/


























Text
ДЛЯ МОЛОДЫХ РАБОЧИХ
Г.Д. КОЧЕТКОВ
СОВЕТЫ
МОЛОДОМУ
ШЛИФОВЩИКУ
1873
Г. Д. КОЧЕТКОВ
СОВЕТЫ
МОЛОДОМУ
ШЛИФОВЩИКУ
ЛЕНИЗДАТ- 1973
6 П4. <'7
К 76
В своей брошюре рабочий-новатор Г. Д. Кочетков
делятся опытом работы на круглошлифовальных стан-
ках. Он приводит данные по рациональной организа-
ции рабочего места шлифовщика, рекомендует передо-
вые приемы труда и способы шлифования, рассматри-
вает некоторые конструкции инструмента и приспо-
соблений, успешно примененных в практике, кратко
описывает мероприятия по безопасности труда при
шлифовании.
Брошюра предназначена для молодых рабочих-
шлифовщиков.
0316-206 _
К М 171 (03)—73
© Лениздат, 1973
ВВЕДЕНИЕ
Советский народ под руководством Коммунистиче-
ской партии последовательно претворяет в жизнь реше-
ния XXIV съезда КПСС, "самоотверженно борется за вы-
полнение заданий девятой пятилетки. В соответствии
с народнохозяйственным планом, одобренным Декабрь-
ским (1972 г.) Пленумом ЦК КПСС и утвержденным
сессией Верховного Совета СССР, перед всеми отрасля-
ми промышленности, трудовыми коллективами и каж-
дым трудящимся в третьем году пятилетки встают от-
ветственные задачи. От результатов работы в этом году
во многом будет зависеть успешное выполнение пяти-
летнего плана. Это делает 1973 год решающим годом
девятой пятилетки.
Действенным средством развития инициативы трудя-
щихся, выявления и. использования резервов производ-
ства, выполнения и перевыполнения народнохозяйствен-
ных планов всегда было и остается социалистическое со-
ревнование. движение за коммунистическое отношение
к труду. Дать продукции больше, лучшего качества,
с меньшими затратами — долг каждого рабочего, сорев-
нующегося за ударный высокопроизводительный труд.
Для достижения успеха во всех отраслях промышленно-
сти следует повышать производительность труда как
решающий фактор развития экономики, следует всемер-
но совершенствовать организацию производства, наибо-
лее полно использовать действующее оборудование, уве-
личивать выпуск сверхплановой продукции, снижая ее
себестоимость.
Большие производственные задачи стоят перед ра-
ботниками металлообрабатывающих предприятий, так
как современный этап развития машиностроения, при-
боростроения и других отраслей промышленности
3
характеризуется прежде всего повышением требований
к качеству деталей. В этом плане особое значение имеет
абразивная обработка и особенно шлифование, которое
в ряде случаев наиболее производительно обеспечивает
высокое качество изделий. В результате совершенство-
вания заготовительных операций форма и размеры за-
готовок приближаются к форме и размерам готовой де-
тали. Это значительно уменьшает припуски для обра-
ботки, а для ряда деталей вся механическая обработка
может заключаться только в шлифовании. Большое
значение имеет шлифование для обработки деталей
из труднообрабатываемых сталей и сплавов. Оконча-
тельная обработка таких деталей обычным инструмен-
том неэффективна, а часто бывает и вообще невоз-
можна. Таким образом, важная роль, которую играет
шлифование в цикле технологических операций по из-
готовлению самых различных деталей в разных отрас-
лях промышленности, делает изыскание новых резер-
вов и средств повышения эффективности процесса шли-
фования актуальной научной и практической задачей.
Круглое наружное шлифование является наиболее
распространенным видом абразивной обработки. Этот
вид шлифования обеспечивает высокие размерные точ-
ности и точность формы деталей, высокую чистоту об-
работанной поверхности и значительную производитель-
ность. Малые усилия резания при шлифовании, быстрая
наладка и переналадка круглошлифовальных станков,
отсутствие погрешностей установки при обработке
на неподвижных центрах, возможность, изменяя режим,
снимать тончайшие слои металла и ряд других досто-
инств делают круглое шлифование одним из самых про-
изводительных и экономичных процессов при оконча-
тельной обработке различных деталей.
Работа на круглошлифовальных станках требует хо-
рошей подготовки рабочих-шлифовщиков. Производи-
тельный труд невозможен без знания ими основных при-
емов шлифования, шлифовального оборудования, а так-
же устройств и приспособлений, позволяющих вести об-
работку прогрессивными методами. Рабочий-шлифов-
щик должен в совершенстве знать свою специальность,
использовать в своей работе достижения науки и тех-
ники. Более чем двадцатилетний опыт работы автора
на шлифовальных станках подсказывает, что добиться
больших успехов в труде можно лишь путем совершен-
4
ствования своих знаний, путем непрерывных творческих
поисков лучшего и передового. В этом направлении не-
иссякаемым источником и резервом является опыт но-
ваторов и передовиков производства.
Много интересного и полезного внесли в совершенст-
вование приемов и методов работ на шлифовальных
станках рабочие-новаторы Сергей Синицын с Армавир-
ского приборостроительного завода и кутаисцы Гиви
Хведелидзе, Давид Бабунашвили и Григорий Шумейко.
Вдохновенно работают ленинградцы Алексей Пряхин,
Сергей Сологуб, Нина Симбирцева, Алексей Козлов;
разнообразны приемы и способы работы шлифовщиков
ленинградского станкостроительного объединения
им. Я. М. Свердлова Алексея Степаненко и завода им. Ко-
зицкого Юрия Блинова; ярким творчеством отличается
работа шлифовщика Кировского завода Героя Социа-
листического Труда Евгения Ивановича Лебедева и
членов его бригады; совершенна работа шлифовщицы
куйбышевского завода «Автотрактородеталь» депутата
Верховного Совета СССР Анны Петряевой и многих дру-
гих передовиков производства, лучших представителей
рабочего класса. Много лет отдали эти люди профессии
шлифовщика. Разнообразны .приемы и способы их высо-
копроизводительной работы. И всех их отличают любовь
к своему труду, творческий поиск, инициатива и совер-
шенное знание своего дела.
В предлагаемой брошюре автор делится с молодыми
рабочими-шлифовщиками опытом, который ему удалось
накопить за период своей работы на круглошлифоваль-
ных станках В брошюре кратко рассматриваются во-
просы организации рабочего места, даются примеры
наиболее рациональных приемов работы на станках при
шлифовании различных деталей, приводятся данные
простых и удобных приспособлений, рекомендуется про-
веренный практикой порядок подготовки к работе. Боль-
шое внимание уделяется также вопросу выявления ре-
зервов повышения производительности труда при шли-
фовании.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Организация рабочего места,является одним из глав-
нейших факторов, определяющих производительность
труда. При правильной организации рабочего места
в значительной степени сокращается время на выполне-
ние основных и вспомогательных операций при шлифо-
вании, рабочий меньше утомляется, быстрее перенастра-
ивает станок, меньше тратит времени на контроль де-
талей и т. д.
Организовать рабочее место — это значит:
1. Выбрать правильное положение для работы
на станке.
2. Установить определенный порядок подготовки ра-
бочего места к работе.
3. Рационально и удобно расположить принадлежно-
сти, приспособления, инструмент в рабочем шкафу.
4. Продумать организацию своего труда при выпол-
нении работ.
Положение рабочего-шлифовщика у станка. Положе
ние рабочего у станка при работе во многом зависит
от типа станка и его технических характеристик. Но во
всех случаях следует стремиться к тому, чтобы положе-
ние было удобным, не утомляло и позволяло с мень-
шими затратами сил управлять процессом обработки.
Правильнее всего стоять перед станком прямо, не
сгибаясь и не делая наклонных движений. В этом поло
жении (рис. 1) левая рука должна удерживать внизу
рукоятку маховика продольной подачи, а правая рука
должна свободно лежать на рукоятке маховика подачи
бабки шлифовального круга. В таком положении рабо-
чий может пользоваться маховиками (управляя стан-
ком) одновременно двумя руками, при этом не наги-
баться и не менять положения ног. При регулировании
6
своего положения по высоте станка следует помнить,
что особенно неудобно, когда линия рабочих центров,
удерживающих обрабатываемую деталь, находится вы-
ще, чем следовало бы. Помимо дополнительной устало-
сти, которая возникнет при работе в таком положении,
здесь возможно и получение травм. В частности, это
может произойти при установке и снятии деталей, ког-
да рабочий, стремясь дотянуться до детали, встает
на носки, теряет при этом устойчивость и может упасть.
Рис.'1. Правильное рабочее положение шлифовщика
у станка.
Положение у станка можно регулировать, используя
деревянную решетку — подножник. При работе на высо-
ких станках, если одной решетки недостаточно, можно
использовать две, предварительно хорошо сколотив одну
с другой.
При работе на низких станках для достижения пра-
вильного положения по высоте решетка укладывается
перед станком в углубление. Это делается только с раз-
решения администрации.
Подготовка рабочего места. При подготовке рабочего
места прежде всего следует уделить внимание чистоте,
так как от чистоты во многом зависит и производитель-
ность и качество выполнения операций, а главное—бе-
зопасность работы. На рабочем месте должно находить-
ся только то, что необходимо для работы. Все, что не-
посредственно не нужно для данной операции, следует
7
убрать с рабочего места. Проходы между станками дол-
жны быть свободными, пол — ровный, гладкий и сухой.
Недопустимо попадание на пол масел и смазочно-
охлаждающих жидкостей. От разлитого масла и охлаж-
дающей жидкости пол становится скользким, поэтому
легко можно поскользнуться и упасть. Пол посыпают
слоем древесных опилок и меняют их в течение рабо-
чего дня несколько раз.
Частое загрязнение пола на рабочем месте обычно
связано с неисправностью некоторых систем станка
либо с небрежностью работающего. И в первом и во вто-
ром случае о загрязнении пола следует предупредить
мастера.
Хорошее освещение на рабочем месте способствует
повышению производительности труда, улучшению ка-
чества изготовляемых деталей, а также сохраняет зре-
ние у рабочего, снижает утомляемость и травматизм.
При подготовке рабочего места к работе всегда сле-
дует отрегулировать положение лампы местного, а по
возможности и общецехового освещения. Нужно стре-
миться к тому, чтобы рабочая зона освещалась сзади,
слева и сверху, лучи света не падали бы прямо в глаза
и хорошо были бы освещены лимбы, шкалы и обрабаты-
ваемая деталь.
Регулируя местное освещение, надо добиться хоро-
шей видимости центров, а также зоны за деталью, по-
зволяющей фиксировать расстояние между деталью и
шлифовальным кругом. Однако освещение зоны за де-
талью не должно быть очень ярким; надо, чтобы во вре-
мя шлифования были хорошо видны искры, отлетающие
в момент резания от обрабатываемой детали.
Общецеховое освещение легко может быть отрегули-
ровано цеховым электромонтером.
При организации рабочего места следует уделять
внимание и окружающему интерьеру. Так, в значитель-
ной мере можно уменьшить утомление зрения, если
за станком прикрепить на стене (или на стойках) не-
сколько красочных плакатов. Лучше всего, если пла-
каты имеют яркие тона, например ярко-красные, свет-
ло-голубые, ярко-зеленые и т. п. При ускоренном шли-
фовании глаза устают от однообразия белизны и пены
эмульсии, блеска вращающейся детали, желтизны искр
и острота зрения уменьшается, как говорят, начинает
рябить в глазах. В этом случае задержка взгляда на яр-
ких плакатах приносит приятное успокоение глазам и
острота зрения улучшается, глаза точнее схватывают
рабочие моменты шлифования (искру, деления лимбов,
мерительного инструмента и т. д.).
Чистый воздух в рабочем помещении способствует
сохранению здоровья и повышению производительности
труда. Особенно за чистотой воздуха необходимо сле-
дить в зоне работы шлифовальных станков, на которых
ведут обработку деталей методом сухого шлифования.
Образующаяся металлическая и абразивная пыль за-
грязняет воздух, при дыхании попадает в легкие и мо-
жет вызвать заболевания. Поэтому зона шлифоваль-
ных станков должна особенно хорошо вентилироваться,
а станки иметь устройства для отсоса пыли. Вместе
с тем надо следить, чтобы в рабочем помещении
не было сквозняков. Сквозняки могут вызвать простуд-
ные заболевания и оказывают вредное воздействие
на руки рабочего-шлифовщика, обычно влажные при
работах с эмульсией, что приводит к кожным и ревма-
тическим заболеваниям кистей рук.
Высокая культура производства связана с рабочей
одеждой и соблюдением работающим личной гигиены.
Для работы на шлифовальных станках наиболее удоб-
ной рабочей одеждой является комбинезон, брюки ко-
торого оканчиваются либо резинкой, либо манжетом
с пуговицей. При этом необходимо, чтобы манжет не за-
труднял свободу шага и перемещения. Рукав комбине-
зона также должен оканчиваться широким манжетом,
плотно облегающим руку.
Если применяемая рабочая одежда имеет широкий
рукав, то для работы на станке необходимо применять
специальные нарукавники с узкими манжетами либо за-
жимать рукав возле кисти руки Широкой резинкой.
Заворачивать при работе рукава комбинезона или
спецовки выше локтя не рекомендуется. Брызги охлаж-
дающей жидкости, абразивная и металлическая пыль,
попадая на руки, могут вызвать кожные заболевания.
Работая на шлифовальных станках, необходимо так-
же заботиться о защите глаз, применяя специальные
защитные очки.
Рабочий шкаф. Рациональная система и порядок
расположения вспомогательного и мерительного инстру-
мента, приспособлений и принадлежностей во время
Г. Д. Кочетков
9
шлифования во многом определяют удо.бство работы,
позволяют значительно повысить производительность
труда. При организации рабочего места и распределе-
нии предметов труда необходимо придерживаться сле-
дующих основных правил:
1. На рабочем месте должны находиться только те
предметы, которые действительно необходимы для вы-
полнения работ па станке.
2. Каждый предмет должен располагаться на опре-
деленном месте, при этом целесообразно группировать
предметы по применяемости.
3. Предметы, которые при работе берутся левой ру-
кой, следует располагать слева, а предметы, которые
берутся правой рукой, — справа.
4. Наиболее часто употребляемые инструменты и
приспособления целесообразно хранить ближе, а реже
применяемые — дальше.
5. Особо тщательно следует хранить мерительный
инструмент, располагая его отдельно от режущего ин-
струмента и приспособлений.
Удобное расположение предметов в рабочем шкафу
шлифовщика показано на рис. 2. Шкаф имеет три основ-
ные полки для инструмента и приспособлений.
Верхнее отделение, оборудованное дополнительной
полочкой, предназначено для мерительного инструмен-
та, который расположен в определенной последователь-
ности на специальной подставке (рис. 3). С левой сто-
роны подставки на ступенчатом фигурном брусочке
устанавливаются микрометры — слева направо от боль-
шего к меньшему. Далее в коробочке без крышки рас-
положены индикатор, обычная и синусные линейки и в
гнездах правого бруска — конусные калибры-пробки.
В шкафу на полке (см. рис. 2) перед коробочкой
с индикатором следует ставить синусную линейку. Она
массивная, и поэтому предохраняет хранимый меритель-
ный инструмент от случайных сдвигов и ударов. Рядом
с подставкой для мерительного инструмента распола-
гают в футляре концевые меры и далее в правом углу
в деревянном ящике стеклянную посуду с бензином и
техническим вазелином, обязательно проверенным лабо-
раторией на кислотность. Посуду всегда выбирают
с хорошо притертыми пробками, не пропускающими
воздух. Этим сохраняют содержимое посуды от окисле-
10
ния. В верхнем отделении шкафа может быть располо-
жен и другой мерительный инструмент.
Предложенное размещение верхнего отделения шка-
фа дает возможность быстро взять и положить мери-
тельный инструмент, произвести его смазку после упо-
требления.
Рис. 2. Рабочий шкаф шлифовщика.
Второе отделение шкафа отведено для поводковых
хомутиков и гаечных ключей. Кроме того, тут же распо-
лагаются сверлильный патрон, вращающийся центр и
клин. Поводковые хомутики разных размеров хранятся
на вертикально поставленной доске, в которую под на-
клоном вверх вбиты гвозди без шляпок. На верхних
Г. Д. Кочетков 1 1
гвоздях вешаются менее необходимые хомутики, в ниж-
нем ряду — часто употребляемые, справа налево от боль-
шего размера к меньшему. Такое расположение хому-
тиков позволяет быстро выбрать их для детали данного
диаметра и профиля.
Ключи на второй полке также следует располагать
в строго определенной последовательности. Удобно вна-
чале (слева направо) класть плоские ключи по разме-
Рис. 3. Подставка для мерительного инструмента.
рам от большего к меньшему, а потом торцовые, также
от большего размера к меньшему.
Третье отделение шкафа предназначено для центров,
переходных втулок, поводковых пальцев и запасных
болтов к хомутикам.
Центры и переходные втулки к ним укладываются
на специальной двухъярусной подставке, имеющей от-
крытые гнезда в форме трапеции. На полке верхнего
ряда укладываются втулки и центры меньших размеров,
а внизу — более крупные. Каждому инструменту долж-
но быть отведено постоянное гнездо. Принятый порядок
необходимо сохранять, тогда расположение инструмента
быстро запоминается и при работе значительно сокра-
щаются потери времени при перестройках станка.
12
Поводковые пальцы и запасные болты к хомути-
кам удобно хранить установленными вертикально в
гнездах деревянных брусков. Располагать пальцы и бол-
ты следует в строго определенной последовательности,
сохраняя постоянной принятую схему расстановки. Рас-
положение поводковых пальцев рядом с зоной хранения
центров позволяет экономить время при настройке или
перенастройке станка, позволяя работать двумя руками
одновременно. Взяв необходимый центр из гнезда одной
рукой, одновременно другой берут соответствующий по
размерам поводковый палец.
Помимо указанных инструментов на полке третьего
отделения можно хранить абразивные бруски для при-
тирки центровых отверстий у деталей, а также для прав-
ки шлифовального круга вручную. Здесь же хранится
и сверлильный патрончик с ключом к нему.
В нижнем, последнем отделении шкафа слева распо-
лагаются различные оправки, цилиндрические и кониче-
ские, предназначенные для установки деталей с базой
на отверстие при шлифовании. Оправки раскладывают-
ся на деревянной подставке, по конструкции такой же,
как для хранения центров. Справа на полке хранятся
приспособления для правки шлифовальных кругов, око-
ло них располагают люнеты, а далее за перегородкой —
масленки и обтирочный материал.
Расположение мерительного и вспомогательного ин-
струмента, а также различных приспособлений, принад-
лежностей и вспомогательных устройств в вышеописан-
ном порядке увеличивает производительность труда за
счет сокращения вспомогательного времени в среднем
на 50%. Поэтому нужно постоянно сохранять принятые
порядок и расположение предметов в рабочем шкафу.
Правильно и рационально организованный рабочий
шкаф шлифовщика — залог успешной работы.
ПОДГОТОВКА К РАБОТЕ
Подготовка к работе прежде всего заключается в
определении плана своих действий для изготовления
той или иной детали и в приведении рабочего места в
состояние готовности в соответствии с разработанным
планом. Свой труд всегда следует организовывать так,
чтобы работать производительно и с наименьшей утом-
ляемостью. Этому правилу должно соответствовать и
расположение предметов труда на рабочем месте и ха-
рактер выполнения вспомогательных и рабочих движе-
ний во время работы.
Готовясь к работе, прежде всего необходимо подо-
брать, подготовить и расположить нужную для данной
работы оснастку, чтобы можно было в любой момент
быстро найти ее и взять, избегая при этом лишних
движений. Прежде всего это относится к инструменту и
приспособлениям, наиболее часто применяемым в тече-
ние рабочего дня. Например, ключи для задней бабки
удобно располагать на щитке продольного стола (рис. 4).
Ближним укладывается ключ для закрепления задней
бабки на верхнем поворотном столе; далее размещают
ключ для болта прижима градуированной планки и ря-
дом с ним торцовый ключ микрометрического винта сме-
щения поворотного столика. Однако следует иметь в
виду, что свободное расположение ключей допустимо
при работах с небольшими скоростями возвратно-посту-
пательного движения продольного стола. При больших
скоростях ключи могут соскользнуть со щитка, поэтому
следует для размещения ключей сделать специальную
подставку с ограничительными планками-гнездами, ко-
торую и закрепить на щитке винтами. В этом случае
в щитке засверливаются отверстия и нарезается в них
резьба.
14
Поводковые хомутики, если предполагается частая
их замена при шлифовании, удобно при подготовке к
работе развесить на специальных крючках, которые кре-
пятся к верхнему краю стенки рабочего шкафа или тум-
бочки, обращенной к станку (рис. 5). Рядом с крючками
удобно прикрепить ванночку с эмульсией- для охлажде-
ния деталей перед точными замерами. На крышку шка-
фа (тумбочки) следует положить ключ к болтам по-
водковых хомутиков — это позволит при взятии хомути-
ка тут же взять ключ, не теряя времени на его поиски.
Рис. 4. Удобное расположение ключей на Щитке.
Особенно тщательно следует беречь мерительный ин-
струмент; от его исправности и подготовленности во мно-
гом зависит успех повседневной работы. Располагать
мерительный инструмент надо в непосредственной бли-
зости от стайка, чтобы не терять времени на его поиски.
Перед началом работы необходимо также подгото-
вить обтирочный материал (в этом отношении удобно
использовать кусок мягкой тряпки размером 30X50 см)
и расположить его рядом со стеллажом уже обработан-
ных деталей. Сняв деталь со станка, ее тщательно про-
тирают и окончательно контролируют по требуемым раз-
мерам. Протирка деталей после обработки должна вы-
15
Рис. 5. Размещение ванночки
и крючков на краю тумбочки.
полниться обязательно, так как это повышает точность
замеров и сохраняет мерительный инструмент от загряз-
нения.
При подготовке к работе важное значение имеет по-
рядок расположения обрабатываемых деталей. В част-
ности, при шлифовке большой партии однотипных дета-
лей, похожих по конструкции и конфигурации, в даль-
нее положение относительно рук следует уложить дета-
ли первой очереди обработки. Ближними укладывают
детали, которые запланированы для обработки послед-
ними. Эффект такого расположения обычно сказывается
к концу обработки данной
партии деталей, когда ритм
работы возрастает, стано-
вится привычным, доходит
до автоматизма.
Смазка станка и уход за
ним являются законом для
рабочего, залогом точного
шлифования. Кроме того,
это весьма серьезный фак-
тор, влияющий на долговеч-
ность оборудования и уве-
личение его межремонтного
периода. Смазку целесооб-
разно делать только перед
началом работы. Заливать масло в бабку шлифовально-
го круга вечером, по окончании работы, не следует, так
как за период простоя станка часть масла вытекает в
промежуток между шпинделем и подшипником и попа-
дает на шлифовальный круг. Круг несколько отсыревает
и теряет уравновешенность. Работа таким шлифоваль-
ным кругом не дает требуемой чистоты поверхности, да-
же если в начале рабочего дня править такой («отсы-
ревший») шлифовальный круг. Чистку станка необхо-
димо делать ежедневно по окончании работы. Не реже
одного раза в месяц надо менять охлаждающую эмуль-
сию, так как она сравнительно быстро загрязняется мел-
кими частицами металла и абразива.
Если работать с загрязненной эмульсией, то чистую
поверхность при шлифовании получить трудно, так как
частицы металла и абразива, попадая между деталью
и шлифовальным кругом, оставляют на обрабатываемой
16
поверхности детали небольшие, но достаточно глубокие
царапины.
При капитальном или другом ремонте закрепленного
за вами станка всегда надо помогать слесарям. Это по-
зволит хорошо изучить станок, любую часть его знать
в совершенстве, наглядно видеть и запоминать место
деталей и назначение их в общей системе механизмов.
При работе на станке надо знать малейшие недостатки
его ходовых частей и механизмов, чтобы своевременной
смазкой, чисткой или регулировкой предотвратить воз-
можную неточность станка во время шлифования.
Подготовка к работе завершается регулированием
освещения.
Рассмотренные в данном разделе вопросы подготов-
ки к работе на шлифовальном станке являются сравни-
тельно общими. В реальных условиях производства каж-
дый рабочий сам должен творчески организовать свой
труд, исходя из характера выполняемой работы, а также
в зависимости от своих индивидуальных особенностей.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Использование прогрессивных конструкций инстру-
мента, приспособлений и различных принадлежностей
при работе на шлифовальном станке значительно повы-
шает производительность труда и облегчает работу.
Большое значение следует придавать при круглом
шлифовании конструкциям применяемых центров, осо-
бенно устанавливаемым в пиноле задней бабки. Успеш-
ную работу на станке можно вести только в том случае,
если имеется достаточный набор различных центров, как
стандартных, так и специальных. Как известно, стан-
дартный центр (рис. 6) состоит из головки (а) с кону-
сом 60° и хвостовика (б), выполненного с конусом Мор-
зе, которым центр устанавливается в гнезде пиноли зад-
ней бабки или шпинделя. Использование в практике
только стандартных центров не всегда удобно, поэтому
в ряде случаев целесообразно применять специальные
центры, дающие при работе определенные преимуще-
ства.
Из множества конструкций специальных центров хо-
телось бы выделить тринадцать основных (рис. 7), от-
личающихся от стандартных длиной и диаметром го-
ловки, а также формой торца головки. Хвостовик у всех
специальных центров обычно делается одинаковым с ко-
нусом Морзе по гнезду пиноли задней бабки или шпин-
деля данного станка.
Для удобства применения специальных центров
можно предложить следующие названия:
1. Нормальный стандартный центр. 2. Удлиненный
центр. 3. Удлиненный полуцентр. 4. Удлиненный чет-
вертьцентр. 5. Грибковый центр. 6. Поводковый центр с
трехгранным или четырехгранным углом 60°. 7. Повод-
ковый центр с пальцем. 8. Обратный нормальный центр.
18
ф24
Рис. 6. Стандартный центр с хвостовиком конус Морзе 4.
Ри<. 7. Конструкции специальных центров.
19
9. Обратный удлиненный центр. 10. Обратный удлинен-
ный полуцеитр. 11. Обратный удлиненный четвертьцентр.
12. Обратный универсальный грибковый центр. 13. По-
водковый центр «звездочка». 14. Поводковый обратный
центр с пальцем.
Ряд приведенных центров могут выполняться со сре-
зом, тогда к предложенному наименованию центра сле-
дует добавить: «со срезом».
Удлиненные центры отличаются от нормальных дли-
ной головки, которая обычно составляет 1,5—2 ширины
применяемого шлифовального круга.
Диаметр головки полуцентра равен половине диамет-
ра головки нормального центра (отсюда «полуцентр»),
Рис. 8. Удлиненный центр со срезом.
а диаметр головки четвертьцентра составляет четвертую
часть диаметра нормального центра (отсюда «четверть-
центра»).
Центры со срезом (рис. 8) имеют на всей длине го-
ловки лыску (срез), которую при работе на станке рас-
полагают со стороны хода шлифовального круга.
Специальные удлиненные центры и центры со срезом
удобны при шлифовании ступенчатых поверхностей. Так,
например, поверхность малого диаметра ступенчатого
валика, показанного на рис. 9, а, не может быть прошли-
фована данным кругом, если использовать для установки
детали нормальный центр. Та же поверхность с успехом
шлифуется, если применить нормальный центр со срезом
(рис. 9,6), или удлиненный четвертьцентр (рис. 9,в),
или полуцеитр со срезом (рис. 9,г). Следует отметить,
что удлиненные четвертьцентры используются для уста-
новки сравнительно легких деталей, так как имеют по-
ниженную жесткость и вибростойкость. При шлифова-
нии с повышенными режимами и больших по весу дета-
лей следует применять по возможности центры более
20
жесткие. В данном случае полуцентр со срезом — бо-
лее жесткий по конструкции, чем четвертьцентр, а нор-
мальный центр — более жесткий, чем полуцентр.
Применение удлиненных центров позволяет работать
без отвода шлифовального круга от детали. После
окончания шлифования круг не отводится назад от от-
работанной поверхности, как
обычно, а смещается в сторону
центра (рис. 10), оставаясь на
линии обработки. В данном поло-
жении круга легко проконтроли-
ровать деталь, снять ее и поста-
вить новую заготовку и далее про-
должить шлифование уже уста-
новленным на размер шлифоваль-
ным кругом. Указанный метод
шлифования (установленным
кругом) особенно выгоден при
обработке больших партий дета-
лей и обеспечивает значительную
экономию вспомогательного вре-
мени, позволяя выполнять пере-
Рис. 9. Применение центров
при шлифовании.
Рис. 10. Шлифование детали с при-
менением удлиненного центра
ход от обработки одной детали к другой без затрат вре-
мени на отвод и подвод шлифовального круга и на его
настройку на .нужный размер.
При эксплуатации центров всегда надо следить за
их состоянием, не допуская наличия на них забоин, ца-
рапин, рисок. Использование неисправных центров обыч-
но приводит к браку при обработке, не позволяет вести
точное шлифование.
Для достижения точности и чистоты шлифуемой по-
верхности важным условием является правильная уста-
новка детали на центры, определяемая совместимостью
21
конуса центрового отверстия детали и опорного конуса
головки центра. Поэтому является обязательной про-
Рис. 11. Износ центров с неправильным опорным
конусом:
«—положенно конуса в центровом отверстии; б — схема
износа центра.
верка углов опорных конусов применяемых центров и
при необходимости их шлифовка под угол 60° по одному
Рис. 12. Универсальный ключ-оправка (а) и
положение ключа в руке при закреплении
хомутика (б).
шаблону. Центр с неправильным опорным конусом,
меньшим или большим 60°, не обеспечивает точности об-
работки детали, быстро срабатывается и выходит из
строя (рис. И).
22
При работе шлифовщик-универсал применяет много
поводковых хомутиков, разных по форме и размерам и
имеющих разные болты. Использовать в работе множе-
ство обычных ключей или применять для закрепления
хомутиков тяжелые разводные ключи одинаково не-
удобно.
Универсальный ключ-оправка показан па рис. 12, а.
Ключ имеет выполненный в виде рукоятки корпус с бол-
Рис. 13. Торцовый ключ (а) и положение ключа
в руке (б).
том, на котором навинчена гайка с фланцем. Взяв ключ
в руку (рис. 12,6), можно легко двумя пальцами по-
вернуть гайку, установив ее на нужное расстояние (под-
ключ) от торца корпуса оправки. Ключ-оправка универ-
сален, имеет небольшой вес и удобен в эксплуатации.
Торцовый ключ (рис. 13, а) удобен для смещения по-
воротного стола задней бабки. При работе ключ держат
надетым на головку микрометрического винта, чтобы
после отжатия градуированной планки сразу можно
было бы смещать поворотный стол. Форма ключа делаег
положение его в руке очень удобным (рис. 13, б), повы-
шая чувствительность руки при вращении винта, а сле-
довательно, и точность настройки.
НАСТРОЙКА СТАНКА
Правильная настройка станка перед шлифованием
является важным фактором, обеспечивающим произво-
дительную и качественную работу. Настройка станка
всегда выполняется с учетом конструкции, формы и вида
подготовленных для обработки деталей. Прежде всего
подбирается вспомогательный и мерительный инстру-
мент, устанавливаются в нужном положении рукоятки
привода шпинделя и подач, регулируется и проверяется
наличие масла в гидравлической системе, а также про-
веряется охлаждение. Далее при настройке станка уста-
навливаются центры для базирования детали во время
шлифования. Перед установкой центры нужно насухо
протереть. Посадочные отверстия шпинделя и пиноли
бабки также проверяются на чистоту поверхности чи-
стой сухой тряпочкой (можно бумагой) или сухим паль-
цем руки. Все посадочные поверхности должны быть су-
хими и чистыми. Протерев посадочные места, центр ров-
ным движением руки вставляют в гнездо. При этом
центр следует слегка толкнуть в гнездо, чтобы достиг-
нуть плотной посадки.
Центр в заднюю бабку станка выбирается такой,
чтобы опорная головка его была меньше диаметра
обрабатываемой детали. Длина центра должна обеспе-
чить выход шлифовальному кругу по окончании шлифо-
вания в сторону задней бабки за пределы детали. За-
тем на станке раскладываются гаечные и торцовые
ключи, необходимые для закрепления болтов или гаек
во время работы.
При обработке деталей с механической подачей сто-
ла распределяются и укрепляются в соответствующие
по расчету положения упоры возвратно-поступательных
ходов.
24
Далее устанавливается в заданное положение пово-
ротный столик. Прикрепляется и регулируется мери-
тельный инструмент, которым производят измерения де-
тали, непосредственно при шлифовании. Раструб крана
эмульсионной помпы устанавливается в положение, по-
зволяющее охлаждать как можно большую поверхность
шлифуемой детали, но не разбрызгивать эмульсию.
Последним в настройке станка производится подре-
гулировка гидравлической системы; давление масла ука-
зывается манометром, а работа определяется по равно-
мерности и плавности возвратно-поступательных дви-
жений продольного стола или поперечной бабки шлифо-
вального круга.
Затем, наладив местное освещение станка, можно
приступать к выполнению настроечных операций.
Работа на станке обычно начинается с правки шли-
фовального круга алмазом или алмазозаменителем.
Первую правку производят с учетом обработки дета-
лей предварительным шлифованием. Если же не имеет-
ся на рабочем месте подготовленной работы для пред-
варительного шлифования, то после краткого разогрева
станка производится правка шлифовального круга с
учетом обработки деталей чистовым шлифованием. За
время разогрева станка можно успеть ознакомиться с
чертежными требованиями и формой приготовленных
для шлифования деталей. После правки шлифовального
круга устанавливается и закрепляется деталь.
Настройка шлифовального станка полностью закон-
чена, станок подготовлен к работе.
Однако, настраивая станок, нельзя упускать из виду
план дневного задания. Шлифовщик-универсал за вось-
мичасовой рабочий день выполняет много самых раз-
нообразных работ. Поэтому перед настройкой станка
нужно точно установить очередность обработки деталей.
От этого во многом зависит быстрота и качество выпол-
нения работ.
Хорошие возможности для рационального планиро-
вания и организации рабочего дня создает недельная
программа работ. Такая программа позволяет подобрать
для работы на смену партию однотипных деталей, об-
работка которых возможна при одной наладке станка.
Возникающая в данном случае как бы серийность про-
изводства приводит в итоге к повышению производитель-
ности труда в несколько раз. Рациональное планирова-
25
ние работы дает возможность применить экономичные
приемы и методы шлифования деталей. Так, например,
при обработке партии деталей в 10—12 штук возможно
применение метода работы с двумя поводковыми хому-
тиками, приводящего к уменьшению затрат вспомога-
тельного времени. Суть метода заключается в том, что
во время шлифования одной детали на последующую
закрепляется хомутик (второй). Это делается в период
автоматической подачи стола, например при выхажива-
нии. Подобное выполнение вспомогательных работ по
подготовке очередной детали к шлифованию за счет
машинного времени и является резервом сокращения об-
щего времени операции. Кроме того, следует отметить,
что подготовленность заготовки позволяет быстро уста-
новить ее на станок, работая двумя руками одновремен-
но. В этом случае правая рука находится на рукоятке
отвода пиноли задней бабки, а левой рукой снимают
обработанную деталь и устанавливают заготовку.
Определенное сокращение вспомогательного времени
может быть получено, если подбирать в партию детали
одинакового профиля и примерно равной длины. В этом
случае экономия времени достигается за счет меньшего
количества правок шлифовального круга и числа пере-
мещений задней бабки, которая позволяет закреплять
все детали партии лишь ходом пиноли без перезакреп-
ления корпуса бабки по длине стола.
Большие возможности создает однотипность деталей
и для применения различных способов шлифования, по-
зволяя чередовать черновое и чистовое шлифование,
врезное и продольное и т. п.
РАЦИОНАЛЬНЫЕ СПОСОБЫ И ПРИЕМЫ
ШЛИФОВАНИЯ
При работе на круглошлифовальных станках при-
меняют четыре основных способа шлифования:
— • с продольной подачей отдельными проходами
(продольное шлифование);
— с продольной подачей установленным кругом
(глубинное шлифование);
— с поперечной подачей на всю длину обработки
(врезное шлифование);
— уступами (последовательное врезное шлифова-
ние) .
В практике часто используют комбинированный спо-
соб шлифования, состоящий из последовательного вы-
полнения или чередования, основных способов. Напри-
мер, вначале выполняют производительное шлифование
уступами, осуществляя съем основной части припуска, а
потом, для отделки, продольное шлифование в виде не-
скольких продольных проходов.
Обработка деталей возможна сочетанием и трех спо-
собов шлифования. Так, цилиндрический выступ, дли-
на которого больше ширины круга В может быть отшли-
фован в следующей последовательности (рис. 14). Вна-
чале, установив круг по центру выступа, выполняют
врезное шлифование (а), далее способом глубинного
шлифования вправо (б) и влево (в) снимают образовав-
шиеся уступы и, наконец, способом продольного шлифо-
вания (г) окончательно завершают операцию.
Выбор способа шлифования или сочетания способов
зависит от конструкции и формы обрабатываемых дета-
лей, а также от умения и опыта рабочего-шлифовщика.
Рациональное применение способов шлифования сущест-
венно повышает производительность труда.
27
При выборе способа шлифования необходимо хоро-
шо знать его особенности, и в частности характер из-
Рис. 14. Схема обработки де-
тали сочетанием способов
врезного (а), глубинного (б,
в) и продольного (г) шлифо-
вания.
носа шлифовального круга.
Это позволит правильно
установить последователь-
ность обработки различных
деталей без лишних затрат
времени на наладку и пере-
наладку станка, на правку
круга и на выполнение дру-
гих дополнительных вспомо-
гательных работ.
В общем случае можно
рекомендовать следующую
проверенную практикой по-
следовательность работ на
круглошлифовальном стан-
ке, исключающую многие
лишние движения и позво-
ляющую полное использова-
ние режущей способности
шлифовального круга меж-
ду его правками.
Период режущей способ-
ности круга (стойкость кру-
га) можно условно разде-
лить на пять этапов. Каж-
дому из этапов работ соот-
ветствует вид шлифования
(чистовое или черновое), а
также вид и конструктивные
особенности обрабатывае-
мых деталей. При рацио-
нальной организации работ
следует выполнять шлифо-
ванне способами, отвечаю-
щими данному состоянию
шлифовального круга, а
также в соответствии с из-
носом круга подбирать по-
следовательность в обработке данной партии деталей. Рас-
смотрим эти этапы, а соответственно — и приемы работы.
Этап (прием) первый. Только что правленным кру-
гом, имеющим ровную и чистую рабочую поверх-
28
Рис. 15. Схема чистовой об-
работки детали способом
врезного шлифования и вы-
хаживания вправо (в сто-
рону задней бабки).
ность и острые углы, рекомендуется выполнять чистовое
шлифование. Поэтому в первую группу следует отби-
рать детали, уже предварительно шлифованные, тре-
бующие окончательной обработки. Припуск на обработ-
ку таких деталей обычно не превышает 0,05 мм. Внача-
ле надо шлифовать детали с большими диаметрами и
длинами обработки, стремясь при этом применить спо-
собы шлифования, которым соответствует износ угла
правой стороны шлифовального круга. Поэтому первы-
ми из группы обрабатывают детали, не. требующие шли-
фования торца и позволяющие
выход круга в правую сторо-
ну. Шлифование начинают с
установки круга относительно
торца детали. Для этого, кос-
нувшись кругом торца до по-
явления искры, сразу смещают
круг в продольном направле-
нии на 0,1—0,5 мм (рис. 15).
Затем поперечной подачей
шлифовального круга делают
врезание в деталь до требуе-
мого размера по лимбу махо-
вика поперечной подачи. После
этого производят выхаживание
поверхности в сторону задней
бабки установленным шлифовальным кругом и этим за-
канчивают обработку.
Во время выхаживания правая сторона шлифоваль-
ного круга снимает металл на шлифуемой поверхности
детали и изнашивается, постепенно закругляясь, левый
же угол остается сравнительно острым.
После относительного притупления правого угла
шлифовального круга приступают к чистовому шлифо-
ванию группы деталей, требующих обработки не только
по диаметру, но и по левому торцу. При этом шлифо-
вание деталей с канавками возле торцов надо чередо-
вать со шлифованием деталей, торцы которых сопря-
жены с цилиндрической частью небольшим радиусом.
Это чередование предотвращает появление на левой
части круга уступа. Этот уступ, образуемый при попе-
речной подаче при обработке нескольких однотипных
деталей (рис. 16), может стать значительным и остав-
29
лять на шлифуемой поверхности круговые риски и ца-
рапины во время выхаживания детали в сторону задней
бабки (вправо).
Этап (прием) второй. Второй этап работы характе-
рен тем, что шлифовальный круг уже имеет некоторое
затупление по углам, но еще не превышающее допусти-
мое. Шлифование выполняют обычно комбинированным
способом, вначале сообщая кругу врезание, а потом вы-
хаживание в левую и правую стороны. Для обработки
в этот период целесообразно готовить детали, имеющие
широкие канавки у торца. Детали должны быть пред-
Рис. 16. Схема образования усту-
па на круге при шлифовании од-
нотипных деталей:
/ — оправка; 2 — деталь; 3 — шлифо-
вальный круг.
Рис. 17. Схема образо-
вания уступа на детали
при износе левого угла
шлифовального круга.
варительно шлифованные с припуском не более 0,05 мм
на сторону.
В этот период работ детали с узкими канавками у
торца уже не могут быть прошлифованы, так как шли-
фовальный круг имеет износ левой части и на детали
(в случае ее шлифования) получится завышение —
уступ (рис. 17).
Чистовое шлифование до упора с выхаживанием пре-
кращают обычно при износе левой и правой частей кру-
га на длине 2—3 мм с глубиной фаски не более 0,1 мм
(рис. 18).
Этап (прием) третий. Чистовое шлифование кругом,
имеющим износ по углам, выполняют у деталей без тор-
цовых поверхностей, позволяющих выход круга в обе
стороны от шлифуемой поверхности.
Врезное шлифование с выхаживанием в правую и
левую стороны можно осуществлять у деталей с обра-
30
батываемой поверхностью, меньшей ширины круга на
8—10 мм. При этом условии изношенные угловые участ-
ки круга при врезном шлифовании будут вне зоны ре-
зания и обработка деталей будет происходить средней
(прямолинейной) частью круга (рис. 19). Если длина
шлифуемого участка больше ширины круга, то следует
Рис. 18. Схема износа
шлифовального круга.
Рис. 19. Схема обработки де-
талей врезным шлифованием
и выхаживанием вправо и
влево.
для обработки применить способ продольного шлифова-
ния с выходом круга вправо и влево за пределы детали
(рис. 20). При этом поперечную подачу кругу следует
сообщать в крайних его положениях.
После выполнения данного (третьего) этапа работ
состояние режущей поверхности шлифовального круга
становится уже непригодной для чистовой обработки.
При необходимости и далее вести чистовое шлифование
круг подвергают правке. Однако более целесообразным
является, не выполняя правки, перейти к черновому шли-
фованпю деталей, экономя тем самым время, а также
сохраняя от излишнего износа круг и правящий инст-
румент.
Этап (прием) четвертый. Основными способами чер-
нового шлифования на данной стадии износа шлифо-
вального круга будут являться глубинные вправо и вле-
31
во либо врезное шлифование в сочетании с глубинным
при выходе круга вправо (в сторону задней бабки). По-
следнее следует применять для деталей с торцовыми по-
верхностями, производя врезание шлифовального круга
у торца. При черновом шлифовании, как правило, вы-
хаживания не производят. Исключение составляет лишь
обработка длинных и тонких деталей, где выхаживани-
ем достигается равномерность припуска под чистовое
шлифование.
При черновом шлифовании, как, впрочем, и при чисто-
вом, всегда следует стремиться работать с правой сто-
роны (правым углом) шлифовального круга, сохраняя
левый угол по возможности острым и незатупившимся.
Это всегда дает возможность (без предварительной
правки) использовать круг для шлифования торцовых
поверхностей и мест перехода с малыми радиусами.
Кроме того, уменьшенный (по сравнению с правой сто-
роной) износ левого угла шлифовального круга приво-
дит к уменьшению снимаемого при правке слоя круга,
так как часто правку делают лишь для заточки левого
угла круга, оставляя при этом правый угол с некоторым
радиусным участком. Поскольку шлифовка торцов дета-
лей правой частью круга выполняется сравнительно ред-
ко, то оставленный небольшой радиусный заход будет
даже полезен для глубинного шлифования вправо.
Этап (прием) пятый. Черновое шлифование, выпол-
няемое на последнем этапе работы круга перед прав-
кой, возможно лишь способом продольного шлифова-
ния с выходом круга по обе стороны обрабатываемой
поверхности. Поперечная подача, сообщаемая кругу в
крайних его положениях, должна быть сравнительно не-
большой, так как круг уже имеет сравнительно низкую
режущую способность. Выполняя шлифование, следует
наблюдать за качеством обрабатываемой поверхности и
за процессом резания. При получении дробленой, пло-
хой по чистоте поверхности обработки, при изменении
вида искрения и характерного звука резания шлифова-
ние прекращается. Круг подвергается правке, после чего
весь цикл работ может быть повторен опять, начиная с
чистового шлифования.
При работе часто бывает необходимо знать времен-
ную стойкость шлифовального круга. Эта стойкость за-
висит от многих факторов, в том числе от вида абразив-
ного материала, твердости, зернистости, связки, стоук-
32
туры инструмента, механических характеристик обраба-
тываемого материала, требований к чистоте и точности
формы шлифуемой поверхности детали, режимов реза-
ния и метода правки.
Для ориентирования во времени в табл. 1 приведены
средние величины стойкости шлифовальных кругов меж-
ду правками. Данные приведены для работы с норма-
тивными подачами/
Таблица 1
Средняя стойкость кругов между правками
при круглом наружном шлифовании
Способ обработки Время работы круга между двумя правками, мин.
Шлифование прямой периферии круга с про- дольной подачей (продольное шлифование) . . 40
Шлифование периферией и торцом круга с про- дольной подачей в упор 30
Шлифование прямой периферией круга с по- перечной подачей (врезное шлифование) . . . 30
Шлифование периферией и торцом круга с по- перечной подачей с одновременным шлифова- нием гантели 20
Шлифование профильной периферией круга ша- риковой или роликовой дорожки внутренних ко- лец подшипников и подобных деталей .... 4—7
Рассмотренная последовательность работ исходит
из условия наиболее полного использования режущей
способности шлифовального круга между его правками
и является, конечно, сравнительно общей.
Конкретные задачи производства могут требовать и
несколько иных решений, так как зависят во многом от
формы и конструктивных особенностей деталей, от вида
и характера работы, от величины партии обрабатывае-
мых деталей и от особенностей производства.
Поэтому выбору рациональных приемов работ долж-
ны предшествовать тщательный анализ условий труда,
опробование вариантов и творческий подход к своему
делу.
ИСКАТЬ СКРЫТЫЕ возможности
Тщательный анализ работ на круглошлифовальном
станке позволяет выявить скрытые резервы повышения
производительности труда. Одним из таких резервов яв-
ляется более полное использование мощности оборудо-
вания.
Опыт работ показывает, что современный круглошли-
фовальный станок позволяет успешно работать с повы-
шенными поперечными подачами, что существенно со-
кращает машинное время обработки деталей, увеличи-
вая производительность труда в 3—5 раз. Использовать
метод работы с повышенными подачами наиболее удоб-
но при черновом шлифовании небольших деталей диа-
метром 8—10 мм и длиной 40—50 мм при условии, что
ширина круга больше длины обрабатываемой детали на
5—10 мм и работа ведется способом врезного шлифо-
вания. Большой эффект получается и в том случае, если
партия шлифуемых деталей достаточно велика.
Применять повышенные подачи при чистовом шлифо-
вании практически сложно, так как величина подачи
превышает в ряде случаев припуск на обработку.
Рассмотрим пример обработки партии метчиков М14
с длиной хвостовика 50 мм и длиной рабочей части
40 мм. Вначале у всей партии метчиков следует произ-
вести черновое шлифование хвостовика. Для этого вы-
полняют настройку станка, установив соответствующие
центры в шпинделе и в задней бабке и подготовив хому-
тик. Следует при настройке проверить положение пово-
ротного стола задней бабки, которое должно соответст-
вовать нулевому положению, а также произвести правку
круга. Закрепив хомутик на рабочей части метчика, де-
таль устанавливают в центрах и на ручной поперечной
подаче (0,005—0,01 л/л/об), сошлифовывают с хвосто-
34
вика припуск в 0,10—0,15 мм до выведения рисок от то-
карной обработки. Далее, заметив показания лимба ма-
ховика поперечной подачи шлифовального круга, прове-
ряют размер и цилиндричность обработанной поверх-
ности. Если потребуется, то делают соответствующие по-
правки настройки станка. Когда же подналадки не тре-
буется, то производят шлифование хвостовика до задан-
ного размера, оставляя припуск под окончательное шли-
фование 0,05 мм на сторону. Окончив шлифование, сле-
дует запомнить показания лимба маховика поперечной
подачи шлифовального круга и уже после этого отвести
круг на 1,5—2 мм от обработанной поверхности детали.
Сделав окончательные замеры прошлифованного хвосто-
вика у метчика, можно приступать к шлифованию по-
следующих деталей партии.
Увеличение поперечной подачи можно начинать со
второй детали. Делать это, однако, надо постепенно,
внимательно наблюдая за процессом резания и контро-
лируя качество обработанной поверхности. При нор-
мальном ходе процесса шлифования при обработке тре-
тьей детали поперечная подача может быть уже дове-
дена до 0,04—0,1 мм на оборот детали, значительно пре-
вышая начальную подачу по величине.
Следует отметить, что работа с увеличенными пода-
чами, обеспечивая интенсивный съем металла припуска,
характеризуется повышенными температурами в зоне ре-
зания. В ряде случаев (например, при плохом охлажде-
нии) такая обработка может привести к отпуску по-
верхностного слоя обрабатываемой детали, что является
недопустимым для многих деталей и инструментов. По-
этому переход на работу с увеличенными подачами мо-
жет быть осуществлен только после согласования пред-
лагаемого способа с технологическими службами завода
(цеха) и проведения соответствующих проверок качест-
венных показателей обработанных деталей.
Обрабатывая детали с увеличенными подачами, не-
обходимо постоянно следить за состоянием шлифоваль-
ного круга. По мере его засаливания поперечную подачу
при шлифовании надо постепенно уменьшать, так как
круг теряет режущие свойства, при этом увеличивается
сила трения между кругом и деталью, и если не сни-
зить нагрузку, то деталь может вырвать из центров.
По мере засаливания круга ухудшается и чистота
обработанной поверхности. При резком изменении звука
35
резания и равномерности искрения обработку деталей
прекращают и производят правку круга.
В ряде случаев при черновом шлифовании выпол-
няют выхаживание обрабатываемой поверхности после
достижения кругом положения, определенного лимбом.
Это выхаживание обычно занимает много времени. На
основании опыта работы можно установить величину
припуска, снимаемую при выхаживании. Для ряда де-
талей эта величина, зависящая в основном от дефор-
мации технологической системы, составляет 0,02—
0,03 мм.
Если припуск выхаживания добавить к снимаемому
припуску и удалять его таким образом заодно с ним
на поперечной подаче, то процесс выхаживания можно
не выполнять. Автор в своей работе часто пользовался
таким приемом шлифования (без выхаживания), дости-
гая значительного сокращения времени обработки.
При работе с увеличенными подачами особое внима-
ние необходимо уделять охлаждению. Поток подаваемой
эмульсии должен быть обильным, правильно направлен-
ным и попадать в зону резания.
В этом отношении особенно хорошие данные имеет
струйно-напорный способ подачи смазочно-охлаждаю-
щей жидкости (СОЖ), обладающий существенными
преимуществами перед способом полива, широко приме-
няемым в настоящее время на шлифовальных станках.
При недостаточном охлаждении ухудшаются условия ре-
зания, ускоряется износ и засаливание шлифовального
круга и могут образовываться прижоги обрабатываемой
поверхности.
Опыт работ показывает, что наиболее успешно шли-
фование с увеличенными подачами выполняется при
окружных скоростях шлифовального круга не менее
32—35 м!сек, при вращении обрабатываемой детали
150—200 об]мин. Твердость применяемых шлифовальных
кругов при работе должна быть выше па один порядок
по отношению к рекомендуемой для данного материала
детали и виде работ. В частности, хорошие результаты
достигаются при использовании шлифовальных кругов
с твердостью СТ1 и СТ2.
Большие возможности повышения производитель-
ности труда содержит в себе процесс оснащения рабо-
чего места различными приспособлениями и инструмен-
том. Особенно большую пользу в работе приносит при-
36
менение мерительного инструмента и приспособлений.
Правильно использованный мерительный инструмент в
значительной мере ускоряет настройку и перенастройку
станка, дает возможность повысить точность подналад-
ки, сокращает время выполнения контрольных опера-
ций; примененный в устройствах активного контроля,
значительно снижает брак и повышает качество работ.
Большинство мерительных устройств, используемых
при работе на круглошлифовальных станках, индика-
торного типа. Это обеспечивает хорошую наблюдатель-
ность измерений, выполняемых с большой точностью.
Кроме того, один и тот же индикатор может быть при
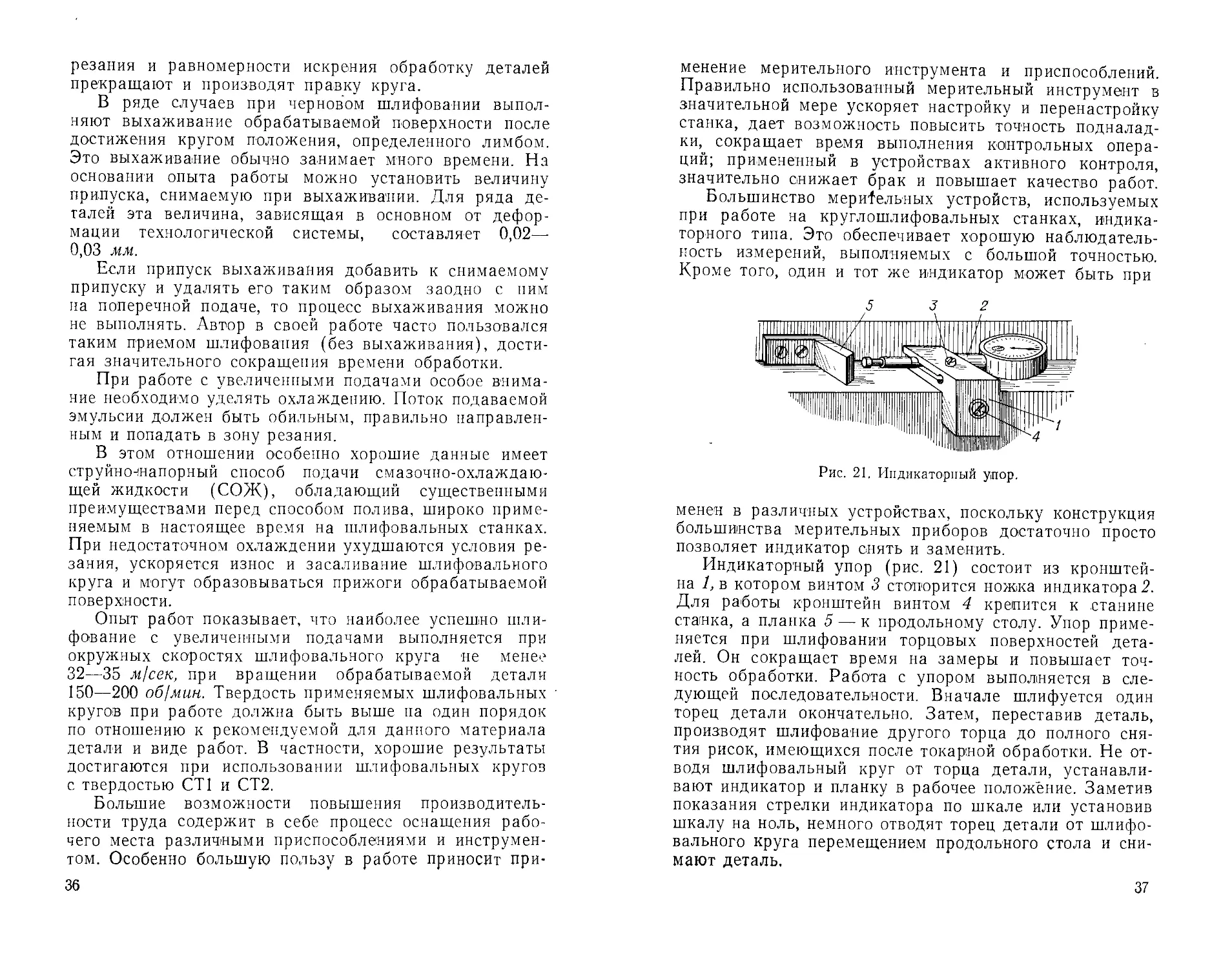
Рис. 21, Индикаторный упор.
менен в различных устройствах, поскольку конструкция
большинства мерительных приборов достаточно просто
позволяет индикатор снять и заменить.
Индикаторный упор (рис. 21) состоит из кронштей-
на Л в котором винтом 3 стопорится ножка индикатора 2.
Для работы кронштейн винтом 4 крепится к станине
станка, а планка 5 — к продольному столу. Упор приме-
няется при шлифовании торцовых поверхностей дета-
лей. Он сокращает время на замеры и повышает точ-
ность обработки. Работа с упором выполняется в сле-
дующей последовательности. Вначале шлифуется один
торец детали окончательно. Затем, переставив деталь,
производят шлифование другого торца до полного сня-
тия рисок, имеющихся после токарной обработки. Не от-
водя шлифовальный круг от торца детали, устанавли-
вают индикатор и планку в рабочее положение. Заметив
показания стрелки индикатора по шкале или установив
шкалу на ноль, немного отводят торец детали от шлифо-
вального круга перемещением продольного стола и сни-
мают деталь.
37
После определения размера и оставшегося припуска
деталь устанавливается на станок и шлифуется по тор-
цу. При этом продольное смещение стола (осуществляе-
мое вручную маховиком) в направлении шлифовального
круга контролируется по индикатору, играющему в дан-
ном случае роль точного продольного лимба.
Использование индикаторного лимба в подобных опе-
рациях значительно сокращает затраты времени на конт-
роль деталей, позволяя управлять процессом шлифова-
ния при точном определении величин снимаемого при-
пуска.
Подобный индикаторный прибор успешно может
быть также использован для точной подналадки пово-
рота стола задней бабки при шлифовании конических
поверхностей. В этом случае индикатор устанавливается
с упором (подвижным наконечником) в торец поворот-
ного стола, позволяя вести точный отсчет при его сме-
щении.
Состав смазочно-охлаждающей жидкости (СОЖ) и
способ ее подвода существенно влияют на производи-
тельность процесса шлифования, качество обрабатывае-
мой поверхности, затупление, износ и засаливание шли-
фовальных кругов, а тем самым и на их стойкость.
Необходимость правильного выбора СОЖ особенно воз-
росла в последнее время, когда увеличились номенкла-
тура и разнообразие обрабатываемых материалов, среди
которых значительную часть составляют труднообраба-
тываемые высоколегированные и нержавеющие стали и
сплавы. Правильно подобранная СОЖ обеспечивает та-
кое повышение периода стойкости и удельной произво-
дительности, какое вряд ли можно обеспечить при про-
чих равных условиях другими технологическими сред-
ствами. Так, например, применение СОЖ ЛЗ-1 ленин-
градского завода им. Шаумяна вместо стандартной
эмульсии при обработке высоколегированной стали при-
водит к увеличению периода стойкости круга в 8 раз
и возрастанию удельной производительности шлифова-
ния в 7,5 раза. Хорошие данные имеют специальные
СОЖ на водной основе для обработки алюминия: они
превосходят по эффективности керосино-масляные смеси
и в 5 раз их дешевле.
В табл. 2 приводятся составы СОЖ, рекомендуемые
для применения при шлифовании различных материа-
лов.
38
Составы СОЖ для шлифования
Таблица 2
Материал детали Вид СОЖ Типовой состав
Конструк- ционные углеродистые стали Низкоконцент р и р о- ванные растворы во- дорастворимых масел 2%-ный раствор масла ВНИИНП-117
Растворы ализари- нового (сульфиниро- ванного касторового) масла
Водомасляные эмульсии 3—5%-ные эмульсии из эмульсолов НГЛ-205, СДМУ, «Т»
Легированные и инстру- ментальные стали Водные растворы поверхностно-активных веществ 5—7 г/л триэтанола- мина, 2,5 г/л нитрита натрия, 1 г/л смачива- теля ОП-7, осталь- ное — вода
Минеральные масла с химическими актив- ными присадками Сульфофрезол Смеси сульфофрезо- ла с дизельным топ- ливом Масло «Индустри- альное-20», 5% хлори- рованного парафина
Высококонцентриро- ванные эмульсии 30—40%-ные эмуль- сии из эмульсола НГЛ-205 20—25с/о-ные эмуль- сии из эмульсола НГЛ 205.
Высоко- легированные (трудно- обрабатывае- мые) стали Высоковязкие ми- неральные масла с присадками Масло «Индустри- альное-20», 5% масла ВНИИНП-232 Масло «Индустрп- алыгае-20», 3% масла ЛЗ-23К
39
Продолжение табл. 2
Материал детали Вид сож Типовой состав
В ы соко к он цен т ри р о - ванные эмульсии 40%-ная эмульсия из эмульсола НГЛ-205
Водные растворы мыл и растворимых масел 3% фтористого на- трия, 1% кремний- фторида морфолина, 0,05% высокомолеку- лярного смачивателя, 0,05% продукта оки- си этилена 5%-й раствор хло- ристого бария в во- де, 1,5% нитрита на- трия
Чугун Водные растворы пове р х нос тн о - а кт и вн ых веществ и электроли- тов 0,2% триэтанолами- на, 0,4% нитрита нат- рия, 0,1% тринатрий- фосфата, 0,2% буры, 0,3% кальцинирован- ной соды, 0,1% сма- чивателя ОП-7
Медь и сплавы на ее основе Растворы водораст- воримых масел эмуль- сии Водные растворы масла ВНИИНП-117 и ализаринового масла
Алюминий и сплавы на его основе Керосин
Водные растворы смачивателей 4%-ная эмульсия на основе пасты: 36% олеиновой кислоты, 41% раствора каусти- ческой соды, 4,7 % буры, 8,4% жидкого стекла, 3% крепите- ля П, 5% нитрита натрия, 1,7% смачива- теля ОП-7
Водомасляные эмульсии 5—10%-ные эмуль- сии из эмульсолов Э-1, НГЛ-205 |
40
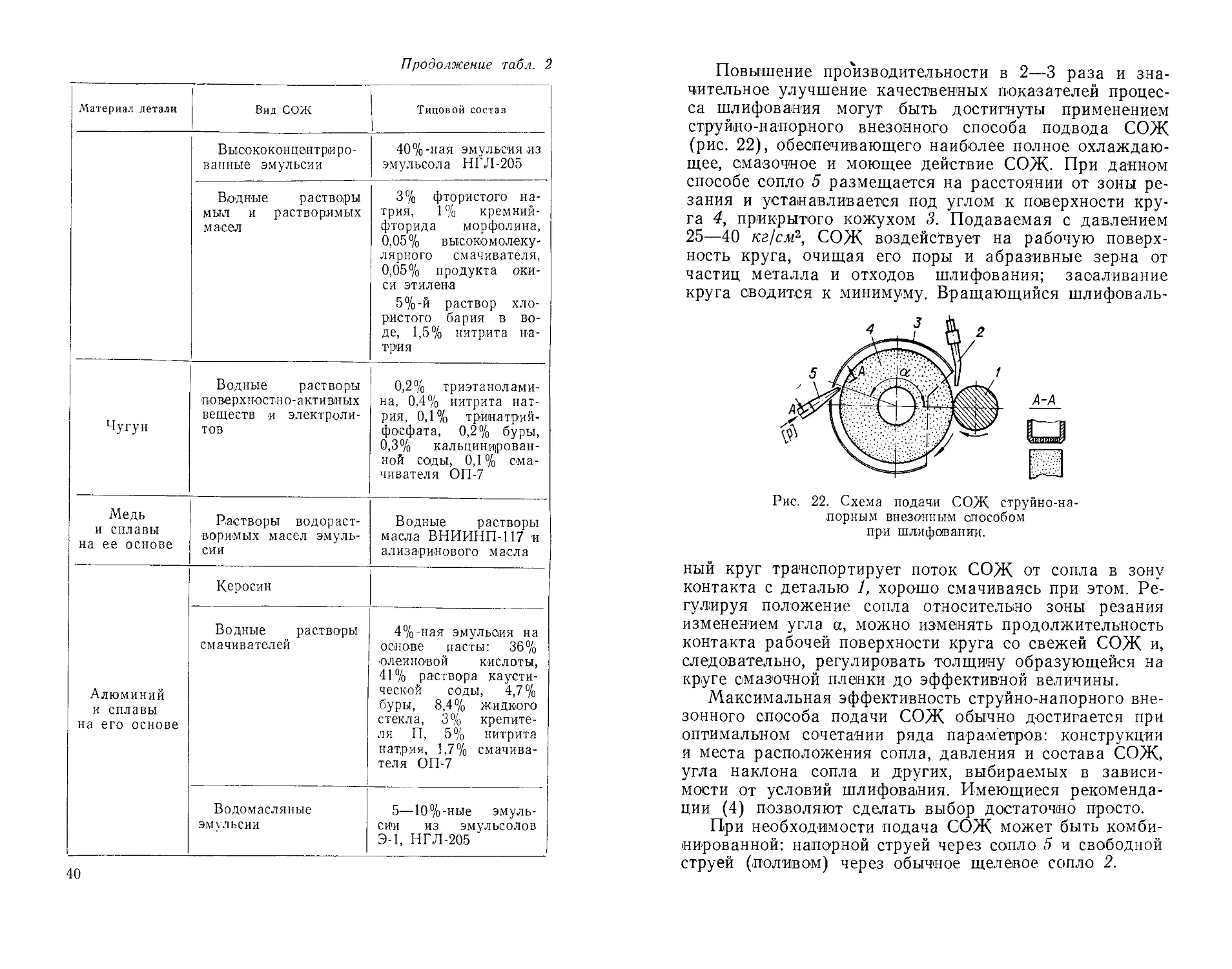
Повышение производительности в 2—3 раза и зна-
чительное улучшение качественных показателей процес-
са шлифования могут быть достигнуты применением
струйно-напорного внезонного способа подвода СОЖ
(рис. 22), обеспечивающего наиболее полное охлаждаю-
щее, смазочное и моющее действие СОЖ- При данном
способе сопло 5 размещается на расстоянии от зоны ре-
зания и устанавливается под углом к поверхности кру-
га 4, прикрытого кожухом 3. Подаваемая с давлением
25—40 кг/см2-, СОЖ воздействует на рабочую поверх-
ность круга, очищая его поры и абразивные зерна от
частиц металла и отходов шлифования; засаливание
круга сводится к минимуму. Вращающийся шлифоваль-
Рис. 22. Схема подачи СОЖ струйно-на-
порным внеземным способом
при шлифовании.
ный круг транспортирует поток СОЖ от сопла в зону
контакта с деталью 1, хорошо смачиваясь при этом. Ре-
гулируя положение сопла относительно зоны резания
изменением угла а, можно изменять продолжительность
контакта рабочей поверхности круга со свежей СОЖ и,
следовательно, регулировать толщину образующейся на
круге смазочной пленки до эффективной величины.
Максимальная эффективность струйно-напорного вне-
зонного способа подачи СОЖ обычно достигается при
оптимальном сочетании ряда параметров: конструкции
и места расположения сопла, давления и состава СОЖ,
угла наклона сопла и других, выбираемых в зависи-
мости от условий шлифования. Имеющиеся рекоменда-
ции (4) позволяют сделать выбор достаточно просто.
При необходимости подача СОЖ может быть комби-
нированной: напорной струей через сопло 5 и свободной
струей (поливом) через обычное щелевое сопло 2.
БЕЗОПАСНОСТЬ ТРУДА
Абразивный инструмент в отличие от других видов
инструмента представляет повышенную опасность при
работе, так как используется при высоких скоростях ре-
зания, имеет относительно меньшую прочность, более
чувствителен к вибрациям, ударам, условиям хранения
и использования. Поэтому вопросам безопасности тру-
да при работе с абразивным инструментом следует уде-
лять особое внимание.
Для обеспечения безопасной работы на шлифоваль-
ных станках должны быть предусмотрены следующие
основные мероприятия:
защита глаз рабочего от абразивно-металлической
пыли и мелких осколков;
надежная защита работающих от травмирования об-
разивными зернами или осколками шлифовального кру-
га в случае его разрыва;
удаление абразивно-металлической пыли из зоны об-
работки, с тем чтобы концентрация пыли в зоне дыха-
ния рабочего не превышала установленных норм;
защита работающих от жидких аэрозолей, образую-
щихся в результате абразивной обработки со смазочно-
охлаждающими жидкостями и электролитами, и удале-
ние последних в случае, если концентрация вредных ве-
ществ в зоне дыхания рабочего превышает допустимые
санитарные нормы;
ограждение абразивного инструмента, обрабатывае-
мых заготовок, быстровращающихся и перемещающихся
узлов и деталей станков, соприкосновение с которыми
может привести к травме рабочего;
борьба с повышенным шумом и вибрациями, вредно
сказывающимися на здоровье рабочего.
Ряд мероприятий реализуется при конструировании
оборудования, но в значительной мере безопасность ра-
42
боты на шлифовальных станках зависит от правильной
их эксплуатации.
Прочность шлифовального круга является одним из
наиболее существенных свойств абразивного инструмен-
та, обеспечивающих безопасность работы. Неправиль-
ные эксплуатация кругов и обращение с ними могут
привести к их разрыву. Прочность шлифовальных кру-
гов зависит от технологии их производства, твердости,
зернистости, структуры абразивного материала, формы
круга и других факторов. Особенно влияют на проч-
ность кругов характер связки, ее прочность и качества,
ее сопротивляемость различным внешним воздействиям,
влажности, колебаниям температуры, нагрузке. Напри-
мер, круги на магнезиальной связке гидроскопичны и
легко теряют прочность при хранении во влажной ат-
мосфере, что особенно опасно. Поэтому после годового
хранения эти круги перед установкой на станок должны
подвергаться испытанию на разрыв.
Прочность бакелитовых кругов на разрыв несколько
выше нескоростных керамических, что позволяет при-
менять бакелитовые круги на обдирочных работах со
скоростями до 50 м/сек.
Шлифовальные круги на новых фриттованных кера-
мических связках обладают значительной прочностью и
выдерживают скорость до 100 м!сек. Дает возможность
увеличить скорость шлифования до 80—100 м/сек, уве-
личить производительность, улучшить качество обработ-
ки и повысить безопасность работы на станках внедре-
ние бакелитовых абразивных шлифовальных и отрез-
ных кругов, армированных металлом, стеклотканью или
синтетическим волокном.
От прочности круга зависит его предельная окруж-
ная скорость, которая обычно указывается в маркиров-
ке. Работать со скоростями больше допустимых нельзя.
Шлифовальные круги весьма чувствительны к уда-
рам, сотрясениям, повышенной влажности, низкой тем-
пературе. На рабочем месте круги необходимо хранить
отдельно от металлических предметов, так как под дей-
ствием даже небольшого толчка или удара в них появ-
ляются трудноразличимые трещины, могущие, однако,
быть причиной разрыва круга при работе. Следует
иметь в виду, что правила запрещают хранить на рабо-
чем месте шлифовальные круги диаметром 150 мм и бо-
лее, так как их повреждение не всегда может быть оп-
43
ределено внешним осмотром. Отсутствие трещин прове-
ряется простукиванием кругов в подвешенном состоянии
деревянным молотком весом 200—300 г. Инструмент без
трещин должен издавать чистый звук. Дребезжащие
звуки свидетельствуют о наличии мелких трещин или
внутренних расслоений. Такие круги не должны до-
пускаться к эксплуатации.
После шлифования с охлаждением круг должен быть
просушен в естественных условиях. Не допускается
оставлять круг погруженным на длительное время в
жидкость, так как одна сторона, впитывая влагу, ста-
нет тяжелее и при работе круг окажется несбалансиро-
ванным. Не следует подвергать влажные круги дейст-
вию низких температур: вода в порах круга замерзает и
появляются трещины.
Неуравновешенность шлифовального круга вызывает
вибрации станка, которые влияют на качество и произ-
водительность обработки, поэтому все шлифовальные
круги с наружным диаметром 150 мм и более и шири-
ной 6 мм и более перед установкой на шлифовальный
станок балансируются. Хорошо отбалансированный круг
обеспечивает хорошее качество работы и требует к тому
же минимальное количество правок, кроме того он спо-
собствует экономичному расходу как абразивных, так
и правящих инструментов. Предельно допустимые вели-
чины дисбаланса кругов определяются ГОСТ 3060-55.
Правка шлифовальных кругов, выполняемая для вос-
становления его режущих способностей и необходимой
геометрической формы, должна производиться при са-
мом строгом соблюдении всех правил. Неравномерная
и неправильно выбранная подача правящего инструмен-
та, неправильная его установка могут вызвать интенсив-
ное выкрашивание и даже разрыв круга. Во избежание
несчастных случаев запрещается правка кругов оскол-
ками твердых кругов, напильниками, зубилами, резцами.
Это может привести к повреждению круга и его раз-
рыву. Не допускается правка круга с открытым кожухом.
Правку круга желательно вести с охлаждением, что спо-
собствует увеличению стойкости правящего инструмен-
та, улучшает качество правки и уменьшает льдообразо-
вание.
Большое внимание должно быть уделено правильно-
му креплению шлифовальных кругов и установке их на
станок. Способ и схема крепления должны обеспечить
44
надежное закрепление круга на шпинделе, не создавая
при этом в круге внутренних напряжений. Отбалансиро-
ванные круги (диаметром 150 мм и более) после их
установки на станок перед началом работ подвергаются
кратковременному вращению вхолостую на максималь-
ной рабочей скорости: круги диаметром до 400 мм — не
менее 2 .мин., круги диаметром выше 400 мм — не менее
5 мин. При обнаружении дисбаланса после первой прав-
ки или в процессе работы должно быть проведено по-
вторное балансирование круга.
Защитные устройства станка должны надежно защи-
щать рабочего от осколков разорвавшегося круга, брызг
охлаждающей жидкости, пыли и мелких абразивных ча-
стиц, от травм из-за случайного соприкосновения с вра-
щающимся кругом. Основным защитным устройством
круглошлифовального станка является кожух, который
крепится к шпиндельной бабке и закрывает шлифоваль-
ный круг. Изготовляются кожухи из стали и имеют
круглую или прямоугольную форму. Последняя более
предпочтительна, работа с прямоугольными кожухами
более безопасна.
Для безопасной работы на станке весьма важно обес-
печить надежное закрепление детали, используя при
этом хомутики и патроны, не имеющие выступающих
частей. В противном случае, вращаясь вместе с де-
талью, выступающие элементы хомутика или планшай-
бы (хвост, головка винта, палец) могут при неосторож-
ности нанести травму. При использовании хомутиков
обычной конструкции вращающуюся планшайбу сле-
дует закрывать защитным кожухом.
Наладка шлифовального станка к работе должна
быть тщательной: правильно установлены и закреплены
упоры, выбраны режимы и последовательность обра-
ботки, отрегулировано охлаждение и т. д.
Строгое соблюдение правил и требований охраны
труда и техники безопасности при работе на шлифо-
вальных станках — залог безопасной, успешной и пло-
дотворной работы, работы без травм и аварий, без
брака при высоком качестве продукции, это норма по-
ведения каждого сознательного рабочего, новатора про-
изводства.
ЗАКЛЮЧЕНИЕ
Рассмотренные в данной брошюре вопросы, конечно,,
далеко не полностью охватывают весь перечень задач
и проблем, встающих перед рабочим-шлифовщиком в
повседневной работе. Разнообразие и сложность дета-
лей, непрерывно повышающиеся требования по точности
и чистоте обработки, появление новых материалов и ин-
струмента требуют от рабочего непрерывного совершен-
ствования своего мастерства.
Изучая опыт других, передовой рабочий должен тво-
рить сам. И едва ли не главным в творческом поиске
является умение четко анализировать свой труд, свои
приемы и действия, начиная от общих вопросов органи-
зации, кончая мельчайшими подробностями и отдельны-
ми движениями. Так, для начала все работы и действия
рабочий-шлифовщик может подразделить на отдельные
составные части, такие, как организация рабочего ме-
ста, подготовка к работе, инструмент и приспособле-
ния, станок и настройка станка, рациональные способы
и приемы шлифования, работа на станке, организацион-
но-технические мероприятия и т. д.
В дальнейшем эти отдельные операции следует де-
тализировать, по возможности определяя затраты вре-
мени на те или иные переходы и движения. Так, напри-
мер, работы по настройке станка могут подразделяться
с подсчетом времени на замену шлифовального крута,
на чистку и смазку узлов станка, на заполнение эмуль-
сионного бачка, на выбор и установку центров, на по-
ворот (настройку) задней бабки, на определение и уста-
новку режимов резания, на разогрев станка, на правку
шлифовального круга, на подготовку протирочного ма-
териала и т. д.
Выполненный анализ и выявленные затраты ясно
покажут наиболее трудоемкие переходы и действия, по-
могут целеустремленно совершенствовать свой труд, по-
вышать производительность труда.
Только сознательное отношение к мероприятиям, на-
правленным на совершенствование приемов работы, хо-
рошее знание производственных операций, оборудова-
ния, приспособлений, инструмента, материалов и раци-
ональных способов труда, использование передовой тех-
ники и технологии обеспечат успех в работе.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТОРА
1. Лоскутов В. В. Шлифование металлов. «Машинострое-
ние», 1970.
2. Л у р ь е Г. Б. Прогрессивные методы круглого шлифования.
«Библиотечка шлифовщика», вып. 2. Л., «Машиностроение», 1967.
3. Л е в и н В. И. Краткий справочник шлифовщика. «Машино-
строение», 1968.
4. X у д о б и н Л. В. Смазочно-охлаждающие средства, приме-
няемые при шлифовании». «Машиностроение», 1971.
5. Ед иг а рев Е. В., Цофин Э. Е. Безопасность труда при
работе абразивным инструментом. «Машиностроение», 1970.
ОГЛАВЛЕНИЕ
Введение ................................ 3
Организация рабочего места............6
Подготовка к работе...................14
Инструмент и приспособления..............18
Настройка станка . . .............24
Рациональные способы и приемы шлифования 27
Искать скрытые возможности............34
Безопасность труда . 42
Заключение............................46
Рекомендуемая литература . . 47
Григорий Дмитриевич Кочетков
„СОВЕТЫ МОЛОДОМУ ШЛИФОВЩИКУ"
Редактор Л. М. Позина
Технический редактор Г. В. Преснова
Корректор И. Е. Блиндер
Сдано в набор 25/V 1973 г. Подписано к печати 3/VIII 1973 г.
М-57015. Формат 84ХЮ81/з>* Бумага тип. № 2.
Уся. печ. л. 2,52- Уч.-изд. л. 2,27. Тираж 5000 экз. Заказ № 177
Цена 8 коп.
Лениздат, Ленинград, Фонтанка, 59.
Ордена Трудового Красного Знамени
типография им. Володарского Лениздата,
Фонтанка, 57.