





























































































































































































































































































































































































































































































































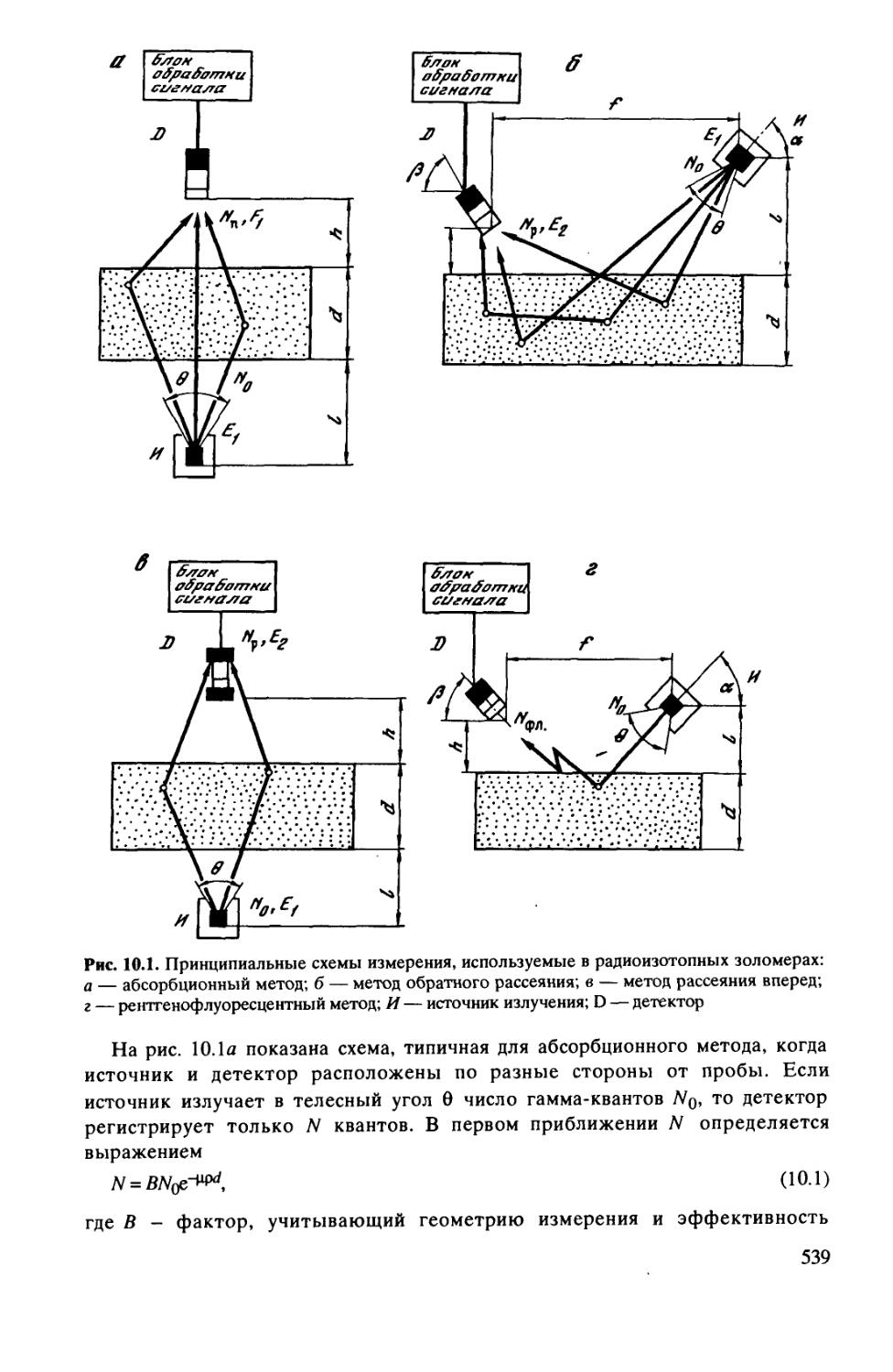

















































































Author: Беловолов В.В. Бочков Ю.Н. Давыдов М.В.
Tags: обогащение минерального сырья отрасли горной промышленности по виду добываемых минералов, руд, нерудных ископаемых горное дело полезные ископаемые химическая технология
ISBN: 5-02-001668-3
Year: 1995




ТЕХНИКА И ТЕХНОЛ ОГИЯ ОБОГАЩЕНИЯ УГЛЕЙ
СПРАВОЧНОЕ РУКОВОДСТВО
РОССИЙСКАЯ АКАДЕМИЯ НАУК
ИНСТИТУТ ПРОБЛЕМ КОМПЛЕКСНОГО ОСВОЕНИЯ НЕДР
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОМПЛЕКСНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ ОБОГАЩЕНИЯ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ (ИОТТ)
ТЕХНИКА И ТЕХНОЛОГИЯ ОБОГАЩЕНИЯ УГЛЕЙ
СПРАВОЧНОЕ РУКОВОДСТВО
Под редакцией академика В.А. Чантурия, доктора технических наук, профессора А.Р. Молявко
Издание третье, переработанное и дополненное
6
МОСКВА "НАУКА" 1995
ББК 33.4
Т 38
УДК 622.7.017:622.33(03)
Финансирование издания осуществлено Комплексным научно-исследовательским и проектно-конструкторским институтом обогащения твердых горючих ископаемых (ИОТТ)
Авторы:
В.В. Беловолов, Ю.Н. Бочков, М.В. Давыдов, Л.А. Барский И.Х. Дебердеев, Г.В. Жовтюк, А.А. Золотко, В.А. Кинареевский, Б.А. Кононенко, А.А. Коткин, ГД. Краснов, Г.И. Михайлов, А.Е. Молчанов, В.А. Рожков, А.И. Сипотенко, П.Т. Скляр,
А.В. Скрябин, Е.Г. Тресков, П.А. Шишов
Рецензенты:
академик Санкт-Петербургской инженерной академии В.Н. Шохин, кандидат технических наук А.К. Байдал
Техника и технология обогащения углей / В.В. Беловолов, Т 38 Ю.Н. Бочков, М.В. Давыдов и др.; Под ред. В.А. Чантурия,
А.Р. Молявко. — М.: Наука, 1995. — 622 с.
ISBN 5-02-001668-3
Описаны физические, физико-химические и технологические свойства каменных углей и антрацитов, современное состояние технологии и техники их обогащения. Показаны направления модернизации при техническом перевооружении предприятий. Приведены методы оценки и выбора технологических схем обогатительных фабрик, эффективности процессов, а также контроля качества углей и продуктов их обогащения.
Для специалистов, занимающихся обогащением углей.
2504000000-342 ,, л
Т—. дё— 228-94, II полугодие ББК 33.4
Authors: V.V. Belovolov, Yu.N. Bochkov, M.V. Davydov, LA. Barsky, I.Kh. Deberdeyev, G.V. Zhovtyuk, A.A. Zolotko, V.A. Kinareyevsky, B.A. Kononenko, A.A. Kotkin, G.D. Krasnov, G.I. Mikhailov, A.Ye. Molchanov, V.A. Rozhkov, A.I. Sipotento, P.T. Sklyar, A.V. Skryabin, Ye.G. Treskov, P.A. Shishov
Process and Equipment for Coal Preparation / V.V. Belovolov, Yu.N. Bochkov, M.V. Davydov et al. Reference book. Edited by V.A. Chantu-riya, A.R. Molyavko.
The reference book outlines the state-of-the art process and anthracites preparation. Physical, chemical and technological parameters of hard coals and anthracites are described.
The trends of operating plant updating are outlined. Methods are proposed for the evaluation and choice of the most efficient technologies and plant process flow sheets, quality monitoring of feed coals and beneficiation products.
The book can be useful for specialists in coal preparation.
ISBN 5-02-001668-3 © В.В. Беловолов, Ю.Н. Бочков,
М.В. Давыдов и др., 1995
© Российская академия наук, 1995
ПРЕДИСЛОВИЕ
Несмотря на интенсивные поиски альтернативных источников энергии, продолжающиеся в последнее десятилетие, уголь является одним из основных источников получения тепловой и электрической энергии. Кроме того, уголь — это и технологическое сырье для энергетической, металлургической, химической и других важнейших отраслей народного хозяйства.
В условиях непрерывного роста технического уровня угольной промышленности, механизации основных и вспомогательных процессов при добыче углей и ухудшении качества добываемой горной массы обогащение является обязательной стадией в производстве топлива, удовлетворяющего по своему качеству требованиям потребителей.
Особое значение приобретает углеобогащение в связи с развитием рыночных отношений, когда получают непосредственное экономическое выражение не только потребительская ценность угольных концентратов, но и полнота извлечения полезных компонентов в товарные продукты при минимальных материальных издержках на их получение.
Возросшее засорение добываемых углей породными фракциями обусловливает необходимость увеличения объема обогащения путем строительства новых фабрик, повышения мощности и технического перевооружения действующих предприятий и применения прогрессивных процессов, высокопроизводительных и эффективных аппаратов, позволяющих сократить потери горючей массы в отходах производства.
В 1974 г. в издательстве "Недра" вышел в свет справочник по обогащению углей. В 1984 г. было выпущено второе издание, дополненное новыми данными в области технологии и техники, созданными за тот период.
После выхода в свет второго издания в России были введены в эксплуатацию крупные углеобогатительные фабрики, перерабатывающие коксующиеся угли при разрезе "Нерюнгринский" мощностью 9,0 млн т в год, ЦОФ "Кузбасская" мощностью 7,5 млн т в год и ЦОФ "Печорская" мощностью 6,0 млн т в год.
Прошли три международных конгресса по обогащению углей в 1986 г. (Канада, г. Эдмонтон), 1990 г.(Япония, г. Токио) и в 1994 г. (Польша, г. Краков), где обсуждались самые актуальные проблемы в этой области.
Благодаря использованию современных достижений при разработке новых и совершествованию существующих процессов и оборудования темпы роста углеобогащения возрастали, а качество готовых продуктов постоянно улучшалось. Этому также способствовало применение новых прогрессивных методов обогащения: тяжелые среды — 41,2, отсадка 33, 6, флотация — 12,0%; освоены технология и оборудование для обогащения разубоженных углей, отвальных горных пород, предварительной породовыборки, обогащения шламов. Разработаны проекты этих установок в стационарном и модульном исполнении.
Научно-исследовательскими и проектно-конструкторскими институтами с учетом опыта действующего производства разработаны и освоены новые прогрессивные схемы обогащения и режимы технологических процессов. Создано и внедрено в производство оборудование, применяемое для основных и вспомогательных процессов углеобогащения.
3
Достигнутый технический прогресс отечественного углеобогащения отвечает современному уровню мировой практики и тенденциям дальнейшего развития. Новое оборудование для углеобогатительных фабрик в ряде случаев не имеет аналогов в мировой практике или превышает их технологический уровень. К таким разработкам относят грохота инерционные типа ГИСЛ, конусные вращающие ГСК с самоочищающейся рабочей поверхностью, тяжелосредные сепараторы СТК, отсадочные машины МО, флотационные машины ФМ-16, тяжелосредные трехпродуктовые циклоны ГТ—750/630, сепараторы крутонаклонные типа КНС, камерный фильтр-пресс ФОВ-600-14-01, центробежные диспергаторы ЦДФ, сушильные установки со взвешенным слоем СВС, сгустители со взвешенным слоем СВГ, новое поколение приборов контроля качества углей и продуктов обогащения, комплексы для брикетирования углей типа АБВК и др. Все образцы углеобогатительного оборудования производятся на машиностроительных заводах России.
Достигнутые результаты и направления научно-технического развития углеобогащения представляют практический интерес и требуют системного изложения для возможно более широкого использования при совершенствовании и проектировании новых углеобогатительных предприятий. Это привело к необходимости нового издания справочника. При подготовке настоящего издания авторский коллектив использовал данные исследований, проектные и конструкторские разработки институтов ИОТТ, УкрНИИуглеобога-щение, СибНИИуглеобогащение, Гипромашуглеобогащение, Гипромашобога-щение, Гипрошахта, Сибгипрошахта, Южгипрошахта, Ростовгипрошахта. Использован опыт инженеров и работников производства, а также учтены замечания и пожелания специалистов, приславших свои отзывы на справочное издание.
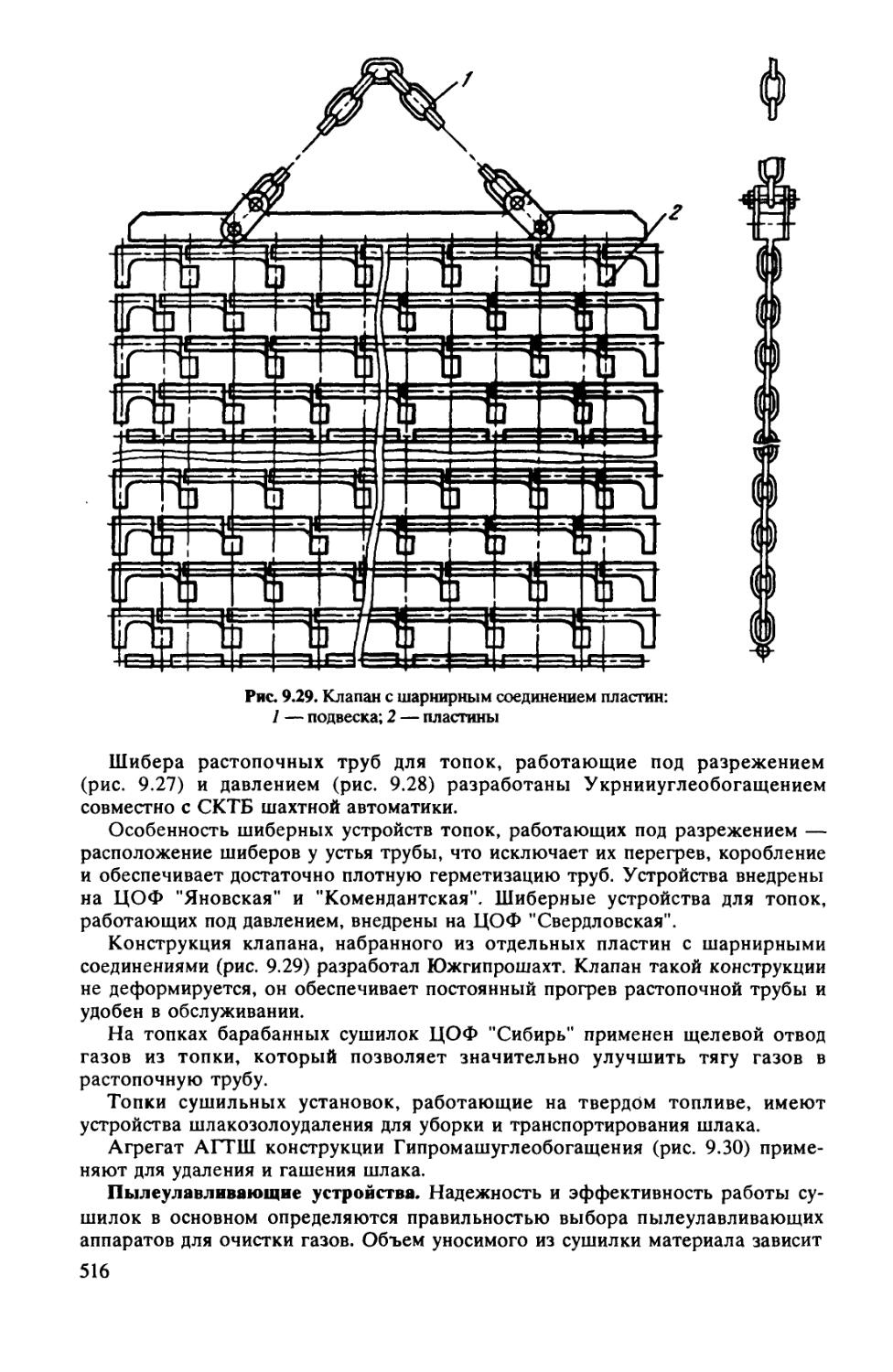
В книге приведены сведения об углях, их свойствах, сырьевой базе и технологических схемах углеобогатительных фабрик. Рассмотрены вопросы подготовки углей, техники и технологии обогащения, обезвоживания, осветления шламовых вод, сушки, инструментального контроля и стандартизации качества углей.
Авторы справочника выражают благодарность редактору О.М. Ванюковой за большую помощь, оказанную в подготовке к изданию данного пособия.
Глава 1
УГЛИ И ИХ СВОЙСТВА
1.1. Состав углей, их основные физические и химические свойства
Состав углей. Уголь — горючая осадочная порода, образованная из видоизмененных остатков растений, уплотненных вышележащими слоями. Ископаемые угли представляют собой сложные высокомолекулярные соединения, образовавшиеся в результате процессов полимеризации и конденсации продуктов превращения растительных остатков.
Угли отличаются большим разнообразием, обусловленным составом и свойствами исходного растительного материала, условиями и степенью изменений, которым материал подвергался в период геологической истории, а также присутствием и характером включений различных примесей.
Угли характеризуются мацеральным и микролитотипным составами и степенью метаморфизма. Твердые горючие ископаемые существенно отличаются по основным свойствам в зависимости от степени метаморфизма. ( Между торфами, бурыми, каменными углями и антрацитами существует генетическая связь, т.е. эти виды твердых горючих ископаемых являются последовательными стадиями процесса преобразования растительного материала. Каждая стадия этого процесса характеризуется увеличением накопления углерода и снижением выхода летучих веществ в органической массе, или, как принято это называть, определенной степенью углефикации. Однако бурые угли не обязательно являются промежуточной стадией процесса углеобразования. В зависимости от условий генезиса они могут быть и конечным продуктом.
Добываемые в шахтах и разрезах угли представляют собой многокомпонентную смесь органической и неорганической частей угольных пластов и различных примесей, попадающих в эту смесь из прослойков угольного пласта и вмещающих его пород в процессе добычи и транспортировки.
Совокупность природных, горно-геологических условий и применяемой техники и технологии добычи определяет характеристику добытого угля как объекта использования и возможности получения из него продуктов различной ценности методами и технологическими приемами подготовки к использованию.
Многообразие свойств и качественных отличий углей определяет необходимость учета и диагностики его свойств для выбора рациональных способов его подготовки и использования. В качестве основных методов оценки свойств углей применяют петрографический анализ, физические, химические и физико-химические методы исследования.
Петрографический состав отдельного угля представляет собой информацию о степени метаморфизма, мацеральном и микролитотипном составах и распределении минералов в исследуемом угле. Органическое вещество каменных углей, наблюдаемое под микроскопом в отраженном свете с масляной иммерсией, состоит из мацералов, различающихся между собой по цвету, показателю отражения, микрорельефу, морфологии, структуре и степени ее сохранности, а также по размерам, анизотропии и твердости. При количественном петрографическом анализе мацералы углей объединяют в группы с близкими химико-технологическими свойствами.
5
Таблица 1.1
Группы мацералов
Группа мацералов Мацералы
наименование обозначение наименование обозначение
витринит Vt Телинит Vtt
Коллинит Vtk
Витродетринит Vtvd
семивитринит Sv Семителинит Svt
Семиколлинит Svk
инертинит I Семифюзинит Isf
Фюзинит If
Макринит Ima
Микринит Imi
Склеротинит Ick
Инертодетринит lid
липтинит L Споринит Lsp
(экзинит) Кутинит Lkt
Резинит Lr
Суберинит Ls
Альгинит Lal
Липтодетринит Lid
Мацералы — микроскопически различимые органические составляющие угля, аналогичные минералам неорганических пород, но отличающиеся от них тем, что не имеют характерной кристаллической формы и постоянного химического состава.
Микролитотип — встречающийся в природе мацерал или группа мацералов в прослойках угля с минимальной шириной 50 мкм. В зависимости от того, сколько групп мацералов они содержат — одну, две или три, их относят соответственно к категории моно-, би- или тримацеральных.
Различают следующие группы мацералов — витринит, липтинит (экзинит) и инертинит, а также семивитринит, который выделяют в отдельную группу при содержании его в угле более 3% (табл. 1.1).
Отдельные группы и входящие в них мацералы кратко характеризуются отличительными признаками.
Группа витринита — одна из главнейших составляющих органической массы углей. Мацералы этой группы имеют ровную поверхность и серый цвет различных оттенков, закономерно изменяющийся в зависимости от увеличения стадии метаморфизма в сторону светлых тонов. Рельеф менее выражен, чем у других групп. По цвету и рельефу эту группу принимают за эталон, с которым сравнивают другие мацералы. Мацералы этой группы обычно наименее зольные и обладают повышенной хрупкостью (микротвердость 200—350 МПа). Группа витринита включает три мацерала (телинит, коллинит и витродетринит) и входит в состав каменных углей и антрацитов всего метаморфического ряда.
Телинит — растительные фрагменты витринизированных тканей, в различной степени сохранивших клеточное строение.
Коллинит — бесструктурная витринизированная основная масса, связывающая все другие мацералы и минеральные вещества.
Витродетринит — небольшие обломки с размером частиц менее 10 мкм. Витродетринит формируется в угольных пластах в результате дробления фрагментов телинита или коллинита под воздействием различных геологических факторов.
6
Группа семивитринита по физическим и химико-технологическим свойствам занимает промежуточное положение между группой витринита и инертинита, но ближе к витриниту. Мацералы этой группы не имеют рельефа, они серого или беловато-серого цвета, но всегда светлее, чем мацералы группы витринита. Группа включает два мацерала — семиколлинит и семителинит — и входит в состав каменных углей низкой и средней стадии метаморфизма.
Семиколлинит — бесструктурный мацерал. Встречается участками различной формы и величины.
Семителинит характеризуется наличием клеточной структуры различной степени сохранности. При плохо сохранившейся клеточной структуре трудно отличим от семиколлинита.
Группа инертинита характеризуется высоким показателем отражения и резко выраженным микрорельефом. Цвет изменяется от белого до желтого. Мацералы этой группы не спекаются на всех стадиях метаморфизма. Группа включает шесть мацералов — семифюзинит, фюзинит, макринит, микринит, склеротинит, инертодетринит.
Семифюзинит по показателю отражения, цвету и рельефу занимает промежуточное положение между семителинитом и фюзинитом. Характеризуется наличием клеточной структуры различной степени сохранности. Цвет изменяется от серо-белого до белого.
Фюзинит характеризуется наличием клеточной структуры различной степени сохранности. Цвет изменяется от желтовато-белого до желтого. Микрорельеф хорошо выражен. Встречается в виде обломков, фрагментов, линз или вытянутых участков различной формы и размеров.
Макринит — бесструктурный мацерал. Цвет изменяется от светлосерого до белого и желто-белого. Микрорельеф также различен. Он выше, чем у семиколлинита и коллинита, но менее выражен, чем у склеротинита. Встречается в виде участков различной формы и размеров.
Микринит — характеризуется округлой формой зерен, размер которых не превышает 3 мкм. Цвет изменяется от бледно-серого до белого. Зерна микринита не имеют микрорельефа и встречаются в тонкодисперсном виде в коллините.
Склеротинит имеет форму округлых, округло-угловатых или овальных тел с резко очерченными краями или рельефных и пористых, губчатых тканей. Микрорельеф, как правило, резко выражен. Цвет изменяется от желтовато-белого до желтого. Поверхность различная — иногда гладкая, но чаще покрытая углублениями или полыми отверстиями.
Инертодетринит — обломки или остатки мацералов семифюзинита, макринита, фюзинита, склеротинита, которые вследствие малых размеров не могут быть отнесены к определенным мацералам группы инертинита. Частицы инертодетринита в основном имеют угловатую, остроугольную форму, но встречаются и окатанные частицы. Размер частиц менее 20 мкм.
Группа липтинита (экзинита). Мацералы этой группы различаются между собой по морфологическим признакам, обусловленным их происхождением. Форма и размер их также определяются исходным растительным материалом. Цвет липтинита изменяется от темно-коричневого и черного до серого в зависимости от степени углефикации. Группа включает шесть мацералов — споринит, кутинит, резинит, суберинит, альгинит и липтодетринит. Мацералы этой группы наиболее эффективно определяются с помощью флюоресцентной микроскопии. При этом каждый мацерал флюоресцирует характерным
7
цветом: ярко-зеленым, зеленым, зелено-синим, желтым, оранжевым, оранжево-коричневым и красным.
Споринит — оболочки экзин макро- и микроспор, состоящие из воскоподобного вещества. Споринит имеет вид более или менее сплющенных колец, размер которых для макроспор колеблется от 0,1 до 3 мм, а для микроспор — от 0,01 до 0,08 мм. Споринит флюоресцирует от желтого до оранжевого цвета.
Кутинит — остатки кутикулы, представляющие кутинизированный слой эпидермиса листьев и молодых побегов. В углях встречается в виде полос различной ширины, одна сторона которых сравнительно ровная, а другая зубчатая. Иногда кутинит имеет вид волнистых полос без видимых зубчиков. Флюоресцирует зелено-голубым, желтым, оранжевым, светло-коричневым цветом.
Резинит — разнообразные смоляные включения в виде отдельных телец, отличающихся как по форме, так и по размеру. Они встречаются в виде округлых зерен, овальных тел неправильных очертаний, вытянутых палочек. Иногда резинит заполняет полости клеток в телините. Размеры резинита колеблются от десятков микрометров до нескольких миллиметров. Резинит в углях низкой степени углефикации флюоресцирует от сине-зеленого до бледно-оранжевого цвета. С увеличением степени углефикации происходит изменение цвета от зеленого до желтого и оранжевого.
Суберинит — кбровые (пробковые) ткани, клетки которых содержат суберин. Наиболее часто встречается в виде каемок различной толщины, оконтуривающих кбровую ткань. В отраженном свете имеет серый цвет различной интенсивности, флюоресцирует красноватым цветом.
Альгинит — колонии водорослей определенной формы и размеров или бесструктурная сапропелевая основная масса, цементирующая в углях форменные элементы и минеральные вещества. Альгинит имеет темный, почти черный цвет и трудно отличим от других минералов группы липтинита. В ультрафиолетовом свете флюоресцирует желтым и зеленым цветом.
Липтодетринит — крайне мелкие обломки мацералов группы липтинита, которые из-за детритового состава не могут быть отнесены к определенному мацералу этой группы. Размер частиц липтодетринита 2—3 мкм.
В процессе петрографического анализа наряду с мацералами могут быть определены минеральные включения.
В отраженном свете без иммерсии они резко отличаются от мацералов и могут быть определены (подсчитаны) отдельно от них.
Минеральные включения в углях и антрацитах представлены глинистыми минералами, сульфидами железа, карбонатами, оксидами кремния и прочими минералами. Под термином минеральное вещество принято считать неорганическое вещество, присутствующее в углях при их добыче и образовавшееся при генезисе последующей геологической истории.
Глинистые минералы характеризуются темно-серым цветом с коричневым оттенком, имеют тонкозернистое или чешуйчатое строение. Они на 50% и более сложены из частиц размером от 2 до 100 мкм. Глинистые минералы не имеют рельефа. В углях встречаются в виде линз, прослоек или в виде тонко рассеянных частиц среди коллинита, иногда заполняют клеточные полости в компонентах ботанической структуры, часто замещают отдельные участки органического вещества.
Сульфиды железа в углях обычно представлены пиритом, марказитом, мельниковитом и характеризуются высоким микрорельефом и ярко-
8
Таблица 1.2
Типы и состав карбоминеритов
Тип Содержание минералов, %
Карбаргилит 20—60 глинистых минералов
Карбопирит 5—20 сульфидов
Карбанкерит 20—60 карбонатов
Карбосилицит 20—60 кварца
Карбополиминерит 20—60 различных минералов
желтым цветом. Встречаются в виде отдельных зерен, розеток, часто заполняют клеточные полости растительных тканей. Иногда образуют скопления в виде участков различной формы и размеров.
Карбонаты в углях обычно представлены кальцитом, сидеритом, доломитом, анкеритом и другими минералами. Цвет этих минералов серый, немного темнее, чем витринита. В углях карбонаты встречаются в трещинах или образуют отдельные прослойки, иногда заполняют клеточные полости структурных тканей.
Оксиды кремния представлены в углях кварцем, халцедоном, опалом и другими минералами. Цвет темно-серый, микрорельеф высокий.
Для обозначения сростков минералов и микролитотипов принят термин карбоминерит (табл. 1.2).
Основные характеристики мацералов угля — их показатель отражения и структура.
Показатель отражения Ro (%) — часть перпендикулярно падающего света, отраженная от полированной поверхности. Наименьший показатель отражения имеют мацералы группы липтинина, наибольший — группы инертинита. Поскольку мацералы группы витринита однородны и обычно количественно преобладают, их показатель отражения принят в качестве оценочного показателя для определения степени метаморфизма исследумого угля.
Различия свойств мацералов связаны не только с исходным материалом растительных остатков, но и с условиями химического преобразования органического вещества на торфяной стадии, определяющими степень восстановлен-ности углей.
Различают угли маловосстановленные (тип а), средневосстановленные (тип б) и сильновосстановленные (тип ев). Изометаморфные витриниты углей различных групп восстановленности отличаются друг от друга спекаемостью, выходом летучих веществ, показателем отражения и другими физическими и химическими свойствами.
Информация, получаемая методами петрографического анализа, позволяет использовать сведения о генетических признаках, формах включения различных составляющих уголь компонентов, в том числе и минеральных, при определении оптимальных пределов их дробления и обогащения, способов технологической переработки, а также дифференцировать по степени метаморфизма. Вместе с тем для полной оценки угля как объекта обработки использования этой информации недостаточно, она должна быть дополнена физическими, физико-химическими и химическими исследованиями.
Физические свойства. Свойства углей как объекта обогащения и использования в значительной мере связаны с его физическими свойствами. Физические свойства углей и минеральных примесей, их контрастность существенно влияют на формирование основных параметров, характеризующих грану-
9
лометрический и фракционный составы и их изменение в процессах добычи, транспортировки и обогащения.
С механической прочностью, хрупкостью, дробимостью угля и сопутствующих пород связаны гранулометрический состав, шламообразование и абразивное воздействие на рабочие поверхности. Плотность угольного вещества и минеральных примесей, зависящая от петрографического и литологического составов и стадии метаморфизма, насыщение минеральными включениями, их дисперсность и характер срощенности с угольным веществом определяют выход и качество легких фракций и характер их распределения. Эти параметры являются определяющими при выборе схем и методов обогащения и направлений рационального использования продуктов обогащения.
Электрические и диэлектрические свойства, реагирование на проникающие излучения определяют возможность применения электрофизических способов контроля и обогащения.
Плотность органической массы, сопутствующих пород, рядовых углей, продуктов их обогащения и рассортировки в зависимости от рассматриваемого состояния объекта может быть оценена различными показателями.
Кажущаяся плотность представляет собой отношение массы натурального (с учетом пор и трещин) тела к его объему. Кажущаяся плотность всегда меньше действительной и для каменных углей составляет 1100—1350 кг/м3, антрацита — 1550—1800 кг/м3.
Рядовые угли и продукты их обогащения состоят из мацералов и минеральных включений в различных соотношениях как в насыпной массе, так и в отдельных кусках и зернах. В связи с различной плотностью органического и минерального компонентов, входящих в уголь, плотность исследуемого угля характеризует содержание в нем органической массы и минеральных включений.
Содержание минеральных включений в угле и продуктах его обогащения и рассортировки принято оценивать косвенным показателем — зольностью. Зола, образующаяся при сжигании углей, состоит в основном из оксидов золообразующих элементов (кремния, алюминия, железа, кальция и др.), содержащихся в минералах примесей (кальцит, пирит, марказит, сидерит, анкерит, кварц, халцедон и др.) и ряда других элементов, химически связанных с органической массой углей (гумматы металлов).
Действит ельная плотность представляет собой количественное выражение массы единицы объема углей без пор и трещин. Действительная плотность, пересчитанная на сухое беззольное вещество, называется плотностью органической массы углей.
d , ,
р0 = (100 р- - 2700 Ad) / (100 - Ad),
, d где р0 — действительная плотность органической массы углей, кг/м-3, р^ — определенная в пикнометре действительная плотность сухих углей, кг/м3; 2700 — условно принятая средняя действительная плотность минеральных примесей в углях, кг/м3; Ad — зольность угольной пробы на сухую массу, %.
Действительную плотность сухих углей при фактической зольности приближенно можно определить по формуле
р- = 100 [(100 - 1,1 Ad) / р0 + 1,1 Ad / 2700]-1.
Плотность органической массы углей и других компонентов зависит от стадии метаморфизма, петрографического и минерального составов.
10
Действительная плотность основных компонентов рядовых углей, кг/м3.
Органическая масса углей: марок:
д 1150—1200
дг 1160—1220
г, гжо 1220—1260
гж 1250—1270
ж 1250—1270
кж 1250—1270
к 1260—1280
ОС 1270—1290
т,тс 1300—1330
А 1590—1670
Минеральные примеси:
глинистые минералы 2700
кварц 2650
сульфиды железа 5000
карбонат кальция 2800
доломит CaMg(CO3)2 2900
анкерит Ca(MgFe)(CO3)2 3000
сидерит РеСОз 3900
Насыпная плотность углей — отношение их массы к объему, характеризующему состояние насыпки в вагоне, бункере, штабеле или других емкостях.
Насыпная плотность изменяется в зависимости от плотности, гранулометрического состава и влажности углей, а также от способов заполнения емкостей и приемов уплотнения. При свободной засыпке, при формировании штабеля без уплотнения насыпная плотность зависит главным образом от угла естественного откоса, который обусловлен коэффициентом трения между зернами.
Угол естественного откоса для рядовых углей и антрацитов (среднего гранулометрического состава и влажности) составляет (в градусах):
Антрацит 27—30
Угли средней стадии метаморфизма 35—40
Мелкие угли 45—50
Шлам 70—75
Пористость. В процессе метаморфизма угольное вещество претерпевает изменения под воздействием внешних сил и структурных изменений органической массы. В результате этих процессов происходит образование и изменение пористой структуры угольного вещества, размера и общего объема пор.
На ранних стадиях углеобразования в органической массе содержится много полярных групп и угольное вещество имеет разветвленную систему крупных пор, с чем связана их высокая способность к адсорбированию влаги. С ростом метаморфизма содержание полярных групп уменьшается, при этом уменьшается число крупных пор, образуется новая система микропор, которые играют основную роль при взаимодействии углей с газами и жидкостями.
Поры в углях можно разделить на макропоры со средним диаметром 5-10-7 м (500 А) и микропоры с диаметром (5-И5)-10-9 м (5—15 А). Площадь внутренней поверхности макропор составляет примерно 1 м2/г, а микропор 200 м2/г.
11
Рис. 1.1. Зависимость дробимосги Д донецких углей от выхода летучих веществ
Механическая прочность углей и засоряющих пород оценивается дробимос-тью, твердостью, хрупкостью, временным сопротивлением сжатию и термической устойчивостью, отражающей сопротивление внешним усилиям при высоких температурах.
Дробимость (измель-чаемость) углей показывает их способность сопротивляться разрушению под воздействием внешних усилий, передаваемых углю непосредственно дробящими устройствами (молотками, зубьями, шарами, плоскими поверхностями и т.п.). Количественно дробимость (измельчаемость) выражается удельной работой, затрачиваемой на образование новой поверхности, или отношением размеров кусков углей до и после дробления. В мировой практике этот показатель принято определять методом Хардгрова.
Дробимость углей существенно изменяется для различной стадии метаморфизма (рис. 1.1). Она увеличивается по мере перехода от высокой и низкой стадий метаморфизма к средней, достигая максимума в области, характеризующейся выходом летучих веществ 12—28%.
Хрупкость углей — свойство разрушаться при механическом воздействии на них без применения специальных устройств для дробления и наложения внешних усилий. Наиболее полно это свойство проявляется во время транспортировки при соударении кусков, перепадах и перемещении по желобам. Для определения хрупкости уголь испытывают в барабане без дробящих элементов по методике ГОСТ 15490. Хрупкость в большой мере зависит от петрографического состава. Четко выраженной зависимости хрупкости от стадии метаморфизма не наблюдается.
Разрушение кусков углей в значительной мере определяется не только хрупкостью угольного вещества, но и наличием трещин. В качестве метода обобщенной характеристики сопротивления углей дроблению может служить ситовый анализ.
Твердость углей оценивается способностью противодействовать проникновению в них другого, более твердого тела. Твердость угля обычно определяют с помощью устройств Роквелла, Бринелля или Викерса (алмазная пирамидка), которыми измеряют сопротивление угля раздавливанию при статических нагрузках. Твердость также может быть определена методом Шора (склероскопический анализ), при котором потеря кинетической энергии падающего металлического предмета, поглощенной при столкновении с испытуемым образцом, определяется по высоте отскока.
Твердость каменных углей по шкале Мооса составляет 2—5. Она изменяется с изменением стадии их метаморфизма: достигает максимума при содержании углерода 84%, затем падает до минимума при содержании углерода 90% и с дальнейшим ростом содержания углерода снова увеличивается. При выходе летучих веществ на горючую массу выше 5% твердость начинает быстро уменьшаться и достигает минимальной величины при выходе летучих веществ
12
Таблица 1.3
Модуль Юнга для некоторых углей, ГН/м^
Уголь Направление напряжения Временное сопротивление при статическом методе Динамический метод
сжатию ! изгибу
Средней стадии метаморфизма Параллельно напластованию 4,13/3,35 3,36 4,03
Перпендикулярно напластованию 3,77/2,70 — 3,27
Антрацит Параллельно напластованию 4,43/4,04 4,69 5,42
Перпендикулярно напластованию 4,61/3,77 — 4,59
Примечание. Временное сопротивление сжатию приведено: в числителе для кубика с ребром 12,5 мм, в знаменателе — 37 мм.
в пределах 15%, а затем она устойчиво растет с увеличением выхода летучих веществ до 40—44%.
Если определить склерометрическим методом твердость для различных составляющих рядовых углей и принять за единицу твердость углей средней стадии метаморфизма, то для антрацита она составит 1,7—1,75, для кальцита — 1,92, для пирита — 5,71.
Упругие свойства углей характеризуются временным модулем упругости (модуль Юнга), который можно определить статическим методом (сопротивлением сжатию или изгибу), а также динамическим — наложением механических вибраций (табл. 1.3).
Коэффициент трения характеризует взаимодействие углей с рабочими поверхностями при транспортировке и обработке. Это одна из важных характеристик при выборе угла наклона и футеровочного материала для желобов и транспортных трактов, по которым транспортируют рядовые угли и продукты их обогащения.
Для определения крепости (прочности) углей и засоряющих пород применяют метод толчения, разработанный М.М. Протодьяконовым. Толчение проводят пятикратным сбрасыванием гири стандартной массы с установленной высоты на куски предварительно доведенного до размера 10—30 мм угля или породы, испытания проводят по пяти порциям угля. По выходу после толчения класса -0,5 мм определяют коэффициент крепости. При большом выходе класса -0,5 мм, характерном для мягких углей, число порций, подвергаемых испытанию, уменьшают до трех (1.3).
Коэффициент крепости для испытаний по пяти порциям определяют по формуле
/пок= 103/1,
для испытаний по трем порциям — по формуле
/пок = 62//.
Здесь I — высота столбика пыли в стандартном объемомере, мм; 103 и 62 — эмпирические коэффициенты. За окончательный результат принимают среднее арифметическое значение коэффициента крепости /ф по пяти (трем) порциям.
13
Таблица 1.4
Результаты испытаний на абразивность углей и их фракций различной плотности (США)
Шахта Плотность фракции, кг/м3 Выход, % Зольность, % Потеря массы, мг Суммарные
выход, % зольность, % потери массы, мг
”Кош-Крик” Рядовой уголь 100 9,6 12 100 9,6 12
< 1600 92,9 5,6 6 92,9 5,6 6
> 1600 7,1 62,1 351 100 9,6 30
’’Уилксон-Унигейт” Рядовой уголь 100 28,9 42 100 28,9 42
< 1300 11,5 4,9 4 11,5 4,9 4
1300—1400 37,4 10,9 5 48,9 9,5 6
1400—1500 12,6 19,1 30 61,5 11,5 10
1500—1666 5,3 25,9 54 66,8 12,6 13
> 1600 33,2 61,6 28,9 • 100 28,9 105
’Тоно” Рядовой уголь 100 12,7 45 100 12,7 45
< 1300 41 5,9 17 41 5,9 17
1300—1400 45,9 11,6 38 86,9 8,9 28
1400—1500 8,7 27,8 54 95,6 10,6 39
> 1500 4,4 56,6 175 100 12,7 45
’’Монтур” № 10 Рядовой уголь 100 22,9 172 100 22,9 172
< 1600 79,3 9,1 43 79,3 9,1 43
> 1600 20,7 75,9 618 100 22,9 216,7
’’Касл Гейт” Рядовой уголь 100 9,4 212 100 9,4 212
< 1600 95,2 6,7 147 95,2 6,7 147
> 1600 4,8 63,7 1517 100 9,4 212,7
’’Ленгли” № 9 Рядовой уголь 100 13,8 234 100 13,8 234
< 1600 90,7 9,3 45 90,7 9,3 45
> 1600 9,3 58,3 1515 100 13,8 181,7
’’Энтресайт” Рядовой уголь 100 19,8 686 100 19,8 686
< 1800 81,1 7,6 63 81,1 7,6 63
> 1800 18,9 72,9 2847 100 19,8 589,2 '
Класс крепости определяют по шкале М.М. Протодьяконова:
Класс крепости I II Ш IV
Показатели:
/пок 0,4 0,4- -0,6 0,6—1 1—1,5
/ф 0,3 0,5 0,8 1,2
Класс крепости V VI vn
Показатели:
/пок 1,5—2,3 2,3—ЗА 3,5
/ф 1,8 2,8 4,3
Абразивность. Прочностные свойства угля и засоряющих пород связаны с абразивностью этих материалов, которая оказывает решающее воздействие на срок службы поверхностей, соприкасающихся с транспортируемым и обрабатываемым материалом. В условиях обогатительных фабрик, на которых основная масса продуктов проходит через оборудование в виде гидропульпы, действуют условия гидроабразивного износа при повышенных скоростях перемещения, что увеличивает интенсивность абразивного воздействия.
Исследования абразивности различных компонентов рядового угля и продуктов обогащения показали, что при обогащении каменных углей решающая роль в абразивном воздействии принадлежит породным примесям, абразивность которых на один и даже два порядка выше, чем у угольных фракций. При обогащении антрацитов, абразивность которых соизмерима с абразивностью засоряющих пород, износ оборудования более чем в 2 раза интенсивнее. Поэтому на фабриках, обогащающих антрациты, применяют износостойкие футеровки рабочих поверхностей желобов, воронок и машин, а также спецсплавы и абразивоустойчивые материалы для оборудования (табл. 1.4).
Оптические свойства (цвет, блеск, прозрачность, преломляемость света, отражательная способность) тесно связаны с молекулярной структурой органического вещества углей и закономерно изменяются в зависимости от изменения этой структуры под влиянием факторов метаморфизма. На различии цвета породных примесей и угля основано ручное обогащение крупных классов.
Отражательная способность 7? — одна из наиболее важных оптических характеристик, применяемых для диагностики и оценки компонентов угля. Она измеряется отношением отраженного света Lo к падающему Ln, выраженным в процентах:
/? = 100£о/£п.
Отражательная способность витринита принята в качестве параметра определения стадии метаморфизма в классификации углей и определения границ между бурыми и каменными углями и каменными углями и антрацитами.
Электрические свойства углей определяются проводимостью ими электрического тока. Ископаемые угли могут быть отнесены к полупроводникам. Удельное электрическое сопротивление каменных углей и антрацитов, определенное для порошка, при комнатной температуре и атмосферном давлении составляет для углей средней стадии метаморфизма 1О10—2 • 1О10 Ом • см, для антрацитов — 5 • 105—2 • 106 Ом • см. На электрическое сопротивление углей существенно влияют химический и минеральный составы, влажность, температура, что определяет широкий диапазон колебаний этого показателя для данного угля в натуральном состоянии.
15
Термическая обработка углей и антрацитов приводит к значительному снижению электрического сопротивления, достигая минимального значения при выдержке в интервалах 1100—1300°С.
Диэлектрические свойства углей характеризуются диэлектрической проницаемостью, которая различна для сухих и влажных углей и изменяется в зависимости от стадии метаморфизма. Повышение влажности углей приво-
Рис. 1.2. Зависимость диэлектрической проницаемости е угля от влажности W
дит к увеличению диэлектрической проницаемости (рис. 1.2). На зависимости диэлектрической проницаемости от влажности угля основан диэлектрический метод измерения влажности.
Магнитные свойства. По магнитным свойствам угли относят к диамагнитным веществам, для которых интенсивность намагничивания пропорциональна напряженности магнитного поля. Минеральные примеси угля характеризуются парамагнитными свойствами. При этом повышенная магнитная восприимчивость железосодержащих компонентов минеральных примесей, таких, как пирит, позволяет применять магнитные методы обогащения тонких классов углей по сере.
Удельная магнитная восприимчивость % (см3/г) диамагнитных веществ отрицательна и составляет для углей около 10-6 см3/г; для парамагнитных веществ, которыми представлены минеральные примеси, она положительна и изменяется в диапазоне 10-6—10'3 см3/г.
Теплотехнические свойства углей. Удельная теплота сгорания характеризует одно из важнейших свойств, определяющих ценность угля как источника получения тепловой энергии. Она изменяется в широких пределах и зависит как от свойств и состава органической массы, так и от зольности и влажности углей.
Для оценки теплоты сгорания пользуются показателями для топлива в рабочем состоянии Q или горючей массы /^топлива. Показатель Q не только теплотехнический параметр, но и одна из характеристик стадии метаморфизма и состава органической массы углей. Теплоту сгорания твердого топлива определяют стандартным методом, заключающимся в полном сжигании навески топлива в кислороде под давлением в калориметрической бомбе (при постоянном объеме) в изотермическом режиме.
По результату определения теплоты сгорания аналитической пробы топлива вычисляют высшую теплоту сгорания аналитической пробы топлива а
Qs по формуле
Q? = Й ~ <PS§ - aft’), а
где£>б — теплота сгорания в бомбе аналитической пробы топлива, Дж/кг; 0 —
16
коэффициент, учитывающий образование серной кислоты из диоксида серы и растворение этой кислоты в воде, численно равный 94 • 103 Дж на 1% серы, перешедшей при сжигании топлива в калориметрической бомбе в серную кислоту; Sg— масса серы, перешедшей при сжигании топлива в бомбе в серную кислоту; а — коэффициент, учитывающий теплоту образования и растворения в воде азотной кислоты, равный 0,001 при испытании тощих углей и антрацитов и 0,0015 при испытании углей других марок, горючих сланцев и торфа.
Высшую удельную теплоту сгорания топлива на сухое беззольное топливо определяют по формуле
Qsaf = Qf------7~~------V
100 - (wr + Аа)
При массовой доле углекислоты карбонатов в аналитической пробе более 2% высшую теплоту сгорания на сухое беззольное топливо пересчитывают с учетом (СО2)“:
q daf _ Q& __________100__________
5 100 - [vr + Аа + (СО2)“]
При определении теплоты сгорания в калориметрической бомбе влага, содержащаяся в пробе топлива и образующаяся при его сжигании, удаляется в виде пара и конденсируется, выделяя тепло. Поэтому различают высшую Qs и низшую Qi теплоту сгорания (Дж/кг), которые связаны уравнением
Qf = Qf _ 24,42 • 103(wa + 8,94На),
где 24,42-103 — коэффициент для расчета теплоты парообразования и охлаждения воды, выделившейся при сгорании топлива в калориметрической бомбе, соответствующий 1% воды при температуре измерения 25°C; Wa — массовая доля влаги в аналитической пробе, %; 8,94 — коэффициент пересчета массовой доли водорода на воду; На — массовая доля водорода в аналитической пробе.
Для определения теплоты сгорания топлива на рабочее состояние на основе данных, полученных при сжигании навески аналитической пробы в калориметрической бомбе, используют следующие уравнения: для высшей теплоты сгорания
5 100 - Wa
для низшей теплоты сгорания
Qi = 0; . 24,42 • 103 (Wtr + 8,94НГ).
Теплота сгорания с достаточной степенью приближенности может быть определена по элементному составу угля.
Для определения высшей теплоты сгорания применяют формулу Д.И. Менделеева:
Qs = 4,18[81С, + 300H, - 26(0 - S)J.
17
Ъ, Вт/( м-К)
0,502 -
0,255
0,205
О,/62
О,//6
0,055
600 600 Г ООО /200 /ООО
Рис. 1.3. Зависимость коэффициента теплопровдоности X угля и антрацита от насыпной плотности 8н
Более высокая точность расчетной теплоты сгорания топлива может быть получена по формуле
Q.
( А ( 1 А
= 4,18 81 С, - —О + 57—0 + 345 Н,О +25S,-б(^-9Н,) .
\ 8 ) 8 у. 16 )
Термические коэффициенты угля. К основным термическим показателям, характеризующим тепловые свойства углей, относятся теплопроводность X [Вт/(м • °C)], температуропроводность а(м2/с) и теплоемкость С [ДЖ/(кг • • °C)]. Эти коэффициенты связаны между собой уравнением
X —
где рн — насыпная плотность материала, кг/м3.
Теплопроводность углей зависит от теплопроводности органической массы, пористости, зольности, и влажности угля. С ростом зольности (содержания минеральных примесей и включений) и влажности теплопроводность и температуропроводность углей увеличиваются. Кроме того, а зависит от температуры.
Общая зависимость теплопроводности углей X от насыпной плотности рн — показана на рис. 1.3.
Теплоемкость углей линейно уменьшается с ростом стадии метаморфизма и увеличивается с повышением влажности угля. С увеличением зольности теплоемкость углей снижается.
Средняя удельная теплоемкость углей С [кДж/(кг • °C)] при обычной температуре может быть определена по формуле
С = 4,18[0,00242(1 + 0,08VJ)Btr + 0,19Afr + Wtr ],
где Vd — выход летучих веществ на сухую массу, %; В / — содержание органической массы в исходном угле, %; а[— зольность исходного угля, %; w't— содержание влаги в исходном угле, %.
18
Xda' =
Средняя удельная теплоемкость при 20°С для минеральных примесей не превышает 0,8 кДж/(кг • °C), а для углей 1,04—5,43 кДж/(кг °C).
По тепловым свойствам угли приближаются к теплоизоляторам.
Химические свойства углей. Органическую массу углей характеризует элементный состав (содержание углерода, водорода, кислорода, азота), по которому с достаточной степенью приближенности можно определить состав продуктов горения, выход продуктов термического разложения, теоретическую температуру горения, теплоту сгорания.
Основные элементы, входящие в состав органической массы (углерод, водород, кислород), входят также и в состав минеральных примесей, которые при химическом анализе частично попадают в газовую фазу совместно с элементами анализируемой органической массы. В связи с этим элементный состав, определяемый по стандартным методикам, отражает истинный состав органической массы приближенно.
Результаты элементного анализа обычно пересчитывают на беззольную массу по формуле
100Ха
ioo(wa + Л/а)] ’
где Ха — содержание элемента, %; Wa — влажность угля, %; Ма — содержание минеральных веществ, %.
Более близкие к истинному составу органической массы данные можно получить при отнесении всей серы к минеральной составляющей. Тогда пересчет проводят по формуле
Х° =(100 - Xa)/[100 - (Wa + Аа + S^)],
где — общее содержание серы, %.
При нагревании углей в закрытом тигле образуются жидкие и газообразные продукты (в основном углеводороды), называемые летучими веществами. Твердый остаток, получаемый после удаления образовавшихся летучих веществ, называют коксовым остатком (корольком).
Содержание и состав летучих веществ, образующихся при термическом воздействии на уголь, зависят от условий термического воздействия (температуры и времени нагрева), поэтому определение выхода летучих веществ регламентировано стандартными условиями (ГОСТ 6382). Выход летучих веществ — один из параметров, характеризующих место угля в метаморфическом ряду. Он определяет тип угля в классификации.
Для получения сравнимых результатов, характеризующих свойство углей, выход летучих веществ принято относить на беззольную массу:
Vdaf = 100 • УаД100 - (wa + Аа
Спекаемость и коксуемость углей. При нагревании углей без доступа воздуха происходят сложные превращения, характер которых зависит как от химического строения органической массы угля, так и от условий их термической обработки (нагрева).
При нагревании спекающихся углей образуются промежуточные жидкие (высокотекучие) продукты, нелетучие в момент их образования, которые играют важную роль в процессах спекания и получения кускового кокса.
19
В начальной стадии нагревания угля (350—400°С) протекают в большей мере процессы разложения компонентов, их органической массы, сопровождающиеся образованием воды, кислородсодержащих газов, низкомолекулярных углеводородов и т.п.; при более высоких температурах главную роль играют процессы поликонденсации, приводящие к образованию трехмерных высоко-конденсированных термоустойчивых структур полукокса и кокса.
Необходимое условие спекания углей — их переход в пластическое состояние. В современном понимании пластическая масса представляет собой сложную неоднородную физико-химическую систему, состоящую из непрерывно изменяющихся по мере нагрева (300—550°С) парогазовых летучих, жидких (вязкотекучих) нелетучих, а также твердых (высококонденсированных) продуктов, образующихся в результате термической деструкции макромолекул веществ исходных углей и взаимодействующих между собой осколков (радикалов) разной молекулярной массы, состава и строения.
Ориентировочная оценка спекаемости угля может быть проведена по внешней характеристике тигельного королька, полученного при определении выхода летучих веществ.
Для оценки спекаемости существует много различных методов, подавляющее большинство которых основано на определении различных параметров пластической массы (свободное вспучивание, пластометрический •метод, дилатометрия по методу Адибера Арну, метод Рога, метод Грей-Кинга и др.). Большинство этих методов позволяет оценить и коксуемость углей. При этом коксуемость рассматривается как способность углей при условиях, применяемых для коксования в камерных печах, образовывать кусковой кокс с определенными физико-механическими свойствами.
Минеральные компоненты углей. Рядовые и обогащенные угли составляют смесь мацералов и минералов в различных соотношениях. Минеральная часть угля представлена различными соединениями неорганических компонентов. К основным элементам, составляющим минеральную часть углей, относят кремний Si, алюминий А1, кальций Са, магний Mg, титан Ti, калий К и натрий Na, входящие в различном соотношении в минералы, присутствующие в угле и сопутствующих ему породах. В углях большинства месторождений содержатся в основном следующие классы минералов: силикаты, оксиды, карбонаты, сульфиды. Реже встречаются сульфаты, галогениды и др. Минеральные компоненты, содержащиеся в углях, имеют различное происхождение и могут быть подразделены на четыре основные группы:
I — минералы, привнесенные в торфяник с близлежащей суши в виде обломков, листочков, ила. К ним относят кварц, слюду, полевые шпаты, пироксены, амфиболы, глинистые минералы, каолинит, гидрослюды, хлориты и смешанно-слойные силикаты. Для большинства углей наиболее характерны глинистые минералы и кварц;
II — минералы, выделившиеся из растворов, насыщающих торфяник, на ранних и поздних этапах преобразования осадка в твердую породу. Наиболее характерными минералами этой группы являются сернистые соединения железа (пирит, марказит), карбонаты кальция, магния и железа (кальцит, доломит, анкерит, сидерит);
III — минералы, попавшие в уже сформировавшиеся угольные пласты из растворов вмещающих пород. К ним относят гипс, мелантерит (водный сульфат железа), эпсолит (водный сульфат магния), галит (поваренная соль), вторичные сульфиды железа, меди, цинка, кварц;
IV — минералы в виде обломков вмещающих пород, попавшие в уголь при добыче. Это различные глинистые минералы (каолинит, гидрослюды, 20
смешанно-слойные силикаты, монтмориллонит, хлориты), кварц, слюды, полевые шпаты. При карбонатной кровле возможно попадание в уголь кальцита и доломита.
Происхождение минералов определяет их морфологические особенности залегания в угольном пласте. Так, минералы I группы встречаются обычно в виде прослойков, линзочек или равномерно распределяются в органическом веществе, образуя высокозольный уголь. Трудность обогащения углей, содержащих минеральные вещества в таком виде, различна. В каждом конкретном случае она зависит от частоты и мощности породных прослойков и дисперсности включений минерального вещества в угле.
Минералы II группы распределяются в самом органическом веществе углей, часто в тонкодисперсном виде, например пирит, трудно извлекаемый при обогащении.
Минералы III группы приурочены к трещинкам в углях или образуют почки и стяжения. При определенном измельчении углей происходит раскрытие таких минералов, благодаря чему становится возможным их эффективное извлечение.
Минералы IV группы не связаны с угольным веществом. Обломки почвы и кровли, попадающие в угли, представляют собой агрегаты из нескольких минералов. Обогащение углей, засоренных минералами этого типа, обычно не трудно, однако в случае повышенной размокаемости глинистых пород содержание илистых шламов, усложняющих регенерацию оборотной воды, достаточно велико.
Во всех углях содержится определенное количество минеральных веществ, которые тесно связаны с органической массой и не могут быть отделены механическим способом от органического вещества. Доля таких компонентов составляет 1,5—7%. При этом в отличие от минеральных компонентов, присутствующих в засоряющих уголь боковых породах и прослойках пластов и представленных в основном минералами, содержащими кремний и алюминий, в минералах, тесно связанных с органическим веществом, наблюдается повышенное содержание железа и особенно микроэлементов.
Микроэлементы подразделяют на собственно микроэлементы с содержанием 0,1—0,001% (В; F; Р; Cl; Ti; V; Cr; Мп; Ni; Си; Zn; As; Ba; Pb); редкие — 0,001—0,00001% (Li; Be; Ce; Co; Go; Ge; Se; Sr; Br; Pb; Nb; Mo; Cd; Sn; Sb; I; Cs; La; W; Bu; V) и ультраредкие с содержанием менее 0,00001% (Ag; In; Re; Au; Pt; Ir; Hg).
К микроэлементам относят некоторые редкие и радиоактивные элементы, цветные, благородные и черные металлы. Содержание большинства этих компонентов в углях обычно близко к кларковым значениям, т.е. соответствует средней распространенности химических элементов в земной коре, и лишь в отдельных случаях они образуют высокие (рудные) концентрации.
Микроэлементы изучаются для установления возможности их попутного извлечения и использования, а также оценки значения этих элементов как токсичных, технологически вредных или полезных компонентов.
Ценные компоненты. Промышленное значение в углях в настоящее время имеют германий и уран. Подсчитываются запасы галлия, свинца, цинка, молибдена, селена. Потенциально ценными элементами являются серебро, золото, платиноиды, ванадий, хром, никель, бор, вольфрам, ртуть.
Токсичными (с позиций создания при сжигании твердого топлива опасных концентраций в атмосфере, водах, и почвах) считаются сера, ртуть, мышьяк, бериллий, фтор. Свинец, ванадий, никель, хром и марганец относятся к потенциально токсичным.
21
Технологически вредными элементами в энергетических и коксующихся углях являются сера, фосфор, мышьяк и хлор.
Микроэлементы, в зависимости от их геохимических особенностей, типов углей и стадии их метаморфизма, могут входить в состав органической части угля или его минеральных компонентов. С органической частью угля всегда связаны высокие концентрации германия, бериллия, вольфрама, с минеральной частью — свинца, цинка, рубидия, цезия. Преимущественно с минеральной частью связаны высокие концентрации ртути, серебра, мышьяка, сурьмы, скандия, лантана.
1.2. Классификация углей по генетическим, технологическим параметрам и размерам кусков, международная система кодификации
До 1991 г. для каменных углей основных бассейнов и месторождений действовали отдельные классификационные стандарты, по которым каменные угли в зависимости от показателей выхода летучих веществ и спекаемости, выраженной толщиной пластического слоя, подразделяли на марки и группы. Таких стандартных бассейновых классификаций углей действовало 16. В этих классификациях числовые значения параметров, характеризующих одноименную марку в различных бассейнах, отличались. Большое несоответствие наблюдалось при сравнении физических и химико-технологических свойств конкретных углей различных бассейнов, отнесенных по этим классификациям к одноименным маркам. Это осложняло решение вопроса взаимозаменяемости углей в коксовых шихтах и при других видах использования.
Недостатки бассейновых классификаций были обусловлены тем, что они базировались на классификационных параметрах, недостаточно полно отражающих совокупность природных особенностей углей.
Классификация по генетическим и технологическим параметрам. В 1976 г. д-ром г.-мин. наук И.В. Ереминым было организовано комплексное исследование углей. Результаты исследований, их систематизация использовались для разработки единой классификации углей СССР как основы для прогнозной оценки углей новых месторождений при геологических поисках и разведке, определения направлений рационального их использования в металлургической, химической и других отраслях промышленности и в энергетике.
Завершением исследований явилась разработка и ввод с 1.01.1991 г. ГОСТ 25543 ’’Угли бурые, каменные и антрациты. Классификация по генетическим и технологическим параметрам”. В этой классификации на основе наиболее характерных общих признаков, отражающих генетические особенности и основные технологические характеристики, определен порядок подразделения ископаемых углей на три вида — бурые, каменные и антрациты. Это подразделение проводится в зависимости от среднего показателя отражения витринита Ro (%), высшей теплоты сгорания Q s (МДж/кг) и выхода летучих веществ Гб/а1'(%) (табл. 1.5).
В зависимости от генетических особенностей угли делят на классы, категории, типы и подтипы. Основные классифицируемые параметры следующие:
показатель отражения витринита 7?0 — для установления вида угля и класса;
содержание фюзенизированных компонентов на чистый уголь ZOK — для установления категории угля;
22
Таблица 1.5
Параметры для различных видов угля
Уголь Ro,% Q^, мДж/кг ydqf %
Бурый <0,60 <24 —
Каменный 0,40—2,59 >24 > 8
Антрацит *2,2 — 8
Таблица 1.6
Распределение углей по классам
Класс Ro,% Класс Ro,% Класс Ro,%
02 0,2—0,29 18 1,8—1,89 35 3,5—3,59
03 0,3—0,39 19 1,9—1,99 36 3,6—3,69
0,4 0,4—0,49 20 2—2,09 37 3,7—3,79
0,5 0,5—0,59 21 2,1—2,19 38 3,8—3,89
0,6 0,6—0,69 22 2,2—2,29 39 3,9—3,99
0,7 0,7—0,79 23 2,3—2,39 40 4—4,09
08 0,8—0,89 24 2,4—2,49 41 4,1—4,19
09 0,9—0,99 25 2,5—2,59 42 4,2—4,29
10 1—1,09 26 2,6—2,69 43 4,3—4,39
11 1,1—1,19 27 2,7—2,79 44 4,4—4,49
12 1,2—1,29 28 2,8—2,89 45 4,5—4,59
13 1,3—1,39 29 2,9—2,99 46 4,6—4,69
14 1,4—1,49 30 3—3,09 47 4,7—4,79
15 1,5—1,59 31 3,1—3,19 48 4,8—4,89
16 1,6—1,69 32 3,2—3,29 49 4,9—4,99
17 1,7—1,79 33 3,3—3,39 50 5
34 3,4—3,49
Таблица 1.7
Распределение углей по категориям SOK
Категория ЮК, % Категория ЮК, % Категория ЮК, %
0 < 10 3 30—39 6 60—69
1 10—19 4 40—49 7 >69
2 20—29 5 50—59
Таблица 1.8
Распределение каменных углей по типам
Тип % Тип у4а/% Тип ич %
48 48 34 34—36 20 20—22
46 46—48 32 32—34 18 18—20
44 44—46 30 30—32 16 16—18
42 42—44 28 28—30 14 14—16
40 40-42 26 26—28 12 12—14
38 38—40 24 24—26 10 10—12
36 36—38 22 22—24 08 8—10
23
Таблица 1.9
Распределение антрацитов по типам
Тип VotZ,CM3/T Тип V^cmV
20 >200 10 100—150
15 > 150—200 05 < 100
Таблица 1.10
Распределение углей по подтипам
Подтип Y, мм RI Подтип Y, мм RI Подтип Y, мм RI
26 26 — 18 18 — 10 10 —
25 25 — 17 17 — 09 9 —
24 24 — 16 16 — 08 8 —
23 23 — 15 15 — 07 7 —
22 22 — 14 14 — 06 6 —
21 21 — 13 13 — 01 6 > 13
20 20 — 12 12 — 00 6 < 13
19 19 — 11 11 —
Примечание. Для Y > 26 мм номер подтипа соответствует абсолютному значению показателя толщины пластического слоя в миллиметрах.
Таблица 1.11
Распределение антрацитов по подтипам
Подтип AR, % Подтип AR, %
20 <30 50 >50—60
30 30—40 60 >60—70
40 >40—50 70 >70
максимальная влагоемкость на беззольное состояние Waf — для установления типа бурых углей;
выход летучих веществ на сухое беззольное состояние Vdaf для установления типа каменных углей;
объемный выход летучих веществ на сухое беззольное состояние — для установления типа антрацита;
daf
выход смолы полукоксования на сухое беззольное состояние — для установления подтипа бурых углей;
толщина пластического слоя Y и индекс Рога RI — для установления подтипа каменных углей;
анизотропия отражения витринита AR — для установления подтипа антрацита.
Бурые, каменные угли и антрациты в зависимости от технологических свойств объединяют в технологические марки, группы и подгруппы и обозначают семизначным кодовым числом, в котором первые две цифры обозначают класс и характеризуют средний показатель отражения витринита Ro для данного класса, умноженный на 10 (табл. 1.6). Третья цифра обозначает 24
категорию и характеризует среднее значение суммы фюзенизированных компонентов ЕОК, деленное на 10 (табл. 1.7). Четвертая и пятая цифры обозначают тип и характеризуют для каменных углей средний выход летучих веществ Vdaf (табл. 1.8), для антрацитов— объемный выход У^(табл. 1.9). Шестая и седьмая цифры обозначают подтип и характеризуют для каменных углей абсолютное значение толщины пластического слоя Y (табл. 1.10), для антрацитов — среднее значение анизотропии отражения витринита AR (табл. 1.11).
По полученным значениям класса, категории, типа и подтипа углей устанавливают марочную принадлежность (табл. 1.12). В соответствии с ГОСТ 25543 марку, группу и подгруппу устанавливают для каждого угольного пласта по результатам исследования пластовых проб.
Параметры маркирования угля, принятые в классификации, подчиняются закону аддитивности, поэтому стандартом предусмотрено при производственных условиях, вызывающих необходимость использования смеси углей различных марок в процессе добычи и выдачи, марку, группу, подгруппу и код смеси устанавливать расчетом средних значений классификационных параметров на основе планового участия шахтопластов.
При смешении углей различных марок при обогащении и рассортировке для коксования, производимом только по согласованию с потребителем, марочная принадлежность концентрата определяется по плановому участию марок в смеси. Для продуктов обогащения, предназначенных для энергетических целей, марочная принадлежность может устанавливаться и по средним взвешенным показателям рядовых углей, планируемых к переработке.
В классификации изложены рекомендации по рациональным направлениям использования углей различных марок.
Международная классификация, принятая в 1956 г., в настоящее время заменена на Международную систему кодификации углей среднего и высокого рангов.
Классификация углей по размеру кусков. Для многих видов использования углей большое значение имеет их подготовленность по крупности. Такая подготовка осуществляется при рассортировке углей и продуктов обогащения, которая, как правило, проводится по заданной шкале классификации для получения сортов угля и антрацита, предусмотренных стандартами размеров.
Классы крупности установлены для грохочения углей по минимальному и максимальному размерам кусков, для отсевов и рядовых — только по максимальному размеру. В соответствии с ГОСТ 19242 принята классификация углей по крупности, приведенная в табл. 1.13.
Допускается выпуск классов с заменой соответственно верхнего и нижнего пределов крупности 100 на 80 мм, 50 — на 40 мм, 25 — на 20 мм, 13 — на 10 мм и 6 — на 5(8) мм, а также выпуск совмещенных классов ПК, КО, ОМ, МС при условии соотношения между нижним и верхним пределами не более 1:4 и классов ОМОН, МСШ и СШ.
Техническими условиями на сортовые угли и антрациты регламентируется допустимое содержание классов меньше нижнего предела крупности для данного сорта и в некоторых случаях — больше его верхнего предела.
Международной системой кодификации углей среднего и высокого рангов устанавливается кодовая система показателей, характеризующих каменные угли и антрациты как объект использования для энергетических и технологических целей. Международная система кодификации утверждена Европейской комиссией ООН в апреле 1988 г. и используется в мировой торговле
25
Таблица 1.12
Марочная принадлежность угля
Марка Группа Подгруппа Класс Категория Тип Подтип Примечание
наименование угля обозначение наименование угля обозначение наименование угля обозначение
Бурый Б Первый бурый Второй бурый 1Б 2Б Второй бурый 2БВ 0,2; 0,3 02; 03; 04 Все категории 50 и выше 0,5; 10; 15; 20 05; 10; 15;
0; 1; 2; 3 30; 40
витринитовый 20
Второй бурый фюзинитовый 2БФ 02; 03; 04 4 30; 40 05; 10; 15
Третий бурый ЗБ Третий бурый ЗБВ 04; 03; 05 0; 1; 2; 3 10; 20 05; 10; 15;
витринитовый 20
Третий бурый фюзенитовый ЗБФ 04; 05 4 10; 20 05; 10
Длинно- д — — Длиннопламенный ДВ 04 0; 1; 2; 3 5=40 00; 01
пламенный витринитовый 05 5= 36
06 5= 34
07 5= 30
Длиннопламенный Дф 05 4 и выше 30 00; 01
фюзинитовый 06 5= 28
07 5= 30
Длинно- дг — — Длиннопламенный ДГВ 05; 06; 07 0; 1; 2; 3 5= 32 06; 07; 08;
пламенный газовый 09
витринитовый Длиннопламенный ДГФ 05; 06; 07 г 4 5= 30 06; 07; 08;
газовый фюзинитовый 09
Газовый г Первый 1Г Первый газовый 1ГВ 05; 06; 07; 0; 1; 2; 3 > 38 10; 11; 12
газовый витринитовый о 08; 08; 09 > 30 06; 07; 08;
09
Первый газовый 1ГФ 05 4 30 10; 11; 12
фюзинитовый 06; 07 и выше > 38 06; 07; 08;
08; 09 30 09
Второй 2Г — — 06; 07 Все > 38 13; 14; 15;
газовый категории 16
Газовый гжо Первый 1ГЖО Первый газовый 1ГЖОВ 06; 07 0; 1; 2; 3 30; 32; 34; 10; 11; 12;
жирный газовый жирный 36 13; 14; 15;
отощенный жирный отощенный 16
отощенный витринитовый
Первый газовый 1ГЖОФ 06; 07 s* 4 30; 32; 34; 10; 11; 12;
жирный 36 13; 14; 15;
отощенный 16
фюзинитовый
Второй 2ГЖО Второй газовый 2ГЖОВ 08; 09 0; 1; 2; 3 30; 32; 34; 10; 11; 12;
газовый жирный отощен- 36 13
жирный ный витринито- 08 36 14; 15; 16
отощенный вый
Второй газовый 2ГЖОФ 08; 09 5= 4 S* 30 10; 11; 12;
жирный отощен- 13
ный фюзинитовый 08 36 14; 15; 16
Газовый гж Первый 1ГЖ — —— 05; 06; 07 Все » 30 э= 17
жирный газовый категории
жирный
Второй 2ГЖ — — 08; 09 » > 36 17; 18; 19;
газовый 20; 21; 22;
жирный 23; 24; 25
Жирный ж Первый 1Ж г — 08 » 28; 30; 32; 14; 15; 16;
жирный 34 17
to 00
Таблица 1.12 (продолжение)
Марка Группа Подгруппа Класс Категория Тип Подтип Примечание
наименование угля обозначение наименование угля обозначение наименование угля обозначение
Второй 2Ж — — 09; 10; 11 » 30; 32; 34 жирный . 08; 09 36 > 26 30; 32; 34 >18 10; 11 30 >18 Коксовый КЖ — — — — 09; 10; 11; » 24; 26; 28 >18 Тип 24 при жирный 12 25% и более Коксовый К Первый 1К Первый коксовый 1КВ 10; 11; 12 0; 1; 2; 3 24; 26; 28 13; 14; 15; Тип 24 при коксовый витринитовый 16; 17 V^af менее ^24 > 13 25% Первый коксовый 1КФ 10; 11; 12 >4 24; 26; 28 13; 14; 15; Тоже фюзинитовый 16; 17 «s 24 >13 Второй 2К Второй коксовый 2КВ 13; 14; 15; 0; 1; 2; 3 28 >13 коксовый витринитовый 16 Второй коксовый 2КФ 13; 14; 15, > 4 =£ 28 > 13 фюзинитовый 16 Коксовый КО Первый 1КО Первый коксовый 1КОВ 08; 09; 10; 0; 1; 2; 3 22; 24; 26; 10; 11; 12 отощенный коксовый отощенный 11 28 отощенный витринитовый Первый коксовый 1КОФ 08; 09; 10; > 4 22; 24; 26; 10; 11; 12 отощенный 11 28 > 20 фюзинитовый
Второй 2КО Второй коксовый 2КОВ И 0; 1; 2; 3 16; 18; 20 10; И; 12
коксовый отощенный 12 28
отощенный витринитовый 13 22; 24; 26
Второй коксовый 2КОФ 11 4 16; 18 10; 11; 12
отощенный 12 28
фюзинитовый 13 22; 24; 26
Коксовый КСН — — Коксовый КСНВ 08; 09; 10 0; 1; 2; 3 =£ 28 06; 07; 08;
слабоспе- слабоспекаю- 09
кающийся щийся низкомета-
низкомета- морфизованный
морфизо- витринитовый
ванный Коксовый КСНФ 08; 09;10 4 =s 28 06; 07; 08;
слабоспекаю-щийся низкомета-морфизованный фюзинитовый 09
Коксовый КС Первый 1КС Первый коксовый 1КСВ 11; 12; 13 0; 1; 2; 3 =£ 28 06; 07; 08;
слабоспе- коксовый слабоспекаю- 09
кающийся слабоспекаю- щийся витринито-
щийся вый
Первый коксовый 1КСФ 11; 12; 13 4 =£ 28 06; 07; 08;
слабоспекаю-щийся фюзинитовый 09
Второй 2КС Второй коксовый 2КСВ 14 15; 16 0; 1; 2; 3 =£ 24 06; 07; 08;
коксовый слабоспекаю- 09; 06; 07;
слабоспекаю- щийся витрини- 08
1ЦИЙСЯ товый
w о
Таблица 1.12 (продолжение)
Марка Группа Подгруппа Класс Категория Тип Подтип Примечание
наименование угля обозначение наименование угля обозначение наименование угля обозначение
Второй коксовый 2КСФ 14; 15; 16 4 =£ 24 06; 07; 08;
слабоспекаю-щийся фюзинитовый 09
Отощенный ОС Первый ЮС Первый ЮСВ 13; 14; 15; 0; 1; 2; 3 =£20 10; 11; 12
спекаю- отощенный отощенный 16 09; 10; 11;
щийся спекающийся спекающийся 12
витринитовый 17 10; 11; 12
Первый ЮСФ 13; 14; 15; s= 4 =£ 20 10; 11; 12
отощенный спекающийся фюзинитовый 16; 17
Второй 2ОС Второй 2ОСВ s* 17 0; 1; 2; 3 =£20 06; 07; 08;
отощенный отощенный 09
спекающийся спекающийся витринитовый Второй 2ОСФ 5* 17 э=4 =£ 20 06; 07; 08;
отощенный спекающийся фюзинитовый 09
Тощий ТС — — Тощий ТСВ 14; 15; 16; 0; 1; 2; 3 =£ 20 01
спекаю- спекающийся 17; 18; 19
щийся витринитовый
Слабоспе-кающийся СС Первый слабо-спекающийся ICC Тощий спекающийся фюзинитовый ТСФ
Второй слабоспекаю-щийся 2СС — —
Третий слабоспекаю- щийся ЗСС —
Тощий Т Первый тощий 1 Т Первый тощий витринитовый 1ТВ
Первый тощий фюзинитовый 1ТФ
Второй тощий 2Т Второй тощий витринитовый 2ТВ
Второй тощий фюзинитовый 2ТФ
14; 15; 16; 4 16; 18 01 Подтип 01;
17; 18; 19 16 R12:4
07 Все 20; 22; 24; 00; 01
категории 26; 28
08; 09 34
08; 09; 10; » 26; 28; 30; 00; 01
11; 12; 13 32
08; 09; 10; » 22; 20; 24 00; 01
11; 12; 13; 16; 18; 20
14 22; 24 00 ; 01
16; 18; 20 00
15; 16; 17 18; 20 00
15; 16; 17; 0; 1; 2; 3 12; 14; 16 00 Подтип 00;
18; 19; 20 13; 14; 15; 16; 17; 18; 19; 20 > 4 12; 14 00 Л/2:4
15; 16; 17; 18; 19; 20; 21; 22; 23; 24; 25 0; 1; 2; 3 08; 10 00
15; 16; 17; > 4 08; 10 00 Подтип 00;
18; 19; 20; 21; 22; 23; 24; 25 RI 2:4
Таблица 1.12 (окончание)
Марка Группа Подгруппа
наименова- обозна- наименование обозна- наименование обозна-
ние угля чение угля чение угля чение
Класс
Антрацит А Первый 1А Первый антрацит 1АВ
антрацит витринитовый
Первый антрацит 1АФ
фюзинитовый
Второй антрацит
2А Второй антрацит 2АВ
витринитовый
22; 23; 24;
25; 26; 27;
28; 29; 30;
31; 32; 33;
34; 35
22; 23; 24;
25; 26; 27;
'28; 29; 30;
31; 32; 33;
34; 35
36; 37; 38;
39; 40; 41;
42; 43; 44
Второй антрацит фюзинитовый 2АФ
Третий ЗА Третий антрацит ЗАВ
антрацит витринитовый Третий антрацит фюзинитовый ЗАФ
36; 37; 38;
39; 40; 41;
42; 43; 44
^45
45
Категория Тип Подтип
0; 1; 2; 3 20 ^60
> 4 > 10 ==60
0; 1; 2; 3 > 10 > 40
>4 > 10 >40
0; 1; 2; 3 > 15 > 50
4 > 15 >50
Примечание
Классы
22—25 при менее
8%
Тоже
Подтип для углей контактового метаморфизма >20 Тоже
Таблица 1.13
Классификация бурых, каменных углей и антрацита по размеру кусков
Класс Обозначение Размер кусков, мм Класс Обозначение Размер кусков, мм
Плитный П 100—200(300) Семечко С 6—13
Крупный К 50—100 Штыб Ш 0—6
Орех О 25—50 Рядовой Р 0—200(300)
Мелкий М 13—25
углем, предотвращая недоразумения между продавцом и покупателем в оценке характеристики качества и ценности каменных углей и антрацитов.
К углям среднего и высокого рангов, кодируемым по Международной системе, относят каменные угли и антрациты, классифицируемые по генетическим и технологическим параметрам (ГОСТ 25543). Кодирование каменных углей и антрацитов проводят посредством установленного ряда цифр, обозначающих параметры, характеризующие уголь, и применяют для оценки пластов, рядового и обогащенного угля.
Для кодификации углей по Международной системе принята схема из восьми основных параметров, характеризующих уголь для различных видов использования:
Ro — средний показатель отражения витринита;
Лу— рефлектограмма отражения витринита;
/, L — мацеральный состав;
/, 5 — индекс свободного вспучивания;
Vdaf — выход летучих веществ;
— зольность угля;
Sd— массовая доля общей серы;
daf
Qs — высшая теплота сгорания.
Для характеристики углей используется 14-значный код, с помощью которого кодируют восемь указанных выше основных параметров. Кодирование производится следующим образом: Ro — две цифры, Rf— одна цифра, I, L — две цифры, IS — одна цифра, Vdaf — две цифры, Ad — две цифры, Sd— две , daf ,
цифры, Qs — две цифры.
Указанный порядок кодирования параметров всегда сохраняется, что позволяет оценивать качественные характеристики углей по кодовому номеру. Присвоение кодового номера и его расшифровка производятся следующим образом:
первые две цифры кода обозначают средний показатель отражения витринита и соответствуют нижнему пределу 0,1%-го диапазона значений параметра, умноженному на 10;
третья цифра дает характеристику рефлектограммы, отражающую неоднородность вещественного состава угля;
четвертая и пятая цифры обозначают мацеральный состав угольного вещества, а именно: четвертая цифра соответствует нижнему пределу 10%-го диапазона значений содержания инертинита, деленному на 10, а пятая обозначает верхний предел 5%-го диапазона значений содержания липтинита;
2. Техника и технология...
33
Таблица 1.14
Значения кодовых параметров в Международной системе кодификации углей среднего и высокого рангов
Средний показатель отражения витринита Rr,% Характеристика рефлек-тограммы Мацеральный состав, % к объему (без минеральных веществ). 4 — инертинит; 5 — липтинит Индекс свободного вспучивания Выход летучих веществ, % к массе (сухое беззольное состояние) Зольность, % к массе (сухое состояние) Общее содержание серы, % к массе (сухое состояние) Высшая теплота сгорания, МДж/кг (сухое беззольное состояние)
1 2 3 4 5 6 7; 8 9; 10 11; 12 13; 14
02 0,2—0,29 0 0 0— с 10 0 Не коди- 0 0—1/2 48 >48 00 0—1 00 0— < 0,1 21 22
руется
03 0,3—0,39 1 10—< 20 1 0— < 5 1 1—1 1/2 46 46— < .48 01 1—< 2 01 0,1—< .0,2 22 22—< 23
04 0,4—0,49 1 2 20—< 30 2 5—< 10 2 2—2 1/2 44 44—< 46 02 2—< 3 02 0,2—< .0,3 23 23—< 24
05 0,5—0,59 2 3 30—< :40 3 10—< 15 3 3—3 1/2 42 42—< : 44 03 3—< 4 03 0,3—< 0,4 24 24— < 25
06 0,6—0,69 3 4 40—< 50 4 15—< 20 4 4-^11/2 40 40—< 42 04 4— < 5 04 0,4— < 0,5 25 25—< 26
07 0,7—0,79 4 5 50— < 60 5 20—< 25 5 5—5 1/2 38 38—< 40 05 5—< 6 05 0,5—< : 0,6 26 26— < 27
08 0,8—0,89 5 6 60— < : 70 6 25—< 30 6 6—6 1/2 36 36—< 38 06 6— < 7 06 0,6—< : 0,7 27 27—< .28
09 0,9—0,99 7 70—< : 80 7 30—< 35 7 7—7 1/2 34 34— < 36 07 7— < 8 07 0,7—< : 0,8 28 28—< 29
10 1,0—1,09 8 80—< 90 8 35—< 40 8 8—8 1/2 32 32—< 34 08 8—< 9 08 0,8—< 0,9 29 29—< 30
11 1,1—1,19 9 90 9 40 9 9—9 1/2 30 30—< 32 09 9—< 10 09 0,9—< 1,0 30 30—< 31
12 1,2—1,29 28 28—< 30 10 10—< 11 10 1,0— < 1,1 31 31—< .32
13 1,3—1,39 26 26—< 28 11 11—< 12 11 1,1—< 1,2 32 32—< .33
14 1,4—1,49 24 24— < 26 12 12—< 13 12 1,2—< 1,3 33 33—< .34
15 1,5—1,59 22 22—< 24 13 13—< 14 13 1,3— < 1,4 34 34— < .35
16 1,6—1,69 20 20—< : 22 14 14— < 15 14 1,4— < 1,5 35 35—< .36
17 1,7—1,79 18 18—< 20 15 15—< 16 15 1,5— < 1,6 36 36— < .37
18 1,8—1,89 16 16— < 18 16 16— < 17 16 1,6— < 1,7 37 37—< .38
19 1,9—1,99 14 14— < 16 17 17—< 18 17 1,7— < 1,8 38 38—< 39
20 2,0—2,09 12 12—< 14 18 18—< 19 18 1,8—< 1,9 39 5> 39
21 2,1—2,19 10 10—< 12 19 19—< 20 19 1,9—< : 2,0
22 2,2—2,29 09 9—< 10 20 20—< 21 20 2,0—< : 2,1
23 2,3—2,39 08 8—< 9 21 2,1—< 2,2
24 2,4—2,49
25 2,5—2,59
26 2,6—2,69
27 2,7—2,79
28 2,8—2,89
29 2,9—2,99
30 3,0—3,09
31 3,1—3,19
32 3,2—3,29
33 3,3—3,39
34 3,4—3,49
35 3,5—3,59
36 3,6—3,69
37 3,7—3,79
38 3,8—3,89
39 3,9—3,99
40 4,0—4,09
41 4,1—4,19
42 4,2—4,29
43 4,3—4,39
44 4,4—4,49
45 4,5-4,59
46 4,6—4,69
47 4,7—4,79'
48 4,8—4,89
49 4,9^1,99
50 > 5,00
07 7—< 8 22 2,2— < 2,3
06 1 ~ — 23 2,3— < 2,4
05 5—<6 24 2,4— < 2,5
04 4— < 5 25 2,5— < 2,6
03 3—<4 26 2,6— < 2,7
02 2—< 3 27 2,7— < 2,8
01 1—< 2 28 2,8— < 2,9
29 2,9— <3,0
30 3,0—< 3,1
шестая цифра обозначает индекс свободного вспучивания, соответствующий нижнему пределу диапазона его значений с интервалом 1/2;
седьмая и восьмая цифры соответствуют нижнему пределу 2%-го диапазона значений выхода летучих веществ на сухое беззольное состояние при выходе летучих веществ не менее 10% и 1%-го диапазона при выходе летучих веществ менее 10%;
девятая и десятая цифры соответствуют нижнему пределу 1%-го диапазона значений зольности на сухое состояние;
одиннадцатая и двенадцатая цифры соответствуют нижнему пределу 0,1%-го диапазона значений общего содержания серы на сухое состояние, умноженному на 10;
тринадцатая и четырнадцатая цифры соответствуют нижнему пределу диапазона с интервалом 1 МДж/кг значений высшей теплоты сгорания на сухое беззольное состояние. Цифровые коды для каждого параметра приведены в табл. 1.14.
Все основные параметры, кроме выхода летучих веществ, определяются для топлива в его реальном состоянии (с соответствующей зольностью и влажностью), а выход летучих веществ — по пробе с зольностью менее 10%. При более высокой зольности испытуемая проба угля или антрацита должна подвергаться обогащению, а выход летучих веществ определяться для угля cAd^ 10%.
Кроме указанных выше основных параметров, Международной системой кодификации углей среднего и высокого рангов предусмотрено определение дополнительных параметров: элементный состав, массовая доля хлора, химический состав золы углей или плавкость золы, содержание редких элементов, массовая доля фосфора, пластометрические показатели, индекс Рога, массовая доля серы по видам (пиритная, сульфатная), полная влажность (максимальная влагоемкость).
Глава 2
СЫРЬЕВАЯ БАЗА УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
2.1. Методы исследования и оценки углей как объекта обогащения
Для решения некоторых практических задач действующих и проектируемых углеобогатительных фабрик, таких как выбор методов и режимов обогащения, технологических схем и оборудования, расчет ожидаемых результатов обогащения, формирование сырьевых баз фабрик и шихтовка углей перед обогащением, управление качеством в процессе обогащения и других, необходима информация о гранулометрическом и фракционном составах и обогатимости углей. Поэтому наиболее важными и массовыми являются ситовый и фракционный анализы углей. Исследования, проведенные в СНГ и направленные на совершенствование методики, а также снижение трудоемкости и погрешностей этих видов анализа, легли в основу ГОСТ 2093 и ГОСТ 4790.
Ситовый анализ углей. Для определения состава угля по крупности проводят ситовый анализ по ГОСТ 2093, который заключается в последовательном рассеве его на грохотах или ситах до крупности 3(1) мм и механических встряхивателях — при меньшей крупности.
Для ситового анализа используют пробы, отобранные по ГОСТ 10742. При этом масса точечных проб q (кг) должна быть не менее вычисленных по формулам: при размере максимального куска Jmax = 120 мм и менее
<7 = 0,06 dmax,
при размере максимального куска более 120 мм
Q = 7,2 (dmax/120)3.
Рассев проводят по схеме, показанной на рис. 2.1. При необходимости перед испытанием пробу подсушивают, но в этом случае при определении выхода классов массу продуктов относят к массе подсушенной пробы. При наличии в углях кусков более 100 мм их отсевают, после чего для снижения трудоемкости испытаний пробу допускается сокращать:
Максимальная круп-
ность, мм........... 100 50 25 13 6 3
Масса пробы, кг..... 150 75 40 10 5 1
Рассев начинают на сите с наибольшим размером отверстий. При отсутствии грохотов предусмотрена возможность облегчения ручного рассева за счет расположения сит на катках или подвесках. Для уменьшения измельчения углей в процессе испытаний высота подачи материала на сито и разгрузки подрешетного продукта должна быть не более 400 мм. С этой же целью допускается куски крупностью свыше 100 мм выбирать вручную.
Рассев можно считать законченным, если выход подрешетного продукта в течение 1 мин будет составлять менее 1% массы угля, поданного на сито (при использовании комплекта сит для одновременного рассева необходимо учитывать подрешетный продукт нижнего сита). Полученные при рассеве продукты взвешивают. При необходимости от каждого класса выделяют пробы для определения показателей качества и фракционного анализа.
37
Рис. 2.1. Схема ситового анализа
1 — взвешивание; 2 — деление (сокращение); 3 — рассев; 4 — размер отверстий сита, мм; 5 — определение массы; 6 — определение показателей качества
Рис. 2.2. Встряхиватель подвесной
1 — деревянная рамка; 2 — электродвигатель; 3 — дебалансное устройство;
4 — прижимное кольцо; 5 — набор сит; 6 — сборная емкость
При применении сит с круглыми отверстиями для рассева угля крупностью более 50 мм пересчет ведут на сита с квадратными отверстиями путем умножения диаметра круглых отверстий на коэффициент 0,8. Гранулометрический состав углей крупностью менее 3(1) мм определяют их рассевом в высушенном виде на механическом встряхивателе. Более представительные результаты достигаются при мокром рассеве углей этой крупности на подвесном встряхивателе (рис. 2.2) или вибрационном классификаторе с открытой поверхностью сит (рис. 2.3).
Данные о выходе и зольности классов крупности удобно приводить в табличной форме (табл. 2.1).
Для построения кривой гранулометрического состава а на графике (рис. 2.4) проводят горизонтальные линии, соответствующие выходу надрешет-38
Таблица 2.1
Гранулометрический состав угля, %
Класс крупности, W У Ad Суммарные показатели (сверху)
У Ad
80—100 6,83 41,2 6,83 41,2
50—80 6,86 38,5 13,69 39,8
25—50 9,64 36,2 23,33 38,3
13—25 14,30 30,9 37,63 35,5
6—13 16,18 27,9 53,81 33,2
3—6 14,22 24,8 68,03 31,5
1—3 16,82 21,1 84,85 29,4
0,5—1 6,72 21,6 91,57 28,8
0—0,5 8,43 23,2 100 28,4
Исходный 100 28,4 — —
ного продукта (см. табл. 2.1, графу 4), на которых откладывают соответственно размер d нижнего предела класса 80; 50; 25 мм и т.д. Через полученные точки проводят плавную линию. С помощью кривой р можно определять зольность классов, выделенных на ситах с любыми отверстиями.
Фракционный анализ углей. Порядок проведения фракционного анализа регламентирован ГОСТ 4790. Сущность его заключается в последовательном расслоении угля в жидкостях разной плотности на фракции и в последующем определении их выходов и показателей качества.
Перед расслоением из пробы отделяют куски более 100(150) мм, рассевают на классы, сокращают (при необходимости) до минимально необходимой массы:
Максимальный размер куска, мм........... 100(150) 50 25 13 6 3 1
Минимальная масса
пробы, кг........... 50 25 13 6 3 2 0,5
Затем пробы обеспыливают или обесшламливают. Фракционный анализ проводят в водных растворах хлористого цинка или растворах органических жидкостей (четыреххлористого углерода в бензоле, бромоформа в четыреххлористом углероде) различной плотности — от 1300 до 2000 кг/м3 (а при исследовательских работах — до 2600 кг/м3). Растворы хлористого цинка применяют для расслоения угля крупностью более 1 мм по плотностям не более 2000 кг/м3, а растворы органических жидкостей — для расслоения его по большей плотности и для классов менее 1 мм. Для повышения плотности растворов хлористого цинка применяют выпариватели различных конструкций.
Уголь крупностью 1—100 мм расслаивают в статических условиях, крупностью не более 1 мм — в центробежном поле. Плотность жидкостей проверяют с помощью денсиметра или взвешиванием в мерном цилиндре.
Схема фракционного анализа углей в статических условиях приведена на рис. 2.5. Расслоение начинают с жидкости наименьшей плотности. Если в пробе преобладает порода или она легко размокает, расслоение начинают с
39
о
1800
7<W
Рис. 2.4. Кривые гранулометрического состава угля (См. текст)
Рис. 2.5. Схема фракционного анализа угля
/ —- бачок с тяжелой жидкостью; 2 — бачок с сетчатым дном; 3 — тяжелые фракции (потонувшие); 4 — фракции промежуточной плотности; 5 — легкие фракции (всплывшие). 1400—1800 кг/м^ — плотность
41
выделения тяжелых фракций. Пробу частями (например, при крупности угля 1—3 мм массой не более 1 кг) помещают в бачок с сетчатым дном, который опускают в бак с тяжелой жидкостью. Мешалкой или движениями бачка в вертикальном направлении разрыхляют пробу и дают ей отстояться. После этого всплывшую фракцию черпаком переносят в другой сетчатый бачок для отделения жидкости и промывки водой.
Бачок с потонувшей фракцией ставят наклонно над баком, из которого он вынут, для удаления жидкости. Затем бачок переносят в следующий бак с жидкостью другой плотности и производят в нем расслоение в том же порядке. Промытые фракции подсушивают и взвешивают.
Фракционный анализ проб каменных углей и антрацита крупностью 1 мм и менее осуществляют в органических жидкостях в лабораторной стаканчиковой центрифуге. Время разделения пробы и частота вращения ротора зависят от крупности угля:
крупность угля, мм....... О—1 (0,5) 0,1—1 < 0,1
время разделения, мин.... 10 5 5
частота вращения ротора, мин-1 2000 600 1000
После центрифугирования всплывшую фракцию вычерпывают из пробирок ложечкой, а затем вместе с жидкостью сливают на бумажный фильтр. Потонувшую фракцию разрыхляют в пробирке, после испарения жидкости наливают жидкость большей плотности и расслоение повторяют. Таким же способом расслаивают пробу в других жидкостях установленной плотности. После испарения жидкости фракции сушат и взвешивают для определения выходов и показателей качества фракций.
Для ускорения испытаний стандарт допускает проводить одновременное расслоение проб крупностью менее 1 мм в жидкостях нескольких плотностей. В этом случае пробу делят на столько частей, сколько принято жидкостей разной плотности для расслоения. В каждую пробирку помещают пробу и заполняют жидкостью соответствующей плотности. В этом случае выход и показатели качества фракций определяют расчетным путем.
Результаты фракционного анализа записывают по форме, приведенной в табл. 2.2 (графы 1—4). Суммарный выход всплывших и потонувших фракций (соответственно графы 6 и 7) вычисляют по данным графы 3, суммируя всплывшие фракции сверху, а потонувшие — снизу. Зольность всплывших фракций вычисляют делением суммы произведений (графа 5) на суммарный выход фракций. Зольность потонувших фракций (графа 9) вычисляют по данным граф 5 и 8.
Результаты фракционного анализа могут быть представлены в виде кривых обогатимости: X — зависимость между выходом всплывших фракций и зольностью граничного элементарного слоя; 0 — зависимость между выходом и зольностью всплывших фракций; 0 — зависимость между выходом и зольностью потонувших фракций; р — зависимость между выходом всплывших фракций и их граничной максимальной плотностью.
Порядок построения кривых показан на рис. 2.6. Для построения кривой X на линиях, соответствующих выходам фракций, откладывают значение их зольности (см. табл. 2.2, графа 4) и из этих точек в пределах выходов фракций проводят линии, параллельные оси ординат. Через середины этих линий проводят плавную кривую так, чтобы площади отсекаемых треугольников в пределах фракций были равны. Кривую 0 строят по данным граф 6 и 8, а кривую 0 — по данным граф 7 и 9. Конечная точка кривой 0 и начальная точка 42
г
Таблица 2.2
Фракционный состав угля (класс б—13 мм)
Плотность фракции, кг/м Масса фракции, г у, % Ad,% yAd Суммарные показатели
у, % Ad,%
всплывшие фракции потонувшие фракции всплывшие фракции потонувшие фракции
< 1300 7460 46,20 4,50 207,9 46,20 100 4,50 24,00
1300—1400 2790 17,27 10,46 180,64 63,47 53,80 6,12 40,63
1400—1500 1170 7,20 17,60 126,72 70,67 36,53 7,29 54,89
1500—1600 590 3,62 26,70 96,65 74,29 29,33 8,24 64,04
1600—1800 610 3,77 38,12 143,71 78,06 25,71 9,68 69,30
1800—2000 240 1,30 46,50 60,45 79,36 21,94 10,28 74,66
2000—2200 400 2,50 52,00 130,00 81,86 20,64 11,56 76,43
>2200 2930 18,14 79,80 1447,57 100,00 18,14 24,00 79,80
Исходный продукт 16190 100 24,0 2393,64 — — — —
Шламм 500 — 22,5 — — — — —
кривой 0 должны лежать на линии, соответствующей зольности исходной пробы. Для построения кривой р на линиях, проведенных по данным графы 6 параллельно оси абсцисс, откладывают последовательно большие граничные плотности фракций (графа 1) и соединяют их плавной кривой.
Кривые обогатимости взаимосвязаны, поэтому на основе одной из них можно построить остальные. С помощью кривых можно определить теоретически возможные (без учета взаимного засорения продуктов) результаты обогащения при любой плотности разделения. Пример решения такой задачи для плотности разделения 1450 кг/м3 показан на рис. 2.6. При этом выход концентрата составляет 68%, а его зольность — 6,8%. Смотри, на рис. 2.6 показано решение другой задачи — определение выходов продуктов обогащения угля при зольности концентрата 6%, а отходов — 75%. Из абсциссы Ad = 6% восстанавливают перпендикуляр до пересечения с кривой р и проводят горизонтальную линию А]А2. Из абсциссы Ad - 75% восстанавливают перпендикуляр до пересечения с кривой 0. Через точку пересечения проводят линию 51^2- Точки пересечения разделительных линий с кривой плотности показывают плотности разделения (р] = 1420 кг/м3, р2 = 1840кг/м3), а отрезки ОА], А]В] и В]С определяют выход соответственно концентрата, промпродук-та и отходов.
Способы оценки обогатимости углей. Обогатимость характеризует способность углей к разделению на составляющие компоненты по плотности: кон-44
Та б л и ца 2.3
Классификация методов оценки обогатимости
Признак классификации Авторы метода j Метод оценки обогатимости
Выход промежуточных фракций ГОСТ 10100 М.Ю. Григорьев и Г.Н. Подбельский Т = 100у1/(100-у2), где У] —выходдро-межуточных фракций при плотности выделения концентрата 1400 или 1500 кг/м3, %; У2 — выход породных фракций, %. То же, при фиксированной плотности выделения концентрата 1500 кг/м3
Извлечение составляющих компонентов в продукты обогащения И.Я. Фомин Л.И. Улицкий Теоретическая и техническая обогатимости: «тр=[Ул(А^-А^(100-А$ = [Ук(А^-Ad)]/[Ad (100 - A J], где ул и ук — выход соответственно легких фракций и концентрата, %; А4, А4, .d А — зольность соответственно исходного угля, легких фракций и концентрата, % Упр>Ак’* j j *» 4-0,0Ь<ул где 1 — показатель удельных потерь угля; упр — выход промежуточных фракций
Извлечение составляющих компонентов И.И. Малаховский В.П. Курбатов Е = е- £„/100, где е, ен — извлечение полезных компонентов в концентрат и неполезных в отходы, % соответственно Извлечение горючей массы в концентрат и товарные продукты
Выход и зольность легких фракций С. И. Панченко Ц= V1400-; Ad<1400 т У< 1500 . ” Ad< 1500’
, 100у< 1500
“ Ad< 1500у< 1800
В.Г. Соколов yJAdHAd
'"л кт
ВУХИН у < 1400 кг/м3 (на беспородную массу) для
класса 0,5—12 мм
УкрНИИуглеобогаще- Tq = о,05515 Ad + 0,00108 X (100-ул)2 ние
45
к
Таблица 2.3 (окончание)
Признак классификации Авторы метода Метод оценки обогатимости
Ф.А. Зайнудииов ул при заданной зольности концентрата
В.В. Беловолов, Л.С. Зарубин, М.Б. Иофа d Соотношение между ул и А л с использованием зависимости зольности от плотности
В.Н. Утц Общая обогатимость (способность угля разделяться на концентрат, промпродукт и породу) — по отношению выхода концентратных фракций в концентрате к содержанию породных фракций в концентрате
Г.И. Прейгерзон у= lOOcr/H^,
где v — коэффициент вариации зольности фракций; о — среднее квадратическое отклонение зольности фракций
В.П. Курбатов Сумма выходов посторонних фракций в пределах ± 4 Ер от плотности разделения (Ер — вероятное отклонение)
Графические методы Б. Бэрд Содержание смежных фракций на беспородную массу в пределах ±100 кг/м^
от плотности разделения
Т.Г. Фоменко Стрела прогиба кривой X
Г.Г. Саркар, Р.Н. Отношение площади, заключенной между
Боуз, С.К. Митра, кривой X и прямой, соединяющей ее
А. Лахири концы, к площади всего треугольника
Институт "Сершар" (Франция) Тангенс угла наклона кривой р
Г.И. Прейгерзон Содержание фракций зольностью в пределах ±5% от демаркационной линии
Г. Гайденрайх Кривая нормированной плотности разделения
Ф. Майер Кривая М —чем меньше радиус кривизны, тем обогатимость лучше
В.Н. Утц Конкретная обогатимость — объединяет методы Г.И. Прейгерзона и Б. Бэрда
центрат, промпродукт и отходы. Известно несколько десятков аналитических и графических методов оценки обогатимости углей, основанных на различных представлениях об этом понятии.
В табл. 2.3 приведены наиболее известные методы оценки обогатимости, сгруппированные по различным признакам.
По ГОСТ 10100 "Угли каменные и антрацит. Метод определения обогатимости" обогатимость характеризуется показателем Т, который определяется по выходу промежуточных фракций на беспородную массу. К промпродук-46
товым относят фракции каменных углей плотностью 1500—1800 кг/м3, если зольность фракции угля плотностью менее 1500 кг/м3 не превышает 10% (в противном случае — фракции 1400—1800 кг/м3), и фракции антрацита плотностью 1800—2000 кг/м3. Если к промпродуктовым отнесены фракции каменных углей плотностью 1400—1800 кг/м3, то показатель обогатимости обозначается символом Т'.
В зависимости от значений показателя обогатимости (Т) угли делят на
четыре категории: легкую.................................... 5
среднюю............. 5—10
трудную.............. 10—15
очень трудную....... 15
Установлено, что оценка, основанная на выходе промежуточных фракций, не характеризует уголь как сырье для обогащения. Она не позволяет судить о возможности получения концентрата определенного качества. Исследования степени засорения концентрата при обогащении в отсадочных машинах и тяжелосредных сепараторах показали, что они не определяются однозначно содержанием промежуточных фракций в исходном сырье.
Применение критериев оценки обогатимости добываемых углей, отнесенных к беспородной массе в период до перехода к механизированной выемке угля, следует считать оправданным, так как содержание породы в добываемых углях было небольшим и она легко удалялась при обогащении. В настоящее время в результате механизации добычи угля и разработки высокозольных пластов содержание минеральных примесей в рядовых углях с каждым годом возрастает. Для рядовых углей Донецкого бассейна содержание тяжелых фракций составляет 5—50%. Указанные методы дают представление о трудности разделения угля, из которого удалена порода, например в промпродук-товом отделении отсадочной машины или во II стадии обогащения в тяжело-средном сепараторе или гидроциклоне.
Методы, основанные на показателе извлечения, в большей мере характеризуют эффективность разделения, а не обогатимость угля. Поэтому увеличение показателя извлечения не свидетельствует о лучшей обогатимости угля. Кроме того, надо учитывать, что показатель извлечения может быть высоким и при плохих результатах разделения сырья из-за высокого выхода концентрата.
На использовании показателей выхода и зольности легких фракций основано большое число методов оценки обогатимости углей. Это связано с тем, что названные показатели позволяют судить о потенциальных значениях количества и качества концентрата.
Большое распространение получили и некоторые графические методы оценки, построенные на применении кривых обогатимости. На практике давно используется метод Бэрда. Так как по этому методу степень трудности обогатимости углей определяется содержанием смежных фракций на беспородную массу в пределах ± 100 кг/м3 от плотности разделения, то чем больше угля, плотность которого близка к плотности разделения, тем труднее протекает процесс разделения.
Результаты разделения зависят также и от содержания других фракций угля. Даже при обогащении в обогатительных машинах с небольшими погрешностями разделения при высоком содержании породных фракций в питании концентрат может быть значительно засорен породными фракциями. Засорение продуктов обогащения посторонними фракциями в большей мере обусловлено выбранным технологическим процессом, обогатительным аппаратом, режимом разделения, а не распределением фракций.
47
Коэффициент обогатимости по методу Т.Г. Фоменко вычисляется по беспородной массе как отношение стрелы прогиба кривой элементарных фракций X при данной плотности разделения к максимально возможному ее значению. Французские исследователи оценивают обогатимость углей по тангенсу угла наклона кривой плотности р при соответствующем содержании смежных фракций (± 100 кг/м3 от плотности разделения).
Названные графические методы дают оценку обогатимости при разделении углей по любой плотности.
Классификация углей по обогатимости может быть проведена любым из описанных способов.
2.2. Основные принципы выбора сырьевой базы фабрик
Оптимальное сочетание углей в сырьевой базе обогатительной фабрики — основная часть задачи обоснованного формирования сырьевых ресурсов. Задача многовариантна, так как ее решение должно учитывать целый ряд факторов, в том числе проявляющих себя во взаимном противодействии.
Во-первых, технологические схемы обогатительных фабрик отличаются значительным разнообразием, что ограничивает условия распределения углей по фактору качества и целевого назначения основного продукта — концентрата.
Во-вторых, возможности конкретных фабрик по приему углей данного назначения ограничиваются их производственной мощностью, а нередко также наличием шахты-поставщика, технологически связанной с данной фабрикой (например, конвейерным транспортом).
В-третьих, различие качества и обогатимости углей отдельных шахт-поставщиков требует проведения тщательного предварительного анализа каждого из них для выяснения совместимости в шихте при условии совместного обогащения при едином технологическом режиме и совместном участии в шихте данного целевого назначения.
В-четвертых, из-за значительной территориальной рассредоточенности сырьевых ресурсов, отвечающих перечисленным выше условиям, необходим поиск альтернативных вариантов, учитывающих минимизацию транспортных издержек при удовлетворении технологических и потребительских требований.
Требования потребителей определяются целевым назначением продуктов обогащения и распространяются на показатели качества, технологических свойств продукции, ее однородности и стабильности. Так, к концентратам для коксования предъявляют следующие условия: спекаемость (коксующая способность), достаточная для участия данного концентрата в общей шихте; зольность — в пределах допустимой для данной марки угля; содержание серы — минимально допустимое.
От концентратов энергетического назначения требуются допустимые: зольность, теплотворная способность, сортность (крупность), влажность, а также содержание серы. Важность последнего показателя особенно возрастает для экспортируемой продукции при массовом потреблении топлива в густонаселенных районах.
К концентратам для специальных целей и технологических производств в каждом случае предъявляются свои специфические требования. Это учитывается при предварительном подборе углей для формирования сырьевых баз углеобогатительных фабрик, когда ожидаемые показатели качества товарных продуктов определяются по углю каждой шихты укрупненно на основании
48
фракционных анализов и суммируются для шахты как средние взвешенные величины. Зольность концентрата при этом оценивают по зольности легких фракций углей каждой шахты. Выход концентрата рассчитывают по заданной его зольности и показателю эффективности обогащения, фактически достигаемому на данной фабрике (например, по расходному коэффициенту), или по балансу продуктов при фактически достигаемой зольности отходов.
Требования углеобогащения к формированию сырьевой базы основаны на обеспечении максимальной совместимости углей для получения оптимальных технологических результатов: максимального выхода концентрата зольностью не выше допустимой по условиям потребления;
минимальных потерь полезного компонента с отходами обогащения (достижения максимально возможной зольности последних).
При этом действуют экономические ограничения, которые обусловливают целесообразные пределы технологических требований.
Таким образом, основные принципы формирования сырьевой базы углеобогатительной фабрики предполагают:
оценку технологической пригодности фабрик для производства продукции заданного ассортимента, назначения и качества;
соизмерение суммарных объемов поставки исходного угля с производственной мощностью фабрики;
оценку соответствия технологических свойств и качества углей шахт-поставщиков требованиям потребляющей отрасли;
оценку совместимости намечаемых к поставке углей для совместного эффективного обогащения при едином для всей смеси оптимальном технологическом режиме разделения в обогатительных аппаратах.
Одновременно с анализом сырьевых ресурсов рассматривают транспортную задачу с целью оптимизации расходов на доставку сырья на обогатительную фабрику. С возрастанием производственной мощности фабрики и увеличением числа шахт-поставщиков сырья (особенно дефицитных марок угля) объемы перевозок и затраты на них неизбежно возрастают. Для их ограничения допустимым минимумом обычно рекомендуется: полностью использовать объем поставок от шахт, технологически связанных с данной фабрикой (например, конвейерным транспортом);
выбирать из альтернативных вариантов сырьевых баз наиболее экономичные по объемам перевозок в тонно-километрах;
максимально учитывать направление грузопотоков шахта—фабрика— потребитель, не допуская встречных перевозок.
Основная сложность в практикуемой системе подбора и формирования сырьевых баз углеобогатительных фабрик — многофакторный характер решаемой задачи, требующий на современном уровне применения экономикоматематических методов оптимизации решений.
2.3. Обоснование технологических параметров для проектирования новых и реконструкции действующих фабрик
Разносторонняя обоснованность проектных решений при выборе технологии обогащения, технических характеристик оборудования, оптимальной производительности и режимных параметров по процессам является одним из определяющих условий устойчивого функционирования фабрики на протяжении всего планируемого срока службы с объемом производства и уровнем технико-экономических показателей не ниже проектных при соблюдении экологических требований.
49
Рис. 2.7. Блок-схема технологических проектных решений
В то же время ошибка, допущенная при технологическом проектировании обогатительной фабрики, многократно умножается, отражаясь в каждой единице выпускаемой продукции. Поэтому при тенденции создания фабрик повышенной производственной мощности значение обоснования и оптимального выбора проектных решений существенно возрастает.
Научное обоснование проектных решений технологического характера включает (рис. 2.7):
исследование, прогнозирование, корректировку качественно-количественных характеристик угля;
обоснование технологической схемы, выбор основного оборудования и определение оптимальных режимных параметров по процессам, обеспечивающих получение товарных продуктов требуемого ассортимента и качества;
разработку рекомендаций по обеспечению оптимальной производительности оборудования и максимального использования производственной мощности фабрик;
выработку инженерных решений, оказывающих непосредственное влияние на качественно-количественные показатели процесса обогащения и рациональное использование мощностей.
Обоснование характеристик исходного угля. Достоверные характеристики качества и обогатимости углей необходимы при проектировании для обоснованного определения ожидаемых показателей обогащения, выбора оптимальной технологии и режимов по каждому технологическому процессу.
Исходные данные, представляемые заданием на проектирование, за период выполнения проекта и осуществления строительства нередко устаревают, в связи с чем принятые технология и режимы обогащения не являются оптимальными для реального сырья. Расхождения в наибольшей степени выражаются в повышении зольности исходного угля в целом и по классам крупности, а в ряде случаев сказываются на увеличении выхода мелких классов и шламов. Как следствие, при эксплуатации фабрики происходит перераспределение баланса продуктов обогащения, приводящее к перегрузке отдельных аппаратов и транспортных трактов, ускоренному заполнению отвалов и илонакопи-
50
телей, уменьшению производительности фабрики по товарной продукции по сравнению с проектной.
Кроме того, в ряде случаев уже в процессе эксплуатации обнаруживается повышенная размокаемость пород, увеличение содержания минеральных солей в оборотной воде, повышение ее агрессивности, ухудшение фильтруемости шламов и т.д. Этими обстоятельствами определяются характер и объем предшествующих проектированию исследований характеристик угля как объекта обогащения, их прогнозированию и корректировке на реальные производственные условия.
Установлено, что увеличение глубины и масштабов исследования сырья на начальных стадиях проектирования (технико-экономические обоснования, технический проект), внося дополнительную трудоемкость, не устраняет последующих расхождений. В то же время наблюдается значительное сходство фактических характеристик угля вновь построенных фабрик с сырьевыми базами действующих фабрик, обогащающих уголь аналогичной степени метаморфизма, добываемый из близлежащих месторождений. Это позволяет в ряде случаев, не снижая достоверности результатов, хотя бы частично заменить трудоемкие и дорогостоящие исследования сырья обоснованным подбором углей-аналогов и фабрик-прототипов с сопоставимыми качественно-количественными характеристиками и технологией обогащения.
На практике применяют три основных варианта использования аналогов.
I — подбор параллельного аналога. Применяют для трансформации данных геологической разведки в товарную характеристику угля, если отсутствуют результаты непосредственного опробования.
II — подмена угля аналогом. Применяют только в том случае, если имеется явно выраженное соответствие между всеми исходными характеристиками, к которым относят: горно-геологические условия залегания пластов и технологию добычи; марочную принадлежность и назначение угля; зольность горной массы; выход и зольность легких фракций (менее 1500 кг/м3 для угля и менее 1800 кг/м3 для антрацитов) или беспородной массы (фракции плотностью менее 1800 кг/м3 для угля и менее 2000 кг/м3 для антрацита); измельчаемость угля, шламообразование; литологический тип породных примесей; размокаемость пород.
III — корректировка по аналогам, при которой характеристику угля по исследованным пластовым пробам составляют по аналогии со сходным углем для пересчета выходов и зольностей по классам крупности (с учетом измельчения при транспортировке и шламообразования) и повышение общей зольности. В общем виде эта корректировка сводится к следующим операциям (табл. 2.4).
1. Увеличение выхода класса 0—0,5 мм согласно аналогу или с учетом коэффициента шламообразования, который составляет в среднем для марок углей: Г, ГЖ, ОС — 1,75; К, Ж — 2; А, Т — 1,5.
2. Пропорциональное уменьшение выхода класса +13 мм и сохранение (в динамическом равновесии) выхода класса 0,5—13 мм.
3. Повышение зольности класса 0—0,5 мм из расчета привнесения в него частиц с зольностью классов 0,5—13 и +13 мм пропорционально их содержанию в исходном угле.
4. Повышение зольности класса 0,5—13 мм вследствие замены перешедшего в мелочь угля со своей зольностью равным количеством угля, поступившего от переизмельчения, с зольностью класса +13 мм.
Если, согласно аналогу, необходимо скорректировать зольность данного угля, то это выполняют при условии, что повышение общей зольности на 1%
51
Таблица 2.4
Порядок корректировки гранулометрического состава угля
Класс, мм Параметр Исходные значения Уменьшение Увеличение Скорректированные значения
13 Выход VI Ду1=Ду3 — У!-ДУ1
Зольность / А1 / А1 — 4
0,5—13 Выход Зольность 72 4 ДУ2 4 a V2 Ду, -V2 + V3 По балансу У2-Ду2 + дГх 72 х —-— Y2 + Y3
0—0,5 Выход Зольность 73 4 Д,УЗ = "У3^ш или по аналогу По балансу УЗ+АУЗ
Примечание. Кш — коэффициент шламообразования.
приводит к повышению зольности всех классов крупности, в общем случае: класса +13 мм — на 1,2 %, 0,5—13 мм — на 0,9%, 0—0,5 мм — на 0,8%. В фракционном составе это учитывается соответствующим увеличением содержания тяжелых фракций с их неизменной зольностью.
Принцип параллельного аналога может распространяться (без ущерба для проектных решений) не только на характеристику исходного угля, но и на основные качественно-количественные показатели, режимные параметры процессов обогащения и качество получаемых продуктов. При этом аналогом является обогатительная фабрика, которая может служить прототипом для проектируемого предприятия.
Для выбора обогатительной фабрики-прототипа необходимо прежде всего, чтобы перерабатываемый на ней уголь мог быть аналогом угля, составляющего сырьевую базу проектируемой фабрики. Кроме того, прототип должен иметь принципиальную технологическую схему, отвечающую заданию на проектирование и позволяющую получить продукты заданного ассортимента и качества из угля проектируемой фабрики.
Фабрика-прототип должна допускать возможность проведения на ней опытно-промышленного обогащения нового угля, если в нем будут выявлены какие-либо аномальные особенности качества, состава и свойств.
Использование аналогов и прототипа позволяет:
существенно снизить трудоемкость и сократить продолжительность работ по подготовке исходных данных для технологического проектирования;
обоснованно корректировать расчетные качественно-количественные характеристики с учетом практических условий;
использовать для проектирования показатели точности разделения и взаимного засорения продуктов, подтвержденные в практических условиях;
устанавливать удельные производительность оборудования, расходы воды, реагентов, флокулянтов — по аналогии с действующим прототипом;
52
прогнозировать изменение гранулометрического состава угля в результате его измельчения и шламообразования;
принимать с достаточной для практики достоверностью параметры, требующие для их непосредственного определения сложных и длительных во времени исследований (возможная степень загрязнения оборотной воды при данной технологии, абразивное воздействие на оборудование, ряд специальных параметров для проектирования сушильных установок и систем пылеулавливания).
Таким образом, на ранних стадиях проектирования применение аналогов и прототипов менее трудоемко и может представлять более достоверные данные по сравнению с результатами предварительного исследования углей, составляющих сырьевую базу проектируемой фабрики.
На стадии рабочего проектирования уточнение технологических схем, параметров и режимов требует непосредственной эксперементальной проверки, для чего проводится отбор эксплуатационных проб углей на шахтах, входящих в сырьевую базу проектируемой фабрики. Выполняются по стандартным методикам ситовые и фракционные анализы, оценивается обогатимость. Измельчаемость, шламообразование, флотируемость шламов, фильтруемость флотоконцентрата, флокулируемость и осаждаемость илов (отходов флотации) определяются лабораторными методами. Результаты используют для уточнения и корректировки принятых ранее проектных решений.
В тех случаях, когда проектируется предприятие для обогащения углей новых неосвоенных месторождений с наличием специфических особенностей качества и свойств или ставится задача получить нетрадиционный ассортимент товарных продуктов, возникает необходимость в проведении опытнопромышленного обогащения представительной партии угля на действующей фабрике, технология которой может служить прототипом проектируемого объекта. Тогда получают непосредственно практические балансы продуктов, но схема и режимы разделения на действующем предприятии могут быть неоптимальными для исследуемого сырья и поэтому конечные показатели требуют экспертной оценки и уточнения.
Полученные результаты исследований используют для окончательного определения оптимальных схемных решений, режимных параметров по процессам и качественно-количественных показателей обогащения (баланса продуктов обогащения заданного ассортимента и качества).
Обоснование принципиальных технологических решений. Детально методы синтеза, конструирования технологических схем и оптимизации параметров разделения описываются в соответствующих главах.
До применения оптимизационных методов принимают, исходя из заданной номенклатуры продуктов обогащения и конъюнктуры их сбыта, следующие принципиальные решения;
целесообразность полного или частичного выделения сухого необогащен-ного отсева мелких классов угля (антрацита);
применение флотации шламов или отказ от нее — в связи с принятием решения о принципиальной схеме регенерации оборотной воды;
возможность отказа от выпуска товарного промпродукта с целью увеличения выхода концентрата;
рациональное решение способа обработки крупнозернистого шлама (присадка к концентрату или отсеву без обогащения, обогащение совместна с мелким углем, обогащение в отдельном аппарате и т.д.) в зависимости от его выхода и зольности;
53
Таблица 2.5
Характерные пределы нагрузочных параметров
Операция Предпочтительный тип оборудования Параметр
Подготовительная Удельная
классификация: производительность, т/ч • м2
сухая Вибрационный грохот 5—30
мокрая То же 10—50
Гидрогрохот 100—200
Обогащение крупного угля Отсадочные машины Удельная производительность, т/(ч • м )
— 12—25
Тяжелосредные сепараторы Удельная нагрузка, т/(ч • м) (ширина ванны) 50—100
Обогащение мелкого угля Отсадочные машины: Удельная производитель-О ность, т/(ч • м ):
с разделением на два продукта 8—18
с выделением микста 12—20
с выделением товарного промпродукта 6—10
Гидроциклоны Производительность, т/ч —
тяжелосредные 60—150
Обезвоживание мелкого Центрифуги фильтрующие Производительность, т/ч —
концентрата 80—250
Флотация шлама Флотомашины Удельная
механические производительность, т/(ч • м^) — 0,9—1,8
Обезвоживание Вакуум-фильтры дисковые Удельная
флотоконцентрата производительность, т/(ч • м2) — 0,1—0,4
Осветление шламовых вод Радиальные сгустители Удельная производитель-
/без флокулянта\ ' с флокулянтом ' ность, м /(ч • м ):
0,2 0,3
1 " 2
Цилиндроконические 0,25 0,5
сгустители 1,5 5
способ обработки отходов флотации (их складирование в прудах-илонако-пителях или глубокое обезвоживание с отгрузкой на утилизацию или направлением в общий отвал);
другие решения экологического (природоохранного) направления, в том числе: рациональное размещение и способ складирования отходов обогащения на местности (прогрессивны способы складирования с заполнением отрицательных рельефов и последующим покрытием слоем плодородной почвы); создание технологических комплексов для глубокого обезвоживания (подсушки) отходов обогащения и круглогодичной отгрузки их на утилизацию; соору-54
жение установок по переработке отходов в полезную продукцию (строительные материалы — кирпич, аглопорит и др.).
Оптимизация технологических параметров и режимов разделения. Работа по оптимизации параметров и режимов разделения взаимосвязана с выбором рационального для данных условий варианта технологической схемы на основе экономико-математического сравнения альтернативных вариантов.
Для конкретного варианта схемы подлежат оптимизации следующие параметры.
1. Нагрузочные параметры (абсолютная или удельная производительность в час), варьируемые в достаточно широких пределах (табл. 2.5) в зависимости от крупности, обогатимости, зольности поступающего на операцию продукта, концентрации пульпы и т.д.
2. Параметры разделения, к которым относят: граничную крупность — для процессов классификации; граничную плотность фракций — для гравитационного обогащения; предельную зольность продуктов — для флотации; концентрацию твердого — для сгущения шламов; влажность основного продукта — для обезвоживания.
Параметры разделения оптимизируют одним из известных методов по условию максимального выхода концентрата с зольностью не выше заданной.
3. Расход технической и оборотной воды, утяжелителя, флотационных реагентов, флокулянтов, а также (в случае необходимости) других веществ, например пептизаторов, ПАВ, профилактических противосмерзающих и противоэрозионных покрытий и т.д.
Оптимальные расходные характеристики для каждого агента устанавливают на основе аналогов или средних статистических норм, определяемых на единицу перерабатываемого материала (на 1 т угля или 1 м3 пульпы), с учетом характеристик угля и класса применяемых веществ. Конкретные значения расхода флотореагентов и флокулянтов уточняют экспериментальным путем.
Глава 3
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОБОГАЩЕНИЯ УГЛЕЙ
3.1. Факторы, определяющие структуру технологических схем
Технологические операции-элементы технологической схемы. Технологическая схема обогащения угля представляет собой графически изображенную совокупность соединенных транспортными связями операций по обработке угля и получаемых при этом продуктов.
Современные технологические схемы должны обеспечивать:
получение товарной продукции заданной номенклатуры и качества;
соблюдение экологических требований в районе размещения обогатительной фабрики;
экономическую эффективность функционирования обогатительной фабрики.
Основными факторами, определяющими структуру технологических схем обогащения, являются свойства обогащаемого угля и качество товарных продуктов.
В зависимости от обогатимости и гранулометрического состава углей сырьевой базы фабрики и требований к качеству продуктов обогащения выбираются методы обогащения, т.е. основные операции. Наибольшее распространение из них имеют тяжелосредное обогащение (как правило в магнетитовой суспензии), гидравлическая отсадка и флотация. В отдельных случаях применяется обогащение в воздушном потоке, противоточная гидравлическая сепарация, центробежное обогащение в водной среде, обогащение на концентрационных столах.
Выбор основных операций в значительной степени определяется вспомогательными процессами по обработке продуктов обогащения при доведении их качества до заданных кондиций (главным образом по крупности и влажности).
Тяжелосредное обогащение осуществляется в тяжелосредных сепараторах и циклонах.
Верхний предел крупности углей, обогащаемых в тяжелосредных сепараторах, равен 300 мм, нижний — 10 мм, а в отдельных случаях — 6 мм (ЦОФ "Гуковская", антрацит).
Диапазон крупности углей, эффективно обогащаемых в тяжелосредных циклонах, составляет 0,2(0,15) мм — 25(40) мм.
Обогащение в отсадочных машинах осуществляется в основном двумя машинными классами: крупным (допускаемый предел обогащения от 8 до 100— 150 мм) и мелким (предел обогащения 0,5—16,0 мм для каменных углей и 1,0— 15,0 мм для антрацита). При высокой трудности обогащения исходного материала нижний предел крупности эффективного обогащения увеличивается до 0,8—1,0 мм для каменных углей и до 2—3 мм для антрацита.
Флотация применяется для шламов с верхним пределом крупности 0,5 мм. Следует отметить, что в связи с высокой стоимостью этого процесса приходится снижать верхний предел крупности до 0,3 мм и менее.
Для обогащения крупнозернистых, от 0,5 до (2)3 мм шламов применяют гидроциклоны, спиральные сепараторы и концентрационные столы (в основном, в зарубежной практике).
56
Пневматические сепараторы используются при обогащении буры* углей с верхним пределом крупности 75(100) мм.
Технологические схемы обогащения могут включать следующие операции:
1) прием угля, поставляемого конвейерным транспортом, в автосамосвалах и железнодорожных вагонах, в том числе и саморазгружающихся. В зависимости от вида транспорта, применяются различные углеприемные устройства;
2) предварительная классификация угля, поступившего на фабрику, осуществляется по крупности 100(150; 200) мм на стационарных грохотах (колосниковые решетки), грохотах с плоской подвижной просеивающей поверхностью, грохотах цилиндрического типа. При значительной разнице в прочности угля и вмещающих пород (не менее чем в 2 раза) могут применяться машины избирательного дробления;
3) удаление посторонних предметов (дерево, металл) и негабаритных кусков угля и породы из надрешетного продукта предварительной классификации — с использованием специальных конвейерных лент, грохотов, железоотдели-телей;
4) дробление надрешетного продукта до крупности, соответствующей принятому по технологии верхнему пределу крупности обогащаемого угля (как правило в щековых или зубчатых валковых дробилках);
5) объединение дробленого продукта с подрешетным продуктом предварительной классификации, с последующим складированием смеси в усредни-тельно-аккумулирующих емкостях бункерного, полубункерного, напольного типа;
6) подготовительная классификация рядового угля на машинные классы производится на грохотах с плоской, дуговой и цилиндро-конической подвижной и неподвижной рабочей поверхностью, а также в гидроклассифика-ционных устройствах. В этой операции происходит подготовка двух или трех машинных классов для гравитационного, центробежного и флотационного обогащения;
7) обогащение крупного и мелкого машинных классов, как правило, крупнее 0,5 мм — в тяжелосредных сепараторах, отсадочных машинах, тяжело-средных циклонах, пневматических сепараторах;
8) механическое обезвоживание продуктов обогащения крупного и мелкого машинных классов: на грохотах, в элеваторах и центрифугах;
9) выделение и обработка крупнозернистых шламов с использованием гидроклассификаторов, гидроциклонов, концентрационных столов, спиральных сепараторов, вакуум-фильтров, центрифуг;
10) обработка шламовых вод, включая флотацию и обезвоживание получаемых продуктов;
11) термическая сушка продуктов обогащения;
12) складирование и отгрузка продуктов и отходов обогащения.
Углеподготовка. Операции с первой по пятую включительно обычно называют углеподготовительными, поскольку они полностью завершают подготовку угля к обогащению, а наличие склада обогащаемого угля позволяет осуществить, работу фабрики в части схемы с основными и последующими операциями во временном режиме, не зависящем от времени поставки обогащаемого угля.
Принципиальная технологическая схема углеподготовки, применяемая на большинстве углеобогатительных фабрик Российской Федерации, приведена на рис. 3.1, а. Такая схема предполагает дальнейшую классификацию угля на три машинных класса (крупный, мелкий, шлам), для последующего обогащения, либо с целью выделения товарного отсева.
57
сю
а) Горная масса б) Горная масса в) Горная масса
классификация классификация классификация
в усреднительно- аккумулирующие емкости
Рис.3.1. Принципиальные схемы углеподготовки
а) наиболее распространенные на фабриках Российской Федерации; б) действующая на ОФ разреза "Нерюнгринский"; в) действующая на ОФ ш. "Ное Монополь" (Германия)
В ряде случаев углеподготовка обеспечивает верхний предел крупности обогащаемого угля, исключающий применение операции обогащения крупного машинного класса. Примером такого решения может быть схема углеподго-товки ОФ разреза "Нерюнгринский" (рис. 3.1,6). Здесь применены три стадии дробления: крупного, до 200 мм, в щековых дробилках; среднего, до 100 мм, в валковых зубчатых дробилках и мелкого, до 30 мм, в конусных дробилках.
Широкое распространение в последние годы, особенно на фабриках Германии, получило удаление породы в тяжелосредных сепараторах или отсадочных машинах с подвижным решетом из крупного (25(40) мм) угля до поступления его в усреднительно-аккумулирующие емкости. В частности, такая схема угле-подготовки применяется на ОФ шахты "Ной Монополь" (рис. 3.1, в).
При высоком содержании породы в обогащаемом угле, которая, как правило, концентрируется в крупных классах, применение схем типа 3.1, а и 3.1, б приводит к повышению зольности мелких классов, что вызывает рост затрат на обогащение за счет увеличения нагрузки на флотацию, на операции по обезвоживанию флотоконцентрата и обработке флотоотходов, на сушку продуктов обогащения. Поэтому предварительную классификацию в схеме 3.1, а следует проводить по максимальной крупности, которую обеспечивает характеристика оборудования, принятого для обогащения крупного машинного класса.
Использование схемы типа 3.1, б должно быть тщательно обосновано путем технико-экономического сравнения с другими вариантами решений.
Удаление из обогащаемого угля крупной породы без ее дробления, как это показано на схеме 3.1, в, позволяет исключить недостатки двух предыдущих схем. Кроме того, использование такой схемы обеспечивает сокращение абразивного износа оборудования и расхода воды на подготовительной классификации.
Подготовительная классификация. Подготовительная классификация обычно разделяется на две стадии (рис. 3.2).
При выделении товарного отсева без обогащения на первой стадии выделяется сухой отсев, на второй — осуществляется контрольная мокрая классификация сухого надрешетного продукта. Надрешетный продукт мокрой классификации направляется на обогащение одним машинным классом (например, 25—100 мм), либо на дальнейшую классификацию для получения двух машинных классов (например, 25—100 и 6—25 мм), подрешетный — на обезвоживание. Возможно также его обесшламливание с последующим обогащением обесшламленного материала.
Подготовительная классификация на фабриках, не выделяющих сухой отсев, обычно осуществляется по принципиальной схеме, представленной на рис. 3.3. Здесь также предусматривается две стадии.
На операцию из усреднительно-аккумулирующего склада поступает уголь, верхний предел крупности которого в большинстве случаев составляет 100 мм. Разделение производят в основном по 13 мм. Надрешетный продукт подается на обогащение, подрешетный — на обесшламливание, в большинстве случаев по граничной крупности 0,5 мм.
Возможны такие решения схемы, когда подготовительная классификация осуществляется на одном аппарате — двухситном грохоте.
Трудности подготовительной классификации, особенно в схемах с выделением товарного отсева без обогащения, возникают при повышенной влажности горной массы и наличии в ней размокаемых пород. Для этих случаев при сухом рассеве наибольшей технологической эффективностью обладают шне-
59
Мокрая классификация
0—6(13; 25)
на обогащение
+6(13; 25) у „ либо классификацию
* на машинные классы
на обезвоживание
либо обесшламли-
вание
Ряс. 3.2. Принципиальная схема подготовительной классификации с выделением сухого отсева
мокрая классификация
Уголь из усредни-тельно-аккумули-рующей емкости
13(25)—100
0—100 __
Г
обесшламливаняе
0—13(25) ’
на обо-
гащение
обогащение
на обработку шламовых вод
Рис. 3.3. Принципиальная схема подготовительной классификации без выделения сухого отсева
ковые грохоты типа ГШ, которые успешно эксплуатируются на ГОФ "Капитальная" (Интауголь).
При подготовительной классификации с целью повышения эффективности разделения используется брызгальная вода. Ее расход в зависимости от методов обогащения составляет 30—35% в общем технологическом водопотреб-лении фабрик, что существенно отражается на нагрузке в водно-шламовые системы. Для сокращения расхода воды на ЦОФ "Гуковская" осуществляют 60
Л
Уголь крупного машинного класса
обогащение
отходы микст
кондиционная суспензия
в процесс
Рис. 3.4. Схема двухстадиального трехпродуктового тяжелосредного обогащения крупного угля от большей плотности к меньшей
мокрую классификацию без брызгальной воды с предварительным смачиванием поступающего на классификационные грохота материала в специальном аппарате, конструкция которого сходна с конструкцией тяжелосредных сепараторов. Такое решение позволило сократить расход воды на операции в 15 раз.
Использование того или иного способа обесшламливания (ситового и гидравлического) определяет качественный состав твердой фазы шламовой воды, что отражается на построении водно-шламовой схемы фабрики.
61
суспензия в процесс
Рис. 3.5. Схема двухстадиального трехпродуктового тяжелосредного обогащения крупного угля от меньшей плотности к большей
Обогащение машинных классов угля. На фабриках, обогащающих все классы крупности, обогащение, как правило, производится тремя машинными классами, включая флотацию шлама, являющуюся элементом системы обработки шламовых вод.
Как уже было отмечено, исключение в Российской Федерации составляет ОФ разреза "Нерюнгринский", где после обесшламливания получают два машинных класса: 0,5—30 мм, обогащаемый в тяжелосредных циклонах, и 0— 0,5 мм, который направляется на флотацию.
Крупный машинный класс обогащается с разделением на два или на три продукта. При использовании отсадочных машин трехпродуктовое обогащение производится в одном аппарате. При тяжелосредном разделении для этой цели применяются два сепаратора. В этом случае обогащение происходит в две стадии и может производиться от большей плотности к меньшей и наоборот. Выделение отходов обогащения в первой стадии предпочтительно применять для углей, содержащих до 50% фракций, плотность которых меньше плотности разделения, и при наличии размокаемых вмещающих пород (рис. 3.4). В ос-
62
Уголь мелкого машинного класса
концентрат
обогащение
отходы
промпродукт f
обезвоживание
1-я стадия обезвоживания
1-я стадия обезвоживания
в процесс регенерацию
Рис. 3.6. Схема одностадиального трехпродуктового тяжелосредного обогащения мелкого угля
тальных случаях применяется схема обогащения от меньшей плотности к большей (рис. 3.5).
Обогащение мелкого (как правило, в диапазоне крупности от 0,5 до 13 мм) машинного класса производят в отсадочных машинах или в тяжелосредных циклонах, в зависимости от обогатимости исходного угля. При этом, как и для крупного машинного класса, здесь возможно разделение на два и три продукта. В последнем случае при использовании тяжелосредных циклонов. В отличие от тяжелосредного обогащения крупного угля, могут быть применены два двухпродуктовых или один трехпродуктовый аппарат. При использовании трехпродуктовых тяжелосредных циклонов существенно сокращается количество единиц оборудования, задействованного на обработке мелкого машинного класса, по сравнению со схемой двухстадиального обогащения в последовательно расположенных двухпродуктовых циклонах. Однако следует иметь в виду достаточно жесткую зависимость между плотностями, по которым происходит выделение тяжелого и легкого продуктов. Схему с трехпродуктовыми циклонами можно применять, если разница между этими плотностями соответствует фракционному составу обогащаемого угля.
Схемы трехпродуктового разделения в одном и двух аппаратах показаны на рис. 3.6 и 3.7. При этом на рис. 3.6 показана схема с разделением от меньшей плотности к большей. Возможен и обратный порядок. Выбор плотности разделения для первой и второй стадий обогащения мелкого угля основывается на тех же условиях, которые учитываются для крупного машинного класса.
Пневматическое обогащение применяется, как правило, для бурых углей и осуществляется, в соответствии с паспортными данными сепараторов, одним машинным классом 13—75 мм. Имеется опыт обогащения неклассифицированного угля с верхним пределом крупности 75 мм на фабриках объединения "Тулауголь”. В этом случае с удовлетворительной эффективностью обогащается и класс 6—13 мм.
63
л
обогащение
Уголь мелкого машинного класса
концентрат
1-я стадия . обезвоживания сброс суспензии
Рис. 3.7. Схема двухстадиального трехпродуктового тяжелосредного обогащения мелкого угля от меньшей плотности к большей
Механическое обезвоживание продуктов обогащения машинных классов угля. Схемы механического обезвоживания продуктов обогащения мелкого и крупного машинных классов угля достаточно просты и в зависимости от крупности предусматривают предварительный сброс воды (на плоских, дуговых или цилиндроконических ситах), обезвоживание в элеваторах, на грохотах или в фильтрующих центрифугах.
Для случаев тяжелосредного обогащения первая стадия обезвоживания продуктов обогащения мелкого угля и обезвоживание продуктов обогащения крупного угля осуществляются одновременно с отмывкой утяжелителя. Соответствующие схемы (без операции сброса суспензии) показаны на рис. 3.4—3.7.
При отсадке крупного угля обезвоженные промпродукт и отходы получают непосредственно в элеваторах отсадочных машин. Крупный концентрат с порога машин подается как правило на плоские сита предварительного сброса воды и далее на грохоты.
Относительно более сложными являются схемы обезвоживания продуктов отсадки мелкого угля.
64
Рис. 3.8. Схема обезвоживания мелкого концентрата с применением грохотов и багер-зумпфов
После обезвоживания в элеваторах на ряде фабрик отходы поступают на грохоты, промпродукт в большинстве случаев — на грохоты и в фильтрующие центрифуги.
Далее рассмотрены схемы обезвоживания мелкого концентрата.
Наиболее распространенной является схема, предусматривающая три последовательные операции: сброс воды на плоском, дуговом или цилиндроконическом сите, обезвоживание на грохоте и в фильтрующей центрифуге.
Все чаще применяются схемы обезвоживания, где используется сочетание багер-элеваторов (1-я стадия) и центрифуг (2-я стадия).
Имеются схемы с одновременным использованием грохотов и багер-элеваторов (рис. 3.8). По такой схеме работает, например, ГОФ "Нагольчанская" (Украина), где после обезвоживания на грохоте получают товарный концентрат 6—13 мм, а подрешетный продукт направляют в багер-зумпф. Осадок из багер-зумпфа поступает на обезвоживание в фильтрующую центрифугу, слив совместно с фугатом — в систему шламовых вод.
Обработка шламовых вод. Совокупность операций по обработке шламовых вод и технологических связей между ними часто называют водно-шламовыми системами углеобогатительных фабрик — это самые сложные элементы технологии обогащения. Водно-шламовые системы предназначены для улавливания из шламовой воды угольной мелочи, обеспечения водой технологических процессов, сокращения расхода воды из наружных источников и предотвращения сброса промышленных стоков за пределы промплощадки фабрики.
Сложность задач, возникающих при обработке шламовых вод (наличие большого количества машин и аппаратов для реализации водно-шламовых процессов и различие в свойствах обрабатываемых шламов), приводит к тому, что даже на фабриках с аналогичными процессами обогащения и номенклатурой товарной продукции схемы обработки шламовых вод построены по-разному. Так, на 18 фабриках, имеющих отсадку и флотацию и выделяющих промпродукт, выявлено от 4 до 10 операций по обработке шламовой воды (без учета наружных сооружений); на 7 фабриках, работающих без выделения промпродукта, — от 3 до 12 операций; на 10 фабриках с тяжелосредной сепа-
3. Техника и технология...
65
рацией, отсадкой и флотацией — от 4 до 8. Такой же разброс наблюдается и в трудоемкости обработки шламовых вод: на фабриках, обогащающих все классы крупности, она колеблется от 1 до 6, выделяющих отсев — от одного до двух человек на 1000 т рядового угля в сутки.
Основными факторами, влияющими на степень сложности водно-шламовой схемы, являются:
эффективность извлечения шлама в надрешетные продукты (осадок) в операциях, после которых шламовая вода поступает в водно-шламовую систему;
назначение товарной продукции, ее качество, минеральный и гранулометрический состав шлама;
эффективность извлечения шлама и продуктов его разделения в обезвоженные продукты аппаратов водно-шламовой системы;
расход воды для технологических процессов, связанных с переработкой угля на фабриках.
Технологическими источниками нагрузки на водно-шламовую систему являются шламовые воды от дешламации при подготовке машинных классов, от обезвоживания продуктов обогащения и от регенерации магнетитовой суспензии (хвосты магнитной сепарации).
При наличии на фабрике флотационного обогащения на структуру водношламовой Схемы особое влияние оказывает содержание зерен нефлотируемой крупности (более 0,5 мм) в шламовой воде, поступающей в водно-шламовую систему. Для улавливания этих зерен предусматриваются специальные операции. Чаще всего выделенный ими шлам вновь направляется в какую-либо технологическую операцию фабрики (например, на мокрую подготовительную классификацию), поскольку его зольность не удовлетворяет требованиям к качеству товарного концентрата. Использование же его в качестве промпро-дукта приводит к большим потерям легких фракций. Качество зернистых шламов улучшается в схемах, где для обесшламливания мелкого машинного класса применяется не ситовая, а гидравлическая классификация.
На зарубежных фабриках иногда обогащение зернистых шламов производится на концентрационных столах, а в последнее время для этой цели используются спиральные сепараторы.
Циркуляция крупнозернистых шламов — один из основных источников образования мелких и тонких частиц, что приводит к их накоплению в системе шламовых вод и, как следствие, к ухудшению процессов обесшламливания. обогащения и обезвоживания.
Если обогащаемый уголь содержит размокаемые вмещающие породы, в обезвоживаемом шламе содержится большее количество илистых частиц, что отрицательно сказывается на процессах обезвоживания. В частности, происходит замазывание фильтровальной ткани и, как следствие, снижение производительности фильтров, а при обезвоживании в осадительных центрифугах уносится большое количество твердой фазы с фугатом.
Установлено, что для нормальной работы технологической системы обогащения угля содержание твердой фазы, представленной в основном илами, в воде, используемой в технологических целях, не должно превышать 50 кг/м3. Для углистых шламов этот предел может быть увеличен в 1,5—2,0 раза. Поэтому с увеличением количества илистых частиц в шламе возникает необходимость в более полной очистке шламовой воды. Наибольший технологический эффект выделения илистых частиц и удаление их из системы шламовых вод достигается в схемах с использованием флотации.
При накоплении шлама в системе шламовых вод в схемах, где для повторного использования направляются сливы сгустительно-осветлительных
66
устройств, не обеспечивающих стопроцентное осаждение шлама, меняется его гранулометрический состав в сторону увеличения тонких частиц. Например, расчеты, выполненные для одной из фабрик, показали, что в твердой фазе шламовой воды, поступающей в водно-шламовую систему с подрешетными водами, в начальный момент работы фабрики содержалось 61,8% класса 0— 0,5 мм, а после установления равновесной концентрации твердого — 90%.
Рассмотрев факторы, влияющие на структуру схем обработки шламовых вод, можно сформулировать следующие основные принципы:
1. Обеспечение высокой эффективности операции обесшламливания мелкого машинного класса по предупреждению попадания в шламовую воду высокозольных зернистых шламов. Это может быть достигнуто использованием гидроклассификации, например, в багер-зумпфах.
2. Применение флотации в процессах очистки воды, предназначенной для повторного использования, с целью повышения степени извлечения в концентрат угольных зерен и эффективности улавливания самых тонких частиц твердой фазы.
При обогащении коксуемых углей, обеспечивающем получение низкозольного концентрата, необходимость флотации всего шлама, поступающего в водно-шламовую систему, не вызывает сомнения. В этом случае флотация обеспечивает как извлечение из шлама ценных компонентов (увеличение выхода концентрата), так и повышение эффективности очистки воды в последующих процессах водно-шламовой системы.
Количество шлама, направляемого на флотацию при обогащении энергетических углей, должно определяться с учетом требований к качеству концентрата и разницы в эффективности операций по обработке рядового шлама и продуктов флотации.
3. Сокращение времени контакта с водой обогащаемого угля и продуктов обогащения для уменьшения образования илистых частиц от размокания породы. Одним из способов достижения этой цели является сокращение объема емкостей для шламовых вод.
4. Предотвращение накапливания в оборотной воде самых тонких шламов, снижающих эффективность процессов разделения, — за счет исключения из водно-шламовой системы сгустительно-осветлительных устройств, слив которых направляется для повторного использования и которые не обеспечивают при этом полного извлечения твердой фазы в осадок (сгущенный продукт).
5. Повышение эффективности извлечения шлама и продуктов его разделения в обезвоженные продукты при очистке шламовой воды для сокращения числа операций по ее обработке. Для этого необходимо использовать оборудование в строгом соответствии его возможностей характеристикам обезвоживаемых продуктов.
6. Сокращение расхода воды при обогащении крупного и мелкого угля для уменьшения нагрузок на водно-шламовую систему — достигается рациональной компоновкой машин и оборудования, выделением крупной породы до аккумуляции обогащаемых углей.
7. Замыкание водно-шламового цикла без выпуска промышленных стоков за пределы промплощадки фабрики с целью предотвращения вредных экологических воздействий на природу — за счет интенсификации процессов осаждения и механического обезвоживания шлама и продуктов его разделения, особенно самых тонких классов.
Несмотря на имеющееся разнообразие технологических схем для решений водно-шламовых систем, они могут быть достаточно четко систематизированы, вписываясь в принципиальную схему обогащения углей, независимо от
67
Рис. 3.9. Принципиальная схема обогащения углей и обработки шламовых вод
/ — блок обогащения крупного и мелкого угля; А, Б и В — варианты обработки крупнозернистых шламов; // — блок регенерации (очистки) шламовой воды
68
конкретных технологических решений каждой операции (рис. 3.9). При этом все технологические схемы представлены в виде двух блоков: обогащения крупного и мелкого угля и регенерации (очистки) шламовой воды.
В первый блок включены процессы подготовительной классификации, обогащения машинных классов и обезвоживания получаемых продуктов. Здесь получают конечные продукты и шламовую воду.
Во втором блоке размещены операции по обработке шламовой воды, в которых получаются конечные продукты и вода для повторного использования (регенерированная вода). Принадлежность технологического процесса или аппарата к блоку регенерации определяется двумя условиями: необходимо, во-первых, чтобы данный процесс был специально предназначен для обработки шламовой воды, и, во-вторых, чтобы очищенная в результате этой обработки вода была направлена для повторного использования.
В принципиальной схеме, приведенной на рис. 3.9, принята следующая терминология:
шламовая вода — водо-угольная суспензия, образованная в результате обработки угля в операциях блока гравитационного обогащения крупного и мелкого угля. Шламовая вода может направляться в блок регенерации полностью или частично;
дешламированная вода — вода, получаемая в результате предварительной регенерации и направляемая для повторного использования, полностью или частично. Содержание твердого в дешламированной воде всегда меньше, а тонких зерен в ее твердой фазе всегда больше, чем в шламовой воде;
осветленная вода — вода, получаемая в результате окончательной регенерации и направляемая для повторного использования;
регенерированная вода — смесь дешламированной и осветленной воды;
оборотная вода — смесь регенерированной и той части шламовой воды, которая направляется для повторного использования без регенерации;
технологическая вода — смесь оборотной и свежей воды, используемой в операциях блока обогащения крупного и мелкого угля;
свежая вода — вода из внешнего источника, добавляемая для компенсации потерь с продуктами обогащения и от испарения;
предварительная регенерация — совокупность операций обработки шламовой воды, в результате которых достигается лишь частичное разделение твердой и жидкой фаз. Примером предварительной регенерации могут служить процессы, осуществляемые в сгустительно-осветлительных аппаратах непрерывного действия (отстойники, сгустители, гидроциклоны, осадительные центрифуги и др.), в слив которых поступает наиболее тонкая часть твердой фазы. Данный процесс может осуществляться в одной, двух или нескольких операциях. Например, если шламовая вода поступает в гидроциклон, сгущенный продукт которого обезвоживается в осадительной центрифуге без применения флокулянта, а слив гидроциклона совместно с фугатом центрифуги направляется для повторного использования, предварительная регенерация реализуется двумя операциями; окончательная регенерация — совокупность операций по обработке шламовой воды, при которых достигается практически полное разделение фаз (коэффициент извлечения твердой фазы в конечные продукты близок к 1). Такой результат может быть получен в сгустительно-осветлительных аппаратах и сооружениях периодического и непрерывного действия, если размер граничного зерна разделения в них меньше размера частиц твердой фазы. Увеличению эффективности разделения способствует использование флокулянтов и снижение удельных нагрузок на сгустительно-осветлительные устройства. Как правило, окончательная регенерация осуществляется в не-
69
Ри. 3.10. Принципиальная схема потоков шламовых вод и твердых продуктов для расчета водно-шламовых схем: Q — количество твердого (сухая масса), т/ч; W — объем чистой воды, м^/ч; о — влажность продуктов, %; Р — содержание твердого, кг/м^
70
скольких операциях. Например, осаждение шлама в сгустителе с применением флокулянта с обезвоживанием сгущенного продукта в фильтр-прессе или весь комплекс операций обработки шламовой воды, начиная с флотации.
В рамках принципиальной технологической схемы (см. рис. 3.9) и принятой терминологии приведен расчет потоков шламовых вод.
Принятые обозначения (рис. 3.10): Q — количество твердого (сухая масса), т/ч; w — влажность продуктов, %; 1¥ — количество чистой воды, м3/ч; Р — содержание (концентрация) твердого, кг/м3.
Уравнения выведены для установившегося режима, когда количества твердого и воды, поступающих на фабрику и выводимых из нее, равны между собой.
При составлении уравнений использованы коэффициенты:
К = W4/W2 — коэффициент регенерации, представляющий отношение объема шламовой воды, направляемой на регенерацию (W4), к общему объему шламовой воды (W2);
а = WfJW^ — коэффициент окончательной регенерации — отношение объема шламовой воды, направляемой непосредственно на окончательную регенерацию (W6), к общему объему регенерируемой шламовой воды.
При расчете количества твердого, переносимого различными потоками, за основу принят поток Qjq — количество шлама в конечных продуктах блока операций по регенерации шламовой воды.
Для установившегося технологического режима
01О = 0исх— 0ь (3.1)
где (2ИСХ — количество обогащаемого угля, т/ч; Q\ — количество конечных продуктов обогащения крупного и мелкого угля, т/ч.
Нагрузка по твердому на операции окончательной регенерации шламовой воды составит:
09 = 01 (/ео, (3.2)
где £0 — коэффициент извлечения твердого в конечные продукты окончательной регенерации, отн. ед.
Поскольку на окончательную регенерацию, кроме шламовой воды, может поступать и сгущенный продукт предварительной регенерации Q%, в общем случае справедливо равенство:
Qg = 06 + 08, (33)
где 06 — количество шлама, поступающего на окончательную регенерацию со шламовой водой, т/ч.
Количество твердого в сгущенном продукте предварительной регенерации зависит от поступающей на нее нагрузки Q$ и коэффициента извлечения твердого в сгущенный продукт этой операции £п:
08 = £.1-05, (3-4)
Потоки шламовой воды, направляемые на предварительную и непосредственно на окончательную регенерацию, характеризуются одинаковым содержанием твердого (см. рис. 3.10). Поэтому для определения количества шлама, непосредственно поступающего на окончательную регенерацию, справедливо равенство, в котором используется коэффициент а:
06 = а 04, (3.5)
где 04 — количество шлама, поступающего на регенерацию, т/ч.
71
Нагрузка на предварительную регенерацию определяется из баланса:
е5=а—а)б4- (з.б)
Из уравнений (3.3) — (3.6) в результате алгебраических преобразований получается равенство
09 = е4[а + (1-а)Еп], (3.7)
а с учетом уравнения (3.2):
<24 =-------------= ~, (3.8)
ео [а + (1 - а) е„]
где (для схем, имеющих предварительную и окончательную регенерацию) коэффициент
Д = а + (1-а)еп. (3.9)
Исходя из физического смысла коэффициента регенерации и учитывая, что содержание твердого в шламовой воде, поступающей и не поступающей на регенерацию, одинаково, получим уравнение для определения количества шлама Q2, выходящего из блока с операциями по обогащению крупного и мелкого угля:
Q2 = QaIK. (3.10)
, Количество циркулирующего шлама с нерегенерируемой шламовой водой
e3 = G2-e4 = G4(i-W; (3.11)
с дешламированной водой предварительной регенерации
е7=е5-е8, 0.12)
а с учетом уравнений (3.4) и (3.6)
e7 = G4(l-a)(l-e„); (3.13)
с осветленной водой окончательной регенерации:
£211 = С?9— £2ю» (3.14)
а после подстановки (?9 из уравнения
Си =Сю(1 -£о)/£о- (3.15)
Преобразовав уравнения (3.4) — (3.6), (3.10), (3.11) и (3.13) с учетом значения Q4 из уравнения (3.8), получим: количество твердого, выходящего со шламовой водой из операций по обогащению крупных и мелких классов
02 = С1<У(^Лео). (3.16)
Количество шлама, циркулирующего со шламовой водой без регенерации,
03 = (l-TOlo/(^eo). (3.17)
Количество шлама, поступающего на предварительную регенерацию,
65 = (1-a)<2io/(Aeo). (3.18)
Количество шлама, поступающего непосредственно на окончательную
72
регенерацию,
С6 = а21(/(Л£о). (3.19)
Количество шлама, циркулирующего с дешламируемой водой,
е7 = (1 - а) (1 - еп)С1О/(Д£о). (3.20)
Количество шлама, поступающего с предварительной на окончательную регенерацию,
С8 = (1-а)Е„С1(/(Аео). (3.21)
Суммарное количество циркулирующего шлама
(213 = (2з + Q1 + (211- (3.22)
После преобразований (3.22) с использованием (3.15), (3.17) и (3.20) получаем
С13 = Сю(77~" !)• ' 0-23)
Таким образом, количество циркулирующего шлама возрастает с уменьшением К (коэффициента, указывающего на долю регенерируемой шламовой воды), А (коэффициента, зависящего от доли регенерируемой шламовой воды, направляемой на предварительную регенерацию и от ее эффективности) и Eq (эффективности окончательной регенерации). В данном случае эффективность принимается как степень извлечения твердого из воды, направляемой для повторного использования. Значения К, А и Eq изменяются в пределах от 0 до 1.
Отсутствие шлама в оборотной воде ((213 - 0) возможно, когда одновременно АГ=1;А = 1и£о=1. Это означает, во-первых, что на регенерацию поступает вся шламовая вода {К = 1), во-вторых, что вся шламовая вода направляется непосредственно на окончательную регенерацию, т.е. предварительная регенерация отсутствует (а = 1) и, в-третьих, что окончательная регенерация обеспечивает полное извлечение шлама в конечные продукты (Eq = 1).
На практике влияние перечисленных факторов общеизвестно. Однако приведенными уравнениями полезно пользоваться при совершенствовании или проектировании водношламовых схем.
В табл. 3.1 приведены формулы расчета твердого, переносимого различными потоками водно-шламовой системы (для а = 1; а = 0 и 0 < а < 1), по отношению к количеству шлама £?9’ направляемого на окончательную регенерацию.
При пользовании этими формулами предварительно определяют <29, а также значения К, а, е„ и Eq.
Величина (29 определяется из (3.2) с учетом (3.1). Количество исходного угля (2исх известно, а количество конечных продуктов обогащения крупного и мелкого угля определяется по грансоставу обогащаемого угля с учетом шламообразования и содержания шламовых частиц (0—0,5 мм) в этих конечных продуктах.
Содержание класса 0—0,5 мм в различных марках угля определяется экспериментально (табл. 3.2.). Экспериментальным путем следует определять и распределение этого класса по продуктам обогащения крупного и мелкого
73
Т а б л и ц a 3.1
Формулы для определения количества шлама, переносимого различными потоками шламовых вод
Поток Характеристика схемы
а = 1 0<а< 1 а = 0
Шламовая вода 09 К 09 КА 09 ЕП X
Нерегенерируемая вода 09 к А Л 1-Х ^ЕП X
Регенерируемая вода 09 09 А 09 еп
Вода, направляемая на предварительную регенерацию — 1-а 09-^- 09 еп
Вода, направляемая непосредственно на окончательную регенерацию 09 <*> А —
Дешламированная вода — (1 -а)(1 - ЕП) е, л • л*1-6"* 09 £п
Сгущенный продукт предварительной регенерации — (1-а)£п » л 09
Вода, направляемая на окончательную регенерацию 09 09 09
Осветленная вода 09(1 - eq) 09(1 -^0) 09(1-4))
Регенерированная вода 09(1~ЕО) Г}..1~40 09 А 09 сп
Оборотная вода 09 „1-ер-А-К 09 А К 1-4) 41 к 09 Еп Г ЬП Л
Т а б л и ц а 3.2
Содержание класса 0—0,5 мм в различных марках углей Донецкого бассейна (по эксплуатационным пробам), %
Марка Пределы колебаний Среднее значение Марка Пределы колебаний Среднее значение
д 1,2—8,8 4,5 ОС 8,3—27,3 11,1
Г 1,9—19,9 6,4 Т 4,2—20,5 12,2
Ж 1,5—19,9 6,3 ПА 3,4—26,4 8,1
к 3,8—19,5 10,8 А 2,8—12,5 6,2
74
Т а б л и ц a 3.3
Распределение шлама по конечным продуктам обогащения на ЦОФ "Чумаковская", %
Продукт Содержание твердого в оборотной воде, кг/м^
300 90
выход зольность выход зольность
Концентрат (крупный и 37,48 8,84 1736 12,05
мелкий)
Концентрат флотации 50,59 8,97 74,37 8,13
Промпродукт 1,78 33,60 1,27 29 ДО
Шлам энергетический 1,65 14,40 — —
Отходы (крупные и мелкие) 1,78 29,80 0,13 41,90
Флотоотходы 6,72 60,66 6,87 65,76
Итого 100,00 13,35 100,00 13,10
угля. С увеличением содержания твердого в оборотной воде доля шлама, оседающего на этих продуктах возрастает. Для подтверждения этого в табл. 3.3 приведены данные по ЦОФ "Чумаковская".
Коэффициент шламообразования Кш определяется как отношение количества вновь образованного шлама к суммарному его количеству:
Кш = (с ~ У ш.и )/^ (3.24)
где уш с — суммарное содержание класса — 0—0,5 мм в продуктах и отходах обогащения по отношению к исходному углю, отн. ед; уши — содержание этого класса в исходном угле, отн. ед.
С учетом (3.24) количество конечных продуктов гравитационного обогащения составит
0-0 {7ши 1 (3-25)
VI Vhcx < г, ’
)
где С\ — содержание частиц размером менее 0,5 мм в продуктах обогащения крупного и мелкого угля.
На основании (3.1), (3.2) и (3.25) определяется количество шлама, которое необходимо направлять на окончательную регенерацию для обеспечения равновесного состояния по твердому технологической системы фабрики (исходный параметр для расчета показателей по формулам, приведенным в табл. 3.1):
Cg=<2«,[i-^!i|. (3.26)
V Лш )
Извлечение твердого в конечные продукты окончательной регенерации находится в пределах 0,90—0,98. Меньшему значению соответствуют схемы с применением флотации в первой стадии окончательной регенерации, когда фильтрат от обезвоживания концентрата используется как оборотная вода. Если же фильтрат направляется на дальнейшую обработку (например, вторая стадия флотации с последующим обезвоживанием продуктов в фильтрпрессах), то следует принимать максимальную величину извлечения. Разуме-
75
Та б л и ц a 3.4
Значения коэффициента шламообразования
Марка угля 7ш.и>% 7ш.с> % Кш, отн. ед.
предел колебаний среднее значение предел колебаний среднее значение предел колебаний среднее значение
Г 5,3—15,0 8,0 13,1—20,0 15,0 0,25—0,60 0,50
Ж 11,9—17,3 14,6 21,7—34,6 26,5 0,37—0,50 0,44
К 12,5—25,7 18,1 18,5—39,8 28,0 0,25—0,41 0,35
ОС 17,0—21,1 19,6 25,8—30,9 28,9 0,30—0,34 0,32
ется, в обоих случаях предполагается использование флокулянтов в сгустительно-осветлительных операциях.
Наиболее точные сведения по шламообразованию получаются в результате специальных исследований на конкретных объектах. В табл. 3.4 приведены данные о шламообразовании углей различных марок Кузбасса и Донбасса.
Относительно других показателей (кроме Qg и ер, использованных в формулах табл. 3.1, следует иметь в виду, что: коэффициент извлечения твердого в сгущенный продукт предварительной регенерации Ел определяется свойствами твердой фазы шламовой воды, концентрацией твердого в ней, характеристикой аппаратов и режимом их работы и находится обычно в пределах 0,50—0,75; коэффициенты К и а принимаются в зависимости от требований к другим параметрам водно-шламовой схемы или обусловливаются какими-либо ограничениями (например, недостаточный фронт предварительной регенерации или флотации).
При расчете объемов различных потоков зашламленной воды и определении содержания твердого в ней учитываются следующие показатели: QB и Qz — количество твердого продукта соответственно влажного и сухого, т/.ч; w — влажность продукта, %; V и W — объемы воды соответственно зашламленной и чистой, м3/ч; Р — содержание твердого в зашламленной воде, кг/м3; р — плотность твердой фазы, кг/м3. '
Основные формулы, связывающие эти показатели, приведены в табл. 3.5.
Сушка, классификация, погрузка продуктов обогащения. Технологические схемы углеобогатительных фабрик Российской Федерации и Ближнего Зарубежья (Украины, Казахстана, Грузии) предусматривают, как правило, следующую номенклатуру товарных продуктов: концентрат и промпродукт при обогащении углей, направляемых на коксование; необогащенный отсев и ширококлассифицированный концентрат для целей энергетики; концентрат, расклассифицированный по крупности, в зависимости от требований потребителей энергетических углей и антрацитов.
Завершающими операциями перед погрузкой товарных продуктов являются термическая сушка для доведения их влажности до требований технических условий, классификация на потребительские сорта крупности, аккумуляция в погрузочных бункерах.
Термическая сушка применяется для мелкого (0—13 мм) концентрата (отсева) и промпродукта и осуществляется в основном в сушильных барабанах или трубах-сушилках. Бывают случаи сушки флотоконцентрата. Такая схема с использованием сушильных барабанов работает на углеобогатительной фаб-76
Т а б л и ц а 3.5
Формулы для расчета характеристик материальных потоков на углеобогатительных фабриках
Поток Расчетные формулы
2в IQOCc 100W
100—w w
Qc
gB(100-w)(i0Q-w)W
100
w
(V-W)P
WpP УР
1000 ’ lOOOfp-P) ’ 1000’
w
100; 100;^— 100;
vb vb L?c + "
pp
100 [1 P(p-1000)+1000p]
V
W+ 1000;^- 1000;
w
QW Qcw v Qc 1ППП (p-P) iooo gc 100 ’ 100-w’ v p 10t)0’
pp
IQOOQc IQOOpQc (100-W) • 1000 -Qc
V ’ lOOOCc + pW’’lOOp-(100-Ю(Р-1000)
рике Череповецкого металлургического завода. При этом найден простой и эффективный способ чистки барабана — за счет периодического пропускания через него крупного концентрата.
На фабрике разреза "Нерюнгринский” для термической сушки концентрата и промпродукта крупностью 0—30 мм используют сушилки кипящего слоя.
Рассев энергетических углей и антрацитов на товарные сорта осуществляется на грохотах.
Подготовленные по влажности и крупности продукты собираются в бункерах, разгрузка из которых осуществляется, как правило, непосредственно в железнодорожные вагоны.
Такие схемы применяются на большинстве углеобогатительных фабрик России и не позволяют оперативно влиять на качество товарных продуктов в соответствии со складывающейся конъюнктурой рынка. Этому условию соответствуют схемы ряда зарубежных фабрик.
Например, в погрузочных бункерах углеобогатительной фабрики шахты "Вальзум" (Германия) аккумулируется десять продуктов, в том числе четыре сорта крупного концентрата, которые грузятся отдельно, после ополаскивания непосредственно перед железнодорожными вагонами.
В случае отсутствия в данный момент потребности на сортовой концентрат он дробится и складируется в отдельный бункер.
77
Ч " fid— 1» 1 *** Нэ а ► ““• £ к.
1 t> —► t> 1 f°^5 *~ а s 1 »•
|| 1 S Т а ""^”~ * »- _ $-Jt
0^ £ J It 1
1 " 1 *ъ
~О- <»> 3>1 „///-► УЦ 5$ «М '*Ц^—1 * <м -►d «» F
4^] "AQJ \ J ь а Т .>
«м ЛГ _ 1 1 1 1 1 4 § о^ <^3 S ► _Ы2~
"*’ Т] 1 ♦ ь. 5} 1 * .41 о. S ► МГ л~
78
> 4a 72 I^xJ “W 5
, f ~т_ s ТГП
— 1 -Ч1ДФН J-0
-i- 4i t Й 4 “к
§ ’ * A 1 ! ®- § и
"v3 * 77 . , Л S§
5 s 4i J
4 L-T- * 1 J 1 jg ~T s -4i -► £
L S "~41 s t ') я lb-lb- IF— 'S j
S3 о о о 1 1 £ ~* tn *✓ 1
-t 4s >- IM
1
79
Кроме того, имеются бункера для других продуктов: мелкого концентрата; смеси отсева и флотоконцентрата; отсева; промпродукта; смеси мелкого концентрата, шлама и отсева.
При проектировании новых фабрик, которые будут работать в условиях рыночной экономики, необходимо учитывать такой опыт оперативного формирования качества товарной продукции, максимально соответствующего меняющимся требованиям потребителей.
3.2. Изображение технологических схем
Технологические схемы обогащения угля изображаются в виде линейных, качественно-количественных схем, а также схем цепи аппаратов фабрики.
Линейная схема включает перечень технологических операций и название исходного и получаемых из него продуктов, в то время как качественноколичественная схема дополняется, как правило, следующими характеристиками: выходами продукта, у, % от исходного угля в сухом весе или в приведенной влаге; производительностью по исходному углю и продуктам, Q, т/ч; зольностью исходного угля и продуктов, Ad, % к сухой массе; влажностью исходного угля и продуктов, WP, % на рабочую массу; концентрацией твердого в шламовой воде, Р, кг/м3; расходом воды, W, м3/ч.
Рис. 3.11. Графические символы оборудования и аппаратов
7 — дробилка щековая; 2 — дробилка конусная; 3 — дробилка двухвалковая; 4 — дробилка одновалковая; 5 — дробилка молотковая; 6 — дробилка роторная; 7 — мельница барабанная; 8 — грохот барабанный (МИД); 9 — грохот типа ГЦЛ; 10 — грохот односитный; 77 — грохот двухсигный; 72 — грохот двухкоробной; 13 — грохот гидравлический; 14 — сито дуговое безнапорное; 75 — сито дуговое напорное; 76 — грохот конусный; 17 — сепаратор колесный тяжелосредный двухпродуктовый; 18 — сепаратор тяжелосредный трехпродуктовый; 79 — сепаратор барабанный тяжелосредный; 20 — отсадочная машина двухступенчатая; 27 — отсадочная машина трехступенчатая; 22 — циклон обогатительный двухпродуктовый; 23 — циклон обогатительный трехпродуктовый; 24 — флотационная машина; 25 — сепаратор гинековый; 26 — сепаратор крутонаклонный; 27 — стол концентрационный; 28 — сепаратор пневматический; 29 — отсадочная машина пневматическая; 30 — желоб моечный; 31 — сепаратор магнитный; 32 — центрифуга фильтрующая вертикальная; 33 — центрифуга фильтрующая горизонтальная; 34 — центрифуга осадительная; 35 — центрифуга осадительно-фильтрующая; 36 — бункер обезвоживающий; 37 — вакуум-фильтр дисковый; 38 — вакуум-фильтр барабанный с наружной фильтрующей поверхностью; 39 — вакуум-фильтр барабанный с внутренней фильтрующей поверхностью; 40 — вакуум-фильтр ленточный; 41 — классификатор гидравлический; 42 — гидроциклон; 43 — отстойник пирамидальный; 44 — сгуститель радиальный с центральным приводом; 45 — сгуститель радиальный с периферическим приводом; 46 — воронка (сгустительная); 47 — сгуститель цилиндро-конический; 48 — фильтр-пресс; 49 — бассейн шламовый; 50 — сборник (зумпф); 57 — делитель пульпы; 52 — дозатор реагентов; 53 — мешалка (контактный чан); 54 — аппарат для кондиционирования пульпы; 55 — пеногаситель; 56 — сушилка барабанная; 57 — труба-сушилка; 58 — сушилка с кипящим слоем; 59 — циклон-пылеуловитель; 60 — пылеуловитель мокрый; 67 — фильтр рукавный; 62 — электрофильтр; 63 — железоотделитель; 64 — воздуходувка; 65 — вакуум-насос; 66 — насос; 67 — задвижка; 68 — кран пробковый; 69 — брызгало; 70 — элеватор; 77 — элеватор обезвоживающий; 72 — смеситель; 73 — конвейер ленточный; 74 — конвейер катучий; 75 — конвейер скребковый; 76 — конвейер пластинчатый; 77 — конвейер (питатель) винтовой; 78 — питатель качающийся; 79 — питатель вибрационный; 80 — питатель дисковый; 81 — вагоноопрокидыватель роторный; 82 — вагоноопрокидыватель боковой; 83 маневровое устройство; 84 — вибратор наклонный; 85 — каток уплотнитель; 86 — весы конвейерные;
87 — весы вагонные; 88 — пробоотборник; 89 — машина проборазделочная
80
00
-13 мм 7= 33 2= 115,5 А4 =35 IV = 13
Рядовой уголь
!т = 100 2 = 350 А4 = 36,7 W = 12,5 Классификация
Обесшламливание
+ 13 мм 7=67 2 = 234,5 (ГИСЛ 72, отверстия сит I А4 = 37,6 ^25и13мм Ж = 12
+ 13 мм 7 = 39,8 2 = 139,3. А4 = 40,6 Обогащение в тяжелых средах
" "1 Отходы
7 = 16,8 2 = 58,8 V а4=77 Обезвоживание
Оборотная вода (на брызгала)
7 = 12.9
2 = 45 А4 =45 Ш = 150 W= 300
(ГИСЛ 72, отверстия сит 13 мм) у = 40,1 2= 140,2
Концентрат Гс^^Тор^Дрюбой” 7 — 43
2 = 80,5 А4 » 14 ''
Обезвоживание
(ГИСЛ 72, отверстия сит 13 н 1 мм)
Концентрат
С = 77
Ал = 133
1V = 11
Кондиционная суспензия в систему
О*--------
Уголь
7 = 54 2= 189 А4 = 29 W = 14,5
IV = 314,0 Обогащение отсадкой
Оборотная
вода 7= 2,1
-13 мм 2 = 7,5
7 = 42,2 А4 = 45
2 = 147,7 Д7= 150
А4 =37,4 IV = 50
IV =364 • — - —О
I
£ S'
(ГИСЛ 72, отверстия сит 13 и 1 мм) 7 = 0,8 у = 16
2 = 2.8 | А4=50
Регенерация магнетита (I стадия)
(ЭБМ-80/250) )
Перелив^
'« Регенерация 1
k g магнетита (П стадия)|
С = 3,5 А“ = 40,6
7 = 16
2 = 56 А4 =78,4
Хвосты
S S
(ЭБМ=80/170) Перед ивф М 7=1.8
J 2 = 6,3
А4 = 36,1
W = 40
Отходы 7 = 6 2 = 21 А4 =73 1V = 4
Отходы 7 = 22 2 = 77 А4 = 76,9 IV = 12
Хвосты
ООК Концентрат 7 = 36,2 2 = 126,7 А4 =31,4 W = 36
7 = 38,5 Q = 134,8 А* =313 Zff = 337 IV = 410
Обезвоживание Концентрат^ 7 = 153 2 = 54,3 А4 = 18,1 W=30 1
Обезвоживание
Багер-зумпф 7= 23 2 = 803 А4 = 403 ДГ =213 IV = 377
(Центрифуга НВ1И-1000) Фугат 7 = 0,5 ч2 = 1-8 J А4=22
W = 10
Концентрат
7= 15
2 = 523
А4 =18
IV = 14
Слив
Сгущенный продукт ч Сгущение
7 = 15, 2 = 55 А4= 38, Iff =26* W = 201 Сгущенный. 4 Сгуще (Нижний радиальный сгуститель), 012 м Слив , 7 = 7,3 2 = 25,5 ине А4 = 45
7= 6,5 2 = 22,8 А4 =24,8 IV =57 , Обезвоживал (ГЦ 6 ие 30) 7=9,2 2 = 32^ А4 = 48 W =150 Сгущ Ш = 130 W = 170 7 = 9.7 2 = 34
(Ленточный фильтр ЛУ 10) . t Обезвоженный шлам Фильтпат _ W = 200 f ение
у=6 7 = °3 2 = 21 2 = 1.8 44 = 2431 А4 =30 ,, IV = 25 W = 50 ▼ Илывш 7=2 2 = ' А4 = W = Баланс продуктов об< (Верхний радиальный сгуститель. 0 I2 >0 Слив У = 7,7 копнтель g = 27 А4 = 45 L , Ш = 150 55,3 IV = 180 20 Оборот >гащения вода ная|
у Продукты Выход, % Зольность, % 7 = io 2 = 52,5 А4 = 45 Zff= 150 IV = 350 И О
Концентрат 22 13,5
Уголь (0-1 Змм) 54 29,1
Отходы 22 76,9
Илы. 2 55,3
Итого (исходный материал). 100 36,7
Рис. 3.12. Качественно-количественная схема обогащения угля
Рядодой
уголь
Рис. 3.13. Схема цепи аппаратов для обогащения угля
1 — грохот сухой классификации; 2 — грохот мокрой классификации; 3 — тяжелосредный сепаратор; 4 — грохоты для обезвоживания продуктов обогащения и отмывки суспензии; 5 — отсадочная машина; 6 — багер-зумпф; 7 — центрифуга; 8 — электромагнитные сепараторы; 9 — радиальные сгустители; 10 — гидроциклон; 11 — ленточный вакуум-фильтр
Схема цепи аппаратов представляет более подробную технологическую схему, где учтены не только технологические, но и вспомогательные (например, транспортные) операции. При этом каждая операция изображается символом, в зависимости от оборудования, ее реализующего.
На рис. 3.11 представлены символы, обычно применяемые для изображения оборудования, которое может быть использовано на углеобогатительных фабриках. Примеры изображения качественно-количественных схем и схем цепи аппаратов представлены соответственно на рис. 3.12 и 3.13.
82
3.3. Классификация технологических схем
В основу классификации приняты два вида признаков, отражающие общие характеристики схем и характеристики основных операций.
Признаки общих характеристик схем. В качестве классификационных признаков общих характеристик технологических схем использованы: нижний предел крупности обогащаемого угля, разделительная среда обогатительных процессов, номенклатура продуктов обогащения, завершенность технологии. По данной классификации обогащаемым считается уголь, направленный в обогатительный аппарат.
Нижний предел крупности обогащаемого угля. По этому признаку различают технологические схемы с обогащением всех классов крупности, с выпуском необогащенного отсева 0—6 мм или 0—13 (25) мм, с нижним пределом крупности обогащаемого угля 0,5 мм.
Схемы с обогащением всех классов крупности, как правило, применяются в тех случаях, когда необходимо получать низкозольный концентрат (основной товарный продукт) при максимальном извлечении горючей массы из отходов обогащения. На фабриках России такие схемы применяются при обогащении коксуемых углей, возможно, с выпуском крупного концентрата в виде сортового топлива.
Кроме того, на фабриках, обогащающих угли с использованием пневматических сепараторов, тоже возможна схема с обогащением всех классов крупности (0—75 мм). Это определяется спецификой процесса, который требует, чтобы в питании сепаратора содержалось до 30% мелкого (0—13 мм) угля, а также гранулометрическим составом обогащаемых углей. Следует однако иметь в виду, что нижний предел крупности углей, эффективно обогащаемых в пневматических сепараторах, составляет 13 мм.
Схема с обогащением всех классов крупности, где применены тяжело-средная сепарция, отсадка и флотация, приведена на рис. 3.14. Подготовительная классификация здесь может осуществляться по 13 (25) мм, что определяется обогатимостью и грансоставом исходного угля и принципиального значения для схемы не имеет.
Использование багер-зумпфа для дешламации мелкого угля и классификации шламов подрешетной воды от обезвоживания крупного и мелкого промпродукта, а также мелких отходов обеспечивает предотвращение попадания в систему шламовых вод зернистых шламов повышенной зольности со сливом багер-зумпфа.
Все шламовые воды (от дешламации мелкого угля и обезвоживания концентратов) проходят две стадии классификации в гидроциклонах, в результате которой выделяется сгущенный продукт, содержащий низкозольный зернистый шлам, и слив, направляемый на флотацию.
Пенный продукт флотации обезвоживается с низкозольным зернистым шламом, далее совместно с мелким концентратом направляется на сушку.
Суспензия отходов флотации сгущается с использованием флокулянта. Получаемый при этом слив возвращается в технологические процессы, а сгущенный продукт обезвоживается в фильтр-прессах. Таким образом обеспечивается замкнутый водно-шламовый цикл без использования наружных сооружений для очистки воды.
Схемы с нижним пределом крупности обогащаемых углей 6 мм и 13 (25) мм применяются в тех случаях, когда угли, крупность которых меньше указанных величин, могут направляться потребителям без обогащения.
83
Рядовой уголь
фильтрат
воборот
флотоотходы
Рис. 3.14. Принципиальная схема с обогащением всех классов крупности
84
Рядовой уголь
Подготовительная классификация
I
Тяжелосреднее обогащение
Дешламация
Обезвоживание
концентрат
Отходы, I Обезвоживание
подре- мапгин-
шетная яый
вода класс
(слив) г——
1 I
Обогащение
концентрат I j
__________Д_________1 v
Рассортировка
хвосты магнит, сепарации
отходы |
концентрат V_____________________
отходы
- 1_________
товарные сорта концентрата
““П флокулянт
Кл: с^фикацм
Обезвоживание
А-------------1
Обезвоживание
сгущенный
Обезвоживание
подрешетная
вода (слив)
концентракт
фугат
концентрат 1 г
• лент. f вакуум-фильтр ** фильтрат кек
Сгущение
Обезвоживание
Сушка
концентрат <
Рис. 3.15. Принципиальная схема с нижним пределом крупности обогащения 6 мм
При обогащении до 6 мм (рис. 3.15) выделяется сухой товарный отсев, а обогащение, как правило, ведется двумя машинными классами 6—13 (25) мм и + 13 (25) мм.
Крупный класс обогащается в тяжелосредных сепараторах, мелкий — отсадкой. Из крупного концентрата для снижения влажности сорта 13—25 мм при обезвоживании выделяется класс 0—13 мм. Он объединяется с концентратом класса 6—13 (25) мм.
85
Рядовой уголь
Обезвоживание Обезвоживание
Рис. 3.16. Принципиальная схема с нижним пределом крупности обогащения 13(25) мм
86
V
грохот
грохот
машинный класс
подрешетная вода i! (слив)
I отходы
сгущен.
| концентрат|
| отходы
Обезвоживание
Обогащение
б/зумпф
концентрат
фугат
концентрат,,
флокулят*
Обезвоживание
Классификация
Сгущение
слив
осадок
слив
слив осадок
Обезвоживание
хвосты “ магнитной сепарации , f
Сушка
подскру-верная вода
лент, в/фильтр фильтрат 1 f
Обезвоживание
фЛтресс
фильтрат
кек ''
воборот
концентрат
Рис. 3.17. Принципиальная схема с нижним пределом крупности обогащения 0,5 мм
Дешламации мелкого угля и первая стадия обезвоживания мелкого концентрата могут быть осуществлены в багер-зумпфах либо на грохотах, а для сгущения шламовых вод использованы гидроциклоны или багер-зумп-фы.
При выборе оборудования следует иметь ввиду, что при большей капиталоемкости багер-зумпфы обеспечивают более высокое извлечение шламов в обезвоживаемые продукты.
Для обезвоживания шлама в качестве основного оборудования используются ленточные вакуум-фильтры. В то же время в схеме целесообразно
87
иметь фильтр-пресс с целью вывода из системы накапливающихся тонкодисперсных шламов.
В случае наличия в сырьевой базе фабрики углей повышенной влажности предусматривается сушка мелкого концентрата и шлама.
На рис. 3.16. приведена схема с нижним пределом обогащения 13 (25) мм. В соответствии с этой схемой обогащение ведется одним машинным классом. Обработка шламовых вод осуществляется с помощью гидроциклонов (или багер-зумпфов), сгустителей и ленточных вакуум-фильтров. Как правило, для такой схемы не требуются фильтр-прессы и сушильные агрегаты.
В случаях, когда уголь класса 0—0,5 мм может отгружаться потребителям без обогащения и хорошо осаждается и обезвоживается в рядовом виде, применяют схемы с нижним пределом обогащения 0,5 мм (рис. 3.17). В отличие от схем с обогащением всех классов крупности (см. рис. 3.14) здесь отсутствует флотация. Полученный после обезвоживания в фильтр-прессах шлам может быть использован, в зависимости от качества, для энергетических целей или в производстве стройматериалов.
Примечание: во всех схемах (см. рис. 3.14—3.17) обезвоживание продуктов тяжелосредного обогащения показано условно. На практике эти продукты, наряду с обезвоживанием отмываются от магнетита, магнетитовая суспензия регенерируется. При этом получают магнетитовый концентрат и шлам (который указан в схемах).
Разделительная среда обогатительных процессов. Аппараты и машины, применяемые в практике углеобогащения, используют три вида разделительной среды: воздух, воду и минеральные суспензии.
Разделение обогащаемого материала в пульсирующем воздушном потоке происходит в пневматических сепараторах. Они применяются для малоценных углей в том случае, когда исходное питание является достаточно сыпучим. Схемы с пневматическими сепараторами требуют относительно меньших затрат, однако и достигаемая при их использовании эффективность разделения невысокая. Как уже было отмечено, при обогащении одним машинным классом достаточно хорошо разделяются угли крупностью более 13 мм.
Разделение в водной среде производится в отсадочных и флотационных машинах. Отсадочные машины, как правило, позволяют обогащать угли всех классов крупности, начиная с 0,5 мм, одним или двумя машинными классами. Сведения об эффективности обогащении разных классов крупности приведены в п. 3.1.1.
Флотация применяется для обогащения углей крупностью менее 0,5 (0,3) мм, предварительно обработанных реагентами, которые увеличивают контраст в смачиваемости водой породных и угольных частиц. Теория и практика флотации представлены в специальном разделе.
Минеральная суспензия как разделительная среда используется в тяжело-средных сепараторах и циклонах. Затраты на реализацию схем с этими аппаратами более высокие, чем для схем с отсадочными машинами. Однако при обогащении труднообогатимых углей и углей с большим количеством крупной породы эти затраты, как правило, окупаются.
Номенклатура продуктов обогащения определяется требованиями потребителей, а также отражает свойства обогащаемого угля. По этому признаку различают следующие варианты схем:
с разделением на два продукта: концентрат и отходы;
с разделением на три продукта: отсев, концентрат и отходы либо концентрат, промпродукт и отходы;
с разделением на четыре и более продукта: два или более сортов крупного
88
концентрата, мелкий концентрат, промпродукт и отходы; крупный концентрат, два сорта мелкого концентрата (для коксования и энергетики) и отходы; несколько сортов концентрата и отходы.
Отходы обогащения в ряде случаев используются как товарный продукт, особенно для планировки местности (например, Кузбасс, Инта), дорожных покрытий (Воркута), производства стройматериалов (Кузбасс, Подмосковье).
Завершенность технологии определяет общий технический уровень фабрики, обеспечиваемый применяемой технологической схемой, по воздействию на окружающую среду (замыкание водно-шламового цикла внутри производственных помещений или с использованием наружных сооружений), по комплексному использованию сырья (доля отходов обогащения, направляемых различным потребителям), по приспособленности к рынку (возможность оперативного изменения качества и номенклатуры товарных продуктов).
Признаки характеристик основных операций. К классификационным признакам характеристик основных операций отнесены технологические решения углеприема, предварительной обработки горной массы, подготовительной классификации, обогащения крупного и мелкого угля, обработки шламовых вод.
Углеприем. Схемы приема угля на фабрику могут предусматривать использование конвейерного транспорта, железнодорожных вагонов (с вагоноопракидывателями и без них), автосамосвалов.
Предварительная обработка горной массы может быть решена следующими вариантами технологических схем: с предварительной классификацией, выборкой посторонних предметов из крупного класса и последующим его дроблением в одну или две стадии. При двух стадиях обеспечивается получение угля для обогащения одним классом крупности (см. рис. 3.1, б):
с предварительной классификацией, выборкой посторонних предметов из крупного класса и последующим его обогащением без подачи в усреднительно-аккумулирующие емкости;
с предварительной классификацией и одновременным удалением посторонних предметов и крупной породы (при использовании машин избирательного дробления).
Подготовительная классификация может быть реализована схемами;
с выделением или без выделения сухого товарного отсева;
с различным количеством машинных классов;
с использованием ситовой и гидравлической классификации при выделении шлама.
Обогащение крупного и мелкого угля осуществляется в схемах, различающихся по количеству обогащаемых классов крупности, количеству продуктов обогащения и виду обогатительных аппаратов.
Обработка шламовых вод производится различными водно-шламовыми схемами, существенно отличающимися друг от друга (см. п. З.1.). Для их систематизации использованы два основных признака (см. рис. 3.9): поточность — по количеству потоков шламовой воды, направляемой в блок регенерации, и стадийность — по количеству стадий обработки каждого из потоков шламовой воды.
По первому признаку могут быть выделены однопоточные, двухпоточные и другие схемы. Количество потоков зависит от степени совмещения операций в блоке регенерации. Если все потоки шламовой воды объединяются до поступления в этот блок, схема однопоточная. Если один поток шламовой
89
Рис. 3.18. Однопоточная одностадиальная водно-шламовая схема ЦОФ "Октябрьская" с частичной регенерацией шламовых вод
1 — отделение гравитационного обогащения; П — отделение регенерации шламовой воды: 1 — свежая вода; 2 — оборотная вода; 3 — технологическая вода; 4 — шламовая вода (слив гидроциклонов от сгущения всех подрешетных вод дешламации и обезвоживания); 5 — флотация; 6 — фильтрование; 7 — отходы флотации; 8 — флотоконцентрат; 9 — кек; 10 — фильтрат; 11 — флокулянт; 12 — осветление в радиальном сгустителе; 13 — обезвоживание в отстойных центрифугах; 14 vt 17 — осветленная вода; 15 — сгущенный продукт; 16 — отходы
воды направляется на операцию осветления суспензии отходов флотации, а другой на флотацию, имеет место двухпоточная схема.
По признаку стадийности классификация схем производится для каждого потока шламовой воды. В соответствии с этим имеются двухстадиальные, комбинированные и одностадиальные схемы.
К двухстадиальным относятся схемы, в которых предусмотрена предварительная и окончательная регенерация. При этом весь поток шламовой воды проходит предварительную регенерацию.
Комбинированные схемы отличаются от двухстадиальных тем, что часть шламовой воды направляется на окончательную регенерацию, минуя предварительную.
В одностадиальных схемах предварительная регенерация отсутствует.
Таким образом, в соответствии с принятыми признаками классификации, водно-шламовая схема фабрики может быть, например, одностадиальной по первому потоку и двухстадиальной — по второму.
По объему шламовой воды, направляемой на регенерацию, могут быть выделены схемы с полной (вся шламовая вода направляется на регенерацию) и частичной (часть шламовой воды используется в обороте без обработки) регенерацией.
Приведенная классификация облегчает анализ водно-шламовых схем и позволяет обоснованно решать вопросы их построения. Так, число потоков, 90
ч
4
5 6 7
Рис. 3.19. Трехпоточная водно-шламовая схема ЦОФ "Беловская" (по двум потокам — одностадиальная, по одному — двухстадиальная)
1 — отделение гравитационного обогащения; П — отделение регенерации шламовой воды; П.1 — предварительная регенерация; П.2 — окончательная регенерация; 1 — свежая вода; 2 — оборотная вода; 3 — технологическая вода; 4 — шламовая вода; 5 — первый поток шламовой воды (от дешламации и обработки крупнозернистых шламов); 6 — третий поток шламовой воды (слив от сгущения подрешетных вод, полученных при дешламации рядового угля и обезвоживания концентратов гравитационного обогащения); 7 — второй поток шламовой воды (от обезвоживания отходов и промпродукта гравитационного обогащения); 8 — сгущение в радиальном сгустителе; 9 — дешламированная вода; 10 — сгущенный продукт; 11 — флотация; 12 — фильтрование; 13 — отходы флотации; 14 — флотоконцентрат; 15 — кек; 16 — фильтрат; 17 — флокулянт; 18 — осветление в радиальном сгустителе; 19 — осветление в наружных отстойниках; 20 и 23 — осветленная вода; 21 — сгущенный продукт; 22 — отходы
направляемых на регенерацию, должно выбираться с учетом различия свойств твердой фазы шламовой воды, получаемых в процессах дешламации мелкого угля и обезвоживания продуктов обогащения, а также требований к качеству продуктов. Например, если при обогащении энергетических углей суммарная зольность отсева и шлама (первичного — от дешламации рядового угля и вторичного — от обезвоживания прудуктов обогащения) такова, что она отве-
91
Рис. 3.20. Однопоточная одностадиальная водно-шламовая схема, рекомендуемая для фабрик Польши, не применяющих флотацию
/ — отделение гравитационного обогащения; // — отделение регенерации шламовой воды; / — свежая вода; 2 — технологическая вода; 3 — оборотная вода; 4 — шламовая вода; 5 — флокулянт; 6 — радиальный сгуститель; 7 — осветленная вода; 8 — сгущенный продукт; 9 — наружный отстойник; 10 — обезвоживающие фильтры; // — осветленная вода; 12 — конечные продукты; 13 — фильтрат
чает требованиям потребителя, целесообразно применять однопоточную схему. Предпочтение трехпоточной схеме может быть отдано при обогащении коксуемых углей в том случае, если в блоке обогащения крупного и мелкого угля достигается высокая эффективность разделения мелких классов (в частности, при использовании тяжелосредных циклонов). Тогда подрешетные воды от дешламации следует направлять на флотацию совместно со шламовой водой от регенерации суспензии, полученной при отмывке от концентрата тяжелосредных циклонов (первый поток), фугаты от обезвоживания концентрата смешивать с пенным продуктом флотации (второй поток), а подрешетные воды от обезвоживания отходов обогащения крупного и мелкого угля — с суспензией отходов флотации (третий поток).
Наиболее эффективными с позиций извлечения из шламовой воды тонкодисперсных классов являются одностадиальные схемы, поскольку предварительная регенерация (двухстадиальные и комбинированные схемы) предопределяет возврат в блок обогащения крупного и мелкого угля дешламированной воды, в твердой фазе которой относительное содержание тонких классов всегда больше, чем в шламе, поступающем на регенерацию.
Строгой закономерности в структуре водно-шламовых схем действующих фабрик не наблюдается. Однако имеется тенденция к одностадиальным схемам с выделением двух-трех потоков шламовой воды. Достаточно широко распространены одностадиальные однопоточные схемы с частичной регенерацией шламовой воды.
Например, на ЦОФ "Октябрьская" (Украина) была применена однопоточная водно-шламовая схема с частичной регенерацией шламовой воды (рис. 3.18). Здесь шламы всех подрешетных вод от дешламации и обезвоживания классифицируются в гидроциклонах (блок обогащения крупного и мелкого угля), сгущенный продукт которых направляется на подготовительную классификацию, часть слива (шламовая вода) используется в обороте, а другая — направляется на регенерацию, включающую флотацию шлама, фильтрование 92
флотоконцентрата, сгущение и обезвоживание суспензии отходов флотации. При использовании в последнем процессе центробежной флокуляции водношламовый цикл замыкается в пределах фабрики.
Иллюстрацией многопоточных водно-шламовых схем может быть водношламовая схема ЦОФ "Беловская" (Кузбасс), которая приведена на рис. 3.19. По этой схеме непосредственно на окончательную регенерацию направляются два потока, один из которых представлен шламовой водой от обезвоживания отходов и промпродукта, другой — от обработки крупнозернистого шлама и частью шламовой воды от дешламации, третий — частью шламовой воды от дешламации и шламовой водой от обезвоживания концентрата. Первый поток объединяется с отходами флотационного обогащения, второй — на флотацию, третий — на предварительную регенерацию в радиальный сгуститель.
По схеме, рекомендуемой в Польше для фабрик, не имеющих флотации (рис. 3.20), вся шламовая вода направляется на регенерацию одним потоком. Регенерация шламовой воды обеспечивается ее осветлением в радиальном сгустителе с применением флокулянта, осаждением шлама в наружном отстойнике и обезвоживанием на вакуум-фильтрах. Фильтрат циркулируется в блоке регенерации. Поэтому достигается практически полное извлечение твердой фазы в конечные продукты регенерации. Таким образом, имеет место одна стадия регенерации — окончательная, а схема однопоточная одностадиальная.
Глава 4
ПОДГОТОВКА УГЛЕЙ К ОБОГАЩЕНИЮ
4.1. Прием и разгрузка
Углеприем и складирование поступающих рядовых углей производится в углеподготовительных отделениях обогатительных фабрик, где выполняется также технологическая операция по подготовке углей перед подачей их в главный корпус фабрики — усреднение с целью получения по возможности однородной по качеству смеси, составленной из углей различных шахт.
Углеприем — первая технологическая операция подготовки угля. На обогатительные фабрики уголь подают в скипах, шахтных вагонетках, железнодорожных вагонах, автомобильным, конвейерным транспортом и по трубопроводам в виде пульп. Технология приема угля состоит из операций по выгрузке угля и загрузке его в приемные ямы (бункера), как правило, вместимостью 120— 180 м3 и более. На участке углеприема производится также отделение металлических и других посторонних предметов и дробление крупных кусков угля до крупности предусмотренной технологией обогащения на данной фабрике.
Система транспортных трактов, число ячеек аккумулирующих бункеров и вместимость угольного склада, входящих в состав углеприемных устройств, должны обеспечивать бесперебойный прием поступающих углей, их усреднение и шихтовку в соответствии с принятой на фабрике технологией.
На современных углеобогатительных фабриках рядовые угли, поступающие в стандартных железнодорожных вагонах, разгружают с помощью вагоноопро-кидывателей. На большинстве старых фабрик углеприемные устройства с ручной разгрузкой реконструированы, а угольные ямы заменены вагоноопро-кидывателями. Ручная выгрузка на фабриках с механизированным углеприе-мом применяется в исключительных случаях — для разгрузки неисправных и нестандартных вагонов.
На углеобогатительных фабриках применяют вагоноопрокидыватели двух типов — роторные и с боковой разгрузкой. Выбор типа вагоноопрокиды-вателя зависит от условий компоновки углеприемных устройств, в частности, от возможности и целесообразности заглубления приемных бункеров.
На рис. 4.1. показано углеприемное устройство с роторными вагоноопро-кидывателями, в которых ось вращения вагона примерно совпадает с продольной осью ротора. Вагон разгружают при его повороте без вертикального перемещения. В этом случае приемные бункера требуют значительного заглубления, что связано с выполнением большого объема земляных работ и неприемлемо при высоком уровне грунтовых вод.
При разгрузке угля вагоноопрокидывателями с боковой разгрузкой вагон поднимается более чем на 4 м над уровнем железнодорожных путей и опорожняется при вращении вокруг оси, расположенной вне вагона. В этом случае углеприемный бункер располагается выше уровня железнодорожных путей и для его сооружения объем земляных работ существенно уменьшается.
Угол поворота вагоноопрокидывателей обоих типов примерно одинаков (170—175°). Однако если для опорожнения роторного вагоноопрокидывателя производится только поворот вагона, то для опорожнения вагоноопрокидывателя с боковой разгрузкой одновременно с поворотом производится подъем груженого вагона, что связано с более высокими энергетическими затратами.
94
Рис. 4.1. Углеприемное устройство с роторными вагоноопрокидывателями и бункером для разгрузки неисправных и не стандартных вагонов яма Для разгрузки неисправных вагонов; 2 — вагоноопрокидыватели; 3 — кран-балка; 4 — ленточные конвейеры; 5 — приемный бункер
1Л
Рис. 4.2. Стационарный роторный вагоноопрокидыватель
1 — ротор; 2 — опорный обод; 3 — роликоопора; 4 — люлька; 5 — механизм опрокидывания
На действующих фабриках установлены в основном роторные вагоноопрокидыватели ВРС-3, предназначенные для разгрузки полувагонов грузоподъемностью 60 и 93 т, а также ВРС-125 — для разгрузки полувагонов той же грузоподъемности и большегрузных вагонов грузоподъемностью 125 т.
Вагоноопрокидыватели с боковой разгрузкой предназначены для разгрузки полувагонов грузоподъемностью 93 и 60 т. Вагоноопрокидыватели этого типа на фабриках применяют значительно реже.
Стационарный роторный вагоноопрокидыватель ВРС (рис. 4.2) состоит из следующих основных узлов: двух роторов 1, четырех опорных ободьев 2, трех спаренных роликоопор 3, платформы с двумя люльками 4 и механизма опрокидывания 5. Торцовые диски роторов соединены между собой мощными продольными балками. На верхних балках приварены упоры для удержания вагона в опрокинутом положении.
Для защиты вагона от деформации упоры в местах прилегания вагона покрыты резиной. Диски роторов своими бандажами опираются на ролико-опоры, установленные на фундаментальной плите вагоноопрокидывателя. Поворот роторов производится двумя приводами, каждый из которых состоит из электродвигателя, редуктора и двух пар зубчатых шестеренных передач.
Подлежащий разгрузке вагон устанавливают на общей платформе с двумя люльками, соединенными продольными швеллерами, к которым пружинными амортизаторами прикреплены четыре привалочных бруса. На привалочных брусьях укреплены также вибраторы, автоматически включающиеся при остановке ротора в крайнем верхнем положении вагона. Приемная платформа подвешивается на восьми рычагах к люлькам. Для фиксации направления при перемещении платформы на концах продольных швеллеров люльки установлены ролики, которые при вращении платформы катятся по специальным пазам в дисках роторов.
В начале вращения роторов приемная платформа вместе с груженым вагоном перемещается к боковой стенке вагоноопрокидывателя до соприкосновения кузова вагона с привалочными брусьями. При дальнейшем повороте роторов вагон относительно них перемещается вниз, при этом борта вагона плавно ложатся на верхние упоры. Если находящийся в вагоне уголь обладает достаточной сыпучестью, то при повороте ротора на 170° вагон полностью опорожняется без всяких дополнительных мер. При влажном материале кузов вагона в опрокинутом положении подвергается вибрации для освобождения его от оставшегося угля.
Технические характеристики типов стационарных роторных вагоноопрокидывателей
ВРС-3 ВРС-125
Грузоподъемность разгружаемых вагонов, т 60; 93 60; 93; 125
Производительность, т/ч 1800; 2793 1600; 2500; 3125
Число циклов в 1 ч 30 30; 20—25
Частота вращения ротора, мин-1 1,38 1,35
Угол поворота, град 170—175 170
Электродвигатель механизма поворота:
мощность, кВт 36x2 48x2
частота вращения, мин-’ 581 581
Масса, т 139,3 220
Год постановки на серийное производство 1968 1970
Изготовитель — Днепропетровский завод металлургичес-
кого оборудования (ДЗМО)
4. Техника и технология...
97
Рис. 4.3. Вагоноопрокидыватель с боковой разгрузкой
1 — амортизирующее устройство; 2 — главный вал; 3 — привод; 4 — люлька; 5 — электродомкрат; 6 — приемная платформа
Основные конструктивные узлы стационарного вагоноопрокидывателя с боковой разгрузкой показаны на рис. 4.3.
Уголь разгружают в расположенный рядом с вагоопрокидывателем углеприемный бункер, верхняя кромка которого находится на 4 м выше уровня железнодорожного пути. Выгрузка угля происходит при повороте вагона вокруг главного вала, установленного на четырех опорах, которые по отношению к головке рельсов подъездных путей приподняты на 4,5 м.
Главный вал состоит из двух сварных труб, к их концам приварены стальные цапфы для опоры на роликовые подшипники. К обеим половинам главного вала, соединенным между собой зубчатой муфтой, крепят крайние и средние несущие опоры. Опоры связаны между собой нижней рамой и верхней балкой. К металлоконструкциям опор прикреплены две люльки, которые служат основанием для размещения приемной платформы. Платформы к
98
люлькам крепят с помощью рычагов. Боковые стороны люлек соединены между собой продольными швеллерами, на которых закреплены четыре при-валочные стенки с пружинными амортизаторами для смягчения удара во время привалки вагона к боковой стенке. Для смягчения удара при опускании вагона на верхнюю привалочную балку в местах соприкосновения с вагоном она покрыта резиновой футеровкой.
На привалочных стенках предусмотрены вибраторы для очистки вагонов от остатков угля, не высыпавшегося при опрокидывании вагона. Для центровки относительно примыкающих железнодорожных путей по краям приемной платформы установлены роликовые упоры, фиксирующие ее положение в горизонтальной плоскости.
Крайние опоры оснащены электродомкратами для принятия нагрузки, возникающей при постановке вагона в вагоноопрокидыватель. Чтобы исключить просыпание материала за пределы бункера, к люльке шарнирно прикреплены три перемещающихся вместе с ней направляющих щита. Вагоноопрокидыватель приводится в движение двумя приводами, каждый из которых состоит из электродвигателя, редуктора и шестеренной пары.
Технические характеристики вагоиоопрокидывателя с боковой разгрузкой
Грузоподъемность разгружаемых вагонов, т.............. 60; 93
Производительность, т/ч............................... 1500—1800
Число циклов в 1 ч.................................... 25—20
Частота вращения ротора, мин-1 ................................. 0,71
Угол поворота, градус................................. 170—175
Электродвигатель механизма поворота: мощность, кВт ........................................ 100 х 2
частота вращения, мин-1 ......................................... 584
Год постановки на серийное производство......................... 1968
Изготовитель — Днепропетровский завод металлургического оборудования
Наряду с преимуществом вагоиоопрокидывателя с боковой разгрузкой, заключающемся в основном в меньшем объеме строительных работ и, следовательно, меньших капитальных затратах, необходимых для его сооружения, имеется ряд недостатков (по сравнению с роторными вагоноопрокидывате-лями):
его производительность при одной и той же грузоподъемности разгружаемых вагонов на 20—30% ниже, он менее универсален, так как не приспособлен для разгрузки большегрузных вагонов (125 т);
он имеет более высокую металлоемкость и требует большего расхода электроэнергии. Два последних недостатка связаны с необходимостью подъема вагона при его разгрузке и, следовательно, с большими силовыми напряжениями в конструктивных узлах подъемно-разгрузочного механизма, а также более высокими энергетическими затратами по сравнению с роторным вагоно-опрокидывателем.
Роторные вагоноопрокидыватели работают более спокойно и разгружаемые вагоны меньше подвергаются ударным нагрузкам. Они более надежны в работе и расходы по их эксплуатации несколько ниже, чем для вагоноопроки-Дывателей с боковой разгрузкой, т.е. меньше расход электроэнергии и затраты на проведение текущих и средних ремонтов. В ббльшей степени производительность вагоиоопрокидывателя зависит и от эффективной работы маневровых устройств, выполняющих операции по перемещению вагонов в зоне
4*
99
Рис. 4.4. Напольный люкозакрыватель
1 — опорный монорельс; 2 — ходовое колесо; 3 — копир; 4 — рама; 5 — верхний ролик; 6 — направляющая; 7 — гидроцилиндр; 8 — переключатель хода; 9 — рычаг
действия вагоноопрокидывателя и подготовки их перед постановкой на приемную площадку.
Однако с применением вагоноопрокидывателей проблема механизации разгрузки углей полностью не решается. Сохраняются трудоемкие, немеханизированные операции раздрабливания негабаритных кусков, не проходящих через решетку над приемным бункером, очистке вагонов от остатка грузов, растяжке и перецепке каната маневрового устройства и т.д. Дополнительная трудоемкость связана с разгрузкой неисправных и нестандартных вагонов,, которые не могут подаваться в вагоноопрокидыватель и разгружаются на отдельной яме. Все перечисленные ручные операции в полной мере присущи углеприемам, не оснащенным вагоноопрокидывателями. Трудоемкость работ по разгрузке полувагонов на ямах привозных углей усугубляется неисправностями крышек люков и их затворных механизмов.
Для сокращения затрат ручного труда на углеприеме создают и применяют средства механизации: подвагонные канатные толкатели, исключающие необходимость ручной перецепки каната, пневматические или электрические люкозакрыватели и ограничители подъема к ним. На рис. 4.4. показан наполь
100
ный люкозакрыватель, который может перемещаться вдоль железнодорожного состава. Однако и его применение не исключает полностью участия рабочих в операции закрывания люков.
Очень трудоемкой считается операция очистки вагонов после их разгрузки на ямах. В вагонах остается значительная часть невыгруженного материала. Для его удаления используют накладные вагонные вибраторы, обеспечивающие повышение текучести сыпучего груза и отделение его от стенок (днища) вагона. Но и при этом в вагоне остается уголь на горизонтальных участках днища и в местах прилипания или спрессовывания при перевозке. Такие остатки имеются и при разгрузке вагонов опрокидывателями. В летнее время они составляют до 0,5 т на один четырехосный полувагон, в зимнее — достигают 5 т. Для очистки полувагонов от остатков сыпучих грузов создана механизированная газодинамическая установка на базе отработавшего летный ресурс реактивного авиационного двигателя. Среднее время очистки одного полувагона в зимнее время составляет 3,3 мин, в летнее 1 мин.
Дробление негабаритных кусков угля и породы на надбункерных решетках на некоторых обогатительных фабриках механизировано с помощью дистанционно управляемой дробильно-фрезерной машины, передвигающейся по направляющим над решеткой вдоль железнодорожного пути.
Дробильно-фрезерные машины ДФМ разработаны Уральским отделением ОРГРЭС "Уралтехэнерго" и предназначены для механизации дробления крупных кусков (до 1500 мм) угля, породы и смерзшихся глыб на колосниковых решетках приемных ям под вагоноопрокидывателями. Они обеспечивают первичное дробление угля, механизируют трудоемкую операцию по дроблению крупных кусков на колосниковых решетках, уменьшают простои вагонов под разгрузкой. Каждая машина представляет собой самоходный агрегат с механизмами передвижения и дробления.
Для боковых и двухопорных роторных вагоноопрокидывателей разработаны машины, имеющие по два дробильных барабана, которые приводятся во вращение от одного электродвигателя. Дробильный барабан с зубьями представляет собой четырехзаходную фрезу. Наличие двух барабанов исключает холостой ход и увеличивает вес машины при равномерном распределении его на колесах. Дробильные барабаны установлены на одном валу с ходовыми колесами, что в отличие от других образцов позволило исключить "мертвую зону" перед машиной и добиться удобства монтажа и ремонта. Дробильный барабан набран из отдельных дисков, на поверхности которых приварено четыре зуба, на зубьях наплавлен твердый сплав Т-590. Барабан приводится во вращение электродвигателем через клиноременную передачу и горизонтальный редуктор, ходовые колеса — двухскоростным электродвигателем через вертикальный редуктор и зубчатые муфты с промежуточными валами. Управление машиной дистанционное с пульта, установленного на рабочем месте помощника машиниста вагоноопрокидывателя.
Технические характеристики типов дробильно-фрезерных машин
ОРГРЭС ДФМ-8
Диаметр барабана по концам зубьев, мм........................... 750 350
Ширина барабана, мм ............................................ 4050 3220
Частота вращения дробильного барабана, мин-1 .................... 250 310
Скорость хода, м/с: рабочего ................................................... 0,13
холостого .................................................... 0,26 11,2
101
Установленная мощность электродвигателей, кВт:
механизма дробления ............................................. 75 75
механизма передвижения ...................,..................... 8,4 7,5
Габаритные размеры установки, мм: длина............................................................. 2000 2080
ширина ........................................................ 4050 3850
высота..................................................... 720/1130 1850
база........................................................... 1200 1080
колея ......................................................... 2970 2400
Общая масса, т ..................................................... 13 1,82
На углеобогатительных фабриках Донбасса широко применяют дробильнофрезерные машины для измельчения крупнокусковых материалов на колосниковой решетке МИК конструкции Горловского рудоремонтного завода (Украина). Машина МИК предназначена для дробления смерзшихся кусков угля, разгруженного из вагонов на обогатительной фабрике на сортировочную решетку с помощью вагоноопрокида.
Машина включает в себя фрезу с резцами, укрепленную на раме, которая с помощью направляющих скольжения перемещается по рельсам. На раме установлены два кронштейна и два электродвигателя. Кронштейны и опоры установки фрезы соединены с редукторами, на выходных валах которых посажены колеса, опирающиеся на опорные цапфы, жестко соединенные с вращающимся корпусом фрезы. Привод редукторов осуществляется электродвигателями с помощью разъемных цепей и цепных муфт.
Натяжение цепей регулируют с помощью натяжения муфт. Передвижение машины по рельсам осуществляется с помощью реверсивной лебедки, включающей плиту с установленными на ней электродвигателем и двумя редукторами, обводными звездочками и опорами приводных звездочек.
Машина снабжена двумя подборщиками кабеля и ограничителями передвижения. В исходном положении она находится вне зоны поступления угля на решетку. После разгрузки вагона последовательно включают фрезу и устройство для ее передвижения по рельсам над решеткой вагоноопрокида в сторону смерзшихся кусков угля. Встречающиеся на пути движения фрезы крупные конгломераты угля и породы, находящиеся на решетке, измельчаются и просыпаются через решетку.
Ход машины регулируется с пульта управления, а также с помощью упоров на ограничителе передвижения машины. Управление дробильно-фрезерной машиной осуществляется машинистом вагоноопрокида и может быть автоматизировано.
В зависимости от производительности фабрики, длины и конструкции опрокида на одном вагоноопрокиде могут быть установлены две дробильно-фрезерные машины, которые могут работать как синхронно, так и независимо друг от друга. Производство дробильно-фрезерных машин двух типоразмеров, МИК 00.00.00.00 и МИК 00.00.00.00.01, освоено Горловским рудоремонтным заводом.
Технические характеристики типов дробильно-фрезерных машин МИК
МИК 00.00.00.00 МИК 00.00.00.00.01
Производительность по углю, т/мин, не менее 18 15
Производительно по породе, м^/мин, не менее 2,5 2,1
Ширина захвата, мм, не менее..................... 5250 4250
102
Частота вращения фрезы, мин-1 280 280
Диаметр фрезы, мм 760 760
Привод фрезы:
мощность электродвигателя, кВт 55x2 55x2
частота вращения, мин-1 750—1475 750-4475
Привод устройства передвижения:
мощность, кВт 11 11
частота вращения, мин-1 1000 1000
Скорость передвижения, м/мин
рабочая 1,5; 2,5; 3,7 1,5; 2,5; 3,7
маневровая 2,25; 3,75; 5,55 2,25; 3,75; 5,5
Габариты, м:
длина 2 2
ширина 6 5
высота 0,8 0,8
Расстояние между осями рельсов, мм 5810 4810
Расстояние между тяговыми цепями, мм 5810 4810
Масса, т 20,9 19,2
Ниже приведена техническая характеристика дробильно-фрезерной машины, применяемой на ЦОФ "Суходольская" (Украина) для дробления глыб мерзлого угля и негабаритных кусков угля и породы.
Технические характеристики дробильно-фрезерной машины иа ЦОФ "Суходольская"
Механизм дробления
Тип Фрезерный
Диаметр, мм: диска фрезерного барабана .................................... 600
барабана по зубьям............................................ 750
Ширина зоны дробления, мм..................................... 3830
Частота вращения барабана, мин-1 .............................. 245
Привод электродвигателя АО2-92-6:
мощность, кВт............................................... 7,5
частота вращения, мин-* .................................... 980
Передаточное число редуктора.................................. 3,94
Механизм передвижения
Диаметр, мм: ведущего колеса............................................... 600
опорного катка.............................................. 250
Скорость передвижения, м/мин.................................. 10,5
Привод электродвигателя АО2-52-6: мощность, кВт ................................................. 75
частота вращения, мин-* .................................... 965
Передаточное число редуктора ВК-550-1....................... 126,78
Габариты, мм............................................. 2300x3830
Высота от головки рельса, мм:
по правому лонжерону ...................................... 1285
по левому лонжерону ........................................ 750
Колея, мм .................................................... 2650
База, мм ................................................... 1595
Масса, т..................................................... 10,64
103
Применение дробильно-фрезерных машин позволяет сократить время разгрузки полувагонов с мерзлым углем до 5—10 мин, бесперебойно принимать мерзлые угли, высвободить рабочих, привлеченных для дробления глыб.
Существенная сложность в зимнее время возникает при разгрузке из железнодорожных вагонов смерзшихся углей. Для уменьшения затрат ручного труда признано целесообразным сооружать теплогаражи для размораживания груза в вагонах, в которых применяют теплоизлучатели трубчатого типа, снабжаемые паром от общей теплосети фабрики, и калориферные обогреватели. Продолжительность пребывания полувагонов в теплогараже составляет 1—1,5 ч для оттаивания угля на глубину 20—30 мм. Размораживание в сочетании с применением фрезерной машины для дробления смерзшихся и выгруженных углей резко снижает трудоемкость и время разгрузки вагонов в зимнее время.
4.2. Предварительная обработка
Общие сведения. Горная масса, поступающая на обогащение с шахт и разрезов, подвергается предварительной обработке для создания более благоприятных условий ведения технологического процесса на фабрике.
При предварительной обработке из горной массы удаляют посторонние примеси (дерева, металла и др.), выделяют крупные куски и их додрабливают до допустимой технологическим процессом крупности. Нередко при предварительной обработке горной массы производится частичное удаление и крупной породы.
Предварительная обработка горной массы на углеобогатительных фабриках производится сразу же после ее приема перед складированием. Это позволяет исключить попадание в технологический процесс посторонних предметов и части крупной породы, а следовательно, обеспечить более стабильную работу фабрики.
Предварительная обработка горной массы на углеобогатительных фабриках. На рис. 4.5. показана схема цепи аппаратов для такой обработки горной массы на фабрике. Она предусматривает рассев горной массы на крупные и более мелкие классы, выборку из крупных классов посторонних примесей и крупные породы, додрабливание крупных кусков до требуемой крупности, смешивание подрешетного продукта с дробленым и направление на склад. В зависимости от гранулометрического состава сырья и принятой технологии обогащения горная масса рассеивается на рабочих поверхностях с размерами отверстий 100 (80) мм или 150 (200) мм.
Таблица 4.1
Технологические параметры грохотов, применяемых для предварительной классификации
Параметр Тип грохотов
ГЦЛ-1 ГЦЛ-3 ГИТ51А . ГИТ71
Производительность, т/ч (для сит с отверстиями 1 СЮ мм) 400 1000 250—300 До 700
Максимальная крупность кусков в питании, мм 250 500 400 1100
Размер отверстия сита, мм 50; 70; 100 100; 150; 200 50—300 50—300
Эффективность грохочения, % 97- -98 До 97
104
Рис. 4.5. Схема цепи аппаратов предварительной обработки горной массы на углеобогатительных фабриках
1 — грохот предварительного грохочения; 2 — конвейер для породовыборки; 3 — дробилка; 4 — магнитный сепаратор для извлечения случайных кусков железа; 5 — ленточный конвейер; 6 — аккомулирующие бункера
Для предварительной классификации на современных отечественных обогатительных фабриках широко используют цилиндрические грохота со спиральной просеивающей поверхностью типов ГЦЛ-1 и ГЦЛ-3, реже инерционные грохота типов ГИТ51А и ГИТ71, а на некоторых фабриках — неподвижные колосниковые решетки. В табл. 4.1 приведены технологические параметры грохотов, используемых для предварительной классификации.
Видно, что цилиндрические и инерционные грохота имеют высокую производительность и эффективность грохоче
ния. Эффективность грохочения на неподвижных решетках даже при незна-
чительных их производительностях не превышает 50%. Кроме того, отверстия неподвижных решеток при повышенной влаге горной массы забиваются. Поэтому их применение на угольных предприятиях даже для предварительного рассева нецелесообразно.
Удаление посторонних примесей и крупной породы из горной массы производят вручную или для этой цели используют барабанные дробилки. Для
ручной выборки посторонних предметов и крупной породы используются ленточные конвейеры с плоскими роликоопорами. Обычно ширина ленты конвейера не превышает 1400—1600 мм, а скорость ее движения 0,18— 0,21 м/с.
Додрабливание крупных кусков до требуемых размеров в зависимости от условий работы фабрики и свойств горной массы может производиться щековыми дробилками ЩДП, двухвалковыми зубчатыми дробилками ДДЗ, от-
Та бл ица 4.2
Технологические параметры некоторых дробилок, применяемых для предварительного дробления горной массы
Параметр Щековые ЩДП Валково-зубчатые ДДЗ Отбойные центробежные ОЦД Конусные ККД, КРД Барабанные ДБ
Производительность, т/ч 160—750 125—1200 50—100 150—2300 130—750
Максимальный размер кусков загружаемого материала, мм 750—1700 400—1300 350—500 400—1200 600—800
Крупность дробленого продукта, мм 130—250 100—200 80 75—300 50—300
105
бойными центробежными ОЦД, конусными ККД, КРД, также барабанными ДБ и др.
В табл. 4.2. приведены технологические параметры дробилок, применяемых при предварительной обработке горной массы. Следует обратить внимание, что барабанные дробилки одновременно с дроблением крупных кусков горной массы производят удаление более прочной, чем уголь, породы и посторонних примесей, что является несомненным их преимуществом перед другими дробилками. Это способствовало широкому распространению барабанных дробилок типа "Бредфорд" на углеобогатительных фабриках США, ФРГ, Франции и других стран. Анализ работы барабанных дробилок свидетельствует о целесообразности их применения при обработке горной массы спекающихся углей (марок К, КЖ, Ж, ОС, КО, КС, КСН, СС), механическая прочность которых существенно ниже механической прочности сопутствующих пород.
При повышенной механической прочности углей (марок Д, ДГ, Г, ГЖО, ГЖ, Т, А), а также при незначительной контрастности в механической прочности угля и породы применение барабанных дробилок связано с повышенными потерями угля с породой.
Применению барабанных дробилок должно предшествовать исследование гранулометрического и вещественного составов горной массы, механической прочности угля и породы и опытное обогащение горной массы в лабораторной установке по методике ИОТТ.
Ферромагнитные примеси из горной массы удаляют с помощью электромагнитных железоотделителей, которые обычно устанавливают на потоке подготовленной горной массы перед ее подачей на склад. В зависимости от условий работы фабрики применяют шкивные ШЖ подвесные саморазгружа-ющиеся ПСЖ, железоотделители подвесные ПЖ.
Предварительная обработка горной массы на шахтах. Содержание минеральных примесей в добываемых углях систематически увеличивается, в связи с чем ухудшается качество отгружаемой горной массы и снижаются техникоэкономические показатели работы шахт и разрезов. Поэтому на многих угледобывающих предприятиях горную массу перед отгрузкой ее на обогатительную фабрику или непосредственно потребителям предварительно обрабатывают. При этом основная задача обработки — улучшение качества отгружаемой продукции, чтобы повысить ее стоимость. Одновременно из горной массы удаляют посторонние примеси. Горную массу на шахтах обрабатывают на специальных установках, наиболее простые из них отсеивают и выделяют в отвал крупные классы, представленные исключительно минеральными примесями, а также используют ручную выборку угля или породы из крупных классов.
На установках с ручной выборкой горную массу рассеивают на крупные (например, + 40 мм) и мелкие (например, - 40 мм) классы. Из надрешетного продукта в зависимости от соотношения содержания в нем угля и породы выбирают или уголь, или породу. Уголь направляют вместе с подрешетным продуктом в отгрузку, а породу — в отвал.
Ручное обогащение малопроизводительно и низкоэффективно. Так, зольность отгружаемого топлива при ручной выборке снижается всего от 0,5 до 2,5%. При этом наблюдаются повышенные потери угля и сростков (до 10—12%) с удаляемой породой, особенно в тех случаях, когда из крупных классов горной массы выбирают уголь.
На современных крупных шахтах предварительная обработка горной массы производится на установках с применением обогатительных аппаратов (тяже-
106
Рис. 4.6. Схема цепи аппаратов установки по обработке горной массы на шахте в тяже-лосредном сепараторе без обесшламливания машинного класса
I — приемный бункер; 2 — питатель; 3,4 — классификационные грохота; 5 — сепаратор тяжелосборный; 6 — грохот для обезвоживания и промывки породы; 7 — бункер породы; 8 — грохот для обезвоживания и промывки концентрата; 9, 10 — сборники соответственно некондиционной и кондиционной суспензий; 11,12 — насосы соответственно для некондиционной и кондиционной суспензий 13 — сборник шламовых вод; 14 — насосы шламовых вод; 15 — гидроциклон сгустительный; 16 — сепаратор электромагнитный; 17 — бак кондиционной суспензии; 18 — бак оборотной воды; 19 — наружные шламовые отстойники; 20 — насосы технической воды; 21 — склад магнетита; 22 — емкость для приготовления суспензии; 23 — насос для перекачки суспензии; 24 — автоматическое устройство для регулирования плотности суспензии
107
Рис. 4.7 Схема цепи аппаратов установки по обработке горной массы на шахте в тяжело-средном сепараторе при обесшламливании машинного класса
1 — грохот предварительной классификации; 2 — бункер; 3 — питатель; 4 — грохот классификационный; 5 — сепаратор тяжелосредный; 6 — грохот для обезвоживания и промывки породы; 7 — грохот для обезвоживания и промывки концентрата; 8 — бункер породный; 9 — сборник кондиционной суспензии; 10 — насосы кондиционной суспензии; 11 — сборник некондиционной суспензии; 72 — насосы некондиционной суспензии;/.? — сборник шламовых вод; 14 — насосы шламовых вод; 75 — гидроциклон сгустительный; 76 — вакуум-фильтр ленточный; 77 — сепаратор электромагнитный; 18 — бак регулирующий; 79 — автоматическое устройство для регулирования плотности суспензии; 20 — бак оборотной воды; 27 — наружные шламовые отстойники; 22 — насосы технической воды; 23 — склад магнетита; 24 — емкость для приготовления суспензии; 25 — насос для перекачки суспензии
108
/~арная масса
Рис. 4.8. Технологическая схема установки по обработке горной массы на шахте в отсадочной машине
1 — грохот классификационный; 2 — конвейер для породовыборки; 3 — грохот для подсева; 4 — бункер машинного класса; 5 — питатель; 6 — отсадочная машина; 7 — элеваторы для выгрузки породы; 8 — грохот обезвоживающий; 9 — бункер породы; 10 — сборник шламовых вод; 11 — насосы шламовых вод; 12 — гидроциклоны сгустительные; 13 — вакуум-фильтр ленточный; 14 — бак оборотной воды; 15 — наружные шламовые отстойники; 16 — насосы технической воды; 17 — воздуходувка; 18 — вакуум-насос; 19 — машина избирательного дробления; 20 — сито для отделения дробленого продукта
лосредных сепараторов, отсадочных машин, крутонаклонных сепараторов, машин избирательного дробления) (рис. 4.6—4.10).
Использование в технологических схемах подготовки горной массы аппаратов для обогащения позволяет значительно снизить содержание минеральных примесей в отгружаемом топливе за счет снижения нижнего предела крупности обогащаемого топлива и более высокой точности разделения. Так,
109
/"орная масса
Рис. 4.9. Схема аппаратов установки по обработке горной массы на шахте в крутонаклонном сепараторе
1 — грохот классификационный; 2 — конвейер для породовыборки; 3 — грохот для подсева; 4 — бункер машинного класса; 5 — питатель; 6 — крутонаклонный сепаратор; 7 — элеватор для выгрузки породы; 8 — грохот обезвоживающий; 9 — бункер породы; 10 — сборник шламовых вод; 11 — насосы шламовых вод; 12 — гидроциклоны сгустительные; 13 — вакуум-фильтр ленточный; 14 — бак оборотной воды; 75 — наружные шламовые отстойники; 76 — насосы технической воды; 77 — вакуум-насос
снижение зольности отгружаемой шахтами горной массы при обогащении крупных классов (+ 25 мм) угля отсадочными машинами, тяжелосредными сепараторами, машинами избирательного дробления в среднем составляет 4% и колеблется в зависимости от выхода крупных классов и зольности отсева от 2 до 9%. При этом практически потерь угля в удаляемой породе нет.
Благодаря предварительной обработке горной массы на шахтах снижаются затраты на перевозку сырья до обогатительных фабрик, упрощается его подготовка перед обогащением, снижаются затраты, связанные с выделением породы и обработкой шламов.
110
рис. 4.10. Схема цепи аппаратов установки по обработке горной массы на шахте в машине избирательного дробления
1 — бункера; 2 — питатели; 3 — грохота предварительной классификации; 4 — машина избирательного дробления; 5 — ленточный конвейер; 6 — бункера погрузочные; 7 — питатели
Анализ работы установок по предварительной обработке горной массы на шахтах, а также технико-экономические расчеты, выполненные на основании исследования гранулометрического, фракционного составов и механических свойств горной массы шахт Донецкого и Львовско-Волынского бассейнов, свидетельствуют о целесообразности предварительной обработки ее непосредственно на шахтах с выделением крупной породы. При этом можно рекомендовать следующие способы:
отсев и удаление крупной породы + 50 (+ 25) мм — при условии, что эти классы горной массы представлены исключительно минеральными приме
сями;
избирательное дробление крупных классов + 25 (+ 16) мм — для. горной массы, механическая прочность породы которой не менее в 1,5 раза больше механической прочности угля;
тяжелосредная сепарация — для обогащения на крупных шахтах горной массы, имеющей повышенное содержание крупной породы при наличии в этой породе значительного количества угля;
Горная масса (1000 т/ч)
I Классификация (выделение крупного класса) , ( 800 т/ч 200
Предварительное выделение крупной породы (угля)
70 т/ч 130 т/ч I
i_______________________________у I
I Порода
у в отвал
Рядовой уголь на обогатительную фабрику
Рис. 4.11. Принципиальная схема предварительной обработки горной массы на шахте "Эмиль Майриш" (Германия)
111
отсадка — для горной массы крупностью + 25 (+ 13) мм при относительно небольшом содержании породы крупнее 100 (125) мм.
На зарубежных угольных предприятиях имеются некоторые особенности в области предварительной обработки горной массы. Во-первых, применение непосредственно на углеобогатительных фабриках при предварительной обработке горной массы перед складированием тяжелосредной сепарации для выделения крупной породы. Так, например, на углеобогатительной фабрике "Ное Монополь" (Германия) всю поступающую на фабрику горную массу рассеивают на грохотах с отверстиями сит 40 мм. Надрешетный продукт после выборки вручную дерева и металлических предметов подают в тяжелосредные сепараторы "Дрюбой", породу которых (после додрабливания до - 150 мм) направляют в отвал, в концентрат после дробления до - 40 мм вместе с отсевом — на промежуточный склад фабрики. Во-вторых, создание специальных отсадочных машин с подвижным решетом для выделения крупной породы при предварительной обработке горной массы на шахтах или фабриках в начале процесса. Так, отсадочная машина с подвижным решетом фирмы "Гумбольдт-Ведаг АГ" длительное время успешно эксплуатируется на шахте "Эмиль Майриш" (Германия). Принципиальная схема обработки горной массы с установкой этой машины показана на рис 4.11. Производительность машины до 400 т/ч, крупность обогащаемой горной массы 30—400 мм.
4.3. Улавливание и удаление ферромагнитных предметов
Для извлечения и удаления ферромагнитных предметов из потоков угля с целью защиты рабочих органов технологического оборудования применяют различные конструкции взрывозащищенных электромагнитных железоотдели-телей.
На углеобогатительных фабриках в основном используют шкивные и подвесные саморазгружающиеся железоотделители, устанавливаемые над ленточными конвейерами, а также барабанные железоотделители, которые предназначены и для извлечения ферромагнитных предметов из потоков гидросмеси.
Шкивные железоотделители ШЖ65-63М, ШЖ100-80М и 1ПЖ140-100М устанавливают на разгрузочных воронках вместо приводных или неприводных барабанов ленточных конвейеров для предохранения технологического оборудования от попадания вместе с углем случайных ферромагнитных предметов. Выпрямительное устройство для питания железоотделителя постоянным током располагают вне взрывоопасной зоной.
Шкивной электромагнитный железоотделитель (рис. 4.12) состоит из токораспределительной коробки, электромагнитной системы и подшипников, смонтированных на валу. Электромагнитная система состоит из полюсного диска и полюса, изготовленных из магнитомягкой стали, двух катушек, межполюсного кольца из немагнитного материала с относительно высокой теплопроводностью (алюминий) и вставки из магнитного материала (сталь Ст. 3), размещенной в нише межполюсного кольца концентрично барабану. Концы вставки совмещены с разгрузочными вырезами в магнитопроводе. Пространство между катушкой и корпусом заполняется кварцзаливочной массой для исключения доступа взрывноопасной смеси в обмотку и предотвращения взрывов в случае электрического пробоя изоляции.
При пропускании тока через обмотку возбуждения железоотделителя на его поверхности образуется магнитное поле. При движении ленты конвейера
112
Рис. 4.12. Шкивной электромагнитный железоотделитель типа ШЭ
1 — токораспределительная коробка; 2 — электромагнитная система; 3 — подшипники;
4 — вал
немагнитный материал, находящийся на нем, разгружается обычным путем, а ферромагнитные предметы из транспортируемого материала притягиваются к поверхности ленты и уносятся ею под железоотделитель, где происходит их разгрузка. Вставка из магнитного материала повышает извлечение ферромагнетиков за счет увеличения напряженности магнитного поля и электромагнитной силы.
Технические характеристики шкивных железоотделителей приведены в табл. 4.3.
Железоотделитель барабанный ШЖ 140-100М (рис. 4.13) предназначен для извлечения ферромагнитных предметов массой 0,5—20 кг из потоков гидросмеси и сухого угля, транспортируемого желобами и конвейерами. Электромагнитный барабан (рис. 4.12) состоит из обечайки 6, торцовых крышек 12, звездочки 4. Барабан вращается в подшипниках 3, установленных на неподви-
Таблица 4.3
Технические характеристики шкивных железоотделителей
Параметр ШЖ65-63М ШЖ100-80М ШЖ140-100М
Ширина ленты конвейера, мм 650 800; 1000 1200; 1400
Крутящий момент на валу, Н • м 3900 9000 20 000
Извлекающая способность, см • кг 770 1050 1225
Глубина зоны извлечения, см 22 30 35
Масса извлекаемых ферромагнит- 0,1—35
пых предметов, кг Напряжение сети постоянного тока, В ПО ПО 220
Мощность, потребляемая обмоткой возбуждения, Вт Габариты, мм: 1700±200 ЗООО±ЗОО 4500±300
длина 1530 2140 2700
диаметр 630 800 1000
Масса, кг 900 2400 4400
113
Рис. 4.13. Железоотделитель барабанный 1ИЖ 140-100М (См. текст)
жной оси 1, выполненной из двух частей, каждая из которых одним концом приварена к полюсной скобе магнитной системы. Последняя состоит из двух катушек 8, полюсной скобы 5 и полюсных наконечников 7. Положение магнитной системы регулируется поворотным устройством 2. Концы катушек магнитной системы выведены в коробку 9 через отверстия в оси 1. Кабель к коробке питания-магнитной системы подводится через кабельный ввод 11. На коробке выводов предусмотрены две шпильки для заземления. Привод состоит из электродвигателя, редуктора, муфты и звездочки, смонтированных на общей плите.
Принцип работы железоотделителя основан на способности тел с различной магнитной восприимчивостью изменять траекторию движения под действием магнитного поля. При прохождении постоянного тока через катушки электромагнита над обечайкой в зоне полюсных наконечников образуется электромагнитное поле. Немагнитный транспортируемый материал движется обычным путем, а ферромагнитные предметы в зоне электромагнитного поля под действием электромагнитной силы притягиваются к поверхности вращающейся обечайки. Извлеченные ферромагнитные предметы транспортируются в зону действия разгрузочного устройства и попадают в желоб для металла. Для улучшения разгрузки ферромагнитных предметов устанавливают отбойную планку 10.
Благодаря использованию комбинированной магнитной системы вместо электромагнитной снизилась материалоемкость и трудоемкость изготовления конструкции, повысилась эффективность процесса металлоотделения.
Железоотделители подвесные электромагнитные ПЖ100 и ПЖ160 устанавливают либо над лентой конвейра в любом месте, либо на разгрузочной воронке вдоль конвейера под углом. Железоотделитель состоит из полюсной скобы, катушек, секторов, полюсных наконечников и стяжек. Полюсная скоба представляет собой П-образную отливку из магнитомягкой стали. На цилиндрических сердечниках ее закреплены катушки каркасного типа. Секторы, выполненные из магнитомягкой стали, представляют собой клинообразные части тора, которые являются продолжением середечников полюсной скобы. К каждому сердечнику посредством стяжки крепится пара секторов и полюсной наконечник.
Стяжка служит для подвижного соединения между собой сердечника полюсной скобы, секторов и полюсного наконечника. Поворачивая секторы с помощью болтов, вкрученных в гайки, которые приварены к их поверхностям, устанавливают необходимый угол раствора между полюсами, после чего соединение закрепляют неподвижно гайками.
Технические характеристики типов подвесных железоотделителей
ПЖ100 ПЖ160
Ширина ленты конвейера, мм 650; 800; 1200; 1400;
1000 1600
Извлекающая способность, см-кг 805 875
Масса извлекаемых ферромагнитных предметов, кг 0,1-35 0,1-35
Глубина зоны извлечения, см:
при 1 способе установки 23 25
при II способе установки 18 21
Скорость конвейера, м/с:
при I способе установки 4,5 4,5
при II способе установки 2,5 2,5
Напряжение сети постоянного тока, В 110 ПО
115
911
Потребляемая мощность, Вт.........................
Габариты, мм:
длина..........................................
ширина.........................................
высота.........................................
Масса, кг.........................................
Разработчик.......................................
Изготовитель......................................
18001300
942
530
795
1180
28001400
1430
542 ‘1020
1990
Гипромашуглеобогащение Луганский машиностроительный завод им. Пархоменко (Украина).
Модернизированные железоотделители имеют принципиально новый узел, плавно регулирующий угол раствора между полюсными наконечниками в зависимости от угля естественного откоса и высоты слоя сепарируемого материала, благодаря чему появляется возможность изменять структуру магнитного поля в рабочей зоне и выбирать варианты с оптимальным распределением магнитных сил, действующих на ферромагнитные предметы, подлежащие удалению.
Железоотделители подвесные саморазгружающиеся ПСЖ120М и ПСЖ160М (рис. 4.14) состоят из устанавливаемого на раме электромагнита, приводного и натяжного барабанов, разгрузочной ленты с планками-скребками цепной и клиноременной передач, приводного электродвигателя.
Электромагнит подготовлен из Ш-образной полюсной скобы, полюсного наконечника и перемычки.
Полюсная скоба, выполненная из магнитомягкой стали, имеет дугообразные крайние полюса, обращенные вогнутостью к обмотке возбуждения, благо-
Рис. 4.15. Схема установки железо-отделителя над барабаном конвейера в зоне разгрузки:
1 — железоотделитель; 2 — течка для металла; 3 — течка для угля
Рис. 4.14. Железоотделитель подвесной саморазгружающийся типа ПСЖ:
/ — рама; 2 — винт регулировочный; 3 — барабан верхний; 4 — лента разгрузочная; 5 — электромагнит; 6 — электродвигатель; 7 — винт натяжной; 8 — барабан приводной; 9 — тяга; 10 — барабан натяжной; 11 — клиноременная передача; 12 — цепная передача
117
Рис. 4.16. Схема установки железоотделителя поперек ленточного конвейера:
1 — железоотделитель; 2 — конвейер; 3 — течка для металла
даря чему повышается эффективность процесса сепарации за счет увеличения напряженности магнитного поля и концентрации магнитного потока в зоне с максимальной толщиной сепарируемого материала. Крайние полюса одноименной полярности соединены перемычкой, выполненной из магнитомягкой стали, что создает дополнительный полюсный воздушный зазор, способствующий увеличению магнитного потока над серединой полюсного наконечника (в области максимальной толщины сепарируемого материала).
Пространство между обмоткой и кожухом заполнено кварцзаливочной массой для исключения доступа взрывоопасной смеси в обмотку с целью предотвращения взрывоопасной ситуации в случае электрического пробоя изоляции.
Схемы установки железоотделителей ПСЖ показаны на рис. 4.15 и 4.16.
Электромагнитные железоотделители описанных выше конструкций изготовляют на Луганском машиностроительном заводе им. Пархоменко (Украина).
4.4. Аккумулирование, усреднение и шихтовка
Задачи усреднения и шихтовки угля. Колебания качества угольных концентратов оказывают негативное влияние на эффективность использования их у потребителей.
Стабильность показателей качества кокса, вырабатываемого из угольных концентратов, влияет на эффективность работы, производительность доменных печей и качество чугуна. По действующим нормативам коксохимического производства колебания зольности и влажности кокса должны быть в пределах ±0,5% от средней величины. Считается, что повышение коэффициента усреднения коксовой шихты всего на 1% позволяет получить экономию в коксовом производстве 0,05 руб./т, а в доменном 0,31 руб./т Экспериментально доказана возможность снижения удельного расхода кокса в домнах на 1—3,5% только за счет уменьшения колебаний сернистости и выхода летучих веществ угольных концентратов. По данным Горного бюро США, при колебаниях зольности кокса в пределах ±1% производство чугуна снижается на 5%.
В современных условиях проблема усреднения качества потребляемых углей приобретает важное значение и для энергетических углей. По данным немецких исследователей, при сжигании на мощных энергоблоках твердого топлива устойчивого качества достигается экономия угля в пределах 4—7%. Кроме того, это позволяет уменьшить содержание СО2 в отходящих газах до 1%, сократить дутье на 10—20% и увеличить сроки службы котлов. Таким образом, основные потребители угля выдвигают обоснованные требования о
118
стабилизации качества потребляемой угольной продукции, в том числе угольных концентратов.
С одной стороны, это зависит от устойчивости качества перерабатываемого на углеобогатительных фабриках сырья. Рядовые угли каждой шахты, поступающие на обогащение, являются неоднородными по зольности, сернистости, влажности, крупности, фракционному составу, спекаемости и другим показателям. Количественно неоднородность оценивается средним квадратическим отклонением этих показателей в порциях угля. С другой стороны, имеются отклонения от средней величины каждого показателя в шихте по шахтам-поставщикам. Также каждой шахте свойственна нестабильность показателей во времени (или по партиям), обусловленная изменением участия в добыче угля по пластам (участкам).
Механизация добычи и переход к валовой выемке приводят к увеличению неоднородности перерабатываемых углей по всем показателям, характеризующим уголь как объект обогащения. Положение усугубляется в основном бессистемным поступлением углей сырьевой базы на фабрику с отдельных шахт.
Граничные значения качественных характеристик
рядового угля одной шахты
Выход класса > 10 мм, %............................... 10-60
Фракции плотностью < 1500 кг/м3:
выход, %.................................................... 5-60
зольность, %............................................ 2,1-14,4
содержание серы, %................................. 0,95-1,45
выход летучих веществ, %................................... 17-30
Промежуточные фракции (1500-2000 кг/м3):
выход, %.................................................... 4-12
содержание серы, %................................. 1,3-6,5
Выход, %
порода фракций (более 2000 кг/м3).......................... 30-90
класса 0,5-10 мм............................................. 20-80
Фракции плотностью < 1500 кг/м3:
выход, %................................................... 45-90
зольность, %....................................... 1,8-9,7
содержание серы, %................................. 0,85-1,25
выход летучих веществ, %................................... 18-31
Промежуточные фракции (1500-2000 кг/м3):
выход, %..................................................... 3-9
содержание серы, %................................. 1,2-4,8
Породные фракции (более 2000 кг/м3):
выход, %................................................... 10-40
Класс 0-0,5 мм: выход, %.................................................... 5-25
зольность, %......................................... 6,7-29,3
содержание серы, %................................. 1,2-2,3
Влияние неоднородности показателей перерабатываемых углей весьма ощутимо для обогатительной фабрики. Колебания зольности и фракционного состава приводят к перегрузке обогатительных машин по тяжелым продуктам (отходам, промпродукту), гранулометрического состава — к общей перегрузке машин для обогащения крупного, мелкого угля или шлама; зольности и содержания серы легких фракций — к выпуску некондиционного концентрата. По
119
Рис. 4.17. Зависимость выхода концентрата у от его зольности (См. текст)
данным исследований работы отсадочных машин колебания содержания промежуточных фракций плотностью 1500—1800 кг/м3 в рядовом угле на 20-29% обусловливают дисперсию зольности концентрата.
Доказано негативное влияние колеблемости характеристик сырья на эффективность обогащения. Это снижает точность разделения, вызывает необходимость в резервном оборудовании, приводит к снижению выхода концентрата.
Зависимость выхода концентрата от стабильности его качества можно объяснить на кривой обогатимости Р, пользуясь рис. 4.17. „ . d
Зольности концентрата А о соответствует выход Уо- При изменении зольности на „ . d
одинаковую величину по обе стороны от Ао выход концентрата изменяется, причем при снижении зольности потеря выхода Ду2 больше, чем увеличение его Ду] при повышении зольности на такую же величину. Это объясняется тем, что кривая р круче в
области малых зольностей, а при повышении зольности угол наклона кривой уменьшается. С ростом колебаний зольности концентрата увеличивается
разница между Ду] и Ду2, и выход концентрата снижается.
Следовательно, повышение стабильности качества коксующихся и энергетических концентратов приводит к увеличению их выхода и росту суммы реализации за товарную продукцию. Таким образом, повышение стабильности качества концентрата экономически эффективно не только для потребителей, но и для углебогатительных фабрик. С этой целью следует обеспечить реальное управление качеством концентрата: внедрить приборы для измерения показателей качества угля, обеспечивающие оперативную информацию для управления процессами, автоматизировать процессы, добиваться эффективного усреднения рядовых углей перед обогащением и готовой продукции перед отгрузкой.
Для нормальной работы производственного комплекса шахта — фабрика необходимо, чтобы между ними была демпфирующая емкость, позволяющая аккумулировать выданный из шахты уголь при временном прекращении его переработки и перерабатывать уголь из запаса при временном прекращении его выдачи из шахты. Одновременно в процессе складирования и выдачи угля на переработку достигается усреднение качества угля, что является важной предпосылкой наиболее полного извлечения концентрата и устойчивого его качества. Важным фактором, определяющим стабильность свойств угольной шахты, является постоянство в нем компонентов углей разных марок или шах-тогрупп одной марки, в количествах, предусмотренных планом поставки. Поэтому должна быть обеспечена достаточная вместимость склада для каждого компонента, обеспечивающая заданное его участие в шихте. Вместимость
120
складов зависит от качества и объема компонентов шихты, необходимой степени усреднения необходимого резерва углей.
В процессе добычи, обогащения, складирования, погрузки и транспортировки куски угля приходят в движение под влиянием гравитационных и центробежных сил. При этом происходит их усреднение или сегрегация по плотности, форме и крупности. Неоднородность любого показателя зависит от состава угля и манипуляций с ним, которые приводят к усреднению или сегрегации. Поэтому с точки зрения усреднения один и тот же уголь неодинаков. Назначением операций усреднения является снижение неоднородности угля (в идеальном случае до нуля).
Усреднение достигается за счет перемешивания слоев угля при выгрузке со складов. При этом средние показатели не изменяются, но уменьшается неоднородность (среднее квадратическое отклонение) показателей его качества. Эффективность Т| (%) (коэффициент усреднения) определяют по формуле
Г| = 100(1 -O2/O1),
где О], О2 — неоднородность угля по данному показателю соответственно до и после усреднения, %.
Шихтовка углей разных шахтогрупп (марок) при выгрузке со складов ведется целенаправленно для получения определенного среднего качества. Например, при обогащении рядовых углей разных марок для коксования важно выйти на заданные показатели спекаемости; при отгрузке углей разных марок для электростанций — обеспечить средний выход летучих веществ не выше заданного значения.
Таким образом, цель шихтовки — обеспечение заданных свойств, а цель усреднения — получение однородной (насколько это позволяют технические возможности) смеси.
Подготовка углей к обогащению рассматривается как важнейший резерв повышения эффективности обогащения угля.
Сооружения и оборудование для усреднения угля. В практике обогащения минерального сырья, в том числе углей, применяют следующие сооружения для складирования и усреднения:
дозировочно-аккумулирующие бункера следующих типов: ячейковые, сплошные, органные;
механизированные штабельные склады.
В последнее время предложены методы усреднения угля в потоке с применением приборов для оперативного определения зольности.
Дозировочно-аккумулирующие бункера. Ячейковые бункера состоят из ряда ячеек с вертикальными или наклонными стенками (для уменьшения измельчения материала). Чаще применяют бункера силосного типа с вертикальными стенками. Загружаются они послойно или последовательно во времени — один за другим.
Сплошной (безъячейковый) бункер (рис. 4.18), представляющий собой емкость, не имеющую промежуточных перегородок, работает по принципу смесимального штабеля. Для выгрузки материала имеется ряд выпускных отверстий, расположенных, как правило, в четыре ряда. Высокий эффект усреднения достигается при послойной загрузке косыми слоями; при этом разгрузку ведут через один ряд разгрузочных отверстий, расположенных перпендикулярно к продольной оси бункеров.
Органный бункер состоит из ряда ячеек, разгрузочные отверстия которых расположены ступенчато (рис. 4.19). Загрузка производится послойно. Бункера
121
обычно закрепляют за углями определенной шахты (шахтогруппы) или технологической марки. Уголь загружают катучим реверсивным конвейером в дози-ровочно-аккумулирующие бункера.
Луганским филиалом ГУА (Украина) разработана аппаратура автоматизации заполнения бункеров, которая выполняет следующие функции: управление приводом передвижения загрузочного механизма (реверсивного конвейера), определение направления передвижения и остановки над бункером, выбранным для загрузки, сигнализацию о номере загружаемого бункера, окончания его загрузки и другие операции. С помощью этой аппаратуры достигается послойная загрузка бункеров в челноковом режиме работы загрузочного конвейера, что обеспечивает увеличение коэффициента усреднения на 5—7%.
Разгрузка из бункеров производится с помощью различных питателей (качающихся, вибрационных и др.). Сплошные бункера со щелевой разгрузкой оснащены лопастными питателями. Для дозирования материала с целью обеспечения соотношений компонентов в заданной шихте применяют ленточные дозаторы ЛДА-100 и ДН-2,5. При выгрузке угля из аккумулирующих бункеров осуществляется его дозировка в зависимости от конкретной задачи для данной фабрики.
Как правило, на углеобогатительных фабриках не предусмотрена автоматическая стабилизация выдачи компонентов шихты, поступающей на обогащение. Лишь на ЦОФ "Беловская" в Кузбассе автоматическая регулировка
СТ
Рис. 4.19. Органный бункер (ячейки 1—9)
а — реверсивный конвейер; б — слои угля в бункере; в — сборный конвейер шихты
122
подачи угля на фабрику осуществляется с помощью ленточных дозаторов. Если масса подаваемого на конвейер компонента шихты меньше заданной, то от весов поступает импульс в автоматическую систему регулирования производительности дозаторов.
Рудольф Квапил исследовал процессы движения сыпучих материалов в бункерах и пришел к выводу, что фигура выпуска материала представляет собой эллипсоид вращения. Как только эллипсоид первичного движения выйдет на поверхность материала, в бункере начинается быстрый его рост.
Залипание стенок бункеров влажным углем и сводообразование угля в них вызывает необходимость применения специальных мер: пневмоотдувки, элект-роимпульсного обрушения футеровки внутренней поверхности разгрузочных конусов нержавеющей сталью, каменным литьем, муллитокорундом и т.д.
При эксплуатации бункеров происходит измельчение угля, которое обычно оценивают по дополнительному образованию из крупных классов класса О—6 мм. Степень измельчения в бункерах зависит от высоты бункера, наличия (отсутствия) подушки из угля при их заполнении, присутствия крупных кусков породы и составляет 1,5—3,8%. Учитывая, что соотношение затрат на обогащение крупного, мелкого угля и шлама составляет 1:1,7:7, для снижения себестоимости обогащения необходимо создать условия для минимального измельчения угля. Этому способствует применение углеспускных устройств (каскадных и спиральных), снижающих измельчение угля в 5—7 раз. Особо важно это для фабрик, выпускающих сортовое топливо.
Многие исследователи отмечают, что в ряде случаев при выпуске из аккумулирующих бункеров происходит сегрегация угля по крупности.
Сегрегация в бункере (по В.Г. Зашкваре) происходит следующим образом. Крупные округлые куски угля, откатывающиеся к подошве насыпаемого в бункере конуса, представлены чистым углем. В центре насыпаемого конуса остаются тяжелые пластинчатые куски породы и сростков сланца, пирита и т.д., обладающие меньшей способностью качения и большей способностью в силу своих физических свойств (массы, формы) погружаться при падении в рыхлую массу мелкого угля и задерживаться в ней. При выгрузке угля из бункера сначала выходит центральный столб мелкого угля с включенными в него крупными кусками породы и сростков. После выхода столба угля, расположенного над отверстием бункера, выходит более крупный уголь и общая его зольность снижается. И.З. Шатоха установил, что сегрегация уменьшается с увеличением диаметра струи угля. При малом диаметре струи, соизмеримом с максимальной крупностью куска, сегрегация максимальна, а высота засипи незначительно влияет на степень сегрегации.
Экспериментально доказано, что коэффициент усреднения сыпучих материалов существенно зависит от соотношения (К) поперечного сечения емкости и выпускного отверстия. При К = 1—1,5 коэффициент усреднения составляет 1—10%, при К = 2—3 — он составляет 25—70%. В больших емкостях, где К = 10—15, происходит развитие фигуры выпуска и за счет этого достигается усреднение материала.
Исследования процесса усреднения углей в бункерах на стендовой установке ИОТТ показали, что:
максимальная эффективность процесса усреднения углей различной неоднородности может быть достигнута при Челноковой загрузке всех усредни-тельных бункеров и одновременной разгрузке все ячеек бункеров;
установка спиральных спусков в бункерах приводит к повышению эффективности усреднения углей по крупности и зольности, а также к увеличению выхода сортового топлива;
123
Рис. 4.20. Способы загрузки штабеля:
I — по Шеврону: a, b,c,d — слои с одинаковой площадью сечения; II — по Виндроу: 1— 16 — сечение рядов последовательно загруженных штабелеукладчиком; III — по Келли: 1 — аварийный запас; 2 — круговой гребень штабеля; 3 — начало загрузки штабеля; 4 — штабель
периферийный спиральный спуск по стенке силоса предпочтителен для усреднения коксующихся углей, а спиральный спуск на центральной разгрузочной трубе — для усреднения энергетических углей;
увеличение влажности рядовых углей снижает эффективность усреднения.
На основании/результатов исследований построена регрессионная модель процесса усреднения, показывающая, что оптимальной технологической схемой является та, в которой осуществляется предварительная (до аккумулирующих бункеров) классификация углей на машинные классы.
Механизированные штабельные склады. Для хранения и шихтовки компонентов шихты рядовых углей, направляемой на обогащение, на углеобогатительных фабриках большинства коксохимических заводов используют напольные склады. Для механизации загрузки и выгрузки материала предусмотрены грейферные краны и тележки с конвейером (стрелой).
В последние десятилетия в практике угольных и металлургических заводов Западной Европы, США и Японии широкое распространение для усреднения угля и руд получили современные штабельные склады. В мировой практике известны склады для усреднения руд вместимостью до 1 млн т.
Для отсыпки в штабель применяют ленточный конвейер с разгрузочной тележкой, расположенной между двумя штабелями (параллельное расположение штабелей). Спускающейся стрелой материал сбрасывается в направлении продольной оси одного из штабелей. Одновременно из другого штабеля ведется разгрузка роторным устройством.
Используют различные способы укладки углей в штабели (рис. 4.20).
Способ Шеврона — засыпка от гребня послойно под углом естественного откоса по всей длине штабеля. Сегрегация материала по крупности при этом не исключается. Эффективность усреднения повышается в том случае, если разгрузка осуществляется агрегатом, охватывающим все сечение штабеля.
Способ Виндроу — аккумулирование угля в штабеле рядами по длине с заполнением образующихся между гребнями пустот. На непрерывно действующих кольцевых складах (в США и других странах) применяют метод загрузки по Келли. Вначале уголь отсыпается в виде призмы с наклонным гребнем, наибольшая высота которого соответствует высоте закладываемого штабеля. Одна сторона штабеля расположена под углом естественного откоса, другая — под меньшим углом, по наклонному гребню штабель загружают способом
124
Рис. 4.21. Открытый кольцевой склад
Рис. 4.22. Штабельный склад на шахте "Лоберг"
7 — штабельный укладчик; 2 — крытый павильон; 3 — разгрузочный барабан
Шеврона. Движение штабелеукладчика по часовой стрелке производится с опущенной стрелой, в обратном направлении ее поднимают.
Пример непрерывно действующих кольцевых складов — склады на шахтах "Геверкшафт" и "София Якоба" (Германия) (рис. 4.21). При внешнем диаметре 85 м, внутреннем 13 м, высота штабеля 14 м. Общая вместимость склада 36 тыс. т. Рядовой уголь по конвейеру подается в центр склада и с помощью поворотной поднимающейся и опускающейся стрелы засыпается в штабель по способу Шеврона—Келли. Выгрузка штабеля производится движущимся по рельсам мостовым агрегатом. Установленной на нем бороной уголь сгребается по всему сечению штабеля и транспортируется скрепером к центру в подземную траншею, а далее конвейером на обогатительную фабрику.
На складе шахты "Лоберг" (Германия) уголь разгружается на площадку и складируется в виде двух последовательно расположенных штабелей по 20 тыс. т. Здание склада длиной 210 м, шириной 66 м, высотой 34 м, в поперечном сечении имеет форму треугольника, образованного деревянными фермами (рис. 4.22). Склад покрыт листовым шифером, что исключает увлажнение угля атмосферными осадками.
125
Рис. 4.23. Механизированный силосный склад (Нидерланды):
/ — центральная колонна; 2 — двухформовый мост; 3 — распределительный конвейер; 4 — вращающаяся часть колонны; 5 — желоб; 6,7 — ленточные конвейеры; 8 — шлюзовый питатель; 9 — скрепер; 10 — скреперная ферма
У барабанного роторного погрузчика имеется решетка типа бороны, совершающая при помощи кривошипно-шатунного механизма возвратно-поступательные движения и снимающая уголь по откосу усреднительного штабеля. Поток угля осыпается к подошве штабеля, где уголь захватывается ковшами барабанного погрузчика по всей ширине штабеля и передается на конвейерную ленту, движущуюся внутри барабана.
Барабан производительностью 1500 т/ч представляет собой трубу с двойной стенкой. В корпусе барабана имеются продольные щели для ковшей. Для перемещения барабана и подвесной решетки предусмотрен мост, имеющий сбоку две прочные опоры.
Усреднительный склад, оборудованный роторным барабанным погрузчиком, обеспечивает непрерывную подачу на фабрику хорошо усредненного угля с высокой производительностью. Эффективное усреднение угля достигается за
Таблица 4.4.
Сравнительные данные по усреднительным сооружениям в Германии
Усреднительное сооружение Потребность в площади, м2/100т Потребность в капиталовложениях, марки Степень усреднения, %
Бункер органный 8,9 810 Более 80
сплошной 7,7 400 36-70
Склад: с параллельными штабелями (от- 52 270 Н.д.
крытый) со штабелями в один ряд (откры- 26 150 Тоже
тый) со штабелями в один ряд 33,5 210 До 80
кольцевой (открытый) 17 220 Н.д.
кольцевой (закрытый) 18 270 Тоже
126
Рис. 4.24. Механизированные штабельные склады (Финляндия):
а — с передвижным поперечным реверсивным конвейером; б — с неподвижным поворотным (радиальным) штабелеукладчиком; 1,2 — соответственно поперечный и радиальный штабелеукладчик; 3 — питатели
счет того, что штабель отсыпается слоями по длине, а разгружается вразрез этими слоями по ширине. Применение аналогичного оборудования на разрезе "Восточный" (Экибастуз) подтвердило его высокую эффективность.
Сравнительные данные об усреднительных сооружениях (Германия) приведены в табл. 4.4.
Фирма "SEC" (Нидерланды) выпускает оборудование для оснащения силоса, в котором осуществляется аккумулирование и усреднение угля (рис. 4.23). При этом уголь конвейером транспортируется в центр верхней части силоса, затем поступает в желоб, откуда разгружается на распределительный конвейер. Конвейер проходит через вращающуюся часть центральной колонны силоса и далее внутри поворотного двухфермового моста, который приводится в движение каретками, расположенными на его концах и движущихся по круговому пути. С помощью конвейера уголь распределяется по поверхности силоса. Неровности на поверхности угля выравниваются скрепером, подвешенным канатами на скреперной ферме, которая соединена с двухфермовым мостом. Уголь разгружается из силоса вращающимся шлюзовым разгрузчиком в центре днища на ленточный конвейер. Всеми операциями управляет один человек.
По данным фирмы, такая система усреднения угля предотвращает его сегрегацию и обеспечивает устойчивый гранулометрический состав на выходе угля со склада.
В Финляндии выпускается оборудование для открытых складов, где для снижения эксплуатационных затрат вместо роторных разгрузчиков применяют
127
качающиеся питатели. На рис. 4.24. показана система складирования и извлечения из штабеля угля с передвижным поперечным конвейером для укладки угля в штабель и с неподвижным поворотным штабелеукладчиком. Эта система предусматривает применение бульдозеров для разравнивания и уплотнения штабеля. При всей оригинальности замысла эффективность усреднения на таких складах ниже.
В Польше для улучшения качества товарного угля в проектах мощных угольных разрезов предусматривается усреднение угля на складах, оснащенных перегрузочным оборудованием непрерывного действия: штабелеукладчиками (отвалообразователями) и роторными погрузочными машинами.
Применяют погрузочные машины типа LWKS шести типоразмеров производительностью 600—2500 т/ч, предназначенные для выдачи со складов угля и других сыпучих материалов с насыпной плотностью до 1100 кг/м3 и крупностью до 200 мм. Рабочим органом в роторных погрузчиках является роторное колесо, установленное на поворотной стреле, снабженной конвейером. Скорость подачи роторного колеса регулируется, степень заполнения ковшей (производительность) определяется заглублением ковшей в штабель. Конструктивно погрузчик представляет собой передвижной четырехопорный портал, несущий стрелу с ротором, кабиной управления и стрелой противовеса на поворотном устройстве.
Типоразмерный ряд поворотных штабелеукладчиков на рельсовом ходу типа ZOS насчитывает 12 модификаций производительностью 380—2500 т/ч.
Процесс усреднения в штабеле можно рассматривать как управляемый и использовать для этого следующие параметры:
толщина слоев при закладке штабеля;
скорость движения рабочих органов;
угол установки решетки (бороны) и т.д.
Несмотря на ряд достоинств усреднения в штабелях его применяют при поступлении углей одной—двух шахт (резрезов).
К преимуществам дозировочно-аккумулирующих бункеров следует отнести большие по сравнению со штабелями возможности механизации и автоматизации процессов загрузки и разгрузки, отсутствие засорения окружающей среды, лучшие условия труда обслуживающего персонала. Их недостатки: ограниченная вместимость, зависание и сегрегация угля. Для центральных обогатительных фабрик при неравномерности поступления углей (часто разных марок) с 5—20 шахт в основном более приемлемо усреднение углей в дозировочно-аккумулирующих бункерах.
Эффективность усреднения углей зависит от того, как этот процесс происходит в каждом бункере, и от того, сколько их одновременно работает. Увеличение числа включенных в работу бункеров способствует сглаживанию пиковых значений и обеспечивает снижение неоднородности угля.
Методы усреднения в потоке. Известны следующие методы усреднения угля в потоке.
Метод продольного сдвига осуществляется с помощью питателя и рассекателя (рис. 4.25, а). При перегрузке угольного потока с конвейера 1 на конвейер 2 рассекатель 3 делит поток на два: один движется по конвейеру 2, второй — проходит по питателю 4 и перегружается вновь на конвейер 2.
Метод поперечного сдвига реализуется с помощью установки (рис. 4.25, б), состоящей из распределительного бункера 4, к боковой стороне которого снаружи крепится прямоточная воронка 3. На общую стенку воронки и бункера сверху шарнирно крепится шиберная заслонка. Под распределительным бункером устанавливают дополнительный питатель 5 и питатель 6. В электрические 128
Рис. 4.25. Методы усреднения угля в потоке:
а — метод продольного сдвига; б — метод поперечного сдвига
цепи привода дополнительного питателя 5 и шиберной заслонки 2 включен золомер 7.
Установка, расположенная в местах перегрузки потоков, работает следующим образом. Угольный поток подают посредством конвейера 7 в установку. Высокозольные участки W, определяемые золомером 7, отделяют шиберный заслонкой 2 в распределительный бункер 4, для чего ее устанавливают в положение 0—а по сигналу золомера. Низкозольные участки потока N сбрасывают на питатель 6 через прямоточную воронку 3. Для этого шиберную заслонку 2 устанавливают в положение 0—б также по сигналу золомера. При прохождении низкозольных участков потока N по питателю 6 под распределительным бункером 4 дополнительный питатель 5, работающий в режиме подпора, ссыпает на них высокозольный уголь W в объеме, обратно пропорциональном зольности проходящих участков потока, определяемой золомером 7. В результате при наложении высокозольных участков W на низкозольные N получают угольный поток практически с постоянной текущей зольностью, который посредством конвейера 8 подают в процесс.
Описанные методы усреднения в потоке, обеспечивающие стабилизацию зольности исходного угля, не решают всех задач подготовки угля к обогащению.
Группировка углей перед обогащением. Оптимальные результаты обогащения угля могут быть получены при технологическом режиме разделения, соответствующем свойствам его как объекта обогащения. При совместном обогащении углей, существенно отличающихся гранулометрическим и фракционным составами, нельзя установить такой режим обогащения, который соответствовал бы характеристике каждого угля, входящего в состав обогащаемой шихты. Следствие этого — снижение выхода концентрата или ухудшение его качества. Для решения вопроса о критерии группировки углей для совместного или раздельного их обогащения Укрнииуглеобогащением было проведено специальное исследование. Угли 21 шахты Донбасса, существенно отличающиеся по фракционному составу, были объединены в несколько групп с близкими значениями одной из оценок обогатимости угля:
d
отношение выхода легких фракций и их зольности УлМ.т d о
показатель обогатимости То = 0,567 А л + 0,00116 (100- ул) , d выход легких фракций (ул), зольность легких фракций (Ад);
5- Техника и технология...
129
Рис. 4.26. Выход концентрата ук при совместном и раздельном обогащении углей 21 шахты (См. текст)
Рис. 4.27. Выход концентрата при совместном (7) и раздельном (2) обогащении углей двух шахт, контрастных по зольности легких фракций
зольность граничных элементарных слоев по Рейнгардту. На ЭВМ были выполнены расчеты ожидаемых результатов при совместном и раздельном обогащении всех рассматриваемых углей на отсадочной машине.
На рис. 4.26 показаны результаты расчетов выхода общего концентрата зольностью 5,4%, соответствующей граничной зольности элементарного слоя d
ДГр = 15% по Рейнгардту. Аналогично было проведено сопоставление выходов концентрата при зольности 5,8 и 6,1% соответствующих Adp = 20 и 25%. Анализ результатов расчетов показал, что во всех случаях наибольший общий выход концентрата заданной зольности достигается при раздельном обогащении углей, сгруппированных по близким значениям зольности легких фракций.
Совместное и раздельное обогащение угля двух шахт с большой разницей d
зольности легких фракций (Лл = 4,5 и 12%) дает результаты, приведенные на рис. 4.27. Видно, что чем ниже зольность концентрата, тем на большую величину превышает выход концентрата раздельного обогащения таких углей выход концентрата совместного их обогащения. Например, выход концентрата зольностью 9% при раздельном обогащении составляет 63,2%, а совместном — 60,4%, т.е. на 2,8% выше, а при зольности концентрата 8,6% приращение его выхода равно 56 - 48,4 = 7,6%.
130
Выполненные исследования показали, что для достижения максимального извлечения концентрата необходимо обогащать исходные угли, различающиеся по зольности и легкой фракции не более чем на 1—1,5%, что может быть достигнуто за счет формирования сырьевой базы или организации раздельного обогащения углей, сгруппированных по этому признаку. При раздельном обогащении угли, поступающие на обогатительную фабрику, разделяют по зольности легких фракций на две группы (или более). Одна из них включает угли зольностью легких фракций ниже граничной, а другая — больше граничной.
По алгоритмам, разработанным ИОТТ и Укрнииуглеобогащение, для углей, поступающих на фабрику с учетом их долевого участия, определяют плотность разделения в гравитационных аппаратах, обеспечивающих требуемую зольность суммарного концентрата. Плотность разделения в соответствующем аппарате для каждой группы углей определяют для углей с относительно низкой зольностью легких фракций и для углей с относительно высокой зольностью легких фракций. Смешивая концентраты отдельных групп обогащаемых углей, получают суммарный концентрат, зольность которого находится на уровне зольности концентрата, получаемого при совместном обогащении всех углей сырьевой базы фабрики, но при увеличенном его выходе.
Получение требуемых плотностей разделения в тяжелосредных сепараторах контролируется плотностью суспензии, а в отсадочных машинах — засорениями продуктов обогащения посторонними фракциями. Так, на фабрике Ясиновского КХЗ угли сырьевой базы были разделены на две группы с учетом зольности легких фракций класса 1—13 мм, которые являются основным компонентом товарного концентрата.
В I группу (51,3% обогащаемых углей) включены угли, у которых зольность легких фракций класса 1—13 мм не превышает 5,2%, а остальные включены во II группу. При этом обеспечивается примерно одинаковая загрузка обеих секций. Загрузка отсадочных машин мелкого угля этих секций практически одинакова (28 и 28,6%), а отсадочных машин крупного угля отличается незначительно (13,9 и 16%). В результате такой группировки средняя зольность легких фракций мелкого машинного класса углей I группы оказалась на 2%, а крупного на 2,4% ниже, чем у соответствующих машинных классов углей II группы.
Опыт практического применения раздельного обогащения углей с различной зольностью легких фракций на фабрике Ясиновского КХЗ в 1990—1992 гг. оказался эффективным для повышения выхода концентрата. За 3 года прирост выхода концентрата составил 0,6—1,1%, что соответствует увеличению его выпуска на 56—70 тыс. т в год, а выход промпродукта снизился на 0,5%. Реализация раздельного обогащения на фабрике осуществлена благодаря синхронной работе двух секций с различным режимом разделения для разных групп углей и получением общего потока концентрата усредненного качества.
На фабриках с одной технологической секцией при наличии достаточного числа бункеров для шихтования концентрата раздельное обогащение может осуществляться последовательно для каждой группы углей. На многих фабриках недостает емкостей для усреднения и шихтования рядовых углей. В этих условиях особенно такая группировка углей перед обогащением приводит к стабилизации зольности легких фракций в каждой группе и гарантирует устойчивую работу обогатительных аппаратов и качества товарного концентрата (табл. 4.5). Расчеты, выполненные, например, для ЦОФ "Никитовская", показали, что при разделении обогащаемых углей на две группы с различной зольностью легких фракций среднее квадратическое отклонение зольности
5*
131
Таблица 4.5
Группировка углей перед обогащением, %
Шахта Доля Класс 1-13 мм
Выход Легкие фракции (1400 кг/м3)
выход зольность
Им. Изотова / группа углей 46,98 44,14 24,35 4,3
Им. Калинина 12,93 47,49 26,50 4,1
Им. Батова 11,42 49,97 28,37 3,6
Октябрьская 8,52 52,70 23,40 4,8
Исходный материал I группы 79,85 46,43 25,18 4,2
Среднеквадратическое отклонение Им. Орджоникидзе // группа углей 10,13 46,8 19,2 ±0,32 7,1
№ 13 бис 10,02 56,9 33,8 6,5
Исходный материал II группы 20,15 51,82 26,46 6,7
Среднеквадратическое отклонение Усредненный материал 100 47,52 25,44 ±0,29
Среднеквадратическое отклонение ±1,08
снижается до ±0,3% по сравнению с ±1,08% для всех углей сырьевой базы этой фабрики.
Фактор стабилизации зольности легких фракций в каждой группе по сравнению со смесью все углей сырьевой базы весьма важен для управления качеством. Известно, что при большом диапазоне изменения зольности легких фракций обогащаемых углей их разделение при одних и тех же режимах приводит к потере выхода концентрата при обогащении углей с низкой зольностью легких фракций и превышению норм зольности концентрата при обогащении углей с высокой зольностью легких фракций.
Шихтовка углей из дозировочно-аккумулирующих бункеров. На углеобогатительных фабриках в основном используют три—четыре варианта шихтовки углей различных шахт (шахтогрупп) из бункеров на основе ориентировочных инженерных расчетов ожидаемых результатов обогащения. Имеется опыт оптимизации технологических процессов за счет применения заранее рассчитанных на ЭВМ режимов обогащения для нескольких наиболее вероятных вариантов шихтовки углей.
Процесс управления качеством осуществляется по следующей схеме. В зависимости от наличия рядовых углей в бункерах оператор пульта управления углеподготовки выбирает один из вариантов шихтовки. Номер варианта шихты передается оператору пульта управления фабрики, который сообщает его операторам обогатительных машин. Периодически проверяются потери концентратных и промпродуктовых фракций в породе и засорение концентрата породными и промпродуктовыми фракциями. Полученные данные сопоставляются с нормативными показателями для данного варианта шихтовки. Если фактические показатели превышают значения, то путем регулировки процесса добиваются их уменьшения.
132
Разработан метод управления качеством концентрата уже на стадии подготовки углей к обогащению — при усреднении их в дозировочно-аккумули-рующих бункерах. При этом на основе современных методов прогнозирования, дающих наибольшее приближение к практическим данным, в соответствии с принятой на фабрике технологией определяют ожидаемые качественно-количественные показатели обогащения углей для получения концентрата заданного (по нормам технических условий) качества. По расчетным данным о качестве концентрата, получаемого при обогащении углей каждой из шахт, делается вывод об объединении их в шахтогруппы.
В одну шахтогруппу объединяют шахты, дающие концентрат с равными или близкими значениями зольности и массовой доли серы. Используя методы линейного программирования и исходя из допустимых колебаний зольности, сернистости концентрата и других ограничений (если они необходимы), определяют границы допустимого участия углей отдельных шахтогрупп в шихте, направляемой на обогащение.
Все работы выполняют на ЭВМ. Исходной информацией для расчета служат Данные об участии углей различных шахт в шихте (по плану), гранулометрический и фракционный составы машинных классов и показатели погрешностей Разделения в обогатительных машинах. Для наглядности и упрощения пользования этими рекомендациями разработаны треугольники усреднения.
133
Каждый треугольник усреднения (рис. 4.28) позволяет решить вопрос о возможности применения отдельных или в смеси в шихте углей от одной до трех шахтогрупп. Такой треугольник усреднения получен на ЭВМ для углей трех шахтогрупп, I из них дает при обогащении концентрат зольностью 6,5% и массовой долей серы 2,5%; II (при тех же режимах обогащения) — концентрат лучшего качества Ad = 6% и Sd = 1,1%; III — худшего качества: Ad = 6,9% и Sd = 2,4%. На треугольнике имеется пять шкал: три шкалы доли углей шахтогрупп в шихте, направляемой на обогащение (эти шкалы нанесены на двух сторонах треугольника и высоте, опущенной из вершины прямого угла); шкала AAd— отклонение зольности концентрата от среднего значения, шкала ASd — отклонение массовой доли серы от среднего значения.
Внутри треугольника нанесена координатная сетка и указан контур и только в пределах этого контура допускается шихтовка углей, которые обеспечивают заданные колебания зольности и массовой доли серы концентрата. Внутри контура проведены изолинии, указывающие с помощью шкал AAd и ASd отклонения зольности и массовой доли серы концентрата от средних значений. Внутри замкнутого контура, расположенного в треугольнике, может быть принята любая точка, соответствующая конкретному долевому участию шахтогрупп.
После того как выбрана точка шихты внутри контура, долю в шихте двух шахтогрупп (шкалы которых расположены на сторонах треугольника) определяют, пользуясь координатной сеткой, а долю третьей шахтогруппы — по разности 100% и суммы первых двух шахтогрупп или опустив перпендикуляр из этой точки на шкалу третьей шахтогруппы.
Пример.. Если необходимо выпустить концентрат зольностью и массовой долей серы на уровне средних для фабрики, то в качестве отправной для определения шихты принимают точку А на пересечении линий AAd = 0 (см. рис. 4.28). Ей соответствует следующий состав шихты, %: 1 шахтогруппы — 78, II — 8, III — 100 — (78 + 8) = 14.
Если, например, есть необходимость повысить зольность концентрата на 0,3% против среднего значения, а массовую долю серы снизить на 0,2%, то этим условиям соответствует точка В на пересечении линий с заданным отклонением показателей. При этом шихта должна иметь состав, %: I шахтогруппы — 63; II — 18; III — 19.
Если нужно работать на шихте следующего состава, %: 1 шахтогруппа — 80, II — 13; III — 7, то пользуясь треугольником (точка С), можно определить, какого качества будет концентрат: AAd = -0,1 %; ASd = -0,1 %.
Пользуясь описанными приемами, из треугольника можно определить качество концентрата при любой шихте, в том числе при участии углей двух и одной шахтогруппы. Так, при участии углей I (80%) и II (20%) шахтогрупп качество концентрата характеризуется следующими значениями AAd = -0,4%; Sd = -0,3% (точка £>), а при работе только на углях I шахтогруппы (100%) зольность концентрата будет ниже среднего значения на 0,4%, а сернистость выше на 0,13% (точка £).
Для практического осуществления шихтовки удобно пользоваться предварительно рассчитанными значениями участия углей в зависимости от их доли для разной часовой производительности фабрики. Пользуясь установленными с помощью треугольника усреднения долевым участием отдельных шахтогрупп, определяют соответствующее участие в шихте, и диспетчер дистанционно или через шихтовщика задает состав шихты в тоннах.
Ниже приведен пример составления вариантов шихты на основе кодирования углей (см. гл. 2), поступающих на обогащение. Сырьевую базу обогатительной фабрики, выпускающей концентрат для коксования, составляют угли девяти шахт. Долевое участие шахт, показатели, характеризующие уголь каждой шахты как объект обогащения и его кодовые числа, приведены в табл. 4.6.
134
Таблица 4.6
Данные для расчета шихты
Номер шахты 4% 4% Ул-% Уп% Укр’ Уо-1’% Кодовое число Долевое участие шахт, %
1 2 3 4 5 6 7 8 9
1 7,1 2,4 60,2 37,1 31,2 20,5 534 743 11,1
2 7 2,6 57 37,3 29,1 22,8 545 754 13,5
3 5,8 2 55,7 41,7 27,6 23,7 325 854 11,1
4 7,1 1,7 62,5 31,4 56,9 8,8 524 500 26,6
5 7,2 2,3 53,7 42,9 43,3 13,9 536 821 12,6
6 8,2 3,5 50,6 38,4 35,3 15,9 656 732 2,4
7 6,8 2,8 54,8 36,7 34,6 19,5 446 743 6,2
8 7,3 2,7 63,2 33,1 37,7 17,9 544 632 12,5
9 4,8 2,6 68,2 28,9 24 15 243 562 4
Фабрика располагает бункерами для шихтовки углей не более четырех шахтогрупп. С помощью кодовых чисел дают рекомендации по шихтовке углей перед обогащением. Вначале формируют шахтогруппы. В каждую шахтогруппу включают угли, имеющие близкие значения кодов зольности и массовой доли серы легких фракций. По приведенным данным составляют четыре шахтогруппы, куда входят угли шахт со следующими кодовыми числами: I — 524 500; II — 325 854; 243 562; 446 743; III — 534 743; 536 821; IV — 545 754; 544 632; 656 732.
По данным граф 8 и 9 (см. табл. 4.6) определяют средние взвешенные значения кодов показателей углей каждой шахтогруппы и их кодовые числа. Код зольности легких фракций углей 11 шахтогруппы:
_ 11,1-3 + 4,2 + 6,2-4 11,1+4 + 6,2 '
Аналогично определяют коды других показателей. В результате определяют кодовые числа каждой шахтогруппы: I — 524 500; II — 325 753; III — 535 832; IV - 545 742.
В случае поступления на фабрику углей, не предусмотренных в плановой сырьевой базе, их направляют для складирования совместно с углями той шахтогруппы, кодовое число которой наиболее близко к кодовому числу углей этой шахты (предпочтение отдают первым двум кодам). Аналогично определяют кодовое число плановой шихты — 535 732.
Затем составляют варианты шихты по кодовым числам шахтогрупп. Для обеспечения выпуска концентрата стабильного качества долевое участие углей разных шахтогрупп принимают таким, чтобы код каждого показателя углей в варианте шихты отличался от соответствующего кода плановой шихты не более чем на 1. В табл. 4.7 приведены варианты шихты углей.
Таблица 4.7
Долевое участие углей разных шахтогрупп для составления шихты, %
Шахто-группа Варианты шихты рядовых углей
1 2 3 4 5 6 7
I 10 15 10 18 — 28
II 20 10 30 — — 22 30
1П 40 40 30 42 60 35 70
IV 30 35 30 40 40 15 —
Кодовое число ва- 535 732 535 732 445 742 535 732 535 732 535 732 435 742
рианта шихты
135
Для других вариантов шихты, резко отличающихся от кодового числа плановой шихты, должны разрабатываться режимы обогащения, соответствующие качеству исходного угля для получения кондиционного концентрата.
4.5. Дробление и измельчение
Основные понятия. Операции дробления и измельчения условно различают по размеру готового продукта. В результате дробления получают продукт, крупность которого превышает 3—6 мм, а в результате измельчения — продукт мельче 3—6 мм.
При добыче, подготовке к обогащению и обогащении угля в основном применяют дробление, при подготовке к использованию и при использовании угля — измельчение.
Способы дробления и измельчения отличаются видом деформации материала. По способам разрушения различают:
раздавливание — переход напряжений за предел прочности на сжатие;
раскалывание — разрушение кусков в результате их расклинивания и последующего разрыва;
излом в результате изгиба;
скалывание — материал подвергается сдвигу;
истирание кусков — внешние слои куска подвергаются деформации сдвига и постепенно срезаются вследствие перехода касательных напряжений за пределы прочности.
Если на материал действуют не статистические, а динамические нагрузки, то происходит ударное дробление. Однако упругие деформации остаются теми же (сжатие, растяжение, изгиб, сдвиг).
Перечисленные способы разрушения являются общими для дробления и измельчения. Эти процессы отличаются по своему технологическому назначению и месту в цепи последовательных операций обогатительной фабрики.
По технологическому назначению все машины, применяемые для разрушения кусков и частиц минерального сырья и других материалов, различаются на две основные группы: дробилки и мельницы. В дробилках между дробящими деталями всегда имеется некоторый зазор, заполненный материалом при работе под нагрузкой и свободный — при работе на холостом ходу.
В мельницах измельчающие детали отделяются друг от друга небольшим слоем материала только под нагрузкой, а при работе на холостом ходу они соприкасаются (шаровые, стержневые, роликовые и другие мельницы).
В зависимости от характера потребления угля и способов его переработки дробление и измельчение могут быть самостоятельными (окончательными) и подгтовительными операциями.
Продукты окончательного дробления на углеобогатительных и брикетных фабриках — некоторые товарные сорта, шихта для коксования и брикетирования; продукты окончательного измельчения — шихта для брикетирования, уголь для сжигания в пылевидном состоянии и пробы угля для различного вида анализов. Подготовительное дробление применяют для подготовки углей к различным операциям обогащения.
Степень дробления (измельчения) обычно характеризуется отношением размеров кусков исходного материала D к размеру кусков d продукта дробления (измельчения)
i = D/d.
В некоторых случаях степень дробления определяют как соотношение раз-136
меров максимальных по крупности кусков материала до и после дробления
i = ^Лпах/^тах-
Наиболее распространенный показатель степени дробления — отношение средних взвешенных диаметров исходного Dcp и дробленого dcp продуктов.
В качестве размерной характеристики крупности материала наряду с диаметрами отдельных частиц и средним взвешенным диаметром как всего исходного материала и продукта дробления (измельчения), так и отдельных, входящих в их состав классов, при дроблении и измельчении широко применяют такой показатель, как удельная поверхность материала.
Удельную поверхность рыхлого материала определяют по формуле
5уд = бдаср),
где 8 — плотность материала; <7ср — средний диаметр кусков;
ф Ду/d)
где у — массовый выход узкого класса крупности; d — средний диаметр узкого класса крупности.
Число стадий дробления (измельчения) определяется начальной и конечной крупностью разгружаемого материала. На углеобогатительных предприятиях применяют дробление (измельчение) в открытом цикле, при котором материал проходит через дробилку или мельницу только один раз. В случае многостадиального дробления (измельчения) общая степень дробления (измельчения) определяется как произведение степеней дробления в отдельных стадиях
i = /р’г/з - '«•
На практике различают крупное (до 100—200 мм), среднее (25—80 мм) и мелкое (3 -г 5—10 мм) дробление, а измельчение — грубое (до 0,5 мм) и тонкое (менее 0,5 мм).
При крупном и среднем дроблении углей степень дробления принимается равной 3—8, при мелком 10—30, при тонком измельчении 25—60. Степень дробления промпродукта перед его переобогащением зависит от размеров вкрапленности породы в углях. На фабриках с мокрым способом обогащения рядовой уголь дробят до 100 (150) мм, пневматическим — до 50—75 мм. На сортировочных фабриках, где дробление является самостоятельной операцией, крупные куски угля и антрацита дробят до крупности 100 мм. Угольные концентраты перед подготовкой к коксованию измельчают до крупности меньше 3 мм, а уголь для сжигания в пылевидном состоянии — до крупности менее 0,1—0,2 мм.
Уголь по прочности относится к категории особо мягких (слабых) пород, коэффициент крепости которых по шкале М.М. Протодьяконова составляет 2—5.
Работа, затрачиваемая на дробление (измельчение), пропорциональна вновь образованной поверхности частиц дробленого продукта
A = Ш,
где к — коэффициент пропорциональности;
137
k = a;
a — временное сопротивление сжатию, Н-м/м2; А5 — площадь вновь образованной поверхности, м2.
В соответствии с законом дробления Кика—Кирпичева работа дробления пропорциональна объему деформируемых кусков
А = KKV = Kjfi,
где Кк — коэффициент пропорциональности, Н-м/м3; V — объем куска, м3; D — характерный размер куска, м.
Зависимость между работой дробления (измельчения) и площадью вновь образованной поверхности частиц дробленого продукта выражаются соотношением
A/JAm ~
где Ап, Ат — работа, затрачиваемая на дробление (измельчение) одиночной частицы при степени дробления (измельчения) соответственно i„, im.
Зависимость между работой дробления и объемом деформируемых кусков имеет вид
AJA^VJY",
где V — объем деформируемых кусков.
Для однородных по составу углей
А^Ат ~ G,JGm,
где G — масса деформируемых кусков.
Приближенно работа дробления куска объемом V в общем виде может быть определена по формуле
А = a2/(2E)V,
где о — временное сопротивление сжатию, Па (для каменных углей о составляет 7—14, для антрацитов 25—30 Па); Е — модуль упругости, Па.
При определении работы дробления углей в формулу вводят поправочный коэффициент 1,08
А = l,08a2V/(2£)
(для каменных углей Е составляет 670—3200, для антрацитов — 700 Па).
Энергоемкость дробления (удельный расход электроэнергии на дробление 1 т угля) определяют по формуле
E^N/Q,
где N — мощность, потребляемая электродвигателем дробилки, кВт; Q — производительность дробилки, т/ч.
В углеобогатительных и углеподготовительных цехах коксохимических заводов для подготовки шихты к коксованию применяют следующие схемы окончательного дробления: дробление шихты (ДШ); групповое дробление компонентов (ГДК); дифференцированное дробление компонентов (ДДК); а также избирательное дробление шихты с пневмосепарацией.
Схема ДШ, являясь наиболее простой по компоновке оборудования, приводит к переизмельчению легкодробимых хорошоспекающихся углей и к более
138
грубому дроблению твердых, тощих и газовых, что неблагоприятно сказывается на качестве кокса.
По схеме ГДК отдельные группы марок угля, близкие по показателям спе-каемости и коксуемости, а также по физико-механическим свойствам, дробят до заданной крупности. Тонкое измельчение отощенных спекающихся и газовых углей и грубое марок К и Ж позволяет повысить плотность шихты на 2— 2,5%, а следовательно, увеличить производительность коксовых батарей, существенно не влияя при этом на качество кокса. По схеме ГДК запроектированы углеподготовительные цехи Западно-Сибирского и Новолипецкого металлургических, Авдеевского и Криворожского коксохимических заводов.
Схема ДДК предусматривает дробление компонентов обогащенной шихты при наличии углеобогатительной фабрики в составе углеподготовительного производства.
Дроблению подвергают концентрат класса >6 мм, который затем смешивают с концентратом класса <6 мм и флотоконцентратом. При этом достигается необходимая степень измельчения более твердых компонентов обогащенной шихты, которые концентрируются в крупных классах. Для смешения всей дробленой шихты в схемах ГДК и ДДК Гипрококсом разработана специальная смесительная машина, которую устанавливают в смесительном отделении.
Оптимальным вариантом следует считать дифференцированное дробление обогащенной шихты в сочетании с дифференцированным обогащением рядового угля. При этом благодаря тонкому измельчению крупного концентрата углей марок Г и ОС совместно с тяжелым концентратом фракции плотностью 1500—1800 кг/м3 углей марок Ж и К улучшаются показатели прочности кокса. По схеме дифференцированного дробления обогащенной шихты работают углеобогатительные фабрики Ясиновского, Запорожского и углеподготови-тсльный цех Днепродзержинского коксохимического заводов.
При избирательном измельчении с применением пневматической сепарации (разделение не только по крупности, но и по плотности) распределение зольности, выход летучих веществ и спекаемость шихты становятся более равномерными во всех классах крупности. Промышленное внедрение этого метода осуществлено на Нижне-Тагильском металлургическом комбинате. Производительность установки составила 400—450 т/ч. Шихту перед дроблением разделяют на специальном оборудовании — отделителе мелких классов угля в кипящем слое (ОКС).
Конструкции отечественных дробилок. Дробление углей осуществляется в механических дробилках, измельчение — в механических барабанах с мелющими телами. Выбор конструктивного вида дробилки и ее типоразмера определяется прочностью и крупностью дробимого материала, требуемыми производительностью и гранулометрическим составом дробленого продукта.
В отечественной практике для крупного дробления углей в основном применяют дробилки щековые, валковые с зубчатыми валками, молотковые и роторные, однако известны случаи использования для этой цели и конусных Дробилок.
Щековые дробилки. На углеобогатительных фабриках щековые дробилки применяют для дробления горной массы, содержащей крупнокусковую породу средней и большой прочности. Промышленность выпускает щековые дробилки с простым (по дугам окружностей) и сложным (по замкнутым кривым) Движением подвижной щеки относительно оси ее подвеса.
В щековых дробилках материал разрушается раздавливанием между двумя поверхностями, одна из которых неподвижная.
139
В дробилках с простым движением щеки (ЩДП) подвижная щека поворачивается вокруг своей оси на небольшой угол в ту и другую сторону, приближаясь и отдаляясь от неподвижной щеки при движении звеньев кривошипношатунного механизма.
В дробилках со сложным движением подвижной щеки (ЩДС) подвижная щека подвешена на эксцентриковом приводном валу. Нижняя часть ее шарнирно соединяется с распорной плитой (другим концом распорная плита опирается на регулировочное устройство). Траектория движения точек щеки представляют собой овалообразные кривые.
Степень дробления в щековых дробилках составляет от 4 до 6. При выборе щековой дробилки необходимо, чтобы ширина ее загрузочного отверстия была на 10—15% больше размера наибольшего куска в питании.
Фактическая производительность щековой дробилки Q (м3/ч) может быть подсчитана по формуле
Dcptga
где — коэффициент, учитывающий кинематику дробилки (для дробилки с простым движением щеки Кк = 0,84, со сложным Кк = 1); Scp — ход щеки в средней части, м; L — длина разгрузочного отверстия, м; В — ширина разгрузочного отверстия, м; п — частота вращения эксцентрикового вала, мин"1; b — ширина разгрузочной щели, м; Dcp — средний взвешенный размер кусков в исходном материале, м; a — угол захвата, градус.
Ход щеки в средней части определяют по формуле
Scp = 0,5(Sb + SH),
где 5b, SH — ход щеки соответственно вверху и внизу камеры дробления, м.
Углом захвата называется угол между касательными к профилю дробящих плит щековой дробилки, проведенными через точки касания вписанной окружности. Для исключения выбрасывания куска из камеры дробления угол захвата должен быть меньше двойного угла трения дробимого материала о сталь. Для породы с коэффициентом трения 0,2—0,3 угол захвата равен 22— 31°. Обычно угол захвата щековых дробилок находится в пределах 15—24°, что соответствует значениям коэффициента трения 0,13—0,22.
Мощность W (кВт) щековой дробилки может быть определена по формуле
N = DL(B - e)Scpn/tga,
где D — удельная работа дробления, кВт-ч/т (для простого движения щеки D = 5, для сложного D = 4,5); е — эксцентриситет главного вала, м.
На рис. 4.29 показана щековая дробилка со сложным движением подвижной щеки. Станина дробилки стальная, боковые стенки выполнены из стального листа и соединены между собой передней стенкой 1 коробчатого сечения и задней балкой 5, являющейся также корпусом регулировочного устройства. Над приемным отверстием укреплен защитный кожух 2, предотвращающий выброс кусков породы из камеры дробления. Подвижная щека 4 представляет собой стальную отливку, расположенную на эксцентриковой части приводного вала 3. В нижней части щеки имеется паз, куда вставляется сухарь для упора распорной плиты 8. Другим концом распорная плита упирается в сухарь регулировочного устройства. Замыкающее устройство состоит из тяги 6 и цилиндрической пружины 7, натяжение которой можно регулировать гайкой.
140
Рис. 4.29. Щековая дробилка со сложным движением подвижной щеки
1 — передняя стенка коробчатого сечения; 2 — кожух; 3 — эксцентриковый вал; 4 — подвижная щека; 5 — задняя балка; 6 — тяга; 7 — цилиндрическая пружина; 8 — распорная плита; 9 — дробящая плита; 10 — неподвижная дробящая плита
При рабочем ходе щеки, когда ширина разгрузочной щели уменьшается, пружина сжимается и, стремясь разжаться, способствует возврату щеки, что обеспечивает постоянное плотное замыкание звеньев шарнирно-рычажного механизма (подвижной щеки, распорной плиты и регулировочного устройства). Подвижная щека имеет в нижней части косой выступ, на котором устанавливается дробящая плита 9, изготовляемая из высокомарганцовистой стали. Неподвижная дробящая плита 10 опирается внизу на выступ передней стенки станины, а с боковых сторон зажата боковыми футеровками, выполненными в виде клиньев. Рабочая часть плиты выполняется рифленой.
На рис. 4.30 показана щековая дробилка с простым движением подвижной щеки. В станине 1 устанавливают коренные подшипники эксцентрикового вала 4, на эксцентриковую часть которого навешивается шатун 5. На нижнем конце шатуна имеются пазы для установки сухарей 7, являющихся опорными поверхностями для передней 10 и задней 8 распорных плит. Подвижная щека 2 представляет собой стальную отливку коробчатого сечения, подвешенную на оси 3. Силовое замыкание звеньев механизма привода подвижной щеки обеспе-
141
Рис. 4.30. Щековая дробилка с простым движением подвижной щеки
1 — станина; 2 — подвижная щека; 3 — ось; 4 — эксцентриковый вал; 5 — шатун; 6 — пружина; 7 — сухари; 8 — задняя распорная плита; 9 — тяги; 10 — передняя распорная плита; 11,12 — дробящие плиты; 13 — сменные футеровочные плиты
Рис. 4.31. Двухвалковая зубчатая дробилка ДДЗ-6:
а — кинематическая схема; б — общий вид; I — электродвигатель; 2 — клиноременная передача; 3 — шариковая муфта; 4 — приводной вал; 5,6,8,9 — шестерни; 7 — редуктор; 10 — гидравлическое амортизирующее устройство; 11 — подвижный зубчатый валок; 12 — неподвижный зубчатый валок
чивается тягами 9 и пружинами 6. К станине и подвижной щеке крепятс^ дробящие плиты // и 12. Плиты изготовляют из высокомарганцовистой стали и они являются основными рабочими органами щековых дробилок. Рабочие поверхности дробящих плит и боковые стенки станины образуют камеру дробления. Часть боковых стенок станины, входящих в камеру дробления, футеруют сменными футеровочными плитами 13. Режим работы щековой дробилки изменяется регулировкой выходной щели. Ширина выходной щели определяет крупность продукта дробления и производительность дробилок.
Дробилки типа ЩДС изготовляют на Выксунском заводе дробильно-размольного оборудования, ЩДП — на Волжском заводе цементного машиностроения "Волгоцеммаш".
Валковые дробилки. Для крупного и среднего дробления углей, антрацитов и горючих сланцев с включением сопутствующих пород, большое распространение получили дробилки двухвалковые зубчатые типа ДДЗ (рис. 4.31). Дробилки ДДЗ-4А и ДДЗ-6А предназначены для дробления материалов с коэффициентом крепости до 6 (по М.М. Протодьяконову), дробилка ДДГ-10А — для дробления горной массы с коэффициентом крепости до 10.
Двухвалковые зубчатые дробилки ДДЗ-4А, ДДЗ-6А и ДДГ-10А конструктивно подобны и состоят из приводного вала, установленных на раме в роликовых подшипниках неподвижного и подвижного зубчатых валков, амортизирующего устройства, передаточного механизма и привода. На приводном валу, установленном в роликовх подшипниках и снабженном шкивом для клиноременной передачи и шариковой муфтой предельного момента для сглаживания и ограничения нагрузки при аварийных режимах (например, при попадании между валками недробимых предметов), насажена шестерня, приводящая через редуктор в движение зубчатые валки. Эти валки представляют собой закрепленные на валах два барабана, к которым крепятся съемные сегментные плиты с зубьями, изготовляемые из закаленной марганцовистой стали.
Валки приводятся во вращение через систему зубчатых передач. Наличие предохранительного амортизирующего устройства позволяет при попадании между валками недробимого материала отодвигать на расстояние до 200 мм подвижный валок, после прохождения недробимого материала валок возвращается на место с помощью пружин. Амортизирующее устройство обеспечивает регулирование размера щели между валками для получения продукта дробления требуемой крупности. При уменьшении частоты вращения валков или при их внезапном заклинивании срабатывает предохранительная шариковая муфта, встроенная в приводной вал, а магнитоиндуктивный датчик через реле скорости отключает электродвигатель дробилки.
В зависимости от места расположения привода дробилки выпускаются левого и правого исполнения.
Исходный материал захватывается вращающимися навстречу друг другу двумя валками с зубчатыми бандажами, выполненными в виде сегментов, и раскалывается зубьями. Крупность дробленого продукта регулируется установкой соответствующих сегментов с зубьями разной высоты и изменением зазора между валками, который в зависимости от типоразмера дробилки изменяется от 105 до 240 мм за счет хода подвижного валка, соединенного с амортизирующим устройством. Дробилки могут принимать куски размером 0,4 D, где D — диаметр валков. Степень дробления материала в этих дробилках составляет от 4 до 6.
144
Та б л и ц а4.8
Технические характеристики валковых зубчатых дробилок
Показатель ДДЗ-4А ДДЗ-6А ДДГ-10А
Производительность т/ч 30; 60; 90; 120; 150 95; 120; 150; 190; 225 130; 265; 565
Диаметр валков, мм 400 630 1000
Длина валков, мм 500 800 1250
Частота вращения, мин-1 60 50 50
Крупность дробимого материала, не более 100x200x300 400x500x600 400x600x1000
Крупность дробленого 0-25; 0-50; 0-75; 0-50; 0-75; 0-100; 0-100 0-300
материала, мм 0-100; 0-125 0-125; 0-150
Мощность электродвигателя, кВт, не более 15 30 75
Отход подвижного валка, мм 150 200 300
Размер регулирования щели между валками, мм Габариты, мм 105 150 240
длина 2650 3550 5190
ширина 2750 3450 5000
высота 950 1250 1800
Масса, т 4,4 9,25 32
Производительность дробилки определяют по формуле
Q = 60jiDnL5,
где ц — коэффициент разделения, для угля равен 0,15—0,27; D — диаметр валков, м; п — частота вращения, мин-1; L — длина валков, м; 5 — щель между гладкими поверхностями валков, м.
Мощность электродвигателя А (кВт) дробилки определяют из зависимости
N = kLDn,
где к — коэффициент пропорциональности (для зубчатых дробилок к = 0,95).
Технические характеристики валковых зубчатых дробилок приведены в табл. 4.8. По сравнению с дробилками ДДЗ-4, ДДЗ-6 и ДДГ-10 у модернизированных дробилок ДДЗ-4А, ДДЗ-6А и ДДГ-10А в 1,5 раза увеличена производительность и улучшены показатели надежности.
Для дробления сланца и горной массы применяют двухвалковую забчатую дробилку ДЗС, отличающуюся большей прочностью и конструкцией валков. Ведомый валок, в отличие от валка дробилок ДДЗ, вращается в жестко установленных на раме подшипниках. Каждый валок состоит из двух шестигранных ступиц, к которым болтами крепятся шесть сегментов. Для исключения возможности отрыва сегментов болты предохраняются крюками, заходящими в специальные пазы в ступицах.
145
Таблицам
Технические характеристики дробилок ДДЗ
Параметр ДД3500-6 ДДЗ 1200x1000 ДДЗЗ 1250x1800
Производительность, т/ч 300 700 1200
Максимальная крупность загружаемого материала, мм 500 900 900
Крупность дробленого продукта, мм Размеры валков, мм: До 150 До 250 До 250
диаметр (по выступам зубьев) 500 1250 1250
длина Частота вращения валков, мин”1 1100 1000 1800
ведущего 235 200 200
ведомого 117,5 170 170
Мощность электродвигателя, кВт 34 30x2 55x2
Частота вращения, мин-1 Габариты, мм: 975 735 735
длина 2434 4400 5720
ширина 1375 2800 2800
высота 1215 1600 1600
Масса дробилки без электродвигателя, т 4,5 13,5 18,5
Изготовитель Литейно-механический завод, г. Темиртау Машиностроительный завод "Стромма-шина'' г. Кострома
Технические характеристики дробилки ДЗС
Производительность, т/ч........................................ 250
Размеры валков, мм: диаметр..................................................... 900
длина...................................................... 1200
Максимальный размер загружаемых кусков, мм..................... 500
Крупность дробленого продукта, мм....................... 100—125
Частота вращения валков, мин-1.................................. 36
Мощность электродвигателя, кВт.................................. 46
Габаритные размеры, мм: длина...................................................... 4000
ширина..................................................... 2940
высота..................................................... 1500
Масса (без электродвигателя), т......................... 11
Наряду с валковыми зубчатыми дробилками ДДЗ для крупного дробления каменного угля применяют двухвалковые дискозубчатые дробилки (табл. 4.9). Эти дробилки имеют индивидуальный привод каждого валка. Валки с редуктором и электродвигателем соединены карданной передачей и снабжаются зубьями различного профиля.
146
Та блица 4.10
Технические характеристики однороторных молотковых дробилок
Параметр М-6-4Б (СМД-112) М-8-6Б (СМ-431) М-13-16В (СМД-12) М-Ю-ЗОГ (СМД-98А)
Производительность, т/ч 12-15 18-24 200 850-1000
11аибольшая крупность загружаемого материала, мм 150 250 400 400
Крупность дробленого продукта, мм Размеры ротора, мм: 0-30 0-13 0-10 0-15
диаметр 600 800 1300 2000
ширина 400 600 1600 3000
Частота вращения ротора, мин-1 1250 1000 735 490
Мощность электродвигателя, кВт Габариты, мм: 17 55 250 1250
длина 1100 1350 2400 7980
ширина 1031 1255 2800 3800
высота 1150 1230 1900 3100
Масса, т 1,37 2,24 16 53,5
Изготовитель Ухоловский завод "Стромма-шина", г. Ухолово, Рязанская обл. Выксунский завод дробильноразмольного оборудования, Нижегородская обл. "Волгоцем-маш" г. Толь- ятти
Для крупного дробления горной массы, среднего и мелкого дробления углей и промпродукта, подготовки к коксованию на углеобогатительных фабриках и коксохимических заводах применяют дробилки ударного действия — молотковые и роторные. Дробящими элементами этих дробилок в основном являются вращающиеся билы. В молотковых дробилках билы, называемые молотками, шарнирно закреплены на дисках вращающегося ротора, а в роторных — жестко.
При переработке углей применяют однороторные молотковые дробилки с реверсивным и нереверсивным ротором (табл. 4.10).
Однороторные молотковые дробилки в большинстве случаев оборудованы колосниковыми решетками для контроля крупности готового продукта, однако имеются самоочищающиеся дробилки, у которых колосниковые решетки заменены подвижными отбойными плитами конвейерного типа. В нереверсивных молотковых дробилках (рис. 4.32) загрузочное отверстие находится в боковой части корпуса, в реверсивных — сверху (рис. 4.33).
Привод дробилки (см. рис. 4.33) осуществляется через ременную передачу или упругую муфту непосредственно от электродвигателя. Корпус дробилки 1 изготовляют разъемными и футеруют стальными броневыми плитами 2. Ротор дробилки представляет собой вал 6 с набором чередующихся шайб и дисков 3, на которых шарнирно укреплены молотки 5. Ротор подвергается тщательной балансировке. Колосниковая решетка 4 из трапециевидных колосников выпол-
147
00
Рис. 432. Нереверсивная молотковая дробилка
1 — корпус; 2 — молотки; 3 — контрольная решетка; 4 — футеровка; 5 — вал
Я -fl
Рис. 4.33. Реверсивная молотковая дробилка:
1 — корпус дробилки; 2 — стальные броневые плиты; 3 — диски; 4 — колосниковая решетка; 5 — молотки; 6 — вал
149
няется съемной и подвижной, что позволяет регулировать с помощью специального приспособления зазор между внутренней поверхностью решетки и внешней окружностью вращения молотков. Зазор зависит от крупности дробления. При крупном дроблении зазор должен быть в 1,5—2 раза, а при мелком — в 3—5 раз больше диаметра кусков дробленого продукта.
Молотки, применяемые в дробилках, различаются по форме и массе (от 3,5 до 15 кг). Форму и массу молотков выбирают в зависимости от свойств дробимого материала и требуемой крупности дробления. При дроблении крупного материала применяют меньшее число молотков большей массы.
С уменьшением крупности исходного материала число молотков возрастает, а масса их соответственно уменьшается. Гранулометрический состав дробленого продукта зависит от степени износа молотков. Чем больше износ, тем меньше степень дробления и, следовательно, больше классов в дробленом продукте.
Дробящий эффект (Н-м) молотков зависит от их кинетической энергии
Е = 0,5G^/g,
где G — вес молотка, Н; v — окружная скорость молотков, м/с; g — ускорение свободного падения, м/с2.
Производительность Q (т/ч) ударных (молотковых и роторных) дробилок определяют по формуле
Q = kLD2n2/[3600(i - 1)],
где к — коэффициент, зависящий от конструкции дробилки и твердости дробимого материала (для углей 0,12—0,22; меньший предел — для бурых углей, больший — для антрацитов); L — длина ротора, м; D — диаметр наружной окружности вращения молотков, м; п — частота вращения ротора, мин-1; i — степень измельчения.
Производительность молотковых дробилок значительно снижается при дроблении влажных углей, соответственно увеличивается расход электроэнергии. Влажные угли часто дробят при снятой колосниковой решетке. Молотковые дробилки характеризуют наружным диаметром ротора (с молотками) и его длиной. Степень дробления в этих дробилках составляет до 15. Мощность электродвигателя рассчитывают по формуле
7V = O,15Ln.
Наибольшее применение реверсивные молотковые дробилки находят в цехах углеподготовки коксохимических заводов для окончательного дробления обогащенной шихты. Изготовляют их на Ново-Краматорском машиностроительном заводе (Украина) и Электростальском заводе тяжелого машиностроения (Россия).
Сызранский турбостроительный завод (Россия) выпускает молотковые дробилки ДМРЭ 10x10, ДМРИЭ 14,5x13 и ДМ 1500x1500-1000.
Технические характеристики дробилки ДМ 1500-1000
Дробимый материал................................ Твердый уголь марки Г,
мягкий уголь марок К и Ж
Производительность, т/ч................................ До 500
Крупность, мм:
дробимого материала.................................. До 120
дробленого продукта................................ Менее 3
Содержание класса 0—3 мм в дробленом продукте, %. 90
150
Диаметр ротора, мм................................. 1500
Частота вращения ротора, мин-1..................... 1000
Число молотков....................................... 63
Масса молотка, кг.................................. 20,2
Мощность электродвигателя, кВт...................... 800
Габариты, мм: ширина........................................... 3416
высота.......................................... 2500
длина........................................... 5360
Масса, т........................................... 23,5
Роторные дробилки ударно-отражательного действия широко применяют в отечественной и зарубежной практике для дробления материалов прочностью до 150 МПа и крупностью до 1000 мм.
Основной рабочий орган дробилок — массивный широкий ротор с жестко закрепленными на нем дробящими элементами (билами). Дробление материала происходит путем удара материала о била, футеровочные устройства (стержни, плиты, колосники и др.) и кусков друг о друга.
Роторные дробилки выпускают двух типов: ДРК — для крупного дробления и ДРС для среднего и мелкого дробления (табл. 4.11). Дробилка ДРК 16 х 12 (рис. 4.34) состоит из ротора 2, посаженного на вал 3, бил 1, корпуса 4. Длина бил равна длине ротора. Билы изготовляют из высокопрочной стали, их рабочие кромки наплавляют электродами из твердого сплава. В корпусе дробилки над ротором подвешены отражательные плиты 5. Плиты опираются на
Рис. 434. Роторная дробилка ДРК 16x2 (См. текст)
151
Таблица 4.11
Технические характеристики роторных дробилок для крупного, среднего и мелкого дробления
Параметры ДРК 8x6 (СМД-85) ДРК 12 х 10 (СМД-86) ДРК 16 х 12 (СМД-95) ДРК 20 х 16 (СМД-87) ДРС20х 16 (СМД-87) ДРС 12 х 12 (СМД-75)
Производительность, м^/ч 55 125 200 370 200 125
Наибольшая крупность загружаемого материала, мм 400 600 800 1100 375 300
Окружная скорость бил ротора, м/с Зазор, мм: 20; 26; 5; 35 20; 26; 5; 35 20; 26; 5; 35 20; 26; 5; 35 20; 24; 28; 8; 34; 6; 41; 5; 50 20; 24; 28; 8; 34; 6; 41; 6; 50
между билами и передней плитой 16—160 25—250 32—320 40—400 20—250 16—200
между билами и задней плитой Размеры ротора, мм 16—100 25—150 32—200 40—250 20—185 ; 20—100 16—150; 16—80
диаметр 800 1250 1600 2000 1250 1000
длина 630 1000 1250 1600 1250 1000
Мощность электродвигателя, кВт Габариты, мм 40 ПО 160 250 200 132
длина 2500 3200 4200 5600 3400 2700
ширина 1700 2350 2900 3600 3200 2800
высота 2150 2800 3500 4400 2800 2100
Масса, т Изготовитель 6 15 Выксунский завод ДРО 30 68 18 "Волгоцеммаш" 10 Выксунский завод ДРО
пружинно-регулировочные устройства 6, позволяющие регулировать размер выходной щели, а также пропускать недробимые предметы при попадании их в камеру дробления.
Для удобства ремонта, быстрой смены бил и футеровок верхнюю часть корпуса дробилки выполняют разъемной и откатываемой по рельсам специальным механизмом 7. В корпусе дробилки предусмотрены люки для осмотра и выполнения мелкого ремонта. Камера дробления герметизирована путем уплотнения всех соединений корпуса и люков. Электродвигатель соединен с ротором клиноременной передачей, частоту вращения ротора можно изменять путем замены шкивов. Дробилки ДРС аналогичны по конструкции дробилкам ДРК. Отличаются они установкой трех отражательных плит. Важнейшие параметры, определяющие производительность и крупность дробления роторных дробилок, — размеры ротора.
У роторных дробилок крупного дробления диаметр ротора £)р должен быть в 1,7—2 раза больше диаметра максимального куска 2)м, а соотношение длины ротора с его диаметром должно составлять 0,8. Для роторных дробилок среднего и мелкого дробления £>р = 3,3 Z>M, a L/Z>p = 1.
Ориентировочно объемная производительность роторных дробилок крупного дробления может быть определена по формулам
где Qq max и Со min — предельные значения объемной производительности, м3/ч; к — коэффициент, учитывающий конструктивные особенности дробилок {к = 0,6—1,4).
Для дробления углей, продукта и породы в шахтах применяют отбойные центробежные дробилки ОЦД.
Технические характеристики отбойных центробежных дробилок ОЦД
Производительность, т/ч 50 100
Максимальная крупность загружаемого материала, мм 350 500
Размер дробленого продукта, мм Размеры загрузочного отверстия, мм 0—80 0—80
ширина 500 665
длина Размеры ротора, мм 620 900
диаметр по выступам бил 600 800
длина рабочая 590 855
Частота вращения ротора, мин-1 600; 1200 292; 370; 486
Число бил 3 4
Окружная скорость бил, м/с 18,8; 37,7 12,2; 15,5; 20,3
Мощность электродвигателя, кВт 40 75
Частота вращения, мин-1 Габариты, мм 1485 990
длина 1870 2325
ширина 1525 2015
высота 1545 1925
Масса дробилки без электродвигателя, т 3,09 6,92
Изготовитель Ясиноватский машиностроительный завод, Донецкая обл.
Дробилка ОЦД50С (рис. 4.35) не имеет колосниковой решетки, длина молотков равна длине ротора. Молотки изготовляют из стали марки 45, а рабо-
153
Рис. 4.35. Отбойная центробежная дробилка ОИД5ОС:
/ — ротор с жестко закрепленными молотками (билами); 2,3 — корпус, разделенный на две части; 4 — цепь; 5 — отбойные плиты; 6 — амортизаторы
чие кромки наплавляют электродами из твердого сплава Т-620. Отбойные плиты крепят к корпусу дробилки амортизаторами, работающими на сжатие. В загрузочной части дробилки подвешивают цепи, которые служат для обеспечения равномерной загрузки и предотвращения выбрасывания дробимого материала.
Конусные дробилки (рис. 4.36) в угольной промышленности применяют для дробления горной массы. Для крупного дробления изготовляют конусные дробилки ККД и дробилки редукционного дробления КРД, для среднего и мелкого дробления — дробилки КСД и КМД двух исполнений (Гр — грубого и Т — тонкого дробления) (табл. 4.12, 4.13).
Рабочими органами конусной дробилки являются неподвижный конус, облицованный футеровочными плитами и расположенный внутри него подвижный дробящий конус, сидящий на вертикальном валу. Верхний конец вала шарнирно подвешен на крестовине, а нижний помещен в эксцентрик, вращающийся во втулке.
Ось вала при движении описывает коническую поверхность, а дробящий конус совершает круговые движения, последовательно приближаясь и удаляясь от внутренней поверхности неподвижного конуса. Размер разгрузочного отверстия регулируется перемещением точки подвеса дробящего конуса.
Выпуск конусных дробилок КСД-бООГр и КСД-900Т, помимо "Уралмашзавода", освоен также Костромским заводом "Строммашина” и Выксунским заводом ДРО, где изготавливают дробилку СМ-560А для разрушения высокопрочных горных пород.
154
Рис. 4.36. Конусная дробилка
а, б — различные положения дробящего конуса; в — общий вид конуса; 1,4,5 — корпус дробилки; 2 — вертикальный вал; 3 — футеровочные плиты корпуса; 6 — эксцентрик; 7, 8 — конические шестерни; 9 — приводной вал; 10 — шкив; 11 — подшипник; 12 — втулка; 13 — дробящий конус
Производительность конусных дробилок определяют по формуле
Q = O^pE^n/Cga! + tgc^),
а мощность электродвигателя по формуле
N = о2и£>н(£>2 - J2)/(550000E).
Здесь р. — коэффициент разрыхления углей (ц = 0,25—0,5); р — плотность углей, кг/м3; DH — диаметр нижнего основания дробящего конуса, см; D, d — ширина соответственно загрузочного и разгрузочного отверстий, см; т| — эксцентриситет дробящего конуса, см; п — частота вращения эксцентрика, мин-1; ар (12 — угол наклона соответственно и дробящего конусов, градус; ст — временное сопротивление углей сжатию, Па; Е — модуль упругости углей, Па.
Дробилки КДМК применяют на гидрошахтах для дробления крупных углей перед углесосами, а также для дробления породы при гидротранспорте и гид-
155
и» О'
Технические характеристики конусных дробилок ККД н КРД для крупного дробления
Таблица 4.12
Параметры ККД-500 К КД-900 ККД-1200 ККД-1500Б ККД-1500А КРД-900
Производительность (при дроблении материала средней прочности), м3/ч 150 320 560 1150 2300 550
Максимальная крупность загружаемого материала, мм Ширина отверстия, мм: 400 750 1000 1200 1200 750
загрузочного 500 900 1200 1500 1500 900
разгрузочного отверстия 75 160 150 180 300 100
Диаметр основания дробящего конуса, мм 1220 1636 1900 2520 3200 2340
Частота качаний дробящего конуса, мин-1 160 125 100 80 82 110
Число электродвигателей 1 1 2 2 2 1
Мощность электродвигателя, кВт 125 250 200 x2 320x2 400 x2 400
Частота вращения, мин-1 Габариты, мм: 740 735 590 590 590 590
длина 3330 6940 12070 13410 14920 11675
ширина 2450 3940 4640 5894 6150 5000
высота (от фундамента) 3540 5440 6545 7600 8280 7290
Масса дробилки без электрооборудования, т 38,5 134,6 228,2 393 610,9 278,3
Изготовитель Уралмашзавод, г. Екатеринбург
Технические характеристики конусных дробилок КСД и КМД для среднего и мелкого дробления
Таблица 4.13
Параметры КСД-1750Б КСД-2200А КСД-2200Б КМД-1750 КМД-2200
Производительность (при дроблении материала средней твердости в открытом цикле), м^/ч 160—300 120—340 340—580 40—120 75—220
Максимальная крупность загружаемого материала, км 215 250 300 85 100
Ширина загрузочного отверстия, мм 250 275 350 100 130
Диапазон регулирования загрузочного отверстия в фазе сближения профилей, мм 25—60 10—30 30—60 5—15 5—15
Диаметр основания дробящего конуса, мм 1750 2200 2200 1750 2200
Частота качаний дробящего конуса, мин-1 245 242 242 260 242
Мощность электродвигателя, кВт 160 250 250 160 250
Частота вращения, мин-1 735 490 490 735 490
Масса дробилки с системой смазки (без электрооборудования и смазочной станции), т 53 53 98 53 98
Расход подаваемого в машину масла в циркуляционной системе смазки, л/мин Изготовитель 70 125 Уралмашзавод, г. Екатеринбург 125 70 125
розакладке. Рабочими органами дробилки служат подвижный конус и неподвижное дробильное кольцо. Дробильный конус состоит из верхнего и нижнего конусов, жестко насаженных на вертикальный вал, вращающийся в конических роликоподшипниках. На поверхности обоих конусов имеются рабочие ребра, наплавленные твердым сплавом, а в нижнем конусе — отверстия для ускорения выхода мелких классов из зоны дробления. Уголь в дробилку загружают через приемное окно кожуха треноги. Разрушение самых крупных кусков происходит в верхней зоне при помощи дробящих ребер верхнего конуса. Меньшие куски проталкиваются наклонными плоскостями ребер в среднюю зону дробления, в которой материал подвергается разрушению и одновременно проталкивается в нижнюю зону дробления, где куски разрушаются аналогичным образом до заданной крупности.
Процесс дробления материала происходит непрерывно по всему рабочему пространству, образованному дробящей парой.
Технические характеристики конусной дробилки КДМК
Производительность, т/ч............................ 130—150
Размер загрузочного отверстия, мм.................... 370 х 370
Крупность дробленого материала, мм................. 80
Габариты, мм: длина.............................................. 2470
ширина.......................................... 1440
высота.......................................... 1440
Масса, т................................................. 3
Барабанные дробилки в угольной промышленности применяют для механизации процесса удаления из горной массы крупнокусковой породы и других посторонних предметов. Принцип их действия основан на использовании эффекта избирательного дробления, т.е. факта, что при свободном падении и ударе о решета дробилки уголь разрушается быстрее, чем порода. Успешное применение барабанных грохотов-дробилок обеспечивается при достаточно высокой избирательности дробления угля и породы (./ >1,3-=- 1,5).
Для обеспечения дробления в барабанных грохотах дробилках необходимо, чтобы частота вращения барабана п была меньше критической икр, при которой сила тяжести дробимого куска материала уравновешивается центробежной силой. При п э= лкр дробимый материал не отрывается от внутренней поверхности вращающегося барабана и процесс дробления прекращается. Критическую частоту лкр (мин-1) определяют по формуле
/?кр = 42,3/л/Ъб,
где £)Г) — диаметр барабана, м.
При п < икр дробимый материал при вращении барабана поднимается вверх до определенной точки, а затем отрывается от стенки барабана, падает вниз по параболической траектории. Угол перехода кусков горной массы с круговой на параболическую траекторию определяется зависимостью
О{) = arc cos (/?()л2/900),
где /?о — рабочий радиус барабана.
На практике наибольшая работа дробления совершается при угле отрыва
158
ар = 54°4Д, отсюда оптимальная частота вращения барабана:
^опт = 32,2/Dg,
г.е. оптимальная частота вращения составляет примерно 75% критической.
При наличии в барабане подъемных полок угол отрыва материала возрастает.
Производительность барабанных грохотов-дробилок определяют по формуле
Q = O,725pyntga''//?oA3, m/г,
где s — число рядов поднимающих полок; ц — коэффициент разрыхления массы угля; у— плотность угля, кг/м3; п — частота вращения барабана, мин'1; a — угол наклона поднимающих полок, градус; h — толщина естественной постели (от 0,05 м до удвоенного размера отверстия в сите), м.
Грохот-дробилка барабанный БГД-26 х 60 предназначен для избирательного дробления угля и горючих сланцев до заданного предела крупности с одновременной классификацией и удалением части породы и посторонних предметов (при разности в объемной прочности между разделяемыми компонентами не менее чем в 1,3 раза). Рекомендуется для применения в технологической цепи углеподготовки на углеобогатительных фабриках, а также в технологических комплексах угольных шахт при подготовке угля перед обогащением.
Грохот-дробилка БГД-26х60 состоит из привода, кожуха, барабана, упорных роликов, рам, роликоопор, приводного вала. Барабан — основной рабочий орган дробилки — представляет собой металлоконструкцию, собранную из продольных балок, к которым крепятся решета, подъемные полки, шипы и разгрузочные лопатки. В передней части его расположен загрузочный конус и зубчатый венец. Барабан опирается на роликоопоры. Во вращение приводится от электромеханического привода, состоящего из двигателя, редуктора и открытой зубчатой передачи.
Исходный продукт через загрузочный конус загружается внутрь барабана. Подъемные полки захватывают куски материала и поднимают их на определенную высоту, откуда они сбрасываются на нижнюю часть барабана и дробятся о полки, шипы в решете. Дробление осуществляется свободным многократным ударом кусков продукта о нижнюю часть барабана. Раздробленный до размера отверстия продукт просыпается, а надрешетный материал (крупная прочная порода, дерево и другие посторонние предметы) подъемными полками продвигается к разгрузочному отверстию.
Процессы дробления, грохочения и удаления надрешетного материала в барабанном грохоте-дробилке происходит одновременно.
Технические характеристики грохота БГД-26х60
Производительность (т/ч) при отверстиях в решетах, мм
300....................................................... 1000
200........................................................ 650
150....................................................... 550
100....................................................... 400
Внутренний диаметр барабана, м............................... 2,6
Длина барабана, м................................... 6
159
(продолжение) Частота вращения барабана, с-1 (мин-1)............... 0,23(13,8)
Номинальная мощность электродвигателя, кВт............ 75
Крупность дробленого материала, мм.................... О—100; 0—150;
0—200; 0—300 Габариты, мм длина.......................................................... 9600
ширина.................................................. 4450
высота.................................................. 4060
Масса, т..................................................... 423
Разработчик Гипромашуглеобогащение и ИОТТ.
Изготовитель Карагандинский машиностроительный завод № 2 им. Пархоменко, объединения "Каргормаш".
По сравнению с барабанной дробилкой ДБ-28 грохот-дробилка БГД-26х60 имеет более высокую производительность, а потери угля в породе в 8—10 раз меньше.
В Институте обогащения твердых горючих ископаемых (ИОТТ) разработаны новые конструкции барабанных дробилок ДГБ 30 х 45 и ДГБ 35 х 70. Их выпуск освоен на предприятии "Спецтехномаш", г. Красноярск.
Зарубежные дробилки. За рубежом для дробления угля выпускают различные типы дробилок, принцип действия и конструкция которых мало отличается от машин отечественного производства. Однако большинство зарубежных дробилок обязательно комплектуются средствами автоматического контроля и управления, и для изготовления дробилок применяют специальные износостойкие материалы, что обусловливает продолжительный срок их эксплуатации.
Для крупного, среднего и мелкого дробления углей малой и средней крепости на зарубежных углеобогатительных фабриках наиболее широко применяют одно-, двух- и трехвалковые зубчатые дробилки.
Меньшее распространение имеют роторные (с жестко закрепленными на валу билами) дробилки ударного и ударно-отражательного действия, которые хорошо зарекомендовали себя при дроблении рядовых углей с высоким содержанием в сопровождающих породах глины. Эти дробилки предотвращают залипание колосниковых решеток и выпускных отверстий, они менее чувствительны к посторонним (недробимым) предметам, так как колосники дробилок могут отодвигаться с помощью специальных пружин, однако дробилки этого типа громоздки и энергоемки.
Промпродукт дробят в реверсивных и нереверсивных молотковых дробилках с шарнирно закрепленными на валу ударными элементами. Эти дробилки применяют также для среднего и мелкого дробления. Иногда для этих же целей используют конусные дробилки.
Для дробления углей и сопутствующих твердых пород применяют щековые или валковые дробилки. При различной крепости углей и сопровождающих пород на зарубежных фабриках и шахтах часто применяют барабанные грохота-дробилки "Брэдфорд". Соотношение длины барабана и его диаметра у этих дробилок обычно составляет 1,5—2.
Для тонкого измельчения материала в сухом и мокром состоянии применяют различные конструкции молотковых вибрационных, барабанных и роликовых мельниц.
Основными производителями оборудования для дробления и измельчения
160
углей за рубежом являются фирмы: в США — "Мак-Нелли Питсбург", "Джеффри майнинг мэшинери дивижн", "Универсаль", "Т.Дж. Ганлэкмашин", "Норд-берг"; в Германии — "Зибтехник", "КГД Гумбольдт-Ведаг АГ", "Айзенверг Везерхютте АГ", "СКВ Хаземат", "Вестфалия люнен", "Машиненфабрик аульман унд бекшульте", "Крупп полизиус АГ" и др.; в Великобритании — "Шипбридж", "Фредерик Паркер Лтд"; во Франции — "Драгон"; в Австрии — "Фест альпине АГ"; в Японии — "Куримото айрон воркс", "Кавасаки хэви индастриз", "Кубота айрон энд машинери воркс", "Мекава Когио" и др.
6. Техника и технология...
Глава 5
КЛАССИФИКАЦИЯ УГЛЕЙ И ПРОДУКТОВ ОБОГАЩЕНИЯ ПО КРУПНОСТИ
5.1. Основные сведения
Одним из наиболее распространенных способов разделения материала по крупности является грохочение — классификация массы кускового (зернистого) и сыпучего материала на ситах. Грохочение осуществляется на специальных устройствах — грохотах, оборудованных одним или несколькими ярусами подвижных или неподвижных просеивающих поверхностей разной формы, сделанных из различных материалов с калиброванными отверстиями разной конфигурации.
Материал, подвергаемый грохочению, называется исходным продуктом, остающийся на сите — надрешетным, а прошедший через отверстия сита — подрешетным продуктом.
В связи с разнообразием задач, решаемых в промышленности с помощью грохочения и специфическими особенностями различных операций грохочения, в основу классификации видов грохочения положены технологические признаки. На углеобогатительных предприятиях широко применяют следующие виды грохочения:
предварительное — отделение из исходного материала крупных кусков для последующей их обработки. Предварительное грохочение угля осуществляется до обогащения и, как правило, предшествует операциям дробления, породовыборки и удаления посторонних предметов. Граница разделения при этом составляет от 50 до 300 мм;
подготовительное — разделение исходных углей на несколько классов крупности, которые в соответствии с технологией обогащения подвергаются последующей раздельной обработке в различных обогатительных аппаратах. Продукты подготовительного грохочения называют машинными классами. При подготовительном грохочении в отечественной практике обычно выделяют два или три машинных класса, причем границы разделения классов, как правило, находятся в пределах 6—25 мм. Однако в настоящее время актуальным становится выделение машинного класса 3(4) — 6(10-? 13) мм и дискутируются вопросы о целесообразности увеличения числа узких машинных классов, в частности, выделения машинного класса 0,5(0,3) — 2 мм;
окончательное — разделение обрабатываемого материала на классы, имеющие самостоятельное применение как товарные продукты, крупность и качество которых регламентируются соответствующими стандартами или техническими условиями;
обезвоживающее — удаление основной массы воды, содержащейся в обрабатываемом материале, например, в продуктах мокрого обогащения. Особый случай обезвоживающего грохочения представляет обесшламливание — отделение частиц шламовой крупности от исходного угля с применением водной среды, а также отделение суспензии от продуктов тяжелосреднего обогащения и т.д.
По способу выделения машинных классов на углеобогатительных предприятиях различают грохочение:
162
сухое — без применения технологической среды или с применением ее в качестве специально подаваемого воздуха, иногда подогретого, или какого-либо другого газа;
мокрое (гидрогрохочение) — с применением в качестве технологической среды специально подаваемой воды;
комбинированное —последовательное сочетание сухого и мокрого грохочения.
Число продуктов при последовательном грохочении на ситах составляет п + 1, где п — число сит. В каждом случае исходным материалом для последующего просеивания служит один из продуктов предыдущего просеивания.
Последовательный ряд стандартных размеров отверстий сит (от больших к меньшим), применяемых при грохочении, называется шкалой грохочения (классификации), а постоянное отношение размеров отверстия смежных сит — модулем шкалы.
При крупном и среднем грохочении модуль чаще всего принимают равным 2. Такова, например, шкала классификации на ситах с отверстиями 50; 25; 12; 6 и 3 мм. Для ситовых анализов небольших навесок применяют контрольные
10,-
сетки с модулем v 10 = 1,259.
Промышленную шкалу грохочения устанавливают в зависимости от обогатимости углей, метода обогащения и требований потребителей к сортовому топливу и продуктам обогащения.
При грохочении и дроблении углей размер отдельных частиц в массе обрабатываемого материала оценивают их диаметром. Этот показатель зависит от формы частиц. Для частиц неправильной формы средний диаметр определяется путем непосредственных измерений длины, ширины и толщины (высоты) параллелепипеда, в который вписывается измеряемый кусок, и затем расчетов по одной из следующих формул:
^ = (/ + ^/2;
d^tl + b + h)/!;
= у[7Ь', dcp = у[~1Ь1г,
где I, b, h — линейные размеры куска в трех взаимно перпендикулярных измерениях, мм.
Крупность всей массы сыпучего материала оценивают по ее гранулометрическому составу, который определяют просеиванием материала через набор сит, подбираемых по определенному модулю (ситовый анализ). Методы проведения ситовых анализов унифицированы ГОСТ 2093-82. Материал, прошедший через сито с отверстиями /5, и оставшийся на сите с отверстиями /г(/2<Л)> называется классом. Пределы класса определяются размерами отверстий сит, на которых происходит грохочение.
Нижним классом называется материал, крупность которого меньше размера отверстия сита грохота. Содержание нижнего класса в любом продукте можно определить тщательным рассевом пробы на сите с отверствиями, размер которых равен размерам отверстий сита грохота.
При грохочении на три класса и более последовательность их выделения зависит от расположения сит. При этом различают грохочение от крупного к мелкому, от мелкого к крупному и комбинированное. Класс, используемый как готовый товарный продукт, называют сортом. Требуемое число классов и их крупность определяются процессом дальнейшей обработки материала или кондициями на готовые продукты.
6* 163
Рис. 5.1. Суммарные характеристики по "плюсу" (кривые суммарных остатков на ситах) (См. текст)
Средний диаметр узкого класса, ограниченного пределами сЦ и с?2, чаще всего определяют как среднее арифметическое этих пределов
dcp = (d]+d2 )/2.
Для определения среднего взвешенного диаметра всего продукта, состоящего из смеси частиц различных классов, на практике пользуются формулой:
Яср= (У1<А +У2^2 + ••• + %Л)/(У1+ У2 + •••+УД
где d\, ^2» dn -средние диаметры узких классов крупности, мм; yi, У2’ •••.?«-выходы узких классов крупности, %.
Графическое изображение гранулометрического состава сыпучего материала называют характеристикой крупности. Обычно пользуются суммарными (кумулятивными) характеристиками по "плюсу" (рис. 5.1). Вогнутая кривая 1 указывает на преобладание мелких зерен, выпуклая (кривая 2) — крупных, прямолинейная (кривая 3) — на равномерное распределение материала. Выход промежуточных классов можно определить путем интерполяции. При построении суммарных характеристик в широком диапазоне крупности зерен материала пользуются системами координат с полулогарифмической или логарифмической шкалами.
Результаты процесса грохочения оценивают по показателям качества продуктов разделения. Так, при подготовительном грохочении, при классификации углей на товарные сорта показатель качества разделения определяется содержанием мелкого материала в надрешетном продукте или крупного в подрешетном продукте; при обезвоживании — влажностью надрешетного продукта. В некоторых случаях для текущего контроля работы грохотов при относительно постоянном содержании а нижнего класса в исходном материале результаты грохочения оценивают упрощенно по содержанию 0 нижнего класса в надрешетном продукте, т.е. по так называемому засорению.
» 5.2. Закономерности процессов
сухого и мокрого грохочения
Степень полноты отделения мелкого материала от крупного при грохочении характеризуется эффективностью грохочения (Е, е), при которой извлекается нижний класс в подрешетный продукт:
Е = ур/а = 104 (а - 0) / [а (100 - 0)],
где у — выход подрешетного продукта, %; а, р и 0 — содержание нижнего класса крупности соответственно в исходном материале, подрешетном и надрешетном продуктах, %.
При грохочении материала на два продукта при взаимном засорении 164
Рис. 5.2. Зависимость удельной производительности инерционных грохотов от скорости движения и материала по ситу:
1—3 — размеры отверстий сит соответственно 25 х 25; 13 х 13 и 6 х 6 мм
Рис. 5.3. Зависимость эффективности грохочения Е от скорости движения и материала по ситу инерционного грохота
верхнего и нижнего из них широко применяется формула:
Е = 104 (3 - а)(а - 0) / [а(100 - а)(р - 0)].
Эффективность грохочения и массовая производительность грохота — основные технологические показатели рассматриваемого процесса. Они находятся в определенной зависимости один от другого и, в свою очередь, зависят от множества факторов.
Эффективность грохочения как функция нагрузки при разделении на грохотах различных типов носит экстремальный характер. Особенно он проявляется при применении сит с отверстиями продолговатой формы (колосниковые решета), при которых на эффективность процесса в случае малых нагрузок значительное влияние оказывает засорение подрешетного продукта, а в случае больших — засорение надрешетного.
Наряду с массовой производительностью грохота по исходному Q (т/ч) различают пропускную способность грохота Q\ [т/(ч-м)] и удельную производительность q [т/(чм2)].
21= Q/B-,
q = Q/(BL) = Q]/L,
где В — ширина просеивающей поверхности грохота, м; L — длина просеивающей поверхности грохота, м.
Для сравнительной оценки инерционных грохотов по интенсивности режима их работы используют коэффициенты работы сита
Kv = аш2 sin(a + р) / (#cos р),
где а — амплитуда колебаний, м; ы — частота колебаний, с-1; a — угол подбрасывания, градус; р — угол наклона сита, градус; g — ускорение свободного падения, м/с2.
Значения Kv, обеспечивающее удовлетворительные результаты разделения углей, для окончательного грохочения с минимальным переизмельчением составляют 1,5—1,8; для подготовительного грохочения при интенсивной работе грохота 3—3,5.
165
Один из важнейших факторов, влияющих на результаты разделения, — скорость движения материала по ситу грохота. Этот показатель не только определяет производительность грохота, как транспортирующего аппарата, но и в значительной мере влияет на эффективность грохочения.
Удельная производительность q инерционных грохотов с малым углом наклона просеивающей поверхности и эффективность грохочения Е на них, зависящая от скорости и, движения материала по ситу, .показана на рис. 5.2 и 5.3.
Средняя скорость иср (м/с) движения материала по ситу инерционного грохота определяется зависимостью
мср ~ 0’55 па sina sinp,
где п — вынужденная частота колебаний сита, мин-1; а — амплитуда колебаний сита, м; a — угол подбрасывания, градус; р — угол наклона просеивающей поверхности к горизонту (до 50°).
Закономерная связь эффективности грохочения с временем рассева описывается уравнением кинетики грохочения
Е = 1 - exp (-kt11),
где кип — параметры грохотимости, зависящие от свойства материала и условий грохочения; t — время грохочения.
Если принять во внимание, что скорость и движения материала по ситу грохота не изменяется по его длине L, то время грохочения
(= U и и тогда
Е = 1 - ехр[-Л(Л/и)"].
На основании уравнения диффузионного массопереноса при решении двумерной задачи получена зависимость для расчета эффективности грохочения ег (извлечения частиц, размер которых меньше крупности разделения, в подрешетный продукт).
Для грохотов с плоской формой просеивающей поверхности эта зависимость имеет вид:
е„ = 1 -0,5[1 + 0,5 Ф (щ/ 4Б/)]х {0,5Ф[(уг-й)/ 7ш]},
где Ф(х) = (2/Vtt) Jexp(-z2)d. — интеграл вероятности; и — продольная скорость
О
потока, м/с; t — время грохочения;, с; Dx, D, — коэффициенты рассеяния, м2/с;
v — скорость закономерного осаждения частиц (вертикальная скорость потока), м/с; h — средняя высота потока пульпы на решете (объемный расход пульпы, приходящийся на единицу поверхности, м3/м2).
Величины VF, и а также усредненные значения скоростей и иг, полученные экспериментальным путем для грохотов типа ГИСТ72А и гидрогрохота ГГН с неподвижной просеивающей поверхностью, составляют:
ГГН ГИСТ72А
5,58 0,715
У ....................
ГГ 0,03 0,037
У L'Z.................
и, м/с...................... 4,5 0,25
V, м/с..................... 0,15 0,018
166
Рис. 5.4. Кинетика извлечения классов меньше крупности разделения в подрешетный продукт гидрогрохота ГГН (1—3) и грохота ГИСГ72А (4):
1—4 — удельные производительности соответственно 100; 150; 200 и 250т/(м2ч)
Рис. 5.5. Влияние влажности И'Р углей на удельную производительность q грохота при граничной крупности разделения 13 мм:
1,2 — эффективность грохочения соответственно 85 и 95%
Рис. 5.6. Зависимость эффективности грохочения углей Е от их влажности W
А, В — область эффективного сухого грохочения углей; В-С — область неэффективного сухого грохочения угля; D—Е — область мокрого грохочения (См. текст)
Расчетные кривые кинетики разделения и опытные данные (рис. 5.4) свидетельствуют о том, что построенная модель достаточно точно описывает процесс разделения на грохотах различных типов.
Влажность исходных углей — один из наиболее существенных факторов, отрицательно влияющих на технологические показатели работы грохота, работающего в режиме сухого грохочения (рис. 5.5, 5.6).
На процесс грохочения, в основном, оказывает влияние поверхностная влага, особенно при грохочении мелкого материала, так как она вызывает слипание мелких частиц, налипание их на крупные куски и замазывание отверстий сит. При некоторых предельных содержаниях влаги (6—9%), зависящих от влагоемкости материала, и размере отверстий сита менее 25 мм эффективность грохочения резко падает. При влажности материала, превышающей 25%, подвижность зерен возрастает и наступают условия для мокрого грохочения.
167
Рис. 5.7. Зависимость удельной производительности q грохота от содержания ft нижнего класса крупности в исходном материале:
1—3 — эффективность грохочения соответственно 80, 90 и 95%
Рис. 5.8. Зависимость эффективности грохочения Е от содержания подрешетного продукта £ в исходном материале:
1—3 — соответственно сито с отверстиями 25 х 25; 13 х 13 и 6 х 6 мм
Гранулометрический состав исходных углей влияет на удельную производительность грохота (рис. 5.7) и эффективность грохочения. Последняя достигает высоких значений, если содержание подрешетного продукта в исходном материале составляет 60—80% и более (рис. 5.8). Для сухого грохочения эта зависимость справедлива при оптимальном режиме грохочения и содержании внешней влаги в исходных углях до 3—4%.
Во многом процесс грохочения зависит от состава нижнего класса в исходном материале, особенно от наличия "трудных зерен", имеющих размер, близкий к размеру ячейки сита. Установлено, что зерна, диаметр которых меньше, чем три четверти отверстия сита, легко проходят в промежутках между крупными зернами материала и по достижении ими поверхности сита проваливаются через отверстия. Такие зерна в отношении грохочения называют "легкими". Зерна крупнее трех четвертей отверстий сита проходят с трудом в промежутках между крупными зернами и через отверстия сита. Эта трудность прохождения прогрессивно возрастает по мере приближения диаметра зерен к размеру отверстий сита. Зерна, диаметр которых меньше полуторного размера отверстия сита, затрудняют проникновение к его поверхности "трудных зерен", легко застревают в отверстиях. Зерна, размер которых больше отверстий сита, но меньше полуторного их размера, называют "затрудняющими".
Существенное влияние на процесс грохочения оказывают форма зерен грохотимого материала (конструкция и форма отверстий сит). Обычно материал, состоящий из зерен пластинчатой и продолговатой формы, менее благоприятен для грохочения, чем материал с зернами с круглой и кубообразной формы.
Технологические возможности просеивающей поверхности в первую очередь зависят от живого сечения, т.е. от отношения суммарной площади ячеек сита ко всей площади просеивающей поверхности. Для проволочных сит с квадратными ячейками живое сечение F (%) определяют по формуле
F = 100а2 / (а + с)2 = 100 (1 + 2с/а)~2,
а для сит с прямоугольными ячейками по формуле
F = 100аЬ / [(а + с)(Ь + с)],
где а, b — размеры стороны ячейки, мм; с — диаметр проволок утка и основы, мм.
168
Сита с мелкими ячейками принято характеризовать их плотностью К (%), т.е. отношением площади, занимаемой проволокой, к общей площади сита
К- 100-А.
В зависимости от значения К различают сита малой плотности (до 25%), нормальной плотности (25—50%), большой плотности (50—75%) и особенно большой плотности (свыше 75%).
С увеличением живого сечения сита возрастает его просеивающая способность, однако получению возможно большего живого сечения за счет уменьшения расстояния между ячейками препятствует необходимость повышения прочности сита. Конструкция сит, применяемых для грохочения, весьма разнообразна. Это обусловлено не только различным назначением сит и большим разнообразием условий их эксплуатации, но и стремлением увеличить срок службы и живое сечение сит.
На практике применяют просеивающие поверхности с круглыми, квадратными, прямоугольными, щелевидными отверстиями и отверстиями другой формы, которые влияют на производительность грохота и на засорение продуктов разделения.
Сита и решета с прямоугольными отверстиями, по сравнению с рабочими поверхностями, у которых квадратные и круглые отверстия того же номинального размера, имеют большую производительность, меньше забиваются, но на них нельзя получить точные по размеру зерен классы (сорта) материала.
Производительность грохота зависит от размера отверстий сит. При конструктивно одинаковых просеивающих поверхностях и исходном материале одного и того же состава она уменьшается или увеличивается прямо пропорционально размеру отверстий. Эта закономерность положена в основу всех существующих методов расчета производительности инерционных грохотов.
Угол наклона просеивающей поверхности также влияет на процесс грохочения. Для инерционных грохотов угол наклона |30пт рекомендуется выбирать по формуле
1.580О.8,
где 0 — засорение надрешетного продукта (от 5 до 60%).
Для гидрогрохотов с продольным расположением колосников просеивающую поверхность рекомендуется устанавливать под углом 28—34°, с поперечным расположением колосников — под углом 35—45°. Оптимальный угол наклона струй к неподвижной просеивающей поверхности, установленной под углом 20°, составляет 30—40°.
Мокрое грохочение на неподвижной просеивающей поверхности характеризуется многообразием факторов, влияющих на разделение зернистых материалов по крупности и определяющих качественно-количественные показатели этого процесса.
Все факторы, влияющие на процесс мокрого грохочения на неподвижной просеивающей поверхности, можно разделить на три основные группы:
I — факторы технологического порядка. Они учитывают многообразие встречающихся производственных условий и технологические требования производства. К ним относят производительность, расход воды, гранулометрический состав исходного материала, плотность исходного материала, содержание твердого в рабочей жидкости, коэффициент трения исходного материала по рабочей поверхности;
169
- II — факторы, характеризующие конструктивные особенности сопел гидрогрохота и просеивающей поверхности, а также материал рабочей поверхности;
III — гидродинамические и гидравлические факторы, определяющие условия протекания и физическую сущность происходящего процесса. К ним относят: соотношение воды, подаваемой на загрузочную и основную части гидрогрохота, давление воды; скорость движения потока пульпы по гидрогрохоту; гидравлический радиус потока и соотношение жидкого к твердому в пульпе, число и периодичность промывочных струй.
Основные технологические критерии, характеризующие процесс гидрогрохочения углей, — эффективность грохочения и граничная крупность разделения. В результате математической обработки экспериментальных данных получены эмпирические зависимости этих показателей от основных технологических, конструктивных и гидродинамических факторов.
Для гидрогрохотов с плоской формой просеивающей поверхности эти зависимости выражаются степенными функциями следующего вида:
Е = 38[^(р^0’5^0,5)]-0’26 [Ld/d cpCosa)]0,02 x(^B/sinac)0>3[vH/(^J)]0’08;
Jrp = 7,O7[^(36OOvH)]o>034 (ac/a)0,1()7 x (J/5)°>73(L/15OO)0’078,
где E — эффективность грохочения; qy — удельная производительность, кг/(м2/с); р — плотность материала, кг/м3; g — ускорение свободного падения, м2/с; d — размер щели между колонками; L — длина просеивающей поверхности, м; dcp— параметр, характеризующий гранулометрический состав исходного материала, м; a — угол наклона просеивающей поверхности, градус; qB — удельный расход воды, кг/кг; ас — угол наклона струи к просеивающей поверхности, градус; vH — начальная скорость потока, м/с.
Эффективность грохочения на гидрогрохоте с плоской формой просеивающей поверхности зависит от величины Фруда и ряда инвариант, в число которых входят геометрический и гидравлический комплексы.
2
Геометрический комплекс LJ/(Jcpcosa) представляет собой безразмерную величину, пропорциональную вероятности прохождения частиц некоторого среднего диаметра dcp через щель d по длине сита L, а гидравлический <7H/sinac — величину, пропорциональную доле воды, приходящейся на единицу веса твердого.
Полученные зависимости верны при следующих ограничениях: 20,8
48,6 кг/(см2); 0,005 d 0,015 м; 1 qB 1,8 кг/кг; 2^Ь^5м;15^а^
40°; 0,007 Jcp 0,023 м; 3 vH 9 м/с; 25 ас 50°; 1300 р
1800 кг/м3.
Значения индекса корреляции, равные для этих зависимостей 0,90—0,92, свидетельствуют о том, что данные, полученные с помощью этих уравнений, вполне адекватны данным экспериментальным определений и поэтому указанные уравнения могут быть рекомендованы для практического применения.
Для гидрогрохотов ГНК с конической формой просеивающей поверхности получена зависимость технологических показателей у от основных параметров: удельной производительности qT [т/(ч-м2)]; удельного расхода воды qB (м3/т); ширины щели между колосниками d (мм) и гранулометрического
170
состава исходного продукта (средний размер зерен) dcp, (мм).
у = «о + «1 lg<7T + ^2lg<7B + «31g^cp + 041g4
где a0, ар a2> а3> a4 — коэффициенты уравнения, выбор которых зависит от различных параметров:
Коэффициент «0 а1 а2 «3 а4
Эффективность грохочения по нижнему классу Е j, % 114,5 -6,1 8,1 -11,5 4,6
Эффективность грохочения Е2, % 86,6 -3,8 3,5 5,5 4,1
Граничная крупность разделения ^Гр’ мм •• -16,3 -0,5 -1,2 1,7 27,5
Исследования процесса разделения угля на конических поверхностях показали, что при установке на верхнем и нижнем конусах сит соответственно с продольным и поперечным расположением колосников достигаются показатели разделения аналогичные показателям разделения на ситах с продольным расположением колосников при условии, что dn = 1,3 dnp, где dn и dnp — размер отверстий сит соответственно с поперечным и продольным расположением колосников.
Полученные зависимости справедливы при следующих ограничениях: 40 «£ «£ <7Т 100 т/(ч-м2); 0,5 qB =£ 1м3/т; 8,9 dcp =s 18,5 мм; 6 d 20 мм.
Выполненные расчеты показали, что коэффициент корреляции для зависимости Ef, Е2; drp = f(qT, qB, dcp, d) равен соответственно 0,93; 0,82 и 0,98.
Производительность грохотов. Ориентировочную производительность инерционного грохота, работающего в режиме сухого грохочения, рекомендуется определять по формуле института "ИОТТ":
(2 = Е(/1^3^5^7>
где F — рабочая площадь грохота, м2; q — удельная производительность по питанию, т/(м2-ч); к^ - к-/ — поправочные коэффициенты, учитывающие соответственно изменение гранулометрического состава исходных углей, требуемую эффективность грохочения, влажность исходных углей, содержание глинистых примесей в исходных углях, влияние угла наклона грохота, влияние типа просеивающей поверхности, расположение просеивающей поверхности на грохоте.
Необходимый фронт грохочения Fr для достижения заданной производительности при известных условиях грохочения определяют по формуле
Fr=i,25e/(^iW4W7x
где 1,25 — коэффициент неравномерности нагрузки:
Поправочный коэффициент к\
Содержание подрешетного продукта в
исходном, % *1 10 3,5 1 20 2 1оправоч1 30 1,5 1ЫЙ ко 40 1,3 ЭффиЦ! 50 1,1 иент к2 60 1,05 70 1 80 0,95 90 0,9
Требуемая эффективность грохочения, % 60 65 70 75 80 85 90 95 98
к2 2 1,85 1,7 1,55 1,4 1,3 1,15 1 0,7
171
Поправочный коэффициент kg
Угол наклона грохотов ГИЛ, ГИТ,
градус 10 11 12 13 14 15 '16 17
к5 0,7 0,76 0,89 0,9 0,95 1 1,1 1,8
Угол наклона грохотов
ГИЛ, ГИТ,
градус 18 19 20 21 22 23 24
к5 1,24 1,3 1,37 1,5 1,56 1,62 1,7
Угол наклона ГИСЛ,
градус 0 1 2 3 4 5 6 7
к5 0,8 0,82 0,84 0,86 0,88 0,9 0,92 0,94
Угол наклона ГИСЛ,
градус 8 9 10 11 12 13 14 15
к$ 0,96 0,98 1 1,05 1,1 1,15 1,22 1,27
В зависимости от типа сита значения поправочного коэффициента к6 следующие:
Сита Проволочные Ш тамповэнные Из резины и полиуретана Струнные
Форма отверстий Квад- Прямо- Квад- Круглая Щеле- Специ- Попереч-
сит ратная угольная ратная видная альная ное расположение струн
кб 1 0,85 0,7 1,3 1,4 2,0
В зависимости от расположения сита на грохоте по ярусам значения поправочного коэффициента к7 следующие: I ярус — 1; II — 0,9; III — 0,6.
Удельные производительности грохочения разных марок углей по данным ИОТТ приведены в табл. 5.1, а поправочные коэффициенты к$ и к4 — в табл. 5.2 и 5.3
Производительность грохота с эластично-деформируемой поверхностью (ГЭДП) в двухситном исполнении определяется, в основном, производительностью нижнего сита. Производительность верхнего сита Q\ определяют по формуле
<21 =
где — удельная производительность по исходному питанию, т/(м2-ч); F — площадь сита, м2.
Производительность нижнего сита 02 рассчитывают по формуле
02 = КУ^Е/Са^Д
где </2 — удельная производительность нижнего сита, т/(ч-м2);
<72= 126,46- {61,39E2[l + (WP)21(T3] х (WP)°’3l / [a°-08(10,8 + 6а-0,163а2)]},
Е2 — требуемая эффективность грохочения по нижнему ситу, %; WP — содержание рабочей влаги в классе 0—6 мм, %; а — содержание класса 0— 6 мм в питании упруго деформируемого сита, %; ав — содержание класса 0— 25 мм в питании грохота, %; Ев — требуемая эффективность грохочения по верхнему ситу, %; а — угол наклона грохота к горизонту, градус.
172
Таблица 5.1
Удельная производительность инерционного грохота, т (м^ч)
Уголь Размеры отверстий сит, мм
6x6 10x10 | 13x13 | 25x25 50x50 75x75 100x100 | 150x150
Каменный 6 9 13 20 30 40 56 80
Антрацит 7,5 11 14,5 24 27,5 50 70 100
Сланец 4 7,5 10 18 29 39 50 75
Примечания:!. При мокром грохочении удельную производительность для сит с отверстиями размером 25; 13; 10 и 6 мм следует увеличить соответственно в 1,3; 1,4; 1,5 и 1,7 раза. 2. Внешняя влажность исходного материала 3%.
Таблица 5.2
Значения поправочного коэффициента к$
Размер отверстий сит, ми Содержание внешней влаги в исходном материале, %
3 1 4 4,5 | 5 6 _ [ Более 6
6x6 1 0,75 0,65 0,6* 0,5** 0 4**
10x10 1 0,85 0,7 0,65* 0,56** 0,5**
13x13 1 0,9 0,75 0,7 0,65** 0,6**
25x25 1 1 0,95 0,92 0,9 0,8
50x50 1 1 1 1 0,95 0,9
* Требуется систематическая очистка сит
* * Требуется применение сит специальных конструкций или специальных грохотов для грохочения влажных углей
Таблица 5.3
Значения поправочного коэффициента к$
Размер отверстий сит, мм Содержание внешней влаги в исходном угле, % Содержание глинистых примесей в исходных углях,%
2 4 1 6 1 8 10
6x6 6 0,9 0,8 0,6 0,2 —
13x13 6 1 1 1 0,95 0,92
>6 1 0,96 0,91 0,85 0,79
25x25 =£ 6 1 1 1 1 1
6 1 1 0,98 0,95 0,91
Размер отверстий сит, мм Содержание внешней влаги в исходном угле,% Содержание глинистых примесей в исходных углях, %
12 14 1 16 | 18 20
6x6 6 — — —
13x13 6 0,9 0,86 0,82 0,77 0,72
>6 0,69 0,57 0,43 0,27 —
25x25 6 1 0,9 0,9 0,9 0,9
6 0,87 0,84 0,8 0,76 0,72
173
Производительность грохота ГЦЛ со спиральной просеивающей поверхностью рекомендуется определять по формуле
Qq = 0,47pp<pnSZ)2,
гДе Qo ~ производительность грохота, т/ч; р. — коэффициент разрыхления движущейся массы материала; (р - коэффициент заполнения (ф = 0,154-0,25); р - плотность материала, кг/м3; 5 - шаг спирали, м; D - диаметр цилиндра, м.
Влияние на производительность грохота содержания нижнего класса в исходном материале учитывается поправочным коэффициентом ка, а содержание зерен плоской формы в верхнем классе ки, а влияние ширины щелей ке:
Поправочный коэффициент ка
Содержание подрешетного продукта в исходном, % а 65 0,92 70 0,94 75 0,96 80 0,98 85 1 90 1,02 95 1,04
Поправочный коэффициент ки
Содержание плоских
зерен в надрешетном
продукте, % 10 20 30 40 50 60 70
1,02 1 0,98 0,96 0,94 0,92 0,9
Поправочный коэффициент ке
Ширина щели, мм 50 75 100 125 150 200 250
ке 1 1,33 1,42 1,73 1,83 2 2,13
С учетом указанных факторов формула производительности спирального грохота имеет вид
Q = kakckuQ{}.
Удельную производительность q.t [кг/(м2 с)] гидрогрохотов с неподвижной просеивающей поверхностью рекомендуется определять по формуле
<7,.= Ю^Л15^27/^3-85^0’15),
где «у,,— удельный расход воды, м3/т; 5— расстояние между колосниками, м; Е — эффективность грохочения, %; (/ср — параметр, характеризующий гранулометрический состав исходного материала, м;
<Р = S(jr/y,)/(Xy,),
где Xj — средний размер зерна /-го класса крупности, м; у, — выход /-го класса крупности, %.
Производительность дугового грохота по подрешетному продукту определяют по формуле
q = 0,84gD/?vL/(p
где q — объемная производительность дугового грохота по подрешетному продукту, м3/с; ц — коэффициент расхода, равный 0,6; D — диаметр питающего трубопровода; h — суммарная ширина щелей сита, м; v — скорость
174
поступления пульпы на сито, м/с; L — длина сита по дуге, м; 3 — коэффициент, учитывающий непрямолинейность изменения высоты потока по длине сита (0 = 1,56): В — ширина сита, м; г — радиус дугового сита по дуге, м.
Производительность конического грохота по фугату определяют по формуле
Q = цПЛе V <7(pEJ/7cosa/[D(l-e)],
где Q - объемная производительность, м3/с; ц - коэффициент расхода (ц = = 0,7ч-0,75); D - диаметр средней части конической поверхности, м; h - высота обезвоживающей поверхности, м; £ - пористость зернистого слоя; ф - коэффициент формы частиц, представляющий отношение поверхности шара 5Ш к поверхности равновеликой по объему частицы 5Г (ф - 5Ш/5Г); d - средний диаметр частиц, м; Н - напор водоугольной смеси, м; a - угол между образующей конуса и его осью, градус.
Пористость слоя определяют по формуле
е = (8-8н)/8,
где 8 - плотность частиц, кг/м3; 8Н - насыпная плотность частиц, кг/м3.
Опытным путем установлено, что для угольных зерен размером 12-15 мм пористость равна 0,45-0,5.
Основные факторы, определяющие производительность конических грохотов, - площадь обезвоживающей поверхности и пористость зернистого слоя. Пористость слоя угля на сите практически мало изменяется, следовательно, повышение производительности можно получить только увеличением площади сит. Однако увеличение площади сит ограничено, так как производительность пропорциональна величине П0,5, что обусловлено уменьшением центробежных сит с увеличением диаметра средней части конической поверхности. Площадь сит может быть в небольших пределах увеличена за счет их высоты. Однако это возможно только при равномерном распределении поступающей водоугольной смеси по всей высоте кольцевого сита.
5.3. Оборудование для сухого и мокрого грохочения
В отечественной практике и за рубежом наметилась устойчивая тенденция создания грохотов, производительность которых должна обеспечивать однопоточность технологических секций современных высокопроизводительных углеобогатительных фабрик.
Грохота, основным рабочим органом которых является просеивающая поверхность, различаются по способу перемещения грохотимого материала по этой поверхности и характеризуются рядом конструктивных особенностей. Признак, определяющий конструктивные особенности грохота - характер движения просеивающей поверхности или ее элементов.
По характеру движения просеивающей поверхности грохота разделяют на неподвижные, с движением отдельных элементов просеивающей поверхности, иподвижные.
В соответствии с формой просеивающей поверхности различают грохота п л о с к и е, у которых сита располагаются с наклоном или горизонтально, с переменным углом наклона сит, дуговые, цилиндрокони-
175
ч е с к и е (с одним или двумя конусами), цилиндрические (барабанные), а также грохота, выполненные в виде многогранных призм и пирамид.
В зависимости от насыпной плотности грохотимого материала в группе подвижных грохотов с колеблющейся (вибрирующей) рабочей поверхностью выделяют три типа: легкие, средние и тяжелые. Грохота этой группы характеризуются также исполнением, определяющим траекторию колебаний просеивающей поверхности и вид механизма, который приводит ее в колебательное движение.
Согласно ГОСТ 23788-79 тип и исполнение грохота, определяемые траекторией колебаний, обозначается буквенной аббревиатурой и цифровыми показателями. Первая буква в принятой структуре обозначает грохот; следующая или следующие - характеризуют исполнение (И - с круговыми или близкими к ним колебаниями; С - с прямолинейными колебаниями; ИС - с близкими к прямолинейным колебаниям); последняя определяет тип грохота (Л - легкий, С - средний, Т - тяжелый).
В зависимости от объемной плотности (р) грохотимого материала последняя буква аббревиатуры обозначает: Л - (р 1400 кг/м3); С - (р 1800 кг/м3); Т-(р 2500 кг/м3).
Первая цифра в структуре условного обозначения показывает ширину просеивающей поверхности (2 - 1000; 3 - 1250; 4 - 1500; 5 - 1750; 6 - 2000; 7 -2500; 8 - 3000; 9 - 3550; 10 - 4000 мм), вторая - число ярусов сит. Обозначение грохота может заканчиваться буквенным или цифровым индексом его модификации.
В развитие и дополнение к существующим обозначениям инерционных грохотов было предложено по-новому закодировать ширину просеивающей поверхности и ввести в обозначение исполнение вид перерабатываемого материала, а также специальные конструктивные признаки.
Типоразмер ширины просеивающей поверхности грохотов предложено кодировать следующим образом:
Ширина просеивающей Ширина просеивающей
поверхности, мм: поверхности, мм:
500 0,50 1750 1,75
630 0,63 2000 2,00
800 0,80 2500 2,50
1000 1,00 3000 3,00
1250 1,25 3500 3,50
1500 1,50 4000 4,0
В зависимости от перерабатывающего материала грохота могут быть следующих исполнений:
Перерабатываемый материал: уголь, антрацит, горючие сланцы................................ У
кокс............................................................ К
руда черных и цветных металлов.................................. Р
окатыши серые................................................... С
окатыши обожженные при температуре не более 5000°С.............. О
агломерат охлажденный при температуре не более 120°С............ А
агломерат горячий с температурой не более 800°С................................................. Г
порошки......................................................... П
176
щебень, гравий, песок и другие неметаллорудные строительные материалы......................................................... Щ
для множества (два и более) видов материалов (универсальное испол-
нение) ....................................................... М
прочие (другие) материалы..................................... Д
В зависимости от специальных конструктивных признаков грохота могут
быть следующих исполнений:
Специальные конструктивные признаки:
с подогревом сит.............................................. S
с охлаждением сит............................................. N
с устройством для передвижения................................ V
неравномерные и разнонаправленные колебания................... W
относительные колебания составных частей грохота.............. R
Структура условного обозначения инерционных грохотов, учитывающая предложенные изменения и встречающаяся на практике показана на рис. 5.9.
Обозначения модернизации и исполнения грохота в зависимости от специальных конструктивных признаков вносят в структуру условного обозначения только при их наличии. Структура условного обозначения не распространяется на грохота, поставляемые на производство до введения в действие настоящего стандарта.
Пример условного обозначения грохота с круговыми колебаниями, легкого типа, с шириной просеивающей поверхности 1750 мм, с двумя ярусами сит для угля, для условий УХЛ4:
ГИЛ-1,75 х 2-У-УХЛ4 ТУ ...
В настоящее время на углеобогатительных фабриках, шахтах и разрезах для различных видов грохочения, наряду с грохотами с колеблющейся рабочей поверхностью, широко применяют подвижные грохота, у которых рабочая поверхность движется путем вращения ее целиком (параметрический ряд грохотов цилиндрических ГЦЛ и высокопроизводительных конических грохотов с принудительной очисткой ГСК), или за счет вращения отдельных элементов, образующих сито (параметрический ряд грохотов шнековых ГШ), перемещается с помощью тяговых цепей (грохот-питатель, грохот ПКО,
Рис. 5.9. Грохот ГИТ-51-1,1:
1 — просеивающая поверхность; 2 — вибратор; 3 — связь-балка; 4 — пружинная опора
177
скребковый грохот), а также различные конструкции грохотов с неподвижной рабочей поверхностью. В частности, для мокрого подготовительного грохочения используют гидрогрохота с неподвижной просеивающей поверхностью различной формы (плоские и двухконусные - ГГН и ГНК), а также с комбинированными (неподвижное + подвижное) ситами (установка УМГ 2,5, агрегатная установка грохотов ГГН и ГИСТ), для обезвоживания и обесшламливания мелкого и крупного концентрата применяют конусные грохота, дуговые и плоские сита.
Для классификации углей повышенной влажности сухим способом разработаны и испытаны экспериментальные образцы грохотов с различным характером движения просеивающей поверхности, электронагревом сит, принудительной очисткой сит, струнными ситами различных модификаций, а также отечественная модель вероятностного грохота и грохота, на котором для интенсификации разделения применяют подогретый воздух.
Вне зависимости от технологического назначения и способа грохочения все конструкции грохотов должны иметь высокую эффективность грохочения и большую производительность, обеспечивающую малопоточность технологической схемы; относительно небольшие габаритные размеры и массу; максимально возможный коэффициент динамичности; оказывать минимальное воздействие на опорные устройства (перекрытия); иметь минимальное число трущихся частей и деталей, простую и надежную конструкцию, низкий расход энергии, средства, предотвращающие забивание отверстий сит грохотимым материалом; обеспечивать низкую степень измельчения углей; обладать малым уровнем шума.
Исходя из этих требований развитие техники для грохочения углей в последние годы осуществляется по двум основным направлениям:
I - дальнейшее совершенствование и модернизация существующих конструкций; базируется на экстенсивном развитии унифицированных инерционных грохотов с традиционной (прямоугольной в плане) поверхностью грохочения, повышение их надежности и долговечности, а также совершенствование просеивающих поверхностей;
II - в основу положены принципы интенсификации известных способов разделения и создание новых способов и аппаратов, позволяющих достичь высоких технико-экономических результатов грохочения при минимальной трудоемкости и затратах. Это направление, базирующееся на закономерностях двумерной модели грохочения и кинетики грохочения, а также обобщенных зависимостях эффективности разделения от основных, влияющих на грохочение, факторов характеризуется созданием и внедрением принципиально новых грохотов с более прогрессивной формой рабочей поверхности, позволяющей эффективно использовать кинетические закономерности процесса и вести разделение в слое минимальной высоты. К числу новейших разработок относят двухконусные гидрогрохота ГНК, конические грохота с принудительной очисткой сит ГСК, а также грохота с различной формой (коническая + плоская) и динамикой отдельных участков просеивающей поверхности (установка УМГ).
Грохота для предварительного грохочения. Для предварительного грохочения углей, антрацитов и горючих сланцев промышленностью освоены и серийно выпускаются грохота ГИТ 51А (в настоящее время заменяется грохотом ГИТ-51-1,1) и ГИТ 71М, а также цилиндрические грохота ГЦЛ1 и ГЦЛЗ с рабочим органом в виде спирали. На этой операции может быть использован грохот колосниковый ГК-61 и ГК-71, цепной грохот-питатель конструкции ВНИПИРУДМАШ.
178
Таблица 5.4
Технические характеристики инерционных грохотов ГИТ
Параметр ГИТ51А ГИТ-51-1,1 ГИТ71М
Производительность, т/ч: по углю (решета с отверстиями 250-350 375-525 До 700
100x100 мм) по сланцу (решета с отверстиями — — До 900
100 мм) Размер сит, мм ширина 1750 1750 2500
длина 3500 4270 5000
площадь 6,12 7,47 12,5
Число ярусов 1 1 1
Размер отверстий сита или ширина 50-300 50-300 50-300
щелей между колосниками, мм Частота колебаний сита, мин-' 600-750 735-970 730
Амплитуда колебаний короба 4-7 3-7 4-8
(регулируемая), мм Угол наклона сита к горизонту, 10-18 10-30 15-30
градус Максимальная крупность кусков в 400 800
питании, мм Номинальная мощность 20 15 22
электродвигателя, кВт Габариты колеблющейся части грохота, мм длина 4045 4270 5300
ширина 3275 2460 3300
высота 2400 1450 1720
Вес грохота без 6,25 13,5
электродвигателя, т Разработчик Г ипромашугле Гипромашугле Гипромашобога-
обогащение, обогащение, щение,
г. Луганск г. Луганск г. Санкт-Петер-
(Украина) (Украина) бург
Изготовитель Луганский завод Луганский завод Воронежский
угольного маши- угольного маши- завод горно-обо-
построения им. построения им. гатительного
Пархоменко Пархоменко оборудования
(Украина) (Украина)
Грохота ГИТ 51А (ГИТ-51-1,1) и ГИТ 71М предназначены для разделения по крупности 50 мм и более сыпучих материалов с насыпной плотностью до 2800 кг/м3.
Эти грохота просты по конструкции. Они состоят из наклонно расположенного короба с просеивающими поверхностями и дебалансного вибратора, вал которого установлен на подшипниках, закрепленных на боковинах короба. Короб грохота устанавливают на раме или подвешивают с помощью Упругих опор (пружинных или резиновых амортизаторов), их число обязательно четное (не менее четырех). Вал вибратора соединяют с установленным
179
неподвижно электродвигателем с помощью клиноременной передачи или упругой лепестковой муфты. Смазка подшипников жидкая. При вращении вала вибратора за счет неуравновешенной массы дебалансов возникает центробежная сила инерции Р, составляющие которой и обусловливают траекторию колебаний короба
Р = 2wm2n2r/900,
где т - масса одного дебалансного груза, кг; п - частота вращения вала, мин-1; г - расстояние от центра тяжести дебалансного груза до оси вращения, м.
Характер траектории колебаний, в основном, определяется конструктивными особенностями грохотов и вибраторов, а также параметрами последних.
Режим работы инерционных грохотов чаще всего регулируют изменением угла наклона короба, направления и частоты вращения вибратора, а также изменением массы дебалансов.
Технические характеристики грохотов ГИТ51А, ГИТ-51-1,1, и ГИТ71 приведены в табл. 5.4.
Грохот ГИТ51А состоит из короба с ситом, установленного или подвешенного на четырех амортизаторах. В каждом амортизаторе по три пружины. В центральной части короба укреплен инерционный вибратор, вал которого расположен под нерабочим участком сита. Снаружи короба размещены неуравновешенные массы (дебалансы), вращающиеся вместе с валом вибратора и закрытые кожухами. При вращении вала вибратора короб с ситом колеблется на пружинах-амортизаторах; траектория движения каждлой его точки расположена в вертикальной плоскости и близка к окружности, радиус которой равен амплитуде колебаний короба. Корпуса подшипников вибратора соединены трубой, внутри которой расположен вал вибратора, вращающийся с помощью клиноременной передачи от асинхронного электродвигателя с короткозамкнутым ротором. Двигатель установлен на подвижной подмоторной раме, компенсирующей нагрузки на ремни передачи при колебаниях короба. Вал вибратора вращается в двух роликоподшипниках.
Грохот в опорном исполнении устанавливают на специальной раме, в которой размещены воронка для подрешетного продукта, и упоры, не допускающие бокового раскачивания короба. На раме может быть укреплен пылезащитный кожух.
У грохота в подвесном исполнении боковые упоры и пылезащитный кожух крепят к специальным конструкциям. Воронку для подрешетного продукта изготовляют по месту сборки грохота. Основания пружин подвесок закрепляют болтами к опоре.
В грохоте в подвесном исполнении угол наклона короба регулируют изменением длины подвесок, а в грохоте с опорным исполнением-поворотом пружинных опор грохота относительно короба и установкой их на тумбы различной высоты. Для регулирования высоты тумб в соответствии с заданным углом наклона короба завод поставляет специальные промежуточные опоры (прокладки).
Грохот ГИТ-51-1,1 (рис. 5.9), работающий в режиме сухого грохочения, состоит из короба с просеивающей поверхностью 7, вибратора 2 и четырех пружинных опор 4. Карты просеивающих поверхностей устанавливают на связь-балках 3, соединяющих две боковины короба и крепят клиньями. В отличие от грохота ГИТ51А вибратор грохота ГИТ-51-1,1 размещается над просеивающей поверхностью на специальных площадках, установленных на боковинах короба. Смазка подшипников вибратора - жидкая. На концах вала вибратора грохотов ГИТ51А и ГИТ-51-1,1 расположены по два дебаланса, один 180
5365 max
Рис. 5.10.Грохот ГИТ71М:
(а) 1 — короб; 2 — пружинная опора; (б) 1 — привод; 2 — сито; 3 — дебалансный вал
из которых закреплен неподвижно, а второй может поворачиваться относительно неподвижного дебаланса и фиксироваться на нем с помощью болта. Это позволяет за счет регулирования амплитуды колебаний короба в зависимости от изменения технологических факторов (нагрузка, гранулометрический состав и т.п.) изменять динамический режим работы грохота. Просеивающая поверхность представляет собой листовое решето толщиной 25 мм с квадратными отверстиями. Для предохранения от интенсивного изнашивания на лист наварены продольные брусья сечением 40x40 мм, которые по мере изнашивания заменяют.
Конструкция короба предусматривает возможность установки колосниковой просеивающей поверхности из металла или эластомерных материалов в виде отдельных секций, устанавливаемых каскадом. При этом щель расширяется к концу секции.
Грохот ГИТ-71М выпускается в опорном исполнении (рис. 5.10). Он состоит из короба У с ситом 4, вибратора с приводом 3 и пылезащитного укрытия. Короб грохота изготовляют из отдельных клепаных элементов и ус-
181
2
Рис. 5.11. Грохот цилиндрический ГЦЛ;
7 — цилиндр; 2 — загрузочный желоб; 3 — рама; 4 — механизм привода; 5 — смотровой люк; 6 — приводные катки
танавливают на пружинных опорах 2. Предусмотрено применение различных просеивающих поверхностей: колосниковых плит, решет с квадратными и круглыми отверстиями, рамочных сит.
Вибратор состоит из дебалансного вала 5, опирающегося на закрепленные в корпусе подшипники, шкива и маховика со сменными дебалансами, при помощи которых регулируется амплитуда колебаний.
Грохот изготовляют как с правым, так и с левым расположением привода, с пылезащитным укрытием или без него. Укрытие собирается из отдельных легких металлических щитов.
Грохота типа ГИТ - наиболее надежные из инерционных грохотов. Короба этих грохотов изготовляют из тонколистового проката, а детали короба соединяют высокопрочными болтами. Массивность элементов конструкции короба определяется не только требованиями надежности, но и динамикой грохота.
Грохот ГИТ51А был испытан на фабрике "Краснолучская" ПО "Донбасс-антрацит". При выделении из рядового антрацита класса + 100 мм грохот обеспечил производительность до 345 т/ч при эффективности грохочения до 97%. У грохота ГИТ-51-1,1 по сравнению с грохотом ГИТ51А в 1,5 раза увеличены производительность и ресурс до первого капитального ремонта, на 70% снижен удельный расход электроэнергии и в 2,3 раза уменьшена удельная масса.
Грохот ГИТ71М испытывался на операции подготовительного грохочения сланцев крупностью до 900 м. Его производительность по питанию составила от 400 до 1140 т/ч при эффективности грохочения соответственно 97,7 и 84,7%.
Цилиндрический грохот ГЦЛ (рис. 5.11) со спиральной просеивающей поверхностью состоит из вращающегося на катках цилиндра /, загрузочного желоба 2, механизма привода 4, укрепленного на раме 3. Грохот устанавливают непосредственно на раме, для него не нужен специальный 182
фундамент. Ось цилиндра имеет небольшой наклон к горизонту. С одной стороны, цилиндр опирается на приводные, а с другой - на опорные катки, укрепленные на раме грохота. Приводные катки 6 вращаются электродвигателем через редуктор. Для предотвращения сдвига цилиндра по каткам вдоль своей оси вниз служат упорные катки. Все вращающиеся части грохота закрыты металлическими ограждениями. Ограждение цилиндра, состоящее из отдельных секций, которые можно снимать, образует пылезащитный кожух. В кожухе имеются лазовые и смотровые люки 5, фланцы для подключения к вытяжной вентиляции.
Рабочая поверхность грохота представляет собой многозаходную спираль, расстоянием между витками которой определяется размером кусков подрешетного продукта. Образованная витками спираль по технологии рассева аналогична колосниковому ситу грохота с плоской рабочей поверхностью.
Преимущества грохота - простота конструкции, надежность в эксплуатации, сравнительно небольшое переизмельчение крупных кусков и высокая произоводительность, недостаток - повышенное засорение подрешетного продукта надрешетным.
Грохота ГЦЛ рекомендуется применять на операциях предварительного грохочения при наличии в исходном материале кусков размером не более 250 мм (для ГЦЛ1) и 500 мм (для ГЦЛЗ).
Технические характеристики типов цилиндрических грохотов ГЦЛ
ГЩП ГЦЛЗ
Максимальная ориентировочная производитель-
ность при наибольшей ширине рабочей поверх-
ности, т/ч 400 1000
Максимально допустимая крупность кусков, мм.... 250 400x400x500
Рабочая длина цилиндра, мм 1500 2500
Диаметр рабочей поверхности (внутренней), мм.... 1200 1700
Ширина щелей между витками рабочей поверх-
ности, мм 50; 70; 100 100; 150; 200
Уклон наклона оси цилиндра к горизонту, градус... 8 8
Частота вращения цилиндра, мин-* 11 9,26
Мощность электродвигателя, кВт 4,5 7,5
Габариты, мм
длина 3750 5700
ширина 1750 2000
высота 2400 3460
Масса, т 3,2 9
Изготовитель - Карагандинский машиностроительный завод им. Пархоменко.
При грохочении рядовых углей и антрацитов влажностью 4-7% удельная производительность этих грохотов (при ширине щелей между спиралями 100 мм) достигает 70т/(ч м2), а эффективность грохочения 97-98%.
На некоторых углеобогатительных предприятиях, построенных до 1960 г., роль аппаратов для предварительного грохочения выполняют стационарные грохота и решетки. Горизонтальные решетки с отверстиями свыше 200 мм устанавливают на вагоноопрокидывателях и ямах привозных углей, а наклонные под углом 35—45° колосниковые грохота, зачастую с консольно расположенными колосниками, устанавливают над транспортными самотечными желобами.
183
Инерционные грохота для подготовительного, окончательного и обезвоживающего грохочения. В угольной промышленности для классификации и обезвоживания в основном применяют инерционные грохота. Серийно выпускают грохота ГИТ, ГИЛ, ГИСЛ, ГИСТ, однако наряду с этими грохотами на ряде предприятий еще находятся в эксплуатации грохота с прямолинейными колебаниями (ГСЛ), а также экспериментальные образцы различных моделей инерционных грохотов.
Грохот ГИ Т-0, 63х2-М предназначен для сухого разделения проб угля и других материалов с объемной массой не более 2500 кг/м3 в лабораторных условиях и ОТК углеобогатительных фабрик.
Грохот состоит из короба с двумя ярусами проволочных сит, инерционного вибратора и пружинных опор, с помощью которых колеблюющаяся масса крепится на опорной раме с воронкой для сбора подрешетного продукта, входящей в комплект поставки.
Короб состоит из двух боковин, соединенных между собой двумя рядами поперечных связей из обрезиненных труб круглого сечения. Пространство между верхними и нижними поперечными связями перекрыто резиновым листом.
Опорами для сит служат полосы из конвейерной ленты, размещенные над связями, и стальные полосы, приваренные к боковинам. Сита крепят по периферии деревянными брусьями и клиньями. Инерционный вибратор установлен в средней части короба между ситами. Амплитуду колебаний короба регулируют путем разворота дебалансов вибратора относительно друг друга. По требованию заказчика грохот может быть укомплектован пылезащитным укрытием.
Технические характеристики грохота ГИТ-0,63х2-М
7 Полезная площадь, м ............................................... 0,7
Число ярусов......................................................... 2
Амплитуда колебаний (регулируемая), мм........................... 1,2-2
Частота колебаний, с~1 ............................................ 235
Габариты, мм длина....................................................... 1320
ширина......................................................... 1370
высота.......................................................... 885
Масса грохота (с рамой и двигателем), кг........................... 500
Разработчик - Гипромашуглеобогащение, г. Луганск (Украина). Изготовитель -Машиностроительный завод № 2 им. Пархоменко ПО "Каргормаш" (Казахстан).
, Грохота инерционные наклонные с круговыми или близкими к ним колебаниями (ГИЛ) применяют в основном для сухого подготовительного и окончательного грохочения. По принципиальной схеме работы грохота ГИЛ подобны грохотам ГИТ и состоят из аналогичных сборочных единиц. Технические характеристики грохотов ГИЛ, применяемых в угольной промышленности, приведены в табл. 5.5.
Грохота ГИЛ32-0,15, ГИЛ43А, ГИЛ52А (рис. 5.13-5.15) по конструкции аналогичны, имеют унифицированные между собой узлы и детали, их изготовляют в опорном и подвесном исполнении, с правым и левым расположением привода.
Грохота ГИЛ32-0,15 и ГИЛ42-0,3 состоят из установленного на четырех упругих опорах короба, в котором на гибких элементах расположены вдоль короба, установлены два яруса просеивающих поверхностей и вибратор. Виб-184
Таблица 5.5
Технические характеристики грохотов ГИЛ
Параметры ГИЛ32-0.15 ГИЛ42-0.3 ГИЛ43А ГИЛ52А
Удельная производительность по исходному продукту, т/(ч м ) 13,6 13,6 16,7 14,8
Максимальная крупность кусков в питании, мм Размеры сит, мм 100 150 150 150
длина Н.д. 4300 4000 4500
ширина 1250 1500 1500 1750
Полезная площадь одного яруса, м^ 3,1 5,5 6 7,85
Число сит 2 2 3 2
Размеры отверстий сита или ширина щелей между колосниками, мм 6-50 6-50 6-50 6-50
Частота колебаний сита, с-^ 16-24 16 16 16
Амплитуда колебаний сита, мм 1,6-3,7 2,5-3,5 3,2 3,2
Угол наклона сита к горизонту, градус 10-25 10-25 10-25 10-25
Мощность электродвигателя, кВт Габариты, мм 4-5 7,5 10 10
длина 3200 4500 4500 5050
ширина 1900 2160 2300 2550
высота 1250 1400 1650 1250
Масса грохота без электродвигателя, т 1636 3064 3550 3240
Изготовитель Карагандинский машиностроительный Луганский завод им. Пархоменко завод № 2 им. Пархоменко ПО "Каргормаш" Коломенский завод тяжелого станкостроения, г. Коломна
186
б
Рис. 5.14. Грохот ГИЛЗА в опорном (а) и подвесном (б) исполнении:
1 — короб; 2 — дебалансный вибратор; 3 — пружинная опора; 4 — сита; 5 — пружинная подвескй 7
188
Рис. 5.15. Грохот ГИЛ52А
1 — короб грохота; 2 — инерционный возбудитель колебаний; 3 — сита; 4 — рама опорная; 5 — опора виброизолирующая; 6 — привод
ратор выполнен в виде установленного на подшипниках вала, на концах которого закреплены дебалансы. Для регулирования амплитуды колебаний короба предусмотрен дополнительный дебаланс. Вал вибратора подсоединяется к электродвигателю упругой лепестковой муфтой.
Корпус короба состоит из двух боковин с накладными листами в местах крепления вибратора, поперечных связей из труб, концевых связь-балок из фасонного проката и загрузочного лотка. Вдоль боковин корпуса короба с внутренней стороны приварены полосы, которые предназначены для крепления к ним сит. С наружной стороны короба к боковинам прикреплены четыре цапфы, к которым крепятся опоры или подвески грохота.
Для установки грохота с разными углами наклона короба применяют промежуточные опоры. По требованию заказчика грохота могут поставляться с пылезащитным укрытием.
Трубчатая форма поперечных связей грохотов ГИЛ наиболее подходит к круговой траектории движения короба при работе грохота, образуя равнопрочное сечение. При модернизации грохотов ГИЛ с целью улучшения и повышения их технологических показателей и увеличения среднего ресурса до капитального ремонта была изменена конструкция боковины, поперечных связей и улучшен их крепеж, применен упругий подситник и усовершенствован вибратор.
На всех модернизированных грохотах ГИЛ применен встроенный унифицированный вибровозбудитель, работающий на жидкой смазке.
Из практики работы грохотов ГИЛ42, ГИЛ43 и ГИЛ52 известно, что при влажности рядовых углей до 5,5-6% на них были достигнуты удовлетворительные показатели эффективности грохочения при крупности разделения 6; 13 и 25 мм и производительности до 100 т/ч - соответственно 70-80; 85-90 и свыше 95%.
Приемочные испытания опытных образцов грохотов ГИЛ52А и ГИЛ43А на ГОФ "Новопавловская" ПО "Антрацитуглеобогащение" и ЦОФ "Донецкая" ПО "Торезантрацит", а также их промышленная эксплуатация показали, что в
189
LH9S SOSC
tf
результате модернизации достигнуто повышение производительности; за счет приращения амплитуды колебаний сита удалось несколько повысить порог влажности, при котором на серийных грохотах процесс рассева прекращается. Вместе с тем при влажности рядового антрацита (класса 0-6 мм) свыше 7,5% отверстия сит залипают и эффективность грохочения резко падает. При такой влажности для преодоления сил сцепления угольных частиц между собой и ситом необходимо интенсифицировать динамический режим грохота.
Однако при этом наряду с увеличением сил разделения, что способствует эффективности рассева, повышаются инерционные нагрузки на узлы и детали металлоконструкции, что приводит к снижению прочности и эксплуатационной надежности грохотов.
Грохота инерционные с близкими к прямолинейным колебаниям (ГИСЛ и ГИСТ) предназначены для сухого грохочения сыпучих материалов влажностью до 5% и температурой не более 120°С, мокрого грохочения, обезвоживания, обесшламливания, отделения суспензии и отмывки утяжелителя от продуктов обогащения.
Грохота ГИСЛ (ГИСТ) с са-мосинхронизирующимся вибратором обладают достоинствами грохотов ГИЛ (простота изготовления и удобство эксплуатации), но в отличие от последних могут устанавливаться горизонтально, как резонансные гро-
190
ОШ
rvjj
вид А
Рис. 5.17. Грохот ГИСЛ62У в опорном исполнении
j__короб грохота; 2 — сита; 3 — инерционный возбудитель колебаний; 4 — рессоры;
5 — опора виброизолирующая; 6 — привод
26SO
2
Рис. 5.18. Грохот ГИСТ72А
7 — короб грохота; 2 — инерционный возбудитель колебаний; 3 — привод; 4 — опора виброизолирующая; 5 — рама опорная
хота, что в сочетании с большим углом подбрасывания (45°) материала в целом существенно расширяет область их технического применения. Коломенский завод тяжелого станкостроения готовит к выпуску грохоты ГИСЛ41 и ГИСЛ61.
Луганский завод им. Пархоменко серийно выпускает для угольной промышленности грохота ГИСЛ62А, ГИСЛ62У (в опорном и подвесном исполнении), ГИСТ72А и ГИСЛ82А (рис. 5.16-5.19), которые изготовляют только в опорном исполнении, и осуществляет серийное производство грохотов ГИСЛ42.
Вращение валов вибратора грохотов осуществляется электродвигателями через упругую муфту или клиноременную передачу, грохота выпускают с правым и левым расположением привода.
Технические данные указанных грохотов приведены в табл. 5.6.
Принцип работы грохотов ГИСЛ, ГИСТ заключается в следующем. Материал из загрузочного желоба поступает на верхнее сито грохота и при колебаниях короба транспортируется к разгрузке, одновременно подвергаясь рассеву (или рассеву и обезвоживанию) сквозь отверстия сита. Просеивающийся материал и вода поступают на нижнее сито, где совершается аналогичная операция, как правило, при меньшем размере отверстия.
Вода и материал, прошедшие сквозь щели (отверстия) нижнего сита, попадают в воронку для подрешетного продукта. Надрешетный продукт или обезвоженный материал поступает в разгрузочный желоб. Эффективность работы грохотов при мокром подготовительном грохочении улучшается при установке брызгальных устройств, которые используют для промывки материала.
Грохот ГИСЛ62А (см. рис. 5.16) состоит из короба, в котором установлены просеивающие поверхности и вибраторы, виброизолирующих опор или подвесок. Короб включает две боковины, два яруса обрамленных поперечных связь-балок и концевые связь-балки, на которых хомутами и планками крепятся карты сит. В коробе грохота установлены два инерционных вибратора с подшипниками. Вращение валам вибраторов передается от двух электродвигателей через лепестковые муфты.
192
7. Техника и технология...
3
Рис. 5.19. Грохот ГИСЛ82А
1 — короб грохота; 2 — привод; 3 — инерционный возбудитель колебаний; 4 — опора виброизолирующая; 5 — сита; 6 — боковины короба
Таблица 5.6
Технические характеристики грохотов типа ГИСЛ (ГИСТ)
Параметры ГИСЛ 62А ГИСЛ 62У ГИСЛ 72 ГИСТ 72А ГИСЛ 82А
Размеры просеивающей поверхности, мм ширина 2000 2000 2500 2500 3000 длина 5230 5000 6000 6400 2000 Число ярусов сит 2 2 2 2 2 Амплитуда колебаний, мм 5-7,5 6 6 6 4,5-6,5 Частота колебаний, мин-^ 735 735 735 735 735 Максимальная крупность кусков питания, мм 300x300x600 300x300x600 300x300x600 300x300x600 300x300x600 Угол наклона, градус 0-25 0-25 0-25 0-25 0-25 Мощность электродвигателей, кВт 2x15 17x2 22x2 22x2 40x2 Габариты колеблющейся части грохота, мм длина 5800 5670 6980 6805 7650 ширина 2900 2700 3720 3785 3742 высота 2200 2690 2500 2830 2562 Масса грохота без электродвигателей, рам и 9,7 8,7 11,64-12,69 14,04-14,5 18,37-18,9 брызгальных устройств (в зависимости от типа установленных сит), т Разработчик Институты ’Типромашуглеобогащение", ИОТТ. Луганский завод им. Пархоменко Изготовитель Коломенский завод тяжелого станкостроения, г. Коломна
Опоры грохотов ГИСЛ62А, ГИСЛ62У, ГИСТ72А и ГИСЛ82А выполнены в виде двух кронштейнов, между которыми располагаются упругие элементы. Один из кронштейнов одевается на цапфу короба. В каждой опоре в качестве упругих элементов, располагаемых в один ряд, применяют резиновые амортизаторы ГРО82-7701, укладываемые горизонтально основанием к коробу или вертикальные металлические пружины. Для снижения динамических нагрузок на перекрытие за счет уменьшения жесткости резиновых амортизаторов опоры грохотов с упругими элементами стали выполнять трехъярусными. Одновременно предусмотрено использование пружинных амортизаторов.
Подвеска грохота ГИСЛ62У состоит из стержня, верхней и опорной плит, между которыми расположены пружины. Жесткость пружин подобрана таким образом, чтобы на перекрытие передавались минимальные усилия при работе грохота и в то же время не было соударения витков и пружины не отрывались от кронштейнов при переходе грохота через резонансный режим. Пружины и амортизаторы должны быть выставлены строго перпендикулярно к горизонтальной плоскости; при установке грохота под углом это обеспечивается поворотом кронштейна вокруг цапфы короба до занятия опорной поверхностью кронштейна горизонтального положения.
Брызгальные устройства грохотов ГИСЛ62У, ГИСТ72А и ГИСЛ82А состоят из подвода и брызгала, соединенных между собой хомутами и гайками. Подвод состоит из труб, на концах имеет два фланца, с помощью которых брыз-гальное устройство подсоединяется к системе водоснабжения фабрики. Брызгало выполнено таким образом, что вода, подаваемая в брызгальное устройство, подается на сито грохота через сливной лист, а также через отверстия в листе.
По сравнению с грохотом ГИСЛ62У у ГИСЛ62А короб содержит два яруса поперечных связь-балок из труб диаметром 146 мм и длиной 11 мм, резиновая футеровка балок выполнена не сплошной, а из отдельных скоб, сита верхнего и нижнего ярусов и их крепеж унифицированы и взаимозаменяемы, применены электродвигатели с повышенным пусковым моментом, с целью уменьшения динамических нагрузок на перекрытия применены виброизолирующие опоры уменьшенной жесткости. Конструкция грохота предусматривает возможность быстрой и простой регулировки амплитуды колебаний от 5 до 7,5 мм, что позволяет влиять на его технологические показатели.
ГрохотГИСЛ6 2У. Основное отличие грохота ГИСЛ62У от ранее выпускавшегося грохота ГИСЛ62 - его конструкции использованы технические решения, которые применены и проверены эксплуатацией на серийных грохотах ГИСЛ62А, ГИСЛ82А. В частности, на грохоте ГИСЛ62У применены на нижнем ярусе такие же, как у ГИСЛ62А связь-балки и вибратор серийных грохотов ГИСТ72А и ГИСЛ82А. В остальном грохота ГИСЛ62У и ГИСЛ62 идентичны. Короб грохота ГИСЛ62У состоит из двух боковых листов (боковин), толщиной 8 мм, поперечных связь-балок, изготовленных из труб коробчатого сечения, и балки в загрузочной части короба. Поперечные связь-балки закрыты резиной, которая предохраняет их от абразивного износа. Боковины короба усилены листами, угольниками и швеллерами в продольном и вертикальном направлениях.
На коробе установлен инерционный привод (самосинхронизирующийся вибратор). Принцип действия вибратора грохотов ГИСЛ62У, ГИСТ72А и ГИСЛ82А аналогичен. Вибратор состоит из корпуса, внутри которого на подшипниках качения установлены параллельно друг другу валы с расположенными на них неуравновешенными массами (дебалансами) и муфтами.
7*
195
В процессе работы результирующая центробежных сил инерции дебалансов изменяется по синусоидальному закону и через каждые 180° поворота дебалансов равна максимуму и направлена перпендикулярно к плоскости, проходящей через оси валов вибратора.
Сила инерции вибратора через подшипники и корпус вибратора передается коробу грохота, с которым вибратор соединен жестко шпильками. Усилия, создаваемые вибратором, изменяются по синусоидальному закону от нуля до максимума.
Короб грохота ГИСТ72А (см. рис. 5.18) представляет собой конструкцию из двух боковин, соединенных двумя ярусами связь-балок, выполненных из труб круглого сечения. Для предохранения от абразивного износа связь-балки футерованы износостойкой резиной. Элементы крепления сит к связь-балкам как верхнего, так и нижнего ярусов выведены из зоны переработки грохотимого материала. Это увеличило живое сечение сит и снизило их залипаемость, а также исключило преждевременный износ узлов и деталей крепления сит перерабатываемым материалом.
В грохоте ГИСТ72А могут быть применены различные типы просеивающих поверхностей, в том числе сита, выполненные из эластомеров, срок службы которых при грохочении абразивных материалов достаточно высок. При необходимости любой из двух ярусов сит может быть снят без ущерба для работы грохота.
Вибратор — накладной, верхнего расположения, связан с электродвигателями посредством удобных в эксплуатации упругих муфт. Грохот может работать на переменном токе частотой 50 и 60 Гц при разных напряжениях. По отдельному заказу с грохотом может поставляться рама, пылезащитное укрытие или брызгальное устройство. Рама может быть изготовлена с катками или без катков с установкой короба грохота под углом 5 или 10°.
Грохот ГИСЛ82А (см. рис. 5.19) — в типоразмерном ряду серийно выпускаемых грохотов ГИСЛ и ГИСТ наибольший по площади с шириной просеивающей поверхности 3 м. Короб состоит из трех боковин, что позволило применить более короткие поперечные связи и повысить эксплуатационную надежность грохота. Короб имеет два яруса просеивающих поверхностей.
По сравнению с ГИСЛ82 сито у боковин уплотнено эластичными резиновыми листами оригинальной конструкции, которые заменили деревянные брусья, перекрывающие значительную площадь сит, что способствовало повышению производительности грохота и уменьшению налипания влажного материала.
Вибровозбудитель ГИСЛ82А включает два вибратора, которые размещены симметрично относительно средней боковины, соединены промежуточными валами и приводятся в работу через упругие муфты от двух электродвигателей. Как и в грохотах типов ГИСЛ, ГИСТ использован эффект самосинхронизации вращения параллельных валов.
В грохоте ГИСЛ82А предусмотрена возможность ступенчатого регулирования амплитуды колебаний с превышением ее максимального значения по сравнению с грохотом ГИСЛ82. Опоры грохота ГИСЛ82А по желанию потребителя могут быть выполнены с металлическими пружинами или с резиновыми амортизаторами. По отдельному заказу грохот ГИСЛ82А может быть укомплектован пылезащитным укрытием.
В процессе приемочных испытаний грохота ГИСЛ82А, работающего в режиме сухого грохочения на ОФ разреза "Черниговский", производительность грохота, оборудованного на верхнем ярусе металлическими штампованными ситами с отверстиями 25x25 мм и на нижнем ярусе резиновыми
196
Таблица 5.7
Технические характеристики грохотов типа ГСЛ
Параметр ГСЛ42 ГСЛ62 ГСЛ72
Размеры просеивающей поверхности, мм
ширина 1500 2000 2500
длина 5000 5000 6000
Число ярусов сит Размеры отверстий сит, мм: 2 2 2
верхнего яруса 6—25 6—25 6—25
нижнего яруса 0,5—13 0,5—13 0,5—13
Угол наклона к горизонту, градус До 8 До 8 До 8
Амплитуда колебаний, мм 4,85 4,35 4,25
Частота вынужденных колебаний, мин-^ 820 820 820
Мощность электродвигателей, кВт Масса (без электродвигатей, рамы, брызгальных устройств), т: 15 13x2 17x2
в подвесном исполнении 6,8 7,4 —
в опорном исполнении 6,6 7,3 11,9
ситами с диагональными продолговатыми отверстиями 13x40 мм, составляла 575—831 т/ч. При влажности питания 6,5—7,3% и удельной производительности 27—39 т/(ч-м2) была достигнута эффективность грохочения на верхнем сите 84—94,6%, на нижнем — 80,5—94,5%.
На некоторых углеобогатительных фабриках находятся в эксплуатации самобалансовые грохота с прямолинейными колебаниями типоразмеров ГСЛ42, ГСЛ62 и ГСЛ72, снятые с серийного производства после освоения выпуска грохотов ГИСЛ62, ГИСЛ72 и ГИСТ72. Технические характеристики этих грохотов приведены в табл. 5.7 и 5.8.
Грохота с неподвижной и комбинированной просеивающей поверхностью для морского грохочения и обезвоживания углей. Для мокрого грохочения углей использовали в основном инерционные и резонансные грохота, устанавливаемые в ряде случаев агрегатно. Подобное аппаратурное оформление узла классификации отличается сравнительно невысокой механической надежностью, так как первый из двух последовательно установленных инерционных грохотов подвергается интенсивному износу из-за дополнительной нагрузки массы воды, расходуемой на грохочение. Основную часть воды (до 1 м3/т) для обеспечения эффективного разделения, как правило, подают в загрузочную часть грохота.
Поэтому наряду с инерционными грохотами ГИСЛ и ГИСТ получили распространение для подготовки машинных классов гидрогрохота с неподвижной и комбинированной (неподвижная + подвижная) просеивающей поверхностью.
Основные преимущества гидрогрохотов с неподвижной просеивающей поверхностью (НПП) по сравнению с подвижными грохотами:
в 5—10 раз более высокая удельная производительность; простота конструкции.
Отсутствие у этих грохотов токоприемников, подвижных и вращающихся во время работы частей, обеспечивает повышение механической надежности и безопасности и снижение трудоемкости обслуживания, а также улучшение
197
Таблица 5.8
Технические характеристики грохотов ГИСЛ
Параметр ГИСЛ62 ГИСЛ72 ГИСЛ82
Максимальная крупность 300x300x600 300x300x600 300x300x600
кусков в питании, мм Размеры сит, мм ширина 2000 2500 3000
длина 5000 6000 7000
Число ярусов сит 2 2 2
Амплитуда колебаний, мм 6 6 6
Частота колебаний, мин-^ 735 735 735
Угол наклона, градус 0—25 0—25 0—25
Мощность электродвигателей, 17x2 22x2 40x2
кВт Габариты колеблющейся части грохота, мм длина 5670 6980 7650
ширина 2700 3720 3742
высота 2690 2500 2562
Масса грохота без электро- 8,7 11,6—12,7 18,4—18,9
двигателей, рам и брызгаль-ных устройств (в зависимости от типа установленных сит), т Изготовитель Луганский завод угольного машиностроения
им. Пархоменко, г. Луганск Коломенский завод тяжелого станкостроения, г. Коломна
санитарно-гигиенических условий труда. Ресурс гидрогрохотов с НПП в среднем в 1,5 раза превышает ресурс инерционных грохотов.
По форме рабочей поверхности гидрогрохота с НПП делят на две группы:
I — аппараты с традиционной прямоугольной в плане формой плоских сит ("Луганец"; ГГН2,7; ГГН4,2; ГГН5,6 и др.);
II — двухконусные гидрогрохота типа ГНК.
Созданный взамен гидрогрохота "Луганец" модернизированный гидрогрохот ГГН2,7 (рис. 5.20), а также изготавливаемые по индивидуальным заказам грохота ГГН4,2 и ГГН5,6 (табл. 5.9), предназначены для мокрой классификации рядовых углей на два машинных класса по граничной крупности 6—25 мм. Гидрогрохот ГГН67 рекомендован к внедрению на углеобогатительных фабриках с глубиной обогащения до 0 (0,5) мм, где технологической схемой предусмотрено обогащение крупных и мелких углей в отсадочных машинах, а также в сочетании с инерционным грохотом — для подготовки крупного машинного класса перед его обогащением методом тяжелосредной сепарации.
Гидрогрохот ГГН2,7 представляет собой стационарный аппарат, включающий загрузочное устройство с торцовыми соплами и корпус с неподвижной просеивающей поверхностью, на боковинах которого расположены коллекторы и консольные трубы с соплами для подачи воды. В нижней части корпуса расположен поддон для сбора и эвакуации подрешетного продукта. Гидрогрохот снабжен продольными регулировочными направляющими, про-тиворазбрызгивающим укрытием и запорной арматурой.
198
4
Рис. 5.20. Гидрохот ГГН2,7:
1 — корпус; 2 — колосники; 3 — сопла; 4,5 — верхние и нижние жалюзи; 6 — поддон
Рядовой уголь подается в загрузочную часть, в начале которой происходит его водонасыщение до пульпообразного состояния, при котором исчезают силы сцепления между угольными частицами. По мере движения по загрузочной части полученная гидросмесь разгоняется и со скоростью 2,5—3,5 м/с поступает на неподвижную просеивающую поверхность, где под действием силы тяжести и гидродинамического напора струй воды, вытекающих из консольных сопл, происходит разделение исходного материала на два машинных класса.
Для улучшения формирования потока и сокращения удельного расхода воды усовершенствовано сопряжение загрузочной части гидрогрохота с ситом, сама загрузочная часть грохота ГГН2,7 сужается, а регулировочные продольные направляющие, устанавливаемые на сите, могут перемещаться навстречу один другому. Они состоят из двух частей и снабжены двумя
Таблица 5.9
Технические характеристики гидрогрохотов типа ГГН
Параметр ГГН2,7 ГГН4,2 ГГН5,6
Производительность, т/ч, Площадь просеивающей поверхности, м Удельный расход воды, м^/т, Угол наклона грохота в рабочем положении, град. Габариты при угле наклона 23°, мм: длина ширина высота Масса, т Изготовитель =£500 =£750 =£850 2,7 4,2 5,6 =£1,2 =£1,2 =£1,2 s*25 s*25 3*25 6310 7620 8040 1670 1990 1600 2110 1600 1570 5,3 8,24 10,56 Экспериментальная база Укрнииуглеобогащения (г. Луганск)
199
шарнирами. Принятый угол сужения загрузочной части 10—15° обеспечивает улучшение условий смачивания угля при минимальной потере скорости движения потока.
Для улучшения качества гидроподготовки рядового угля в загрузочной части гидрогрохота ГГН2,7 применено специальное устройство для предварительного расслаивания, с помощью которого в придонном слое потока (перед ситом) происходит концентрация частиц меньше крупности разделения, а в верхнем слое перемещаются частицы больше крупности разделения.
Испытания на ЦОФ "Павлоградская" показали, что при производительности 380—400 т/ч, удельном расходе воды 1,2 м3/ч и размере щели между продольными колосниками 13 мм эффективность гидрогрохочения за счет применения устройства для расслаивания повышается на 5—10%. При неизменной эффективности грохочения на 20—30% повышается удельная производительность гидрогрохота.
Основной рабочий орган гидрогрохота НПП — сопла, предназначенные для формирования струй обрабатывающей среды (воды или водовоздушной смеси) и сообщения им требуемого направления. Поворотом сопла в вертикальной и горизонтальной плоскостях относительно сит можно изменять в широких пределах гидравлический режим грохочения. Для этого трубы закрепляют консольно с возможностью поворота на внутренних боковых стенках корпуса гидрогрохота, верхняя часть которых является частью водораспределительного коллектора. Конструкция сопла позволяет производить текущую очистку щелевого отверстия от засорения частицами угля и щепой, привнесенными водой. Корпуса сопел могут быть литыми или сварными.
Разработан новый способ разделения с применением ранее не используемой при грохочении обрабатывающей среды в виде водовоздушной смеси, энергия и сила струй которой больше энергии и силы струй ее отдельных компонентов. Для интенсификации гидрогрохочения на гидрогрохоте ГГН2,7 были установлены специальные сопла-эжекторы, которые позволили увеличить силу струй за счет увеличения кинетической энергии, зависящей как от массы обрабатывающей жидкости, так и от квадрата скорости ее истечения.
Образование водовоздушной смеси в соплах новой конструкции достигается эжектированием воздуха из окружающей среды при использовании воды в виде струй высокого давления.
Сопло-эжектор состоит из приемной камеры, рабочего сопла, камеры смещения и диффузора. Потоки воды и эжектируемого воздуха поступают в камеру смешения, где происходит выравнивание скоростей сопровождающееся, как правило, повышением давления образующейся смеси. Из камеры смешения водовоздушная смесь поступает в диффузор, где происходит дальнейший рост давления. Повышение давления эжектируемого потока без дополнительной затраты механической энергии является основным, принципиальным качеством, отличающим сопло-эжектор от обычного сопла.
Проведенные на ЦОФ "Павлоградская" сравнительные испытания гидрогрохотов ГГН2,7, на одном из которых взамен шести обычных сопел были установлены два сопла-эжектора с использованием в качестве технологической среды оборотной воды, а в качестве эжектируемой фазы — атсмосфер-ного воздуха, показали, что при практически одинаковых производительности и эффективности грохочения удельный расход воды на гидрогрохочение при применении сопел-эжекторов сокращается на 0,2 м3/ч, а энергоемкость снижается на 15,4 кДж/т.
Гидрогрохот ГНК 1000. На основании закономерностей, определяемых кинетикой грохочения на плоских ситах с прямоугольной в плане
200
Рис. 5.21. Гидрохот ГНК 1000
/ — загрузочное устройство; 2 — желоб; 3 — регулировочная направляющая; 4 — воронка; 5 — трубопровод для подачи воды; 6 — коллектор; 7 — патрубок; 8 — сито; 9 — сито верхнего конуса; 10 — площадка для обслуживания; 11 — поддон верхнего конуса; 12 — сито нижнего конуса; 13 — корпус-поддон нижнего конуса; 14 — желоб для подрешетного продукта; 15 — поддон обезвоживателя; 16 — патрубок для удаления подситных вод обезвоживателя; 17 — патрубок для разгрузки подрешетного продукта; 18 — цепная завеса; 19 — распределительный конус; 20 — опорная стойка; 21 — патрубок для отвода подрешетного продукта верхнего конуса; 22 — распределитель; 23, 24 — шпальтовые сита обезвоживателя
формой сит, разработаны принципиально новые двухконусные гидрогрохота ГНК600 и ГНК 1000 для подготовки машинных классов мокрым способом.
Грохот ГНК1000 (рис. 5.21) представляет собой стационарный аппарат, просеивающая поверхность которого состоит из отдельных секций, образующих боковые поверхности двух вертикально и соосно расположенных с зазором усеченных конусов, обращенных один к другому большими основаниями.
Кроме формы просеивающей поверхности к особенностям гидрогрохота ГНК 1000 относят:
загрузочное устройство проточного типа цилиндроконической формы с тангенциальным подводом питания, снабженное наклонной кольцевой пло-
201
Рис. 5.22. Неподвижный конусный гидрогрохот ГНК600
1 — циклонное загрузочное устройство; 2 — сопла; 3,5 — верхнее и нижнее сита;4 — распределитель; 6, 8 — поддоны; 7 — обезвоживатель
щадкой с расположенной на ней регулируемой направляющей в виде гибкой спирали. Загрузочное устройство может быть отдельно от грохота и с помощью трубы-переходника установлено на вышележащем перекрытии фабрики;
распределительное устройство в виде конуса с торцовыми щелями;
дополнительный ярус сит, выполненных в виде кольцевого желоба с открытой стенкой, для
предварительного обезвоживания и обесшламливания подрешетного продукта. Грохот работает следующим образом. Предварительно смоченный исходный материал через загрузочное устройство в виде кольцевого потока поступает на распределительный конус, а затем на просеивающую поверхность верхнего конуса, где происходит выделение основной массы подрешетного продукта. Надрешетный продукт верхнего конуса через кольцевой зазор, образуемый кромками больших оснований конусов, поступает для обезвоживания и обесшламливания на внутреннюю поверхность нижнего конуса, откуда разгружается по желобу в центре грохота, а подрешетный продукт верхнего конуса совместно с подрешетным продуктом нижнего конуса направляется для предварительного обезвоживания и обесшламливания на дополнительные сита, установленные в поддоне нижнего конуса.
При производительности 650—970 т/ч и удельном расходе воды 0,45— 0,7 м3/т на опытном образце грохота ГНК 1000, оборудованном колосниковыми ситами (на верхнем конусе продольно расположенные колосники с щелью 13 мм, на нижнем — поперечные колосники с щелью 20 мм), были получены удовлетворительные для технологии обогащения угля методом тяжелосредной сепарации результаты грохочения. Засорение надрешетного продукта классом 0—10 мм составляет в среднем 7,7% (в том числе классом 0—1 мм 0,7—1,5%), содержание класса +13мм в подрешетном продукте 1,2—2,5%. Эффективность грохочения по нижнему классу 97,7%.
Гидрогрохота ГНК1000 работают на ЦОФ "Кальмиусская" и "Никитовская".
Для углеобогатительных фабрик производительностью до 600 т/ч разработан гидрогрохот ГНК600 (рис. 5.22).
Основные отличия его от грохота ГНК 1000 — усовершенствованная конструкция загрузочного устройства, сопел, сит, обесшламливающего поддона и укрытий. Контрольные образцы грохота ГНК600 с 1990 г. находятся в эксплуатации на ЦОФ "Пролетарская" и "Добропольская" (табл. 3.10).
Гидрогрохота ГНК обеспечивают при минимальном водопотреблении (0,5— 0,7 м3/т) высокую производительность (600—1000 т/ч) при подготовке машинных классов в широком диапазоне значений граничной крупности
202
Таблица 5.10
Технические характеристики гидрогрохотов типа ГНК
Параметр ГНК 1000 ГНК600
Производительность по рядовому углю, т/ч 1000 600
Удельная производительность по исходному продукту, т/(чм2), не менее 80 65
Удельный расход воды, м3/т =£0,7 =£0,7
Давление воды, МПа 2*0,1 2*0,1
Площадь просеивающей поверхности, м2 2*12 2*9,8
Число ярусов просеивающих поверхностей Угол наклона просеивающей поверхности, град. 2 2
верхнего конуса 2*30 2*30
нижнего конуса 2*45 2*45
обезвоживателя 2*10 2*ю
Крупность кусков питания, мм, не более Габариты, мм 300 300
длина (с площадкой для обслуживания) =£5100 =£4600
ширина (с площадкой для обслуживания) =£5100 =£4600
высота =£4950 =£4300
Масса, т =£14 =£12,5
разделения. Грохот ГНК не имеет аналогов в мировой практике, характеризуется простотой устройства, отсутствием токоприемников в движущихся при работе узлов и деталей, улучшенными санитарно-гигиеническими и эргономическими показателями.
Расход воды на гидрогрохочение углей и обесшламливание крупного машинного класса на подвижных грохотах зависит от граничной крупности разделения гранулометрического состава исходного, а также способов подачи воды.
Рекомендуемые нормы расхода воды на гидрогрохочение при применении инерционных грохотов
Размер отверстий сит, мм 25
Расход воды, м3/т ..............
мокрая классификация исходных 0,8—1
углей .......................
обесшламливание крупного машин- 0,5—0,8
13 10 6
1,2—1,4
1,4—1,6
1,6—1,8
0,8—1 1—1,4 1,4—1,6
ного класса ..................
Рекомендуемые нормы расхода воды при применении гидрогрохотов типа ГГН
Давление воды, МПа................... 0 ,05 0,1 0,15 0,2 0,25
Расход воды, м^/ч...................... 1,5 1,2 1 0,8 0,7
На практике установлено, что особенности формы просеивающей поверхности и конструкция загрузочного устройства грохотов ГНК и установки УМГ2,5 обусловливают эффективное разделение углей в различных производственных условиях даже при безнапорной подаче воды, при удельном расходе воды не более 0,7 м3/ч.
Установка УМГ2,5. С целью повышения технологической эффективности классификации углей при сочетании преимуществ сухого и мок-
203
Рис. 5.23. Установка для мокрого грохочения углей УМГ2,5
1 — загрузочное устройство; 2 — коническое сито-распределитель; 3 — возбудитель колебаний; 4 — грохот ГИСТ72А; 5 — виброизолирующие опоры; 6 — рабочая поверхность; 7 — поддон для сбора и эвакуации подрешетного продукта конического сита
рого грохочения в одном компактном аппарате создана установка мокрого грохочения УМГ2.5 на базе грохота ГИСТ72, предназначенная для применения на углеобогатительных фабриках с глубиной обогащения 0 (0,5) мм, на которых технологическая схема предусматривает обогащение крупного и мелкого классов в тяжелосредных сепараторах и отсадочных машинах, или только в отсадочных машинах.
Установка состоит из стационарной просеивающей поверхности в виде прямого конуса с распределителем и поддоном, снабженной загрузочным устройством циклонного типа и установленной с зазором в специальном бункере над ситами инерционного грохота (рис. 5.23). Стационарное сито с помощью подвесок закреплено на крестовине, установленной на дополнительной раме, стойки которой закреплены по бокам грохота ГИСТ72А на его основной раме. Выходная воронка загрузочного устройства также крепится на крестовине соосно с распределителем конуснообразного сита. Разгрузочный патрубок из поддона стационарного сита проходит через сита инерционного грохота между двумя связь-балками.
Установка УМГ2,5 работает следующим образом. Исходный материал, предварительно смоченный в желобе, поступает в загрузочное устройство, откуда он через коническую воронку направляется на распределитель стационарного сита, размер отверстий которого равен или меньше размера отверстий нижнего сита грохота ГИСТ72. Подрешетный продукт неподвижного конусного сита через поддон и разгрузочный патрубок направляется в ванну грохота ГИСТ72. Надрешетный продукт конусного сита в виде кольцевого потока поступает на сита грохота ГИСТ72, который может работать в одно- и двухситном исполнении.
Технические характеристики установки УМГ23
Производительность по исходному продукту (граничная крупность разделения 13 мм), т/ч, не более: для двухситного исполнения подвижной части........................... 830
для односитного исполнения подвижной части........................... 635
Размеры неподвижной (конусообразной) просеивающей поверхности, мм диаметр верхней части сита......................................... 450
диаметр нижней части сита........................................ 2000
длина образующей.................................................. 900
204
Размеры подвижной просеивающей поверхности, мм: ширина......................................................... 2500
длина.......................................................... 6435
<)
Площадь просеивающей поверхности, м неподвижной..................................................... 3,6
подвижной...................................................... 13,6
Амплитуда колебаний подвижной просеивающей поверхности, мм.......... 6
Частота колебаний подвижной просеивающей поверхности, с-1....... 12,25
Мощность электродвигателя, кВт..................................... 44
Удельный расход воды, м3/г..................................... Не более 0,8
Габариты при угле наклона подвижной просеивающей поверхности 5°, мм: длина........................................................... =£7300
ширина....................................................... =£4620
высота....................................................... =£5360
Масса без брызгальных устройств, т............................. «18,435
Установка УМГ2,5 с 1989 г. находится в постоянной промышленной эксплуатации на ЦОФ "Узловская". Испытания УМГ2,5 показали, что при производительности 650—850 т/ч, удельном расходе воды до 0,8 м3/т, крупности разделения 13 мм, полученные результаты рассева соответствуют требованиям, предъявленным к питанию тяжелосредних сепараторов. Испытания показали эффективнсть установки и подтвердили рациональность заложенных в ее конструкцию принципов. В частности, отмечен ряд положительных технологических особенностей, благоприятно влияющих на механизм процесса разделения. Так, процесс классификации начинается на стационарном конусообразном сите в расширяющемся потоке с прогрессивным уменьшением высоты по мере движения материала, что улучшает условия сегретации зерен. Процесс заканчивается контрольным грохочением надрешетного продукта, поступающего с неподвижного на подвижное сито инерционного грохота.
В угольной промышленности для обесшламливания продуктов грохочения и обогащения, предварительного обезвоживания концентрата отсадочных машин мелкого зерна, первичной обработки шламовых вод, а также при гидравлической добыче угля и закладке выработанного пространства на угольных шахтах применяют дуговые и конические грохота.
С целью равномерного распределения исходного угля по ширине отделочных машин, выделения частиц крупностью 0—0,5 мм из загружаемого материала и частичного сброса транспортной воды выпускают два типоразмера дуговых грохотов: У302 и УЗОЗ.
Грохот УЗО2 применяют для отсадочных машин МО208 и МО212, с шириной рабочего отделения 4 м применяют два грохота У302, устанавливаемые рядом. Грохот УЗОЗ предназначен для отсадочной машины МОЗ 12 с шириной рабочего отделения 3 м.
Технические характеристики дуговых грохотов типа УЗО
УЗО2 УЗОЗ
Производительность общая: по пульпе, м3/ч до 500 до 750
по твердому материалу, т/ч до 300 до 500
Эффективность отделения воды, % 75 75
Извлечение в подрешетный продукт, %: класса — 0,5 мм 80* 80*
класса + 0,5 мм 20* 20*
*Обеспечивается при содержании класса 0—0,5 мм в исходном материале 20—25%.
205
Сита:
2 полезная площадь, м 3,44 5,16
размер щели, мм:
дугового сита 1 1
колосниковой решетки 13 13
радиус кривизны дугового сита, мм Габариты, мм: 1900 1900
длина 4095; 4525 4095; 4525
ширина 1900 2980
высота 3055; 3550 3055; 3550
Масса, т 2,5; 4,2 3,9; 6,29
Конические грохота ГК (табл. 5.11). Для обесшламливания питания отсадочных машин мелкого зерна, обезвоживания крупнозернистых материалов и классификации шламов перед флотацией применяют на отечественных углеобогатительных фабриках конические грохота, созданные взамен дуговых, в связи с недостаточной эксплуатационной надежностью неустойчивой технологической эффективностью последних на операции обесшламливания мелкого угля перед отсадкой.
Конический грохот типа ГК (рис. 5.24) состоит из корпуса 3, внутри которого расположена обезвоживающая поверхность из щелевых сит с щелью размером 0,5—1 мм. Обезвоживающая поверхность имеет верхнюю и нижнюю части. Верхняя часть 1 представляет собой усеченный конус, обращенный большим основанием вверх. Угол наклона образующей конуса к горизонту составляет 75°. Нижняя часть 4 обезвоживающей поверхности выполнена в виде многогранной усеченной пирамиды, направленной вершиной вниз. Угол
Таблица 5.И
Технические характеристики конических грохотов типа ГК конструкции Укрнииуглеобогащения
Параметры ГК, 5М ГКЗ ГК6
Производительность при ширине щели 0,8 мм и соотношении Т:Ж=1:3:
О по пульпе, м /ч 280 250 500
по твердому, т/ч До 50—75* 70 140
Крупность обрабатываемого материала, мм До 25 До 35 До 50
Общая площадь обезвоживающей 2 3 6
поверхности, м Ширина щели обезвоживающей 0,8 0,8 0,8
поверхности, мм Напор пульпы, м 1 1,5 2,5
Влажность обезвоженного продукта, % Габариты, мм: =£30-^10* =£35 =£35
длина 1400 3030 3600
ширина 1250 2565 3100
высота 1400 1460 1600
Масса, т 0,8 2,15 2,7
Теплогорский завод гидрооборудования, Луганская обл. (Украина).
Изготовитель
♦Работа в режиме обесшламливания.
206
Рис. 5.24. Грохот конический ГК
1 — верхняя часть; 2 — кольцевая площадка; 3 — корпус; 4 — нижняя часть, 5 — шиберная заслонка; 6 — загрузочное устройство
наклона ее граней составляет 45°. Между ними расположена слегка наклоненная внутрь сплошная кольцевая площадка 2. В верхней части корпуса имеется загрузочное устройство 6, обеспечивающее тангенциальный подвод пульпы на верхнюю часть сита. Устройство снабжено шиберной заслонкой 5, перемещающейся параллельно верхней обезвоживающей поверхности и регулирующей ширину выпускной щели, через которую пульпа поступает на сито. В загрузочном устройстве имеется также перекидной шибер, позволяющий мгновенно менять направление входа пульпы в аппарат.
Верхняя часть обезвоживающей поверхности выполнена из отдельных, одинаковых по размеру взаимозаменяемых элементов. Нижняя пирамидальная часть обезвоживающей поверхности также образована одинаковыми по размеру гранями. Каждый элемент установлен независимо в специальные пазы, уплотненные поролоном (резиной, пенькой и т.п.). Это позволяет при необходимости заменять тот или иной участок сита, а не всю обезвоживающую поверхность при частичном ее изнашивании или повреждении.
Водоугольная смесь из отсадочной машины по закрытому желобу или трубопроводу поступает в аппарат через загрузочное устройство по касательной к верхнему участку обезвоживающей поверхности, где из пульпы образуется вращающееся кольцо, поддерживаемое кольцевой площадкой.
Под действием нормальной составляющей центробежной силы и силы тяжести на сите создается необходимое давление, в результате чего вода и мелкие угольные частицы уходят через щели в подситное пространство. Относи
207
тельно большая скорость движения водоугольной смеси на верхнем участке обезвоживающей поверхности обусловливает малую высоту всего потока и слоя угольных зерен в нем, что сводит к минимуму сопротивление при фильтровании воды через слой зерен. На этом участке сита происходит интенсивное водоотделение, в подрешетный продукт уходит 80—90% отделяемой воды. Оставшийся водоугольный поток, продолжая вращаться, стекает с кольцевой площадки на нижнюю часть сита, где происходит дальнейшее обезвоживание угля. Обезвоженный уголь по этой поверхности сползает к разгрузочному отверстию, создавая естественный порог, препятствующий прорывам воды и чрезмерному переувлажнению обезвоженного продукта. Подрешетный продукт обеих частей обезвоживающей поверхности отводится из аппарата и направляется на дальнейшую обработку.
В модернизированном грохоте ГК1, 5М, по сравнению с предыдущей конструкцией, применена винтовая направляющая, которая увеличивает время контакта пульпы с обезвоживающей ситовой поверхностью, что обеспечивает повышение эффективности обесшламливания и обезвоживания.
На некоторых угольных предприятиях используют другие разновидности центробежных грохотов, имеющие отдельные конструктивные отличия от описанных выше грохотов ГК: стационарные центробежные конические грохота, эксплуатируемые на ОФ Магнитогорского металлургического комбината; центробежно-конический грохот с винтовой несущей поверхностью конструкции Кузнииуглеобогащения; конический водоотделитель конструкции ДонУГИ (преимущественно для обезвоживания закладочных смесей в шахтах).
Все эти конструкции характеризуются сравнимым уровнем производительности по исходной пульпе (до 125 м3/ч на 1 м2 рабочей поверхности сита) и влажности надрешетного продукта — до 30—35% при ширине щели сита 1 мм.
На некоторых углеобогатительных предприятиях (ЦОФ "Белореченская", "Криворожская", "Узловская", "Пролетарская" и др.) для предварительного обезвоживания концентрата отсадочных машин мелкого зерна взамен инерционных грохотов ГИСЛ (ГИСТ), грохотов ГК и УЗО применяют плоские стационарные одно- и двухкаскадные грохота, оборудованные щелевой колосниковообразной сеткой из проволоки фасонного сечения ("шпальтовые сита"). Конструктивные особенности этих устройств обеспечивают движение угольной пульпы по рабочей поверхности тонким слоем с высокой (3—4 м/с) скоростью.
В результате на ситах с продольной щелью 0,5 мм происходит эффективное обезвоживание концентрата класса 0—13 мм при удельной производительности по твердому до 15 т/(ч.м2).
Технические характеристики плоских стационарных грохотов для обезвоживания
Однокаскадный Двухкаскадный
Размеры сита, мм:
ширина 1000—2000 1000
длина 3500 4440
Длина каскада:
верхнего — 1880
нижнего — 2560
Угол наклона сит каскада (регулируемый), 40—50 —
градус:
в т.ч. верхнего каскада — 10—15
нижнего каскада — 40—50
Ширина щели рабочей поверхности, мм 0,3—0,8 0,3—0,8
208
Крупность обезвоживаемого материала, мм. <25 <25
Габариты, мм: длина ........................................ 3880 3000
ширина ..................................... 2300 1700
высота ..................................... 3600 4400
Специальные конструкции грохотов для сухого грохочения. Эффективность сухого подготовительного грохочения в наибольшей степени зависит от влажности грохотимого материала и содержания в исходных углях мелких классов. Учитывая, что неудовлетворительное разделение рядовых углей на машинные классы ухудшает показатели их переработки, работу отсадочных машин и тяжелосредных установок, усложняет водно-шламовое хозяйство и во многом препятствует созданию на углеобогатительных фабриках замкнутого цикла оборотной воды, разработка эффективных средств интенсификации процесса подготовительного грохочения приобрела особую актуальность.
Для интенсификации процесса грохочения высоковлажных материалов целесообразно уменьшить капиллярные силы сцепления частиц, препятствующих их разделению. Из известных способов уменьшения указанных сил при сухом грохочении были апробированы подогрев сит электричеством, газом или паром, подсушка материала или обработка его минеральными маслами, нефтью и различными поверхностно-активными веществами, однако из-за нерентабельности и по экологическим причинам указанные способы интенсификации сухого грохочения не нашли широкого применения на обогатительных фабриках.
К числу перспективных направлений интенсификации процесса сухого рассева трудногрохотимых материалов относится создание грохотов, в основу ра-
Таблица 5.12
Технические характеристики грохотов типа ГШ
Параметр ГШ250 ГШ500 ГШ1000
Производительность, т/ч 250 500 1000
Граничная крупность разделения, мм 6 13 85
Крупность исходного материала, мм <400 <400 <400
Влажность исходного материала, % Без ограничений
Эффективность грохочения, % Ширина, мм 70—80 90 95
щели 5 10 20
рабочей поверхности 2000 2000 2000
Длина рабочей поверхности, мм 4500 4500 4500
Число валов-шнеков в секции 22 22 22
Высота перепада между насадками, мм 650 650 670
Скорость транспортирования горной массы, м/с 0,4 0,57 1,04
Частота вращения валов-шнеков, мин-^ 475 475 475
Номинальная мощность двигателей, кВт Габариты, мм: 66 66 66
длина 5950 5950 6030
ширина 3500 3500 3600
Высота 2070 2050 2140
Масса (с приводом), т 12,5 8,9 12,3
Разработчик Укрниипроект (г. Киев).
209
3
Рис. 5.25. Грохот шнековый ГШ1000:
1 — рама грохота; 2 — привод; 3 — каскадное шнековое сито
боты которых положены принципы "волнового" движения просеивающей поверхности — чередующейся упругой деформации (изгиб — растяжение) смежно расположенных участков сит; взаимного перемещения элементов просеивающей поверхности; динамического гашения колебаний (использование режима антирезонанса), а также принудительной очистки сит. Эти направления успешно реализуются в ряде новых грохотов конструкций ИОТТ, Укр-нииуглеобогащения, Укрниипроекта, Гипромашуглеобогащения, ДПИ.
Грохота шнековые Г Ш 2 5 0, ГШ500 и ГШ1000
(табл. 5.12). Укрниипроект разработал параметрический ряд принципиально новых шнековых грохотов, предназначенных для сухого рассева высоковлажных углей и сланцев по граничной крупности 6 мм (грохот ГШ250), 13 мм (грохот ГШ500) и 25 мм (грохот ГШ1000) (рис. 5.25). Грохота состоят из трех взаимозаменяемых рабочих секций — каскадов, каждая из них снабжена приводом с электродвигателями. Секция состоит из закрепленных на раме передней и задней опор, в которых на сферических подшипниках качения установлено четное число валов-шнеков, одна половина шнеков имеет правую, а вторая — левую двухзаходную навитку витков. Ряд параллельно установленных валов-шнеков образует просеивающую поверхность грохота, с характерным размером ячеек, определяемых расстоянием между валами и шагом витков.
В основу принципа действия грохота ГШ положено перемещение валами-шнеками поступающей на них горной массы, при движении которой и происходит выделение подрешетного продукта. Каскадное расположение секций и достаточно высокая частота вращения валов-шнеков обеспечивают активное перемешивание грохотимого материала с одновременной самоочист-кой рабочей поверхности, что способствует его эффективному разделению.
Грохота ГШ250, ГШ500 прошли испытания на ЦОФ "Червоноградская" ПО "Укрзападуголь". Установлено, что при производительности 200—470 т/ч и влажности рядового, угля 6,3—9,3% засорение надрешетного и подрешетного продуктов грохота ГШ500 соответственно составляет 3,4—23,9 и 19,5—9,1%, а эффективность грохочения равна 76,5—65%.
При испытаниях на ОФ шахты "Эстония" грохота ГШ1000 установлено, что средняя производительность грохота при разделении сланца по граничному
210
Рис. 5.26. Грохот ГЭДП52:
1 — короб; 2 — поводковый рычаг; 3 — рама; 4 — возбудитель колебаний; 5 — балка;
6 — рама; 7 — просеивающая поверхность; 8 — сито
зерну 25 мм составляет 700 т/ч. Средняя эффективность грохочения достигла 90%.
Грохота ГШ характеризуются низким уровнем шума, не создают динамических нагрузок в несущих металлоконструкциях, удобны в обслуживании.
Грохот с эластичной упругодеформируемой просеивающей поверхностью ГЭДП52 предназначен для грохочения сухим способом влажных рядовых каменных углей и антрацитов по граничной крупности 6—13 мм. Грохот (рис. 5.26) представляет собой двухмассную колеблющуюся систему, включающую короб 7 и связанную с ним посредством поводковых рычагов 2, раму 3 с инерционным дебалансным возбудителем колебаний 4.
В коробке имеется два яруса сит. Верхнее металлическое сито 8 с ячейками 25x25 мм смонтировано на балках короба, а нижняя эластичная просеивающая поверхность 7 с ячейками 8x25 мм закреплена на чередующихся между собой балках 5 короба и рамы 6.
Грохот устанавливается наклонно на опорных стойках с помощью опорных плит и резиновых виброизоляторов. Конструкция опорных плит и расположение виброизоляторов подобраны таким образом, чтобы на перекрытия зданий передавались минимальные динамические нагрузки при работе грохота и в то же время не было отрыва виброизоляторов при переходе грохота через резонансный режим.
Между рамой и коробом в загрузочной части размещены упругие связи с регулировочными винтами. Они служат для установки рамы в среднее положение при любом угле наклона короба.
Колебательное движение грохоту сообщает вибровозбудитель, связанный с
211
двигателем эластичной лепестковой муфтой. Передача колебаний от рамы к коробу осуществляется через шарнирные подвески.
При работе грохота рама совершает относительно короба маятниковые колебания, при этом участки эластичного сита, расположенные между балками короба и рыми то провисают, то натягиваются, т.е. подвергаются чередующимся упругим деформациям изгиба и растяжения.
Короб вместе с рамой при этом совершают продольные колебания, обеспечивая работоспособность верхнего металлического сита, жестко установленного в коробе грохота.
Эластичное сито грохота при упругих циклических деформациях сообщает слою грохотимого материала значительное по величине ускорение (до 30 д), что способствует его интенсивному разрыхлению, очистке ячеек просеивающей поверхности от застрявших зерен, разрушению корки и комков слипшейся угольной мелочи и приводит к интенсификации процесса грохочения трудноклассифицируемых влажных углей и антрацитов.
Технические характеристики грохота ГЭДП52
Производительность, т/ч .......................... До 300
Максимальная крупность питания, мм ............... 300
Размеры просеивающей поверхности мм: .............
ширина ............................................... 1750
длина ................................................ 5000
Полезная площадь сит, м2................................. 7,9
Частота колебаний короба, с-1 (мин-1)............. 12,2(735)
Амплитуда колебаний короба, мм ........................... 4
Амплитуда колебаний рамы, мм ............................ 10
Угол наклона грохота к горизонту, градус.......... 10—25
Число ярусов сит ......................................... 2
Расстояние между опорами нижнего сита, мм................ 250
Габариты колеблющейся части грохота, мм...........
длина ............................................... 5500
ширина .............................................. 2700
высота .............................................. 2000
Масса грохота, т ........................................ 7,2
Грохот выполняется в опорном исполнении
Разработчики — Гипромашобогащение и Укрнииуглеобогащение (Украина) Изготовитель — Луганский завод им. Пархоменко (Украина)
Промышленными испытаниями грохота на ГОФ "Партизанская" ПО "Дон-бассантрацит" на операции подготовительного грохочения установлено, что при производительности по исходному питанию 150—350 т/ч эластичное упругодеформируемое сито практически не подвержено залипанию влажным материалом.
На рис. 5.27 показана номограмма для определения показателей грохочения на ГЭДП52 в зависимости от технологических условий. Штриховой и штрих-пунктирной линиями показаны "ключи" для определения эффективности грохочения и удельной производительности по исходному.
Грохот ГВ К 4,5 с непосредственным вибровозбуждением струнной просеивающей поверхности ударом, разработанный ИОТТ, предназначен для классификации сыпучих материалов с объемной плотностью до 1400 кг/м3, крупностью питания не более 50 мм на операции сухого грохочения мелких высоковлажных углей. Грохот укомплектован струнным ситом из троса диаметром 2,6 мм, размер щели 3,8—4 мм.
212
28 20 12 О 70 8 6 Ч
^,т/(ч-мг) Wp,°/o
Рис. 5.27. Номограмма для определения технологических показателей грохота ГЭДП52
Грохот включает в себя раму, на которой закреплена струнная просеивающая поверхность, и подшипники с помещенными в них концами осей. На последних установлены консоли с эластичными билами и рычаги, соединяющиеся с тягой. Тяга в свою очередь соединена с шатуном вибратора. Вибратор соединен с электродвигателем посредством клиноременной передачи. Рама грохота установлена на станине. Между рамой и станиной расположены резиновые амортизаторы, служащие для гашения вибрационных нагрузок на станину.
Для отвода надрешетного продукта на станине смонтирована ванна, для отвода надрешетного продукта на раме установлен желоб. Тяга снабжена регулирующим устройством. На раме установлено натяжное устройство для одновременного и равномерного натяжения всех струн сита.
Грохот работает следующим образом. При включении электродвигателя вибратор через шатун сообщает тяге возвратно-поступательное движение, которая, в свою очередь, через рычаги вызывает поворот осей, закрепленных на осях консолей с билами на концах; перемещающиеся вверх и вниз била производят попеременные удары по просеивающей поверхности, в результате чего она встряхивается по всей длине. Размах колебаний бил регулируется изменением отклонения от вертикали поводкового рычага, соединенного с тягой посредством регулирующего устройства на тяге. При этом изменяется сила удара бил по просеивающей поверхности.
При встряхивании просеивающей поверхности в момент удара по ней билами происходит интенсивное разрыхление материала и быстрое удаление подрешетного продукта из грохотимого материала.
Технические характеристики грохота ГВК 4,5
Производительность (ожидаемая), т/ч............... До 100
Крупность материала, мм: исходного ........................................ 0—13; 50
подрешетного.................................... 0 — 6
Влажность исходного угля, %.......................... Свыше 10
213
Площадь просеивания, м2 ........................... 4,5
Ширина, мм ....................................... 1500
Угол наклона грохота, градус..................... 20
Диаметр струн, мм ............................... 2,4; 4
Зазор между струнами, мм......................... 4
Натяжение струн, кг ............................. 20; 30
Частота колебаний ударных рычагов, мин-1 .......... 750
Амплитуда колебаний ударных рычагов, мм.......... 0—14
Эксцентриситет вибровозбудителя, мм.............. 0—7
Габариты, мм длина........................................... 5200
ширина .......................................... 2570
высота .......................................... 2500
Масса, т ............................................ 5,4
Испытания грохота ГВК 4,5 на Кумертауской брикетной фабрике показали, что при влажности бурых углей 52—56%, производительности 85—120 т/ч [удельная производительность 22—31 т/(ч • м2)], крупности разделения 6 мм была достигнута эффективность грохочения 83—94%.
В некоторых случаях особенности характеристик грохотимых углей и требований к получаемым продуктам рассева не позволяют с достаточной эффективностью использовать серийно выпускаемые грохота на операциях сухого грохочения по крупности 3(4) и 6 мм. Этим вызвано появление ряда оригинальных конструкций грохотов, например, струнный грохот, созданный работниками ЦОФ "Гуковская", скребковый грохот, предложенный работниками ЦОФ "Киселевская" (ПО "Торезантрацит").
Струнный грохот с самоочищающейся струнной просеивающей поверхностью создан на ЦОФ "Гуковская". Грохот работает на операции предварительного отсева класса 0—6 мм из потока рядового антрацита перед его подготовкой к обогащению.
Грохот (рис. 5.28) состоит из стационарного короба 1 со съемными бортами 2, подвижной рамы 3 со струнной просеивающей поверхностью 4 и кривошипно-шатунного привода 5. В корпусе короба жестко установлены с шагом 100— 150 мм продольные полосы 6 с поперечным сечением 8 X 90 мм. По всей длине полос имеются отверстия диаметром 5—6 мм. Расстояние между центрами отверстий определяется граничной крупностью разделения и находится в пределах 12—17 мм.
Рис. 5.28. Струнный грохот
1 — короб; 2 — борт; 3 — кривошипно-шатунный привод; 4 — просеивающая поверхность; 5 — продольные полосы; 6 — рама
214
Подвижная рама оборудована струнами из нержавеющей проволоки диаметром 4—5 мм, образующими просеивающую поверхность. Струны устанавливают на подвижной раме таким образом, что каждая из них проходит через отверстия продольных полос короба, очищаясь с их помощью от налипающих частиц при возвратно-поступательных движениях подвижной рамы. Грохот устанавливают под углом 45—55° к горизонту, что обеспечивает перемещение и рассев материала на струнной просеивающей поверхности.
Грохота зарубежных фирм. Конструктивные типы грохотов, выпускаемых и эксплуатируемых за рубежом, в своем большинстве не имеют принципиальных отличий от грохотов отечественного производства.
Не имеют аналогов в зарубежных странах созданные в нашей стране гидрогрохота всех типов, грохота самоочищающиеся ленточно-струнные и конусные, шнековые.
В то же время зарубежная практика располагает целым рядом оригинальных решений в создании новых конструкций грохотов:
грохот инерционный БГ фирмы "Зибтехник" (Германия) с выполаживаю-щимся ситом (так называемый "банановый" грохот) — угол наклона изменяется от 34° в загрузочной части до горизонтального положения с разгрузочного конца;
грохот "Ро-Про" с горизонтально-вращающейся просеивающей поверхностью вероятностного принципа действия;
грохот с непосредственным вибровозбуждением сита "Ревум" и т.д.
Ведущие фирмы по производству грохотов за рубежом — "Хьюит Робинс", "Мак-Нелли Питсбург", "Пенсильвания Крашер", "Эллис Чалмерз", "Деррик Мэньюфэкчеринг", "Кребз Энджинирз" (США); "Дорро Оливер", "Дон Вэлли инджиниринг компани", "Фредерик Паркер Лтд" (Великобритания); "Зибтехник Гмбх", "КГД Гумбольдт — Ведаг АГ", "Карл Шенк Машиненфабрик", "Хайнлемен унд К0", "Машинен унд Анлагенбау (Германия), "Фуррукава", "Кобе Стил", "Кавасаки Хэви Индастриз" (Япония).
На углеобогатительных фабриках нашей страны широко применяют грохота с двойным дебалансным вибратором фирмы "Мифама" (Польша), выпускаемые в односитном (ВП 1) и двухситном (ВП 2) исполнении и грохота фирмы "Шенк-Куримото" (Япония).
Технические характеристики виброгрохотов
ВП 1 ВП 2
Ширина короба, мм 1250; 1500 1250; 1500
1800; 2200 1800
Длина короба, мм 4800—5500 5500
Крупность исходного материала, мм До 80 До 80
Угол наклона грохота, градус 0—10 0—10
Частота колебаний, мин-1 800 800
Амплитуда колебаний, мм 8—10 8—10
Мощность электродвигателя, кВт 10—13 10—13
Общая масса, т 4,4—5; 5,8 4,6—5; 7,3
На ОФ разреза "Нерюнгринский" для сухой классификации рядового угля по крупности 30 мм и для отмывки магнетита и обезвоживания продуктов обогащения тяжелосредных гидроциклонов в эксплуатации находятся самобаланс-ные грохота "Шенк-Куримото" производства фирм "Карл Шенк Машиненфабрик (Германия) и "Куримото Айрон Борис" (Япония). Грохот состоит из короба с ситом, расположенных над ситом трех дебалансных вибраторов, жестко связанных между собой промежуточными карданными валами, опорной части
215
в виде тумб и пружин и привода. Боковины короба, изготовленные из стального листа толщиной 12 мм с антикоррозийным покрытием, соединены между собой связь-балками прямоугольного сечения. Связь-Балки покрывают защитным слоем резины и крепят к боковинам специальными высокопрочными болтами-заклепками. Сита грохота крепят на связь-балках с помощью болтов.
Технические характеристики грохота "Шенк-Куримото"
Число ярусов................................. 1
Ширина сита, мм........................... 2700
Длина сита, мм ........................... 9250
Площадь сита, м2............................ 25
Частота колебаний, мин-1 ........... 4—5,5
Угол наклона, градус ............... 0—6
Мощность электродвигателя, кВТ ............. 37
Габариты, мм длина................................... 9500
ширина ................................ 4700
высота ................................ 3800
Масса, т ................................. 12,4
На углеобогатительных фабриках России, Украины и Казахстана широко распространены стационарные центробежные дренажные грохота OSO, изготовленные в Польше. Грохот состоит из трех основных узлов: направляющего аппарата в виде круглого желоба с входным соплом, щелевидного сита в виде обратного усеченного конуса и корпуса с поддоном и желобами для подрешетного и надрешетного продуктов. В Польше выпускают три основных типоразмерных ряда грохотов OSO: А и В — для обесшламливания мелкого машинного класса и предварительного обезвоживания концентрата гидравлических отсадочных машин мелкого зерна и С — для классификации и обезвоживания шлама (табл. 5.13).
Таблица 5.13
Технические характеристики грохотов
Тип Параметр Диаметр грохота, мм
1200 1600 2000 2400 2800 3200
А Рабочая 2 2,5 4 6 8 10
поверхность сита, м2
Поверхность кони- 2 ческого сита, м 2 2,5 4 6 8 10
В Поверхность сита в направляющем 2 аппарате, м 0,8 1,5 2 3 4 5
С Поверхность кони- 2 ческого сита, м 2 2,5 4 6 8 10
Поверхность сита в направляющем 2 аппарате, м 1,3 1,8 2,3 4,5 6,8 5,6
216
5.4. Просеивающие поверхности грохотов
Тип рабочей поверхности грохотов определяется видом грохочения. На показатели грохочения существенно влияет форма отверстий рабочей поверхности, так как в зависимости от нее разделение материала происходит не только по крупности, но и по форме зерен. Рабочие поверхности грохотов отличаются большим разнообразием, а способы их крепления зависят от динамики просеивающей поверхности.
Для предварительного грохочения углей широко применяют колосниковые решета, которые набирают из стержней круглого, трапециевидного, Т-образного и других форм сечения. Колосники располагают параллельными рядами или немного раздвигают в сторону разгрузочной части для предотвращения заклинивания кусков материала в щелях. Применяется вариант расположения колосников поперек движения материала. При этом угол наклона просеивающей поверхности должен быть больше, чем при продольных колосниках.
Для увеличения срока службы колосников их покрывают резиной или другими материалами. Иногда для защиты просеивающей поверхности от ударов и истирания крупными кусками отдельные колосники, например, каждый пятый делают большим по высоте.
Наряду с колосниковыми решетками для предварительного грохочения применяют сита листовые с квадратными и круглыми отверстиями размером 100 мм и более.
Для подготовительного и окончательного грохочения углей применяют сетки металлические проволочные и синтетические, колосниковые решета, сита листовые и струнные специальных конструкций из различных конструкционных материалов.
Для обезвоживания и обесшламливания на грохотах применяют сетки тканые и щелевые колосниково-образные из различных материалов.
Сетки тканые. Наибольшее распространение на углеобогатительных фабриках получили тканые сетки из стальной рифленой проволоки с квадрат-
Таблица 5.14
Характеристика сеток тканых
Вид сетки Номер сетки Номинальный размер стороны ячейки, мм Диаметр проволоки основы и утка, мм Масса 1м2 сетки, кг Живое сечение, %
Из частично-рифленой 3 3 1,2 4,4 51
проволоки (ЧР) 6 6 2,2 7,5 53
8 8 3 10,4 53
Из сложнорифленой 10 10 3 8,8 59
проволоки (СР) 13 13 3 7 66
16 16 3,6 8,3 66
25 25 4,5 5,6 72
Из рифленой 6 6 2,2 7,5 53
проволоки (Р) 8 8 3 10,4 53
10 10 3 8 59
13 13 3 7 66
15 15 3,6 8,6 65
— 25 25 5 10,1 69
217
ними ячейками. Промышленность выпускает три вида сеток: частично рифленые ЧР, рифленые Р и сложнорифленые СР (табл. 5.14).
Сетки поставляются потребителю в виде рулонов или карт шириной до 1000 и 2500 мм и длиной до 5000 мм. Угольная промышленность снабжается в основном ткаными сетками из пружинной и низкоуглеродистой стали и лишь в небольшом количестве — из высоколегированной стали. Ткаными сетками оснащены все серийно выпускаемые вибрационные грохота, применяемые на операциях подготовительного грохочения, рассортировке концентрата, обезвоживания и т.п.
Проволоки утка и основы металлических сит имеют преимущественно круглые, реже квадратные сечения. Для изготовления сеток применяют проволоку низкоуглеродистую, высоколегированную, а также из высокомарганцовистой
стали марки Г12.
Ресурс проволочных сит при заводском способе крепления и натяжения, сут
Проволока из стали марок Ст. 0, Ст. 1 и Ст. 3; размер ячеек 3X3; 6X6, 8X8 мм 5—10
Проволока из низкоуглеродистой стали, 10 X 10; 13 X 13 мм............ 10—20
Проволока из высокомарганцовистой стали, 10 X 10; 13 X 13 мм........ 20—25
Проволока из высокомарганцовистой стали, 25 X 25 мм.................. 25—30
Проволока из высокомарганцовистой стали 50 X 50 мм .................. 40—50
Примечание. Колебания в сроках службы зависят от конкретных условий эксплуатации сит.
При грохочении абразивных материалов ресурс сетки определяется ее стойкостью к абразивному износу, а малоабразивных материалов — временем появления усталостного износа проволоки либо провисанием сетки в результате вытягивания. Ресурс сита в обоих случаях зависит от качества натяжения сетки и условий ее закрепления по периметру. Кроме того, разрушение сетки наступает тем позднее, чем меньше расстояние между элементами опорной решетки, к которым она прилегает по всей поверхности. Проволочная просеивающая поверхность может выйти из строя также в результате трения об опорную решетку или другие металлические детали. Поэтому необходимо следить за натяжением сетки и периодически ее подтягивать.
Тканые сетки обладают незначительной массой и повышенным живым сечением (табл. 5.14). Однако при эксплуатации эти преимущества сводятся на нет. При грохочении углей и антрацитов повышенной влажности ячейки сеток из низкоуглеродистой стали склонны к быстрому залипанию, что, естественно, снижает площадь живого сечения сеток и ухудшает качество процесса рассева. А крайне низкий ресурс этих сеток (в некоторых случаях не превышающий 70—80 ч) вызывает частые замены просеивающей поверхности на грохотах. Подсчитано, например, что расходы на оборудование рифленными проволочными сетками грохота ГИЛ52 в течение 18 месяцев эксплуатации ориентировочно равны его стоимости.
Быстрый выход из строя сеток приводит к частым нарушениям процесса грохочения. При порывах сетки с отсевами теряется дорогостоящее сортовое топливо. Кроме того, периодические остановки грохотов для ремонта поврежденной или замены износившейся сетки вынуждают либо полностью прекращать подачу углей на фабрику, либо перегружать параллельно работающие грохота. В обоих случаях это приводит к отрицательным технологическим последствиям. Поэтому экономически целесообразно применять тканые сетки из высоколегированной стали, которые имеют в 3—4 раза больший срок службы и технологически более эффективны.
218
1
Таблица 5.15
Характеристика щелевых сеток
Ширина щели, мм Ширина рабочей стороны колосника (мм) при диаметре исходной проволоки, мм Масса 1 м2 сетки (кг) при диаметре проволоки, мм Живое сечение (%) при диаметре проволоки, мм
2,5 3,2 2,5 3,2 2,5 3,2
Тип ширина рабочей стороны колосника, мм ширина рабочей стороны колосника, мм
1 2 1 2 1,8 2,1 2,2 2,5 1,8 2,1 2,2 2,5
0,3 2,1 1,8 2,5 2,2 35 31,9 45 41,3 14,3 12 12 10
0,5 2,1 1,8 2,5 2,2 32,8 30,2 42,5 39,3 21,7 19,2 18,5 16
0,8 2,1 1,8 2,5 2,2 — — — 36,7 — — — 24,2
1 2,1 1,8 2,5 2,2 — — — 35,1 — — — 37,5
1,5 2,1 1,8 2,5 2,2 — — — 32,1 — — — 37,5
2 2,1 1,8 2,5 2,2 — — — 29,6 — — — 44,4
219
Рис. 5.29. Сетка щелевая
1 — колосник; 2 — соединительная шпилька
Сетки щел е ви д н ые (табл.5.15). На грохотах, предназначенных для обезвоживания, обесшламливания, отделения суспензии и отмывки утяжелителя применяют щелевые колосниковообразные сетки из высоколегированной стали и латуни (рис. 5.29). Они представляют собой плоские карты с гладкой рабочей поверхностью, собранные из отдельных проволочных колосников 1 фасонного сечения, скрепленных между собой соединительными шпильками 2. Шпильки имеют диаметр 8 мм и расположены на расстоянии 80 мм друг от друга перпендикулярно к колосникам.
Длина карт кратна расстоянию между осями соединительных шпилей, а ширина кратна 50 мм. Толщина бортовых планок 3,6 мм, а высота — 15— 40 мм.
Проволочные колосники изготовляют из высоколегированной стали или латуни, бортовые планки и шпильки выполняют из углеродистой или высоколегированной стали. Внутри карты сетки вдоль проволочных колосников могут устанавливаться для жесткости дополнительные планки.
На углеобогатительных фабриках кроме плоских карт применяют щелевые сетки с выпуклыми картами. Такие карты более жестки, хотя трудоемкость их изготовления несколько выше, чем у плоских карт. Выпуклости карт образуют пороги на пути движения материала, что улучшает отделение воды при обезвоживании продуктов обогащения.
Имеется положительный опыт эксплуатации щелевых сеток с шириной щелей 5 мм на операции сухого подготовительного грохочения. На ГОФ им. Артема объединения "Ростовуголь" такой сеткой оборудован инерционный грохот ГИЛ52. Грохот установлен под углом 20° к горизонту. Щели сетки ориентированы вдоль движения перерабатываемого материала (рядового антрацита) с верхним пределом крупности до 200 мм.
Характерные недостатки щелевых сеток— низкое живое сечение, высокая металлоемкость, ускоренный износ планок и соединительных шпилек, изготовляемых из низкоуглеродистой стали, повышенная масса щелевых сеток, превышающая в иных случаях 80 кг на 1 м2 сравнительно низкий срок службы (4—6 месяцев).
В настоящее время освоено производство щелевых сеток сварной конструкции. Это упростило технологию их производства, обеспечило повышение живого сечения сеток и снижение их металлоемкости.
Сита листовые применяют обычно для разделения углей по граничной крупности от 10 до 75 мм. Основные преимущества перфорированных сит —• жесткость и большой срок службы. Сита изготовляют картами длиной 500— 1500 мм и шириной 400—2500 мм из листовой стали различных марок, а также из различных эластомерных материалов.
220
Рис. 5.30. Форма и распределение ячеек перфорированных сит:
а — круглая; б— квадратная; в — ромбовидная; г — овальная; д — шестиугольная; е — фасонная
Отверстия в стальных листах выполняют обычно штамповкой или сверлением. Сита, изготовленные штамповкой, предпочтительнее, так как они имеют конусное проходное сечение с углом конусности 7°. Форма ячеек перфорированных сит круглая, прямоугольная, квадратная. Кроме того, применяют сита с овальными, крестообразными, серповидными и другими видами ячеек (рис. 5.30). Ячейки располагают параллельными рядами линейно или в шахматном порядке.
Толщина листов штампованных сит 8 0,625а и обычно не превышает
12 мм. Для литых сит толщина просеивающей поверхности может достигать 25 мм и более.
Некоторые параметры листовых сит приведены в табл. 5.16, 5.17. Основной недостаток перфорированных сит — малое живое сечение, которое редко превышает 40%. С увеличением размера ячеек площадь живого сечения растет, но при этом уменьшается жесткость ситовой поверхности.
Сита из эластомеров и полимерных материалов. Для повышения эффективности рассева, а также долговечности и износостойкости сит изготовляют сита из эластомеров и полимерных материалов. Эти сита, используемые на различных операциях грохочения в угольной промышленности (табл. 5.18 и 5.19) обладают повышенной стойкостью к абразивному износу, многократным ударным и знакопеременным нагрузкам, не подвержены коррозии, снижают измельчение перерабатываемого угля и уровень производственного шума.
Благодаря своим упругим свойствам просеивающие поверхности из эластомеров и полимеров технологически более эффективны, поскольку они в меньшей степени склонны к залипанию влажным материалом и заклиниванию в ячейках "трудных" зерен (табл. 5.20).
221
Таблица 5.16
Размеры квадратных отверстий и их шаг для сит листовых
Номинальный размер квадратных отверстий,мм Живое сечение, % Толщина сита, мм
40 45 50 56 63 71
Шаг отверстий, мм 5 8 7,5 — — — — 4—6 6 9 9 — — — — 10 16 15 — — — — 13 — 20 18,5 _ _ _ 6—8 14 — 21 20 — — — 16 — 24 22,5 _ _ _ 20 — 30 28 27 — — 8—10 25 — 37 35,5 33 — — 32 — — 45 43 40 — 35 — — 50 47 44 — 37 — 52 49,5 46,5 — 40 — — 56,5 53 50 — 42 _ _ 60 56 53 — 50 — — 70 67 63,5 — 60 _ _ 85 80 76 71,5 8—12 65 — — — 87 83 78 70 — — — 93 89 83 75 — — — — 95 90 80 — — — 100 95 100 _ _ _ 126 119 150 — — — — 190 178
Таблица 5.17
Размеры круглых отверстий и их шаг для листовых сит
Номинальный диаметр отверстий,мм Живое сечение, % Толщина сита, мм
40 45 50 56 63
Шаг отверстий мм
7 10,5 10 — — — 4 6
12 18 16,5 — — — —
15 22,5 21,5 — — — —
18 27 25,5 — — — 6—8
20 30 28 26,5 — — —
24 35 33,5 32,5 — — —
26 — 37 35,5 — — —
30 — 42,5 40,5 — — —
32 — 45 43 — — —
40 — 56,5 53 50 — 8—10
47 — — 62,5 58 56 —
50 — — 67 63,5 60 —
60 — — 80 76 71,5 —
75 — — — 95 90 —
82 — — — 100 95 8—12
90 — — — 115 108 —
95 — — — 120 114 —
222
Таблица 5.18
Характеристика резиновых сеток типа К
Номер сетки Номинальный диаметр отверстий, мм Номер эквивалентной сетки с квадратными ячейками Толщина сетки, мм Минимальный шаг, мм
вдоль полотна сетки поперек полотна сетки
6 6 ± 0,5 5 4—5 16 9
7 7 ± 0,5 6 4—5 20 10
8 8 ± 0,5 6 5 6 22 11
11 11 ± 0,5 10 5 6 30 16
15,5 15,5 ± 0,5 13 3 6 36 21
Таблица 5.19
Характеристика резиновых сеток типа П
Номер сетки Номинальный размер отверстий, мм Номер эквивалентной сетки с квадратными ячейками Толщина сетки, мм Минимальный шаг, мм
ширина длина вдоль полотна сетки поперек полотна сетки
2,5 2,5 ± 0,5 25 ± 1 3 3 30 6
4 4 ± 0,5 25 ± 1 5 4 —6 30 8
6 6 ± 0,5 25 ± 1 6 4 —6 30 11
Таблица 5.20
Технологическое назначение сит из эластомеров и полимерных материалов
Сита Технологическое назначение
Секционные резиновые "Ажур", "Эластик", "Полириф" Резиновые ленточные "Вибролент", РЛСС, СДАЛ Сухое и мокрое грохочение по граничной крупности разделения 10—25 мм Сухое грохочение углей повышенной влажности по граничной крупности разделения 6—25 мм, мокрое грохочение, обезвоживание
Перфорированные резиновые, резиновые прокатные РПС Сухое и мокрое подготовительное грохочение, рассортировка концентрата по граничной крупности разделения 5—40 мм, при верхнем пределе крупности исходного материала до 50 мм
Из полиуретановых эластомеров Сухое и мокрое, грохочение по широкому диапазону граничной крупности разделения, обезвоживание
223
Таблица 5.21
Технические характеристики сит из резины 13М-23
Номинальный размер ячеек, мм Живое сечение, % Толщина листа просеивающей поверхности, мм Масса 1 м2, кг
20 X 20 46 15 9
25 X 25 46 20 12
30 X 30 44 25 16
35 X 35 51 30 30
40 X 40 52 35 20
50 X 50 54 40 23
75 X 75 54 40 22
100 X 100 53 40 26
150 X 150 55 40 29
Заводом им. Пархоменко (г. Луганск) серийно выпускаются мелкоячеистые тонколистовые перфорированные резиновые сита, предназначенные для грохочения углей по граничной крупности 6 и 13 мм. Для изготовления сит применяют рулонную резиновую пластину марки ИПР 13М-154-1 шириной 600— 1200 мм и толщиной 3—6 мм, которая обладает высокой износостойкостью и циклической долговечностью. В связи с незначительной толщиной пластины сито укладывается на стальном подситнике, закрепляемом на поперечных связь-балках короба грохота, причем полотно резинового сита укладывается с растяжением 3—5% таким образом, чтобы внахлестку перекрыть предыдущее на 40—50 мм. Однако наличие такого подситника приводит к заштыбовке подситной полости, что снижает эксплуатационные достоинства тонколистового резинового сита.
Лисичанским заводом РТИ освоен выпуск крупноячеистых перфорированных сит из резины марки 13М-23 (табл. 5.21).
Резиновое прокатное сито типа РПС конструкции ВНИПИстромсырье представляет собой полотно шириной 560 мм, толщиной 12 и 22 мм, получаемое методом непрерывной вулканизации. Полотно разрезают на отрезки, кратные ширине короба грохота, и устанавливают на специальный подситник, имеющий замки типа "ласточкин хвост".
На Запорожском заводе РТИ серийно выпускаются сита типа РПС-20 и РПС-40 с размерами ячеек в ненатянутом состоянии соответственно 19 X 19 и 36 х 36 мм. Срок службы в зависимости от абразивности материала составляет 3—12 мес. Применение сита РПС-20 вместо металлического позволяет экономить на один грохот ГИЛ52 до 3 т металла в год.
Для интенсификации процесса классификации высоковлажных трудногро-хотимых материалов ИОТТ, Укрнииуглеобогащение, ИГТМ АН Украины, разработан ряд конструкций резиновых струнных сит.
Ленточно-струнное сито "Вибролент" состоит из упругих лент с выступами, расположенных поперек движения материала в пазах продольных опор, неподвижно прикрепленных к коробу грохота.
Технические характеристики сит "Вибролент"
Размеры ленты, мм: длина (до натяжения)........................ 350
ширина ....................................10—20
толщина ................................... 3—4
длина выступа..............................6—10
224
Расстояние между выступами (после натяжения), мм.......................
Расстояние между лентами, мм................
Материал лент...............................
Материал опор...............................
Число лент на 1 м2 сита ....................
Масса ленты на 1 м2 сита, кг................
5—50 7—20
Износостойкие марки резин, уретановый каучук Полосовая сталь 100—200 3—10
Расстояние между выступами лент и длина последних определяют размер отделяемых в подрешетный продукт зерен. Одновременно выступы являются упорными элементами для фиксации натянутых лент в рабочем положении. Опоры для установки и фиксации натянутых лент изготовляются, например, из полосовой стали в виде гребенок.
Материал, поступающий на сито, эффективно разделяется благодаря большому живому сечению просеивающей поверхности, интенсивному разрыхляющему действию упругих лент, а также за счет самоочистительных движений лент и значительного расстояния между ними.
Наличие повторяющихся выступов, более коротких, чем расстояние между лентами, гарантирует требуемую крупность отсеваемого материала без нарушения принципа независимых колебаний смежных лент.
Особенности конструкции ленточно-струнного сита способствуют эффективному разделению сыпучего материала и повышению удельной производительности грохотов. Изготовление других элементов из полиуретана, отличающегося высокой износостойкостью, обеспечивает долговечность сит.
Струнное сито конструкции ИОТТ предназначено для классификации влажных материалов, грохочение которых на относительно жестких металлических сетках неэффективно. Сито состоит из резинового шнура и промежуточных поддерживающих планок, обеспечивающих необходимый шаг между резиновыми струнами, образующими щелевидную ячейку вдоль или поперек грохота. Шаг между резиновыми шнурами диаметром 6—15 мм в ненатянутом состоянии может изменяться от 3 до 4 мм и более. Диаметр шнура выбирают в зависимости от необходимой крупности разделения и производительности грохота. При установке на грохот шнур натягивается на 25—35 %.
Срок службы сит увеличивается в 15—20 раз по сравнению с металлическими; уменьшается уровень шума при работе, снижается измельчаемость углей в процессе грохочения. Однако это сито имеет низкую несущую способность, а наличие гладких струн и возможность их расклинивания не обеспечивает точные размеры просеивающей ячейки, что снижает качество классифицируемых материалов.
В ИГТМ АН Украины разработан большой ряд конструкций резонирующего ленточно-струнного сита (РЛСС); принцип его действия основан на сообщении установленным в опорах короба грохота с предварительным натяжением лентам-струнам упругих колебаний в продольном и поперечном направлениях, а также крутильных колебаний с амплитудами превосходящими соответствующие амплитуды колебаний короба грохота, причем в связи с асимметрией сечения лент-струн крутильные колебания последних генерируются и при отсутствии поворотных перемещений короба.
Сито (рис. 5.31) состоит из закрепленных в опорах 3 с натяжением 20—30% резиновых лент-струн 1. Опоры устанавливают на кронштейнах, которые присоединены к связь-балкам короба грохота и образуют подситник. Ленты-струны установлены с зазором 0,5—2 мм.
К- Техника и технология... 225
Рис. 531. Резонирующее ленточно-струнное сито I — ленты-струны; 2 — выступ; 3 — опоры
Каждая лента-струна на боковой поверхности имеет периодические выступы 2, ориентированные при сборке сит в направлении транспортирования материала и образующие незамкнутые просеивающие ячейки (отверстия). Размеры выступов и шаг их расстановки определяют форму и размеры ячейки и, соответственно, разделительную крупность материала.
При работе грохота ленты-струны за счет натяжения и высокоэластичных свойств материала колеблются относительно опор с амплитудой не менее, чем в 2 раза превышающей амплитуду колебаний короба, что обеспечивает интенсификацию процесса грохочения.
Сито РЛСС имеет увеличенный срок службы, обеспечивает интенсивное перемешивание материала и самоочистку просеивающей поверхности, а также возможность быстрой замены изношенной или поврежденной ленты-струны.
Дальнейшим развитием сит РЛСС являются созданные в ИГТМ АН У краины сита динамически активные ленточные (СДАЛ). Это модульная система с широким диапазоном типов апертур и размеров отверстий значительно расширяет область применения этих рабочих поверхностей, повышает точность разделения и значительно увеличивает полезную площадь сит. Модули СДАЛ представляют резиновые ленты шириной 80—200 мм и длиной 500—1650 мм, в которых выполнены отверстия различной формы (щелевые шириной 0,5—50 мм, квадратные размером 1—40 мм, с апертурой РЛСС размером 8—40 мм).
Ленты СДАЛ устанавливают с натяжением поперек грохота в концевых и промежуточных опорах. Разработан параметричный ряд СДАЛ, обеспечивающий их применение на грохотах любого типа и типоразмера на различных операциях сухого и мокрого грохочения.
Металлические струнные и струнно-тросовые сита. Секции сита с поперечным расположением струн состоит из рамы, струн из проволоки диаметром 3,8—5 мм, натяжного устройства, поперечных гребенок, приспособления для крепления струн в виде роликов, установленных на траверсах с возможностью вращения. Гребенки имеют пазы, в которых укладываются струны при их навивке с небольшим натяжением вокруг роликов. Для окончательного натя-
226
жения струн прижимные ролики закручивают, жестко фиксируя струны на траверсах.
При работе грохота струны совершают колебания с ббльшей амплитудой, чем короб грохота, где они установлены. Это способствует очистке щелей сита от налипающих зерен материала и в сочетании с повышенным живым сечением сита обеспечивает эффективный рассев.
На ОФ им. Артема ПО "Ростовуголь" находятся в эксплуатации струннопроволочные сита с продольным расположением струн. Сита установлены на грохотах ГИЛ32 на операции отсева штыба из необогащенного антрацита крупностью 0—13 мм. В качестве струн используется проволока диаметром 3 мм из легированной стали. Отрезок проволоки, равный двойной длине короба грохота, изгибается пополам, образуя пару струн. Каждая пара снабжена натяжной шпилькой, в тело которой жестко заделываются концы струн.
На концевой балке в разгрузочной части грохота монтируется плита с приваренными к ней с шагом 12 мм петлями от щелевой сетки. С противоположной стороны грохота расположена траверса с отверстиями для натяжных шпилек. Траверса поддерживается винтами, которые предназначены на грохотах типа ГИЛ для натяжения тканых сеток.
Просеивающая поверхность набирается парами струн, один конец пары закрепляется на привареных петлях, а второй — на траверсе. При этом струнам с помощью шпилек придают требуемую степень натяжения. На средней связь-балке установлена гребенка с пазами, в которых фиксируются струны от поперечного смещения. Размер щели такого сита 3 мм, живое сечение составляет 49,5 %.
В Печорском и Кузнецком бассейнах при рассвете рядовых углей повышенной влажности хорошо зарекомендовали себя струнно-тросовые сита. Для изготовления этих сит применяют оцинкованный трос диаметром 2,4—4 мм.
Технологические показатели разделения на струнно-тросовых сит выше показателей, получаемых на металлических тканых сетках. Например, на грохоте, оборудованном струнно-тросовой просеивающей поверхностью с щелью между струнами 4 мм, достигнута удельная производительность 8— 10 т/(ч. м2) при рассеве угля с влажностью до 8%, эффективность грохочения при этом составила 82—85%.
Срок службы струнно-тросовых сит в зависимости от марки грохотимых углей колеблется в пределах 1600—2500 ч, а при переработке антрацитов не превышает 280 ч.
5.5. Способы крепления просеивающих поверхностей
Технически правильно выбранный способ крепления просеивающей поверхности, учитывающий конструктивные особенности сита и подситной опорной части короба грохота, не только повышает эксплуатационную надежность просеивающей поверхности, но и способствует улучшению технологических показателей работы грохота.
На инерционных грохотах применяют две разновидности систем крепления сит: закрепление сита единым полотном по всей площади короба с натяжением в продольном и поперечном направлении (грохота типа ГИЛ) и крепление просеивающей поверхности на отдельных рамках без натяжения (грохота ГИСЛ и ГИСТ).
У модернизированных грохотов ГИЛ карты проволочных тканых сеток Укладывают на упругий подситник и крепят у боковин короба деревянными брусьями и клиньями. Такая система крепления позволила увеличить полез-8* 227
Рис. 532. Самонесущая рамка
1 —ребро жесткости; 2 — просеивающая поверхность
ную площадь просеивающей поверхности, поскольку ее контакт с подситником осуществляется по винтовой линии.
На инерционных грохотах с направленными колебаниями (тип ГИСЛ) применяют в основном секционный способ крепления просеивающей поверхности.
Секции сита изготовляют в виде отдельных рамок, в боковинах которых имеются продолговатые отверстия для крепления элементов. Рамки сит устанавливают в коробе грохота на поперечные связь-балки и жестко крепят к ним посредством хомутов и фигурных планок.
Рамки могут быть оборудованы штампованными, колосниковыми и щелевыми сетками. Используют их также в качестве подситников для мелкоячеистых тканых сеток или тонколистовых перфорированных резиновых сит. В этом случае на рамках устанавливают штампованные стальные листы с размерами отверстий 100 X 100 мм и более.
Для оснастки просеивающей поверхностью грохотов, коробы которых на верхнем ярусе не имеют поперечных связь-балок, применяют самонесущие рамки. Их устанавливают на полосы у боковин короба грохота и жестко крепят деревянными брусьями и клиньями.
Самонесущие рамки (рис. 5.32) представляют собой жесткую сварную конструкцию, способную выдержать высокие динамические нагрузки. На рамках, снабженных ребрами жесткости 7, могут монтироваться просеивающие поверхности 2 различных типов. Самонесущие рамки также могут выполнять роль подситников для мелкоячеистых металлических и резиновых сеток.
Характерные недостатки самонесущих рамок — повышенная металлоемкость и отсутствие систем натяжения для мелкоячеистых сеток.
Для листовых металлических штампованных сит и тканой сетки из каналированной проволоки диаметром более 3 мм на грохотах типа ГИСЛ и ГИСТ предусмотрен также безрамочный способ крепления. Для этого в коробе грохота на поперечные связь-балки жестко укладывают продольные опоры, на которые настилают полотно просеивающей поверхности. Благодаря большей высоте средней опоры полотну сита при его закреплении придается кривизна, что снижает его подхлестывание во время работы грохота и способствует равномерному распределению перерабатываемого материала по ширине короба.
228
Рис. 533. Опорная рамка для крепления тканых сеток "Луганка" и "Волна":
/ — рамка; 2 — резиновый шнур; 3 — крепежная петля; 4 — захват; 5 — промежуточная опора; 6,7 — крепежные элементы; 8, 9 — деревянные рейки; 10 — сетка; 11 — прижимной шнур; 12 — резиновая полоса
Этот способ используется и при оснастке грохотов перфорированной резиновой сеткой. Штампованный подситник, имеющий кривизну определенного радиуса, размещается на трех продольных опорах и деревянных брусьях. Опоры представляют собой сварную балку Т-образного профиля, на которой в качестве амортизатора закреплен специальный резиновый брус. Опоры с помощью болтов через металлические полосы жестко крепят к поперечным балкам короба грохота. После этого на подситник укладывают с натяжением полотно резиновой сетки, которую через полосы прибивают гвоздями к деревянным брусьям.
Штампованный подситник с находящейся на нем резиновой сеткой жестко крепится к коробу грохота брусьями с помощью металлических стержней, которые фиксируются над опорами изогнутыми планками и болтами.
Аналогичную систему крепления применяют и на инерционных грохотах типа ГИЛ при оборудовании их тонколистовой перфорированной резиновой сеткой. Взамен дефицитных штампованных подситников созданы опорные подситники, изготовляемые из проволоки диаметром 10 мм с ячейками размером 100 X 100 мм.
Проволочные подситники имеют ряд преимуществ перед штампованными: Дешевизна, повышенное живое сечение, стойкость к знакопеременным вибрационным нагрузкам, снижение разрушающего воздействия на резиновое сито в местах контакта.
Для крепления обезвоживающих тканых сеток на грохотах различных типов применяют опорные рамки (рис. 5.33). Их металлоконструкцию изготовляют из полосовой стали сечением 8 X 36 или 8 X 40 мм. В направлении Движения материала рамкам придана выпуклость, которая обеспечивает плотное прилегание полотна сетки к подситнику и исключает возможность ее подхлестывания при колебаниях грохота. Опорная часть рамки (подситник), на которую укладывают сетку, образована резиновыми шнурами диаметром
229
10 мм. Шнуры расположены с шагом 50 мм и укреплены по торцам рамки на захватах, а на промежуточных опорах их крепят путем последовательного петлеобразного обхвата с натяжением на межопорных пролетах.
Эластичные напряженные шнуры полностью исключают контакт проволочной сетки с металлическими опорными элементами короба грохота, предохраняя ее от порывов и истирания. Оборудованные обезвоживающей сеткой рамки устанавливают на поперечные балки короба грохота и жестко крепят к ним посредством хомутов и планок.
Для монтажа на грохотах секционных резиновых сит типа "Эластик". "Ажур", "Полириф" разработано несколько систем крепления. Установлено, что наиболее удачной является система крепления на упругом подситнике. Эта система крепления может быть использована на любых типах вибрационных грохотов, конструкция короба которых имеет поперечные опорные связь-бал-ки. На этих балках жестко фиксируются резиновые полосы, натянутые вдоль короба грохота. Полосы шириной 65—85 мм изготовляют из конвейерной ленты и располагают на поперечных балках с шагом 180 мм. При таком шаге полоса проходит под продольными перегородками ячеек и не перекрывает живое сечение сита. В зависимости от расстояния между поперечными балками ширину и толщину резиновой полосы принимают такой, чтобы обеспечивалась достаточная жесткость подситника.
Толщину полосы рекомендуется принимать в пределах 8—12 мм, а длина ее соответствует длине грохота. На разгрузочном конце грохота резиновые полосы жестко закрепляют болтами к угольнику, который крепят на коробе. С разгрузочной стороны натяжение полос осуществляется посредством натяжных винтов.
Резиновые полосы закрепляют в разгрузочном конце и натягивают, после чего производят разметку и последующую вырубку в полосах отверстий, соответствующих отверстиям в ребрах полутруб, которые жестко закреплены на поперечных связь-балках. С помощью болтов с шайбами продольные резиновые полосы закрепляются на полутрубах, образуя подситник. На подситник укладывают карты сит, соединенные между собой клеем и болтами с планками. Вдоль боковых стенок короба сито укладывается на деревянные брусья, высота которых принимается равной ширине резиновых полос. Сверху сито вдоль стенок короба прижимается брусьями и клиньями. Полотно сита дополнительно крепится к полосам резиновым шнуром диаметром 10—12 мм.
Конструкция упругих подситников проста, не требует дефицитных материалов и большого расхода металла, они обладают повышенной вибростойкостью, не подвержены коррозии, не вызывают интенсивного истирания секций сита в местах соприкосновения. Наконец, во время работы грохота за счет упругих свойств подситника просеивающей поверхности сообщается относительно короба дополнительная амплитуда колебаний, что положительно отражается на технологических показателях процесса грохочения.
Рабочие поверхности гидрогрохотов с НПП выполняют секционными в виде отдельных рамок, свободно укладываемых на специальные кронштейны (грохот ГГН2,7) или на полки оснований корзин прямого и обратного конусов (гидрогрохот ГНК и УМГ2,5). На фабриках, где отсутствует предварительное грохочение, рамки сит нижнего конуса гидрогрохотов ГНК рекомендуется соединять между собой сварным швом длиной не более 100 мм.
Основной вид рабочей поверхности гидрогрохотов с НПП — сита с продольным или поперечным расположением колосников с расстоянием между колосниками в свету 5—20 и 10—40 мм соответственно. Рекомендуемая форма сечения колосников — трапециевидная.
230
Секция сита с продольным расположением колосников состоит из поперечных гребенок, в пазах которых, большим основанием кверху, сваркой закреплены колосники. Рабочая поверхность колосников наплавляется износостойким сплавом. На ряде предприятий гидрогрохота ГГН2,7 оборудованы колосниковыми решетками со скрещивающимися стержнями. Эти сита позволяют повысить эффективность грохочения при движении материала за счет его расслоения по вертикали и перемешивании в поперечном направлении зерен меньших и близких к крупности разделения. Решетки со скрещивающимися колосниками характеризуются увеличенным ресурсом, однако при выделении на фабрике сортового топлива размер отверстий этих сит должен быть уменьшен.
На ЦОФ "Белореченская" на гидрогрохоте вместо сит с параллельным расположением продольных колосников применяют сито, представляющее собой единую карту из веерообразно расположенных трапециевидных колосников, соединенных с помощью гребенок. Колосники образуют щели длиной 3500 мм, расширяющиеся от 15 до 22 мм. Такая конструкция сита исключает его забивание трудными зернами и посторонними предметами.
Секции сита с поперечным расположением колосников состоят из двух продольных связей с пазами, в которых сваркой закреплены колосники с требуемым шагом. Продольные связи с поперечными колосниками закрепляются на двух планках, установленных в пазах крепежных кронштейнов гидрогрохота ГГН2,7.
Рамки с поперечно расположенными металлическими колосниками характеризуются большой износостойкостью, но приводят к повышенному измельчению исходного материала по сравнению с продольно расположенными колосниками.
Резонирующие ленточно-струнные сита (РЛСС) были испытаны на ЦОФ "Павлоградская" на гидрогрохоте ГГН2,7. В результате опытно-промышленной эксплуатации сит РЛСС на гидрогрохоте с НПП определена целесообразность создания и внедрения специальных конструкций с новыми способами их крепления.
Установлено, что рабочая поверхность гидрогрохота ГГН2,7 с ситами РЛСС характеризуется высокой износостойкостью, не забивается трудными зернами и посторонними предметами. Гидрогрохота ГНК и стационарное конусообразное сито установки УМГ2,5 оборудуют секциями сварных сит с продольным (параллельным и веерообразным) и поперечным расположением колосников. Рамки сит имеют трапециевидную форму (в плане). Рабочие поверхности рамок и колосников наплавляют износостойким сплавом. Сита верхнего конуса в верхней части рамки снабжены защитной футеровочной пластиной. Моспинским РМЗ /Украина/ в 1988 г. освоено производство литых секций сит для этого грохота.
На ЦОФ "Суходольская", "Октябрьская" и "Селидовская" в узлах гидрогрохочения инерционные грохота ГИСЛ62 и ГИСТ72 оборудованы рамками, рабочая поверхность которых представляет собой решета из продольно расположенных колосников круглой и трапециевидной форм, расстояние между которыми 15—20 мм, что позволило существенно повысить производительность в узлах классификации, сократить число потоков и грохотов. Однако при этом наблюдаются снижение эффективности грохочения вследствие повышенного засорения подрешетного продукта и уменьшение ресурса работы грохотов из-за трех-четырехкратного увеличения массы сит.
Глава 6
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ОБОГАЩЕНИЯ УГЛЕЙ
6.1. Обогащение в тяжелосредных сепараторах и циклонах
Общие сведения. Тяжелосредное обогащение угля занимает в современной угольной промышленности одно из ведущих мест.
Можно указать на две основные причины высоких темпов развития тяжелосредного обогащения практически во всех угледобывающих странах мира. Это, во-первых, резкое ухудшение качественных характеристик добываемых углей и, во-вторых, высокие технико-экономические достоинства тяжелосредного метода обогащения.
Отличительные особенности метода обогащения в тяжелых средах:
простота регулирования и удобство автоматизации технологического процесса;
малая чувствительность к колебаниям нагрузки и качественного состава питания (в пределах производительности оборудования);
возможность эффективного обогащения материала с трудной и очень трудной характеристиками обогатимости и повышенным содержанием породы;
возможность разделения обогащаемого сырья в широком диапазоне крупности (от самых крупных штучных кусков до измельченного материала);
высокая точность разделения, обеспечивающая минимальное засорение товарных продуктов и отходов посторонними фракциями;
возможность разделения в широком диапазоне плотности от 1300 до 2200 кг/м3 с предельно точной регулировкой плотности разделяющей среды;
незначительное нарушение гранулометрического состава угля и возможность удаления размокаемой породы в начале технологической схемы.
В зависимости от качественной характеристики обогащаемого материала, требований потребителей и конкретных условий тяжелосредное обогащение может производиться в одну (с выделением двух продуктов) или в две (с выделением трех продуктов) стадии, причем нижний предел крупности обогащаемого угля может измениться в широких пределах (до 0,5 мм).
Основные закономерности процесса разделения в тяжелосредных аппаратах. В качестве тяжелых сред для обогащения углей в настоящее время используют исключительно водные суспензии мелкодисперсных минералов; в подавляющем большинстве случаев в качестве дисперсной фазы (утяжелителя) применяют магнетитовый концентрат. Средний размер зерен магнетитового концентрата, используемого в качестве утяжелителя, составляет для различных ГОКов от 45 до 115 мкм, его плотность изменяется в пределах от 4330 до 4680 кг/м3.
Плотность суспензии рс при объемной концентрации V (%) магнетита плотностью ру определяется зависимостью
рс= 1000(1-V/100)+ ру V/100. (6.1)
Существенное значение для процесса разделения имеют реологические свойства разделительной среды. Магнетитовая суспензия не является ньюто-232
новской (вязкой) жидкостью, а ближе всего соответствует бингамовской модели вязко-пластичной среды. Касательные напряжения т, возникающие при движении одиночного зерна в невозмущенном потоке суспензии, определяются уравнением Шведова—Бингама
т = т0 + ц (du/dy), (6.2)
где То — предельное напряжение сдвига; ц — коэффициент динамической вязкости; dV/dy — градиент скорости жидкости в окрестности движущегося тела в направлении, перпендикулярном к направлению движения.
Предельное напряжение сдвига в промышленных аппаратах при значительных градиентах скоростей в любом локальном объеме проявляется в увеличении эффективной вязкости среды цэ.
На значение цэ существенно влияют концентрация твердой фазы, дисперсный состав утяжелителя и шлама, а также качество обогащаемого материала в суспензии.
Зависимость эффективной вязкости от концентрации твердой фазы может быть выражена соотношением
Цэ = Ро ехР («1Су + а2Соб), (6.3)
где Цо — динамическая вязкость воды; Су — объемная концентрация утяжелителя в суспензии; Соб — объемная концентрация обогащаемого материала в аппарате; aj, а2 — безразмерные коэффициенты.
В ванне тяжелосредных сепараторов, где разделение обогащаемого материала происходит в вертикальном направлении, движущей силой является сила тяжести (вес зерна)
FT = V3p3g, (6.4)
где Гт — сила тяжести; У3 — объем зерна; р3 — плотность зерна; g — ускорение свободного падения.
В тяжелосредных циклонах на зерно обогащаемого материала действует центробежная сила, как правило, значительно превосходящая силу тяжести
2
Fu = v3 Рз W3R> (6.5)
где — центробежная сила; w3 — угловая скорость вращения зерна; R — радиус вращения.
Второй составляющей массовых сил, действующих на любое тело, погруженное в среду, является выталкивающая сила вытесненного объема среды (архимедова сила). Для сепаратора архимедова сила
Fap = ^3pc^ (6-6)
где Fap — архимедова сила; рс — плотность среды.
Для центробежного потока выталкивающая сила определяется выражением
„ 2
Fap = V3 рс wc R, (6.7)
где wc — локальное значение окружной скорости среды окрестности движущегося тела.
233
Равнодействующая массовых сила FM, действующих на тело, определится (для случая действия только силы тяжести) как
/=м = ^з (Рз ~ Рс) 8> (6.8)
для случая воздействия центробежной силы
/?м = '/з(Рз^-Рс^Ь/?- (6.9)
При движении в жидкости на сферическое тело действует сила сопротивления
FconP = V(Re)^pc, (6.10)
где y(Re) — безразмерный коэффициент сопротивления, зависящий от критерия Рейнольдса Re = ифуц; v — скорость движения тела; d — диаметр сферы; рс — плотность средни
Для случая малых Re (Re 1)
у (Re) = 3 л/Re = 3 л ц/(и d рс), (6.11)
и выражение (6.10) примет известный вид силы вязкого сопротивления
^сопр = 3 ли d |1. (6.12)
Для случая больших Re (Re > I03) V (Re) = Y (Re°) = const и сила сопротивления определяется выражением (6.12).
Для зерна произвольной формы в качестве эквивалентного диаметра принимают диаметр сферического тела той же плотности, движущегося в среде с той же средней скоростью d3 = d3.
При обогащении крупного машинного класса в тяжелосредном сепараторе значения Re лежат в области 10—100, что соответствует так называемому переходному режиму. Для этого режима сила сопротивления может быть представлена как сумма сил, линейно и квадратично зависящих от скорости, т.е.
^сопр^оч иЛэЩ + аги^эРс. (6.13)
Дифференциальное уравнение движения зерна может быть записано в виде d [(т + тл) и]
- = EF,-, (6.14)
где т — масса зерна; — присоединенная масса; Е — сумма массовых сил и сил сопротивления.
Присоединенная масса mg существенна только при движении с большими ускорениями.
В остальных случаях левая часть уравнения (6.14) может быть представлена в виде:
d [(/п + тс\) и] d( т и) d и dzn
-----: = —j-= т~Г + v ~Г- (6.15) dt--------------------------------------------------------------dz dz dz v '
При m = const d?n/dz = 0 и выражение (6.14) принимает вид
т (dv / dz) = Е F,. (6.16)
234
С учетом выражений (6.10) и (6.14) имеем:
tn (d v I d г) = Fy — Fqq^p — V3 (p3 — Pc) g — otj tkZjPg — d 3pc (6.17)
или
dv т^э о 2
«1^ = “^’(р3-рс)^-Зли/э|1э-у1У^эрс. (6-18)
При движении в среде, находящейся в покое, или в потоке среды без ускорения, т.е. в случае, когда
7&С d[v-t>c (Г)]
Vc(!> рс-------------= 0. (6-19)
зерно обогащаемого материала приобретает постоянную скорость, а именно в уравнении (6.18) т (du/dz) = 0. Для этого случая в линейном и квадратичном приближениях получают известные формулы конечных скоростей свободного падения:
для ламинарного режима 2 8 (рз ~ рс)
U=18 Щ :
(6.20)
для турбулентного режима
/ 8 , рз ~ рс ,, п.
и= \/л—------------. (6.21)
N бу рс
Общее решение уравнения (6.20) представляет значительные трудности и требует введения ряда дополнительных допущений, поэтому можно ограничиться проведенным рассмотрением и в дальнейшем иметь в виду, что и =f(d3, рз» рс> Мэ).
Изучение закономерностей движения зерен разделяемого материала в ванне сепаратора приводит к тому, что интенсивность процесса лимитируется скоростью передвижения к разгрузочной части зерен, плотность которых меньше или близка к плотности суспензии. Тяжелые зерна быстро погружаются в начальной части ванны со скоростью в 2—2,5 раза превосходящей среднюю скорость передвижения слоя легких зерен. Легкие зерна, имеющие плотность, близкую к плотности суспензии, длительное время находятся в ванне сепаратора, накапливаясь в ней и тормозя передвижение всей массы легких зерен.
Экспериментальные исследования показали, что время продвижения зерен от места загрузки до сливного порога резко возрастает с уменьшением разности плотностей зерен и суспензии (рис. 6.1).
Абсолютные скорости перемещения зерен крупностью 100 мм вдоль ванны в полупромышленном сепараторе составляют от 7 до 20 см/с.
Тяжелосредные циклоны, широко применяемые в современной практике углеобогащения, представляют собой аппараты, в которых разделение зерен материала происходит в потоке суспензии, совершающем вращательное движение. Через входной патрубок, расположенный тангенциально (или спирально) относительно корпуса циклона, под напором подается поток суспензии. В различных конструкциях тяжелосредных циклонов обогащаемый 235
Рис. 6.1. Зависимость времени пребывания t в ванне сепаратора легких зерен (крупностью 100 мм) от разности плотностей р3 - рс зерен и суспензии
материал подается либо совместно с напорным потоком суспензии, либо отдельно от него. Корпус циклона может иметь цилиндрическую или цилиндроконическую форму. В любом случае поток и суспензии раздельно выводится через разгрузочные отверстия совместно с продуктами обогащения. За счет давления рабочей суспензии в гидро
циклоне создается и поддерживается спиральный поток (рис. 6.2), разде-
ляющийся на внешний и внутренний, имеющие противоположные осевые
скорости.
Наружный винтовой поток, представляющий часть входного потока, двигается к вершине конуса и выходит из аппарата через нижнюю насадку. Основная часть входного потока поворачивает в противоположную сторону и по внутренней поверхности сливного патрубка выходит из цилиндрической части циклона.
В цилиндрическом циклоне с напорной подачей питания удаление наружного потока суспензии производится через тангенциально расположенный разгрузочный патрубок и устройства, создающие дополнительное гидравлическое сопротивление (вихревая камера и др.). Применяют циклоны, в которых основные потоки движутся в одном направлении ("Ворсил"), но принципиально механизм разделения во всех тяжелосредных циклонах подобен.
При вихревом движении потока в рабочий объем циклона засасывается значительное количество воздуха. Выделяясь из суспензии вместе с растворенным в ней воздухом, поток образует внутри циклона вдоль его оси центральный воздушный столб, ограничивающий свободную поверхность внутреннего
винтового потока.
Скорость винтового потока суспензии в тяжелосредном циклоне принято представлять в виде трех составляющих
6С = б, + \)г + , (6.22)
где йс — скорость винтового потока суспензии; 5, — тангенциальная ско
рость вращения потока; vr — радиальная составляющая скорости, мп — осевая составляющая скорости.
Для зависимости изменения тангенциальной скорости потока Дриссеном и Келсаллом предложено выражение
\)trn = const (6.19)
Для воды или пульпы с малой концентрацией твердого п изменяется от 0,2 до 0,8. Исследования, выполненные М.Г. Акоповым и М.Б. Иофа, подтвердили предположение Тарьяна о том, что показатель степени п в уравнении (6.19) может изменяться от - 1 до + 1. Для п = - 1 уравнение (6.19) соответствует распределению тангенциальных скоростей при вращении твердого тела, при п = + 1 из уравнения (6.19) получаем выражение для распределения х>{, соответствующее вихрю в идеальной жидкости при закручивании потока с исходными скоростями, постоянными по сечению.
236
Рис. 6.2. Схема движения потока суспензии в гидроциклоне
В соответствии с законами сохранения количества движения и момента количества движения при знакопеременной осевой скорости винтовых потоков в циклоне max тангенциальных скоростей совпадает с поверхностью нулевых осевых скоростей. На расстоянии, равном половине радиуса гидроциклона (г = /?/2), при показателе п = 0,5 в уравнении (6.19) и угле конусности конической части циклона а = 20° отношение vt/vr = 10, т.е. радиальная скорость на порядок меньше тангенциальной. Осевая скорость v„ по величине больше радиальной, но меньше тангенциальной.
На зерна обогащаемого материала,
движущиеся в потоке суспензии в цик-
лоне, действуют массовые силы [см. выражения (6.4) и (6.5)]. В общем случае векторы угловых скоростей зерна и>3 и среды и>с не совпадают и на зерно действует кроме разности центробежной и выталкивающей сил еще и сила Кориолиса:
г _ - _ -
**кор ~ '^кор ~ ^“Рзакор’
где акор — ускорение Кориолиса:
а кор 2 [ Wc VOTH ]
|акор| — I^cII^oth |sin Ct
(6.24)
(6.25)
где а — угол между вектором и>с и vOTH; vOTH — скорость движения зерна относительно потока суспензии.
В рабочем объеме циклона происходит перераспределение не только потока обогащаемого материала, но и расслоение суспензии в радиальном и осевом направлениях. М.Г. Акоповым и К.М. Сапегой установлена зависимость между степенью сгущения суспензии и ее объемным расходом с продуктами разделения.
Ycr = Y(cr)m’1, (6.26)
где усг — выход твердой фазы (утяжелителя) в сгущенный продукт по массе; усг — объемный выход сгущенного продукта; т — показатель осаждаемости, зависящий от крупности зерен утяжелителя, его концентрации в исходной суспензии, содержания в ней шлама и др.
Для ориентировочного расчета разности плотностей между I и II стадиями разделения в трехпродуктовом тяжелосредном циклоне, определяемой в значительной степени сгущением суспензии, поступающей во И секцию аппарата, В.И. Хайдакин предложил эмпирическую формулу
Др = 1622 ехр (- 0,00845 50)-,
(6.27)
237
f, с riff
Рис. 6.3. Зависимость времени пребывания t зерен в тяжелосредном гидроциклоне от разности между их плотностями и плотностью разделения р3 - рраз
где 5о — параметр, характеризующий степень сгущения суспензии и зависящий от размера частиц утяжелителя, содержания шлама в суспензии, ее плотности и давления на входе в циклон.
Для магнетита марки "М" (средний взвешенный диаметр зерна утяжелителя 40—50 мкм) Sq определяется эмпирическим соотношением
50 = (0,690 - 0,002 + -) Сш + 0,017т- (рс - 1000), (6.28)
р г
где р — давление на входе в циклон, МПа; Сш — содержание шлама в суспензии, кг/м3; рс — плотность суспензии, кг/м3.
Процесс сгущения суспензии в рабочем объеме циклона в радиальном и осевом направлениях приводит к тому, что поверхности равных плотностей суспензии (изоденсы) имеют достаточно сложный вид, но в первом приближении могут быть представлены в виде семейства конических поверхностей с криволинейными образующими. Для цилиндроконического циклона вершины конусов обращены в сторону конусной части, для цилиндрического аппарата направлены в сторону, противоположную подаче потоку суспензии.
Абсолютные значения плотности суспензии возрастают в цилиндроконическом циклоне в осевом направлении к вершине конуса, а во всех других конструкциях аппаратов — в радиальном направлении от оси к стенке аппарата. В соответствии с пространственным распределением плотности суспен-238
зии по объему циклона движение любого зерна обогащаемого материала происходит в среде переменной плотности, поэтому выталкивающая сила, действующая на него, есть функция радиальной и осевой координат. Решения уравнений движения не могут быть получены в квадратурах. Основные закономерности разделения обогащаемого материала могут быть качественно оценены исходя из представлений о механизме процесса.
В цилиндроконическом циклоне, так же, как в I (цилиндрической) ступени трехпродуктового циклона с напорной подачей питания, движение концентрата имеет противоточный характер, тогда как породная фракция движется прямоточно. В так называемом безнапорном тяжелосредном циклоне прямоточно транспортируется концентрат, тогда как породные фракции выделяются в поток противоположного направления.
В первом случае получают высокочистые концентраты, во втором — отходы. Вторые продукты при этом могут быть существенно засорены посторонними фракциями. Наличие двух осевых потоков с противоположными скоростями приводит к циркуляции и накоплению в объеме аппарата промежуточных фракций (рис. 6.3).
Если зерна обогащаемого материала, отличающиеся от плотности разделения на 100 кг/м3 и более, находятся в объеме аппарата в течение секунд, то зерна, разность плотностей которых составляет 50 кг/м3 и менее могут находиться в циклоне десятки и даже сотни секунд, образуя в окрестности поверхности нулевых осевых скоростей область с высокой объемной концентрацией обогащаемого материала.
При высоких содержаниях фракций с плотностью ± 50 кг/м3 от плотности разделения эффективная вязкость среды в этой области может резко повышаться и проницаемость такой среды для зерен обогащаемого материала может стать близкой к нулю. В этих случаях наблюдаются значительные искажения кривых разделения. Для циклонов с напорной подачей питания и противоточным транспортом концентрата эти искажения приурочены к области легких фракций, для которых имеет место аномально высокое их извлечение в тяжелый продукт.
Одна из задач дальнейшего совершенствования тяжелосредных циклонов — создание конструкций, предотвращающих такие потери при обогащении углей сверхтрудной обогатимости.
Другая не менее существенная задача — разработка устройств, обеспечивающих независимое регулирование режимов разделения в I и II стадиях при трехпродуктовом разделении в рабочей суспензии одной рабочей плотности.
Важной задачей теоретических исследований механизма процесса тяжело-средного обогащения является определение вида зависимости эффективности процесса от характеристик обогащаемого материала и режимных параметров процесса — производительности аппарата, реологических свойств суспензии и Др.
Технологические схемы обогащения угля в тяжелых средах разделяются с получением двух и трех продуктов обогащения. К технологическим схемам обогащения крупных и средних классов угля в тяжелых средах предъявляются следующие основные требования:
получение оптимальных показателей по качеству продуктов обогащения;
минимальные эксплуатационные расходы на процесс обогащения;
рациональная компоновка оборудования, обеспечивающая минимальные капитальные затраты, удобство обслуживания и ремонта;
обогащение в тяжелых средах рекомендуется для углей очень трудной, трудной и средней обогатимости, а также для антрацитов всех категорий
239
обогатимости при содержании класса крупностью + 13 мм в горной массе более 20% и для углей легкой обогатимости при содержании породных фракций более 30%.
Верхний предел крупности углей и антрацитов, обогащаемых в тяжелосредных сепараторах, принимается, как правило, 200 мм (допускается до 500 мм). Нижний предел крупности обычно 13 (10) мм.
В зависимости от обогатимости углей, качества породных примесей (размо-каемость, содержание глины и др.), а также от количества отходов и требуемого качества концентрата применяют схемы обогащения в тяжелых средах с получением двух или трех продуктов обогащения.
Схемы подготовки угля. Эффективность разделения в магнетитовой суспензии зависит от подготовки исходного угля. Технологическим режимом обогащения обусловливается граничная крупность классификации. Основное ограничение при классификации — содержание частиц меньше, чем нижний предел крупности машинного класса, а содержание шлама 0—1 мм должно составлять не более 2%; при обогащении мелкого угля содержание класса меньше 0,5 мм не должно превышать 5%. Общее содержание частиц меньших, чем нижний предел крупности машинного класса, при расчетах тяжелосредных сепараторов для каменных углей и антрацитов принимают
Нижний предел машинного класса, мм...... 50 25 13 10 6
Допустимое содержание частиц крупностью ме-
нее нижнего предела машинного класса, %. 14 10 8 7 4,5
Для получения машинных классов требуемого качества при подготовки угля необходимо учитывать физико-механические свойства обогащаемых углей, требования потребителей к качеству и назначению продуктов обогащения.
При неудовлетворительной классификации происходит накопление угольного шлама в суспензии, повышается ее вязкость, в результате чего снижается эффективность обогащения и ухудшается процесс регенерации: увеличивается нагрузка на магнитные сепараторы, растут потери магнетита.
Сухая классификация исходного угля (рис. 6.4) рекомендуется только при низкой влажности исходного угля и невысоком содержании в нем частиц крупностью менее 1 мм.
Число классификационных грохотов определяют исходя из удельной производительности. Грохота могут применяться одно- или двухситные с параллельной, последовательной или комбинированной схемами их установки. Для грохотов сухой классификации оборудуется эффективная вытяжная вентиляция с системой пылеулавливания.
Рядовой
Рис. 6.4. Схема цепи аппаратов для обогащения угля в тяжелых средах при сухой классификации угля
7 — грохот; 2 — сепаратор
240
Рис. 6.5. Схема цепи аппаратов для обогащения угля в тяжелых средах при классификации исходного угля с обесшламливанием крупного машинного класса
1,2 — грохота; 3 — брызгала; 4 — сепаратор
Рядовой
Рис. 6.6. Схема цепи аппаратов для обогащения угля в тяжелых средах с мокрой классификацией рядового угля
1,2 — грохота; 3 — брызгала; 4 — сепаратор
Классификация исходного угля с обесшламливанием крупного машинного класса (рис. 6.5) рекомендуется в тех случаях, когда невозможно обеспечить эффективную классификацию угля в сухом виде, и в ней предусматривается применение сухой классификации с последующей промывкой водой надрешетного продукта (машинного класса) на грохотах. Предварительно рядовой уголь классифицируют в сухом виде на ситах с отверстиями 25 и 13 (10) мм, чтобы выделить большую часть отсева в сухом виде.
Надрешетный продукт + 13 (10) или + 25 мм обесшламливают на отдельном грохоте, оборудованном брызгальными устройствами для промывки угля. Расстояние от последнего ополаскивающего устройства до конца грохота должно быть не менее 1,5 м. Обезвоживание обесшламленного угля должно быть достаточно полным, чтобы остаток влаги не стекал в желоб, по которому уголь поступает в сепаратор.
Надрешетные продукты следует обесшламливать на ситах с отверстиями 6 мм при обогащении в сепараторах и на ситах со щелью 0,5—1 мм при обогащении в тяжелосредных циклонах. При высокой влажности исходного угля (более 10%) сита для обесшламливания могут иметь отверстия, равные нижнему пределу крупности обогащаемого угля.
241
Мокрая классификация исходного угля (рис. 6.6) рекомендуется для углей и антрацитов, обогащаемых до 0 или 0,5 мм при высокой влажности угля. Мокрую классификацию проводят на подвижных грохотах, которые могут быть установлены параллельно или последовательно. Возможна и комбинированная схема установления грохотов.
Схема обогащения крупного угля с разделением на два продукта. Схема обогащения в одну стадию с выделением двух конечных продуктов (концентрата и отходов) предназначена для механизированного удаления породы на шахтных установках, обогащения энергетических углей, антрацитов и сланцев. Плотность разделения в зависимости от характеристики обогащаемых углей и требований к качеству продуктов обогащения принимается от 1800 до 2100 кг/м3.
Схему обогащения в две стадии с выделением трех конечных продуктов (концентрата, промпродукта, отходов) применяют для коксующихся углей средней и трудной обогатимости. Основной и наиболее экономичный вариант — выделение в I стадии концентрата. Выделение в I стадии отходов применяют при их высоком выходе (более 50%) и наличии размокаемых пород. Общая операция для любого варианта технологических схем — подготовка углей, эффективность которой оказывает существенное влияние на показатели разделения в магнетитовой суспензии.
При раздельном обогащении двух машинных классов (например, 6—13 и 13—300 мм) технологическая схема на I стадии разделения комплектуется двумя сепараторами для получения самостоятельного концентрата из каждого машинного класса. Смесь промпродукта и отходов из обоих сепараторов I стадии подают в один общий сепаратор II стадии, где разделение ведется по высокой плотности. Вместо двух сепараторов на I стадии разделения может применяться один сепаратор, ванна которого в продольном направлении разделена на два отделения (СКВП-32).
При применении на I стадии в двух сепараторах суспензии различной плотности, подбираемой в соответствии с характеристикой машинных классов и требованиями к продуктам обогащения, пополнение суспензии и ее циркуляция строятся по принципу движения потоков от большей плотности к меньшей с отводом на регенерацию суспензии низкой плотности. Распределение суспензии и регулировка ее плотности производятся автоматически. Выделение одного из продуктов в начале процесса позволяет применять для II стадии обогащения оборудование меньших типоразмеров.
Схема обогащения мелкого угля. Мелкие угли обогащают в тяжелосредных циклонах.
Технологические схемы циклонных комплексов для обогащения мелких углей так же, как и схемы обогащения крупных углей, делят по числу стадий разделения обогащаемого материала, числу конечных продуктов и их назначению.
Схема обогащения в одну стадию в двухпродуктовом циклоне с получением двух конечных продуктов (концентрата и отходов) предназначена для обогащения мелких энергетических углей и антрацитов крупностью 0,5—25 мм.
Схема обогащения в две стадии в двухпродуктовых циклонах с получением трех продуктов (концентрата, промпродукта, отходов) и выделением в I стадии отходов применяется для мелких коксующихся углей крупностью 0,5—25 мм при наличии в них легко размокаемой породы.
Схема обогащения в одну стадию в трехпродуктовом циклоне с получением трех конечных продуктов (концентрата, промпродукта, отходов) и выделением в I ступени аппарата концентрата, во II ступени промпродукта и отходов
242
предназначена для обогащения мелких коксующихся углей крупностью 0,5— 25 мм, промпродукта отсадочных машин крупностью 0,5—25 мм, а также для обогащения коксующегося угля одного машинного класса 0,5—40 (30) мм (при сравнительно небольшом выходе класса > 40 мм).
При раздельной регенерации промывных вод предел крупности угля, эффективно обогащаемого в циклонах, уменьшается с 0,5 до 0,2 мм. Вариантом схемы обогащения в тяжелосредных циклонах может быть технология обогащения необесшламленных углей, которая нашла применение на зарубежных углеобогатительных фабриках.
К качеству машинного класса, поступающего на обогащение в циклоны (засорение его избыточными по крупности зернами), предъявляются жесткие требования. Также нормируется и содержание шлама крупностью менее 0,5 мм.
В циклон подается уголь с верхним пределом крупности 13 (25) или 40 (30) мм в зависимости от требуемой степени раскрытия сростков. Ввиду высокого содержания в мелких углях шлама требуется развитая система его обесшламливания. Наиболее эффективно эта задача решается путем комбинированного элеваторного классификатора (багер-зумпфа) с обесшламлива-ющим грохотом.
Исходный уголь классифицируют по принятому верхнему граничному зерну на грохоте. Подрешетный продукт направляют в элеваторный классификатор непосредственно, а надрешетный — после дробления. Важно предотвратить попадание в циклон кусков угля крупностью более 40 мм, так как это может вызвать забивание проходных сечений циклона обогащаемым углем. Поэтому при наличии в исходном угле крупных классов (более 40 мм) необходимо предусмотреть контрольное грохочение по крупности 40 мм угля после дробления.
Обезвоженный и частично обесшламленный в элеваторном классификаторе уголь подают элеватором на виброгрохот, оборудованный ситами щелевидными или сетчатыми с размером ячеек, обеспечивающем отделение при промывке оборотной водой шлама крупностью менее 05 мм. Надрешетный продукт грохота представляет собой машинный класс, подготовленный для обогащения в гидроциклоне. Схема применяется при обогащении трудно-обогатимых коксующихся, энергетических углей, для которых не предусмотрено получение сортов по крупности, а также высокоценных углей.
Наибольшее распространение получила технологическая схема обогащения в одну стадию в двухпродуктовом тяжелосредном циклоне с выделением двух конечных продуктов.
Двухстадиальная схема обогащения в двух последовательно установленных циклонах при получении трех продуктов отличается от одностадиальной наличием второго аппарата, двух сборников кондиционной суспензии высокой и низкой плотности, дополнительных дугового и вибрационного грохотов для отделения суспензии от смеси продуктов после I стадии обогащения, двух регулирующих баков и двух смесителей. Эта схема применяется на зарубежных фабриках.
Применение двух двухпродуктовых циклонов при трехпродуктовом обогащении существенно усложняет схему, требует либо дополнительной высоты при каскадном расположении оборудования, либо (при параллельном расположении) специальной транспортной системы для передачи смеси продуктов с I на II стадию разделения.
При одностадиальном разделении на три продукта в одном трехпродуктовом циклоне технологическая схема не отличается по сложности от схемы
243
одностадиального обогащения с разделением на два продукта, за исключением наличия дополнительного оборудования для отделения суспензии и промывки промпродукта.
Раздельная регенерация промывных вод позволяет снизить нижний предел крупности обогащения в тяжелосредном циклоне, сократить подачу на флотацию и частично предотвратить потери зернистого шлама.
Технология обогащения необесшламленных углей отличается тем, что взамен операций обесшламливания интенсифицируется операция очистки суспензии от шлама для стабилизации содержания в ней немагнитной фракции. Благодаря этому исключается малопроизводительная операция обесшламливания машинного класса, снижается подача воды в шламовую систему фабрики, так как эта операция требует большого расхода воды. Сокращается число технологических потоков.
Исключение операции мокрого обесшламливания приводит к росту содержания в машинном классе шлама до 25—30%. При этом требуется существенное расширение фронта регенерации ибо для обеспечения полного вывода шлама из системы на регенерацию направляется 30—40% рабочей суспензии, соответственно возрастает выход продуктов обогащения шлама, получаемых после тяжелосредных гидроциклонов.
Установлено, что показатели разделения в тяжелосредных циклонах шлама (до 0,2—0,15 мм) зависят от диаметра циклона, предела крупности машинного класса, в который входит шлам. Эти показатели тем лучше, чем ниже предел крупности. Поэтому на ряде зарубежных фабрик при обогащении в циклонах необесшламленного угля принята технология обогащения узкого машинного класса.
Технологические схемы регенерации суспензии. Регенерация суспензии в процессе тяжелосредного обогащения предназначена для восстановления плотности рабочей среды, разбавленной при отмывке магнетита от продуктов обогащения, возможно более полного извлечения магнетита из промывных вод, а также для очистки суспензии от шлама, попадающего в нее из обогащаемых углей.
Наиболее совершенный способ регенерации магнетитовой суспензии — магнитное обогащение, основанное на разнице в магнитных свойствах магнетита и шлама. Плотность регенерированного утяжелителя (магнетитового концентрата) во всех случаях должна быть выше плотности рабочей суспензии.
Технологические операции, входящие в схему регенерации: отделение части кондиционной суспензии на дренажном сите тяжелосредного аппарата и промывка продуктов обогащения на грохотах; сбор и подача в магнитные сепараторы промывных вод, дренажных вод и случайных переливов, содержащих магнетит, а также части рабочей суспензии; магнитное обогащение с целью выделения из разбавленной суспензии магнетитового концентрата; подача регенерированной суспензии в систему циркуляции рабочей суспензии; вывод сгущенного немагнитного шлама с отходами регенерации; подача слива магнитных сепараторов на ополаскивание продуктов обогащения.
В зависимости от крупности обогащаемых углей и принятой технологии обогащения углей могут быть применены различные технологические схемы регенерации: одно-, двухстадиальные и комбинированные.
Схему регенерации в одну стадию обычно применяют при тяжелосредном обогащении крупных углей, если машинный класс (+ 25 мм) имеет невысокое содержание шлама (класса крупностью менее 1 мм не более 1,5—2%) и если обогащаемые угли не содержат размокаемой глинистой породы, когда в
244
Рис. 6.7. Схема цепи аппаратов раздельной регенерации разбавленной суспензии при обогащении в трехпродуктовом тяжелосредном циклоне
1 — тяжелосредный циклон; 2 — электромагнитные сепараторы; 3 — гидроциклоны; 4 — дуговые сита; 5 — грохота для отмывки утяжелителя; 6 — насосы
некондиционной суспензии содержание твердого не превышает 300 кг/м3 (в том числе шлама не более 150 кг/м3). При повышении содержания шлама одностадиальная схема может быть применена только с уменьшением производительности магнитных сепараторов до 50—60% номинального значения. Применение схемы регенерации в одну стадию требует обязательной установки резервного электромагнитного сепаратора.
Двухстадиальная схема регенерации включает в себя последовательно установленные сепараторы, причем отходы I стадии и часть слива направляют на П стадию регенерации. Обычно один перечистной сепаратор устанавливают на два-три основных. Производительность сепаратора II стадии принимается равной 50% от номинальной. Эту схему применяют при тяжелосредном обога
245
щении мелких углей, а также при обогащении крупных углей в случае наличия ограничений, упомянутых выше. При тяжелосредном обогащении бурых углей применяют только двухстадиальную регенерацию.
Комбинированная схема регенерации включает также последовательно установленные сепараторы, однако разбавленную суспензию подают в оба сепаратора. Кроме того, отходы I стадии направляют на II стадию регенерации. Применяют комбинированную схему в тех же случаях, что и двухстадиальную схему регенерации. Однако при обогащении мелких углей предпочтительнее прямая двухстадиальная схема, а при обогащении крупных углей по высокой плотности разделения, если разбавленная суспензия содержит более 150 кг/м3 шлама, — комбинированная схема.
Схема раздельной регенерации (рис. 6.7) предусматривает подачу насосами разбавленной суспензии с грохотов через индивидуальные сборники в отдельные магнитные сепараторы. Отходы и часть слива магнитных сепараторов классифицируют по граничному зерну примерно 0,2 мм также в отдельных классификационных гидроциклонах. Зернистые сгущенные продукты присаживают к соответствующим продуктам флотации и обезвоживают вместе с ними.
Тонкий шлам (слив классификационных гидроциклонов) либо циркулирует вместе с промывной водой, либо частично направляется на флотацию. Классификация в гидроциклонах по граничной крупности примерно 0,2 мм позволяет предотвратить потери крупнозернистого шлама, снизить общую подачу на флотацию и уменьшить нижний предел крупности до размера частиц, эффективно обогащаемых в тяжелосредных циклонах. При раздельной регенерации допускается повышенное содержание шлама крупностью 0— 0,5 мм в обесшламленном машинном классе (до 10% вместо нормативных 3— 5%).
Технологией регенерации предусматривается подача всей разбавленной суспензии в магнитные сепараторы. Слив из ванны магнитных сепараторов, составляющий по объему наиболее крупный поток, направляется в циркуляцию в качестве промывной воды. Отходы регенерации, содержащие сгущенный шлам, поступают в шламовую систему фабрики, магнетитовый концентрат — в сборник рабочей суспензии.
В настоящее время на обогатительных фабриках при обогащении углей в тяжелых средах для регенерации магнетитовой суспензии применяют электромагнитные барабанные сепараторы ЭБМ8О/17ОП и ЭБМ90/250, причем первый типоразмер устанавливают в схемах с сепараторами СКВ20 и СКВП20, а ЭБМ90/250 — при сепараторах СКВП32; СКВ32, а также тяжелосредных циклонах типа ГТ.
Обогащение угля, отмывка магнетита и обезвоживание продуктов обогащения. Разделение угля по плотности в тяжелых средах зависит от характеристик обогащаемого угля, а также от технологических параметров. К технологическим параметрам относят удельную производительность аппарата, объемную концентрацию твердой фазы, вязкость суспензии, крупность магнетита, плотность суспензии, расход воды на отмывку утяжелителя, давление суспензии на входе в гидроциклон, расход суспензии и др.
Крупность магнетита, применяемого в качестве утяжелителя, подбирают в зависимости от типа обогатительного аппарата и содержания илистых частиц в суспензии.
На обогатительных фабриках Донбасса, сланцеобогатительных фабриках Эстонии и Ленинградской области применяют магнетитовый концентрат ЮГОКа (Кривой Рог).
246
Магнетитовый концентрат Соколовско-Сарбайского ГОКа направляют на обогатительные фабрики Карагандинского бассейна и Урала. Фабрики Печорского бассейна обеспечиваются утяжелителем сорта К с Ковдорского горно-обогатительного комбината (Мурманская обл.), фабрики Кузбасса, Восточной Сибири, Дальнего Востока, Якутии снабжаются магнетитом сорта К с Коршуновского горно-обогатительного комбината (Иркутская обл.).
Установлено, что крупнозернистый утяжелитель легче отмывается от продуктов обогащения. Так, при опытном обогащении на ЦОФ "Украина" ПО "Донецкуглеобогащение" потери магнетита составили 1700 и 1300 г/т при использовании магнетита с содержанием соответственно 88 и 70,3% класса - 63 мкм. Погрешность разделения в сепараторе СК-20 составила 50 и 32,5 кг/м3 при применении соответственно тонкого и крупнозернистого магнетита. Повышение точности разделения можно объяснить снижением вязкости суспензии.
При использовании тонкозернистого магнетита для обогащения угля в тяжелосредном циклоне, когда плотности суспензий, уходящих в слив и пески, и плотность разделения близки к плотности исходной суспензии, точность разделения высокая. При использовании крупнозернистного магнетита в качестве утяжелителя в трехпродуктовых тяжелосредных циклонах можно получать разницу в плотностях разделения на I и II стадиях до 1000 кг/м3, для получения плотности разделения во 11 стадии, близкой к плотности разделения на I стадии, нужно применять тонкозернистый магнетит.
Разделившийся по плотности шлам необходимо отделить от магнетита и пульпу направить на осветление, чтобы содержание твердого в суспензии было в пределах допустимого. Это особенно важно при обогащении угольной мелочи в трехпродуктовом циклоне, так как в данном аппарате обязательным условием для получения трех конечных продуктов является сгущение суспензии. Если питание тяжелосредных циклонов имеет высокое содержание зерен материала крупностью менее 0,2 мм, то для обеспечения высокой точности разделения рабочая суспензия должна иметь по возможности минимальную вязкость. В установке производительностью 100 т/ч циркулирует примерно 400 м3/ч рабочей среды. В 1 м3 суспензии плотностью 1500 кг/м3, содержащей 550 кг магнетита и 130 кг шлама, таким образом циркулирует около 52 т/ч угольных и породных шламов размером менее 0,5 мм.
При содержании шлама в питании циклонной установки 4—5% с отходами регенерации необходимо выводить из системы 4—5 т/ч шлама. Если же процесс обесшламливания нарушается и содержание мелких классов превышает указанные значения, то тогда равновесие наступает при более высокой концентрации шлама в суспензии.
Опыт эксплуатации тяжелосредных сепараторов на обогатительных фабриках Донбасса подтверждает мнение многих исследователей, что когда разделение в сепараторе происходит при малых концентрациях твердого утяжелителя, а следовательно, низкой вязкости тяжелой среды, на эффективность обогащения не влияет изменение количества подаваемого угля. При значительной объемной концентрации твердой фазы подача на сепаратор становится доминирующим фактором, влияющим на разделение. При допустимой концентрации шлама 190 кг/м3 для суспензии плотностью 1800 кг/м3 проводили опыты по обогащению угля крупностью 6—300 мм, в процессе которых концентрация шлама возросла до 480 кг/м3. Максимальная подача материала на сепаратор составляла 140 т/ч на 1 м ширины (табл. 6.1).
247
Таблица 6.1
Результаты работы тяжелосредных сепараторов при различной концентрации шлама в рабочей суспензии
Крупность обогащаемого угля, мм Подача материала на 1 м ширины ванны, т/ч Концентрация шлама в суспензии, кг/м Плотность, Kr/MJ Показатель эффективности разделения, -1 кг/м
суспензии разделения
13—300 43,9 143,3 1796 1828 25
13—300 75 185 1900 2040 40
13—300 71,9 285 1800 2000 50
13—300 71,9 183 1903 1913 20
13—300 65,3 146 1911 1925 24
6—300 38,5 193 1980 2030 70
6—300 31,1 180 2010 2110 80
25—300 140 186 1800 1805 25 '
25—300 80 240 1805 1810 25
25—300 30 350 1803 1815 35
25—300 80 480 1800 1915 85
В результате опытов установлено, что только при концентрации шлама 480 кг/м3 нарушается нормальный ход процесса (показатель эффективности разделения 85 кг/м3).
Содержание видимой породы плотностью более 2000 кг/м3 в концентрате достигло 18%. При этом были получены исключительно чистые отходы, содержащие около 98% фракции плотностью большей, чем плотность суспензии. При дальнейшем увеличении концентрации шлама в суспензии ухудшается эффективность разделения, причем так резко, что даже крупная порода (до 200 мм) попадает в концентрат.
Значительно возрастают и потери магнетита с продуктами обогащения. Потери магнетита с концентратом при постоянной производительности сепаратора и подаче ополаскивающей воды следующие: для угля крупностью 40—160 мм при объемной концентрации шлама в суспензии 25; 53; 70% соответственно 0,045; 0,057 и 0,142 кг/т, а для угля крупностью 10—40 мм при объемной концентрации 25 и 55% соответственно 0,1 и 0,3 кг/т.
Влияние концентрации твердого в суспензии на обогащение в тяжелосредных циклонах несколько иное. С повышением концентрации шлама и плотности суспензии происходит ее структурирование. Состояние структурированной суспензии характеризуется двумя параметрами: вязкостью и предельным напряжением сдвига. При развитом турбулентном режиме многие структурированные тонкодисперсные суспензии ведут себя как однородные жидкости повышенной плотности. Режим течения жидкости в циклоне турбулентный (табл. 6.2).
Тонкодисперсные твердые частицы "гасят" турбулентные пульсации и тем самым ламинируют поток, а грубодисперсные — изменяют только характер турбулентности. При высокой концентрации твердого в суспензии наблюдается непосредственное взаимодействие между частицами в результате их столкновений и вследствие этого изменение структуры потока. Производительность циклона с увеличением плотности тяжелой среды до 1800 кг/м3 248
Т а б л и ц a 6.2
Показатели разделения в трехпродуктовом тяжелосредном циклоне с различной концентрацией шлама в суспензии
Плотность исходной суспензии, кг/м^ Концентрация шлама в суспензии, кг/м^ Плотность разделения, кг/м^ Показатель эффективности разделения, кгДр
I стадия II стадия I стадия II стадия
1510 130 1407 1726 27 27
1500 224 1433 1620 25 ’ 30
1500 254 1435 1581 28 33
1510 336 1458 1572 33 33
1530 414 1490 1546 44 41
1520 467 1492 1530 46 50
Т а б л и ц а 6.3
Гранулометрический состав углей до обогащения* и после обогащения** в тяжелосредном циклоне, %
Класс, мм Уголь Южно-Якутского месторождения Промпродукт ЦОФ "Саранская" Уголь Иртышского месторождения
13—25 1,6/1 7,3/3,5 10,3/6,4
6—13 18,3/16,2 32,3/24,7 32,9/28,5
3—6 21,7/21,3 20,6/25 17,3/19,7
1—3 43,1/44,6 26,7/32,5 27,9/34,2
0,5—1 10,1/10,6 8,5/7,8 7,2/7
0—0,5 5,2/6,3 4,6/6,5 4,4/4,5
* В числителе. ** В знаменателе.
возрастает, а при дальнейшем повышении плотности суспензии — уменьшается. Гидродинамическое сопротивление циклона в этом случае увеличивается в результате взаимодействия частиц друг с другом, с дисперсной средой и со стенками гидроциклона.
Измельчение угля и шламообразование в процессе обогащения в тяжелосредных сепараторах. В ИОТТ было исследовано в полупромышленных условиях измельчение в трехпродуктовом тяжелосредном циклоне углей крупностью 0,5—13 мм Иртышского, Якутского месторождений и промпродукта той же крупности с ЦОФ Саранская ПО "Карагандауголь", который содержал размокаемую породу. Уголь Якутского месторождения, залегающий в зоне вечной мерзлоты, отличается слабой структурной прочностью. Результаты исследования измельчения в процессе обогащения в тяжелосредном гидроциклоне приведены в табл. 6.3.
Данные фирмы "Стамикарбон" (Нидерланды) об изменении гранулометрического состава угля, подвергавшегося тяжелосредному обогащению в двухпродуктовом циклоне диаметром 500 мм, показывают, что измельчению подвергаются крупные зерна более 6 мм и тогда содержание класса 0—0,5 мм в углях, поступающих на обогащение, возрастает на 1,9—2,1%.
249
Рис. 6.8. Сепаратор СКВП-20
1 — ванна; 2 — выпускное устройство; 3 — колосниковая решетка; 4 — сливной желоб;
5 — привод колеса; 6 — привод гребковой рамы; 7 — рама; 8 — элеваторное колесо
Оборудование для обогащения крупного угля в тяжелых средах. Тяжелосредные сепараторы для обогащения крупного угля выпускаются на Луганском машиностроительном заводе им. Пархоменко, ПО Коломенским заводом тяжелого станкостроения, предприятием Спецтехномаш (г. Красноярск). Выпускают три типоразмера тяжелосредных сепараторов — СТК-12, СКВП 20 (рис. 6.8) и СКВП 32 (рис. 6.9), двух модификаций — с короткой и длинной ванной. В зависимости от направления выгрузки отходов обогащения сепараторы изготовляют двух исполнений: левого и правого. Рисунки сепаратора СТК-12 и других типоразмеров будут опубликованы при полной разработке всего параметрического ряда.
Технические характеристики сепаратора СКВП-20
Ширина ванны, мм................................................. 2000
Крупность исходного продукта, мм................................. 13—300
Производительность по исходному продукту (т/ч) не более при крупности, мм: 13—300................................................................ 210
25—300.................................................................. 270
Максимальная производительность от исходного материала, % по всплывшему продукту................................................. 75
по потонувшему продукту................................................ 75
Мощность электродвигателей, кВт привода элеваторного колеса........................................... 5,5
привода гребкового механизма.......................................... 2,2
Габариты, мм длина................................................................ 4500
ширина............................................................... 4700
высота............................................................... 4100
Масса, т................................................................ 15,8
Удлиненная разделительная ванна и расширенное элеваторное колесо обеспечивают повышение производительности и уменьшение потерь угля с отходами обогащения.
250
Рис. 6.9. Сепаратор СКВП-32 с длинной ванной
1 — ванна; 2 — загрузочная часть; 3 — привод колеса; 4 — элеваторное колесо; 5 — гребковая рама; 6 — опорный ролик
251
Технические характеристики сепараторов СКВП 32
Ширина ванны, мм..................................................... 3200/3200
Крупность исходного продукта, мм..................................... 13—300/13—300
Производительность по исходному продукту (т/ч) не более при крупности, мм 13—300................................................................. 400/300
25—300............................................................ 500/380
Максимальная производительность от исходного материала, % по всплывшему продукту............................................... 15П5
по потонувшему продукту............................................. 75/75
Мощность электродвигателей, кВт привода элеваторного колеса......................................... 11/11
привода гребкового механизма.................................... 2,2/2,2
привода лотка................................................... 4/-
Габариты, мм длина................................................................ 7500/6500
ширина............................................................. 6500/6500
высота............................................................. 6000/6000
Масса, т................................................................. =£36/31
Примечание. В числителе приведены данные для сепаратора с длинной ванной, в знаменателе — с короткой.
Тяжелосредные сепараторы СТК. На основании опыта разработки, изготовления и широкой промышленной эксплуатации сепараторов СКВП разработан параметрический ряд тяжелосредных сепараторов нового поколения — СТК (сепаратор тяжелосредный колесный).
Сепараторы СТК отличаются повышенной надежностью и сроком службы при меньшей (по сравнению с СКВП) металлоемкости. Предусмотрена установка преобразователя потока для повышения технологической эффективности процесса.
Т а б л и ц а 6.4
Технические характеристики сепараторов СТК
Параметр СГК-12 СГК-20 СГК-32 СТК-40
с короткой ванной сдлинной ванной
Производительность (т/ч) при крупности обогащаемого угля, мм 13—300 125 210 330 430 До 600
25—300 160 270 400 550 До 750
Производительность от исходного материала, % по концентрату 75 75 75 75 75
по отходам обогащения 75 =£ 75 75 75 75
Габариты, мм, не более длина 3000 4500 6500 7500 6913
ширина 3000 4700 6500 6500 7390
высота 2700 4100 6000 6000 6660
Масса, т, не более 12 15,8 21,7 32 36,4
252
Рис. 6.10. Двухпродуктовый тяжелосредный циклон:
1 — сливной патрубок; 2 — загрузочный патрубок; 3 — корпус
Гидравлически оптимизированная конфигурация ванны обеспечивает повышенные удельные нагрузки на сепараторе нового поколения. Технические характеристики сепараторов СТК, входящих в параметрический ряд, приведены в табл. 6.4. С 1994 г. предприятием "Спецтехномаш" (г. Красноярск) серийно выпускаются сепараторы СТК 12.
В мировой практике тяжелосредного обогащения известны 74 типа тяжелосредных сепараторов. Наибольшее распространение получили сепараторы с элеваторным колесом, выпускаемые различными фирмами, а также барабанные сепараторы. За рубежом применяют следующие сепараторы: "Дрюбой" фирмы "Вено-Пик" (Франция), "Теска" фирмы "Шюхтерман Кремер унд Баум" (Германия), барабанный сепаратор "Вемко", изготовляемый различными фирмами США, корытный сепаратор "Мак-Нелли-Тромп" фирмы "Мак-Нелли Питтсбург" (США) и "Диса" (Польша). Все эти сепараторы работают на магнетитовой суспензии и предназначены для разделения на два конечных продукта.
При необходимости разделения углей на три продукта используют комплексы, состоящие из двух последовательно установленных двухпродуктовых сепараторов и соответствующего вспомогательного оборудования или агрегат в виде двух одноименных сепараторов. Сдвоенные сепараторы выпускают на базе сепараторов "Вемко", "Теска", "Дрюбой", "Диса". В сепараторе "МакНелли-Тромп" трехпродуктовое разделение осуществляется за счет дополнительной подачи суспензии более высокой плотности в среднюю часть ванны. Большинство сепараторов предназначено для использования в качестве утяжелителя магнетита. Исключение представляют сепараторы Чанса и Барвойса, в которых используется песок и барит.
253
Рис. 6.11. Трехпродуктовый тяжелосредный циклон:
1 — цилиндрический циклон (I ступень); 2 — конический циклон (II ступень)
Тяжелосредные циклоны для обогащения мелких углей. Для обогащения мелких углей используют двух- и трехпродуктовые тяжелосредные циклоны (рис. 6.10 и 6.11). Характеристики циклонов приведены в табл. 6.5 и 6.6.
Трехпродуктовый циклон ГТУ 900/630 состоит из цилиндрической части с кольцевым уступом и цилиндрической, соединенных между собой переходным патрубком.
Технические характеристики циклона типа ГТУ-900/630
Производительность по углю, т/ч............................... 200
Крупность обогащаемого машинного класса, мм................... 0,5(0,2)—25(50)
Расход суспензии, м^/ч............................................... 600
Высота подачи питания, м............................................. 8,1
Внутренний диаметр, мм разделительной камеры I ступени.................................. 900
разгрузочной камеры I ступени..................................... 750
разделительной камеры II ступени.................................. 630
Угол конусности конической части II ступени, градус........... 20
Тяжелосредные циклонные установки оснащены комплектом вспомогательного оборудования.
Сепараторы для регенерации суспензии. Для регенерации магнетитовой суспензии используют барабанные электромагнитные сепараторы типа ЭБМ, разработанные Гипромашуглеобогащением и серийно изготовляемые Лу-
254
Таблица 6.5
Технические характеристики двухпродуктовых тяжелосредных циклонов
Параметр ГТ-500 ГТ-630 ГТ-710
Производительность, т/ч 50 80 100
Внутренний диаметр, мм 500 630 710
Угол конусности, градус 20 20 20
Диаметр входного патрубка, мм 150x150 150x150 205x130
Диаметр верхнего разгрузочного патрубка, мм 220 240 270;320
Диаметр нижнего разгрузочного патрубка, мм 160; 180 130; 150; 180 130; 150; 180
Пьезометрический напор питания на входе, м, не менее 4,5 6 6,5
Расход суспензии, м^/ч Габариты, мм, не более ’ 200 250 350
длина 2530 3170 3700
ширина 930 940 1200
высота 2800 2200 3500
Масса, кг, не более 1090 1150 2000
Таблица 6.6
Технические характеристики трехпродуктовых тяжелосредных циклонов
Параметр ГТ-630/500 ГТ-710/500 ГТ-710/500-1
Производительность по углю, т/ч 80 100 До 100
по суспензии, м^/ч 250 350 До 350
Крупность обогащаемого мате- 0,5(0,2)—25 0,5(0,2)—-40 0,5—40
риала, мм Внутренний диаметр, мм I секции 630 710 710
II секции 500 500 500
Угол конусности конической 20 20 20
части, градус Размеры, мм входного патрубка 150x150 205x130 Диаметр 250
переходного патрубка 150x150 150x150 Диаметр 120
Диаметр патрубков, мм , сливного I секции 240 270;320 240;270;320
сливного II секции 200;220 220;240 180;220;240
нижней насадки ПО; 130; 150 110;120;130 100;130;150
Пьезометрический напор питания 6 6,5 6,5
на входе, м, не менее Габариты, мм, не более длина 3580 4800 4350
ширина 1580 1800 1800
высота 3620 4000 2675
Масса, кг, не более 2050 3100 2850
255
Рис. 6.12. Электромагнитный регенерационный сепаратор:
/ — загрузочный карман; 2 — барабан; 3 — корпус
ганским заводом им. А.Я. Пархоменко (рис. 6.12). С 1995 г. планируется выпуск сепараторов на ПО Рудгормаш, г. Воронеж.
Вспомогательное оборудование для машин и аппаратов тяжелых сред.
Сборники суспензии СБМ предназначены для । приема, хранения и подачи
магнетитовой суспензии различной плотности в систему циркуляции суспензии
обогатительных фабрик и установок, оборудованных тяжелосредными сепараторами и гидроциклонами. Технические характеристики сепараторов ЭБМ
Сепаратор ЭБМ 80/170П ЭБМ 90/250
Диаметр рабочей части барабана, мм 800 900
Длина барабана, мм Напряженность магнитного поля в рабочей зоне на 1680 2490
поверхности барабана, кА/м 210 210
Установленная мощность привода барабана, кВт Габариты, мм 3 4
длина 3090 3840
ширина 1995 1995
высота 2500 2500
Масса, кг (не более) 6600 9200
Частота вращения барабана, мин-1 9,5 9,5
Мощность электромагнитной системы, кВт Производительность (м3/ч) при содержании магнетита в твердой фазе питания, % 15,7 23,5
70—90 270 400
35—50 Рекомендуемое содержание магнетита в питании (кг/м3) при содержании магнетита в твердой фазе, % 240 370
70—90 180 180
35—50 Содержание магнетита в отходах регенерации, кг/м3 130 130
До 150 До 0,5 До 0,5
150—180 До 1 До 1
180—200 До 1,5 До 1,5
200—250 Плотность магнетитового концентрата, (кг/м3) при До 2 До 2
содержании шлама в питании до 150 г/л 2100—2300 2100—2300
256
Сборники представляют собой резервуары цилиндроконической формы и состоят из корпуса, приемного устройства, разгрузочного конуса и системы подвода сжатого воздуха. На внешней цилиндрической стенке корпуса с перепадом по высоте 265 мм расположены два патрубка аварийного перелива суспензии.
Технические характеристики сборников суспензии
Тип сборника......................................... СБ-15М СБ-ЗОМ
Вместимость по суспензии, м^, не менее............... 15 30
Внутренний диаметр, мм............................... 2900 4500
Расход воздуха на перемешивание при давлении 0,6 МПа, м3/ч, не более....................................... 100 200
Время подачи воздуха на разовое перемешивание суспензии, ч, не более............................... 0,5 0,5
Удельная материалоемкость, кг/м^, не более........... 200 200
Высота, мм, не более..................................4600 5070
Масса, кг, не более...................................3000 6000
Отличительные особенности и преимущества сборников СБМ перед ранее выпускавшимися СБ и СБН следующие:
установка на подаче суспензии наклонных колосниковых решеток;
повышенная долговечность элементов корпуса за счет ввода возвращаемой суспензии по оси сборника и футеровки патрубков вывода суспензии;
использование сборников как в схемах регенерации, так и циркуляции суспензии;
унифицированность конструкции.
В цепи аппаратов фабрики сборник кондиционной суспензии устанавливается не менее чем на 260 мм выше сборника некондиционной суспензии.
Бак регулирующий БРЗ служит для распределения рабочей суспензии заданной плоскости на два регулируемых потока. Он имеет прямоугольную форму и состоит из пяти камер. Три камеры предназначены для приема рабочей суспензии, а две — для распределения суспензии по двум отделениям смесителя. Объем суспензии, направляемой в рабочую камеру смесителя, регулируется шибером, остальная суспензия через внутреннюю стенку камеры, высота которой регулируется съемными планками, поступает в напорное отделение смесителя.
Смеситель (одно- или двухкамерный) для питания одного или двух циклонов представляет собой сосуд, разделенный на два отделения: смесительное и напорное. Оба отделения объединены посредством камеры, в верхней части которой имеется загрузочный желоб с решеткой.
В смесителе предусмотрены два люка для осмотра. В верхней части размещен шибер для регулирования высоты напорного столба, в нижней — заслонка с отверстием определенного диаметра для выпуска суспензии. Излишки суспензии поступают в смесительную камеру и далее в систему циркуляции суспензии.
Делитель суспензии служит для распределения общего потока суспензии на два потока.
Сито дуговое состоит из приемной камеры, корпуса и фильтрующих решеток, выпускаются двух типоразмеров. Для осмотра и чистки загрузочной щели имеются два съемных люка. В нижней части корпуса предусмотрены патрубки для присоединения датчика или делителя авторегулятора плотности суспензии.
Насосы для перекачки суспензии. Для перекачки кондиционной и некон-
Техника и технология...
257
Таблица 6.7
Технические характеристики агрегата электронасосного свободно-вихревого типа НСВ
Параметр НСВ 150/50 НСВ 250/50 НСВ 360/50
Производительность, м3/ч 150 250 360
Напор, м 50 50 50
Частота вращения, мин-1 1450 1450 1450
Потребляемая мощность, кВт, не более насоса 39,3 200 250
агрегата Плотность гидросмеси, кг/м3 42 До 2500 До 2500 До 2500
Объемная концентрация твердых 50 50 50
частиц, мм Коэффициент полезного действия 51 51 49
насоса, %, не менее Температура перекачиваемой 60 60 60
жидкости, °C Внешняя утечка, л/ч, не более 3 3 3
Габариты, мм, не более длина 2200 2450 3100
ширина 960 1100 1150
высота 890 1150 1200
Масса, кг, не более 1500 1750 2070
диционной суспензий в большинстве случаев используют насосы типов 8С8; 10С8; 5МШ; ГрК 160/31,5; ГрК 400/40.
ИОТТ совместно с ДФ Гипромашуглеобогащение разработан агрегат электронасосный свободно-вихревой типа НСВ (табл. 6.7). Агрегат предназначен для перекачивания абразивных гидросмесей плотностью до 2500 кг/м3. Его основные элементы — горизонтальный свободно-вихревой насос и электродвигатель. Насос состоит из корпуса, всасывающего патрубка, рабочего колеса и узла уплотнения. Агрегат работает следующим образом: перекачиваемый продукт через всасывающий патрубок поступает в кольцевую камеру на рабочее колесо; при работе насоса в кольцевой камере он образует вращающийся тор, который и подает совместно с рабочим колесом гидросмесь в напорный патрубок. В связи с этим рабочие колеса имеют повышенный ресурс, кроме того, уменьшается переизмельчение перекачиваемого продукта.
Брызгалъные устройства. Разбрызгивающее устройство УРЦ предназначено для отмывки магнетита и шлама от продуктов обогащения. Оно имеет простую конструкцию и работает следующим образом: техническая вода через тангенциальный ввод поступает в цилиндрическую камеру. Под действием центробежных сил вода отбрасывается к стенкам конической насадки и выходит через зазор, образованный насадкой и конусом.
Разбрызгивающие устройства выполнены из капрона, легки, удобны при монтаже и обслуживании. Они рассчитаны на ополаскивание и отмывку продуктов обогащения по всей ширине грохота, для чего собраны в комплект и расположены в шахматном порядке по обе стороны от коллектора. При этом вода выходит сплошной струей, равномерной по ширине, и распространяется на большую поверхность.
258
Технические характеристики разбрызгивающих устройств типа УРЦ
Производительность, м3/ч.............30—120
Давление воды, кПа...................90—200
Размеры, мм: длина............................. 2384
ширина.............................600
Масса, кг............................51
Промышленными испытаниями, проведенными на грохоте ГСЛ 62 ЦОФ "Са-бурханская" (г. Караганда), в операции отмывки технической водой продуктов обогащения установлено, что при работе новых разбрызгивающих устройств при расходе воды до 68 м3/ч потери магнетита сокращаются на 200—300 г/т.
Средства автоматизации. Без автоматизации процесса получить удовлетворительные результаты обогащения угля в магнетитовой суспензии невозможно. Обогащение угля в магнетитовой суспензии — сложный многофакторный процесс, результаты которого определяются характеристиками разделительной среды, обогащаемого материала и самого обогатительного аппарата. Большинство влияющих факторов являются случайными функциями времени.
Луганским филиалом Гипроуглеавтоматизации разработан комплекс аппаратов автоматизации тяжелосредных установок КАТУ, обеспечивающий управление технологическим процессом по зольности концентрата и автоматическую оптимизацию всего режима разделения угля.
Комплекс КАТУ предназначен для управления тяжелосредными сепараторами, а также двух- и трехпродуктовыми циклонами. Обеспечивает автоматизацию как одной, так и нескольких тяжелосредных обогатительных аппаратов, работающих с выдачей общего продукта.
Комплекс применяется для следующих режимов работы систем автоматизации: стабилизации плотности рабочей суспензии на входе обогатительного аппарата; режима разделения в обогатительном аппарате, зольности продуктов обогащения и оптимизацию режима разделения угля.
Основные технические данные комплекса КАТУ
Диапазон контроля плотности суспензии, кг/м3..................... 1000—2300
Средняя квадратическая погрешность регулирования плотности суспензии, кг/м3....................................................... 2,6
Диапазон регулирования зольности концентрата, %.................. 4—20
Средняя квадратическая погрешность регулирования зольности концентрата, %....................................................... 1
Погрешность поддержания уровней в сборниках суспензии, м........ 0,3
Напряжение питания, В............................................ 220
Потребляемая мощность, В А....................................... 1700
Комплекс состоит из четырех составных частей с внешними устройствами, которые могут применяться в наборе, исходя из конкретной схемы обогащения и типа обогатительных установок, существующих на фабрике.
Комплекс КАТУ обеспечивает также дистанционное управление суспензионными насосами, механизмами поточно-транспортной системы, возможность сопряжения комплекса по видам и уровням сигналов с АСУТП; световую и звуковую сигнализацию состояния оборудования и технологических параметров обогатительной установки.
Структурная схема аппаратуры регулирования плотности суспензии включает пульт регулирования плотности, устройство контроля плотности, кускоотделитель, отборники давления, блоки дифманометров, блоки исполнительных механизмов. В случаях, когда колебания нагрузки, ситового состава
9*
259
и влажности исходного обогащаемого материала изменяются в широких пределах, целесообразно реализовать систему автоматической стабилизации режима разделения в обогатительном аппарате с использованием дополнительного устройства контроля плотности суспензии, устанавливаемого на выходе обогатительного аппарата.
Конструкции пультов управления унифицированы, выполнены с двухсторонним расположением дверей. Пульты устанавливают в производственных помещениях в местах, удобных для обслуживания и не подвергающихся значительным вибрациям.
Взаимное расположение пультов может быть следующим: пульт плотности, пульт оптимизации, пульт управления суспензионными насосами, пульт ПТС.
Комплекс КАТУ — обязательная составная часть современных тяжелосредных установок. Наладка, монтажные испытания и регулирование комплекса осуществляются специализированной наладочной организацией в соответствии с руководством по эксплуатации комплекса КАТУ.
6.2. Обогащение в отсадочных машинах
Общие сведения. Отсадка1 — метод обогащения, основанный на расслоении по плотности смеси минеральных зерен на решете под действием потока жидкости (воды), пульсирующей со знакопеременной скоростью относительно решета.
Отсадка может эффективно применяться для обогащения углей различной крупности и обогатимости независимо от их марочной принадлежности и целевого назначения продуктов, благодаря чему является наиболее распространенным методом, на долю которого приходится около 50% всего объема обогащаемых углей.
В зависимости от пределов крупности исходного угля различают:
отсадку крупного угля — размеры кусков более 13(10), реже более 25 мм;
отсадку мелкого угля — крупность зерен от 0,5(1) до 13(10) мм, в отдельных случаях до 25 мм;
отсадку шлама — размеры частиц от 0,5(0,3) до 3(2) мм;
отсадку ширококлассифицированного угля — крупность зерен от 0,5(1) до 100(80) мм;
отсадку неклассифицированного угля — крупность ограничивается только по верхнему пределу 0—100(80) мм.
По назначению и месту в технологическом процессе отсадку применяют для первичного обогащения углей (в том числе для получения конечных продуктов) — основная отсадка или для повторного обогащения (пере-обогащения) одного из продуктов основной отсадки (как правило, промежуточного продукта) — контрольная отсадка.
Как физический процесс, отсадка представляет собой расслоение смеси минеральных зерен различной плотности на относительно однородные по плотности слои под действием циклически чередующихся восходящих и нисходящих движений жидкой среды (воды) в заданном гидродинамическом режиме. При этом масса зернистого материала, называемая отсадочной постелью, находится на опорной плоскости, проницаемой для жидкой среды —• отсадочном решете.
1 Термин "гидравлическая отсадка" имеет смысл применять только в случаях разграничения с понятием "пневматическая отсадка".
260
Рис. 6.13. Цикл отсадки
1 — ускорение восходящего хода; 2 — замедление восходящего хода; 3 — ускорение нисходящего хода; 4 — замедление нисходящего хода
При обогащении мелких классов угля нередко производят разгрузку тяжелого продукта или части его через отсадочное решето. В этом случае на решете укладывается слой зерен заданных крупности и плотности из тяжелого минерала (полевой
шпат и др.) или специально изготовленных частиц (резина, керамика и др.) — искусственная постель. Возможно также использование для этой цели частиц тяжелого продукта, содержащегося в исходном угле (естественная постель).
Повторяющееся сочетание восходящего, нисходящего движения отсадочной среды с постелью и паузами между ними представляет собой цикл отсадки. Понятие "цикл отсадки" применяют также для обозначения диаграммы ско
рости вертикального перемещения воды относительно неподвижного решета в функции времени (рис. 6.13).
В период восходящего движения исходная масса угля (постель) под действием внешних сил приходит в разрыхленное состояние, что обеспечивает возможность взаимного перемещения зерен между собой для перехода в слой соответствующей плотности. Нисходящее движение воды происходит под действием гравитационной силы и приводит к осаждению твердых частиц с образованием на решете уплотненной постели, в которой плотность отложившихся частиц наибольшая непосредственно у решета и закономерно снижается
к вышележащим слоям.
Многократным повторением описанного процесса можно достичь достаточной для практики четкости расслоения исходного угля на однородные по плотности (зольности) продукты.
Конечными продуктами отсадки обычно являются концентрат (или беспородная масса) и отходы обогащения. При повышенном содержании сростков в исходных углях или при жестких требованиях к качеству концентрата может выделяться отдельным продуктом отсадки смесь зерен промежуточной плотности (сростков) — промпродукт.
Отсадочная машина (рис. 6.14) представляет собой технологический аппарат непрерывного действия, в котором исходный уголь, перемещаясь по отсадочному решету 1, подвергается расслоению под действием пульсаций среды, возбуждаемых циклической подачей сжатого воздуха через пульсаторы 2 в воздушное отделение 7 (на рисунке показана конструкция с боковым расположением воздушного отделения 7 относительно решетного отделения 8). Формируемый по мере расслоения слой тяжелого продукта разгружается через отсадочное решето или специальное разгрузочное устройство: первым со стороны загрузки выгружается наиболее тяжелый продукт (отходы), следующими — продукты промежуточной плотности (промпродукт или микст). В конце отсадочной машины выводится наиболее легкий продукт — концентрат, разгружаемый через сливной порог 4. Часть машины, ограничиваемая по длине загрузочным и разгрузочным или двумя разгрузочными устройствами, представляет собой ступень машины: породную, промпродуктовую (по наименованию выделяемого тяжелого продукта).
261
Рис. 6.14. Схема отсадочной машины (на примере машины с воздушно-пульсационным приводом и боковым расположением воздушной камеры)
7 — отсадочное решето; 2 — воздушные пульсаторы; 3 — поплавковый датчик; 4 — сливной порог; 5,6 — роторные разгрузчики; 7 — воздушная камера; 8 — решетная часть; 9 — отсадочная постель; 10 — проточная часть
По числу ступеней различают отсадочные машины одно-, двух- и трехступенчатые. В отдельных случаях применяют четырехступенчатые модификации, когда это вызвано спецификой технологии или сырья.
Для управления качеством выделяемых продуктов современные отсадочные машины снабжены на каждой ступени авторегуляторами. Все конструктивные элементы машины объединены корпусом, разделенным по длине на ступени и отсеки (зоны, оснащаемые автономными пульсаторами и обособленным подводом подрешетной воды).
Число выгружаемых из машины продуктов отсадки в общем случае равно числу ступеней плюс один. Но на практике могут применяться промежуточная разгрузку нескольких тяжелых продуктов и разные сочетания их между собой.
Элементы теории отсадки. Современные теоретические направления в отсадке рассматривают закономерность перемещения не отдельного зерна, а совокупности зерен на основе вероятностно-статйстического подхода.
Вероятностно-статистическая модель представляет отсадку как массовый процесс с перемещением каждой отдельной частицы и закономерным движением группы однородных частиц, характеризуемым центром их перемещения и дисперсией распределения вокруг этого центра. Из-за неравномерного распределения скоростей внутри отсадочной постели и многочисленных соударений частиц различной плотности кроме закономерного расслоения по плотности происходит частичное перемещение частиц, в особенности на границах слоев различной плотности. Общая тенденция распределения частиц по плотности достаточно убедительно подтверждена теоретическими и экспериментальными исследованиями и практикой обогащения углей в отсадочных машинах. Основной же задачей вероятностно-статистического направления исследований являлось определение закономерностей формирования постели, т.е. перехода частиц различной плотности и крупности из беспорядочного состояния в упорядоченное, характерное для расслоения постели.
262
В результате теоретических исследований, рассматривавших отсадку как массовый процесс, рядом автором при использовании различных исходных предпосылок получены уравнения одного и того же типа, характеризующие процесс формирования постели экспоненциальным законом.
Дифференциальное уравнение, в основу которого положен закон действующих масс, применительно к отсадке имеет вид:
Ynp=F F"f
гпр ги
гДе Упр — выход какого-либо продукта (например концентрата); FK —2 содержание фракций, соответствующих продукту, например легких, в исходном; Fnp — содержание этих же фракций в продукте, например, в концентрате; т| — безразмерный коэффициент, зависящий от обогатимости угля; К — удельная скорость расслоения в 1/с; t — время пребывания материала в отсадочной машине.
Величины уПр, FK, Апр выражаются в долях единицы; коэффициент т] < Fnp -- FK и уменьшается с увеличением смежных фракций.
Подрешетная вода обеспечивает повышение степени разрыхленности постели при восходящем ходе, восполнение дебаланса воды после ее слива в период восходящего хода, предотвращение засасывания легких мелких частиц в нижние слои постели при нисходящем ходе, а также способствует продольному перемещению слоев постели к разгрузке.
Искусственная постель является проницаемой опорной системой для обогащенного угля и регулирует режим разгрузки тяжелых зерен через отсадочное решето (при отсутствии механического разгрузочного устройства или в сочетании с ним).
Условия применения отсадки в схемах обогащения углей. В практике обогащения углей отсадка получила большее распространение благодаря следующим преимуществам перед другими методам:
универсальность — возможность эффективного обогащения углей различного фракционного и гранулометрического составов в широком диапазоне их марочной принадлежности, целевого назначения и обогатимости; относительно малая чувствительность к содержанию классов посторонней крупности и колебаниям вещественного состава исходного угля; благодаря универсаль-
Таблица 6.8
Удельные затраты на обогащение 1 т угля отсадкой и другими методами, коп./т
Метод Затраты Издержки от технологических потерь Суммарные издержки
Капитальные Эксплуатационные Приведенные
Отсадка Тяжелосредное обогащение 10,5 3,9 6 4,4 10,4
в сепараторах 31,3 14,4 20,6 0,8 21.4
в циклонах 34,8 17,4 24,3 1,9 26,2
Обогащение в моечных желобах 15,4 8,2 11,3 9,2 20,5
Пневматическое обогащение 15,1 7,9 10,9 37,5 48,4
263
to
г
Таблица 6.9
Рациональные пределы применения отсадки
Характеристика угля Схема обогащения
Класс крупности, мм Содержание породных фракций, % Обогатимость В тяжелых средах Отсадкой
Без выде-ления пром-продукта С выделением промпродукта
Без пере-обогащения С переобогащением
В основной В контроль- В гидромашине ной машине циклонах
Крупный машинный До 35 Легкая — Э, А К — — — класс >35 К, Э, А — — — К — 13(10)—100(150) До 35 Средняя — Э, А К, Э — К — >35 К, Э, А — — — К — До 35 Трудная и очень К, А — Э — К К > 35 трудная К, Э, А — — — — — Мелкий машинный Легкая — Э, А К — — — класс 0,5(1)—13(10) Средняя — Э К, Э, А Э, А К — Трудная и очень К, А — Э, А — К, Э К, А трудная Ширококлассифициро- Легкая — Э, А — — К — ванный уголь 0,5(1)— Средняя — Э, А Э, А — — — 100(80) Трудная и очень — — — Э Э А трудная Крупнозернистый К, Э, А Э, А К — — — шлам 0,5(0,3)—3(2)
Условные обозначения: К — угли для коксования; Э — угли для энергетики; А — антрациты. Повторение одного и того же знака по горизонтали означает возможность разных вариантов обогащения данного угля.
ности отсадка может применяться для обогащения различных классов крупности в качестве основной и контрольной операции;
простота технологии — малооперационность технологического комплекса, не требующего специальных операций по приготовлению и регенерации рабочей среды (как для тяжелосредного обогащения), применения специальных веществ (утяжелителя, реагентов), создания стабильного гидростатического напора на вводе питания (как для гидроциклонов);
высокая производительность — удельная производительность составляет 5—20 т/ч (в среднем 10—14 т) на 1 м2 рабочей площади отсадочной машины; существуют технические обоснования возможности создания отсадочных машин с абсолютной производительностью до 1000 т/ч;
экономичность, являющаяся в определенной мере следствием названных выше преимуществ, а также обусловленная относительно низкими удельными энергоемкостью и металлоемкостью процесса обогащения (табл. 6.8).
Определены рациональные сочетания условий (качество, обогатимость, гранулометрический состав углей, их целевое назначение), при которых применение отсадки для различных машинных классов является предпочтительным (табл. 6.9), хотя в индивидуальных случаях технико-экономическим анализом могут быть обоснованы другие оптимальные решения.
Обогащение в отсадочных машинах крупных классов углей и антрацита в общем случае эффективно при их легкой и средней обогатимости, если содержание породных фракций (более 1800 кг/м3 для каменного угля и более 2000 кг/м3 для антрацита) не превышает 35%. При ббльшем содержании породы целесообразно применять обогащение в тяжелосредных сепараторах. Исключением могут быть коксующиеся и энергетические угли легкой и средней обогатимости с содержанием породных фракций более 35%. Но их обогащение отсадкой во многих случаях ведется с выделением промпродукта.
Для обогащения мелких машинных классов углей и антрацитов отсадка применима без ограничения по условиям обогатимости и содержания породных фракций. Однако с усложнением характеристик обогатимости исходных углей требуется усложнение технологии обогащения, в частности, необходимо выделить промпродукт и провести его переобогащение с применением контрольных отсадочных машин или тяжелосредных циклонов. Легко- и средне-обогатимые мелкие классы энергетических углей и антрацитов могут обогащаться отсадкой без выделения промпродукта, если к концентрату не предъявляются особые требования по зольности исходя из условий его потребления. Если антрацитовый мелкий концентрат предназначен для агломерации руд, то технологическая схема его получения с применением отсадки усложняется, как для труднообогатимых коксующихся углей.
Отсадка угля в ширококлассифицированном виде имеет ограниченное применение и распространяется лишь на энергетические угли (еще реже — на антрациты) при их легкой или средней обогатимости и отсутствии жестких требований к качеству концентрата.
Обогащение крупнозернистого шлама в специальных отсадочных машинах оказывается необходимым лишь в случаях, когда из-за значительного выхода и высокой зольности этого продукта его присадка к товарному концентрату в необогащенном виде приводит к озолению последнего сверх допустимых пределов по условиям потребления.
Контрольную отсадку применяют на старых фабриках, обогащающих угли Для коксования. При этом на контрольные отсадочные машины направляют Дробленый до крупности 0—13(10) мм промпродукт отсадки крупного класса и промпродукт (микст) основной отсадки мелкого машинного класса.
265
Подача питания
Регулируемые параметры
Нерегулируемые параметры
Производительность Расход транспортной воды
Пределы крупности, фракционный состав Гранулометрический состав
Сжатый воздух
Регулируемые параметры Нерегулируемые параметры
Расход Цикл Частота пульсаций Давление
Производные параметры
Разгрузка продуктов отсадки
Скорость восходящего потока Скорость нисходящего потока Размах колебаний Разрыхленность постели
Подрешетная вода
Регулируемые параметры
Нерегулируемые параметры
Регулируемые параметры
Нерегулируемые параметры
Расход
Давление Содержание твердого Режим подачи
Высота контро- Высота порогов* лвруемого слоя тяжелого продукта Производительность
Ширина выпускных щелей Параметры искусственной постели
Наклон решета
Рис. 6.15. Параметры отсадки
L
Контрольное обогащение в отсадочных машинах ведется, как правило, при пониженной удельной производительности с выделением трех конечных продуктов. Альтернативой может служить переобогащение промпродукта основной отсадки в тяжелосредных циклонах.
Предварительное удаление породы из крупных классов (более 25 мм) горной массы перед аккумулированием угля на обогатительных фабриках относительно новая область применения отсадки в мировой практике. В этом случае преимуществом отсадочных машин перед, например, тяжелосредными сепараторами является отсутствие потребности в приготовлении и регенерации суспензии.
Параметры и режимы отсадки. Отсадка — многофакторный процесс и на его результаты оказывают одновременное влияние более двадцати различных факторов, определяемых характеристикой и режимом питания отсадочных машин, технологическим и гидродинамическими параметрами процесса (рис. 6.15). Многие из них находятся в сложном взаимодействии между собой и проявляются в различных условиях неоднозначно.
К технологическим параметрам относят гранулометрический и фракционный составы обогащаемого угля, удельную производительность машины, содержание твердого остатка в подаваемой в машину оборотной воде, способы и режимы разгрузки тяжелых продуктов отсадки.
К гидродинамическим параметрам относят факторы, обусловливающие колебательный режим в отсадочной машине: способ подачи и расход транспортной и подрешетной воды, расход и давление сжатого воздуха, частота пульсаций, соотношение периодов впуска и выпуска воздуха (цикл пульсаций).
От сочетания указанных выше первичных параметров зависит группа существенных для процесса производных или вторичных параметров: скорости восходящего и нисходящего потоков, размах колебаний, степень разрыхления постели и др.
К числу первичных параметров относят нерегулируемые (определяемые конструкцией машины или устанавливаемые при пусконаладочных работах и в дальнейшем не изменяемые) и регулируемые (поддающиеся регулированию в процессе эксплуатации отсадочных машин с целью управления качеством получаемых при отсадке продуктов) (рис. 6.15).
Для определения эффективности обогащения и контроля хода процесса отсадки применяют ряд оценочных параметров, большинство из них основано на определении степени засоренности каждого (или отдельного) продукта разделения сторонними фракциями или степени извлечения "своих" фракций в тот или иной продукт.
I. Характеристика угля. На выбор схемы обогащения угля отсадкой оказывают влияние пределы его крупности, обогатимость, марочная принадлежность (антрацит, каменный уголь), целевое назначение (коксование, энергетика). Эти же характеристики определяют исходные параметры для установления режимов и прогнозирования ожидаемых результатов отсадки (табл. 6.11).
Гранулометрический состав угля как объекта отсадки характеризуется:
верхним пределом крупности, который обусловливается техническими возможностями разгрузочных устройств отсадочной машины при обогащении крупного машинного класса:
граничным размером, определенным условиями раздельного обогащения крупного и мелкого машинных классов с учетом принятых средств классификации и соотношения выходов этих классов;
267
Рис. 6.16. Зависимость погрешности разделения J от содержания 00-1 класса 0—1 мм в питании отсадки (класс 1—13 мм)
1,2 — соответственно при низкой и высокой плотности разделения
нижним пределом крупности мелкого класса, что связано в схеме с операцией обесшламливания (обеспыливания) и граничным размером отделяемой мелочи;
засорением машинных классов посторонними по крупности частицами, неизбежным в силу несовершенства подготовительных операций;
удельным содержанием в машинном классе относительно мелких зерен, эффективность (точность) разделения которых в отсадочной машине закономерно снижается по мере уменьшения их крупности (табл. 6.10).
Установлено, что в отсадочных машинах мелкого зерна могут эффективно обогащаться частицы крупностью не менее 0,5 (в других случаях 0,8) мм. Кроме того, шламовые частицы, присутствуя в отсадочной машине, повышают вязкость среды и снижают проницаемость постели, заполняя каналы между более крупными зернами. Это подтверждается экспериментальными данными (рис. 6.16) результатов обогащения угля класса 1—13 мм при добавлении в него класса 0—1 мм.
Отсюда следует вывод о том, что отсадка необесшламленного мелкого угля технологически неоправдана.
Фракционный состав угля как сырья, подлежащего обогащению в отсадочной машине, характеризуется не только количественным соотношением фракций высокой и низкой плотности, но и удельным содержанием фракций промежуточной плотности, а также присутствием "смежных" фракций, близких к плотности разделения, и, наконец, содержанием чистых породных фракций, подлежащих удалению в отходы.
Сочетание этих условий определяет обогатимость угля. Однако для отсадки их роль не ограничивается лишь определением демаркационной плотности и прогнозом баланса продуктов обогащения. Фракционный состав в значительной степени предопределяет расход воды на отсадку, удельную и абсолют-
Таблица 6.10
Пример изменения показателей разделения по классам крупности
Класс, мм Низкая плотность разделения, кгДр Высокая плотность разделения, кгДр
. Рр Рр %
13—25 1690 120 1780 140
6—13 1770 160 1830 180
3—6 1820 180 2060 270
1—3 1860 210 2170 290
0—1 1970 250 — —
268
Таблица 6.11
Примерные допустимые удельные производительности отсадочных машин
Уголь, класс крупности, мм Обогатимость Удельная производительность, тДчм2)
По исходному углю (на 1 м2 площади решета) По породным фракциям (на 1 м" породного отделения)
Каменный уголь, более Легкая 15—20 7—10
13 мм Средняя и трудная 12—15 6—8
Каменный уголь, 0,5—13 Легкая 12—15 4—7
мм Средняя и трудная 8—12 3—5
То же, при разгрузке тяжелых продуктов через искусственную постель 7—10
Энергетический уголь н антрацит ширококлас-сифицированный, 0,5— 100 мм Легкая и средняя 15—18 7—10
Антрацит, более 6 мм Не ограничивается 15—20 7—10
Антрацит 0,5—13 мм •• 12—15 5—8
Промпродукт, 0,5—13 мм (контрольная отсадка) 4—7 2—4
ную производительность процесса (табл. 6.11), количественный выход тяжелого продукта (отходов), а при его критическом значении — принципиальную возможность применения отсадки для данного угля. С реальным соотношением выходов различных фракций связаны определенные размеры отсадочных машин (высота порогов и др.).
II. Производительность. Масса подаваемого в отсадочную машину исходного угля в единицу времени определяется:
абсолютной производительностью, т/ч;
удельной производительностью по исходным углям на единицу рабочей площади машины, т/(ч-м2);
то же, на единицу ширины отсадочного решета, т/(ч м);
удельной производительностью по массе выделяемых отходов на 1 м2 площади породного отделения, что особенно важно в связи с увеличивающимся содержанием в исходном угле породных фракций и необходимостью оценки пропускной способности разгрузочных устройств.
Производительность это не только количественный фактор, но и фактор, непосредственно влияющий на точность разделения угля при отсадке.
Поддержание производительности на стабильном (оптимальном) уровне гарантируется от периодических нарушений установившегося режима разделения и отклонений качества продуктов отсадки до допустимых норм.
Рекомендуемая в практике углеобогащения удельная производительность отсадочных машин зависит от (см. табл. 6.11) крупности, обогатимости, назна-
269
Таблица 6.12
Влияние удельного расхода подрешетной воды на разрыхленность постели (модель отсадочной машины БОММ 16)
Удельный расход подрешетной воды на 1 м2 решета, м^/ч Критерий разрыхленности* (см с/мин) при частоте колебаний мин-1
30 40 60
0 144,5 88,5 35,5
18 150 97,7 35,5
45 166 105 40,9
72 182 116 45,1
* Условная величина, равная суммарной площади, образованной кривой вертикального перемещения постели за один цикл отсадки, отнесенной к частоте пульсаций.
чения (марочная принадлежность) углей, например коксующихся, энергетических, антрацит.
III. Расход воды. Вода в отсадочной машине выполняет функцию технологической среды, обеспечивая вместе с тем транспортирование обогащаемого материала от загрузки к сливному порогу и создавая требуемый режим разрыхления постели. Подача воды осуществляется двумя способами: с потоком загружаемого угля (транспортная вода) и дозированным впуском в воздушные камеры (подрешетная вода).
Необходимый расход транспортной воды завист от способа подвода питания и наличия перед отсадкой обесшламливающих устройство. При поступлении углей в отсадочную машину непосредственно из гидротранспортных желобов расход транспортной воды может оказаться избыточным и вызывать ускоренное перемещение верхних слоев отсадочной постели к разгрузочному порогу без достаточного ее расслоения. В этих случаях целесообразно перед отсадочной машиной устанавливать сбрасывающие сита для удаления избытка транспортной воды или устройства для гашения скорости потока. Лучшее решение — совмещение операции сброса воды с обесшламливанием угля и его распределением по ширине машины. Перспективным считается "безводный" способ загрузки предварительно смоченного угля в машину, при котором весь объем воды, необходимый для транспортирования легкого продукта в слив, подается вместе с подрешетной водой в регулируемых количествах.
Подрешетная вода — один из ответственных технологических факторов процесса отсадки. Э.Э. Рафалес-Ламарка экспериментально установил непосредственное влияние удельного расхода подрешетной воды на выходные гидродинамические параметры отсадки и, прежде всего, на степень разрых-ленности постели как один из главных факторов интенсификации процесса (табл. 6. 12).
На практике обычно осуществляется непрерывная подача подрешетной воды в отсадочную машину, хотя известны обоснования (К.К. Коллодий) целесообразности подачи ее только в период нисходящего хода. Соотношения расхода транспортной и подрешетной воды колеблются в весьма широких пределах, хотя преобладает тенденция превышения расхода транспортной воды над подрешетной в пропорции примерно 55 и 45% к общему расходу. Расход воды зависит от крупности и обогатимости угля, содержания в нем чистых породных фракций (табл. 6.13).
270
Таблица 6.13
Примерные нормы расхода воды на отсадочные машины
Характеристика угля Удельный расход воды на 1 т угля, м^
Обогатимость Крупность, мм Содержание породных фракций, % транспортной подрешетной общей
До 15 1,1 0,9 2
Менее 13 15—25 1,3 1,1 2,4
Легкая и средняя >25 1,6 1,4 3
До 15 1,3 1,1 2,4
Более 13 15—25 1,5 1,3 2,8
>25 1,9 1,6 3,5
До 15 1,2 1 2,2
Менее 13 15—25 1,4 1,2 2,6
Трудная и очень >25 1,7 1,6 3,3
трудная До 15 1,4 1,2 2,6
Более 13 15—25 1,6 1,4 3
>25 2 1,8 3,8
Укрнииуглеобогащением разработана номограмма (рис. 6.17), позволяющая определять удельный расход транспорта и подрешетной воды в зависимости от сочетания указанных факторов.
IV. Давление и расход воздуха. В создании воздушно-пульсационного режима отсадки параметры сжатого воздуха (давление и расход) и характеристика воздушного цикла (частота и соотношение впуска—выпуска) являются определяющими. Их первичные, установочные значения задаются исходя из крупности, обогатимости углей, плотности органической массы (антрациты), а также с учетом конструктивных особенностей отсадочной машины (соотношение площадей воздушного и решетного отделений, их взаимное расположение).
В табл. 6.14 приведены некоторые параметры воздушно-пульсационного режима для современных отсадочных машин с подрешетным расположением воздушных камер.
Расход воздуха как фактор, определяющий размах колебаний, зависит в первую очередь от крупности обогащаемого угля и имеет максимальные значения для крупных классов антрацита.
Величина давления воздуха зависит от крупности и плотности обогащаемого материала, а также от перепада высоты между уровнями воды в воздушной камере и решетном отделении, что определяется конструкцией машины.
Выбор частоты пульсаций, соотношения продолжительности впуска и выпуска воздуха обусловливается оптимальными значениями скоростей восходящего и нисходящего движения среды. Пауза между впуском и выпуском воздуха необходима для компенсации влияния паразитных объемов воздухопроводов и сил инерции. Пауза между очередными циклами требуется для уплотнения постели перед восходящим ходом.
271
Рис. 6.17. Номограмма для определения удельного расхода воды на отсадку углей 1,2 — уголь крупностью соответственно > 13 и < 13 мм
Таблица 6.14
Некоторые параметры воздушно-пульсационного режима
Уголь Класс крупности, мм Расход воздуха, м3/т Давление воздуха (избыт.), мПа Частота пульсаций, мин-1 Воздушный цикл: впуск—пауза— выпуск, %
min max min max min max
Уголь коксующийся f 13—150 10 12 0,030 0,035 30 50 65—2—33
и энергетический легкообо гатимый t 0,5—13 8 10 0,025 0,030 50 70 50—0—50
То же средне- и J 13—150 10 12 0,030 0,035 30 50 60—0—40
труднообогатимый ( 0,5—13 8 10 0,025 0,030 50 70 50—0—50
Антрацит t 13—150 12 15 0,030 0,035 30 50 60—2—38
t 0,5—13 10 12 0,035 0,040 50 70 53—2—45
Энергетический и антрацит легкообогатимый 0,5—150 12 15 0,040 0,050 30 60 65—2—33
То же, среднеобогатимый 0,5—150 12 15 0,040 0,050 30 60 50—0—50
/I, си*с/HUH
нм 6o0.Gm.
Рис. 6.18. Зависимость максимальных скоростей v восходящего и нисходящего потоков от частоты пульсаций п
Рис. 6.19. Влияние давления р и частоты колебаний на критерий разрыхленности R и максимальную скорость восходящего потока
1—3 — соответственно 30; 40 и 60 пульсаций в минуту
Установлено (рис. 6.18), что максимальные значения скоростей восходящего и нисходящего движений возрастают с уменьшением частоты пульсации. Этим обеспечивается повышение разрыхленности постели и, следовательно, улучшение процесса. Однако чрезмерная разрыхленность может приводить к снижению устойчивости режима, повышению чувствительности процесса к колебаниям давления. Увеличение частоты колебаний сверх оптимальных (для данной крупности угля) пределов может приводить к снижению степени разрыхленности постели.
Опытным путем установлено существование оптимальной области сочетаний аэро-гидродинамических параметров отсадки (рис. 6.19), в пределах которой обеспечивается устойчивый процесс расслоения.
V. Режим разгрузки тяжелых продуктов — один из наиболее широко используемых факторов оперативного регулирования процесса отсадки, от которого в решающей степени зависит взаимное засорение продуктов обогащения.
Процесс разгрузки включает:
контроль толщины слоя тяжелого продукта заданной плотности;
реагирование контрольного органа (датчика) на увеличение или уменьшение высоты контролируемого слоя от заданного значения;
срабатывание исполнительного устройства на увеличение или уменьшение скорости разгрузки тяжелого продукта;
стабилизацию работы всей системы после установления оптимальной высоты контролируемого слоя.
Высота контролируемого слоя тяжелой постели зависит от общей высоты постели в отсадочной машине и принятой плотности разделения на данной ступени. Увеличение высоты контролируемого слоя приводит к снижению
274
разрыхленности постели и увеличению засорения легкого продукта, занижение — к его потере с отходами и снижению устойчивости разгрузки. В стандартных конструкциях отсадочных машин параметрического ряда МО высота контролируемого слоя на породной ступени принимается в пределах 150—180 мм, на промпродуктовой 140—160 мм.
В качестве датчика уровня тяжелого слоя применяют поплавковые устройства различных исполнений. При этом эффективная плотность поплавка принимается на 10—15% ниже плотности разделения с тем, чтобы при колебании фактической плотности контролируемого слоя исключить дополнительное взаимозасорение продуктов.
При обогащении мелких классов углей трудной и очень трудной обогатимости применяют разгрузку тяжелых продуктов через искусственную (полевошпатовую или подготовленную из других материалов) постель.
Искусственная постель может укладываться по всей площади машины, на отдельной ее ступени (например, промпродуктовой), или на половине ступени в сочетании с механическими разгрузочными устройствами или без них. Разгрузка через искусственную постель по всей площади решета применяется в контрольных отсадочных машинах или же в тех случаях, когда ставится цель получить конечные продукты при обогащении труднообогатимых коксующихся углей без контрольной операции (например, в проектах фирмы "ПИК" на ЦОФ "Стахановская", "Калининская"). При этом существенно изменяется режим отсадки, в частности, значительно снижается удельная производительность (см. табл. 6.11).
Схемы обогащения отсадкой включают сочетание отсадочных машин в едином технологическом комплексе с оборудованием для подготовки углей по крупности, системой воздухоснабжения, оборотного водоснабжения и устройствами для предварительной обработки продуктов отсадки и передачи их на последующие операции (обезвоживающие элеваторы, сита предварительного обезвоживания концентрата и др.).
В более узком смысле под схемой отсадки подразумевается последовательность и способы выделения продуктов разного качества в пределах отсадочной машины, их коммутация и направление на последующую обработку (раздельно или в смеси).
Наиболее характерная для старых фабрик схема отсадки (рис. 6.20) включает операции обогащения крупного (13—100 мм) и мелкого (0,5—13 мм) классов коксующегося угля с получением конечных концентрата и отходов и выделением микста, направляемого на переобогащение в контрольную отсадочную машину (крупный — после додрабливания до 0—13 мм). При контрольной отсадке, как правило, выделяют три конечных продукта: концентрат, отходы и промпродукты. В схемах более новых фабрик крупный класс угля (антрацита) обогащают в тяжелосредных сепараторах с разделением на два или три продукта.
Мелкий уголь или антрацит (0,5—13 мм) обогащают отсадкой. При этом угли для коксования стремятся обогащать с выделением в отсадочных машинах трех конечных продуктов (включая товарный промпродукт). При трудной обогатимости исходного угля или наличии повышенных требований к выходу и качеству концентрата требуется переобогащение промпродукта, что осуществляется в контрольной отсадочной машине или тяжелосредных гидроциклонах. Крупный промпродукт тяжелосредных сепараторов после дробления также может направляться на контрольную операцию (рис. 6.21).
275
Катодный уголь
,, Концентрат ирупнь/й
Ктатодь/
Лром-продунт
Концентрат иелнай
Рис. 6.20. Традиционная схема отсадки углей двумя машинными классами с переобогащением микстов в контрольной отсадочной машине
1 — отсадочная машина крупного класса; 2 — контрольная отсадочная машина; 3 — молотковая дробилка; 4 — отсадочная машина мелкого класса
Рис. 6.21. Схема обогащения мелкого класса угля (антрацита) отсадкой в сочетании с тяжелосредным обогащением крупного класса (контрольная отсадка, как вариант, обозначена пунктиром)
1 — тяжелосредные сепараторы; 2 — грохота; 3 — молотковая дробилка; 4 — отсадочная машина мелкого класса; 5 — контрольная отсадочная машина
276
Рис. 6.22. Схема обогащения донецких антрацитов с применением отсадки класса 6—25 мм
1 — сепаратор; 2 — отсадочная машина
Другие широко известные варианты отсадки применяют при обогащении антрацитов и энергетических углей:
крупностью 6—150 мм — в одну стадию с выделением двух конечных продуктов;
крупностью 6—25 мм — с выделением конечных концентрата и отходов, при этом класс +25 мм обогащают в тяжелосредных сепараторах (рис. 6.22);
крупностью 0,5—100 м (ширококлассифицированного энергетического угля) — в отсадочных машинах с выделением конечных концентрата и отходов и направлением промпродуктов или в циркуляцию, или на переобогащение в отдельную контрольную машину после классификации его на колосниках и дробления надрешетного продукта до крупности 0—13 или 0—25 мм.
При повышенном содержании породы антрацит классов 6—150 мм или 6—
Исходный уголь
Классификация
мм 0—13 мм
На тяжелосредиое обогащение Обесшламливание
Промпродукт (микст)
Рис. 6.23. Схема отсадки с переобогащением нескольких промежуточных продуктов в контрольной машине (ЦОФ "Суходольская")
277
Таблица 6.15
Показатели отсадки на ЦОФ "Суходольская", %
Плотность фракции, О кг/м Питание Концентрат
Выход Зольность Выход Зольность
-1400 39,4 6,9 95,1 6,8
1400—1800 21,6 33,4 4,5 24,4
+1800 39 74 0,4 66,4
Исходный продукт 100 38,7 100 8,1
Плотность фракции, кгДг Промпродукт Отходы
Выход Зольность Выход Зольность
-1400 7,3 8,7 0,9 11,1
1400—1800 82,4 33,5 4,7 36,2
+1800 10,3 69,7 ' 94,4 74,2
Исходный продукт 100 35,5 100 71,8
25 мм обогащают в отсадочных машинах с выделением конечных отходов во всех ступенях (через оба элеватора) без выдачи промпродукта.
На практике могут применяться более сложные схемы отсадки, например, с обогащением углей тремя машинными классами или с выделением на отсадочных машинах четырех конечных продуктов (ОФ Губахинского КХЗ), что обусловлено особенностями вещественного состава угля или минеральных примесей.
Технологическая и экономическая эффективность каждого из рассмотренных вариантов зависит от конкретного сочетания характеристик угля и требований к качеству продуктов отсадки и поэтому оценивается в каждом случае индивидуально.
В общем случае применение отсадки оказывается эффективным, если: уголь (антрацит) до поступления в отсадочную машину подвергается обес-шламливанию по крупности 0,5 или 1 мм;
в питании отсадки не содержатся зерна избыточной крупности и посторонние предметы (металл, щепа и т.д.);
процесс отсадки ведется по прямой схеме, без направления в циркуляцию микста или с ограничением его содержания до минимума, так как, обладая чрезвычайно неблагоприятным фракционным составом, он существенно затрудняет разделение.
Практика располагает примерами, когда благодаря рациональному выделению в промежуточные продукты сростков (конечный промпродукт) и смеси фракций (циркулирующие продукты) в одной контрольной машине с четырехпродуктовым разделением (рис. 6.23) достигнуто максимальное для данного угля извлечение горючей массы в товарный концентрат (табл. 6.15).
Оптимальное использование площади отсадочных машин и возможность ее перераспределения с учетом фактического фракционного состава обогащаемого угля при различной коммутации выделяемых продуктов — один из 278
п
Питание
Питание
Птатды
Питание
Концентрат
dmazadbi Промпродукт (микст )
8
Промпродукт 6
Питание
ffmioJbi Микст Промпродукт
Концентрат
дтагодь/
IZZZZ.
Концентрат
Микс/^ |
Промпродукт
Рис. 6.24. Схемы выделения тяжелых продуктов в отсадочных машинах типа МО
наиболее важных факторов управления технологией отсадки. Трехступенчатые отсадочные машины типов ОМ и МО имеют особенно благоприятные возможности для оперативного конструирования оптимальных схем выделения продуктов отсадки.,
На рис. 6.24 показаны наиболее характерные варианты схем выделения тяжелых продуктов в машинах типа МО.
Первый вариант рассчитан на обогащение углей с высоким содержанием породных фракций. Благодаря умеренной удельной производительности и отсутствию циркулирующего продукта разделение на три конечных продукта достигается в пределах одной машины, причем отходы выделяются на площади двух первых ступеней. Схема отличается простотой исполнения и требует использования только двух элеваторов.
Во втором варианте предполагается повышенное содержание промпро-дуктовых фракций в исходных углях. В связи с трудной обогатимостью угля удельная производительность слишком высока. Выделение отходов производится на I и половине II ступени, в связи с чем в последней требуется применение искусственной постели. Промпродукт выделяется на последующих полутора ступенях. Допускается варьирование перекидными шиберами выгрузки тяжелых продуктов II ступени с изменением количественного соотношения отходов и промпродукта. Используют два обезвоживающих элеватора. Достоинство схемы — ее технологическая гибкость.
Третий вариант схемы предназначен преимущественно для обогащения труднообогатимых углей с высоким содержанием сростков и значительным выходом смеси фракций, для которых требуется отдельный элеватор с целью выделения промпродукта или передачи его на отдельный контрольный аппарат (отсадочную машину, гидроциклон). В последнем случае можно допускать увеличение удельной производительности основной машины. Четвертый вариант применяют при обогащении углей очень трудной обогатимости и на контрольных операциях.
279
Схема выделения тяжелых продуктов отличается гибкостью. Первая ступень машины полностью отводится для выделения конечных отходов, вторая половина II и первая половина III ступеней для выделения конечного промпродукта.
Некондиционные смеси тяжелых и промежуточных фракций (первая половина II ступени) и промпродуктовых фракций с концентратными (вторая половина III ступени) выводят на отдельный элеватор для возврата на переобогащение в основную отсадочную машину. При этом удельная производительность машины существенно снижается за счет поступления циркулирующего продукта сложного фракционного состава. Схема усложнена, требует применения искусственной постели на отдельных участках решета и установки трех элеваторов.
Для индивидуальных условий возможны также различные сочетания рассмотренных четырех вариантов и их упрощенные разновидности.
Например, для обогащения легко- и среднеобогатимых крупных классов энергетических углей и антрацитов с выделением двух конечных продуктов предпочтительно двухпродуктовое разделение в отсадочной машине без промежуточных порогов, вызывающих нарушение образовавшейся послойной структуры постели. В этом случае максимально используется вся площадь отсадочного решета.
Для получения трех кондиционных продуктов при отсадке мелких классов коксующихся углей на некоторых фабриках (ЦОФ "Стахановская", "Калининская") была применена разгрузка тяжелых продуктов через искусственную постель, укладываемую по всей площади породной и промпродуктовой ступеней. В последующем машины были модернизированы и переведены на комбинированную разгрузку с использованием механических разгрузочных устройств. При этом достигается высокая точность разделения Ерт = 80— 120 кг/м3 при удельной производительности по исходному углю до 8— 10 т/(ч-м2).
Конструкции и типы отсадочных машин определяются сочетанием характерных технических и компоновочных признаков, среди которых первичным является способ возбуждения колебаний среды. Различают:
отсадочные машины с подвижным решетом, в которых относительное перемещение среды и разрыхляющее действие ее на рабочую постель достигается за счет колебательных (качательных) движений решета с находящимся на нем слоев обогащаемого материала. Традиционно этот тип машин применяют при обогащении вязких руд типа марганцевой, но в последние годы машины с подвижным решетом начинают применять в угольной промышленности для грубого обогащения крупных классов горной массы (механического удаления крупной породы перед обогащением);
отсадочные машины с неподвижным решетом, в которых колебательные движения среды создаются ее механическим перемещением.
По виду применяемого привода (возбудителя колебаний) отсадочные машины этой группы относятся к одному из следующих типов: поршневые; диафрагмовые; воздушно-пульсационные.
По взаимному пространственному расположению воздушной камеры и отсадочного решета воздушно-пульсационные машины подразделяют на:
машины с боковым расположением воздушного отделения (см. рис. 6.17), к которому относят отечественные отсадочные машины типов БОМ, ОМК, "Гипрококс", а также зарубежные "Вено-Пик" (Франция), "Ведаг" (Германия), "Нортон" (Великобритания), "Шкода" (Чехия и Словакия), ОДМ (Польша), "Мак-Нели" (США) и др.;
280
Таблица 6.16
Размеры отверстий и углы наклона отсадочных решет
Параметры Способ разгрузки тяжелого продукта Обогащаемый материал
Класс > 13 мм Ширококлас-сифициро-ванный угол Класс 0,5—13 мм Промпродукт (контрольная отсадка)
Размер отверстий, мм Через щель 8—10 8—10 6—8 6—8
Угол наклона решета, град. Через постель — — 20—25 20—25
на породной ступе- Через щель 3—8 3—8 2—4 2—4
ни Через постель — — 0 0
на промпродукто- Через щель 0—4 0—4 0—3 0—3
вой ступени Через постель — — 0 0
машины с подрешетным расположением воздушных камер, серийно выпускаемые и наиболее широко применяемые в отечественной практике: ОМП-18, ОМА-10, типоразмерный ряд ОМ (с 1988 г. — унифицированный ряд МО для углей и руд); зарубежные модели машин этого типа: "Такуб" (Япония), "Батак" (Германия), "Тема-250" (Польша), "Боко" (Нидерланды) и др.
В пределах каждого из названных конструктивных типов существуют дополнительные признаки, позволяющие подразделять машины:
по направлению движения слоя тяжелого продукта к разгрузке — прямоточные и противоточные;
по способу разгрузки тяжелых продуктов — машины с разгрузкой через искусственную постель, с механической (через щель) и комбинированной разгрузкой;
по числу ступеней, имеющих самостоятельную выгрузку тяжелого продукта — одно-, двух-, трех-, многоступенчатые (применяются редко).
Иногда пользуются технологическим признаком — числом выделяемых в машине продуктов: двух-, трехпродуктовая и т.д. отсадочная машина.
Кроме того, к технологическим признакам отсадочных машин относят их назначение: машины крупного класса ("крупного зерна"), машины мелкого класса ("мелкого зерна"), контрольные отсадочные машины, — чем обусловливается различие ряда конструктивных исполнений, геометрических пропорций и режимных параметров.
Описание конкретных типов наиболее широко применяемых отсадочных машин целесообразно рассматривать раздельно в зависимости от назначения, параметров и конструктивных особенностей их основных функциональных узлов, которые в различных типах отсадочных машин могут применяться в разных сочетаниях.
Отсадочное решето служит в отсадочной машине опорной плоскостью для слоя рабочей (в том числе искусственной) постели, направляющим аппаратом для восходящего потока воды и проницаемой перегородкой для разгрузки отдельных зерен высокой плотности или всего тяжелого продукта.
Отсадочное решето должно обладать высокими механическими качествами (жесткость, абразивная стойкость, незабиваемость), а также отвечать требованиям, непосредственно влияющим на технологию и гидродинамику процесса: достаточное живое сечение, оптимальный угол наклона, рациональная форма и размеры отверстий (табл. 6.16).
281
a
□ □□□□ □ □□□□ □ □□□□
Рис. 6.25. Типы отсадочных решет
а — штампованные; б — колосниковые; в — литая направляющая решетка
Угол наклона обусловливается крупностью обогащаемого угля, содержанием в нем тяжелых фракций и принятым способом их разгрузки. Установка решет с наклоном в сторону разгрузки (на всех ступенях при обогащении крупных классов и на породной ступени — при обогащении мелкого класса) способствует увеличению производительности машины, но при чрезмерной крутизне наклона увеличивается толщина слоя тяжелого продукта у разгрузочной щели и повышается вероятность засорения концентрата породными фракциями.
Форма отверстий отсадочного решета зависит от его конструктивного исполнения (рис. 6.25). Штампованные решета наиболее просты, отличаются повышенной жесткостью, но имеют относительно невысокое живое сечение (30—40%), больше подвержены забиванию крупными тяжелыми частицами, особенно при круглой форме отверстий. Наиболее часто штампованные решета (обычно с квадратными отверстиями) применяют в машинах с разгрузкой тяжелого продукта через искусственную постель.
Колосниковые решета имеют повышенное живое сечение (до 55%), меньше подвержены забиванию, особенно при трапециевидной форме поперечного сечения колосников. Возможно изготовление колосников из синтетических материалов или же из металла с покрытием их резиной (полиуретаном) для повышения абразивной и коррозионной устойчивости. Иногда применяют колосники фасонного профиля, которые при установке перпендикулярно к движению материала образуют направляющие каналы для ввода восходящей струи воды под углом в направлении транспортирования.
Размеры отверстий (щелей) отсадочных решет определяются крупностью обогащаемого угля и способом разгрузки тяжелого продукта (см. табл. 6.21): для крупных классов отверстия принимаются на 3—5 мм меньше нижнего предела крупности, для мелких — не более 6—8 мм при разгрузке через щель и примерно в 2 раза больше максимального размера зерна при разгрузке через искусственную постель.
Воздушные камеры или отделения (рис. 6.26) служат для периодического наполнения их сжатым воздухом с целью создания в решетном отделении восходящего потока воды. Суммарная вместимость воздушных камер рассчи-
282
Рис. 6.26. Расположение воздушных камер относительно отсадочного решета
а — боковое одностороннее; б — центральное сдвоенное; в — двухсторонне боковое; г — подрешетное с односторонним выходом потока; д — подрешетное с двухсторонним выходом потока
тана на вытеснение при каждом цикле такого объема воды, который достаточен для создания требуемой амплитуды колебаний в решетной части. Глубина перегородок, отделяющих воздушные камеры от проточной части, принимается достаточной, чтобы не допускать прорыва воздуха в подрешетное пространство. Для улучшения гидродинамики потоков перегородки в нижней части снабжаются каплеобразными обтекателями.
Для машин с боковым расположением воздушного отделения отношение ее ширины к ширине отсадочного решета должно быть возможно меньшим, не превышать 1:2,5, что необходимо для более равномерного распределения скоростей восходящего потока по ширине решета. С целью улучшения этого соотношения предлагались сдвоенные конструкции отсадочных машин с центральным расположением воздушных камер (например, ОДМ-18, Польша) или оснащение широкой решетной части двумя воздушными камерами, располагаемыми по периферии с обеих его сторон.
В отечественной практике для повышения равномерности режима пульсаций по площади решета применяют отсадочные машины с подрешетным расположением воздушных камер. Последние располагаются перпендикулярно к продольной оси машины под отсадочным решетом и имеют фасонное поперечное сечение, обеспечивающее наиболее благоприятную гидродинамику потоков (см. рис. 6.26).
Современные отсадочные машины типа МО оснащены воздушными камерами с односторонним направленным выходом потока. Проточная часть этих машин (зона прохождения потоков от воздушного отделения к отсадочному решету) сконструирована по оптимизационному принципу и обеспечивает высокую равномерность поля скоростей по площади решета.
Боковые воздушные камеры имеют преимущества перед подрешетными, требуя уменьшенного давления сжатого воздуха (следовательно, уменьшенного расхода энергии) благодаря меньшему перепаду средних уровней воды в воздушной камере и над отсадочным решетом.
283
Например, в сопоставимых условиях удельная энергоемкость обогащения углей крупностью 0,5—13 мм составляет, кВт-ч/т:’
В отсадочной машине БОМ-М16 с боковым расположением воздушной камеры.................................. 0,36
В отсадочной машине ОМ-12 с подрешетными камерами. 0,60
Однако этот недостаток машин типа ОМ компенсируется экономически за счет снижения потерь угля с отходами, а также экономией производственной площади.
Корпус является не только соединяющей конструкцией для прочих элементов машины (решета, воздушных камер, приводов, разгрузочных устройств), но и имеет самостоятельное значение как технологическая емкость, проточная часть и сборник для вывода тяжелых продуктов.
В современных отсадочных машинах преобладают секционные конструкции корпуса, обеспечивающие унификацию отдельных секций (при определенном отличии головной и разгрузочной секций) и возможность создания автономных режимов пульсаций по отдельным участкам длины решета. Загрузочная часть корпуса должна обеспечивать удобное сочленение отсадочной машины с загрузочно-обесшламливающими или транспортными устройствами и максимально равномерную по ширине решета подачу исходного угля. Иногда в загрузочной части встраиваются вспомогательные приспособления для улавливания щепы и посторонних предметов. Ввод питания в отсадочную машину осуществляется ниже верхнего уровня рабочей постели, но на некоторой высоте от решета с тем, чтобы не нарушать успевший образоваться слой наиболее тяжелых и крупных кусков тяжелого продукта.
Нижняя часть корпуса может иметь два варианта исполнения. В отечественных машинах корпус заканчивается, как правило, пирамидальными сборниками тяжелых продуктов на каждой ступени, предусматривающими сочленение с транспортирующими устройствами (желобами к элеваторам). Зарубежные конструкции машин ("Мак-Нелли", "Нортон" и др.) имеют корпус, снабженный в нижней части продольными винтовыми конвейерами для сбора и выгрузки тяжелых продуктов (в том числе и непосредственно в башмак обезвоживающего элеватора). Это позволяет значительно уменьшить высоту машины и объем находящейся в ней воды, но вносит дополнительные сложности в эксплуатацию и ремонт оборудования.
Воздушные пульсаторы — одни из наиболее ответственных рабочих узлов отсадочной машины, от которых зависят режим пульсаций, возможность и диапазон его регулирования, экономичность использования сжатого воздуха.
Пульсатор с заданной периодичностью соединяет и разобщает воздушное отделение отсадочной машины поочередно с ресивером сжатого воздуха и атмосферой, вызывая восходящее и нисходящее движение воды в зоне отсадочного решета. Из многочисленных конструкций пульсаторов можно выделить четыре основных типа: возвратно-поступательные, вращающиеся, клапанные и пневматические струйные.
Возвратно-поступательные (поршневые) пульсаторы или золотники с эксцентриковым приводом были упразднены из-за недостаточного быстродействия, невозможности регулировать соотношение периодов впуска и выпуска воздуха и низкой эксплуатационной надежности.
Вращающиеся (роторные) пульсаторы лишены многих указанных недостатков. Создан и применяется целый ряд конструкций, принципиально различающихся между собой устройством ротора, каналов для впуска и выпуска воздуха (совмещенные и раздельные), способами регулирования периодов
284
dm воздуаю-сдорниха
В воздушную номеру
Из воздушной намерь!
Рис. 6.27. Схема роторного воздушного пульсатора отсадочных машин типа ОМ а — впуск; б — выпуск
Рис. 6.28. Воздушный пульсатор клапанного типа
/ — корпус; 2 — клапан выпускной; 3 — пневмобаллон; 4 — установочный винт ограничителя; 5 — амортизатор; 6 — уплотнение; 7 — шток; 8,10 — заглушки; 9 — клапан выпускной
впуска, выпуска воздуха и пауз между ними, конструктивной сложностью, эксплуатационными качествами, диапазоном и четкостью регулирования параметров воздушного цикла. На рис. 6.27 показана схема действия роторного пульсатора, применявшегося на отсадочных машинах типа ОМ до их модернизации. Как большинство пульсаторов роторного типа, они не допускают регулирования частоты вращения и независимого изменения продолжительности впуска и выпуска воздуха.
Клапанные воздушные пульсаторы обеспечивают многофакторное регулирование воздушно-пульсационного режима отсадки при пониженных энер-
285
Рис. 6.29. Пневмоэлектрический клапан
1 — шток; 2 — силовая пружина; 3 — перепускной клапан; 4 — впускной стакан; 5 — диафрагма; 6 — корпус; 7,10 — прижимные пружины; 8 — выпускной клапан; 9 — впускной клапан
Рис. 6.30. Основные типы разгрузочных устройств:
а — с плоским шибером и глубоким карманом; б — с качающимся решетом без кармана; в — с лотковым затвором и глубоким карманом; г — с роторным разгрузчиком и неглубоким карманом; д — с секторным затвором и глубоким карманом
гоемкости и инерционности срабатывания. Пульсаторы, применяемые в отсадочных машинах параметрического ряда МО (рис. 6.28), имеют раздельные клапаны впуска и выпуска воздуха, автономно управляемые и приводимые в движение сжатым воздухом. Режим срабатывания клапанов задается системой автоматического управления, которая включает блок вынужденных колебаний и электропневматический клапан (рис. 6.29). Широкие возможности регули
286
рования воздушного цикла и эксплуатационная надежность клапанных пульсаторов позволили применить их для условий обогащения углей и руд различной крупности.
Пневматический струйный привод отсадочных машин — принципиально новое решение в совершенствовании воздушных пульсаторов отсадочных машин. Он применяется преимущественно для обогащения мелких углей. Комплект привода включает: электронный блок управления, задающий режим колебаний; два электропневматических преобразователя, преобразующие электрический сигнал в пневматический и подающие управляющий воздух на впускные и выпускные клапаны; шесть сдвоенных впускных и выпускных вихревых клапанов, срабатывающих при помощи управляющего воздуха на впуск рабочего воздуха в машину и выпуск его в атмосферу с заданной частотой и продолжительностью. Управляющий и рабочий воздух под давлением до 60 кПа потребляется из общего ресивера. Привод отличается быстродействием и безынерционностью. Однако он требует повышенного расхода воздуха и на данной стадии освоения создает чрезмерный шум при работе.
Разгрузочные устройства применяют для регулируемого выпуска тяжелых продуктов (отходов, промпродукта, микста) через специальные щели и карманы с механическими разгрузчиками, иногда в сочетании с разгрузкой через слой искусственной постели.
Разгрузочная щель может быть горизонтальной или вертикальной и располагаться со стороны загрузки (противоточный принцип) или в конце ступени (прямоточный принцип). Через щель разгружаемый продукт поступает в аккумулирующий карман, заканчивающийся в нижей части разгрузочным затвором (разгрузчиком).
В разных конструкциях машин используют неглубокий или глубокий карманы, а в некоторых случаях разгрузчик ставится непосредственно под решетом и карман вообще отсутствует. В качестве затворов применяют (рис. 6.30): плоский шибер, качающийся участок решета, качающийся лоток, секторный затвор, роторный разгрузчик.
Разгрузочное устройство работает в непрерывном или периодическом (дискретном) режиме. В первом случае скорость разгрузки регулируют увеличением или уменьшением частоты качания (вращения), во втором — периодическим срабатыванием затвора на открывание, закрывание выпускного отверстия или установления рабочего органа в фиксированном промежуточном положении. Режим разгрузки в современных отсадочных машинах регулируется, как правило, автоматически по сигналу об уровне тяжелой постели перед разгрузочной щелью.
В качестве датчиков применяют обычно поплавковые устройства, отрегулированные на заданную плотность контролируемого слоя постели. Реже используют датчики других типов (например, радиоизотопный — в отсадочной машине Шюхтерман-Кремер-Баум, Германия). Обычно на каждой ступени машины, где имеется разгрузочная щель, устанавливают один поплавковый датчик на продольной оси решетной части. При значительной ширине решета (4—5 м, например, на машинах Батак) устанавливают по два поплавковых датчика с учетом возможной неоднородности послойной структуры постели по ширине решета.
На рис. 6.31 показана блок-схема роторного разгрузчика отсадочной машины ОМ-18 с горизонтальной щелью и глубоким карманом в сочетании с автоматическим регулятором типа РСБ, обеспечивающим увеличение или уменьшение частоты вращения электродвигателя в зависимости от положения поплавкового датчика.
287
Рис. 631. Блок-схема разгрузочного устройства с регулятором РСБ
1 — поплавковый датчик; 2 — преобразовательный блок; 3 — фильтрующий блок; 4 — источник напряжения; 5 — узел сравнения; 6 — задатчик высоты постели; 7 — регулирующее устройство; 8 — привод; 9 — исполнительный механизм; 10 — разгрузчик
Рис. 6.32. Система автоматического регулирования разгрузки тяжелого продукта в отсадочной машине "Вено-Пик"
1 — воздушный пульсатор; 2 — маслогидравлический привод; 3 — клапан выпуска воздуха; 4 — трехходовой переключатель; 5 — поплавковый датчик; 6 — переходной канал
Дополнительными регулирующими устройствами в зоне разгрузки тяжелых продуктов служат обычно вертикальные шиберы на перетоке рабочей постели в следующую ступень машины (за щелью) или на сливном пороге концентрата. Как правило, оптимальное положение шибера подбирается при наладочной регулировке. В отсадочных машинах типа МО грубая регулировка разгрузки тяжелых продуктов осуществляется также при помощи вертикального шибера с винтовым ручным перемещением, установленного перед щелью роторного разгрузчика.
288
Таблица 6.17
Технические характеристики отсадочных машин, серийно выпускаемых для углеобогащения
Параметры Типы отсадочных машин
МО212* МОЗ 12 МОЗ 18 МО424 ОДК-36
Крупность обогащаемого 0,5—13 13—150 0,5—13 13—150 0,5—150
угля, мм Производительность ** (максимальная), т/ч: по исходному углу 240 320 500 650 750
по выделению отходов 75 115 115 150 230
Площадь отсадки, м^ 12 12 18 24 36
Ширина отсадочного 2 3 3 4 6
отделения, м Мощность привода, кВт Удельный расход 0,018 0,011 1,6 0,011 0,018 0,018
электроэнергии, кВтч/г Габариты, мм длина 7300 4975 7300 7300 7624
ширина 3290 4100 4100 5195 8000
высота 4550 4550 4550 4900 4550
* Преимущественно рекомендована для руд.
** По паспортным характеристикам.
При применении искусственной постели (как правило, на отдельных участках решета машины мелкого угля или на всех ступенях контрольной отсадочной машины) на соответствующем участке решета укладывают удерживающую решетку, ячейки которой заполняют кусками полевого шпата или другого материала, составляющего искусственную постель.
В отсадочных машинах "Вено-Пик", работающих полностью на искусственной постели без механических разгрузчиков, осуществляется автоматическое регулирование скорости разгрузки тяжелых продуктов путем увеличения или уменьшения интенсивности пульсаций за счет запирания воздушной камеры или стравливания части сжатого воздуха в атмосферу в зависимости от положения поплавкового датчика высоты тяжелого слоя (рис. 6.32).
Конкретные конструкции отсадочных машин основаны на различных сочетаниях описанных выше элементов и узлов. Рассмотрим типичные и широко применяемые машины, а также наиболее оригинальные из нетрадиционных решений.
Отсадочная машина МОЗ 18 (рис. 6.33) принадлежит к типоразмерному ряду машин МО, их характеристики приведены в табл. 6.17. Машина имеет три ступени, каждая из которых снабжена разгрузочным устройством с горизонтальной щелью, глубоким аккумулирующим карманом и роторным разгрузчиком с автоматическим регулированием частоты вращения в зависимости от положения поплавкового датчика и разбиты по длине на два отсека, имеющие свою подрешетную воздушную камеру и клапанный воздушный пульсатор. При обогащении мелких классов углей на последней ступени укладывают искусственную постель и применяют комбинированную разгрузку тяжелого продукта через решето и щель. Каждый из трех тяжелых продуктов в зависимости от его качества выгружают отдельно или объединяют с други-
•0. Техника и технология... 289
Рис. 633. Отсадочная машина МОЗ 18:
1 — шибер разгрузчика с ручным приводом; 2 — роторный разгрузчик; 3 — воздушная камера; 4 — отсадочное решето; 5 — шибер загрузки; 6 — ресивер; 7 — авторегулятор разгрузки; 8 — электропневматический клапан; 9 — порог с шибером; 10 — решетка для искусственной постели; 11 — сливной порог; 12 — корпус; 13 — коллектор подрешетной воды; 14 — привод разгрузчика
3 у.
Рис. 6.34. Отсадочная машина МОЗ 12:
1 — корпус; 2 — коллектор подрешетной воды; 3 — клапанные пульсаторы; 4 — поплавковый датчик; 5 — сливной порог с шибером; 6 — отсадочное решето; 7 — воздушная камера; 8 — роторный разгрузчик; 9 — привод разгрузчика; 10 — ресивер
Рис. 635. Отсадочная машина Мак-Нелли Джайент"
1 — воздушная камера; 2 — отсадочное решето; 3 — загрузочное устройство; 4 — клапанный пневмопривод; 5 — авторегулятор разгрузки; 6 — разгрузочное устройство; 7 — коллектор подрешетной воды; 8 — сливной порог; 9 — запорный клапан; 10 — датчик заполнения
ми. Часто для тяжелого продукта средней ступени оборудуют желоб с перекидным шибером для направления его или в отходы (продукт I ступени) или в промпродукт, получаемый на III ступени.
Показатели обогащения угля в отсадочной машине МО318, полученные в производственных условиях*
Удельная производительность, т/(чм2).................................. 15,5/19,6
Зольность, %: исходного............................................................. 45,8/39,2
концентрата.......................................... 5,8/7,9
промпродукта....................................................... 40,9/39,6
отходов............................................................ 87,4/82,1
Засорение концентрата фракциями > 1800 кг/м3........ 0,1/0,8
Потери концентрата фракции < 1500 кг/м3 с отходами...... 0,2/0,3
Срединное вероятное отклонение при низкой (высокой) плотности разделения, кг/м3 ................................ 65(125)/60( 110)
Погрешность разделения при низкой (высокой) плотности разделения.............................................. 0,14(0,14)/0,17(0,18)
* В числителе приведены данные при обогащении угля крупностью 13—150 мм, в знаменателе — 0,5—13.
292
Рис. 6.36. Отсадочная машина "Гумбольдт-Ведаг"
/ — корпус; 2 — качающееся решето; 3 — привод элеваторных колес; 4 — пневмопривод; 5,6 — элеваторные колеса
Из типоразмерного ряда машин МО существенно отличается машина МОЗ 12 (рис. 6.34), имеющая две ступени и увеличенную рабочую ширину при пропорциональном уменьшении длины. Это обеспечивает необходимую и достаточную протяженность пути сепарации, повышенную производительность и уменьшенные потери углей с отходами, так как исключаются нарушения послойной структуры постели, в том числе в зонах промежуточных разгрузочных устройств.
Отсадочная машина "Мак-Нелли Джайент" (США) имеет характерную для многих зарубежных типов машин конструкцию корпуса с боковым расположением воздушных камер и встроенным в донной части сборным винтовым конвейером. Наличие последнего позволяет существенно уменьшить высоту отсадочного комплекса в сборе и агрегатировать не только отсадочную машину с элеваторами, но и с контрольной отсадочной машиной и дробилкой промпродукта, как это, например, выполнено в агрегате производительностью до 960 т/ч (рис. 6.35) для обогащения ширококлассифицированного угля.
В отсадочных машинах фирмы "Мак-Нелли” применяют горизонтальные поршневые пульсаторы с регулируемой частотой и секторные разгрузочные устройства с пневматическим приводом для удаления тяжелых продуктов.
Отсадочная машина "Гумбольдт-Ведаг" с подвижным решетом (Германия) (рис. 6.36) предназначена для грубого обогащения крупного угля (40—400 мм), где имеет значение максимальная простота устройства машины. Решето шириной 2 м шарнирно закреплено разгрузочным концом и приводится в колебательные движения частотой до 40 мин-1 с помощью маслогидропривода, позволяющего задавать амплитуду перемещения загрузочного конца решета До 500 мм.
Разгружаемые с решета концентрат и отходы выводятся из машины вертикальными элеваторными колесами с перфорированными ячейками для дре-
293
Рис. 637. Схема цепи аппаратов технологического комплекса отсадки
/ — отсадочная машина; 2 — турбовоздуходувка; 3 — воздухосборник; 4 — ресивер; 5 — транспортный желоб; 6 — бак оборотной воды; 7 — загрузочно-обесшламливающее устройство; 8 — коллектор подрешетной воды; 9 — обезвоживающие элеваторы
нажа. При суммарной мощности приводов 55 кВт машина производительностью до 410 т/ч работает с удельным расходом электроэнергии до 0,14 кВт ч/т, это экономичнее многих конструкций машин с воздушно-пульсационным приводом.
Вспомогательное оборудование технологического комплекса отсадки. Технологический комплекс обогащения угля отсадкой в общем случае включает (рис. 6.37): собственно отсадочные машины, транспортные средства доставки угля от классификационных грохотов, загрузочные и обесшлам-ливающие устройства, системы воздухоснабжения и водоснабжения, элеваторы для транспортирования и обезвоживания тяжелых продуктов отсадки.
Загрузочно-обесшламливающие устройства применяют при подаче в отсадочную машину углей гидротранспортом. Их назначение — обеспечивать равномерное распределение потока загружаемого материала по ширине отсадочного решета, гашение скорости потока, сброс избытка транспортной воды вместе с наиболее мелкими частицами угля (обесшламливание). Иногда на загрузочных устройствах применяют различные приспособления для улавливания древесной щепы и посторонних предметов.
Наиболее широко применяют в качестве загрузочно-обесшламливающих устройств дуговые сита и их разновидности, конические неподвижные грохота по типу ГК, ОСО, реже — плоские неподвижные сита с расширителями потока и гасителями скорости.
Одно из перспективных направлений — применение ’’безводной” загрузки отсадочных машин, исключающее потребность в подаче транспортной воды и вредное влияние избыточных продольных скоростей в машине. Для этой
294
Таблица 6.18
Технические характеристики турбовоздуходувок типа ТВ
Параметры ТВ-42-1,4 ТВ-50-1,6 ТВ-80-1,2 ТВ-80-1,4
Производительность, м3/ч 2500 3000 5000 5000
Повышение давления, МПа 0,04 0,06 0,02 0,04
Число рабочих колес 4 5 2 4
Тип электродвигателя А02-82-2 А02-91-2 А02-82-2 А02-91-2
Мощность, кВт 55 100 55 100
Частота вращения, мин-1 2950 2950 2950 2950
Масса, кг 4395 4747 3152 4728
Параметры ТВ-80-1,6 ТВ-200-1,25 ТВ-200-1,4
Производительность, м3/ч 5000 12000 12000
Повышение давления, МПа 0,06 0,02 0,04
Число рабочих колес 5 3 4
Тип электродвигателя А02-92-2 А0101-2 АО 102-2
Мощность, кВт 135 160 200
Частота вращения, мин-1 2950 2955 2960
Масса, кг 5118 4946 5850
цели применяют, например, багер-зумпфы (ЦОФ ’’Нагольчанская”), которые одновременно служат и расходной емкостью, сглаживающей неравномерность поступления угля. За рубежом (Германия, КНР) практикуют установку перед отсадочными машинами расходных бункеров для смоченного угля, снабжаемых вибрационными лотковыми питателями иногда со щелевидными отверстиями для обесшламливания. Подача в отсадочную машину сухого, предварительно не смоченного мелкого угля приводит к образованию комьев, которые в нерасслоенном виде перемещаются по поверхности потока и удаляются через порог в концентрат, повышая его зольность.
Система воздухоснабжения отсадочных машин включает воздуходувки, воздухосборники и воздухопроводы с запорно-регулирующими устройствами. Вместимость воздухосборника принимается из расчета 0,7—1 м3 на 1 м2 отсадочного решета. Если воздухосборник предназначен для нескольких отсадочных машин, его вместимость увеличивается на 15—20%. В этом случае кроме него целесообразно устанавливать индивидуальные воздухосборники вместимостью 2—3 м3 непосредственно при каждой отсадочной машине с разведкой воздуха к каждому пульсатору. Для воздухоснабжения отсадочных машин типов ОМ и МО применяют в основном центробежные компрессорные машины-турбовоздуходувки типа ТВ (табл. 6.18), реже — турбогазодувки типа ТГ. Воздуходувки ТВ отличаются высокой эксплуатационной надежностью и стабильностью аэродинамических параметров.
Водоснабжение отсадочных машин осуществляется за счет использования оборотной воды, в которой остаточное содержание твердого не должно превышать 50—80 г/л, что особенно важно для подрешетной воды. Для поддержания постоянного давления оборотной воды в системе водоснабжения отсадочных машин предусматривается напорный бак вместимостью в пределах часового расхода, чтобы компенсировать колебания расхода воды без существенного изменения уровня в баке.
295
Таблица 6.19
Технические характеристики обезвоживающих элеваторов
Параметры ЭО4 ЭО4с ЭО6 ЭОбс ЭО10
Производительность при насыпной плотности 1 т/м^, т/ч Скорость движения ковшовой ленты, м/с Угол наклона к горизонту, градус 9,0—38 15—61,5 0,17; 19—77 0,25; 0,38 31—123 48—193
Ковш:
объем, м^, не менее 0,02 0,016 0,05 0,04 0,125
ширина, мм 400 400 650 650 1000
шаг, мм коэффициент заполнения 640 320 800 0,5—0,9 400 800
Мощность электродвигателя, кВт 3—10 4—13 8—25 6-40 6—32
Подрешетную воду из бака подают в коллектор, из которого она подается в каждую секцию отсадочной машины патрубками с регулированием расхода задвижками. Основные требования к системе сводятся к поддержанию постоянного давления в водяном коллекторе и обеспечению регулирования расхода воды в требуемых пределах. Требования к чистоте транспортной воды и ее дозировке менее жестки. На практике она может частично пополняться за счет подачи циркулирующих разжиженных продуктов (крупнозернистого шлама и др.).
Обезвоживающие элеваторы для выгрузки отсадочной машины тяжелых продуктов и одновременного их обезвоживания. Обычно для этой цели используют наклонные элеваторы с перфорированными ковшами. Ковшовые ленты имеют два исполнения с рассредоточенным и сосредоточенным расположением ковшей. При рассредоточенных ковшах элеватор снабжается водоотводящей стенкой, при сосредоточенном — все ковши имеют водоотводящие листы.
Серийно выпускают обезвоживающие элеваторы с шириной ковшей 400; 600 и 1000 мм (табл. 6.19).
Управление процессом и регулирование отсадочных машин. Управление процессом отсадки осуществляется с целью поддержания технологических параметров и режима обогащения на оптимальном уровне при текущих изменениях нагрузок, вещественного состава исходного угля и других входных параметров. Различают установочные и оперативные факторы регулирования.
Установочные факторы задаются и отрабатываются в ходе регулировочноналадочных работ и сохраняются в неизменяемом виде до изменения сырьевой базы, перехода на выпуск продуктов иного качества или переоснащения отсадочных машин модернизированными узлами. К ним относятся: схема отсадки (коммутация и выделение продукта); частота пульсаций и воздушный цикл; высота рабочей постели (установочная высота порогов); производительность по исходному углю; угол наклона решет; ширина разгрузочных щелей; эффективная плотность поплавковых датчиков.
Оперативные факторы служат для текущего регулирования работы отсадочных машин при эпизодических нарушениях установившегося режима отсадки или отклонениях качества продуктов от заданного. К ним относят степень разрыхленности постели и равномерность ее по площади решета; толщину тяжелого слоя постели; равномерность скорости продольного потока
296
по ширине отсадочного решета; расход транспортной и подрешетной воды; расход сжатого воздуха. В отдельных конструкциях пульсаторов возможно оперативное регулирование элементов воздушного цикла. Условия и порядок оперативного регулирования по различным факторам, оптимальные диапазоны их изменения обусловливаются режимными картами. Методика и последовательность наладочной (установочной) регулировки отсадочных машин предусматривается соответствующей инструкцией, выпускаемой изготовителем.
Пуско-наладочная регулировка. Общие принципы и правила проведения пуско-наладочных работ по комплексу отсадки сводятся к следующему. На стадии подготовки отсадочной машины к пуску и наладке проводят осмотр технического состояния основного и вспомогательного оборудования комплекса отсадки, выявляют и устраняют недостатки сборки и монтажа, в том числе проверяют затяжку крепежных деталей, сплошность сварных швов, комплектность и механическую исправность механизмов. Второй стадией является прокрутка механизмов на холостом ходу и устранение возможных неисправностей, заклиниваний, перекосов и т.д. Далее проверяют герметичность емкостей и магистралей при их заполнении водой, а затем проводят пуск комплекса при заполнении водой. При этом проверяют отсутствие перекосов отсадочного решета в поперечном направлении и правильность установки его в продольном направлении под заданным углом наклона. Устанавливается режим срабатывания пульсаторов и колебательный режим в решетной части машины, проверяются жесткость закрепления отсадочного решета.
В случае прорывов воздуха из воздушной камеры в решетную часть проводят регулировку воздушного цикла на уменьшение продолжительности впуска. Испытывают запорную арматуру трубопроводов на герметичность и четкость срабатывания, особенно при автоматическом управлении ее приводами.
Заключительная и наиболее продолжительная стадия пуско-наладочных работ — отработка всех параметров при работе отсадочной машины под нагрузкой. На этой стадии отрабатывается режим обесшламливания и загрузки исходных углей с достижением эффективного отделения мелочи и избытка транспортной воды, спокойного и равномерного по ширине решета поступления углей в машину при заданной производительности. Обеспечивается равномерное по площади решета разрыхление постели, отсутствие ’’мертвых зон” и участков с завышенной или заниженной толщиной слоя постели. Подбирается оптимальное положение шиберов, определяющих высоту постели (табл. 6.20) и ширину разгрузочных щелей. По результатам экспресс-анализа фракционного состава продуктов уточняются режимы пульсаций (по каждой секции), расход подрешетной воды, режимы разгрузки тяжелых продуктов, в частности, эффективная плотность поплавкового датчика и его ’’нулевое” положение по высоте. Для установления оптимальных условий разгрузки тяжелых продуктов производится точечное опробование на различных участках решета с отбором
Таблица 6.20
Высота порогов для отсадочных машин типа МО, мм
Ступень машины Крупность угля, мм
13(6)—150 0,5—13(25)
Загрузочная 320—360 300—340
Промежуточная 300—400 280—320
Разгрузочная 470—500 450-470
297
проб специальным отбирателем, обеспечивающим сохранение послойной структуры постели в точке отбора. Конечный результат пуско-наладочных работ — передача отсадочного комплекса в постоянную эксплуатацию при фиксированных технологических параметрах, обеспечивающих гарантированную точность разделения. По факторам, подлежащим оперативному регулированию, режимной картой устанавливают рабочие диапазоны и порядок коррекции их в процессе эксплуатации.
Оперативная регулировка. Современные отсадочные машины, оснащенные автоматическими регуляторами разгрузки тяжелых продуктов, при стабильном качестве исходных углей и постоянной удельной производительности могут продолжительное время работать без вмешательства в процесс обслуживающего персонала. Однако на практике гранулометрической и фракционный составы угля, его масса во времени подвержены колебанию иногда в достаточно широких пределах. Кроме того, возможны колебания параметров сжатого воздуха, напора и расхода подрешетной воды, нарушения исправности вспомогательного оборудования отсадочного комплекса, забивка отдельных участков отсадочного решета, попадание посторонних предметов и т.д. Все эти факторы могут влиять на режим отсадки, вызывая его нарушение, что предполагает необходимость контролировать и корректировать параметры процесса.
Как правило, сменный персонал оценивает ход процесса по визуальным наблюдениям, периодическому контролю разрыхления постели, оценке результатов экспресс-анализа и т.д.
Оперативное вмешательство в работу отсадочных машин обычно ограничивается следующими мерами.
I. При задержке продольного перемещения материала в загрузочных устройствах увеличивают расход транспортной воды. Движение потока с чрезмерной продольной скоростью требует, наоборот, снижение ее расхода.
II. Образование ’’застойных” зон с чрезмерно уплотненной постелью требует увеличения расхода воздуха или подрешетной воды на соответствующую секцию. Однако недопустимо использование подрешетной воды как разрыхляющего фактора для компенсации недостатка сжатого воздуха. Это может негативно сказываться на балансе продуктов водно-шламовой схемы и усложнить работу других технологических процессов. В. свою очередь, увеличение расхода воздуха также имеет допустимые пределы, при превышении которых возможны выбросы через слой постели с нарушением ее расслоения.
III. В одних случаях накопление слоя тяжелой постели перед разгрузочным устройством и уменьшение против нормального уровня загрузки ковшей элеваторов, а также обратное явление (чрезмерное разрыхление и снижение высоты тяжелого слоя и переполнение ковшей элеватора) свидетельствуют о разрегулировке авторегулятора разгрузки и требуют корректировки его работы перемещением контргруза или изменением положения задатчика высоты тяжелого слоя. В других случаях переполнение ковшей обезвоживающего элеватора или повышение уплотненности отсадочной постели, образование участков, не полностью покрытых транспортной водой, являются следствием нарушения нормальной работы обесшламливающих устройств. Устранение таких нарушений также требует оперативного вмешательства персонала.
IV. По результатам экспресс-анализа продуктов отсадки определяют целесообразность поддержания режимных параметров на установленном уровне (если засорение каждого продукта посторонними фракциями не превышает допустимых пределов) или необходимость корректировки режима
298
разгрузки тяжелых фракций (если один из продуктов имеет избыточное засорение); или же выявляют потребности в дополнительной регулировке водовоздушного режима (если оба продукта взаимно засорены сверх допустимого предела). Взаимное засорение продуктов отсадки можно снизить также за счет уменьшения удельной производительности. Однако это не должно приводить к снижению производительности фабрики в целом.
6.3. Обогащение на пневматических сепараторах
При пневматическом обогащении в качестве разделительной среды используется воздух.
Расслоение материала протекает в соответствии с законами гравитационного разделения частиц различных размеров и плотности в условиях стесненного их перемещения под воздействием воздушных потоков или сочетания воздушных потоков и механических встряхиваний, обеспечивающих разрыхление материала, необходимое для взаимного перемещения зерен. Результаты расслоения определяются влиянием этих воздействий, которые имеют одинаковую направленность по отношению к частицам разной крупности.
Под воздействием восходящих воздушных потоков частицы одинаковой крупности расслаиваются таким образом, что в нижних слоях концентрируются более тяжелые, а в верхних — более легкие; если частицы имеют одинаковую плотность, то в нижних слоях располагаются более крупные, а в верхних — более мелкие.
Элементы теории. Основные отличия воздушной среды от водной — более низкая плотность (1,23 и 1000 кг/м3 соответственно) и незначительная вязкость. Поэтому ускорение свободного падения твердого тела плотностью рт в воздушной среде плотностью рв приблизительно равно ускорению свободного падения g:
а = g(pT - РвУРт = 9’81 м/с2.
Конечную скорость падения и0 (м/с) тела размером d (м), плотностью рт (кг/м3) в воздушной среде определяют по формуле:
Ч) = Ц ^^(Рт-РвУРв = Р ^ФУРв .
где ц. — коэффициент сопротивления, зависящий от формы и плотности частиц, равный 5—5,5 м,//2/с.
Коэффициент равнопадаемости частиц в воздухе ниже коэффициента их равнопадаемости в водной среде. Например, при разделении в воздушной среде угля плотностью 1200 кг/м3 и породы плотностью 2400 кг/м3 коэффициент равнопадаемости равен 2, в водной среде 7. Поэтому для обогащения в воздушной среде требуется более узкая шкала классификации. Однако на практике при обогащении углей в восходящем потоке воздуха наблюдается не свободное падение, а падение в стесненных условиях и скорости падения частиц никогда не достигают конечных скоростей; поэтому эффективное разделение углей и породы возможно и при более широкой шкале классификации, например, до 6 (13—75; 1—6 мм).
Важно также, что фактическое обогащение по более широкой шкале классификации обеспечивается мелкими частицами, поднятыми восходящим потоком воздуха, которые создают искусственную среду большей плотности, чем плотность воздуха.
299
Под воздействием механических встряхиваний частицы одинаковой крупности расслаиваются по плотности: внизу более тяжелые, вверху — более легкие. При одинаковой плотности частиц в нижних слоях концентрируются более мелкие, а в верхних — более крупные.
Наличие этих конкурирующих процессов расслоения под воздействием воздушных потоков и сегрегации под воздействием механических встряхиваний позволяет добиться на пневматических сепараторах расслоения материала по плотности при значительном различии в крупности частиц. В результате расслоения частицы, плотность которых меньше плотности разделения, концентрируются вверху постели, а больше плотности разделения — в ее нижнем слое. Между ними располагается слой частиц промежуточной плотности, а также смесь крупных легких и мелких тяжелых частиц, не расслоившихся по плотности из-за их предельной крупности.
Разделение материала на продукты происходит путем перемещения образовавшихся слоев постели по рабочей поверхности машины в одном или разных направлениях. По направлению перемещения тяжелого и легкого продуктов все пневматические машины делят на прямоточные, противоточные и поперечнопоточные. У прямоточных машин применяется послойный способ разделения стратифицированного материала. Он заключается в послойном отделении и выгрузке из машины материала отдельных слоев постели, движущихся в одном направлении. В противоточных конструкциях разгрузка производится с противоположных торцов деки, а в поперечнопоточных — с периферийных участков дек.
К устройствам с прямоточным перемещением продуктов и послойной выгрузкой относят пневматические отсадочные машины типа ПОМ 2А и ПОМ 2М, к поперечнопоточным — пневматические сепараторы типа СПб, СП 12, СП 106 и СП 112. Пневматические отсадочные машины типа ПОМ2А и ПОМ2М в настоящее время сняты с производства и работают на одной фабрике (ОФ ш. ’’Байдаевская”, Кузбасс).
Рациональные условия применения пневматического обогащения. Основные достоинства пневматического метода обогащения — отсутствие водношламового хозяйства, простота технологических схем и отгрузка продуктов обогащения в сухом виде без сушки.
Капитальные и эксплуатационные затраты при этом значительно ниже, чем на фабриках с мокрыми процессами обогащения при охвате всех классов крупности. Однако низкая эффективность разделения и связанные с этим пониженное качество концентрата и значительные потери горючих компонентов с отходами существенно ограничивают рациональную область использования этого метода. Вместе с тем для получения беспородной массы энергетических углей легкой обогатимости, предназначаемой для энергетического использования, представляется эффективным использование этого способа как основного, так и в сочетании с мокрым.
Рациональные условия его применения: дефицит воды в регионе, содержание внешней влаги в исходных углях не более 6—7%, легкая или средняя обогатимость углей, наличие в исходном материале сильноразмокаемых пород, осложняющих применение мокрых методов.
Технологические схемы обогащения. Пневматический метод используют для обогащения дешевых энергетических главным образом бурых углей, а также сланцев. Поэтому пневматические обогатительные фабрики и установки имеют технологические схемы, предусматривающие подготовку к обогащению (дробление, классификацию) и собственно обогащение ширококлас-сифицированного угля. Обогащение производят с выделением концентрата,
300
отходов и циркуляцией промпродукта. Выделение промпродукта и возврат его на обогащение повышает эффективность разделения.
Обогащение в пневматических сепараторах осуществляют, как правило, одним машинным классом 13—75(50) мм с выделением отсева крупностью 0—13 мм или машинным классом 0—75 (50 мм) без выделения отсева.
Предварительное выделение отсева крупностью 0—13 мм снижает нагрузку на сепараторы и уменьшает содержание пыли в потоках технологического воздуха однако не обеспечивает максимально возможное снижение зольности, так как при обогащении машинным классом 0—75 мм глубина обогащения составляет 6, а не 13 мм. Поэтому более целесообразно выделять отсев крупностью 0—6 мм. Такая технология внедрена на обогатительных фабриках Подмосковного бассейна.
В ряде случаев из-за высокой зольности мелочи уголь не может быть реализован. Поэтому для максимального снижения зольности уголь обогащают двумя машинными классами: 0—13 и 13—75 мм, выход которых в шахтной добыче составляет примерно по 50%. Крупный уголь обогащают в пневматических сепараторах, а мелкий в пневматических отсадочных машинах или сепараторах.
До последнего времени в Кузбассе и в Воркуте применяли также комбинированные схемы, по которым угли крупных классов обогащали, как правило, гидравлической осадкой, а угли крупностью 0—13 или 0—25 мм — в пневматических отсадочных машинах. Достоинства такой схемы — небольшой выход шламов и низкая себестоимость обогащения, а недостаток — возможность ее применения только при невысокой зональности мелкого угля.
Более сложные схемы, предусматривающие обогащение узкоклассифициро-ванного угля, применяют за рубежом для обогащения коксующихся углей. Например, на норвежском руднике Лонгиербюен компании ’’Стуре Норске” угли перерабатывают тремя машинными классами 1—13; 13—18 и 18—50 мм.
Основное обогатительное оборудование. Для пневматического обогащения крупных, средних классов углей и сланцев применяют в основном сепараторы СП 12 и СПб, а также сепараторы СП112 (СП 12А). С 1992 г. предприятие ’’Спецтехномаш” (г. Красноярск) освоило выпуск автоматизированных сепараторов СП112 и СП106.
В качестве рабочей поверхности для сепараторов применяют резиновые ступенчатые, металлические рашпильные или гофрированные сита с отверстиями размером 4—10 мм. Живое сечение рашпильных сит зависит от формы, размеров и расположения отверстий. При уплотненном их расположении оно изменяется от 6,5 до 19% при изменении размеров треугольных отверстий от 3,5 до 6 мм. Коэффициент сопротивления сдвигу угля относительно сита при скольжении составляет 0,85, однако по мере износа снижается до 0,3—0,4. Большой недостаток рашпильных сит — низкая износостойкость. При толщине стального листа 1—1,5 мм срок службы сит составляет около 300 ч.
Живое сечение металлических гофрированных сит достигает 40—47%. Они обладают большой износостойкостью и прочностью. При толщине листа 3 мм срок службы их может составлять до 2 лет. Эти сита отличаются слабым сцеплением материала с рабочей поверхностью, которое практически не изменяется в течение всего срока службы.
Живое сечение резиновых сит составляет 32—34%. Они характеризуются высокой износостойкостью и хорошим сцеплением с материалом благодаря ступенчатой форме поверхности, которая из-за незначительного износа обес-
301
302
Рис. 6.38. Пневматический сепаратор СП 12. См. текст
Таблица 6.21
Технические характеристики пневматических сепараторов
Параметры СП12 СПб СП112 СП 106
Производительность по исходному продукту вместе с циркулирующей нагрузкой, т/ч 100 40—50 150 85
Крупность обогащаемого материала, мм 6—75 6—50 6—75 6—50
Площадь рабочей поверхности, м^ Диапазон изменения угла наклона деки, градус 12 6,7 12 6—7
продольного 4—11 4—11 4—11 4—11
поперечного 4—11 3—10 4—11 4—11
Угол между направляющими и продольной осью сепараторов, градус 10,5 7 40,5 7
Расстояние между направляющими, мм 230 178 230 180
Эксцентриситет приводного вала, мм 10 6 10 6
Частота качаний деки, с-1 (мин-1) 5,2—6,6 (310—400) 5,2—6,6 (310-400) 5—6,6 (300—400) 5—6,6 (300—400)
Частота пульсаций воздуха, с-1 (мин-1) 1,38—2,17 (83—130) 1,38—2,17 (83—130) 1,38—2,17 (83—130) 1,38—2,17 (83—130)
Мощность установленных электродвигателей, кВт Габариты, мм 20 10,5 25,7 14,7
длина 8150 6410 8200 6450
ширина 3580 2985 5100 3906
высота 7403 5500 11 000 7700
Масса, т 14,6 8,1 25 14
печивает постоянство коэффициента сопротивления. Срок службы резиновых сит — 2—3 года.
По конструкции пневматические сепараторы различают по числу коробов, полудек в одном коробе, площадью дек и их формой, по числу полей в одной деке. Все отечественные сепараторы имеют один короб с декой прямоугольной формы. В сепараторах СП12 и СП112 дека разделена на четыре поля, в сепараторах СПб и СП106 — на три. Технические характеристики сепараторов приведены в табл. 6.21.
Отличительная особенность пневматических сепараторов типа СП (рис. 6.38) — наличие одной односкатной деки, на поверхности которой происходит разделение частиц угля и породы. Дека установлена в коробе 8, закрепленном на раме 12 с одной стороны с помощью шарниров, а с другой — тремя стопорными устройствами 70. Для изменения поперечного угла наклона короба служат два винтовых механизма 11.
Рама короба установлена на поворотной раме 3 на двух передних и двух задних качающихся стойках 5. С помощью винтов нижние концы стоек, опирающиеся блок-шарниром на ползун, синхронно перемещаются вверх или вниз, тем самым изменяя угол наклона стоек.
Для подачи под деку сепаратора технологического воздуха служит воздуховод 7, который заканчивается патрубками 2. Неподвижные патрубки воздуховода соединены гибкими прорезиненными рукавами с диффузорами 73 качающегося короба. Число диффузоров и патрубков соответствует числу полей, на которые разделен по длине короб сепаратора.
Каждый диффузор по ширине разделен перегородками на четыре отсека, внутри которых установлены воздушные заслонки с рукоятками для регулирования расхода воздуха по ширине поля.
Для изменения продольного угла наклона рабочей поверхности служат два домкрата винтового типа 14, на которые опирается поворотная рама 3. Стопорные гайки обеспечивают фиксацию положения штока домкрата.
В зоне разгрузки промпродукта боковой 78 и торцовой 25 пороги снабжены ситами 20 с отверстиями размером 13 мм. Под ситами расположены выдвижные карманы. С помощью этих сит и карманов выделяется дополнительное количество концентратных и породных фракций благодаря разнице в крупности легких и тяжелых частиц в зоне разгрузки промпродукта.
Качание рамы короба осуществляется эксцентрикошатунным механизмом 4, установленном под коробом на поворотной раме. Эксцентриковый вал эксцентрикошатунного механизма связан с рамой короба двумя шатунами 6. Частоту качаний изменяют механическим вариатором, с помощью которого регулируют частоту вращения эксцентрикового вала шатунного механизма.
Исходный материал подают на деку сепаратора загрузочным лотком 7. Легкие фракции с деки сепаратора разгружают через боковой порог 7 8 в приемную воронку 19, расположенную сбоку сепаратора; тяжелые фракции разгружают через торцовой порог 25 в приемную воронку 24. Промпродукто-вые фракции, а также не успевшие разделиться частицы угля и породы, разгружают в приемные воронки 22.
Боковой и торцовой пороги — выдвижные. Изменением высоты порогов регулируют толщину постели на деке сепаратора, а также разгрузку материала на различных участках деки.
Приемные воронки концентрата, промпродукта и отходов крепят к поворотной раме 3 сепаратора, благодаря чему они перемещаются вместе с ней при изменении продольного угла наклона деки. Внутри приемных воронок 305
Рис. 6.39. Пневматический сепаратор СП 12
/ — шнековый разгрузчик; 2 — система централизованной смазки; 3 — пылеотделитель;
4 — концентратор; 5 — зонт; 6 — кожух
смонтированы подвижные разделительные ножи 21 и 23, с помощью которых сходящий с деки поток материала делится на концентрат, промпродукт и отходы.
Для регулирования расхода воздуха по полям внутри каждого патрубка воздуховода смонтированы три воздушные заслонки, положение которых может меняться с помощью рукоятки 15. Над воздушными заслонками размещены индивидуальные лопастные пульсаторы, лопасти которых устанавливают со сдвигом на 45° от поля к полю. Вращение пульсаторов обеспечивается индивидуальным электродвигателем 16 через редуктор и клиноременной вариатор для регулирования частоты пульсаций.
Для предотвращения выбросов запыленного воздуха в помещение фабрики над декой установлен вытяжной зонт 9, соединенный с пылеулавливающей системой сепаратора. Пространство между зонтом и декой со всех сторон закрывается брезентом или резиной.
306
Конструкция пневматического сепаратора СПб близка к конструкции сепаратора СП 12. Кроме габаритных размеров он отличается лишь наличием породоперемывочной площадки и меньшим числом полей. Поверхность рабочего короба (дека) у сепаратора СПб в отличие от сепаратора СП 12 делится на три поля. Соответственно он снабжен тремя диффузорами, соединенными гибкими воздухонепроницаемыми рукавами с тремя патрубками воздуховода.
К деке шарнирно прикреплена породоперемывочная площадка с диффузором и воздушными заслонками. Воздух под породоперемывочную площадку подают через патрубок третьего поля сепаратора. Разгрузку отходов с деки сепаратора регулируют углом продольного наклона породоперемывочной площадки, изменяя его с помощью дополнительно установленного винтового механизма.
В конструкции вытяжного зонта предусмотрены два выходных отверстия (кармана), через которые с наддекового пространства раздельно удаляют технологический и дополнительно отсасываемый воздух.
Сепаратор СП112 (рис. 6.39) отличается от сепаратора СП12 наличием систем автоматического регулирования процесса обогащения САРП-1 и централизованной смазки 2, шнекового разгрузчика просыпи 7 и спаренного спирального пылеотделителя 3 с прямоточными концентраторами 4.
Конструкция сепаратора СП106 аналогична конструкции сепаратора СП 112, от которого он отличается только меньшими размерами и числом полей деки.
Система автоматического регулирования САРП-1 осуществляет стабилизацию процесса обогащения. Она автоматически регулирует режим работы сепаратора в зависимости от заданных значений давления воздуха в патрубках под первым и третьими полями деки.
Шнековый разгрузчик просыпи, установленный под воздуховодом сепаратора, служит для непрерывной очистки его от просыпавшихся через рабочую поверхность частиц. Конструкция разгрузчика позволяет присаживать просыпь к концентрату или отходам в зависимости от его качества.
Для предотвращения выбросов пыли в помещение фабрики наддековое пространство закрыто металлическим кожухом 6 со смотровыми люками, который прикреплен к зонту 5 сепаратора. Над зонтом установлен спаренный спиральный пылеотделитель с прямоточными концентраторами.
Частота колебаний короба регулируется тиристорным преобразователем частоты тока типа ЭКТ-63/380, управляющие сигналы на который подаются с системы САРП-1.
Основные технические данные системы САРП-1
Диапазон контролируемого давления под первым и третьим полями деки
сепаратора, Па (кгс/м2)...................................... 392—2452(40—250)
Диапазон контролируемой и регулируемой частоты качаний деки сепаратора, Гц (мин-1)......................................... 5—6,67(300—400)
Диапазон контролируемой и регулируемой нагрузки сепаратора, mVi .... 80—180
Номинальное напряжение питания цепей тока, В: переменного ................................................. 220
постоянного .............................................. 24
Потребляемая мощность, кВт, не более......................... 0,5
Масса, кг.................................................... 350
307
Технологические параметры и показатели обогащения. Расход воздуха, подаваемого под деку сепаратора, — основной параметр, определяющий качество продуктов обогащения. Он зависит от крупности и влажности исходного продукта, содержания в нем мелочи, режимов подачи воздуха (непрерывного или пульсирующего). В реальных условиях фабрики общий расход воздуха определяется подачей установленного технологического вентилятора и сопротивлением воздушной сети, включая сопротивление рабочей поверхности сепаратора и слоя разделяемого материала на ней.
Наилучшие условия разделения в зависимости от крупности машинного класса при непрерывной подаче воздуха обеспечиваются при следующих удельных расходах:
Крупность машинного класса, мм... 13—100 13—75 13—50 13—25 6—13 3—6
Удельный расход воздуха, тыс. м3/(ч • м2). 15,2—15,8 13,5—14,7 12,8 9,6 8 6,4
При содержании в машинном классе более 10—15% мелочи крупностью менее нижней границы класса расход воздуха уменьшается на 1,7% на каждый процент увеличения ее содержания. Поэтому крупные машинные классы рекомендуется обогащать в присутствии угольной мелочи, снижающей расход воздуха.
При пульсирующей подаче необходимый расход воздуха уменьшается на 25% по сравнению с непрерывной его подачей. Общий расход воздуха регулируется степенью раскрытия направляющего аппарата вентилятора. Расход воздуха по полям сепаратора распределяется с помощью воздушных заслонок, расположенных в патрубках воздуховодов, по зонам — заслонками, установленными внутри диффузора.
При правильно подобранном воздушном режиме угольная постель характеризуется равномерной разрыхленностью и хорошей подвижностью во всех точках деки, без ’’мертвых” зон и ’’фонтанирующих” участков.
Производительность сепараторов должна соответствовать расходу технологического воздуха и не превышать паспортных значений, на которые рассчитана конструкция сепаратора. Удельная производительность по исходному углю на 1 м2 деки зависит от крупности обрабатываемого машинного класса, влажности и обогатимости угля.
Удельная производительность современных сепараторов в условиях оптимальных воздушных режимов достигает 12,5 т/(ч • м2) при обогащении машинного класса 13—75 мм. Превышение указанного значения снижает эффективность обогащения. Производительность сепаратора регулируется изменением производительности питателя.
При эксцентриситете 10 мм (сепараторы СП 12 и СП 112) рабочие пределы регулирования числа оборотов составляют обычно 320—380 мин-1.
Частота колебаний в сепараторах СП 12 и СПб регулируется с помощью вариатора, в сепараторах СП112 и СП106 — тиристорным преобразователем, изменяющим частоту вращения ротора электродвигателя.
Угол продольного наклона деки сепаратора к горизонтали влияет на скорость продвижения породного слоя и накопление породных фракций на деке.
В зависимости от фракционного состава исходных углей он устанавливается в пределах 6—8°. Угол поперечного наклона деки сепаратора определяет скорость разгрузки верхнего (угольного) слоя постели и в зависимости от
308
Таблица 6.22
Нормы засорения продуктов пневматического обогащения угля посторонними фракциями, %
Обогатимость угля Концентрат Промпродукт Отходы
Промежуточные фракции Тяжелые фракции Легкие фракции Тяжелые фракции Легкие фракции Промежуточные фракции
Крупный машинный класс (+13 мм)
Легкая 2,5 1,3 — — 5 7
Средняя 3 1,7 40 20 6 10
Трудная 4 2,2 45 25 7 12
Мелкий машинный класс (0—13 мм)
Легкая 3 1,5 — — 6 8
Средняя 4 2 45 25 7 И
Трудная 5 2,5 50 30 8 14
обогатимости сепарируемого материала регулируется в пределах 6—9°. При легкой обогатимости угол поперечного наклона увеличивают, что приводит к увеличению производительности сепаратора, при трудной — уменьшают.
Частоту пульсаций воздушного потока устанавливают в зависимости от крупности разделяемого материала, содержания мелочи и влажности. Крупный уголь с малым содержанием мелочи, образующий пористую постель, необходимо обогащать при низких частотах пульсаций (30—50 мин-1). Тот же уголь при высоком содержании мелочи лучше обогащается при частоте пульсаций 50—100 мин-1. С уменьшением крупности машинного класса частота пульсаций должна увеличиваться, с увеличением влажности обогащаемого материала — снижаться.
Частота пульсаций воздушного потока в серийных сепараторах зависит от частоты вращения вала пульсатора, регулируемого шкивом-вариатором. Применение пульсирующего воздушного режима улучшает разрыхление постели, ускоряет процесс разделения и сокращает расход воздуха примерно на 25%, но усложняет эксплуатацию сепараторов и их воздушных систем.
Углы наклона опор короба влияют на интенсивность подбрасывания и скорость продвижения угольной постели по деке сепаратора. Максимальная скорость и хорошее разрыхление достигаются при углах, равных 45° или близких к ним. При угле наклона менее 45° к горизонтали проходит более интенсивное подбрасывание материала, но при меньшей скорости его продвижения. Более крутые углы обеспечивают менее интенсивное подбрасывание и меньшую скорость продвижения.
Обычно наилучшие условия разделения достигаются при углах наклона 45° для опор короба, расположенных у зоны загрузки, и 50—56° — у разгрузочного (породного) торца.
309
Таблица 6.23
Срединные вероятные отклонения Ерт по классам крупности при обогащении бурых углей Подмосковного бассейна
Класс, мм Ерт, кг/м3 Плотность разделения, кг/м3
>50 90 1645
25—50 145 1715
13—25 212 1740
6—13 310 2035
> 13 163 1650
> 6 200 1685
Высота бокового и торцового порогов определяет толщину угольной постели, которая в зоне загрузки должна соответствовать примерно четырем максимальным размерам кусков материала и постепенно уменьшаться по мере разгрузки продуктов обогащения, не превышая максимального размера куска в зоне выгрузки отходов.
Положение разделяющих ножей в приемных воронках определяет выход и качество продуктов обогащения и зависит как от фракционного состава исходного угля, так и от настройки самого сепаратора. Правильность выбора технологических параметров оценивается по качеству получаемых продуктов обогащения, которое периодически контролируется ускоренным фракционным анализом и сравнивается с принятым для пневматического обогащения нормами засорения продуктов посторонними фракциями (табл. 6.22).
Правильная регулировка пневматических сепараторов обеспечивает достаточно высокую эффективность разделения. Так, при обогащении на пневматическом сепараторе СП 12 бурых углей Подмосковного бассейна машинным классом 0—75 мм с разделением на концентрат и отходы при циркуляции промпродукта среднее вероятное отклонение Ерт для угля класса 6—75 мм составило 160—200 кг/м3. Как правило, крупные классы разделяются с более высокой эффективность, чем мелкие (табл. 6.23). Класс 0—6 мм в этом случае практически не обогащается.
Оборудование воздухоснабжения и пылеулавливания пневматических сепараторов. Для пневматического обогащения в качестве технологических вентиляторов используют центробежные дутьевые вентиляторы типа ВД иВДН и дымососы типа ДН.
Вентиляторы дутьевые типа ВД или ВДН предназначены для работы на чистом воздухе, не содержащем твердых взвешенных частиц. Они рекомендуются для воздухоснабжения пневматических отсадочных машин, у которых под деку подается незапыленный воздух, засасываемый из помещения фабрики.
Дымососы типа ДН (табл. 6.24) используют для работы с газами, содержащими до 2 г/м3 пыли. Их основные узлы изготовляют устойчивыми к абразивному износу. По этой причине их широко применяют в воздушных системах пневматических сепараторов.
Воздушные схемы пневматических сепараторов — замкнутые, с циркуляцией технологического воздуха. Очистка циркулирующего воздуха — одностадиальная, сухая. При обогащении сухих углей с незначительным содержанием глины применяют батарейные пылеуловители типа БПР-75А или БПР-100А.
310
Таблица 6.24
Технические характеристики дымососов
Параметр ДН 24 ДН21 ДН 19 ДН 17 ДН 15 ДН 12,5
Диаметр рабочего колеса, мм 2400 2100 1900 1700 1500 1250
Подача при максимальном кпд и номинальной частоте вращения вала, тыс. м^/ч 176 138 90 73 50 26,7
Полное давление при максимальном кпд и температуре воздуха 20°С, Па/м2 4760 6820 5570 4460 3480 2380
Частота вращения вала, с-1 (мин-1) 12,3(740) 16,3(980) 16,3(980) 16,3(980) 16,3(980) 16,3(980)
Максимально допустимая частота вращения, с-1 (мин-1) 12,5(750) 16,7(1000) 16,7(1000) 16,7(1000) 16,7(1000) 25,0(1500)
Мощность на валу, кВт 234 262 158 78,5 48 17,8
Максимальный кпд, % 83 85 84 84 84 83
Изготовитель ПО ’’Сибэнергомаш” Артемовский машиностроительный завод Завод ’’Дальэнергомаш” Бийский котельный завод
Таблица 6.25
Технические характеристики циклонов конструкции НИИОГаз
Параметр ЦН-15-750 ЦН-15-1250 ЦН-15-1600 ЦН-15-3000
Производительность, тыс. мР/ч 5 15 25 80—90
Высота, мм Диаметр, мм: 4700 7200 9150 17100
внутренний 750 1250 1600 3000
наибольший 1190 1670 2020 3475
выходного патрубка 315 525 675 1250
нижнего отверстия бункера пыли Размеры входного патрубка, мм: 265 265 265 367
высота 515 845 1076 1768
ширина 183 313 404 669
Эффективного пылеулавливания, % 91—93 91—93 91—93 89—91
Масса, кг 610 1745 2947 8741
Технические характеристики типов батарейных пылеуловителей
БПР-75А БПР-100А
Производительность по поступающему воздуху, м^/ч............. 75 000 105 000
Эффективность пылеулавливания, %............................. До 92 До 92
О
Максимальная запыленность поступающих газов, г/м................ 75 75
Аэродинамическое сопротивление, Па (мм вод.ст.)............... 1600 (160)
Число циклонных элементов....................................... 12 16
Диаметр циклонного элемента, мм............................... 800
Установленная мощность электродвигателя, кВт.................. 2,2
Габариты, мм: длина.......................................................... 5000 6000
ширина.................................................... 4300 3640
высота.................................................... 9300 10 420
Масса, т....................................................... 13,2 17,15
Изготовитель... машиностроительный завод № 2 (г. Караганда) производственное объединение "Каргормаш".
При обогащении влажных углей с высоким содержанием глины используют циклоны, которые меньше забиваются влажной глинистой пылью. С этой целью широкое распространение получили циклоны типа ЦН-15 конструкции НИИОГаз (табл. 6.25).
Для предотвращения выбросов пыли в здание фабрики в замкнутых воздушных схемах предусматривается дополнительный отсос воздуха (20—30% основного потока) из-под зонта сепаратора. Перед выбросом его в атмосферу производится двухстадиальная очистка от пыли до значений, обеспечивающих пдк. С этой целью на первой (сухой) стадии очистки применяют циклоны или батарейные пылеуловители, на второй — агрегаты мокрого пылеулавливания типа ПМ35А, комбинированные пылеуловители ПК35, циклоны-промыватели типа СИОТ и др.
312
tfvi/щенный
0 amwetpe^i/
Рис. 6.40. Схема воздухоснабжения и пылеулавливания пневматического сепаратора СП 12 со спаренным спиральным пылеотделителем (См. текст)
Воздушные схемы пневматических отсадочных машин — разомкнутые. Воздух под деку подается нагнетательным технологическим вентилятором, снабженным калорифером, который используется при обогащении углей повышенной влажности. Для предотвращения выделения пыли из-под зонта отсадочной машины отсасывается на 20—25% больше воздуха, чем подается под ее деку технологическим вентилятором.
Запыленный воздух очищают в две стадии с использованием на I стадии сухих пылеуловителей, на II — мокрых. Замкнутые воздушные схемы, особенно при больших расходах воздуха, экономически выгоднее разомкнутых, так как при их применении сокращается приток холодного воздуха из атмосферы в помещение фабрики. К сожалению, конструкция пневматической отсадочной машины ПОМ-2А не позволяет использовать замкнутую воздушную схему.
313
В последние годы на многих фабриках с пневматическими сепараторами внедрена усовершенствованная воздушная схема, по которой весь запыленный воздух из-под зонта сепаратора направляется в пылеотделитель, предназначенный для разделения его на два потока с одновременной очисткой циркулирующего воздуха от пыли. Основная масса пыли пылеотделителем концентрируется в меньшем по объему потоке воздуха, который и подвергается глубокой двухстадиальной очистке перед выбросом в атмосферу. С этой целью применяют пылеотделители, разработанные ИОТТ: спиральный, спаренный спиральный с прямоточными концентраторами, прямоточный цилиндрический.
Воздушная схема со спаренным спиральным пылеотделителем с прямоточными концентраторами испытана и внедрена на обогатительных фабриках Подмосковного бассейна. Такая же схема предусмотрена для пневматического сепаратора СП112 (рис. 6.40).
Дымососом ДН21 1 технологический воздух подается под деку сепаратора. Запыленный воздух через зонт 2 засасывается в двухсторонний спиральный корпус 3 пылеотделителя, где осуществляется его закручивание. Под действием центробежных сил частицы пыли концентрируются в периферических слоях закрученного потока, снижая содержание пыли в центральной его части. При прохождении через прямоточные концентраторы 5 воздушный поток делится на два потока, различающиеся по объему и запыленности.
Основной объем воздуха (70—75%) с содержанием пыли менее 2 г/м3 засасывается в технологический вентилятор и снова подается под деку сепаратора. Меньший по объему воздушный поток (25—30%), в котором концентрируется практически вся пыль, отсасывается на очистку сначала в циклоны 6, а затем в агрегат 4 мокрого пылеулавливания ПМ-35А, в котором оставшаяся после очистки в циклоне пыль улавливается водой и в виде шлама выводится в очистительные сооружения.
Применение пылеотделителей позволяет создавать компактные воздушные системы, обеспечивающие эффективное обеспыливание циркулирующего воздуха.
Перспективы развития. Дальнейшее развитие пневматического обогащения связано с разработкой высокоэффективного аппарата для обогащения мелких классов углей сухим способом. Применение такого аппарата позволит снизить глубину обогащения как на фабриках с сухими процессами, так и на фабриках с мокрыми процессами без увеличения нагрузки на водно-шламовые схемы.
Освоение промышленностью процесса термоаэроклассификации существенно увеличит возможности пневматического обогащения при переработке отсевов энергетических углей и антрацитовых штыбов. В этом случае преодолеваются ограничения по влажности для пневматического обогащения и существенно снижается объем обрабатываемых шламов в целом по фабрике.
Кроме того, широкое применение существующих пневматических сепараторов для крупных и средних классов сдерживается сравнительно низкой единичной производительностью их при значительных динамических нагрузках. Создание сепараторов производительностью до 250—300 т/ч с уменьшенными динамическими нагрузками, передаваемыми на перекрытие, позволило бы увеличить мощность существующих пневматических фабрик и снизить число оборудования, устанавливаемого на новых фабриках.
314
6.4. Обогащение во флотационных машинах
Теоретические основы флотации. Флотация — процесс приведения смеси тонкоизмельченных минералов в состояние, при котором возможно осуществить их разделение с помощью гравитационных сил. Процесс пенной флотации осуществляется в водной среде путем перемешивания и отстаивания в ней смеси твердых частиц разделяемых компонентов (угля и породы) с пузырьками газа (воздуха).
В основе теории флотации лежат известные представления о неодинаковой величине молекулярного притяжения друг к другу различных веществ, что в условиях минеральных пульп (смеси твердых частиц с водой) проявляется в неодинаковом смачивании водой различных по составу минералов угля и породы.
Хорошо смачиваемые поверхности, отличающиеся большим сродством с водой, называются гидрофильными, а не смачивающиеся — гидрофобными. Угольное вещество по своей природе является гидрофобным материалом, а породообразующие минералы, как правило, гидрофильны. На этой контрастности поверхности минералов и базируется флотация.
При диспергировании в пульпе воздуха образуются газовые эмульсии с большой поверхностью раздела фаз жидкость — газ. В условиях межфазного взаимодействия, соударения твердых частиц с пузырьками газа при перемешивании, гидрофобные частицы угля и пузырьки, соединяясь, образуют воздушно-минеральные комплексы, которые, всплывая, накапливаются в виде концентратной пены. Хорошо смачиваемой водой порода остается в виде механической взвеси в жидкой фазе.
Для успешного образования флотирующего воздушно-минерального комплекса требуется модификация поверхности пузырька, снижение поверхностного натяжения на границе раздела фаз жидкость — газ. В конечном итоге прилипание минеральной частицы к пузырьку сопровождается снижением свободной поверхностной энергии системы.
Приведенная схематическая модель процесса не отражает всего многообразия явлений, происходящих при флотации. Достаточно сказать, что гидрофобный уголь в условиях практической флотации без применения средств воздействия на границы раздела фаз (флотационными реагентами) флотирует неудовлетворительно. Между крайними состояниями поверхности от гидрофобного (флотируемого) до гидрофильного (нефлотируемого) имеется много переходных, каждое из которых характеризуется своей степенью флотируемости.
Реальная поверхность частиц подлежащих флотации, имеет мозаичное строение, в котором соседство участков с различной степенью флотируемости формирует определенный совокупный показатель флотируемости.
Степень флотируемости принято объяснять на основании теории гидратных слоев. На границе раздела фаз твердое — жидкость в воде возникает слой особым образом ориентированных молекул. Чем выше флотируемость минерала, тем ниже ею смачиваемость и тем менее устойчив гидратный слой.
На состояние гидратного слоя оказывают влияние различные факторы, в конечном итоге определяющие результат флотации. Со стороны твердой фазы это: степень метаморфизма угля, окисленность поверхности, содержание на ней различных функциональных групп, характер минерализации, степень прорастания угольного вещества породообразующими минералами, крупность отдельных частиц. Со стороны жидкой фазы гидратацию определяют свойства воды: содержание минеральных включений, ионный состав, pH, температура, наличие в воде органических соединений и ПАВ.
315
Естественная флотируемость минералов может быть скорректирована изменением любого из выше названных параметров. Это достигается с помощью различных флотационных реагентов — веществ, обусловливающих изменение поверхностных свойств минералов, образование воздушных пузырьков и избирательное достаточно прочное прилипание к ним угольных частиц, подлежащих флотации. Реагенты воздействуют на гидратные слои, уменьшая или увеличивая их устойчивость.
Задача подготовки минеральных поверхностей к флотации сводится к увеличению контрастности в смачиваемости разделяемых минералов, с тем, чтобы флотируемые минералы становились бы как можно более гидрофобными, а нефлотируемые, наоборот, как можно более гидрофильными.
В практике флотации угля чаще воздействуют только на флотируемый минерал, вызывая усиление его гидрофобности с помощью реагентов-собирателей, при этом флотируемость породообразующих минералов специально не меняется.
Для контроля поверхности пузырьков используют поверхностно-активные вещества. Теоретически возможно предположение, что все минералы могут быть разделены флотацией.
При обычном процессе флотации угля осуществляется следующий порядок операций:
доведение до требуемого содержания твердой фазы, например 10%, угольного шлама крупностью менее 0,5 мм, замоченного в воде;
добавление реагентов — аполярного собирателя (керосина) не более 0,5% и гетерополярного пенообразователя — менее 0,1% в количествах, определяемых в каждом отдельном случае спецификой флотируемого угля;
перемешивание смеси;
аэрация смеси воздухом и перемешивание для того, чтобы привести во взаимосвязь частички флотируемого минерала и пузырьки воздуха. Эта операция может осуществляться одновременно с предыдущей в процессе общего перемешивания (агитации);
отстой минерализованной пены и ее удаление.
В практике принято называть предварительную обработку пульпы кондиционированием; получение селективных гидрофобных пленок — собирательным действием; введение воздуха — аэрацией; минерализация пузырьков, образование воздушно-минеральных комплексов и всплывание их в пену обычно объединяют в общий термин пенообразование.
Существует много видов аппаратов для проведения этих операций: кондиционеров, флотационных машин, дозаторов реагентов, пеногасителей, также разнообразно и число применяемых реагентов: собирателей, пенообразователей.
Следует иметь в виду некоторую условность деления реагентов на собиратели и пенообразователи, так как обычно применяемые в качестве реагентов-собирателей вещества всегда содержат примеси поверхностно-активных веществ, воздействующих на границу раздела фаз жидкость — газ, а применяемые в качестве пенообразователей поверхностно-активные вещества часто обладают явно выраженным собирательным действием, что связано с адсорбцией этих веществ на границе раздела твердое — жидкость.
Особые разновидности флотации угля — масляная флотация, называемая иногда агломерационной, и флотация с помощью селективной агломерации.
Спецификой масляной флотации является повышенный расход аполярного собирателя, в качестве которого используют эмульсии более вязких масел, стабилизированные добавками тензидов. При специально организованном
316
перемешивании масляных пульп достигается селективное закрепление масляных капель на угле с последующим их агрегированием. Вследствие малой плотности агрегатов возможно их всплывание и выделение в омасленный угольный концентрат. Для повышения эффективности процесса разделения агрегированная пульпа может подвергаться аэрации, что позволяет также уменьшить расход собирателя. Минералы пустой породы остаются в жидкой фазе. Показатели процесса весьма чувствительны к режиму перемешивания в процессе агрегирования угольных частиц реагентом. Слишком быстро образующиеся крупные агрегаты способны к механическому захвату породы, что снижает избирательность процесса.
Масляная флотация нередко оказывается весьма эффективным при обогащении труднофлотируемых углей, отличающихся высоким метаморфизмом, тонкой минерализацией и окисленностью. В этом случае негативная особенность процесса, связанная с повышенным расходом аполярного собирателя, представляется несущественной, так как компенсируется при обогащении энергетических углей увеличением энергетической составляющей концентрата.
Процесс флотации углей с помощью селективной агломерации разработан недостаточно. Он несколько похож на масляную флотацию, только в качестве реагента-собирателя в нем используют специально подобранные короткоцепочечные полимеры, способные набирать на себя частицы угля. Флотация таких образований в присутствии пенообразователя позволяет эффективно флотировать частички угля крупностью менее 10 мкм. Традиционная флотация частиц такой крупности малоэффективна.
Флотационные реагенты. При флотации углей применяют в основном реагенты двух типов:
аполярные — собиратели, действующие на поверхности раздела твердой и жидкой фаз;
гетерополярные — пенообразователи, действующие на поверхности раздела жидкой и газообразной фаз.
Вопрос о выборе наиболее оптимального реагента для конкретного случая флотации зависит от многих факторов, которые определяются требованиями: высокой эффективностью процесса (большой селективностью действия); постоянством состава и свойств применяемого вещества; хорошей экологичностью (отсутствием токсичности или резкого и неприятного запаха) высокой технологичностью (большой текучестью; низкой температурой замерзания и малой вязкостью); отсутствием легкой воспламеняемости; отсутствием корродирующего действия на оборудование, экономической приемлемостью.
Аполярные реагенты. При флотации угля аполярные реагенты применяют для повышения гидрофобности угольных частиц, увеличения прочности их закрепления на пузырьках воздуха, создания предпосылок увеличения скорости флотации.
В качестве аполярных реагентов применяют в основном химически неактивные углеводородные масла нефтяного и газового происхождения. Эти вещества обладают крайне малой растворимостью и неактивны. Их вводят в пульпу в мелкокапельном состоянии и они закрепляются на частичках в виде отдельных капелек, коалесцированных линзочек и растекаются по границам раздела фаз жидкость — газ (по периметру пузырькового контакта).
В составе аполярного реагента присутствуют малые концентрации ПАВ, оказывающие положительное влияние на механизм контактного взаимодействия угольных частиц и пузырьков.
317
В настоящее время применяют следующие аполярные реагенты: осветительный керосин, ААР-2, печное бытовое топливо (ТПБ), РСО, дизельное топливо и др.
Осветительный керосин — продукт перегонки сырой нефти. Он не содержит непредельных углеводородов. Этот реагент производится на различных нефтеперерабатывающих заводах. Применение его сдерживают искусственно что связано с его дефицитом и относительно высоким расходом. Фракционный состав осветительного керосина: до 270°С перегоняется не менее 70%, до 315°С — не менее 98%. Содержание серы допускается не более 0,1%, зольность — не выше 0,05%. В зависимости от состава нефти, из которой получен керосин, изменяется и состав керосина. Так, керосин из бакинской нефти содержит много нафтенов, а из чусовской — ароматические соединения. Лабораторные эксперименты показали, что керосин, в котором превалируют предельные соединения (наример, из бакинской и грозненской нефти), обладает более высокой избирательностью действия при флотации, но вызывает меньшую скорость флотации, чем керосин, содержащий ароматические соединения. Керосин является наиболее эффективным реагентом при флотации шламов коксующихся углей средней стадии метаморфизма. При применении осветительного керосина можно получать низкозольный концентрат.
Реагент печное бытовое топливо (ТПБ) производится Уфимским, Пермским и Омским нефтеперерабатывающими заводами под полным названием "топливо печное, бытовое для бытовых и технических целей (ТПБ)". Он получается компаундированием продуктов прямой перегонки нефти. Печное топливо представляет собой смесь углеводородов переменного состава (доля парафиновых и нафтеновых углеводородов колеблется от 44 до 75%, а ароматических и непредельных — от 25 до 56%), водорастворимые кислоты и щелочи в реагенте отсутствуют, имеются лишь следы воды, содержание серы 0,5—1,2%, механические примеси отсутствуют.
Печное топливо по внешнему виду представляет собой маслянистую однородную жидкость желтоватого цвета с коричневым оттенком.
Для защиты от вредного действия реагента достаточно обычной спецодежды и резиновых перчаток. В случае воспламенения реагента могут быть применены песок и все другие средства пожаротушения, кроме воды, так как реагент будет растекаться по поверхности воды и продолжать гореть.
Технические характеристики ТПБ
Средняя молекулярная масса.............................................. 180
Плотность при +20°С, г/см3.......................................... 0,81—0,875
Вязкость при +20°С, м2/с............................................ 6 • 10-7
Коэффициент преломления................................................ 1,445
Фракционный состав (температура начала кипения не ниже 160°С) перегоняется при 175°С.............................................. 10
то же 202°С.............................................. 50
" " 243°С.............................................. 90
" " 253°С.............................................. 98
" " 263°С........................................... Выкипает
................................................................. полностью
Температура, °C: застывания, не выше................................................ -15
вспышки в открытом тигле, не ниже................................... 40
ПДК, мг/м3 в воздухе помещения................................................... 300
в воде водоемов....................................................... 10
318
Необходимое время кондиционирования пульпы с печным топливом — 1—2 мин. На ЦОФ "Донецкая" печное топливо применяют с гетерополярным реагентом — маслом "X" (80 г/т), на ЦОФ "Шолоховская" — с реагентом Т-66 (40 г/т), а на фабриках Кузбасса с кубовым остатком производства бутилового спирта методом оксосинтеза (при расходе 60—160 г/т).
К недостаткам этого реагента относится непостоянство его состава, что может привести к ухудшению качества концентрата и чрезмерному пенообра-зованию. Часто в этом реагенте обнаруживается высокое содержание нерастворимых веществ.
На ЦОФ "Беловская" проводили промышленные испытания нового реагентного режима, предложенного ИОТТ, по которому гетерополярный реагент (кубовый остаток производства бутилового спирта) методом оксосинтеза подавали единовременно в начало флотации, а аполярный реагент (печное топливо) дозировали дробно — в начало флотации и в третьи камеры флотационных машин. Прежний реагентный режим предусматривал единовременную подачу реагентов в начало флотации. Результаты сравнительных испытаний показали преимущества нового реагентного режима с дробной дозировкой аполярного реагента.
Собиратель термогазойль ПО "Омскнефтеоргсинтез" (РСО) предложен для замены реагента "печное топливо". Он представляет собой керосино-газойлевые фракции термического крекинга и коксования в любых соотношениях. На реагент существуют технические условия ТУ-38-101720-78. Реагент РСО содержит не менее 41% ароматических углеводородов, 29% непредельных углеводородов и не более 30% парафиновых и нафтеновых углевородов. Состав и свойства реагента должны быть стабильными, что выгодно отличает его от печного топлива. По внешнему виду РСО — однородная жидкость коричневого цвета.
Технические характеристики реагента РСО
Средняя молекулярная масса.......................................... 170—180
а Плотность при 20°С, г/см , не менее................................. 0,81
Кинематическая вязкость при 20°С, м^/с, не более.................... 5 • 10~6
Коэффициент преломления............................................. Не менее 1,45
Температура, °C начала кипения, не ниже............................................. 175
полного выкипания, не выше....................................... 350
Содержание фракции, полученной при температуре 190—250°С, %......... S» 40
Иодное число (в граммах иода на 100 г реагента)..................... S» 35
Температура, °C вспышки в открытом тигле, не ниже...................................... 35
самовоспламенения...................................................... 350
замерзания............................................................. -18
Предел взрываемости паров, %........................................ 1,4—6
ПДК, мг/м^ в воздухе рабочей зоны производственных помещений..................... 300
в воде водоемов.................................................. 10
Реагент РС относится к малотоксичным веществам, но вызывает раздражение кожи слизистой оболочки век и дыхательных путей, обладает кумуляционным эффектом (вредные воздействия суммируются и накапливаются в организме). Поэтому помещение, в котором проводятся работы с этим реагентом, должно быть снабжено надежной приточно-вытяжной вентиляцией, а оборудование нуждается в герметизации. При работе с термо
319
газойлем необходимо применять индивидуальные средства защиты, спецодежду и специальную обувь. При разливе реагента РСО необходимо собрать его в отдельную тару, а залитое реагентом место протереть сухой тряпкой. При разливе на открытой площадке следует засыпать место разлива сухим песком с последующим его удалением. При аварийном разливе больших объемов реагента необходимо надевать противогазы марок А и БКФ.
Так как реагент РСО представляет собой горючую жидкость, то в помещении, где хранится реагент при работе с ним запрещается пользоваться открытым огнем, а искусственное освещение должно быть во взрывобезопасном исполнении. При работе с реагентами не допускается применение инструментов, дающих при ударе искру. При воспламенении реагента РСО применяют все средства пожаротушения, кроме воды. Упаковку, маркировку, перевозку и хранение реагента РСО осуществляют аналогично дизельному топливу.
Реагент должен подаваться в аппарат кондиционирования пульпы АКП-1600, необходимое время кондиционирования пульпы при применении этого реагента — до 1 мин. Осложнения при ведении процесса флотации могут возникнуть лишь при изменении состава реагента. Предполагая, что стабильность состава и свойств реагента РСО должна обеспечивать улучшения технологических показателей флотации по сравнению с печным топливом.
На ГОФ "Чертинская" ПО объединения "Кузбассуголь" были проведены промышленные испытания аполярного флотационного реагента-собирателя РСО (условное название — дизельное топливо коксовое), выпускаемого производственным объединением "Омскнефтеоргсинтез".
Состав реагента РСО, выпускаемого ПО
" Смокнефтеоргсинтез"
Химический состав, % ароматические углеводороды....... 41
непредельные углеводороды......... 29
нафтены и парафины................ 30
Фракционный состав, %: выкипает при 140—200°С............ 5
200—250°С............ 39
250—300°С........... 31
300—350°С........... 21
350°С................. 4
Реагент-собиратель дизельное топливо применяют на ОФ разреза "Нерюнгринский", а также в Кузбассе на ЦОФ "Беловская” и ГОФ "Чертинская", на которых удельный расход аполярного реагента-собирателя ААР-2 составил более 7 кг/т.
Гетерополярные реагенты. На углеобогатительных фабриках в настоящее время используют следующие гетерополярные реагенты (пенообразователи или вспениватели). Оксаль Т-80, кубовый остаток производства бутилового спирта (КОБС), кубовые остатки МИБК и ВПП-86, а также "пенореагент". За рубежом широко применяют реагент метилизобутилкарбинол (MIBC) и мон-танол-300. При применении последних снижается общий расход реагентов (аполярного и гетерополярного) на флотацию.
Гетерополярный реагент Оксаль Т-80 представляет собой модификацию реагента Т-66, который предложен сотрудниками Гинцветмета для флотации руд. Однако, поскольку гетерополярный реагент действует на поверхности раздела жидкой и газообразной фаз и выполняет в основном роль пенообразователя, Т-66 нашел широкое применение при флотации угольных шламов.
320
Реагент Оксаль Т-80 представляет собой побочный продукт процесса получения изопренового синтетического каучука и является кубовым остатком ректификации диметилдиоксана.
На реагент имеются постоянные технические условия ТУ-38-103243—74, которые гарантируют стабильность химического состава и свойств реагента.
Примерный химический состав реагента Оксаль Т-80, %
Непредельные спирты с температурой кипения +130°С и
диметилдиоксан.................................. 20,9
Пирановые спирты................................. 6,1
Метилбутандиол.................................... 2,9
Диоксановые спирты.............................. 30,3
Неидентифицированные спирты..................... 39,8
В сложную смесь различных химических соединений, которую представляет собой реагент Оксаль Т-80, входит приблизительно 60 различных компонентов. Фенолов в реагенте нет, активную часть представляют диоксановые и пирановые спирты и их производные. В реагенте обнаруживаются следы воды и механических примесей.
По внешнему виду реагент Оксаль Т-80 представляет собой легкоподвижную однородную нерасслаивающуюся жидкость от желтого до коричневого цвета. Начало кипения реагента при атмосферном давлении не ниже +125°С, при 170°С перегоняется 10% реагента, а при 260°С он выкипает полностью. Допускается опалесценция и небольшая мутность, в спирте и в других органических жидкостях растворимость неограниченная.
Технические характеристики реагента Оксаль Т-80
Плотность при 20°С, г/см3................... 1,02—1,06
Упругость паров при 20°С, кПа................... 0,05
Температура застывания, °C....................... -57
Растворимость в воде, %..................... 3,5
Предел взрываемости, % нижний...................................... 30,6
верхний........................................ 51
ПДК, мг/м3: в помещении.................................... 10
в воде водоемов............................... 200
Реагент Оксаль Т-80 — пожароопасен — температура вспышки в открытом тигле должна быть не ниже +83°С, но по данным Кузнииуглеобогащения он может вспыхнуть и при +30°С, поэтому требует осторожного обращения — в помещении, где находится реагент Т-66, необходимо работать инструментом, не вызывающим искры при ударе. При +272°С реагент самовоспламеняется, а его пары воспламеняются даже при +104°С.
Реагент является диэлектриком и поэтому трубопровод, по которому он перекачивается, должен быть заземлен от статического электричества.
Оксаль Т-80 токсичен, наиболее токсичной составной частью является диметилдиоксан, предельно допустимая концентрация (ПДК) которого в воздухе рабочих помещений не должна превышать 10 мг/м3 (0,01 мг/л).
Реагент Оксаль Т-80 способен проникать даже через неповрежденную кожу, может вызвать конъюнктивит, обладает слабо выраженными кумулятивными свойствами — его вредное действие суммируется и накапливается. Аллер-1 енные свойства реагента Оксаль Т-80 не обнаруживаются.
11 • Техника и технология...
321
В связи с токсичными свойствами реагента Оксаль Т-80 необходимо полностью исключить его контакт с кожей и со слизистой оболочкой глаз. Работать с этим веществом необходимо в спецодежде, резиновых перчатках и защитных очках, а при разливе реагента надевать противогаз БКФ. Помещение, в котором проводятся работы с реагентом Оксаль Т-80, должно быть снабжено надежной приточно-вытяжной вентиляцией, а для исключения попадания паров реагента в производственные помещения емкости для его хранения, оборудование, аппаратура и средства перевозки требуется герметизация.
При чистке цистерн и других емкостей из-под реагента Оксаль Т-80 необходимо руководствоваться положением о работе в закрытых сосудах и, в частности, использовать шланговый противогаз. В случае загорания реагента для пожаротушения применяют водяной пар, пену, инертные газы и песок.
Реагент Оксаль Т-80 подают в неразбавленном состоянии в аппараты подготовки пульпы или в камеры флотационных машин.
При соблюдении оптимального реагентного режима при применении реагента Оксаль Т-80 не возникает никаких осложнений, он обладает высокой флотационной активностью и удобен при транспортировке. Реагент Оксаль Т-80 — один из наиболее эффективных гетерополярных реагентов.
Кубовый остаток производства бутилового спирта методом оксосинтеза (КОБС) — эффективный гетерополярный реагент-пенообразователь для флотации углей был предложен ИГД им. А.А. Скочинского. Этот реагент может применяться и при флотации руд.
В настоящее время КОБС получают как побочный продукт производства бутилового спирта методом оксосинтеза на ПО "Ангарскнефтеоргсинтез". Кубовый остаток также используют в качестве реагента против смерзания.
На реагент КОБС существуют технические условия ТУ-38-10717—77. Реагент содержит ди- и тримерные продукты уплотнения, из которых приблизительно 80% содержат Cg, а примерно 20% С]2—С]^.
Кубовый остаток производства бутилового спирта представляет собой смесь веществ переменного состава, содержащую примерно пять классов соединений:
I — спирты (50—80%), главным образом октиловых 2-этилгексанола, метил-этилпентанола, 2-метил-4-6-гептанола;
II — сложные эфиры (10—20%) — бутил-бутирата, изобутилизобутирата, изобутил-бутирата, бутил-изобутирата (эфиры Cg) и небольшого количества эфиров С12;
III — альдегиды (5—10%) — 1-этилпентаналя, 2-метилгексаналя (димерные продукты), 2-метил-4-этилоктанола-6 и 5-этилнонапаля-З (тримерные продукты);
IV — ацетали (2—10%) С]2—С]^, причем отношение ацеталей С]2 к ацеталям С]6 составляет 1:5;
V — углеводороды Cj2 (примерно 1%) — 2,6-диметил-4-этилектана и 3-ме-тил-5-этилионана.
В 1 классе соединений, присутствующих в реагенте, содержится до 10% бутилового спирта. В реагенте присутствуют лишь следы воды, он содержит 0,18% серы и не выше 0,2% механических примесей.
Кубовый остаток по внешнему виду представляет собой прозрачную однородную подвижную маслянистую жидкость желтовато-коричневого цвета с очень слабым запахом.
Начало кипения кубового остатка +120°С, выход фракции 120—175°С — 30,1%, причем эта фракция содержит 70—85% спиртов типа октилового (Cg), 322
15—30% сложных эфиров Cg и 5—10% альдегидов Cg, выход фракции 175— 200°С — 47,3%, в которой содержится главным образом 2-этилгексанол, выход фракции 200—250°С — 22,6%, она содержит 15—30% спиртов С12, 5—15% альдегидов 5—35% ацеталей и до 5% углеводородов С]2- При 250°С реагент полностью выкипает.
Технические характеристики реагента КОБС
Плотность при 20°С, г/см3.................. 0,83—0,95
Вязкость при 20°С, м2/с.................... 6- 10-6
Температура, °C: застывания................................. -50—65
вспышки в открытом тигле, не ниже....... 45
Предел взрываемости паров, %............... 1,6—10,8
ПДК, мг/м3: в воздухе рабочих помещений................ 10
в воде водоемов........................... 200
При работе с кубовым остатком применяют обычную спецодежду, резиновые перчатки и защитные очки. При проливании больших объемов реагента при очистке от него помещения следует надевать противогаз марки А. При воспламенении кубового остатка необходимо применять для пожаротушения песок, водяной пар, пену или инертные газы, но не воду, так как реагент будет плавать на поверхности воды и продолжать гореть.
При флотации угля в лабораторных условиях использовался один кубовый остаток и кубовый остаток в сочетании с аполярным реагентом — от-сульфированным керосином. Было обнаружено, что применение одного кубового остатка менее эффективно, чем его сочетания с аполярным реагентом.
В настоящее время кубовый остаток производства бутилового спирта применяют на 22 обогатительных фабриках (на всех фабриках, использующих флотацию в Кузбассе и на ОФ разреза "Нерюнгринский" в Якутии) при расходе от 30 до 250 г/т (средний удельный расход 137 г/т). Наименьший расход реагента на ГОФ "Анжерская" — 30 г/т, наибольший на ОФ "Томусинская" — 250 г/т. На большинстве фабрик расход КОБС — 150 г/т. На двух фабриках Кузбасса — ЦОФ "Киселевская" и ГОФ "Тайбинская" КОБС применяют с аполярным реагентом "топливо печное бытовое", при расходе последнего от 1,1 до 2,6 кг/т, а на остальных фабриках Кузбасса — с реагентом РСО.
Кубовый остаток подают в процесс флотации неразбавленным в виде аэрозоля в аппарат кондиционирования пульпы АКП-1,6. Время кондиционирования пульпы с кубовым остатком и по данным исследовательских работ 1— 2 мин.
По данным исследований флотируемости различных марок углей расход кубового остатка при флотации углей Кузбасса составляет, г/т:
марки Г... марки К... марки Ж.
До 100
До 100
20—190
При исследовании флотационной активности отдельных фракций кубового остатка, было обнаружено, что при расходе фракций от 100 до 750 г/т наиболее активной является фракция 175—200°С. В этом случае более зольный концентрат получался, по-видимому, за счет того, что в этой фракции, помимо спиртов, присутствуют альдегиды Cg — вещества активные, но менее селек
11*
323
тивные по отношению к углям, чем спирты. Самый же зольный концентрат получился при флотации с помощью фракции 200—250°С.
Кузнецкий уголь ЦОФ "Абашевская" наиболее активно флотируется фракцией 175—200°(Зпри ее расходе 100—500 г/т. При больших расходах начинается ухудшение процесса флотации. Таким образом, наиболее флотационноактивной фракцией кубового остатка является фракция 175—200°С, состоящая в основном из 2-этилгексанола. Как показали исследования, наиболее селективным и эффективным реагентом является 2-этилгексанол, содержащийся в кубовом остатке.
Недостаток кубового остатка — непостоянство состава.
М е т и л и з о б у т и л к ар б и н о л (МИБК) — поверхностно-активное вещество, широко применяемое в качестве реагента при флотации углей и руд. При флотации углей этот реагент обнаруживает не только пенообразующее, но и собирательные свойства, благодаря чему его можно применять без аполярного реагента-собирателя. За рубежом метилизобутилкарбинол получают из диацетонового спирта в результате его обезвоживания и гидрогенизации.
Метилизобутилкарбинол (4-метил-пентанол-2, иногда называемый просто метилпентанолом или метиламилалкоголем) — типичный представитель класса спиртов. Его эмпирическая формула QH^O, структурная
ОН сн3 I I
сн3 - сн - сн2 - сн - сн3.
Так как его гидроксильная группа стоит в середине, то МИБК является вторичным спиртом. Метилизобутилкарбинол — индивидуальное вещество, поэтому его состав и свойства постоянны. Практически технический МИБК, применяемый за рубежом, содержит 98% чистого метилизобутилкарбинола. По данным исследований, достаточно высокой флотационной активностью обладает реагент, содержащий не менее 80% чистого МИБК.
По внешнему виду МИБК — бесцветная прозрачная легкоподвижная жидкость со слабым запахом и средней летучестью.
В техническом реагенте (98% МИБК) может содержаться 0,002% водорастворимых кислот, до 0,1% воды и до 0,002% механических примесей. МИБК хорошо растворяется в спиртах, эфирах, алифатических и ароматических углеводородах, альдегидах, кетонах, гликолях и большинстве других органических жидкостей.
Технические характеристики МИБК
Молекулярная масса............................................ 102,18
Плотность при 20°С, г/см3..................................... 0,0879
Вязкость, м2/с................................................ 1,7 10-6
Коэффициент преломления....................................... 1,4091
Температура кипения при давлении 76 кПа, °C................... 131,63
Изменение температуры кипения при изменении давления на 0,1 кПа, °C. 0,4
Упругость пара при 20°С, кПа................................... 0,48
Температура замерзания, °C...................................... -90
Растворимость в воде при 20°С, %................................ 1,7
Температура вспышки в открытом тигле, °C......................... 41
Предел взрываемости, %........................................ 0,1—5,5
ПДК в воздухе производственных помещений, мг/м3................. 100
324
В связи с тем, что метилизобутилкарбинол легко воспламеняется его разливают в предварительно хорошо промытые цистерны, загрузочный люк цистерны закрывают крышкой на болтах с асбестовой или резиновой прокладкой. Цистерны пломбируют. На торцовые и цилиндрические части каждой цистерны наносят надпись "Огнеопасно". Такая же надпись должна быть на сопроводительном документе к каждой партии реагента.
Метилизобутилкарбинол является малотоксичным веществом. Отбор проб и проведение испытаний МИБК должны происходить при соблюдении санитарных правил и правил по технике безопасности, принятых для работы с вредными химическими веществами. Во избежание испарения паров МИБК в рабочее помещение необходимо обеспечить герметичность емкостей с этим реагентом, аппаратуры и трубопроводов. Все работы с реагентом следует проводить в спецодежде, резиновых перчатках, защитных очках или лицевых щитках и при наличии на случай проливания больших объемов МИБК противогаза с коробкой марки БКФ. При случайном попадании метилизобутил-карбинола в глаза достаточно промыть их большим количеством воды.
При сравнении результатов применения ксиленола и метилизобутилкарби-нола на углеобогатительной фабрике "Уани" (Франция) при флотации угля зольностью 25% с получением концентрата зольностью 6% был получен выход 67% без перечистки и 68,5 — 72% с перечисткой.
Метилизобутилкарбинол, обладающий также собирательным действием, может использоваться и как единственный реагент при удельном расходе 50—250 г/т. При применении метилизобутилкарбинола в сочетании с аполярным реагентом расход последнего невысок, а следовательно, невелики и суммарный расход реагентов и затраты на них. Так, во Франции при применении МИБК при расходе 45 г/т расход солярового масла, дизельного топлива и керосина составляет 250 г/т. В Бельгии при расходе МИБК 100 г/т расход аполярного реагента (газойля) 400 г/т. В Германии при расходе метилизобутилкарбинола 80 т/г расход аполярного реагента полимерола всего 5—20 г/т, т.е. общий удельный расход реагентов не превышает 100 г/т. В Австралии при применении метилизобутилкарбинола с керосином расход МИБК составляет 50—100 г/т, керосина 200—250 г/т.
Метилизобутилкарбинол обладает целым рядом достоинств: высокой эффективностью действия при малых расходах; большой селективностью; стабильностью состава и свойств; отсутствием резкого или неприятного запаха; хорошей текучестью и низкой температурой застывания; растворимостью в воде; способностью образовывать хрупкую подвижную пену, которая может удаляться из флотационных машин самотеком и сразу же разрушаться, не требуя специального пеногашения; быстротой диффузии, а это приводит к тому, что его равновесное поверхностное натяжение устанавливается менее, чем на 0,5 с, в свою очередь, это упрощает кондиционирование с ним пульпы перед флотацией; при попадании метилизобутилкарбинола в естественные водоемы они будут самоочищаться от МИБК, так как микроорганизмы поглощают этот реагент.
В лабораторных условиях была проведена флотация углей с одними МИБК и сочетанием МИБК и керосина. При флотации угля ЦОФ "Кондратьевская" МИБК при относительно больших его расходах (до 288 г/т) получить высокие показатели не удалось. Относительная эффективность флотации возрастает с увеличением удельных расходов реагента только до 100 г/т. При его больших расходах из-за обильного пенообразования наряду с относительно крупными частицами угля в пену вносятся тонкие породные частицы, загрязняющие концентрат.
325
При невозможности успешной флотации углей одним метилизобутилкар-бинолом можно достичь увеличения эффективности введением операции контрольной флотации с аполярным реагентом. Так, при флотации угля ЦОФ "Кондратьевская" основную флотацию осуществляли с применением одного МИБК (108 г/т), а контрольную — со смесью МИБК (18 г/т) и осветительного керосина (113 г/т). При этом был получен первый концентрат зольностью 4,8 при выходе 48,5%, второй концентрат (промпродукт) зольностью 16,55 при выходе 22,77% и отходы зольностью 80,34 при выходе 28,64%.
На основании флотационных лабораторных опытов было установлено, что флотация с МИБК эффективна для всех исследованных углей. В зависимости от физико-химических свойств обогащаемого угля следует проводить флотацию одним МИБК или по схеме с контрольной операцией флотации с аполярным реагентом. Флотация с МИБК позволяет получать хорошие показатели при значительно меньших расходах аполярного реагента или даже без его применения. Применение метилизобутилкарбинола дает возможность исключить из технологической схемы флотации операции подготовки пульпы и пеногашения.
Промышленные испытания МИБК проводили на ЦОФ "Шолоховская". Сравнивали два реагентных режима: применение печного топлива (700 г/т) и реагента Т-66 (200 г/т) и использование печного топлива (150 г/т) и реагента МИБК (50 г/т). Второй реагентный режим позволил увеличить выход флотационного концентрата в среднем на 1,8% и зольность отходов в среднем на 6,2% при сохранении остальных показателей на прежнем уровне. Эти результаты были достигнуты при значительно меньшем расходе аполярного реагента — печного топлива (150 вместо 700 г/т) и меньшем суммарном удельном расходе реагентов (200 вместо 720 г/т). При реагентном режиме с МИБК появилась возможность работы без аппаратов подготовки пульпы.
При флотации могут использоваться кубовые остатки производства МИБК. Этот реагент имеет в своем составе одноатомные спирты предельного ряда разветвленного строения и другие соединения. Удельный расход реагента невелик, а эффективность можно считать достаточной. Кубовые остатки МИБК применяют на четырех фабриках Украины.
Реагент ВПП-86 — побочный продукт производства бутиловых спиртов, но содержит меньше легких фракций, чем КОБС. Реагент разработан и внедряется на обогатительных фабриках Донбасса с 1988 г. Реагент используется на восьми фабриках Луганской области. К его недостаткам относится резкий запах. Реагент ВПП-86 поступает в Донбасс из Башкирии, где производится ПО "Салаватнефтеоргсинтез".
На некоторые углеобогатительные фабрики Кузбасса поступает гетерополярный реагент Кэтгол, представляющий собой кубовые остатки ректификации 2-этиленгексанола. Этот реагент предложен сотрудниками ИОТТ и производится на химическом заводе ПО "Пермнефтеоргсинтез".
По эффективности пенообразующего действия Кэтгол близок к МИБК и пенообразователю КОБС, а собирательное действие его сильнее, чем этих реагентов. Для легкообогатимых углей при создании оптимальных условий Кэтгол может применяться индивидуально как реагент комплексного действия. Для других углей Кэтгол рекомендуется применять в сочетании с аполярными реагентами-собирателями, такими, как РСО, и топливо печное бытовое.
Применение реагента Кэтгол позволяет при постоянном выходе снизить зольность флотационного концентрата на 0,4—0,6%, в других случаях выход концентрата увеличивается в среднем на 1,2% при неизменной зональности. Удельный расход применяемого совместно с гетерополярным реагентом —•
326
пенообразователем Кэтгол аполярного реагента — собирателя может быть снижен на 10—15%.
В качестве аполярных реагентов-собирателей испытывали вещества циклического строения, хорошо растворяющиеся в Кэтголе, что дает возможность создать готовую к использованию на фабрике смесь. Результаты флотации при расходе испытываемого реагента 430 г/т близки к результатам, полученным при применении аполярного реагента-собирателя ТПБ при его расходе 900 г/т.
Оборудование для флотации. Эффективность процесса флотации определяется рядом факторов, среди которых важную роль играет механизм минерализации пены, т.е. образования комплексов минерал—пузырек. Для успешного протекания минерализации необходимо достаточное количество пузырьков воздуха оптимального размера, прочное и быстрое закрепление частицы при столкновении с пузырьком, исключающее возможность разрушения во время подъема воздушно-минерального комплекса на поверхность пульпы в пенный слой, своевременное выведение комплекса из камеры флотации.
При флотации важно учитывать сложность протекания процесса минерализации и зависимость его от многообразия форм частиц подлежащих флотации и, в первую очередь, от гранулометрического состава твердой фазы. Успешная реализация процесса достигается путем подбора комплекса оборудования и технологии процессов на стадиях подготовки пульпы к флотации — кондиционирования, перемешивания, аэрации и сбора пены — собственно флотации и обработки пены — пеногашения. Для осуществления этих операций разработано оборудование, разные модели которого позволяют подобрать аппараты, наиболее полно отвечающие требованиям флотации конкретного угля.
Флотационные машины. Все различия в конструкции флотационных машин, в основном, определяются способом аэрации пульпы. По этой общепринятой характеристике все многообразие типов машин делят на три группы: механические, пневмомеханические и пневматические.
Аэрация в машинах механического типа осуществляется за счет вращения в камере флотации импеллера с окружной скоростью достаточной для образования воронки (параболоида вращения), образующиеся на бортах воронки потоки пульпы захватывают пузырьки воздуха, которые затем лопатками импеллера и внутренними потоками раздрабливаются на более мелкие. Определяющий размер пузырьков зависит от гидродинамического режима перемешивания, который диктуется подводимой мощностью. Чтобы описать работу камеры флотационной машины необходимо соотнести расход мощности с вместимостью камеры. На практике для этого используется критерий мощности, дающий представление о затратах мощности на единицу объема камеры. Предполагается, что наиболее эффективна из двух сравниваемых машин та, которая при равных показателях расходует меньше энергии.
Многократная циркуляция пульпы через зону разделения создается благодаря вращению импеллера и непрерывному поступлению нефлотированных частиц и пульпы из смежной камеры. Флотационная машина состоит из нескольких смежных камер, соединенных в один общий агрегат по принципу прямотока (когда перегородки между смежными камерами удаляются) или камерно (если смежные камеры сообщаются через щелевые проходы в разделительных перегородках). Размер машин определяется вместимостью и числом камер.
Производительность флотационной машины полностью зависит от продолжительности флотации, обеспечивающей требуемые качественные показатели
327
обогащения, и определяется характером обрабатываемых шламов (флотируемость, гранулометрический состав, плотность пульпы).
При флотации углей применяют в основном механические машины. На фабриках работают машины 8 типов в основном с камерами вместимостью 6 и 12 м3, иногда 20 и 25 м3.
Механические импеллерные машины могут быть разделены по конструкции на лопастные и пальцевые, причем среди первых различают группу машины с узко- и широколопастным импеллером. Особенность пальцевых импеллеров — выполнение лопасти из последовательно расположенных пальцев, перпендикулярных к горизонтальному диску импеллера. Пальцы при вращении могут выполнять роль гидравлической лопатки (при радиальной расстановке пальцев) или узких лопаток, закрепленных в дорожку по периметру. Лопастные импеллеры группы широколопастных характеризуются равенством длины и ширины лопасти, в то время как узколопастные имеют лопатки, длина которых в 3—4 раза больше ширины лопасти.
Лопастные импеллеры отличаются большим разнообразием конструктивных решений. Разнообразие формы лопатки связано с желанием конструкторов добиться высокой подачи импеллера по пульпе и воздуху, а также хорошей диспергации воздуха, поскольку эти параметры во многом определяют эффективность работы машины. Таким требованиям, как показывает практика, в большой степени отвечают импеллеры широколопастного типа, которые позволяют улучшить аэрационные и гидродинамические характеристики машин, ускорить флотационный процесс и повысить его эффективность. Вместе с тем, развитая рабочая поверхность лопатки позволяет достичь высоких аэрационно-гидравлических характеристик при снижении частоты вращения импеллера. Эксплуатация тихоходных импеллеров значительно увеличивает их износостойкость, снижает энергозатраты и повышает общую надежность работы машин. Особенность широколопастных тихоходных импеллеров — возможность работы как в режиме механической машины, так и пневмомеханической. Так обогащения угольных и антрацитовых шламов в мировой практике используют оба типа машин, но наибольшее распространение получили механические.
Узколопастные импеллеры для эффективного перемешивания пульпы и диспергации воздуха должна иметь частоту вращения в 1,5—2 раза больше. При этом ускоряется абразивный износ импеллера и резко возрастает потребление электроэнергии. У лопастных импеллеров потоки пульпы направлены от оси вращения к периферии, но потоки воздуха в зависимости от конструкции лопатки направлены либо от ступицы, либо попадают в пульпу с кромки лопатки. Увеличение ширины лопатки (высота импеллера) способствует расширению зоны взаимодействия пульпы с воздухом и улучшению процесса образования и диспергирования пузырьков.
Всасывание пульпы импеллером может осуществляться только нижними кромками лопаток со дна камеры либо нижними кромками со дна и верхними через отверстия в статоре или через специальную трубу из верхней области камеры. Всасывание пульпы только со дна камеры чаще осуществляется в механических и пневмомеханических флотомашинах с подачей воздуха через вал. Поток пульпы через верхнюю часть импеллера обычно используется для увеличения подачи воздуха за счет эжектирующего эффекта. Способ перекачивания пульпы импеллером существенно влияет на гидродинамическую обстановку в камере и особенности аэрации.
Гидродинамический режим в камере во многом определяется штабом зоны интенсивной циркуляции пульпы. По этому признаку можно выделить машины
328
с придонной циркуляцией и циркуляцией во всем объеме камеры. Организация внутрикамерных потоков влияет на конструктивные особенности камеры. К ним относятся конструкции диспергатора, успокоителей (предохраняющих пенный слой от разрушения), форму камеры, наличие специальных отбойников и размер окон в межкамерных перегородках.
Диспергаторы в основном двух типов — цилиндрические и пластинчатые. Цилиндрический диспергатор устанавливается вокруг импеллера и имеет систему отверстий по образующей цилиндра. На внутренней поверхности цилиндра имеются выступы, уменьшающие закручивание пульпы вокруг импеллера. Пластинчатый диспергатор представляет собой систему вертикально расположенных пластин вокруг импеллера, направленных радиально. Диспергатор любой конструкции располагается так, чтобы не затруднять всасывание пульпы со дна камеры и равномерно распределять аэрированную пульпу по всему объему камеры.
Успокоителями оснащены не все флотационные машины. В машинах с глубокой камерой и придонным расположением импеллера успокоители обычно не ставят, поскольку турбулентные потоки, создаваемые импеллером, значительно ослабевают, достигнув пенного слоя. Успокоители необходимы в мелкой камере и при расположении импеллера вблизи пенного слоя. Так, в машине типа "Вемко" успокоитель установлен над статором. Его особенность состоит в том, что под действием потоков, создаваемых импеллером, он поднимается и защищает только пенный слой в средней области камеры.
Форма камеры играет большую роль в организации циркуляционных потоков и перемешивании твердых частиц. Камерам современных флотационных машин придается форма, наиболее оптимальная с гидродинамической точки зрения. Для этого боковые стенки изготовляют скошенными книзу, что исключает накапливание твердых частиц в углах и облегчает перемещение частиц у дна от стенок к импеллеру.
Большое влияние на гидродинамические характеристики оказывает размер окон в межкамерных перегородках. В зависимости от размеров окон, камеры можно классифицировать на изолированные (полностью или частично) и прямоточные. Полностью изолированные камеры отделены друг от друга небольшим окном или промежуточным карманом, где установлен регулятор уровня пульпы. Частично изолированные камеры представляют собой изолированную секцию из двух камер, между которыми установлена перегородка с большим окном. Камеры прямоточных машин связаны между собой окнами, через них свободно циркулируют потоки пульпы в прямом и обратном направлениях. Однако степень изолированности камер друг от друга и, связанная с этим интенсивность продольного перемешивания пульпы между камерами, зависят не только от размера окон, но и от конструктивных особенностей аэрационного блока, а также от потока пульпы в машину.
В зависимости от характеристик питания флотации и технологической операции, в которой установлена машина, необходимо проводить регулировку машины для достижения оптимальных показателей разделения. Такая настройка может осуществляться изменением расхода воздуха, подаваемого в камеру, толщины пенного слоя, уровня пульпы, подачи импеллера, площади окна в межкамерной перегородке и т.д. Технологические возможности машины определяются тем, насколько глубоко могут осуществляться такие регулировки.
Распространенный типоразмерный ряд флотационных машин составляют МФУ — машины флотационные угольные (рис. 6.41, табл. 6.26).
329
Рис. 6.41. Флотационная машина МФУ2-6,3
1 — камера; 2 — двойной пеногон; 3 — вал с кожухом; 4 — центральный импеллер; 5 — статор; 6 — осевой импеллер
Машины предназначенные для обогащения угольных шламов крупностью менее 0,5 мм. Они монтируются из двух трехкамерных секций с перепадом по уровню 300 мм. В центре камеры установлены по одному блок-аэратору. Первоначально машины выпускали с двойным импеллером на валу блок-аэратора — осевым для создания контура придонной циркуляции и центробежным для обеспечения эффективной аэрации.
Статор пальцевого типа выполнен в виде диска, оснащенного направленными вниз особым образом расположенными пальцами. Диск статора крепится к обсадной трубе. Импеллерно-статорное устройство расположено в придонной части камеры. Пульпа засасывается импеллером со дна камеры и из верхней надымпеллерной части через кольцевое отверстие в опорном диске статора.
Воздух для аэрации поступает через патрубок обсадной трубы непосредственно к лопаткам импеллера. Пульповоздушная смесь выбрасывается импеллером на пальцы статора, диспергируется и распределяется по объему камеры.
Камеры машины прямоугольной формы, с наклонными участками дна вдоль боковых стенок. В каждой секции между блоками импеллеров имеются перегородки, разделяющие отдельные камеры от дна до нижнего уровня статора, снабженные придонными отверстиями для свободного перетока тяжелых частиц, концентрирующихся у днища.
Производительность флотационных машин МФУ-6, МФУ-12, МФУ-25 по потоку в большинстве случаев составляет, м3/ч: МФУ-6 — 250—300; МФУ-12 около 400—450 и МФУ-25 (ЦОФ "Сибирь") 700—750 м3/ч.
330
Таблица 6.26
Технические характеристики флотационной машины МФУ
Параметр МФУ-6 МФУ-12 МФУ-25
Вместимость камеры, м3 6 12 25
Импеллер
диаметр, м 0,4 0,4 0,7
частота вращения, мин-1 600 600 280
периферическая скорость, м/с 12,6 12,6 10,3
удельный расход мощности, кВт/м3 2,79 2,37 1,76
Габариты камеры, мм
длина 2,20 3 2,95
ширина 3,15 3,36 4
глубина 1,3 1,55 2,15
Таблица 6.27
Технические характеристики флотационных машин ФМ
Параметр ФМ-8 ФМ-16 ФМ-25
а Вместимость камеры, м 8 16 25
Число камер 6 6 6
Пропускная способность по потоку, м3/ч 700 1000 1600
Мощность электродвигателя привода, аэратора, кВт 22 37 45
Частота вращения импеллера, с-’ Габариты, м 194 194 194
длина 15,50 19,70 21
ширина 3,20 3,68 4,28
высота 3,13 3,80 4,40
Масса, т 24 29,95 45
Укрнииуглеобогащением и СКО Гипромашобогащения осуществлена модернизация машин МФУ. Усовершенствованные машины МФУ-6А и МФУ-12А снабжены новым импеллером, который представляет собой три конусообразных диска, между ними расположены шесть вертикальных лопаток (рис. 6.42). Благодаря такой конструкции потоки пульпы от импеллера направляются не параллельно дну камеры, а в сторону днища по диагонали. Статор состоит из 12 радикально расположенных вертикальных пластин, закрепленных по образующей обсадной трубы. Такое решение импеллерно-статорного блока позволяет устанавливать его на более высоком уровне по отношению к днищу без снижения аэрационных характеристик машины, что особенно важно для машин большой единичной производительности. Машины такого типа имеют более благоприятные энергетические характеристики.
Машины МФУ оснащаются автоматической системой стабилизации уровня пульпы. Важным моментом является весьма высокий уровень унификации машин этого типоразмерного ряда (рис. 6.43).
Для повышения эксплуатационной надежности машин основные рабочие узлы машин, работающие в условиях интенсивного агрессивного воздействия (истирания и коррозии) — импеллеры, статоры, днища и нижняя часть камер,
331
Рис. 6.42
Рис. 6.43
Габаритные размеры машин, мм
Таблица 6.28
Типы машин В В1 Н //2
ФМ-8 3200 3000 2080 3130 2980 1550
ФМ-16 3680 3400 1780 3800 3400 1900
ФМ-25 4280 4000 2200 4400 4000 2300
Типы машин L Лз
ФМ-8 150 15500 6600 2200 700
ФМ-16 400 19700 8700 2900 700
ФМ-25 400 21300 9450 3150 800
лопасти пеноснимателя изготовляют из износостойких материалов и сплавов, футерируют защитной плиткой из каменного литья.
Флотационные машины типоразмерного ряда ФМ разработаны ИОТТ и выпускаются Красноярским заводом "Спецтехномаш". Разработаны три типоразмера ФМ-8, ФМ-16 и ФМ-25. Машины снабжены тихоходным широколопастным импеллером (рис. 6.44, табл. 6.27, 6.28).
Флотационная машина ФМ широколопастного 'типа имеет статор цилиндрической формы. Импеллер крепится консольно на конус вала специальной гайкой. Он имеет симметричную форму в виде шестерни, лопасти которой выполнены литыми или съемными. Возможность вращения импеллера в любую сторону позволяет за счет запрограммированного реверса увеличить срок его работы. Съемные лопасти делают возможной их периодическую замену.
Импеллер устанавливают в средней части камеры так, что нижняя его часть входит в телескопический подвижный патрубок, закрепленный в центре ложного днища, а верхняя часть охватывает обсадной трубой, образующей камеру воздухозабора. Имеются варианты составного импеллера, когда между верхней и нижней составляющей шестерню ротора существует зазор. Такая конструкция ротора позволяет создавать в камере два контура циркуляции, из которых нижний обладает повышенной перекачивающей способностью. На образующей обсадной трубы крепят статор и регулировочное кольцо, выполненные и металлического листа, перфорированного отверстиями.
Регулировочное кольцо и подвижной патрубок могут изменять свое положение, за счет чего осуществляется внутрикамерное управление технологией процесса флотации.
Ложное днище в нижней части камеры позволяет увеличить нижний контур циркуляции, достичь наиболее полного перемешивания по всему флотационному объему. Камера машины прямоугольной формы со слегка скошенной нижней частью (по ширине). Камеры соединяются между собой почти пря-
Рис. 6.42. Модернизированный аэратор флотационных машин типа МФУ
1 — шкив; 2 — корпус подшипников; 3 — рама; 4 — воздушный патрубок; 5 — вал; 6 — воздухопроводящая труба; 7 — втулка регулирующая; 8 — импеллер диагонального типа; 9 — крепежные лапы статора; 10 — статор
Рис. 6.43. Флотационная машина МФУ-25
1 — пеносниматель; 2 — привод импеллера; 3 — блок статора; 4 — импеллер; 5 — камера
333
Рис. 6.44. Флотационная машина с широколопастным импеллером:
1 — камера; 2 — пеногон; 3 — вал с кожухом и подшипниками; 4 — установочный винт; 5 — перфорированный статор; 6 — импеллерный блок; 7 — привод импеллера; 8 — привод пекогона; 9 — разгрузочный карман отходов
ООО
335
моточно, по три в секцию, в конце которой имеется устройство для поддержания заданного уровня заполнения машины пульпой. Секции располагаются относительно друг друга уступом, что обеспечивает переток пульпы и камерность машины.
Работа машины осуществляется следующим образом. Вращающийся импеллер образует в обсадной трубе параболоид вращения пульпы, через поверхность которого осуществляется аэрация. Пульповоздушная смесь выбрасывается радиально, где при прохождении ее через статор, а также в результате подмешивания камерного продукта происходит перемешивание воздуха и диспергирование его в более мелкие пузырьки. В придонной части образуется второй контур циркуляции пульпы, поступающей из-под ложного днища и отдаленных частей камеры флотации. Сфлотированные частицы угля всплывают в верхнюю часть камеры, откуда образующаяся пена удаляется двухлопастными пеносъемниками.
Высокие эксплуатационные показатели обеспечиваются малой окружной скоростью вращения импеллера, в результате чего к конструкционным материалам машины не предъявляется особых требований.
Флотационная машина лучше работает на тонких пульпах. Содержание классов крупностью более 0,5 мм в питании флотации должно быть не более 5%, содержание твердого в пульпе около 10%.
ИОТТ совместно с СКВ и механическими мастерскими ПО "Кузбассугле-обогащение" осуществили разработку и внедрение аэрационных блоков конструкции ФМ на флотационных машинах МФУ-6 и МФУ-12, что позволило наряду с улучшением технологических характеристик флотации на 30—40% увеличить производительность машин, снизить затраты на их ремонт и эксплуатацию.
Модернизация флотационных машин ряда МФУ импеллерно-статорными устройствами машины ФМ получила широкое распространение на фабриках. Этот блок состоит из собственно импеллера широколопастного типа, корзинообразного статора с обратно-конической поверхностью и регулируемого распределительного зонта. Статор и распределительный зонт прикреплены к крепежной трубе, образуя замкнутую аэрационную камеру, при вращении импеллера в ней создается разрежение, обеспечивающее приток воздуха на аэрацию. Камера снабжена ложным дном, установленным на расстоянии 250 мм от основного. В центре ложного дна помещен конический циркуляционный патрубок, снабженный в своей верхней части подвижным тубусом. В ложном днище имеются отверстия, через которые при вращении импеллера пульпа равномерно просасывается из объема камеры в подымпеллерную зону.
Важная особенность импеллерно-статорного блока машин ФМ — возможность управления технологией камерных процессов в машине изменением соотношения производительности и характеристики потоков внутрикамерной циркуляции в верхней и придонной областях объема флотации, а также положений циркуляционного патрубка и зонта.
В связи с неглубоким расположением импеллера, малой частотой вращения и небольшой периферической скоростью, резиновый импеллер может нормально работать без замены до 1,5—2 лет, он легко реставрируется в условиях фабрики.
Пневматические флотомашины являются перспективным типом оборудования для обогащения тонких частиц. Конструирование их проводится в направлении повышения удельной производительности, уменьшения энергоемкости, упрощения конструкций, сокращение производственных площадей и осуществления оптимальной аэрации.
336
Характеристика работы флотационных машин определяется, в основном, направлением движения потока пульпы и диспергированного воздуха. Получили развитие пневматические флотационные машины, основанные на принципе противоточного движения пульпы и воздуха, основанные на принципе противоточного движения пульпы и воздуха. Противоток позволяет для разрыва гидратных оболочек, окружающих минеральные частицы и воздушные пузырьки, использовать гравитационные силы частиц и подъемную силу воздушных пузырьков; противоток увеличивает время контакта, вероятность столкновения частицы с пузырьком, степень минерализации. Вероятность столкновения частиц с пузырьком и закрепления ее определяется, в частности, величиной нормальной составляющей относительной скорости движения, временем контакта, величиной инерционных сил. При скорости нисходящего потока пульпы 2 см/с и средней крупности пузырьков 1,5—2,5 мм относительная скорость составляет примерно 10—12 см/с, что соответствует оптимальным условиям соударения. Противоток пульпы и воздуха приводит к снижению групповой скорости всплывания пузырьков, это удлиняет время пребывания их в машине, повышает коэффициент использования воздуха и производительность единицы объема машины.
В колонне в связи с отсутствием перемешивающих устройств с низкой турбулентностью потоков пульпы инерционные силы, разрушающие комплекс минерал-пузырек, незначительны. Наконец, важное значение имеет то, что вероятность столкновения частиц с пузырьками в противоточной машине больше, чем в других, вследствие большого аэрируемого объема камеры, а также длинного пути частиц и пузырьков навстречу друг другу по высоте машины.
Несомненные достоинства колонных аппаратов способствовали интенсивному развитию исследований в области создания и применения машин такого типа как в нашей стране (рис. 6.45), так и за рубежом.
Воздух является основным рабочим элементом флотационной системы, поэтому процессы аэрации определяют технологические и конструктивные параметры машин. Аэрированность пульпы обусловливается распределением воздушных пузырьков по крупности, скоростью их движения, расходом воздуха, направлением и скоростью движения пульпы, процессами выделения газа из раствора.
Степень аэрации в колонне во многом зависит от конструкции диспергаторов воздуха, осуществляющих пропускание его сквозь пористые перегородки. Испытания различных материалов позволили выбрать для изготовления аэраторов резиновые трубки с перфорированными стенками. Такие аэраторы обладают одинаковой способностью по всей поверхности и начальным сопротивлением, препятствующим проникновению жидкости и тонких частиц внутрь после отключения воздуха; они износостойки при работе в агрессивных и абразивных средах.
При изготовлении эффективных и надежных аэраторов большое значение имеют свойства резины. Исследования работы трубок различной твердости показали, что при одном и том же давлении газопроницаемость (или удельный расход воздуха на единицу площади аэраторов) уменьшается от мягкой резины к твердой, а при повышении давления при одном и том же расходе воздуха дисперсность пузырьков выше.
Установлены тип резины, диаметр трубки, толщина стенки, число проколов. Для эксплуатации рекомендуются трубки средней твердости, типа 1 КЩ (кислотно-щелочные, ГОСТ 5496—67), внутренний диаметр 10—12 мм, толщина стенки 2—3 мм, число проколов 60—70 на 1 см длины. Срок службы
337
Рис. 6.45. Противоточные пневматические машины (различной конструкции) ИОТТ («—ж)
/ — распределитель питания; 2 — камера; 3 — диспергатор воздуха; 4,6 — эрлифтные камеры; 5,8 — перфорированная часть стенки; 7 — порог; 9 — зона пенной сепарации; 10 — механизмы приводов; II — отражатель; 12 — камера перечистки концентрата; 13 — успокоители
338
таких аэраторов от 8 до 12 мес. в зависимости от характеристики пульпы. Определены оптимальные аэрационные режимы работы колонных аппаратов в промышленность.
Низкая плотность угольных и породных частиц приводит к неселективному механическому выносу сверхтонких частиц в пенный слой вследствие макроциркуляции пульпы в колонных машинах. Для снижения интенсивности этого процесса, а также с целью повышения вероятности закрепления тонких угольных частиц на пузырьках при получении сверхчистых угольных концентратов разработана оригинальная конструкция насадочной флотационной колонны. Весь объем колонны (кроме зон вблизи подачи питания и воздуха) заполнен насадкой. Она представляет собой пакеты квадратных рифленых пластин, установленных вертикально. Нарифления выполнены под углом к вертикали (обычно он близок к 45°); глубина нарифлений 3 мм. Пакеты набираются таким образом, чтобы соседние пластины имели нарифления, направленные в противоположные стороны. Пластины в смежных пакетах расположены во взаимно перпендикулярных плоскостях. Насадкой заполняют зоны минерализации и очистки колонны. Свободными остаются зоны пенного слоя (орошаемого водой) и подачи питания и воздуха.
Дробление воздушных пузырьков происходит при их подъеме по нариф-лениям, поэтому воздух в колонну подают в виде более крупных пузырьков, что уменьшает требования к аэратору, позволяет увеличить срок его службы и снизить давление подаваемого воздуха практически до величины гидростатического давления пульпы в колонне. Приведенные скорости равны, см/с: пульпы 0,3; воздуха 6—10; промывной воды 0,1—0,15. Увеличению извлечения шламов способствуют тесный контакт частиц с пузырьками и микротурбулентность. Отсутствие крупномасштабного перемешивания и большая глубина пенного слоя исключают механический вынос и обеспечивают возможность получения кондиционных концентратов тонкозернистого материала в одну стадию. Поскольку структура потоков в насадочной колонне определяется потоками фаз и параметрами насадки, то при сохранении глубины нарифлений, высоты аппарата и приведенных скоростей фаз показатели флотации неизменны и не зависят от сечения колонны и от ее производительности.
Целесообразно применение насадочной колонны для обогащения тонких угольных частиц. В ряде случаев насадочная барботажная колонна высотой 7 м обеспечивает более высокие показатели, чем четыре стадии обычной флотации при обогащении сверхтонких угольных шламов. В двухстадийных опытах флотации сверхтонкого угля с доизмельчением и перечисткой грубого концентрата из угля зольностью 6% получен концентрат зольностью 0,7—1% при выходе 80%. Кроме традиционных реагентов, для депрессии и пептизации породы и пирита подавали соду (1,6 кг/т), крахмал (200 г/т), жидкое стекло (1 кг/т), сернистный натрий (80 г/т).
Опыты проводили при измельчении угля до 50 и 90% класса 22 мкм. Показатели флотации в насадочной колонне близки к результатам анализа угля в тяжелых жидкостях; зольность концентрата соответствует фракции 1,4 г/см3. Подача реагентов-пептизаторов существенно улучшает показатели флотации сверхтонких шламов в насадочной колонне. Для высокоминерализованных углей оптимальная степень измельчения определяется крупностью вкрапленности минеральных зерен.
Создана новая конструкция щелевого аэратора. Он представляет собой участок трубы пульпопровода, внутрь которого вставлено осесимметричное тело. В стенки трубы напротив обтекателя вмонтированы кольцевые диски с зазорами 50—75 мкм, через которые поступает воздух под давлением 250 кПа.
339
Рис. 6.46. Флотационная противоточная пневматическая машина с камерой объемом 40 м3
1 — диспергаторы воздуха; 2 — успокоительные решетки; 3 — камера; 4 — приемник пенного продукта; 5, 6 — распределители питания; 7 — поплавок; 8 — шиберная заслонка; 9 — шиберный карман
Диски имеют особую конструкцию и изготовлены из специального материала, исключающего ошламовывание. Зазор между телом и стенками трубы — не более 10—12 мм; скорость потока пульпы перед щелевым аэратором 2—3, в зазоре 8—12, в диффузоре (после щели) 4—6 м/с; производительность каждого аэратора по пульпе 60—120 м3/ч; давление пульпы 180 кПа. Разработана флотационная машина такой конструкции производительностью до 200 м3/ч. Она оснащена несколькими аэраторами. Эффективное диспергирование воздуха позволяет снизить его расход, что в свою очередь приводит к уменьшению удельного расхода электроэнергии (примерно втрое по сравнению с обычными импеллерными машинами). Объем пневматической камеры с внешним щелевым аэратором, установочная площадь, стоимость и капитальные затраты в 2—3 раза меньше, чем для обычных машин той же производительности. В ИОТТ разработана машина ФППМ-40 с камерой объемом 40 м3 (сечение 2,2 х х 4,4 м, высота 5,5 м), производительностью по пульпе 600—800 м3/ч.
Общий вид камеры приведен на рис. 6.46.
Установлено влияние размера поперечного сечения колонны на удельную производительность и время флотации.
Для оценки режима движения необходимо определить интенсивность перемешивания в машине. Перемешивание происходит по всем направлениям, однако для колонной машины характерна направленность потока, поэтому можно ограничиться учетом продольного перемешивания, которое резко усиливается при переходе от лабораторных машин к промышленным, что обусловливает значительное расхождение результатов разделения в них.
Для оптимизации гидродинамического режима в противоточных пневматических машинах в камерах большого сечения следует устанавливать успокоители, которые помещают в зоне минерализации колонны и разделяют маши
340
ну на ячейки. Оптимальное сечение ячейки для ФППМ-60 составляет 20 х 20 см.
Эффективность работы флотационной колонны во многом определяет надежность системы регулирования в стабилизации уровня пульпы в камере. При создании большеобъемных машин, в которых время переходных процессов значительно, особое значение для технологии процесса приобретает работа таких систем.
После анализа и испытания различных систем стабилизации уровня пульпы выбрана система прямого регулирования, применения в машине ФППМ-40. Камера, в которой находится поплавок, соединена трубопроводом с шиберным карманом. Поплавок соединен с шиберной заслонкой при помощи кинематических тяг. При увеличении или уменьшении расхода пульпы уровень в камере изменяется, что сопровождается изменением уровня в поплавковой камере. Поплавок перемещается и с помощью кинематических тяг передает вращение шиберной заслонке в ту или другую сторону. Для изменения уровня во флотационной машине предусмотрено изменение положения поплавка в камере. Двухкамерный вариант машины ФППМ-40 установлен на 2-й секции ЦОФ "Березовская" производственного объединения "Кузбассуголь".
Технические характеристики ФППМ-40 Максимальная объемная производительность по пульпе, м3/ч............ 600—800
Производительность по исходному твердому продукту при флотации каменноугольных шламов со средней характеристикой флотируемости, т/ч....... 70—100
Рекомендуемое содержание твердого продукта в исходной пульпе, г/л... 80—120
Емкость камеры, м3....................................................... 40 ± 1
Число камер ........................................................ 2
Удельный расход электроэнергии, кВт.ч/т, не более................... 2
Расход воздуха, м3/м3, не более .................................... 2
Давление сжатого воздуха, кПа ...................................... 80
Тип диспергатора воздуха: резиновые трубки средней твердости (1 КЩ) размером 10x2 мм, перфорированные (число отверстий 60 на 1 см длины).
Тип пеноснимателя: однородный, с шарнирно подвешенными скребками.
Основные размеры, мм (не более): длина................................................ 9500
ширина .................................... 4070
высота .................................... 6600
Масса машины, т (не более)................... 22
Комплекс флотационной установки включает 2 камеры машин, 2 контактных чана, расходомер и плотномер пульпы, воздуходувку, дозаторы реагентов.
Технологические испытания проводились при объемных производительностях по пульпе от 400 до 800 м3/ч и по твердому от 40 до 100 т/г расходы реагентов варьировались от 1,0—2,5 кг/т (печное топливо) до 80—150 г/т (кубовый остаток производства бутиловых спиртов); давление воздуха на входе в диспергаторы изменялось от 60 до 80 кПа.
За время испытаний флотомашина работала с удовлетворительными качественными показателями. При плановой шихте средняя производительность по пульпе составила 600 м3/ч и по твердому — 70 т/ч. Средние технологические показатели следующие: выход концентрата 86,1%, зольность концентрата 8,8%, зольность отходов 64,4% при зольности питания 16,5%. Расход реагентов: печного топлива 1800 г/т, вспенивателя КОБС — 130 г/т. Показа
341
тели машины МФУ-2-63 за этот период А„ит = 16,5; Ахт = 8,9%; AqTX = 63,8%; извлечение = 86,2%.
Расход реагентов: собирателя — 1400 г/т, вспенивателя — 100 г/т.
Шлам, обогащаемый на ЦОФ "Березовская", относится к труднофлотиру-емым (содержание фюзенита 40%, минеральные примеси тесно связаны с органической массой).
К числу преимуществ противоточных машин относятся: малый расход электроэнергии (определяемый только мощностью двигателя воздуходувки), небольшие капитальные затраты, уменьшение площади, необходимой для установки (30% от площади, занимаемой машинами той же производительности), большой аэрируемый объем, возможность регулирования расхода и дисперсности воздуха. Следует отметить также повышение селективности флотации в колонных машинах за счет большого, чем обычно, использования процессов, происходящих в пенном слое.
Вспомогательное оборудование. Эффективность флотации в большой степени определяется подготовкой пульпы к флотации (кондиционирования), сбором и обработкой пенного продукта.
Кондиционирование осуществляется в аппаратах подготовки пульпы и обеспечивается, кроме того, системой автоматического дозирования, заданного расхода реагентов на флотацию, установленного пропорционально изменению производительности по потоку и содержанию в питании флотации твердой фазы. Более сложные системы контроля расхода реагентов учитывают изменения гранулометрического состава шлама.
Распространены две технологии кондиционирования пульп: I — наиболее распространенная осуществляется путем обработки в аппаратах всего питания. Такое кондиционирование осуществляется в аппаратах типа АКП-1,6 или "Каскад". Иногда такое кондиционирование осуществляется в контактном чане, для сего может быть использована одна из камер флотационной машины, работающая в режиме перемешивания без подачи воздуха. Подобное решение менее эффективно, но в ряде случаев оно оказывается достаточным для решения конкретно поставленной задачи, например флотация легкофло-тируемого угля;
II — раздельная обработка реагентами различных классов крупности питания флотации. При контактировании с собирателем полидисперсной пульпы на единице площади поверхности угольных частиц закрепляется практически равное количество капелек реагента независимо от крупности частиц. Данное обстоятельство при обычных методах подготовки пульпы к флотации не позволяет за равные промежутки времени создать условия равнофлотиру-емости относительно крупных и тонких зерен, поскольку для их флотации требуются адсорбированные слои собирателя различной плотности. На практике это приводит к неполной флотации крупных частиц и снижению избирательности флотации частиц тонких.
Различие во флотационной активности отдельных узких классов зерен вызывает необходимость подбора для крупных частиц своего реагентного режима. Крупные классы целесообразно обрабатывать при относительно высоких концентрациях реагентов, а тонкие, наоборот, при более низких.
Для постепенного изменения необходимой оптимальной концентрации реагентов при переходе от более крупных классов к мелким осуществляется раздельное кондиционирование реагентов. Для этого используют разработанные Кузнииуглеобогащением аппараты системы раздельного кондиционирования АРКП и АРКПС, нашедшие наибольшее применение на фабриках Кузбасса.
342
Рис. 6.47. Аппарат АКТ-1600 для кондиционирования флотационной пульпы
1 — колонна; 2 — дисковый распылитель; 3 — трубопровод для подвода пульпы; 4,5 — кольцевые желоба-смесители; 6 — радиальные желоба-распределители; 7 — труба для подвода реагентов; 8 — лопасть; 9 — зонт; 10 — затвор-регулятор
Аппарат подготовки пульпы АКП выполнен в виде цилиндрического сосуда, в центральной части которого размещено центробежное дисковое устройство для распыления реагента в тонком потоке (рис. 6.47). Питание флотации подается тангенциально в верхнюю часть сосуда и специальными полками-жалюзями распределяется по всему объему в виде свободно стекающих (каскадом) струй. Аппарат выполняет функцию кондиционера и распределителя пульпы. По принципу приготовления и внесения реагента в поток он предназначен для аэрозольной подачи реагента. Пульпа, разделенная на множество отдельных струй, движется в объеме сосуда в тумане аэрозоля. Насыщенные реагентом потоки ниспадают на придонную часть и от удара распыляются и перемешиваются, что обеспечивает необходимый контакт собирателя с угольными частицами.
В нижней части аппарата имеется регулируемое распределительное устройство, которое направляет питание на флотационные машины в требуемой пропорции. Через аппарат подготовки пульпы во флотацию вводится от 70 до 100% реагентов, необходимых для флотации. Остальная часть может подаваться непосредственно в камеры флотационных машин согласно регламенту технологии.
343
Рис. 6.48. Аппарат АППФ для подготовки пульпы к флотации
1 — входной патрубок; 2 — устройство для измерения расхода и плотности пульпы с дозаторами реагентов; 3 — корпус (а — загрузочный, б — измерительный. « — смесительный отсеки); 4 — бак для реагентов; 5 — дозатор-распределитель реагентов; 6 — патрубки сброса избыточного аэрозоля реагентов; 7 — наклонная регулируемая плоскость; 8 — разгрузочные патрубки; 9 — форсунки
Аппарат подготовки пульпы АППФ такж относится к системе полного кондиционирования потока (рис. 6.48). Он включает в себя устройство для дозирования реагента и узел подготовки аэрозоля реагента, тонкого диспергирования собирателя в воздухе и обработку пульпы перед флотацией воздухом, несущим реагентный туман. Важная особенность таких кондиционеров — сокращения времени кондиционирования за счет введения реагента непосредственно на границу раздела фаз пузырек и флотируемая частица, что способствует уменьшению расхода реагента.
В аппаратах раздельного кондиционирования АРКП и АРКПС созданы условия для разделения пульпы под действием центробежных сил на песковую (крупнозернистую) и илистую фракции. В зернистую часть вводится реагент собиратель. Из-за высокой концентрации зернистой части в ней создаются благоприятные условия для избыточного покрытия частиц собирателем. Затем в этом же аппарате в нижней его части потоки объединяются. Кондиционирование тонких частиц происходит путем перераспределения реагента с зернистой частью. Из-за "дефицита" реагента в пульпе он переходит в основном на более гидрофобные подлежащих флотации тонкие частицы угля.
Важный элемент технологии флотации — пеногашение. Определенное сочетание флотируемости угля, гранулометрического состава твердой фазы и специфики применяемых реагентов может препятствовать эффективному использованию флотации из-за образования в камерах машин излишне устойчивой пены.
В концентрированных пенах с высоким содержанием твердых частиц самопроизвольное разрушение пены сдерживается высокой минерализующей пузырьков, препятствующей их коалесценции. Тончайшие частицы как бы экранируют пузырьки и трехфазная система становится очень устойчивой. Важную роль при этом выполняют ПАВ (пенообразователи).
Наиболее часто пены разрушают дегазацией, удаляя газовую фазу путем вакуумирования. Иногда для этого пользуются способом введения в систему веществ, обладающих еще ббльшей поверхностной активностью, но не дающих механически прочной пленки. Эти вещества называют пеногасителями.
Ускорение дегазации, проводимой в больших объемах при нормальном давлении, достигают за счет внесения добавок, снижающих устойчивость адсорбционной пленки, окружающей пузырьки; добавки сорбируются на поверхности частиц и вытесняют ПАВ, стабилизирующие пленку. В качестве подобного вещества иногда используют избыток собирателя, например керосина, подаваемого в пену.
Для интенсификации процесса разрушения пены широкое применение нашло сочетание гидродинамического воздействия с вакуумом.
Пеногаситель центробежно-вакуумный ПЦВ (рис. 6.49) представляет собой герметический сосуд 1 цилиндроконической формы с патрубками для отсоса воздуха 3, подачи питания 2 и разгрузки дегазированной суспензии концентрата 5. Питающий патрубок подводит флотационную пену тангенциально к рабочей камере (как у гидроциклона). Он снабжен поворотной заслонкой, регулирующей перепад давления в аппарате. Рабочая часть цилинда в нижней части перфорирована. Для предотвращения закручивания дегазированного концентрата корпус аппарата выполнен расширяющимся и разгрузочная воронка снабжена радиальными перегородками. Пеногаситель снабжен предохранительным клапаном, связанным посредством штыка с поплавком 4, который в случае переполнения аппаратура пульпой, всплывая, срывает вакуум.
345
J
IIIIIHIIIIIII»
Рис. 6.49. Центробежный вакуумный пеногаситель (См. текст)
КузНИИуглеобогащением разработаны три типоразмера пеногасителей ПЦВ с производительностью по флотоконцентрату 250; 500 и 750 м3/ч. Пеногасители устанавливают между флотационной машиной и вакуумным фильтром.
Система ПЦВ кроме собственно пеногасителя включает пеносборник, вакуум-насос, 1 вакуум-ресивер и гидрозатвор.
Эффективность разрушения пены ПЦВ составляет 62—90% и зависит от разрежения, создаваемого в камере пеногашения, кото-рое в оптимальных условиях достигает 0,3—
Пеногасители аэродинамического типа (ПА-150) имеют производительность по флотоконцентрату 150 м3/ч при расходе сжатого воздуха на пеногашение 1—1,5 м3/ч и давлением 0,2—0,3 МПа. Эффективность пеногашения не менее 72%. Она существенно зависит от степени метаморфизма углей. Наименее устойчивы пены углей средней стадии метаморфизма (марки К и Ж). Угли более низких стадий метаморфизма образуют пену, разрушающуюся с трудом. Например, пены с углями марки Г разрушаются в пеногасителе ПА с эффективностью 60%, а пены углей марок К и Ж гасятся с эффективностью соответственно 78—92 и 68—90%.
Наличие в пене илистых включений в количестве 30—40 г/л снижает эффективность пеногашения до неудовлетворительной.
По конструкции пеногаситель аэродинамического типа похож на инжектор. Струей сжатого воздуха концентратная пена засасывается и разгоняется до большой скорости. В образующемся факеле струя расслаивается на жидкое ядро и охватывающий его кольцевой слой, состоящий из пузырьков воздуха. При этом происходит процесс деминерализации пузырьков. Затем струя входит в камеру дегазации, где в результате соударения со специально оформленной поверхностью происходит активная коалесценция пузырьков, из камеры через специальные патрубки выпускаются отдельно воздух и дегази
рованная пульпа концентрата.
Для обеспечения высоких устойчивых показателей флотации используется комплекс оборудования управления, включающий систему автоматического поддержания уровня в камере машины и аппаратуры автоматического управления процесса флотации (САРФ и КАУФ).
Система автоматического управления КАУФ обеспечивает контроль флотации по зольности концентрата и отходов аппаратуры. Функциональная часть выполнена на программируемом микроконтроллере. Благодаря этому флотация стала управляемой в пределах заданных зольностей концентрата и отходов.
Комплекс аппаратуры КАУФ по заданным параметрам флотации осуществляет автоматическое регулирование расхода реагентов — собирателя и пенообразователя’ пропорционально изменению параметров питания машины. Согласно заданному алгоритму управления устанавливает оптимальную толщину пенного слоя, корректирует содержание твердого в питании, регулирует основные параметры процесса.
346
В систему комплекса входят управляемые дозаторы реагентов, плотномер, расходомер, золомер и др. Аппаратура предусматривает дистанционное управление параметрами флотации.
Технологические схемы флотации. В общем виде под этими схемами понимается последовательность обработки пульпы и продуктов флотации в камерах флотационных машин в сочетании со способом дозирования реагентов и характером съема конечных продуктов.
На выбор оптимальной технологической схемы флотации угля оказывает влияние множество факторов. Среди них зольность и петрографический состав угля, метаморфизм, гранулометрический и фракционный составы, минерализация по классам крупности, содержание жидкой фазы, наличие глинистых включений, а также требования к качеству продуктов обогащения. Все это определяет выбор флотационных машин и их компоновку, номенклатуру предпочтительных реагентов и способ внесения их в технологию флотации.
Наиболее распространены схемы прямой флотации, как правило, дозирование реагентов осуществляется в начало процесса и конечные продукты концентрат и отходы получают в одну стадию. Управление флотацией в этом случае достигается оптимизацией камерных процессов в машине и подбором соответствующего расхода воздуха на флотацию.
Развитие схемы прямой флотации — проведение дополнительной контрольной флотации отходов основной флотации. Вторая флотация может осуществляться либо в специальной машине, либо для этого отводятся последние камеры машины основной флотации. В этом случае число камер в машине может быть увеличено.
При флотации с контрольной обработкой отходов применяют дробную подачу реагентов (например, 50% в начало процесса и по 25% в четвертую и седьмую камеры при восьмикамерной машине).
Схему с контрольной флотацией применяют при обогащении шламов средней флотируемости или даже трудной обогатимости, если обогащаемые угли имеют благоприятный петрографический и гранулометрический составы и засорение шламов происходит за счет глинистой породы.
Важными моментами технологии флотации в этом случае становятся требования флотации из разбавленных пульп и ограничение выхода концентрата в первых камерах (флотация с малым расходом воздуха и реагентов), где извлекаются более легкофлотируемые свободные частицы. Дофлотация сростков осуществляется после дополнительной подачи реагентов при повышенной аэрации пульпы. Концентрат контрольной флотации может выступать-либо в роли самостоятельного промежуточного продукта, либо объединяться с полученным в основной флотации. В отдельных случаях возможно переобога-щение этого продукта путем возвращения его в одну из последних камер основной флотации. Зольность отходов операции перечистки концентрата всегда ниже полученной при основной флотации, но она достаточно высока, что делает перечистку привлекательной, особенно если речь идет о получении при флотации концентратов высокого качества.
Для флотации труднообогатимых шламов, когда пенный продукт машины основной флотации получается в виде механической смеси частиц угля и породы, применяют схемы с перечисткой концентрата.
В таких схемах определяющим требованиям к основной флотации является получение кондиционных отходов. Перечистка концентрата осуществляется без добавления реагентов или с малыми добавками в перечистную операцию пенообразователя. Хороший технологический результат дает применение перед операцией перечистки концентрата операции кондиционирования с целью
347
разрушения сложившихся воздушно-минеральных комплексов и высвобождения захваченных ими породных включений.
Продукты перечистки — кондиционный концентрат и высокоминерализованный промпродукт. Последний (исходя из требований технологии) может либо присоединяться к отходам основной флотации, либо возвращаться в последнюю камеру машины основной флотации.
Число камер для перечистки концентрата и промпродукта определяется в ходе лабораторных исследований и промышленных опытов. Как частный случай в практике флотации углей используют комбинированные схемы флотации, которые помимо названных традиционных решений включают дополнительные решения, создавая в целом нетипичные схемы флотации. Такой является, например, схема раздельной флотации шламов, согласно которой зернистая часть продукта и тонкозернистая флотируются каждая в своей машине. Преимущества такой технологии — оптимизация технологии флотации частиц крайних размеров требует проведения этих процессов в существенно различных условиях.
Положительный результат в ряде случаев достигается от направления пенного концентрата грубозернистой флотации в питание машины для флотации тонких частиц. Эффект улучшения флотации объясняется особой ролью чистых зерен концентрата, выступающих в качестве активированного носителя в шламовой флотации.
Иногда интенсификация флотации достигается включением во флотационный передел гравитационного способа обогащения. Он используется для выделения из концентрата основной грубозернистой флотации чистых зерен угля и последующей перефлотацией остальной части грузозернистого концентрата в машине тонкозернистой флотации.
Известно, что существует различие в эффективности флотации частиц зернистых и илистых. На практике удовлетворительные результаты обогащения получают за счет создания более благоприятных условий флотации частиц предпочтительной крупности или раздельного обогащения узких классов.
В условиях полидисперсной пульпы потери флотации происходят из-за низкой эффективности флотации крупнозернистого шлама. Вместе с тем, как показывает анализ работы фабрик, зернистая часть питания флотации отличается более низкой зольностью (табл. 6.29).
В связи с этим стремятся снизить верхний предел крупности флотируемого шлама. В мировой практике он снижен до 0,3 (0,25) мм. Выбор граничного зерна — важный технологический вопрос, так как им определяются не только зольность, флотоактивность крупных классов, но и характер взаимовлияния различных классов крупности друг на друга при флотации и последующей обработке с целью обезвоживания продуктов обогащения.
. Таблица 6.29
Содержание малозольных зернистых шламов в питании флотации
Объединение (число фабрик) Концентрат флотации Зернистый шлам в питании флотации
Выход, Золь-% ность, % Класс бо- Выход, Зональ-лее, мм % ность %
Кузбассуглеобогащение (10) 79 8,5 0,1-0,2 41 7,5 Гидроуголь (2) 70,6 6,8 0,075 68,1 6,4 Ростовуголь (1) 78 8,4 0,1 18,9 6,5
348
!
Рис. 6.50. Перспективная схема флотации с раздельным обогащением крупных и мелких шламов
Исходный шлам — 0,5 мм
Флотация
Концентрат
1 Камерный продукт Классификация в ГЦ
Сгущенный продукт
Флотация
v Концентрат
V
Слив
Фильтрование
Отходы
Вакуум-фильтры
Фильтрат
Концентрат
Рис. 6.51. Перспективная схема флотации шламов с высоким содержанием илов
349
Важная особенность современных углеобогатительных фабрик — широкое применение комплексной технологии обогащения шламов, включающей гравитационные методы переработки для обогащения зернистой части шламов крупностью +0,15 мм в водных и тяжелосредных гидроциклонах, на концентрационных столах и винтовых сепараторах.
Признаны перспективными следующие четыре варианта схем для обогащения шламов.
I — раздельная флотация крупных и мелких классов (рис. 6.50). Разделение на продукты проводится в гидроциклоне по граничному зерну 0,2 мм. Фильтрат обработки концентратов флотации на вакуум-фильтрах при этом флотируется совместно с классом +0,2 мм. Вообще выбор граничного зерна разделения является самостоятельной задачей, так как помимо зольности и флотоактивности разделяемых классов необходим учет допустимого засорения классов, проявляющегося через взаимовлияние различной крупности частиц на эффективность флотации.
Исследования влияния присутствия тонких частиц на селективность флотации более крупных методом диаграмм состояния показали, что существует оптимальное соотношение различных классов крупности во флотируемой пульпе, когда возможно получение лучших результатов. Особенно отрицательно проявляется роль тонких классов менее 50 мкм, содержание которых в зернистой части, например фракции 0,5—0,25, не должно превышать 20%.
Флотация по I варианту может проводиться в машинах различного типа, так, например для тонкой части рекомендуется флотация в колонных аппаратах.
По II варианту (рис. 6.51) флотируют пульпы с высоким содержанием высокозольных илов. Вначале при малых расходах реагента извлекаются лег-кофлотируемые тонкие частицы угля. Затем камерный продукт I стадии флотации подвергают классификации в гидроциклоне для выделения в слив тонкозернистой фракции отходов, подаваемых в отвал. Сгущенный продукт гидроциклонов флотируется для выделения зернистой части шлама и после объединения с концентратом основной флотации направляется на обезвоживание в вакуум-фильтрах. Фильтрат используют для разбавления сгущенного продукта после гидроциклона. Такая схема позволяет более эффективно обогащать флотацией илистые пульпы при зольности твердой фазы до 30%.
По III варианту для обогащения флотацией шламов, содержащих низкозольные крупные классы, применяют схему с предварительной классификацией шлама (рис. 6.52). Исходный шлам классифицируют в гидроциклоне по граничному зерну, например, 0,2 мм. Слив гидроциклона направляют на флотацию, а сгущенный продукт подвергают вторичной классификации. Слив II стадии флотируют вместе со сливом I стадии классификации. Сгущенный продукт (если проходит по качественным показателям) объединяют с концентратом флотации. Возможен также вариант обогащения (гравитация, флотация) сгущенного продукта II стадии классификации.
IV вариант схемы- обогащения (рис. 6. 53) является развитием третьего. Только концентрат основной флотации и песковую фракцию обезвоживают в центрифуге и фугат подвергают флотации в отдельной машине.
При разработке технологии флотации используется представление о флотируемости угольного шлама, которая оценивается временем, необходимым для достижения требуемых выхода и качества флотационного концентрата.
Различают время (продолжительность) флотации шлама в лабораторной машине (гл) и в промышленной (zlt). Эти величины связаны между собой коэф-
350
Исходный шлам
-0,5 мм
Классификация в гидроциклонах
+0,2 мм
Классификация
Слив -0,2 мм
Концентрат
Сгущенный продукт
Флотация
Обезвоживание
Сгущение
Вакуум-фильтры
у Концентрат ч <
Фильтрат
СВГ
Слив
Сгущенный продукт
Рнс. 6.52. Перспективная схема обогащения шламов с низкозольным зернистым классом
фициентом перехода К
zn = Ktn.
На практике коэффициент перехода как среднестатический показатель увеличения продолжительности флотации для воспроизведения в условиях производства лабораторных результатов флотации. Он для каждого типа машин определяется из сопоставления большого числа лабораторных и практических результатов флотации, получаемых на одном и том же шламе.
Имеются способы аналитического определения коэффициента перехода. В этом случае структура коэффициента представляется как некоторое произведение составляющих коэффициентов (К = К\, К^, , Кп\ учитывающих периодический и непрерывный характер флотации — К\ (способ соединения камер), гидродинамику машины (степень аэрации), /С3 — глубину извлечения флотируемого материала, и т.п. Эти составляющие коэффициенты в свою очередь получаются полуэмпирическим путем, рассчитываются, например, при условии учета перехода от лабораторной флотации к промышленной из соотношения соответствующего изменения времени флотации, из кинетических уровней первого порядка для периодического и непрерывного процесса. .
На практике допускается коэффициент перехода по аналогии с известным из опыта флотации подобного по характеристике шлама. При этом следует иметь в виду, что продолжительность практической флотации в этом случае рассчитывается исходя из результатов лабораторного исследования оптимизации флотации рассматриваемой пробы шламов.
351
Исходный шлам
-0,5 мм
Рис. 6.53. Перспективная схема обогащения шламов с повышенным содержанием глинистых компонентов
Оптимальный поток пульпы на машину Q (м3/мин) определяют из соотношения
Q = nV/tn,
где п — число камер в машине; V — вместимость одной камеры, м3; tn — продолжительность практической флотации, мин.
Зная нагрузку на технологическую схему по потоку пульпы, исходя из приведенного соотношения, выбирают наиболее подходящий типоразмер флотационной машины.
Оценка показателей флотации в лаборатории проводится в стандартных условиях, желательно в модели машины промышленного типоразмера. Требование стандартизации методики проведения исследования преследует цель получения воспроизводимых данных, сопоставимых с флотационными характеристиками различных углей.
В качестве собирателя рекомендуется использовать нормальный додекан при расходе 500—1500 г/т сухого шлама. Пенообразователь —. метили-зобутилкарбинол (МИБК), расход которого составляет 0,1 мл на 1 кг сухого твердого или 80 г/т. МИБК подается из водного раствора с концентрацией 0,14% по объему. Содержание твердого 100 г/л в пересчете на сухую массу с учетом сопутствующей, предварительно определенной.
352
Аэрация определяется по расчетам 1,14 ±0,1 л/мин на 1 л камеры. Скорость воздуха контролируется с помощью реометра и игольчатого клапана.
Реагент подают дробно по фронту флотации при непродолжительном кондиционировании без воздухе пульпы с реагентом.
Схема опыта
Время, с: кондиционирование.....
флотация...........
Доля реагента от общего.
Концентрат............
30 15 15 15
30 30 30 30
2/5 1/5 1/5 1/5
*1 *2 *3 К4
Пробу шлама после тщательного перемещения с водой (дистиллированной) помещают в камеру флотационной машинки, добавляют первую дозу реагента, кондиционируют в течение 30 с, после чего включают воздух и флотируют 30 с. После этого выключают воздух и вводят вторую дозу реагента согласно схеме. Кондиционирование второй и последующих порций реагента продолжается в течение 15 с. Съем каждой фракции концентрата осуществляется в течение 30 с.
Все концентраты и отходы флотации обезвоживают, сушат и подвергают анализу на зольность. По результатам анализа строят кривые зависимости "выход концентрата" — "качество концентрата", "выход концентрата" — "расход реагента". Полученные зависимости позволяют выбрать предпочтительные условия флотации по качеству продуктов и расходованию реагентов, в которых проводятся опыты по определению кинетики флотации.
Практика флотации. Флотацию на большинстве фабрик осуществляют по прямой схеме.
Таблица 6.30
Показатели флотации по регионам
Показатели Годы
1970 1975 1980 1985 1990
Переработка, млн.т. Всего 4,8 8,8 8,7 36,9 34,2
Зольность, % питания 15,2 16,1 15,1 16,0 17,5
концентрата 10,0 8,2 8,2 8,9 8,8
Число отделений флотации 13 13 15 15 16 18
Переработка, млн.т Кузнецкий бассейн 4,8 8,8 8,7 10,2 9,3
Зольность, % питания 15,2 16,1 15,1 16,2 17,7
концентрата 10 8,2 8,2 8,2 8
Число флотоотделений 13 15 14 14 15
Переработка, млн.т Южно-Якутский бассейн 1,4 1,6
Зольность, % питания — — — 14,4 15
концентрата - - - 11 11,6
12. Техника и технология...
353
Динамика изменения технологических показателей работы флотационных определений по отдельным регионам приведена в табл. 6.30. Зольность шламов на обогатительных фабриках увеличивается. Постоянное качество фло-токонцентратов достигается совершенствованием процесса (табл. 6.30).
Изменение средних показателей флотации по Донецкому бассейну на фабриках энергетических углей, таких как ЦОФ "Кураховская", "Луганская", произошло из-за вовлечения в переработку углей с высокой зольностью (до 44,3— 54,9%). Угли в Донецком бассейне отличаются большим многообразием генетических свойств, степени обогатимости, что влияет на качество концентратов и отходов флотации.
Обогащаемые угли марок Д, Г, Ж, ОС, Т и А различаются выходом летучих от 40% для длиннопламенных и до 8% для антрацитов, а также, соответственно, содержанием углерода от 70 до 90%.
Большое разнообразие свойств, обусловленное степенью метаморфизма угля, его минерализацией и неоднородной зольностью, привело к существенным различиям технологии флотации. В связи с повышением зольности шламов и увеличением в них легкоразмокаемых тонкодисперсных глин наметилась тенденция к флотации разбавленных (до 100—150 г/л твердого в питании) при обогащении коксующихся углей и 120—130, а в отдельных случаях даже 90 г/л при флотации углей энергетических.
Наблюдается колебание зольности углей одной стадии метаморфизма. Например, зольность углей марки Г, поступающих на флотацию, меняется в пределах от 19,5 до 62,6% наименьший разброс зольности отмечается для средних стадий метаморфизма, используемых в коксовом производстве. При этом зольность шламов углей этих стадий, как правило, ниже, чем рядовых углей, поступающих на фабрику. Для других марок углей зависимость обратная. Шламы углей марок Д, Г и А отличаются повышенным содержанием золообразующих компонентов. Анализ качества концентратов и отходов, получаемых при флотации углей различных стадий метаморфизма, показывает, что средняя зольность отходов увеличивается от марок Д и Г к Ж, К, ОС, Г и уменьшается к антрацитам. При этом зольность не снижается менее 67,5%. Для смеси углей марок Г и Д средняя зональность достигает 69,3%, для марок Г, Ж и К равна, соответственно 70,9; 71,4 и 72,8%, она несколько снижается для марки ОС (68,6%). Для марок Т зольность — 72,8%, для А — 67,5%.
Корректировка результатов путем усреднения содержания золы в отходах флотации и смеси марок Ж—Г и К—Т, К—ОС и ОС—Т позволяет установить четкую зависимость эффективности флотации (характеризующейся показателем зольности отходов) от стадии метаморфизма угля.
На фабриках Кузнецкого бассейна флотацию применяют только в схемах фабрик перерабатывающих угли для коксования марок Г, Ж, К—Ж, ОС. Угли характеризуются низким содержанием серы (0,3—0,6%) и относительно высоким содержанием мелких классов. Выход класса -0,5 мм в рядовых углях в отдельных случаях достигает 30%. В процессе вторичного шламообразования содержание классов флотационной крупности может увеличиваться до 35%.
Зольность питания флотации относительно постоянна и составляет 16,3 ±5,2%, плотность — 100—140 г/л. Высокое шламообразование привело к существенному увеличению фронта флотации и снижению плотности концентрата (пенного продукта) до содержания твердого 200—230 г/л. Показатели обогащения по отдельным фабрикам существенно разнятся (табл. 6.31).
Низкими показателями флотации отличаются фабрики Прокопьевско-Киселевской группы. Хотя существенного изменения качества питания не наблюдалось, зольность отходов снизилась. Отмечено увеличение удельных
354
чО оЗ =г S е: ю
оЗ Н
8 00 — О О О'.
00 Оч СТч 't v->
— <n ~-
Показатели работы некоторых фабрик Кузбасса
I Зольность, % I отходов
концентрата
питания |
расходов реагентов-собирателей на флотацию. Потери в отходах флотации в основном происходят с крупными классами зерен. Класс +0,5 мм обогащают во флотомашинах с очень низкой эффективностью. Относительно чистые зерна уходят в отходы флотации. Поэтому допустимое присутствие таких частиц в питании флотомашин не должно превышать 3—5%.
Средние показатели флотации по бассейну — выход концентрата 84,8% с зольностью 8,2% и средняя зольность отходов 63,9% обеспечивают извлечение горючей массы в концентрат 93,4%. С отходами флотации теряется 6,6% горючей массы.
Общие показатели обогащения флотацией карагандинских углей можно считать более низкими по отношению к достигнутым в Кузнецком и Донецком бассейнах. При средней зольности отходов флотации 61,7% флотация в Карагандинском бассейне обеспечивает более высокое извлечение угля в концентрат, чем в среднем по Донбассу, в котором потери горючей массы при флотации с отходами на 1% выше.
Отмечается увеличение удельных расходов аполярных реагентов собирателей при одновременном незначительном снижении расходования гетерополярных реагентов (табл. 6.32). Это вызвано стремлением повысить зольность отходов флотации, уменьшить потери горючей массы при переработке углей сложного состава, путем внедрения реагентов-собирателей с повышенным содержанием ароматических соединений (до 75%) и осуществления технологий, в какой-то мере использующих эффект иоме-рационной флотации.
В качестве собирателей используются аполярные реагенты: печное топливо (ТПБ), керосин и дизельное топливо, реагент-собиратель омский (РСО). В качестве пенообразователей применяют КОБС, оксаль (Т-80), Кэтгол, кубовые остатки производства метилизобутилкарбинола, МИБК.
Повышенный средний удельный расход реагентов-собирателей наблюдается при флотации углей марок Д, Г и А. Для углей низких стадий метаморфизма повышенный расход аполярных реагентов объясняется относительно высокой гидрофильностью в связи с наличием на поверхности большого
12*
355
Реагенты для флотации угля
Таблица 6.32
Реагент Заводы-поставщики Удельный расход, кг/г Потребители
Собиратели
ТПБ Керосин, дизельное топливо НПЗ, г. Уфа, Навои и др. НПЗ, г. Саратов, Новополоцк и др. 0,8-4,3 Кузбасс Донбасс, Якутуголь
РСО НПЗ, г. Омск 0,8-4,5 Пенообразователи Кузбасс
Оксаль ПО ЗСК, г. Волжский, Тольятти 0,02-0,25 Донбасс, ПО Грузуголь
КОБС НХК, г. Ангарск 0,02-0,1 Кузбасс, Якутуголь, Карагандинский бассейн
КЭТГОЛ Кубовые остатки МИБК ПО "Пермнефтеоргсинтез" 0,02-0,2 Кузбасс
количества функциональных кислородсодержащих групп. Для антрацитов он обусловлен их высокой сорбционной способностью.
Помимо степени углефикации расход реагентов зависит от соотношения основных углеобразующих микрокомпонентов, степени и равномерности их минерализации, окисленности и восстановленности угольной поверхности, минерального состава золообразующих включений, генетических и тектонических факторов.
Под влиянием этих факторов даже для углей марки Ж расход реагента-собирателя может быть достаточно высоким (ГОФ "Чертинская", ЦОФ "Беловская"). Расход пенообразователей относительно выше для углей средних стадий метаморфизма.
Исследования показали, что возможна модификация свойств флотационных реагентов путем добавления в собиратели активирующих ПАВ. Положительный эффект был получен от использования кубовых остатков отгонки низших оксидов (оксидов бутилена и бутиленгликоля).
Важное направление совершенствования режимов флотации — применение рациональных сочетаний реагентов, основанных на использовании смесей веществ, в равной мере обладающих собирательным и пенообразующим свойствами.
6.5. Обогащение в противоточных аппаратах
Основная особенность противоточной сепарации — использование обогатительных гравитационных аппаратов принципиально нового типа — противоточных сепараторов с водной разделительной средой.
Общие принципы всех этих аппаратов — наличие системы встречного взаимопроникающего движения транспортных потоков разделяемых продуктов и перечистная рециркуляция определенной части материала в пределах рабочей зоны разделения. Сформированные в процессе сепарации транспортные потоки движутся с заданным гидродинамическим сопротивлением их относительному перемещению, при этом поток легких фракций совпадает с 356
Рис. 6.54. Классификация противоточных гравитационных сепараторов:
а — горизонтальный; б — вертикальный; в — крутонаклонный (Л — легкая фракция; Т — тяжелая фракция; М — механическое транспортирование продуктов разделения; Г — гидравлическое транспортирование; МГ — комбинированное)
потоком разделительной среды, а поток тяжелых фракций является встречным.
Противоточные сепараторы отличаются характером избирательного использования для разделения несущей способности потока разделительной среды, особенностями силового воздействия на разделяемый материал, способами транспортирования продуктов разделения и принципами регулировки рабочего режима (рис. 6.54).
Все противоточные сепараторы канального типа обеспечивают получение двух конечных продуктов по заданной плотности разделения, превышающей плотность разделительной среды.
В последнее время наибольшее распространение получили сепараторы типа КНС. Крутонаклонные сепараторы имеют высокую удельную производительность, небольшие габариты, просты и безопасны в эксплуатации. Небольшое время пребывания разделяемого материала в рабочей зоне и легкость регулирования плотности разделения позволяют использовать их для обогащения углей с размокаемыми включениями.
Противоточные сепараторы КНС используют для обогащения углесодержащих отвальных пород открытых разработок, для механизации выборки породы из горной массы шахт и для обогащения энергетических углей на обогатительных фабриках небольшой мощности.
Созданы проекты малогабаритных обогатительных установок, основанных на принципе модульно-агрегатной компоновки оборудования.
Опыт эксплуатации обогатительных установок с сепараторами КНС показал, что они достаточно легко и быстро могут быть смонтированы, удобны в обслуживании и стабильно обеспечивают получение продуктов заданного качества.
Основы теории противоточной сепарации. Для описания общих закономерностей процесса используется модель противоточного обогатительного аппарата, представляющая собой совокупность делительных элементов, соеди-
357
Движение легких фракций < 1
Движение тяжелых фракций q.>f
Рис. 6.55. Модель противоточного гравитационного процесса: а — исходная модель; б — отдельная ячейка
ненных последовательно и образующих цепочку (рис. 6.55). В каждом делительном элементе такой цепочки обогащаемый материал делится в пропорции, зависящей от конфигурации и линейных размеров элемента, а также от гидродинамического режима сепарации
<7 = (1-/)//,
где 1 —/и/— доли потока этой фракции, переходящие в соседние элементы слева и справа.
Если конструктивные и технологические параметры делительного элемента постоянны, то q будет функцией только плотности разделения фракций, аналогом плотности (фракции, для которых q = 0 и <», т.е. наиболее легкие и наиболее тяжелые извлекаются полностью, a q = 1 соответствует плотности разделения).
Приведенная выше модель противоточного обогатительного процесса позволяет получить полную информацию о работе сепаратора. Например, можно построить кривые извлечения фракций в концентрат
Е"! = 1 + 7
и найти "плотность" разделения q - q* в цепочке из условия
Ezn(7*) = 0,5.
Следует отметить, что все результаты из приведенной модели получены в зашифрованном виде, т.е. выражены через параметр q. В каждом конкретном случае для практических расчетов режимов противоточной сепарации необходимо экспериментально определять зависимость q = <?(р), где р — плотность разделения в делительном элементе.
Зная фракционный состав исходного и зависимость q = <?(р), можно суммированием по извлечению узких фракций рассчитать фракционный состав конечных продуктов обогащения.
358
Модель процесса, использованная при разработке первого параметрического ряда сепараторов КНС, предусматривала разделение в канале при постоянстве коэффициента деления вдоль всей разделительной зоны. Другими словами, уравнения материального баланса для любой узкой фракции разделяемого материала составлялись исходя из условий постоянства плотности разделения в каждом элементе цепочки.
В дальнейшем предположение о независимости коэффициента деления каждой узкой фракции в любом элементе цепочки от приходящейся на него полной нагрузки, т.е. принцип постоянства "несущей способности ячейки" был использован при разработке направлений совершенствования конструкций противоточных сепараторов канального типа. При этом в качестве главного условия рассматривалось максимально возможное увеличение эффективности каждой из перечистных ячеек.
Развитие работ в области противотока показало, что в ряде случаев эффективность использования аппаратов, работающих по принципу "крутонаклонной" сепарации с постоянной плотностью разделения по длине рабочей зоны, может быть существенно повышена за счет искусственно введенной неоднородности.
Усовершенствованная модель противоточного процесса разделения в неоднородной цепочке делительных элементов была использована при разработке нового параметрического ряда усовершенствованных крутонаклонных сепараторов с улучшенными технологическими характеристиками. Создание градиента плотности разделения вдоль рабочей зоны сепаратора, который реализован в новых сепараторах, позволило повысить эффективность противоточного процесса за счет улучшения массообмена между транспортными потоками продуктов разделения и за счет более четкого разделения промежуточных фракций.
В 1988 г. прошел испытания крутонаклонный сепаратор нового типа, предназначенный для обогащения горной массы крупностью до 200 мм, в котором была реализована идея создания неоднородной однопараметрической делительной цепочки с градиентом, направленным вдоль канала от верхнего его конца к нижнему. Было установлено, что такое распределение плотности разделения обеспечивает дополнительную циркуляцию фракций, близких к промежуточным, и улучшает перемещение легких и тяжелых фракций. Положительный эффект был достигнут за счет выполнения боковых стенок канала непараллельными и применения новой конструкции поперечных перегородок.
Технологические и конструктивные особенности крутонаклонных сепараторов. Крутонаклонный сепаратор (рис. 6.56) представляет собой корпус прямоугольного сечения, наклоненный под углом 52—56° к горизонту. В средней части корпуса имеется загрузочный патрубок, снабженный сверху загрузочной воронкой. В верхней части сечения канала сепаратора размещены породная и концентратная деки с перегородками. Положение дек в канале может изменяться с помощью механизмов регулировки, обычно располагаемых на верхней крышке сепаратора.
Каждая из дек подвешивается в двух точках и имеет независимую регулировку. С помощью механизмов регулировки деки могут быть перемещены параллельно дну канала либо им может быть сообщен технологически необходимый перекос. Деки соединены с крышкой сепаратора резиновыми манжетами, препятствующими попаданию крупных частиц исходного сырья и направленного потока разделительной среды в нерабочее пространство между Деками и крышкой.
359
Рис. 6.56. Схема установки сепаратора КНС (См. текст)
1 — корпус; 2 — породная дека; 3 — концентратная дека; 4 — механизмы регулировки дек; 5 — загрузочный патрубок; 6 — питающая воронка; 7 — обезвоживающий элеватор
Нижняя часть сепаратора с помощью фланца и переходного желоба соединяется с обезвоживающим элеватором 7 для удаления отходов, а верхняя часть заканчивается желобом для разгрузки концентрата.
Вода в сепаратор попадает в двух точках. Обычно рабочая вода подводится в башмак элеватора и через него поступает в породный канал сепаратора. Как правило, в концентратный канал дополнительно подается вода с исходным питанием, обеспечивая получение в нем заданной плотности разделения.
Сырье, подлежащее обогащению, непрерывно подается через загрузочный патрубок в центральную часть канала сепаратора. Одновременно в нижнюю часть канала через башмак элеватора поступает с заданной скоростью вода. Тяжелые фракции выпадают в придонный слой, движущийся навстречу потоку воды. Легкие компоненты выносятся потоком вверх через сливной порог сепаратора.
Зоны перегородок, являющиеся участками локального увеличения скорости потока, вместе с тем представляют собой многократно повторяющиеся зоны повышенного разрыхления материала. Нисходящий поток материала, несущий тяжелые частицы, периодически разрыхляется и уплотняется, выделяя легкие частицы в область восходящего потока. Таким образом, по всей длине рабочей зоны сепаратора осуществляется противоточный обогатительный процесс с разделением преимущественно по плотности.
360
Выбор рациональной организации рабочего пространства противоточного гравитационного сепаратора включает условия подачи исходного материала и его первичного обогащения в центральной части аппарата, условия протекания процессов переобогащения в периферийной части рабочей зоны, возможность и необходимые пределы регулирования процесса, надежность элементов конструкций и т.д.
При обогащении в сепараторе КНС можно выделить два основных участка, отличающихся особенностями процесса разделения и характером формирования транспортных потоков продуктов разделения. Первичное разделение осуществляется в концентратном отделении сепаратора, в которое исходный материал поступает за счет несущей способности восходящего потока и в котором он предварительно распределеяется по всей длине отделения благодаря различному воздействию пульсирующей разделительной среды на зерна различной плотности и крупности. В породном отделении сепаратора процесс противоточного обогащения завершается многократной перечисткой тяжелого продукта.
При этом установлено, что в рабочей зоне происходит накопление тяжелых зерен и сростков, после чего их содержание там оказывается несколько больше, чем в исходном питании. Образующаяся естественная постель выполняет роль тяжелой суспензии: на ее поддержание затрачивается дополнительный градиент давления, что равносильно повышению плотности среды до некоторого значения "эффективной плотности".
Следует заметить, что образующаяся из частиц, выпавших на дно канала, постель не должна быть чрезмерно разрыхлена, так как это приводит к сильному перемешиванию и в то же время не должна быть чрезмерно уплотнена, что будет способствовать повышенному уносу легких фракций в породное отделение.
При нормальном режиме сепарации в каждой разделительной ячейке сепаратора создается один или несколько вихрей с осями, параллельными твердой поверхности, на которой размещается постель обогащаемого материала. При такой ориентации основная функция вихрей заключается в разрыхлении постели и концентрации наиболее тяжелых частиц в нижней ее части за счет вытеснения легких. Эффективность противоточного сепаратора в конечном счете определяет гидродинамический режим обтекания перегородок на концентратной и породной деках, поэтому их геометрические параметры должны выбираться с учетом характеристик обогащаемого материала.
При разработке типоразмерного ряда сепараторов КНС за главный параметр была принята ширина канала, в основном определяющая производительность аппарата. Длина канала сепаратора для всех типоразмеров постоянна.
Конструкция первых крутонаклонных сепараторов включала в себя следующие основные узлы: корпус, породную и концентратную деки, подъемные механизмы и узел загрузки (рис. 6.57).
Корпус сепаратора был выполнен из листового материала с двумя верхними крышками. Для сохранения прямоугольной формы рабочего канала под напором воды были предусмотрены продольные и поперечные ребра жесткости. Нижняя сторона корпуса имела фланец для присоединения обезвоживающего элеватора или другого устройства для удаления породы.
Конструкция загрузочного патрубка, расположенного между верхними крышками сепаратора (между концентратным и породным отделениями), в значительной степени определяет эффективность разделения материала. Как
361
к
Рис. 6.57. Общий вид сепаратора КНС первого поколения
7 — корпус; 2 — породная дека; 3 — узел загрузки; 4 — подъемные механизмы; 5 — концентратная дека
показали исследования, наилучшие результаты обеспечивались в случае, если загрузочный патрубок устанавливался перпендикулярно к корпусу сепаратора.
Верхняя часть загрузочного патрубка, оканчивающаяся питающей воронкой, должна была обеспечивать возможность превышения уровня воды в ней над уровнем слива концентрата из сепаратора не менее, чем на 0,4—0,5 м. При этом площадь сечения питающей воронки также должна быть ограничена и взаимосвязана с рабочим сечением рабочего канала, чтобы последствия колебаний уровня воды не снижали эффективность обогащения в сепараторе.
Для изменения геометрического положения дек в канале, связанного с необходимостью регулирования режимных параметров сепарации, были использованы подъемные механизмы, выполненные в виде винтовой передачи типа "винт — гайка", приводимой во вращение вручную (рис. 6.58).
Расстояния между центрами механизмов в концентратном и породном отделениях были приняты одинаковыми и симметрично расположенными относительно концов деки. Шток при вращении штурвала перемещается вдоль винта, снабженного трапецеидальной резьбой и вращающегося вместе со втулкой штурвала. Втулка опирается на кольцо из бронзы, которое передает всю нагрузку от веса деки на корпус подъемника, крепящегося на верхней съемной крышке сепаратора. Дека подвешивается к штокам механизмов на осях, вокруг которых она может поворачиваться и занимать наклонное положение. Винтовые механизмы монтируются на съемных крышках сепаратора по два механизма на каждую деку и обеспечивают возможность регулировки размера проходного сечения канала в четырех точках по его длине; I и II точки (считая снизу вверх) определяют положение породной деки, III и IV — регулируют положение концентратной деки (см. рис. 6.56). Соотношение зазоров в породном и концентратном отделениях канала выбирается в соответствии с нагрузками по тяжелой и легкой фракциям питания при заданной плотности разделения.
Важная задача при изготовлении и эксплуатации сепараторов КНС — обеспечение герметизации нерабочего пространства над деками.
При создании первых сепараторов КНС в них применяли в основном деки с зигзагообразными перегородками (рис. 6.59). Считалось, что подобная конструкция уменьшает влияние крупности, обеспечивает повышенную турбулентность потока, а значит и лучшее разрыхление постели. Последний опыт эксплуатации противоточных сепараторов показал, что в случаях, когда средние скорости разделительной среды в канале сравнительно велики, угол ориентации перегородок к потолку существенного влияния на результаты разделения не оказывает. Пакетирование перегородок с одинаковой ориентацией в группы по три перегородки и чередование групп на деке приводит к снижению эффективности перечистных операций за счет нежелательного взаимовлияния соседних элементов.
Негативный эффект зигзагообразных перегородок еще более усугубляется при обогащении мелких углей. Так как в данном случае средние скорости разделительной среды должны быть уменьшены, то зигзагообразные перегородки особенно заметно будут индуцировать боковую составляющую потока, приводящую к перемешиванию материала и некоторому нарушению процесса.
Перегородки на деках новых сепараторов выполнены прямолинейными и перпендикулярными к оси канала (рис. 6.60). Использование прямолинейных перегородок вместо зигзагообразных, а также разная конструкция дек в концентратном и породном отделениях крутонаклонного сепаратора создает
363
Рис. 6.58. Винтовой механизм регулировки положения дек:
1 — втулка; 2 — штурвал; 3 — опорное кольцо;
4 — шток; 5 — ходовой винт; 6 — дека
Рис. 6.59. Дека сепаратора КНС с зигзагообразными перегородками:
1 — пластина; 2 — перегородки; 3 — крепежные ребра
__________
UU'lTlJ ULJ LB LU □ llTtJ IlLtt Я
Bud Д
L
hrmffi
Рис. 6.60. Общий вид усовершенствованного сепаратора КНС
1 — породная часть; 2 — загрузочный патрубок; 3 — концентратная часть; 4 — винтовой механизм
Таблица 6.33
Технические характеристики усовершенствованных сепараторов КНС для обогащения крупного и неклассифицированного угля
Параметры КНС88А КНС108А КНС138А КНС168А
Производительность по исходному углю, т/ч 160 200 300 400
Крупность обогащаемого угля, мм 0-150 0-150 0-150 0-150
Расход воды на 1 т исходного угля, м Габариты, мм До 5 До 5 До 5 До 5
длина 5470 5470 5470 5470
ширина 800 1000 1300 1600
высота 800 800 800 800
Масса, т 3,6 3,9 4,2 5
условия для проведения более эффективного противоточного разделения горной массы крупностью до 150 мм.
Породные деки с увеличивающимися в зоне разгрузки отходов расстояниями между перегородками позволили создать постепенно возрастающее разрыхление одного слоя и тем самым осуществить послойную его перечистку, что особенно важно при переработке крупных классов обогащаемого материала.
Для уменьшения возможных перекосов дек относительно дна канала использована новая подвеска каждой деки на трех винтовых механизмах вместо ранее применяемых двух. Для обеспечения изменения зазоров на каждом винтовом механизме установлены червячные регулировочные механизмы, позволяющие перемещать деки как вручную, так и с помощью электропривода. Корпус новых сепараторов выполнен разъемным с соединением каждой части фланцевыми элементами.
Технические характеристики усовершенствованных сепараторов КНС приведены в табл. 6.33.
Для обогащения отсевов и крупнозернистых шламов на обогатительных фабриках используют два типоразмера крутонаклонных сепараторов усовершенствованной конструкции с разной шириной концентратного и породного отделений и загрузочным патрубком в виде диффузора.
Принятая конструкция сепараторов позволяет проводить обогащение обводненного сырья, подаваемого в сепаратор в виде пульпы. Для исключения перекосов в сепараторах используется подвеска дек на трех винтовых механизмах каждая. Конструкция концентратной и породной дек одинакова и отличается только шириной.
Технические характеристики усовершенствованных типов крутонаклонных сепараторов для обогащения мелких углей
КНС 42/63 КНС 80/120
Максимальная производительность, т/ч.................... 40 80
Крупность обогащаемого угля, мм........................ 0-25 0-25
Расход воды на 1 т исходного угля, м^/т................ 4-5 4-5
Габариты, мм длина.................................................. 5500 6200
ширина........................................... 400/600 800/1200
высота............................................. 450 450
Масса, т............................................... 1,52 2,64
366
Технологические схемы с противоточными сепараторами КНС. Противоточные гравитационные сепараторы КНС позволяют создавать малооперационные технологические схемы, отличающиеся сравнительно низкими капитальными и эксплуатационными показателями, простотой компоновочных решений и высокой эффективностью разделения.
Как правило, для механизации породовыборки на шахтах используют технологическую схему с одним сепаратором (одностадиальная схема). При обогащении разубоженных углей некоторых разрезов или при обогащении энергетических углей сложного состава на обогатительных фабриках возможно применение более развитой технологической схемы с перечисткой одного из получаемых продуктов (двухстадиальная схема).
Одностадиальная схема. В зависимости от места размещения оборудования возможны три основных варианта компоновки сепаратора КНС и обезвоживающего элеватора:
I — разгрузка продуктов обогащения в противоположные стороны (рис. 6.61). Крутонаклонный сепаратор и элеватор располагаются в одной плоскости. Такая компоновка наиболее целесообразна при строительстве установки в отдельном здании и, в случае необходимости, допускает удобное секционирование в две, три и более параллельных цепочек. Рассматриваемый вариант использован при разработке проекта строительства обогатительных установок на шахтах 11-бис и "Глубокая" ПО "Донецкуголь";
II — разгрузка продуктов обогащения в одну сторону (рис. 6.62). Сепаратор КНС располагается над элеватором либо рядом с ним с целью обеспечения наибольшей компактности. Варианты такой компоновки используют при необходимости размещения сепаратора КНС в существующем здании при малых объемах свободного пространства (например, ОУ ш. "Комсомольская” ПО "Воркутауголь”);
III — разгрузка продуктов обогащения под углом 90° друг к другу (рис. 6.63). Подобная компоновка применяется на ряде обогатительных установок при их размещении в отдельном здании (ОУ шахт "Горняк" ПО "Ново-московскуголь" и "Лидиевка" ПО "Донецкуголь") либо в существующем комплексе (ОУ шахт "Куйбышевская" ПО "Днецкуголь" и "Долинская" ПО "Ка-рагандауголь").
Двухстадиальная схема. В зависимости от требований к качеству продуктов обогащения, физико-механических свойств исходного сырья, а также его гранулометрического и фракционного составов возможна компоновка двух (или больше) сепараторов КНС, обеспечивающих перечистку либо концентрата, либо отходов сепарации I стадии.
В случае, если перечистке подвергают отходы, сепараторы КНС располагают на одной отметке параллельно друг другу, а перечистной продукт I стадии по желобу подают из обезвоживающего элеватора (или элеваторов) I стадии обогащения в приемную воронку сепаратора II стадии (рис. 6.64).
В случае, если перечистке подвергается концентрат I стадии обогащения, возникает необходимость компоновки сепараторов на разных уровнях с целью наиболее удобного обезвоживания перечистного продукта между I и II стадиями и передачей его в приемную воронку сепаратора II стадии (рис. 6.65).
В принципе возможно размещение сепараторов обеих стадий на одной отметке, но в этом случае между ними целесообразно размещение багер-эле-ватора, позволяющего аккумулировать и обезвоживать концентрат I стадии.
Первый вариант двухстадиальной компоновки использован при разработке технологических схем обогатительных фабрик "Храмцовская" и "Новогри-шевская" ПО "Востсибуголь". Второй вариант использован при разработке
367
4
Рис. 6.61. Схема цепи аппаратов обогатительной установки с разгрузкой продуктов в противоположные стороны
1 — регулировочная задвижка; 2 — обезвоживающий элеватор; 3 — загрузочная воронка сепаратора; 4 — напорный бак; 5 — сепаратор КНС; 6 — сито предварительного сброса; 7 — насос; 8 — сборник воды; 9 -— обезвоживающий грохот
Рис. 6.62. Схема цепи аппаратов обогатительной установки с разгрузкой продуктов в одну сторону:
1 — обезвоживающий грохот; 2 — сито предварительного сброса; 3 — обезвоживающий элеватор; 4 — сепаратор КНС, 5 — загрузочная воронка сепаратора, 6 — сборный бак; 7 — насос; 8 — регулировочная задвижка; 9 — напорный бак
технологической схемы обогатительной фабрики для переработки разубожен-ных углей разреза "Ангренский" ПО "Средазуголь".
Параметры регулирования крутоиаклоииых сепараторов. Сепаратор КНС имеет семь основных параметров регулирования процесса обогащения, значительно влияющих на четкость разделения по плотности и на взаимоза-сорение продуктов сепарации.
Четыре параметра, определяющие размеры сечения канала внизу и вверху в породном и концентратном отделениях, являются главными регулировочными параметрами при настройке режима; пропускная способность породной и концентратной частей канала сепаратора, а также относительный расход воды на переработку исходного сырья при заданной нагрузке.
Угол наклона канала сепаратора определяет уровень разрыхленности материала в рабочей зоне. При обогащении крупных классов и углей, классифицированных по узкой шкале, угол наклона должен быть большим, чем при обогащении неклассифицированных и необесшламленных углей. Для каждого конкретного случая угол наклона должен уточняться перед монтажом сепаратора.
Оперативные параметры регулирования процесса — расходы воды, подаваемой в породный канал, и поступающей в загрузочный желоб сепаратора вместе с исходным сырьем. Первый из них определяет поле скоростей потока в породном канале, второй (вместе с первым) — в концентратной части канала. Расход воды должен быть согласован с пропускными способностями концентратной и породной зон канала, а также между собой, чтобы сохранить заданную плотность разделения и ее постоянство в пределах рабочей зоны.
В зависимости от условий обогатительного предприятия возможны два основных способа ведения процесса обогащения в крутонаклонном сепараторе:
369
Рис. 6.63. Схема цепи аппратов обогатительной установки с разгрузкой продуктов под углом 90° друг к другу:
1 — сепаратор КНС; 2 — регулировочная задвижка; 3 — обезвоживающий элеватор; 4 — приемная воронка сепаратора; 5 — напорный бак; 6 — сито предварительного сброса; 7 — насос; 8 — обезвоживающий грохот; 9 — сборный бак
Рис. 6.64. Схема цепи аппаратов двухстадиального обогащения в сепараторах КНС (сепараторы располагаются на одной отметке):
1 — сепаратор КНС; 2 — конвейер породный; 3 — элеватор; 4 — конвейер подачи исходного материала; 5 — напорный бак; 6 — обезвоживающие грохота; 7 — сборные баки; 8 — конвейер концентратный
Рис. 6.65. Схема цепи аппаратов двухстадиального обогащения в сепараторах КНС (сепараторы располагаются в разных отсеках):
1 — бункер породный; 2 — конвейер породный; 3 — элеваторы; 4 — конвейер подачи исходного материала; 5 — сепаратор КНС; 6 — сита предварительного сброса воды; 7 — сборный бак
I — применяют при стабильной нагрузке по исходному питанию; он характеризуется сравнительно малым расходом воды (3,5—4 мI * 3/т), высокой четкостью разделения (Ерт - 120—150 кг/м3) и малым изменением плотности разделения по всем классам крупности;
II — применяют в случае больших колебаний нагрузки по составу и количеству поступающего материала,
В этом случае приходится настраивать процесс обогащения с запасом по производительности таким образом, чтобы пиковые нагрузки по концентрату и породе не превышали пропускной способности канала сепаратора. Режим обогащения характеризуется повышенным расходом воды и несколько большим изменением плотности разделения по всем классам крупности. При этом четкость разделения остается достаточно высокой, когда нагрузки далеки от пиковых, и снижается при пиковых нагрузках. Результаты исследований показывают, что в случаях колебаний нагрузок по концентрату и породе, превышающих двукратные, среднее значение Ерт остается на уровне 150— 190 кг/м3.
Область применения сепараторов КНС ограничена условиями небольшого содержания промежуточных фракций в исходном сырье. При увеличении содержания промежуточных фракций рекомендуется использовать двухстадиальную схему обогащения.
372
Рабочие параметры и регулировка сепаратора. Основной регулировочный параметр процесса обогащения в крутонаклонном сепараторе — расход рабочей воды, подаваемой в породный элеватор, который определяет скорость воды в канале. Скорость воды в породной части канала сепаратора должна быть достаточной, чтобы препятствовать движению угольных частиц вниз, но в то же время она не должна препятствовать прохождению вниз породных частиц. При высоком содержании породных фракций в исходном скорость воды должна быть уменьшена, так как оседающие частицы создают дополнительный восходящий поток.
Увеличение объема подаваемой в сепаратор воды приводит к улучшению качества породы, но избыток ее может привести к засорению концентрата породными частицами.
Для обеспечения правильного соотношения скоростей воды по длине сепаратора проходные сечения его канала регулируются в четырех точках. В породной части канал должен несколько расширяться от точки выгрузки породы до точки поступления исходного, а в концентратной части либо сужаться от точки входа питания к точке выпуска концентрата либо дека должна располагаться параллельно дну канала.
При резком изменении состава исходного питания (увеличение содержания угольных фракций) проходные сечения в концентратной части канала сепаратора следует увеличить. Расширение канала в зоне поступления исходного материала обеспечивает возможность возврата породных фракций, случайно попавших в концентратную часть канала, и наоборот, концентратных фракций вверх из породной части канала.
Если расширение в породной части канала слишком мало, то нисходящий поток породы будет недостаточно разрыхлен, что может привести к попаданию мелкого угля в отходы.
Недостаточное сужение концентратного канала в ряде случаев может привести к образованию мало разрыхленного донного слоя, где будут задерживаться средние и мелкие частицы породы, которые по мере накопления будут выноситься в концентрат, засоряя его породной мелочью.
Пуск и остановка сепаратора:
1. Перед началом работы сепаратора включают элеватор и грохот, конвейер для выдачи товарного угля.
2. Устанавливают избыточный расход воды, подаваемой в породный элеватор, чтобы избежать потерь концентрата с породой в момент запуска установки.
3. Подают питание на установку.
4. При остановке сепаратора все операции производят в обратном порядке.
Возможные нарушения работы сепаратора и их устранение.
Нарушение режима подачи воды в сепаратор, резкое изменение состава исходного питания могут привести к нарушениям технологического процесса в сепараторах:
1. При случайном прекращении подачи воды в сепаратор возможно частичное или полное заиливание. При частичном заиливании концентрат не отличается от исходного питания, а порода в элеватор не поступает. При полном заиливании закрывается вход в сепаратор.
В обоих случаях следует прекратить подачу питания. Резко уменьшить расход рабочей воды, оставив подачу воды в желоб исходного питания. Окончание размыва пробки проконтролировать либо шупом, либо по отсутствию материала в породном элеваторе при полном прекращении подачи рабочей воды.
373
2. При недостатке подачи воды с исходным питанием возможно скапливание исходного продукта в наклонном желобе и последующий его прорыв по мере накопления. Это приводит к пульсирующей подаче исходного в сепаратор, что легко заметить по крайне неравномерному сливу из сепаратора. Концентрат оказывается сильно засоренным. Увеличиваются и потери в отходах. Недостаток можно устранить увеличением подачи воды в наклонный желоб.
3. Если концентрат сильно засорен породными частицами, а качество породы хорошее и если уменьшение расхода рабочей воды приводит к ухудшению качества породы, но не устраняет засорение концентрата, то следует увеличить проходные сечения породной части канала.
4. В случае попадания концентрата в отходы при хорошем качестве концентрата необходимо увеличить расход рабочей воды. Если расход воды слишком велик и вообще не удается устранить попадание концентрата в отходы, то следует уменьшить породный канал.
Глава 7
ОБЕЗВОЖИВАНИЕ ПРОДУКТОВ ОБОГАЩЕНИЯ
7.1. Основные характеристики обезвоживания
Операции механического обезвоживания применяют для снижения влажности продуктов обогащения. Используют различные аппараты в зависимости от физических свойств материала. Эффективность обезвоживания зависит от вида применяемого оборудования и физических свойств углей и, в первую очередь, их гранулометрического состава, который в большой мере определяет пористость насыпной массы углей и их влажность.
Эффективность обезвоживания (%)
Т] = 100(lV- 1Уф)ЛУ,
где W — начальная влажность продукта, %; И^ф— фактическая влажность угля после обезвоживания, %.
Мгновенная скорость течения жидкости через пористую среду (м3/с)
о = dV/d/ = /W(/?M + /?6)], (7.1)
где V — объем удаленной влаги, м3; t — время, с; z — движущая сила процесса на единицу площади, Н/м2; F — площадь поверхности, через которую удаляется жидкость, м2; ц — коэффициент динамической вязкости жидкости, Н • с/м2; /?м, R6 — сопротивление соответственно материала (осадка) и фильтрованной основы (перегородки), через которые удаляется жидкость, 1/м.
Дифференциальное уравнение (7.1) ламинарной фильтрации применимо к первоначальному периоду любого метода обезвоживания (течение в порах гравитационной влаги) и отличается только движущей силой. По характеру последней на углеобогатительных фабриках применяемые методы обезвоживания подразделяются на:
дренирование, т.е. стекание воды под действием силы тяжести. Этот метод обезвоживания осуществляется в бункерах, элеваторах и на неподвижных ситах;
грохочение — обезвоживание на перфорированной поверхности под действием силы тяжести и вибраций;
центрифугирование — обезвоживание под действием центробежной силы, осуществляемое в центрифугах фильтрующего и осадительного типа;
фильтрование через пористую перегородку — обезвоживание под действием перепада давлений, осуществляемое на вакуум-фильтрах и фильтрпрессах.
7.2. Обезвоживание углей крупных и средних классов
Обезвоживание углей в бункерах и элеваторах. Обезвоживание в бункерах и элеваторах основано на дренировании внешней влаги через поры, образованные частицами угля. В этом случае в формуле (7.1) получим z = yh, где у — плотность жидкости; Л — высота дренирования (величина переменная). Так
375
Таблица 7.1
Технические характеристики элеваторов обезвоживающих ЭО*
Параметр ЭО-4 ЭО-4С ЭО-6 ЭО-6С эо-ю
Производительность, т/ч 9—38 15—61 19—77 31—123 48—193
Вместимость ковша, л 20 16 50 40 125
Ширина ковша, мм 400 400 650 650 1000
Шаг ковшей, мм 640 320 800 400 800
Скорость движения ковшей, м/с 0,17 0,17 0,25 0,25 0,38
Длина элеватора, м До 30 До 30 До 30 До 25 До 25
Масса элеватора, т:
при длине 14 м 10,45 11,5 16,36 18,93 22,11
То же при 18 м 13,1 14,15 20,26 24,15 25,96
*3авод-изготовитель — Красноярское ПО ’’Спецтехномаш”.
как для слоя угля dV = dh/m (т — пористость слоя), уравнение (7.1) запишем dh nff -~г = ------------ dr.
h ц(ям+я„)
Знак минус означает, что плоскость дренажа опускается сверху вниз. В связи с тем, что сопротивление слоя угля в бункере или ковше элеватора постоянно, а сопротивлением основы (перегородки) можно пренебречь, то интегрируя, получаем mg
-1пЛ= — t-In//
или
h = H/e^m , (7.2)
где Н — высота слоя угля в бункере или ковше элеватора.
Выражение (7.2) показывает, что плоскость дренажа опускается во времени по экспоненциальному закону, т.е. скорость дренирования воды со временем все более замедляется.
Продолжительность цикла обезвоживания в бункерах
Г = Г1 + Г2 + h + U»
где ^,^2 ^3’^4 — время соответственно заполнения бункера, обезвоживания, выгрузки обезвоженного угля и очистки бункера. Время обезвоживания Г2 крупного (> 13 мм) концентрата составляет 6—8 ч, а мелкого (0,5—13 мм) — 16—24 ч.
С учетом неравномерности работы фабрики число необходимых бункеров
п = ТПх +(14-2).
Бункеры эксплуатируют по графику, разработанному для каждого конкретного случая.
Концентрат, промпродукт и отходы обезвоживают в элеваторах (табл. 7.1) при транспортировании материала из классификаторов, багер-зумпфов, отсадочных машин, моечных желобов и противоточных сепараторов.
376
Ковши обезвоживающих элеваторов изготовляют из листовой стали толщиной 4—6 мм. В передней части ковша имеются штампованные продолговатые отверстия, расположенные в шахматном порядке под углом 30° к вертикали. Боковые стенки ковшей сплошные.
Обезвоживающие элеваторы устанавливают под углом 60—75° к вертикали, что способствует лучшему отводу воды.
Обезвоживание начинается после того, как нагруженный ковш поднимается над уровнем воды, заполняющей нижнюю часть элеватора. Длина зоны обезвоживания не должна быть менее 4 м по вертикали.
Производительность (т/с) обезвоживающего элеватора
Q = 3,6/рцо/а,
где i — объем ковша, м3; р — плотность разрыхленного материала, кг/м3; ц — коэффициент заполнения ковшей, равный 0,5—1; и — скорость движения цепи, м/с; а — расстояние между ковшами (шаг ковшей), м.
Если ковши расположены рассредоточено, то расстояние а равно двойному шагу цепи.
Значение р принимают: для углей 900 кг/м3; отходов 1800—2000 кг/м3; промежуточного продукта 1200 кг/м3.
Продолжительность обезвоживания материала в ковшах следующая: крупного 20—25 с; мелкого 40—50 с, что соответствует скорости движения цепи элеватора соответственно 0,2—0,3 и 0,15—0,18 м/с.
Мощность привода N (кВт) обезвоживающего элеватора определяют по эмпирической формуле
N = QH/}65,
где Q — производительность элеватора, т/ч; Н — вертикальная высота подъема ковша, м.
Эффективность обезвоживания различных материалов в ковшах элеваторов зависит от крупности обезвоживаемого материала, степени загрязнения оборотной воды, высоты обезвоживающей части элеватора и скорости движения цепи.
После обезвоживающих элеваторов влажность продуктов составляет, %: крупных отходов 10—14; мелких отходов 16—20; крупного промпродукта 10— 16; мелкого промпродукта 18—25.
Обезвоживающие элеваторы имеют ковшовые ленты двух видов: с сосредоточенным расположением ковшей, у которых ковши выполнены с водоотводящими листами и расположены на каждом шаге цепи, и с рассредоточенным расположением ковшей. .
Преимущество элеваторов с сосредоточенным расположением ковшей состоит в том, что позволяет увеличить угол наклона элеватора, повысить его производительность в 1,5 раза.
Обезвоживание на грохотах. На грохотах различных конструкций обезвоживают крупный и мелкий концентраты, крупнозернистый шлам, промпродукт и отходы. Для этой цели применяют сита предварительного обезвоживания, конические неподвижные и плоские подвижные грохоты.
В отличие от обезвоживания в бункерах и элеваторах, в которых обезвоживаемый продукт неподвижен, на обезвоживающих грохотах вода отделяется при передвижении материала по ситу. Это в значительной степени интенсифицирует процесс, особенно на подвижных грохотах, на которых материал движется, постоянно разрыхляется и перемешивается.
377
Для предварительного обезвоживания концентрата отсадочных машин или их питания применяют неподвижные плоские щелевые сита, вмонтированные в желоб. Подрешетная вода удаляется через специальный патрубок поддона. Сито устанавливают под небольшим углом при незначительном обезвоживании материала и под углом 25—35° при более полном удалении влаги. Длина сита обычно составляет около 2 м, а ширина соответствует размеру желоба.
Для предварительного обезвоживания питания отсадочных машин и обесшламливания углей широко применяют классификационные грохоты.
Из обезвоживающих механических грохотов наибольшее распространение получили быстроходные качающиеся, вибрационные, резонансные и инерционные. Они обеспечивают наиболее энергичное встряхивание материала и интенсивное удаление влаги.
Удельная производительность обезвоживающих грохотов в зависимости от крупности обезвоживаемого материала, размера отверстий и живого сечения сит
Крупость угля, мм .............................. > 13
Размер отверстий сит, мм ....................... 1
Удельная производительность, т/(ч • м2)......... 12—15
0,5—13 1—0,5
6—10
<0,5 0,3—0,5 1—2
Влажность углей, обезвоженных на подвижных грохотах, зависит от их свойств и крупности, интенсивности встряхивания, размера отверстий сит, длины грохота. В среднем влажность концентрата, обезвоженного на грохотах, равна, %: крупного 6—12, мелкого 10—14 и шлама 22—28.
7.3. Обезвоживание углей мелких классов центрифугированием
Центрифугирование — один из эффективных и экономичных механических способов обезвоживания мелких углей. Использование центробежного поля, ускорение силы которого в десятки и сотни раз превосходит ускорение силы тяжести, обеспечивает высокую интенсивность отделения влаги от обезвоживаемого материала.
Для случая центробежной фильтрации в уравнении (7.1) необходимо принять
YW2 о2
Z~ «сп-
2g СР
где у — плотность жидкости, кг/м3; со — частота вращения ротора центрифуги, с-1; /?ср — радиус до середины слоя материала на образующей ротора, м; g — ' _э
ускорение силы тяжести, м • с z.
Для фильтрующих центрифуг Rcp незначительно отличается от радиуса ротора R, в связи с чем можно принять /?ср — R. Тогда
г= TFr’
где Fr = (ip-RIg — фактор разделения.
С учетом этого уравнение (7.1) примет вид
dV FyRFr
dr = 2p(/?M+/?0)
Согласно уравнению (7.3), скорость течения жидкости через пористую среду в центробежном поле прямо пропорциональна фактору разделения.
378
(7.3)
Принимая /?м = r(rx0V, Ro = 0 и интегрируя последнее выражение от 0 до V и от 0 до t, получаем объем фильтрата за время t
_ FRvFr
v2 = —— t,
Wo
где F — площадь поверхности ротора центрифуги, м2; г0 — удельное сопротивление осадка, м-2; х0 — отношение объема осадка к объему фильтрата.
Примем F = 2itRL, где L — длина образующей ротора, м. Тогда запишем
л/^Frr.
\ Wo
Основной показатель, характеризующий центрифугу — безразмерное отношение ускорения центробежной силы к ускорению силы тяжести — фактор разделения:
со2/?
Fr = -----
g
4n2n2R
3600g
= 112- 10Л2/?,
где n — частота вращения ротора, мин-1.
Фактор разделения определяет движущую силу центрифугального обезвоживания, под действием которой происходят центробежная фильтрация жидкости через слой осадка (в фильтрующих центрифугах) и выделение из суспензии твердой фазы (в осадительных центрифугах).
Для обезвоживания продуктов обогащения угля применяют центрифуги с фактором разделения 10(>—250, причем наименьшее значение относится к фильтрующим, а максимальное — к осадительным центрифугам.
В настоящее время весь мелкий концентрат и промпродукт углеобогатительных фабрик обезвоживают в фильтрующих центрифугах различных типов.
Основной узел центрифуг — ротор цилиндрической, цилиндро-конической или конической формы, вращающийся вокруг горизональной или вертикальной оси. Если ротор сплошной, то в нем осуществляется осадительное центрифугирование, характеризуемое выделением из суспензии твердой фазы и ее осаждением под действием центробежной силы на внутренней поверхности ротора центрифуги. В центрифугах с перфорированным (фильтрующим) ротором происходит центробежная фильтрация жидкости через слой твердой фазы, осевшей на фильтрующей поверхности ротора.
Обезвоженный продукт выгружается из вращающегося ротора непрерывнодействующих центрифуг в основном принудительно либо с помощью шнека, либо за счет вибрации и этим в значительной степени определяются конструктивные особенности машин, а также их технологические показатели.
Наибольшее распространение получили фильтрующие центрифуги со шнековой выгрузкой осадка ФВШ-950; с вибрационной выгрузкой — ФВВ-100.1У-01, ФВВ-112.1У-02 и ФГВ-132.1У-01; инерционной выгрузкой — ФВИ-100.1 К-02. Из осадительных центрифуг на углеобогатительных фабриках применяют машины ОГШ-1.32 (НОГШ-1320Ф). Причем фильтрующие центрифуги ФВШ-950, ФВВ-100.1У-01, ФВИ-100.1К-02 имеют вертикальное расположение оси вращения ротора, а ФГВ-132.1У-01 — горизонтальное.
Центрифуги используют как автономное оборудование, не требующее для своей эксплуатации дополнительных агрегатов, как-то: вакуум-насосов, возду-379
Рис. 7.1. Фильтрующая вертикальная шнековая центрифуга ФВШ-950:
7 — ротор; 2 — цилиндрическая течка; 3— распределительное устройство; 4 — подшипник; 5 — шнековый барабан; 6 — дифференциальный редуктор; 7 — камера фугата
.3
ходувок, компрессоров, ресиверов и т.д. Поэтому технологические схемы их установки сводятся к подаче и отводу продуктов центрифугирования.
В фильтрующие центрифуги подается мелкий концентрат (или промпродукт) после предварительного обезвоживания на грохотах, дуговых или конических ситах, багер-элеваторах. При глубине обогащения до ”0” фугат центрифуг направляется на флотацию. Если шлам не обогащается, то фугат сбрасывается в отстойники. Обезвоженный продукт в зависимости от температурных условий и требований потребителя отгружается или поступает на термическую сушку.
Центрифуги фильтрующие. Производительность фильтрующих центрифуг определяется скоростью перемещения осадка, толщиной его слоя и геометрическими размерами ротора, в то время как на влажность обезвоженного угля наибольшее влияние оказывает его гранулометрический состав и особенно содержание частиц размером менее 0,5 мм.
Влажность осадка зависит также от фактора разделения, удельной нагрузки на сито, живого сечения сит, времени пребывания осадка в роторе, равномерности загрузки. Унос угля в фугат зависит от тех же факторов, что и влажность.
Центрифуга ФВ1И-950 по конструкции — типична для фильтрующих центрифуг со шнековой выгрузкой осадка (рис. 7.1). Ротор центрифуги, выполненный в виде конического щелевидного сита, вращается в подшипниках вертикальной стойки.
Шнековый барабан с навитыми на наружной поверхности витками много-заходного шнека, и соосный ротору, приводится во вращение через дифференциальный редуктор с частотой, несколько меньше, чем частота вращения ротора. Исходный уголь подается в центрифугу по вертикальной цилиндрической течке и поступает на распределительное устройство, а затем на внутреннюю поверхность фильтрующего ротора. Перемещаясь витками шнека к широкой части ротора, уголь под действием центробежной силы обезвоживается. Отделенная от угля жидкость через перфорации сита ротора выбрасывается в камеру фугата и выводится из центрифуги. Обезвоженный уголь разгружается через нижнюю открытую часть кожуха. Система смазки центрифуги — централизованная циркуляционная.
Фильтрующая вертикальная вибрационная центрифуга. ФВВ-100.1У-01 (рис. 7.2) применяется на углеобогатительных фабриках для обезвоживания влажного (20—25%) концентрата крупностью 0,5—13 мм. В центрифуге осадок движется по коническому фильтрующему ротору благодаря совместному воздействию центробежной силы и осевых вибраций ротора.
Фильтрующий конический ротор вращается в подшипниках, закрепленных в системе упругих резиновых элементов (амортизаторов). Осевые колебания ротору сообщаются эксцентриковым вибровозбудителем. Ротор и вибровозбудитель вращаются раздельными электродвигателями. Уголь поступает в нижнюю часть ротора по загрузочному конусу и по мере движения под действием осевых вибраций по щелевидной поверхности ротора отдает влагу, которая стекает в сборник. Обезвоженный продукт разгружается через нижнюю открытую часть кожуха.
Для обезвоживания мелкого промпродукта, имеющего ббльший коэффициент трения по ротору, чем концентрат, выпускается специализированная центрифуга ФВВ-112.1У-02, выполненная по конструктивной схеме центрифуги ФВВ-100.1У-01 и максимально с ней унифицированная. Конструктивные особенности центрифуги ФВВ-112.1У-02 — увеличенный с 10 до 15° угол между образующей ротора и осью его вращения; установка в роторе разгонных
381
Таблица 7.2
Технические характеристики фильтрующих центрифуг с вертикальным расположением оси вращения ротора
Параметр ФВШ-950 ФВВ-100.1У-02 ФВВ-112.1У-02 ФВИ-100.1 К-2
Способ выгрузки осадка Шнековый Вибрационный Инерционный
Производительность 80 80—100 60—80 80
по углю, т/ч Максимальный диаметр 1000 1000 1120 1000
ротора, мм Угол между образую- 10 10 15 15
щей ротора и осью вращения, градус Частота, мин-1 • вращения ротора 600 420 420 420
осевых вибраций — 1600—1800 1600—1800 —
ротора Установочная мощность 40 23 23 ' 20
электродвигателя, кВт Габариты, мм: длина 2450 2900 2900 2545
ширина 1680 2165 2165 2165
высота 1400 1560 1560 1860
Масса, кг 3600 3150 3150 3340
элементов, имеющих форму треугольных пирамид, одна из боковых граней которых примыкает к фильтрующей поверхности. Центрифуги ФВВ-100.1У-01 и ФВВ-112.1У-02 имеют циркуляционные системы смазки.
Вертикальная фильтрующая центрифуга ФВИ-100.1К-02 предназначена для обезвоживания мелкого антрацитового концентрата крупностью -13(6) мм (рис. 7.3). В этой центрифуге обезвоживаемый продукт перемещается за счет воздействия на него составляющей центробежной силы. Для преодоления заклинивания поступающего питания на днище ротора установлена тороидальная вставка, по которой материал двигается со значительным ускорением, что обеспечивает его дальнейшее перемещение по фильтрующей поверхности ротора.
Центрифуга ФВИ-100.1К-02 отличается простотой конструкции, так как из нее исключены узлы вибропривода и системы циркуляционной смазки.
Технические характеристики описанных фильтрующих центрифуг приведены в табл. 7.2.
Горизонтальная фильтрующая вибрационная центрифуга ФГВ-132.1У-01 (рис. 7.4) также предназначена для обезвоживания мелкого концентрата и промпродукта крупностью 0,5—13 мм.
Конический фильтрующий ротор закреплен на фланце опорного конуса.
Узкая часть опорного конуса соединена с блоком резинометаллических амортизаторов и коренных подшипников. На опорном конусе закреплен
Рис. 7.2. Фильтрующая вертикальная вибрационная центрифуга ФВВ-lOO.IV-Ol
1 — загрузочное устройство; 2 — конический вибрирующий ротор; 3,7 — электродвигатели; 4 — штатив; 5 — шатун; 6 — коленчатый вал; 8,9 — амортизаторы; 10 — кожух; 11 -т- внутренний кожух; 12 — головка возбудителя вибраций; 13 — корпус головки
383
Рис. 7.4. Фильтрующая горизонтальная вибрационная центрифуга ФГВ-132.1У-01:
1 — фильтрующий ротор; 2 — питающий конус; 3 — блок резиновых амортизаторов;
4 — опорный конус; 5 — электродвигатель привода ротора; 6 — вибропривод;
7 — электродвигатель вибровозбудителя; 8 — циркуляционная масляная система
питающий конус. Ротор приводится во вращение через клиноременную передачу главным электродвигателем.
Осевые колебания ротора создаются эксцентриковым вибровозбудителем, приводимым во вращение электродвигателем. Влажный уголь поступает по трубе сначала в питающий конус, а затем в фильтрующий ротор. Кожух центрифуги разделен на секции для приема и отвода фугата и выгрузки обезвоженного продукта.
На базе центрифуги ФГВ-132.1У-01 разработан и серийно выпускается унифицированный типоразмерный ряд фильтрующих центрифуг ФГВ-115.1У-01 производительностью 100 т/ч и ФГВ-150.1У-01 производительностью 400 т/ч. Наиболее производительные центрифуги обеспечивают однопоточность схем обезвоживания мелкого концентрата секции углеобогатительной фабрики производительностью по рядовому углю 500—1000 т/ч.
Технические характеристики фильтрующих горизонтальных вибрационных Центрифуг типа ФГВ унифицированного типоразмерного ряда приведены в табл. 7.3
Рис. 73. Фильтрующая вертикальная инерционная центрифуга ФВИ-100.1 К-02
1 — ротор; 2 — тороидальная вставка
5 3. Техника и технология... 385
Таблица 7.3
Технические характеристики фильтрующих горизонтальных вибрационных центрифуг типа ФГВ
Параметр ФГВ-115.1У-0-1 ФГВ-132.1У-01 ФГВ-150.1У-01
Производительность, т/ч 100 250 400
Максимальный диаметр ротора, мм 1120 1320 1500
Угол между образующей ротора 12 13 13
и осью вращения, градус
Частора, мин-1:
вращения ротора 300—400 300—350 300—350
осевых вибраций ротора 1570—1620 1570—1620 1570—1620
Установочная мощность электро- 35 60 75
двигателя, КВт
Габариты, мм:
длина 2995 2995 3115
ширина 2510 2510 2710
высота 2385 2385 2485
Масса, кг 4500 5110 7000
Технологические показатели работы центрифуг типа ФГВ, полученные при испытаниях и эксплуатации на операции обезвоживания концентрата 0,5—13 мм
Влажность питания, % ........................................... 25—30
Содержание в питании класса -0,5 мм, % ......................... До 10
Влажность обезвоженного осадка, %............................... 7—8,5
Содержание твердого в фугате, кг/м3............................. 80—120
Унос твердого с фугатом, %...................................... 2—3
Эффективность центрифугального обезвоживания зависит в основном от содержания части мелких классов в исходном продукте.
Установлено, что влажность W (%) осадка после фильтрующих центрифуг находится в прямой зависимости от содержания в питании машины частиц размером -0,5 мм (у_0 5) и составляет для центрифуг: ФВШ-950 W = 7 + +
ФВВ-100.1У-01
W = 7,9 + 0,2 y_Q 5;
ФГВ-132.1У-01
И'=6,9 + О,2у_о>5;
ФВИ-100.1 К-02
W = 7,5 + 0,3 У-од’,
Унос угля с фугатом фильтрующих вибрационных центрифуг составляет 2—3%, а с фугатом фильтрующих шнековых центрифуг — 3—5% (по отношению к питанию центрифуги). Крупность шлама, содержащегося в фугате, не 386
превышает размер щелей (обычно 0,5 мм) фильтрующих сит ротора центрифуги.
Интенсификация центрифугального обезвоживания состоит в основном в дальнейшей разработке высокоэффективных машин с высокой надежностью и износостойкостью сит, шнеков и других узлов. Что касается использования интенсифицирующих воздействий таких, как добавки гидрофобизаторов, ПАВ, продувка воздухом, теплоносителем, то они пока постоянно не применяются.
Фильтрующие центрифуги всех типов (ФВВ, ФВИ, ФГВ, ФВШ) выпускает ПЗХМ. Луганский завод им. Пархоменко выпускает только центрифуги с инерционной выгрузкой осадка типа ФВШ-1000.
Центрифуги осадительные горизонтальные шнековые. Для обработки водоугольных пульп, содержащих угольные частицы размером 0—3 мм, в технологических схемах обогатительных фабрик применяют непрерывнодействующие осадительные центрифуги со шнековой выгрузкой осадка — ОГШ-1.32 (НОГШ-1320Ф).
Эти же машины (рис. 7.5) в ряде случаев используют для обезвоживания продуктов углеобогащения крупностью -0,5 мм.
Центрифуга имеет цилиндро-конический осадительный ротор, внутри которого соосно установлен в подшипниковых опорах шнековый барабан. На наружной поверхности шнекового барабана навиты витки транспортирующего шнека. Ротор приводится во вращение электродвигателем через клиноременную передачу и шкив. Вращение шнекового барабана относительно ротора осуществляется с некоторым отставанием дифференциально-планетарным редуктором. Разделяемая суспензия вводится внутрь шнекового барабана через трехходовой кран и питающую трубу.
Раскрученная в шнековом барабане суспензия через загрузочные насадки поступает в полость ротора, где под действием центробежной силы принимает форму жидкостного стакана.
Диаметр жидкостного стакана, его глубины и объем регулируются заслонками на разгрузочных окнах. В жидкостном стакане также под действием центробежной силы происходит осаждение твердой фазы на поверхность ротора. Осветленная жидкость самотеком удаляется из ротора через сливные окна в камеру кожуха для приема фугата. Образовавшийся осадок транспортируется витками шнека сначала по цилиндрической, а затем по конической части ротора, где подвергается обезвоживанию. Обезвоженный осадок через разгрузочные окна с износостойкими насадками выбрасывается в камеру кожуха центрифуги. Узлы и детали центрифуги, находящиеся в контакте с обрабатываемым продуктом, защищены накладками из износостойких материалов.
Технические характеристики центрифуги ОГШ-1.32
Производительность: по суспензии, м3/ч........................................................ 220
по углю, т/ч..................................................... 40—50
Максимальный диаметр ротора, мм.................................. 1320
Угол между образующей конической части ротора и осью вращения, градус.. 15
Частота вращения ротора, мин-1 .................................. 500—750
Установленная мощность, кВт............................................. 160
Габариты, мм:
Длина ................................................................... 4000
ширина................................................................... 4000
высота................................................................... 2000
Масса, кг............................................................... 15 000
Рис. 7.5. Осадительная горизонтальная шнековая центрифуга ОГШ-1,32:
1 — шкив; 2 — редуктор; 3 — сливное окно; 4, 8— патрубки; 5 — шнек; 6 — направляющее приспособление; 7 — ротор; 8 — загрузочные насадки; 9 — шнековый барабан; 10 — шнек; II — разгрузочные окна; 12 — питающая труба; 13 — предохратиельный клапан
Усредненные технологические показатели работы центрифуг типа ОГШ-1.32 на операции обезвоживания шлама
Содержание твердого в питании, кг/м3 ........................... 150—250
Крупность граничного зерна разделения, мкм...................... 50—70
Содержание твердого в фугате, кг/м3............................. 50—100
Унос твердого с фугатом, % ..................................... 25—40
Влажность обезвоженного осадка, %............................... 28—34
В шнековые осадительные центрифуги питание подается, как правило, самотеком из промежуточной емкости под напором не менее 5 м водяного столба. В аварийной ситуации при срабатывании заслонки трехходового крана питание сбрасывается в дополнительную емкость, установленную под центрифугой, из которой насосом перекачивается в питающую емкость.
Фугат этих машин частично используется как оборотная вода или сгущается и затем удаляется в илонакопители. Слив сгустителей направляется в систему оборотного водоснабжения фабрики.
Влажность шлама, обезвоженного в осадительных центрифугах, зависит от содержания в исходном продукте частиц размером -0,074 мм (у_о,о74’ %) и составляет:
при обезвоживании шлама углей марок А, К, Т и ПЖ
W = 5,3 + О,42у_оо745
при обезвоживании шлама углей марок Г и Д
W = 9,5 + О,42у_о,о74-
При обезвоживании отходов флотации в осадительных центрифугах влажность осадка колеблется от 28 до 34%. Синтетические импортные флокулянты, применяемые в качестве интенсификаторов осветления фугата, повышают влажность осадка до 40—45%. Для транспортировки и складирования такого осадка требуется его смешение с мелкой породой в отношении 1:10.
Содержание твердого в фугате осадительных шнековых центрифуг зависит от уноса тонких частиц размером менее граничного зерна разделения, который составляет 50—70 мкм. Ориентировочно значение уноса твердого с фугатом равно 25—40% доли шлама, поступающего в центрифугу. Унос снижается до 5—10% при центрифугировании суспензии шлама или отходов флотации с добавкой синтетических флокулянтов.
Перспективным центрифугальным оборудованием для обезвоживания разбавленных суспензий шламов и отходов флотации является осадительная шнековая центрифуга ОГП1-1.12 (максимальный диаметр ротора 1120 мм), которая оснащается цилиндро-коническим ротором с развитой цилиндрической частью и малым углом (до 10°) между образующей конической части и осью вращения ротора. Частота вращения ротора достигает 1000 мин-1.
Производительность центрифуги по суспензии 120—150 м3/ч, а по углю 20— 25 т/ч. Предусмотрена возможность организации внутрироторного потока как в противо-, так и прямоточном режимах с применением для интенсификации осветления растворов синтетических флокулянтов.
Новая центрифуга будет изготавливаться Пензенским заводом химического машиностроения.
Осадительные шнековые центрифуги типа ОГП1 (НОГП1) с максимальным диаметром ротора 1320 мм выпускает Киселевский машиностроительный завод им. И.С. Черных.
389
ТА. Обезвоживание шламов и продуктов флотации фильтрованием
Общая характеристика. Шламы и продукты флотации в практике углеобогащения в основном обезвоживают фильтрованием. В зависимости от свойств и состава шламов и продуктов флотации их обезвоживают на дисковых, барабанных и ленточных вакуум-фильтрах, а тажке в камерных и ленточных фильтр-прессах.
Фильтрование — гидромеханический процесс разделения суспензии с применением пористой перегородки, задерживающей частицы твердой фазы и пропускающей жидкую фазу. Движущая сила фильтрования — разность давлений по обе стороны фильтрующей перегородки, которая создается с помощью вакуума на вакуум-фильтрах или повышенного давления на фильтр-прессах.
Фильтрационное обезвоживание состоит из двух основных периодов: собственно фильтрования, связанного с формированием осадка и вытеснением избыточной жидкости, и обезвоживания (просушки) осадка в результате вытеснения остаточной поровой жидкости.
Период собственно фильтрования описывается уравнением (7.1) при подстановке в него Z = Др
dV ApF2
~ , (7.4)
dr p(VoV+/?o)
где Др — разность давлений по обе стороны фильтровальной перегородки, Н/м2.
В основное уравнение фильтрования входят переменные величины — объем фильтрата V и продолжительность фильтрования t, а также постоянные величины — вязкость жидкости |1 и отношение объема осадка к объему фильтрата х0. В некоторых случаях за постоянные величины могут быть приняты сопротивление фильтровальной перегородки Ro и удельное объемное сопротивление осадка г0.
Удельное объемное сопротивление осадка г0 зависит в основном от гранулометрического состава осадка и концентрации суспензии.
В классической гидродинамике фильтрационные свойства пористых сред характеризуют проницаемостью. Термин "проницаемость" — общепризнан и трактуется как свойство пористой среды пропускать через себя жидкость под действием приложенного градиента давления. В свою очередь проницаемость эквивалентна величине, обратной квадрату удельной объемной поверхности среды, и имеет размерность м2. При изучении фильтрования суспензий Р. Карман для удобства заменил проницаемость обратной величиной и назвал ее удельным объемным сопротивлением, размерность которого м-2. Поэтому физический смысл удельного объемного сопротивления г0 состоит в том, что оно эквивалентно квадрату удельной объемной поверхности осадка, создающего сопротивление течению через него жидкости:
г0 = 5 о [м2/м3] = S о [м-2].
Для угольных осадков г0 = Ю10+1016, м-2. Сопротивление фильтровальных перегородок, применяемых в угольной промышленности, /?0 = 1010-И013, м-1.
Приняв Ro = 0 и проинтегрировав выражение (7.4), получим объем фильтрата за время фильтрования (период фильтрования в полном цикле):
390
Д'"
Сжатый доздух Исходной суспензия
Рис. 7.6. Принципиальная схема дискового вакуум-фильтра (См. текст)
Производительность вакуум-фильтра по фильтрату (м3/ч) будет равна произведению объема фильтрата за период фильтрования на число циклов п\
. / 2bpt
Qv = Vn = nF\ .
Основные технологические показатели фильтрования угольных суспензий — производительность фильтра, влажность обезвоженного осадка и чистота фильтрата.
Полная производительность вакуум-фильтра по сухому осадку (кг/ч)
/100-W\ / 2&pt
ec = 3600Fr0(-ioo-)n-\J —
где у0 — плотность влажного осадка, кг/м3, W — влажность осадка по массе %.
Влажность осадка зависит от типа и конструкции фильтра, характеристики твердой и жидкой фаз суспензии, движущей силы, продолжительности фильтрования, продолжительности и условий просушки осадка и др.
На значение уноса твердого с фильтратом влияют концентрация твердой фазы в исходной суспензии, содержание тончайших частиц твердой фазы, толщина осадка, тип фильтровальной перегородки и ее состояние, тип и расход флокулянта.
Дисковые вакуум-фильтры применяют в основном для обезвоживания флотационных концентратов. Эти фильтры выполнены в виде набора вертикальных вращающихся дисков, состоящих из отдельных секторов, частично погруженных в ванну с разделяемой суспензией. Секторы обтянуты фильтровальной перегородкой, и их внутренние полости через горловины сообщаются С каналами ячейкового вала.
Принципиальная вхема дискового вакуума-фильтра приведена на рис. 7.6.
391
го
Рис. 7.7. Дисковый вакуум-фильтр ДОО80-2.7 ("Украина")
7 — коллектор питания; 2 — распределительная головка; 3 — сектор; 4 — шестерня; 5 — патрубки для фильтрата; 6 — электродвигатель;
7— редуктор; 8 — переливной желоб; 9 — ресивер сжатого воздуха; 10 — воздухораспределитель; 11 — клапан мгновенной отдувки; 72 — подшипник скольжения; 13 — ванна; 14 — ячейковый вал; 75 — диски
Ванна 1 фильтра постоянно заполняется суспензией, избыток которой удаляется через переливной порог 2. При вращении дисков 3 в направлении стрелки каждый ряд секторов 4 через каналы ячейкового вала последовательно сообщается с различными полостями распределительной головки 5 и проходит зоны фильтрования I, просушки //, отдувки (разгрузки) осадка /// и регенерации фильтровальных перегородок IV. Полости головки зон / и // соединены с линией вакуума, а зон III и IV — с линией сжатого воздуха.
Промежуточные зоны (на рис. 7.6 заштрихованы) предотвращают сообщение между собой зон вакуума и давления.
В зоне фильтрования секторы полностью погружены в суспензию и под действием создаваемого в них вакуума на наружной поверхности фильтровальной перегородки происходят разделение суспензии с образованием осадка и отсос фильтрата в полость секторов. По мере поворота секторов жидкость в них достигает выходных отверстий в горловинах и по ячейковому валу через распределительную головку удаляется в сборник фильтрата. При этом наибольшая доля фильтрата выводится в зоне просушки, где атмосферный воздух под действием вакуума проникает в поры осадка и вытесняет из них жидкость, которая объединяется с фильтратом.
В зоне отдувки в секторы "воздушным ударом" подается сжатый воздух, который сбрасывает с поверхности фильтровальной перегородки осадок в карманы ванны фильтра.
Общая длительность операций цикла фильтрования регулируется частотой вращения дисков.
Флотационные концентраты на углеобогатительных фабриках обезвоживают в основном на дисковых вакуум-фильтрах с поверхностью фильтрования 80, 140, 160 и 250 м2. Эти же вакуум-фильтры применяют и для обезвоживания шламов.
Дисковый, вакуум-фильтр ДОО80-2,7 "Украина" (рис. 7.7) и его модернизированный вариант — ДОО80-2,7 "Украина-М" в настоящее время наиболее распространены на углеобогатительных фабриках. Их главные конструктивные особенности — ячейковый вал с каналами большой пропускной способности; система эффективной мгновенной отдувки осадка; бесступенчатое регулирование частоты вращение дисков; противоточная подача суспензии; поплавковые регуляторы уровня суспензии в ванне; цельнометаллические сварные оцинкованные секторы коробчатой формы.
Специальный дисковый вакуум-фильтр ДОО140-3.5У "Горняк" (рис. 7.8) кроме обезвоживания флотоконцентрата предназначен также для разделения суспензий, содержащих как угольные, так и антрацитовые, обогащенные и необогащенные шламы. С целью уменьшения расслоения суспензии ванна фильтра составлена из индивидуальных для каждого диска малообъемных ванн. Частота вращения дисков увеличена до 1,5 мин-1. По сравнению с фильтром "Украина-80" зона просушки на фильтре "Горняк" увеличена на 41%. Удаление фильтрата из секторов ускоряется благодаря их асимметричной форме и тангенциальному расположению на ячейковом валу. Электропривод типа ПМУ обеспечивает бесступенчатое регулирование частоты вращения дисков.
Импульсная система отдувки сжатым воздухом повышенного давления обеспечивает съем тонких осадков толщиной до 5 мм.
Сборники фильтрата, ресиверы сжатого воздуха, системы отдувки и распределения питания смонтированы на раме фильтра.
В модернизированном варианте вакуум-фильтра ДОО140-3,5У "Горняк-М" Улучшены гидравлические характеристики системы отвода фильтрата и
393
Рис. 7.8. Дисковый вакуум-фильтр ДОО140-3,5у ("Горняк")
1 — ванна; 2 — диски; 3 — коллектор промывки дисков; 4 — ресиверы сжатого воздуха; 5 — ячейковый вал; 6 — шестерня; 7 — подшипник скольжения; 8 — устройство для съема осадка; 9 — секция ванны; 10 — воздухораспределитель; 11 — редуктор; 72 — электродвигатель; 13 — патрубки для фильтрата; 14 — коллектор питания; 75 — сектор; 76 — распределительная головка; 77 — клапан отдувки; 18,19 — ресиверы зоны просушки и фильтрования; 20 — рычажная система дренажных клапанов
Вид Л
вид Б
j г з 4 s
Рис. 7.9. Дисковый вакуум-фильтр ДОО250-3.75 ("Сибирь")
7 — ванна; 2 — диски; 3 — ячейковый вал; 4 — коллектор питания; 5 — клапан отдувки; 7,8 — мешалка и привод мешалки; 9 — труба перелива; 10 — привод дисков; 77 — редуктор; 72 — шестерня; 13 — секторы; 14 — распределительная головка; 75 — патрубки для отвода фильтрата; 76 — воздухораспределитель; 77 — ресивер
Таблица 7.4
Технические характеристики современных отечественных дисковых вакуум-фильтров, применяемых на углеобогатительных фабриках
Параметры ДОО80-2,7 "Украина-80" ДОО140-3.5У "Горняк" ДОО250-3.75 "Сибирь" ДОО160-3.75У "Донбасс"
о Поверхность, м.
фильтрования полная 80 140 250 160
фильтрования сектора 0,83 0,78 1Д2 1,12
Диаметр дисков, м Число: 2,7 3,5 3,75 3,75
дисков 8 10 14 10
секторов в диске 12 18 18 18
секторов 96 180 252 180
Объем ванны, м^ Частота вращения, мин-^: 6 10 14 9
дисков 0,3—1,3 0,5—1,5 0,2—1,1 0,2—1,3
мешалки — — 56 56
Продолжительность цикла, мин 0,8—3,5 0,7—2,0 0,8—3,2 0,8—3,2
Вакуум, кПа Зона, градус: До 80 До 80 До 80 До 80
фильтрования 120 90 93 93
просушки 150 191 173 173
отдувки 36 32 39 39
Угол погружения, градус Мощность электродвигателя привода, кВт: 137 150 154 154
дисков 4,75 11,0 11,0 8,0
мешалки Габариты, мм — — 5,5 5,5
длина 6640 6310 9400 7200
ширина 3230 4010 4400 4400
высота 2950 3790 4500 4600
Масса фильтра, кг 11 000 30 000 33 440 25 325
обеспечена лучшая работоспособность фильтра при обезвоживании тяжелых антрацитовых шламов.
Дисковый вакуум-фильтр ДОО250-3,75 "Сибирь" (рис. 7.9) — наиболее крупнометражный серийный отечественный вакуум-фильтр.
Особенности вакуум-фильтра ДОО250-3.75 — общая сварная разъемная ванна с карманами для дисков в передней части; ячейковый разборный вал с каналами повышенной пропускной способности; облегченные секторы из алюминиевого сплава АЛ9В с ловушками на горловинах для предотвращения увлажнения осадка при его отдувке; вращающаяся лопастная мешалка с шахматным расположением лопастей и гидроуплотнением; весьмиступенчатое регулирование частоты вращения дисков; централизованная система смазки.
Большая производительность фильтра ДОО250-3,75 режко сокращает число устанавливаемого оборудования, что способствует осуществлению малопоточных технологических схем.
На базе вакуум-фильтров "Горняк" и "Сибирь" разработан фильтр с уменьшенным до десяти числом дисков того же диаметра (3,75 м) с поверхностью фильтрования 160 м2 — ДОО160-3,75У.
397
Рис. 7.10. Схема установки дискового вакуум-фильтра
1 — сборник-пульподелитель; 2 — вакуум-фильтр; 3, 4 — вакуум-ресиверы; 5 — конвейер; 6 — воздуходувка; 7 — вакуум-насос; 8 — сборник; 9 — сборник-гидрозатвор
Технические характеристики дисковых вакуум-фильтров приведены в табл. 7.4.
Секторы дисковых вакуум-фильтров, применяемых на отечественных углеобогатительных фабриках, повсеместно снабжаются сеткой прямого плетения типа КПФ-8 из капронового моноволокна. Сетки раскраиваются по жесткому шаблону в соответствии с геометрическими размерами сектора, включая удвоенную ширину боковых ребер. Сетка КПФ-8 характеризуется высокой фильтрующей способностью, прочностью, устойчивостью к изгибу и истиранию, малой остаточной деформацией, стойкостью и коррозии и знакопеременным нагрузкам, минимальной адгезией к осадку, стабильностью живого сечения, легкостью регенерации.
Дисковые вакуум-фильтры для угольной промышленности изготавливает Бердичевское производственное объединение (ПО) химического машиностроения "Прогресс".
Для автоматизации фильтровальных отделений углеобогатительных фабрик, оснащенных дисковыми вакуум-фильтрами, применяют комплекс
398
КАФО. 1, выпускаемый Луганским заводом "Углеприбор". Один комплекс КАФО.1 обслуживает пять вакуум-фильтров.
Технологические показатели работы дисковых вакуум-фильтров при обезвоживании флотационного концентрата
Удельная производительность по осадку, т/(м2ч).................. 02—0,32
Содержание твердого, кг/м3: в питании...................................................... 200—400
в фильтрате.................................................. 30—60
Унос твердого с фильтратом, %, не более.................................. 15
Влажность осадка, %............................................. 24—30
Содержание в осадке частиц размером -0,074 мм, %................ 35—55
По типовой схеме установки дискового вакуум-фильтра (рис. 7,10) питание из сборника-пульподелителя самотеком поступает в фильтр. Обезвоженный осадок разгружается на конвейер. Фильтраты зоны фильтрования и просушки собираются в ресиверах, из которых по барометрическим трубам высотой не менее 10 м стекают в сборник-гидрозатвор. Для предупреждения потери вакуума нижний конец барометрической трубы опущен под уровень жидкости. Из гидрозатвора фильтрат перекачивается в систему оборотного водоснабжения фабрики. Вакуум в системе создается водокольцевым вакуум-насосом. Для разделения водовоздушной смеси и предотвращения засоса капель жидкости в насос между ним и ресиверами устанавливается сборник. Сжатый воздух для отдувки осадка подается воздуходувкой. Переливы суспензии направляются в сборник, откуда перекачиваются снова на фильтр.
При установке вакуум-фильтров на нижних отметках осуществляется принудительная эвакуация фильтрата из ресиверов специальными насосами. На отечественных УОФ такая схема применяется редко.
Фильтровальные установки комплектуются несколькими вакуум-фильтрами, которые могут обслуживаться общей, индивидуальной или групповой вакуумными системами.
Основные технологические показатели обезвоживания флотоконцентрата и шлама на вакуум-фильтрах — удельная производительность, влажность осадка и унос твердого с фильтратом — зависят от характеристики суспензии, концентрации твердой фазы и ее гранулометрического состава, значения перепада давлений, конструкции и режима работы фильтра. При обезвоживании различных водоугольных суспензий технологические показатели работы вакуум-фильтров изменяются в широких пределах и обычно определяются экспериментально.
Для ориентировочного определения удельной производительности дискового вакуум-фильтра q [кг/(м2-ч)] при обезвоживании суспензии флотоконцентрата с концентрацией твердого С = 2004-400 кг/м3, содержанием частиц размером -0,06 мм У—од)б = 204-65% при их зольности А ^од)б = 64-20%, вакууме Ар = 330-?930 кПа и частоте вращения дисков п = 154-68 ч-1 можно пользоваться уравнением
q = 18,4с (Др«)°’4/[Т^,об (А^)-о.Об] •
Интенсификация работы дисковых вакуум-фильтров достигается различными способами: добавкой флокулянтов и ПАВ в питание вакуум-фильтров, добавкой в питание зернистого шлама (присадка), изменением диаметра зерна разделения в гидроциклонах при питании флотации сливом этих гидро-Циклонов.
399
Рис. 7.11. Зависимость производительности п по фильтруемому продукту от долевого участия присадки уп
Добавка флокулянтов приводит к увеличению производительности вакуум-фильтров, влажность осадка при этом может изменяться как в ту, так и другую сторону в зависимости от вида флокулянта. Добавка ПАВ снижает влажность осадка. Для получения максимального эффекта от присадки зернистого шлама к основному фильт
руемому продукту качество присадки должно отвечать определенным требованиям.
Практикой фильтрования угольных шламов с размером частиц в основном менее 1 мм на дисковых вакуум-фильтрах установлено, что присадка не должна содержать тонкий шлам (менее 0,04 мм) и крупные частицы (более 3 мм). Другое требование состоит в том, чтобы зольность присадки соответствовала основному фильтруемому продукту или была бы ниже него. Наиболее важное требование к присадке — подбор ее гранулометрического состава. В табл. 7.5 приведены типовые составы, обобщенно характеризующие распределение частиц по крупности флотоконцентратов, фильтруемых на углеобогатительных фабриках, и рекомендуемые присадки к ним. Получаемое при этом увеличение производительности (только за счет улучшения проницаемости) по основному продукту характеризуется данными рис. 7.11.
В действительности увеличение производительности вакуум-фильтров будет значительно выше в результате увеличений содержания твердого в суспензии и коэффициента отдувки осадка.
Для подготовки зернистой присадки должна быть предусмотрена соответствующая схема обработки шламов.
Интенсификация работы фильтров изменением диаметра зерна разделения в гидроциклонах достигается увеличением крупности питания флотации и, следовательно, флотоконцентрата. Однако этот способ имеет ограниченное применение, так как при достижении некоторого предела могут увеличиться потери угля с отходами флотации.
Ленточные вакуум-фильтры. Для обезвоживания крупнозернистой части сгущенных отходов флотации, угольных и антрацитовых шламов применяют наливные ленточные вакуум-фильтры непрерывного действия.
Ленточный вакуум-фильтр с жестким закреплением полотна (рис. 7.12) состоит из бесконечной рефленой резино-тканевой ленты, натянутой на приводном и натяжном барабанах. Верхняя ветвь ленты скользит по столу из вакуум-камер, соединенных с вакуумной линией и сборниками фильтрата. Нижняя ветвь опирается на ролики. У ленте с помощью заложенного в паз резинового шнура прикреплена фильтровальная ткань. Разделяемая суспензия по лотку подается на ленту. Осадок остается на фильтровальной ткани, а фильтрат отсасывается через дренажную поверхность ленты в камеры, из которых поступает в сборник. При дальнейшем движении ленты осадок просушивается и отделяется от ткани с помощью ножа.
Ленточные вакуум-фильтры ЛОН 4—0,5—8 и ЛОН 10—1,25—8 выпускает Бердичевский ПО "Прогресс".
400
Гранулометрические составы (%) флотационных концентратов и рекомендуемых присадок к ним
s
Основной недостаток ленточных вакуум-фильтров с жестким закреплением полотна типа ЛОН — плохая регенерация фильтровального полотна, что ограничивает область их применения обезвоживанием крупнозернистых обезыленных продуктов.
Ленточные вакуум-фильтры со сходящим полотном типа ЛОП свободны от этого недостатка. В фильтрах ЛОП фильтровальное полотно после прохождения по рабочим зонам верхней ветви отделяется от несущей рифленой ленты, подвергается механической очистке от осадка и протягивается через камеру регенерации с эффективной двусторонней промывкой (рис. 7,13). Такая конструкция фильтра обеспечивает сохранение фильтрующих свойств ткани, снижает влажность осадка и повышает удельную производительность в 2—2,5 раза по сравнению с обычными ленточными фильтрами.
Ленточные вакуум-фильтры со сходящим полотном ЛОП4, 5-1У-01, ЛОПЮ-1У-01, ЛОП15-1У-01, ЛОПЗО-1У-01 иЛОП60-1У-01 выпускает также Бердичевское ПО "Прогресс".
Технические характеристики ленточных вакуум-фильтров приведены в табл. 7.6.
Схема установки ленточного вакуум-фильтра не имеет принципиальных отличий от установки дискового вакуум-фильтра.
Показатели обезвоживания шламов на ленточных вакуум-фильтрах помимо факторов, влияющих на работу дисковых вакуум-фильтров, зависят еще от ряда факторов (распределения по крупности, структуры осадка, равномерности питания и др.), не поддающихся количественному учету. Согласно экспериментальным данным, при обезвоживании суспензии антрацитового шлама с содержанием твердого 550—1300 кг/м3 и выходом класса -0,1 мм 13—33% удельная производительность ленточного вакуум-фильтра составляет 1—5 т/(м2 ч) и влажность осадка-16—26%. В случае фильтро-
401
Таблица 7.6
Технические характеристики ленточных вакуум-фильтров
Параметр ЛОН4 ЛОН 10 ЛОП 4,5 ЛОП 10 ЛОР 15 ЛОП 30* ЛОП 60
Поверхность фильтрования, Ширина фильтровального полотна, мм: 4 10 4 10 15 30 60
рабочая 500 1250 500 1600 1600 1600 3200
полная 700 1600 900 2000 2000 2000 3200
Длина вакуумной камеры, мм 8000 8000 8000 6000 10 000 10 000 18000
Диаметр барабана, мм 1200 1600 800 800 800 800 1400
Скорость движения лент, м/мин 1,5—9 4—10 7,5—20 4,4—8,8 4,4—8,8 4,4—8,8 3,6—12
Мощность электродвигателя, кВт Габариты, мм: 4,5 11,0 6,0 6,3 11,55 23,1 41,5
длина 11 600 13 380 12 500 9720 13 720 13 870 23 900
ширина 1970 4665 2300 3830 3830 5350 7320
высота 1750 3500 2000 1890 1890 3550 3350
Масса, т 6,3 * Вакуум-фильтр ЛОПЗО оснащен двумя лентами. 208 5,1 8,.92 10,765 23,09 41,15
Рис. 7.12. Ленточный вакуум-фильтр с жестким закреплением полотна типа ЛУ
/ — натяжной барабан; 2 — загрузочный лоток; 3 — вакуум-камеры; 4 — дренажная лента; 5 — приводной барабан; 6 — нож; 7 — опорные ролики; 8 — фильтровальная сетка
Рис. 7.13. Ленточный вакуум-фильтр со сходящим полотном типа ЛОП
I — натяжной барабан; 2 — загрузочная течка; 3 — вакуум-камера; 4 — приводной барабан; 5 — дренажная лента; 5 — приводной барабан; 6 — фильтровальная сетка; 7 — устройство для эвакуации осадка; 8 — система регенерации сетки; 9 — система натяжения сетки
вания крупнодисперсных отходов флотации удельная производительность этих аппаратов составляет около 0,5 т/(м2 ч) при влажности осадка 19—26%.
Работа ленточных вакуум-фильтров интенсифицируется добавками флокулянтов и ПАВ, а также соответствующей подготовкой питания фильтров в гидроциклонах.
Фильтр-прессы. Для обезвоживания отходов флотации угольных и антрацитовых шламов, а также тонкодисперсной части необогащенных шламов на обогатительных фабриках применяют камерные горизонтальные фильтрпрессы.
Фильтр-прессы обеспечивают получение транспортабельных осадков и практически чистой оборотной воды.
Фильтр-прессовые отделения, как правило, комплектуют цилиндроконическими сгустителями, собственно фильтр-прессами, промежуточными зумпфами, напорными резервуарами, компрессорами, коммуникациями и насосами подачи и отвода жидких продуктов, конвейерными трактами удаления и погрузки обезвоженного продукта.
Камерный филыпр-пресс (рис. 7.14) состоит из набора вертикально расположенных фильтровальных плит одинаковых по конструкции, за исключением
403
Рис. 7.14. Принципиальная схема камерного фильтр-пресса
I — фильтровальные плиты; 2 — полуплиты; 3 — нажимная плита; 4 — упорная плита;
5 — фильтровальная ткань; 6 — камеры; 7 — отверстия для выхода фильтрата;
8 — центральный канал
крайних полуплит, прилегающих к нажимной и упорной плитами. Между плитами в два слоя укладывается фильтровальная ткань, которая одновременно служит уплотнением камер, образующихся при сближении и зажиме плит. Фильтровальные плиты имеют рифленую дренажную поверхность. Для выхода фильтрата в них устроены отверстия.
Питание вводится в камеры по центральному каналу. Фильтровальные плиты опираются на две стяжные штанги.
После передвижки и зажима плит с помощью специального устройства (обычно гидрозажима) в камеры под давлением подается разделяемая суспензия и начинается операция фильтрования. Осадок остается на фильтровальной ткани, а фильтрат по дренажным каналам плит выводится наружу. Фильтрование обычно продолжается до полного заполнения камер осадком. После продувки коллектора сжатым воздухом нажимная плита отодвигается и весь комплект плит поочередно раздвигается, при этом камеры раскрываются и из них разгружается осадок.
В некоторых конструкциях фильтров камеры снабжены эластичными мембранами или диафрагмами, которые под давлением воды или сжатого воздуха позволяют осуществлять дополнительный отжим осадка.
Фильтр-прессы, применяемые в угольной промышленности, — механизированы и автоматизированы, работают по заданной программе.
При обезвоживании отходов флотации примерная циклограмма по времени операций следующая: зажим плит — 1 мин; заполнение камер — 3 мин; фильтрование — 25—40 мин; продувка коллектора — 2 мин; разжим плит —1 мин; передвижка плит и разгрузка осадка — 16—20 мин, возврат каретки —2 мин.
На отечественных углеобогатительных фабриках применяют горизонтальные камерные бездиафрагмовые фильтр-прессы типа ФОВ-600 (ФОМ-600) производства Бердичевского ПО "Прогресс" и типа ПФ-РОВ-1/570, изготавливаемые в ПР.
404
Филыпр-пресс ФОМ-600 (рис. 7.15) комплектуют облегченными литыми из алюминиевого сплава плитами размером 1,5x2 м. Плиты экипируют особо прочной капроновой тканью арт. 56335 (56035). Отвод фильтрата — нижний открытый. Перемещение плит механизировано с помощью кареток с захватами. Система гидрозажима плит включает масляный аксиально-поршневой насос 2Г13-36А, гидроцилиндр зажима, два гидроцилиндра возврата плит. Управление фильтром автоматизировано или осуществляется вручную поопе-рационно.
Фильтр-прессы ПФ-РОВ-1 /570 по принципу действия и основным конструктивным элементам тождественны фильтр-прессам ФОМ-600, однако имеют вдвое большую массу, так как их плиты отлиты из специального чугуна.
В настоящее время ведется разработка нового типоразмера фильтр-пресса ФОМ-1100 и фильтр-пресса с просушкой осадка сжатым воздухом ФПКМ 1, которые будут изготавливаться на ПО "Коломенский завод тяжелого станкостроения" (КЗТС).
Технические характеристики камерных фильтр-прессов
ФОМ-600 ПФ-РОВ-1/570
Поверхность фильтрования, м2: полная 600 575
одной плиты 5,2 3,84
Число плит 116 150
Размер плиты, мм 1500x2000 1500x1500
Максимальная толщина осадка, мм 30 30
Суммарный объем фильтровальных камер, 9,0 8,64
Давление, МПа: рабочее 1 1
зажима плит 10 32
Общая установочная мощность двигателей, кВт.. 13,2 12,2
Габариты, мм: длина 14 000 15 000
ширина 3000 2300
высота 2910 1800
Масса, т 58,7 127
Технологические показатели работы фильтр-пресса ФОВ-600 при обезвоживании сгущенных до содержания твердого 450—650 кг/м^ отходов флотации средней трудности фильтруемости
Производительность по осадку, т/ч.................. 5—9
Содержание твердого, кг/м^: в питании........................................... 450—650
в фильтрате...................................... 1—3
Допустимое содержание в питании частиц размером более 0,5 мм, %.......................................... До 5
Влажность осадка, %................................ 18—26
Установка камерного фильтр-пресса (рис. 7.16), как правило, комплектуется поагрегатно и включает собственно фильтр, напорный резервуар, насос питания с коммуникациями и ленточный конвейер. Сгуститель, распредели-
405
Рис. 7.15. Камерный фильтр-пресс ФОВ-600
1 упорная плита; 2 — фильтровальные плиты; 3 — нажимная плита; 4 — гидроцилиндр; 5 — гидропривод; 6 — направляющие штанги
if j /рлатомашин
Рис. 7.16. Схема установки камерного фильтр-пресса
1 — сгуститель; 2 — зумпф; 3 — фильтр-пресс; 4 — насос; 5 — резервуар; 6,7 — сигнализаторы минимального и максимального уровня суспензии; 8 — предохранительный клапан; 9 — контактные монометры; 10 — конвейер
тельный зумпф, компрессорная установка, сборный конвейер, погрузочный пункт обслуживают группу фильтр-прессов.
Исходная суспензия отходов флотации направляется в сгуститель 1, где с помошью синтетического флокулянта (чаще всего полиакриламида — ПАА) разделяется на осветленный слив, направляемый в систему оборотного водоснабжения фабрики, и сгущенный до содержания твердого 400—600 кг/м3 продукт, подвергаемый дальнейшему обезвоживанию.
Сгущенный продукт перепускается в аккумулирующую емкость.
Камеры фильтр-пресса заполняются последовательно сначала насосом, а затем из напорного резервуара под давлением сжатого до 0,8—1 мПа воздуха.
Суспензия заканчивается в резервуар также насосом. Напорный резервуар вместимостью 20 м3 имеет сигнализаторы минимального и максимального уровней суспензии, а также предохранительный клапан. При достижении максимального уровня впускной клапан закрывается от насоса питания и открывается клапан подачи питания в фильтр-пресс. Окончание процесса фильтрования определяется щелевым расходомером по прекращению выхода фильтрата и минимальному снижению уровня суспензии в резервуаре. Измерение давления и подача сигналов контролируются контактными манометрами. Осадок разгружается на ленточный или скребковый конвейер.
Показатели обезвоживания отходов флотации на крупнометражных камерных фильтр-перессах в большой степени зависят от концентрации суспензии и содержания в ней тончайших (гавным образом, глинистых) частиц. Удельная производительность фильтр-пресса составляет 5—20 кг/(м2-ч) при влажности осадка 18—26% и уносе твердого с фильтратом 1—3 кг/м3.
Оптимальные условия фильтрования отходов флотации на фильтр-прессах: концентрация твердого в питании 450—650 кг/м3, содержание класса +0,5 мм
407
оо
Рис. 7.17. Ленточный фильтр-пресс ЛМН15-2Г-01
7 — рама; 2,3 — фильтровальные ленты; 4 — ролики системы клиновидного отжима осадка; 5 — многовалковая система отжима осадка;
6 — приводные барабаны; 7 — система регенерации фильтровальных лент
не более 5%, температура выше 10°С, давление в напорном резервуаре не ниже 0,8 МПа, перезаправка фильтровальной ткани через 1000—1200 циклов.
Ленточные фильтр-прессы непрерывного действия — ЛМН10-1,5-1Г и ЛМН15-2Г-01 (рис. 7.17) применяют для обезвоживания полидисперсных шламов и отходов флотации с повышенным (более 5%) содержанием частиц крупностью +0,5 мм, обезвоживание которых на камерных фильтр-прессах нецелесообразно из-за расслоения суспензии в камере фильтра, нарушающего режим его работы.
Предназначенный специально для угольной промышленности ленточный фильтр-пресс ЛМН15-2Г-01 имеет увеличенную длину зоны дренажа, многовалковую систему эффективного отжима осадка и адаптивную систему управления режимом работы, обеспечивающую стабильные технологические показатели.
В ленточном фильтр-прессе ЛМН15-2Г-01 обезвоживание осадка, зажатого между двумя синхронно движущимися фильтровальными лентами, происходит за счет механического отжима влаги при прохождении лент через клиновую зону и многовалковую систему. Поэтому для обслуживания ленточного фильтр-пресса не требуется установка такого вспомогательного оборудования, как-то: вакуум-насосов, компрессоров, ресиверов, напорных емкостей, гидрозатворов, воздуходувок, что значительно упрощает схему установки фильтра.
Технические характеристики типоразмеров
ленточных фильтр-прессов
ЛМН15-2Г-01 ЛМН10-1.5-1Г
Производительность по осадку, т/ч 4,8—9,6 3,2—6,4
Число фильтрующих лент 2 2
Поверхность фильтрования, 15 10
Ширина лент, мм:
рабочая 1200 1200
полная 1500 1500
Длина фильтрующих лент, мм:
верхней 22 900 13 200
нижней 21 300 16 000
Скорость движения фильтрующих лент, м/с 0,025—0,25 0,01—0,1
Установленная мощность электродвигателей, кВт.., 6,6 2,4
Габариты, мм:
длина 6200 5900
ширина 3155 2945
высота 3200 2265
Масса, т -. 17 7
Изготовитель , Бердичевское ПО "Прогресс"
Вспомогательное оборудование. Для обслуживания фильтровального оборудования на углеобогатительных фабриках применяют шламовые насосы, вакуум-насосы, воздуходувки, компрессоры, безнапорные емкости, емкости под давлением и вакуумом, конвейеры.
Для перекачивания угольных суспензий с содержанием твердой фазы до 50% используют шламовые центробежные насосы типов 61И-8, ШН-150, И1-270М.
Различают водокольцевые вакуум-насосы простого (ВВН) и двойного (ДВВН) действия. У водокольцевых насосов отсутствуют трущиеся металли-
409
Т а б л и ц a 7.7
Технические характеристики водокольцевых вакуум-насосов
Параметр РМК-4 КВН-50 ВВН-50 ДВВН-150 ВВН-300
Номинальная подача, 25 50 50 150 300
м3/мин Вакуум, %, барометрического давления: оптимальный 60 70 70 65 65
предельный 96 86 95 85 90
Число рабочих колес 1 1 2 1 1
Диаметр рабочего колеса, 450 , 452 352 1300 1400
мм Частота вращения 725 485 490 180 250
рабочего колеса, мин-1 Мощность 75 125 110 250 600
электродвигателя, кВт Габариты установки, мм: длина 2770 2295 Ф 3400 6890 7930
ширина 1590 1120 2000 3530 2850
высота 1570 1475 1400 2200 2300
Масса, т 2,6 2,8 4,8 14,2 25,5
ческие детали, что повышает их долговечность. Максимальная производительность достигается при вакууме 60—70% барометрического давления (табл. 7.7).
Для получения сжатого воздуха на углеобогатительных фабриках применяют водокольцевые воздуходувки ВК-50, развивающие избыточное давление 0,2 мПа, и многоступенчатые турбовоздуходувки типа ТВ.
Расход воздуха на создание вакуума на дисковых и ленточных вакуум-фильтрах
= 0,15 + 2,5g,
где q — удельная производительность вакуум-фильтра по твердому, т/(м2-ч).
На основании дв определяют необходимое число вакуум-насосов. Расход воздуха на отдувку осадка дисковых вакуум-фильтров составляет 0,3— 0,4 м/(м-мин), что определяет необходимое число воздуходувок.
На обогатительных фабриках магистрали сжатого воздуха высокого давления обслуживаются вертикальными двухступенчатыми компрессорами бескрейцкопфными типа ВУ малой производительности и крейцкопфными типа ВП большой производительности.
Компрессоры изготавливают заводы-изготовители компрессоров — Московский "Борец" и Краснодарский компрессорный.
Глава 8
ОСВЕТЛЕНИЕ ШЛАМОВЫХ ВОД И ОБРАБОТКА ШЛАМОВ
8.1. Свойства шламовых гидросмесей
Основные характеристики. В состав шламовых гидросмесей входят жидкая, твердая и газообразная фазы.
Основные параметры гидросмесей и их взаимосвязь между собой характеризуются следующими зависимостями.
Плотность гидросмеси (кг/м3)
р^= G/V = р/, + (р5-р/,) с/р5,
где G = масса пульпы, кг; V — объем пульпы, м3; ps, р/, — плотность твердой и жидкой фаз, кг/м3; с — содержание твердого в пульпе,' кг/м3.
Содержание твердого в гидросмеси (кг/м3)
с = lOOOpj рь /(рь + п р5),
где п — отношение Ж/Т по массе.
Плотность гидросмеси в зависимости от содержания и плотности шлама характеризуется данными, приведенными в табл. 8.1.
Плотность твердого может быть выражена через параметры гидросмеси
р5 = ср/,(1000-/?с).
Объемное содержание твердого VT, м3, в 1 м3 гидросмеси
VT = c/ps.
Объемное содержание воды VB, м3, в 1 м3 гидросмеси
VB = (1000 р5-с)/р5.
Таблица 8.1
Плотность гидросмеси (кг/м3)
Содержание твердого, кг/м3 Плотность твердого, кг/м3
1350 1400 1450 1500 1550 1600 2200 2300 2400
50 1012 1014 1016 1018 1019 1021 1042 1048 1050
100 1025 1029 1033 1038 1040 1044 1087 1094 1102
200 1049 1055 1063 1070 1077 1084 1168 1182 1196
300 1075 1086 1097 1108 1118 1129 1258 1279 1301
400 1100 1114 1128 1142 1158 1171 1342 1370 1398
500 1125 1143 1161 1179 1197 1214 1429 1465 1501
600 1150 1172 1194 1215 1237 1258 1516 1559 1602
411
Рис. 8.1. Номограмма для определения характеристик гидросмесей
Содержание твердого Р, % (по массе) в 1 м3 гидросмеси
Р = 1000/(1000 prf).
Масса GT в м3 гидросмеси
GT = с/1000 или GT = р5 р/, /(р6 + п р5).
Объем гидросмеси Уг на 1 т твердой фазы
Vr= l/G = pspb/(pb + nps).
Объемное содержание q, %, твердой фазы в гидросмеси
q = 1000 Уг /(Уг + Ут) = 100с (1000 р5).
Взаимосвязь основных характеристик гидросмесей иллюстрируется номограммой (рис. 8.1), по которой задаваясь двумя параметрами, можно определить три остальных.
412
Рис. 8.2. Зависимость коэффициента "а" от объемного содержания "С" зерен крупностью менее 0,045 мм
1—6 — плотность шлама соответственно 1500, 1600, 1800, 2000, 2200, 2400 кг/м3
Пример. Если известно, что содержание О
твердого плотностью 2200 кг/м составляет 300 кг/м3, то по номограмме можно определить плотность гидросмеси, массовое и объемное процентное содержание в ней твердого. Для этого находим точку пересечения луча О А, соответствующего плотности твердого 2200 кг/м3 и линии BE, соответствующей 300 кг/м3. Точка С искомая. Горизонталь CF показывает, что плотность гидросмеси равна 1160 кг/м3, перпендикуляр CD — объемное содержание твердого равно 14%, а на линии КЕ отсчитываем массовое содержание твердого, которое в данном случае равно 30%.
Вязкость — не менее важный показатель шламовых гидросмесей. В зна
чительной степени она зависит от содержания зерен менее 45 мкм и их минерального состава. В отличие от динамической вязкости химически чистой воды вязкость рассматриваемых гидросмесей имеет другую характеристику и является понятием относительным. Поэтому ее называют эффективной вязкостью цэф, Н-с/м2, характеризующей вязкостные свойства гидросмесей:
Нэф — Ив (1 + ^об),
где цв — динамическая вязкость чистой воды, Н-с/м2; а — коэффициент, определяемый по кривой (рис. 8.2); <?об = <?/р5 — объемное содержание в воде частиц размером менее 45 мкм; с — массовое содержание частиц крупностью менее 45 мкм, кг/м3; р5 — плотность твердого, кг/м3.
В зависимости от содержания твердого и крупности эффективная вязкость суспензии характеризуется данными табл. 8.2.
Шламовые гидросмеси относятся к неустойчивым, расслаивающимся системам, благодаря выпадению из их твердых частиц. Процесс сложен для аналити-
Таблица 8.2
Эффективная вязкость шламовых гидросмесей (Н-с/м2)
Содержание твердого, кг/м Шлам (-0,045 мм) Отходы флотации Содержание твердого, кг/м Шлам (-0,045 мм) Отходы флотации
0 0,001140 0,001140 300 0,001429 0,001907
25 — 0,001162 400 0,001613 0,002540
50 — 0,001192 500 0,002114 0,004403
100 0,001211 0,001217 600 0,003396 0,009282
200 0,001295 0,001518
413
Рис. 8.3. Изменение удельной скорости осаждения в зависимости от времени отстоя
ческого описания, так как на скорость осаждения частиц полидисперсной смеси, какой являются шламы, влияют взаимодействие сил тяжести, сопротивления среды, гидродинамических факторов, различная скорость падения частиц разной крупности. При осаждении с течением времени в единице объема верхней части гидросмеси число частиц
уменьшается и изменяется соотношение между долей частиц различной крупности. Более крупные частицы осаждаются быстрее и их содержание в верхних слоях уменьшается быстрее, чем мелких. Соответственно в нижних слоях гидросмеси отмечается противоположная тенденция. Очень тонкие частицы могут оставаться в верхних слоях, поскольку силы их веса могут оказаться настолько малыми, что силы сопротивления среды и броуновское движение могут их уравновесить.
О скорости осаждения твердых частиц, составляющих гидросмеси судят по содержанию твердого, остающегося в верхних слоях гидросмеси за определенный промежуток времени отстоя.
Закономерность осаждения твердых частиц может быть описана выражением
р_р
г - г0 е
где Р — содержание твердой фазы в верхнем слое гидросмеси по истечении промежутка времени t, кг/м3; Pq — начальное содержание твердой фазы в гидросмеси, кг/м3; т — средняя относительная скорость уменьшения скорости осаждения твердой фазы в последовательные моменты времени, 1/с:
/и = (!/?) In (1)0/-ик),
где Vq, vk — начальная и конечная скорости осаждения твердой фазы в последовательные моменты времени, которые определяются по кривой (рис. 8.3), полученной экспериментальным путем. Начальную скорость осаждения рекомендуется принимать равной 0,0214 1/с.
Пример. Определить содержание неосевших частиц по истечении времени отстоя гидросмеси 1600 с. По кривой рис. 8.3 находим ик = 10~12, 1/с. Тогда
*^44 = 0,012, 1/с.
1600 ЦТ12
Откуда
Р = 100 e°>°214(c-o,oi2i600- 1)/0,012 _ 16,86%,
что близко к фактическим данным.
Одновременно с осаждением твердой фазы образуется и уплотняется осадок. В качестве критерия уплотняемости осадка по действием сил веса осаждающихся частиц рекомендуется коэффициент пористости гидросмеси е, полученный за рассматриваемый промежуток времени при известном начальном коэффициенте пористости ен.
414
Таблица 8.3
Характеристика воды
Продукт Время контакта с водой, ч pH Минерализация, мг/л
в начале контакта в конце контакта
Уголь:
окисленный 6-12 3-6,2 7,0-7,2 222-899
неокисленный 1-60 - - 504-540
Порода:
почвы 6-12 3-11 6,9-7,2 120-285
кровли 3-12 3-11 7,0-7,2 150-319
Пирит 3-12 3-11 6,5-7,1 875-3128
Выражение кинетики самопроизвольного уплотнения осадка, образовавшегося из осаждающихся частиц, исходя из законов механики грунтов, рекомендуется в виде
Ае = ен(1-е е ,
где ое — скорость изменения коэффициента пористости, принимаемая для отходов флотации 0,00029—0,00038 1/с; t — время образования осадка, с.
Коэффициент пористости гидросмеси зависит от содержания в ней твердой фазы,
£ = (Ps~Pd)/Pd-
Пример. Определить степень уплотнения осадка за такой же промежуток времени, какой принят при отстое гидросмеси в предыдущем примере. Содержание твердого в исходной гидросмеси 50 кг/м^, плотность твердой фазы 2250 кг/м^. Тогда плотность гидросмеси
1ПП„ (2250 - 1000) 50 .... . з
PJ = 1000 +-----------= 1028 кг/м ,
2250- 1028
6= 2250 =°'543;
Де = 0.543 (1 - е-0'00035 160°) = 0,233,
что в 2,33 раза меньше начального значения коэффициента пористости.
Жидкая фаза гидросмеси представлена в основном шахтной или речной водой, потребляемой фабрикой в процессе переработки угля. В связи с этим она характеризуется определенной минерализацией.
Минерализация воды при контакте с окисленным и неокисленным углями, породой и пиритом видна из данных табл. 8.3.
Минерализация воды при взаимодействии с неокисленным углем и породой практически не зависит от времени контакта. Щелочная среда не влияет на минерализацию воды, а кислая — способствует растворению минеральных соединений. Однако за счет буферной емкости угля pH увеличивается до нейтральной реакции среды. Вследствие этого pH в дальнейшем не влияет на период минеральных соединений в раствор.
415
Солевой состав оборотной воды углеобогатительных фабрик Донецкого бассейна
Сухой остаток, мг/л............................................................ 1638-4059
Концентрация водородных ионов (pH).............................. 7,3-7,5
Общая жесткость, ммоль/кг............................................. 3,5-7,0
Ионный состав, мг/л:
К+, Na+................................................................. 269,7-716,9
Са2+................................................................... 108,2-368,7
Mg2+..................................................................... 46,3-169,0
СГ...................................................................... 215,4-444,5
so2~................................................................... 793,2-2376,0
НСОд.................................................................... 109,8-292,0
Несмотря на наличие в воде растворенных солей, плотность ее не намного отличается от плотности химически чистой воды.
О степени химического загрязнения воды судят по ее жесткости, концентрации pH и электропроводности.
Характеристика воды
Жесткость, ммоль/кг
Вода...........
pH.............
Вода............
<3,5 Мягкая
<4,5 Очень кислая
3,5-7 Среднежесткая
4,5-6 6-8
Слабокислая Почти ней-
>7,0 Жесткая 8-10 > 10
Слабоще- Сильноще-
тральная лочная лочная
Увеличение минерализации оборотной воды на фабриках практически мало изменяет ее коррозионную активность. Поэтому использование сильно загрязненных сульфатных шахтных вод вполне допустимо.
При замыкании водного цикла на фабрике в оборотной воде устанавливается динамическое равновесие солей (3000—6000 г/м3). Соли в таких количествах способствуют активизации действия полимерных флокулянтов при флокуляции отходов флотации и высокозольных илов.
Динамическая вязкость жидкой фазы шламовых гидросмесей изменяется в зависимости от температуры (табл. 8.4).
Таблица 8.4
Динамическая вязкость воды (НчУм2) в зависимости от температуры
Изменение тем-пературы, °C Температура, °C
0 10 20 30
0 0,001794 0,001310 0,001008 0,000800
1 0,001752 0,001274 0,000984 0,000783
2 0,001674 0,001239 0,000961 0,000767
3 0,001619 0,001206 0,000938 0,000781
4 0,001568 0,001175 0,000816 0,000721
5 0,001519 0,001145. 0,0000895 0,000721
6 0,001473 0,001116 0,000875 0,000706
7 0,001429 0,001088 0,000855 0,000693
8 0,001387 0,001063 0,000836 0,000679
9 0,001348 0,001034 0,000818 0,000666
416
Газообразная фаза гидросмеси отходов флотации и высокозольных илов представлена воздухом, находящимся в ней в основном в растворенном состоянии. В 1 л воды содержится до 20—30 см3 воздуха, состоящего из 30% кислорода, 10% углекислоты и 60% азота. Наличие воздуха в гидросмеси отрицательно влияет на осаждение твердых частиц: на частицы меньших размеров это влияние сильнее, чем на более крупные частицы. Однако, чем более гидрофильна поверхность твердых частиц и продолжительнее время ее смачивая их водой, тем меньшее влияние на них оказывает растворенный в воде воздух.
Твердая фаза гидросмеси состоит из частиц минерального и органического происхождения различных форм и крупности. Они обладают разными физикомеханическими, физико-химическими и минералого-петрографическими свойствами.
Физико-механические свойства включают гранулометрический и фракционный состав, плотность, набухаемость, а также показатели сжимаемости, фильтруемости, пластичности, сдвиговые характеристики сыпучих смесей.
Физико-химические свойства характеризуются содержанием золы и ее химическим составом, серы, микрокомпонентов.
Минералого-петрографические свойства определяются литологическим и минеральным составами угольных шламов, отходов флотации и илов.
Физико-механические свойства шламов. Крупность шламов, отходов флотации и илов зависит от технологии и применяемого оборудования для классификации шламов, общего технического состояния водно-шламового комплекса, степени метаморфизма обогащаемого угля, крепости сопутствующих пород. Численные значения выходов различных классов крупности непостоянны и колеблются в больших пределах в зависимости от указанных факторов.
По данным УкрНииуглеобогащения, гранулометрические составы продуктов водно-шламового хозяйства характеризуются следующими показателями (табл. 8.5).
Крупность твердой фазы отходов флотации и илов определяется по значению его дисперсности, характеризуемой уравнением кривой гранулометрического состава
у = е0^,
где у — выход зерен средней крупности d, %; а — степень дисперсности зерен средней крупности, безразм.; d — средний диаметр зерен данного класса крупности, мкм.
Так как каждый класс крупности имеет свою дисперсность, то степень дисперсности смеси определяется как среднединамическая величина: .
« = (Ti «1 + ?2а2 + - + а„а„)/100,
где уь у2, •••, Уп — выхода классов крупности, %; cq, <х2, ..., <хп — степень дисперсности каждого класса крупности.
Согласно исходному выражению
= (lnl00)/Jb <х2 = (lnl00)/J2,...,
а„ = (1п100)/4,
где J2,..., dn — средний размер частиц каждой фракции крупности, мкм.
Чем больше численное значение показателя дисперсности, тем тоньше шлам. Точность показателя а в значительной степени зависит от дробности гранулометрического состава и особенно фракций менее 60 мкм. Сыпучие сме-14. Техника и технология... 417
Таблица 8.5
Гранулометрический состав продуктов водно-шламового хозяйства
Крупность, мм Выход, % Крупность, мм Выход, %
пределы средний колебаний пределы средний колебаний
Необогащенный шлам Отходы флотации коксующихся углей >1,0 0-9,3 2,2 >0,5 0-7 3,2 0,5-1,0 2,1-14,2 10,3 0,25-0,5 1-9 4,6 0,25-0,5 3,5-34,1 11,9 0,125-0,25 1-10 5,3 0,125-0,15 4,0-20,0 10,4 0,06-0,125 2-12 6,6 0,06-0,125 4,1-19,5 11,5 <0,06 67-90 80,1 <0,06 31,2-79,5 53,2 Необогащенный антрацитовый шлам Отходы флотаций* <3,0 0-25,7 6,0 >0,5 0,2-8,51 2,36 1,0-3,0 4,0-30,0 18,0 0,25-0,5 0,12-6,32 2,74 0,5-1,0 6,5-15,0 10,5 0,10-0,25 0,92-10,22 4,68 0,25-0,5 7,0-22,0 15,0 0,05-0,10 2,86-18,76 9,68 0,125-0,25 6,6-19,0 14,1 0,01-0,05 10,32-25,75 17,52 0,06-0,125 4,0-15,0 7,2 0,005-0,01 24,8-48,53 36,22 <0,06 6,0-61,7 29,1 0,002-0,005 11,13-31,19 19,08 <0,002 3,75-13,81 7,72
Флотационный концентрат
>1,0 0-6,5 2,0
0,5-1,0 0,2-33,0 10,0
0,25-0,5 0,5-37,6 17,4
0,125-0,25 0,2-27,3 14,1
0,06-0,125 6,6-46,6 19,3
<0,06 25,5-72,4 37,1
* Гранулометрический состав отходов флотации Донецкого бассейна определен ареомет-рическим методом.
си со степенью дисперсности менее 0,15, представленные относительно крупными зернами, легко поддаются обработке (осаждение, обезвоживание). Смеси со степенью дисперсности более 0,15 — тонкие, трудноосаждаемые, трудно-фильтруемые. Сложность их обработки возрастает по мере увеличения показателя дисперсности.
Плотность шламов — интегральный показатель, так как характеризует смесь частиц различной плотности.
Для оценки шламов по плотности используют следующие понятия: действительная, кажущаяся и насыпная плотности.
Частицы различной крупности обладают неодинаковой плотностью, так как разнятся по вещественному составу. Плотность угольного вещества колеблется в пределах 1200—1500 кг/м3, а минеральной части от 2000 до 2700 кг/м3. Поэтому плотность шламов в значительной степени зависит от их гранулометрического состава (табл. 8.6).
Насыпная плотность зависит от гранулометрического состава частиц, их формы, плотности, влажности смеси, степени уплотнения и других факторов. Значение насыпной плотности указывается при условиях, в которых она из-418
Таблица 8.6
Характеристика по крупности и плотности продуктов водно-шламового хозяйства
Крупность, мм Зольность, % Плотность, кг/м3 Крупность, мм Зольность, % Плотность, кг/м3
Необогащенный шлам Отходы флотации
>1,0 3,88 1334 >1,0 18,00 1455
0,5-1,0 3,39 1345 0,5-1,0 13,12 1559
0,25-0,5 4,70 1350 0,25-0,5 34,90 1724
0,10-0,25 9,72 1420 0,10-0,25 62,70 2128
0,045-0,10 16,55 1535 0,045-0,10 66,30 2268
<0,45 40,23 1830 <0,045 78,80 2382 .
Итого 18,97 1551 Итого 74,83 2329
Флотоконцентрат
>1,0 3,08 1333
0,5-1,0 3,11 1342
0,25-0,5 4,31 1345
0,10-0,25 6,60 1375
0,045-0,10 6,98 1399
<0,045 17,42 1515
Итого 8,32 1385
Таблица 8.7
Насыпная плотность (кг/м^) при разной влажности продуктов водно-шламового хозяйства
Влажность, % В пересчете на сухую массу С учетом влаги
Свеженасыпан-ный Уплотненный Свеженасыпан-ный Уплотненный
Необогащенный шлам
Воздушно-сухой 693 899 693 899
4,76 541 711 567 744
12,04 385 646 430 724
23,07 461 913 567 1127
35,48 693 990 Флотоконцентрат 936 1335
Воздушно-сухой 667 870 867 870
4,76 500 667 834 699
12,04 354 606 397 679
23,07 444 860 546 1056
35,48 666 877 Отходы флотации 902 1188
Воздушно-сухие .833 1053 833 1053
4,76 759 945 795 990
12,04 550 851 662 962
23,07 553 1206 680 1484
35,48 832 1560 1127 2113
14*
419
Таблица 8.8
Пористость продуктов водно-шламового хозяйства, в зависимости от влажности
Влажность, % Шлам Влажность, % Шлам
Свеженасы-панный Уплотненный Свеженасы-панный Уплотненный
Необогащенный шлам Воздушно-сухой 0,553 0,420 4,76 0,650 0,540 12,04 0,752 0,583 23,07 0,703 0,410 35,48 0,552 0,361 Воздушносухие 4,76 12,04 23,07 Отходы флотации 0,644 0,550 0,675 0,595 0,765 0,635 0,644 0,330
Флотоконцентрат
Воздушно-сухой 0,496 0,372
4,76 0,638 0,518
12,04 0,745 0,562
23,07 0,680 0,378
35,48 0,520 0,367
мерена. Насыпная плотность шламов при различной влажности приведена в табл. 8.7.
Насыпная плотность минимальна при влажности сыпучей смеси примерно 12—14%. Уменьшение насыпной плотности шламов при определенной влажности связано с механизмом действия свободной влаги, которая вследствие проявления капиллярных сил стремится занять объем с минимальной поверхностью. Она сосредотачивается в наиболее узких промежутках между частицами, главным образом в точках их контактов. Поверхностное натяжение воды в менисках, образованных маленькими объемами воды вокруг точек контакта частиц, удерживает последние в определенном положении, препятствуя более плотной их укладке.
Пористость сыпучей смеси шламов определяется как отношение значения . объема пор к значению объема сыпучей смеси:
т ~ (Ps ~ Рнае)/Р^’
где ps — плотность твердых частиц, кг/м3; рнас — насыпная плотность, кг/м3.
Фактические данные пористости шлама приведены в табл. 8.8.
Углы естественного откоса шламов в зависимости от их влажности приведены в табл. 8.9.
Набухание - свойство, присущее прежде всего глиносодержащим шламам и особенно проявляющееся в отходах флотации и илах. Набухание шламов -следствие действия адсорбционных, осмотических и капиллярных сил.
Значение набухания определяется отношением прироста объема образца, взаимодействующего с водой, к первоначальному его объему и выражается в процентах. Фактические значения набухания отходов флотации различной зольности приведены в табл. 8.10.
Отходы флотации интенсивно набухают в первые 2-2,5 ч. В дальнейшем набухание резко замедляется и по истечении 6 ч увеличивается всего лишь на 2,5-3,3%.
420
Таблица 8.9
Углы естественного откоса продуктов флотации
Влажность, % Угол естественного откоса, градус Форма конуса Влажность, % Угол естественного откоса, градус Форма конуса
Флотоконцентрат Отходы флотации
Воздушно- 40 Правительная Воздушно- 40 Правильная
сухой 2,77 40 » сухие 2,77 40
7,89 50 »• 10,25 40
14,63 40 20,45 30 Нарушенная
23,19 20 Нарушенная 31,37 22 Сильно
35,18 15 Растекшаяся 42,85 52,05 10 10 нарушенная Растекшаяся Сильно растекшаяся
Таблица 8.10
Набухание (%) отходов флотации
Содержание зерен крупностью < 0,06 мм, % Зольность, % Время контакта с водой, ч
1 2 3 4 5 6
69,6 60 7,9 11,4 12,5 13,2 13,6 13,9
71,5 ' 65 8,9 12,7 14,1 14,9 15,4 15,6
74,5 70 10,5 13,9 15,3 16,1 16,6 16,9
76,6 75 10,9 15,3 17,1 17,9 18,5 18,8
100,0 80 11,8 15,7 17,3 18,3 19,0 19,8
Степень набухания отходов флотации в зависимости от зольности и содержания зерен < 0,06 мм
Зольность, %................
Содержание зерен < 0,06 мм, %..
Набухание, %................
Степень набухания...........
60-70
70-75
12,4—15 Слабая
70-75 75-80
75-77 77-100
15-16,8 16,8-17
Средняя Сильная
Компрессионные свойства шламов характеризуются их сжимаемостью. Степень сжимаемости осадка определяется относительной его деформацией при приложении вертикальной нагрузки без возможности бокового расширения. Эти свойства определяются на полностью водонасыщенных образцах.
Коэффициент сжимаемости осадка А определяется отношением разности коэффициентов пористости при предыдущей ел_] и последующей нагрузках ел на осадок к разности последующей Ол и предыдущей Ол_] нагрузок; последу-
421
Рис. 8.4. Зависимость величины сдвигающей нагрузки от давления
ющая нагрузка прикладывается после стабилизации усадки осадка при предыдущей нагрузке:
4 = (e^1-e„)/(On-o„.i).
Средние коэффициенты сжимаемости Л отходов флотации фабрик Донецкого бассейна
Вертикальное давление, Па.. 0,04 0,08 0,2 0,8 1,2 2,0
Дсм^/кг................ 5,14 2,12 1,07 0,17 0,08 0,05
Сильно сжимаются отходы флотации при давлении 0,0-0,2 Па и слабо - при давлении 0,2-0,5 Па. Дальнейшее увеличение нагрузок не приводит к существенной деформации осадка.
Сопротивление сдвигу характеризует способность осадка сопротивляться перемещению одной его части относительно другой, т.е. его прочность. Это сопротивление обусловлено силами сцепления и трения между частицами осадка и определяется углом внутреннего трения <р и величиной сцепления С. Величины ф и С определяют на специальном приборе, позволяющем измерить сдвигающее усилие при различных вертикальных нагрузках на образец. По полученным данным строят график зависимости сдвигающей нагрузки от вертикального давления на образец при полном насыщении пор осадка водой (рис. 8.4).
Угол между полученной прямой и осью абсцисс, на которой откладывают значения вертикальных нагрузок о, Па, определяет значение угла внутреннего трения. Отсекаемый прямой отрезок на оси ординат, на которой откладываются сдвигающие усилия т, Па, дает значение сцепления С. Тангенс угла наклона линии сдвигающих усилий устанавливает значение коэффициента внутреннего трения.
Средние результаты определений угла внутреннего трения для отходов флотации ряда фабрик Донецкого бассейна
Параметры........................ Пределы колебаний Средние значения
Коэффициент внутреннего трения... 0,36-0,5 0,43
Угол внутреннего трения, градус.. 19°50’~26° 10’ 23°26'
Сцепление, Па........................ 0,06-0,47 0,22
Пластические свойства осадков характеризуются значениями пределов текучести и пластичности (раскатывания).
Предел текучести - условный показатель. Его значение соответствует влажности образца, при которой эталонный конус самопроизвольно погружается в образец на глубину 10 мм за 5 с.
422
Предел пластичности (раскатывания) определяется значением влажности образца (%), при которой полученный пастообразный образец, раскатанный в жгут диаметром 3 мм, начинает распадаться на кусочки длиной 3-10 мм.
Число пластичности /п, определяется разностью между значениями предела текучести и пластичности (раскатывания):
/ = W -W
'п "т "ГТ
Значение пределов текучести и пластичности отходов флотации
Параметры Предел колебаний Среднее значение
Влажность на пределе, %: текучести 21,4-28,4 24,07
пластичности (раскатывания) 16,9-20,8 17,96
Число пластичности, % 3,5-9,2 6,74
Зная значение влажности на пределе пластичности и число пластичности, определяют показатель консистенции характеризующий состояние сыпучей смеси в зависимости от ее влажности:
/' = (М-Мр)/7П,
где W - влажность сыпучей смеси, %; JVp - влажность на пределе раскатывания, %; 1П - число пластичности, %.
При Ц > 1 - смесь находится в текучем состоянии; 0 < /( < 1 - смесь находится в пластическом состоянии; Ц < 0 - смесь находится в состоянии твердого вещества.
Физико-химические свойства шламов. К физико-химическим показателям шламов относят зольность и химический состав золы, содержание различных видов серы, углерода, летучих веществ.
Так как угольные шламы, как правило, не являются конечными продуктами, то систематические определения названных показателей не проводят.
Наиболее полно эти показатели определены для отходов флотации, которые в последние годы все в большем объеме используются в качестве сырья для производства строительных материалов.
Характеристика отходов флотации и илов Донецкого бассейна (по данным Укрнииуглеобогащения)
Параметры Пределы колебаний Среднее значение
Зольность 65,7-79,9 72,9
Влага аналитическая, % 0,4-1,9 1,29
Содержание углерода, %:
общего (С) 11,12-29,14 16,58
углекислоты карбонатов (СО2) :... 0,33-2,40 1,04
органического (С°РГ) 10,80-22,87 16,30
Содержание серы, %:
общей (5общ) 0,3-3,7 1,7
пиритной (5П) 0,2-2,0 0,9
Теплотворная способность, МДж/кг 20,5-40 28
Анализ общей характеристики отходов флотации и илов показывает, что в наибольшей степени колеблются показатели зольности отходов флотации и
423
соответственно содержание углерода. Это же является причиной колебаний значений плотности в результате изменения соотношения в отходах флотации минеральной и органической составляющих. До некоторой степени эти колебания объясняются марочной принадлежностью обогащаемых углей, т.е. степенью метаморфизма, определяющего крепость сопутствующих пород, их предрасположенность к измельчению.
Но главным образом эти колебания определяются уровнем технологии и технологической дисциплиной обслуживающего персонала обогатительных фабрик.
Содержание серы в отходах флотации, как правило, не превышает содержание серы во флотационном концентрате, а иногда бывает и меньше вследствие ее гидрофобности. Благодаря этому значительная часть серы переходит в пенный продукт флотации особенно свободная пиритная сера. В результате соотношение между общей и пиритной серой в отходах флотации не такое, как в отходах гравитационного обогащения, в которых пиритная сера наоборот концентрируется в отходах. В данном случае из общего количества серы в отходах флотации пиритной серы содержится немногим более половины ее общего количества.
Содержание (%) в отходах флотации оксидов кремния, алюминия, железа, кальция, магния, серы
Пределы колебаний Среднее значение
SiO2............................ 51,32-57,39 54,86
А12О3........................... 21,91-28,94 25,51
Fe2O3............................ 5,71-10,63 8,04
СаО.............................. 0,60-3,35 2,71
MgO.............................. 1,33-1,93 1,52
SO3......................... . 0,45-2,78 1,62
Прочие........................... 3,54-8,49 5,74
Эти данные свидетельствуют о том, что содержание приведенных микрокомпонентов в отходах флотации примерно такое же, как и в отходах гравитационного обогащения.
Минералого-петрографические свойства шламов определяются их минеральным составом. По данным Укрнииуглеобогащения, средний по ОФ Донбасса минеральный состав фракций плотностью более 2200 кг/м3 отходов флотации характеризуется следующими показателями:
Минеральный состав (%) отходов флотации (фракция плотностью более 2200 кг/м3)
Пирит 1,5-12,0 4,54
Глинистое вещество 41,4-92,0 70,58
Карбонаты 1,1-6,2 4,10
Угольное вещество 2,1-17,4 8,14
Среди минеральных компонентов отходов флотации преобладает глинистое вещество, которое представлено в основном свободными зернами и частично глинисто-угольными сростками. Пирит и карбонаты содержатся главным образом в виде свободных зерен.
Наибольшая доля глинистого вещества содержится в отходах флотации углей марки Г, которым, как правило, сопутствуют более мягкие, быстрее размокаемые вмещающие породы. Наименьшая доля глинистого вещества содержится в отходах флотации углей марки К.
424
Литологический состав (%) отходов флотации по многочисленным измерениям
Углистый аргиллит.................
Аргиллит (крупность менее 0,01 мм), содержащий алевролитовые фракции, %:
<5..............................
5-25............................
25-50...........................
Алевролит (крупность 0,01-0,1 мм)..
Песчаник (крупность 0,1-1 мм)......
Карбонаты..........................
Сульфиды...........................
Пределы колебаний Среднее значение
2,8-8,4 5,18
43,1-97,4 84,25
0,5-6,0 1,99
0,1-5,4 1,09
0,3-9,2 2,53
0,1-9,8 1,84
0,3-5,4 1,51
0,3-8,5 1,61
Отходы флотации фабрик, обогащающих антрациты, отличаются повышенным в 2-3 раза содержанием алевролитов и песчаников в сравнении с остальными отходами флотации.
Состав (%) глинистого компонента отходов флотации углеобогатительных фабрик Донецкого бассейна
Гидрослюда.......................
Смешанно-слойные силикаты........
Каолиниты........................
Хлориты..........................
Пределы колебаний Среднее значение
36-48 40,6
17-26 21,8
15-25 19,0
13-27 18,6
В глинистой составляющей отходов флотации фабрик, обогащающих антрациты, содержится примерно в 2 раза больше гидрослюды, чем в отходах флотации фабрик, обогащающих каменные угли.
8.2. Процессы и оборудование для классификации, сгущения шламов и осветления шламовых вод
Оборудование для классификации и сгущения шламов. Ориентировочный выход шламовых частиц класса 0-0,5 мм, направляемых в водно-шламовую систему углеобогатительной фабрики, составляет в среднем 2,15 или 25% перерабатываемого угля при глубине обогащения 25, 0,5 и до 0 мм соответственно.
Доля шламма, образующегося в процессе обогащения, колеблется в широких пределах и также зависит от глубины обогащения, степени метаморфизации угля и характеристики породных примесей. Например, при глубине обогащения коксующихся углей до 0 мм доля образующегося шлама изменяется от 9 до 17%. Основные точки шламообразования в технологических системах ОФ и доля образующегося в них шлама (% обрабатываемого продукта) следующие:
узлы обесшламливания мелкого угля перед тяжелосредными гидроциклонами при подаче питания в гидроциклоны с помощью насосов 8-12%;
подготовительная моркая классификация 1-1,5%;
тяжелосредние сепараторы и грохоты для отделения суспензии и обезвоживания 1-2%;
отсадочные машины 3-5%;
вибрационные фильтрующие центрифуги 1-2%;
шнековые фильтрующие центрифуги 4-6%.
425
Классификация шламов по крупности - обязательное условие нормальной работы всех звеньев водно-шламовых систем углеобогатительных фабрик.
Классификация осуществляется на стационарных плоских, дуговых, конусных и цилиндро-конических ситах, на грохотах, в багер-элеваторах, гидроциклонах, пирамидальных отстойниках, сгустительных воронках. Сита в зависимости от требований технологии применяют дуговые, плоские и цилиндро-конические.
Дуговые сита используют для обесшламливания мелких классов необо-гащенного угля, продуктов обогащения и извлечения угля из пульп с содержанием твердого 8-20 кг/т.
Неподвижное дуговое сито представляет собой поверхность, образуемую колосниками трапециевидного сечения, расположенными перпендикулярно потоку суспензии. Ширина щели между колосниками может изменяться от 0,5 до 3 мм. Поверхность сита образует дугу с радиусом от 500 до 2000 мм; угол дуги изменяется от 60 до 180°. Суспензия подается на сито под давлением 7-20 кПа. При классификации на дуговом сите в подрешетный продукт выделяются частицы размером от 0,5 до 0,66 ширины щели между колосниками.
Объемную производительность дугового сита Qc (м3/ч) рекомендуется определять по эмпирической формуле
Qc = 160.su,
где s - живое сечение сита, м2; и - скорость подачи питания, м/с (изменяется от 2 до 4 м/с).
Практически, удельную объемную производительность дугового сита при ширине щели 0,5-0,75 мм, ширине колосника 1,6 мм и крупности питания 0-6 мм можно принять равной 120-150 м3/ч на 1 м2 общей поверхности сита.
Плоские неподвижные сита предназначены для предварительного сброса воды из пульпы перед отсадкой или обезвоживанием на грохоте. Поверхность сита располагается под углом к горизонту, щели - перпендикулярно потоку.
Вибрационные механизмы устанавливают на плоские сита в тех случаях, когда требуется классификация шлама по зерну 0,5 мм. Вибровозбудитель включается периодически каждые 1-3 мин и работает во время каждого включения около 6 с. Плоские сита со встряхивающим механизмом выпускает, в частности, фирма "Гумбольд Ведаг" (Германия).
Конусные сита-грохоты типа ГК имеют ситовую поверхность со щелевыми отверстиями размером 0,5-1 мм, состоящую из двух частей: верхнего кольца, сужающегося книзу под углом 15° и нижней многогранной пирамиды, обращенной вершиной книзу. Угол у вершины пирамиды составляет 90°. Сита-грохоты ГК снабжены патрубком для тангенциального подвода пульпы к верхней части сита и наружным кожухом для отвода подрешетного продукта.
Сита-грохоты выпускают на Теплогорском заводе гидрооборудования. Характеристика сит-грохотов типа ГК приведена в табл. 8.11.
Конусные сита типа ОСО выпускают в Польской республике. Они предназначены для предварительного обезвоживания мелкого угля с выделением шлама. Техническая характеристика сит типа ОСО приведена в табл. 8.12.
Грохоты, точнее некоторые их конструктивные модификации, также используют для выделения и классификации шламов. Применяют унифицированные грохоты типа ГИСЛ с самобалансным вибровозбудителем..
Эффективность работы грохотов зависит от общей производительности, грохотимости и влажности углей. Подробные данные о грохотах типа ГИСЛ приведены в табл. 5, основные технические характеристики - в табл. 8.13.
426
Таблица 8.11
Технические характеристики грохотов ГК
Параметры ГК-1,5 ГК-3 ГК-6
2 Площадь обезвоживающей поверхности, м 1,5 3 6
Крупность обезвоживаемого угля, мм До 25 До 25 До 25
Ширина щели, мм 0,5-1 0,5-1 0,5-1
Давление пульпы на входе, кПа 10 15 25
Производительность при ширине щели 0,8 мм и
отношении в пульпе Т : Ж = 1 : 3:
по пульпе, м /ч До 150 До 250 До 500
по твердому, т/ч До 40 До 70 До 140
Масса, кг 1140 2150 2700
Таблица 8.12
Технические характеристики конусных сит ОСО
Параметры Диаметр сита, мм
1200 1600 2000 2400 2800 3200
9 Площадь сита, м 2,0 2:5 4,0 6,0 8,0 40,0
Производительность, м^/ч, при ширине щели: 0,75 мм 150 250 400 600 800 1000
1 мм 200 350 550 750 1000 1300
Таблица 8.13
Технические характеристики грохотов типа ГИСЛ*
Параметры ГИСЛ62 ГИСЛ72 ГИСЛ82
2 Площадь сита, м 10 15 21
Число ярусов 2 2 2
Размеры щелей нижнего сита, мм - 0,5; 1,0; 1,6; 2,0 -
*3авод-изготовитель ПО "Коломенский ЗТС"
Гидроциклоны и багер-зумпфы также используют для классификации и сгущения угольных шламов на ОФ. Концентрирование и выделение части твердой фазы на этих аппаратах позволяют получать сливы с уменьшением по сравнению с исходной суспензией содержанием твердых частиц, классифицированных по крупности. Однако для глубокого (полного) осветления шламовых вод ни гидроциклоны, ни багер-зумпфы не пригодны. По ряду причин в данном случае оказывается неэффективным и применение флокулянтов.
Гидроциклон со схемой траекторий движения в нем суспензии показан на рис. 8.5. При движении частицы твердой фазы в гидроциклоне по указанным траекториям на нее действуют в противоположных направлениях две ради-
427
Рис. 8.5. Схема движения суспензии в гидроциклоне
Рис. 8.6. Гидроциклон для классификации и сгущения шламов
альные силы: центробежная и сила сопротивления жидкости, направленная к оси аппарата. Крупные и тяжелые частицы под воздействием центробежной силы преодолевают сопротивление среды и достигают стенки гидроциклона. Сравнительно мелкие и легкие частицы увлекаются потоком к оси аппарата.
Таким образом, в гидроциклонах крупные частицы сосредотачиваются у стенки аппарата, а мелкие - ближе к оси. Кроме упомянутых выше радиальных сил действуют силы потока, направленные вертикально вниз вдоль стенки корпуса и вверх - в центре аппарата. Благодаря этим силам крупные частицы разгружаются через нижнее (песковое) отверстие, а мелкие выносятся потоком воды через сливной патрубок.
В гидроциклоне происходит сепарация частиц одновременно по крупности и плотности.
428
Таблица 8.14
Рекомендуемые диаметры гидроциклонов в зависимости от крупности обрабатываемого угля
Диаметр, мм Максимальная крупность питания, мм Крупность слива, мм Производительность а по суспензии, м /ч
50 0,5 0,018-0,05 1,7-8
75 0,5 0,022-0,06 3-16
150 1,5 0,028-0,10 12-40
250 1,5 0,037-0,135 20-64
360 3,0 0,044-0,18 35-125
500 3,0 0,052-0,24 65-250
710 3,0 0,073-0,34 150-470
Конструкция гидроциклона для классификации и сгущения шламов показана на рис. 8.6.
Показатели работы гидроциклона определяются рядом факторов.
Важный параметр - диаметр D, с увеличением которого возрастает объемная производительность аппарата.
Одинаковые результаты классификации и обогащения получают при соблюдении соотношения
<Х*/<2п = D>/Dl-
Чем мельче обрабатываемая суспензия и выше требуемая степень дисперсности частиц в сливе, тем меньше должен быть диаметр применяемого аппарата. Рекомендуемые диаметры гидроциклонов в зависимости от крупности обрабатываемого угля приведены в табл. 8.14.
Следующий по значению фактор - размеры питающего и сливного патрубков, а также диаметр песковой насадки. Размеры этих элементов устанавливают при оптимизации режима работы аппарата. Изменение размеров питающего патрубка воздействует главным образом на объемную производительность гидроциклона. Увеличение объемной производительности приводит к уносу в слив более крупного (при классификации) или более плотного (при обогащении) материала. От размера питающего патрубка и, следовательно, объемной производительности зависит, в свою очередь, тангенциальная скорость суспензии в гидроциклоне.
Диаметр сливного патрубка влияет на основные технологические показатели гидроциклона: производительность, концентрацию твердого в сливе и характеристику сгущенного продукта. При увеличении диаметра сливного патрубка возрастают объем слива и крупность частиц в нем.
С увеличением диаметра песковой насадки уменьшается выход слива, увеличивается объем нижнего продукта, одновременно уменьшается концентрация твердого и повышается унос тонких частиц через нижнюю насадку.
Давление на входе в гидроциклон влияет на его производительность и качество разделения материала. Зависимость между объемной производительностью и давлением питания на входе рвх выражается формулой
„ °-5
Сщ“Рвх-
Для получения тонких сливов давление на входе в гидроциклон принимается не менее 150-200 кПа.
429
Таблица 8.15
Технические характеристики багер-зумпфов
Параметр ЭОБ-6 ЭОСБ-6 ЭОБ-Ю ЭОСБ-Ю ЭОСБ-12
Длина, м До 25
Угол наклона, градус х+10 6-5
Производите льность, т/ч 24—60 38,5—98 60—152 96,5—243 154—322
Скорость 0,17—0,25
движения ковша, м/с Вместимость 50 40 125 100 200
ковша, л Шаг ковшей, 800 400 800 40 500
мм
Мощность 10—17 10—22 10—30 10—30 10—55
электродвига теля, кВт
Конструкции гидроциклонов, используемых для классификации и сгущения шламов, а также обогащения угля, отличаются рядом особенностей. Например, угол конусности а гидроциклонов для сгущения и классификации не превышают 10-20°, у обогатительных аппаратов он составляет 90-120°. Положение сливного патрубка у обогатительных гидроциклонов может регулироваться в зависимости от технологических условий разделения. Сгусти-тельные аппараты работают при более низких давлениях питания на входе, чем обогатительные.
Гидроциклоны с диаметром 1000 м изготавливает ремонтно-механический завод ПО "Донецкуглеобогащение" (Моспино).
Более крупные гидроциклоны с производительностью по пульпе 900— 1500 м3/ч и криволинейным плавным вводом питания, предназначенные для классификации по крупности, обесшламливания мелкого угля и сгущения шламов, изготавливает Днепропетровский завод горношахтного оборудования по технической документации Гипромашобогащения (Санкт-Петербург).
Багер-зумпфы на углеобогатительных фабриках в большинстве случаев применяют для предварительного обезвоживания концентрата крупностью 0— 13(25) мм, а также выделения крупных шламов из шламовых вод. Размер зерен, уходящих в слив багер-зумпфа, зависит от многих факторов, в первую очередь, объемной подачи продукта в аппарат, концентрации твердого в питании, его плотности и зольности.
Эффективность применения багер-зумпфов несколько снижается при использовании их в системах обогащения антрацитовых фабрик вследствие заиливания осадка, а также при обогащении газовых углей в результате уноса в слив крупных частиц, обладающих относительно невысокой плотностью.
В табл. 8.15 даны технические характеристики багер-зумпфов, выпускаемых заводом угольного машиностроения им. Пархоменко (Луганск).
Сгущение высокодисперсных угольных и минерализованных суспензий с одновременным глубоким осветлением жидкой фазы. Этот процесс применяют по ряду причин:
обеспечение оборотного водоснабжения и предупреждение накопления твердых частиц в оборотной воде;
430
Питание
Рис. 8.7. Схема расположения различных зон суспензии в сгустителе: 1 — чистой воды; 2 — осаждения; 3 — сгущения
подготовка шламов и отходов флотации к обезвоживанию, складированию и утилизации;
подготовка угольных пульп к флотации.
На современных ОФ сгущение илов, как правило, осуществляется с применением флокулянтов.
Седиментация и сгущение флокул сопровождаются двумя одновременно происходящими процессами: осаждением отдельных агрегатов и образованием пористой структуры, в которой вес составляющих ее частиц уравновешивается не только гидравлическими, но и механическими силами.
При увеличении концентрации твердая фаза сфлокулированной суспензии образует пористую среду, которая может быть неоднородной, если образуется флокулами, находящимися во взаимном контакте и создающими канальную структуру, или однородной, если пористая среда образуется уплотненными флокулами.
В аппаратах непрерывного действия сгущаемые под влиянием гравитационных сил суспензии образуют три зоны: зону уплотняющегося осадка или сгущения, выше — зону осаждения и зону чистой воды. Такая картина характерна для наиболее часто применяемых в угольной промышленности радиальных сгустителей. В зоне осадка нет отдельных флокул, образуется структура, уплотняющаяся под давлением массы осадка. Выдавливаемая вода поступает вверх через структуру флокул и образуемые ими каналы.
Схема расположения зон сгущения, осаждения и чистой воды в сгустителе и распределения концентраций твердого в зоне сгущения показана на рис. 8.7.
К основным параметрам, характеризующим работу сгустителей непрерывного действия, относятся массовая и объемная производительности, глубина зоны сгущения и концентрации твердой фазы в выдаваемом сгущенном продукте.
На показатели работы сгустительных устройств влияют также гранулометрический и минеральный составы твердой фазы обрабатываемых суспензий. Так, наличие глины, размокающей до коллоидного состояния, ухудшает работу сгустительных аппаратов, требует повышенных расходов флокулянтов и коагулянтов. При завышенной крупности питания (частицы класса +0,5 мм) возникает дополнительная нагрузка на гребковый механизм и появляется опасность его торможения. В этом случае электропривод должен быть рассчитан на работу в тяжелом режиме. Чрезмерное снижение крупности питания приводит к уменьшению концетрации сгущенного продукта: флокулы становятся рыхлыми. Самые мелкие частицы (менее 10 мкм) имеют низкую
431
скорость седиментации даже после флокуляции, поэтому их содержание является определяющим фактором при расчете площади сгустителя. Следовательно, удаление крупных зерен не создает возможности уменьшить площадь сгустителя, но позволяет снизить нагрузку на гребковый механизм. Если же из питания удалить крупные классы, осадок сгустителя благодаря особенностям структуры флокул, образованных мельчайшими частицами, станет более рыхлым с пониженной концентрацией твердой фазы.
Кроме того, важный фактор — содержание твердой фазы в питании, при концентрации которой более 80—100 кг/м3 флокулянты оказываются неэффективными: в зоне осаждения сгустителя возникает структурированный осадок. При обработке суспензии отходов флотации, получаемой с нормальной работающих флотационных установок, такая проблема не возникает, так как содержание твердой фазы в суспензиях не превышает 20—50 кг/м3. Но в суспензиях необогащенного шлама ее содержание нередко превышает указанный выше допустимый предел. В этом случае питание может разбавляться сливом сгустителя, а объем исходной суспензии, направляемой на сгущение, — корректироваться с учетом циркулирующей нагрузки.
Технологический расчет сгустителя заключается главным образом в определении необходимой площади свободной поверхности жидкости в его резервуаре (поверхности осаждения) при той или иной степени сгущения осадка. Используемые для технологического расчета элементы теории основаны на допущении, что процесс осаждения твердых частиц в сгустителе с достаточной степенью точности воспроизводится путем осаждения шлама в лабораторных цилиндрах по методу Коу и Кливенджера (иногда называемому также методом Дорра). На основании опытных данных подсчитывают удельные площади осаждения, соответствующие различным разбавлениям сгущаемой суспензии и скоростям ее осаждения:
=(/?1-/?K)/M1;/2 = (/?2-/?J/M2; = (Rn-RK)/un,
где/1,/2, — удельные площади осаждения, т/(м2-ч); /?],/?2, —
начальные отношения Ж:Т (разбавления) в пробах сгущаемой суспензии, м3/т; И], и2, ..., ип — соответствующие указанным разбавлениям средние скорости движения твердых частиц в зоне коллективного (свободного и равномерного) осаждения, м/ч; /?к — конечное разбавление, которое не должно быть менее разбавления, определенного опытным путем для осадка в зоне компрессии цилиндра, м3/т.
Конечным считается такое разбавление (сгущение) осадка, при котором высота зоны компрессии в цилиндре не изменяется в течение нескольких часов. При расчете необходимой площади осаждения из всех полученных значений принимают максимальные.
Рекомендуется в формулы определения f вводить коэффициент полезного действия сгустителя Кс, представляющий собой отношение эффективно используемой площади к общей его площади. Для сгустителей малых размеров рекомендуется принимать Кс = 0,5ч-0,6; для сгустителей больших размеров Кс = 0,74-0,8.
Удельная площадь осаждения
f=(Rx-Rk)l(uxKc),
где Rx и их — соответственно разбавление суспензии и скорость ее свободного осаждения, при которых получается максимальное значение/.
Общую площадь осаждения сгустителя Fcr (м2) можно определить, зная объемную производительность сгустителя и содержание твердой фазы в 432
Рис. 8.8. Цилиндроконический сгуститель типа С-10-1
1 — смеситель; 2 — загрузочное устройство; 3 — сливной желоб; 4 — цилиндрическая чаша; 5 — конусный распределитель; 6 — осадкоуплотни-тель; 7 — рассекатель; 8 — разгрузчик; 9 — резервный выпуск
исходной суспензии:
QcrTf QcrTRx-RK ?сг" 1000 " 1000 ’
где <2Сг — объемная производительность сгустителя, м3/ч; Т — содержание твердой фазы в исходной суспензии, кг/м3.
Оборудование для сгущения и осветления шламовых вод. На отечественных ОФ для сгущения и осветления угольных (шламовых) и глинисто-угольных (илы, отходы флотации) суспензий используют главным образом радиальные сгустители.
Радиальные сгустители выпус
кает АО "Иркутский завод тяжелого машиностроения" (ИЗМТ) и Усть-Каменогорский "Востокмашзавод". Первое из указанных предприятий специализируется на выпуске аппаратов диаметром от 25 до 100 м, второе — изготавливает сгустители меньших размеров. Основные технические характеристики радиальных сгустителей приведены в табл. 8.16 и 8.17.
Для повышения плотности сгущенного осадка до содержания твердой фазы 500—600 г/л, а это особенно важно для последующего обезвоживания (в
частности, отходов флотации на фильтр-прессах) созданы и освоены цилиндро-
конические сгустители.
Сгуститель С10-1 конструкции "УкрНИИуглеобогащение" (рис. 8.8) имеет цилиндрическую чашу диаметром 10 м с площадью осветления 78 м2 и глубокую коническую часть для уплотнения осадка с разгрузочным устройством для сгущенного продукта. Сгустители имеет удельную производительность 0,18—0,24 т/(м2ч).
Показатели работы сгустителей С10-1 и СФ-9
Диаметр чана, мм.................... 1000 900
Площадь осаждения, м2............... 78 63
Высота аппарата, м.................. 17,6 9,0
Производительность: объемная, м3/ч...................... 350 310
массовая, т/сут.................. 280 186
Содержание твердого, кг/м3: в сливе............................. 0—1 0—5
в сгущенном продукте............. 600 350
масса конструкции с чаном, т........ 44 28
433
Таблица 8.16
Технические характеристики радиальных сгустителей с периферическим приводом
Параметры П-18 П-25 П-30 П^О П-50
Диаметр чана, м 18 25 30 40 50
Производительность, т/сут 250—750 500—1500 700—3600 1200—3600 1700—5100
Глубина чана, м 3,6 3,6 3,6 4,0 4,5
Площадь осаждения, м^ 250 500 700 1250 1963
Мощность электродвигателя, кВт 3,0 5,0 5,6 8,5 14,0
Таблица 8.17
Технические характеристики сгустителей с центральным приводом
Параметры Ц-2,5 Ц-4 Ц-6 Ц-9 Ц-12 Ц-15 Ц-18 Ц-25 Ц-30 ЦЛО Ц-50 Ц-70 Ц-100
Диаметр чана, м 2,5 4,0 6,0 9,0 12,0 15,0 18,0 25,0 30,0 40,0 50,0 70,0 100,0
Глубина чана, м 1,5 2,5 2,5 3,0 3,0 3,6 3,6 4,0 4,0 4,5 5,0 6,5 7,5
Площадь осаждения, м^ 5 12 28 68 ПО 175 250 490 700 1250 1950 3850 7850
Продолжительность одного оборота гребков, мин 2,0 3,0 4,0 5,0 6,0 7,5 9,0 13,0 16,0 15,0 18,0 26,0 60,0
Потребляемая мощность привода гребков, кВт 0,8 1,1 2,2 3,0 4,0 4,0 7,5 7,5 7,5 13,0 17,0 22,0
Рис. 8.9. Принципиальная схема сгустителя СФ-9
1 — чан сгустителя; 2 — загрузочное устройство; 3 — привод; 4 — деаэратор; 5 — кольцо;
6 — гребковая рама; 7 — диск
Одна из тенденций совершенствования сгустителей заключается в создании аппаратов со взвешенным слоем.
Сгуститель со взвешенным слоем СФ-9 (рис. 8.9). Два опытных сгустителя эксплуатируются на ЦОФ "Узловская" ПО "Донецкуглеобогащение".
В последних модификациях зарубежных радиальных сгустителей используются заглубленные загрузочные устройства, направляющие сфлокулированную суспензию на уровень, соответствующий нижней части зоны осаждения. Благодаря такому способу подачи флокулы во всем объеме, по крайней мере в центральной части аппарата, находятся во взвешенном состоянии.
Радиальный сгуститель-коагулятор "Пассавант" фирмы "Пассавант" (Германия) имеет оригинальное загрузочное устройство, рассчитанное на две стадии обработки поступающей суспензии реагентами (коагулянтами в центральной зоне и флокулянтами в периферической) с последующим разделением фаз сфлокулированной суспензии во взвешенном слое (рис. 8.10). На валу закреплен шнек для рециркуляции суспензии в зоне коагуляции. Имеется узел деаэрации поступающей суспензии. Осадок удаляется с помощью гребкового механизма.
Флдкулятор-осветлитель турбоциркуляционного действия (рис. 8.11) французской фирмы "Дегремон" рассчитан, как и "Пассавант", на работу со взвешенным слоем суспензии, возникающим по крайней мере в центральной части чана. Суспензия вводится во флокулятор через центральное загрузочное устройство с открытой верхней частью. В загрузочную трубу 7 подается реагент. Подача реагента может осуществляться также в центр загрузочного устройства. Всасывание суспензии в аппарат осуществляется с помощью вращающегося колеса 8, окружная скорость лопастей которого регулируется с расчетом на минимальную турбулизацию потока, обеспечивающую требующуюся степень рециркуляции шлама и необходимое время созревания флокул. Пройдя колеса, суспензия поступает в зону созревания флокул 6. Протекая в нижнем направлении, суспензия разделяется на два потока, один из которых направляется в сторону отверстий 7, обеспечивающих циркуляцию шлама; второй поток поступает в зону осветления 5. Осветленная вода удаляется через периферический желоб 4 и патрубок 3. Гребковое устройство передвигает сгущенный шлам в кольцевой желоб, расположенный в центре нижней
435
Os
Рис. 8.10. Радиальный сгуститель "Пассавант-коагулятор" (ФРГ):
1,2 — цилиндр соответственно внутренний и внешний; 3 — привод; 4 — гребки
Рис. 8.11. Флокулятор-осветитель турбо-циркуляционного действия фирмы "Дегремон" (Франция) (См. текст)
части чана. Из желоба часть шлама возвращается на рециркуляцию, а остальная — через патрубок 2 удаляется из аппарата. По данным фирмы, основное преимущество флокулятора — возможность осуществления в нем регулируемой рециркуляции суспензии.
Сгустительный аппарат с пульсирующим восходящим потоком. В нем использован новый подход к использованию взвешенного слоя. Пульсации дотигаются подачей большого объема суспензии (в течение сравнительно короткого времени, измеряемого секундами), со скоростью, обеспечивающей взвешивание твердой фазы. Затем следует относительно продолжительная пауза, когда питание не подается, суспензия седиментирует и равномерно распределяется по всему объему аппарата в относительно спокойных условиях, но слой флокул не успевает уплотняться и остается во взвешенном состоянии.
Объем, занимаемый взвешенными флокулами, при увеличении скорости проходящегося через него потока воды возрастает до тех пор, пока между флокулами продолжают действовать силы сцепления. Если возрастание скорости потока и, как следствие, объема взвешенного слоя превысит предел, после которого силы гравитации становятся недостаточными для поддержания сцепления, взвешенный слой разрушается и начинается вынос осадка из сгустителя.
Конструктивное воплощение принцип пульсирующего взвешенного слоя нашел в осветлителе типа "Пульсатор" (патент Франции № 1115038). Схема аппарата "Пульсатор" показана на рис. 8.12.
На дне плоскодонного резервуара осветлителя расположены перфорированные трубы 8, с помощью которых суспензия, поступающая по трубе 7, равномерно распределяется по осветлителю. Осветленная вода удаляется из верхней части резервуара через перфорированные трубы 2.
Для осуществления импульсного быстрого ввода воды в сгуститель применяется вакуумная камера 4, из которой воздух удаляется вакуумным насосом 5. Камера 4 соединена с системой труб 8. В момент, когда уровень воды в камере 4 достигнет определенного превышения над общим уровнем воды в осветлителе, замыкается электрическая цепь реле, и задвижка 3 открывает доступ воздуха в камеру. Вода из камеры с большой скоростью поступает в осветлитель. Цикл работы осветлителя: заполнение камеры — 30—40 с, подача воды из камеры в аппарат — 5—10 с.
Под действием пульсаций флокулы, образующие слой, совершают возвратно-поступательное движение. Осадок собирается в сборнике 6 с наклонным дном и периодически удаляется с помощью труб 7. Механическое перемешивание осадка не производится, поэтому сформировавшиеся флокулы не разрушаются. Пульсирующий взвешенный слой обладает буферными свойствами: колебания характеристики питания не сказываются на показателях работы аппарата.
Радиальный сгуститель с наклонными пластинами шведской фирмы "Сала" показан на рис. 8.13. Использована комбинация пакета пластин, характерная для более ранних аппаратов данной фирмы, с гребковым механизмом для принудительного удаления осадков, применяемом в радиальных сгустителях.
В центре аппарата располагается флокулятор, имеющий объем от 0,5 до 10 м3, который зависит от времени образования флокул оптимальной крупности. Флокулятор снабжен медленно вращающейся мешалкой. Усовершенствование конструкции сгустителей "Сала" делает их более универсальными, но не устраняет налипания глинистых шламов на поверхность пластин.
437
-гв=^л-----rs=sv
KSSSS3 itSSSSSSSSI
^фбЖО!
7ZZZZZZZZZZZZZZZZZZZ.
8
Рис. 8.12. Осветлитель типа "Пульсатор" (Франция) (См. текст)
3
Рис. 8.13. Радиальный сгуститель с наклонными пластинами фирмы "Сала" (Швеция)
1 — гребковая рама; 2 — чан; 3 — центральный привод; 4 — пульпораспределительное устройство; 5 — сливной кольцевой желоб; 6 — наклонные перегородки; 7 — разгрузочное устройство сгущенного продукта
Технологические показатели радиальных сгустителей. При осветлении суспензии отходов флотации без применения флокулянтов удельная производительность радиального сгустителя не должна превышать 0,25 м3/(м2-ч). С применением флокулянтов этот показатель в зависимости от содержания тонкодисперсной глины колеблется в среднем от 0,5 до 1 м3/(м2-ч).
Так как содержание твердой фазы в суспензии отходов флотации обычно изменяется от 20 до 50 кг/м3, то при указанных с применением флокулянтов объемных производительностях, удельная производительность по твердой фазе находится в пределах 10—50 кг/(м2-ч). Соблюдение удельной производительности в данных пределах обеспечивает получение практически чистых сливов и осадков с содержанием твердой фазы в среднем от 120 до 200 кг/м3. При оптимизации условий выгрузки осадка, в частности, при использовании для этой цели диафрагмовых насосов или специальных разгрузчиков PC-150, выпускаемых Красноярским ПО "Спецтехномаш" по чертежам ИОТТ, концентрация твердого в осадке достигает 300—400 кг/м3 и более.
При сгущении необогащенных шламов, состоящих, как правило, из частиц, более крупных, чем отходы флотации, допускаются более высокие удельные объемные производительности — до 3—4 м3/(м2-ч). В этом случае самые тонкие классы удаляются в слив сгустителя.
8.3. Оптимизация содержания твердой фазы в оборотной воде
В процессе обработки угля на фабриках образуется шлам, часть которого переходит в оборотную воду. Источники шлама — зерна крупностю 0,5 мм в рядовой угле и дополнительное его появление в результате измельчения угля в процессе переработки. Доля переходящего в оборотную воду шлама неравномерна во времени. В начальный период работы фабрики, когда доля
439
Рис. 8.14. Закономерность накопления шлама
Рис. 8.15. Зависимость прироста зольности концентрата отсадочных машин от содержания твердого в оборотной воде
выводимого из водно-шламовой системы шлама меньше, чем его поступает в систему, он накапливается. Это происходит вследствие низкой пропускной способности оборудования по обработке шламов при очень низком содержании твердой фазы в шламовой воде и незначительном его уносе с продуктами обогащения по той же причине. По мере накопления шлама в оборотной воде увеличиваются пропускная способность оборудования по извлечению и обработке шлама и его унос с продуктами обогащения (табл. 8.18).
Шлам в оборотной воде накапливается до определенной концентрации.
Доля шлама переходящего из рядового угля в оборотную воду, — величина постоянная, зависящая от гранулометрического состава рядового угля (рис. 8.14). Доля дополнительно образующегося шлама f\ (Р) с течением времени и по мере увеличения содержания твердого Р в оборотной воде уменьшается.
Извлечение шлама из оборотной воды носит иной характер. Вначале не весь шлам поступает в оборудование по его улавливанию и переработке, так как часть его <?2 возвращается с оборотной водой в оборотный цикл. По мере увеличения содержания твердого в оборотной воде увеличиваются доля выводимого шлама /2 (^) из оборудования и унос шлама с продуктами обогащения /'2 (Р).
Таким образом, поступление шлама в водно-шламовую систему харак теризуется зависимостью Qn = q\+f\(P) (рис. 8.14, кривая 7), а извлечение шлама из водно-шламовой системы зависимостью Qu = q2 +f2 (Р) +/'2 (Р) (рис. 8.14, кривая 2). Характер этих зависимостей таков, что через определенный промежуток времени они пересекутся между собой, что указывает на наличие точки, где Qn = Qu, т.е. точки, определяющей момент прекращения накопления шлама в оборотной воде.
Решая совместно приведенные уравнения, определяем, при каком содержании твердого в оборотной воде наступит равновесное состояние. При-
440
Таблица 8.18
Содержание (%) шлама, удерживаемого концентратом отсадочных машин
Содержание твердого в воде, кг/м3 Крупность шлама, мкм Содержание твердого а в воде, кг/м Крупность шлама, мкм
256 1 90 60 256 90 60
Концентрат крупностью 13—80 мм 20 0,19 0,18 0,16 Концентрат крупностью 0,5—13 мм 20 0,39 0,37 0,37
50 0,40 0,37 0,40 50 0,71 0,52 0,79
100 0,58 0,61 0,76 100 1,56 1,43 1,51
200 1,01 1,56 1,6 200 2,66 2,36 2,77
300 2,27 2,62 2,31 300 3,78 3,79 4,78
400 3,96 3,47 3,37 400 5,78 5,90 7,11
500 5,14 4,0 6,31 500 8,52 8,32 11,56
бавив к величине разность между поступившим в оборотную воду шламом и извлеченным из нее за каждый промежуток времени, получим кривую Q-f (Р) накопления шлама в оборотной воде (рис. 8.14, кривая 3), характер которой свидетельствует о том, что сначала накопление шлама идет относительно интенсивно, затем процесс замедляется и с момента, когда содержание твердого в оборотной воде достигает величины Рк, прекращается. К этому времени в системе накапливается б?ц шлама. Эта величина при заданной технологии и производительности установленного оборудования, а также характеристике рядового угля в последующем не изменяется.
Содержание твердого в оборотной воде зависит от оборудования по извлечению и обработке шламов. От содержания твердого в оборотной воде зависят качественно-количественные показатели продуктов обогащения, а также их стоимость.
Анализ результатов исследования влияния содержания твердого в воде на зольность мелкого концентрата отсадки показывает, что эта зависимость аппроксимируется уравнением вида
ДАк.о = aPhecP.
В диапазоне изменения содержания твердого в оборотной воде 0—300 кг/м3 значения коэффициентов следующие: а = 1,47-10-4; b = 1,17; с = 0,011. Характер этой зависимости показан на рис. 8.15.
Из приведенных данных следует, что с повышением содержания твердого в оборотной воде увеличивается зольность концентрата отсадки. Вначале этот рост незначителен, но по мере увеличения содержания твердого в оборотной воде прирост зольности концентрата увеличивается более интенсивно. Такой характер зависимости определяется тем, что при содержании твердого в оборотной воде до 80 кг/м3 вязкость суспензии увеличивается незначительно. При более высоком содержании твердого с увеличением содержания твердого в воде вязкость увеличивается более интенсивно. При содержании в воде глинистых шламов зольностью более 25—30% этот предел снижается до 50— 60 кг/м3.
Поддержание зольности концентрата на заданном уровне при увеличении содержания твердого в воде сопровождается снижением выхода концентрата.
441
Следовательно
—^Yk.O = Ф^А К.О’
где ф — коэффициент.
Снижение прибыли предприятия (-ДП), обусловленное реализационной стоимостью концентрата, от содержания твердого в оборотной воде"
-ДП = Ср.уДуКЛДко = фавруРьесРЦК0,
где Gp.y — производительность фабрики по рядовому углю; ук о — выход концентрата отсадки при работе на чистой воде; Цк.о — стоимость концентрата отсадки, полученного при работе на чистой воде.
Вместе с тем, снижение содержания твердого в оборотной воде сопряжено с расходам на извлечение и обработку шламов флотофильтровальным (или фильтровальным) комплексом фабрики, обеспечивающим извлечение шлама из шламовых вод в количестве, определяющем заданный уровень содержания твердого в оборотной воде.
Концентрация твердого в оборотной воде зависит от объема шламовой воды, подвергаемой очистке, а на фабриках с флотационными установками — от объема шламовой воды, направляемой на флотацию. Объем направляемой на очистку (флотацию) шламовой воды Vp связан с содержанием твердого в оборотной воде следующей зависимостью:
Gq+PV
V = V—v....
Р Gq+2PV'
где V — расход оборотной воды, м3/ч; Gq — масса шлама, переходящего в водно-шламовый комплекс, кг/ч; Р — содержание твердого в оборотной воде, кг/м3.
Коэффициент регенерации — отношение
_ Ур _ Gp + PV
Кр = V ~ Go + 2PV ’
При расчете требуемых объема флотационных камер Уфл и площади фильтрования флотационного концентрата ^ф, приходящихся на 1т шлама, поступающего в водно-шламовую систему, рекомендуются следующие зависимости:
ЮОСфп , ^фл= G ’м/(т’ч);
</фли'р.уГшл d d г -г А°~Аисх / .
- ^фл d d ’ Т^4’
100Сф _
м /(т'ч)’
где СфЛ — производительность флотационных машин, т/ч; <?фл — удельная производительность флотационных машин, т/(м3-ч); Gp y — производительность фабрики, т/ч; ушл — выход шлама от рядового угля, %; Сф — масса флотационного концентрата, т /ч; — удельная производительность вакуум-
442
Рис. 8.16. Зависимость прибыли фабрики от содержания твердого в оборотной воде 1 — увеличение прибыли от сокращения затрат на извлечение из воды шлама и его обработку; 2, 3 — уменьшение прибыли от снижения реализационной стоимости концентрата при обогащении углей марок Г и К; 4, 5 — прибыль при обогащении углей марок Г и К
фильтров, т/(м2-ч). Следующий расчет зависимостей:
^фл=Мр)И^ф=^р)
позволил составить уравнения вида
Уфл = А + ВКр-,Еф = С^Кр-О.
Как следует из приведенных условий, необходимый объем флотационных камер по мере увеличения Кр увеличивается в большей степени, чем площадь фильтрования.
Выполненные для конкретных условий (Gp у = 1000 т/ч, Vp = 2500 м3/ч, ушл = = 25%, ук = 71,8%, в т.ч. ук.фЛ = 15,4%) расчеты позволили определить характер зависимости прибыли от коэффициента регенерации и содержания твердого в оборотной воде. Затраты на извлечение твердой фазы из шламовой воды и обработку шламов, просчитанные для различных значений коэффициента регенерации и содержания твердого в оборотной воде с учетом стоимости основного и вспомогательного оборудования, приведены на графике (рис. 8.16), который свидетельствует о том, что зависимость между прибылью и содержанием твердого в оборотной воде носит экстремальный характер и имеет максимум при определенном содержании твердого в оборотной воде. В данном случае он соответствует содержанию твердого в оборотной' воде примерно 85 кг/м3. При принятых к расчету условиях обогащения (стоимость оборудования водно-шламового комплекса и реализационная стоимость концентрата) экономически не целесообразно извлекать весь шлам из оборотной воды. Полученное в результате расчетов оптимальное содержание твердого в оборотной воде совпадает с содержанием его в шламовой воде, по достижении которого эффективность процесса обогащения практически не снижается.
Содержание твердого в оборотной воде 80 кг/м3 (при зольности шламов менее 35%) и 50—60 кг/м3 (при зольности шламов более 35%) следует считать оптимальным.
443
8.4. Схемы осветления шламовых вод, улавливания и обработки шламов
На углеобогатительных фабриках вода — технологическая среда, в которой осуществляются основные операции обработки угля (рис. 8.17). Расход технологической воды колеблется в пределах 2—5 м3/т обогащаемого угля.
Для уменьшения расхода воды, предотвращения загрязнения рек и водоемов предусмотрены водно-шламовые схемы с оборотным водоснабжением. Это позволяет сократить забор воды из внешних источников водоснабжения до 0,1—0,2 м3/т обогащаемого угля.
Понятие "технологическая вода" включает в себя оборотную и свежую техническую воду.
Оборотная вода подразделяется на оборотную шламовую воду и оборотную техническую воду.
Оборотная шламовая — вода, загрязненная шламом, возвращаемая в оборотный цикл для повторного использования после неглубокого осветления в сгустительно-осветлительных устройствах либо вовсе без осветления. Такая вода используется в операциях мокрого грохочения, гидротранспортирования угля к местам его обработки, а также в смеси с чистой водой в качестве среды при обогащении в отсадочных машинах.
Оборотная техническая — вода, возвращаемая в оборотный цикл фабрики для повторного использования после глубокого ее осветления в сгустителях с использованием флокулянтов либо в илонакопителях. Такая вода используется в смеси с оборотной шламовой водой либо самостоятельно в операциях, в которых применение оборотной шламовой воды недопустимо (при промывке продуктов обогащения и т.п.). Содержание твердого в оборотной технической воде, как правило, не должно превышать 2—5 кг/м3.
Технологическая вода углеобогатительных фабрик
Оборотная шламовая
Оборотная техническая
.вежая
вода
вода
техническая вода
Транспортирование угля и продуктов обогащения
Обесшламивание, промывка продуктов обогащения
Охлаждение подшипников
Вакуум-насосы
Классификация угля и машинные классы
Обогащение угля отсадкой
Очистка дымовых газов и воздуха в системах пылеулавливания
Обогащение угля отсадкой
Обогащение угля флотацией
Смыв просыпей, промывка оборудования, уборка помещений
Рис. 8.17. Схема использования технологической воды на углеобогатительных фабриках
444
Свежая техническая — вода, подаваемая на фабрику из внешнего источника для восполнения потерь воды, уносимой продуктами обогащения, испаряемой в сушильных установках, в наружных отстойниках и илонакопителях, а также фильтрующейся в почву илонакопителей. Ее используют в операциях, в которых нельзя применять оборотную воду. Содержание твердого в технической воде не превышает 1—2 кг/м3.
Три типа водно-шламовых схем. К первому типу относят схемы с глубоким осветлением всей оборотной шламовой воды. В таких схемах предусмотрены флотация всей шламовой воды и глубокое осветление суспензии отходов флотации.
Ко второму типу относят комбинированные водно-шламовые схемы, по которым глубоко осветляется только часть оборотной шламовой воды; другая часть подвергается неглубокому осветлению в сгустительно-осветлительных устройствах либо возвращается в оборотный цикл без осветления.
К третьему типу относят схемы с неглубоким осветлением всей оборотной шламовой воды в сгустительно-осветлительных устройствах. В этих схемах глубокому осветлению через флотацию подвергается только сгущенный продукт сгустительно-осветлительных устройств.
Схемы первого типа на углеобогатительных фабриках применяют редко из-за необходимости флотировать большие объемы гидросмеси при весьма низком содержании в ней твердой фазы, что приводит к не всегда оправданному увеличению производительности флотационной установки. Однако при небольших расходах оборотной воды (до 2 м3/т) применение таких схем эффективно.
Схемы второго типа — комбинированные, они позволяют поддерживать оптимальное содержание твердого в оборотной воде, обеспечивающее высокие показатели обогащения при минимальных затратах на обработку шламовой воды. Комбинированная схема без предварительного сгущения шлама перед флотацией наиболее проста в исполнении и обслуживании, гибка и менее чувствительна к колебаниям расхода оборотной воды.
Схемы третьего типа, т.е. схемы с неглубоким осветлением всей оборотной воды используют на многих фабриках благодаря выпуску сгущенного продукта с низким содержанием твердого. В таких схемах сгустительно-осветлительный аппарат превращается в своеобразный делитель пульпы, из которого часть шламовой воды (сгущенный продукт) направляется на глубокое осветление, а другая часть (слив) — в оборотный цикл фабрики. Схемы третьего типа при такой технологии по своей сути приближаются к комбинированным схемам.
Для фабрик с флотационными установками рекомендованы преимущественно комбинированные схемы (рис. 8.18). Отличительная особенность этих схем — выделение первичного шлама в начале процесса, предотвращающее излишнее шламообразование и циркуляцию твердого. При эффективном выделении шлама перед обогащением угля доля шлама в шламовой воде после обезвоживания концентрата невелика и вода может использоваться в оборотном цикле.
Схема (рис. 8.18, а) применяется в том случае, если качественные характеристики шламов после обесшламливания рядового угля и обезвоживания концентрата значительно разнятся между собой. Шламовая вода, содержащая первичный шлам, подается на флотацию без предварительного сгущения, поскольку расход оборотной воды на мокрую классификацию рядового угля не превышает 2—3 м3/т. В процесс обогащения поступает практически чистая оборотная вода, а загрязненная шламовая вода после обезвоживания продуктов обогащения направляется в основном в операцию мокрой классификации
445
Рядовой уголь
Рис. 8.18. Комбинированная водно-шламовая схема для фабрик с флотационным обогащением шламов
а — с раздельной обработкой первичных и частично обогащенных вторичных шламов; б — с совместной обработкой первичных и частично обогащенных вторичных шламов
446
Рис. 8.19. Комбинированная водно-шламовая схема для фабрик без флотационных установок
рядового угля. Однако реализация этой схемы затрудняется тем, что может возникнуть разбаланс количеств воды в операциях обогащения и мокрой классификации рядового угля. В этом случае на стадии наладки и регулировки добиваются устранения такого разбаланса. Если объем шламовой
Шламовая вода
Классификация
Обезвоживание
Осадок
11 Флокулянт
I 3
▼ У
Освитетель I (сгуститель) Илы Обезвоживание (фильтр-пресс)
, I Слив
В оборот
воды, направляемой на флотацию, больше, чем в операции классификации рядового угля, и содержание твердого в питании флотации слишком низкое, то часть ее переводится в цикл мокрой классификации угля. Если содержание твердого в питании флотации больше требуемого, а в операции классификации избыток воды, то часть шламовой воды, содержащей вторичный частично обогащенный шлам, подается на флотацию вместе со шламовой водой, содержащей первичный шлам. Такая регулировка осуществляется до тех пор, пока в обеих операциях не будет устранен разбаланс количеств оборотной шламовой воды.
Если качественные характеристики первичных и частично обогащенных шламов незначительно отличаются между собой, то применяют комбинированную схему (см. рис. 8.18, б). По этой схеме первичные и частично обо
гащенные шламы смешиваются, после чего часть смеси направляется на флотацию, а другая часть — в оборотный цикл. Такую схему проще регулировать и эксплуатировать.
Для фабрик без флотационных установок при глубине обогащения угля до 13 (6) мм рекомендована несколько упрощенная схема водно-шламового комплекса (рис. 8.19). По этой схеме подрешетная шламовая вода подается в гидроциклоны диаметром 710 мм. Сгущенный продукт — крупнозернистый шлам — обезвоживается на ленточных вакуум-фильтрах. Часть слива гидроциклонов подвергается глубокому осветлению в цилиндро-конических сгустителях, сгущенный продукт которых подается на фильтр-прессы. Осадок фильтр-прессов присаживается к отсеву.
Для оценки водно-шламовых схем служит показатель циркуляции К — отношение массы шлама, поступающего в водно-шламовый комплекс с рядовым углем и дополнительно образующегося в процессе обогащения, ко всей массе шлама, включающего вышеназванный и циркулирующий с оборотной водой:
к = (Gp + <7д) / (Gp + Сд + (7ц),
где Gp — масса шлама, переходящего в водно-шламовый комплекс из рядового угля, т/ч; Сд — масса дополнительно образующегося шлама в процессе обработки угля на фабрике, т/ч; Gu — масса шлама, циркулирующего с оборотной водой, т/ч.
Чем больше шлама в оборотной воде, тем меньше показатель циркуляции К. Если в обортном цикле фабрики циркулирует чистая оборотная вода, то показатель циркуляции максимален, т.е. равен единице.
447
Водно-шламовый комплекс отрегулирован нормально, если обеспечивается следующее предельное значение показателя циркуляции К: при обогащении антрацитов 0,35; коксовых углей 0,45; газовых углей 0,50.
Если показатель циркуляции К меньше указанных значений, то работа водно-шламового комплекса ненормальна, возможно чрезмерное загрязнение оборотной воды. В этом случае необходимо определить источник нарушения работы всего комплекса и осуществить технологическую наладку с целью восстановления нормальных показателей.
Среднее содержание твердого в оборотной воде при эксплуатации комбинированных водно-шламовых схем определяется объемом шламовой воды, направляемой на флотацию или глубокое осветление: чем больше объем воды, пропускаемой через флотационную установку, тем больше чистой воды, получаемой при глубоком осветлении суспензии отходов флотации, возвращается в оборотный цикл фабрики и тем ниже среднее содержание твердого в оборотной воде.
Оптимальный объем (м3/ч) направляемой на флотацию или глубокое осветление шламовой воды
VUI = V(Go + PV)/(Co + 2PV),
где V — объем оборотной воды, м3/ч; Go — масса шлама, поступающего в водно-шламовый комплекс из рядового угля и в процессе шламообразования, кг/ч; Р — требуемое содержание твердого в оборотной воде, кг/м3.
Содержание твердого (кг/м3) в питании флотации
Рф = во1У.
Пример. Для фабрики, обогащающей 1000 т/ч коксующихся углей, содержащих 20% класса — 0,5 мм при дополнительном шламообразовании 10% и расходе оборотной воды 4000 м3/ч, для обеспечения содержания твердого в оборотной воде 70 кг/м3 на флотацию должен направляться следующий объем шламовой воды:
V-4000 300 000-^70 4000
300 000 + 2 • 70 • 4000
= 2696 м3/ч.
Содержание твердого в питании флотации _ 300000 ... . з
рф=~^о-=||1кг/м-
Показатель циркуляции
р- _300--------------= 0 52
300 + (70 • 4000)/1000 ’ ’
что выше рекомендуемого предела 0,45.
Следовательно, такой режим работы комплекса водно-шламового хозяйства вполне обеспечит требуемые показатели обогащения при минимальных затратах на обработку шламовых вод.
Для выбора оптимального объема воды, направляемой на флотацию и подвергаемой глубокой очистке, аналогичные расчеты ведут для различных значений содержания твердого в оборотной воде. Результаты таких расчетов для приведенных выше исходных данных даны в табл. 8.19.
Данные табл. 8.19 показывают, что оптимальные показатели осветления получаются при подаче на флотацию не менее 2600 м3/ч шламовой воды. При этом содержание твердого в питании флотации будет менее 115 кг/м3, а показатель циркуляции более 0,45.
448
Таблица 8.19
Основные показатели водно-шламовой схемы
Содержание твердого в оборотной воде, кг/м^ Объем воды, направляемый на флотацию V, м?/ч Содержание твердого в питании флотации Рф, кг/м Показатель циркуляции/? Коэффициент регенерации Кр
0 4000 75 1,0 1,0
20 3320 90 0,79 0,83
50 2840 106 0,60 0,71
70 2696 111 0,52 0,67
90 2684 116 0,45 0,65
НО 2508 120 0,40 0,63
150 2400 125 0,33 0,60
200 2316 130 0,27 0,58
Оборотная техническая вода на фабриках с флотационным обогащением шламов получается при глубоком осветлении суспензии отходов флотации.
Схемы осветления отходов флотации и складирования осадка. По схеме рис. 8.20, а отходы флотации, предварительно обработанные флокулянтом, направляют в радиальный сгуститель. Чистый слив возвращается в оборотный цикл фабрики, а сгущенный продукт направляется в механизированный секционный отстойник, где улавливается бблыпая часть твердого. Осадок выгружается грейферным краном и после просушки транспортируется в отвал либо потребителю, а слив направляется в илонакопитель. Очищенная в илонакопи-теле вода возвращается в обортный цикл фабрики.
По схеме рис. 8.20, б сгущенные отходы флотации направляются непосредственно в илонакопитель. Эта схема в настоящее время наиболее распространена.
В местах, где устройство илонакопителя невозможно, иногда применяют схему складирования отходов флотации, приведенную на рис. 8.20,в. Применение такой схемы возможно при небольших количествах отходов флотации. Очередность заполнения и очистка секций секционного отстойника в этом случае должны производиться строго по графику. Но даже при этом условии трудно получить чистый слив, пригодный для повторного использования, а обводненный осадок, выгружаемый из секций отстойника перед отгрузкой, требует просушки на специальных площадках.
Схемы, приведенные на рис. 8.20, г и 8.20, Э, чаще применяют на фабриках без флотационных установок для складирования высокозольных илистых шламов, но могут быть использованы и для складировани отходов флотации.
В этих технологических схемах флокулянт, как правило, не применяют.
Все рассмотренные выше схемы складирования отходов флотации (за исключением схемы рис. 8.20, в) предполагают использование дорогостоящих, сложных в гидротехническом отношении сооружений-илонакопителей.
В последние годы были испытаны в промышленных условиях схемы, предусматривающие обезвоживание отходов флотации непосредственно на фабрике с последующим их складированием на отвалах отходов гравитации. В одной из таких схем (рис. 8.20, е) предусмотрена подача сгущенного продукта радиального сгустителя в осадительные центрифуги с уменьшенной частотой вращения ротора и повышенным до 200—400 г/т расходом флокулянта (ПАА). Однако эта схема не нашла широкого применения на фабриках из-за большого расхода флокулянта и необходимости смешения осадка центрифуг повы-
15. Техника и технология...
449
ffmxoifoi флотации
& I Флакулякт
г
ДтгоДы флотации, илы
1/7ЯНГП
ff am Дал
d
ОтссаДы флотации, UUb7
& циркуляцию
e
ffma:oi?bi флотации
ж
ДттсоЗы флотации
Рис. 8.20. Схемы обработки и складирования отходов фильтрации:
1 — радиальный сгуститель; 2 — секционный отстойник; 3 — илонакопитель;
4 — цилиндро-конический сгуститель; 5 — осадительная центрифуга; 6 — гидроциклон;
7 — ленточный вакуум-фильтр; 8 — фильтр-пресс
ДтттагаДы флотации
или ла утпилизацию
шенной до 35—40% влажности с мелкой породой в соотношении 1:10 для получения транспортабельного складируемого материала.
С целью сокращения объема отходов флотации, направляемых в илонакопитель, на ряде фабрик испытаны схемы с ленточными вакуум-фильтрами в комплексе с гидроциклонами (рис. 8.20, ж). Такие установки предназначены для предварительного выделения из отходов флотации зернистого материала и
450
его обезвоживания. Однако и они не нашли широкого применения из-за небольших количеств в отходах флотации зернистого материала.
Технико-экономический анализ преведенных схем показывает, что наиболее стабильными и в максимальной степени отвечающими условиям складирования отходов флотации и очистки воды для повторного использования являются схемы с илонакопителями, несмотря на их относительную дороговизну и необходимость больших земельных отводов.
Альтернативной является схема, предусматривающая предварительное высококонцентрированное сгущение отходов флотации в вертикальных цилиндро-конических сгустителях и последующее обезвоживание в фильтр-прессах (рис. 8.20, з). В фильтр-прессах получают два конечных продукта — чистый фильтрат, содержащий менее 1 кг/м3, и обезвоженный до транспортабельного состояния осадок. Главное преимущество схемы обработки отходов флотации— отсутствие необходимости отвода земельных участков под илонакопи-тели.
Кроме того, фильтр-прессовые установки обеспечивают достаточную степень подготовки отходов к термической сушке и транспортировке в случае использования их для нужд народного хозяйства. Однако такие установки требуют относительно больших эксплуатационных затрат на содержание фильтрпрессов (смена фильтроткани, ремонт, обслуживание).
Основные требования при выборе схем обработки отходов флотации и их складирования:
принятая схема обработки отходов флотации должна обеспечивать получение чистой воды для использования ее в оборотном цикле фабрики;
сгущенный продукт сгустителей должен содержать не менее 350 кг/м3 при использовании фильтр-прессов и 750—800 кг/м3 при смешивании его с гравитационными отходами;
обезвоженный продукт фильтр-прессов самостоятельно либо в смеси с гравитационными отходами должен легко транспортироваться в отвал автомобильным либо другими видами транспорта;
схема обработки отходов флотации должна обеспечивать совместное складирование флотационных и гравитационных отходов в плоских либо другой формы отвалах или подготовку отходов флотации к утилизации.
При этих требованиях наиболее целесообразной является схема с фильтрпрессами. Альтернативой ей может быть схема с секционным илонакопителем многоразового использования, в котором последовательно осуществляются операции заполнения, отстоя и очистки секций.
8.5. Интенсификация процессов осветления оборотной воды и обработки шламов
Одно из действенных средств интенсификации процессов осветления оборотной воды и обработки выделяемых из нее шламовых осадков — применение водорастворимых флокулянтов, синтезируемых полимеризацией ненасыщенных органических мономеров.
Агрегация мельчайших твердых частиц, ускорение их седиментации, повышение производительности фильтровальных установок с одновременным (в некоторых случаях) снижением влажности отфильтрованных осадков, увеличение эффективности действия осадительных центрифуг и, как результат, — улучшение суммарных показателей работы предприятия за счет использования хорошо кондиционированной воды, — таково в общих чертах назначение флокулянтов в условиях ОФ.
15*
451
Основная характеристика и механизм действия флокулянтов. В зависимости от природы функциональных групп, в частности, характера их диссоциации в воде и возникающего при этом заряда макроиона, флокулянты подразделяют на анионактивные, катионактивные и неионогенные. Макромолекулы в растворе имеют форму диффузного клубка или относительно вытянутой нити. Полимерные цепочки окружены гидратной оболочкой, в которой молекулярные диполи воды ориентированы в соответствии с электрическим зарядом функциональных групп. Эта способность водорастворимых полимеров связывать воду накладывает определенные ограничения на результаты их использования в операциях сгущения и обезвоживания шламов. По химической структуре молекулы флокулянтов представляют собой углеводородные цепи с боковыми, так называемыми функциональными группами, которыми они закрепляются на поверхности флокулируемых коллоидов или частиц суспензии. Возникающие агрегаты-флокулы, скрепленные связями-мостиками1 из полимерных молекул, седиментируют в десятки и сотни раз быстрее отдельных частиц, образуя осветленный слой воды и осадки, пористая структура которых способствует повышению скорости фильтрования.
Факторы, влияющие на процесс флокуляции, могут быть классифицированы на три группы:
связанные с флокулянтами;
связанные с обрабатываемой суспензией;
связанные с условиями применения флокулянтов.
Молекулярная масса различных флокулянтов колеблется от (10 + 14) • 106 до (50 100) • 103. Водорастворимые полимеры с молекулярной массой выше 106 относят к высокомолекулярным, 106—105 — среднемолекулярным и менее 105 — низкомолекулярным.
Размеры макромолекул, зависящие от их молекулярной массы и конфигурации полимерных нитей в растворе, наряду с зарядом функциональных групп и свойствами поверхности твердых частиц, на которых происходит адсорбция, определяют в значительной степени технологическую активность флокулянтов.
Типы связей, возникающих при адсорбции полиметров на твердых частицах, могут быть охарактеризованы как электростатические, водородные и ковалентные. В процессе адсорбции часто имеют место одновременно различные типы связей.
Электростатическая связь доминирует у полимеров с большим количеством заряженных функциональных групп или, иначе говоря, с большой плотностью заряда и осуществляется либо непосредственно с поверхностью частиц, если гидратный слой у поверхности отсутствует или недостаточно развит либо с окружающими частицу ионами, образующими двойной электрический слой.
Водородная связь возникает между атомами водорода полимеров с недиссоциирующими функциональными группами типа гидроксильных или амидных и кислородом, ассоциированным с гидрат-ионами металлов на поверхностях частиц или в гидратной оболочке близ поверхности частиц.
Ковалентная (химическая) связь имеет место, если между функциональными группами флокулянта и катионами на поверхности твердых частиц в результате химической реакции образуются соединения типа солей.
Выбор флокулянтов в условиях ОФ определяется технологическим назначением флокулянтов. Высокая скорость осаждения достигается при исполь
1 Отсюда название рассматриваемого процесса "мостиковая флокуляция".
452
зовании флокулянтов с большой молекулярной массой. Флокулы, получаемые при разделении фаз суспензий в поле сил тяжести, например, в радиальных сгустителях, не обязательно должны обладать высокой прочностью: большие их размеры и обусловленная этим высокая скорость седиментации вполне удовлетворяют в данном случае требованиям технологии. В наибольшей степени таким условиям соответствуют высокомолекулярные анионактивные флокулянты на основе акриловой кислоты.
Если при осаждении суспензий требуется высокая степень осветления воды, то используют средне- или низкомолекулярные полимеры с высокой ионной активностью функциональных групп. Например, в илонакопителях или хвосто-хранилищах могут быть эффективны сравнительно низкомолекулярные флокулянты с большой плотностью заряда.
При осветлении и сгущении суспензий в шнековых осадительных центрифугах из-за высокой турбулентности и скоростей внутрироторных потоков обязательные условия — повышенная прочность флокул и быстрое флоку-лообразование. В условиях центробежного поля хорошо зарекомендовали себя высокомолекулярные флокулянты с неионогенными функциональными группами.
Повышение числа ионогенных групп в полимерной цепи обусловливает возникновение связи макромолекулы флокулянта непосредственно с твердой поверхностью и, как следствие, — дегидратацию последней и образование более компактных флокул. В частности, полимеры, характеризующиеся сильной катионной активностью и связывающие поэтому на границе твердой и жидкой фаз отрицательно заряженные гидратированные ионы, обладают одновременно с флокулирующим также дегидратирующим действием. Применение таких полимеров дает наибольший эффект при фильтровании и уплотнении шламов. При фильтровании осадков, содержащих большой процент гидроксидов, что характерно, например, для шахтных вод, наиболее эффективны анионные или неионные полиакриламиды с предварительным известкованием системы: ионы кальция при такой технологии служат соединительным звеном между полимером и твердой поверхностью, несущей отрицательный заряд.
В некоторых случаях возникает необходимость разделения твердой фазы суспензии по вещественному составу с выделением только одной ее части в осадок — селективная или избирательная флокуляция. Такая задача может возникнуть, например, при подготовке угольных суспензий к флотации. Осуществление селективной флокуляции связано с некоторыми негативными технологическими следствиями, например, стабилизацией илистых взвесей, поэтому данный процесс не получил практического применения в угольной промышленности.
В общем случае элементраный акт мостиковой флокуляции носит неселективный характер: если вводимый в системы полимер не реагирует с тем или иным твердым компонентом суспензии, то нефлокулирующие частицы могут быть механически вовлечены в состав флокулы, образуя в ней при этом ослабленные зоны.
На практике процессы осветления суспензий, уплотнения осадков, центрифугирования или фильтрования зачастую применяются последовательно. В этом случае на каждом этапе обработки требуется применение дополнительного количества флокулянтов с соответствующей характеристикой.
Иногда и в ходе одной операции для повышения ее эффективности применяют двухкомпонентную технологию флокуляции. Первый из дозируемых полимеров должен направленно изменять заряд поверхности адсорбента.
453
454
Таблица 8.20
Свойства и параметры флокулянтов, выпускаемых и осваиваемых отечественной промышленностью
Флокулянты Внешний вид Степень освоенности Молекулярная Содержание Тип полимера
выпуска масса основного вещества, %, не менее
Полиакриламид-гель Гелеобразная вязкая масса Выпускается в (1 +6)106 Неионогенный полимер
ТУ 6-01-1049-81: бесцветная или от молочно- промышленных амида акриловой кислоты, в
белого до желтого цвета масштабах гидролизованном виде — анионактивный
известковый:
высший сорт 7
I сорт 7
аммиачный: Гелеобразная вязкая масса
высший сорт от светло-желтого до 6
I сорт голубого или зеленого цвета 6
II сорт 5
Полиакриламид сухой Порошок и гранулы от Тоже (0,1 + 3)106 50 Тоже
ТУ 6-16-2531-81 желтого до светло-коричневого цвета
Метас Аморфные частицы белого 0,3- 106 35—60 Анионактивный сополимер
ТУ 6-01-254-74 или желтовато-серого цвета метакриловой кислоты и ее
амида
Метасол Гранулы белого или Выпущены опытные 0,3 • 106 70 Анионактивный сополимер
ТУ 6-01-1172-78 серовато-желтого цвета партии амида метакриловой
размером не более 5 мм в кислоты и ее натриевой
поперечнике соли
М-14ВВ Порошок или комочки от Освоено опытно- (0,3 + 0,4)106 73—80 Анионактивный сополимер
ТУ 6-01-1070-76 белого до желтоватого промышленное метакриловой кислоты и
цвета производство метилметакрилата
Лакрис-20 Порошок или мелкие В стадии освоения 0,4 • 106 73—80 Анионактивный натрий —
Марка А Марка Б ТУ 6-01-1267-81 Полиэтиленоксид ПЭО ТУ 6-05-231-312(НФ)—80: ПЭО-01 ПЭО-2 ПЭО-02С гранулы, допускаются отдельные комочки диаметром не более 15 мм Порошкообразный продукт от белого до светло-желтого цвета Выпускается в объеме опытнопромышленных партий (0,5+2)106 2 • 106 2 - 106 98 моноэтаноламинная соль сополимера метакриловой кислоты и метил метакрилата Неионогенный полимер оксида этилена
ВПК-402 ТУ 6-05-2009-86 Бесцветная или желоватая однородная по консистенции жидкость без постронних включений Выпускается в промышленных масштабах (0,02+0,15)106 25 Катионный полимер диметилдиаллил амоний-хлорида
Полиэтиленимин Вязкая жидкость Выпущены опытные партии 0,04 • 106 . 30—50 Катионактивный полимер этиленимина
К-4 ТУ 6-01-1271-82 Вязкая жидкость от оранжевого до желтого цвета Выпускается в промышленных масштабах 0,3 • 106 10 Анионактивный продукт реакции неполного омыления полиакрилонитрила
Гипан ТУ 6-01-166-74 Вязкая жидкость от желтого до темно-коричневого цвета Тоже 0,3 • 106 10 Гидролизованный полиакрилнитрил анионного типа
АК-629 ТУ 8-02-0209 Порошкообразный продукт от белого до светлосерого цвета Выпущены опытные партии 6 • 106 90 Анионактивный сополимер метакриловой кислоты и ее амида
Второй — иметь противоположный по отношению к поверхности осадка заряд с тем, чтобы обеспечить максимальную флокуляцию. Композиции из двух последовательно применяемых флокулянтов необходимы также для полной дестабилизации полидисперсных систем, содержащих мельчайшие классы твердых частиц с высокой плотностью поверхностного заряда.
Некоторые виды флокулянтов, например, неионогенный полиоксиэтилен, могут быть использованы и для целей, не связанных с рассмотренным выше процессом агрегирования (флокуляции) мелких частиц. С их помощью может быть снижено сопротивление движению чистых жидкостей и суспензий по трубопроводам. Это явление получило название эффекта Томса, проявляющегося при турбулентном течении жидкостей, содержащих добавки некоторых водорастворимых полимеров.
Отечественные и зарубежные флокулянты. Ассортимент отечественных флокулянтов ограничен промышленным выпуском гелеобразной и (в меньшем объеме) гранулированными формами полиакриламида и гранулированными анионактивным флокулянтом, синтезируемым на основе метакриловой кислоты — Метасом. Выпускают в промышленных масштабах некоторые катионные флокулянты.
Освоена технология синтеза и испытаны опытные партии некоторых других флокулянтов. Сведения об основных отечественных флокулянтах, выпускаемых, подготавливаемых к выпуску и испытываемых, приведены в табл. 8.20.
Фирмы зарубежных стран выпускают более широкий ассортимент флокулянтов, отвечающих практически всем условиям интенсификации технологий сгущения, осветления и обезвоживания угольных и различных минеральных суспензий.
Краткая характеристика некоторых флокулянтов, выпускаемых в Японии, Германии и США, приведена в табл. 8.21J.
Содержание основного вещества (водорастворимых полимеров) в порошках составляет 90—98%, в гелях — всего 5—1%.
Эмульсии — сравнительно новая форма выпуска водорастворимых полимеров с концентрацией основного вещества 38—50%.
Растворение флокулянтов. Растворение — начальная стадия технологии использования флокулянтов, в значительной степени определяющая эффективность их действия.
На практике используют две технологические схемы растворения. Одна из них — двухстадиальная: на первой стадии флокулянт растворяется до промежуточной массовой концентрации 1—0,3%, вторая стадия заключается в разбавлении промежуточного раствора до так называемых рабочих концентраций, выбираемых в зависимости от ряда условий в довольно широких пределах — от 0,2 до 0,01%.
В общем случае, чем выше молекулярная масса флокулянта и, следовательно, вязкость его растворов, тем меньше должна быть концентрация флокулянта на каждой стадии.
В одностадиальной схеме предусмотрено растворение флокулянта сразу до рабочих концентраций.
Выбор варианта режима растворения флокулянта в значительной степени определяется его свойствами, главным образом его молекулярной массой, вязкостью растворов и кинетикой растворения. Следует учитывать и фактор
1 Сведения о флокулянтах и приводимые ниже данные об устройствах для их диспергации и растворения заимствованы из проспектов и бюллетеней соответствующих зарубежных фирм.
456
Таблица 8,21
Флокулянты, выпускаемые зарубежными фирмами
Страна, фирма Наименование (марки флокулянта) Тип ионной активности Форма выпуска
Япония
"Мицуи Цианамид" Аккофлок (А-100; А-110; А-120; А-130) Анионные Порошки
Аккофлок № 10 Неионный Порошок
"Мицуи и К°" Хайсет Р-700 ’’ ••
Хайсет Р-173 Анионный ♦*
"Диафлок СО" Диафлок (АР-825; АР-120) Порошки
Диафлок Р-800 Неионный Порошок
"Санье Кемикал Санфлок (АН210Р; АН70Р; Анионный Порошки
индасгрис" АН330Р) Санфлок 520Р Неионный Порошок
"Киоритцу ЮКИ и К° Химолок (SS200H; SS-200) Неионный Гранулированный
ЛТД" Химолок (МР-500; МР-100; МР-130; МР-140; МР-190) Анионные порошок Тоже
Химолок (МР-366; МР-473; Катионные Гранулированные и
МР-473Н; МР-373; МР-373Н; МР-173; бисерные порошки
МР-173Н) Химолок (6-101; 0-105; 0-202) Вязкая жидкость
Химолок NeO-200 Неионный Тоже
Химолок NeO-600 Катионный
Германия "Штокхаузен" Праестол (2830; 2900; 2935; Анионный Порошки
114; 2850) Праестол 563К Катионный
"Эллайд Коллоиде Магнафлок (1017; 1011; 155; Анионный
Мануфактуринг 156; Е-24; Е-10; 805)
ГМБХ" Магнафлок 292 Катионный Прошок
Цетаг (37; 67; 75; 78; 88; 22) Порошки
"Хехст" Гидропур (1859; 2463) Анионный
Боцефлок А31 Порошок
Боцефлок С200 Катионный Эмульсия
"Хенкель" Феррокрил (720; 721; 723) Анионный Порошки
"Бадише анилин сода фабрик" (БАСФ) Седипур ТГ Неионный —
Седипур (ТГ-2; ТГ-5; ТГ-6; Т-7;Т-1) Анионный —
Полиэтиленимин Катионный —
457
Таблица 8.21 (окончание)
Страна, фирма Наименование (марки флокулянта) Тип ионной активности Форма выпуска
США "Цианамид компани" Суперфлок (С420; С436; Катионный Порошки, гранулы,
С460; С461; С470; С484; С485; С486; С507; С521; С577) Суперфлок (№ 100S; Неионный маловязкие жидкости, эмульсии Порошок
№ 100, № 300, № 300М) Суперфлок (А95; А100; Анионный Порошок
А105; АПО; А115; А120; А125; А130; А137; А150; А185) Сепаран (АР273; АР269; 11 Порошки
АР45; АР30) Сепаран (ХД8494; ХД8492) Катионный ••
Сепаран СР35 Эмульсия
Сепаран ХД30056 Неионный
деструкции полимеров под влиянием механических воздействий перемешивающего органа: чем длиннее полимерная цепь и чем меньше концентрация раствора, в которой она находится, тем в большей степени при прочих равных условиях деструктируются макромолекулы.
Флокулянты с большой молекулярной массой порядка (5 -ь 10) 106 при концентрациях 0,5 и даже 0,3% образуют высоковязкие, плохо пермеши-вающиеся растворы, поэтому рабочие концентрации такого флокулянта не должны превышать 0,02—0,01%, в противном случае затрудняется равномерное распределение раствора повышенной вязкости в дестабилизируемой суспензии. Одностадиальная схема растворения такого флокулянта (при непременном условии бесперебойного снабжения ОФ раствором в течение 15—20 ч) потребовала бы, во-первых, большого объема резервуаров для перемешивания, так как разбавление производилось бы в один прием в 10 тыс. раз от почти 100%-й концентрации до 0,01 %-й, во-вторых, продолжительное перемешивание в периоды набухания и полного растворения (причем, до весьма малых концентраций) привело бы к рарушению полимерных цепочек, имеющих в данном случае сравнительно большие размеры.
При двухстадиальной схеме заранее приготовленный в небольшом баке для растворения промежуточный раствор разбавляется до рабочей концентрации небольшими порциями при кратковременном перемешивании. Последнее обстоятельство позволяет сократить объем резуервуаров для растворения и уменьшить деструкцию реагента.
При использовании флокулянтов с относительно небольшой молекулярной массой, быстро растворяющихся и образующих не слишком вязкие растворы, может быть применена одностадиальная схема.
Таким образом, выбор схемы растворения должен быть сделан с учетом конкретных условий — характеристик применяемого флокулянта и требующихся его расходов, а также возможностей предприятия в отношении аппаратурного оформления процесса.
Вода для растворения флокулянтов может использоваться технического (не-
458
питьевого) качества, не содержащая взвешенных веществ. При повышенном содержании солей наблюдается нежелательное увеличение вязкости получаемых растворов.
Присутствие в воде многовалентных ионов металлов снижает технологическую активность растворенных флокулянтов.
Интенсивность перемешивания при растворении флокулянтов должна выбираться с таким расчетом, чтобы время растворения было минимальным, но одновременно сохранялась молекулярная структура полимером, разрушающаяся при слишком больших скоростях вращения перемешивающего органа в устройствах для растворения. Рекомендуемые окружные скорости находятся в пределах 3 -г- 10 м с-1 и уточняются экспериментально путем определения флокулирующей активности получаемых растворов.
Продолжительность растворения кроме интенсивности перемешивания определяется также рядом других факторов. Решающее значение имеет форма выпуска флокулянтов. Полимеры, выпускаемые в виде высокодисперсных порошков, растворяются в течение 0,5—2 ч. Жидкие полимеры и эмульсии растворяются непосредственно в потоке воды и для увеличения их флокулирующей активности не требуется, как при растворении твердых флокулянтов, времени для созревания полученных растворов, в течение которого происходят гидратация и распрямление макромолекул.
Температура воды существенно влияет на продолжительность растворения. В очень холодной воде продолжительность растворения резко возрастает. Нагрев до 60—80°С ускоряет процесс, но некоторые флокулянты при подаче их в горячую воду слипаются и образуют комки. Для таких полимеров оптимальной считается температура около 25°С. В общем случае при выборе температуры растворения следует пользоваться указаниями предприятия-изготовителя.
Окончание процесса растворения на практике определяется визиуально по отсутствию нерастворившихся набухших комочков флокулянта в пробе, отбираемой из приготавливаемого раствора. Более точно момент, соответствующий полному растворению, определяется путем измерения вязкости раствора: вначале она повышается, а после окончания растворения становится постоянной.
Устройства для растворения флокулянтов. Аппаратурным оформлением операции растворения в значительной степени определяется продолжительность процесса растворения, его трудоемкость и эффективность действия получаемых растворов. На отечественных углеобогатительных фабриках для растворения флокулянтов в большинстве случаев используют так называемые насосные мешалки — устройства, в которых вода с растворяемым в ней флокулянтом циркулирует, перемешиваясь, в контуре "резервуар-насос". Центробежные насосы, используемые для таких установок, благодаря большим градиентам скоростей, возникающим в жидкости, находящейся между статором и вращающейся турбинкой, разрушают макромолекулы флокулянтов. Иногда вместо насосных применяют пропеллерные мешалки, разрывающие макромолекулы острыми краями пропеллеров. В ИОТТ созданы и изготавливаются малыми сериями центробежные диспергаторы флокулянтов ЦДФ-4 и ЦДФ-6.
Центробежный диспергатор флокулянтов с объемом резервуара 4 м3, показанный на рис. 8.21, работает следующим образом. Полиакриламид — гель загружается без предварительного измельчения в цилиндрический желоб 2, встроенный в емкость 1 с отражательными перегородками 5. Через отверстие в нижней части желоба флокулянт самотеком поступает в нижнюю часть емкости и втягивается потоком воды внутрь конического ротора 3 с сетча-
459
Рис. 8.21. Центробежный диспергатор флокулянтов ЦЦФ-4 (См. текст)
Рис. 8.22. Узлы и схема разборки диспергатора фирмы "Санио" (Япония)
1 — воронка из полиэтилена диаметром 300 мм; 2 — фиксатор воронки (условно разделен на две части); 3 — основание диспергатора; 4 — круглое кольцо; 5 — устройство для регулировки расхода воды; 6 — узлы 3, 4 и 5 в сборе; 7 — рукоятка для регулирования расхода воды; А — подача порошка; Б — выход раствора; В — увеличение расхода воды; Г— снижение расхода воды
3 путане узлад
той обечайкой. Ротор вращается электродвигателем 4. Гель диспергируется, продавливаясь центробежной силой через сетчатую обечайку ротора.
Центробежный диспергатор флокулянтов с объемом резервуара 6 м3 (ЦДФ-6) работает по аналогичному принципу, хотя и имеет некоторые конструктивные отличия, делающие его универсальным для растворения любых форм флокулянтов.
Преимуществом ЦДФ перед насосными и пропеллерными мешалками, кроме его диспергирующего и, следовательно, ускоряющего процесс растворения действия, является значительно меньшее деструктирующее влияние на циркулирующие макромолекулы флокулянта. Не требуется предварительного измельчения загружаемого геля.
460
Рис. 8.23. Установка для растворения флокулянтов фирмы "Санио":
1 — воронка; 2 — манометр;
3 — клапан А; 4 — клапан В; 4 — бак для растворения; 5 — дренаж; 6 — мешалка
Конструкции устройств для растворения флокулянтов, предлагаемые зарубежными фирмами, рассчитаны на высокодисперсные хорошо смачиваемые порошки.
В установках для растворения флокулянтов в виде порошка вначале его подают в диспергатор, в котором во избежание образования слизистых комков он равномерно
распределеяется и смачивается, смешивается с потоком воды и поступает затем в емкость для набухания и растворения.
Диспергатор фирмы "Санио" (Япония) показан на рис. 8.22. Давление воды, поступающей в диспергатор, 3—5 Па; расход воды регулируется в пределах 50—100 л/мин.
Общий вид установки для растворения порошкообразных флокулянтов, выпускаемых фирмой "Санио", показан на рис. 8.23.
Воронкообразный диспергатор фирмы "Штокхаузен" (Германия) (рис. 8.24) состоит из воронки 2, снабженной двумя тангенциально подведенными патрубками: нижним 1, через который под давлением подается вода, и верхним 4, предназначенным для удаления ее избытка в случае переполнения воронки.
Рис. 8.24. Диспергатор фирмы "Штокхаузен" (ФРГ) (См. текст)
461
/
Рис. 8.25. Однокамерная автоматизированная установка периодического действия для растворения флокулянтов фирмы "Штокхаузен" (ФРГ)
1 — питающее устройство (например, бункер или шнековый питатель); 2 — устройство для смачивания (диспергатор); 3 — блок впуска воды (например, соленоидный клапан); 4 — привод запорного клапана на линии разгрузки; 5 — трубка электрода контроля уровня; 6 — мешалка; 7 — панель управления; 8 — контроль минимального уровня; 9 — патрубок дозирующего насоса
Рис. 8.26. Многокамерная установка непрерывного действия для растворения флокулянтов фирмы "Штокхаузен" (ФРГ):
1 — крышка; 2 — бункер; 3 — питающее устройство; 4 — шнековый питатель; 5 — устройство для смачивания; 6 — многокамерный резервуар; 7 — мешалка; 8 — клапан сброса давления; 9 — расходомер; 10 — соленоидный клапан; 11 — электроды контроля уровня; 12 — дозирующий насос; 13 — демпфер пульсаций насоса; 14 — линия отбора проб; 15 — клапан сброса давления; 16 — переливной патрубок; 17 — дренажный кран
462
ДОЦ pnt|
Рис. 8.27. Аппарат АПФ для приготовления флокулянтов
1 — корпус; 2 — мешалка; 3 — отражательная перегородка; 4,5 — бак соответственно кольцевой и дозировочный
Порошкообразные флокулянты равномерно подаются дозатором на внутреннюю поверхность воронки и увлекаются вращающейся на ней пленкой воды к выходному отверстию, где установлен рассекатель 3, турбулизующий поток и способствующий равномерному распределению и смачиванию флокулянта.
Установка периодического действия для растворения флокулянтов фирмы "Штокхаузен" (Германия) показана на рис. 8.25.
При пуске установки ее резервуар заполняется водой до определенного уровня, затем с помощью контактного электрода включаются мешалка и питающее устройство. Подача заданного количества флокулянта контролируется таймером. В резервуар продолжает поступать вода в количестве, необходимом для получения раствора определенной концентрации. Подача воды прекращается по сигналу, получаемому от электрода. Раствор перемешивается в течение определенного времени и затем перекачивается в накопительный резервуар. Затем цикл повторяется.
Для непосредственного использования раствор отбирается из накопительного резервуара.
Многокамерная установка непрерывного действия для растворения флокулянтов фирмы "Штокхаузен" показана на рис. 8.26. Время растворения и созревания флокулянта в установке в общем случае может изменяться от 30 до 60 мин. Указанное время несколько сокращается для сильно анионных или
463
сильно катионных флокулянтов, в молекулах которых имеется большое число диссоциирующих функциональных групп; для слабо диссоциирующих анионных или катионных флокулянтов продолжительность растворения возрастает.
Аппарат для приготовления флокулянтов АПФ (рис. 8.27), обеспечивающий автоматическую дозировку концентрированного раствора флокулянта и разбавление его водой при непрерывном контроле уровня раствора во всех емкостях, создан и выпускается экспериментальной базой Укрнииугле-обогащения.
Аппарат состоит из цилиндрического корпуса с коническим днищем, комбинированной мешалки, имеющей два шнека с противоположным направлением навивки спиралей и лопастную мешалку между ними, отражательной перегородки, кольцевого бака и дозировочного бака.
Конструкция перемешивающего органа обеспечивает достаточную турбулентность во всем объеме аппарата, что позволяет сократить время растворения флокулянта с 4—5 до 2,5 ч при частоте вращения мешалки 200 мин-1, снизить расход флокулянта на 20%.
В аппарате объемом 18 м3 приготавливается 90 м3 рабочего раствора в сутки. Мощность электродвигателя мешалки 15 кВт, масса аппарата 5,3 т.
Г л а в a 9
СУШКА
9.1. Общие сведения
На углеобогатительных фабриках термической сушке подвергают флотационный концентрат (0—0,5 мм) влажностью 22—26%, мелкий концентрат (0— 13 мм) влажностью 9—12%, шлам (0—Змм) влажностью 22—25% и мелкий промежуточный продукт (0—13 мм) влажностью 8—10%. На сушку эти продукты подают порознь или в смеси в различных соотношениях, пром-продукт и отходы флотации сушат отдельно. При организации круглогодичной отгрузки обезвоженных на фильтр-прессах отходов флотации сушке может подвергаться и этот продукт, влажность его 22—26%.
Основные понятия и определения. Интенсивность и характер процесса сушки определяются тепловыми и физическими свойствами угля.
Влажный уголь состоит из абсолютно-сухого вещества массой Gc и влаги массой Жм, поэтому массу (кг) влажного угля можно определить по уравнению
Свл = Gc + Им-
Относительная влажность материала Жо (%) определяется отношением массы влаги во влажном материале к массе влажного материала:
Жо= 100WM/GM.
Абсолютная влажность, или влажность на сухую массу Wa (%), определяется отношением массы влаги угля к массе абсолютно сухого угольного вещества:
Жа= lOOWVGc.
Между относительной и абсолютной влажностью существуют следующие соотношения:
100Жм 100WM/Gc 100Жа
II7 М М' V д
0= GC + WM = 1 + WJGC ~ 100 + Жа ’
100Wo
W = ------—
а 100-Жо •
Относительная влажность Жо не может быть выше 100%, тогда как абсолютная может быть любой. Качество угля оценивают по относительной влажности.
Помимо понятия ’’влажность” используют понятие ’’влагосодержание угля”, которое определяется отношением массы влаги к массе абсолютно сухого материала в относительных единицах (кг/кг):
(/=ЖМ/Сс.
Механизм сушки влажных материалов определяется видом связи влаги с материалом и режимом сушки.
При сушке угля удаляется влага, связанная с углем физико-механически и частично физико-химически. При этом в первую очередь удаляется капиллярная влага макропор, затем осмотическая влага, капиллярная влага микропор и адсорбционная влага.
465
Рис. 9.1. Изменение влажности W, температуры t и скорости сушки г> материала
I—IV — периоды сушки
В сушильной технике влажность материала классифицируют на равновесную, избыточную и гигроскопическую.
Под равновесной понимают влажность материала, при которой давление водяных паров над материалом равно парциальному давлению пара в окружающем воздухе. При определенных параметрах окружающего воздуха или сушильного агента (температуре и давлении) снижение влажности угля ниже равновесной невозможно.
Избыточная влажность обусловлена той влагой, которая может быть удалена в процессе сушки при доведении материала до равновесной влажности.
Гигроскопическая влажность — это влажность материала в гигроскопическом состоянии, т.е. состоянии, при котором материал способен поглощать влагу. Гигроскопическая влажность материала меняется в зависимости от относительной влажности окружающей среды. Влажность материала при относительной влажности воздуха, равной 100%, называется максимальной гигроскопической влажностью.
Механизм удаления влаги из угля в процессе сушки. Особенность сушки — переход влаги материала из жидкой фазы в газообразную в результате испарения, когда парциальное давление пара окружающей среды меньше, чем парциальное давление пара влаги материала.
С уменьшением разности давлений интенсивность испарения влаги из материала снижается и при разности давлений, равной нулю, сушка прекращается.
Сушка характеризуется изменением влажности и температуры материала, а также скоростью сушки. Весь процесс сушки можно разделить на несколько периодов (рис. 9.1). Кривая 1 выражает изменение влажности материала во времени W = /(t). Кривая 2 характеризует изменение скорости сушки, т.е. изменение влажности материала в единицу времени ЭW/дт = Iga = А/В.
Кривая 3 показывает изменение температуры материала в процессе сушки. Сушка в основном состоит из трех периодов: прогрева; постоянной и падающей скорости сушки. В первый период сушки (на кривой до точки Л) тепло расходуется на прогрев материала. Влажность угля в этот период уменьшается незначительно, а скорость сушки возрастает до максимального значения. Во втором периоде (отрезок АК\ кривой 2) скорость сушки постоянна и равна скорости испарения влаги с открытой поверхности жидкости. В этот период происходит испарение свободной влаги. Температура поверхности материала приблизительно равна температуре мокрого термометра, которая остается
466
постоянный (отрезок АК\ кривой 3). Второй период заканчивается тогда, когда влажность материала на поверхности испарения будет соответствовать максимальной гигроскопической влажности W Третий период падающей скорости сушки начинается после уменьшения влажности материала ниже максимальной гигроскопической. При этом скорость сушки замедляется (отрезок К\Р кривой 2), а температура материала увеличивается (отрезок кривой 3).
Характер кривых сушки зависит от влажности, размеров частиц материала и способа их укладки, гидродинамических условий обтекания, параметров среды (температуры, влажности, скорости). Совокупность этих факторов определяет режим сушки.
В процессе сушки до влажности материала, соответствующей максимальной гигроскопической влажности, избыток свободной влаги испаряется. При влажности материала ниже максимальной гигроскопической влажности уменьшение влажности сопровождается ростом удельной теплоты испарения влаги, что свидетельствует об изменении физического состояния системы. В этом периоде испаряется связанная влага и тепло затрачивается не только на фазовое превращение воды в пар, но и на разрушение связи влаги с материалом.
Наиболее экономичный и безопасный режим сушки угля — режим, соответствующий периоду постоянной скорости сушки, при котором удаляется только свободная влага. В этом случае скорость сушки максимальна и температура материала соответствует температуре мокрого термометра. При более глубокой сушке скорость процесса уменьшается, а температура высушенного угля повышается. Это обстоятельство должно учитываться при обосновании влажности высушенного продукта и выборе режима сушки того или иного угля.
Сушильный агент. На углеобогатительных фабриках продукты обогащения сушатся воздухом, разбавленными продуктами сгорания твердого, жидкого или газообразного топлива. Сушильный агент (теплоноситель) представляет собой газовую смесь, основным компонентом которой является воздух. Теплоноситель всегда содержит определенное количество водяных паров, масса которых в нем увеличивается в период контакта с подвергаемым сушке материалом.
Смесь сухого газа и водяного пара называется влажным газом. Давление влажного газа, согласно закону Дальтона, равно сумме парциальных давлений сухого газа рс г и водяного пара рп
Рв.г = Рс.г "* Рп-
Влажный газ, который при данных давлении и температуре имеет максимально возможное содержание водяного пара, называется насыщенным и является смесью сухого насыщенного пара и сухого газа. Давление пара в этом случае равно давлению его в состоянии насыщения рн, а содержание пара в 1 м3 газа численно равно плотности сухого насыщенного пара р (кг/м3).
Ненасыщенный влажный газ способен при данном давлении и температуре поглощать водяные пары. Абсолютная влажность — масса водяного пара в 1 м3 влажного газа (воздуха). Абсолютная влажность численно равна плотности пара рп при парциальном давлении рП и температуре t.
Отношение абсолютной влажности ненасыщенного влажного газа (воздуха) к максимально возможной абсолютной влажности газа при той же темпера-
467
Таблица 9.1
Содержание водяного пара (плотность г/м3) во влажном воздухе при р = 100 кПа
t, °C Ф, %
100 90 80 70 60 50 40 30 20 10 5
-15 1,39 1,25 1,11 0,97 0,83 0,70 0,56 0,42 0,28 0,14 0,07
-10 2,14 1,93 1,71 1,50 1,28 1,107 0,86 0,64 0,21 0,21 0,11
-5 3,24 2,92 2,59 2,27 1,94 1,62 1,30 0,97 0,65 0,32 0,16
0 4,84 4,36 3,87 3,39 2,91 2,42 1,94 1,45 0,97 0,48 0,24
+5 6,80 6,12 5,44 4,76 4,08 3,40 2,72 2,04 1,36 0,68 0,34
+10 9,40 8,46 7,52 6,58 5,64 4,70 3,76 2,82 1,88 0,94 0,47
+15 12,82 11,54 10,26 8,98 7,69 6,41 5,13 3,85 2,56 1,28 0,64
+20 17,29 15,56 13,83 12,10 10,37 8,64. 6,92 5,19 3,46 1,73 0,86
+25 23,03 20,73 18,43 16,12 13,82 11,52 9,21 6,91 4,61 2,30 1,15
+30 30,36 27,32 24,29 21,25 18,21 15,18 12,14 9,11 6,07 3,04 1,52
+35 39,59 35,53 31,67 27,71 23,76 19,80 15,87 11,88 7,92 3,04 1,52
+40 51,13 46,02 40,90 35,79 30,68 25,56 20,45 15,34 10,23 5,11 2,56
+45 65,42 58,88 52,34 45,80 39,25 32,71 26,17 19,63 13,08 6,54 3,27
+50 82,94 74,64 66,35 58,06 49,76 41,47 33,17 24,88 16,59 8,29 4,15
+55 104,28 93,85 83,42 73,00 62,57 52,14 41,71 31,28 20,86 10,43 5,21
+60 130,09 117,08 104,07 91,06 78,05 65,05 52,04 39,03 26,02 13,01 6,50
+65 161,05 114,95 128,84 112,74 96,63 80,53 64,42 48,32 33,21 16,11 8,05
+70 197,95 178,16 158,36 137,57 118,77 98,98 79,18 59,39 39,59 19,80 9,90
+75 241,65 217,49 193,32 169,16 144,99 120,83 96,66 72,50 48,33 24,17 12,08
+80 292,99 263,69 234,39 205,09 175,79 146,50 117,20 87,90 58,60 29,30 14,65
+85 353,23 317,91 282,58 247Д 6 211,94 176,62 . 141,29 105,97 70,65 35,32 17,66
+90 423,07 380,76 338,46 296,15 253,84 211,54 169,23 126,92 84,61 42,31 21,15
+95 504,11 453,70 403,29 352,88 302,47 252,06 201,64 151,23 100,82 50,41 25,21
+100 585,24 526,72 468,20 409,64 351,15 292,62 234,10 175,57 117,05 58,52 29,26
Таблица 9.2
Средние объемные теплоемкости газов, воздуха и продуктов сгорания, кДж/(м^ * °C)
t,°C Ог n2 СО СО2 НгО SO2 Н2 СН4 H2S С2Нб Воздух абсолютно сухой
0 1,3059 1,2946 1,2992 1,5998 1,4943 1,773 1,28 1,55 1,51 2,20 1,2971
100 1,3176 1,2958 1,3017 1,7003 1,5092 1,813 1,29 1,64 1,53 2,49 1,3004
200 1,3352 1,2996 1,3071 1,7873 1,5223 1,888 1,29 1,76 1,56 2,77 1,3071
300 1,3561 1,3067 1,3167 1,8627 1,5424 1,955 1,29 1,88 1,59 3,04 1,3172
400 1,3775 1,3163 1,3269 1,9297 1,5654 2,018 1,30 2,02 1,63 3,30 1,3289
500 1,3980 1,3276 1,3427 1,9887 1,5897 2,068 1,30 2,14 1,67 3,54 1,3427
600 1,4168 1,3402 1,3574 2,0411 1,6148 2,114 1,30 2,26 1,71 3,78 1,3656
700 1,4344 1,3536 1,3720 2,0884 1,6412 2,152 1,31 2,37 1,74 3,98 1,3708
800 1,4499 1,3670 1,3862 2,1311 1,6680 2,181 1,31 2,49 1,78 4,18 1,3842
900 1,4645 1,3796 1,3796 2,1692 1,6957 2,215 1,32 2,60 1,81 4,36 1,3976
1000 1,4775 1,3917 1,4126 2,2035 1,7229 2,236 1,33 2,70 1,85 4,54 1,4097
Таблица 9.3
Средние массовые теплоемкости газов, воздуха и продуктов сгорания при постоянном давлении, кДж/(кг * °C)
Л °C Ог n2 СО со2 НгО SO2 Нг сн4 Нг8 С2Нб Воздух абсолютно сухой
0 0,9148 1,0304 1,0396 0,8148 1,9594 0,607 1,42 2,16 0,99 1,64 1,0036 100 0,9232 1,0316 1,0417 0,8658 1,8728 0,636 1,43 2,29 1,01 1,86 1,0061 200 0,9353 1,0346 1,0463 0,9102 1,8037 0,662 1,43 2,46 1,03 2,06 1,0115 300 0,9500 1,0400 1,0538 0,9487 0,9192 0,687 1,43 2,63 1,05 2,27 1,0191 400 0,9654 1,0475 1,0634 0,9826 1,9477 0,708 1,44 2,83 1,07 2,46 1,0283 500 0,9793 1,0567 1,0748 1,0128 1,9778 0,724 1,44 2,99 1,10 2,64 1,0378 600 0,9927 1,0668 1,0861 1,0396 2,0092 0,737 1,44 3,16 1,13 2,82 1,0496 700 1,0048 1,0777 1,0978 1,0639 2,0419 0,754 1,45 3,31 1,14 2,97 1,0605 800 1,0157 1,0881 1,1091 1,0852 2,0754 0,762 1,46 3,48 1,17 3,11 1,0710 900 1,0258 1,0922 1,1200 1,1045 2,1097 0,775 1,47 3,63 1,19 3,25 1,0815 1000 1,0350 1,1078 1,1304 1,1225 2,1436 0,783 1,48 3,77 1,22 3,38 1,0907 чо ——
Таблица 9.4
Характеристика газообразного топлива
Объемная доля компонентов, % Теплота сгорания сухого Плотность сухого газа,
газа, кДж/м3 кг/м3
туре называется относительной влажностью газа и обозначается (р:
Ф = Pi/Рн = PrJPw
где рп, рн — плотность водяного пара соответственно в ненасыщенном и насыщенном влажном газе, кг/м3; рп, рн — парциальное давление водяного пара соответственно в ненасыщенном и насыщенном влажном газе, Па.
Относительная влажность газа может изменяться от 0 до 1. При (р = 0 газ сухой, при <р = 1 газ влажный, насыщенный. Температура, при которой относительная влажность газа равна единице, является температурой насыщения, или точкой росы. В табл. 9.1 приведено содержание водяного пара во влажном воздухе при различных температурах.
Влагосодержание газа d (г/кг), или х (кг/кг) — отношение массы пара 6П во влажном газе к массе сухого газа Gc г
d = 1000Gn/Gcr; х = Gn/Gc г.
Плотность влажного газа равна сумме плотностей сухого газа и пара:
Рв.г = Рс.г "* Ргг
Плотность сухого сушильного агента равна сумме произведений р( плотностей газов, входящих в сушильный агент, и их долевых участий g,:
Рс.г = ^8i Pi-
Плотность р некоторых газов при нормальных условиях следующая, кг/м3: О2 — 1,423; Н2 — 0,09; N2 — 1,25; СО — 1,25; СО2 — 1,977; SO2 — 2,865; воздух — 1,293; водяной пар — 0,804.
В расчетах сушильных установок плотность влажного газа (кг/м3) определяется по формуле
рв.г = (1 + O,OOlJ)/Vo,
где Vo — объем смеси сухих газов и водяного пара, отнесенный к 1 кг сухих газов, м3/кг;
VQ = 4,64 • Мг\622 + <273 + г).
470
Энтальпия — основной параметр, определяющий состояние сушильного агента как теплоносителя в процессе сушки. Энтальпию влажного газа определяют как сумму энтальпий сухого газа и водяного пара, ее рассчитывают на единицу сухой части газа. Удельная энтальпия влажного газа (кДж/кг сухого газа):
7 — Сс rtr + ifld,
где Сс г — теплоемкость сухого газа, кДж/(кг • °C); /п — энтальпия перегретого водяного пара, кДж/кг; tr — температура газа.
Теплоемкость сухого газа равна сумме произведений теплоемкостей газов, входящих в сушильный агент, и их долевых участий:
^с.г = ^8iCi-
Средние теплоемкости некоторых газов приведены в табл. 9.2 и 9.3.
Для перегретого и насыщенного водяного пара в воздухе (газе) энтальпия (кДж/кг) может быть с достаточной точностью определена по формуле Рамзина
zn = 2490+ 1,97г.
Так как при сушке продукты сгорания топлива в значительной степени разбавлены воздухом, то для упрощения расчетов допускают, что сушильным агентом является горячий воздух, и теплоемкость сухих газов принимают равной теплоемкости сухого воздуха.
Параметры сушильного агента рассчитывают на основании данных элементарного состава топлива. Теплоту сгорания топлива (кДж/кг) определяют калориметрически или рассчитывают по формуле Менделеева.
Для жидкого и твердого топлива
Q. = 339,1 С + 1030Н + 108,9(S - О - 25, ПТ),
где С, Н, S, О — содержание в топливе соответственно углерода, водорода, серы, кислорода, %; W — влажность топлива, %.
Характеристика жидкого топлива
Топливо .................................... Мазут 40 Мазут 100; 200
Элементный состав, % ............................
Cdaf.......................................... 87,4 87,6
Hdaf.......................................... 11,2 10,5
Sdaf ......................................... 0,5 0,7—1
^daf + Qdaf .................................. Q9 j
Низшая теплота сгорания на сухое топливо, кДж/кг. 40 500 40 400
Пересчет теплоты сгорания топлива (кДж/кг) при постоянной зольности, но разной влажности Wj и W2 производят по формуле
+ 25,ПТ])(100 - W2)/(100 - РЦ)] - 25,ПТ22.
Для газообразного топлива теплоту сгорания (кДж/м3) рассчитывают по содержанию компонентов, входящих в состав газа,
Q? = 126,4СО + 358,1СН4 + 560,5С2Н2 + 590,2С2Н4 +
+ 637,5С2Н6 + 912,5С3Н9 + 1403,8С6Н9 + 233,8H2S + 108Н2 .
Содержание компонентов в газообразном топливе определяют в процентах (табл. 9.4).
471
9.2. Расчеты процесса сушки
Расчет продуктов сгорания топлива. Теоретически необходимый расход сухого воздуха для полного сгорания 1 кг твердого или жидкого топлива:
Lq = 0,115(с; + 0,375s;) + 0,342Hf - 0,431О[;
объемный расход (м3/кг)
v0 = о,о889(с; + o,375s;) + о,265н; - о.озззо;.
где Ср S р H*f и Ot — содержание соответственно углерода, серы, водорода и кислорода в топливе на рабочую массу, %.
При отсутствии данных об элементном составе топлива
Lq = 0,24а (а; + 6W/)/1000,
где а — коэффициент, равный для торфа 1,35; каменных углей, сланцев, жидкого топлива 1,42; тощих углей и антрацитов 1,43.
В действительности для улучшения процесса горения в топку подводится воздуха больше, чем требуется по теоретическому расчету. Отношение объема V воздуха, действительно поступившего в топку, к теоретически необходимому V0 называют коэффициентом избытка воздуха
а = V/V0.
Эффективное горение твердого топлива достигается при а = 1,15ч-1,20.
При полном сгорании твердого или жидкого топлива удельный объем (м3/кг) продуктов сгорания равен сумме продуктов, образующихся при сгорании топлива:
Vr = VCO2 + ^SO2 + ^Н2О + Чч2 + К)2 •
Объем сухих продуктов сгорания
^с.п ~ ^СО2 + VSO2 + ^N2 + VO2 ;
объем сухих трехатомных газов
Уцог ~ vco2 + ^so2 »
Удельные объемы (м3/кг) компонентов в продуктах сгорания при подаче теоретически необходимого количества воздуха:
азота при а = 1,
Ц$2 = 0,79 У0
(азотом, содержащимся в топливе, пренебрегают); при а < 1
VN2 = 0,79У° + 0,79У°(а - 1);
472
кислорода при а > 1
УО2 = 0,21У°(а - 1);
водяных паров при полном сгорании 1 кг топлива и а = 1
VH2o = ОЛИН; + 0,0124W/ + 0,161У°,
где — содержание влаги в рабочем топливе, %;
при а > 1
VH2O = V»20 + 0,161(а - 1)V°;
продуктов сгорания (равен сумме объемов сухих газов и водяных паров)
Ц- = Vr02 + Vn2 + %о + (а - 1)V°;
теоретический объем воздуха, необходимый для сжигания 1 м3 сухого газообразного топлива,
уО = 0,47б[0,5СО + 0,5Н2 + 1,5H2S + £(m + n/4)CmH„ - О2],
где тип — число атомов углерода и водорода в молекуле углеводорода. Теоретический объем азота (м3/м3)
V°2 = 0,79У° + 0,01N2.
Объем сухих трехатомных газов (м3/м3)
Vro2 = 0,01[со2 + СО + H2S + S„(C„H,)].
Теоретический объем водяных паров (м3/м3)
Н2О = 0,011 н2 + H2s + 0,124а,
V0
+ 0,0161V0.
Расчет сушильной установки. Основной показатель сушильной установки — производительность по испаренной влаге
W = Gi(W] - 1У2)/(100 - W2) = 62(Wi - W,)/(100 - Wj,
где УУ — масса испаренной влаги, кг/ч (т/ч); G] — расход влажного материала, поступающего на сушку, кг/ч (т/ч); G2 — расход высушенного материала, кг/ч (т/ч); УУ] — влажность исходного материала, поступающего на сушку, %; W2 — влажность высушенного материала, %.
Масса абсолютно сухого вещества, проходящего в единицу времени через сушилку, до и после сушки сохраняется постоянной:
Gc = ^(100 - IVj)/100 = G2(100 - УУ2)/100.
Коэффициент полезного действия топки
Т| = 100 - (<7з + «уд + q5 + q6),
где 4/з — потери тепла от химической неполноты сгорания, %; q4 — потери тепла от механической неполноты сгорания, %; q5 — потери тепла топкой в окружающую среду, %; q6 — потери тепла со шлаком, %.
473
Потери тепла q$ от химической неполноты сгорания при работе с бблыиим коэффициентом избытка воздуха и надежном режиме горения находятся в пределах 1—1,5%.
Потери тепла (%) от механической неполноты сгорания
где ашл + пр, аун — доля золы в шлаке и провале, уносе; Гшл + пр, Гун — содержание горючих веществ в шлаке и провале, уносе, 326 — теплота сгорания 1% горючей массы, кДж/кг; Q?— располагаемое тепло, кДж/кг:
Qp — Qi + Cyty,
где Ст — теплоемкость топлива, кДж/(кг • °C); tr — температура топлива, °C:
где Сг, С3 — теплоемкость горючей и зольной частей топлива, кДж/(кг • °C);
Сг = 0,2 + 9 • lO-^B + D( 130 + ZT);
С3 = 0,17 +1,2 • 10Лт,
A',Vr— соответственно влажность, зольность и выход летучих веществ топлива, %.
На основании эолового баланса «шл + Пр + аун = !• При расчете на 1 кг топлива:
^ШЛ + пр = ^ШЛ + пр^пр / t 5 ^ун = -^ун^ун/^
где Ашл + пр, Аун — зольность шлака, провала, уноса, %.
^ШЛ + пр = 100 ~ ^ШЛ + пр’ ^ун = 100 — Аун, %.
Потери тепла топкой в окружающую среду q$ принимаются равными 1—2%:
<75 = О,24СГКЛ/<Й;
где С — теплоемкость воздуха при наружной температуре топочной камеры; обычно принимают С7КЛ = 1050 кДж/кг • °C; ZKJI — температура наружной поверхности топки, °C; W — количество испаренной влаги, т/ч.
Потери тепла со шлаком <?6»для слоевых топок в зависимости от приведенной зольности Ап находятся в пределах 0,5—1,5%. В камерных топках с сухим шлакоудалением величину q$ учитывают только для топлив, у которых приведенная зольность Ап = 10, и q6 составляет около 0,5%.
Приведенная зольность топлива
Xn=1000A,7ft.
Общий расход тепла на испарение 1 кг влаги (кДж/кг) 9об = (91 + 92 + 9з + 94)/Пт,
где Т|т — кпд топки.
474
Расход тепла на испарение влаги (кДж/кг)
71 = 2490+1,96z2-Cb0i,
где 1,97 — средняя теплоемкость пара, кДж/(кг • °C); г2 — температура газа на выходе из сушилки, °C; Св — теплоемкость воды, кДж/(кг • °C); 0j — температура угля, поступающего в сушилку, °C.
Расход тепла на нагрев угля, (кДж/кг)
^2 = с2см(е2-е1Ж
См — теплоемкость угля (кДж/(кг • °C)):
100 — w2 w2
См = с° 100 + 100.
Теплоемкость Cq, кДж/(кг • °C): для антрацитов 0,92; тощих углей 1,0; каменных 1,09; бурых 1,13.
Потери тепла сушилкой в окружающую среду (кДж/кг влаги)
<74 = 0,05(7j + 72).
Потери тепла с отходящими газами 73 (кДж/кг влаги) при температуре перед дымососом с учетом присоса воздуха на участке от сушилки до дымососа
73 = ^с.г(®2 — ®1)^г(^3 — ^о)»
где /с г — масса сухих газов в сушилке на 1 кг испаренной влаги, кг/кг:
^с.г = (71 + 72 + 74)/(С1г1 _ С2Г2)>
Cj и С2 — теплоемкость газов на входе и выходе из сушилки, кДж/(кг • °C); t/cr = /с.г/1,29, нм3/кг испаренной влаги, Сг — теплоемкость газов перед дымососом, кДж/(кг • °C); «1 и а2 — коэффициент избытка воздуха до сушилки и перед дымосомом.
Для твердого и жидкого топлива коэффициент избытка определяется по формуле
9Н[ + .
с , ’ ^С.Г<1
„ Г, 9Н[ + Wtr + At
Т|т + CTrT - 1--------------------
^5 It tt 100
«1 = -
где Q$— высшая теплота сгорания топлива, кДж/кг; гп, — температура топлива и газов перед сушкой, °C; /п — энтальпия пара, находящегося в газах, кДж/кг:
in = 2490 + 1,911 у,
d0 — влагосодержание наружного воздуха, г/кг; Iq — энтальпия наружного воздуха, кДж/кг:
/0 = Свго + O,OOldozBn
Ст, Сс г, Св — теплоемкость соответственно топлива, сухого газа и воздуха,
475
Таблица 9.5
Параметры влажного воздуха
Температура насыщения (точка росы), °C Давления насыщения пара, Н/м2 Плотность пара, кгДр Влагосодержа-ние воздуха при насыщении, г/кг Содержание тепла в 1 кг пара, кДж/кг
-20 123,8 0,00106 0,76 2450
-15 186,5 0,00157 1,15 2460
-10 278,3 0,00232 1,72 2465
-5 415,0 0,00350 2,56 2478
0 610,8 0,00488 3,80 2490
+5 871,8 0,00680 5,41 2500
+10 1227,1 0,00938 7,61 2510
+15 1704,0 0,01277 10,61 2520
+20 2337,0 0,01719 14,60 2528
+25 3167,0 0,02290 20,0 2539
+30 4221,0 0,03018 27,0 2548
+35 5622,0 0,03937 36,4 2558
+40 7375,0 0,05088 48,7 2562
+45 9582,0 0,06515 64,8 2581
+50 12335,0 0,08269 86,1 2586
+55 15471,0 0,10403 114,4 2600
+60 19920,0 0,12994 152,5 2606
+65 25010,0 0,16098 204,5 2616
+70 31160,0 0,19798 277,6 2624
+75 38500,0 0,24178 384,4 2632
+80 47360,0 0,29334 550,2 2641
+85 57600,0 0,35362 833,9 2646
+90 70110,0 0,42319 1406,6 2670
+95 84900,0 0,50480 3158,0 2670
+100 101320,0 0,059876 — 2680
кДж/(кг • °C); to — температура наружного воздуха, °C; i*a— энтальпия водяного пара, содержащегося в воздухе, кДж/кг (табл. 9.5).
Коэффициент избытка воздуха перед дымосомом определяется по формуле
a2 = ai(Kn+ 1),
где Ка — коэффициент присоса воздуха. Для газообразного топлива
“1 =
хлг Г, V- 0,09и „ „ 0,09и „ и Y Qs Лт+ — — X. _ cmHn сс 12, cmHn zBn 12т+ п J 12т+ п J
Zo f сс + ' Zq V с г 1 юоо
476
Значения коэффициента нрисоса АСП аоздуха в сушильный тракт
Топка....................................................... 0,10—0,15
Боров ...................................................... 0,10—0,15
Узел провала трубы-сушилки ................................. 0,06—0,12
Узел питания трубы-сушилки ................................. 0,05—0,07
Пылеулавливающие устройства................................. 0,20—0,30
Дымососы ................................................... 0,05—0,10
Открытый загрузочйый желоб барабана................................... 0,08
Герметизированный загрузочный желоб барабана.............:.. 0,04
Уплотнения сушильного барабана:
со стороны загрузочной части: секторные................................................ 0,06
манжетные............................................. 0,04
со стороны разгрузочной части: секторные...................................................... 0,05
манжетные....................................................... 0,03
Разгрузочная камера с устройствами на выгрузке: мигалки........................................................ 0,50
шнеки ......................................................... 0,20
Скребково-барабанные питатели ........................................ 0,05
Для сухого газообразного топлива удельный расход воздуха на 1 т топлива (кг/кг)
Lq = 1,38| 0,0179СО + 0,248Н2 + 0,44H2S + + ~ СтН„ - О I,
12m + п )
где СО, H2S, СтНл — массовая доля компонентов газообразного топлива, %; тип — число атомов углерода и водорода в молекуле углеводорода.
Масса сухих газов в продуктах сгорания газообразного топлива Сс.г. = 1+0^ - S,.0,09" ст Н„ . 12m + п
Масса водяных паров в продуктах сгорания газообразного топлива
Количество тепла (кДж/г), необходимое на испарение доли влаги W (кг/ч) ^исп = <7об^-
Для получения такого количества тепла при теплоте сгорания топлива Q- (кДж/кг) расход топлива (кг/ч)
В = ^исп/б i
Расход воздуха на горение (м3/ч)
Кг. = aTV°B(622 + J0)(273 + r0)/(622 • 273),
где ат — коэффициент избытка воздуха на входе в топку, принимается ат = 1,2; V0 — теоретически необходимый объем воздуха для сжигания топлива, нм3/кг; В — расход топлива, кг/ч; — влагосодержание воздуха, г/кг;
Iq — температура воздуха, поступающего в топку, °C.
477
Для твердого топлива
Теоретическое количество сухого воздуха, необходимого для сжигания 1 кг топлива
V0 = О,889(С,Г + 0,375S;) + 0,265Н; - 0,03330,г.
Объем влажных газов перед дымососом
^В.Г = ^В.г/^В.Г •
Масса влажного газа перед дымососом ^в.г = &с.г + ^В.П ’
где Gc r, GBJ1 — масса сухого газа и водяных паров перед дымососом, кг/ч:
^в.п.
9Hf + Wtr а2Л)^Р
100 100
В + W.
Плотность влажного газа
рв.г = (1 + 0,001 J)/Vo-
Влагосодержание газов перед дымососом d = 1000GB n/Gcr .
Объем смеси сухих газов и водяных паров, отнесенный к 1 кг сухих газов (м3/кг):
у0 = 4,64 • 10г\б22 + J)(273 +1).
Тепловой баланс сушильной установки Приход тепла. Тепло топлива (кДж/кг) Од = ^(0 ,г + Ст/т).
Физическое тепло подвергаемого сушке материала (кДж/кг)
_ ( 100 - wt ИИ
СА — Си -----------Сы + Си ---- I vi .
2 V 100 м 1 100 у 1
Физическое тепло поступившего в топку воздуха (кДж/кг) Q3 = aV°BCBtB.
Итого приход тепла (кДж/кг)
Собщ = Q1 + Q1 + Сз-
Расход тепла. Потери тепла топкой (кДж/кг)
Q\ = Qi ~ С1Лт •
Тепло на испарение влаги (кДж/кг)
02 = (2490 + l,97f2).
Тепло отходящих газов (кДж/кг)
03 = Vc г Сг tr .
478
vtzrfpeoff огоаг/!з e»i пн меря ‘ j нпичнпш£
Рис. 9.2. /^-диаграмма влажного воздуха
Тепло высушенного продукта (кДж/кг)
04 ~
100 - W2 ---------
100 м
+ r W2'
+ Сто ----
2 100,
02-
Тепло, переданное сушилкой и системой пылеулавливания (кДж/кг) в окружающую среду
05 = 0обш - (0/ + 02 + 03 04)-
Графоаналитический расчет сушки. Аналитический расчет сушилки, т.е. определение удельных расходов тепла и сухого агента сушки, является
479
достаточно кропотливым, а при отсутствии данных по энтальпии /г2 и температуре t2 газов на выходе из сушилки приходится решать эту задачу методом подбора. Проще и нагляднее использовать графический метод — I-d диаграмму, построенную проф. Л.К. Рамзиным (рис. 9.2).
Основные параметры этой диаграммы — энтальпия и влагосодержание. Барометрическое давление принято равным 9,7 • 105 Па. Энтальпия / отложена на оси ординат, а влагосодержание d — по оси абсцисс. Для более четкого построения семейства кривых относительной влажности воздуха на той же диаграмме угол между осями взят не прямой, как на обычных графиках, а тупой, т.е. 135°. Наклонная ось влагосодержания не приведена на диаграмме, а вместо нее построена под прямым углом к оси ординат вспомогательная ось, на которую спроектированы значения влагосодержания с наклонной оси.
Поэтому линии энтальпии идут наклонно, а линии влагосодержания — вертикально. На диаграмме начерчены кривые постоянной влажности воздуха (ф = const). Они имеют резкий перелом при температуре 99,4°С, так как при этой температуре давление насыщенного пара равно барометрическому давлению 9,7 • 105 Па. Кривая ф = 100% делит площадь диаграммы на две части: верхнюю, при параметрах которой влажный воздух представляет собой смесь сухого воздуха и насыщенного пара, и нижнюю, соответствующую параметрам, при которых пар является насыщенным и частично сконденсированным в жидкость.
На I-d диаграмме рядом с линиями / = const пунктиром нанесены линии zM = const. Они имеют небольшой наклон к прямым / = const. Внизу диаграммы построена кривая рп =f(d) в обычной координатной сетке. По оси ординат отложено парциальное давление водяного пара, а по оси абсцисс — влагосодержание.
По диагрммме влажного воздуха легко определить любые параметры влажного воздуха (/, d, t, tM, ф, р„), если известны два из них.
Перед поступлением в сушилку воздух нагревается. Параметры холодного воздуха до его нагрева Zq и d. На рис. 9.3 точка А соответствует состоянию воздуха перед нагревом.
При нагреве воздуха увеличиваются его энтальпия и температура, а влагосодержание остается неизменным. Этот процесс на I-d диаграмме представлен линией АВ}. В точке В} температура воздуха равна Zp энтальпия /] и влагосодержание d} = dQ. Теоретический процесс сушки будет происходить при постоянной энтальпии (/ = const), т.е. по линии С. В точке С параметры отработанного воздуха будут z2, d2, /2 = /р
Расход воздуха (кг), отнесенный к 1 кг испаренной влаги,
I = 1000/(d2 - d}) = lOOO/(DCMd),
где Md — масштаб влагосодержания, кг/мм.
Расход тепла на подогрев 1 кг воздуха будет выражаться линией АВ} в масштабе энтальпий Мi (кДж/мм).
Расход тепла на 1 кг испаренной влаги при теоретическом процессе
q = 1(Ц - /0) = MMKM}/Md)(AB/DC).
Действительный процесс сушки протекает при тех же параметрах, что и теоретический, т.е. при тех же Iq, d}, t}, t2 или /2, но при этом параметре учитываются потери и дополнительный подвод тепла Д (кДж/кг), которые 480
всегда имеются в реальном сушильном аппарате:
Л = ^1-(<7м + <75)-
В зависимости от того, будет ли Д > О или Д < 0, действительный процесс сушки (будет представлен линией ВХС" (лежащей выше линии ВХС) или ВХС' (лежащей ниже линии ВХС).
Для построения линий ВХС' и ВХС на луче В\С теоретической сушилки из произвольной точки Е проводят линию, перпендикулярную к оси абсцисс, на которой откладывают вверх (Д > 0) или вниз (Д < 0) отрезок
ЕЕ 1(2) = hEflm = Д///И,
где т — значение, зависящее от масштаба диаграммы, равное 1000Л/\/Md.
Проводя через точку Ех луч ВХЕХ до пересечения его с заданным значением 12 или t2, находят конечную точку сушильного процесса, изображенного, таким образом, линией ВХС' или ВХС".
После этого определяют расход агента сушки (кг) и тепла (кДж) на 1 кг испаренной влаги
I = 1000/(4, - dx) = 1000/[Л/^С(ОС')],
q = /(/, _ /0) = mAEl(2)/[DC(DC')] + Д.
Расход (кг/ч) сухого агента сушки, необходимого для испарения всей влаги W из материала,
Gr = W.
16. Техника и технология...
481
9.3. Сушильные аппараты
Сушильная установка представляет собой сложный технологический агрегат, состоящий из топочных, пылеулавливающих и тягодутьевых устройств, сушильных аппаратов, дозирующего, транспортного и запорного оборудования и оснащенный контрольно-измерительной аппаратурой.
Барабанные газовые сушилки широко применяют для сушки углей. Основное преимущество барабанных сушилок по сравнению с сушильными аппаратами других типов — высокая надежность в работе как при сушке сыпучих материалов, содержащих куски крупностью до 250 мм, так и при сушке вязких, липких материалов, таких как флотационные концентраты и шламы.
Недостатки барабанных сушилок: большие габаритные размеры и низкое напряжение объема барабана по испаренной влаге; значительная металлоемкость, составляющая 4—5 т на 1 т испаренной влаги в 1 ч; большой объем материала, постоянно находящегося в барабане во время его работы; налипание влажного материала на внутренние устройства сушильного барабана, что значительно снижает эффективность работы сушилки.
Барабанные сушилки являются аппаратами непрерывного действия. Они подразделяются на следующие группы:
с прямым теплоообменом, в которых происходит непосредственное соприкосновение материала с горячими газами по прямо- или противоточной схеме движения газов и материала;
с косвенным теплообменом, в которых тепло передается от газов к материалу через металлическую стенку;
с комбинированным теплообменом, в которых передача тепла материалу происходит через металлическую стенку, а также путем непосредственного соприкосновения материала с горячими газами.
Барабанные сушилки с прямым теплообменом применяют для сушки углей (рис. 9.4).
Внутренняя часть барабана оборудована лопастями. При вращении барабана они захватывают материал и рассыпают его тонкими параллельными каскадами (струйками), заполняющими все пространство барабана (рис. 9.5). Горячие газы, перемещаясь между каскадами падающего материала, непосредственно соприкасаются с его влажной поверхностью. Число каскадов, образующихся в сушильном барабане, а следовательно, и эффективность теплообмена между газом и материалом, обусловливаются числом и конструкцией лопастей. При конструировании внутренних устройств сушильных барабанов учитываются крупность, плотность, сыпучие свойства подвергаемого сушке материала и необходимость обеспечения его равномерного распределения в поперечном сечении барабана. Передвигаясь по барабану от места загрузки к месту выгрузки, материал становится более сухим и сыпучим, поэтому в разгрузочной части барабана внутреннее устройство должно оснащаться большим числом лопастей по окружности барабана или специальными скребками.
Материал перемещается вдоль сушильного барабана в результате наклона последнего, вращения и сноса частиц. При этом для частиц в наружных слоях каскада, интенсивно омываемых газом, условия теплообмена близки к условиям сушки во взвешенном состоянии. Для частиц во внутренних слоях каскада, хуже омываемых газами, условия теплообмена могут значительно отличаться от условий при сушке во взвешенном состоянии.
В барабанных сушилках количество тепла (кДж/ч), передаваемое материалу от сушильного агента, определяется уравнением (см. рис. 9.5).
482
Q = Qi + Qn + Qnb
где Qi — расход тепла, передаваемого через поверхность частиц, падающих с лопастей, кДж/ч; — расход тепла, передаваемого через наружную поверхность материала, находящегося на лопастях и в завале, кДж/ч; £>ni — расход тепла, передаваемого в результате соприкосновения материала с более нагретыми деталями сушильного барабана, кДж/ч.
В общем случае расход тепла (кДж/ч), передаваемого от газов к материалу,
Q = (Xp'AZqjVg,
где (Ху — объемный коэффициент теплообмена, характеризующий процесс теплообмена в барабанной сушилке, кДж/(м3 • °C); Д/ср — средняя разность температуры газов и материала, °C; Уб — объем сушильного барабана, м3.
Основной показатель процесса теплообмена в барабанной сушилке — объемный коэффициент теплообмена ау, характеризующий количество тепла, отнесенного к единице объема сушилки, которое передается от газа к материалу.
Наиболее характерные параметры барабанной сушилки — напряжение ее объема по испаренной влаге, т.е. по массе влаги, испаренной за 1 ч в 1 м3 объема барабана:
A6=W/(F6L6) = W/V6,
где Аб — напряжение объема сушилки по испаренной влаге, кг/(м3 • ч); IV — расход испаренной влаги, кг/ч; FqL6 = V6 — объем барабана, м3; F6 — поперечное сечение сушилки, определяемое с учетом максимально допустимой скорости газов на выходе из сушильного барабана:
F6=Vr/[3600(l-E)vB.bIX],
L6 — длина барабана; Уг — расход газов, выходящих из сушилки, м3/ч; е — заполнение объема барабана сушилки, принимаемое равным 0,2—0,25.
Значение зависит от типа внутреннего устройства барабана, степени заполнения его объема, частоты вращения и угла наклона сушилки, физических свойств (влажности и размеров частиц материала), температуры, влажности и скорости сушильного агента внутри барабана.
На действующих в различных отраслях промышленности сушильных барабанах напряжение объема сушилки по испаренной влаге колеблется в широких пределах — 10—115 кг/(м3 • ч).
Сушильные барабаны выпускают с наклоном 1/15—1/50, соотношение длины и диаметра барабана LCJD6 = 4 4-8. Для сушильных барабанов диаметром до 2500 мм принимают максимальную частоту вращения 7,64 мин-1, для барабанов диаметром более 2500 мм — 6,01 мин -1.
На углеобогатительных фабриках для сушки угольных концентратов применяют сушильные барабаны диаметром 2,8 м и длиной 14 м, а также барабаны диаметром 3,5 м, длиной 27, 22 и 18 м и барабаны 3,25 X 20 фирмы "ПИК" (Франция).
Ранее сушильные барабаны оснащали приемно-винтовой лопастной и секторной листовыми насадками. В последнее десятилетие значительное повышение эффективности и надежности работы сушильных барабанов при сушке высоковлажных продуктов обогащения (флотоконцентрата, шлама) достигнуто за счет оснащения барабанов цепными насадочными устройствами.
16’
483
Mt
Рис 9.5. Схема передачи тепла в сушильном барабане. (См. текст)
Сушильный барабан с цепной насадкой (рис. 9.6). В загрузочной части барабана приемно-винтовые листовые лопасти установлены с наклоном 50° и сочетаются с цепными лопастями, которые переходят в подъемные с наклоном 15° к образующим поверхностям барабана. Между лопастями через один ряд по всей длине барабана с интервалом в 500 мм подвешены поперечные лучевые подвески. Конкретное сочетание элементов цепной насадки уточняется по каждой фабрике в зависимости от свойств подвергаемого сушке угля. Конструкция насадки предусматривает крепление цепей на кронштейнах, вследствие чего значительно упрощены работы по замене насадки. Срок службы цепей при сушке антрацитов — 4—5 мес, концентратов каменных углей — 9—12 мес. Срок службы кронштейнов более 3-х лет. Чертежи на цепные насадки разработаны Укрнииуглеобогащением. Цепными насадками оснащены сушильные барабаны диаметром 2,8; 3,25 и 3,5 м практически всех углеобогатительных фабрик Украины. Цепные насадочные устройства Укрнииуглеобогащения применяют и в сушильных барабанах ЦОФ "Беловская" и Березовская" ПО "Кузбассуглеобогащение".
Применение цепных насадок обеспечило повышение эффективностил работы сушильных барабанов на 20—25%, устранение их залипания, уменьшение температуры отходящих газов. В табл. 9.6 приведены показатели работы сушильных барабанов с цепными насадками. Выпуск сушильных барабанов с цепными насадками освоен заводами химического машиностроения "Прогресс” (Бердичев) и Уралхиммаш (Екатеринбург). Техническая характеристика этих барабанов приведена в табл. 9.7.
Рис. 9.4. Барабанная сушилка
/ — топка; 2 — растопочная трубка; 3 — конвейер; 4 — питатель влажного угля; 5 — сушильный барабан; 6 — батарейный пылеуловитель; 7 — труба для выброса очищенных газов; 8 — мокрый пылеуловитель; 9 — дымосос; 10 — шлюзовый затвор; 11 — скребковобарабанный питатель; 12 — разгрузочная камера
485
486
Рис. 9.6. Сушильный барабан с цепной насадкой
] — корпус; 2 — приемно-винтовая насадка; 3 — цепные лопасти; 4 — поперечные цепные завесы
Рис. 9.7. Уплотнения сушильных барабанов:
I — сушильный барабан; 2 — сектор уплотнения; 3 — прижимная пружина; 4 — опорный кронштейн; 5 — сушильный барабан; 6 — обечайка; 7 — уплотнение; 8 — разгрузочная камера; 9 — прижимная планка; 10 — крепежная шпилька; И — сушильный барабан; 12 — уплотнительные деревянные брусы; 13 — прижимная пружина; 14 — пружина; 15 — распорный болт; 16 — шайба; 17 — гайка
Удельный расход тепла в барабанных сушилках составляет 4000— 5000 кДж/кг испаренной влаги, а расход электроэнергии на 1 т испаренной влаги — 40—50 кВт • ч. Эти показатели находятся в прямой зависимости от производительности барабана по испаренной влаге, которая кроме состояния насадок определяется эффективностью работы топки, состоянием герметичности трактов, скоростью теплоносителя, видом подвергаемого сушке материала и другими факторами.
Для уплотнения мест входа барабана в топку и разгрузочную камеру применяют различные уплотнения (рис. 9.7).
Со стороны загрузки сушильного барабана используют секторное (рис. 9.7, а), ленточное (рис. 9,7, б) или лабиринтное уплотнения. При установке секторного уплотнения зазор между секторами и обечайкой должен быть не менее 4 мм. При выставке обечайки реальное биение допускается не более 4 мм. Со стороны разгрузочной камеры устанавливают уплотнения различной конструкции (бандажное, ленточное, лабиринтное, аэродинамическое), а также уплотнение из деревянных брусьев длиной 220—250 мм, прижатых к корпусу барабана (рис. 9,7, в).
Быстро изнашиваемым узлом сушильного барабана является загрузочный желоб. Его низкая эксплуатационная надежность обусловлена тем, что в соответствии с принятыми проектными решениями основной его рабочий участок проходит через смесительную камеру топки, в связи с чем он подвержен с наружной стороны воздействию высокотемпературных дымовых газов, а с внутренней — охлаждению и интенсивному истиранию перемещающимся по нему влажным материалом. Применяемые для тепловой защиты желоба теплоизоляционные обмазки малоэффективны, вследствие чего срок службы этого узла составляет 6—12 мес. Подаваемый в нижнюю часть сушильного барабана влажный материал зачастую не успевает рассредоточиться по длине барабана и пересыпается через подпорное кольцо в смесительную камеру топки.
В усовершенствованной конструкции загрузочного желоба (рис. 9.8) предусмотрены вывод его из зоны воздействия высоких температур, уменьшение контакта влажного материала с поверхностью желоба и рассредоточение подаваемого в сушилку материала. Это достигается за счет того, что свод смесительной камеры топки опускается на уровень нижней кромки загрузочного желоба. Основная часть желоба вертикальная, а наклонная часть желоба вводится под верхнюю кромку подпорного кольца. Загрузочные желоба усовершенствованной конструкции внедрены на ЦОФ "Восточная", "Червоно-градская", "Комендантская", "Яновская", "Суходольская", "Горловская" и др.
Разгрузочные камеры барабанных сушилок служат для приема высушенного угля и осаждения из газов части угольной пыли. Чтобы обеспечить освобождение барабана от находящегося в нем угля при аварийной остановке транспортного тракта высушенного продукта, нижняя часть камеры должна вмещать весь материал, находящийся в сушильном барабане. Для повышения эффективности осаждения угольной пыли и снижения вихревых потоков целесообразно применять разгрузочные камеры прямоугольной формы с плавным сужением верхней части. Эффективность очистки газов в разгрузочных камерах колеблется в широком диапазоне и составляет 85—95%.
Газовые трубы-сушилки. Сушка материалов в трубах сушилках протекает в условиях конвективного теплообмена и аэродинамического взаимодействия движущихся частиц материала с газовым потоком.
Главным критерием оценки скорости газового потока считается скорость витания, которая является основной аэродинамической характеристикой
488
Таблица 9.6
Основные показатели работы барабанных сушилок с цепными насадками
Фабрика Продукт сушки Размер, м Влажность, % Производительность, т/ч
диаметр длина начальная конечная по исходному углю по испаренной влаге
Криворожская Флотационный концентрат 2,8 15 25,8 12,7 51,0 7,7
Суходольская Тоже 2,8 15 27,8 12,1 44,9 8,0
Белореченская Смесь флотационного концентрата и мелкого 2,8 15 17,8 9,2 87,0 8,2
Луганская Тоже 2,8 15 19,2 11,7 106,7 9,1
Горловская Флотационный концентрат 2,8 15 26,6 11,6 38,7 6,6
Чумаковская Смесь флотационного концентрата и мелкого 2,8 15 18,3 92 100,2 10,1
им. Комсомола Украины Тоже 3,5 27 24,3 12,1 195,0 27,1
Червоноград-ская Флотационный концентрат 3,5 18 21,2 7,9 207,2 29,9
Калининская Тоже 3,25 20 23 9,7 59,7 8,8
Стахановская Смесь флотационного концентрата и мелкого 3,25 20 26,6 12,0 76,5 12,7
тиц в газовом потоке зависит в основном
Рис. 9.8. Загрузочное устройство сушильного барабана (усовершенствованное)
I — загрузочный желоб; 2 — свод смесительной камеры; 3 — сушильный барабан
частиц материала, учитывающей в одном показателе влияние на поведение материала в вертикальном газовом потоке плотности, формы, удельной поверхности и т.д.
Скорость витания ивит частицы находится из уравнения равновесия сопротивления среды и силы тяжести:
^ВИТ — 5,22 у ^мРк/Рг »
где dM — диаметр частицы, м; рк и рг — плотность материала и газа, кг/м3.
Опытами установлено, что устойчивое перемещение угольных час-от скорости витания
Ц- — уо*вит,
где — коэффициент, учитывающий запас скорости газового потока, принимается в пределах 1,25—1,5; и*вит — скорость витания наиболее крупных частиц материала, м/с.
Минимальная скорость воздуха, обеспечивающая устойчивое перемещение, определяется границей "провала", когда из потока начинают выпадать частицы материала.
Рабочая скорость воздуха для мелких частиц, установленная на практике пневматического транспорта, значительно превышает скорость витания. Например, для мелкозернистого материала она достигает величины (10—15)0вит.
Таблица 9.7 Технические характеристики сушильных барабанов для сушки угля
Тш Завод-изготовитель Габаритные размеры, м Номер электродвигателя Производительность, т/ч
диаметр длина по углю по испаренной влаге
БН-2, 8-14НУ-04 Прогресс 2,8 14 75 до 110 до 10
БН-3,5-27НУ-0,5 Уралхиммаш 3,5 27 200 до 350 до 30
БН-3.5-22НУ-0.5 Тоже 3,5 22 200 до 350 ДО 30
БН-3,5-1,8НУ-05 3,5 18 200 до 300 ДО 25
490
Для крупных частиц это превышение находится в пределах (1,5—2)1)вит, т.е. коэффициент у в уравнении 1)г = \|Н)ВИТ зависит от размера частиц и закона изменения скорости воздуха у стенок трубы.
До настоящего времени не существовало определенного мнения о значении скорости движения газа в двухфазном восходящем потоке. Однако определение оптимальной скорости газового потока имеет большое практическое значение. Скорость должна быть минимальной, так как с ее увеличением при прочих равных условиях потеря напора возрастает в квадратичной зависимости, а расход энергии примерно в третьей степени. В то же время недостаточно высокая скорость может вызвать так называемый "провал".
Зная пограничную зону, можно принять меры для предотвращения "провала".
Скорость газа на границе "провала" может быть выражена через концентрацию материала Цср и скорость витания частиц в виде следующего соотношения:
опт 0,28 *
Ъг = ^2Р-ф ^вит
ИЛИ
опт, * , 0,28
V = г /^вит = ^2Нср •
Экспериментально установлено, что околопровальная скорость газового потока зависит также от состояния материала, поступающего в сушилку, т.е. от сыпучих свойств материала и способа его заброса в сушилку.
На основании экспериментальных исследований и опытных данных, полученных при испытаниях промышленных труб-сушилок, рабочая (оптимальная) скорость газового потока 1)гср может быть определена по формуле
з,---------
W.cp/^BHT.cp = О 0,3)Цф /WBHT,
где 1)*вит.ср — средняя скорость витания наиболее крупных частиц материала, м/с; цср — средняя концентрация материала в трубе-сушилке, кг/кг; IV,, = = W] - lVmax — доля поверхностной влаги, %; IV] — начальная доля влаги угля, %; IVmax — максимальная влагоемкость угля; %; т — коэффициент, учитывающий влияние конструкции питателя-забрасывателя, равный 1,03—1,05; он может быть определен эмпирической зависимостью
з,------
А / max
т = 0,6 \ Ь/ам ,
где b — ширина (толщина) рабочего органа забрасывателя (палец, цепь, щель), мм; — максимальная крупность частиц, мм.
При b а м отношение b/d м = 1.
Материал, движущийся в потоке газа, распределяется неравномерно по сечению трубы. В результате торможения частиц у стенок труб материал концентрируется ближе к ее центру. Однако скорость его мало меняется по сечению трубы. Газ, наоборот, прижимается материалом к периферии, от чего скорость его в центре ниже.
Неравномерность профиля скоростей увеличивается с ростом концентрации материала и скорости газового потока. При движении частиц отмечаются их вращение и пульсация в потоке. Быстровращающиеся частицы поднимаются
491
вверх. Это объясняется несимметричным обтеканием зернистого материала в газовом потоке, что является основной причиной вращения частицы в потоке. Вращающаяся частица увлекает в циркуляционное движение слой газа, непосредственно прилегающий к ней. Вращение тел значительно влияет на характер аэродинамического взаимодействия тела с газовым потоком.
Решение сложного движения материала в трубах-сушилках может быть значительно упрощено, если рассматривать движение не отдельной частицы, а всей массы материала в целом.
При движении аэросмеси в восходящем потоке твердая фаза отстает от газовой. Количество это можно выразить как отношение между скоростью материала и скоростью газового потока:
а = -Ом/ог.
а — коэффициент скольжения фаз.
На основании экспериментальных данных получена расчетная формула для определения коэффициента скольжения фаз в трубе-сушилке
а ~ ^М.ср/^г.ср = 61,5(FrM)O’S (рг.ср/рк.ср)»
где FrM — критерий Фруда,
^гм = (^г.ср — ^вит.ср)/ S^M.cp'
Процесс сушки в восходящем газовом потоке характеризуется высокой интенсивностью передачи тепла от газа-теплоносителя к твердым частицам. В процессе сушки угля теплообмен между частицами и газовым потоком протекает при их переменных массах.
Критериальная зависимость теплообмена в трубе-сушилке при сушке угля имеет вид
Nu = 0,66Rep'1’25(W2AVKp)2,
где Re — критерий Рейнольдса; W2 и УУкр — доля влаги соответственно конечная и критическая,
При сушке материала до влажности W2 > УУкр
ВДр=1.
Как видно, на эффективность процесса теплообмена в значительной мере влияют период сушки и концентрация материала в газовом потоке.
Эффективность сушильного аппарата обусловливается поверхностью раздела фаз FM (м2) в единице объема (м3) сушилки:
/=м = бЦсрргЦЛУС^мРк^м)-
На поверхность раздела фаз в значительной мере влияет слипание (комкование) частиц. Этот фактор учитывается в формуле коэффициентом к, который может быть определен из зависимости
где Wcp = (Wi + W2)/2 — средняя влажность угля, %.
Рабочей длиной трубы-сушки считается расстояние между местом забрасывания материала в сушилку и входом трубы-сушилки в циклон (проходной сепаратор). Эта длина зависит от скорости газов и температуры, вида сушимого материала, производительностил трубы-сушилки, разрыхленности и равномерности распределения сырого материала по сечению трубы и т.д.
492
Рис. 9.9. Схемы трубы-сушилки
/раб — длина рабочего участка; /забр — длина участка заброса; /пр — длина участка провала; 1 — труба-сушилка; 2 — забрасыватель; 3 — разгрузочный циклон; 4 — проходной сепаратор; 5 — компенсатор
Рабочую длину трубы-сушилки можно определить по времени нахождения материала в ней, которое, в свою очередь, можно определить по критерию Фурье (Fo).
Критерий Фурье находится из уравнений: для первого периода сушки г
2^-^ 1
_3Nu5oTo(er-eK)J 3Л (Qwsr >
I ас J
для второго периода сушки
г -i2
Fo'= *и 1
_ 3Nu5o/o(£2r ~ £?к )_ Хг J । а^г к ас )
Из найденного значения критерия Фурье определяем время
т _ _______
(ЗбООБоа)’
где а — коэффициент температуропроводности.
Зная среднюю скорость материала в трубе-сушилке, находим рабочую
493
длину /раб (м) трубы-сушилки:
^раб = ^*м.ср^-
На рис. 9.9 показана конструкция трубы-сушилки.
На углеобогатительных фабриках большинство труб-сушилок имеет диаметр 900 и 1100 мм. Общая длина труб-сушилок изменяется в широких пределах. Соответственно и длина рабочего участка трубы-сушилки колеблется в пределах 15—25 м.
Весьма показательной является высота загрузки трубы-сушилки, которая изменяется в пределах 2,5—6 м, на отдельных фабриках она достигает 8—11 м. Трубы-сушилки с восходящим потоком газов имеют необоснованно большую длину.
Рис. 9.10. Схема загрузочного узла трубы-сушилки
1 — забрасыватель с цепным ротором; 2 — металлический кожух; 3 — футеровка шамотным кирпичом; 4 — шамотная футеровка или металлическая царга; 5 — труба-сушилка; 6 — компенсатор
Рис. 9.11. Цепной забрасыватель
1 — корпус; 2 — шлюзовый затвор; 3 — цепной ротор; 4 — труба-сушилка
494
SO, 00
Рис. 9.12. Компоновка технологического оборудования трубы-сушилки
1 — топка; 2 — растопочная труба; 5 — бункер сырого угля; 4 — узел загрузки; 5 — труба-сушилка; 6 — циклон; 7 — батарейный пылеуловитель; <8 — дымовая труба; 9 — мокрый пылеуловитель; 10 — дымосос; 11 — шлюзовый затвор; 12 — скребково-барабанный питатель; 13 — гидрозатвор; 14 — шибер
Для сушки угля могут применяться трубы-сушилки диаметром: 900, 1100, 1250 и 1500 мм с рабосей длиной 8—10 м. На рабочем участке трубы-сушилки толщина стенки трубы обычно принимается 6—8 мм. С целью увеличения срока службы она должна изготовляться из нержавеющей стали.
Для восприятия температурных перепадов по длине трубы-сушилки и в месте сопряжения ее с элементом узла питания устанавливают компенсаторы.
Нижняя часть трубы-сушилки (от узла питания до провальной части) футеруется с внутренней стороны огнеупорным кирпичом (износостойким облицовочным материалом) толщиной, обеспечивающей температуру наружного металлического кожуха не более 45°С.
В зоне загрузки труба-сушилка выполняется круглого сечения с внутренней кирпичной футеровкой, которая заканчивается на высоте выше оси цепного ротора забрасывателя, равной 1,5 диаметра трубы-сушилки (рис. 9.10).
Нормальные условия работы сушильных установок зависят от конструктивных особенностей узла загрузки влажным углем. Узел загрузки труб-сушилок состоит из дозировочного устройства и питателя-забрасывателя.
Повышение эффективности сушки в трубах-сушилках возможно только при тех условиях, когда обеспечивается всесторонний контакт с горячими газами отдельных частиц угля. Так как в трубах-сушилках сушатся высоковлажные мелкие материалы, то в конструкции питателя-забрасывателя должны быть учтены специфические свойства сушимого материала, особенно флотационного концентрата.
Укрнииуглеобогащение разработал и внедрил конструкцию цепных питателей-забрасывателей (рис. 9.11). Питатель-забрасыватель обеспечивает рыхление подаваемого материала и равномерное распределение его по всей площади трубы-сушилки. Применение в качестве забрасывающего органа цепей исключает возможность замазывания ротора сырым углем.
На некоторых трубах-сушилках применяют пальцевые забрасыватели без промежуточного затвора. В этом случае герметизация достигается установкой кожуха над тарельчатым питателем и забрасывателем.
Технологические схемы и компоновки установок с трубами-сушилками разнообразны и отличаются главным образом конфигурацией и габаритами сушильных труб, типами топок, размещением дымососов и системами пылеулавливающих устройств и др.
На рис. 9.12 показана компоновка технологического оборудования трубы-сушилки смеси флотационного концентрата с мелким концентратом. Рабочий участок трубы короткий. В верхней части ее отсутствует колено. Дымосос размещен таким образом, чтобы не попадала агрессивная вода из мокрых пылеуловителей. Над узлом загрузки трубы-сушилки смонтирован аккумулирующий бункер объемом, обеспечивающим непрерывную работу сушилки в течение 1 ч.
Для повышения надежности работы и эффективности очистки газов на первой ступени пылеулавливания предусмотрена установка двух спаренных циклонов со скошенными верхними крышками и наклоном из входных патрубков под углом 45°. На рис. 9.13 показана компоновка оборудования трубы-сушилки фирмы "Бюттнер" (Германия), в которой осуществляется сушка флотационного концентрата.
Влажный материал сушится во время продвижения его по трубе-сушилке, в верхней части которой расположено колено, предусмотренное для введения подсушенного материала в циклон. Наружная обечайка этого колена имеет износостойкое исполнение. С наружной стороны обечайки встроены нагрева-
496
Рис. 9.13. Схема сушильной установки фирмы "Бюттнер"
1 — бункер; 2 — питатель-смеситель; 3 — шлюзовый затвор; 4 — протирочный питатель-забрасыватель; 5 — труба-сушилка; 6 — циклон; 7 — шлюзовый затвор; 8 — дымосос; 9 — шлюзовые затворы; 10 — батарейный пылеуловитель; II — мокрый пылеуловитель; 12 — скребковый конвейер; 13 — конвейер; 14 — тракт рециркуляции газов; 75 — топка; 16, 17 — дутьевые вентиляторы; 18 — тракт подачи топлива; 19 — тракт золошлакоудаления; 20 — растопочная труба
тельные стержни для предотвращения налипания материала в этом месте поворота. Кроме того, к колену пристроены два вибровозбудителя.
В двух параллельно установленных циклонах происходит отделение высушенного угля от газов. Уголь разгружается из циклонов внизу через затвор на цепной конвейер. Внутри циклоны защищены стальной или базальтовой облицовкой от истирающего действия движущегося с большой скоростью угля. Крепление облицовки предусмотрено таким образом, что ее можно менять, не удаляя изоляции.
Запыленные газы из циклонов поступают на очистку в групповые циклоны, состоящие из 12 отдельных циклонов диаметром 1200 мм.
Отделенная угольная пыль разгружается через шлюзовый затвор на цепной конвейер, транспортирующий подсушенный уголь.
Для окончательной очистки парогазовая смесь после групповых циклонов попадает в мокрый пылеуловитель. В атмосферу газы уходят с содержанием пыли 0,15—0,25 г/м3 в зависимости от содержания во влажном материале мелочи крупностью менее 10 мкм.
Трубы-сушилки работают при температуре газов на входе в сушилку 600— 900°С и на выходе 90—120°С. Расход электроэнергии на 1 т испаренной влаги колеблется в пределах 35—65 кВт • ч.
497
Производительность труб-сушилок диаметром 900—1000 мм колеблется от 25 до 80 т/ч по влажному углю и от 3 до 7 т/ч по испаренной влаге.
Производительность труб-сушилок диаметром 1100—1250 мм соответственно составляет 120—200 т/ч по влажному углю и 10—15 т/ч по испаренной влаге.
Сушильные аппараты, имеющие конфузорно-диффузорную форму в виде трубы Вентури, разработаны в ИОТТ (рис. 9.14). В них вследствие использования эффекта турбулизации потока значительно повышается эффективность сушки.
В трубе Вентури активный аэродинамический режим реализуется более рационально, чем в гладкой трубе-сушилке, так как большая скорость газа, определяющая эффективность тепло- и массообмена, создается только локально в горловине, а плавное сжатие струи в конфузоре позволяет избежать дополнительных потерь давления, происходящих во входном участке трубы-сушилки.
Загрузка влажного материала в горловину трубы Вентури — зону с высокой локальной скоростью газового потока — обеспечивает интенсивное омывание вводимого материала газовым потоком. Под воздействием высокого скоростного давления разрушаются агрегированные скопления исходного продукта, что приводит к развитию активной поверхности теплообмена фаз, приближая ее к общей суммарной поверхности частиц твердой фазы. В горловине трубы Вентури скорость газовой струи составляет 90—150 м/с.
В этой сушилке достигается напряжение единицы ее объема по испаренной влаге 3500—3800 кг/(м3 • ч), в то время как значение этого показателя в трубах-сушилках не превышает 800—1200 кг/(м3 • ч).
Сушилки кипящего слоя. Процесс сушки в кипящем (псевдоожиженном) состоянии заключается в продувке газа через слой материала, находящегося 498
на газораспределительной решетке, с такой скоростью, при которой устойчивость этого слоя нарушается, высота его постепенно увеличивается и частицы приходят в беспорядочное движение.
В сушилках кипящего слоя кинетическая энергия транспортирующего газового потока изменяется в результате преодоления им сопротивления газораспределительной решетки и слоя материала, который переходит из спокойного состояния в состояние псевдоожижения.
Перевод сыпучего материала в псевдоожиженное состояние осуществляется при следующих условиях:
&Рсл = 8G/F = /7(1 - е) (рм - рг)£,
где Дрсл — перепад давления в кипящем слое, Па; G — масса твердых частиц слоя, кг; F — поверхность решетки, м2; Н — высота слоя, м; е — порозность кипящего слоя (доля пустот); рм и рг — плотность твердых частиц и газа, кг/м3; g — ускорение свободного падения, м/с2.
Для определения оптимальной скорости газового потока, обеспечивающей интенсивное перемешивание "кипящего" слоя зернистого материала, И.М. Федоровым рекомендованы формулы
ReonT = 0,19Fe1,56; v = Rev/dcp;
Fe = dcp VwM-pr)/(3v2pr) (40 Fe 200),
где Re — критерий Рейнольдса; Fe — критерий Федорова; <7cp — средний диаметр зерна, м; g — ускорение свободного падения, м/с2; v — кинематическая вязкость газов, м2/с; v — скорость газового потока, м/с.
Оптимальная скорость кипящего слоя для гранул угольных флотационных концентратов определяется по формуле
ReonT = 0,427Fe’-56.
В критерий Fe входит средний диаметр гранул (мм), зависящий от влажности высушенного продукта; для рабочей влажности W2 = 7+11% он определяется по формуле
^ = 0,228^2 + 0,16.
Границы существования псевдоожиженного слоя, порозность которого может изменяться в пределах 0,4—1, определяются графически (рис. 9.15). В данном случае критерий Re заменен критерием Лященко Ly.
Тепло- и массобмен в процессе сушки в "кипящем" слое зависит от свойств высушиваемого материала и режима сушки. Для сушки смеси, состоящей из мелкого и флотационного угольных концентратов, в аппарате с направленным потоком коэффициент теплообмена может быть определен по формуле
Nu = 0,227 • 10-3Re1,82.
Для угля И.М. Федоровым была получена зависимость
Nu = 0,23Re0,863,
которая справедлива для Re в пределах 20—500;
Nu = а^срАс,
где Nu — критерий Нуссельта; аг — коэффициент теплообмена, Вт/(м2 • °C);
Хс — коэффициент теплопроводности газа, Вт/(м • °C).
499
Рис. 9.15. Зависимость критерия Ляшенко Ly от критерия Архимеда Аг
1 — шарообразные частицы; 2 — округленные частицы; 3 — угловатые частицы; 4 — продолговатые частицы; 5 — пластинчатые частицы; 6 — шарообразные частицы
Расход газов (сушильного агента) L (кг/ч) для сушилок с кипящим слоем может быть определен с помощью 1-d диаграмм или расчетным путем.
По расходу сушильного агента L определяют необходимую площадь газораспределительной решетки сушильного аппарата
Fp = L/(36 OOOvrpr),
где ог — оптимальная скорость сушильного агента, м/с; рг — плотность сушильного агента, кг/м3.
Высота кипящего слоя на основании опытных данных принимается равной 0,5—0,6 м. Сопротивление псевдоожиженного слоя флотационного концентрата находится в следующей зависимости от его высоты:
Др = 3,ЗЯ,
где Др — сопротивление слоя, кПа; Н — высота псевдоожиженного слоя, м. 500
Рис. 9.16. Схема сушильной установки ЦОФ "Свердловская"
1 — дымосос; 2 — мокрый пылеуловитель; 3 — батарейный пылеуловитель; 4 — шлюзовый затвор; 5,7 — конвейеры; 6 — скребковобарабанный питатель; 8 — бункер сухого угля; 9 — циклон; 10 — бункер влажного угля; 11 — питатель; 12 — сушилка кипящего слоя; 13 — растопочная труба; 14 — боров; 15 — топка
Масса материала (кг), которая одновременно находится в кипящем слое сушильной установки, определяется из уравнения, характеризующего условия существования кипящего слоя,
G = ApFp/g.
Среднее время пребывания частиц в кипящем слое определяется по формуле
t = G/[0,5(Gi+G2)L
где Gj,G2 — производительность установки по исходному и высушенному продукту, т/ч.
Вместо 0,5(Gi + G2) можно подставить среднюю часовую производительность сушилки (т/ч).
Сушилка кипящего слоя представляет собой сварную камеру с газораспределительным устройством, которое делит ее на верхнюю и нижнюю части. Нижняя часть сушилки — это газовая камера, в которую поступают газы из топки. Внутри камера футеруется огнеупорным кирпичом. Верхняя часть сушилки состоит из зоны кипящего слоя и сепарационного пространства. Высота кипящего слоя, на основании практических данных, обычно не превышает 300—700 мм в зависимости от свойств высушиваемого материала, режима сушки и конструкции сушильной камеры.
Сушильная установка угля в кипящем слое с решеткой площадью 12 м2 (рис. 9.16) разработана Укрнииуглеобогащением совместно с Южгипрошах-том.
Показатели работы сушильной установки ЦОФ " Свердловская"
Производительность, т/ч: по исходному углю............................. 250—300
по испаренной влаге........................ 18—25
Влажность угля, %: до сушки ..................................... 16—20
после сушки ............................... 5—8
Площадь газораспределительной решетки, м2..... 12
Вид топлива .................................. Газообразное,
жидкое
Режим работы топки и сушильного аппарата...... Под давлением
Сушилка кипящего слоя производительностью 72,2 т/ч по испаренной влаге (рис. 9.17) импортного производства запроектирована Сибгипрошахтом для углеобогатительной фабрики разреза "Нерюнгринский" (Южная Якутия).
Объем газов, проходящих через сушилку, составляет 730 тыс. м3/ч или 10 тыс. м3/ч на 1 т испаренной влаги.
Сушилка взвешенного слоя производительностью по испаренной влаге 35 т/ч, разработанная ИОТТ, смонтирована и испытана на ЦОФ им. Комсомола Украины ПО "Луганскуглеобогащение".
Принципиальное отличие данной сушилки от сушилок кипящего слоя — применение развитого струйного режима псевдоожижения, который обеспечивается тем, что расход газов на 1 м2 решетки повышен до 30 тыс. м3/(м2 • ч) против 10—15 тыс. м3/(м2 • ч) в сушилках кипящего слоя.
502
Рис. 9.17. Сушилка кипящего слоя ОФ разреза "Нерюнгринский"
1 — бункер; 2 — вибропитатель; 3 — вентилятор; 4 — топка с сушильной камерой; 5 — решетка; 6 — шлюзовый питатель; 7 — шлюзовый затвор; 8 — скребковый конвейер; 9 — циклоны; 10 — батарейный пылеуловитель; 11 — дымосос; 12 — скруббер
Показатели работы сушильной установки разреза "Нерюнгринский"
Производительность, т/ч: по исходному углю.............................................. 620
по испаренной влаге........................................... 72,2
Удельная производительность по съему влаги, т/(м^ • ч) ....................................... 2,5
Влажность угля, %: досушки ...................................................... 17,8
после сушки ..................................................... 5
Площадь газораспределительной решетки, м^.......................... 29
Гранулометрический состав исходного угля, %: 0—0,5 мм ....................................................... 55
0,5—30 мм ...................................................... 45
Температура газов, °C: на выходе из топки .......................................... 500—600
на входе в сушилку........................................... 450—510
в сушильной камере........................................ 67—78
в циклоне ..................................................... 62—69
после дымососа................................................. 59—66
503
Общий вид сушилки показан на рис. 9.18. Она работает под разрежением и оснащена следующим оборудованием:
топкой ТЧЗ 4,92X8 м;
аппаратом взвешенного слоя с газораспределительной решеткой с площадью 12 м2;
двумя питателями УЗТ-12,5 для подачи влажного материала;
двумя циклонами ЦН-15 диаметром 3260 мм для первичной очистки газов;
батарейным пылеуловителем БП-600 с прямоточными циклонными элементами диаметром 600 мм для вторичной очистки газов;
двумя параллельно установленными мокрыми пылеуловителями МС и ВТИ диаметром 4000 мм;
двумя параллельно работающими мельничными вентиляторами ВМ-20А для транспорта газов по тракту сушильной установки.
На установке отработан режим сушки смеси мелкого и флотационного концентратов и только флотационного концентрата марки "Г".
Показатели работы сушильной установки ИОТТ
Производительность, т/ч: по углю....................................... до 300
по испаренной влаге........................ до 35
Влажность угля, %: до сушки ..................................... 20—22
после сушки ............................... 5—6
Температура газов, °C: под решеткой ................................. 500—600
на выходе из сушилки....................................... 100
Сопротивление слоя и решетки, Па............................. 5000
При опытной эксплуатации сушилки установлены относительная сложность управления процессом и высокий расход электроэнергии.
Сушилки взвешенного ("кипящего") слоя с прямоугольным сечением сушильной камеры и газораспределительными решетками, рабочая поверхность которых выполнена из металлических прутков круглого сечения, широко применяют на углеобогатительных фабриках США.
Сушилки "кипящего" слоя в США проектируются и строятся в основном фирмами "Мак-Нелли Питтсбург", "Хейл энд Паттерсон", "Линк-Белт" и "Дорр-Оливер".
Фирма "Мак-Нелли" выпускает сушилки "кипящего" слоя Флоу-Драйер производительностью от 2 до 80 т/ч по испаренной влаге.
Сушилка взвешенного слоя шести типоразмеров производительностью от 10 до 45 т/ч по испаренной влаге выпускается фирмой "Хейл энд Паттерсон". Сушилка состоит из слоевой топки с вибрационной колосниковой решеткой, работающей под разрежением, сушильной камеры прямоугольного сечения, валкового питателя.
В прямоугольной сушильной камере обеспечивается равное время пребывания (5 с) всех частиц подвергаемого сушке угля. Скорость газов в верхней части камеры 3,6 м/с, в зоне взвешенного слоя 5,5 м/с. Участок стенок камеры в зоне активного "кипения" материала имеет защитную антиабразивную футеровку высотой 315 мм от решетки. Высота взвешенного слоя 45(>—500 мм. Уголь в сушилку подается на высоте 600 мм от решетки.
Зарубежные сушилки кипящего слоя оборудованы газораспределительными решетками из металлических прутков, располагаемых вдоль или поперек сушильной камеры. Зазоры между прутками 2—3 мм, диаметр прутков 16—
504
Рис. 9.18. Сушилка взвешенного слоя ВСС-35
1 — топка ТЧЗ-4,92х8; 2 — сушильный аппарат ВСС-35; 3 — циклон ЦН-15; 4 — батарейный пылеуловитель БП-600; 5 — мельничный вентилятор; 6 мокрый пылеуловитель: МС-ВТИ; 7 — бункер исходного продукта емкостью 300 т; 8 — вентилятор первичного дутья ВДН-18; 9 — вентилятор острого дутья ВДН-12; 10 — питатель СБП-300
20 мм. Кроме того, нашли применение керамические газораспределительные решетки.
Технологические показатели сушилки "кипящего" слоя фирмы "Мак-Нелли" с газораспределительной решеткой площадью 20,5 и2
Производительность, т/ч: по исходному углю......................................................... 520
по испаренной влаге........................................................ 45
Удельная производительность по съему влаги, т/(м2 • ч) ........................................................... 2,6
Влажность, %: исходного угля.................................................... 11,6—13,6
высушенного угля............................................... 5,2—5,6
Объем газов на выходе из сушилки, тыс. м3/ч.................................. 440
Температура газов, °C: под газораспределительной решеткой ....................................... 550
над взвешенным слоем........................................................ 80
перед дымососом ............................................................ 75
Давление газовоздушной смеси под газораспределительной решеткой, Па... 3300
Разрежение над газораспределительной решеткой (в зоне "кипящего" слоя), Па 0—250
Аэродинамическое сопротивление, Па: сушильного тракта ....................................................... 9940
сушильной камеры с газораспределительной решеткой ....................... 3550
Мощность электродвигателей, кВт: дымососа.......................................................... 1860
дутьевого вентилятора ...................................................... 480
9.4. Вспомогательное оборудование
Топочные устройства. Эффективность работы сушильных установок в значительной степени обусловливается эффективностью работы топочных устройств. В сушильных отделениях углеобогатительных фабрик в основном сжигают топливо, перерабатываемое на фабрике. Поэтому большинство фабрик оснащено топками для сжигания твердого топлива. На отдельных фабриках используется жидкое и газообразное топливо.
Применяющиеся на углеобогатительных фабриках сушилки можно разделить по производительности на две группы: до 10—12 т/ч испаренной влаги (трубы-сушилки диаметром 0,9—1,1 м, сушильные барабаны размером 2,8x14 м) и 20—30 т/ч (сушильные барабаны диаметром 3,5 м, сушилки кипящего слоя с Fp = 10 -г 12 м2). Соответственно топочные устройства сушильных установок углеобогатительных фабрик должны обеспечивать тепловую производительность 10—12 и 20—30 мВт.
Основные расчетные характеристики топок — видимое тепловое напряжение зеркала горения Q/R (кВт/м2); видимое тепловое напряжение топочного объема Q/V (кВт/м3).
Топки слоевого сжигания. В сушильных отделениях углеобогатительных фабрик наибольшее распространение получили топки слоевого сжигания, к которым относятся топки с цепными решетками прямого хода БЦР (беспровальная), БЦР-М (беспровальная модернизированная) и ТЧ (чешуйчатая).
В топках с цепными решетками прямого хода сжигают каменные угли марок Г, Д, ОССС, К, Ж. Топки этого типа чувствительны к качеству топлива. Топки с цепными решетками прямого хода имеют кпд в среднем 50—70%, 506
Рис. 9.19. Продольный разрез топки ТЧЗ
1 — забрасыватель; 2 — стена топочной камеры; 3 — передний вал; 4 — подколосниковые балки; 5 — задний вал; 6 — заднее уплотнение; 7 — опорный рольганг; 8 — дутьевые зоны; 9 — колосниковое полотно; 10 — предтопок
потери с химическим недожогом достигают 2,5—5,4%, потери тепла от механической неполноты сгорания — 15,3—27,4%. Содержание горючих веществ в шлаке колеблется от 11,9 до 47,4%, в провале — от 38.4 до 64,8%, в уносе — от 18,8 до 32%. Эти потери происходят в результате интенсивного спекания и шлакования топлива на решетке. Озоление концентрата вследствие уноса золы из топки составляет 0,2—0,25%.
Увеличение теплонапряжения решетки резко снижает экономичность топки. Удовлетворительные результаты работы топки достигаются при теп-лонапряжении решетки до 600—700 кВт/м2. \
Опыт эксплуатации показал, что при работе на антраците цепные репяетки быстро выходят из строя вследствие чрезмерного прогорания колосников. Поэтому для сушильных отделений фабрик, обогащающих антрациты,! рекомендовали применять жидкое топливо или предусматривать сжигание привозных углей с высоким выходом летучих веществ.
Для снижения потерь с химическим недожогом и уносом и для уменьшения озоления концентрата в последнее время стали применять острое и отсекающее дутье. При этом под решетку подается воздух до 80% общего расхода при сжигании углей марок Г, Ж, Д и 90% при сжигании углей марок К и ОС; соответственно 20 и 10% воздуха поступает на острое и отсекающее дутье.
Для создания турбулизации газового потока воздух на острое дутье подается с фронта топки по углом 30—40° вниз в направлении движения решетки между II и III зонами.
Воздух на отсекающее дутье подается из короба, установленного на заднем своде под углом 30—35° вверх относительно горизонта. Воздух, необходимый на острое и отсекающее дутье, подается со скоростью на выходе из сопел 70— 80 м/с.
Для сжигания каменных углей марок Д, Г и Ж, крупностью 0—30 мм, зольностью до 25% с содержанием до 60% класса 0—6 мм рекомендуется применять топки ТЧЗ с цепной решеткой обратного хода и пневматическими забрасывателями. Характеристика топок ТЧЗ следующая:
9 Активная площадь зеркала горения, м Размеры решетки, мм: 9,1 13,4 15,3 19,3 39
ширина 2700 2700 2700 2700 4920
длина 4000 5600 6500 8000 8000
Забрасыватель:
ширина, мм 600
число 2 2 2 2 4
Масса, т 21,4 25,7 27,7 33,5 —
Топка ТЧЗ 2700x8000 с чешуйчатой цепной решеткой обратного хода с забрасывателями (рис. 9.19). Пневмомеханические ротационные забрасыватели позволяют осуществлять непрерывную подачу топлива малыми порциями на всю поверхность горящего слоя. При этом на заднюю часть решетки подается топливо, состоящее из более крупных частиц. При медленном движении колосникового полотна обеспечивается нижнее зажигание по всей длине слоя. Теплонапряжение решеток этих топок составляет 1200— 1400 кВт/м, кпд топок — 80%.
Топки этого типа эксплуатируются в сушильных отделениях ЦОФ "Чер-воноградская" и "Восточная".
Факельно-слоевой метод сжигания осуществляется также в топке с шурующей планкой, оборудованной пневмозабросом. В отличие от топки с цепной решеткой, в этой топке производят шуровку слоя, что особенно важно при
508
Рис. 9.20. Схема топки с кипящим слоем ТНУ 0,31/5,6 на ЦОФ "Яновская"
1 — бункер топлива; 2 — камера топки; 3 — сушильный барабан; 4 — конвейер шлакоудаления; 5 — дутьевые зоны; 6 — подвод воды для смыва провала; 7 — вентилятор;
8 — колосниковая решетка; 9 — уплотнение
Рис. 9.21. Полотно колосниковое топки ТНУ 0,31/5,6
сжигании высокозольных и спекающихся углей. Серийный выпуск топок этого типа промышленностью не освоен. Опытная топка эксплуатируется на ЦОФ "Кальмиусская".
Топки с высокотемпературным кипящим слоем для сжигания угля широко применяют в отечественной и зарубежной промышленности. Разработчиком топок этого типа является НПО ЦКТИ им. Ползунова. Кусинский завод выпускает топки двух типоразмеров с высокотемпературным кипящим слоем ТНУ 0,31/5,6 — теплопроизводительностью 7—8 мВт и ТНУ 0,65/6,5 — теп-л©производительностью до 15 мВт. Опыт применения этих топок показал, что в них успешно сжигаются каменные угли и антрациты зольностью до 25%, крупностью 0—6 и 0—13 мм.
509
Рис. 9.22. Поперечный разрез топки с кипящим слоем ЦОФ "Киевская"
2O4J
400
JOO
JOS
Рис. 9.23. Питатель скребковый для подачи топлива в топку
1 — корпус; 2 — натяжной вал; 3,5 — звездочки; 4 — скребковая цепь; 6 — приводной вал
510
Рис. 9.24. Топки для жидкого и газообразного топлива
а — камерная, работающая на мазуте под разрежением: 1 — форсунки; 2 — камера сгорания; 3 — перегородка; 4 — камера смешения; б — работающая на мазуте и природном газе под давлением: 1 — газомазутная горелка; 2 — камера сгорания
Интенсификация процесса горения топлива в кипящем слое позволила уменьшить площадь решетки и, соответственно, ее ширину в 3—4 раза по сравнению со слоевыми топками.
В сочетании с сушильными барабаном размером 2,8x14 топка ТНУ 0,31/5,6 была установлена на ЦОФ "Яновская" ПО "Антрацитуглеобогащение", обогащающей антрацитовые штыбы. Схемы установки этой топки и конструкция колосникового полотна показаны на рис. 9.20 и 9.21.
Опыт эксплуатации топки показал, что она обеспечивает эффективное сжигание антрацитовых штыбов зольностью до 25% и производительностью сушильного барабана по испаренной влаге до 7 т/ч.
Использование кипящего слоя. С целью интенсификации процесса сжигания топлива Укрнииуглеобогащением выполнена работа по модернизации слоевых
511
топок путем перевода их работы в режим кипящего слоя. Для этого на цепной решетке слоевой топки БЦР-М 2x6 ширина решетки была уменьшена с 2 до 0,7 м, т.е. вместо пяти колосников оставлено два. Для подачи топлива разработан скребковый питатель с дутьевой коробкой, применение которой обеспечивает равномерный заброс топлива по длине и ширине решетки. Для подачи воздуха применен высоконапорный вентилятор ВГДН-11 производительностью 21 тыс.м3/ч давлением 58 кПа.
Общий вид топки и питателя показаны на рис. 9.22 и 9.23.
Модернизированные топки внедрены на ЦОФ "Киевская" и "Чумаковская", обеспечивают теплопроизводительность 9—10 мВт при сжигании топлива зольностью до 20%. Зональность шлака 75—80%.
Камерные пылеугольные топки со среднеходными и молотковыми мельницами. Топки с молотковыми мельницами с аксиальным (ММА) или тангенциальным (ММТ) подводом сушильного агента используют для сжигания каменных углей зольностью не более 15% и выходом летучих веществ на сухую беззольную массу более 30% при коэффициенте размолоспособности топлива, равном 1. Сгорание топлива зависит от конструктивного выполнения сепарационной шахты. Шахта должна обеспечивать необходимый фракционный состав пыли, возврат отсепарированных частиц топлива, равномерную выдачу пыли в топочную камеру. Скорость движения аэросмеси в шахте обычно составляет 3,4—4,5 м/с.
Топки со среднеходными мельницами применяют для каменных углей зольностью менее 15% с выходом летучих веществ 25% и более, при коэффициенте размолоспособности топлива более 1,1.
В камерных топках сжигают мазут под разрежением. Теплонапряжение объема топочной камеры при сжигании мазута составляет 230—350 кВт/м3. При оснащении топок горелочными устройствами в них можно сжигать газ (рис. 9.24,а).
Жидкое и газообразное топливо сжигают в топках, работающих под давлением. Топками такого типа (рис. 9.24,6) теплопроизводительностью до 30 мВт укомплектованы сушилки кипящего слоя ЦОФ "Свердловская".
Безфутеровочный теплогенератор теплопроизводительностью до 15мВт (рис. 9.25) предназначен для сжигания природного газа. Достоинства теплогенератора — отсутствие футеровки в камере сгорания, компактность — упрощают условия его эксплуатации. Теплогенератор внедряется на ЦОФ "Киевская" и "Свердловская".
Техническая характеристика безфутеровочного теплогенератора
Теплопроизводительность, мВт........... 15
Температура, °C: , продуктов сгорания на входе.......... 800—900
поверхности теплогенератора......... Не более 50
Топливо ............................... Природный газ
Расход газа, м3/ч ..................... 1550
а
Расход воздуха, м^/ч: .................
первичного ......................... 22 000
вторичного ......................... 23 000
Давление воздуха, кПа: первичного ............................ 3
вторичного .................................. 25
Материал ...................................... Ст.З
Масса, кг ..................................... 3485
512
. Техника и технология...
Рис. 9.25. Безмуфтовый теплогенератор
1 — газовый коллектор; 2 — патрубок вторичного воздуха; 3 — патрубок первичного воздуха; 4 — гнездо для запальника
Рис. 9.26. Топка для сжигания жидкого воздуха во встречных струях
1 — окно для розжига; 2 — корпус; 3 — люк
Топка для сжигания жидкого топлива во встречных струях (рис. 9.26) разработана специалистами Донецкого наладочного управления ДонСНУ "Теплоэнергоавтоматика". Производительность топки до 10 мВт. Топками этого типа оснащены сушильные барабаны размером 2,8x14 м ЦОФ "Красная звезда" и ЦОФ "Комсомольская". Достоинства этих топок — эффективное сжигание топлива, компактность, небольшой расход огнеупоров, управляемость.
Растопочные трубы топок сушильных установок используют для сбора газов во время розжига топки и аварийной остановки сушилки. Размеры растопочных труб определяются объемом пропускаемых газов, а площадь их сечения (м2) рассчитывается по формуле
Рр тр = OV(tr + 273)/(3600 • 273иг),
где К — коэффициент, характеризующий пропускную способность растопочной трубы (К = 0,4-г0,5); В — расход топлива, кг/ч; V = a Vo — расход воздуха на сжигание топлива, м3/кг; Уо — теоретический расход воздуха на сжигание 1 кг топлива, м3/кг; a — коэффициент избытка воздуха на выходе из топки; tr — температура газа в трубе, °C; иг — скорость газов, равная 5—10 м/с.
Высота растопочной трубы зависит от теплопроизводительности топки? При теплопроизводительности топки до 15 тыс. кВт высота трубы принимается равной 30 м, при теплопроизводительности 40 тыс. кВт — 45 м.
Частями растопочной трубы являются шибер и клапан. Конструкцию и материал шибера выбирают в зависимости от максимальной температуры дымовых газов, которые проходят через него. Высокая надежность работы клапанов растопочных труб может быть достигнута в том случае, если они размещены на некотором расстоянии от топки и не воспринимают прямого лучеиспускания.
514
Рис. 9.27. Шиберное устройство растопочных труб (диаметр 1,0 и 1,4 м) для топок под разрежением
1 — растопочная труба; 2 — крышка; 3 — зонт; 4 — цепь; 5 — площадка для обслуживания; 6 — канат; 7 — привод; 8 — растопочный боров
Рис. 9.28. Шиберное устройство растопочных труб для топок под давлением
/ — растопочная труба; 2 — проходной газоход; 3 — клапан;
4 — седло; 5 — футерованный газоход топки
Шибера растопочных труб для топок, работающие под разрежением (рис. 9.27) и давлением (рис. 9.28) разработаны Укрнииуглеобогащением совместно с СКТБ шахтной автоматики.
Особенность шиберных устройств топок, работающих под разрежением — расположение шиберов у устья трубы, что исключает их перегрев, коробление и обеспечивает достаточно плотную герметизацию труб. Устройства внедрены на ЦОФ "Яновская" и "Комендантская". Шиберные устройства для топок, работающих под давлением, внедрены на ЦОФ "Свердловская".
Конструкция клапана, набранного из отдельных пластин с шарнирными соединениями (рис. 9.29) разработал Южгипрошахт. Клапан такой конструкции не деформируется, он обеспечивает постоянный прогрев растопочной трубы и удобен в обслуживании.
На топках барабанных сушилок ЦОФ "Сибирь" применен щелевой отвод газов из топки, который позволяет значительно улучшить тягу газов в растопочную трубу.
Топки сушильных установок, работающие на твердом топливе, имеют устройства шлакозолоудаления для уборки и транспортирования шлака.
Агрегат АГТШ конструкции Гипромашуглеобогащения (рис. 9.30) применяют для удаления и гашения шлака.
Пылеулавливающие устройства. Надежность и эффективность работы сушилок в основном определяются правильностью выбора пылеулавливающих аппаратов для очистки газов. Объем уносимого из сушилки материала зависит 516
Рис. 9.30. Агрегат для гашения и транспортирования шлака и золы типа АГТШ 1 — скребковый конвейер; 2 — шлакоприемник
Рис. 931. Разгрузочные аппараты сушилок
а — разгрузочный циклон трубы-сушилки; б—разгрузочная камера трубы-сушилки; в — разгрузочная камера барабанной сушилки
от его физико-химических свойств, скорости сушильного агента и конструкции сушилки.
На сушильных установках углеобогатительных фабрик применяют в основном трехступенчатую систему пылеулавливания.
Назначение первой ступени очистки газов — разгрузка высушенного продукта и улавливание грубой пыли. В качестве разгрузочных аппаратов используют для труб-сушилок циклоны ЦКТИ, НИИОГАЗ и ИОТТ, а также проходные сепараторы; для барабанных сушилок применяют разгрузочные камеры. Характеристика разгрузочных устройств приведена в табл. 9.8, а их общий вид показан на рис. 9.31.
Эффективность работы разгрузочных устройств в основном зависит от влажности высушенного угля.
Эффективность очистки газов может быть определена по формулам:
для циклонов труб-сушилок
тц=П1(^Г)0’025;
517
Таблица 9.8
Характеристика разгрузочных устройств
Тйп Производительность по газу, тыс.м^/ч Эффективность улавливания, % Сопротивление аппарата, Па
Циклон конструкции ЦКТИ 75 98,5 1050
Циклон конструкции НИИОГАЗа (диаметр 2,7— 3,6 м) 75—150 95—98,5 950*
Циклоны конструкции ИОТТ сдвоенные (диаметр 2,2—2,7 м) 100—140 97—98,5 800*
Проходные сепараторы (диаметр 4—52 м) 100—250 93—95,5 450*
Разгрузочные камеры сушильных барабанов 75—250 92—96 200
*С учетом сопротивления колена трубы-сушилки.
для проходных сепараторов труб-сушилок
Ш = Л^/иС*)0,012 ;
для разгрузочных камер барабанных сушилок
П1=П1(^№6,
где Ц] — определяется по фракционным кпд аппаратов; W2 — влажность „ max
сухого угля, %; VvBJI — максимальная влагоемкость угля (определяется по
ГОСТ), %. При W2*s W отношение W2[W = 1.
В табл. 9.9 и 9.10 приведены фракционные кпд разгрузочных устройств сушилок.
При выборе типоразмера циклона необходимо исходить из того, что скорость газов во входном патрубке должна быть 12—20 м/с, в цилиндрической части циклона — 2,5—3,5 м/с, в выхлопной трубе — 3—8 м/с.
Для второй ступени очистки газов применяют батарейные пылеуловители типа БПР (табл. 9.11).
Батарейный пылеуловитель типа ПБЦ (рис. 9.32). В настоящее время аппараты типа БПР сняты с серийного производства.
Батарейные пылеуловители рассчитаны на очистку газов запыленностью не более 50—100 г/м3. Корпус и газораспределительная камера батарейных пылеуловителей имеют прямоугольное сечение.
Фракционные кпд батарейного циклона с улиточным подводом газов для угольной пыли
Фракции, мкм ............. 0—5
Фракционный кпд, %........ 83,2
5—10 10—20 20—30 30-^0
94,4 97 99 100
518
Таблица 9.9
Фракционный кпд разгрузочных устройств труб-сушнлок
Разгрузочное устройство Фракции, мм
0—5 5—15 15—30 30—60 60—120 120—250 250—500 500—1000 1000—2000 2000—4000
Камера 3,1 7,7 14,7 27,7 57,4 82,7 90,5 95,1 98,5 100 Циклон ЦН-15 74,0 84,6 91,3 97,3 100 100 100 100 100 100 (диаметр 2350 мм)
Таблица 9.10
Фракционные кпд разгрузочных камер барабанных сушилок
Влажность сухого угля, % Фракции, мм
0—5 5—15 15—30 30—60 60—120 120—250 250—500 500—1000 1000—2000 2000
7,0 15 45 2 67 82,7 89,0 94,5 98,9 99,8 100 100
8,5 25 53,5 70,5 85,0 91,5 96,3 99,2 100 100 100
10,5 40 69,0 77 89,5 97,5 99,5 100 100 100 100
ил
МО
Рис. 932. Батарейный пылеуловитель ПБЦ
1 — взрывной клапан; 2 — корпус; 3 — бункер пыли; 4 — циклонные элементы; 5 — шлюзовый затвор
Таблица 9.11
Технические характеристики пылеулавливающих аппаратов второй ступени очистки газов
Параметр БПР-75А БПР-100 А ПБЦ-50 ПБЦ-75 ПБЦ-100 ПБЦ-60
Производительность по газу, тыс.м^/ч Эффективность улавливания (%) при различном содержании пыли крупностью 0—1 мм, %; 75 100 50—60 75 100 50—60
20—35 90,3 90,3 99,8 — 99,5
40—60 85,3 85,3 99,1 — — 98,8
65—80 52,9 52,9 84,8 — 80,4
Аэродинамическое сопротивление. Па 850 850 1600 1600 1600 2
520
Рис. 933. Мокрый пылеуловитель МПР
1 — сепаратор; 2 — дымосос; 3 — форсунка; 4 — решетка; 5 — колено
В зависимости от объемного расхода очищаемых газов выбирают циклонные элементы соответствующего диаметра:
Объемный расход газов, м3/с, не 0,7 2,1 7
менее ....................
Диаметр элемента, мм...... 100 150 250
Эксплуатационные фракционные кпд пылеуловителя типа БПР с циклонами ЦН-11 диаметром 800 мм (данные получены на угольной пыли при температуре 100°С и скорости газов в аппарате о = 435 м/с)
Фракция, мкм... 0—5 5—10 10—20 20—30 30—40 40—60 60—100
Фракционный кпд, %... 42,2 60,2 77,1 88,8 95,0 98,2 100,0
Кроме указанных пылеуловителей на барабанных сушилках применяют групповую установку циклонов конструкции НИИОГАЗа диаметром 600— 1250 мм.
521
Таблица 9.12
Технические характеристики мокрых пылеулавливающих аппаратов
Параметр ЦС-ВТИ МП-ВТИ МПР
а Производительность по газу, тыс. mj/m 75 75—150 75—150
Эффективность улавливания, % 90 92 97
Аэродинамическое сопротивление, Па 950 1000 1600
Расход воды, л/м3 0,15 0,15 0,15
Согласно "Правилам безопасной эксплуатации сушильных установок углеобогатительных фабрик", пылеулавливающие аппараты должны оснащаться разгрузочными устройствами, препятствующими выходу газа в помещение в случае взрыва пыли. Таким требованиям отвечают шлюзовые затворы и конусные мигалки с принудительным приводом.
Под пылеуловителями второй ступени устанавливают двойные конусные мигалки с принудительным приводом и шлюзовые затворы. Шлюзовые затворы П1И-250 РВК и П1И-400 РВК серийно выпускает завод Димит-ровоградхиммаш.
Желоба под пылеулавливающими аппаратами целесообразно устанавливать строго вертикально и шлюзовые затворы размещать на определенном расстоянии от циклона, которое определяется по формуле:
h = Glt/p,
где h — расстояние от циклона, м; оц — разрежение перед циклоном, Па; р — насыпная масса разрыхленного слоя угля (обычно 500 кг/м3).
Аппараты окончательной очистки газов. Применяют центробежные скрубберы ЦС-ВТИ диаметром 1000—1300 мм, аппараты МП-ВТИ с четырехрядной прутковой решеткой диаметром 2400—3000 мм, прямоточные пылеуловители МПР производительностью 75—150 тыс.м3/ч с орошаемой решеткой и нисходяще-восходящим участком (коленом) газохода с гидрозатвором (табл. 9.12).
Для очистки газов сушильных установок широко применяют мокрые пылеуловители типа МПР (рис. 9.33).
Фракционные кпд мокрых пылеуловителей типа МПР при расходе воды 0,05 л/м газа и скорости набегающего потока 22 м/с
Фракция, мкм...... 0—5 5—10 10—20 20—30 30—40 40—60 60
Фракционные кпд, %.... 85,85 97 98,75 99,5 99,73 99,85 100
Устанавливаемые системы пылеулавливания должны обеспечивать очистку газов в соответствии с "Указаниями по расчету рассеивания в атмосфере вредных веществ (пыли и сернистого газа), содержащихся в выбросах промышленных предприятий" (СН-369—74).
Тягодутьевые устройства. Для перемещения воздуха и газов в сушильных установках применяют вентиляторы и дымососы. Типы вентилятора и дымососа выбирают для конкретных условий их работы, они зависят от характеристики сети.
Полное гидравлическое сопротивление (Па) сушильного агрегата
h — Л/Цр ^п’
где £ЛТр — сопротивление трения газо- или воздухопроводов; £йм — местные сопротивления газопроводов или воздухопроводов; Лс — сопротивление су-522
шилки; Лт — сопротивление топочного устройства; йп — сопротивление пылеулавливающих устройств.
Необходимая подача вентилятора (дымососа) определяется на основании расчета, сушилки, а давление — по гидравлическому сопротивлению сушильного тракта с поправками на динамическое давление при выходе газа из установки и на самотяги системы.
Мощность электродвигателя (дымососа) при перемещении чистого воздуха ^э=садз,б - ю^вПр),
где Q — подача вентилятора (дымососа), м3/ч; Нп — полное давление вентилятора (дымососа), Па; Т|в — кпд вентилятора (дымососа); т]р — кпд передачи (при посадке колеса вентилятора на вал электродвигателя Т|р = 1; при посадке на собственный вал, соединяемый с валом электродвигателя с помощью муфты Т|р = 0,98; при клиноременной передаче т]р = 0,95).
При перемещении воздуха с механическими примесями
N3 =1,22Нп/(3,6-10Чт1р)-
В случае работы оборудования в условиях, отличающихся от условий, принятых при составлении его характеристики;
N3 = QHn/(3,6- юЧпр^р);
Кр = 1,293 • 76О77(роПбарЛ),
где Т — расчетная температура газов перед вентилятором, К; Т3 — температура, принятая заводом при составлении характеристики, К; р0 — плотность газов при нормальных условиях, кг/м3; Г|бар'— барометрическое давление в месте установки дутьевой машины.
Мощность электродвигателя NyCT с учетом пускового момента определяется по формуле
NyCT = N3K,
где К — коэффициент запаса мощности на пусковой момент.
Для электродвигателей центробежных вентиляторов мощностью 5 кВт и более К - 1,1, для осевых вентиляторов К = 1,05.
Трубы-сушилки комплектуются дымососами, характеристика которых показана на рис. 9.34.
Барабанные сушилки диаметром 2,8 м комплектуются дымососами Д-18 с частотой вращения 730 и 980 мин-1, также дымососами ДН-19 и ДН-21 с частотой вращения 980 мин-1.
На барабанных сушилках диаметром 3,5 м применяют д^лососы типа Д20х2 и Д21х2 с частотой вращения 585 мин-1.
Диаметр колеса дымососа для сушилок кипящего слоя подбирается по моменту инерции. Момент инерции колеса должен быть достаточным, чтобы осуществить удаление всего материала с решетки и запыленного потока газа в случае аварийной остановки (отключения) электродвигателя дымососа.
Питатели и затворы. Для обеспечения стабильной и надежной работы сушильных агрегатов аккумулирующие бункера влажного угля устанавливают непосредственно перед сушильными аппаратами. Согласно "Правилам эксплуатации сушильных установок" вместимость бункера должна быть не менее часовой производительности сушильного агрегата.
523
72
Рис. 934. Характеристика дымососов (при t = 100°С), применяемых на трубах-сушилках
/ _ ДС-17; 2 — ВМ-18А (1480 мин-1); 5 — ГД-20-500у (985 мин-1); 4 — ВМ-160/850у (980 мин-1); 5 — Д-18 (970 мин-1); 6 — ДН-21 (980 мин-1); 7 — ДН-19 (980 мин-1); 8 — Д-15,5 (970 мин-1)
7 — подставка; 2 — ' электропривод; 3 — редуктор; 4 — диск; 5 — кожух; 6 — верхний диск; 7—распределитель
При сушке углей с содержанием мелочи (менее 1 мм) 65% и более устанавливают бункера цилиндрической формы или в форме обратного конуса с установкой под ними двух дисковых питателей. В остальных случаях применяют пирамидальные бункера со стенками, имеющими наклон не менее 65° и с плавно закругленными углами между ними. В этом случае под бункерами устанавливают скребковые и ленточные питатели.
Двухдисковые питатели П2ДШ-250 и П2ДШ-310 сохранились в эксплуатации на ряде фабрик, но с производства сняты.
524
Рис. 936. Узел загрузки УЗТ трубы-сушилки
1 бункер; 2 цепь; 3 роторы цепные; 4 — участок трубы-сушилки
2
J
Рис. 937. Узел загрузки УЗТ2 трубы-сушилки
/ — скребковый питатель протирочного типа; 2 — решетка; 3 — бункер; 4 — литая секция; 5 —фланец; 6 — цепные роторы; 7 — клинья; 8 — задняя стенка забрасывателя;
9 — лопатки; 10 — зубья; 11 — забрасыватель
Двухдисковый питатель создан в ПО "Луганскуглеобогащение" на базе однодискового питателя ДТ-25, выпускаемого Воронежским заводом горношахтного оборудования. Питатель ДТ-25(31) оснащен трехступенчатым цилиндро-коническо-цилиндрическим редуктором, одним диском и комплектуется электродвигателем постоянного тока с соответствующей пусковой аппаратурой. В результате модернизации питатель ДТ-25 укомплектован верхним диском, аналогичным верхнему диску питателя П2ДШ-310. Общий вид модернизированного двухдискового питателя показан на рис. 9.35.
Питатели этого типа установлены на большинстве сушильных установок ПО "Луганскуглеобогащение", а также в сушильном отделении ЦОФ "Чер-воноградская". Питатели надежно работают в интервале производительности от 30 до 120 т/ч как на одном флотационном концентрате, так и на смеси его с мелким концентратом.
Скребковые питатели для загрузки сушильных установок влажным материалом разработаны Кузнииуглеобогащением и Гипромашуглеобогащением и выпускаются Карагандинским машиностроительным заводом № 2 им. Пархоменко.
Скребковые питатели, применяющиеся для загрузки труб-сушилок, выпускаются в комплекте с питателями-забрасывателями, обеспечивающими разрыхление подаваемого в сушилку влажного материала и равномерное распределение его по всей площади сечения трубы-сушилки.
Узлы загрузки труб-сушилок УЗТ-9 и УЗТ-11 (рис. 9.36) предназначены для труб-сушилок диаметром 900 и 1100 мм (1200 мм) и состоят из скребкового питателя, цепного питателя-забрасывателя и литой секции трубы.
Узел загрузки УЗТ2-11 (рис. 9.37) состоит из скребкового питателя протирочного типа с решеткой, зубчатого забрасывателя и литой секции трубы. Применение решетки протирочного типа обеспечило возможность 526
Таблица 9.13
Технические характеристики узлов загрузки труб-сушилок
Показатель УЗТ-9 УЗТ-11 УЗТ2-9 УЗТ2-11
Производительность, т/ч:
смесь мелкого и флотационного 45—120 50—150 45—150 50—200
концентратов флотационный концентрат — — 45—60 50—80
Влажность угля, %, не более 18 18 30 30
Номинальная мощность электродвигателя, кВт Габариты, мм: 30 41,5 22,5 37,0
длина 5200 5450 4300 5450
ширина 3000 3100 3190 3510
высота 2340 3320 2515 2635
Масса, кг 99300 12900 9900 11450
Таблица 9.14
Технические характеристики скребковых питателей для загрузки сушильных барабанов
Показатель ПСБ-28 ПСБ-35 ПСП
Производительность, т/ч 40—120 100—300 17—350
Влажность угля, %, не более 25 25 30
Крупность угля, мм 0—13 0—13 0—13
Ширина желоба, мм 1000 1000 1000
Длина питателя, мм 6500 6500 7000
Скорость движения цепи, м/с 0,1 0,25 0,02—0,27
Номинальная мощность 10 22 23,5
электродвигателя, кВт
Масса, кг — — 7700—9000
транспортировки одного флотационного концентрата. Технические характеристики узлов загрузки труб-сушилок приведены в табл. 9.13.
Скребковые питатели ПСБ-28, ПСБ-35 и ПСП применяют для загрузки сушильных барабанов и сушилок с кипящим слоем (табл. 9.14). Питатель ПСП оснащен решеткой протирочного типа как и питатель в УЗТ2-11, что позволяет использовать его для подачи в сушилку одного флотационного концентрата. Длина питателя ПСП задается по условиям привязки, он выпускается одного типоразмера для сушилок различной производительности, при этом расход подаваемого в сушилку материала регулируется скоростью движения скребковой цепи.
Для герметизации разгрузочных камер и циклонов применяют скребковобарабанные питатели СБП и питатели скребковые герметизирующие ПСТ-100, выпускаемые Карпинским рудоремонтным заводом ПО "Вахрушевуголь".
Скребково-барабанные питатели СБП (рис. 9.38) разработаны СКТБ шахтной автоматики, хорошо зарекомендовали себя при использовании для герметизации разгрузочных циклонов и проходных сепараторов труб-сушилок. Применяют и для герметизации разгрузочных камер сушильных барабанов (табл. 9.15).
527
я - л
Рис. 938. Скребково-барабанный питатель СБП-350
/ — корпус; 2 — отж'имное устройство; 3 — стол; 4 — вал; 5 — било; 6 — скребки; 7 — кольца
Рис. 9.39. Питатель скребковый герметизирующий ПГС-100
1 — корпус; 2 — рама; 3 — натяжной вал; 4 — скребковая цепь; 5 — привод; 6 — приводной вал; 7,8 — крышки; 9 — шибер аварийной выгрузки
528
Таблица 9.15
Технические характеристики скребково-барабанных питателей (рис. 9.38)
Показатель СБП-100 СБП-300 СБП-350*
Производительность, т/ч 100 300 350
Присос воздуха при работе под нагрузкой, не более, % Нет данных 1,0
Частота вращения, мин-1 23 28 42
Мощность электродвигателя, кВт Габариты, мм: 10 22 22
длина 2700 3000 3100
ширина 1450 1963 1800
высота 930 1530 1700
Масса, кг *СБП-350 выпускается вместо СБП-300. 2130 3980 4000
Питатели скребковые герметизирующие ПСГ-100 (рис. 9.39) разработаны Укрнииуглеобогащением и Гипромашуглеобогащением, предназначены для герметизации разгрузочных камер сушильных барабанов СБ2, 8x14. Установлены в сушильных отделениях фабрик ПО "Луганскуглеобогащение". На ЦОФ "Узловская" использованы для герметизации разгрузочного циклона и узла провала трубы-сушилки.
Техническая характеристика питателя ПСГ-100
Производительность, т/ч ........................ до 125
Влажность транспортируемого угля, %............. до 20
Присос воздуха, % .............................. до 1,5
Размеры приемного окна, мм ..................... 800—1500
Мощность электродвигателя привода, кВт.......... 7,5
Масса, кг ...................................... 4500
9.5 Сушка высокозольных шламов и отходов флотации
При сушке высокозольные шламы и отходы флотации доводятся до состояния, обеспечивающего возможность круглогодичного транспортирования их железнодорожным транспортом потребителям (электростанциям и кирпичным заводам).
Сушка обезвоженных на фильтр-прессах отходов флотации может осуществляться в сушильных барабанах СБ2,8х14, 3,5x27 или 3,5x22, оснащенных цепными насадками. Применение цепных насадок исключает замазывание барабана и обеспечивает эффективную сушку и транспорт материала по барабану. Промышленные испытания технологии сушки проводились на ЦОФ "Чумаковская" ПО "Донецкуглеобогащение". Сушке подвергались обезвоженные на фильтр-прессах отходы флотации, с начальной влажностью 22— 25%, влажность высушенного продукта составила 8—12%.
Компоновка оборудования сушильного агрегата для сушки отходов флотации не отличается от компоновки оборудования для сушки концентрата.
529
Рис. 9.40. Схема прямо- (а) и противоточной (б) установки для сушки шлама и отходов флотации
а: 1 — топка с низкотемпературным кипящим слоем; 2 — бункер влажного угля; 3 — сушильный барабан; 4 — разгрузочная камера; 5 — мокрый пылеуловитель; 6 — дымосос;
7 — вентилятор; 8 — батарейный пылеуловитель; б: 1 — топка с низкотемпературным кипящим слоем; 2 — сушильный барабан; 3 — загрузочная камера; 4 — питатель влажного материала; 5 — дымосос; 6 — мокрый пылеуловитель; 7 — вентилятор
В отличие от сушки концентрата во избежание залипания барабана температура газов перед дымососом должна быть несколько выше 129—150 °C. Удельное напряжение объема барабана по влаге следует принимать равным 80 кг/м.
Высушенные до содержания влаги 12% отходы флотации не смерзаются при температуре — 25 °C.
530
Рис. 9.41. Схема топки с низкотемпературным кипящим слоем для сжигания шлама и отходов флотации
/ — вентилятор; 2 — шнековый питатель; 3 — топливный бункер; 4 — топка с низкотемпературным кипящим слоем; 5 — разгрузочный желоб; 6 — агрегат для тушения шлака; 7 — разгрузчик золы; 8 — колпачки; 9 — воздушный короб; 10 — воздушные заслонки
Южгипрошахт проектирует отделения для сушки отходов флотации ЦОФ "Луганская" и "Комендантская".
Сушка высокозольного шлама и отходов флотации, извлекаемых из отстойников, также может производиться в сушильных барабанах с цепными насадками. Типоразмер барабана определяется задаваемой производительностью установки по испаренной влаге, исходя из удельного влагонапряжения объема барабана 80—100 кг/м3. Этим же параметром обусловливается и выбор дутьевого и пылеулавливающего оборудования. В зависимости от марки подвергаемого сушке шлама и его зольности может быть принята прямо- или противоточная схема сушильной установки (рис. 9.40).
Противоточная схема сушильной установки может быть принята для сушки отходов флотации углей всех марок, антрацитовых шламов любой зольности и шламов углей средней и высокой стадии метаморфизма зольностью более 55%. При сушке шламов этих углей зольностью менее 55% и сушке шламов углей марки "Г" и "Д" любой зольности следует принимать прямоточную схему сушильной установки.
При противоточной схеме упрощается система пылеулавливания, так как газовый поток, движущийся навстречу влажному материалу, частично очищается от пыли, фильтруясь через него, вследствие чего исключается одна ступень сухой очистки газов.
Установка для сушки шлама может включаться в общую технологическую схему фабрики или располагается в районе отстойников.
Второй вариант более труден в реализации, так как требует организации производства в значительном отдалении от главного корпуса фабрики.
531
Решающее условие применения установок для сушки отходов флотации и высокозольных шламов — использование этих же продуктов для сжигания в топках сушильных установок.
Устойчивый процесс горения высокозольных шламов и отходов флотации может быть обеспечен только в топках с низкотемпературным кипящим слоем (рис. 9.41).
Усредненные показатели стенда топки с низкотемпературным кипящим слоем (исследования Укрнииуглеобогащения)
Вид топлива: отходы флотации со шламом Зольность топлива, % ............................... 40—60
Влажность топлива, % ............................... 7—10
Удельная теплопроизводительность топки, ГкалДм^ч)... 1—1,5
Удельный расход воздуха на псевдоожижение, тыс.м3/(м^ ч)... 6—10
Суммарное сопротивление слоя и решетки, Па.......... 5000—6000
Температура, °C: ...................................
в слое ........................................... 800—900
на выходе из топки ............................... 500—700
9.6. Основные сведения об эксплуатации сушильных установок
Здания и компоновка сушильных установок. Установки для сушки взрывоопасных углей должны размещаться либо в отдельном здании, либо в блоке с главным корпусом фабрики. В последнем случае здание сушильного отделения должно быть изолировано от него стенкой с ббльшей сопротивляемостью давлению взрыва, чем наружные стены здания сушильного отделения. Топочные устройства размещаются в общем помещении сушильной установки или обособленно.
Целесообразно сушильные установки размещать так, чтобы до минимума сократить расстояния транспортирования сухого угля.
В сушильных отделениях необходимо предусматривать отопление, хозяйственно-противопожарный и технический водопроводы, а также хозяйственнофекальную и производственную канализации.
Сушильное отделение должно иметь не менее двух выходов (на каждом перекрытии), монтажные проемы и грузоподъемные приспособления. Все элементы зданий сушильных отделений должны выполняться из несгораемых материалов.
Оборудование сушильных отделений следует располагать таким образом, чтобы оставались удобные проходы и доступ к основным узлам оборудования и лестничным клеткам.
Применение армированного стекла и стеклоблоков в сушильных отделениях при сушке взрывоопасных материалов не допускается.
Оборудование сухой газоочистки и тракта высушенного материала должно размещаться в изолированном помещении.
Помещения сушильных установок необходимо оборудовать системами промвентиляции и аспирации. Технологическое оборудование и поточнотранспортная система должны иметь укрытия, а также постоянно действующую и аварийную вентиляции для удаления и помещения загазованного воздуха. Аварийную вентиляцию следует рассчитывать на шестикратный воз
532
духообмен. Помещение для удаления золы и шлака должно иметь постоянно действующую приточно-вытяжную вентиляцию.
Оборудование сушильных установок, как правило, следует располагать в закрытых помещениях, оснащенных механизированными средствами для ремонтных работ. Оно должно компоноваться по агрегатной (блочной) схеме: топка с растопочной трубой и комплектом индивидуального оборудования — сушильный аппарат — система выделения высушенного материала и пылеулавливания — дымовая труба.
При проектировании новых сушильных отделений желательно избегать размещения технологического оборудования в подвальных помещениях.
При компоновке технологического оборудования в сушильных отделениях предусматривается минимальная протяженность коммуникаций. Основная часть тракта высушенного материала должна, как правило, проходить вне главного корпуса фабрики. Пылевые тракты не должны иметь "мешков" и тупиков, в которых может задерживаться пыль.
Расчетную производительность проектируемого сушильного отделения по исходному материалу необходимо определять, исходя из среднечасовой производительности предприятия с учетом коэффициента неравномерности.
Основные требования к оборудованию сушильных установок. Число работающих сушильных установок следует определять по формулам:
n = G/Gi, n-WfW^,
где п — число работающих сушильных установок; G — масса влажного материала, направляемого на сушку, т/ч; G] — производительность сушильного агрегата по исходному материалу, т/ч; W — общая масса влаги, которую необходимо удалить из исходящего материала, т/ч; — производительность одной сушильной установки по испаренной влаге, т/ч.
Число сушильных установок необходимо выбирать по наибольшему значению, полученному по указанным формулам, и округлять в большую сторону до целого числа.
Бункера для исходного материала должны выполняться из металла или железобетона с гладкой внутренней поверхностью и футеровкой наклонных плоскостей нержавеющей сталью. Форма бункеров должна обеспечивать возможность полного спуска из них материала самотеком.
К оборудованию для шлакозолоудаления должен быть обеспечен подвод воды (к шлаковым и зольным бункером) для гашения золы и шлака. Бункера для золы и шлака должны быть оборудованы затворами с дистанционным управлением.
Угол наклона газоходов к горизонту должен быть не менее 45°. Меньший угол наклона может быть допущен при скорости (не менее 20 м/с) газового потока, исключающей осаждение пыли.
Между топками и сушильными аппаратами желательно иметь отсекающие шибера. Тракты пылеулавливания, пылеулавливающие и сушильные аппараты, за исключением мокрых пылеуловителей, дымососов, сушильных барабанов, не имеющих теплоизоляции по техническим условиям завода-изготовителя, быстроизнашиваемых участков разгрузочных циклонов, должны быть теплоизолированы.
При пусках и остановках сушилок в сушильный тракт необходимо подавать защитный пар для поддержания в нем пониженного содержания кислорода.
Для устранения присосов воздуха, удаления провалившегося материала и
533
посторонних предметов на провальной части трубы-сушилки необходимо устанавливать герметизирующие устройства.
Стенки бункерной нижней части разгрузочной камеры барабанных сушилок имеют угол наклона к горизонту не менее 65°, углы между стенками должны быть плавно закруглены.
Бункерная нижняя часть разгрузочной камеры барабанных сушилок должна вмещать весь материал, находящийся в барабане, и иметь одно разгрузочное отверстие.
Желательно предусматривать непрерывное удаление из смесительной камеры топки материала, провалившегося в нее из сушильного барабана.
Запыленность газов на входе в аппараты мокрого пылеулавливания, как правило, не более 3 г/м3. Средняя скорость газов в горизонтальном сечении разгрузочных камер и гравитационных сепараторов должна составлять не более 4 м/с.
Разгрузочные камеры и пылеулавливающие аппараты сухой очистки газов сушильных установок при сушке наиболее взрывоопасных углей должны быть оборудованы устройствами, препятствующими проникновению взрывных газов в помещение (скребково-барабанные питатели, питатели скребковые, герметизирующие шлюзовые затворы, мигалки с принудительным открыванием клапанов, роторные пылеразгрузчики).
Дымососы сушильных установок следует размещать после аппаратов сухого пылеулавливания (до устройств с мокрой очисткой газов). Дымососы и вентиляторы должны иметь направляющие аппараты (заслонки).
Температура газов перед дымососом должна быть выше температуры точки росы на 10—15 °C, но не превышать 120 °C. Объемное содержание кислорода в отработанных газах (после дымососа) сушильных установок в пересчете на сухой газ не должно быть выше следующих норм (%):
Бурые и каменные угли с выходом летучих
веществ более 35%.................... 18
Каменные угли с выходом летучих веществ менее 35%............................ 19
При сушке углей (кроме антрацитов и полуантрацитов) во время пуска и остановки сушильных установок должен подаваться водяной пар или инертный газ: в трубах-сушилках — в зону забрасывания угля; в сушилках кипящего слоя — в зону под решеткой; в барабанных сушилках — в смесительную и разгрузочные камеры.
Расход водяного пара или инертного газа определяется расчетом. В исключительных случаях допускается применение воды в тонкораспыленном состоянии.
Наибольшая опасность взрыва возникает в периоды пуска, остановки и перебоев в подаче материала в сушилку и топлива в топку. Основными причинами возникновения взрыва в эти периоды являются:
превышение предельно допустимой температуры сушильного агента по всему тракту и особенно за сушилкой;
поступление в сушилку угля, влажность которого ниже влажности, определенной по режимной карте;
увеличение подсосов воздуха, при которых содержание кислорода в сушильном тракте превышает предельные значения.
Разгрузочные и пылеулавливающие аппараты и соединительные газоходы должны иметь предохранительные клапаны, площадь которых определяют, исходя из объема и прочностной характеристики оборудования.
534
При установке диафрагмы предохранительного клапана в конце патрубка длина последнего не должна превышать 10 калибров (эквивалентных диаметров патрубка). При установке предохранительного клапана с отводом длина патрубка до места установки диафрагмы не должна превышать 2 калибров, а длина отвода после диафрагмы — 10 калибров отвода. Сечение отвода должно быть не менее сечения клапана.
В случае установки отводов длиной более 10 калибров, но не более 15 калибров, необходимо рассчитывать оборудование на избыточное внутреннее давление 6 кПа.
Для оборудования объемом менее 10 м3 может быть допущена установка предохранительных клапанов в помещении, если они размещены в местах, исключающих нахождение обслуживающего персонала.
Диафрагмы предохранительных клапанов следует выполнять легкоразрывными диаметром не более 1 м либо из мягкой жести толщиной не более 0,5 мм и с одинарным швом посередине, либо из алюминиевого листа толщиной 0,5—1 мм и с надрезом посредине на 50% его толщины, либо из асбестового картона толщиной 3—5 мм. Дифрагмы из асбестового картона следует применять диаметром менее 500 мм и при установке их лишь внутри здания.
Клапаны должны иметь с внутренней стороны поддерживающую решетку или сетку, выдерживающую нагрузку не менее 1000 Н.
На элементах оборудования, газоходах и коробах, работающих под давлением, предохранительные клапаны следует устанавливать с металлической диафрагмой диаметром не более 600 мм (сечение не более 0,285 м2). Эти клапаны могут быть сгруппированы в блоки, состоящие из нескольких диафрагм. Допускается замена одного клапана несколькими, сконцентрированными около защищаемого участка, с суммарным сечением не менее сечения заменяемого клапана.
Предохранительные клапаны и отводы от них должны устанавливаться таким образом, чтобы исключалась возможность попадания выбрасываемых при взрыве газов на рабочие места и в проходы, а также на кабельные линии, мазуто- и маслопроводы.
Топки с камерным сжиганием топлива (пылеугольного, газообразного и жидкого) снабжают предохранительными клапанами, которые устанавливают в обмуровке камеры горения и камеры смешения.
Предохранительные клапаны должны быть размещены в местах, безопасных для обслуживающего персонала. Допускаются отводные короба или ограждения отбойными щитами со стороны возможного нахождения людей, а также применение откидных предохранительных клапанов. Клапаны не следует устанавливать в топках, работающих под наддувом.
Каркасы камеры горения, камеры смешения и борова топок должны быть рассчитаны на внутреннее давление, превышающее атмосферное на 2 кПа для установок, работающих под разрежением, и на внутреннее давление, превышающее рабочее на 2 кПа для установок, работающих под наддувом.
Монтаж сушильных установок и их эксплуатацию необходимо осуществлять в соответствии с техническими условиями завода-изготовителя. В сушильном отделении должны находиться: паспорт отдельно на каждую сушильную установку, режимная карта, журнал приемки и сдачи смен и журнал работы сушильных установок.
Сушильные установки, прошедшие модернизацию и капитальный ремонт, вводятся в эксплуатацию после приемки их комиссией.
Содержание кислорода (%) в дымовых газах на выходе из сушилки
535
определяется по формуле
Cor = 21(Vr-VoS)WM + Vr),
где Vr — объем сухих газов, отнесенный к нормальным условиям, м3/ч; Vo — теоретический объем воздуха, необходимого для сгорания 1 кг топлива, м3/кг; В — расход топлива, кг/ч; W — масса испаренной влаги, кг/ч.; рм — плотность твердых частиц, кг/м3.
Взрываемость угольной, торфяной и сланцевой пыли (данные ЦКТИ) может характеризоваться значениями топливного коэффициента р, определяемого по формуле
рл = 2,37(Н^-0,125О^/Сл,
где Odaf — содержание водорода и кислорода в топливе на сухую беззольную массу, %; Сл — содержание углерода в летучей части топлива, %;
Сл = Vdaf- (Hdaf+ Odaf + S daf+ Ndaf),
Vdaf — выход летучих веществ на сухую беззольную массу, %; Sdaf и — содержание серы и азота в топливе на сухую беззольную массу, %.
С увеличением значения Рл уменьшается взрывоопасность угля.
Контроль, регулирование и автоматизация сушильных установок. Теплотехнический контроль сушильных установок позволяет судить о ходе теплового процесса, производить его регулировку и предупреждать неполадки в работе.
Сушильные установки оснащаются пультами местного, дистанционного и автоматического управления, а также контрольно-измерительной аппаратурой для контроля следующих параметров:
температуры газов: в топке на выходе из камеры горения (в зоне, исключающей прямое воздействие лучистого тепла); на входе в сушилку; в разгрузочной камере барабанной сушилки; перед дымососом; (температура газов на входе в сушилку и перед дымососом регистрируется самопищущими приборами);
разрежения, измеряемого тягомерами; в верхней части камеры горения топки; на входе в сушилку; в разгрузочной камере (за циклом); перед дымососом;
содержания кислорода в газовой смеси перед дымососом (определяемого газоанализаторами с самопищущими приборами);
давления, измеряемого напоромерами; дутьевых вентиляторов; перед мельницей пылеугольной топки; в коробках вторичного дутья пылеугольных топок.
Нагрузки на электродвигатели барабанной сушилки, дымососа, мельницы измеряются амперметрами; давление в системе подачи пара и воды в сушилку измеряется манометрами или другими контрольно-измерительными приборами, размещенными непосредственно в месте работы обслуживающего персонала.
При применении топок, работающих на пылеугольном, жидком и газообразном топливе, устанавливаются дополнительные контрольно-измерительные приборы в соответствии с правилами взрывобезопасности установок для приготовления и сжигания топлива в пылевидном состоянии и Техническими требованиями по взрывобезопасности котельных установок, работающих на мазуте или природном газе.
536
Сушильная установка должна иметь дистанционное управление направляющими аппаратами дымососов и дутьевых вентиляторов с указателями степени их открытия, а также звуковую и световую сигнализации, размещенные на щите управления машиниста сушильной установки.
Световая и звуковая сигнализации должны срабатывать при содержании кислорода в дымовых газах выше нормы и достижении критической температуры перед дымососом.
Световая сигнализация должна действовать в случае:
падения давления пара и воды ниже норм, указанных в режимной карте;
забивки разгрузочной камеры (циклона);
забивки сухого пылеуловителя;
снижения уровня исходного угля в бункерах ниже заданного.
Сушильная установка при сушке взрывоопасного угля должна иметь блокировочное устройство, препятствующее включению электродвигателя дымососа и сушильного барабана при отсутствии защитного пара или воды.
Теплотехнический и аэродинамический контроль сушилок — неотъемлемая часть комплекса этих установок, позволяющая судить о ходе сушки и предупреждать неполадки в работе сушилки.
Наиболее важно контролировать и регулировать температуру газов в сушильном тракте.
Сушилки должны работать на постоянном режиме, т.е. количество тепла, поступающего из топки в сушилку, при данной температуре соответствует общему количеству тепла, расходуемого на испарение влаги, нагревание сухого материала, потерям тепла в окружающую среду.
Автоматизация сушильных установок должна предусматривать: автоматический контроль основных технологических параметров и состояния оборудования; автоматическое регулирование процессов сушки угля и горения топлива; автоматическую защиту и блокировку, обеспечивающие предупреждение аварийных ситуаций и нарушений технологического процесса.
Система автоматического регулирования сушильного агрегата должна обеспечивать:
автоматическое поддержание заданной влажности или температуры высушенного продукта при ведении сушки в оптимальном режиме с учетом ограничения по температуре и газовому составу сушильного агента;
заданный закон регулирования температуры газов, поступающих в сушилку при оптимальном режиме горения, исключающем недожог топлива, с учетом ограничения по газодутьевому режиму;
автоматическое регулирование газодутьевого режима агрегата для стабилизации сушки и исключения попадания топочных газов в помещение сушильного цеха.
В трубках-сушилках и других динамических сушильных аппаратах (с подобными величинами транспортного и емкостного запаздывания) регулирование (стабилизация) влажности сухого материала может производиться по косвенным параметрам, в качестве которых могут быть использованы параметры сушильного агента.
Для сушилок с малоинерционными топками (пылеугольными, факельнослоевыми, с жидким и газообразным топливом) может быть рекомендован способ регулирования сушки изменением расхода топлива при стабильной производительности сушки по сырому материалу.
При использовании инерционных слоевых топок стабилизацию влажности сухого материала рекомендуется обеспечивать регулированием расхода влажного материала, поступающего в сушилку.
Глава 10
ИНСТРУМЕНТАЛЬНЫЙ КОНТРОЛЬ КАЧЕСТВА УГЛЕЙ
На предприятиях угольной, металлургической и энергетической отраслей промышленности все большее применение находят инструментальные средства контроля основных качественных параметров угля.
Стандартные способы опробования и контроля пришли в противоречие с задачами интенсификации, оптимизации и автоматизации производственных процессов на предприятиях, перерабатывающих или использующих уголь. Кроме того, стандартный метод опробования требует больших затрат ручного труда.
Разработка и внедрение систем АСУ ТП на углеобогатительных фабриках, в коксохимическом производстве металлургических предприятий, в углеподготовительных цехах невозможны без приборов, устройств и средств, способных выдавать оперативную информацию о качественных параметрах, не требуя при этом отбора проб, пробоподготовки и контакта с исследуемым материалом.
В течение последних десятилетий ведется интенсивный поиск и разработка аппаратурных средств контроля зольности, влажности и других основных показателей качества угля.
В нашей стране разработаны и прошли всестороннюю промышленную проверку различные приборы для определения зольности и влажности угля; золомеры типа ГИЗ-IM (РКТ-2), РКТП, ЭАЗ, БРА, ГЗУ, УЗПИ, ПРЗ, ЗАР-З, РАМ-1м, ВАК-4, ВУС-2М и другие.
При контроле зольности угля наибольшее распространение в России получили методы, основанные на использовании гамма-излучения.
Анализ развития аппаратурных средств контроля зольности показывает, что в ближайшие годы альтернативы радиоизотопным золомерам не будет.
Для измерения массовой доли влаги в настоящее время чаще всего применяется метод, основанный на использовании СВЧ-электромагнитного излучения.
Успешная работа золомеров и влагомеров в большой степени зависит от правильно проведенного монтажа и наладки приборов и дальнейшего квалифицированного их обслуживания.
10.1. Контроль зольности
Методические основы современных инструментальных средств контроля. В современных золомерах, использующих источники ионизирующих излучений, реализуются четыре принципиальные схемы измерения (рис. 10.1) или их комбинаций.
Большое значение для чувствительности, точности, компенсации мешающих факторов имеет геометрия измерений, под которой понимается соотношение геометрических параметров: h (расстояние от детектора до поверхности угля), / (расстояние от источника до поверхности угля), d (толщина слоя угля), f (расстояние между источником и детектором), а (угол наклона источника), р (угол наклона детектора), 0 (телесный угол распространения гамма-квантов).
538
Рис. 10.1. Принципиальные схемы измерения, используемые в радиоизотопных золомерах: а — абсорбционный метод; б — метод обратного рассеяния; в — метод рассеяния вперед; г — рентгенофлуоресцентный метод; И — источник излучения; D — детектор
На рис. 10.1а показана схема, типичная для абсорбционного метода, когда источник и детектор расположены по разные стороны от пробы. Если источник излучает в телесный угол 0 число гамма-квантов Nq, то детектор регистрирует только N квантов. В первом приближении N определяется выражением
N = BN(p-M>d, (10.1)
где В - фактор, учитывающий геометрию измерения и эффективность
539
детектора; р - насыпная плотность угля; ц - массовый коэффициент ослабления углем гамма-излучения.
Уголь можно представить бинарной системой, состоящей из горючей и минеральной компонент, массовые доли которых равны соответственно Аг и Ап.
Тогда массовый коэффициент ослабления у-излучения с учетом свойств его аддитивности будет определяться выражением
ц = ЦгАг + ЦпАп = Pr(I — Ап) + ЦпАп = |ir + (Pyj—ЦГ)АП, (10.2)
где Цг и Цп - массовые коэффициенты ослабления у-излучения горючей и минеральной частями угля соответственно.
В свою очередь, цг = ^Ц|ГА,Г и цп = ^pyrAyrn где ц,г, цуп, Ain и Ajn относятся
I i
к компонентам, составляющим горючую и минеральную части.
Учитывая (10.2), выражение (10.1) может быть записано в виде
Nn = BNtfT^+- ЦгИп].Р.< (10.3)
Таким образом, интенсивность регистрируемого у-излучения зависит не только от Ап, но и от толщины пробы, насыпной плотности и состава минеральной составляющей (цг практически остается постоянным при изменении состава горючей части, в то время как на величину цп оказывает влияние изменение содержания тяжелых золообразующих элементов, например железа и кальция). Это создает определенные трудности при реализации метода, так как приходится стабилизировать толщину d и принимать меры либо к стабилизации р, либо к определению этого параметра дополнительными устройствами для внесения коррекции в значение Nn.
Метод, реализующий абсорбционную схему, наиболее подвержен влиянию мешающих факторов. В нашей стране разработан и выпускается по индивидуальным заказам гамма-абсорбционный золомер РКТ-2. Однако в современных приборах схема, изображенная на рис. 10.1а, применяется в так называемом двухлучевом варианте, когда используется поток излучения гамма-квантов двух энергий - низкой и высокой.
На рис. 10.16 показана часто встречающаяся в приборах схема измерений однократно и многократно рассеянного гамма-излучения.
Выражение для интенсивности регистрируемого излучения в данном случае имеет достаточно сложный вид. Для понимания методических основ работы золомеров можно число регистрируемых гамма-квантов Nn, однократно рассеянных в пробе, представить следующей формулой
Nn = BN0——, (10.4)
Hi +Н2
где В - постоянный коэффициент; о - массовый коэффициент рассеяния углем у-излучения; Ц1 и ц.2 _ массовые коэффициенты ослабления углем соответственно первичного с энергией Е\ и рассеянного с энергией Е2 (при рассеянии энергия кванта изменяется) у-излучения.
При этом принимается, что для у-квантов с энергией Е] рассеивающий слой угля будет соответствовать насыщению (слой насыщения), т.е. рассеивать более 99% первичных у-квантов.
540
Во многих случаях энергия рассеянного у-излучения незначительно отличается от энергии первичного Еу поэтому gj = ц2. Тогда
Pi
(10.5)
Массовые коэффициенты ослабления и рассеяния о можно представить в виде:
Н1“Ц1г + (Ц1п Ц1г)^п»
О — Ог + (Оп Ог)Ац.
В результате уравнение (10.5) запишется следующим образом
., „ ., суг + (оп ог)^п
мр=Я1М) ;-------------~
Р1Г (Pin Н1г)^П
(10.6)
(10.7)
(10.8)
Как видно из полученного выражения, результаты измерения не зависят от изменения толщины слоя угля, если она не становится меньше слоя насыщения. Схема однократного обратного рассеяния является очень распространенной из-за ее конструктивных и технологических преимуществ. Однако чувствительность к зольности при ней меньше, чем при схеме абсорбции излучения. Рассмотренная схема используется в отечественных золомерах РКТП-2М, РКТП-5 и других, а также она применяется при регистрации у-квантов, испытавших несколько актов рассеяния (РКТП-4). Это так называемый метод многократного рассеяния высокоэнергетического у-излучения. Если для однократного рассеяния функция N =f(An) является гиперболической (уравнение 10.8), то для многократного рассеяния она ближе к экспоненциальной. При этом влияние насыпной плотности сказывается сильнее.
На рис. 10.1 в представлена принципиальная схема измерения при использовании для целей контроля процесса рассеяния у-излучения вперед. Для этого перед детектором на пути прошедшего через слой угля излучения ставится экран.
В первом приближении можно считать, что N в этом случае определяется выражением
N = BN(pe~Wd. (10.9)
Используя равенства (10.6) и (10.7), получим
N = BN0[Or + (Оп “ <*гМп] • ^[-Цг +(,gn ' ЦгИп,р< (10.10)
Из выражения (10.10) следует, что при использовании данного метода необходима стабилизация высоты слоя угля d. Насыпная плотность р будет влиять меньше, чем в абсорбционном способе, так как увеличение плотности, вызывая увеличение о (в более плотном материале и рассеяние больше), одновременно уменьшает экспоненциальный множитель.
Рассмотренная схема измерений использована в золомере РКТП-3.
Возбуждение вторичного флуоресцентного излучения (рис. 10.1г), используется для определения содержания серы и для коррекции результатов измерения зольности в анализаторах отобранных проб.
Первичный поток у-квантов возбуждает в угле флуоресцентное излучение
541
атомов, входящих в состав горючей и минеральной частей. Это вторичное излучение, проходя слой угля, частично поглощается и тем сильнее, чем меньше его энергия Ефл, которая функционально связана с атомными номерами элементов и имеет характерное для каждого из них значение. Наименьшую энергию имеет излучение элементов с атомным номером z < 10-12, оно практически не попадает в детектор.
Для каждого отдельного элемента zy- число регистрируемых вторичных рентгеновских у-квантов определяется выражением (для слоя насыщения)
, Az.
-----1—. (10.11)
Hi т Н2 sina sinp
где А2.~ массовая доля элементов; Ц2 _ коэффициент ослабления флуоресцентного излучения.
При для суммарного вторичного излучения минеральной
J
компоненты угля получим выражение
= „ 4 „ <10-12)
Hl H2
+ sina sinP
Из уравнений (10.11) и (10.12) следует, что А^л иЛ/^ не зависят от толщины слоя угля (при соблюдении условия насыщения).
Из приведенных выражений для определения N (для всех схем измерения) видно, что на поток регистрируемых у-квантов влияет не только сумма минеральных примесей Ап, но и другие мешающие факторы. В частности, во все уравнения входят значения Цп и оп (через Ц2 и °)> которые зависят от содержания в угле золообразующих элементов и их массового перераспределения. Особенно значительно эти коэффициенты меняются при флуктуациях содержания тяжелых элементов, таких как железо, кальций и другие. Неконтролируемые изменения параметров h, I, d, а, Р приводят также к изменению числа регистрируемых у-квантов.
К мешающим факторам при определении зольности относятся влажность и крупность. Изменение их приводит к изменению насыпной массы р и в конечном итоге, к изменению N.
Опыт создания и эксплуатации золомеров свидетельствует о том, что влияние мешающих факторов на результаты измерения удается компенсировать (в определенных пределах) различными приемами, комплекс которых индивидуален для каждого типа приборов.
Качество работы прибора при различных вариациях возмущающих факторов определяется степенью совместимости технологических условий с необходимыми геометрическими и методическими условиями измерения. Для оценки погрешности метода измерения зольности аА пользуются выражением
Од = [^\Sj/SfDbjKj(T)]^, (10.13)
J
где Sj - относительная чувствительность к у-му возмущающему фактору в %
542
Контролируемый
продукт
Крупность угля, мм _
Диапазон измерения зольности, %________
Необходимая высота слоя, мм ---------
0—300
.4—55
не менее
250
Счетно-решающий блок
Устройство решения градуировочного уравнения
Устройство ИНДИКАЦИЯ
Цифроаналоговый преобразователь
Выходной аналоговый сигнал
У
Выходной цифровой сигнал
Рис. 10.2. Блок-схема золомера РКТП-4
Счетно-решающий блок
Блок измерительный
Устройство решения градуировочного уравнения
Выходной аналоговый сигнал
Устройство индикации
Цифроаналоговый преобразователь
Выходной цифровой сигнал
Крупность угля, мм 0—100
Диапазон измерения зольности, ъ л—5о
Необходимая высота не менее
слоя, мм________________130—150
Рис. 103. Блок-схема золомеров РКТП-2М и 1КТП-5
543
изменения интенсивности на единицу изменения мешающего фактора (J = Др, &W, &1, ДЛ, ДСре и т.д.), ДСре - изменение содержания железа в угле; SA -относительная чувствительность к зольности; D^-»Dy(l - г2) - внутригрупповая дисперсия j-ro возмущающего фактора при его дисперсии изменчивости Dj и коэффициенте корреляции данного фактора с зольностью, равном г; Kj(T) «s 1 - сглаживающий коэффициент для режима измерения зольности угля в потоке, он тем меньше, чем больше время измерения и меньше интервал корреляции автокорреляционной функции данного мешающего фактора.
Под чувствительностью понимается относительное изменение (в процентах) сигнала чувствительного элемента датчика при единичном изменении зольности или любого мешающего параметра (абсолютном, относительном в %).
Как видно из формулы (10.13), влияние возмущающих факторов носит сложный характер, так как необходимо учитывать степень корреляции возмущающих факторов с зольностью и вид их автокорреляционных функций.
Современные конструкции золомеров инвариантны в большей или меньшей степени к изменению геометрических параметров, влажности, плотности и гранулометрического состава. Для достижения этого используются, например, двухзондовые измерительные системы (золомеры РКТП-5 и РКТП-2М) или двухлучевые. С точки зрения обеспечения максимальной представительности контроля (отношение массы угля, прошедшей через зону контроля, к общей массе потока) и чувствительности к зольности SA, предпочтительнее разработка золомеров с использованием обратного рассеяния излучения. Двухлучевой метод требует хорошей коллимации источников, а величина SA составляет всего около 0,5/%.
Инструментальные средства контроля зольности. В России первыми золо-мерами для потоков угля, получившими промышленное применение, были приборы РКТП-1 и РКТП-2. В настоящее время разработаны золомеры РКТП-2М, РКТП-4 и РКТП-5 (рис. 10.2 и 10.3). На рис. 10.4 представлена конструкция золомера РКТП-2М. Главное отличие приборов РКТП-4 и РКТП-5 от их аналогов РКТП-1 и РКТП-2 состоит в том, что они имеют метрологическое обеспечение и взрывозащищенное исполнение, занесены в Государственный реестр средств измерений. Метрологическое обеспечение означает обязательную поверку всех золомеров при их производстве по государственным образцам условной зольности. Эта процедура обеспечивает единство их метрологических параметров. Государственные стандартные образцы условной зольности - это синтетические образцы, подобные углю по характеру взаимодействия с излучением, но однородные по объему. Изготовление таких образцов различного состава с высокой точностью не представляет труда. На рис. 10.5 представлен стенд с набором стандартных образцов.
Применение средств инструментального контроля в стране регламентируется государственным стандартом ГОСТ 11055.
При разработке золомеров РКТП-2М и РКТП-5 с использованием обратного рассеяния мягкого гамма-излучения ставилась задача получить возможно более полную компенсацию таких технологических возмущающих факторов, как изменение насыпной плотности, влажности, гранулометрического состава, высоты датчика над углем. В результате исследований взаимосвязи функции отклика чувствительного элемента измерительного блока с указанными основными мешающими факторами при различных геометрических параметрах системы найдена оптимальная геометрия измерения, отвечающая
544
Рис. 10.4. Конструкция зо-ломера РКТП-2М
Рис. 10.5. Стенд с набором стандартных образцов
18. Техника и технология...
545
Контролируемый продукт
Блок регистрации импульсов
Регистрирующий . прибор
Крупность угля, мм поток 0—200
экспресс-анализ---------0—25
Диапазон изменения зольности, %--------------4—90
Необходимая высота слоя, мм
не менее ----130
Рис. 10.6. Блок-схема устройства ГЗУ
условиям получения максимальной чувствительности к зольности и минимальной к возмущающим факторам. При этом выявилась необходимость использования двухзондового измерительного блока с двумя источниками излучения и одним детектором. Детектор в составе одного из зондов расположен в доинверсионной зоне по отношению к мешающим факторам, а в составе другого в заинверсионной. Один из источников имеет две степени свободы перемещения, что позволяет просто и эффективно устанавливать оптимальную геометрию для любого контролируемого продукта.
Опыт эксплуатации приборов РКТП-2М и РКТП-5 в условиях, отвечающих их функциональным возможностям, свидетельствует о том, что погрешность контроля зольности концентратов обогатительных фабрик составляет 0,3-0,5 %абс. при доверительной вероятности 0,95.
Основные метрологические характеристики указанных золомеров имеют величину.
чувствительность к зольности %/%............. -2,0-5- -2,6
чувствительность к плотности 5р, %/%..... - 0,08-г -0,1
чувствительность к влажности 5 ц/, %/%... - 0,2-е- -0,3
чувствительность к расстоянию датчик - уголь
в пределах ± 20 мм от базового Sft, %/мм. ±О,О2-ьО,ОЗ
Приведенные характеристики свидетельствуют о хорошей компенсации возмущающих факторов и инвариантности результатов измерений относительно наиболее нестабильных в технологическом процессе параметров контролируемого потока.
Аналогичный с РТКП-5 (2М) принцип работы - регистрацию обратно рассеянного излучения источника америций-241 - имеет устройство ГЗУ, чувствительным элементом которого является газоразрядный счетчик (рис. 10.6).
Данное устройство не предусматривает каких-либо методических приемов для учета и компенсации мешающих факторов, кроме обычной установки измерительного блока в точке инверсии или стабилизации расстояния от датчика до поверхности угля. Однако опыт эксплуатации свидетельствует о
546
том, что его работа и точностные параметры во многих случаях удовлетворяют заказчика даже при контактной геометрии измерения (минимальное расстояние от объекта контроля). Это объясняется тем, что процесс изменения мешающих факторов при контроле в потоке можно в первом приближении считать эргодическим, стационарным процессом. Поэтому при использовании ГЗУ или ему подобных устройств время измерения устанавливается так, чтобы обеспечить так называемое динамическое сглаживание. Время измерения должно быть значительно больше интервала корреляции автокорелляционной функции главного мешающего фактора. Именно в таких режимах в основном и работает ГЗУ. Его метрологические характеристики при "контактной" геометрии измерения, т.е. при минимальных расстояниях от датчика до поверхности угля имеют величину, %/%:
SA = -1,7—4,0; 5р = -0,08-1,6
Sw = -0,3-0,5; Sh =-2-5.
Из приведенных данных видно, что главными мешающими факторами являются изменения насыпной плотности и расстояния датчик - поверхность угля. Их негативное воздействие на процесс необходимо удерживать на требуемом небольшом уровне. Для этого датчик устанавливается либо в точке инверсии, либо при контактной геометрии стабилизируется расстояние "датчик-уголь" (дополнительные роликоопоры для конвейерных лент и другие), либо в определенных пределах стабилизируется насыпная плотность (соответствующее ведение технологического процесса).
При использовании метода обратного рассеяния гамма-излучения америция-241 необходмо обращать внимание не только на глубинность измерений (слой насыщения), но и на величину эффективного информативного слоя. Эта величина не превышает 70-100 мм для средней зольности, что вызывает дополнительную погрешность представительности, особенно при контроле рядовых углей с большой крупностью кусков или при наличии изменяющейся сегрегации материала в поперечном сечении потока. В этом случае принимаются специальные меры по гомогенизации угля или применять другой тип золомера, например РКТП-4. Этот прибор предназначен для контроля зольности рядовых углей. В качестве источника ионизирующих излучений используется цезий-137, что позволяет достигнуть большей глубинности и, следовательно, представительности измерений.
Для учета вариаций плотности и содержания железа в РКТП-4 регистрируется рассеянное углем излучение, в спектре которого выбраны три области. В первой преобладает чувствительность к общей зольности, во второй - к железу, в третьей - к изменению плотности. Обрабатывая по определенному алгоритму сигналы датчика, соответствующие каждой из областей, можно получить компенсацию влияния на результаты измерений вариаций содержания железа и плотности. Положение измерительных каналов в энергетическом спектре рассеянного излучения не зависит от зольности и состава золы. Имеются определенные геометрические условия, обеспечивающие наибольшую эффективность работы измерительного блока. Когда измерительный блок устанавливается под конвейерной лентой, принимаются меры по стабилизации расстояния датчика от ленты в пределах ±5 мм. Для этого можно использовать специальные успокаивающие ролиокоопоры. Чувствительность зольного канала РКТП-4 составляет -1,04—1,9 %/%. При такой чувствительности зольного канала изменение насыпной плотности на ±1 % отн. эквивалентно в среднем изменению зольности на 0,05%, а изменение влажности на ±1 абс. - на ±0,09%.
18*
547
Блок измерительный № ]
Блок обработки Устройство индикации |
Блок управления
Анализатор импульсов
Анализатор импульсов
Устройство решения градуировочного уравнения
0-10 В
RS-232 - »
Регистрирующий прибор
ЭВМ
Блок питания
Блок измерительный № 2
Диапазон измерения:
зольности, % - - - 4—70
сернистости, %0,1—20
уд. теплоты сгорания, мдж/кг 8,0—40
Крупность контролируемого материала, мм .о_______3
Габариты: измерительного блока 410 х 270 х 200
блока обработки 560 х 370 х 170
Рис. 10.7. Блок-схема измерителя-анализатора образцов твердого топлива
В последние годы все большее распространение получают двухлучевые золомеры, в которых используются источники америций-241 и цезий-137. Большое достоинство такого типа приборов заключается в возможности определения зольности потоков переменной высоты от 50 до 250 мм. Однако их чувствительность к зольности (~ 0,5%/%) уступает чувствительностям рассматриваемых приборов. Это объясняется тем, что при компенсации влияния вариаций насыпной массы, связанных с изменением влажности и крупности угля и производительности конвейера, исключается также полезный эффект корреляции насыпной массы с зольностью. Кроме того, мощные потоки имеют часто большую высоту (> 250 мм), например, при открытой добыче и в других случаях. Это также вызывает затруднения при использовании двухлучевых приборов.
Золомер РКТП-4 может быть использован как в режиме компенсации плотности, так и без полной компенсации, что позволяет гибко варьировать его применение в различных условиях.
Для дискретного определения зольности, содержания серы и теплоты сгорания в пробах угля крупностью 0-3 мм применяется измеритель-анализатор образцов твердого топлива (ИОТТ). Разработаны государственные стандартные образцы для его поверки и калибровки на предприятии-изготовителе, а также в процессе эксплуатации. Анализатор ИОТТ является прибором широкого функционального назначения. Использование источников очень мягкого гамма-излучения, хорошее фиксирование геометрических условий обеспечивают этому анализатору лучшие точностные показатели в сравнении с поточными приборами. Блок-схема устройства приведена на рис. 10.7. Работа анализатора основана на использовании обратного рассеяния мягкого гамма-излучения вращающейся пробой с одновременным введением коррекции вариации состава минеральных примесей за счет использования фулоресцент-548
ного излучения железа, кальция, серы и других элементов. Анализатор позволяет:
автоматически рассчитывать градуировочные уравнения и корректировать соответствующие коэффициенты на любом этапе эксплуатации прибора;
проводить рентгенорадиометрические исследования элементного состава образцов;
иметь фиксированные алгоритмы для рутинного постоянного контроля различных продуктов, например рядового угля, промпродуктов, концентрата на углеобогатительных фабриках;
осуществлять самодиагностику состояния и работоспособности узлов прибора.
Практически все золомеры для потоков, применяемые на предприятиях России, являются разработками ИОТТ. Другие приборы применяются ограниченно. Из них можно отметить УЗПИ, УЗОФ, СКПО, ПРЗ-7605 и РПЗ-Э. Измерительный блок УЗПИ методически полностью идентичен измерительному блоку РКТП-2.
В основу функционирования ПРЗ положен метод, основанный на облучении угля под различными углами сканирующим потоком гамма-квантов источника америций-241 и дискретной регистрации однократно и многократно рассеянного излучения на различном расстоянии от источника под разными углами к поверхности материала. Конструкция прибора сложна и он не получил распространения в угольной промышленности. В углехимических лабораториях и отделах контроля шахт используется золомер РПЗ-Э для дискретного контроля проб крупностью 0-25 мм. Принцип его работы основан на использовании "рассеянного вперед" гамма-излучения.
Большое внимание на результаты измерения зольности угля оказывают колебания содержания железа и других тяжелых золообразующих элементов. Именно для них наибольшее значение имеет отношение Sj/SA выражении 10.13, в частности для железа Sj/SA ~ 1.
Коэффициент корреляции содержания железа в угле с зольностью изменяется в широких пределах от 0 до 0,9, поэтому влияние данного элемента на результаты контроля во многих случаях невозможно учесть. Отрицательно сказывается на определении зольности не только колебания содержания железа, но и других элементов. Это может быть, например, кальций, как это имеет место для бурых углей Канско-Ачинского бассейна.
Некоррелированное с зольностью изменение концентраций тяжелых элементов вызывает изменение ?эфф и соответственно значительные вариации интенсивности регистрируемого излучения. Следствием этих процессов является возникновение значительных погрешностей контроля. Практически все широко используемые в промышленности отечественные и зарубежные золомеры подвержены негативному влиянию изменений состава минеральной части углей. Но особенно актуальна эта проблема для России в связи с широким многообразием углей по их минералогическим характеристикам.
Изменение состава минеральной части углей при одной и той же зольности определяет принципиальную возможность использования инструментальных методов контроля. Критерием этого может служить функция отклика зо-ломера, которая позволяет оценить его суммарную погрешность. Подобное изменение влечет необходимость периодической проверки градуировки прибора, уточнения соответствующих коэффициентов регрессии. Поэтому практическая эксплуатация золомеров значительно усложняется и, кроме того, возрастает риск неправильной оценки качества- контролируемого продукта.
549
В настоящее время в ИОТТ создан и испытывается промышленный образец искробезопасного двухканального золомера под условным названием "Канал", который предназначен для работы в условиях значительных вариаций состава минеральной части углей.
Двухканальная система измерительных блоков данного золомера позволяет снижать по сравнению с известными приборами погрешность контроля в 2-2,5 раза при изменении содержания железа в зольном остатке на ±8-10%. Диапазон контроля зольности 5-80% при крупности угля до 200 мм.
Основные типы золомеров, применяемых в угольной промышленности России, приведены в таблице.
Формирователи потоков угля. Опыт эксплуатации золомеров свидетельствует, что очень распространены случаи, когда не выполняется одно из основных условий установки приборов - наличие необходимой высоты слоя угля.
Для приборов с односторонним расположением детектора и источника по отношению к контролируемому материалу (рис. 10.16, г) слой угля не должен быть меньше некоторой минимальной величины, т.е. ддя высоты слоя должно выполняться условие
</»4nin. (10.14)
Если используется источник излучения америций-241 или цезий-137, то минимальные значения d составляют соответственно величину —10—17 и ~ 25 см.
При несоблюдении неравенства 10.14 излучение будет рассеиваться не только углем, но и конвейерной лентой, опорными роликами и т.д., что приведет к искажению результатов контроля.
Ограничение минимальной толщины слбя вынуждает перед принятием решения об установке прибора для контроля в потоке производить оценку изменения этого параметра в динамическом режиме в проектируемом месте установки прибора.
Приблизительная оценка величины d (с точностью ±10%) может быть произведена по формуле
/1,2140
------- + 0,01В2 -0,08В, (10.15) у
где Q - производительность конвейера, т/ч; и - скорость ленты, м/с; у -насыпная масса угля, т/м3; В - ширина ленты, см.
При необходимости увеличения толщины слоя угля в зоне измерения перед ней должны быть установлены специальные ворота, собирающие уголь и уменьшающие его поперечное сечение до размера зоны измерения (рис. 10.8). Оценка высоты слоя, выходящего из ворот, может быть осуществлена по выражению
. Л Q d~k--------, м,
ЗбООЬиу
(10.16)
где к = 0,8 - коэффициент, учитывающий эффективность собирания угля воротами.
Для достижения максимальной эффективности использования прибора формирователь устанавливают так, чтобы расстояние между бортами соответствовало ширине зоны измерения L.
550
Основные типы приборов для контроля качества угля, применяемые на предприятиях угольной промышленности
Наименование прибора или устройства Область применения Источники детектор излучения Используемый физический процесс Объект контроля Категория исполнения Требования к высоте контролируемого слоя в зоне контроля (для поточных приборов) Разработчик
1 2 3 4 5 6 7 8
РКТП-4 Контроль зольности угля в потоке Cs-137, сцинтилляционный детектор Обратное рассеяние у-излуче-ния Уголь крупностью до 300 мм Взрывозащищенное Не менее 250 мм ИОТГ, Рижский НИИ радиоизотопного приборостроения
РКТП-5 Тоже Ат-241, сцинтилляционный детектор Тоже Уголь крупностью до 100 мм Тоже Не менее 130 мм Тоже
РКТП-2М И Тоже Тоже Пылебрызгонепроницаемое Тоже
УЗПИ Локальные системы автоматизации, предварительный технологический контроль зольности в потоке Тоже ЛФ ГУА, ИОТГ Рижский НИИ радиоизотопного приборостроения
ГЗУ Технологический контроль зольности угля в потоке и отобранных пробах Ат-241, газоразрядный счетчик Уголь крупностью до 300 мм ИОТГ
1Л
Таблица (окончание)
1 2 3 4 5 6 7 8
РПЗ-Э Экспресс-контроль Ат-241, Рассеяние впе- Пробы угля Пылебрызго- Не менее 130 мм Специализирован-
зольности отобранных проб газоразрядный счетчик ред у-излучения крупностью до 25 мм непроницаемое, искробезопасное и не более 180 мм ный центр "Углеизотоп"
ИОТТ Экспресс-анализ лабораторных проб на зольность, содержание серы и калорийность Pu-238, Fe-55 газоразрядные пропорциональные счетчики Обратное рассеяние, флуоресцентное излучение Лабораторные пробы крупностью 0— 3 мм Пылебрызгонепроницаемое ИОТТ, Рижский НИИ радиоизотопного приборостроения
ВУС-2М Контроль влажности угля в потоке СВЧ-генератор и детектор Прохождение электромагнитного излучения СВЧ-диапазона через слой угля Уголь крупностью до 100 мм Тоже от 50 мм до 150 ми ИОТТ
АВУ-1 Экспресс-контроль влажности отобранных проб Тоже Тоже Уголь крупностью до 6 мм Тоже ИОТТ
ВАК-4М Контроль влажности угля в потоке Определение полной проводимости угля при использовании высокочастотного тока Уголь крупностью до 13 мм Искробезопасное Не менее 50 мм У крНИ Иуглеобо-гащение
Рис. 10.8. Схема установки ворот, собирающих уголь
] — конвейерная лента; 2 — ворота; 3 — зона измерения; 4 — шарнир; Р — угол установки бортов; F — сила, действующая на борт
Рассмотрение рис. 10.8 показывает, что сопротивление потоку определяется углом раскрытия ворот р, величина которого должна соответствовать величине угла естественного откоса данного угля.
Габаритные размеры ворот указаны на рисунке. Высота ворот над конвейерной лентой на 3-4 см больше значения dmjn, чтобы при больших нагрузках уголь пересыпался через верхнюю грань ворот и, тем самым, не создавалось значительное сопротивление потоку. С этой же целью борта ворот устанавливают с небольшим наклоном во внешнюю сторону.
Чтобы исключить контакт металлических ворот с конвейерной лентой, борта устанавливают на высоте 7-8 см над ней, прикрепляя к нижней части бортов резину на болтах так, чтобы она касалась ленты.
Жесткая установка ворот, собирающих уголь, все же опасна при пиковых нагрузках, поэтому для предотвращения сбрасывания угля с конвейера ширина ворот должна регулироваться в соответствии с изменениями нагрузки на конвейере (при больших нагрузках собирание угля нецелесообразно). Существует довольно простой и эффективный способ автоматического регулирования ширины ворот, с успехом опробованный на практике. В широкой части ворота шарнирно крепятся к ставу конвейера или к его бортам, если они есть, а в узкой части соединяются между собой пружиной. Длина нерастянутой пружины, укрепленной на вертикальных штырях на высоте ~ 300 мм над воротами, должна быть равна ширине зоны измерения, чтобы при малых нагрузках расстояние между воротами сохранялось равным величине L.
Конструкции привязки датчиков. Трудоемкой задачей является привязка датчиков к технологическим потокам. Системы привязки приборов должны отвечать двум основным требованиям:
при любых изменениях параметров технологических процессов они должны обеспечивать прибору необходимые условия измерения;
их установка не должна сказываться на протекании технологических процессов.
Эти требования часто противоречат одно другому, что вынуждает иногда отказываться от использования тех или иных приборов на производстве или существенно ограничивать область их возможного применения.
При использовании одностороннего расположения детектора и источника относительно поверхности угля измерительный блок может устанавливаться
553
Рис. 10.9. Жесткая привязка измерительного блока золомера к ставу конвейера
/ — индикаторное устройство высоты слоя; 2 — измерительный блок золомера; 3 — выравнивающее устройство плужкового типа
под или над лентой конвейера. Установка измерительного блока под лентой отличается большей простотой монтажа, при этом не требуется сложных конструкций привязки датчика. Он устанавливается жестко между опорными роликами на ставе конвейера. Необходимо лишь установить по одному прямому ролику перед и за зоной контроля, чтобы уменьшить биение ленты в этой зоне. Однако такая установка приводит к тому, что излучение на пути к детектору дважды проходит через конвейерную ленту (на отрезках источник-уголь и уголь-детектор) и это существенно снижает интенсивность регистрируемого излучения и вынуждает использовать источники излучения большой активности. Тем не менее простота такого варианта установки прибора в отдельных случаях (особенно при использовании источников высокоэнергетического гамма-излучения) является решающим фактором.
Если насыпная масса транспортируемого потока угля остается постоянной (в пределах 10-15%) и не наблюдается обвальной насыпки угля, то измерительный блок золомера можно устанавливать жестко над лентой конвейера (рис. 10.9). Для поддержания постоянного расстояния h от угля до датчика перед зоной контроля устанавливается специальный нож V-образной формы, разравнивающий поверхность угля. Высота сторон ножа обычно составляет около 30 см. Она должна быть такой, чтобы при максимальных нагрузках уголь не пересыпался через верхнюю грань.
На краях ножа возникают завихрения угля, как это показано на рис. 10.10. Для предотвращения попадания угля в зону измерения ширина ножа в плане должна превышать ширину зоны примерно на 20 см.
Существенное значение имеет величина угла между лемехами ножа а. На рис. 10.10 показана сила F, действующая на частицу угля со стороны ножа.
554
Рис. 10.10. Схема установки ножа
I — лента; 2 — нож; 3 — зона измерения; а — угол раскрытия ножа; F — силы, действующие на нож
Составляющая этой силы FcnB = Feos у заставляет частицу сдвигаться в а
сторону, а наличие составляющей Fa,np = Fsin у обусловливает сопротивление, которое нож оказывает потоку угля.
Сопротивление потоку должно быть минимальным, так как при определенных обстоятельствах (большая нагрузка и сильное сопротивление) оно может служить причиной аварийной остановки конвейера. Очевидно, что с уменьшением угла а сила Fconp тоже уменьшается (по закону синуса), однако чрезмерное уменьшение ведет к значительному удлинению формирователя, поскольку ширина ножа в плане регламентируется размерами зоны измерения, как отмечалось выше. Конструкция становится чрезвычайно громоздкой и требует большого свободного пространства для ее размещения.
Кроме того, как показывает практика, в случае контроля влажного угля при малых величинах а наблюдается налипание угля на внешних плоскостях ножа, что увеличивает сопротивление потоку. При исследованиях установлено, что налипание происходит неравномерно по плоскости ножа, толщина налипшего слоя уменьшается от нескольких сантиметров в "кормовой" части ножа до нуля в его "носовой" части (рис. 10.11), причем налипание прекращается после того, как величина угла между плоскостями налипших слоев угля составит удвоенное значение угла естественного откоса данного угля (а ест. откоса). Это указывает на нецелесообразность уменьшения величины угла раскрытия плоскостей ножа ниже величины 2а ест. откоса. Экспериментальная проверка, проведенная на формирователе с регулируемым углом раскрытия плоскостей, подтвердила оптимальность выбора величины а = 2а ест. откоса, поскольку налипания угля при этом на плоскостях практически не было, а уменьшение величины а ниже значения 2а ест. откоса не приводило к снижению сопротивления потоку из-за все увеличивающегося налипания угля.
На рис. 10.12 показан вариант жесткой привязки прибора в течке, на перепаде конвейеров. Его преимущество состоит в том, что он позволяет обеспечить необходимую стабильную минимальную высоту слоя.
555
Рис. 10.11. Схема налипания угля на поверхностях выравнивающего ножа
1 — нож; 2 — уголь; а — угол естественного откоса угля
& ) 2 а ест. откоса
Золомеры устанавливаются также на боковых стенках бункеров, течек и других устройств. На рис. 10.13 схематически показана монтажная конструкция установка золомера РКТП-4 на вертикальной углеспускной трубе, по которой рядовой уголь подается на обогащение.
Если жесткое крепление элементов датчика не отвечает методическим требованиям, должна применяться плавающая система привязки, обеспечивающая постоянное расстояние от элементов датчика до угля.
На рис. 10.14 показан вариант привязки, когда датчик прибора помещается на подвижной платформе, которая, опираясь на поверхность угля и следуя за изменениями нагрузки, совершает колебательные движения. Платформа подвешивается над потоком на шарнирном параллелограмме, а впереди платформы устанавливается опирающаяся на уголь и сглаживающая его поверхность лыжа, ширина ее равна ширине платформы. Угол наклона лыжи по отношению к горизонтальной плоскости выбирается равным углу естественного откоса данного угля, что позволяет минимизировать налипание угля на лыжу, изготовленную из износостойких сортов стали или футерованную износостойким материалом. Высота загнутой части лыжи должна быть не
Рис. 10.12. Система привязки измерительного блока золомера к течке конвейеров:
/ — подвижная дверка; 2 — измерительный блок; 3 — сглаживающая пластина; 4 — ограничитель высоты потока; 5 — конвейер; 6 — уголь; 7_
рассекатель потока; 8 — опоры рассекателя
556
Рис. 10.13. Схема установки измерительного блока золомера на вертикальной течке (трубе, бункере)
1 — течка; 2 — тележка; 3 - ролики;
4 — направляющие; 5 — стопорный винт
менее 20-25 см, чтобы предотвратить возможность засыпания углем платформы с датчиком. Длина горизонтальной части лыжи составляет 15-20 см, что обеспечивает хорошее сглаживание поверхности угля. Продолжением горизонтальной части лыжи являются "полозья" шириной 5 см, идущие по краям платформы по всей ее длине. Расстояние между "ними" соответствует ширине зоны измерения. Наличие "полозьев" гарантирует постоянство параллельности плоскости датчика и сглаженной поверхности угля.
Крепление верхних штанг на шпильках с резьбой позволяет легко регулировать угол подвески датчика. Длина штанг должна быть достаточно большой (не менее 1,5 м), чтобы уменьшить размах угловых смещений платформы.
С платформой соединен с помощью троса, перекинутого через жестко установленный блок, контргруз с изменяющейся массой, которая должна быть такой, чтобы движение платформы с датчиком было плавным.
Рассмотренный вариант использует шарнирно-рычажную систему. Его недостатком является недостаточная жесткость конструкции в поперечном направлении, нестабильность воздушного зазора между датчиком и поверхностью потока, а также малая надежность устройств в условиях значительных колебаний толщины слоя угля на конвейере. Наличие шарниров в системе привязки приводит к необходимости периодического их регулирования, а также к износу системы в результате ее качаний в продольной и поперечной плоскостях, наступающих при значительных колебаниях толщины слоя угля на конвейере.
557
Рис. 10.14. Шарнирно-рычажная подвеска измерительного блока золомера
1 — уголь; 2 — конвейерная лента; 3 — ворота; 4 — футеровочная резина; 5 — несущая рама; 6 — шпильки с резьбой для регулирования; 7 — штанги подвеса; 8 — лыжа; 9 — измерительный блок золомера; 10 — шкив для троса контргруза; 11 — контргруз; 12 — шарнирные соединения
ff
Рис. 10.15. Система привязки, обеспечивающая прямолинейное смещение измерительного блока
7 — неподвижная рама; 2 - подвижная рама; 3 — платформа; 4 — измерительный блок;
5 — шкиф контргруза; 6 — трос; 7 — контргруз; 8 — подшипники качения; а — угол естественного откоса контролируемого угля
Этих недостатков лишена кинематически отличная от рассмотренной выше конструкция привязки, разработанная в ИОТТ. Конструкция (рис. 10.15) представляет собой неподвижную раму, имеющую форму полого прямоугольного параллелепипеда, которая жестко закреплена на ставе конвейера.
В данной системе траектория всех движущихся точек представляет собой прямую линию, в то время как в шарнирно-рычажных эта траектория является частью окружности. Таким образом, "маятниковые" качания рассмотренной ранее системы привязки, возникающие при колебаниях толщины слоя потока угля, заменяются на возвратно-поступательное смещение подвижных частей привязки (рис. 10.15). При этом одновременно повышается точность контроля (за счет лучшего поддержания постоянства воздушного зазора между датчиком и поверхностью потока) и надежность устройства (за счет отсутствия в нем шарнирных узлов).
При монтаже той или иной системы привязки приборов следует обращать особое внимание на ее центровку по оси потока, которая часто не совпадает с серединой ленты и определяется положением питателей и течек, подающих уголь на конвейер. При проведении ремонтных работ на питателях и течках ось потока может значительно смещаться, что обусловливает необходимость проведения трудоемких работ по перемещению жестко установленной системы привязки приборов поперек потока, поэтому желательно при монтаже системы привязки предусмотреть возможность осуществления таких перемещений с минимальными трудозатратами.
Градуировка приборов. Одним из наиболее важных этапов подготовки приборов к эксплуатации является их градуировка, точность проведения которой во многом предопределяет величину погрешности контроля зольности угля.
559
Как уже отмечалось ранее, радиоизотопные золомеры измеряют не саму зольность, а интенсивность излучения, прошедшего через уголь данной зольности. Градуировочное уравнение (или система градуировочных уравнений), заложенное в память прибора, связывает величину этой интенсивности с соответствующей зольностью. Процесс градуировки прибора необходим для нахождения величин коэффициентов градуировочного уравнения, которые затем вводятся в память прибора, после чего на цифровом табло прибора после каждого замера индицируется зольность контролируемого угля в процентах, получаемая как результат автоматического пересчета по градуировочному уравнению соответствующей интенсивности излучения.
Градуировка осуществляется сопоставлением показаний приборов и значений зольности проб, отбираемых из контролируемого потока и разделываемых по ГОСТ 10742-71 с последующим анализом по ГОСТ 11022-75. При этом для уменьшения суммарной погрешности опробования, которая складывается из ошибок отбора, разделки и анализа проб, частота отбора и масса проб значительно увеличиваются по сравнению с величинами, регламентируемыми соответствующими стандартами. Опыт показывает, что в результате увеличения частоты и массы проб удается получить погрешность опробования для малозольных углей и продуктов их обогащения около 0,4-0,5% абс. зольности, а для высокозольных (зольность которых более 20%) -0,7-0,8% абс. зольности. Без увеличения же частоты отбора и массы проб погрешность становится значительно больше и может поставить под сомнение достоверность получаемой при этом градуировки.
Накопленный опыт градуировки приборов показывает, что наиболее целесообразна следующая процедура: в течение каждого из замеров, проводимых прибором, из потока угля через 10-15 с отбираются порции массой 500 г, которые поочередно поступают в две емкости, где образуются параллельные пробы, характеризующие зольность угля, прошедшего за время измерения по конвейеру. Показания прибора сопоставляются с величиной средней арифметической зольности, получаемой по значениям каждых двух соответствующих данному замеру параллельных проб. Величина среднего квадратического расхождения значений зольности параллельных проб 8СТ характеризует суммарную погрешность стандартного опробования.
Процедура расчета коэффициентов градуировочных уравнений индивидуальна для каждого из приборов и приводится в техническом описании на соответствующий прибор. Расчет коэффициентов может быть значительно ускорен при использовании программируемых микрокалькуляторов. Один из принципиальных вопросов при градуировке приборов - выбор времени измерения. Оно должно быть установлено таким, каким будет и впоследствии - при "рабочих" измерениях уже отградуированного прибора.
С точки зрения технологических нужд, время измерения зольности угля в потоке имеет некоторый оптимум. С одной стороны, "мгновенные" измерения, отражающие зольность каждого куска угля на конвейере, не могут служить источником достоверной информации, с другой - знание среднесуточной зольности не может быть использовано для оперативного управления технологическими процессами.
Рассмотрение задач и точек контроля показывает, что время измерения должно определяться конкретной задачей, для решения которой используется прибор. Имеющийся опыт свидетельствует о том, что при установке приборов для контроля работы отдельных технологических звеньев, например для контроля зольности концентрата отсадки на обогатительной фабрике, оптимальное время измерения составляет 3-5 мин.
560
На результаты градуировки прибора существенное влияние может оказать сегрегация угля по сечению потока, если она имеет место.
Для проверки наличия сегрегации следует провести исследования распределения зольности по сечению угля, прошедшего через зону измерения. Для этого необходимо на остановленном конвейере взять пробы угля из трех-пяти сечений потока через 1 м. Поперечное сечение потока при этом разделяется
Ряс. 10.16. Сечение потока угля на ленте конвейера:
1 — лента конвейера; 2 — уголь; 3 — заштрихованная часть сечения — зона контроля
на восемь частей, как это показано на рис. 10.16. По результатам анализов, усредненным по числу сечений, делается (с учетом погрешности разделки проб и их анализа) вывод о наличии или отсутствии сегрегации.
При этом необходимо делать поправку на не слишком большую представительность малого числа сечений, поэтому если разность зольности отдельных частей сечений сопоставима с погрешностью опробования, то необходимо увеличить число сечений, из которых производится отбор проб.
Сегрегация, если она есть, приводит к смещению градуировки относительно истинных значений средней зольности угля на конвейере. Смещение тем больше, чем меньше глубинность измерения. При постоянной сегрегации смещение также постоянно, поэтому погрешность градуировки в данном случае может быть устранена параллельным сдвигом ее на величину разности между средней зольностью по всему сечению угля на конвейере и средней зольностью по области сечения, подвергающейся контролю прибором.
Если же сегрегация угля не постоянна во времени, то любая градуировка прибора будет приводить к получению смещенных оценок зольности, поэтому для получения от прибора достоверных данных необходимо в этом случае принять меры к устранению сегрегации, либо перенести прибор в другую точку.
На ряде предприятий процесс градуировки значительно усложняется сравнительно малым диапазоном изменения зольности контролируемого угля, что особенно характерно для концентратов обогатительных фабрик, зольность которых при налаженном технологическом процессе меняется в пределах d
2-2,5% абс. около среднего значения зольности Аср. Если при этом отложить в обе стороны от этой величины удвоенные погрешности опробования а0 (что в соответствии с правилами статистики характеризует точность получаемых данных),то окажется, что разность получаемых величин (Аср + 25о) и (А ср - 25g) практически совпадает с диапазоном изменения зольности объекта контроля, что делает невозможным надежную градуировку. В этом случае данные градуировки образуют почти правильный круг и градуировочная прямая, которая должна являться его диаметром, может быть проведена в любом направлении. При таких условиях для успешного проведения градуировки требуется специальное кратковременное разрегулирование технологических
561
процессов, которое позволяет расширить диапазон изменения зольности объекта контроля. Круг опытных данных при этом вытягивается в эллипс, большая ось которого дает уравнение градуировочной прямой.
Оценка точности инструментального контроля качества угля определяется в соответствии с ГОСТ 11055.
10.2. Контроль влажности
Важной составной частью комплекса аппаратурных средств контроля являются приборы для непрерывного автоматического определения влажности угля. Физический принцип функционирования таких устройств в большинстве случаев определяется значительным различием диэлектрических свойств воды и сухой горной массы.
В настоящее время наиболее распространены методы определения влажности, основанные на использовании электромагнитного излучения сверхвысокочастотного (СВЧ)диапазона (микроволновые влагомеры).
Методические основы СВЧ-метода приборного контроля влажности. Результаты взаимодействия электромагнитной волны с углем определяются интегральным влиянием физических параметров различных компонент этого угля. Доминирующая среди них - влажность. Суммарные потери энергии СВЧ-излучения при прохождении слоя угля можно определить в первом приближении из уравнения.
N = 8,7(а/ + | Г |2), (10.17)
где /V - потеря энергии в децибеллах; а - коэффициент поглощения угля; Г -коэффициент отражения; I - толщина слоя.
Изменения влажности вызывают значительные изменения коэффициентов а и Г.
Учитывая сложный характер вариаций диэлектрических свойств потоков угля на промышленных предприятиях, выразить в явном виде функцию N = =/(И0 (И7 - влажность) можно только очень громоздким выражением. Поэтому на практике для описания взаимосвязи W и N пользуются различными эмпирическими уравнениями.
Для случая прохождения электромагнитного СВЧ-излучения через слой угля толщиной / его ослабление можно оценивать выражением
N
W = a- + b (10.18)
pl
где а иЬ - постоянные коэффициенты; р - плотность угля.
При использовании метода отражения корреляционная связь влажности с величиной отраженного сигнала определяется зависимостью
W = a\g^PrfP + b, (10.19)
где Pq и Р - мощности соответственно падающего и отраженного СВЧ электромагнитного излучения;аиЬ- постоянные коэффициенты.
Метод отражения применяется, в основном, для контроля мелких классов сыпучих материалов, что обусловлено высокими требованиями к формированию ровной поверхности материала (отсутствие трещин и неоднородностей), а также необходимостью точной установки измерительной антенны.
На углеобогатительных фабриках для определения влажности исполь-562
зуются также приборы, основанные на применении высокочастотного (ВЧ) метода, например ВАК. Сущность его заключается в измерении емкости конденсаторного датчика, входящего в состав колебательного контура. Под воздействием контролируемого материала на конденсаторный датчик изменяются эквивалентные емкость и активное сопротивление колебательного контура, а следовательно, и резонансная частота колебательного контура, которая и является информационным признаком при измерении влажности данным методом.
Средства контроля влажности. Имеется два больших класса СВЧ-влагомеров. Один из них использует прохождение электромагнитных волн через слой угля, другой - отражение от поверхности.
Недостатки влагомеров, в основе работы которых лежит метод отражения: необходимость тщательного выравнивания поверхности угля;
ограничения по крупности контролируемого продукта классами 0-13 мм; снижение чувствительности при влажности угля более 13%;
недостаточная представительность контроля.
Эти обстоятельства обусловили применение на предприятиях России для контроля влажности угля в потоке в основном двух типов диэлектрических влагомеров. Один из них "конденсаторный" прибор ВАК-4, другой - СВЧ-влагомер ВУС-2М, принцип работы которого основан на поглощении СВЧ-электромагнитного излучения.
Влагомер автоматический конвейерный ВАК-4 предназначен для непрерывного определения и записи значений влажности угля крупностью не более 13 мм в технологических или специально сформированных потоках. Прибор измеряет массовую долю влаги в углях в диапазоне 3-16%. При этом высота слоя угля на конвейерной ленте должна быть 50-400 мм, а температура угля после сушки не более 80°С. В комплекте влагомера имеется контрольное устройство, которое может быть подключено к электродам датчика для поверки шкалы прибора. Влагомеру ВАК-4 свойственны недостатки, аналогичные СВЧ-влагомерам "на отражение". К тому же существенное влияние на показания прибора оказывает ионный состав воды. Недостатком данного прибора является контактный с анализируемым материалом тип датчика. Однако простота конструкции обеспечивает определенный спрос на данное устройство.
В ИОТТ разработан для технологических потоков угля влагомер ВУС-2М (рис. 10.17). В основе его работы лежит метод прохождения СВЧ-излучения через контролируемый объект. Погрешность определения влажности в потоке для доверительной вероятности 0,95 составляет 0,5-1,0% абс. Опыт показывает, что влагомеры указанного типа в меньшей степени, чем другие приборы, подвержены влиянию таких мешающих факторов, как изменения зольности, минерализации воды, гранулометрического состава угля. Например, изменение зольности угля на ±1% эквивалентно изменению влажности на ±0,03-0,05%. Вместе с тем, изменение толщины контролируемого слоя угля влияет на ослабление электромагнитного излучения наравне с влажностью. Для исключения влияния этого фактора в настоящее время применяется стабилизация высоты слоя. Время цикла интегрирования сигнала при контроле потоков угля должно выбираться таким образом, чтобы при используемой системе формирования контролируемого потока двойное среднеквадратичное отклонение высоты слоя угля от средней величины не превышало 5 мм. Одно из условий, при котором это возможно, - определенное соотношение крупных и мелких классов в данном потоке. Например, при контроле угля крупностью 0-100 мм класса 50-100 мм в нем должно быть не более 15%.
563
Рис. 10.17. Блок-схема влагомера ВУС-2М
1 — генератор СВЧ-излучения; 2 — опорный детектор; 3 — передающая антенна; 4 — приемная антенна; 5 — измерительный детектор; 6 — датчик уровня; 7 — устройство блокировки; 8 — логарифмический преобразователь; 9 — интегрирующий повторитель; 10 — устройство выборки-хранения; 11 — таймер; 12 — аналоговый преобразователь; 13 — цифровая индикация; 14 — блок питания
Погрешность измерения зависит также от некоррелированных с влажностью изменений насыпной плотности угля. Компенсация влияния насыпной плотности возможна только при наличии соответствующего сигнала о плотности. На практике часто такой компенсации не требуется, поскольку среднее значение этого параметра в течение цикла измерения в точках контроля изменяется незначительно, и не вызывает увеличения суммарной предельной приборной погрешности в 1% абс.
Чувствительность к изменению температуры угля составляет 0,04%/1°С. Превышение диапазона температурных изменений сверх установленного значения автоматически включает систему термокоррекции.
Привязка влагомеров к техническим конструкциям, их градуировка аналогичны таким же операциям для золомеров. Формирования потока угля, как правило, не требуется. Применение влагомеров регламентируется ГОСТ 26375.
В разделе "Инструментальный контроль качества угля" рассмотрены основные типы приборов, применяемых на обогатительных фабриках, и не рассматривались устройства, имеющие единичное применение.
Глава 11
КОНТРОЛЬ И СТАНДАРТИЗАЦИЯ КАЧЕСТВА
11.1. Методы оценки эффективности процессов обогащения угля
Для ведения технологического процесса обогащения угля в оптимальных или близких к ним условиях необходимо иметь объективные критерии для оценки его эффективности.
Назначение критериев эффективности:
технологическая оценка работы аппаратов, машин или фабрики в целом;
оптимизация системы автоматического управления процессами обогащения;
выбор оптимальных процессов, технологических схем и обогатительных машин.
Критерии эффективности должны:
отражать количество продуктов обогащения;
учитывать качество исходного угля;
быть общими для всех процессов разделения; базироваться по возможности на минимальном количестве информации;
иметь простую математическую форму.
Применяемые методы оценки результатов обогащения и эффективности технологических машин и аппаратов можно разделить на три основные группы: аналитические, графоаналитические и графические.
Аналитические методы. Для оценки эффективности имеется много методов, основанных на применении аналитических формул. Это прежде всего формулы, отражающие оценку выхода горючей массы в концентрат и минеральной массы в отходы. Ниже приведены некоторые из них.
Количественная эффективность обогащения по методу Ханкока—Луйке-на определяется как отношение выхода концентрата ук к выходу абсо-d
лютно чистого угля: ук/(100 - 4И), а качественная — как разность зольности d
исходного угля Аи и концентрата А к, отнесенная к зольности исходного угля:
(А^-А^/А^.
Общая формула э ффективности
Формулы такого типа использовали в своих исследованиях Г.О. Чечотт, Е.Д. Дуглас, Г. Мадель, Н.Г. Тюренков и др.
Техническую эффективность любого процесса обогащения Т.Г. Фоменко оценивает полнотой выделения неполезной части в отходы и полезной в концентрат, т.е. совершенством разделения рядового угля на компоненты.
565
Формула имеет вид
YK( 1~ к) Yora^ отх еобщ= d d '
100 (100-АИ)АИ
t d
где уотх и А отх — выход и зольность отходов.
Приведенные показатели просты, пригодны для любых методов обогащения угля. Недостаток этих формул заключается в том, что они в большей степени зависят от петрографического состава угольной и минеральной частей исходного угля и не выражают эффективность с точки зрения конечной цели процесса.
Другая группа формул построена на оценке извлечения легких фракций в продукты обогащения. Так, И.М. Верховский для контроля работы обогатительных фабрик предложил формулу общей эффективности обогащения:
^Общ — Yk (Y к ~ иУУи(Ю0 ~ Yh)’
л л , ~
где уи и ук — содержание легких фракции в исходном угле и концентрате, %.
Аналогичные формулы эффективности, предложенные другими авторами, путем преобразований могут быть приведены к формуле общей эффективности обогащения.
На угольных обогатительных фабриках о точности разделения чаще всего судят по фракционным анализам продуктов обогащения.
Метод оценки эффективности по засорению продуктов обогащения заключается в определении содержания угольных, промежуточных и породных фракций в продуктах обогащения:
Т| = 100-Za.
В идеальном случае, когда засорение продукта посторонними фракциями отсутствует, эффективность обогащения равна 100%. Нормы допустимых засорений продуктов обогащения отсадкой приведены в разд. 6.2.
Метод оценки по засорению отличается простотой. Он получил широкое распространение для текущего контроля режима работы обогатительных машин, так как дает наглядное представление о качестве разделения в обогатительном аппарате. Однако такой способ оценки затрудняет сравнение технологической эффективности различных методов обогащения или различных машин. Установленные нормы на предприятиях действительны только для определенного питания и заданной плотности разделения, которая обычно не соответствует фактической плотности разделения в машине.
Оценку эффективности по засорениям продуктов обогащения рекомендуется использовать для гравитационных обогатительных машин при достаточно стабильной характеристике питания.
Метод оценки технологической эффективности отдельных процессов обогащения и фабрики в целом по коэффициенту Т| или кпд обогащения, который определяется по формуле
d d d d
Л = С^отх ~ ^Т.п)/(^Т.ф ~ ^б.м)"
Оценка основана на отношении фактически достигнутой разности зольностей товарного продукт? и отходов к теоретически возможной разности между
566
зональностями породных фракций и беспородной массы, которые определяются по кривым обогатимости данного угля для фактической плотности разделения.
Практическое использование показало, что в большинстве случаев критерий Т| объективно характеризует эффективность разделения, учитывая при этом степень совершенства применяемой технологии. Так, для фабрик с современной технологией обогащения всех классов крупности в общем случае Г| = 0,9(ХИ0,960, для обогащения неклассифицированного угля Г| = 0,850-5-0,910, для антрацитовых фабрик с выделением необогащенного отсева 0—6 мм Т| = 0,750+0,820.
Сложность применения данного критерия состоит в необходимости определения в каждом случае теоретического баланса продуктов при фактической плотности разделения.
Энтропийный метод оценки. Энтропия характеризует степень упорядоченности смеси или системы. Уменьшение энтропии смеси свидетельствует о том, что она становится более однородной. Для условий обогащения это соответствует изменению зольности или содержания породных примесей в угле в процессе разделения. Обогащение происходит по различным физическим показателям (плотности, свойствам поверхности зерен и др.), следовательно, оценку эффективности разделения в каждом случае необходимо определять по изменению этих показателей.
Известно, что энтропии как количественной мере неопределенности системы лучше всего удовлетворяет функция
п п
Н = - при = 1.
/=1 /=1
где п — число составляющих компонентов смеси: Р, — доля /-го компонента; (знак минус вводится для того, чтобы получить положительное значение меры неопределенности Н, так как Р < 1 и log2P < 0).
Обогащение в общем случае можно представить как процесс разделения смеси концентратных, промпродуктовых и породных компонентов. Чем меньше засорение каждого продукта остальными компонентами, тем совершеннее обогащение и тем меньше значение энтропии каждого продукта.
Энтропийную эффективность разделения процесса определяют по следующей формуле:
Лэ = ДН//7и,
где Д/7 — фактическое уменьшение энтропии; /7И — начальная энтропия системы; Нк— суммарная энтропия конечных продуктов.
Несмотря на ясное физическое и статистическое обоснование, этот показатель не получил широкого распространения, так как энтропия учитывает только количественное засорение продуктов разделения посторонними фракциями.
Разделение углей по крупности. Наиболее широкое распространение в практике углеобогащения получил метод эффективности по извлечению нижних классов в подрешетный продукт (см. гл. 5).
При разделении на ситах со штампованными круглыми или квадратными отверстиями можно принять, что верхние классы в подрешетный продукт не
567
Рис, 11,1. Треугольники ошибок
а — оценка эффективности по кривым распределения плотностей; б — то же, по элементарным кривым обогатимости
попадают. Показательэффективности грохочения определяют по формуле
„ ,™,пит надр пит надр
Е — 100 (Унижн — У НИЖнИУ НИЖИ [100 — У щокн], пит надр
где Унижи и У нижн — содержание нижних классов в питании и надрешетном продукте, %.
Подобным же образом определяют эффективность грохочения по любому суммарному или узкому классу, крупность которого меньше размера отверстия сита грохота, принимая эффективность грохочения по данному классу равной его извлечению в подрешетный продукт:
£=100yd. (У4. -7 di Midi (уdi -Y di )].
пит надр подр
где yd. , у di , У dj — содержание данного класса крупности в питании, надрешетном и подрешетном продуктах, %.
Графические и графоаналитические методы. Эти методы основаны на использовании кривых обогатимости и кривых разделения Тромпа.
Оценка эффективности по кривым распределения плотностей позволяет определить плотность разделения (теоретическую плотность, соответствующую практическому выходу машинного концентрата) и долю посторонних фракций в продуктах обогащения. Кривые распределения плотностей строят по данным фракционных анализов продуктов обогащения и исходных углей.
В качестве примера на рис. 11.1, а приведены ри, рк, рп п, рп — кривые плотностей, соответственно исходного угля, концентрата, промпродукта, отходов (породы).
Вследствие несовершенства работы машин часть тяжелых фракций попадает в концентрат и промпродукт, а часть легких фракций — в промпродукт и отходы. Степень засорения соответствующих продуктов показана заштрихованными треугольниками (так называемыми треугольниками ошибок). Площадь треугольников характеризут точность разделения. Чем больше площадь, тем ниже точность разделения.
568
Оценка эффективности по элементарным кривым обогатимости более наглядна, так как она позволяет определять отклонение практической зольности продукта обогащения от теоретически возможной при данном выходе (рис. 11.1, б). Доля зольных единиц, содержащихся в теоретическом концентрате, определяется площадью под кривой А.и. Доля зольных единиц, содержащихся в практическом концентрате, возрастает на величину, равную площади Рк треугольника ошибок mfs.
Алгебраическая сумма площадей треугольников Рк, Рь Р2 и Рп равна нулю, так как общее число зольных единиц остается неизменным. В литературе приводятся следующие нормы допустимых значений треугольников погрешности:
для отсадочной машины крупного зерна
Рк = 0,15 + 0,2, Рп = 0,2 + 0,25;
отсадочной машины мелкого зерна
Рк = 0,5 + 0,7, Рп = 0,4 + 0,6;
для тяжелосредного сепаратора
Рк = 0,02.
Значения площадей треугольников ошибок принимают за характерные показатели оценки результатов обогащения, так как они показывают не только массовое содержание посторонних фракций в продуктах обогащения, но и их зольность.
Оценку эффективности (%) по органическому выходу (по количественному кпд) проводят с помощью показателя
100 Yk/Yk.t»
где Тк.т — теоретический выход легкой фракции, имеющей ту же зольность, что и практический концентрат; ук т определяют по кривой суммарных всплывших фракций исходного угля ри (рис. 11.2).
Коэффициент Т|о зависит от значения ук, а последняя — от характеристики исходного угля, т.е. Т)о является характерным показателем при оценке работы машины только для угля определенных качества и плотности разделения.
Оценка эффективности по кривым разделения Тромпа также относится к графоаналитическим методам, но может быть отнесена также и к вероятностно-статистическим методам. Она характеризует перемещение легких и тяжелых фракций в продукты обогащения. Для построения кривых Тромпа на оси абсцисс откладывают средние плотности фракций, а на оси ординат — разделительные числа. Разделительным числом называют отношение количества отдельных фракций в продуктах обогащения (% исходного) к количеству одноименных фракций в исходном угле.
Для примера на рис. 11.3 построена кривая разделения Тромпа. Ветвь АО характеризует перемещение легких фракций в отходы, а ветвь ОВ — тяжелых фракций в концентрат. Абсциссу точки, отвечающей разделительному числу 50%, принимают за плотность разделения рр, при которой соответствующая ей элементарная фракция в практических условиях обогащения распределяется равными долями в двух продуктах обогащения.
569
Рис. 11.2. Кривые для определения органического выхода
Рис. 113. Кривая разделения Тромпа
В идеальном случае кривая разделения превратится в параллельную оси ординат прямую, проходящую через точку, соответствующую плотности разделения. Круто расположенные ветви кривой разделения характеризуют те процессы, при которых легкие и тяжелые фракции разделяются с минимальными погрешностями. Тромп направил правую ветвь кривой разделения не вверх, а вниз и получил кривую, напоминавшую по форме частотную кривую Гаусса.
Терра показал, что кривая разделения подобна интегральной кривой распределения Гаусса и что свойства интегральной кривой Гаусса распространены на кривые разделения.
Эффективность обогащения оценивают средним вероятным отклонением Ерт и коэффициентом погрешности /.
Среднее вероятное отклонение в применении к кривой разделения равно половине разности плотностей двух фракций, извлекаемых в отходы на 75 и 25%:
Ерт = (Р75 - Р25)/2-
Чем круче кривая разделения, тем меньше значение Ерт. Коэффициент погрешности / находят по формуле
/ = £рт/(рр-1000).
• Тромп полагал, что показатели Ерт и / не зависят от фракционного состава исходного угля, а учитывают только крупность обогащаемого угля и особенности аппаратов, в которых происходит разделение.
В 1964 г. Международная организация по стандартизации рекомендовала в качестве Международного стандарта оценки эффективности разделения применять критерии Ерт и / в совокупности с другими показателями.
Исследования показали, что критерии Ерт и / зависят не только от крупности обогащаемого угля, но и от плотности разделения и удельной производительности обогатительных машин и аппаратов.
570
Показатель Ерт широко используется на практике в качестве критерия оценки эффективности или точности разделения углей в соответствующем обогатительном аппарате. В гл. 6 приведены значения показателя Ерт для оценки эффективности работы отсадочных машин в сопоставлении с другими применяемыми показателями.
Однако показатель Ерт — параметр только среднего, наименее характерного участка кривой разделения. Концы ее, характеризующие извлечение наиболее полезных и наиболее вредных фракций, при определении этого показателя не учитываются. Кроме того, показатель зависит от плотности разделения. Это снижает надежность оценки эффективности по данному методу.
С учетом того, что кривая разделения, объективно отражая деление элементарных фракций или классов крупности на части и их извлечение в соответствующие продукты, является надежной характеристикой эффективности процессов обогащения углей, Укрнииуглеобогащением разработан метод оценки эффективности, в котором кривая разделения описывается во всем ее диапазоне.
Для математического описания кривой разделения использовано нормирование отклонений плотности фракций от плотности разделения (или крупности классов от граничной крупности разделения), функции энтропии извлечения отдельных фракций в продукты разделения и соответствующие законы распределения значений энтропий. При этом охватывается весь диапазон кривой разделения, в том числе в области самых легких и тяжелых фракций, а функция энтропии, как было показано выше, отражая физическую сущность процесса деления, дает объективную оценку извлечения каждой элементарной фракции или класса крупности в продукты обогащения.
Функция энтропии характеризует степень упорядоченности (однородности) смеси или системы.
При обогащении углей исходная смесь, состоящая из частиц разной плотности и крупности, разделяется на более однородные смеси.
Энтропия как мера неопределенности состояния физической системы — функция вероятности появления случайной величины и числа возможных исходов. Поэтому она отражает физическую сущность процессов разделения и может быть использована для оценки их результатов.
При делении каждой фракции или класса крупности на две части энтропия
Hj = -[Pj\og2PJ + (1 - Py)log2(l-Pj)], (11.1)
где Pj — доля рассматриваемой у-й фракции (класса крупности), извлекаемой в один из продуктов разделения.
Величина энтропии извлечения отдельных фракций в продукты разделения эквивалентна значениям плотности вероятности нормального распределения нормированных отклонений определяющего признака разделения (плотности фракций или крупности классов):
2
Hj = exp (- Гj/2),
где tj — нормированное отклонение плотности фракций от плотности разделения или крупности класса от граничной крупности разделения:
tj = ^v(Pj- рр) + (И.2)
где ру и рр — средняя плотность фракции и плотность разделения; Кv — параметр четкости разделения угля для соответствующего и-го участка кривой
571
разделения (он зависит от конструктивных и технологических особенностей разделительного аппарата); Д/и— параметр, характеризующий закономерность изменения нормированных отклонений, а следовательно, и вид кривой разделения для различных обогатительных аппаратов.
Таким образом, параметры Kv и Д/и являются характеристиками кривой разделения и показателями эффективности работы соответствующего разделительного аппарата. Чем больше их величина, тем выше эффективность.
Значения этих параметров определяются по данным фракционных анализов исходного питания и продуктов разделения. По этим данным определяется извлечение каждой фракции или класса крупности р7 в один из продуктов разделения, по которому с помощью уравнения (11.1) рассчитывается энтропия фракции или класса Hj. Подставляя полученные энтропии в уравнение
tj = ± Л/-21ПЯ;,
определяют значения нормированных отклонений для фракции или класса. По полученным значениям tj с помощью уравнения (11.2) определяют параметры Kv и Д/и.
Преимущество приведенного метода заключается в том, что он исходит из вероятностно-статистического принципа оценки физического состояния (степени упорядоченности) исходной смеси и продуктов разделения, использует характеристику распределения элементарных фракций в продуктах разделения (математическое описание кривой разделения) и базируется на нормированных отклонениях плотности (крупности) от граничной ее величины, получаемых опытным путем. В то же время метод весьма усложнен и требует для своего применения использования электронно-вычислительных машин или персональных компьютеров. Предпочтительно — применение данного метода для решения оптимизационных задач по выбору параметров разделения и вариантов технологических схем обогащения угля, как это описывается в 10.1.
11.2. Контроль качества углей и продуктов обогащения
Общие сведения и терминология. На углеобогатительных фабриках осуществляется контроль количества и качества сырья и продуктов обогащения.
Количественный контроль выполняется взвешиванием всего контролируемого материала, измерением его объемов, взвешиванием отдельных порций, отбираемых из потока, подсчетом числа транспортных емкостей заранее установленной грузоподъемности и т.п. Количественному контролю подвергают рядовые угли, поступающие на ОФ из шахт и разрезов, товарные продукты, отгружаемые потребителям, и, в случае необходимости, некоторые другие продукты технологического процесса. Наиболее надежный способ контроля качества — взвешивание всего контролируемого материала. Для этой цели используют вагонные и конвейерные весы.
Качественный контроль осуществляют путем опробирования (отбором, обработкой и анализом проб) либо с помощью специальных приборов (золомеров, влагомеров и др.).
Контроль качества на обогатительных фабриках производится с целью наладки и оптимизации ведения технологических процессов, обеспечения выпуска продукции требуемого качества, а также для взаимных расчетов с поставщиками и потребителями продукции.
572
На углеобогатительных фабриках опробованию подвергают рядовые угли, различные продукты технологических процессов, конечные продукты обогащения.
Опробование рядовых углей производят с целью определения их качества для расчета с шахтами (разрезами) — поставщиками и исследования углей как объекта обогащения. Определяют следующие показатели качества углей: зольность, массовую долю влаги, минеральные примеси, например серу, гранулометрический и фракционный составы и др.
Опробование промежуточных продуктов технологического процесса осуществляют для регулировки работы оборудования и создания условий, обеспечивающих выпуск продуктов обогащения заданного качества.
Опробование конечных продуктов обогащения производят для установления соответствия качества их техническим условиям и расчета с потребителями.
При контроле конечных продуктов обогащения определяют следующие показатели качества:
зольность Ad % по ГОСТ 11022 или ГОСТ 11055; массовую долю общей влаги W t % в рабочем состоянии по ГОСТ 11014 низшую теплоту сгорания Qi (МДж/кг) для горючих сланцев и энергетических углей по ГОСТ 147.
Возможно определение состава минеральных примесей, в частности, серы по ГОСТ 2059.
Число точек опробования на углеобогатительной фабрике зависит от принятой технологической схемы обогащения, компоновки оборудования, способов доставки рядовых углей и схемы погрузки товарных продуктов обогащения.
Принципиальная схема размещения точек контроля качества, выработанная в результате исследований и опыта работы передовых углеобогатительных фабрик, приведена в табл. 11.1. В схеме даны перечень продуктов технологического процесса, подлежащих контролю, места отбора проб, определяемые показатели качества, способы и периодичность отбора проб, распределение обязанностей между ОТК и цеховым персоналом, средства механизации и автоматизации отбора, обработки и исследования проб. Схема контроля служит для получения необходимой информации о качестве сырья и продуктов обогащения с целью обеспечения нормальной работы фабрики, осуществления оперативной регулировки технологического процесса, анализа результатов работы фабрики и ее отдельных цехов за определенное время.
Партия — масса топлива, произведенная и отгруженная потребителям за определенный промежуток времени (сутки, смену и т.д.), среднее качество которой характеризуется одной объединенной пробой.
Объединенная проба — совокупность требуемого числа точечных проб, отобранных непосредственно от партии топлива, и характеризующая его среднее качество.
Точечная проба — масса топлива, отобранная из одного места однократным движением устройства для отбора проб.
Лабораторная проба — проба, полученная в результате обработки объединенной пробы до крупности 0—3 (0—10) мм, предназначенная для лабораторных испытаний и подготовки аналитических проб.
Аналитическая проба — проба, полученная в результате обработки объединенной или лабораторной пробы, и предназначенная для проведения анализов.
573
574
Таблица 11.1
Принципиальная схема опробования на углеобогатительной фабрике
Продукт ГОСТ на отбор и подготовку проб Показатели, подлежащие определению Периодичность опробования Ответственные за производство опробования
Рядовой уголь, поступающий 10742 Зольность От каждой партии при поступлении Пункт централизованно-
из шахт и разрезов 1916 Влажность Содержание серы Содержание минеральных примесей и мелочи угля в ж.-д. вагонах, от сменной или суточной выдачи при передаче угля конвейерами или вагонетками го контроля
2093 4790 Гранулометрический состав Фракционный состав Один раз в квартал Один раз в квартал ОГК
Шихта рядовых углей перед 10742 Зольность Ad Ежесменно (при автоматическом ОГК
классификацией (из потока) Влажность Wr измерении — непрерывно)
Тяжелосредное обогащение:
тяжелосредная суспензия — Плотность суспензии на входе и выходе сепаратора Непрерывно с помощью автоматических плотномеров Оператор тяжелосред-ного сепаратора
концентрат 10742 (из потока) Зольность А Непрерывно с помощью золомера Оператор тяжелосред-ного сепаратора
Отсадка:
концентрат 10742 (из потока) Зольность А Непрерывно с помощью золомера Оператор отсадочной машины
4790 Фракционный состав Каждый час при отсутствии непрерывного контроля Оператор отсадочной машины
отходы 10742 (из потока) Зольность A q Непрерывно с помощью золомера Оператор отсадочной машины
4790 Фракционный состав Каждый час при отсутствии непрерывного контроля Оператор отсадочной машины
Флотация:
исходная пульпа — Плотность р Непрерывно с помощью автоматического плотномера Флотатор
Зольность твердого А^и Непрерывно с помощью золомера Флотатор
Расход Qu Непрерывно с помощью расходомера Флотатор
пульпа отходов флотации — Зольность A Q Непрерывно с помощью золомера Флотатор
концентрат 10742 Зольность А Каждый час, либо непрерывно с по- Флотатор
(из потока) мощью золомера после обезвоживания
Сгущение:
исходная пульпа — Расход Qu Непрерывно с помощью расходомера Оператор сгустителя
Плотность р Непрерывно с помощью плотномера Оператор сгустителя
оборотная вода — Концентрация твердого, г/л 1—2 раза в час, либо непрерывно с помощью нефелометра OIK
Сушка: Концентрат — Содержание влаги Непрерывно с помощью влагомера, либо каждый час Оператор сушки
Концентрат, отгружаемый 10742 „ А d Зольность А Каждые 1—2 ч для предварительного OIK
потребителям Влажность Wrk Содержание серы контроля, от каждой партии для расчета с потребителем
Промпродукт, отгружаемый 10742 Зольность Ad Ежесменно OIK
потребителям Влажность
Отходы, направляемые в 10742 Зольность Ad Ежесменно OIK
отвал 4790 Фракционный состав Ежесменно
Примечания. 1 — массовые доли серы S t, минеральных примесей и мелочи определяют только в тех случаях, если это предусмотрено техническими условиями для продукции данной фабрики; 2 — опробование шихты рядовых углей рекомендуется, если недостаточна информация о качестве угля каждой шахты или поступающие угли проходят шихтовочные устройства, где невозможен ежесменный учет переработанного из сл каждой шахты угля.
сл ---------------------------------------------------------------------------------------------------------------------------------------
Теоретические основы опробования. Отбор проб, отражающих среднее качество опробуемого материала, может быть осуществлен сплошным или выборочным методом.
При сплошном отборе проб от всего опробуемого материала путем постепенного представительного сокращения отбирается небольшая его часть — проба, в которой с определенной допустимой погрешностью сохраняются исследуемые свойства исходного материала. В данном случае представительность проб зависит от их массы. Этот метод отбора проб применим при небольшой массе материала, а также при сокращении первоначальной массы отобранных и измельченных проб, т.е. при их обработке.
Метод сплошного отбора проб основан на взаимосвязи между массой пробы и размером частиц опробуемого материала, выраженной эмпирической формулой
Р = №
где Р — масса пробы, кг; d — размер максимальных кусков опробуемого материала, мм; к, а — коэффициенты зависящие от неоднородности опробуемого материала, содержания и ценности полезного компонента в нем.
При опробовании больших масс рядовых углей и продуктов их обогащения метод сплошного отбора материала практически неприменим. В этом случае используют метод выборочного отбора проб, заключащийся в том, что от опробуемого угля отбирают точечные пробы, равномерно распределенные по всей опробуемой массе и составляющие в совокупности объединенную пробу, в которой с допустимой погрешностью сохранены средние свойства опробуемого угля.
Равномерное распределение точечных проб по всей массе опробуемого угля достигается путем их отбора по определенной схеме из неподвижного слоя или через равные промежутки времени из потока.
Метод выборочного опробования имеет два параметра, от которых зависит представительность проб: число точечных проб и минимальная их масса.
Теоретическая основа метода выборочного отбора проб — математическая статистика, согласно которой средняя погрешность Ц пробы зависит от среднего квадратического отклонения а, характеризующего неоднородность определенного показателя качества, числа точечных проб (единичных выборок) /V, на которое условно разбит опробуемый материал, и числа точечных проб (единичных выборок) п, попавших в объединенную пробу.
Эта зависимость может быть представлена формулой
Практическое значение 1 - nIN очень близко к единице, так как объединенная проба представляет незначительную часть опробуемого материала, поэтому среднюю погрешность можно рассчитать по формуле
11 = а/у[п.
Согласно математической статистике, между средней погрешностью ц и возможной предельной погрешностью А имеется зависимость
А = Щ, где t — коэффициент надежности, характеризующий вероятность, с которой погрешность пробы не превысит значений ± А или ± гр.
576
Таблица 11.2
Зависимость коэффициента надежности t от веротяности Р
t ' 1 Р t Р
0,1 0,0797 1,5 0,8664 2,4 0,9836
0,5 0,3829 1,6 0,8904 2,6 0,9907
1,0 0,6827 1,7 0,9109 2,8 0,9949
1,1 0,7287 1,8 0,9281 3,0 0,9973
1,2 0,7699 1,9 0,9426 3,4 0,9998
1,3 0,8064 2,0 0,9545 4,0 0,999936
1,4 0,8385 2,2 0,9722
Значения коэффициента t в зависимости от вероятности Р даны в табл. 11.2.
Средняя погрешность ц = Д/г и в то же время ц = а/ у[~п, поэтому число точечных проб можно рассчитать по формуле
л = г2а2/Д2. (11.3)
Таким образом, число точечных проб, составляющих объединенную пробу, зависит от неоднородности угля, определенной по отдельным точечным пробам, предельной допустимой погрешности и вероятности, с которой результаты опробования не должны превышать предельной допустимой погрешности.
В практике опробования углей и продуктов обогащения коэффициент надежности t обычно принимают равным 2, что соответствует вероятности Р = 0,9545.
Среднее квадратическое отклонение анализируемого показателя является характеристикой неоднородности и определяется экспериментальным путем. Для этого от опробуемого материала отбирают 20—30 точечных проб, равномерно распределенных по всей его массе. Каждую точечную пробу в отдельности обрабатывают до состояния, пригодного для анализа. На основании результатов анализа отдельных точечных проб составляют вариационный ряд, определяют среднее значение анализируемого показателя и выборочное среднее квадратическое отклонение по формуле
где п — число точечных проб, взятых для анализа; — значение анализируемого показателя в каждой точечной пробе; а — среднее арифметическое значение анализируемого показателя по всем проанализированным точечным пробам.
Коэффициент вариации, представляющий собой отношение значения среднего квадратического отклонения к анализируемому показателю, выраженный в процентах, используют для относительной оценки неоднородности по различным показателям качества
V= 100о/а,
где V — коэффициент вариации, %.
19. Техника и технология...
577
Минимальная масса точечных проб — второй параметр метода выборочного отбора проб. В международной практике минимальная масса точечных проб определяется по формуле
m = kd, (11.4)
где т — минимальная масса точечной пробы, кг; d — размер максимального куска, мм; к — коэффициент пропорциональности, кг/мм.
Коэффициент пропорциональности зависит от крупности опробируемого топлива и определяется по ГОСТ 2093.
Требуемую точность опробования можно обеспечить, если масса отдельных точечных проб и их число в объединенной пробе будет не менее расчетных, а само опробование произведено с соблюденем правил отбора и обработки проб.
Основные правила отбора и обработки проб. Правила отбора проб углей и продуктов их обогащения определяются общими требованиями, предъявляемыми к любой пробе, состоянием материала и условиями отбора. Отбираемая проба должна быть представительной, для этого необходимо обеспечить равную вероятность попадания в нее любой части опробуемого материала. Это общее обязательное требование в зависимости от условий отбора проб можно обеспечивать различными способами.
Пробы углей и продуктов обогащения на углеобогатительных фабриках, в основном, отбирают из устойств, транспортирующих материал непрерывно и прерывно. Непрерывно транспортируют материал ленточные, скребковые, пластинчатые конвейеры, элеваторы, желоба и т.д. Устройствами для прерывной транспортировки материала являются ж.д. вагоны, вагонетки, скипы, автомашины и пр.
Пробы отбирают: из потока материала, транспортируемого конвейерами, по течкам и желобам; на перепаде потока материала при его перегрузке с одного транспортного устройства на другое; из транспортных емкостей.
Основные правила отбора проб из потока', пересечение пробоотборным приспособлением всего потока материала; обеспечение одинаковой вероятности отбора в пробу любой частицы или куска опробуемого материала; обеспечение отбора точечной пробы не ниже установленной минимальной массы, а также попадания в пробу максимальных кусков опробуемого материала; отбор в объединенную пробу количества точечных проб, определенных в зависимости от неоднородности материала и требуемой точности опробования; равномерный по времени отбор точечных проб.
Во избежание систематических погрешностей отбор точечных проб не должен совпадать с ритмом работы оборудования.
Основные правила отбора проб из транспортных емкостей: одинаковая вероятность попадания в пробу всех частей опробуемого материала, находящегося в неподвижном состоянии; обеспечение отбора такого количества точечных проб, чтобы их масса в совокупности была не менее массы, установленной для данной крупности; выбор мест отбора точечных проб, исключающих возможные систематические погрешности, возникающие в результате сегрегации; обеспечение отбора в объединенную пробу необходимого количества точечных проб в зависимости от неоднородности угля и требуемой точности опробования.
Основные правила обработки проб: обработке должна подвергаться вся объединенная проба; потери пробы в процессе обработки не допускаются; методы и схемы обработки объединенных проб должны обеспечивать полу
578
чение готовой пробы с заданной точностью, отображающей изучаемые характеристики; масса промежуточной или готовой пробы, получаемой в результате сокращения, должна быть не менее массы, установленной для данной крупности.
Нормы отбора проб. Нормы отбора товарных, контрольных и других видов проб регламентируются ГОСТ 10742 "Угли бурые, каменные, антрацит, горючие сланцы и угольные брикеты. Методы отбора и подготовки проб для лабораторных испытаний". Согласно этому стандарту, объединенные пробы отбирают от каждой партии топлива. При этом нормируют: число точечных проб в зависимости от вида топлива, массу опробуемой партии, допустимую погрешность процесса опробования; массу точечных проб в зависимости от крупности опробуемого топлива.
В качестве базовой принята погрешность опробования (отбора, обработки и анализа проб) при определении зольности или массовой доли влаги (а для горючих сланцев — удельной теплоты сгорания), которая при вероятности 95% не превышает следующих значений:
Зольность (А^) или массовая доля рабочей влаги - 20%
>20%
Низшая теплота сгорания (£>р МДж/кг) < 12,56
± 10% (отн.)
± 2% (абс.)
± 0,63 МДж/кг
± 0,84 МДж/кг
> 12,56
Базовая погрешность опробования применяется во всех случаях опробования, если договором о поставке топлива или задачами исследования не предусматриваются другие нормативы погрешностей.
Число точечных проб п, отбираемых в объединенную пробу при определении зольности, массовой доли влаги и удельной теплоты сгорания, с погрешностью, не превышающей базовую, в зависимости от вида топлива следующие:
Материал и параметр Угли каменные и антрацит Угли бурые, горючие сланцы и брикеты Число точечных проб (л)
Топливо, т: обогащенное (концентрат, продукты, сортировки) и брикеты 1000 2500 16
необогащенное 1000 2500 32
При отборе объединенных проб от партий массой более 1000 т для каменных углей и антрацитов и более 2500 т для бурых углей, горючих сланцев и брикетов ч и с л о точечных проб вычисляют по формуле
п^п^М/С, (11.5)
где М — масса партии, т; С равно 1000 т для каменных углей и антрацитов и 2500 т для бурых углей, горючих сланцев и брикетов.
Для партий топлива массой до 500 т, в объединенную пробу отбирают 16, а от партии топлива, состоящей из одного ж.-д. вагона, — 8 точечных проб независимо от вида топлива.
В случаях, если необходимо произвести опробование с большей или меньшей погрешностью, чем базовая, число точечных проб может быть вычислено
19*
579
по формулам
ч 2
П2 = пД2/Д1; (11.6)
п3 = п2^М/С, (11.7)
где П2 — число точечных проб при требуемой погрешности для массы партий каменного угля и антрацита до 1000 т или 2500 т для бурого угля, горючих сланцев и брикетов; Д — базовая погрешность опробования; Д[ — требуемая погрешность опробования; п$ — число точечных проб при требуемой погрешности опробования для партий каменного угля массой более 1000 т и массой более 2500 т для бурого угля, сланцев и брикетов.
Масса точечных проб, отбираемых в объединенную пробу, определяется по формуле
т = 0,06D, при 0=5120 мм, (11.8)
D ,
ти = 7,2 (j^y • при О > 120 мм,
где 771 — минимальная масса точечной пробы, кг; О — размер максимальных кусков, мм.
За размер максимальных кусков рядового топлива условно принимается размер отверстия сита, на котором при просеивании по ГОСТ 2093 надрешетный продукт составляет не более 5%. За размер максимальных кусков сортового топлива берут верхний предел крупности данного сорта.
Масса точечных проб брикетов должна быть не менее 3 кг. Если масса точечной пробы в 4 раза и более превышает минимально необходимую массу (например, при отборе проб из потоков большой мощности по всему сечению, при отборе проб из вагонов или судов грейферными установками и т.д.), допускается сокращение массы первоначальных точечных проб без предварительного дробления до значений, рассчитанных по предыдущим формулам.
Интервал времени t (мин) между отбором отдельных точечных проб из потока вычисляется по формуле
t = 60M/(Qn), (11.9)
где М — масса опробуемой партии топлива, т; Q — производительность опробуемого потока, т/ч; п — число точечных проб, которые необходимо отобрать в пробу.
Число точечных проб для определения зольности и массовой доли влаги партий каменных углей и антрацитов массой до 1000 т, принятое международной организацией по стандартизации в стандарте МС ИСО 1988 "Каменные угли. Отбор проб", приведено ниже. Масса точечных проб, согласно МС ИСО 1988, определяется по той же формуле, что и в ГОСТ 10742.
Число точечных проб для определения зольности
(МС ИСО 1988)
Уголь............................... Обогащенный
Число точечных проб при отборе проб из: конвейеров или падающих потоков.. 16
вагонов и барж......................... 24
морских судов.......................... 32
штабелей............................... 32
Необогащенный
32
48
64
64
580
Число точечных проб для определения массовой доли влаги (МС ИСО 1988)
Необогащенный, обогащенный сухой, обогащенный рассортированный уголь............... 16
Обогащенная мелочь...................... 32
При сокращении дробленых в процессе обработки проб методом сплошного опробования (квартование, постадиальное деление с помощью делителей и т.д.) пользуются нормами минимальной массы проб.
Минимальная масса проб после сокращения, кг
Уголь............................... Обогащенный Необогащенный
Размер максимальных кусков после
дробления пробы, мм:
20 (25)................................... 5 30
10 (13).................................. 1,5 10
3 (5).................................... 0,6 2
1,6...................................... 0,2 1
1,0...................................... 0,15 0,6
0,2..................................... 0,085 0,085
Формула для расчета минимальной массы сокращенной пробы при крупности кусков, отличающихся от вышеприведенных
Для обогащенных углей у** = 0,105 + 0,034х* + О,О1О53х;
Для кеобогащекных углей у = 0,05 + 0,05х + 0,05х2;
где х* — размер максимальных кусков после дробления, мм; у** — минимальная масса пробы после сокращения, кг.
При сокращении проб методом выборочного отбора из потока дробленой пробы нормы отбора проб рассчитывают по следующим формулам:
в зависимости от неоднородности дробленых проб и допустимой погрешности обработки ообр и анализа Д проб число точечных проб
2
«об=^обР/д2; (п.ю)
в зависимости от крупности кусков в пробах, получаемых в результате дробления, массу (кг) точечных проб определяют по формулам (11.8).
Согласно ГОСТ 10742, для обеспечения требуемой точности при сокращении дробленой пробы ковшевым сократителем в сокращенную часть необходимо отбирать не менее 50 точечных проб массой не менее 0,100 кг каждая для крупности 0—20(25) мм, 0,03 кг — для крупности 0—10(13) мм и 0,01 кг — для крупности 0—3(5) мм.
Правила приемки твердого топлива по качеству. В соответствии с ГОСТ 1137, приемку твердого топлива по качеству проводят в местах погрузки топлива у грузоотправителя приемочным аппаратом. На предприятиях, где нет специального приемочного аппарата, отправку топлива потребителю производят только после приемки его отделом технического контроля предприятия-грузоотправителя. Приемка топлива осуществляется по данным предварительного контроля, наружного осмотра и на основании его опробования.
Предварительный контроль должно осуществлять каждое предприятие до предъявления топлива к приемке. Ожидаемое качество топлива устанавли
581
вают путем контроля за соблюдением технологического процесса на предприятии или путем отбора и анализа часовых или бункерных проб готовой продукции. На ряде предприятий, оснащенных приборами для измерения зольности, предварительный контроль производят в промышленных потоках топлива, либо по результатам измерения зольности лабораторных проб, приготовленных из объединенных проб, отобранных от партий отгружаемого топлива.
Наружный осмотр топлива проводят в ж.-д. вагонах в процессе погрузки и по ее окончании, на складах хранения, на конвейерах и в шахтных вагонетках, грузовых автомобилях и в других транспортных средствах, которыми топливо поставляется потребителям.
Если предъявленное к приемке топливо по результатам предварительного контроля или наружного осмотра не вызывает сомнений в его соответствии установленным нормам показателей качества, то от него отбирают объединенную пробу, по результатам анализа которой производится расчет за качество топлива между грузоотправителем и потребителем.
Принятым к отправке считается топливо, от которого отобрана объединенная проба по ГОСТ 10742, оформленная удостоверением.
От топлива, вызывающего сомнение в соответствии данному классу по размеру кусков, а также предельным нормам содержания мелочи и минеральных примесей, отбирают контрольные пробы для механического испытания согласно ГОСТ 1916.
От топлива, вызывающего сомнение в его соответствии установленным предельным нормам зольности, массовой доли влаги, серы, теплоты сгорания, отбирают контрольные пробы для анализа.
Контрольные пробы отбирают от единовременно отгружаемой партии топлива. В отдельных случаях контрольные пробы могут быть отобраны из отдельных вагонов. Постановка отдельных вагонов на контроль не может служить основанием для задержки отправки остальных вагонов партии. До получения результатов испытания контрольных проб взятое на контроль топливо к отправке не допускается.
На основании результатов контрольных проб определяется соответствие топлива установленным показателям качества. Если анализ контрольных проб подтвердит соответствие качества топлива установленным нормам, то топливо отгружают потребителям, а контрольные пробы считают расчетными. Для лабораторных испытаний из товарной пробы приготавливают два экземпляра лабораторной пробы, из которых один немедленно отсылают в лабораторию грузоотправителя, а второй хранят в качестве арбитражной пробы. Третий экземпляр лабораторной пробы приготавливают и высылают потребителю, если это обусловлено договором о поставке или письменным требованием потребителя.
Анализы, характеризующие качество отгруженного потребителям топлива, в лаборатории грузоотправителя производят немедленно после получения пробы.
Арбитражные пробы хранят в специальном помещении в течение 2 месяцев с момента отбора пробы. Грузоотправитель и приемочный аппарат или инспекция несут полную ответственность за сохранность арбитражных проб.
На каждую отгруженную потребителям партию топлива грузоотправитель в течение 24 ч с момента окончания отбора пробы обязан составить и выслать потребителю удостоверение о качестве топлива, в котором должны быть указаны номера вагонов, наименование предприятия, марка, класс угля, зольность, массовые доли влаги, серы и другие показатели, предусмотренные нор
582
мативно-технической документацией, а также номер стандарта, по которому отгружено топливо.
Пробы, отобранные от отгруженного потребителям топлива, в лабораториях должны подвергаться анализу по всем показателям качества, предусмотренные стандартами, техническими условиями или временными нормами.
В случае сомнений в правильности результатов анализов основного экземпляра пробы, проанализированного в лаборатории грузоотправителя, потребителю предоставлено право требовать анализа арбитражной пробы в лаборатории, выбранной по согласованию между грузоотправителем и потребителем. Результаты арбитражного анализа являются окончательными и обязательными для обеих сторон. Грузоотправитель немедленно по получении результатов арбитражного анализа обязан сообщить их всем потребителям, получившим топливо, характеризуемое этой пробой.
Потребитель имеет право произвести контрольное опробование качества поступившего угля с обязательным вызовом представителя поставщика для рассмотрения спорных вопросов.
При опробовании качества угля у потребителя стандартные расхождения по показателям между данными поставщика и потребителя не должны превышать погрешности, установленные в ГОСТ 10742 (п. 1.З.).
Контроль качества топлива, находящегося на складе. Качество топлива, находящегося на складе, определяется расчетным путем с учетом массы и качества топлива, первоначально находящегося на складе, поступившего на склад и отгруженного со склада.
Качество топлива, направляемого на склад и поднимаемого со склада, определяют путем опробования (отбора, подготовки и анализа проб) или измерения показателей качества приборами в потоках топлива, вагонах, вагонетках, автомобилях и т.п.
Отбор проб должен производиться в соответствии с требованиями, предусмотренными ГОСТ 10742.
При отборе проб из потока складируемого топлива, когда заранее неизвестна ориентировочная масса топлива, направляемого на склад, интервал времени, через который должны отбираться точечные пробы, вычисляют по формулам
для каменных углей
t = 1000 • 60/(nQ),
для бурых углей и горючих сланцев
t = 2500 • 6О/(и0,
где t — интервал времени между отбором точечных проб, мин; п — число точечных проб, отбираемых согласно ГОСТ 10742 от партии 1000 т для каменных углей и 2500 т для бурых углей и сланцев; Q — производительность по опробуемому потоку, т/ч.
В этом случае все точечные пробы, отобранные за сутки (смену), рассматриваются как объединенная проба, которая подвергается обработке и анализу.
Для отбора проб должны применяться пробоотборники, отвечающие требованиями ГОСТ 10742.
В тех случаях, когда невозможно произвести отбор проб от складируемого топлива методами, предусмотренными ГОСТом, допускается отбор проб непосредственно из складов топлива.
Результаты определения качества по пробам, отобранным со склада, не могут использоваться при расчетах за качество топлива.
583
Рис. 11.4. Схема отбора объединенной точечной пробы на открытом складе:
/ — длина склада; Л — высота слоя топлива, от которого отбирается проба
Объединенные пробы отбирают от разных слоев топлива, находящегося на складе. Для этого по мере загрузки склада, но не более чем через каждые 4 м высоты h, поверхность топлива разравнивают и ей придают форму прямоугольника. От каждого слоя отбирают объединенную пробу, которую подвергают обработке и анализу.
Минимальное число точечных проб, отбираемых в объединенную пробу от каждого слоя, зависит от вида топлива, массы, находящейся в опробуемом слое, и определяется по формуле (11.5).
Масса точечных проб, отбираемых в объединенную пробу, определяется по формулам (11.8).
Подлежащие отбору в объединенную пробу точечные пробы равномерно распределяют по всей поверхности опробуемого слоя топлива на складе (рис. 11.4). Для этого измеряют длину / и ширину b верхнего основания слоя и вычисляют его площадь 5. Условно разбивают всю поверхность опробуемого слоя на одинаковые по площади прямоугольники, число которых должно быть не менее минимального числа точечных проб, подлежащих отбору в объединенную пробу от слоя топлива.
Точечные пробы отбирают в центре каждого прямоугольника со дна лунок, выкопанных на глубину не менее 0,4 м. Топливо берут без выбора, включая в точечную пробу уголь (сланец), сростки и породу.
Отбор проб оформляют актом.
Подготовку лабораторных и аналитических проб проводят по ГОСТ 10742.
Зольность топлива Ас (%), находящегося в данный момент на складе, при опробовании подаваемого на склад и отгружаемого со склада топлива определяется по формуле
Ас = (GqAq + (G\A i - G2A 2)/Gc,
. d d
где A Q — зольность остатка топлива от предыдущего периода, %; A j —
_ . d
зольность поданного на склад топлива, %; А 2 — зольность отгруженного со склада топлива, %; Gq, G\,G2 и Gc — масса соответственно остатка топлива по предыдущему учету, поданного на склад, отгруженного со склада и находящегося на складе в данный момент, т.
584
Зольность в целом по складу в случае отбора проб от отдельных слоев топлива рассчитывается по формуле
Adc = (Р0? + Р2А2 + ...+ PnA^KPi + P2 +...+ Pn),
где Ad, A2,..., Ad — зольность отдельных слоев топлива, %; Р\,Р2, •••, Рп — масса отдельных слоев топлива, т.
11.3. Отбор и обработка проб
Основные задачи механизации процессов опробования:
получение объективной и оперативной информации о качестве, опробуемого топлива;
сокращение трудоемкости и стоимости затрат, связанных с контролем качества твердого топлива;
улучшение условий труда, безопасности работ, повышение культуры производства и т.п.
В зависимости от выполняемых операций для опробования углей применяют пробоотборники и проборазделочные машины.
Пробоотборники по своему назначению подразделяют на следующие типы: для отбора проб на перепадах потоков; отбора проб с конвейерных лент; отбора проб из транспортных средств, отбора проб из разжиженных пульп.
Наиболее широкое применение на углеобогатительных фабриках получили скреперные пробоотборники ПС, маятниковые ПМ для отбора проб с конвейерных лент, а также ковшовые пробоотборники ПК для отбора проб на перепадах потоков. В некоторых случаях на перепадах потоков используют пробоотборники с отсекающей планкой.
Для отбора проб на перепадах потоков повышенной мощности (до 5 тыс. т/ч) на некоторых разрезах используют баровые пробоотборники ПБ. Широко используют на углеобогатительных фабриках пробоотборники ШЦ, отбирающие пробы из потоков пульпы.
Пробоотборники для отбора проб из транспортных средств типа ОВ и грейферные применяют ограниченно. Их использование целесообразно на предприятиях, отгружающих несколько сортов угля и не имеющих возможности отобрать пробы из потока, а также на тех разрезах, где невозможно оценивать качество угля по пробам, отобранным бурением скважин по ГОСТ 11223.
Машины для обработки проб в зависимости от назначения подразделяют на следующие: для подготовки лабораторных и аналитических проб из объединенных проб и для подготовки аналитических проб из лабораторных.
В настоящее время для установок на угольных предприятиях рекомендуются машины МПЛ-150М (МПЛ-150М1), МПА-150, МПЛ-300, МЛА-3 и ПА-10.
При выборе машин для отбора и обработки проб на каждом предприятии необходимо руководствоваться тем, что применяемое оборудование должно обеспечить объективную и оперативную оценку качества топлива с минимальными затратами.
Комплекс операций опробования должен выполняться с помощью машин, соответствующих условиям работы предприятия. Наибольшая эффективность достигается в случаях применения комплексных установок, состоящих из пробоотборников, машин для подготовки проб, оборудования для удаления отходов (рис. 11.5). В этом случае получают готовые для анализа лабораторные и аналитические пробы без применения ручного труда и субъективного влияния оператора на результаты опробования.
585
Рис. 11.5. Схема установки для механизированного отбора и подготовки проб
1а и 16 — пробоотборник; 2 — бункер для объединенной пробы; 3 — перекидной шибер; 4 — машина для подготовки проб; 5, 6 — конвейер и элеватор для удаления отходов
При выборе типа пробоотборника необходимо ориентироваться прежде всего на отбор проб из потока топлива, что позволяет не только механизировать процесс отбора проб, но и полностью автоматизировать его по заданной программе.
Ковшовые пробоотборники ПК, отбирающие пробы на перепадах потоков, используют тогда, когда их применение не требует увеличения высоты перепада потока либо когда дополнительное измельчение вследствие увеличения высоты перепада не отражается на технико-экономических результатах переработки и использования топлива.
В остальных случаях необходимо применять маятниковые пробоотборники ПМ, отбирающие пробы непосредственно с движущихся конвейерных лент.
Типоразмер применяемых пробоотборников определяется размером максимальных кусков опробуемого потока, а также мощностью потока для пробоотборников, отбирающих пробы на перепаде, и шириной ленты — для пробоотборников, отбирающих пробы непосредственно с ленты конвейера.
Мощность потока топлива и ширину ленты принимают по паспортным характеристикам конвейеров.
Массу точечных проб, отбираемых из потока топлива, определяют по следующим формулам:
для ковшовых пробоотборников, устанавливаемых на перепаде потока топлива,
<7 = еВ/(3,61>к),
для скреперных и маятниковых пробоотборников, отбирающих пробы непосредственно с ленты конвейера,
<7 = еВ/(3,6«л),
где q — масса точечной пробы, кг; Q — мощность потока, т/ч; В — ширина
586
раскрытия отбирающего устройства (ковша), м; ик — скорость движения ковша пробоотборника при пересечении потока, м/с; Т)л — скорость движения ленты конвейера, м/с.
Комплексные установки, предназначенные для отбора проб из ж.-д. вагонов, следует применять лишь после соответствующих технико-экономических обоснований и только в тех случаях, когда механизировать отбор проб из потока не представляется возможным.
Тип применяемой машины для обработки проб определяется в основном характеристикой опробуемого топлива (крупностью и влажностью) и предъявляемыми требованиями к конечным пробам для лабораторных испытаний с целью определения показателей качества.
При опробовании твердого топлива крупностью менее 150 мм для обработки первичных проб используют машины МПЛ-150М и МПА-150.
Машины МПА-150 применяют в следующих случаях:
при часовом (бункерном) режиме опробования с последующим лабораторным испытанием проб для технологического и приемочного контроля качества углей и продуктов обогащения;
при любых режимах опробования, завершающей операцией которых является измерение показателей качества по аналитическим пробам с помощью приборов.
Для обработки проб топлива крупностью более 150 мм (до 300 мм) применяют машины МПЛ-300М, а для подготовки аналитических проб из лабораторных, получаемых на машинах МПЛ-300М и МПЛ-150М, машины типа МЛА-ЗМ, и ПА-10.
В настоящее время ведется разработка машин типов ММП-100 и ММП-50 для подготовки небольших проб.
11.4. Оборудование для отбора проб
Пробоотборники для угольных проб. Пробоотборники ковшовые ПК предназначены для отбора объединенных проб рядовых углей, антрацитов, горючих сланцев и продуктов их обогащения. Устанавливают пробоотборники на перепадах потоков топлива с конвейеров на конвейер, в бункер, ж.-д. вагон и другие транспортные средства. На предприятиях ковшовые пробоотборники используют при опробовании рядовых углей, концентрата и промпродукта, продуктов рассортировки, отгружаемых потребителям. В некоторых случаях эти пробоотборники также применяют для отбора проб породы, направляемой в отвал.
Пробоотборник ПК представляет собой цепной конвейер, состоящий из рамы, привода, ведущих и ведомых звездочек и бесконечных цепей с закрепленным на них рабочим органом — ковшом для отбора точечных проб. В работу пробоотборник включается через установленные промежутки времени с помощью реле времени, а отключается — концевым выключателем. Пробоотборник сблокирован с конвейером, транспортирующим топливо, и работает в автоматическом режиме. Ковш пробоотборника в нерабочем состоянии находится вне потока. При включении электродвигателя цепи с закрепленным на них ковшом совершают движение по замкнутому контуру. Проходя под потоком по верхней ветви цепей, ковш отбирает точечную пробу и, переходя на нижнюю ветвь, разгружает ее в сборник для пробы. Совершив один полный оборот, ковш останавливается в исходном положении (рис. 11.6).
Интервал между отбором отдельных точечных проб устанавливается в зависимости от режима опробования с помощью реле времени.
587
Рис. 11.6. Пробоотборник ковшовый типа ПК
1 — рама; 2 — рабочий орган — ковш; 3 — направляющие; 4 — электродвигатель; 5 — редуктор; 6 — приводной вал; 7, 8 — ведущие звездочки; 9 — механизм переключения скорости; 10 — натяжное устройство; И,12 — ведомые звездочки
588
Рис. 11.7. Схема переключения скоростей движения ковша пробоотборника типа ПК
А — исходное положение; В — точка переключения с меньшей скорости на большую; С — точка отключения большей скорости; Д— точка включения меньшей скорости
Рис. 11.8. Пробоотборник скреперный ПС
1 — скреперный ковш; 2 — натяжное устройство; 3 — рама; 4 — кожух; 5 — желоб для пробы; 6 — ведомый вал; 7 — цепь; 8 — ведущий вал; 9 — опора; 10 — редуктор; 11 — электродвигатель
589
Таблица 11.3
Технические характеристики ковшовых пробоотборников
Параметр ПК 1-8 ПКЫО ПК1-12Л ПК2-8 ПК2-10 ПК2-12Д
Производительность опробуемых потоков, т/ч; горизонтальных 525 1030 1350 525 1030 1350
наклонных 400 730 1000 400 730 1000
Максимальная крупность опробуемого 150 150 150 300 300 300
угля, мм Максимальная влаж- 18 18 18 18 18 18
ность опробуемого угля, % Установочная мощность электродвигателя, кВт 10,4 10,4 10,4 12 12 12
Угол установки про- 0; 15; 30; 45
боотборника, градус Габаритные размеры,
мм:
длина 3400; 4000; 4600; 3720; 4950; 6350
5250 6500 5250 6350 6800
ширина 3300 3500 3750 3300 3500 3750
высота 650 650 650 1200 1200 1200
Масса, кг 2900 2950 3000 3600 3650 3700
Пробоотборники ПК устанавливаются как в горизонтальном, так и в наклонном положениях.
Для уменьшения массы точечных проб и снижения динамических нагрузок при работе пробоотборник снабжен приводом с двухскоростным электродвигателем. На рис. 11.7 приведена схема установки пробоотборника. Холостой ход от исходного положения до выхода на верхнюю ветвь цепей ковш совершает при скорости, соответствующей меньшей частоте вращения двигателя. Ковш пересекает опробуемый поток со скоростью, соответствующей большей частоте вращения электродвигателя, затем он переключается на меньшую скорость.
Технические характеристики ковшовых пробоотборников приведены в табл. 11.3.
Пробоотборники скреперные ПС предназначены для отбора первичных проб бурых и каменных углей, антрацитов, горючих сланцев, продуктов их обогащения и рассортировки непосредственно с конвейерных лент.
Пробоотборник (рис. 11.8) состоит из рамы сварной конструкции, на которой смонтированы: привод, включающий электродвигатель с редуктором, приводной и ведомый валы с парами звездочек, концевой выключатель, натяжное устройство, течка для пробы. Звездочки приводного и ведомого валов огибают две бесконечные цепи, на которых закреплен скреперный ковш. Пробоотборник закрепляется на раме конвейера с помощью четырех опор. Для уменьшения пыления и соблюдения безопасности верхняя зона движения ковша покрыта кожухом. Пробоотборник работает в автоматическом режиме.
590
Таблица 11.4
Технические характеристики скреперных пробоотборников
Параметр | ПС2-8 ПС2-10 ПС2-12 ПС2-14 ПС2-16 ПС1-16
Производительность 420 660 950 1290 1350 1350
опробуемого потока, т/ч Максимальная круп- 300 300 300 300 150 150
ность опробуемого угля, мм Максимальная влаж- 18 18 18 18 18 18
ность опробуемого угля, % Ширина ленты конвей- 800 1000 1200 1400 1600 1600
ера, мм Мощность электро- 7,5 7,5 7,5 7,5 7,5 7,5
двигателя, кВт Габаритные размеры, мм: длина 3755 3955 4380 4655 5100 4400
ширина 1920 1920 1920 1920 2000 1500
высота 2240 2240 2340 2340 2400 2100
Масса, кг 1316 1356 1393 1418 1600 1500
Отбор точечных проб происходит, когда ковш движется по нижней ветви цепи. Пересекая движущийся на ленте конвейера поток, ковш сгребает точечную пробу в приемный желоб. При переходе ковша на верхнюю ветвь отключается электродвигатель и ковш устанавливается в исходное положение. Цепь управления пробоотборника сблокирована с конвейером. Пробоотборник отбирает точечные пробы автоматически через определенный интервал времени работы конвейера, устанавливаемый с помощью реле времени.
Ковш пробоотборника отбирает в пробу перпендикулярную полоску топлива, что обеспечивается установкой пробоотборника под углом 45° к оси конвейера и скоростью движения ковша, которая должна быть в V~2 раза больше скорости движения ленты конвейера.
Технические характеристики скреперных пробоотборников приведены в табл. 11.4.
Необходимость выполаживания участка ленты конвейера при применении пробоотборников ПС связана со снижением прозводительности конвейера на 15—25%, что является существенным их недостатком.
Маятниковые пробоотборники ПМ (рис. 11.9—11.11) предназначены для отбора объединенных проб углей, антрацитов, горючих сланцев, продуктов их обогащения и рассортировки непосредственно с конвейерных лент. Основное преимущество по сравнению со скреперными пробоотборниками — возможность применения без выполаживания ленты конвейеров.
Пробоотборники можно устанавливать как на горизонтальных, так и наклонных участках конвейерной линии. Пробоотборник крепится к раме конвейера и представляет собой сварную конструкцию, состоящую из рамы, маятниковой штанги, приводов дугового и вертикального перемещения, отбирающего устройства и станции управления. Отбирающим устройством маятникового пробоотборника является скреперный ковш, нижние кромки которого
591
Рис. 11.9. Маятниковый пробоотборник ПМ с гидроприводом:
1 — гидроцилиндр дугового перемещения ковша; 2 — гидроцилиндр вертикального перемещения ковша; 3 — вал; 4 — скреперный ковш;
5 — рама; 6 — желоб для пробы
Рис. 11.10. Маятниковый пробоотборник ПМ1-10 с электрическим приводом
7 — ковш; 2 — привод вертикального перемещения ковша; 3,4 — привод дугового перемещения ковша; 5 — желоб для пробы
Рис. 11.11. Маятниковый пробоотборник ПМ1-25:
7 — желоб для пробы; 2 — скреперный ковш; 3 — кожух; 4 — рама; 5 — конвейер; 6 — контргруз; 7 — штанга; 8 — маслопровод; 9 — гидромотор; 10 — предохранитель опускания ковша; 11 — вал
футерованы прорезиненной лентой для обеспечения полного снятия точечных проб с конвейерной ленты и предотвращения ее повреждения.
Принцип действия маятникового пробоотборника заключается в сгребании через определенные промежутки времени с ленты конвейера точечной пробы с помощью скреперного ковша. При рабочем ходе ковш находится в нижнем положении; с помощью привода дугового перемещения он сгребает полоску материала, двигаясь по траектории, соответствующей радиусу кривизны ленты конвейера. При обратном ходе приводом вертикального перемещения ковш поднимается вверх и над потоком материала возвращается в исходное положение.
Пробоотборники ПМ1-20 и ПМ1-25 применяют для отбора проб угля крупностью до 150 мм с конвейерных лент шириной 2000 и 2500 мм.
593
Таблица 11.5
Технические характеристики маятниковых пробоотборников
Параметр ПМ1-10 ПМ1-12 ПМ1-16 ПМ2-12 ПМ2-16 ПМ1-20 ПМ1-25
Производительность 660 1100 2000 1100 2000 2000 4800
опробуемого потока, т/ч Ширина ленты 1000 1000; 1400; 1000; 1400; 2000 2500
конвейера, мм Максимальная круп- 150 1200 150 1600 150 1200 300 1600 300 150 150
ность опробуемого угля, мм Максимальная массовая доля влаги, % Установленная 5 12,5 Не ограничена 14 12,5 14 14 14
мощность, кВт Габаритные размеры, мм: длина 1110 2800 3300 3000 3500 4200 5000
ширина 2160 1200 1500 1400 1500 1600 1800
высота 1630 2300 2600 2300 2600 3200 3200
Масса, кг 865 1340 2300 1440 2500 3200 3700
Пробоотборник ПМ1-20 может работать как с электрическим, так и гидравлическим приводом. Траектория движения ковша при отборе точечных проб и возврате в исходное положение задается специальным кулачковым механизмом.
В пробоотборнике ПМ1-25 (см. рис. 11.11) скреперный ковш для отбора точечной пробы и возврата в исходное положение совершает круговое движение, сообщаемое ему двумя гидравлическими двигателями.
Технические характеристики маятниковых пробоотборников типа ПМ приведены в табл. 11.5.
Для исключения просыпания транспортируемого конвейером материала в момент отбора точечных проб скреперный ковш устанавливают под углом к оси ленты конвейера (рис. 11.12). Угол установки определяется из отношения скоростей движения ленты и ковша пробоотборника. Пробоотборник работает в автоматическом режиме.
Маятниковые пробоотборники типа ПММ (рис. 11.13) с электромеханическим приводом предназначены для отбора проб крупностью О—300 мм каменных и бурых углей, антрацитов, горючих сланцев и продуктов их обогащения с конвейерных лент желобчатой формы.
Пробоотборники типа ПММ изготавливают четырех типоразмеров (табл. 11.6), каждый из которых используется на предприятиях в зависимости от ширины конвейерной ленты. Они заменяют ранее выпускаемые пробоотборники типа ПМ с гидроприводом и могут использоваться для отбора проб в тех же местах установки.
Пробоотборники состоят из отбирающего устройства — ковша, привода, системы рычагов, передающей движение от привода к ковшу, аппаратуры управления. Все узлы пробоотборника смонтированы на раме, которая крепится к раме конвейера.
594
Рис. 11.12. Схемы установки маятниковых пробоотборников в зависимости от направления скорости движения ленты конвейера и места разгрузки точечных проб
а — при отборе проб с двух конвейеров и обработке их двумя машинами; б — при отборе проб с двух конвейеров и обработке их одной машиной
Рис. 11.13. Маятниковый пробоотборник ПММ с электромеханическим приводом
1 — скреперный ковш; 2 — электродвигатель; 3 — рама; 4 — конвейер; 5 — желоб для пробы; 6 — конечный выключатель
595
Таблица 11.6
Технические характеристики маятниковых пробоотборников типа ПММ с механическим приводом
Параметр ПММ-12 ПММ-16 ПММ-20 ПММ-25
Ширина ленты конвейера, мм 1000; 1200 1400; 1600 2000 2500
Крупность опробуемого материала, ми 0-300 0-300 0-300 0-300
Мощность опробуемого потока, т/ч, не более Номинальная ширина раскрытия отбирающего устройства, мм 1100 2000 4000 100, 200, 300, 400, 600 6400
Скорость отбирающего устройства, м/с 1,5±О,5 2,5 ±0,7 3,0±1,0 3,0±1,0
Номинальная мощность двигателя, кВт Габаритные размеры, мм, не более: 3,0 7,5 11 16,5
длина 1900 2500 3100 3600
ширина 2100 2200 2550 2900
высота над рамой конвейера 1900 2200 3000 3600
Масса с электрооборудованием и комплектом ЗИП, кг 1140 1600 2000 3200
Пробоотборники работают в автоматическом режиме с интервалом между отборами проб от 18 до 1200 с, при ремонтно-наладочных работах — на местном управлении.
По сравнению с ранее выпускаемыми пробоотборниками ПМ (с гидроприводом) пробоотборники ПММ имеют следующие преимущества:
более высокая надежность, обеспечиваемая за счет упрощения конструкции и уменьшения числа функциональных элементом привода;
более низкий расход электроэнергии за счет сокращения длительности цикла работы и уменьшения потребляемой мощности;
меньшая трудоемкость изготовления и себестоимость;
расширенная область применения — опробование может осуществляться в потоках производительностью до 6400 т/ч, температура окружающего воздуха от -45 до +40°С.
Пробоотборник с отсекающей планкой предназначен для отбора проб на перепадах потоков мелких рядовых углей, угольных концентратов и отсевов.
Пробоотборник (рис. 11.14) представляет собой конструкцию, состоящую из рамы, вала, рычагов, отсекающей планки, автоматической муфты Болотова, цепной передачи, контргруза, пружины с рычагами, амортизатора.
Пробоотборник приводится в движение передачей от вала барабана конвейера, что не требует отдельного индивидуального привода. При работе конвейера с помощью цепной передачи приводится в движение вал муфты Болотова, в результате чего периодически срабатывает отсекающая планка, которая мгновенным движением высекает порцию пробы и выбрасывает ее в приемную емкость для пробы. Под действием пружин отсекающая планка возвращается в исходное положение.
596
Рис. 11.14. Пробоотборник с отсекающей планкой:
Бoлcyювa>IiT?ГPУ3,2 пРУжина> $ рычаг; 4 приводная звездочка; 5 — амортизатор; 6 — рычаг; 7 — вал; 8 — отсекающая планка; 9 — муфта
Рис. 11.15. Общий вид барового пробоотборника ПБ-2
/ — режущая цепь; 2 — бар (отбирающее устройство); 3 — зубки; 4 — щека; 5 — электродвигатель режущей цепи; 6 — тележка; 7 — сетчатые ограждения; 8 — органичитель хода тележки; 9 — электродвигатель привода тележки; 10 — рама
Технические характеристики пробоотборника с отсекающей планкой
Производительность по опробуемому потоку, т/ч...................... До 900
Максимальная крупность опробуемого угля, мм........................ 100
Максимальная массовая доля влаги опробуемого угля, %................ 12
Число точечных проб, отбираемых за 1 ч............................. 3-10
Масса точечной пробы, кг............................................ 4-6
Габаритные размеры, мм: длина........................................................... 1200
ширина.......................................................... 2000
высота.......................................................... 1500
Масса, кг........................................................... 850
Для пробоотборников других типов, работающих по принципу пробоотборника с отсекающей планкой, например, пробоотборники ВТИ с боковым раскрытием ковша, лотковые с самооткрывающимся дном и др. характерны недостатки, ограничивающие области их применения по производительности потока, крупности и влажности опробуемого материала.
Пробоотборник баровый ПБ2 (рис. 11.15) предназначен для отбора проб рядовых углей и антрацитов, продуктов их обогащения на перепадах потоков. Пробоотборник состоит из рамы, рабочего органа — бара, привода и станции управления. Принцип действия пробоотборника заключается в том, что из мощного потока быстро движущимися зубьями вырезается небольшая по ширине полоска материала, которая выносится за пределы потока в сборник для пробы. Для создания равновозможной вероятности попадания в пробу материала с различных частей потока бар с режущими зубьями совершает возвратно-поступательное движение поперек потока. Работает пробоотборник в автоматическом режиме.
Поскольку в процессе отбора материал пробы измельчается, то проба, отбираемая баровым пробоотборником, не может быть использована для определения гранулометрического состава.
598
Технические характеристики барового пробоотборника ПБ2
Производительность опробуемого потока, м/ч................... До 5000
Ширина ленты конвейера, мм................................... 2500
Максимальная крупность опробуемого материала, мм............. 300
Интервал отбора точечных проб, с............................. 20-600
Скорость движения цепи отбирающего устройства, м/с........... 5
Ход перемещения тележки отбирающего устройства, мм........... До 2800
Угол установки бара к горизонту, градус...................... От Одо 30
Ширина бара, мм: по наружным сторонам щек........................................ 130
по внутренним сторонам щек....................................... 100
Установленная мощность, кВТ......................................... 21
Габаритные размеры, мм: длина.......................................................... 6000
ширина.......................................................... 3810
высота.......................................................... 1420
Масса, кг.......................................................... 3360
Установки для отбора проб из железнодорожных вагонов. Установка типа МПВ-2 (машина для отбора проб из вагонов) со шнекобуровым рабочим органом предназначена для отбора проб из ж.-д. вагонов и обработки отобранных проб (рис. 11.16).
Все узлы установки смонтированы на козловом кране, который автономно передвигается по специальному рельсовому пути вдоль ж.-д. вагонов.
Установка обеспечивает отбор проб на всю глубину погруженного в вагоны материала.
Основные узлы установки — каретка, рукав для удаления отходов проб, сократитель, молотковая дробилка, пробоотборник, рама вертикальная, механизм передвижения каретки, опорные тележки, режущая коронка.
Питание электроэнергией осуществляется по кабелю, размещенному на подвесках. Управляет установкой оператор, который находится в кабине.
Отбор проб производится по набираемой оператором программе. Портал, передвигаясь вдоль вагона, останавливается у линии, на которой находятся точки отбора точечных проб. Затем кареткой пробоотборник устанавливается над требуемой точкой и погружается практически на всю глубину находящегося в вагоне слоя. Буровой штангой проба поднимается вверх и поступает в дробилку, в которой измельчается до крупности 0—3 мм. Сократителем проба сокращается до требуемой массы и собирается в сборники. Отходы пробы через рукав возвращаются в ж.-д. вагон. После окончания отбора точечной пробы пробоотборник поднимается и устанавливается над следующей точкой.
Технические характеристики установки МПВ-2
Крупность опробуемого угля, мм............................ Не ограничена
Максимальная массовая доля влаги в опробуемом угле, %......... 18
Максимальная глубина бурения, мм............................... 2600
Масса, кг: точечной пробы................................................ 12—15
лабораторной пробы......................................... 0,5—0,8
Продолжительность отбора одной точечной пробы (с учетом вспомогательных операций), с...................................... До 90
Частота вращения, мин-1: шнека пробоотборника.......................................... 480
трубы...................................................... 340
599
Диаметр коронки (по резцам), мм.................................. 145
Установленная мощность, кВт...................................... 11,7
Габаритные размеры, мм: длина............................................................ 7500
ширина........................................................... 5720
высота........................................................... 10100
Масса, кг........................................................ 13500
Установки типа ОВ стационарные предназначены для отбора объеди ненных проб углей и продуктов обогащения крупностью до 150 мм из ж.-д вагонов и обработки проб для лабораторных испытаний.
Рис. 11.16. Установка МПВ-2
1 — каретка; 2 — рукав для удаления отходов проб; 3 — сократитель; 4 — дробилка молотковая; 5 — пробоотборник; 6 — рама вертикальная; 7 — рама пробоотборника; 8 — механизм передвижения каретки; 9 — коронка; 10 — опорная стойка
600
109
Я
Рис. 11.17. Установка ОВ
1— каретка; 2 — портал; 3 — пробоотборн!
Установка ОВ (рис. 11.17) представляет собой механизированный комплекс, основными узлами которого являются отбирающее устройство грейферного типа, каретка для перемещения отбирающего устройства поперек вагона и установки его в точке отбора точечной пробы, портал, машина для обработки проб, элеватор для удаления отходов, кабина оператора с пультом управления.
Установки ОВ выпускают трех типоразмеров: ОВ-3 — для опробования твердого топлива, находящегося в вагонах на одном ж.-д. пути: ОВ-4, ОВ-5 — для опробования твердого топлива, находящегося в вагонах на двух ж.-д. путях.
Для подачи вагонов с углем для опробования используют локомотивы, лебедки или маневровые устройства. После установки вагона с углем отбирающее устройство вместе с кареткой перемещается в направлении точки отбора точечной пробы и останавливается над этой точкой. При помощи механизма внедрения грейфер в закрытом положении углубляется на 400 мм в опробуемый продукт, открывается и внедряется еще на 200 мм. Достигнув заданной глубины погружения, механизм внедрения переключается на обратный ход. При этом грейфер закрывается и поднимается в крайнее верхнее положение. Затем с помощью каретки ковш перемещается к бункеру машины для обработки проб и разгружается. После обработки отходы проб удаляются элеватором в ж.-д. вагоны.
Технические характеристики установок ОВ
Тип установки...................................
Крупность опробуемого угля, мм..................
Масса отбираемых точечных проб, кг...............
Глубина отбора точечных проб от поверхности опробуемого материала, мм...........................
Максимальная массовая доля влаги в опробуемом угле, %...........................................
Продолжительность отбора одной точечной пробы, с.
Продолжительность обработки пробы, мин...........
Число обслуживаемых железнодорожных путей........
Габаритные размеры, мм: длина...........................................
ширина..........................................
высота..........................................
Масса, кг.......................................
ОВ-3
ОВ-4 0—150 5—10
ОВ-5
10—12
30—35
12
1 2 2
10100
10532 14932 17052
10050
16423 19025 19677
Установки ГМУ (ГМУ-1 и ГМУ-2) (рис. 11.18) предназначены для отбора первичных проб рядовых углей, поступающих на обогащение с различных шахт и разрезов, а также на пункты централизованного опробования, организуемые на станциях примыкания.
Установки разработаны ИОТТ и представляют собой стационарный комплекс, в состав которого входят мостовой кран, двухчелюстной грейфер для отбора первичной пробы, бункер первичной пробы с питателем, ковшовый пробоотборник для сокращения массы первичной пробы, машина для обработки пробы, конвейер и элеватор для удаления отходов проб. Мостовой кран с грейфером может передвигаться в зависимости от протяженности подкрановой эстакады на длину одного-трех вагонов.
Рис. 11.18. Установка ГМУ
/ — грейфер; 2 — тележка однорельсовая; 3 — бункер для первичной пробы; 4 — питатель ленточный; 5 — пробоотборник ковшовый; 6 — машина МПЛ-300; 7 — конвейер для удаления отходов; 8 — элеватор для удаления отходов
603
Рис. 11.19. Самоходная грейферная установка ПГС
1 — грейферный пробоотборник; 2 — кабина оператора; 3 — самоходная дрезина; 4 — элеватор для удаления отходов
Грейфер с полностью раскрытыми челюстями внедряется в погруженное в вагон твердое топливо таким образом, чтобы одновременно охватить все три точки отбора порций, расположенные на одной линии по ширине вагона. Затем челюсти закрываются и содержащееся в грейфере твердое топливо подается в бункер для пробы.
Из бункера ленточным питателем материал равномерно разгружается в зоне действия ковшового пробоотборника, которым отбирают точечные пробы и направляют в проборазделочную машину. Отходы проб после пробоотборника и после проборазделочной машины поступают на ленточный конвейер, затем элеватором возвращаются в ж.-д. вагон.
Для предотвращения поломок проборазделочных машин в установках предусмотрены электромагниты для улавливания и удаления металлических предметов.
Технические характеристики установок ГМУ
Тип................................................... ГМУ-1 ’ ГМУ-2
Максимальная крупность опробуемого угля, мм........... 300 300
Максимальная массовая доля влаги опробуемого угля, %.. 18 18
Масса отбираемых точечных проб, кг.................... 400—500 400—500
Глубина отбора точечных проб от поверхности твердого топлива, мм.............................................. До 700 До 700
Число одновременно отбираемых точечных проб........... 3 3
Время отбора одной точечной пробы, с.................. 70 70
Число одновременно обслуживаемых путей................ 1—2 2
Габаритные размеры и масса............................ Устанавливаются в за-
висимости от компоновки оборудования, числа обслуживаемых шахт, разрезов и т.п.
Самоходная грейферная установка ПГС (рис. 11.19) с грейферным рабочим органом предназначена для отбора объединенных проб углей крупностью до 300 мм из ж.-д. вагонов, приготовленных лабораторных проб и возврата отходов проб в вагоны.
Установка применяется на углесборочных станциях и погрузочных пунктах угольных разрезов при наличии дополнительных путей колеи размером
604
Рис. 11.20. Пробоотборник щелевой ПЩ
I — корпус; 2 — отбирающее устройство; 3 — регулируемая щель; 4 — пустотелый вал; 5 — сборник для пробы; 6 — редуктор; 7 — электродвигатель; 8 — концевые выключатели
605
Таблица 11.7
Технические характеристики щелевых пробоотборников
Параметры ПШ-15 ПЩ-25 ПЩ-35
Диаметр питающего патрубка, мм 150 250 350
Длина щели отбирающего устройства, мм 130 230 330
Ширина щели отбирающего устройства, мм От 3 до 15
Периодичность отбора порций, мин 12 16 16
Мощность электродвигателя, кВт 0,6 0,6 0,6
Габаритные размеры, мм:
длина 570 680 800
ширина 550 620 750
высота 780 780 780
Масса, кг 225 260 285
1524 мм и отсутствии контактной сети в зоне ее работы. Установка может работать в районах с колебанием температуры от -40° до +40°С. В отличие от установок ГМУ установка ПГС может самостоятельно передвигаться по специальному пути, обеспечивая отбор проб твердого топлива, находящегося в вагонах, стоящих по обе стороны пути, по которому движется установка ПГС.
Установка представляет собой комплекс серийно изготовляемых узлов и механизмов, скомпонованных по платформе самоходной дрезины АГМ-У и обеспечивающих отбор проб с помощью поворотной стрелы с грейферным пробоотборником, первичное дробление кусков более 300 мм (дробилка ДДЗ-З), приготовление лабораторных проб (машина МПЛ-150), удаление отходов проб. Обслуживается одним оператором с пульта управления.
Технические характеристики установки ПГС
Максимальная крупность опробуемого угля, мм................. 300 и более
Время отбора одной точечной пробы, мин.............................. 1
Скорость передвижения, м/с....................................... До 0,95
Масса одной точечной пробы, кг, не менее........................... 12
Глубина отбора проб, мм, не менее................................. 400
Ширина раскрытия ковша грейфера, мм, не менее..................... 750
Число лабораторных проб............................................. 3
Установленная мощность, кВт...................................... 60,7
Габаритные размеры, мм длина....................................................... 27020
ширина........................................................ 3400
высота........................................................ 5300
Масса, кг....................................................... 27020
Пробоотборники для отбора пульповых проб. На обогатительных фабриках для контроля работы флотационных цехов, качества оборотной и сбрасываемой воды, операций шламового хозяйства систематически отбирают пульповые пробы.
Щелевые пробоотборники ПЩ (рис. 11.20) предназначены для отбора проб из потока пульпы с зернами крупностью не более 6 мм.
Пробоотборники ПЩ выпускают трех типоразмеров для отбора проб пульпы, транспортируемой по трубопроводам диаметром 150; 200; 250; 300 и 350 мм (табл. 11.7).
Пробоотборник состоит из литого корпуса, в котором на двух шарикоподшипниковых опорах установлено пустотелое отбирающее устройство, совершающее периодически возвратно-поступательные движения в пределах 90°.
606
Управление пробоотборников осуществляется от станции управления. Реверсивное переключение электродвигателя производится конечными выключателями, установленными на корпусе пробоотборника.
При пересечении потока пульпы часть ее поступает через щель внутрь отбирающего устройства и по полому валу направляется в сборник для пробы. Ширина щели отбирающего устройства регулируется от 3 до 15 мм установкой ножей.
До настоящего времени большинство пробоотборников изготавливалось на заводах вне пределов Российской Федерации. Начиная с 1994 г. принимаются меры по организации производства пробоотборного оборудования на заводах России.
11.5. Оборудование для обработки проб
Машина МПЛ-150М (рис. 11.21) предназначена для обработки объединенных проб крупностью до 150 мм с целью приготовления лабораторных проб.
Объединенная проба крупностью до 150 мм питателем подается в молотковую дробилку, в которой дробится до крупности 0—3 мм. Под молотковой дробилкой установлен сдвоенный цепной ковшовый сократитель, ковши которого пересекают поток дробленой пробы при разгрузке ее из дробилки. Отобранные ковшами порции подаются в три сборника для лабораторных проб. Остаток дробленой пробы удаляется по желобу.
Электрооборудование, установленное на раме машины, имеет взрывобезопасное исполнение. Электрошкаф управления машиной устанавливается в отдельном помещении, защищенном от попадания пыли.
Машина МПЛ-150М может устанавливаться в комплексе с любым пробоотборником в местах отбора проб, а также может использоваться самостоятельно в проборазделочных помещениях для обработки различных проб топлива, отбираемых на предприятии.
Машина для подготовки лабораторных проб МПЛ-150М1 (ПЛ-200) (рис. 11.22) по принципу действия и назначению аналогична машине МПЛ-150М.
С целью упрощения конструкции и расширения области применения в машине применен одинарный цепной сократитель с тремя ковшами, разгружающими точечные пробы каждый в свою емкость, увеличены загрузочная щель и ширина ротора дробилки, а привод осуществлен от более мощного электродвигателя. Машина МПЛ-150М1 (ПЛ-200) по сравнению с машиной МПЛ-150М имеет в 1,5 раза выше производительность и может обрабатывать пробы с наличием отдельных кусков до 200 мм.
Машина для подготовки лабораторных проб МПЛ-300М (рис. 11.23) предназначена для обработки объединенных проб топлива крупностью до 300 мм с целью приготовления лабораторных проб. Машина используется в комплексных установках для опробования, состоящих из пробоотборника, устройства для подачи первичных проб в машину и для удаления отходов проб. Обработка первичных проб машиной производится в две стадии.
Основные узлы машины — ленточный питатель первой ступени, дробилка первой ступени, ковшовый сократитель первой ступени. В качестве второй ступени в машине МПЛ-300М служит машина МПЛ-150М без ленточного питателя.
На первой стадии первичная проба крупностью до 300 мм ленточным питателем подается в молотковую дробилку и дробится до крупности 0—25 мм. Под дробилкой установлен наклонный многоковшовый цепной сократитель,
607
8
Рис. 11.21. Машина для подготовки
оо
лабораторных проб МПЛ-150М
I — питатель; 2 — электродвигатель; 3 — рама; 4 — банки для лабораторных проб; 5 — желоб для отходов; 6 — сдвоенный ковшовый сократитель; 7 — молотковая дробилка
20. Техника и технология...
Рис. 11.22. Машина для подготовки лабораторных проб МПЛ-150М1 (ПЛ-200)
1 — питатель; 2 — электродвигатель; 3 — рама; 4 — банки для лабораторных проб; 5 — желоб для отходов; 6 — однорядный сократитель;
7 — молотковая дробилка
Рис. 11.23. Машина для подготовки лабораторных проб МПЛ-300М
7 — дробилка; 2 — разгрузочная решетка; 3 — питатель; 4 — машина МПЛ-150М (без питателя); 5 — желоб для удаления отходов после первой стадии дробления; 6 — многоковшовый сократитель
ковши которого отбирают порции промежуточной дробленой пробы и подают их в бункер второй ступени машины. Остатки пробы удаляются.
На второй стадии производится дробление промежуточной пробы до крупности 0—3 мм и вторичное сокращение с одновременным выделением трех экземпляров лабораторной пробы. Остатки пробы удаляются.
Машина для подготовки лабораторных проб ММП-100 (рис. 11.24) предназначена для обработки объединенных проб крупностью до 100 мм и может использоваться как самостоятельно в проборазделочных помещениях, так и в комплексе с пробоотборниками.
Основные узлы машины — ленточный питатель, молотковая дробилка, трехковшовый цепной сократитель и желоб для удаления отходов. Достоинством этой машины являются компактность, небольшие размеры и масса, а
610
2
Ряс. 11.24. Машина для подготовки лабораторных проб ММП-100
1 — бункер для пробы; 2 — ленточный питатель; 3 — молотковая дробилка; 4 — контрольная решетка; 5 — направляющая решетка; 6 — направляющая для отходов пробы; 7 — сократитель; 8 — желоб для удаления отходов; 9 — банки для лабораторных проб; 10 — направляющие для пробы
также возможность обработки небольших по массе объединенных проб, что позволяет использовать машину для обработки товарных, технологических, пластовых проб, а также проб, получаемых при ситовом и фракционном анализах угля.
Технические характеристики проборазделочных машин для подготовки лабораторных проб приведены в табл. 11.8.
Машина для подготовки аналитических проб МПА-150 (рис. 11.25) предназначена для обработки объединенных проб крупностью до 150 мм с целью одновременного приготовления аналитических и лабораторных проб.
Основные узлы машины — ленточный питатель, дробилка молотковая, сократитель с двойным ковшом, рама, печь, молотковая мельница, течка для удаления отходов, делитель аналитических проб, сборник лабораторной пробы.
Первичная проба крупностью до 150 мм питателем подается в молотковую дробилку, где происходит ее дробление до крупности 0—3 мм. Под молотковой дробилкой установлен горизонтальный цепной сократитель, двойной ковш которого пересекает поток дробленой пробы при движении как на верхнем, так и нижнем участке цепи сократителя. Зеркальное расположение ковшей позволяет выделять две пробы крупностью 0—3 мм, одна из которых поступает в печь для просушивания при температуре 135±5°С, а другая — в сборник лабораторной пробы. Подсушенная до воздухо-сухого состояния проба из печи направляется в молотковую мельницу, где измельчается до крупности 0—0,2 мм, а затем с помощью механического делителя делится на три части. Отходы пробы удаляют по желобу.
611
Таблица 11.8
Технические характеристики машин для подготовки лабораторных проб
Параметры МПЛ-150М МПЛ-150М1 МПЛ-ЗООМ ММП-100
Производительность, т/ч 1,5—2,2 Более 2Д До 15 0,6—0,8
Максимальная крупность 150 До 200 300 100
исходного материала, мм Крупность приготовля- 0—3 0—3 0—3 0—3
емой пробы, мм Число приготовляемых 3 3 3 3
экземпляров лабораторных проб Допускаемая массовая доля влаги в исходной пробе, %: каменных углей и 18 18 18 15
антрацитов бурых углей 52 60 52 40
горючих сланцев 17 17 17 17
Число установленных 3 2 6 1
электродвигателей Суммарная установочная ид 16,1 34Д 4
мощность электродвигателей, кВт Габаритные размеры, мм: длина 2055 2300 3000 1352
ширина 1020 1100 2150 ИЗО
высота 1768 1800 3170 1120
Масса, кг 1600 2105 5900 600
Машина имеет взрывобезопасное исполнение. Электрошкаф управления устанавливается в отдельном помещении, защищенном от попадания пыли. Машина может работать в автоматическом режиме при обработке часовых или бункерных проб, а также на местном управлении.
Технические характеристики машины МПА-150
Производительность, т/ч.............................................. 1,3—2
Максимальная крупность исходного материала, мм............................. 150
Крупность приготавливаемой пробы, мм: лабораторной......................................................... 0—3
аналитической.................................................... 0—0,2
Число приготавливаемых проб: лабораторных.............................................................. 1
аналитических............................................................ 3
Допустимая массовая доля влаги в исходной пробе каменного угля, %........... 18
Число установленных электродвигателей........................................ 5
Суммарная мощность электродвигателей, кВт................................. 14,9
Габаритные размеры, мм: длина.................................................................. 2212
ширина................................................................ 1092
высота................................................................ 2696
Масса, кг................................................................. 2270
Машина для подготовки аналитических проб МЛА-ЗМ (рис. 11.26)
предназначена для подготовки аналитических лабораторных проб углей, ант-
612
Рис. 11.25. Машина для подготовки аналитических проб МПА-150
I — очистной барабан; 2 — питатель ленточный; 3 — печь; 4 — желоб для лабораторной пробы; 5 — делитель; 6 — молотковая мельница; 7 — ковшовый сократитель; 8 — молотковая дробилка с очистителем
рацитов, горючих сланцев и продуктов их обогащения путем их измельчения до крупности 0—0,2 мм, а затем деления на три части.
Высушенная до воздушно-сухого состояния лабораторная проба винтовым питателем подается в полость корпуса молотковой мельницы, измельчается до крупности 0—0,2 мм, разгружается через щелевидную решетку в нижней части мельницы и поступает в делитель, где делится на три равноценные части. В сборнике аналитических проб установлены фильтры для отвода воздуха из образующейся в мельнице угольно-воздушной смеси.
613
>++++++
ч
Рис. 11.26. Машина для подготовки аналитических проб МЛА-ЗМ
1 — бункер для пробы; 2 — винтовый питатель; 3 — молотковая мельница; 4 — конусный делитель; 5 — фильтры; 6 — банки для проб; 7 — электродвигатель привода мельницы; 8 — редуктор; 9 — электродвигатель привода делителя
614
Технические характеристики машины МЛА-ЗМ
Крупность пробы, мм: исходной.......................................................... О—3 (0—10)
измельченной................................................... 0—0,2
Вместимость бункера для исходной пробы, см^....................... 800
Продолжительность измельчения одной пробы массой 500 г, мин: каменного угля.................................................... 4—5
антрацита...................................................... 6—7
Число установленных электродвигателей............................. 3
Установленная мощность электродвигателей, кВт............................ 2,8
Габаритные размеры, мм: длина................................................................. 700
ширина................................................................ 625
высота............................................................... 1300
Масса, кг................................................................ 300
Машина для подготовки аналитических проб ПА-10 (рис. 11.27) предназначена для подготовки аналитических проб из лабораторных проб каменных и бурых углей, антрацитов, горючих сланцев и продуктов их обогащения.
Машина представляет собой стационарную установку, включающую корпус сварной конструкции, в котором установлены приемный бункер, дробилка cb шнековым питателем, фильтр с приемником пробы, приводы.
Корпус машины бескаркасной конструкции выполнен из двух частей. В верхней части смонтированы все узлы машины, нижняя служит подставкой и при необходимости уменьшения габаритов по высоте машина может эксплуатироваться без нее.
На верхней части корпуса установлены облицовка и съемная стенка для удобства обслуживания машины.
Дробилка содержит корпус, прифланцованный к электродвигателю, ротор с истирателями, закрепленными на валу электродвигателя, открывающуюся крышку с фиксирующими ручками и загрузочным окном, футеровочное кольцо с щелями до 0,4 мм, шнековый питатель. Вращение питателя осуществляется через цепную передачу и редуктор от электродвигателя.
Дробилка соединена с приемником пробы переходником и фильтром для выхода воздуха.
Приемник пробы капроновый, вворачивающийся в фланец корпуса фильтра.
Распределительный ящик пылезащищенного исполнения состоит из корпуса и съемной панели, на которой закреплена аппаратура управления. На дверце ящика расположена сигнальная лампа.
Технические характеристики машины ПА-10
Крупность исходного продукта, мм, не более............................. 10
Крупность выдаваемого продукта для проб, мм, не более................. 0,2
Влажность исходного материала.................................... Воздушно-сухой
Число проб, выдаваемых машиной.......................................... 1
Производительность, т/ч..................................... 0,0085—0,01
Установленная мощность, кВт............................................. 3,55
Габаритные размеры, мм: высота (с подставкой)................................................ 1400
длина................................................................. 700
ширина................................................................ 500
Масса, кг................................................................ 312
615
Рис. 11.27. Машина для подготовки
аналитических проб ПА-10
1 — бункер для пробы; 2 — шнековый питатель; 3 — молотковая мельница; 4 — фильтр; 5 — банка для пробы; 6 — редуктор; 7 — электродвигатель
Рис. 11.28. Установка ОВП-2
1 — бункер для исходной пробы; 2 — рама; 3 — грохот; 4 — взвешивающая система;
5 — трехсекционный бункер; 6 — электродвигатель
Машина работает следующим образом. Исходный материал крупностью О—10 (0—3) мм, массой до 1200 г, воздушно-сухого состояния засыпается в приемный бункер, и нажатием на кнопку "пуск" машину запускают. Из бункера материал поступает самотеком в шнековый питатель и далее в дробилку. Подхватываемый истирателями материал истирается о выступы футеровочного кольца до крупности не более 0,2 мм и через щели кольца с воздухом поступает в переходник и фильтр. Отделенный от воздуха материал попадает в приемник пробы.
Установка ОВП-2 (рис. 11.28) предназначена для определения массовой доли минеральных примесей и мелочи в соответствии с ГОСТ 1916.
Проба, предназначенная для испытаний, подается на двухситный грохот и рассеивается на классы. Каждый класс направляется в определенную секцию трехсекционного бункера, расположенного под грохотом. Масса каждого класса определяется с помощью весовой системы. Минеральные примеси из классов крупностью более 25 мм выбираются вручную и взвешиваются.
Машины для подготовки проб изготавливаются заводами Украины, что затрудняет их поставку на предприятия России. В настоящее время принимаются меры по организации проборазделочных машин на заводах Российской Федерации.
617
Технические характеристики установки ОВП-2
Вместимость накопительного бункера, кг............................ 180
Производительность грохота, т/ч........................ 3—6
Число сит грохота................................................... 2
Размеры отверстий сит, мм................................... 50; 25; 13; 6
Электродвигатель:
тип....................................................... КОМ-12/4
мощность, кВт.................................................... 1
частота вращения ротора, мин~1................................ 1420
Максимальная масса взвешиваемого материала, кг.................... 300
Габаритные размеры: мм:
длина......................................................... 2820
ширина........................................................ I960
высота........................................................ 2190
Масса, кг......................................................... 950
ЛИТЕРАТУРА
Авдохин В.М., Абрамов А А. Окисление сульфидных минералов в процессах обогащения М.: Недра, 1989. 232 с.
Андреев С.Е., Зверевич В.В., Перов В.А. Дробление, измельчение и грохочение полезных ископаемых: Учебник для вузов. М.: Недра, 1980. 415 с.
Байдал В.А., Гиль Б.Б., Кинареевский В.А. Влияние положения точки ввода исходного на характеристики работы противоточного гравитационного аппарата. // Совершенствование техники и технологии для технического перевооружения углеобогатительных фабрик. М.; Недра, 1988. С. 24—35.
Бедрань Н.Г. Обогащение углей: Учебник для вузов. М.: Недра, 1988. 206 с.
Бедрань Н.Г., Скоробогатова Л.М. Переработка и качество полезных ископаемых: Учебник для вузов. Киев—Донецк: Вища школа, 1984. 189 с.
Бензарь В.К. Техника СВЧ-влагометрии. Минск: Высшая школа, 1974.
Бесов БД. Тенденции развития пневматического обогащения углей в СССР И Уголь, 1989. № 11. С. 18—20.
Бесов БД. Аппаратчик пневматического обогащения углей: Справочное пособие для рабочих. М.: Недра, 1988. 78 с.
Бобриков В.В., Журбинский Л.Ф., Роговской В.Д. Охрана труда на углеобогатительных фабриках: Справочное пособие. М.: Недра, 1989. 366 с.
Буктуков Н.С. Формирование однородности качества угля в потоке. Алма-Ата: Наука, 1981. 167 с.
Бутовецкий В.С. Охрана природы при обогащении углей: Справочное пособие. М.: Недра, 1991.
Бызов В.Ф. Усреднительные системы на горнообогатительных предприятиях. М.: Недра, 1988. 213 с.
Вакульчик Ю.В., Кириченко О.Ф., Ляшко В.Н., Панин А.В. Оценка степени влияния основных свойств углей на точность измерения влажности диэлькометрическим методом. М.: Недра, 1980. 214 с.
Глембоцкий В.А., Классен В.И. Флотационные методы обогащения: Учебник для вузов. М.: Недра, 1981. 304 с.
Горлов Ю.И. Абсорбционно-альбедный метод контроля зольности угля // Кокс и химия, 1988. № 7. С. 42.
Гройсман С.И. Технология обогащения углей: Учебник для техникумов. М.: Недра, 1987. 358 с.
Жужиков В.А. Фильтрование: Теория и практика разделения суспензий. М.: Химия, 1980. 398 с.
Интенсификация процессов обезвоживания. М.: Недра, 1982. 224 с.
Каминский В.С., Барбин М.Б., Долина Л.Ф. Интенсификация процессов обезвоживания. М.: Недра, 1982. 224 с.
Каргин В.А. Структура и механические свойства полимеров. М.: Наука, 1978.
Кинареевский В.А., Скрябин А.В., Ульянова Е.А. Промышленные испытания усовершенствованных крутонаклонных сепараторов И Проблемы совершенствования техники и технологии углеобогащения. М.: Недра, 1986. С. 3&—49.
Кипнис Ш.Ш. Технический контроль на углеобогатительных фабриках. М.: Недра. 1985. 244 с.
Клешнин А.А., Кейтельгиссер И.Н., Рабинович Ю.М. Наладка, регулировка и эксплуатация фильтровальных отделений углеобогатительных фабрик. М.: Недра, 1985. 135 с.
Коткин А.М., Ямпольский М.Н., Геращенко КД. Оценка обогатимости и эффективности процессов обогащения. М.: Недра, 1982. 200 с.
Крапчин И.П. Экономика переработки углей. М.: Недра, 1989. 212 с.
Кубица К.Г. Основы, техника и экономичность усреднения угля // Глюкауф, 1981. № 8. С. 39—51.
Лукьяненко В.М., ТаранецА.В. Центрифуги: Справочник. М.: Химия, 1988.
619
Лемен Е.П. Рентгено-радиометрический метод опробования месторождений цветных и редких металлов. Л.: Недра, 1978.
Мещеряков Н.Ф. Кондиционирующие и флотационные аппараты и машины. М.: Недра, 1990. 237 с.
Мещеряков Н.Ф. Флотационные машины и аппараты. М.: Недра, 1982. 200 с.
Михайлов Г.И. Состояние и развитие методов и средств инструментального контроля качества угля // Научно-технический вестник ИОТТ, 1991. С. 12.
Михайлов Г.И. Пути дальнейшего совершенствования инструментального контроля качества угля // Научно-технический вестник ИОТТ, 1992. С. 54.
Михайлов Г.И., Локшин А.Г., Киньшаков Е.Н. Инструментальные средства контроля зольности угля и опыт их применения на предприятиях металлургической промышленности и при переработке угля // Обзорная информация. Черная металлургия. Сер. Автоматизация металлургического производства. М., 1992.
Муканов Д.М., Рящиков В.И. Методы и приборы непрерывного контроля зольности твердого топлива в технологических потоках // Аналитический обзор. Алма-Ата, Изд-во КазНИИНТИ, 1989.
Наладка и эксплуатация технологических комплексов углеобогатительных фабрик / Под ред. В.И. Хайдакина, В.С. Бутовецкого, М.Н. Ковшарь и др. М.: Недра, 1986. 223 с.
Нормы технологического проектирования углеобогатительных фабрик. ВНТП 3-86: Минуглепром СССР. М., 1986. 176 м.
Оборотное водоснабжение углеобогатительных фабрик / Под ред. И.С. Благова, М.А. Борц, Б.И. Вахрамеева и др. М.: Недра, 1980. 215 с.
Онищенко А.М., Грабов П.И., Старчик Л.П. Анализ применимости приборов для контроля зольности угля. М., Изд-во ЦНИЭИуголь, 1981.
Онищенко А.М. Методы повышения точности приборов с источниками ионизирующего излучения. М.: Изд-во стандартов, 1987.
Перов В.А., Андреев Е.Е., Биленко Л.Ф. Дробление, измельчение и грохочение полезных ископаемых: Учебник для вузов. М.: Недра, 1990. 301 с.
Технология обогащения углей: Справочное пособие / Под ред. Т.Г. Фоменко, В.С. Бутовецкого, Е.М. Погарцевой. М.: Недра, 1985. 367 с.
Тихонов О.Н. Закономерности эффективного разделения минералов в процессах обогащения полезных ископаемых. М.: Недра, 1984. 207 с.
Ткачев Ю.А., Шеин А.А. Обработка проб полезных ископаемых. М.: Недра, 1987. 190 с.
Филиппов В.А. Технология сушки и термоаэроклассификации углей. М.: Недра, 1987. 287 с.
Филиппов В.М., Скляр П.Т., Кипнис Ш.Ш. Справочник мастера ОТК угольного предприятия. М.: Недра, 1987. 296 с.
Фоменко Т.Г., Бутовецкий В.С., Погарцева Е.М. Исследование углей на обогатимость. М.: Недра, 1978. 214 с.
Хайдакин В.И., Ковшарь М.Н., Самылин Н.А. Наладка и регулировка оборудования для обогащения углей в тяжелых средах. М.: Недра, 1982. 177 с.
Чуянов Г.Г. Обезвоживание, пылеулавливание и охрана окружающей среды: Учебник для вузов. М.: Недра, 1987. 260 с.
Шкоропад Д.Е., Новиков О.П. Центрифуги и сепараторы для химических производств. М.: Химия, 1987. 256 с.
Шохин В.Н, Лопатин А.Г. Гравитационные методы обогащения: Учебник для вузов. М.: Недра, 1980. 400 с.
Шпирт М.Я., Рубан В.А., Иткин Ю.В. Рациональное использование отходов добычи и обогащения углей. М.: Недра, 1990. 244 с.
Шупов Л.П. Моделирование и расчет на ЭВМ схем обогащения. М.: Недра, 1980. 288 с.
Kirchner A.D. On-Line analyses of Coal // IEACL/40, sept. 1991, N 5. P. 123.
Nuclear Techniques in the Exploration and Explotation of Energy and Mineral Resources // Proc. Int. Symp. Vienna, 5—8 june 1990, IAEA, Vienna, 1991.
ОГЛАВЛЕНИЕ
Предисловие................................................................ 3
Глава 1. Угли и их свойства................................................ 5
1.1. Состав углей, их основные физические и химические свойства............ 5
1.2. Классификация углей по генетическим, технологическим параметрам и размерам кусков, международная система кодификации.............................. 22
Глава 2. Сырьевая база углеобогатительных фабрик.......................... 37
2.1. Методы исследования и оценки углей как объекта обогащения............ 37
2.2. Основные принципы выбора сырьевой базы фабрик........................ 48
2.3. Обоснование технологических параметров для проектирования новых и реконструкции действующих фабрик............................................... 49
Глава 3. Технологические схемы обогащения углей........................... 56
3.1. Факторы, определяющие структуру технологических схем................. 56
3.2. Изображение технологических схем..................................... 80
3.3. Классификация технологических схем................................... 83
Глава 4. Подготовка углей к обогащению.................................... 94
4.1. Прием и разгрузка.................................................... 94
4.2. Предварительная обработка........................................... 104
4.3. Улавливание и удаление ферромагнитных предметов..................... 112
4.4. Аккумулирование, усреднение и шихтовка.............................. 118
4.5. Дробление и измельчение............................................. 136
Глава 5. Классификация углей и продуктов обогащения по крупности......... 162
5.1. Основные сведения................................................... 162
5.2. Закономерности процессов сухого и мокрого грохочения................ 164
5.3. Оборудование для сухого и мокрого грохочения........................ 175
5.4. Просеивающие поверхности грохотов................................... 217
5.5. Способы крепления просеивающих поверхностей......................... 227
Глава 6. Технология и оборудование для обогащения углей.................. 232
6.1. Обогащение в тяжелосредных сепараторах и циклонах................... 232
6.2. Обогащение в отсадочных машинах..................................... 260
6.3. Обогащение на пневматических сепараторах........:................... 299
6.4. Обогащение во флотационных машинах.................................. 315
6.5. Обогащение в противоточных аппаратах............................... .356
Глава 7. Обезвоживание продуктов обогащения.............................. 375
7.1. Основные характеристики обезвоживания............................... 375
7.2. Обезвоживание углей крупных и средних классов....................... 375
7.3. Обезвоживание углей мелких классов центрифугированием............... 378
7.4. Обезвоживание шламов и продуктов флотации фильтрованием............. 390
Глава 8. Осветление шламовых вод и обработка шламов...................... 411
8.1. Свойства шламовых гидросмесей....................................... 411
8.2. Процессы и оборудование для классификации, сгущения шламов и осветления шламовых вод............................................................ 425
8.3. Оптимизация содержания твердой фазы в оборотной воде................ 439
8.4. Схемы осветления шламовых вод, улавливания и обработки шламов....... 444
8.5. Интенсификация процессов осветления оборотной воды и обработки шламов. 451
621
Глава 9. Сушка............................................................ 465
9.1. Общие сведения....................................................... 465
9.2. Расчеты процесса сушки............................................... 472
9.3. Сушильные аппараты................................................... 482
9.4. Вспомогательное оборудование......................................... 506
9.5. Сушка высокозольных шламов и отходов флотации........................ 529
9.6. Основные сведения об эксплуатации сушильных установок................ 532
Глава 10. Инструментальный контроль качества углей........................ 538
10.1. Контроль зольгости.................................................. 538
10.2. Контроль влажности.................................................. 562
Глава 11. Контроль и стандартизация качества.............................. 565
11.1. Методы оценки эффективности процессов обогащения угля............... 565
11.2. Контроль качества углей и продуктов обогащения...................... 572
11.3. Отбор и обработка проб.............................................. 585
11.4. Оборудование для отбора проб........................................ 587
11.5. Оборудование для обработки проб..................................... 607
Литература................................................................ 619
Научное издание
Беловолов Владимир Васильевич Бочков Юрий Николаевич Давыдов Михаил Владимирович и др.
ТЕХНИКА И ТЕХНОЛОГИЯ ОБОГАЩЕНИЯ УГЛЕЙ
СПРАВОЧНОЕ РУКОВОДСТВО
Утверждено к печати Институтом проблем комплексного освоения недр РАН
Заведующая редакцией "Наука — биология, химия"
Е.В. Тихомирова
Редактор Е.В. Тихомирова
Художник А.Г. Дегтярев Художественный редактор И.Ю. Нестерова Технический редактор Т.П. Каренина Корректоры ЗД. Алексеева, Р.С. Алимова, Н.П. Круглова
Набор и верстка выполнены в издательстве на компьютерной технике
ИБ № 1233 Л.Р. № 020297 от 27.11.91
Подписано к печати 28.12.94
Формат 60 X 90 Гарнитура Таймс Печать офсетная
Усл. печ. л. 39,0. Усл. кр.-отт. 39,0. Уч.-изд. л. 47,2
Тип. зак. 3326
Издательство "Наука" 117864 ГСП-7, Москва В-485 Профсоюзная ул., 90
Санкт-Петербургская типография № 1 РАН 199034, Санкт-Петербург В-34, 9-я линия, 12