/


























































































































































Author: Рыбаков В.М.
Tags: сварка обработка металлов металлы термическая обработка металлов резка металлов
Year: 1977


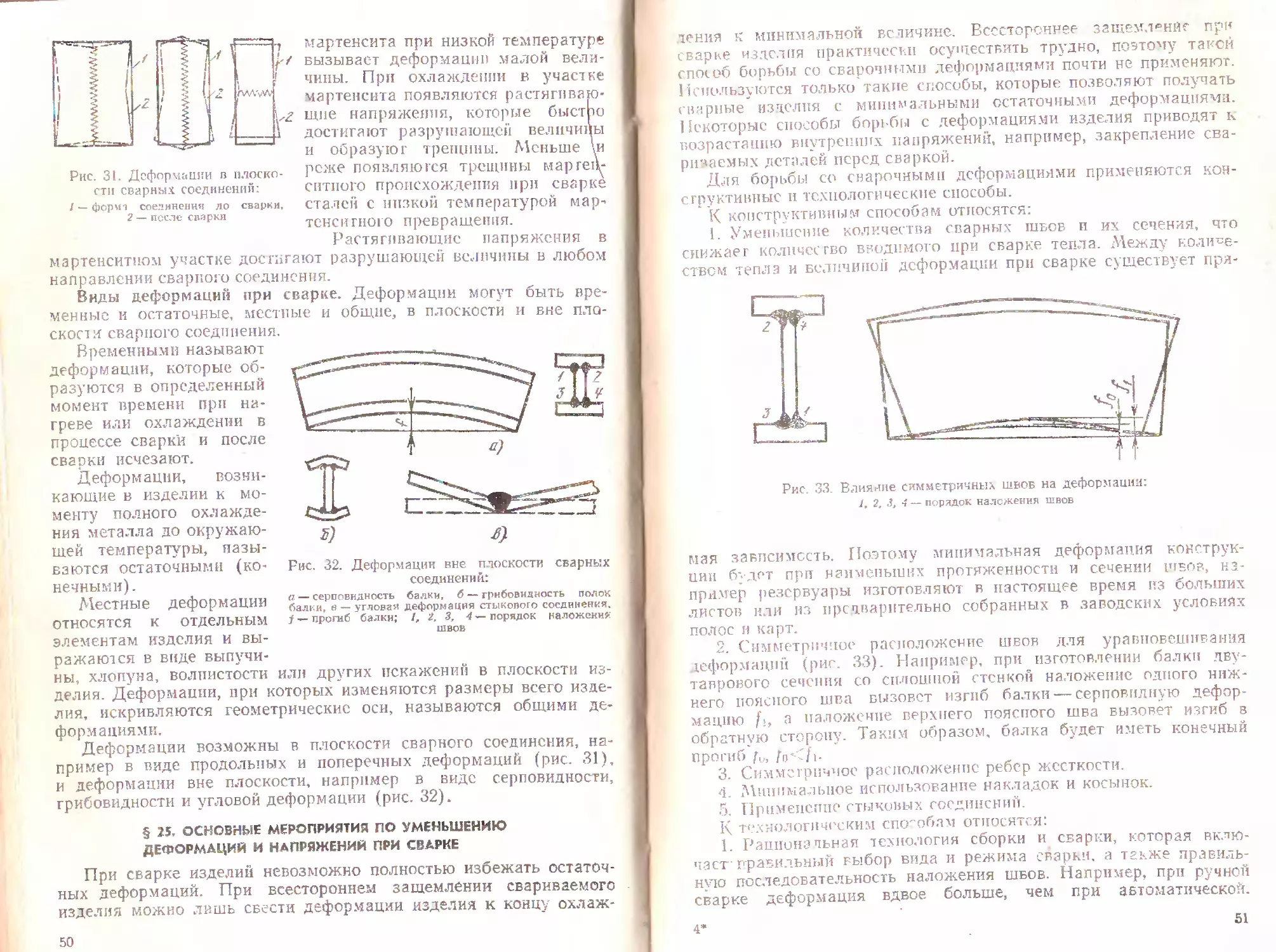
Text
ЗАНИЕ
СВАРКА. РЕЗКА
В. М. РЫБАКОВ
СВАРКА И РЕЗКА
МЕТАЛЛОВ
weldworld.hu
6П4.3
Р93
Отзывы и замечания просим направлять по адресу: Москва,
Неелинная ул., 29/14, издательство «Высшая школа».
Рыбаков В. М.
Р93 Сварка и резка металлов. Учебник для средн, проф.-
техн. училищ. М., «Высш, школа», 1977. ।
319 с. с ил. (Профтехобразование. Сварка. Резка).
В книге даны сведения об оборудовании, инструменте, приспособлениях и
материалах, применяемых для дуговой и газовой сварки, наплавки и резки
металлов; освещены основные вопросы технологии и техники сварки углеро-
дистых и легированных сталей, чугуна, цветных металлов и сплавов; описаны
виды сварных соединений, швов и контроль качества сварки; кратко изложены
вопросы механизации и автоматизации и техники безопасности в сварочном
производстве.
31206—318
8 i—77
052(01)—77
6П4.3
Издательство, «Высшая школа*, 1977.
ВВЕДЕНИЕ
В «Основных направлениях развития народного хозяйства СССР
на 1976—1980 годы», утвержденных XXV съездом КПСС, сказано,
что «главная задача пятилетки состоит в последовательном осу-
ществлении курса Коммунистической партии на подьем матери-
ального и культурного уровня жизни народа на основе динамич-
ного и пропорционального развития общественного производства
и повышения его эффективности, ускорения научно-технического
прогресса, роста производительности труда, всемерного улучшения
качества работы во всех звеньях народного хозяйства».
Среди задач, подлежащих выполнению в период 197G—1980 гг.,
съезд указал на необходимость совершенствования методов обра-
ботки металла, значительного повышения производительности и
улучшения условий труда в сварочном производстве.
Сварку и термическую резку широко используют в народном
хозяйстве страны. Это объясняется прежде всего экономией метал-
ла. При изготовлении сварных конструкций применяют стыковые
соединения, при изготовлении клепаных — нахлесточные. Благода-
ря этому экономия металла, например, при сварке строительных
конструкций (фермы, колонны, балки) составляет около 20%. Со-
кращение расхода металла снижает стоимость сварных изделий.
Стоимость их снижается также за счет сокращения трудоемкости
на 5—30% против трудоемкости изготовления клепаных изделий.
Советский Союз занимает ведущее место среди крупнейших
стран мира по развитию сварочной науки и техники, а по некото-
рым показателям сварочного производства — первое место, напри-
мер, по объему сварочных работ, по темпам роста производства
сварочных материалов, оборудования и по количеству подготавли-
ваемых рабочих-сваршиков.
Наша страна — родина наиболее распространенного вида свар-
ки — дуговой. В СССР впервые предложены подводная, электро-
шлаковая, диффузионная сварка, сварка в космосе.
Дуговая сварка покрытыми электродами и газовая сварка име-
ют большое значение для народного хозяйства страны. В 1975 г.
этими видами сварки выполнено соответственно 38,5 и 5,5% свар-
ных изделий, промышленные предприятия и строительные органи-
зации изготовили более 56 млн. тонн сварных конструкций.
В десятой пятилетке предстоит увеличить на предприятиях мош-
нести по производству сварных конструкций. контрольное задание
на выпуск которых в 1980 г, в 1,24 раза больше по сравнению с
заданием на 1975 г. Надлежит также развить производство напла-
вочных работ. Все больше производится сварных изделий не толь-
ко из сталей, но и из алюминия, меди, никеля, титана и их сплавов,
а также из разнородных материалов, например алюминия и стали,
стекла и стали и т. д.
Одним 413 способов повышения износостойкости деталей в ме-
ханизмах, поверхности которых работают па истирание, является
наплавка сплавов с особыми свойствами.
Весьма распространенным и прогрессивным процессом разделе-
ния металла или его поверхностной обработки является термиче-
ская резка, во многих случаях полностью заменяющая механиче-
скую обработку. В настоящее время применяется кислородная
резка сплавов железа, меди, никеля, титана. Наряду с кислород-
ной стала выполняться резка металлов низкотемпературной плаз-
мой. Очень важной для ускорения научно-технического прогресса
следует считать газолазерную резку, широкое внедрение которой
даст значительный экономический эффект.
Контроль качества сварки осуществляется рентгеновским излу-
чением с воспроизведением дефектов сварки на телевизионных
экранах.
В создании материально-технической базы коммунизма особое
значение имеет повышение профессионального мастерства и куль-
турно-технического уровня рабочих.
Десятая пятилетка — это пятилетка качества и высокой эффек- .
тивпости производства. Выпускать продукцию отличного качества,
совершенствовать методы труда, соблюдать новейшую передовую
технологию могут только рабочие, хорошо овладевшие теорией
и передовыми приемами и методами труда.
Изучение теоретических основ сварочного производства в соче-
тании с полученным в ПТУ производственным обучением позво-
ляет начинающему рабочему в короткий срок стать квалифициро-
ванным сварщиком.
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ
§ 1. СУЩНОСТЬ И КЛАССИФИКАЦИЯ ПРОЦЕССОВ СВАРКИ
Сваркой называется процесс получения неразъемных соедине-
ний посредством установления межатомных связей между свари-
ваемыми частями при их местном или общем нагреве или пласти-
ческом деформировании, или совместным действием того и другого.
Определение сварки относится к металлам и неметаллическим
материалам (пластмассы, стекло, резина и т. д.).
Свойства материала определяются его внутренним строением —
структурой атомов. Все металлы в твердом состоянии являются
телами с кристаллической структурой. Аморфные тела (стекло,
смолы и др.) имеют хаотическое расположение атомов. Для соеди-
нения свариваемых частей в одно целое нужно их элементарные
частицы (ионы, атомы) сблизить настолько, чтобы между ними
начали действовать межатомные связи, что и достигается местным
или общим ъагревом или пластическим деформированием.
В зависимости от условий, при которых осуществляется свари-
вание частиц металла, различают сварку плавлением и
сварку давлен и е м.
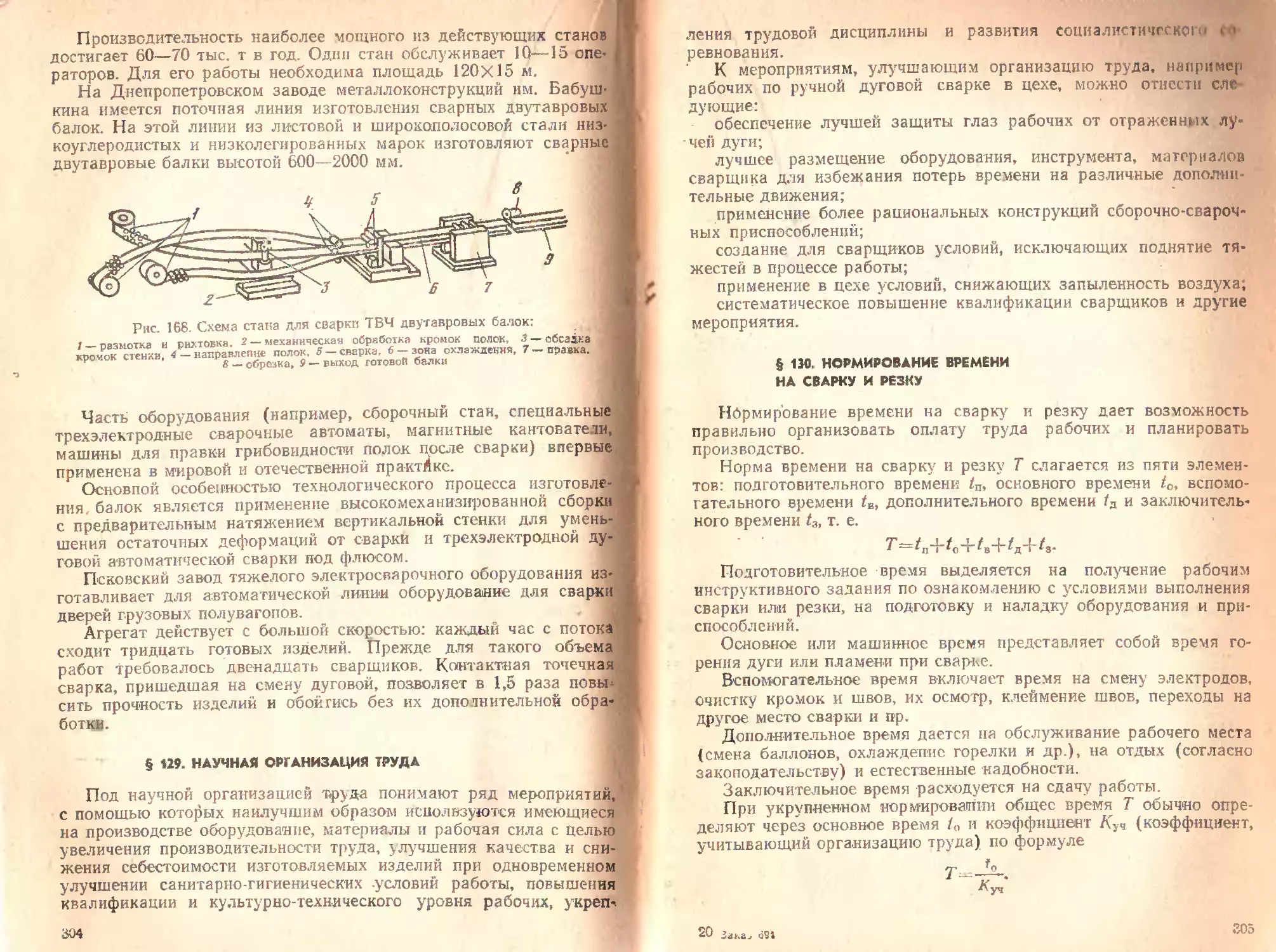
Сущность сварки плавлением (рис 1) состоит в том. что металл
по кромкам свариваемых деталей 1 и 2 подвергается плавлению
от нагрева сильным концентриро-
ванным источником тепла: элек-
трической дугой, газовым пламе-
нем, химической реакцией, рас-
п л а вл ей ны м ш л а ком, энергией
электронного луча, плазмой, энер-
гией лазерного луча. Во всех этих
случаях образующийся от нагре-
ва жидкий металл одной кромки
самопроизвольно соединяется с
жидким металлом другой кром-
ки. Создается общий объем жид-
кого металла, который называет-
ся сварочной ванной. После
Рис. 1. Схема соединения деталей
сваркой плавлением:
а — детали перед сваркой. 6 — детали
после сварки
5
застывания металла сварочной ванны получается металл шва 4.
Металл шва может образоваться только за счет переплавления ме-
талла по кромкам 3 или дополнительного присадочного металла,
введенного в сварочную ванну.
Зона частично оплавившихся зерен металла на границе кром-
ки свариваемой детали и шва называется зоной сплавления; в этой
зоне достигается межатомная связь. При этом металл шва тесно
соприкасадтся с металлом свариваемых частей, а загрязнения,
находившиеся на поверхностях свариваемых частей, всплывают
наружу, образуя шлак.
Рис. 2. Схема соединения деталей сваркой давлением:
а — стыковая контактная сварка, б — точечная контактная сварка; 1 и 2 —
свариваемые детали, 3 — медные электроды, 4—место сварки, 5 — сварочный
трансформатор, Р — сжимающее усилие
Сущность сварки давлением (рис. 2) состоит в пластическом
деформировании металла в месте соединения под действием си-
лы Р. Находящиеся на соединяемых поверхностях различные за-
грязнения вытесняются наружу, а поверхности свариваемых час-
тей будут чистыми, ровными и сближенными по всему сечению на
расстояние атомного сцепления. Зона, в’ которой установилась
межатомная связь, называется зоной соединения. Ширина зоны
соединения измеряется десятками микрон.
Пластическую деформацию кромок деталей осуществить легче,
если нагревать место соединения. Источником тепла (при сварке
с местным нагревом) служит электрический ток, газовое пламя,
химическая реакция, механическое трение; при сварке с общим
нагревом — кузнечный горн.
Процесс сварки делят на три класса (ГОСТ 19521—74)): терми-
ческий, термомехапический и механический. Термический класс
объединяет виды сварки, осуществляемые плавлением металла.
Термомеханический класс включает виды сварки, осуществляемые
давлением с использованием тепловой энергии. К механическому
классу относятся виды сварки, выполняемые давлением с дополни-
тельной механической энергией.
Сварка по характеру применяемой энергии подразделяется на
следующие основные виды:
давлением с общим нагревом: кузнечная, прокаткой;
давлением с местным нагревом: контактная, индукционная, тер-
митно-прессовая, газопрессовая, диффузионная;
давлением без нагрева металла внешним источником тепла:
ультразвуковая, холодная, трением, взрывом, магнито-импульсная;
плавлением: дуговая, газовая, термитная, электрошлаковая,
электроннолучевая, лазерным лучом, плазменная.
§ 2. КРАТКАЯ ХАРАКТЕРИСТИКА ДУГОВОЙ СВАРКИ
Развитие сварки. Основоположниками дуговой сварки являются
В. В. Петров, Н. Н. Бснардос и II. Г. Славянов. Василий Влади-
мирович Петров (1761 —1834) — русский электротехник, профессор
Санкт-Петербургской Медико-хирургической академии производил
в 1802 г. опыты с вольтовым столбом, впервые в мире получил
электрическую дугу и предсказал возможность использования ее
для освещения, а также и для расплавления металлов. Долгое
время дуга нс находила практического применения как в России,
так и за рубежом из-за низкого технического развития промышлен-
ности.
Николай Николаевич Бенардос (1842—1905) автор многих изо-
бретений в различных отраслях техники, в 1882 г. применил дугу
для сварки, а в 1885 г. взял патент под названием «Способ соеди-
нения и разъединения металлов непосредственным действием элек-
трического тока». Н. Н. Бенардос в 1885 г. организовал в Петер-
бурге общество «Электрогефест», которое выполняло сварочные
работы в различных местах России. Сохранившиеся в архиве
И. Н. Бенардоса описания, чертежи и рисунки указывают на то,
что по существу все виды дуговой сварки, применяющиеся ныне,
предложены им: сварка угольным и металлическим электродами,
в том числе и с применением флюса, сварка косвенно действующей
дугой, горящей между двумя электродами, сварка в защитном
газе. Им предложены также магнитное управление дугой и автома-
ты для сварки угольным и металлическим электродами.
Инженер Николай Гаврилович Славянов (1854—1897) в 1891г.
получил два патента под названиями «Способ и аппараты для
электрической отливки металлов» и «Способ электрического уплот-
нения металлических отливок». Впервые в мире Н. Г. Славянов
спроектировал п изготовил сварочный генератор постоянного тока.
На Пермском заводе, он организовал крупный по тому времени
электросварочный цех, в котором с 1891 по 1894 г. лично им и под
его руководством было отремонтировано сваркой 1631 изделие
общей массой 250 т; при этом было израсходовано 11 т стальных
электродов. Н. Г. Славянов в своей практике применял дуговые
автоматы (электроплавильники) собственной конструкции.
Н. Г, Славяновым опубликовано несколько научных работ по
сварке.
7
Условия получения дуги. Сварочной дугой называется мощный
устойчивый электрический разряд, происходящий в газивом про-
межутке между электродами, либо между электродом и изделием.
Для получения дуги нужна электрическая цепь с источником
питания. Для питания дуги электрическим током пользуются при
переменном гоке сварочным трансформатором, при постоянном
Рнс. 3. Сварочная электрическая цепь с дугой
токе — сварочным преобразователем, агрегатом с двигателем вну-,
треннего сгорания или сварочным выпрямителем. От источника
питания 5 ток подводится сварочными проводами 4 через электро-
додержатель 3 к электроду 2 и свариваемому изделию 6 (рис. 3),
между которыми горит дуга 7. Включив источник питания, сварщик-
зажигает дугу и поддерживает ее горение. Для зажигания дуги
на клеммах источника питания должно быть напряжение в несколь-
ко десятков вольт. Сила тока, проходящая по сварочной цепи, мо-
жет достигать нескольких тысяч ампер.
Дуговая сварка плавящимся и неплавящимся электродами. При
сварке плавящимся электродом шов образуется за счет расплавле-
ния электрода и кромок основного металла, при сварке неплавя-
щимся электродом шов заполняется металлом свариваемых частей.
К плавящимся электродам относят стальные, медные и алюми-
ниевые, а к неплавящимся —угольные, графитовые и вольфрамо-
вые.
При горении дуги плавящийся электрод по мере его плавления
необходимо непрерывно подавать в дугу (в зону сварки) и под-
держивать по возможности постоянною длину дуги. Длиной дуги L
называют расстояние между концом электрода и поверхностью.,
кратера (углубления) в сварочной ванне (рис. 4). При горении
дуги с неплавящимся электродом длина дуги с течением времени,
возрастает и в процессе сварки необходима корректировка.
Защита металла шва от воздуха при дуговой сварке. При горе,
нии дуги и плавлении свариваемого и электродного металлов тре;.
бустся защита сварочной ванны от действия газов воздуха (кис-
лорода, азота, водорода), с тем чтобы они не проникали в жидкий.
8
металл и не ухудшали качество металла шва. Поэтому при сварке
защищают зону дуги (нагреваемый электрод, саму дугу и свароч-
ною ванну). По способу защиты металла от воздуха дуговая сварка
разделяется на следующие виды: сварка покрытыми электродами,
порошковой проволокой» в защитном газе, под флюсом и сварка
самозащитной проволокой.
Рис. 1. Сварочная луга:
1— сварочная панн?.. 2 —
электрод; L — длина дуги
fatnpaS/ttHife cfaprtt
Рис. 5. Схема сварки под флюсом:
I — электродная проволока. 2 — образую-
щаяся капля. 3 — газовый пузырь. 4— дуга.
5 — сварочная ванна, 6 — расплавленный
флюс, 7 — нерасплавленный флюс, 8 — из-
делие
Покрытый электрод представляет собой металлический стер-
жень с нанесенными на его поверхность порошкообразными мате-
риалами на клеящем растворе. Сварка покрытыми электродами
улучшает качество металла шва. Защита металла от воздуха осу-
ществляется за счет шлака и газов, образующихся при плавлении
покрытия. Покрытые электроды предназначены для ручной сварки,
т. е. такой, где две обязательные операции процесса (подача элек-
трода в зону дуги и перемещение дуги по изделию с целью обра-
зования шва) выполняются сварщиком вручную. Ручная сварка
покрытыми электродами позволяет выполнять швы в любом про-
странственном положении и в труднодоступных местах.
При дуговой сварке под флюсом (рис. 5) дуга 4 горит под
порошкообразным флюсом 7, слой которого полностью закрывает
лугу и зону сварки. Электродом служит голая металлическая про-
волока 1. Флюс защищает расплавленный металл от газов воздуха
и улучшает качество металла шва. Дуговая сварка под флюсом
выполняется автоматами и полуавтоматами. Сварочный автомат—
это аппарат, в котором подача сварочной проволоки в дугу и пере-
мещение дуги по изделию механизированы. В сварочном полуав-
томате, перемещаемом вручную, механизирована только подача
проволоки. Сварочная проволока вместе с токоподводящим прово-
дом проходит внутри гибкого шланга, поэтому полуавтоматы на-
зываются шланговыми.
Для дуги» горящей' под флюсом» нужны большие токи, кроме
того, управление электродом вручную под флюсом сильно затруд-
9
нено, поэтому полуавтоматическая сварка под флюсом часто заме-
няется полуавтоматической сваркой открытой дугой. Сварка от-
крытой дугой выполняется порошковой проволокой, в защитном
газе и самозашитной проволокой.
Порошковая проволока представляет собой свернутую из тон-
кой стальной ленты оболочку, внутри которой запрессован порошок
из смеси веществ, играющих ту же роль в повышении устойчивости
сварочной "дуги и улучшении качества металла шва, что и элек-
тродное покрьНис или флюс. Сварка порошковой проволокой осу-
ществляется шланговыми полуавтоматами.
Сварку в защитном газе проводят с подачей в зону дуги через
электрододержатель струи защитного газа. Сварка выполняется
как плавящимся, так и неплавящимся электродом и может быть
ручной, полуавтоматической и автоматической. В качестве защит-
ных газов применяют углекислый газ, аргон, гелий, иногда (для
сварки меди) азот и смеси газов. Инертные газы (аргон, гелий)
чаще используют для сварки легированных сталей и химически
активных металлов (алюминий, титан и др.) и их сплавов.
Институт электросварки им. Е. О. Патона проводит исследова-
ния по сварке самозащитпой проволокой. Самозащптная проволо-
ка — это голая проволока сплошного сечения, содержащая такие
легирующие элементы, которые обеспечивают высокое качество
шва. Самозашитная проволока применяется при сварке арматур-
ной стали.
Контрольные вопросы
1. Что называется сваркой?
2. В чем заключается сущность сварки плавлением?
3. Как происходит сварка давлением?
4. Назовите виды сварки плавлением, давлением.
5. Назовите основоположников дуговой сварки,
6. Какие должны быть выполнены условия для получения дуги?
7. Какие существуют виды дуговой сварки по признаку плавления электро-
да?
8. Перечислите, основные виды дуговой сварки по способу защиты металла
от воздуха.
ГЛАВА II
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 3. СВАРОЧНЫЙ ПОСТ
Сварочный пост—- рабочее место сварщика, оборудованное всем
необходимым для выполнения сварочных работ. Сварочный пост
укомплектован источником питания, электрическими проводами,
электрододержателсм, сборочно-сварочными приспособлениями и
инструментом, щитком или маской.
10
Сварочные посты в зависимости от рода применяемого тока
и типа источника питания дуги делят на следующие виды:
постоянного тока с питанием от однопостового или многопосто-
вого сварочного преобразователя или сварочного выпрямителя;
Рис. 6. Сварочные посты для ручной и полуавтоматической сварки:
а — ручная снарка от сварочного трансферматора или сварочного выпрямителя, 6 — свар-
ка ш.пангсвпм полуавтоматом; / — сетць элсктиолнтания, 2 — рубильник, 3—источник
питания дуги. ? —сварочные проводя. 5 — подвеска полуавтомата. 6 — катх'шча с элект-
родной проволокой. 7 — механизм подачи проволоки, 8—шланг для подачи электродной
проволоки. 9 — горелка или элек тралодер жат ель, 10 — консоли с рельсом
переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвиж-
ными.
Стационарные посты представляют собой открытые
сверху кабины для сварки изделий небольших размеров. В кабине
обычно пометают однопсстовой сварочный трансформатор или
сварочный выпрямитель. Братающийся преобразователь постоян-
ного тока создаст при работе сильный шум, поэтому его лучше
размещать за пределами кабины. При питании сварочных постов от
многопостовых преобразователей постоянного тока и выпрямителей
сварочный ток разводят по кабинам проводами или шинами. В ка-
бине устанавливается рубильник или магнитный пускатель для
включения источника сварочного тока. На рабочем столе распо-
лагаются специальные приспособления для сборки и зажатия сва«
риваемых деталей, а также ящики для штучных электродов и инст-
румента. На стенке кабины подвешивают сушильный шкаф для
прокалки электродов.
11
Передвижные посты применяют при сварке крупногаба-
ритных изделий непосредственно на производственных площадях
цехов или строительных площадках. Защита от лучей дуги в этих
случаях производится щитами, а защитой источников питания дуги
от дождя и снега служат навесы.
Схемы сварочных постов для ручной и полуавтоматической
дуговой сварки даны на рис. 6.
§ 4. УСТРОЙСТВО СВАРОЧНОГО
ТРАНСФОРМАТОРА
Сварочный трансформатор преобразует переменный ток одного
напряжения в переменный ток другого напряжения той же частоты
и служит для питания сварочной дуги. Трансформатор имеет сталь-
ной сердечник (магпитопровод) и две изолированные обмотки. Об-
мотка, подключенная к сети, называется первичной, а обмотка, под-
ключенная к электродо держателю и свариваемому изделию,— вто-
ричной. Для надежною зажигания дуги вторичное напряжение
сварочных трансформаторов должно быть не менее 60—65 В; напря-
жение дуги при ручной сварке обычно не превышает 20—30 В.
Рис, 7. Сварочный трансформатор ТСК-500:
с — вид без кожуха, б — схема регулирования сварочного тока, в — элсктрл-
ческая схема
12
Одним из наиболее распространенных источников питания пере-
менного тока является сварочный трансформатор ТСК-500 (рис. 7).
В нижней части сердечника / находится первичная обмотка 3,
состоящая из двух катушек, расположенных на двух стержнях.
Катушки первичной обмотки закреплены неподвижно. Вторичная
обмотка 2. также состоящая из двух катушек, расположена на
значительном расстоянии от первичной. Кагушкм как первичной,
так и вторичной обмоток соединены параллельно. Вторичная об-
мотка— подвижная и может перемещаться по сердечнику при по-
мощи винта 5, с которым она связана, и рукоятки 6, находящейся
на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением рас-
стояния между первичной и вторичной обмотками. При вращении
рукоятки 6 по часовой стрелке вторичная обмотка приближается
к первичной, магнитный поток рассеяния и индуктивное сопротив-
ление уменьшаются, сварочный ток возрастает. При вращении ру-
коятки против часовой стрелки вторичная обмотка удаляется от
первичной, магнитный поток рассеяния растет (индуктивное сопро-
тивление увеличивается) и сварочный ток уменьшается. Пределы
регулирования сварочною тока—-165—650 А. Последовательное
соединение катушек первичной и вторичной обмоток позволяет
получать малые сварочные токи с пределами регулирования 40—
165‘А.
Для приближенной установки силы сварочного тока на верхней
крышке кожуха расположена шкала с делениями. Более точно
сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет
в первичной цепи конденсатор 4 большой мощности. Конденсатор
включается параллельно первичной обмотке и предназначен для
повышения коэффициента мощности (косинуса «фи»).
Однотипными, но меныпей мощности, являются трансформато-
ры ТС 300 и ТСК'ЗОО. Трансформаторы Т Д-500 и ТД-300 работают
по такому же принципу, по для переключения обмоток с парал-
лельного на последовательное соединение снабжены переключате-
лями барабанного типа.
§ 5. УСТРОЙСТВО СВАРОЧНОГО ВЫПРЯМИТЕЛЯ
Свойство некоторых материалов пропускать электрический ток
в одном направлении используется в сварочной технике для пре-
образования переменного тока в пульсирующий постоянный ток.
Материалами выпрямительного элемента (вентиля) служат селен
и кремний. Сварочные выпрямители выполняются в подавляющем
большинстве случаев по трехфазной схеме, преимущества которой
заключаются в большом числе пульсаций напряжения (рис. 8)
и более равномерной загрузке трехфазной сети.
Одним из весьма распространенных является сварочный выпря-
митель ВСС-300-3. Он состоит из понижающего трехфазного транс-
13
форматора с подвижной обмоткой, блока селеновых вентилей и
устройства, регулирующего сварочный ток. Трансформатор выпря-
мителя имеет два диапазона регулирования сварочного тока: диа-
пазон малых токов при включении обмоток трансформатора звез-
дой и диапазон больших токов — при включении треугольником.
Первичная обмотка сварочного трансформатора выпрямителя
t _ ~ I---------
а) ю
Рис. 8. Трехфазная схема выпрямления переменного тока:
а — схема включения. б—выпрямленный ток внешней цепи; 1, 2. 3, 4.
5, 6 — полупроводниковые вентили (диоды)
ВСС-300-3— подвижная, катушки вторичной обмотки закреплены
в верхней части сердечника. Сварочный выпрямитель имеет три
панели с клеммами для присоединения к ним электрических про-
водов. Две из них предназначены для подключения проводов сети
и сварочных проводов, третья — для переключения диапазонов сва*
рочного тока.
Сварка пульсирующим постоянным током может производиться
на прямой и обратной полярности. При прямой полярности изделие
подсоединяется к клемме (+) выпрямителя, а электрод—к клем-
ме (—), при обратной полярности — наоборот.
Включение сварочного выпрямителя ВСС-300-3 осуществляется
пакетным выключателем ПВ.
Техническая характеристика на сварочные выпрямители дру-
гих типов дана в гл. XXL
§ 6. УСТРОЙСТВО СВАРОЧНОГО
ПРЕОБРАЗОВАТЕЛЯ
Сварочный преобразователь состоит из сварочного генератора
постоянного тока и приводного электродвигателя, размещенных
обычно в общем корпусе и на общем валу. Приводной электредви-
14
гатель преобразует электрическую энергию переменного тока в
механическую, а сварочный генератор преобразует механическую
энергию в электрическую энергию постоянного тока, питающего
сварочную дугу. Для вращения генератора в сварочных преобразо-
вателях применяется трехфазный асинхронный электродвигатель.
Сварочный генератор постоянного тока состоит из статора с маг-
нитными полюсами и якоря с обмоткой и коллектором. При работе
генератора якорь вращается в магнитном поле, создаваемом полю-
сами, обмотка якоря пересекает магнитные линии полюсов генера-
тора и в витках обмотки возникает переменный ток, который с по-
мощью коллектора преобразуется в постоянный. К коллектору
прижаты угольные щетки, через которые постоянный ток подво-
дится к клеммам. К этим клеммам присоединяются сварочные про-
вода, идущие к электро до.держателю и изделию.
Снижение напряжения при нагрузке (при горении дуги) и огра-
ничение силы тока короткого замыкания осуществляется взаимо-
действием магнитных потоков, создаваемых обмотками полюсов.
Преобразователь установлен на тележку для перемещения по
цеху или рабочей площадке.
Регулирование сварочного тока производится реостатом, вклю-
ченным в обмотку магнитных полюсов.
Сварочные преобразователи строятся по различным электриче-
ским схемам, описания которых приведены в гл. XXL
§ 7. обслуживание источников
ПИТАНИЯ ДУГИ
Обслуживание сварочного оборудования, в том 'июле источни-
ков питания -дуги, входит в обязанности энергетика цеха или дру-
гого работника, назначенного приказом по предприятию. Он дол-
жен производить монтаж оборудования, обучение обслуживающего
персонала (электромонтеры, наладчики, сварщики), наблюдение
за правильностью эксплуатации и ремонта оборудования. Подклю-
чение и отключение от сети, заземление и техническое обслужива-
ние с ремонтом источников питания (табл, i) производятся обу-
ченными электромонтерами, допущенными к этим работам. На
монтажных площадках, стапелях и в цехах за одним наладчиком
закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за
условиями эксплуатации оборудования сварщиками, составляет
дефектные ведомости на ремонт оборудования и сам выполняет
мелкие работы по ремонту.
На предприятиях, где нет специально прикрепленных к сва-
рочным постам наладчиков и электромонтеров, сварщикам разре-
шается подключать и отключать сварочные провода, продувать
сжатым воздухом сварочные преобразователи и трансформаторы,
чистить коллекторы, закреплять контакты сварочной цепи.
Основные обязанности сварщика по обслуживанию источника
питания.'
15
1. Основные виды работ по эксплуатации и техническому обслуживанию
источников питания дуги
Виды работ
Периеднчнгсть
Трансформаторы для дуговой сварку
1. Перед пуском трансформатора в работу проверка
надежности заземления, присоединения сварочных
проводов и крепления болтовых и винтовых соеди-
нений
2. Смазка ходовых винтов механизма перемещения
обмотки и других подвижных частей
3. Продувка трансформатора сухим сжатым воз-
Д\ ХОМ
4. Проверка сопротивления изоляции обмоток (ми-
нимально допустимое сопротивление изоляции —
0,5 МОм)
5. Проведение текущего ремонта трансформатора
Ежедневно
Два раза в месяц
Один раз в месяц
То же
Один раз в 6 месяцев
Сварочные генераторы
1. Проверка надежности заземления, присоединения
сварочных проводов, пускового устройства, состоя-
ния щеток и коллектора
2. Продувка генератора сухим сжатым воздухом
3. Проверка сопротивления изоляции обмоток (ми-
нимально допустимое сопротивление изоляции —
0,5 МОм)
4. Промывка подшипников керосином и замена
смазки
Сварочные выпрямители
1 Выполнение тех же работ, что и при эксплуатации
сварочных трансформаторов
2 Наблюдения за тем. чтобы не было перегрева вьр
прямительных элементов, руководствуясь завод-
ской инструкцией на сварочный выпрямитель
Ежедневно
(замеченные недостат-
ки устранять при их
обнаружении)
Один раз в месяц
То же (при меньшем со-
противлении изоляции
генератор просушить)
Один раз в 6 месяцев
Ежедневно
1. Перед включением источника питания очистить его от пыли
и грязи, проверить надежность изоляции сварочных проводов и
их присоединения, а также оградить место сварки щитами, шир-
мами или брезентовыми занавесями. При обнаружении дефектов
в источнике и в сварочных проводах сообщить об этом производ-
ственному мастеру, наладчику или электромонтеру для их устра-
нения.
2. Убедиться в наличии заземления и его надежности.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или ру-
бильником,
5. Во время сварки работать только в брезентовых рукавицах
и брезентовом костюме. В сырую погоду или в сыром помещении
пользоваться резиновыми ковриками (или галошами).
16
е 8. ПРИНАДЛЕЖНОСТИ И ИНСТРУМЕНТ
СВАРЩИКА
Рис. 9. Типы электро до держа-
телей:
(5 — пружинный, б — вилочный, в —
пластинчатый, г — винтовой
Для зажатия электрода и подвода к нему сварочного тока слу-
жит электрододержатель. Наиболее просты и удобны в ра-
боте электрододержатели пружинного, вилочного и пластинчатого
типов (рис. 9).
Согласно ГОСТ 14651—69 Элек-
тр од од срж а тел и в ы п у ск а юте я т р ех
типов в зависимости от силы сва-
рочного тока: I типа — для тока
125 А; II типа— 125—315 А; III ти-
па — 315—500 А.
Эдектрододержатсль должен вы-
держивать без ремонта 8000 зажи-
мов электродов. Время смены элек-
трода не должно превышать 4 с.
Щитк и и маек и изготовля-
ются по ГОСТ 1361—69. хЧатсриа-
лом служит черная фибра или
пластмасса с матовой поверхностью.
Масса щитка нс должна превышать
0,48 кг, маски — 0,50 кг.
Защитные стекла (светофильт-
ры) предназначены для защиты глаз
и кожи лица от лучей дуги, брызг
металла и шлака. Основные виды
светофильтров приведены в табл. 2.
Размер светофильтра — 52 X
?Х102 мм. Светофильтр вставляется
в рамку щитка или маски. Светофильтр защищают от брызг сна-
ружи обычным оконным стеклом. Прозрачное стекло сменяется по
мере загрязнения.
Сварочный провод служит для подвода тока от источни-
ка питания к элсктрододержатслю и изделию. Электрододср.жате-
ли присоединяются к гибкому с медными жилами проводу ПР ГД
или ПРГДО (ГОСТ 6731—68). При отсутствии значительных меха-
нических воздействий можно использовать провод АПРГДО с алю-
миниевыми жилами. Медный провод ПРГД может противостоять
воздействию ударных нагрузок, а также трению о металлические
конструкции, абразивные материалы. Медный провод ПРГДО и
алюминиевый АПРГДО не могут подвергаться ^значительному ме-
ханическому воздействию. Длина гибкого провода, к которому при-
соединяется электрододержатель, обычно равна 2—3 м, остальная
часть его может быть заменена проводами марок КРИТ, КРПТН,
КРПГ, КРИС, КРИСП с медными жилами и АКРПТ, АКРПТН
с алюминиевыми жилами (ГОСТ 13497—68). Кабель марки КПРС
имеет повышенную гибкость и может в процессе работы подвер-
гаться значительным ударным нагрузкам. Соединение проводов
2 Заказ 634
17
2. Светофильтры ГОСТ 9497—60*
Основные виды светофильтров
Обозначение
Классифика-
ционный
номер
Мерка
стекла
I. Светофильтры для сварщиков при токе:
от 30 до 75 А .........................
от 75 до 200 А ...................
от 200 до 400 А . . .
свыше 400 А..................., .
2. Светофильтры для вспомогательных ра-
бочих при сварке ......................
разных марок выполняется муфгами, пайкой или медными кабель-
ными наконечниками и болтами.
Провод, соединяющий свариваемое изделие с источником пита-
ния, может быть менее гибким и более дешевым. В этом случае
применяют провод марки ПРГ (ГОСТ 20520—75).
Рис. 10. Зажимы для присоедине-
ния сварочного провода к свари-
ваемому изделию:
а — пружинный, б — винтовой
Рис. 11. Инструмент для за-
чистки шва и свариваемых
кромок:
а — молоток-шлакостделитель,
б — щетка
Для присоединения к свариваемому изделию провод часто
снабжают быстродействующим зажимом, изготовленным из элек-
тропроводного металла (меди, бронзы). Зажимы могут быть пру-
жинного или винтового типа (рис. 10). Проводом от источника
питания до изделия может служить алюминиевая или стальная
шина, уложенная в деревянном кожухе.
18
Сечения проводов выбираются по установленным нормативам
для электротехнических установок (5—7А/мм2).
Одежда сварщика — куртка и брюки — шьется из брезен-
та, иногда из сукна или асбестовой ткани. Брюки надеваются по-
верх обуви для предохранения ног от ожогов горячими огарками,
образующимися при смене электродов, и брызгами металла. Одеж-
да из прорезиненного материала не применяется, так как легко
прожигается нагретыми частицами металла. Все сваршики долж-
ны пользоваться брезентовыми рукавицами. При выполнении сва-
рочных работ внутри замкнутых сосудов (котлов, емкостей, резер-
вуаров и др.) сварщиков обеспечивают резиновыми ковриками,
галошами, особыми наколенниками, подлокотниками и деревянны-
ми подставками (см. гл. XXVIII).
Инструмент электросварщика. При выполнении дуговой сварки
необходим следующий инструмент: стальная щетка для зачистки
кромок перед сваркой и для удаления с поверхности швов остат-
ков шлака; молоток-шлакоотделитель для удаления шлаковой
корки, особенно с угловых швов или швов, расположенных в узкой,
глубокой разделке между кромками (рис. 11); зубило; набор шаб-
лонов для проверки размеров швов; стальное клеймо для клейме-
ния швов, выполненных сварщиком; метр, отвес, стальная линейка;
угольник; чертилка, а также ящик для хранения и переноски инст-
румента.
Контрольные вопросы
1. Что называется сварочным постом?
2. Какие существуют виды сварочных постов?
3. Объясните принцип действия сварочного трансформатора типа ТС-500.
4. Расскажите о конструкции сварочного выпрямителя типа ВСС-300-3.
5. Как устроен и работает сварочный преобразователь?
6 В чем заключаются обязанности сварщиков по обслуживанию источников
питания сварочной дуги?
7. Перечислите необходимые принадлежности и инструмент электросвар-
щика.
ГЛАВА Ш
СВАРОЧНАЯ ДУГА
§ 9. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРОЧНОЙ ДУГЕ
Сварочной дугой называется длительный электрический разряд
между двумя электродами в ионизированной смеси газов и паров,
характеризующийся высокой плотностью тока и малым напряже-
нием.
Под электрическим разрядом понимают прохождение тока че-
рез газовую среду. Существует несколько форм или видов элек-
трического разряда: дуговой, тлеющий, искровой, молния и др.
2*
19
Один разряд отличается от другого длительностью напряжением,
силой тока и др.
В зависимости от схемы подвода сварочного тока, рола тока
и других признаков различают следующие виды сварочных дуг:
дуга прямого действия (рис. 12, а), когда дуга горит между
электродом и свариваемым металлом;
дуга косвенного действия (рис. 12, б), когда дуга горит между
двумя электродами, а свариваемый металл не вйцючен в электри-
ческую цепь;
Рис 12. Схемы сварочных дуг:
а — прямого др^ств'ия, п — косвенного действия, в — прямого дсйствля двумя
элекгродами при трехфазном токе, г —сжатая дуга
дуга между двумя плавящимися электродами и свариваемым
изделием при питании переменным трехфазным током (рис. 12, в);
сжатая дуга (рис. 12, г) и др.
Условия горения сварочной дуги. В обычных условиях газы нс
проводят электрического тока. Для образования и поддержания
горения дуги необходимо иметь в пространстве между электродами
электрически заряженные частицы (положительные и отрицатель-
ные ионы и электроны). Ионы в газовом промежутке между элек-
тродами образуются в результате потери или присоединения к ато-
мам электронов, а электроны испускаются сильно нагретым като-
дом.
Процесс образования электрически заряженных частиц в
междуэлектродном пространстве называется ионизацией, а энергия,
затраченная на отрыв элеырона от атома., следовательно, и на об-
разование положительного иона,— работой ионизации. Эта работа "
выражается в электрон-вольтах (эВ) и называется потенциалом
ионизации. Для отрыва электрона от атома требуется сообщить
ему значительную скорость. Энергия, затраченная на сообщение
электрону этой скорости, носит название потенциала возбуждения
и измеряется в эВ.
Величины потенциалов ионизации и возбуждения зависят от
природы атома и колеблются от 3,9 до 24,5 эВ. Наименьшими по-
тенциалами ионизации обладают щелочноземельные металлы (ка-
лий, кальций) и их соединения. Элементы, обладающие малыми
потенциалами ионизации и возбуждения, вводят в состав электрод-
ных покрыiiiii, так как они способствуют устойчивому горению
20
дуги. Это первое условие устойчивого горения дуги. Вто-
рое условие—-напряжение холостого хода источника питания
должно быть больше напряжения дуги.
Третье условие горения дуги-—поддержание постоянной
'температуры нагрева катода. Эта температура зависит от материа-
ла катода, состава газового промежутка между электродами, диа-
метра электрода и температуры окружающей среды.
Строение сварочной дунь Сварочная дуга состоит из катодной
области, столба дуги и анодной области (рис. 13).
Рнс. 13. Схема
строения сварочной
дуги:
1 — катодная область,
2 —столб дуги. 3—
анодная область
Рис. 14. Падения напряжения в дуге:
' с и Сга — падения напряжений в катод-
ной области, в столбе дуги и анодной области.
д —напряжение дуги, Кп и —диаметр
катодного и а под *f ого пятен: 1 и 2 — высота при-
электродных областей, 3 и 4 — высота катодной и
анодной областей
Катодная область распространяется на участок электродного
материала и па приэлсктродную часть дуги. На торце электрода
при бомбардировке его положительными ионами образуется катод-
ное пятно, с которого присходит при этом дополнительный выход
электронов, кроме образовавшихся при ионизации в междуэлек-
тродном пространстве. Электроны, выходящие с поверхности элек-
трода, называются первичными. Выход первичных электронов объ-
ясняется несколькими факторами: термической эмиссией (испус-
канием) электронов, автоэлектронной эмиссией и ионизацией на
катоде. Термическая эм нс с и я электронов заключается в на-
греве поверхности электрода до высокой температуры, при которой
связь электрона с ядром атома ослабевает и под влиянием элек-
тростатического притяжения он отрывается с поверхности катода
и с большой скоростью устремляется к аноду.' С увеличением тем-
пературы нагрева электрода число вырываемых электронов увели-
чивается.
Автоэлектронная эмиссия состоит в том, что под влияни-
ем высокой напряженности электрического поля с катода выры-
ваются первичные электроны и летят к аноду. С увеличением раз-
ности потенциалов между электродами выход с катода первичных
электронов возрастает.
21
Ионизация на катоде происходит в результате соударений
с электронами положительных ионов, которые образуются при
ионизации в столбе дуги и летят к катоду. Ионизания также про-
исходит в результате излучения (так называемая фотоионизация).
В столбе дуги происходит образование вторичных электронов,
а также положительных ионов. Электроны устремляются к аноду,
поддерживая ионизацию в анодной области. Положительные ионы
движутся к катоду, выбивают из него электроны; при этйх часть
положительных ионов, соединяясь с электронами, образует^ней-
тральные атомы. Процесс образования нейтральных атомов назы-
вается рекомбинацией. Вследствие рекомбинации уравновешива-
ются процессы исчезновения и образования заряженных частиц в
дуге и степень ионизации нагретого газа остается неизменной.
Анодная область дуги состоит из анодного пятна и приэлск-
тродной части. Анодное пятно подвергается бомбардировке пото-
ком электронов, перемещающихся от катода» и электронов, обра-
зовавшихся при ионизации в столбе дуги. В результате бомбарди-
ровки анода возникают ионы. От сильной бомбардировки анодная
область всегда имеет форму вогнутой сферы (чаши), которая назы-
вается кратером.
Особенности сварочной дуги. Сварочная дуга по сравнению с
другими электрическими разрядами имеет следующие особенности:
1. Неравномерное распределение электрического поля в между-
электродном пространстве (рис. 14). Вблизи электродов создаются
резкие изменения потенциала — это катодное и анодное падения
напряжения, причем катодное падение напряжения (порядка 10 В)
обычно значительно больше анодного. Такие скачки падений на-
пряжения на участке весьма малой протяженности вызваны усло-
виями прохождения тока из одной среды (металлический провод-
ник) в другую (газ и пары сварочных материалов).
2. Высокая плотность тока в дуге, достигающая тысяч А/см2
на электродах и в столбе дуги. В настоящее время сжатую дугу
широко применяют в производстве сварных изделии.
3. Высокая температура дуги. Наибольшая температура дости-
гается в столбе дуги, наименьшая — па поверхности катода и
анода. Температура на поверхности катода и анода достигает тем-
пературы испарения электродов независимо от вида дуговой свар-
ки. Например, при сварке стали на прямой полярности угольным
электродом температура катода может достигать температуры ки-
пения углерода, т. е. ~3700°С.
Температура в столбе дуги зависит от величины эффективного
потенциала ионизации (Л3ф, состава ионизированного газа и плот-
ности тока столба дуги.
Между температурой столба дуги и эффективным потенциалом
ионизации при сварке штучными электродами найдена зависимость:
7^ = 800 /7г эф- Обычно величина эффективного ионизационного
потенциала близка по величине к наименьшему ионизационному
потенциалу одного из компонентов, участвующих в смеси дугового
газа. Например, при сварке толстопокрытыми электродами, в со-
22
Рис. 15. Статические вольт-ампер-
ные характеристики дуги:
/ — падающая, 2 — жесткая, 3 — возра-
стающая
став покрытия которых включено легкоионизируюшее (стабилизи-
рующее) вещество» содержащее натрий, 7С = 800 -5,1=4080 К, где
5,1 — величина ионизационного потенциала натрия.
Особенно сильно возрастает температура столба дуги при его
сжатии (гл. XV).
4. Возможность получения раз-
личных статических вольтамперных
характеристик. Статической вольт-
ампер кой характеристикой дуги на-
зывают зависимость падения напря-
жения в дуге от силы тока при по-
стоянной длине дуги (установив-
шемся горении). Дуга, применяю-
щаяся в сварочной технике, может
иметь падающую, жесткую и возра-
стающую характеристики в зависи-
мости от условий сварки (рис. 15).
Падающая характеристика —
с увеличением тока напряжение
уменьшается» жесткая характери-
стика — увеличение тока не изме-
няет напряжения дуги, возрастающая характеристика—-увели-
чение сварочного тока приводит к возрастанию напряжения
Дуги.
Падающий участок характерен для маломощной дуги, при сва-
рочном токе менее 50 А и плотности-тока на электроде 10—12 А/ммэ.
Жесткая характеристика соответствует сварочным токам 50—1000 А
и плотностям тока на электроде от 12 до 80 А/мм2. Возрастающая
характеристика дуги наблюдается при сварке топкой сварочной
проволокой с плотностями тока на электроде более 80 А/мм2.
Нагрев изделия и эффективный коэффициент полезного дейст-
вия дуги. Количество тепла, вводимое дугой в свариваемое изделие
в единицу времени, называют эффективной тепловой мощностью
дуги уц. Она включает в себя тепло, непосредственно выделяю-
щееся на катодном или анодном пятне на изделии; гепло, посту-
пающее с каплями электродного металла, покрытия или флюса;
тепло, вводимое в изделие из столба дуги.
Скорость нагрева изделия при дуговой сварке характеризуется
эффективным к. п. д. нагрева металла дугой г|п, представляющим
отношение эффективней мощности qu к полной тепловой мощности
дуги <7 = 0.247(7 кал/с, таким образом т|и = —. Численная вели-
чина грт зависит от вида дуговой сварки, типа сварного соедине-
ния, длины дуги, скорости сварки, от рода и полярности тока, мар-
ки электрода и др.
Значения т}и для различных видов сварки: открытая угольная
дура___0,5-4-0,65; дуга в аргоне — 0,5-4-0,6: сварка штучными по-
крытыми электродами — 0.74-0,85; сварка под флюсом — 0,85-4-0,93.
23
Количество тепла, вносимое дугой в изделие на единицу длины
шва, называется погонной энергией сварки. Погонная тепловая
энергия выражается отношением
<7и 0,24/6%
-------------------- к ал/см,
v v--------\
где v — скорость сварки, см/с. \
§ 10. СПОСОБЫ ЗАЖИГАНИЯ ДУГИ \
Дуга может возникнуть в результате пробоя газа (воздуха)
или предварительного соприкосновения электродов с последую-
щим разведением их на расстояние нескольких миллиметров.
Пробой воздуха возможен только при больших напряжениях, на-
пример 1000 В при зазоре между электродами в I мм. Этот способ
возбуждения дуги обычно не применяется ввиду опасности вы-
сокого напряжения. При питании дуги переменным током высокого
напряжения и высокой частоты (более 3000 В и 150—250 кГц)
можно осуществить пробой воздуха при зазоре между электродом
и изделием до 10 мм. Этот способ зажигания дуги не опасен для
сварщика и им нередко пользуются, включая в сварочную цепь
прибор, называемый осциллятором. Для второго способа возбуж-
дения дуги требуется разность потенциалов между электродом и
изделием всего 40—60 В и, следовательно, источник высокого
напряжения не нужен.
Соприкосновение электрода с изделием создает замкнутую сва-
рочную цепь. В момент отрыва электрода от изделия электроны,
находящиеся на нагретом от короткого замыкания катодном пят-
не, теряют прочную связь с атомами и электростатическим притя-
жением перемещаются на анод, образуя дугу с. электронным током.
Эта дуга с течением времени (микросекунды) стабилизируется.
Электроны, вышедшие с катодного пятна, ионизируют газовый
промежуток, в дуге появляется ионный ток. Скорость зажигания
дуги зависит от свойств источника питания сварочным током, от
силы тока в момент соприкосновения электродов, от состава газов
и времени соприкосновения электродов.
. Чем ниже потенциал ионизации вещества, заполняющего про-
межуток между электродами, тем быстрее и в большем количе-
стве возникнут ионы и быстрее завершится переход от электрон-'
ной дуги к электронно-ионной.
На скорость возбуждения дуги также влияет величина свароч--
ного тока. Чем больше ток при одном и том же диаметре элек-•
трода, тем больше становится сечение катодного пятна, большим -
будет электронный ток в начале зажигания, быстрее произойдет
ионизация и переход к устойчивой электронно-ионной дуге. Время
перехода еще более сокращается при уменьшении диаметра элек-
трода.
Полярность тока также влияет па скорость зажигания дуги. При
постоянном токе в обратной полярности (минус источника тока
24
подключается к изделию) скорость возбуждения дуги больше, чем
при переменном.
От момента возникновения дуги до стационарного ее состояния
может пройти несколько десятых долей секунды.
Поддержание непрерывного горения дуги будет осуществлять-
ся, если приток энергии в дугу превышает потери в пей.
Повторные возбуждения дуги после ее периодических угасаний
в результате коротких замыканий каплями электродного металла,
образующихся па копие плавящегося электрода и переносимых
на изделие, происходят самопроизвольно, если температура торца
электрода остается достаточно высокой.
Напряжение между электродом и изделием при этом должно
быстро восстанавливаться до 25 В.
§11. ПЕРЕНОС ЭЛЕКТРОДНОГО МЕТАЛЛА НА ИЗДЕЛИЕ
При сварке плавящимся электродом на его конце под дейст-
вием высокой температуры происходит плавление металла, образо-
вание капли, отрыв и перенос ее на изделие. В зависимости от
размера и скорости образования капель можно различать к а-
Рис. 16. Процесс переноса электродного металла на изделие
при короткой дуге:
а — крупнопанельный, б — струйный; I — IV — последе вателы’ые этапы
процесса, ci.. — диаметр капли. сГ. —диаметр электрода
IX •й?
цельный и струйный перенос (рис. 16). При ручной свар-
ке. в. виде капель переносится до 95% электродного металла:
остальные 5% — брызги и пары, значительная часть которых осаж-
дается на изделии. Диаметр капель и скорость их образования
зависят от вида дуговой сварки, диаметра электрода, силы тока,
длины дуги и других условий.
Перенос металла каплями без замыкания ими дугового проме-
жутка происходит при сварке штучными покрытыми электродами.
В этом случае большинство капель заключено в оболочку из шла-
ка, образовавшегося от плавления покрытия. Так же переносится
металл электрода в шов при сварке порошковой проволокой и в
защитном газе.
25
При струйном переносе образуются мелкие капли, которые сле-
дуют одна за другой в виде непрерывной цепочки (струи). Струй-
ный перепое электродного металла возникает при сварке проволо-
кой малого диаметра с большой плотностью тока. Например, при
полуавтоматической сварке в аргоне проволокой диаметром 1,6 мда
струйный перенос металла осуществляется при критическом токр
300 А. При сварке на токах ниже критического наблюдается ка(-
пельный перенос металла. Обычно струйный перенос электродного
металла приводит к меньшему выгоранию легирующих примесей
в сварочной проволоке и к повышенной чистоте металла капель и
шва. Скорость расплавления сварочной проволоки при этом уве-
личивается. Поэтому струйный перенос электродного металла име-
ет преимущества перед капельным. При сварке штучными элек-
тродами струйный перенос электродного металла невозможен вви-
ду низкой плотности тока на электроде (10—20 А/мм2). ш
Производительнссть расплавления электродов. Производитель-
ностью расплавления электрода называют массу расплавленного
дугой электродного металла в единицу времени. Производитель-
ность расплавления электрода /7Р зависит от количества тепла,
сообщенного дугой электроду. Производительность расплавления
электродов при сварке определяется по формуле Пр—ctplt (г),
где ар — коэффициент расплавления электрода, представляющий
собой массу расплавленного электродного металла, приходящую-
ся на один ампер силы тока в течение часа горения дуги и имеет
размерность г/А-ч. Обычно ар=7--22 г/А-ч в зависимости от
марки покрытия, плотности тока, рода и полярности тока и др.
Производительность наплавки электродов. Расплавленный ме-
талл электрода неполностью переносится в шов, часть его теряет-
ся на разбрызгивание, испарение и угар в процессе горения дуги.
Производительность переноса электродного металла в шов,
или производительность наплавки /71Ь определяется по формуле
/7Н—ан//, (г). Как правило, коэффициент наплавки аи меньше
коэффициента расплавления на величину потерь электродного
металла. Обычно аи<аР на 1-4-3 г/А-ч. Для электродов с желез-
ным порошком в покрытии аи>«Р.
Коэффициент потерь электродного металла ф^= ———-100%
Ор
и составляет 3—20%- Менее 3% потерь электродного металла
обычно не бывает, а потери более 20% делают сварку электрода-
ми при данных условиях нерациональной.
Величины коэффициентов расплавления и наплавки использу-
ются для нормирования расхода электродов и времени сварки.
П р и м е р. Определить производительность наплавки при сварке штучными
электродами диаметром 4 мм при токе / -= 160 А, если коэффициент наплавки
данных электродов ай —10 г/А-ч 77н==ан/ = 1О’ 160—1600 г/ч=1,6 кг/ч.
Контрольные вопросы
1. Что называется сварочной дугой?
2. Какие существуют основные виды
8. При каких условиях горит дуга?
сварочных дуг?
26
4. Объясните строение сварочной дуги.
5. В чем выражаются особенности сварочной дуги по сравнению с другими
формами электрических разрядов?
6. Какие существуют способы зажигания дуги?
7. В чем преимущества струйного переноса электродного металла перед ка-
пельным?
8 Как подсчитывают производительность расплавления и наплавки элек-
тродов?
ГЛАВА IV
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
§ 12. ОСОБЕННОСТИ МЕТАЛЛУРГИИ СВАРКИ
Сварка металлов плавлением представляет собой более слож-
ный металлургический процесс по сравнению с металлургическим
процессом, происходящим при получении металлических отливок.
Характерными особенностями сварки сталей являются следую-
щие:
1. Высокая температура нагрева металла. При дуговой сварке
температура сварочной ванны достигает 2300° С вместо 1700° С
в мартеновской печи.
2. Малый объем расплавленного металла в сварочной ванне.
При ручной сварке покрытыми электродами он редко достигает
2 см3.
3. Кратковременность процесса. Время от начала расплавле-
ния до застывания сварочной ванны составляет несколько секунд;
охлаждение протекает со скоростью 5—15е С/с.
Высокая температура в зоне дуги приводит к быстрому плав-
лению электродного металла, покрытия, флюса, а также металла
свариваемых частей. Молекулы кислорода, азота, водорода, нахо-
дящиеся в воздухе в зоне дуги, частично распадаются на атомы и
ионы. В атомарном состоянии эти элементы обладают высокой ак-
тивностью, вступают в химические соединения с элементами рас-
плавленной стали и растворяются в пей, образуя после остывания
хрупкий металл. Высокая температура при сварке приводит также
к испарению, выгоранию и разбрызгиванию металла и других ве-
ществ, находящихся в зоне сварки.
Малый объем расплавленного металла в сварочной ванне и
относительно холодный твердый металл свариваемых частой вызы-
вают интенсивный отвод тепла в свариваемое изделие, в резуль-
тате чего химические реакции между расплавленным металлом и
шлаком протекают за очень короткое время, не успевая полностью
завершиться и не создавая равновесия, как это обычно происходит
в большом металлургическом процессе. Быстрое затвердевание и
кристаллизация металла шва отражаются на структуре и механи-
ческих свойствах металла шва и металла свариваемых частей.
27
Химический состав, структура и механические свойства металла шва
зависят не только от состава присадочного металла и металла
свариваемых частей, но также в значительной степени и от харак-
тера и интенсивности химических реакций при сварке. Поэтому
при определении свойств и прочности металла шва, а также
свойств и прочности всего сварного соединения приходится учиты-
вать указанные особенности сварочного процесса. \
§ 13. ЗАГРЯЗНЕНИЕ МЕТАЛЛА ШВА \
В процессе нагрева при сварке молекулы кислорода, азота и
водорода, содержащиеся в воздухе, распадаются па атомы и ионы.
В атомном состоянии они обладают высокой химической активно-
стью и сравнительно легко образуют химические соединения с эле-
ментами, входящими в состав стали. В свою очередь, химические
соединения могут растворяться в железе, составляющем основу
стали (более 99%). Способность растворения химического соеди-
нения в железе тем выше, чем больше температура нагрева и
меньше содержание углерода в стали. Например, закись желе-
за FeO при температуре плавления железа 1539s С растворяется
в железе до концентрации 0,21% кислорода, нитриды железа
Fe4N и Fc2N — до 0,065% азота, атомарного водорода — 0,008%,
сульфида железа FeS — до 0.7% серы, также много растворяется
в железе фосфидов Fe3P, Fe2P, FeP.
Растворимость этих соединений еще больше при температуре
кипения железа, равной 2460е С.
Если смесь этих растворов внезапно охладить до комнатной
температуры, то вся масса металла будет находиться в состоянии
перенасыщенного твердого раствора, обладающего весьма большой
хрупкостью.
Однако с течением времени из твердых растворов выпадают
отдельные компоненты. Они образуют новую структуру, отличаю-
щуюся от структуры основного металла.
Распад любого твердого раствора в течение длительного вре-
мени называют химическим старением металла. Обычно оно со-
провождается снижением вязкости и пластичности металла и в
этом отношении является вредным процессом. Поэтому нельзя до-
пускать насыщения сварного шва вредными примесями, находя-
щимися в растворе.
Источниками насыщения шва вредными веществами служит
окружающий воздух, ржавчина, масло, влага, минералы, входя-
щие в состав сварочных материалов, химические соединения, обра-
зующиеся в процессе взаимодействия сварочных материалов с
р асп л а вле н ным металлом.
Борьба с загрязнениями металла шва производится в процес-
се образования капель па торце электрода, при переносе капель
в сварочную ванну и в самой сварочной ванне в процессе нагрева
и охлаждения ее. Применяются физический и химический способы
борьбы с загрязнениями металла шва.
28
Физический способ борьбы с загрязнениями заключается в
сушке и прокаливании сварочных материалов для удаления из них
влаги, а следовательно, кислорода и водорода, в удалении ржав-
чины, масла и влаги с поверхностей свариваемых деталей; в созда-
нии газовой и шлаковом оболочек вокруг дуги, препятствующих
проникновению воздуха.
Химический способ борьбы с загрязнениями состоит в раски-
слении металла сварочной ванны, а также в удалении сульфидов,
фосфидов, нитридов и водорода при помощи химических реакций.
В результате этих реакций образуются новые химические соедине-
ния, нерастворимые в железе и переходящие в сварочный шлак
Раскислителями являются либо чистые материалы (С, А1).
либо ферросплавы (FeMn, FeSi, FeTi и др.), либо кислые окислы
(SiOs, TiO2 и др.), а также восстановительные газы (СО, Н2). То-
гда закись железа FeO, способная растворяться в железе, перево-
дится в нерастворимое химическое соединение по следующим фор-
мулам:
г
FeO-Me >MeO-Fe
или
FeO+SiO2^FeO-SiO2
где МеО и FeO- SiO:>— нерастворимые вещества.
Растворимый сульфид железа FeS в результате реакции
FeS + CaO->CaS + FeO заменяется нерастворимым сульфйдом
кальция CaS, который при малой скорости охлаждения всплывает
наверх и переходит в сварочный шлак.
При высоких скоростях охлаждения нерастворимые соединения,
содержащие кислород, азот, водород, серу и фосфор, внесенные
сварочными материалами или из воздуха, могут остаться в шве
в виде окислов, нитридов, газов, сульфидов и т. п. и тем самым
ухудшить механические свойства металла шва. Но отрицательное
влияние этих примесей меньше тех, которые находятся в растворе.
Различные загрязнения (неметаллические включения) удаляют-
ся из металла шва флюсами-растворителями, вводимыми в
состав сварочных материалов (проволока, покрытия штучных элек-
тронов, флюсы, порошки в порошковой проволоке и т. д.). Флюсы
растворители образуют с загрязняющими веществами легкоплав-
кую механическую смесь, имеющую низкую удельную плотность.
Оча легко всплывает наверх и переводит вредные вещества из ме-
талла шва в шлак.
Хорошим флюсом-растворителем, который часто применяется
в сварочных материалах, является плавиковый шпат (CaF2).
Плавиковый шпат также и химически взаимодействует с азо-
том и водородом, образуя нерастворимые в железе вещества, ко-
торые удаляются из сварочной ванны в шлак. Атомный фтор, вы-
деляющийся из фтористого кальция при высокой температуре, со-
единяется с атомным азотом или с атомным водородом и образует
фтористый азот NF или фтористый водород НЕ, которые не рас-
29
творяются в железе и легко удаляются из металла шва в шлак (NF)'
и в виде газа (HF) в атмосферу.
Химическим взаимодействием между жидким металлом и не-
металлическими веществами можно не только очищать металл от
загрязнений, но и легировать его. Под легированием понимают
введение в металл шва различных элементов (хром, никель, мар-
ганец и др.), которые придают ему заданные свойства (прочность^
вязкость, коррозионную стойкость и др.).
§ 14. КРИСТАЛЛИЗАЦИЯ МЕТАЛЛА ШВА
И ОБРАЗОВАНИЕ ТРЕЩИН
Кристаллизацией называется процесс образования зерен рас-
плавленного металла при переходе его из жидкого состояния в
твердое. Различают первичную и вторичную кристаллизацию. Пер-
вичная кристаллизация протекает при высоких скоростях охлаж-
дения и перехода из жидкого в твердое состояние с образованием
столбчатой структуры. Вторичная кристаллизация начинается с
распада первичной структуры и заканчивается при низких тем-
пературах образованием устойчивых нераспадающихся микро-
структур.
5 Z /
Температуры, при кото-
рых происходят первичная
и вторичная кристаллиза-
ции стали, и характер обра-
зующейся при этом структу-
ры металла в зависимости
от содержания углерода оп-
ределяют по диаграмме со-
стояния железо — углерод.
Кристаллизация метал-
ла сварочной ванны начина-
ется в зоне сплавления от
твердых кромок сваривае-
мых деталей (рис. 17). На-
чалом кристаллизации явля-
ются неполностью оплав-
Они наращиваются затвер-
Z7.
г? S)
Рис. 17. Кристаллизация металла шва:
а — дендритная (столбчатая) структура однопро-
ходного шва. 6— дендрит Л (увеличен), ni— не-
полностью оплавленное зерно основного металла;
/ — ось первого порядка кристаллизации, 2 — ось
второго порядка, 5 — ось третьего порядка, круж-
ки — зародыши кристаллизации (будущие зерна)
ленные зерна на кромках металла.
девающими частицами металла сварочной ванны и представ-
ляют собой зародыши или центры кристаллизации. Такие частицы
имеют очень низкую концентрацию углерода. По мере снижения
температуры ванны и приближения к температуре затвердевания
зародыши обогащаются углеродом, концентрация которого дохо-
дит до 0,07 %.
При затвердевании металла происходят два явления: первона-
чальное образование зародышей зерен и последующий их рост при-
соединением к ним новых зерен из сварочной ванны. Зародыши
появляются первоначально на оси первого порядка (рис. 17), пер-
пендикулярной плоскости отвода тепла. От оси первого порядка
зо
Рис. 18. Схема кристаллиза-
ционных слоев в шве:
а — поперечное сечение стыково-
го соединения, б — внешний вид
(чешуйчатость) шва
под углом возникают и растут зародыши на оси второго порядка.
Могут образоваться зародыши и на оси третьего порядка и т. д.,
образуя кристаллиты, формой напоминающие деревья и называе-
мые поэтому дендритами (от французского слова «дендрон» — де-
рево). Химический состав каждого дендрита может быть неодина-
ковым, что объясняет химическую неоднородность металла шва.
Дендриты, образовавшиеся в конце про-
цесса кристаллизации, загрязнены при-
месями в большей степени, чем первые
затвердевшие дендриты, чго наблюдает-
ся при низких скоростях охлаждения.
Дендриты соприкасаются между собой и
этим взаимно тормозят свое развитие.
В результате этого их форма и направ-
ленность могут сильно искажаться.
Кристаллизация металла сварных
швов имеет прерывистый характер. Под
действием сил, появляющихся в процессе
сварки и кристаллизации, металл свароч-
ной ванны постоянно находится в движе-
нии. Эти силы придают металлу шва сло-
истый характер при любых условиях
сварки (рис. 18). Чем сильнее теплоотвод
и меньше объем жидкого металла, тем
тоньше кристаллизационный слой. Слои-
стый характер затвердевшего металла
тостью шва. Кристаллизационные слои в
гут быть рассмотрены на специально
шлифах.
С возрастанием количества дендритов механическая связь меж-
ду ними увеличивается, что повышает работоспособность металла
шва. Число дендритов пропорционально скорости охлаждения.
При однопроходной сварке дендриты имеют форму столбиков
(рис. 17), такую структуру называют столбчатой.
Зерна металла шва обычно имеют округлую форму. Зерна
основного
тем, что
катки.
Находящиеся в сварочной ванне примеси и загрязнения (окис-
лы, шлаки и др.) имеют более низкую температуру затвердевания,
чем металл; они располагаются по
сцепление между собой.
Форма шва влияет на расположение неметаллических включе-
ний. В широких и неглубоких швах эти включения вытесняются
наверх и могут быть легко удалены; в узких и глубоких швах вклю-
чения часто остаются между дендритами и зернами. При образова-
нии между дендритами легкоплавких загрязнений, например суль-
фида железа FeS с температурой плавления 1190° С, в охлаждае-
мом шве могут появиться горячие трещины. Они возникают под
выражается чешуича-
любом сечении шва мо-
подготовленных макро-
металла по форуме отличаются от зорен металла шва
они деформированы и вытянуты в направлении про-
границам зерен, ослабляя их
31
влиянием растягивающей усадочной силы и называются трещин
ми усадочного характера.
Трещины могут возникнуть в металле из-за действия водород'
Атомарный водород соединяется в молекулы и создает больше
давления внутри зерен, что приводит к образованию трещин.
Трещины возникают в металле под влиянием мартенситного
превращения. Мартенсит обладает меньшей удельной плотнХстьК
(7,5 г/см3) по сравнению с удельной плотностью перлит’
(7,8 г/см3), это ведет к созданию дополнительных внутренних
натяжений между частиками металла, что вызывает появления
трещин.
Трещины могут возникать и от выпадения из растворов частиц
сульфидов, фосфидов, нитридов, закиси железа и др., что объяс-
няется внутренними натяжениями или напряжениями.
§ 15. СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
Рис. 19 Зоны сварного соединения:
1 — luge при сварке плавлением. 2—*он<а
сплавления. 5 — зона термического влия-
ния. 4 — основной метелд
Соединение, выполненное сваркой плавлением, состоит из четы-
рех зон: первая — металл шва, вторая—-зона сплавления, третья —
зона термического влияния и четвертая — основной металл (рис. 19).
Под металлом шва понимают
металл сварного соединения, под-
вергающийся плавлению и со-
стоящий или только из основного
металла, или из сплава основного
металла с присадочным. По соста-
ву и свойствам металл шва отли-
чается от основного металла.
Зона сплавления — участок со-
единения на границе основного
металла шва, где произошло
оплавление зерен. Зона сплавления имеет очень малую ши-
рину.
К зоне термического влияния относят участок металла, в кото-
ром произошли изменения механических свойств в результате пла-
стической деформации и изменения микроструктуры при сварке.
Расплавлению металл этого участка не подвергается.
Основной металл — участок соединения с неизменившим ися
механическими свойствами. Для стали температура нагрева этого
участка не превышает 720е С.
§ 16. МИКРОСТРУКТУРА МЕТАЛЛА ЗОНЫ
ТЕРМИЧЕСКОГО ВЛИЯНИЯ
В зоне термического влияния сварного соединения из низко-
углеродистой стали различают участки: неполного расплавле-
ния, перегрева, полной перекристаллизации или нормализации, не-
полной перекристаллизации, рекристаллизации и синеломкости
(рис. 20).
Участок неполного расплавления — переходный от наплавлен-
ного металла к металлу свариваемой детали. Ширина этого участ-
а очень мала, опа измеряется микронами, но его роль в сварном
^единении весьма важна. Здесь происходит сплавление, т. е.
образование металлической связи между металлом шва и сварива-
емой деталью. Если между зернами имеется пленка окпелов пли
госажденных газов, то в
>том месте не произойдет
прочной металлической
связи и этим можно объ-
яснить образование тре-
щин в зоне сплавления.
Участок перегрева на-
ходится в границах тем-
ператур нагрева металла
1100—1450е С и х а р а кте-
ризуется значится ьным
ростом зерна. Поверх-
ность перегретых зерен
может превышать поверх-
ность начальных зерен в
16 раз при ацетилено-кис-
лородной и в 12 раз при
дуговой сварке. Перегрев
снижает механические
свойства стали, главным
образом пластичность и
10плавленный металл °C 1
руисток неполного рас- "
углабленш
2 Участок перегрева
1200
-------------ЛОО
' У меток норма'
лцзаида tOuO
О0\
6
синелом-
20&
W0
Рис. 20. Схема строения зоны термического
влияния при ручной дуговой сварке низко-
углеродистой стали:
цифрами /—6 обозначены одни и тс же участки
на разрезе сварного соединения, на кривой рас-
пределения максимальных температур и шкале
температур на части диаграммы Fe — С
ОЧуёсгпУкнгпшУниНУё-
скристоллизшуш •
^Уйастойрё^ро
исталлн- мп.
лции
% у глерооа.
сон ротив л ен и е уда р н ы м
нагрузкам. Эти свойства
тем ниже, чем крупнее зерна и шире участок перегрева. Перегре-
тый металл является самым слабым местом в сварном соединении,
поэтому здесь чаще всего оно п разрушается.
По мере удаления от шва температура металла понижается.
В пределах температур 900—И00° С находится участок полной
перекристаллизации или нормализации с мелкозернистой структу-
рой. Мелкозернистая сталь в интервале температур от —40 до
+200° С обладает высокой прочностью и пластичностью, большей,
чем основной металл.
При температурах нагрева 720—900° С происходит неполная
перекристаллизация: наряду с крупными зернами в этом участке
остаются и более мелкие. По прочности металл этого участка за-
нимает промежуточное положение между металлом на участке
полной перекристаллизации и основным металлом.
Участок, нагревавшийся ог 450 до 723° С, называется участком
рекристаллизации; в нем структура стали не изменяется, а проис-
ходит лишь восстановление прежней формы и размеров зерен, де-
формированных при холодной прокатке металла. Если до сварки
основной металл не подвергался холодной пластической деформа-
ции, то процесс рекристаллизации происходить не будет.
Зана? tS4
33
На участке, нагретом ниже 450°С, структура стали не отлича-
ется от структуры основного металла. Однако сталь, нагретая
от 100 до 450° С, обладает пониженными механическими свойства-
ми, что объясняется выпадением из твердого раствора чрезвычай-
но мелких частиц различных примесей, располагающихся по гра-
ницам зерен. Это явление называют синеломкостью (температура
синих цветов побежалости). Кроме того, снижение пластичной^
происходит и под влиянием пластических деформаций сварки. Для
низкоуглеродистой стали это соответствует температурам нагрева
свыше 10045.
Ширина зоны термического влияния зависит прежде всего от
погонной энергии при сварке. При ручной сварке она составляет
5—6 мм, при автоматической сварке под флюсом в зависимости от
толщины металла и режима—oi 0,5 до 10 мм, при газовой свар*
ке—25 мм.
§ 17. МЕСТА РАЗРУШЕНИЯ СЗАРНЫХ СОЕДИНЕНИЙ
Прочность металла шва, зоны термического влияния и основ-
ного металла различна. Поэтому сварное соединение следует рас-
сматривать как неоднородное тело.
Разрушения сварных соединений могут происходить по основ-
ному металлу, в зоне термического- влияния и по металлу шва в
зависимости ог того, какая зона имеет меньшую прочность.
Раньше, когда сварка выполнялась ионизирующими электрода-
ми с тонким меловым покрытием, прочность сварных соединений
составляла всего 0,6 от прочности основного металла. Это вызыва-
ло необходимость увеличивать сечение деталей для того, чтобы
обеспечить нужную прочность сварных соединений- В настоящее
время равионрочностъ сварных соединений и основного металла
обеспечивается электродами с качественными покрытиями и дру-
гими сварочными материалами. Прочность сварных соединений за-
висит от прочности металла шва, ширины перегретого металла в
зоне термического влияния, совместной ширины металла шва и
ширины перегретого металла, характера приложения внешней на-
грузки, температуры эксплуатации изделия и других факторов.
Контрольные вопросы
I. Каковы особенности металлургического процесса при сварке?
2. Какие и в каком количестве растворяются вещества в жидком железе?
3. Назовите способы борьбы с загрязнениями при сварке и их сущность.
4. Объясните процесс кристаллизации металла шей.
5. Нарисуйте строение сварного соединения, выполненного сваркой плавле-
нием.
6. Назовите участки зоны термическою влияния в сварном соединении.
7. Укажите причины образования трещин в сварных соединениях.
ГЛАВА V
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
§ 18. ВИДЫ ЭЛЕКТРОДОВ
Электродом для дуювой сварки называют металлический или
неметаллический стержень, предназначенный для подвода тока к
iварочной дуге, Для ручной дуговой сварки электроды представ-
ляют собой стержни круглого сечения различной длины и диамет-
ра. Для полуавтоматической и автоматической дуговой сварки в
качестве электрода применяют сварочную, порошковую и самоза-
щи гную проволоку.
Электроды подразделяются на плавящиеся (из стали, чугуна,
алюминия, меди и их сплавов и др.) и неплавящиеся, Неплавящие-
ся электроды изготовляют из технического вольфрама и ею спла-
вов, угля и графита.
Плавящиеся электроды служат и присадочным металлом.
§ 19. ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ
Для сварки сталей применяется специальная стальная про-
волока, изготовляемая по ГОСТ 2246—70. Стандарт распространя-
йся па холод потяну гую гладкую проволоку из низкоуглеродистой
и легированной стали, поставляемую в мотках или бухтах массой
до 80 кг.*
Стандартом предусмотрено 77 марок сварочной проволоки раз-
личного химического состава; выпускается шесть марок пизкоугле-
родистой проволоки (Св-08, Св-08А, Св-08АА, Св-08ГА, Св-.ЮГА
и Св-10Г2), 30 марок легированной проволоки (Св-08ГС, Св-12ГС,
Св-08Г2С, Св-ЮГП, Св 08ГСМТ, Св-15ГСТЮЦА, Св-20ГСТЮА
и др.), 41 марка высоколегированной проволоки (Св-12Х11НМФ,
Св-12Х13, Св-10Х17Т и др.).
В легированной стали легирующих элементов содержится от
2,5 до 10%, в высоколегированной — более 10%.
Буквы и цифры в написании марок проволоки обозначают:
Св — сварочная; 08—0,08% углерода (среднее содержание);
Л — пониженное, а АА — cine более пониженное содержание серы и
фосфора; Г — проволока, ас* ировапиая марганцем; 10-—в среднем
0,10% углерода; Г2 — содержащая до 2% марганца.
Условные обозначения легирующих элементов следующие: С —
кремний; II — никель; М—молибден; Т —титан; Ю —алюминий;
I(— цирконий; Г — марганец; X — хром; Ф •— ванадий; Р — бор;
Б — ниобий; В — вольфрам; Д — медь.
В проволоке из низкоуглеродистой стали содержание углерода
допускается не более 0,12%. Первые три марки проволоки (Ов-08,
Св-08А, Св-08АА) изготовляются из кипящей стали (Si <0,003%).
Проволока марок Св-08ГА, Св-ЮГА и Св-10Г2 изготовляется из
полуспокойнон стали. Повышенное содержание углерода в прсво-
* По требованию потребителя касса матков жжет быть и большей.
3*
35
локе приводит к снижению пластичности металла шва, а повышен-
ное содержание кремния при ручной сварке штучными электрода-
ми— к пористости. Поры в швах образуются от газов СО и СО2,
которые получаются по реакции C-FFeO—>СОфТе и CO-{-FeO—►-
->CO2H-Fc. Образованию этих 1азов способствует кремний, содер-
жащийся в электродной проволоке. В момент перехода шва ife
жидкого состояния в твердое углерод и кремний, будучи самыми\
активными по химическому сродству к кислороду по сравнению
с другими элементами электродной стали, химически реагируют
с закисью железа FcO и другими окислами с образованием газа СО
и окисла SiO2. Газы СО и СО2 остаются в виде наружных открытых
пор.
При сварке электродом из кипящей стали более высокая кон-
центрация углерода, чем кремния, способствует образованию СО
и СО2 при более высокой температуре, поэтому газы успевают уле-
тучиться из сварочной ванны до затвердевания металла. •
Кроме пористости применение проволоки из спокойной стали
вызывает сильное разбрызгивание металла электрода, меньшее
проплавление основного металла и худшее формирование шва.
3. Химический состав сварочной проволоки некоторых «ярок по ГОСТ 2246-—70
Вид стали и марка проволоки Со ч ержа и не элементов, % Примерное назна- чение
угле- род маргя- нец крем- ний хром никель сера фосфор
не С юл ее
Низкоуглероди- стая Св-08 - более j 0,10 1 0,35— 0,60 НС более 0.03 НС более 0,15 не более 0,30 0,04 0,04 Обычные изде- лия
Низкоуглероди- стая Св-08А нс более. 0,10 0,35— 0,60 не более 0,03 но более 0,12 не более 0,25 0,03 0,03 Ответствен ные изделия
Ннзкоуглеродя- стая Св-08 А Л нс более 0,10 0,35 — 0,60 не более 0,03 не более 0,10 пе более 0,25 0,02 0,02 Особо ответст- венные изде- лия
Низкоуглероди- стая Св-08ГА не более 0,10 0,80— 1,10 не более 0,03 не более 0,10 не более. 0,25 0,025 0,03 Для сварки низкоуглеро- дистых ста - лей под флю- сом
Легированная 0,05— 1,8— 0,70- не не 0,025 0,03 Для сварки
Св-08Г2С 0,11 2,1 0,95 более 0,20 более 0,25 1 низкоуглеро- дистых ста- лей в угле- кислом газе
Легированная Св-18ХГС 0,15 — 0,22 0,8— 1,1 0,9- 1,2 0,8— 1,1 НС более 0,30 0,025 0,03 Для сварки низколегиро- ванных ста- лей в угле- кислом газе
Высоколегирован - кая Св-06Х19Н9Т не более 0,08 1,0- 2,0 0.4- 1.0 18,0— 20,0 8,0— 10,0 титана 0.5— 1,0 0,015 0,03 Для сварки хромонике- левой аусте- нитной ста- ли
36
При медленном остывании металла шва (газовая, электрошла-
ковая сварка) применение проволоки из спокойной стали пористо-
сти не вызывает.
Химический состав некоторых из наиболее распространенных
марок сварочной проволоки приведен в табл. 3,
Проволока выпускается следующих диаметров: 0,3; 0,5; 0,8: 1,0;
1.2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0: 5.0; 6,0; 8,0; 10,0; 12,0 мм. Проволока
с диаметрами до 3 мм применяется для шланговом сварки; от 1,6
до 6,0 мм —для ручной сварки штучными электродами; от 2 до
5 мм—для автоматической сварки под флюсом; проволока боль-
ших диаметров — для наплавочных работ.
В стандарте указаны технические условия на маркировку, упа-
ковку, транспортирование и хранение проволоки. Каждый моток
или бухту проволоки снабжают металлической биркой, на которой
указано наименование завода-изготовителя, условное обозначение
проволоки, номер партии, клеймо технического контроля.
По требованию потребителя проволока изготавливается из ста-
ли, выплавленной электрошлаковым или вакуумно-дуговым пере-
плавом или в вакуумно-индукционных печах; с омедненной поверх-
ностью и ограниченным содержанием вредных примесей.
Каждая партия проволоки сопровождается сертификатом (удо-
стоверением), содержащим основные технические данные.
§ 20. СТАЛЬНЫЕ ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Стальной покрытый электрод представляет собой определенных
размеров стержень, на поверхность которого опрессовкой или оку-
нанием нанесено специальное покрытие.
Электродные покрытия создают при сварке защиту от кислоро-
да и азота воздуха расплавленного металла в процессе переноса
его и в самой сварочной ванне, а также стабилизируют горение
дуги, очищают металл сварочной ванны от вредных примесей и
легируют металл шва для улучшения его свойств.
Защита расплавленного металла от кислорода и азота воздуха
при сварке достигается газа.мп и шлаком, которые образуются из
покрытия в зоне дуги. Для создания газовой защиты зоны дуги в
покрытие вводят крахмал, целлюлозу, древесную муку и другие
органические вещества.
Для устойчивого горения дуги в покрытие вводятся вещества,
обладающие малой величиной потенциала ионизации, главным об-
разом соли щелочноземельных металлов; двуокись гитана, поле-
вой шпат, содержащий некоторое количество солей щелочных ме-
таллов, калиевое или натриевое жидкое стекло и др.
Очистка металла шва от окислов серы, фосфора, газов и других
вредных примесей осуществляется шлаком, равномерно покрываю-
щим шов.
Легирующими компонентами в составе электродных покрытий
являются ферромарганец, ферросилиций, ферротитан и другие
ферросплавы.
S7
Электродные покрытия (ГОСТ 9466—75) по виду составов под-
разделяются на кислые (А), рутиловые (Р), основные (Б), целлю-
лозные (Ц) и прочие (П).
Кислые покрытия (АНО-2, СМ-5 и др.) состоят в основном из
окислив железа и марганца (обычно в виде руд), кремнезема,
ферромарганца. \
Рутиловые покрытия (АНО-3, АНО-4, ОЗС-З, ОЗС-4, ОЗС-6,
МР-3, МР-4 и др.) имеют в своем составе преобладающее количе-
ство рутила (ТЮ?)- Например, покрытие электрода марки МР-3
состоит из рутила (50%), талька, мрамора, каолина, ферромарган-
ца. целлюлозы и жидкого стекла. Рутиловые покрытия при
сварке менее вредны для дыхательных органов сварщика, чем
другие.
Целлюлозные покрытия (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.) состоят
из целлюлозы, органической смолы, ферросплавов, талька
и др. 1
Основные покрытия (УОШ 1И-13/45, У П-1/45, ОЗС-2, ДСК-50
и др.) не содержат окислов железа и марганца. Покрытие марки
УОНПИ-13/45 состоит из мрамора, плавикового шпата, кварцево-
го песка, ферросилиция, ферромарганца, ферро? итана, жидкого
стекла.
Рис. 21. Ударная вязкость металла шва,
выполненного электродами разных марок
сваривают особо ответственные изделия из
Кислые покрытия
при сварке насыщают
металл шва кислоро-
дом и водородом в боль-
шей степени, чем при
сварке с другими вида-
ми покрытий. Металл
шва, выполненный
электродами с основ-
ным (фтористокаль-
циевым) покрытием, об-
ладает большей удар-
ной вязкостью (рис.
21), меньшей склонно-
стью к старению и
обр азованию трещи н.
Этими элек гродам и
низкоуглеродисгой и ле-
гированной сталей.
Целлюлозные покрытия удобны при сварке в любом простран-
ственном положении, но дают наплавленный металл пониженной
пластичности. Они применяются главным образом для сварки низ-
коуглеродистой стали малой толщины.
При выборе марки электрода для сварки конструкций в мон-
тажных условиях следует учитывать трудность поддержания по-
стоянной длины дуги, что может привести к образованию пор в
швах. Электроды с основными покрытиями очень чувствительны к
изменению длины дуги. Поэтому при монтажной сварке следует
33
применять электроды с рутиловым или с рутилоосновным покры-
тиями (СМ-11 и др.).
Классификация стальных покрытых электродов. Стальные по-
крытые электроды для ручной дуговой сварки и наплавки подраз-
деляются по назначению:
для сварки углеродистых и низколегированных конструкцион-
ных сталей с временным сопротивлением разрыву до GO кге/мм2,
обозначаются — У;
для сварки легированных конструкционных сталей с времен-
ным сопротивлением разрыву свыше СО кге/мм2—Л;
для сварки легированных теплоустойчивых сталей — Т;
для сварки высоколегированных сталей с особыми свойства-
ми — В;
для наплавки поверхностных слоев с особыми свойствами — Н.
£
По толщине покрытия в зависимости ог отношения
электрода (£>) к диаметру стального стержня (d):
с тонким покрытием
диаметра
D
d
1,20 -М;
с средним покрытием ^1.2(Р
с толстым покрытием [ 1,45< — <1,80) — Д;
\ d /
с особо толстым покрытием l,SOj — Г.
По видам покрытия:
с кислым покрытием — А; с основным покрытием—Б; с цел-
люлозным покрытием — 11; с рутиловым покрытием — Р; с покры-
тием смешанного вида — соответствующее двойное условное обо-
значение; с прочими видами покрытий — IL
По качеству, т. е. точности изготовления, сосюянич поверхно-
сти покрытия, сплошност и выполненного данными элект родами
металла шва и по содержанию серы и фосфора в наплавленном
металле, электроды делятся на группы 1, 2 и 3.
По допустимым пространственным положениям сварка или на-
плавки:
для всех положений — 1; для всех положений, кроме вертикаль-
ного сверху вниз — 2; для нижнего, горизонтального на вертикаль-
ной плоскости и вертикального снизу вверх — 3; для нижнего и
верхнего в лодочку-—4.
По роду тока и полярности, а также по номинальному напря-
жению холостого хода источника переменного тока — с номера 0
до номера 9 (ГОСТ 9466—75).
Типы электродов для сварки конструкционных сталей. Типы
электродов для сварки конструкционных сталей приведены в
табл. 4.
В обозначение типа электрода входит буква Э (электрод) и
цифра, показывающая минимальное временное сопротивление раз-
рыву металла шва или наплавленного металла или сварного
соединения в кгс/мм'< Буква А после цифрового обозначения
39
4 Электроды для сварки конструкционных сталей ГОСТ 9467—75
Механические свойства при нормальной темпера гуре
металла шва или наплавленного металла сварного соединения, вы-
полненного диаметром электродами менее 3 мм
Типы электродов временное со- временное со-
противление сп носитсльпое ударная вяз- противление угол загиба.
разрыву 6 . удлинение кость , разрыву , град
tJ KI с/мм2 % кге м/см* г > кгс/см=
че менее
Э38 38 14 3 38 60
Э42 42 18 8 42 150
Э4С 46 18 8 46 150
Э50 50 16 7 50 !20
Э42А 42 22 15 42 180
Э46А 46 22 14 4G 180 *
Э50А 50 20 13 50 150
Э55 55 20 12 55 150
Э60 60 18 10 60 120
Э70 70 14 6 • •
Э85 85 12 5
Э100 100 10 5 в —
Э125 125 8 4 1 —
Э150 150 6 4 1
электродов (типы Э42А, Э46А, Э50А) указывает на повышенные
пластичность и вязкость металла шва. Каждый тип включает не-
сколько марок электродов.
Выбор типа и марки электрода зависит от марки свариваемой
стали, толщины листа, жесткости изделия, температуры окружаю-
щего воздуха при сварке, пространственного положения, условий
эксплуатации сварного изделия и др. Следует учитывать, что элек-
троды 3-й группы качества изготовления создают при сварке
более плотный металл шва и с меньшим содержанием серы и фос-
фора в нем. Электроды должны обеспечивать однородность химиче-
ского состава наплавленного металла с основным.
Типы и характеристики электродов для сварки легированных
теплоустойчивых, высоколегированных с особыми свойствами ста-
лей приведены в гл. XVI. Электроды для .наплавки поверхностных
слоев с особыми свойствами приведены в гл. XIX.
В технических документах (чертежах, технологических картах
и др.) условное обозначение электродов состоит из обозначения
марки, диаметра, группы электродов (ГОСТ 9466—7о).
Например, электроды типа Э46А по ГОСТ 9467—75 марки
УОНИИ-13/45, диаметром 3.0 мм для сварки углеродистых и низ-
колегированных сталей У с толстым покрытием Д 2-й группы, с
установленной по ГОСТ 9467—75 группой индексов 43 2/5/, указы-
вающих характеристики наплавленного металла и металла
шва, с основным покрытием Б для сварки во всех пространст-
венных положениях 1, на постоянном токе обратной полярности 0,
40
обозначаются на этикетках тары (коробках, ящиках, пачках)
Э46А. - Ъ’ОНИИ -13/45 - 3,0 - У Д2 гпгт гысс '7~ тгл/^т1
Е43 2/5/ - БК)
Те же электроды в технических документах обозначаются УОНИИ’
13/45-3,0-2 ГОСТ 9466—75.
Группа индексов в структуре условного обозначения электро-
дов, предназначенных для сварки легированных конструкционных
сталей с оБ^60 кгс/см2, содержит данные о среднем содержании
основных химических элементов в наплавленном металле, а так-
же минимальную температуру, при которой металл шва и наплав-
ленный металл после термической обработки при испытании об-
разцов составляет ударную вязкость не менее 3,5 кгс-м/см2. На-
пример, электроды типа Э85 по ГОСТ 9467—75, марки ЦЛ-18,
диаметром 3,0 мм для сварки легированной стали Л с временным
сопротивлением разрыву более 60 кгс/см2, с толстым покрытием
Д, 2-й группы, с установлением по ГОСТ 9467—75 группой индек-
сов, указывающих на получение наплавленного металла и метал-
ла шва со средним содержанием 0,18% углерода, 1% хрома,
1% марганца; после термической обработки при испытании образ-
цов вязкость не менее 3,5 кгс-м/см2 при температуре —10° С (2);
электроды имеют основное покрытие Б, позволяющее производить
сварку во всех пространственных положениях 1, на постоянном
токе обратной полярности 0, обозначаются на этикетках тары
(ящиках, коробках, пачках) —c"ov;rT — 1ОС1 94Ь6— /□,
v Е - 18Х1Г1 - 2 - Б10
ГОСТ 9467—75. Те же электроды в технических документах обоз*
начаются ЦЛ 18-3,0-2 ГОСТ 9466—75.
§ 21. ПОРОШКОВАЯ ПРОВОЛОКА
Порошковая проволока представляет собой стальную оболочку,
наполненную запрессованным в ней порошком. Она применяется
как для сварки, так и для наплавки.
/ 2 3 * 5
Рис. 22. Конструкции оболочек порошковых про-
волок
В настоящее время изготовляется порошковая проволока в
основном пяти типов (рис. 22). Оболочка порошковой проволоки 1
и 2 типов представляет собой простую трубку; в 3 и 4 типах один
или два края стальной ленты заформованы в оболочке, 5 тип
выполнен в виде двух разделенных оболочек. Порошковая проволо-
ка изготовляется диаметром от 1,6 до 3,6 мм. Для нее используется
41
тента из нпзкоуглеродистой стали марки 08кп холодного проката
в состоянии «мягкая» или «особо мягкая».
Процесс изготовления порошковой проволоки начинается с уда-
ления смазки с лепты в очистительном приспособлении. Затем лен,*
та пропускается через профилирующие устройства и заполняете^
шихтой. При протягивании через фильер лента сворачивается в\
трубку и обжимает находящуюся в ней шихту. Прово тока прохо-
дит последовательно через несколько фильер, постепенно умень-
шается в диаметре до необходимою размера, а заполняющий ее
порошок уплотняется. Важным показателем качества порошковой
проволоки является коэффициент заполнения Аз, который опреде-
ляется следующим выражением:
л.г
где Л4Ш — масса шихты; Л4пб—масса оболочки порошковой при-
волоки.
Коэффициент заполнения порошковых проволок составляет
0,15—0,40.
В настоящее время отечественной промышленностью выпуска-
ется порошковая проволока с пятью видами шихты (порошков):
ру т и л о цел л юл оз ч а я, к а р бо н а г по - ф л юор итп а я *, (р л юо р и тн а я, рут и -
ловая и рутило-флюоритная. Последние два типа порошковой про-
s. Характеристика порэшкоиоЙ проволоки
Марк г прово- локи Диаметр, мм Конструкция OrHnBHbif* компоненты ПОрмШКн Положение сварки Прочность металла швз по со.1внен’1ю г выпо- нгенньп’ покрытыми злекгро. 1ЙМН Характер сваривае- мых Изде- лий
ПП-АН1 2,8 Простая трубчатая Рутил-Р целлюлоза н Э50 Неответ- ственные
ПП-АНЗ 3,0 Двухслой- ная мрамир-]- плавиковый шпат-,-ру- тил Э50А Ответст- венные
ПП-АН7 0-0 Ci То же То же н. F-J, I Э50А I о же
ПП-АН11 ЛО-2,1 » * с: F ^•4 —4 ЭоОЛ <
ЭПС-15/2 2,5 С двумя за- г идами оис- нО»КИ н Э50А х>
ПП-2ДСК 2,3 С ОДНИМ 33- Iлбом обо- лочки Плавико- вый шпаг и Э50А
СП-1 1,6 1 — Мрамор.-} плаеиковт*1 л шпат В1, Г Э50 Неответ- ственные
Примечай! 1 я 1. Г hi it-.трукцня пр 'П .лдкч приведенз в соответствии с рис. 22.
2. Обо значения: Н — нижнее, Б. — в ертнкальное «снизу вверх»,. В2— вер-
тика ibkoc «сверху вниз», Г — горизонтальное, П — потолочное.
* Флюорит — ni.ir.ic-'OEUi. шпат (CaFs).
волоки используют для сварки с дополнительной зашитой угле-
кислым газом.
В табл. 5 приведены технические характеристики некоторых
марок порошковой проволоки и сравнение прочности металла шва
с выполненным сваркой покрытыми электродами.
Проволока типов ПП-АШ я ПП-1ДСК с простои трубчатой
конструкцией нашла применение при сварке неответственных изде-
лий в строительстве, речном судостроении и т. д.
Проволока типов 1Ш-ЛНЗ, ПП-ЛН7 и ПП-ЛН11 с двухслойной
оболочкой образует металл шва с лучшими механическими свойст-
вами, чем проволока ПП-AHi; это позволяет применять ее для
сварки ответственных изделий.
Весьма высокое качество металла шва получается при сварке
порошковой проволокой с дополнительной защитой углекислым
газом (ПП-ЛН4, ПП-ЛН8, II1I-AII9, III1-AH10). Этой проволокой
рекомендуется сваривать особо ответственные конструкции, эксплу-
атация которых происходит в сложных климатических условиях и
при значительных динамических и знакопеременных нагрузках.
Условия выбора типа порошковой проволоки для сварки раз-
личных конструкций приводятся в гл. XXII.
§ YL НЕПЯАБЕЩИЕСЯ ЭЛЕКТРОДЫ
Неплавящиеся электродные стержни изготовляются из чистого
вольфрама, из вольфрама с присадками окислов тория, лантана
пли иттрия, электротехнического угля и прессованного графита.
Вольфрам — тугоплавкий металл (температура плавления
3410°С), имеет достаточно высокую электропроводность и тепло-
проводность. При сварке вольфрамовым электродом на постоянном
токе применяется прямая полярность.
Для электродов применяют стержни следующих марок: ЭВЧ —
электродный вольфрам чистый; ЭВЛ-10 и ЭВЛ-20—электродный
вольфрам с присадкой 1—2% окиси лантана; ЭВТ-15— электрод-
ный вольфрам с окисью тория; ЭВИ-30 — электродный вольфрам
с 1,5—2% окиси иттрия. Присадки к вольфраму понижают потен-
циал ионизации и способствуют устойчивому горению дуги, а так-
же позволяют увеличивать плотность тока на электроде. Для избе-
жания окисления вольфрамового электрода сварка производится
в инертном газе. Диаметр вольфрамовых электродов составляет
2—10 мм в зависимости от силы сварочного тока.
Контрольные вопросы
1. Назовите марки сварочной проволоки из низко углеродистой стали и се
химический состав.
2. Как классифицируются стальные покрытые электроды?
3. Назовите типы покрытых электродов для сварки углеродистых и низко-
легированных конструкционных сталей.
4. То же, для сварки легированных конструкционных сталей.
5. Перечислите названия некоторых марок порошковой проволоки-
6. Назовите маски яеплавяшихся вольфрамовых электродов.
43
ГЛАВА VI
ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ ПРИ СВАРКЕ
§ 23. СИЛЫ ДЕФОРМАЦИИ, НАПРЯЖЕНИЯ
И СВЯЗЬ МЕЖДУ НИМИ \
Прочностью металла называют способность его сопротивляться,
разрушению под действием сил.
Силы подразделяют па внешние и внутренние. Внешние силы
создаются от постоянной нагрузки: вес изделия, давление газа в
сосуде, предварительное натяжение элемента, например, арматур-
ного стержня в железобетоне и от временной нагрузки: вес снега
на крыше здания, ветер, создающий нагрузку на стену сооруже-
ния, сейсмические воздействия и др.
Рис. 24. Диаграмма растяжения
стали:
— предел у пр угест и, ц т — пред т
текучести, — временное сопротивде
fj
ине растяжению
Рис. 23. Измене-
ние длины стержня
при возрастании
нагрузки:
Р, Р, —сичы. дейст-
вующие на стержень
Внутренние силы возникают от изменения температуры изде-
лия при эксплуатации, изменения структуры металла под дейст-
вием внешней нагрузки или при сварке, пли от действия тех и
других. В расчетах на прочность внутреннюю силу часто назы-
вают усилием.
Внешние нагрузки бывают статическими (постоянными в про-
цессе эксплуатации изделия), динамическими (переменными по
величине и направлению) и ударными. Динамические знакопере-
менные нагрузки называются также вибрационными. Внутрен-
ние силы носят изменяющийся характер.
Деформацией называется изменение формы и размеров тела
под действием внешней или внутренней силы. Допустим, что к
концам стержня длиной L (рис, 23) приложены силы, возрастаю-
щие. от Р до Рь растягивающие его.
Под действием этих сил стержень удлиняется. Обозначим через
AL увеличение длины стержня, называемое абсолютным удлине-
нием. Отношение абсолютного удлинения к первоначальной
44
длине стержня L называется относительным удлинением Ь —
1—J
Относительное удлинение обычно выражается в процентах, т. е.
6=—• юо %.
L
При растяжении стержня постоянного сечения величина дефор-
мации определяется действующей силон. Чем больше сила, тем
больше вызываемая ей деформация.
Напряжением называют силу, отнесенную к единице площади
поперечного сечения тела. Сила измеряется в кгс, площадь в мм2
или см2, а напряжение в кгс/мм2, кгс/см2.
Различают напряжения растяжения, сжатия, изгиба, кручения
и среза. Величина напряжения растяжения находится от деления
растягивающей силы на площадь сечения детали, т. е. ор=—, где
Пр — напряжение растяжения, кгс/мм2; Р — растягивающая сила,
кгс; F —площадь поперечного сечения детали до ее разруше-
ния, мм2.
Деформации могут быть упругие
и пластические. Если форма и раз-
меры тела восстанавливаются после
прекращения действия силы, то та-
кая деформация будет упруго й.
Для образца из низкоуглеродистой
стали, в котором действует постоян-
но возрастающее напряжение, де-
формация в виде относительного
удлинения <5% остается упругой до
тех пор, пока сила не превысит не-
который! предел, называемый преде-
лом упругости сгу (рис. 24, точка В).
Точкой С па диаграмме отмечена си-
ла (или напряженно), при которой
появляется деформация, остающая-
Рнс. 25. Влияние температуры на
величину предела текучести стали
ся после снятия нагрузки,— пластическая деформация. Эту
точку называют пределом текучести от.
Упругая деформация по величине весьма незначительна. Для
низкоуглеродистых сталей она не превышает 0,2%. Следователь-
но, любое усилие, вызывающее относительное удлинение менее
0,2%, приводит лишь к упругой деформации, которая сразу
же исчезает при прекращении действия приложенного уси-
лия.
Пластическая деформация сильно увеличивается, если напря-
жение превышает предел упругости. Например, если напряжение
в детали из стали СтЗ превысит предел упругости на 1 кгс/мм2,
относительное удлинение возрастет с 0,2 до 2%.
При повышении температуры стали предел упругости и предел
текучести понижаются, следовательно, пластическая деформация
45
возникает при меньших напряжениях или усилиях, чем б холод-'
ном металле (рис. 25). Из рисунка видно, что предел текучести/
при температуре 0°С, равный 25 кге/мм2, при температуре 400° б
понижается до 15 кге/мм2, а при 600° С до 6 кге/мм2. При темпер
рагуре выше 600°С предел текучести становится настолько малым[
что достаточно совсем небольшого усилия для возникновений
остаточной деформации. \
§ 24. ВОЗНИКНОВЕНИЕ НАПРЯЖЕНИЯ
И ДЕФОРМАЦИИ ПРИ СВАРКЕ
Любой металл при нагревании расширяется, а при охлажден
нии — сжимается. При изменении температуры меняется струк-
Рис. 26. Схема сопротив-
ляем ости растр рен и и?:
Г — частно во время иэгре-
>1. 2, 3. 4, .5 — холодные ча~
стмцы (смещение частицы 1
заштриховано)
Рис. 27. Равномерное
нагревание и охлаж-
дение свободного
стержня:
а — до нагрева, б — при
нагреве, в — после охлаж-
тура металла, происходит перегруппировка атомов из одного типа
кристаллической решетки в другой, увеличи-
вается пли уменьшается объем. Например,
олово способно переходить из одного тина
кристаллической решетки в другой с изме-
нением объема до 26%. Эгн явления вызы-
вают возникновение значительных внутрен-
них напряжений, которые нередко приводят
к образованию трещин. Например, сели
олово длительное время находится при тем-
пературе около —20°С, то оно начинает раз-
рушаться ог самопроизвольного растрески-
вания.
Изменение температуры тела приводит К
перемещению частиц металла. При наличии
сопротивляемости смешению в частице воз-
никает напряженное состояние (напряже-
ние). Величина внутренних напряжений час-
тицы 1 (рис. 26) в процессе нагрева возрас-
тает с увеличением сопротивления соседних
холодных частиц. С изменением температу-
ры величина смешения частиц меняется.
Если все частицы в одинаковой мере пре-
терпевают смещения, вызванные изменения-
ми температуры, то внутренние напряжения
в теле не возникают. Если смещения нерав-
номерны, в теле возникают внутренние на-
пряжения. Неравномерные смешения час-
тиц происходят под действием неравномер-
ного нагрева или охлаждения тела. Внут-
ренние напряжения в теле непрерывно ме-
няются. Эти динамические процессы зату-
хают лишь при полном охлаждении до тем-
пературы окружающего воздуха, вызывая
деформации, а также трещины.
46
Представление о причинах возникновения тепловых деформа-
ций и напряжений может дать ознакомление с элементарным
процессом равномерного охлаждения свободного стержня. Длина
стержня (рис. 27) при изменении температуры определяется по
формуле
LT=L(4-a7'),
где LT —длина стержня, нагретого до температуры Т; L—длина
стержня до нагрева; а —коэффициент термического линейного
расширения.
Все частицы стержня, условно показанные на рис. 27 кружка-
ми. при нагреве свободно, без сопротивления со стороны соседних
частит смешаются па одинаковую величину, поэтому при равно-
мерном нагреве внутренние напряжения не возникают.
Рис. 28. Нагрев и охлаж-
дение стержня, зажатого
между твердыми стоп-
ками:
с — схема установки стерж-
ня, б— зависимость напря-
жений от температуры на-
грева
Рис. 29. Нагрев и охлажде-
ние защемленного стержня:
а— схема защемления, бив —
зависимость напряжений от тем-
пературы нагрева
С охлаждением стержня его длина уменьшается. После охлаж-
дения до исходной температуры стержень приобретает первона-
чальные размеры. Внутренние напряжения в стержне при охлаж-
дении не возникают ввиду отсутствия сопротивления свободному
укорочению. Таким образом, равномерный нагрев и охлаждение
свободного стержня вызывают изменения размеров без появления
остаточных внутренних напряжений и остаточных деформаций.
Случай равномерного нагревания и охлаждения свободного
стержня имеет большое значение в сварочной практике. Чем рав-
номернее охлаждается по всей длине выполненный шов, тем мень-
ше будут остаточные напряжения и деформации. Поэтому часто по
всей длине свариваемого шва ставят нескольких сварщиков, что-
бы соблюдать условия равномерного нагрева всех швов в изделии.
Для этого же применяется и предварительный (перед сваркой)
или сопутствующий (в процессе сварки) подогрев металла
47
изделия, главным образом при сварке хрупких металлов—.чугуна
и высокопрочных сталей.
Равномерный нагрев и охлаждение стержня, зажатого между
двумя неподвижными сгенками, не позволяющими ему удлиняться
при нагреве и допускающими укорочение при охлаждении, показай
на рис. 28. ' \
В начале нагрева в стержне возникнут напряжения (линия ОВ\
рис. 28, б), которые могли бы вызвать упругие деформации. Но
так как стенки не позволяют стержню удлиниться, то в нем будут
оставаться напряжения сжатия.
С повышением температуры они возрастают и достигают пре-
дела текучести (точка В), вызывая в процессе повышения темпе-
ратуры уже пластическую деформацию сжатия (осаживание, об-
жатие) стержня (линия BD). При укорочении стержня его диа-
метр (сечение) увеличивается, а длина не изменяется.
При охлаждении стержня происходит разгрузка от напряжений
(линия DE) и величина их становится равной нулю (точка Е).
С этого .момеша (линия ЕО) при дальнейшем охлаждении стер-
жень потеряет контакт с опорными стенками и будет свободно
укорачиваться без появления новых внутренних напряжений.
К концу полного охлаждения стержень получит остаточную де-
формацию AL, которая определяется по формуле &L=aL7\
т. с. остаточное укорочение пропорционально термическому ли-
нейному коэффициенту а, длине стержня L и температуре
нагрева Т.
Остаточных напряжений в стержне нет, так как он после рав-
номерного нагрева (со стесненным расширением) равномерно
охлаждался.
Пример с нагревом и охлаждением стержня со стесненным
расширением объясняет появление деформаций, направленных
поперек шва, при сварке незакрепленных легален.
Роль неподвижных стенок выполняют холодные частицы ме-
талла, граничащие со швом. Свариваемые детали изгибаются в
сторону широкой части шва.
Нагрев и охлаждение стержня с защемленными концами по-
казан на рис. 29. При нагреве стержня процесс возникновения и
нарастания в нем термических напряжений и деформаций проис-
ходит так же, как и в предыдущем случае. Однако свободному
укорочению препятствует защемление стержня. Возникают растя-
гивающие напряжения (линия EF, рис. 29, б); они могут быть
меньше или равны пределу текучести, что зависит от температуры
нагрева.
При достижения растягивающими напряжениями предела те-
кучести (точка Л;, рис. 29, я) происходит вытяжка металла по дли-
не стержня. К моменту полного охлаждения стержень будет иметь
первоначальные геометрические размеры, а металл стержня будет
испытывать остаточные напряжения, равные пределу текучести
(с/). Если освободить стержень от защемления после полного
48
охлаждения, то он укоротится на величину —<0,2% (для ста*
лей.), т. с. на величину деформации в пределах упругих напря-
жений.
Рпс 30. Распределение
оста тонн ых продольных
напряжений в стыковом
соединении
Процессами, происходящими при нагреве и охлаждении защем-
ленного стержня, объясняются напряжения и деформации, дейст-
вующие параллельно сварному шву.
Если длина сварного соединения в не-
сколько .раз превосходит ширину, то сопро-
тивляемость холодного металла удлинению
при нагреве и укорочению при охлаждении
очень велика, причем более значительна в
продольном направлении сварного соедине-
ния, чем в поперечном. Вследствие этого в
сварных соединениях, как правило, оста-
точные продольные напряжения растяже-
ния равны пределу текучести (для сталей),
а остаточное продольное укорочение мень-
ше, чем поперечное.
Таким образом, при сварке в нагревае-
мом металле возникают пластические про
дольные и поперечные деформации.
При сварке металлов, обладающих отно-
сительно низкой пластичностью в исходном
состоянии, эти напряжения и деформации
могут приводить к появлению трещин в
сварных соединениях в любом направлении.
Предупредить разрушение сварных изделий при сварке и их
эксплуатации могут только специально предусмотренные меро-
приятия.
Распределение остаточных продольных напряжений в стыко-
вом соединении дано па рис. 30. Видно, что в районе шва про-
дольные напряжения имеют знак + (растяжения), а по бокам
соединения действуют напряжения со знаком —- (сжимающие).
Величина растягивающих напряжений равна пределу текучести.
Напряжения от структурных превращений в металле. При
сварке закаливающихся сталей образуются структурные напря-
жения. Образование мартенсита сопровождается увеличением
обьема, так как плотность мартенсита ниже плотности феррита
или перлита. Поэтому при образовании в сварном соединении
участка с мартенситной структурой этот участок можно рассмат-
ривать как нагреваемый стальной стержень с препятствием к рас-
ширению.
За счет нагрева металла до температуры мартенситного пре-
вращения с высокой скоростью возникают большие напряжения.
Мартенситное превращение в различных сталях может происхо-
дить при температурах от 120 до-700°С„ В случае мартенситного
превращения при высокой температуре напряжения сжатия при-
водят к значительной пластической деформации. Образование
4 Заказ 694
49
Рис. 31. Деформации в плоско-
сти сварных соединений:
/—формч соединения ло сварки,
2 — после сварки
мартенсита при низкой температуре
вызывает деформации малой вели-
чины. При охлаждении в участке
мартенсита появляются растягиваю-
щие напряжения, которые быстро
достигают разрушающей величины
и образуют трещины. Меньше \и
реже появляются трещины маргец-
ентпого происхождения при сварке
сталей с низкой температурой мар-
теней гною превращения.
Растягивающие напряжения в
мартенситном участке достигают разрушающей величины в любом
направлении сварною соединения.
Виды деформаций при сварке. Деформации могут быть вре-
менные и остаточные, местные и общие, в плоскости и вне пло-
скости сварного соединения.
Временными называют
деформации, которые об-
разуются в определенный
момент времени при на-
греве или охлаждении в
процессе сварки и после
сварки исчезают.
Деформации, воз ни -
кающие в изделии к мо-
менту полного охлажде-
ния металла до окружаю-
щей температуры, назы-
ваются остаточными (ко-
нечными).
Местные деформации
относятся к отдельным
элементам изделия и вы-
Рис. 32. Деформации вне. плоскости сварных
соединений:
а — серповндность балки, б — грнбовидность полок
балки, а — угловая деформация стыкового соединения.
У — прогиб балки; 1, 2, 3, 4 — порядок наложения
швов
ражаююя в виде выпучи-
ны, хлопуна, волнистости или других искажений в плоскости из-
делия. Деформации, при которых изменяются размеры всего изде-
лия, искривляются геометрические оси, называются общими де-
формациями.
Деформации возможны в плоскости сварного соединения, на-
пример в виде продольных и поперечных деформаций (рис. 31),
и деформации вне плоскости, например в виде серповидное™,
грибовидное™ и угловой деформации (рис. 32).
§ 25. ОСНОВНЫЕ МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ ПРИ СВАРКЕ
При сварке изделий невозможно полностью избежать остаточ-
ных деформаций. При всестороннем защемлении свариваемого
изделия можно лишь свести деформации изделия к концу охлаж-
50
дения к минимальной величине. Всестороннее зашемл^нйе при
сварке изделия практически осуществить трудно, поэтому такой
способ борьбы со сварочными деформациями почти не применяют.
Используются только такие способы, которые позволяют получать
сварные- изделия с минимальными остаточными деформациями.
Некоторые способы борьбы с деформациями изделия приводят к
возрастанию внутренних напряжений, например, закрепление сва-
риваемых деталей перед сваркой.
Для борьбы со сварочными деформациями применяются кон-
структивные и технологические способы.
К конструктивным способам относятся:
1. Уменьшение количества сварных швов и их сечения, что
снижает количество вводимого при сварке тепла. Между количе-
ством тепла и величиной деформации при сварке существует пря-
Рис. 33. Влияние симметричных швов на деформации:
/, 2. .3, ? — порядок наложения швов
мая зависимость. Поэтому минимальная деформация конструк-
ции б’дет при наименьших протяженности и сечении швов, на-
пример резервуары изготовляют в настоящее время из больших
листов или из предварительно собранных в заводских условиях
полос и карт.
2. Симметричное расположение швов для уравновешивания
^формаций (рис. 33). Например, при изготовлении балки дву-
таврового сечения со сплошной стенкой наложение одного ниж-
него поясного шва вызовет изгиб балки — серповидную дефор-
мацию а наложение верхнего поясного шва вызовет изгиб в
обратную сторону. Таким образом, балка будет иметь конечный
прогиб [f)<h-
3. Симметричное расположение ребер жесткости.
4. Минимальное использование накладок и косынок.
5. Применение1 стыковых соединений.
К технологическим способам относятся:
1. Раппинальная технология сборки и сварки, которая вклю-
чает* правильный выбор вида и режима сварки, а также правиль-
ную последовательность наложения швов. Например, при ручной
сварке деформация вдвое больше, чем при автоматической.
4*
51
Соединения без скоса кромок дают меньшие деформации, чем со-
единения с разделкой кромок. Соединения с двусторонним ско-
сом кромок образуют меньшие деформации, чем соединения с одно-
сторонним скосом.
Рис. 34. Сборка на прихватках:
а — жеегкне прихватки, б, в — эластичные прихватки
Величина деформации зависит от способа сборки и прихватки
Детали собираются с жестким креплением, не допускающим ка-
кого-либо смещения одной детали относительно другой или с
эластичным, допускающим смещение деталей. Жесткое крепление
деталей осуществляется сварочными прихватками в отдельных
местах шва (рис. 34, а) или жесткими сборочно-сварочными при-
способлениями. Сборка с эластичным креплением производится
специальными пластинами, временно прихватываемыми к дета-
лям на некотором расстоянии от оси шва (рис, 34, б, в). Жесткая
сборка приводит к меньшей конечной деформации по сравнению
с эластичной-
Па величину конечных деформаций влияет последовательность
наложения швов. Например, наименьшая стрела прогиба узла,
показанного па рис. 35, будет при такой последовательности вы-
полнения швов: сначала — поперечный шов 2, затем — продоль-
ный 1 и после него — поперечный вертикальный 3.
2. Жесткие . закрепления деталей. Собранное изделие пол-
ностью сваривается, если закреплено на фундаменте, плите или
приспособлении, которые имеют жесткость, в несколько раз боль-
шую по сравнению с сварным изделием. После сварки и полного
* Прихватки — короткие швы с поперечным сечением до 1/з поперечного се-
чения полного шва.
52
охлаждения изделия зажимы удаляются. После освобождения
изделия деформация будет меньше, чем при сварке в свободном
состоянии. Закреплением можно снизить сварочные деформации на
10—зо% в зависимости от ряда условий. Этот способ дает паи*
больший эффект при сварке балок малой высоты и наименьший —
при сварке высоких балок (1000 мм и более).
Закрепление рекомендуется при сварке плоских листов для
предотвращения угловых деформаций. Листы можно прижимать
вблизи шва, например, электромагнитными прижимами. Чем
тоньше свариваемые листы, тем целесообразнее и?; закрепление,
с тем чтобы избежать также и выпучивания.
Рис. 35. Правильная
последовательность
сварки узла:
1 — продольный ШОВ. 2,
3 — поперечные швы
Рис. 36. Обратный выгиб элемента тавра:
а — сборка тавра с обратным выгибом у, б — форма
тавра после сварки
Полностью устранить деформации закреплением невозможно,
так как при освобождении от зажима сварное изделие продолжает
деформироваться за счет силы, сконцентрированной на участке
металла с пластической деформацией.
3. Обратный выгиб деталей. Свариваемые детали предвари-
тельно изгибают перед сваркой на определенную величину f в
обратную сторону (рис. 36) по сравнению с изгибом, вызываемым
сваркой. Эго г прием используется при сварке узлов таврового се-
чения. Величина изгиба устанавливается опытным пли расчетным
путем. Обратный изгиб перед сваркой выполняют с приложением
усилия в пределах упругого, упруго-пластического и пластического
состояния. Сварка изделия с упругим изгибом производится в
особых силовых приспособлениях. Изделие с пластическим изги-
бом сваривается в свободном состоянии. Однако для получения
пластического изгиба требуется мощное оборудование; поэтому
такой способ редко применяется в сварочном производстве. Поль-
зуясь обратным изгибом, можно полностью устранить конечные
деформации сварных изделий.
4. Правильный тепловой режим. Для уменьшения деформации
изделий, особенно из мадолластичиых металлов, например чугуна
53
или закаливающихся сталей, можно применять предварительный
подогрев зоны сварки шириной 40—50 мм с каждом стороны шва.
При этом снижается перепад температур между участками свар-
ного соединения, подвергающимися сильному нагреву при нало-
жении шва, и, следовательно, уменьшаются напряжения и конеч-
ные деформации. Температура предварительного подогрева уста-
навливается в зависимости от химического состава металла, его
толщины и жесткости конструкции, например: для стали — 400—
600° С. для чугуна — 500 800е С. для алюминиевых сплавов —
200—270° С, для бронзы — 300—400е С. При сварке особо ответ-
ствен и ы х ко нстр у кп и й из и и з коу гл ер о диеты х стал е н тол щи ной
более 40 мм устанавливают температуру подогрева 100—200е С,
при сварке низколегированных сталей толщиной более 30 мм —
150—200° С.
Предварительный подогрев выполняют газовыми горелками,
электрическими или индукционными нагревателями. Можно при-
менять также сопутствующий подогрев.
5. Многослойные и обратпоступенчатые швы. Последователь-
ное введение меньших количеств тепла применением многослой-
ных шгюв вместо одновременною при однослойном шве способст-
вует выравниванию нагрева сварного соединения и уменьшает сва-
рочные напряжения и деформации.
Обратноступеичатый способ заключается в том, что всю длину
шва разбивают на отдельные ступени и сварка каждой ступени
производится в направлении, -обратном общему направлению
сварки. Этот способ обеспечивает более равномерный нагрев
металла шва по всей его длине и минимальные сварочные деформа-
ции и напряжения (рис. 37). Длина ступени при обратноступен-
чатой сварке зависит от толщины металла, формы, жесткости сва-
риваемого изделия. Она выбирается в широких пределах (100—
400 мм). Чем тоньше свариваемый металл, тем меньше длина
ступени. Часто длину свариваемой ступени рассчитывают по дли-
не шва, получающейся от одного или двух электродов.
6. Принудительное охлаждение в процессе сварки. Уменьшая
зону нагрева при сварке созданием быстрого и интенсивного от-
вода тепла, можно значи-
Рис. 37. Схемы заполнения швов по длине:
а напроход, Л — от середины к края'!. я — обратне-
ступеичатнй; /, И, HL /V — ступени, Л — общее на-
правление шва
тел ыю уменьшить оста-
точные деформации. От-
вод тепла осуществля ю г,
погружая изделие в воду
и оставляя на воздухе
только участок сварки.
Этот способ пригоден для
нсза наливающихся низко-
углеродистых сталей. В
других случаях можно
применять массивные под-
кладки под швом из меди
или медных сплавов, об-
54
лазающих высоком теплопроводностью. Эти подкладки можно
дополнительно охлаждать циркулирующей внутри водой. Л\едные
подкладки дают хорошие результаты при сварке, например, вер’
жавеющих сталей небольшой толщины.
7. Применение внешней растягивающей силы. Внешняя растя-
гивающая сила, приложенная к концам свариваемого изделия, на-
пример двутавровой балки, позволяет свести к нулю укороче-
ние нагретого металла обжатием (осадкой). Этим устраняется
конечная сварочная деформация по направлению действия силы.
(Зила усадки при сварке изделия способствует укорочению, а внеш-
няя растягивающая сила — удлинению волокон металла. Если
волокна металла будут деформироваться в направлении растяги-
вающей силы, то при правильно подобранной величине этой силы
можно добиться полного устранения конечных деформаций свар-
ного изделия.
Этот способ борьбы с деформациями вполне целесообразен,
однако ре дно используется из-за отсутствия соответству ющего
сил о в ого об о р у до в а п и я.
8. Местная силовая обработка сварных швов и околошовной
зоны. Снижение сварочных деформаций и напряжений в сварных
соединениях достигается конкой (ударной силой), обкаткой (ста-
тической силой), вибрационным давлением (пульсирующей силой)
и другими силовыми воздействиями. Все виды силовой обработки
металла шва и околошовпой зоны создают местную пластическую
деформацию удлинения, обратную деформации укорочения от
сварки. В результате этого сварное изделие приобретает перво-
начальную форму и размеры.
Ковка производи гея ручным или механическим молотком мас-
сой 0,5—1,5 кг; холодная ковка выполняется при температуре
20---200°С, горячая —при температуре 450—1000эС (для стали).
Ковка стали в температурном интервале 200—450°С не рекомен-
дуется ввиду ее низкой вязкости и возможности образования
трещин.
При ручной сварке штучными электродами и при горячей
ковке следует выполнять швы длиной 150—200 мм и сразу же
после сварки проковывать их. При многопроходной или много-
слойной сварке проковка производится после каждого прохода или
наложения слоя, за исключением первого и последнего (декоратив-
ного). Первый, корневой шов проковывать нельзя, так как он
имеет малое сечение, и при ударе в нем возникнут трещины. Вср?<-
ний, тонкий декоративный слой вызывает весьма незначительные
деформации; кроме того, ковка ухудшит внешний вид шва. При
ручной сварке с последующей хоподной проковкой следует выпол-
нять швы заданной длины и проковку вести при температурах не
выше 200'’С молотком массой 0,5—1,5 кг.
Ирш изготовлении сварных конструкций время ковки превы-
шает время сварки в 1—2 раза, поэтому ковка применяется редко.
Широко применяется ковка в ремонтных сварочных работах.
Она улучшает структуру металла, уплотняет его и этим увеличи-
55
вает коррозионную стойкость и повышает механические свойства
сварного соединения.
Металлы, имеющие малую пластичность при высоких темпера-/
турах, должны коваться в холодном состоянии. Ковка закаливаю/
щихся при сварке сталей не рекомендуется из-за возможности
появления трещин. |
Сварное изделие исправляется от конечных деформаций (ко-
робления) механической или термической правкой. Сущность
правки заключается в придании изделию новых деформаций,
уничтожающих первоначальные, возникшие от сварки. Механиче-
ская правка изделия выполняется вручную тяжелым молотком
или на станках и прессах, а термическая — местным нагревом
изделия газовым пламенем.
Местный нагрев расширяет металл, а соседний холодный металл
оказывает расширению горячего металла сопротивление, в резуль-
тате чего в горячем металле возникают пластические напряжения
сжатия.
После охлаждения нагретого участка его размеры уменьшают-
ся во всех направлениях, что приводит к уменьшению или полно-
му исчезновению деформации. Для получения максимального эф-
фекта можно производить нагрев с одновременным охлаждением
соседних участков водой.
Термическая правка выполняется рабочими, имеющими спе-
циальные навыки.
Контрольные вопросы
1. Что называется деформацией тела?
2. Какая разница между упругой и пластической деформацией?
3. Как влияет температура нагрева на предел текучести стали?
4. Объясните явления возникновения напряжений и деформаций при нагреве
и охлаждении стального образца.
5. Начертите схему распределения продольных напряжений в стыковом
сварном соединении.
6. Назови!с виды деформаций сварных пластин и изделий.
7. Назовите способы борьбы с деформациями при сварке изделий, их сущ-
ность.
8. В чем заключаются механический и термический способы правки сварно-
го изделия?
ГЛАВА V5!
С8ДРНЫЕ СОЕДИНЕНИЯ И ШВЫ
§ 26. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварным соединением называют неразъемное соединение не-
скольких деталей, выполненное сваркой. При сварке плавлением
применяют стыковое, нахлесточное, угловое и тавровое соедине-
56
ния. Применяются также соединения прорезные, торцовые, с на
кладками и элсктрозаклепочные.
В стыковом со ед и н е ни и составляющие его элементы
расположены в одной плоскости или на одной поверхности
(рис. 38, а—в). Оно наиболее распространено в сварных изде-
лиях, так как имеет следующие преимущества перед остальными:
1. Неограниченная толщина свариваемых элементов.
Рис. 38. Основные виды сварных соединений:
а — стыковые, и— стыковые с отбортинкоП, в — стыковые листов разной толщины,
г — нахлесточные, д — угловые, е — тавровые» — прорезные, з — торцовые, и — с наклад-
ками, к— электрозаклепочные; С 3 — свариваемые детали, 2 — накладки
2. Более равномерное распределение силовых линий (напря-
жений) при передаче усилий от одного элемента к другому
(рис. 39).
3. Минимальный расход металла на образование сварного
соединения.
4. Надежность и удобство контроля качества соединения рент-
геновским излучением с определением места, размеров и харак-
тера дефекта сварки.
67
Недостатками стыковых соединений перед другими видами
являются:
1. Необходимость более точной сборки элементов пот сварк/з
2. Сложность обработки кромок иод стыковую сварку про-
фильного металла (уголки, швеллеры, тавры, двутавры).
Угловое соединение—сварное соединение двух элемен-
тов, расположенных под прямым углом и сваренных в месте при-
мыкания их краев (рис. 38, d).
Рис. 39. Распределение
силовых линий в соеди-
нениях:
а — -тык geo .1. С* — щхлесточ-
НОЯ
Тавровое соединение — свар-
ное соединение, в котором к боковой по-
верхности одного элем ен га примыкает
под. углом и приварен торцом другой эле-
мент (рис. 38, е), как правило, угол меж-
ду элементами прямой.
Угловые и тавровые соединения широ-
ко используются при сварке балок, ко-
лонн, стоек, каркасов, ферм и др., обеспе-
чивая увеличение жесткости и уменьше-
ние деформаций изделия.
Нахлесточное соединение
представляет собой сварное соединение,
в котором свариваемые элементы распо-
ложены параллельно и перекрывают друг
друга. Эти соединения имеют недостатки:
1. Расход основного металла на пере-
крытия в соединении. Необходимость экономии металла огра-
ничивает применение нахлесточных соединении для элемснго в
толщиной до 20 мм. Величина нахлестки (перекрытия) должна быть
не менее 5 толщин наиболее тонкою из свариваемых элементов.
2. Распределение силового потока в нахлесточном соединении
является нелинейным (рис. 39, б), поэтому оно хуже работает на
переменную или динамическую нагрузку, чем стыковое. В конст-
рукциях, работающих при низких температурах и подвергающихся
действию переменных или динамических нагрузок, следует избе-
гаю нахлесточных соединений.
3. Возможность проникновения влаги в щель между перекры-
ваемыми листами (при односторонней сварке), что вызывает
ржавление сварного соединения.
4. Сложность определения дефектов сварки.
Преимуществами нахлесточного соединения являются:
1. Отсутствие скоса кромок под сварку.
2. Простота сборки соединения (возможность подгонки разме-
ров за счет величины нахлестки).
Прорезные соединения (рис. 38, ж) применяются
тогда, когда длина шва нахлесточного соединения не обеспечивает
достаточной прочности.
Соединения с накладками (рис. 38, и) применяют только
в гех-случаях, когда не могут быть выполнены стыковые или на-
хлесточные соединения.
Накладки применяются также для соединения элементов из
профильного металла и для усиления стыковых соединений.
Соединения электрозаклепкам и (рис. 38» к) применяют
в нахлесточных и тавровых соединениях. При помощи электро-
заклепок получают прочные, по не плотные соединения. Верхний
лист пробивается или просверливается, а отверстие заваривается
так. чтобы был частично проплавлен нижний лист (или профиль).
При толщине верхнего листа до 6 мм его можно предварительно
не просверливать, а проплавлять дугой, горящей под флюсом, или
в защитном газе, при этом можно применять и неплавящиеся
электроды.
Основные типы и конструктивные элементы электрозаклепоч-
ных швов сварных соединений устанавливаются ГОСТ 14776—69.
§ 27. КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
Сварные швы подразделяются по виду сварного соединения и
глубиной провара Лть угловой — катетом /(, шириной В,
Стыюёсй
геометрическому очертанию сечения шва на стыковые и угловые
(рис. 40). Стыковой шов характеризуется шириной (Ь) и усиле-
нием Ль,
толщиной //. Стыковые швы применяют для
выполнения стыковых, торцовых, отборто-
ванных, а иногда и угловых соединений.
Угловые швы применяют в нахлесточных,
тавровых и угловых соединениях. Размеры
сечения швов установлены ГОСТ 5264—69.
По форме наружной поверхности стыко-
вые швы могут быть плоские или выпуклые
(рис. 41, а). Угловые швы могут выполнять-
ся и вогнутыми. Сварные соединения с вы-
пуклыми швами лучше работают на стати-
ческую нагрузку, чем соединения с плоскими
или вогнутыми швами. Однако швы со слиш-
ком большой выпуклостью вследствие боль-
шого количества наплавленного металла
неэкономичны. Стыковые соединения с пло-
Рис. 40. Классификация
сварных швов по геомет-
рическому очертанию се-
чения
сними швами и угловые, тавровые и нахле-
сточные соединения с вогнутыми швами луч-
ше работают на динамическую или знакопеременную нагрузку, чем
соединения с выпуклыми швами. Это объясняется тем, что при
плоских и вогнутых швах нет резких переходов о г основного к
наплавленному металлу, в которых имеется концентрация напря-
жений и от которых может начаться разрушение соединения,
В соответствии со стандартом допускается выпуклость шва при
нижней сварке до 2 мм и нс более 3 мм для швов, выполненных
в остальных положениях. Вогнутость допускается во всех случая?;
не более 3 мм.
По положению в пространстве различают швы нижние, верти-
кальные, горизонтальны* и потолочные (рис. 41» а).
59
Сварка нижних швов наиболее удобна, легко поддается меха-
низации. Наиболее сложен и труден потолочный шов, выполне-
ние которого требует специальной тренировки. Выполнение горц^
зоптальпых и вертикальных швов па вертикальной плоскости ни-
сколько труднее, чем нижних, но легче потолочных. Вертикаль-
ные, горпзон гальные и потолочные швы в большинстве случаев
применяют в строительстве и монтаже крупных сооружений и зна-
чительно реже — в заводских условиях, где с помощью приспособ-
Рйс. 41. Классификация сварных швов:
с — по положению в пространстве, б — по протяженности, в — по отношению
к направлению действующих усилий, г — по форме наружной поверхности
60
лсний удается почти полностью сваривать конструкцию только в
нижнем положении. Многие сварщики высокой квалификации вы-
полняют вертикальные швы с лучшим качеством, чем нижние, так
как в этом случае из сварочной ванны легче удаляются загрязне-
ния и металл шва становится чище, плотнее и прочнее.
Ко отношению к направлению действующих усилий швы под-
разделяются па фланговые (боковые) и продольные, оси которых
параллельны направлению усилия; лобовые, оси которых перпен-
дикулярны к направлению усилия; комбинированные и косые
(рис. 41, е).
По протяженности различают швы сплошные и прерывистые.
Прерывистый шов может быть цепным или шахматным. Цепной
шов представляет собой двусторонний прерывистый шов тавро-
вого соединения, в котором участки сварки и промежутки рас-
положены по обеим сторонам стенки один против другого
(рис. 41; б). Шахматный шов — двусторонний прерывистый шов
таврового соединения, в котором промежутки па одной стороне
стенки расположены против сваренных участков шва на другой
стороне. Расстояние от начала проваренного участка шва до на-
чала следующего участка называется шагом шва. Прерывистые
швы применяют в соединениях, не требующих герметичности (не-
проницаемости) и когда сплошные швы слабо нагружены. Сварные
соединения со сплошными швами лучше выдерживают знакопере-
менную нагрузку и меньше поддаются коррозии, чем соединения
с прерывистыми швами. Особо ответственные сварные изделия, как
правило, выполняются со сплошными швами.
По условиям работы швы подразделяются на рабочие, вос-
принимающие внешние нагрузки, и связующие (соединительные
швы), предназначенные только для скрепления частей изделия.
Связующие швы часто называют нерабочими швами.
§ 28. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ
СВАРНЫХ СОЕДИНЕНИЙ
На чертежах сварных изделий применяется система условного
изображения и обозначения швов сварных соединений по ГОСТ
2.312—72.
В планах и боковых видах чертежа место видимого шва изоб-
ражают сплошной линией, а невидимого — пунктирной линией
(рис. 42, а, б). В поперечных сечениях границы шва изображают
сплошными полужирными линиями, а кромки свариваемых час-
тей --сплошными тонкими линиями (рис. 42, в).
Обозначение шва отмечается выноской, состоящей из наклон-
ной линии и полки. Наклонная линия заканчивается односторон-
ней стрелкой на месте шва.
Характеристика шва проставляется или пач полкой (когда
односторонней стрелкой указана лицевая сторона шва), или под
полкой (когда указана обратная сторона шва) и состоит из сле-
дующих элементов (габл. 6):
61
обозначения стандарта на типы и конструктивные элементы
способа сварки, принятого в стандарт
швов сварных соединении;
иуквенно-цифрового обозначения швов, принятого в стандарте:/
условного обозначения
(иногда не указывается);
знака профиля шва
Рис. 42. Условнее изображение сварных
швов:
и, б—видимый и невидимый швы. ts — попереч-
ное сечение, 7—односторонняя с»релкэ, 2— поп-
ка. 3 и 4 —элементы видимого я невидимого швов
ко для шнов угловых, тав-
ровых и нахлесточных
соединении);
размера длины прова-
риваемого участка (для
прерывистого шва), шага
и знака, обозначающего
цепной или шахматный
шов;
вспомогательных зна-
ков (табл. 7).
Вспомогал ел ь н ы м и
з н а к а м и о б о з н а ч а ю I с я
особые условия выполнения швов (например, сварка на монтаже,
выполнение шва со снятым усилением и др.).
Есе элементы условного обозначения располагаются в указан-
ной последовательности и отделяются друг от друга знаком дефис
(за исключением вспомогательных знаков).
Буквенные обозначения способа сварки необходимо простав-
лять* на чертеже только в случае применения нескольких видов
сварки в данном изделии, например, П — полуавтоматическая
дуговая сварка, Г—-газовая, У — дуговая в углекислом газе,
Д— автоматическая цуговая и др., ручная дуговая сварка не имеет
буквенною обозначения. Можно не указывать на полке линии-вынос-
ки обозначения стандарта, если все швы в изделии выполняются
6. Условные обозначения швов сварных соединений
юст Наименование ГОСТа Вид соединения Условные обозна- чения швов
5264-69 Швы сварных соеди- нений Ручная дуговая свар- ка Стыковое Угловое Тавровое Нахлесточное Cl — С25 У1 — У10 Т1 — Т11 111 — нз
11534—65 То же (под острым и тупым углами) Угловое Тавровое УН —У15 Til — Т15
14771—76 Швы сварных соеди- нений. Дуговая снарка в защитном газе Стыковое Угловое Тавровое Нахлесточное С! — С27 У1 —У10 Т1—T9 Hl — Н4
14776 -69 Швы сварных соеди- нений электроза кле- почные Нахлесточное Н1 -Н6
62
7. Вспомогательные знаки
Особенности шеа
Условный
знак
Прерывистый luce е цепным расположением участков
Го же, с шахматным расположением
Монтажный шов
Шов по замкнутому контуру
1о же, по незамкнутому
Шов со снятым усилением
Шов, имеющий местную обработку в переходах к
основному .металлу
по одному стандарту. В этом случае следует сделать соответст-
вующее указание в примечаниях на чертеже
Примеры условного обозначения сварных швов приведены
в табл. 8.
§ 29. РАСЧЕТ СВАРНЫХ ШВОВ НА ПРОЧНОСТЬ
При проектировании сварных конструкций прочность их опре-
деляется на основании расчетов, которые сводятся к определе-
нию напряжений, возникающих в элементах изделия от нагрузок.
Существует два основных метода расчета конструкций: по до-
пускаемым напряжениям и по предельным состояниям.
При расчете конструкций по допускаемым напряжениям условие
прочности имеет вид о^[о], где о — напряжение в опасном се-
чении элемента, [о]—допускаемое напряжение, которое состав-
ляет некоторую часть от предела текучести стали:
|де п— коэффициент запаса прочности.
Коэффициент запаса прочности имеет различные значения в
зависимости от ряда условий (характера нагрузки, толщины лис-
8. Примеры условного обозначения сварных швов
Наименование кзва
Примеры обозначения
Стыковой односторонний на остающейся под-
кладке. со скосом двух кромок» выполненный
дуговой сваркой покрыты?.:и электроламп
ГОСТ 526'/-ОСН?/О'
Стыковой двусторонний с криволинейным ско-
сом дв'-х к помок, выполненный дуговой
сваркой покрытыми электродами
Стыковой двусторонний с двумя симметричны-
ми скосами двух кромок, выполненный дуго-
вой сварко.’ покрытыми электродами. Участ-
ки пер. <ода от ггеа к основному металлу
дополнительно обрабоiаны
Стыковой односторонний со скосом двух кро-
мок замковый. Усиление шва снято меха-
нi:чсскои обра боткой
Шов углового соединения односторонний, без
скоса кромок, выполненный дуговой сваркой
покрытыми электродами на .монтаже. Катет
шва □ мм
Шов таврового соединения невидимый одно-
сторонний, выполненный по замкнутому кон-
туру дуговой сваркой в углекислом газе пла-
вящимся электродом. Шов прерывистый с
шахматным расположением участков. Катет
шва 6 мм. длина провариваемого участка
50 мм, шаг 150 мм
Шов таврового соединения двусторонний, без
скоса кромок, выполненный полуавтоматиче-
ской сваркой ио незамкнутому контуру. Ка-
тет шва 4 мм
Стыковой двусторонний с двумя симметрич-
ными скосами двух кромок, выполненный
ручней дуговой сваркой. Обозначение упро-
щенное, если стандарт указан в примечаниях
чертежа
Упрошенное обозначение при наличии на чер-
теже одинаковых швов и при указании обо-
значения у одного из них за № 1
То же. в случае, если все шчы на чертеже
одинаковы и изображены с одной стороны
ГОСТ526^60-02/
ГОСТ526^65-0/7
ГОСТ 52М-бд-У¥
Г0СГ/*77/-65~Г4-М
±-50Z/5C
ГОСТ 525^6ГТ/-ТТJMO
64
эв, марки стали и др.). Например, для обычных строительных
инструкций, выполняемых из углеродистой стали обыкновенного
ачества марки СтЗ, допускаемое напряжение составляет [о] =
— 1600 кгс/см2; для пролетных строений железнодорожных мостов
(для той же марки стали) [о] = 1400 кгс/см2. Так как предел те-
кучести стали СтЗ от = 2400 кгс/см2, то коэффициент запаса прочно-
сти для первого случая оудег: п1~—— ——— 1,о; для второго
1 er IbOO
случая: л.———1,7. Для металлов, не обладающих выражен-
- 1400
ным пределом текучести, запас прочности определяют из отноше-
ния предела прочности разрыву ап к допускаемому напряже-
нию [а]. В этом случае коэффициент запаса прочности обычно со-
ставляет —3-f4.
Ы
В случае действия осевых нагрузок напряжения вычисляют по
Л Р
формуле о--—,
где Р— осевое усилие, кгс; F-—площадь поперечного сечения эле-
мента, см2.
Способ расчета по допускаемым напряжениям прост. Однако
определение допускаемых напряжений [о] или коэффициента за-
паса прочности п производится упрощенно, без точного учета боль-
шого количества условий работы конструкции.
Более точным методом расчета конструкций, учитывающим
условия работы, однородность материала конструкции и др„ яв-
ляется метод расчета по предельным состояниям. Первый метод
применяется в машиностроении, второй — при проектировании всех
строительных конструкций.
При расчете конструкций по предельному состоянию условие
Л' „
прочности записывается в виде: —
где Л-—расчетное усилие, кгс; F— площадь сечения, см2; R — рас-
четное сопротивление материала, кгс/см2; т — коэффициент усло-
вий работы, который учитывает степень ответственности конструк-
ции, возможность дополнительных деформаций при эксплуатации,
жесткость узлов.
' Расчетные сопротивления металла стыковых швов устанав-
ливаются Строительными нормами и правилами (СНиП) Госстроя
СССР. По этим нормам для стыковых швов, выполненных руч-
ной и полуавтоматической сваркой на стали СтЗ, расчетное сопро-
тивление при растяжении равно (при условии применения
обычных способов контроля швов — наружный осмотр и обмер
швов) /?сэ=1800 кгс/см2; при более сложных и точных способах
контроля (рентгено- и гаммаграфия, ультразвуковая и магнито-
графическая дефектоскопия)2100 кгс/см2; при срезе —
=«=1300 кгс/см2.
5 За
65
При выполнении указанными видами сварки угловых швов на
стали СтЗ при всех способах контроля величина расчетного сопро-
тивления при растяжении, сжатии и срезе принимается R^ ~
= 1500 кгс/см2.
Стыковые швы на прочность рассчитываются по формуле
Рис. 43. Hal р узки на свар-
ные швы:
а — стыковой, б— уt левей лобо-
вой, а — угловой фланговый
где /V — расчетная продольная сила, дей-
ствующая на соединение, кгс; /?с*— рас-
четное сопротивление сварного стыкового
соединения растяжению или сжатию.
кгс/см2; 6 — толщина металла в расчет-
ном сечении, см; I — длина шва, см.
Максимальное усилие Л/ для угловых
лобовых швов рассчитывают по формуле
N-^OJKlRc,
где К — катет шва, см; I — длина шва, см;
1\^у — расчетное сопротивление срезу,
кгс/см2.
Коэффициент 0,7 показывает, что рас-
чет ведется из предположения разруше-
ния шва по гипотенузе прямоугольного
треугольника (форма сечения углового
шва).
Максимальное усилие /V для угловых
фланговых швов рассчитывается по фор-
муле
W=-.2-0,7/4^e.
Примеры. 1. Определить расчетное усилие в стыковом соединении, вы-
тошненном ручней сваркой с учетом обычных способов контроля, если 6 — I см,
/«20 см и R™ =1800 кгс/см2 (рис. 43, а). Д'-1-20-1800=36 000 кгс.
2. Определить расчетное усилие в стыковом соединении, выполненном руч-
ной или полуавтоматической! сваркой с учетом точных способов контроля, если
6 « 1 см, / « 20 см, N == 1-20-2100 = 42 000 кгс.
3 Определить расчетное усилие в нахлесточном соединении с лобовым швом,
если К — 1 см, I — 20 см (рис. 43, б). N = 0.7-1 -20-1500 = 21 000 кгс.
4. Определить расчетное усилие в нахлесточном соединении с двумя флан-
говыми швами, если Л = 1 см, /=10 см (рис. 43, в). jV=2 0.7-I-10 1500=
«•21 000 кгс.
Контрольные вопросы
1. Назовите основные виды сварных соединений, скажите преимущества и
недостатки каждого из них.
2 Приведите классификацию сварных швов.
3. Изобразите условные обозначения некоторых швов сварных соединений.
4. Пи каким формулам производится расчет сварных швов на прочность?
66
ГЛАВА VHI
ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 30. ПОДГОТОВКА МЕТАЛЛА ПОД СВАРКУ
Подготовка металла заключается в правке, очистке, разметке,
|н ike и сборке.
Правкой устраняю г деформацию прока той стали. Листовой
и сортовой металл правят в холодном состоянии на лпстоправйль-
пих и углоправйльных вальцах и прессах. Сильно деформирован-
ный металл правят в горячем состоянии.
Перенос размеров детали в натуральную величин)7 с чертежа
нп металл называют разметкой. При этом пользуются универ-
сальным инструментом: рулеткой, линейкой, угольником и чертил-
кой. Проще и быстрее разметка выполняется шаблоном, изготов-
ляемым из тонкого металлического листа. При разметке заготовок
учишвается укорачивание их в процессе сварки конструкции. По-
лому предусматривается припуск из расчета 1 мм на каждый
иош-речный стык и 0,1 -0,2 мм на 1 пог. м продольного шва.
При подготовке/деталей к сварке применяют преимущественно
термическую (огневую) резку. ^Механическую резку целесообраз-
но выполнять при заготовке однотипных деталей, главным образом,
с прямоугольным/сечепием.
Часто кислородную резку, особенно машинную, сочетают со
снятием фасок для стыковых швов. После резки иногда проводят
механическую обработку для удаления пауглероженного металла
или зоны термического влияния.
§ 31. СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
Трудоемкость сборки деталей под сварку составляет около 30%
о! общей трудоемкости изготовления изделия. Для уменьшения
времени сборки, а также для повышения ее точности применяют
различные приспособления.
Сборка под сварку может выполняться следующими способами:
полная сборка изделия из всех входящих в него деталей с
последующей сваркой всех швов;
поочередное присоединение деталей к уже сваренной части из-
делия—при невозможности применения первого способа;
предварительная сборка узлов, из которых состоит изделие,
с последующей сборкой и сваркой изделия из собранных, узлов;
этот способ наиболее рационален, он применяется при изготовле-
нии крупных и сложных конструкций (суда, вагоны, мосты и пр.).
Для сборки и сварки колонн, балок, стоек сложного сечения,
а также листовых конструкций из стали толщиной более 8 мм при-
меняют приспособления, допускающие некоторое перемещение
элементов конструкции при усадке металла швов.
Приспособления могут быть предназначены только для сборки
деталей под сварку или только для сварки уже собранных деталей.
5* С7
9. Сборочно-сварочные приспособления
Наименование и вид Эскиз Область применения
I. Стяжные
Стяжки винтовые и руч-
ные для сближения
кромок
Кольцо стяжное, с руч-
ным зажимом для
сближения кромок
РезьЗа РезьЯа
ле&1я лраЗдя
Для сборки конструкций
и деталей из листово-
- го, полосового и про-
фильного металла
Для сборки цилиндров,
обечаек, трубопроводов
большого диаметра.
Могут применяться со-
вместно с распорами
Хомут гибкий, с экс-
центриковым зажимом
Распорно-стяжное винто-
вое устройство, ручное
Для сборки продольных
швов цилиндров, обе-
чаек, сосудов; натяж-
ное устройство может
быть в виде ленты, це-
пи и троса
Для сборки листовых
конструкций цилиндри-
ческих и плоскостен-
ных, резервуаров, кот-
лов, трубопроводов
большого диаметра
Крюк с ломом, ручное
устройство для сбли-
жения кромок
II. Зажимы
Для монтажной сборки
крупных листовых кон-
струкций
Зажим клиповой универ-
сальный с планкой. Руч-
ное устройство для за-
крепления центровки
изделия
Для монтажной сборки
листовых конструкций,
цилиндрических, пло-
скостных, конических,
резервуаров, доменных
печей - и кауперов
Продолжение табп. 9
Наименование и вид
Эскиз
Область применения
Скобка клиновая, руч-
ная, изготовляется из
толстого листового ме-
талла
Для сборки деталей из
листового и профиль-
ною металла
Скоба пружинная, руч-
ная
Для сборки коротких
обечаек, деталей из
профильного металла
Струбцина винтовая, от-
кидная
Для сборки деталей лю-
бых профилей
Зажим винтовой, пово-
ротный
1
Для сборки и крепления
деталей при массовом
производстве
Угольники прихватные с
болтом
III. Прихваты
Для сборки крупных кон-
струкций из листового
материала
Скоба прихватная с ло-
миком
Гребенка на прихватках
Для конструкций, соби-
раемых внахлестку в
монтажных условиях
Для монтажа крупных
листовых конструкций
69
Продажение табл. 9
i1^именование и вид
Эскиз
Область применения
Шайбы прихватные с
планками и клиньями
Универсальные приспо-
собления для сборки
л истовш коиструкций;
прим с ня ются сое -v.ee тио
с клиновыми
Скоба упорная, винтовая
IV. Упоры
Для сборки деталей
ограниченных ра^ме-
ров маши построит иль-
ных конструкций
Упор винтовой, односто-
ронний
Упор односторонний
Для сборки профилей
ферм и других конст-
рукций
Для сборки конструкций
на постоянно оборудо-
ванных сборочных ме-
стах
V. Распоры
ЛЕ fa#
Распор винтовой, руч-
ной
Для сборки цилиндриче-
ских обечаек, цистерн
и котлов
I
1
t
Резь fa npafa#
Распор клиновой
Для сборки деталей Ma-
in И ностроI I i СЛ ЬН Ы X КОН-
струкций
70
/ Рис. 44. Магнитный стенд:
— хчек।рома। нити, /— свариваемые листы
Применяют также и комбинированные сборочно-сварочные при-
способления.
Представление о конструкции сборочно-сварочных приспособле-
нии дает табл» 9.
Для сборки листовых кон-
с I ру кции у добны эле к।ром а г -
ншние стенды, которые фикси-
руют положение кромок свари-
ваемых листов (рис. 44). На
хчекгромагнигпых стендах мо-
жет производиться сборка и
сварка листов толщиной до
15 .мм. Недостаток подобного
рода приспособлений — отри-
цательное влияние магнитного
поля на сварочную дугу в про-
цессе сварки.
При массовом изготовлении одинаковых конструкций применя-
ют специализированные сборочные кондукторы с механизмами для
зажатия деталей. В этих кондукторах производится сборка и при-
хватка деталей, затем изделие освобождается из кондуктора и по-
дается па площадку или стенд для сварки.
Проверка точное!и сборки производится шаблонами и щупами
(рис. 45).
Собранные узлы или детали соединяют прихватками. Свароч-
ные прихватки представляют собой короткие швы с попереч-
ным сечением до Уз поперечного сечения полного шва. Длина при-
Рис. 45. Инструмент для проверки качества сборки:
а — угль, раскрытья кромки, б—прямого угла, tr — смещения листов,
г — зазора между листами при сверке внахлестку, d —зазора при
сварке ыавр и встык
хватки от 20 до 100 мм в зависимости от толщины свариваемых
листов и длины шва; расстояние между прихватками в зависимо-
сти от длины швов — 500—1000 мм. Прихватки выполняют теми же
электродами, что и сварку изделия.
Прихватки препятствуют перемещению деталей, что может при-
вести к трещинам в прихватках при охлаждении. Чеда больше тол-
щина свариваемых листов, тем больше растягивающая усадоч-
ная сила в прихватках и больше возможность образования тре-
щин. Поэтому сборку на сварочных прихватках применяют для
конструкций из листов небольшой толщины (до 6—8 мм). При
значительной толщине листов необходимо обеспечить податливость
деталей, например, осуществлять сборку на гребенках (эластичные
прихватки) и сборку изделия с гибкими деталями (решетчатые
фермы, узлы судов с перегородками и др.).
§ 32. ТЕХНИКА ВЫПОЛНЕНИЯ ШВОВ
Зажигание дуги. Существует два способа зажигания дуги по-
крытыми электродами — прямым отрывом и отрывом по кривой.
Первый способ называют зажиганием впритык. Второй напоминает
движение при зажигании спички и поэтому его называют чир-
каньем.
Сварщики успешно используют оба способа зажигания дуги,
причем первый чаще применяется при сварке в узких и неудобных
местах.
Длина дуги. Немедленно после зажигания дуги начинается
плавление основного и электродного металлов. Па изделии обра-
зуется ванна расплавленного металла. Сварщик должен поддержи-
вать горение дуги так, чтобы ее длина была постоянной. От пра-
вильно выбранной длины дуги весьма сильно зависят производи-
тельность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, рав-
ной скорости плавления электрода. Умение поддерживать дугу по-
стоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5—1,1 диаметра
стержня электрода (в зависимости от типа и марки электрода и
положения сварки в пространстве). Увеличение, длины дуги снижа-
ет устойчивое ее. горение, глубину проплавления основного метал-
ла, повышает потери на угар и разбрызгивание электрода, вызы-
вает образование шва с неровной поверхностью и усиливает вред-
ное воздействие окружающей атмосферы па расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит
от положения сварки в пространстве, толщины к состава свари-
ваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево,
от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода долж-
но быть определенным: он должен быть наклонен к оси шва так,
чтобы металл свариваемого изделия проплавлялся на наибольшую
72
глубину. Для получения плотного и ровного шва при сварке в
нижнем положении па горизонтальной плоскости угол наклона
электрода должен быть 15е от вертикали в сторону ведения шва
(рис. 46,6).
Обычно дуга сохраняет направление оси электрода; указанным
наклоном электрода сварщик добивается максимального проплав-
сясва направо справа напева ыпеевя л севе
9
Рис. 46. Направления сварки (а) и наклон электрода (б)
ления металла изделия. При этом улучшается формирование шва,
а также уменьшается скорость охлаждения металла сварочной
ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение элек-
тродной проволоки аналогично положению электрода при ручной
сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикаль-
ном, потолочном и горизонтальном положениях приведен на
рис. 46,6.
Колебательные движения электрода. Для получения валика
нужной ширины производят поперечные колебательные движения
электрода. Если перемещать электрод только вдоль оси шва без
поперечных колебательных движений, то ширина валика опреде-
ляется лишь силой сварочного тока и скоростью сварки и состав-
ляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные)
валики применяют при сварке топких листов, при наложении пер-
вого (корневого) слоя многослойного шва, при сварке по способу
опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров
электрода, получаемые с помощью поперечных колебательных дви-
жений электрода.
73
Наиболее распространенные виды поперечных колебательна
движений электрета при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
треугольниками;
петлеобразные с задержкой в определенных местах.
Рис. 47. Основные вилы поперечных движений конца электрида:
а, б, в, s — при обычных швах,, д, е, ж — при швах с усиленным прогревом кро-
мок
Поперечные движения по ломаной линии часто применяют для
получения наплавочных валиков, при сварке листов встык без
скоса кромок в нижнем положении и в тех случаях, когда нет воз-
можности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленно-
му шву, применяют для стыковых швов со скосом кромок и для
угловых швов с катетом менее 6 мм. выполняемыми в любом поло-
жении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых
швов с катетами шва более 6 мм и стыковых со скосом кромок в
любом пространственном положении. В этом случае достигается
хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих
большого прогрева металла по краям шва, главным образом при
сварке листов из высоколегированных сталей. Эти стали обладают
высокой текучестью и для удовлетворительного формирования шва
приходится задерживать электрод на краях, с тем чтобы пред-,
отвратить прожог в центре шва и вытекание металла из сварочной
ванны при вертикальной сварке. Петлеобразные движения можно
с успехом заменить движениями полумесяцем с задержкой дуги
по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине
выполняют напроход и обратноступенчатым способом. Сущность
способа снарки напроход заключаются F. том, что шов выполняется
от начала до конца в одном направлении.
Обратноступенчатый способ состоит б том, что длинный шов
делят на сравнительно короткие участки.
74
По способу заполнения швов по сечению разчичают однослов-
ные швы (рис. 48, а), многопроходные многослойные (рис. 48,6)
и многослойные (рис. 48,в).
Если число слоев равно числу проходов, io такой шов называют
многослойным. Если некоторые из слоев выполняются за несколько
проходов, то такой шов называют многопроходным.
CJ&S
в)
Рис. 18 Схемы заполнения швов по сечен ню-
* — ОДНОСЛОЙНЫЙ и однопроходный, б—многослойный и много-
проходный, В — МНОГОСЛОЙНЫЙ
Многослойные швы чище применяют в стыковых соединениях,
многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине
швы выполняются способами двойного слоя, секциями, каскадом
и горкой, причем в основу всех этих способов положен
обратноступенчатой сварки
(рис. 49).
Сущность способа двойного
слоя заключается в гом, что i I
наложение второго слоя про-
изводится по неостывшему пер-
вому после удаления свароч-
ного шлака. Сварка па длине
200—400 мм ведется в противо-
положных направлениях. Этим
предотвращается появление го-
рячих трещин в шве при свар-
ке металла толщиной 15—
20 мм, обладающего значи-
тельной жесткостью.
При толщине стальных лис-
тов 20—25 мм и более для
предотвращения трещины при-
меняют сварку каскадом или
горкой. Заполнение многослой-
ного шва для сварки секциями
Рис 49, Схемы заполнения многослойно-
го шва с малым интервалом времени;
а, б — секциями, & — каскадом. Л — горкой
75
и каскадом производится, как видно из рис. 49, по всей сваривае-
мой толщине на определенной длине ступени. Длина ступени под-
бирается такой, чтобы металл в корне шва имел температуру не
менее 200D С в процессе выполнения шва по всей толщине. В этом
случае металл обладает высокой пластичностью и трещин по обра-
зуется. Длина ступени при каскадной сварке равна 200—400 мм,
а при сварке секциями — больше. Сварка горкой производится про-
ходами по всей толщине металла. Способ сварки выбирается в
зависимости от химического состава и толщины металла, числа
слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие пре-
имущества:
1. Уменьшается объем сварочной ванны, в результате чего ско-
рость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому соста-
ву наплавленного металла, так как малая сила сварочного тока
при многослойной сварке способствует расплавлению незначитель-
ного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает
металл предыдущего слоя и околошовный металл имеет мелкозер-
нистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3—5 мм (при сварке
низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего
слоя па глубину около 1,5 мм, а металл нижнего слоя (глубина
более 1,5 мм) нагревается от 1500 до 1100° С и при быстром
охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена
до 5 мм, а термическая обработка нижнего слоя произойдет на
глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением
мелкозернистой структуры осуществляется нанесением подварочно-
го валика, который выполняется электродом диаметром 3 мм при
сварочном токе 100 А. Перед нанесением подварочного валика
корень шва очищают термической резкой или резцом. Подвароч-
ный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется на-
несением отжигающего (декоративного) слоя. Толщина отжигаю-
щего слоя должна быть минимальной (1—2 мм), обеспечивающей
высокую скорость остывания и мелкозернистую структуру верхнего
слоя. Отжигающий слой выполняется электродами диаметрами
5—6 мм при токе 200—300 А в зависимости от толщины листа.
Концовка шва. В копие шва нельзя сразу обрывать дугу и
оставлять на поверхности металла кратер. Кратер может вызвать
появление трещины в шве вследствие содержания в нем примесей,
прежде всего серы и фосфора. При сварке низкоуглеродистой стали
кратер заполняют электродным металлом или выводят его в сто-
рону на основной металл. При сварке стали, склонной к образо-
ванию закалочных микроструктур, вывод кратера в сторону недо-
76
пустим ввиду возможности образования трещины. Не рекомендует-
ся заваривать кратер за несколько обрывов и зажиганий дуги
ввиду образования окисных загрязнений металла. Лучшим спосо-
бом окончания шва будет заполнение кратера металлом за счет
прекращения поступательного движения электрода вниз и медлен-
ного удлинения дуги до ее обрыва.
§ 33. ВЫБОР РЕЖИМА СВАРКИ
Под режимом сборки понимают совокупность показателей, опре-
деляющих характер протекания процесса сварки. Эти показатели
влияют на количество тепла, вводимого в изделие при сварке.
К основным показателям режима сварки относятся: диаметр элек-
трода или сварочной проволоки, сила сварочного тока, напряжение
на дуге и скорость сварки. Дополнительные показатели режима
сварки: род и полярность тока, тип и марка покрытия электрода,
угол наклона электрода, температура предварительного нагрева
металла.
Выбор режима ручной дуговой сварки часто сводится к опре-
делению диаметра электрода и силы сварочного тока. Скорость
сварки и напряжение на дуге устанавливаются самим сварщиком
в зависимости от вида сварного соединения, марки стали, марки
электрода, положения шва в пространстве и т. д.
Диаметр электрода выбирается в зависимости от толщины
свариваемого металла,-вида сварного соединения, типа шва и др.
При сварке встык листов толщиной до 4 мм в нижнем положении
диаметр электрода берется равным толщине свариваемой стали.
При сварке стали большей толщины применяют электроды диамет-
ром 4—6 мм при условии обеспечения полной возможности про-
вара металла соединяемых деталей и правильного формирования
шва. Применение электродов диаметром более 6 мм ограничивается
вследствие большой массы электрода и электрододержателя. Кроме
того, прочность сварных соединений, выполненных электродами
больших диаметров, снижается за счет возможного непровара в
корне шва и большой столбчатой макроструктуры металла
шва.
В многослойных стыковых и угловых швах первый слой или
проход выполняется электродом диаметром 2—4 мм; последующие
слои и проходы выполняются электродом большего диаметра в за-
висимости от толщины металла и формы скоса кромок.
В многослойных швах сварка первого слоя электродом малого
диаметра рекомендуется для лучшего провара корня соединения.
Это относится как к стыковым, так и угловым швам.
Сварка в вертикальном положении выполняется обычно элек-
тродами диаметром нс более 4 мм, реже — 5 мм; электроды диа-
метром 6 мм могут применяться только сварщиками высокой ква-
лификации.
Потолочные швы, как правило, выполняются электродами не
более 4 мм.
Силу сварочного тока выбирают в зависимости от диаметра
электрода. Для выбора силы тока можно пользоваться простой
зависимостью: I=Kd, где /<=35—60 Л/мм и d— диаметр электрода
в мм. Относительно малый сварочный ток ведет к неустойчивому
горению дуги, непровар}- и малой производительности. Чрезмерно
большой ток ведет к сильному нагреву электрода при сварке,
увеличению скорости плавления электрода и непровару, повышен-
ному разбрызгиванию электродного материала и ухудшению фор-
мирования шва. На величину коэффициента /< влияет состав
электродного покрытия: для газообразующих покрытий К берется
меньше, чем для шлакообразующих покрытии; например, для элек-
тродов с железным порошком в покрытии (ЛНО-1, ОЗС-З) свароч-
ный ток на 30—40% больше, чем для электродов с обычными по-
крытиями.
При сварке вертикальных в горизонтальных швов ток должен
быть* уменьшен против принятого для сварки в нижнем положении
примерно на 5—10%, а для потолочных — на 10—15%, с тем
чтобы жидкий металл не вытекал из сварочной ванны.
Влияние показателей режима сварки на размеры и форму шва.
Сварной шов характеризуется шириной шва Ь, глубиной прова-
ра Лп, высотой выпуклости (усиления) а также коэффициентом
, . ь , , ь
формы провара — и коэффициентом выпуклости шва — •
Ап "в
Угловой шов измеряется катетом (см. рис. 10).
Числовыми коэффициентами формы и выпуклости шва задают-
ся при проектировании сварных изделий. Например, коэффициент
формы провара при ручной дуговой сварке может быть принят
от 1 до 20.
Уменьшение диаметра электрода при постоянном сварочном
токе повышает плотность тока в электроде и глубину провара,
чго объясняется увеличенным давлением дуги. С уменьшением
диаметра электрода ширина шва уменьшается за счет уменьше-
ния катодного и анодного пятен. С изменением силы тока меняется
глубина провара. Под влиянием давления дуги, которое увеличи-
вается с возрастанием тока, расплавленный металл вытесняется
Шо8 Шйв
Рис. 50. Схема сил взаимодействия между дугой и жидкостью в хвосте
сварочной ванны:
Рд — давление дуги
78
in пол основания туги (рис. 50), что может привести к сквозному
проплавлению.
Направление давления дуги можно изменять наклоном элек-
трода или изделия и тем самым достигать различной глубины про-
пара при одном и том же токе.
Повышение напряжения дуги за счет увеличения се длины при-
водит к снижению сварочного тока, а следовательно, и к снижению
। дубины провара. Ширина шва при этом повышается независимо
си полярности сварки. \
С увеличением скорости ручной сварки глубина провара и
ширина шва понижаются.
§ 34. НАПЛАВКА ВАЛИКОВ
Наплавка валиков производится для восстановления изношен-
ного металла деталей механизмов и машин. Получение ровной
наплавленной поверхности достигается, когда один валик пере-
крывается другим на величину 0,3—0,5 его ширины. Для наплавки
уширенных валиков применяют поперечные колебательные дви-
жения электрода.
Нормальной считается ширина валика, равная 3—4 диаметрам
электрода. Наложение валиков рекомендуется производить слева
направо или на себя. В этих случаях сварщик четко видит место
дуги, ее длину, перенос электродных капель и формирования ва-
лика. Наплавка валиков производится электродами больших диа-
метров (6—12 мм) при больших токах (250—500 А и более).
§ 35. СВАРКА В НИЖНЕМ ПОЛОЖЕНИИ
Сварка стыковых швов. Односторонние стыковые швы без ско-
са кромок выполняют покрытыми электродами диаметром, равным
толшине свариваемых листов, если она не превышает 4 мм. Сила
тока подбирается в зависимости от диаметра электрода, вида и
10. Ориентировочные режимы сварки стыковых соединений без скоса кромок
Торшина ме- талла, мм Тип шва Зазор, мм Диаметр электрода, мм Среднее злаченне силы то- ка, А
нижнее пола- жен не вертикальное н ПОТОЛОЧНОЙ положение
3—4 Односторон кий 1 1 180 160
Б—6 сторон- ний 1—1,5 4—5 180—260 160—230
-S ъ 1,5-2 5 260 230
10 i * 2 6 330 290
Примечай! J с Мякси*ля значения силы тика должны уточняться пе даккиы
«орта электродов.
79
толщины покрытия (табл. 10). Листы без скоса кромок толщиной
от 4 до 10 мм сваривают двусторонним швом. Положение и по-
перечные движения электрода при сварке приведены на рис. 51.
Стыковые соединения со скосом двух кромок (V-образные) в
зависимости от толщины металла выполняют однослойными, мно-
гослойными или многопроходными швами (см. рис. 48).
Рис. 51. Положение (а) и движения электрода (б) при.сварке стыковых
швов
Оптимальный угол раскрытия шва определяется следующими
соображениями. Большой угол разделки (80—90°) обеспечивает
большие удобства сварщику, уменьшает опасность непровара кор-
ня, но увеличивает объем наплавленного металла, следовательно,
уменьшает производительность и увеличивает деформации изде-
лия. Для нормального процесса ручной дуговой сварки принят угол ’
разделки 60°. Он может быть увеличен на 65° для тонких листов и
уменьшен до 55° для листов толщиной более 15 мм.
Зазор между стыкуемыми элементами и притупление кромок
составляет от 1,5 до 4,0 мм в зависимости от толщины листов,
режима сварки и характера свариваемой конструкции.
Наиболее трудным при сварке является получение полного
(надежного) провара корня шва. Здесь чаще всего бывают раз-
личные дефекты, например непровар, газовые и шлаковые вклю-
чения. Поэтому, если это возможно, следует подваривать корень
шва с обратной стороны.
Металл толщиной от 4 до 8 мм проваривается однослойным
(однопроходным) швом. Однослойные швы с V-образным скосом:
кромок выполняют поперечными колебательными движениями
электрода в виде треугольников без задержки в корне шва
(листы толщиной 4 мм) и с задержкой в корне шва (толщиной
8 мм, рис. 51).
Листы толщиной 12 мм и более соединяются встык с двумя
симметричными скосами двух кромок (с Х-образным скосом кро-
мок) многослойным или многопроходным швом. /Многослойный
шов выполняется быстрее многопроходного. Выбор многослойного
или многопроходного шва зависит от химического состава и тол-
щины свариваемой стали.
Многопроходной шов выполняется тонкими и узкими валиками,
без поперечных колебательных движений электрода. Сварку ре-
комендуется выполнять электродами, предназначенными для опи-
60
[huiMTi, В этом случае применяют электроды диаметром от 1,6 до
3 мм (редко 4 мм). Весь многопроходной шов может выполнять-
ся электродами одного и того же диаметра (см. гл. XX).
Каждый слой многослойного шва имеет увеличенное в пескЪль-
ко раз сечение по сравнению с сечением каждого валика прц
многопроходной сварке; гюэгом\ многослойный шов обеспечивает\
повышенную производительность.
Режимы дуговой сварки покрытыми электродами нижних V-об-
разных стыковых многослойных швов даны в табл. 11.
II. Ориентировочные режимы сварки V-образных стыковых многослойных швов
Толщи- на мета,Т-: ' ла, мм Зазор, мм Число слоев, креме подва- ’ речного и декоративно- го Диаметр электро- да , мм Среднее значение тока, А
первый слой последую- щие слои положение сварки
нижнее вертикаль- ное горизон- тальное
10 :Д f 2 4 5 180—260 160—220 150—210
12 2—2,5 3 4 5 180 —260 160—220 150—210
14 2,5—3 4 4 5 180—260 160—220 150—210
16 3—3, о 5 4 о 180—260 160—220 150—210
18 3,5-4 6 5 6 220—320 200—300 180—280
Примечание. Максимальные значения силы тока должны уточняться по данным пас-
порта электродов.
Иногда для обеспечения провара по всей толшнне металла
сварка ведется на медной подкладке толщиной 4—6 мм. В этом
случае сварочный ток можно повысить на 20—30%, не опасаясь
сквозного проплавления. Если конструкция и назначение сварного
изделия допускают сквозное проплавление, сварка может вестись
на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва с
обратной стороны его предварительно зачищают резаком для
поверхностной резки или резцом для удаления возможных
дефектов (непровара, трещин, газовых и шлаковых включе-
ний).
Стыковые Х-образмые швы 'Применяют для стали толщиной
от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора
и притупления, техника выполнения швов при этом такие же,
как и при сварке листов с V-образной разделкой. Чтобы достаточ-
но прогревался и отжигался металл каждого нижележащего слоя,
юлщина слоев должна быть не более 4—5 мм и нс менее 2 мм.
Например, для выполнения Х-образных швов при сварке листов
юлщиной 12 мм нужно положить 4—6 слоев, а для толщины
•10 мм—10—16 слоев (отжигающий и декоративный слои не учи-
тываются).
Стыковые швы листов большой толщины (более 20 мм) целе-
сообразно сваривать с криволинейным скосом двух кромок. Такая
б Заказ t>94
81
подготовка позволяет применять электроды повышенного диаметра,
обеспечивает надежный провар и равномерную усадку металла
шва.
ШВЫ С ДВУСТОРОННИМ СКММетриЧПЫМ СКОСОМ ДВух КрОМОК (Х’Об-
разные) имеют следующие преимущества перед швами с одно-
сторонним скосом двух кромок (V-образные):
1. Уменьшение объема наплавленного металла в 1,6—1,7 раза
и, следовательно, увеличение производительности сварки.
2. Уменьшение деформаций от сварки.
3. Возможный непровар в корпе шва расположен в нейтраль-
ном сечении и поэтому менее опасен.
Рис. 52. Положение и движения электрода при сварке угловых швов:
а — наклонным электродом, 6 — «в лодочку»
Для уменьшения коробления сварного изделия рекомендуется
выполнять швы попеременно с одной и с другой стороны листа-
При свапке в нижнем положении для этого требуется частая кан-
товка изделия. Поэтому целесообразно устанавливать изделие вер-
тикально и сваривать его одновременно с двух сторон. Работу в
этом случае выполняют два сварщика.
Сварка угловых швов. При выполнении угловых швов наклон-
ным электродом (рис. 52, а) жидкий металл под действием силы
тяжести стремится стекать на нижнюю плоскость. Поэтому вы-
полнение этих швов лучше производить «в лодочку» (рис. 52,6),
в частности электродами, которые позволяют вести сварку о л я-
раннем покрытия на свариваемые кромки изделия.
82
Сварка «в лодочку» угловых швов для листов толщиной до
14 мм возможна без скоса кромок (двусторонняя сварка) ил]у С
частичной разделкой кромок и увеличенным размером притуп-
ления. Зазор между свариваемыми элементами не должен пре-
вышать 10% толщины листа.
Режимы сварки «в лодочку» с опиранием электрода даны в
табл. 12.
12. Режимы сварки угловых швов <в лодочку» с опиранием электрода
Толщина спариваемых листов, мм Катет шва, мм Диаметр электрода, мм Сила тзка. А
4—6 5 5 250—300
6—8 6 6 300—350
10—14 8 б 480—560
Примечание, Максимальные значения силы тока должны уточняться по данным пас-
порта электродов.
Однако не всегда можно установить сварное изделие для свар-
ки «в лодочку»; тогда угловые швы выполняют наклонным элек-
тродом. В этом случае возможен непровар корня шва и кромки
нижнего листа. Тщательный прогрев кромок свариваемых частей
достигается правильным движением электрода, который следует
держать под углом 45° к поверхности листов и производить по-
перечные движения треугольником без задержек или с задержка-
ми в корне шва. В процессе сварки электрод следует наклонять
то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выпол-
няют сваркой в один слой электродами диаметром до «5 мм, иногда
без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут
выполняться в один слой, но С- поперечными движениями элек-
трода треугольником, причем лучший провар корня шва обеспе-
чивается задержкой электрода в корне шва (см. рис. 52).
Угловые швы с односторонним или двусторонним скосом кро-
мок применяют при изготовлении особо ответственных изделий.
В тавровых соединениях без скоса кромок не всегда можно пропла-
вить металл по всей свариваемой толщине и тем самым обеспечить
требхемую прочность соединения.
Скос*кромок у стенки тавра делают под углом 50±5°. При тол-
щине стоики до 4 мм шов со скосом кромки выполняют в один
слон; при большей толщине сварка ведется в несколько слоев и
проходов. При выполнении многослойных тавровых швов наклон-
ным электридом швы обычно получаются с неравными катетами
на полке и стейке. Поэтому при проектировании сварных изделий
допускаются угловые швы с неравными катетами.
Примерные режимы сварки тавровых соединений со скосом
кромок даны в табл. 13.
о* 83
13. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Вид шва
Толщина ме- Число слоев или Диаметр электро-
тллла, мм проходов да, мм
1 3—1 120—160
1 4—5 160—220
1—2 4—5 160—220
3—4 4-6 160—300
6—8 4—6 160—320
20
40
(50
80
2—4 4—6 160—320
4-8 4-6 160—360
8—16 4—6 160—360
16—30 5—6 220—360
30—40 5—6 220—360
§ 36. ВЫПОЛНЕНИЕ ВЕРТИКАЛЬНЫХ, ГОРИЗОНТАЛЬНЫХ
И ПОТОЛОЧНЫХ швов
Вертикальные швы (стыковые и угловые) выполняют в направ-
лении снизу вверх. Предварительно подготавливается сваркой
металлическая горизонтальная площадка сечением, равным сече-
нию наплавленного металла шва. Площадка создается попереч-
ными движениями электрода треугольником (рис. 53). Провар
в корне шва обеспечивается задержкой горения дуги в этом месте
Рис. 53. Положение и движения электрода при сварке в вертикальном поло-
жении:
а — стыковые швы со скосом кромок, б — угловые швы, в —сварка е направлении сверху
вниз
84
при движении электрода треугольником. Наибольший провар
корня шва достигают, когда электрод перпендикулярен вертикаль-
ной оси. Стекание расплавленного металла предотвращают над
клоном электрода вниз, как показано пунктиром па рис. 53, а. б.
Сварка вертикальных швов электродами больших диаметров \
и при большой силе тока затруднительна из-за стекания металла '
и неудовлетворительного формирования шва. Поэтому применяют
электроды диаметром до 4 мм, редко 5 мм, а сварочный ток пони-
жают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 53, в)
возможна электродами, дающими тонкий шлак. Металл в сва-
рочной ванне затвердевает быстрее и стекания его практически
не происходит. Для вертикальной сварки сверху вниз применяют
электроды с целлюлозным, пластмассовым покрытием органиче-
ского вида (ОЗС-9, ВСЦ-1, ВСЦ-2; ВСЦ-3 и др.). Производитель-
ность сварки сверху вниз выше производительности сварки снизу
вверх. Вертикальные швы также удобно выполнять электродами
с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем
вертикальные (рис. 54). При выполнении горизонтальных швов
на верхнем листе часто образуются подрезы, а при сварке в пото-
лочном положении затруднен полный провар, корня шва. В обоих
случаях сварка должна производиться короткой дугой с достаточно
Рис. 51. Положение и движения электрода при сварке в-гори-
зонтальном и потолочном положениях:
а—горизонтальный yiлозой шов. <5—наплдзка в потолочном положе-
нии, в — ПОТОЛОЧНЫЙ СТЫКОВОЙ Шов
85
быстрыми колебательными движениями. Металл толщиной
более 8 мм сваривают многопроходными швами. Первый валик
в корке горизонтального шва наносится электродом диаметром
4 мм, а последующие — диаметром 5 мм. Первый валик в корне
потолочного шва выполняется электродом диаметром 3 мм, а по-
следующие — диаметром не более 4 мм. Валики горизонтального
и потолочного швов удобно выполнять электретами с опиранием
покрытия. При выполнении потолочных швов газы, выделяющиеся
при сварке покрытыми электродами, позанимаются вверх и могут
оставаться в шве. Поэтому для сварки в потолочном положении
следует пользоваться хорошо просушенными электродами, даю-
шими небольшой шлак.
§ 37. СВАРКА ТОНКОЛИСТОВОЙ СТАЛИ
При сварке стали толщиной 3 мм и меньше необходимо вво-
дить в изделие строго одинаковое количество тепла на единицу
длины шва (погонная энергия сварки qn), с тем чтобы по всей
Рис. 55 Соединения электрозаклепками:
с — без отверстия в веохнем листе, б —с предварительно пробитым отверстием, в —
сварка двух листов с профильным элементом, г — угловое соединение
длине шва была одинаковая глубина провара металла. Это воз-
можно только при питании дуги постоянным током. Дуга перемен-
ного тока будет вызывать прожоги и непровары. Швы наклады-
ваются электродом диаметром 1—3 мм без поперечных
колебательных движений. Продольные движения электрода по
оси шва должны производиться с одинаковой скоростью.
Для соединения тонких металлов заслуживает широкого внед-
рения микроплазменная сварка импульсной дугой в защитном
инертном газе. Ею сваривают листы толщиной 0,1—2 мм. Для
микроплазмешюй сварки институт им. Е. О. Патона разработал
специальный источник сварочного тока типа А-1347 (см. гл. XXI).
Тонкую сталь можно сваривать также угольным электродом
на постоянном токе с прямой полярностью по отбортовке кромок
на режиме: диаметр угольного электрода — 6—10 мм, сила тока —
120—160 Л, скорость сварки — 50—70 м/ч.
86
§ ЗВ. СВАРКА ЭЛЕКТРОЗАКЛЕПКАМИ
Точечные швы в сварном соединении, выполненные сварочной
дугой плавящимся или неплавящимся электродом, называют элек-\
трозаклепками (рис. 55).
Сварка электрозаклепками получила широкое применение в >
промышленности благодаря высокой производительности и удоб-
ству в сборке крупногабаритных конструкций, например обшивка
пассажирских вагонов.
Сварка электрозаклепками применяется для соединения тонко-
листовой обшивки с рамами из профильного проката, где из-за
крупных размеров конструкции затруднено применение контактной
точечной сварки; для образования соединений из пакета элемен-
тов; для приварки шпилек.
Сварка электрозаклепками обычно осуществляется птавяшнмся
стальным электродом под слоем флюса (разработана С. А. Его-
ровым).
Сварка выполняется с проплавлением верхней летали свароч-
ной дугой пли через отверстие, предварительно подготовленное
сверлением или прокалыванием. Экономично применять сварку
металла электрозаклепками без отверстия в верхнем элементе.
Возможно осуществление сварки электрозаклепками стальным
электродом поп флюсом с проплавлением верхнего листа толщиной
до 12 мм, без предварительного сверления отверстия в нем. Это
достигается применением силы сварочного тока в 4500—5000 А и
электродной проволоки диаметром 14—16 мм.
Однако сварка элементов толщиной более 2 мм без прокола
отверстия большей частью нецелесообразна, так как применение
больших сварочных токов и электродов больших диаметров при-
возит к образованию чрезмерно крупной головки электрозаклепки
при малом диаметре ее стержня.
Необходимость сверлить или прокалывать отверстия в верхнем
элементе толщиной больше 2 мм ограничивает область примене-
ния электрозаклепочных швов.
Сварка электрозаклепками неплавящимся электродом позволяет
получать швы без усиления и с большей глубиной проплавления
металла, чем сварка плавящимся электродом. Неплавящимся гра-
фитированным электродом можно сваривать листы толщиной каж-
дый 6 мм и более постоянным током 400—700 А. В качестве элек-
тродного материала рекомендуется графитированная масса мар-
ки А Московского электродного завода. Защитой металла шва при
сварке могут служить флюс пли различные защитные газы.
§ 39. СВАРКА ПОД ВОДОЙ
Впервые в мире дуговую сварку под водой предложил и раз-
работал К- К Хренов (1932 г.).
Сварка под водой производится плавящимися штучными элек-
тродами, порошковой проволокой, а также и неплавящимся элек-
87
тродом. Для питания дуги используют постоянный или переменный
ток. Напряжение дуги, горящей под водой, на 6—7 В больше, чем
на воздухе. Для сварки применяют электроды с водонепроницае-
мыми покрытиями.
Институт электросварки им. Е. О. Патона разработал специаль-
ную 'порошковую проволоку для шланговой полуавтоматической
сварки под водой.
Если швы, выполненные штучными электродами, имеют пори-
стость, низкую пластичность и вязкость металла, объясняемую влия-
нием водорода, то при сварке порошковой проволокой плотность и
прочность швов отвечает требованиям, предъявляемым к сварке
ответственных изделий.
Техника сварки под водой штучными электродами п порошко-
вой проволокой аналогична сварке на воздухе. Сила тока для
сварки выбирается на 10—25% выше, чем для работы на воздухе.
Сварку под водой можно производить на глубине до 50 м. При
большей глубине работа почти невозможна, так как сварщик не
может находиться под водой длительное, время.
Сварка под водой широко используется для ремонта -подводной
части судов, прокладки трубопроводов, строительства оснований
нефтяных вышек и других работ.
Наиболее перспективными видами подводной сварки и резки
являются дуговая полуавтоматическая шланговая, плазменно-ду-
говая и электроннолучевая.
Контрольные вопросы
1. Назовите способы сборки деталей перед сваркой.
2. Когда применяют зажигание дуги прямым отрывом и отрывом по кривой?
3. Объясните выбор схемы колебательных движений концом электрода.
4. Объясните преимущества обратноступенчатой сварки перед сваркой на-
проход.
5. Как выбирают число слоев и проходов при выполнении шва?
6. Что такое режим дуговой сварки?
7. Расскажите о назначении наплавки валиков, технике их выполнения.
8. Объясните технику сварки покрытыми электродами тонколистовой стали.
9. В чем заключается суш.ность сварки электрозаклепками, ее применение?
ГЛАВА IX
МАТЕРИАЛЫ И АППАРАТУРА ДЛЯ ГАЗОВОЙ
СВАРКИ И РЕЗКИ
§ 40. ГАЗЫ, ПРИСАДОЧНАЯ ПРОВОЛОКА И ФЛЮСЫ
ДЛЯ ГАЗОВОЙ СВАРКИ
Кислород. Высокая температура газового пламени достигается
сжиганием горючего газа или паров жидкости в кислороде.
Кислород в чистом виде при температуре 20° С и атмосферном
давлении представляет собой прозрачный газ без цвета, запаха и
88
|4. Характеристика горючих газов и жидкостей для сварки и резки
Наименование горючего Температура пламени при сгорании в кислороде, ° С Масса 1 № горючего при 20е С и давлении 760 мм рт. ст., кг Коэффициент замены ацетилена Количество кислоро- да , подаваемого в горелку на 1 мй горючего» №
Газы; ацетилен водород пиролизный нефтяной пропан технический природный коксовый сланцевый Пары керосина Пары бензина 3050—3150 2000—2100 2300 2300 2400—2500 2100—2200 2000 2000 2400—2450 2500—2600 1,09 0,084 0,65—0,85 0,65—1,45 1,9 0,7—0,9 0,4—0,5 0,7—0,9 800—840* 700—760* 1 5,2 1,6 1,2 0,6 1,6—1,8 3,2—4,0 4,0 1,0-1,3 1,4 1,0-1,3 0,3-0,4 1,2—1,5 1,5—1,6 3,4—3,8 1,5—2 0,6—0,8 0,7 1,7—2,4 на 1 кг 1,1—1,4 на 1 кг
* Для керосина и бензина приведена масса 1 № жидкости.
вкуса, несколько тяжелее воздуха. Масса 1 м3 кислорода при 20° С
и атмосферном давлении (1 кгс/см2) равна 1,33 кг. Кислород сжи-
жается при нормальном давлении и температуре —182,9° С. Жидкий
кислород прозрачен и имеет голубоватый цвет. Масса 1 л жидкого
кислорода равна 1,14 кг; «при испарении 1 л кислорода образуется
860 л газа.
Кислород получают разложением воды электрическим током
или глубоким охлаждением атмосферного воздуха.
Технический кислород выпускается по ГОСТ 5583—68 трех
сортов: 1-го сорта, содержащего не менее 99,7% чистого кисло-
рода, 2-го сорта—не менее 99,5% и 3-го сорта — не менее 99,2%
(по объему). Остаток составляют азот и аргон.
Чистота кислорода имеет большое значение, особенно для кис-
лородной резки. Снижение чистоты кислорода ухудшает качество
обработки металлов и повышает его расход.
Сжатый кислород, соприкасаясь с маслами пли жирами, окис-
ляет их с большими скоростями, в результате чего они самовос-
пламеняются или взрываются. Поэтому баллоны с кислородом
необходимо предохранять от загрязнения маслами.
Горючие газы. К горючим газам относятся прежде всего аце-
тилен, пропан, природный газ и другие (табл. 11); используются
также пары керосина.
Ацетилен чаще других горючих применяется для сварки и
резки; он дает наиболее высокую температуру пламени при сгора-
нии в кислороде (3050—3150°С). Без ущерба качества и производи-
тельности резки ацетилен заменяется другими горючими — пропа-
ном, метаном, парами керосина и др. Технический ацетилен (С9Н2)
бесцветен, за счет содержащихся в нем примесей обладает резким
89
неприятным запахом, в 1,1 раза легче воздуха, растворяется в
жидкостях.
Ацетилен взрывоопасен; находясь под давлением 1,5—2 аг,
взрывается от электрической искры или огня, а также при быстром
налрсве выше 200° С. При температуре выше 530е С происходит
взрывчатое разложение ацетилена.
Смеси ацетилена с кислородом или воздухом при очень малом
содержании ацетилена способны при атмосферном давлении взры-
ваться. Поэтому сварщикам необходимо соблюдать обязательные
правила эксплуатации газовой аппаратуры. Самовоспламенение
смеси чистого ацетилена с кислородом, выходящей из сопла газо-
вой горелки, происходит при температуре 428°С.
В промышленности ацетилен получают тремя способами: раз-
ложением карбида кальция (СаСг) водой, термоокислительным
пиролизом (разложением) нагретого природного газа в смеси с
кислородом, разложением жидких углеводородов (нефти, керосина)
электрической дугой. Для сварки и резки ацетилен получают из
карбита кальция. Технический карбид загрязнен вредными при-
месями, коюрые переходят в ацетилен в виде сероводорода,
аммиака, фосфористого и кремнистого водорода. Они ухудшают
качество сварки и должны удаляться из ацетилена промывкой
водой и химической очисткой.
Газы-заменители ацетилена. Пропан-бутапивая смесь представ-
ляет собой смесь пропана с 5—30% бутана и иногда называется
техническим пропаном. Ее получают при добыче природных газов
и при переработке нефти. Температура пропан-кислородного пла-
мени низка и достигает 2400° С; поэтому использовать его можно
лишь для сварки стали толщиной не более 3 мм; при большей тол-
щине невозможно хорошо прогреть металл соединения, чтобы по-
лучить надежный провар.
Низкотемпературное пламя целесообразно применять при резке,
нагреве деталей для правки, для огневой очистки поверхности ме-
талла, а также для сварки ле! неплавких металлов. Пропан-кис-
лородная сварка стальных листов толщиной до 3 мм по качеству
не уступает ацсгилено-кислородной сварке. Во всех этих случаях
пропан можно заменить ацетиленом.
Для сварочных работ пропан-бутановая смесь доставляется
потребителю в сжиженном состоянии. Переход смеси из жидкого
состояния в газообразное происходит самопроизвольно в верхней
части баллона из-за меньшего удельного веса газа по сравнению
с сжиженной смесью.
Технический пропан тяжелее воздуха и имеет неприятный спе-
цифический запах.
Природный газ. Природный газ состоит в основном из метана
(77—98%) и небольших количеств бутана, пропана и др. Газ почти
не имеет запаха, поэтому для обнаружения его утечки в него добав-
ляют специальные резко пахнущие вещества.
Мегап-кислиродное пламя имеет температуру 2100—2200°С.
Она ниже пропан-кислородного пламени, поэтому природный газ
30
можно применять в ограниченных случаях, главным образом для
термической резки.
Прочие газы и горючие жидкости. Для образования газового
пламени в качестве горючего можно использовать и другие газы
(во до род, коксовый, нефтяной газы), горючие жидкости (керосин,
бензин).
Жидкие горючие менее дефицитны, по требуют специальной
тары по сравнению с газообразными. Для сварочных работ и резки
юрючая жидкость преобразуется в пары нагревом наконечника
горелки или резака. Температура керосиио-кислородного пламени
2400—2450е С. бензино-кислородного — 2500—2600° С. Пары жидких
горючих можно употреблять в основном для резки и поверхност-
ной обработки металлов *.
Характеристика горючих газов, применяемых для сварки и
резки, приведена в табл. 14.
Карбид кальция (СаС2) представляет собой твердое вещество
темно-серого или коричневого цвета, удельная плотность его 2,26—
2,4 г/см3. Карбид кальция получают в электрических печах сплав-
лением извести и кокса по реакции
СаО-1-ЗС->СаС2Н СО — Q.
В техническом карбиде кальция содержится до 90% чистого
карбида, остальное — примесь извести. После остывания, дробле-
ния и сортировки карбид кальция упаковывают по 100—130 кг в
герметические барабаны из кровельной стали или оборотную та-
ру— бидоны вместимостью 80 и 120 кг, которые после использо-
вания карбида возвращают на карбидный завод.
Получение ацетилена из карбида кальция происходит по реак-
ции:
СаС2 ! 2Н2О ' С2Н24 Ca(OH)2+Q.
Теоретически для разложения 1 кг СаС2 надо затратить 0,562 кг
воды, при этом получается 0,406 кг (372,5 л) ацетилена и 1,156 кг
гашеной извести Са(ОН)2. Реакция происходит с выделением
тепла (около 475 ккал/кг карбида кальция). Чтобы предотвратить
нагревание ацетилена, которое может вызвать взрывчатый его
распад, практически расходуется воды от 5 до 15 л в зависимости
от конструкции ацетиленовых генераторов, в которых получают
ацетилен.
Карбид кальция жадно поглощает пары воды из воздуха с
вы де л ен ке м a j щти л с и а.
По ГОСТ 1460—76 карбид кальция выпускается в кусках сле-
дующих размеров (грануляции): 2X8; 8X15; 15X25; 25X^0 мм.
Чем крупнее куски карбида кальция, тем больше выход ацетилена.
С учетом примесей, содержащихся в карбиде кальция, и раз-
личной грануляции практически выход ацетилена из карбида каль-
ция в среднем составляет от 250 до 280 л на 1 кг СаС2.
* Запрещается употреблять для сварки и резки этилированный бензин из-за
его токсичное ги.
91
Иногда в карбидном барабане скапливается много пылевидного
карбида кальция *. Карбидной .пылью можно пользоваться лишь
в генераторах особой конструкции. Применять пылевидный кар-
бид кальция в генераторах, предназначенных для работы с кар-
бидом кальция крупной грануляции, нельзя во избежание взрыва.
Свар о ч в а я проволока для г а з о в о й свар к и по хими-
ческому составу должна быть такой же, как и металл сваривае-
мого изделия. Марки сварочной проволоки применяют тс же и по
тому же ГОСТ 2246—70, что и для дуговой сварки. Диаметр прово-
локи (с?цр) устанавливают в зависимости от толщины свариваемой
стали и вида сварки. Обычно принимают dnp=fi/2, где б-—тол-
щина свариваемого металла в мм. При толщине металла более
16 мм применяют прутки диаметром 8 мм. Для сварки алюминия,
меди и их сплавов берут проволоку того же состава, что и сва-
риваемый металл. Однако лучшие результаты дает при сварке
меди применение проволоки, содержащей раскислители — фосфор,
марганец и кремний — до 0,2% каждого. Для сварки алюминия
и сто сплавов также целесообразно применять проволоку с крем-
нием и марганцем.
Флюс ы применяют для удаления из металла шва неметалли-
ческих включений, попадающих в сварочную ванну, для защиты
от окисления кромок свариваемого металла и сварочной прово-
локи. Флюс растворяет неметаллические включения иокислы, обра-
зуя относительно легкоплавкую с малой удельной плотностью
механическую смесь, которая легко поднимается в сварочный
шлак. Флюсы вводятся в сварочную ванну в виде порошков или
паст.
При сварке низкоуглсродистых сталей флюсы не употребля-
ются, так как образующиеся в этом случае легкоплавкие окислы
железа свободно выходят на поверхность шва.
С флюсами выполняется сварка цветных металлов, чугунов
и некоторых высоколегированных сталей. Составы этих флюсов
привечены при описании технологии сварки соответствующих ме-
таллов.
§ Д1. АЦЕТИЛЕНОВЫЕ ГЕНЕРАТОРЫ.
ВОДЯНЫЕ ЗАТВОРЫ
Ацетиленовым генератором называют аппарат, предназначен-
ный для получения ацетилена пз карбида кальция с помощью воды.
Генераторы подразделяются: по давлению получаемого ацети-
лена— низкого давления до ОЛ кгс/см2 и среднего давления от
0,1 до 0,7 кгс/см* и от 0,7 до 1,5 кгс/см2;
по производительности и по установке — передвижные, произ-
водительностью до 3 м3/ч, и стационарные, производительностью
от 3 до 320 м3/ч.
* Куски карбида кальция размерами менее 2 мм считаются каре ид ней
пылью.
92
По способу взаимодействия карбида кальция с водой: «карбид
в воду» (КВ), «вода на карбид» (ВК), «вытеснения воды» (ВВ),
комбинированные — «вода на карбид» и «вытеснения» (ВК и ВВ).
Схема ацетиленовых генераторов различных систем представ-
лена на рис. 56.
Рис. 56. Схемы ацетиленовых генераторов:
а — «карбид и »ОДУ», б — «вода на карбид». в — «сухого разложения», г — «вытесне-
ния», о — комбинированная система «вода на карбид» и «вытеснения»; / — бункер
или барабан с карбидом кальция, 2 — реторта, в — система подачи воды, 4 — газ о-
сборник, 5 — спуск ила, 6 — отбор 1аза
Переносные ацетиленовые генераторы. В настоящее время вы-
пускается значительное количество ацетиленовых генераторов,
отличающихся конструкцией отдельных узлов; их можно свести
к двум типам: генератор низкого давления системы ВК и ВВ и
среднего давления системы В В,
К первому типу относится генератор ЛНВ-1,25-68 (и конст-
руктивно обличающийся от него АНВ-1,25-73), ко второму —
АСМ-1,25-3.
Устройство и работа ацетиленовых генераторов. Генера-
тор АНВ-1,25-68 (рис. 57) имеет производительность
1,25 м3/ч и рабочее давление 0,025—0,030 кгс/см2. Максимальное
давление равно 0,1 кгс/см2 (1000 мм вод. ст.).
93
Основными узлами генератора являются корпус /, реторта
(газообразователь) 12, газосборник 2, вытеснитель 4, водяной
затвор 5, осушитель 8. Корпус 1 разделен перегородкой 3 на две
части: нижнюю, в которой находится газосборник2, и верхнюю, в ко-
торую заливается вода, необходимая для работы генератора. Верх-
няя и нижняя части корпуса соединяются циркуляционной трубой И.
Рис. 57. Ацетиленовый генератор низкого
давления АН В-1,25-68
I е не р а тор з а пол н я ет-
ся водой до ci меченного
шайбой 9 уровня. Перед
заполнением генератора
водой н е р е к р ы в а ют к р a 11
10 и снимают грубку 6\
чтобы удалить воздух из
газосборника.
В реторту 12 усганав-
ливается корзина 13, за-
груженная на 2/з ее объ-
ема карбидом кальция
кусками 25x80; затем ре-
торта герметически за-
крывается кры иI кой. П ри
открытии водяного кра-
на 10 вода из нижней ча-
сти корпуса поступает в
реторту 12. Корзина име-
ет наклонное положение
для того, чтобы контакт
воды с карбидом кальция
происходил постепенно.
Образующийся в реторге
ацетилен проходит по
трубке 11 и собирается в
газосборнике 2, откуда
через осушитель 8 и водя-
ной затвор 5 но шлангу 7
идет в горелку. Вода в
реторту поступает до тех
пор, пока уровень воды
в нижней части корпуса
будет выше водяного кра-
на 10. Вода из газосборннка вытесняется давлением образующегося
ацетилена и по циркуляционной трубе 14 перемещается в верхнюю
часть корпуса, причем часть активной воды из реторты вытесняется
ацетиленом в конус (вытеснитель) 4, что замедляет газообразова-
ние в реторте и автоматически регулирует скорость образования
ацетилена в зависимости от скорости отбора его потребителем газа
(горелкой).
Давление ацетилена в газосборнике равно разности уровней
воды в верхней и нижней частях корпуса.
По мере расходования газа давление понижается, уровень
it.i в газосборнике вновь поднимается до крана 10 и вода снова
начинает поступать в реторту. Таким образом, водяной кран и
ьигеснитель автоматически регулируют количество воды, посту-
плющей в реторту.
Рис. 58. Ацетиленовый генератор
среднего давления АСМ-1,25-3
Генератор АН В-1,25-68 не замер-
яет при работе зимой, так как его
Пидоподающая система находится
внутри корпуса и нагребается теп-
лом от разложения карбида каль-
ция.
Осушитель 6 при работе летом
загружается кусками кокса разме-
ром 10—25 мм, а зимой —в ниж-
ней половине—коксом, в верхней —
карбидом кальция.
Генератор не реже одного раза
н месяц промывают водой.
Генератор среднего давления
АСМ-1,25-3 (предназначенный глав-
ным образом для монтажных и ре-
монтных работ) схематично пока-
зан па рис. 58.
Генератор состоит из корпуса,
разделенного на две час пи верх-
нюю — газообразователь 4 и ниж-
нюю — промыватель /; обе части
соединены грубой 10 с надетым на
нее стаканом 9. В газообразоватсле
смонтирована шахта; пространство
между корпусом и шахтой образует
воздушную подушку для вытеснения
в нее воды при работе генератора.
Ацетилен отводится через предохра-
нительный клапан 3 по шлангу 2 в
водяной затвор 11. Корзина 5 с карбидом кальция, закрепленная на
крышке 6', вставляется через горловину в верхней части корпуса.
Вида заливается в генератор через горловину; когда уровень воды
Поднимется до верхнего края трубки 10, вояа начнет переливаться
и щюмыватель. Вода в промывателе должна находиться на уровне
контрольного крана 12.
После продувки генератора (удаления воздуха из корпуса) он
Герметически закрывается крышкой 6 при помощи винта 8 и ры-
чага 7. После продувки ацетилен не может попасть в воздушную
подушку, за исключением случаев наклонного положения генера-
тора при работе или качании и тряски заряженного генератора.
Количество выделяющегося aueiплена автоматически регулиру-
емся вытеснением воды из шахш в пространство между шахтой и
93
корпусе и обратным поступлением в шахту под давлением <
душной подушки. I
Ил из газообразователя сливают через штуцер 14, а воду ь
промывателя — через штуцер 13.
Масса генератора без воды и карбида кальция равна 16 кг.
Давление ацетилена в генераторе: рабочее — 0,1—0,7 кгс/см-
максимальное— 1,5 кгс/см2, производительность— 1,25 м3/ч.
Рис. 59. Водяной затвор низкого давлен?!
открытого типа
Рис. 60. Схема водяного затвора среднего
давления:
а — нормальная работа, б — обратный удар
Выпускается генератор АСВ-1,25-72, работающий по тому же
принципу и отличающийся конструкцией, а также количеством
одновременно загружаемого карбида кальция, что увеличивает
время работы между перезарядками.
Назначение клапана и водного затвора состоит в том, чтобы
при обратном ударе ацетилено-кислородного -пламени не допускать
проникновения пламени в генератор. В этом генераторе защита оз
обратного удара пламени двойная: она осуществляется водяны\
затвором и обратным клапаном. Их устройство и работа показань
ниже.
Предохранительные затворы. При работе с газовым пламенем
туг возникать обратные удары, т. е. проникновение взрывной
□лиы и пламени в трубопроводы и шланги, подводящие горючие
азы. Иногда удар происходит с большой скоростью и может про-
пкнуть в ацетиленовый генератор, что приведет к его взрыву.
Предохранительный затвор препятствует попаданию в генератор
замени при обратном ударе.
Предохранительные затворы делятся па сухие и жидкостные,
кшбольшее распространение получили жидкостные (главным обра-
зом водяные) предохранительные затворы. Они бывают открытого
типа (для генераторов низкого давления) и закрытого типа (тля
генераторов среднего давления).
Действие водяных затворов открытого и закрытого типов осно-
вано на том, что взрывная волна и пламя, движущиеся навстречу
потоку горючего газа, выводятся в атмосферу или гасятся внутри
за гвора.
Предохранительный затвор открытого типа представлен схемой
на рис. 59. Перед работой в загвор через воронку 5 наливается
нота до уровня контрольного крапа 7. По газоподводящей трубке
2 ацетилен проходит вниз, выходит через отверстие, рассекается
диском S, проходит через слой волы и выходит из ниппеля 6. При
обратном ударе взрывная волна попадает из ниппеля 6 в газовое
пространство затвора, давит на воду и вместе с частью воды ухо-
дит в атмосферу через зазор между газоподводящей 2 и предохра-
нительной 3 трубами.
В трубу 2 взрывная волна проникнуть не может, так как она
заполняется водой, а взрывная волна беспрепятственно проходит
в атмосферу, как только освободится от воды нижний конец пре-
дохранительной трубы 3. Для того чтобы нижний конец предохра-
ни тельной трубы 3 при обратном ударе быстрее освобождался от
воды, необходим слой воды /к Поэтому затвор и заполняется водой
до уровня контрольного крана. Днище 1 привернуто к корпусу 4.
чтобы можно было периодически чистить затвор.
Предохранительный водяной затвор закрытого типа представ-
лен схемой на рис. 60.
Затвор через наливной штупер 2 заливают водой до уровня
контрольного крана 3, При нормальной работе ацетилен проходит
по трубке 6 через обратный клапан 5, приподнимая шарик, в кор-
пус 7 через слой во ты и через ниппель 1 к сварочной горелке.
При обратном ударе взрывная волна давит на воду, обратный
клапан 5 закрывается и преграждает доступ воде и взрывной волне
в га зоиол водящую трубку 6. Одновременно взрывная волна гасится,
проходя узкий зазор между стенкой корпуса затвора и диском-от-
ражателем 8.
После каждого обратного удара надо проверять уровень воды в
затворе и в случае надобности доливать его водой.
Слив воды из затвора производится через штуцер 4.
Для газов-замеиителей ацетилена применяются водяные затво-
ры только закрытого типа или обратные предохранительные
7 Зак аз €94
97
клапаны. Обратные клапаны устанавливаются после редуктрра у
газового баллона или непосредственно в сети перед горелкой при
разводке газа по сварочным постам трубопроводами.
Применяются обратные клапаны трех типов, различные по кон-
струкции: с разрывной мембраной при выбросе горючей смеси з
атмосферу; с выбросом горючей смеси (йезмембраипые); обеспе-
чивающие подачу пламегасящего газа (воздуха или аз-./, а) при
обратном ударе пламени и одновременное преграждение подачи
rg3Q£ к горе дне.
Рис. 6L Шланговый образный клапан
Последний тип защиты от обратных ударов наиболее совершен
иен, но сложнее по конструкции.
На рис. 61 приведена схема шлангового обратного клапана
с выбросом горючей смеси в атмосферу, который устанавливается
у газоподводящих штуцеров горелки (резака). В корпусе / разме-
шен пористый металлический фильтр / я выпускной клапан 5 с
несгораемым уплотнителем 6. Клапан присоединяется к штуцеру
горелки с помощью накидной гайки 8 и ниппеля 7. При нормальной
работе газ поступает в направлении стрелки Д. При обратном
ударе газовая смесь движется по стрелке Б, часть ее выбрасыва-
ется через клапан 5, пламя гасится в фильтре 4, а дисковый кла-
пан 2 перекрывает доступ газов в рукав между дисковым клапаном 2
и пористым металлическим фильтром 4\ .для жесткости постав-
лена медная сетка 3.
§ 42. БАЛЛОНЫ ДЛЯ СЖАТЫХ ГАЗОВ
Баллоны различаются по вместимости, конструктивным особен-
ностям, окраске. Наиболее распространены баллоны вместимостью
40 дм3.
Кислоротный баллон окрашивается в голубой цвет, ацетилено-
вый — в белый, баллон для чистого аргона — в серый, для угле-
кислого газа и воздуха — в черный, водорода — в темни зеленый,
для прочих горючих газов — в красный цвет.
На верхней сферической части баллона оставляют неокрашен-
ным место, на котором выбивают паспортные данные баллона:
«парный знак завода-изготовителя, номер баллона, масса порож-
ЦфН) баллона, дата изготовления, юд следующего испытания, рабо-
и испытательное давление, емкость, клеймо ОГК. Испытания
Приводят через каждые пять лот эксплуатации.
Кислород наполняется в баллоны до давления 150 ат. Опреде-
ли и» количество кислорода в переводе на атмосферное давление
уи кпо умножением е?4 кости баллона на давление газа в нем (по
(М-кузашпо манометра). Баллон емкостью 40 дм3 при давлении
||м.| 150 ат содержит кислорода 40X150=6000 дм3, или 6 м3.
Полностью выпускать кислород из баллона нельзя, так как
шводе, где наполняют баллоны кислородом, бывает необхо-
димость проверки состава газа, находившегося в баллоне.
г Ацетиленовые баллоны заполнены пористой массой (древесный
yiиль, пемза, инфузорная'земля и др.), образующей мнкрообласти,
необходимые для безопасного хранения ацетилена пол давлением.
Мнкрообласти заполняются ацетоном, растворяющим ацетилен.
О хин объем ацетона растворяет при нормальной температуре
и давлении 23 объема ацетилена. Давление растворенного ацети-
лена в наполненном баллоне не должно превышать 19 кгс/см2
При 20° С.
При отборе ацетилена из баллона частично уносится ацетон.
Для уменьшения потерь ацетона нельзя отбирать ацетилен из бал-
лона со скоростью более 1700 дм3/ч. Остаточное давление должно
быть 0,5—1,0 кгс/см2; при температуре от 25 до 35° С —3 кгс/см2.
Ацетиленовые баллоны при работе всегда должны находиться
в вертикальном положении.
Баллоны для сжиженных газов (пропана) изютовляют свар-
ными из углеродистой стали СтЗ вместимостью 27, 50, 80 дм3 с
толщиной стенки 3 мм. Предельное рабочее давление в баллоне с
пропаном не должно превышать 16 кгс/см2. Баллон наполняется
с таким расчетом, чтобы над жидкостью была паровая подушка
для заполнения ее расширившимся сжиженным газом при повы-
шении температуры. Коэффициент наполнения пропанового бал-
лона составляет 45? кге/дм3. Отсюда можно определить, что, на-
пример, в пропановый баллон емкостью 50 дм3 заливается 21,3 кг
жидкого пропапа.
Баллонные вентили. Назначение и принцип действия всех бал-
лонных вентилей одинаковы. Вентиль — это запорное устройство,
которое позволяет сохранить в баллоне сжатый или сжиженный
газ. Каждый вентиль имеет шпиндель, который перемещается при
вращении маховичка, открывая или закрывая клапан. Хвостовик
вентиля имеет коническую резьбу.
Вентиль кислородного баллона изготовляется из латуни, обла-
чающей коррозионной стойкостью при работе в среде кислорода.
Редуктор присоединяется к вентилю накидной гайкой с правой
резьбой. Кислородный вентиль не должен быть загрязнен, особенно
жирами и маслами. Кислородные вентили пригодны для баллонов
с азотом, аргоном, сжатым воздухо.м и углекислотой.
Ацетиленовый вентиль изготовляется из стали, так как медные
сплавы с содержанием более 70% меди при длительном соприкос-
новении с ацетиленом образуют взрывчатое соединение — ацети-
ленистую медь. Ацетиленовый редуктор присоединяется к вентилю
хомутом, а открывание и закрывание вентиля выполняется спе-
циальным торцовым ключом.
Вентиль для пропанового баллона по конструкции подобен кис-
лородному, но в отличие от него редуктор присоединяется накидной
гайкой с левой резьбой.
Вентили имеют различную резьбу хвостовиков, что исключает
возможность установки на баллон не соответствующего еАму вен-
тиля.
§ 43. РЕДУКТОРЫ ДЛЯ СЖАТЫХ ГАЗОВ.
РУКАВА [ШЛАНГИ)
Редуктор служит для понижения давления газа с баллонного
(или сетевого) до рабочего и автоматического поддержания рабо-
чего давления постоянной величины независимо от давления газа
в баллоне или сети.
Рис. 62. Схема устройства и работы редуктора:
а — нерабочее положение редуктора, б — рабочее положение
Принцип действия всех редукторов одинаков (рис. 62). Редуктор
имеет две камеры: высокого давления 2 и низкого давления 6.
Камера 2 непосредственно сообщается с баллоном и давление газа
в ней равно давлению газа в баллоне. Меж чу первой и второй
камерами находится клапан 1, на который действуют пружины
КЮ
5 и 8. Газ, проходя через клапан 3, преодолевает большое сопро-
iпиление и теряет давление. В зависимости от соотношения усилий
сжатия этих пружин клапан будет закрыт (усилие пружины 3
больше усилия пружины 64 или открыт (усилие пружины 8 больше
усилия пружины 3). Чем больше сжата пружина 8, тем больше
открыт клапан 1 и тем выше давление в камере 6. Регулирование
усилия сжатия пружины 3 достигается вращением винта 9. Ввер-
тывание винта 9 сжимает пружину 8, вывертывание винта умень-
шает усилие сжатия пружины. Чтобы закрыть клапан У, надо пол-
ностью ослабить пружину 8, Камера 6 сообщается через газовый
вентиль 5 с горелкой и давление газа в горелке равно давлению в
камере 6. Редуктор имеет предохранительный клапан 4.
Давление в обеих камерах измеряется манометрами.
Вели при каком-то положении винта 9 расход и поступление
ина в редуктор равны, то рабочее давление, остается постоянным
я мембрана 7 находится в одном положении. Если количество газа,
отбираемого из редуктора, больше количества газа, поступающего
в него, то давление в камере 6 понизится. При этом нажимная
пружина 8 начнет удлиняться и будет деформировать мембрану 7;
клапан 1 откроется, в результате чего поступление газа в камеру 6
увеличится. Уменьшение расхода газа в процессе работы вызовет
повышение давления в камере 6 редуктора, усилие, действующее
на мембрану 7, возрастает, она изогнется в противоположную сто-
рону и сожмет пружину 8. Клапан 1 будет закрываться и поступле-
ние газа уменьшится. Таким образом мембрана обеспечивает авто-
матическое поддержание давления.
Редукторы классифицируются по принципу действия (прямого
я обратного действияц, пропускной способности, рабочему давле-
нию газа и роду газа.
Кроме рассмотренного выше одноступенчатого (однокамерного)
редуктора выпускаю гея двухступенчатые редукторы (двухкамер-
ные), в которых снижение давления газа достигается за две сту-
пени: например, в кислородном редукторе — с 130 до 50 ат и с
50 ат до рабочего давления.
Двухступенчатые редукторы более точно поддерживают задан-
ное давление, не замерзают при низких температурах и не нуж-
даются в частой регулировке рабочего давления газа в процессе
эксплуатации: однако конструкция их значительно сложнее.
Ацетиленовый редуктор по принципу действия подобен кисло-
родному. Отличие состоит в способе присоединения к вентилю бал-
лона. Этим же отличаются и редукторы для других горючих газов.
Корпус редуктора окрашивается в тот же цвет, что и баллон:
кислородный — в голубой, ацетиленовый — в белый, пропановый —
в красный.
Промышленность выпускает баллонные кислородные редукторы
ДКП-1-65 (одноступенчатый) (рис. 63, я), двухступенчатые
Д КД-8-65 и Д КД 45-65; баллонные ацетиленовые редукторы
ДАП-1-65 (рис. 63, б), двухступенчатый ДАД-1-65, водородный
ДВП-1-65 и пропан-бутановый ДПП-1-65.
101
На сварочных постах, питаемых от газопровода, устанавлива-
ются сетевые редукторы: кислородный ДКС-1-66, ацетиленовый
ДАС-1-66, пропановый ДПС-1-66 и метановый ДМС-1-66.
Для централизованного питания газами применяют централь-
ные (рамповые) редукторы кислородные ДКР-250 и ДКР-500. рас*
считанные на максимальную пропускную способность газа соот-
ветственно до 250 и 500 м3/ч при рабочем давлении 3—16 кгс/см2;
ацетиленовый ДАР-1-64 с пропускной способностью до 15 м3/ч и
пропан-бутановый ДПР-1-64 с пропускной способностью до 25 м3/ч.
Для аргона выпускаются редукторы АР-10, ЛР-40 и АР-150.
Pre. 63 Баллонные редукторы:
а — кислородный ДКП1-65, б — ацетилениьый ДАП-1 65
Обращение с редукторами. Перед присоединением редуктора
к вентилю баллона необходимо продуть отверстие вентиля баллона,
открыв вентиль на 1--2 с. При этом сварщик должен стоять в
стороне от выходящей струи газа. На штуцере, прокладке и резьбе
накидной гайки редуктора не должно быть грязи и масла.
Редуктор присоединяется при вывернутом регулировочном винте.
Накидная гайка редуктора навертывается на ниппель вентиля
от руки и затем затягивается без большого усилия гаечным клю-
чом. Открывая вентиль баллона, надо следить за показаниями
манометра высокого давления. Необходимо отрегулировать винтом
редуктора рабочее давление газа и после згого пускать газ в го-
релку.
При перерывах в работе необходимо закрывать вентиль бал-
лона, ослаблять регулировочный винт редуктора и выпускать из
камеры низкого давления газ.
При эксплуатации редуктора необходимо: работать только с
исправными манометрами; плавно вращать регулирующий винт
редуктора при установлении рабочего давления газа; следить за
исправностью предохранительною клапана редуктора; при замер-
зании редуктора отогревать его горячей водой без следов масла;
ремонтировать редукторы только в специальных мастерских.
Замерзание редуктора происходит при резком снижении давле-
ния газа. Если газ содержит пары воды, го они могут образовать
кристаллы льда, которые заполняют каналы редуктора. От этого
Нарушается работа редуктора. Опасность замерзания редуктора
Ъ-м значительнее, чем больше перепад давления, влажность газа
и ниже температура окружающего воздуха.
Рукава (шланги). Рукава служат для подвода газа к горелке
И in резаку. Опп изготовляются из резины е одной или двумя тка-
Неиыми прослойками. Согласно ГОС Г 9356—75 выпускаются рукава
трех типов; I — для ацетилена и газов-заменителей (пропан и др.);
11 - для жидких горючих (из бензостойкой резины); III — для
кислорода. Рукава изготовляются с внутренними диаметрами б, 9,
12 и 16 мм. Для горелок с низкой мощностью пламени применя-
емся рукава с внутренним диаметром 6 мм.
Рукава должны иметь окраску наружного слоя: кислородные —
синюю, ацетиленовые-—красную, дли жидкого горючего — желтую.
,1л я работы при низких температурах (ниже - 35°С) приме-
няют некрашеные рукава из морозостойкой резины. Длина рукава
берется не более 20 м и не менее 4,5 м; длина стыкуемых участков
’шлжна быть не менее 3 м; при монтажных работах допускается
длина до 40 м. Крепление рукавов на ниппелях горелок и между
собой осуществляется специальными хомутами пли мягкой отож-
ж е иной п роволо ко и.
Рукава выпускаются па рабочее давление: типы I и 11—до
6 аг, тип Ill -—до 15 ат.
Манометры. Манометр служит для измерения давления газа и
состоит из трубчатой пружины, согнутой по дуге. Внутренняя по-
лость трубки соединяется ниппелем, ввернутым в корпус редукто-
ра, с камерой» в которой находится газ. Второй свободный конец
трубки имеет наконечник, механически соединенный со стрелкой.
При изменении давления меняется величина деформации трубча-
той пружины, а вместе с ней н отклонение стрелки.
Показания манометров должны строго соответствовать давле-
нию газа. Неисправный манометр следует заменять; редуктор с
неисправным манометром к эксплуатации пе допускается.
§ 44. СВАРОЧНЫЕ ГОРЕ-ПКИ
Горелки разделяются на инжекторные и безынжекгорные, од-
ной ламенн ыс и м потопламенные, для газообразных горючих
(ацетиленовые и др.) и жидких (пары керосина). Наибольшее
применение имеют инжекторные горелки, работающие на смеси
ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка со-
стоит из двух основных частей — ствола и наконечника (рис. 64).
Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубка-
ми 3 и /5, рукоятку 2, корпус 4 с кислородным 5 и ацетилено-
вым 14 вентилями. С правой стороны горелки (если смотреть по
направлению течения газов) находится кислородный вентиль 5.
юз
]f /6 — кислородный и ацетиленовый пиппсли, 2 — рукоятка, 3, 13 — кислородная и ацетиленовая трубки, 4 — корпус, 5, 14 — кислородный п
ацетиленовый вентили. 6 — ниппель наконечника. 7 — мундштук, S — мундштук для пропан-бутан-кислородиой смеси, Р—штуцер, /0—подо-
греватель, // — трубка горючей смеси, /2 — смесительная камера, /3—инжектор: а, б —диаметры выходного канала инжектора смесительной
камеры, 6 —размер зазора между инжектором и смесительной камерой. <? — боковые отверстия в штуцере 9 для нагрева смеси, б —диаметр от-
верстия мундштука
(1 с левой стороны — ацетиленовый вентиль 14. Вентили служат
для пуска, регулирования расхода и прекращения подачи газа
при гашении пламени. Наконечник, состоящий из инжектора 13,
Смесительной камеры 12 и мундштука 7, присоединяется к корпусу
и вола горелки накидной гайкой.
Инжектор 13 пред-
епчвляет собой цилиндри-
ческую деталь с централь-
ным каналом малого диа-
метра — для кислорода и
периферийными, радиаль-
но расположенными кана-
лами — для ацетилена.
Инжектор ввертывается в
смесительную камеру на-
конечника и находится в
собранной горелке между
смесительной камерой и
I язоподводящнмн кана-
лами корпуса горелки.
I го назначение состоит в
(ом, чтобы кислородной
струей создавать разре-
женное состояние и заса-
сывать ацетилен, посту-
пающий под давлением не
ниже 0,01 кгс/см2. Разре-
Рис. 65- Разрез инжекторного устройства:
1 —- смесительная камера. 2 — инжектор, 3 —»корпус
горелки
жение за инжектором до-
стигается благодаря высокой скорости (порядка 300 м/с) кислород-
ной струи Давление кислорода, поступающего через вентиль 5, со-
ставляет от 0,5 до 4 кгс/см2.
Инжекторное устройство показано на рис. 65,
В смесительной камере кислород перемешивается с ацетиленом
п смесь поступает в канал мундштука. Горючая смесь, выходя-
щая пз мундштука со скоростью 100—140 м/с, при зажигании
горит, образуя ацетилсно-кислородное пламя с температурой до
3150° С.
В комплект горелки входит несколько номеров наконечников.
Для каждого помора наконечника установлены размеры каналов
инжектора п размеры мундштука. В соответствии с этим изменя-
ется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от
ацетнлено-кпелородиых горелок тем, что перед мундштуком име-
ется устройство 10 (рис. 64) для подогрева пропан-бутан-кисло-
родной смеси. Дополнительный нагрев необходим для повышения
температуры пламени. Обычный мундштук заменяется мундштуком
измененной конструкции.
Техническая характеристика инжекторных горелок. В настоя-
щее время промышленность выпускает сварочные горелки средней
105
15. Техническая характеристикагорелок малой и средней мощности
мощности — «Звезда», ГС-3 и малой мощности — «Звездочка»
и ГС-2. В эксплуатации находятся также горелки «Москва» и «Ма-
лютка», выпускавшиеся до 1971 г.
Горелки «Москва». «Звезда» и ГС-3 предназначены для ручной
ацстялено-кислородной сварки стали толщиной 0,5—30 мм.
В комплект горелки средней мощности входит ствол и семь на-
конечников, присоединяемых к стволу горелки накидной гайкой
(табл. 15). Обязательный комплект включает наконечники № 3, 4
и 6, чаще всего необходимые при выполнении сварочных работ,
остальные наконечники поставляются по требованию потребителя.
Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконеч-
никами № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка»
мундштуки изготовляются из бронзы Бр.Х 0,5, металла более
стойкого, чем медь М3, применявшаяся для изготовления мунд-
штуков горелок «Москва» и «Малютка». По этой причине срок
службы выпускаемых горелок повышен по сравнению с выпускав-
шимися ранее.
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Го-
релки малой мощности «хМалютка», «Звездочка» и 1 С-2 предна-
значены для сварки сталей толщиной 0,2—4 мм. Горелки ГС-2 ра-
ботают с резиновыми рукавами диаметром 6 мм.
Для пропап-бутан-кислородпой смеси промышленность выпус-
кает горелки типов ГЗУ-2-62-1 и ГЗУ-2-62-11; первая предназна-
чена для сварки стали толщиной ст 0,5 до 7 мм, вторая — для
подогрева металла. Для пламенной очистки поверхности металла
от ржавчины, старой краски и т. д. выпускается ацетплено-кисло-
родиая горелка ГЛО (горелка ацетиленовая, очистка). Ширина
поверхности, обрабатываемой горелкой за один проход, составляет
100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к
стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кисло-
родным пламенем можно производить горелкой ГЗМ-2-62М с че-
ты р ь м я и а ко печника м и.
Нарушение работы инжекторного устройства приводит к об-
ратны.м ударам пламени и снижению запаса ацетилена в горючей
смеси. Запас ацетилена представляет собой увеличение его рас-
хода при полностью открытом ацетиленовом вентиле горелки по
сравнению с паспортным расходом для данного номера мундшту-
ка. Причинами этих неполадок могут быть засорение кислород-
ного канала, чрезмерное увеличение его диаметра вследствие из-
носа ацетиленовых каналов, смещение инжектора по отношению
к смесительной камере и наружные повреждения инжектора. Для
нормальной работы горелки диаметр выходного канала мундштука
должен быть равен диаметру канала смесительной камеры, а
диаметр канала инжектора- -в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов,
входящих в комплект горелки.
107
Инжекторы горелки «Москва» можно использовать в горелке
«Звезда», а инжекторы горелки «Малютка» — в горелке «Звез-
дочка».
Проверка горелки на инжекцию (разрежение) проводится
каждый раз перед началом работы и при смене наконечника!
Для этого с ниппеля снимается ацетиленовый рукав и открыва-
ется кислородный вентиль. В ацетиленовом ниппеле исправной
горелки должен создаваться подсос, обнаруживаемый прикосно-
вением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечи-
вает нормальное пламя по форме и размерам (см. гл. X). Мунд-
штуки работают в условиях высокой температуры, подвергаются
механическому разрушению от брызг при сварке и требуют ухода
за ними (чистка, охлаждение и г. д.). Риски, задиры, нагар на
стейках отверстия выходного канала мундштука снижают скорость
выхода горючей смеси и способствуют образованию хлопков и об-
ратных ударов, искажают форму пламени. Эти недостатки устра-
няют подрезкой торца мундштука на 0,5—1 мм, калибровкой и
полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжи-
ривают бензином марки Б-70.
Безынжекториые горелки работают под одинаковым
давлением кислорода л ацетилена, равным от 0,1 до 0,8 кгс/см2.
Эти горелки обеспечивают более постоянный состав горючей смеси
в процессе, работы. Безьгнжекторныс горелки можно питать аце-
тиленом, либо о г баллонов, либо от генераторов среднего дав-
ления.
Специальные горелки. Для газопламенной обработки
материалов иногда целесообразно применять специальные горелки.
Промышленностью выпускаются горелки для нагрева металла с
целью термической обработки, удаления краски, ржавчины, горел-
ки для пайки, сварки термопластов; пламенной наплавки и др.-
Принципиальное устройство специальных горелок во многом ана-
логично горелке, используемой для сварки металлов. Отличие со-
стоит в форме и размерах мундштуков, а также в тепловой мощ-
ности, форме и размерах пламени. Специальные горелки выпуска-
ют для любого горючего газа.
Контрольные вопросы
1. Почему для газовой сварки из горючих газов,употребляют главным обра-
зом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мунд-
штука на работу горелки?
5. Какие бывают специальные горелки?
ГЛАВА X
СВАРОЧНОЕ ПЛАМЯ
§ 45. СТРУКТУРА АЦЕТИЛЕНО-КИСЛОРОДНОГО
ПЛАМЕНИ
Ацетилено-кислородпое пламя обладает наиболее высокой тем-
пературой по сравнению с пламенем любого другого газа. Поэтому
оно нашло самое широкое распространение.
Структура ацетилсно-кислородного пламени схематично пред-
ставлена па рис. 66. В пламени можно различить три зоны: ядро,
среднюю восстановительную зону и факел — окислительную зону.
Ядро представляет собой механическую смесь сильно нагретого
кислорода и диссоциированного (разложенного) ацетилена 2С4-
4 11*2 + О2-
Ядро выделяется резкими очертаниями и ярким свечением.
Горение начинается на внешней оболочке ядра и продолжается во
второй зоне по реакции 2С-ГН24“О2-*2СО4-Н2; углерод сгорает
неполностью. Водород, как имеющий меньшее сродство к кисло-
роду по сравнению с углеродом, в этой зоне не окисляется. Пол-
ностью сгорает углерод и горит водород в третьей зоне пламени
за счет кислорода воздуха по реакции 2СО + Н2 + 1,5Ог-^2СО2 +
+п2о.
Для полного сгорания одного объема ацетилена требуется два
с половиной объема кислорода; один объем поступает из кисло-
родного баллона н полтора объема — из воздуха.
Распределение температуры по оси ацстилено-кислородного
пламени показано па рис. 66, а. Максимальная температура пла-
мени, достигающая 3050—3150° С, находится на расстоянии 2—
6 мм от конца ядра. При увеличении расхода ацетилена и кисло-
рода это расстояние приближается к максимальному. Изменение
длины ядра в зависимости от расхода газов видно из рис. 66, б.
Схема и графики изменения температур метан-кислородного и
пропан-бутан-кислородного пламени даны на рис. 66, в.
§ 46, ВИДЫ ПЛАМЕНИ
В зависимости от объемного соотношения подаваемых в го-
релку газов пламя может быть науглероживающим
окислительным
^>1,3^ и нормальным = l— 1.1
С2Н2 / 1 VC2H2
67, а—г).
Состояние мундштука также оказывает влияние на форму пла-
мени (рис. 67, o’, е, ж). Для сварки низкоуглеродистой стали при-
меняют нормальное пламя, при сварке чугунов — науглероживаю-
щее и при сварке алюминия — нормальное или с небольшим из-
бытком ацетилена.
'S’*
I
восставитамм
Рис. G6. Схема строения пламени и распределение температур:
а — нем.»м ».i।ыюо а цет.клснп-кис породное плп*>ч; & — ппа.’ч-ры ядер г>н<н'ияегц>чсисл<.полней о пламени ия муядютучлк нп-
конечнмгсов p,t'.личных позорен*» e--c.\tvi4 гртЬ^кн и-лме-.^.ш и температур ^тпч-рислорол.пиг. и прогни бутан-
кислородного пламени. / — йдрсч Л—иоссишоикгеямгач: зок-а, J — факел, 4 — свариваемый. м.егд.ыц f — длгнп ядра
Сварочное пламя должно иметь значительную тепловую мощ-
ность, т. е. вводить в зону сварки достаточное количество тепло-
ты, чтобы расплавить основной и присадочный материалы, под-
держивать ванну в расплавленном состоянии и возмещать потери
гоп лоты в окружающую атмосферу. Тепловая мощность пламени
определяется расходом в горелке
ацетилена в дм3/ч. Практически
к мн ер а тур а пламени должна
быть па 250—300°С больше тем-
пер ату р ы пл а вления мста лл а.
Например, если температура аце-
т плено-кисло р о ди ого пл а м сип
равна 3100° С, а температура
плавления стали 1500е С, то раз-
ница составит 3100—(1500+
+ 300) =1300° С.
Для пропан-кислородного пла-
мени разница будет 2500 —
- (1500+300) = 7U0* С. Для свар-
ки пропан-кислородным пламенем
одинакового количества С1алн не-
обходимое количество тепла в
1,85 (1300/700) раза, чугуна
(/пл= 1200°С) в 1,6, й латуни
(6ia=900°C) в 1,46 раза больше,
чем ацетилено-кислородным пла-
менем.
Количество вводимого тепла в
единицу времени, т. е. эффектив-
ная мощность пламени, зависит
Pile. 67. Форма пламени ацетилено-
кислородных горелок:
а— нормальное племя наконечника № 3,
б — нормально? п-гамя наконечника № 5,
в — пламя с избытке*! кислорода, г*—пла-
мя с избытком ацетилена, d — пламя мунд-
штука, имеющего заусенцы и выходном
канале, е — пламя мундштука, имеющего
конусный выходной канал, ж — плачя
мундштука, имевшею уступ в конусе мунд-
штука или смещение Конуса по отношению
к выходному каналу
от расхода горючего газа, угла наклона пламени к поверхности ме-
талла, скорости его перемещения и соотношения содержаний горю-
чего газа и кислорода. Например, пламя с избытком кислорода
(окислительное) имеет более высокую температуру, чем науглеро-
живающее.
§ 47. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ГАЗОВОЙ СВАРКЕ
В отличие от дуговой газовая сварка происходит с более, низ-
кими скоростями нагрева и охлаждения металла шва и сварного
соединения, что способствует слиянию мелких зерен в крупные и
более длительному протеканию химических реакций в сварочной
йаннё и между расплавленным металлом и газами сварочного
пламени.
При избытке в пламени кислорода происходят интенсивные
реакции окисления железа. кремния, марганца, углерода и других
этёментов, входящих в состав стали. Железо окисляется по реак-
ции Fe + O- -ГёО, образуя закись железа, которая способна рас-
творяться в железе в значительном количестве (см* гл. IV).
Образующаяся закись железа FeO окисляет находящиеся в раство-
ренном состоянии кремний и марганец» а также углерод,
содержащийся в соединении Fe3C, по реакциям:
Мп+FeO->M пО -г Fe
Si+2FeO->SiO2+2Fe
Fe3C+FeO->4Fe-i-CO (газ)
О кислы МпО и SiO2 могут оставаться в металле шва при его
охлаждении или в лучшем случае всплывать наверх и переходить
в сварочный шлак.
При уменьшении в сварочной ванне кремния, марганца и угле-
рода удаление растворенной закиси железа FeO может приоста-
новиться, а избыток кислорода (в виде закиси железа) в-наплав-
ленном металле поведет к ухудшению его механических свойств.
Особенно понижается вязкость металла шва, поэтому соединения,
выполненные газовым пламенем с избытком кислорода, не могут
работать длительное время на циклическую нагрузку. Другим
недостатком применения окислительного пламени является раз-
брызгивание металла при сварке из-за выхода из сварочной ванны
образовавшегося газа СО ио реакции, рассмотренной выше.
При сварке нормальным пламенем сварочная ванна и приса-
дочный металл контактируют с газами СО и Н2, образующимися
во второй зоне пламени. Окись углерода СО не успевает, как
правило, химически взаимодействовать с элементами стали ввиду
ее малого количества.
Водород способен при высоких температурах нагрева раство-
ряться в железе и при охлаждении сварочной ванны вновь выпа-
дать из раствора, поступать в третью зону пламени и сгорать с
образованием паров воды. Низкоуглеродистые стали при сварке
нормальным ацстилепо-кислородным пламенем не ухудшают этих
свойств под влиянием газов СО и 1Т2 в тех случаях, когда ско-
рости охлаждения металла шва низкие.
Большую опасность водород, образующийся в пламени, пред-
ставляет при сварке меди, алюминия и некоторых высоколегиро-
ванных сталей, вызывая «водородную болезнь» (растрескивание)
и пористость шва. Для сварки этих металлов требуется соблю-
дать соответствующие условия (см. гл. XVIII).
При сварке науглероживающим пламенем сварочная ванна
контактирует с газами СО, И2 и углеродом С2. В этом случае как
газ СО, так и твердый углерод С реагируют с железом, образуя
карбиды железа по реакции 3Fe+C = Fc3C и 3Fc+2CO —Fe3C+
-i-COo, т. е. происходит науглероживание металла шва.
Особенно рекомендуется применять науглероживающее пламя
при сварке чугунов.
При газовой сварке .зона термического влияния в сварных
соединениях распространяется на ширину от 8 (малые толщины
листов) до 23 мм в обе стороны от шва.
112
Контрольные вопросы
1. Какие зоны характеризуют ацетилено-кнслородное пламя?
2. Перечислите виды ацетилено-кислородного пламени.
3. Почему окислительное ацетилено-кислородное пламя не рекомендуется
при сварке сталей?
ГЛАВА XI
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
§ 48. ОБЛАСТИ ПРИМЕНЕНИЯ ГАЗОВОЙ СВАРКИ
Газовая сварка применяется в нашей стране с 1906 г. До
1960 г. для сварки металлов применяли лишь ацетнлено-кислород-
ное пламя. Позднее, когда ацетилен стал дефицитным газом в
связи с использованием его для получения резины и пластических
материалов, кислородное пламя стали заменять другими видами
пламени. Чаше всего используется пропан-бутановая смесь или
пары горючих жидкостей (керосина и бензина). Эти горючие об-
разуют пламя с температурой всего 2000—2400° С ВлМесто 3150° С
при сгорании ацетилена, что затрудняет их широкое применение:
Любое газовое пламя и особенно с низкой температурой обла-
дает малой концентрацией тепла по сравнению с концентрацией
тепла в сварочной дуто. Поэтому газовая сварка по сравнению с
дуговой выполняется при низких скоростях нагрева и охлаждения
металла, что приводит к укрупнению зерен околошовного метал-
ла, низкой прочности сварного соединения, большим деформа-
циям сварного изделия. Кроме того, стоимость газовой сварки
стальных листов толщиной 2 мм и более выше стоимости дуговой
сварки.
Производительность газовой сварки изделий из стали толщи-
ной до 1,5 мм в 1,5 раза выше по сравнению с дуговой сваркой
покрытыми электродами; при толщинах выше 2 мм уступает ей.
Поэтому газовая сварка во многих областях вытесняется электри-
ческой (контактной, дуговой и др.).
Газовая сварка применяется при ремонте литых изделий из
чугуна и цветных металлов, исправлении дефектного литья, при
монтаже сантехнических узлов, наплавке, сварке легкоплавких
металлов и т. п. Газовое пламя удобно применять при горячей
пайке.
По прочности, пластичности и вязкости металла шва и свар-
ного соединения газовая сварка уступает дуговой независимо от
толщины свариваемого металла.
§ 49. ТЕХНИКА ГАЗОВОЙ СВАРКИ
Левая и правая сварка. При левой сварке (рис. 68, с) пере-
мещение горелки производится справа налево, а при правой свар-
ке (рис. 68, б) — слева направо. В первом случае присадочная
1U
п Зинги v&4
V 3 .5
Пр*?-' находится перёд пламенем rcp*v:t, ро втором случа*-
сзади него. При левом способе пламч направлено на несварепную
часть шва; для более равномерного прогрева кромок и лучшего
перемешивания металла сварочной ванпы производятся зигзаго-
образные движения наконечника и проволоки.
Левая сварка обеспечивает более равномерную высоту и ши-
рину шва в сварном соединении, наибольшую производительность
и меньшую стоимость при сварке листов толщиной до 5 мм. Это
объясняется тем, что пламя предварительно подогревает основной
металл, подлежащий сварке. Кроме того, левая сварка проще по
выполнению и не требует от сварщика приобретения больших
н ивы ков.
Левую сварку применяют также для легкоплавких металлов.
Для сварки стали при левом способе мощность пламени устанав-
ливается 100—120 дм3 ацетилеиа/ч па 1 мм толщины свариваемого
металла. Повышение скорости при левой сварке по сравнению с
правой можег происходить лишь до тех пор, пока поглощение
тепла изделием (потери) незначительно, а это возможно только
при сварке топких листов.
При толщине листов более 5 мм левая сварка по скорости
уступает правой. При правой сварке нагрев в сварочной ванне
более интенсивен, в сварочную ванну вводится больше тепла,
ядро пламени можно приблизить к поверхности ванны. Кроме
того, пламя подогревает уже наплавленный металл, этот нагрев
распространяется на незначительное расстояние от сварочной
ванны, следовательно, пропс,ходи г термическая обработка метал-
ла шва и зоны термического влияния.
Колебательных движении мундштука при правом способе
обычно нс делают, а присадочной проволокой выполняют спираль-
ные движения, но с меньшей амплитудой, чем при левой сварке.
Мощность пламени для сварки стали устанавливается 120—
150-дм3 ацетилеиа/ч на 1 мм толщины свариваемого металла.
Положение горелки и присадочной проволоки при газовой
сварке. Пламя горелки направляют на металл изделия так, чтобы
кромки свариваемых частей находились в восстановительной зоне
пламени на расстоянии 2' б мм от конца ядра. Касаться концом
ядра металла изделия и присадочного прутка нельзя. Это вызовет
науглероживание металла ванны и будет способствовать возникно-
вению хлопков и обратных ударов тамсни.
Скорость нагрева металла при газовой сварке можно регули-
ровать наклоном муилпгука горелки по отношению к поверхно-
сти металла. С увеличением толщины метал та угол наклона мунд-
штука горелки к вертикали возрастает (рис. 68, я).
Уг^л наклона присадочной проволоки к поверхности металла
обычно составляет 30—40° и может изменяться сварщиком в за-
висимости от положения шва в пространстве, числа слоев много-
слойного шва и других условий.
Как правило, конец присадочной проволоки должен постоянно
находиться в сварочной ванне» защищенной от окружающего воз-
8*
115
духа газами восстановительной зоны пламени. Пользоваться для
образования шва так называемым капельным процессом сварки,
когда проволоку опускают периодически в сварочную ванну, не
рекомендуется из-за опасности окисления металла проволоки в
момент ее отрыва от сварочной ванны.
§ 50. ОСНОВЫ ТЕХНОЛОГИИ ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять нижние, горизонтальные,
вертикальные и потолочные швы. Наиболее трудно выполнять
потолочные швы ввиду стекапия вниз капель металла из свароч-
ной ванны; в этом- случае сварщик должен удерживать -жидкий
металл в шве дутьем газового пламени.
Швы накладываются однослойные и многослойные. При тол-
щине стали 8—10 мм шов выполняют в два слоя. Листы толщи-
ной 10 -мм и выше сваривают в 3 слоя и более. Многопроходных
швов при газовой сварке не применяют из-за трудности-наложе-
ния узких валиков.
Многослойной сваркой обеспечивается повышенная прочность
металла шва и всего сварного соединения по сравнению с одно-
слойной; получается меньший участок перегретого металла в зоне
термического влияния сварного соединения, достигается нормали-
зация (отжиг) нижележащих слоев при наплавке последующих.
Толщина слоя подбирается такой, чтобы металл предыдущего
слоя приобретал мелкозернистое строение. Для сварки незакали-
вающейся стали толщина слоя многослойного шва составляет 3—
8 мм в зависимости от толщины и размеров изделия. Металл
верхнего слоя шва рекомендуется отжечь газовым пламенем без
присадочного металла.
Перед наложением каждого слоя нужно очистить поверхность
металла предыдущего слоя проволочной щеткой от шлаков и тол-
стой окалины.
Горизонтальные и потолочные швы обычно выполняют правым
способом сварки. Вертикальные и наклонные швы сваривают снизу
вверх левым способом.
При газовой сварке углеродистых и низколегированных не-
закаливающихся сталей применяется сварочная проволока марок
Св-08, Св-08А, Св-08АА, Св-08Г, Св-08ГС, Св-12ГС и других по
ГОСТ 2246—70.
При правой сварке пользуются сварочной проволокой диамет-
ром, равным половине толщины свариваемого металла, но не бо-
лее 6 мм. При левой сварке проволоку берут диаметром на 1 мм
больше, чем при правой.
Подготовка кромок для газовой сварки стыковых соединений
стальных деталей приведена в табл. 16.
Листы толщиной до 3 мм обычно сваривают нормальным пла-
менем. Листы большей толщины сваривают пламенем с некоторым
избытком кислорода, имеющим состав -^- = 1,4.
С2Н2
16. Подготовка кромок для газовой сварки стыковых соединений из ста пей
Название шва Вид соединений Размеры, мм
толщин а металла, 3 зазор, L притупле- ние, с
С отбортовкой кро- мок, без присадоч- ного металла * ГТТ v . _ . .д-- — пи WT Р ь.1- - г у 1 0,3—1 — —
4 1
Без скссз кромок,
односторонний
В этом случае металл проплавляется на большую глубину
в сварка более производительна. Однако следует пользоваться
сварочной проволокой, легированной кремнием и марганцем
(Св-12ГС, Св-08Г2С и др.) для того, чтобы полнее удалить образую-
щуюся в сварочной ванне закись железа FeO.
Специальные виды газовой сварки. Сварка сквозным валиком
выполняется при вертикальном положении деталей в направления
снизу вверх. Наклон горелки и присадочной проволоки, а также
характер движения горелки и проволоки в процессе выполнения
шва показаны на рис. 69.
При толщине листов от 2 до 12 мм кромки не скашивают.
Сварку начинают с проплавления отверстия диаметром, равным
толщине свариваемых листов. Затем проволокой заплавляется
нижняя часть отверстия на всю толщину металла, перемещают
пламя, оплавляя верхнюю часть отверстия и накладывая металл
на нижнюю кромку. Таким образом, отверстие все время прояви-
HZ
гается вверх, заплавляясь снизу и оплавляясь сверху. В процессе
сварки совершаются круговые движения мундштуком. Новая
круговая ванночка должна перекрывать предыдущую на 7з диа-
метра. Сваренные этим приемом стальные листы образуют плот-
ный шов с лучшими механическими свойствами, чем сварка в
нижнем положении.
ЫЬ70°
Рис. 69. Схемы сварки сквозным валиком при толшине S:
G — ci 2 до 6 мм, б — ст 6 до 12 мм, в — от 12 до 20 мм
Мощность горелки подбирается из расчета 60 дмУч на 1 мм
тадщины листа. При сварке листов толщиной более 6 мм приме-
няется вертикальная сварка одновременно с двух сторон. Мощ-
ность горелки выбирается из расчета 30 дм3/ч на 1 мм толщины
металла.
При сварке труб, расположенных горизонтально» после сборки
стыка (обычно на сварочных прихватках, расположенных в зави-
симости от диаметра трубы в 3~6 местах на равных расстояниях)
сварку производят участками, независимо ог того, поворотный или
неповоротный стык. При сварке с поворотом свариваемый участок
обычно находится наверху и занимает положение между верти-
кальным диаметром и диаметром, наклоненным к нему под углом
45°. Трубы без поворота свариваются участками в нижнем, на-
клонном и потолочном положениях с соблюдением принципа
обратноступенчатой сварки с целью борьбы с деформациями
(гл. XXIV).
Мочтр&льные вопросы
1. Укажите области применения газовой сварки
2. Расскажите о преимуществах и недостатках лер(*»й и правой сварки.
3. Каким должно быть положение горелки и присадочной проволоки при
левой и правой сварке?
4. Назовите специальные виды газовой сварки.
118
ГЛАВА XI!
АППАРАТУРА ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Резаки служат для образования подогревающего пламени и
подачи чистого кислорода в зону резки.
Резаки под р а зле л я юте я:
по виду резки —для разделительной, поверхностной;
по назначению — для ручной резки, машинной, специальные;
по роду горючего— для ацетилена, газов-заменителей ацети-
лена, жидких горючих;
по принципу действия — инжекторные, равного давления;
по давлению кислорода — низкого и высокого давления;
по конструкции мундштуков — щелевые, многосопловые.
§ 51. УНИВЕРСАЛЬНЫЕ ИНЖЕКТОРНЫЕ РЕЗАКИ
Инжекторный резак подобно инжекторной горелке состоит из
дв\х основных узлов — ствола и наконечника. Конструкция ре-
зака отличается от конструкции горелки (см. гл. IX) тем, что в
резаке имеется дополнительная трубка для режущего кислорода
с вентилем (рис. 70, а).
Ниппель для горючего газа присоединяется к штуцеру ствола,
имеющему левую резьбу, и к штуцеру для кислорода—с правой
резьбой.
Рлс. 70. Инжекторные резаки:
xj_схемя ре»яка «Факел» J 1 — головка» 2 — трубки режущего **. исторгла,
5' понтись режущего кислорода 4 —вентиль подогревающего ьи^лопоая.
5 6 — ниппели кислорода и ацетилена, 7— рукоятка. Я клрп-С. 9
тя«Х'нокый вентиль. 10 — инжектор. II — накидная гайка. /? — ‘-мес?* тельная
камера, /5—-трубка для гачоеой смеси. М — йнутреиъий мундштук,
'/5 —наружный мундштук, б —«Ракета-!»
119
Готовка имеет сменные мундштуки, устанавливаемые в зави-
симости от толщины разрезаемой стали. Инжекторное устройство
резака аналогично устройству горелки.
Мундштуки резаков бывают с кольцевым подогревательным
пламенем (или щелевые) и мпогссопловые (рис. 71). И в тех и
других струя режущего кислорода прохо-
дит по центральному каналу.
Мпогосопловыс мундштуки сложны по
конструкции и в изготовлении. Кроме то-
го, при эксплуатации они часто забива-
ются каплями шлаков, что нарушает
процесс резки и вызывает хлопки и об-
ратные удары. Поэтому наибольшее при-
менение нашли резаки со щелевыми
мундштуками.
Щелевые мундштуки состоят из внут-
реннего и наружного мундштуков, кото-
рые ввертываются в головку резака пли
присоединяются к ней накидной гайкой.
Смесь газов для подогревающего пламени проходит в зазор между
мундштуками. С помощью сменных мундштуков регулируют расход
газов и мощность подогревательного пламени.
Мундштуки — особенно ответственные детали резаков. Очень
важно, чтобы была обеспечена герметичность соединений мунд-
штуков и отсутствие прилипания брызг разрезаемого металла к их
поверхности. В настоящее время все мундштуки изготовляются
из бронзы Бр.Х 0,5; тугоплавкая пленка окиси хрома па ее по-
верхности сильно уменьшает возможность прилипания брызг.
Для резки стали заданной толщины подбирают мундштуки по
табл. 17, данные которой соответствуют ГОСТ 5191—69.
В настоящее время выпускаются два типа резаков. Первый—-
«Факел» (измененная конструкция резака «Пламя»), инжекторное
устройство которого помещено, как и в горелке, в стволе. Конст-
рукция этого резака показана на рис. 70, а. Второй тип —«Ра-
кета-1» (рис. 70, б), инжекторное устройство которого находится
в головке. Резаки типа «Ракета» в эксплуатации меньше подвер-
жены хлопкам и обратным ударам.
Для работы па газах-заменителях ацетилена выпускаются ре-
заки РЗР — на основе резака «Пламя» и РУЗ-70 («Ракета-2»)—
па основе резака «Ракега-1». Эги резаки отличаются от ацети-
лено-кислородных размерами инжекторов и диаметрами каналов
мундштуков.
Резаки снабжаются циркульным устройством (для вырезки
круглых заготовок) и опорными тележками.
§ 52. ВСТАВНЫЕ РЕЗАКИ
Вставные резаки РГС-70 присоединяются к сварочным горел-
кам «Звезда» и ГС-3; резаки РГМ-70 — к горелкам «Звездочка» и
ГС-2.
120
17. Техническая характеристика ручного универсального резака
Показатели Толщина разрезаемого металла, мм
3—5 5—25 25—50 50—100 100—200 200—300
Номер мундштука; 2
внутреннего 1 3 4 5 5
наружного 1 I 1 2 О 2
Давление режущего кислорода, кгс/см2 Расход, м*/ч: 3,0 4 6 8 10 12
кислорода 3,0 6,0 10.0 15,0 26,0 40,0
ацетилена 0,3 0,4 0,5 0,6 0,7 0,8
Примерная ширина реэа. мм 2—2,5 2,5—3,5 3,5—4,5 4,5—7 7—10 10—15
Скорость резки, мм/мин 550 370 260 165 100 80
Вставной резак состоит из корпуса с вентилем для режущего
кислорода, смесительной камеры» головки с мундштуками и при-
соединительного устройства с накидной гайкой.
Резак РГС-70 предназначен для разделительной резки стали
толщиной от 3 до 70 мм; РГМ-70— от 3 до 50 мм. Масса реза-
ков— соответственно 0,611 и 0,594 кг.
Эти резаки удобны при работе в монтажных условиях, когда
одному и тому же сварщику приходится часто переключаться с
операции резки на сварку и наоборот.
Вставные резаки выпускаются также для выполнения специ-
альных работ:
РАТ-70 (к горелкам «Звезда» и ГС-3)—для резки труб диа-
метром от 45 мм с толщиной стенки от 3 до 20 мм;
РАО-70 (к тем же горелкам)—для вырезки в листах отвер-
стий диаметром от 25 до 100 .мм;
РАЗ-70 — для срезки головок заклепок диаметром до 70 мм.
§ 53. РЕЗАКИ ДЛЯ РЕЗКИ СТАЛИ
БОЛЬШИХ ТОЛЩИН
С помощью универсальных инжекторных резаков «Факел» и
«Ракета-1» .можно резать сталь толщиной до .300 мм, при этом
с увеличением толщины разрезаемой стали необходимо увеличи-
вать давление режущего кислорода. При резке стали толщиной
300 мм давление кислорода повышают до 12—14 аг. Следова-
тельно, можно предположить, что для резки листов толщиной бо-
лее 300 мм необходимо было бы применять резаки с давлением
кислорода более 14 ат и значительно большей мощностью подо-
гревательного пламени.
Однако было установлено, что резку сталей больших толщин
целесообразно выполнять резаками, работающими на пониженных
давлениях режущего кислорода (2—4 кгс/см2). Особенности кон-
струкции таких резаков заключаются в том, что кислородные
каналы имеют большую длину, сечение канала постоянно, внут-
ренняя поверхность канала и сопл, особенно у выходной кромки,
тщательно обработана, кислородная трубка (я подводящий рукав)
имеют большом внутренний диаметр.
ВНИПавгигепмаш разработал резак РМ.-1000 тля резки сталей
# толщиной до 1000 мм. НИИПТмаш разработал резаки РГ.М-2,
РГМ-3 и ITM-3 для резки сталей толщиной соответственно до
1200, 1300 и 1500 мм.
С другой стороны, разрабатывается аппаратура для резки
кислородом сверхвысокого давления. При соответствующем про-
филе сопла можно получить высокие скорости кислородной струи
и увеличение ее удельной энергии. При резке образуются парал-
лельные кромки с неглубокими бороздками и небольшим отста-
ванием их опразования. Тонкой струей можно вырезать детали
сложной фирмы с острыми углами, прорезать узкие шлицы и т. д.
При резке тонкой кислородной струей при давлении кислорода
100 ггс/см2 скорость резки повышается на 20—ЗС% и улучшается
качество поверхности реза.
§ 54. СПЕЦИАЛЬНЫЕ РЕЗАКИ
Резак для резки «смыв»-нроцессом. Конструкция этого резака,
сечение которого представлено на рис. 72, предусматривает обра-
зование трех струй режущего кислорода: основной, выходящей из
канала 5, и двух вспомогательных, выходя тих из каналов 4. Ос-
Рис. 72. Схема резки «смыв*-
процессом:
/ — разрезаемый металл. 2 — по-
ложение pew на при ре-ке, 3—
капал иснивнсЛ (режущей)
скруи мгслсродм. 4 — каналы для
шлифуют»* (смывающих) струй
- иляьаюшее уст-
риЛсгви
новная струя разрезает металл, а вспо-
могательные, следующие за пей, смывают
бороздки, находящиеся еще в ши ре том
состоянии, как бы шлифую» поверхность
реза. Шероховатость обработанной по-
верхности соответствует 5-му классу. Трех-
струйный резак, кроме высокого качества
поверхности реза, обеспечивает повыше-
ние производительности резки по сравне-
нию с обычной в 1,5—2 раза (при соответ-
ствующем увеличении расхода кисло-
рода).
Резаки для поверхностной резки. Для
снятия металла с поверхности на некото-
рую глубину служат резаки для поверх-
ностной резки. При наклоне резака под
очень малым углом к поверхности метал-
ла (рис. 73) нагретый на поверхности ме-
талл сгорает в струе кислорода, образуя
канавку овального сечения.
Резак для ручной поверхностной резки
тина РАН-62 образует канавку шириной
от 6 до 20 мм, глубиной от 2 до 6 мм со скоростью от 1 до 6 м/мин.
Поверхностная резка применяется для удаления трещин, за-
чистки корней швов перед наложением подварочного валика и др.
Резаки РПК-2 (для коксоного газа) и РПА-2 (для ацетилена)
предназначены для удаления пороков
стального литья и чернового проката, а
также для вырезки дефектов сварных
швов. Характерная особенность этих ре-
заков— большая длина (1350 мм).
Машинные резаки. Резаки газореза-
тельных машин по принципу действия не
отличаются от ручных. Обычно машин-
ный резак имеет на наружной поверхно-
сти зубчатую рейку для перемещения по
вертикали в суппорте машины при уста-
новке резака на заданном расстоянии ог
поверхности разрезаемого листа. Конст-
рукция и тип резака определяются типом
машины, которую он комплектует. В га-
зо рез а тел ьн ы х м а ш и и а х п р и м ен я юте я
как инжекторные, так и безынжекторные
(равного давления) резаки, работающие
на ацетилене, газах-заменителях и рас-
пыленном керосине.
Свальная кам&са. Плеская ксмс&ка
Рис. 73. Схема поверхност-
ной кислородной резки
и формы выплавляемых
канавок
§ 55. КЕРОСИНОРЕЗ
Устройство для резки, в котором для подогревающего пламени
используют пары керосина, называют керосинорезом. Схема ре-
зака керосинореза показана на ряс. 74. Для преобразования
жидкого керосина в пар имеется испаритель, представляющий
собой трубку из нержавеющей стали с помещенной внутри асбес-
товой оплеткой 11,
Для нагрева испарителя служит вспомогательный мундштук 12,
расположенный в головке резака. Мощность и состав подогрева-
ющего пламени регулируются кислородным вентилем 9 и мало-
х Псяпвнпе гюдэгррвямнцае пламя
''Режущий кисли рад
Ряс. 74. Схема резака керосинореза:
1 и 2 — мундштуки. 3 — головка, 4 — инжектор 5 — кислородная
трубка. б — кислородный вентиль, 7 — керосиновый вентиль, $ — ру-
коятка. 9 — вентиль подсгреЕЕЮшего кислорода. Ю — маховичок.
// — асбьстсв^я забивка, 12— вспомогательный ?.1ундштук
123
вичком 10, изменяющим положение инжектора 4 в смесительной
камере.
Жидкий керосин, поступающий из бачка, в резаке преобразует-
ся в пары, смешивается в головке, резака с кислородом и на вы-
ходе из мундштука образует пламя.
w w х W
Рис. 75. Керосинорез с бачком:
1 — резак, 2 — бачок, 3 — ws душный насос, 4 — манометр, 5 — шланговый ниппель,
6 — запорный вентиль, 7 ~ тележка
Керосин подается в резак под давлением 1,5—3 кгс/см2 из бач-
ка (БГ-63 — емкостью 6,5 дм3 или БГ-68— емкостью 7,5 дм3),
снабженного ручным воздушным насосом 3, манометром 4 и за-
порным вентилем 6 (рис. 75).
Сменными мундштуками регулируют расход кислорода, керо-
сина и скорость резки в зависимости от толщины разрезаемой
стали (табл. 18).
Правила обращения с керосинорезом.
1. При помощи ручного насоса 2 (рис. 75) создают давление
в бачке. Давление в бачке не должно превышать давление кисло-
рода, так как эго может привести к воспламенению кислородного
шланга.
2. Вентилем 7 (рис. 74) в резак подается керосин, потом от-
крывается вентиль подогревающего кислорода и зажигается
смесь керосина с кислородом. Трубка испарителя 11 нагревается
пламенем вспомогательного мундштука 12. После достаточного
прогрева испарителя может быть пущен режущий кислород вен-
124
18. Технологическая характеристика керосинореза
Показатели Толщина разрезаемого металла, к»
ДО 20 20—50 50—100 100—200
Номер внутреннего мунд- штука (сопла) Давлен не, кгс / см8: 1 2 3 4
кислорода 4—5 5—7 7—9 9—11
керосина в бачке Расход: 1,5— 3,0 1,5—3,0 • 1,5—3,0 1,5—3,0
кислорода, м3/ч 5,4—7,6 7,6—9,8 9,8—20,2 20,2—32,6
кислорода, дм3/пог. м 134—423 423—1090 1000—3360 3360—7230
керосина, кг/ч 0,7—0,8 0,8—0,9 0.9—1,0 1,1—1,3 180—290
керосина, г/пог. м 25—53 53—100 100—180
скорость резки, мм/мин 450—300 300—150 150—100 100—75
тилем 6 (предварительный нагрев испарителя производится паяль-
ной лампой).
3. Отрегулировать подогревающее пламя. Если ядро подогре-
вающего пламени при пуске режущего кислорода неустойчивое,
следует отрегулировать вентилем 9 и маховичком 10 подачу подо-
гревающего кислорода.
4. При прекращении работы керосинореза сначала закрывают
вентиль режущего кислорода потом вентиль подачи керосина 7
и вентиль подачи подогревающего кислорода 9. Потом открывают
на бачке спускной кран для снижения давления до атмосферного.
5. Для нормальной работы керосинореза необходимо система-
тически (не реже одного раза в неделю) промывать асбестовую
оплетку испари геля в горячей воде.
Для резки применяется осветительный керосин (ГОСТ 4753—
68). Керосин перед заливкой в бачок подвергается очистке от-
стаиванием через сукно или мелкую латунную сетку.
Керосином для резки можно пользоваться при температурах
не ниже —15° С и толщине разрезаемой стали не более 200 мм.
Это объясняется тем, что при низких температурах керосин при-
обретает очень большую вязкость, что весьма затрудняет резку.
Кроме резаков, работающих па парах керосина, применяют
резаки с распылением жидкого керосина, например РКР-3 (резак
керосиновый с распылителем, третьей модели), для ручной резки
стали толщиной до 100 мм. Распыление керосина производится с
помощью специального сопл а-распылителя, размещенного непо-
средственно в головке резака.
§ 56. МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Машины для кислородной резки разделяют на два типа: ста-
ционарные и переносные.
Переносные машины изготовляются в виде самоходной тележ-
ки, перемещающейся электродвигателем, пружинным механизмом
125
или газовой турбинкой. Они снабжены одним или несколькими
рсзаизми. Машина устанавливается на разрезаемый лист или тру-
бу и направляется по разметке, циркульному устройству, направ-
ляющим или гибкому копиру.
Переносная машина Радуга» (рис. 76, я) с одним или двумя
резаками предназначена для резки стальных листов гздщиной от
Рис. 76 Переносные машины для резки*
н — * Pt? is у га», б — «Сяугниь»; / — релагв, 2— »едеж^а, £— рукоятка ручного управления,
— p_oci$r, j — ^1^кградви< атель, ti — цепь для укрепления машины на трубе
5 до 160 мм. Скорость резки изменяется от 90 до 1600 мм/мин,
потребляемая мощность 90 Вт. Масса машины—^16 кг.
Переносная машина «Спутник-2» (рис. 76, б) предназначена
для резки труб. Тележка крепится цепью к трубе и перемещается
механизмом, приводимым в действие электродвигателем. Диамет-
ры разрезаемой трубы 194—1420 мм, толщина стенки 5—50 мм.
Масса машины — 18 кг.
Переносный фланцерез ГИ'Ф-2-67 устанавливается па обраба-
тываемый лист; он вырезает фланцы и диски диаметром 50—
450 мм из стальных листов толщиной 5—60 мм. Скорость резки —
100 -900 мм/мин. Масса машины — 26 кг.
Установка для фасонной вырезки груб УФВГ-2 предназначена
для выполнения фигурных резов под пересечение труб, криволиней-
ных контуров, вырезки из труб любых деталей без предварительной
разметки. Диаметр обрабатываемых труб 100—530 мм, толщина
стенки трубы 4—20 мм, потребляемая мощность 4 кВт.
Советская промышленность выпускает стационарные газоре-
зательные машины для выполнения следующих операций: раскрой
листов, вырезка прямолинейных и фигурных заготовок, точная
резка, вырезка малогабаритных заготовок и деталей. Машины
имеют несколько резаков (от 2 до 12) для одновременной вырезки
нискольких заготовок или раскроя листа на несколько полос. Тол-
щина обрабатываемых листов находится в пределах от 5 до
100 мм. В каждой машине применен один из четырех спосрбов
управления резаками: а) механическое копирование, когда резаки
повторяют движение острия указательного стержня, переметае-
мого по линии чертежа;
6) эл ектром а г н и гн ое
копирование, когда ре-
заки копируют движе-
ние намагниченного
пальца, который притя-
гивается к кромке
стального копира; в) фо-
тоэлектронное копи-
рование— со специаль-
। i о и фо гоэл е кт ровно й
I плойкой, работающей
ш чертежа; г) с про-
I раммпым управлени-
ем, когда па перфолен-
ту записываются все
технол огн ч ес к и е опера-
ции и контуры выре-
заемых деталей.
Б ол ь шое р а с и рост-
ранение получила шар-
нирная машина АСШ-2
(рис. 77). Машина
А (' Ш -2 пр ед и а з н а ч е н а
для вырезки деталей по
копиру 6 методом ко-
пирования контура ре-
за магнитным роликом.
Па колонке 1 машины
Рис 77. Обший вид шарнирной машины АСШ-2:
/ — HiiyHKd. 2. 3 — щарнирнье gaua, а - резак. 5 —
магнитная квгуыка, б — копир. / — зяектродвшагель.
б — штанги, 9 — хобег
укреплены шарнирные рамы 2 и 3. В верхней части рамы 3 уста-
новлены элек1родвигатель 7 и ведущая головка с магнитной катуш-
кой 5. Внутри катушки вращается намагниченный стальной палец
с рифленым концом, который обкатывает контур шаблона. В ниж-
ней части рамы 3 закреплен резак 4, который точно копирует на по-
верхности листа движение магнитного пальца. Ось резака совпадает
с осью магнитного пальца, что обеспечивает высокую точность реза.
Машина АСШ-2 вырезает детали размером 750—1500 мм лю-
бой формы при толщине листа до 100 мм.
Машина АСШ-70 отличается от машины АСШ-2 тем, что она
может вырезать одновременно три детали.
Машина СГУ-61 (рис. 78, а) предназначена для вырезки заго-
товок из листов размерами 6000x2000 мм и толщиной от 5 до
100 мм. На нет! может выполняться резка с односторонним ско-
сом кромок. Количество резаков —от 1 до 4. Управление резаками
127
производится либо магнитной головкой по копиру, либо механи-
ческим копированием по чертежу. При работе одним резаком тол-,1
шина разрезаемой стали может быть увеличена до 300 мм. J
Машина «Одесса» (рис. 78, б) портального типа оснащена
шестью резаками, может одновременно вырезать до шести фигур-
Рис. 78. Стационарные машины для резки:
с._СГУ’СГ, 1—опоры. 2—рельсовые пути. 3 — направляющая поперечного
хода, 4 —ведущий механизм с магнитной голонком. 5 — штанг». свъзыезю-
шэя Ewvu’a'i механизм с каретками суппортов. 6 —передняя каретка
дольного" хода. 7—•ферма, 5 —верхняя винтовая стяжка. .9 — релейный
блок. /6? —каретка для поддержки шлангов и кабелей, // — двигатель
подъема резаков, /7—пулы управления. 13 — суппорты с резаками: о —
«Одесса*; / — резаки. 2-г-привод поперечного хода, — маирдялиющая
поперечного хода. 4 —пульс управления, 5 — задающая часть машины
с фогог-опировалькым устройством, 6 — пульт управления фот скопирован-
ного устройства, / — привод продольного хода
ных заготовок и полосы с односторонним и двусторонним скосом
кромок. Управление резаками производится фотокопировальным
масштабным устройством. Это значит, что чертеж вырезаемой за-
готовки, по котором} ведется копирование, изготовляется в умень-
12»
пленном по сравнению с заготовкой масштабе. Размеры обраба-
тываемого листа 9000x3000 мм, толщина до 160 мм (при работе
кдним резаком до 300 мм). Управление операциями резки — дис-
ганционное с пульта, расположенного на портале машины.
/Машина «Юг-2,5К 1,6» предназначена для прямолинейной и фи-
'урной резки из листов размерами -8000x2500 мм, толщиной от
> чо 100 мм. Машина имеет масштабное фотоэлектронное устрой-
ство для управления резаками, автоматическое устройство для
поддержания заданного расстояния между резаком и поверхно-
стью листа и дистанционное зажигание резаков.
Машина «Юг-8К4» предназначена для прямолинейной и фи-
гурной резки; она может выполнять резку полос с подготовкой
кромок под сварку, /Машина оснащена двенадцатью резаками,
которые могут работать одновременно. Размеры обрабатываемых
листов 20000X8000 мм, толщина от 5 до 160 мм. Скорость пере-
мещения резака при резке 100—4000 мм/мин.
Контрольные вопросы
1. Расскажите о классификации резаков.
2. Какая разница по конструкции между универсальным, вставным и машин-
ным резаками?
3. Назовите машины для термической резки и-приведите их основные тех-
нические характеристики.
4. Как устроены и работают переносные машины для кислородной резки?
ГЛАВА ХШ
ТЕХНОЛОГИЯ КИСЛОРОДНОЙ РЕЗКИ
* § 57. СУЩНОСТЬ И КЛАССИФИКАЦИЯ
ПРОЦЕССА РЕЗКИ
Термической резкой называют процесс отделения частей (за-
готовок) металла от сортового или листового его окислением или
плавлением, или посредством того и другого.
Сущность резки окислением состоит в нагреве места
резки до температуры горения (воспламенения) металла, сгора-
нии подогретого металла в кислороде и удалении продуктов го-
рения из области реза струей кислорода.
Сущность р е з к и плавлением состоит в нагреве места
резки сильным концентрированным источником до температуры
выше температуры плавления металла и выдувании расплавлен-
ного металла из места реза дугой и газами, участвующими в про-
цессе резки.
Основными видами термической резки окислением (горением)
являются: кислородная, кислородно-флюсовая и кислородно-
дуговая.
Заказ сУ4 129
Основными видами термической резки плавлением являются;
плазменно-дуговая, газолазерная, газодуговая. |
Для обработки минералов, железобетона и других неметалли-
ческих материалов применяют резку кислородным копьем и реак-
тивной струей.
По форме и характеру резку подразделяют на разделительную
и поверхностную, по шероховатости поверхности реза — на заго^
товительную и чистовую.
Для нагрева металла при кислородной резке применяются
различные горючие газы и жидкости (см. табл. 14) «
§ 58. ОСНОВНЫЕ УСЛОВИЯ РЕЗКИ МЕТАЛЛОВ
ОКИСЛЕНИЕМ
Не все металлы и сплавы поддаются резке окислением. Окис-
лительная резка требует выполнения следующих условий;
1. Температура воспламенения металла (температура начала
горения) должна быть ниже температуры его плавления. В этом
случае металл горит в твердом состоянии; поверхность реза по-
лучается гладкой, верхние края кромки реза не подплавляются,
продукты горения в виде шлака легко удаляются из полости реза
кислородной струей и форма реза остается постоянной.
Этому условию отвечает железо и углеродистые стали. Техни-
ческое железо горит в кислороде при температуре 1050— 1360е С
в зависимости от его состояния (прокат, порошок и др.), в то
время как температура плавления железа равна 1539° С.
Не поддаются резке окислением алюминий и его сплавы. Тем-
пература воспламенения и плавления алюминия соответственно
равна 900 и 660° С. Следовательно, алюминий может гореть толь-
ко в жидком состоянии, поэтому получить постоянную форму реза
невозможно.
2. Температура плавления образующихся при резке окислов и
шлаков должна быть ниже температуры плавления металла,
В этом случае они становятся жидкотекучими и беспрепятственно
удаляются из области реза кислородной струей.
Окисли в виде FeO и Fe3O4, образующиеся при окислении же-
леза в процессе резки, имеют температуру плавления 1350 и
1400° С, т. о. ниже температуры плавления железа. Поэто.му низко-
углеродистые стали поддаются резке окислением. Стали, содержа-
щие более 0,65% углерода, имеют температуру плавления ниже
температуры плавления ониелов железа, и резка их окислением
в обычных условиях затруднительна.
Некоторые металлы образуют окислы с высокими температу-
рами плавления, например окислы алюминия — 2050° С, хрома —
около 2000° С, никеля — 1985° С, меди — 1230° С.
Эти окислы при резке хромистых и хромоникелевых сталей,
меди и ее сплавов, чугунов и других по сравнению с разрезаемым
металлом являются тугоплавкими. Они при обычной окислитель-
ной резке не могут быть удалены из области реза, так как
130
закрывают место окисления подогретого до температуры воспламе-
нения металла от струи кислорода, и резка становится невоз-
можной.
3. Металлы должны обладать небольшой теплопроводностью,
чтобы не было сильного теплоотвода от места резки, иначе про-
цесс резки прервется.
Медь, алюминий и их сплавы обладают высокой теплопровод-
ностью по сравнению с железом и сталью; практически не удается
сконцентрировать нагрев этих металлов до температуры воспла-
менения подогревающим пламенем по всей толщине листа. По-
этому указанные металлы не поддаются обычной кислородной
резке.
§ 59. ВЛИЯНИЕ СОСТАВА СТАЛИ НА РЕЗКУ
Температура воспламенения стали в кислороде зависит от со-
держания углерода и других элементов, от состояния ее поверх-
ности (рыхлости, шероховатости), давления и скорости струи ки-
слорода и др.
Чистое железо в виде куска имеет температуру воспламенения
в кислороде 1050° С, а температуру плавления 1539° С. При со-
держании в стали 0,7% углерода температура ее воспламенения
в кислороде повышается до 1300° С и достигает температуры плав-
ления этой стали. В этом случае процесс резки затрудняемся.
Шероховатая поверхность стали облегчает ее воспламенение.
Рыхлость материала снижает температуру воспламенения. Напри-
мер, если прокатное железо интенсивно окисляется при темпера-
туре 1050° С, то железный порошок начинает гореть в кислороде
при температуре 315° С.
При давлении кислорода 25 кгс/см2 и скорости потока 180 м/с
температура воспламенения низкоуглеродистой стали в кислороде
снижается до 700—750° С.
При кислородной резке, так же как и при сварке, вблизи места
реза образуется зона термического влияния, что способствует
образованию трещин при остывании кромок.
При резке нержавеющих сталей возможна межкристаллитная
коррозия (выпадение карбидов хрома из раствора) после резки
и ржавление. Поэтому кромки этих сталей после резки кислоро-
дом часто фрезеруют или строгают на глубину 0,5—3 мм при тол-
щине до 100 мм.
Для некоторых марок высоколегированной стали после резки
кислородом применяют термическую обработку для восстановле-
ния структуры металла на кромках.
Свойство Стали разрезаться кислородом без образования за-
каленного участка вблизи места резки принято называть р а з р е-
заемостью. Оценка разрезаемости в зависимости от химиче-
ского состава стали проводится по четырехбалльной системе:
1) хорошо разрезающиеся, 2) удовлетворительно, 3) ограниченно
и 4) плохо разрезающиеся стали (гэбл. 19).
131
19. Классификация разрезаемости кислородом углеродистых
и низколегированных сталей
Группа разре- шаемо - сти Наименование ста- лей Содержание углерода, % Условия резки
1 Углеродистые ста- ли Низколегирован- ные стали менее 0,3 менее 0,2 Разрезаются в любых производствен- ных условиях без ограничений по толщине и температуре воздуха
2 Углеродистые ста- ли Низколегирован- ные стали 0,3—0,4 0,2—0,3 Разрезаются с ограничениями: в зим- нее время (температура не ниже —5’ С) и при резке большой тол- щины (более 100 мм) с подогревом по линии реза до температуры не менее 120°С
3 Углеродистые ста- ли Низколегирован - ные стали 0,4—0,5 0,3—0,4 Требуется подогрев до 200—300*С по линии реза
4 Углеродистые ста- ли Низколегирован- ные стали более 0,5 более 0,4 Требуется подогрев до 300—450" С
§ 60. РЕЖИМЫ РЕЗКИ
Основные показатели режима резки — это давление режущего
кислорода и скорость резки, которые зависят (для данного хими-
ческого состава стали) от толщины разрезаемой стали, чистоты
кислорода и конструкции резака.
Давление режущего кислорода имеет большое значение для
резки. При недостаточном давлении струя кислорода не сможет
выдуть шлаки из места реза и металл не будет прорезан на всю
толщину. При слишком большом давлении кислорода расход его
возрастает, а разрез получается недостаточно чистым. . |
Установлено, что уменьшение чистоты кислорода на 1 % сни-
жает скорость резки в среднем на 20%. Применять кислород
чистотой ниже 95% нецелесообразно из-за снижения скорости и
качества поверхности реза. Наиболее целесообразно и экономи-
чески оправдано применение, особенно при ^машинной кислород-
ной резке, кислорода чистотой 99,5% и более.
На скорость резки также оказывают влияние степень механи-
зации процесса (ручная или машинная резка), форма линии реза
(прямолинейная или фигурная) и качество поверхности реза (раз-
132
делочная, заготовительная с припуском на механическую обработ-
ку, заготовительная под сварку, чистовая).
Скорость ручной резки можно кроме таблицы также определить
по формуле
40 000 f
v1 —--— мм/ мин,
50-ид
где 6 — толщина разрезаемой стали, мм.
Если скорость резки мала, то будет происходить оплавление
кромок; если скорость слишком велика, то будут образовываться
нспрорезанные участки из-за отставания кислородной струи, не-
прерывность резки нарушится.
20. Режимы машинной кислородной резки
Показатели Толщина разрезаемого металла, мм
5 10 20 30 60 100 150 200
Номер мундштука 1 1 2 3 4 4 5 6
Давление кислорода, кгс/см8 3,5 4,5 4,5 4,5 6,0 10,5 10,5 10,5
Для работы одним 590— 480— 390— 350— 300— 240— 210— 200—
резаком: скорость резки, мм/мин Расход, дм3/м: 640 520 « 420 380 330 260 230 210
кислорода 65 95 160 250 560 1180 2250 3920
ацетилена 12 15 23 27 42 62 95 125
Для работы двумя резаками: скорость резки, мм/мин Расход, дм*/м: 400— 500 320— 340 260— 330 230— 290 190— 240 160— 200
кислорода — 215 255 565 1260 2700 —
ацетилена — 35 50 60 95 140 —— — ~
Режимы машинной чистовой резки деталей с прямолинейными
кромками без последующей механической обработки под сварку
приведены в табл. 20. Для фигурной резки скорость берется в пре-
делах, указанных в таблице для резки двумя резаками. При за-
готовительной резке скорость принимается на 10—20% выше ука-
занной в таблице.
Данные таблицы учитывают, что чистота кислорода — 99,5%.
При меньшей чистоте расход кислорода и ацетилена возрастает,
а скорость резки уменьшается; эти величины определяются умно-
жением на поправочный коэффициент, равный:
Чистота кислорода. % . . .
Коэффициенты:
расхода кислорода . . .
ацетилена ....
скорости ...............
......... 99,2 99,0 98,8
. . .1,10 1,15 1,18
. . . 1,05 1,12 1,15
.........0,94 0,90 0,88
133
При резке листов толщиной до 100 мм экономически оправдано
применение подогревающего пламени с избытком кислорода для
возможно более быстрого нагрева поверхности металла.
§ 61. ТЕХНИКА РЕЗКИ
следует просверлить отверстие и от
я) S)
Рис. 79. Приемы резки внутри контура изде-
лия:
а-—начало резки, б—вырезка фланцев; 1. 2,
3, 4 — последовательное гь резов
Рез должен начинаться у какой-либо кромки изделия. При вы-
резке в изделии внутренних частей в металле, идущем в отходы,
него начинать резку; тонкий
металл (б<10 мм) проби-
вают с помощью резака. На-
чало резки по контуру 1
(рис. 79, а) должно всегда
находиться на прямой, что
обеспечивает получение чис-
того реза на закруглениях.
В контуре 2 начало резки
может быть выбрано в лю-
бом месте, кроме углов. При
вырезке фланцев (рис. 79, б)
вначале вырезается внутрен-
няя часть 7 в металле, иду-
щем в отходы, а затем выре-
зается контур 2. Место начала резки внешнего контура 2 (рис. 79, б),
следует выбирать таким образом, чтобы происходило легкое отделе-
ние металла, идущего в отходы.
Наружный контур 4 вырезается
в последнюю очередь. Это обеспечит
вырезку деталей с меньшими откло-
нениями от размеченных до резки
контуров. Внутренние напряжения,
имеющиеся в прокатном листе, иска-
жают контуры реза. Их устранения
достигают резкой по внутреннему
контуру.
При резке со скосом кромки
(рис. 80) поверхности реза не оди-
наковы по качеству. Поверхность
«б» всегда лучше, чем поверхность
«а». Острый у гол па поверхности
«а» оплавляется сильнее, так как на
нем концентрируется большая часть
подогревающего пламени. Тупой
угол поверхности «я» (нижняя кром-
ка) омывается жидким шлаком и
кислородной струей, вследствие чего
также оплавляется. Поэтому луч-
ше, если позволяет характер реза,
располагать резак таким образом,
Рис. 80. Вид поверхностей (a, 6J
наклонного реза
Рис. 81. Резка кромок одновре-
менно двумя и тремя резаками:
а — двумя резаками, б — тремя рмака»
мн
184
чтобы была использована отрезанная часть с поверхностью «6».
Для подготовки скоса кромок под сварку можно одновременно
резать двумя или тремя резаками, как это показано на рис. 81.
Если указанные виды резов выполняют двумя или тремя реза*
ками в одну операцию, то резаки должны смещаться в направлении
резки. При расположении резаков в одной плоскости возможно
соприкосновение струй кислорода и образование завихрений, а
следовательно, и ухудшение качества поверхности резов. Смещение
между резаками составляет несколько сантиметров.
Рис. 82. Приспособления к резаку:
а — для вырезки фланцев, б — для вырезки отверстий, в — для резки
труб, г — для пакетной резки
При ручней резке пользуются простейшими приспособлениями:
опорной тележкой для резака, циркулем, направляющими линей-
ками и др. (рис. 82).
Техника машинной резки. Поверхность разрезаемого металла
должна быть чистой и расположена горизонтально. При соблю-
дении этих условий точность размеров вырезаемой детали и каче-
ство поверхности реза будут наилучшими. Поэтому перед резкой
стальные листы подвергают правке и очистке. Правку листов
обычно выполняют механическим способом: прокаткой на много-
135
валковых листоправйльных вальцах, растяжением на растяжных!
правильных машинах. Проверку правленных листов производят!!
измерением стрелы прогиба прямолинейной стальной рейкой; I
между рейкой и листом в местах прогиба виден просвет. Стрела ||
прогиба не должна превышать 3 мм на 1 м длины. Н
Окалина, ржавчина и другие виды загрязнений, мешающие II
резке, удаляют с поверхности листа нагревом, механической за-1
чисткой и химическими растворителями. Наиболее простым спо-
собом очистки поверхности металла по линии реза является
нагрев металла многопламенной горелкой пли подогревающими
пламенем резака с последующей зачисткой поверхности метал- ’
лической щеткой. Н
Механическая очистка производится пневматическими или I
электрическими машинками, оснащенными стальными дисковыми I
щетками.
Химическая очистка выполняется травлением раствором соля-|
ной или серной кислоты с последующей промывкой места травле-1
ния холодной водой. Состав одного из растворов для химического ||
травления следующий: 20% соляной кислоты (ГОСТ 1382—69), Ц
5—10 г/л эмульгатора ОП-7 или ОП-Ю (ГОСТ 8433—57). Время I
травления углеродистых сталей— 1—1,5 ч. И
Подготовка машины к работе включает следующие
операции: проверка исправности машины внешним осмотром и I
пуском ее на холостой ход; укладка листа; установка резака с за- Ц
данным расстоянием от поверхности листа и в нужном положении; ||
прогревание электронной части машины в течение 10 мин: уста- |
новка копира, копир-чсртежа или перфоленты; регулирование
давления кислорода подогревающего и режущего пламени соглас-
но режим}' резки; установка скорости резки соответственно тол-
щине разрезаемого листа.
Процесс резки. Резак с зажженным пламенем распола- I
гают над местом начала реза; после того как подогревающее пла-
мя нагреет поверхность металла (5—35 с при толщине листа от ]
5 до 100 мм) до температуры начала горения, включают подачу
режущего кислорода и после прорезания металла по всей толщи- I
не включают электродвигатель перемещения резака. В процессе
резки необходимо поддерживать установленный режим резки. I
При приближении резака к краю листа, в момент выхода струи И
режущего кислорода из разреза (щели), резак необходимо за- I
держать па несколько секунд, так как из-за отставания струи |
режущего кислорода нижний угол листа может быть не прорезан. '1
В случае резки несколькими резаками это требование обеспечить И
сложнее. J И
Пробивка отверстий. Разделительная резка по контуру I
внутри листа начинается с пробивки отверстия. Машинным реза- I
ком может быть пробито отверстие в листе толщиной до 100 мм.
Сначала разогревают подогревающим пламенем место пробивки
до температуры воспламенения металла в струе кислорода. Затем 1
постепенно открывают вентиль режущего кислорода, одновременно
136
опуская резак, и медленно увеличивают давление режущего кисло-
рода до оптимального. При работе на современных автоматизиро-
ванных машинах (машины с программным и фотокопировальным
управлением типов «Зенит», «Кристалл») пробивка отверстий осу-
ществляется специальными устройствами, обеспечивающими плав-
ное увеличение расхода режущего кислорода при медленном пере-
мещении резака от точки пробивки к контуру вырезаемой детали.
Пробивку отверстия производят вне контура вырезаемой де-
тали. Минимальное расстояние от места пробивки отверстия до
контура детали устанавливается от 6 до 45 мм для металла тол-
щиной от 10 до 100 мм.
Обслуживание машины по окончании работы.
При прекращении работы машины на непродолжительное время
(например, наладка для резки следующей детали) подачу режу-
щего кислорода перекрывают, а подогревающее пламя продолжает
гореть. При продолжительном перерыве (более 5 мин) гасят так-
же и подогревающее пламя. При длительных перерывах (напри-
мер, перерыв на обед, конец смены) все газовые вентили пере-
крывают и машину отключают от электросети, ходовую часть
(в стационарной машине) застопоривают. Перед окончанием ра-
бочего дня машину и рельсовый путь необходимо протереть чистым
обтирочным материалом. *
§ 62. ПРИЕМЫ РЕЗКИ
Кислородную резку применяют не только для получения заго-
товок из листа, но и из профильного проката и труб.
Резка уголка выполняется так, как показано на рис. 83, а.
После того как будет прорезана одна полка, резак разворачи-
вают и устанавливают перпендикулярно второй полке.
Порядок резки двутавровой балки показан на рис. 83, б. При
подходе резака к вертикальной стойке балки скорость резки сле-
дует уменьшить, чтобы пол-
ностью прорезать стойку.
При резке швеллера
(рис. 83, в) резак можно
располагать как со стороны
внутренней, так и наружной
поверхности швеллера.
Заготовку из стали квад-
ратного сечения начинают
резать с угла (рис. 84, а).
После нагрева угла до тем-
пературы воспламенения го-
ловку резака переводят в
Рис. 83. Последовательность резки профиль-
ного проката:
а — уголка, б — двутавровой балки, а — швеллере
вертикальное положение и
начинают резку. В конце
резки, чтобы в первую
137
очередь прорезать нижний угол, резак наклоняют на 5—10° в
сторону, противоположную направлению резки. 1
Процесс резки круглой заготовки понятен из рис. 84, б. При
перемещении резака расстояние между концом мундштука и по-
верхностью разрезаемой заготовки следует выдерживать посто-
янным.
Рис. 85- Схема ролико-
вого стенда для резки
труб:
1 — резак, 2 — труба, 3
спорные ролики
Рис. 84. Приемы резки прутков раз-
личного профиля:
а — квадратного, б — круглого, в — безоста-
новочная резка нескольких прутков; 1—6 —
последовательность резки
Повысить производительность резки прутков можно, применяя
безостановочный процесс (рис. 84, /з). В местах перехода на каж.
дый последующий пруток следует наклонять резак в сторону, об-
ратную направлению резки.
Резку труб приходится выполнять, особенно в монтажных усло-
виях, во всех положениях; при этом качество резки получается
различное. Желательно для резки труб, главным образом боль’
ших диаметров, применять роликовые стенды (рис. 85) с привод-
ными или неприводными роликами.
21. Режимы резки пакета
Толщина листов, мм Число листов в па- кете. шт. Давление режущего ки- с лор ода, к гс/с м s Скорость резки, рм/мин
4 15 1,0—1 J 200
6 12 1,1-1,2 180
10 8 1,2—1,4 165
12 6 1,2-1,4 180
16 6 1,2-1,4 165
20 4 1,2—1,4 165
24 3 1,2— 1 Л 180
30 3 1,3—1,5 160
60 2 1.4-1,7 150
138
по ее краю мелом на-
Рис. 86. Положения
мундштука при резке
стали большой толщина:
с — в начале резки, б —
в конце резки
Большую роль играет качество резки при подготовке торца
трубы под сварку; в этих случаях надо применять разметку, ис-
пользуя для этого ленту из тонкого гибкого материала (жесть,
картон и др.)’ Лентой обертывают трубу и
носят линию резки.
Для заготовки большого количества одИ'
паковых деталей применяют пакетную рез-
ку, сущность которой заключается в том, что
несколько листов собирают в пакет, зажи-
мают по контуру струбцинами и производят
резку этого пакета за один проход резака.
Пакетной резке поддаются углеродистые
стали с содержанием углерода до 0,4% и
низколегированные с содержанием углерода
до 0,25%. Режимы пакетной резки приведе-
ны в табл. 21.
Резка стали большой толщины (более
300 мм) выполняется специальными реза-
ками (см. § 54) на пониженном давлении
кислорода. В начале резки резак устанавли-
вается с небольшим наклоном (2—3°), как
показано на рис. 86. Скорость перемещения
резака должна быть достаточной для про-
гревания нижних слоев металла, иначе про-
цесс резки может прекратиться. Слишком
большая скорость может привести к непро-
резу, После того как резак пройдет довольно большой путь по верх-
ней плоскости металла, начнется сквозное прорезание. В конце рез-
ки необходимо несколько наклонить резак в сторону, обратную на-
правлению его движения, чтобы сначала прорезать нижнюю часть
заготовки. Чтобы увеличить длину подогревающего пламени, его
устанавливают с некоторым избытком ацетилена. Режимы резки
стали большой толщины приведены в табл. 22.
22. Режимы резки стали больших толщин
Толщина разрезае- мой стали, мм Диаметр вы- ходного ка- кали сопла режущего кислорода, мм Давление кислорода перед резаком, К ГС/см й Расход, м3/ч Скорость рез- ки. мм/мин Расстояние от конца мунд- штука до по- верхности маталла, мм
кислорода ацетилене
200 5 0,6—0,8 35 3 140—180 15—20
300 6 1,2-1,6 45 1 120—150 20—30
400 7 1,2-1,7 60 5 100—130 25—40
500 9 1,2—1,6 80 6 90—110 30—50
600 8 1,6—2,2 100 7 60—80 35-60
700 9 1,5—2,1 130 8 50—65 40—65
800 9 1,9—2,5 260 9 50—60 45—70
1000 12—14 2—2,5 300 11 40—50 50—75
139
§ 63. ДЕФОРМАЦИИ ПРИ КИСЛОРОДНОЙ РЕЗКЕ
Как при сварке, так и при резке возникают деформации в вы-
резанном элементе и металле, идущем в отходы. Деформации вы-
ражаются в изменении формы и размеров элемента по сравнению
с намеченными до резки.
Рис. 87. Схема деформирования заго-
товки при резке:
а — последовательность вырегкм, б — вырезан-
ная заготовка, / — стрела прогиба
Рис. 88. Изгиб вырезаемых полос с раз-
личной шириной:
I — прокатный лист. 2 — полоса шириной и
с изгибом fi, 3 — полоса шириной Ъ3 и с из-
гибом /а
Деформации в плоскости
листа выражаются в виде уко-
рочения, удлинения или изгиба
элемента. В зависимости от
размеров вырезаемых элемен-
тов изгиб может быть вогнутым
или выпуклым. Вырезанные
элементы больших размеров
имеют, как правило, вогнутый
изгиб (рис. 87). Элементы ма-
лой ширины (до 100 мм) буд) г
иметь выпуклый изгиб.
Способами борьбы с дефор-
мациями при кислородной рез-
ке являются: рациональная
технология резки, применение
жесткого закрепления концов
реза, предварительный подо-
грев вырезаемого элемента,
применение искусственного ох-
лаждения и др.
В рациональную техноло-
гию резки входит правильный
выбор места начала резки,
установление правильной пос-
ледовательности резки, выбор
наилучшего режима резки, в
частности, не следует приме-
нять слишком мощного подо-
гревающего пламени, вырезать заготовки не из целого листа, а из
предварительно нарезанных карт.
Величина стрелы изгиба вырезаемой полосы прямо пропорцио-
нальна погонной тепловой энергии, применяемой при. резке, квад-
рату длины реза и обратно пропорциональна квадрату ширины
вырезаемой полосы (рис. 88).
Погонной тепловой энергией называется количество
тепла, вводимого при резке в металл вырезаемой детали (поло-
сы), приходящегося на сантиметр длины реза. Тепло в вырезае-
мую полосу вводится подогревающим пламенем и от сгорания
стали.
Скорость резки влияет на величину погонной тепловой энергии:
чем выше скорость резки, тем меньше погонная тепловая энергия,
следовательно, тем меньше величина деформации.
140
4? $)
Рис. 89. Порядок вырезки деталей
Стрела прогиба отрезанной полосы находится в квадратной
зависимости от длины реза. Например, если стрела прогиба выре-
занной полосы длиной 1000 мм равна 1 мм, то при длине полосы,
равной 2000 мм, стрела прогиба составит 4 мм.
Ширина вырезаемой полосы характеризует жесткость металла,
от которой зависит деформация при резке. Допустим, что внутри
большого листа требуется вырезать деталь прямоугольной формы
(рис. 89, а). Первый рез внутри
большого, а значит, и макси-
мально жесткого листа, как
правило, вызывает меньший
прогиб по сравнению с проги-
бами, которые получатся на
других сторонах прямоуголь-
ника. Это объясняется тем,
что первый рез происходит при
наибольшей жесткости как са-
мого листа, так и вырезаемого
прямоугольника. Последующие
резы по сторонам прямоуголь-
ника выполняются при уменьшенной жесткости (защемленности)’
металла. Поэтому при вырезке деталей из большого листа сначала
режут по тем сторонам детали, которые имеют наименьший при-
пуск на механическую обработку кромки или которые имеют боль-
внутри листа:
а — последовательность резки, б — форма
вырезанной детали
тую длину.
При резке по разметке деформация (изгиб) детали происхо-
дит без изменения ее ширины. Резка без разметки (например, на
машинах с программным управлением) может привести к измене-
нию ширины вырезаемых деталей в связи со смещением машин-
ного резака (теоретическая линия реза не совпадает с фактиче-
ской).
2?
Рис. 91. Схема деформации
заготовок при резке двумя ре-
заками:
Рис. 90. Схема деформации заго-
товок при резке одним резаком:
с — разрешаемый лист, б — вырезанные
заготовки (7 9 — последовательное г ь
резки)
а — разрезаемый лист, б — вырезан-
ные заготовки; / и 2 — одновремен-
ная резка первым и вторым реза-
ком ’
141
о)
ю
Рис. 92. Схема резки с
защемлениями (перемыч-
ками) :
а — резка полое; 7, 2, 3. 4,
5Г 6 — вырез&ечые полосы,
7, 8 — перемычки, вырезае-
мые в конце; б — вырезка
круглой заготоьки
При машинной вырезке деталей следует применять непрерыв-
ную резку «напроход» по всему периметру детали одновременно
несколькими резаками.
При вырезке полос из большого листа
одним резаком они будут иметь различный
прогиб (рис. 90). Это объясняется разной
степенью защемления (жесткости) разре-
заемого листа при вырезке каждой очеред-
ной полосы.
Вырезка полос из большого листа одно-
временно двумя параллельными резаками
приводит к постоянной деформации каждой
полосы (рис. 91).
Величина прогиба вырезаемой полосы
обратно пропорциональна квадрату ее ши-
рины. Например, если увеличить ширину
полосы в два раза, то величина стрелы про-
гиба уменьшится в четыре раза.
Защемлением концов реза (рис. 92)'
можно снизить деформации по кромкам.
Первоначально выполняют продольные ре-
зы, не доводя их до конца, а затем — попе-
речные; тогда вырезанные полосы будут
иметь примерно одинаковую по величине
деформацию. Эти непрорезанныс участки
между соседними частями листа называют
перемычками. Перемычки выполняют также
и при вырезке фигурных деталей (рис. 92, б).
Уменьшать деформации можно предва-
рительным подогревом места вырезки дета-
ли, что приводит к более равномерному ох->
лаждению металла. Этот способ рекоменду-
ют для вырезки мелких и топких деталей. Металл подогревают до
температуры 300—500° С. Подогрев желателен также для трудно
разрезающихся и склонных к образованию закалочных микро-
структур сталей.
Уменьшения деформаций достигают также непрерывным
охлаждением струей воды зоны термического влияния.
Чтобы не образовались деформации вне плоскости листа,
нельзя допускать провисания его под действием нагрева при рез-
ке. Поэтому резку надо выполнять на стеллажах с большим чис-
лом опор.
§ 64. КАЧЕСТВО КИСЛОРОДНОЙ РЕЗКИ
Качество резки определяется точностью резки и качеством по-
верхности реза.
Точность резки характеризуется отклонениями линии реза от
заданного контура. Наименьшие отклонения линии реза от задан-*
142
Рис. 93. Параметры реза:
с. — поперечное сечение реза, б — вид по-
верхности реза, в — вид сверху вдоль реза,
IIIп — ширина реза вверху, Шн — ширина
реза внизу, f — неперпендикулярность реза,
в —' глубина бороздок, А — отставание,
г — радиус оплавления верхней кромки
15—30 30—60 60—100 100—150
ной будут при резке на машинах с программным, фотоэлектрон*
ным и электромагнитным управлением; величина отклонений бу-
дет возрастать при резке на машинах с ручным управлением или
переносными машинами. Наи-
большие отклонения получаются
при ручной резке'без направляю-
щих приспособлений. Величина
отклонений зависит также от дли-
ны, толщины, состояния поверх-
ности листа, формы вырезаемой
заготовки, квалификации рез-
чика.
Качество реза характеризует-
ся неперпсндикулярностью и ше-
роховатостью его поверхности,
равномерностью ширины реза по
всей толщине листа, наличием
подплавления верхней кромки и
грата на нижней кромке (рис.
93, а). При машинной резке ши-
рина реза в зависимости от тол-
щины металла составляет:
Толщина металла, мм . . . . .5—15
Ширина реза, мм........ 2—2,5 2,5—3 3—3,5 3,5—4,5 4,5—5,5
Неперпендикулярность поверхности реза образуется при изме-
нении угла наклона резака к поверхности листа, а также от рас-^
ширения режущей струи кислорода.
Шероховатость поверхности реза определяется количеством и
глубиной бороздок, оставляемых режущей струей кислорода
(рис. 93, в). Бороздки обычно имеют криволинейное очертание
из-за отставания Д от оси мундштука режущей струи кислорода
(рис. 93, б). Оно вызвано запаздыванием горения металла в ниж-
них слоях листа ввиду загрязненности струи кислорода аргоном,
азотом, невозможностью подогрева пламенем нижних слоев метал-
ла и расширением струи кислорода. Чем меньше чистота кисло-
рода, тем значительнее отставание бороздок и увеличение ширины
реза в нижней части листа. Величина отставания при резке также
зависит от конструкции мундштука и давления режущей струи
кислорода. Мундштуки с расширяющимся соплом при низком
давлении кислорода способствуют увеличению длины подогреваю-
щего пламени и уменьшению отставания бороздок при резке.
Обычно отставание составляет от 1 до 15 мм при прямолинейной
резке листов толщиной от 5 до 200 мм.
Глубина бороздок зависит от давления кислорода, скорости
резки, равномерности перемещения резака и состава горючего.
Более чистая поверхность реза достигается при использовании
природного газа, водорода, чем ацетилена.
Величина оплавления кромок находится в прямой зависимости
от мощности подогревающего пламени и в обратной—от скорости
143
о)
ю
Рис. 92. Схема резки с
защемлениями (перемыч-
ками) :
а — резка полое; 7, 2, 3. 4,
5Г 6 — вырез&ечые полосы,
7, 8 — перемычки, вырезае-
мые в конце; б — вырезка
круглой заготоьки
При машинной вырезке деталей следует применять непрерыв-
ную резку «напроход» по всему периметру детали одновременно
несколькими резаками.
При вырезке полос из большого листа
одним резаком они будут иметь различный
прогиб (рис. 90). Это объясняется разной
степенью защемления (жесткости) разре-
заемого листа при вырезке каждой очеред-
ной полосы.
Вырезка полос из большого листа одно-
временно двумя параллельными резаками
приводит к постоянной деформации каждой
полосы (рис. 91).
Величина прогиба вырезаемой полосы
обратно пропорциональна квадрату ее ши-
рины. Например, если увеличить ширину
полосы в два раза, то величина стрелы про-
гиба уменьшится в четыре раза.
Защемлением концов реза (рис. 92)'
можно снизить деформации по кромкам.
Первоначально выполняют продольные ре-
зы, не доводя их до конца, а затем — попе-
речные; тогда вырезанные полосы будут
иметь примерно одинаковую по величине
деформацию. Эти непрорезанныс участки
между соседними частями листа называют
перемычками. Перемычки выполняют также
и при вырезке фигурных деталей (рис. 92, б).
Уменьшать деформации можно предва-
рительным подогревом места вырезки дета-
ли, что приводит к более равномерному ох->
лаждению металла. Этот способ рекоменду-
ют для вырезки мелких и топких деталей. Металл подогревают до
температуры 300—500° С. Подогрев желателен также для трудно
разрезающихся и склонных к образованию закалочных микро-
структур сталей.
Уменьшения деформаций достигают также непрерывным
охлаждением струей воды зоны термического влияния.
Чтобы не образовались деформации вне плоскости листа,
нельзя допускать провисания его под действием нагрева при рез-
ке. Поэтому резку надо выполнять на стеллажах с большим чис-
лом опор.
§ 64. КАЧЕСТВО КИСЛОРОДНОЙ РЕЗКИ
Качество резки определяется точностью резки и качеством по-
верхности реза.
Точность резки характеризуется отклонениями линии реза от
заданного контура. Наименьшие отклонения линии реза от задан-*
142
Рис. 93. Параметры реза:
с. — поперечное сечение реза, б — вид по-
верхности реза, в — вид сверху вдоль реза,
IIIп — ширина реза вверху, Шн — ширина
реза внизу, f — неперпендикулярность реза,
в —' глубина бороздок, А — отставание,
г — радиус оплавления верхней кромки
15—30 30—60 60—100 100—150
ной будут при резке на машинах с программным, фотоэлектрон*
ным и электромагнитным управлением; величина отклонений бу-
дет возрастать при резке на машинах с ручным управлением или
переносными машинами. Наи-
большие отклонения получаются
при ручной резке'без направляю-
щих приспособлений. Величина
отклонений зависит также от дли-
ны, толщины, состояния поверх-
ности листа, формы вырезаемой
заготовки, квалификации рез-
чика.
Качество реза характеризует-
ся неперпсндикулярностью и ше-
роховатостью его поверхности,
равномерностью ширины реза по
всей толщине листа, наличием
подплавления верхней кромки и
грата на нижней кромке (рис.
93, а). При машинной резке ши-
рина реза в зависимости от тол-
щины металла составляет:
Толщина металла, мм . . . . .5—15
Ширина реза, мм........ 2—2,5 2,5—3 3—3,5 3,5—4,5 4,5—5,5
Неперпендикулярность поверхности реза образуется при изме-
нении угла наклона резака к поверхности листа, а также от рас-^
ширения режущей струи кислорода.
Шероховатость поверхности реза определяется количеством и
глубиной бороздок, оставляемых режущей струей кислорода
(рис. 93, в). Бороздки обычно имеют криволинейное очертание
из-за отставания Д от оси мундштука режущей струи кислорода
(рис. 93, б). Оно вызвано запаздыванием горения металла в ниж-
них слоях листа ввиду загрязненности струи кислорода аргоном,
азотом, невозможностью подогрева пламенем нижних слоев метал-
ла и расширением струи кислорода. Чем меньше чистота кисло-
рода, тем значительнее отставание бороздок и увеличение ширины
реза в нижней части листа. Величина отставания при резке также
зависит от конструкции мундштука и давления режущей струи
кислорода. Мундштуки с расширяющимся соплом при низком
давлении кислорода способствуют увеличению длины подогреваю-
щего пламени и уменьшению отставания бороздок при резке.
Обычно отставание составляет от 1 до 15 мм при прямолинейной
резке листов толщиной от 5 до 200 мм.
Глубина бороздок зависит от давления кислорода, скорости
резки, равномерности перемещения резака и состава горючего.
Более чистая поверхность реза достигается при использовании
природного газа, водорода, чем ацетилена.
Величина оплавления кромок находится в прямой зависимости
от мощности подогревающего пламени и в обратной—от скорости
143
этой смеси в кислороде образуются легкоплавкие шлаки с темпе-
ратурой плавления менее 1300° С. Легко сдувается при поверх-
ностной резке шлак, если в железный порошок добавлять до 20%’
силикокальция (23—31 % Са, 62—59% Si, 1,5—3% Al и др.). 1
Порошки пропускают через сита. При этом количество частиц
мельче 0,07 мм не должно превышать 10%, а частиц крупнее
0,28 мм — 5%. Большое количество крупных частиц может при-
вести к неравномерному поступлению флюса в резак. 1
Рис. 94. Схемы установок для кислородно-флюсовой резки:
с —с внешней подачей флюса, б — с однопроводной подачей флюса. в — с механи-
ческой подачей флюса: 1 — газо-флюсовая смесь, 2 — флюс, 3 — флюсонесущий газ,
4 — кислородно-флюсовая смесь, 5 — режущий кислород
Флюс, выполняющий только абразивное действие, представ-
ляет собой кварцевый песок или смесь кварцевого песка с мра-
морной крошкой. Эти флюсы не получили промышленного приме-
нения по двум причинам: низкая производительность процесса
резки и обильное выделение кварцевой пыли, которая может вы-
звать заболевание силикозом.
Аппаратура для резки. Применяются три схемы установок для
кислородно-флюсовой резки: с внешней подачей флюса, с одно-
проводной подачей флюса под высоким давлением и с механиче-
ской подачей флюса (рис. 94).
По схеме с внешней подачей флюса (рис. 94. а) железный
порошок струей кислорода подается из бачка флюсопитателя к
146
резаку, имеющему специальную оснастку. Из отверстий этой ос-
настки газофлюсовая смесь засасывается струей режущего кисло-
рода и вместе с ним поступает в зону резки. По этой схеме рабо-
тают установки УРХС-4 (установка резки хромистых сталей,
модель 4), УРХС-5 и УРХС-6 конструкции ВНИИавтогенмаш.
По схеме с однопроводной подачей (рис. 94, б) флюс из бачка
флюсопитателя инжектируется (засасывается) непосредственно
струей режущего кислорода. Смесь флюса с режущим кислородом
по рукаву подводится к резаку и через центральный канал мунд-
штука поступает к разрезаемому металлу. По этой схеме в про-
мышленности работает установка УФР-2 (установка флюсовой
резки, модель 2) конструкции МВТУ им. Н. Э. Баумана.
Рис. 95. Резак РАФ-1-65 для кислородно-флюсовой резки
По схеме с механической подачей (рис. 94, в) из бачка флюсо-
питателя флюс подается с помощью шнекового устройства к го-
ловке резака, откуда засасывается струей режущего кислорода.
По этой схеме разработаны установки на заводе «Красный Ок-
тябрь» и Златоустовском металлургическом заводе.
Основными узлами каждой установки для кислородно-флюсо-
вой резки являются флюсопитатель и резак.
Флюсопитателя подразделяются на пневматические и с меха-
нической подачей.
Пневматическая подача флюса осуществляется инжекторным
или циклонным (вихревым) устройством, к которому поступает
кислород, воздух или азот, увлекающий флюс к резаку.
Механическая подача порошка от флюсопитателя до резака
осуществляется шнековым устройством со шлангами и трубками.
Резаки для кислородно-флюсовой резки отличаются от реза-
ков для кислородной резки тем, что они имеют дополнительные
узлы для подачи флюса. Применяются резаки с подачей флюса по
центральному каналу резака и с внешней подачей флюса. Универ-
сальные резаки имеют сменные мундштуки.
Резак РАФ-1-65 (рис. 95), входящий в состав установки
УРХС-5, состоит из серийного ручного резака «Пламя», укомп-
лектованного специальной оснасткой.
Оснастка, показанная на рис. 95, может применяться для любой
конструкции серийных резаков, включая керосинорез РК-71.
Она состоит из колодки 2 с тройником /, соединенных трубками.
В колодке установлены сменные втулки 3 под углом 25° к оси
Ю*
147
мундштука. Через эти втулки подводится газофлюсовая смесь.
К оснастке относится также порошковый вентиль 4. предназначен-
ный для включения и выключения подачи флюса. I
Установка с внешней подачей флюса УРХС-5 обеспечивает бо-
лее высокую (в 1,5—3 раза) производительность резки и сокраще-
ние расхода флюса (в 1,5—4 раза) по сравнению с установкой,
работающей по схеме с однопроводной подачей флюса (УФР-2),
§ 66. ТЕХНОЛОГИЯ РЕЗКИ '
При резке высоколегированных сталей следует учитывать, что
содержащиеся в них легирующие элементы по-разному влияют на
разрезаемость и на свойства металла в зоне реза.
Хром образует карбиды, которые выпадают по границам
зерен в интервале температур 400—800° С, что приводит к умень-
шению антикоррозионной стойкости. Процесс образования карби-
дов хрома зависит от продолжительности выдержки при указан-
ных температурах. Сталь, содержащая хром, обладает также спо-
собностью к самозакаливанию и повышению твердости. При рез-
ке хромистых сталей большой толщины зона нагрева их у поверх-
ности имеет большую ширину.
Никель окисляется слабо. Хромистые стали с содержанием
не более 2% никеля обладают увеличенной прокаливаемостью,
что может вызвать образование трещин на кромках.
Марганец, наоборот, хорошо окисляется. При содержании
марганца до 2% резка стали нс требует специальных приемов,
но при высоком содержании марганца твердость металла на
кромках значительно повышается.
Кремний, содержащийся в небольших количествах, не пре-
пятствует резке. С увеличением содержания кремния процесс рез-
ки стали замедляется.
Молибден, алюминий, вольфрам, содержащиеся в
стали, вызывают повышение твердости и хрупкости. Стали с эти-
ми легирующими элементами после резки требуют термической
обработки. ’
Титан и ниобий, .обладающие большим сродством к угле-
роду, при высоких температурах образуют карбиды титана и нио-
бия и устраняют межкристаллитную коррозию хромоникелевых
сталей. Стали, содержащие титан и ниобий, не требуют терми-
ческой обработки после резки.
Режимы резки. Давление кислорода не должно превы-
шать определенной величины, так как при слишком большом дав-
лении увеличиваются потери флюса и возрастает ширина реза.
Давление режущего кислорода при резке нержавеющей стали
Х18Н10Т толщиной от 10 до. 100 мм составляет 5—7 кгс/см2
Расход флюса. Очень малый расход флюса может при-
вести к непрорезаиию металла; при чрезмерном расходе флюса
происходит перегрев металла и увеличение ширины реза. При
148
23. Режимы резки высоколегированных сталей на установке УРХС-5
Параметры Tолщи на, м м
10 30 60 100 150 200
Скор ОСТЬ, ММ / М ИН 760 490 400 300 260 230
Расход кислорода, м3/м 0,18 0,50 0,80 1,50 1,90 2,75
Расход ацетилен а, л/м 17 30 40 60 95 130
Расход железного по- рошка, кг/м 0,20 0,30 0,38 1 0,50 1,15 1,30
прямолинейной резке расход флюса меньше, чем при фасонной.
Расход флюса для резки приведенной выше стали составляет: для
прямолинейной— 0,16—0,46 кг/м, для фасонной — 0,26—0,74 кг/м.
Скорость резки должна быть выбрана так, чтобы было
обеспечено хорошее качество поверхностей кромок, без значи-
тельного отставания. Скорость перемещения резака согласовыва-
ется с количеством подаваемого кислорода и флюса. Для указан-
ной выше стали скорость для прямолинейной резки равна 270—-
760 мм/мин, для фасонной — 170—475 мм/мин.
Ширина резки зависит от толщины разрезаемого метал-
ла. Для высоколегированных сталей толщиной от 5 до 200 мм
ширина реза составляет при ручной резке от 5 до 13 мм, при ма-
шинной— от 3,5 до 11 мм.
Режимы резки высоколегированных ста чей на установке
УРХС-5 с внешней подачей флюса приведены в табл. 23.
§ 67. ТЕХНИКА РЕЗКИ НА УСТАНОВКЕ УРХС-5
Порошок от флюсопитателя ФПР-1-65 подается к резаку по
рукаву с внутренним диаметром 6 мм и длиной не более 10 м.
Флюс должен быть сухой. Повышенный расход флюса снижает
скорость резки и увеличивает ширину реза. Малый расход флюса
замедляет резку из-за недостаточного количества теплоты, выде-
лившейся в зоне реза.
Расстояние между торцом резака и разрезаемым металлом при
толщине его до 100 мм должно быть 25 мм для предварительно
подогретого металла, при большей толщине расстояние составляет
40—60 мм.
Для зажигания горючей смеси применяют те же приемы, что
и при резке низкоуглсродистой стали универсальным резаком.
Вентиль подачи флюса на резаке открывают после зажигания
подогревающею пламени. Продолжительность подогрева металла
перед началом резки значительно меньше, чем при обычной кисло-
родной резке, и составляет для листа толщиной 10 мм — 15 с, а
для листа толщиной 90 мм — 120 с.
149
Резчик во время процесса резки следит за движением резака»
регулирует подачу флюса и давление режущего кислорода и вы-
держивает оптимальное расстояние между резаком и разрезаемым
металлом.
Контрольные вопросы
1. Назовите области применения кислородно-флюсовой оезки
2. Какие рекомендуются составы флюсов для резки?
3. Какая применяется аппаратура для кислородно-флюсовой резки?
ГЛАВА XV
ПЛАЗМЕННО-ДУГОВАЯ И ДРУГИЕ ВИДЫ
ТЕРМИЧЕСКОЙ РЕЗКИ
§ 68. ПЛАЗМЕННО ДУГОВАЯ РЕЗКА
Получение плазменной дуги. Если в электрическую дугу на-
править поток какого-либо газа, пропуская его через небольшое
отверстие плазмообразуютего сопла (рис. 96), то столб дуги будет
сжат, причем образовавшаяся плазма представляет собой сильно
концентрированный источник тепла с высокой температурой, дос-»
тигающей 20 000—30 000° С. Газ, сжимающий столб дуги, назы-
Рис. 96. Схема плазменной резки:
о — плазменной струей, б — плазменной дугой; /—разрезаемый
лист. 2 — источник питания, 3 — осциллятор, 4 — реостат, регулир\гю-
(дий вспомогательную лугу, 5 — плазмотрон,- 6 — плазменная дуга.
7 — плазменная стрхя: <з — установка для резки: 1 — баллон с газом.
2 — источник питания, 3 — балластный реостат, 4 — плазмотрон
150
гиют плазмообразующим. В качестве плазмообразующих газов
применяют либо одноатомные газы (например, аргон), либо двух-
атомные (водород, азот). Применяют также смеси двух или не-
скольких газов и воздух.
Двухатомные плазмообразующие газы создают плазменную
дугу с более растянутой струей, чем одноатомные. Это объясняет-
ся тем, что двухатомные газы передают изделию больше тепла из
столба дуги в результате образования молекул газа с выделе-
нием дополнительного тепла. Поэтому двухатомные газы обеспе-
чивают дугу с большей длиной, но с более низкой температурой,
чем одноатомные газы (аргон, гелий и др.).
Распределение температур плазменной дуги с одноатомным
газом (аргоном) при токе 400 А и расходе газа 0,6 м3/ч показано
на рис. 97.
Сжатая дуга может быть аналогична сварочной дуге прямого
и косвенного действия. В первом случае одним из электродов слу-
жит обрабатываемый металл (рис. 96, я), во втором — дуга воз-
буждается между независимыми от него электродами (рис. 96, б).
Соответственно принято называть сжатую дугу, полученную по
первой схеме, — плазменной дугой, а по второй схеме—плазмен-
ной струей.
Для разделительной резки металлов более целесообразно при-
менять плазменную дугу, так как установлено, что она шмест более
высокий к. п. д., а плазменная горелка менее подвержена износу.
Плазменно-дуговая резка нашла широкое применение при об-
работке тех металлов и сплавов, которые не поддаются кислород-
ной резке: высоколегированные стали, алюминий, титан и их
сплавы, медь и др.
Рис. 97. Распределение температуры в плазменной струе при силе
тока дуги 400 А и расходе аргона 0,6 м3/ч
151
Плазменно-дуговая резка заключается в проплавлении метал-
ла на узком участке по линии реза и удалении расплавленного
металла струей плазмы, образующейся в дуге. Плазменная дуга
применяется главным образом для разделительной резки. |
Оборудование для плазменно-дуговой резки. В комплект обо-
рудования для плазменно-дуговой резки входит резак (плазмо-
трон), пульт управления процессом, источник питания дуги элек-
трическим током, баллоны с плазмообразующими газами и ме-
ханизм для перемещения плазмотрона вдоль линии роза. I
Резак состоит из двух узлов: электродного и соплового. Разли-
чают плазмотроны с осевой и вихревой подачей плазмообразую-
щего газа для сжатия дуги. Осевая подача плазмообразующего
газа применяется в широких соплах. При вихревой подаче плазмо-
образующий газ вводят в зону катода и столба по каналам, рас-
положенным по касательной к стенкам дуговой камеры плазмо-
трона. При этом в камере создается вихревой поток газа со спи-
ралеобразным движением. Вихревая подача плазмообразующего
газа обеспечивает перемешивание газа в столбе дуги и равномер-
ность газовой оболочки вокруг столба.
При осевой подаче конец электрода (вольфрамовый стержень
диаметро?л от 2 до 6 мм и длиной до 100—150 мм) имеет форму
заостренного стержня с углом 20—30°, а при вихревой — на конце
электрода имеются сменные гильзовые катоды. ]
Для охлаждения плазмотронов применяют воду, а в плазмо-
тронах небольшой мощности — сжатый воздух.
Вольфрамовый {или с примесью окислов лантана, иттрия, то-
рия) электрод применяется для работы в инертных газах; при
резке в окислительных газах электрод в зоне катода необходимо
защищать неактивным газом. 1
Значительное применение находят режущие плазмотроны с
пленочными катодами. Способностью образовывать пленку на
катоде обладают цирконий и гафний. При высоких температурах
окиснонитридная пленка, обладающая электропроводностью,
легко образуется на поверхности катода. Такой катод может про-
должительное время работать в окислительной среде, например в
сж-атом воздухе.
Интенсивность износа катодных вставок и электродов зависит
от силы рабочего тока. Чем больше сила тока, тем быстрее изна-
шивается вставка. Для машинных плазмотронов с циркониевыми
катодными вставками и проточной системой водяного охлаждения
максимальная сила рабочего тока равна 250—300 А. При этом,
продолжительность работы катода обычно нс превышает 4—6 ч.1
Большое значение в плазмотронах имеет конструкция сопла.
Чем меньше диаметр сопла и больше его длина, тем выше кон-
центрация энергии, напряжение дуги и больше скорость потока
плазмы; дуга становится жесткой, ее режущая способность уве-
личивается. Однако диаметр и длина сопла обусловливаются
силой рабочего тока и расходом газа. Если диаметр сопла очень
мал или длина его очень велика, может возникнуть так называе-
152
мая двойная дуга (рис. 98), при которой режущая дуга распа
дается на две части: одна между катодом и внутренней частью
сопла, а другая — между наружной поверхностью сопла и разре-
заемым изделием. Двойная дуга может гореть одновременно с
режущей, но она существует непродолжительное время и затем
пропадает. Двойная дуга действует вне зоны
защитного газа и от этого металл кромок
загрязняется и подплавляется; двойная дуга
может вывести из строя сопло формирую-
щего наконечника. Чаще всего двойная дуга
возникает в момент возбуждения режущей
дуги. Режущая дуга возбуждается с по-
мощью осциллятора или конденсаторными
устройствами. Для предотвращения двой-
ной дуги при зажигании режущей необходи-
мо плавно увеличивать рабочий ток. Это
достигается магнитным, тиристорным и дру-
гими устройствами.
Для плазменно-дуговой резки приме-
няют источники питания дуги постоянного
тока с круто падающими вольт-амперными
характеристиками. При резке больших тол-
щин (больше 80 мм) применяют только спе-
циальные источники питания с повышенным
Рис. 98. Схема двойкой
дуги:'
1 — катод. 2 — сопло, 3 — ме-
талл. 4 — столб режущей
сжатой дуги, би 6 — столб
двойной дуги на участках
наконечник (сопло) — металл
и катод — наконечник
напряжением холостого хода, например, ти-
па ИПГ-500 и др. (табл. 24).
Согласно ГОСТ 14935—69 выпрямители для плазменно-дуго-
вой резки должны иметь напряжение холостого хода 90—500 В и
силу тока 300—1000 А.
24. Источники питания для плазменно-дуговой резки
Параметры Преобразо- ватель ПСО-500* Выпрямители
В КС- 500** вдг- 500»* ВПР-401 ИПГ-500 ВПР-602
Номинальная сила 500 500 500 400 500 630
тока, А Выпрямленное на- ю 1 8 78 90 180 300 300
пряжение холо- стого хода, В
К. п. Д-, % 59 74 75 86 80 92
Коэффициент мош- 0.9 0,65 0,65 0,8 0,75 0,71
нести
Режим работы ИВ. 65 60 60 60 100 100
%
Масса, кг 530 385 390 1200 2000 2390
Г абар нтные разме- 1105 у 870 х 860 х 930 х 1128х 1300-х
ры, мм 4 580 х 650 у "640 ч 1025-х х870х Х1235
х920 Х1215 Х1233 х 1390 Х1462 х 1515
* Возможно переключение обмоток для повышения напряжения.
*• Возможно переключение обмоток.
15
Для плазменно-дуговой резки можно использовать также и
стандартные источники питания сварочной дуги (некоторые из
них приведены в табл. 24). Так как напряжение плазмотронов,
как правило, больше напряжения холостого хода этих источников,
то надо два или три источника соединять последовательно. 1
ЛТашины для плазменно-дуговой резки по принципу работы и
конструкции механического устройства не отличаются от машин
для кислородной резки. Аппаратура для плазменно-дуговой резки
должна соответствовать ГОСТ 12221—71: Пл— для ручной рез-
ки; Плрм— для ручной и машинной резки; Плм— для "машинной
резки; Пл мт— для машинной точной резки. |
Ручная резка стали толщиной до 20 мм при рабочем токе до
250 А производится аппаратом Плр-20/250. 1
Аппарат Плр-50/250 предназначен для резки стали толщиной
до 50 мм при рабочем токе до 250 А. Средой является сжатый
воздух, азот, аргон, водород, смеси газов. Аппарат имеет воздуш-
ное охлаждение, его удобно использовать в цехе и при мон-
таже.
Резка стали толщиной 60—80 мм может выполняться аппара-
том типа Плрм мощностью до 50 кВт; сила тока — 400 А, напря-
жение источника питания—180 В. Повышенные напряжение и
ток обеспечивают лучшее качество реза и более высокую скорость
резки. При защите вольфрамового катода в качестве рабочей сре-
ды можно применять кислород.
Основные технические данные некоторых аппаратов и машин
приведены в табл. 25 и 26.
25. Технические данные аппаратов плазменно-дуговой резки
Тип аппарата. Максималь- ная толщина (алюминия), мм Макси- мальная сила то- ка , А Рабочий газ Напряже- ние ХОЛО- СТОГО хо- да, в Скорость резки, ы/ыин Охлаждение
Плм-10/100 10 100 Воздух 220 Водяное
Пл р-20/250 20 250 Аргон, азот, водород 90 1,0 Воздушное
Плр-50/250 50 250 То же 180 1,0 »
Плм-бО-’ЗОО 60 300 Воздух 300 4,0 Водяное
Плмт-50/400 50 400 Воздух и др. 400 »
Технология плазменно-дуговой резки. Параметрами режима
плазменно-дуговой резки являются: диаметр сопла, сила тока,
напряжение плазменной дуги, скорость резки и расход газа.
Плазмообразующий газ выбирают по характеру разрезаемого ме-
талла (табл/27).
Выбор режима резки. Ориентировочные режимы плазменно-
дуговой резки металлов сжатым воздухом для аппарата
Плм-60/300 даны в табл. 28.
154
*Д>. Некоторые стационарные машины для плазменно-дуговой резки
М 1рка маши- ны Тип по кон- структивной схеме Тип по системе контурного управления Максималь- ная ширина разрезаемого листа, м Число резаков, шт. Область применен нм
«Днепр-2, 5Пл4» «Юг-2, 5Пл4» «К ристал л- 2» СГУ-УВПР У Пл-1,6/2 Ф АСШ-4 Портальный в Портально- консольный То же Шарнир- ный Линейная Фотокопиро- вальная в масштабе 1:10 Цифровая про- граммная Магнитная Фотокопиро- вальная в масштабе 1:1 Магнитная 2,5 2,5 2,5 2,0 2,0 1,0 1 1 1 1 1 1 Прямолиней- ная резка Фигурная резка То же »
27* Выбор плазмообразующего газа в зависимости от условий резки
Газ Разрезаемый металл
Воздух, кислород Азот технический Низкоуглеродистые и легированные стали Нержавеющие стали, медь, сплавы на медной ос-
Смесь: аргон технический, водород нове Алюминий, алюмин иевые сплавы
Максимальные допускаемые толщины металла, разрезаемого
плазменной дугой, даны в табл. 29.
Плазменно-дуговую резку целесообразно применять главным
образом на машинах, так как высокие скорости резки сильно за-
трудняют управление процессом. Например, сталь толщиной
1.5 мм аппаратом мощностью 50 кВт режется со скоростью
20 м/мин, а сталь толщиной J0 мм — со скоростью 3—4 м/мин.
С увеличением электрической мощности плазмы скорость резки
еще больше возрастает. Современные плазмотроны имеют элек-
трическую мощность 150 кВт и более; толщина разрезаемых лис-
тов достигает 100 мм.
Экономически целесообразна плазменно-дуговая резка стали
толщиной до 50 мм. Технические трудности ограничивают толщи-
ну вырезаемых заготовок с одновременным снятием кромок под
сварку до 30 мм.
155
28. Ориентировочные режимы воздушноплазменной машинной резки листового
металла аппаратом Плм-60/300
Толщина разрезаемого металла, мм Диаметр сопла, мм Сила тока, А Напряже- ние, В Расход сжатого воз- духа, л/мин Скорость резки, м/мин Ширина реза (сред- няя). мм
Низкоуглсродистая сталь
1 о 3 300 160—180 40—60 Ю 04 tn 3,0
40—60 3 300 1160— 180 Алюминий и е 40—60 го сплавы 0/5—0,3 5,0
5—15 2 120—200 170—180 70 2—1 3,5
30—50 3 280—300 170—190 40—50 1,2—0,6 5,5
сопла.
Медь
10 I 3 300 160—180 40—60 3,0 —
60 1 3,5 300 160—180 40—60 0,4 —-
Примечание. Диаметр вольфрамовогэ катода равен Диаметру формирующего
29. Допускаемые максимальные толщины металлов, разрезаемых плазменной
дугой
Рабочее напряжение, В Низ ко угле- родиста я сталь, мм Нержавеющая сталь, мм Медь, мм Латунь, бронза, мм Алюминий, лег- кие сплавы, мм
70—80 30 40 15 30 40
90-110 70 70 50 70 80
120—140 90 90 80 90 100
§ 69, ДУГОВАЯ РЕЗКА
резка может выполняться дугой, горящей под флю
Дуговая
сом, стальными покрытыми электродами и с участием какого-либо
газа. Хорошее качество и более высокую производительность, чем
другие способы, обеспечивает автоматическая дуговая резка про-
волокой марки Св-08 под флюсом, например, марки АН-348. При
использовании проволоки диаметром 4 мм, напряжении дуги
42—44 В и рабочем токе 1200 А режут сталь толщиной 20 мм со
скоростью 30 м/ч. •
Стальными покрытыми электродами можно резать сталь тол-
щиной до 15 мм, а угольными электродами — до 100 мм при ра-
бочем токе порядка 1000 А.
При газодуговой резке дуга расплавляет металл, а струя газа
удаляет его из зоны реза.
воздух, азот, кислород, аргон и их смеси.
В качестве газа употребляют сжатый
156
Аргонодуговую резку неплавящимся электродом целесообраз-
но применять для обработки листов толщиной до 5 мм из алюми-
ния, меди и их сплавов, нержавеющей стали и других металлов.
Для ручной кислородно-дуговой резки ВНИИавтогенмаш пред-
ложил специальный резак РГД-1-56. Режимы кислородно-дуговой
резки низкоуглеродистой стали стальными электродами следую-
щие:
Толщина стали, ям . . . .
Диаметр электрода, мм . , ,
Ток, А......................
Скорость резки, мм-'мин . . .
Расход кислорода, дм8/пог. м
10 30 50
4 5 5
. 160 220 260
. 520 360 200
. 100 250 400
Воздушно-дуговая резка неплавящимся электродом основана
на плавлении металла по линии реза дугой, горящей между уголь-
ным или графитизированным электродом и разрезаемым листом
при непрерывном удалении жидкого металла струей сжатого воз-
духа. Этот способ применяют для разделительной и поверхностной
резки, осуществляемой с помощью резака, например, РВД-4А-66
или РВД-1; для механизированной поверхностной резки рекомен-
дуется полуавтомат ПВД-2-67. Эта аппаратура разработана
В Н И И а втоген м а ш е м.
Техническая характеристика полуавтомата ПВД-2-67 сле-
дующая:
Ток, А....................................................до 600
Глубина канавки, мм.......................................до 15
Диаметр омедненного угольного электрода, мм...............6—16
Давление воздуха, кгс/см2 ................... ...........4—6
Расход воздуха, м3/ч................................. .... 30
Количество выплавляемого металла, кг/ч . . .... 20
Скорость резки, мм/мин.................................. 250—1200
Масса головки, кг ................... 3,5
Дуговая резка вращающимся стальным диском осуществляет-
ся следующим образом. К стальному диску и разрезаемому ме-
таллу подводится электрический ток. При соприкосновении вра-
щающегося диска с разрезаемым металлом возникает дуга, кото-
рая оплавляет металл, выбрасывает его из места реза. В произ-
водственных установках употребляют стальные диски диаметром
до 500 мм и толщиной 4—6 мм. Диск вращается со скоростью око-
ло 40 м/с. Для охлаждения диска применяют сжатый воздух дав-
лением до 5 ат. Источником питания дуги служит любой пони-
жающий трансформатор мощностью до 30 кВт с напряжением
холостого хода 10—30 В. Производительность резки пропорцио-
нальна мощности источника питания. Зона термического влияния
на кромках разрезанного металла составляет до 1 мм. Износ ра-
бочей кромки стального дискового электрода не превышает 2%
от массы удаленного металла. При использовании электродов.
157
армированных вставками из стойкого сплава,
до 20 раз.
износ
меньшается
В настоящее время разработан новый вид резки (газолазер
ная) стальных листов толщиной до 15 мм и более, заключающий
ся в том, что вместе со струей кислорода на металл направляется
мощный световой луч лазера (квантового генератора). Луч свел
фокусируется на площади шириной около 0,25 мм, а ширина полу
чаемого разреза составляет 0,32 мм.
У
§ 70. ПОДВОДНАЯ РЕЗКА
Для разъединения металлических частей в подвотных условиях
наибольшее применение нашли ручная электрокислородная 1
бензокислородная резка. Кроме этих способов, подводную резку
можно выполнять плавящимся электродом с покрытием, полуавто-
матическую электрокислородпую тонким плавящимся электро*
дом, плазменно-дуговую и в отдельных случаях направленным
взрывом.
Электрокислородная резка выполняется специальным электро-
дом, изготовленным из стальной трубки размером 7x2,5 мм,
покрытым толстым слоем водонепроницаемого состава. В трубку
при помощи специального держателя от баллона по шлангу по-
дается кислород под давлением 1,5—3,5 ат. Дуга разогреваем
металл, а кислород окисляет его, как и при обычной кислородной
резке. Этот вид резки благодаря своей простоте нашел большое
применение.
Процесс подводной резки происходит следующим образом:
после включения рабочего тока на поверхности и подачи команды
резчиком-водолазом резчик нажимает на рычаг кислородного
клапана и возбуждает дугу, после чего Начинает перемещение
электрода вдоль линии реза. При резке металла большой толщи-
ны резчик углубляет электрод в металл для того, чтобы ввести в
зону реза большее количество тепла. Скорость резки в вертикаль-
ном положении (сверху вниз) будет выше, чем в нижнемт гак как
в первом случае полнее используется режущий кислород.
Этим способом удается резать металл толщиной до 300 мм.
Для полуавтоматической электрокислородной резки тонкой
проволокой разработан полуавтомат ППСР-300-2 (он же приме-
няется и для сварки). Дуга горит в защитном газе, который пода-
ется через специальный шланг (вместе с проволокой), в этом же
шланге проходит токоведущий кабель. Кислород подводится по
отдельному шлангу.
Скорость резки на установке ППСР-300-2 для толщины метал-
ла 10 мм при силе тока 270—280 А составляет 11 м/ч, для толщи-
ны металла 25 мм при силе тока 300 А — 2,5—2,8 м/ч.
Производительность полуавтоматической электрокислородной
резки значительно выше ручной; это особенно важно при глубоко-
водных работах, когда время пребывания резчика-водолаза под
водой весьма ограничено.
158
При бензокислородной резке применяют специальный резак,
работающий по принципу распыления бензина. К резаку подво
дятся три шланга: для подогревающего и режущего кислорода и
распыленного (азотом) бензина. Подогревающее пламя зажйгв*
г гея под водой специальной электрозажигалкой, питаемой акку-
муляторной батареей напряжением 12 В. Шланги, подводящие
кислород и распыленный бензин, заключены в металлическую
оплетку, позволяющую выполнять работу па глубине до 30 м.
Для бензокислородной резки металла толщиной от 5 до 100 мм
под водой выпускается установка БУПР-61.
Скорость резки па установке БУПР-61 на глубине до 10 м: для
толщины металла 10 мм — 22 м/ч, для толщины металла 100 мм —
6,5 м/ч.
Производительность подводной резки зависит от вида резки,
прозрачности воды, доступности места резки, опытности водолаза
и др.
В настоящее время для резки под водой начинают применять
плазменную дугу. Разрабатывается резка под водой взрывом. Под-
водные резаки, действующие с помощью пороховых патронов, могут
быть использованы для резки проволоки, кабелей, якорных цепей
и других деталей, имеющих форму ленты или шнура. Ими можно
перерезать стальную проволоку диаметром 1,6—38 мм и специаль-
ные кабели диаметром до 90 мм. Для осуществления резки взры-
вом установка оснащается кумулятивным (направленным) взрыв-
чатым зарядом, запальным шнуром, детонатором, электрическим
кабелем и защитным ограждением материалов, примыкающих к
месту реза.
Оборудование для резки в воде любым процессом существенно
отличается от промышленного оборудования для резки на воздухе,
оно намного сложнее и менее производительно.
В настоящее время техника подводной резки позволяет выпол-
нять работы на глубине до 150 м и резать металл толщиной до
150 мм.
§ 71. ВИДЫ ТЕРМИЧЕСКОЙ РЕЗКИ БЕТОНА
И ЖЕЛЕЗОБЕТОНА
Бетон и железобетон режутся кислородным, прутково-кислород-
ным, порошково-кислородным копьем, газопорошковой реактивной
струей, порошково-кислородным резаком, плазменной струей и
угольной дугой косвенного действия.
Наиболее освоенной и широко применяемой в СССР является
резка железобетона кислородным копьем (рис. 99).
Копье представляет собой стальную трубку с наружным диамет-
ром Ю—60 мм и длиной 3—6 м с различным поперечным сечением.
Часто употребляются водогазопроводные трубы (ГОСТ 3262—75)
с наружным диаметром 10,2 мм и более. Согласно стандарту водо-
газопроводные трубы подразделяются на легкие, обыкновенные и
усиленные.
159
Для прожигания отверстии в бетоне целесообразно пользовать
ся усиленными трубами с увеличенной толщиной стенки. Для копы
можно использовать трубки некруглых сечений: плоскоовальны^
(ГОСТ 8644—68), прямоугольные (ГОСТ 8645—68), звездообраэ*
ные, крестообразные, каплевидные, ромбические и др. Возможно
также применение трубки с заложенными внутрь прутками или об-
мотанной снаружи проволокой из низкоуглеродистой стали. Такси
копье называют прутковым. |
ЗвЩиПЖбШ щиячж
Рис. 99. Резка железобетона прутковым копьем:
g — процесс резки, б — копье с сердечником из прутков,
6 — копье с тремя прихваченными наружными прутками,
г — копье с проволочной навивкой; <? — копье с сердечником
из прутков и с проволочной наьивкой; 1 — трубка, 2 — пру-
ток, 3 — проволочная навивка
Для зажигания копья в трубку подается кислород под давле-
нием 0,5 кгс/см2. При этом рабочий торец копья нагревается сва-
рочной дугой или газокислородным пламенем до температуры го-
рения стали; время нагрева — 5—10 с. Нагретый металл начинает
окисляться (гореть), давление подаваемого кислорода повышается
до рабочего, металл на конце трубы интенсивно горит, развивая
температуру до 2000“ С. |
Следует различать горение копья в свободном состоянии и горе-
ние копья в процессе прожигания или резки. Расход кислорода при
свободном горении копья значительно меньше, чем при резке, по-
этому и подача его соответственно должна меняться.
Ориентировочно для сгорания 1 кг низкоуглеродистой стали
требуется 300 дм3 кислорода. Фактический расход кислорода при
свободном горении копья составляет до 600 дм3 в зависимости от
диаметра и толшмны стенки трубки, диаметров стержней и их
количества. Чем полнее обтекает кислородная струя торец копья,
тем меньше затрачивается кислорода при свободном горении.
При прожигании бетона или железобетона копье с пламенем
направляется в изделие с определенной силой. Под действием
160
1ЫС0К0Й температуры пламени копья и продольной силы, созда-
ваемой резчиком, бетон плавится и разрушается.
। При резке или прожигании железобетона копьем кислород
L расходуется не только на горение стали, но и на выдувание из
Области реза продуктов горения копья и плавления бетона.
г При давлении кислорода в момент зажигания копья более
0.5 ат нагреваемый металл будет охлаждаться из-за сильного
I перепада давления, что затруднит зажигание копья. Только после
I воспламенения копья и достаточного углубления его в бетон дав-
ление кислорода повышают до рабочего.
| В процессе прожигания копье прижимают горящим концом
! к бетону с достаточно большим усилием; углубляясь в бетон, оно
I образует приблизительно круглое отверстие. Вследствие испаре-
ния воды, а также из-за разности температурных деформаций
цементного камня и зерен заполнителя бегон становится непроч-
ным, в нем возникают трещины, рыхлость, выкрашивание частиц,
что облегчает плавление и отрыв нерасплавленных частиц. Рас-
в-тавленныс и оторвавшиеся частицы бетона, продукты горения
I стали выдуваются наружу кислородом и парами, образуемыми
। при нагреве бетона, через зазор между копьем и стенками про-
! жигаемого отверстия. Для лучшего удаления расплавленной и
рыхлой массы из области реза необходимо периодически совер-
шать копьем возвратно-поступательные и возвратно-вращатель-
ные движения. Величина продольного усилия должна быть мак-
симально возможной для резчика. В то же время чрезмерное
усилие, в особенности при большой толщине железобетона, когда
нагретое докрасна копье на 1—2 м и более углублено в железо-
бетон, может вызвать искривление копья и изменить направле-
ние образуемого отверстия. Ориентировочно величина усилия
прижатия копья должна составлять от 5 до 10 кгс, а при прожи-
гании глубоких отверстий, когда необходимо преодолевать со-
противление застывающих шлаков, усилие прижатия должно
достигать 10—50 кгс.
Данные по прожиганию отверстий в железобетоне в горизон-
тальном положении, полученные в МИСИ, приведены в
табл. 30 и 31.
Копьем размером 10X8 мм с сердечником из 8 прутков диа-
метром 2 мм можно прожигать отверстия в бетоне со скоростью
5 м/ч на глубину до 200 мм. С повышением толщины прожигаемого
бетона диаметры трубы и прутков необходимо увеличивать.
При прожигании отверстий кислородным копьем изменение
свойств и снижение прочности бетона от нагрева происходят в ра-
диусе 30—200 мм пропорционально толщине прожигаемого
бетона.
Скорость прожигания отверстий прутковым копьем в потолоч-
ном положении достигает 10 м/ч.
По сравнению с пневмоинструментом копье прожигает отвер-
стие более чем в 4 раза быстрее, стоимость работ при этом значи-
тельно ниже.
11 Заказ 694
161
30. Режимы прожигания отверстий в железобетоне в горизонтальном положении
прутковым копьем
Диаметр труби, мм _ । Прутки Скорость прожигания, м/ч Расход стали» кг/ч Расход кислорода,
•1 наружный внутрен- ний диаметр, мм количество,
20 16 4 2 0,7 39,2 и
20 16 4 6 1,2 47 Н
16 12 3 8 2,48 30 22
16 12 3 10 3,25 35 22
10 8 1 17 3,0 22,8 22
10 8 1 17 3,9 22,8 22
10 8 2 8 4,0 21,2 22
10 8 2 8 5,1 21,2 22
31. Данные при прожигании отверстий толстого железобетона
в горизонтальном положении прутковым копьем
Толщина бетоиа, мм Диаметр трубы, мм Прутки Рабочее давление кислорода, кгс/см 2
диаметр» мм количество, щт.
наружный внутренний
200 14 10 3 3 5 1
500 14 10 3 3 5
800 20 16 6 3 6
1000 20 16 6 3 6
пруткового тем, что на
смесь его с каким-либо
копье отличается от
железный порошок или
место реза подается
друпш (наприхмер, алюминиевым), при сгорании порошка выде-1
ляется дополнительное тепло. Подача порошка (флюса) выполняв
ется автоматизированным устройством, как в установках для ким
лородно-флюсовой резки. Это усложняет оборудование для резня
порошковым копьем. 1
Резак для кислородно-флюсовой резки сталей может быть ис4
пользован и для резки неметаллов. Однако пользоваться им удобно^
лишь при разделительной резке бетона толщиной до 400 мм. d
Разделительную резку можно также осуществлять прутковым (
и порошковым копьями последовательным образование^^ ряда от-
верстий с последующим разрушением перемычек механическим
способом. 1
Резка реактивной газовой струей находит применение для про-,
жигания отверстий в горных породах и железобетоне. 1
В настоящее время созданы специальные горелки, в которых
жидкое горючее (преимущественно керосин) в смеси с кислородом
сжигается в топке; пламя выбрасывается через узкое отверстие со<
сверхзвуковой скоростью до 2000 м/с; температура пламени —
2500—2750 С. Эта струя нагревает поверхность обрабатываемого.
162
тела, а при подаче воды оно разрушается и частицы выносятся
разами из зоны реза. Разделительная резка этим способом бетон-
ных плит толщиной 100—150 мм происходит со скоростью 8—10 м/ч.
Хороших результатов достигают при прожигании отверстий реак-
тивной струей.
Прожигание отверстий диаметром до 100 мм в железобетонных
плитах успешно осуществляется угольной дугой косвенного дей-
ствия. Для этого применяют угольные электроды диаметром
150—100 мм и силу тока 500—1000 А. Необходимость пользоваться
светофильтром для глаз снижает эффективность резки угольной
дутой.
Применение термической резки бетона и железобетона необхо-
димо для образования проемов в стенах и перекрытиях, круглых
небольшого диаметра сквозных отверстий, срезки старых фунда-
ментов для постройки новых под более мощное оборудование и в
^других случаях —вместо трудоемкой и дорогостоящей механиче-
ской резки, сопровождающейся вибрациями, разрушениями и силь-
ным шумом.
Резка копьем по сравнению с другими видами является наи-
более универсальной, позволяющей резать бетон и железобетон
толщиной до 4 м в различных пространственных положениях как
при ремонтных работах, так и в новом строительстве. При этом
оборудование для резки относительно несложно.
Контрольные вопросы
1. Начертите схему получения плазменной дуги.
2. Какие типы плазмотронов применяются для резки?
3. Перечислите параметры, характеризующие режим плазменно-дуговой
резки.
4. Укажите области применения плазменно-дуговой резки.
5. Объясните сущность газолазерной резки.
6. Какие существуют виды резки железобетона, их сущность и применение?
ГЛАВА XVI
СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
§ 72. КРАТКИЕ СВЕДЕНИЯ О СТАЛЯХ
Стали подразделяют на углеродистые и легированные.
Углеродистыми называют стали, содержащие углерода
0,1-0,7 %*.
Легированными называют стали на основе железа или никеля
и содержащие один или несколько легирующих элементов и угле-
рода до 0,5 %-
* Стали, содержащие углерода более 0,7% — инструментальные, практически
не свариваются и здесь не рассматриваются.
11- 163
-------------------------------------------------------1
Углеродистые стали поставляются по ГОСТ 380—71 (углероди-
стая сталь обыкновенного качества), ГОСТ 1050—74 (углеродистая
конструкционная качественная сталь), ГОСТ 5521—76 (сталь длв
судостроения), ГОСТ 5520—69 (сталь для котлостроенияи
ГОСТ 6713—75 (сталь для мостостроения) и др.
По основной структуре стали подразделяются на классы: пер!
литный, бейнитный, мартенситный, ферритный, аустенитный и каД
бидный.
Машиностроительная сталь в большинстве случаев относится
к перлитному классу, сталь с особыми свойствами — к аустенит!
ному, мартенситному или ферритному классам. I
Углеродистая сталь обыкновенного качества (ГОСТ 380—71)
подразделяется на три группы: А—поставляемую по механический
свойствам, Б — по химическому составу и В —по механическиJ
свойствам и химическому составу.
Согласно строительным нормам и правилам изготовление овар|
ных изделий должно производиться из сталей группы В. Стал^
группы В имеет шесть марок в зависимости от химического состава
и механических свойств, степени раскисления и номера категория
стали. J
Как правило, для сварных конструкций применяют сталь мароШ
ВСт2 и ВСтЗ всех степеней раскисления и всех номеров категорий!
Расшифровка стали по названию марки следующая: ВСтЗспЗ J
сталь группы В марки 3, спокойная (по раскислению), 3-й катего-
рии; ВСтЗГпс4 — сталь группы В марки 3, с повышенным содержа!
нием марганца, полуспокойная, 4-й категории; ВСтЗкп — стал
группы В марки 3, кипящая, 1-й категории.
Согласно ГОСТ 552]—76 марки углеродистой конструкционно!
стали обозначаются: 08, 10, 15, 20 и т. д., где цифры показываю
среднее содержание углерода в стали в сотых долях процента
Углеродистая сталь, идущая на сварные изделия, разделяется
на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую.
К низкоуглеродистым относят стали, не закаливающиеся при дуго-
вой и газовой сварке (С 0,22 %), к среднеуглеродистым (С=3|
= 0,2—0,45%) и высокоуглеродистым (С=0,45—0,7%)—закали^
вающиеся. В
Сведения о легированных сталях приведены ниже. I
§ 73. СВАРИВАЕМОСТЬ МЕТАЛЛОВ
Современное машиностроение и строительство невозможно без
применения легированных сталей; они увеличивают надежность,
долговечность и экономичность конструкции при меньшей массе и
лучших эксплуатационных свойствах. Это особенно важно для ком-
бинированных конструкций, собираемых из неоднородных метал-
лов. Однако некоторые разнородные металлы или вообще не спо-
собны соединяться сваркой, или технология их сварки очень слож-
на. В связи с этим большое значение в технологии сварки имеет
понятие о свариваемости металлов.
564
Свариваемостью называют свойство металла или сочетания мс
таллов при установленной технологии сварки образовывать соедн
нения, свойства которых (физические, механические и др.) близки
к свойствам основного металла. .
Например, хорошая свариваемость низкоуглеродистых сталей
характеризуется равнопрочным с основным металлом сварным со-
единением без снижения пластичности в околошовной зоне и без
трещин в металле шва.
Свариваемость легированных сталей оценивается возможно-
стью получения соединений, стойких против образования закалоч-
ных структур (и трещин), коррозии, уменьшения прочности при
высоких температурах. I
Металлы однородные, с одинаковой атомной решеткой легко
соединяются сваркой, тогда как разнородные могут совершенно не
свариваться. Например, не сваривается медь со свинцом; затруд-
нена сварка железа со свинцом, титана с углеродистой сталью и
медью и др.
Металл шва и металл зоны термического влияния любого свар-
ного соединения, составленного даже из однородных частей, яв-
ляются по свойствам неоднородными, как между собой, так и по
сравнению с основным металлом. Недостаточной работоспособно-
стью обладает крупнозернистый (перегретый), закаленный или
крупнозернисто-закаленный металл, образующийся в сварном со-
единении в зависимости от способности свариваемого металла
изменять свою структуру и свойства при сварке. Признак плохой
свариваемости — склонность к образованию трещин, которые со-
вершенно недопустимы в сварных соединениях. Склонность к пере-
греву, закалке, образованию трещин и других дефектов при сварке
характеризует свариваемость металлов.
При оценке свариваемости термически упрочненной стали весь-
ма важной характеристикой является ее склонность к разупрочне-
нию (потере прочности) при сварке. Обычно разупрочнение проис-
ходит в зоне термического влияния на участке с температурами
нагрева 400—720° С в зависимости от температуры отпуска стали в
процессе ее изготовления на заводе (закалка+отпуск).
Для того чтобы изготовить прочную сварную конструкцию с
наименьшими затратами труда, применяя наиболее рациональную
технологию сварки, следует возможно полнее изучить сваривае-
мость стали.
На свариваемость влияют химический состав присадочного ме-
талла, режим сварки, температура окружающего воздуха, химиче-
ский состав и толщина стали, условия закрепления элементов
конструкции при сварке и другие конструктивные, технологиче-
ские, а также эксплуатационные условия.
На практике применяют различные методы определения свари-
ваемости для проверки стойкости металла против образования тре-
щин, перехода в хрупкое состояние, коррозии, износа и других
свойств.
165
32» Свариваемость перлитных сталей
Группа
сваривае-
мости
Наименование сталей
Условия сварки
II
L Низкоуглеродистые стали, содер-
жащие углерода С ^-0,22 % (марки
ВСтЗсп5, ВСтЗпсб, ВСтЗГпсБ,
В18Гсп5, М16С, СтТсп, ВСтЗкп2,
08. 10, 15 и др.).
2. Низколегированные низкоуглероди-
стые стали, содержащие углерода
С^О.14% (марки 09Г2С, 10Г2С1,
10Г2С1Д, 10ХСНД, 12Г2СМФ,
12ГС и др.)
1. Углеродистые стали, содержащие
углерода 0,22—0,30% (марки Ст4,
20, 25 и др.)
Свариваются без особых
ограничений, независимо
от толщины металла, теш
лературы окружающего
воздуха и жесткости из-
делии, в широком интер^
вале режимов сварки
III
IV
2. Низколегированные низкоуглероди-
стые стали, содержащие углерода
0,14—0,22% (марки 15ХСНД,
14Г2АФ, 15Г2АФДпс, 16Г2АФ,
14ГСМФР и др.)
1. Углеродистые стали, содержащие
углерода 0,3—0,4% (марки Ст5,
25, 35 и др.).
2. Низколегированные среднеуглеро
дистые стали, содержащие углеро-
да 0,22—0,3% (марки 18Г2АФ,
20ХГСА и др.).
Теплоустойчивые стали (12ХМ, 15ХМ,
20ХМЛ, 12Х1МФ, 15Х1МФ,
20ХМФЛ и др.)
Среднелегированные (от 2,5 до 5%
всех легирующих элементов), сред-
неуглеродистые стали 00,22%
(25ХГСА, ЗОХГСА. ЗОХГСНА,
30ХН2МФА. 20Х2МА и др ).
Перлитные высоколегированные ста-
ли различных марок
Свариваются с ограничения*
'Ми по температуре окру-
жающего воздуха (не ни-
же —5е С), толщине (ме-1
нее 20 мм) и жесткости
при правильно выбранном
режиме сварки
Свариваются с предвари-
тельным или сопутствую-'
щим подогревом до 100—*
250° С
Свариваются с подогревом и
последующей термообра-
боткой сварного изделия
Классификация углеродистых сталей по свариваемости.
По признакам стойкости против образования грещин при соответ-
ствующей технологии сварки все стали с ферритно-перлитной и
бейнитной структурами можно разделить на четыре группы: I —
стали, не закаливающиеся при дуговой и газовой сварке и поэтому
сваривающиеся без особых ограничений; II — стали, склонные к
образованию закалочных микроструктур, но при правильно вы-
бранной технологии сваривающиеся без появления их (при сварке
без подогрева); Ш — стали, склонные к закалочным структурам
166
при сварке и сваривающиеся с подогревом для избежания пошл
ления этих структур; IV — стали, закаливающиеся при сваркл и
сваривающиеся с предварительным, сопутствующим подогревом и
немедленной термообработкой после сварки.
В табл. 32 приведены некоторые распространенные марки ста
лей и условия их свариваемости. 1
Сварку сталей 1 группы можно выполнять при любом тепло-
вом режиме в широком интервале, без особых ограничений в спо-
собе наложения швов по сечению, длине и положению в простран-
стве. я
Сварка сталей II группы выполняется с соответствующими огра-
ничениями, в узком интервале тепловых режимов и ограниченной
температуре окружающего воздуха.
Стали, отнесенные к III группе, требуют подогрева при сварке,
который способствует снижению скорости охлаждения сварного
соединения и, следовательно, образованию относительно мягкой
ферритно-перлитной, в крайнем случае бейнитной микроструктуры.
Сварка сталей, отнесенных к IV группе по свариваемости, вы-
полняется с обязательным подогревом и термообработкой.
§ 74. СВАРКА УГЛЕРОДИСТЫХ КОНСТРУКЦИОННЫХ
СТАЛЕЙ
Низкоуглеродистые стали, содержащие до 0,2 углерода,
свариваются без ограничений при использовании типовых свароч-
ных материалов. В зависимости от степени ответственности свари-
ваемого изделия пользуются электродами типов Э38, Э42 и Э42А.
Электроды Э38 применяются для изготовления неответственных
изделий, электроды Э42 — для ответственных и Э42А — для особо
ответственных изделий. Для сварки изделий из толстых листов
(6^15 мм) и в неудобных для сварщика положениях (монтажная
сварка в строительстве) следует использовать электроды с повы-
шенной прочностью наплавленного металла типов Э46 и Э46А.
Это требование объясняется тем, что выполнение многослой-
ных швов больших сечений в неудобных положениях трудно осуще-
ствить без внутренних пороков. Гарантия прочности соединений
достигается применением электродов, дающих повышенную проч-
ность металла шва.
Причины образования пор, непроваров, подрезов при сварке низ-
коуглеродистых сталей рассматриваются в гл. XXV. Швы, соеди-
няющие низкоуглеродистые стали, выполненные всеми видами ду-
говой и газовой сварки, обладают вполне удовлетворительной стой-
костью против образования трещин.
Среднеуглеродистые стали, содержащие от 0,2 до 0,45%’ угле-
рода, свариваются с серьезными ограничениями, чтобы при сварке
не образовывались трещины. Стали марок ВСт4 различной сте-
пени раскисления и различных категорий и сталь марки 25 при
неправильно выбранном тепловом режиме сварки могут образо-
вать трещины, главным образом в угловых швах или в первом
слое многослойного стыкового шва, сваренного с обязательным за*
167
зором, в последних швах изделий с большой жесткостью, а также
если сварка выполняется при низких температурах окружающего
воздуха. 1
Сварку стали Ст4 следует выполнять с относительно низкими
скоростями охлаждения металла шва. Трещины могут возникнуть
в наплавленном металле, тогда как в зоне термического влияния
их, как правило, не бывает.
Сталь Ст5 содержит от 0,29 до 0,37%' углерода, поэтому свари-
ваемость этой стали хуже свариваемости стали Ст4. Изделия из
стали Ст5 нужно сваривать с’дополпительным подогревом. Лучше
всего дополнительный нагрев изделия производить одновременно
по двум сторонам от оси шва на расстоянии 50—70 мм до темпе-
ратуры 100—200° С; для листов толщиной до 15 мм температура,
подогрева составляет 100° С, для более толстых листов — 200° С,
Высокую стойкость металла шва против трещин и необходимые
механические свойства сварного соединения обеспечивают элект-
роды УОНИИ-13/45 и УОНИИ-13/55. J
Еще более худшей свариваемостью обладают стали Стб и 40.
Изделия из этой стали дополнительно нагреваются при сварке и
после сварки термически обрабатываются в печи.
Из высокоуглеродистой стали (С = 0,46—0,70%) сварные кон-
струкции, как правило, не изготовляют. Эта сталь применяется в
литых деталях. Необходимость сварки может возникнуть при на-
плавке и ремонтных работах. В этом случае применяют те же при-
емы сварки, что и для других плохо сваривающихся сталей (пред-t
варительный или сопутствующий подогрев и последующая термо-
обработка). 1
§ 75. СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Легированные стали подразделяются на низколегированные
(легирующих элементов в сумме менее 2,5%), среднелегированные
(от 2,5 до 10%) и высоколегированные (более 10%). Низколегиро-
ванные стали делят на низколегированные низкоуглеродистые, низ-
колегированные теплоустойчивые и низколегированные среднеугле-
родистые. .
Механические свойства и химический состав некоторых марок
низколегированных сталей приведены в табл. 33. 1
- Содержание углерода в низколегированных низкоуглеродистых,
конструкционных сталях не превышает 0,22%- В зависимости от
легирования стали подразделяют на марганцовистые (14Г, 14Г2),
кремнемарганцовистые (09Г2С, 10Г2С1, 14ГС, 17ГС и др.), хромо-
кремнемарганцовистые (14ХГС и др.), марганцовоазотнованадие-
вые (14Г2АФ, 18Г2АФ, 18Г2АФпс и др.), марганцовониобиевая
(10Г2Б), хромокремненикельмедистые (10ХСНД, 15ХСНД) и т.. д.
Низколегированные низкоуглеродистые стали применяют в
транспортном машиностроении, судостроении, гидротехническом
строительстве, в производстве труб и др. Низколегированные стали
поставляют по ГОСТ 19281—73 и 19282—73 и специальным техни-
ческим условиям.
168
. Механические свойства низколегированных низкоуглеродистых сталей при лаймом химическом составе
Поставка Горячеката- ная р> * л л | Нормализован- ная Л Термоупроч- ненийя
йофэоф 0,013 о о о СП о о СМ О о 0,020 1 0,027 0,023 । 0,020 ।
Brian in о о оо см с о 10,024 О) о о 0,022 1 0,023 0,024 0,022
dOQ 1 1 1 0,003 1
НВХИ1 1 1 1 1 0,010 0,021 о о 0,018 А
О' •» wafgHroi'j 1 TF О •ч о 1 оо О
о о о а X Виивнва 1 О о 00 о Л о 1 о о его
X Р S qtfaw о w—И О оз о см о 1 0,13 0,23 со о СП о о
X чммин о о с- 1Г С 5 3 > с № С 5 < > «4 о о о ю о о 0,04
worix о о о СО о 4ь 1О ю о СИ о о 0,02 О о
gnnwadx 0,22 / 0,95 i ш ш о 0,30 о ш о СП о <м ш о о со о
naHRJdBw о Lg О о (М еч W—ч со о •ч w4 о 04 СО со
rodair лЛ хГ * > *> о ч—• О —< О <ю о оо *—* 44 О 0,10 ОО *> о О
ie свойства i i oH. кгс- m/cm« гП со д •ч о 1 ’СГ ш 1 СМ «• lO ш lO о 11,1—13,9 5,2—7,7 -3* 7 оо ш
© сг X я «ки/элм <Ло с* О' > 5 СМ 7 о о с ) Г > Г 1О S Д о о со см о J in о
X <D 3? zWKf3JM 4 0 48-52 к V ч 5 56—61 « CH со 1 in оо 75—97 оо ш с о а ) 5
Марка стали СМ гГ 1Л 10ХСНД 15ХСНД 14ХГНМ 15ХГ2СМФР 10Г2С1 15Г2СФ 12Г2СМФ
169
8
Низколегированные теплоустойчивые стали должны обладать
повышенной прочностью при высоких температурах эксплуатации,)
Наиболее широко теплоустойчивые стали применяют при изготов-
лении паровых энергетических установок. Для повышения жаро-
прочности в их состав вводят молибден (М), вольфрам (В) и ва-
надий (Ф), а для обеспечения жаростойкости —хром (X), обра-
зующий плотную защитную пленку на поверхности металла. |
Низколегированные сред-
неуглсродистые (более 0,22%]
углерода) конструкционные
стали применяют в машино-1
строении обычно в термо-
обработанном состоянии.
Технология сварки низколе-
гированных среднеуглероди-1
стых сталей подобна техно-
логии сварки среднелегиро-
ванных сталей. I
Особенности сварки низ=
колегированных сталей. Низ-
колегированные стали сва-
ривать труднее, чем низко-
углеродистые конструкцией-;
ные. Низколегированна я
сталь более чувствительна к
тепловым воздействиям при
сварке. В зависимости от
марки низколегированной ।
стали при сварке могут об-
разоваться закалочные i
структуры или перегрев в
зоне термического влияния I
сварного соединения. |
зависит от его химического -
Рис. 100. Диаграмма изотермического (при
постоянной температуре) распада аустенита
низкоуглеродистой стали:
Л — начало распада, Б — конец распада, —- кри-
тическая точка стали. и — качало и ко-
нец прекращения аустенита в мартенсит; n, »s. гл
и Vi — скорости охлаждения с образованием раз-
личных структур
Структура околошовного металла
состава, скорости охлаждения и длительности пребывания метал-
ла при соответствующих температурах, при которых происходит
изменение микроструктуры и размера зерен. Если в доэвтектоид-
ной стали получить нагревом аустенит (рис. 100), а затем сталь
охлаждать с различной скоростью, то критические точки стали
снижаются.
При малой скорости охлаждения получают структуру перли г
(механическая смесь феррита и цементита). При большой ско-
рости охлаждения аустенит распадается на составляющие
структуры при относительно низких температурах и образуются
структуры— сорбит, троостит, бейнит и при очень высокой ско-
рости охлаждения — мартенсит. Наиболее хрупкой структурой яв-
ляется мартенситная, поэтому не следует, при охлаждении допус-
кать превращения аустенита в мартенсит при сварке низколегиро-
ванных сталей.
170
Скорость охлаждения стали, особенно большой толщины, при
сварке всегда значительно превышает обычную скорость охлаж-
дения металла на воздухе, вследствие чего при сварке легирован-
ных сталей возможно образование мартенсита.
Для предупреждения образования при сварке закалочной мар-
тенситной структуры необходимо применять меры, замедляющие
охлаждение зоны термического влияния,—-подогрев изделия и при-
менение многослойной сварки.
В некоторых случаях в зависимости от условий эксплуатации
изделий допускают перегрев, т. е. укрупнение зерен в металле
зоны термического влияния сварных соединений, выполненных из
низколегированных сталей. !
При высоких температурах эксплуатации изделий для повы-
шения сопротивления ползучести (деформирование изделия зри
высоких температурах с течением времени) необходимо иметь
крупнозернистую структуру и в сварном соединении. Но ме-
талл с очень крупным зерном обладает пониженной пластич-
ностью и поэтому размер зерен допускается до известного предела.
При эксплуатации изделий в условиях низких температур пол-
зучесть исключается и необходима мелкозернистая структура ме-
талла, обеспечивающая увеличенную прочность и пластичность.
Покрытые электроды и другие сварочные материалы при свар-
ке низколегированных сталей подбираются такими, чтобы содер-
жание углерода, серы, фосфора и других вредных элементов в них
было ниже по сравнению с материалами для сварки низкоуглеро-
дистых конструкционных сталей. Этим удается увеличить стойкость
металла шва против кристаллизационных трещин, так как низко-
легированные стали в значительной степени склонны к их обра-
зованию.
Технология сварки низколегированной стали. Низколегирован-
ные низкоуглеродистые стали 09Г2, 09Г2С, 10ХСНД, 10Г2С1 и
10Г2Б при сварке не закаливаются и не склонны к перегреву.
Сварку этих сталей производят при любом тепловом режиме,
аналогично режиму сварки низкоуглеродистой стали. *
Для обеспечения равнопрочности соединения ручную сварку
выполняют электродами типа Э50А. Твердость и прочность около-
шовной зоны практически не отличаются от основного металла.
Сварочные материалы при сварке порошковой проволокой и в
защитном газе подбирают такими, чтобы обеспечить прочност-
ные свойства металлу шва на уровне прочности, достигаемой элек-
тродами типа Э50А.
Низколегированные низкоуглеродистыс стали 12ГС, 14Г, 14Г2,
14ХГС, 15ХСНД, 15Г2Ф, 15Г2СФ, 15Г2АФ при сварке могут об-
разовывать закалочные микроструктуры и перегрев металла шва
и зоны термического влияния. Количество закаливающихся
структур резко уменьшается, если сварка выполняется с относи-
тельно большой погонной энергией, необходимой для уменьше-
ния скорости охлаждения сварного соединения. Однако снижение
скорости охлаждения металла при сварке приводит к укрупнению
171
зерен (перегреву) металла шва и околошовного металла вслед-
ствие повышенного содержания углерода в этих сталях. Это осо-
бенно касается сталей 15ХСНД, 14ХГС. Стали 15Г2Ф, 15Г2СФ и
15Г2АФ менее склонны к перегреву в околошовной зоне, так как
они легированы ванадием и азотом. Поэтому сварка большинства
указанных сталей ограничивается более узкими пределами тепло-
вых режимов, чем сварка низкоуглеродистой стали.
Режим сварки необходимо подбирать так, чтобы не было боль-
шого количества закалочных микроструктур и сильного перегрева
металла. Тогда можно производить сварку стали любой толщины
без ограничений при окружающей температуре не ниже —10° С.
При более низкой температуре необходим предварительный подо-
грев до 120—150° С. При температуре ниже —25° С сварка изде-
лий из закаливающихся сталей запрещается. Для предупрежде-
ния большого перегрева сварку сталей 15ХСНД и 14ХГС следует
проводить на пониженной погонной тепловой энергии (при пони-
женных значениях тока электродами меньшего диаметра) по
сравнению со сваркой низкоуглеродистой стали.
Для обеспечения равнопрочности основного металла и свар-
ного соединения при сварке этих сталей надо применять электро-
ды типа Э50А или Э55.
Технология сварки низколегированных среднеуглеродистых
сталей 17ГС, 18Г2АФ, 35ХМ и других подобна технологии сварки
среднелегированных сталей.
4
§ 76. СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
Хромокремнемарганцевая конструкционная (20ХГСА, 25ХГСА,
ЗОХГСА), хромокремнемарганцевоникелевая конструкционная
(30ХГСНА), хромоникелемолибденованадисвая конструкционная
(30ХН2МФА), хромомолибденовая жаропрочная (12Х5МА), хро-
моникелемолибденовая жаропрочная (20Х2МА) и другие средне-
легированные стали с содержанием углерода до 0,5% поставля-
ются в основном но ГОСТ 4543—71 и разтеляются на качествен
ные и высококачественные.
Среднелегированныс стали (табл. 34) обладают
сопротивлением 60—200 кге/мм2; они относятся к
классу.
Эти стали характерны высокой стойкостью против
временным
перлитному
перехода в
хрупкое состояние; поэтому их применяют для конструкций, рабо
тающих при низких или высоких
температурах, при
ударных
или
знакопеременных нагрузках, в агрессивных средах и других тяже
лых условиях.
Среднелегированные стали весьма чувствительны
к
нагреву
при сварке они могут закаливаться, перегреваться, образовывать
холодные трещины, что затрудняет их сварку. Чем выше содер
жание углерода и легирующих примесей и чем больше толщина
металла, тем хуже свариваемость этих сталей.
172
к г га 4<й га Термообработка • Закалка и от- пуск при Э сООЗ—ОЗР То же 1 Закалка и от- пуск при 500 -540° С Закалка и от- пуск при 200—300° С Закалка и от- пуск при 680° С • Закалка и от- пуск при 650° С
г CJ е «Г ф га * молибден 1 1 I 1 0£‘0—08‘0 ! 1© со о~ см о
Q X х у га с о* НИКОЛЬ 1 1 I 1,40—1,80 1© СМ 1 о см о А о
га U *_ ф га ф с, V X Химический поста% хром 0,80—1,10 1 0,80—1,10 о I о СО О о см 2 о с 0,60—0,90 2,1—2,4
X т га сс е е- S о Е~ Ф X кремний 0,90-1,20 ! С см «ч о о •ч о ог‘1—оего 0,90—1,20 со о д *- о СО д л о
Е( Ф CL Ф S • О а га X марганец 0,80—1,10 0,80—1,10 0,80—1,10 1,00—1,30 0,30—0,60 о г- о 1 8 о
X X © С- га X 3 с*- © ь о г ** kU dm составе углерод СО СМ о д о со см о СМ ем о 0,28—0,34 ОТ о д см *1 о СО со о о CJ о см о 1 со i < о
а £ « О Г ф О лз м jWO/W-OJM * V (ч о 1Й о о г**.
га га ф «к о ю о Е К X ские е мен< 0/ ‘л /о V см w—4 о о СП о о
Е О X X ill) EG эьине zKKfoiM <ro 65 85 i 85 140 80 45
ф X х га га X Мех ст гГСГС/СкГЯ *Я£> О 00 ОН ПО 105 06 09
ф 3* X ** га ф з и отпуска) пр Марка стали 20ХГСА 25ХГСА ЗОХГСА ЗОХГСНА 30ХН2МФА 20Х2МА
Сварка среднелегированных сталей должна производиться
электродами с фтористо-кальциевым покрытием на постоянно!
токе при обратной полярности с выполнением многослойных шво
каскадным и блочным способами. Технология сварки должна пре
дусматривать низкие скорости охлаждения металла шва. Сущес1
венно способствует предупреждению трещин повышение темпера
туры разогрева более 1СО°С. Длина ступени каскадной сварк:
должна выбираться из расчета указанного разогрева металл
предыдущего слоя шва, перед наложением последующего сло$
Обычно длина ступени составляет 150—200 мм.
Марки покрытых электродов при сварке выбирают в завися
мости от вида термической обработки сварного соединение
(табл. 35). ।
35. Выбор сварочных материалов
Марки стали
Вид термообработки
сварного соединения
Вид сварки
Сварочные материалы
25ХГСА
ЗОХГСА
25ХГСА
ЗОХГСА
Закалка и высокий
отпуск
Закалка и средний
отпуск
25ХГСА
ЗОХГСА
Без термообработки
Покрытыми электро-
дами
В углекислом газе
Покрытыми электро-
дами
В углекислом газе
Покрытыми электро-
дами
ВИ9-6
(Св—18ХМА)
Св-ЮГСМТ
ВИ-10-6
(СВ-18ХМА), НИ АТ
зм
Св-08ХЗГ2СМ
ВИ9-6 (Св-08)
ВИ9-6 (Св-18ХМА)
ВИ-12-6 (Св-04Х19
Hl 1МЗ)
§ 77. СВАРКА ЛЕГИРОВАННЫХ ТЕПЛОУСТОЙЧИВЫХ
СТАЛЕЙ
По ГОСТ 20072—74 теплоустойчивые стали по микроструктуре
подразделяются на стали перлитного класса (молибденохромовая
12Л4Х, хромомолибденованадиевая 12Х1М1Ф, хромомолибденова-
надиевотитановая с бором 20Х1М1Ф1ТР, хромомолибденована-
диевая с повышенным содержанием углерода 25Х1МФ, 25Х2М1Ф,
20ХЗМВФ, 20Х1М1Ф1БР и другие и стали мартенситного класса
(хромистая 15X5, хромистомолибденовая 15Х5М, 15Х5ВФ,
12Х8ВФидр.). ]
Условия эксплуатации изделий из теплоустойчивых сталей при-*
ведены в табл. 36, откуда видно, что рабочая температура нс пре-
вышает 600° С. Изделия, эксплуатирующиеся при температурах
выше 600° С, изготовляют из высоколегированной жаростойкой и
жаропрочной стали.
Все теплоустойчивые стали поставляются потребителю в со-
стоянии после термической обработки (закалка плюс высокий
отпуск; отжиг).
174
36. Условия эксплуатации изделий из теплоустойчивых сталей
Марка стали Назначение Рекомендуе- мые темпера- туры эксплу- атации, °C Срок работы Температура начала ин- тенсивного окалинообра* зова ни я, °C
12МХ Трубы пароперегре- вателей, детали цилиндров газовых турбин 510 Весьма длитель- ный (50 000— 100 000 ч) 570
12X1 МФ То же 570—585 То же 600
18ХЗМВ Трубы для гидроге- низа иконных уста- новок 450—500 Длительный (1000—10 000 ч) 600
20ХЗМВФ Трубы высокого дав- ления для хими- ческой аппарату- 500—560 То же 600
15X5 ры Трубы 600 650
15Х5М 15Х5ВФ Для корпусов в внутренних эле- ментов аппарату- ры нефтеперераба- тывающих заво- 600 Весьма длитель- ный 650
12Х8ВФ дов Трубы печей нефте- заводов 500 Длительный 650
Для луговой сварки теплоустойчивой стали ГОСТ 9467—75
предусматривает девять типов электродов (Э-09М, Э-09МХ,
Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ,
Э10ХЗМ1БФ, Э10Х5МФ).
Технологией сварки теплоустойчивой стали любой марки пре-
дусматривается предварительный или сопутствующий местный или
общий подогрев свариваемого изделия, обеспечение однородности
металла шва с основным и термическая обработка сварного изде-
лия (табл. 37).
Дополнительный нагрев свариваемого изделия необходим для
устранения закаливаемости металла. При сварке без дополни-
тельного нагрева в металле шва и в околошовном металле обра-
зуются карбиды хрома и молибдена, вызывающие хрупкость
сварного соединения.
Однородность металла шва с основным нужна для исключения
диффузионных явлений при химическом выравнивании металла
шва и околошовного металла при высоких температурах во время
эксплуатации сварных изделий, так как перемещение химических
элементов в процессе диффузии приводит к снижению длитель-
ности эксплуатации изделий.
С помощью термической обработки удается получать одинако-
вую во всем сварном изделии микроструктуру, если химический
37. Условия сварки теплоустойчивых сталей
Марке стали Класс микрострук- туры Температура, СС Марка электрода
предвари- тельного или сопутствую- щего подо- грева отпуска после сварки
12ХМ Перлитный 200 650—700 УОНИИ-13/45МХ, ТМЛ-1 ЦЛ-14, ЗИО-20 и др.
12Х1МФ а 300 650—700 ТМЛ-3, Ц Л-20-63, UJ 20М, ЦЛ-39 и др.
18ХЗМВ 300—350 700—750 ЦЛ-26М-63, ЦЛ-30-63 др.
20ХЗМВФ а 300—450 700-750 ЦЛ-26М-63, ЦЛ-30-63
20Х1М1Ф1ТР » 300-350 700—750 ЦЛ-30-63 и др.
12Х8ВФ в 300—450 700—750 ЦЛ-30-63 и др.
15X5 .Мартенсит- ный 300—450 700—750 ЦЛ-30-63 и др.
15Х5М в 300—450 700—750 ЦЛ-17-63
15Х5ВФ 300—450 700—750 ЦЛ-17-63
состав металла шва не отличается от химического состава основ-1
ного металла. Такой металл обладает повышенными механиче-
скими свойствами и способностью длительно работать в условиях 1
нагрева. Однако для повышения длительности работы изделий I
нужно правильно выбрать режим термической обработки
(табл. 37). Лучшая термическая обработка сварных изделий из |
теплоустойчивой стали — закалка и высокий отпуск. На практике*1
часто применяют только высокий отпуск или отжиг с нагревом I
до температуры около 780° С.
Необходимый подогрев свариваемого изделия, а также терми-
ческая обработка сварных изделий в монтажных условиях произ-И
водятся индукционным током промышленной или повышенной ча*
стоты. Время выдержки при максимальной температуре нагрева 1
при отпуске берется из расчета 4—5 мин/мм толщины степкирИ
охлаждение сварного изделия до температуры предварительного I
подогрева (200—450° С) должно быть медленным.
Для сварки теплоустойчивых сталей в монтажных условиях
при невозможности подогрева и последующей тсрмообработкиИ
применяются электроды АН-/КР-2, в этом случае в металле шва]
содержание никеля будет не менее 31% и металл шва получите
аустенитную структуру. Электроды пригодны для сварки во всех I
пространственных положениях.
Подбор покрытых электродов для сварки теплоустойчивых
сталей ориентировочно производится по табл. 37. Приведенные в Я
таблице марки электродов не обеспечивают полной однородности
металла шва с основным. И
Сварку теплоустойчивых сталей покрытыми электродами про-
изводят на тех же режимах, что и сварку низколегированных <
176
конструкционных сталей. При сварке необходимо полностью про-
варивать корень шва, для чего первый слой выполняют электроном
диаметром 2—3 мм. Большая часть электродов требует сварки
на постоянном токе обратной полярности. К
Техника сварки теплоустойчивых сталей также аналогична
технике сварки низкоуглеродистых сталей. /Многослойную сварку
выполняют каскадным способом (без охлаждения каждого вы
полненного слоя шва).
При газовой сварке теплоустойчивых сталей мощность пламе-
ни составляет 100 дм3 ацетилена/ч на 1 мм толщины металла;
сварку ведут только нормальным (восстановительным) пламенем.
Присадочным металлом служит сварочная проволока марок
Св-08ХМФА, Св-ЮХМФТ, Св-10Х5М, Св-18ХМА и другие в зави-
симости от марки свариваемой стали.г
Вначале кромки деталей «пролуживают», для чего расплав-
ляют металл деталей по поверхности кромок и в корне шва, за-
полняя его расплавленным металлом. Этот прием применяют для
деталей толщиной до 15—20 мм. Пролуживапие кромок деталей
на большую величину приводит к образованию микротрещин на
участках, расположенных к вершине шва, этому способствует
быстрое охлаждение металла. Для уменьшения выгорания хрома,
молибдена и других легирующих элементов из металла деталей
и присадочной проволоки сварочная ванна поддерживается в жид-
ком состоянии по возможности более короткое время. Присадоч-
ный металл должен находиться все время в сварочной ванне;
пользоваться капельным приемом сварки нельзя во избежание
выгорания легирующих элементов.
Газовая сварка стыков труб производится с предварительным
подогревом всего стыка. Стык по периметру трубы можно нагре-
вать той же горелкой, которой пользуются при выполнении шва.
Термообработка сварного стыка необходима; ее удобно выпол-
нять той же сварочной горелкой, а еще лучше — дополнительной,
в зависимости от диаметра, толщины трубы и других условий.
§ 78. СВАРКА ТЕРМИЧЕСКИ УПРОЧНЕННЫХ СТАЛЕЙ
Термической обработкой (чаще всего закалка плюс отпуск)
повышают механические свойства как углеродистых, так и леги-
рованных конструкционных, теплоустойчивых, жаропрочных и
других сталей, например, марок 10Г2С1, 09Г2С, 14Г2, 15ХСНД,
12Г*2СМФ, 15Г2СФ, 15ХГ2СФР, 15Г2АФ, 15ХГСА, 15ХГ2СФМР
и др.
При содержании углерода более 0,12% термоупрочненные
стали в процессе сварки образуют закалочные микрострук-
туры, а в зоне термического влияния происходит разупрочнение
металла, если сварное соединение не подвергается после сварки
термической обработке. Изменения температуры нагрева и твер-
дости сварного соединения термически упрочненной стали даны
на рис. 101. Из рисунка видно, что зона термического влияния
12 Заказ 694
177
с температурами нагрева
Рис. 101. Схема изменения
температуры в сварном со-
единении термически упроч-
ненной стали:
Af. ПЛ—металл шва; 1, 2, 3, 4 —
участки сплавления, закалки, не-
полной закалки, отпуска (раз-
упрочнения); О. AL — основной
металл
при сварке термически упрочненной стали, склонной к закалке,
разделяется на следующие участки: 1 — неполного расплавления
(участок металлической связи), 2 — закалки и перегрева с темпе-
ратурами нагрева выше 920—960е С, 3 — неполной закалки с тем-
пературами нагрева от 720 до 920е С, 4 — участок разупрочнения
ниже 720° С.
На участке закалки твердости метал*
ла будет максимальной, на участке не-
полной закалки твердость снижена. Са-
мая низкая твердость по сравнению с
другими участками, а также с основным
металлом будет на участке разупрочне-
ния. Участок разупрочнения’— самое сла-
бое место сварного соединения при экс-
плуатации изделия без нагрева.
Ширина участка разупрочнения влия-
ет на работоспособность сварного соеди-
нения: она будет тем выше, чем меньше
ширина этого участка. Ширина участка
разупрочнения зависит от скорости ох-
лаждения и от стойкости основного ме-
талла к изменению температуры.
Для снижения ширины разупрочнен-
ного металла как и всей зоны термиче-
щменять режимы сварки с низкой погон-
Так как газовая сварка термически упрочненных сталей вызы-
вает образование широкого участка разупрочнения, то она не мо-
жет быть рекомендована, если нельзя выполнить последующую
термическую обработку.
скоро влияния следует
пой тепловой энергией.
§ 79. СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
И СПЛАВОВ
Высоколегированными называют стали, содержащие один или
несколько легирующих элементов в количестве 10—55%.
Высоколегированными называют сплавы на железоникелевой
основе (железа и никеля содержится более 65%) и на никелевой
основе (никеля содержится более 55%).
По ГОСТ 5632—72 насчитывается 94 марки высоколегирован-
ных сталей и 22 марки высоколегированных сплавов. Несколько
марок сталей и сплавов выпускается по различным техническим
условиям.
Высоколегированные стали и сплавы классифицируют по раз-
личным признакам, главным образом, по системе легирования,
структуре и свойствам. По системе легирования высоколегирован-
ные стали детят, например, на хромистые, хромоникелевые,
хромомарганцевые, хромоникелемарганцевые, хромомарганцеазо-
тистые. Самые распространенные высоколегированные сплавы —
никелевые, никелехромистые, никелехромовольфрамовые и никеле*
хромокобальтовые.
По структуре высоколегированные стали подразделяют на ста-
ли мартенситного класса (например, 15X5, 15Х5М, 15Х5ВФ,
09Х16Н4Б, 11X11Н2В2МФ —всего по стандарту 20 марок), мар-
тенситно-ферритного класса (15X6CIO, 15Х12ВНМФ, 12X13 и др-)»
ферритного класса (08X13, 10Х13СЮ, 12X17, 15Х25Т), аустенитно-
мартенситного класса (такие, как 07Х16Н6, 08Х17Н5МЗ), аустенит-
но-ферритного класса (например, 08Х20Н14С2, 08Х18Г8Н2Т) и
аустенитного класса (03Х17Н14М2, ОЗХ16Н15МЗБ, 08Х10Н20Т2,
08Х16Н13М2Б, 09Н16Х1.4Б, 09Н19Х14В2БР, 12Х18Н9, 12Х18Н9Т,
45Х14Н14В2М). В некоторых аустенитных сталях никель, как
дефицитный материал, частично или полностью заменяют мар-
ганцем и азотом: 10Х14Г14НЗ, 1ОХ14Г14Н4Т, 12Х17Г9Н4А,
10Х14Г15А, 15Х17Г14А; всего по ГОСТ 5632—72 выпускается 27 ма-
рок аустенитных сталей.
По системе упрочнения высоколегированные стали и сплавы
делят на карбидные, содержание углерода 0,2—1,0%» боридные
(образуются бориды железа, хрома, ниобия, углерода, молибдена
и вольфрама), с интерметаллидным упрочнением (упрочнение мел-
кодисперсными частицами).
По свойствам высоколегированные стали и сплавы подразде-
ляют на коррозионностойкие (нержавеющие), обладающие стой-
костью против любой коррозии — атмосферной, почвенной, щелоч-
ной, кислотной, солевой, межкристаллитной; жаростойкие (окали-
ностойкие), не окисляющиеся при высоких температурах нагрева
(до 1300°С); жаропрочные, 'способные работать при температу-
рах свыше 1000° С в течение нормированного времени без сниже-
ния прочности.
Особенности сварки высоколегированных сталей и сплавов.
По сравнению с низкоуглеродистыми сталями большинство высоко-
легированных сталей и сплавов обладают пониженным коэффи-
циентом теплопроводности (до 2 раз при повышенных температу-
рах) и увеличенным коэффициентом линейного расширения (до
1,5 раза).
Низкий коэффициент теплопроводности приводит при сварке
к концентрации тепла и вследствие этого к увеличению проплав-
ления металла изделия. Поэтому для получения заданной глуби-
ны проплавления следует снижать величину сварочного тока на
10—20%.
Увеличенный коэффициент линейного расширения приводит
при сварке к большим деформациям сварных изделий, а в случае
значительной жесткости—относительно крупные изделия, повы-
шенная толщина металла, отсутствие зазора между свариваемыми
деталями, жесткое закрепление изделия — к образованию трещин
в сварном изделии. *
Высоколегированные стали и сплавы более склонны к образо-
ванию трещин, чем низкоуглеродистые. Горячие трещины появля-
ются большей частью в аустенитных сталях, холодные — в закали-
12*
179
дающихся сталях мартенситного и мартенситно-ферритного клас-
сов. Кроме этого, коррозионностойкие стали, не содержащие титана
или ниобия или легированные ванадием, при нагревании выше
500е С теряют антикоррозионные свойства по причине выпадения
из твердого раствора карбидов хрома и железа, которые стано-
вятся центрами коррозии и коррозионного растрескивания. Терми-
ческой обработкой (чаще всего закалкой) можно восстановить
антикоррозионные свойства сварных изделий. Нагревом до 850е С
ранее выпавшие из раствора карбиды хрома вновь растворяются
в аустените, а при быстром охлаждении они не выделяются в от-
дельную микроструктуру. Такой вид термообработки называют
стабилизацией. Однако стабилизация приводит к снижению пла-
стичности и вязкости стали. Получение высокой пластичности, вяз-
кости и одновременно антикоррозийное™ сварных соединений
возможно нагревом металла до температуры 1000—1150° С и быст-
рым охлаждением в воде (закалка).
Содержание углерода в основном металле и металле шва до
0,02—0,03% полностью исключает выпадение карбидов хрома, а
следовательно, межкристаллитную коррозию.
На практике нашли применение следующие пути предотвраще-
ния трещин при сварке высоколегированных сталей: создание в
металле шва двухфазной структуры (аустенит и феррит); ограни-
чение в шве содержания вредных примесей (серы, фосфора, свин-
ца, сурьмы, олова, висмута) и введение таких элементов, как
молибден, марганец, вольфрам; применение электродных покрытий
основного и смешанного’видов; создание при сварке менее жест-
кого состояния изделия.
Практикой сварки аустенитной стали установлено, что с уве-
личением жесткости при выполнении шва необходимо к аустениту
прибавлять феррита в количестве от 2 до 10%. В этом случае
пластичность металла шва по сравнению с аустенитным швом
повышается и усадка даже при жестком состоянии сварного изде-
лия происходит за счет повышенной пластической деформации
металла шва без образования трещин.
Применение электродов с основным или смешанным покры-
тием с легированием металла шва молибденом, марганцем, воль-
фрамом придает металлу шва мелкозернистое строение. В этом
случае пластические свойства металла возрастают и при усадке
горячие трещины в нем не возникают.
Для получения сварных соединений без трещины в процессе
сварки рекомендуется свариваемые детали собирать с зазором
(рис. 102) и по возможности применять швы с низким проваром
(коэффициент формы провара должен быть менее 2). Швы лучше
выполнять тонкими электродами диахмегром 1,6—2,0 мм при мини-
мальной погонной тепловой энергии.
Сварные соединения с неоднородным швом, как после сварки,
так и после термической обработки обладают меньшей прочностью
по сравнению с основным металлом. Кроме того, в таких неодно-
родных сварных соединениях при эксплуатации с высоким нагревом
180
Рис. 102. Влияние формы про-
вара (а, б) и зазора в корне
шва (в, г) на стойкость аусте-
нитного углового шва против
образования кристаллизацион-
ных трещин
и сплавов зависит от хими-
наблюдаются диффузионные явления между металлом шпз и
околошовным металлом для выравнивания химического состава,
что приводит к появлению холодных трещин в околошовиом ме-
талле, в зоне металлической связи. Поэтому выбор типа электрода
при дуговой сварке различных марок высоколегированных сталей
и сплавов должен быть строго обоснован.
Подогрев (общий или местный) до
температуры 100—300° С рекомендует-
ся при сварке всех высоколегирован'
ных сталей и сплавов в зависимости от
характера микроструктуры основного
металла, содержания углерода, толщи-
ны и жесткости изделия. Для мартен-
ситных сталей и сплавов подогрев из-
делия обязателен; для аустенитных
сталей он применяется редко. Подо-
грев способствует более равномерному
распределению температур по изделию
в процессе сварки и охлаждению с
меньшими скоростями, в результате
чего не образуются концентрирован-
ные усадочные деформации по сечению
сварного соединения и трещины не воз-
никают.
Перегрев (укрупнение зерен) ме-
талла шва и околошовного металла
при сварке высоколегированных сталей
ческого состава и микроструктуры, температуры нагрева и длитель-
ности пребывания металла при высокой температуре. Обычно при
сварке больше перегреваются однофазные ферритные стали.
Высоколегированные стали, содержащие углерода более 0,12%
(31Х19Н9МВБТ, 36Х18Н25С2, 55Х20Г9АН4, 17Х18Н9 и др.), сва-
риваются с предварительным подогревом до 300° С и выше с по-
следующей термической обработкой сварных изделий.
Сварочная проволока, виды электродных покрытий и типы по-
крытых электродов для сварки. Для сварки высоколегирован-
ных сталей с особыми свойствами применяют сварочную прово=
локу, например СвО4Х 19119, Св-05Х 19Н9ФЗС2, Св-ОбХ 19Н9Т,
Св-07Х 19Н1 ОБ, Св-08Х20Н9С2Б ХЮ, Св-10Х16Н25М6А — всего
41 марка по ГОСТ 2246—70.
Электроды берут с основными, рутилоосновными и рутилофлю-
оритноосповными покрытиями. Дуговая сварка аустенитных ста-
лей электродами с основным покрытием приводит к науглерожи-
ванию металла шва, что вызывает снижение стойкости его против
межкристаллитной коррозии. Науглероживание происходит за счет
разложения мрамора, который содержится в большом количестве
в этом покрытии. Науглероживание металла шва исключается при
сварке аустенитной стали электродами с рутилоосновным покры-
тием (например, ОЗЛ-14), содержащего мрамора только 10%
181
вместо 35—45 % в электродах с основным покрытием
УОНИИ-13/НЖ).
(например,
Ориентировочный выбор марки сварочной проволоки, вида
покрытия и типа электрода при дуговой сварке высоколегирован-
ных сталей и сплавов в зависимости от назначения сварного изде-
лия приведен в табл. 38.
38. Примерный выбор покрытых электродов для сварки высоколегированны?
сталей с особыми свойствами
Класс микро- структуры и марка спаривае- мой стали Марка электрода Марка сварочной проволоки Вид покрытия Условия работы сварного изделий
Аустенитный УОНИИ- Св-О6Х19Н9Т Основной Слабоагрессивная
12Х18Н9 13/НЖ среда при нор- мальной темпе-
12X18Н9 ОЗЛ-8 Св-О8Х19Н9Т > р ату ре То же
12Х18Н9 ЦЛ-11 Св-04Х19Н9Б Агрессивная среда
12X18Н9 ОЗЛ-7 Св-02Х19Н9 при нормальной температуре-
То же
12Х18Н9 ЦТ-15-1 Св-О2Х12Н12Т При температуре
600—650СС
12Х18Н9 ОЗЛ-14 Св-02Х19Н9 Рутило-основ- С нагревом до
ной 350= С
12Х18Н9 ОЗ Л-17 Св- ОЗХ23Н28МЗДЗТ То же Сильная агрессив- ная среда с на-
12X18Н9 Св-О2Х18НЮ гревом до 80~С
ОЗЛ-22 Сильная окисли-
тельная среда (азотная и дру- гие кислоты)
Мартенситный УОНИИ- Св-О8Х17Т Основной Слабоагрессивная
20X17Н2 10Х17Т среда с нагревом до 600°С (аппа- ратура нефтепе- рерабатывающих
заводов)
20X17 Н2 АН-В-10 Св-О8Х17Т Рутило-флюо- То же
ритнооснов- ной
11ХПН2В2МФ ЦЛ-32 Св-О8Х11В2МФ Основной
Аустенитно- цл-зз Рутило-основ-
ферритный 12X21Н5Т ной
ГОСТ 10052—75 предусматривает 49 типов покрытых электро-
дов для ручной дуговой сварки высоколегированных сталей с осо-
быми свойствами, например Э-02Х19Н9Б, Э-04Х20Н9, Э-07Х20Н9,
Э-06Х22Н9. Э-06Х13Н, Э-08Х20Н9Г2Б, Э-08Х14Н65М15В4Г2
Э-10Х20Н70Г2М2В.
182
Каждый тип электрода включает одну или несколько марок
покрытых электродов.
Условное обозначение электродов для дуговой сварки выпол-
няется по ГОСТ 9466—75 (см. гл. V). При этом во второй строке
условного обозначения электродов группа индексов, указывающих
характеристики наплавленного металла и металла шва, состоит
из четырех цифровых индексов для электродов, обеспечивающих
аустенитно-ферритную структуру наплавленного металла, и из
трех цифровых индексов — для остальных электродов.
Первый индекс показывает стойкость наплавленного металла
и металла шва против межкристаллитной коррозии (в зависимо-
сти от метода испытания в табл. 3 стандарта приняты индексы
от 0 до 5). Второй индекс указывает максимальную рабочую тем-
пературу, при которой обеспечивается относительно длительная
прочность наплавленного металла и металла шва (по табл. 4
в стандарте введены цифровые индексы от 0 до 9). Третий индекс
показывает допускаемую рабочую температуру сварных соедине-
ний, выполненных данными электродами при сварке жаростойких
сталей (см. табл. 5). Четвертый индекс указывает содержание
ферритной фазы в наплавленном металле для электродов, обеспе-
чивающих аустенитно-ферритную структуру наплавленного метал-
ла (см. табл. 6).
Все данные, необходимые для составления группы индексов,
берутся из паспортов на электроды конкретных марок.
Газовая сварка аустенитных сталей производится пламенем
мощностью 70—75 дм3 ацетилена/ч на 1 мм толщины металла.
Окислительное пламя не допускается, так как оно влечет выгора-
ние хрома. Для присадки применяют сварочную проволоку марок
Св-02Х19П9Т, Св-08Х19Н10Б и других с минимальным содержа-
нием углерода, легированную ниобием или титаном. Тем не менее,
при газовой сварке титан почти полностью выгорает и не может
обеспечить стойкость металла шва против межкристаллитной кор-
розии. Кроме этого, нержавеющие стали при температурах нагрева
500—850° С с низкими скоростями охлаждения, которые сопутст-
вуют газовой сварке, выделяют по границам зерен карбиды хрома,
являющиеся центрами коррозии металла.
Диаметр проволоки выбирают приблизительно равным толщине
основного металла при толщине листов 1—6 мм.
При сварке в большинстве случаев пользуются флюсами, на-
пример, марки НЖ-8 такого состава: 28% мрамора, 30% фарфора,
10% ферромарганца, 6% ферросилиция, 6% ферротитана и 20%
двуокиси титана. Флюс разводится на жидком стекле и наносится
на кромки деталей в виде пасты. Сварка производится после вы-
сыхания флюса.
Сварка двухслойных сталей. Двухслойные стали состоят чаше
всего из низкоуглеродистой стали и покрывающего ее слоя корро-
зионностойкой стали. В качестве антикоррозионного слоя приме-
няют аустенитные стали марок 08Х18Н10Т, 08Х17Н13МЗГ и
подобных им. Дуговая сварка двухслойной стали по технике
183
выполнения швов аналогична сварке однослойного металла. Чащ
всего шов выполняется вначале со стороны углеродистой стали
затем наплавленный металл со стороны плакирующего слоя зачи
щается и сваривается уже плакирующий слой. Электроды по хими
ческому составу должны быть однородны с металлом плакирую
щего, например для стали 08Х17Н16Л43Т применяют электроды
с покрытием марки НЖ-16 и проволоку марки Св-06Х19Н10МЗТ
Для сварки аустенитными электродами применяют постоянны!
ток обратной полярности.
с
Контрольные вопросы
1. Что такое свариваемость металлов?
2. Как следует разрабатывать технологию
на сварку углеродистых
сталей
в зависимости от содержания в них углерода?
3. То же, для сварки низколегированных сталей.
4. Что такое разупрочнение при сварке термически обработанной стали?
5. Как нужно подбирать покрытые электроды для сварки аустенитных ста
лей?
ГЛАВА XVII
СВАРКА ЧУГУНА
§ 80. СВОЙСТВА ЧУГУНОВ
Чугуном называют сплав железа с углеродом, содержащий от
2,14 до 6,7% углерода. <
Чаще всего применяются чугуны с содержанием от 2,6 до 3,6%
углерода, до 5% кремния и до 2% марганца и примесей серы
и фосфора. В специальные чугуны вводят легирующие добавки:
никель, хром, молибден, ванадий, титан. В зависимости от состоя-
ния углерода и легирующих добавок в сплаве различают белые4
серые, ковкие и высокопрочные чугуны.
Белый чугун имеет в изломе белый или светло-серый цвет;
углерод в нем находится в химически связанном состоянии в виде
карбида железа — цементита FegC. Цементит хрупок, обладает
высокой твердостью (800 НВ), поэтому и белый чугун имеет высо-
кую твердость и хрупкость, не поддается механической обработке
и ограниченно применяется в качестве конструкционного мате-
риала. 1
Серый чугун (ГОСТ 1412—70) имеет в изломе серебристый
цвет, объясняемый содержанием части углерода в виде пластин-
чатого графита и части углерода в химически связанном состоянии
в виде перлита. ।
В расплавленном чугуне углерод находится в виде цементита,
способного при высоких температурах растворяться в железе
При медленном охлаждении цементит выпадает из раствора
184
с разложением его на составляющие — свободный углерод в виде
графита и свободное железо. В этом случае образуется серый
чугун. Быстрое охлаждение приводит к образованию белого чугу-
на— частично выпавший из раствора цементит не успевает раз-
ложиться на составляющие и остается в виде хрупкой микро-
структуры. >
Ковкий чугун получают из белого, специальной термической
обработкой для повышения пластических свойств по сравнению со
свойствами серого чугуна.
Высокопрочный чугун (ГОСТ 7293—70) содержит графит шаро-
видной формы, получаемый в результате добавления в сплав неко-
торых элементов (магний, церий и др.) и продувания через жид-
кий чугун азота.
Марки чугунов обозначаются: СЧ 12—.28 (серый чугун с вре-
менным сопротивлением при растяжении 12 кгс/мм2 и при изгибе
28 кгс/мм2); КЧ 30—6 (ковкий чугун с временным сопротивлением
при растяжении не менее 30 кгс/мм2 и относительным удлинением
не менее 6%); ВЧ 38—17 (высокопрочный чугун с временным
сопротивлением при растяжении не менее 38 кгс/мм2 и относитель-
ным удлинением не менее 17%).
Чугуны менее прочны и более хрупки, чем стали, но дешевле
сталей и лучше отливаются в формы. Поэтому чугуны широко
используются для изготовления литых изделий.
§ 81. СВАРИВАЕМОСТЬ ЧУГУНОВ
Затруднения при сварке чугунов объясняются следующими их
свойствами:
1. Отсутствие площадки текучести чугуна и низкая пластич-
ность приводят к появлению трещин при напряжениях, достигаю-
щих временного сопротивления. Эти напряжения могут быть внут-
ренними, возникающими при неравномерном нагреве и охлажде-
нии во время отливки или сварки деталей, и внешними — от пере-
грузок при эксплуатации изделия. Трещины могут возникать как
в целом металле, так и в металле шва в процессе сварки и при
охлаждении сварного изделия.
2. Склонность чугуна при высоких скоростях охлаждения зака-
ливаться с образованием закалочных структур (мартенсита, бей-
нита, троостита). В закаленных участках чугун становится твер-
дым (800 НВ) и не поддается механической обработке. Закалоч-
ные структуры вредны еще и потому, что их образование сопро-
вождается появлением закалочных напряжений и образованием
трещин. Удельная плотность закалочной микроструктуры в виде
мартенсита значительно ниже удельной плотности железа (см.
гл. VI), разница в удельных плотностях приводит к напряжениям
и межзеренным трещинам.
3. Способность чугуна к отбеливанию при быстром охлаждении
места сварки обычно приводит к образованию тонкой отбеленной
прослойки на границе сварного шва и металла изделия. Эта отбе-
185
ленная прослойка имеет низкую пластичность по сравнению с дру-
гими участками сварного соединения, и под влиянием растяпьЛ
вающей силы, образующейся при охлаждении сварного соедине-i
ния, она вместе с наплавленным металлом откалывается от основ-1
кого металла или вызывает трещину по границе отбеленной про-1
слойки с основным металлом. I
4. Чугуны не имеют тестообразного состояния при переходе I
от жидкого к твердому. Это свойство чугуна затрудняет сварку]
его в наклонном и вертикальном положениях и не позволяет вести I
сварку в потолочном положении. I
5. Склонность к образованию пористости, что объясняется пиз-|
кой температурой плавления (ТПл чугуна 1142°С при содержании!
углерода 4,3%; промышленные чугуны обычно имеют ТПл—1200—1
1250QC) и быстрым переходом из жидкого в твердое состояние.!
Поэтому газы (в основном СО и СО2, образующиеся при окисли-
тельной атмосфере) не успевают выделиться из металла. 1
6. Разнородность чугунных изделий по химическому составу, I
термической обработке и структуре, что требует разнообразной!
технологии и приемов сварки. Мелкозернистые серые чугуны сва-1
риваются лучше, чем крупнозернистые. Пло^о свариваются так
называемые черные чугуны, которые в изломе имеют крупнозер-1
нистое строение темного цвета. Такие чугуны называют графит-1
ными, так как в них весь углерод находится в виде свободного!
графита. При сварке чугуна с такой структурой не получается
необходимое качество сварного соединения. I
Высокопрочные и ковкие мелкозернистые чугуны свариваются!
лучше, чем серые. I
Чугун обрабатывается сваркой, сварко-пайкой и пайкой. Эти-1
ми видами обработки могут устраняться внешние пороки в отлив- 1
ках, выполняться ремонт чугунных изделий, вышедших из строя!
при эксплуатации, и соединяться чугунные части при изготовлении]
сварно-литых конструкций, причем используются те же виды,]
сварки, что и для сталей.
Однако в промышленности широкое применение нашли только]
дуговая и газовая сварка. |
Чугунные изделия сваривают с подогревом (горячая сварка) I
и без подогрева (холодная сварка).
§ 82. ГОРЯЧАЯ СВАРКА ЧУГУНА
Горячую сварку можно применять для изделий ограниченных
размеров и массы, практически до 2,5 т, так как при большом
объеме нагретого металла производить сварку трудно.
Горячая сварка чугуна выполняется в такой последователь-
ности.
1. Подготовка к сварке. Раковины и шлаковые включения пол-
ностью удаляются обычно механическим способом — вырубкой
или сверлением. Трещины, подлежащие заварке, вырубаются с
V-образной или чашеобразной разделкой; невырубленным остается
186
притупление в 3—6 мм. Если объем металла, подлежащего
плавке, велик и превышает 60 см3, то место, предназначенное к
сварке, должно быть заформовано так, чтобы можно было обес-
печить заполнение этой части ванны жидким чугуном. Формовку
выполняют графитовыми пластинами или формовочным песком,
замешанным на жидком стекле.
Формовка должна исключить воз-
можность вытекания жидкого ме-
талла из ванны (рис. 103). Объем
расплавленной ванны должен обес-
печивать возможность поддержания
ее в жидком состоянии.
После заварки одной секции и за-
твердения заваренного участка
вставка вынимается.
2. Подогрев изделий производит-
ся в печах или специальных нагре-
вательных ямах. Обычно температу-
ра нагрева при газовой сварке под-
держивается в пределах 450—600° С
и при дуговой сварке — 700—850° С.
Подогрев чугунных изделий перед
сваркой до таких высоких темпера-
тур требуется для того, чтобы сни-
зить скорость охлаждения металла
шва и придать ему относительно вы-
сокие пластические свойства и воз-
можность обработки режущим ин-
струментом; подогрев необходим
Рис. 103. Подготовка чугунного
изделия с трешиной под сварку
с подогревом:
1—трещина, 2— графитовые пластины.
8 — формовочная смесь, 4 — графнювай
вставка. 5 — свариваемое изделие
также после сварки, чтобы происхо-
дило равномерное охлаждение все-
го изделия и не возникали трещины.
Более высокая температура подо-
грева чугунного изделия при дуго-
вой сварке объясняется тем, что погонная тепловая энергия в этом
случае меньше, чем при газовой сварке.
3. Присадочным материалом при горячей сварке служат чугун-
ные прутки марок А и Б (ГОСТ 2671—70, табл. 39), в которых
39. Состав чугунных присадочных прутков по ГОСТ 2671—70
Марка прутка Химический состав, %
углерод кремний марганец фосфор сера хром никель
менее
Б . 3,0—3,5 3,0—3,4 3,5—4,0 0,5—0,8 0,2—0,4 0,3—0,5 0,08 0,05 0,3
187
графитизация углерода обеспечивается повышенным содержанием
кремния. В результате этого наплавленный металл имеет преиму-
щественно ферритную структуру; прочность его ниже прочности
самого чугунного изделия. Заводом «Станколит» предложены спе!
циальпые низколегированные прутки (табл. 40), обеспечивающие
наплавленный металл перлитной структуры. Лише стержни имеют
диаметры 4, 6, 8, 10, 12 мм.
40. Состав низколегированных чугунных присадочных прутков
Марка прутка Химический состав, %
угле- род крем- ний мар- ганец сера фос- фор хром никель титан медь олово
менее
менее
А Б 3,3— 3,5 3,4— 3,7 0,5— 0,7 0,04 0.15 0,10 0,10 0,60 0,10 2,0—2,5 0,3— 0,5
4. Выполнение сварки. Газовая сварка производится нормаль-
ным пламенем горелкой с наконечниками № 5—8. Допускается
сварка науглероживающим пламенем. Применение флюсов
(табл. 41) при газовой сварке чугунов обязательно. I
Флюсы предназначены для удаления из сварочной ванны окис-;
лов растворением и переводом их в легкоплавкие шлаки, а также
для улучшения сцепления между расплавленным и основным ме*
таллом па участке неполного расплавления. Чаще всего в каче-
41. Флюсы, применяемые при сварке чугуна
Номер флюса Состав. % Номер флюса Состав, %
1 Плавленная бура — 100 1 6 Плавленная бура — 23 Углекислый натрий — 27 ' Натриевая селитра — 50
2 ♦ Прокаленная бура — 100
3 Техническая бура—100
4 Прокисленная бура — 56 Углекислый натрий — 22 Углекислый калий — 22 7 Прокаленная бура — 50 Натриевая селитра — 50 Керосин — 4 (свер* 100)
5 Техническая бура — 50 Двууглекислый натрий — 50
188
стве флюса используют прокаленную буру или смесь из 50% угле-
кислого и 50% двууглекислого натрия. ВНИИавтогенмаш реко-
мендует флюсы ФСЧ-1 и ФСЧ-2. Первый флюс состоит из 23%
прокаленной буры, 27% углекислого натрия и 50% азотнокислого
натрия. Добавка к этой смеси небольшого количества (1—2%)
углекислого лития (флюс ФСЧ-2) улучшает растворяющие и сма-
чивающие свойства флюса при сварке. Однако он дороже флюса
ФСЧ-1 и употребляется лишь при низкотемпературной сварке.
Защиту сварочной ванны эффективно выполнять газообразным
флюсом БМ-1, состоящим из летучей бороорганической жидкости
(он чаще применяется для сварки латуней, см. гл. XVIII).
При газовой сварке чугунный пруток погружают в сварочную
ванну только после нагрева его конца до температуры светло-
красного каления. Пруток вынимают из ванны по возможности
редко и только для нанесения флюса. Основной металл и приса-
дочный пруток плавятся под флюсом.
Дуговая сварка чугуна выполняется как угольным электродом
с применением чугунного присадочного прутка, так и покрытыми
чугунными электродами. Для удаления окислов кремния при свар-
ке угольной дугой используют те же флюсы, что и при газовой
сварке чугуна.
Режимы дуговой сварки чугуна угольным электродом приве-
дены в табл. 42.
42. Режимы дуговой сварки чугуна угольным электродом
Толщина стенки свариваемой детали, мм Диаметр угольного элек- трода, мм Сварочный ток, А
О 1 оо 6—8 180—240
Ь | Q 6—8—10 190—300
10—12 8—10—12 220—360
12—18 10—12 240—450
При дуговой сварке металл сварочной ванны также поддержи-
вают в жидком состоянии до полного заполнения дефекта или
заформованного блока. Это обеспечивает наиболее полное удале-
ние газов и неметаллических включений из металла шва и равно-
мерную структуру в металле шва и околошовном металле.
Качество соединения свариваемых частей и температура, от
которой оно зависит, определяются формой сварочной ванны.
Выпуклая поверхность ванны (рис. 104, а) говорит о плохом соеди-
нении.
В этом случае сварщик должен увеличить нагрев стенок изде-
лия. Когда ванна чрезмерно горяча, расплавление стенок изделия
идет весьма интенсивно, образуется очень характерный подрез
стенки (рис. 104, б); в этом случае требуется пламя или дугу
перенести в центр ванны, уменьшить температуру ванны добавле-
189
нием в нее кусочков стержней, электродов или заранее приготовь
ленных мелких кусков чугуна. 1
Правильный процесс сварки характеризуется вогнутой поверх^
ностью сварочной ванны (рис. 104, в) без подреза; жидкий чугун
хорошо смачивает стенки детали.
Рис. 1Q4. Форма сварочной
ванны в зависимости от ее
нагрева:
а — холодная, б — перегретая, в —
нормальна*
Многослойная сварка чугуна при<
меняется редко и лишь в случаях, ког!
да невозможно поддерживать всю.
ванну в жидком состоянии. I
5. Охлаждение изделий произво-
дится с малой скоростью, иногда в те-
чение 3—5 суток. Подготовка к охлаж-
дению заключается в том, что после
окончания сварки поверхность метал-*
ла шва засыпается слоем мелкого по-
рошка древесного угля, а все изделие
со всех сторон закрывается асбестовы-
ми листами и сухим песком. ]
При дуговой сварке чугуна с подо-
гревом. применяют чугунные стерж-
ни, указанные в табл. 39 и 40 с покрытием, например, OM4-L
Состав покрытия ОМЧ-1 следующий: 25% мела, 41% графита,
25% плавикового шпата, 9% ферромарганца, 30% жидкого стекла
к массе сухой смеси. Толщина покрытия 0,2—0,3 мм на сторону.
Сварочный ток для стержня диаметром 6 мм — 250 А, для стержня
диаметром 12 мм — 600 А. Удовлетворительные результаты полу-
чены при наплавке чугуна чугунным электродом по слою грану-
лированной шихты — 30% чугунной стружки, 28% ферросилиция
(75 %-кого), 30% алюминия, 12% силикокальция. Смесь шихты
в измельченном состоянии замешивается на жидком стекле, про-
каливается при 300“ С и размалывается в крошку размером зерен
1—3 мм. Толщина слоя шихты при наплавке составляет 8—10 мм.
При диаметре чугунного электрода 6—8 мм сварочный ток
200—400 А. Род тока — любой, при постоянном токе применяют
прямую полярность.
§ 83. ХОЛОДНАЯ СВАРКА ЧУГУНА
Применяя электроды из различных сплавов с покрытиями раз-
ного состава, можно получить металл шва с нужной прочностью
и вязкостью, но избежать закалки в зоне плавления при сварке
без подогрева изделия не удается. Можно лишь несколько умень-
шить толщину закаленной прослойки, применяя многопроходную
сварку на малых силах тока. J
Холодная сварка чугуна производится стальными электродами,
комбинированными электродами и электродами с чугунными
стержнями. 1
Сварка стальными электродами с применением шпилек. Этот
способ сварки широко применяется при ремонте крупногабаритных
190
чугунных изделий. Здесь сварка комбинируется с механическим
усилением зоны плавления ввертыванием
шпилек, которые связывают металл шва
гружая хрупкую закаленную прослойку.
При изломе изделия с толщиной стен-
ки до 12 мм шпильки могут ввертываться
без разделки кромок. При толщинах бе-
лее 12 мм место излома подготавливает-
ся с V-образной или X-Образной раздел-
кой. Если на поверхности изделия не до-
пускается выступ наплавленного металла,
то разделку производят так, как показа*
но на рис. 105, Канавку вырубают на
глубину 6—20 мм в зависимости от тол-
щины изделия; затем ввертывают шпиль-
в тело изделия стальных
и основной металл* раз-
Рис. 1Q5, Подготовка чугун*
кого изделия к холодной
сварке со стальными шпиль-
ками:
ки. Диаметр шпилек зависит от толщины
завариваемого изделия: при толщине до
12 мм диаметр шпильки должен быть не
/ — стальные шпильки. 2—
стальная связь, 3 — наплавка
мед но- никелевым электродом
более 6 мм; диаметр шпилек более 16 мм
и менее 3 мм не рекомендуется. Диаметр шпилек d—(0,15—0,2)-S,
где S — толщина детали, мм.
Количество шпилек, которые нужно поставить на одну сторону
трещины, зависит от качества чугуна, нагрузки, которую несет
деталь, длины трещины и др. Л1аксималыюе количество шпилек по
их площади не должно превышать 0,25 площади излома детали.
Примерное размещение шпилек представлено в табл. 43.
43. Примерное размещение шпилек при сварке чугуна
Толщин» чу- гунной дета- ли в месте цзлоыа, мм Площадь излома на 100 мм шва, см8 Общая площадь сечения шпилек на 100 мм шва (на одну сторо- ну толщины при коэффициенте 5), смг 1 Диаметр шпильки, мм Площадь сечения одной шпильки. смя Количество шпилек ла 100 мм дли- ны шва,, шт. Расстояние между шпиль- ками в ряду, мм Расстояние между ряда- ми шпилек, мм 1
10 10 2,0 6 0,167 12 20—25 12—15
20 20 4,0 10 0,492 8 30-40 20—25
40 40 8,0 12 0,718 11 40—50 25—30
60 60 12,0 12 0,718 17 40-50 25—30
80 80 18,0 16 1,373 13 50-60 30—40
100 100 20,0 16 1,373 15 50—60 30—40
Высота шпилек над поверхностью равна 0,5—1 диаметра шпиль-
ки, но не более 5—6 мм; глубина ввертывания — 1,5 диаметра
шпильки.
При сверлении отверстий и нарезании резьбы нельзя приме-
нять масло. Шпильки должны быть ввернуты до упора.
Лучшие результаты дают электроды марки УОНИИ-13/55.
Электроды любой хМарки берутся диаметром не более* 3—4 мм,
191
сила тока для электродов диаметром 3 мм — 904-100 А. Умень-1
шейная сила тока обеспечивает малую глубину расплавления
чугуна и минимальный нагрев изделия, что уменьшает отбелива I
ние и предотвращает появление трещин.
Процесс сварки. Сначала кольцевыми швами обварива Я
ются ввернутые шпильки. Обварку нужно производить вразбро» Я
для равномерного нагревания детали. Потом заплавляют участки!
между обваренными шпильками, причем заварка также ведется
отдельными участками. Длина каждого валика не должна превы ’
шать 100 мм. Второй слой валиков наносится перпендикулярно^
направлению валиков первого слоя. После нанесения наплавки
на каждую сторону поверхностей кромок переходят к заварке
разделки "и трещины. Диа^метр электродов можно принять 4 мм и
сварочный ток 120—140 А.
Рис. 106. Схема расположения сталь-
ных связей в металле шва при холод-
ной сварке чугуна:
1 — шпильки, 2 — стальные связи
Для ускорения заварки тре-
щины в изделии толщиной более
10 мм вводят (рис. 106) дополни-
тельные стальные связи. Связи
и промежутки между ними прова-
риваются неполностью. Сверху
вся поверхность сварного соеди-
нения покрывается стальным на-
плавленным металлом.
Сварка стальными электрода-
ми с применением шпилек может
выполняться в любом простран-
ственном положении без демон-
тажа всего чугунного изделия. I
Сварка специальными покры-
тыми электродами. Институт
электросварки им. Е. О. Патона
АН УССР для заварки дефектов
чугунного литья в холодном со-
стоянии предложил порошковую проволоку марки ППЧ-1. При
диаметре проволоки 3 мм сварочный ток устанавливают 250—
280 А, напряжение дуги — 28—32 В, скорость подачи проволоки
180 м/ч. Этот способ заварки не устраняет нагрев чугуна. I
Медпо-железные электроды ОЗЧ-1 состоят из медного стержня
и покрытия: 50% железного порошка, 27% мрамора, 7,5% плави-
кового шпата, 4,5% кварца, 2,5% ферромарганца, 2,5% ферро-
силиция, 6,0% ферротитана, 0,5% соды. Сварка производится с
большой осторожностью, чтобы не* допустить появления хрупкой
закаленной прослойки и трещин. Сварное соединение возможно
обрабатывать твердосплавным инструментом.
Медно-никелевые электроды МНЧ-1 состоят из проволоки мо-
нель-металла (28% меди, 2,5% железа, 1,5% марганца, осталь-
ное— никель) или из константановой проволоки (40% никеля,
1,5% марганца, остальное — медь).
Электроды ЦЧ-ЗА имеют железоникелевую основу (проволока
‘в-08Н50). Эти электроды обеспечивают высокую прочность и
Зрабатываемость сварного соединения и отсутствие трещин.
§ 84. ПАЙКА ЧУГУНА
Пайка представляет собой процесс соединения деталей нагре-
;ом до температуры плавления припоя, заполняющего зазор между
оединяемыми деталями. Основной металл при пайке не плавится.
5 качестве припоев используют специальные чугунные материалы
НЧ-2, УНЧ-2), латунные припои (ЛОК59-1-03, ЛОМНА-49-08-
10-4-04), легкоплавкие оловянисто-свинцовые припои (ПОС-ЗО,
ПОС-40), а также цинковые припои.
Температуры плавления припоев приведены ниже.
Марка припоя Тпл, °C
НЧ........................................ 900—950
УНЧ ........................................ 750—800
ЛОК59-1-63 (ГОСТ 16130—70).................... 905
ЛОМНА 49-0,8-10-4-0,4......................... 835
Цинковый припой Ц......................... 300—350
Пайка чугуна применяется в тех случаях, когда прочность
сварного соединения обеспечивается без расплавления основного
металла. Подготовленная под пайку поверхность подогревается
пламенем газовой горелки до температуры плавления чугунного
или латунного припоя (800—950° С). Вначале следует образовать
отдельные расплавленные капли припоя, которые должны с помо-
щью флюсов легко растекаться тонким слоем по кромке чугунного
изделия. Для того чтобы материал припоя проникал в поры чугуна
и лучше его смачивал, во флюс добавляют активные вещества,
способствующие смачиваемости чугуна и получению относительно
прочной связи между припоем и основным металлом.
Пайку чугунными припоями целесообразно применять для
исправления мелких дефектов на обработанных поверхностях
чугунных деталей при необходимости получения структуры чугуна
в наплавленном металле.
Прутки УНЧ-2 по сравнению с прутками НЧ-2 обеспечивают
более плотную наплавку за счет низкого содержания серы.
Состав флюсов для пайки приведен в табл. 44.
При пайке чугунным прутком с тугоплавким флюсом ФСЧ-2
создается тонкая закалочная структура в зоне сплавления; при
использовании флюса МАФ-1 закалочного участка не образуется.
Пайка латунным припоем производится при меньшей темпера-
туре нагрева (650—750е С), чем пайка чугуном. Снижение темпе-
ратуры плавления латуни достигается за счет применения флюсов
ФПСЧ-1 или ФПСЧ-2, которые плавятся при указанных темпера-
турах, частично растворяют припой, смачивают поверхность чугуна
и образуют низкотемпературную металлическую связь на границе
чугун — латунь.
192
13 Заказ 694
193
44. Флюсы для пайки чугуна
Марка флюса Состав» % Температура плавления, °C Припои
ФСЧ-2 Азотнокислого натрия — 50 Чугунные
МАФ-1 Углекислого натрия — 26,5 Обезвоженной буры -— 23 Углекислого натрия — 0,5 Плавленой буры — 33 Соды кальцинированной — 12 Сел итры н атр йеной — 27 900
ФПСЧ-1 Окиси кобальта — 1 Фтористо-циркониевого натрия —12,5 Фтористого калия — 8,5 Углекислого лития — 25±0,5 750 Чугунные
ФПСЧ-2 Кальцинированной соды — 50± 1 Борной кислоты — 50+ 1 0,5 углекислого лития — 22,5 + 0,5 650 Латунные
1 0,5 кальцинированной соды — 22,5+0,5 Борной кислоты — 45+1 Солевой плавленой лигатуры—10 (72,5% NaCl±27,5%NaF) 750
Для лучшего сцепления чугуна с латунью графит с поверхно-
сти кромок предварительно выжигают газовым пламенем с избыт-
ком кислорода. Затем в разделку вносят флюс; после расплавле-
ния флюса расплавляют латунный припой, который образует
жидкую ванну и заполняет разделку. Наплавленный металл сразу
же после сварки при температуре 600—700° С проковывают руч-
ным медным молотком.
Пайка легкоплавкими оловянисто-свинцовыми и цинковым при-
поями находит ограниченное применение при устранении дефектов
в чугунных деталях. Этот способ пайки применяют в трех случаях»
когда нет возможности использовать другие, более совершенные
способы. Пайка чугуна легкоплавкими припоями затруднена пло-
хим смачиванием его поверхности; этот способ пайки дает низкую
прочность соединения.
Контрольные вопросы
1. Почему чугуны свариваются хуже сталей?
2. Когда применяют горячую и холодную сварку чугунов?
3. Назовите примерные составы флюсов» которыми пользуются при сварке
чугунов.
4. Укажите марки электродов для холодной сварки чугунов.
5. Какие флюсы применяются для пайки чугунов?
ГЛАВА XVIII
СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ
§ 85. СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Свариваемость меди. Медь сваривается плохо ввиду ее высо-
кой теплопроводности, жидкотекучести и повышенной склонности
к образованию трещин при сварке.
Теплопроводность меди при комнатной температуре в 6 раз
больше теплопроводности технического железа, поэтому сварка
меди и ее сплавов должна производиться с увеличенной погонной
тепловой энергией, а во многих случаях с предварительным и со-
путствующим подогревом основного металла.
При переходе из твердого состояния в жидкое медь выделяет
большое количество тепла (скрытая теплота плавления), поэтому
сварочная ванна поддерживается в жидком состоянии более дли-
тельное время, чем при сварке стали. Повышенная жидкотекучесть
меди затрудняет ее сварку в вертикальном, горизонтальном и осо-
бенно в потолочном положениях.
Водород в присутствии кислорода оказывает отрицательное
действие на свойства меди. Водород, проникающий в медь при
повышенных температурах сварки, реагирует с кислородом закиси
меди (СиаО+2Н—>Н2О+Си), образует водяной пар, который,
стремясь расшириться, приводит к появлению мелких трещин. Это
явление при сварке меди называют «водородной болезнью». Если
сваривать медь покрытыми медными электродами без подогрева
свариваемого изделия (с быстрым охлаждением), то возникают
горячие трещины.
Однако при сварке с подогревом, создающим условия медлен-
ного охлаждения, водяной пар в большинстве случаев до затвер-
девания металла выходит наружу; небольшая часть водяного
пара остается между слоем сварочного шлака и поверхностью ме-
талла шва. В результате этого поверхность металла шва после
удаления шлака становится неровной, с мелкими углублениями
(«рябой»), что можно избежать при очень медленном охлаждении
шва.
Чем больше содержится кислорода в свариваемой меди, тем
значительнее проявляется «водородная болезнь».
Примеси в меди мышьяка, свинца, сурьмы, висмута и серы за-
трудняют сварку. Они практически не растворяются в меди, но
образуют с ней легкоплавкие химические соединения, которые,
находясь в свободном состоянии, располагаются по границам
зерен и ослабляют межатомные связи. В результате под дейст-
вием растягивающей усадочной силы в процессе охлаждения
сварного соединения образуются горячие трещины. Поэтому со-
держание каждой из вредных примесей — кислорода, висмута,
свинца в меди и в сварочных материалах — не должно быть более
0,03%, а для особо ответственных сварных изделий — 0,01 %-
13*
195
Коэффициент линейного расширения меди больше коэффици-
ента линейного расширения железа, в связи с чем сварочные де-
формации при сварке конструкций из меди и ее сплавов несколько
больше, чем при сварке сталей.
Виды сварки меди. При изготовлении сварных конструкций из
меди наибольшее распространение получили следующие виды
сварки плавлением: дуговая сварка угольным электродом, плавя-
щимся электродом, под флюсом и в защитных газах; газовая
сварка. I
Дуговая сварка меди производится при повышенной сило
сварочного тока, что обусловлено значительной теплопроводно-
стью меди. Кромки свариваемых деталей соединяются с мини-
мальным зазором из-за высокой жидкотекучести меди. Иногда
применяют сварку’ на стальной подкладке.
Медные листы толщиной более 6 мм следует сваривать с пред-
варительным подогревом до 150—250° С. Тонкие листы (менее
5 мм) после сварки проковывают в холодном состоянии, а тол-
стые (5—20 мм)—при температуре 200—400°С*. Нагревать медь
для проковки выше 400° С не рекомендуется, так как при высоких
температурах она становится хрупкой. Ковка выполняется молот-
ком со сферическим бойком. Ковка должна производиться с двух
сторон сварного соединения нанесением ударов перпендикулярно
шву сначала по зонам сплавления, затем по средней части шва и
в конце по зоне термического влияния. Повторять удары по одно-
му месту нельзя, чтобы избежать образования трещин от
наклепа.
Для придания металлу сварного соединения вязкости и пла-
стичности после проковки рекомендуется нагреть его до темпера-
туры 550—600° С и быстро охладить в воде. Эта термообработка
гарантирует мелкозернистое строение металла.
Режимы сварки угольным электродом медных листов
встык на стальной подкладке следующие:
Толщина металла,
мм............... 1
Диаметр угольного
электрода, мм . 5
Ток, А...........140—190
2
6
190—250
4 6 8 10
6 8 8 10
220—300 280—400 300—450 100—500
Листы большей толщины нужно подготовить со скосом кро-
мок под углом 60—90°.
Сварку ведут длинной дугой (10—15 мм), при этом удобнее
манипулировать электродом и присадочной проволокой. Конец
присадочной проволоки, должен находиться между конном элек-
трода и расплавленной ванной, не погружаясь в нее. Расстояние
между присадочным металлом и изделием должно быть постоян-
ным и минимальным
по
величине.
При увеличении
расстояния
* При этой температуре обугливается сухая древесина.
196
происходит усиленное разбрызгивание металла и ухудшается фор-
мирование шва.
Для сварки применяют постоянный ток прямой полярности
при напряжении дуги 40—50 В. На обратной полярности
дуга между угольным (графитовым) электродом и изделием
неустойчива и может поддерживаться только при малой ее
длине.
В качестве присадочного металла используют проволоку из
фосфористой бронзы, кремнистой бронзы, фосфористой меди сле-
дующего состава (в %):
Олово Фосфор Цинк Железо /Марганец Кремний Медь
Фосфористая бронза . . 1,5—10,5 0,15—1,0 — — — — ос-
таль-
ное
Кремнистая бронза. . , 2,0 — 0,2 0—2,5 0—1,25 1,0—4,0 ос*
таль
ное
Фосфористая медь ... — 4—8 — . — ос*
таль-
ное
Для предохранения металла от окисления и удаления закиси
меди и других окислов применяются при сварке флюсы следую-
щих составов (в %):
Номер флюса.............................................. 1 2 3 4
Борная кислота........................................... — 50 10—20 —
Бура прокаленная....................................... 100 50 60—70 50
Кислый фосфорнокислый натрий..............................— — — 15
Кремниевая кислота .......................................— — — 15
Древесный уголь...........................................— — — 20
Поваренная соль . .. ...........................— —• 20—30 —
При сварке прутками из фосфористой бронзы можно в каче-
стве флюса применять смесь состава: 94—96% буры, 6—4% маг-
ния металлического в порошке.
Флюс наносится в разделку и на присадочный пруток. Сварку
во избежание окисления и большого роста зерна ведут быстро и
по возможности в один проход.
Сварка меди покрытыми металлическими элек-
тродам и дает удовлетворительное качество в случаях, если
свариваемая медь содержит кислорода не более 0,01%. При со-
держании в меди кислорода в количествах более 0,03% сварные
соединения имеют низкие механические свойства.
Для сварки меди применяют электроды марки «Комсомо-
лец-100». Состав покрытия электрода «Комсомолец-100» следую-
щий: плавиковый шпат—12,5%, полевой шпат—15%, ферромар-
ганец Mnl, Мп2— 47,5%, кремнистая медь (73—75% меди,
23—25% кремния, не более 1,5% примесей)—25%.
197
Режимы сварки электродами «Комсомолец-100» следующие:
Толщина металла, мм
ДО 3
3—5
свыше 5
свыше 5
Диаметр электрода, мм
3
4
5
6
Ток, А
150—200
250—300
350—450
500 -600
Сварку ведут в нижнем положении на постоянном токе обрат-
ной полярности. При сварке листов толщиной более 6 мм требу-
ется предварительный подогрев основного металла до
300—400° С.
Газовая сварка медных листов толщиной до 10 мм вы-
полняется пламенем мощностью 150 дм3 ацетилена/ч на 1 мм тол-
щины металла. Листы большей толщины сваривают пламенем из
расчета 200 дм3/ч па 1 мм толщины металла. Сварку лучше про-
изводить одновременно двумя горелками с двух сторон восстано-
вительным пламенем, с тем чтобы не допускать образования в
сварочной ванне окислов меди. Сварка меди науглероживающим
пламенем не допускается, так как при этом образуются поры и
трещины в шве вследствие образования газов СО^ и ЩО по реак-
циям: СО+СигО—>СО2+2Си и H2+CU2O—>-Н2О-]-2Си.
Шов заполняется за один слой. Многослойная газовая сварка
вызывает перегрев металла и трещины в швах. Чтобы избежать
перегрева меди, сварку следует вести с высокими скоростями на-
грева и охлаждения сварных соединений.
Металл толщиной до 2 мм сваривают встык без присадочного
материала, при толщине 3 мм и более применяют V-образный
скос кромок с углом раскрытия 90° и притуплением 1,5—2 мм.
Толстые медные листы сваривают встык с Х-образной разделкой
кромок в вертикальном положении одновременно с двух сторон
двумя горелками. Присадочной проволокой служит чистая медь
или медь с содержанием раскислителей: фосфора до 0,2% и крем-
ния до 0,15—0,30%- Проволоку подбирают диаметрами от 1,5 до
8 м в зависимости от толщины свариваемых листов; проволока
диаметром 8 мм употребляется для листов толщиной 15 мм
и более.
Газовая сварка меди производится с флюсами, которыми
пользуются при дуговой сварке угольным электродом.
Высокое качество сварного соединения получают, применяя
газофлюсовую сварку, при которой порошкообразный флюс заса-
сывается ацетиленом и подается непосредственно в пламя горел-
ки от специальной установки КГФ-2-66, разработанной ВНИИ-
автогенмашем.
Применение проковки сварных соединений еще более улучша-
ет механические свойства сварных соединений.
Сварка латуни. Латунь представляет собой сплав меди с цин-
ком; температура плавления латуни 800—1000° С.
При дуговой сварке из латуни интенсивно испаряется цинк;
расплавленный металл поглощает водород, который не успевает
выделиться при затвердевании жидкого металла в сварочной ван»
198
не, в результате чего в шве образуются газовые поры. Водород
попадает в сварочную ванну из покрытия, флюса или воздуха.
Сварка латуней покрытыми электродами находит ограничен
пое применение, в основном для исправления брака литья. Это
объясняется сильным испарением цинка при дуговой сварке по
сравнению с газовой сваркой, дуговой под флюсом или дуговой в
защитном газе.
Для дуговой сварки латуни применяют электроды с по-
крытием ЗТ, разработанные Балтийским заводом в Ленинграде.
Состав электрода следующий: стержень из кремнемарганцовистой
бронзы Бр. КМц 3-1, содержащей 3% кремния и 1% марганца;
покрытие из 17,5% марганцовой руды, 13% плавикового шпата,
15% серебристого графита, 32% ферросилиция 75%-ного, 2,5% алю-
миния в порошке. Сварка ведется постоянным током при обрат-
ной полярности короткой дугой с целью снижения выгорания
цинка. От вытекания металла стык защищают прокаленной асбе-
стовой подкладкой с обратной стороны стыка. При толщине лис-
тов до 4 мм сварку ведут без разделки кромок. При толщине
листов более 4 мм разделка кромок такая же, как и для стали.
После сварки шов проковывают, а затем отжигают при 600—650°С
для выравнивания химического состава и придания металлу мел-
козернистой структуры.
Сварку латуни можно выполнять угольным электродом
на постоянном токе при прямой полярности с применением флюсов.
При сварке латуни угольным электродом используют флюсы.
Наибольшее распространение получил флюс БЛ-3 состава:
35% криолита, 12,5% хлористого натрия, 50% хлористого калия,
2,5% древесного угля.
Режимы сварки латуни угольным электродом следующие:
Толщина металла, мм
3
5
10
14—16
Диаметр угольного
электрода, мы
6
10
18
20
Диаметр
присадочного
стержня, мм
4
6
8
10
СнарочнЫЙ ток, А
180—200
240-270
400—450
450—550
Латунь толщиной до 10 мм сваривают без подогрева, более
10 мм — с подогревом до 300—350° С.
Газовая сварка латуней обеспечивает лучшее качество
сварных соединений, чем дуговая покрытыми электродами. Для
уменьшения испарения цинка сварку латуни ведут окислитель-
ным пламенем; при этом на поверхности сварочной ванны обра-
зуется жидкая пленка окиси цинка, препятствующая его испаре-
нию. Избыточный кислород окисляет часть водорода пламени и
поглощение жидким металлом водорода уменьшается.
Для удаления окислов меди и цинка при газовой сварке
пользуются флюсами того же состава, что и при дуговой сварке
меди угольным электродом.
199
Для уменьшения испарения пинка и поглощения сварочной
ванной водорода конец ядра пламени должен находиться от сва-
риваемого металла на расстоянии в 2—3 раза большем, чем при
сварке стали. ’
Для газовой сварки латуней ВНИИавтогенмаш разработал
присадочную проволоку марки ЛК62-05 (ГОСТ 16130—72), содер-
жащую 60,5—63,5% меди, 0,3—0,7% кремния, остальное — цинк.
В качестве флюса при сварке этой присадочной проволокой при-
меняют прокаленную буру.
ВНИИавтогенмаш для сварки латуней разработал самофлю-
сующую присадочную проволоку ЛК.Б062-02-004-05 (ГОСТ
16130—72), содержащую 60,5—63,5% меди, 0,1—0,3% кремния,
0,03—0,1% бора, 0,3—0,7% олова, остальное — цинк. Бор, входя-
щий в состав проволоки, выполняет функции флюса. Применение
другого флюса при сварке этой проволокой не требуется.
Хорошее качество газовой сварки латуней достигается приме-
нением флюса БМ-1 (разработан ВНИИавтогенмаш), состоящего
из 25% метилового спирта и 75% метилбората; или флюса БМ-2,
состоящего из одного метилбората. Эти флюсы вводятся в свароч-
ную ванну в виде паров. Ацетилен пропускается через жидкий
флюс, находящийся в особом сосуде (флюсопитателе), насыщает-
ся парами флюса и подается в горелку. В пламени флюс сгорает
по реакции 2B(CH3O)34-9O2—В2Оз + 6СО2+9Н2О. Борный анги-
дрид В2О3 является флюсующим веществом. Применение флюса
БМ-1 повышает производительность сварки, дает металл шва с
высокими механическими свойствами и обеспечивает почти полную
безвредность процесса для сварщика.
Сварка бронзы. Бронза — это сплавы меди с оловом (3—14% —
оловянистые бронзы), кремнием (до 1%—кремнистые бронзы),
марганцем, фосфором, бериллием и др. Обычно бронзы применя-
ются для изготовления литых деталей.
Сварные соединения марганцовистой бронзы (0,2—1% мар-
ганца) отличаются высокой пластичностью и прочностью, несколь-
ко превышающей прочность сварных соединений меди.
Бериллиевые бронзы, содержащие до 0,05% бериллия,
образуют сварные соединения с удовлетворительной прочно-
стью.
Содержание более 0,5% бериллия в медном сплаве приводит
При сварке к окислению бериллия; образовавшиеся скислы с тру-
дом удаляются из сварочной ванны. Поэтому качество сварных
соединений из таких бронз невысокое.
Существует несколько десятков хмарок бронз. По свариваемо-
сти бронзы значительно отличаются друг от друга, поэтому и тех-
нология сварки бронз разнообразна.
Сварку бронзы можно выполнять угольным электродом с при-
садочным металлом, покрытыми электродами и неплавящимся
(вольфрамовым) электродом в защитной среде аргона. При сварке
угольным электродом устанавливается прямая полярность; на-
пряжение дуги —40—-45 В; сварочный ток — 25—35 А на 1 мм
200
диаметра электрода. В большинстве случаев требуется предвари-
тельный подогрев до температуры 300—400° С.
При сварке металлическими покрытыми электродами берется
обратная полярность; сварка иа переменном токе производится
с осциллятором (см. гл. XXI) при повышенном токе.
Обычно присадочный материал подбирают так, чтобы его хи-
мический состав был одинаковым с химическим составом свари-
ваемого металла.
При сварке угольным электродом оловянистой бронзы приме-
няют присадочный металл в виде прутков с химсоставом: 8% цин-
ка, 3% олова, 6% свинца; фосфора, железа к никеля — 0,2—0,3%
каждого, остальное — медь.
Сварку марганцовистой бронзы (например, Бр.Мцб) выпол-
няют электродами «Комсомолец-100», обязательно с предваритель-
ным подогревом до 400’—500° С. Для сварки алюминиевых и алю-
миниевоникелевых бронз (исправление дефектов литья) можно
применять электроды АНМц/ЛКЗ-АБ с предварительным подо-
гревом до 150—300° С. Сварка выполняется на постоянном токе
при обратной полярности короткими участками.
Как правило, бронзы сваривают в нижнем или наклонном (до
15е) положении.
Газовая сварка бронз ведется восстановительным пламенем,
так как при окислительном пламени происходит выгорание леги-
рующих элементов (олова, алюминия, кремния). Мощность пла-
мени устанавливают 100—150 дм3 апетилена/ч па 1 мм толщины
свариваемого металла. При сварке пользуются теми же флюсами,
что и для сварки меди и латуни.
Газовая сварка бронз дает прочность сварных соединений, рав-
ную 80—100% прочности свариваемого металла.
§ 36. СВАРКА АЛЮМИНИЯ И ЕГО
СПЛАВОВ
Алюминий обладает низкой прочностью (сгв=8—10 кгс/мм2);
поэтому его не применяют для конструкций, работающих под дина-
мической нагрузкой. Его употребляют в химическом аппарато-
строении, рамных конструкциях, для оконных и дверных перепле-
тов и декоративных изделий в строительстве. Он обладает малой
массой (плотность 2,7 г/см3), повышенной коррозионной стойко-
стью и большой пластичностью по сравнению с низкоуглеродистой
сталью.
Повышенную прочность имеют сплавы алюминия с марганцем,
магнием, кремнием, цинком и медью.
Алюминий и его сплавы делят на литейные и деформируемые
(катаные, прессованные, кованые). Деформируемые сплавы под-
разделяют на термически не упрочняемые, к которым относятся
сплавы алюминия с марганцем и магнием, и термически упрочняе-
мые, к которым относятся сплавы алюминия с медью, цинком,
кремнием.
201
Наиболее высокой прочностью обладают термически упрочняе-
мые алюминиевые сплавы. Например, механические свойства дюр-
алюминия Д16 (3,8—4,9% меди, 1,2—1,8% магния, 0,3—0,9% мар-
ганца, остальное — алюминий) следующие: до термической обра-
ботки— бв=22 кге/мм2 и 6б=2%; после термической обработки —
ов=42 кге/мм2 и 65=18%. Наибольшей прочностью из термиче-
ски упрочняемых алюминиевых сплавов обладает сплав В95
(Пв=60 кге/мм2, от = 55 кге/мм2 и 6g — около 12%), сплав по-
строен на основе алюминий — медь — магний — цинк.
Однако термически упрочненные алюминиевые сплавы разуп-
рочняются при сварке со значительной потерей механических
свойств. Применение этих сплавов для сварных конструкций воз-
можно лишь при условии обеспечения термической обработки по-
сле сварки для повышения прочности сварных соединений.
Из термически нсупрочняемых сплавов наибольшей прочностью
обладают сплавы системы Al — Mg — Ti, например сплав АМгб,
механические свойства которого следующие: ов—32—38 кге/мм2,
сгт= 16—18 кге/мм2, 65=15—20% и ак—3—4 кгс-м/см2. Конструк-
ции из алюминисво-магниевого сплава АМгб изготовляются в ос-
новном сварными.
Свариваемость алюминия и его сплавов. Алюминий и его спла-
вы имеют большую теплопроводность, теплоемкость и скрытую
теплоту плавления. Теплопроводность алюминия в три раза выше
теплопроводности низкоуглеродистой стали; при нагреве от 20 до
600° С разница в теплопроводности еше более возрастает. Следо-
вательно, сварка алюминия и его сплавов должна выполняться с
относительно мощным и концентрированным источником нагрева.
Коэффициент линейного расширения алюминия в два раза
выше, чем коэффициент расширения железа. Это способствует уве-
личенным деформациям и короблению при сварке алюминиевых
изделий.
Низкая удельная плотность (2,7 г/см3) и температура плавле-
ния (660° С) алюминия по сравнению с высокой удельной плот-
ностью окисла алюминия А12О3 (3,85 г/см3) и его температурой
плавления (2060° С) затрудняют процесс сварки. Тугоплавкий и тя-
желый окисел AI2O3 может оставаться в металле шва и снижать ра-
ботоспособность сварного соединения. При сварке алюминия и его
сплавов необходимо применять различные способы борьбы с скис-
лом АЬОз- Во всех случаях поверхность металла изделия должна
зачищаться непосредственно перед сваркой и процесс сварки дол-
жен протекать с защитой расплавленного металла-от действия
газов воздуха.
Используют три способа борьбы с скислом алюминия: сварка
с растворителем окислов (электродные покрытия, флюсы), сварка
без растворителей, но с так называемым катодным распылением,
и сварка с механическим удалением окислов из сварочной ванны.
Растворителями окисла А!2О3 и других окислов являются гало-
идные соли щелочноземельных металлов (хлористым, фтористый
литий и др.), которые растворяют окисли и вместе с ними подни-
202
маются из сварочной ванны в сварочный шлак. лиь
обладает пониженной температурой плавления, меньшей удельной
плотностью и меньшей вязкостью, чем каждый компонент в отдель-
ности, то он выводится из металла шва в сварочный шлак.
Сущность катодного распыления состоит в том, что при дуговой
сварке в аргоне на постоянном токе при обратной полярности
происходит дробление окисной пленки А12О3 с последующим рас-
пылением частиц окисла па поверхности сварного изделия. Тонкая
окисная пленка, покрывающая сварочную ванну, разрушается под
ударами тяжелых положительных ионов защитного газа аргона,
образующихся при горении дуги. Так как положительный ион обла-
дает большей массой, чем электрон, то образующийся поток ионов
способен дробить окисные пленки алюминия и магния, которые
создаются при сварке. При этом надо учитывать большую скорость
движения ионов, позволяющую распыленным окислим через за-
щитную газовую среду выходить из сварочной зоны.
Другие газы, обладающие низкой атомной массой (например,
4 у гелия вместо 40 у аргона), не способны дробить и распылять
скислы.
Механический способ удаления окисла А120з из сварочной ван-
ны заключается в том, что сварщик опускает в сварочную ванну
стальной пруток диаметром 3—4 мм и вынимает его с прилипшим
к поверхности прутка окислом, который легко отделяется от прут-
ка при его встряхивании и легком ударе. Опытные рабочие, выпол-
няющие газовую или дуговую сварку угольным электродом, часто
используют этот способ, не прибегая к флюсам.
Алюминиевые сплавы обладают повышенной склонностью к
образованию пор. Пористость металла при сварке алюминия и
сто сплавов вызывается водородом, источником которого служит
адсорбированная влага на поверхности основного металла и осо-
бенно проволоки, а также воздух, подсасываемый в сварочную
ванну. В этом случае алюминий в сварочной ванне взаимодейст-
вует с влагой по реакции 2А1+ЗН2О->А12О3-|-6Н.
Для получения беспористых швов при сварке алюминия и его
сплавов даже небольшой толщины иногда требуется подогрев,
снижающий скорость охлаждения сварочной ванны и способствую-
щий более полному удалению водорода из металла при медленном
охлаждении. Так, например, при наплавке на лист алюминия тол-
щиной 8 мм беспористый шов может получить при подогреве ме-
талла до 150° С. При увеличении толщины металла до 16 мм даже
подогрев до температуры 300° С не обеспечивает беспористых
швов.
Однако подогрев листов для сварки некоторых сплавов следует
применять осторожно. Например, при сварке толстолистовых алю-
миниево-магниевых сплавов допускается подогрев до температу-
ры не выше 100—150° С. Более высокая температура подогрева
может усилить пористость шва за счет выделения из твердого рас-
твора магния и образования при этом водорода по реакции
Mg + H2O->MgO + 2H. Кроме того, при сварке подогретого металла
203
(алюминиево-магииевых сплавов) снижаются механические свой*
ства сварных соединений. I
При аргонодуговой сварке алюминия и его сплавов борьбу с
порами ведут с помощью окислительной атмосферы. Наилучшие
результаты получаются при добавке к аргону 1,5% кислорода.
Окислительная атмосфера в районе поверхности сварочной ванны
не дает водороду растворяться в металле, поэтому поры к концу
охлаждения шва не образуются.
Алюминий и его сплавы склонны к большему перегреву, чем
углеродистые стали. Поэтому сварку алюминиевых сплавов сле-
дует производить с меньшей погонной тепловой энергией, шов по
возможности выполнять за один проход или в два прохода с двух
сторон на больших скоростях.
Виды сварки алюминия и его сплавов. Детали из алюминия и
его сплавов можно соединять как сваркой плавлением, так и свар-
кой давлением. Широкое распространение получили следующие
виды сварки: ручная или механизированная дуговая сварка непла-
вящимся электродом в защитном инертном газе; механизирован-,
ная дуговая сварка плавящимся металлическим электродом в за-
щитном газе; автоматическая дуговая сварка плавящейся свароч-
ной проволокой по слою дозированного флюса; стыковая или то-
чечная контактная сварка. Кроме указанных видов сварки алю-
миния и его сплавов, возможно применение сварки газокислород-
ным пламенем; дуговой сварки неплавящимся угольным или гра-
фитовым электродом, алюминиевым электродом с покрытием;
электрошлаковой сварки и сварки электронным лучом. 1
Состав флюсов и электродных покрытий для сварки алюминия
и его сплавов. Ручную сварку алюминия дугой или газовым пла-
менем выполняют с подогревом листов от 100 до 400е С; чем тол-
ще деталь, тем выше температура подогрева. Для сварки употреб-
ляют флюс, чаще всего марки АФ-4а, содержащий 50% хлори-
стого калия, 14% хлористого лития, 8% фтористого натрия и 28%’
хлористого натрия. Составы электродных покрытий могут быть сле-
дующие: покрытие I — 65% флюса АФ-4а и 35% криолита и покры-
тие II — 50% хлористого калия, 30% хлористого натрия и 20%
криолита (NasAlFfO.
Подбор присадочного электродного металла. ГОСТ 7871—75
предусматривает для сварки алюминия и его сплавов проволоку
четырнадцати марок: из технического алюминия (Св-А97, Св-85Т,
Св-А5), алюминиево-марганпевая (Св-АД4ц), алюминиево-магние-
вая (Св-АМгЗ, Св-АМг4, Св-АМг5, Св-1557, Св-АМгб, Св-АМгбЗ,
Св-АМг61), алюминиево-кремниевая (Св-АК5, Св-АКЮ), алюми-
пиевомедистая (Св-1201).
Стандарт распространяется на тянутую и прессованную (марки
Св-АКЮ) проволоку диаметрами от 0,8 до 12,5 мм. Проволока
поставляется в упаковке, срок хранения проволоки в упаковке не
более 1 года со дня изготовления.
Обычно сварочную проволоку подбирают из условия однород-
ности с основным металлом или с несколько повышенньш содер-
204
жанием одного или нескольких элементов против основного метал-
ла с учетом неизбежного обеднения металла шва данными элемен-
тами при сварке.
Технология сварки. Для дуговой сварки алюминия применяют
электроды марки ОЗА-1 со стержнем из алюминиевой проволоки.
Сварка производится в нижнем и вертикальном положениях
постоянным током обратной полярности, короткой дугой без попе-
речных колебании. При диаметре электрода 4 мм ток берется
1204-140 А, при 5 мм— 1504-170 А, а при 6 мм — 2004-240 А.
Сварку осуществляют с подогревом изделия до температуры
200—250° С при толщине металла 6—10 мм, 300—350° С при 10—
16 мм. Электроды перед употреблением обязательно просушива-
ют до температуры 200° С в течение 2 ч. После сварки шлак не-
медленно удаляют стальной щеткой с промывкой его горячей водой.
Для заварки литейных пороков в изделиях применяют покры-
тые алюминиевые электроды марки ОЗА-2.
Форма подготовки кромок под сварку алюминиевых сплавов
подобна подготовке при сварке сталей. Швы по возможности вы-
полняются однопроходными и на больших скоростях.
Сварка угольным электродом производится дугой прямого дей-
ствия, постоянным током при прямой полярности. Листы толщи-
ной до 3 мм желательно сваривать с отбортовкой кромок без при-
садочного материала. Сварка более толстых листов требует раз-
делки кромок под углом 60—75° и применения присадки. Жела-
тельно применение массивных медных или стальных подкладок
под свариваемые листы. Можно использовать флюс АФ-4а или
флюс следующего состава: 45% хлористого калия; 15% хлористо-
го лития; 30% хлористого натрия; 7% фтористого калия и 3%
сернокислого натрия.
Примерные режимы сварки алюминия угольным электродом
приведены в табл. 45.
45. Примерные режимы сварки алюминия угольным электродом
Толщина свариваемо- го металла, мм 1—2 2—4 4—6 6—8 8—12 15
Диаметр угольного электрода, мм 6—8 8—9 10—12 10—12 12—15 15
Диаметр присадочно- го прутка, мм " 3—4 4—5 4—5 5—6 6—8
Сила сварочного то- ка, А 100—180 180—240 220—300 250—350 300—400 350—600
Газовая сварка алюминия и его сплавов обеспечивает
удовлетворительное качество сварных соединений. Мощность га-
зового пламени при сварке подбирается в зависимости от толщи-
ны металла.
205
Толщина металла, мм
до 1,5
1,5—3
3—5
5—10
10—15
15—50
Расход ацетилена, д«3/ч
50—100
100—200
200—400
400—700
700—1200
900—1200
Флюс АФ-4а разводят дистиллированной водой и наносят па
свариваемые кромки и присадочный пруток.
При газовой сварке применяют присадочную проволоку той
же марки, что и свариваемый металл.
Для получения и сохранения мелкозернистой структуры изде-
лие после сварки в некоторых случаях, например при сварке
литых деталей, подвергают отжигу при 300—350° С с последую*
щим медленным охлаждением.
§ 87. СВАРКА ТИТАНОВЫХ СПЛАВОВ
При удельной плотности в 4,5 г/см3 титан п его сплавы имеют
временное сопротивление от 45 до 150 кгс/мм2. Замена стали ти-
таном уменьшает массу изделий на 20—30%.
Титан обладает также высокой антикоррозионной стойкостью.
Для сварных изделий используется технический титан, содержа-
щий примеси газов — кислорода, азота, водорода (марки ВТ1-00,
ВТ1-0, ВТ-1) и, кроме того, алюминия, хрома, молибдена, олова,
ванадия, марганца, церия (марки ВТ-5, ВТ5-1, ВТ6, ВТ8, ВТ14).
Титан более активен по сравнению с алюминием к поглощению
кислорода, азота и водорода в процессе нагрева. Поэтому при
сварке технического титана необходима особо надежная защита
от этих газов. Такая защита осуществляется при дуговой сварке
в инертных газах (аргоне, гелии) или флюсом-пастой, наносимой
па кромки свариваемых частей соответствующим слоем. Институт
электросварки им. Е. О. Патона разработал серию специальных
флюсов-паст (от АН-ТА до АН-Т17А), которые по составу явля*
ются бескислородными фториднохлоридными. Дуговая сварка ти-
тана и его сплавов покрытыми электродами, угольной дугой, а
также газовым пламенем нс применяются. Этими видами сварки
невозможно обеспечить высокое качество сварных соединений из-
за слишком большой активности титана к кислороду, азоту и водо-
роду.
Технический титан соединяют аргонодуговой, дуговой под
флюсом и некоторыми видами сварки давлением (например, диф-
фузионной). Сведения по технологии аргонодуговой сварки титана
приведены в гл. XXIII.
§ 88. СВАРКА МАГНИЕВЫХ СПЛАВОВ
Магний обладает еще большим сродством к кислороду, чем
титан; поэтому его свариваемость хуже свариваемости титана.
Магний, соединяясь с кислородом, образует тугоплавкую и тя-
желую окись магния. Температуры плавления магния и окиси маг*
205
ния соответственно равны 651 и 2150° С, удельные плотности —
соответственно 1,74 и 3,2 г/см3. Плотность магниевых сплавов —
около 1,8 г/см3. Временное сопротивление сплавов при растяжении
составляет от 21 до 34 кгс/см2.
Магниевые сплавы свариваются вольфрамовым электродом в
защитной среде аргопа. Газовая сварка, дуговая сварка покрыты-
ми электродами и угольным электродом применяются редко. Ар-
гонодуговую сварку рекомендуется применять для всех магниевых
сплавов. Газовую сварку можно применять только для сплавов
марок MAI, МА2, МА8, МЛ2, МЛ5 и МЛ7 и лишь с применением
флюса из фтористых солеи. Наилучшим флюсом считают флюс
ВФ-156 (33,3% фтористого бария, 24,8% фтористого магния, 19,5%
фтористого лития, 14,8% фтористого кальция, 4,8% натриевого
криолита, 2,8% окиси магния).
Контрольные вопросы
1. Объясните худшую свариваемость меди и се сплавов по сравнению со
свариваемостью большинства сталей.
2. Почему газовая сварка латуней обеспечивает лучшее качество, чем дуго-
вая?
3. Какие бронзы свариваются лучше или хуже (в зависимости от химсоста-
ва)?
4. Перечислите свойства алюминия, характеризующие его свариваемость, а
также свариваемость его сплавов.
5. Приведите марки сварочных алюминиевых проволок.
6. В чем заключаются особенности сварки технического титана?
7. Почему плохо свариваются магний и его сплавы?
ГЛАВА XIX
НАПЛАВКА
§ 89. КЛАССИФИКАЦИЯ ПРОЦЕССОВ НАПЛАВКИ
Наплавкой называется процесс нанесения слоя расплавленного
металла на поверхность металлического изделия. Наплавкой на
изделии образуют поверхностный слой (или слои) с особыми свой-
ствами (износостойкость, кислотоупорность, жаростойкость, анти-
фрикционность и др.). Наплавку используют как в ремонтном деле,
так и при изготовлении новых деталей.
Применяется дуговая, плазменно-дуговая, внбродуговая, им-
пульсно-дуговая, электрошлаковая, индукционная, газовая наплав-
ка. Наибольший объем наплавочных работ выполняется электри-
ческой сварочной дугой.
При наплавке в отличие от сварки в процессе участвует не-
большое количество основного металла в связи с небольшой глу-
биной проплавления; поэтому внутренние напряжения и деформа-
ции изделия, склонность к образованию трещин незначительны.
207
Заданные свойства наплавленного слоя получают введением в
его состав легирующих элементов. Способы легирования различий:
за счет взаимодействия металла и шлака, поглощения элементов
из окружающей газовой среды, введения в сварочную ванну ме-
таллических добавок. Чаще всего применяют последний способ,
как наиболее надежный и обеспечивающий нужный состав наплав-
ленного слоя.
Особенно важно при наплавке получить однородность химиче-
ского состава наплавленного металла, а следовательно, его свойств
на всей поверхности наплавляемой детали.
§ 90. МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ. ТЕХНИКА
ДУГОВОЙ НАПЛАВКИ
Наплавочная проволока. По ГОСТ 10543—75 изготовляется
стальная наплавочная проволока диаметрами от 0,3 до 8 мм. Стан-
дартом предусмотрена углеродистая проволока 9 марок (Нп-25,
Нп-30, Нп-35, Нп-40, Нп-45, Нп-50, Нп-65, Нп-80, Нп-85); легиро-
ванная проволока 11 марок (Нп-40Г, Нп-50Г, Нп-65Г, Нп-ЗОХГСА,
НпЗОХб, Нп-40ХЗГ2МФ, Нп-40Х2Г2М, Нп-5ХНМ, Нп-50ХФА,
Нп-50Х6ФМС, Нп-105Х) и высоколегированная проволока 10 марок
(Нп-20Х14, Пп-30Х13, Нп-ЗОХЮГЮТ, Нп-40Х13, Нп-45Х4ВЗФ,
Нп-45Х2В8Т, Нп-бОХЗВЮФ, Нп-ГВ, Нп-Х15Н60, Нп-Х20Н80Т).
Проволока для наплавки подбирается в зависимости от назна-
чения и требуемой твердости металла наплавки (табл. 46). Мини-
мальную твердость металла можно получить при наплавке угле-
родистой проволокой марки Нп-25 (HRC 40); максимальная твер-
дость металла достигается высоколегированной проволокой марки
Нп-40Х13 (HRC 45—52). Обычно наплавка проволокой выполня-
ется под флюсом на автоматах, шланговых полуавтоматах и элек-
тродами с покрытиями — вручную.
Техника наплавки предусматривает наложение ниточных вали-
ков с перекрытием предыдущего валика на 7з его ширины или
валиков с поперечными колебаниями электрода.
Покрытые электроды. ГОСТ 10051—75 предусматривает 25 ти-
пов электродов, обеспечивающих твердость наплавленного слоя от
25 до 62 HRC. Стандарт устанавливает химический состав наплав-
ленного металла и соответствующее обозначение электрода каж-
дого типа, например ЦН-5 ЭН-20Х 12-40-5,0 расшифровывается так:
ЦН-5 — марка электрода; ЭН — электрод наплавочный: 20X12-40-5,0
обозначает содержание в наплавке в среднем 0,20% углерода, 12%;
хрома; 40 HRC — твердость; 5,0 — диаметр стального стержня в мм.
Если в обозначении электрода стоит буква У, то цифра после
нее обозначает содержание углерода в наплавке в десятых долях
процента. Например, ЭН-УЗХ23Р2С2ТГ-55 означает, что наплав-
ленный металл содержит 0,3% углерода, 23% хрома, 2% бора,
2% кремния, титана и марганца до 1% каждого, твердость 55 HRC.
Характеристика, области применения и режим наплавки неко-
торыми покрытыми электродами приведены в табл. 47.
208
46. Назначение некоторых марок проволоки для наплавки
Основной металл Марка проволоки Ориентиро- вочная твер- деет.'. наплав- ленного ме- талла, ИКС Примерное назначение
Углеродистые и низко- легированные стали (менее 0,4% С) Нп 25, Нп-30. Нп-35. Нп-40, Нп-40Г 40 Коленчатые валы, оси, шпиндели
Углеродистые и низко- легированные стали (более 0,4% С) Нп-45, Нп-50, Нп-65, Нп-80, Ни-50Г, Нп-65Г, Нп-ЗОХГСА л др. 60 Крановые колеса, оси опорных тракторов и др.
А у стс нитные высоком ар - ганцовые стали Нп-ГВА и др. 50 Железнодорожные крестовины, щеки дробилок, зубья ковшей
Хромистые стали Нп-20Х11, Н U-30X13, Нп-40X13 48 Уплотнительные по- верхности задвижек для пара и воды
X ромовольфрзмовые теп- лоустойчивые стали Нп-45Х2В8Т, Нп-60ХЗВ10Ф 45 Ножи для резки горя- чего металла, штам- пы для горячей штамповки
Флюсы. Для автоматической и полуавтоматической наплавки
применяются тс же флюсы, что и для сварки. Наиболее распро-
странены плавленые флюсы АН-348-А, ОСЦ-45, АН-60, АН-20,
48-ОФ-6, АН-26, АН-151М, АН-8, АН-25.
Для наплавки аустенитных хромоникелевых сталей применяют
флюс АН-26, Для наплавки высокохромистых чугунов рекомен-
дуется флюс АН-28. Наплавку электрошлаковым способом целесо-
образно выполнять с флюсами АН-8, АН-25.
При наплавке используются также керамические флюсы.
Например, наплавку проволокой Св-08 и Св-08А колес мостовых
крапов, опорных катков, роликов, натяжных колес гусеничных
тракторов ведут с флюсом АНК-18. Флюс АНК-19 применяют для
наплавки рабочих кромок бульдозеров, скреперов и грейдеров.
Керамические флюсы позволяют получать наплавленный металл
повышенной износостойкости при использовании низкоуглсроди-
стой проволоки.
Порошковая проволока и лента. Порошковая проволока, пред-
ставляющая собой оболочку из мягкой ленты, заполненную леги-
рующими компонентами, заменяет дорогостоящую легированную
14 Заказ 694
209
47. Электроды для наплавки
Марка электрода Твердость наплавки, HRC Объекты наплавки Режимы наплавки (ток. А)
ОЗН-250 22—25 Концы рельсов, автотрактор- ные, вагонные детали, валы, оси Обратная полярность постоянного трка 0 4 мм — 170—200, 0 5 мм — 210—240
ОЗН-ЗОО 24—32 Железнодорожные крестовины. автотракторные, вагонные де- тали и пр. 0 4 мм — 170—220 0 5 мм—’210—240
O3H-350 26—37 То же То же
ОЗН-400 37—40 (после отжига —26) Быстроизнашивающиеся детая и, требующие высокой твердости
Т-590 55—62 Стальные и чугунные детали, работающие без ударной на- грузки в абразивной среде (лопатки дымососов, щеки др обилок, рабочие колеса землесосов) Переменный и посто- янный ток 0 4 мм __ 200—220 0 5 мм — 250—270
Т-620 58—59 Быстроизнашивающиеся детали из стали и чугуна, работаю- щие в условиях сильного истирания и ударных нагру- зок (щеки камнедробилок, зубья ковшей экскаваторов) Постоянный ток, 0 4 мм — 200—220 0 о мм — 250—270
ОЗИ-1 После наплав- ки — 54—55 После термооб- работки 50—60 Режущий инструмент и штампы 0 3 мм —80—ПО 0 4 мм — 120—150 0 5 мм — 160—200
Примечания: 1. Возможно применение переменного тока.
2. Наплавка в нижнем положении! Т-590 — также и в наклонном.
3, Более высокая твердость — для верхнего слоя и при однослойной на-
плавке.
проволоку. Сведения о порошковой проволоке приведены в гл. V.
Применяется для наплавки также порошковая лента.
Порошковой проволокой можно наплавлять изделия под флю-
сом, в защитных газах и открытой дугой. В настоящее время раз-
работано большое количество марок порошковой проволоки, на-
пример ПП-АН120, ПП-АН121, ПП-АН122 — для наплавки под
флюсом деталей машин из углеродистых сталей, ПП-АН105 —для
наплавки высокомарганцовистых сталей, ПП-АН170 — для наплав-
210
48. Химический состав литых прутков для наплавки, %
Марка сплава Углерод Кремний Мар- ганец Хром Никель Вольфрам Ко- бальт Железо
Сормайт 2,5—3,3 2,8—3,5 1,5 25—31 3—5 * Осталь-
прутко- вый ное
ВХН-1 0,5—1,2 1,5—2,5 0,5 35—40 50—60 — — Меньше 5
В2К 1,75—2,25 1,0—2,0 — 28—32 Меньше 2 14—17 48—53 » 3
ВЗК 0,9—1,3 1,75—2,75 28—32 То же 4,0—5,0 58—63 * 3
ки высокохромистых сталей. Промышленностью выпускаются по-
рошковые ленты ПЛ-АН101, ПЛ-АН 102 — универсальные, пред-
назначенные для наплавки как под флюсом, так и открытой дугой.
При дуговой наплавке порошковой проволокой применяют токи
меньшей величины, чем для сварки. В этом случае глубина про-
плавления металла изделия снижается и наплавочный материал
меньше перемешивается с основным, в результате чего твердость
наплавленного металла возрастает.
Литые прутки для наплавки. Для наплавки в защитной среде
аргона или газокислородным пламенем выпускаются литые прут-
ки диаметром 6—8 мм и длиной до 400 мм. Литые прутки также
идут на изготовление покрытых электродов для ручной дуговой
наплавки, например, марки ГН-1 со стержнем из сплава сормайт
(для ремонта и изготовления быстроизнашивающихся деталей го-
рячих центробежных насосов, деталей засыпных аппаратов домен-
ных печей, арматуры для нефтепродуктов); марки ЦН-2 со стерж-
нем из стеллита ВЗК (для сварки арматуры котлов высоких пара-
метров). Химический состав литых прутков приведен в табл. 48.
Зернистые (порошкообразные) сплавы. Сталинит М приго-
товляется перемешиванием порошков углеродистого феррохрома,
ферромарганца и нефтяного кокса с чугунной стружкой. Эту смесь
используют для наплавки ножей бульдозеров, козырьков ковшей
экскаваторов и др. Твердость наплавки сталинитом составляет не
менее 52 HRC.
Вокар — зернистая смесь измельченного вольфрама и продук-
та прокалки сахара (углерода) применяется для наплавки буро-
вого инструмента. Твердость первого слоя —50—58 и второго слоя
61 — 63 HRC.
В и схем — дешевый сплав, состоящий из 5% феррохрома, 15%
ферромарганца, 74% чугунной стружки и 6% графита. Широко
применяется в сельскохозяйственном машиностроении для наплав-
ки лемехов, дисков, зубьев борон и т. д. Твердость наплавки 250—
320 НВ.
Боридная порошковая смесь БХ (50% боридов хрома
и 50% железного порошка) создает твердость 82—84 HR А.
Карби до-бор и дная порошковая смесь КБХ (5%
карбида хрома, 5% борида хрома, 60% феррохрома, 30% желез-
ного порошка) нашла большее применение, чем смесь БХ.
И’
211
D Институте физики высоких давлений АН СССР создан твер-j
дый сплав эльбор (бор плюс азот). Этот сплав получен из питрн*
да бора высоким давлением. Сплав обладает большой стойкость^
при высоких температурах; при шлифовке сталей служит в десять
раз дольше алмаза. Это один из лучших твердых сплавов, кото-
рый повышает износостойкость трущихся деталей весьма значи-
тельно по сравнению со сплавами, приведенными выше. Эльбору
(боразону) предстоит большое будущее в применении для на-
плавки.
Техника наплавки должна обеспечить максимальную произво-
дительность, т. е. наибольшее количество наплавляемого металла
за единицу времени. При этом должно быть хорошее формирова-
ние наплавленного слоя, позволяющее уменьшить припуски на
механическую обработку после наплавки.
Производительность наплавки зависит от способа се выполне-
ния. Например, при ручной наплавке покрытыми электродами про-
изводительность составляет 0,8—3 кг/ч, при автоматической под
флюсом — 2—15 кг/ч, при электрошлаковой проволочным
электродом — 20—60 кг/ч, электродом большого сечения — до
150 кг/ч.
При наплавке плоских поверхностей целесообразно применять
широкие валики» т. е. вести процесс с колебательными движения-
ми электрода.
Наплавку можно вести также узкими валиками на некотором
расстоянии один от другого, без удаления шлака с каждого ва-
лика. Шлак удаляют со всех валиков; затем наплавляют валики
в свободных промежутках.
Наплавку тел вращения производят вдоль образующей или
круговыми валиками. При наплавке покрытыми электродами ось
детали располагают горизонтально, при наплавке открытой дугой
шланговым полуавтоматом — вертикально. Наплавку по винтовой
линии целесообразно выполнять при диаметре детали не более
100 мм.
При наплавке зернистых порошков (сталинита, вокара, борид-
ной смеси, порошкообразного сормайта, порошков марок ПН-АН20,
ПН-АН31, ПН-А32, ПН-АНЗЗ и др.) используют угольный элек-
трод. Предварительно рабочая поверхность очищается от ржавчи-
ны, масла и грязи. Затем на поверхность летали насыпается тон-
кий слой (0,2—0,3 мм) прокаленной буры (флюса) и слой порош-
ка сплава (шихты) высотой 2—7 мм и шириной 30—40 мм. Этот
слой разравнивается и слегка уплотняется гладилкой.
Процесс сплавления крупинок сплава с поверхностью детали
производится угольной дугой постоянного тока на прямой поляр-
ности или переменным током с осциллятором. Совершая плавные
поперечные и поступательные движения угольным электродом,
можно достичь относительно ровной поверхности наплавленного
слоя (рис. 107). Высота наплавленного слоя уменьшается по
сравнению с высотой шихты па 60—65% для сталинита, на 35—
50% для вокара, на 70—80% для боридной смеси. Можно произ-
212
водить наплавку в не-
сколько слоев, однако об-
щая толщина наплавлен-
ного слоя во избежание
трещин и выкрашивания
кусков сплава при экс-
плуатации пе должна пре-
вышать 5—6 мм для ста-
а) Я)
Рис. 107. Положение угольного электрода
в процессе наплавки порошкообразных твер-
дых сплавов:
а — перемещение электрода. 6— вид сбоку; стрел-
ка 1 — общее направление наплавки, 2 — слой
шихты
линита, 3—4 мм для во-
кара и 1,4—1,7 мм для бо-
ридной смеси.
Порошкооб разные
сплавы можно наплав-
лять и металлическими
электродами, например,
типа Э42, но в этом случае твердость наплавки понизится.
При ручной наплавке применяют также трубчатые электроды
из порошковой проволоки.
§ 91. НАПЛАВИЛ ГАЗОКИСЛОРОДНЫМ
ПЛАМЕНЕМ
Наплавка газокислородным пламенем применяется реже дуго-
вой из-за относительно больших деформаций наплавляемой дета-
ли, хотя оба процесса дают одинаковую производительность. Дета-
ли небольших размеров наплавляются газокислородным пламе-
нем без дополнительного нагрева наплавляемой детали. Крупно-
габаритные изделия подвергают предварительному или сопутству-
ющему подогреву до 500—700° С. Подобно сварке применяют ле-
вую и правую наплавку.
Газокислородное пламя применяют главным образом для
наплавки литыми твердыми сплавами (стеллитами, сормайтами).
Обычно стеллиты применяют для изделий, работающих при высо-
ких, а сормайты — при низких температурах. В процессе наплавки
этими материалами пользуются флюсами. При наплавке стелли-
том употребляют флюс, состоящий из буры прокаленной — 20%,
борной кислоты — 68% и плавикового шпата—12%. Для наплав-
ки сормайтом флюс составляется из буры —50%, двууглекислой
соды — 47% и кремнезема — 3%.
Газокислородная наплавка находит применение п с трубчаты-
ми наплавочными материалами. Трубчатые наплавочные материа-
лы представляют собой стальные или никелевые трубки, заполнен-
ные смесью карбидов вольфрама с другими износостойкими мате-
риалами (крупка). При этом газокислородным пламенем расплав-
ляется трубка, а износостойкая крупка вваривается в общую массу
наплавки. В случае использования крупки из карбида вольфрама
твердость наплавки получается HRC 85.
213
Газокислородную наплавку часто применяют для белых
чугунов (например, БЧ, ХЧ ГОСТ 2671—70), при этом твердости
наплавленного слоя достигает 45—50 HRC.
Газокислородную наплавку твердыми порошковыми сплавами
ранее применяли редко из-за раздувания порошка пламенем го-
релки. В настоящее время для наплавки разработаны наплавляе-
мые порошки ПГ-ХН80СР-2, ПГ-ХН80СР-3, не раздуваемые пла-
менем. I
Наплавка производится горелкой ГАЛ-2-69 конструкции ВНИИ-
автогенмаш. За один проход пламени наносится слой толщиной
не более 1 мм. По производительности процесс порошковой на-
плавки не уступает наплавке прутковыми материалами.
Широкое применение в промышленности получила газокисло-
родная наплавка латуни на стальные и чугунные изделия. Для
наплавки латуни используются флюсы тех же марок, что и для
сварки. Наплавка может быть как однослойной, так и многослой-
ной.
Контрольные вопросы
1. Какие материалы применяются для наплавки поверхностных слоев?
2. Назовите преимущества твердого сплава эльбор по сравнению с другими.
3. Расскажите о технологии наплавки порошкообразными сплавали.
ГЛАВА XX
ОСОБЫЕ ВИДЫ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ
РУЧНОЙ ДУГОВОЙ СВАРКИ
При изготовлении сварных изделий производительность труда
сварщика может быть повышена за счет организационных и тех-
нических мероприятий. К первой группе мероприятий относятся
различные прогрессивные приемы и усовершенствования выполне-
ния ручной сварки, которые заключаются в рациональном устрой-
стве электрододержателей, позволяющем уменьшить время на
смену электродов; правильном размещении свариваемых деталей
и оснастки на рабочем месте, уменьшающем потери времени на пе-
реход; использовании приспособлений для быстрого поворота де-
талей в процессе сварки; организации удобного места сварщика
(специальный стол, вращающийся стул); разделении отдельных
операций на переходы и выполнении их в определенной последо-
вательности и другие мероприятия, уменьшающие время переры-
вов в горении дуги. Комплекс этих мероприятий позволяет свар-
щикам увеличить время горения дуги в течение рабочего дня на
Ю—15%, что следует считать большим достижением, так как,
например, только время смены электродов составляет 7—10%
времени рабочего дня.
214
Технические мероприятия представляют более широкие воз-
можности увеличения производительности труда. Рассмотрим не-
которые из них.
§ 92. СВАРКА ВЫСОКОПРОИЗВОДИТЕЛЬНЫМИ
ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
Наиболее эффективны электроды с железным порошком в по-
крытии; это повышает коэффициент наплавки до 18 г/А-ч по срав-
нению с коэффициентом наплавки 8—10 г/А-ч для обычных
электродов. При сварке этими электродами в образовании шва
принимает участие не только металл электродного стержня, но и
железный порошок, введенный в состав покрытия. Эти электроды
называются высокопроизводительными.
Производительность электродов характеризуется количеством
электродного металла, перешедшего на изделие за единицу вре-
мени. Наглядное представление о производительности электродов
дает следующий пример: электроды АНО-5, ОЗС-6, ЗРС-2, имею-
щие в покрытии 30—35% железного порошка (по отношению к
массе всего покрытия), при диаметре стержня 4 мм дают выход
наплавленного металла 35—40 г/мин; электроды АНО-1, ОЗС-З,
ЗРС-1 при содержании 50—65% железного порошка дают 65—
70 г/мин наплавленного металла (по сравнению с 23—30 г/мин
для обычных электродов АНО-4, МР-3, ОЗС-4 и др.).
Однако следует учитывать, что высокопроизводительные элек-
троды позволяют выполнять сварку только в нижнем и наклонном
(угол 15—20°) положениях.
Источники питания для сварки этими электродами должны
иметь несколько повышенное напряжение холостого хода (не ме-
нее 65 В).
§ 93. СВАРКА СДВОЕННЫМ ЭЛЕКТРОДОМ, ГРЕБЕНКОЙ
ЭЛЕКТРОДОВ, ТРЕХФАЗНОЙ ДУГОЙ
При сварке сдвоенным электродом процесс ведут двумя стерж-
нями. соединенными между собой контактной точечной сваркой
(рис. 108), Дуга переходит с одного стержня на другой, попере-
менно оплавляя их. Производительность сварки повышается на
20—40% по сравнению со сваркой одностержпевым электродом.
Повышение производительности сварки достигается попеременным
подогревом каждого из стержней дугой, горящей между соседним
стержнем и изделием, увеличением времени горения дуги, умень-
шением времени на смену электродов.
Электроды располагают так, чтобы их общая ось совпадала с
осью шва или при большом угле разделки кромок была перпен-
дикулярна этой оси. Сила сварочного тока составляет от 100—
180 А при диаметре электродов 3+3 мм до 300—400 А при диа-
метре 6+6 мм.
Сдвоенными электродами можно сваривать за один проход
металл толщиной до 12 мм.
215
Электроды можно располагать по нескольку стержней в ряд
в виде гребенки. Так же как при сварке сдвоенным электродом!
дуга возбуждается на электроде, лаходяг’.емся на более близком
расстоянии от свариваемого изделия. При плавлении этою элек-
трода дуга переходит па другой стержень и т. д. Электродная rpeJ
бенка позволяет глубоко опускаться в разделку кромок, распола-
гая гребенку вдоль шва, поэтому можно глубоко проплавлять
основной металл и получать хорошее формирование шва. Сварка
электродной гребенкой позволяет повысить вдвое производитель-
ность по сравнению со сваркой обычным электродом.
Рис. 108. Схема сдвоенного электрода (а), гребенки (6) и сварки трех-
фазным током (в. г):
1 — связки электродов. 2— трохфазный трансформатор, 3, 4— электроды, 5 — дчга
Производительность ручной дуговой сварки можно повысить
еще на большую величину, если использовать трехфазный ток.
При сварке трехфазной дугой применяют два электрода, к кото-
рым подводятся две фазы от источника питания, а третья фаза —
к свариваемому изделию. В каждый данный момент в процессе
изменения синусоидального тока могут гореть одна или две дуги;
при этом выделяется большое количество тепла, скорость плавле-
ния металла возрастает и производительность сварки увеличи-
вается в 2—3 раза по сравнению со сваркой однофазной дугой.
Количество наплавляемого металла достигает 130 г/ч.
Однако при сварке трехфазной дугой сильно утяжелен элек-
трододержатель, что ведет к утомляемости сварщика. Поэтому
сварку трехфазной дугой лучше выполнять механизированными
способами.
§ 94. СВАРКА С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ
Этот вид сварки сше называют также сваркой опиранием. Для
сварки применяют электроды с увеличенной толщиной покрытия. I
Стальной стержень электрода плавится несколько быстрее покры-т
тия, в результате чего па конце электрода из покрытия образуется
втулка (козырек). Опирая втулку электрода на поверхность изде-
лия, сварщик перемещает дугу вдоль шва. Образующиеся при
216
плавлении покрытия газы своим давлением вытесняют жидкий
металл, образуя валик. При этом изделие проплавляется на 66ль-
шую глубину, чем при сварке электродом на весу. Объем наплав*
ленного металла в сварном шве значительно уменьшается без
снижения прочности шва. Этот способ сварки позволяет уменьшать
глубину разделки кромок и сваривать металл значительной тол-
щины без разделки кромок с большой скоростью. Сварку выпол-
няют без колебательных поперечных движений электрода.
49. Режимы сварки опиранием стыковых соединений без скоса кромок
электродами ОЗ С-3
Толщина листа, мы Рек с менд уем ы й зазор, мм Диаметр элек- грода, мм Ток. А Глубина проплав- ления, мы
Односторонняя сварка
4 1 5 200 4
6 1,5 6 250 6
8 2,0 6 350 8
Двусторонняя сварка
8 1.0 6 350 5
10 1,0—1,5 6 350 6
12 1,5—2,0 8 450 8
16 2,0—2,5 8 450 9
Техника сварки опиранием заключается в том, что после за-
жигания дуги сварщик устанавливает электрод под углом 70—80и
к плоскости изделия в сторону его движения. Нажимая па элек-
трод, сварщик перемещает его вдоль шва.
Способ сварки опиранием особенно целесообразно применять
при выполнении угловых швов в положении «в лодочку», используя
для этого электроды ОЗС-З и подобных им марок. Кроме увели-
чения производительности при сварке опиранием получается высо-
кое качество металла шва.
Примерные режимы сварки опиранием приведены в табл. 49.
Сварку опиранием в вертикальном положении по направлению
сверху вниз можно выполнять электродами марки АНО-9. При
наложении угловых швов с катетом 8 мм применяют электроды
диаметром 4 мм; скорость сварки составляет 10 м/ч, что в два
раза больше скорости сварки электродами УОНИИ-13/55 диамет-
ром 5 мм.
§ 95. СВАРКА ЛЕЖАЧИМ И НАКЛОННЫМ
ЭЛЕКТРОДАМИ
Сварка лежачим электродом понятна из рис. 109, б. В разделку
шва свариваемых деталей укладывают один или несколько элек-
тродов, длина которых обычно в два раза больше стандартных.
От вытекания металла при сварке стыкового шва предохраняет
медная подкладка. При сварке углового шва подкладки не
217
требуется. Сверху электроды прижимаются к кромкам деталей мед-
ной или бронзовой колодкой. Дуга возбуждается вспомогательным
электродом и затем продолжает гореть, расплавляя электрод и
основной металл. Длина дуги равна толщине покрытия, составля-
ющей 1,5'—3 мм. Сварку лежачим электродом можно осуществлять
и под слоем флюса. Сварка лежачим электродом под флюсом мо-
жет применяться для выполнения как прямолинейных, так и кри-
волинейных швов, для чего необходимы специальные приспособ-
ления.
Рис. 109. Схема сварки:
а — наклонным электродом; 1 — электрод, 2 —обойма, 3 — штанга; б —лежачим элек-
тродом; 1 — изделие. 2 — электроды; 3, 4 — бумажные прокладки» 5 — медная или
стальная скоба, 6 •— подкладка под шов
Схема сварки наклонным электродом представлена на
рис. 109, а. Электрод опирается краем покрытия о свариваемый
металл. Второй конец электрода зажат в обойме, которая во вре-
мя сварки свободно опускается, скользя по штанге. Угол наклона
электрода остается постоянным. Дугу возбуждают так же, как и
при сварке лежачим электродом.
Производительность труда сварщика при использовании этих
способов возрастает, так как один сварщик может работать на
нескольких постах.
Для сварки наклонным и лежачим электродами необходимы
специальные электроды. Московским опытно-сварочным заводом
разработаны электроды для этого способа сварки марок ОЗС-12,
03015Н и ОЗС-17Н, близкие к типу Э-46. Электроды изготовля-
ются диаметром 4, 5 и 6 мм, длиной от 450 до 700 мм.
Контрольные вопросы
1. Какие электроды называют высокопроизводительными?
2. В чем заключается сущность сварки с глубоким проплавлением?
3. Какие покрытые электроды предназначены для сварки опиранием?
4. Как выполняется сварка лежачим и наклонным электродами?
218
ГЛАВА XXI
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
§ 96. ОСНОВНЫЕ ТРЕБОВАНИЯ К ИСТОЧНИКАМ
ПИТАНИЯ ДУГИ
Электрическая сварочная дуга представляет собой такой вид
нагрузки, который отличается от других потребителей электро-
энергии тем, что для зажигания дуги требуется напряжение зна-
чительно выше, чем для поддержания ее горения; дуга горит с
перерывами, во время которых электрическая цепь либо разры-
вается, либо происходит короткое замыкание. Во время горения
дуги сопротивление ее меняется с изменением длины дуги, следо-
вательно, меняется и сила сварочного тока. При коротком замы-
кании (в моменты зажигания дуги и перехода капли расплавлен-
ного металла на изделие) напряжение между электродом и изде-
лием падает до пуля.
Эти особенности дуги обусловливают следующие требования,
предъявляемые к источникам питания (для ручной дуговой свар-
ки) :
1, Напряжение холостого хода должно быть в 2—3 раза выше
напряжения дуги. Это необходимо для легкого зажигания дуги;
в то же время оно должно быть безопасным для сварщика при
условии выполнения им необходимых правил. Напряжение холо-
стого хода обычно равно 50—70 В. ГОСТ устанавливает макси-
мальное напряжение холостого хода не более 80 В для источников
питания переменного тока и 90 В — постоянного тока.
2. Сила тока при коротком замыкании должна быть ограниче-
на. Нормальный процесс дуговой сварки обеспечивается, если
-^==1,1-ид
* св
где /к.з-—сила тока короткого замыкания; /св — сила сварочного
тока.
В некоторых случаях это отношение может достигать 2.
3. Изменения напряжения дуги, происходящие вследствие изме-
нения ее длины, не должны вызывать существенного изменения
силы сварочного тока, а следовательно, изменения теплового ре-
жима сварки.
4. Время восстановления напряжения от 0 до 25 В после корот-
кою замыкания не должно превышать 0,05 с, что обеспечивает
устойчивость дуги.
5. Источник питания должен иметь устройство для регулирова-
ния силы сварочного тока. Пределы регулирования тока должны
быть (приблизительно) от 30 до 130% к номинальному сварочному
току. Это необходимо для того, чтобы от одного источника пита-
ния производить сварку электродами разных диаметров.
Требования к источникам, предназначенным для питания дру-
гих процессов сварки» отличаются от приведенных выше.
219
Например, в источниках питания для полуавтоматической сварки
в защитных газах напряжение холостого хода должно практически
равняться напряжению дуги; регулируется не сварочный ток, а
напряжение.
Выбор источника питания зависит от вида вольт-амперной ха-
рактеристики сварочной дуги (см. гл. III).
Рис. ПО. Виды внешних вольт-
амперных характеристик источ-
ников питания дуги:
1 — крутопадающая, 2 — пологопа-
дающая, 3 — жесткая. 4 — возра-
стающая
Рис. 111. Статические
характеристики дуги дли-
ной Li, £*г и £3
Внешней вольт-амперной характеристикой источника питания
называется зависимость напряжения на клеммах источника от ве-
личины сварочного тока (рис. 110).
Источники питания могут иметь следующие виды внешних ха-
рактеристик: крутопадающую (/), пологопадающую (2), жесткую
(3) и возрастающую (4) (рис. 110). Крутопадающая характерис-
тика применима для ручной дуговой сварки, пологопадаюшая —
для автоматической и полуавтоматической сварки под флюсом,
жесткая и возрастающая — для сварки в защитных газах.
Устойчивое горение дуги возможно при условии пересечения ее
статической характеристики с внешней характеристикой источника,
т. е. когда С/ДУги=^ист*
На рис. 111 показана крутопадающая внешняя характеристика
источника питания и пересекающаяся с ней статическая характе-
ристика дуги длиной Точка Л характеризует устойчивое горе-
ние дуги, так как £/ДУги= t/ист- В случае уменьшения сварочного
тока напряжение источника, как видно из графика, станет больше
напряжения дуги (точка В); при этом токе устойчивой была бы
дуга длиной jLs- Ток увеличится до того значения, которое он
имел в точке А. При увеличении сварочного тока напряжение ис-
точника станет меньше напряжения дуги (точка С), поэтому ток
уменьшится до первоначального значения (точка Л).
Для устойчивого горения дуги, имеющей возрастающую стати-
220
ческую характеристику, требуется жесткая характеристика источ-
ника питания.
Динамическая характеристика источника питания. Источник
питания дуги должен быстро реагировать па изменение тока и
напряжения в дуге, происходящее в процессе плавления электрода;
это выражается временем восстановления напряжения от нулевого
значения в момент короткого замыкания до напряжения повтор-
ного зажигания дуги (до 25 В). Это время и есть динамическая
характеристика источника, оно не должно превышать 0,05 с. Дина-
мические свойства источника питания в основном определяются
взаимной индуктивностью обмоток возбуждения, качеством сер-
дечника п обмоток трансформатора. Повышенные динамические
свойства источника питания обеспечивают спокойный перенос элек-
тродного металла, уменьшение разбрызгивания металла и шлака
при сварке и улучшение качества шва.
Режим работы источника питания. Работа источника питания
обычно происходит с чередующимися включениями и выключения-
ми нагрузки (например, во время смены электрода, очистки шва
от шлака, переходах и т. д.) и характеризуется продолжительно-
стью работы (ПР) иля продолжительностью включения (ЛВ).
Это позволяет допускать временную перегрузку источника. Обе
эти величины выражаются в процентах;
/7Р=_Дв-----Ю0%;
^cb*Wx.x
-100%,
^св“Г^п
где Лзв—время сварки, —время холостого хода, tn — время
паузы.
Практически ПР=ПВ. Для расчета ПР или ПВ берется время
цикла сварки £ц==?сБ-Нх-х==^св+^=5 мин (иногда принимают
10 мин).
Как правило, для ручной сварки /св—3 мин, Zn=2 мин.
В паспорте каждого источника питания указывается величина
номинального сварочного тока (/н) и номинальное значение про-
должительности работы ПРи (или /7ВН). Номинальный (расчет-
ный) ток определяется допустимым нагревом основных частей
источника. Максимально допустимый сварочный ток определяется
по формуле
/ ПРП
где /7РП — допустимое значение ПР.
Пользуясь этой формулой, можно всегда правильно использо-
вать источник без перегрузки (без перегрева).
Пример. 1. Определить допустимый сварочный тик для источника, в пас-
порте которого приведены /н = 500А и ПРН=~65%, если источник работает
непрерывно более 10 мин. т. е. ПР = 100%
/д—500
I/' lrE“s-“A-
221
Таким образом, данный источник питания может работать непрерывно при
сварочных токах не более 400 А.
Пример 2. Определить допустимый ПРЛ сварочного трансформатора три
токе 1200 А, если по паспорту /н = Ю00 А и /7.РН—75%. Из приведенной
выше формулы:
2
д
/7Рд=/7Рн
10002 _ юо „
-------«75.-----~52%.
1200е 144
Данный трансформатор можно применить для сварки при токе 1200 А. по
при ПР не более 52%.
Величина номинальных токов в источниках питания. В соответ-
ствии с ГОСТ 10594—74 оборудование для дуговой сварки должно
изготавливаться на номинальные токи: 40; 50; 63; 80; 100; 125;
160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500;
3150; 4000; 5000 А.
Для ручной и полуавтоматической сварки обычно пользуются
источниками с номинальным током до 500 А.
§ 97. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Общие требования к трансформаторам: напряжение холостого
хода не должно превышать 80 В, регулирование тока должно осу-
ществляться по возможности плавно.
Рис. 112. Электрическая схема сварочного
трансформатора типа СТЭ:
У, JI, III — первичная, вторичная я реактивная
обмотки; П — подвижной пакет сердечника
дросселя, 8 — воздушный зазор в сердечнике
Рис. 113. Электрическая схема сва-
рочного трансформатора типа СТН:
/, II, III— первичная, вторичная и ре-
активная обмотки; П — подвижной па-
кет сердечника дросселя, S — воздуш-
ный зазор в сердечнике
В Советском Союзе применяются сварочные трансформаторы
двух групп: I — с нормальным магнитным рассеянием и реактив-
ной катушкой (дросселем); реактивная катушка может распола-
гаться на отдельном магнитопроводе (трансформаторы типа СТЭ —
сварочный трансформатор завода «Электрик») или на общем маг-
нитопроводе (трансформаторы типа СТН — сварочный трансформа-
тор В. П. Никитина); II — с увеличенным магнитным рассеянием
(трансформаторы типов ТС — трансформатор сварочный, ТСК — с
конденсатором, ТД — трансформатор дуговой, СТАН — сварочный
222
SO. Технические данные тгенпторых сварочных трансформаторов
223
трансформатор Академии наук и СТШ — сварочный трансформа-
тор шунтовой).
Технические данные трансформаторов для ручной сварки при5
водятся в табл. 50. Электрические принципиальные схемы транс-
форматоров даны на рис. 112—115. Устройства, создающие падаю-
щую вольт-амперную характеристику трансформатора, обеспечи-
вают устойчивое горение дуги и регулирование сварочного тока.
Эти устройства представляют собой дроссель (рис. 112, 113), маг-
нитный шунт (рис. 114) и механизм перемещения вторичной об-
мотки (рис. 115).
Рис. 115. Электрическая схема транс-
форматора типа ТСК:
I — первичная обмотка, II — вторичная об-
мотка подвижная, С — конденсатор
Рис. 114. Электрические схемы сва-
рочных трансформаторов СТАН (а)
и СТШ (б):
I — первичная обмотка, II ~ вторичная об-
мотка основная. II' — вторичная обмотка
реактивная, 1 — магнитный шунт, 2 — вин-
товой механизм
Создание падающей вольт-амперной характеристики. Для за-
жигания дуги требуется повышенное напряжение по сравнению с
напряжением дуги. Во вторичной обмотке сварочного трансфор-
матора индуктируется постоянная электродвижущая сила. Она
равна напряжению на зажимах сварочной цепи.
При нагрузке ток вторичной обмотки создает магнитный поток
в сердечнике дросселя (или трансформатора). Этот магнитный
поток индуктирует э. д. с. самоиндукции или реактивную э. д. с.
рассеяния. В обоих случаях это приводит к образованию индуктив-
ного сопротивления в сварочной цепи и падению напряжения на
дуге, т. е. к созданию падающей характеристики. Распределение
э. д. с. источника питания в цепи показано на рис. 116.
224
Улучшение устойчивости горения дуги. В процессе перехода
капли электродного металла на изделие происходит короткое за-
лыкание. Время восстановления напряжения после перехода капли
для повторного зажигания дуги, а также после перехода тока через
нулевое значение зависит от величины угла сдвига фаз между
током и напряжением в сварочной
цепи. На рис. 117, 118 показаны
кривые изменения тока и напряже-
ния в зависимости от времени при
сварке с активным и индуктивным
сопротивлением (со сдвигом фаз
между током и напряжением). При
одном активном сопротивлении при
сварке * происходят перерывы в го-
рении дуги в каждом периоде. Вре-
мя перерыва можно уменьшить раз-
личными способами, например уве-
личением напряжения холостого хо-
да сварочного трансформатора (этот
способ не используется ввиду опас-
ности для сварщика) или путем сни-
жения напряжения, необходимого
Рис. 116. Схема образования внеш-
ней х а р а ктер и сти ки:
/ — напряжение во в 1 ор н ч н ой обмотке
сварочного трансформатора. 2 — падаю-
щая характеристика источника пита-
ния, 3 — статическая ар а к тер и с тика
дуги. 4— точка устойчивого горения
дуги
для зажигания дуги. Второй способ связан с применением элект-
родных покрытий, имеющих особые технологические свойства. Та-
кие покрытия еще не разработаны. При работе на сварочных токах
более 250 А напряжение холостого хода может быть снижено и, сле-
довательно, повышена устойчивость дуги.
Время перерыва можно уменьшить применением тока повышен-
ной частоты. Этот способ иногда находит применение в сварочной
практике. В этом случае пользуются преобразователями с гене-
раторами повышенной частоты, например, типа ПС-100-1 с часто-
той тока 480 Гц. Время перерыва уменьшится во столько раз,
во сколько раз увеличится частота тока и горение дуги становит-
ся устойчивым.
Сварочная дуга, горящая на переменном токе со значительной
индуктивностью в цепи (рис. 118), не имеет перерывов, так как
э. д. с. самоиндукции поддерживает ее горение. Для того чтобы
величина э. д. с. самоиндукции была достаточной для поддержания
горения дуги в момент снижения напряжения источника, необхо-
дим определенный угол сдвига фаз между током и напряжением.
Устойчивое горение дуги па любых сварочных токах обеспечивает-
ся при cos <р=== 0,35--0.6.
Регулирование сварочного тока. Изменение величины свароч-
ного тока можно производить следующими способами:
изменением величины вторичного напряжения холостого хода
трансформатора секционированием числа витков первичной или
вторичной обмоток;
’ Дуга представляет собой практически чисто активное сопротивление.
15 Заказ 694
223
изменением величины индуктивного сопротивления сварочной
цепи.
Оба способа следуют из закона Ома для цепи переменного
тока:
*СВ f------—»
у
или, если пренебречь активным сопротивлением ft ввиду его малой
величины,
1 ~и-
1 СВ - ,г •
Рис. 117. Кривые изменения на-
пряжения и тока дуги при ак-
тивном сопротивлении в пепи:
U, U3 » V t — напряжение источни-
ка. зажигания, дуги; t — время;
I — сила тока, Т— время пил чего
периода
напряже-
ния
источника
J обр
— время об-
рыва дуги
Рис. 118. Кривые изменения напря-
жения и тока дуги при введении
индуктивного сопротивления
в цепь:
U, V з , U д — напряжение источника,
зажигания, дуги; t — время, /—снса
токе, Т — время полного периода сину-
соидального напряжения источника.
Ф — yrc'i сдвига физ между напряже-
нием источника и током
сн н у <.' и та л ьнс г о
Первый способ применяется лишь как дополнительный, напри-
мер, для получения двух диапазонов тока, а также в трансформа-
торах с жесткой вольт-амперной характеристикой. Наиболее ши-
роко применяется второй способ — изменение индуктивного сопро-
тивления. Этот способ дает возможность плавно регулировать ве-
личину сварочного тока.
В трансформаторах типаСТЭиСТН регулирование тока осуще-
ствляется изменением воздушного зазора в магнитопроводе дрос-
селя (рис. 112, 113). При вращении регулировочной ручки дроссе-
ля по часовой стрелке воздушный зазор увеличивается, магнитный
поток уменьшается, индуктивное сопротивление становится мень-
ше и ток увеличивается.
Вращением рукоятки дросселя против часовой стрелки дости-
гается уменьшение зазора, увеличение индуктивного сопротивле-
ния и уменьшение тока.
226
В трансформаторе типа СТАН ступенчатое регулирование про-
изводится изменением числа витков реактивной части вторичной
обмотки, а плавное регулирование — перемещением магнитного
шунта. При выдвижении магнитного шунта из сердечника магнит-
ный поток рассеяния трансформатора и индуктивное сопротивле-
ние уменьшаются, вследствие чего сварочный ток возрастает
(рис. 114, я). Б трансформаторах типа СТШ магнитный шунт
конструктивно выполнен из двух половин, расходящихся в про-
тивоположные стороны (рис. 114, б). Когда шунт полностью
вдвинут в сердечник, магнитный поток рассеяния и реактивная
э. д. с. рассеяния максималы-ты, а сварочный ток минимален.
В трансформаторах с подвижными обмотками (типа ТД, ТСК
или ТС) плавное регулирование производится перемещением
вторичной обмотки. При увеличении расстояния между обмотка-
ми поток рассеяния увеличивается, индуктивное сопротивление
возрастает, а ток снижается (рис. 11*5).
Конструкции сварочных трансформаторов. Широко используют-
ся облегченные сварочные трансформаторы (переносные), кото-
рые предназначены для работ на строительных и монтажных пло-
щадках. Эти трансформаторы рассчитаны па .выполнение корот-
ких швов и прихваток, т. е. для работы при ПР=20%. К таким
трансформаторам относятся ТСП-1—на сварочный ток 105, 145,
160 и 180 А, масса его 37 кг; ТСП-2 и ТСП-2у2— на ток от 90
до 300 А, масса 65 кг; СТШ-250 — на ток от 70 до 250 А, мас-
са 44 кг; ТДП-1—на ток от 55 до 175 А, масса 38 кг. Неболь-
шая масса этих трансформаторов достигнута за счет применения
для сердечников стали с высокой магнитной проницаемостью,
особой изоляции обмоток и понижения (до 20%) ПР.
Для монтажных работ выпускается также трансформатор
ТД-304, рассчитанный на /7Р=50%, токи от 60 до 385 А, с по-
движной вторичной обмоткой. Трансформатор имеет обмотки с
теплостойкой и влагостойкой изоляцией и может комплектовать-
ся приставкой РТД-2 для дистанционного регулирования свароч-
ного тока. Масса трансформатора (установлен на салазки) —
137 кг.
Промышленностью выпускаются бытовые сварочные аппара-
ты АДЗ-101 и ТД-101, предназначенные для ручной дуговой свар-
ки стали толщиной до 2 мм покрытыми электродами марки ОЗС-9
диаметром 2 мм с повышенными ионизирующими свойствами.
Первичный ток—15 А, номинальный сварочный ток — 50 А, по-
требляемая мощность—1,85 кВт, масса аппарата — 20 кг.
Осцилляторы предназначены для облегчения зажигания
и стабилизации дуги переменного тока при сварке неплавящим-
ся (вольфрамовым) электродом и покрытыми электродами с низ-
кими ионизирующими свойствами. Этот прибор создает перемен-
ный ток высокой частоты 250—300 кГц с высоким напряжением
(более 2500 В). Ток высокой частоты при таком высоком напря-
жении не представляет большой опасности для сварщика, так
как может вызвать лишь поверхностные ожоги кожи.
15*
22/
Осцилляторы включаются параллельно или последовательно
с дугой. В сварочной цепи с осциллятором дуга возбуждается
без предварительного замыкания электрода с изделием (на рас-
стоянии 1—3 мм от электрода до изделия), поэтому их целесо-
образно включать при сварке отделочных и декоративных изделий.
§ 98. СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ ПОСТОЯННОГО ТОКА
И СВАРОЧНЫЕ АГРЕГАТЫ
Классификация сварочных преобразователей и агрегатов. Для
сварки постоянным током источниками питания служат свароч-
ные преобразователи и сварочные агрегаты. Сварочный преобра-
зователь состоит из генератора постоянного тока и приводного
электродвигателя, сварочный агрегат— из генератора и двигателя
внутреннего сгорания. Сварочные агрегаты употребляются для
работы в полевых условиях и в тех случаях, когда в питающей
электрической сети сильно колеблется напряжение. Генератор и
двигатель внутреннего сгорания (бензиновый или дизельный) мон-
тируются на общей раме без колес, на катках, колесах, в кузове
автомашины и на базе трактора.
Для работы в разных условиях выпускаются агрегаты:
АСБ-300-7— бензиновый двигатель ГАЗ-320. смонтированный с
генератором ГСО-ЗОО-5 на раме без колес; АСД-3-1—дизельный
двигатель и генератор СГП-3-VIII—в том же исполнении;
АСДП-500 — как и предыдущий агрегат, но установленный на
двухосном прицепе; СДУ-2— агрегат, смонтированный на базе
трактора Т-100М; ПАС-400-VIII —двигатель типа ЗИЛ-164 и
генератор СТП-3-VI, смонтированные на жесткой раме, снабжен-
ной роликами для перемещения по ровному полу. Выпускаются и
другие агрегаты, отличающиеся конструктивным исполнением.
Сварочные генераторы бывают однопостовыми и мпогопосто-
выми, рассчитанными для одновременного питания нескольких
сварочных постов. Однопостовые сварочные генераторы изготов-
ляются с падающей или жесткой внешними характеристиками.
Большая часть генераторов, комплектующих сварочные агре-
гаты и преобразователи (типа ПС и ПСО), имеют падающую
внешнюю характеристику. Генератор преобразователя типа ПСГ
имеет жесткую вольт-амперную характеристику. Выпускаются ге-
нераторы универсальные, позволяющие получать и падающую, и
жесткую характеристики (преобразователи тина ПСУ).
Сварочные преобразователи ПСО-500. ПСО-ЗООА, ПСО-120,
ПСО-800, ПС-1000, АСО-2000, ПСМ-1000-4 и другие снаб-
жаются в основном асинхронными трехфазными короткозамкну-
тыми двигателями в однокорпусном исполнении. Они имеют колеса
для перемещения по цеху или устанавливаются неподвижно на
плите.
Технические данные некоторых преобразователей приведены в
табл. 51.
228
§1. Технические данные преобразователей типа ПСО, ПСГ, ПСУ
Характеристика Преобразователь
ПСО-ЗОО-1 ПСГ-350 ПСУ-300
ГСО-ЗОО с падаю- ГСГ-350 с жесткой ГСУ-300 с падающей
Генератор ni.ef х^рактери- характеристикой и жесткой характеры-
С in кой стиками
Номинальный ток, А 300 350 300
Номинальный ПВ, % GO 60 60 я 65 с па тающей
характеристикой
Напряжение холосто- 75 18—42 16—36 и 48 с падаю-
го хода, В щен характернети-
кой
Номинальное напря- 30 40 30
жен не, В Пределы регул ирона- 75—320 50—350 75—300
ния тока, А Дл ктель н ость цикл а. 5 10 10 и 5 с падающей
мин хар актер истикой
Мощность генератора, .. кВ-А 9 8 8
Мощность преобразо 14 14 10
вателя. кВ-А Масса преобразовате- 430 400 315
ля, кг
Устройство и работа сварочных генераторов. Промышленностью
выпускаются сварочные генераторы трех типов: с независимой и
параллельной обмотками возбуждения, размагничивающей по-
следовательной обмоткой и с расщепленными полюсами.
Генераторы с независимой обмоткой возбуждения и размагни-
чивающей последовательной обмоткой (рис. 119) применяются
главным образом в сварочных преобразователях ПСО-120,
ПСО-ЗООА, ПСО-500, ПСО-800, ПС-1000, АСО-2000, отличающих-
ся мощностью и конструктивным оформлением.
На схеме генератора (рис. 119, а) показаны две обмотки воз-
буждения: независимая Н и последовательная С, которые рас-
положены на разных полюсах. В цепь независимой обмотки вклю-
чен реостат Р7\ Последовательная обмотка изготовлена из шины
большого сечения, так как в ней протекает большой сварочный
ток. От части ее витков сделана отпайка, вынесенная на переклю-
чатель ГР
Магнитный поток последовательной обмотки направлен на-
встречу магнитному потоку, создаваемому независимой обмоткой
возбуждения. В результате действия этих потоков появляется
результирующий поток. Ирм холостом ?<оде последовательная об-
мотка не работает.
Напряжение холостого хода генератора определяется током
в обмотке возбуждения. Это напряжение можно регулировать
22$
реостатом РТ, изменяя величину тока в цепи намагничивающей
обмотки.
При нагрузке в последовательной обмотке появляется свароч-
ный ток, создающий магнитный поток противоположного направле-
ния. С увеличением сварочного тока противодействующий маг-
нитный поток увеличивается, а рабочее напряжение уменьшается.
Таким образом образуется падающая внешняя характеристика
генератора (рис. 119,6).
Рис. 119. Генератор с независимом возбуждением и размагничивающей
последовательной обмоткой:
« _ принципиальная электрическая схема, о — внешние характеристики
Изменяют внешние характеристики регулированием тока в
обмотке независимого возбуждения и переключением числа вит-
ков размагничивающей обмотки.
При коротком замыкании сила тока возрастает настолько, что
размагничивающий поток резко увеличивается. Результирующий
поток, а следовательно, и напряжение на клеммах генератора
практически падают до пуля.
Сварочный ток регулируется двумя способами: переключени-
ем числа витков размагничивающей обмотки (два диапазона) и
реостатом в цепи независимой обмотки (плавное регулирование).
При подключении сварочного провода па левую клемму
(рис. 119, а) устанавливаются малые токи, на правую — большие.
Генераторы с параллельной намагничивающей и последова-
тельной размагничивающей обмотками возбуждения относятся
к системе генераторов с самовозбуждением (рис. 120j. Поэтому
230
их полюса изготовляются из ферромагнитной стали, имеющей ос-
таточный магнетизм.
Как видно из схемы (рис. 120,а), генератор имеет на основ-
ных полюсах две обмотки: намагничивающую Н и последователь-
но включенную размагничивающую С. Ток намагничивающей
обмотки создается якорем самого генератора, для чего служит
третья щетка С, расположенная на коллекторе посредине между
основными щетками а и б.
Рис. 120. Генератор с самовозбуждением и размагничивающей
п ос л ед о ват ел ьт т о и о б м о гкой:
и ~ принципиальная электрическая схема, б — внешние характеристики
Встречное включение обмоток создает падающую внешнюю
характеристику генератора (рис. 120,6). Сварочный ток плавно
регулируется реостатом РТ, включенным в цепь обмотки само-
возбуждения. Для ступенчатого регулирования тока размагничи-
вающая обмотка секционирована так же, как и в генераторе
типа ПСО. По такой схеме работают генераторы сварочных пре-
образователей ПС-300, ПСО-ЗООМ, ПС-300-1, ПСОЗОО, ПС-500,
САМ-400.
Генератор с расщепленными полюсами (рис. 121) не имеет
последовательной обмотки. В этом генераторе расположение по-
люсов отличается от обычных электрических генераторов посто-
янного тока. Магнитные полюса не чередуются (за северным
следует южный, затем опять северный и т. д.), а одноименные
полюса располагаются рядом (два северных и два южных,
рис. 12U6). Горизонтальные полюса Л'г называются главными,
а вертикальные Azu —поперечными»
231
Главные полюса имеют вырезы, уменьшающие их поперечное
сечение для полного насыщения магнитным потоком уже при хо-
лостом ходе. Поперечные полюса имеют большое сечение и рабо-
тают на всех режимах при неполном насыщении. На главных
полюсах размещены только главные обмотки возбуждения, а на
поперечных — только поперечные. В цепи поперечных обмоток
возбуждения установлен регулировочный реостат РТ. Обе обмотки
Рис. 121. Генератор с растепленными полюсами:
а. б — принципиальные магнитная и электрическая схемы; Ф . Ф1^ — магнитные
потоки якоря, Ф , — главней магнитный поток. Ф , — поперечный магнитный поток..
ГН — нейтраль, /7 — обмотка поперечных полюсов, Гл —обмотка главных полюсов,
РТ — реостат
включены между собой параллельно и получают питание от ще-
ток, т. е. генератор работает с самовозбуждением. Генератор име-
ет две главные щетки а и б и дополнительную щетку с.
При нагрузке в обмотке якоря появляется ток, который соз-
дает магнитный поток якоря, подмагничивающий главные полюса
и размагничивающий поперечные. Так как главные полюса пол-
ностью насыщены, то действие подмагничивающего потока не
сказывается. С увеличением сварочного тока магнитный поток
якоря увеличивается, его размагничивающее действие (против
потока поперечных полюсов) возрастает и это приводит к умень-
шению рабочего напряжения; создается падающая внешняя харак-
теристика генератора. Таким образом, падающая характеристи-
ка генератора получается за счет размагничивающего действия
магнитного потока якоря.
Плавное регулирование сварочного тока осуществляется рео-
статом в цепи поперечной обмотки возбуждения *.
* В выпускавшихся ранее генераторах этого типа (СУГ-2а, СУГ-26 и др.)
грубая регулировка тока осуществлялась смещением щеток от нейтрали.
По схеме с расщепленными полюсами работают генераторы
преобразователей ПС-300М, СУТ-2ру и др.
Конструкции однопостовых сварочных преобразователей. Пре-
образователи ПС-300-1 и ПСО-ЗОО служат для питания одною
поста для сварки, наплавки и резки. Преобразователи рассчитаны
на рабочий ток от 65 до 340 А.
Сварочный генератор преобразователя относится к типу гене-
ратора с параллельной намагничивающей и последовательной
размагничивающей обмотками возбуждения.
Генератор имеет крутопадающие внешние характеристики
(рис. 120,6) и два диапазона сварочных токов: 65—200 А и при
подключении сварочного кабеля к левому зажиму (+) с полным
числом витков последовательной размагничивающей обмотки;
160—340 А — при подключении к правом)’ зажиму (+) с частью
витков последовательной обмотки. В цепь намагничивающей об*
мотки возбуждения включен реостат типа РУ-Зб сопротивлением
2,98 Ом на токи 4,5—12 А, предназначенный для регулирования
сварочного тока.
Преобразователь ПСГ-300-1 предназначен для питания поста
полуавтоматической сварки в защитном газе. Генератор преобра-
зователя имеет жесткую внешнюю характеристику, которая соз-
дается подмагничивающим действием последовательной обмотки
возбуждения. Независимая обмотка возбуждения питается от се-
ленового выпрямителя, подключенного к сети переменного тока
через феррорсзонансный стабилизатор. В цепь обмотки независи-
мого возбуждения включен реостат, позволяющий плавно регу-
лировать напряжение на зажимах генератора от 16 до 40 В.
Преобразователь включается в сеть пакетным выключателем.
Пределы регулирования сварочного тока 75—300 А.
Рис. 122. Сварочный универсальный преобразователь типа ПСУ:
а — электрическая схема, б—внешние характеристики ГСУ-ЗОО: В— выпрями-
тель, НО — независимая обмотка возбуждения, НП — переключатель последо-
вательной обмотки, Д —дроссель, Г — сварочный генератор, R — реостат для
регулирования напряжения и тока
233
Универсальные сварочные преобразователи ПСУ-300» ПСУ-500
имеют как падающие» так и жесткие внешние характеристики.
Преобразователи этого типа состоят из однопостового сварочно-
го генератора постоянного тока и приводного трехфазного асин-
хронного двигателя с короткозамкнутым ротором» находящихся
в одном корпусе.
Сварочный генератор типа ГСУ изготовляется с четырьмя ос-
новными и двумя дополнительными полюсами (рис. 122). На двух
основных полюсах уложены витки основной намагничивающей
обмотки возбуждения, которая получает питание от сети через
стабилизирующий трансформатор и селеновый выпрямитель. На
двух других основных полюсах уложены витки последователь-
ной обмотки возбуждения; магнитный поток этих полюсов направ-
лен навстречу основному намагничивающему потоку. Обмотки
дополнительных полюсов предназначены для улучшения комму-
тации.
Для получения крутопадающих внешних характеристик вклю-
чается независимая обмотка возбуждения, последовательная раз-
магничивающая и часть витков обмотки дополнительных полю-
сов.
При переходе на жесткие внешние характеристики (рис. 122, б\
последовательная размагничивающая обмотка частично отключа-
ется, но включается увеличенное количество витков обмотки до-
полнительных полюсов.
Изменение вида характеристики осуществляется переключе-
нием пакетного переключателя, установленного на распредели-
тельном устройстве, и присоединением сварочных проводов к двум
соответствующим зажимам на клеммовой доске.
§ 99. МНОГОПОСТОВЫЕ СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
Многопостовые преобразователи применяют для централизо-
ванного одновременного питания током нескольких сварочных
постов. Для этого рационально пользоваться мощным преобразо-
вателем. имеющим жесткую внешнюю характеристику.
Для получения падающей характеристики на каждом свароч-
ном посту сварочная дуга включается последовательно через бал-
ластный реостат. Изменением сопротивления реостата регулируют
сварочный ток по формуле
где С7Г~ напряжение на зажимах генератора (оно обычно равно
60 В); Un — напряжение дуги; R — сопротивление балластного
реостата.
Падающая характеристика на рис. 123 имеет вид прямой ли-
нии //. Она пересекает статическую характеристику сварочной
дуги III в точке 2, являющейся точкой устойчивого горения дуги.-
234
Точка 1 соответствует холостой работе генератора, а точка 3 —
моменту короткого замыкания.
Устройство многопостового преобразователя. Многопостовой
преобразователь (рис. 124) состоит из генератора постоянного
тока и приводного асинхронного электродвигателя. Преобразова-
тель устанавливается на фундаменте.
Рис. 123. Вольт-амперные ха-
рактеристики при питании от
многопостового генератора:
I — генератора, II — сварочного по-
ста (при включении балластного
реостата), III — сварочной дуги
PH
Рис. 124. Принципиальная схема мно-
гопостового генератора:
PH — реостат регулирования напряхчения.
РБ — балластный реостат
Промышленностью выпускается преобразователь ПСМ-1000-4 *.
Преобразователь имеет шестиполюсный генератор системы само-
возбуждения.
Напряжение, создаваемое генератором, регулируется реоста-
том, включенным в цепь параллельной обмотки возбуждения.
Количество сварочных постов, которые можно подключить к
преобразователю, определяют по формуле
II ~
где п — количество постов; I — номинальный ток генератора. А;
/п — наибольший ток. потребляемый одним сварочным постом. А;
а — коэффициент одновременности работы постов, принимаемый в
расчетах равным 0,6—0,65.
Прим е р. Определить количество сварочных постов от многопостового ге-
нератора с номинальным током 1000 А, если на каждом посту максимальный ток
равен 200 А.
1000
— 8,4; принимаем 8 постов.
П 200-0,6
Балластные реостаты (рис. 125). Назначение балластного рео-
стата— создание падающей характеристики на каждом посту и
регулирование сварочного тока. Реостатом производится ступен-
* Ранее выпускались преобразователи ПСМ-1000-1, 2, 3, имевшие конструк
тивные отличия от ПС.'Л-1000-4.
235
чатая регулировка сварочного тока в достаточно широких преде-
лах (20 ступеней). Реостат состоит из пяти ступеней сопротивле-
ния (рис. 125), которые при помощи пяти рубильников могут вклю-1
чаться в цепь сварочной дуги. Каждая ступень включает в себя
несколько элементов сопротивлений, выполненных из проволоки
или ленты с большим удельным сопротивлением.
Рис. 125. Балластный реостат типа РБ:
с—внешний вид, б — принципиальная схема; 1—22 — сопротивления: I — V — ру-
бильники
Из рис. 125 видно, что минимальный сварочный ток будет при
включении рубильника /, а максимальный при включении всех
пяти рубильников. Выпускаются балластные реостаты РБ-201,
РБ-ЗОГи РБ-501. Реостат РБ-201 даст возможность регулировать
сварочный ток от 10 до 200 А через каждые 10 А; РБ-301 —от 15 до
300 А через каждые 15 А; РБ-501—от 25 до 500 А через каж-
дые 25 А.
Преобразователь ПСМ-1000-4 поставляется комплектно с
шестью реостатами РБ-301.
§ 1С0. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ
Типовая электрическая схема сварочного выпрямителя пред-
ставлена на рис. 8 (см. гл. II). Преимущества сварочных выпря-
мителей перед преобразователями заключаются в отсутствии вра-
щающихся частей, более высоком к. п. д. и меньших потерях энер-
гии при холостом ходе, бесшумности работы, равномерной загруз-
ке трехфазной сети, меньшей массе и более широких пределах
регулирования сварочного тока и напряжения. Эти преимущества
позволяют широко использовать сварочные выпрямители вместо
преобразователей, особенно в условиях стационарного производ-
ства.
Сварочный выпрямитель состоит из двух основных частей: по-
нижающего (обычно трехфазного) трансформатора с устройством
для регулирования тока или напряжения и выпрямительного бло-
ка, состоящего из селеновых или кремниевых вентилей.
236
Конструкцию сварочного выпрямителя несколько усложняет
входящий в него вентилятор для охлаждения выпрямительного
блока. Вентилятор сблокирован с выпрямителем воздушным реле.
Если вентилятор поврежден, то выпрямитель не включается, если
повреждение произойдет во время работы, то выпрямитель выклю-
чится.
Рис. 126. Сварочный выпрямитель ВДУ-504
Промышленностью выпускаются однопостовые и многопосто-
выс сварочные выпрямители. Однопостовые выпрямители рассчи-
таны па получение либо жесткой и пологопадающей, либо круто-
падающей вольт-амперной характеристики; выпускаются также
универсальные выпрямители с крутопадающими и жесткими
характеристиками. Сварочный ток чаще всего регулируется изме-
нением расстояния между обмотками трансформатора (подвиж-
ные обмотки первичные). Регулирование напряжения производит-
ся секционированием первичной обмотки, т. е. изменением коэф-
фициен га трансформации.
Мпогопостовые сварочные выпрямители выпускаются для одно-
временного питания шести, девяти и восемнадцати сварочных
постов; они комплектуются соответствующим количеством бал-
ластных реостатов РБ-301.
Внешний вид универсального выпрямителя ВДУ-504 представ-
лен на рис. 126.
Краткие технические данные некоторых типов сварочных вы-
прямителей приведены в табл. 52—54. .
237
52. Технические данные сварочных выпрямителей с падающими
характеристиками
Технические данные Тип выпрямителя
ВСС-120-4 ВСС-300-3 ВКС-500-1 ВД-101 БД-301 ВД-303‘
Первичное напряже- ние, В 220/380 220/380 220 или 380 220 или 380 220 или 380 220 или 380
Выпрямленное напря- жение холостого хода, В 63—57 61—58 65—78 64 65 75—85
Ном ин альны й ср- проч- ны й ток, А 120 300 500 СП 300 300
Пределы регулирова- ния сззрочною то- ка, А 15—130 40—320 80—350 20—125 55—310 40—300
Полезная мощность, кВт 3,0 9,0 20,0 3,5 9,6 9,6
Масса, кг 180 240 385 170 230 240
53. Технические данные сварочных выпрямителей с жесткими характеристиками
Технические данные Тип выпрямителя
ВС-200 ЕС-300 ВС-500 ВДГ-502 ВС-1000-2
Напряжение питающей сети, В 380 380 380 380 380
Номинальный свароч- ный ток, А 200 300 500 500 1000
Пределы регулирова- ния рабочего напря- жения, В 19—26 20—48 20—45 16—40 18—65
Пределы настройки сварочного тока, А 30—200 30—300 50—500 60—500 До 1000
К. п. д., % 70 70 75 90 75
Масса, кг 187 250 350 370 —•
238
54. Технические данные уииверсачьных сварочных выпрямителей
Технические данные Тип выпрямителя
ВСУ-300 В СУ-500 ВДУ-504
Вид характеристики
жесткая падающая жесткая падающая жесткая падающая
Напряжение питаю- щей сети, В 220/380 220/380 220/380
Номинальный свароч- ный ток, А 300 240 500 350 500
Пап ряже н нс хол сото- го хода, В 53-65 65 52—68 68 72—78 Ч
Пределы регулирова- ния сварочного то- ка, А 50—330 25—240 90—550 50—350 100—500 70—500
Пределы регулирова- ния рабочего на- пряжения, В 17—35 **' - 20—40 — 18—о0 1
К. п. д.,% 68 63 70 66 не менее 82
/Масса, кг 320 1 420 380
§ 101. ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНО-
ДУГОВОЙ СВАРКИ
Особенность питания дуги при импульсно- дуговой сварке за-
ключается в том, что кроме сварочного тока постоянной величи-
ны в дугу подаются кратковременные импульсы тока (рис. 127).
Импульсный ток создается специальным генератором импульсов.
принципиальная схема которого
показана на рис. 128. Как видно
из рисунка, оба источника пита-
ния включены параллельно, при-
чем источник питания Се, имею-
щий пологопадающую характе-
ристику, подает ток непрерывно,
а генератор импульсов Г И —
кратковременно, при замыкании
цепи конденсатора С контакто-
ром 2. Когда контактор 2 размы-
кается, замыкается контактор 1 и
Рис 127. Схема сварки с прямоуголь-
ными импульсами различной ампли-
туды и длительности:
а — на постоянном токе, б — на перемен-
ном токе
239
конденсатор С заряжается от выпрямителя В через сопротивле-
ние R. J
Источник питания Св защищен от попадания импулы а
ин ду киионио li к а ту шкой 4»
Рис. 128. Схема установки импульсно-дуго-
вой сварки:
Св — источник сварочного тока. L — индукционная
катушка, Д— нута. ИГ — импульсный генератор:
В — выпрямитель, R — сопротивление. 1 и 2 — кон-
такторы» С — конденсатор
Генератор импульсов
ГИД-1 питается от сети на-
пряжением 380 В; он имеет
пределы регулирования ам-
плитуды импульсов 450—
1200 В и частоту 50 и
100 имп/с.
Использование генерато-
ров импульсов при сварке
алюминиевых сплавов б сре-
де защитных газов обеспечивает хорошее формирование шва, воз-
можность сварки во всех пространственных положениях, повыше-
ние механических свойств сварных соединений и снижение дефор-
маций.
§ 102, ИСТОЧНИКИ ПИТАНИЯ ПЛАЗМЕННОЙ ДУГИ
Источниками питания плазменной дуги могут служить стандарт-
ные сварочные выпрямители, преобразователи и трансформаторы.
Внешние характеристики этих источников питания должны быть
крутопадающими, например выпрямители ВД-301, ВКС-500, пре-
образователи ПСО-500 и др. В этом случае ток плазменной дуги
будет постоянным по величине, что обеспечит высокое качество
сварки или резки.
Если рабочее напряжение плазмотрона превышает номиналь-
ное напряжение источника питания, необходимо соединять два или
три одинаковых источника последовательно (табл. 55). При после-
довательном соединении генераторов их обмотки возбуждения
55. Варианты схе^ соединения стандартных источников питания
Источник питания Соединение шин вторичных обмоток Соединение фаз вторичных обмоток Напряже- ние холо- стого хода, В Номи- нальный ток, А Процесс
Два выпрямите- ля ВД-301 1 Последователь- ное Треугольник Звезда 130 220 115 70 Резка »
Параллельное Треугольник Звезда 65 НО 230 130 Сварка Резка
Три трансфор- матора СТШ' 500 Последователь - ное Треугольник Звезда 160 280 420 250 — — * Резка
240
также соединяются последовательно и питаются от оощего выпря-
мителя, что обеспечивает постоянный режим работы генерато-
ров.
ГОСТ 14935—69 предусматривает производство выпрямителей
для плазменно-дуговой резки на рабочие токи 400, 630 и 1000 А
с рабочим напряжением от 65 до 350 В и напряжением холостого
хода от 90 до 500 В (безопасность рабочего-оператора обеспечи-
вается конструкцией плазмотрона). Выпрямители предназначены
для питания постов ручной и механизированной резки; они долж-
ны иметь крутопадающие внешние характеристики.
В качестве специальных источников питания плазменной дуги
применяют выпрямительные установки с вертикальными внешни-
ми характеристиками.
Аппарат АМ-1 предназначен для микроплазменной сварки
тонколистовых металлов вольфрамовым электродом. Ток регули-
руется от 0,5 до 15 А при изменении рабочего напряжения от 0
до 60 В.
Для плазменной резки предназначены выпрямители типов
ИПГ-500, ИПР-120/600 и др.
Институт электросварки им. Е. О. Патона разработал для им-
пульсной микроплазменной сварки металлов толщиной до 3 мм
источник питания МПУ-5 и для металлов толщиной от сотых до-
лей миллиметра до 1 мм — источник МПИ-3.
§ 103. ТРАНЗИСТОРНЫЕ И ТИРИСТОРНЫЕ
ВЫПРЯМИТЕЛИ
Транзистор — управляемый полупроводниковый вентиль, в
котором внутреннее сопротивление изменяется под воздействием
управляющего сигнала.
В полупроводниковых аппаратах типа АП регулирование тока
осуществляется транзисторами, включенными в сварочную цепь
последовательно с выпрямителем (рис. 129). Сварочный ток регу-
лируется плавно и безынерционно изменением торга управления
транзисторов; он не зависит от колебаний напряжения питающей
сети и изменений напряжения на дуге.
56. Техническая характеристика транзисторных выпрямителей
X af а ктерис тика
Напряжение питания. В
Напряжение холостого хода, В
Номинальный сварочный ток, А
Пределы регулирования тока, .А.
Средняя потребляемая мощность, кВт
Пределы регулирования длительности импульса тока
и паузы, с
Время гашения дуги, с
АП-4 АП-5
380
40
30
1—30
1,2
0,03—0,6
1—10
380
49
100
5—100
4
0,03—0,6
1—10
Ю Заказ 694
Рис, 129. Принципиальная схема
аппарата АП:
с — вкегпннй вид. 6 — электрическая
схема; Тр — трехфазный трансформа-
тор, В — выпрямительный блок, Д *-
ДУга
Транзисторные выпрямители используются для малоамперных
дуг с неплавящимся электродом на постоянном или импульсном
токе.
Промышленность выпускает транзисторные выпрямители АП-4,
АП-5 (табл. 56).
По сравнению с обычными сварочными выпрямителями они
более безопасны в работе, так как напряжение холостого хода
транзисторного источника составляет не более 40 В. Так как на-
пряжение дуги, горящей в аргоне, не превышает 30 В, то эти ис-
точники питания особенно применимы для аргонодуговой сварки
вольфрамовым электродом любого металла малой толщины.
Тиристор — управляемый кремниевый вентиль. Он имеет
третий управляющий электрод и служит как для выпрямления,
так и для регулирования силы. тока.
242
Управление тиристорами осуществляется фазосдвигающим
устройством, которым можно изменять по фазе угол открывания
тиристора относительно начала синусоиды напряжения питающей
сети. Тем самым регулируется среднее значение выпрямленного
тока. Блок фазосдвпгающего устройства имеет малую мощность, а
следовательно, небольшие размеры и массу.
Для питания сварочных постов выпускается тиристорный уни-
версальный выпрямитель ВДУ-504 (см. рис. 126); для комплек-
тации установок плазменной резки разработаны тиристорные
выпрямители ВПТМ-500, 1000 и 3000.
§ 104. ПАРАЛЛЕЛЬНОЕ СОЕДИНЕНИЕ ИСТОЧНИКОВ
ПИТАНИЯ
Параллельное соединение двух или более источников питания
применяют в тех случаях, когда требуемая величина рабочего
тока (для сварки или резки) больше той, которую можно полу-
чить от одного источника. Соединять параллельно можно свароч-
ные трансформаторы и генераторы. Значительно реже применяют
параллельное соединение сварочных выпрямителей.
Основные правила соединения источников питания на парал-
лельную работу:
1. Соединяемые источники должны быть одного типа, с оди-
наковыми номинальными данными (величина сварочного тока,
Рис. 130. Схема включения источника питания сварочного тока на парал-
лельную работу:
а — соединение сварочных трансформаторов, б—соединение сварочных преобразова-
телей; ТР1 н РР2— сварочлыс трансформаторы, К Л — контрольная лампа. ДР/ и
ДР2— дроссели, ТТ — трансформатор тока, Р/ и Р2— рубильники, /7—предохрани-
тели, Я— намагничивающие обмотки, С — размагничивающие обмоТки, РТ— регули-
ровочные реостаты, Р—-пусковой рубильник, П — переключатель диапазонов
16*
243
напряжение холостого хода, частота вращения двигателя и др.)-.
2. Внешние характеристики источников должны быть подобны(
3. В цепи, соединяющей клеммы низкого напряжения, должен
быть установлен рубильник для раздельной настройки напряже-
ния холостого хода. ir1
4. Для контроля напряжения холостого хода и распределения
токов в цепи каждого источника должны быть амперметр и вольт-
метр.
5. Первичные обмотки соединяемых сварочных трансформато-
ров подключаются к одним и тем же проводам питающей сети.
6. Правильность соединения вторичных обмоток проверяют
контрольной лампой (рис. 130, а). Если обмотки соединены пра-
вильно, лампа пе горит.
7. Генераторы с самовозбуждением включаются с перекрест-
ным соединением обмоток возбуждения (рис. 130, б), чтобы из-
бежать возможности перехода тока от генератора с более высоким
напряжением к генератору с низким напряжением. При таком
переходе один из генераторов размагнитится. I
В настоящее время в связи с. выпуском промышленностью ис-
точников питания большой мощности параллельное соединение
источников питания применяется сравнительно редко.
Контрольные вопросы
1. Назовите основные требования к источникам питания дуги
2. Что такое режим работы источника питания?
3. Укажите общие требования к сварочным трансформаторам.
4. Перечислите основные типы сварочных генераторов, различающихся по
электрическим схемам.
5. Укажите преимущества и недостатки сварочных выпрямителей перед
сварочными преобразователями.
6. Каким требованиям должны отвечать источники питания плазменной
7. Для каких целей предназначены тиристорные выпрямители?
ГЛАВА XXU
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
§ 105. УСТРОЙСТВО ПОЛУАВТОМАТА
В сварочном автомате механизированы две основные операции
процесса сварки — подача сварочной проволоки в зону дуги и пе-
ремещение дуги по линии шва; в полуавтомате механизирована
лишь одна операция — подача электродной проволоки в лугу, а
перемещение дуги для образования шва производится сварщи-
ком вручную (рис. 131). Автоматическая подача проволоки с
244
катушки / осуществляется подающим механизмом 2, состоящим
из электродвигателя Л1 переменного или постоянного тока, короб-
ки скоростей ведущего 6 и прижимного ролика 7. Проволока 5 по-
дается роликами с постоянной заданной скоростью через внутрен-
ний канал гибкого шланга 3, держатель 4 и наконечник 3. Свар-
щик держит горелку и вручную перемещает ее по шву.
Рис. 131. Схема шлангового полуавтомата толкающего типа
Одной из основных частей полуавтомата является шланг 3.
состоящий из проволочной спирали с оплеткой и резиновой обо-
лочкой, по внутреннему каналу которой проходит электродная про-
волока. -Сварочный тощ защитный газ и охлаждающая вода под-
водятся отдельно. В комбинированных шлангах кроме электродной
проволоки в одной оболочке проходят токоподводящий провод,
провода цепи управления, защитный газ и охлаждающая вода.
Комбинированный гибкий шланг имеет большую массу, сварщику
трудно управлять им. Современные полуавтоматы снабжаются
автономными шлангами, например полуавтомат А-825 и др.
Длина шланга составляет не более 3,5 м. На горелке находит-
ся кнопка включения подающего механизма.
Подача электродной проволоки вперед и назад осуществляется
переключением пакетного переключателя.
В полуавтоматах для сварки в защитном газе одновременно с
пуском электродвигателя срабатывает реле для автоматического
включения газового клапана. При этом начинается подача элек-
тродной проволоки и газа. При размыкании сварочной цепи реле
обесточивается и размыкает свои контакты. Подача электродной
проволоки и газа прекращается.
Электродвигатель для подачи сварочной проволоки потклю-
чается чаще всего к источнику питания сварочного тока или к
сети через понижающий трансформатор 380/36 В.
Полуавтоматы подразделяют по назначению на: стационарные,
где в одном корпусе смонтированы все части аппарата вместе с
источником питания; передвижные, где механизм подачи и катушка
245
с проволокой размещены на тележке; переносные, где меха<
низм подачи и катушка с проволокой максимально облегчены:
ранцевого типа — для сварки в условиях монтажа и спеииализиро«]
ванные — для выполнения определенных операций.
§ 106. РАСПОЛОЖЕНИЕ ПОДАЮЩЕГО
МЕХАНИЗМА
Для полуавтоматической сварки применяются шланговые по-
луавтоматы толкающего типа (рис. 131), тянущего типа (рис. 132)
и тянуще-толкающего типа (рис. 133). Тип полуавтомата опреде-
ляется местом расположения электродвигателя.
Рис. 132. Схема шлангового полуавтомата тянущего типа:
1 — пода ющие ролики, 2— держатель горелки, 3 — катушка с про-
волокой, 4— шланг, А1— электродвигатель механизма протягивания
Сопротивление прохождению проволоки зависит от количества
изгибов шланга, его длины и материала трущихся поверхностей
проволоки и канала.
Рис. 133. Схема шлангового полуавтомата тянуше-тол кающего
типа;
/—толкающий электродный ролик. 2—тянущий электродный ролик,
3 — шланг, Ah и AI* —* электродвигатели
246
Это сопротивление при работе полуавтомата меняется, что ве-
дет к нарушению равномерности подачи проволоки и стабильности
процесса сварки. Сопротивление проталкиванию проволоки может
настолько увеличиться, что двигатель механизма подачи остано-
вится или начнется пробуксовка проволоки в подающих роликах.
Для порошковых проволок из алюминия и титана, имеющих
повышенный коэффициент трения, сопротивление проталкиванию
намного больше, чем для стальных проволок сплошного сечения.
Поэтому для снижения сопротивления проталкиванию применяют
спирали, изготовленные из материалов с малым коэффициентом
трения, или обычные спирали, смазанные нейтральной смазкой
(например, дисульфидом молибдена, снижающим сопротивление
проталкиванию в 1,5—2 раза). Применение спиралей из бронзы
снижает сопротивление в 2—3 раза по сравнению со сталью, а
в трубках из фторопласта — в 6—10 раз.
Для мягких проволок из алюминия и его сплавов или порош-
ковой проволоки с высоким коэффициентом трения (за счет не-
ровностей поверхности проволоки), а также для проволок малого
диаметра (менее 0,8 мм), способных сминаться в канале, полуавто-
маты толкающего типа неприменимы.
В этих случаях применяют полуавтоматы тянущего типа, меха-
низм подачи которых расположен в горелке. Однако длина шлан-
гов этих полуавтоматов ограничивается малой мощностью элек-
тродвигателя (до 100 Вт) и не превышает 1 м. Более длинные
шланги требуют увеличенной мощности и массы двигателей, а
следовательно, большой массы горелки.
В полуавтоматах со шлангами более 5 м применяются меха-
низмы подачи тянуще-толкающего типа, в которых имеется тол-
кающий механизм с двигателем AfJt расположенный рядом с ка-
тушкой электродной проволоки, и тянущий механизм с двигате-
лем Мз, расположенный в горелке. Это значительно утяжеляет
горелку, но устраняет неравномерность подачи проволоки в зону
сварки.
§ 107. ОСОБЕННОСТИ КОНСТРУКЦИИ
ПОЛУАВТОМАТОВ
В настоящее время широкое применение получили полуавто-
маты для сварки в защитных газах А-547У, А-929С, А-537У и
А-537Р, А-1230 и др. Технические данные некоторых шланговых
полуавтоматов даны в табл. 57.
Полуавтомат А-547У позволяет сваривать металл толщиной
0,8—1,4 мм и угловые швы с катетом I—7 мм в различных прост-
ранственных положениях. Он состоит (рис. 134) из легкого чемо-
дана с подающим механизмом и катушкой для проволоки и пуль-
та управления, смонтированного вместе с источником питания.
Подача проволоки плавно регулируется изменением скорости
электродвигателя постоянного тока и сменой подающих роликов.
Особенностью полуавтомата является питание электродвигателя
247
eo
248
и других цепей управления (подогреватель газа, контактор) с»г
источника сварочного тока (рис. 135) Перед началом сварки вы-
ключателем ВК производится подключение всей аппаратуры полу-
автомата. После нажатия кнопки «Пуск», расположенной на щит-
ке сварщика, замыкается цепь катушки силового контактора, ера-
Рис. 134. Обшая схема установки и полуавтомата А-547У для сварки в
защитном газе:
/ — пульт управления. ? — источник питания дуги и электромотора полуавтомата.
3 — баллон с газом, 4 — элсктроподогрсватель газа. 5 — осушитель газа. 6 — редуктор.
7— расходомер, 8— горелка, 9— шланг для подачи проволоки. 10— чемодан с подаю-
щим механизмом и катушкой для проволоки, /7 — сварочный провод, Г2— кнопке
«Пуск> для подачи напряжения от источника питачия дуги и мотора полуавто-
мата, находящаяся на щитке сварщика
батывает контактор и на горелку подается сварочное напряжение
источника питания; одновременно включается двигатель механиз-
ма подачи проволоки, и она начинает подаваться в зону дуги.
Процесс сварки продолжается, пока замкнута кнопка «Пуск»
При отпускании кнопки «Пуск» процесс сварки прекращается.
Источник
сварочного
том
Рис. 135. Электрическая схема полу-
автомата А-547У:
КС — копи к гор силовой, Р — реостат для
гулнрования скорости подачи проволоки, /?
к К ~ постоянные сопротивления. Hi
электролодо;реватель газа, ВК — выключателе
всей аягиоагуры полуавтомата. «Пуск» —
кнопка на щщке сварщика, ОБ — обмотка
возбуждения мотора
24^
Рис. 136, Горелка легкого типа полуавтомата А-547У:
сопло, 2 — токоподвод, 3 — отвергли! выходя газа. 4 — спираль. 5 — ручка» 6 — подвод пня, 7--чажим держи геля, Я — гок с подводящая
оплетка, 9 — шланг для подачи проволоки и сварочною гока
Полуавтомат А-547У снабжается легкой горелкой для сва-
рочной проволоки 0,8—1,0 мм (рис. 136), массой 120 г, с шлангом
длиной 1,2 м и тяжелой горелкой — для проволоки 1,2—1,4 мм.
Газ подводится по отдельной трубке, присоединенной к штуцеру.
Рис. 137. Контакты держателя для изогнутых (а) и прямых ($) мунд-
штуков при сварке проволокой 0,5—1,2 мм:
/ — контактный сапожок, 2 — наконечник, 3 — мундштук, 4 — сопло
Вылет электродной проволоки (расстояние между точкой под-
вода сварочного тока к проволоке и изделием) обычно рав-
няется:
Диаметр проволоки, мм .
Вылет, мм . . . .
. ... 0,5 0,8 1,0 1,2 1,6 2,0
. . . . 5—8 6—12 7—13 8—15 1.3—20 15—25
Если вылет сварочной проволоки больше указанного, то уве-
личивается разбрызгивание электродного металла и нарушается
процесс сварки; если вылет меньше, то подгорает наконечник.
Постоянство вылета и надежность работы наконечника обеспечи-
ваются контактным сапожком (рис. 137). В изогнутых наконеч-
никах применяют один контактный сапожок, в прямых — два.
Сварка в различных положениях шва в пространстве произво-
дится на разных режимах. При переходе от нижних к вертикаль-
ным швам режим (напряжение и скорость подачи проволоки) сле-
дует уменьшать. Частое изменение режима сварки вручную отры-
вает сварщика и занимает много времени, поэтому некоторые
полуавтоматы комплектуются устройствами для дистанционного
управления режимом сварки. Устройство для дистанционного
переключения режима делает полуавтомат удобным и для опера-
ций начала и окончания сварки. *
К двухрежимным относится шланговый полуавтомат А-929С»
В процессе работы переключение режимов производится нажа-
горелке полуавтомата.
Полуавтомат
тием кнопки, расположенной на
Рис. ] 38. Электрокинем атическа я схема
шлангового полуавтомата А-765:
1—ролик прижимной, 2— ролик ведущий. & 4—
червячные колеса, 5 — сменные шестерни, Пр —
предохранитель, ТП — трансформатор понижаю-
щий, К1 — кнопка пусковая для наладочных опе-
раций. К2 — кнопка пусковая при сварке. Р— про-
межуточное реле, П/7 — пакетный переключатель,
РШ1— штепсельная розетка, ШР1 — штепсельный
разъем. Л/ — электродвигатель
для сварки в углекислом га^
зе проволокой диаметром от
0,8 до 2 мм комплектуется
так же,
А-547У.
как
полу
автомат
Полуавтомат снаб
•f
ж а е г с я д в у м я с в а р о ч н ы м и
горелками: легкого типа, ох-
лаждаемой защитным газом
и предназначенной для свар-
ки на токах до 150 А, и тя-
желого типа — охлаждаемой
водой, для сварки на гока^
до 500 А.
Серийно выпускаются
универсальные полуавтома-
ты А-765, А-1035М, А-1197П
и др.
Электрокинематичес к а
схем а пол уавто хМ а та
для сварки порошковой про
волокой представлена
рис. 138. Для лучшей подачи
порошковой проволоки, об
лада ющей м алой жестко
стьто, механизм
подачи снабжен двумя парами подающих
роликов,
что позволяет снизить давление на проволоку.
Унифицированный полуавтомат А-1197 предназначен для свар-
ки сплошной проволокой диаметром 1,6—2 мм и порошковой диа-
метром до 3,5 мм на токах до 500 А. Кроме универсальных полу-
автоматов, промышленность выпускает полуавтоматы специального
назначения, например для сварки в монтажных условиях.
Полуавтомат А-1114 для сварки в монтажных условиях
(рис. 139) построен по упрощенной схеме; он обладает легкостью
и компактностью—механизм подачи и катушка с проволокой рас-
положены в чемодане.
Полуавтомат ранцевого типа ПДГ-304 (рис. 140) предназначен
ддя сварки в хмонтажных условиях. Он снабжен ранцевыми рем-
нями для переноски его па спине. Такая компоновка полуавто-
мата позволяет пользоваться коротким шлангом, что повышает
равнОхМерность подачи проволоки. Масса механизма подачи—
7 кг.
Кроме специализированных заводов, выпускающих сварочные
полуавтоматы, некоторые организации страны изготовляют их по
252
модернизированным схемам. Например, в институте «Оргэнерго-
строй» разработан полуавтомат типа ПМП для сварки порошковой
проволокой в условиях открытой строительно-монтажной площад-
ки. Масса полуавтомата равна 10 кг, в том числе масса механизма
Рис. 139. Полуавтомат Л-1 II4:
а — внешний вид, б — электрическая схема: ДП— двигатель подачи проволоки.
ОВДП — обмотка возбуждения двигателя подачи. К — кнопка включения полуавтомата
(на рукоятке горелки), Р реле для включения нормально открытого контакт» Р1
и для выключения нормально закрытого контакта Р2 в цепи двигателя, Г — преобра-
зователь сварочный
Рис. 140. Полуавтомат ПДГ-304 ранцевого типа:
1 — сопло, - — упор, 3 — приставка. 4— рукоятка, б — горелка, 6 — шланг,
1 — катушка, в — механизм подачи
253
подачи проволоки вместе с кассетой и пультом управления -4
7 кг. Особенностью конструкции этого полуавтомата является от*
сутствие шкафа управления, что выгодно отличает его от других
полуавтоматов, имеющих довольно громоздкие и тяжелые шкафы
управления.
§ 108. ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
В ЗАЩИТНОМ ГАЗЕ
В качестве защитных используются активные газы, т. е. такие,
которые могут вступать во взаимодействие с другими элементами
в процессе сварки. К таким газам относятся углекислый газ (СО2)
или смеси: 70% углекислого газа и 30% аргона (или кислорода) —
для сварки углеродистых сталей; 76% аргоиа и 30% углекислого
газа — для сварки легированных сталей. ]
Применение газовых смесей Вхместо 100% углекислого газа по-
вышает производительность, экономичность, качество сварки и
снижает возможность поражения дыхательных органов сварщика.
Достоинством сварки в защитном газе является также то, что
на сварные изделия, выполненные этим процессом, без особой под-
готовки можно наносить прочные антикоррозионные покрытия
(оцинкование и др.). Сварку в защитных газах целесообразно
применять для соединения тонких металлов (0,1—1,5 мм). I
Из всех видов дуговой сварки полуавтоматическая сварка в
защитных газах имеет наименьшую трудоемкость. 1
Углекислый газ. При нормальном атмосферном давлении
удельная плотность углекислого газа 0,00198 г/см3. При темпера-
туре 31°С и давлении 75,3 кгс/см2 углекислый газ сжижается. Тем-
пература сжижения газа при атмосферном давлении—78,5° С.
Хранят и транспортируют углекислый газ в стальных баллонах
под давлением 60—70 кгс/см2. В стандартный баллон емкостью
40 дм3 вмещается 25 кг жидкой углекислоты, которая при испа-
рении дает 12 625 дм3 газа. Жидкая углекислота занимает 60—80%’
объема баллона, остальной объем заполнен испарившимся газом.
Жидкая углекислота способна растворять воду; поэтому выде-
ляющийся в баллоне углекислый газ перед подачей в зону дуги
должен осушаться; концентрация его должна быть не менее 99%.
Если углекислый газ содержит влагу, то неизбежна пористость
шва.
Для сварки пользуются специально выпускаемой сварочной
углекислотой; можно пользоваться также пищевой углекислотой.
Пищевая углекислота содержит много влаги; поэтому перед
сваркой газ следует подвергать сушке пропусканием через пат-
рон, заполненный обезвоженным медным купоросом или через
силикагелевый осушитель.
Сварочный углекислый газ (ГОСТ 8050—76) отвечает следую-
щим техническим требованиям: для I сорта СО2 не менее 99,5%,
II сорта—99%; водяных паров для I сорта не более 0,18%, для
II сорта — 0,51 %-
254
При количестве сварочных постов более 20 целесообразно им«*ть
централизованное питание их углекислым газом, подаваемым по
трубопроводу от рампы или о г газификационной установки. Сва-
рочные посты рекомендуется оборудовать электромагнитными к.ча*
панами, позволяющими автоматически перед зажиганием дуги
включать подачу газа и после гашения дуги — выключать газ.
На каждом посту должен быть расходомер (ротаметр).
Металлургические особенности сварки в углекислом газе и
в смеси углекислого газа с другим газом. Под действием высокой
температуры дуги молекулы любого защитного газа распадаются
на атомы и ионы (СОз—>СО-рО; Нг-^Н+Н; О2->О + О; N2->N + N;
СО->С+О).
В атомарном состоянии кислород, азот и водород вступают в
химическое соединение с расплавленными элементами, находя-
щпмпся в сварочной проволоке и свариваемом металле.
В зоне сварки протекают следующие реакции;
Fe-pO^FeO
(FeO)-K^CCH-Fe
2(FeO)-HSiHSiO.+2Fe
FeO ~F Mn^ M nO+Fe
Образование газа CO приводит к образованию пор. Кроме
того, поры при сварке в углекислом газе могут быть следствием
влаги, ржавчины и влияния азота воздуха.
Для подавления СО, повышения количества марганца и крем-
ния, интенсивно выгорающих из сварочной проволоки при свар-
ке, применяют электродную проволоку с повышенным содержа-
нием марганца и кремния (марки Св-08Г2С, Св-08ГС и др.). При
сварке низкоуглеродистых сталей содержание в металле шва
кремния более 0,2 и марганца более 0,4% препятствует образова-
нию пор. На степень окисления металла и образования пор влияют
технологические условия сварки (длина дуги, количество подавае-
мого в дугу газа, род и полярность тока, диаметр проволоки и
плотность тока на электроде). Сварка на постоянном токе обрат-
ной полярности дает меньшее окисление и более высокое качество
шва, чем на прямой полярности. При сварке проволокой диамет-
ром 0,3—1,2 мм, выполняемой с высокими скоростями подачи про-
волоки в дугу, происходит значительно меньшее окисление элемен-
тов, чем при сварке проволокой диаметром 1,6—2 мм с малыми
скоростями подачи проволоки.
Плотность тока на электроде при сварке в углекислом газе
должна быть не ниже 80 А/мм2. При таком режиме потери на раз-
брызгивание электродного металла не превышают 10—15%.
В институте электросварки им. Е. О. Патона разработана сва-
рочная проволока марки Св-08Г2СНМТ для сварки конструк-
ционных сталей, обладающая более высокими свойствами, чем
255
проволока Св-08Г2С. Эта проволока позволяет значительно снизить
разбрызгивание электродного металла по сравнению с проволокой
Св~08Г2С и улучшает формирование сварных швов, поверхности
которых получается гладкой, без чешуек. 1
При сварочном токе 400—420 А и более (диаметр проволоки
2 мм, обратная полярность) происходит струйный перенос элек-
тродного металла. Проволокой Св-08Г'2СНМТ можно успешно про
изводить сварку на ветру, с зазорами и в других условиях, при
которых трудно избежать попадания воздуха в зону дуги. Свар
ка этой проволокой позволяет также применять форсированный
режимы, без образования в швах пор.
Технология сварки в СО2 и в смесях СО2 + Лг или СО2 + О2.
При сварке в углекислом газе основные типы сварных соединений
и их конструктивные элементы выбираются по ГОСТ 14771—76.
Ориентировочные режимы сварки пизкоуглеродистых и низко-
легированных сталей в углекислом газе приведены в табл. 58, 59.
Источником питания дуги служит сварочный выпрямитель или
преобразователь с жесткой или возрастающей внешней характе-
ристикой. Сварка выполняется на обратной полярности.
58. Ориентировочные режимы сварки встык листов из углеродистых
и низколегированных сталей в углекислом газе
Толщина металла, мм Вид подготовки кромок Число слоев Диаметр проволоки, мм Свароч- ный ток, А Напря- жение, В Ско- рость свар- ки, м/ч Расход газа, дм3/- мин
0,6—1,0 Бесскосный, зазор 0-0,5 1 0,5—0,8 50—G0 18 20-25 6—7
1,2—2,0 Бесскосный, зазор 0—0,5 1—2 0,8—1,0 70—110 ]8—20 18-24 10—12
4—6 Бесскосный, зазор 0—1,0 1—2 1,6—2,0 160—200 26—28 20—22 14—16
6—8 Бесскосный односто- ронний, зазор 0—1,0 2 2 280—300 28—30 25—30 16—18
8—12 V-образный (60—70 ~), зазор 0—1,5, притупле- ние 4—6 2—3 2 280 -300 380—400 28—30 30—32 16—20 18—22 18—20 18—20
12—18 X - образный (60—70°), зазор 0—2, притупление 4—6 V 2 380—400 30—32 16—20 18—22
256
). Ориентировочные режимы сварки втавр листов из углеродистых
' и низколегированных сталей в углекислом газе
Толщина металла, мм Диаметр проволоки, мм Катет ШЕЛ, мм Число слоев Сварочный 1ок» А Напряже- ние, В Скорость сварки, м/ч Расход газа, дм ®/ч
1,0 0,6 1.4 1 60 18 18-20 5—6
1,5—2,0 0,8 2,1— 2,8 1 to 18—20 16—18 6—8
2,0—3,0 1,2 2,8—4.2 1 90—130 19—21 14—16 8—10
3,0—4,0 1,6 4,2—5,6 1 150—180 27—29 20—22 12—16
3,0—4,0 2,0 5,6 1—2 300—350 30 -32 25—30 17—18
5,0 2,0 7 3 300—350 30—32 25- 30 17—18
5,0 2,5 7 4—5 300—350 30—32 25—30 17—18
Расстояние между мундштуком и изделием (вылет проволоки)1
при токе 60—150 А и напряжении па дуге 22 В обычно берется
7—14 мм, при токе 200—500 А и напряжении 30—32 В — 15—
25 мм.
Металл толщиной 1,5—3 мм сваривают стыковыми швами элек-
тродом на весу. Более тонкий металл (0,8—1,2 мм) сваривают на
медной или остающейся стальной подкладке.
При сварке в смеси газов 70% СО9-|-30% Ог улучшается фор-
мирование шва, брызги расплавленного электродного металла
легче удаляются с поверхности свариваемого изделия. Однако
сварка в смеси этих газов вызывает более интенсивное, чем при
сварке в углекислом газе, выгорание легирующих элементов из
металла шва и образование па поверхности шва шлаковой корки.
Особенности сварки различных сталей. При пользовании
100%-ным углекислым газом при сварке важно правильно подо-
брать сварочную проволоку, для того чтобы свойства сварных
соединений отвечали заданным требованиям. Углеродистые и низ-
колегированные стали сваривают кремпемаргапцевой проволокой
Св-08Г2С, Св-08ГС, Св-12ГС. Низколегированные стали, содер-
жащие хром и никель, для повышения коррозионной стойкости
сваривают проволокой Св-18ХГСА и Св-10ХГ2С. Низколегирован-
ные стали тина хроманспль (15ХГСА, 20ХГСА и др.) толщиной то
4 мм сваривают проволокой Св-18ХСА, Св-18ХМА и Св-10ГСЧТ.
Для листов большей толщины применяют проволоку Св-18ХЗГ2СМ
G0. Режимы сварки стали типа Х18Н9 в углекислом газе
Толщина металла, мм Диаметр проволоки, мм Сварочный Напряжение, В Скорость спарки, м/ч Вылет электрида. мм Расход Газа, дм8/ыян
ток, А
ш.
1 0,5 30— -40 17 30 -45 6 6
1,5 0,8 W - 80 17—18 30—40 6 6—7
2,0 0,8-1,2 100— НО 18—20 25—40 6—9 6—8
3,0 1,2 140— 1С0 1 19—21 20—35 9—10 СП 1 ЭД
17 Заказ 694
257
й др. Низколегированные теплоустойчивые молибденовые и хромо*
молибденовые стали 12ХМ, 15ХМА, 20ХМ, 20ХМА сваривают про-
волокой Св-08ХГ2СМА. Высоколегированные аустенитные хромо-
никелевые нержавеющие стали типа Х18Н9 сваривают в углекис-
лом газе проволокой Св-06Х19Н9Т и Св-07Х18Н9Т1О,
Режимы сварки приведены в табл. 60.
§ 109. ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
порошковой и самозащитной проволокой
Техника сварки. Зажигать дугу следует при вылете проволоки
не больше 25 мм. В процессе сварки вылет проволоки необходимо
поддерживать постоянным; для этого длина дуги должна быть по
возможности постоянной, что выполняется при правильном подбо-
ре режима сварки и при внимательном наблюдении за горением
дуги, размерами сварочной ванны и за формированием шва.
Нельзя .чрезмерно перегибать гибкий шланг (радиус кривизны
изгиба должен быть не менее 200 мм). При сварке стыковых швов
проволока подается перпендикулярно направлению шва. При
сварке тавровых соединений дуга направляется па ванну, а угол
между полкой таврового соединения и проволокой составляет
45—60°. Движения концом проволоки как вдоль, так и поперек
шва должны быть ритмичными. Схе?лы движений проволокой при
шланговой сварке аналогичны схемам движений при сварке по-
крытыми электродами.
Наряду с достоинствами сварка открытой дугой порошковой
проволокой имеет тот недостаток, что плотный беспорнстый на-
плавленный металл удается получить в сравнительно ограничен-
ном диапазоне режимов сварки.
Основной причиной пористости при сварке сталей порошковой
проволокой является повышенное содержание в наплавленном ме-
талле азота и водорода воздуха. Эти газы при сварке порошко-
вой проволокой могут поглощаться наплавленным металлом в
большем количестве, чем при сварке покрытыми электродами.
Для уменьшения количества азота в металле швг» следует
уменьшать длину дуги и з же время производить сварку при по-
вышенных токах, с тем чтобы снижать поверхность соприкоснове-
ния воздуха, приходящуюся на единицу массы расплавленного
металла в определенный промежуток времени.
Для уменьшения содержания водорода в металле шва порош-
ковую проволоку необходимо прокаливать при соответствующей
температуре и с определенной выдержкой времени. Например, про-
волоку с сердечником ру гило-карбонатного типа рекомендуется
прокаливать при температуре 250е С в течение 1,0— 1,5 ч.
Сваривать открытой дугой порошковой проволокой можно так-
же и с увеличенным вылетом электрода. При этом происходит до-
полнительный подогрев проволоки и удаление влаги, оставшейся
после первичной прокалки (в процессе изготовления проволоки),
из технологический смазки и частично из шихты. Подогрев сва-
2<58
речной проволоки приводит также и к увеличению производитель-
ности процесса.
Однако следует учитывать, что при увеличенном вылете элек-
трода увеличивается и интенсивность окисления проволоки. Изме-
няя вылет электрода, можно в определенных пределах регулиро-
вать содержание азота, водорода и различных окислов.
Режимы сварки низкоуглеродистой стали порошковой прово-
локой, например, марки ПГГ2ДСК диаметром 2,1 мм следующие:
Толщина листа, мм................ ............... . 4 10 50
Число проходе» . .................................... 1 2—3 10
Сварочный ток, А............. ....................130—200 450 —500 600
Скорость подачи проволоки, м/ч..................... 140 475 500
В настоящее время находят практическое применение самоза-
щигная проволока Св-20ГСТК)А с церием и Св-15СТЮЦА с цирко-
нием (ГОСТ 2246—70). Первая пригодна для сварки арматуры
железобетона из углеродистой стали во всех пространственных
положениях, кроме потолочного, на постоянном токе обратной по-
лярности. Проволока Св-15СТЮЦА рекомендуется для сварки
конструкций из низкоуглеродистых и марганцовистых сталей во
всех пространственных положениях на постоянном токе прямой
полярности. Качество металла шва при сварке этими проволока-
ми соответствует качеству шва, выполненного электродами типа
Э42 и Э50.
Режимы сварки углеродистых сталей самозащитной проволо-
кой следующие:
Диаметр Положение Толщина Сварочный Напряжение
превелики. мм шва veгалла, мм ток, А В
1 Нижнее 2-3 80—120 20—22
1,6 7—16 140—200 22—25
2,0 » 10—16 160—203 25-28
Для питания дуги при сварке порошковой и самозащитной про-
волоками пользуются сварочными преобразователями и свароч-
ными выпрямителями с жесткой внешней .характеристикой.
§ 110. РУЧНАЯ И ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
АРМАТУРНОЙ СТАЛИ В СТРОИТЕЛЬСТВЕ
Арматура является ответственной составной частью железобе-
тона. Соединение стержней арматуры, как правило, выполняется
контактной и дуговой сваркой*.
В монтажных условиях строительства распространены дуговая
сварка шланговыми полуавтоматами и ручная сварка покрытыми
электродами. Арматурные стержни диаметром до 20 мм соеди-
няются с накладками. Стержни диаметром более 20 мм соеди-
* Для соезикения арматурных стержней больших диаметров (более 30 мм)
применяется также электр ошлаковал сварка.
17*
259
ё)
Рис. 141. Формирующие подкладки при
сварке арматурных стержней:
а — стык горизонтальных стержней, б —. стык вер-
тикальных стержней
няются встык, чаще всего ванной сваркой. При ванной сварке
образуется жидкая ванна металла, удерживаемая в зазоре стыкл
формирующей подкладкой в виде желоба (рис. 141). Существенной
особенностью ванной сварки является го, что расплавление кро-
мок стержней происходит за счет тепла жидкой ванны, а не пот
непосредственным воздейст-
вием дуги. При ванной свар-
ке нижние слои ванпы пос-
тепенно затвердевают, а
верхние (на глубину до
15 мм) в течение всего про-
цесса остаются в жидком
состоянии. Процесс сварки
ведется при повышенных то-
ках. Для электродов диамет-»
ром б мм величина свароч-
ного тока равна 450 А вмес-
то 320 А при обычной свар-
ке листов. При сварке арма-г
туры на морозе ток увеличи-
вают на 10% -
Величина зазора между
а р м а тури ым и стержня ми
подбирается так, чтобы элек-
трод или проволока могли
свободно пройти до нижней
границы стыка. Обычно за-
зор составляет не менее
1,5—2 диаметров электрода
или сварочной проволоки.
Наиболее распространен-
ными дефектами ванной
сварки являются непровар в
нижней части в корне шва.
по схеме питания дуги —
однофазная и трехфазная; степени механизации — ручная и полу-
автоматическая; способу защиты металла шва — полуавтоматиче-
ская самозащитной проволокой, в углекислом газе, порошковой
проволокой в углекислом газе, ручная покрытыми электродами;
типу формирующей подкладки —с остающейся стальной подклад-
кой, удаляемой медной, керамической, чугунной, графитовой.
Высокое качество (прочность) стыков получается при ванной
сварке с медной удаляемой подкладкой. Применяемые медные
формы имеют высокую оборачиваемость: при сварке вертикаль-
ных стыков — до 100^ стыков на одну форму (штампованную или
механически обработанную), при сварке горизонтальных сты-
ков — до 50—60 стыков.
Вертикальная сварка арматурных стержней выполняется с на^
кладками, ванной и многослойной сваркой.
зоне сплавления и зашлакование в
Ванная сварка классифицируется
260
Многослойная сварка вертикального арматурного стыка ирон г
водится на пониженном (по сравнению с ванной) токе. При >гом
расплавленный металл не стекает вниз, что позволяет выполнять
стыковой шов слоями, без обрыва дуги. Для электродов диамег-
ром 5—6 мм сварочный ток при многослойной сварке составляет
175—210 А (постоянный ток — обратной полярности) и 200—300 Л
(переменный ток). При гаком режиме отпадает необходимость в
формовке шва. Однако для лучшего провара в корне шва целе-
сообразно применять временную или остающуюся подкладку.
Техника ванной сварки покрытыми электродами стержней в
горизонтальном положении аналогична ванной сварке шланговым
полуавтоматом порошковой проволокой.
При ванной сварке горизонтального стыка арматурных стерж-
ней шланговым полуавтоматом порошковой проволокой марки
ПП-АНЗ диаметром 3 мм кромки арматурных стержней скаши-
ваются под углом 30°. Зазор между стержнями устанавливается
от 6 до 16 мм. Режим ванной сварки порошковой проволокой
ПП-АНЗ: скорость подачи проволоки — 280 м/ч, сварочный ток
400—450 А, напряжение дуги 28—30 В. Дуга зажигается в ниж-
ней части стыка па поверхности медной формы или одного из ско-
шенных стержней. Электродной проволоке сообщается возвратно-
поступательное движение вдоль свариваемых кромок. По мере за-
полнения разделки наплавленным металлом процесс сварки 2—-
3 раза прерывается па 4—5 с. Это необходимо для того, чтобы пре-
дотвратить образование большой усадочной раковины. Заканчи-
вается процесс сварки образованием усиления шва высотой 2—
4 мм; при этом на последней стадии сварки порошковой проволоке
придается движение по спирали. Дуга обрывается в центральной
части сварочной ванны.
Сварка вертикальных арматурных стержней отличается тем,
что процесс сварки начинается на торце нижнего стержня при не-
сколько большем вылете проволоки (60—70 мм), который посте-
пенно сводится к нормальному, равном}' 25—30 мм.
Полуавтоматическая ванная сварка стержней арматуры порош-
ковой проволокой в 3—4 раза производительней ручной сварки
штучными электродами; она дает значительную экономию элек-
тродного металла за счет уменьшения поперечного сечения шва.
Контрольные вопросы
1. Объясните устройство шлангового полуавтомата.
2. Что такое двухрежимный шланговый полуавтомат?
3. Какие газы гри?*1еняются при шланговой сварке?
4. Какая проволока называется самозащитной?
5. Расскажите о ванной сварке арматурной стали.
261
ГЛАВА ХХШ
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ РУЧНОЙ СВАРКИ
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В ИНЕРТНЫХ ГАЗАХ
§ 111. СУЩНОСТЬ СВАРКИ В ИНЕРТНЫХ ГАЗАХ
В инертных газах — аргоне, гелии и их смесях — сваривают
нержавеющие стали, алюминий и его сплавы, титан, никель, медь
и их сплавы. Для сварки меди использут также азот, являющийся
по отношению к ней инертным газом. |
Сварка в инертных газах выполняется как неплавящимся, так
и плавящимся электродом.
Инертные газы не растворяются в металле сварочной ванны
и не вступают в химическое взаимодействие с расплавленным ме-
таллом и его окислами, они лишь обеспечивают защиту дуги и
расплавленного металла от газов окружающего воздуха.
Сварка в инертных газах применяется в тех случаях, когда
другие сварочные процессы не могут дать достаточно высокое
качество сварных соединений.
§ 112. ПРИМЕНЯЕМЫЕ ГАЗЫ И ЭЛЕКТРОДЫ
Защитные газы. Аргон поставляется по
высший, 1-й, 2 й) следующего состава (%):
Аргсн, не менее ........................
Кислород, не более .
Азот, не более..... .........
Влага при нормальном давлении, г/м3, не более . .
ГОСТ 10157—73 (сорта
Сорта
высший, 1-й, 2-й
>9,99 99,98 99,95
0,001 0,003 0,005
0,008 0,01 0,04
0,01 0,03 0,03
Гелий выпускается по МГТУ 51-04-23—64 (марки I и П) со-
става (%):
Марка
I
II
Гелий
98,6—99,7
98,5—99,5
Азот
0,3-0,4
0,5—1,5
Аргон и гелий поставляются в баллонах под давлением
150 кгс/см2. Баллон для аргона окрашен в серый цвет и имеет в
верхней части черную надпись «Аргон чистый»- Баллон для гелия
окрашен в коричневый цвет; баллон с гелием марки I надписи не
имеет, с гелием марки II имеет белую надпись «Гелий».
Расход аргона при сварке зависит от диаметра электрода и
' обычно составляет от 120 до 600 дм3/ч. Расход гелия на 30—40%'
больше, чем аргона.
Поставка инертного газа может производиться в смеси с кис-
лородом, азотом, водородом и другими газами.
262
Эчектроды. ь качестве неплавящихся электродов применяют
вольфрамовые, реже угольные или графитизированные. Вольфра-
мовые прутки для электродов марки ЭВ4 выпускаются диаметром
от 0,2 до 12 мм. Болес стойки прутки из вольфрама с добавкой
окиси тория (марки ЭВТ-5, ЭВТ-10, ЭВТ-15 по ТУ МРТП
НИО-021-612), окиси лантана (марки ЭВЛ-20 и ЭВЛ-10) или оки-
си иттрия, а также металлического тантала (марки ЭВИ-30). Циф-
ры в обозначении марки вольфрамового электрода указывают
4)
Рис. 142. Схемы, сварки в инертных газах:
а — неплавящимся элекгродоы на постоянном токе примой полярности, б —
то zee на переменном токе, в—ьл; вящъчсн электродом на иосгоянном
обратной полярности; /— сварочный преобразователь. 2— амперметр, 3— вольт-
метр. 4 — балл устный реостат, о — наконечник горелки, 6 — вольфрамовый
электрод. 7— редукгор расходомер для инертного газа, 5 — баллон с аргоном
(гелием), V — сварочный трансформатор. 10— осциллятор. 11 — механизм по-
дачи проволоки, 12 плавящаяся сварочная проволока, 13 — контактор, 14— ка-
тушка с проволокой
263
количество основной присадки в десятых долях процента. Лантани-
рованные электроды допускают несколько пониженные режимы
сварки и менее токсичны, чем торированные.
Расход вольфрамовых электродов при сварочном токе 300 А
и работе на прямой полярности составляет примерно 0,5 г/м шва.
§ 113. АППАРАТУРА ДЛЯ РУЧНОЙ СВАРКИ НЕПЛДВЯЩИМСЯ
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
Схемы сварки на постоянном и переменном токе в инертных
газах показаны на рис. 142.
В СССР выпускается большое количество универсальных и
специализированных установок для сварки веплавящпмся элек-
тродом.
Установки постоянного тока (УДГ-101 и УПСР-300) предна-
значены для сварки изделий из нержавеющей стали, меди, лату-
ни, титана и других цветных металлов и специальных сплавов
(кроме алюминия и его сплавов) в аргоне или гелии.
Установки переменного тока (типа УДАР, УДГ-301 и УДГ-501)'
предназначены для сварки алюминия и его сплавов.
На установке УДГ-101 свариваются изделия малых толщин —
от 0,2 до 2,5 мм при номинальном токе 50 А и напряжении холо-
стого хода 65 В. Установка состоит из шкафа и пульта управления
и ручной горелки для сварки вольфрамовыми электродами диа-
метром от 0,4 до 2 мм.
Установка УПСР-300 предназначена для ручной плазменной
сварки. Номинальный сварочный ток — 300 А, напряжение холо-
стого хода — 85 В, пределы регулирования тока от 50 до 300 А.
Установка состоит из источника питания — выпрямителя ВД-303,
пульта управления и сварочной водоохлаждаемой плазменной
горелки.
Рис. 143. Горелка для ручной аргонодуговой сварки вольфрамовым электродом:
1— вольфрамовый электрод. 2—головка горелки. 3— трубки, 4—маховичок для регулиро-
вания расхода аргона, о = вентиль, $ —гибкий кабель, 7 —ниппель, Я—корпус, цанга,
10 — сопло, Ц — щиток
264
Для сварки на переменном токе выпускаются установки
УДАР-300, УДЛР-ЗСО-1, УДАР-300-2 на номинальный ток 300 А
и установки УДАР-500 и УДАР-500-1 на поминальный ток 500 А.
Установка типа УДАР состоит из сварочного трансформатора,
дросселя насыщения, шкафа управления и сварочной горелки.
Напряжение холостого хода трансформаторов — 60 В для
УДАР-300 и 65 В для УДАР-500.
Установки УД Г-301 и УД Г-501 имеют трансформаторы с под-
магничиваемыми шунтами (ГРПШ-300 и ТРПШ-500). Установки
снабжаются водоохлаждаемыми горелками для электродов от 0,8
до 4 мм на токи до 200 А, от 3 до 6 мм —на токи 400 А и от 5 до
10 мм — на токи 500 А.
Горелка для ручной аргонодуговой сварки вольфрамовым
электродом представлена на рис. 143.
§ 114. ТЕХНОЛОГИЯ СВАРКИ ВОЛЬФРАМОВЫМ
ЭЛЕКТРОДОМ
Сварка тонколистовой нержавеющей и жаропрочной аустенит-
ной стали. Конструктивные элементы швов предусматриваются
ГОСТ 14771—76. Перед сваркой поверхность свариваемых кромок
зачищают до блеска стальной щеткой, а затем промывают рас-
творителем (дихлорэтаном, ацетоном, авиабензином) для удаления
жира (следы жира вызывают поры в шве и снижают устойчивость
дуги). Перед сваркой детали скрепляют прихватками через 50—
75 мм.
Техника сварки тонких листов нержавеющей стали неплавя-
щимся или плавящимся электродом аналогична технике сварки
тонких листов из низкоуглеродисгой стали. Сварку ведут справа
палево. Поперечные движения прутком и электродом не допус-
каются во избежание окисления металла шва.
Сталь толщиной более 3 мм сваривают плавящимся электро-
дом (проволокой из нержавеющей стали) па постоянном токе
обратной полярности.
61. Ориентировочные режимы ручной сварки вольфрамовым электродом
нержавеющей и жаропрочной аустенитной стали в аргоне (стыковыесоединения)
Толщина сваривае- мого листа, мм Диаметр электрода и приса- дочной проволоки, мм Род тока Свароч- ный ток, А Напря- жение, В Скорость сварки, см/мин Расход аргона. дма/мин
1,0 1 2/1,6 2/1,6 Переменный Постоянный прямой 35—75 30—60 12—16 11—15 15—33 12—28 2,5—3,0 2,5—3,0
1,5 1,5 2/1,6 2/1,6 полярности Переменный Постоянный прямой 45—85 40—75 12—16 11—15 14—31 9—19 2,5—3,0 2,5—3,0
4,0 4/2,5 полярности То же 85—130 12—15 10,0
265
Ориентировочные режимы ручной сварки вольфрамовым элек-
тродом тонкой нержавеющей стали в аргоне приведены в табл. 61.
Обратную сторону шва защищают от воздуха поддувом аргона.
Сварка алюминиевых сплавов. Подготовка кромок деталей под
сварку аналогична подготовке листов из нержавеющих сталей.
Кромки деталей из алюминиевых сплавов можно очищать трав-
лением в растворе хромовой кислоты. Перед травлением кромки
обезжиривают растворителем или теплым растворим каустика.
Затем промывают горячен водой и тщательно протирают. Сварка
должна производиться нс позже, чем через 2—3 ч после травления,
иначе она вновь покроется окпелом.
При ручной сварке деталей толщиной до 5 мм скос кромок
не делается.
Ориентировочные режимы сварки ачюминневых сплавов воль-
фрамовым электродом в аргоне приведены в габл. 62.
62. Ориентировочные режимы сварки алюминиевых сплавов
вольфрамовым электродом на переменном токе
Млркя стала ива - Толщина метал- ла, -мм 1 л 2 я С ® О g г. 5 * f- £ й t- 17 « ' £ Г* (*. Встык без присадочной проволоки Встык с прис iдочке*! пряволокей
аргон гелнй аргон гелий
Сварочный ток, А расход ; газа, дм ‘/мни сварочный ток, А . .— ! ‘ t1?J Ь'ОХ'Л-Л KU 1П j с ? Си О г- : расход j «па, дм3 /ми и 1 сварочный! тс» 14, А ж fci £ В с« л ’L to за ? G.U 1^
АД 1 1,5 -2 50- 65 4—5 40—45 5 7 65—85 4 -5 45 -55 5—7
AM 2 3 90 -ПО 7 8 60—70 8-10 90 НО 7—8 60 70 8—10
AM 3 3—4 110—120 С© Jo 70 -80 10—12 100—120 8-9 70-80 10- 12
АМгбТ 3 4 — - — 170 -200 8-9 100—150 10—12
Примечание.
Напряжение дуги при сглркс в аргоне—10—15 В, в гелии —
12—16 В, длина дуги — 1,5-3 мм.
Алюминий жадно поглощает водород, поэтому содержание вла-
ги в аргоне не должно быть больше допускаемого.
Присадочным материалом служит, как правило, проволока
того же состава, что и основной металл. Для формирования кали-
ка е обратной стороны шва в подкладке из нержавеющей стали
делается канавка. Сварка производится без поперечных колеба-
тельных движений электродом и прутком.
Чтобы избежать перегрева кромок алюминия, сварку выпол-
няют па больших скоростях за один проход дуги.
В институте электросварки им. Е. О. Патона разработан флюс,
имеющий вид карандаша; этот флюс предварительно наносят на
свариваемые кромки. Содержащиеся во флюсе фториды и окис л ы
способствуют уменьшению диаметра столба дуги и гем самым по-
вышению его температуры; благодаря этому глубина проплавления
256
возрастает н сварка ведется с повышенными скоростями н е мень-
шим перегревом металла. Особенно высокое качество сварных со-
единений можно получить при двухслойной или трехслойной арго-
нодуговой сварке вольфрамовым электродом с применением флю-
сов в виде паст.
Сварка титана. В качестве защитного газа применяют аргон А
или гелий. Газ обязательно подастся также на обратную сторону
шва и на все участки металла, нагретые более чем на 400° С.
Аргонодуговая сварка титана и его сплавов вольфрамовым
электродом производится на постоянном токе с использованием
оборудования, применяемого для сварки сталей.
При аргонодуговой сварке вольфрамовым электродом титан
и его сплавы обладают малой склонностью к образованию горя-
чих трещин. В некоторых случаях наблюдаются холодные трещи-
ны в сварных соединениях; они возникают спустя некоторое вре-
мя после сварки — ог нескольких часов до нескольких месяцев.
При сварке втавр и внахлестку защита аргоном производится
со всех сторон соединения.
Наиболее надежная защита сварного соединения достигается
при сварке деталей в герметичных камерах, заполненных арго-
ном.
Для сварки листов малой толщины (до 2,5 мм) в качестве
присадочного материала применяют технический титан марки ВТ1.
При больших толщинах и при сварке титановых сплавов, имею-
щих временное сопротивление более 90 кге/мм2, применяют приса-
дочный материал, по составу приближающийся к основному ме-
таллу, или легированный алюминием (марки ВТ5) и другими эле-
ментами.
Признаком удовлетворительного качества сварки можно счи-
тать отсутствие цветов побежалости на поверхности шва. Темные
цвета побежалости вплоть до синего свидетельствуют о недоста-
точной защите металла при сварке.
Сварные соединения, выполненные ручной аргонодуговой свар-
кой, необходимо подвергать термической обработке (отжигу) для
предотвращения трещин, которые могут появиться с течением вре-
мени.
Температура отжига сварных деталей из титана ВТ1, ОТ4-1 —
550—600°; из титана марок ВТ5, ВТ5-1, ОТ4, ВТ4, ОТ4-2 —600—
650е С. Выдержка при отжиге — 20—40 мин, охлаждение —на воз-
духе.
Аргонодуговая сварка вольфрамовым электродом применяется
для металла толщиной от 0,5 до 10 мм; металл толщиной до 3 мм
сваривается встык без присадочного материала.
Режимы ручной аргонодуговой сварки вольфрамовым электро-
дом титановых сплавов приведены в табл. 63, 64.
Сварка меди вольфрамовым электродом может выполнять-
ся в азоте, являющемся инертным газом для меди.
Для сварки бронзы азот не применяют; защитным газом
в этом случае может быть только аргон.
267
63. Ориентировочные режимы пучной аргонодуговой сварки вольфрамовым
электродом стыковых соединений титановых сплавов с присадочным материалом
Тол- щина метал- ла, мм Разделка кромок Свароч- ный ток, А Напря- жение, В Диаметр электрода, .мм Диаметр присадоч- ной про- вол ОКИ , мм Расход аргона, ДМ''/MMU
для защи- ты дуги для защиты обратной стороны Шва
0,8 Без разделки 30—50 12—15 1,0 0,8—2,0 8—12 3—4
1,о То же 40—60 12—15 1 ,0—1,5 1—2 g _ | о 3—4
1,5 » 60—80 14—16 1,5 1—2 8—12 3—4
2,0 :> 90—ИЮ 14—16 1,5-2,0 2 10—12 3 4
2,5 110—120 14—16 2,0 2,5—3,0 10—12 3—4
3.0 » 120—140 14—16 2,0 2,5—3,0 12—14 3—4
4.0 V-образный, 60° 120—130 14—16 2,0 2,5—3,0 12—14 3—4
64. Ориентировочные реши™ ручной аргонодуговой сварки
вольфрамовым электродом титана марок ВТ1-0, ВТ 1-00, OT4-D, ОТ4-1
Толщина металла, мм Диаметр электрода, ым Диаметр присадочной проволоки, мм Сварочны.1 ток, А Расход аргона, дм*/мин
для защиты дуги для защиты обратной стороны шва
0,5—1 1,5-2,0 1—1,5 25—60 8-10 CQ 1
2 2,0—2,5 1,5-2,0 80—100 8—10 2—4
4 2,5—3,0 1,5—3,0 120—160 12—16 2—4
8 2,5—3,0 2,0—3,0 160— 180 12—16 2—4
12 3,0—4,0 2,0—4,0 180—220 12—16 2—4
Примечание.
Напряжение дуги при толщине 0,5—1,0 мм — 8—10 В; при
4—20 мм — 10—16 В.
Режимы аргонодуговой сварки бронзы Бр. ОЦС-4-4-2,5 приве-
дены в табл. 65.
Сварка в защитных инертных газах всех металлов и их сплавов
наилучшие результаты дает при использовании источников пита-
65. Режимы аргонодуговой сварки бронзы
Толщина, мм Сварочный ток, Напряжение. Б Скорость сварки, м/ч Расход аргона марки В, дм»/мин
1,4 120—130 20—22 28—30 6—8
1,8 150—160 18—20 24—26 8—10
2,5 180—200 16—18 20—22 10—12
Примечание. Диаметр вольфрамового электрода — 3,5 мм. Швы выполняют
встык на медной подкладке без зазора. Постоянный ток прямой
полярности.
2Ь8
ния дуги импульсным током, описанных в гл. XXI. Импульсно-
дуговая сварка обеспечивает направленный перенос электродного
металла во всех пространственных положениях. Она обеспечи-
вает хорошее качество соединений листов различной толщины, в
том числе менее 1 мм.
При импульсной сварке капля с конца плавящейся проволоки
отрывается во время прохождения импульса и восстанавливается
после пего. Этот процесс последовательно повторяется, в резуль-
тате чего создается струйный перепое электродного металла с по-
стоянной частотой и постоянными размерами мелких капель при
среднем значении тока ниже обычного.
Преимущество импульсной сварки вольфрамовым электродом
выражается в повышенной стабильности горения дуги, а также в
постоянстве качества металла шва по всей его длине, что объяс-
няется постоянством времени нахождения каждой капли на конце
электрода.
В результате постоянства тепловложения при импульсной свар-
ке величина проплавления строго постоянна и изменяется, напри-
мер, в пределах всего 0,25 мм при сварке листов толщиной 6,35 мм.
При импульсной сварке отсутствует разбрызгивание металла.
Если при сварке с крупнопанельным переносом металла разруше-
ние шейки между каплей и концом проволоки имеет взрывной
характер, то при импульсной сварке отрыв капли происходит при
низком значении тока, относительно спокойно, без образования до-
полнительных частиц.
Большие возможности импульсная сварка предоставляет при
выполнении работ во всех пространственных положениях.
При обычной сварке в защитных газах короткой дугой для
уменьшения сварочной ванны ток снижают до минимума, что
иногда приводит к непроварам. Импульсная сварка допускает зна-
чительно большее тепловложение, чем сварка с короткими замы-
каниями, и в результате этого непровар исключен.
Контрольные вопросы
1. Какие газы употребляются при сварке неплавящимся электродом?
2. Расскажите о технологии сварки алюминиевого сплава вольфрамовым
электродом.
3. В чем заключаются преимущества импульсной сварки вольфрамовым
электродом перед обычной дуговой сваркой?
ГЛАВА XXIV
ОСОБЕННОСТИ РУЧНОЙ И ПОЛУАВТОМАТИЧЕСКОЙ
ДУГОВОЙ СВАРКИ РАЗЛИЧНЫХ КОНСТРУКЦИЙ
Ручную и полуавтоматическую дуговую сварку целесообразно
применять как в серийном, так и единичном производстве изде-
лий с короткими, криволинейными и труднодоступными швами.
269
Такие швы свойственны прежде всего решетчатым конструк-
циям (фермы, рис. 144), сопряжениям балок между собой
(рис. 145), балок со стойками (рис. 146), конструкциям баз пот
колонны (рис. 147), арматурным сеткам, конструкциям сварных
Рис. 144. Узлы стропильной фермы
рам, корпусов редукторов, плит, узлов гидротурбин, сварных шес-
терен, шкивов и др.
Эти узлы и изделия изготовляются в основном из фасонного
проката — уголка, швеллера, двутавра, а также штампованных
Рзс. 145. Схемы сопряжения элементов
различного профиля
Рис. 146. Сопряжение балок
со стойкой переменного
сечения
элементов. сопряжения которых, выполняются короткими швами.
Это относится особенно к пространственным конструкциям (рамы,
мачты, стрелы экскаваторов, радиобашни, опоры линий электро-
передачи и др.).
§115. РЕШЕТЧЛТЫе КОНСТРУКЦИИ
Фермы и другие решетчатые конструкции изготовляют из ме-
талла толщиной до 10 -мм; суммарная толщина редко превышает
40—60 мм. Длина швов обычно сравнительно мала, не более 200—
400 мм; швы различным образом ориентиро-
ваны в пространстве. Поэтому сварка таких
коне грукцпй выполняв гея обычно шланго-
вым полуавтоматом в защитном газе, по-
рошковой или самизащитпой проволокой
или вручную штучными электродами.
Применять автоматическую сварку при
изготовлении решетчатых конструкций не-
экономично, независимо or типа производ-
ства (массовое, серийное, единичное). В се-
рийном производстве решетчатых конструк-
ций целесообразно применение сварки дав-
лением (точечной), которая экономичнее
сварки плавлением.
Стержни решетки, например, из уголков
собирают с другими элементами обваркой
по контуру, иногда фланговыми или лобо-
выми швами. При сварке только фланговы-
ми швами требуемые площади швов распре-
деляются по обушку и перу уголка обратно
пропорционально их расстояниям до осн
стержня. Не рекомендуется применять пре-
рывистые швы, а также швы с катетом менее
Рис. 147. Швы при изго-
товлении Пазы под ко-
лонну
5 мм и длиной менее
60 мм. Концы фланговых швов выводят на торцы привариваемого
Рис. 148. Порядок выполнения флангового (продольного) шва:
Т, 2, 3, 4 — последовательностъ сварки
271
элемента на длину 20 мм (рис. 148), что гарантирует прочность
сварных соединении. В первую очередь следует выполнять стыко-
вые швы, а затем уже угловые (рис. 149). Так как усадка металла
максимальна в стыковых соединениях и минимальна в угловых,- го
при указанном порядке наложения швов в сварном узле будет ме-
нее напряженный металл.
Близко расположенные друг к дру-
Рис.
149- Последовательность
выполнения швов:
гу швы не следует выполнять сразу;
надо охладить тот участок основного
металла, на котором будет выпол-
няться второй, близко расположенный
шов (рис. 148). Это необходимо пре-
дусматривать для того, чтобы умень-
шать перегрев металла и величину
зоны пластических деформаций от
сварки; в результате этого работоспо3
собность сварного узла возрастет.
Собирают и сваривают фермы по
разметке, по копиру и в кондукторах,
на стендах и стеллажах, обеспечиваю-
щих точность геометрических разме-
ров и пересечения осей соединяемых
элементов в одной точке — центре тя-
/ —стыковые, 2 — угловые ЖеСТИ ССЧСННЯ ДЯИНОГО уЗЛЯ (СМ.
рис. 144).
Узлы фермы сваривают последо-
вательно от середины к опорам, находящимся в более податливом
состоянии, чем середина фермы, в этом случае напряжения метал-
ла в узлах фермы будут минимальными. При наличии швов раз-
личного сечения вначале накладывают швы с большим сечением,
а затем—с меньшим.
В решетчатых конструкциях каждый элемент прихватывается с
двух сторон швами длиной не менее 30—40 мм с катетом шва не
менее 5 мм (не более 2/3 будущего шва) в местах расположения
сварных швов. Сборочные прихватки выполняются сварочными
материалами тех же марок, какие используются при сварке кон-
струкций. Эго необходимо для создания в металле шва определен-
ного постоянною напряженного состояния за счет однородного
металла.
§ 116. БАЛОЧНЫЕ КОНСТРУКЦИИ
Балки широко применяют в конструкциях гражданских и про-
мышленных зданий, в мостах, эстакадах, гидротехнических и дру-
гих сооружениях.
Балки со сплошным сечением стенки изготовляют из листового
металла. Применяют в основном балки двутаврового сечения,
реже — коробчатого.
272
- В условиях единичного производства балки собирают по раз-
метке и сваривают вручную покрытыми электродами или полуав-
томатами. При массовом и серийном производстве сборку произво-
дят в кондукторах, а сварку ведут автоматами под флюсом или для
швов катетом 4- -6 мм — в защитном газе.
Ручную или полуавтоматиче-
скую дуговую сварку применяют
в балках также и при установке
ребер жесткости. Неудобства при
выполнении этой операции не
позволяют применить автомати-
ческую сварку.
Удлинение балок соединением
встык коротких секций произво-
дится ручной дуговой сваркой
покрытыми электродами. В мас-
совом производстве па этой опе-
рации возможна также и автома-
тическая дуговая сварка.
При монтаже балок в первую
очередь сваривают стыковые, а
затем угловые швы. ' Порядок
сварки монтажных стыков про-
катных балок показан на рис.
150. а. Сначала стыковые швы
выполняют на толстом металле, а
затем на тонком. Обычно полки
двутавровых балок толще стенки.
Поэтому для обеспечения мпни-
Рнс. 150. Порядок сварки монтажных
стыков балок:
а — прокатных, би в — сварных: 1. 2, 3.
4— последовательность выполнения сварки
мальяых напряжении в металле стыка следует сначала накладывать
стыковые швы в полках и в последнюю очередь стыковой шов в
стенке.
Сварные балки на монтаже соединяют с совмещенным
(рис. 150.6) или со смещенным (рис. 150, в) стыком.
Последовательность сварки в этих случаях аналогична после-
довательности сварки встык прокатных балок; в первую очередь
выполняют стыковой шор. полки с увеличенной толщиной (если
двутавр с различными толщинами полок), затем накладывается
второй стыковой шов второй полки, третьим швом сваривается
стык стенки (самый тонкий в двутавре) и четвертым—угловые
поясные швы (рис. 150). Продольные швы обычно нс доводят до
концов балки па величину, равную одной ширине полки (из низко-
углеродистой стали) или двум (из легированной стали). В этих
случаях деформирование и напряжение металла в стыковых соеди-
нениях полок и всего стыкового соединения балки будет равномер-
ным и минимальным. Угловые швы в монтажном стыке выпол-
няются в последнюю очередь. При этом желательно, чтобы угло-
вые швы накладывались одновременно двумя сварщиками — от
концов к середине шва.
Закаъ f>44
273
Ребра жесткости можно приваривать как к стенке, так и к
полке бачки в любой последовательности, после предварительной
их 'Прихватки. Прихватки размещаются в местах расположения
сварных швов. Высота прихваток должна быть не более 2/3 высоты
шва, чтобы при последующей сварке они были перекрыты швом,
и не менее 4—6 мм для прихватываемых ребер жесткости толщи-
ной 6 мм н более. Длина каждой прихватки должна быть равна
4—5 толщинам прихватываемых элементов, но не менее 30 мм и
не более 100 мм, а расстояние между прихватками—в 30—40раз
больше толщины свариваемого металла.
§117. ТРУБНЫЕ КОНСТРУКЦИИ
Трубы изготавливают сварными и цельнотянутыми. Сварные
трубы изготавливают различных диаметров и толщины стенки с
помощью контактной, индукционно-прессовой и дуговой сварки
как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для по-
дачи жидкостей и га-за. Они работают при различных давлениях и
температурах нагрева. Если рабочее давление в трубопроводах
менее 0.7 кгс/см2, то на них не распространяются правила Госгор-
технадзора. Стыки трубопроводов на давление свыше 0,7 кгс/см2
выполняются только аттестованными для этой работы сварщи-
ками.
Основные типы и конструктивные элементы швов сварных со-
единений установлены ГОСТ 16037—70 для стальных трубопрово-
дов и ГОСТ 16038—70 для медных и медно-никслевых.
Допускаемое смещение кромок концов стальных труб при сбор-
ке встык под сварку составляет:
Толщина стенки, мм . .
Смещение, мм» не более
. ^5-—4 о—~S 7’—3 9—14
. 1 1,5 2 2,5
15 и более
3
Согласно ГОСТ 16037—70 для сварки стальных труб приме-
няют следующую подготовку кромок:
Толщина стенки трубы, мм. без скоса .
С од н ос гор они и.м скосом под утлом 30+3*
Толщина стенки, мм
1-6
2—3
3—S
8—20
Ручная дхтевая Газовая
2—4 1—3
3—20 4—7
Зазор между кромками, мм
— 0,5
0.5 1,0
1
2 —
Электроды для сварки труб должны обеспечивать направлен-
ный металл с временным сопротивлением и пределом текучести
не менее нижнего нормативного предела у основного металла, а
показатели пластичности металла шва дтя трубопроводов горячей
воды и пара по правилам Госгортехнадзора должны отвечать сле-
дующим минимальным нормам:
274
Угол загиба
для дуговой и
газовгй сварки, град
Углеродистая сталь............................................. 120
Молибденовая............................................. 60—80
Хромомолибденовая и хромовакадиеБОмолибдечорзя . ... 40—50
Аустенитная сталь . , ....................................... 100
Ударная вязкость.
кгс-м/см3
Для всех сталей, кроме аустенитного класса...................... 5
Аустенитная сталь............................................... 7
Сварные егыки труб подвергаются различным видам контроля
качества и обязательно выборочному просвечиванию в количест-
ве 5—10% (первая проверка) и 10—25% (вторая проверка) от
числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат сты-
ки трубопроводов I и II категорий для перегретого пара и горячей
воды. К I категории относятся трубопроводы перегретого пара с
давлением выше 40 кгс/см2 и температурой выше 350е С и горячей
воды с температурой выше 184°С; ко II категории — трубопро-
воды перегретого пара с давлением до 39 кгс/см2 и температурой
до 350° С и горячей воды с температурой от 80 до 184° С. Для
труб из углеродистых и низколегированных сталей для металло-
графического исследования вырезают по одному шлифу, для труб
из аустенитной стали — по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и про-
изводствен пых зданий, работающие под давлением до 12 кгс/см2,
изготавливают в соответствии с требованиями, которые содержат
Строительные нормы и правила (СНиП) П1-Г7—71.
Согласно этим нормам сборка трубопроводов производится на
сварочных прихватках длиной 30—40 мм и высотой, равной поло-
вине толщины стенки. Техника сварки стыков трубопроводов при-
нимается в зависимости от диаметра трубы, толщины ее стенки и
химического состава металла. Различными технологическими при-
емами свариваются поворотные и неповоротные стыки трубопро-
водов.
Ручная сварка стыков труб покрытыми электродами
используется при наложении корневого шва без подкладных
колеи, а также при изготовлении и монтаже трубопроволов в не-
удобных для механизированной дуговой сварки условиях: стыки
коленообразного гнутого трубопровода, стыки трубопровода, про-
ходящего через естественные преграды (водные, горные и др.),
соединение секций в длинные плети, приварка фланцев, заглу-
шек и т. д.
Корневой шов выполняется электродами 1,6—3 мм в зависи-
мости от толщины стопки трубы, а остальные низы могут выпол-
няться более производительными видами сварки (автоматом или
пол у а вт ом атом).
При ручной сварке всего стыка целесообразно выполнять его
в несколько слоев: при толщине стенки 4—5 мм — в два слоя (не
считая корневого), при 10—12 мм — в четыре слоя электродами
18*
275
диаметром 3—4 мм. Ручная газовая сварка выполняется только в
один слой. ' 1
Ручную дуговую сварку стыков трубопроводов выполняют
двумя способами: сверху вниз и снизу вверх.
Сварка сверху вниз происходит па большой скорости и с мень-
шим сечением валика (с мепыппм количеством шлака), это при-
водит к лучшей структуре и большей вязкости металла шва, что
особенно важно при работе, на морозе. Другие преимущества спо-
соба сварки сверху вниз заключаются в меньшем усилении шва,
снижении времени на зачистку от шлака и отсутствии необходи-
мости заварки кратера. Снарка сверху вниз выполняется электро-
дами марок ОЗС-9, ВСЦ-1, ВСЦ-2. Этими же электродами можно
выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб выбирают в зави-
симости от марки и диаметра электрода и слоя шва (табл. 66).
Для повышения производительности и качества сварки сан-
технических труб рекомендуется полуавтомат и ч е с к а я ду-
говая сварка в углекислом газе и самозащитной проволокой
взамен газовой.
66. Ориентировочные данные по технологии ручной сварки неповоротных
стыков трубопроводов из низкоуглеродистых й низколегированных сталей
Толщина металла, мм Количе- ство слоев в шве Тип элек- трода Марка электрода Слой шка Диаметр электрода, мм Гок прп сварке в нижнем положении. А
4—6 2 Э-42А ВСЦ-1, ОЗС-9, АНО-9, УОНИИ- 1 3 90—120
13/45, СМ-11 2 4 120—180
4—6 2 Э-46А АНО-8, СМ-И 1 3 100—120
4—6 2 2 4 130—150
Э-50А ТМУ-21. АНО-7, 1 3 100—120
УОНИИ-13/55 2 4 120—140
10—12 2 4 Э-42А Указанные выше 1 3 90—120
2 4 120—180
1 3 4 100—160
Примечаяие. Корневой слой шва в число слосв шва не входит.
Соединение труб выполняется встык и втавр. Удовлетвори-
тельные результаты при сварке труб диаметрами от V2 до 2 дюй-
мов получаются при использовании проволоки диаметром 0,6—
1 мм. Зазоры между кромками при сборке под сварку могут коле-
баться в пределах от 0 до 3 мм.
Скорость дуговой сварки выше скорости газовой в 2,3—2,5 ра-
за, марка проволоки —Св-08Г2С. Свдрка производится на посто-
янном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем
снизил стоимость сварочных работ в два раза по сравнению с га-
зовой сваркой. Режимы сварки в СО2 приведены в табл. 58, 59.
2/6
Для работ ремонтного характера б помещениях наиболее удоб-
но применение полуавтомата «Луч» (Институт электросварки
им. Е. О. Патона) с питанием от осветительной сети со сварочной
проволокой марки Св-15ГСТ1ОПА по
требует газовой защиты. Масса
водом и заряженной кассетой —
Порядок ручной дуговой свар-
ки поворотных стыков труб диа-
метром более 200 мм показан на
рис. 151. Стык труб соединяется
тремя снмм ei рнчIю р а спо ложен -
ными прихватами (рис. 151, а).
О к ру жн ость ст ы к а р а з м еч а е тся
для сварки на чсляре участка.
Кружками отмечены точки нача-
ла и окончания шва, а стрелка-
ми — направление сварки. Пер-
вый слой приваривают электро-
дом диаметром 4 мм при токе
120—150 А узким валиком в на-
правлении снизу вверх (рис.
151,6), а затем, повернув трубу
на 90°, заваривают последние про-
тивоположные участки первого
слоя (рис. 151, в). После этого
электродом диаметром 5 мм при
токе 200—250 А накладывают в
одном направлении второй (рис.
151, а) ив противоположном вто-
рому слою третий слой (рис.
151/6).
Порядок.ручной дуговой свар-
ки неповоротных труб диаметром
250—500 мм показан на рис 152.
Первый слой накладывают трем
слои — двумя участками, смещая
ГОСТ 2246—70, которая не
полуавтомата со сварочным про-
2 кг.
Рис. 151. Порядок сварки стыков
труб с поворотом:
а — к’естя размещения прихваток (/) н уча-
стков шва (Л, Б, В, Г), б — выполнение
первого слоя на участках А —- Б м Г — В,
ft — поворот стыка и выполнение первого
слоя на участках Г — А и В — Б. г — вы-
полнение второго слоя шва, д—выполне-
ние третьего слоя шва
я участками. Второй и третий
их между собой на 50—100 мм.
Прихватки
Рис. 152. Порядок сварки стыков неповоротных труб:
о — сборка труб на прилвгыках, б, 0, г — выполнение первого елря. второ-
го. третьего: Д. Б, П — Данины участков первого слоя шва. 7, К —то же,
для второго сдоя шва, 1, 2, 3. 4. 5, 6. 7 — последовательность выполнения
слоев шва на участках
277
В указанном порядке можно производить сварку стыка сверху вниз,
применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1,
дающие мало шлака.
Рис. 153. Порядок сварки стыков труб
с козырьком
Рис. 154. Сопряжение труб под углами
Применяют сварку комби-
нированными способами в з*ь
виспмости от наличия электро-
дов: первый слой сваривают
сверху вниз электродами
BCI1-1 или ОЗС-9, второй
слой — электродами УОНЙЦ-
13/45 и трешй слой — элект-
родами УО1ШИ-13/55. 1
Стыки труб диаметром бо-
лее 500 мм делят по окружно-
сти на 6—8 участков и техноло*
гию сварки строя г так, чтобы
по возможности обеспечить
равномерное охлаждение мм
талла стыка, в результате чего
получается менее напряжен-
ный металл стыкового соедине-
ния. I
Когда нельзя сваривать
стык ни с поворотом, ни в по-
толочном положении, тогда
применяют сварку с козырь-
ком, как показано на рис. 153.
Сначала выполняемся нижняя
часть стыкового шва только с
внутренней стороны, а затем верхняя часть стыкового шва и ко-
зырька только с наружной стороны.
Трубы, применяемые для изготовления ферм,
опор и других строений,
свариваются с различны-
ми углями сопряжений
(рис. 154). В этих слу-
чаях наиболее сложна п
ответственна подготовка
кромок под сборку и свар-
ку. Сборочные прихватки
делают в удобных местах
сопряжения. Швы но кон-
гуру сопряжения соедн-
стрек, колонн,
Рис 155. Схема приспособления для сварки
труб с поддувом газа:
1 — входной и выходнбй ниппели, S мета ллические
шайбы, 3 — резиновые шайбы, 4 — соединительные
скобы из проволоки диаметром 2—3 мм. 5 — сваривае-
мые трубы, 6—шланг для подачи газа, 7— приклеен-
ная буьа i а
яяемых
ментов лучше выполнять
по принципу обраткссту-
пенчатой сварки. Часто
трубчатые узлы изготов-
ляют дуговой сваркой не-
278
плавящимся электродом в защитном rase. Кроме ручной дуговой
сварки возможно применение полуавтоматической. Для труб с тол-
щиной стенки менее 1 мм целесообразна импульсно-дуговая сварка.
Сантехнические трубы целесообразно сваривать дугопрессовой
сваркой.
Наиболее прочное соединение труб можно обеспечить сваркой
с поддувочным газом, подаваемым по самой трубе. В этом слу-
чае (рис. 155) газ формирует обратный валик регулируемой вели-
чины и охлаждает металл шва с образованием дендритов, направ-
ленных но толщине металла типа. Это увеличивает прочность
сварного соединения и устраняет необходимость внутренних под-
кладных колец, как практиковалось по старой технологии сварки.
В качестве поддувечного газа могут служить аргон, азот, угле-
кислый газ в др.
К&НТрОЛЬИЬШ вопросы
]. В какой послсдовятеяьностк нужно выполнять швы при изгетевчении
ферм?
2. То же, при соединении балок между собой.
3. Расскажите о гехчолтии свярки стыков труб покрытыми электродами.
4. В каких случаях и как выполняется сварка стыка тр}б с козырькой?
ГЛАВА XXV
ДЕФЕКТЫ И КОНТРОЛЬ СВАРНЫХ ШБОБ И ИЗДЕЛИЙ
§ 118. ОСНОВНЫЕ ДЕФЕКТЫ СВАРНЫХ ЩВ©В И ПРИЧИНЫ
ИХ ВОЗНИКНОВЕНИЯ
Классификация дефектов. Все дефекты подразделяются и а на-
ружные, внутренние и сквозные.
К наружным дефектам относятся занижение размеров и пре-
вышение усиления сварных швов, смещение шва от оси, подрезы
(рис. 156), наплывы, усадочные раковины, незаплавлеяные кра-
теры, наружная пористость, трещины, выходящие на поверхность
шва или околошовной зоны. К наружным дефектам относятся
также неравномерность ширины и катета шва и крупная чещуйча-
тость валика.
Рис. 156. Подрезы зоны сплавления:
а— стыкового, б — углового» в — нахлесточного
279
К внутренним дефектам относятся газовые поры, шлаковые и
металлические включения, непровары (рис. 157), трещины в ме-
талле -шва и в зоне термического влияния.
Сквозные дефекты представляют собой свищи, прожоги и сквоз-
ные трещины.
Рис. 157. Непровары:
о — корня шва, б — зоны сплавления, в — частичный и сплошной
Причин дефектов сварных швов много, основные из них — низ-
кое качество сварочных материалов, неправильная сборка, неис-
правность оборудования, отклонения от технологии и низкая ква-
лификация сварщиков. При автоматической сварке дефектов воз-
никает, как правило, меньше, чем при ручной.
Происхождение и сущность основных дефектов сварки. Для
обеспечения работы изделия стыковые швы должны иметь не-
большое усиление высотой 1—2 мм. Излишнее усиление шва {более
3—4 мм) в изделии, работающем на динамическую нагрузку, при-
водит к концентрации напряжений и снижению работоспособности
сварного соединения. Особенно опасна концентрация напряжения
для легированных сталей при работе конструкций при отрицатель-
ной температуре.
Крупная чешуйчатость шва, неравномерная ширина его и нали-
чие наплывов наблюдаются при сварке на монтаже в неудобных
условиях работы.
Подрезы представляют очень серьезную опасность, так как
являются концентраторами напряжений в самом слабом месте
сварного соединения, где часто бывает перегретый металл. Кроме
того, подрезы уменьшают рабочее сечение шва. В ответственных
конструкциях даже незначительные подрезы недопустимы. Подрезы
исправляются наплавкой тонкого шва.
Непровары в корне сварного соединения и между слоями мно-
гослойного шва являются концентраторами напряжений, умень-
шают сплошность металла сварного соединения и работоспособ-
280
ность конструкций. К этому особенно чувствительны легированные
стали.
Наружная и внутренняя пористость шва образует местную кон-
центрацию напряжений, уменьшает физическую сплошность метал-
ла и может привести к преждевременному разрушению конструк-
ции под нагрузкой. Причиной образования пор являются газы,
которые образуются в процессе плавления и остывания металла
шва и не успевают выйти в шлак.
Неметаллические (шлаковые) включения снижают ударную
вязкость и прочность сварного соединения. Они получаются в ре-
зультате плохой зачистки кромок от окалины и ржавчины и пре-
дыдущих слоев при многослойной сварке. Наименьшее количество
неметаллических включений имеет место при сварке в защитных
газах. Небольшие округлые включения не опасны. При сварке
вольфрамовым электродом могут образоваться вольфрамовые
включения. Этот дефект по степени опасности соответствует шла-
ковым включениям.
Трещины (продольные и поперечные, по шву и околошовные)
создают песплошность материала для силового потока и вследствие
этого местную концентрацию напряжений с резким падением дина-
мической и вибрационной прочности конструкции. В зависимости
от состава и свойств сварных швов и основного металла образо-
вавшаяся в зоне сварки трещина может распространиться на зна-
чительную длину. Трещины считают самым опасным дефектом
сварки.
Влияние дефектов на снижение прочности сварных соединений.
Влияние дефекта на работоспособность сварного соединения сле-
дует рассматривать с точки зрения формы, длины и расположения
его по отношению к направлению действующей силы. Более опас-
ными являются дефекты вытянутой формы (трещины, непровары),
менее опасными — дефекты округлой формы (одиночные газовые
поры, шлаковые включения). Дефекты, направленные параллельно
силовому потоку, менее опасны для конструкций, работающих на
статическую нагрузку. Непровар величиной в 25% от толщины
металла при понижении температуры до —45° С вызывает умень-
шение временного сопротивления на растяжение сварного соедине-
ния в 2 раза, пластичности — более чем в 2—4 раза. Особенно
сильно уменьшается прочность сварных соединений под влиянием
физической несплошности. Например, непровар стыкового шва из
низкоуглеродистой стали допускается только то 5% от толщины
металла, а при сварке легированных сгалей — еше меньше. Оди-
ночные поры в количестве не более 5—6 па I см2 сечения шва
допустимы в сварных соединениях из низкоуглеродистой стали.
§119. КЛАССИФИКАЦИЯ ВИДОВ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ ШВОВ И СВАРНЫХ ИЗДЕЛИЙ
Все виды контроля качества сварки можно разделить на две
основные группы: 1) леразрушающие виды контроля и 2) разру-
шающие виды контроля.
281
Неразрушающие виды контроля предназначены для выявление
как наружных, так и внутренних дефектов. Обычно наружные
дефекты выявляются внешним осмотром с использованием мери-
тельного инструмента, а внутренние определяются физическими
методами исследования — просвечиванием рентгеновским и гамма-
излучением, ультразвуком, магнитным методом и тр. Неразру-
шающий контроль заключается в том, что сварной образец или
изделие подвергается действию соответствующих физических
импульсов. Дефект обнаруживается по искаженному ответному
импульсу от проверяемого шва.
Некоторые из физических методов контроля качества металла
обладают хорошей, а другие слабой чувствительностью по отноше-
нию к дефектам сварки.
С целью выявления наружных дефектов наиболее часто пииме-
няют следующие виды контроля: 1
испытание с помощью приникающих жидкостей;
м а г яитны е йены таг! ия;
испытания ультразвуком (редко).
Для выявления внутренних дефектов применяют следующие
неразрушающие виды контроля: ' 1
радиационные виды контроля (рент!еновским и гамма-излуче-
нием);
ультразвуковой вид контроля; I
контроль магнитным порошком или магнитной лентой; II
проницаемостью газом пли жидкостью.
Разрушающие виды контроля предназначены для определения
характера, места расположения и размеров дефектов и их влияния
на работоспособность сварных соединений. Разрушающий контроль
осуществляйся сверлением, технологической пробой, механиче-
скими испытаниями на растяжение, изгиб, срез, удар, твердость;
металлографическим исследованием макро-и микроструктуры свар-
ных соединений, иногда гидравлическим или пневматическим испы-
танием сварных изделий с разрушением их.
§ ПО. СУЩНОСТЬ ОСНОВНЫХ ВИДОВ НЕРаЗРУШДЮЩЕГО
КОНТРОЛЯ КАЧЕСТВА СВАРКИ
Контроль внешним осмотром. Внешним осмотром выявляются:
несоответствие геометрических размеров швов проектным (размеры
швов определяются специальными шаблонами); подрезы; непровар
в корне соединения (ориентировочно); поверхностные трещины
(продольные или поперечные); наружные газовые поры и раковины;
крупная чешуйчатое гь и неравномерность шва; незаилавлеиные
кратеры; коробление изделия или отдельных его элементов.
Контролю внешним осмотром подвергаются все сварные кон-
струкции независимо от их назначения и ответственности. Внешний
осмотр сварных деталей эффективен только тогда, когда он про-
изводится квалифицированным и опытным контролером.
282
Радиационные виды контроля. Надежным и широко применяе-
мым в настоящее время является радиационный контроль просве-
чиванием сварных соединений рентгеновским и гамма-излучением.
Выявление дефектов металла обеспечивается способностью рент-
геновского излучения проникать через твердые материалы; в том
числе и металлы. При прохождении через металл рентгеновское
излучение понижает свою интенсивность вследствие поглощения
его атомной решеткой металла. Лучи ослабляются тем сильнее,
чем больше атомов встречают они на своем пути. Поэтому степень
Ряс. 158. Схема рентгеновского
просвечивания;
] — катод, 2 — пучок электронов, 3 —
анод (т1И!В<?нь)т 4— рентгеновское излу-
чение, 5 — просвечиваемый металл,
б — кассета с пленкой
Рис. 159. Рентгеновские
снимки:
1 — газовые включения, 2 — шла-
ки, 3 трещины, 4 — непровары
ослабления рентгеновского излучения зависит от физических и
химических свойств материала, его количества и массы. Неодина-
ковая интенсивность лучей, прошедших через просвечиваемый
объект, фиксируется с противоположной стороны исследуемого
участка на фотопленке (рис. 158). Излучение оказывает на ве-
щество пленки химическое воздействие, которое выражается в
почернении фотопленки. Дефекты выявляются в виде черных пятен
на светлом фоне хорошего шва»
Рентгеновское излучение вызывает световозбуждающее дейст-
вие некоторых веществ: это действие состоит в том, что эти веще-
ства (например, платиносинеродистый барий, сернистый цинк и
др.) при действии на них рентгеновского излучения флюорес-
цируют, т. е. дают свечение. Это свойство рентгеновского излуче-
ния используется при экспозиции не на пленку, а на экран при
просвечивании металлов.
Применяется контроль рентгеновским излучением с использо-
ванием экранов в сочетании с телевизионным устройством, пре-
образующими рентгеновское изображение в видимое (установка
типа РИ— рентгенотелевизионный интроскоп). Чувствительность
этого контроля не уступает чувствительности фотоконтроля (1% и
более), а производительность контроля очень высока.
Скорость передвижения проверяемого изделия составляет у
рентгенотелевизионного интроскопа «РИ-10 Г» 0,5 .м/мин.
. «83
Интроскопы могут работать с различными рентгеновскими аппа-
ратами, например типа РУП-150-10.
Для контроля в условиях монтажа выпускаются портативные
импульсные рентгеновские аппараты «РИНА-1 Д», «ИРА-1 Д» и дру-
гие с максимальной толщиной стали, доступной для рентгеногра-
фирования, до 25 мм.
Гамма-излучение, имеющее те же свойства, отличается от рент-
геновского более высокой жесткостью и относительно малой дли-
ной волны; следовательно, оно может проникать в металл глубже,
чем рентгеновское 'излучение. Оно позволяет просвечивать металл
толщиной до 300 мм. Чувствительность к выявлению дефектов
гамма-излучением несколько ниже, чем при просвечивании рент-
геновским. Поэтому гамма-излучение применяют для обнаружения
относительно крупных дефектов с размерами более 2—4% толщи-
ны просвечиваемого металла. Большое преимущество просвечива-
ния гамма-излучением заключается в отсутствии громоздкой ап-
паратуры, связанной с подводкой электроэнергии и охлаждающей
воды, а также портативность источника излучения и возможность
просвечивания в местах, недоступных для рентгеновского аппарата.
Однако крупным недостатком при просвечивании гамма-излучени-
ем является невозможность регулирования интенсивности излуче-
ния, которая в рентгеновской трубке регулируется подводимым к
ней напряжением. Кроме этого, работа с гамма-аппаратами более
опасна для операторов, чем работа с рентгеновскими. Гамма-из-
лучение, имеющее большую жесткость, при неосторожном обраще-
нии с гамма-аппаратом, можег вызвать сильное и опасное облуче-
ние.
Расшифровка рентгенограмм. На пегативе рентгенов
граммы (рис. 159) дефекты изобразятся в виде черных точек (га-
зовые поры), неправильной формы пятен (шлаковые включения),
в виде прямой черной линии и полос (непровар, трещина).
Газовая пористость выявляется па пленке в виде округлых
изображений различного размера и плотности, которые распола-
гаются изолированно, группами или разбросаны беспорядочно по
полю шва.
Шлаковые включения проявляются на пленке как теневые
изображения удлиненной неправильной формы, располагаются
изолированно в одном направлении или разбросаны в беспорядке
по полю шва.
Непровар представляется темной тенью, которая обычно имеет
вытянутую форму. Непровар в корне соединения виден как прямая
темная сплошная иля прерывающаяся линия; часто имеет вид пря-
мой, идущей по оси шва.
Трещины проявляются на пленке в виде четких темных изги-
бающихся линий. Подрез виден на пленке как темная линия ря-
дом с основным металлом.
Особенности просвечивания сварных jiibob рентгеновским и
гамма-излучением. Поскольку о дефекте в шве судят лишь по от-
раженному изображению, то просвечивание только с одной пози-
284
Рис. 160. Схема расположе-
ния дефектометра и крепле-
ния кассеты с пленкой:
/ — сварное соединение, 2 — де-
фсктометр. 3 — кассета с плен-
кой, 4 — магнит
ции не дает возможности определить глубину залегания дефекта.
Глубину дефекта предположительно определяют по расстоянию
между изображениями, полученными на рентгеновских пленках
при просвечивании под двумя различными взаимно пересекающи-
мися углами. Схема расположения дефектометра и крепления кас-
сеты с пленкой показана па рис. 160.
Толщину дефекта определяют сравне-
нием плотностей изображения на пленке
дефекта со специальным эталоном. При
этом способе па плотность изображения
дефекта влияет кроме толщины также и
его ширина. В случае небольшой ширины
дефекта могут иметь место значительные
погрешности. Все это создаст слож-
ность расшифровки тонких дефектов и их
глубины залегания.
Оценка качества сварного шва по
рентгеновскому или гамма-снимку произ-
водится по трехбалльной системе. Свар-
ные швы, оцененные баллом 1, подлежат
исправлению.
Ультразвуковой контроль сварных швов. Ультразвуковой спо-
соб обнаружения дефектов сварки основан на отражении направ-
ленного импульса высокочастотной звуковой волны.
Обычно частоты ультразвуковых колебаний превышают
20 000 Гц и находятся выше акустического диапазона, восприни-
маемого нормальным человеческим ухом. Эти волны распростра-
няются в однородных материалах по относительно прямым линиям
и при достижении границы раздела двух сред (например, одно-
родный металл шва и внутренний порок) преломляются и отража-
ются. Отраженный пучок усиливается, преобразуется в перемен-
ный ток и подается па экран электроннолучевой трубки, на кото-
рой изображается соответствующей формы импульс ультразвуко-
вой волны. Расшифровка этого импульса позволяет определить
наличие в шве дефекта.
Ультразвуковой контроль имеет следующие основные преиму--
щества:
высокая чувствительность (1—2%), позволяющая обнаружи-
вать, определять местонахождение и измерять небольшие дефекты
(площадью более 2 мм2);
большая проникающая способность звуковых волн, позво-
ляющая контролировать толстые материалы (для стали
до’ 2 м);
возможность контроля только с одной поверхности сварного
соединения.
Однако ультразвуковой контроль имеет также и существенный
недостаток, ограничивающий его применение или затрудняющий
проверку качества сварных швов; оп выражается в сложности
расшифровки дефектов шва из-за влияния внутренней структуры
285
(крупное зерно, тонкодисперсные включения); сложной конфигу*
рации и ориентации дефекта и сложного вида сварного изделия.
При прозвучивании неоднородного металла, каким является ме-
талл почти каждого сварного соединения, происходит большое рас*
сеивание энергии ультразвуковых волн, которое приводит к с лож
пому и нечеткому изображению импульса дефекта на экране элек-
троннолучевой трубки. Чрезмерное рассеивание энергии колеба-
нии может привести к нехватке ее для обнаружения дефекта.
Рис. 161. Схема ультразвукового контроля
металла:
1 и 2 —датчики (щупы) с пьезоэлектрическим
материалом, ’ — акустическая среда, 4 — дефект
П о это му ул в тр аз вуковой
контроль часто применяют
как предварительный в соче-
тании с последующим про-
свечиванием швов рентгенов-
ским или гамма-излучением.
При всех случаях ультра-
звуковой контроль швов
должен выполняться высоЯ
неквалифицированными и
опытными операторами.
Получение и обна}
р у ж е в и е ул ь тр а з в у«
новых волн. В дефекто-
скопии применяется пьезоэлектрический способ получения ультра-
звуковых волн, при которых электрические колебания превраща-
ются в механические»
Выходной сигнал от импульсного генератора (рис. 161) прохо-
дит через датчик (щуп) к сварному соединению. Датчик представ-
ляет собой пластинку из пьезоэлектрического материала, ко гор тя
вибрирует, преобразуя переменный электрический ток в механи-
ческие колебания. В качестве пьезоэлектрических материалов мо-
гут служить кварц, сульфат лития, титанат бария и др. I
Час то i а импульса регулируе гея толщиной пьезоэлектрической
пластинки. Щуп с пьезоэлектрической пластинкой прижимается к
поверхности сварного соединения через акустическую (контакт-
ную) среду (слой воды, машинного масла, глицерина и др.), так
как воздух является вдохам проводником ультразвуковых волн и
препятствует их прохождению. Тонкий слой жидкости облегчает
также перемещение датчика по поверхности сварного соединения.
Акустический контакт может быть также достигнут погружением
сварного изделия с щупом в водяную ванну.
Упругие колебания достигают максимального значения тогда,
когда частота электрических колебаний совпадает с колебаниями
пластины. Поэтому ультразвуковой дефектоскоп должен с опреде-
ленной скоростью генерировать (вырабатывать) ультразвуковые
волны требуемой частоты.
Требуемая частота зависит от размера контролируемого дефек-
та и требуемой глубины проникновения. Например, чем выше ча-
стота, тем на большей глубине выявляется дефект и тем меньше
дефект, который может быть обнаружен.
Для контроля качества сварных швов целесообразно использо-
вать импульсные ультразвуковые дефектоскопы. В этой системе
дефектоскопа генератор высокой частоты подает кратковремен-
ный импульс тока на датчик из пьезоэлектрического материала»
затем наступает пауза, после чего снова следует очередной им-
пульс и т. д.
Ультразвуковой пучок, достиг-
ший дефекта в шве, отражается и
принимается либо другим щупом
(приемным в случае двухщуповой
схемы), либо тем же (подаю-
щим — однощуповая схема) во
время паузы между импульсами.
Выполнение контроля.сварно-
го шва п манипуляция щупом ил-
люстрируются рис. 162. Щуп 1
должен перемещаться параллель-
но сварному шву зигзагами, как
показано на рис. 162.
При движении щупа 1 контро-
лируется только часть шва (на
рис. заштрихована). Для обсле-
дования всего поперечного сече-
Рис. 162. Контроль сварного шва и
манипуляция щупом
ния шва щупом выполняют зиг-
загообразные движения, медленно удаляясь от шва на расстояние,
достаточное для обследования всего шва (щуп 2 на рис. 162).
Области применения ультразвукового контроля. При контроле
ультразвуковым дефектоскопом УЗД-7 могут быть выявлены тре-
щины и непровары глубиной более 0,15—0,2 мм при их длине не
менее 5 мм; газовые поры и шлаковые включения диаметром 1 —
1,5 мм и более при толщине сваренной стали свыше 5 мм.
Практически минимальная толщина контролируемых дефекто-
скопом УЗД-7 сварных швов составляет 8—10 мм; при меньшей
толщине дефекты выявляются нечетко.
На стройках наибольшее применение находят приборы типа
УДМ-1М, ДУК-13ИУ1. ДУК-ВИМ (батарейное питание).
Промышленностью выпускаются также ультразвуковые дефек-
тоскопы УЗД-НИИМ-5, ДУК-НИМ, ДУК-66П. УДМ-3. Питание
дефектоскопов производится от сети напряжением 12, 36, 127 или
220 В; в некоторых типах дефектоскопов предусмотрено также
питание от аккумуляторных батарей напряжением 12 В. Дефек-
тоскопы обеспечивают глубину прозвучивания до 700 мм
(УДМ-3—до 2000 мм), выявление дефектов в стали площадью
2—3 мм2 на глубине до 100 мм.
Ультразвуковой вид контроля применим для прозвучивания
труб со стенкой толщиной более 8 мм.
Магнитные виды контроля. Магнитный вид контроля металла
основан на том, что при прохождении магнитных силовых линий
по испытуемому материалу в местах дефектов возникают поля
287
рассеяния (рис. 163). Если на поверхности металла нанести фе*
ромагнитный порошок, то над местом расположения дефекта соз-
дадутся скопления порошка в виде правильно ориентированног
магнитного спектра.
Рис. 163. Прохождение магнитного по-
тока по детали при наличии дефекта
в металле
Н а м а гн ич н ван не осу ш
ствляется пропусканием п
ка по детали, создание
магнитного поля вокруг д<
тали действием природног
магнита или эл ектромагнь
та. Неравномерность пол}
определяется искателем, в
частности магнитным по-»
рошком, который и указывав
ет местоположение и протяженность дефекта в детали. I
Удобным способом создания магнитного потока является про-
пускание тока плотностью 15—20 А/мм2 по виткам сварочного
провода, наматываемого тремя — шестью витками па деталь
(рис. 164). Для намагничивания лучше применять постоянный ток-
С помощью магнитного порошка можно выявлять любые внут-
ренние дефекты. В настоящее время этот вид контроля применяют
4
Рис. 164. Схема намагничива-
ния изделия пропусканием тока:
1 — деталь, 2 — витки провода,
3 — трещина
для выявления:
поверхностных трещин, невидимых
невооруженным глазом;
трещин, находящихся внутри метал-
ла на глубине не более 15 мм (чем
больше ширина трещины, тем легче ее
выявить);
расслоение металла.
Можно обнаруживать также круп-
ные газовые раковины, поры и шлако-
вые включения, расположенные на глу-
бине не более 3—5 мм.
Существует два способа контроля с
помощью магнитного порошка: сухой и мокрый. В первом случае
магнитный порошок (охра, сурик, железные опилки, окалина и т. д.)
находится в сухом виде; во втором случае магнитный порошок на-
ходится во взвешенном состоянии в жидкости (керосине, мыльном
растворе, воде). Сухим способом можно обнаружить как поверх-
ностные, так и глубинные дефекты; мокрым способом лучше обна-
руживаются поверхностные дефекты.
В производстве сварных трубопроводов для контроля качества
швов находит применение магнитографический способ контроля с
помощью магнитной лепты. Он основан па записи полей рассея-
ния, возникающих над дефектами, на ферромагнитную ленту и
последующим воспроизведении их магнитографическим магнито-
скопом. В результате сравнения контролируемого стыка с этало-
ном контролер делает вывод о характере дефектов и пригодности
ет&1ка. Согласно методике ВНИИСТ магнитографическому контро-
288
ю можно подвергать стыки трубопроводов и стыковые швы листо-
вых металлоконструкций с толщинами стенок от 2 до 16 мм.
Магнитографический способ более чувствителен к наружным
^допустимым дефектам швов — резким переходам по усилению»
эупной чешуйчатости шва, подрезам и гребенчатому усилению,
io часто этот вид непригоден для выявления внутренних дефек-
ов. Например, стыки трубопроводов диаметром мепее 114 мм с
олщиной стенки 4 мм могут иметь усиления шва высотой более
0% толщины стенки трубы. При магнитографировании. запись
5Т дефекта сливается с записью от усиления. В результате этого
контроль таких соединений становится невозможным.
Надежность магнитографического контроля возрастает с умень-
шением отношения усиления шва к толщине стенки трубы.
В некоторых случаях магнитографический способ контроля мо-
жет заменить контроль просвечиванием.
Для особо ответственных сварных конструкций с высокими тре-
бованиями к качеству сварных соединений целесообразнее приме-
нять оба вида контроля. При этом можно рентгепопросвечивание
применять лишцдля расшифровки дефектов, выявленных магнито-
графическим контролем.
Применяются дефектоскопы МД-9, МДУ, МГК-1, ВУМД-7 и др.
Контроль непроницаемости швов. Контроль, основанный на
проницаемости газов (воздуха, смеси воздуха с аммиаком и други-
ми индикаторами) и жидкостей (воды, керосина), широко исполь-
зуется для проверки герметичности сосудов и трубопроводов.
Гидравлическое испытание. Гидравлическому испы-
танию подвергаются различные сосуды, котлы и трубопроводы,
работающие под давлением. Гидравлическим испытанием контро-
лируется не только плотность сварных соединений, но также от-
носительная прочность всей сварной конструкции. При гидравли-
ческом испытании сосуд наполняется водой; для выхода воздуха
в верхней части одно отверстие оставляют открытым. Это отверстие
закрывается лишь .после наполнения водой всего сосуда. Затем в
сосуде гидравлическим прессом создается давление, равное рабо-
чему давлению. Если дефектов не обнаруживается, давление уве-
личивается до /’псп — 1,25 /раб для сосудов и / исп — 1,5 /раб ДЛЯ
трубопроводов. Под этим давлением сосуд или трубопровод выдер-
живают 5 мин, затем давление снижают до Рраб и обстукивают
соединения молотком со сферической головкой на расстоянии 15—»
20 мм от кромки шва. После этого швы осматривают. При испы-
тании на морозе вместо воды применяют антифриз.
Пневматическое испытание. Пневматическое испы-
тание проводят с целью контроля плотности сварных соединений.
Для этого в замкнутый сосуд нагнетают воздух до рабочего дав-
ления. Снаружи все швы смачиваются мыльным раствором. Сжа-
тый воздух в местах неплотностей образует мыльные пузыри. В за-
висимости от количества и интенсивности выделения мыльных пу-
зырей можно судить о характере и величине дефекта. Пневматиче-
ский вид контроля сварных соединений получил широкое примене-
19 Заказ 624
239
яие при испытании сосудов малой емкости, как наиболее удобный
и доступный в заводских условиях с массовым производством,
В этом случае испытуемый сосуд погружается в ванну с водой
и неплотности определяются выделением пузырьков воздуха. Для
сосудов большого объема применять испытание сжатым воздухом
следует очень осторожно, так -как при наличии дефектов в швах
может произойти разрыв всего сосуда.
Химическое испытание. Этот вид испытания сварных
соединений, предложенный С. Т. Назаровым, применим для испы-
тания на плотность замкнутых сварных сосудов, В испытуемый
сосуд подается под давлением до 2 ат смесь воздуха с аммиаком
(1%). С внешней стороны сосуда на сварные соединения плотно
укладывается (приклеивается) бумага (или марчевый бинт), про-
питанная 5%-ным водным раствором азотнокислой ртути. Если
в сварном соединении имеются неплотности, то аммиак, обладая
высокой проницаемостью, пройдет через них и в этих местах бу-
мага потемнеет. В зависимости от скорости появления па бумаге
пятен, их формы и размеров можно судить о характере и размерах
дефекта. Обычно время проникания аммиака через неплотности
сварного соединения составляет от 10 до 30 мин. Этот вид испыта-
ния сварных соединений получил на производстве сравнительно
малое применение. ,
Испытание керосином. Керосин обладает способностью
проникать через малые неплотности: трещины, поры и сквозные
непровары металла. Для контроля швы со стороны раскрытия
окрашивают мелом, разведенным на воде с добавлением клея, а со
стороны корня соединения смачивают керосином. Керосин, прохо-
дя через неплотности, образует па высохшей меловой краске том-
ные пятна, по которым можно судить о характере неплотности
и месте ее расположения. Если в течение 30—60 мин такие пятна
не появятся, то швы считаются удовлетворительными. Скорость
прохождения керосина через металл будет определяться толщиной
сварного соединения и характером расположения дечректов в ме-
талле. Для ответственных изделий время выдержки под кероси-
ном устанавливают до 12 ч при температуре окружающего воз-
духа выше 0° и до 24 ч при температуре ниже 0°. ’
Керосиновая проба эквивалентна 3—4 ат гидравлического дав-
ления, применяемого для сварных сосудов закрытого типа.
§ 121. СУЩНОСТЬ ОСНОВНЫХ РАЗРУШАЮЩИХ ВИДОВ
КОНТРОЛЯ КАЧЕСТВА СВАРКИ
Металлографическое исследование сварных со-
единений позволяет на образцах, вырезанных из шва, установить
структуру металла и качество сварного соединения, выявить на-
личие и характер дефектов. Исследование производится на огра-
ниченном количестве образцов и применяется главным образохм
для лабораторно-исследовательских работ.
290
Металлографическое исследование сварных 'соединений произ-
водится для определения макро- и микроструктуры. Для исследо-
вания из сварного соединения вырезается образец таких размеров,
чтобы в него вошли сварной шов, зона термического влияния и
основной металл, не подвергавшийся влиянию тепла. Обычно раз-
мер образца (темплета) не превышает 50—100 мм и зависит ог
толщины металла и режима сварки. Вырезка образцов из свар-
ных соединений производится вдоль или поперек шва механиче-
ским способом без нагрева. Методика изготовления шлифов об-
разцов сварных соединений общая для всех металлографических
исследований; она заключается в шлифовке, полировке и травле-
нии специальными реактивами поверхности исследуемого металла.
Металлографическое исследование сварных соединений начинают
с определения макроструктуры (увеличение до 20 раз); опреде-
ляют форму сварного шва, характер проплавления, расположение
слоев при многослойной сварке, характер и размеры зоны терми-
ческого влияния слоев и шва в целом, наличие дефектов сварки —
непровара, газовых и шлаковых включений и трещин. Микро-
структура (увеличение 50—2000 раз) дает представление о раз-
мерах зерен, оксидных и сульфидных включениях, микропорах и
трещинах.
’ Металлографическое исследование сварных соединений жела-
тельно дополнять химическим анализом и измерением твердости.
Это позволяет уточнить характер структуры и дать количествен-
ную оценку механическим свойствам в различных участках свар-
ного соединения.
Механические испытания сварных соединений
производят па образцах, вырезанных из сварных соединений из-
делия или специально сваренных для этих целей (ГОСТ 6996 —
66). Иногда проводят механические испытания отдельных узлов
сварнььх конструкций, реже целых конструкций.
Механические испытания определяют прочность и надежность
работы сварной конструкции. Они разделяются на статические и
динамические. К статическим относятся испытания на растяжение
(определение прочности) и на изгиб (определение пластичности).
К динамическим относятся испытания на ударную вязкость (из-
лом образца ударом) и на усталость (переменной цикличной на-
грузкой).
Контрольные вопросы
1. Назовите основные дефекты сварных соединений.
2. Как влияют дефекты на прочность сварных соединений?
3. Какие применяются основные виды контроля качества сварных соедине-
ний?
4. Каковы основные свойства рентгеновского и гамма-излучения?
5. Какие преимущества и недостатки ультразвукового контроля качества
сварных соединений?
6. Назовите разрушающие виды контроля и объясните их сущность.
19*
291
ГЛАВА XXVI
СПЕЦИАЛЬНЫЕ ВИДЫ СВАРКИ
§ 122. ДИФФУЗИОННАЯ СВАРКА
Диффузионная сварка впервые в мире предложена и практиче-
ски разработана у нас в стране Н. Ф. Казаковым. Процесс свар-
ки начал внедряться в народное хозяйство с 1953 г. Диффузион-
ная сварка происходит в твердом состоянии в условиях вакуума,
при котором при определенной температуре, давлении и времени
выдержки посредством диффузии осуществляется соединение ма-
териалов.
В вакууме в пределах 10~3 до 1СН5 мм рт, ст. детали с хорошо
подготовленными для сварки поверхностями плотно прижимаются
друг к другу и нагреваются. За счет имеющихся на соединяемых
поверхностях атомных связей происходит сцепление одной детали
с другой. Перед сваркой деталей рекомендуется поверхности эле-
ментов готовить тонким точением или лучше полировкой. Кроме
этого, необходимо с поверхности материалов удалять разного
рода жиры, пыль, краску и окисные пленки! Это лучше всего
достигается протиркой поверхностей детали четыреххлористым
углеродом.
Увеличение давления от 0,5 до 2 кгс/мм2 приводит к более тес-
ному контакту между соединяемыми частями, увеличивает диффу-
зию и приводит к повышению прочности сварного соединения-
Однако при чрезмерно большом сжимающем давлении создаются
искажения в кристаллической решетке металлов, что снижает
прочность сварного соединения.
Увеличение температуры нагрева, например для стали 50, с
800 до 1100° С повышает прочность сварного соединения. При
дальнейшем повышении температуры прочность может пони-
жаться.
Большое влияние на прочность сварного соединения оказывает
степень разрежения в рабочей камере установки. При всех прочих
равных условиях с увеличением вакуума прочность соединения
растет. При вакууме, равном 10~7—10~8 мм рт. ст., можно до-
биться равнопрочного соединения при незначительном нагреве и
малом давлении на свариваемые детали. ।
С увеличением времени на сварку прочность соединения растет
до прочности основного металла. Но чрезмерное увеличение вы-
держки времени снижает прочность соединения в связи с ростом
зерен в металле.
Диффузионным процессом можно управлять, изменяя следую*
щие параметры режима сварки: состояние поверхностей соединяе-
мых деталей; нагрев деталей; давление на контактирующие поверх-
ности; разрежение в рабочей камере сварочной установки; время
выдержки сварки.
Диффузионную сварку применяют для получения деталей с
высокоточными размерами; для соединений материалов, не под-
292
дающихся сварке плавлением; для изделий, работающих в сложных
условиях.
Диффузионная сварка применяется:
для соединения деталей из дисилицида молибдена (63% мо-
либдена и 37% кремния). Дисилицид молибдена очень стоек к
окислению при температурах до 1700° С. Нагреватели из дисилн-
цида молибдена изготавливают из отдельных частей, затем их
соединяют между собой. Соединение должйо быть без слоя с пе-
реходным сопротивлением. При плавлении дисилицид молибдена
легко разрушается. Другими способами соединить детали невоз-
можно; W
сварки проволоки из быстрорежущей стали Р18;
сварки серого чугуна со сталью;
сварки в вакууме для изготовления деталей и узлов арматуры
из стали 2X13, ЗОХГСА;
сварки металлов с трех- и пятикратной разницей коэффициен-
тов линейного расширения (цирконий с латунью, вольфрам со ста-
лью); сварка металлов, не смешивающихся даже в жидком
состоянии (вольфрам с медью, рений с медью);
соединения твердых сплавов со сталями;
сварки сплава алюминия типа САП-1; этот материал представ-
ляет собой спеченную алюминиевую пудру, изготовляемую спо-
собом порошковой металлургии;
сварки в вакууме деталей, представляющих собой стекломе-
таллические сварные узлы, в которых металлические контакты
(электропроводники) заварены в тугоплавкое стекло.
§ 123. ЭЛЕКТРОННОЛУЧЕВАЯ СВАРКА
Электронный луч получается в вакуумном приборе — электрон-
ной пушке (рис. 165). В вакууме с раскаленного катода выделя-
ются электроны, которые направляются к аноду — свариваемой
детали.
Вышедшие с поверхности раскаленного катода электроны ус-
коряются электрическим полем, создаваемым специальным устрой-
ством на пути прохождения электронов от катода к свариваемому
изделию. В результате этого электроны приобретают значитель-
ную скорость и энергию.
Для получения электронного луча электроны фокусируются
магнитным полем, создаваемым специальным устройством. Та-
ким обр*азом, регулирование скорости подави электронов в луч
достигается электрическим полем, а концентрация электронов в
луче — магнитным полем. Сфокусированные в плотный пучок элек-
троны, ударяясь о малую площадку на свариваемом изделии,
вследствие резкого торможения отдают свою энергию металлу,
который нагревается в месте сварки до очень высокой темпера-
туры.
Для прохождения луча по центру шва служит магнитная от-
клоняющая система. Предотвращение возможности возникновения
293
дугового разряда в пушке достигается глубоким вакуумом по-
рядка 10 4 мм рг. ст., создаваемым насосной системой сварочной
установки.
Электронный луч можно подавать на изделие непрерывно и
импульсами. Управление энергией луча ведется с помощью пре-
рывателя, включенного в цепь питания управляющего элек-
трода.
Рис. 165. Принципиальная схе-
ма установки для сварки элек-
тронном луЧом:
1 — катодная Спираль, 2 — фокуси-
рующая головка катода, 3 — первый
анод с отверстием. 4 — фокусирую-
щая магнитная катушка Для регу-
лирования диаметра пятна нагрева
на изделии, 5 — магнитная система
отклонения пучке, 6 — свариваемое
изделие. 7 — высоковольтный источ-
ник постоянного тока для питания
катода
Плотность электрической энергии в
луче можно регулировать изменением
напряженности магнитного поля фоку*
сирующей линзы, что дает возмож*
иость регулировать температуру нагре-
ва свариваемого материала. Кроме
этого, длина луча изменяется фокуси-
рующим устройством, что Позволяет
подвергать сварке металл различной
толщины (100 мм и более за один про-
ход) . I
Удельная тепловая мощность элек-
тронного луча в сотни и тысячи раз
больше, чем удельная тепловая мощ-
ность обычной сварочной дуги. Если
обычная сварочная дуга при напряже*
ним 20 В, токе 200 А й диаметре 10 мм
имеет плотность энергии ~4-10? Вт/м9,
то электронный луч при напря-
жении 100 кВ, токе 8 мА и диаметре
0,05 мм имеет плотность 4-1011 Вт/м2,
т. е. в 10000 раз больше. Это обеспечи-
вает при сварке электронным лучом
более высокие скорости сварки, узкие
и глубокие швы, малый нагрев метал*
ла околошовной зоны и, как следствие
эДого, низкие сварочные деформаций и
повышенную прочность металла шва и
сварного соединения. I
Оборудование для сварки электрон-
ным лучом. Применяют два вида уста-
новок для сварки: о низким (до 35 кВ)
и с высоким (35—150 кВ) ускоряющим
напряжением. В СССР впервые в
1958 г. создана для сварки электрон-
ным лучом установка модели МВТУ-
МЭИ. В настоящее время серийно из-
готавливаются для электроннолучевой сварки установки ЭЛУ раз*
личных типов, которые позволяют сваривать стали толщиной до
50 мм. Проектируются установки, предназначенные для сварки ста-
ли толщиной 100 мм и более. В качестве примера Можно привести
краткие технические данные электроннолучевой установки У86.
выпускаемой промышленностью: диаметр — 2000 мм, длина —
4000 мм, объем камеры— 10 м3, количество электронных пушек ^3.
Высоковольтные горелки (100—150 кВ) дают топкий луч
(0,127 мм и более) и обладают глубокой проникающей способ-
ностью. Лучом можно манипулировать на расстояниях до 900 мм
от изделия, что очень ценно для сварки в груднодостуйпых ме-
стах. Луч можно применять для получения сварных швов сложной
геометрии.
В настоящее время рассматриваются планы создания аппара-
туры для снарки электронным лучом с ускоряющим напряжением
в 500 кВ.
За рубежом созданы установки плазменно-электронного луча и
электроннолучевой сварки с лучом, выведенным из вакуумной
камеры в атмосферу (рис. 166).
Области применения электроннолучевой сварки. В настоящее
время электроннолучевая сварка широко применяется в электрон-
ной и атомной промышленности, в самолете- и ракетостроении.
Она используется также для изготовления сварных шестерен, ре-
жущего инструмента, узлов энергетических установок. Применя-
ется сварка крупногабаритных конструкций установкой вакуум-
ных камер только па место соединения, тогда как вся конструкция
остается в атмосфере. Имёегсй большой опыт в технологии элек-
троннолучевой сварки редких и тугоплавких металлов, высоко-
прочных и жаропрочных сплавов.
Перспективы применения электроннолучевой сварки значитель-
ны: сварка ответственных строительных конструкций (балок, ко-
лонн и т. п.), резервуаров, работающих под большим давлением,
арматуры и узлов парогенераторов, турбин, узлов двигателей
внутреннего сгорания.
В будущем электроннолучевая сварка-может быть применима
в условиях ^космоса (постройка и ремонт орбитальных станций
и пр4).
•»
§ 124. СВАРКА ЛАЗЕРНЫМ ЛУЧОМ
Ученые Н. Басов, А. Прохоров (СССР) и Ч. Таунс (США)
были удостоены Нобелевских премий в 1964 г. за создание опти-
ческих квантовых устройств, с помощью которых получают энер-
гию в виде узконаправленного и одноцветного лазерного лучаь
В настоящее время используют лазеры четырех типов: 1) твер-
дый, 2) газовый, 3) жидкий и 4) полупроводниковый.
Основной принцип работы всех типов лазера одинаков Лазер-
ная установка состоит из одного, двух, трех и более источников
света высокой интенсивности, смонтированных внутри камеры с
рубиновым стержнем (например, из розового рубина, состоящего
из окиси алюминия и примеси хрома до 0,05%). На концах руби-
нового стержня имеются параллельные зеркала. Одно зеркало
имеет отражательную способность 100%, другое — менее 100% с
отверстием для выхода луча.
293
При работе белый свет высокой интенсивности, испускаемый
источником света, поглощается рубиновым стержнем. Пульсирую-
щий свет продолжает «нагнетать» энергию в стержень до тех пор,
пока не достигнет «порога», (максимальное насыщение световой
энергией рубинового стержня); тогда начинается разгрузка—ис-
пускание с рубинового стержня короткого импульса новой энергии
Рис. 166. Схема сварки
электронным лучом на
воздухе:
1 — катод, 2 — анод, 3 — фо-
кусирующее устройство,
4 — сопло, 5 — свариваемое
издепие
в виде красного света через отверстие в ча-
стично отражающем зеркале. После каж-
дого испускания стержнем луча энергия в
стержне падает; вновь начинается нагнета-
ние и цикл повторяется. Каждый цикл изме-
ряется микросекундами. Волна выходного
(испускаемого) луча может совпадать с
падающей волной белого света и этим уси-
лить излучение. Усиление света с помощью
вынужденного излучения и носит название
«Лазер». ,
При. большой нагрузке на кристалл и на
лампы необходимо их охлаждать, так как
нагрев кристалла отрицательно сказывается
на работе лазера. Для охлаждения исполь-
зуют преимущественно жидкие гаЗы, напри*
мер азот и гелий.
Луч лазера, выходящий, например, из ру-
бинового кристалла, фокусируется оптиче-
ской линзой в пятно диаметром от 0,01 до
0,1 мм. Плотность тепловой энергии в пятне
той же величины, что и в электронном луче,
независимо от того, находятся ли на пути
луча воздух, инертный газ, стекло или другие прозрачные веще-
ства, или вакуум.
Лазерный луч применяется в микроэлектронике для сварки
проволоки малых диаметров и плоских выводов. Этот вид сварки
можно использовать в атмосфере, вакууме и в защитных газах,
для сварки редких и драгоценных металлов.
Успешно и достаточно широко применяется резка лазерным
лучом (с поддувом кислородом, воздухом или аргоном), причем
не только металлов, но и неметаллических материалов: дерево, ке-
рамика, стекло, асбоцемент, резина. Толщины металлов, разре-
заемых лазерным лучом,- составляют: мягкие стали — до 10 мм,
легированные стали — до 6 мм, никелевые сплавы — до 5 мм, тан-
тал и ниобий — до 3 мм.
§ 125. ПРОЧИЕ ВИДЫ СВАРКИ
Термитная сварка — вид сварки плавлением. Местный
нагрев производится сгоранием термита — железной окалины в
смеси с порошкообразным алюминием. При термитной сварке
применяют специальные тигли для сжигания термита. Термитная
смесь поджигается специальными «термитными спичками» (маг-
296
ниевый термит). Смесь горит за счет кислорода окалины и не
нуждается в кислороде воздуха. Горение протекает равномерно»
без взрывов. В тигле от сгорания термита образуются расплав-
ленный металл и шлак. Из отверстия на дне тигля расплавленный
металл выливается в заформованное и предварительно нагретое
место сварки. Расплавленный металл подогревает кромки металла
деталей до расплавления и после охлаждения образует шов.
Разъемная форма снимается, а шлак с поверхности стыка сруба-
ется и зачищается. Для увеличения количества расплавленного
металла в термит добавляют до 50% обсечки, гвоздей или струж-
ки, а для легирования — ферросплавы и графит.
Термитная сварка применяется для соединения встык трамвай-
ных, иногда и железнодорожных рельсов, а также стержней и
валов больших диаметров.
Сварка трением — один из видов сварки давлением.
Местный нагрев кромок металла свариваемых деталей осуществ-
ляется теплом, возникающим от трения при перемещении Друг от-
носительно друга соединяемых деталей, которые сжаты осевой
силой. Помимо нагрева металла силы трения разрушают поверх-
ностные пленки окислов. Сварка выполняется на специальных
машинах. Одна из свариваемых деталей неподвижна, вторая, при-
жатая к первой,— вращается. Когда температура в стыке достиг-
нет температуры сварки, трение резко прекращается, а осевое
усилие возрастает.
Свар-ка трением широко применяется' для соединения стерж-
ней, труб, режущего инструмента, деталей из разнородных метал-
лов. Ее преимущества — высокое и стабильное качество соедине-
ний, малая подводимая мощность,' высокая производительность.
Промышленностью выпускается значительное количество машин
для сварки трением.
Ультразвуковая сварка- аналогична сварке трением,
но осуществляется в микрообъемах металла. Она выполняется
совместным действием механических колебаний высокой частоты
(свыше 20 кГц) и небольших сжимающих усилий. Л^еханические
колебания создаются ультразвуком. Колебания и сжимающее
усилие передаются свариваемым тонким листам через специаль-
ные устройства. Колебания высокой частоты разрушают поверх-
ностные загрязнения и нагревают свариваемые части в микроме-
таллс, а давление (сжимающая сила) обеспечивает атомную
связь между ними. Обычно эта связь образуется между поверхно-
стными зернами. Получается точечная сварка. Наложением одной
точки на другую получают шовную сварку.
Ультразвуковая сварка возможна лишь для соединения тонких
материалов (алюминия толщиной менее 1,5 мм; .сплавы железа —
менее 1 мм).
Прочность сварных соединений, выполненных ультразвуковой
сваркой, достигает прочности основного материала. Ультразвуком
можно сваривать также и неметаллические материалы: полиэти-
леновые пленки, пластмассы и др. '
297
Сварка взрывом — вид сварки давлением, осуществляе-
мый действием взрыва. В зоне соединения металл нагревается в
результате образующейся пластической, деформации. Сварные
листы располагаются на расстоянии 2—3 мм и под углом 2—7°
друг к другу. На топком наклонном листе помещается равномер-
ным слоем взрывчатое вещество. Под действием взрыва тонкий
лист ударяется о толстый, привариваясь к нему. В момент взрыва
между листами создаются большой величины сжимающая сила и
направленная струя воздуха, которая очищает поверхность листов.
Зона соединения достигает 0,3—0,4 мм. I
Сварка взрывом стала внедряться в народное хозяйство стра-
ны с 1964 г. Она находит все большее применение для получения
биметаллических заготовок, сварки изделий трубчатого сечения
и др. При сварке взрывом можно получить сварные соединения
практически неограниченной площади, например, осуществлены
соединения площадью 15—20 м2. 1
Сварное соединение образуется в течение миллионной доли
секунды, что исключает возникновение диффузионных процессов;
поэтому сваркой взрывом можно соединять такие разнородные
металлы, которые при сварке плавлением давали бы хрупкие
соединения.
Холодная сварка — один из видов сварки давлением.
Она ^осуществляется без нагрева металла внешними источниками
тепла, но с образованием пластической деформации в месте свар-
ки. Этой сварке подвергаются в основном пластичные материа-
лы (алюминий, медь, свинец и др.). Холодная сварка применя-
ется для соединения проводов и шин из алюминия и меди спе-
циальными клещами.
Дугопрессовая сварка применяется для соединения
труб диаметрами до 50 мм. Магнитным полем, специально созда-
ваемым катушками, охватывающими стык трубы, дугу заставля-
ют вращаться по контуру сварки. После нагрева места сварки
происходит осевое сжатие свариваемых труб.
И м п у л ь с н о - м а г п и т н а я сварка. Этот вид сварки про-
грессирует с 1955 г. Сварочный процесс протекает в короткое
время — 0,01 с. Зона термического влияния в стыковом соединении
достигает 0,01 мм. Сварка выполняется давлением на специальных
машинах. После начала сварки давление верхнего электрода уси-
ливается импульсным магнитным полем. Благодаря этому подача
верхнего электрода в период осадки свариваемых металлов уско-
ряется настолько, что приобретает ударный характер. Прочность
сварных соединений при любом виде нагрузки равна прочности
основного металла.
Контрольные вопросы
1. Назовите области применения диффузионной сварки.
2. Укажите преимущества электроннолучевой сварки перед дуговой.
3. Расскажите о применении лазерного луча в сварочном производстве.
4. Объясните сущность сварки трением и области ее применения.
298
ГЛАВА XXVII
СВЕДЕНИЯ ПО МЕХАНИЗАЦИИ, АВТОМАТИЗАЦИИ
И ОРГАНИЗАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
§ «б. Механизация сборочных работ
Наиболее трудоемкими процессами при изготовлении сварных
изделий являются сборка и сварка: трудоемкость сборки и сварки
составляет соответственно примерно 30 и 33% обшей трудоемкости
изготовления сварных конструкций.
Для уменьшения трудоемкости и продолжительности работы,
а также для повышения качества и снижения себестоимости кон-
струкции применяют механизированные приспособления для сбор-
ки изделия и для движения собранного изделия при сварке.
Сборка деталей па сварочных прихватках создает жесткую
систему и при сварке препятствует неизбежным взаимным пере-
мещениям деталей, что может привести к возникновению значи-
тельных внутренних напряжений в сварных конструкциях. Поэтому
сборку на прихватках применяют для изделий, свариваемых из
листов небольшой толщины (до 6—8 мм), или имеющих между
сварными узлами гибкие связи (решетчатые фермы, колонны,
рамы,' балки и др.).
При изготовлении листовых конструкций толщиной более 8 мм
используются приспособления, допускающие некоторую свободу
перемещений элементов конструкции при усадке швов.
Приспособления бывают для сборки, для сварки и комбиниро-
ванные— сборочно-сварочные. Для сборки деталей применяют
прижимы, стяжки, распорки, домкраты, фиксаторы, кондукторы.
В цеховых условиях для стягивания и фиксации деталей при сбор-
ке широко пользуются винтовыми прижимами, быстродействую-
щими зажимными устройствами пружинного, эксцентрикового,
рычажно-винтового типа и др.
Для сборки листовых конструкций удобны магнитные прижи-
мы-фиксаторы. Листы устанавливаются в требуемое положение
и после включения тока прижим надежно фиксирует это поло-
жение.
При массовом производстве одинаковых изделиГ^ применяют
специализированные сборочные и сборочно-сварочные кондукторы,
имеющие надежные и быстродействующие механизмы для зажа-
тия деталей.
Часто по окончании сборки изделие снимается с кондуктора и
укладывается на другое механизированное приспособление (роли-
ковый стенд, кантователь или манипулятор для сварки).
Роликовые стенды состоят из холостых и приводных ролико-
вых опор, смонтированных на общей фундаментной плите. Эти
стенды применяют для вращения цилиндрических изделий во
время сварки круговых швов и установочного перемещения при
сварке продольных швов (табл.67),
299
67. Поворотные приспособления для сборки и сварки изделий
Наименование и вид
Эскиз
Область применения
Роликовые опоры:
а — стационар-
ные
б — передвиж-
ные ручные и
механические
Для сварки тяжелых из-
делий и узлов, ци-
линдров, балок, сосудов
и других изделий
Кантователь
Универсальные для свар-
ки изделий и узлов
массой 2—12 т
Поворотный стенд
ручной механи-
ческий
Цепной кантова-
тель
Для сварки средних и
крупных узлов и дета-
,тей. Для поворота на
360°. Рамы вагонов,
фермы и другие изде-
лия
Для сварки громоздких
и длинных изделий не-
ци.Тиндрйческого сече-
ния
Манипулятор:
я — ручной
б — механиче-
ский
Для сварки мелких и
средних деталей в мас-
совом производстве
300
Кантователи применяют для поворота свариваемого изделия
с-целью установки его в удобное для сварки положение.
Манипуляторы наряду с опорами и кантователями отно-
сятся к поворотным приспособлениям. С их помощью удобно сва-
ривать изделия в определенном пространственном положении.
Приспособление, в котором производится сварка закреплен-
ного изделия в одной определенной позиции (положении), назы-
вают позиционером. Он пригоден для сварки определенного вида
изделия, в то время как манипулятор употребляется для несколь-
ких видов изделий, и сварку каждого изделия можно выполнять в
различных позициях.
§ 127. АВТОМАТИЗАЦИЯ ПРОЦЕССА СВАРКИ
Замена ручной сварки автоматической ведет к повышению
производительности и качества сварки; для швов длиной более
2 м автоматическая сварка экономичнее ручной. При автомати-
ческой сварке основные операции процесса — зажигание дуги, по-
дача электрода в дугу по мере его плавления, поддержание по-
стоянной длины дуги, перемещение дуги для образования шва и
гашение дуги выполняются автоматически. Эти операции сварки
выполняются сварочными тракторами или самоходными голов-
ками. Иногда головка устанавливается неподвижно, а перемеща-
ется само изделие.
На любом автомате сварщик выполняет только наладку, кон-
тролирует протекание процесса, включает и выключает автомат.
Автоматические головки и сварочные тракторы изготовляют
двух основных типов: с постоянной скоростью подачи сварочной
проволоки в процессе ее плавления и с переменной скоростью по-
дачи. Первый тип головки (автомата) предложен в СССР инже-
нером В. И. Дятловым в 1942 г. Автоматы с постоянной скоростью
подачи проволоки просты по конструкции и управлению; они
устойчиво работают за счет саморегулирования дуги. Процесс
саморегулирования дуги состоит в том, что при случайном умень-
шении длины дуги ее напряжение падает, а ток в дуге возрастает;
увеличение тока ускоряет плавление конца проволоки и длина
дуги восстанавливается до первоначальной отрегулированной ве-
личины; при случайном удлинении дуги процесс ее саморегулиро-
вания протекает в обратном порядке. Скорость саморегулирования
.дуги на автоматах (и в шланговых полуавтоматах) зависит от
вида внешней вольт-амперной характеристики источника пита-
ния дуги, от диаметра сварочной проволоки и других условий.
Автоматы и шланговые полуавтоматы, работающие с постоянной
скоростью подачи проволоки в зону дуги, широко распространены
как в нашей стране, так и за рубежом.
Автоматы с переменной скоростью подачи проволоки по срав-
нению с автоматами с постоянной скоростью подачи сложны по
конструкции и в управлении. Устойчивое горение дуги в моменты
возмущения (падение напряжения в сети, пробуксовывание
i»i
сварочной проволоки в электродных роликах и др.) доспи лек м и
этих автоматах изменением скорост подачи проволоки спсцпяль
ным автоматическим регулятором. На рис. 167 продет н).1ены
внешние виды различных сварочных автоматов.
§ 128. ПОТОЧНЫЕ ЛИНИИ ПО ИЗГОТОВЛЕНИЮ
СВАРНЫХ ИЗДЕЛИЙ
Поточная линия — комплекс оборудования, на котором изготлп-
ливается изделие. По признаку механизации . и автоматизации
различают несколько типов поточных линий: линия с частичной
механизацией, при которой наряду с ручной сваркой примениегси
полуавтоматическая шланговая сварка, а остальные процессы
производственного цикла — раскрой металла, резка, сборка, окрас-
ка и др.— выполняются вручную; линия с комплексной механиза-
цией, когда, например, применяется механизированная резка и
полуавтоматическая сварка, а остальные процессы и операции но
производственному циклу (сборка, окраска и др.) выполняются
вручную; линия с частичной автоматизацией, при которой боль-
шинство процессов (резка, сварка) осуществляются автоматами,
а остальные работы (сборка, контроль качества, окраска) выпол-
няются с применением механизированного инструмента и приспо-
соблений. Линия с комплексной автоматизацией представляет со-
бой высшую форму поточного производства. В этом поточном
производстве все ра'боты, свяеанные с изготовлением сварных
изделий, выполняются автоматами под наблюдением небольшого
количества операторов.
Высшие типы поточных линий целесообразно организовывать
только при массовом производстве.
В Советском Союзе имеются сотни поточных линий по произ-
водству ферм, балок, цистерн и др. Отметим некоторые поточные
линии, разработанные в последние годы в стране.
Разработана поточная линия по производству двутавровых
балок с использованием высокочастотной сварки. Создан опытно-
промышленный стан для изготовления балок высотой до 500 и
шириной полки до 300 мм.
Схематическое изображение стана представлено на рис. 168.
В качестве исходного материала для стенки балки служит руло-
нированная сталь толщиной до 12,7 мм. Применение рулонирован-
ной стали облегчает непрерывный процесс изготовления балок
Толсто листовую сталь (12—20 мм) для полок балки поставляют
отдельными листами, которые к месту сварки подаются один за
другим специальными механизмами.
Перед сваркой привариваемые торцы стенки обсаживают и
специальных обсадных роликах для увеличения толщины листа н
месте приварки стенки на 30%.
Скорость сварки и потребляемая электрическая мощность за
висят от толщины свариваемых стенки и полки. Максимальная
скорость сварки достигает 60 м/ч.
303
Производительность наиболее мощного из действующих станов
достигает 60—70 тыс. т в год. Один стан обслуживает 10—15 one*
раторов. Для его работы необходима площадь 120X15 м.
На Днепропетровском заводе металлоконструкций нм. Бабуш-
кина имеется поточная линия изготовления сварных двутавровых
балок. На этой линии из листовой и широкополосовой стали низ-
коуглеродистых и низколегированных марок изготовляют сварные
двутавровые балки высотой 600—2000 мм.
Рис. 168. Схема стана для сварки ТВЧ двутавровых балок:
; _ размотка и рихтовка. 2 — механическая обработка кромок полок, 3 — обсадка
кромок стенки, 4 — направление полок. 5 — сварка, 6 —зона охлаждения, 7 — правка,
8 _ обрезка, 9 — выход готовой балки
Часть оборудования (например, сборочный стан, специальные
трехэлектродные сварочные автоматы, магнитные кантователи,
машины для правки грибовидное™ полок после сварки) впервые
применена в мировой и отечественной практике.
Основной особенностью технологического процесса изготовле-
ния. балок является применение высокомеханизированной сборки
с предварительным натяжением вертикальной стенки для умень-
шения остаточных деформаций от сварки и трехэлектродной ду-
говой автоматической сварки под флюсом.
Псковский завод тяжелого электросварочного оборудования из-
готавливает для автоматической линии оборудование для сварки
дверей грузовых полувагонов.
Агрегат действует с большой скоростью: каждый час с потока
сходит тридцать готовых изделий. Прежде для такого объема
работ требовалось двенадцать сварщиков. Контактная точечная
сварка, пришедшая на смену дуговой, позволяет в 1,5 раза повьо
сить прочность изделий и обойтись без их дополнительной обра-
ботки.
§ 129. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА
Под научной организацией труда понимают ряд мероприятий,
с помощью которых наилучшим образом иснолвзуются имеющиеся
на производстве оборудование, материалы и рабочая сила с целью
увеличения производительности труда, улучшения качества и сни-
жения себестоимости изготовляемых изделий при одновременном
улучшении санитарно-гигиенических условий работы, повышения
квалификации и культурно-технического уровня рабочих, укреп-
304
ления трудовой дисциплины и развития социалистического СI
ревнования.
К мероприятиям, улучшающим организацию труда, например
рабочих по ручной дуговой сварке в цехе, можно отнести сле-
дующие:
обеспечение лучшей защиты глаз рабочих от отраженных лу-
чей дуги;
лучшее размещение оборудования, инструмента, материалов
сварщика для избежания потерь времени на различные дополни-
тельные движения;
применение более рациональных конструкций сборочно-свароч-
ных приспособлений;
создание для сварщиков условий, исключающих поднятие тя-
жестей в процессе работы;
применение в цехе условий, снижающих запыленность воздуха;
систематическое повышение квалификации сварщиков и другие
мероприятия.
§ 130. НОРМИРОВАНИЕ ВРЕМЕНИ
НА СВАРКУ И РЕЗКУ
Нормирование времени на сварку и резку дает возможность
правильно организовать оплату труда рабочих и планировать
производство.
Норма времени на сварку и резку Т слагается из пяти элемен-
тов: подготовительного времени tn, основного времени to, вспомо-
гательного времени tB, дополнительного времени /д и заключитель-
ного времени t3, т. е.
Т~ 4" 4-
Подготовительное время выделяется на получение рабочим
инструктивного задания по ознакомлению с условиями выполнения
сварки или резки, на подготовку и наладку оборудования и при-
способлений.
Основное или машинное время представляет собой время го-
рения дуги или пламени при сварке.
Вспомогательное время включает время на смену электродов,
очистку кромок и швов, их осмотр, клеймение швов, переходы на
другое место сварки и пр.
Дополнительное время дается на обслуживание рабочего места
(смена баллонов, охлаждение горелки и др.), на отдых (согласно
законодательству) и естественные надобности.
Заключительное время расходуется на сдачу работы.
При укрупненном нормировании общее время Т обычно опре-
деляют через основное время /о и коэффициент /Суч (коэффициент,
учитывающий организацию труда) по формуле
Л'уЧ
305
20 Зака. oSl
В свою очередь основное время (время горения дуги)
' . 7,83FL
. Ч,
«„/
где К —площадь сечения шва, см2; L — длина шва, см; 7,85 —
удельная плотность наплавленного металла, г/см3; св—коэффи-
циент наплавки, г/А-ч; / — сварочный ток, А.
Площадь сечения .шва подсчитывают по чертежу сварного
соединения или по таблице.
Коэффициент Куч принимают при ручной сварке или резке
0,25—0,40, а при автоматической сварке 0,60—0.80 в зависимости
от положения шва в пространстве и организации труда на по-
токе.
Контрольный вопросы
1. Укажите пути механизации и автоматизации сборочных работ.
2. Расскажите о принципе работы автомата с постоянной скоростью подачи
сварочной проволоки
3. Какие бывают типы поточных линий на производстве?
4 4jo понимают под научной организацией труда?
5. Объясните, из каких элементов слагается норма времени на сварку.
ГЛАВА XXVHI
ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
ПРИ СВАРКЕ И РЕЗКЕ
§ 131. ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА НА ПРЕДПРИЯТИЯХ
В социалистическом обществе охрана труда работающих на
производстве имеет первостепенное значение.
Ответственность за организацию и состояние техники безопас-
ности на предприятиях несет администрация этих предприятий;
на каждом предприятии имеется отдел техники безопасности или
инженеры по технике безопасности.
Охрану труда составляет комплекс мероприятий по производ-
ственной санитарии, гигиене труда, организации отдыха, медицин-
ской помощи и технике безопасности при выполнении работ.
Общий контроль за выполнением норм и правил охраны труда,
в том числе правил техники безопасности, осуществляют соответ-
ствующие инспекции (Госгортехнадзор, Госсанинспекция, Инспек-
ция пожарного надзора. Госэнергонадзор) и Комитеты профсоюзов
и местные профсоюзные организации.
Каждый рабочий при поступлении на работу проходит инструк-
таж по технике безопасности, а в случае необходимости обязан
пройти техминимум.
306
§ 131. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ
СВАРКЕ
При выполнении сборочных и сварочных работ существуют
следующие опасности для здоровья рабочих: поражение электри-
ческим током; поражение лучами дуги глаз и открытых поверхно-
стен кожи; ушибы и порезы во время подготовки изделий к сварке
и во время сварки; отравление вредными газами и пылью; ожоги
от разбрызгивания капель рас _
плавленного металла в шлака. 1 । Г~
взрывы при сварке сосудов, па 5 | S I
холящихся под давлением, та 0-----J 1——0-Х-------\=1
ры из-под горючих веществ и / 1\
при работе вблизи легко- AJ
воспламеняющихся и взрыво-
опасных веществ; пожары о г „ /Л
расплавленного металла и Рис ,6Э- Двухполюсное прикосновение
г . к сварочной сети
шлака.
Поражение электрическим
током. Электрический травматизм возникает при замыкании элек-
трической пени сварочного аппарата через человеческое тело
(рис. 169). Причинами электротравматизма являются: недостаточ-
ная электрическая изолиния аппаратов и питающих проводов, пло-
хое состояние спецодежды и обуви сварщика, сырость и теснота
помещений и другие факторы.
В условиях сварочного производства электротравмы происходят
при движении тока по одному из трех путей: 1) рука — тулови-
ще— рука; 2) рука — туловище — нога; 3) обе руки:—туловище —
обе ноги.
При движении тока по третьему пути сопротивление цепи наи-
большее, следовательно, степень травматизма наименьшая. Наи-
более сильное действие тока будет при движении его по первому
пути.
В зависимости от его величины электрический ток, проходящий
через человека (при частоте 50 Гц), вызывает следующие травмы:
при 0,6—1,5 мА — легкое дрожание рук; при 5—7 мА — судороги
в руках; при 8—10 мА —судороги и сильные боли в пальцах и
кистях рук; при 20—25 мА — паралич рук, затруднение дыхания;
при 50—80 мА — паралич дыхания; при 90—100 мА — паралич
дыхания, при длительности более 3 с — паралич сердца; при
3000 мА и при длительности более 0,1 с — паралич дыхания и
сердца, разрушение тканей тела.
Следовательно, смертельным следует считать величину тока
0.1 А. С повышением частоты электрического тока более 500 Гц дей-
ствие его существенно ослабевает.
' Величина сопротивления человеческого орга-
низма. Электрическое сопротивление разных частей тела челове-
ка различно: наибольшее сопротивление имеет сухая кожа, ее верх-
ний роговой слой, в котором нет кровеносных сосудов, а также кост-
20*
307
пая ткань; значительно меньше сопротивление внутренних тканей;
наименьшее сопротивление имеют кровь и спинно-мозговая жид-
кость. Сопротивление человека зависит от внешних условий: оно
понижается при повышении температуры, влажности, загазован-
ности помещения. Сопротивление зависит от состояния кожных
покровов: при наличии повреждений кожи — ссадин, царапин—
сопротивление тела уменьшается.
При напряжении выше 100 В происходит пробой верхнего ро-
гового слоя кожи, что также ведет к уменьшению сопротивления
тела. Сопротивление человека, находящегося под действием элек-
трического тока, зависит также от плотности контактов, площади
соприкосновения с токоведущими поверхностями и пути электриче-
ского тока (см. рис. 169). При определении условий электробез-
опасности считают величину сопротивления, равную 2000 Ом.
Безопасным считается напряжение 12 В, а при работе в сухих,
отапливаемых и вентилируемых помещениях — 36 В.
Защита от поражения электрическим током.
Для защиты сварщика от поражения электрическим током необ-
ходимо: надежно заземлять корпус источника питания дуги и сва-
риваемое изделие; не использовать контур заземления для обрат-
ного провода; хорошо изолировать рукоятку электрододержателя;
работать в сухой и прочной спецодежде и рукавицах (ботинки
не должны иметь в подошве металлических шпилек и гвоздей);
прекращать работу при дожде и сильном снегопаде (если нет
укрытий); не производить ремонта оборудования и аппаратуры
(должен выполнять электрик); при работе внутри сосудов поль-
зоваться резиновым ковриком и переносной лампой напряжением
не более 12 В.
Заземлен и е. Защитное заземление представляет собой со-
единение металлическим проводом частей электрического устрой-
ства (например, корпуса сварочного трансформатора) с
землей.
Заземление служит для защиты от поражения электрическим
током при прикосновении к металлическим частям электрических
устройств (корпуса источников питания, шкафы управления и
др.), оказавшимися под напряжением в результате повреждения
электрической изоляции.
Земля в аварийном режиме работы электрооборудования ис-
пользуется в качестве проводника в цепи замыкания. При ।пра-
вильном заземлении электрооборудования образуются параллель-
ные электрические ветви: одна с малым сопротивлением (3—
4 Ом), а другая, в которую входит человек или группа людей,
с большим сопротивлением (2000 Ом). Поэтому практически ток
не пройдет через тело человека в случае соприкосновения его с
корпусом источника питания, случайно оказавшимся под напря-
жением.
Включение в работу незаземленных источников питания дуги
запрещается (однако имеются некоторые исключения).
303. .
Заземление выполняется различно в зависимости от напряже-
ния и системы электроснабжения (с глухозаземленной нейтралью
или с изолированной нейтралью).
На рис. 170 дана схема подключения сварочного трансформа-
тора при питании его от сети с глухозаземленной нейтралью.
Из схемы видно, что для питания однофазного сварочного транс-
форматора от пункта подключения до вводной коробки трансфор-
матора проложен трехжильный гибкий шланговый кабель. Тре-
тья жила присоединена одним концом к заземляющему болту
корпуса сварочного трансфор-
матора и другим концом к кор-
пусу пункта подключения. За-
жим-вывод обмотки низкого
напряжения сварочного транс-
форматора присоединен к
свариваемой детали и одновре-
менно заземляющим металли-
ческим проводником к зазем-
ляющему болту на корпусе
сварочного трансформа-
тора.
На передвижных установ-
ках применяют переносные за-
земляющие устройства.
Оказание помощи по-
страдавшему от элект-
рического тока. В первую
очередь необходимо отсоеди-
нить токоведущий провод от
пострадавшего; это делается
перерубанием провода острым
инструментом с изолирующей
Рис. 170 Схема подключения сварочного
трансформатора при питании его от сети
с глухозаземленной нейтралью:
1 — пункт подключения. 2 — сварочный транс-
форматор. 3 — электрододержатель. 4 — свали-
ваемое изделие, 5 — питающий штанговый
трехжильный провод с заземляющей жилой.
6 — первичная обмотка трансформатора. 7 —
вторичная обмотка трансформатора, S — зазем-
ляющий болт на корпусе трансформатора и на
пункте подключения, 9 — к нулевому проводу
сети
рукояткой или отбрасыванием провода от пострадавшего сухой до-
ской. В лучшем случае, если есть возможность, надо сразу выклю-
чить рубильник или предохранители. Оказывающий помощь должен
предохранить себя ог попадания в электрическую цепь, пользуясь
для этого изоляционными материалами (сухие доски, резиновый
коврик, стекло, пластмасса). Если пострадавший находится на вы-
соте, должны быть приняты меры, исключающие падение после его
отключения от провода.
Пострадавшему должен быть обеспечен приток свежего возду-
ха, полный покой. При отсутствии дыхания и пульса необходимо
немедленно начать искусственное дыхание.
Во всех случаях при поражении электрическим током необхо-
димо вызвать врача.
Поражение электрическим током (электрический удар) может
вызвать клиническую (мнимую) смерть. Состояние клинической
смерти продолжается от 4 до 12 мин. За это время человек может
быть возвращен к жизни в результате оказания медицинской по-
309
мощи (реанимация), непрямого массажа сердца или искусствен-
ного дыхания.
Следует иметь в виду, что констатировать смерть может только
врач. Поэтому оказывать помощь пострадавшему надо непрерыв-
но до прибытия врача.
Искусственное дыхание. Если к искусственному ды-
ханию приступают на первой минуте, то исход несчастного случая
всегда благоприятен. Пострадавшего укладывают па живот. На то
обеспечить приток свежего воздуха, расстегнуть пояс, ворот и
другие части одежды, затрудняющие дыхание и кровообращение,
а также вытянуть язык, который при параличе западает в гортань
и перекрывает дыхательные пути. Один человек, расположившись
у головы, удерживает пальцами язык носовым платком, а два
других, делают искусственное дыхание — перемещением локтей
пострадавшего от нижних ребер до уровня маковки головы. Локти
должны перемещаться параллельно земле, необходимо произво-
дить легкое нажатие локтями на середину ребер Число движений -
равно числу собственных глубоких дыханий.
В настоящее время широкое распространение получил способ
искусственного дыхания «рот в рот». В этом случае оказывающий
помощь вдувает воздух непосредственно в р.от пострадавшего.
Пострадавший лежит на спине, под лопатки его подложен мягкий
валик (одежда), голова запрокинута назад. Оказывающий помощь
делает глубокий вдох, плотно (через марлю, платок) прижимает
свой рот ко рту пострадавшего и с силой вдувает воздух. При этом
нос пострадавшего должен быть зажат. После вдувания рот и нос
пострадавшего освобождают для свободного выхода воздуха. Вду-
вание производят каждые 5—6 с.
Этот способ более эффективен, чем ручной, так как при каж-
дом вдувании в легкие пострадавшего воздуха поступает в 3—4
раза больше.
Поражение зрения. Электрическая сварочная дуга выделяет
три вида излучений: световое, ультрафиолетовое и инфракрас-
ное.
Световые лучи ослепляют, так как их яркость примерно в
10 000 раз превышает допустимую для глаза. Ослабление зрения,
наступившее от действия световых лучей, исчезает через непро-
должительный период времени.
Ультрафиолетовые лучи даже при кратковременном действии
на небольшом расстоянии вызывают заболевание глаз —свето-
боязнь (электроофтальмия), выражающуюся в появлении рези в
глазах, слезотечении, временном ослаблении зрения. Болезнь про-
является спустя несколько часов после облучения. Электроофталь-
мия излечивается в течение 2—3 дней цинковыми каплями или
каплями «Альбуцид», промыванием слабым чаем, холодным ком-
прессом.
Инфракрасные лучи могут вызвать повреждение глаз только
при длительном действии. Это повреждение выражается заболе-
ванием, называемым катаракта (помутнение) хрусталика, кото-
310
рое может привести к частичной или полной потере зрения 01
нако это заболевание у сварщиков встречается редко.
Защита органов зрения. Электросварщики работают
со светофильтрами, которые задерживают и поглощают излечение
дуги. В соответствии с мощностью дуги следует применять с вс
тофильтры (ГОСТ 9497- 60):
Э-1 для сварочного тока................ 30—75 А
Э-2 » » » . 75—200 А
Э-3 » » » ............ 200—400 А
Э-4 I
. 1 » » » ................более 400 А
Размер стекол 52X102 мм. Снаружи стекла предохраняются
от забрызгивания простым оконным стеклом, которое сменяется
по мере загрязнения.
В заводских условиях сварщики работают в изолированных ка-
бинах. При работе на открытом воздухе сварщик должен огоро-
дить место сварки (щитами, ширмами и т. п.), учитывая, что
вредные излучения дуги распространяются на 15 м.
Стены и потолки сварочных мастерских должны окрашиваться
матовой краской темных тонов, исключающей отражение свето
вых лучей.
Отравление вредной пылью и газами. Отравление возможно
при сильном загрязнении воздуха сварочной пылью из окислов и
соединений марганца, углерода, азота, хлора, фтора и др. По су-
ществующим нормам средняя запыленность помещения не должна
превышать 2—5 мг/л воздуха, содержание MgO2 не более 0,3 мг/л.
СО не более 0,03 мг/л, NO не более 0,005 мг/л, паров свинца нс
более 0,01 мг/л и т. д. Количество окисной и вредной пыли при
сварке образуется от 10 до 150 г на 1 кг расплавленных элект-
родов.
Признаками отравления обычно являются: головокружение,
головные боли, тошнота, рвота, слабость, учащенное дыхание
и др. Отравляющие вещества могут также откладываться в
тканях организма человека и вызывать хронические заболева-
ния.
Мероприятиями по борьбе с загрязнением воздуха служат внед-
рение новых марок покрытий электродов и флюсов с наимень-
шими токсичными свойствами; приточно-вытяжная вентиляция;
устройство передвижных отсосов; приток свежего воздуха от воз-
духопровода через электрододержатель или шлем; пользование
респиратором с химическим фильтром, а иногда и противо-
газом.
Ожоги. При сварке электродный металл и шлак разбрызги-
ваются; горячие брызги могут попасть на незащищенную кояц
сварщика или вызвать тление и прогорание одежды, а тем самым
ожоги. Для защиты от ожогов сварщиков обеспечивают специаль-
ной одеждой, обувью, рукавицами и головным убором. При рабо-
3U
те рядом с легковоспламеняющимися материалами может возник-
нуть пожар. Опасность пожара особенно следует учитывать при
работе на строительстве. Если сварочные работы проводятся на-
верху, то необходимо находящиеся внизу аппаратуру и любые I
легковоспламеняющиеся материалы защищать от падающих
сверху искр. Требуется также особая осторожность при сварке в тех
случаях, когда около места выполнения работ располагаются
деревянные леса или имеются отходы в виде стружки, опилок и
т. д. Иногда для выполнения сварочных работ требуется обяза-
тельное разрешение пожарной охраны. В местах электросварочных
работ должны быть средства пожаротушения в виде подведенной
воды, ящика с песком, щита с инструментом (топор, лом, багор,
лопата и т. п.) и огнетушителей.
Ушибы, порезы при сборке и сварке изделий. Основными при-
чинами механических травм на производстве при сборочно-свароч-
ных работах могут быть: отсутствие приспособлений для транс-
портировки и сборки тяжелых деталей; неисправные транспортные
средства (тележки, краны и т. д.); неисправный и непроверенный
такелаж (канаты, цепи, тросы, захваты и др.); неисправный ин-
струмент (кувалды, молотки, зубила, ключи и т. д.); незнание и
несоблюдение персоналом основных правил по такелажным ра-
ботам.
При сборочно-сварочных работах чаще всего наблюдаются
травмы в виде ушибов' и ранений рук (от неумелого обращения с
инструментом и деталями) и ног (от падения собираемых дета-
лей). Правильно оснащенное рабочее место сварщика должно
полностью обеспечить работающих от всяких механических по-
вреждений.
При составлении технологии сборки и сварки следует самым
тщательным образом продумать все проектируемые операции с
точки зрения безопасности работы.
§ 133. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПЛАЗМЕННО-
ДУГОВОЙ РЕЗКЕ
Безопасность при выполнении дуговой сварки и резки (вклю-
чая плазменно-дуговую резку) обеспечивается соблюдением «Пра-
вил техники безопасности и производственной санитарии при
электросварочных работах», утвержденных Президиумом ЦК
профсоюза рабочих машиностроения 8 января I960 г.
Плазменно-дуговая резка требует особо строгого соблюдения
действующих правил эксплуатации электроустановок. Действую-
щими правилами допускается напряжение холостого хода до
180 В при ручной и до 500 В при машинной резке (в аппаратах
с дистанционным управлением).
Плазменно-дуговая резка сопровождается сильным шумом, как
правило, не превышающим допустимого санитарными нормами.
В случае образования шума на уровне звукового давления ПО—
312
115 дБ (это возможно при высоких напряжениях плазменной рез-
ки) необходимо применение защитных устройств от шума. Сила
сварочного тока мало влияет на уровень шума. Уровень шума
сильно повышается с увеличением напряжения плазменной дуги,
применяемом при машинной резке. Уровень шума снижается с
увеличением расстояния от места горения плазменной дуги. По-
этому при механизированной резке следует применять дистан-
ционное управление и место оператора подобрать с наименьшим
шумом.
При ручной резке отдалить резчика от режущей дуги невоз-
можно. Поэтому следует ограничивать рабочее напряжение дуги.
В отдельных случаях резчики пользуются противошумными на-
ушниками ВЦНИИОТ-2 или противошумной каской ВЦНИИОТ-
2М с наушниками, защищающими резчика от шума интенсив-
ностью до 120 дБ (резчик при этом слышит разговорную
речь).
Плазменно-дуговая резка вызывает образование большого ко-
личества газов и паров от разрезаемого металла. Большое со-
держание в воздухе около резчика даже таких газов, как азот и
аргон, затрудняет дыхание и вызывает удушье. Особенно опасны
пары окислов меди и цинка, образующиеся при резке меди и ла-
туней. Поэтому при резке сжатой дугой требуется, кроме обще-
обменной, также и местная вентиляция.
Наряду с газопылевыми выделениями и шумами резка сжатой
дугой сопровождается интенсивным излучением Для защиты глаз
оператора-резчика применяют щитки с защитными стеклами и оч-
ки со светофильтрами типа В-2 или В-3.
Другие опасности в виде взрыва сжатого газа, ожогов брыз-
гами расплавленного металла и возникновения пожара всегда
требуют особой предосторожности при плазменно-дуговой
резке.
§ 134. ТЕХНИКА БЕЗОПАСНОСТИ ПС*И ГАЗОВОЙ
СВАРКЕ И РЕЗКЕ
Основными источниками опасности при газовой сварке и резке
могут быть:
взрывы ацетиленовых генераторов от обратного удара пламе-
ни, если не срабатывает водяной затвор (нужно следить за тем,
чтобы водяной затвор всегда был наполнен водой до надлежащего
уровня, и периодически проверять его, открывая контрольный
кран затвора);
взрывы кислородных баллонов в момент их открывания, если
на штуцере баллона или на клапане редуктора имеется
масло;
неосторожное обращение с пламенем горелки; пламя может
быть причиной загорания волос, одежды, ожога сварщика и по-
жара в помещении;
зь
ожоги глаз в случае, если сварщики не пользуются светофильт-
рами;
отравления скопившимися вредными газами при отсутствии об-
менной вентвдяции в помещении.
При ручной и механизированной кислородной резусе, сварке и
других процессах газопламенной обработки сварщики должны
работать в защитных очках со стеклами Г-1, Г-2 и Г-3, а вспомо-
гательные рабочие —со стеклами В-1, В-2 и В-3 (ГОСТ 9497—
60), где стекла Г-3 и В-3 наиболее темные.
При выполнении газопламенных работ внутри отсеков, ям и
резервуаров, где возможны скопления вредных газов, должны ра-
ботать переносные приточно-вытяжные вентиляторы.
Запрещается работать без водяного затвора или при неисправ-
ном ьсдяном затворе. Запрещается к одному водяному затвору
присоединять несколько горелок или резаков.
Необходимо тщательно промывать ацетиленовый генератор от
известкового ила не реже двух раз в месяц при ежедневной ра-
боте генератора. Правила по обращению и уходу за ацетиленовым
генератором елечует строго выполнять согласно инструкции по
эксплуатации данного генератора.
Запрещается переносить баллоны на плечах; следует пользо-
ваться специальными тележками или носилками. Кислородные и
ацетиленовые баллоны должны всегда находиться в вертикальном
положении. Следует предохранять их от ударов.
Запрещается устанавливать баллоны на солнце, возле отопи-
тельных приборов и других источников тепла. При необходимости
любой баллон должен находиться на расстоянии не менее Б м от
сварочной горелки или резака.
В качестве заменителей ацетилена не рекомендуется применять
бензин (в крайнем случае только бензин А-66 с соответствующей
аппаратурой для него). Применение этилированного бензина за-
прещается во всех случаях газопламенной обработки. К выпол-
нению работ с применением керосина, бензина и их смесей могут,
допускаться только специально обученные рабочие, имеющие удо-
стоверения заводской квалификационной комиссии.
Применение жидких горючих на стапельных работах, в судах
и в замкнутых помещениях (коглы, цистерны и др.) запрещается.
При работе на жидких горючих разрешается пользоваться
только бензомаслостойкими шлангами по ГОСТ 9356—75 с внут-
ренним диаметром 6 мм и длиной не менее 5 м.
При выполнении работ по газовой сварке и резке необходимо
соблюдать соответствующие «Правила техники безопасности и
производственной санитарии при производстве ацетилена, кисло-
рода и газопламенной обработке металлов».
Контрольные вопросы
1 В каких случаях может произойти поражение человека электрическим то-
ком?
314
2. Расскажите о способах оказания помощи постра давшему от тока,
3. Что такое заземление корпуса источника-питания дуги?
4. Какая помощь необходима пострадавшему от лучей дуги?
5. Объясните основные правила, которые нужно соблюдать при плаэмлшш
дуговой резке.
6. Укажите основные правила по охране труда при газовой сварке и рс |
7. Как производится искусственное дыхание?
ЛИТЕРАТУРА
1. Г л и з м а н е н к о Д. Л. Сварка и резка металлов, изд. 8-е. М., «Высшая
школа», 1975.
2. Хренов К. К. Сварка, резка и дайка металлоп. М., «Машиностроение»,
1970.
3. Ц у к е р м а и М. Б. Источники питания сварочной дуги и электро пла-
нового процесса. М, «Высшая школа», 1974.
4. Ш е б е к о Л П. Оборудование и технология автоматической и полуавто-
матической сварки, изд. 2 е. М.. «Высшая школа», 1975.
5 Шебе к о Л. П. Upon родственное обучение электрогазосварщиков, изд,
2-е. М., «Высшая школа», 1972.
ОГЛАВЛЕНИЕ
Введение............................................................ 3
Глава I. Общие сведения о сварке . . , ............. 5
§ 1. Сущность и классификация процессов сварки ... 5
§ 2. Краткая характеристика дуговой сварки ...................... 7
Глава II. Оборудование сварочного поста для ручной дуговой сварки . 10
§ 3. Сварочный пост....................................... ... Ю
§ 4. Устройство сварочного трансформатора.......................12
§ 5. Устройство сварочного выпрямителя..........................13
§ 6. Устройство сварочного преобразователя .... . . 14
§ 7. Обслуживание источников питания дуги ... .15
§ 8. Принадлежности и инструмент сварщика .... 17
Гвава III. Сварочная дуга.............................................19
v/ § 9. Основные сведения о сварочной 'дуге........................* 19
§ 10. Способы зажигания дуги......................................24
§ 11. Перенос электродного металла на изделие ................... 25
Глава IV. Металлургические процессы при сварке ... ... 27
§ 12. Особенности металлургии сварки....................... . . 27
§ 13. Загрязнения металла шва ....................................28
§ 14. Кристаллизация металла шва и образование трещин . . . 39
§ 15. Строение сварного соединения.........................32
§ 16. Микроструктура металла зоны термического влияния ... 32
§ 17. Места разрушения сварных соединений..................34
Глава V. Электроды для дуговой сварки ......... 35
§ 18. Виды электродов......................................35
§ 19. Проволока стальная сварочная.........................35
§ 20. Стальные покрытые электроды..........................37
§ 21. Порошковая проволока . . . 41
§ 22. Неплавящиеся электроды...............................43
Глава VI. Деформации и напряжения при сварке..........................44
§ 23. Силы, деформации, напряжения и связь между ними ... 44
§ 24. Возникновение напряжений и деформаций при сварке ... 46
§ 25. Основные мероприятия по уменьшению деформаций и напря-
жений при сварке............................................. . 50
Глава VII. Сварные соединения и швы...................................56
§ 26. Виды сварных соединений .... .............56
§ 27. Классификация сварных швов..................................59
§ 28. Условные обозначения швов сварных соединений .... 61
§ 29. Расчет сварных швов на прочность ...........................63
Глава VIII. Техника ручной дуговой сварки.............................67
। § 30. Подготовка металла под сварку . . .................67
§ 31. Сборка деталей под сварку ..................................67
§ 32. Техника выполнения швов.....................................72
§ 33. Выбор режима сварки....................................... 77
§ 34. Наплавка валиков............................................79
§ 35. Сварка в нижнем положении...................................79
316
§ 36. Выполнение вертикальных, горизонтальных и потолочных швов
§ 37. Сварка тонколистовой стали . . . ......................
§ 38. Сварка электрозаклепками . . ....................
§ 39. Сварка под водой.......................................
1лава IX Материалы и аппаратура для газовой сварки и резки
§ 40. Газы, присадочная проволока и флюсы для газовой сварки
§ 41. Ацетиленовые генераторы. Водяные затворы ....
§ 42. Баллоны для сжатых газов...............................
§ 43. Редукторы для сжатых газов. Рукава (шланги)
§ 44. Сварочные горелки .....................................
Глава X. Сварочное пламя . ... ..............
§ 45. Структура ацетнлено-кислородного пламени
§ 46. Виды пламени.................................
§ 47. Металлургические процессы при газовой сварке
Глава XI. Технология газовой сварки..............................
§ 48. Области применения газовой сварки........................
§ 49. Техника газовой сварки ......................
§ 50. Основы технологии газовой сварки.......................
Глава XII. Аппаратура для кислородной резки ....
§ 51. Универсальные инжекторные резаки...................
§ 52. Вставные резаки ............................. . .
§ 53. Резаки для резки стали больших толщин..................
§ 54. Специальные резаки.....................................
§ 55. Керосинорез .....................................
§ 56. Машины для кислородной резки...........................
Глава XIII. Технология кислородной резки.........................
§. 57. Сущность и классификация процесса резки.............
§ 58. Основные условия резки металлов окислением
§ 59. Влияние состава стали на резку.........................
§ 60. Режимы резки ..........................................
§ 61. Техника резки..........................................
§ 62. Приемы резки ...................................
§ 63. Деформации при кислородной резке.......................
§ 64. Качество кислородной резки......................
Глава XIV Аппаратура и технология кислородно-флюсовой резки
§ 65. Сущность процесса и аппаратура для резки ....
§ 66. Технология резки ......................................
§ 67. Техника резки на установке УРХС-5......................
Глава XV. Плазменно-дуговая и другие виды термической резки
. । § 68. Плазменно-дуговая резка................................
i' § 69. Луговая резка ................................
§ 70. Подводная резка ... ....................... .
§ 71. Виды термической резки бетона и железобетона
Глава XVI. Сварка углеродистых и легированных сталей
§ 72. Краткие сведения о сталях ......
§ 73. Свариваемость металлов......................
§ 74. Сварка углеродистых конструкционных сталей
§ 75. Сварка низколегированных сталей....................
§ 76. Сварка среднелегированных сталей ....
§ 77. Сварка легированных теплоустойчивых сталей
§ 78. Сварка термически упрочненных сталей...................
§ 79. Сварка высоколегированных сталей и сплавов
Глава XVII. Сварка чугуна.............................. . .
§ 80. Свойства чугунов.................................. ...
§ 81. Свариваемость чугунов . . . ...
§'82. Горячая сварка чугуна . . .
§ 83. Холодная сварка чугуна .... ...
§ 84. Пайка чугуна..........................
Глава XVIII. Сварка цветных металлов и их сплавов
§ 85. Сварка меди и ее сплавов...............................
§ 86. Сварка алюминия и его сплавов..........................
84
86
87
87
88
88
92
98
100
103
109
109
109
111
113
113
113
116
119
119
120
121
122
123
125
129
129
130
131
132
134
137
140
142
144
144
148
149
150
150
156
158
159
163
163
164
167
168
172
174
177
178
184
184
185
186
190
193
195
195
201
317
§ 87 , Сварка титановых сплавов........................... .... 206
§ 88. Сварка ’ магниевых сплавов................................. 206
Глава XIX. Наплавка.............................................. . 20Л
§ 89. Классификация процессов наплавки .... , 2СЯ
§ 90. Материалы для наплавки. Техника дуговой наплавки . . . 208
§ 91. Наплавка газокислородным пламенем ...... 213
Глава XX. Особые виды высокопроизводительной ручной дутовой
сварки........................................................ . 211
§ 92. Сварка высокопроизводительными покрытыми электродами , 213
§ 93. Сварка сдвоенным электродом, гребенкой электродов, грехфаз- I
ной дугой....................................................215
§ 94. Сварка с глубоким проплавлением...........................216
§ 95. Сварка лежачим и наклонным электродами....................217
Глава XXI. Источники литания сварочной дут и ....... 219
§ 96. Основные требования к источникам питания дуги .... 219
§ 97. Сварочные трансформаторы .................................222
§ 98. Сварочные преобразователи постоянного тока и сварочные ar- I
регаты..........................................................228
§ 99. Многопостовые сварочные преобразователи ........234
§ 100. Сварочные выпрямители....................................23я
§ 101. Электрическое оборудование для импульсно дуговой сварки 239
§ 102. Источники питания плазменной дуги .... ‘ 40
§ 103. Транзисторные и тиристорные выпрямители ....
§ 104. Параллельное соединение источников питания ............... 243
Глава XXII. Оборудование и технология полуавтоматической сварки пла-
вящимся электродом ..... .... . 244
§ 105. Устройство полуавтомата , . . ...... 244
§ 106. Расположение подающего механизма......................246
§ 107. Особенности конструкции полуавтоматов.................247
§ 108. Технология полуавтоматической сварки в защитном газе . . 254
§ 109. Технология полуавтоматической сварки порошковой и само- 1
защитной проволокой ...................................... 253
§ ПО. Ручная и полуавтоматическая сварка арматурной стали в
строительстве ....................................................25Я
Глава XXIII. Оборудование и технология ручной сварки вольфрамовым
электродом в инертных газах......................................
§ 111. Сущность сварки в инертных газах .........................262
§ 112. Применяемые газы и электроды...............................26Я
§ 113. Аппаратура для ручной сварки неплавящимся вольфрамовым
электродом ........................... . , .... 264
§ 114. Технология сварки вольфрамовым электродом .... 26а
Глава XXIV. Особенности ручной и полуавтоматической дуговой сварки
различных конструкций .... ..... 269
§ 115. Решетчатые конструкции .................................. 271
§ 116. Балочные конструкции...................................... 272
§ 117. Трубные конструкции ...................................... 274
Глава XXV. Дефекты и контроль сварных швов и изделий , . 279
§ 118. Основные дефекты сварных швов и причины их возник-
новения ................................................... .... 279
§ 119. Классификация видов контроля качества сварных швов и
сварных изделий .......................ч..................' - 281
§ 120. Сущность основных видов неразрушаюшего контроля качества
сварки ..................................................... 282.
§ 121. Сущность основных разрушающих видов контроля качества
сварки ......................................................290
Глава XXVI. Специальные виды сварки...............................292
§ 122. Диффузионная сварка................. ..................292
§ 123. Электроннолучевая сварка............................. • 2931
§ 124. Сварка лазерным лучом .... ... 295-
§ 125. Прочие виды сварки • ............. . 296
318
Глава XXVII. Сведения по механизации, автоматизации и организации
сварочного производства ... 299
§ 126. Механизация сборочных работ ..... ... 299
§ 127. Автоматизация процесса сварки .......................... *301
§ 128. Поточные липни по изготовлению сварных изделий . 303
§ 129. Научная организация труда . 301
§ 130. Нормирование времени на сварку и резку.....................305
Глава XXVТП. Техника безопасности я противопожарные мероприятия при
сварке и резке................................................... ' зог,
, § 131. Организация охраны труда на предприятиях ’ 306
*' § 132. Техника безопасности при дуговой сварке .... 307
§ 133. Техника безопасности при плазменно-дуговой резке . 312
§ 134. Техника безопасное ги при газовой сварке и резке .’ ’ ’ 313
Литература 315