уравнения для результирующего теплового по-
тока на футеровку.
При использовании метода энергетических балансов и определения эффек-
тивных потоков тепловой поток, воспринимаемый материалом, можно опре-
делить на основе значения приведенного коэффициента излучения С , полу-
ченного В. Н. Тимофеевым для случая, когда материал не излучает сам на себя.
Однако в рассматриваемом случае удобнее вначале определить эффективные
потоки футеровки и материала, а затем использовать их для расчета результи-
рующего потока, воспринимаемого материалом, и температуры на внутрен-
ней поверхности футеровки.
На рис. 2.54 показана схема тепловых потоков во вращающейся печи.
Средний результирующий (воспринимаемый материалом) тепловой поток
на единице длины печи описывается выражением
100
B.60)
+Фм.к +Фм.э>
в котором правая часть без последних двух слагаемых представляет результи-
рующий поток излучения, приходящийся на единицу длины печи; Со — коэф-
фициент излучения абсолютно черного тела, Вт/(м-К); ег — степень черноты
газов с твердыми частицами пыли при температуре газов; Тгс — температура
газа (средняя в выделенной зоне), К; Ти ср — температура материала (средняя в
выделенной зоне), К; Ф — эффективный тепловой поток с открытой поверх-
330
ности футеровки, приходящийся на единицу длины печи, Вт/м; \|/ — угловой
коэффициент излучения с открытой поверхности футеровки на материал; Ф
— тепловой поток за счет конвективной теплоотдачи к открытой поверхности
материала, приходящийся на единицу длины печи, Вт/м; Фю — тепловой по-
ток за счет теплопроводности от закрытой поверхности футеровки к материа-
лу, приходящийся на единицу длины печи, Вт/м; /хм — длина хорды открытой
поверхности материала, м.
Средний эффективный тепловой поток от открытой поверхности материала,
приходящийся на единицу длины печи, будет равен
Средний эффективный тепловой поток от открытой поверхности футеров-
ки, приходящийся на единицу длины печи, описывается выражением
Фоф=?г
'71 V
B-62)
Ы
где уфф — угловой коэффициент излучения футеровки самой на себя; / —
длина дуги открытой поверхности футеровки, м.
Из уравнений B.61)-B.62) следует, что для расчета результирующего тепло-
вого потока, воспринимаемого материалом, необходимы данные о температу-
рах газа, материала и футеровки. Обычно в начале расчета известны темпера-
туры материала и газа, а температуру внутренней поверхности футеровки при-
ходится задавать, а затем оценивать правильность ее выбора по уравнению
результирующего потока, идущего на изменение теплосодержания футеров-
ки, которое при расчете по средним зональным температурам с учетом стаци-
онарности процесса на футеровке в каждом сечении печи имеет вид
331
Фрф
B.63)
/дф + Ффк ~ Ф°м ~ Фпот = °'
где Q. — тепловой поток за счет конвективной теплоотдачи к открытой по-
верхности футеровки, приходящийся на единицу длины печи, Вт/м; Qnm —
тепловой поток потерь через футеровку, приходящийся на единицу длины печи,
Вт/м.
Из B.63) средняя температура футеровки, К, определяется формулой
_ егС0(Ггхр/Ю0Lеф/дф +ФомA-8г)?ф
+ ф, —Ф — Ф
1 ^фк ^ом пот
B.64)
Вычисления можно считать законченными, когда принимаемое значение тем-
пературы футеровки совпадает с заданной точностью с расчетным по формуле
B.64). Подставив полученное при этом значение эффективного теплового по-
тока футеровки был найден результирующий тепловой поток, воспринимае-
мый материалом. Для каждого значения принимаемой температуры футеров-
ки значения эффективных потоков материала и футеровки определяются вы-
ражениями B.61) и B.62), которые представляют систему уравнений с двумя
неизвестными и , так как остальные величины, входящие в уравнения, для
заданных условий являются известными.
При использовании зонального метода расчета лучистого теплообмена ре-
зультирующий тепловой поток, поступающий излучением на материал на еди-
нице длины печи, определяется выражением
т V
100 J
(т V
1 м.ср
liooj
(т V
-'м.ср
[iooj
,B.65)
JJ
где ф . и фмг — разрешающие обобщенные угловые коэффициенты соответ-
ственно материала на футеровку и материала на газовый поток.
332
Общий тепловой поток, воспринимаемый материалом на единице длины печи,
равен
Фрм=Фрмо+Фмк+Фмз- B.66)
Средняя по длине зоны печи температура футеровки при использовании зо-
нального метода расчета лучистого теплообмена определится из уравнения
юо
+ емФфм/дфС0
' V (т V
м.ср _ ± ф.ср
100 ) ^ 100 J
¦ +
B.67)
где ф.г и ффм — разрешающие обобщенные угловые коэффициенты соответ-
ственно футеровки на газовый поток и футеровки на материал.
Из уравнения B.68) после алгебраических преобразований получим выра-
жение для определения средней температуры внутренней поверхности футе-
ровки
100
вгФфг(Гг.ср/100L+вмФфм(Гм.ср/100L |
ф1 —ф — ф
фк мз пот
ЕфС0/дф(егффг+б11фмг)'
B.68)
Как и при использовании метода эффективных потоков, расчет Гфср произво-
дится итерационным методом. Для определения разрешающих обобщенных
угловых коэффициентов излучения используются соотношения
B.69)
в котором для рассматриваемой задачи индексы к, i равные 1, 2, 3, обозначают
соответственно материал, футеровку и газовый поток; суммирование произ-
водится поу =1,2; через R обозначена отражательная способность /-ой зоны,
а через \|/ — обобщенные (учитывающие пропускательную способность газа.
равную 1 - 8г) угловые коэффициенты излучения.
Было показано, что зональный метод и метод эффективных потоков дают
одинаковую точность конечных результатов. Однако, зональный метод явля-
ется более универсальным и позволяет легко формализовать составление и
333
решение систем зональных уравнений для случая сложного теплообмена с
учетом процессов горения в газовой фазе и материале и физико-химических
превращений в слое материала. Это наиболее полно соответствует случаю
прокалки углеродистого сырья (кокса) во вращающейся печи.
Используя представление о коэффициентах радиационного обмена а, полу-
чаем
Фрм = *фЛ4 + ^Х - «Л B.70)
гДе йФм = %С/<?%«> °гм = 4*пСо>>гм' аи = е„СЛA - Фмм)' *п — коэффициент
поглощения объемной (газовой) зоны; F — объем газовой зоны, м ; Fm и F —
поверхность материала и футеровки в зоне теплообмена, м2.
В общем случае для излучения соответственно от поверхностной и объем-
ной зоны i на зону у получаем
ау = е,.ад.ф,; а, = AKtC0Vib; B.71)
а} =еуС0^.A-ф^); ау =4*уС0КуA-Фр. B.72)
Для многозональной системы, состоящей из т объемных и п поверхностных
зон, может быть составлено т + п уравнений для результирующих тепловых
потоков на каждую из/й + й зон. Кроме того, в зональных уравнениях могут
быть учтены процессы передачи тепла конвекцией и наличие тепловых источ-
ников. Если учитывать реальные свойства излучающих тел, то коэффициенты
радиационного обмена заменяются селективными.
Тогда обобщенное зональное уравнение теплопередачи и теплового баланса
дляу-ой зоны вращающейся печи, разбитой на т + п зон имеет вид:
m+n-l
ар? -а^Т; +?%Т;. -gjTj+Q, =0, B.73)
Ы 1=1
где ciy ийу — селективные коэффициенты радиационного обмена, Вт/К4; а|
— коэффициент, учитывающий передачу лучистой энергии от зоны / к зоне j;
aj — коэффициент, учитывающий передачу лучистой энергии от зоны у на
все остальные зоны; g — коэффициент конвективного обмена теплом или
переноса тепла массой между зонами / и/, Вт/К; g. — коэффициент конвектив-
ного обмена теплом или переноса тепла массой от зоны j ко всем соседним
зонам, Вт/К; /. — число зон, соседних с зоной i и контактирующих с ней через
поверхность; Q. — внутренне тепловыделение в зонеу и тепло, подводимое в
зону извне, Вт.
334
При переносе тепла массой из объемной зоны i в зону/ имеем
gy=ciGv=Wi;gj=cjGJ=Wj. B.74)
В случае конвективного обмена теплом между объемной и поверхностной
зоной
gv=gj=a-kFj, B.75)
где си с. — теплоемкость газов зон i wj, Дж/(кг-К); G и G — массовый при-
ход газов (или твердого) из зоны / в зону/ и расход газов (твердого) из зоны/,
кг/с; а, — коэффициент теплоотдачи конвекцией на границах зон i и j, Вт/
(м2-К).7
Таким образом, на основании изложенного для i-ой зоны вращающейся печи
может быть записана следующая балансовая система зональных уравнений:
для зон на поверхности материала
> MJQI -en, =0, B.76)
к
для зон на поверхности футеровки
/ Г0) = 0, B.77)
к
для торцевых зон печи
?%Т;4 -eTa0G] -T0)FT =0, B.78)
к
для газовых зон
n,l=O, B.79)
где Р — производительность печи, кг/с; ДГм — разность температур материа-
ла в начале и конце г-ой зоны, К; КАМм. — масса выгорающего в i-ой зоне
прокаливаемого материала, кг/с; б™, бнт > бнл — соответственно низшая ра-
бочая теплота сгорания материала, топлива и летучих веществ, Дж/кг; Qnl —
тепловой поток потерь в /-ой зоне через часть футеровки, закрытой материа-
лом, Дж/кг; р — центральный угол сегмента материала, рад; Кл. — линейный
коэффициент теплопередачи для футеровки, Вт/(м-К); То — температура окру-
жающей среды, К; ет — степень черноты торцевых зон; а0 = 6,67-10~8 Вт/(м-К )
— константа Стефана - Больцмана; F. — площадь поверхности торцевой зоны,
335
м2; g\° — сумма слагаемых конвективного теплового потока /-ой зоны, не зави-
сящие от зональных температур, Вт; АВ. — масса топлива, сгорающего в г'-ой
зоне, кг/с; AM — масса летучих веществ, сгорающих в г-ой зоне, кг/с; см . —
удельная с учетом порозности слоя теплоемкость материала в г'-ой зоне, Дж/
(кг-К).
4.4.4. Параметрическая идентификация математической модели
прокалки кокса во вращающейся печи
- Методика идентификации
Для проверки адекватности модели прокалки кокса во вращающейся печи
необходимо иметь экспериментально полученные зависимости изменения
температуры газового потока, футеровки, материала и его качества по длине
печи. Однако вопросы измерения температуры, а тем более качества продук-
тов по длине печи прокалки кокса до настоящего времени не решены. В связи
с этим для идентификации модели использованы статистические оценки пе-
ременных процесса, которые контролируются в нормальном режиме работы
печи. К таким переменным относятся расход топлива (природного газа) (Gr),
расход организованного воздуха (GB), количество загружаемого в печь (G) и
выгружаемого из печи (GKB) кокса, разрежение в холодной головке (Р), темпе-
ратура кокса в нижней головке печи (Тнг), температура отходящих газов (Тог),
содержание летучих и пикнометрическая плотность сырого и прокаленного
кокса.
Идентификация модели по таким данным возможна на основании следую-
щих положений. Так как система зональных уравнений является частным слу-
чаем интегро-дифференциальной системы уравнений, предположим заданной
систему дифференциальных уравнений, описывающих состояние технологи-
ческого процесса,
^¦ = /,[Зс(О,и(О], i = l2,...,n, B.80)
at
где х — вектор состояния; и — вектор параметров математической модели,
часть из которых может быть известна.
Согласно теореме существования и единственности решения системы диф-
ференциальных уравнений задание u(t) для t > t0 и начального фазового со-
стояния jc(O) в момент t = t0 при определенных условиях, налагаемых на функ-
ции/, позволяет однозначно определить фазовую траекторию x{t) при t > t0 с
помощью системы
336
^- = /,[Зс(О),«(О], i = l,2,...,«, B.81)
at
Предположим, что заданы начальные условия х@) для t = ton известны ко-
нечные условия х(К) для / = tk. Пусть при каком-то u(t) решение системы
x'(t), начинаясь при t = t0 в х@), при t = tk равно х*(К), отличному от х(К)
на 6
3c*(A:)-3c/(A:) = 5/, / = 1,2,..., и. B.82)
Тогда задача идентификации может быть сформулирована следующим обра-
зом: при заданных начальных и конечных значениях x.(t) в и-мерном простран-
стве требуется найти г{г<п) переменных и. = up) (j = 1, 2,..., г) как функцию
от / в интервале to< t < tk, минимизирующих заданный критерий-функционал
(критерий идентификации)
/5=FsF1,52,...,8n) B.83)
и удовлетворяющих неравенствам
е,(И1,112,...,иг)^0, s = 1,2,..., п. B.84)
Предположим теперь, что задана часть начальных условий лс.(О) для t = t0
(d<n)n известны конечные условиях.(К) для t = tk(k= \,2, ...,п). Требуется
доопределить недостающие начальные условия
С этой целью зададим произвольно недостающие условия х^@) (\\i = d + 1,
d + 2,..., п) при (-(ов открытом множестве Г, для которого выполняются усло-
вия существования и единственности решения по совокупности переменных
x.(t) (i = 1, 2, ..., «). Пусть в этом случае при заданном u{f)решения х]{К) в
точке К будут отличаться от заданных условий х.(К) на величину у., т.е.
,...,n). B-85)
Величины у. зависят от ^ , которые определяются по формуле
...,n), B.86)
где числа^@) подлежат определению. Варьируя ?, так, чтобы критерий-функ-
Ционал принимал наименьшее значение
337
B.87)
определяют решения х*(К), которые пройдут через окрестности точек х(К)
наилучшим образом в смысле / и, следовательно, ^@) (\|/ = d+ 1,...,«) будут
определены однозначно, т.к. решение поставленной задачи единственно.
Обе рассмотренные задачи могут быть объединены и решены как задача
математического программирования с помощью известных методов оптими-
зации.
Таким образом, на основании изложенного, методика параметрической иден-
тификации математической модели процесса будет заключаться в том, что по
известной части начальных условий и известной части параметров модели,
варьируя неизвестные параметры и неизвестные начальные условия, следует
добиваться того, чтобы критерий идентификации принял минимальное из воз-
можных значений. В качестве критерия идентификации можно принять
п к
_ 1 /=0 /=
min,
B.88)
где xft) и x*(t) — соответственно экспериментальное и расчетное значения i-
ой переменной процесса в t-я момент времени.
- Параметрическая идентификация
Зональные уравнения, исходя из изложенной методики идентификации мо-
гут быть записаны в рекуррентной форме как энергетические уравнения для i-
ой зоны, пригодные для удобного решения на ЭВМ
ОДсгGг[/ +1] = TT[i]GT[i]cr
loo j L loo J
TK[i]cKGK[i +1] = TK[i]cKGK[i] - Q
,[i] + QpmAz(i) -
-aF'[TT[i]-Tjb
B.89)
. 100 J
гад1
100 _
• + aF'[TK[i]-Tjy,
338
где Tr[i], Тк[(] — средние температуры газа и кокса в /-ой зоне печи, К; Тдс —
температура окружающей среды, К; Gr[i], GJi] — потоки газа и кокса в /-ой
зоне печи, кг/с; сг, ск — теплоемкости газа и кокса, Дж/(кг-К); AGt[/], Az[i],
&q[i] — количество топлива, летучих и кокса, выгорающих в /-ой зоне, кг/с; а
— условный приведенный коэффициент теплообмена излучением, отнесен-
ный к общей тепловоспринимающей поверхности, Дж/(м-К-с); F — поверх-
ность теплообмена, м2; F — поверхность барабана печи для выделенной эле-
ментарной зоны, м2; р, у — доли поверхности барабана печи, занятые газом и
коксом, соответственно.
Для решения вопроса о выделении тепла от сгорания топлива используют
приближенное выражение^ Канторовича, описывающим закономерности вы-
горания топлива по длине печи
= \-а'
1 i Рх
1_еХр -?-
а
B.90)
где у = G (jc)/Gt(O) — относительное количество топлива на расстоянии х от
начала зоны горения; Gt@) — расход топлива в печь, кг/с; Gt(x) — количество
топлива на расстоянии х, кг/с; а' — коэффициент избытка воздуха;/? — коэф-
фициент, зависящий от порозности потока, концентрации кислорода и усло-
вий сжигания, причем
GM
где к — средняя суммарная константа скорости реакции в единице объема
зоны горения; с0 — средняя начальная массовая концентрация реагирующего
газа; т0 — порозность потока топлива.
Используя B.90) и учитывая, что A/ = xw -x., получим выражение, определя-
ющее количество топлива, сгорающее в /-ой зоне
B.92)
ехр -^ -ехр -
а' ) \
а' ) \ а
при Г [/] < Т, AGr[i] = 0, где Тв — температура воспламенения топлива.
Был сделан вывод о том, что в зоне горения кокса основной реакцией являет-
ся С + О2 = СО2, которая возможно протекает в несколько стадий. Известно,
что при температурах, имеющих место в прокалочной печи, процесс горения
углерода подчиняется кинетическим закономерностям. Изменение концент-
рации кислорода, реагирующего с углеродом, может быть представлено зави-
симостью
339
оД оД|^^ B.93)
где Со [0], Со [х] — начальная и текущая концентрации кислорода; к1 — мак-
роконстанта скорости реакции; S — удельная поверхность горения; ш — ско-
рость газового потока над неподвижным куском кокса.
На основании B.93) получим выражение, описывающее изменение концен-
трации кислорода в /-ой зоне, вызванное горением углерода,
Г k'Sx[i] 1 Г k'Sx[i + \)
ехр bL -ехрli
cor+©
^
B-94)
где ш и со — скорости движения газа и кокса в печи.
Тогда угар кокса в /-ой зоне
Ag[i] = aGr[i]AcOi[i], B.95)
где а — стехиометрический коэффициент.
Известно, что выделяющееся из кокса летучие соединения образуют над ним
защитную оболочку. Следовательно,
Ag[/] = 0,eaiH<?J/]*0. B.96)
Положение области выделения летучих и ее длина определяются температу-
рой кокса и скоростью его движения. Поэтому положение точки начала выде-
ления летучих зависит от процессов горения топлива, летучих и кокса и усло-
вий теплообмена. Вследствие этого закономерности выделения летучих по
длине противоточной печи могут быть выявлены путем решения B.94) только
со стороны окончания их выделения, так как температура в последующих по
ходу движения кокса зонах печи не зависит от процесса дожигания летучих.
Такой подход эквивалентен движению по оси времени в отрицательном на-
правлении.
Как показали дальнейшие расчеты такая методика решения требует значи-
тельно меньшего объема памяти ЭВМ. Кроме того, резко снижаются затраты
времени на решение, что позволяет использовать разработанную модель для
управления процессом в режиме реального времени.
На основании B.94), действуя аналогично предыдущему, получим
л r-i rJ I , L-X[i + 1]) f , L-X[i]
Acn[i] = сЩ ехр - к, ь i - ехр - к, bL
B.97)
340
где Ac[i] — изменение содержания летучих в коксе в /-ой зоне.
Известно, что в процессе горения летучих лимитирующей стадией является
скорость их выделения. На основании B.97) количество летучих, сгорающих
в /-ой зоне, определим так:
Az[/] = AcJ/]GK[/]. B.98)
Процесс горения летучих связан с наличием кислорода в зоне выделения
летучих. Количество кислорода в /-ой зоне определится так:
MOi [/]- cOi [О][Ф[О] + GB[0] - a2GT[0]]-
B.99)
где а , а2 — стехиометрические коэффициенты; Ф[0] — поток неорганизован-
ного воздуха, поступающего в печь.
Текущая масса газового потока
|;Cj][/]GK[/]. B.1D0)
1 1
Тогда концентрация кислорода в /-ой зоне
cO2m = MO2[i]IGT[i\. B.101)
Очевидно, что при
сО2[/] = 0, Ял[/] = 0. B.102)
Вследствие недостаточного объема сведений о процессе прокалки, прини-
маем, что выражение B.98) становится справедливым при
где со — заданная малая величина.
Суммарный угар углерода кокса определим как
B.103)
341
Текущую массу кокса в /-ой зоне рассчитаем по формуле
B.104)
где G — количество прокаленного кокса, выгружаемого из печи.
Для идентификации математической модели статического режима процесса
прокалки кокса, позволяющей получить решение распределения по длине печи
температуры потоков газа и кокса и оценить качественные и количественные
показатели, использованы данные статистических оценок переменных про-
цесса, которые получены по двум циклам экспериментальных исследований,
выполненных пассивным методом на печи Днепровского электродного заво-
да. Для идентификации использовались программы, разработанные на алго-
ритмическом языке Паскаль для персонального компьютера.
Сырьем для прокалки являлась смесь нефтяного и пекового коксов, в кото-
рой содержалось 6 % летучих. Начальная пикнометрическая плотность —
1,658 г/см3. Скорость газа принята постоянной по длине печи и определяется
по формуле
p?l_^2i> B105)
V P
где px - p2 = Ap — разрежение в печи; ф = 0,6 — коэффициент формы; р =
= 0,71 кг/м3 — плотность газа. Скорость движения кокса в печи рассчитыва-
лась по
со, = ВШП , B.106)
0,308-64
где D = 2,37 м — внутренний диаметр печи; i = 2° — угол наклона печи; п =
= 2 об/мин — число оборотов печи. Полученное значение со = 28 м/ч совпада-
ет с известными экспериментальными данными.
Значения теплотворных способностей и теплоемкостей взяты из литерату-
ры. Коэффициент теплопередачи К рассчитан по известной методике и принят
усредненным по всей поверхности барабана, равным 20,5 Дж/(м2-К).
Для определения значения коэффициента/? выражение (8.85) преобразовано
по
Р= ""Hgotf . BЛ07)
0,71Gr[0]l,2GB[0]
342
Величина подсосов воздуха в печь принята по материалам исследований.
Среднее значение подсосов воздуха в горячую головку печи составляет
5600 нм3/ч.
Для расчета приведенных степеней черноты и величин относительной отра-
жательной способности тел, участвующих в теплообмене, необходимы дан-
ные о действительных степенях черноты твердых и газообразных тел, находя-
щихся в печном пространстве. Известны таблицы для определения степени
черноты продуктов сгорания природного газа, позволяющие определить зна-
чения степени черноты как функции температуры и эффективной длины пути
луча. Эффективную длину пути луча рассчитали по формуле
^, B.108)
¦"м
где V — свободный объем, заполненный газом, м; FJ, FoT" — ограничиваю-
щие газовый объем поверхности материала и стенок (футеровки), м2. Для ис-
следуемой печи S = 2,4 м.
По табличным данным было получено линейное выражение, описывающее
зависимость е от температуры. Вследствие значительного отличия температу-
ры газа от температуры материала расчет величины 8 вели по средней темпе-
ратуре в зонах. Окончательно получено
8 = 0,54 - 0,000\^SSTT[i]TK[i]. B.109)
В соответствии с рекомендациями для расчета теплообмена излучением была
принята триадная модель, т.е. рассчитываются геометрические угловые коэф-
фициенты и учитывается теплообмен излучением в пределах данной зоны и
соседних с ней, конвективный теплообмен имеет место только между смеж-
ными зонами.
Как показано в ряде источников, при несколько большей роли конвективно-
го теплообмена, имеющего место во вращающихся печах, значение 8, найден-
ное по B.104) будет несколько отличаться от расчетного. Учитывая также, что
состав продуктов горения в прокалочной печи отличается и учитывая, что
а = сое, B.П0)
значение с0 в B.110) принимается параметром идентификации.
В качестве критерия идентичности использовали выражение B.87), в кото-
ром x.(i) и х* @ соответственно экспериментальные и расчетные значения тем-
пературы кокса в нижней головке печи, пикнометрической плотности кокса на
последнем метре печи и температуры отходящих газов. При этом учитыва-
лось, что расчетные значения пикнометрической плотности и температуры от-
343
ходящих газов должны быть меньше экспериментальных значений, так как в
эксперименте определяли качество и количество кокса, выгружаемого из хо-
лодильника, а температуру газов в верхней головке печи измеряли в области,
куда поступает значительное количество воздуха (подсосы через неплотности
верхней головки) и происходит дожигание летучих и пыли не сгоревших в
печи. Это обстоятельство подтверждается экспериментальными данными и
объясняется особенностями конструкции печи и газохода.
В результате расчетов получены решения, соответствующие данным перво-
го и второго циклов экспериментальных исследований, которые приведены в
табл. 2.52. В табл. 2.53 приведены найденные при идентификации оптималь-
ные значения параметра идентификации с0, обеспечивающие выполнение кри-
терия. На рисунках также нанесена кривая изменения температуры внешней
поверхности барабана печи, полученная экспериментально и совпадающая с
расчетом.
К дополнительным факторам, которые подтверждают адекватность модели
реальному процессу прокалки кокса во вращающейся печи, можно отнести
следующие сведения:
1. Известно, что в печи сгорает 40-45 % выделяющихся из кокса летучих
соединений. Эти цифры хорошо совпадают с данными решений модели (в
табл. 2.53 значение EAz).
2. Ход кривых выделения летучих соответствует экспериментальным дан-
ным. Известны данные по составу газов чистого термического разложения кок-
са, полученные при лабораторных исследованиях. Эти данные объясняют на-
личие второго максимума на кривых выделения летучих тем, что при высоких
температурах состав летучих изменяется в сторону увеличения содержания
водорода. Аналогичные зависимости получены и в других источниках. В мо-
дели это обстоятельство учитывается тем, что константа скорости выделения
летучих соединений определена по экспериментальным данным.
Качество на последнем метре печи соответствует данным эксперименталь-
ных исследований (табл. 2.54).
Таким образом, проверка адекватности и выполненная идентификация по-
казали, что модель достаточно точно соответствует реальному процессу про-
калки кокса во вращающейся печи. Это позволяет использовать разработан-
ную модель для оптимизации и управления режимами прокалки.
344
Таблица 2.52
Результаты моделирования процесса прокалки кокса во вращающейся печи
по данным первого и второго циклов исследований
Длина
печи,м
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
тп
К
683
1077
1188
1259
1304
1328
1337
1336
1326
1312
1302
1327
1528
1490
1455
1422
1390
1360
1332
1305
1280
1255
1232
1210
1188
1168
1149
ИЗО
1112
1094
1078
1062
1046
1031
1016
1002
989
976
963
950
938
927
К
1518
1551
1554
1532
1484
1413
1320
1209
1085
951
814
794
777
737
701
668
638
610
583
559
536
515
494
477
459
443
428
413
399
386
374
362
351
340
330
321
311
303
294
286
278
271
AZ,
кг/ч
0
0
0
0
0
0
0
0,139
0,695
3,65
18,96
91,90
18,78
37,59
82,69
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
С?„г,
кг/ч
Са
ZAZ,
кг
кг
Первый цикл исследований
7451
7451
7451
7451
7451
7451
7451
7451
7451
7455
7474
7566
7595
7632
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
7725
0,477
0,444
0,418
0,412
0,409
0,409
0,411
0,415
0,420
0,427
0,435
0,443
0,443
0,437
0,441
0,445
0,448
0,451
0,454
0,457
0,459
0,462
0,464
0,466
0,468
0,470
0,472
0,474
0,475
0,477
0,478
0,480
0,481
0,483
0,484
0,485
0,486
0,487
0,488
0,490
0,491
0,492
0
0
0
0
0
0
0
0,179
0,874
4,526
23,49
115,4
144,18
181,77
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
274,46
7,07
20,93
41,11
66,93
97,58
132,12
169,58
208,94
249,23
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
289,52
а..
кг/ч
6707
6720
6741
6766
6797
6832
6869
6909
6950
6994
7013
7104
7133
7171
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
7263
АСо2,
кг/ч
18,80
36,88
53,67
68,68
81,51
91,88
99,63
104,70
107,16
107,17
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
л?.
кг/ч
7,06
13,86
20,17
25,81
30,64
34,54
37,45
39,36
40,28
40,28
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
345
Продолжение табл. 2.53
1
Длина
печи,м
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
П,
к
746
1226
1306
1368
1416
1452
1478
1439
1498
1495
1483
1465
1443
1420
1409
1458
1465
1480
1520
1482
1448
1415
1384
1355
1327
1301
1276
1252
1229
1207
1186
1166
1147
1129
1111
1094
1077
1061
1046
1031
1017
1003
Т„,
К
1690
1759
1796
1819
1813
1791
1746
1679
1591
1483
1359
1223
1080
934
908
882
851
817
781
739
700
665
633
602
574
548
523
500
479
458
439
421
404
388
373
353
344
331
319
307
296
285
AZ,
кг/ч
0
0
0
0
0
0
0
0
0
0
0
0,242
1,309
6,77
31,84
15,49
19,82
30,51
41,50
57,09
83,08
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
с„г,
кг/ч
Гл
ZAZ,
кг
кг
Второй цикл исследований
7553
7553
7553
7553
7553
7553
7553
7553
7553
7553
7553
7553
7554
7561
7593
7608
7628
7659
7700
7757
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
7841
0,474
0,434
0,402
0,395
0,392
0,389
0,388
0,389
0,391
0,395
0,400
0,406
0,414
0,422
0,431
0,433
0,433
0,435
0,436
0,437
0,441
0,445
0,448
0,452
0,455
0,458
0,460
0,463
0,465
0,467
0,470
0,472
0,474
0,476
0,477
0,479
0,481
0,482
0,484
0,485
0,487
0,488
0
0
0
0
0
0
0
0
0
0
0
0,299
1,609
8,389
40,239
55,73
75,55
106,06
147,54
204,63
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
288,45
6,06
18,00
35,48
58,03
85,06
115,91
149,85
186,13
223,96
262,61
301,37
339,59
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
376,70
кг/ч
6006
6018
6035
6058
6085
6115
6149
6186
6223
6262
6301
6339
6378
6385
6416
6432
6452
6482
6524
6581
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
6665
АСо2,
кг/ч
16,14
31,76
46,49
59,97
71,90
82,06
90,28
96,48
100,64
102,80
103,09
101,66
98,71
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Sq,
кг/ч
6,067
11,939
17,477
22,545
27,03
30,849
33,939
36,27
37,837
38,646
38,755
38,218
37,10
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
346
Таблица 2.54
Изменение пикнометрической плотности кокса по длине вращающейся печи прокалки
кокса, найденное при параметрической идентификации математической модели
Плинэ печи м
f y-J 1 H 1 l\l 11V kll^ l»>
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
34
36
38
40
42
Значения dn, по данным первого цикла
исследований, г/см3
1,681
1,681
1,681
1,681
1,681
1,681
1,681
1.681
1,68!
1,681
1,681
1,708
1,716
1,726
1,731
1,763
1,791
1,812
1,820
1,821
1,822
Значения </„, по данным второго цикла
исследований, г/см3
1,681
1,681
1,681
1,681
1,681
1,681
1,681
1,681
1,681
1,713
1,723
1,731
1,739
1,759
1,793
1,820
1,839
1,847
1,850
1,851
1,852
4.4.5. Исследование оптимальных технологических режимов
прокалки кокса
При изучении процесса прокалки кокса в промышленной печи Днепровско-
го электродного завода использовался метод пассивного эксперимента. Печь
была оснащена необходимыми системами автоматического контроля и регу-
лирования. Система защищена авторским свидетельством № 622280.
Величина угара кокса (g) определялась по разнице показаний весоизмерите-
лей на выгрузке и загрузке печи в установившемся режиме работы, т.е. опре-
делялись полные потери при прокалке.
Для учета влияния крупности загружаемого кокса на ход технологического
процесса разработан метод непрерывного автоматического контроля крупно-
сти по косвенному показателю (8), определяемому по величинам положения
регулирующего органа загрузки (Л) и количеству загружаемого кокса 8 = A/GK.
Теоретическое обоснование метода и результаты его экспериментальной
проверки защищены авторским свидетельством № 1493983. Следует отметить,
что в основу метода положено использование уравнений регрессии с заданной
детерминированной структурой.
В результате изучения процесса прокалки кокса с помощью его детермини-
рованной и статистической моделей определена взаимосвязь переменных про-
347
цесса. Установлено, что величина потерь кокса определяется величиной вход-
ных переменных процесса, а именно количеством загружаемого в печь и его
крупностью, расходами газа и воздуха, а также разрежением в печи. Качество
прокаленного кокса определяется температурным режимом, который, в свою
очередь, зависит от величины входных переменных процесса. Диапазон изме-
нения последних в силу различных причин ограничен. Установлено также,
что в связи с ограниченной мощностью дымососов разрежением в печи не
управляют, процесс ведут при полностью открытых шиберах на газоходе от-
ходящих газов. Поэтому разрежение следует отнести к контролируемым не
управляемым переменным процесса.
Исходя из полученных результатов и выполненных исследований, задача
управления процессом прокалки кокса во вращающейся печи формулируется
следующим образом: необходимо отыскать минимум линейной функции
g = /,(GK,Gr,GB,5, A/?)^min. B.111)
при следующих ограничениях:
T;r; Тнг =
r; Grmin <Gr <Grmax; GBmin <GB <GBmax;
8min^8^5max; Apmin<Ap<ApmaK; d.>d*.; p<p*.
где знаком * обозначены заданные по технологии значения параметров.
Оптимальные технологические режимы прокалки кокса во вращающейся
печи могут быть определены решением задачи линейного программирования,
если в качестве функций, входящих в B.111) и B.112) принять уравнения рег-
рессии. Для решения задачи также необходимо задать ограничения B.112).
Правомерность такого решения отдельно доказана авторами излагаемого здесь
исследования.
Для определения ограничений используем статистические характеристики
параметров процесса по данным экспериментальных исследований (табл. 2.52).
Так как в период исследований на промышленной печи качество прокаленно-
го кокса находилось в пределах установленных норм, примем
Го;=Гог-аог, т;т=Тт-аш, B.113)
348
где Гиг, Г or— оценки математического ожидания соответствующей перемен-
ной процесса; аог, анг — оценки среднеквадратического отклонения. Макси-
мальное и минимальное значения каждой из выходных переменных примем
равным
т,±а,. B.114)
Решение задачи осуществлялось по разработанной для этой цели программе
на алгоритмическом языке Паскаль. В результате решения задачи с использо-
ванием уравнений регрессии и ограничений B.113) и B.114) были получены
оптимальные значения вхддных переменных процесса, которые обеспечива-
ют минимум целевой функции B.111).
Ввиду того, что математическая модель процесса, использованная для поис-
ка оптимальных условий, имеет статистический характер, необходимо выпол-
нить и статистический анализ найденных решений, т.е. определить довери-
тельную область, в которую с уровнем значимости Р — \ - а попадает истин-
ное решение. Для заданной комбинации входных переменных по зависимос-
тям B.111) существует область, в которую попадает значение минимизируе-
мой функции B.110). Это связано с тем, что исходным материалом для полу-
чения оценок коэффициентов регрессии а. (г = 1, 2, ..., т) и дисперсии шума
а2 служили значения технологических переменных, представляющие массив
статистических данных. Искомые оценки имеют вид
A = (XTXylXTZ = S~lXTZ; B.115)
п~т
где п — количество дискретных независимых наблюдений; Т— транспониро-
вание матрицы.
Если сложить области, в которые попадает истинное решение для всех воз-
можных комбинаций входных переменных из интервалов их допустимого из-
менения B.112), то получим область в [ш(п + 1) + 1]-мерном пространстве.
Причем, вероятность обнаружить точку
ап,...,атт,<з2(Хх,...,Хт)
в этой области равна а.
Для построения доверительной области вектора X*, являющегося решением
задачи линейного программирования, необходимо рассмотреть систему
349
TX = Z*;Xmin<X<Xmax,
B.117)
где АиХ — матрица и вектор со случайными составляющими; Z — вектор
оптимальных значений выхода.
Вследствие того, что оценки коэффициентов регрессии имеют погрешность,
вектор Z* окажется в области AZ, зависящей от АА, т.е.
ATX = Z + AZ, B.118)
где AZ — вектор случайных величин.
Каждая составляющая AZ имеет нормальный закон распределения с нуле-
вым математическим ожиданием, если предположить, что оценки коэффици-
ентов регрессии имеют следующие свойства
¦Y-1
|,/ = 1,2,...,и,
B.119)
что естественно для регрессионного анализа, где N — нормальный w-мер-
ный закон распределения с параметрами а и А.
Учитывая, что ошибки для каждого уравнения системы B.117) или B.112)
независимы, можно записать
соу[Д.Д] = а25-'
B.120)
где cov — ковариация вектора А ; М — знак математического ожидания.
Ковариационную матрицу вектора AZ можно представить в виде
cov[AZ] = ЩААТХХТ М] =
М
O=i Am J
( m V
, B.121)
где а.. — составляющие матрицы ошибок коэффициентов регрессии.
Учитывая B.120), из B.121) следует, что
350
co\[AZ] = G2R, B.122)
где R —¦ диагональная матрица размером тхт, имеющая элементы
BЛ23)
7=1
7=1. «=1>
j
где С. — элементы матрицы S~\
Ввиду того, что AZ имеет нормальное распределение с нулевым математи-
ческим ожиданием, квадратичная форма [AZTAZ\ распределена как х(п). Так
5 (п-т) 2
как величина j имеет %{п- т)-распределение и не зависит от B.122),
можно утверждать, что величина
AZTAZ
га2п
имеет F-распределение со степенями свободы пи п-т.
Следовательно, для уровня значимости Р = 1 - а
B.124)
^5
га п
<Fa{n,n-m\
а доверительная область для заданного вектора )С имеет вид
j=\
B.125)
= nG2Fa(n,n-m)
7=1. X=l.
B.126)
Характерно, что ст2 в B.126) является выборочной оценкой дисперсии, ко-
торая определяется из опыта. Поэтому выражение B.126) позволит оценить
доверительную область по данным технологических измерений на действую-
щем агрегате.
Анализ найденных решений в соответствии с B.126) показал, что с довери-
тельной вероятностью 0,95 оптимальное значение q = 1,6 т/ч находится в гра-
351
ницах +0,04 т/ч, что значительно ниже величины потерь при управлении про-
цессом без систем автоматизации и (тем более) оптимизации.
Найденная математическая модель при оптимизации методом линейного
программирования обеспечивает высокую точность вывода процесса в опти-
мальную область.
Указанный критерий реализован в системе оптимального управления про-
цессом, что обеспечивает значительный технико-экономический эффект.
Данные, полученные в результате расчетов приведены в табл. 2.55.
Оптимальные значения переменных процесса, за исключением разрежения,
оказались идентичными для 1-го 2-го циклов экспериментальных исследова-
ний. Величина потерь кокса в первом цикле несколько меньше, чем во втором.
Вследствие этого за оптимальное значение разрежения следует принять най-
денное по данным первого цикла, равное 1 кгс/м2. Эти результаты хорошо со-
гласуются с результатами исследований прокалки кокса.
Используя значения входных переменных процесса из табл. 2.55, получено
решение детерминированной математической модели процесса прокалки кок-
са во вращающейся печи при оптимальных значениях параметров. При срав-
нении полученного решения, с решениями, приведенными в табл. 2.53, уста-
новлено, что величина угара кокса в оптимальном режиме, AGk = 421 кг/ч, ока-
залась выше, чем AG = 319 кг/ч в первом и ЛEк = 377 кг/ч во втором циклах
исследований. При этом величина возрастает при приближении к оптималь-
ным условиям ведения процесса, что расходится с установившимися взгляда-
ми на процесс.
Как отмечалось выше, потери кокса при прокалке по мнению большинства
исследователей, вызваны главным образом его угаром в печи.
Для объяснения полученного результата найден ряд решений на детермини-
рованной модели процесса при различных комбинациях входных переменных
процесса прокалки кокса во вращающейся печи из области их допустимых.
Таблица 2.55
Оптимальные значения переменных процесса прокалки кокса,
обеспечивающие минимум потерь кокса
Переменные
процесса
Gr, нм3/ч
GB, нм3/ч
Gk, т/ч
Ар, кгс/м2
8
g, т/ч
Оптимальные значения переменных
Первый цикл исследований
330,0
440,0
6,0
1,0
8,49
1,583
Второй цикл исследований
330,0
440,0
6,0
0,196
8,49
1,623
352
При этом в систему уравнений модели было включено уравнение регрессии,
связывающее величину разрежения в печи с расходами газа и организованно-
го воздуха, найденное по данным первого цикла экспериментальных исследо-
ваний. Рассчитываемая по этому уравнению величина разрежения использо-
валась для определения скорости газового потока в печи, и величины подсоса
воздуха в печь. Результаты решений детерминированной модели приведены в
табл. 2.56 и представлены следующими уравнениями регрессии:
rHr=15,555AjP-0.195Gr-0,0931GB+0,000217GK+1647,82;R = 0,999; B.127)
Тог = -381,809Др - 0,118Gr - 0,378GB + 0,015GK +1471,64; R = 0,947 ; B.128)
AGK = 61,026Ap - 0,196Gr - 0,6Ga - 0,00012GK + 432,097; R = 0,999 . B.129)
Анализ этих уравнений показывает, что величина угара углерода кокса умень-
шается при увеличении Gk, Gb и Gr и увеличивается при увеличении разреже-
ния. Увеличение расходов газа и воздуха снижает Гнг и Гог, так как снижается
угар углерода кокса и, следовательно, приход тепла от горения кокса. Увеличе-
ние загрузки кокса в печь приводит к увеличению и .
Используя B.115)—B.117), методом линейного программирования с учетом
ограничений определены оптимальные значения переменных процесса, ми-
нимизирующие величину угара кокса. Получены следующие результаты: Ар =
= 0,137 кг/м, Gr = 1200 нм /ч, GK = 9,0 т/ч, AGK = 0,2 т/ч, Gb = 400,9 нм/ч. Вели-
чина угара кокса в данном случае меньше всех таковых значений, полученных
решением детерминированной модели процесса прокалки кокса (табл. 2.56).
Для полного анализа процесса прокалки необходимо определить влияние
входных переменных процесса на величину пылеуноса из печи, который су-
щественно влияет на полные потери кокса при прокалке. Количество кокса,
выносимого из печи в виде пыли, определим следующим образом:
cp = g-AGK-CjI@)GK, B.130)
где g — полные потери кокса при прокалке; с @)G — количество летучих
соединений, выделяющихся из кокса при прокалке.
Используя данные табл. 2.56, рассчитан массив значений g. После выполния
преобразования B.130), получили массив величин, соответствующий вариан-
там решений табл. 2.56.
По этому массиву рассчитаны уравнения регрессии
Ф = -244,93Ар2-1599,67 Ар + 3009,19, л-0,81, #.131)
<р = -1892,63Др+ 3081,86, г = -0,541,
12. ЛиЕиенко В.Г. и др. 353
Таблица 2.56
Сводные результаты решения детерминированной математической модели прокалки
кокса во вращающейся печи
к
1473
1606
1705
1464
1379
1464
1540
К
927
1003
990
900
957
947
973
нм3/ч
823
475
330
823
1000
822
800
нм3/ч
985
615
440
985
1200
985
653
кг/ч
1265
6666
6220
4942
7241
8034
6957
Ар,
кг/м2
0,44
0,71
1,0
0,44
0,18
0,44
0,68
нм3/ч
5600
5600
5973
5793
7099
5793
6350
кг/ч
277
288
249
202
310
344
297
ДСК,
кг/ч
319
377
421
289
231
289
309
Примечание
1-й цикл исследований
2-й цикл исследований
Оптимальные значения
входных переменных
Вариация GK
Вариация Gr,GB, GK
Вариация (?к
Вариация Gr, GB, GK
= 0,894GK- 4020,35,
г = 0,950,
= 0,00015GK2 -l,092GK +2215,78, tj = 0,987.
B.132)
Приведенные уравнения адекватны с доверительной вероятностью 0,99. Связь
величины пылевыноса с остальными переменными оказалось не значимой.
Из B.132) и др. следует, что наибольшее влияние на пылевынос оказывает
величина загрузки кокса, так как величины коэффициента корреляции г и кор-
реляционного ц отношения в B.132) самые большие и эта зависимость близка
к функциональной.
Аналогично по данным табл. 2.56 получены следующие уравнения:
AGK=-0,00017Ф2+2,088Ф- 6115,94, ц = 0,764; B.133)
AGK = -0,2910GK2 +0,364G- 764,57, r\ = 0,659; B.134)
ez=0,00013GK2+0,706G +1505,75, ц = 0,980. B.135)
где Qz — полные, суммарные потери кокса при прокалке.
Из B.133)—B.134) следует, что величина угара углерода кокса в основном
определяется подсосами неорганизованного воздуха и загрузкой кокса, а сум-
марные потери кокса функционально связаны с величиной его загрузки в печь.
Обозначение Qz имеет тот же смысл, что и в ранее приведенных уравнениях.
Оно введено для того, чтобы подчеркнуть физический смысл понятия "пол-
ные потери при прокалке".
354
4.4.6. Уточнение и исследование критерия
оптимального управления процессом прокалки кокса
Результаты исследований взаимосвязей переменных процесса в оптималь-
ной области его проведения позволяют уточнить цель управления.
Проследим изменение потерь кокса при прокалке в зависимости от произво-
дительности печи по сырому коксу. На рис. 2.55 приведены графики измене-
ния ф, AG и <2S в зависимости от Gk, построенные по выражениям B.130),
B.132) и B.133). Из этих данных следует, что величина суммарных потерь
кокса в области рабочего изменения Gk уменьшается с уменьшением величи-
ны загрузки кокса в печь, а угар кокса достигает максимума при загрузке по-
рядка 6,0 т/ч. Следовательно, цель управления процессом должна заключаться
в минимизации полных потерь кокса, а не угара его углеродной части, как это
было принято до выполнения настоящей работы. Это также оправдывается
тем, что пыль, выносимая из печи, улавливается в пылесборниках в незначи-
тельном количестве. Большая часть ее сгорает в газоходах из-за подсосов воз-
духа в боров и пылесборники и безвозвратно теряется.
Таким образом, на основании результатов проведенных исследований кри-
терий оптимального управления процессом прокалки кокса в противоточной
вращающейся печи формулируется следующим образом:
Qz =
JGKB(t)dt>G'KB; dB>d'n; p<p*;
B.136)
= var; Gr=Gr*=var; GK=GK*=var;
GB=G; = var; U(GK,Gr,GR,Ap)eQU.
Критерий B.136) требует минимизации суммарных потерь кокса при задан-
ном его качестве по пикнометрической плотности d *, и удельному электри-
ческому сопротивлению р*. При этом производительность печи за промежу-
ток времени от 0 до t поддерживается больше или равной заданной GKB. Это
обеспечивается поддержанием заданного распределения температуры по дли-
не печи ТA) путем расчета и поддержания на заданном уровне входных пере-
менных Gk, Gr, Gb, которые в общем случае могут изменяться в зависимости от
свойств шихты сырого кокса и неконтролируемых возмущений, действующих
на процесс. Причем вектор управления U должен находиться в допустимой
355
5000
4000
5000
6000
7000
8000 Gt, кг/ч
Рис. 2.55. Изменение потерь кокса при прокалке от величины его загрузки в печь: 1 — суммарные
потери BХ); 2 — потери с пылевыносом (ср); 3 — потери на чистый угар углерода (AGK)
области Q.U , ограничивающей его изменение. Допустимое значение разре-
жения в печи ограничено мощностью дымососов и состоянием газоходного
тракта.
Кроме указанного критерия были сформулированы и опробованы другие.
Так, анализ данных заводских калькуляций на прокаленный кокс позволил
установить, что основными статьями расхода в процессе прокалки являются
затраты на сырье и топливо. На основании этого была сформулирована целе-
вая функция
B.137)
с ограничениями B.136), где Ц[иЦ2 — стоимость единицы шихты и единицы
топлива (газа).
Задача определения условий проведения процесса, обеспечивающих мини-
мизацию затрат на производство прокаленного кокса по основным статьям
расходов, решена методом дробно-линейного программирования. При стоимо-
сти одной тонны шихты (в ценах до 1992 г.) 80 руб. и стоимости 1000 нм3 газа
12 руб. получены следующие значения переменных процесса, обеспечиваю-
щих минимум B.137):
Ар = 1,0 кг/м2; GT = 330 нм3/ч; Gb = 440 нм3/ч;
G = 6,0 т/ч; 5 = 8,49; 3 = 483,9 руб/т.
B.138)
356
Аналогичные расчеты выполнены для поиска максимума целевой функции
вида
G = G-GY -> max. B.139)
Оптимальные значения параметров, обеспечивающие максимум производи-
тельности печи по прокаленному коксу, оказались идентичными известным
при значении целевой функции B.139) Gkb = 4,4 т/ч.
Полученные результаты позволили сделать вывод о том, что оптимальные
значения переменных процесса прокалки, обеспечивающие максимальную
производительность печи по прокаленному коксу или минимальные затраты
на производство единицы массы прокаленного кокса, полностью идентичны
значениям переменных, обеспечивающих минимизацию потерь кокса в рабо-
чем пространстве печи. Следовательно, мининизация суммарных потерь обес-
печивает достижение экстремума технико-экономических показателей.
4.4.7. Исследование различных вариантов прокалки кокса
во вращающейся печи с помощью математической модели
Исходя из требований критерия оптимального управления технологическим
режимом процесса, для полного анализа и выбора оптимального способа про-
калки необходимо изучить влияние технологических режимов на пылеунос из
печи. Известны результаты по исследованию пылеуноса из вращающихся пе-
чей. Использовав известную зависимость и данные предыдущих расчетов, по-
лучено следующее уравнение для печи прокалки кокса:
/d2), B.140)
где vv. — скорость газового потока в печи, функция разрежения, м/ч; d — ус-
ловный максимальный размер частиц кокса, выносимых из печи, равный
0,0005 м; v — кинематическая вязкость газа, кг/м2; К— коэффициент пропор-
циональности.
Найдено, что
v = 0,63 • 10^ Г2 + 0,064Г -11,16, B.141)
где Т— температура газового потока, функция длины печи.
Численное значение К = 0,0395 было найдено при идентификации зависи-
мостей B.140) и B.141). Расчеты пылеуноса по этим выражениям с начальны-
ми условиями, использованными при идентификации модели B.89), показали
совпадение с результатами решения математической и данными эксперимен-
тальных исследований на печи с уровнем значимости Р = 0,01 по критерию
357
Фишера, что позволило ввести эти зависимости в структуру математической
модели B.89) и использовать для дальнейшего изучения процесса.
Выполненные исследования процесса показали, что в противоточной прока-
лочной печи даже в оптимальном технологическом режиме потери углерода
на угар достаточно велики. Кроме того, при прокалке в противоточной печи
химическое тепло продуктов горения, покидающих рабочее пространство печи,
составляет до 40 %, т.е. имеется большой запас тепловой энергии, которая не
используется в процессе.
Перечисленные недостатки значительно снижают технико-экономические
показатели процесса. Известны другие технологические способы прокалки
кокса во вращающейся печи — прямоток, противоток с вводом дополнитель-
ного дутья с помощью вентилятора-спутника, установленного на барабане печи,
и противоток с рециркуляцией отходящих технологических газов. Эти схемы
до настоящего времени не изучены и поэтому не применяются в промышлен-
ности.
Полученная нами математическая модель позволяет изучить основные зако-
номерности указанных технологических схем прокалки.
При прямоточной прокалке происходит быстрый нагрев кокса теплом факе-
ла и бурное выделение летучих соединений. Избыток свободного кислорода
от подсосов и организованной подачи воздуха расходуется на дожигание лету-
чих соединений.
Следовательно, количество свободного кислорода быстро уменьшается по
длине печи, и прокаливаемый кокс попадает в зону, где технологические газы
состоят из нейтральных по отношению к углероду газов (СО, Н2, СН4, CJJJ и
окислителей углерода (Н2О, СО2). Однако, скорость окисления углерода водя-
ным паром и углекислым газом на несколько порядков ниже, чем кислородом.
Это позволяет при моделировании прямотока пренебречь потерями на угар,
так как максимальное количество окисленного углерода будет находиться в
пределах 50-80 кг/ч, что соизмеримо с погрешностью измерения загрузки и
выгрузки кокса автоматическими весоизмерителями.
Мгновенный тепловой баланс /-ой зоны печи при прямоточной прокалке
представлен в виде
B.142)
Из системы B.142) была исключена статья, учитывающая выделение тепла
от горения углерода.
Выражение, описывающее изменение концентрации летучих, выделивших-
ся из кокса в г'-ой зоне, переписано для условий прямотока в прямом времени
358
B.143)
Остальные уравнения математической модели остались без изменений.
Система B.139) решалась на персональном компьютере по разработанной
программе на алгоритмическом языке Pascal. Начальные условия приняты со-
ответствующими статистическим оценкам параметров первого цикла экспе-
риментальных исследований. Как показали расчеты при этих исходных дан-
ных материал на выходе из печи имел относительно низкую температуру, что
приводило к получению недопрокаленного кокса. Поэтому получены реше-
ния при увеличенном в 1,5 и 3,0 раза расходе топлива. Пикнометрическая плот-
ность кокса на последнем метре печи соответственно по каждому варианту
расчета получена равной 1,899, 2,097 и 2,147 г/см3.
Отсюда следует, что увеличение расхода газа уже в 1,5 раза позволяет полу-
чить требуемое качество кокса. Пылеунос при прямоточной прокалке остался
таким же, как и при противоточной (при одних и тех же начальных условиях),
следовательно, потери кокса при этом способе прокалки уменьшаются за счет
минимизации угара углерода. При этом обеспечивается необходимое качество
прокаленного кокса и более высокая производительность печи (загрузка кокса
в первом цикле исследований выше, чем во втором).
Ход изменения основных параметров прямоточной прокалки показан в
табл. 2.57.
Одним из способов снижения угара углерода кокса в противоточной печи
является вдувание дополнительного воздуха в зону выделения летучих с по-
мощью вентилятора-спутника.
Этот способ исследован с помощью математической модели. При этом в зону
выделения летучих, которая согласно предыдущих расчетов находится на 7-
12-ом метрах от горячего обреза печи, при моделировании дополнительно вво-
дили около 700 м3/ч воздуха, которого достаточно для дожигания 30 кг/ч лету-
чих соединений.
В результате решения такой задачи установлено, что температура газа и ма-
териала соответственно увеличилась. Доля подсосов неорганизованного воз-
духа, а с ним и угар углерода уменьшились на 5-7 %, пылеунос остался пре-
жним.
Тепловой КПД печи при таком способе прокалки увеличивается незначи-
тельно, так как для дожигания единицы летучих соединений требуется около
30 единиц воздуха, а это требует большой мощности вентилятора, что состав-
ляет большие технические трудности.
При прокалке кокса в противоточной печи с рециркуляцией части отходя-
щих газов, имеющих высокую температуру и содержащих большое количе-
359
Таблица 2.57
Сводные результаты расчета прямоточного способа прокалки кокса
во вращающейся печи
Длина
печи,
м
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
Значения параметров
по данным 1 -го цикла
гг,к
1105
1252
1341
1391
1415
1423
1420
1411
1397
1381
1365
1347
1330
1312
1295
1278
1262
1358
1429
1478
1545
1611
1576
1543
1513
1485
1459
1434
1411
1390
1369
1350
1332
1314
1298
1282
1266
1252
1238
1224
1211
1198
Т„, К
308
322
344
373
406
440
475
509
541
571
600
627
652
674
695
714
732
748
771
799
831
870
916
956
990
1019
1045
1066
1084
1099
1111
1121
1129
1136
1141
1144
1146
1147
1146
1145
1143
1141
Летучие,
кг/ч
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
45,27
36,79
29,57
37,50
38,92
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Расход газа увеличен в 1,5 раза
тг,к
1162
1353
1474
1546
1583
1598
1598
1588
1572
1553
1532
1509
1624
1695
1732
1775
1802
1758
1717
1681
1648
1619
1592
1567
1544
1523
1503
1484
1466
1450
1434
1419
1405
1391
1377
1364
1352
1340
1327
1315
1304
1293
Гм, К
308
325
355
397
446
499
554
607
657
704
748
787
824
873
930
991
1056
1123
1178
1224
1261
1291
1315
1334
1348
1359
1366
1371
1374
1374
1373
1370
1367
1362
1357
1351
1344
1337
1330
1323
1315
1307
Летучие,
кг/ч
0
0
0
0
0
0
0
0
0
0
0
61,6
45,71
32,9
36,77
31,29
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Расход газа увеличен в 3 раза
Тг, К
1229
1490
1673
1796
1782
1913
1931
1931
2128
2239
2183
2132
2087
2046
2011
1980
1953
1929
1907
1887
1869
1852
1836
1821
1807
1793
1779
1765
1752
1740
1727
1714
1702
1689
1678
1666
1654
1643
1631
1619
1608
1597
т„, к
308
329
373
441
529
630
737
844
946
1092
1262
1401
1513
1600
1668
1718
1754
1778
1794
1803
1807
1807
1804
1798
1791
1783
1774
1764
1754
1743
1732
1721
1710
1699
1687
1676
1665
1654
1642
1631
1620
1609
Летучие,
кг/ч
0
0
0
0
0
0
0
121,9
87,37
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
3€0
ство горючих составляющих, поступает по обводному борову в горячую го-
ловку печи как топливо.
При решении математической модели рециркуляции состав газов брали по
данным экспериментальных исследований, выполненных на промышленной
печи. Для поддержания необходимого теплового и гидродинамического режи-
ма в печь возвращали около 30 % отходящих газов при температуре 500 °С,
доля подсосов соответственно уменьшалась. Согласно составу рециркуляци-
онных газов, было определено количество организованного воздуха, необхо-
димое для их дожигания. Остальные исходные параметры математической
модели соответствовали моделированию процесса противоточной прокалки.
В результате решения установлено, что температура в зоне прокалки оказа-
лась довольно высокой, зона прокалки удлинилась, качество прокаленного кокса
на выходе из печи улучшилось. Это позволило сделать вывод о возможности
повышения производительности печи. Угар за счет уменьшения подсосов зна-
чительно уменьшился (до 160 кг/ч), а пылеунос несколько вырос, хотя сум-
марные потери по сравнению с обычным процессом противотока оказались
ниже (угар в процессе противоточной прокалки составляет 320-400 кг/ч).
Следовательно, процесс прокалки с рециркуляцией обеспечивает повыше-
ние производительности печного агрегата и теплового КПД, значительно эко-
номит топливо. Такой метод особенно эффективен при работе печи на шихте,
содержащей большое количество нефтяного кокса и, следовательно, летучих
соединений.
Результаты сравнительного анализа известных способов прокалки приведе-
ны в табл. 8.58.
Проведенный анализ показал, что процесс прокалки, проводимый во враща-
ющихся печах характеризуется низким КПД и даже наиболее совершенные
его варианты обладают низкими технико-экономическими показателями из-за
больших безвозвратных потерь дорогостоящего сырья и тепловой энергии.
Тем не менее выполненные исследования показывают, что процесс может
быть существенно улучшен как путем совершенствования конструктивных
параметров агрегатов для прокалки, так и путем автоматизации технологичес-
кого процесса, обеспечивающей расчет и поддержание параметров агрегата в
оптимальном режиме.
Авторами изложенного здесь исследования были сделаны следующие вы-
воды:
1. Разработана гипотеза о механизме процесса прокалки кокса, заключаю-
щаяся в совокупности процессов пиролиза и удаления летучих соединений,
усадки с уменьшением пор, роста зерен, рекристаллизации, восходящей диф-
фузии и др. Это позволило синтезировать математическую модель прокалки в
периодическом режиме.
361
Таблица 2.58
Результаты сравнительного анализа способов прокалки кокса во вращающихся печах
Наименование переменной процесса
Загрузка сырого кокса, т/ч
Содержание летучих, %
Расход газа, мэ/ч
Расход воздуха (организованно-
го), м3/ч
Расход воздуха через вентиля-
тор, м3/ч
Разрежение, кгс/м2
Выход прокаленного кокса, т/ч
Потери на пылеунос, т/ч
Потери на чистый угар, т/ч
Пикнометрическая плотность
прокаленного кокса, г/см
Противоток
6,0
6,0
330
440
—
1,0
4,417
0,802
0,421
1,898
Противоток с вентиля-
тором спутником
6,0
6,0
330
440
700
0,2
4,428
0,814
0,398
1,904
Противоток с
рециркуляцией
6,0
6,0
150
200
—
0,4
4,557
0,924
0,159
2,086
Прямоток
6,0
6,0
1200
1600
—
0,4
4,975
0,658
0,07
2,204
2. Выполнена идентификация параметров модели по данным эксперимен-
тальных исследований.
3. Разработана математическая модель процессов тепло* и массообмена, про-
текающих при прокалке углеродистого сырья (кокса) во вращающихся печах.
4. Разработана методика и выполнена параметрическая идентификация этой
модели по данным двух циклов экспериментальных исследований, проведен-
ных на промышленных печах.
5. Синтезирован критерий оптимального управления процессом прокалки
кокса во вращающейся печи, заключающийся в требовании минимизации сум-
марных потерь кокса в рабочем пространстве печи при заданном качестве го-
тового продукта и заданной производительности печи.
6. Исследованы оптимальные технологические режимы прокалки кокса во
вращающейся печи, обеспечивающие реализацию критерия управления.
7. С помощью математической модели исследованы различные способы про-
калки кокса во вращающейся печи. Установлено, что противоточная печь, по-
всеместно используемая в промышленности, имеет низкие технико-экономи-
ческие показатели даже при проведении процесса в оптимальном режиме.
Поэтому возникает необходимость оптимизации конструктивных параметров
агрегата для прокалки.
362
Часть III.
ВРАЩАЮЩИЕСЯ ПЕЧИ
ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
Глава 1.
ТИПЫ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
1.1. Внедрение вращающихся печей
в цементную промышленность
В производстве цемента печи составляют основную часть технологического
оборудования. От работы печей в большой степени зависит производитель-
ность цементных заводов.
При обжиге цементного клинкера совершаются наиболее сложные техноло-
гические и теплотехнические процессы, имеющие решающее значение для
получения высококачественного цемента.
Получение высоких температур в печах и эффективное использование теп-
ловой энергии всегда связано с решением целого ряда вопросов печной тепло-
техники. Печная теплотехника выполняет важную роль в деле технического
прогресса цементного производства, связанного с созданием высокопроизво-
дительных и экономично работающих конструкций печей.
Основным типом печей для обжига цементного клинкера являются вращаю-
щиеся печи, которые применяют в цементной промышленности с 1885 г.
Первая вращающаяся печь представляла собой футерованный стальной ба-
рабан диаметром 1,8 м и длиной 18 м, установленный наклонно на двух опо-
рах. Барабан вращался на роликах с помощью червячного привода, располо-
женного между опорами. Обжиг сухой тонкоизмолотой сырьевой смеси про-
изводился в этой печи на газе.
С 1888 г. под вращающейся печью стали устанавливать вращающийся бара-
бан для охлаждения клинкера воздухом, который затем расходовался на горе-
ние топлива в печи.
Первоначально вращающаяся печь медленно внедрялась в цементную про-
мышленность из-за большого (до 3500 ккал на кг клинкера) расхода тепла на
обжиг и значительной стоимости ремонта футеровки. Однако спустя некото-
рое время вращающиеся печи получили широкое распространение, так как
обслуживание их требовало небольшого количества рабочих.
К 1900 г. вращающиеся печи, в зависимости от способа производства и про-
изводительности, имели диаметр от 2 до 3 м и длину от 30 до 50 м. В их конст-
363
рукции определились все основные признаки печи этого типа. Сырьевая смесь
подавалась в печь по наклонной течке, причем при мокром способе производ-
ства с влажностью 35^45 %, а при сухом способе производства — сухая или,
во избежание чрезмерного уноса, гранулированная, с влажностью 10-14 %.
Благодаря наклону C-6 %) и вращению (около 1 об./мин) печи сырьевая смесь
перемещалась к ее нижнему концу. Топливо (угольная пыль, мазут, естествен-
ный газ) и воздух вводились через нижний конец печи, вблизи которого про-
исходило горение. От 15 до 35 % воздуха, потребного для горения топлива,
подавалось через горелку. Остальная часть воздуха поступала в печь из холо-
дильника за счет разрежения, создаваемого в установке дымовой трубой. Про-
дукты горения и материал двигались по принципу противотока. Отходящие из
печи газы проходили через пыльную камеру, в которой частично освобожда-
лись от пыли, и отводились в атмосферу дымовой трубой. Осаждаемая в пыль-
ной камере пыль системой шнеков и элеватором подавалась в специальный
сборник и поступала опять в печь.
В это же время появились вращающиеся печи с расширенной зоной, в кото-
рой происходит спекание — частичное расплавление материала, необходимое
для завершения процесса клинкерообразования. Расширение зоны спекания
по сравнению с остальной частью вращающейся печи создавало следующие
преимущества: увеличивался объем зоны горения и, следовательно, тепловая
мощность печи, т.е. количество тепла, выделяемого в единицу времени; уве-
личивалось количество тепла, передаваемого материалу, так как возрастала
поверхность теплопередачи и толщина излучающего газового слоя.
Количество передаваемого материалу тепла возрастает и при расширении
диаметра зоны кальцинирования, в которой происходит эндотермический про-
цесс диссоциации карбонатов, содержащихся в сырьевой смеси. В дальней-
шем стали выпускать вращающиеся печи с удлиненной расширенной частью,
в которой умещались как зона спекания, так и зона кальцинирования.
Производство вращающихся печей в СССР было организовано в 1927 г. Его
пионерами явились А. С. Докудовский, П. С. Ильин, В. Н. Юнг и др. Первые
конструкции вращающихся печей с размерами 3x51,3; 3,0x60,5 и 3x66,5 м раз-
работаны во Всесоюзном машинно-техническом синдикате (ВМТС). Впослед-
ствии в Союзстромстроймашине (СССМ) была модернизирована печь 3x51,3 м
и сконструирована печь с размерами 3,5/3,0x60 м. Эти печи установлены на
четырех опорах с наклоном 3 %. Скорость их вращения составляет 1 об./мин,
мощность электродвигателей соответственно 59 и 75 кВт. В обозначениях вра-
щающихся печей первый множитель представляет собой диаметр, а второй —
длину. Если первый множитель — дробь, то это означает, что диаметр печи
изменяется по ее длине.
В настоящее время в цементной промышленности применяются вращаю-
щиеся печи различных конструкций, размеров и типов. Многообразие типов
364
печей объясняется различными условиями эксплуатации при сухом и мокром
способе обжига клинкера, различными конструкциями устройств для исполь-
зования тепла отходящих газов. Значительные конструктивные отличия печей
определяются и геометрическими размерами корпусов.
Согласно принятому типажу вращающихся печей, разработанному Оргпро-
ектцементом в 1961 г., за главный параметр принят внутренний диаметр кор-
пуса.
В основу главного параметра положены нормальные линейные размеры от
2500 до 5000 мм. За длину вращающейся печи принимается расстояние от вход-
ного до выходного обреза.
По принятому типажу определяющимися параметрами при классификации
печей являются геометрические размеры корпуса (табл. 3.1).
Иногда, для характеристики соотношения геометрических размеров, враща-
ющиеся печи условно разделяют на две группы — короткие и длинные в зави-
симости от отношения длины корпуса к его диаметру LID. При LID больше 32,
печи называют длинными, а при LID меньше 32 — короткими.
В цементной промышленности короткие печи обычно используются при
сухом способе производства, а длинные — при мокром.
По конструкции теплообменных устройств различают вращающиеся печи с
внутренними и печи с внешними или запечными теплообменниками. Внут-
ренние теплообменники, которые устанавливаются для повышения тепловой
эффективности печей путем увеличения поверхности теплообмена, монтиру-
ются внутри корпуса печи. В качестве внутренних теплообменников во вра-
щающихся печах используются цепные завесы, фильтры-подогреватели, ячей-
ковые металлические и керамические теплообменники, а также экранирую-
щие теплообменники.
Печи с запечными теплообменниками состоят из двух агрегатов — собственно
самой печи и теплообменного устройства в виде конвейерных кальцинаторов,
Таблица 3.1
Геометрические размеры корпуса
Модель
ВП-2,5
ВП-3,0
ВП-3,6
ВП-4,0
ВП-4,5
ВП-5,0
Внутренний диаметр корпуса, мм
2 500
3 000
3 600
4 000
4 500
5 000
Примечание. Для цементной промышленности рекомендованы
соответственно длиной 60, 170 и 185 м.
Длина корпуса, мм
40 000
60 000-50 000
60 000-75 000
60 000
70 000-170 000
110 000-185 000
модели ВП-4,0, ВП-4,5 и ВП-5,0
365
циклонных теплообменников, концентраторов шлама, шахтных кальцинато-
ров.
Работа вращающейся печи любого типа характеризуется ее производитель-
ностью, удельным расходом топлива и коэффициентом использования. К кон-
структивным показателям печи относятся ее размеры (длина корпуса и его
диаметр) и металлоемкость, отнесенная к единице производительности.
Производительность печей в первую очередь определяется геометрически-
ми размерами корпуса, его диаметром и длиной. Крупногабаритные вращаю-
щиеся печи 5,0x185 м имеют производительность 72-75 т/ч, а печи 7,0x230 м
— до 125 т/ч (табл. 3.1).
Производительность печи в значительной степени зависит от профиля про-
дольного сечения корпуса, угла наклона его к горизонту и числа оборотов, а
также от условий эксплуатации печи: равномерности питания ее сырьевой
смесью, постоянства химического состава шихтовых материалов, исправнос-
ти горелочных, тягодутьевых устройств, шиберов, уплотнения печи и поддер-
жания заданного теплового режима.
Большое влияние на производительность печи оказывают стойкость футе-
ровки и служба всех механизмов вращения печи, а также ритмичность работы
печи и ее запечных теплообменных устройств.
Из-за большого числа факторов, взаимно связанных между собой и оказыва-
ющих влияние на производительность печи, трудно аналитически вывести
закономерность ее изменения исходя из конструктивных особенностей печи и
основных параметров ее работы. Эта задача в основном решается по данным
практики работающих печей.
Средние показатели работы вращающихся печей с внутренними теплооб-
менными устройствами при мокром способе производства приведены в
табл. 3.2.
Характеризуя степень интенсивности процессов, протекающих в рабочем
пространстве печи, удельная производительность не отражает, однако, эконо-
мичности ее работы. Основной мерой такой оценки печи является количество
топлива, расходуемого ею на обжиг клинкера.
Вращающиеся печи — крупные потребители топлива: на обжиг 1 т клинке-
ра в них расходуется до 240 кг условного топлива, стоимость которого дости-
гает 40 % стоимости клинкера.
Несмотря на значительные успехи, достигнутые в области снижения расхо-
да топлива на обжиг во вращающихся печах за время их применения, они все
же и теперь являются малосовершенными тепловыми установками. Тепловой
КПД длинных вращающихся печей, в которых обжигается основная масса це-
ментного клинкера, обычно не превышает 55 %.
В борьбе за снижение тепловых затрат на обжиг клинкера наибольшие поло-
жительные результаты достигнуты в области понижения температуры газов,
366
Таблица 3.2
Основные показатели вращающихся печей для мокрого способа обжига клинкера с внутренними теплообменными устройствами
Размеры печи, м
(Ач. (ftp)/W?)
2,5475
3,3C,0K,34118
3,6C,0K,64125
3,6C,3K,64150
3,654153
4,04150
4,5/541,5
4,5D,0L,54165
4,54170
5,04185*
74230*
Виды
теплообменных
устройств
Цепи
Цепи, ячейковые
теплообменники
Цепи, ячейковые
теплообменники,
фильтры-
подогреватели
Цепи, ячейковые
теплообменники
Цепи
Цепи, ячейковые
теплообменники,
фильтры-
подогреватели
* Проектные данные.
Число
оборотов
4
6
7
9
7
7
7
8
7
Отношение
длины к
среднему
диаметру
корпуса
30
37
37
42
42
38
28
38
38
37
33
Производительность,
т/ч
7,08
16,6
18,7
25,0
29,5
35,0
50,0
50,0
61,0-72,0
125
Удельный
расход тепла,
ккал/кг
1500
1650
1625
1600
1500
1650
1500
1300
1450
1400-1650
1280
Влажность
шлама, %
36,0
36,0
36,0
36,3
36,0
Съем
клинкера
кг/(м -ч)
24,9
20,0
19,9
20,8
22,3
21,7
23,4
22,9
21,2
20,0-23,5
15,8
Съем
клинкера
ЯП
кг/(м2ч)
13,7
14,9
15,4
16,5
18,4
20,1
26,2
23,6
22,3
23,3-27,4
26,2
Вес печи без
футеровки,
т
420
815
900
1100
1300
1500
2200
—
2175
3500
4283
отходящих из печей, и в области более полного отбора и полезного использо-
вания тепла горячего клинкера после его выхода из печи.
Применение длинных печей A70-185 м) позволило снизить температуру от-
ходящих газов. Для лучшего использования тепла отходящих газов в произ-
водство внедрены концентраторы шлама, устанавливаемые над загрузочными
концами коротких печей; сконструирован целый ряд металлических и керами-
ческих теплообменников, встраиваемых в печи, и проведены другие меропри-
ятия.
Создание новых более совершенных конструкций холодильников позволи-
ло значительно повысить долю отбираемого тепла от горячего клинкера и за
счет этого тепла усилить нагрев поступающего в печь вторичного воздуха.
Менее значительны успехи в понижении других бесполезных потерь тепла
во вращающихся печах.
Например, в связи с форсированием теплового процесса в печах потеря теп-
ла с выносимой из печей в атмосферу сырьевой пылью почти не снизилась.
Если при работе современных вращающихся печей большая часть вынесен-
ной пыли и осаждается в пылеуловителях, то тепло, уносимое ею, все же теря-
ется бесполезно, так как уловленная горячая пыль или совсем не поступает
обратно в печь, или поступает, но уже охлажденной до нормальной темпера-
туры.
Что касается потери тепла в окружающую среду корпусом печи, то из-за
возрастания внешней поверхности длинных вращающихся печей абсолютное
значение ее возросло. Если же брать потери, отнесенные к 1 кг клинкера, то
они уменьшились, так как производительность печи возрастает пропорцио-
нально D1, а потери тепла корпусом печи пропорциональны примерно D2.
При обжиге клинкера тепло полезно используется на испарение воды из сы-
рьевой смеси, нагревание сырьевой смеси до температуры спекания и процесс
спекания (клинкерообразование).
Если печь работает на шламе со средней влажностью, равной 36 %, то из
общего полезно используемого ею тепла приблизительно 40 % расходуется на
испарение влаги из сырьевого материала.
Таким образом, одним из основных путей экономии топлива во вращающихся
печах является питание их сырьевой смесью с минимально возможным содер-
жанием в ней влаги. Исходя из этого были сконструированы, изготовлены и
включены в эксплуатацию наиболее экономичные по расходу тепла, работаю-
щие по сухому способу производства цемента, вращающиеся печи с конвейер-
ными кальцинаторами Леполя и печи с циклонными теплообменниками.
Если принять в качестве основной характеристики печи количество тепла,
расходуемого на обжиг 1 кг клинкера, то применяемые теперь в цементной
промышленности вращающиеся печи по расходу тепла (в ккал/кг) можно рас-
положить в следующем порядке:
368
Короткие вращающиеся печи F0-80 м)
с навешенными цепями ,...»..... 1800-2100
Короткие вращающиеся печи F0—80 м)
с навешенными цепями и теплообменниками,
расположенными перед цепной зоной 1700-1800
Длинные вращающиеся печи A00-150 м)
с навешенными цепями 1650-1800
Длинные вращающиеся печи A00-150 м)
с навешенными цепями и теплообменниками,
расположенными перед цепной зоной 1450-1600
Длинные вращающиеся печи A40-185 м)
с навешенными цепями и теплообменниками,
расположенными перед цепной зоной 1350-1600
Короткие вращающиеся печи F0-100 м)
с концентраторами шлама 1300-1450
Короткие вращающиеся печи D0-60 м)
с конвейерными кальцинаторами, питаемые гранулированной
сырьевой смесью при влажности 12-14 %
(без учета тепла, расходуемого на подсушку
сырьевых материалов перед их размолом) 850-1106
Короткие вращающиеся печи D0-60 м)
с циклонными теплообменниками, питаемые сухой
сырьевой мукой (без учета тепла, расходуемого на подсушку
сырьевой смеси перед ее размолом) 900-1000
Кроме производительности и удельного расхода топлива, к наиболее важ-
ным показателям работы печи относится также ее коэффициент использова-
ния. Вращающиеся печи, установленные на отечественных цементных заво-
дах, в зависимости от их конструкции, степени изношенности и соблюдения
обслуживающим персоналом правил технической эксплуатации, работают с
коэффициентом использования 0,75-0,98.
Простои печи снижают ее производственную мощность, приводят к нару-
шению установленного теплового режима, причем с возрастанием потерь теп-
ла отрицательно отражаются на прочности сопряженных деталей, ослабляют
заклепочные швы, если корпус клепаной конструкции, и ускоряют появление
в металле обечаек разрушающих усталостных напряжений.
Коэффициент использования современных длинных вращающихся печей без
запечных устройств определяется главным образом стойкостью футеровки, так
как корпус, бандажи, опорные ролики и другие детали этих печей имеют боль-
шой запас прочности и могут работать без механического ремонта в течение
многих лет, тогда как стойкость их футеровки не превышает обычно 6-12 мес.
Не требуется остановок печей и для производства мелких, а также средних
ремонтов, так как они могут быть выполнены и на большинстве цементных
369
заводов в действительности выполняются одновременно с футеровками пе-
чей. Что касается капитального ремонта, то при нормально протекающем теп-
ловом режиме печи, правильном положении корпуса на опорах, хорошей смазке
и охлаждении подшипников опорных роликов и привод-устройства он требу-
ется не ранее как через 4—5 лет после первоначальной сборки печи или преды-
дущего капитального ремонта.
Печи с запечными устройствами: конвейерными кальцинато-концентрато-
рами шлама, вакуум-фильтрами, установками разбрызгивания шлама и други-
ми приспособлениями, представляющие по существу не одно целое, а два пос-
ледовательно расположенных один за другим агрегата, не отличаются тем вы-
соким коэффициентом использования, с каким работают длинные вращающи-
еся печи без запечных устройств. В зависимости от сложности запечных уст-
ройств коэффициент использования оборудованных ими вращающихся печей
на 5-15 % ниже коэффициента использования обычных длинных печей.
Коэффициент использования печи в такой же степени, как и ее часовая про-
изводительность, является эффективным средством повышения производствен-
ной мощности цементного завода, поэтому в одинаковой степени с часовой
производительностью он должен учитываться при выборе типа печей для вновь
строящихся заводов и при оценке производственных качеств уже работающих
печей.
Размеры вращающихся печей обычно показываются длиной и диаметром
корпуса, выраженными в метрах. Если печь имеет одну или две расширенные
зоны, то при характеристике печи ее диаметр показывается дробью.
В последние годы выпускаются вращающиеся печи без расширенных зон.
Внедрение в производство цемента вращающихся печей с корпусами одина-
кового диаметра по всей длине упрощает и удешевляет их изготовление, сбор-
ку и эксплуатацию, а также одновременно позволяет повысить их коэффици-
ент использования, так как в этом случае значительно облегчается контроль за
его прямолинейностью, более редкими становятся случаи перегрузки опор-
ных устройств печи, упрощается процесс ее футерования и повышается стой-
кость футеровки.
С возрастанием длины печи увеличилось число ее опор. Если печи старых
конструкций монтировались на четырех-пяти опорах, то современные длин-
ные вращающиеся печи собираются на семи-восьми опорах. Длина пролета
между опорами увеличилась с 12-15 м до 22-26 м. Промежуточные опоры,
расположенные между концевыми, повышают число деталей печи, усложня-
ют ее сборку и эксплуатацию и повышают первоначальную стоимость печи.
Чрезмерное же снижение числа опор приводит к необходимости усиливать
жесткость корпуса, что связано с повышенным расходом металла на его изго-
товление.
370
По расположению опор вращающиеся печи можно разделить на две группы.
У первой группы печей за основу выбора места установки опор принимается
равенство расстояний между ними. У печей второй группы за основу прини-
мается равенство нагрузок, действующих на опору.
Так как вес 1 п. м печи не одинаков по всей ее длине и, кроме того, длинные
вращающиеся печи часто несут большие сосредоточенные внешние нагрузки
— холодильники, теплообменники, фильтры-подогреватели и т.д., то при со-
хранении одинаковой длины пролетов между опорами нагрузка на опоры рас-
пределяется неравномерно. При конструировании таких печей их опорные
детали (ролики, бандажи, подшипники роликов) выбирают одинаковыми или
разными по размерам. В первом случае детали разных опор работают с неоди-
наковыми по величине внутренними напряжениями, изнашиваются неравно-
мерно и те из них, которые перегружены, быстро выходят из строя. Во втором
случае возрастает число разноразмерных деталей, усложняется обслуживание
и ремонт печи и возрастает число запасных деталей, хранящихся на складе
завода. Из вращающихся печей, работающих на отечественных цементных
заводах, примером печи с приблизительно одинаковыми по длине пролетами
между опорами и разными по размерам опорными деталями может служить
печь 3,6 C,3) 3,6x150 м. У печей второй группы, например печи 4,5/5x135 м,
для достижения равномерного распределения внешней нагрузки на опоры их
устанавливают на разном расстоянии одна от другой. Печь с равномерно рас-
пределенной внешней нагрузкой на опоры проще по конструкции, более удоб-
на для монтажа, эксплуатации и ремонта. Следовательно, такие печи могут
работать с более высоким коэффициентом использования по сравнению с пе-
чами первой группы.
В процессе совершенствования вращающихся печей не удалось освободить-
ся от присущего им значительного конструктивного недостатка — большой
металлоемкости. Металлические части, например, печи 4,5x170 м весят 2175 т
(табл. 3.2), а производительность печи равна 50 т/ч. На 1 т продукции в 1 ч
приходится, следовательно, 43,5 т стали и частично чугуна. Такова же в сред-
нем металлоемкость вращающихся печей других конструкций и других раз-
меров.
Большая металлоемкость вращающихся печей обусловлена главным обра-
зом значительным весом футеровки корпуса печи. 1 м2 корпуса печи, изготов-
ленного из стального листа толщиной 30 мм, весит 234 кг, а вес шамотной
футеровки при толщине 200 мм составляет 420 кг.
Вес обжигаемого материала, находящегося в печи, не превышает 12 % об-
щего веса ее вращающейся части. Таким образом, огнеупорная футеровка яв-
ляется основной внешней нагрузкой на корпус печи.
371
Общий вес вращающейся части печи 3,6 C,3) 3,6x150 м вместе с бандажа-
ми, зубчатым венцом и футеровкой достигает 1600 т; печи 4,5x170 м — около
2800 т.
Большой вес вращающейся части печи, в свою очередь, приводит к увеличе-
нию веса и габаритов опорных частей печи: упорных и опорных роликов, бан-
дажей, подшипников опорных роликов и деталей, их крепления с фундамент-
ными плитами.
Таким образом, вращающиеся печи как сложный, металлоемкий механичес-
кий агрегат, заслуживают к себе особого внимания. Как дорогостоящее соору-
жение они рассчитаны на продолжительную службу. Современные вращаю-
щиеся печи могут безостановочно работать 4—5 лет, однако футеровка печи
служит сравнительно недолго, особенно в зоне высоких температур. В зоне
спекания для футеровки применяется высоко глиноземистый, магнезитовый
или хромомагнезитовыи кирпич. При нормальных условиях эксплуатации эти
огнеупоры служат до одного года, иногда и больше.
Вращающиеся печи, как правило, футеруют теми же огнеупорами, которые
применяют для печей металлургической промышленности. Однако условия
работы футеровки во вращающихся печах более сложные, требующие особо-
го внимания и строгого контроля при эксплуатации печи. Очевидно, для вра-
щающихся печей должно быть уделено особое внимание вопросам производ-
ства новых видов огнеупоров, выбору рациональной формы, размеров и выяв-
лению наилучших способов укладки кирпичей внутри корпуса, определению
внешних усилий, действующих на футеровочный слой, и связи этих усилий с
жесткостью корпуса.
Удлинение срока службы футеровки вращающихся печей неразрывно связа-
но с повышением производительности цементных заводов.
Высокие темпы развития цементной промышленности и быстрое наращива-
ние мощностей цементных заводов в отечественной промышленности тесно
связаны с совершенствованием конструкций вращающихся печей. В после-
дние годы эти задачи решаются путем повышения производительности вра-
щающихся печей за счет увеличения геометрических размеров и улучшения
их тепловой работы.
Производительность длинных вращающихся печей с внутренними теплооб-
менными устройствами достигла 1700-1800 т/сут. Проектируется печь для мок-
рого способа производства размерами 7x230 м, производительностью до 3000 т/
сут. Вращающиеся печи с внешними (запечными) теплообменниками достиг-
ли производительности 1200 т/сут. клинкера.
Наряду с этим большое внимание уделяется реконструкции коротких печей
устаревших типов и оборудованию их циклонными теплообменниками или
концентраторами шлама.
1 2. Вращающиеся печи мокрого способа производства
2,
Мокрый способ производства в настоящее время преобладает — около /3
поодукции мирового цементного производства выпускается заводами мокро-
го способа производства.
Особенность работы вращающихся печей мокрого способа производства —
значительный расход теплоты на испарение влаги, около 45-50 % общего рас-
хода теплоты на обжиг клинкера.
Минимальный теоретический удельный расход топлива с точки зрения тер-
модинамики и теплотехнического процесса обжига в печах мокрого способа
производства при минимальной влажности шлама обычно принимают
4,1868-1200 кДж/кг клинкера. Практически же расход теплоты на обжиг не-
редко составляет 4,1868-A500—1600) кДж/кг клинкера, при благоприятных ус-
ловиях он снижается до 4,18681450 кДж/кг. В зарубежной практике в отдель-
ных случаях при использовании эффективных разжижителей и снижении влаж-
ности шлама до 33-34 % удельный расход теплоты обеспечивается на уровне
4,1868-1350 кДж/кг клинкера.
Вращающаяся печь мокрого способа получения цементного клинкера пред-
ставлена на рис. 3.1.
Собственно вращающаяся печь представляет собой полый барабан, сварен-
ный из стальных листовых обечаек длиной 2-6 м и толщиной от 32 до 120 мм,
защищенный изнутри огнеупорной футеровкой.
Футеровка вращающейся печи должна предохранять металло-конструкции
и обслуживающий персонал от воздействия высоких температур, обеспечить
возможность достижения необходимых температур в печном пространстве для
нормального протекания технологических процессов, снижать потери тепла в
окружающую среду.
Печь установлена на роликовые опоры 15,16 с наклоном 4-6°.
В нижнем (горячем) конце установлена горелка (форсунка) 13. Шлам посту-
пает в печь по течке 1 и, постепенно нагреваясь, движется вдоль печи к ее
горячему концу навстречу продуктам горения, проходя стадии испарения, де-
гидратации, декарбонизации, экзотермических реакций клинкерообразования,
спекания и первичного (до 1000 °С) охлаждения. Затем клинкер попадает в
Холодильник 14, где происходит его дальнейшее охлаждение до 80-100 °С.
ервичное пылеотделение происходит в пылевой камере 17, после чего ды-
вые газы поступают для окончательной очистки в электрофильтры 19 и уда-
ляются через дымовую трубу в атмосферу через газоход 20.
рпус печи 9 (см. рис. 3.1) вращается вокруг продольной оси со скоростью
» > обУмин в зависимости от ее диаметра и производительности. Враще-
л^УЩествляется электродвигателем 8 через венцовую 6 или подвенцовую
373
Рис. 3.1. Получение цементного клинкера мокрым способом: 1 — течка для подачи шлама; 2 — фильтр-подогреватель; 3 — цепная завеса; 4 —
теплообменник; 5 — бандаж; 6 — венцовая шестерня; 7 —пробоотборные лючки; 8 — привод печи; 9 — корпус печи; 10 — огнеупорная футеровка;
11 — устройство для охлаждения корпуса печи в зоне спекания; 12 — r-элрвка печи; 13 — горелка; 14 —холодильник; 75,16 — роликовыеопоры; 17
— пылевая камера; 18, 20 — газоходы; 19 — фильтр
Обычно приводной механизм вращающейся печи (рис. 3.2) выполняется в
виде двух нитей и состоит из двух электродвигателей, мощностью 300-400 кВт,
двух редукторов 3 и ведущих шестерен 6, находящихся в зацеплении с под-
венцовой шестерней 7. Приводы в этом случае расположены справа и слева от
корпуса печи.
Для проворачивания печи во время ремонта или проведения футеровочных
работ служит вспомогательный привод с электродвигателем 5 мощностью 10-
30 кВт и вспомогательным редуктором 4, который придает печи частоту вра-
щения 1-4 об./ч.
Электродвигатель вспомогательного привода, как правило, может получать
электроэнергию от специального генератора с двигателем внутреннего сгора-
ния, что обеспечивает ему возможность работать при отключении электро-
энергии на предприятии.
В верхнюю, загрузочную часть печи подается сырьевая смесь, в нижнюю,
через горелку откатной головки — газообразное, пылевидное или жидкое топ-
ливо. Сырьевая смесь, постепенно продвигаясь вдоль печи навстречу продук-
там горения, вначале сушится, а затем претерпевает все изменения и химичес-
кие превращения от дегидратации до спекания и первичного охлаждения по-
лучившегося цементного клинкера.
Каждая из стадий превращения сырьевой смеси в цементный клинкер про-
исходит на определенном отрезке по длине печи.
б
Рис. 3.2. Кинематическая схема приводного механизма вращающейся печи: / — основной электро-
двигатель; 2 — упругая муфта; 3 — главный редуктор; 4 — вспомогательный редуктор; 5 — электро-
двигатель вспомогательного привода; 6 — венцовая шестерня; 7 — подвенцовая шестерня; 8 — про-
межуточный вал
185000
66000
1
.32000
40000
2,2000,
Рис. 3.3. Технологические зоны вращающейся печи: / — зона испарения; 2 — зона дегидратации; 3
зона декарбонизации; 4 — зона экзотермических реакций; 5 — зона спекания; 6 — зона охлаждения
375
Таким образом, вращающуюся печь можно разделить на ряд технологичес-
ких зон, каждая из которых характеризуется определенной температурой ды-
мовых газов и зависящими от нее физико-химическими превращениями в сы-
рьевой смеси, которые в совокупности и определяют выбор конструкции и
материала футеровки той или иной зоны (рис. 3.3).
Основные конструктивные характеристики вращающихся печей — диаметр
и длина. Для печей по мокрому способу получения цемента отношение длины
к среднему диаметру колеблется в пределах 27—41, по сухому способу — 15-
17.
Печи бывают с цилиндрическим или сложным (с расширенными зонами)
профилями. Расширение той или иной части печи позволяет увеличить про-
должительность пребывания в ней нагреваемого материала. Расширение зоны
сушки интенсифицирует процессы в "холодной" части печи, зоны декарбони-
зации — способствует улучшению подготовки поступающего в зону спекания
материала, зоны спекайся — увеличивает объем топочного пространства. Если
диаметр печи одинаков по всей ее длине, то размеры вращающейся печи, на-
пример диаметром 4 м и длиной 150 м, обозначают 4x150 м.
Если печь имеет расширенную по сравнению с зоной спекания зону под-
сушки, то диаметры их указывают дробью: например, печь длиной 135 м с
зонами спекания диаметром 4,5 м и подсушки диаметром 5 м обозначают 4,5/
5x135 м. При наличии в печи двух расширенных зон (спекания и подсушки)
их обозначают двойной дробью: например, 5/4, 5/5x170 м.
Элемент печи, наиболее подверженный неблагоприятным воздействиям при
эксплуатации, — футеровка. Стойкость футеровки характеризуется количе-
ством суток работы наиболее напряженного ее участка — зоны спекания. Она
зависит от вида применяемых огнеупорных материалов, качества футеровоч-
ных работ, диаметра печи и ритмичности ее эксплуатации, вида применяемо-
го топлива, механического состояния корпуса печи и образования на поверх-
ности футеровки в горячих зонах устойчивого граниссажа — обмазки (слоя
налипшего обжигаемого материала, предохраняющего огнеупоры от разруше-
ния).
Стойкость футеровки увеличивают конструктивными и технологическими
приемами.
К конструктивным приемам относятся: использование для футеровки высо-
коэффективных огнеупорных материалов, растворов и бетонов, способных
успешно противостоять неблагоприятным факторам, воздействующим на них
в той или иной технологической зоне вращающейся печи, правильная конст-
рукция отдельных узлов и элементов футеровки, обеспечивающая устойчи-
вость и плотное прилегание кладки к корпусу печи, исключающая попадание
горячих газов через образующиеся зазоры на кожух, что влечет за собой его
деформацию и, в дальнейшем, разрушение футеровки.
376
Рис. 3.4. Выполнение футеровки вперевязку
Рис. 3.5. Выполнение футеровки кольцами
Футеровку выполняют вперевязку (рис. 3.4), чем достигается ее большая ус-
тойчивость, ибо, даже если какой-либо из кирпичей ослабнет и выпадет, сто-
ящие в смежных рядах не позволят этому процессу пойти далее, так как каж-
дый кирпич удерживается четырьмя соседними. В некоторых элементах более
устойчива футеровки кольцами, особенно если она выполняется в два-три оката
с перевязкой внутренних вертикальных швов в смежных кольцах (рис. 3.5).
Во всех случаях кладка должна плотно прилегать к металлическим деталям
печи, а все неплотности местного порядка должны быть заполнены раствором
или бетоном.
К технологическим приемам относится строгое соблюдение технологичес-
кого режима обжига: равномерная подача в печь сырья и топлива, постоянство
химического состава, тонкости помола и влажности сырья, постоянство кало-
рийности, влажности и кости помола твердого топлива. Все это обеспечивает
стабильность теплового режима печи, исключает необходимость переводов на
тихий ход, уменьшает колебания температуры в футеровке деформации ме-
таллического кожуха.
1.3. Вращающиеся печи сухого способа производства
Отличительная особенность сухого способа производства цемента — малая
(по сравнению с мокрым способом) длина вращающихся печей E0-95 м при
диаметре 3,6-7 м). Это вызвано тем, что отсутствует зона испарения, а сырье-
вая смесь проходит предварительный нагрев до 800 °С в циклонных теплооб-
менниках.
Циклонные теплообменники (рис. 3.6) обычно состоят из четырех ступеней
футерованных циклонов 4, 5, 7, 18, расположенных по вертикали в железобе-
тонных этажерках и соединенных между собой газоходами 2, 6, 8, 9,12. Сырь-
377
евая мука подается в бункер 77, откуда транспортируется питателем 75 и эле-
ватором 77 к дозирующему устройству 19. Из него мука поступает в газоход 8,
где подхватывается тазовым потоком температурой 400 °С и выносится в цик-
лон 7. Газы, охлажденные до температуры 700-750 °С, поступают в обеспы-
Рис. 3.6. Получение цементного клинкера сухим способом: / — вращающаяся печь; 2, 6, 8, 9, 12 —
газоходы; 3 — рассекатели; 4 — циклон I ступени; 5 — циклон II ступени; 7—циклон IV ступени; 10
— обеспыливающие фильтры; 11 — бункер; 13 — дымовая труба; 14 — дымосос; /5, 20 — питатели
16 — течка; 11 — элеватор; 18 — циклон III ступени; 19 — дозирующее устройство
378
ливающие фильтры 10 и далее дымососом 14 выбрасываются в дымовую тру-
бу IS. Осажденная пыль возвращается в бункер 11 сырьевой муки.
Из циклона 7IV ступени мука, нагретая до 250-350 °С, стекает через течку в
газоход, где подхватывается отходящими газами и направляется в циклон 18
III ступени, из которого попадает анало-гичным образом сначала в циклон 5
II ступени, затем в циклон 4 I ступени и в печь.
Температура материала, поступающего в печь, составляет 700-800 °С, тем-
пература отходящих газов в газоходе 2 I ступени —1050-1150 °С.
При скорости газов 15-20 м/с в циклонах и газоходах сырьевая смесь нахо-
дится во взвешенном состоянии, чем обеспечивается большая поверхность
теплообмена и высокая скорость ее нагрева.
В сравнении с мокрым способом сухой имеет ряд преимуществ: более низ-
кий расход тепла на обжиг, высокая удельная производительность. Однако печи
с циклонными теплообменниками более чувствительны к изменениям в режи-
ме работы из-за колебаний в химическом составе сырья и топлива.
1.4. Длинные вращающиеся печи
с внутренними теплообменными устройствами
Вращающимися печами с теплообменниками во внутренней полости и без
каких-либо устройств, расположенных за их загрузочными концами и пред-
назначенных для использования тепла отходящих газов, оборудована большая
часть отечественных и зарубежных цементных заводов. Преимущественно это
высокопроизводительные вращающиеся печи длиной от 80 до 185 м. Корот-
кие печи этого вида, устаревшие по конструкции и неэкономичные по расходу
топлива, или реконструируются с оборудованием их концентраторами шлама,
вакуум-фильтрами или другими приспособлениями для снижения температу-
ры отходящих газов, или заменяются новыми, более мощными и производи-
тельными.
При расширении цементных заводов и при постройке новых большей час-
тью устанавливают длинные вращающиеся печи без запечных устройств. Это
относится как к отечественным цементным заводам, так и к заводам США,
Англии, Франции и других зарубежных стран.
Простота конструкции, незначительные эксплуатационные расходы и боль-
шая производительность отличают длинные вращаю-щиеся печи без запеч-
ных устройств от вращающихся печей других видов и являются причинами их
широкого распространения.
Производительность работающих длинных вращающихся лечей достигла 50-
70 т цементного клинкера в 1 ч, а в процессе изготовления находятся печи с
производительностью до 80-100 т/ ч и выше.
379
Не менее важным производственным показателем этих печей является и их
высокий коэффициент использования по времени. С коэффициентом исполь-
зования 0,90-0,98 работает, например, большая часть печей размерами 3,6 C,3)
3,6x150 м, установленных на отечественных цементных заводах.
Больший расход тепла на обжиг клинкера по сравнению с печами, оборудо-
ванными конвейерными кальцинаторами, концентраторами шлама, циклонны-
ми теплообменниками, котлами-утилизаторами и другими специальными при-
способлениями, предназначенными для более полного использования тепла
отходящих газов, несколько снижает отмеченные высокие положительные ка-
чества длинных вращающихся печей.
Следует отметить, однако, что разница в расходе тепла на обжиг клинкера
между наиболее экономичными короткими печами с конвейерными кальцина-
торами и длинными печами без запечных устройств благодаря усовершенство-
ванию теплообменников, помещаемых в их внутреннюю полость, в последние
годы значительно снизилась. В современных длинных печах на обжиг клинке-
ра расходуется значительно меньше тех средних 1500-1600 ккал/кг, которые
до настоящего времени являлись обычно мерой при оценке тепловых досто-
инств печей этого типа. На цементном заводе в Кормей (Франция) вращающа-
яся печь 4,65/3,7x135 м, работая на шламе с влажностью 41 % имея суточную
производительность 1020 т, расходует около 1370 ккал/кг клинкера; с расхо-
дом 1300-1350 ккал/кг клинкера работают вращающиеся печи размерами 3,6
C,3) 3,6x145 м, установленные на цементных заводах в Чепинге и Стура-Вика
(Швеция), 1300 ккал на обжиг 1 кг клинкера составляет расход тепла печи 4,5
D,0) 4,5x165 м, смонтированной на цементном заводе в Обурге (Бельгия). Рас-
ход же тепла на обжиг 1 кг клинкера в усовершенствованных печах Леполя с
учетом его потерь на предварительную подсушку сырьевых материалов со-
ставляет в среднем 1200 ккал.
До 200-180 °С снизилась и температура газов, отходящих из длинных печей,
достигнув примерно той величины, с которой газы покидают кальцинатор печи
Леполя и при которой вполне нормально работают электрофильтры, являю-
щиеся основными пылеуловительными установками для высокопроизводитель-
ных вращающихся печей, выбрасывающих в атмосферу большие объемы ды-
мовых газов.
Практикой эксплуатации длинных вращающихся печей доказано, что в мес-
тностях с мягкой зимой их можно устанавливать на открытом воздухе, возво-
дя легкие помещения лишь у загрузочного и разгрузочного концов печи, а так-
же у ее приводного механизма. Вне помещений работают, например, печи раз-
мерами 4,5x170 и 3,6 C,3) 3,6x150 м, смонтированные при расширении Белго-
родского, Себряковского и других отечественных цементных заводов, а на за-
водах Западной Европы длинные вращающиеся печи, как правило, устанавли-
ваются на открытом воздухе. Это мероприятие значительно снижает первона-
380
чальные затраты на установку длинных печей, а также способствует более
широкому их распространению в цементной промышленности по сравнению
с вращающимися печами других видов.
Дальнейшее совершенствование длинных вращающихся печей связано с
уменьшением веса футеровки, увеличением срока ее службы и с повышением
эффективности работы подготовительных зон.
С возрастанием длины печи снижается температурный перепад между сы-
рьевым материалом и газами, движущимися вдоль загрузочного конца печи.
Вследствие этого интенсивность теплопередачи здесь сильно падает и снижа-
ется эффективность действия всей печи.
Основным типом вращающихся печей, принятым к установке в период с
1961 по 1965 г., являются печи размерами 4,5x170 м и 5x185 м.
Цилиндрический сварной корпус вращающейся печи 4,5x170 м расположен
на семи опорах с наклоном к горизонту, равным 4 % (рис. 3.7). Особенностью
этих печей по сравнению с печами прежних конструкций является одинако-
вый по всей длине диаметр корпуса и наличие вместо одного двух основных
приводных устройств, установленных с обеих сторон венцовой шестерни. Рас-
стояние между опорами печи приблизительно одинаково и составляет 24-26 м.
Большая часть корпуса изготовлена из стальных листов толщиной 30 мм, а по
длине зоны спекания он сварен из 45-мм стальных листов. Толщина листов
для всех подбандажных обечаек выбрана равной 60 мм. Подбандажные обе-
чайки усилены к тому же двумя кольцами жесткости, расположенными по обе
стороны бандажа. Кольца жесткости имеют тавровую форму сечения и прива-
риваются прерывистым швом широкой полкой наружу.
Большая жесткость корпуса позволила произвести установку печи на семи
опорах, а не на восьми, как это сделано у зарубежных печей такого же размера.
Все бандажи печи, точно так же, как и опорные ролики, имеют одинаковую
конструкцию и одинаковые размеры по ширине, которые соответственно рав-
ны 800 и 980 мм. Бандажи прямоугольного сечения насажены на корпус сво-
бодно.
910 п
Рис. 3.7. Схема вращающейся печи 4,5x170 м: 1 — горелка; 2 — головка печи; 3 — корпус; 4 —
бандаж и опорные ролики; 5 — привод печи; 6 — устройство для возврата уловленной пыли в печь;
7 — встроенные теплообменники; 8 — фильтр-подогреватель; 9 — шламовый питатель; 10 — пыле-
осадительная камера; 11 — электрофильтр; 12 — дымосос; 13 — колосниковый холодильник
381
Цапфы опорных роликов опираются на отдельно установленные подшипни-
ки скольжения. Каждый подшипник имеет картерно-ковшовую систему смаз-
ки и систему водяного охлаждения.
Для периодической смены масла устанавливается централизованная стан-
ция принудительной смены масла. Контроль за температурой нагрева подшип-
ников осуществляется автоматически с помощью датчиков, установленных в
теле вкладыша.
Разъемный зубчатый венец печи, состоящий из двух частей, расположен меж-
ду третьим и четвертым бандажами, считая от головки печи. Венец посажен
на корпус печи с помощью стальных пружин, направленных вдоль образую-
щих корпуса. От каждого из двух приводных двигателей движение зубчатому
венцу передается через трехступенчатый редуктор с общим передаточным
числом i = 87,82.
Соединение последнего вала редуктора основных приводных устройств с
валом ведущей шестерни осуществляется при помощи универсального шпин-
деля. Главный приводной механизм печи оборудован двумя асинхронными
электродвигателями с фазовым ротором мощностью по 250 кВт каждый. Элек-
тродвигатели вспомогательных приводных устройств имеют мощность по
14 кВт.
Средняя скорость вращения печи составляет 1,1 об ./мин.
Приводной механизм печи оборудован двумя станциями циркуляционной
смазки.
Станция производительностью 200 л/мин служит для смазки главных ре-
дукторов, подшипников упорных роликов и подшипников подвенцовых шес-
терен, а другая производительностью 18 л/мин — для смазки узла зацепления
подвенцовых и венцовой шестерни.
Для повышения производительности и тепловой эффективности вращаю-
щаяся печь 4,5x170 м оборудована рядом встроенных теплообменных уст-
ройств. Непосредственно у холодного конца печи за цепной завесой устанав-
ливается цепной фильтр-подогреватель, обеспечивающий подогрев шлама и
частичное обеспыливание отходящих газов. Затем следует цепная завеса с на-
веской цепей гирляндами и лопастные теплообменники.
Для охлаждения выходящего из печи клинкера устанавливаются колоснико-
вые холодильники переталкивающего типа производительностью 50 т/ч, обес-
печивающие конечную температуру охлажденного клинкера до 60 °С.
Для установки на отечественных цементных заводах Гипроцементом, Урал-
машзаводом, Сибтяжмашем и заводом им. Э. Тельмана (ГДР) был разработан
проект более мощной вращающейся печи размерами 5x185 м. Производитель-
ность этой печи составляет 1800 т в сутки. Первая такая печь была пущена в
эксплуатацию в июле 1963 г. на Балаклеевском цементном заводе.
382
Печь расположена на восьми опорах с наклоном 3,5 % к горизонту. Цельнос-
варной, одинаковый по диаметру корпус печи изготовляется из стальных лис-
тов толщиной 30-60 мм. Для вращения корпуса предусмотрена установка двух
приводных устройств с электродвигателями мощностью по 315 кВт. Скорость
вращения корпуса может меняться в пределах 0,6-1,2 об./мин. Ширина банда-
жей, отлитых из двух частей и сваренных при помощи электрошлаковой свар-
ки, составляет 1000 мм. Бандажи опираются на ролики диаметром 1700 мм и
шириной 1200 мм.
Для улучшения использования тепла отходящих газов печь оборудована
фильтром-подогревателем, цепной завесой и металлическими теплообменни-
ками. Предусматривается, что расход тепла составит 1450-1500 ккал на 1 кг
клинкера при влажности поступающего в печь шлама 36 %.
Для устранения подсоса во внутреннюю полость печи наружного воздуха
запроектированы уплотнения: лабиринтового типа с аэродинамическим зат-
вором у разгрузочного и механического у загрузочного конца печи.
Подача масла ко всем трущимся деталям печи (подшипники, приводное уст-
ройство, редуктор, уплотнения и т.д.) осуществляется при помощи принуди-
тельной центральной циркуляционной смазочной системы.
Для обеспечения контроля за технологическим процессом и работой меха-
низмов печи она оборудуется необходимым комплексом контрольно-измери-
тельных приборов.
Для охлаждения клинкера у разгрузочного конца печи устанавливается хо-
лодильник колосникового типа конструкции НИИЦЕММАШ типа "Волга-75".
Отечественными машиностроительными заводами выпускаются также длин-
ные печи 4x150 м, производительностью 900 т клинкера в сутки, проект кото-
рых разработан НИИЦЕММАШем. Одинаковый по диаметру цельносварной
корпус печи изготовляется из стальных листов толщиной 36 мм по длине зоны
спекания и из листов толщиной 28-32 мм по длине остальных пролетов. Все
подбандажные обечайки свариваются из стальных листов толщиной 50 мм.
Корпус печи, установленный на 8 опорах под наклоном 4 % к горизонту,
приводится в движение от одного электродвигателя мощностью 320 кВт.
По расчету расход тепла на обжиг 1 кг клинкера составит 1400 ккал при
влажности шлама 36 %.
Из длинных вращающихся печей, работающих на отечественных цемент-
ных заводах, должны быть отмечены еще печи 4,5/5x135 м завода "Полизиус"
(Германия).
При конструировании этих печей по-новому решен вопрос о расположении
опор по длине печи. При этом за основу было принято не сохранение одинако-
вых пролетов между опорами, к чему обычно стремятся, а равномерное рас-
пределение давления корпуса на опоры. При конструировании печи было так-
383
же в большей мере, чем прежде, обращено внимание на вредное воздействие
высокой температуры корпуса печи на те бандажи, которые расположены близ
зоны спекания.
Консоль горячего конца пени принята длиной 7 м, а пролет между первой и
второй опорами предусмотрен равным 23 м. При таком расположении первой
и второй опор наиболее горячая часть корпуса печи находится между опора-
ми. Таким путем устранена возможность возникновения в бандажах, гранича-
щих с зоной спекания печи, дополнительных внутренних напряжений от дей-
ствия на них расширяющейся при работе горячей части корпуса.
Корпус составлен из обечаек длиной 4,0-^,3 м. Подбандажные обечайки из-
готовлены из стальных листов толщиной 38 мм, рядовые — горячего конца
сварены из листов 30 мм и холодного — из листов толщиной 26 мм.
К внутренней поверхности корпуса по длине 36 м со стороны его холодного
конца приварены кольца жесткости высотой 300 мм и толщиной 16 мм. Одно
от другого кольца отстоят на 2,4 м. Усиливая прочность корпуса, внутренние
кольца жесткости служат одновременно приспособлениями для подвески к ним
звеньев цепной завесы. По длине остальной части корпуса кольца жесткости,
имеющие двутавровую форму сечения, свободно посажены на корпус снару-
жи. Продольное перемещение наружных колец жесткости по корпусу устра-
няется упорными планками, которые расположены зигзагообразно с одной и
другой стороны каждого кольца и жестко соединены с корпусом электросвар-
ными швами.
По длине корпуса наружные кольца жесткости распределены в следующем
порядке: по одному кольцу справа и слева от зубчатого венца и каждого банда-
жа на расстоянии 2-2,1 м от них и на расстоянии 3-4 м одно от другого посре-
дине между опорами.
При принятом порядке размещения на корпусе кольца усиливают его жест-
кость по всей длине и особенно жесткость подбандажных обечаек.
Равномерное распределение давления корпуса печи на опоры позволило
выбрать бандажи для всех опор одинаковой ширины, равной 900 мм. Одина-
ковыми по ширине приняты также и опорные ролики, оси которых лежат в
сдвоенных подшипниках.
Длина пролетов между опорами, определенная из условия равного давления
на опоры, колеблется в пределах 13-26 м. Большая разница в длине пролетов
не вносит, однако, каких-либо неудобств в монтаж и эксплуатацию печи.
Зубчатый венец с модулем зуба т = 50, составленный из двух половин, цен-
труется и крепится на корпус при помощи специальных, оригинальных по кон-
струкции приспособлений.
В движение корпус приводится от электродвигателя мощностью 340 кВт.
Понижение числа оборотов электродвигателя осуществляется четырехступен-
384
чатым редуктором с общим передаточным числом / = 140,5. Печь вращается со
скоростью 1-0,5 об./мин.
Для более медленного вращения печи D об./ч) установлен вспомогательный
приводной механизм с электродвигателем мощностью 40 кВт.
Печи 4,5/5x135 м были оборудованы короткими по длине и большими, по
диаметру Ex15 м) открытыми холодильниками барабанного типа с принуди-
тельным протягиванием через них воздуха. Практика эксплуатации печей по-
казала, что холодильники неудачны по конструкции. Охлаждение клинкера в
них происходило недостаточно полно; кроме того, ковши холодильников, при-
крепленные к их внутренней поверхности и предназначенные для подъема
клинкера и его равномерного распределения по сечению барабана, быстро сго-
рали. Эти холодильники заменены новыми, колосникового типа.
Из работающих длинных вращающихся печей наибольшее распростране-
ние на отечественных цементных заводах получили печи размерами 3,6 C,3)
3,6x150 м и 3,6 C,0) 3,3x127 м.
Многолетний опыт эксплуатации вращающихся печей размерами 3,6 C,3)
3,6x150 м показал, что по своим конструктивным и производственным каче-
ствам они являются производительными и надежными в эксплуатации клин-
керообжигательными установками. Вместо предусмотренных паспортом 19 т
печи выдают в среднем 24 т цементного клинкера в час. Высок, как уже отме-
чалось, и их коэффициент использования, что свидетельствует о правильной
конструктивной разработке большинства узлов и деталей этих печей.
К недостаткам конструкции печей длиной 150 м относятся коробчатая фор-
ма сечения бандажей, их неодинаковая ширина, жесткий способ посадки бан-
дажей на корпус печи, неудачный выбор места расположения бандажа второй
опоры и не вполне рациональный профиль сечения колец жесткости.
Бандажи коробчатой формы сечения сложны для отливки, поэтому возмож-
ны скрытые пороки в готовых, посаженных на место бандажах такой конст-
рукции. Разная ширина бандажей и, следовательно, опорных роликов приво-
дит к необходимости иметь большое количество их в запасе и усложняет экс-
плуатацию печи. Жесткое крепление бандажей с упорными кольцами и, сле-
довательно, с корпусом печи, допустимое для бандажей холодного конца печи,
небезопасно для бандажей горячего конца с возможным здесь большим тем-
пературным перепадом между бандажом и корпусом и возникновением из-за
этого в сопряженных деталях разных по величине деформаций. В месте по-
садки бандажа второй опоры обжигаемый материал в печи имеет наивысшую
температуру, поэтому бандаж второй опоры больше, чем другие, подвержен
температурным деформациям. Последнее подтверждается и практическими
данными: при эксплуатации печей 3,6 C,3) 3,6x150 м имели место случаи раз-
рушения бандажа второй опоры.
13. Лисиенко В. Г. и др. 385
Чтобы устранить это в дальнейшем на большей части печей во время заме-
ны участков корпусов клепаной конструкции сварными, одновременно были
заменены также коробчатые бандажи второй опоры бандажами новой конст-
рукции прямоугольного сечения со свободной посадкой их на корпус. Изме-
нен способ посадки бандажей и на остальных опорах: их торцовые кромки не
привариваются теперь к установочным кольцам.
Кольца жесткости, охватывающие корпус печи, предназначенные для усиле-
ния его прочности, имеющие тавровую форму сечения, недостаточно жестки
относительно нейтральной оси сечения и не обладают большой устойчивос-
тью против усилий, направленных вдоль образующих корпусов. Следует от-
метить, однако, что эта не вполне рациональная форма сечения колец жестко-
сти и их не совсем удачное распределение по длине корпуса обусловлены в
основном конструкцией корпуса — наличием на нем соединительных наклад-
ных поясов и заклепочных швов.
1.5. Вращающиеся печи с конвейерными кальцинаторами
(печи Леполя)
Основой теплообменных процессов, основой конструкции конвейерных каль-
цинаторов типа "Леполь" и всей печной установки является предварительная
грануляция сырьевой смеси. Сухая сырьевая мука гранулируется в специаль-
ных грануляторах тарельчатого (чашевого) или барабанного типа при увлаж-
нении водой до определенного влагосодержания. Гранулы загружаются ров-
ным слоем на решетку конвейерного кальцинатора и подвергаются термичес-
кой обработке отходящими из печи горячими газами с температурой 900-
1000 °С, просасываемыми через слой гранул. Термическая обработка гранул
производится в две стадии: прогрев гранул и сушка при температуре газов до
350 °С; подготовка и частичная декарбонизация — при температуре газов 900-
1000 °С.
В соответствии с этими процессами конвейерный кальцинатор разделен на
две камеры, низкотемпературную (камера сушки) и высокотемпературную (ка-
мера кальцинирования, т.н. горячая камера). Современные конструкции кон-
вейерных кальцинаторов работают с двухкратным прососом: горячие газы из
печи просасываются через слой сухих гранул в высокотемпературной камере,
проходят очистку в циклонах и вторично просасываются через слой гранул в
камере сушки, где отдают материалу не только теплоту, но и пыль, унесенную
из печи и из "горячей" камеры, при фильтрации газов через слой влажных
гранул.
Вращающиеся печи с конвейерными кальцинаторами характеризуются ин-
тенсивным теплообменом в слое гранул на решетке, достаточно высокой сте-
386
пенью использования теплоты газового потока и низкой конечной температу-
рой отходящих газов A00-120 °С), низким пылеуносом из печной установки
A-3 %).
Однако эффективная работа печей с конвейерными кальцинаторами обеспе-
чивается только при определенных качественных характеристиках сырьевых
гранул, обусловленных их физико-химическими свойствами: механическая
прочность и сопротивляемость истиранию влажных гранул, однородность
фракционного состава и размер гранул, пористость и термостойкость, влаж-
ность.
Одной из наиболее интересных конструкций вращающейся печи, внедрен-
ной в цементную промышленность в результате стремления снизить расход
тепла на обжиг клинкера, является печь с конвейерным кальцинатором.
В последние годы в конструкцию конвейерного кальцинатора внесены но-
вые усовершенствования, которые привели к дальнейшему снижению расхода
тепла на обжиг клинкера и позволили поднять производительность печи.
В настоящее время выпускаются печи Леполя производительностью 850 т/
сут. Размеры таких печей составляют 4x60 м, а размеры конвейерного кальцина-
тора равны 3,9x26 м. Разработан проект печи 5x80 м с решеткой кальцинатора
площадью 200 м2, производительность этих печей достигает 1800x2000 т/сут.
Расход тепла в печах с конвейерным кальцинатором составляет 850-1150 ккал/
кг клинкера (без учета расхода на предварительное подсушивание сырьевой
смеси).
Печи с конвейерным кальцинатором обладают и вторым большим преиму-
ществом перед печами обыкновенной конструкции: вынос сырьевой пыли
наружу с отходящими газами из печей с конвейерными кальцинаторами не
превышает 1-2 %, тогда как из обыкновенных вращающихся печей пыли вы-
носится в среднем 8-14 %.
Современные печи с конвейерными кальцинаторами нуждаются, следова-
тельно, в менее громоздких и дорогих пылеулавливающих устройствах, кото-
рые необходимы для нормальной работы длинных вращающихся печей.
Следует отметить также, что площадь, потребная для установки печи с кон-
вейерным кальцинатором, приблизительно в 2 раза меньше той площади, ко-
торая требуется для установки длинной вращающейся печи той же произво-
дительности.
Сложность конструкции кальцинатора, определенные трудности его эксп-
луатации и наличие ряда вспомогательных устройств, отсутствующих в печи
обыкновенной конструкции, несколько снижают отмеченные положительные
качества печей с конвейерными кальцинаторами. Работа этих печей требует
более внимательного производственно-технологического обслуживания.
К недостаткам печей с конвейерными кальцинаторами относится и ограни-
ченная область их применения. Подсушка и декарбонизация сырьевой смеси
,3. 387
на движущейся решетке кальцинатора протекает нормально лишь тогда, когда
влажность сырьевой смеси, загружаемой на решетку, не превышает 12-14 %.
Таким образом, печи с конвейерными кальцинаторами можно использовать
главным образом при сухом способе производства. Чтобы их можно было при-
менить на заводах, работающих и по мокрому способу, перед печами нужно
устанавливать устройства для предварительного обезвоживания шлама с 35-
40 % до 12-14 %. Примером такого завода является аргентинский цементный
завод в Оливарии (провинция Буэнос-Айрес), работающий по мокрому спосо-
бу. При расширении этого завода была установлена вращающаяся печь с кон-
вейерным кальцинатором, оборудованная тремя вакуум-фильтрами, которые
снижают влажность шлама до 14 %. Однако следует отметить, что при таком
способе использования печей с конвейерными кальцинаторами значительно
усложняется конструкция клинкерообжигательной установки в целом.
Прежде печи с конвейерными кальцинаторами работали с однократным про-
сасыванием горячего газового потока через слой сырьевой смеси, расположен-
ный на их решетке. Сейчас с целью увеличения эффективности и снижения
расхода тепла применяют двукратный просос потока газов через слой мате-
риала.
Основными частями кальцинатора являются бесконечная, горизонтально
расположенная колосниковая решетка 3 (рис. 3.8), на верхней ветви которой
равномерно по ее площади распределен слой сырьевой смеси; вертикально
установленная перегородка 7, разделяющая внутреннюю полость кальцинато-
ра на две камеры; последовательно расположенные вентиляторы 1 и 4, при
помощи которых в первой и второй камерах под решеткой создается разреже-
ние; гранулятор 2, предназначенный для превращения порошкообразной сы-
рьевой смеси в частицы округлой формы — гранулы; горизонтальный и вер-
тикальный транспортеры 9 и 8, при помощи которых мелкая сырьевая смесь,
провалившаяся через щели колосников решетки, направляется вновь и печь,
Рис. 3.8. Схема вращающейся печи с конвейерным кальцинатором с двукратным просасыванием
газового потока
388
непосредственно в ее внутреннюю полость или через гранулятор и решетку, в
циклонный пылеуловитель 6.
Так как под решеткой второй камеры кальцинатора, считая от загрузочного
конца установки, вентилятором 4 непрерывно создается разрежение, то горя-
чие газы, поступившие в камеру из печи, просасываются через слой материа-
ла и, пройдя через циклонный пылеуловитель, попадают в первую камеру,
пронизывают второй раз слой сырьевой смеси, находящийся на решетке, и
вентилятором 1 выбрасываются в атмосферу.
В первой камере кальцинатора, называемой камерой подсушки, влажная
сырьевая смесь соприкасается с уже частично охлажденными газами, поэтому
разница между температурой смеси и температурой газа здесь невелика и, сле-
довательно, нет условий для быстрой подсушки верхнего слоя материала и
образования твердой корки. Подсушенная сырьевая смесь перемещается за-
тем во вторую камеру кальцинатора, камеру декарбонизации, где она прони-
зывается газами, выходящими из печи и имеющими температуру 900-1100 °С,
подогревается и частично декарбонизируется. Нагретая до температуры 800-
1000 °С сырьевая смесь поступает во внутреннюю полость печи для дальней-
шей декарбонизации и спекания.
При движении через слой материала во второй камере горячие газы захваты-
вают с собой мелкие уже подсушенные частицы материала. Эта сырьевая пыль
могла бы забивать поры между гранулами, расположенными на решетке в пер-
вой камере, что затрудняло бы проход газов через слой материала и, следова-
тельно, снижало бы интенсивность его подсушивания. Циклонный пылеуло-
витель, осаждая из газов пыль, устраняет возможность создания этих небла-
гоприятных условий для работы кальцинатора.
Между корпусом кальцинатора и примыкающим к нему загрузочным кон-
цом печи установлено уплотнительное приспособление, препятствующее под-
сосу в кальцинатор наружного воздуха.
Труба 5, оборудованная шибером, предназначена для выпуска в атмосферу
еще недостаточно горячих газов при розжигах печи.
На рис. 3.9 показан поперечный разрез кальцинатора (решетки Леполя) раз-
мерами 3x15 м конструкции завода "Полизиус".
Внутренняя замкнутая полость кальцинатора, в которой расположены его
решетка и вспомогательные устройства, ограничена корпусом, изготовленным
сваркой или клепкой из листовой стали и офутерованным с внутренней сторо-
ны огнеупорным материалом.
Корпус подвешен на стальном каркасе, собранном из профильного проката
и сваренного электросваркой. В нижней части корпуса кальцинатора устанав-
ливается транспортер для удаления провалившейся через решетку мелочи.
При просасывании горячих газов через слой сырьевой смеси быстрее высу-
шивается его поверхность, образуя затвердевшую корку, препятствующую
389
Рис. 3.9. Поперечный разрез конвейерного кальцинатора: 1 — поддерживающие ролики; 2 — колос-
ники; 3 — опорные ролики
390
дальнейшему нормальному проходу газов через слой. По мере перемещения
сырьевой смеси вперед к вращающейся печи толщина корки увеличивается.
Для разрушения корки и разрыхления верхнего слоя сырьевой смеси попе-
рек камеры декарбонизации над решеткой установлены неподвижные рыхли-
тели-грабли. Основой грабель является горизонтально расположенная труба,
к которой приварены зубья — стальные пластины толщиной 8-10 мм. Труба
подвешивается над слоем сырьевой смеси на такой, высоте, чтобы зубья были
опущены в смесь на 50-60 % своей длины. При необходимости положение
гребель по высоте можно менять. Для предохранения трубы и приваренных к
ней пластин от перегрева и преждевременного разрушения по трубе пропус-
кается холодная вода.
Решетка кальцинатора является транспортером для сырьевой смеси и пло-
щадкой, на которой происходит теплообмен между сырьевой смесью и газо-
вым потоком.
Простота конструкции, устойчивость деталей против воздействия горячих
газов, возможность быстрой замены изношенных деталей и небольшой их вес
являются основными требованиями, которым должна удовлетворять решетка.
Кроме того, требуется, чтобы уплотнение между движущейся решеткой и не-
подвижным корпусом кальцинатора также было простым по конструкции и
надежным в действии, причем не только при установившемся нормальном, но
и при изменяющемся режиме работы кальцинатора. Существующие конструк-
ции решеток лишь частично удовлетворяют этим требованиями: они сложны
по конструкции, не вполне надежны в эксплуатации и тяжелы по весу.
Основой решетки (рис. 3.10) служат четыре-шесть параллельно расположен-
ных рядов бесконечной цепи, составленной из звеньев 2, которые имеют фа-
сонное сечение. Звенья цепи шарнирно соединены между собой при помощи
стальных валиков 5, длина которых равна ширине решетки. Между двумя со-
1*и«. 3.10. Элементы решетки кальцинатора
391
седними рядами цепи на валике свободно посажены дистанционные трубки 6,
а на них также свободно подвешиваются одним концом два колосника 4. Вто-
рые концы колосников каждого последующего ряда (по направлению движе-
ния решетки) опираются на концы колосников предыдущего ряда.
Колосники вместе со звеньями цепи образуют полотно решетки.
Чтобы ограничить слой сырьевой смеси по ширине решетки, на концы вали-
ков посажены дистанционные трубки /, а на них бортовые звенья 3, шайбы со
шплинтами, установленные на концах валиков, и дистанционные трубки оп-
ределяют положение на валике всех сидящих на нем деталей. Дистанционные
трубки увеличивают одновременно подвижность колосников и бортовых зве-
ньев решетки.
Колосники решетки отливаются из жароупорного чугуна и по форме пред-
ставляют собой выпуклые пластины. Чтобы колосники были более прочны-
ми, их отливают с поперечными продольными ребрами жесткости. У основа-
ния колосника в его ребрах жесткости сделаны гнезда для подвески колосника
на валик. Чтобы колосник не спадал с валика, к его поперечному ребру жест-
кости при помощи шпилек крепятся два коротких угольника 7. Длинные пол-
ки угольников, направленные поперек гнезд, препятствуют выпадению колос-
ника.
При отливке колосников в их теле предусматриваются узкие щели, через
которые горячие газы проходят в нижнюю полость кальцинатора.
Верхняя рабочая ветвь решетки цепными звеньями опирается на параллель-
но расположенные приблизительно через 0,5 м один 6т другого поддерживаю-
щие ролики 1 (см. рис. 3.9). Опорами для холостой ветви решетки служат ред-
ко расставленные ролики 3. Так как колосники 2 решетки подвешены на вали-
ках цепи шарнирно и одним концом, то при огибании ведомого вала они пово-
рачиваются вокруг осей валиков и принимают на холостой ветви цепи верти-
кальное положение. Занимая такое положение, колосники создают меньшее
сопротивление газовому потоку при его движении после прохода через слой
сырьевой смеси.
При дальнейшем движении колосники вновь устанавливаются в горизон-
тальное рабочее положение, образуя полотно решетки.
Чтобы во время движения решетки в месте ее примыкания к боковым стен-
кам корпуса верхняя полость кальцинатора не соединялась с нижней полос-
тью, корпус в этом месте имеет следующую конструкцию. Промежуток меж-
ду верхней частью боковой стенки корпуса 11 (рис. 3.11) и ее нижней частью
заполнен чугунными балками 9 и 8 фасонного сечения и стальной швеллер-
ной балкой стандартного сечения. Части балок 9 и 10, направленные внутрь
корпуса, снабжены съемными деталями 12 и 13, отлитыми из жаростойкой
стали. Нагруженная рабочая ветвь решетки через поддерживающие ролики 15
опирается на подшипники 14, которые жестко прикреплены к стенке швелле-
392
Рис. 3.11. Схема бокового уплотнения решетки кальцинатора
ра 2. Между нижней кромкой борта решетки 7 и частью балки 8, выступаю-
щей внутрь корпуса, помещена чугунная плита 5, состоящая из отдельных ча-
стей. Своей нижней плоскостью эта плита опирается на стальные штоки 4,
расположенные приблизительно на расстоянии 250 мм один от другого. В сво-
их гнездах эти штоки насажены свободно и могут перемещаться вертикально
вверх пружинами 3, на которые штоки опираются. Постоянно прижимаясь к
нижней кромке борта решетки, плита 5 препятствует проникновению горячих
газов из верхней полости кальцинатора в его нижнюю полость, находящуюся
под разрежением. Зазор между верхней кромкой борта и деталью 13 уплотня-
ется материалом, если он распределен равномерно по всей ширине решетки.
Асбестовая набивка 6 служит для уплотнения бокового зазора между чугун-
ной плитой 5 и балкой 8.
Наличие упорных штоков, промежуточных уплотнительных деталей и соче-
тание в месте примыкания бортов движущейся решетки к стенкам корпуса
балок разных профилей усложняет и эксплуатацию решетки, и ее ремонт.
393
Для съема материала с решетки у ее разгрузочного конца установлено спе-
циальное разгрузочное приспособление (рис. 3.12), основной частью которо-
го является нож 2, расположенный поперек решетки и составленный по шири-
не из нескольких (от 3 до 12) отдельных частей, которые примыкают одна к
другой. Каждая из частей ножа снизу усилена продольными и поперечными
ребрами жесткости. Своими подошвами части ножа свободно опираются на
упор 1, имеющий выпуклую головку и установленный под углом 30° к верти-
кали. При помощи поддерживающего листа 3 и упорного листа 4 фиксируется
такое положение ножа, при котором он своим внешним рабочим концом лишь
касается колосников решетки, но не давит на них. Давление ножа восприни-
мается упором / и упорным листом 4.
К внешним кромкам крайних частей ножа при помощи шпилек прикрепля-
ются плоские пластины-ограничители 5, расположенные перпендикулярно к
верхней рабочей поверхности ножа и заостренные на концах. При движении
решетки набегающая на нож сырьевая смесь снимается с колосников; одно-
временно пластины-ограничители счищают смесь с боковых бортов решетки.
Так как температура снимаемого с решетки материала равна 700-900 °С, нож
отливается из жаростойкого чугуна, а его пластины-ограничители изготовля-
ются из жаростойкой стали. Для изготовления остальных деталей съемного
приспособления служит обыкновенная углеродистая сталь.
Просасываемые через решетку горячие газы захватывают мелкие частицы
подсушиваемой сырьевой смеси и забивают ими щели колосников. Для очис-
тки щелей (а без этого невозможна нормальная работа решетки) предусмотре-
но очистное приспособление.
Рис. 3.12. Схема разгрузочного приспособления решетки кальцинатора
394
Рабочими деталями очистного приспособления являются плоские закален-
ные стальные диски 2 (рис. 3.13), кромки которых заострены. Диски свободно
посажены на отдельные валики 1. Продольные оси валиков образуют одну
прямую линию, направленную поперек решетки. Расстояние между дисками,
равное расстоянию между щелями колосников, устанавливается дистанцион-
ными втулками, также свободно надетыми на валики. В комплект одного ва-
лика входят еще две легкие стальные щеки 4, надетые на дистанционные труб-
ки, жестко скрепленные с ними одним концом и свободно охватывающие вал
5 другим. На каждом из валов 5, вращающихся в кронштейнах 6, расположе-
ны четыре валика. Кронштейны б жестко прикреплены к швеллерной балке 7,
которая при помощи стальных пластин попирается на балку 9 корпуса кальци-
натора. Собранная таким образом подвижная система стальных дисков оказы-
вается упруго подвешенной над загрузочным концом решетки. Чтобы диски
производили давление на решетку, достаточное для проталкивания через щели
забившейся в них сырьевой смеси, между каждыми двумя соседними щеками
при помощи болтов зажаты стальные грузы 3.
Сложное по конструкции, состоящее из большого числа деталей очистное
устройство удовлетворительно работает лишь при точной его сборке и своев-
ременной, причем не частичной, а полной замене при износе.
Цепи решетки приводятся в движение звездочками, сидящими на одном валу.
Так как средняя скорость движения решетки равна приблизительно 0,75 м/
2 1 3 4 56 7
Г
-J
Рис. 3.13. Схема очистного приспособления решетки кальцинатора
395
мин, то число оборотов ведущего вала при диаметре начальной окружности
звездочки d = 900 мм составляет 0,26 в минуту.
Отсюда общее передаточное число редуктора должно быть равным 3800.
Для получения такого большого передаточного числа приходится устанав-
ливать между приводным электродвигателем и ведущим валом последовательно
два редуктора.
Решетка расположена горизонтально, поэтому мощность ее приводного элек-
тродвигателя расходуется лишь на преодоление сопротивлений ее движению,
к которым относятся трение в подшипниках поддерживающих роликов, со-
противление корки материала разрушению зубьями разрыхлителя, сопротив-
ление материала сдвиганию с колосников при помощи разгрузочного ножа,
трение бортовых звеньев решетки о детали уплотнительного устройства, тре-
ние деталей очистного устройства о материал и колосники решетки и трение в
приводном механизме. Мощность, потребная для движения решетки, опреде-
ляется по формуле
кВт, C.1)
102
где х\ — КПД приводного механизма (он определяется как произведение КПД
отдельных пар зубчатых передач, входящих в приводной механизм; для ци-
линдрической передачи в зависимости от чистоты обработки зубьев и пра-
вильности сборки колес г\ = 0,95^-0,98; для червячной — с однозаходным чер-
вяком т] = 0,70 и соответственно с двух- и трехзаходным п = 0,80 и г) = 0,85); Ах
— работа, необходимая для преодоления трения в подшипниках поддержива-
ющих роликов, кГ-м; А2 — работа, необходимая для преодоления сопротивле-
ния материала разрыву зубцами разрыхлителя, кГ-м; R — коэффициент, опре-
деляющий работу на преодоление остальных сопротивлений; он выражается
в % от работы, расходуемой на разрыхление материала; в зависимости от со-
стояния очистного и съемного приспособлений R выбирают равным 0,5-1,0.
Работа, необходимая на преодоление трения в подшипниках поддерживаю-
щих роликов, вычисляется по формуле
C.2)
где G — вес решетки с поддерживающими роликами, и материалом, располо-
женным на решетке, кг;/— коэффициент трения в подшипниках роликов; его
величина выбирается в зависимости от вида подшипников и способа их смаз-
ки; d^ — диаметр цапфы поддерживающего ролика, м; d — диаметр начальной
396
окружности звездочки ведущего вала, м; с/р — диаметр поддерживающего ро-
лика, м; и — число оборотов ведущего вала в минуту.
Работа, необходимая на преодоление сопротивления материала разрыву зу-
бьями разрыхлителя,
A2=pmv, кГм/с, C.3)
Здесь р — сопротивляемость материала, отнесенная к одному зубу разрых-
лителя; исходя из опытных данных ориентировочно можно принять, что р =
= 3-6 кг; т — число зубцов разрыхлителя; v — скорость движения решетки,
м/с.
Так как при движении рабочая ветвь решетки поддерживается часто постав-
ленными роликами и ее скорость мала, в цепи решетки практически отсут-
ствует натяжение от ее провисания между опорами и от действия центробеж-
ной силы, которая возникает при огибании ведомого и ведущего валов. Следо-
вательно, постоянно действующим усилием на цепь является лишь рабочее
усилие, равное сумме всех сопротивлений, которые решетка преодолевает при
своем движении, и определяемое формулой
Р=102Му,кг, C.4)
где N — мощность приводного электродвигателя, кВт.
Исходя из величины этого усилия проверяют на прочность звенья цепи, ее
валики, звездочки, приводной вал и подшипники приводного вала.
Цепь решетки состоит из четырех-шести отдельных параллельно направ-
ленных ветвей, которые из-за неточной обработки и сборки их деталей, а так-
же из-за не вполне равномерного распределения материала по решетке испы-
тывают при работе неодинаковое растягивающее усилие. Поэтому при про-
верке прочности звеньев цепи и ее валиков рабочее усилие, приходящееся на
одну ветвь, следует увеличить на 50-60 %.
Основным условием для нормальной работы кальцинатора является обеспе-
чение одинакового аэродинамического сопротивления слоя сырьевой смеси
по всей решетке.
На сопротивление сырьевой смеси проходу горячих газов оказывают влия-
ние причины технологического и механического порядка. К первым относят-
ся равномерное распределение смеси на решетке, отсутствие мелочи в грану-
лах и небольшое количество крупных гранул, их достаточная прочность, огра-
ниченная влажность и постоянство установившегося режима работы печи.
При неравномерном распределении сырьевой смеси на решетке возможны
прососы газов через плохо прикрытые материалом или совсем обнаженные
участки колосниковой решетки и, следовательно, нарушения аэродинамичес-
кого и теплотехнического режима работы кальцинатора. Помимо этого, при
397
неравномерном распределении сырьевой смеси на решетке часть ее колосни-
ков сильно перегревается, отчего они преждевременно разрушаются.
Мелочь размером меньше 3-0,5 мм заполняет пустоты между гранулами нор-
мальной величины, мелочь размером 6-20 мм уплотняет слой сырьевой смеси
на решетке и увеличивает сопротивление для прохода газового потока через
слой. К такому же результату приводит и повышенная влажность гранул. Под
действием горячих газов наружный слой слишком влажной гранулы быстро
засыхает и затвердевает, а образующаяся при этом наружная корка препят-
ствует свободному выходу водяных паров из ее центральной части. В резуль-
тате этого гранула разрушается, образуя мелочь.
Образование внешней корки на гранулах и их разрушение происходит и тог-
да, когда гранулы нормальной влажности в камере подсушки омываются слиш-
ком горячими газами.
Непрочные и крупные гранулы свыше 30 мм в поперечнике слипаются в ко-
мья. Попадая под шибер, регулирующий толщину слоя сырьевой смеси на ре-
шетке, комья задерживаются им. Вследствие этого в слое сырьевой смеси мо-
гут образовываться глубокие продольные борозды. Нарушенное таким обра-
зом равномерное распределение материала на решетке приводит к наруше-
нию режима движения газового потока через слой. Для работы кальцинатора
непрочные и крупные гранулы, поступающие на решетку, нежелательны и
потому, что при своем падении на нее и ударе о колосники они распадаются на
отдельные частицы, увеличивая количество мелочи.
Непостоянство сырьевой смеси, направляемой в кальцинатор, по химичес-
кому составу и физическим свойствам, неравномерность ее поступления в заг-
рузочный бункер решетки, нарушение равномерного питания печи топливом,
неоднородность топлива по своему составу и, как следствие этого, изменение
количества и температуры газов, поступающих в кальцинатор, также снижа-
ют интенсивность теплообмена между газами и материалом.
К причинам механического порядка, которые отрицательно отражаются на
движении газов через слой материала на решетке, относятся нарушение гер-
метичности корпуса кальцинатора, ненадежная работа шиберов, нарушение
плавности движения решетки, неисправность съемного и очистного устрой-
ства и др.
1.6. Вращающиеся печи с циклонными теплообменниками
Вращающиеся печи с циклонными теплообменниками характеризуется про-
стотой конструкции и соответственно эксплуатации, а также высокой тепло-
технической эффективностью.
398
Эффективность сухого способа производства, в частности с использованием
вращающихся печей с циклонными теплообменниками, подтверждается мно-
голетней практикой.
В табл. 3.3 приведены показатели работы вращающихся печей цементной
промышленности Японии.
Эти данные показывают, что удельная производительность печей с циклон-
ными теплообменниками в 3 раза выше, чем печей мокрого способа. Удельная
производительность печей с циклонными теплообменниками на практике в
отдельных случаях более высока »73 кг/(м3-ч), а при осуществлении мер по
повышению частоты вращения может быть доведена до 95,8 кг/(м3ч).
Система циклонных теплообменников работает по принципу противотока
горячих газов и материала в системе в целом и прямотока в каждом цикле.
Высокая эффективность теплообмена в циклонных теплообменниках обеспе-
чивается вследствие непосредственного контакта частиц материала и горячих
газов.
Исследования процесса теплопередачи в системе циклонных теплообмен-
ников позволяют предположить, что основной теплообмен между газами и
материалом протекает в газоходах («80 %) и только на 20 % в циклонах. Ос-
новные параметры газа в системе циклонных теплообменников: скорость в
газоходах — 20-22 м/с; расход газа за циклонами 1,4—1,5 м3/кг клинкера; пы-
леунос из циклонов 6-9 % расхода сырьевой муки. Удельный расход теплоты
определяется многими факторами и уменьшается с увеличением размеров и
мощности печей. Так, печь с циклонными теплообменниками фирмы "Гум-
больдт" при производительности 350 т/сут. имеет удельный расход теплоты
920x4,1868, а при производительности 3500 т/сут. — 740x4,1868 кДж/кг.
Время пребывания сырьевой муки в системе циклонных теплообменников
очень непродолжительно — 25-30 с. За этот короткий промежуток времени
Таблица 3.3
Расход теплоты и удельная производительность вращающихся печей (Япония)
Тип печи
Печи с циклонными
теплообменниками
Печи с циклонными
теплообменниками и
декарбонизаторами
Печи с кальцинаторами типа
"Леполь"
Печи мокрого способа
Средний расход теплоты на 1 кг
клинкера, кДж
3400
3400
3880
5520
Удельная производительность,
кг/(м3-ч)
64,5
97,9 (до 137,5)
58,5
21,9
399
газовый поток отдает теплоту и охлаждается примерно с 1050 до 300-350 °С,
а сырьевая мука успевает получить теплоту и нагреться примерно от 50 до
780-800 °С.
При температуре материала 780-800 °С степень декарбонизации составляет
20-25 %, при более высокой температуре — 800-810 °С может быть 30-35 %
и только в весьма благоприятных условиях теплообмена достигает 35-40 %.
Однако следует иметь в виду, что на практике степень декарбонизации мате-
риала, поступающего из циклонных теплообменников в печь, определенная
по ППП, обычно доходит до 40-50 %. Это обусловливается выносом из печи
прокаленного материала в систему теплообменников и должно учитываться
при наладке процесса и определении фактической подготовки сырья в запеч-
ных теплообменниках.
Циклонными теплообменниками оборудуются короткие вращающиеся печи
E0-70 м). Теплообменники, установленные над загрузочными концами печей,
располагаются один над другим и предназначены подобно конвейерным каль-
цинаторам для подогрева и частичной декарбонизации сырьевой смеси. Но в
отличие от конвейерных кальцинаторов материал, подлежащий обжигу в тепло-
обменники, поступает не в виде гранул, а в виде порошкообразной смеси.
Вращающиеся печи с циклонными теплообменниками из прямоточных эле-
ментов, предложенные Ф. Мюллером, в начале пятидесятых годов стала вы-
пускать фирма "Гумбольдт" (ФРГ). Вращающиеся печи с циклонными тепло-
обменниками оказались настолько эффективными, что вслед за фирмой "Гум-
больдт" их стали конструировать и выпускать почти все зарубежные фирмы,
производящие оборудование для цементной промышленности. Наилучших ре-
зультатов в отношении экономичности и мощности печей достигли фирмы
"Полизиус", "Ведаг" и "Крупп" (ФРГ). Печи относительно небольшой произ-
водительности выпустили американский филиал датской фирмы "Смидт" и
Пржеровский машиностроительный завод (Чехословакия).
В настоящее время основное наиболее эффективное и перспективное направ-
ление развития техники производства цементного клинкера сухим способом
состоит в применении и усовершенствовании вращающихся печей с циклон-
ными теплообменниками.
Циклонный теплообменник фирмы "Гумбольдт" первоначальной конструк-
ции (рис. 3.14) для печей относительно небольшой производительности пред-
ставляет собой одну ветвь из четырех ступеней циклонов, расположенных друг
над другом, причем верхняя первая ступень с целью повышения степени осаж-
дения материала включает два параллельных циклона меньшего диаметра. Газы
с температурой около 1000 °С выходят из вращающейся печи и последова-
тельно проходят через все четыре ступени циклонов. Сухую сырьевую смесь
питателем подают в газоход между первой и второй ступенями циклонов, и
поток газов выносит ее в циклоны первой ступени. Осевшая в циклонах пер-
400
вой ступени смесь поступает в газоход между третьей и второй ступенями
циклонов, а газы с неосевшей мелкой пылью направляются в систему газоочи-
стки. Далее материал таким же образом поступает в циклоны второй, третьей
и четвертой ступеней, а затем возвращающуюся печь, куда подают также пыль,
уловленную в системе газоочистки. Температура материала, выходящего и;
циклонного теплообменника, равна 700-800 °С. Температура отходящих га-
зов 300-330 °С.
Количество высокодисперсной сухой пыли, выносимой в систему газоочис-
тки, достигает 30 % от веса сырьевой смеси.
Содержание в пыли фракций 0-10 мкм составляет около 80 %. Обычные
электрофильтры со стержневыми электродами удовлетворительно очищают
газы из циклонных теплообменников, если газы используются для сушки сы-
рья и содержат влагу. Необходимую, степень очистки сухих газов (до 0,99'
обеспечили специальные электрофильтры, с электродами в виде колючей про-
волоки и фильтры из пропитанной силиконом стеклоткани, КПД которых при-
ближается к единице.
В циклонном теплообменнике, изображенном на рис. 3.14, течки для подач*
материала глубоко входят в вертикальную часть газоходов по их оси на рас-
стоянии 500-600 мм от крышки циклона. На всех течках выше газоходов име-
ются одностворчатые или двустворчатые мигалки (рис. 3.15), которые пропус-
кают материал и не дают возможность газам поступать по течкам в циклоны
во избежание снижения их КПД. Под теч-
ками расположены воронки, открытые
сверху и снизу, а еще ниже распредели-
тельные пластины (рис. 3.16).
Благодаря такому устройству постоян-
ное количество материала выходит через
нижнее отверстие воронок, обтекает пла-
стины и кольцевой струей распределяется
в восходящем газовом потоке. В воронках
образуется затвор из материала, препят-
ствующий проникновению газов в течки.
Рис. 3.14. Циклонный теплообменник фирмы Гум-
больдт с затворами-мигалками: 1 — вращающаяся
печь; 2 — циклоны 2-й, 3-й и 4-й ступени; 3 — цикло-
ны 1-й ступени; 4 — газоходы; 5 — воронка для пода-
ваемого сырья; 6 — течка; 7 — трубопроводы для ма-
териала; 8 — затворы-мигалки; 9 — распределитель-
ные пластины; 10 — трубопровод для поступления
материала в печь; 11 — головка вращающейся печи
14
Рис, ЗД5, Затворы-мигалки циклонного теплообменника
Рис. 3.16. Течка для подачи материала в
газоходы циклонного теплообменника:
1 — газоход; 2 — трубопровод для по-
дачи материала; 3—распределительная
воронка; 4 — пластина
Рис. 3.17. Узел сопряжения циклонного
. теплообменника с печью: 1 — вращающа-
яся печь; 2 — газоход; 3 — труба, по кото-
6 рой подается материал в печь; 4 — коль-
цевой элеватор; 5—пористые плитки; 6—
трубопровод для подачи воздуха под плит-
ки; 7 — уплотнение
402
Избыток материала может пересыпаться через верхний край воронок.
Узел сопряжения циклонного теплообменника с печью показан на рис. 3.17.
Неподвижный газоход, нижняя половина которого выполнена в виде открыто-
го лотка, входит во вращающуюся печь. Зазор между ними закрыт установ-
ленной на печи кольцевой камерой с радиальными лопатками, которые подни-
мают просыпающийся в зазор материал и сбрасывают его в газовый поток. В
месте сопряжения печи с газоходом установлено уплотнительное устройство.
Течка из четвертого циклона либо пропущена в печь, либо входит в газоход. В
последнем случае через его нижнюю стенку, выполненную в виде решетки,
продувается воздух и аэрированный материал самотеком поступает в печь.
Возможны варианты, при которых материал из четвертого циклона, с помо-
щью заслонок распределяется между печью и газоходом, материал же из тре-
тьего циклона вводится либо в верхнюю, либо в нижнюю часть газохода
(рис. 3.18). Этим достигается рециркуляция части материала в газоходе и по-
вышение степени его декарбонизации. Сырьевую смесь можно также вдувать
в газоход между второй и первой ступенью циклонов в смеси с воздухом. В
этом случае ее подают в трубопровод, соединенный с воздуходувкой, тем или
иным дозирующим устройством, варианты которых представлены на рис. 3.19.
Узел Б
Рис. 3.18. Устройство для рециркуляции части материала в газоходе: 1 — вращающаяся печь; 2 —
газоходы; 3 — циклонные теплообменники; 4 — трубопроводы для подачи материала в газоходы; 5
— трубопровод для подачи материала в печь; 6 — затворы мигалки; 7 — распределительные плас-
тины; 8 — воронка для исходного сырья; 9 — задвижка; 10 — дымосос
403
2
Рис. 3.19. Дозирующие устройства для подачи сырьевой смеси в циклонный теплообменник:
а — устройство с ячейковым питателем: 1 — ячейковый питатель; 2 — плита; 3 — трубопровод;
б—устройство с питателем кипящего слоя: / — ячейковый затвор; 2—приемник; 3—воздухопрони-
цаемая перегородка;
в — устройство со шнековым питателем: 1 — шнековый питатель; 2 — бункер; 3 — подпорное
приспособление; 4 — плита
Ld.
Рис. 3.20. Устройство для подачи сырьевой смеси в циклонный теплообменник:
а — устройство с цилиндрической вставкой: / — газоход; 2 — полый цилиндр с тангенциальным
вводом сырьевой смеси; 3 — трубопровод дли подачи сырьевой смеси;
б — устройство с двумя цилиндрическими вставками: 1 — газоход; 2 — полые цилиндры с тан-
генциальным вводом сырьевой смеси; 3 — трубопровод дли подачи сырьевой смеси;
в — устройство с вертикальной пластиной: 1 — газоход; 2 — вертикальная пластина; 3 — трубопро-
вод для подачи сырьевой смеси
В одном варианте дозатором служит ячейковый питатель, во втором — ячей-
ковый питатель подает сырьевую смесь в камеру с кипящим слоем материала,
откуда она транспортируется вверх по трубопроводу, и, наконец, в третьем
варианте для дозирования использован горизонтальный, шнек, который вы-
давливает пыль вверх через направляющую изогнутую перегородку, благода-
ря чему весь его объем заполнен материалом, это обеспечивает постоянство
подачи. При первом и третьем вариантах под местом врезки течки в трубопро-
вод установлен рассекатель для лучшего захвата материала воздухом. В газо-
ходе между второй и первой ступенями циклонов против места ввода аэро-
404
смеси установлена вертикальная отражательная пластина или аэросмесь вво-
дится тангенциально в одно или два кольца из жаростойкой стали, помещен-
ные в центре газохода (рис. 3.20). При использовании одного кольца его диа-
метр равен 2/3 внутреннего диаметра газохода, а при двух кольцах — 73 этого
диаметра.
Пыль, уловленную в системе газоочистки, описанным шнековым питателем
с постоянным уровнем материала подают в печь вместе с сырьевой смесью.
На рис. 3.21 изображен циклонный теплообменник фирмы "Гумбольдт", в
котором все течки для подачи материала снабжены вместо мигалок затворами
с кипящим слоем. Эти затворы с горизонтальной или наклонной решеткой
Рис. 3.21. Циклонный теплообменник фирмы Гумбольдт с затворами кипящего слоя: / — вращаю-
щаяся печь; 2 — газоходы; 3 — циклонные теплообменники; 4 — затворы кипящего слоя; 5 — элева-
тор; 6 — расходный бункер; 7 — вентилятор, подающий воздух под решетки затворов; 8 — дымосос
405
Рис. 3.22. Затворы с кипящим слоем материала циклонного
теплообменника: / — циклон; 2 — бункер; 3 — пористая
воздухопроницаемая перегородка, горизонтальная и наклон-
ная; 4 — патрубок для подвода сжатого воздуха; 5 — верти-
кальная перегородка; 6 — перегородка, обеспечивающая пе-
релив материала; 7 — трубопровод для материала; 8 — га-
зоход
представлены на рис. 3.22, на котором показан также вариант устройства для
распределения материала в газовом потоке.
Принцип кипящего слоя использован также в различных вариантах подачи
материала в печь, показанных на рис. 3.23. В одном из этих вариантов циклон
четвертой ступени расположен ближе к печи, а за ним газоход. Материал из
циклона четвертой ступени и уловленная пыль поступают на решетку и далее
в аэрированном виде самотеком в печь. Газы из печи, минуя две перегородки,
поступают в газоход и вместе с материалом из циклона третьей ступени в цик-
лон четвертой ступени. Второй вариант отличается от первого в основном тем,
что газоход расположен ближе к печи, а за ним циклон четвертой ступени. Это
позволяет уменьшить высоту камеры под циклоном.
Циклонные теплообменники фирмы "Гумбольдт", когда производительность
печей достигла 50-60 т/ч, состоят из двух или трех ветвей циклонов. Соответ-
ственно газы делятся на два или три параллельных потока, материал же про-
ходит последовательно через все циклоны каждой ступени. Благодаря этому в
каждой ступени материал вступает в контакт с газовым потоком дважды и по
сравнению с теплообменником первой конструкции повышается эффектив-
406
Рис. 3.23. Устройство для подачи материала из циклонного теплообменника в печь:
а — устройство с вводом материала между печью и газоходом: 1 — вращающаяся печь; 2 — проме-
жуточная камера; 3 — газоход; 4 — самый нижний циклон; 5 — течка циклона; б — пористая пере-
городка; 7 — патрубок для подвода сжатого воздуха; 8 — вертикальные перегородки; 9 — трубо-
провод для материала, уловленного пылеочистительным устройством;
б — устройство с вводом материала за газоходом: 1 — вращающаяся печь; 2 — газоход; 3 — самый
нижний циклон; 4 — трубопровод; 5 — пористая перегородка; 6 — патрубок для подвода сжатого
воздуха; 7 — трубопровод для материала, уловленного пылеочистительным устройством; 8 — трубо-
провод для материала из циклона предыдущей ступени
ность теплообмена, в результате чего температура отходящих газов снижается
на 40-50 °С.
На рис. 3.24 изображен теплообменник, состоящий из двух ветвей. Сырье-
вая смесь подается шнековым питателем на сито 2 и далее по течкам поступа-
ет в газоход 3, выносится в циклон 4, откуда попадает в газоход 5 и циклон 6,
затем последовательно проходит циклоны 7, 8, 9,10 и из последнего направля-
ется в печь. Газы из печи 11 с температурой около 1000 °С проходят через
промежуточную камеру 12 и разделяются на два одинаковых потока, которые
по газопроводам 13 и 14 поступают в циклоны 9 и 10, затем в циклоны 7, 8 и,
наконец, в циклоны 4 и 6, откуда направляются в систему газоочистки. В вари-
анте этого теплообменника газоходы 13 и 14 объединяют в один и в его верх-
нюю часть врезают течку 75. Это создает рециркуляцию части материала и
повышает степень его декарбонизации. Необходимость равномерного распре-
деления газов по ветвям теплообменника усложняет его эксплуатацию.
В некоторых конструкциях теплообменников циклоны каждой ветви распо-
лагают по спирали. Спирали смещены друг относительно друга при двух вет-
407
16
12
Рис. 3.24. Циклонный теплообменник фирмы Гум-
больдт из двух ветвей: 1 — питательный шнек; 2
— сито; 3, 5, 13 и 14 — газоходы; 4, б, 7, 8, 9 и 10
— циклоны; 11 — печь; 12 — соединительная ка-
мера; 15 — дымосос; 16 — течка
Рис. 3.25. Циклонный теплообменник фирмы
Гумбольдт из трех ветвей
вях на 180° и при трех ветвях — на 120°. Таким образом, в плане оси циклонов
образуют многоугольник с числом углов на единицу большим числа ветвей.
Циклоны каждой ступени смещены по высоте так, чтобы материал двигался
под действием силы тяжести. Такой теплообменник с тремя ветвями циклонов
представлен на рис. 3.25 в развернутом виде. Расположение циклонов по спи-
рали сокращает общие размеры теплообменника, как в плане, так и по высоте.
Это снижает строительные затраты и облегчает обслуживание. Скорость газов
в кольцевом сечении циклонов составляет 3,5^ м/с, в отводящем патрубке
примерно 10 м/с. Отношение высоты цилиндрической части циклонов к их
диаметру равно 0,75, угол конической части циклонов 65°. Внизу каждого цик-
лона имеется патрубок для периодического удаления инородных тел (кусков
футеровки, металла и т.д.). Скорость газов в газоходе, должна быть 12-18 м/с.
Для удобства чистки сечение газоходов представляет собой правильный мно-
гоугольник с числом сторон более четырех (рис. 3.26). На расстоянии 1-1,3 м
друг от друга на газоходах имеются продувочные клапаны с тангенциальным
вводом воздуха и закрывающиеся лючки, которые расположены так, чтобы
408
л.
А /
V
I
2 ,
1 1 IL
в
Рис. 3.26. Форма газопроводов циклонного теп- Рис. 3.27. Способ крепления газоходов и цикло-
лообменника нов: 1 — циклоны; 2 — газоходы; 3 — течки; 4 —
распределительная пластина; 5 — площадка; б —
крепление; 7—затворы-мигалки; 8 — крышка цик-
лона в холодной состоянии; 9 — крышка циклона
в горячем состоянии
можно было очищать всю внутреннюю поверхность. Газоходы и циклоны пос-
ледних трех ступеней футерованы шамотным кирпичом толщиной 200 мм,
уложенным на тепловой изоляции толщиной 100 мм из диатомитового и лег-
ковесного шамотного кирпича. Газоходы жестко соединены с крышками пред-
шествующих циклонов, в которые они входят на 300 мм. Крышки обладают
гибкостью, достаточной для компенсации теплового расширения газоходов и
циклонов. Газоходы и циклоны крепят к площадкам здания (рис. 3.27) и крышки
циклонов в холодном состоянии выгибают на величину равную примерно по-
ловине величины теплового расширения. Затворы циклонов выполняют из
жаростойких металлов.
Высота циклонной этажерки, мощных печей достигает 70 м. Эти печи име-
ют наклон 3-5 % и скорость вращения 1,5-2,0 об./мин, что интенсифицирует
теплообмен. Длительность пребывания материала в печах 40-50 мин. Вслед-
ствие низкого удельного расхода тепла и воздуха и высокой температуры по-
догрева последнего упорные сегменты, удерживающие футеровку в разгру-
зочном конце печей с циклонными теплообменниками, подвергаются действию
высоких температур. Их отливают из жаростойких хромоникелевых сталей с
повышенным пределом текучести при высоких температурах или выполняют
с воздушным охлаждением.
409
Рис. 3.28. Схема установки вращающейся печи с циклонными теплообменниками, отходящие газы
которой используются для сушки сырья, а избыточный воздух из колосникового холодильника — для
сушки угля: / — сырьевая мельница; 2 — сепаратор; 3 — циклон; 4 — фильтр; 5 — элеватор; 6 —
циклонные теплообменники; 7 — вращающаяся печь; 8 — колосниковый холодильник; 9 — угольная
мельница; 10 — промежуточный бункер угля; 11 — подача сырьевой муки
Рис. 3.29. Циклонный теплообменник "Дополь": / — площадка; 2 — вертикальные газоходы; 3
циклоны; 4 — затворы-мигалки; 5 — течки; 6 — газоходы
410
Для сушки сырья с естественной, влажностью до 8 % достаточно тепла от-
ходящих газов печей с циклонными теплообменниками. Если она составляет
Ц-12 %,то дополнительно можно использовать тепло избыточного воздуха,
отбираемого из колосниковых холодильников при температуре 300 °С. Оно
служит также для сушки угля. На рис. 3.28 показана схема установки на заводе
в Беккуме (ФРГ), где тепло отходящих газов печи с циклонными теплообмен-
никами используется для сушки сырья, а тепло избыточного воздуха из колос-
никового холодильника — для сушки угля.
фирма "Полизиус" (ФРГ) выпускает циклонные теплообменники под назва-
нием "Дополь" (рис. 3.29), представляющие собой комбинацию прямоточных
и противоточных элементов. По сравнению с теплообменниками из прямоточ-
ных элементов они характеризуются более высоким тепловым КПД, меньшим
гидравлическим сопротивлением, меньшей высотой и более простой конст-
рукцией, облегчающей компенсацию тепловых расширений и выполнение
футеровки. Отличительная черта этих теплообменников состоит в том, что
циклоны всех ступеней присоединены к общему вертикальному газоходу, иду-
щему от печи. Циклоны каждой ступени установлены на одном уровне и на
одинаковом или на разном расстоянии друг от друга по окружности верти-
кального газохода. Участки газохода с присоединенными к нему циклонами
той ил иной ступени отделены друг от друга воронками, нижние отверстия
которых перекрыты шиберами.
Газы из печи проходят нижний участок вертикального газохода и под ворон-
кой поступают в циклоны нижней ступени, откуда над воронкой попадают в
участок вертикального газохода и циклоны следующей ступени и далее в сис-
тему газоочистки. Материал движется сверху вниз частично через циклоны,
частично по вертикальному газоходу и попадает в печь. Благодаря тангенци-
альному присоединению циклонов поток газов в вертикальном газоходе зак-
ручен, частицы материала осаждаются на его стенках и движутся вниз навстре-
чу газовому потоку. Противоток и закручивание газов и материала на доста-
точно длинных участках вертикального газохода существенно интенсифици-
руют теплообмен. Наличие двух или более параллельных ветвей циклонов,
соединенных с вертикальным газоходом, позволяет уменьшить размер цикло-
нов, увеличить степень улавливания пыли, сократить рециркуляцию пыли в
системе и, в конечном счете, повысить тепловой КПД. Кроме того, это дает
возможность попеременно отключать циклоны от вертикального газохода для
чистки.
Вертикальный газоход монтируется из расположенных друг над другом от-
дельных секций. Несущей конструкцией для циклонов являются строитель-
ные площадки. На рис. 3.29 показаны варианты расположения циклонов вок-
руг вертикального газохода.
411
Для обеспечения необходимой скорости газов при изменении их температу-
ры диаметр вертикального газохода и циклонов уменьшают в направлении
снизу вверх. За счет наклона циклонов можно газоходы и течки сделать пря-
мыми.
На рис. 3.30 изображен циклонный теплообменник "Дополь" с тремя ступе-
нями сдвоенных циклонов и одной вертикальной шахтой с противоточным
движением газов и материала. Всего он имеет четыре ступени. Сырьевую смесь
подают пневматическим способом по трубе, которую можно перемещать вдоль
оси вертикального газохода. Под трубой установлен конус, с помощью кото-
рого материал равномерно распределяется по сечению газохода. Течки из цик-
лонов первой ступени входят в первый участок вертикального газохода, а из
циклонов и участка газохода второй ступени — в печь.
Теплообменник "Дополь" состоит из двух ступеней циклонов и двух шахт-
ных ступеней с противоточным движением газов и материала (рис. 3.31). Теч-
ки для подачи материала снабжены двухлопастными мигалками. На поворо-
тах газоходов установлены воздушные форсунки для сдувания пылевых наро-
стов и лючки для ручной очистки газоходов, которая производятся системати-
чески через 30-60 мин. Высота циклонной этажерки 70 м. За теплообменни-
ком установлен дымосос производительностью 336 000 м3/ч, развивающий дав-
ление 650 мм вод. ст. Скорость вращения дымососа 1150 об./мин, мощность
Рис. 3.30. Циклонный теплообменник "Дополь" Рис. 3.31. Циклонный теплообменник "Дополь" с
с одной шахтой: 1 — вращающаяся печь; 2 — двумя шахтами: 1 — вращающаяся печь; 2 — га-
соединительная камера; 3,5 — вертикальные га- зоход; 3 и 4 — шахты; 5 и 6 — циклоны; 7 —ды-
зоходы; 4 — шахта; 6-8 — циклоны; 9 — дымо- мосос; 8 — соединительная камера
сое; 10 — обводная дымовая труба
412
его электродвигателя 1550 кВт. Потребляемая мощность 1400 кВт. Газы очи-
щают от пыли в горизонтальных трехпольных электрофильтрах. Скорость
газов в электрофильтрах — 1 м/с. Около 60 % газов используют в сырьевых
мельницах для сушки сырья в процессе его помола. После циклонов мельни-
цы температура газов 90 °С. Неиспользуемые газы выбрасывают в атмосферу
через скруббер 6,0x20 м, в котором сжатым воздухом распыливают 5 т воды в
час. Температура газов после скруббера 190 °С. К печи установлен колоснико-
вый холодильник фирмы "Фуллер" 4,2x24 м.
На рис. 3.32 изображен циклонный теплообменник фирмы "Ведаг" (ФРГ),
состоящий из четырех ступеней. У этого теплообменника между двумя цикло-
нами 1 и 3 имеются завихряющие головки, которые увеличивают длительность
пребывания материала в теплообменнике и интенсифицируют теплообмен.
Ступени 2 и 4 выполнены в виде одиночных циклонов. В трубопроводе, со-
единяющем загрузочный конец печи и циклон четвертой ступени, устроены
пережимы. Это, а также значительная скорость газов препятствуют образова-
нию наростов. Теплообменник характеризуется относительно небольшой вы-
сотой.
Испытание печи 3,0x42 м с циклонным теплообменником фирмы "Ведаг"
показало, что материал, поступающий из него в печь, декарбонизирован на
37 %. Производительность печи составила 17,7 т/ч, удельный расход тепла
810 ккал/кг кл. (клинкера), удельный расход электроэнергии 16 кВт ч/т кл. Ко-
\
Рис. 3.32. Циклонный теплообменник фирмы
Ведаг: 1 и 3 — двойные циклоны I и III ступеней;
2 и 4 — одиночные циклоны (I и IV ступеней); 5
и 6 — завихрительные головки; 7—вращающая-
ся печь; 8 — обводная труба; 9 —дымосос
Рис. 3.33. Циклонный теплообменник фирмы
Крупп: 1 — сдвоенный циклон; 2,3 и 4 — аксиаль-
ные циклоны со встроенной спиралью; 5 — устрой-
ство для подачи сырьевой муки; б — вращающаяся
печь; 7 —дымосос; 8 — обводная дымовая труба
413
личество отходящих газов 1,4 нм3/кг кл., их температура 320 °С, количество
воздуха, отводимого из колосникового холодильника 1,1 нм /кг кл., его темпе-
ратура 285 °С. Гидравлическое сопротивление теплообменника 700 мм вод. ст.
Циклонный теплообменник фирмы "Крупп" (ФРГ) состоит из четырех сту-
пеней, размещенных друг за другом (рис. 3.33). Первая ступень представляет
собой два тангенциальных циклона. Вторая, третья и четвертая ступени вы-
полнены в виде аксиального циклона, представляющего собой короткий вер-
тикальный трубопровод с суженным входным и выходным концами, в кото-
рый встроена спираль для закручивания газового потока и отделения от него
пыли. Ступени теплообменника соединены длинными вертикальными газохо-
дами с завихряющими устройствами.
Сырьевая смесь поступает в нижний конец первого газохода, выносится го-
рячими газами в циклоны первой ступени, нагревается при этом, затем попа-
дает в газоход и циклон второй ступени и т.д. Теплообмен в каждой ступени
происходит по принципу прямотока. Распределение температур в теплообмен-
нике следующее: первая ступень — 300 °С, вторая — 500 °С, третья — 660 °С,
четвертая — 820 °С. Длинные газоходы обеспечивают длительный контакт
газов и материала и по данным фирмы уменьшают возможность образования
настылей. Производительность печи 3,7x60 м с циклонным теплообменником
фирмы "Крупп" составила 29,2 т/ч при удельном расходе тепла 780-800 ккал/
кг кл. Строительная высота теплообменника к печи производительностью
62,5 т/ч равна 45 м, т.е. меньше, чем высота теплообменников фирмы "Гум-
больдт" и фирмы "Полизиус" такой же производительности. Однако эти теп-
лообменники характеризуются повышенным гидравлическим сопротивлени-
ем, связанным с большим количеством поворотов газоходов под углом 180°.
Они не получили широкого распространения.
Циклонные теплообменники фирмы "Смидт" состоят из двух параллельных
циклонов, в которые встроены циклоны меньших размеров (рис. 3.34). Сырь-
евая смесь сначала поступает во внутренние циклоны, а затем в газоход, иду-
Рис. 3.34. Циклонный теплообменник фирмы Смидт: 1 — вращающаяся печь; 2—газоход; 3—наруж-
ный циклон; 4 — меньший внутренний циклон
414
щий от печи в наружные циклоны, и, наконец, в печь. Однако две ступени не
могут обеспечить достаточно высокой степени подготовки материала. При
температуре газов, поступающих в теплообменник, 760-815 °С температура
выходящих из него газов 400 °С и материала 550-650 °С. Фирма "Смидт" вы-
пустила несколько печей с такими теплообменниками относительно неболь-
шой производительности (до 20 т/ч), удельный расход тепла в которых состав-
лял около 1200-1300 ккал/кг кл., т.е. был значительно больше, чем в печах с
другими описанными циклонными теплообменниками.
Циклонный теплообменник Пржеровского машиностроительного завода
(рис. 3.35) состоит из двух ступеней: цилиндрической шахты, заканчивающейся
внизу конусом, и двух параллельных циклонов. Его можно рассматривать, как
одно из двух звеньев теплообменника "Дополь", изображенного на рис. 3.30.
По всей высоте теплообменной шахты газовый поток, введенный тангенци-
ально в ее нижнюю часть, движется в основном вблизи стенок по спирали и
отводится вверху по осевому газоходу. В этот газоход подают сырьевую смесь
и пыль, уловленную в системе газоочистки, которые выносятся в циклоны,
откуда поступают в шахту на распределительный конус и движутся также вбли-
зи стенок навстречу тазовому потоку по обратной спирали. Угол наклона спи-
ралей равен приблизительно 40-45°. Температура газов по высоте шахты из-
меняется плавно за исключением сечений ввода газов и материала, в которых
наблюдаются резкие перепады температуры. В горизонтальных сечениях шахты
температура газов на оси выше, чем на периферии, причем эта разность уве-
личивается снизу вверх, что объясняется уменьшением степени закручивания
газового потока и разности температур газов и
материала.
Печь 3,2x48 м с таким теплообменником на
заводе Кралув Двур имеет производительность
17,7 т/ч при удельном расходе тепла 900 ккал/кг
кл., расход энергии 20 кВт-ч/т кл. Температура
газов за печью 950-1000 °С, за теплообменни-
ком 350-380 °С, температура материала, посту-
пающего в печь 800-820 °С, степень его декар-
бонизаций около 25 %.
Рис. 3.35. Циклонный теплообменник Пржеровского маши-
ностроительного завода: / — вращающаяся печь; 2 — цилин-
дрическая шахта; 3 — конус; 4 — трубопровод для подачи
материала в печь; 5 — соединительная камера; 6 — затворы-
мигалки; 7 — газоход; 8 — ячейковый затвор питательного
устройства; 9 — трубопровод; 10 — распределительная плас-
тина; // — циклоны; 12 — течки циклонов
415
Рис. 3.36. Вращающаяся печь с циклонными теплообменниками Сланцевского цементного завода: 1 — вращающаяся печь; 2 — камера холодного
конца печи; 3 — расходный бункер; 4 — циклоны НИИОГАЗ; 5 — циклонные теплообменники; 6 — газоход; 7 — дымосос; 8 — мельничный
вентилятор; 9 — мельница шаровая барабанная; 10 — сепаратор воздушно-проходной; // — циклон отделительный; 12 — электрофильтр; 13 —
рукавный фильтр; 14 — аэрожолобы; 15 — шнеки; 16 — транспортер для сырьевых материалов; 17 — топка
Вращающаяся печь с циклонными теплообменниками Сланцевского цемен-
тного завода представлена на рис. 3.36, а ее характеристика дана в табл. 3.4.
Газоходы второй, третьей и четвертой ступеней циклонного теплообменника
имеют квадратное сечение, остальные — круглое. Они, а также циклоны этих
ступеней футерованы легковесным шамотным кирпичом (у = 1300 кг/м3), тол-
щина футеровки 230 мм. Футеровка крышек циклонов и горизонтальных уча-
стков газоходов выполнена подвесной. Газоход между печью и циклоном чет-
вертой ступени футерован шамотным кирпичом с асбестовой подкладкой тол-
щиной 10 мм. Газоход между второй и первой ступенями и циклоны первой
ступени снаружи покрыты изоляцией. На течках циклонов первой, второй и
третьей ступеней установлены двухстворчатые мигалки, на течке циклонов
четвертой ступени — одностворчатая. Эта течка выполнена из жаростойкой
стали и охлаждается воздухом. Газоходы имеют лючки для удаления насты-
лей. Первая ступень системы газоочистки состоит из 10 циклонов Крейзеля,
Таблица 3.4
Характеристики печи размером 4,0x60 м с циклонными теплообменниками
Наименование
Количество ступеней теплообменника
Размеры циклонов:
первой ступени:
диаметр
высота
второй ступени:
диаметр
высота
третьей ступени:
диаметр
высота
четвертой ступени:
диаметр
высота
Отношение длины печи к диаметру
Внутренняя поверхность печи
Наклон печи
Число опор
Мощность электродвигателя привода печи
Вес печи с теплообменником
Дымосос:
тип
количество
производительность при температуре 300 °С
напор при температуре 300 "С
максимальная допустимая температура
мощность электродвигателя
Тип холодильника
Вес холодильника
Тип электрофильтра
Единица измерения
шт.
м
—
м2
%
шт.
кВт
т
—
шт.
мэ/ч
мм вод. ст.
°с
кВт
—
т
—
Значение
4
2,8
10,8
4,4
8,4
4,4
8,5
4,4
9,5
15,0
670
3,5
3
100
1020
ГД-15,5X2-300
1
250000
800
300
1000
Колосниковый
Волга-35С
212,0
ГПИ-3-24
14. Лисиенко В.Г. и др.
417
Таблица 3.5
Результаты испытаний вращающихся печей с циклонными теплообменниками
Наименование
Размер печи
Отношение длины к
диаметру
Тонкость помола сырьевой
муки:
остаток на сите 0200
остаток на сите 0085
Первичный воздух:
расход
напор
температура
скорость выхода
аэросмеси из горелки
Вторичный воздух:
расход
температура
Коэффициент избытка
воздуха:
за печью
перед дымососом
Разрежение в головке печи
Разрежение за печью
Разрежение перед
циклонами:
4-м
3-м
2-м
1-м
Разрежение перед
циклонами Крейзеля
Разрежение перед
дымососом
Температура газов:
за печью
перед циклонами
4-м
3-м
2-м
1-м
перед циклонами
Крейзеля
перед электрофильтром
перед дымососом
Температура воздуха,
выбрасываемого из
холодильника
Единица
измерения
м
%
%
нм3/ч
мм вод. ст.
°с
м/с
нм3/ч
°с
—
—
мм вод. ст.
»
мм вод. ст.
»
»
»
»
»
°с
°с
°с
°С
°С
°С
°с
°с
°с
Спасский
цементный завод
3,0x59
22,7
1,3
13,9
—
—
63
—
—
565
1,05
1,71
—
1-3
—
—
—
—
720
—
900
—
—
—
—
290
—
—
—
Сланцевский
цементный завод
4,0x60
15
0,93
10,4
12000-14000
330
60
58-64
17000
400-600
1,15
1,64
0,7
2,0-6,0
40-50
130-150
270-310
360^20
440-470
600-650
960-1660
810-830
700-720
590-610
37(М00
350-380
—
250-280
215
ФРГ Бекумский
цементный завод
3,2x40
14,3
3,7
19,7
2950
—
129
—
14400
827
1,11
1,31
—
—
—
—
—
—
530
—
—
—
—
—
—
350
—
—
—
Япония
J -*.* 1 V11X1Л
5,7x86
16,2
—
—
—
—
—
800
—
—
и
54
—
—
—
—
670
1004
—
807
560
550
336
125
—
233
418
Продолжение табл. 3..
Наименование
Температура и потери при
прокаливании сырья,
выходящего из циклонов:
очистки
температура
п.п.п.
первого
температура
п.п.п.
второго
температура
П.П.П.
третьего
температура
п.п.п.
четвертого
температура
п.п.п.
Температура клинкера,
выходящего из
вращающейся печи
Температура клинкера,
выходящего из
холодильника
Производительность печи
Удельный расход тепла.
Безвозвратный унос
Удельная
производительность печи
Степень форсировки печи
Единица
измерения
°С
%
°с
%
°с
%
°с
%
°с
%
°с
°с
т/ч
ккал/кгкл
%
кг/м2 ч
106 ккал/м2 ч
Спасский
цементный завод
—
—
—
—
200
15,0
950
2,5
30
2,69
Сланцевский
цементный завод
200
35,7
330
35,5
560
35,5
655
32,5
780
22-27
—
100
29,5 (получено
расчетом по
расходу муки)
900(получено
расчетом)
6,0 (электро-
фильтры не
работали)
42,3
2,61
ФРГ Бекумский
цементный завод
—
—
—
—
—
—
—
—
760
—
—
82
17,33
858
—
47,6
2,42
иЛПиип
-Л1ЮНИЯ
—
—
—
—
—
—
—
813-820
—
1340-
1370
120-130
103
785
6,5
70,5
3,65
второй является электрофильтр ГПИ 24x3. Уловленная пыль возвращается i
бункер сырьевой смеси. Циклон четвертой ступени и загрузочную головку печ!
ежесменно продувают воздухом во избежание образования наростов.
Результаты испытаний печной установки Сланцевского завода и некоторых
других представлены в табл. 3.5.
Щелочи, находящиеся в сырье в виде алюмосиликатов, возгоняются во вра
Щающейся печи ори температуре 1300-1350 °С. В циклонном теплообменни
ке при температуре ниже 800-900 °С они конденсируются на материале в вид(
карбонатов, хлоридов, сульфатов и затем снова возгоняются, но уже при тем
пературе 1000-1100 °С. Поэтому содержание щелочей в клинкере печей с цик
14*
41!
лонными теплообменниками выше, чем в клинкере обычных вращающихся
печей, из которых большая часть щелочей уносится отходящими газами.
При использовании сырья, содержащего щелочи, и топлива, содержащего
хлор, в результате взаимодействия щелочей и хлора получаются летучие со-
единения, которые, конденсируясь преимущественно в ближайших к печи га-
зоходе и циклоне, образуют наросты. Этому способствует зола, содержащаяся
в газах при работе на твердом топливе. Подсос наружного холодного воздуха
усиливает образование наростов. Если их не удается удалить при работе уста-
новки, приходится ее останавливать. Кроме того, подсосы увеличивают поте-
рю тепла с отходящими газами. В связи с этим необходима тщательная герме-
тизация установки.
Наличие серы в сырье и топливе приводит к образованию нелетучих серно-
кислых щелочных, солей. Повышенное содержание SO3 (порядка 1,5 %) улуч-
шает положение с образованием наростов, но увеличивает содержание щело-
чей в клинкере до 2,5 %, что снижает качество цемента.
П. Вебер вывел формулы, характеризующие отношение содержания щело-
чей (К2О и Na2O) — в материале, поступающем в печь, или в клинкере к их
содержанию в сырьевой смеси и топливе (Ни М)
ff=
-Л„ C.5)
Ц
)
C.6)
где Ли — степень летучести щелочей в сырьевом материале; Щт — доля щело-
чей в топливе; Щш — доля щелочей, удаляемых с пылью; Л — степень лету-
чести циркулирующих щелочей.
Аналогичные выражения можно написать для SO4. В условиях Сланцевско-
го завода эти отношения равны:
ЯКз0 = 1,70-2,80, М^о = 0,60-0,92;
Я^о = 1,20-2,70, М^о = 0,75-1,00;
Я™ =2,00-3,00, Мп =0,86-1,00.
Попутно отметим, что конвейерные кальцинаторы, устанавливаемые за вра-
щающимися печами, также задерживают щелочи, однако, для этих печей зна-
чения Я и Мменьше (Як 0 = 1,2; Мк 0 = 0,7).
При содержании в сырье больше 2-2,5 % щелочей и в топливе более 4 %
серы отмеченная особенность вращающихся печей с циклонными теплооб-
менниками весьма затрудняет их использование. В этих случаях перед пода-
420
чей газов из печи в циклонный теплообменник их можно пропускать чере
циклон, заполненный холодным мелкозернистым материалом. Последний ад
сорбирует щелочи и выводится из системы прежде, чем достигнет температу
ры испарения щелочей. Уменьшить содержание щелочей в клинкере можно з
счет более грубого помола сырьевой смеси, приводящего к снижению темпе
ратуры их конденсации, а также путем повышения температуры газов, посту
пающих в циклонный теплообменник. Рекомендуется также пыль, уловлен
ную в последнем поле электрофильтра и содержащую максимальное количе
ство щелочей, выводить из процесса. При этом в расчете сырьевой смеси не
обходимо учитывать избирательный вынос из печной установки глинистог
компонента.
Очень большое значение для нормальной работы циклонных теплообмен
ников имеет строгое соблюдение температурного режима, для чего подача
печь материала, топлива и воздуха должна быть постоянной. Резкое уменьше
ние подачи материала, а также увеличение подачи топлива или догорание ег
в циклонах четвертой ступени вызывает увеличение температуры материал*
который вследствие наступающей рекристаллизации размягчается и зависае
в циклонах. Для очистки циклонов необходима остановка печи. Резкое изме
нение скорости газов в циклонах влияет на соотношение между количество]
оседающего и уносимого материала, время его пребывания в циклонах и тем
пературу материала.
При использовании вращающихся печей с циклонными теплообменникам!
в которые подают сухую негранулированную сырьевую смесь, не имеет значс
ния способность сырья гранулироваться и отпадает необходимость увлажнят
высушенное сырье при грануляции до 10-12 %, а затем вновь высушивать ег
в процессе обжига. Однако температура отходящих газов у этих печей выш<
чем у печей с конвейерными кальцинаторами. Если тепло отходящих газо
печей с циклонными теплообменниками не используется, то удельный расхо
тепла примерно такой же, как в печах с конвейерным кальцинатором. В тех ж
случаях, когда это тепло используется для сушки сырья, вращающиеся печи
циклонными теплообменниками являются самыми экономичными по расход
тепла.
Благодаря большой интенсивности теплообмена длительность пребывани
материала в циклонном теплообменнике составляет всего 15-20 с против 2-
ч в соответствующих зонах обычной вращающейся печи, но способу термоо(
работки во взвешенном состоянии присуща малая степень заполнения аппар*
тов материалом. В связи с этим габариты установки значительно больше, че
У конвейерного кальцинатора, однако из-за отсутствия движущихся чаете]
работающих при высоких температурах, она проще конструктивно, дешевле
надежнее в эксплуатации. Коэффициент использования печей с циклонным
теплообменниками достигает 97,5 % (циклоны годами работают без ремон-
тов). Количество обслуживающего персонала уменьшается (три человека, вме-
сте четырех). В обоих случаях квалификация персонала должна быть более
высокой, чем при эксплуатации обычных вращающихся печей.
Клинкер, получаемый в печах с циклонными теплообменниками, на 10-15 %
активней клинкера, получаемого в печах с конвейерным кальцинатором, но он
труднее размалывается. При выпуске клинкера одинакового качества сырье-
вую муку можно молоть грубее (до остатка 20 % на сите 0085).
Условия службы футеровки в сравниваемых печах равноценны, но из-за бо-
лее высоких температур подогрева воздуха и горения хуже, чем в печах с боль-
шим удельным расходом тепла и воздуха, поэтому для охлаждения клинкера
необходимо больше воздуха, чем нужно для горения топлива, и часть воздуха
из холодильника приходится использовать вне печи.
Вследствие большего гидравлического сопротивления удельный расход элек-
троэнергии несколько выше, чем у печей с конвейерным кальцинатором B5
против 16-18 кВт-ч/т кл.).
В отдельных случаях удельный расход тепла во вращающихся печах с цик-
лонными теплообменниками уже теперь составляет 730 ккал/кг кл., складыва-
ясь из следующих статей:
Тепловой эффект клинкерообразования, ккал/кг кл 420
Потери тепла:
в холодильнике 70
в окружающую среду 110
с отходящими газами 130
Всего 310
За счет лучшей тепловой изоляции печи и холодильника, использования тепла
горячего воздуха из холодильника для сушки сырья, ликвидации подсосов,
что важно также для предотвращения образования наростов, расход тепла соб-
ственно на обжиг можно в перспективе снизить до 650 ккал/кг кл.
1.7. Вращающиеся печи с реакторами-декарбонизаторами
Основной путь совершенствования сухого способа производства без увели-
чения размера печей — введение в систему запечных теплообменников до-
полнительного теплообменного устройства — декарбонизатора, в котором
сжигается около 40-60 % топлива, расходуемого на обжиг клинкера. В декар-
бонизаторе за очень короткий промежуток времени (примерно 20 с) и почти
полностью (80-95 %) завершается процесс декарбонизации. Это позволяет зна-
чительно повысить производительность печных агрегатов.
422
1
§
/
!
1/
/
/
/
3
1 2 3 4 5 6 7 8 10'
Производительность печей, т/сут.
СО
о
s в,
If
1
,« 00
(— оо
оо
1
/
/
/
У
/
/
/
/
У
•
3
1 2 3 4 5 6 7 8 103
~ Производительность печей, т/сут.
Рис. 3.37. Производительность вращающихся печей различных типов: / — печи мокрого способа
йроизводстве; 2 — печи с четырехступенчатыми циклонными теплообменниками; 3 — печи с декар-
бонизаторами
По данным фирмы "Смидт" (Дания), зависимость размеров и производи-
тельности вращающихся печей различных типов (рис. 3.37) показывает, что
печи с декарбонизаторами характеризуются меньшим тепловым напряжением
и при меньшем диаметре имеют значительно большую производительность
по сравнению с печами других типов.
В настоящее время имеется, много различных конструкций декарбонизато-
ров, например фирм "Мицубиси", "Онода", "Кавасаки", "Ихи" (Япония), "Гум-
больдт", "Фуллер", "Полизиус", "Ведаг", "Миаг", "Клаудиус-Петерс" (ФРГ);
"Смидт" (Дания) и др.
Для всех конструкций, декарбонизаторов общим является использование в
качестве декарбонизационного узла реактора, встраиваемого в систему цикг
лонных теплообменников в качестве дополнительной системы. Выделение
стадии декарбонизации в отдельную стационарную ступень вне вращающей-
ся печи позволяет стабилизировать трудно управляемые процессы подготовки
материала в печах с запечными теплообменниками.
При установке декарбонизаторов к действующим печам с циклонными теп-
лообменниками их производительность возрастает примерно в 2 раза. Удель-
ный расход теплоты при декарбонизаторах теоретически несколько выше по
сравнению с циклонными теплообменниками.
При оценке расхода теплоты следует учитывать многие факторы. С одной
стороны, повышение температуры отходящих газов, пропорциональное коли-
честву сжигаемого в декарбонизаторе топлива, обусловливает увеличение рас-
хода теплоты. Повышение температуры отходящих газов связано также с тем,
о циклон I (нижней) ступени фактически не является теплообменником, а
лужит лишь для осаждения материала. С другой стороны, уменьшение удель-
х потерь в окружающую среду в связи со значительным увеличением про-
423
изводительности печного агрегата при установке декарбонизатора, повыше-
ние стойкости футеровки печи в связи с уменьшением ее диаметра и тепловых
нагрузок, а также уменьшение вероятности образования настылей и замазыва-
ния циклонов сокращают число остановок и розжигов печи, что, естественно,
снижает расход топлива.
В реакторе конвективный теплообмен происходит почти мгновенно, поэто-
му в нем отсутствует высокотемпературная зона, горение идет в присутствии
большого количества инертных газов при температуре 900-1000 °С. Это обус-
ловливает беспламенное горение топлива, что в свою очередь предотвращает
локальный нагрев материала и позволяет избежать налипания его на стенки
декарбонизатора и газоходов. При использовании многозольных углей во из-
бежание образования настылей, обусловленных плавлением золы топлива,
рекомендуется применять только угли с температурой плавления золы выше
1100 °С. Требования по теплоте сгорания, зольности, содержанию летучих,
тонкости помола не отличаются от обычных.
При контакте топлива с нагретой до 700-800 °С сырьевой мукой его воспла-
менение гарантировано. Температура горения топлива в карбонизаторе невы-
сокая, около 900-1000 °С. Это обеспечивает возможность сжигания в них топ-
лива с низкой теплотой сгорания, например, бурых углей с удельной теплотой
сгорания 8000-5000 кДж/кг и даже горючих техногенных продуктов. Имеют-
ся сведения об использовании в Корее глинистых сланцев с удельной тепло-
той сгорания около 9300 кДж/кг, в ФРГ — горючих сланцев с теплотой сгора-
ния примерно 3900 кДж/кг.
В связи с тем, что в декарбонизаторах осуществляется беспламенное горе-
ние топлива при относительно низкой температуре и незначительном избытке
кислорода, оксиды азота не образуются. Кроме того, при прохождении через
декарбонизатор печных газов содержащиеся в них оксиды азота восстанавли-
ваются. Это снижает содержание оксидов азота в выбрасываемых в атмосфе-
ру газах.
В производственной практике декарбонизаторы работают на угольном, га-
зообразном, но чаще на жидком топливе. По производительности и расходу
топлива они различаются незначительно.
Из всего разнообразия конструктивных схем печных агрегатов с декарбони-
затора ми можно выделить три варианта. По одному из них вторичный воздух,
необходимый для горения топлива в декарбонизаторе, подается через враща-
ющуюся печь. В таких системах диаметр печи не может быть уменьшен и мощ-
ность их ограничена. По другому варианту печные газы также проходят через
декарбонизатор, но вторичный воздух в него подается дополнительно из холо-
дильника. Такие системы широко применяют в промышленности. Мощность
их достигает 8500 т/сут. Недостаток таких систем — затруднение в управле-
424
нии тяговыми режимами и процессами в печи и декарбонизаторе, так как тяга
в них обеспечивается одним дымососом.
Третья схема предусматривает установку двух отдельных линий подогрева-
телей: линии газов вращающейся печи и линии декарбонизатора с индивиду-
альными дымососами. Для сжигания топлива в декарбонизаторе используется
чистый воздух из холодильника. Особенность данной схемы — возможность
независимого управления режимом горения топлива в линии печи и линии
декарбонизатора, процессом предварительной декарбонизации и процессом
обжига во вращающейся печи.
На рис. 3.38 показана принципиальная схема печной установки с отдельной
линией теплообменников декарбонизатора. В системе использован декарбо-
низатор фирмы "Смидт" (Дания).
Топливо подается в декарбонизатор при низком давлении без первичного
воздуха, сразу смешивается с горячим материалом, поступающим непосред-
ственно над топливной форсункой (над местом ввода топлива). Воспламене-
ние смеси происходит только в нижней части декарбонизатора при поступле-
нии горячего воздуха из холодильника. Выделяемая при горении теплота сра-
зу поглощается сырьевым материалом, который мгновенно нагревается и де-
карбонизируется. При этом температура не поднимается выше 890 °С, что ис-
ключает образование приваров. Так как горение происходит в атмосфере чис-
того воздуха, а не в смеси обедненных кислородом газов, условия горения обес-
печивают полноту сгорания топлива.
Несмотря на видимую сложность установки, работа ее стабильна, управле-
ние достаточно простое и надежное.
Декарбонизатор 2
Отходящие
газы
Рис. 3.38. Принципиальная схема печной установки с отдельной линией теплообменников с декар-
бонизатором: 1 — поворотная заслонка; 2 — течки для загрузки сырьевой муки; 3 — декарбонизатор;
4 — топливная горелка
425
Рис. 3.39. Схемы реакторов-декарбонизаторов: а — системы теплообменника "SF" (Япония); б —
системы теплообменника "RSP" (Япония); в — фирмы "Смидт" (Дания):
/ — камера декарбонизации; 2 — подача сырьевой муки; 3 — вывод газов и сырья в систем циклон-
ного теплообменника; 4 — подача топлива; 5 — подача воздуха для горения топлива
Схемы реакторов-декарбонизаторов приведены на рис. 3.39.
Показатели работы печных установок с декарбонизаторами
Температуре газов на выходе из печи, °С 980-1150
Температура газов в декарбонизаторе, °С 850-1100
Температура газов после декарбонизатора, °С 830-900
Температуре газов за теплообменником °С 300-390
Температура воздуха из холодильника, °С 650-900
Температура материала после декарбонизаторе, °С 820-860
Степень декарбонизации материала после
теплообменников на входе в печь, % 80-95
Удельный расход теплоты на обжиг, кДж/кг G50-800L,187
Доля сжигаемого в декарбонизаторе топлива, % 40-60
Расчетные показатели и параметры печного агрегата
с декарбонизатором фирмы "Смидт"
Линия Линия
декарбонизатора печи
Распределение топлива, % 60 40
Распределение сырья, % 62 38
Распределение отходящих газов, % 63 37
Разрежение после теплообменников, Па 975-9,81 800-9,81
Содержание кислорода в отходящих газах, % 1-1,15 1,5-2,5
Температура газов после теплообменников, °С 365 300
Температура газов после декарбонизатора, °С 850 —
Температура воздуха из холодильника, °С 750-800 —
426
Температура газов после
вращающейся печи, °С — 1100
Температуре материала,
поступающего в печь, °С 840 —
Степень декарбонизации материала,
поступающего в печь из теплообменника, % 90 —
Частота вращения печи, об./мин 2,35
Производительность установки, т/сут 4000
Удельный расход теплоты на обжиг, кДж/кг 780-4,1868
На рис. 3.40 приведены схема и некоторые эксплуатационные параметр]
работы вращающейся печи с двумя ветвями теплообменников циклонного тип
и декарбонизатором фирмы "Смидт" (Дания), введенной в эксплуатацию
Рис. 3.40. Схема и рабочие параметры печного афегата 4,75x75 м с декарбонизатором фирмы "Смидт'
(Дания) 9 = 4,5 %; п = 2,2 об./мин. Производительность 4290 т/сут., удельный расход теплоть
4,1868-750 кДж/кг кл., электроэнергии — 27 кВтч/т: / — печь; 2 — tм = 840 °С, декарбонизацш
«90%;3 — t =790°C;4 — t = 800°С;5 —f. = 710°C; <J—/ =500 °С; 7 — ?ог = 310°С;Р = -8,6 кПа.
О2 = 2,3 %; Я — tr = 630 °С; 9 '— tor = 390 °С; Р = -9,6 кПа, О2 = 2,9 %;10 — tr =°800 °C;ll — tt = 850 °С;
12 — декарбонизатор; 13 — из холодильника, tt = 780 °С, Р = -0,7 кПа, ш = 35 м/с
427
1977 г. в Японии (г. Тагава). Установка характеризуется очень высоким сопро-
тивлением. Вызвано это выбором минимальных размеров циклонов для сни-
жения высоты сооружаемой этажерки под циклоны в связи с высокой сейс-
мичностью.
Циклонный теплообменник состоит из двух линий, через одну из которых
проходят отходящие газы из печи, через вторую — газы из декарбонизатора.
Печная установка работает на мазуте. Управление печью надежно, система
быстро реагирует на регулирующие воздействия. Управление режимом (про-
цессом) осуществляется следующим образом: процесс горения топлива в печи
поддерживается постоянным. При ослаблении режима частота вращения печи
уменьшается на 0,1-0,17 об./мин до восстановления нормальных условий. Сте-
пень декарбонизации сырьевого материала зависит от количества сжигаемого
в декарбонизаторе топлива и температуры. Характер зависимостей приведен
на рис. 3.41. Эти зависимости и положены в основу регулирования степени
декарбонизации: в системе автоматически поддерживается постоянная темпе-
ратура пылегазовой смеси на выходе из декарбонизатора изменением количе-
ства подаваемого топлива. Поддержание температуры на выходе декарбониза-
тора в пределах ±5 °С обеспечивает стабильную степень декарбонизации при-
мер но 90 %. Полнота горения непрерывно контролируется автоматическими
газоанализаторами и поддерживается заданное содержание кислорода в отхо-
дящих газах печи и декарбонизатора.
Порядок розжига печного агрегата, применяемый фирмой, следующий
(рис. 3.42). Вращающаяся печь и линия теплообменников прогреваются в те-
чение 6-8 ч с помощью печной горелки, и запускается в работу, как обычная
установка с четырехступенчатым теплообменником при начальной загрузке
материала примерно 2/3 от номинальной (около 1000 т/сут. по клинкеру). При
этом материал после циклонных теплообменников направляется с помощью
поворотного двухходового переключателя непосредственно в печь, минуя де-
100
s
я
S
X
/
/
/
80
60
40
20
0 20 40 60 80
Подача топлива в декарбониза*гор,
% по общему расходу
so 1UU
я
g 190
С S
u as
I 80
/
/
820 840 860
Температура
материала, °С
Рис. 3.41. Зависимость подготовки материала в декарбонизаторе от его температуры и количества
сжигаемого в декарбонизаторе топлива
428
4000
2000
И31
а
к
о?
ва,
а
8
5
Расхо
1ООО
0
100
80
60
40
20
0
Линия
декарбонизатор
1
Ли
д
1ИЯ I
екар
течи
Лин
бон
ия
изатора
4
—¦
—¦
12
Пускова!
2 4 6
Период
. пологоева
Вре
тре
лка
t
16
Л
д
20
Лин
жарбон
10 12
Пуск
линии печи
мя
после р
нзат
24
ора
16 18 20 24
Пуск линии
. декарбонизатша .
эзж
ига
ч
Рис. 3.42. Режим пуска печной установки с отдельной линией декарбонизатора (G = 4200 т/сут.
г. Тагам, Япония)
карбонизатор. В течение 6-8 ч производительность печи поднимается до 1500 т.
сут. (до нормативной). В это же время линия теплообменников декарбонизато
ра прогревается воздухом из холодильника. Пока воздух имеет недостаточно
высокую температуру для его подогрева используется вспомогательная горел
ка, устанавливаемая в пылеуловительнои камере над холодильником.
После этого в декарбонизатор подаются топливо, сырье из расчета произво
дительности по клинкеру 1700 т/сут. (примерно 65 % полной) и переключает
ся подача материала из линии теплообменников печи в декарбонизатор. Когд;
температура горячего воздуха из холодильника достигнет 600 °С, вспомога
тельная горелка отключается. В течение 8-10 ч общая производительность печ
ного агрегата доводится до 4200 т/сут.
Образование приваров в декарбонизаторе не наблюдается. Вертикальны!
газоход за печью очищается от мягкого налипающего материала 1-2 раза i
смену.
На рис. 3.43 приведены схема и основные проектные параметры печноп
агрегата Криворожского цементного завода. Печной агрегат представляет со
бой вращающуюся печь размером 4,5x80 м с двухветвевым циклонным тепло
обменником и декарбонизатором, разработанным совместно японскими фир
мами "Онода Симент Компани" и "Кавасаки Хеви Индастриз".
Реактор-декарбонизатор представляет собой вихревую камеру диаметрог
4,04, высотой 7,3 м (рис. 3.44). Работает реактор на жидком топливе (мазу
марки 100 с удельной теплотой сгорания 950-4,1868 кДж/кг).
42
Система сжигания мазута имеет: одну горелку (SB) с максимальным расхо-
дом мазута 400 кг/ч, установленную сверху вихревой камеры горения по оси
реактора; четыре блока основных горелок (SC), расположенных по окружнос-
ти камеры реактора через 90 °С, в каждом блоке на специальной каретке, по-
зволяющей легко выводить горелки из реактора, смонтирована по три горелки
— две рабочие и одна резервная (максимальный расход мазута каждой горел-
Р„=9,811060Па
К=55ОООО м7ч
F=0,5797V/Kr
/=620 °C
=1400°С Камеры У-зд мУкг
а=1,05
топливо
G=0,0534 кг/кг
¦II
а>=16 м/с
!„=120 °С
Рие. 3.43. Схема и расчетные параметры печного агрегата размером 4,5x80 м с циклонным теплообмен-
ником и реактором-декарбонизатором Криворожского цементного завода (9 = 4%) п = 0,6-3,5 обУмин
430
Точки
Температура газов, °С
Разрежение, 1/9,81 кПа
Состав газа
Точки:
/
II
III
IV
Точки
Температура материала,
Расчетные параметры
1
1050
10-12
О2
1,6099
0,665
1,0181
3,491
°С
2
860
115-130
Н2О
9,9277
8,744
9,1863
11,688
по точкам
3
720
230-250
СО2
22,105
35,344
30,397
25,331
А
332
контроля
4
560
300-320
N2
66,357
55,295
59,429
59489
Б
529
5
350
530-550
6
340
560-58С
Объем, Км3/кг
0,4845
0,812
1,2965
1,5554
В
705
Г
840
кой — 950 кг/ч); запальную горелку с электрическим высоковольтным искр*
вым запальным устройством. Работающую на пропановом газе от баллонов
давлением 0,2 МПа при расходе газа 12 м3/ч. Горелки SB и SC с механически
распылением мазута без первичного воздуха. Наконечники форсунок сме]
ные, размеры их могут подбираться в процессе наладки режима сжигани
топлива в декарбонизаторе.
Вторичный воздух от колосникового холодильника клинкера вводится та
генциально в верхнюю вихревую камеру горелки SB и в камеру декарбониз
тора.
Сырье
Воздух
Рис. 3.44. Декарбонизатор печи размером 4,5x80 м Криворожского цементного завода: / — кам
Декарбонизатора; 2 — блок основных горелок "SC"; 3 — вихревая камера горения; 4 — окно запа
ного устройства; 5 — вспомогательная горелка
Система имеет расходомеры мазута отдельно для горелки SB и для всех го-
релок SC суммарно. Автоматическое управление обеспечивает поддержание
постоянной температуры мазута 140 °С с помощью парового подогревателя с
терморегулятором, постоянного давления его перед горелками 30-9,81 кПа и
заданного расхода мазута.
В декарбонизаторе сжигается примерно 60 % расходуемого на обжиг мазута
и 40 % — во вращающейся печи.
Горячая сырьевая мука после циклонов III ступени вводится в поток горяче-
го воздуха от холодильника перед входом его в камеру декарбонизатора. Вы-
сокая температура обеспечивает воспламенение и устойчивое горение мазута.
Этому способствует также наличие верхней осевой горелки SB.
Сгорание мазута в реакторе-декарбонизаторе происходит в среде взвешен-
ного в воздушном потоке сырья. Температура газа и температура материала в
этих условиях почти одинаковы. При этом температура горения топлива оста-
ется низкой в связи с интенсивным расходом теплоты на декарбонизацию уг-
лекислого кальция. Температура сырья также повышается незначительно, с
705 до 840 °С (см. рис. 3.43).
В реакторе-декарбонизаторе обеспечивается интенсивный теплообмен, хо-
рошая подготовка материала. Степень декарбонизации материала, по данным
фирмы, 80 %, производительность печного агрегата — 125 т/ч при удельном
расходе теплоты 830-4,1868 кДж/кг клинкера.
Для обеспечения высокой надежности работы печного агрегата, средств кон-
троля и управления проектом предусматривается использование новых техни-
ческих решений. Например, ответственные детали и узлы системы циклонно-
го теплообменника (выходные патрубки циклонов, компенсаторы, рассекате-
ли, мигалки, детали креплений футеровки и др.) изготовлены из жаростойких
сталей марок 20Х23Н18 и 12Х18Н10Т.
Футеровка циклонов и газоходов теплообменника выполнена с использова-
нием жаростойкого торкретбетона по теплоизоляции с надежной анкеровкой.
Состав жаростойкого бетона, кг:
Циклон I ступени Циклоны II и III
и газоходы ступеней и газоходы
Высокоглиноземистый цемент 400 450-500
Высокоглиноземистый заполнитель
(А12О3 > 62 %):
мелкий 950 —
крупный 800 —
Шамотный порошок — 1400-1450
Огнеупорная глина — 10-15
432
Приготовление и нанесение жаростойкого торкретбетона осуществляе
согласно "Инструкции по технологии приготовления и применения жарост
ких бетонов".
Для предохранения циклонов IV ступени, газоходов и дымососа от nepei
ва при различных ситуациях предусмотрены впрыскивание воды и устанс
специального клапана присадки холодного воздуха в газоход перед цикла
IV ступени.
Компоновка циклонов теплообменника выполнена максимально компак
с минимальными горизонтальными участками газоходов с целью уменьше
возможности отложения пыли в газоходах.
В печном агрегате использовано современное импортное оборудована
конструкции: колосниковый холодильник с системой дутьевых устройств, о(
печивающих охлаждение клинкера при толщине слоя на решетках 500-350
кондиционер печных газов перед электрофильтрами с трехъярусной систе
высоконапорных форсунок, обеспечивающей снижение температуры газ<
350 до 160 °С; уплотнение загрузочного конца печи, конструкция кото(
исключает попадание материала в элементы герметизации; печной дыме
большой мощности с плавным регулированием характеристики путем и:
нения частоты вращения турбины.
Значительно улучшена система контроля и управления печного агрег
Южгипроцементом ВИАСМ, ВНИИцеммашем создана новая система авт<
газированного управления печного агрегата Криворожского цементного з
да — автоматизированный технологический комплекс (АТК), при которой i
росы управления процессом решаются уже на стадии разработки оборуд
ния, т.е. печной агрегат разрабатывается как единая совокупность оборуд
ния и системы управления. В конструкции агрегата предусмотрены уст]
ства для отбора всех необходимых показателей контроля и элементы упра
ния. Например, устройство для контроля расхода отходящих газов за си
мой циклонных теплообменников выполнено в виде трубы Вентури; для
дотвращения зависания материала в циклонах предусмотрены контрол!
бивки циклонов с помощью у-реле и автоматическая система продувки те
конусов циклонов и загрузочной головки печи сжатым воздухом.
Система автоматизированного управления печного агрегата предусматр
ет управление процессом декарбонизации сырья, обжигом во вращающ
печи и охлаждением клинкера. Она включает в себя: автоматическое упра
ние тепловым и аэродинамическим режимом работы печного агрегата, ос;
ствляющее регулирование расхода мазута и воздуха со стабилизацией те
ратуры и давления мазута, и автоматическое поддержание заданного разр|
ния в циклонах теплообменника; автоматическое управление процессом
лаждения клинкера со стабилизацией сопротивления слоя клинкера на ре:
ках и распределением воздуха по камерам; автоматическое управление конди-
ционированием печных газов со стабилизацией температуры и влагосодержа-
ния газов перед электрофильтрами; автоматическую стабилизацию разреже-
ния в головке печи и в коллекторе перед электрофильтрами печи; автоматичес-
кую подачу воды в холодильник для стабилизации температуры воздуха перед
электрофильтрами холодильника.
Более надежно решен вопрос автоматического контроля сжигания топлива
путем непрерывного контроля состава отходящих газов, в четырех точках: за
вращающейся печью, после второй ступени циклонов (по обеим ветвям) и пе-
ред дымососом. Обеспечено плавное бесступенчатое регулирование частоты
вращения печи в диапазоне 0,6-3,5 об./мин с помощью двигателя постоянного
тока.
Надежность работы печного агрегата должна обеспечиваться также правиль-
ной его эксплуатацией. В соответствии с рекомендациями фирмы при работе
печной установки с реактором-декарбонизатором необходимо соблюдать сле-
дующие условия: при пуске печного агрегата сначала производится розжиг
вращающейся печи при полностью закрытых шиберных задвижках на сужен-
ной части газохода за печью. При регулировании в процессе работы разреже-
ния в головке печи и поступления воздуха из холодильника в декарбонизатор
шиберные задвижки перемещаются за один раз не более чем на 20 мм после-
довательно с одной и другой стороны газохода; при повышении температуры
газов за установкой испарительного охлаждения и увлажнения выше 160 °С
(за кондиционером) должна быть включена система кондиционирования и
поддержания ее на этом уровне, а при повышении температуры газов за теп-
лообменником выше 350 °С — должна включаться подача воды в газоходы
перед циклонами IV ступени (или открываться клапана присадки холодного
воздуха); розжиг основных горелок реактора-декарбонизатора и подача сырь-
евой муки в теплообменник производятся после достижения температуры от-
ходящих газов за обрезом печи 750 °С. При этом розжиг реактора-декарбони-
затора осуществляется в следующем порядке; через специальное отверстие
сверху вихревой камеры горения вводят вплотную к устью мазутной горелки
SB запальную газовую горелку, включают электрозапальное устройство, от-
крывают газ и с помощью редукционного клапана устанавливают рабочее дав-
ление газа 3 кПа, проверяют устойчивость горения газа и отключают запаль-
ное устройство; включают мазутную горелку SB. После получения устойчи-
вого факела мазутной горелки отключают газовую горелку и выводят ее из
камеры горения; включают основные горелки SC реактора-декарбонизатора и
подачу сырьевой муки, осуществляют разогрев системы до нормы, контроли-
руя температуру газа и материала по каждому циклону, за декарбонизатором и
за печью, после этого приступают к повышению загрузки материала и выводу
печей установки на режим с полной производительностью; при остановке печи
434
все мазутные горелки сразу после отключения должны быть продуты ш
лли сжатым воздухом, горелки SC выведены из камеры реактора-декарб^
затора перемещением кареток. Дымосос печи отключают не ранее чем ч
3 ч после отключения горелки печи.
При разработке режимов розжига и эксплуатации печного агрегата эти
бования фирмы должны быть учтены.
Аналогичная печная установка сухого способа производства с циклонн
теплообменниками и декарбонизаторами установлена на Невьянском цем
ном заводе. Следует отметить, что в печах с декарбонизаторами темпера
вторичного воздуха более высокая по сравнению с другими печами (до !
1000 °С). Это ухудшает значительно условия работы сегментов насадки г
чего конца печи. В связи с этим особое внимание должно быть уделено i
ству металла, монтажа и футеровки, работе системы охлаждения узла,
снижения температуры поступающего в печь воздуха следует добиваться
симальной температуры воздуха, отсасываемого в декарбонизатор. Кроме:
данный печной агрегат требует высокой культуры производства, обеспеч
ющей стабильность процесса на всех стадиях: стабильность состава сырь
смеси, режима сжигания топлива и питания сырьем, температурного и а
динамического режима. А это может быть обеспечено только хорошей на
кой и надежностью работы всех систем контроля и управления.
Нужно учесть также, что принятая для Криворожского цементного за
схема печного агрегата с одним дымососом имеет очень существенный и
статок: отсутствует возможность индивидуального управления аэродин
ческим режимом каждой ветви теплообменника. Изменения сопротивл<
тракта одной ветви по любым причинам (отложение пыли на горизонтали
участках газоходов, налипание материала в газоходах, незначительные не
равности в системе и др.) неизбежно приведут к нарушению аэродина*
обеих ветвей: изменятся объемы просасываемых по ветвям теплообмен
газов до выравнивания их суммарных сопротивлений, т.е. нарушится сое
шение количества газов и сырья.
В данном случае, по-видимому, целесообразна дополнительная устан
индивидуальных устройств для регулировки и измерения расхода газов н
зоходах после каждой ветви теплообменника до их объединения в общи
зоход к дымососу. Это в значительной мере улучшило бы контроль и упрг
ние режимом работы теплообменника.
1-8. Вращающиеся печи с концентраторами шлама
Вспомогательные устройства, расположенные над загрузочными кош
печей и предназначенные для частичного испарения влаги, содержаще?
шламе, называются концентраторами шлама. Испарение влаги в концентрато-
рах шлама происходит за счет тепла отходящих газов.
При благоприятных условиях при помощи концентраторов удается влажность
шлама, поступающего в печь, снизить с 36—40 до 10-12 %.
Действие концентратора шлама тем эффективнее, чем выше температура
поступающего в него газового потока. Установка концентратора шлама наибо-
лее рациональна, следовательно, на коротких вращающихся печах.
При проходе через концентратор отходящие газы передают шламу значи-
тельную часть заключенного в них тепла. При этом повышается тепловой КПД
печи и возрастает ее производительность. У коротких вращающихся печей она
возрастает на 15-25 % при одновременном снижении приблизительно в таких
же пределах удельного расхода топлива.
Положительными качествами концентраторов являются также их относитель-
но небольшой вес, малая стоимость и то, что при оборудовании печи концент-
ратором устраняется необходимость встраивания в ее внутреннюю полость
теплообменных устройств, что в некоторой степени облегчает ее эксплуата-
цию.
При работе печи с концентратором шлама значительно возрастает, вынос из
нее сырьевой смеси, поэтому при установке концентратора печь одновремен-
но должна оборудоваться пылеуловительным устройством, транспортерами для
перемещения уловленной пыли вверх в сборный бак и приспособлениями для
ее обратной подачи в печь непосредственно или через гранулятор.
Рис 3.45. Схема установки концентратора шлама
436
На рис. 3.45 показана одна из возможных схем установки концентратора над
разгрузочным концом печи.
Концентратор работает под разрежением, которое создается вентилятором
/ Дымовые газы из печи по течке 4 засасываются в барабан концентратора 5,
проходят через группу циклонов и выбрасываются в дымовую трубу. Чтобы
печь могла работать при отключенном на ремонт или осмотр концентраторе,
установка оборудована шибером 3, закрывающим газовому потоку вход в кон-
центратор, и шибером 2 для направления газов через дымовую камеру в трубу,
минуя концентратор. Шибер 3 механизирован и оборудован указателем поло-
жения относительно течки. Осажденная из газового потока сырьевая пыль
подается элеватором в сборный бак б и из него по течке 7 направляется в гра-
нулятор. Увлажнение пыли производится шламом или водой. Гранулирован-
ная сырьевая пыль поступает затем по течке 8 в печь.
Основной частью концентратора является его горизонтально расположен-
ный, опирающийся на подшипники цапф барабан (рис. 3.46), боковая стенка
которого собрана из отдельных стальных колосников, уложенных своими кон-
цами в пазы балок. Балки расположены по образующим барабана и на одина-
ковом расстоянии одна от другой. С торцовых сторон барабан закрыт днища-
ми сплошного сечения. Цапфы барабана отлиты отдельно от днищ и соедине-
ны с ними при помощи электросварных швов. Жесткость днищ усилена ради-
ально направленными, расположенными на их наружных поверхностях реб-
рами. Через центрально установленную муфту, которая соединяет днище с
валом, барабан приводится в движение от электродвигателя через редуктор и
вращается со скоростью 1-1,6 об./мин. Приблизительно на 60 % своего объе-
ма барабан заполнен пустотелыми цилиндрами (телами наполнения), диаметр
которых равен 100-200 мм, а длина 120-250 мм. В телах наполнения имеются
щели, направленные вдоль образующих боковой поверхности цилиндра. Щели
снижают аэродинамическое сопротивление тел наполнения проходу газов и
повышают поверхность их соприкосновения с газами.
Барабан заключен в легкий стальной кожух, внутренняя поверхность кото-
рого офутерована огнеупорным кирпичом. Зазор между футеровкой и наибо-
лее удаленными от оси вращения частями барабана сохраняется в пределах
20 мм. При большем зазоре возрастает бесполезный унос газов через него и
снижается производительность установки.
В верхней и нижней частях кожуха вырезаны окна. Через верхнее окно и
газоход из концентратора удаляются отработанные газы, а к нижнему окну
Присоединена широкая закрытая течка, по которой в концентратор поступают
газы из печи и одновременно по ней же в печь сползает сгущенный шлам.
Чтобы в концентраторе можно было создавать разрежение, зазор между хо-
лодным концом печи и ее камерой закрыт подвесным уплотнительным при-
437
&
00
Рис. 3.46. Схема концентратора шлама
способлением. Для этой же цели полости цапф закрыты крышками: внутрен-
ней — со стороны приводного механизма и внешней — у свободного днища.
Шлам подается в барабан концентратора равномерно по всей его длине i
только через зазоры между его колосниками.
Подача шлама в барабан прекращается каждый раз, когда под соплами рас
пределительного устройства для шлама проходят балки барабана. При ороше
нии балок шламом и образовании на них корки из подсохнувшего шлама зама
зывался бы зазор между барабаном и футеровкой кожуха, и затруднялось бь
вращение барабана.
При работе печи шлам поступает в барабан сверху вниз, а газовый пото]
движется навстречу ему снизу вверх. При медленном вращении барабана на
холящиеся в нем тела наполнения покрываются слоем шлама, приподнимают
ся вверх, сползают вниз, перекатываются одни относительно других и омыва
ются горячими газами. Вследствие этого на телах наполнения и частично н
колосниках образуется корка из шлама, которая после дальнейшего подсуши
вания разрушается, отделяется от этих деталей, проваливается через зазор!
между колосниками и попадает в течку барабана.
Одним из основных условий хорошей работы концентратора является рав
номерный ввод в его барабан шлама и возможность регулирования количеств
вводимого шлама. Эту роль выполняет распределительное устройство концен
тратора, схема которого показана на рис. 3.47.
Из питательного бака, помещенного над концентратором, шлам поступает
распределительный бак, изготовленный из тонкого стального листа и имек
щий прямоугольную форму. В баке установлена продольно направленная ш
регородка 12, разделяющая его нижнюю полость на две части: узкую с поме
щенными в ней клапанами и более широкую, в торцовой стороне которой име
ется патрубок 9 для спуска из бака избыточно поданного в него шлама. 4to6i
можно было изменять напор шлама при поступлении в барабан и, следов*
тельно, его количество, повышают или понижают уровень шлама в узкой ча(
ти бака. Для этой цели к продольной перегородке на тягах 3 подвешен тонки
стальной передвижной шибер 8. Болты 13, проходящие через паз шибера, прр
жимают его к перегородке. Подъем или опускание шибера производится пер<
мещением упорных гаек вдоль тяг, концы которых снабжены резьбой. Пере
перемещением гаек предварительно ослабляют прижимные болты. Чтобы всш
могательная перегородка могла свободно подниматься вверх и опускаться вни
между ее торцами и поперечными стенками бака имеется небольшой зазо]
Вспомогательные планки 5, приваренные к поперечным стенкам бака, устр;
няют возможность протекания шлама через эти зазоры из узкой части бака
широкую.
Выпуск шлама из распределительного бака в барабан концентратора про»
ходит через сопла 10, расположенные равномерно по всей длине барабан
4.
Рис. 3.47. Схема распределительного устройства концентратора шлама
причем против зазоров между его колосниками. Открытие сопел совершается
при помощи клапанов 11, стержни которых подвешены к плоской тяге — сталь-
ной тонкой пластине 14. Нижний конец этой тяги загнут под прямым углом и
снабжен отверстиями для стержней, а верхний конец изогнут в виде полуколь-
ца. Верхним концом плоская тяга подвешена на двух коротких валиках 4, от-
носящихся к подъемному механизму распределительного бака. Валики распо-
ложены в пазах, вырезанных в торцовых стенках бака. Подъем и опускание
валиков производится двумя мечами (рычагами) 2. Каждый из мечей состав-
лен из двух, расположенных параллельно стенок, имеющих двутавровую фор-
му сечения. Приблизительно на одинаковом расстоянии от концов через боко-
вые стенки меча проходит ось, концы которой закреплены в специальных стой-
ках. На этой оси меч сидит свободно и может качаться около нее. К концу
440
одной из стенок меча приварена вспомогательная планка 7, а к ней шарнирно
присоединены две плоские серьги 6. Вторые концы плоских серег шарнирно
соединены при помощи валика 4, который, как уже отмечалось, при своем
подъеме увлекает за собой плоскую тягу.
Между концом меча, с подвешенными к нему плоскими серьгами, и его осью
расположен подъемный диск /. Диск свободно сидит на оси, закрепленной в
продольных двутавровых стенках меча.
При работе концентратора оба меча своими подъемными дисками направле-
ны навстречу вращающемуся барабану. По длине барабана диски расположе-
ны так, что их периферийные части при прохождении под ними колосников
находятся между днищами барабана и соседними с ними колосниками. При
этом подъемная плоская тяга занимает низшее положение, все клапаны опира-
ются на свои седла и между валиками подъемного механизма и нижней кром-
кой их гнезд имеется зазор 1-2 мм. При таком расположении подъемных дис-
ков под соплами распределительного бака проходит одна из балок барабана.
Так как клапаны в это время закрыты, балка не орошается шламом.
При дальнейшем вращении барабана на подъемные диски своими концами
набегает последующая балка, вначале своими приливами, а затем наиболее
удаленной от оси вращения выпуклой частью. Вследствие этого диски подъем-
ного механизма и его валики приподнимаются. Одновременно с валиками при-
поднимаются также клапаны, и через сопла, которые в это время находятся
над колосниками, шлам вспрыскивается во внутреннюю полость барабана и
орошает находящиеся там тела наполнения.
На свободных концах клапанных стержней приблизительно через 6 мм рас-
сверлены отверстия для шплинтов. При сборке распределительного устрой-
ства конец стержня клапана вводится в отверстие плоской тяги, а затем на
стержень надевается и шплинтуется шайба. Соединенные таким образом с
плоской тягой клапаны при ее подъеме открывают отверстия всех сопел. Вслед-
ствие этого начало и окончание вспрыскивания шлама в барабан концентрато-
ра происходит одновременно по всей его длине.
Чтобы устранить утечку шлама из распределительного бака при закрытых
клапанах, сопла в месте посадки на них клапанов покрыты тонким слоем мяг-
кой резины.
При начальной сборке распределительного устройства стержни клапанов,
мечи и плоская тяга устанавливаются так, что момент подъема клапанов со-
впадает с началом движения колосников барабана под соплами, а время их
закрытия соответствует началу прохода под соплами его балки.
Распределительное устройство (рис. 3.47) позволяет лишь равномерно по-
давать в барабан то количество шлама, на которое оно отрегулировано. Если
требуется подачу шлама в барабан увеличить или уменьшить в малых преде-
441
лах, нужно изменить напор, с которым шлам поступает через отверстия сопел,
т.е. поднять или опустить шибер 8. Изменение подачи шлама в барабан в боль-
ших пределах осуществляется путем увеличения или уменьшения высоты
подъема клапанов.
Кроме распределительного устройства, к деталям концентратора, выполня-
ющим важную роль в его работе, относятся также балки, цапфовые подшип-
ники и колосники.
Балки (рис. 3.48) служат не только опорами для колосников, но одновременно
они являются также связями между днищами барабана. Балки воспринимают
изгибающие моменты, которые возникают в поперечных сечениях барабана.
Балки отливаются из вязкой, хорошо сопротивляющейся истиранию стали и
имеют прямоугольную форму сечения с несколько выпуклой наружной сторо-
ной. Своими концевыми плоскими приливами 1 балки прижаты к внутренним
поверхностям днищ и прочно соединены с ними при помощи болтов и шпи-
лек. Болты проходят через отверстия 6, а гнездами для шпилек служат отвер-
стия 5.
С обеих сторон в балках по всей их длине имеются пазы 2, в которые входят
суженные концы колосников. Чтобы во время первоначальной сборки концен-
тратора или его ремонта можно было производить подвеску колосников к уже
в
з-
-i ¦
3800
1
rni / I
i
Б-Б
Рис. 3.48. Балка барабана концентратора шлама
442
установленным на, место балкам, в каждой балке у одного из ее концов сделан
боковой вырез. После установки колосников этот вырез закрывается замком 3.
Замок крепится к телу балки при помощи шпилек 4.
Внутренняя полость свободной цапфы барабана служит люком, через кото-
рый можно, проникнуть в барабан при необходимости его ремонта или осмот-
ра и через который производится замена износившихся тел наполнения. По
этой причине, а также для облегчения соединения с днищами цапфы, отлива-
емые отдельно от днищ, имеют диаметр, равный в среднем 1 м.
Цапфами барабан опирается на самоустанавливающиеся, снабженные лишь
одним нижним вкладышем скользящие подшипники.
Несмотря на небольшое удельное давление, равное приблизительно 10 кГ/см2,
работа цапфовых подшипников происходит при плохих условиях, так как, во-
первых, окружная скорость цапф очень мала — она равна в среднем 0,05 м/с и
не способствует созданию масляного клина между трущимися поверхностями
и, во-вторых, подшипники и цапфы, кроме тепла от трения, получают дополни-
тельно тепло от днищ барабана, которые соприкасаются с горячими газами и
имеют, следовательно, повышенную температуру.
По этой причине подшипники цапф оборудуются циркуляционной систе-
мой смазки, включающей фильтр-охладитель для масла. Завод-изготовитель
находит излишним охлаждение цапфовых подшипников водой. Небольшой
опыт эксплуатации концентраторов на отечественных цементных заводах не
позволяет сделать определенного заключения о степени правильности такого
решения. Однако условия, при которых работают подшипники цапф, все же
вызывают сомнение в его правильности.
Стальные литые колосники барабана — наиболее многочисленные и наибо-
лее изнашивающиеся детали концентратора. Колосники истираются омываю-
щим их шламом и скользящими по их внутренним поверхностям телами на-
полнения.
Ширина концов колосников, которыми они входят в пазы балок, приблизи-
тельно на 80 мм превышает их ширину по длине рабочей части. При установ-
ке на место между колосниками такой конструкции образуются зазоры, кото-
рые являются проходами для шлама при его поступлении в барабан и при вы-
ходе из барабана.
Наилучшим способом увеличения срока работы колосников является наплав-
ка их перед установкой на место твердым наплавочным материалом.
Концентратор работает нормально при сохранении герметичности корпуса
примыкающих к нему устройств, установившемся тепловом режиме печи,
неизменяющемся составе подаваемого в барабан шлама и своевременной за-
мене износившихся деталей установки.
Подсосы воздуха извне в концентратор не только снижают его производи-
тельность, но одновременно приводят к перегрузке пылеуловителя и дымосо-
443
са. Из-за подачи в барабан концентратора шлама с разной влажностью и теку-
честью происходит замазывание проходов для шлама между колосниками. К
этому же приводит резкое изменение температуры газового потока, поступаю-
щего в концентратор.
Кроме колосников, при работе концентратора истираются шламом внутрен-
ние поверхности сопел, их уплотнительные резиновые шайбы (седла клапа-
нов), клапаны, стержни клапанов, балки барабана и тела наполнения. Изнаши-
ваются также детали пылеуловительных устройств и транспортеров, переме-
щающих уловленную пыль.
Все это должно учитываться при установке концентратора и определении
эффективности его действия.
Для налаживания работы печей с концентраторами шлама необходимо до-
биваться:
1) бесперебойного питания печи шламом постоянной влажности и равно-
мерного химического состава;
2) равномерной сушки шлама в концентраторе. Влажность материала, выхо-
дящего из концентратора, должна составлять (в зависимости от его физико-
химических свойств) 8-12 %;
3) работы печи при температуре отходящих газов 120-180 °С в зависимости
от физико-химических свойств обжигаемого материала (допускаются колеба-
ния в пределах не свыше 25 °С). При этом температура газов на входе в кон-
центратор не должна превышать 650 °С;
4) максимального уплотнения газоходов, обеспечивающего при установлен-
ных тягодутьевых устройствах резерв тяги и работу печи с коэффициентом
избытка воздуха, равным 1,05-1,1;
5) пылеуноса из концентратора, не превышающего 20-25 %;
6) нормальной работы устройств по двухстадийной очистке отходящих га-
зов, обеспечивающих санитарные нормы по запыленности, а также непрерыв-
ную и равномерную подачу пыли через промежуточный бункер на тарелку
гранулятора;
7) высококачественной грануляции всей уловленной пыли и равномерной
подачи гранул в печь.
В некоторых случаях возможен возврат уловленной пыли пневмовинтовым
насосом непосредственно во вращающуюся печь без предварительной ее гра-
нуляции. Так делают на Пикалевском цементном заводе.
Чтобы обеспечить нормальный режим работы печи при сушке шлама в кон-
центраторе, необходима строго постоянная загрузка концентратора телами
наполнения и оптимальная влажность шлама. Пересушивание, а также нерав-
номерная сушка шлама по длине концентратора, прежде всего резко повыша-
ют пылеунос. Одновременно с этим нарушается режим пылеулавливания: улов-
ленная пыль неравномерно поступает на гранулятор и поэтому плохо грану-
444
14
13
12
10
I
о
15
25
35
45
55 65 75
Длина печи, м
95
105
115
Рис.3.49. График присадки золы (]), изменения потерь при прокаливании B) и влажности шлама по длинепечи C)
33,:
30
25
20
15
10
5
0
Д
125
(Л
лируется, материал внутри печи начинает двигаться волнообразно, резко воз-
растает безвозвратный пылеунос и пр. Недостаточная и неравномерная сушка
шлама приводит к налипанию его на тела наполнения и колосники концентра-
тора и к замазыванию выходной течки, что также нарушает работу всей уста-
новки.
Неравномерная сушка материала в концентраторе в большинстве случаев
вызывается следующими причинами.
Из-за попадания гальки в зазоры клапанов и в отверстия распределительно-
го устройства ухудшается работа объемного шламового питателя и распреде-
лителя шлама. Распределительные клапаны из пластмассы без направляющих
приспособлений несвоевременно отсекают шлам, и отверстия в седлах заби-
ваются шламом.
В связи с этим целесообразно изменить систему, прерывающую подачу шла-
ма в концентратор. Надо удалить резиновые седла клапанов, пластмассовые
клапаны заменить более тяжелыми, стальными и их снабдить специальными
направляющими приспособлениями.
Размеры отверстия для гнезд по длине распределительного устройства дол-
жны быть одинаковыми. Устанавливают их в зависимости от растекаемости
шлама. Для шлама средней вязкости размер отверстий принимается равным
22 мм.
Чрезмерно густой шлам рекомендуется подавать в распределитель с двух
сторон, чтобы уровень его был постоянным. Для равномерного его поступле-
ния с каждой стороны устанавливают задвижки на подводящих шламопрово-
дах или промежуточные успокоительные бачки.
Если в промежуточном бункере образуются своды из пыли, а при обруше-
нии сводов она проходит через питающие устройства, питание гранулятора
становится крайне неравномерным, что резко ухудшает качество гранул. Что-
бы это устранить, рекомендуется смонтировать надежно работающие питате-
ли с пружинными лопастями. Число оборотов гранулятора должно быть не
меньше 12 в минуту. Необходимо установить стационарные тяжелые ножи и
угол наклона чаши довести до 45-55°. Для учета производительности грану-
ляторов целесообразно применять водомеры.
В отдельных случаях следует удлинить и подвести под слой гранул течку,
подающую пыль на гранулятор, а количество водяных форсунок довести до
трех.
Если после устранения, как этих недостатков, так и выявленных в результа-
те наладочных испытаний будет установлено, что шлам в концентраторе по-
стоянно пересушивается, а увеличить питание невозможно, необходимо сни-
зить коэффициент загрузки концентратора телами наполнения.
Правильный выбор величины загрузки концентратора телами наполнения
— основа наладочных работ. Эта величина зависит от начальной влажности и
446
физико-химических свойств поступающего на обжиг шлама. Практика пока-
зывает, что чем меньше вязкость шлама, тем тоньше пленка на телах наполне-
ния и тем легче частицы сухого шлама выносятся встречным потоком отходя-
щих газов, увеличивая пылеунос. Изменять загрузку концентратора телами
наполнения надо после тщательных исследований.
В отдельных случаях при плохой сушке материала нужно не увеличивать
количество тел наполнения, а отсортировывать разбитые. Иногда на определе-
ние оптимального количества тел наполнения наиболее существенно влияют
особенности свойств сырьевой смеси. Например, количество тел наполнения
в концентраторе Пикалевского завода почти вдвое меньше, чем в концентрато-
ре Кричевского, а между тем при сравнительно одинаковой влажности шлама
разница в производительности печей получается небольшая.
Концентратор, установленный на Пикалевском заводе, оказался более мощ-
ным, чем печь, шлам в нем пересушивался и наблюдался большой унос пыли
B8-38 %); безвозвратный унос составлял 5,5-7,5 т/ч пыли B0-25 %). При
наладке печи завод работал на обычном шламе (известняк - глина). Целью
наладки было уменьшить вынос пыли из концентратора. Для этого уменьши-
ли коэффициент загрузки концентратора телами наполнения до 28 % и тем
самым снизили его производительность. Регулировали также работу грануля-
тора. Определяли оптимальные параметры для циклонов. Было установлено,
что оптимальные входные скорости в циклонах типа "Крейзель" составляют
18-21 м/с, при этом степень улавливания пыли 0,85-0,87, а безвозвратный пы-
леунос 2,3-2,5 %. Аэродинамическое сопротивление циклонов при таком ре-
жиме — 80-100 мм вод. ст.
Чтобы поддерживать такой режим, в отдельных случаях следует отключить
часть циклонов.
1.9. Вращающиеся печи других видов
К другим, менее распространенным, но представляющим интерес по своей
конструкции видам вращающихся печей относятся: печи с вакуум-фильтра-
ми, печи с установками для разбрызгивания шлама, малогабаритные печи с
пересыпными шахтными кальцинаторами и печи с реакторами шахтного типа
для подготовки сырьевой смеси к спеканию во взвешенном состоянии.
Вакуум-фильтры устанавливаются над загрузочными концами печей для ча-
стичного обезвоживания шлама перед его вводом в печи.
Чаще для обезвоживания шлама используются непрерывно действующие
дисковые и реже барабанные вакуум-фильтры. По исследованиям, которые
были проведены Южгипроцементом, фильтрации можно подвергать почти все
шламы, добиваясь снижения их влажности с 35-45 % до 15-20 %. При обжиге
447
шламов, обезвоженных до такой степени, снижается расход топлива на 10-
15 % и примерно в таком же соотношении возрастает производительность печи.
Так как при наличии вакуум-фильтров влажность сырьевой смеси, поступа-
ющей в печь, почти в 2 раза меньше влажности обычного шлама и, следова-
тельно, на испарение из нее воды требуется меньший расход тепла, из печей,
оборудованных вакуум-фильтрами, выходят газы повышенной температуры.
Используя тепло отходящих газов таких печей в котлах-утилизаторах или ка-
ким-либо другим путем, можно еще более повысить эффективность примене-
ния вакуум-фильтров.
В зависимости от физических свойств шлама производительность дисково-
го вакуум-фильтра, отнесенная к 1 м2 его рабочей поверхности, составляет
200-400 кг в 1 ч по сухому веществу. Более производительно вакуум-фильтры
работают, когда поступающий в них шлам предварительно подогревается. При
подогреве шлама от 20 до 60 °С производительность фильтра возрастает на
30-40 %. Ее повышают также путем введения в шлам в небольшом количестве
таких добавок, как известковое молоко или портландцемент.
Полученный из шлама "сухарь" тестообразен и липок. Чтобы сделать "су-
харь" пригодным для транспортирования по течке в печь и перемещения вдоль
печи, к нему добавляют сухую, уловленную в дымовых камерах сырьевую пыль.
Перемешивание пыли с "сухарем" производят в смесителях шнекового типа
или пропусканием этих материалов через вальцовую дробилку. Пыль добав-
ляется в таком количестве, чтобы влажность "сухаря" при выходе из смесите-
ля равнялась приблизительно 15 % и по своей структуре масса являлась сме-
сью из мелких гранул.
На Красноярском цементном заводе, например, для перемешивания "суха-
ря" с сырьевой пылью и подачи полученной смеси в каждую из вращающихся
печей размерами 3,6 C,0) 3,6x60 м применены шнеки диаметром 630 мм. Пи-
тателем шнекового типа производится и транспортирование пыли к смеси-
тельному шнеку.
Перемешанный с пылью "сухарь" во внутреннюю полость загрузочного конца
печи подается по наклонно установленной питательной трубе.
К основным аппаратам установки для вакуум-фильтрации шлама относятся
вакуум-фильтры, вакуум-насосы, воздуходувки и центробежные насосы.
Эксплуатация вращающихся печей с вакуум-фильтрами связана с дополни-
тельными расходами на рабочую силу, фильтрующие материалы, главным об-
разом хлопчатобумажную ткань, и электроэнергию.
Оборудование вращающихся печей вакуум-фильтрами усложняет также их
конструкцию и эксплуатацию и снижает коэффициент использования. Из-за
этого печи с вакуум-фильтрами имеют ограниченное применение как на оте-
чественных, так и зарубежных цементных заводах.
448
Установки для разбрызгивания шлама предназначены для ввода в печь сырь-
евой смеси в виде отдельных, мелкораспыленных частичек, образующих при
входе в печь завесу конусообразной формы, движущуюся навстречу газовому
потоку, который покидает печь.
При таком способе питания печи сырьевой смесью увеличивается поверх-
ность ее соприкосновения с газовым потоком и скорость ее движения относи-
тельно газов. Из-за этого возрастает теплообмен между отходящими горячи-
ми газами и холодным, только что поступившим в печь шламом, а конечным
положительным результатом подачи шлама в печь путем его разбрызгивания
является увеличение производительности печи при пониженном расходе топ-
лива на обжиг клинкера.
Разбрызгивание шлама достигается в результате его подачи через узкие ка-
налы двух-четырех параллельно расположенных форсунок. Шлам к форсун-
кам подводится по питательным стальным трубам, которые имеют диаметр
1,25-1,5 и закреплены в посадочных гнездах легкого стального щита, встро-
енного в заднюю стенку дымовой камеры печи. Ввод шлама в трубы осуще-
ствляется при помощи прорезиненных гибких шлангов, присоединенных к рас-
пределительному шламопроводу. Подача шлама к форсункам с необходимым
напором 6-10 ати производится центробежным насосом. Чтобы узкие каналы
форсунок не забивались случайными твердыми частицами, шлам перед по-
ступлением в питательный бак пропускается через вибросито с отверстиями
3-4 мм. Шламопроводы установки снабжены вентилями для регулирования
количества поступающего к форсункам шлама. В установку включены также
элеватор, предназначенный для подъема вверх сырьевой пыли, осевшей в ды-
мовой камере, и шнек-гранулятор, в котором осуществляется увлажнение и
перемешивание сырьевой смеси, а также ее перемещение к питательной теч-
ке, по которой гранулированная сырьевая пыль снова поступает в печь.
К узлам установки для разбрызгивания шлама относятся шламовые форсун-
ки. Форсунки должны легко и быстро разбираться и собираться, что необходи-
мо при их чистке и замене износившихся деталей.
Из-за кратковременности соприкосновения частиц шлама с газами отбор
тепла шламом незначителен, поэтому незначительна и общая эффективность
установки.
Большим отрицательным явлением работы печи с разбрызгиванием шлама
является увеличенный сравнительно с обычным вынос в атмосферу сырьевой
пыли. При разбрызгивании шлама усложняется также эксплуатация печи и
снижается ее коэффициент использования.
Концентраторы шлама, являющиеся более эффективными установками для
снижения температуры газов, отходящих из вращающихся печей, ограничива-
ют область применения для этих целей установок, разбрызгивающих шлам.
15. Лисиенко В. Г. и др. 449
Глава 2.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
ВРАЩАЮЩИХСЯ ПЕЧЕЙ
2.1. Теплообменники, встраиваемые в печь
Для усиления теплообмена между газовым потоком и материалом, повыше-
ния тепловой эффективности и снижения таким путем температуры отходящих
газов в загрузочном конце печи устанавливают специальные теплообменные
устройства, к которым относятся цепи, навешиваемые по длине зоны испаре-
ния, металлические теплообменники, выпускаемые в различных конструктив-
ных выполнениях, и керамические теплообменники. К этой же группе устройств
принадлежат также фильтры-подогреватели, которые выполняют два назначе-
ния: они улавливают пыль из газового потока и осаждают ее в шлам и одновре-
менно служат теплообменниками между материалом и газовым потоком.
Цепи, навешиваемые в загрузочном конце печи, работающей по мокрому
способу производства цемента, увеличивают поверхность теплообмена меж-
ду шламом и газовым потоком, ускоряют процесс испарения влаги из шлама,
способствуют его более интенсивной подготовке к кальцинированию и осаж-
дению из газового потока части сырьевой пыли, которая захватывается им при
движении вдоль печи.
Чтобы скапливающийся перед цепями в загрузочном конце печи шлам не
мог переливаться через шайбу, начало цепной завесы относят от шайбы на 3—
5 м в глубь печи A-1,5D), а последние ряды цепей располагают в той ее зоне,
где температура газового потока не превышает 700-800 °С. При более высо-
кой температуре цепи быстро выходят из строя.
Длина зоны навески цепей зависит от общей длины печи, диаметра ее сече-
ния и находится в связи как с физическими свойствами обжигаемого материа-
ла, так и с тепловым режимом, при котором производится обжиг материала.
Наивыгоднейшая длина цепной завесы в печи определяется в процессе ее эк-
сплуатации. У печей 3,6 C,3) 3,6x150 м цепи навешиваются, например, по
длине 20-30 м.
Чем выше плотность навески цепей, характеризующаяся отношением внеш-
ней поверхности цепей, помещенных на определенном участке печи, к рабо-
чей поверхности футеровки, уложенной на этом же участке, тем выше эффек-
тивность их теплового воздействия на шлам.
Наиболее плотно цепи навешиваются на начальном участке загрузочного
конца печи, по длине зоны, где влажность шлама не меньше 25 %. На этом
участке печи плотность навески цепей может доводиться до 10-12 м на 1 м
поверхности футеровки.
450
Сырьевой материал, выходящий из зоны навески цепей, должен содержать
не менее 5-10 % влаги, так как при меньшей влажности резко усиливается
разрушение звеньями цепей его гранул и возрастает унос пыли с газами. Исхо-
дя из этой влажности сырьевой смеси и хода теплового процесса в печи, опре-
деляют плотность и схему цепной завесы на ее конечном участке.
Полезное действие навешенных цепей связано также с некоторыми отрица-
тельными явлениями в их работе: цепи истирают футеровку, разрушают гра-
нулы сырья, повышают сопротивление проходу через печь газового потока и,
если навешены не вполне правильно, способствуют пылеобразованию во внут-
ренней полости печи и служат причиной возрастания выноса из нее пыли.
Цепи в печи навешиваются в виде отдельных отрезков, длина которых в за-
висимости от их расположения и диаметра печи достигает 3-8 м. Существуют
две основные схемы навески цепей: по первой схеме каждый из отрезков цепи
крепится к корпусу одним концом (свободно висящие), а по второй отрезки
подвешиваются к нему обоими концами (гирляндная навеска).
Цепная завеса, выполненная по первой схеме, наиболее проста для выпол-
нения и удобна для эксплуатации. При вращении печи навешенные таким об-
разом цепи не запутываются и не образуют узлов; не нарушается работа такой
цепной завесы и при обрыве ее отдельных частей. При помощи отдельных,
свободно подвешенных отрезков цепей, удается к тому же создать наиболее
плотную цепную завесу, обеспечивающую удовлетворительный теплообмен
между отходящими газами и шламом и образующую надежную преграду вы-
носу газовым потоком пылевидной сырьевой смеси.
При вращении печи приблизительно половина свободно подвешенных це-
пей лежит на футеровке печи, давит своим весом на нее и сырьевой материал
и при сползании вниз истирает футеровку. Кроме того, расположенные на фу-
теровке звенья цепей препятствуют продвижению материала вперед к разгру-
зочному концу печи.
Эти отрицательные явления значительно снижают положительные качества
цепной завесы, составленной из отдельных отрезков цепей, подвешенных к
корпусу одним своим концом.
Чтобы устранить необходимость частых ремонтов огнеупорной футеровки
печи по длине зоны навески цепей свободными концами, рекомендуется на
этом участке металлическая футеровка, причем ее следует устанавливать так,
чтобы между корпусом и футеровкой был свободный воздушный зазор 40-
60 мм. Футеровочные металлические плиты, уложенные таким образом на внут-
реннюю поверхность корпуса, предохраняют его от сильного нагрева газовым
потоком.
В зоне расположения загустевшей и частично гранулированной смеси, где
ее влажность меньше 25-20 %, цепная завеса со свободно подвешенными кон-
15* 451
цами разрушает гранулы и способствует пылеобразованию. Чтобы устранить
это вредное явление, цепную завесу здесь выполняют в виде отдельных отрез-
ков, соединенных с корпусом обоими концами и образующих гирлянды.
На ряде заводов на участке между свободно подвешенными концами и гир-
ляндами цепи подвешиваются так, что они образуют решетку. Такая цепная
завеса с "решеткой" из цепей усиливает интенсивность теплообмена между
сырьевым материалом и газовым потоком и снижает вынос пыли из печи.
Эффективность работы цепной завесы зависит не только от того, насколько
правильно при определенных условиях работы печи и известных физических
свойствах поступающего в нее шлама выбрана длина завесы, схема подвески
ее отдельных цепей и их количество, но и от конструкции крепления цепей с
корпусом печи. Помимо того, что крепление должно быть прочным, необхо-
димо также, чтобы его детали отличались легкостью, простотой изготовления
и боль'шой износоустойчивостью.
Детали крепления цепей с корпусом работают при изменяющихся темпера-
турных условиях: периодически они то омываются горячими газами, то со-
прикасаются с холодным сырьевым материалом и при этом сильно охлажда-
ются; при замазывании цепей вязким шламом детали крепления испытывают
большие механические нагрузки; кроме того, они сильно истираются обжига-
емым материалом.
На рис. 3.50 показана распространенная на отечественных цементных заво-
дах конструкция крепления цепей к корпусу печи. Основной частью этого креп-
ления являются плоские стальные кронштейны 2, расположенные параллель-
ными рядами вдоль цепной завесы на внутренней поверхности корпуса и при-
варенные к швеллерам электросварочным швом. Концевые звенья цепи в за-
висимости от принятой схемы подвески вводятся в гнезда кронштейна. От-
верстия закрываются затем скобами 1, которые после установки на место жес-
тко крепятся с кронштейнами при помощи болтов 3.
Для изготовления цепных завес вращающихся печей применяются некалиб-
рованные новые или бывшие в употреблении калиброванные цепи, изготов-
ленные при помощи сварки из мягкой круглой стали (табл. 3.6).
При работе в условиях корродирующей среды и повышенной температуры,
а также при постоянном соприкосновении с абразивным сырьевым материа-
лом сварные цепи круглого сечения являются наиболее износоустойчивыми
по сравнению с цепями других конструкций.
Работоспособность цепи, величина внешней поверхности единицы ее дли-
ны и вес являются основными показателями, исходя из которых выбираются
диаметр звена цепи и его форма. Наиболее употребительны цепи с диаметром
звена 18-26 мм, причем больший диаметр выбирается для печей большого
диаметра, а меньший для печей малого диаметра.
452
-1—8050—
000
IVучасток Шучасток //участок /участок
1600
0 45
16800-
2800
28СЮ
J12C
ШШ$Жк ШШй Шш
12 рядов по 8 рядов по 5 рядов по Т~
52 цепи в ряду 26 цепей в ряду 52 цепи в ряду
В\-
Рис. 3.5в. Схема расположения цепной завесы и крепление концов цепи к корпусу печи
Таблица 3.6
Характеристика цепей, используемых для цепных завес
Диаметр цепной
стали, мм
18
20
23
26
Шаг цепи,
мм
50
56
64
72
Ширина звена,
мм
58
66
76
84
Поверхность
1 лог. м в м2
0,205
0,230
0,262
0,300
Вес
1 пог. м в кг
6,94
8,76
11,40
14,51
У подавляющего большинства вращающихся печей отечественных цемент-
ных заводов звенья подвешенных в них цепей имеют эллиптическую форму. С
эллиптической формой звена применяются цепи для подвески в печах и на
зарубежных цементных заводах, например, в США. Однако в некоторых стра-
нах Западной Европы, в том числе и в Германии, в последние годы внимание
уделено цепям со звеном круглой формы. Цепи такой формы более устойчивы
в работе. Кроме того, удельная поверхность цепей с круглыми звеньями боль-
ше, чем с овальными. Цепную завесу, схема которой предложена Оргцементп-
роектом (рис. 3.50), можно условно разделить на четыре участка.
453
На первом участке навеска цепей осуществляется свободными концами с
большой плотностью: 10-12 м2 на 1 м2 поверхности футеровки. На втором
участке цепи навешиваются гирляндами с плотностью 3-4 м на 1 м в зависи-
мости от текучести шлама.
Третий участок рекомендуется с плотностью 2,5-3 м2 на 1 м2 с навеской це-
пей гирляндами, причем цепи должны браться с большим диаметром звеньев,
чем на втором участке.
На четвертом участке навешиваются гирлянды с плотностью 3-4 м2 на 1 м2.
При подборе цепных завес длина участков определяется на основании техно-
логических испытаний свойств сырья.
Так как навешенные цепи равномерно распределяются по окружности сече-
ния печи, их наличие не приводит к большому возрастанию крутящего момен-
та, преодолеваемого приводным электродвигателем печи. Цепи увеличивают
лишь вес вращающейся части печи, вызывая дополнительное трение в под-
шипниках ее опорных роликов. Вес подвешенных цепей равен приблизитель-
но 75-110 % веса той части корпуса печи, по длине которой они подвешены.
Вслед за цепями, по ходу перемещения материала, по длине зоны перепада
температуры от 800 до 1100 °С устанавливаются металлические теплообмен-
ники.
Перемещающийся материал скапливается у теплообменников и перемеши-
вается ими. По длине участка печи, где установлены теплообменники, из-за
уменьшения здесь живого сечения несколько возрастает скорость движения
горячего газового потока, и при прохождении через теплообменник происхо-
дит завихрение газов. При вращении печи часть теплообменника, не находя-
щаяся в соприкосновении с материалом, омывается движущимися горячими
газами и сильно нагревается, а другая, предварительно нагретая его часть,
покрытая в это время относительно холодным материалом, передает ему свое
тепло. Все это способствует улучшению теплообмена между газами и матери-
алом.
По условиям эксплуатации требуется, чтобы теплообменники имели неболь-
шой вес; крепление теплообменников с корпусом должно быть прочным и
надежным для длительного межремонтного срока работы печи; конструкция
крепления должна быть такой, которая полностью устраняла бы возможность
нарушения прочности тех участков футеровки, которые расположены вблизи
теплообменников; все детали теплообменника должны быть устойчивы про-
тив действия высоких температур и механических нагрузок.
Теплообменники работают в чрезвычайно трудных условиях: при вращении
печи они сильно и неравномерно нагреваются из-за чередующегося смывания
их газами и обжигаемым материалом; они подвержены также абразивному
действию перемещающегося вдоль печи материала и его мелких частиц, кото-
рые захватываются газовым потоком и движутся вместе с ним с большой ско-
454
ростью. В результате этих явлений детали теплообменника быстро истирают-
ся, структура их металла с течением времени ухудшается, частично металл
сгорает, а крепление теплообменника с корпусом печи и его элементов между
собой расшатывается и ослабевает. Из-за этих причин узлы теплообменников
быстро разрушаются, и он быстро выходит из строя.
Шарнирный теплообменник конструкции Гипроцемента (рис. 3.51) состоит
из 10-12 отдельных рядов (секций), расположенных параллельно один друго-
му без интервала между рядами или с интервалами 0,5 м через каждые три-
четыре ряда. Ряды теплообменника, или его секции, составляются из радиаль-
но направленных полок, сходящихся вершинами в центре сечения печи. Пол-
ки отливаются из жароупорной стали и имеют ширину 400-500 мм, при тол-
щине 25 мм. С корпусом печи каждая из полок связана жестко при помощи
угольников и болтов, а концы двух соседних полок, сходящихся в центре сече-
ния печи, соединены между собой шарнирно. Для этой цепи в приливах, рас-
положенных на концах полок, рассверлены отверстия, через которые свобод-
но вставлены сквозные болты.
Зазоры в соединениях позволяют деталям теплообменника свободно расши-
ряться при нагреве, чем устраняется возможность возникновения в них темпе-
ратурных напряжений.
Рис. 3.51. Схема шарнирного теплообменника конструкции Гипроцемента
455
С помощью шарнирных теплообменников можно повысить производитель-
ность печи на 10-12 % при снижении на 3-5 % расхода топлива на обжиг клин-
кера. Одновременно увеличивается срок службы цепной завесы.
Звеньевой теплообменник, разработанный НИИЦементом (рис. 3.52), состав-
лен из 12-14 рядов крестообразных секций, расположенных во внутренней
полости печи одна за другой и образующих в ней из-за смещения в тангенци-
альном направлении каждой последующей секции относительно предыдущей
на один и тот же угол проход в виде винтовой полости. Каждая из секций
теплообменника представляет собой четыре крестообразно расположенные
ветви звеньев 1. С одного конца каждое звено снабжено крюком, а с другого
ушком. При сборке ветви секции крюк одного звена вводится в ушко следую-
щего. Концы ветвей при помощи детали 2 соединяются шарнирно с планками
3, приваренными к корпусу печи.
Вторые концы ветвей, направленные к центру сечения печи, соединяются
между собой звездочкой 4. Расположенные по контуру каждого из звеньев ребра
жесткости придают звеньям форму ковша. Звенья ветвей и детали их соедине-
ния отливаются из жароупорной стали и перед сборкой не обрабатываются,
что понижает стоимость теплообменника.
При вращении печи звенья шарнирно соединенных и несколько свисающих
ветвей захватывают материал и поднимают его вверх в область повышенной
температуры. Движущиеся газы омывают материал, передавая ему часть сво-
его тепла.
На деталях теплообменника из-за их подвижности во время работы не про-
исходит налипания материала, что способствует усилению теплообмена меж-
ду газовым потоком и материалом.
Рис. 3,52. Схема звеньевого теплообменника конструкции НИИЦемента
456
По данным НИИЦемента установка в печах звеньевых теплообменников
позволяет понизить температуру отходящих газов печей на 100-150 °С и сэко-
номить 10-12 % топлива.
Шарнирный теплообменник конструкции завода им. Э. Тельмана, устанав-
ливаемый на печах 4,5/5x135 м собран из отдельных, примыкающих один к
другому поперечных звеньев (рис. 3.53). Звено теплообменника составлено из
шести радиально направленных пластин, которые шарнирно связаны как с
корпусом печи, так и между собой.
Шарнирное соединение с корпусом печи осуществляется при помощи вали-
ков 1, которые пропускаются через отверстия 2, рассверленные в пластинах, и
привариваются затем к башмакам 3. Башмаки при помощи электросварных
швов жестко соединены с корпусом печи.
В верхнем конце каждой пластины, направленном к центру сечения печи,
приблизительно в ее средней части имеется паз, в который свободно введены
концы соседних поперечных тяг звена 4. Планки 5, которые привариваются с
обеих боковых сторон пластины после введения в ее паз концов тяг, устраня-
ют возможность перемещения тяг вдоль оси печи.
Пластины и тяги теплообменника с продольно направленными ребрами от-
литы из жаростойкой стали. Ребра усиливают жесткость пластин и тяг и уве-
личивают их поверхность соприкосновения с горячими газами и обжигаемым
материалом.
Примыкая одно к другому, звенья теплообменника разделяют внутреннюю
полость печи по длине их установки на отдельные секции. Обжигаемый ма-
териал при своем движении вдоль печи попадает в эти секции, и свое дальней-
шее перемещение совершает отдельными, небольшими по весу и объему пор-
циями по этим секциям. Вследствие этого возрастает поверхность соприкос-
новения материала с газами, а также с металлическими деталями теплообмен-
ника и усиливается теплообмен между ними, материалами и газами.
На зарубежных цементных заводах большое внимание в последние годы
уделяется винтовым или спиральным металлическим теплообменникам, кото-
рые создают завихрение газов, увеличивают их скорость и усиливают таким
путем процесс теплообмена между материалом и газами, а также между газа-
ми и металлическими лопастям теплообменника. Теплообменник винтового
типа представляет собой несколько рядов, расположенных по поперечным се-
чениям печи, радиально направленных стальных лопастей. Своими более ши-
рокими концами лопасти прикреплены к корпусу печи, а узкими обращены к
центру его сечения.
В кратких сообщениях о работе теплообменников такого вида указывается,
что, увеличивая на 10-15 % производительность печи, они одновременно при-
водят к возрастанию выноса из печи сырьевой смеси.
457
Рис. 3.53. Конструкция теплообменника конструкции завода им. Э. Тельмана
Керамические теплообменники (рис. 3.54) устанавливают на участках вра-
щающейся печи с температурами отходящих газов 1000-1200 °С. Они пред-
ставляют собой три арки из фасонных огнеупорных изделий, выполненные
совместно и сходящиеся своими пучками на центральной продольной оси печи,
чем обеспечивается их устойчивость. Таким образом, керамические теплооб-
менники расчленяют печь на три параллельные независимые отсека. Для того
458
Рис. 3.54, Керамический теплообменник: 1 — футеровка
печи; 2 — огнеупорные фасонные изделия; 3 — сквоз-
ное отверстие; 4 — корпус печи
чтобы увеличить поверхность контакта, в
каждой из арок устраивают сквозные отвер-
стия, расположенные в шахматном поряд-
ке. При вращении печи сырьевая смесь че-
рез эти отверстия частично просыпается из
верхнего в нижний отсек, некоторое время
находясь во взвешенном состоянии и интен-
сивно нагреваясь. Затем процесс повторя-
ется.
Керамические теплообменники обычно
выполняют из трех-четырех отдельных сек-
ций, каждая длиной от 6 до 9 м. Секции устанавливаются последовательно
одна за другой, причем так, что каждая последующая секция повернута по
отношению к предыдущей на угол, равный 60°.
Для устойчивости теплообменника необходимо, чтобы его ось совпадала с
осью печи, а торцевые обрезы каждой секции были бы перпендикулярны оси
печи.
В поперечном сечении секция теплообменника представляет собой кольцо с
тремя радиально направленными и сходящимися в центре сечения перемыч-
ками в виде трех арочных сводов, образующих три ячейки для прохода газов и
материала. В печи устанавливается несколько секций последовательно одна за
другой, причем так, что каждая последующая секция повернута по отноше-
нию к предыдущей на угол, равный 60°.
При проходе через теплообменник горячие газы меняют направление своего
движения столько раз, сколько встречается на их пути шамотных секций. Вслед-
ствие этого усиливается теплопередача тепла от газов к шамоту, а от последне-
го тепло передается сырьевому материалу, который при своем перемещении
вдоль печи скапливается по длине расположения теплообменника. Керами-
ческие теплообменники повышают производительность печи на 3-5 %, но од-
новременно служат причиной возрастания количества уносимой с дымовыми
газами сырьевой пыли. Кроме того, они дороги в изготовлении и недолговеч-
ны в эксплуатации.
Для улавливания сырьевой пыли из газового потока при выходе его из печи,
а также для подогрева шлама за счет тепла отходящих газов на отечественных
и зарубежных цементных заводах применяются устройства, называемые филь-
трами-подогревателями. Фильтры-подогреватели устанавливаются во внутрен-
ней полости загрузочного конца печи в 3-5 м от ее обреза и по своей конструк-
459
ции могут быть крестообразного, мембранного или цепного типа. Фильтры-
подогреватели крестообразного типа создают более значительное сопротивле-
ние движению шлама по сравнению с мембранными фильтрами. По этой при-
чине первые устанавливаются на печах, работающих на малопластичном шла-
ме, а вторые — в тех случаях, когда подаваемый в печь шлам отличается боль-
шой или средней пластичностью.
Конструкции фильтров-подогревателей крестообразного и мембранного ти-
пов, применяемых на отечественных цементных заводах, разработаны НИИ-
Цементом.
Фильтр-подогреватель крестообразного типа (рис. 3.55) состоит из четырех
решетчатых карманов прямоугольного сечения. Карманы расположены во внут-
ренней полости печи под углом к ее продольной оси ф = 15°, причем так, что
соседние карманы наклонены в противоположные стороны. При наклонном
расположении карманов к оси печи создаются лучшие условия для входа в
карманы дымовых газов. Боковые решетки карманов, направленные по длине
печи, образованы из стальных прутков прямоугольного сечения 1. Решетки,
ограничивающие карманы со стороны холодного конца печи и расположен-
ные в плоскости ее поперечного сечения, собраны из круглых стальных прут-
ков 2, а с противоположной стороны они закрыты глухими стенками, изготов-
ленными из листовой стали.
Внутренняя полость печи по длине установки фильтра-подогревателя разде-
лена карманами на четыре секции. Со стороны входа газов две секции 3, рас-
положенные одна против другой, наглухо закрыты, а с противоположной сто-
роны, т.е. со стороны входа шлама, они открыты. Две другие секции, наобо-
рот, открыты со стороны входа газа и закрыты со стороны входа шлама. Выс-
тупающая за пределы корпуса печи часть каждого из карманов предназначена
для увеличения их полезного объема. От основной центральной части карма-
на она отделена перегородкой (на рис. 3.55 не показана). Приблизительно чет-
вертая часть площади этой перегородки имеет решетчатую форму, а остальная
ее часть сделана сплошного сечения. Во внутреннюю полость карманов поме-
щены тела наполнения (не показаны на фигуре), представляющие собой ко-
роткие отрезки стальных труб диаметром 100-114 мм. Длина тел наполнения
равна примерно их диаметру. Количество тел наполнение в каждом из карма-
нов определяется исходя из условия, чтобы при нижнем положении кармана
все его тела наполнения были покрыты шламом. Люки, помещенные в заг-
лушках секций и закрытые крышками 4, служат для осмотров карманов и их
ремонта. Через люки 5 производится вынужденная промывка карманов.
При работе печи горячие газы входят, как указано стрелкой А, в две откры-
тые секции фильтра-подогревателя и при своем движении пересекают карма-
ны поперек, чтобы иметь возможность выйти из подогревателя через другие
460
Вид А
4800-
Рис.3.55. Схема фильтра-подогревателя крестообразного типа
461
две секции, открытые со стороны холодного конца. Точно такое же движение
совершает и шлам, но навстречу газовому потоку.
При вращении печи тела наполнения, находящиеся в нижней части фильтра-
подогревателя, покрываются тонким слоем шлама, а при последующем подъеме
вверх они омываются горячими газами, которые движутся навстречу шламу.
При этом происходит теплообмен между газами и шламом и налипание на
смоченные тела наполнения пылевидных частиц сырьевой смеси, которые взве-
шены в газовом потоке и движутся вместе с ним. Так как площадь тел напол-
нения велика, то значительна и их роль в теплообмене и особенно в осажде-
нии пыли. Когда карман находится в нижнем положении, шлам заполняет и
его выступающую часть, свободную от тел наполнения. При вращении печи и
подъеме кармана вверх шлам, находящийся в его наружной части, выливается
во внутреннюю центральную часть, орошая тела наполнения.
Более простую конструкцию имеют фильтры-подогреватели мембранного
типа (рис. 3.56), основной частью которых являются две решетки, установлен-
ные поперек корпуса печи и отстоящие одна от другой приблизительно на 0,6-
0,7 м. Решетки составлены из отдельных стальных прутков диаметром 25-
40 мм. Внутренняя полость печи, ограниченная этими решетками, разделена
на отдельные секции при помощи радиально направленных сплошных пере-
городок. Секции фильтра-подогревателя загружены телами наполнения, фор-
ма, размеры и назначение которых те же, что и в фильтрах-подогревателях
Рис. 3.56. Схема фильтра-подогревателя мембранного типа
462
карманного типа. Выступающие наружу периферические части карманов пред-
назначены для увеличения их объема. Через крышки этих выступающих час-
тей производится загрузка тел наполнения и при необходимости промывка
карманов.
Фильтры-подогреватели создают дополнительное сопротивление движению
газового потока и при некоторых условиях работы печи замазываются шла-
мом. Замазывание фильтра-подогревателя шламом устраняется выбором со-
ответствующей конструкции фильтра, исходя из пластичности шлама, на ко-
тором должна работать печь, и сохранением установленного режима работы
печи: ее производительности, влажности поступающего шлама, его однород-
ности по физическим и химическим свойствам, температуры отходящих газов
и др.
Положительная роль фильтров-подогревателей в работе печи значительна.
Как показали испытания печей, проведенные НИИЦементом, при помощи
фильтров-подогревателей возможно осаждать большую часть пыли, которая
выносится газовым потоком, снижая ее содержание с 10-15 % до 4-6 %. Имея
простую конструкцию и невысокую стоимость, фильтры-подогреватели по
своей роли являются, следовательно, эффективной по своему действию пер-
вой ступенью пылеуловительных устройств. При наличии фильтров-подогре-
вателей упрощается конструкция основных пылеулавливающих установок,
помещаемых за вращающимися печами, и снижаются первоначальные затра-
ты на их возведение и эксплуатацию.
Тепловой эффект фильтров-подогревателей оценивается НИИЦементом эко-
номией 3-4 % топлива от необходимого для обжига клинкера.
5 6 7 8
Рис, 3.57. Схема фильтра-подогревателя с цепной лентой
463
Конструкция фильтра-подогревателя с цепными лентами завода им. Э. Тель-
мана (Германия) показана на рис. 3.57.
В расширенной части загрузочного конца печи помещен ряд стальных стер-
жней, расположенных концентрически относительно центра поперечного се-
чения печи. Своими концами, направленными к загрузочной шайбе печи, стер-
жни введены в отверстия, рассверленные в стальном кольце 4, и жестко соеди-
нены с кольцом при помощи электросварки. Кольцо 4, в свою очередь, также
при помощи электросварки жестко связано с расширенной частью корпуса печи.
Вторые концы стержней пропущены в отверстия кольца 6, внутренняя полость
которого закрыта крышкой 8, составленной из двух равных частей, Крышка с
кольцом соединена при помощи болтов. К периферической части кольца 6 при
помощи болтов присоединен борт 7, собранный из отдельных звеньев. Ребра 1
и 2 придают всей системе, подвешенной во внутренней полости подогревате-
ля, необходимую жесткость.
Две отдельные цепные ленты 5 (на рис. 3.57) они условно отмечены пункти-
ром), охватывая стальные стержни 3, свободно висят на них и могут сдвигать-
ся по окружности одна относительно другой, а также относительно стержней.
Смещение же цепей вдоль оси подогревателя невозможно, так как этому пре-
пятствуют кольцо 4 и борт 7.
При своем перемещении вдоль печи шлам попадает на звенья цепных лент,
и, смачивая поверхность звеньев, вливается во внутреннюю полость подогре-
вателя, заполняя его нижнюю часть. Затем, перемещаясь вдоль подогревателя,
шлам попадает во внутреннюю полость печи.
Из горячих газов, движущихся навстречу шламу и омывающих звенья цеп-
ных лент, покрытые шламом, оседает на звеньях большая часть содержащейся
в них пыли, Одновременно газы подсушивают шлам.
Так как при вращении печи звенья цепных лент постоянно перемещаются
одно относительно другого, то создаются благоприятные условия для работы
испарителя без его замазывания шламом.
Площадь кольцевого прохода для газов, ограниченная внутренней поверх-
ностью корпуса подогревателя и периферической кромкой борта 7, выбирает-
ся равной приблизительно живому сечению цепных лент, охватывающих стер-
жни подогревателя, и живому сечению корпуса печи перед подогревателем,
что способствует равномерному движению газового потока через подогрева-
тель и снижению его сопротивления проходу газов.
В корпусе фильтра-подогревателя имеется люк, закрытый крышкой (на
рис. 3.57 не показан) для проникновения во внутреннюю полость фильтра при
его ремонте, а также для промывки фильтра. Лента фильтра-подогревателя
состоит из отдельных звеньев, длина которых ограничена поперечно направ-
ленными стальными стержнями. Стержни препятствуют сужению ленты при
464
Рис. 3.58. Схема цепного фильтра-подогревателя
работе фильтра, увеличивая одновременно ее поверхность соприкосновения
со шламом.
Заводом "Сибтяжмаш" для вращающихся печей 4,5x170 м разработана иная
конструкция фильтра-подогревателя цепного типа (рис. 3.58). Фильтрующая и
теплообменная поверхность у этого фильтра образована плотной цепной заве-
сой со свободно висящими концами; общая поверхность цепей в фильтре-по-
догревателе достигает 2000 м2. В переходном конусе на выходе из фильтра
устанавливаются лопасти для облегчения выхода шлама из фильтра в печь.
2.2. Конструкции уплотнительных устройств
Через зазоры между неподвижной головкой печи и ее вращающимся разгру-
зочным концом, а также между загрузочным концом и стенкой дымовой каме-
ры в печь и камеру снаружи засасывается холодный воздух, снижая тепловую
эффективность печи, ее производительность. Холодный воздух, поступивший
в печь со стороны разгрузочного конца, понижает температуру горячих газов,
а наружный воздух, засосанный в дымовую камеру, уменьшает разрежение в
печи, увеличивает объем отходящих газов и служит причиной перегрузки ды-
мососа. Из-за засасывания в печь воздуха снаружи усложняется также управ-
ление тепловым процессом печи. Чтобы снизить засасывание наружного воз-
духа в печь, ее оборудуют уплотнительными приспособлениями. Уплотнитель-
ные приспособления играют значительную роль в работе вращающихся пе-
чей, особенно печей с конвейерными калыщнаторами, концентраторами шла-
ма и циклонными теплообменниками.
Разработка простых по конструкции и надежных в эксплуатации уплотни-
тельных приспособлений связана с большими трудностями потому, что кор-
пус печи при работе смещается вверх или вниз, удлиняется или укорачивается
в зависимости от степени нагрева; вращение концов корпуса часто сопровож-
дается "биением" из-за изгибов, полученных при монтаже или приобретае-
465
мых вследствие неравномерного нагрева при работе. Детали уплотнения под-
вергаются сильному запылению и действию высокой температуры.
Лабиринтовое уплотнение (рис. 3.59, а и б) состоит из двух рядов концент-
рически расположенных колец, из которых один ряд прикреплен неподвижно
к стальной шайбе дымовой или горячей камеры, а второй — к шайбе корпуса.
Кольца, сваренные из 3-5-мм стального листа, отстоят на одинаковом рассто-
янии один от другого. Проникновению наружного воздуха в камеру препят-
ствует длинный извилистый, путь его движения через щель между кольцами.
Чем уже эта щель, тем больше ее аэродинамическое сопротивление, тем выше
эффективность действия уплотнения. Однако с уменьшением ширины щели
между кольцами возрастает опасность захватывания их одного за другое при
не вполне точной установке или деформации из-за неравномерного нагрева.
Отличаясь простой конструкцией, небольшим весом и надежностью в рабо-
те даже при наличии пыли и действии на него высокой температуры, лабирин-
товое уплотнение имеет все же ограниченное применение: оно чаще исполь-
зуется лишь на холодильниках печи, сушильных барабанах и коротких враща-
Рис. 3.59. Лабиринтовое уплотнение: а — схема уплот-
нения; б—лабиринтовое уплотнение горячего конца печи
5x185 м
466
Рис. 3.6(к Схема ушютневня с прорезиненной лентой
ющихся печах, перемещения которых по опорным роликам вдоль оси незна-
чительны по длине.
Уплотнение с прорезиненной лентой (рис. 3.60) нашло применение на ряде
отечественных цементных заводов благодаря хорошим эксплуатационным ка-
чествам и простоте изготовления. Уплотнение пригодно для установки на заг-
рузочном конце печей.
К стальной шайбе, примыкающей к стенке дымовой камеры и жестко соеди-
ненной с ней, прикрепляются два ряда отрезков прорезиненной ленты. Отрез-
ки ленты внутреннего и внешнего рядов располагаются встык один к другому,
причем так, что стыки внешнего ряда несколько сдвинуты относительно сты-
ков внутреннего ряда. Свободным концом каждый из отрезков ленты опирает-
ся на корпус печи. Для равномерного и плотного прижатия концов к корпусу
через них перебрасывается стальной канат диаметром 8-10 мм, один конец
которого прикрепляется жестко к какому-либо неподвижному предмету, а на
конце второго подвешивается груз. Чтобы канат не мог сползти с концов лен-
ты, под него через 1-1,5 м подкладывают металлические пластины, наружные
концы которых загнуты в виде крючков. С отрезками лент пластины соединя-
ются при помощи болтов.
Засасывание наружного воздуха в дымовую камеру печи при наличии на ее
корпусе уплотнения с прорезиненной лентой устраняется почти полностью.
Благодаря гибкости отрезков ленты работа уплотнения не нарушается при не-
большом смещении корпуса печи по опорным роликам вверх или вниз, а так-
же в том случае, когда конец корпуса немного "отбивает".
Уплотнение с прорезиненной лентой не отличается долговечностью: отрез-
ки ленты истираются и, кроме того, под действием повышенной температуры
газового потока постепенно разрушаются. Однако для восстановления уплот-
нения требуется немного времени и средств. На отрезки обычно используется
не новая, а бывшая в употреблении прорезиненная лента.
Уплотнение со свободно скользящим по поверхности корпуса кольцом кон-
струкции завода "Полизиус" (Германия) состоит из следующих основных де-
талей (рис. 3.61, а): чугунного или стального кольца /, составленного из трех-
четырех частей; плоской стальной неподвижной шайбы 2, приваренной к коль-
цу 3, и шайбы 4, окаймляющей отверстие дымовой камеры.
467
>
ХЛХХЛЛА
\
N
т
а б
Рис. 3.61. Схема уплотнения со свободно скользящим по поверхности корпуса печи кольцом
Стальное кольцо и стальная неподвижная шайба, вставленная в выемку коль-
ца, закрывают зазор между камерой и корпусом печи.
При вращении печи кольцо вращается вместе с ней, если при соединении
отдельные части кольца сильно стянуты между собой, при этом трение сколь-
жения происходит между наружными поверхностями кольца и стальной не-
подвижной шайбой. При слабой посадке кольца на корпус оно проскальзыва-
ет по нему, истираясь само и истирая корпус, чего не рекомендуется допус-
кать. Чтобы уменьшить трение между кольцом и стальной неподвижной шай-
бой, в зазор кольца вводится смазка.
При работе печи с уплотнением в виде свободно надетого на ее корпус коль-
ца наружный воздух проникает в дымовую камеру лишь через лабиринтный
зазор между внутренними поверхностями кольца и шайбы. Так как аэродина-
мическое сопротивление здесь очень большое, то в камеру засасывается не-
большое количество воздуха. При смещении корпуса вдоль оси кольцо не ме-
няет своего положения относительно шайбы, поэтому герметичность камеры
не нарушается. Она не нарушается и при небольшом биении конца корпуса.
Уплотнение может устанавливаться как на холодном, так и на горячем конце
корпуса. На его работе мало отражается вредное влияние пыли и высокой тем-
пературы газового потока. Для печей малого диаметра, сушильных барабанов
и холодильников печей оно является одним из наиболее пригодных и распро-
страненных. С увеличением диаметра печи свыше 3 м возрастает вес кольца,
усиливается трение между ним и шайбой, а также корпусом печи и увеличива-
ются деформации кольца и шайбы, что приводит к усложнению его эксплуата-
ции и снижению КПД.
Иногда кольцо вставляют в гнездо, образованное стенкой дымовой камеры и
вспомогательной неподвижной обоймой / (рис. 3.61, б). При такой конструк-
ции уплотнения кольцо, опираясь на обойму, не утяжеляет корпуса печи. Ра-
ботает оно по тому же принципу, что и уплотнение с кольцом, подвешенным
на корпусе.
Уплотнение с подвешенным кольцом (рис. 3.62) состоит из двух основных
частей: неподвижного кольца 1, жестко прикрепленного к корпусу головки печи,
и кольца 2, подвешенного над корпусом при помощи стальных канатов 3, на
468
Рис. 3.62. Схема уплотнения с подвешенным кольцом
концах которых закреплены грузы. Подбором грузов достигается такое поло-
жение кольца, при котором оно совсем не производит или производит лишь
минимальное давление на верхнюю или нижнюю часть вращающегося корпу-
са. Цилиндрические пружины, расположенные равномерно вокруг корпуса,
прижимают подвешенное кольцо к неподвижному кольцу. В изолированное
таким образом внутреннее пространство головки печи воздух может прони-
кать только через очень узкий зазор между вращающимся корпусом и подве-
шенным над ним кольцом. Работа уплотнения не нарушается при перемеще-
нии корпуса печи по опорным роликам вверх или вниз, а также и при биении
конца корпуса, если оно невелико. Уплотнение отличается крайне простой кон-
струкцией и устойчиво работает при нормальных и повышенных температу-
рах. Уплотнение подобной конструкции установлено на холодных концах пе-
чей 5x185 м (рис. 3.63).
Рис. 3.63. Схема уплотнения холодного конца печи 5x185 м
469
Чтобы снизить засасывание воздуха в печь, необходимо подвешенному кольцу
и части корпуса, над которой оно подвешено, придавать правильную цилинд-
рическую форму. С возрастанием диаметра корпуса выполнение этого требо-
вания усложняется.
Уплотнение с секторным неподвижным кольцом (рис. 3.64) конструкции
"Уралхиммашзавода" также может устанавливаться как на загрузочном, так и
на разгрузочном конце печи. В конструкции этого уплотнения главной дета-
лью является чугунное кольцо 1, охватывающее корпус печи и состоящее из
восьми секторов. Радиально расположенными пружинами 4 секторы кольца с
большей или меньшей силой — в зависимости от затяжки пружин — прижи-
маются к предохранительному поясу 2, который наложен на корпус печи 3 для
защиты его от износа. Регулирование силы затяжки пружин осуществляется
болтами 5. Болты и пружины подвешены на кронштейнах 6, которые жестко
соединены с неподвижным кольцом 7, закрепленным на стенке дымовой ка-
меры печи или ее головке. Перекос секторов при их перемещении в радиаль-
ном направлении под действием пружин устраняется направляющими шпиль-
ками 9, жестко закрепленными в неподвижном кольце и проходящими через
пазы 8, вырезанные в секторах.
При вращении печи предохранительный пояс скользит во внутренней по-
верхности подвешенных на пружинах секторов. При осевом перемещении кор-
пуса также происходит скольжение этих частей печи одна по другой без нару-
шения плотности между ними. Плотность между корпусом и секторами не
нарушается и при небольшом "биении" конца корпуса потому, что секторы,
смещаясь в радиальном направлении, и в этом случае прижимаются к корпусу
силой упругости пружин.
При значительном "биении" конца корпуса произойдет перенапряжение пру-
жин, перекос секторов относительно оси печи, заедание направляющих шпи-
Б-Б
Рис. 3.64. Схема уплотнения с секторным неподвижным кольцом
470
лек о стенки пазов и разрушение отдельных деталей уплотнительного устрой-
ства.
Уплотнение с секторным неподвижным кольцом применяется для установ-
ки на печах малого и среднего диаметра. Для печи большого диаметра уплот-
нение этой конструкции получается громоздким и тяжелым; при работе печи с
таким уплотнением возрастает трение между секторами и корпусом печи, од-
новременно возрастает и опасность разрушения деталей уплотнения при "би-
ении" конца корпуса.
При эксплуатации уплотнений с секторным неподвижным кольцом большое
внимание должно уделяться правильному положению секторов относительно
корпуса печи и равномерной затяжке пружин. С течением времени упругость
пружин снижается, часть пружин лопается. Дефектные пружины должны сво-
евременно заменяться новыми.
Уплотнение с пластинчатым стальным компенсатором (рис. 3.65) пред-
назначено в основном для установки на загрузочном конце печей большого
диаметра. Реже оно устанавливается на печах малого диаметра. Уплотнения-
ми с пластинчатыми компенсаторами оборудованы, например, печи конструк-
ции завода "Полизиус" (Германия) размерами 4,5/5x135 м. Такие же уплотне-
ния имеет часть печей, изготовленных "Уралхиммашзаводом".
Стальной пластинчатый компенсатор 2, плотно и прочно соединенный со
стороны дымовой камеры с ее неподвижной шайбой 1, ас противоположной
стороны — со стальным, охватывающим корпус печи кольцом 6, является ос-
новной частью уплотнения. При помощи двух канатов 5 кольцо и компенсатор
подвешены к роликам, опирающимся на параллельно расположенные гори-
зонтальные балки перекрытия здания печей (нарис. 3.65 не показано). Шпильки
3, установленные вокруг корпуса и жестко закрепленные в неподвижной шай-
бе, являются направляющими для кольца при его возвратно-поступательном
движении, которое вызывается давлением на него фланца корпуса. При помо-
щи цилиндрических пружин 4, надетых на шпильки и предварительно сжа-
тых, кольцо компенсатора отжимается от дымовой камеры наружу.
Относительно вращающегося корпуса все детали уплотнения находятся в
покое. С корпусом вращается лишь приваренный к нему фланец, и только между
Рис. 3.65. Схема уплотнения с пластинчатым сталь-
ным компенсатором.
471
сменной рабочей частью этого фланца и сменной деталью компенсатора при
перемещении корпуса вверх происходит трение, компенсатор сжимается, а при
сползании вниз он под действием собственной упругости и упругости пружин
вновь удлиняется.
Уплотнение с пластинчатым компенсатором обеспечивает полную гермети-
зацию дымовой камеры. Герметичность камеры не нарушается и тогда, когда
вращающийся корпус немного отбивает. При этом дефекте конца корпуса его
фланец вращается и перемещается в радиальном направлении при сохране-
нии соприкосновения между рабочими поверхностями фланца и кольца.
Компенсатор уплотнения сложен для изготовления. Сталь для его пластин
требует специальной термической обработки. На работу уплотнения вредно
отражается пыль и высокая температура газового потока. Попадая во внутрен-
ние складки между пластинами, пыль лишает уплотнительную систему под-
вижности и может быть причиной разрыва пластин. Пыль из складок нельзя
удалить без остановки печи и ее охлаждения. Изменяющаяся температура от-
ходящих газов, если это по каким-либо причинам допускается при эксплуата-
ции печи, отрицательно отражается на упругих свойствах пластин. Перечис-
ленные отрицательные качества уплотнения с пластинчатым компенсатором
значительно снижают его большое положительное свойство — высокий КПД.
Уплотнение с промежуточным кольцом, подвешенным на двух шарнирно-
звеньевых механизмах (рис. 3.66), устанавливается на загрузочном конце пе-
чей размерами 3,6 C,3) 3,6x150 м.
Отличаясь простой конструкцией, небольшим весом и надежностью в рабо-
те даже при наличии пыли и действии на него высокой температуры, лабирин-
товое уплотнение имеет все же ограниченное применение: оно чаще исполь-
зуется лишь на холодильниках печи, сушильных барабанах и коротких враща-
ющихся печах, перемещения которых по опорным роликам вдоль оси незна-
чительны по длине.
Вид А
Рис. 3.66. Схема уплотнения с промежуточным кольцом, подвешенным на двух шарнирно-звеньевых
механизмах
472
Перемещение корпуса печи по опорным роликам в предусмотренных преде-
лах не нарушает нормальной работы уплотнения потому, что соприкоснове-
ние подвешенного кольца с фланцем корпуса при этом непрерывно сохраняет-
ся. Оно не нарушается и при небольшом изгибе конца корпуса.
Для снижения трения между соприкасающимися поверхностями уплотне-
ния к ним подводится смазка.
Уплотнение с промежуточным кольцом, подвешенным при помощи шарнир-
но-звеньевых механизмов, сложно по конструкции, состоит из многих дета-
лей, часть из которых находится в движении и истирается. Уплотнение рабо-
тает надежно, если все его детали, особенно детали шарнирно-звеньевых ме-
ханизмов, точно изготовлень1, правильно собраны, при эксплуатации смазы-
ваются и изношенные своевременно заменяются.
Уплотнениями с промежуточной обечайкой конструкции Сибтяжмаша обо-
рудуются загрузочные концы печей размерами 4,5x170 м.
Рис. 3.67. Схема уплотнения с промежуточной обечайкой конструкции Сибтяжмаша
473
Уплотнение состоит из трех основных частей: неподвижного стального кольца
12 (рис. 3.67), прикрепленного к стенке дымовой камеры и охватывающего
кругом корпус печи; плоского стального кольца 9, жестко посаженного на кор-
пус и вращающегося вместе с ним, и промежуточной — между корпусом и
кольцом 12 — обечайки 11, также охватывающей кругом корпус, но не сопри-
касающейся ни с корпусом, ни с кольцом. Двумя пальцами 7, на которых сво-
бодно посажены ходовые, ролики 15, обечайка опирается на неподвижные
направляющие 5, расположенные на правом и левом кронштейнах, жестко свя-
занных со стенкой дымовой камеры. На неподвижные пальцы кронштейнов
свободно надеты ролики 2, 3 и 8. Через ролики 2, 3 к 6 переброшен стальной
канат, верхний конец которого прикреплен к ролику 8, а на нижнем подвешен
груз 1. При помощи грузов 1 промежуточная обечайка непрерывно отжимает-
ся по направлению к головке печи, при этом обечайка своей рабочей частью
производит давление на восемь распределенных равномерно по окружности
роликов 10. Оси этих роликов расположены в гнездах 13, которые жестко свя-
заны с вращающимся кольцом 9.
Место присоединения пальцев 7 к промежуточной обечайке выбрано с та-
ким расчетом, чтобы под действием своего веса обечайка поворачивалась вок-
руг этих осей по часовой стрелке.
На концы осей надеты рычаги с грузами 4, при помощи которых обечайка
повертывается в противоположную сторону, т.е. против часовой стрелки. Из-
меняя величину грузов 4, выравнивают давление обечайки на верхние и ниж-
ние ролики 10.
Наличие роликов на кольце 9 снижает трение между вращающейся и непод-
вижной частями уплотнительного устройства. В конструкции роликов предус-
мотрена возможность смещения их осей вдоль корпуса печи для того, чтобы
можно было выравнивать давление, производимое на них подвешенной обе-
чайкой.
При работе печи промежуточная обечайка перемещается по своим направ-
ляющим: поднимается вверх давлением кольца корпуса и под действием гру-
зов 1 скатывается на ходовых роликах вниз, когда корпус печи сползает по
опорным роликам к головке печи.
Чтобы устранить возможность засасывания наружного воздуха в дымовую
камеру между подвешенной обечайкой и неподвижным кольцом 12, здесь по-
мещен многослойный сплетенный асбестовый уплотнитель 14. Наружный
воздух может засасываться в дымовую камеру лишь через зазор между коль-
цом корпуса и подвешенной обечайкой 11. Так как этот зазор очень мал C-
5 мм), невелико и количество воздуха, попадающее через него в камеру.
Аэродинамические уплотнения, работающие под давлением или разрежени-
ем, устанавливаются на горячих концах современных вращающихся печей,
474
Рис. 3.68. Схема аэродинамического уплотнения
оборудуемых, как правило, неподвижными головками и холодильниками ко-
лосникового типа.
На рис. 3.68 показана схема аэродинамического уплотнения для вращаю-
щихся печей, в качестве холодильников которых служат колосниковые холо-
дильники типа Фолакс. Такого же типа уплотнения устанавливаются у печей
4,5x170 м завода "Сибтяжмаш".
Плоские стальные кольца 3 и 7, составленные из отдельных секторов и охва-
тывающие корпус, неподвижно связаны при помощи промежуточных деталей
1,2 и 6 со стенкой загрузочной камеры холодильника. В кольцевое простран-
ство между этими деталями и разгрузочным концом печи введена стальная
гильза 4, охватывающая корпус и вращающаяся вместе с ним. К деталям уп-
лотнительного устройства относится еще неподвижное сопло 8, через которое
из нагнетательного воздухопровода, идущего под колосниковую решетку хо-
лодильника, во внутреннюю полость уплотнителя поступает сжатый воздух.
Воздух вдувается в кольцевой зазор между корпусом печи и гильзой. Так как
между гильзой и вспомогательной разгрузочной деталью 5 корпуса печи име-
ется узкая кольцевая щель, воздух, выходя из нее, отбрасывается к плоскому
кольцу 3. Вследствие этого образуется препятствие для прохода воздуха (кото-
рый наполняет внутреннюю полость уплотнительного устройства) в загрузоч-
ную камеру холодильника и, следовательно, в печь через зазор между непод-
вижным кольцом 3 и гильзой.
Жестко присоединенная к уплотнительному устройству вертикальная труба
9 предназначена для отвода из внутренней полости уплотнителя осаждающейся
здесь пыли. На нижнем конце трубы имеется разгрузочное приспособление,
которое открывается периодически и выпускает собранную в трубе пыль на-
ружу.
Уплотнительные приспособления всех конструкций хорошо работают лишь
при условии, если корпус печи в месте установки уплотнения имеет правиль-
475
ную цилиндрическую форму, не искривлен и не "бьет" при вращении, трущи-
еся детали уплотнения регулярно смазываются и очищаются от пыли, перио-
дически производится осмотр деталей уплотнения, и износившиеся детали
своевременно заменяются.
Чтобы можно было упростить обслуживание уплотнительных устройств,
обезопасить его и повысить качество, необходимо при конструировании но-
вых печей предусматривать переносные или стационарные приспособления
для облегчения доступа к деталям уплотнительных устройств.
2.3. Устройства для питания печи сырьевой смесью
Сырьевая смесь вводится в печь обычно в виде шлама с влажностью 36-
42 %; когда завод работает по сухому способу производства, она подается в
печь в виде пыли с содержанием влаги до 10—12 %. В большинстве случаев
вместе с первичным сырьевым материалом в печь направляется также полно-
стью или частично и та сырьевая пыль, которая осаждается в пылеуловителе.
От устройств, питающих печь сырьевым материалом, требуется, чтобы при
их работе не нарушался физический состав сырья, обеспечивалась равномер-
ность его поступления в печь, была возможность для плавного регулирования,
причем в больших пределах, количества вводимого в печь сырья и чтобы уст-
ройства были просты по конструкции и надежны в работе.
Основными частями установок, подающих сырьевые материалы в печи, яв-
ляются их питатели.
Наиболее распространены питатели ковшового (черпакового) типа, приме-
няются также более производительные ячейковые питатели, и начинают вне-
дряться питатели с электромагнитными тормозными приспособлениями.
На рис. 3.69 показана схема питателя ковшового типа, которыми оборудова-
ны печи 3,6 C,3) 3,6x150 м и которые частично установлены на печах старых
типов, реконструированных в последние годы.
Корпус питателя изготовлен из стальных листов и имеет прямоугольную
форму. При помощи продольной перегородки 4 его внутренняя полость разде-
лена на две части. В большей, расходной, части корпуса помещен вал 3 с жес-
тко посаженными на него двумя трехчерпаковыми колесами 2. В этой части
питателя при его работе устанавливается и поддерживается постоянный уро-
вень шлама. Меньшая часть питателя служит для приема вновь поступающего
из бассейна шлама и регулирования его количества в расходной части.
Шлам в питатель подается по трубопроводу 6, а по трубопроводу 9 обратно
в бассейн стекает его излишек. К продольной перегородке примыкают щиты 7
и 5, которые при помощи стержней 5 можно устанавливать на различной вы-
соте. Поднимая и опуская щиты, регулируют количество шлама, поступающе-
го в питатель, и его уровень в широкой части питателя.
476
A-A
Рис. 3.69. Схема шламового питателя ковшового типа печи 3,6 C,3) 3,6x150 м
Две поперечные перегородки 1 образуют течку для расходуемого шлама.
Днищем этой течки является наклонно расположенный стальной лист.
При своем вращении ковши зачерпывают и переливают шлам через попе-
речные перегородки в расходную течку.
Простое по конструкции рабочее колесо питателя (рис. 3.70) изготовляется
из стального листа толщиной 4-5 мм. Днища ковшей направлены по спирали.
При такой форме ковши с наименьшим сопротивлением заполняются шламом.
По наклонно расположенным внутренним перегородкам, которые приваре-
ны к втулке и торцовым поверхностям колеса, шлам из ковшей при их подъе-
ме вверх стекает через кромку разгрузочного патрубка в расходную течку пи-
тателя.
Вал питателя через редуктор приводится во вращение от электродвигателя
постоянного тока. Изменяя число обо-
ротов электродвигателя, регулируют
производительность питателя.
Производительность ковшового пита-
теля определяют
Рис. 3.70. Схема рабочего колъеса шламового пи-
тателя печи 3,6 C,3) 3,6x150 м
477
Q = 0,06VmnR , м/ч,
C.7)
где V — емкость ковша, л; т — число ковшей, находящихся в работе; п —
число оборотов вала питателя в минуту; Яъ — коэффициент заполнения ков-
шей питателя шламом, равный в зависимости от их чистоты 0,8-1.
Ковши вращаются со скоростью 3-7 об./мин.
Приблизительно 50 % мощности приводного электродвигателя питателя рас-
ходуется на преодоление трения в подшипниках вала и редуктора. На полез-
ную работу, т.е. подъем шлама, требуется мощность, равная 0,5-1 л.с.
Питатели подобного вида, но одноколесные, применяются для подачи шла-
ма в печи длиной 127 м.
Отличаясь простотой конструкции, легкостью изготовления и обслужива-
ния, ковшовые питатели непригодны для печей современных конструкций из-
за своей относительно малой производительности. Они имеют и производ-
ственный недостаток: на внутренних поверхностях их ковшей постепенно от-
кладывается слой шлама. Вследствие этого уменьшается полезная емкость
ковша и возрастает вес рабочего колеса.
Вращающиеся печи размерами 4,5/5x135 м оборудованы питателями ячей-
кового типа (рис. 3.71).
.1
А
7 6
Вил А
(ограждение условно снято)
* 3.71. Схема шламового питателя ячейкового типа печи 4,5/5x135 м
478
В корпусе 3 расположен пустотелый барабан 2, боковая стенка которого имеет
желоба в форме нескольких вогнутых сфер. Барабан, посаженный на вал, вра-
щается от электродвигателя постоянного тока через редуктор 4. Так как пери-
ферические выступающие части барабана примыкают к внутренней полости
корпуса питателя, то шлам, который подается в питатель через приемную теч-
ку 1, стекает вниз только лишь при вращении барабана. Выливаясь из ячеек,
шлам попадает в разгрузочную течку 5.
Чтобы шлам не мог попадать в подшипники вала, расположенные в ступи-
цах торцовых стенок корпуса, применено гидравлическое уплотнение: через
каналы во втулках, которые расположены около внутренних торцовых повер-
хностей втулок, непрерывно пропускается вода с давлением, равным 1,5-2 ати.
Особенностью ячейкового питателя является также то, что он оборудован
приспособлением для очистки рабочих поверхностей ячеек от осаждающего-
ся на них шлама.
Очистка производится скребками б, присоединенными к концам рычагов 7,
которые жестко посажены на вспомогательный валик 5. На противоположные
концы рычагов помещены противовесы 10, а на концах основного вала зак-
реплены два диска 9, боковые поверхности которых имеют ту же форму, что и
боковая поверхность рабочего барабана. При работе барабана вращающиеся
диски поворачивают вспомогательный валик 8 по часовой стрелке, а противо-
весы приводят его в начальное положение столько раз за один оборот бараба-
на, сколько в нем имеется ячеек. Вследствие этого закрепленные на рабочих
концах рычагов скребки постоянно находятся на одном и том же, точно уста-
новленном расстоянии от рабочих поверхностей ячеек.
Так как число ячеек барабана равно 8-10 и они значительны по своей длине,
питатель имеет большую производительность. При среднем числе оборотов,
равном 6,5 в минуту, производительность питателя печи 4,5/5x135 м составля-
ет 80 м3/ч.
Барабан питателя вращается со скоростью 4-9 об./мин.
При работе питателя ячейкового типа шлам движется сверху вниз, поэтому
мощность приводного электродвигателя расходуется только на преодоление
сопротивлений: трения в подшипниках основного и вспомогательного валов,
в подшипниках редуктора и скребков о шлам.
Производительность питателя определяют
Q = 0,06VmnR3,M/4, C.8)
где т — число ячеек барабана; V — объем ячейки, л; п — число оборотов
барабана в минуту; R^ — коэффициент заполнения ячейки шламом, завися-
щий от точности первоначальной пригонки боковых выступающих частей ба-
рабана к внутренней стенке корпуса и степени изношенности как барабана,
так и стенок корпуса; в среднем он равен 0,85-0,98.
479
Продолжительная работа ячейкового питателя без ремонта возможна при
условии, если его барабан расположен центрально относительно корпуса и
гидравлическое уплотнение подшипников барабана работает нормально и ус-
траняет попадание в них шлама. Из-за неточной сборки питателя или износа
вкладышей подшипников вала возможно захватывание периферическими тор-
цовыми поверхностями вращающегося барабана за стенки корпуса. Трущиеся
поверхности этих деталей тогда будут быстро истираться, между ними возра-
стут зазоры, что приведет к протеканию шлама из верхней полости питателя в
нижнюю и, следовательно, нарушению нормальной работы питателя.
Завод им. Э. Тельмана оборудовал печи и концентраторы шлама питателями,
которые за исключением клапанов (игл) не имеют ни одной движущейся час-
ти. Вследствие этого питатели могут долго и надежно работать без ремонта.
Шламовый питатель этого типа состоит из четырех бачков: приточного 5,
куда непрерывно нагнетается шлам из шламобассейна, двух контрольных 2 и
5 и сливного 10 (рис. 3.72).
В выпускных отверстиях приточного бачка установлены конусные клапаны
4 и 6, открывающиеся вверх. Клапаны / и 9, также конусной формы, помеще-
ны под расходными отверстиями контрольных бачков. При нерабочем состоя-
нии клапаны 1 и 9 опущены вниз, поэтому расходные отверстия контрольных
бачков открыты. Подъем всех клапанов и, следовательно, открытие отверстий
в сливном бачке и закрытие их в контрольных бачках производится при помо-
щи магнитных тормозных устройств. Управление тормозными устройствами
осуществляется импульсным датчиком, включенным в действие работающей
машиной, для которой устанавливается шламовый питатель (корпусом печи
или барабаном концентратора).
Работа шламового питателя протекает в следующей последовательности.
46'
Рис. 3.72. Схема питателя с электромагнитным управлением
480
При вращении корпуса печи или барабана концентратора и подаче первого
импульса включаются в действие тормозные устройства клапанов 4 и 1. В ре-
зультате этого открывается клапан 4 и закрывается клапан 1. Таким образом,
через кольцевое отверстие в левой половине приточного бачка начинается за-
полнение шламом контрольного бачка 2. Достигнув установленного уровня,
шлам производит давление на уровнемер 3 и выключает магнитный тормоз
клапана 4, поэтому клапан закрывается, и подача шлама в бачок прекращает-
ся. При втором импульсе в действие включаются магнитные тормоза клапанов
6, 1 я 9, что приводит к опорожнению контрольного бачка 2 и заполнению
шламом бачка 8. При повышении уровня до определенной высоты уровнемер
7 выключает магнитный тормоз клапана 6, поэтому поступление шлама в ба-
чок 8 прекращается. Затем процесс поочередного наполнения и опорожнения
бачков повторяется в той же последовательности.
За время между окончанием наполнения контрольного бачка шламом и на-
чалом его опорожнения происходит стекание по трубопроводу 14 излишне
поступившего в бачок шлама обратно в шламовый бассейн, и его уровень ста-
билизируется.
Из сливного бачка в машину шлам поступает через трубопровод 15 и ниж-
нее центральное отверстие 12. В это отверстие вставлен поплавок 11. Нижний
конец поплавка имеет конусную форму. Поплавок выравнивает подачу шлама
в машину. Поднимаясь и опускаясь при изменении уровня шлама в бачке, он
изменяет ширину кольцевой щели расходного отверстия и, следовательно, ко-
личество шлама, которое может попасть в машину через это отверстие. Одно-
временно с подъемом и опусканием поплавка регулируется и количество шла-
ма, стекающего в машину через трубопровод 15.
При помощи трубопровода 13 поддерживается постоянный уровень шлама
в приточном бачке 5. Излишек шлама из этого бачка по трубопроводу 13 сте-
кает обратно в шламовый бассейн.
Магнитные тормозные устройства воздействуют не непосредственно на кла-
паны, а на концы рычагов, к которым клапаны подвешены. Изменяя длину
плеч рычагов, можно регулировать ширину щелей для протекания шлама в
контрольные бачки и сливной бачок. Таким путем достигается возможность
изменения производительности шламового питателя.
На заводах, работающих по сухому способу производства, сырьевая смесь
подается во вращающиеся печи подобно шламу через наклонно расположен-
ные питательные трубы. При этом приходится преодолевать большие трудно-
сти, потому что при температуре отходящих газов, равной 500-700 °С, с кото-
рой обычно работают печи по сухому способу, питательные трубы быстро
деформируются и их приходится часто заменять.
Уловленная сырьевая пыль может подаваться в печи несколькими способами:
16. Лисиенко В.Г. и др.
1) вместе со шламом через одну и ту же с ним питательную трубу, но не в
порошкообразном виде, а в виде гранул;
2) в порошкообразном виде и отдельно от шлама, но не с торца холодного
конца печи, а за зоной навески цепей, причем при помощи питателей специ-
альной конструкции;
3) в порошкообразном виде со стороны горячего конца печи через отдельно
установленную форсунку.
Наиболее распространенным является первый способ питания печей сырье-
вой смесью. По такому способу подается сырье в большую часть вращающих-
ся печей современных конструкций, в том числе и в печи размером 4,5/5х 135м.
Схема такой установки показана на рис. 3.73.
Шлам из бассейна нагнетается центробежным насосом в питательный бачок
1. Излишек шлама из бачка стекает обратно в бассейн по трубе 2. Из питатель-
ного бачка шлам переливается в питатель 3, откуда пройдя через контрольный
Рис. 3.73. Схема установки для питания сырьевой смесью печи 4,5/5x135 м
482
бачок 4, он попадает в питательную трубу печи 5. Сюда же в виде гранул по-
ступает и уловленная сырьевая пыль. Грануляция пыли производится двумя
грануляторами тарельчатого типа 6. Для увлажнения пыли на тарелку грану-
лятора центробежным насосом подается шлам и распыляется при помощи
форсунки.
Сырьевая пыль собирается в бункере 7 и отсюда при помощи пневматичес-
кого камерного насоса 5 транспортируется в запасный бункер 9. Чтобы давле-
ние в запасном бункере при нагнетании в него воздушно-пылевого потока не
повысилось выше атмосферного, трубопроводом 10 он соединен с дымовой
камерой печи.
Наклонно расположенная питательная труба жестко закреплена в междуэтаж-
ном перекрытии помещения цеха. Чтобы эта труба не перегревалась отходя-
щими газами, по ней циркулирует холодная вода.
Часть сырьевой пыли, установленной из газового потока, транспортируется
пневматическим путем в бункер, который расположен над головкой печи. От-
сюда через отдельную форсунку эта часть уловленной пыли вдувается в печь с
ее разгрузочного конца.
При использовании печей устаревших конструкций осажденная из газового
потока сырьевая пыль, как правило, повторно вводится в печь с ее холодного
конца, причем вместе со шламом по одной с ним питательной трубе или от-
дельно от него по второй трубе.
При введении сырьевой пыли в печь по первому способу образующаяся сы-
рьевая смесь оказывается неоднородной по влажности и текучести из-за пло-
хого перемешивания составляющих, а если пыль подается в печь по второму
способу, то большая ее часть снова захватывается газовым потоком и выно-
сится наружу.
Новые способы питания вращающихся печей сырьевой смесью, внедрен-
ные в цементную промышленность в последние годы, устраняют большую
часть недостатков питательных установок прежних конструкций.
На зарубежных цементных заводах для ввода в печи сырьевых порошкооб-
разных смесей часто используют периферические питатели. Там они приме-
няются также для подачи в печи уловленной сырьевой пыли обычно за зоной
навески цепей.
Для ввода за зоной навески цепей уловленной сырьевой пыли Гипроцемен-
том спроектирован специальный, оригинальной конструкции питатель, кото-
рым оборудуются теперь вращающиеся печи 3,6 C,3) 3,6x150 м и 4,5x170 м на
отечественных цементных заводах.
Питатель (рис. 3.74), изготовленный из стальных листов толщиной 8-15 мм,
плотно и прочно приварен к корпусу печи и вращается вместе с ним. Питатель
состоит из пяти колец, охватывающих корпус печи: загрузочного, имеющего
цилиндрическую форму 3; разгрузочного прямоугольной формы со скошен-
16* 483
ными углами 6 и трех промежуточных 4 такой же формы. Они примыкают
одно к другому, и их внутренние полости связаны между собой отверстиями,
расположенными в торцовых стенках (на рис. 3.74 путь движения сырьевой
пыли внутри питателя отмечен пунктирной линией и стрелками).
Загрузочное кольцо открыто с торцовой стороны. Имеющаяся здесь щель
между кольцом и корпусом печи закрыта неподвижно установленным щитом 1
(на рис. 3.74 щит отмечен пунктирной линией). Для уменьшения распыления
сырьевой пыли, подаваемой в питатель, кольцо оборудовано уплотнением 2.
Из бункера сырьевая пыль поступает в загрузочное кольцо через наклонно
установленную и врезанную в щит течку (на рис. 3.74 не показана).
При вращении печи виток 9 захватывает выпадающую из течки пыль и пере-
мещает ее в первое промежуточное кольцо питателя. При дальнейшем враще-
нии печи сырьевая пыль через отверстия в торцовой стенке 5 перемещается во
второе промежуточное кольцо. Таким же путем она транспортируется далее в
третье кольцо и, наконец, попадает в последнее разгрузочное кольцо, а из него
через отверстие в корпусе печи 7 попадает в ее внутреннюю полость.
Путь движения сырьевой пыли несколько усложняется при ее перемещении
из кольца с сечением А - А в кольцо с сечением Б - Б (рис. 3.74). Поступив
через отверстие 10 в кольцо с сечением Б -Б, сырьевая пыль через отверстие 8
снова попадает в кольцо с сечением А - А и только затем через отверстие,
имеющееся в стенке //, она окончательно поступает в кольцо с сечением Б-Б
для дальнейшего перемещения вперед к разгрузочному кольцу. Благодаря та-
кому сложному перемещению сырьевой пыли через кольцо с сечением А - А
оно более полно, чем другие, заполнено ею и образует затвор, отделяющий
внутреннюю полость питателя от разреженной внутренней полости печи. Пе-
12 3 45л Б
9 8 А Б
Рис. 3.74. Схема питателя конструкции Гипроцемента для ввода в печь порошкообразной сырьевой
смеси
484
ремещение пыли из кольца с сечением Б-Б в разгрузочное кольцо совершает-
ся через отверстие 12.
При непрерывном поступлении сырьевой пыли в питатель и заполнении ко-
лец пылью почти исключена возможность засасывания наружного воздуха в
печь.
При прекращении поступления сырьевой пыли в питатель и, следовательно,
устранении давления со стороны загрузочного конца, на пыль, находящуюся в
кольцах питателя, часть ее сохранится. Эта пыль вместе с лабиринтовым уп-
лотнением питателя обеспечивает герметичность внутренней полости печи,
когда она работает при отключенном питателе.
В питателе имеются люки, предназначенные для осмотра через них внут-
ренней полости каждого из колец питателя, а также для их очистки от пыли,
если в этом появится необходимость.
Для ввода в печь сырьевой пыли применяются также менее совершенные,
но простые по конструкции питатели улиткообразного типа.
2.4. Грануляторы
В связи с усовершенствованием способов производства цемента, созданием
новых конструкций клинкерообжигательных печей и ростом их производи-
тельности в установках, предназначенных для питания печей сырьевой сме-
сью, в цементной промышленности в последние годы все более возрастает
роль грануляторов, т.е. механизмов, предназначенных для превращения по-
рошкообразных смесей в отдельные частицы, имеющие округлую форму, оп-
ределенные размеры и прочность.
При производстве цемента гранулированию подвергаются топливо-сырье-
вые материалы перед их поступлением в шахтные печи, только на гранулиро-
ванной сырьевой смеси могут работать вращающиеся печи с конвейерными
кальцинаторами; путем предварительной грануляции наиболее просто дости-
гается возможность использования уловленной сырьевой пыли без повторно-
го ее выноса из печи наружу газовым потоком.
К простейшим машинам для грануляции порошкообразных смесей относят-
ся пресс-бегуны, пресс-вальцы и шнековые прессы с решетками, используе-
мые для подготовки к загрузке топливо-сырьевых смесей в шахтные печи, и
винтовые транспортеры, питающие вращающиеся печи небольшой произво-
дительности устаревших конструкций, когда они работают по сухому способу
производства цемента.
Образующиеся в бегунах, прессах и вальцах гранулы цилиндрической фор-
мы малопрочны, а гранулы, получаемые в винтовых транспортерах, не обла-
дающие определенной формой, разнообразны по размерам и содержат много
пыли.
485
Наклонно расположенные вращающиеся барабаны являются более совер-
шенными приспособлениями для грануляции сырьевых порошкообразных
смесей. Однако грануляторам барабанного типа присущи очень многие недо-
статки как конструктивного, так и эксплуатационного характера: их удельная
производительность (отнесенная к рабочей поверхности) очень низка, бараба-
ны велики по своим габаритным размерам, работа их сопровождается силь-
ным пылевыделением, что приводит к необходимости закрывать барабан с
торцовых сторон специальными щитами, усложняющими и конструкцию ус-
тановки, и ее эксплуатацию; устройства для очистки внутренней поверхности
барабанов от налипшей сырьевой смеси громоздки и неудобны при эксплуата-
ции, регулирование процесса грануляции по размерам готовых гранул дости-
гается с большим трудом, велик удельный расход энергии на приведение в
движение барабанов.
Область применения барабанных грануляторов непрерывно сужается за счет
внедрения в производство цемента более совершенных по конструкции и про-
изводственным показателям грануляторов тарельчатого типа.
Основной характеристикой тарельчатого гранулятора являются его произво-
дительность и диаметр тарелки. Тарельчатые грануляторы изготовляются про-
изводительностью от 1 до 25 т/ч сырьевой смеси, а диаметр их тарелки дости-
гает 4,5 м.
Тарельчатые грануляторы различают по способу расположения их тарелки
на основании, виду бортов тарелки, конструкции приводного устройства и
конструкции очистного устройства.
Грануляторы выпускаются с тарелкой, которая опирается на основание сво-
ей центральной частью, и с тарелкой, точка опоры которой на основании сме-
щена относительно плоскости симметрии тарелки. Они могут изготовляться с
бортом постоянной высоты, а также с бортом, высоту которого можно менять.
Кроме того, грануляторы могут быть с червячной передачей, с передачей че-
рез колесный редуктор и пару конических шестерен и с передачей через ко-
лесный редуктор и пару цилиндрических шестерен. Они конструируются с
механическим очистным устройством и с очистным устройством, управляе-
мым гидропневматическим способом.
На рис. 3.75 показана схема тарельчатого гранулятора с изменяющимися по
высоте бортами, колесным приводом и механическим очистным устройством.
Основные части гранулятора: наклонно расположенный вал 4; тарелка 3,
жестко соединенная с валом; ведомая цилиндрическая шестерня 2; ведущая
шестерня б; основание, составленное из двух вертикально расположенных и
связанных между собой боковин 1; полый цилиндрический корпус вала 8,
шарнирно опирающийся своими осями 7 на боковины основания, и приспо-
собления 9 для изменения угла наклона тарелки.
486
рис. 3.75. Схема тарельчатого гранулятора
Тарелка приводится в движение от электро-
двигателя через редуктор. Площадка, на кото-
рой установлен приводной механизм, жестко
связана с корпусом вала, поэтому изменение
положения тарелки относительно горизонта не
отражается на работе приводного механизма.
К стойке 5 крепится очистное устройство.
Сущность действия гранулятора заключает-
ся в следующем. На вращающую-ся наклон-
но расположенную тарелку непрерывно посту-
пает порошкообразная, сырьевая смесь, под-
лежащая грануляции. Сюда же подается шлам или вода. Сырьевая смесь под-
нимается вращающейся тарелкой вверх, сползает вниз и вновь поднимается,
совершая цикл движения по замкнутой кривой. Кроме общего движения всей
массы сырьевой смеси, ее отдельные частицы находятся в дополнительном
движении одна относительно другой. Двигаясь, увлажненные частицы слипа-
ются, увеличиваются по размерам и, окатываясь, получают форму шара. При
очередном подъеме вверх и скатывании вниз крупные гранулы, приобретая
большую скорость движения, выпадают за борт тарелки.
На каждую частицу материала, расположенную на тарелке, действуют три
силы: центробежная, направленная радиально и отбрасывающая частицы к
борту тарелки; сила тяжести, сдвигающая частицу по наклонно расположен-
ной тарелке вниз, и сила трения, направленная противоположно равнодейству-
ющей первых двух сил и препятствующая движению частицы.
Для работы гранулятора с наибольшей производительностью требуется, что-
бы действующие на частицы материала перечисленные силы, суммируясь, со-
здали такие условия, при которых каждая из частиц материала делала бы в
течение одного оборота тарелки наибольший путь перемещения относитель-
но других частиц.
Наиболее выгодные условия для работы гранулятора с тарелкой определен-
ного диаметра, при которых его производительность была бы максимальной,
достигаются путем выбора числа оборотов тарелки, угла ее наклона к гори-
зонту и высоты борта. Изменение каждой из этих величин приводит к измене-
нию производительности гранулятора, размеров гранул и их прочности. На-
пример, чрезмерное увеличение числа оборотов тарелки связано со снижени-
ем производительности, так как возрастающая центробежная сила, прижимая
материал к борту тарелки, ограничивает относительное перемещение его час-
тиц; к уменьшению производительности приводит также снижение угла на-
487
клона тарелки, но одновременно при этом создаются лучшие условия для воз-
растания размеров гранул, так как увеличивается время пребывания материа-
ла на тарелке и длина траектории движения его отдельных частиц и т.д.
Опыты с тарельчатыми грануляторами, произведенные Гипроцементом, по-
казали, что при диаметре тарелки от 2 до 3 л и при работе на сырьевых смесях,
применяемых при производстве цемента, производительность гранулятора
может быть определена так:
Q = 0,35D\, кг/ч, C.9)
где D — диаметр тарелки, м; у^ — насыпной вес гранул в кг/м3; h — высота
борта тарелки, должна составлять приблизительно 0,Ш .
Средняя окружная скорость борта тарелки должна быть равной в среднем
1,6 м/с.
Практически угол наклона тарелки к горизонту не должен быть меньше 35°
и больше 55°, так как при меньшем угле наклона устраняется возможность
выпадения гранул за борт, а при большем угле резко сокращаются рабочая
площадь тарелки и высота подъема материала, снижается производительность
и устраняется возможность для образования крупных и прочных гранул.
Наилучшие результаты работы гранулятора получаются при установке его
тарелки к горизонту приблизительно под углом 45°; расход мощности на при-
вод гранулятора определяется
N=S-lО/N»^sin p, кВт. (ЗЛО)
При конструировании гранулятора большое внимание должно уделяться
выбору рациональной конструкции опор его вала, через которые действую-
щие усилия передаются корпусу вала. Уплотнительные приспособления опо-
ры при наименьшем количестве деталей и таком их расположении, которое
позволяет быстро разобрать и собрать ее, должны полностью устранять воз-
можность проникновения в корпус и в подшипники вала пыли, взвешенной в
воздухе около работающего гранулятора.
Верхняя опора гранулятора может, например, иметь конструкцию, показан-
ную на рис. 3.76.
На вертикальном валу 4 тарелки при помощи шпонки жестко закреплена
стальная втулка 5, а к ней при помощи шпилек 6, также жестко, присоединен
зубчатый венец 8. Связь между втулкой и, следовательно, валом и тарелкой
осуществлена через кольцо 7 и вертикальные ребра 5.
Вал тарелки расположен в стальном корпусе, имеющем форму стакана. Пер-
пендикулярно продольной оси вала в корпусе рассверлены два отверстия 14. В
эти отверстия введены и жестко закреплены концы осей, которыми тарелка,
вал и его корпус опираются на основание гранулятора.
488
—090-
Рис. 3.76. Схема соединения днища тарелки с осью гранулятора
Вал передает давление на корпус через радиально-упорный подшипник. При
помощи стального кольца 11, шайбы 12 и войлочного уплотнителя 13 образо-
вана замкнутая камера 15, в которую вводится смазка для подшипника. Сверху
корпус закрыт крышкой 16. Уплотнители 9 и 10 препятствуют проникнове-
нию пыли в подшипник. Чтобы при работе гранулятора пыль не попадала в
зацепление шестерен и подшипника вала, зубчатый венец и ведущая шестер-
ня, а также вся полость, примыкающая к подшипнику, заключены в кожух 1.
Лабиринтовое уплотнение 2, соединенное с неподвижным кожухом, устраня-
ет возможность проникновения пыли в защищенную полость через зазор между
кожухом и вращающейся втулкой вала.
Вопросы пылеулавливания рассмотрены в четвертой части, книга 2.
489
Глава 3.
ЭЛЕМЕНТЫ КОНСТРУКЦИИ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
3.1. Корпус вращающейся печи
3.1.1. Конструкция корпуса
Собственно вращающаяся печь состоит из следующих конструктивных эле-
ментов: корпуса, опор, привода, головки, уплотнительных устройств, тепло-
обменных устройств, футеровки и термоизоляции. Конструкция печи в целом
должна обеспечивать достаточную жесткость и согласованность теплового
расширения отдельных элементов. Выполнение этих условий имеет решаю-
щее значение для сохранности, как металлических частей, так и особенно фу-
теровки печи.
Корпус является основной частью печи. Во внутренней полости корпуса
происходит обжиг материала, его перемешивание и перемещение от холодно-
го конца к горячему. Коэффициент использования печи зависит от техничес-
кого состояния ее корпуса — его прямолинейности, жесткости и прочности.
На отечественных цементных заводах все вновь устанавливаемые печи име-
ют сварные корпуса. У значительной части печей старых конструкций при их
реконструкции клепаные корпуса также заменены сварными по всей длине
или по длине зоны спекания.
Из-за отсутствия накладных поясов, необходимых при соединении обечаек
заклепками, сварные корпуса печей приблизительно на 20 % легче клепаных;
по гладкой внутренней поверхности сварных корпусов более удобно уклады-
вать футеровку; в меньшей степени, чем клепаные, сварные корпуса подвер-
жены загрязнению и коррозии, так как на их наружной, поверхности меньше
задерживается влага и пыль; через швы сварного корпуса благодаря их плот-
ности во внутреннюю полость печи не проникает вода, применяемая для ох-
лаждения корпуса по длине зоны спекания печи; сварные корпуса не нужда-
ются в ремонтах, которые неизбежны при эксплуатации клепаных корпусов
из-за ослабления их швов.
Должно быть отмечено, однако, что по продольно направленным сечениям
сварные корпуса менее жестки, чем клепаные, несущие накладные пояса.
Вследствие этого радиально направленные деформации обечаек клепаного
корпуса меньше таких же деформаций обечаек корпуса сварной конструкции.
Жесткость корпусов большого диаметра часто усиливают путем посадки на
них колец жесткости, располагая их на расстоянии 3-6 м один от другого. Коль-
цам жесткости придают обычно двутавровую форму сечения (рис. 3.77), и на
корпусе они находятся свободно. Чтобы они не могли перемещаться вдоль
корпуса с их правой и левой стороны, к внешней поверхности корпуса прива-
490
рис. 3.77. Схема кольца жесткости корпуса вращаю-
щейся печи 4,5/5x135 м
ривают планки-ограничители, расположенные в шахматном порядке одна от-
носительно другой.
Экваториальный момент инерции сечения кольца относительно горизонталь-
но направленной центральной оси равен приблизительно 24600 см , а его вес
составляет 2,3 т. Предположим, что кольцо посажено на обечайку длиной 4 м,
сваренную из стального листа толщиной 45 мм. Такая обечайка весит около
20 т и обладает моментом инерции сечения относительно той же оси, равным
лишь 3000 см4. Сравнение приведенных величин убеждает нас в том, что, об-
ладая большой жесткостью и относительно небольшим весом, кольца жестко-
сти являются весьма полезными приспособлениями для усиления общей жес-
ткости того участка корпуса, на котором они помещены. Последнее справед-
ливо, однако, лишь при условии, если корпус и кольца при изготовлении не
искажены, и, следовательно, имеют правильную цилиндрическую форму и если
на корпус они посажены с необходимым зазором. Величина этого зазора опре-
деляется исходя из средней температуры корпуса и кольца при их рабочем
состоянии. Если кольцо посажено на корпус с меньшим, чем требуется, зазо-
ром, то при нагреве в сечениях корпуса и в сечениях кольца возникают внут-
ренние напряжения, нередко опасные для прочности сопряженных частей, а
при посадке кольца с излишне большим зазором не используется полностью
его жесткость и, следовательно, не оправдывается цель его применения.
Если шаг расстановки колец жесткости на корпусе равен, приблизительно
его диаметру, то, как показывают практические наблюдения, их действие
усиление жесткости — распространяется примерно одинаково на всю длину
той обечайки, на которой кольцо располагается.
Корпуса печей изготовляются из стальных листов толщиной 20-70 мм, про-
катанных из стали марки ст. 3, удовлетворяющей требованиям группы А по
механическим свойствам и группы Б по химическому составу.
491
Элементом корпуса печи является его обечайка. По назначению обечайки
разделяются на рядовые, подбандажные и подрекуператорные, если печь обо-
рудуется холодильником рекуператорного типа. При конструировании корпу-
са подрекуператорной обечайке должно уделяться особо большое внимание,
поскольку она находится под воздействием меняющихся тепловых напряже-
ний, ослаблена отверстиями, через которые происходит выпадение клинкера
из печи в барабаны холодильника, и подвержена действию больших внешних
нагрузок. Сильно нагружены также подбандажные обечайки печей всех кон-
струкций и размеров. Поэтому стальной лист для их изготовления выбирается
в 1,5-2 раза толще листа, употребляемого для обечаек рядовых. Из рядовых
обечаек более жесткими должны быть те, которые расположены по длине зоны
спекания печи.
Длина обечаек современных вращающихся печей большого диаметра и ко-
личество частей, составляющих обечайку подлине ее развертки, выбирают
исходя из возможности расположения обечайки в собранном виде или в виде
отдельных составляющих на платформе, без нарушения установленных же-
лезнодорожных габаритов.
При изготовлении и ремонте корпусов применяются автоматическая, полу-
автоматическая и ручная сварка швов. К выполнению ручной сварки допуска-
ются лишь высококвалифицированные сварщики.
Большая часть современных вращающихся печей изготовляется с корпуса-
ми одного и того же диаметра по всей длине. Внедрение в производство це-
мента печей с такими корпусами не только упрощает и удешевляет их изготов-
ление, сборку и эксплуатацию, но одновременно позволяет повысить их коэф-
фициент использования: для печи с корпусом одинакового диаметра значи-
тельно облегчается контроль за его прямолинейностью, более редкими стано-
вятся случаи перегрузки опорных устройств печи, упрощается процесс ее фу-
терования и повышается стойкость футеровки.
3.1.2. Тепловые деформации корпуса печи
Несмотря на толстый слой футеровки, корпус печи под действием высокой
температуры газового потока, который движется вдоль его внутренней полос-
ти, значительно нагревается. Наибольший нагрев корпус получает по длине
зоны спекания. Здесь температура его внешней поверхности составляет 300-
400 °С. К концам корпуса она постепенно снижается и в среднем равна 200 °С
у разгрузочного и в зависимости от длины печи 30-60 °С у загрузочного кон-
ца. Из-за нагрева длина и диаметр корпуса несколько возрастают по сравне-
нию с теми размерами, которые он имеет в нерабочем (холодном) состоянии.
При удлинении корпуса меняется положение его бандажей относительно
опорных роликов и деталей уплотнительных устройств одна относительно
492
другой. Меняются также зазоры между бандажами и расположенными вверху
башмаками.
Бандаж, расположенный между контрольными роликами, не перемещается
вдоль оси печи при ее нагреве, поэтому поперечное сечение корпуса печи,
проходящее через этот бандам, можно принять за нейтральное сечение, от ко-
торого вправо и влево происходит удлинение корпуса при нагреве. Чтобы бан-
дажи занимали среднее положение на опорных роликах, последние при мон-
таже печи должны быть сдвинуты к концам корпуса относительно соответ-
ствующих им бандажей на величину
где а — коэффициент линейного расширения корпуса, для стали а = 0,000012;
t — средняя температура корпуса печи при ее рабочем состоянии по длине
рассматриваемого участка (определяется по графику изменения температур
корпуса монтируемой печи), °С; ?окр — температура помещения, где располо-
жена печь, °С; Lx — длина части корпуса, измеренная от нейтрального сечения
до той пары роликов, для которой определяется сдвиг, мм.
Удлинение корпуса и увеличение его диаметра не отражается отрицательно
на его прочности и на прочности сопряженных с ним деталей, если эти дефор-
мации принимаются во внимание при конструировании печи и приводят к не-
равномерному распределению усилий на опорные ролики, их подшипники и
детали уплотнений холодного и горячего концов печи, когда эти деформации
и не учитываются.
Тепловые деформации корпуса происходят также при нарушении правил
технической эксплуатации печи, в результате чего проявляются исчезающие и
остающиеся прогибы корпуса между опорами и образуются на корпусе вы-
пуклости и вмятины.
Прогиб корпуса возможен, например, при розжиге печи, когда допускается
ее продолжительный прогрев без поворачивания и если, к тому же, форсунка
печи установлена со значительным наклоном к оси печи. При таких условиях
розжига часть корпуса, находящаяся под воздействием горячего факела, удли-
няется больше, чем противоположная часть, и корпус в этом месте прогибает-
ся; при последующих поворотах искривленного корпуса и его сечениях воз-
никают большие внутренние напряжения. Односторонний перегрев корпуса и
его прогиб неизбежны также при внезапной остановке печи и ее продолжи-
тельном простое без поворачивания. Это имеет место при выходе из строя
приводного механизма печи или при прекращении по какой-либо причине по-
ступления на завод электроэнергии. Под действием тепла раскаленного клин-
кера нижняя часть корпуса тогда сильно прогревается и удлиняется больше,
чем верхняя. Из-за этого корпус печи по длине зоны спекания и частично зоны
493
подогрева материала прогибается. В зависимости от количества разогретого
материала, от состояния футеровки печи и продолжительности ее простоя без
поворачивания стрела прогиба корпуса между опорами в таких случаях может
достигать 100-150 мм.
После пуска печи и равномерного разогрева полученные корпусом прогибы
в большинстве случаев исчезают, но не всегда и не полностью. Если, напри-
мер, корпус, сильно нагретый в своей нижней части и провисающий между
опорами, одновременно охлаждается потоком холодного воздуха, поступаю-
щего снаружи, то будут появляться остаточные деформации. Корпус после пуска
печи и равномерного нагрева в таких случаях не выпрямляется полностью.
Прогиб корпуса печи возможен и при ее нерабочем состоянии. Если, напри-
мер, с одной стороны печи расположена наружная стена цеха с незакрытыми
или плохо закрытыми окнами, через которые снаружи проникает холодный
воздух, а с другой — работающая печь, то, омываясь с одной стороны холод-
ным воздухом, а с другой — теплым, корпус печи прогибается в сторону рабо-
тающей печи.
Часто корпус деформируется при местном повреждении футеровки. Обна-
женный участок корпуса тогда сильно нагревается, его температура достигает
700-900 °С, металл приобретает малиновый, затем красный цвет. В месте пе-
регрева металла на корпусе образуется выпуклость или вмятина, затрудняю-
щая в дальнейшем правильную укладку футеровки. При продолжительном
перегреве металл коробится и частично сгорает. Особенно опасно частичное
выпадение футеровки у печей клепаной конструкции под их заклепочными
швами. Под действием высокой температуры нарушается не только прочность
и плотность шва, но в местах стыка концы обечаек сильно деформируются,
отрываются от соединительных накладных поясов и сгорают.
Выпуклости и вмятины на корпусе печи получаются также при так называе-
мых горячих заварках футеровки печи. Горячие заварки футеровки разрушают
корпус печи.
3.2. Детали опорных устройств
3.2.1. Бандажи
Массивные стальные кольца, охватывающие корпус печи, опирающиеся на
ее ролики и при вращении печи катящиеся по ним, называются бандажами.
Первоначально бандажи изготовлялись цельнолитыми. С внедрением в про-
изводство вращающихся печей диаметром свыше 4,5 м размеры бандажей выш-
ли за пределы железнодорожных габаритов D900 мм по ширине и 5550 мм по
высоте от головки рельса). Вследствие этого необходимо было отливать бан-
дажи из двух частей, обрабатывать полукольца на месте отливки, транспорти-
494
ровать их к месту установки и уже здесь соединять при помощи электрошла-
ковой сварки.
Впервые в мировой практике использования вращающихся печей сварные
бандажи крупных негабаритных размеров были применены в СССР в 1954 г.
При реконструкции вращающихся печей на цементном заводе "Гигант" были
соединены полукольца четырех бандажей, внешний диаметр которых равнял-
ся 5 м, а внутренний 4,65 м при ширине 800 мм. За время эксплуатации свар-
ных бандажей на этом заводе не выявлено каких-либо дефектов в местах их
сварки.
Бандажи современных вращающихся печей имеют сплошное сечение пря-
моугольной формы, при котором они просто отливаются, легко обрабатыва-
ются и отличаются надежностью в работе. Устанавливаемые прежде на ряде
вращающихся печей бандажи коробчатого сечения, несмотря на их большую
жесткость при одном и том же весе по сравнению с бандажами прямоугольно-
го сечения, теперь не применяются из-за сложности отливки, худшего каче-
ства и меньшей надежности при эксплуатации.
На корпус печи бандажи насаживаются свободно, но с установкой приспо-
соблений, препятствующих перемещению их в осевом направлении. Под бан-
дажи подбиваются прокладки (башмаки). Посадка бандажа не непосредствен-
но на обечайку, а на башмаки снижает теплопередачу от корпуса к бандажу,
способствует сохранению средней постоянной температуры бандажа и час-
тично устраняет возможность возникновения в бандаже дополнительных внут-
ренних напряжений при изменении температурного режима печи. Одновре-
менно башмаки усиливают жесткость обечайки по ее поперечным сечениям.
Способ посадки бандажа на корпус и конструкции применяемых при этом
башмаков и упоров выбирают исходя из того, чтобы при вращении корпуса
давление бандажа распределялось равномерно башмаки и упоры, процесс по-
садки совершался с наименьшими затратами рабочей силы и посаженный на
место бандаж был расположен центрально относительно оси корпуса.
На рис. 3.78 показана схема посадки бандажа на печь, разработанная Гипро-
цементом. По такой схеме производится посадка бандажей на печи прежних
выпусков при их реконструкции.
Под бандаж подбиваются башмаки, а под каждый из них — две тонкие про-
кладки. После выверки на правильность расположения прокладки и башмаки
привариваются к корпусу. Затем на башмаки накладываются кольца квадрат-
ного сечения, составленные обычно из четырех частей, и привариваются к
башмакам.
Кольца препятствуют перемещению бандажа вдоль корпуса. Ребра-упоры,
установленные на, каждый башмак, усиливают жесткость колец. Применяе-
мые детали просты по конструкции и легки для изготовления. В случае осево-
495
Рис. 3,78. Схема посадки бандажа на корпус враща-
ющейся печи конструкции Гипроцемента
-1100-
Рис. 3.79. Схема посадки бандажа на корпус
вращающейся печи 4,5x170 м конструкции
Сибтяжмаша
го смещения бандажа его давление равномерно распределяется по длине упор-
ного кольца и на ребра-упоры.
Более сложен способ посадки бандажей на корпус печи 4,5x170 м конструк-
ции Сибтяжмаша (рис. 3.79). Башмаки, подбиваемые под бандажи, составле-
ны из двух толстых прокладок — более широкой нижней и узкой верхней — и
двух тонких, введенных между толстыми. Осевому смещению бандажа пре-
пятствуют расположенные по обе стороны верхней прокладки вертикальные
стальные упоры прямоугольного сечения. Каждый из упоров перекрывает два
башмака.
Кроме большого количества деталей, существенным конструктивным недо-
статком приведенного способа посадки бандажа на корпус является недоста-
точно жесткая конструкция башмаков. Из-за большого числа прокладок, нало-
женных одна на другую, и их быстрого смятия при работе печи башмаки не
будут способствовать равномерному распределению на них давления бандажа
и сохранению постоянства величины зазора между башмаками и бандажом.
Изменяя количество тонких прокладок или их толщину, можно увеличивать
или уменьшать высоту башмака, составленного из нескольких прокладок.
Поэтому башмаки такой конструкции должны применяться лишь в тех случа-
ях, когда подбандажная обечайка не имеет правильной цилиндрической фор-
мы и когда, следовательно, появляется необходимость подбивать под бандаж
башмаки разной высоты.
Чтобы давление бандажа на башмаки распределялось равномерно и не изме-
нялось при эксплуатации печи, необходимо все обечайки печи и особенно под-
бандажные изготовлять правильной цилиндрической формы, а в качестве баш-
496
Рис. 3.80. Схема посадки бандажа на корпус вращающейся печи
4,5/5x135 м конструкции завода "Полизиус" (Германия)
420С
маков применять толстые прокладки одинаковой
толщины, вырезанные из стального листа, кото-
рый предварительно отвальцован по радиусу кор-
пуса печи. Исходя из таких предпосылок выбран
способ посадки бандажей на печи 4,5x170 м кон-
струкции завода "Полизиус" (Германия).
Бандажи этих печей (рису3.80) опираются не на
широкие, но толстые прокладки, расположенные
на небольшом расстоянии одна от другой и прива-
ренные к корпусу. Упорами против смещения бан-
дажа вдоль корпуса служат стальные накладки,
приваренные к верхней поверхности подкладок.
Минимальное количество деталей, простота их конструкции и легкость прове-
дения работ по установке бандажа на корпусе выгодно отличают этот способ
посадки бандажей от других применяемых способов. Однако он, как уже отме-
чалось, применим лишь в тех случаях, когда подбандажные обечайки корпуса
печи имеют правильную цилиндрическую форму.
При включении печи в работу и ее разогреве корпус и бандажи расширяются
на разную величину. Наибольшая разница между приращениями диаметров
образуется между корпусом и тем бандажом, который расположен по длине
зоны спекания печи.
Внутренний диаметр бандажа второй опоры печи 3,6 C,3) 3,6x150 м равен
3732 мм, а внешний диаметр ее корпуса в месте посадки на него бандажа со-
ставляет 3692 мм. Если, например, средняя температура корпуса этой печи в
месте посадки второго бандажа равна t} = 350 °С, средняя температура банда-
жа t2=l50 °С, температура помещения ta = 50 °С, то разница между прираще-
ниями диаметра корпуса и внутренним диаметром бандажа после полного ра-
зогрева печи составит
ADk - AD6 = a[(t} - tB)DK - (t2 - tB)D6] = 6 мм,
(ЗЛ 2)
Эту разницу между приращениями диаметров корпуса и бандажа учитыва-
ют при выборе толщины башмаков перед их установкой на место. Башмаки
следует выбирать такой толщины, чтобы при холодном состоянии печи зазор
между верхними башмаками и бандажом, посаженным в зоне наибольшего
нагрева корпуса, не превышал 3-5 мм. Для бандажей, посаженных ближе к
загрузочному — холодному концу печи, зазор необходимо уменьшать, а по-
садку последнего бандажа производить плотно, без зазора. При работе печи
497
бандажи обжимают башмаки, поэтому предусмотренные при посадке зазоры
увеличиваются. В дальнейшем зазоры еще более возрастают, так как соприка-
сающиеся поверхности бандажей и башмаков постепенно изнашиваются.
Так как внутренний диаметр бандажа больше диаметра окружности, опи-
санной около башмаков, корпус работающей печи при своем вращении катит-
ся по внутренней поверхности бандажа, причем с большей угловой скорос-
тью, чем скорость качения самого бандажа по опорным роликам. Вследствие
этого при вращении корпуса печи жестко прикрепленные к нему башмаки
смещаются относительно внутренней поверхности бандажа. За один оборот
башмаки смещаются на
S=7t(D6-?>0),MM, C.13)
где D5 — внутренний диаметр бандажа в мм; Do — диаметр окружности, опи-
санной около башмаков, в мм.
Очевидно, смещение башмаков относительно бандажа может служить ус-
ловной мерой плотности посадки бандажа на корпус печи. Смещение башма-
ков относительно бандажа сопровождается трением его боковых поверхнос-
тей об упоры. Из-за этого упоры постепенно изнашиваются. Они, а также баш-
маки изнашиваются и потому, что при работе печи ее корпус, катясь по банда-
жам, частично проскальзывает относительно них. Проскальзывание корпуса
относительно бандажей усиливается с увеличением зазора между башмаками
и бандажами.
Долговечность работы бандажа и его способность сопротивляться действию
внешних нагрузок — основные условия, исходя из которых определяются раз-
меры его сечения.
При работе бандаж изгибается, поэтому в его сечениях возникают значи-
тельные по величине нормальные напряжения. Бандаж испытывает также на-
пряжения смятия в местах контакта с опорными роликами и касательные на-
пряжения из-за упругого скольжения по роликам.
Основной внешней нагрузкой, действующей на бандаж, является давление
корпуса печи. Меньшее воздействие на бандаж производит его собственный
вес, составляющий 7-10 % приходящегося на него давления корпуса.
При нормальной посадке на корпус между бандажом и верхними башмака-
ми имеется, как уже было отмечено, зазор, наибольшая величина которого для
печей диаметром от 3 до 5 м составляет в среднем 3-5 мм. Такой зазор соот-
ветствует допуску посадок 2-го класса точности. При посадках 2-го класса
точности угол контакта в нагруженных соединениях, составленных из дета-
лей цилиндрической формы, равен приблизительно 60°. Однако это относится
к деталям, которые обладают большой жесткостью. К ним можно причислить
бандаж, но никак нельзя отнести обечайку корпуса печи, опирающуюся на
498
бандаж и имеющую в несколько раз меньшую жесткость, чем бандаж. Ниже
будет показано, что, находясь под действием веса футеровки, подбандажная
обечайка деформируется, причем таким образом, что ее поперечное сечение
вытягивается вдоль горизонтального диаметра, поэтому своей внешней по-
верхностью она прижимается к более жесткому бандажу. Из-за этого угол кон-
такта между бандажом и обечайкой возрастает приблизительно до 180° и ос-
тается таким по величине при дальнейшей работе печи, несмотря на то, чтс
соприкасающиеся поверхности бандажа и башмаков постепенно изнашива-
ются и разница между диаметрами расточки бандажа и окружности, описан-
ной около башмаков, увеличивается.
Что касается распределения давления по поверхности нижней части банда-
жа, то принимают, что оно следует синусоидальному закону, достигая наи-
большей величины в нижнем вертикальном сечении.
Характеристикой синусоидально распределенной нагрузки является урав-
нение
q = q (cos a - cos ср),
C.14)
где qg — постоянная величина, зависящая от общей нагрузки на бандаже Q; ц
— текущий угол, определяющий положение рассматриваемого сечения и от
считываемый от верхнего вертикального сечения (рис. 3.81, а); а — заданны!
угол, определяющий начальное сечение приложения нагрузки. Так как в рас
сматриваемом случае а = 90°, то
q = -<70cos Ф-
а б
Рис. 3.81. Схема распределения внешних усилий на бандаж: а — при нагрузке корпусом печи; б -
при нагрузке собственным весом
49
Значение постоянной q0 находится из условия, что сумма элементарных на-
грузок, спроектированных на вертикальную ось, равна проекции на эту же ось
общей нагрузки.
Нагрузка на бандаж по длине дуги Rdq> (рис. 3.81, а) равна
= -qjtcos cp d<p. C.15)
Проекция элементарной нагрузки на вертикальную ось составляет
s2^ <Лр. C.16)
Суммируя проекции элементарных нагрузок и приравнивая их сумму про-
екции общей нагрузке Q, имеем
90
-2q0R [cos2 ср<Лр =-?>. C.17)
о
После интегрирования и подстановки пределов находим, что
q0 = 2Q/(nR). C.18)
Если бандаж опирается на два симметрично расположенных ролика и на-
грузка на него распределена синусоидально, то изгибающие моменты в его
сечениях определяются, как показано 3. Б. Канторовичем, по уравнениям
(рис. 3.81, а)
; ф), C.19)
когда текущий угол лежит в пределах 0 < ф < а;
Мм = М0 + ЛГД1-со8Ф) + М, C.20)
при 0 < ф < р и
l~cos ф) + К
при условии, что C < ф < п.
Здесь Т— реакция опоры, при Р = 150°; Т = 0,3580; М — изгибающий
момент относительно рассматриваемого сечения от синусоидально распреде-
ленной нагрузки, которая расположена по дуге до рассматриваемого сечения;
при а = 90°
QR(
М =-¦=М
4 к К
500
где Моп No — изгибающий момент и нормальная сила в начальном (ключе-
вом) сечении >> -у (их направления, отмеченные на рис. 3.81, условно приняты
за положительные); изгибающий момент при принятом положительном на-
правлении уменьшает кривизну бандажа, а нормальная сила стремится ото-
рвать рассматриваемую левую часть бандажа от правой части; при а = 90° и р
= 150° момент и нормальная сила в начальном сечении равны:
Мо = 0,01280?, C.23)
No = -0,03186. C.24)
Подставив в уравнение C.19) значения для Мо, No и текущего угла ф, полу-
чим
Мк = Мт = -О,О190К.
Из уравнения C.22) находится величина момента М; для сечений, опреде-
ляемых текущими углами ф = 150° и ф = 180°, он равен соответственно:
M 0,liei?, М
Подставляя в уравнения C.20) и C.21) значение для М, а также для Мо и jV0
находим, что
Мт = МШ = 0,0633QR, Мт = -0,021QR.
Если бандаж нагружен только собственным весом (рис. 3.81, б) (равномерж
распределенная нагрузка), то уравнениями для определения изгибающих мо
ментов в его сечениях служат
М1Ч = M0+N0R(l-cosy)-qR2\ (psiiKp^siiT-^ L C.25
когда 0 < ф < p и
М„_„ =M0 + N0R(l-cosy)-qR2(<psinq>-2«n2^ ]-T/isinD>-P), C.26
когда P < ф < п. Здесь q — вес бандажа, отнесенный к единице длины его луп
При р = 150° момент и нормальная сила для этого случая распределени
нагрузки в начальном сечении имеют значения
M0 = 0,056GR, C-27
iV0 = -0,0318G. C-28
5A
где G — общий вес бандажа.
Подставляя в уравнение C.25) значения соответствующих углов ф, а также
Мо, No, Tnq, равное G/2nR, получаем
М90 = М270 = -0,066G?, Мш = М2Ю = 0,086GR.
Момент в нижнем вертикальном сечении, определяемый из уравнения C.26),
равен
Мт = 0,023GR.
Суммарные изгибающие моменты в сечениях бандажа от давления корпуса
и действия собственного веса
Мо = 0,0\28QR + 0,056GR, Mw = М210 = -0,019QR - 0,066G#,
Mm = Мш = 0,06330/? + 0,086G?, Mm = -0,02\QR + Q,023GR.
В горизонтально расположенных сечениях бандажа изгибающие моменты
отрицательны, следовательно, здесь они увеличивают кривизну бандажа. От-
сюда следует, что под давлением корпуса печи и действием собственного веса
бандаж вытягивается вдоль горизонтального диаметра.
Сечения, проходящие через опоры, являются опасными сечениями, поскольку
здесь действуют наибольшие по величине изгибающие моменты.
Учитывая неравномерность распределения нагрузки на опоры, при опреде-
лении нормальных напряжений от изгиба в сечениях бандажа в расчетное урав-
нение следует вводить величину момента, определяемого по уравнению
М = 1,5М]50=1,5М210
или
М = 0,095QR + 0,086GR.
Определим нормальные напряжения от изгиба в опасных сечениях бандажа
печи 4,5x170 м конструкции Сибтяжмаша (см. рис. 3.79) при среднем давле-
нии на опору 400 т. Вес бандажа и момент сопротивления его сечения равны
G=36t;
FF=80-352/6=16-103cm3.
Расчетный изгибающий момент в опасном сечении от давления корпуса
Af = 0,095-400-2,56 * 98 тм.
Расчетный изгибающий момент в опасном сечении от собственного веса
502
LTZ.,JO ~ /,0 Щ,
Нормальные напряжения в опасном сечении
а = MJW= 105,8105/16-103 = 660 кг/см2.
При определении необходимого сечения бандажа нормальные напряжения
от изгиба являются лишь ориентировочными величинами потому, что кроме
этого бандаж испытывает большие по величине напряжения от смятия в мес-
тах соприкосновения с опорными роликами. От величины контактных напря-
жений в основном зависит долговечность бандажа.
По своей форме бандаж и ролики, на которые он опирается, являются ци-
линдрами с параллельно расположенными осями. Если модули упругости Е и
Е2 расположенных таким образом цилиндров одинаковы по величине, а коэф-
фициенты Пуассона ц, = ц2 = 0,3, то ширина с прямоугольной площадки кон-
такта бандажа с роликом и наибольшее напряжение от смятия q0 определяют-
ся из уравнений
= 2,16 ?-^-, см, C.29)
qQ = 0,59 \\рЕ^^, кг/сы\ C.3.0)
где Р — усилие, воспринимаемое роликом от бандажа, отнесенное к 1 см ши-
рины бандажа, в кГ; если общее давление на опору равно Q, кГ, и ширина
бандажа составляет Ъ см, то Р = 0,578-Q/b, кГ/см; ?>б и D — внешние диамет-
ры бандажа и опорного ролика, см; Е — модуль упругости для сталей, из кото-
рых изготовляются бандажи и опорные ролики, Е = 2-106 кГ/см2.
У мощных печей, например печи 4,5/5x135 м, давление на опору равно в
среднем 400 т, ширина бандажа составляет 900 мм, его диаметр 5000 мм и
диаметр опорного ролика 1700 мм.
Давление, приходящееся на 1 см длины бандажа такой печи,
р = 0,578-4-105/90 = 2580 кг/см.
ширина площадки смятия металла при контакте с опорным роликом
_, 2580 500470
с = 2,16.1 -• = 9 мм
2-106 500 + 170
5ВЗ
и напряжение от смятия
а0 =0,591 J258O2-106 ,М±1™ =3800 кг/см2.
40 V 500-170
Из-за большого веса, достигающего 35-50 т, бандажи не изготовляются из
высококачественных дорогих сталей; обычно они отливаются из сталей 40 и
45. Твердость этих сталей не превышает НВ 217. Следовательно, полученные
средние величины для напряжений от смятия для сталей таких марок являют-
ся значительными, приводящими к постепенному износу внешней рабочей
поверхности бандажа.
Износ бандажей — основное отрицательное явление при их работе. Из-за
этого их приходится протачивать или заменять новыми, что сопровождается
длительным простоем печи. Разрушение бандажей, как показывает практика
эксплуатации печей, происходит очень редко и лишь в тех случаях, когда бан-
дажи отлиты некачественно или когда они чрезмерно перегружены.
Если бандаж опирается на перекошенные ролики, то из-за концентрации
давления на очень малой площадке контакта износ ускоряется еще более. К
тому же износ бандажа происходит неравномерно по его ширине: бандаж, опи-
рающийся на перекошенные ролики, постепенно приобретает конусообраз-
ную форму, которая, в свою очередь, становится причиной более неравномер-
ного распределения давления по ширине бандажа и его дальнейшего износа.
Износ бандажей возрастает и при неправильном распределении давления на
опоры из-за повышения или понижения одной из них относительно других.
Увеличение нагрузки на опору в 1,5-2 раза против нормального — не редкое
явление в практике эксплуатации вращающихся печей цементных заводов. В
этих случаях напряжение от смятия бандажа в месте соприкосновения его с
опорным роликом возрастает от средней величины 4000 до 6000 кГ/см2.
Качение бандажа по роликам при такой большой внешней нагрузке сопро-
вождается в отдельных случаях (в зависимости от твердости сталей, выбран-
ных для бандажа и ролика, и продолжительности работы при перегрузке) по-
явлением наклепа по внешней поверхности бандажа, изменением структуры
металла и возникновением в металле остаточных напряжений.
К отрицательным явлениям при работе бандажа относится также неравно-
мерный его нагрев по сечению: значительный у внутренней поверхности и
меньший у наружной. От неравномерного нагрева в бандаже возникают тем-
пературные напряжения. Они могут быть значительными по величине, осо-
бенно у бандажей коробчатой формы сечения.
Проточка износившегося, потерявшего свою правильную цилиндрическую
форму бандажа производится непосредственно на корпусе или на станке.
504
При проточке бандажа непосредственно на корпусе, с установкой около него
суппорта токарного станка, не достигается необходимая точность исправле-
ния сработанной поверхности, а проточка бандажа на станке связана с продол-
жительными и трудоемкими работами по его демонтажу и монтажу, К тому
же проточка бандажей диаметром 4,5-5,5 м в механическом цехе завода не
всегда возможна из-за отсутствия большого по размерам станка. Учитывая это,
конструирование и эксплуатацию бандажей ведут с таким расчетом, чтобы их
срок работы без ремонта достигал 15-20 лет. Это необходимо и потому, что
бандажи современных производительных вращающихся печей, большие по
размерам и тяжелые по весу, являются дорогими и трудно изготовляемыми
деталями.
Одним из наиболее простых средств увеличения срока работы бандажа яв-
ляется повышение твердости и, следовательно, износоустойчивости его внеш-
ней поверхности путем ее закалки, что в настоящее время машиностроитель-
ными заводами не производится.
Деформация бандажа. Бандаж является кольцом жесткости для той обечай-
ки, которую он охватывает и которая на него опирается. Бандаж, обладающий
недостаточной жесткостью и подвергающийся при работе печи значительным
деформациям, не пригоден для установки на печь, поскольку он не способ-
ствует сохранению первоначальной цилиндрической формы подбандажной
обечайки, испытывающей значительную, нагрузку.
Чтобы можно было сделать заключение, в какой мере бандаж выполняет роль
кольца жесткости для обечайки, необходимо определить величину перемеще-
ний четырех крайних точек бандажа, взятых на взаимно перпендикулярных
диаметрах (вертикальном и горизонтальном сечениях).
По форме и способу приложения внешних нагрузок бандажи вращающихся
печей можно рассматривать как стержни малой кривизны. Особенностью бан-
дажей, рассматриваемых как стержни малой кривизны, является малое отно-
шение радиуса инерции их сечения к геометрическому радиусу бандажа. Вслед-
ствие этого роль нормальной силы при деформации бандажа по сравнению с
влиянием, которое оказывает на деформацию изгибающий момент, совсем
незначительна. По этой причине нормальные силы, действующие в сечениях
бандажа, при определении его деформаций не принимаются во внимание.
Горизонтальное и вертикальное перемещение точки, расположенной в лю-
бом сечении бандажа, можно определить по способу Максвелла - Мора по
уравнению
ч
МЛ/, ds
505
где М— изгибающий момент, действующий в сечении, в котором определяет-
ся прогиб; М] — условный изгибающий момент от единичной силы Р = j
приложенной к стержню в рассматриваемом сечении и направленной в сторо-
ну предполагаемого прогиба стержня; ds — длина элемента стержня, измеря-
емая по его главной центральной оси; для бандажа ds = Rdq>, где R — радиус
оси бандажа; ф — текущий угол, отсчитываемый от вертикали против часовой
стрелки и определяющий положение рассматриваемого сечения; / — условная
величина, указывающая, на какую длину распространяется интеграл.
Бандаж симметричен относительно вертикальной оси, проходящей через его
центр тяжести; симметрично относительно этой оси расположена и нагрузка
на бандаж. Поэтому перемещения точек ах и а2 (рис. 3.81, а), расположенных в
горизонтальных сечениях бандажа, одинаковы по величине и противополож-
ны по направлению.
Было отмечено, что под действием изгибающих моментов кривизна банда-
жа в горизонтально расположенных сечениях увеличивается, следовательно,
точки этих сечений перемещаются наружу от бандажа. Основываясь на этом,
направляем наружу также и единичную силу Р = 1, приложенную в точке ау
Момент от единичной силы Р = 1 относительно сечения 1-1 равен
М, = l-i?cos ф.
Момент от внешней нагрузки в сечении /-/ [уравнение C.19)]
или после подстановки значений Мо и No [уравнения C.23) и C.24)]
- 0,0318gi?(l - cos q>).
Подставляя в уравнение Максвелла - Мора момент от внешней нагрузки
Мм и момент от единичной силы Мр а также выражение для элемента длины
ds, находим, что перемещение точки ах равно
90
щ= — [[0,012SQR - 0,031 SQR(l - cos <р)]д cos фДс/ф.
EJ о
На перемещение точки ах в горизонтальном направлении влияние оказывает
длина бандажа по дуге от 0 до 90°, поэтому лишь в этих пределах суммируют-
ся изгибающие моменты.
После раскрытия скобок и приведения подобных членов уравнение прини-
мает вид
506
м, =¦
EJ о
H
f[- 0,019 cos ф + 0,0318 cos2 ф]с/ф.
После интегрирования получаем
QR3
EJ
- 0,019sin9 +0,03181—+-sin 2ф
V2 4
90
\ После подстановки пределов находим, что точка а, перемещается вдоль го-
ризонтального диаметра на расстояние
и, =+0,006^-. C.32)
Знак плюс перед полученным результатом подтверждает, что действительно
перемещение точки ах направлено наружу от бандажа.
На такое же расстояние переместится и точка аг, но только в правую сторону.
Следовательно, под давлением корпуса печи бандаж деформируется вдоль го-
ризонтального диаметра на величину
8. =0,012-^-. C.33)
EJ
Переходя к определению перемещения точки bv расположенной в вертикаль-
, ном сечении по направлению вертикального диаметра, отмечаем, что оно яв-
ляется результатом прогиба бандажа по длине дуги от 0 до 150°.
Поскольку бандаж вытягивается вдоль горизонтального диаметра, предпо-
лагаем что точка Ъх перемещается к центру бандажа. Следовательно, момент
от единичной силы Р=\ относительно сечения //-// равен
^y. C.34)
Момент от внешней нагрузки в сечении //-// [уравнение C.30)] равняется
Мц_п = Мо + ЛГД1- cos ф) + М,
или после подстановки значений для Мо, NQ и Af и упрощений получаем
Мпи = (-0,019 - 0,287cos ф - 0,3185фзт ф + 0,5 sin ф) QR.
Подставляя в уравнение Максвелла - Мора момент от внешней нагрузки
ц.1Р момент от единичной силы Р = 1 и выражение для ds, имеем
507
150
EJ
или после раскрытия скобок, интегрирования и приведения подобных членов
получим
v 0,042^-. C.35)
EJ
Деформации подвергается также и та часть бандажа, которая расположена
между опорными роликами. Предполагаем, что здесь бандаж прогибается вниз.
Для определения перемещения точки необходимо составить уравнение Макс-
велла - Мора для участка бандажа, ограниченного нижним вертикальным се-
чением, которое здесь следует принять за начальное, и сечением, проходящим
через опорный ролик.
Относительно сечения /-/по длине участка бандажа от 150 до 180° действу-
ют: момент от внешней нагрузки Q; момент от единичной силы Р = 1, прило-
женной к точке Ь2 и направленной вдоль вертикального диаметра вниз; мо-
мент от синусоидально распределенной нагрузки М и момент от нормальной
силы Nm
Mm = -0,021QR.
Момент от внешней нагрузки
Мх = \-Rsin ф.
Момент от единичной силы Р = 1.
Величины остальных двух моментов необходимо определить. Ранее было
указано, что при синусоидально распределенной нагрузке, когда текущий угол
отсчитывается от верхнего вертикального сечения и угол а = 90°,
Так как отсчет текущего угла ф в рассматриваемом случае ведется от нижне-
го вертикального сечения, очевидно, что удельная нагрузка q выразится
Сила от действия синусоидально распределенной нагрузки на элементар-
ную дугу равна qRdy (рис. 3.81, а)
dM = qJldyRsin(q> -1|/).
508
Плечом этой силы является отрезок R sin (ф - у)
dM = qj?sm(q> - v)/) cos \\i dy.
Следовательно, элементарный момент от действия синусоидально распре-
деленной нагрузки или после замены q равной величиной #0cos \|/
dM = qJi. зт(ф - у) cos ф dip.
Момент от синусоидально распределенной нагрузки по длине дуги от 0 до ф
равен
Ма = 0,637QR
( \
sin ф — + 0,025 sin 2ф + cos ф@,25 cos 2ф - 0,25)
После интегрирования и подстановки пределов, заменяя q0 на Q, получим
90
Л^180 = -No -Тsin30° + \q0 cosфвтq>Rdq>,
о
NK0 = 0,03186 - 0,2896 + 0,3190.
Нормальная сила в нижнем вертикальном сечении равна
Nm = 0,062Q.
После введения значений для Л^о и Т и интегрирования последнего слагаемо-
го с последующей подстановкой пределов получаем
Момент от нормальной силы jV180 относительно рассматриваемого сечения
/-/ равен
^ = 0,0620^A- cos ф).
Подставляя в уравнение Максвелла - Мора значения для моментов от вне-
шних нагрузок и момента от единичной силы
п2 30
v2 = (|O,620AA - cosф) - 0,02 \QR + М jsin qx*p
EJ о
находим, что точка Ь2, расположенная в нижнем вертикальном сечении, пере-
мещается на величину
509
= Q*L- [o,O41 sin ф - 0,062 sin cp cos ф + 0,63 7@,5ф sin2 ф +
EJ
+ 0,
Произведя подстановку пределов, находим, что
EJ
C.36)
Знак плюс перед полученным результатом подтверждает правильность пред-
положения, что прогиб бандажа в точке Ът направлен вертикально вниз.
Диаметр оказывает наибольшее влияние на величину деформации бандажа,
она возрастает в третьей степени с увеличением диаметра. У бандажа опреде-
ленных размеров деформация изменяется пропорционально давлению на него
корпуса печи.
В табл. 3.17 приведены результаты определения деформаций, которые полу-
чает бандаж под давлением корпуса печи при его нормальной посадке на обе-
чайку. Деформации, направленные от центра бандажа, в таблице условно обо-
значены знаком плюс; деформации, которые направлены внутрь, к центру тя-
жести, обозначены знаком минус. В табл. 3.17 включены числовые величины
деформаций бандажа печи 4,5x170 м конструкции Сибтяжмаша, сечение ко-
торого показано на рис. 3.79. При этом принято, что давление на опору печи в
среднем составляет Q = 400 т.
Из приведенных в табл. 3.7 величин деформаций бандажа следует, что он не
является вполне жесткой деталью печи. Деформация бандажа вдоль горизон-
тального диаметра и его прогиб вниз между опорными роликами очень малы,
Таблица 3.7
Деформации бандажа печи 4,5x170 м под действием веса корпуса печи
Вид деформации
Перемещение крайних точек
бандажа, расположенных в
горизонтальных сечениях
Перемещение верхних точек
бандажа, расположенных в
вертикальном сечении
Перемещение нижних точек
бандажа, расположенных в
вертикальном сечении
Условное обозначение
величины перемещения
точки бандажа
Щ =и2
VI
V2
Величина деформации
Общее выражение
+0,006QRV(EJ)
-0,042QR3/(EJ)
+0,002QR3/(EJ)
Числовая величина, мм
0,7
4,5
0,24
510
поэтому практически с этими деформациями можно не считаться. Однако про-
гиб бандажей большого диаметра в верхних вертикальных сечениях достига-
ет таких величин, которые нужно принимать во внимание при конструирова-
нии, сборке и эксплуатации печи: например, при выборе зазора, с которым
бандаж должен сажаться на корпус, определении этого зазора для бандажей
уже собранной и включенной в эксплуатацию печи и т.д. Деформации банда-
жа возрастают с усилением давления, которое производит на него корпус печи.
Следовательно, равномерное распределение давления на опоры печи является
основным условием снижения деформаций бандажей печи.
3.3. Положение корпуса печи на опорных роликах
3.3.1. Смещение корпуса по опорным роликам
Одним из существенных недостатков работы вращающейся печи является
смещение ее корпуса по опорным роликам вниз, к головке печи. Корпус сме-
щается по роликам под действием составляющей силы тяжести, направлен-
ной вдоль по оси. Перекашивание роликов, к которому прибегают как к спосо-
бу противодействия смещению корпуса по роликам, сопровождается многими
отрицательными явлениями. Во-первых, перекошенные ролики и катящиеся
по ним бандажи сильно изнашиваются и при износе теряют свою правильную
цилиндрическую форму, приобретая вид усеченных конусов. Это происходит
потому, что давление между перекошенным роликом и бандажом сосредото-
чивается на малой площадке контакта; во-вторых, при вращении перекошен-
ный ролик, перемещая за счет силы трения бандаж вверх или вниз, сам смеща-
ется силой реакции в противоположную сторону и, упираясь специальным
стальным кольцом в торец вкладыша подшипника, вызывает дополнительное
трение скольжения в подшипнике, которое из-за плохой смазки упорных дета-
лей приводит к необходимости усиления и самих плитки деталей крепления
их к фундаментам и, в-четвертых, из-за дополнительного трения в опорах,
вызываемого перекашиванием роликов, возрастает потребная мощность при-
водного механизма печи. Перекашивание опорных роликов не является к тому
же вполне надежным средством против смещения корпуса печи: часто пра-
вильно отрегулированный и устойчиво расположенный на роликах корпус печи
из-за полученных тепловых деформаций снова начинает перемещаться вниз
или вверх, и вновь приходится прибегать к перекашиванию роликов, причем
часто в противоположную сторону прежде произведенному перекосу.
В последние годы были сделаны попытки реконструировать опоры вращаю-
щихся печей и устранить необходимость перекашивания опорных роликов.
Боман в своей работе, предложил, например, при помощи дополнительного
специального устройства полностью снять действие составляющей силы тя-
511
Рис. 3.82. Схема предложенных новых опор для корпуса печи
жести печи, направленной вдоль ее оси, с бандажей и роликов и перенести его
на специальные подвижные упорные ролики и один из бандажей, жестко и
надежно закрепленный на корпусе. Все опорные ролики при наличии такого
приспособления устанавливаются параллельно оси корпуса печи, причем по-
верхностям роликов и бандажей придается несколько выпуклая форма.
Основной частью этого приспособления (рис. 3.82, а) является массивный
стальной рычаг, расположенный под печью на фундаменте одной из ее проме-
жуточных опор. По обе стороны бандажа печи на коротком плече рычага уста-
новлены два упорных ролика. На конце второго длинного плеча рычага подве-
шен контргруз. Это длинное плечо рычага при помощи эксцентрикового или
гидравлического приводного устройства медленно качается около своей оси.
Вследствие этого короткий конец рычага с закрепленными на нем упорными
роликами вместе с качанием совершает также возвратно-поступательные дви-
жения вправо и влево, перемещая при этом на несколько миллиметров пооче-
редно вверх и вниз корпус печи по опорным роликам.
Так как упорные ролики и рычаг воспринимают большое осевое усилие, они
должны быть очень прочными по своей конструкции.
Устраняя недостатки, связанные с перекашиванием опорных роликов, до-
полнительное устройство рычажного типа, предложенное Боманом, значитель-
но усложняет конструкцию печи. Для современных длинных печей с их боль-
шим весом и значительным осевым усилием рычажное приспособление для
принудительного перемещения корпуса по опорам было бы чрезмерно гро-
моздким и тяжелым.
Избежать перекашивания опорных роликов и устранить его отрицательные
последствия, по мнению проф. Клемансиса, можно путем применения для печи
роликов и бандажей, имеющих форму усеченных конусов (рис. 3.82, б). Если
углы ф( и ф2, заключенные между осями и образующими конусов, удовлетво-
ряют условиям
tg <р = tg a cos p, sin ф rlR = sin ф ,
512
где г и Л — радиусы ролика и бандажа, ар — угол между вертикалью и лини-
ей, соединяющей центр печи с центром опорного ролика, то линии соприкос-
новения бандажа с каждым из парных опорных роликов будут направлены
горизонтально, а давление на ролики направлено вертикально. При таком на-
правлении давления на ролики сила, сдвигающая корпус печи вдоль его оси,
равна нулю. Достижение последнего является основной целью предложения.
В предложении отмечаются такие бесспорные преимущества конусной опо-
ры перед цилиндрической, как отсутствие трения скольжения между рабочи-
ми поверхностями бандажа и роликов, снижение их износа и другие. Однако
отмечаемые преимущества в большей степени носят теоретический характер,
чем практический. Эксплуатации вращающейся печи с конусными опорными
роликами и бандажами в практических условиях сопровождалась бы больши-
ми трудностями. При допущении малейшей неточности в обработке бандажей
и роликов и в их сборке, а также после износа рабочих поверхностей этих
деталей условия равновесия корпуса на роликах были бы нарушены и не было
бы даже такого средства, как перекашивание роликов, чтобы можно было бы
восстановить потерянное равновесие корпуса. Кроме того, при конусных опо-
рах бандажи находились бы под действием составляющих давлений Рр на-
правленных вдоль оси корпуса печи, что усложнило бы их крепление на кор-
пусе, а также эксплуатацию.
Следовательно, ни первое, ни второе из предложенных специальных при-
способлений для устранения недостатков, связанных с перекашиванием части
опорных роликов, нельзя признать удачным.
Определение правильного пути для полного или частичного устранения пе-
рекашивания опорных роликов, как средства против смещения по ним корпу-
са печи, возможно лишь при выяснении действительных причин, которые вы-
зывают это смещение. Последнее не было учтено авторами обоих предполо-
жений.
3.3.2. Причины смещения корпуса печи по опорным роликам
При установке парных опорных роликов под углом 60° относительно центра
сечения печи, как это принято, и среднем наклоне печи к горизонту а = 2°20'
D %) давление на опорные ролики равно (рис. 3.83):
G, = Gcos a/cos 30° = 1,16G, C.37)
а сила, направленная вдоль оси корпуса и смещающая его вниз, составляет:
G2 = Gsin a/cos 30° = 0,047G, C.38)
где G — вес вращающейся части печи вместе с бандажами.
17. Лисиенко В.Г. и др.
/
\
Рис. 3.83. График распределения давления вращаю-
щейся части печи на опору
G
Противодействует смещению корпуса
печи по опорным роликам вниз трение
скольжения, возникающее между соприка-
сающимися поверхностями бандажей и
роликов и равное:
F=fG, = 1,16/?.
C.39)
Так как бандаж и опорные ролики изготовляются из стали и при нормаль-
ных условиях эксплуатации печи их рабочие поверхности остаются сухими,
коэффициент трения скольжения между ними равен/= 0,15-Ю ,20. Поэтому
наименьшая сила трения скольжения между бандажами и опорными ролика-
ми равна:
F= 0,15-1,16G = 0,134G.
C.40)
Из сопоставления уравнений C.38) и C.40) следует, что сила трения между
бандажами и роликами, возникающая при смещении корпуса печи по опор-
ным роликам и противодействующая смещению, почти в 4 раза больше той
силы, которая вызывает это смещение, следовательно, без проявления между
бандажами и опорными роликами, кроме перечисленных сил действия, каких-
либо других дополнительных усилий корпус печи не может смещаться по опор-
ным роликам вниз.
При определении причин, вызывающих смещение корпуса печи по опор-
ным роликам, необходимо, прежде всего, иметь в виду следующее, впервые
обоснованное акад. В. П. Горячкиным явление: силу трения при скольжении
тела вниз в заданном направлении можно уменьшить, заставив тело скользить
под углом к этому направлению.
Если тело весом G лежит на наклонной плоскости, расположенной к гори-
зонту под углом а (рис. 3.84, а), то составляющая силы тяжести Gsin а не
сдвинет тело вниз до тех пор, пока сохраняется неравенство а < (р, где ф —
угол трения. Однако достаточно приложить к телу дополнительную силу Т, и
тело начнет скользить по плоскости по направлению равнодействующей силы:
Gsin а и Г. Это явление широко используется в технике для облегчения произ-
водства многих операций, например: когда вставляют плотно пригнанный ста-
514
кан во втулку, его повертывают вправо, или влево; при опиловке детали на-
пильник при движении вперед одновременно смещают также несколько в сто-
рону и т.д.
Это же явление, т.е. принудительное смещение бандажей во время их враще-
ния относительно опорных роликов в перпендикулярном к ним направлении
вместе с действием составляющей силы тяжести печи, направленной вдоль ее
оси, приводит к возникновению равнодействующей, которая по своей величи-
не больше сил трения скольжения бандажей по роликам. При создании таких
условий корпус печи начинает смещаться вниз к головке печи.
Какова же причина принудительного смещения бандажей печи относитель-
но опорных роликов?
Опорные ролики и бандажи являются фрикционными по роли и цилиндри-
ческими по форме деталями, причем бандажи ведущими, а ролики ведомыми.
При работе фрикционных цилиндрических деталей происходит поперечное
смещение - скольжение их относительно одна другой или из-за отсутствия
между ними достаточного сцепления, или вследствие проявления упругих
свойств материала, из которого эти детали изготовлены.
При работе вращающейся печи окружное усилие, передаваемое от привод-
ного электродвигателя к бандажам печи, в 3-4 раза меньше силы трения сколь-
жения между рабочими поверхностями бандажей и роликов. В этом легко мож-
но убедиться, взяв в качестве примера печь любых размеров. Отсюда следует,
что при вращении печи исключена возможность скольжения или пробуксовы-
вания бандажей по роликам из-за недостаточного сцепления между этими де-
талями. Скольжение бандажей по роликам происходит по второй причине, т.е.
из-за проявления упругих свойств материала, из которого эти детали изготов-
лены.
Известно, что при передаче мощности через пару фрикционных колес ци-
линдрической формы с параллельными осями имеет место упругое скольже-
ние между соприкасающимися поверхностями и что внешне, как показано В. А.
Светозаровым, оно проявляет себя уменьшением скорости ведомого колеса
относительно скорости ведущего.
Сущность этого явления, отнесенного к паре бандаж - опорный ролик, зак-
лючается в следующем.
Рис. 3.84. График распределения: а — усилий на наклонной плоскости; б — деформаций в месте
контакта опорного ролика с бандажом
17*
515
В результате давления бандажа на ролик (рис. 3.84, б) соприкасающиеся по-
верхности этих деталей сминаются, образуя площадку, величина которой за-
висит от материала, из которого изготовлены эти детали, и от величины той
силы, с которой бандаж давит на ролик. Так как вращению бандажа противо-
действует реактивный момент вращения ролика, возникающий в результате
трения между цапфами ролика и вкладышами его подшипников, одновремен-
но с радиально направленной деформацией ролик и бандаж деформируются
также в тангенциальном направлении. При вращении бандажа и преодолении
им реактивного момента ролика материал бандажа сжимается на участке 1 и
несколько растягивается на участке 2 (на рис. 3.84, б сжатие материала отме-
чено более частой штриховкой, чем растяжение). Так как ролик препятствует
вращению бандажа, то материал ролика, наоборот, сжимается на участке 2 и
растягивается на участке 1. Вследствие этого при повороте бандажа на угол g
его точка с, расположенная на наружной поверхности, переместится не в точ-
ку d, соответствующую углу поворота g, а в точку е, т.е. при повороте бандажа
на угол у произойдет его скольжение по опорному ролику на величину de. В
соответствии с причиной, которая его вызывает, это скольжение называется
упругим скольжением.
Упругое скольжение, проявляющееся при вращении печи между ее банда-
жами и опорными роликами из-за трения цапф роликов о вкладыши подшип-
ников и направленное параллельно оси вращения роликов, в сочетании с на-
клоном печи к горизонту и является причиной смещения корпуса по опорным
роликам вниз к головке печи.
3.3.3. Скорость смещения корпуса печи по опорным роликам
При упругом скольжении по ролику бандаж преодолевает силу трения, рав-
ную fGt (рис. 3.84, б). Касательное усилие, возникающее при восстановлении
деформированным металлом своей прежней формы, преодолевающее эту силу
трения и направленное в сторону вращения бандажа, равно, следовательно,
Так как составляющая силы тяжести печи G2, направленная вдоль оси печи к
ее головке, и касательное усилие Г при своем действии на бандаж преодолевают
одно и то же сопротивление — трение скольжения между рабочими поверхнос-
тями бандажа и роликов, скорость смещения бандажа по роликам vcm и скорость
его упругого скольжения v , происходящего перпендикулярно оси ролика, про-
порциональны силам, вызывающим эти перемещения. Отсюда скорость смеще-
ния корпуса печи по опорным роликам вниз, к головке печи, равна:
v =v GJT
см ус 2
516
или
^см = ВД/Г, C-41)
где Ъ, — коэффициент, выражающий зависимость скорости упругого скольже-
ния бандажа от его окружной скорости.
Скорость упругого скольжения бандажей по опорным роликам зависит от
величины реактивного момента вращения роликов и от упругих свойств ста-
лей, из которых изготовлены эти детали. Если бы вращение роликов не сопро-
вождалось никаким сопротивлением, или стали, применяемые для изготовле-
ния бандажей и роликов, обладали абсолютной твердостью, не наблюдалось
бы и упругое скольжение бандажей по роликам при работе их в качестве фрик-
ционных пар, следовательно, не происходило бы и смещения корпуса печи по
опорным роликам.
Оставляя без рассмотрения вопрос о применении для роликов и бандажей
абсолютно твердых материалов, как практически невыполнимый, отмечаем,
что в производственных условиях основным и эффективным путем снижения
скорости упругого скольжения по роликам и, следовательно, скорости смеще-
ния корпуса печи по опорным роликам является уменьшение трения в под-
шипниках опорных роликов, на преодоление которого, как уже было отмече-
но, расходуется не менее 30 % мощности приводного электродвигателя печи.
Практически для этой цели необходимо при эксплуатации печей содержать
в исправности шейки опорных роликов и вкладыши подшипников, нормально
их смазывать и предохранять подшипники от запыления и загрязнения, а при
конструировании новых печей вводить усовершенствования, направленные на
снижение трения в подшипниках.
Какова же скорость упругого скольжения бандажей по роликам работающих
вращающихся печей? Из-за отсутствия достаточных теоретических исследо-
ваний и опытных данных на этот вопрос не представляется возможным дать
точный ответ. Для фрикционных передач с цилиндрическими колесами ско-
рость упругого скольжения в зависимости от силы трения в подшипниках и
материала колес рекомендуется принимать равной 0,02-0,05 окружной скоро-
сти ведущего колеса. В качестве ориентировочных эти величины можно при-
нять и для скорости упругого скольжения бандажей вращающихся печей по их
опорным роликам; причем большие значения приведенных величин должны
быть отнесены к печам, подшипники опорных роликов которых содержатся в
плохом состоянии.
3.3.4. Расположение опорных роликов относительно оси печи
У работающей вращающейся печи ролики на опорах располагают по схеме
(рис. 3.85, а и б) (см. также часть I, гл. 3).
517
б
Рис. 3.85. Схемы правильной установки опорных роликов: а — параллельно оси печи; б — наклонно
к оси печи
Оси роликов, расположенных на опоре по схеме (рис. 3.85, а), параллельны
оси корпуса печи, поэтому вращение роликов не вызывает осевого сдвига ка-
тающегося по ним бандажа. Так располагается большая часть опорных роли-
ков нормально смонтированной вращающейся печи.
Иное положение имеет место, когда ролики на опоре расположены по схеме
(рис. 3.85, б), т.е. когда их оси повернуты в одном и том же направлении отно-
сительно оси корпуса печи на небольшой угол р. При такой схеме установки
роликов скорость вращения каждого из них раскладывается на две составляю-
щие скорости: v, и v2, где v, = v2 tg P и направлена вдоль оси корпуса печи
^здесь v2 — скорость вращения бандажа). При движении каждой точки ролика,
соприкасающейся с бандажом, возникает сила трения скольжения между эти-
яи двумя деталями. Она смещает бандаж и, следовательно, корпус печи вдоль
;го оси по роликам со скоростью vr Если бы потребовалось смещение корпу-
са вдоль оси произвести в обратном направлении, то ролики нужно было бы
товернуть относительно оси корпуса в другую сторону.
Установка роликов на опоре по схеме (рис. 3.85, б), именуемая на практике
терекашиванием роликов, применяется как вынужденная мера против смеще-
1ия корпуса печи вниз, к головке печи.
На рис. 3.86 показаны две схемы расположения роликов на опорах, запре-
ценные к применению правилами технической эксплуатации печи, но приме-
ыемые иногда в действительности. Когда один ролик перекашивается в одну
:торону, а второй в противоположную (рис. 3.86, а) или когда на одной опоре
юлики перекошены вправо, а на соседней влево (рис. 3.86, б), то их действие
\\\
/ / /
ис. 3.86. Схемы неправильной установки опорных
оликов: а — перекошены противоположно один дру-
зму; 6 — перекошены противоположно на опорах
iiiJ
18
на бандаж уравновешивается, смещения корпуса по роликам не происходит, а
работа, расходуемая на создание противоположно направленных сил трения,
является бесполезной.
Необходимость в перекашивании опорных роликов выявляется как перед
пуском печи в эксплуатацию после монтажа или капитального ремонта, так и
при ее эксплуатации. В первом случае к этому прибегают для предотвращения
смещения корпуса печи вниз под действием составляющей силы тяжести Gy a
во втором случае ролики перекашивают, чтобы переместить вверх или опус-
тить вниз корпус печи, вышедший за границы среднего положения относи-
тельно контрольных роликов, устранить давление бандажа на контрольный
ролик и обеспечить устойчивое положение корпуса на роликах.
Раньше уже было отмечено, как неблагоприятно отражается перекашивание
опорных роликов на работе вращающейся печи, поэтому прибегать к нему
следует лишь в тех случаях, когда оно действительно необходимо, и при этом
надо следить, чтобы не было перекоса роликов в противоположные стороны.
Если к корпусу печи приложить усилие, направленное противоположно осе-
вой составляющей его веса и равное ей по величине, то, как бы ни было вели-
ко упругое скольжение бандажей по роликам, корпус не будет смещаться вниз,
к головке печи. Условие равновесия корпуса на опорных роликах можно пред-
ставить, следовательно, уравнением
mfG' > G2.
Отсюда число роликов, подлежащих перекосу,
т > G2/(fG'),
где G' — давление, производимое вращающейся частью печи на один ролик, в
т;/— коэффициент трения скольжения между роликами и бандажами без смаз-
ки, равный 0,15-0,20; G2 — составляющая веса вращающейся части печи, на-
правленная вдоль ее оси, т.
Чтобы устранить смещение по опорным роликам вниз корпуса печи 3,6 C,3)
3,6x150 м, вес которого вместе с футеровкой и обжигаемым материалом со-
ставляет приблизительно 1600 т, давление на ролик в среднем 100 т, угол на-
клона печи а = 2°20', необходимо перекосить
1600 sin 2°20' .
т = = 5 роликов.
0,15400
Перекошенные ролики за счет силы трения скольжения должны сдвигать
корпус печи с такой же скоростью, с какой он смещается вниз под действием
силы тяжести, направленной вдоль его оси. Поэтому угол Р, на который следу-
ет перекосить ролики относительно корпуса печи, определяют из уравнения
519
или после сокращении
Если принять ?, = 0,04, то для печи 3,6 C,3) 3,6x150 м, например,
0,04-1600sin2°20' =
0,15-1600 cos 2°20'
Отсюда угол перекашивания роликов
Р = 40'.
Соотношения, связывающие осевую составляющую силы тяжести вращаю-
щейся части печи, под действием которой ее корпус смещается по опорным
роликам, и сила трения скольжения, вызванная перекашиванием части опор-
ных роликов, направленная противоположно смещению корпуса, получены из
предположения, что ролики и бандажи во время работы остаются постоянно
сухими. Попадание масла на бандажи и ролики, хотя бы на одной опоре, нару-
шает устойчивое положение корпуса печи на роликах, так как сила трения
между поверхностями бандажа и роликов снижается и корпус начинает спол-
зать вниз. Для восстановления равновесия корпуса на роликах требуется или
быстро удалить масло с рабочих поверхностей соприкасающихся деталей, или
прибегнуть к перекашиванию дополнительного числа роликов.
Попадание масла на бандажи и опорные ролики затрудняет работу персона-
ла, обслуживающего печь, поэтому оно не должно допускаться для нормально
работающей печи. Только в исключительных случаях, когда, например, необ-
ходимо прекратить начавшееся быстрое перемещение корпуса печи вверх,
целесообразно прибегнуть к этому средству.
Если перед пуском печи и в начале ее работы при помощи перекашивания
опорных роликов достигнуто устойчивое положение корпуса на опорах, то
при установившемся тепловом режиме печи ее корпус совершает возвратно-
поступательные движения в пределах зазора между бандажом и контрольны-
ми роликами, производя на них лишь слабое давление. Устойчиво на опорных
роликах, без повторного их перекашивания работают лишь те вращающиеся
печи, у которых при их монтаже не нарушена прямолинейность корпуса, опор-
ные ролики расположены симметрично и на одном уровне относительно к оси
печи, бандажи и опорные ролики одинаковы по диаметру и по форме и явля-
ются цилиндрами.
У небрежно смонтированных новых печей и изношенных печей старых кон-
струкций повторные перекашивания опорных роликов — частое явление.
При использовании вращающихся печей на цементных заводах имеются даже
случаи разрушения контрольных устройств печи давлением перемещающего-
ся по роликам корпуса печи.
В производственных условиях правильно собранный и точно отрегулиро-
ванный на опорах корпус вращающейся печи и тем более корпус с допущен-
ными при монтаже дефектами иногда без видимых причин теряет свое равно-
весие на опорных роликах и смещается по ним вниз или поднимается вверх,
сильно нагружая при этом контрольные ролики. Эти явления происходят в
результате одностороннего нагрева и, следовательно, искривления корпуса печи
близ опоры, или равномерного, но сильного перегрева корпуса в месте посад-
ки на него бандажа.
При одностороннем нагреве корпуса и его искривлении близ опоры, что в
большинстве случаев происходит во время продолжительного прогрева печи
без ее поворачивания, бандаж, посаженный на корпус, перекашивается отно-
сительно опорных роликов и оказывает на корпус то же воздействие, которым
сопровождается перекашивание роликов.
Диаметр бандажа, расположенного по длине зоны печи с наивысшей темпе-
ратурой, изменяется по величине на 3-8 мм в зависимости от положения факе-
ла горения. При плотной посадке бандажа на корпус увеличение диаметра бан-
дажа в отношении распределения усилий на опоры равносильно повышению
опоры, что вызывает сильное возрастание давления на ролиги. Если ролики
этой опоры предварительно были перекошены, то действие их перекоса уве-
личивается, и корпус печи выводится из равновесия. Из изложенного о причи-
нах смещения корпуса печи по опорным роликам, отрицательных последствий
перекашивания роликов и больших конструктивных и производственных не-
достатков подшипников скольжения следует, что вращающиеся печи нужно
устанавливать не на подшипниках скольжения, а на подшипниках качения.
Диаметр цапф роликов работающих и вновь устанавливаемых печей лежит
в пределах 200-600 мм, радиально направленное давление на подшипник рав-
но 50-150 т, и осевое усилие при его равномерном распределении на все под-
шипники не превышает 0,05 радиального усилия. Отечественные же машино-
строительные заводы выпускают конические двухрядные роликовые подшип-
ники стандартных размеров с внутренним диаметром до 1000 мм и с допусти-
мой радиально направленной нагрузкой до 1000 т, которые вполне пригодны
для установки на опорных роликах печей.
Таким образом, ни величина диаметра осей опорных роликов, ни действую-
щая на ролики нагрузка не могут служить препятствием для перевода враща-
521
ющихся печей на подшипники качения, а условия работы опорных роликов —
отсутствие динамичности при работе печи и небольшое число ее оборотов —
напротив, благоприятствуют этому переводу.
Средний относительный коэффициент трения конических двухрядных ро-
ликоподшипников равен 0,008, если они работают только под действием ради-
ально направленной нагрузки, и 0,02 при действии осевого усилия. Так как
при работе вращающейся печи расчетное осевое усилие на подшипники со-
ставляет, как уже указывалось, очень малую часть радиально направленной
нагрузки, общий коэффициент трения конических двухрядных роликоподшип-
ников при установке для опорных роликов не превысит 0,009, тогда как коэф-
фициент трения эксплуатируемых подшипников скольжения при картерно-
ковшовой смазке равен, в среднем, 0,04. Отсюда следует, что перевод вращаю-
щейся печи на подшипники качения снизит приблизительно в 4,5 раза трение
в подшипниках ее опорных роликов, что приведет к значительному уменьше-
нию нагрузки на приводной электродвигатель печи и снижению усилий, дей-
ствующих на детали привода. Одновременно с этим почти полностью будут
устранены причины, вызывающие изгиб корпуса на опорах потому, что износ
трущихся деталей подшипников качения, если они установлены правильно и
эксплуатируются нормально, чрезвычайно мал, а цапфы роликов, опирающи-
еся на подшипники качения, не подвергаются трению и, следовательно, со-
всем не изнашиваются.
Таким путем будет, устранен один из наиболее существенных эксплуатаци-
онных недостатков вращающейся печи — искривление ее корпуса на опорах
и, следовательно, будет обеспечена возможность к дальнейшему повышению
коэффициента использования печи и ее производственной мощности.
Замена подшипников скольжения подшипниками качения позволит также:
1) более плавно включать печь в работу и более плавно переводить ее с од-
ной скорости вращения на другую, что благоприятно отразится на стойкости
футеровки;
2) уменьшить длину оси опорного ролика и вместе с этим ширину всей опо-
ры, так как ширина подшипников качения значительно меньше ширины под-
шипников скольжения;
3) снизить нагрев подшипников от трения;
4) уменьшить скорость сползания корпуса печи по опорным роликам вниз, к
головке печи;
5) снизить стоимость эксплуатации опор приблизительно на 30 % по сравне-
нию с эксплуатацией опор с подшипниками скольжения.
На заводе "Сибтяжмаш" спроектирован и испытывался опытный экземпляр
печи диаметром 4,5 м, имеющий опорные ролики, установленные на подшип-
никах качения. К установке приняты четырехрядные конические роликовые
подшипники, срок службы которых рассчитан на 10 лет. Этим же заводом раз-
522
работана конструкция роликоопоры на подшипниках качения для печи 5х 185 м
(рис. 3.87).
Ось опорного ролика опирается на два четырехрядных конических ролико-
подшипника.
-1200
Рис. 3.87. Конструкция роликоопоры с подшипниками качения: / — опорный ролик; 2 — ось ролика;
3 — роликоподшипник; 4 — корпус подшипника; 5 — рама
Рис. 3.88. Упорный ролик с гидроцилиндрами: 1 — шарикоподшипник упорный однорядный 8292
ГПЗ; 2 — вращающийся ролик; 3 — роликоподшипник радиально-сферический двухрядный 388
ГПЗ; 4 — шток с поршнем; 5 — гидроцилиндр; б — подача гидрожидкости (пробка устанавливается
для транспортирования); 7 — неподвижная ось
523
При расчетной нагрузке на опору, равной 640 т, срок службы подшипника
должен составлять 8,5 лет. Для разгрузки подшипников качения от осевых
нагрузок они устанавливаются строго параллельно оси печи. Осевые усилия
воспринимаются системой упорных роликов с гидроцилиндрами (рис. 3.88).
Эта система придает корпусу печи медленное возвратно-поступательное дви-
жение вдоль оси. Скорость перемещения корпуса составляет около 1 м/ч при
ходе, равном 50 мм. Устанавливаемые для опорных роликов подшипники ка-
чения потребуется оборудовать более совершенными, чем у подшипников
скольжения, приспособлениями для защиты от проникновения в них пыли и
надежно работающими устройствами для охлаждения их проточной водой;
потребуется также повысить точность первоначальной установки подшипни-
ков на место и усилить наблюдение за ними во время эксплуатации.
3.3.5. Контрольные ролики и упорные
предохранительные приспособления
Из-за меняющихся тепловых воздействий на отдельные части корпуса печи
его равновесие на опорах может нарушаться. Тогда корпус начинает переме-
щаться по опорным роликам вверх или вниз. Если перемещения корпуса неве-
лики, то кромки бандажей не будут свисать с роликов, ведущая и ведомая ше-
стерни будут работать с полным зацеплением по длине зубьев и не нарушится
нормальная работа сопряженных деталей уплотнительных устройств печи.
Для контроля положения корпуса печи на опорных роликах у одной из опор,
обычно близ которой установлен приводной механизм печи, устанавливают
два контрольных ролика: один с правой, а второй с левой стороны бандажа.
Контрольные ролики, располагают на таком расстоянии один от другого, при
котором зазор между каждым роликом и бандажом, занимающим среднее по-
ложение между роликами, равен 20-60 мм. При меньшем зазоре работа печи
сопровождалась бы почти постоянным давлением бандажа на один из роликов
и* износом деталей контрольного устройства.
В пределах принятого зазора бандаж вместе с корпусом смещается по опор-
ным роликам, не соприкасаясь с контрольными. При дальнейшем смещении
корпуса его бандаж производит давление на контрольный ролик, который на-
чинает вращаться, сигнализируя о максимально допустимом смещении кор-
пуса вдоль оси и о необходимости принять меры к восстановлению равнове-
сия его на опорах.
Контрольные ролики не являются постоянными упорами, противодейству-
ющими движению корпуса по опорам вверх или вниз, но они должны быть
настолько прочными, чтобы выдерживать давление, производимое на них бан-
дажом, пока корпус вновь не будет установлен в среднее положение.
На рис. 3.89 показана схема контрольных роликов печи 3,6 C,3) 3,6x150 м.
Основой устройства являются две полые стальные стойки /, жестко соединен-
524
Рис. 3.89. Схема установки контрольных роликов печи 3,6 C,3) 3,6x150 м
ные между собой и с фундаментной плитой опоры при помощи болтов. В цен-
трально расположенных отверстиях стоек вставлены стальные оси 2 цилинд-
рической формы. Установочные винты (на рис. 3.89 не показаны), проходящие
через стойки и входящие в тело оси, предотвращают ее вращение в стойке. На
каждую из осей свободно надеты ролики 3 со скошенными боковыми сторо-
нами и с предварительно впрессованными в их внутренние полости бронзо-
выми втулками 4, составленными по высоте из двух частей. Смазка трущихся
поверхностей установки производится при помощи отдельной циркуляцион-
ной смазочной системы. Крышка 5, плотно прикрывающая ролик сверху, пре-
дохраняет масло от утечки из смазочной системы и от запыления.
Практикой эксплуатации печей 3,6 C,3) 3,6x150 м установлено, что их конт-
рольные ролики обладают вполне достаточной прочностью для сопротивле-
ния тому большому давлению, которое периодически производит на них бан-
даж. Однако бронзовые втулки роликов недолговечны в работе: из-за большо-
го удельного давления, неравномерного распределения масла по трущейся
поверхности и малой окружной скорости ролика, не способствующей созда-
нию масляного клина между втулкой и осью, втулка быстро изнашивается.
При несвоевременной замене изношенной втулки изнашивается также и ось.
На рис. 3.90 показана схема контрольных роликов, которыми оборудованы
вращающиеся печи 4,5/5x135 м и 4,5x170 м конструкции завода "Полизиус"
(Германия).
Контрольные ролики этих печей отличаются малой высотой и тем, что со-
браны на подшипниках качения, а не на подшипниках скольжения.
Основой ролика и здесь является неподвижная стойка 1, которая через жес-
ткую раму сварной конструкции (на рис. 3.90 не показана) прочно связана с
фундаментной рамой опоры при помощи болтов.
525
Рис. 3.90. Схема контрольного ролика печи 4,5/5x135 м
Ролик, опирающийся на подшипник 3, может свободно вращаться вокруг
стойки, когда бандаж печи приходит в соприкосновение с ним. Радиально на-
правленное давление, производимое бандажом на ролик, воспринимается ра-
диально-сферическим роликоподшипником 2.
Смазка к подшипникам подводится периодически по маслопроводу 5 и от-
водится по маслопроводу 4.
Плотная крышка сверху и лабиринтовое уплотнение сбоку защищают под-
шипники от проникновения в них пыли.
Чтобы при соприкосновении вращающегося бандажа с контрольным роли-
ком трение между ними было минимальным, бандаж должен катиться по ро-
лику. Это возможно при условии, если общая вершина конусов, образованная
продолжением скошенных рабочих поверхностей бандажа и ролика (рис. 3.91),
будет расположена в точке пересечения осей, вокруг которых вращаются бан-
даж и ролик. Отсюда следует, что
tgP = <//?>.
C.42)
где D и dH — соответственно наружный диаметр бандажа и наибольший диа-
метр ролика.
Угол скоса рабочих поверхностей бандажа и ролика р определяется из урав-
нений:
по горизонтально направленному давлению Рх, равному
Р1 = G2cos р,
выбирают верхний опорный подшипник ролика, а по давлению, направленно-
му по вертикали и вычисляемому по уравнению
526
Рис. 3.91» Схеда распределения усилий на контрольный
ролик
Р2 = G2sin C,
производят выбор нижнего упорного подшип-
ника.
Из равенства моментов
находят усилие Ру растягивающее болты
стойки, расположенные с одной из ее сторон.
Под действием усилия Р{ происходит срез
болтов.
Давлению бандажа может подвергаться не только нижний, но и верхний кон-
трольный ролик, что имеет место при перекосе опорных роликов, а также при
изменяющемся температурном режиме печи. Однако чаще и более сильно бан-
даж производит давление на нижний ролик, причиной чему является постоян-
но действующая, направленная вдоль оси корпуса составляющая веса враща-
ющейся части печи.
Давление на ролик может быть очень незначительным или очень большим в
зависимости от правильности установки опорных роликов относительно оси
печи, чистоты их рабочих поверхностей и рабочих поверхностей бандажей и
других причин. Например, значительному давлению контрольный ролик бу-
дет подвержен, если на рабочие поверхности бандажей по какой-либо причи-
не попадает масло.
Чтобы контрольные ролики были надежны в работе, следует в качестве уси-
лия G2 принимать полное значение составляющей веса вращающейся части
печи, направленной вдоль оси печи; без учета трения скольжения бандажей по
опорным роликам, противодействующего их смещению по роликам.
Из-за давления бандажа на контрольный ролик в месте их соприкосновения
возникают контактные напряжения сжатия. Так как угол скоса ролика незна-
чителен, можно принять, что ролик имеет форму цилиндра. Тогда при качении
цилиндра по плоскости ширина площадки с контакта ролика с бандажом и
наибольшее напряжение сжатия q0 определяются соответственно из уравне-
ний
л 1 s \Pd
= 2,16J—,см,
V Cj
qo=O,59\J— ,кГ/см2,
где Р — нагрузка на единицу длины образующей цилиндра, кГ/см; d— Сред-
ний диаметр контрольного ролика, см.
527
Контактные напряжения сжатия между бандажом и контрольными ролика-
ми могут достигать очень больших значений, поэтому при частом и продол-
жительном соприкосновении с бандажом контрольные ролики быстро изна-
шиваются. Наилучшим мероприятием, способствующим увеличению срока
работы контрольных роликов, является приведение корпуса печи в устойчи-
вое положение на опорных роликах, при котором бандаж, расположенный меж-
ду роликами, не приходит с ним при работе в соприкосновение.
При неправильной эксплуатации печи ее корпус, смещаясь по опорным ро-
ликам, может разрушить контрольный ролик и, продолжая поступательное
движение, сползти своими бандажами с опорных роликов. Для предотвраще-
ния такой крупной аварии печи на одной из ее опор по обе сторону бандажа
устанавливают прочные неподвижные упоры, связанные между собой сталь-
ными тягами, а также жестко соединенные болтами с фундаментной рамой
опоры. Расстояние между каждым упором и бандажом выбирается на 30-50 мм
больше величины зазора между бандажом и контрольным роликом. Так как
упоры неподвижны, то при давлении на них бандажа возникает сила трения
такой большой величины, что приводной электродвигатель перегружается и
выключается. У печей новых конструкций на упорных предохранительных
приспособлениях устанавливаются конечные выключатели, которые отклю-
чают от сети приводной электродвигатель при соприкосновении бандажа с
упором.
3.4. Приводной механизм вращающихся печей
Вращающиеся печи весьма тихоходны: они делают лишь 0,5-1,3 об./мин. В
движение печь приводится через зубчатый венец, посаженный на ее корпус и
находящийся в зацеплении с ведущей шестерней.
Для вращения печи со столь незначительной скоростью между электродви-
гателем и ведущей шестерней устанавливается обычно мощный редуктор со
средним передаточным числом i = 180.
Для наименьшего скручивания корпуса во время его вращения венец поме-
щают приблизительно на одинаковом расстоянии от загрузочного и разгрузоч-
ного концов печи. На детали приводного механизма, расположенного здесь,
не оказывают также вредного влияния высокая температура разгрузочного
конца печи и тонкая абразивная пыль, которая содержится больше в воздухе,
окружающем концы печи, чем в средней части.
Из-за большого окружного усилия венцы приходится изготовлять с боль-
шим модулем зацепления, равным 40-50 мм.
Дальнейшее повышение габаритов и производительности вновь изготовляе-
мых печей, сопровождающееся возрастанием мощности, потребной для их
528
вращения, и, следовательно, окружного усилия, действующего на зуб венца,
привело к необходимости оборудовать такие печи двумя приводными устрой-
ствами, расположенными по обе стороны зубчатого венца.
У печей больших размеров, обладающих большой инерцией, кроме основ-
ного, устанавливается еще вспомогательный приводной механизм, при помо-
щи которого производится очень медленное A-4 об./ч) вращение печи. При
ремонте корпуса печи или его футеровки часто приходится поворачивать печь
на определенный угол. Вспомогательный приводной механизм используют
также для медленного вращения разогретой печи и устранения провисания ее
корпуса по длине зоны наивысшей температуры при внезапном прекращении
подачи на завод электроэнергии/Чтобы можно было использовать вспомога-
тельный приводной механизм, в этих случаях его оборудуют специальным
электрогенератором, приводимым в движение от карбюраторного двигателя
или дизеля. Поскольку скорость вращения печи при работе вспомогательного
приводного механизма очень мала, незначительна и потребляемая им мощ-
ность. В зависимости от размеров печи она равна 5-20 кВт.
На рис. 3.92 показана кинематическая схема приводного механизма враща-
ющейся печи 3,6C,3K,6x150 м с одним основным электродвигателем.
Мощность основного электродвигателя iV = 180 кВт.
Общее передаточное число редуктора основного привода составляет i = 178,35
и вспомогательного i = 58,47. Мощность вспомогательного электродвигателя
N=7 кВт.
Редуктор основного привода собран на подшипниках скольжения, а вспомо-
гательного — на шарикоподшипниках. Смазка подшипников — центральная
принудительная. Зубья всех шестерен косые.
Приводной механизм печи 4,5x170 м конструкции Сибтяжмаша (рис. 3.93)
состоит из двух основных электродвигателей 1 мощностью 250 кВт каждый и
двух вспомогательных 4 мощностью по 14 кВт. Через редукторы 2 и универ-
сальные шпиндели 3 мощность от основных электродвигателей передается к
Рис. 3.92. Кинематическая схема приводного меха-
низма печи 3,6C,3K,6x150 м: 1 — основной элект-
родвигатель; 2 — главный редуктор; 3 — редуктор
вспомогательного привода; 4 — вспомогательный
электродвигатель
529
9
Рис. 3.93. Двухсторонний приводной механизм печи 4,5x170 м конструкции Сибтяжмаша
шестерням, находящимся в зацеплении с зубчатым венцом. Общие
:г еоедаточные числа основного и вспомогательного редукторов соответствен-
н0 равны 87,8 и 15,7.
Передаточное число открытой пары шестерен составляет 7,5.
Работа приводного механизма печи во многом зависит от правильности по-
садки зубчатого венца на ее корпус. Венец должен располагаться центрально
относительно центра сечения корпуса, прочно соединяться с ним и эластично
воспринимать окружное усилие, передаваемое ведущей шестерней.
У большей части работающих вращающихся печей зубчатые венцы посаже-
ны на корпус при помощи тангенциально расположенных плоских пружин
i или при помощи пружин, установленных вдоль образующих корпуса.
: При первом способе посадки венца на корпус (рис. 3.94, а) каждая из 10-12
плоских пружин, расположенных на корпусе на одинаковом расстоянии одна
!! от другой и направленных по касательным к корпусу, одним своим концом
;.'¦ приклепывается к нему, а вторым при помощи болтов присоединяется к спе-
циальному приливу венца.
Присоединенный таким способом к корпусу зубчатый венец оказывается
подвешенным на нем. Поэтому передача мощности от ведущей шестерни к
венцу отличается большой эластичностью, что благоприятно отражается на
стойкости футеровки печи.
Однако точность посадки венца на корпус при помощи тангенциально рас-
, положенных пружин достигается с большим трудом. Кроме того, из-за нали-
. чия приливов усложняется конструкция венца. С увеличением диаметра пе-
\ чей недостатки посадки венца на корпус при помощи тангенциально располо-
женных пружин возрастают еще больше.
г При втором способе посадки венца на корпус (рис. 3.94, б) каждую из сталь-
ных пружин накладывают на две высокие, собранные из листовой стали под-
ставки. Парные подставки располагают вдоль одной и той же образующей кор-
' пуса. Расстояние между подставками принимается равным 1,5-2,5 м (по дуге
¦ окружности). Пружины, предварительно отвальцованные по внутреннему ра-
Диусу обода венца и наложенные на подставки, жестко крепят на корпусе при
¦^ Схемы посадки зубчатого венца на корпус печи: a — на тангенциально расположенных
РУЖинах; б — на пружинах, расположенных параллельно оси корпуса
531
помощи болтов. Зубчатый венец помещается на пружины между подставками
и соединяется с пружинами при помощи болтов.
Посадка венца на корпус по последнему способу осуществляется со значи-
тельно меньшими затратами времени и сил, чем при применении тангенци-
ально расположенных пружин. При этом венец имеет простую форму для от-
ливки и обработки. Меньшая степень эластичности в передаче мощности кор-
пусу является недостатком второго способа посадки венца на корпус по срав-
нению с первым.
По-иному, без промежуточных пружин, предусмотрена посадка зубчатого
венца на корпус печей размерами 4,5/5x135 м, 4,5x170 м и 5x185 м (рис. 3.95).
На ободе венца этих печей имеются приливы /, расположенные на одинако-
вом расстоянии один от другого и приблизительно посредине между внешней
и внутренней поверхностями обода. Венец подвешивается к корпусу печи на
плоских кронштейнах 2. Кронштейны, установленные парами (один справа, а
второй слева от венца), приварены к стальным пластинам 6, которые прикле-
паны к корпусу печи. Подвеска венца на кронштейны произведена с помощью
установочных болтов 7, пальцев 4 и промежуточных стальных пластин 5. В
кольцевые зазоры между обработанными на конус установочными болтами и
промежуточными пластинами, а также между пальцами и кронштейнами встав-
лены разъемные втулки 3, имеющие клиновую форму.
После проверки венца на точность расположения относительно центра сече-
ния печи затягивают гайки установочных болтов и пальцев. Сила трения меж-
А-А
Рис. 3.95. Схема посадки зубчатого венца на корпус печи 4,5/5x135 м
532
ду втулками и соприкасающимися с ними другими деталями крепления пре-
пятствует смещению венца относительно корпуса печи.
Проверка на центральность расположения венца при такой посадке на кор-
пус производится путем измерения зазора между корпусом и внутренней по-
верхностью обода венца и отличается легкостью выполнения.
Эксцентричная посадка венца на корпус, печи — один из наиболее распрос-
траненных дефектов сборки приводного механизма печи, усложняющий ее
эксплуатацию. Глубина зацепления между зубьями ведущей шестерни и вен-
ца, если последний эксцентрично расположен на корпусе, возрастает и снижа-
ется в течение каждого его оборота. Происходящее при этом радиально на-
правленное скольжение зубьев одного относительно другого, сопровождаемое
сильным давлением, вызывает вибрации корпуса. При вращении эксцентрич-
но посаженного венца меняется также степень перекрытия или продолжитель-
ности зацепления между зубьями венца и ведущей шестерни. При сильном
биении венца степень перекрытия зацепления может снизиться до величины
меньше единицы. В таких случаях нарушается непрерывность зацепления
между зубьями и корпус печи вращается с еще большими вибрациями.
Плавность вращения печи нарушается и при изменении положения той опо-
ры, около которой расположен приводной механизм печи. Ее повышение и
понижение сопровождаются изменением радиального зазора между зубьями
венца и ведущей шестерни. Поэтому лишь в крайних случаях следует прибе-
гать к регулированию положения роликов опоры, около которой расположен
приводной механизм печи, и уделять большое внимание состоянию вклады-
шей их подшипников, оберегая вкладыши от быстрого износа, и своевремен-
но производить их замену.
Зубчатые венцы отливают из углеродистой конструкционной стали марки
45Л или 50Л, а ведущие шестерни из легированной стали марки 40Х. Для обес-
печения хорошей приработки зубьев и одинаковой стойкости их против изно-
са рекомендуется для венца и шестерни выбирать такое сочетание марок ста-
лей, при котором поверхностная твердость зубьев шестерни превышала бы
поверхностную твердость зубьев венца НВ 20-70.
Коэффициент длины зуба выбирают равным 10-25, а передаточное число
между венцом и ведущей шестерней 5-7,5.
Соотношение между диаметром венца и диаметром корпуса у печей совре-
менных конструкций составляет 1,4-1,7. Меньшая величина относится к пе-
чам большого размера, а большая — к печам малых и средних размеров. Вы-
бор большого диаметра начальной окружности венца, превышающего на 40-
70 % диаметр корпуса печи, вызывается необходимостью несколько снизить
большое окружное усилие, которое испытывает зуб венца. Кроме того, при
большом диаметре венца удается приводной механизм печи удалить от ее кор-
пуса и улучшить этим условия для его обслуживания.
533
При установке зубчатого венца на корпус печи предполагается, что он дол-
жен работать без замены 10-15 лет. На работоспособность венца, кроме удель-
ного давления, большое влияние оказывает точность зацепления с ведущей
шестерней, сохранение параллельности вала шестерни и оси печи, непрерыв-
ность подачи масла на зубья шестерни, его чистота и степень запыленности
атмосферы, окружающей приводной механизм.
Нормальное (среднее) число оборотов печи, число оборотов электродвига-
теля и его мощность являются исходными данными для определения характе-
ристики редуктора, размеров зубчатого венца и ведущей шестерни.
Зубья венца и шестерни рассчитывают на выносливость по напряжениям
изгиба. При этом в качестве расчетной нагрузки принимают крутящий момент
на валу ведущей шестерни, определяемый по уравнению
М = М к к к. C.43)
к max 12 3 V '
Для вращающихся печей, работающих с постоянной нагрузкой, крутящий
момент М не подвержен изменениям и равен:
Мтах = 71620Л7п, C.44)
где N— мощность установленного приводного электродвигателя печи, л.с; п
— число оборотов вала ведущей шестерни в минуту.
Коэффициент эквивалентности нагрузки &, учитывающий усталостное воз-
действие на зуб действующей временной нагрузки, и коэффициент концент-
рации напряжений к2, отражающий распределение нагрузки по контактной
поверхности зубьев, для передачи печи, работающей с постоянной нагрузкой,
равны 1. Коэффициент качества к3 выбирается в зависимости от чистоты обра-
ботки зуба. Венцы и ведущие шестерни обрабатываются обыкновенно по 3-
му классу точности, поэтому для них к3 = 1,4.
После подстановки в уравнение C.43) числовых значений для коэффициен-
тов кгк2я к} находим, что крутящий момент, действующий на зубчатый венец
и его ведущую шестерню, равен:
Мк = 1,47162Л7и, кГсм. C.45)
Вал ведущей шестерни соединяется с редуктором через эластичные муфты
или при помощи универсального шпинделя, поэтому по своей форме и распо-
ложению на опорах он является свободно лежащей балкой. Опасное сечение
вала при действии изгибающего момента расположено между подшипниками
на участке посадки шестерни. Общее усилие, действующее на зуб шестерни,
и, следовательно, усилие, изгибающее вал, равно:
Q = P/cos а, C.46)
534
где а — угол зацепления, а Р — окружное усилие, приложенное к зубу. По
усилию Q определяются реакции опор и удельные давления на вкладыши под-
шипников.
Вал подвержен действию крутящего и изгибающего моментов. Его диаметр
в опасном сечении предварительно находят по уравнению
0,Ы3[а]иШ = л/м2+(аМкJ, C.47)
где коэффициент
В этих уравнениях [<т]иШи [<т]и11— допускаемые напряжения на изгиб соот-
ветственно по II и III категориям нагрузки.
После определения диаметра вала и производят уточненный расчет вала на
прочность с учетом масштабного фактора, а также концентраций напряжений
в местах расположения шпоночных канавок и галтелей.
Для соединения последнего вала редуктора с валом ведущей шестерни в при-
водных механизмах печей последних конструкций вместо эластичных муфт ча-
сто применяют универсальный шпиндель. Это шарнирное соединение деталей
приводных устройств уже давно нашло широкое распространение в металлур-
гической промышленности. При установке универсального шпинделя привод-
ной механизм вращающейся печи работает без возрастания напряжений в его
деталях и в тех случаях, когда соединяемые валы не полностью соосны.
Концы шпинделя конструкции УЗТМ, при использовании его в качестве со-
единительного приспособления, имеют форму вилок 1 (рис. 3.96), в которые
входят концы полумуфт, имеющие форму лопастей 2. Полумуфты жестко по-
сажены на концы соединяемых валов. В вилках шпинделя и лопастях валов
просверлены сквозные отверстия. Соединение лопасти вала с вилкой осуще-
ствляется при помощи двух вкладышей 3 и сухаря 7. Своими выступами 10
вкладыши плотно входят в соответствующие пазы вилок. Часть вкладыша, при-
мыкающая к вилке, имеет выпуклую цилиндрическую форму. Цилиндричес-
кая, но вогнутая форма, придана и внутренней части каждой из вилок.
При сборке приспособления лопасть вала вводится в вилку, куда предвари-
тельно вставлены вкладыши; затем через совмещенное сквозное отверстие в
вилке, вкладыше и лопасти вала пропускается сухарь. Чтобы сухарь находил-
ся в среднем положении по длине сквозного отверстия и при работе приводно-
го механизма не выпадал из него, в отверстия в вилке вставляют пробки 9,
имеющие односторонний выступ, который входит в паз вилки. В установлен-
ном положении сухарь удерживается при помощи стопорной планки б, сто-
порной шайбы 4 и болта 5.
535
г—I «
>
\
\
2 1
1 , ,
\
5 76
\ \ \
ш
Ж
r
i
5 4
/ i
1
3
Рис. 3.96. Схема универсального шпинделя
А-А
Вращающийся приводной вал, соединенный таким способом со шпинделем,
может поворачиваться около центральной оси, расположенной перпендику-
лярно сухарю; одновременно он может поворачиваться также и относительно
оси самого сухаря. Чтобы при этом не изнашивались полумуфты валов, в рас-
точку их лопастей вставлены втулки 8.
При несоосности валов и, следовательно, наклоне шпинделя к оси вала ве-
дущей шестерни происходит относительное перемещение рабочих поверхно-
стей вкладыша и вилки, вкладыша и лопасти полумуфты, а также втулки и
сухаря, сопровождающееся трением соприкасающихся поверхностей этих де-
талей. Для снижения трения и износа деталей их рабочие поверхности чисто
обрабатывают и при эксплуатации смазывают. Густая смазка периодически
подается в узел через отверстия 11, закрываемые пробками.
При передаче мощности от редуктора к приводному валу в деталях шарнир-
ного соединения возникают значительные напряжения. Наиболее значитель-
ными являются контактные напряжения во вкладыше, вилке, а также в лопас-
ти полумуфты вала. По этой причине рабочие поверхности этих деталей изна-
шиваются быстрее по сравнению с другими. При уменьшении несоосности
соединяемых валов напряжения в деталях соединения и их износ резко сни-
жаются.
Вкладыши и втулки шпинделя изготовляются из графитизированной стали,
сухарь из стали марки ст. 6, а тело шпинделя из конструктивной стали 50.
По технологическим и теплотехническим причинам требуется, чтобы число
оборотов печи во время ее работы можно было изменять в пределах ±25 % от
номинального. У всех вращающихся печей старых и современных конструк-
ций это достигается путем изменения числа оборотов приводного электродви-
гателя. Перевод электродвигателя с нормального числа оборотов на повышен-
536
ное или пониженное производится или вводом в цепь обмотки ротора сопро-
тивления регулировочного реостата, или путем изменения числа пар полюсов
статора электродвигателя. При этом имеется в виду, что в первом случае печь
приводится в движение от асинхронного электродвигателя с фазовым рото-
ром, а во втором — от двигателя с короткозамкнутым ротором. Изменение
скорости вращения печи путем введения сопротивления регулировочного ре-
остата, применяемое, как правило, на печах старых конструкций, связано со
значительной потерей мощности и, следовательно, со снижением КПД элект-
родвигателя. Некоторым снижением КПД сопровождается и работа электро-
двигателя при изменении его числа оборотов путем переключения обмоток
статора осуществляемым при помощи специального аппарата — контроллера.
Приводные механизмы печей существующих конструкций слишком громоз-
дки и не экономичны в работе. От электродвигателя мощность передается че-
рез четыре-пять пар зубчатых колес. Потеря мощности на трение между точно
нарезанными зубьями пары сопряженных колес равна приблизительно 1,5-
2 %. Следовательно, общий расход мощности на трение между зубьями в при-
водном механизме печи составляет в среднем 8-10 %. Мощность теряется так-
же в подшипниках редуктора и вала ведущей шестерни. Ее можно принять
равной 2-\ %. Таким образом, даже при хорошем изготовлении и благоприят-
ных условиях эксплуатации КПД приводного механизма печи не превышает
90 %, а чаще он ниже этой величины.
Положительные качества приводного механизма вращающейся печи резко
повышаются при переводе его на гидравлический привод.
Гидравлический приводной механизм состоит из двух масляных двигателей,
расположенных под печью. На валы этих двигателей жестко посажены веду-
щие шестерни, которые находятся в зацеплении с зубчатым венцом. Двигате-
ли приводятся в движение давлением масла, которое нагнетается в них насо-
сами. Насосы работают от индивидуальных электродвигателей. Количество
насосов выбирается в зависимости от производительности печи и, следова-
тельно, от той мощности, которая необходима для ее вращения. Приводное
устройство печи производительностью 350 т клинкера в сутки, например, обо-
рудовано 12 насосами.
Число оборотов масляных двигателей и, следовательно, скорость вращения
печи можно изменять в больших пределах. Это достигается путем изменения
количества масла, подаваемого в двигатели, т.е. включением или выключени-
ем части электромоторов, приводящих в действие насосы. Так как число рабо-
тающих насосов всегда соответствует числу оборотов печи, КПД нового гид-
равлического приводного механизма остается постоянно высоким.
Кроме этих основных достоинств, гидравлический привод обладает следу-
ющими большими преимуществами перед обыкновенными редукторными
537
приводными устройствами вращающихся печей: ведущие шестерни передают
венцу одинаковые крутящие моменты, поскольку масляные двигатели присо-
единены к одному нагнетательному трубопроводу; вследствие этого давление
на зубья венца распределяется очень равномерно; печь плавно пускается в ра-
боту и плавно переводится с одного числа оборотов на другое; имеется воз-
можность отнести насосную станцию из зоны действия интенсивного тепло-
вого излучения печи, разместить ее в отдельном помещении и создать наилуч-
шие условия для ее эксплуатации; детали всей установки долговечны в работе
потому, что они работают при постоянном соприкосновении с маслом; насос-
ная станция работает с высоким коэффициентом использования по времени,
равным практически 100 % потому, что при выходе из строя одного и даже
двух насосов работа печи не прерывается, а лишь на короткое время, необхо-
димое для исправления или замены неисправных насосов, печь лишается воз-
можности работать с предельно высоким числом оборотов.
538
Глава 4.
ХОЛОДИЛЬНИКИ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
4.1. Назначение холодильников
Охлаждение клинкера — важнейший процесс в теплотехническом и техно-
логическом отношениях.
Процесс обжига цементного клинкера происходит при высоких температу-
рах 1450-1470 °С. На пути от зоны спекания до выхода из печи клинкер успе-
вает охладиться до температуры 1100-1200 °С. Цементный клинкер, выходя-
щий из вращающейся печи, охлаждают в холодильниках — механизмах, не-
посредственно связанных с печью, которые обеспечивают оптимальную ско-
рость охлаждения клинкера с учетом происходящих при этом в его зернах хи-
мико-физических процессов и теплотехнических условий обжига.
В начальном периоде это резкое охлаждение примерно до 800 °С с целью
фиксации в клинкере высокотемпературных превращений минералогического
состава и микроструктуры, затем медленное охлаждение до 80-100 °С, даю-
щее возможность транспортировать его на склад.
Интенсивное охлаждение клинкера, выходящего из вращающейся печи, по-
зволяет снизить расход топлива, так как тепло, выносимое клинкером, исполь-
зуется для нагрева вторичного воздуха, поступающего в печь. Кроме того, при
резком охлаждении клинкера улучшается его работоспособность и несколько
увеличивается качество цемента.
Количество тепла, которое можно отобрать от клинкера, выходящего из печи,
равно:
Q = с (t, - tX ккал/кг, C.48)
*^кл юЛ 12-"' v '
где tl — температура клинкера при выходе из печи, °С; t2 — температура клин-
кера при выходе из холодильника, °С; с^ — средняя теплоемкость клинкера в
интервале температур 100-1000 °С, она равна в среднем 0,246 ккал/(кг-°С),
Приняв, например, что температура клинкера при выходе из печи и холо-
дильника составляет соответственно 1000 и 100 °С и печь работает с расходом
тепла 1500 ккал/кг клинкера, находим, что от 1 кг клинкера отбирается тепла
Qm = 0,246A000 - 100) = 221 ккал/кг,
что составляет 221/1500-100 = 14,7 % от общего количества тепла, расходуе-
мого на обжиг клинкера.
Процесс охлаждения клинкера неразрывно связан с режимом работы печи.
Для обеспечения эффективной работы печного агрегата в теплотехническом и
технологическом отношениях необходимо добиваться максимальной темпе-
539
ратуры вторичного воздуха, поступающего в печь на горение топлива, мини-
мальных потерь теплоты с клинкером, избыточным аспирационным воздухом
и в окружающую среду через корпус холодильников. При этом общее количе-
ство воздуха, участвующего в процессе, должно быть минимальным. Расход
воздуха на горение топлива в зависимости от способа производства, вида топ-
лива и удельного его расхода составляет при мокром способе — 1,5-2 м /кг,
при сухом — 0,9-1,2 м3/кг клинкера.
Повышение температуры поступающего на горение воздуха на 100 °С обес-
печивает экономию теплоты около ПО кДж/кг клинкера (что соответствует
3,8 кг условного топлива на 1 т), увеличение температуры горения топлива на
50-60 °С и интенсификацию процесса обжига.
Охлаждение клинкера преследует две основные и равнозначные цели: мак-
симальное снижение температуры клинкера и максимальный возврат (рекупе-
рация) теплоты в печь.
Из многочисленных типов холодильников наиболее широко в цементной
промышленности применяются планетарные (рекуператорные) и колоснико-
вые. Барабанные холодильники из-за громоздкости, больших подсосов возду-
ха в уплотнении горячей части в настоящее время не применяются.
В холодильниках всех конструкций клинкер охлаждается воздухом, который,
нагреваясь, поступает затем в печь для горения топлива (вторичный воздух). С
вторичным воздухом возвращается значительное количество тепла, израсхо-
дованного ранее на обжиг, что существенно снижает расход топлива и улуч-
шает тепловой баланс печи.
4.2. Барабанные холодильники
От холодильников вращающихся печей требуется, чтобы они были просты
по конструкции, малы по размерам, надежны в работе при больших тепловых
напряжениях и отличались высоким тепловым КПД.
По своему назначению холодильники вращающихся печей представляют
собой рекуператоры, использующие тепло обожженного продукта с целью
подогрева воздуха, идущего для горения, т.е. они выполняют роль утилизато-
ра тепла.
Для охлаждения клинкера применяются открытые, установленные отдельно
от печи барабанные холодильники, многобарабанные холодильники, прикреп-
ленные к разгрузочной части печи и вращающиеся вместе с ней, и холодиль-
ники колосникового типа.
В холодильниках первых двух видов воздух, отбирающий тепло от клинке-
ра, засасывается в них в результате разрежения, которое создается в печи, а в
колосниковых холодильниках он нагнетается вентиляторами.
540
Рис. 3.97. Схема отдельно установленного барабанного холодильника
Все печи старых конструкций длиной до 70-80 м оборудованы отдельно ус-
тановленными открытыми барабанными холодильниками (рис. 3.97). В боль-
шинстве случаев холодильник этого типа располагается под разгрузочным кон-
цом печи и наклоняется к горизонту противоположно наклону печи. Реже ба-
рабанный холодильник устанавливают за загрузочным концом печи с накло-
ном его в ту сторону, в какую наклонена печь.
По форме, конструкции большинства деталей, расположению на опорах и
способу приведения в движение открытые барабанные холодильники подоб-
ны вращающимся печам и отличаются от них лишь назначением, меньшими
размерами, повышенным числом оборотов, большим наклоном к горизонту и
видом футеровки, которая укладывается здесь только в загрузочной части ба-
рабана приблизительно на /3- /2 его длины. В качестве футеровки применяют-
ся главным образом чугунные плиты и реже шамотный кирпич. Плиты отли-
вают с выступом по периферии с той стороны, которой плита примыкает к
корпусу барабана. Воздушный зазор, образующийся при такой форме плит
между плитами и корпусом барабана, предохраняет последний от чрезмерно-
го нагрева.
Для увеличения поверхности соприкосновения горячего клинкера с холод-
ным воздухом и усиления теплообмена к внутренней поверхности барабана
холодильника привариваются в шахматном порядке швеллеры длиной 1,5-3 м.
Полками швеллеров клинкер поднимается на значительную высоту, падая с
которой, он попадает под поток воздуха.
Длина холодильника выбирается равной приблизительно 30 % длины печи,
а его диаметр составляет в среднем 70-100 % ее диаметра. Холодильники это-
го, типа вращаются со скоростью 3-8 об./мин, а их наклон к горизонту выби-
рается равным 3-5° (см. тюке, например, часть II, разд. 1.2.5).
В зависимости от состояния уплотнительного приспособления загрузочного
конца, герметичности горячей камеры и состояния швеллеров барабанные хо-
541
лодильники, установленные отдельно от печи, охлаждают поступающий в них
клинкер до 300-100 °С. Температура клинкера, выходящего из этих холодиль-
ников, была бы значительно ниже, если бы при их эксплуатации уделялось
достаточное внимание исправности приспособлений, которые уплотняют коль-
цевой зазор между загрузочным концом барабана и кирпичной кладкой горя-
чей камеры печи. Часто холодильники работают без каких-либо уплотнений.
Из-за большого количества наружного воздуха, засасываемого в печь помимо
холодильника через этот неуплотненный кольцевой зазор, а также через щели
в стенах камеры, эффективность действия барабанных холодильников значи-
тельно снижается.
Для печей малой производительности, не превышающей 12-15 т/ч, откры-
тые барабанные холодильники, простые по конструкции и требующие самого
минимального ухода при эксплуатации, являются наиболее подходящими уст-
ройствами для охлаждения клинкера.
Даже в последние годы, несмотря на внедрение в производство высокопро-
изводительных холодильников других конструкций, отдельно установленным
барабанным холодильникам во многих странах мира уделяется еще большое
внимание. Это выражается в стремлении повысить их производительность при
минимальном усложнении конструкции. Примером может служить барабан-
ный холодильник, предложенный Майншелом и Велзи. Схема этого холодиль-
ника показана на рис. 3.98.
Приблизительно на расстоянии 73 длины барабана от его загрузочного конца
в стенке барабана вырезаны прямоугольной формы отверстия, распределен-
ные равномерно по окружности. Снаружи к кромкам отверстий приварены
карманы 6, изогнутые по радиусу барабана. Карманы охвачены неподвижным
Рис. 3.98. Схема барабанного холодильника с принудительной подачей воздуха
542
кожухом 2, который при помощи патрубка 3 соединен с циклоном 4. Высокая
труба 5 служит для создания разрежения во внутренней полости циклона.
Со стороны загрузочного конца в холодильник вдувается воздух вентилято-
ром 1, а с противоположной стороны в него вводится в небольшом количестве
распыленная вода.
Испарение воды и вдувание холодного воздуха увеличивает интенсивность
отбора тепла от клинкера. Вследствие этого повышается производительность
холодильника и снижается температура выходящего из него охлажденного
клинкера. Водяные пары и часть нагретого воздуха очищаются от клинкерной
пыли в циклон и выбрасываются затем через трубу наружу. Так как карманы
велики по длине, то попавший в них клинкер при вращении барабана успевает
сползать внутрь холодильника. В барабанном холодильнике такой конструк-
ции клинкер может охлаждаться до температуры 70 °С.
С возрастанием производительности печи длина и диаметр барабанного хо-
лодильника, расположенного отдельно от печи, увеличиваются настолько, что
его установка под печью или за ее разгрузочным концом сопровождается боль-
шими дополнительными расходами на возведение высоких фундаментов печи
и большого по объему здания для печей.
4.3. Многобарабанные рекуператорные холодильники
Стремление увеличить производительность барабанных холодильников и
уменьшить их габаритные размеры привело к развитию групповых барабан-
ных холодильников, расположенных вокруг разгрузочного конца печи, при-
крепленных к ней и вращающихся вместе с ней. Холодильниками этого вида,
именуемыми на заводах рекуператорными холодильниками, оборудована боль-
шая часть вращающихся печей отечественных цементных заводов.
Рекуператорные холодильники работают по тому же принципу, что и бара-
банные холодильники, установленные отдельно от печи. Разница заключается
лишь в том, что при их работе весь засасываемый в печь воздух участвует в
охлаждении клинкера, так как между барабанами и корпусом печи здесь осу-
ществлена полная герметизация, а при работе открытого барабанного холо-
дильника, установленного отдельно от печи, клинкер омывается только час-
тью воздуха потому, что другая его часть поступает в печь через кольцевой
зазор между стенкой камеры и барабаном, минуя внутреннюю полость бара-
бана.
Из рекуператорных холодильников на отечественных цементных заводах
распространены холодильники конструкции завода им. Э. Тельмана, бараба-
ны которых имеют размеры 1,3x6 м. Такими холодильниками оборудованы
вращающиеся печи 3,6 C,3) 3,6x150 м; в большинстве случаев ими же обору-
дованы печи, подвергшиеся в последние годы реконструкции.
543
Рис. 3.99. Схема рекуператорного холодильника вращающейся печи 3,6 C,3) 3,6x150 м
Холодильник состоит из десяти барабанов (рис. 3.99), расположенных вок-
руг горячего конца корпуса печи, параллельно ему и на одинаковом расстоя-
нии от центра его сечения. По длине загрузочной части барабаны футерованы
жаростойкими чугунными плитами. В остальной части на их внутренних по-
верхностях укреплены лопасти, расположенные в шахматном порядке.
В вырезы опорного листа I, жестко скрепленного с корпусом печи, уложены
барабаны. При помощи наружных накладных стальных поясов и болтов каж-
дый из них жестко связан с опорным листом. Опорный лист связывает не только
барабаны с корпусом печи, но и все барабаны между собой. К корпусу бараба-
ны прикреплены также при помощи своих загрузочных патрубков 2. Чтобы
придать общей системе барабанов еще большую жесткость, барабаны соеди-
няются между собой при помощи дополнительного плоского стального коль-
ца 3, наложенного на торцы разгрузочных концов барабанов.
Горячий клинкер, выпавший из печи, движется вдоль барабанов и, охладив-
шись, выходит из них через разгрузочные отверстия.
Клинкер из печи поступает в барабаны холодильника через загрузочные пат-
рубки 1 (рис. 3.100) и загрузочные карманы 8. Патрубок свободно вставлен во
внутреннюю полость, образованную фланцами 3 и 5, при помощи которых
барабан соединяется с корпусом печи. Клинья 4 удерживают от выпадения из
гнезда патрубок. Деформируясь при нагреве и охлаждении, подвешенный та-
ким образом патрубок не испытывает значительных напряжений.
Загрузочный карман своим нижним концом входит в выточку, имеющуюся в
торце фланца 5, и свободно опирается на фланец, а верхним примыкает к кромке
выреза, сделанного в днище барабана. При помощи клиньев 6, пропущенных
под накладки 7, карман прижимается к днищу. Таким образом, соединяясь не
жестко с барабаном, карман, деформируясь при температурных изменениях,
также не подвержен большим напряжениям.
544
Рис. 3.100. Схема загрузочной части рекуператорного холодильника печи 3,6 C,3) 3,6x150 м
Торцовая часть загрузочного патрубка, входящая в прямоугольное разгру-
зочное отверстие корпуса печи, защищена плитами 2 от истирания клинкером.
Плиты и патрубки отлиты из жаростойкого чугуна.
Вращаясь, барабаны холодильника перемещаются из нижнего положения в
верхнее. При нижнем положении барабана детали его загрузочного устрой-
ства, соприкасаясь с горячим клинкером, быстро и неравномерно нагревают-
ся, а при подъеме они, омываясь снаружи холодным воздухом, охлаждаются.
Из-за резких температурных изменений детали сильно деформируются, их
соединения ослабевают, зазоры между деталями увеличиваются, при этом де-
тали нередко лопаются, образуются щели, через которые выпадает мелкий
клинкер.
Загрузочное устройство барабанов рекуператорного холодильника является
наименее совершенной его частью.
Из других конструкций загрузочных устройств рекуператорных холодиль-
ников наиболее совершенной является загрузочное устройство конструкции
Гипроцемента.
При установке холодильников этой конструкции к разгрузочным отверсти-
ям корпуса печи (рис. 3.101) привариваются фланцы /. Таким путем усилива-
ется жесткость подрекуператорной обечайки печи, сильно ослабленной выре-
зом в ней разгрузочных отверстий. Загрузочные патрубки барабанов холодиль-
ника вставляются внутрь фланцев и подвешиваются в них при помощи шпи-
лек 2, а загрузочные карманы свободно вводятся в барабаны через отверстия,
имеющиеся в их наклонно расположенных днищах. Барабаны соединены с
корпусом печи при помощи двух опорных листов. Загрузочные консольные
концы барабанов свободны от нагрузки и не соприкасаются с корпусом печи.
18. Лисиенко В.Г. и др.
545
Рис. 3.101. Схема загрузочной части рекуператорного холодильника конструкции Гипроцемента
При таком способе присоединения барабанов в их загрузочных устройств к
корпусу печи все детали загрузочных устройств могут свободно деформиро-
ваться без возникновения в них внутренних напряжений.
Чтобы клинкер не мог просыпаться через зазоры между кромками днищ ба-
рабанов и стенками карманов, здесь установлены уплотнения. Основным эле-
ментом уплотнения является стальной канат 4, зажатый между днищем 5 и
плоским кольцом 6, которое прижимается к днищу винтами 7. После сборки
уплотнения вокруг кармана укладывается 8-10-мм проволока и приваривает-
ся к плоскому кольцу и стенке кармана.
Чугунные башмаки, 3 установленные по два между загрузочными патрубка-
ми, предохраняют верхние кромки патрубков от истирания горячим клинке-
ром. Для этой же цели установлено чугунное кольцо 8, составленное из от-
дельных элементов. Башмаки и звенья кольца прикрепляются к корпусу при
помощи болтов. Рекуператорные холодильники с загрузочными устройствами
конструкции Гипроцемента, установленные на части вращающихся печей,
работают более удовлетворительно, чем холодильники печей 3,6 C,3) 3,6x150 м.
Клинкер, охлаждаемый в рекуператорных холодильниках, равномерно рас-
пределяется по большой суммарной площади сечения его барабанов и сопри-
546
¦3620-
Рис. 3.102. Концентрический холодильник: / — подрекуператорная обечайка; 2 — телескопическое
кольцо; 3 — конус холодильника; 4 — переходной патрубок; 5 — наружная обечайка; 6 — внутрен-
няя обечайка: 7 — тошювая шайба
касается с большим объемом воздуха, который через барабаны засасывается в
печь. Поэтому, несмотря на короткий путь своего перемещения вдоль бараба-
нов, клинкер здесь охлаждается до более низкой температуры, чем в откры-
тых барабанных холодильниках, установленных отдельно от печи. По сравне-
нию с последними рекуператорные холодильники отличаются также более
высокой производительностью, достигающей 25 т/ч. У холодильников этого
типа нет отдельных приводных устройств, вентиляторов для подачи в них хо-
лодного воздуха и других каких-либо вспомогательных приспособлении, ус-
ложняющих их конструкцию и затрудняющих эксплуатацию. Однако несовер-
шенство загрузочной части барабанов, снижающее ее коэффициент использо-
вания, концентрация тепла у головки печи, ухудшающая условия работы ма-
шиниста печи, громоздкость переднего конца печи, охваченного барабанами,
и перегрузка его весом барабанов значительно снижают отмеченные положи-
тельные качества рекуператорных холодильников.
При реконструкции вращающихся печей 3,6 C,3) 3,6x150 м с увеличением
их диаметра до размеров 4 м выяснилось, что повышение производительнос-
ти печей лимитируется производительностью рекуператорных холодильников.
Николаевским цементным заводом была предложена конструкция простого
и эффективного концентрического холодильника, и, как его стали называть в
18*
547
последнее время, периферийного телескопического холодильника (рис. 3.102).
Эти холодильники имеют простую конструкцию и надежны в эксплуатации.
4.4. Колосниковые холодильники
Колосниковые холодильники используются для оснащения вращающихся пе-
чей новых конструкций всех типоразмеров производительностью 10 000 т/сут.
Колосниковые холодильники обеспечивают более глубокое охлаждение клин-
кера, до температуры, на 50-70 °С превышающей температуру окружающего
воздуха. При этом температура воздуха, поступающего в печь на горение, мо-
жет достигать 800-900 °С, а выбрасываемого в атмосферу избыточного (аспи-
рационного) воздуха — до 300 °С, КПД холодильников около 85 %.
Расход воздуха в холодильниках этого типа на охлаждение клинкера составля-
ет 2-2,5 м3/кг в зависимости от конструкции холодильника, крупности клинкера
и др. При двукратном прососе расход воздуха снижается до 1,7-1,9 м3/кг кл.
Для предотвращения перегрева колосников и балок при возможных кратков-
ременных перегрузках холодильников мощность дутьевых вентиляторов вы-
бирается из максимального суммарного расхода воздуха 3,5^ м3/кг кл.
Особенно эффективно применение колосниковых холодильников в печных
установках с реакторами-декарбонизаторами, использующими горячий воз-
дух холодильников для горения топлива, а также при использовании горячего
избыточного воздуха холодильников для сушки сырья и добавок.
Цементный клинкер, получаемый во вращающихся печах, представляет со-
бой полифракционный материал, состоящий из кусков размером от долей мил-
лиметра до 20 мм и более. Наиболее эффективное охлаждение такого матери-
ала воздухом происходит в фильтрующем слое, характеризующемся высоко-
развитой, поверхностью теплообмена. Первые холодильники, основанные на
этом принципе, представляли собой шахту, заполненную клинкером, через слой
которого вентилятором продувался воздух. При эксплуатации шахтных холо-
дильников потребовался значительный расход энергии на привод дутьевого
вентилятора, наблюдалось неравномерное распределение воздуха по сечению
шахты и значительные колебания по количеству и температуре воздуха, по-
ступающего в печь.
На протяжения последних 20-25 лет способ слоевого охлаждения клинкера
усовершенствовался, что привело к созданию разнообразных конструкций
колосниковых холодильников. Наряду с холодильниками, составляющими одно
целое с печью, стали выпускать холодильники в виде самостоятельных агре-
гатов с переталкивающими, вибрационными или цепными колосниковыми
решетками (см. также часть II, гл. 2).
Принцип действия всех колосниковых холодильников заключается в том, что
через слой клинкера, движущийся по колосниковой решетке, вентилятором
548
продувается воздух. Этот принцип перекрестного тока, при котором клинкер,
поступающий из печи, контактирует с наружным воздухом, обуславливает
большую полноту и скорость охлаждения, чем в противоточных барабанных и
рекуператорных холодильниках; при поступлении клинкера в эти холодиль-
ники он контактирует с воздухом, имеющим максимальную температуру.
Некоторые исследователи считают, что алитовые клинкеры и клинкеры, раз-
малываемые до удельной поверхности 3000 см2/г, следует медленно охлаж-
дать в печи от температуры спекания до 1200-1250 °С, причем промежуточ-
ная фаза образует крупные кристаллы, а затем быстро - в колосниковом холо-
дильнике, что вызывает появление тепловых напряжений и трещин в кусках
клинкера; клинкеры же белитовые и клинкеры, размалываемые более тонко,
рекомендуется быстро охлаждать от температуры спекания. Другие в качестве
оптимальной температуры, с которой клинкер должен поступать из печи в ко-
лосниковый холодильник, называют 1170 °С. Практически в зависимости от
состава клинкера эта температура изменяется в пределах 1200-1380 °С. При
прочих равных условиях она выше в печах с низким удельным расходом тепла
и воздуха и высокой степенью подогрева последнего. Влиять на нее можно,
изменяя положение в печи зон горения и спекания.
При быстром охлаждении в колосниковом холодильнике повышается содер-
жание в клинкере основного минерала — трехкальциевого силиката, жидкая
фаза застывает в виде стекла, более активного и хрупкого, чем составляющие
ее соединения в кристаллическом состоянии, которые образуются при мед-
ленном охлаждении. Это повышает качество клинкера почти на 10 % и его
размалываемость примерно на, 20-30 %. Большая часть окиси магния входит
в состав стекла и не вызывает изменения объема цемента, как это бывает при
медленном охлаждении, когда она кристаллизуется в виде периклаза.
При мокром способе производства расход воздуха на горение в лучших пе-
чах с внутренними теплообменными устройствами, потребляющими 1350-
1400 ккал/кг кл., составляет 1,5-1,7 нм3/кг кл. В печах с циклонными теплооб-
менниками при сухом способе производства и затрате тепла 800-900 ккал/кг
кл. расход воздуха равен 1,0-1,1 нм /кг кл. Если воздух пропускают через слой
клинкера, движущийся по решетке колосникового холодильника, один раз, то
достаточно полное охлаждение клинкера имеет место при расходе воздуха от
2,0 до 3,5 нм /кг кл. в зависимости от размера кусков клинкера, конструкции и
режима работы холодильника. Избыточный воздух с температурой 150-250 °С
забирают над решеткой в разгрузочном конце холодильника и используют для
сушки сырья, угля и других целей, или выбрасывают в атмосферу. В после-
днем случае потеря тепла составляет около 50 при мокром и примерно 90 ккал/
кг кл. при сухом способе производства. Во избежание большого уноса пыли,
скорость отбираемого воздуха должна быть меньше 4 м/с. Содержание в нем
пыли все же может достигать 3-10 г/мл3. Поэтому во избежание быстрого из-
549
носа вентиляторов перед ними устанавливают циклоны, а в случае выброса
воздуха в атмосферу его дополнительно очищают от пыли в электрофильтрах.
Для регулирования распределения воздуха по длине решетки холодильника
применяют позонную подачу воздуха.
С целью уменьшения количества избыточного воздуха и более высокого его
подогрева, применяют двукратный просос воздуха через слой клинкера: сна-
чала в области более низких температур, а затем — более высоких. С этой
целью устанавливают вентилятор с регулируемым числом оборотов, который
через циклон забирает воздух из нижней секции над решеткой и подает его
под решетку верхней секции. При двукратном прососе расход воздуха для прак-
тически полного охлаждения клинкера составляет 1,5-1,9 нм /кг кл. Следова-
тельно, количество избыточного воздуха при мокром способе производства
может быть сведено к нулю, а при сухом способе — значительно сокращено.
Однако температура подогрева воздуха превышает предел, обеспечивающий
надежную работу подпорного кольца и уплотнения в горячем конце печи, а
также горелки. Возникает необходимость в специальной конструкции этих
узлов.
Следует отметить, что и при однократном прососе в зависимости от расхода
воздуха, подаваемого в холодильник, температура клинкера, выходящего из
холодильника, находится в пределах 40-150 °С, а температура вторичного воз-
духа колеблется от 500 до 800 °С (последнее значение имеет место, например,
на Здолбуновском заводе). Таким образом, если используют тепло избыточно-
го воздуха, то получают достаточно высокий общий тепловой КПД процесса
охлаждения клинкера, достигающий 95 %, в то время как у барабанных и ре-
куператорных холодильников он равен 65-70 %. Применение колосниковых
холодильников, охлаждающих клинкер до более низкой температуры, упро-
щает также транспортировку и сокращает емкость складов клинкера. Возмож-
ность независимо регулировать режимы работы холодильника и печи за счет
позонной подачи и отбора воздуха облегчает управление процессом обжига в
целом.
Перечисленные преимущества обусловили повсеместное распространение
колосниковых холодильников.
На рис. 3.103 показана схема установки колосникового холодильника. В зам-
кнутом корпусе, имеющем прямоугольное сечение, установлена колосниковая
решетка 5, состоящая из двух частей, расположенных относительно друг дру-
га с уступом 600 мм. В начале решетки, по ходу клинкера, расположены не-
подвижные наклонные колосники 7 зоны острого дутья 2.
Колосниковая решетка состоит из неподвижных и подвижных колосников,
чередующихся между собой. Передвижение клинкера по колосниковой решетке
происходит благодаря возвратно-поступательному движению подвижных ко-
лосников, осуществляемому от приводного устройства. Охлажденный клин-
550
Рис. 3.103. Схема установки колосникового холодильника
кер проваливается через отверстия разгрузочной решетки 4 и попадает на транс-
портеры 12. Крупные куски, задержанные решеткой, поступают на дробилку
1 ударноотражательного действия. Подача воздуха в зону острого дутья для
первоначального резкого охлаждения клинкера (до температуры около 800 °С)
производится вентилятором 8 высокого давления. В зону общего дутья воздух
подается вентилятором 9 под давлением 200-250 мм вод. ст. Для равномерного
распределения воздуха подколосниковое пространство разделено перегородка-
ми на четыре камеры. Воздух от вентилятора общего дутья поступает непосред-
ственно только в первую и третью камеры (считая от горячего конца холодиль-
ника). Во вторую и четвертую камеры воздух попадает через окна в перегород-
ках соответственно из первой и третьей камер. Для регулирования количества
охлаждающего воздуха устанавливаются регулировочные шиберы 10.
Нагретый воздух попадает в печь 6, как вторичный воздух для сжигания топ-
лива. Излишнее количество горячего воздуха выбрасывается в атмосферу че-
рез пылеочистительное устройство 2 и отводную трубу 3.
Рис. 3.104. Продольный разрез колосникового холодильника: 1 — корпус; 2 — подвижные колосни-
ки; 3 — неподвижные колосники; 4 — неподвижные плиты; 5 — приводной механизм
551
Мелочь, проваливающаяся через щели колосниковой решетки, удаляется с
помощью цепного транспортера 11.
Продольный разрез колосникового холодильника показан на рис. 3.104.
Колосниковая решетка холодильника (рис. 3.105) составлена из подвижных
колосников 1, плит 2 и неподвижных колосников 3. Плиты и колосники 3 опи-
раются на систему неподвижных балок 4, а колосники 1 жестко соединены с
балками 5, которые совершают возвратно-поступательные движения. Колос-
ники 1 установлены на 3-5 мм выше плит 2, поэтому последние не препят-
ствуют их движению. Вся подвижная система колосниковой решетки опира-
ется через рельсы б на опорные катки 7. Оси опорных катков вращаются в
подшипниках 8. В процессе эксплуатации при износе рельсов и катков нару-
шается величина зазора между подвижными колосниками и плитами, что мо-
жет привести к защемлению решетки и перегрузке привода. Поэтому для пе-
Рис. 3.105. Поперечный разрез колосниковой решетки
-4163
Рис. 3.106. Схема приводного вала колосниковой решетки
552
риодического подъема подвижной системы на наружных фланцах подшипни-
ков опорных катков устанавливаются специальные регулирующие винты 9.
В возвратно-поступательное движение подвижная система решетки приво-
дится при помощи кривошипно-шатунного механизма и двуплечих рычагов.
На рис. 3.106 показана схема приводного вала колосниковой решетки. Через
шатун приводится в движение приводной вал 1, с которым жестко связаны
рычаги 2. При качении рычагов 2 ролики-толкатели 3, свободно насаженные
на оси 4, перемещают подвижную систему решетки вперед и назад приблизи-
тельно на 50 мм от среднего положения. Изменением числа оборотов привод-
ного двигателя регулируют скорость движения подвижных колосников. На
плавность хода колосников оказывает существенное влияние величина зазора
между роликом-толкателем и концами балок. Нормальная величина этого за-
зора должна находиться в пределах 0,5-1 мм.
Холодильник "Волга-С" изображен на рис. 3.107. Колосниковая решетка хо-
лодильника состоит из секций длиной 8 м. В зависимости от производитель-
ности холодильника он имеет две или три секции различной ширины. Произ-
водительность на 1 м ширины принята постоянной. Секции решетки образо-
ваны чередующимися неподвижными и подвижными ступенями, собранны-
ми из колосниковых плит. Высота переталкивающих плит 130 мм. Плиты при-
креплены к подколосниковым балкам четырьмя болтами. Живое сечение ко-
лосниковой решетки равно 10 %, ширина щелей 5 мм. Колосники высокотем-
пературной секции отлиты из жаростойкой стали Х24Н12СЛ, остальных сек-
ций из стали 40Л.
18580
12
Рис. 3.107. Колосниковый переталкивающий холодильник "Волга-С": / — транспортер скребковый;
2 — решетка колосниковая; 3 — футеровка; 4 — приводной вал решетки; 5 — разгрузочное устрой-
ство; б — дробилка; 7 — корпус; 5 — устройство острого дутья; 9 — основание; 10 — окна для
подвода воздуха низкого дутья; // — окна для отвода горячего воздуха; 12 — площадка для обслужи-
вания
553
Решетка заключена в прямоугольную камеру, свод которой и стены (над ре-
шеткой) выложены из огнеупорного кирпича и заключены в металлический
кожух. На высоте слоя клинкера футеровка защищена от износа чугунными
плитами, которые одновременно служат уплотнением между стенками холо-
дильника и торцами подвижных ступеней. Неподвижные ступени заделаны в
стены камеры, а подвижные связаны общей рамой, совершающей возвратно-
поступательное движение с помощью кривошипа и электродвигателя посто-
янного тока. Рама делает от 10 до 20 движений в минуту, ход ее составляет
около 150 мм и поддается регулировке. Опорные ролики и приводной вал рамы
имеют выносные подшипники. Опорные балки изготовлены из чугунного ли-
тья С4-18-36. За счет регулирования скорости движения решетки изменяют
высоту слоя клинкера в холодильнике.
Пространство под решеткой разделено на четыре зоны. Вентилятор подает
воздух в две зоны, из которых он поступает в следующие две зоны через от-
верстия в перегородках, регулируемые шиберами. Камера над решеткой не
имеет перегородок. Отбор избыточного воздуха над решеткой в разгрузочном
конце холодильника регулируют шибером. Этот воздух очищается от пыли.
Для более равномерного распределения клинкера по ширине решетки ее ось
на 300 мм смещена от оси печи в сторону ее вращения и в начале холодильни-
ка установлена неподвижная наклонная колосниковая решетка, через которую
отдельным вентилятором с регулируемым числом оборотов подают воздух под
давлением до 700 мм вод. ст. Количество этого воздуха составляет около 20 %
от общего расхода. На наклонной решетке и вблизи нее образуется «кипящий»
слой клинкера, который далее на подвижной решетке переходит в плотный
слой.
Куски клинкера более 200 мм задерживаются колосниками, установленны-
ми при выходе из холодильника, и выгружаются через люк. Куски более 20 мм
задерживаются следующей решеткой и направляются в отражательную мо-
лотковую дробилку, откуда дробленый клинкер поступает на транспортер вме-
сте с кусками менее 20 мм, прошедшими через вторую решетку. Проваливаю-
щийся через колосниковую решетку холодильника мелкий клинкер скребко-
вым транспортером, изготовленным из стали 40Л, подается в общий поток.
Характеристики серийных колосниковых холодильников "Волга-С", произ-
водительностью 35, 50, 75 и 125 т/ч приведены в табл. 3.18, 3.19.
На ряде цементных заводов были установлены колосниковые холодильники
фирмы "Смидт", завода "Цементанлагенбау" и фирмы "Фуллер" (французс-
кое отделение американской фирмы). Холодильник фирмы "Смидт" существен-
но не отличается от холодильника "Волга-С". У холодильника завода "Цемен-
танлагенбау" все ступени колосниковой решетки совершают возвратно- по-
ступательное движение, причем каждая последующая ступень перекрывает
554
Таблица 3.18
Характеристики колосниковых холодильников для вращающихся печей
1 1 л я» ntti T ЛП1Г
i ЮКЭЗЭТсЛИ
Производительность по клинкеру
(проектная)
Габариты холодильника:
длина
ширина
высота
Общий вес без
электрооборудования
Площадь решетки
Живое сечение решетки
Мощность приводных
электродвигателей
Цепной транспортер для уборки
просыпи
производительность
скорость
мощность электродвигателя
Молотковая ударноотражательная
дробилка для клинкера:
размер загрузочного отверстия
диаметр ротора
мощность электродвигателя
Единица
измерения
т/ч
м
»
»
Т
м2
%
кВт
шт.
т/ч
м/с
кВт
мм
мм
кВт
Тип холодильников
"Волга-35С"
35
23,5
9,3
5,7
212,6
43,1
10
18x2
1
40
0,2
14
12504330
650
28
"Волга-50С"
50
23,5
10,2
5,6
238
58
12
18x2
2
30
0,2
4,5/7
12504400
650
28
"Волга-75С"
75
23,5
11,5
6,4
409
83,5
10
25x2
2
40
0,2
14
1250^00
650
28
"Волга-125"
125
32,2
11,9
7,8
450
144,5
10
25x3
3
60
0,2
14
—
1040
28
Рис. 3.108. Типы колосников: а — колосники решетки холодильника "Волга-С"; б — колосники ре-
шетки холодильника "Смидт"; в — колосники решетки холодильника "Цементанлагенбау"
555
Таблица 3.19
Характеристики вспомогательного
HOKa-SalCSln
Вентилятор острого дутья, тип
Производительность
Статический напор
Мощность электродвигателя
Число оборотов
Вентилятор общего дутья, тип
Производительность
Статический напор
Мощность электродвигателя
Число оборотов
Оборудование обеспыливания, тип
Дымосос, тип:
производительность
напор при температуре 200 °С
мощность электродвигателя
число оборотов
Единица
измерения
м3/ч
мм вод. ст.
кВт
об./мин
—
м3/ч
мм вод. ст.
кВт
об./мин
—
—
мэ/ч
мм вод. ст.
кВт
об./мин
оборудования для холодильников
Тип холодильников
"Волга-35С"
ВВД-11у
14000
670
55
1460
ВД-18
100000
320
160
590
Батарейный циклон
к печи
4X150м
Д-18
120000
200
200
590
к печи
4Х60м
Д-20
140000
250
160
590
"Волга-50С"
ВВД-Пу
14000
670
55
1460
ВДН-18-Пу
140000
300
160
980
Батарейный циклон
на мазуте
Д-18
120000
200
200
590
на угле
Д-20
140000
250
160
590
"Волга-75С"
ВВД-Пу
17000
600
55
1460
ВДН-18-П
200000
310
250
980
Батарея циклонов
на мазуте
на угле
Д-20
170000
250
160
590
200000
280
320
740
"Волга-125"
ВД-12
35000
390
55
980
ВДН-18-Пу, ВДН-18-П
145000
280
160
980
200000
300
250
985
Батарейный циклон
на мазуте
на угле
ДН-21Х2А
300000
220
320
740
предыдущую. Конструкция колосников холодильников "Волга-С", "Смидт" и
"Цементанлагенбау" показана на рис. 3.108.
Пространство под решеткой холодильника завода "Цементанлагенбау" раз-
делено на две камеры. В начале этого холодильника выложены каскадом сту-
пени из огнеупорного кирпича для распределения клинкера по ширине колос-
никовой решетки.
В холодильниках фирмы "Фуллер" (рис. 3.109) решетка 24,6x4,45 м уста-
новлена с наклоном 10°. Она приводится в движение двумя электродвигателя-
ми по 14,75 кВт. Ход решетки — 120 мм, высота колосников— 59 мм. Камера
холодильника разделена на две секции, в которые под решеткой воздух пода-
ют вентиляторами среднего давления (до 275 мм вод. ст.) с регулируемым чис-
лом оборотов. Воздух просасывается через слой клинкера дважды.
Размеры колосниковых решеток холодильников для печей производитель-
ностью до 500 т/сут. составляют 1,8x10,1; до 800 т/сут. —2,1x15,2; до 1200 т/
сут. — 2,4x15,2; до 1600 т/сут. — 3,7x15,2; до 2000 т/сут. —4,3x23,2 м. Холо-
дильники последней конструкции имеют решетку, расположенную горизон-
тально. Клинкер распределяется по ширине решетки каскадным устройством
из огнеупорного кирпича. Если температура клинкера, поступающего в холо-
дильник, превышает 1250 °С, то распределительное устройство выполняют с
водяным или лучше с воздушным охлаждением во избежание образования на
нем настылей.
Холодильники аналогичного типа выпускает Пржеровский машинострои-
тельный завод (Чехия).
Фирма "Кавасаки" (Япония) проектирует колосниковые холодильники с пе-
реталкивающей решеткой 5,5x24 производительностью до 150 т/ч. Число хо-
дов решетки 14-15 в минуту. Особенность колосниковых холодильников япон-
ских фирм состоит в том, что воздух подают тремя вентиляторами в семь отсе-
ков под решеткой. Это обеспечивает высоко дифференцированную подачу воз-
Рис. 3.109. Устройство для распределения клинкера по ширине решетки холодильника "Волга-150":
1 — привод побудителей; 2 — боковые побудители; 3 — средний побудитель; 4 — патрубки для
подачи воздуха по камерам
557
духа по длине холодильника. Считая от горячего конца холодильника давле-
ние воздуха в отсеках поддерживают в следующих пределах: 350-370; 285-
300; 200-255; 155-160; 140-145; 45-60; 30-40 мм вод. ст. Двойной просос воз-
духа не применяется. Ось холодильников смещают относительно оси печей на
500 мм. В приемной части холодильника установлена наклонная водоохлаж-
даемая плита. Перед дробилкой ударно отражательного действия помещают
подвижной колосниковый грохот. Для очистки избыточного воздуха от пыли
используют двухпольные или вертикальные электрофильтры с коронирующи-
ми электродами штыкового сечения и пластинчатыми осадительными элект-
родами.
Заслуживают упоминания вибрационные колосниковые холодильники фир-
мы "Аллис-Чалмерс" (США), распространенные в США и Канаде, и колосни-
ковый холодильник с цепной решеткой, выпущенный недавно фирмой "Поли-
зиус" (ФРГ).
Вибрационный колосниковый холодильник (рис. 3.110) представляет собой
желоб с двойным дном, подвешенный на рессорах под углом в 20° и соверша-
ющий движение вперед - вверх и назад - вниз. Верхнее дно представляет со-
бой колосниковую решетку, которая в наиболее горячей части холодильника
собрана из колосников длиной до 1,5 м и сечением 25x75 мм, отлитых из жа-
роупорной стали. Остальная часть решетки собрана из чугунных колосников.
Между колосниками имеется зазор в 6-8 мм. Желоб заключен в неподвижную
сварную камеру, стенки которой над желобом футерованы и снабжены тепло-
вой изоляцией. Эксцентриковый вал привода холодильника имеет два шатуна,
связанных с желобом через буферные рессоры
Электромотор через клиноременную передачу сообщает валу до 300 об./мин.
Следовательно, желоб также делает до 300 движений в минуту при ходе около
20 мм. Спиральные рессоры, на которых подвешен желоб, при возвратном
движении сообщают ему дополнительное ускорение. Клинкер движется по
колосниковой решетке, а провал — по нижнему дну желоба. На привод холо-
€Е
1 2
«ggE>
«^FFf
ttS
Т
Рис. 3.110. Вибрационный колосниковый холодильник фирмы "Аллис-Чальмерс": / — неподвиж-
ный зонт; 2 — вибрирующая решетка; 3 — воздухораспределительный короб; 4 — привод вибраци-
онного холодильника; 5 — вентилятор; 6 — труба для отвода избыточного воздуха; 7 — амортизиру-
ющие пружины
558
дидьника и подачу воздуха расходуется около 2,3 кВт-ч/т кл. Камера под ре-
шеткой разделена на две части, каждая из которых присоединена эластичным
резиновым рукавом к вентилятору. Это позволяет регулировать подачу возду-
ха под горячую и холодную части решетки. Камера над решеткой также имеет
Две секции, причем из более холодной секции воздух выбрасывается в атмос-
феру. Отношение длины вибрационных холодильников к их ширине составля-
ет около 15. Холодильник производительностью 600 т/сут. имеет длину 26 м и
ширину 1,8 м; 900 т/сут. — 2,3x26 м; 1300 т/сут. — 2,3x36 м. Толщина слоя
клинкера 0,15-0,2 м, удельный расход воздуха около 4 нмэ/кг кл., удельная
производительность 600-650 кг/(м -ч), температура выходящего клинкера около
100 °С.
В колосниковых, холодильниках с бесконечной цепной решеткой фирмы
"Полизиус" (рис. 3.111) осуществлен двойной просос воздуха. С целью равно-
мерного распределения клинкера по ширине решетки в начале холодильника
создается кипящий слой.
В конце решетки установлены колосники для задержки крупных кусков клин-
кера и молотковая дробилка, ширина которой равна ширине решетки. При вра-
щении дробилки против направления движения решетки куски раздробленно-
го клинкера отбрасываются на решетку.
При данной высоте слоя клинкера в колосниковом холодильнике и опреде-
ленном перепаде давления в слое колебания режима работы печи и вместе с
ним размера кусков и температуры клинкера вызывают изменение количества
Ряс. 3.111. Колосниковый холодильник с цепной решеткой фирмы "Полизиус": 1 — загрузочная
шахта; 2 — конвейерная решетка; 3 — приводная звездочка; 4 -— опорные ролики; 5 — окна для
нагнетания воздуха; б — дробилка; 7 — решетка; 8 — транспортер; 9 н 10 — окно и труба для
выброса избыточного воздуха; 11 — вентилятор
559
проходящего через слой воздуха и его температуры, что, в свою очередь, нару-
шает режим работы печи. В связи с этим наряду с требованием максимально
стабилизировать режим работы печи, возникает необходимость автоматичес-
кого регулирования высоты слоя клинкера в холодильнике для обеспечения
постоянства во времени количества и температуры воздуха, поступающего в
печь.
Не менее важна равномерность слоя клинкера по площади решетки, которая
в первую очередь связана с выбором оптимальной высоты слоя. Если высота
слоя превышает оптимальное значение, то возвратно поступательное движе-
ние колосников и острое дутье оказываются недостаточными для равномер-
ного распределения клинкера по площади решетки. Происходит уплотнение
слоя и перегрев колосников в середине решетки, основная масса воздуха про-
ходит по ее краям и резко падает температура нагрева воздуха. Уровень слоя
приходится снижать при уменьшении размера кусков и увеличении темпера-
туры клинкера. Последнее повышает сцепление кусков между собой, увели-
чивает скорость воздуха в слое, а, следовательно, и его сопротивление.
Транспортная производительность холодильника должна примерно на 20 %
превышать производительность печи. Дело в том, что скорость движения ма-
териала во вращающихся печах зависит от его физических свойств (включая
гранулометрию), которые изменяются в процессе обжига не только по длине
печи, но и во времени. Если даже питание печи сырьевой смесью и ее состав
остаются неизменными, то количество клинкера, выходящего из печи, во вре-
мени отклоняется от ее средней производительности. Ввиду большого паде-
ния температуры клинкера по длине решетки для равномерного распределе-
ния воздуха нужно соответственно уменьшать его давление под решеткой.
Острое дутье незначительно влияет на равномерность распределения клин-
кера по ширине решетки. При нем в сторону вращения печи попадает больше
мелких фракций, в противоположную сторону — больше крупных. Каскадное
устройство действует эффективнее, однако его кирпичные ступени быстро
изнашиваются. Если транспортная производительность холодильника доста-
точна и невелика толщина слоя на наклонной решетке острого дутья, то через
нее не следует подавать много воздуха, так как это снижает температуру воз-
духа, поступающего в печь.
Опыты показали, что степень охлаждения клинкера в большей степени за-
висит от расхода воздуха на 1 кг клинкера и от средней скорости воздуха в
слое первой секции холодильника, чем от гранулометрии клинкера и высоты
слоя. Охлаждающее действие данного количества воздуха, приходящегося на
1 кг клинкера, уменьшается с ростом средней скорости воздуха. Необходима
тщательная герметизация холодильника.
В табл. 3.20 приведены результаты испытаний колосниковых холодильни-
ков. С увеличением размеров холодильников их удельная производительность
560
возрастает от 0,8 до 0,9 и иногда до 1,0 т/(м2-ч). Удельный расход электроэнер-
гии равен 2,5 3,6 кВт-ч/т кл.
При наладке режима работы вращающихся печей следует учитывать, что
колосниковый холодильник — один из наиболее сложных агрегатов печной
установки.
При наладке режима работы колосниковых холодильников необходимо обес-
печить: максимальную рекуперацию теплоты; охлаждение клинкера до мини-
мально низких температур; необходимый температурный режим для надеж-
ной и долговременной работы колосниковых решеток холодильника; мини-
мальное пылеобразование и пылеунос; минимальный подсос наружного воз-
духа; минимальные эксплуатационные расходы и расход электроэнергии. Прак-
тически регулирование режима работы колосниковых холодильников осуще-
ствляется изменением высоты слоя клинкера на решетках по всей длине холо-
дильников за счет скорости их движения и количества воздуха, подаваемого
на охлаждение клинкера, распределением его по камерам и поддержанием
оптимального разрежения над решеткой.
Высота слоя клинкера на решетках. Высота слоя клинкера, через который
движется воздушный поток, определяет время их соприкосновения, а значит и
эффективность теплообмена. Следовательно, высоту слоя в процессе работы
следует поддерживать максимально возможной. Она подбирается практичес-
ки в каждом конкретном случае в зависимости от многих факторов, в первую
очередь, от характеристики вентиляторов и гранулометрического состава клин-
кера.
При очень большом слое клинкера из-за увеличения его сопротивления умень-
шается количество охлаждающего воздуха, ухудшается охлаждение клинкера,
перегреваются металлоконструкции холодильника (колосники, балки). При
малом слое — уменьшается время соприкосновения клинкера с охлаждаю-
щим воздухом и повышается температура клинкера или для поддержания теп-
лообмена требуется увеличить расход воздуха.
Поэтому толщину слоя следует поддерживать максимально большей, насколь-
ко позволяет номинальная характеристика вентиляторов по напору, при усло-
вии обеспечения прохождения через слой клинкера достаточного для его ох-
лаждения количества воздуха.
При колебании гранулометрического состава и количества клинкера скорость
решеток регулируется так, чтобы воздухопроницаемость слоя практически не
изменялась, и обеспечивалось постоянство условий теплообмена между клин-
кером и проходящим через его слой воздухом. В любом случае нельзя допус-
кать превышение температуры балок и колосников холодильника. При увели-
чении температуры следует увеличить подачу воздуха в горячую камеру, умень-
шить слой клинкера. По конструктивным особенностям колосниковых холо-
561
Результаты испытания
Наименование
Фирма, тип
Кратность прососа воздуха
Производительность
Размер полезной площади
колосниковой решетки
Давление воздуха в камере:
1
2
3
Разрежение в головке печи
Температура клинкера у
загрузочного конца
Температура выходящего
клинкера
Температура
поступающего воздуха
Температура воздуха
циркулирующего
Температура воздуха
вторичного
Температура воздуха
отбираемого первичного
Температура воздуха
отбираемого для сушки
Температура
выбрасываемого воздуха
Количество воздуха
охлаждающего
Единица измерения
—
т/ч
м2
мм вод. ст.
°с
°С
°С
°С
"С
°С
°С
°С
(нм5/ч)/
(нм3/кг кл.)
Печь с конвейерным
кальцинатором
"Фуллер"
Однократный
14,2
7,5x1,8
114
78
—
1340
57
20
—
780
155
—
172
36100/2,07
Печь с конвейерным
кальци-натором
"Фуллер"
Двухкратный
30,7
13,4x2,1
114
115
75
-0,5
1250
50
24
225
774
ПО
378
200
58900/2,02
Печь с цик-лонным
теплообменником
"Фуллер"
_
103,0
24x4,2
—
—
—
-Ы
1340-
1370
120-130
—
—
800
—
—
233
—/2,4
Печь с концентратором
"Фуллер"
Двухкратный
24,5
13,4x2,1
76
70
39
—
1340
158
19
166
674
168
—
—
36250/1,48
562
Таблица 3.20
колосниковых холодильников
x 35
&
¦i
III
If
I
Is
2 2
"Смидт"
(Фолакс)
19,04
.12,5x2,4
70
35
1200
36
18
535
160
58600/3,08
"Цемент-
анлаген-
бау"
29.1
12,5x2,68
1295
40
14
600
130
96500/3,32
Волго-
цеммаш
("Волга-
50С")
46,0
16,95x2,8
170-200
40-45
1250
56
16 2
10
570
190
92500/2,01
Волго-
цёммаш
("Волга
-75С")
67,4
83,5
104,6
-8,4
1082
59
"Фуллер"
"Смидт"
420
(расчет)
74,4
24,6x4,25
77
48
-2,9
—/2,65
45
400-500
70
240
140
125600/2,99
22,4
12,5x2,6
130
70
70
-3
1280
123
30
575
124
124
49300/2,2
"Фуллер"
Двухкратный
41,7
16,7x2,4
160
140
-2
1320
120
20
160
770
275
160
62500/1,5
"Алис-
Чалмерс"
27,0
30x1,4
1213
90
12
402
402
119
114800/4,24
563
Наименование
II
* a
5 *
Количество воздуха
рециркулирующего
Количество воздуха
вторичного
Количество отбираемого
первичного воздуха
Количество
выбрасываемого воздуха
Удельная
производительность
Общий расход
электроэнергии
Толщина слоя клинкера
Потеря пыли,
выбрасываемой с воздухом
КПД циклонов Крейзеля
при очистке
выбрасываемого воздуха
Скорость решетки
Тоже
(нм3/ч)/
(нм3/кг кл.]
Тоже
кг/м
кВт-ч/т кл.
мм
кг/ч
Двойных
ходов/мин.
19670/1,01
930/0,06
15500/1,00
1050
2,3
18560/0,65
20900/0,84
2100/0,068
35900/1,11
1090
2,4
1020
300
33900/1,38
2350/0,1
—/—
870
2,7
дильников максимально допустимая температура нагрева колосников горячей
зоны — не выше 450 °С, балок — не выше 250 °С.
Высота слоя клинкера на решетках холодильников типа "Волга" конструк-
тивно определена 250-300 мм. В новейших конструкциях холодильников за-
рубежных фирм рабочая толщина слоя составляет 500-600 мм. Во всех случа-
ях ее необходимо поддерживать на максимальном уровне. При этом с учетом
конструктивных особенностей холодильников, определяемых характеристи-
ками дутьевых вентиляторов, толщина слоя клинкера на решетках уменьша-
ется в направлении от горячей части к холодной.
Контроль толщины слоя клинкера на решетках, равномерным его распреде-
лением по ширине осуществляется визуально через специальные смотровые
окна и по приборам.
564
Продолжение табл. 3.20
=>"«й
х ag
¦* 2 >,
J) Я 5
з- н 5
х а В
| I J
1||
я е °
i 1 §
25300/1,33
33400/1,75
634
42500/1,46
54100/1,86
870
59400/1,29
33100/0,72
967
—/1,05
807
20000/0,3
115100/1,72
32800/0,48
65200/0,97
712
36400/1,62
7400/0,33
5510/0,248
690
4,6
47500/1,14
12100/0,29
2920/0,07
1040
4,8
37900/1,4
4330/0,16
71700/2,65
633
210,5
0,5-0,7
8,4-8,6
Если давление под решетками выше установленной нормы, значит, увели-
чилась толщина слоя или количество мелких фракций в клинкере. Уточнить
причину изменения давления под решеткой можно по показаниям ампермет-
ров приводных электродвигателей: при увеличении слоя клинкера соответ-
ственно увеличивается нагрузка на электродвигатели приводов решеток холо-
дильника.
Одним из основных недостатков колосниковых переталкивающих холодиль-
ников типа "Волга" является неравномерное распределение клинкера по ши-
рине решетки.
Клинкер из печи падает в холодильник примерно по осевой линии холодиль-
ника, образуя наиболее толстый слой в средней части решетки и значительно
меньший в боковых зонах. При этом более крупные фракции клинкера скаты-
565
ваются на боковые участки решетки, что приводит к неравномерному аэроди-
намическому сопротивлению слоя клинкера
Клинкер из печи падает в холодильник примерно по осевой линии холодиль-
ника, образуя наиболее толстый слой в средней части решетки и значительно
меньший в боковых зонах. При этом более крупные фракции клинкера скаты-
ваются на боковые участки решетки, что приводит к неравномерному аэроди-
намическому сопротивлению слоя клинкера по ширине решетки, неравномер-
ному распределению охлаждающего воздуха, ухудшению теплообмена, пере-
греву и выходу из строя узлов решетки (колосников, балок, креплений и др.).
В ВНИИцеммаше было разработано для холодильников "Волга-150" специ-
альное распределительное устройство, состоящее из трех расположенных по
ширине шахты наклонных колосниковых побудителей с приводом от электро-
двигателя постоянного тока (рис. 3.112).
Данные испытаний (рис. 3.113) показывают, что распределение клинкера при
работе побудителей значительно улучшается, практически уже на втором под-
вижном ряду колосников перепада по толщине слоя не наблюдается.
При наладке работы распределительного устройства необходимо поддержи-
вать над колосниковыми побудителями слой клинкера толщиной 400-600 мм.
Это обеспечивается регулированием частоты ходов решеток в интервале 4-10
ходов в минуту. Регулирование распределения клинкера по ширине холодиль-
ника осуществляется подбором величины хода тележки каждого побудителя и
количества подаваемого под каждую из них охлаждающего воздуха.
Равномерное распределение клинкера по ширине решетки с установкой по-
будителей позволяет повысить теплотехнический КПД холодильников, умень-
500
400
300
200
100
/
2^
/
1
/
7
-л
S
ч
ч
ч
а
123456789 1011 12
500
400
300
200
100
>
1
*>*
¦S
¦им
б
Рис. 3.112. Устройство для распределения клин-
кера по ширине решетки холодильника "Волга-
150": 1 — привод побудителей; 2 — боковые по-
будители; 3 — средний побудитель; 4 — патруб-
ки для подачи воздуха по камерам
123456789 101112
Номер колосника решетки
Рис. 3.113. Толщина слоя клинкера первом (в) и
на втором (б) рядах подвижных колосников хо-
лодильника: / — колосниковые побудители не
включены; 2 — колосниковые побудители вклю-
чены
566
шить расход охлаждающего воздуха, устранить образование наростов в шахте
холодильника, увеличить срок службы колосников и других узлов холодиль-
ников, снизить простои печей из-за остановок холодильников.
Опыт эксплуатации распределительных устройств на холодильниках "Вол-
га-150" Новокарагандинского и Навоийского цементных заводов показали, что
для повышения эффективности работы устройства требуется его конструктив-
ное усовершенствование с усилением прочности рамы и приводного вала, обес-
печением индивидуального регулирования числа ходов каждой тележки побу-
дителей.
Лучшее распределение клинкера по ширине решетки обеспечивается при
более высоком слое. Более высокий слой обеспечивает более равномерный
стабильный режим и эффективный теплообмен.
Количество охлаждающего воздуха и его распределение. Для более полного
использования теплоты (рекуперации) выходящего из печи клинкера количе-
ство воздуха для его охлаждения должно соответствовать количеству воздуха,
необходимого для горения топлива (без выброса избытка в атмосферу) при
максимальной его температуре. Снижение же температуры клинкера требует
увеличения количества охлаждающего воздуха (с выбросом избытка).
Многолетний опыт работы колосниковых холодильников и расчеты опреде-
лили суммарный расход воздуха 2-2,5 м /кг, клинкера в зависимости от конк-
ретных эксплуатационных условий. При этом температура воздуха, поступа-
ющего в печь на горение топлива, должна поддерживаться постоянной
G50±50 °С). Большие колебания температуры вторичного воздуха приводят к
значительным изменениям режима сжигания топлива. Температура охлажден-
ного клинкера не должна превышать 100 °С, а температура выбрасываемого в
атмосферу избыточного воздуха должна быть минимальной (около 150 °С).
При регулировании процесса охлаждения клинкера и, в частности, расхода
воздуха необходимо учитывать, что при изменении скорости движения реше-
ток и толщиной слоя клинкера на них изменяется сопротивление, а, следова-
тельно, и количество воздуха, поступающего на охлаждение клинкера и в печь
на горение топлива. Поэтому для обеспечения потребного для горения топли-
ва и охлаждения клинкера количества воздуха, для предотвращения перегрева
колосников и балок холодильника, т.е. для обеспечения нормального стабиль-
ного процесса и надежности работы колосниковых холодильников необходи-
мо при изменении скорости движения решеток одновременно отрегулировать
соответственно и количество подаваемого воздуха. Это осуществляется с по-
мощью шиберов и с учетом показаний амперметров загрузки электродвигате-
лей вентиляторов и приборов, регистрирующих давление воздуха под решет-
ками холодильника по камерам.
Имеющиеся на пультах управления вращающихся печей приборы, показы-
вающие степень открытия регулирующих шиберов (в %), не позволяют опера-
567
тивно и с достаточной точностью определить производительность вентилято-
ров в связи с отсутствием прямой линейной зависимости между этими вели-
чинами. Примерная зависимость производительности вентилятора ВМ-50/1000,
установленного в узле острого дутья холодильника "Волга-150", от положе-
ния регулирующего шибера приведена на рис. 3.114.
Для правильной оценки производительности вентиляторов, если отсутству-
ют приборы, непосредственно измеряющие расход воздуха, при наладке сле-
дует путем инструментальных замеров установить зависимости между произ-
водительностью вентиляторов и нагрузкой на электродвигатели. Такие зави-
симости составляются в виде таблиц или графиков, характеризующих работу
вентиляторов. В качестве примера на рис. 3.115 показана характеристика вен-
тилятора острого дутья холодильника "Волга-75С".
Практическое использование таких графиков позволяет оперативно и с доста-
точной степенью точности оценивать расходы воздуха по узлам и камерам холо-
дильника и управлять режимом работы и процессом охлаждения клинкера.
При увеличении слоя клинкера на решетке или содержания в нем мелких
фракций повышается сопротивление и уменьшается количество воздуха, про-
ходящего через слой клинкера. Это сопровождается повышением разрежения
над решеткой холодильника, уменьшением по показаниям амперметров заг-
рузки электродвигателей вентиляторов, что обусловлено снижением их про-
изводительности.
При увеличении содержания в клинкере мелких пылевидных фракций уве-
личивается просыпь через решетку, уменьшается слой клинкера, а, следова-
тельно, повышается производительность вентилятора и показания ампермет-
ра. В этих случаях следует учитывать показания амперметров приводов реше-
100
0 90
^ 80
& 70
ю
| 60
1 50
I40
5зо
20
10
—
/
/
/
/
/!
у
/
**
У
г
12000 14000 16000 18000
Производительность, м7ч
Рис. 3.114. Зависимость производительности венти-
лятора ВМ-50/1000 от положения регулирующего ши-
бера
X
*©
X
18
14
10
/
/
/
/
100 140 180 220
Нагрузка двигателя
вентилятора, А
Рис. 3.115. Характеристика вентилято-
ра острого дутья колосникового холо-
дильника "Волга-75С"
568
ток холодильника при неизменной их скорости движения - верный признак
увеличения просыпи или снижения производительности печи.
Повышенное, содержание мелких фракций в клинкере затрудняет работу
холодильников. На колосниковые холодильники нормативно ограничивается
содержание в клинкере фракций размером менее 5 мм — не более 40 %.
Эффективность работы колосниковых холодильников зависит не только от
количества охлаждающего воздуха, но в значительной мере и от правильного
его распределения по зонам. Естественно, что максимальное количество воз-
духа необходимо подавать в горячую часть холодильника для быстрого сни-
жения температуры клинкера и обеспечения эксплуатационных условий уз-
лов холодильника. Режим охлаждения и распределение воздуха по камерам по
длине холодильника устанавливается практическим путем непосредственно
при проведении наладочных работ, исходя из основных требований; макси-
мальной температуры вторичного воздуха, поступающего в печь на горение
топлива; минимальной температуры воздуха, выбрасываемого в атмосферу
через систему аспирации, при минимальном его количестве; обеспечение ми-
нимальной температуры клинкера после охлаждения; обеспечение необходи-
мых температурных условий для длительной надежной эксплуатации узлов
холодильника (колосники, балки и др.).
Все эти необходимые режимные параметры определяют тепловой КПД хо-
лодильника и обусловлены паспортными расчетными величинами. В процес-
се наладки и эксплуатации они могут быть уточнены.
Для улучшения управления распределением воздуха и режимом охлажде-
ния очень важно исключить или максимально уменьшить перетоки воздуха из
одной камеры в другую и всевозможные подсосы. Количество воздуха остро-
го дутья должно быть минимальным, только для "кипения" клинкера на узкой
полосе, так как увеличение его ведет к снижению температуры вторичного
воздуха.
Улучшению управления режимом работы колосниковых холодильников спо-
собствует также подача охлаждающего воздуха от индивидуальных вентиля-
торов в каждую камеру.
При решении вопросов увеличения толщины слоя клинкера на решетках и
упругости дутья одновременно необходимо обеспечить надежность работы
затворов на течках выгрузки просыпи клинкера из холодильников во избежа-
ние большой запыленности в помещении клинкерных транспортеров.
Гипроцементом разработана и внедрена на ряде цементных заводов (ПО
"Акмянцемент", Липецкий и Новоспасский цементные заводы) автоматичес-
кая система дополнительного охлаждения клинкера распыленной водой. Вода
подается (впрыскивается) на слой клинкера в выходном участке холодильника
и полностью испаряется. Это не только снижает температуру клинкера, но и
улучшает электростатическое осаждение пыли в электрофильтрах.
569
Радикальным мероприятием по повышению теплового КПД колосниковых
холодильников является двукратный просос воздуха без выброса его в ат-
мосферу.
Работа колосниковых холодильников без выброса избыточного воздуха че-
рез систему аспирации в атмосферу улучшает санитарное состояние, ликви-
дирует прямые потери клинкера с аспирационным воздухом (до 1-1,5 %), по-
вышает на 50-100 °С температуру горения топлива, улучшает тепловой ба-
ланс печной установки, уменьшает расход теплоты на обжиг на 2-5 % за счет
снижения потерь примерно на 100 кДж/кг и увеличивает производительность
печи на 2-А %.
Двукратный просос воздуха применяется в холодильниках фирм "Фуллер",
"Клаудиус-Петерс". В конструкциях холодильников "Волга-75СУ", "Волга-
125СУ" и "Волга-150С" также предусмотрен двукратный просос.
Однако необходимо иметь в виду, что повышение температуры воздуха при-
водит к увеличению термических нагрузок на колосники, балки и другие кон-
струкции холодильника, что значительно повышает требования к качеству кон-
структивных узлов холодильника и используемого для их изготовления ме-
талла, усложняет условия эксплуатации и требует более четкого обслужива-
ния и управления режимом.
По этой причине колосниковые холодильники с двукратным прососом воз-
духа в практике цементных предприятий широкого применения пока не полу-
чили, а в некоторых случаях и установленные холодильники такого типа пере-
ведены на работу по схеме однократного прососа.
Разрежение над решеткой холодильника. Разрежение в холодильнике над
решеткой — один из параметров контроля количества воздуха, проходящего
через слой клинкера: повышение разрежения над решеткой указывает на умень-
шение количества охлаждающего воздуха, снижение — на его увеличение.
В то же время следует иметь в виду, что разрежение в холодильнике опреде-
ляет условия поступления вторичного воздуха из холодильника в печь. Чем
больше разрежение в холодильнике над решеткой, тем меньше воздуха посту-
пает из холодильника на горение и тем больше холодного воздуха подсасыва-
ется в головке печи. При значительном повышении разрежения в холодильни-
ке при определенных условиях возможны такие случаи, когда разрежение в
головке печи будет определяться не работой печного дымососа, а режимом
аспирационного вентилятора холодильника. В этих обстоятельствах обеспе-
чить полноту горения топлива бывает просто невозможно. Поэтому разреже-
ние в разгрузочной части холодильника (в аспирационном трубопроводе) не-
обходимо поддерживать в процессе работы на уровне разрежения в головке
печи, т.е. 20-50 Па, а регулирование тягового режима в головке печи осуще-
ствлять с помощью направляющих аппаратов печных дымососов.
570
Эффективность и надежность работы колосниковых холодильников зависит
не только от режима теплообмена и регулируемых параметров процесса, но и
от конструкции узлов, долговременной и надежной их работы.
Для повышения надежности и эффективности работы колосниковых холо-
дильников осуществлены многие технические меры. Основные из них: уста-
новка специального механизма для распределения клинкера по ширине ре-
шетки (см. рис. 3.112); замена опорных валов решеток опорными роликами с
зубчатым зацеплением; внедрение автоматической системы дополнительного
водяного охлаждения клинкера в холодильнике; применение колосников но-
вой конструкции для уменьшения просыпи клинкера и увеличения срока их
службы; улучшение уплотнений камер подрешеточного пространства для
уменьшения перетоков воздуха из одной камеры в другую; замена винтовых
натяжных станций скребковых конвейеров маятниковыми с грузовым натяже-
нием; установка опорных роликов верхней ветви скребковых конвейеров вме-
сто направляющих; установка перед дробилками клинкера сортирующих ре-
шеток с расходящимися щелями; футеровка свода горячей части холодильни-
ка и шахты специальным подвесным кирпичом по металлическим тавровым
балкам.
Использование аналогичных мер может быть рекомендовано для примене-
ния на других холодильниках типа "Волга".
571
Глава 5.
ФУТЕРОВКА ВРАЩАЮЩИХСЯ ПЕЧЕЙ
ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
5.1. Общие сведения о строительных
и футеровочных материалах
5.1.1. Керамические и природные материалы, применяемые в кладке
Качество, долговечность и экономичность промышленной печи или любого
другого сооружения в значительной степени зависят от того, насколько пра-
вильно выбраны строительные материалы для отдельных частей этих соору-
жений, для чего необходимо хорошо знать их свойства, а также условия, в
которых им придется находиться.
Для кладки применяют как естественные (природные), так и керамические
(искусственно полученные) строительные материалы и изделия из них, кото-
рые могут быть подразделены на следующие группы:
• общестроительные материалы, из которых возводят фундаменты и конст-
рукции элементов тепловых агрегатов и других сооружений, не соприкасаю-
щихся с раскаленными газами, нагреваемыми материалами и шлаком, т.е. ра-
ботающих в обычных атмосферных условиях;
• огнеупорные материалы, предназначенные для работы в условиях высоких
температур и контакта с нагретыми материалами и шлаком;
• теплоизоляционные материалы, которые применяют для снижения потерь
тепла во внешнюю среду в целях рационального расхода топлива и получения в
тепловом агрегате требуемой по условиям технологии высокой температуры.
Практически все виды керамических и природных материалов применяют-
ся для кладки в виде изделий (кирпичей), имеющих строго определенную фор-
му и размеры. Исключение составляет бутовый камень — крупные куски не-
правильной формы из гранита, известняка или песчаника, из которого иногда
сооружают фундаменты.
Распространенным изделием для кладки является прямой кирпич (рис. 3.116,
а). Из него выкладывают прямые стены, подины, массивы, столбы, использу-
2-
н
Рис. 3.116. Огнеупорный кирпич:
a — прямой; б — торцовый клин; в — ребровый клин; г — трапецеидальный кирпич; / — плашка; 2
— ребро; 3 — торец
572
ют его при кладке закругленных стен, арок и сводов. Самая большая грань
кирпича называется плашкой 1, средняя — ребром 2, самая малая — торцом 3.
Линии пересечения граней называются кромками. Прямой кирпич имеет со-
отношение размеров примерно 4:2:1, где первая цифра — длина, вторая —
ширина, третья — толщина.
Прямой керамический рядовой кирпич выпускается размерами
250x120x65 мм (одинарный) и 250x120x88 мм (утолщенный); огнеупорный
— 230x114x65, 250x124x65 и 300x150x65 мм; изоляционный (диатомитовый
и пенодиатомитовый) — 230x113x65 и 250x123x65 мм.
Клиновые кирпичи служат для кладки закругленных стен, сводов и арок.
Делают их только из огнеупорных материалов.
Торцовый клин (рис. 3.116, б) образуется за счет уменьшения толщины кир-
пича у одного из торцов на 5-20 мм. В том случае, когда толщина уменьшена с
обеих плоскостей кирпича, т.е. симметрично, клин называется двусторонним;
если со стороны одной плоскости — односторонним. Торцовым клином вык-
ладывают арки, своды, закругленные стены.
Кроме клина торцового нормального изготовляют также клин торцовый по-
луторный. Ширина его в полтора раза превышает ширину нормального торцо-
вого клина. Такой кирпич применяют для перевязки швов в сводах и арках
(рис. 3.117).
Ребровый клин (см. рис. 3.116, в) используют в тех случаях, когда свод или
арка имеют толщину в полкирпича, а также как стеновой кирпич при кладке
вертикальных и наклонных закругленных (цилиндрических) стен (рис. 3.118).
Особой разновидностью клиновых огнеупорных кирпичей являются клины:
торцовый двусторонний и ребровый двусторонний для футеровки вращаю-
щихся печей, отличающиеся от обычных клинов габаритными размерами и
невысокой механической прочностью.
Трапецеидальный кирпич (см. рис. 3.116, г) укладывают в закругленные сте-
ны на плашку, образуя кольцевой ряд высотой 65 мм. В зависимости от радиу-
Рис. 3.117. Перевязка швов при помощи полу- Рис. 3.118. Кладка закругленной стены из реброво-
торного клина: 1 — полуторный торцовый го клина (/) в сочетании с прямым кирпичом B) на
клин; 2 — торцовый клин торец
573
Рис. 3.119. Кладка закругленной стены из тра-
пецеидального кирпича (]) в сочетании с пря-
мым B)
Рис. 3.120. Фасонные огнеупорные изделия:
а — горелочные кирпичи; б — сводовый под-
весной; в — пятовый; г — распорный
са цилиндрической стены его применяют в сочетании с большим или мень-
шим количеством прямых кирпичей (рис. 3.119).
Фасонные огнеупорные изделия имеют различное назначение.
Горелочный кирпич (рис. 3.120, а) употребляют в местах установки газовых
горелок для правильной организации факела и значительного уменьшения
обработки стандартного кирпича, которая потребовалась бы при создании из
него элемента подобной сложной конфигурации.
Сводовый подвесной кирпич (рис. 3.120, б) служит для устройства плоских
сводов на целом ряде тепловых агрегатов, например циклонных теплообменни-
ках и газоходах вращающихся печей для производства цементного клинкера.
Пятовые кирпичи (рис. 3.120, в) применяют для передачи распорных усилий
сводов и арок на стены. Эти кирпичи имеют различные размеры и форму, вы-
соту, длину наклонной плоскости и угол наклонной плоскости.
Распорный кирпич (рис. 3.120, г) употребляют при кладке различных арок.
Как правило, габариты фасонных изделий кратны стандартному кирпичу и
позволяют выполнять узлы кладки в сочетании со стандартным кирпичом без
обработки последнего.
Все изделия, рассмотренные ранее в этом параграфе, — керамические. Из
природных огнеупорных материалов для футеровки печей, используемых в
производстве цемента, применяют талькомагнезитовый цельнопиленый кир-
пич. Он выпускается в виде ребрового клина размерами 300x200x103x92
G2) мм.
5.1.2. Основные свойства материалов
Основными физическими свойствами, которые определяют возможность
применения материала в кладке или футеровке какого-либо элемента любого
теплового агрегата, являются его прочность, плотность, пористость, водопог-
лощение, морозостойкость, теплопроводность и теплоемкость.
574
Для огнеупорных материалов, кроме того, большое значение имеют огне-
упорность, термическая стойкость, газопроницаемость, шлакоустойчивость и
сопротивление истиранию, а также постоянство объема при воздействии вы-
соких температур.
Прочность — свойство материалов воспринимать, не разрушаясь, механи-
ческие нагрузки. Прочность материалов характеризуется пределом прочнос-
ти, при которой испытываемый образец разрушается. Как искусственные (ке-
рамические), так и природные материалы, применяемые в кладке, в большин-
стве случаев подвергаются сжатию, очень редко — изгибу. Усилия сжатия не-
значительны, так как обычно возникают от воздействия нагрузки вышележа-
щих слоев и не превышают 0,1 МПа, в редких случаях достигая 0,3-0,4 МПа
и, следовательно, легко выдерживаются материалами, имеющими при обыч-
ных температурах предел прочности 5-100 МПа.
Как правило, сопротивление их изгибу примерно в 3-5 раз меньше сопро-
тивления сжатию.
Плотность — это масса вещества, заключенная в единице объема. Она зави-
сит от химической природы материала, способов его изготовления и количе-
ства пустот в нем. Выражается плотность в кг/м3 (т/м3). Например, плотность
керамического рядового кирпича пластического прессования составляет свы-
ше 1600 кг/м3, шамотного кирпича — 1900-2100 кг/м3, асбестового картона —
1000-1300 кг/м3.
Для сыпучих материалов применяют термин насыпная плотность, которая
выражается также в кг/м3. Так, насыпная плотность песка из вспученного пер-
лита М-75 — 75 кг/м3, магнезитового порошка — 1900-2100 кг/м3, портланд-
цемента— 1100-1400 кг/м3.
Пористостью называется степень заполнения материала порами. Поры бы-
вают открытые, т.е. сообщающиеся друг с другом и с поверхностью изделия, и
закрытые, не сообщающиеся друг с другом и с поверхностью изделия.
В зависимости, от характера (структуры) пор различают пористость кажу-
щуюся и истинную. Если в изделии объемом V общий объем открытых пор Vo,
то кажущаяся пористость Пк определяется как отношение объема открытых
пор к объему изделия, т.е.
Пк = (VJV)\00.
Выражается пористость в процентах.
Если обозначить объем закрытых пор F, то общая пористость в изделии
выразится суммой объемов открытых и закрытых пор, т.е. VQ+ Vy а истинная
пористость Пи — отношением суммарного объема пор Vo + V3 к общему объе-
му изделия:
575
От пористости зависят многие свойства материалов. Например, чем больше
пористость огнеупорного изделия, тем меньше его механическая прочность,
плотность, теплопроводность и тем больше газопроницаемость и термостой-
кость.
Водопоглощением называют способность материала при непосредственном
соприкосновении с водой впитывать и удерживать ее в своих порах. Кирпич,
погруженный в воду, начинает ее впитывать. При этом масса его увеличивает-
ся и дает возможность определить количество поглощенной воды.
Водопоглощение измеряется в процентах от массы высушенного материала.
Как правило, для изделий из материалов, применяющихся в кладке, регламен-
тируют верхний и нижний пределы водопоглощения. Минимальное водопог-
лощение устанавливают для того, чтобы не допустить слишком большой плот-
ности, а, следовательно, и теплопроводности. Напротив, слишком большое
водопоглощение, а значит и пористость, указывает на пониженную прочность
и низкую морозостойкость материала. Так, керамический рядовой кирпич
полнотелый должен иметь водопоглощение не менее 8 %, пустотелый — не
менее 6 %.
Одна из причин постепенного разрушения кирпичной кладки — многократ-
ное замораживание влаги, проникающей в поры кирпича.
Морозостойкостью называют способность насыщенного водой материала
выдерживать многократное его замораживание и оттаивание без видимых при-
знаков разрушения. Определяют морозостойкость числом замораживаний,
которое выдерживает материал до начала его разрушения. Это свойство имеет
особое значение при выборе материала для конструкций, подвергающихся
воздействию атмосферных осадков или периодическому увлажнению.
Для обыкновенного керамического кирпича установлена морозостойкость
не менее 15 циклов.
Теплопроводность — способность материала передавать через свою толщу
тепловой поток, возникающий вследствие разности температур на противопо-
ложных поверхностях.
Выражается теплопроводность в ккал/(м-ч-°С) или Вт/(м-°С). Зависит теп-
лопроводность материала главным образом от его химического состава и на-
личия в нем пор. Чем больше пористость материала, тем меньше его тепло-
проводность. В то же время хромомагнезитовые огнеупорные изделия, имею-
щие одинаковую пористость с шамотными, более теплопроводны.
Теплопроводность обычно изменяется с повышением температуры, поэто-
му в справочниках приводят значения теплопроводности для различных тем-
ператур.
576
Во вращающихся печах, работающих при температурах, не угрожающих
размягчением кладки, желательна невысокая теплопроводность, так как в этом
случае будет меньше теплопотерь в окружающее пространство. Это важно не
только для экономии топлива, но и для улучшения условий труда, так как ра-
бота у нагретых стен вызывает повышенную утомляемость.
Теплоемкость — способность материала поглощать при нагревании и отда-
вать при охлаждении определенное количество тепла. Показателем теплоем-
кости служит удельная теплоемкость, равная количеству тепла, необходимого
для нагревания 1 кг материала на один градус. Чем больше теплоемкость ог-
неупорной кладки, тем большее количество тепла она может содержать при
одной и той же температуре нагрева. Высокой теплоемкостью должен обла-
дать кирпич, из которого выкладывают устройства для нагрева воздуха и газа
— насадки.
Огнеупорность — способность материала противостоять, не расплавляясь,
действию высокой температуры. При высокотемпературных воздействиях ог-
неупорные материалы постепенно теряют присущую им прочность, приобре-
тая пластические свойства. Переход этот происходит в интервале температур
в несколько сот градусов. Поэтому огнеупорность материала характеризуется
не температурой плавления, а температурой размягчения.
В качестве показателя, характеризующего поведение огнеупоров при воз-
действии на них механической нагрузки в условиях высокой температуры,
служит температура начала размягчения (деформации) под нагрузкой 0,2 МПа.
Эта температура обычно на 300-400 °С ниже температуры размягчения мате-
риала без нагрузки. При этом материалы одной и той же огнеупорности могут
иметь разную температуру начала размягчения под нагрузкой.
Термическая стойкость — способность огнеупорных изделий выдержи-
вать резкие колебания температур, не растрескиваясь и не разрушаясь. При
нагревании температура наружных слоев огнеупорных изделий (до наступле-
ния теплового равновесия) значительно выше, чем внутренних, причем эта
разница тем больше, чем меньше их теплопроводность и чем выше скорость
повышения температуры при нагревании.
Под влиянием термического расширения при нагревании, т.е. увеличения
объема, наружные слои огнеупорных изделий расширяются значительно боль-
ше, чем холодные внутренние слои, при этом в огнеупорных изделиях появля-
ются напряжения. Если по своей величине они превосходят силы сцепления
частиц между собой, то появляются трещины и отколы.
При охлаждении наружные слои огнеупорных изделий остывают быстрее,
чем внутренние, причем уменьшение объема наружных слоев всегда происхо-
дит с опережением изменения объема внутренних, более нагретых слоев. Воз-
никающие при этом растягивающие напряжения, так же как и при нагревании
огнеупоров, приводят к растрескиванию и разрушению.
19. Лисиенко В.Г. и др.
577
Термическая стойкость кирпича определяется количеством теплосмен, т.е.
числом попеременных нагреваний до 1300 °С и охлаждений в проточной воде
до потери 20 % первоначальной массы образца вследствие его растрескива-
ния.
Термическая стойкость огнеупорных изделий в основном зависит от их струк-
туры и природы исходного сырья, причем, чем меньше изменение объема ог-
неупорных изделий при их нагревании и охлаждении, тем выше термическая
стойкость. Так, термостойкость шамотного кирпича характеризуется 10-12
теплосменами; магнезитового — 2-3; хромомагнезитового термостойкого —
более 30; хромомагнезитового — 2-3. Наибольшей термостойкостью облада-
ют шамотные уплотненные, корундовые и карборундовые огнеупорные изде-
лия, а наименьшей — магнезитовые, составляющие которых имеют различ-
ные коэффициенты расширения.
Газопроницаемость — свойство твердых тел пропускать газ под действием
перепада давлений. Газопроницаемость характеризуется величиной, равной
количеству воздуха в 1 м3, проходящего в 1 с через стенку площадью 1 м2 и
толщиной 1 м при разности давлений 10 Па. Зависит газопроницаемость от
величины давления, температуры, количества и характера пор, т.е. от структу-
ры изделия.
Шлакоустойчивость — способность противостоять разрушающему дей-
ствию загружаемой в печи шихты и получаемых из нее расплавов и шлаков.
Разрушение огнеупорных изделий шлаками происходит в результате химичес-
ких реакций между ними, а также за счет вымывания движущимися струями
шлака или расплава из массы огнеупорных изделий твердых зерен.
Степень воздействия шлаков на огнеупорные изделия зависит от температу-
ры в печи, химического состава изделий и шлака, величины и характера пор
огнеупорных изделий и характера газовой среды в рабочем пространстве теп-
ловых агрегатов, обусловливаемой технологией производственных процессов,
протекающих в них. Чем выше температура, тем более разрушительно дей-
ствуют шлаки, так как скорость химических реакций с возрастанием темпера-
туры увеличивается. Чем ближе химический состав шлаков и расплавов ших-
ты к химическому составу огнеупорных изделий, тем меньше они взаимодей-
ствуют. Чем меньше пор в огнеупорных изделиях, тем выше их устойчивость
против действия шлаков.
Сопротивление истиранию — способность огнеупорных материалов со-
противляться воздействию неоплавленных, с острыми гранями частиц ших-
ты, которые, перемещаясь по футеровке, постепенно разрушают ее. Этот про-
цесс интенсивно протекает при относительно невысоких температурах, по-
этому высокая механическая прочность материала — основное требование,
необходимое для устойчивой работы в данных условиях.
578
Кроме перечисленных свойств, огнеупорные материалы должны обладать
так называемым постоянством объема, ибо значительное увеличение или
уменьшение размеров отдельных кирпичей может привести к образованию
щелей, трещин, а в некоторых случаях даже к разрушению.
При нагревании огнеупорные изделия, как и все тела, изменяются в объеме
вследствие термического расширения, и, кроме того, под влиянием дополни-
тельной усадки или роста.
Дополнительной линейной усадкой или ростом огнеупорных изделий на-
зываются необратимые изменения их линейных размеров в результате нагре-
вания до высоких температур.
Термическое расширение при нагревании характеризуется коэффициентом
линейного температурного расширения, т.е. приростом линейных размеров по
отношению к первоначальным при нагревании на 1 °С.
Коэффициент линейного температурного расширения большинства огнеупор-
ных изделий в пределах температур до 1000 °С не превышает десятых долей
процента.
Наибольший коэффициент линейного температурного расширения имеют
магнезитовые изделия, наименьший — корундовые.
5.1.3. Общие сведения о растворах, их свойствах и приготовлении
Различают строительные и огнеупорные растворы. Общее назначение тех и
других — заполнять швы и неплотности, а также взаимно скреплять кирпичи
в кладке.
Строительные растворы — смеси вяжущего вещества, песка или другого
мелкого инертного заполнителя и воды. Их употребляют в виде пластичной,
тестообразной или полужидкой массы, которая со временем затвердевает, пре-
вращаясь в камневидное тело, образующее с кирпичом монолит необходимой
механической прочности.
Строительные растворы применяют в кирпичной или каменной кладке, для
оштукатуривания поверхности зданий и сооружений, а также в качестве фак-
турного защитно-отделочного слоя.
В зависимости от свойств вяжущего вещества растворы разделяют на воз-
душные и гидравлические.
Воздушные строительные растворы применяют для изготовления конст-
рукций, работающих в сухой среде, и готовят на базе воздушных вяжущих
веществ — таких, которые, будучи смешаны с водой (жидкостью затворения),
могут образовывать искусственный камень (твердеть) только в воздушно-су-
хой атмосфере, без прямого воздействия влаги. Как правило, причиной неус-
тойчивости к влаге камня на основе воздушных вяжущих является сравни-
тельно высокая растворимость продуктов твердения.
19* 579
Воздушные вяжущие вещества, применяемые в строительных растворах,
включают гипсовые (строительный гипс, ангидритовое вяжущее), известко-
вые (воздушная и карбонатная известь) и магнезиальные (каустический маг-
незит) вяжущие.
Гипс — минерал осадочного происхождения, отличается высокой спайнос-
тью и легко расщепляется на тонкие пластинки. Твердение гипса происходит
за счет образования при гидратации двуводной сернокислой соли кальция:
CaSO4 + 2Н2О -> CaSO4-2H2O.
Ангидрит — минерал состава CaSO4. Способность к твердению он приобре-
тает благодаря действию добавок, вводимых в смесь при помоле или с водой
затворения. Наиболее часто применяют в качестве добавок известь B-5 %) и
доломит, обожженный при 800-900 °С C-8 %).
Известь строительная — безводная окись кальция, продукт обжига до воз-
можно полного удаления углекислоты в чистых или магнезиальных известня-
ков. Различают следующие виды воздушной извести: известь негашеная ко-
мовая и молотая и известь гидратная (гашеная).
При взаимодействии с водой негашеная известь гидратирует с выделением
большого количества тепла. Если при гашении добавить 60-80 % воды от мас-
сы комовой извести, продуктом гашения будет порошкообразная гидратная
известь (избыток воды испарится). Если добавить 200-300 % воды, получится
известковое тесто, в смеси с песком составляющее известковый раствор.
Каустический магнезит — продукт обжига магнезита, измельченный в тон-
кий порошок. Образует с водными растворами солей магния вяжущие систе-
мы, которые дают быстротвердеющие высокопрочные композиции (срок схва-
тывания 2-3 ч).
Гидравлические строительные растворы применяют для изготовления кон-
струкций, работающих при любой влажности. Готовят их на базе гидравли-
ческих вяжущих веществ, которые, будучи смешаны с водой, могут образовы-
вать искусственный камень (твердеть) во влажных условиях. К гидравличес-
ким вяжущим веществам относятся гидравлическая известь, портландцемент
и его разновидности, глиноземистый цемент.
Портландцемент — продукт совместного помола портландцементного клин-
кера с небольшим количеством гипса. Механическая прочность цементов ха-
рактеризуется маркой, которая определяется по пределу прочности при сжа-
тии специальных образцов из них после 28 суток твердения. Промышленность
выпускает портландцемент марок 400, 500, 550 и 600.
Растворы на портландцементах не следует применять для кладки фундамен-
тов и конструкций, соприкасающихся с кислыми, мягкими и минерализован-
ными водами.
Шлакопортландцемент состоит из молотого гранулированного шлака, пор-
тландцементного клинкера и гипса. Он медленнее схватывается и твердеет (в
580
первые 7-9 дней), особенно при низких температурах. Поэтому растворы на
шлакопортландцементе при кладке методом замораживания и в зимних усло-
виях с обогревом подогретым воздухом применять не рекомендуется. Выпус-
кается марок 300, 400, 500.
Пуццолановый портландцемент содержит, наряду с молотым портландце-
ментным клинкером, активные минеральные добавки (пуццоланы) в количе-
стве 20-30 %, которые в присутствии воды при нормальной температуре свя-
зываются с известью, образуя устойчивые нерастворимые соединения.
Растворы и изделия на базе пуццоланового цемента хорошо служат в конст-
рукциях, подверженных действию воды и слабоагрессивных сред. Выпуска-
ется марок 300 и 400.
Глиноземистый цемент — быстротвердеющее гидравлическое вяжущее,
состоящее преимущественно из высокоосновных алюминатов кальция и по-
лучаемое тонким измельчением высокоглиноземистого шлака, выплавляемо-
го в доменной печи или электроплавильной печи на базе железистого боксита.
Глиноземистый цемент выпускается марок 400, 500, 600. Отличается быст-
рым набором прочности — через 15-24 ч после затворения он приобретает
почти полную прочность.
Твердение глиноземистого цемента сопровождается выделением большого
количества тепла, поэтому наиболее благоприятные условия для его примене-
ния — влажная среда и температура не выше 15 °С.
Растворы на глиноземистых цементах целесообразно применять при возве-
дении конструкций при пониженных температурах окружающей среды или в
элементах сооружений, подвергающихся периодическому замерзанию и отта-
иванию, увлажнению и высыханию, а также при выполнении аварийных и
ремонтных работ.
В качестве заполнителя для всех видов строительных растворов применяют
песок — осадочную обломочную горную породу с размером зерен от 0,14 до 5
мм, состоящую из кварца, полевых шпатов, слюды, лимонита, магнитного
железняка и глинистых минералов. Он образуется в природе при "выветрива-
нии" кварцсодержащих горных пород (граниты, сиениты, порфиры и др.).
В качестве пластификатора в строительных растворах применяют глины —
природный землистый тонкозернистый материал, который при смешивании с
ограниченным количеством воды становится пластичным.
Если в состав растворов входит один вид вяжущего, их называют простыми
(цементные, известковые), если два и более вяжущих или один вид вяжущего
с неорганической добавкой — сложными (цементно-известковые, известково-
глинистые и т.п.).
В промышленном строительстве применяют следующие растворы: цемент-
но-известковые марок 10, 25, 50, 75, 100; цементно-глиняные марок 10, 25, 50,
75, 100; цементные марок 25, 50, 75, 100; глиняно-песчаные (прочности прак-
581
тически не имеют); известковые марок 4, 10; известково-глиняные марок 4,
10. Глиняно-песчаные растворы применяют до температуры 900 °С, цемент-
ные и известковые до температуры 400 °С.
Для затворения растворов используют обычную питьевую воду, техничес-
кую воду применять не разрешается, так как в ней могут присутствовать раз-
личные вредные примеси.
Огнеупорные растворы представляют собой огнеупорные порошки в смеси
с огнеупорной глиной (мертель), затворенные водой. Некоторые огнеупорные
растворы, например шамотно-бокситовый и магнезитовый, затворяют жидким
стеклом.
Жидкое натриевое стекло (силикат натрия) (ГОСТ 13078-81) содержит
Na2O-«SiO2 в различных соотношениях. Это соотношение называется сили-
катным модулем жидкого стекла (отношение числа грамм-молекул кремнезе-
ма к числу грамм-молекул окиси натрия). Для приготовления растворов при-
меняют жидкое стекло с силикатным модулем 2,61-3,0.
Если жидкое стекло поступает в виде глыбы и гранулята (ГОСТ 13079-81),
его размельчают и растворяют в автоклаве при интенсивном перемешивании.
Чем в меньшем количестве воды растворено жидкое стекло, тем больше его
плотность.
Плотность жидкого стекла измеряют ареометром. Для приготовления раство-
ров применяют жидкое стекло плотностью 1,36-1,45. Доставляемое на строй-
ку жидкое стекло обычно имеет большую плотность и перед использованием
его разбавляют водой.
Жидкое стекло нельзя долго держать на воздухе, поэтому его нужно вводить
в растворы непосредственно перед применением. Чтобы ускорить твердение
растворов на жидком стекле, в них добавляют 10-12 % от массы стекла крем-
нефтористого натрия.
Сцепление кирпичей кладки до разогрева печи обеспечивается клеящими
свойствами стекла или глины, а потом — способностью их спекаться, т.е. пре-
вращаться в камневидное тело, черепок. Причем частицы глины спекаются не
только друг с другом и с частицами огнеупорного порошка, но и с кирпичами
по всей поверхности их соприкосновения.
В тех случаях, когда до разогрева печи и, следовательно, до спекания раство-
ра прочность кладки оказывается ниже требуемой, в раствор в качестве вяжу-
щего вещества вводят портландцемент. При этом несколько понижается огне-
упорность раствора, но повышается его механическая прочность и газонепро-
ницаемость.
Заводы выпускают готовые сухие смеси огнеупорных порошков — мертели.
Для приготовления раствора мертели затворяют определенным количеством
воды. Мертели должны быть однородными с огнеупорными изделиями, из
582
которых выполняется кладка, т.е. шамотную кладку необходимо вести на ша-
мотном растворе, высокоглиноземистую — на высокоглиноземистом.
Алюмосиликатные огнеупорные мертели (ГОСТ 6137-80) в зависимости от
химико-минерального состава выпускают следующих марок: МП 18, МП 16
— полукислые, МШ 42, МШ 39, МШ 36, МШ 31, МШ 28 — шамотные, ММКР
60 — муллитокремнеземистый, ММД 62 — муллитовый, ММК 85, ММК 77,
ММК 72 — муллитокорундовый.
Все алюмосиликатные мертели, кроме ПК2, пластифицируются раствором
концентрата сульфатно-спиртовой барды и кальцинированной соды.
Шамотно-глиноземистый мертель относится к воздушно-твердеющим, так
как обладает способностью твердеть на воздухе при нормальной температуре,
а не только при высокой температуре, обеспечивающей спекание.
Шамотно-глиноземистый мертель содержит 90 % шамотного порошка, 10 %
гидрата окиси алюминия или технического глинозема. В раствор из этого мер-
теля добавляют 15 % от массы сухого мертеля жидкого стекла плотностью
1,36-1,45 г/см2.
Шамотно-глиноземистый мертель применяют только для устройства тех эле-
ментов высокотемпературных печей, в которых требуется повышенная газо-
непроницаемость.
Для футеровки вращающихся печей применяют специальные растворы на
базе молотого магнезитового порошка МПК-87 (или МПК-88) либо молотого
хромомагнезита с колчеданными огарками, затворяемые жидким стеклом с
силикатным модулем 2,61-3,0, плотностью 1,36-1,45 г/см3. Консистенция этих
растворов полугустая, расход жидкого стекла 30-40 л на 100 кг сухой смеси из
80 % порошка МПК-87 или МПК-88 и 20 % колчеданных огарков, либо 85 %
молотого хромомагнезита и 15 % колчеданных огарков.
Эти растворы применяют соответственно при кладке из магнезитовых или
хромомагнезитовых изделий.
Для кладки из талькомагнезитового кирпича применяют портландцемент-
ное тесто — раствор полугустой консистенции из портландцемента марки не
ниже 400 без гидравлических добавок, затворенный водой из расчета 30-40 л
на 100 кг цемента.
Жаростойкие растворы на цементах. В тех случаях, когда от раствора не
требуется высокая огнеупорность, но необходима значительная механическая
прочность в холодном состоянии, применяют жаростойкие растворы, в кото-
рых вяжущим средством служит не огнеупорная глина, а портландцемент или
глиноземистый цемент. Жаростойкие растворы также увеличивают газоплот-
ность кладки.
В тепловых агрегатах для производства цемента используют два вида жаро-
стойких растворов: цементно-шамотно-глиняный и цементно-шамотный. При-
583
меняют эти растворы при температурах, не превышающих 1200 °С. Жаростой-
кие растворы содержат цемента 16-20 %, шамотного порошка 80-84 %, огне-
упорной глины 4-6 % от общей массы цемента и огнеупорного порошка.
Цементно-шамотно-глиняный раствор обладает высокой механической проч-
ностью, которая после нагрева до 1150 °С превышает в 3-5 раз прочность ша-
мотно-глиняного раствора, испытываемого при тех же условиях. Сцепление
его с кирпичом в 7-10 раз выше, а усадка в 8 раз меньше, что особенно важно,
когда кладка с швами толщиной до 5 мм.
Цементно-шамотный раствор не обладает достаточной пластичностью и,
следовательно, удобоукладываемостью. Это делает его пригодным к исполь-
зованию в кладке только с толщиной швов 4-6 мм. Применяют его в таких
конструктивных элементах печей, где требуется высокая механическая проч-
ность кладки, газонепроницаемость и высокое сопротивление истирающему
действию пыли, содержащейся в газах.
Строительные растворы должны обладать рядом качеств, основные из ко-
торых — прочность при затвердевании и удобоукладываемость.
Прочность строительных растворов характеризуется маркой, определяемой
по пределу прочности при сжатии образцов-кубов размерами 70,7x70,7x70,7 мм
на 28-е сутки твердения раствора при температуре B0±5) °С.
Марка 0 соответствует свежеуложенному раствору и в момент оттаивания
его при зимней кладке методом замораживания, марка 2 — оттаявшему зим-
нему раствору. Как правило, для кладки применяют строительные растворы
марки не ниже 25 при цементных вяжущих и марки не ниже 10 в бесцемент-
ных растворах.
Удобоукладываемость — способность растворной смеси легка укладывать-
ся сплошным тонким слоем, чем достигаемся полное заполнение швов.
Удобоукладываемость растворов зависит главным образом от их водоудер-
живающей способности. Растворы с низкой водоудерживающей способнос-
тью расслаиваются, т.е. частицы песка или молотого шлака оседают на дно
тары, а вода покрывает их сверху. В кладке раствор с низкой водоудерживаю-
щей способностью сразу отдает воду кирпичу. Кирпич, уложенный на таком
растворе, трудно подвинуть или осадить для получения нужного шва.
Для повышения удобоукладываемости в растворы добавляют пластифика-
торы — глину, известь или сульфитно-спиртовую барду.
Водоудерживающая способность раствора во многом зависит также от сте-
пени измельчения инертных заполнителей: чем более мелкий песок или моло-
тый шлак применяют для его приготовления, тем выше водоудерживающая
способность. Однако прочность растворов с применением более мелких фрак-
ций заполнителя, при прочих равных условиях, несколько уменьшается. Гли-
ну вводят в раствор не в качестве связывающего материала, а лишь как плас-
584
тификатор, т.е. как средство, делающее раствор более пластичным, повышаю-
щее его водоудерживающую способность и, следовательно, удобоукладывае-
мость. Вводить глину в цементные растворы в большом количестве не следу-
ет, так как это снижает прочность раствора. По этой причине нельзя приме-
нять для приготовления цементно-шамотно-глиняных растворов шамотный
мертель, так как содержание глины в нем достигает 15-30 %.
Вводить глину в раствор следует в виде глиняного молока (шликера). Отно-
шение количества глины к количеству воды в шликере должно быть 40:60 или
45:55. До введения в раствор шликер выдерживают 10-12 ч.
При приготовлении строительных растворов в растворосмесителе сначала
подают воду, затем загружают Заполнитель, вяжущее и пластификатор. Дози-
ровка воды в растворе, определяемая пробными замесами, должна обеспечи-
вать необходимую консистенцию раствора. Раствор перемешивают с момента
загрузки всех материалов в растворосмеситель до получения однородной мас-
сы, но не менее 3 мин. Как правило, дозировку всех компонентов растворов
производят по объему с погрешностью до 5 %.
Необходимо постоянно контролировать качество растворов как перед нача-
лом кладки, так и в процессе ее. Для растворов марки 25 и выше контрольные
определения прочности обязательны. Контрольные образцы изготовляют при
каждом изменении сырья или состава. При отсутствии измерений производят
не менее одного испытания на каждые 250 м кладки или на каждый крупный
объект.
Огнеупорные растворы должны обладать наряду с хорошими кладочными
свойствами и эксплуатационными качествами, т.е. обеспечивать надежную
работу огнеупорной кладки при эксплуатации печей. Для этого растворы дол-
жны иметь достаточную огнеупорность и температуру начала деформаций под
нагрузкой, механическую прочность и газонепроницаемость,
Удобоукладываемость огнеупорных растворов зависит от тех же причин,
что и рассмотренных ранее строительных растворов. Однако, так как доля вя-
жущих веществ в огнеупорных растворах значительно меньше, возрастает роль
пластифицирующих добавок и степени измельчения огнеупорных порошков.
Степень измельчания огнеупорных порошков играет решающую роль и пото-
му, что швы в огнеупорной кладке, как правило, весьма тонкие A-3 мм) и
крупность помола может привести к тому, что выполнить кладку с тонкими
швами не представится возможным.
Зерновой состав (крупность) огнеупорных порошков определяют с помо-
щью ситового анализа. Для анализа пользуются стандартным набором сит с
ячейками, имеющими размеры сторон квадрата в свету 5; 2,5; 1,2; 0,6; 0,3;
0,15 мм. Остатки на ситах, представляющие собой порошок определенной круп-
ности, называют фракциями. Например, остаток порошка на сите с ячейкой со
585
стороной квадрата 1,2 мм, состоящий из частиц размерами больше 1,2 мм, но
меньше 2,5 мм (так как более крупные частицы задержались на сите с ячейкой
2,5 мм), называют фракцией 1,2-2,5 мм. Частицы размерами менее 0,15 мм
считают пылью.
Подвижность растворов, т.е. способность растекаться под действием соб-
ственной тяжести или под действием внешних сил, зависит от содержания в
них мелких частиц. Чем больше воды в растворе и меньше мелких частиц, тем
больше подвижность раствора.
По консистенции (густоте) огнеупорные растворы разделяют на следующие
виды: жидкие, полугустые и густые F00, 500 и 400 л воды соответственно на
1 м3 сухой смеси).
Для того чтобы можно было судить о консистенции приготовленного раствора
и проверить, достаточно ли введено в раствор воды, применяют эталонный
конус массой 100 г (рис. 3.121).
На конусе нанесены сантиметровые деления. Чем гуще раствор, тем на мень-
шую глубину погружается конус.
Раствор перед погружением конуса перемешивают. Поверхность конуса про-
тирают влажной тряпкой и, поддерживая его за цепочку, подводят острием к
поверхности раствора и свободно в вертикальном положении опускают в ра-
створ. Операцию повторяют дважды и за результат принимают среднее значе-
ние двух определений. При глубине погружения конуса на 6-9 см раствор счи-
тается жидким, на 5-6 см — полугустым и на 3-5 см — густым.
При приготовлении огнеупорных растворов в растворосмеситель сначала
подают воду, затем загружают мертель (либо огнеупорный порошок и моло-
тую огнеупорную глину) и перемешивают не менее
3 мин, считая с момента окончания загрузки. Во вре-
мя загрузки растворосмеситель должен работать.
При приготовлении воздушно-твердеющих раство-
ров перемешивание ведут не менее 5 мин. Растворы
на жидком стекле заготовляют не ранее, чем за 2-А ч
до употребления и хранят в плотно закрытой таре.
Для приготовления огнеупорных растворов приме-
няют растворосмесители вместимостью 40 и 80 л.
Все они работают по принципу принудительного
перемешивания. Принудительное перемешиваний
необходимо потому, что огнеупорная глина, содер-
жащаяся в огнеупорных растворах, налипает на стен-
ки растворосмесителей и затрудняет перемешивание.
Растворосмеситель РП-80 (рис. 3.122) имеет непод-
вижный смесительный барабан 6, который одновре-
Рис. з.ш. Эталонный конус менно выполняет функции рамы. Электродвигатель
586
Рис. 3.122. Растворосмеситель РП-80: / — люк; 2 — смесительный вал; 3 — ходовое колесо; 4 — червячный редуктор; 5 — электродвигатель; 6 -
смесительный барабан; 7 — рукоятка управления затвором; 8 — подшипник
5 установлен непосредственно на червячный редуктор в вертикальном поло-
жении. Смесительный вал 2 опирается одним концом на полый вал червячно-
го редуктора, другим — на задний самоустанавливающийся подшипник 8. Для
выгрузки готового раствора из смесительного барабана служит люк 1 с ры-
чажным затвором. Затвор приводится в действие рукояткой 7. Крышка затвора
снабжена резиновой прокладкой.
Для более полной и быстрой разгрузки барабана на смесительный вал уста-
новлены смесительные лопасти по правой и левой винтовым линиям, что обес-
печивает передвижение раствора от торцов смесительного барабана к люку.
Разгружают барабан, ни останавливая работу смесителя.
Чтобы в случае пропускания сальниками раствора он не попадал в редуктор
и в задний подшипник, на валу устанавливают отбойные шайбы. Для передви-
жения растворосмесителя РП-80 предусмотрены ходовые колеса 3.
Смеситель имеет неподвижный барабан. Это предотвращает пыление при
загрузке смесителя и приготовлении раствора.
Растворосмеситель СР-80 отличается от РП-80 конструкцией корпуса, а так-
же тем, что у него нет ходовых колес.
Портландцементное тесто готовят непосредственно перед употреблением,
так как начало схватывания портландцемента начинается через 45 мин после
его затворения водой.
5.1.4. Жаростойкие бетоны и торкрет-массы, приготовление смесей
Бетоном называют искусственный каменный материал, полученный в ре-
зультате самоотвердевания смеси цемента (вяжущего вещества), воды и инер-
тных заполнителей — песка и щебня (или гравия). Обычные строительные
бетоны, приготовленные на портландцементе и неогнеупорных составляющих,
непригодны для службы при температурах, превышающих 200-250 °С.
Если же применить огнеупорные заполнители и цемент, не содержащий сво-
бодной извести, например глиноземистый, либо связать свободную известь
портландцемента тонкомолотой добавкой из шамота, гранулированного до-
менного шлака или золы-уноса, то получится бетон, способный служить при
температуре выше 200 °С. Такой бетон получил название жаростойкого.
Бетоны, имеющие огнеупорность от 1530 °С и выше, состоящие из огне-
упорного заполнителя, вяжущего и добавок, затвердевающие при нормальной
или повышенной температуре, называются огнеупорными.
Жаростойкие бетоны подразделяют по предельно допустимой температуре
применения на 14 классов. В зависимости от средней плотности они бывают
особо тяжелые B500 кг/м3 и выше), тяжелые (от 2200 до 2500 кг/м3), облегчен-
ные (от 1800 до 2200 кг/м3), легкие (от 500 до 1800 кг/м3), особо легкие (до
500 кг/м ). По структуре различают плотные, поризованные и ячеистые бетоны.
588
Марка бетона определяется прочностью на осевое сжатие путем испытания
стандартных образцов — кубиков размером 150х 150х 150 мм в возрасте 28 сут.
при естественном твердении.
Особо тяжелые и тяжелые бетоны выпускают марок М50, М75, М100 М150
М200, М250, МЗОО, М350, М400, М450, М500; облегченные — М25, М35,
М50, М75, М100, М150, М200, М250, МЗОО, М350, М400; легкие — Mio',
М15, М25,М35, М50, М75, М100, М150, М200, М250, МЗОО, М350, М400;
особо легкие ячеистые и поризованные — М10, М15, М25, М35, М50, М75,
М100, М150.
Жаростойкие бетоны приготовляют на гидравлических и воздушных вяжу-
щих веществах, а также на химических связующих.
Заполнителями служат чистые огнеупоры, бой огнеупорных изделий, а так-
же огнеупорного лома (вторсырье), шлаки, естественные горные породы и
пористые искусственные материалы. Заполнители подразделяют на мелкие
(зерновой состав с крупностью до 5 мм) и крупные (щебень с крупностью
зерен 5^0 мм).
В массивных конструкциях (фундаменты) применяют заполнители с круп-
ностью зерен до 40 мм, в обычных конструкциях (монолитная футеровка пе-
чей, блоки из жаростойкого бетона) крупность зерен заполнителей не должна
превышать 20 мм.
Перед дроблением бывших в употреблении огнеупорных изделий их тща-
тельно очищают от шлака, раствора и других примесей, предел их прочности
должен быть не менее 10 МПа.
Необходимо следить за тем, чтобы заполнители не были засорены посторон-
ними примесями, особенно известняком и доломитом, вызывающими разру-
шение бетонов при нагревании.
Тонкомолотые добавки получают путем тщательного помола огнеупорных
материалов, гранулированного доменного шлака, боя обыкновенного глиня-
ного кирпича, золы-уноса. Качество их должно соответствовать ГОСТ, а тон-
кость помола — следующему остатку на сите № 008: для бетонов на жидком
стекле не более 50 %, для бетонов на портландцементе не более 15 % и для
магнезиальных добавок — 15-35 %.
В качестве заполнителей легких и особо легких жаростойких бетонов при-
меняют перлит, керамзит, вермикулит, бой огнеупорных легковесных изделий.
Огнеупорная промышленность выпускает следующие заполнители для при-
готовления жаростойких бетонов: алюмосиликатные (ТУ 8-145-75), высоко-
глиноземистые марок ЗМКР, ЗМД и ЗМК с содержанием А12О3 45 -72 %, ша-
мотные марок ЗША, ЗШБ и ЗШВ с содержанием А12О3 28-36 % и полукислые
ЗПБ и ЗПВ с содержанием А12О3 не менее 18 %, каолиновые (ТУ 14-8-20-71)
с содержанием А12О3 не менее 43 %, корундовые (ТУ 14-8-21-71) с содержа-
нием А12О3 не менее 97 %, хромитовые (ТУ 14-8-19-71) с содержанием Сг2О3
589
не менее 45 %, хромомагнезитовые (ТУ 14-8-60-72) с содержанием Сг2О3 16-
30 %, магнезитохромитовые (ТУ 14-8-109-74) с содержанием MgO не менее
60%иСг2О38-18%.
Для изготовления легких бетонов выпускается алюмосиликатная смесь (ТУ
14-8-34-71), содержащая А12О3 50 %, и заполнители корундовые пористые
(ТУ 14-8-106-74) марки ЗКП с содержанием А12О3 не менее 94 %.
Группа кремнеземистых заполнителей, не находящая применения в футе-
ровках тепловых агрегатов цементной промышленности, в данной теме не
рассматривается.
Перед приготовлением составы бетонов должны уточняться строительными
лабораториями с учетом свойств имеющихся в наличии вяжущих, заполните-
лей и тонкомолотых добавок.
Для определения остаточной прочности образцы бетона в виде кубов разме-
ром 10x10x10 см в 7-дневном возрасте для бетонов на портландцементах и в
3-дневном возрасте для остальных нагревают до 800 °С, после остывания вы-
держивают в течение семи дней на воздухе, а затем испытывают на сжатие.
Для приведения полученного результата к показателям для стандартных ку-
бов 20x20x20 см его умножают на коэффициент 0,85.
Специфической разновидностью жаростойких бетонов являются торкрет-
массы (торкрет-бетоны), которые наносятся на поверхность элементов тепло-
технических агрегатов для их температурной или антикоррозионной защиты
под давлением с помощью сжатого воздуха.
Составы торкрет-масс аналогичны составам бетонов и отличаются от них
лишь более мелкими фракциями составляющих. Условно торкрет-массы де-
лятся на тяжелые (средняя плотность после сушки более 1500 кг/м3) и легкие.
Подбор бетонной смеси с учетом свойств имеющихся материалов, а также
контрольное определение основных проектных характеристик бетона произ-
водят путем приготовления пробных замесов. Обычно для пробного замеса
берут 0,1 м3 бетонной смеси.
Требующееся на замес количество материалов определяют умножением дан-
ных об их расходе, приведенных в проекте или справочнике, на объем пробно-
го замеса. Из полученного количества материалов приготовляют бетонную
смесь, одновременно определяя расход воды или другого затворителя. Коли-
чество воды или другого затворителя должно обеспечить необходимую под-
вижность бетонной смеси для укладки ее в опалубку или формы и достаточ-
ную прочность уложенного бетона.
Подвижность бетонных смесей определяют эталонным конусом (см. рис.
3.121). Подвижность бетонных смесей для высокоогнеупорных бетонов ха-
рактеризуется нулевой осадкой конуса, а для остальных жаростойких бетонов
она не должна превышать 2 см.
590
Из пробного замеса изготовляют девять кубов размером 10x10x10 см, по
которым, как было сказано ранее, определяют марку и остаточную прочность
бетона.
Для высокоогнеупорного и огнеупорного бетонов изготовляют также образ-
цы, по которым определяют температуру начала деформации под нагрузкой,
Бетоны на жидком стекле проверяют на схватывание и твердение, для чего
через 24 ч после окончания бетонирования один из контрольных кубов раска-
лывают. Если бетон твердеет нормально, куб должен быть равномерно затвер-
девшим по всему сечению без поверхностной корки; внутри образца не долж-
но быть несхватившегося бетона.
В бетонах с керамзитовым заполнителем количество воды устанавливают
опытным путем. В сухую готовую смесь добавляют постепенно воду до тех
пор, пока смесь не станет при сжимании рукой комковаться. Затем готовят еще
два образца: один с увеличенным на 15 %, другой — с уменьшенным на столько
же количеством воды. Образцы испытывают, и количество воды принимают
по образцу, давшему лучшие результаты.
Плотность составов бетонов определяют взвешиванием. Цилиндрический
сосуд вместимостью 2 л наполняют бетонной смесью с некоторым избытком,
затем смесь уплотняют на виброплощадке, избыток ее срезают, а сосуд со сме-
сью взвешивают. Плотность определяют по формуле
у6 = [(Р2-Рх)/2]1000,
где Р1 и Р2 — масса сосудов, соответственно порожнего и наполненного сме-
сью, кг, а уб — плотность бетонной смеси, кг/м3.
По плотностям смеси и всех составляющих пробного замеса подсчитывают
расход материалов, необходимых для приготовления 1 м3 бетонной смеси, по
формулам:
Ц = ц/(ц + д + м + к + в); К = к/(ц + д + м + к + в); Д = д/(ц + д + м + к + в);
В = в/(ц + д + м + к + в); М = м/(ц + д + м + к + в).
где Ц, К, Д, В и М — соответственно искомые количества цемента, крупного
заполнителя, тонкомолотой добавки, воды или другого затворителя, мелкого
заполнителя, кг (л) на 1 м3 бетонной смеси; ц, д, м, к, в — соответственно
количества цемента, тонкомолотой добавки, мелкого заполнителя, крупного
заполнителя и воды или другого затворителя, кг (л), израсходованных на при-
готовление пробного замеса.
Количество составляющих, необходимых на один замес бетоносмесителя,
получают, умножая расход материалов, требующихся для приготовления 1 м
смеси, на вместимость бетоносмесителя. Составляющие бетонной смеси сле-
591
дует дозировать по массе, за исключением воды и других жидких затворите-
лей, дозируемых по объему. Заполнители следует дозировать с погрешностью
±2 %, а все остальные составляющие — ±1 %.
Цемент, тонкомолотая добавка и кремнефтористый натрий, используемые
для приготовления бетонной смеси, не должны иметь слежавшихся комков.
При наличии комков составляющие просеивают через сито с отверстиями раз-
мером 0,6-1,2 мм.
Бетонные смеси готовят в бетоносмесителях принудительного перемешива-
ния и свободного падения. Для приготовления высокоогнеупорных бетонов
применяют бетоносмесители принудительного перемешивания. В чашу бето-
носмесителя загружают все сухие составляющие и перемешивают их в тече-
ние 3 мин. После этого в смесь заливают затворитель (воду, жидкое стекло,
раствор сернокислого магния или алюмофосфатную связку) и чашу вращают
еще не менее 5 мин.
При приготовлении бетонных смесей на глиноземистом, высокоглиноземис-
том цементе или портландцементе в бетоносмесители свободного падения за-
ливают 0,9 части требующегося количества воды, после чего загружают це-
мент и тонкомолотую добавку и смесь перемешивают в течение 1мин. Затем,
не прерывая вращения барабана бетоносмесителя, загружают мелкий и круп-
ный заполнители и доливают оставшуюся воду. Бетонную смесь перемешива-
ют до полной однородности, но не менее 5 мин.
При приготовлении бетонной смеси на жидком стекле в бетоносмесителе
свободного падения предварительно смешивают в растворо смесителе крем-
нефтористый натрий или нефелиновый шлам с тонкомолотой добавкой в со-
отношении, принятом для данного состава бетона. В бетоносмеситель залива-
ют V3 требующегося количества жидкого стекла, загружают половину крупно-
го заполнителя и смесь тонкомолотой добавки с кремнефтористым натрием
(нефелиновым шламом). Добавляют мелкий заполнитель и вторую половину
крупного заполнителя, после чего смесь перемешивают 2 мин. В бетоносме-
ситель добавляют оставшуюся часть жидкого стекла и перемешивают бетон-
ную смесь еще не менее 3 мин.
При приготовлении бетона на переклазовом цементе в бетоносмеситель сво-
бодного падения загружают заполнитель, заливают 0,9 заданного количества
сернокислого магния, а при перемешивании добавляют периклазовый цемент
и остальное количество сернокислого магния.
При приготовлении бетона на высокоглиноземистом цементе последний пред-
варительно смешивают в сухом виде с мелким заполнителем, после чего до-
бавляют в барабан воду A3-15 %). Крупный заполнитель, предварительно
смоченный водой, добавляют при перемешивании в жидкоподвижную смесь
цемента с мелким заполнителем.
592
При приготовлении бетона на глиноземистом и высокоглиноземистом це-
ментах в жаркую погоду следует принимать меры, предупреждающие разог-
ревание смеси во время перемешивания: поливать бетоносмеситель холодной
водой и т.п. При работе в зимних: условиях применяют заполнители с положи-
тельной температурой. Воду подогревают до температуры, обеспечивающей
выдачу бетонной смеси температурой не ниже 15 °С (бетон на портландце-
менте) или не ниже 7 °С (бетон на глиноземистом цементе). Жидкое стекло
подогревают до температуры не выше 30 °С, обеспечивающей выдачу бетон-
ной смеси температурой не ниже 15 °С.
Уложенные бетоны на глиноземистом цементе увлажняют в течение 2-х су-
ток, начиная через 2-4 ч после укладки; бетоны на портландцементе увлажня-
ют в течение 6 сут., начиная через 12 ч после укладки. Жаростойкие бетоны на
жидком стекле нельзя поливать водой в период их твердения, так как жидкое
стекло растворяется в воде. Однако после нагревания до температуры 800 °С
бетоны на жидком стекле воды не боятся.
Для ускорения твердения жаростойких бетонов также применяют электро-
прогрев.
В жаростойком железобетоне арматуру располагают в местах, температура
которых меньше той, при которой начинается температурная усадка бетона.
При этих условиях обеспечивается совместная работа арматурной стали и бе-
тона благодаря тому, что они имеют приблизительно одинаковые коэффици-
енты линейного расширения (бетон 0,00001-0,000015, сталь — 0,000012). При
установке арматуры в местах, где температура выше 350 °С, применяют леги-
рованный металл и предусматривают возможность его свободного расшире-
ния, покрывая выгорающими обмазками.
Приготовление сухих торкрет-масс состоит из нескольких операций: приго-
товление тонкомолотых добавок и заполнителя; дозирование составляющих
по заданной рецептуре; перемешивание компонентов; выдача готовой торк-
рет-смеси, ее затаривание и транспортирование к месту производства работ.
Сухую смесь из поступивших в готовом виде вяжущих, заполнителей, тон-
комолотых добавок и пластификаторов приготовляют в смесительном устрой-
стве. Сначала перемешивают цемент с тонкомолотой добавкой, а затем вводят
заполнители. Сухую смесь для длительного хранения упаковывают в много-
слойные бумажные или полиэтиленовые мешки и хранят в сухом помещении.
Перед употреблением после длительного хранения производят контрольную
проверку физико-механических свойств готовой смеси, так как возможна час-
тичная потеря активности цемента. Иногда для приготовления торкрет-смеси
используют увлажненный до 10-12 % заполнитель. В этих случаях готовую
смесь нужно использовать в течение получаса, иначе цемент схватится.
593
5.2. Основные правила кладки из керамического рядового,
изоляционного и огнеупорного кирпича
5.2.1. Виды и назначение кладки
Кирпичная (каменная) кладка — это конструкция, состоящая из уложен-
ных в определенном порядке кирпичей (камней, керамических изделий слож-
ной формы), скрепленных между собой раствором. Кладка воспринимает соб-
ственную силу тяжести и силу тяжести других конструкций, опирающихся на
нее, вместе с приложенными к ним нагрузками, а также выполняет теплоог-
раждающие, теплоизоляционные, звукоизоляционные и другие функции.
В зависимости от основного функционального назначения в том или ином
промышленном сооружении кладку выполняют из определенных материалов
на растворах, имеющих определенные свойства, с использованием приемов
труда, требующихся для выполнения этого вида работы.
В промышленном строительстве применяют следующие виды кладок.
Бутовая кладка — это кладка из природных камней (песчаника, ракушеч-
ника, известняка, гранита), имеющих две примерно параллельные поверхнос-
ти. Камни при кладке подбирают и подгоняют так, чтобы по возможности со-
здать одинаковую высоту ряда кладки в пределах 20-25 см и горизонтальность
швов. При этом можно укладывать по 2-3 тонких камня в одном ряду кладки,
а некоторые крупные камни могут входить в два смежных ряда.
При наличии местных каменных материалов этот вид кладки рекомендуется
применять для устройства фундаментов, стен подвалов, подпорных стен.
Кладка из природных камней и блоков правильной формы имеет высо-
кую прочность, стойкость против выветривания и замораживания, малую ис-
тираемость, декоративность.
Мягкие пористые горные породы (туф, ракушечник) в виде пиленых штуч-
ных камней массой до 40-45 кг служат для кладки в основном наружных стен
зданий.
Обработанные природные камни твердых пород из-за их высокой стоимос-
ти применяют в декоративных целях, например для облицовки цоколей зда-
ний.
Кладка из керамического рядового кирпича пластического прессования
благодаря хорошей сопротивляемости воздействию влаги, высокой прочнос-
ти, морозостойкости применяется при возведении стен зданий и сооружений,
дымовых труб, боровов, колодцев и других подземных сооружений.
Керамический рядовой кирпич полусухого прессования, а также силикат-
ный кирпич не применяют для возведения конструкций, которые будут нахо-
диться в сырых грунтах, а также во влажных и мокрых помещениях.
594
Кладку из керамического рядового пустотелого или пористо-пустотело-
го кирпича используют для наружных и внутренних стен зданий, так как ма-
лая теплопроводность этих кладок позволяет сократить толщину наружных
стен на 20-25 % и снизить массу их на 20-30 % по сравнению с массой стен,
выложенных из полнотелого кирпича. Но для наружных слоев стен теплотех-
нических агрегатов этот вид кирпича применять не рекомендуется, так как
велика вероятность его быстрого растрескивания и выкрашивания в процессе
работы.
Кладка из пустотелых и легкобетонных камней применяется при возве-
дении наружных и внутренних стен зданий и перегородок. Легкобетонные и
пустотелые шлакобетонные камни имеют хорошие теплоизолирующие свой-
ства, однако они недостаточно морозостойки, поэтому наружные стены, вы-
полненные из этих материалов, требуют оштукатуривания. Низкомарочные лег-
кобетонные и шлакобетонные камни (блоки) используют только для возведе-
ния конструкций внутри зданий.
Кладка из керамических пустотелых камней применяется преимуществен-
но для возведения наружных стен отапливаемых зданий. Высокие теплотех-
нические свойства этой кладки позволяют сократить толщину наружных стен
в средней полосе страны на полкирпича по сравнению с кладкой из керами-
ческого рядового кирпича. Но в конструкциях тепловых агрегатов этот вид
материала, так же как и керамический пустотелый кирпич, применения не на-
ходит.
Кладка из изоляционных (трепельных, диатомитовых и пенодиатоми-
товых) изделий обладает небольшой массой и отличными теплоизоляцион-
ными свойствами. Однако ее малая механическая прочность и способность
адсорбировать влагу позволяет применять эту кладку лишь в качестве проме-
жуточного слоя в конструкциях, служащих для теплоограждения, либо для
изоляции поверхностей, но в сочетании с каким-либо наружным покровным
слоем (жесть, алюминий, пластик и т.п.)
Кладка из различных видов огнеупорных изделий применяется для со-
здания теплоограждающих конструкций промышленных печей, их вспомога-
тельных устройств, различных котлов, топок, приборов очистки горячих ды-
мовых газов и т.п.
В зависимости от технологического назначения и условий службы тепло-
технических агрегатов их футеровки выполняют многообразные функции, от
которых зависят конструкции и способы выполнения огнеупорной кладки.
В зависимости от грани, на которую укладывается кирпич, получила свое
название и кладка: на ребро, на торец, на плашку (см. рис. 3.116).
На ребро выполняют футеровку различных цилиндрических газо- и возду-
хопроводов, а также цилиндрических стен вращающихся печей и барабанных
595
холодильников на тех участках, где применяют огнеупорные кирпичи в виде
ребровых клинов.
На торец ведут футеровку вращающихся печей при применении огнеупор-
ных кирпичей в виде торцовых клинов, а также некоторых видов подин.
Наиболее распространенной является кладка на плашку, так как она более
устойчива и менее трудоемка. Кладка состоит из отдельных рядов. В зависи-
мости от положения кирпича в кладке ряды бывают ложковые и тычковые.
Если ребро кирпича направлено вдоль стены, то ряд называется ложковым,
если же ребро кирпича направлено поперек стены, то ряд называется тычко-
вым.
Ложковыми рядами кладут прямые и закругленные стены толщиной в пол-
кирпича. Тычковыми рядами кладут стены толщиной в один кирпич. Стены
толщиной в полтора кирпича и более кладут ложковыми и тычковыми рядами
вперемежку. Стыковой зазор между гранями двух кирпичей называют швом.
Швы заполняют раствором для придания кладке устойчивости, прочности и
газонепроницаемости. Толщина швов зависит от категории кладки.
При футеровке тепловых агрегатов цементной промышленности применя-
ют четыре категории кладки, которым соответствуют толщины швов: I катего-
рия — до 1 мм; II категория — до 2 мм; III категория — до 3 мм; IV категория
— более 3 мм.
Прочность и газонепроницаемость огнеупорной, кладки достигаются за счет
спекания раствора и схватывания его с гранями кирпичей, поэтому ни в коем
случае нельзя допускать неполного заполнения шва раствором (так называе-
мых пустошовок). Раствор по своему химическому составу должен быть иден-
тичным или близким к химическому составу укладываемого огнеупорного
кирпича.
В зависимости от положения швы в кладке разделяются на горизонтальные
(между горизонтальными гранями кирпича) и вертикальные (между вертикаль-
ными гранями). Вертикальные швы в зависимости от положения их по отно-
шению к продольной линии стены разделяют на продольные и поперечные. В
закругленной или кольцевой кладке различают швы радиальные, направлен-
ные по радиусу кладки, и кольцевые, направленные по образующей линии.
Чтобы избежать расслоения кладки и придать ей прочность и газонепрони-
цаемость, швы делают вперевязку, т.е. все вертикальные швы нижележащего
ряда должны перекрываться кирпичами вышележащего ряда. Это правило рас-
пространяется и на радиальные, и на кольцевые швы. В многослойных стенах
с футеровкой из различных материалов продольные и кольцевые швы, как пра-
вило, не перевязываются.
Горизонтальные швы не перевязываются, так как под давлением вышележа-
щей кладки они уплотняются, а расслоения по горизонтальным швам не про-
596
исходит. На рис. 3.123 показаны два упрощенных фраг-
мента кладки, выполненных без перевязки и вперевязку.
Кладка столбика без перевязки (рис. 3.123, а) под воз-
действием массы вышележащих кирпичей и растекания а
раствора расслоилась. Еще большее расслоение произой- рис. 3.123. Кладка
дет под воздействием температурных нагрузок. Кладка столбика без пеРевязки
г- , ,%,-. ^ч (°)и вперевязку (б)
столбика, выполненная вперевязку (рис. 3.123, б), прочна
и устойчива. В данном случае перевязка достигнута весь-
ма просто: четные ряды кладки повернуты относительно нечетных на 90° и
перекрывают швы нечетных рядов.
Размеры кирпича выбраны таким образом, чтобы обеспечить перевязку швов,
и имеют соотношение линейных размеров 4:2:1. Во фрагменте кладки, приве-
денном на рис. 3.123, б, перевязка осуществлена за счет поворота кирпичей
вышележащего ряда, так как длина одного кирпича по ложку 230 мм равна
суммарной длине двух кирпичей по тычку 114+114 плюс шов 2 мм.
Для перевязки швов специально выпускают полуторные и трехчетвертные
кирпичи. Употребляют при перевязке и кирпичи в половину длины (полкир-
пича). Половинки нарезают на станках для резки кирпича.
При нагревании кладка печей расширяется. Если не предусмотреть возмож-
ности свободного расширения кладки, она будет выпучиваться и может разру-
шиться. Для компенсации увеличения объема кладки применяют два способа:
в швы кладки закладывают выгорающие прокладки; устраивают широкие A5-
20 мм) швы, которые заполняют сжимаемыми (каолиновое волокно, асбесто-
вый шнур) или выгорающими (деревянные доски, опилки, рубероид) матери-
алами.
Конструкции температурных швов различны: чаще их выполняют змейкой
или отрезными.
Шов змейкой представляет собой ломаную линию, получающуюся в резуль-
тате смещения в каждом ряду вертикальных поперечных швов относительно
шва нижележащего ряда. Такие швы обычно устраивают в середине стен.
Отрезные швы выполняют, как правило, в конце стен, сводов, выстилок и
других конструктивных элементов в виде прямой линии. Если стену выклады-
вают в несколько слоев, то температурные швы устраивают вразбежку, т.е. со
смещением по толщине, чтобы не было сквозной щели через всю стену.
Размещение, количество, конструкция и размеры температурных швов оп-
ределяются при проектировании печи и указываются на чертежах. Выбор шва
зависит от конструкции печи, материала кладки и воздействующей на нее тем-
пературы.
Размер шва определяют с учетом коэффициента линейного расширения ма-
териала. При кладке из шамотного кирпича шов делают шириной 5-6, хромо-
597
магнезитового — 12, магнезитового — 12-14, талькомагнезитового 8-10 мм
на 1 м кладки.
В сводах температурные швы устраивают в местах их примыкания к торцо-
вым стенам. При этом обеспечивается возможность беспрепятственного уве-
личения объема свода и стен.
Ту же роль, что и температурные швы, играют зазоры у закладных деталей,
которые жестко скреплены с каркасом и по этой причине не могут передви-
гаться вместе с расширяющейся кладкой. Ширина зазоров определяется в за-
висимости от величины расширяющегося участка кладки, вида огнеупоров и
воздействующей температуры.
5.2.2. Кладка стен
До начала кладки стены необходимо убедиться в том, что ее основание вы-
ведено по всей длине стены до проектной отметки из указанных в чертеже
материалов. Далее должна быть указана и нанесена ось симметрии стены или
линия ее боковой поверхности.
Стены в полкирпича (рис. 3.124, а) выполняют ложковой кладкой с перевяз-
кой вертикальных швов. Расстояние между швами в смежных по высоте рядах
равняется половине кирпича. Чтобы перевязывать швы, необходимо нечетные
ряды начинать с целого кирпича, а четные с половинки или наоборот.
Стены в один кирпич (рис. 3.124, б) выкладывают тычковыми рядами. Рас-
стояние между вертикальными швами в смежных по высоте рядах составляет
четверть кирпича. Для перевязки рядов в начале четных рядов укладывают
трехчетвертные кирпичи.
Стены в полтора кирпича (рис. 3.124, в) выкладывают из тычковых и ложко-
вых рядов. Вертикальный продольный шов перевязывают взаимной заменой
ложкового и тычкового рядов в четных рядах кладки относительно нечетных.
Трехчетвертки
Рис. 3.124. Кладка прямых стен: а — толщиной в полкирпича; б — толщиной в один кирпич; в -
толщиной в полтора кирпича; г — толщиной в два кирпича
598
При этом перевязывают и вертикальные поперечные швы за счет укладки в
начало тычкового ряда двух трехчетвертных или полуторных кирпичей.
Стены в два кирпича (рис. 3.124, г) выкладывают следующим образом. Чет-
ные ряды набирают из тычковых кирпичей, нечетные — из ложковых по кра-
ям и тычковых посередине. При таком порядке перевязывают продольные вер-
тикальные швы. Поперечные вертикальные швы перевязывают при укладке
трехчетвертных или полуторных кирпичей в начале ложкового и тычкового
рядов.
Применяя рассмотренные выше приемы перевязки швов, выкладывают и
более толстые стены — в два с половиной кирпича и т.д.
Когда верхнюю плоскость выкладываемого ряда необходимо вывести на ка-
кую-либо определенную отметку, применяют порядовочные рейки. На рейку
наносят риски, расстояние между которыми равно толщине ряда, т.е. суммар-
ной толщине кирпича и шва. Например, если толщина кирпича 65 мм и кладка
ведется с трехмиллиметровым швом, то расстояние между рисками устанав-
ливают 68 мм. Риски наносят по нивелиру с таким расчетом, чтобы нужная
отметка совпала с какой-либо из рисок. Выполняя каждый ряд кладки под шнур,
натянутый и закрепленный на порядовочной рейке, по рискам футеровщики
выводят верхнюю плоскость ряда на нужную отметку.
Горизонтальность (рис.3.125, а) рядов стены проверяют в процессе кладки
рейкой 2 и уровнем 1; вертикальность (рис. 3.125, б) — отвесом 3, а правиль-
ность наклона стены (рис. 3.125, в) — шаблоном 4.
Стена должна быть ровной, без выпуклостей и впадин. Для того чтобы избе-
жать их, необходимо пользоваться в процессе кладки шнуром, натянутым над
плоскостью лицевой стороны стены.
Выложенную поверхность кладки периодически проверяют правилом, т.е.
рейкой длиной 1,2-1, 5 м и поперечным сечением 40x40 или 40x50 мм. При
наличии выпуклостей между поверхностью кладки и приложенной к ней рей-
кой образуются просветы. Для ликвидации их в местах выпуклости кладки
наносят удары киянкой до тех пор, пока выступающие кирпичи не уйдут в
глубь кладки.
Кладка закругленных стен. При кладке закругленных кольцевых стен пе-
ревязку швов выполняют так же, как и при кладке прямых стен, с той лишь
1 2
т ¦ ¦ ¦ » '
¦ ¦ .1". .':
¦ ' ¦ ¦
' ' ' ¦ ' ' L,
Рис. 3.125. Проверка правильности кладки:
а — горизонтальности; б — вертикальности; в — наклона: 1 — уровень; 2 — рейка; 3 — отвес; 4 —
шаблон
599
разницей, что перевязка вертикальных радиальных швов достигается смеще-
нием кирпичей вышележащего ряда относительно нижележащего. При замы-
кании кольца растесывают замковый кирпич (рис. 3.126). Укладывают его сво-
бодно, без забивки.
Закругленные кольцевые стены можно выполнить и по методу спирали
(рис. 3.127). Делают это так. За счет тески нескольких нижних рядов F-9)
горизонтальной поверхности цилиндрической стены придают уклон, по кото-
рому и ведут затем кладку. Стену разбивают на 3, 4 или 6 секторов (в зависи-
мости от диаметра) и делают натес, начиная с первого сектора. При кладке
методом спирали замковые кирпичи не нужны, так как кладка идет непрерыв-
но до верхнего уровня. Этот метод применяют для кладки цилиндрических
стен большой высоты. Верхний обрез цилиндрической стены выравнивают
также за счет натеса. Кольцевые швы при необходимости перевязывают, чере-
дуя тычковые и ложковые ряды.
Кладка углов и пересечений стен. На рис. 3.128, а-л показаны приемы пе-
ревязки швов при кладке прямых углов в стенах различной толщины. Основ-
ное правило кладки углов заключается в том, что ряды одной стены должны
чередоваться с рядами другой. Например, при кладке стены в один кирпич
(рис. 3.128, б) это достигается тем, что в начало каждого ряда укладывают два
трехчетвертных кирпича; в нечетных рядах — с направлением длинной сторо-
ны вдоль одной стены, в четных — с поворотом под углом 90°; т.е. вдоль при-
мыкающей к ней стены.
Для ускорения приобретения навыков перевязки швов необходимо запом-
нить число кирпичей, применяемых для перевязки швов (трехчетвертных и
полуторных) углов и стен различной толщины, что в конечном счете позволит
футеровщику перевязку швов осуществлять автоматически.
На рис. 3.129 показана перевязка швов при пересечении стен под косым уг-
лом и при закладке тупых и острых углов.
Рис. 3.127. Кладка закругленных стен по спирали (раз-
Рис. 3.126. Перевязка швов при кладке зак- вертка): 1 — нижний натес; 2 — верхний натес; 3 —-
ругленных стен: / — замковые кирпичи кладка
600
1-й ряд
2-й ряд
1-й ряд а
2-й ряд
1-й ряд
III-17
1-й ряд
2-й ряд Ш-12
1-й ряд
2-й ряд Ш-12
Рис. 3.128. Перевязка швов при кладке прямых углов: а-л — приемы перевязки
601
1 -й ряд
1-й ряд
1 I
II
!
2-й ряд
I
\,
1
1
II
1 1 1 1 1 11
1 1 1 1 1 1
1
1
1
1 1 1 1 1 1
1
Рис. 3.129. Перевязка швов при пересечении стен под косым углом и при закладке Тупых и острых
уголов
5.2.3. Кладка выстилок (подин) и откосов
Подготовка основания. До начала кладки выстилки необходимо убедиться
в том, что основание для нее подготовлено правильно, т.е. что оно выполнено
на проектной отметке и не имеет впадин и выпуклостей. Поверхность основа-
ния проверяют рейкой и уровнем. Выпуклости устраняют шлифовальной ма-
шиной или стесывают кирочкой, впадины заполняют цементным раствором
или огнеупорным с добавлением цемента. Если отметка основания оказывает-
ся заниженной или завышенной более чем на 3 см, организация, выполнявшая
это основание, должна исправить ошибку.
В том случае, когда основанием под выстилку служит металлическое днище
и имеющуюся выпуклость нельзя ни вырубить, ни стесать, высшую точку
выпуклости принимают за отметку основания или за отметку низа первого
ряда выстилки. Если выпуклости металлического днища превышают проект-
ную отметку нижней кромки первого ряда выстилки, а поднять выстилку выше
нельзя, то кирпичи, укладываемые на те участки выпуклости, которые превы-
шают проектную отметку, подкалывают снизу и стесывают.
Для того чтобы обеспечить единую по всей площади выстилки отметку для
верха подстилающего слоя, на высшую точку выпуклости устанавливают кир-
пич. Если толщина первого ряда должна быть в один кирпич, то его ставят на
S02
торец, если в половину или четверть кирпича, то соответственно кладут кир-
пич на ребро или на плашку.
Кирпич укладывают на тонкий слой E-6 мм) раствора на глиноземистом
цементе, с тем чтобы скорее придать ему при твердении раствора неподвиж-
ность. Затем с помощью нивелира, рейки с уровнем или гидравлического уровня
устанавливают маячные кирпичи. Их располагают на расстоянии друг от дру-
га, не превышающем 3 м, чтобы можно было перебросить 3-м рейку с одного
маячного кирпича на другой.
Если выстилка представляет собой в плане прямоугольник, то маячные кир-
пичи устанавливают по диагоналям; если круг небольшого диаметра — по
двум взаимно перпендикулярным диаметрам, а если круг большого диаметра
— по двум парам взаимно перпендикулярных диаметров.
Ознакомимся с приемами установки маячных кирпичей.
Установка маячных кирпичей по нивелиру. На маячный кирпич, уложенный
на жестком растворе, устанавливают рейку (рис. 3.130, а). Нивелиром, распо-
ложенным так, чтобы им можно было давать отметку всех маячных кирпичей,
визируют на рейку. Футеровщик, поддерживающий рейку на маячном кирпи-
че, по указанию геодезиста делает на ней карандашную отметку (риску) по
волоску нивелира. Затем переносит рейку к месту установки следующего ма-
ячного кирпича (рис. 3.130, б). Здесь он устанавливает кирпич на постель из
жесткого раствора и слегка вдавливает его в раствор для устойчивости. После
этого он ставит рейку строго вертикально на кирпич и слегка покачивает ее в
сторону нивелира и обратно.
Высшее положение риски при покачивании считается точным.
Рис. 3.130. Установка маячных камней с помощью нивелира: а — вынос отметки на рейку;
установка по отметке маячного кирпича
603
Работающий с нивелиром геодезист (мастер) дает указание футеровщику, на
какой высоте установить рейку, чтобы риска подошла под волосок нивелира.
Если рейку нужно опустить, то ею надавливают на кирпич, втапливая его в
раствор. Если рейку следует поднять, то под кирпич подкладывают дополни-
тельный раствор, чтобы кирпич оказался сначала выше требуемого положе-
ния, а затем понижают до правильного положения риски.
После окончательной установки второго маячного кирпича укладывают та-
ким же образом третий, четвертый и т.д. Раствор под маячные кирпичи реко-
мендуется приготовлять на глиноземистом цементе как на быстротвердеющем
вяжущем и очень густым, чтобы его можно было уплотнять. Часть раствора,
оказавшуюся выше уровня нижней кромки кирпича, осторожно срезают кель-
мой и удаляют.
Установка маячных кирпичей по рейке с уровнем. При установке маячных
кирпичей вместо нивелира можно пользоваться рейкой с уровнем. Этот спо-
соб более простой, но не обеспечивает такой строгой горизонтальной поверх-
ности, как нивелирование.
На установленный первый маячный кирпич укладывают одним концом рей-
ку с уровнем, а под другой конец подводят второй маячный кирпич. Как и при
установке по нивелиру, кирпич доводят до места под нижнюю кромку рейки,
втапливая его в раствор или подкладывая под него новую порцию раствора.
Установка маячных кирпичей по гидравлическому уровню (рис. 3.131). Гид-
равлический уровень представляет собой резиновый шланг диаметром 10-
12 мм, в конце которого вставлены стеклянные трубки. Шланг заполняют во-
дой так, чтобы уровень ее находился на половине стеклянных трубок.
Взяв обе трубки гидравлического уровня, футеровщик прикладывает их к
первому маячному кирпичу 1 так, чтобы уровень воды в обеих трубках стоял
заподлицо с верхней кромкой кирпича. Продолжая держать одну трубку 2 у
первого маячного кирпича, футеровщик передает вторую трубку другому ра-
бочему. Этот рабочий устанавливает второй маячный кирпич 5 так, чтобы вер-
хняя кромка кирпича находилась на уровне воды в его трубке.
Перенося трубку, рабочий не должен ее высоко поднимать или низко опус-
кать, потому что в первом случае вода вытечет из той трубки, которую держит
его напарник, во втором — из той, которую переносит он сам. Если при пере-
Рис. 3.131. Установка маячных камней с помощью гидравлического уровня: 1 — первый маячный
кирпич; 2 — стеклянная трубка; 3 — подкрашенная жидкость; 4 — резиновый шланг; 5 — второй
маячный кирпич; 6 — раствор
604
носе все-таки необходимо поднять или опустить трубку, то отверстие ее сле-
дует зажать пальцем.
Если первый снизу ряд выстилки выкладывают на ребро или на плашку и
приложить трубку к кирпичу невозможно, на кирпичи ставят рейки. В этом
случае уровень воды в трубке устанавливают на каком-либо делении рейки
над первым маячным кирпичом. Такую рейку подносят ко второму маячному
кирпичу и опускают или поднимают ее так, чтобы нужное деление совпало с
уровнем воды в трубке. Придерживая рейку, под нее подводят маячный кир-
пич и укрепляют его в таком положении. Вместо реек можно использовать два
бруска одинаковой длины или складные метры.
После установки маячных кирпичей на основание укладывают выравнива-
ющий слой цементного раствора или огнеупорного раствора с цементом. Ра-
створ расстилают, начиная со стороны, противоположной входу на выстилку,
т.е., как говорят, ведут укладку на себя; при этом слой раствора не доводят до
низа маячных кирпичей на 1-1,5 см. Затем заливают поверхность жидким ра-
створом точно под уровень нижней кромки маячных кирпичей.
Если верхний ряд выстилки или подины должен быть выведен строго под
заданную проектную отметку, то отметку нижней кромки первого ряда (ниж-
ней кромки маячных кирпичей) определяют расчетом.
Кладка выстилки. Кладку выстилки начинают по оси симметрии и ведут в
обе стороны к краям. Выполняют кладку по шнуру, чтобы ряды были строго
прямолинейны. В тех случаях, когда выстилка не является ответственным эле-
ментом и имеет малые размеры, шнур используют не только для обеспечения
прямолинейности рядов, но и для выравнивания рядов по высоте. Маячные
кирпичи при этом не устанавливают и выравнивающий слой раствора укла-
дывают только в обнаруженные впадины основания. Кирпич располагают так,
чтобы верхняя кромка касалась шнура. Под кирпичи расстилают густой ра-
створ слоем такой толщины, чтобы можно было зафиксировать нужное поло-
жение кирпича по высоте.
Кладку ведут обычно параллельными рядами с перевязкой вертикальных
поперечных швов. При многослойных выстилках и подинах для перевязки
продольных вертикальных швов по высоте направления их в каждом последу-
ющем слое смещают по отношению к предыдущему на 45-90°. Горизонталь-
ные швы между слоями не перевязывают. Направление продольных швов вер-
хнего ряда выстилки или подины надо выбирать с таким расчетом, чтобы оно
было перпендикулярно движению материала, шлака или газов в процессе экс-
плуатации печи.
Положение, конструкцию и размеры температурных швов указывают в про-
ектах. В том случае, когда выстилка имеет уклон, нижний ряд выполняют сту-
пенчатым под заданным углом наклона.
605
Рис. 3.132. Кладка
подин в"елочку"
Уступы набивают огнеупорной массой на смоле или ог-
неупорной глине. Поверхность наклонного ряда проверяют
на прямолинейность и отсутствие впадин и выпуклостей
рейкой длиной 2-3 м.
Иногда в проектах предусматривается выкладка верхнего
ряда "в елочку" (рис. 3.132). Такая кладка более прочная,
но и более трудоемкая. Начинают кладку, как обычно, по
оси симметрии выстилки и ведут по шнуру в обе стороны к
краям. Углы заполняют кирпичами, обрезанными до нужных размеров.
Выстилки могут выполнять и другое назначение. Например, для того чтобы
создать ровную площадку над арочными сводами (подтопки сушильных бара-
банов), по которой удобно перемещаться персоналу для выполнения каких-
либо работ, по ним устраивают выстилку из керамического рядового кирпича
(рис. 3.133). Довольно часто подобная конструкция применяется в газоходах,
расположенных выше уровня пола.
Кладка откосов (рис. 3.134). Откосы выкладывают на плашку тычковыми
рядами. Ложковые ряды применяют только для перевязки вертикальных про-
дольных швов. Уклон откоса создается за счет уступов в каждом ряду кладки
по принципу убегающей штрабы. Ось с помощью отвеса переносится на по-
дину. От нее отмеряют нижнее основание откоса. Верхнее основание откоса
отмеряют от шнура отвеса.
По полученным отметкам изготовляют шаблоны, обычно сварные, из угол-
ка. Шаблоны располагают один от другого на расстоянии 3^ м и между ними
натягивают порядовочный шнур. При кладке откосов необходимо следить за
горизонтальностью рядов, перевязкой швов и соблюдением проектной тол-
щины шва. Приемы кладки откосов распространяются и на кладку наклонных
стен.
Рис. 3.133. Кладка выстилок: / — выстилка по своду;
2 — разделка по своду; 3 — выстилка из огнеупорного
кирпича; 4 — выстилка из легковесного кирпича
Рис. 3.134. Кладка откосов: 1
2 — шнур
- шаблон;
606
Кладка арок. Аркой называют конструктивный элемент, который служит
для перекрытия проемов в стенах или для организации проемов в сводах и
цилиндрических футеровках. Арки бывают полуциркульные (рис. 3.135, а),
кольцевые (рис. 3.135, б), лучковые (рис. 3.135, в) и плоские (рис. 3.135, г).
Их классифицируют по величине отношения стрелы подъема к пролету. Стре-
лой подъема (подъемом) называют расстояние между прямой линией, соеди-
няющей концы пят в точках опоры арки, и низом замкового (центрального)
кирпича. Пролетом называют расстояние между пятами. Если отношение
подъема к пролету равно 7, такая арка называется полуциркульной. Цент-
ральный угол при этом равен 180°.
Лучковые арки имеют отношение подъема к пролету менее 72, как правило,
7g, 712, 716, 732. Центральный угол для лучковых арок может быть в пределах
38-120°. Плоские арки укладывают по принципу лучковых. Название плос-
ких они получили потому, что нижнюю линию арки выполняют не по образу-
ющей, а по прямой линии.
Плоские арки устраивают при необходимости ограничения пространства
проема. Применение того или иного вида арок диктуется условиями их рабо-
ты. Если на арку воздействуют значительные нагрузки, то их устраивают по-
луциркульными, если нагрузки незначительные, то лучковыми.
Кладку арок ведут по опалубке (рис. 3.136), изготовляемой в большинстве
случаев из древесины.
Устанавливают стойки 1 и расшивают между собой для придания им устой-
чивости. На стойки вдоль пят прибивают обрезную доску толщиной 30-50 мм,
на которую устанавливают кружала 4. По кружалам прибивают обшивку. Опа-
1
1
1 1 1 \ ,
\
1 1
/С
1 1 1 1 1
1 1 1 1 1
1 1 1 1 1 1
IrV-
< 1 1
i I
1, 11
\T\
/
i
i
i
1
1
i
i
i
¦4
i ¦
i
i
в г
Рис. 3.135. Арки: а — полуциркульная; 6 — кольцевая; в — лучковая; г — плоская
607
лубку по месту устанавливают путем вбивания деревянных клиньев между
кружалами и доской, лежащей на стойках. После проверки правильности и
прочности опалубки приступают к кладке арки. Проверяют правильность ус-
тановки пят. Пяты устанавливают таким образом, чтобы их поверхность, на
которую будут укладываться кирпичи арки, совпадала с линией радиуса арки.
Если это правило не будет выполнено, то арка будет или "зубрить", или ее
невозможно будет выполнить (при больших отклонениях). Качество кладки
проверяют путем натяжения радиуса с помощью шаблона 2 (рис. 3.137) или с
помощью прямого кирпича, выполняющего роль шаблона. Кладку арки начи-
нают ют пят и выполняют в зависимости от пролета одними клиновыми кир-
пичами или клиновыми кирпичами вперемежку с прямыми. В правильно вы-
полненной арке кирпичи плотно прилегают друг к другу и к опалубке.
Чтобы арка была прочной, ее расклинивают замковым кирпичом, обязатель-
но нечетным, располагаемым по оси симметрии арки. Отклонение замкового
кирпича от оси симметрии допускается равным 0,03 величины пролета, но не
более ±65 мм. Замковый кирпич должен входить в кладку арки на /3 длины от
нажатия на него рукой. Его забивают кувалдой через кусок доски. Замок дол-
жен быть из целого кирпича. Если целый кирпич не входит, необходимо расте-
сать соседние кирпичи. Категорически запрещается растесывать замковые
кирпичи или применять в качестве замка кирпич, тесаный по ребру (калмык).
Для правильного подбора замкового кирпича кладку арки ведут с предвари-
тельной наборкой кирпичей насухо и последующей укладкой их на растворе.
Запрещается кладка арок на утолщенных швах, так как при снятии опалубки
произойдет выдавливание раствора из швов или его усадка и арка обрушится.
Число замковых кирпичей зависит от величины пролета. При длине пролета
до 3 м забивают один замок при длине пролета более 3 м забивают три и более
замков (нечетное число), располагаемых на расстоянии не более 1,5 м и сим-
метрично относительно оси симметрии (рис. 3.138). Боковые 1 и центральные
Рис. 3.136. Опалубка: 1 — стойки; 2 — рас- Рис. 3.137. Контроль правильности кладки арки: 1 —
шивины; 3 — доска под кружало; 4 — кру- правильно установленные кирпичи; 2 — шаблон; 3 —
жало; 5 — опалубка; 6 — клин опалубка; 4 — кружало; 5 — неправильно установлен-
ные кирпичи; 6 — пятовый кирпич; 7 — кладка
608
2 замки забивают одновременно. Если арки
выкладывают клиновыми и прямыми кир-
пичами, то необходимо рассчитать их чис-
ло, потребное для одного ряда. Для арок с
пролетом до 1,5 м число клиновых и пря- „
_ „ Рис. 3.138. Замки: 1 — боковые; 2 — цен-
МЫХ кирпичей определяется ПОдборКОИ тральный; 3 _ подставка; 4 ~~ опалубка
насухо одного ряда. При большей величи-
не пролета пользуются формулами:
и = тс(Л + с)ф/[180(й+ </)]> /=тс(р/180,
где п — общее число кирпича в одном кольце, шт.; п = 3,14; R — радиус свода,
мм; ф — центральный угол, град; с — толщина одного оката, мм; d—толщина
шва, мм; b — толщина кирпича, мм; / — суммарный сбавок, который должны
иметь все кирпичи (разность длин верхней и нижней дуги оката), мм.
Число клиновых кирпичей подсчитывают по формуле
п =111,
кл 1'
где /( — сбавок клинового кирпича.
Количество прямого кирпича находят как разницу между общим кирпичей и
клинового кирпича.
Кладку арок ведут, как правило, вперевязку. При толщине оката в полкирпи-
ча перевязку осуществляют половинками, при толщине оката в кирпич — по-
луторными кирпичами. Арки можно выкладывать и кольцами. При кладке арок
в несколько окатов между окатами устраивают подстилающий слой из густого
пластичного раствора, выполняющего в некоторой степени роль температур-
ного шва.
Кладку арки в зависимости от пролета и ее ширины могут выполнять один,
два, четыре футеровщика, но не более. Чтобы арка вписалась в прямолиней-
ную кладку стены, по ней делают натес. Натесом называют кладку стены, при-
мыкающую к арке сверху и выполненную из отесанных кирпичей (рис. 3.139),
которые укладывают на плашку, на ребро и на торец. Натес на ребро осуще-
ствляется в том случае, когда при укладке на плашку потребовалось бы сте-
сать половину или более кирпича, натес на торец — когда при укладке на реб-
ро потребовалось бы стесать половину кирпича по ребру. При устройстве на-
тесов применять лещадку (прямой кирпич толщиной 40 мм) запрещается.
При кладке полуциркульных арок соблюдают те же правила кладки, что и
при кладке лучковых арок, с той лишь разницей, что для них не требуется
устраивать питы, так как их набирают полностью из клиновых кирпичей ост-
рых или тупых или тупых вперемежку с острыми (в зависимости от радиуса).
Для малых радиусов — острый клин. Натесы устраивают аналогично.
20. Лисиенко В.Г. и др. 609
г1-
/
Mil
m
/
i'i Ц'
Щ
2 3
/ /
i liMii
h"iTi i 'x
Щ
11 ' ' | *
Рис. 3.139. Натес на арке: I — на торец;
2 — на ребро; 3 — на плашку
Кладка сводов. Сводом называют конст-
руктивный элемент, ограничивающий рабо-
чее пространство печи или ее вспомогатель-
ного устройства сверху. В тепловых агрега-
тах, служащих для производства цементно-
го клинкера, делают своды лучковые, полу-
циркульные и подвесные. Первые два назы-
ваются арочными. К их кладке разрешается
приступать лишь после того, как гибкие свя-
зи каркаса затянуты и пяты свода установ-
лены в проектное положение и закреплены.
Существуют два способа кладки сводов — кольцами и вперевязку. В своде,
выполненном кольцами, каждый кирпич зажат двумя соседними кирпичами.
При разгаре свода, т.е. при уменьшении его толщины в результате плавления
или отколов, достаточно одному кирпичу провиснуть и упасть, чтобы упало
еще несколько кирпичей или все кольцо, и свод тогда необходимо ремонтиро-
вать. В своде, выполненном вперевязку, каждый кирпич зажат четырьмя со-
седними кирпичами. И если один из этих четырех соседних кирпичей в ре-
зультате разгара ослабнет, провиснет и упадет, то оставшиеся кирпичи будут
удерживаться давлением на них еще трех кирпичей. Но если условия для раз-
гара свода не будут устранены, то кирпичи выпадут на большом участке и
потребуется остановить печь для ремонта. Для восстановления же одного вы-
павшего кольца свода не требуется много времени и не приходится останавли-
вать печь. Для этих целей достаточно прекратить подачу топлива в рабочее
пространство печи. Поэтому печи, где возможны прогары свода, целесообраз-
нее выкладывать кольцами.
При кладке кольцами (рис. 3.140) каждое кольцо 1, точнее части кольца, вык-
ладывают от подпятовых балок 2 к пучку, а следующие кольца — от попереч-
ной оси симметрии к торцам. Одновременно ведут кладку трех-четырех колец
с каждой стороны.
Количество футеровщиков зависит от пролета свода. При малых пролетах
ставят на кладку с каждой стороны поперечной оси свода 2-3 человека, при
больших — 6-8.
Футеровщик 6, работающий у пяты, не ведет кольцо до пучка. Выложив 8-
10 кирпичей, он передает кольцо футеровщику 5, а сам начинает новое кольцо
или, как говорят, "заводит" новое кольцо. Как правило, на кладке пучка и за-
бивке замка работает один, наиболее опытный футеровщик, обычно бригадир
или звеньевой.
Количество замковых кирпичей в кольце зависит от пролета свода. При про-
лете до 3 м забивают один замок, от 3 до 6 м — три замка. Порядок их забивки
такой же, как и при кладке арок.
610
Рис. 3.140. Кладка свода кольцами: 1 — кольцо свода; 2 — под-
пятовая балка; 3 — ящик с раствором; 4 — штабель кирпича; 5,
б — футеровщики
Кладку свода кольцами выполняют в такой последовательности. Если свод
кладется на растворе, сначала подбирают и наверстывают кирпич насухо, пос-
ле этого проверяют зазоры между кирпичами и подгоняют до требуемой вели-
чины. Затем кирпич снимают и складывают в стопки в порядке последующей
укладки. Обычно толщина швов в сводах не превышает 1-2 мм. Выкладывать
своды с толстыми швами нельзя, так как при обжатии раствора в швах свод
будет провисать или даже может обрушиться. В связи с этим раствор на кир-
пич наносят, окуная две его примыкающие стороны в ящик с раствором.
При кладке сводов вперевязку (рис. 3.141) работу начинают одновременно у
обеих пят 1. Ряд выкладывают от поперечной оси симметрии свода в направ-
лении к торцам (на рисунке показано стрелками). Каждый следующий ряд
выполняют со смещением швов относительно предыдущего ряда на полкир-
пича.
Как и при кладке стен, каждый футеровщик работает в пределах одной де-
лянки-захватки. Закончив кладку на своей захватке, он передает этот ряд рабо-
чему следующей захватки, а сам начинает кладку следующего ряда. Последо-
вательность работ при кладке сводов обычная, т.е. сначала подбирают и навер-
стывают кирпич насухо, а затем укладывают на растворе.
Замковые кирпичи устанавливают в один ряд, образуя таким образом замко-
вый ряд. Количество таких рядов зависит от пролета и может колебаться от
одного до трех и более. Место устройства в своде замкового ряда указывают
условным знаком на опалубке. Кирпичи в замковых рядах забивают одновре-
менно, начиная с середины свода.
Кирпич для кладки укладывают в штабеля на опалубке за спиной футеров-
щика, чтобы ему удобно было брать кирпичи, протянув к ним руку. Рядом с
кирпичами, если кладку свода ведут на растворе, ставят ящики с раствором.
2 1
20*
Рис. 3.141. Кладка свода вперевязку. / — пятовый ряд; 2 — первый
ряд кирпича; 3 — пакеты с кирпичом; 4 — футеровщики; 5 — ящи-
ки с раствором
611
В процессе кладки постоянно следят за тем, чтобы направление швов точно
соответствовало радиусу. Для этого периодически проверяют направление швов
по шаблону. На рис. 3.137 видно, что слева кирпичи 1 уложены правильно, а
справа — неправильно: направление шва не совпадает с направлением радиу-
са. Кирпичи 5 сверху зубрят, т.е. поверхность кладки имеет зубцы. Такую кладку
надо перебирать. Зубцы получаются либо потому, что раствор, стекая вниз по
плашке кирпича, утолщал швы снизу, либо потому, что неправильно чередова-
лись клиновые и прямые кирпичи.
Распалубка сводов. Ответственным моментом является удаление опалубки
или распалубка свода. Эту работу выполняют под руководством мастера или
производителя работ.
Прежде чем приступить к разборке опалубки, необходимо убедиться в том,
что свод способен сохранить свое положение, не опираясь на опалубку. Про-
верять это можно двумя способами.
Первый способ состоит в том, что осторожно выбивают из-под кружал кли-
нья и наблюдают, отстала опалубка от свода или нет. Если она отстала и свод
держится на пятах, опалубку можно разбирать и удалять из печи. Если свод не
держится, его надо частично перебрать и увеличить усилие распора, перебив
заново замки.
Второй способ заключается в том, что свод отрывают от неподвижной опа-
лубки, дополнительно усиливая тяги. Этот способ применяют лишь на неко-
торых типах печей, в частности на стекловаренных печах большого пролета.
Завинчивать гайки тяг надо одновременно с обеих сторон. Убедившись в том,
что свод поднялся и отстал от опалубки не менее чем на 2 см, опалубку разби-
рают и удаляют из печи.
Если свод сложен на шамотно-глиняном растворе (не являющемся воздуш-
но-твердеющим), опалубку можно разбирать не раньше чем через 3-4 ч после
окончания кладки, когда раствор частично подсохнет, отдав воду кирпичам, и
уплотнится. При кладке на цементных растворах или на огнеупорных раство-
рах с цементом необходимо дать цементному тесту не только схватиться F-
8 ч), но и частично затвердеть, поэтому опалубку под такими сводами разре-
шается разбирать не ранее, чем через сутки после полного окончания кладки
свода.
При кладке сводов с изменяющимся пролетом или ступенчатых (рис. 3.142,
а) для каждого участка свода устанавливают отдельную опалубку, а их кладку
ведут самостоятельно, как правило, кольцами, с устройством отрезных швов.
Независимо от конфигурации стен пяты для каждого участка свода выставля-
ют параллельно продольной оси свода (ступенчато).
При кладке сводов с изменяющимся направлением (рис. 3.142, б) каждый
участок выполняют самостоятельно вперевязку с устройством отрезного шва.
612
Рис. 3.142. Своды:
а — ступенчатый с изменяющимся пролетом; б — с изменяющимся направлением; в — пересечение
сводов под прямым углом: / — подпятовая балка; 2 — разделка пят; 3 — пяты; 4 — свод одного
направления; 5 — отрезной шов; б — свод второго направления
При пересечении сводов под прямым или острым углом (рис. 3.142, в) клад-
ку их в месте сопряжения осуществляют в "елочку" таким образом, что кир-
пичи основного и примыкающего сводов поочередно опираются один на дру-
гой. При этом кирпичи одного свода, на которые опираются кирпичи другого
свода, затесывают вручную по месту под пяту по радиусу свода опирающего-
ся кирпича.
Подвесные своды (рис. 3.143) проектируют для тепловых агрегатов с проле-
том более 3 м: это газоходы и циклонные теплообменники вращающихся пе-
чей. Их выкладывают из фасонных огнеупорных изделий 1 плоской или риф-
леной формы, подвешиваемых к каркасу с помощью балочек 2 или подвесок 3
из жароупорной стали. Перед кладкой подвесного свода необходимо убедить-
ся в правильности монтажа подвесных балочек. Балочки должны монтиро-
ваться на одном уровне, строго параллельно и примыкать одна к другой свои-
ми торцами.
Кладку подвесного свода начинают от торцовой стены. Торцовая стена должна
быть выполнена на проектную высоту, т.е. закончена кладкой полностью. Меж-
ду торцовой стеной и первым рядом подвесного свода устраивают темпера-
турный шов, заполняемый густым раствором с добавлением в него молотого
асбеста. Кладку свода можно вести от боковой стены убегающими штрабами
к другой, можно вести от центра свода к боковым стенам. В любом из этих
вариантов футеровщик начинает ряд, подвешивает кирпичи на своей захватке
длиной 1-2 м и, передав начатый ряд следующему, начинает новый ряд. Боко-
вые стены должны быть не доложены на 2-3 ряда до плоскости свода (для
613
А
[||
Л
А
и
II2
т?
А
и
\
ь
ч
и
А
и
5
Рис. 3.143. Подвесной свод: / — кирпич подвесной; 2 — жа-
роупорная балка; 3 — подвеска; 4 — гайка с шайбой; 5 — несу-
щая балка; 6 — температурный шов; 7 — стена
удобства подвешивания крайних боковых кирпичей). По мере окончания под-
вески трех-четырех рядов заканчивают кладку боковых стен на этих участках.
Между боковой стеной и сводом также устраивают температурный шов и за-
полняют его густым раствором с добавлением в него молотого асбеста.
Своды из плоского фасонного кирпича выкладывают на растворе. Раствор
на кирпичи наносят кистью. Кладку сводов из рифленого фасонного кирпича
осуществляют насухо.
При кладке рифленым кирпичом следует быть внимательным при укладке
кирпичей с индексом "X", имеющих выступы (шип), и без индекса, имеющих
против шипа пазы (впадины). Если после наборки подвесного свода некото-
рые части будут выступать из плоскости свода, необходимо осторожным за-
винчиванием гайки болта подвески поднять их, выровнив с плоскостью свода.
Кладка сводов из рифленого фасонного кирпича предпочтительнее, так как
при растрескивании кирпича он не выпадет, оставаясь на месте за счет рифле-
ного соединения с соседними кирпичами (шип, паз). Для придания подвесно-
му своду герметичности его поливают сверху шамотно-цементным раствором
слоем 10-20 мм после окончания кладки всего свода. Изоляцию подвесных
сводов осуществляют теплоизоляционными засыпками (асбозуритом, диато-
мовой крошкой и т.д.) либо волокнистыми изделиями.
5.2.5. Оформление проемов в стенах и сводах
Проемы в стенах. Конструктивно проемы могут быть прямоугольными и
цилиндрическими. Прямоугольные проемы в стенах выполняют согласно пра-
вилам, кладки прямых стен и, в зависимости от величины пролета, перекры-
вают плоскими, лучковыми или цилиндрическими арками (см. гл. 5.2.4), либо
напуском кирпичей.
Напуск делают при пролете проема до 450 мм. Пролеты менее 210 мм пере-
крывают напуском одного кирпича, проемы с большим пролетом — напуском
двух кирпичей (рис. 3.144, а).
Если длина напуска двух кирпичей оказывается недостаточной, на их кон-
цах затесывают пяты для укладки третьего кирпича, при этом длина напуска
кирпича не должна превышать 75 мм, чтобы центр тяжести напускаемого кир-
пича находился над лежащим под ним кирпичом. Обычно напуск на проем
614
. ¦ .
t I
1 , 1
a
-Ц
450
1 1
Рис. 3.144. Перекрытие проемов при кладке стен: а — напуском двух кирпичей; б— напуском ступе-
нями; в — притеской по шаблону; г — арками
составляет четверть кирпича. Если проем перекрывают не одним рядом клад-
ки, а несколькими, то в каждом ряду напускают кирпичи до тех пор, пока не
перекроется весь проем (рис. 3.144, б).
Проемы с вертикальными гранями выполняют так же, как торцы стен, т.е. с
применением трехчетвертных или полуторных кирпичей. Круглые проемы
малого диаметра перекрывают с помощью шаблона, к которому притесывают
примыкающие кирпичи (рис. 3.144, в). При больших диаметрах проемов при-
меняют арочное перекрытие сверху, а снизу притесывают кирпичи, примыка-
ющие к шаблону или к обратной арке (рис. 3.144, г).
Проемы в сводах. Прямоугольные проемы в сводах обрамляют двумя кир-
пичами (рис. 3.145, а), если ширина их не превышает 210 мм. Пяты для этих
кирпичей вытесывают в кольцах, примыкающих к проему в своде. Если ши-
рина проема больше 210 мм, его перекрывают арками (рис. 3.145, б). Пяты для
них затесывают в примыкающих (неразрезанных проемом) кольцах. В арках
же затесывают пяты для разрезанных проемов колец.
Круглые отверстия в сводах обрамляют кольцевыми арками (рис. 3.145, в),
для которых по шаблону вытесывают пяты. Если толщина кирпича при при-
теске уменьшается более чем на половину, кладку на плашку в этих местах
заменяют кладкой на ребро.
Мелкие круглые отверстия выполняют с помощью шаблона, вокруг которо-
го заливают жароупорный бетон. Шаблон делают на конус, чтобы его было
легче вынуть из уложенного бетона. Чтобы бетонная масса не прилипала к
шаблону, его смазывают минеральным маслом либо обертывают толем или
пергамином.
Прямоугольные проемы в стенах пролетом до 1500 мм можно перекрывать
плитами из жаростойкого железобетона. Толщина их определяется расчетным
615
Рис. 3.145. Обрамление проемов при кладке сводов: а — двумя кирпичами; б — арками; в — кольце-
выми арками
путем, после чего корректируется и подбирается кратной высоте ряда кирпи-
ча, чтобы избежать тески. Проемы в сводах также можно оформлять арками
из жаростойкого бетона, при этом отпадает необходимость в растеске пят.
5.2.6. Кладка футеровки газовоздухопроводов
Футеровку цилиндрических газовоздухопроводов осуществляют на раство-
ре и вперевязку. Футеровка может быть однослойной и многослойной. От-
дельные слои футеровки между собой не перевязывают. Толщина слоев футе-
ровки при диаметре газовоздухопровода до 2,5 м проектируется в полкирпи-
ча, при диаметре более 2,5 м — в один кирпич 230 или 300 мм. Для футеровки
применяют кирпичи клиновые ребровые тупые и острые, клиновые торцовые
тупые и острые и прямые. Число их определяют по формулам в зависимости
от диаметра газовоздухопровода. За центральный принимают угол 360°.
Вид кирпича для футеровки определяется условиями службы. Она может
быть из легковесного огнеупорного кирпича и огнеупорного кирпича в соче-
тании с легковесным огнеупорным кирпичом или с диатомитовым кирпичом.
Металлическую поверхность газовоздухопроводов изолируют асбестовым
картоном. При невысоких температурах асбестовый картон не укладывают.
Футеровку ведут участками, ограниченными отрезными температурными
швами, одновременно в нескольких местах. Сначала укладывают асбестовый
картон примерно до половины диаметра, затем по шнуру закладывают ниж-
ний центральный ряд для определения перевязки в пределах футеруемого уча-
стка. От центрального ряда футеровка ведется симметрично в обе стороны во
избежание ее сползания.
Предпочтительнее вести футеровку методом убегающей штрабы на себя
(рис. 3.146, а) с передачей штрабы следующему футеровщику, однако футе-
616
ровку можно вести и от центра захватки в обе стороны к торцам также убега-
ющей штрабой (рис. 3.146, б). При многослойной футеровке каждый слой вы-
полняют самостоятельно. После окончания футеровки одного слоя приступа-
ют к футеровке другого слоя. Категорию кладки и расположение температур-
ных швов указывают в проекте. Футеровку нижней части осуществляют до
уровня, когда только что уложенный кирпич начинает сползать с футеровки
(приблизительно около /3 окружности). Оставшуюся часть футеровки выпол-
няют несколькими способами. Если диаметр газовоздухопровода не более 1,5 м,
то футеровку замыкают по опалубке на длину одного-двух кирпичей с забив-
кой замка сбоку (рис. 3.146, в).
Дальнейшее сведение футеровки в замок осуществляют в получившуюся
штрабу, без опалубки. При диаметре от 1,5 до 2 м замыкание футеровки в за-
мок выполняют по передвижной опалубке шириной 400-500 мм (на длину
руки). Замок забивают сбоку. При диаметре газовоздухопровода более 2 м
футеровку замыкают по стационарной или передвижной опалубке шириной
2-3 м. В этом случае настил опалубки прибивают только к нижней части для
закрепления кружал. Выше настил укладывают по ходу выполнения футеров-
ки с опережением на 3-4 ряда кирпича.
Замыкание футеровки по опалубке производят симметрично с двух сторон,
чтобы нагрузка на опалубку была равномерной. Забивку замка поручают опыт-
ному футеровщику, так как осуществляют без опалубки. Последний замок в
торце забивают прямым кирпичом (рис. 3.147, а). Первый футеровщик укла-
дывает по месту замковый кирпич и соседние один-два кирпича, а второй —
забивает снизу прямой кирпич. Если футеровку осуществляют только из кли-
нового кирпича, то под прямой кирпич сбоку растесывают два клиновых кир-
пича (рис. 3.147, б). Футеровку замыкают вначале по внутреннему окату, за-
тем используют его как опалубку последующих. Замки в последующих окатах
необходимо забивать тщательно, чтобы обеспечить плотное замыкание и са-
1
—г
_L
1
1 /1 1 i i
1/ 1 1 1 1
¦^-t- 111^
^-l-г- 1 1 1
1 1 1 1 1
J—1—J—1—1—
1
j
1
Рис. 3.146. Футеровка газовоздухопроводов:
а — убегающей штрабой от торца; б — убега-
ющей штрабой от центра захватки; в — забив-
ка замка штрабой (без опалубки): 1 — кожух; 2
— торец; 3 — штраба; 4 — футеровщики; 5 —
асбестовый картон; 6 — замок
4 5
1
\
1
1
6
I 1
j^Aj i
У
i. i|[
i
1
1
—г
1
1
1
~1 •—•
_) •—•
1
6
1
-1
-1
1
1
1
T-
617
Рис. 3.147. Забивка замка в торце (последнего):
а — прямым кирпичом; б — растеской клиновых кирпичей: / — прямой
кирпич; 2 — замок; 3 — растесанные кирпичи
мостоятельную работу оката, не допуская его проседания на внутренний окат.
Замыкание футеровки ведут с отставанием от футеровки нижней части на 2-
2,5 м или на ширину опалубки плюс 1,5-2 м. Асбестовый картон в верхней
части приклеивают на кожух с помощью жидкого стекла или густого раствора.
Расстановка футеровщиков по захваткам зависит от диаметра газовоздухопро-
вода; как правило, нужен один футеровщик на захватке 1-1,5 м.
Футеровку газовоздухопроводов в местах сужения и перегибов ведут коль-
цами или отрезными панелями с устройством отрезных швов. Газовоздухоп-
роводы диаметром до 600 мм (в свету) футеруют через отверстия, вырезаемые
в кожухе через 1-1,5 м с последующей заваркой их по окончании футеровки.
Футеровку газовоздухопроводов следует выполнять на земле отдельными
царгами до их монтажа. После монтажа стыки футеровки заделывают раство-
ром или кирпичом в зависимости от ширины стыка. Домонтажная футеровка
позволяет повысить индустриальность строительства и производительность
труда футеровщиков. Для футеровки газовоздухопроводов все шире применя-
ют торкрет-бетонные смеси.
Газовоздухопроводы прямоугольного сечения футеруют по правилам, при-
веденным в гл. 5.2.2, 5.2.3, 5.2.4, так как они представляют собой комбинацию
выстилки, стен и свода (арочного или подвесного).
5.2.7. Футеровка трубчатых конструкций
Весьма схожа по технологии выполнения с футеровкой газоходов круглого
сечения и футеровка печей, имеющих трубчатую конструкцию. Но наряду с
этим огнеупорная кладка трубчатых печей имеет и ряд специфических осо-
бенностей.
Как правило, футеровку трубчатых печей выполняют толщиной в 1 кирпич из
торцовых клинов или специальных фасонных огнеупорных изделий. Для уве-
личения прочности и устойчивости футеровки ее ведут на воздушнотвердею-
щих растворах с тонким (не более 2 мм) швом, применяя прямой кирпич лишь в
местах забивки замков. В зависимости от конструктивных и технологических
особенностей печей их выкладывают как вперевязку, так и кольцами.
618
Чтобы свести до минимума возможность смещения футеровки в процессе
работы трубчатой печи, ее укладывают впритык к металлическому корпусу, не
устраивая слоя изоляции из асбестового картона или другого, схожего с ним
материала.
Футеровку нижнего полукольца трубы выполняют по той же технологии,
что и футеровку газоходов круглого сечения, с той лишь разницей, что во вре-
мя кладки строго следят за тем, чтобы ряды кирпича, уложенные вдоль ци-
линдра, были параллельны и не отклонялись от проекции продольной оси печи
на ее корпус (от так называемой образующей цилиндра). Если не соблюдать
это условие, во время вращения печи может сместиться кладка и, как след-
ствие, разрушиться футеровка.
Футеровку верхнего полукольца трубы выполняют без поворотов печи и с
поворотами. В первом случае для кладки используют устройство, состоящее
из специальных подмостей (рис. 3.148, а), которые представляют собой в по-
перечном сечении двухъярусную П-образную раму с боковыми кронштейна-
ми. На кронштейнах и верхней площадке подмостей выполнен настил из де-
ревянных щитов, на котором располагают запас материалов и находятся рабо-
чие, выполняющие кладку.
Устройство перемещают по пути 5 из рельсов или швеллеров, уложенных на
выполненную ранее кладку 3, посредством вращения ручного привода 4 с ре-
дуктором.
Для кладки верхнего полукольца предусмотрены сборно-разборные кружа-
ла 1, установленные на винтовых домкратах, что дает возможность регулиро-
вать их положение относительно корпуса цилиндра и после установки замка
на очередном отрезке кладки опускать и переносить на новое место работ.
После сведения очередного кольца к пучку (рис. 3.148, б) устанавливают
замковый кирпич, для чего предварительно разжимают уложенное кольцо фу-
теровки клиновым домкратом 6, обеспечивая максимальное уплотнение ранее
6 3 2
Рис. 3.148. Устройство для футеровки вращающейся печи без ее поворота:
а — общий вид подмостей; б — уплотнение уложенного кольца клиновым домкратом: / — кружало;
2 — кожух печи; 3 — кирпич; 4 — червячный редуктор; 5 — путь; 6 — клиновой домкрат; 7 — клин
619
уложенных кирпичей между собой. Устанавливать кольцо и забивать замок
следует без перерывов, чтобы раствор не успел затвердеть.
Способ футеровки трубчатой печи без поворотов ее корпуса имеет ряд пре-
имуществ, основными из которых являются: повышение безопасности работ,
упрощение технологии кладки, исключение многократного поворачивания печи
в холодном состоянии, т.е. когда футеровка наиболее уязвима и еще не разжата
за счет температурных расширений кладки. Основной недостаток этого спо-
соба заключается в значительно меньшем фронте работ, что предопределяет
более длительный срок их выполнения. Поэтому наибольшее распростране-
ние нашел способ выполнения футеровки трубчатых печей с поворотом (см.
гл. 5.3.2).
5.2.8. Контроль качества кладки
Контроль качества кладки осуществляют многоступенчато. Качество клад-
ки в процессе сооружения печи или ее ремонта контролирует футеровщик,
выполняющий работы, бригадир, мастер, лицо, назначенное из числа эксплу-
атационного персонала заказчика. Кроме того, качество кладки периодически
контролируют технические службы строительно-монтажного или ремонтно-
строительного управления, выполняющего огнеупорные работы. В процессе
кладки футеровщик обязан проверять вертикальность и горизонтальность клад-
ки, отсутствие впадин и выпуклостей на лицевой вертикальной и горизонталь-
ной поверхностях футеровки, толщину швов, расположение и толщину темпе-
ратурных швов, горизонтальные и вертикальные размеры кладки и т. д.
Толщину швов огнеупорной кладки проверяют рабочим щупом, имеющим
ширину 15 мм для проверки швов в кладке из мелких изделий и 35^Ю мм — в
кладке из крупных блоков. Толщина щупа должна соответствовать толщине
шва, указанного в проекте. Шов считают выполненным правильно, если щуп,
вводимый рукой без особого усилия, не входит в шов или углубляется в него
не более чем на 20 мм. Щуп с изношенным концом для проверки применять
нельзя. Контрольные размеры швов в огнеупорной кладке осуществляют не
менее чем в 10 местах на каждые 5 м поверхности каждого конструктивного
элемента печи. При этом число мест с утолщенными швами до 50 % против
проектной толщины не должно превышать в стенах и выстилках пяти, а в ос-
тальных конструктивных элементах четырех. Наименьшую толщину швов не
нормируют и не проверяют.
Отклонения кладки стен печи по вертикали должны быть не более ±5 мм на
каждый метр высоты и ±20 мм на всю высоту, а отклонение по вертикали кладки
огнеупорных столбов не должно превышать ±5 мм на каждый метр высоты,
но не более ±15 мм на всю высоту столба.
620
На лицевой поверхности не должно быть подтесанных кирпичей. В кладке
не должны быть кирпичи размером менее половины кирпича по длине и ме-
нее половины по толщине.
Верхний ряд подины и выстилки должен быть выполнен ложковыми ряда-
ми, если проектом не предусмотрена другая конструкция, расположенными
поперек движения газов, материала или шлака. При перерывах в работе разре-
шается выполнять штрабы только убегом. Вертикальные штрабы допускают-
ся при устройстве временных проемов для подачи материалов.
Отклонение пят от продольной оси свода не должно превышать ±5 мм, а по
высоте ±5 мм на 1 м длины свода, но не более ±10 мм на всю длину. Простран-
ство между пятами и пятовыми балками или кожухом печи должно быть тща-
тельно заполнено огнеупорной кладкой.
Отклонение центрового замкового кирпича от оси симметрии свода или арки
не должно превышать 0,03 размера пролета свода или арки, но не более 65 мм,
а в поднасадочных арках ±10 мм. Отклонение радиуса свода или арки от про-
ектного не должно превышать ±15 мм.
В замке не должно быть тесаных кирпичей, особенно тесаных по ребру.
При кладке газоходов отклонения от проектных размеров не должны превы-
шать по высоте и ширине ±15 мм и по горизонтали ±10 мм на длине 2 м.
Выше были рассмотрены требования к качеству огнеупорной кладки при
сооружении промышленных печей общего назначения. На отдельные виды
печей существуют ведомственные инструкции по кладке, например на враща-
ющуюся печь и ее вспомогательные устройства. В таких случаях качество кон-
тролируют в соответствии с требованиями ведомственной инструкции.
До начала работ по футеровке печь должна быть прокручена в течение не
менее 72 ч. Овальность, отдельные вмятины и выпуклости кожуха допускают-
ся размером не более 0,005 ее диаметра, но не более 30 мм.
При выполнении футеровки отдельные участки (панели) по длине печи дол-
жны примыкать друг к другу по прямому обрезу с допуском на отклонение от
него не более 10 мм.
Величина допустимого провисания верхнего полукольца, возникшего в ре-
зультате неплотного примыкания отдельных кирпичей друг к другу в процес-
се ведения кладки печи при ее поворотах, не должна превышать 25 мм. Для
того чтобы исключить возможность провисания футеровки более допустимых
пределов, толщина швов между отдельными кирпичами должна быть 2 мм.
После окончания огнеупорной кладки заключение о ее качестве дает рабо-
чая комиссия, в которую входят представители организации, выполнившей
огнеупорную кладку, заказчика и генподрядчика. Рабочая комиссия проверяет
соответствие геометрических размеров печи проектным размерам, правиль-
ность вертикальных отметок, соответствие примененных материалов заложен-
621
ным в проекте материалам, а также качество огнеупорной кладки в соответ-
ствии с требованиями СНиП Ш-24-75 или ведомственной инструкции по клад-
ке. При приемке особое внимание уделяют проверке геометрических разме-
ров тех конструктивных элементов печей, которые влияют на их технологи-
ческий режим.
Рабочая комиссия проверяет журнал производства работ, в котором фикси-
руются все отступления от проекта и отклонения от СНиП. Записываются они
в журнал контролером заказчика. Каждый футеровщик должен выполнять тре-
бования контролеров заказчика, если они обоснованы, чтобы не допускать
плохого качества и соответствующих записей в журнал производства работ.
Если он считает требования контролера необоснованными, то об этом следует
немедленно доложить бригадиру или мастеру. После того как комиссия убе-
дится, что печь выполнена в соответствии с проектом, составляют акт, разре-
шающий ввод печи в эксплуатацию. В акте указывают оценку качества выпол-
ненных огнеупорных работ.
5.3. Футеровка вращающейся печи
5.3.1. Условия службы огнеупоров и требования к их качеству
Футеровка в различных зонах вращающейся печи должна обладать рядом
специфических качеств, позволяющих успешно сопротивляться факторам ее
износа.
В зоне испарения, находящейся в холодной части печи, футеровка подверга-
ется действию жидкотекучего шлама с одной стороны и нагретых до высокой
температуры (от 1000 °С в начале и до 200 °С в конце зоны) дымовых газов с
другой.
Существенное влияние на ее стойкость оказывают и механические воздей-
ствия от ударов элементов цепных завес. Таким образом, футеровка зоны ис-
парения должна обладать высокой плотностью, препятствующей проникнове-
нию влаги на кожух печи, достаточной огнеупорностью, а также солидной
механической прочностью в сочетании с вязкостью, которая позволяла бы ус-
пешно противостоять воздействию постоянных ударных нагрузок.
Установлено, что наиболее полно удовлетворяет всем этим качествам футе-
ровка из шамотного бетона, которую укладывают в зоне испарения слоем тол-
щиной 120-160 мм, в зависимости от размеров вращающейся печи.
Довольно часто горячую часть зоны испарения на отрезке 8-10 м выклады-
вают из шамотного уплотненного кирпича марок ШЦУ-6, ШЦУ-7 на портлан-
дцементном тесте полугустой консистенции.
В зоне подогрева и дегидратации футеровка подвергается воздействию га-
зов при температурах 1000-1300 °С и сырьевой смеси температурой до 600 °С.
622
Потеря химически связанной воды приводит к тому, что глинистый компонент
сырьевой смеси теряет связывающие свойства, пластичность и рассыпается в
порошок. Таким образом, условия службы футеровки в этой зоне довольно
благоприятные, так как отсутствуют резкие термические колебания и значи-
тельные механические нагрузки, а температура отходящих газов относитель-
но невысока.
Исходя из сказанного выше футеруют зону дегидратации, как правило, ша-
мотным кирпичом ШЦО-4, ШЦО-5, ШЦО-6 либо уплотненным ШЦУ-6 и
ШЦУ-7 толщиной 160 мм на шамотно-цементном растворе со швом толщи-
ной до 2 мм.
В зоне декарбонизации, где происходит процесс разложения известняка, тре-
бующий больших тепловых затрат, благодаря чему эта зона — наиболее на-
пряженная в тепловом отношении часть печи, температура материала колеб-
лется в пределах 800-1000 °С, а температура дымовых газов достигает более
1500 °С. Но так как шихтовые материалы в этой зоне не образуют ни четко
выраженных кристаллов, ни жидкой фазы, условия службы футеровки довольно
благоприятны, ибо, кроме высоких температурных воздействий, особых на-
грузок она не испытывает.
Зону декарбонизации футеруют шамотным кирпичом ШЦО-1, ШЦО-2, ШЦО-
3 толщиной 200 мм на шамотно-цементном растворе со швом толщиной до
2 мм, иногда шамотным уплотненным ШЦУ-6, ЩЦУ-7.
Участок наиболее нагретой части зоны декарбонизации, примыкающей к зоне
экзотермических реакций F-8 м), обычно футеруют либо муллитовым кирпи-
чом на шамотном растворе, либо хромомагнезитовым на магнезиально-желе-
зистом растворе на жидком стекле.
В зоне экзотермических реакций при температурах печных газов около
1600 °С с большой скоростью протекает реакция взаимодействия между ос-
новными и кислотными окислами сырьевой смеси. В результате происходит
резкое повышение температуры материала, примерно до 1300 еС, что создает
довольно тяжелые температурные условия службы футеровки на этом участке
печи, усугубляющиеся механическим воздействием на нее образовавшихся кри-
сталлов.
Для футеровки зоны экзотермических реакций применяют какой-либо из
следующих огнеупоров: магнезитохромитовый кирпич МХЦ-21-МХЦ-30;
периклазошпинелидный кирпич ПШЦ-21-ПШЦ-30 слоем толщиной до 200-
230 мм на металлических пластинах из мягкой стали при толщине шва до
2,5 мм.
Футеровка зоны спекания, где материал частично плавится, а температура
его повышается до 1450 °С, как правило, выполняется из магнезиальношпи-
нелидных огнеупоров марок 21-37 на металлических пластинах со швом тол-
щиной до 1,5-2,5 мм.
623
Чтобы предотвратить прогрев кожуха печи в ее горячих зонах (спекания и
экзотермических реакций), рабочий слой зачастую укладывают по изоляцион-
ному слою из шамотной лещадки. В этом случае оба слоя кладутся на магне-
зиально-железистом растворе, затворенном жидким стеклом.
В зоне охлаждения, где температура клинкера понижается до 1000 °С и про-
исходит, кристаллизация расплавов, на футеровку влияют значительные исти-
рающие усилия и довольно высокая еще температура A300-1400 °С).
Поэтому для футеровки этой зоны применяют муллитовый кирпич с высо-
кой механической прочностью, укладываемый на растворе слоем 200-230 мм.
Слой из муллитового кирпича в конце зоны охлаждения примыкает к порогу
печи (см. рис. 3.153), который выполняется из шамотного уплотненного кир-
пича ШЦУ-1-ШЦУ-4 на шамотном растворе с добавлением жидкого стекла.
Применение в этом элементе шамотного уплотненного кирпича обусловле-
но его высокой механической прочностью и отличной термостойкостью, что
особенно важно ввиду довольно частых подсосов холодного воздуха в зазор
между жаровым кольцом печи и кожухом откатной головки.
5.3.2. Технология выполнения кладки различных зон печи
Перед началом футеровки зоны испарения проверяют арматуру, которая дол-
жна быть тщательно приварена к корпусу печи таким образом, чтобы ее наи-
более выступающие части находились под слоем бетона толщиной не менее
40 мм. Для этого устанавливают маяки на расстоянии 2 м один от другого, по
которым шнуром или рейкой проверяют величину зазора между арматурой и
верхней отметкой слоя бетона. Маяки следует выставлять рядами, параллель-
ными образующей печи таким образом, чтобы расстояние между соседними
рядами не превышало 1 м. Это дает возможность эффективно контролировать
толщину слоя огнеупорной бетонной смеси, которую укладывают на всю дли-
ну захватки отдельными полосами, вытянутыми вдоль образующей печи.
Ширина отдельно бетонируемых полос должна составлять не более У12 окруж-
ности печи, в противном случае возможно сползание бетона при его уплотне-
нии. Бетонная смесь должна быть тщательно уплотнена и плотно прилегать к
арматуре, корпусу, отдельным деталям печи и огнеупорной футеровке смеж-
ного участка.
Футеровка должна перекрывать нижнюю часть стояков или уголков крепле-
ния цепей, одновременно не препятствуя свободному движению первых зве-
ньев цепей. Поэтому следует тщательно следить за толщиной слоя бетонной
смеси, ибо добавлять свежую бетонную смесь поверх уже утрамбованной для
увеличения толщины футеровки категорически запрещается.
624
При наличии в цепной завесе швеллеров или уголков опалубка при бетони-
ровании не требуется. Во всех остальных случаях следует устанавливать опа-
лубку.
Бетонирование каждой полосы должно вестись непрерывно, перерывы про-
должительностью более 1 ч не допускаются. После укладки бетонной смеси
следует обеспечить условия ее твердения, которые, в зависимости от состава,
резко различаются. Оптимальные условия твердения бетонных смесей приве-
дены в гл. 5.1.4.
Технология футеровки шамотным или многошамотным кирпичом горячей
части зоны испарения и зон дегидратации и декарбонизации ввиду идентич-
ности огнеупорных изделий, растворов и требований к толщинам швов оди-
накова. Шамотную футеровку выполняют вперевязку отдельными панелями
длиной, соответствующей длине зоны, без температурных швов. Футеровка
на границах зон примыкает друг к другу обрезами, перпендикулярными про-
дольной оси печи.
Перед началом футеровки находят проекцию продольной оси печи на ее хо-
лодном и горячем конце. Наиболее простой способ — с помощью уровня.
Вначале устанавливают уровень поперек печи горизонтально на одном ее кон-
це и переносят на кожух центр воздушного пузырька уровня, затем аналогич-
ную операцию проделывают на другом конце печи, после чего по двум най-
денным точкам натягивают струну. По струне масляной краской отмечают на
кожухе нижние точки границ захваток или футеруемых зон за один раз по всей
длине печи во избежание возможных ошибок в будущем. Разбивочные риски
выносят на кожух несколько ниже полуокружности печи, одновременно делая
необходимые пояснительные надписи: зона, марка огнеупора, температурный
шов. Эту операцию выполняют для того, чтобы в дальнейшем не сбиться и не
нарушить нужной раскладки огнеупоров по всей длине печи.
Для того чтобы правильно заложить первый ряд футеровки (прямолинейно
по образующей печи), ее ведут по шнуру 4 (рис. 3.149), натянутому между
маячными кирпичами 5, которые, в свою очередь, устанавливают точно по цен-
тру нижних точек кожуха на расстоянии 5-6 м один от другого по всей длине
захватки.
Линию установки наносят на кожух натертым мелом шнуром, который, пос-
ле закрепления его в крайних нижних точках захватки, приподнимают в цент-
ре и затем резко отпускают. Ударяясь о кожух, шнур отбивает на нем проек-
цию продольной оси печи.
После закладки первого ряда кладут второй ряд, при этом, во избежание
смещения выложенного уже ряда, к нему с противоположной стороны при-
кладывают рейку длиной 2 м.
21. Лисиемко В.Г, и др. 625
Рис. 3.149. Кладка первых рядов футеровки: 1 — ось печи; 2 — корпус печи; 3 — закрепление "за-
чалки" (шнура); 4 — шнур; 5 — маячные кирпичи; 6 — кирпич для крепления упорного бруса; 7 —
упорный брус
После укладки второго ряда рейку убирают и на ее месте закладывают сле-
дующий, третий ряд, чем предотвращают возможность смещения ранее выло-
женной кладки.
Далее футеровку ведут от второго и третьего рядов в обе стороны, как пра-
вило, убегающей штрабой участками по 1,5-2 м на одного футеровщика.
На всех прямых участках футеровку ведут вперевязку, причем закладку пер-
вого ряда начинают с перевязочного (полуторного) кирпича.
Конусные части печи выполняют либо кольцами (без резки кирпича), либо
вперевязку. Для укладки огнеупора на конусной части корпуса вращающейся
печи необходимо заранее заготовить кирпичи для укладки выравнивающих
рядов и кирпичи, укладываемые в нижней и верхней частях конуса.
Кирпичи должны быть подрезаны в виде клина, чтобы выпрямлять продоль-
ные ряды кладки, постепенно отклоняющиеся от образующей конуса.
Величина, на которую подрезывается крайний кирпич выравнивающего ряда,
расположенный со стороны верхней части конуса, определяется по разности
длин окружностей нижнего и верхнего оснований конуса и по числу выравни-
вающих рядов, на которые эта разность будет распределена. Так, например,
для 150-м печи разность между длиной окружности нижнего и верхнего осно-
ваний конуса составляет 3,14 C600 - 3300) = 942 мм.
Если эту величину распределить на 15 выравнивающих рядов, то крайние
кирпичи каждого выравнивающего ряда со стороны, обращенной к верхнему
основанию конуса печи, надо будет обрезать на 942:15 = 63 мм.
Для этого ряд кирпичей устанавливают на доске, располагая их ложковыми
плоскостями вдоль доски. Длина ряда должна соответствовать длине образу-
ющей конуса. Каждый кирпич ряда должен быть занумерован. Затем по рабо-
чей поверхности кирпичей отбивают меловой веревкой диагональную черту
от верхнего угла левого кирпича до отметки на правом кирпиче ряда. После
этого кирпичи в том же порядке переворачивают, устанавливают ложковой
поверхностью кверху и отбивают на ней вторую меловую черту. Часть кирпи-
ча 7, отмеченную меловыми линиями, удаляют резкой (рис. 3.150).
626
Рис. 3.150. Выравнивающий ряд при кладке конусной части печи вперевязку: а — конусный ряд в
кладке; б — схема подтески выравнивающего ряда: 1 — удаляемая часть кирпича
Полученные таким образом кирпичи выравнивающего ряда укладывают в
футеровке конуса, сохраняя правильную перевязку поперечных швов с сосед-
ними рядами.
Кирпич, укладываемый в нижней и верхней частях конуса, должен быть под-
резан и по плоскостям, примыкающим к футеровке цилиндрических частей
печи. Величину подрезки кирпича устанавливают исходя из размеров конуса
печи и высоты укладываемого кирпича.
В местах прохода через сварные швы кирпичи не подрезают, и они выступа-
ют внутрь печи на величину сварного шва.
Во время кладки необходимо следить за тем, чтобы образующийся на стыке
панелей сплошной по окружности шов находился в плоскости кругового сече-
ния корпуса печи с допусками на отклонения от прямого обреза не более ±5 мм.
В случае смещения поперечных перевязывающих швов от середины кирпича
предыдущего ряда необходимо поместить в укладываемом ряду один полу-
торный кирпич вместо кирпича основного размера с тем, чтобы не допустить
смещения шва на край кирпича.
Следует следить за тем, чтобы кирпич укладывался широкой гранью строго
по плоскости кругового радиуса печи. Для этого при кладке на растворе нуж-
но несколько осаживать пятку кирпича, иначе может получиться дефектная
кладка с "засечками" (рис. 3.151). Консистенцию раствора корректируют в за-
висимости от толщины образующихся швов.
Футеровку высокотемпературного участка печи (зоны экзотермических ре-
акций и спекания) выполняют отдельными панелями длиной 8-10 м каждая,
между которыми оставляют температурные швы толщиной 15-20 мм, кото-
рые, во избежание засорения, заполняют выгорающими прокладками.
Во избежание разрушения огнеупора на стыках панелей обрезы их должны
быть выполнены строго в плоскости, перпендикулярной оси печи.
Огнеупоры на магнезиальной основе, укладываемые непосредственно на
кожух печи, обычно устанавливают без растворов, закладывая в швы пласти-
ны из мягкой стали. В процессе работы печи пластины свариваются с кирпи-
чом, образуя монолит. Поэтому в каждом ряду должны укладываться кирпичи
21* 627
Рис. 3.151. Дефектная кладка с "засечками": 1 — толстый шов со стороны кожуха печи; 2 — толстый
шов со стороны рабочей поверхности футеровки
одинаковой толщины в пределах допуска, в противном случае в продольных
швах футеровки появятся дефекты, искривления ряда, а выравнивать ряды
путем укладки кирпича "насухо", без прокладок, не разрешается.
Укладку магнезиально-шпинелидных огнеупоров на изоляционном слое из
шамотной лещадки выполняют на магнезиально-железистом мертеле, затво-
ренном жидким стеклом. По линии, проходящей строго вдоль образующей
корпуса печи, укладывают на растворе ряд основного кирпича 2 (рис. 3.152) и
в обе стороны от него укладывают вперевязку 6-7 рядов шамотной лещадки 3
также на растворе, причем раствор наносится на боковые грани и на грань,
обращенную к кожуху. По уложенной лещадке последовательно вперевязку
укладывают на растворе 9-10 рядов основного кирпича.
Следующие за ними ряды основного кирпича, по одному с каждой стороны
от центральной нитки, укладывают на слой 5 раствора толщиной 10-15 мм,
нанесенный непосредственно на кожух печи.
Так как толщина слоя раствора меньше толщины лещадки, то этот ряд основ-
ного кирпича углублен по отношению к соседним рядам на 25-30 мм и образует
необходимое сцепление между слоями футеровки, предотвращая перемещение
огнеупорной кладки по слою изоляции. За скрепляющим рядом вновь уклады-
вают 6-7 рядов шамотной лещадки и по ней основной кирпич и т.д.
Рис. 3.152. Фрагмент кладки магнезиальношпинелидных
огнеупоров на изоляционном слое из шамотной лещадки:
/ — основной кирпич, уложенный на лещадку; 2 — основ-
ной кирпич закрепляющего ряда, уложенный на слой ра-
створа; 3 — шамотная лещадка; 4—корпус печи; 5 — слой
раствора под закрепляющим рядом основного кирпича
628
В процессе кладки необходимо следить за тем, чтобы крайний ряд основно-
го кирпича несколько нависал над краем шамотной лещадки, но не более чем
на 15-20 мм, и упирался в кирпич, уложенный непосредственно на кожух.
Для придания большей прочности замку последнюю полосу кладки основ-
ного кирпича укладывают без углубления его крайнего ряда в качестве скреп-
ляющего.
Жаровое кольцо и пороги вращающейся печи футеруют в два-три оката коль-
цами с перевязкой внутренних швов в смежных кольцах (рис. 3.153). Кладка
должна плотно примыкать к металлическим деталям печи, все неплотности
должны быть заполнены раствором или бетоном.
При футеровке отдельных зон или участков вращающейся печи штучными
огнеупорами сначала их укладывают непосредственно с кожуха печи. По мере
поднятия футеровки устанавливают подмости, с которых и продолжают клад-
ку, а затем, закрепив кладку, поворачивают печь для того, чтобы иметь воз-
можность замкнуть кольцо целиком.
Крепление футеровки, дающее возможность поворотов печи, осуществляют
одним из трех способов: винтовыми металлическими распорами, безраспор-
ным креплением и с помощью синтетического клея. Обычно винтовые метал-
лические распоры применяют для крепления футеровки печей диаметром не
более 3,5 м. Кладку в этом случае выводят на 2-3 ряда выше нижней полуок-
ч
ч
ч
ч
/////,
II
i ШЦУ-1
ШЦУ-2
gg
ЦУ-1
я я
$ ад
-1
if
\
>
¦;дд
ЦУ-1
ЫЫ
дд
>;^
дд
Рис. 3.153. Конструкция порогов горячей части вращающейся печи
629
Рис. 3.154. Крепление футеровки металлическими распора-
ми: 1—установка крепления у края футеровки; 2— уста-
новка первого ряда распор
ружности печи (рис. 3.154), затем к последним рядам футеровки прикладыва-
ют прямые чисто обрезанные доски или брусья толщиной 50-60 мм так, что-
бы они на 3/4 закрывали верхнюю торцевую поверхность кирпичей последних
рядов. Прямая, соединяющая середины обеих досок или брусьев, должна про-
ходить по центру либо несколько выше центра печи.
Между досками в одной плоскости устанавливают металлические распоры
на расстоянии 0,5-1,2 м один от другого в зависимости от диаметра печи, мас-
сы футеровки, способа укладки кирпича и длины закрепляемого участка.
После установки последнего винтового распора проверяют прочность уста-
новленных ранее. Во избежание выпадения кирпичей наружного ряда при по-
вороте печи в щель между крепежным брусом и кирпичом забивают тонкие
широкие деревянные клинья. По окончании крепления футеровки весь остав-
шийся в печи материал, подмости и другие приспособления укладывают вдоль
обреза футеровки со стороны, противоположной направлению вращения печи
(рис. 3.155, а), а печь с помощью вспомогательного привода поворачивают на
величину, несколько меньшую 74 окружности (рис. 3.155, б). Дальнейшую ук-
ладку кирпича ведут только с одной стороны.
Футеровка из магнезиально-шпинелидных огнеупоров должна крепиться
двумя рядами распоров. Для этого, когда кладка вновь превысит половину
окружности печи, устанавливают второе дополнительное крепление 2. Распо-
ры дополнительного крепления устанавливают в промежутках между распо-
рами основного крепления (рис. 3.155, в). Футеровку из остальных видов ог-
неупоров крепят только одним рядом распоров.
Второй поворот печи производят также на величину, равную или несколько
меньшую '/4 окружности (рис. 3.155, г).
Рис. 3.155. Порядок кладки и крепления кирпича
винтовыми распорами при футеровке вращающейся
печи: а-е — положения печи при поворотах: 1 —
основное (первое) крепление распорами; 2 — допол-
нительное (второе) крепление распорами
630
Рис. 3.156. Временное
крепление замка футеров-
ки маяками из кирпича
Выполняя кладку далее, перед третьим, последним
поворотом печи оставляют промежуток шириной 6-8
рядов кирпича (рис. 3.155, д) для забивки замка. Во из-
бежание смещения кладки этот промежуток перед по-
воротом раскрепляют маяками, т.е. столбиками кирпи-
ча, уложенными насухо (рис. 3.156).
При установке замка разбирают маяки постепенно
один за другим по мере укладки кирпича в замке клад-
ки. Замок должен закрываться стандартным кирпичом
без подтески путем подбора по толщинам. Если полу-
чившийся зазор неравномерен, установку замка начина-
ют с его наиболее узкой части и ведут к широкой. Замок устанавливают без
перевязки швов и для большей прочности расклинивают металлическими пла-
стинами.
Безраспорное крепление футеровки представляет собой прижимное устрой-
ство (рис. 3.157), передающее растягивающее усилие через пластину, прива-
ренную к кожуху печи, на ее корпус. Элементы безраспорного крепления ус-
танавливают строго по образующей печи на расстоянии друг от друга в преде-
лах 0,6-1,2 м в зависимости от диаметра печи, массы футеровки, способа ук-
ладки кирпича и длины закрепляемого участка.
Технология ведения работ с применением безраспорного крепления обычно
такова: чтобы избежать простоев, кладку первой половины захватки выполня-
ют до уровня установки крепления и переходят на футеровку второй полови-
ны захватки. В это время сварщик приваривает пластины 2 к кожуху 1 печи и
устанавливает вилочные болты 5. После приварки пластин крепления сверх
ранее уложенной футеровки выкладывают еще два ряда, оставляя гнезда для
последующего удаления пластин после окончания кладки на всей захватке.
Затем устанавливают прижимные доски 4 толщиной 50-60 мм с вырезанными
в них отверстиями под проход вилочного болта, опорную плиту 7 и закручива-
ют гайку б. Прижимная доска должна закрывать не менее 2/3 кирпича верхнего
АЛ
3 2 1
Рис. 3.157. Безраспорное крепление футеровки вращающейся печи: 1 — кожух; 2 — пластина; 3 —
футеровка; 4 — прижимная доска; 5 — вилочный болт; б — гайка; 7— опорная плита; 8 — палец; 9
— гнезд
631
ряда по направлению вращения печи. В местах неплотного прилегания при-
жимной доски к кирпичу между ними забивают деревянные клинышки.
Наряду с прижимным устройством, передающим растягивающее усилие на
корпус печи через приваренную к кожуху пластину, применяют устройство
аналогичной конструкции, в котором вместо пластины используют шпильку,
закрепленную в предварительна приваренной к кожуху печи гайке. Иногда роль
шпильки выполняет болт, который приваривают головкой вниз.
В этих случаях прижимную доску 4 крепят также с применением опорной
плиты 7 гайкой 6, которую туго закручивают на шпильке или болте.
После проверки плотности крепления, демонтажа механизмов и эвакуации
персонала печь готова к повороту. Количество поворотов печи зависит от ее
диаметра. Так, печь диаметром 3 м для замыкания футеровки требует всего
трех поворотов, а печь диаметром 7 м — семи поворотов. Схема поворотов
печи диаметром 7 м с применением безраспорного крепления приведена на
рис. 3.158. После седьмого поворота забивают замок.
IV этап A-й поворот) V этап B-й поворот)
VI этап C-й поворот) VII этапD-й поворот) VIII этап E-й поворот)
mva Выложенная часть футеровки
EZZ2 Выкладываемая часть футеровки
Рис. 3.158. Этапы футеровки вращающейся печи: / — подмости; 2 — пакеты с изделиями; 3 ¦
упорная пластинка; 4 — крепление футеровки
632
Подбирают и устанавливают замок так же, как при использовании винтовых
распоров за исключением того, что при безраспорном креплении не требуется
устанавливать маяки. В случае проседания футеровки после снятия крепле-
ния в швы забивают дополнительные металлические пластины, но не более
трех в один шов. После установки замка пластины крепления вырезают, а ос-
тавшиеся ниши заделывают кирпичом на растворе, аналогичном тому, на ко-
тором выполнялась футеровка данной зоны, либо на металлических пласти-
нах.
Базраспорное крепление значительно удобнее и надежнее крепления с рас-
порами, так как оставляет неперегороженным внутреннее пространство печи
и, следовательно, обеспечивает возможность доставки материалов на поддо-
нах и в пакетах до рабочих мест футеровщиков. Кроме того, оно безопаснее,
так как при креплении враспор, если домкрат установлен со смещением, воз-
можно скольжение доски по кладке, в результате чего может произойти рас-
стройство и даже обрушение футеровки.
При креплении футеровки с помощью синтетического клея кожух печи в
местах приклеивания кирпича должен быть особо тщательно очищен от пыли
и протерт ацетоном или другим растворителем, а кирпич, подлежащий при-
клеиванию, перед укладкой также очищают от пыли и обезжиривают.
После укладки начальных 10-12 рядов огнеупора приклеивают 3-4 ряда кир-
пича в позиции 1 (рис. 3.159). Приклеивание ведется в сторону вращения печи,
причем клей наносят равномерной пленкой толщиной 0,5-1 мм на поверхнос-
ти кирпича и кожуха, а соединение производят легким продвижением кирпи-
ча относительно корпуса печи.
Поз,
Поз. 3
Поз. 4
Рис. 3.159. Крепление футеровки вращающейся печи с помощью синтетического клея: а — места
приклеивания кирпича до поворота печи; б — то же, после первого поворота печи: /—5 — приклеен-
ные кирпичи
633
Дальнейшую укладку ведут равномерно в обе стороны от нижних рядов кир-
пича, а приклеивание осуществляют в позициях 2, 3,4. Первый поворот разре-
шается производить не ранее чем через 5 ч после приклеивания кирпичей в
позиции 3. С целью предотвращения смещения кладки после второго поворо-
та для печей диаметром свыше 3,6 м следует в позиции 5 приклеивать два ряда
огнеупоров.
При укладке футеровки на растворе следует особо тщательно следить за чи-
стотой склеиваемых поверхностей. В процессе производства работ нужно из-
бегать сильных ударов по кожуху печи в местах приклеивания кирпича. При-
менять клей для крепления кладки возможно при положительной температуре
кожуха печи и кирпича.
5.4. Футеровка теплообменников и газоходов
На футеровку газоходов и циклонных теплообменников при сухом способе
получения цементного клинкера по всему тракту существенное воздействие
оказывает высокая абразивность (содержание пыли) печных газов и их высо-
кая скорость, достигающая 15-20 м/с.
Так как температура отходящих газов составляет обычно 1050-1150 °С, а
увеличение расхода топлива для интенсификации технологического процес-
са, зачастую, приводит к частичному его сгоранию в газоходе первой ступени,
результатом чего является размягчение и частичное спекание сырьевой смеси,
сопровождающееся налипанием ее на стены и зависанием, следует, что футе-
ровка должна быть также устойчива к воздействию высоких температур и ус-
пешно сопротивляться химической агрессии.
Этим условиям удовлетворяет футеровка из высокоплотного шамотного кир-
пича класса А I сорта, которую в целях создания монолитной конструкции,
устойчивой при возникновении возможной вибрации, выкладывают на цемен-
тах и растворах с добавлением цемента, крепя к металлическим конструкциям
кожухов анкерами.
Для того чтобы свести до минимума потери тепла во внешнюю среду, между
рабочим слоем футеровки и кожухом устраивают изоляцию, которая наиболее
эффективна на участках высоких температур.
На теплообменники, которые выполняются во вращающихся печах диамет-
рами до 5 м, работающих по мокрому способу получения цементного клинке-
ра, на участках зон дегидратации и декарбонизации влияют: температурные
нагрузки дымовых газов 1000-1200 °С в сочетании с высокими их скоростями
и беспрерывные ударные нагрузки пересыпающейся сырьевой смеси.
Поэтому, как правило, керамические теплообменники выполняют либо из
высокоглиноземистых, либо из шамотных уплотненных изделий, отличающих-
634
12 8
Рис. 3.160. Кладка газохода I ступени: / — диатомитовый кирпич; 2 — перлитокерамические плиты;
3 — шамотные фасонные изделия; 4 — шамотный кирпич; 5 — кирпич ШЛБ-1,3; б — скоба; 7
разгрузочная полка; 5 — металлический пруток; 9 — плоский свод; 10 — балочка; 11 — подвеска;
12 — подвесной сводовый кирпич
ся большой механической прочностью и устойчивостью против истирающих
воздействий, с минимальными швами между отдельными кирпичами, кото-
рые должны быть толщиной не более 1 мм.
Футеровка газохода I ступени (рис. 3.160) представляет собой трехслойную
стену из диатомитового кирпича 1, перлитокерамических плит 2 и шамотного
фасонного кирпича 3.
Газоход футеруют, начиная с нижнего участка вертикальной шахты его, пос-
ледовательно, отдельными частями, ограниченными разгрузочными полками
7. Вначале выполняют в полкирпича кладку из диатомитового кирпича, кото-
рый укладывают на плашку вплотную к кожуху, с перевязкой вертикальных
швов толщиной до 4 мм на цементно-диатомитовом растворе, затем укладыва-
ют на ребро перлитокерамические плиты толщиной 50 мм и далее осуществ-
ляют кладку фасонным шамотным кирпичом без перевязки швов, отдельны-
ми вертикальными рядами на растворе из высокоглиноземистого цемента при
максимальной толщине горизонтальных швов 2 мм и вертикальных 3 мм.
Как правило, кладку ведут четыре футеровщика, принимая за основу рас-
кладку кирпича, указанную в проекте. Сначала выполняют кладку углов на
всю высоту участка, затем закладывают простенки между ними. Выжимае-
мый из швов раствор тщательно подрезают. В районе разгрузочных полок ус-
траивают температурные швы, заполняемые шнуровым асбестом или высоко-
глиноземистым войлоком.
Кладку из шамотного фасонного кирпича крепят к кожуху анкерными креп-
лениями — скобами 6 через каждые четыре ряда по высоте. По окончании
кладки одного участка переходят на следующий и т.д.
635
Кладку плоского свода 9 выполняют из подвесного фасонного шамотного
или высокоглиноземистого кирпича насухо. Кладку начинают от глухой тор-
цевой стены и ведут на себя в сторону циклона.
Сводовые кирпичи навешивают на металлические прутки 8, которые, в свою
очередь, подвешивают к двутавровым балочкам на специальных подвесках 11.
Подвески навешивают через три кирпича. По мере установки на место сводо-
вых кирпичей между ними и кожухом укладывают насухо два слоя изоляцион-
ных перлитокерамических плит 2.
После окончания кладки свода выполняют кладку нижней наклонной части
газохода из двух рядов на плашку диатомитовым кирпичом и по ним одного
ряда на ребро шамотным нормальным кирпичом на растворе из высокоглино-
земистого цемента с перевязкой швов. Боковые стены загрузочной головки
выполняют по правилам кладки газохода. Примыкание загрузочной головки к
печи, места примыкания течек, места установки взрывопредохранительных
клапанов и крышки лазов бетонируют жаростойким бетоном на шамотных
составляющих. Бетонные работы выполняют или в процессе кладки, или пос-
ле ее окончания. После завершения всех работ поверхность кладки очищают
от наплывов раствора, смачивают водным раствором жидкого стекла и нано-
сят слой защитной обмазки из высокоглиноземистого цемента на жидком стекле
толщиной 10 мм.
Футеровку циклонов выполняют двухслойной (рис. 3.161). Работу начина-
ют один-два футеровщика с конусной части. На участке между разгрузочны-
Рис. 3.161. Футеровка циклонов: / — шамотный кирпич; 2 — диатомитовый кирпич; 3 — перлитоке-
эамические плиты; 4 — жаростойкий бетон; 5 — "юбка"; 6 — свод; 7 — леса
536
ми полками укладывают на плашку с перевязкой швов диатомитовый кирпич
2 на цементно-диатомитовом растворе, а затем осуществляют кольцами клад-
ку из шамотного клинового кирпича 1, укладываемого на ребро, на растворе с
толщиной швов до 3 мм. В циклонах I ступени применяют тесто из высокогли-
ноземистого цемента, а в циклонах II и III ступеней — шамотный раствор с
добавлением глиноземистого цемента. В местах установки разгрузочных по-
лок устраивают температурные швы, заполняемые асбестовым шнуром.
После окончания кладки конусной части устраивают в соответствии с ППР
перекрытие, на нем монтируют стоечные леса 7, с которых выкладывают ци-
линдрические стены, своды циклонов и стены газоходов II ступени. Цилинд-
рические стены выкладывают до уровня свода 6, после чего приступают к клад-
ке свода с соблюдением тех же правил, что и при кладке свода на газоходе I
ступени. В районе "юбки" 5 свод обрывают штрабами. Пространство между
"юбкой" и сводом бетонируют жаростойким бетоном 4 на шамотных состав-
ляющих через отверстия, прорезаемые в сводовой части кожуха.
Бетон для газоходов и циклонов I ступени готовят на высокоглиноземистом
цементе, для остальных циклонов и газоходов — на портландцементе марки
не ниже 400. Места примыкания футеровки газоходов последовательность
укладки огнеупора (цифрами обозначены марки фасонных огнеупорных бло-
ков) и циклонов (углы) бетонируют. Футеровку циклонов I ступени также по-
крывают защитной обмазкой. На кладке цилиндрической части и свода рабо-
тают четыре футеровщика. Газоходы II, III и IV ступеней футеруют с соблюде-
нием правил кладки газохода I ступени. Течки футеруют до их монтажа коль-
цами из жаростойкого бетона.
Технология выполнения керамического печного теплообменника следующая.
Хотя сам теплообменник выполняют после завершения всей футеровки вра-
щающейся печи и прекращения ее поворотов, пяточные фасонные блоки теп-
лообменника устанавливают в процессе футеровки данной зоны печи.
Для этого на кожухе печи дважды наносятся три маркировочные точки, от-
стоящие одна от другой по окружности на 120°, определяющие длину и распо-
ложение каждого отсека теплообменника.
Соответствующие маркировочные точки соединяются прямыми (отбивани-
ем натертого мелом шнура), вдоль которых в процессе кладки зоны устанав-
ливают пяточные блоки теплообменника марок 7, 8, 11 и 12 (рис. 3.162).
Собственно керамический теплообменник, состоящий из трех тесно сопри-
касающихся друг с другом и сходящихся в центре печи арок из фасонных бло-
ков, выкладывают вначале без опалубки, а затем после ее установки в после-
довательности, показанной на рис. 3.162. Номера на отдельных фасонных бло-
ках — их марка.
637
ев
Маркировочная точка 2
Огнеупор, укладывае-
мый при футеровке корпуса
печи
Огнеупор, уклады-
ваемый после футеровки
корпуса печи, но до уста-
новки кружал
Огнеупор, уклады
ваемый после установки
кружал в первую очередь
Огнеупор,
укладываемый после
установки кружал во
вторую очередь
ркировочная
Маркировочная точка 1
Рис. 3.162. Поперечный разрез керамического внутрипечного теплообменника. Схема установки кружал и последовательность укладки огнеупора
(цифрами обозначены марки фасонных огнеупорных блоков)
Для хорошей стойкости керамического теплообменника необходимо, чтобы
его ось совпадала с осью печи, его торцевые обрезы были перпендикулярны
оси печи, отдельные блоки перевязаны между собой, толщина швов не превы-
шала 1 мм и чтобы швы были полностью заполнены раствором.
5.5. Футеровка холодильников
На футеровку барабанных холодильников оказывают воздействие высокая
A100-1200 °С) температура поступающего клинкера, ударные и истирающие
нагрузки при пересыпании и движении его во время вращения холодильника,
а также резкие перемены температур (тепловые удары), когда слой раскален-
ного клинкера сходит с участка футеровки благодаря вращению барабана, и он
начинает обдуваться относительно холодным воздухом. Определенные нагруз-
ки футеровка испытывает и от возникающих в процессе вращения кожуха виб-
раций.
Всем перечисленным выше вредным воздействиям успешно противостоит
футеровка, выполненная из шамотных уплотненных изделий, которые укла-
дывают либо на цементном тесте, либо на шамотном растворе полугустой кон-
систенции с добавлением портландцемента.
На футеровку колосниковых холодильников наиболее существенное влия-
ние оказывают температурные воздействия от поступающего раскаленного
цементного клинкера и вибрационные нагрузки, возникающие при движении
колосников. Абразивные воздействия от частичек охлаждаемого клинкера не-
значительны из-за относительно небольших скоростей газовых потоков.
Таким образом, футеровка колосниковых холодильников должна успешно
противостоять температурным и вибрационным нагрузкам и сохранять тем-
пературу подогреваемого (вторичного) воздуха, которая достигает 800 °С при
двукратном его прососе через слой клинкера.
Аналогичные воздействия испытывает футеровка переходной вставки шах-
ты холодильника.
Поэтому футеровку стен горячей зоны холодильника и шахты выполняют
двухслойной — рабочий слой из шамотного кирпича класса А и слой изоля-
ции из диатомитового кирпича, причем кладку шахты через 8-12 рядов крепят
к кожуху металлическими пластинами (анкерами).
Для уменьшения теплопотерь и массы футеровку свода, что особенно суще-
ственно при значительных вибрационных нагрузках, в горячей зоне выполня-
ют из шамотного легковесного кирпича ШЛА-1,3 со слоем изоляции из диато-
митового кирпича.
Для кладки элементов холодильника и его шахты из кирпича обычно приме-
няют шамотный раствор с добавлением портландцемента.
639
Футеровку холодной зоны колосниковых холодильников выполняют моно-
литной из жаростойкого бетона. Обычно применяют керамзитобетон, в кото-
ром при температурах 500-600 °С проявляются свойства огнеупора и изоля-
ции.
В районе прохода труб орошения применяют жаростойкий бетон на шамот-
ных составляющих и портландцементе.
Технология выполнения футеровки барабанных холодильников весьма не-
значительно отличается от технологии выполнения кладки на вращающихся
печах. Перед началом работ находят нижние точки на обеих сторонах бараба-
на холодильника, после чего натягивают по образующей струну и размечают
футеруемый участок по длине, а также отбивают шнуром положение началь-
ной нитки кирпичной кладки.
Вначале выполняют фрагмент футеровки жарового кольца входной части
холодильника. Кладку выполняют кольцами, следя за тем, чтобы обрез ее на-
ходился в положении, строго перпендикулярном образующей (проекции про-
дольной оси на кожух) холодильника, а примыкание к торцевому листу горя-
чего обреза было произведено тщательно, без щелей и зазоров. После этого
закладывают первый ряд кирпичной кладки футеруемого участка холодиль-
ника, выверяя его по рейке и ведя сразу на всю длину.
При ведении работы на первых 3-4 нитках следят за тем, чтобы кладка не
отошла от положения образующей. При необходимости поправляют кладку
путем постукивания через 2-м рейку. Так как кладка ведется на цементном
тесте или на шамотно-цементном растворе, то она поддается правке весьма
ограниченное время. Температурные швы в футеровке барабанных холодиль-
ников не оставляют.
Футеровку ведут сначала с кожуха, затем с подмостей. После того как уро-
вень кладки немного выйдет за нижнюю полуокружность, ее крепят безрас-
порным методом, устанавливая пластины крепления через 1 м одну от другой.
Установка крепления аналогична этой операции на вращающихся печах. Пос-
ле установки крепления холодильник поворачивают и футеруют участок у
жарового кольца, затем — остальную часть. Обычно для того, чтобы закон-
чить футеровку барабанного холодильника, достаточно бывает трех его пово-
ротов.
Перед началом футеровки колосникового холодильника звенья колоснико-
вого пода тщательно закрывают настилом из досок, древесностружечных плит
или листового металла с тем, чтобы исключить возможность их засорения в
процессе ведения работ.
Футеровку начинают от уровня колосникового пода с кладки из диатомито-
вого кирпича. Основой для нее служит специальная металлическая полка.
Кладку выполняют впритык к кожуху на цементно-диатомитовом растворе. В
640
процессе работы следят за тем, чтобы между кожухом и кладкой не было зазо-
ров. Образующиеся на кожухе холодильника зазоры заливают раствором. После
того как выложено 6-8 рядов изоляционного слоя, приступают к шамотной
кладке, которую выполняют до уровня начала свода вперевязку, строго следя
за соблюдением прямолинейности стен и выдержкой размеров внутреннего
пространства холодильника.
Кладку свода из шамотного легковесного кирпича обычно ведут в два при-
ема. Сначала, сразу же после окончания кладки продольных стен, начинают
кладку свода без применения опалубки, используя для контроля радиуса дере-
вянный шаблон. Диатомитовую кладку изоляционного слоя ведут уже с отста-
ванием от кладки рабочего слой на 3-4 ряда, что обеспечивает возможность
удобной его укладки и тщательного заполнения зазоров.
Таким методом выкладывают свод до тех пор, пока легковесный кирпич ус-
тойчиво держится раствором, т.е. примерно до образования сводом угла 30°.
После этого кладку свода продолжают используя передвижную опалубку
(рис. 3.163). Она представляет собой подмостки 1 размером 3,5x3,5 м, уста-
новленные на рельсах 2, которые уложены вдоль рабочего пространства холо-
дильника строго симметрично его центральной оси. На подмостях смонтиро-
ваны четыре кружала 3 на расстоянии 800 мм одно от другого таким образом,
что со стороны подачи материалов имеется площадка для установки головки
ленточного конвейера и их приемки. Подмости оборудованы домкратами 4,
позволяющими регулировать положение опалубки по высоте.
Рис. 3.163. Передвижная опалубка: 1 — подмости; 2 — рельсовый путь; 3 — кружало; 4 — домкрат
641
Кладку свода с помощью передвижной опалубки начинают от горячего кон-
ца холодильника и ведут к его холодной части захватками длиной каждая 3-
3,5 м. Обшивку опалубки по кружалам укладывают постепенно, одновремен-
но не более 2-3 досок с каждой стороны. Замок забивают сбоку, постепенно
вытягивая его на себя.
После забивки замка опалубку не убирают в течение 8-12 ч, чтобы дать воз-
можность схватиться раствору. После того как раствор затвердеет, домкрата-
ми опускают подмости с опалубкой на 30-40 мм, лебедкой подтягивают ее на
очередную захватку, снимают настил, поднимают теми же домкратами на ра-
бочий уровень, и цикл повторяется.
Эту же опалубку можно использовать и при заливке жаростойкой бетонной
смеси на свод. Если это лишь небольшой участок (например, шамотный бетон
в районе прохождения труб орошения), то он выполняется после того, как свод
из кирпича подошел к границе бетона.
Для этого на опалубку настилают либо картон, либо толь, рубероид, перга-
мин, поверхность которого смазывают отходами минеральных масел, в мес-
тах отверстий вставляют шаблоны (пробки) и затем через специально выре-
занные отверстия в кожухе заливают бетонную смесь, используя для ее уплот-
нения вибраторы.
В зоне, сплошь футерованной жаростойким керамзитобетоном, сначала бе-
тонируют стены, для чего параллельно кожуху холодильника выставляют опа-
лубку, укладывая бетонную смесь в получившийся зазор между опалубкой и
кожухом.
Перед бетонированием все швы и зазоры предварительно тщательно зачека-
нивают шнуровым асбестом, чтобы исключить утечку через них бетонной
смеси. Свод бетонируют после окончания бетонирования стен.
Шахту холодильника и переходную вставку футеруют вперевязку. Сначала
впритык к кожуху выкладывают 8-12 рядов из диатомитового кирпича до уров-
ня установки анкерных креплений, затем, до этого же уровня, выводят рабо-
чий слой из обычного шамотного кирпича. После установки пластин крепле-
ния продолжают кладку в обычном порядке.
5.6. Футеровка пылевых камер, головок, топок, газоходов
Футеровка пылевых камер испытывает действие относительно невысоких
температур отходящих печных газов в сочетании с их высокой абразивнос-
гью. Кроме того, на нее влияют вибрационные нагрузки, которые в этом эле-
менте хотя и невелики, но весьма опасны из-за довольно значительных габа-
эитных размеров стен вертикальной части пылевой камеры.
42
Наиболее рационально футеровать пылевые камеры шамотным кирпичом
класса Б, обладающим довольно хорошим сопротивлением механическим воз-
действиям и незначительной стоимостью.
Для возможного уменьшения влияния на службу футеровки вибрации ее
выполняют на шамотном растворе с добавлением портландцемента или на
цементном тесте, для уменьшения нагрузок опирают на специально установ-
ленные горизонтальные разгрузочные пояса и крепят к кожуху каркаса при-
мерно через 1 м по высоте рядами кляммерных креплений.
Свод делают либо арочным из шамотного кирпича длиной 300 мм, либо плос-
ким, перекрывая камеру панелями из жаростойкого бетона.
Футеровка откатной головки работает в условиях воздействия интенсивных
тепловых излучений факела и горячей зоны вращающейся печи, а также зна-
чительных вибрационных нагрузок.
Учитывая, что в районе головки сосредоточены многочисленные приборы
управления тепловым режимом и находится обслуживающий персонал, пер-
вое требование к футеровке — защитить от температурных воздействий.
Это достигается применением мощной изоляции из диатомитового (или пе-
нодиатомитового) кирпича и листового асбеста, укладываемой по рабочему
слою из шамотного кирпича.
Боковые стены для устойчивости у основания делают значительно толще,
чем в средней части, и, кроме того, их крепят к кожуху кляммерами.
Полуциркульный свод откатной головки выполняют из шамотного легковес-
ного кирпича, по нему кладут слой изоляции из диатомитового кирпича, чем
достигается большая устойчивость конструкции и резко снижаются теплопо-
тери.
Заднюю стенку откатной головки, через которую проходит тело горелки или
форсунки, часто футеруют жаростойким керамзитобетоном.
Газоходы от холодильника к сушильному барабану и от топки до мельницы
"Аэрофол" работают в нормальных условиях, поэтому их футеруют шамот-
ным кирпичом без изоляции.
То же можно сказать и о службе футеровки различных технологических то-
пок (топка розжига, топка к угольной мельнице). Все они действуют в услови-
ях средних температур, поэтому их футеруют огнеупорными кирпичами в со-
четании с кладкой из керамического рядового кирпича в качестве наружной
несущей конструкции.
Футеровку пылевой камеры начинают от нижнего проема в ее конусной ча-
сти и ведут нормальным шамотным кирпичом впритык к кожуху на полугус-
том шамотно-цементном растворе. Кладку выполняют без приколки кирпича,
тщательно заполняя пустоты между торцом кирпича и кожухом и следя за пе-
ревязкой вертикальных швов, а также за горизонтальностью ее рядов.
643
Подмости устраивают на раздвижных инвентарных пальцах из труб, отрез-
ки которых, входящие в кладку, часто расплющивают, что дает возможность
не оставлять специального гнезда, которое в дальнейшем нужно будет заде-
лывать кирпичом, а только щель толщиной 10-12 мм, которую после извлече-
ния пальца можно без ущерба для качества работ зачеканить раствором, пред-
варительно добавив в него дополнительное количество цемента.
Вертикальные стены также выполняют впритык к кожуху, отдельными па-
нелями в промежутке между соседними разгрузочными полками.
При работе надо следить за тем, чтобы кладка подходила к верхней разгру-
зочной полке с минимальным зазором, что достигается предварительной вер-
стовкой кирпича, а также за тем, чтобы своевременно и тщательно выставлять
кляммерные крепления, которыми кладка вертикальных стен крепится к ко-
жуху.
Получившиеся в местах прохода разгрузочных полок зазоры в кладке заче-
канивают асбестовым шнуром, предварительно замоченным в жидком стекле.
В местах входа в пылевую камеру холодного конца вращающейся печи клад-
ку стены тщательно притесывают к металлоконструкциям, обрамляющим это
отверстие. При подходе кладки к верхнему обрезу конструкций стен камеры
надо следить за тем, чтобы верхний ряд кладки был заподлицо с обрезом для
того, чтобы после укладки плит перекрытия между ними и стеной не оставал-
ся зазор, через который дымовые газы могли бы выбиться наружу.
Плиты перекрытия монтируют после полного окончания кладки, демонтажа
лесов, подвесной площадки и механизмов, сажая их на слой шамотно-цемент-
ного густого раствора.
Футеровку откатной головки начинают с кладки изоляционного слоя стен из
диатомитового кирпича, причем предварительно наклеивают на кожух асбес-
товый картон на высоту, равную ширине листа.
Выложив 8-10 рядов изоляционной кладки, приступают к кладке стен из
шамотного кирпича, следя за перевязкой вертикальных швов и горизонталь-
ностью рядов, В таком порядке стены выкладывают до уровня начала свода,
рештуясь на подмостях, установленных на козлах.
Для кладки свода головки монтируют опалубку (рис. 3.164). Для этого вна-
чале на приваренных к кожуху упорах 1 устанавливают на болтах опорные
балки 2 перекрытия, на которых устраивают рабочий настил 3 и устанавлива-
ют брус 4 для крепления стоек кружал 5 опалубки. Кружала раскрепляют между
собой досками 6.
Кладку свода начинают, постепенно наращивая настил 7 опалубки, и ведут
таким образом, чтобы изоляционный слой отставал от рабочего на 3-5 рядов
кирпича, что обеспечивает его качественную укладку.
Как рабочий, так и изоляционный слои выполняют вперевязку за исключе-
нием нескольких рядов перед замковым. Замок забивают сбоку, совместно с
644
Рис. 3.164. Опалубка для свода откатной головки: 1 — упор; 2 — опорные балки; 3 — рабочий
настил; 4 — брус для крепления кружал; 5 — кружало; 6 — раскрепляющая доска; 7 — настил; 8 —
подкружальные клинья
арочкой из 3-5 кирпичей, что дает возможность подобрать кирпич в получив-
шийся на пучке свода зазор. Изоляционный слой на пучке свода выполняют на
себя с отставанием от основного на 300-400 мм.
После завершения кладки свода опалубку не разбирают в течение 8-12 ч для
того, чтобы раствор успел схватиться. Перед разборкой опалубку осаживают,
выбивая из-под стоек кружал клинья 8. После того как между настилом опа-
лубки и сводом появится хорошо видимый зазор, опалубку разбирают, опор-
ные балки срезают и оставшиеся окна от них заделывают кирпичом.
Технология кладки газоходов и различного назначения топок не имеет ка-
ких-либо специфических особенностей. Все элементы этих теплотехнических
агрегатов выполняют по правилам, изложенным ранее в гл. 5.2.2, 5.2.3, 5.2.4 и
5.2.6.
5.7. Производство футеровочных работ в зимних условиях
При выполнении в условиях отрицательных температур кирпичной кладки
из всех видов материалов требуется решить одну общую для всех видов работ
проблему нейтрализации вредного влияния холода на качество растворов.
При отрицательной температуре (ниже 0 °С) в растворе происходят процес-
сы, которые отражаются на его прочности и структуре.
Во-первых, при замерзании раствора содержащаяся в нем свободная вода
превращается в лед, который не вступает в химическое взаимодействие с вя-
645
жущими веществами. Таким образом, если твердение вяжущего не началось
до замерзания, то оно не начнется и после замерзания; если оно уже началось,
то практически приостанавливается до тех пор, пока свободная вода будет на-
ходиться в растворе в виде льда. Во-вторых, замерзающая в растворе вода зна-
чительно увеличивается в объеме (приблизительно на 10 %), вследствие этого
структура раствора нарушается и он становится пористым, зачастую теряя ранее
накопленную прочность.
При быстром замерзании свежевыложенной кладки в швах образуется смесь
вяжущего веществами заполнителя, сцементированная льдом. Раствор настоль-
ко быстро теряет пластичность, что горизонтальные швы стен остаются недо-
статочно уплотненными; при оттаивании они обжимаются тяжестью вышеле-
жащей кладки, что может вызвать значительную и неравномерную осадку и
создать угрозу прочности и устойчивости кладки. По этой же причине арки и
своды, выложенные на замерзающем растворе с толстыми швами, при оттаи-
вании должны провиснуть или упасть.
В зависимости ох вида кладки и возводимых конструкций каменные работы
зимой выполняют способом замораживания, с использованием противомороз-
ных добавок и в тепляках.
Способом замораживания кладку ведут на открытом воздухе или в неотап-
ливаемом помещении из холодного кирпича или блоков на растворе, имею-
щем во время его укладки в дело положительную температуру, а затем замер-
зающем. Сущность этого способа заключается в том, что раствор в швах, за-
мерзший вскоре после его укладки, твердеет в основном после оттаивания или
искусственного отогревания кладки. Для зимней кладки, выполняемой спосо-
бом замораживания, применяют цементные, цементно-известковые и цемент-
но-глиняные растворы, а также растворы на молотой негашеной извести. Марки
растворов назначают в зависимости от окружающей температуры воздуха в
момент возведения на одну или две ступени выше марки раствора, применяе-
мой для кладки в летних условиях. Так, при среднесуточной температуре
-3 °С и выше марку раствора оставляют такую же, как и в обычных условиях,
а при среднесуточной температуре от -4 до -20 °С марку раствора повышают
на одну ступень. Например, вместо марки 25, указанной в проекте для кладки
при положительной температуре, следует применять марку 50.
При среднесуточной температуре во время укладки в дело раствора ниже
-20 °С марку его повышают на две ступени. Минимальная температура, при
которой разрешается вести кладку методом замораживания, -30 °С, причем
температура раствора, должна быть тем выше, чем ниже температура окружа-
ющего воздуха. Так, при температуре воздуха до -10 °С раствор должен иметь
температуру минимум +5 °С; при температуре воздуха до —20—+10° С; при
-30-+150 С.
646
Чтобы раствор не остывал во время доставки от места приготовления к мес-
ту ведения работ, его перевозят в утепленных контейнерах или автосамосва-
лах, оборудованных утепленными крышками, с подогревом кузова выхлопны-
ми газами от двигателя. Весь цикл от разгрузки до укладки раствора должен
занимать 30^40 мин.
Особое внимание следует обращать на то, чтобы толщина швов не превыша-
ла размеров, установленных для работы при положительных температурах,
так как кладка, выложенная зимой, фактически замерзает в течение 1-2 ч, а
обжатие неотвердевшего раствора происходит лишь после полного оттаива-
ния кладки. Поэтому при большой толщине швов кладка во время, оттаивания
может дать значительную осадку и даже разрушиться. При выполнении клад-
ки стен следует внимательно следить за их вертикальностью, ибо отклонения
от нее при отогреве создадут угрозу искривления и разрушения.
Разновидность способа замораживания — возведение наружных (в основ-
ном изоляционных) конструкций "под заморозку" с последующим искусст-
венным полным или частичным оттаиванием мерзлой кладки при устройстве
внутренних слоев футеровки.
При введении в раствор химических противоморозных добавок температура
замерзания воды, содержащейся в них, понижается, а в растворах с цементны-
ми вяжущими, кроме того, повышается скорость твердения цемента. Благода-
ря этим факторам раствор можно употреблять при значительно более низких
температурах окружающего воздуха, чем обычно.
В качестве химических добавок для огнеупорных растворов используют хло-
ристый кальций, который обычно берут с небольшой A0-15 % от массы сухих
смесей) добавкой портландцемента. На таких растворах можно вести кладку
элементов теплотехнических агрегатов, не подвергающуюся в процессе рабо-
ты воздействию расплавов материалов или шлаков, причем концентрация хло-
ристого кальция с понижением температуры повышается.
Для растворов на цементных вяжущих противоморозными добавками слу-
жат также хлористый натрий, углекислый калий и нитрат натрия.
Кладку на растворах с химическими добавками ведут так же, как и кладку
методом замораживания на обычных подогретых растворах, но с соблюдени-
ем требований специальных инструкций.
Растворная смесь в момент укладки должна иметь температуру не ниже +5 °С.
Замерзший, а затем отогретый горячей водой раствор использовать запреща-
ется.
При возведении кладки на растворах с противоморозными добавками сле-
дят за тем, чтобы раствор был использован в дело до того, как он под воздей-
ствием добавок начнет схватываться.
647
Некоторые элементы тепловых агрегатов (арки, своды) при невозможности
создать положительные температуры на рабочих местах футеровщиков мож-
но выкладывать без применения растворов, насухо. Устойчивость этих эле-
ментов при кладке насухо вполне удовлетворительна, а газоплотность может
быть доведена до нормальных пределов методом поверхностной проливки
жидким раствором свода в период сушки и разогрева теплового агрегата, а
также кладкой массивов, выстилок и толстых стен на порошках, а не на огне-
упорных растворах.
Наиболее предпочтительный способ выполнения огнеупорной кладки — в
отепленных зданиях или тепляках. Тепляками называют временные сооруже-
ния над возводимыми конструкциями, оборудованные системой калорифер-
ного или иного отопления, служащие для создания на месте производства ра-
бот положительных температур и их поддержания на протяжении необходи-
мого периода времени.
В зимнее время кладка в тепляках практически не отличается от кладки в
теплое время года, за исключением того, что кирпич, поступающий с холод-
ных складов, выдерживается некоторое время в теплом помещении, вплоть до
приобретения им положительной температуры. По конструкции различают
тепляки стационарные и передвижные.
Стационарные тепляки устраивают на все время строительства печей. Такие
тепляки называют также объемными. Их площадь и объем позволяют созда-
вать запасы кирпича для обогрева его до положительной температуры.
Стационарные тепляки бывают различных конструкций. Наиболее распрос-
траненные тепляки имеют двойную обшивку из горизонтальных досок по стой-
кам с засыпкой пространства между обшивками котельным или доменным
гранулированным шлаком или опилками. На потолочную обшивку укладыва-
ют для уменьшения теплопотерь слой шлака. Кровлю покрывают толем по
сплошному дощатому настилу. Затем укладывают слой шифера, профнастила
или кровельного железа для того, чтобы исключить вероятность возгорания
тепляка при производстве сварочных или иных огневых работ.
Распространены сборно-разборные тепляки каркасно-щитовой конструкции.
Их каркас состоит из стоек, ригелей и подкосов. Ограждающие поверхности
собирают из деревянных щитов, имеющих теплоизоляционный слой. Кровлю
собирают также из стандартных элементов: стропильных ферм, связей, прого-
нов и утепленных щитов. Сверху по щитам кровли укладывают толь и шифер.
Инвентарные сборно-разборные тепляки хуже сохраняют тепло, чем тепля-
ки с засыпной теплоизоляцией, и, следовательно, на 1 м3 объема требуют больше
топлива. Но затрат на их сборку и разборку с учетом многократного их ис-
пользования значительно меньше. Поэтому если тепляк устраивают для крат-
ковременного использования, его выгоднее делать сборно-разборным, инвен-
648
тарным, так как некоторый перерасход топлива компенсируется экономией от
стоимости строительства тепляка.
Передвижные тепляки устраивают при строительстве объектов большой
протяженности. Их устанавливают на длине 1-2 захваток на катки, ролики
или тележки.
Для небольших и неответственных печей используют легкие брезентовые
тепляки. Брезентом покрывают деревянные или металлические каркасы. Что-
бы брезент не провисал, между прогонами натягивают проволоку.
В тех случаях, когда необходимо создать тепло на рабочем месте при кладке
печи, имеющей кожух, целесообразно использовать кожух в качестве ограж-
дающей конструкции тепляка. Для утепления кожуха впритык к нему ведут
кладку из теплоизоляционного кирпича, примораживая кирпичи к кожуху ра-
створом. Кладка теплоизоляционного слоя опережает кладку примыкающей к
кожуху стены на 1,5-2 м.
Если купол (верх) кожуха расположен высоко, уменьшают высоту обогрева-
емой зоны, используя подвесной утепленный зонт. Конструкция его неслож-
ная. По металлическому каркасу укладывают деревянные (из досок или фане-
ры) щиты, а на них засыпают теплоизоляционный слой. По мере роста кладки
зонт поднимают.
Подобную технологию применяют при футеровке зимой газохода первой
ступени при производстве цементного клинкера по сухому способу, а также
циклонных теплообменников при особенно суровых морозах.
Для утепления кожуха вращающейся печи сшивают торцами минераловат-
ные маты и образующуюся при этом теплоизоляционную ленту наматывают
на кожух печи, вращая ее на малых оборотах от вспомогательного привода.
Для лучшего обогрева захватки, на которой ведут кладку, ее отделяют от ос-
тального пространства брезентовыми шторами.
Отепление любого теплового агрегата, имеющего кожух, целесообразно ус-
траивать минераловатными матами, которые крепят снаружи анкерами из ка-
танки, предварительно приваренными к кожуху с шагом 500 мм. Эта операция
требует небольших трудозатрат, дает достаточно хороший тепловой эффект и,
ввиду многократного использования матов, стоит довольно дешево.
Для отопления тепляков используют различные источники тепла. Для ин-
тенсивного обогрева обычно применяют паровые (рис. 3.165), огневые, элект-
рические калориферы. Топки огневых калориферов должны быть вынесены
наружу. Иначе, особенно, если тепляк построен при высотном сооружении,
способном создать интенсивную тягу, атмосферный воздух будет затягиваться
в дымовую трубу огневого калорифера и выходить с продуктами горения топ-
лива в виде дыма через топку в рабочее пространство тепляка.
649
Теплый
воздух
Теплый
воздух
Холодный
воздух
Холодный
воздух
Пар
Рис. 3.165. Паровой калорифер: 1 — паровой регистр; 2 — крыльчатка; 3 — электродвигатель; 4 — жалюзи
Рис. 3.166. Паровой регистр: 1 — груба подачи пара с регулировоч-
ным вентилем; 2 — коллектор; 3—груба нагревательная; 4 — - тру-
ба сброса отработавшего пара
Наиболее экономичным источником тепла для указанных выше целей явля-
ется пар, получаемый от постоянной или временной котельной, расположен-
ной на строительстве.
Прокладка временных паропроводов может быть подземная и наземная.
Подземная прокладка временных паропроводов применяется бесканальная.
При бесканальной прокладке паропроводы укладывают непосредственно на
грунт дна траншей.
Для уменьшения теплопотерь траншеи засыпают шлаком или опилками, а
трубы во избежание коррозии покрывают антикоррозионным лаком.
При воздушной прокладке паропроводы следует тщательно изолировать ас-
бестом или теплоизоляционными скорлупами, а снаружи обернуть толем или
рубероидом. Для стока конденсата паропроводы укладывают с уклоном 0,002-
0,005.
Простейшими нагревательными приборами при отоплении паром являются
змеевики и регистры (рис. 3.166), изготовленные из гладких труб 3 диаметра-
ми от 100 до 200 мм, которые могут быть выполнены на месте в построечной
мастерской. Для присоединения прибора из гладких труб к паропроводам к
трубам прибора приваривают донышки, в которые вваривают газовые муфты
(при соединении на резьбе) или обрезки труб соответствующего диаметра (при
соединении на сварке).
Для стационарных тепляков, рассчитанных на длительный период работы,
целесообразно применять паровые регистры, сваренные из 150-200-мм труб.
В этом случае не расходуется электроэнергия на вращение вентиляторов кало-
риферов.
Для экономии пара в конце паровой линии необходимо ставить конденсато-
отводчики. Простейший вид такого устройства — бочка с водой, куда опуще-
на труба, выводящая пар. Пар расходуют таким образом, чтобы он весь кон-
денсировался в теплоотдающих устройствах (регистрах, калориферах), а не
выходил в атмосферу через отводящую трубу. Конденсат используют для при-
готовления раствора.
Песок подогревают в бункерах, внутри которых в продольном направлении
проходят паровые или дымовые трубы диаметром 120-150 мм. Мерзлый пе-
сок загружают в такие бункеры через люки снаружи. По мере оттаивания пе-
сок просыпается в пространство между трубами. Сухой нагретый песок через
затворы бункеров выгружается на ленточный конвейер или в контейнер.
651
Рис. 3.167. Электрический калорифер: / — вентилятор осевой с электродвигателем; 2 — корпус; 3 —
электронагреватели; 4 — тележка; 5 — питающий кабель
Для того чтобы растворопроводы и водопроводные трубы не замерзли, их
прокладывают с паровым спутником. Устраивают это таким образом: под во-
допроводной трубой или трубой растворопровода укладывают паровую трубу
и совместно их теплоизолируют.
При небольших размерах тепляков или незначительных объемах выполняе-
мых работ применяют электрические калориферы (рис. 3.167), представляю-
щие собой электронагревательный элемент сопротивления 3, заключенный в
кожухе 2 и сблокированный с вентилятором 1, создающим воздушный поток
через спирали нагревательного элемента. Во время прохождения через систе-
му спиралей воздух нагревается.
5.8. Применение блоков из бетона и кирпича
для футеровки вращающихся печей
Производительность труда футеровщиков и обслуживающих их транспорт-
ных рабочих зависит от числа огнеупоров, доставляемых в единицу времени
на рабочее место, и количества труда, затрачиваемого на доставку, обработку
материалов и укладку их в дело.
На сегодня практически решены вопросы комплексной механизации всех
процессов, сопутствующих огнеупорной кладке: основную массу кирпича на
рабочее место подают в пакетах, а в тех немногочисленных случаях, когда это
не удается — поштучно, но также с помощью строительных машин; механи-
652
зированы процессы приготовления и транспортирования растворов и обработки
кирпича вне пределов рабочих мест футеровщиков.
Сам процесс кладки наиболее сложно механизировать, и пока он решается
лишь частично за счет применения в футеровке крупноблочных изделий из
бетона и керамических камней, а также нанесением футеровок методом торк-
ретирования.
Для монтажа футеровки во вращающихся печах применяют блоки из жаро-
стойкого бетона различных составов (в зависимости от зоны укладки) и габа-
ритных размеров (в зависимости от диаметров и длин печей). Как правило,
это блоки шамотные на жидком стекле для зон кальцинирования и дегидрата-
ции и блоки магнезиальные на жидком стекле для зоны спекания, хотя они
могут быть и иных составов.
В зависимости от способов монтажа блоки для футеровки вращающихся пе-
чей подразделяют на две группы: блоки с индивидуальным креплением к кожу-
ху (рис. 3.168, а), для монтажа которых применяют обычный электропогрузчик,
и блоки, крепящиеся "враспор", для монтажа которых необходим специальный
механизм — манипулятор на шасси электропогрузчика (рис. 3.168, б).
Технология установки блоков с индивидуальным креплением проста: взяв
блок, электропогрузчик везет его вдоль печи до места установки, затем опус-
кает на кожух и отправляется за следующим. Рабочие, занятые установкой,
равняют блок по образующей печи, прижимают к ранее установленному и
крепят шпильками, которые приваривают к кожуху сварочным пистолетом,
предварительно пропустив через специально предусмотренные в теле блока
отверстия.
После приварки шпилек блок крепят шайбами и гайками, стакан в теле бло-
ка заделывают бетоном или густым раствором.
—Шт-О- -
Рис. 3.168. Крепление блоков из жаростойкого бетона для футеровки вращающейся печи индивиду-
ально (а) и "враспор" (б)
653
Выставив на длине захватки один ряд блоков, печь подворачивают и ведут
монтаж следующего ряда вплотную к уложенному ранее.
Блочную футеровку монтируют насухо, оставшиеся швы зарастают гарни-
сажем во время работы печи.
Монтаж блоков "враспор" ведется кольцами, последовательно одно за дру-
гим. Гидравлические зажимы манипулятора захватывают одновременно шесть
бетонных блоков со специальными гнездами, подают их в печь на место мон-
тажа, поворачивают в вертикальной плоскости и плотно прижимают к кожуху.
Каждое кольцо блоков манипулятором устанавливают в два приема.
Доставленные первые шесть блоков опускают на нижнюю полуокружность
кожуха печи таким образом, чтобы они располагались симметрично к проек-
ции ее продольной оси. Затем доставляют следующую партию из шести бло-
ков, переводят раму с гидравлическими зажимами в положение верхней полу-
окружности и устанавливают верхнее полукольцо, прижимая его к одной сто-
роне нижнего полукольца. На противоположной стороне печи в футеровке
образуется зазор, который заделывают кирпичом аналогично тому, как забива-
ют замок при кладке.
Во время забивки замка манипулятор удерживает верхнее полукольцо бло-
ков, прижимая его к кожуху печи. После забивки замка, когда кольцо замкнуто
и раскреплено, манипулятор выводит зажимы из гнезд блоков и отправляется
за новой их партией.
Футеровка вращающихся печей блоками из жаростойкого бетона, несмотря
на полную механизацию процесса труда, высокую удельную производитель-
ность, значительное сокращение сроков производства работ в сравнении с обыч-
ным ее вариантом, не нашла пока широкого распространения.
5.9. Торкретирование
Торкретирование — безопалубочный метод нанесения бетонных футеровок
под давлением — находит все более широкое применение при строительстве
теплотехнических агрегатов. Гораздо раньше оно нашло применение при ре-
монтах футеровки промышленных печей. Торкрет-бетонные футеровки облада-
ют высокой механической прочностью и низкой газо- и водопроницаемостью,
могут наноситься на металлическую поверхность и на огнеупорную кладку.
Существуют два способа торкретирования: полусухой и мокрый (или шли-
керный). В первом случае сухую смесь сжатым воздухом подают по трубопро-
воду к соплу, в котором она увлажняется. При шликерном способе смесь ув-
лажняется предварительно и подается к соплу в виде раствора. Шликерным
способом пользуются при горячих и профилактических ремонтах, которые
654
проводят без остановки вращающейся печи, когда место возможного прогара
находится не далее 5-6 м от порога.
Торкретные покрытия бывают однослойные и многослойные, с арматурой и
без нее, нанесенные непосредственно на кожух или на огнеупорную кладку.
Однослойные торкретные покрытия (рис. 3.169) применяют при невысоких
температурах и высокой абразивности газовой среды. Однослойные покры-
тия без арматуры выполняют при работах по ремонту и восстановлению футе-
ровки.
Многослойные покрытия (рис. 3.170) наносят в тех случаях, когда оно долж-
но одновременно обладать как огнеупорными, так и теплоизоляционными свой-
ствами. Многослойное покрытие обычно состоит из двух слоев: огнеупорного
9 и теплоизоляционного 3, причем каждый из слоев наносится раздельно.
Торкрет-бетонные футеровки наносят цемент-пушками. Процесс торкрети-
рования складывается из отдельных операций.
Металлическую поверхность, подвергаемую торкретированию, очищают от
ржавчины и окалины пескоструйными аппаратами. Вместо речного песка ис-
пользуют металлический.
Как правило, торкрет-бетонные смеси поставляют в готовом виде, но иногда
их приходится готовить на месте. Готовят их путем перемешивания в бетонос-
месителях принудительного действия вначале цемента и тонкомолотой добав-
ки с последующим добавлением соответствующих наполнителей. Сухую смесь
надо содержать в таре, исключающей ее увлажнение.
Пробное торкретирование производится при определении количества воды
или жидкого стекла (если торкрет-бетонная смесь наносится на жидком стек-
ле), необходимого для нормального процесса торкретирования. Если воды
много, торкрет-бетонная смесь будет сползать, если недостаточно, торкрет-
бетонная смесь получится рыхлой, непрочной, при этом будет высокий про-
Рис. 3.169. Однослойное торкретное покрытие: / — металли-
ческий корпус; 2 — шпилька; 3 — армирующая сетка; 4 —
покрытие
Рис. 3.170. Многослойное торкретное покрытие: 1 — метал-
лический корпус; 2 — кольцевая перегородка; 3 — теплоизо-
ляционный слой; 4 — армирующая сетка; 5 — гайка; 6 —
шпилька; 7 — шайба; 8 — панцирная сетка; 9 — панцирный
слой торкрет-бетона
655
цент отскока смеси. Пробное торкретирование осуществляют на предваритель-
но очищенном металлическом щите. Нормальным считается такое количество
воды, когда на только что нанесенной поверхности, на первый взгляд относи-
тельно сухой, проступает влага или, как принято говорить, торкрет-бетон на-
чинает "слезиться".
Торкретирование осуществляет звено из трех человек: один работает на це-
мент-пушке (машинист) и двое на сопле (торкретчики). Перед пуском цемент-
пушки необходимо закрыть все вентили и краны, оба конусных затвора от-
крыть. Сухую торкрет-массу загружают через воронку 14 (рис. 3.171). Маши-
нист сообщает торкретчику о подаче воды к соплу, затем открывает входной
кран 17 закрывает верхний конусный затвор рычагом 15, открывает кран 12
подачи сжатого воздуха в верхнюю камеру, медленно открывает кран 8 подачи
сжатого воздуха в нижнюю камеру и одновременно плавно открывает кран 10
подачи воздуха к пневмодвигателю. После полного открытия крана 8 с помо-
щью регулятора давления 6 и манометра 7 в камере устанавливают необходи-
мое рабочее давление, МПа, которое определяют по формуле
Ро= 1,6+ 0,02A-10),
где L — полная длина материального шланга, м.
Давление воды на выходе из водяного насоса (в МПа) определяют по формуле
где Ро — давление воздуха в нижней камере, МПа; Н— высота подачи воды, м.
Количество подаваемой смеси регулируют, изменяя скорость вращения пнев-
модвигателя краном 10. Смесь в рабочую камеру подают в следующем поряд-
ке. После перемещения смеси из верхней камеры в нижнюю, о чем свидетель-
ствует свободное перемещение нижнего конусного затвора, рычагом 18 зак-
рывают кран 12 и нижний конусный затвор и открывают кран 13 для удаления
воздуха из верхней камеры.
После удаления воздуха верхний затвор под действием собственного веса
открывается, после чего загружают очередную порцию смеси и закрывают кран
13 и верхний затвор. Затем медленно открывают кран 12 и подают сжатый
воздух в верхнюю камеру до тех пор, когда возможно будет открыть нижний
конусный затвор, и т.д. При прекращении работы вначале отключается подача
смеси на сопло путем перекрытия крана 10, шланги продуваются воздухом,
прекращается подача воды на сопло, закрываются краны 8 я 17.
Наносят торкрет-бетонную смесь участками (картами) размером 1 х 1 м кру-
говым движением сопла. Сопло должно находиться от торкретируемой повер-
хности на расстоянии 0,7-1,2 м перпендикулярно к ней. Для контроля толщи-
ны слоя к кожуху приваривают дистанционную арматуру из скоб и маячных
656
колец или штыри. Футеровщика осуществляющего торкретирование, снабжа-
ют специальным костюмом с защитной маской и респиратором.
В процессе торкретирования поверхность торкрет-бетона зачищают. При
зачистке срезают излишне нанесенный слой смеси, а поверхность футеровки
14
15
16
Рис. 3.171. Цемент-пушка: 1 — ходовые колеса; 2 — выдувной узел; 3 — обратный клапан в нижней
камере; 4 — питатель в сборе; 5 — шлюзовая камера; 6 — регулятор автоматического поддержания
заданного давления в нижней камере; 7 — манометр для контроля заданного рабочего давления; 8 —
кран для подачи сжатого воздуха в нижнюю камеру; 9 — фильтр-влагоотделитель; 10 — кран для
подачи воздуха в пневмодвигатель; 11 — кран для подачи воздуха для продувки шлангов; 12 — кран
подачи воздуха в верхнюю камеру; 13 — кран для выпуска воздуха из верхней камеры при шлюзова-
нии; 14 — загрузочная воронка; /5 — рычаг верхнего конусного затвора; 16 — фильтр-влагоотдели-
тель; 17 — входной кран; 18 — рычаг нижнего конуса
22. Лисиенко В.Г. и др.
657
Рис. 3.172. Обрезовка
выравнивают специальным ножом — обрезовкой (рис.
3.172). Во время зачистки удаляют и дистанционную
арматуру. Если поверхность сравнительно чистая, то
разрешается очищать ее металлическими щетками.
Подготовка к ремонту торкрет-бетонной футеровки
включает в себя: удаление слабых, отслаивающихся и
разрушенных участков на всю толщину слоя торкрет-
бетона до металлической поверхности или до изоля-
ционного подслоя с обнажением не менее двух анке-
ров, обдувку поверхности сжатым воздухом и, при не-
обходимости, установку предусмотренных проектом
дополнительных анкеров и сеток. При обдувке повер-
хности для уменьшения пыления рекомендуется вводить небольшое количе-
ство воды.
Место прогара в кирпичной футеровке должно быть разделено таким обра-
зом, чтобы его края были под углом около 90° к поверхности кладки, а глубина
выемки была не менее 30-40 мм.
Перед нанесением смеси на гидравлическом вяжущем для обеспечения нор-
мальных условий твердения нанесенного слоя ремонтируемую поверхность
следует увлажнить водой, подаваемой через сопло цемент-пушки и распыляе-
мой воздухом. Ремонтируемую поверхность жаростойкого бетона увлажняют
до стекания воды (до блеска поверхности). Через 5-7 мин увлажнение произ-
водят вновь, повторяя его 4-5 раз. Ремонтируемую поверхность шамотной
кладки увлажняют непрерывно в течение 20 мин.
Перед нанесением торкрет-бетонной смеси на основе жидкого стекла ув-
лажнять поверхность не требуется.
Для обеспечения нормального протекания процесса схватывания торкрет-
бетонной смеси ее периодически смачивают водой или укрывают смоченной в
воде мешковиной. Торкрет-бетоны на жидком стекле не увлажняют.
Температурные швы устраивают строго по проекту. В тонкостенных торк-
рет-бетонных футеровках вместо температурных швов после зачистки повер-
хности ножом нарезают русты в виде прямоугольных карт размером 500x500
или 1000x1000 мм с глубиной реза 15-20 мм.
5.10. Повышение срока службы
огнеупорной футеровки вращающихся печей
Стойкость футеровки приобретает особо важное значение для вращающих-
ся печей большой мощности.
658
Увеличение диаметра печи отрицательно влияет на стойкость футеровки.
Анализ службы футеровки показывает, что в печах мокрого способа произ-
водства диаметром 5 м продолжительность стойкости футеровки в зоне спека-
ния составляет 145 сут., в то время как средняя стойкость футеровки во всех
печах мокрого способа равна 227 сут. Средняя стойкость футеровки печей су-
хого способа производства 234 сут., а печей диаметром 5 м — 120 сут., диамет-
ром 7/6,4 м — 79 сут.
Общие причины сокращения сроков службы футеровки в печах большого
диаметра обусловлены снижением строительной прочности огнеупорной клад-
ки и ухудшением условий поддержания стабильной обмазки, увеличением
механических нагрузок в результате деформаций корпуса, теплового расши-
рения и осевого сдвига, частыми остановками из-за неисправности оборудо-
вания и более трудным управлением режимом работы печей. При наладке вра-
щающихся печей для повышения сроков службы футеровки необходимо, преж-
де всего, устранять отрицательное влияние указанных факторов.
Анализ службы огнеупоров во вращающихся печах показывает, что лучшей
стойкостью характеризуются футеровки из периклазохромитовых огнеупоров
(ПХЦ) и хромитопериклазовых (ХПЦ). Более низкую стойкость имеют перик-
лазошпинелидные огнеупоры (ПШЦ).
Особенно неудовлетворительна стойкость футеровки на переходных участ-
ках от зоны кальцинирования к зоне спекания, где нет стабильных условий
для образования обмазки (периодически обрывается). Эти участки рекомен-
дуется футеровать тальковыми огнеупорами.
Огнеупорная кладка очень чувствительна к конфигурации корпуса печи.
Поэтому нельзя допускать деформации корпусов, деформированные участки
следует своевременно заменять. Переходные участки печей, зоны теплообмен-
ников футеруют специальными фасонными огнеупорами. Подтеска кирпича
не рекомендуется. При необходимости кирпичи подгоняют к профилю футе-
руемого участка резкой на специальных станках.
В современных мощных вращающихся печах футеровку в зонах навески
цепей и установки встроенных теплообменников выполняют из бетонов или с
использованием чугунных плит (чугунно-бетонная футеровка).
На основании изучения и обобщения опыта использования бетонных футе-
ровок Гипроцементом были разработаны рекомендации по составам жаропроч-
ных бетонов и применению бетонных футеровок на участках вращающихся
печей (табл. 3.21).
Подбирать бетоны необходимо с учетом их термической стойкости
(табл. 3.22). При устройстве бетонной футеровки основное внимание должно
быть уделено качеству исходных материалов в строгом соответствии с норма-
тивными документами и уходу за бетоном в период созревания. Температура
22» 659
Таблица 3.21
Состав жаропрочного бетона
Бетон
Гранитно-
цементный
Клинкерно-
цементный
То же, с добавкой
тонкомолотого
шамота
Шамотно-
цементный с
металлической
стружкой
Шамотно-
цементный
Шамот на жидком
стекле*
Шамот-бетон на
глиноземистом
цементе и жидком
стекле
Состав бетона
Гранит фракций, мм:
0-5
5-10
10-20
Портландцемент
Портландцементный
клинкер фракции 3-20 мм
Портландцемент
Клинкер
Портландцемент
Тонкомолотый шамот
Шамот фракций, мм:
0-1
1-15
15-30
Портландцемент
Чугунная или стальная
стружка длиной до 20 мм
Шамот фракций, мм:
0-5
5-20
тонкомолотый
Портландцемент
Шамот фракций, мм:
0-5
5-20
тонкомолотый
Жидкое стекло
(р = 1,25 г/см3)
Портландцемент
Шамот фракции, мм:
0-5
5-20
Глиноземистый цемент
Жидкое стекло, г/см3
(р=1,25-1,36 г/см3)
Расход материала,
кг/м3 бетона
450
400
400
550
1300-1500
500-700
1300
500
200
360
540
500
400
100-200
650
700
120-250
350
600
750
550
300-350
5-15
600
750
400-500
300-500
Температура
применения, °С
До 300
До 400
До 500
До 800
До 800
600-1100
600-1100
* Фракция гранита 0-5 мм может быть заменена тонкомолотым шамотом.
Участки печи
Холодная
половина цепной
завесы
Цепная завеса по
всей длине
Цепная завеса по
всей длине
Цепная завеса по
всей длине
Цепная завеса,
встроенные
теплообменники,
холодная половина
зоны дегидратации
Зоны дегидратации
и декарбонизации
Зоны дегидратации
и декарбонизации
** Чугунную или стальную стружку в бетон добавляют для уменьшения истирающего воздействия цепей.
*** Бетон предназначен для ремонта и изготовления небольших участков футеровки
бетона в период укладки и созревания должна быть положительной, замора-
живание бетона не допускается. Оптимальные условия для твердения бетонов
на гидравлической связке — выдержка при 15-20 °С с периодическим увлаж-
нением, а бетонов на жидком стекле — при 20-120 °С без увлажнения.
Розжиг печи, футерованной бетоном на портландцементе, допускается не
ранее 6 сут. после укладки бетона; печи, футерованной бетоном на жидком
стекле, — не ранее 3 сут. При розжиге скорость подъема температуры до 150 °С
660
Таблица 3.22
Прочность и термическая стойкость жаропрочных бетонов
Максимально
возможный
класс бетона,
кПа
ВЗО
ВЗО
ВЗО
В25
В25
В20
В15
Температура
наибольшего
падения
прочности, °С
—
700-1000
700-1000
800-1000
800-1000
Не разупрочняется
Тоже
Прочность при
сжатии после
нагрева до 800 "С,
% первоначальной
—
30-50
30-50
—
25-20
150-200
150-200
Температура начала
деформации
под нагрузкой
98,07-2 кПа, °С
—
1100-1100
1100-1200
—
1100-1200
1250-1370
1250-1370
Термическая
стойкость
—
Очень низкая
Низкая
Удовлетворительная
Тоже
Хорошая
Тоже
должна составлять 20 °С/ч, выдержка 8 ч. Подъем температуры выше 150 °С
до рабочей температуры, должен происходить в соответствии с заводским гра-
фиком розжига печей. Режим сушки бетонной футеровки контролируют с по-
мощью термопары, устанавливаемой перед горячей частью цепной завесы.
Сушку бетонной футеровки циклонных теплообменников Гипроцемент ре-
комендует осуществлять в течение 50-60 ч по режиму: плавный нагрев до
120 °С — 10-12 ч, выдержка, при 120 °С — 10-12 ч, плавный подъем темпера-
туры до 250 °С — 5-6 ч, выдержка при 250 °С — 24 ч, подъем температуры до
600 °С — 10 ч.
Поддержание оптимального режима при созревании и сушке бетона обеспе-
чивает высокую прочность и длительный срок службы футеровки.
Гипроцементом в содружестве с ПО "Брянскцемент" и трестов "Союзспец-
цемстройремонт" была разработана и применена футеровка подготовитель-
ных зон, включая зону цепей, и горячего обреза печей специальными блоками
из жаропрочных бетонов. Установленная блочная футеровка горячего обреза
печи размером 5x185 м (рис. 3.173) позволила полностью исключить простои
печи из-за обрушения футеровки на этом участке. Предполагаемый срок службы
блоков в горячем образце около 2-2,5 года, в зоне цепей — около 5 лет.
Рис. 3.173. Блочная футеровка горячего обреза печи размером 5x185 м Брянского цементного завода:
1 — торцевые плиты; 2 — бетонный блок; 3 — упорная плита; 4 — крепежный болт
Для футеровки вращающихся печей могут быть рекомендованы следующие
материалы и изделия: в зоне навески цепей — бетонная и чугунно-бетонная
футеровка; подготовительных зонах — шамотный кирпич; на переходном уча-
стке к зоне спекания — тальковые или высокоглиноземные огнеупоры; в зоне
спекания — магнезитохромит (центральная часть зоны) и хромитомагнезит; в
зоне охлаждения — шамот уплотненный, высокоглиноземистые и тальковые
огнеупоры.
Особенно важна стойкость футеровки для вращающихся печей сухого спо-
соба производства размером 7/6,4x95 м с циклонными теплообменниками, так
как при неблагоприятных условиях срок службы ее на отдельных участках
печи находится в пределах от 14 сут. до 1-2 мес. Особенно неудовлетвори-
тельно служит футеровка на участках: крышек циклонов и узлов примыкания
к ним газоходов; в местах установки компенсаторов, ремонтных и смотровых
люков, врезки течек в газоходы; течек циклонов теплообменника; патрубка,
лобового листа и шихты загрузочной головки; в конусах загрузочного и раз-
грузочного концов печи; головки печи, шахты и свода холодильника.
Исходя из опыта эксплуатации вращающихся печей с циклонными теплооб-
менниками цементных заводов в Липецке, Новоспасске, Новокараганде, На-
вои для улучшения стойкости футеровки в этих узлах можно дать следующие
рекомендации.
Футеровку шахты циклонного теплообменника и ответственных участков
газоходов, шахты и горячей части свода холодильника и других ответствен-
ных участков выполнять из специального подвесного шамотного кирпича по
металлическим тавровым балкам. Между металлическим кожухом и шамот-
ным кирпичом желательно прокладывать листовой асбест или другой термо-
Рис. 3.174. Крепление упоров горячего конца печи Ли-
пецкого цементного завода: / — тальковый кирпич; 2 — Рис. 3.175. Футеровка течек циклонных
плиты упора (Ст. 25Х23Н7СЛ); 3 — заклепки; 4 — про- теплообменников: 1 — корпус течки; 2 —
кладка (Ст. 3); 5 — корпус печи; 6 — обечайка обдува шамотный кирпич ШБ 103-105
662
изоляционный материал. Футеровка загрузочного, разгрузочного и переход-
ного конусов печи должна осуществляться с использованием специальных
шамотных фасонных изделий (ромбическо-клиновый фасон). Футеровку раз-
грузочного конуса печи (по Т-образным плитам) целесообразно выполнять с
использованием талькового кирпича (рис. 3.174). Целесообразно использовать
футеровку бетонными блоками по разработанной Гипроцементом технологии,
опробованной на ПО "Брянскцемент". В местах установки ремонтных и смот-
ровых люков, врезки течек можно рекомендовать использование специальных
шамотных блоков (по типу футеровки люковых отверстий конвейерных каль-
цинаторов), блоков из жаропрочных бетонов (по технологии, разработанной
Гипроцементом). Для футеровки течек циклонов круглого сечения использо-
вать лекальный кирпич на основе опыта Липецкого цементного завода
(рис. 3.175).
Практика работы вращающихся печей свидетельствует, что при соблюдении
правил технической эксплуатации, поддержании в процессе эксплуатации ус-
тойчивости обмазки, организации контроля состояния футеровки с помощью
приборов "Факел", "Термоскоп" и др., своевременной перефутеровке печи во
время плановых ремонтов и исключении ремонтов футеровки на небольших
участках, можно значительно увеличить срок службы футеровки даже на боль-
ших печах (до 200 и более суток). Анализ показывает, что примерно 30 % преж-
девременных выходов из строя футеровки зоны спекания во вращающихся
печах происходит из-за нарушения эксплуатационного режима.
Стойкость футеровки в зоне спекания зависит от различных факторов, ос-
новными из которых являются: вид и качество огнеупоров, качество укладки
футеровки и механическое состояние корпусов печей наличие условий для
образования на ее поверхности хорошей обмазки, стабильность теплотехни-
ческого и технологического режимов работы печей.
Для обеспечения длительной службы футеровки все процессы по производ-
ству футеровочных работ, включая приемку, хранение и транспортирование ог-
неупоров, могут выполняться в соответствии с "Инструкцией по производству
футеровочных работ во вращающихся печах цементной промышленности".
При использовании высококачественных периклазохромитовых огнеупоров,
выполнении правил их хранения, транспортирования и укладки во вращаю-
щихся печах, режима эксплуатации достигается, как правило, высокая стой-
кость футеровки. Следует отметить, что качество огнеупоров зависит не толь-
ко от их марки, но и от заводов-изготовителей.
При контроле качества производства футеровочных работ особое внимание
должно быть уделено тщательной укладке огнеупоров с чередованием рядов
кирпичей большого и малого радиуса и расположением рядов строго по ради-
альным плоскостям. Количество кирпичей большого и малого радиуса в коль-
663
207
I
/
/
_-—
/
у
.—-^
/
/
N
"V
i
200
>к 180
| 160
||140
о ?П0
g «100
II 80
| 60
^ 40
20
/ | |
3100 3500 4000 4500 5000 5400
Диаметр печи, мм
Рис. 3.176. Номограмма для определения количества кирпичей в кольце
це и их чередование должно соответствовать расчетным таблицам. Удобно
пользоваться также специальными номограммами (рис. 3.176).
Для построения номограммы достаточно рассчитать радиус укладки и коли-
чество кирпичей в кольце по каждому типу используемых огнеупоров. Напри-
мер, 145 кирпичей ПХЦ-8 укладывается в кольцо диаметром 3,1 м, а 207 кир-
пичей ПХЦ-9 — в кольцо диаметром 5,4 м. По построенной номограмме (см.
рис. 3.176) определяют (по направлению стрелок), что при диаметре печи 4,5 м
в кольцо укладывается 55 кирпичей ПХЦ-8 и 127 кирпичей ПХЦ-9.
Вновь уложенная при монтаже вращающейся печи или замененная в период
эксплуатации футеровка должна быть подвергнута тщательной и равномер-
ной сушке. Режим сушки устанавливается в зависимости от типа печи (раз-
мер, наличие запечных теплообменников и др.), способа укладки огнеупоров
(на металлических пластинах или специальных пластичных растворах, с ис-
пользованием огнеупорных бетонов и др.), времени года, собственной влаж-
ности огнеупоров и других факторов.
После сушки при пуске печи в эксплуатацию для сохранения огнеупоров и
создания (набора) защитной обмазки розжиг печи осуществляется по специ-
альному режиму.
Формирование обмазки на огнеупорной футеровке зависит от состава и
свойств сырьевой смеси, определяемых количеством и вязкостью расплава;
вида огнеупоров, склонности их к набору и удержанию обмазки; температур-
ного режима в зоне спекания.
Единой методики и нормативных документов по режиму сушки футеровки
вращающихся печей и их розжигу, к сожалению, нет.
Строительные нормы и правила СНиП Ш-24-75, определяя необходимость
сушки вводимых в эксплуатацию промышленных печей (и кирпичных труб)
по специальным режимным графикам подъема температуры, никаких норма-
664
Таблице 3.23
Высота труб,
м
До 40
40-60
60-80
80-100
100
Длительность
сушки дымовых труб, сут.
Кирпичные трубы
уложенные летом
нефутерованные
3
4
5
7
9
футерованные
4
5
6
8
10
уложенные зимой
нефутерованные
5
6
8
10
12 N
футерованные
7
8
10
13
15
Железобетонные трубы
футерованные
летом
—
—
—
4
6
зимой
—
—
—
6
8
О
500
а
о
I
Р240
СО
е-
^ 100
У
/
10 25 30 55 ч
Рис. 3.177. Режим сушки футеровки печи 7/6,4x95 м Ново-Карагандинского цементного завода
тивов и параметров режима сушки не приводят. Данный СНиП остается дей-
ствующим без изменений.
Е. И. Ведь рекомендовал сушить вновь уложенную футеровку вращающих-
ся печей в течение 2-4 сут. Если футеровка производилась в зимнее время,
длительность сушки увеличивается на 10-20 %. В начальный период сушка
ведется при повышенной тяге, открытых люках и гляделках, большом избыт-
ке воздуха и температуре 30-35 °С. Контроль температуры газов и футеровки
рекомендуется осуществлять специально устанавливаемыми термопарами.
Подъем температуры должен производиться равномерно до 250-300 °С.
Рекомендации по сушке дымовых труб приведены в табл. 3.23. Режим суш-
ки труб — плавный подъем температуры до 250-300 °С. Сушка осуществляет-
ся горелками, устанавливаемыми в борове перед трубой, или дровами.
Гипроцементом при пуске и наладке вращающейся печи 7/6,4x95 м с цик-
лонным теплообменником Новокарагандинского цементного завода рекомен-
дована сушка футеровки продолжительностью 55 ч (рис. 3.177) по режиму,
определяемому температурой отходящих газов: равномерный подъем темпе-
ратуры до 100 °С — 10 ч; выдержка при 100 °С — 15 ч; равномерный подъем
температуры до 240 °С — 5 ч; выдержка при 240 °С — 25ч.
665
я (j
210
180
140
100
60
20
лива,
- I
о
X
Рас
100
85
70
55
40
25
10
_
г
-
16 24 32 40 48 56 64
т
72.
Рис. 3.178. График режима розжига печей размером 5 х 185 м Каменец-Подольского завода: 1 — подъем
температуры за печью; 2 — производительность печи по загрузке материала; 3 — расход топлива; те,
тп и т — время сушки, предварительного разогрева и розжига
Основные рекомендации по дальнейшему режиму розжига: расход топлива
и сырья должен поддерживаться в соотношении, близком к расчетному, пере-
расход топлива при розжиге не должен быть более 25 %; набор обмазки дол-
жен производиться при растянутой зоне спекания (горения) на сырье повы-
шенной спекаемости (с несколько пониженными КН и модулями); загрузку
сырья в течение первых 8-10 ч рекомендуется увеличить не менее чем до 80 %
полной загрузки.
На Каменец-Подольском цементном заводе, где достигнута наиболее высо-
кая в отрасли стойкость футеровки вращающихся печей размером 5x185 м,
разработан режим розжига, определяющий загрузку сырья, расход топлива и
температуру газов в пыльной камере. Характер регулирования расхода сырья
и топлива, подъема температуры отходящих газов показан на рис. 3.178.
Сушка футеровки производится при замене ее на длине более двух диамет-
ров печи с применением растворов. Продолжительность сушки т зависит от
конкретных условий, но не более 8 ч. При этом расход топлива составляет до
15 % его расхода при работе печи на полную мощность. При меньшем участке
заменяемой футеровки (на растворе) процесс сушки совмещается с разогре-
вом футеровки х .
При пуске печи на тихий ход загрузка сырья начинается с 50 % расчетной,
затем в 10 приемов через определенные интервалы времени производитель-
ность печи доводится до нормативной. Начальный временной интервал со-
ставляет 4 ч, каждый последующий увеличивается на 0,5 ч до достижения 75 %-
й производительности печи. Далее временной интервал прибавления произ-
водительности сохраняется постоянным. Увеличение загрузки за каждый при-
ем уменьшается, начиная с 6 до 1,8 т/ч (по производительности печи).
Расход топлива в начальный период розжига на 10 % превышает расчетное
количество (по загрузке сырья и удельному расходу топлива), а к концу про-
цесса розжига доводится до нормы.
666
Не более 4 м7ч
U 400 F
Юсут.
Рис. 3.179. Режим сушки футеровки печи размером^5х80 м с циклонным теплообменником. Футе-
ровка уложена на пластичном раствор: 1 — в розжиговой трубе; 2 — перед циклонами
Время розжига т печи на Каменец-Подольском цементном заводе составля-
ет примерно 58 ч, а весь процесс с сушкой футеровки длится 70 ч. В других
условиях в зависимости от способности сырья к образованию обмазки он мо-
жет быть более длительным или более коротким.
За рубежом процессу сушки футеровки придается особо важное значение.
Сушка футеровки после монтажа осуществляется по строгому режиму, согла-
сованному с фирмой-поставщиком огнеупоров, и по времени занимает до
10 сут. На рис. 3.179 приведен примерный график сушки футеровки печи раз-
мером 5x80 м с четырехступенчатым циклонным теплообменником произво-
дительностью 100 т/ч, а на рис. 3.180 — режим розжига этой же печи. Эти
графики показывают, что подъем температуры при сушке осуществляется очень
медленно, порядка 50 °С в 1 сут. Максимальная температура перед циклон-
ным теплообменником к концу периода сушки не превышает 450 °С, а в систе-
ме теплообменника, естественно, она еще ниже. Медленный длительный про-
цесс сушки гарантирует сохранность огнеупорной футеровки.
9
з- о
я 7
га 0
15
О
о- 4
3
/
/
У
/
/
ч
^-^
--—'
—L^
^95 ^-
104.5 С^
9 Ю
\
1
2 .
/
/
)
170
¦р 150
1.130
я
70
50
0 4 8 16 24 32 40 48
Рис. 3.180. Режим розжига печи размером 5x80 м с циклонным теплообменником
62 ч
667
Режим розжига — непосредственное продолжение процесса сушки (без пе-
риода разогрева). На рис. 3.180 температурная характеристика не дается, но
четко в течение каждого часа определяется количество загружаемого сырья и
сжигаемого топлива.
Подача сырья начинается примерно с 30 % количества, необходимого при
полной производительности печи, за 16-18 ч она увеличивается до 75 %. Весь
период розжига до достижения полной расчетной производительности зани-
мает 62 ч, т.е. около 3 сут.
Существует много различных методик и режимов. Все они имеют опреде-
ленные различия. На каждом предприятии используют свои, выработанные
временем и практикой, методы и режимы, однако не всегда правильные и обо-
снованные (см. также часть I, гл. 3).
На основании опыта работы предприятий и имеющейся технической инфор-
мации по вопросу службы огнеупорной футеровки вращающихся печей пред-
ставляется возможным сделать некоторые общие выводы.
Сушка огнеупорной футеровки — ответственный процесс, определяющий
дальнейшую ее службу, она всегда должна производиться по определенному
строгому режиму. Режим и продолжительность сушки зависят от размера и
типа печи (с запечными теплообменниками или без них), времени года, спосо-
ба укладки (на растворе или на металлических прокладках) и влагосодержа-
ния огнеупорной кладки, вида огнеупоров (тальковые, шамотные, магнези-
альные, жаропрочный бетон и т.д.), объема вновь уложенной футеровки и дру-
гих факторов. Режим сушки должен обеспечивать полное удаление влаги из
футеровки без нарушения ее целостности, плотности и прочности. Не реко-
мендуется вращать печь с новой футеровкой в холодном состоянии. При роз-
жигах вращение печи разрешается после разогрева футеровки в зоне спекания
до 700-800 °С (до красного свечения).
Режимы розжига вращающихся печей и вывод их на нормальный эксплуата-
ционный режим с нормативной производительностью могут отличаться друг
от друга на разных предприятиях и для разных типоразмеров печей, но во всех
случаях должны обеспечиваться теплотехнические условия для создания плот-
ной и достаточно толстой защитной обмазки. При розжиге важно хорошо ра-
зогреть зону, не перегревая холодный конец печи. Это обеспечивается поддер-
жанием минимальной тяги в печи (в головке печи разрежение около ноля).
Набор обмазки производится при хорошо разогретой футеровке в зоне спека-
ния (чуть выше нормы), при большем чем обычно содержании расплава. В
таких условиях первые Ъ-А ч материал, поступающий в зону спекания, в ос-
новном идет на образование обмазки без выхода клинкера; режимы сушки
футеровки и розжига печи составляют в виде таблиц или графиков, которые
строго регламентируют скорость подъема температуры и продолжительность
668
процесса при сушке, температурный режим, расход топлива и сырьевой сме-
си, частоту вращения печи и продолжительность процесса розжига до вывода
печи на нормальный эксплуатационный режим с расчетной производительно-
стью. Режимы сушки и розжига утверждаются главным инженером предприя-
тия для каждого конкретного пуска вращающейся печи. Если розжиг печи и
ввод ее в эксплуатацию является продолжением процесса сушки футеровки,
как обычно бывает при пуске печей после ремонтов, составляется единичный
график розжига.
Для составления режимных графиков сушки футеровки и розжига вращаю-
щихся печей можно рекомендовать следующие условия.
При пуске вращающихся печей после капитального ремонта с полной
заменой футеровки. Для вращающихся печей мокрого способа производства
с встроенными теплообменными устройствами.
Продолжительность сушки футеровки — 36-40 ч по режиму: плавный подъем
температуры отходящих газов за печью до 100 °С — 10-12 ч; выдержка при
/ог = 100 °С — 10 ч; равномерный подъем температуры до tm = 200-230 °С —
8—10 ч; выдержка при tm = 200-230 °С — 8 ч.
При укладке футеровки в зимний период и значительном влагосодержании
огнеупорной кладки процесс сушки целесообразно удлинить до 50 ч с увели-
чением времени выдержки при t =100 °С до 20 ч.
Если розжиг печи осуществляется непосредственно после сушки футеров-
ки, режим розжига может быть следующий: разогрев при вращении печи на
вспомогательном приводе — 6-8 ч; разогрев на тихом ходу с доведением про-
изводительности печи до 75 % — 24-32 ч; доведение производительности печи
до нормативной A00 %) с обеспечением набора обмазки — 48 ч.
Если розжиг печи производится после охлаждения разогретой в процессе
сушки футеровки, то перед пуском ее от вспомогательного привода необходи-
мо разогреть футеровку в течение 2-А ч с плавным подъемом температуры
отходящих газов до 200-220 °С.
Для вращающихся печей сухого способа производства с запечными теп-
лообменными устройствами. При сушке футеровки вращающихся печей с
циклонными и другими теплообменными устройствами необходимо учиты-
вать значительные различия в температурных режимах печи и теплообменни-
ков, а также возможность конденсации влаги из отходящих из печи газов на
холодной футеровке теплообменников в начальный период. Поэтому процесс
сушки футеровки таких печных установок состоит как бы из двух этапов, в
1,5-2 раза продолжительнее и длится не менее 60 ч. Режим сушки: прогрев
системы циклонных теплообменников с помощью устанавливаемых в шахте
теплообменника специальных горелок или костров до температуры газов за
циклонами 100 °С — 8-10 ч; прогрев вращающейся печи с плавным подъемом
669
температуры отходящих газов за печью до 100 °С — 8-10 ч; выдержка при tm
= 100 °С (за печью) — 10 ч; плавный подъем температуры за вращающейся
печью до 200-230 °С, а за циклонными теплообменниками до 120-150 °С —
8 ч; выдержка при температуре газов за печью 200-230 °С и за теплообменни-
ками 120 °С — 10 ч; плавный подъем температуры за теплообменниками до
200-230 °С, а за вращающейся печью не выше 350 °С — 8 ч; выдержка при
температуре газов за печью /ог = 350 °С и за теплообменниками /ог = 200-230 °С
— 8 ч.
Регулировать режим подъема температуры в системе теплообменников можно
путем открытия имеющихся в системе клапанов и люков. При наличии специ-
альных розжиговых труб за вращающейся печью сушку футеровки произво-
дят без предварительного прогрева системы циклонных теплообменников. При
этом первые 18-20 ч после начала процесса сушки футеровки вращающейся
печи газы отводятся через розжиговую трубу, минуя циклонные теплообмен-
ники.
При использовании для футеровки теплообменников жаропрочных бетонов
интервал выдержки при температуре газов за теплообменниками t = 100 °С
увеличивается до 15 ч, а при tor = 200-230 °С до 24 ч. Весь процесс сушки в
этом случае длится до 75 ч.
Время сушки футеровки, уложенной в зимний период и содержащей значи-
тельное количество влаги, также рекомендуется увеличить за счет увеличения
времени выдержки при / = 100 °С в 2 раза.
Розжиг вращающихся печей, футерованных бетоном на портландцементе и
на жидком стекле, должен производиться в соответствии с изложенными ре-
комендациями Гипроцемента.
Режим розжига вращающихся печей сухого способа может быть аналогичен
режиму для печей мокрого способа производства. Однако для печей с циклон-
ными теплообменниками, неудовлетворительно работающих при низких ско-
ростях газового потока в системе теплообменников, следует сократить время
разогрева на тихом ходу с доведением производительности, как минимум, до
80 % до 8-10 ч и соответственно увеличить время доведения их производи-
тельности до 100 % с набором обмазки до 60-70 ч.
При пуске вращающихся печей после очередного ремонта футеровки в
зоне спекания с укладкой огнеупоров на металлических пластинах или от-
дельных небольших участков (на длине до двух-трех диаметров) на пластич-
ных растворах процесс сушки может быть совмещен с разогревом печи в про-
цессе розжига. В зависимости от протяженности участка уложенной футеров-
ки и остаточной ее влажности, типа и мощности печи розжиг может быть про-
веден за 60-70 ч.
Примерный режим розжига: разогрев на факеле — 2-4 ч; разогрев при вра-
щении от вспомогательного привода — 2^4 ч; разогрев на тихом ходу с дове-
670
дением подачи до 75 % нормативной и переводом на полный ход — 8-16 ч;
вывод печи на полную производительность с набором обмазки — примерно
48 ч.
После непродолжительных остановок и сохранении обмазки процесс разог-
рева печи можно вести более быстро, время розжига (до перевода печи на пол-
ный ход) в зависимости от степени охлаждения ее, может быть сокращено до
6-12 ч, а вывод печи на полную производительность — до 16-24 ч; розжиг
вращающихся печей может производиться на специально приготовленной
сырьевой смеси повышенной спекаемости (примерно на первые сутки рабо-
ты) или на сырьевой смеси обычного состава.
Практика показывает, что обмазка, образовавшаяся при обычном составе
сырья, более плотная и монолитная, более устойчива к расслоению. Обмазка
из сырья пониженной спекаемости более рыхлая, при изменениях темпера-
турного режима более склонна к расслоению и разрушению (возможно в свя-
зи с распадом C2S).
"Тихий ход"—режим, определяемый характеристикой привода печи. Обычно
частота вращения в этом режиме составляет 30-50 % полного хода. В соответ-
ствии с частотой вращения устанавливается при розжигах и режим питания.
При составлении режима розжига увеличение загрузки сырья в печь за один
прием не должно повлечь повышение производительности печи более чем на
5 % расчетной, а на завершающем этапе при производительности, близкой к
расчетной, 1-2 %.
Интервалы времени при увеличении загрузки печи на разных этапах про-
цесса розжига изменяются. В зависимости от длины печи они могут меняться
в пределах 1-4 ч, причем наиболее продолжительные интервалы должны быть
на завершающем этапе розжига.
Увеличение подачи сырья и топлива следует производить по возможности
более плавно. На полный ход вращающаяся печь, как правило, переводится
при 75-80 % питания сырьем с последующим доведением его до 100 %.
Расход топлива в начальный период розжига в связи с дополнительным рас-
ходом теплоты на разогрев системы на 10-25 % превышает расчетную норму
(по загрузке сырья и удельной норме расхода топлива) и постепенно к концу
периода розжига доводится до нормы. Больший перерасход топлива (до 25 %)
требуется для установок с запечными теплообменниками.
Для обеспечения длительности срока службы футеровки необходимо в про-
цессе эксплуатации принимать меры по сохранению защитной обмазки: рас-
полагать факел вдоль слоя материала, в непосредственной близости от него,
но без касания футеровки; поддерживать равномерный температурный режим;
перемещать периодически зону высоких температур по оси печи, передвигая
форсунку. Рекомендуется также подача выше факела по оси печи порошкооб-
671
разных материалов, кратковременный ввод в сырье добавок (MgO) при ослаб-
лении обмазки.
В процессе эксплуатации не следует допускать резкого изменения темпера-
турного режима печи, охлаждения и нагрева футеровки. При кратковремен-
ных остановках необходимо принимать меры к сохранению теплоты внутри
печи (остановка дымососа, ограничение тяги и подсосов холодного воздуха
закрытием шиберов, люков, смотровых окон и др.).
При плановой остановке на ремонт охлаждение следует вести быстро, так
как медленное охлаждение может сопровождаться распадом двухкальциевого
силиката.
НИИцементом разработан эффективный способ образования и регулирова-
ния толщины слоя обмазки путем изменения разности температур при входе
ее под слой обжигаемого материала и выходе из-под него, а, следовательно,
условий набора обмазки. Достигается это перемещением оси факела парал-
лельно материалу, ближе к нижней границе между материалом и футеровкой.
Этот метод позволяет не только увеличить срок службы футеровки, но и повы-
сить на 1-2 % производительность печей и снизить удельный расход топлива.
Повышению стойкости футеровки в зоне спекания способствует примене-
ние специальных приборов и устройств типа "факел", "пектропир" и др., по-
зволяющих контролировать температуру участков поверхности печи и своев-
ременно принимать меры по восстановлению обмазки. Изложенные особен-
ности службы огнеупорных футеровок могут быть использованы при реше-
нии вопросов повышения стойкости футеровки вращающихся печей в про-
цессе эксплуатации и наладки их режима работы.
672
Глава 6.
О ПРОИЗВОДСТВЕ ЦЕМЕНТА
С ИСПОЛЬЗОВАНИЕМ ТЕХНОГЕННЫХ ПРОДУКТОВ
Помимо природного сырья для производства цемента достаточно широко ис-
пользуются различные техногенные продукты. В первую очередь сюда следует
отнести продукты комплексной переработки нефелиновых руд и концентратов
алюминиевой промышленности, зола угольных тепловых электростанций. На-
пример, в СССР ежегодно использовалось в цементной промышленности до 35
млн. т техногенных продуктов различных отраслей промышленности. Кроме
экономии природного сырья на 15 %, это давало экономию топлива до 2,5 млн.
т у.т. Рассмотрим некоторые проблемы использования шламов алюминиевой
промышленности при производстве цемента. Вызвано это тем, что по мнению
ряда специалистов (Детков С. П., Еринов А. Е. и др.) использование шлама обес-
печивает наиболее благоприятные условия для производства цемента. Влажность
пульпы, наливаемой в печь, составляет 30-33 %, удельный расход топлива —
4,6-5,0 МДж/кг клинкера. Производительность агрегатов на 20-25 % выше, чем
при работе на природных материалах. По расчетам, переход на сухой способ
производства снизит удельный расход топлива до 2,7-2,9 МДж/кг клинкера, т.е.
больше, чем при использовании природных материалов.
Техногенные продукты применяются в качестве не только компонентов сы-
рьевой смеси, но и минерализаторов. Цемент, содержащий, кроме клинкера и
гипса, активную минеральную добавку, при гидратации постепенно сравни-
вается по прочности с портландцементом, а потом его превосходит. Это пол-
ностью относится к белитовому шламу.
При переработке нефелиновых руд и концентратов после выщелачивания
спека остается шлам, содержащий в основном белит 2CaOSiOr Его спекание
с дополнительным количеством известняка дает алит 3CaOSi02, составляю-
щий основу портландцемента. Цемент получается с меньшими затратами энер-
гии, поскольку белитовый шлам является частично подготовленным сырьем.
Следовательно, подобные технологические схемы позволяют сократить объе-
мы шламовых полей.
Рассмотрим некоторые вопросы переработки техногенных продуктов на ос-
нове работы Деткова С. П. и Еринова А. Е. [29].
6.1. Эмпирические формулы расчета производительности
и мощности цементных печей
Печи спекания с наливом пульпы в известной мере схожи с цементными
печами, работающими по мокрому способу производства. Печи кальцинации
673
гидроксида алюминия, известково-обжиговые печи и печи прокаливания уг-
леродных материалов более схожи с цементными печами по сухому способу
производства. В расчетах этих печей по аналогии можно использовать бога-
тый опыт цементной промышленности.
Ниже приведены уточненные формулы для современных цементных печей.
Поскольку печи часто имеют переменный диаметр, вначале вычисляется эк-
вивалентный диаметр по формуле
„ 1
где L = HL. — полная длина корпуса от обреза до обреза с участками L., имею-
щими различные диаметры D. В расчете учитываются внутренние диаметры.
Та же формула рекомендуется для использования в расчетах внешних диамет-
ров Д,. Эмпирические формулы имеют вид
где к, х и у — эмпирические коэффициенты и показатели степени. Для печей
по мокрому способу производства с цепными завесами
G = 4,73DhUL°'S9 = 4,73(LIDf89D2'03
или
G = 0,0548 (L/D)°'89D2'03. C.49)
При удельном расходе топлива у = 5 МДж/кг получается тепловая мощность
Q = 0,274(L/Df*9D2-03.
Согласно Е. И. Ходорову, для тех же печей:
Q = 2,79D25.
Проведем сопоставление формул C.49) для стандартной печи 5x185 м (внут-
ренний диаметр по футеровке принимаем равным 4,5 м):
? = 7,48?>203 = 158МВт
против 120 МВт по второй формуле.
Если в данном примере сохранить LID = const, то формулы дадут одинако-
вый результат лишь при D = 8,15 м. Такие крупные печи не строятся. Следует
обратить внимание на гораздо более слабую зависимость производительности
от диаметра по формуле C.49).
674
В эмпирической формуле используется внешний диаметр печи. Для печей
мокрого способа производства
2,98
G = 0,0 Ш»2'23!0'75 = 0,01 (LID.f15 D.
Впоследствии формула была уточнена с привлечением новых эксперимен-
тальных данных:
= 0,0\22D,2
2,11 ж-0,743
5,14 + 0,038L.
C.50)
Использование внешнего диаметра практически удобнее, но менее коррект-
но, поскольку толщина футеровки, включая обмазку, с учетом износа может
существенно изменяться, тогда как все закономерности работы печи связаны с
диаметром печи в просвете. В табл. 3.24 сопоставлены расчетные формулы
C.49) и C.50) для печи длиной 185 м.
Как видим, последние формулы дают более низкие значения производитель-
ности. То же замечание можно сделать при сопоставлении агрегатов по сухо-
му способу производства.
Если при реконструкции печи по мокрому способу увеличивается только
диаметр, то температура уходящих газов повышается, соответственно возрас-
тает удельный расход топлива по формуле:
у = 355,5Д - 14,821 + 28,5РГ + 6548,6,
где W— влажность шлама, равная 33^2 %. Для печи 5x185м при влажности
40 % получаем у = 6724 кДж/кг.
Таким образом, увеличение диаметра приводит к росту удельного расхода
топлива, тогда как увеличение длины дает противоположный результат.
Для длинных печей, производящих клинкер по сухому способу, рекоменду-
ется
0,821 г>3,491
G = 4,87ZJ'67L0'821 = 4,87(Z/?>)°'821Z):
или
G = 0,0564(L/DfS2lD3A9i.
Таблица 3.24
Сопоставление формул C.49) и C.50) для агрегатов, работающих по мокрому способу
производства при двух диаметрах печи
?>.,м
5
7
D,u
4,44
6,34
Производительность, кг/с
по C.50)
19,5
37,7
по C.49)
31,2
46,9
675
Следует обратить внимание на необычно сильную зависимость производи-
тельности от диаметра печи. Длинные печи, работающие по сухому способу,
имеют относительно небольшой диаметр.
Рассмотрим короткие цементные печи с запечными теплообменниками, по-
догревающими шихту во взвешенном состоянии, и декарбонизаторами. Изве-
стно:
G = 20,455DmL°'m = 20,455(L/DfmD2'591,
или
G = 0,237(L/D)°'7l7D2'597. C.51)
При удельном расходе топлива 3,35 МДж/кг клинкера получается тепловая
мощность
Q = 0,194(L/Df7ilD2-591.
Предположим относительную длину LID = 20. В таком случае
Расчет по этой формуле существенно превосходит рекомендации Е. И, Хо-
дорова:
Q=\,75D25.
В формуле C.51) учитываются не только циклонные теплообменники, но и
запечный декарбонизатор с топливосжигающим устройством. В этом случае
производительность вращающейся печи существенно увеличивается в связи с
поступлением в печь почти полностью декарбонизированного материала. При
той же производительности диаметр печи можно уменьшать примерно в 1,5
раза.
Для обжига огнеупорных глин рекомендуется зависимость
0=1,256?>2'47.
В качестве примера приведем данные для печей с циклонными теплообмен-
никами, установленными в ФРГ до 1965 г. В то время декарбонизаторы еще
нигде не использовались. Данные для четырех печей приведены в табл. 3.25.
Коэффициент заполнения составил 0,05-0,07. Наклон оси определяется из
равенства sin а = 0,03-0,05. Длительность пребывания шихты в печи — 40-
60 мин. Удельный расход топлива составил 2930-3500 кДж/кг клинкера, и его
можно в среднем принять равным 3350 кДж/кг. Формула Е. И. Ходорова при
этом принимает вид
676
Таблица 3.25
Сопоставление фактической и расчетных производительностей печей
D
2,9
3
3,2
3,6
L/D
24,5
14,4
15,6
16,1
Производительность, кг/с
фактическая
8,68
6,94
8,77
12,5
i по C.52)
7,48
8,14
9,57
12,85
по C.51)
37,3
27,8
34,8
48,4
G = 0,5224?>?'5.
C.52)
В табл. 3.25 сопоставлены фактические и расчетные производительности пе-
чей. Формула Е. И. Ходорова довольно хорошо описывает фактическую про-
изводительность. Но если те же агрегаты снабдить запечными декарбонизато-
рами, то для расчета следует использовать формулу C.51) и производитель-
ность по этому расчету резко увеличивается.
Были обработаны данные по 162 печам, работающим по сухому способу
производства и снабженным запечными циклонными теплообменниками без
декарбонизаторов. Относительная длина печей и их производительность опи-
сываются эмпирическими формулами
G = 0Д53Д3'2 кг/с ? 0,55Д3'2 т/ч.
По данным 33 агрегатов японских фирм при оснащении их запечными де-
карбонизаторами получено
I/Д =13,5+А,
G = 0,3194A3'2 кг/с ? 1,15А3'2 т/ч.
C.53)
Согласно этим формулам при реконструкции агрегата и сохранении произ-
водительности с установкой декарбонизатора относительная длина печи уве-
личивается немного, но диаметр уменьшается в 1,26 раза. Относительное
уменьшение диаметра печи — важнейшее преимущество наиболее современ-
ных агрегатов с декарбонизаторами.
При сопоставлении второй формулы C.51) с формулой C.53) предположим
Д = 5 м. Тогда внутренний диаметр можно принять D = 4,44 м, LID, = 18,5, а
LID = 20,83. Получаем Gv равное 100 вместо 55 кг/с по формуле C.53). И в
данном примере формула привела к более низкому результату. Приведенные
расчетные формулы могут использоваться для практической оценки произво-
дительности и тепловой мощности агрегатов.
677
Таблица 3.26
Сопоставление фактических данных по агрегатам сухого способа производства
с расчетными по формуле Лямина
3,2
3,6
3,8
4,0
4,2
4,4
4,6
4,8
5,2
5,4
L, м
40
54
56-60
60-65
63-68
70
75-78
75
80
85
LID.
фактическая
12,5
15,0
15,3
15,6
15,6
15,9
16,6
15,6
15,4
15,7
расчетная
14,2
14,6
14,8
15,0
15,2
15,4
15,6
15,8
16,2
16,4
Производительность, т/сут.
фактическая
300
700
700-900
800-950
900-1100
1200
1400-1500
1500
1800-2000
2000
расчетная
546
797
946
1115
1303
1512
1743
1998
2581
2912
Агрегаты каждого из трех рассмотренных классов непрерывно совершен-
ствуются. Поэтому эмпирические формулы стареют. Со временем они пока-
зывают заниженные результаты. В качестве примера сопоставим опытные дан-
ные по агрегатам сухого способа производства фирмы "Полизиус" с запечны-
ми циклонными теплообменниками до 1965 г. с расчетом по формуле Лямина
(табл. 3.26).
Как видим, относительные длины печей согласуются хорошо; но новые про-
изводительности агрегатов выше, что объясняется совершенствованием обо-
рудования.
6.2. Состояние и развитие способов производства цемента
При низких ценах на топливо мокрый способ производства цемента был
основным. Он отличается простотой оборудования и его эксплуатации. При-
готовление сырьевого шлама, поступающего в обжиговую печь, с водой ис-
ключает необходимость подсушки исходных материалов, упрощает помол,
корректировку состава, снижает запыленность цехов. Но шлам поступает в
печь с влажностью 32-45 %. При этом на испарение влаги расходуется при-
мерно половина тепла, необходимого для обжига клинкера. В странах, где еще
недавно топливо было относительно дешевым, до сих пор преобладает мок-
рый способ производства. В Японии цемент производится почти исключитель-
но по сухому способу. По мере роста стоимости и дефицита топлива, совер-
шенствования сухого способа производства наблюдается постепенный пере-
вод производства с мокрого на сухой способ и в других странах.
678
Приведем еще раз данные по удельным расходам тепла в расчете на 1 кг
клинкера. В США в 1973 г. при мокром способе на лучших печах расходова-
лось 7,57 МДж, а в среднем по стране — более 9 МДж. По сухому способу на
лучших печах расходовалось 5,7 МДж, тогда как по стране в среднем — более
8 МДж. В Японии средний расход составлял 4,52 МДж, а минимальный рас-
ход на печах с подогревом шихты во взвешенном состоянии снижался до
3,5 МДж. Известны случаи снижения расхода до 3,1 МДж. Количество воды в
шламе рассчитывается по формуле
т = К-
W
100- W
где К—расход сухого сырья на единицу массы клинкера, кг/кг клинкера; W—
влажность шлама, %. Как видим, с ростом влажности количество воды, прохо-
дящее через печь, возрастает еще больше. Например, К = 1,55 кг/кг клинкера.
При влажности шлама W = 40 % количество испаряемой воды т = 1,03 кг/кг
клинкера. Для этого требуется 2,57 МДж/кг клинкера. На рис. 3.181 показан
рост удельного расхода при повышении влажности шлама.
Технические мероприятия, проводимые для снижения расхода топлива, при-
водят к повышению расхода электроэнергии, что в свою очередь обусловлива-
ет увеличение расхода топлива на электростанциях до 14,7 кДж/(кВт-ч). Це-
ментные заводы США платят за электроэнергию в 2 раза больше, чем за топ-
ливо, и повышение расхода электроэнергии на 1 кВт-ч/т клинкера обходится в
ту же сумму, что и повышение расхода тепла на 31-33 кДж/кг. Кроме того, при
модернизации завода зачастую повышаются трудовые затраты и увеличивает-
ся численность обслуживающего персонала.
Увеличение капитальных затрат и рост эксплуатационных расходов должны
быть скомпенсированы экономией за счет снижения расхода топлива. Данные
литературы по этому вопросу противоречивы, и в ряде источников указано на
отсутствие экономического эффекта от реконст-
рукции производственных линий.
Если на агрегате по мокрому способу производ-
ства просто снижать влажность шлама, то темпе-
ратура уходящих газов будет повышаться и при
температуре выше 300-350 °С приведет к таким
потерям тепла с газами, которые могут перекрыть
экономию на испарении влаги. Кроме того, повы-
шение температуры уходящих газов приведет к
снижению стойкости узлов агрегата и особенно
цепной завесы. Необходимы более существенные
изменения технологии.
у, МДж/кг
6,6
5,8
5,0
4'220
у
/
30
w, %
Рис. 3.181. Зависимость расхода
тепла на обжиг клинкера от влаж-
ности шлама при температуре от-
ходящих газов около 200 °С
679
При переходе к полусухому способу производства шлам частично обезво-
живается на фильтр-прессах, вакуумных фильтрах или центрифугах. При этом
производительность печи растет и удельный расход топлива снижается.
Обжиг полученного на фильтр-прессе сухаря влажностью 20-22 % можно
проводить в той же длинной печи. Температура уходящих газов при этом по-
высится до 350—400 °С. Расход тепла в такой установке составляет 4800-
5000 кДж/кг клинкера. Выгоднее проводить более глубокое обезвоживание
шлама с использованием тепла уходящих газов в запечных теплообменниках.
При подаче гранулированного сухаря и замене цепей ячейковым крестообраз-
ным теплообменником температура уходящих газов снижается до 275-325 °С,
а расход топлива составляет 4400-4550 кДж/кг клинкера. На рис. 3.182 пока-
зана схема современной установки. В запечной части агрегата не только филь-
труется шлам и сохнет сухарь. В схему встроен декарбонизатор с дополни-
тельным сжиганием топлива (см. также часть III, гл. 1).
Широко известны более простые схемы модернизации оборудования. На за-
воде "Вольскцемент" при установке концентраторов шлама на двух печах
3,6x70 м в 1959-1961 гг. производительность увеличилась с 14 до 17,5 т/ч. В
концентраторе шлам высушивается отходящими газами до влажности 8-12 %.
Размер барабана концентратора — 4,5x3,8 м, объем — 54,7 м3, частота враще-
11
Рис. 3.182. Глубокое обезвоживание шлама в запечных теплообменниках за счет тепла уходящих
газов и клинкера: / — центробежный сепаратор для механического обезвоживания шлама; 2 — пря-
моточная сушилка; 3 и 4 — циклоны и электрофильтр для осаждения пыли; 5 — бункер пылевидных
компонентов шихты; 6 — газоход, в который подается высушенная шихта; 7 — циклон для сушки
шихты в потоке уходящих газов; 8 — нижняя часть декарбонизатора; 9 — топочная камер; 10 —
колосниковый холодильник; 11 — осадитель пыли аспирационного воздуха; 12 — осадительный
циклон для декарбонизированной шихты; 13 — вращающаяся печь; 14 — труба подачи в сушилку
воздуха из холодильника; /5 — бункер для подачи подогретой шихты в декарбонизатор
680
Рис. 3.183. Компоновка концентратора или кальцина-
тора за вращающейся печью: / — печь; 2 — концент- 3
ратор; 3 — циклон; 4 — дымосос
ния — 1,6 об./мин. Барабан загружается материалом общим весом 35 т. Пыле-
унос возрос до 20 % производительности агрегата. За счет улучшения подго-
товки шихты к спеканию активность цемента повысилась. В качестве недо-
статка концентратора отмечается узость интервала влажности, в котором ра-
бота проходит нормально. При влажности 41 % шлам недосушивался, бара-
бан и течки замазывались. Приходилось форсировать тепловую работу печи
для повышения температуры уходящих газов со всеми отрицательными по-
следствиями в этих случаях. Когда влажности ниже 40 %, в печах образуется
много пыли. При влажности 40^1 % температура уходящих газов поддержи-
вается на уровне G50±50) °С перед концентратором и B00±20) °С после него.
Компоновка концентратора за вращающейся печью показана на рис. 3.183.
6.3. Сухой способ производства клинкера
Влажность сырьевых материалов, добываемых в карьерах, зависит от кли-
матических и местных условий. Она сильно различается для разных предпри-
ятий, и там, где материалы относительно сухие, невыгодно добавлять в них
воду для размола и смешения компонентов. Тонкодисперсные порошки быст-
ро сушатся и нагреваются во взвешенном состоянии в потоке уходящих газов.
Во вращающуюся печь поступает материал, подготовленный для завершаю-
щих процессов в запечных циклонах. Печь может быть относительно корот-
кой. Считается, такая технология может дать экономию около 30 % тепла по
сравнению с мокрым способом производства (см. также часть III, гл 1).
На начальной стадии развития сухого способа запечные устройства включа-
ли аппараты циклонного типа. Термическая обработка в них проводилась без
сжигания топлива за счет высокой температуры уходящих газов от коротких
печей. Такие аппараты называются также циклонными декарбонизаторами.
681
Декарбонизация отдельной частицы зависит от ее размеров, температуры
среды, продолжительности воздействия среды, равномерности распределения
частиц по потоку среды, парциального давления углекислого газа.
Помол муки можно регулировать лишь в определенных размерах, и выпуск
частиц одного размера невозможен. Кроме того, в кальцинаторе нельзя исклю-
чить процессы агломерации частиц. Продолжительность воздействия среды
можно увеличить до нескольких секунд, хотя грубая фракция при температу-
рах 850-900 °С требует продолжительности процесса на порядок больше. Орга-
низация рециркуляции крупных частиц после их отделения от мелких при тем-
пературах свыше 800 °С экономически себя не оправдывает. Если повысить
температуру газов более чем до 900 °С, потери с отходящими газами увели-
чатся. Поэтому наиболее рентабельно проводить окончательную декарбони-
зацию частиц во вращающейся печи.
Равномерное распределение частиц в потоке газа лучше всего удается в га-
зоходе с осью близкой к вертикальной, с турбулизацией потока, т.е. при доста-
точно высоких скоростях. Циклонный теплообменник в этом отношении име-
ет недостаток. При тангенциальном вводе среды с начальным равномерным
распределением частиц по сечению потока они сепарируются к стенкам и там
перемещаются при высокой концентрации. Турбулизация потоков в кальцина-
торах улучшает массообмен и, в частности, отвод углекислого газа от частиц в
глубь среды.
В заключение можно сказать, что при температуре выше 900 °С мука декар-
бонизируется в циклонном кальцинаторе более чем на 95 %. При снижении
температуры до 850 °С степень декарбонизации достигает 70-90 % в зависи-
мости от тонкости помола и склонности частиц к агломерации.
6.4. Запечный декарбонизатор
Развитие сухого способа производства получило новый импульс после того,
как был показан существенный эффект от сжигания части топлива в запечных
теплообменниках.
Начиная с 1970 г., в Японии внедряются печи с запечными циклонными теп-
лообменниками и декарбонизаторами. Распределение топлива между печью и
холодильником, использование сбросного аспирационного воздуха от холо-
дильника, стремление повысить надежность оборудования и использовать пе-
редовой опыт привели к созданию различных схем, которые продолжают раз-
виваться (см. также часть III, разд. 1.7).
В декарбонизаторе возможно сжигание до 60-70 % всего топлива. Для реак-
ций диссоциации карбонатов требуются температуры не выше 960 °С, что го-
раздо меньше, чем для спекания клинкера. Поэтому можно использовать низ-
682
кокалорийное топливо, в том числе бурые угли. Минеральная часть углей вклю-
чается в состав шихты заблаговременно, до протекания реакций спекания.
Объем печных газов существенно сокращается, и часть их можно даже отвес-
ти по байпасу без существенной потери тепла.
Считается, что при использовании декарбонизатора со степенью декарбони-
зации сырьевой муки на 80-90 % производительность печи сохраняется при
уменьшении ее диаметра в 1,5 раза. Это важно потому, что дальнейший рост
производительности единичных агрегатов за счет роста диаметра печи при
прежних способах производства приводил к значительному сокращению сро-
ка службы футеровки и снижению коэффициента использования агрегата. За
счет этого также снижается удельный расход тепла.
Предварительная декарбонизация обеспечивает более равномерное движе-
ние материала в печи, поскольку для него исключается состояние псевдоожи-
жения. Сокращается инерционность процесса. После остановки печи время
доведения процесса до рабочего состояния уменьшается в 2 раза.
Первая в мире печь с предкальцинатором производительностью 2000 т/сут.
была построена на заводе "Шишибу-2" в Японии в 1971 г. (печь SF с предкаль-
цинатором). Исследования проводились фирмами "Шишибу семент" и "Иши-
кавая дзимахарима хэви индастриз".
683
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Вельский В. И., Гора А. П., Молчанов Н. Г., Чернов А. В. Строительство и ремонт
металлургических печей. — М.: Металлургиздат, 1959. — 448 с.
2. Вельский В. И., Чернов А. В. Строительство промышленных печей. — М.: Госу-
дарственное издательство литературы по строительству и архитектуре, 1953. —412 с.
3. Богданов А. И. Вращающиеся печи цементной промышленности. — М.: Машино-
строение, 1965. — 320 с.
4. Болдырев А. С, Хохлов В. К. Пути экономии топлива в цементной промышленнос-
ти. — М.: Стройиздат, 1983. — 88 с.
5. Вишняков Д. Я., Ростовцев Г. Н., Неуструев А. А. Оборудование, механизация и
автоматизация в термических цехах. — М.: Металлургия, 1964. — 468 с.
6. Воителев В. В., Могилевский Е. И. Механическое оборудование печей. — М.: Ме-
таллургия, 1991. — 148 с.
7. ГОСТ 21436-75. Изделия огнеупорные и высокоогнеупорные для футеровки вра-
щающихся печей. Технические условия.
8. Дашко Ю. И., Креймер М. В., Огарков М. Наладка и теплотехнические испытания
вращающихся печей на цементных заводах. — М.: Издательство литературы по стро-
ительству, 1966. — 248 с.
9. Диомидовский Д. Ж. Металлургические печи цветной металлургии. — М.: Метал-
лургия, 1970. — 704 с.
10. Древицкий В. В., Добровольский А. Г., Коробов А. А. Повышение эффективности
работы вращающихся печей. — М.: Стройиздат, 1990. — 224 с.
11. Изкорин М. Н. Футеровка теплотехнических агрегатов для производства цемента.
Высшая школа, 1984. — 160 с.
12. ИсламовМ. Ш. Печи химической промышленности. —Л.: Химия, 1969. — 176 с.
13. Исламов М. Ш. Пуск и наладка печей химических заводов. — Л.: Химия, 1980. —
232 с.
14. Копелиевич В. М., Авраменко О. И., Здоров А. И. Топливо цементной промыш-
ленности. — М.: Стройиздат, 1984. — 160 с.
15. Мамыкин П. С, Левченко П. В., Стрелов К. К. Печи и сушила огнеупорных за-
водов. — Свердловск: Металлургиздат, 1963. — 472 с.
16. Металлургические печи. Атлас. — М.: Металлургия, 1987. — 384 с.
17. Металлургические печи / Под ред. М. А. Глинкова. — М.: Государственное науч-
но-техническое издательство по черной и цветной металлургии, 1951. — 976 с.
18. Минкевич И. А. Печи и оборудование термических цехов. — М.-Л.: Глав, редак-
ция литературы по черной металлургии, 1937. — 476 с.
19. Рустем О. Л. Оборудование термических цехов. — М.: Машиностроение, 1971.
288 с.
20. Сатановский Л. Г., Мирский Ю. А. Нагревательные и термические печи в маши-
ностроении. — М.: Металлургия, 1971. — 384 с.
21. Справочник по огнеупорной кладке промышленных печей. — М.: Гос. изд-во ли-
тературы по строительству, архитектуре и строительным материалам, 1960. — 349 с.
684
22. Справочник по специальным работам. Сооружение промышленных печей / Под
ред. инженера А. В. Чернова. — М.: Издательство литературы по строительству, 1969.
— 512 с.
23. Строительство промышленных печей и дымовых труб. Вып. 5. — М.: Централь-
ное бюро технической информации, 1963.
24. Лисиенко В. Г., Щелоков Я. М., Ладыгичев М. Г. Хрестоматия энергосбережения.
Справочное издание в 2-х книгах/ Под ред. В. Г. Лисиенко. — М: Теплоэнергетик,
2002. — 688 с. (кн. 1); 768 с. (кн. 2).
25. ВНИПИТЕПЛОПРОЕКТ. Печи и сушила машиностроительной промышленнос-
ти. Сборник трудов. Вып. 45. — М, 1978.
26. Ходоров Е. И. Печи цементной промышленности. — Л.: Изд-во литературы по
строительству, 1968. — 456 с.
27. Шварцман И. Ш. Радиальная кладка металлургических печей. — Свердловск-Мос-
ква: Металлургиздат, 1951. — 100 с.
28. Юсфин Ю. С, Гиммельфарб А. А., Пашков Н. Ф. Новые процессы получения
металла (металлургия железа): Учебник для вузов. — М.: Металлургия, 1994. — 320 с.
29. Детков С. П., Еринов А. Е. Тепловые процессы в печных агрегатах алюминиевой
промышленности. — Киев: Наукова думка, 1987. — 272 с.
30. Тимонин А. С. Инженерно-экологический справочник. Том 1. — Калуга: Изд-во
Н. Бочкаревой, 2003. — 917 с.
Ъ\.Равич М. Б. Топливо и эффективность его использования. — М.: Наука, 1971. —
358 с.
32. Корозо В. И. Вращающиеся печи и их техническое обслуживание. — М.: Цветме-
тинформация, 1963. — 18 с.
33. Кобахидзе В. В. Тепловая работа и конструкции печей цветной металлургии. —
М.:МИСиС, 1994.— 355 с.
34. Коровкин Е. В. Вращающиеся печи для химических производств. Обзорная ин-
формация. — М.: ЦИНТИхимнефтемаш, 1984. — 22 с.
35. Международный конгресс. Пече-трубостроение: тепловые режимы, конструкция,
автоматизация и экология. — М.: Теплотехник, 2004. — 279 с.
36. Коровкин Е. В., Нестеров Б. М, Нехамкин Ю. 3. Теплотехнические исследова-
ния обжиговой муфельной печи // Лакокрасочные материалы и их применение. 1982.
№ 2. С. 45^6.
37. Винтовкин А. А., Ладыгичев М. Г., Гусовский В. Л., Усачев А. Б. Современные
горелочные устройства (конструкции и технические характеристики). Справочное из-
дание. — М.: Машиностроение-1, 2001. — 496 с.
38. Михайлов-Вагнер А. Конструктивное развитие газовых горелок для вращающих-
ся печей // Цемент и его применение. 1997. № 3. С. 7-11.
39. Лидерер X. Горелка нового поколения для вращающихся печей // Цемент и его
применение. 1997. № 3. С. 12-14.
40. Арутюнов В. А., Бухмиров В. В., Крупенников С. А. Математическое моделиро-
вание тепловой работы промышленных печей. Учебник для вузов. — М.: Металлур-
гия, 1990.— 239 с.
685
41. Семенова Л. А., Боярская Т. П., Бурдакова Н. Б. Пути снижения удельного расхо-
да топлива на вращающихся печах ИДП ОАО "ММК" // Энергосбережение на про-
мышленных предприятиях: Материалы второй Международной научно-технической
конференции. Магнитогорск, 2000. С. 219-226.
42. Лисиенко В. Г., Волков В. В., Маликов Ю. К. Улучшение топливоиспользования и
управление теплообменом в металлургических печах. — М.: Металлургия, 1988.
43. Балансовые методы в исследовании и автоматизации печей / Под ред. В. С. Кочо.
— Киев: Техника, 1966.
44. Авербух Т. Д., Павлов П. Г. Технология соединений хрома. — Л.: Химия, 1967.
45. Тройб С. Г. Контроль коэффициента избытка воздуха. — Свердловск: Металлур-
гиздат, 1955.
46. Трембовля В. И., Фигнер Е. Д., Авдеева А. Л. Теплотехнические испытания ко-
тельных установок. — М.: Энергоатомиздат, 1991.
47. Теплотехнические расчеты металлургических печей / Под ред. А. С. Телегина. —
М.: Металлургия, 1993.
48. Краткий справочник физико-химических величин / Под ред. К. П. Мищенко и А. А.
Равделя. — Л.: Химия, 1974.
49. СоветкинВ. Л., Федяееа А. А. Теплофизические свойства веществ. — Свердловск:
УПИ, 1990.
50. Казанцев Е. Л. Промышленные печи. Справочное руководство для расчетов и про-
ектирования. — М.: Металлургия, 1975.
51. Казяев М.Д., Шаврин В. С, Ренэкин И. П., Воронов Г. В., Гущин С. Н. Констру-
ирование и расчет сушильных агрегатов. — Свердловск: УПИ, 1989.
52. Тарасов А. В., Уткин Н. И. Общая металлургия. — М.: Металлургия, 1997. —
280 с.
53. КудиновД. 3., Субботина Н. А., Шаврин С. В. Изменение параметров газа по вы-
соте доменной печи при выплавке чугуна из бедных силикатно-никелевых руд // Изве-
стия вузов. Черная металлургия. 1999. № 1. С. 72-73.
54. Corex (R), Revolution of Ironmaking. Voest Alpine Industrianlagenbau. Linz, 1994. p. 21.
55. Лисиенко В. Г., Роменец В. А., Пареньков А Е. и др. Способ бескоксовой перера-
ботки ванадийсодержащего рудного сырья с получением легированной ванадием ста-
ли. Патент на изобретение № 2167944 по заявке № 98115858 от 11.08.98.
56. Леонтьев Л. И., Ватолин Н. А., Шаврин С. В., Шумаков Н. С. Пирометрическая
переработка комплексных руд. — М.: Металлургия, 1997. — 432 с.
57. Салихов 3. Г., Арунянц Г. Г., Рутковский А. Л. Системы оптимального управле-
ния сложными технологическими объектами. — М.: Теплоэнергетик, 2004.
58. Кузякин В. И., Лисиенко В. Г., Богомолов В. П. Информационно-измерительная
техника и технологии: Учебное пособие.—Екатеринбург: Изд-во УГТУ, 2001. — 133 с.
59. Лисиенко В. Г., Гущин С. П., Казяев М. Д., Лошкарев Н. Б., Попов Б. А., Горяи-
нов В. Э., Жильцов Ю. А. Комплексное исследование тепловой работы вращающейся
печи для окислительного обжига хромистой руды // Химическая промышленность.
1996. №2. С. 48-50.
60. Лисиенко В. Г., Щелоков Я. М., Ладыгичев М. Г. Топливо. Рациональное сжига-
ние, управление и технологическое использование: Справочное издание в 3-х книгах.
686
Кн. 1,2/ Под ред. В. Г. Лисиенко. — М.: Теплотехник, 2004. — 608 с. (кн. 1); 832 с.
(кн. 2).
61. Щелоков Я. М., Аввакумов А. М., Сазыкин Ю. К. Очистка поверхностей нагрева
котлов-утилизаторов. — М.: Энергоатомиздат, 1984. — 160 с.
62. Матвеева И. И., Новицкий Н. В., Вдовченко В. С. и др. Энергетическое топливо
СССР: (ископаемые угли, горючие сланцы, торф, мазут и горючий газ). Справочник.
— М.: Энергия, 1979. 128 с.
63. Степанов В. В., Масленников Г. К, Лазерко Н. Ю. Методическое пособие для
специалистов энергонадзора и энергослужб предприятий. — М.: Мособлгосэнерго-
надзор, 2000. — 47 с.
64. Кащеев И. Д. Свойства и проименение огнеупоров. Справочное издание. — М:
Теплотехник, 2004. — 352 с.
65. Хорошавин Л. Б. Форстерит 2Mg-SiO2. — М.: Теплотехник, 2004. — 368 с.
66. Ладыгичев М. Г., Бернер Г. Я. Зарубежное и отечественное оборудование для очи-
стки газов. Справочное издание. — М.: Теплотехник, 2004. — 696 с.
687
Справочное издание
Лисиенко Владимир Георгиевич
Щелоков Яков Митрофанович
Ладыгичев Михаил Григорьевич
ВРАЩАЮЩИЕСЯ ПЕЧИ:
теплотехника, управление и экология
Книга 1
Компьютеная верстка А. Г. Борисова
Корректор Л. Г. Смирнова
Сдано в набор 15.06.04. Подписано к печати 06.12.04.
Формат 70x100 1/16. Бумага офсетная. Печать офсетная.
Усл. печ. л. 55,9. Усл. кр-отт. 55,9. Уч.-изд. л. 53,66.
Тираж 1000 экз. B-й з-д 800 эю.). Заказ № 11285
Издательство "Теплотехник"
103064 Москва, ул. Земляной Вал, 27, стр. 3
Отпечатано с оригинал-макета в ППП "Типография "Наука"
121099 Москва, Шубинский пер., 6
ISEN 5-98457-017-3
91785984 570176