





















































































































































































































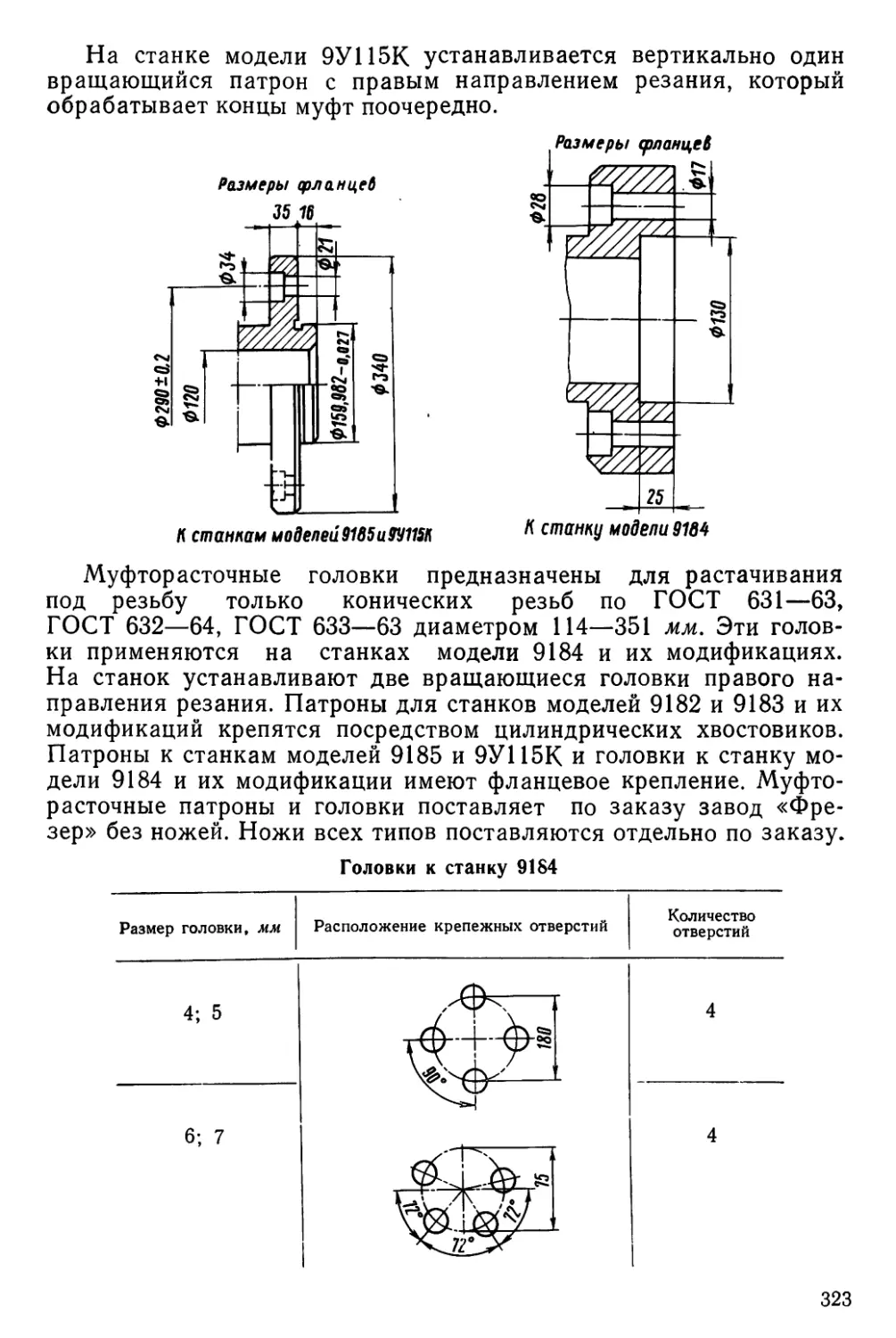
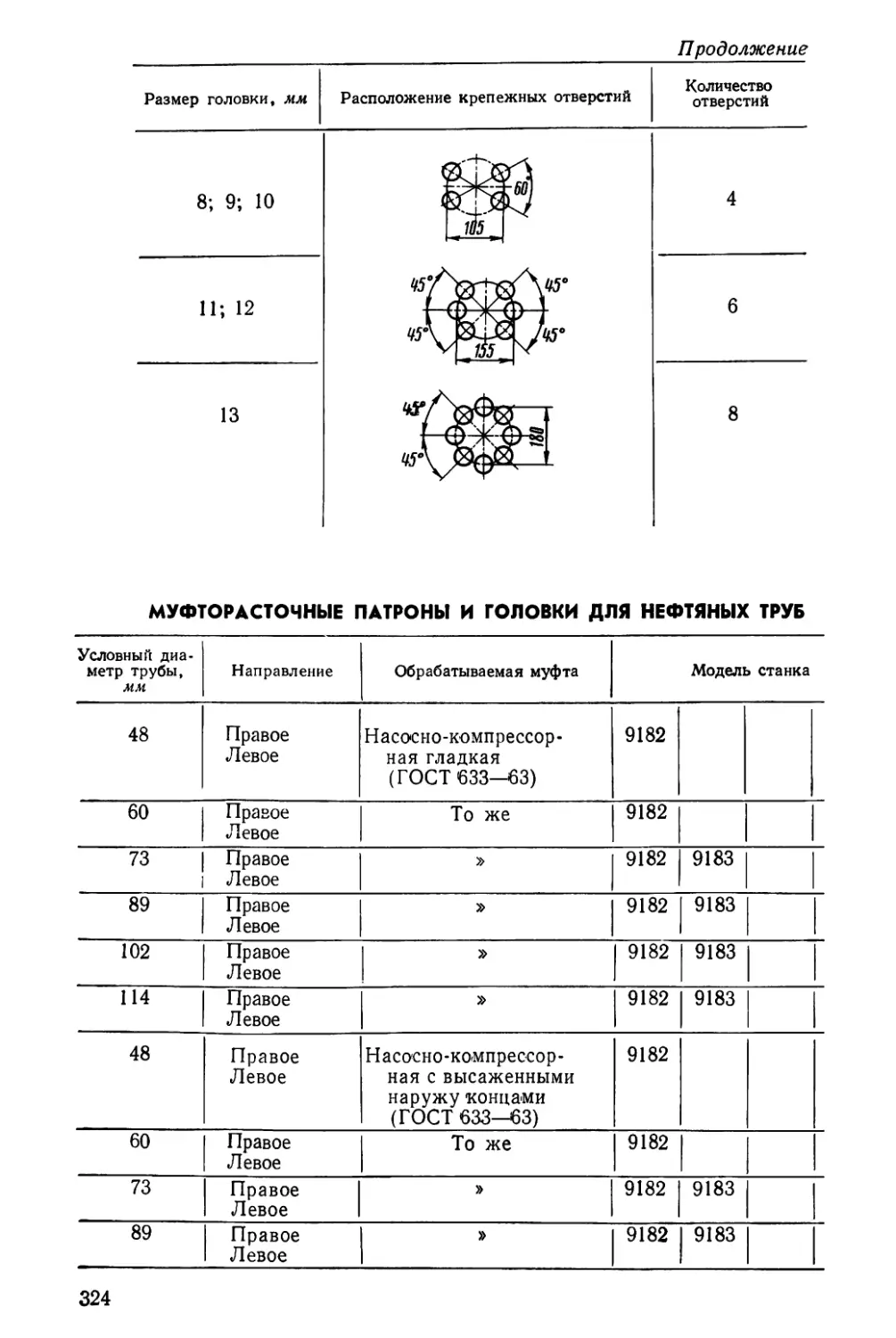

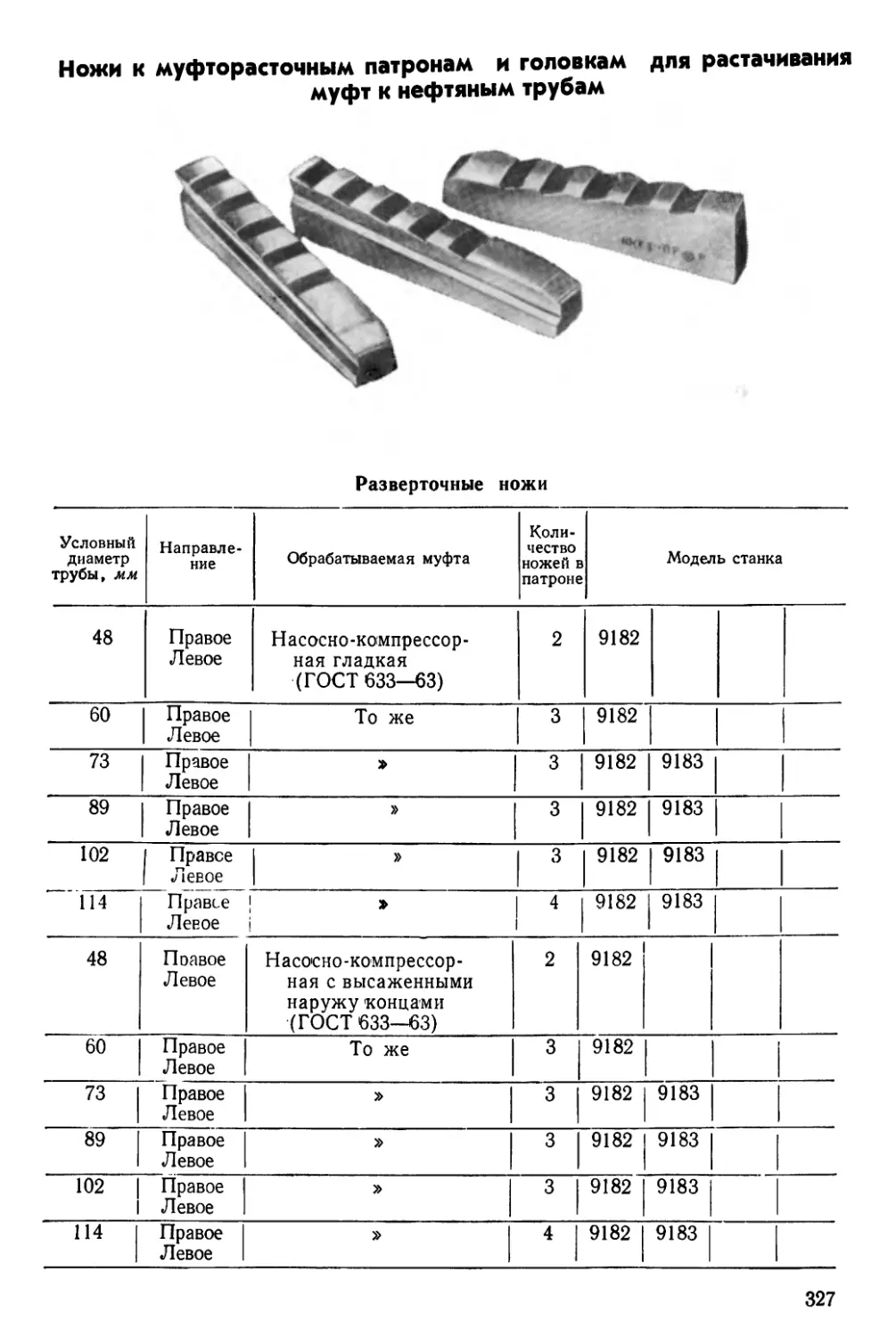


























































































Author: Грудов А.А. Славнов Н.В. Долинский А.В. Хостикоев М.З. Комаров П.Н. Борисов С.Н.
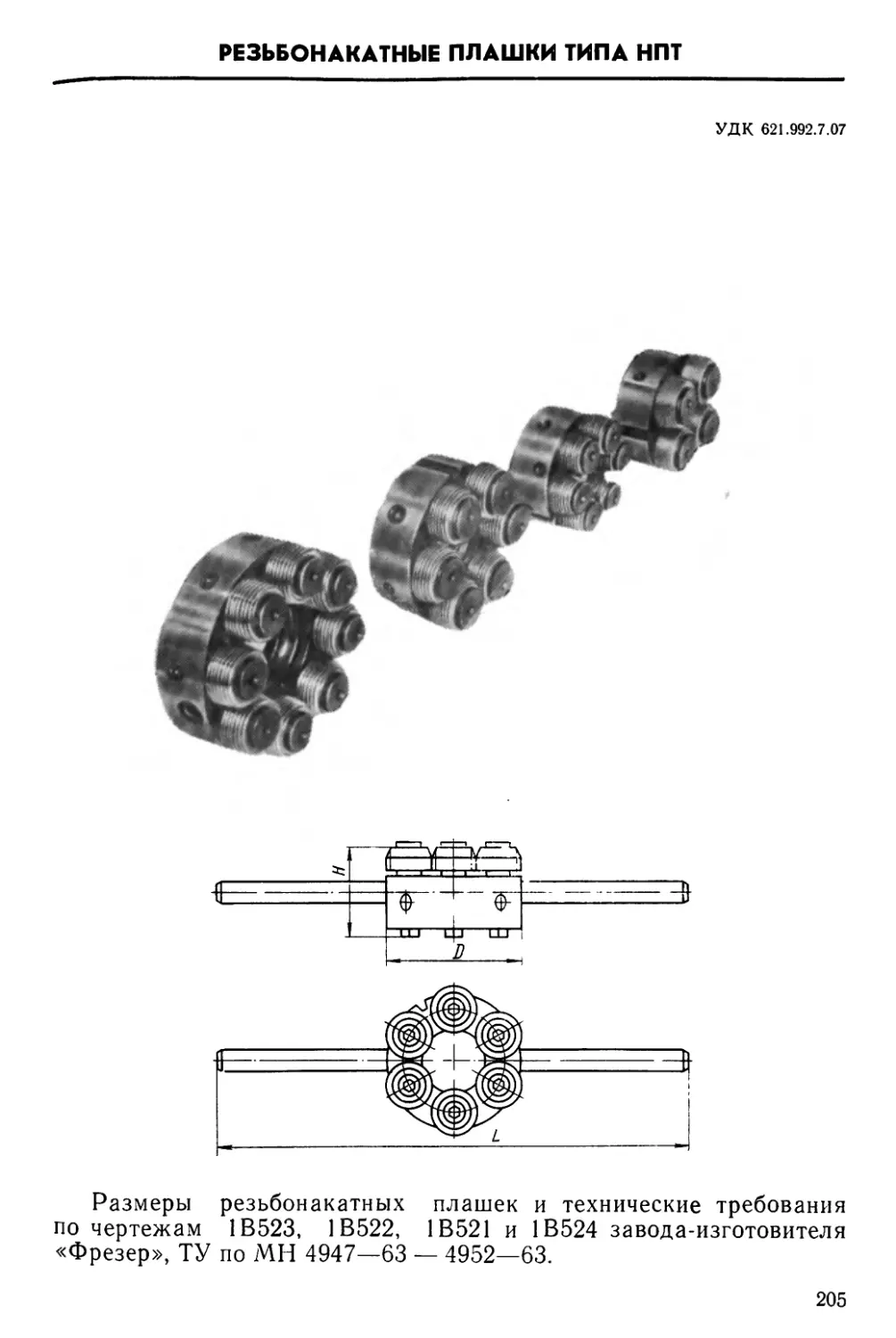
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы металлорежущие станки металлургия обработка металлов
Year: 1976



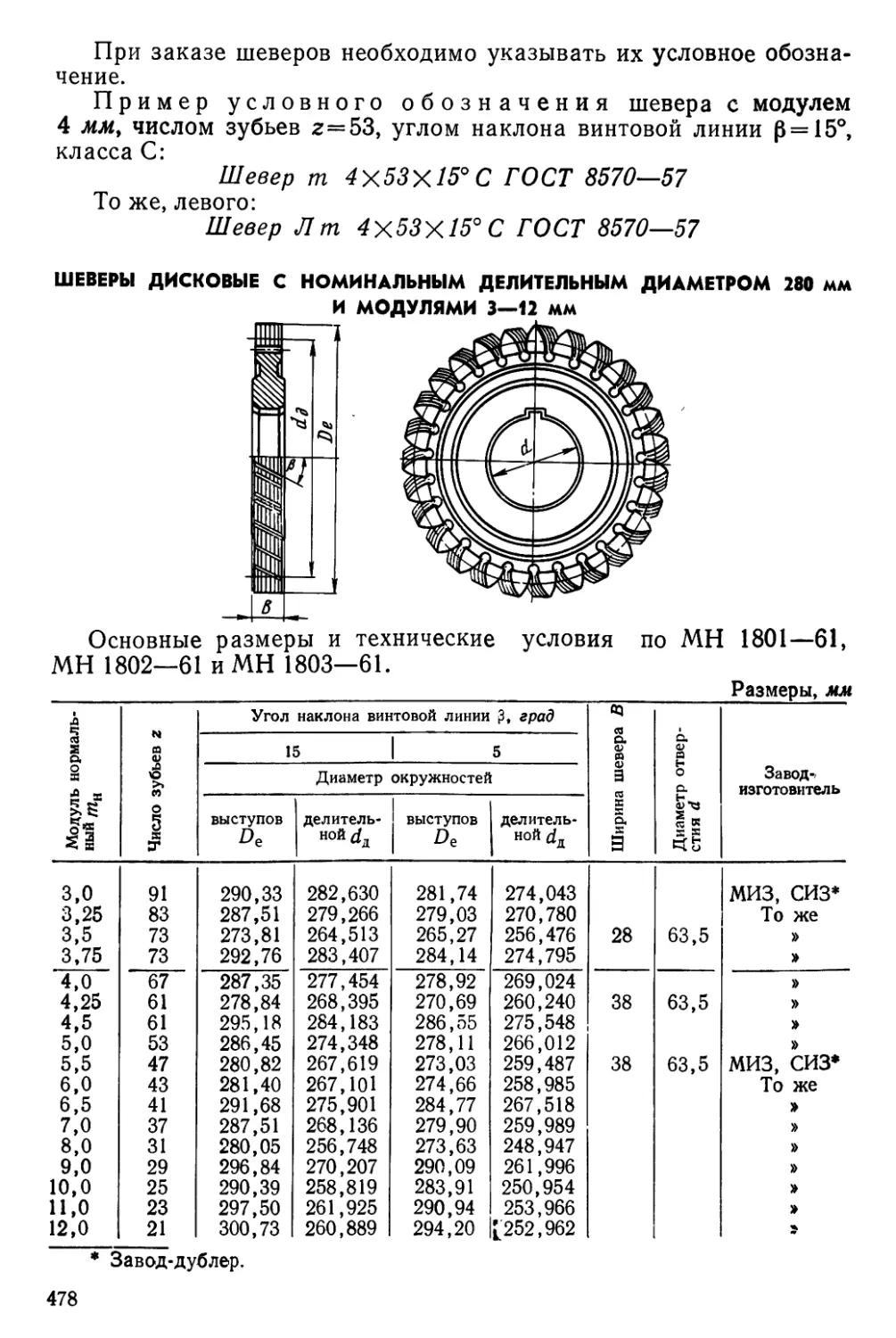
металлорежущий
инструмент
часть
резьбообразующий,
'Л
й:?
трубо и мусртообрабатывающий
и зуборезный инструмент
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТРУМЕНТАЛЬНЫЙ ИНСТИТУТ (ВНИИ)
металлорежущий
инструмент [д’
каталог часть
резьбообразуюшии
трубо и мцсртообрабатывающии
и зуборезный инструмент
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ИНФОРМАЦИИ ПО МАШИНОСТРОЕНИЮ
МОСКВА 1976
Scan Ъу
myxiog
Каталог «Металлорежущий инструмент», ч. 3, составлен сотруд-
никами Всесоюзного научно-исследовательского инструментального
института (ВНИИ).
Раздел 1 — канд. техн, наук А. А. ТРУДОВ
Раздел 2 — инженеры Н. В. СЛАВНОВ, А. В. ДОЛИНСКИЙ
Раздел 3 — М. 3. ХОСТИ КОЕВ, П. Н. КОМАРОВ, С. Н. БОРИСОВ
Раздел 4 —М. И. КАЗАК
Раздел 5 — Б. Л. СУРКОВ
По всем вопросам, изложенным в данной части каталога, обра-
щаться во ВНИИ (105023, Москва, Б. Семеновская ул., 49).
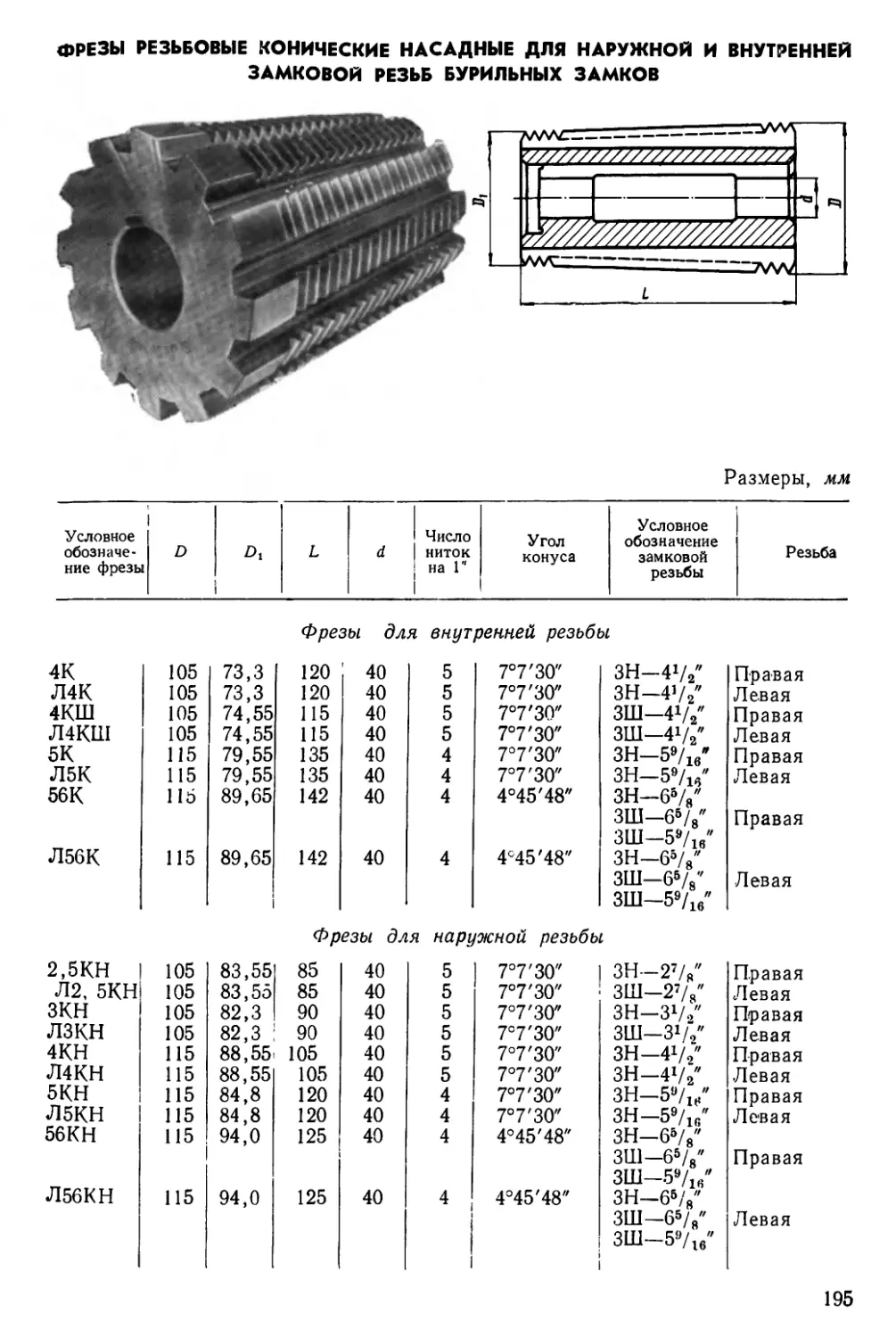
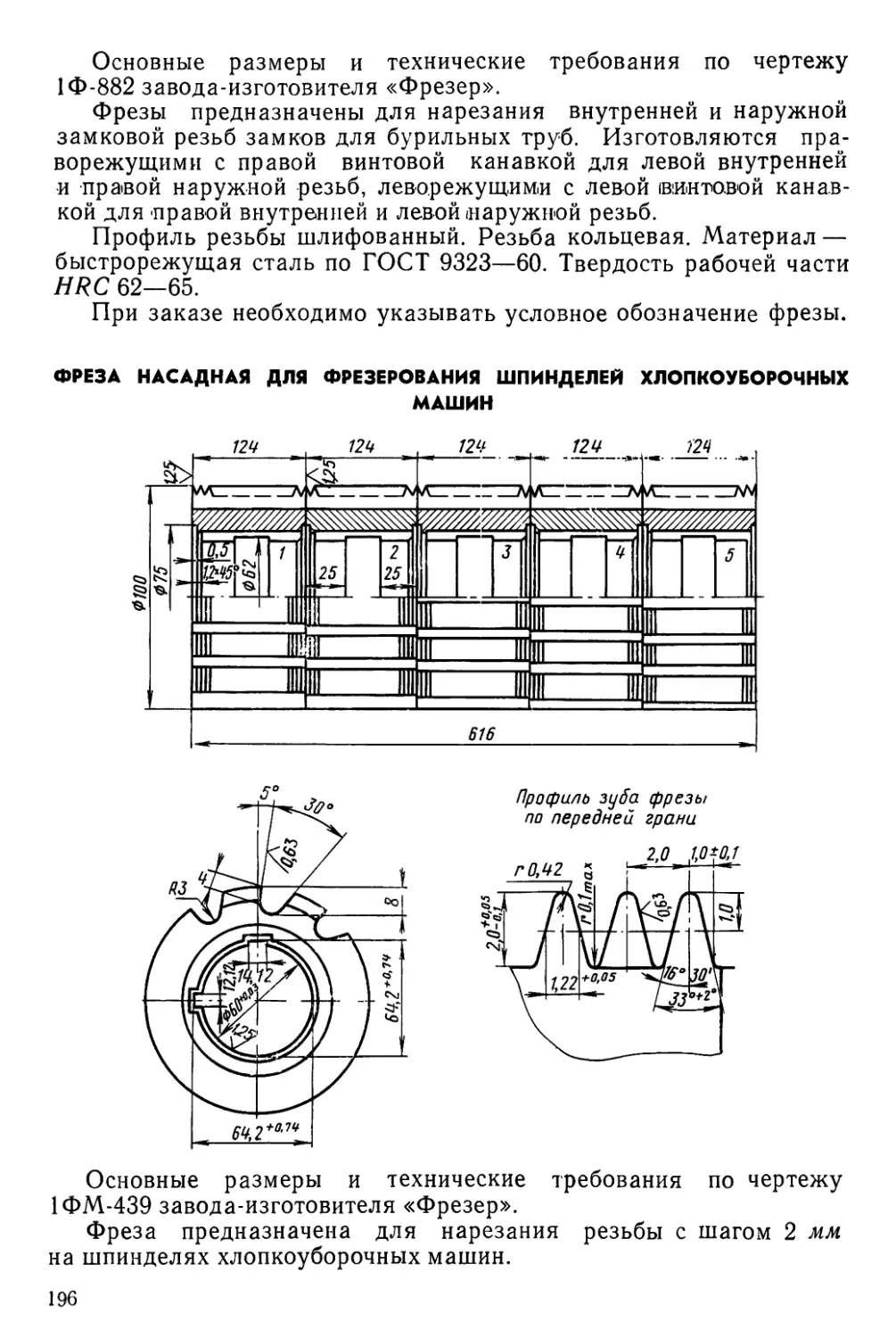
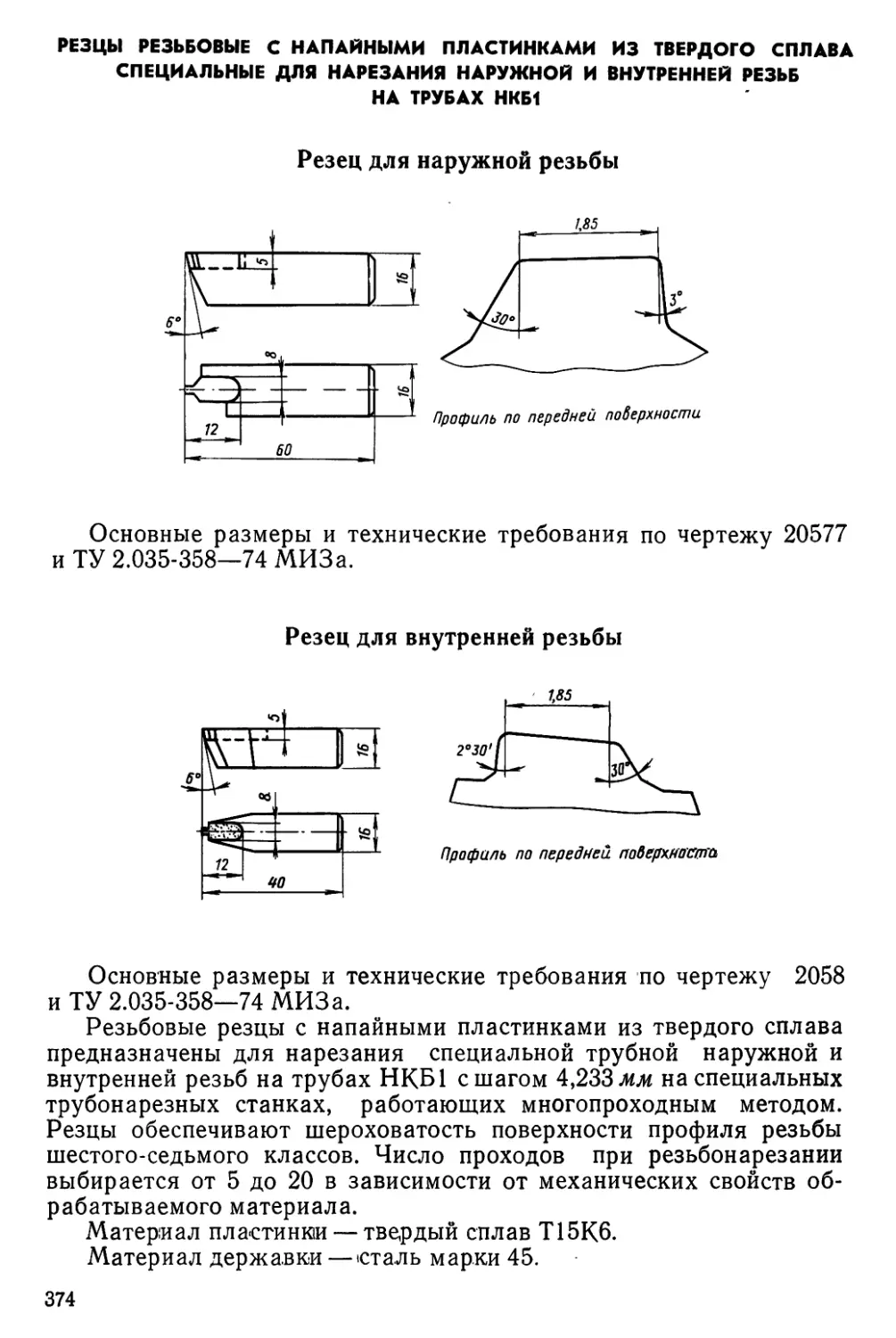
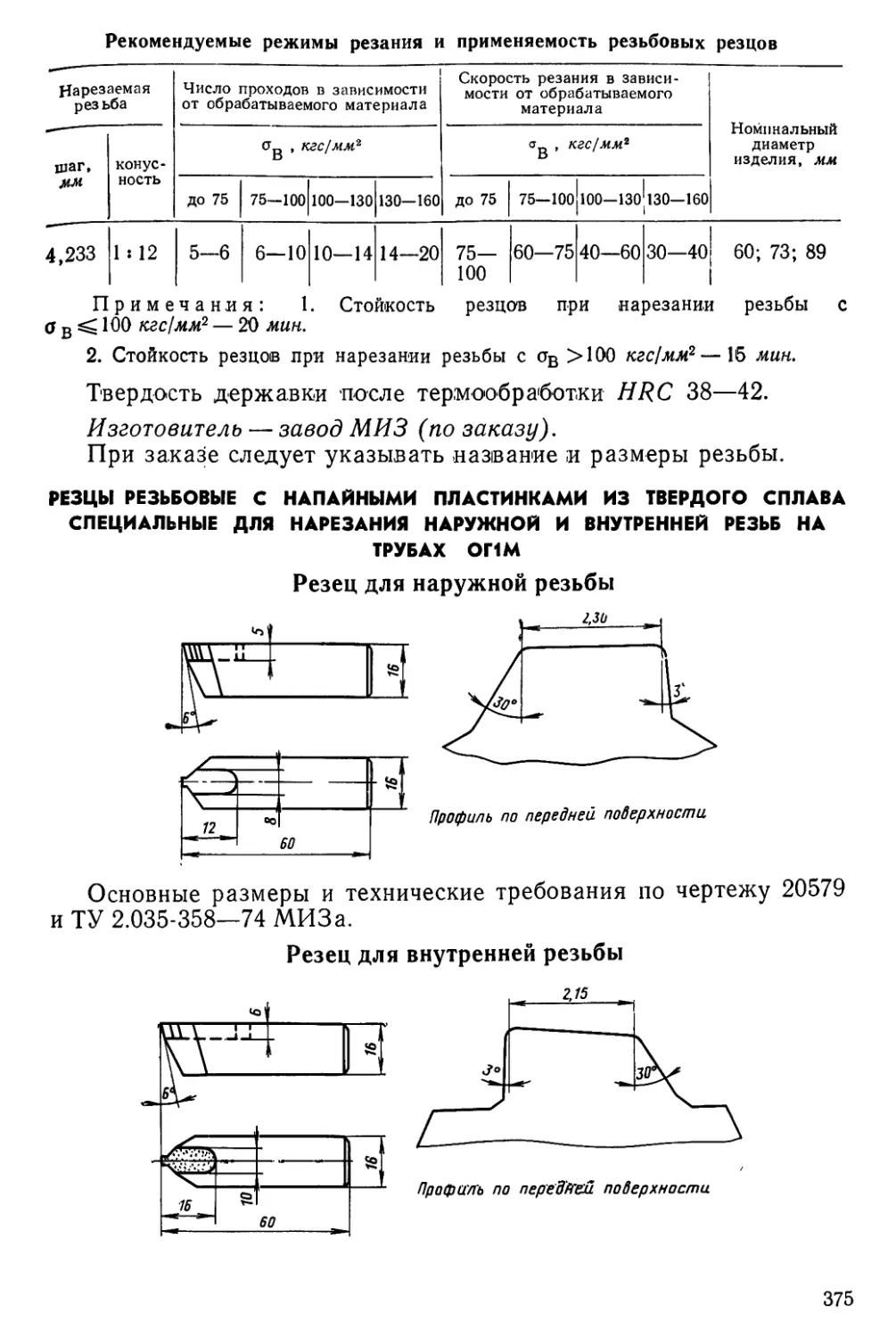
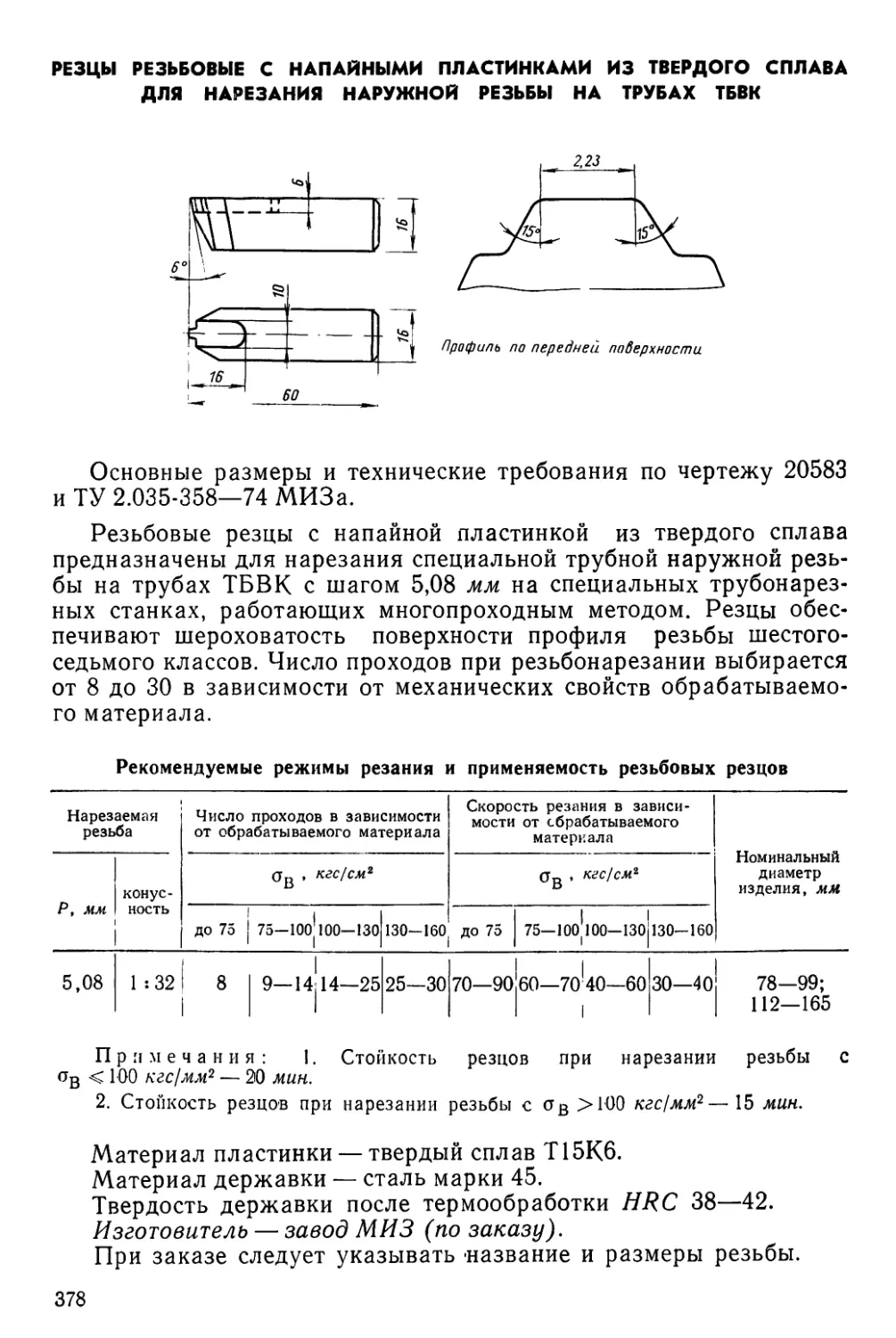
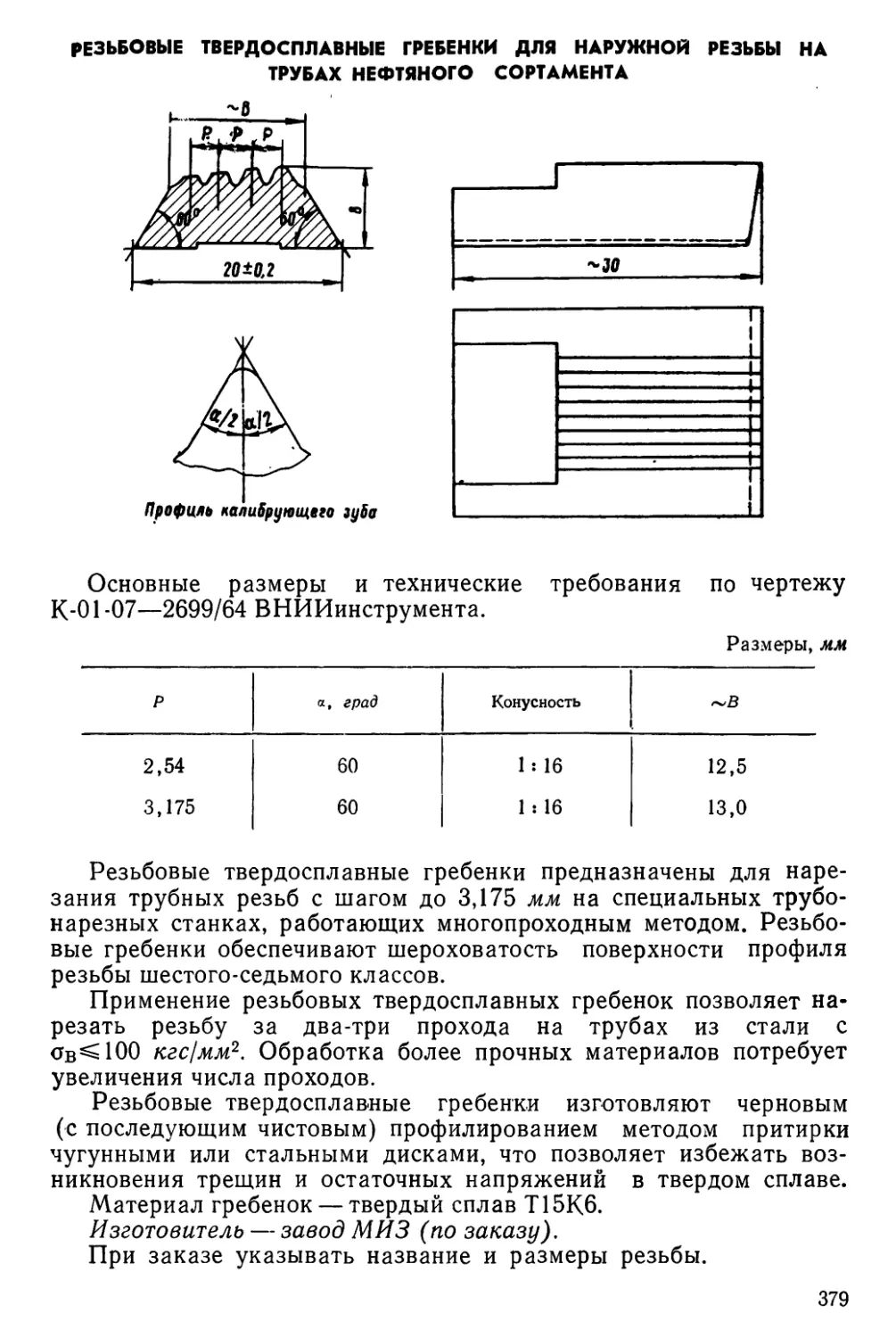
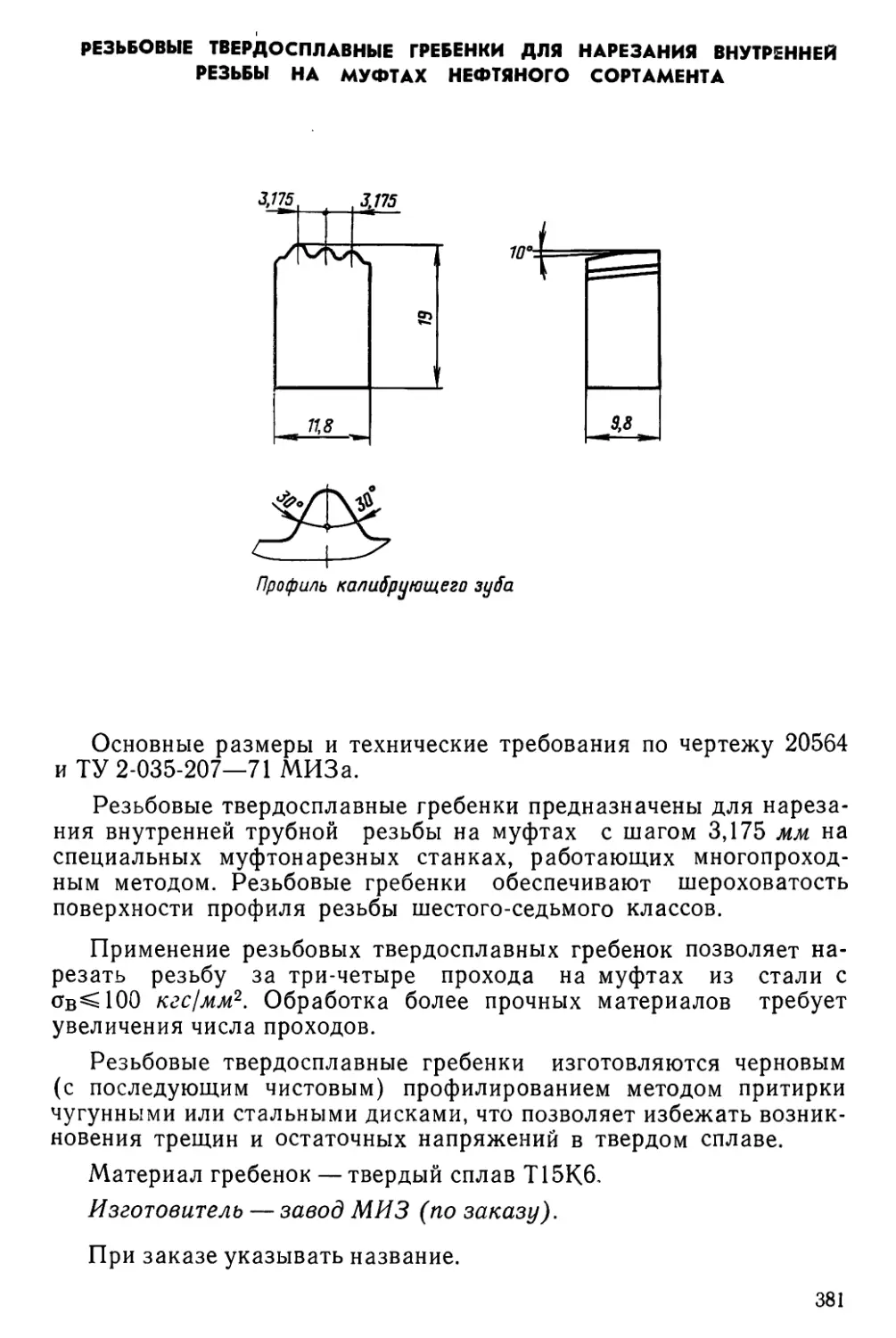
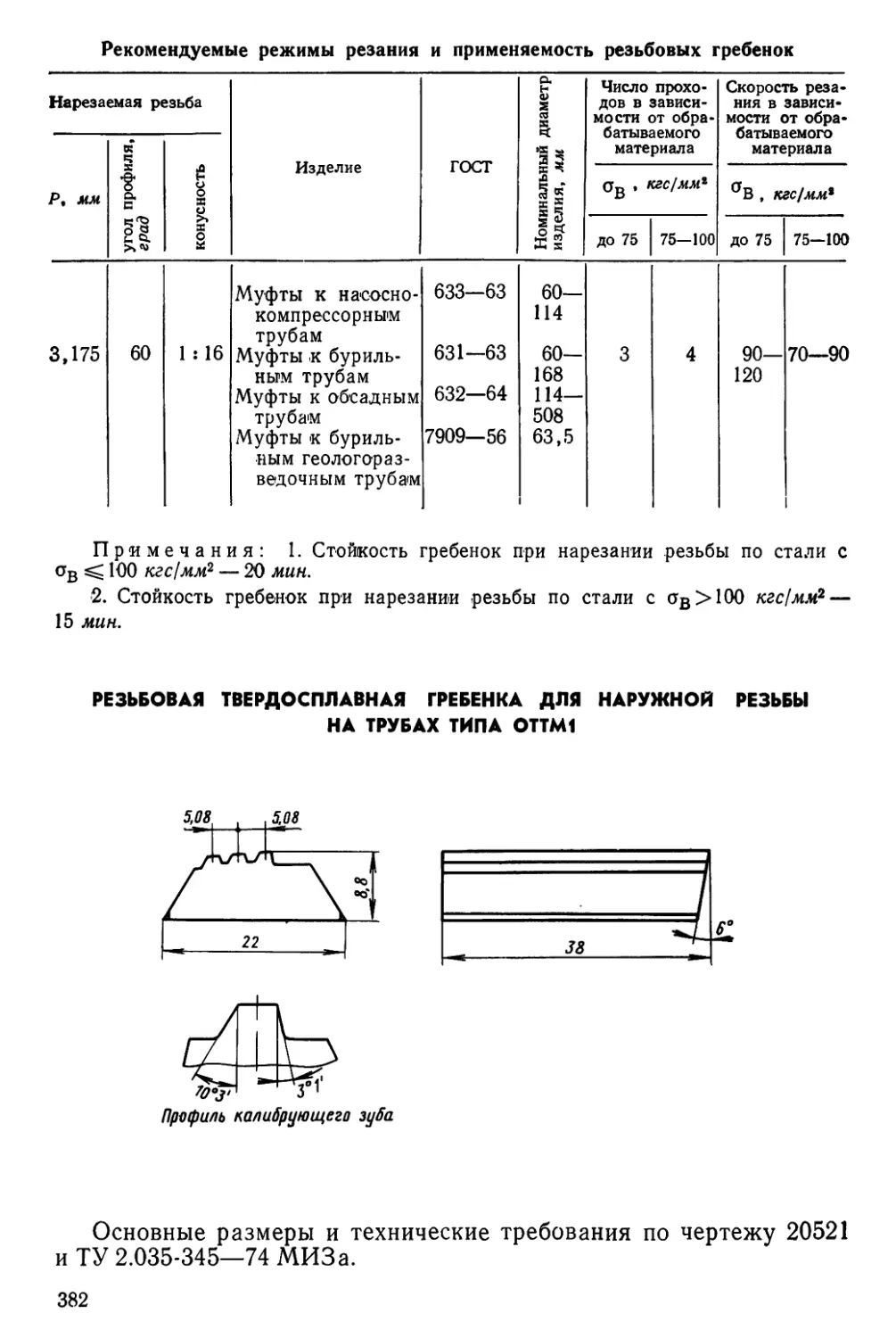
ВВЕДЕНИЕ
В каталоге «Металлорежущий инструмент» помещено описание
тестированного и предусмотренного нормалями машиностроения
инструмента, а также инструмента, изготовляемого централизован-
но инструментальными заводами по своим чертежам.
В описании инструмента даны конструктивные характеристики,
рекомендации по эксплуатации инструмента и другие вспомога-
тельные справочные сведения, в том числе заточки режущей части;
справочные материалы по выбору шлифовальных кругов и режи-
мов заточки и доводки инструмента; режимы резания; смазочно-
охлаждающие жидкости и способы их подвода.
Каталог предназначен для .выбора инструмента при разработке
технологических процессов и составления заявок и спецификаций
при заказе инструмента, а также может 'быть попользован работни-
ками инструментального хозяйства при организации хранения, снаб-
жения и учета инструмента и в качестве руководящего материала
по эксплуатации инструмента.
Каталог состоит из следующих частей:
Часть 1. Резцы и фрезы.
Часть 2. Инструмент для обработки отверстий.
Часть 3. Резьбообразующий, трубо- и муфтообрабатывающий
и зуборезный инструмент.
Часть 4. Протяжной инструмент.
В части 3 каталога-справочника имеются следующие разделы:
Раздел 1. Метчики и круглые плашки.
Раздел 2. Резьбонарезные головки и резьбовые фрезы.
Раздел 3. Резьбонакатный инструмент.
Раздел 4. Трубо- и муфтообрабатывающий инструмент.
Раздел 5. Зуборезный инструмент.
3
В каталоге приведены следующие введения по каждому виду ин-
струмента: полное наименование, номера ГОСТов и технических
условий, основные размеры, назначение, краткое описание кон-
струкции, геометрические параметры, материал и твердость после
термической обработки, завод-изготовитель, пример обозначения
инструмента.
Кроме стандартного и нормализованного инструмента, приве-
денного в каталоге, инструментальными заводами по чертежам
и техническим условиям заказчиков, согласованным с заводом-
изготовителем, изготовляется широкая номенклатура специаль-
ного инструмента.
«IIIIIIIIIIUIIIIIIII
метчики
и круглые плашки
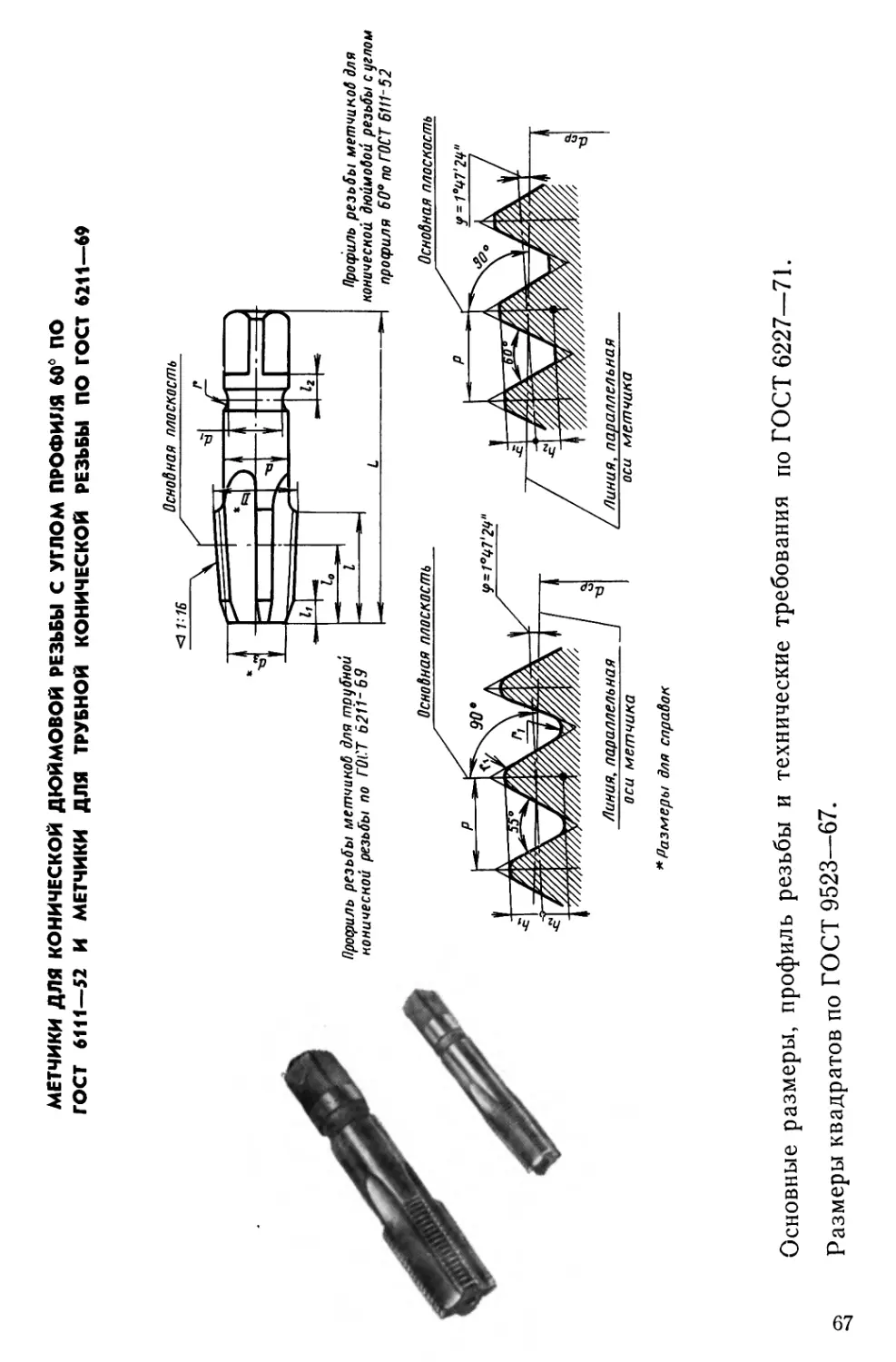
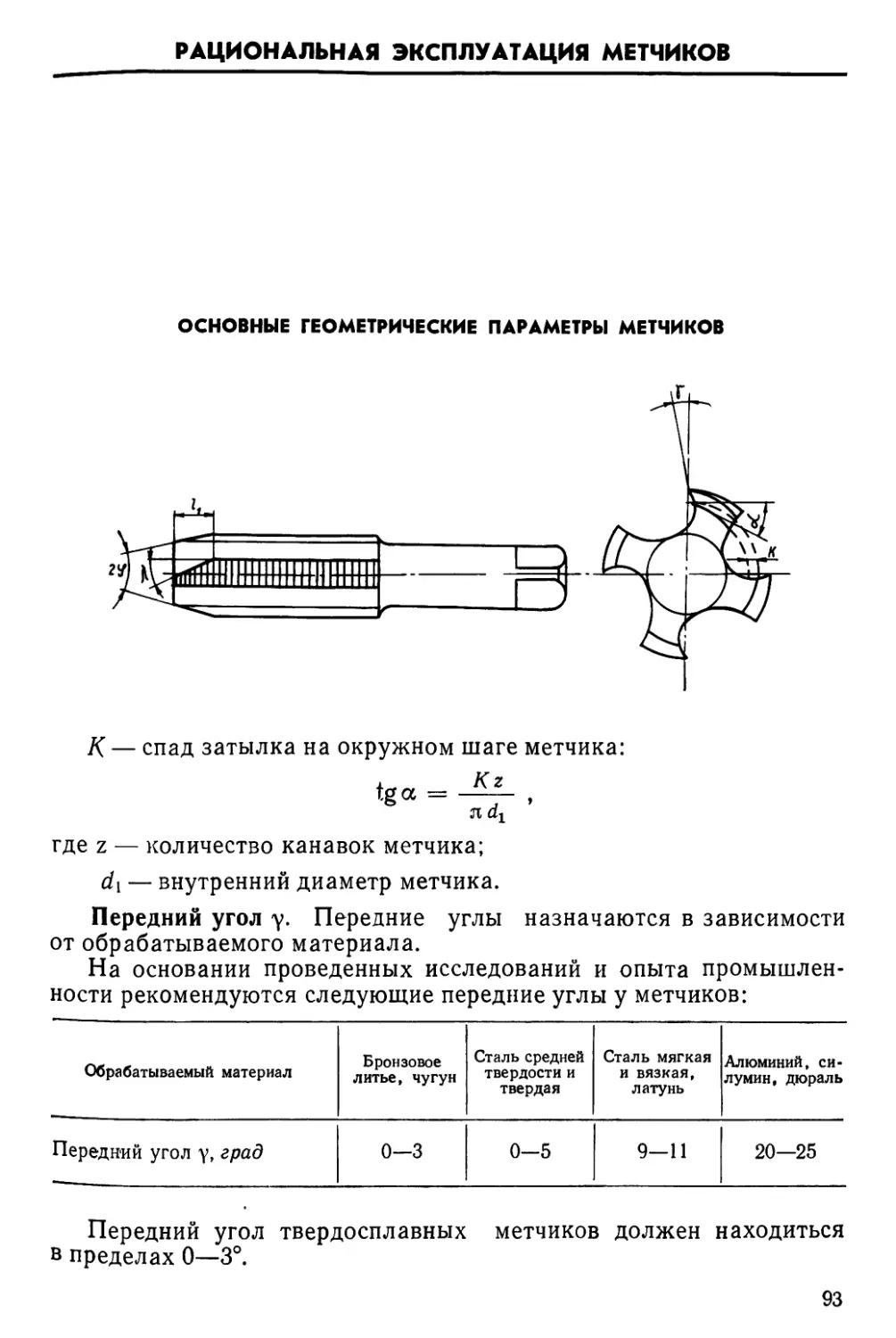
МЕТЧИКИ
УДК 621.993.1.021
МЕТЧИКИ РУЧНЫЕ С НАКАТАННОЙ РЕЗЬБОЙ ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ
РЕЗЬБЫ С КРУПНЫМ И МЕЛКИМ ШАГОМ ПО ГОСТ 9150—59 И ТРУБНОЙ
РЕЗЬБЫ ПО ГОСТ 6357—73
Основные размеры и технические требования по ОСТ 2. И50-1-73.
Допуски на метчики по ГОСТ 16925—73 и ГОСТ 19090—73.
Квадраты и диаметры хвостовиков метчиков по ГОСТ 9523—67.
7
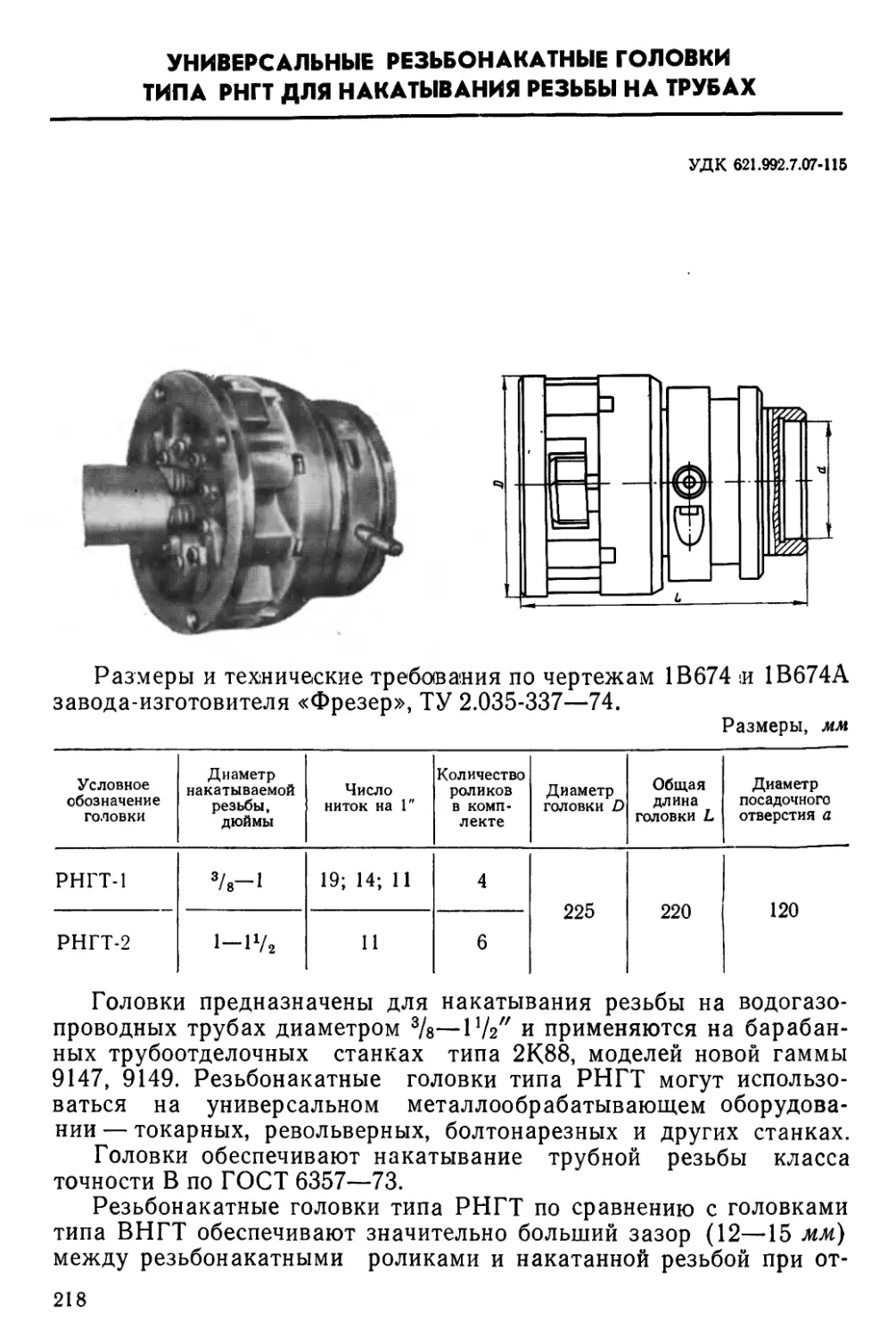
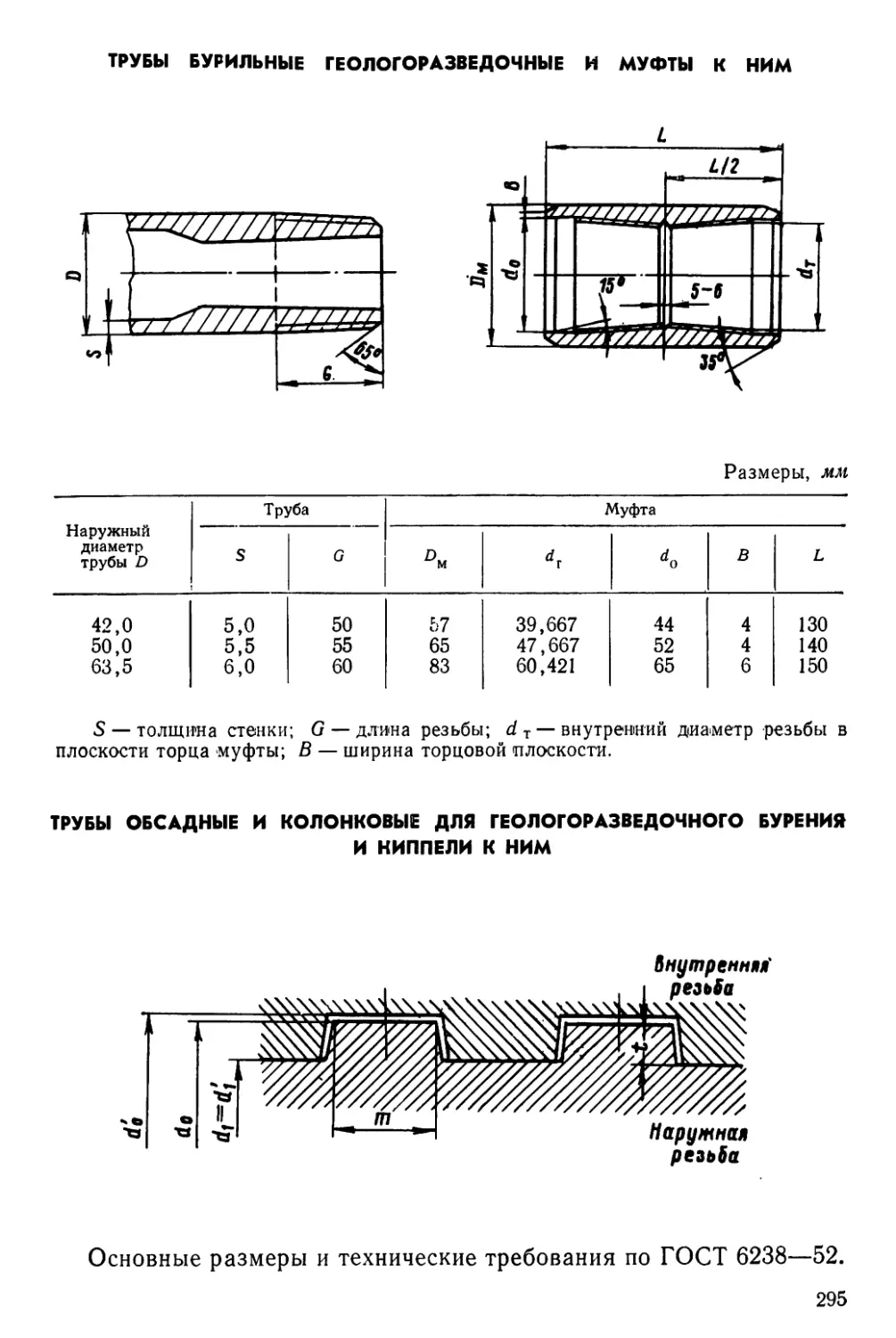
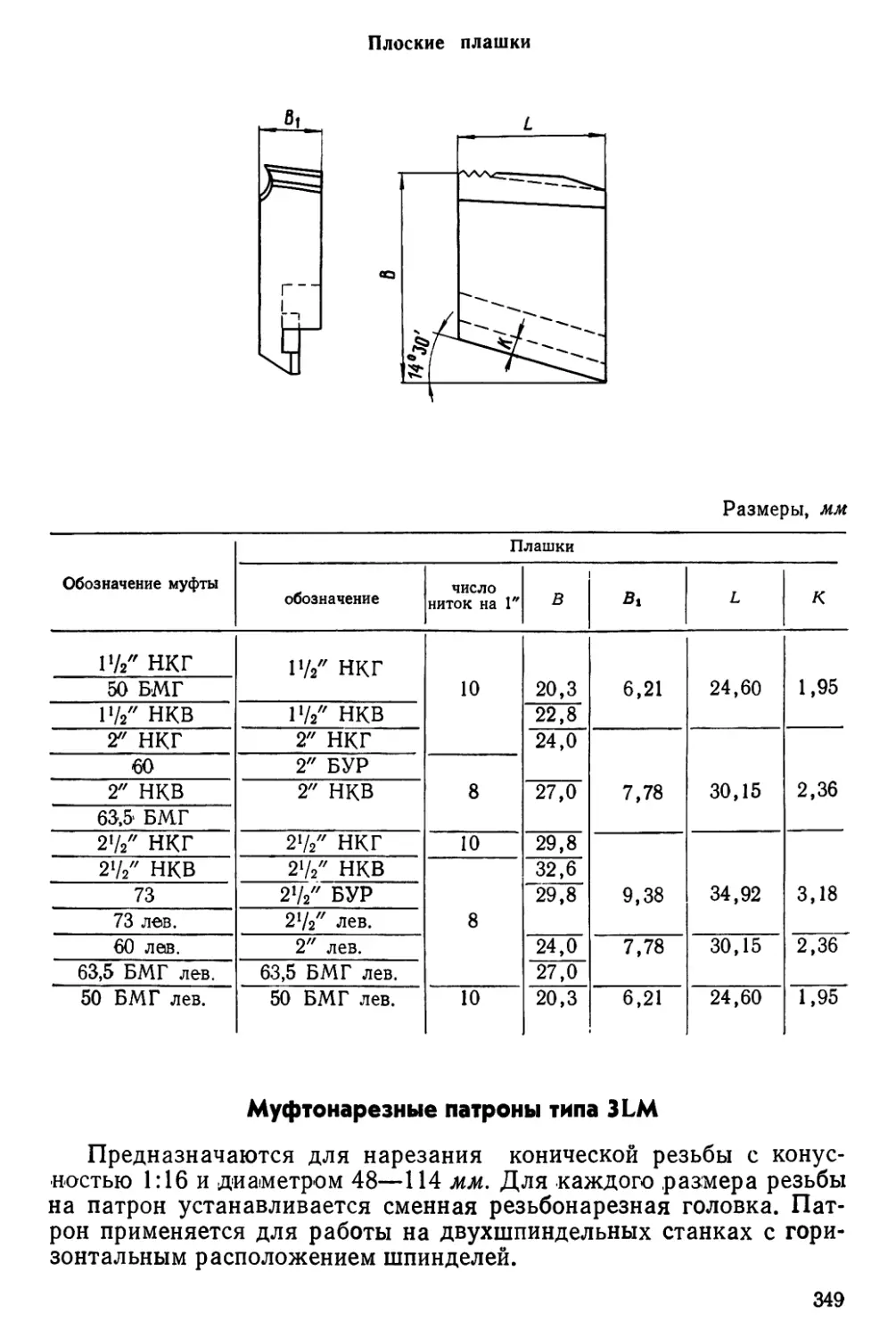
Размеры, мм
Метчики для метрической резьбы
Обозначение метчиков Номинальный диа- метр резьбы d для рядов Шаг резьбы L 1 метчиков комплектом из двух штук ф di h
1 2 3 круп- ный мелкий черно- вого чисто- вого
035.2600-0633 1,0 — — 0,25 — 25 7 1,5 — 7° 2,24 9,0
0635 — 0,5 | 19°
0637 — 0,2 22 5 1,2 | — | 7° 7,0
0639 — | 0,4 | 19°
0641 — 1,1 — 0,25 — 25 7 1.5 | — I 7° 9,0
0643 — | 0,5 | 19°
0645 — 0,2 22 5 1,2 | — | 7° 7,0
0647 — | 0,4 | 19°
0649 1,2 — — 0,25 — 28 8 1,5 |- — | 7° 10,0
0651 — | 0,5 | 19°
0353 — 0,2 25 5 1,2 | — | 7° 7,0
0356 — | 0,4 | 19°
0657 — 1,4 — 0,3 — 28 8 1.8 I — | 7° 10,0
0559 — 1 0,6 | 19°
0661 — 0,2 25 5 1,2 | — | 7° 7,0
0663 — | 0,4 | 19°
0665 1,6 — — 0,35 — 32 9 2,1 | — | 7° 11,0
0667 — | 0,7 | 19°
0669 — 0,2 28 5 1,2 | — | 7° 7,0
0671 — | 0,4 | 19°
0673 — 1,8 — 0,35 — 32 9 2,1 | — | 7° 11,0
0675 — | 0,7 | 19°
0677 — 0,2 28 5 1,2 | 7° 7,0
0379 — | 0,4 | 19°
0007 2,0 — — 0,4 — 36 10 2,4 | — | 6°30' 2,8 13,0
0005 — | 0,8 | 19°
0003 — 0,25 32 8 1,5 | — I 7° 10,0 13,0
0001 — | 0,5 | 19°
0015 — 2,2 — 0,45 — 36 10 2,8 | — | 6°
0013 — | 0,9 | 19°
ООН — 0,25 32 8 1 1 1.5 | - 1 73 10,0 13,0
0009 — | 0,5 | 19°
0023 2,5 — — 0,45 — 40 2,8 | — | 60°
0021 — | 0,9 | 19°
0019 — 0,35 36 10 2,1 1 — | 7°
0017 — | 0,7 | 19°
0031 3,0 — — 0,5 — 40 12 3,0 I — | 6°30' 4,0 15,0
0029 — | 1,0 | 19°
0027 - 0,35 10 2,1 | — | 7° 13,0
035.2600-0025 — | 0,7 | 19°
8
Продолжение
Размеры, мм
Обозначение метчиков Нош метр 1 шальн резьб! ряде 2 ый диа- э! d для )В 3 круп- Е ный Ч со мелкий & Е L 1 1х мет компл из дву: S2 ЧИКОВ ектом к штук Вг 52 ф
036.2600-0039 — 3,5 — (0,6) — 40 12 3,6 — 6°30' 4,0 15,0 13,0
~ 0037 — 1,2 | 19°
0035 — 0,35 2,1 — 1 7°
' 0033 10 — 0,7 | 19°
0047 .. — 0,7 — 45 15 4,2 — 1 6°
0045 — 1,4 | 18°
0043 — 0,5 3,0 — | 6°30'
0041 — 1,0 | 19°
0055 — 4,5 — (0,75) — 4,5 | — | 6° 4,5
0053 — | 1,5 | 18°
0051 — 0,5 3,0 | — | 6°30'
0049 — | 1,0 | 19°
0063 5,0 — — 0,8 — 50 18 4,8 | — | 6° 5,0
0061 — | 1,6 | 18°
0059 — 0,5 45 15 3,0 I — |6°30'
0057 — | 1,0 1 19°
0067 — — 5,5 — 0,5 3,0 | — | 6°30' 5,6
0065 — | 1,0 I 19°
0079 6,0 — 7,0 1,0 — 50 18 6,0 | — 1 6°
0077 — | 2,0 | 18°
0075 — 0,75 4,5 | — | 6°
0073 — | 1,5 | 18°
0071 1,0 0,5 3,0 I — I б^ЗО'
0069 0091 — I 1,0 1 19° 6,0 | — | 6°
0089 — | 2,0 | 18°
0087 — 0,75 0,5 4,5 | — | 6°
0085 0083 - 3,0 1,5 | 18° — 1 6°30'
0081 — | 1,0 I 19°
0107 8,0 — — 1,25 — 60 20 7,5 | — | 6° 6,3
0105 — I 2,5 | 18°
0103 — 1,0 6,0 | — | 6°
0101 — | 2,0 | 18°
0099 — 0,75 4,5 | — | 6°
0097 — | 1,5 | 18°
0095 — 0,5] 3,0 I — 1 6°30'
0093 — | 1,0 I 19°
0123 9,0 (1,25) — 7,5 | — | 6° 7,1
035.2600-0121 — | 2,5 | 18°
9
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диа- метр резьбы d для рядов Шаг резьбы Р L 1 li метчиков комплектом из двух штук Ф dt 4
1 2 3 круп- ный 1 мелкий черно- вого чисто- вого 1
035.2600-0119 — — 9,0 — 1,0 60 20 6,0 — 6° 7,1 —
— 2,0 18°
0117
0115 — 0,75 4,5 — 6°
— 1,5 | 18°
0113
ОШ — 0,5 3,0 1 - | 6°30'
0109 — | 1,0 1 19°
0143 10,0 — — 1,50 — 9,0 | — | 6° 8,0
0141 — 3,0 1 17 30
0139 — 1,25 7,5 | — | 6°
— | 2,5 | 18°
0137
0135 — 1,о 6,0 | — I 6°
0133 — | 2,0 | 18°
0131 — 0,75 4,5 | — | 6°
0129 — 1 1,5 | 18°
0127 — 0,5 3,0 | - 1 6°30'
0125 — 1 1,0 | 19°
0159 — — 11,0 1,5 — 9,0 | — | 6°
0157 — | 3,0 I 17°30'
0155 — 1,о 6,0 | — 1 6°
0153 — | 2,0 | 18°
0151 — 0,75 4,5 | - | 6°
0149 — | 1,5 | 18°
0147 — 0,5 3,0 | - 1 6°30'
— | 1,0 1 19°
0145
0183 12,0 — — 1,75 — 70 28 10,5 | — | 6° 9,0
0181 — | 3,5 | 17°30'
0179 — 1,5 9,0 | - 1 6°
0177 — | 3,0 | 17°ЗО'
0175 — 1,25 7,5 | — | 6°
0173 — | 2,5 | 18°
0171 — 1,0 65 25 6,0 I — 1 6°
016*9 — | 2,0 | 18°
0167 — 0,75 60 20 4,5 | - | 6°
0165 — | 1,5 | 18°
0-163 — 0,5 3,0 | — | 6°30'
0161 — | 1,0 | 19°
0207 — 14,0 — 2,0 — 75 35 12,0 | — | 6° 11,2
0205 — | 4,0 | 17°
0203 — 1,5 70 30 9,0 | — | 6°
035.2600-0201 — | 3,0 1 17°30'
10
Продолжение
Размеры, мм
Обозначение метчиков Номинальный дна* метр резьбы d для рядов Шаг резьбы L 1 Zt метчиков комплектом из двух штук ф di
1 2 3 круп- ный мелкий черно- вого чисто- вого
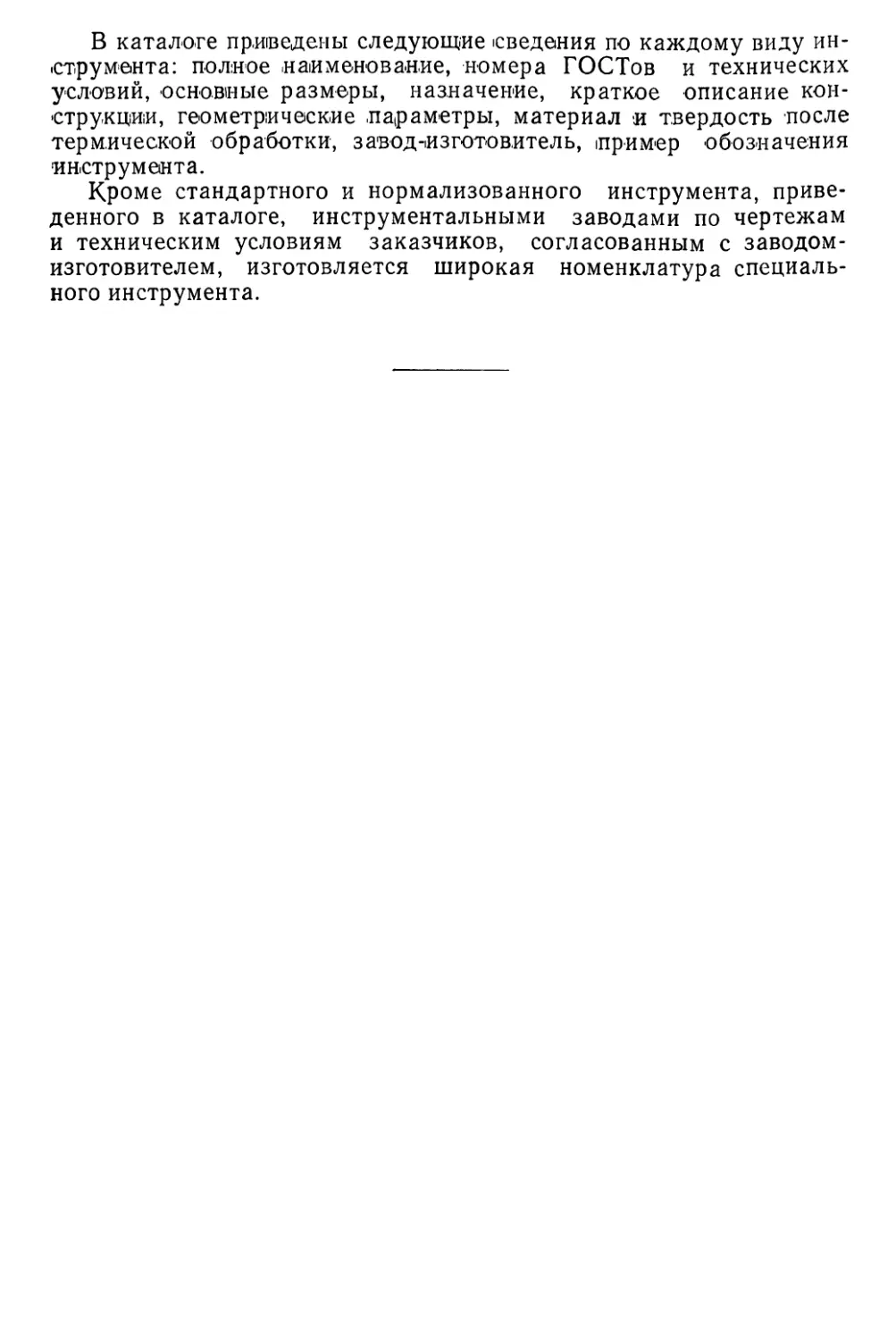
035.2600-0199 — 14,0 — 1,25 70 30 7,5 — 6° 11,2
' 0197 — 2,5 18°
0195 — 1,0 65 25 6,0 I — 6°
0193 — | 2,0 18°
0191 — 0,75 60 20 4,5 | — | 6°
0189 — 1 1,5 | 18°
0187 — 0,5 3,0 | — | 6°30'
0185 — | 1,0 1 19°
02.15 — 15,0 — — 1,5 70 30 9,0 | — | 6°
0213 — | 3,0 | 17°30'
0211 — (1.0) 65 25 6,0 1 — | 6°
0209 — | 2,0 I 18°
0235 16,0 — — 2,0 — 80 35 12,0 | — | 6° 12,5
0233 — | 4,0 | 17°
023'1 — 1,5 75 30 9,0 | — | 6°
0229 — | 3,0 |17°30'
0227 — 1,0 70 25 6,0 | — | 6°
0225 — | 2,0 | 18°
0223 — 0,75 65 20 4,5 | — | 6°
0221 — | 1,5 | 18°
0219 — 0,5 3,0 1 - 6°30'
0217 — | 1,0 I 19°
0243 — — 17,0 — 1,5 75 30 9,0 | — | 6°
0241 — | 3,0 |17°30'
0239 — (1.0) 70 25 6,0 I — 1 6°
0237 — I 2,0 I 18°
0267 — 18,0 — 2,5 — 90 1 1 40 15,0 | — | 6° 14,0 16,0
_ 0265 — | 5,0 | 17°
0253 — 2,0 85 35 12,0 |—|6°
0261 — I 4,0 | 17°
0259 — 1,5 9,0 | — | 6°
0257 — | 3,0 | 17°30'
0255 — 1,0 80 30 6,0 I — 1 6°
__ 0253 — | 2,0 | 18°
0251 — 0,75 75 25 4,5 | — | 6°
0249 — 1 1,5 | 18°
_ 0247 — 0,5 3,0 | — 1 6°30'
0245 — I 1,0 I 19°
0291 | 035.2600-0289 | 20 — | — 2,5 — 1 90 | 40 15,0 I — | 6°
— | 5,0 | 17°
П родолжение
Размеры, мм
Обозначение метчиков Номинальный диа- метр резьбы d для рядов Шаг резьбы L 1 /i метчиков комплектом из двух штук ф i di
1 2 3 h мелкий черно- вого чисто- вого
035.2600-0287 0285 20,0 — — — 2,0 85 35 12,0 — 6° 16,0
— | 4,0 17°
0283 — 1,5 9,0 | — 6°
0281 - 3,0 I 17°30'
•0279 — 1,0 80 30 6,0 — 1 6°
0277 — | 2,0 | 18°
0275 — 0,75 75 25 4,5 | — | 6°
0273 — | 1,5 I 18°
0271 — 0,5 3,0 | — | 6°30'
0269 — | 1,0 | 19°
0315 — 22,0 — 2,5 95 40 15,0 | — | 6°
0313 — | 5,0 | 17°
0311 — 2,0 90 35 12,0 | — | 6°
0309 — | 4,0 | 17°
0307 — 1,5 9,0 | — | 6°
0^5 — | 3,0 | 17°30'
— 0303 — 1,0 85 30 6,0 | — | 6°
0301 — | 2,0 | 18°
0299 — 0,75 80 25 4,5 | — | 6°
0297 — I 1,5 | 18°
0295 — 0,5 3,0 | — | 6°30'
0293 — | 1,0 1 19°
0335 24,0 — — 3,0 — 100 45 18 | — | 6° 18,0
0333 - ! 6 1 17°
0331 — 2,0 95 40 12,0 | — | 6°
0329 1 — | 4,0 | 17Q
0327 — 1,5 90 35 9,0 | — | 6°
0325 — | 3,0 |17°30'
0323 — 1,0 85 30 6,0 I — | 6°
0321 — | 2,0 1 18°
•0319 — 0,75 4,5 | — | 6°
0317 — | 1,5 | 18°
0347 — — 25,0 — 2,0 95 40 12,0 | — | 6°
0345 — | 4,0 | 17°
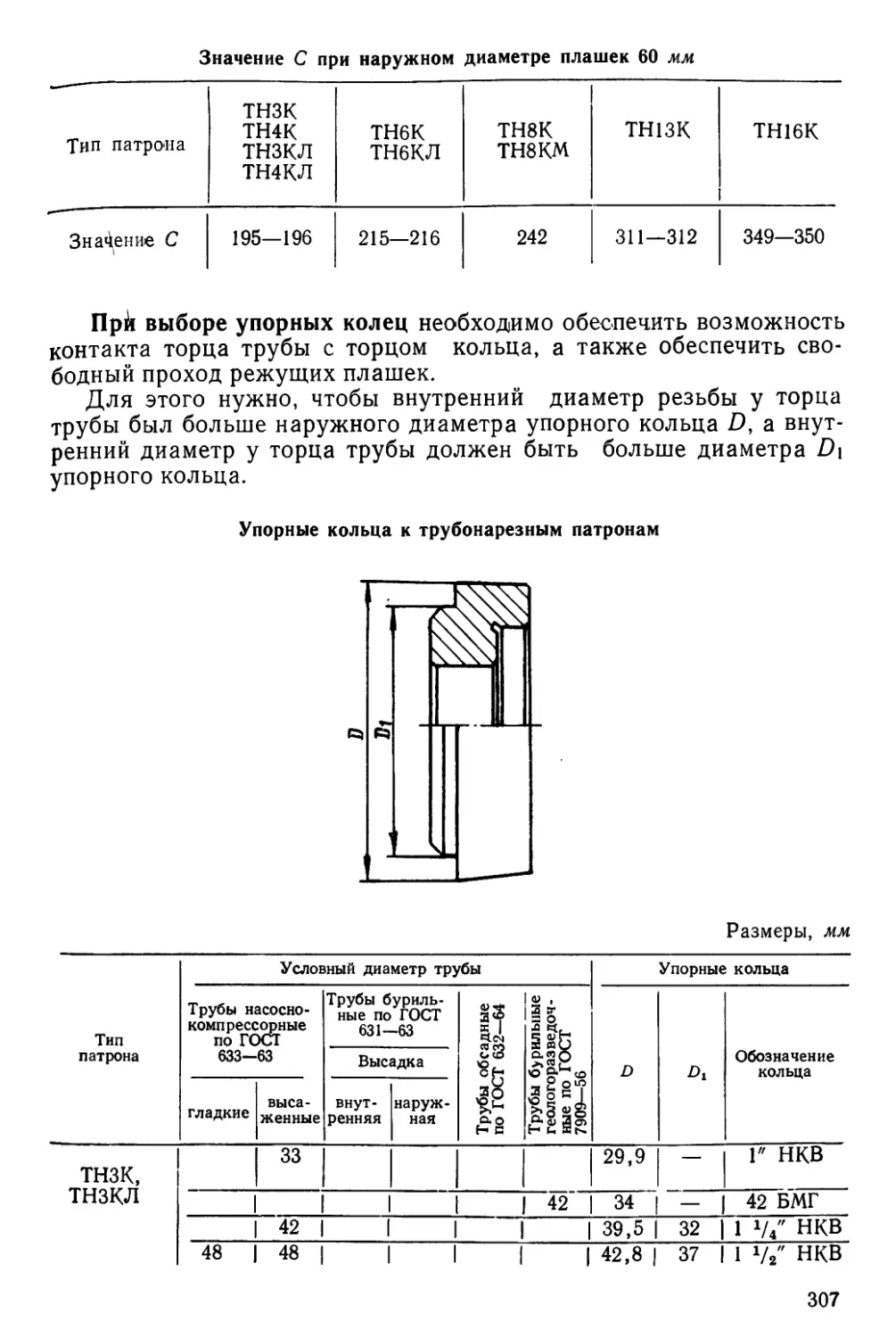
0343 — 1,5 90 35 | 9,0 | — | 6°
0341 — | 3,0 I 17°30'
0339 — 1,0 85 30 6,0 1 — 1 6°
0337 — | 2,0 1 18°
0351 | — | - (26,0) 1,5 | 90 1 35 | 9,0 | — | 6°
035.2600-0349 I — 1 3,0 । 17°30'
12
Продолжение
Размеры, мм
Обозначение
метчиков
Номинальный диа-
метр резьбы d для
рядов
Шаг резьбы
Р
L
1 2 3
а
5
2
1г метчиков
комплектом
из двух штук
di h
035.2600-0371
0369
0367
0365
0363
036'1
0359
0357
0355
035.2600-0353
27,0
12,0 — | 6°
— | 4,0 | 17°
9,0 | — | 6°
— | 3,0 | 17°30'
6,0 | — | 6°
— ! 2,0 | 18°
4,5: — । 6°
— I 1,5 | 18°
18,0
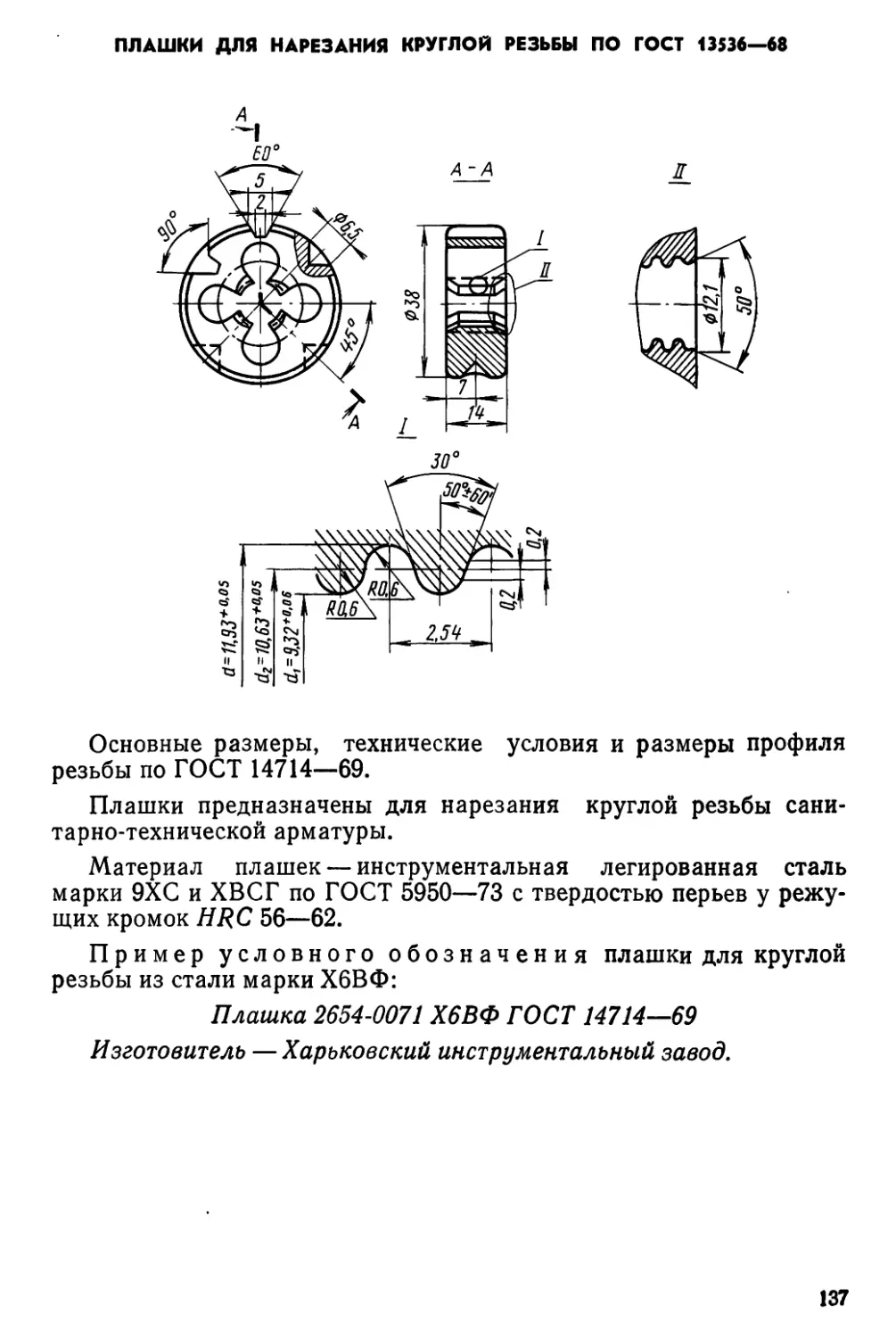
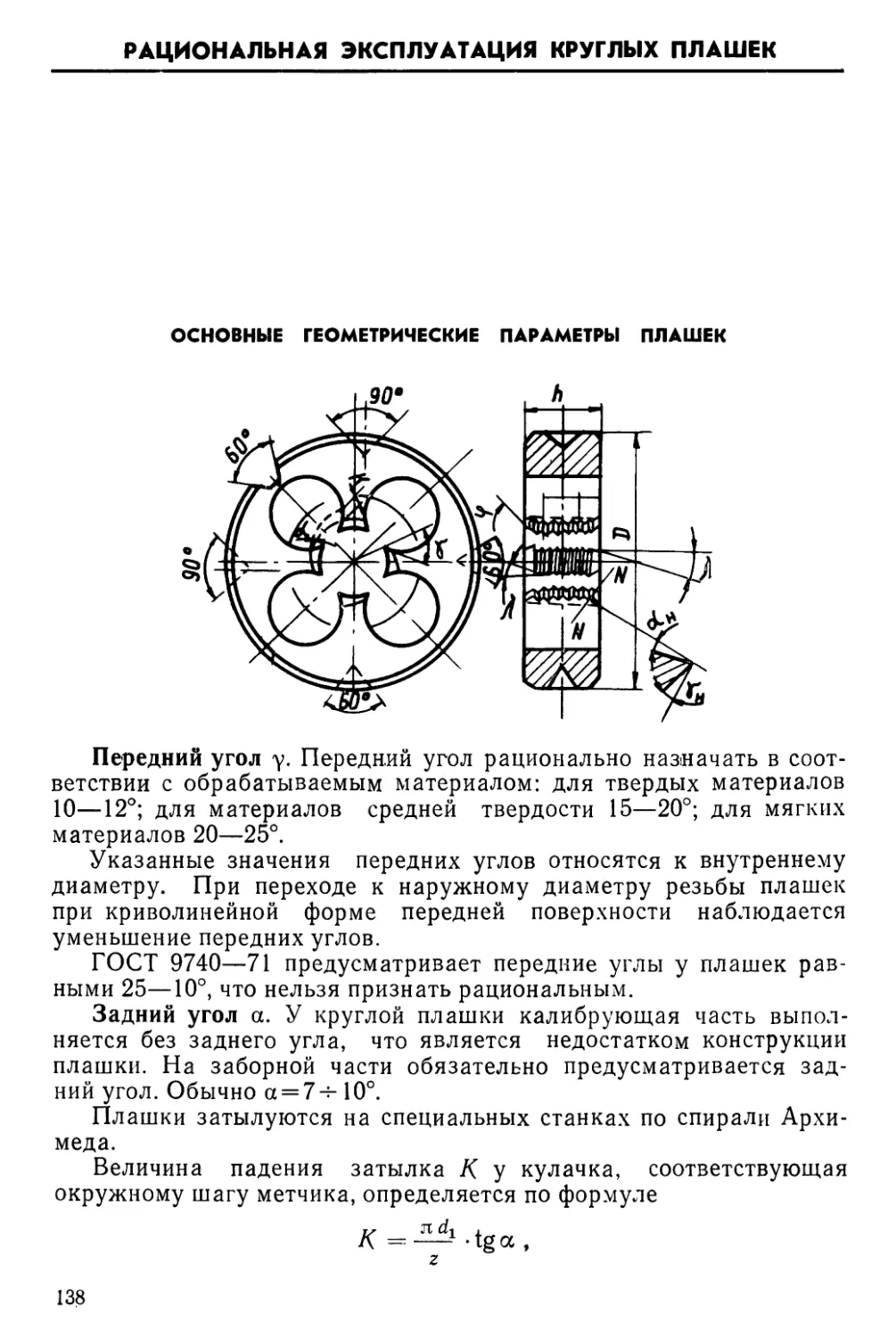
Примечание. Метчики, размеры которых указаны в скобках, применять
не рекомендуется.
Пример условного обозначения чистового метчика с
номинальным диаметром резьбы d=18 мм, шагом Р=1,5 мм, сте-
пени точности Н4, правого:
Метчик 035 2600-0257 Н4 ОСТ2 И50-1—73
Пример условного обозначения чернового метчика с
номинальным диаметром резьбы б/= 18 мм, шагом Р=1,5 мм, пра-
вого:
Метчик 035 2600-0259 ОСТ2 И50-1—73
Размеры, мм
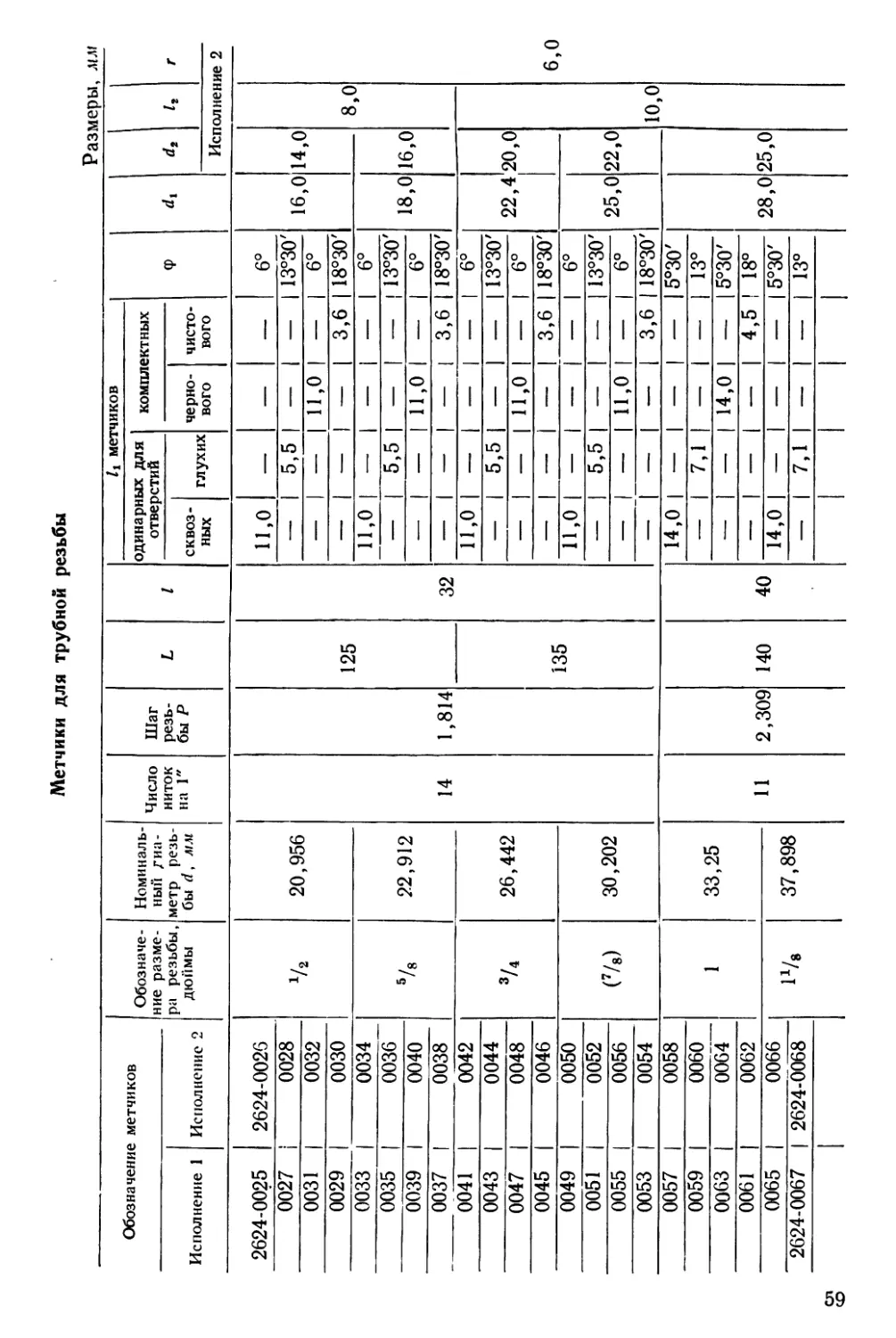
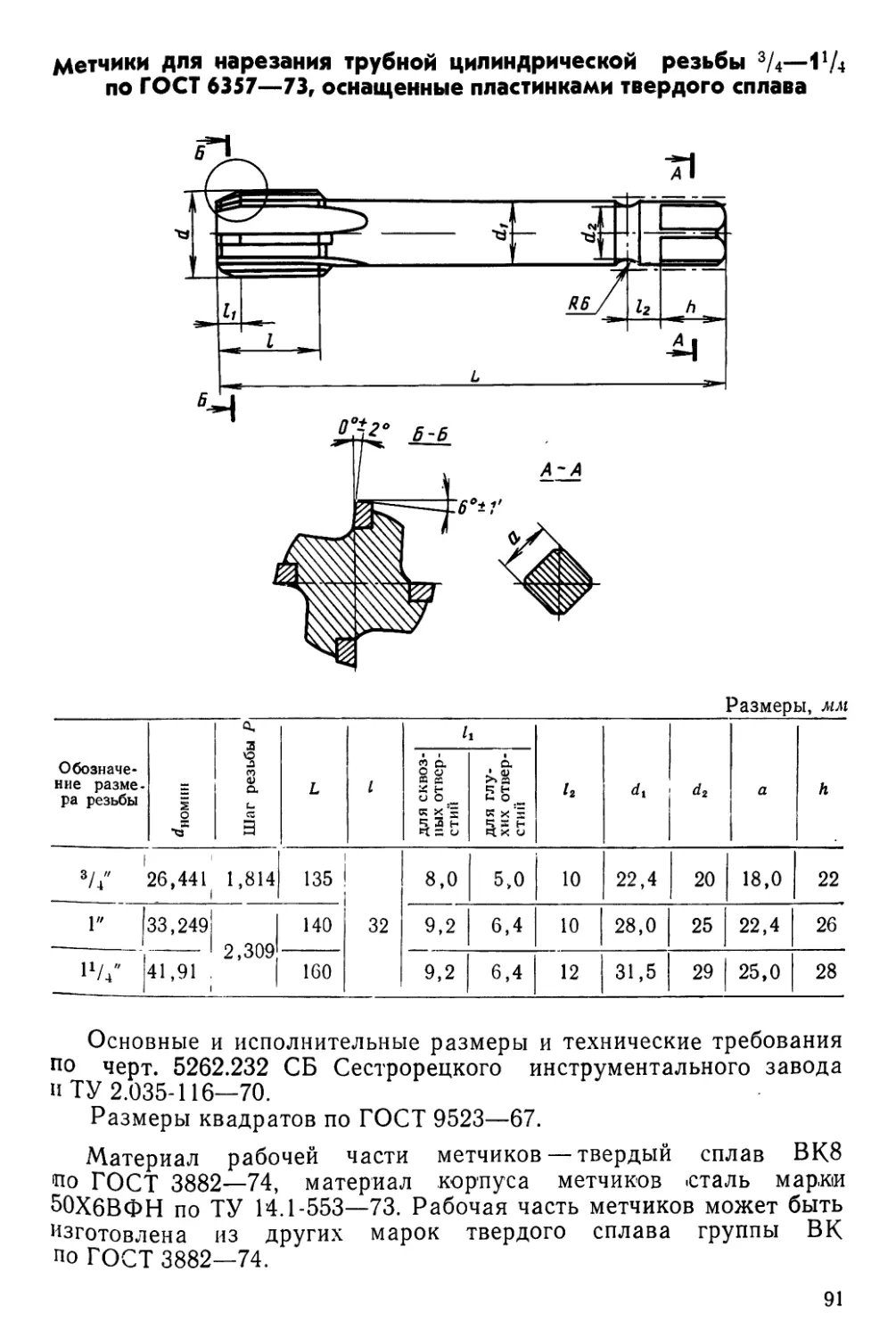
Метчики для трубной резьбы
Обозначение метчиков Обозна- чение разме- ра резьбы дюймы Номи- наль- ный диаметр резьбы d мм Число ниток на 1" Шаг резьбы Р L Z li метчиков комплектом из двух штук I ф dt
черно- вого чисто- вого
035.2604-0003 (х/8) 9,729 28 0,907 55 18 5,5 — 6°30' 8,0
0001 — 1,8 1 19°
0007 % 13,158 16,663 19 1,336 65 70 25 8,0 | — I 6°30' 10,0 14,0
0005 ООН 8,0 I 2,5 | 19° | — I 6°30'
0009 — | 2,5 I 19°
__ 0015 20,956 14 1,814 80 32 11.0 1 - 1 6° 18,0
0013 — | 3,6 I18o30z
0019 •/. |22,912 11,0 1 - 1 6°
035.2604-0017 — | 3,6 I18°30'
13
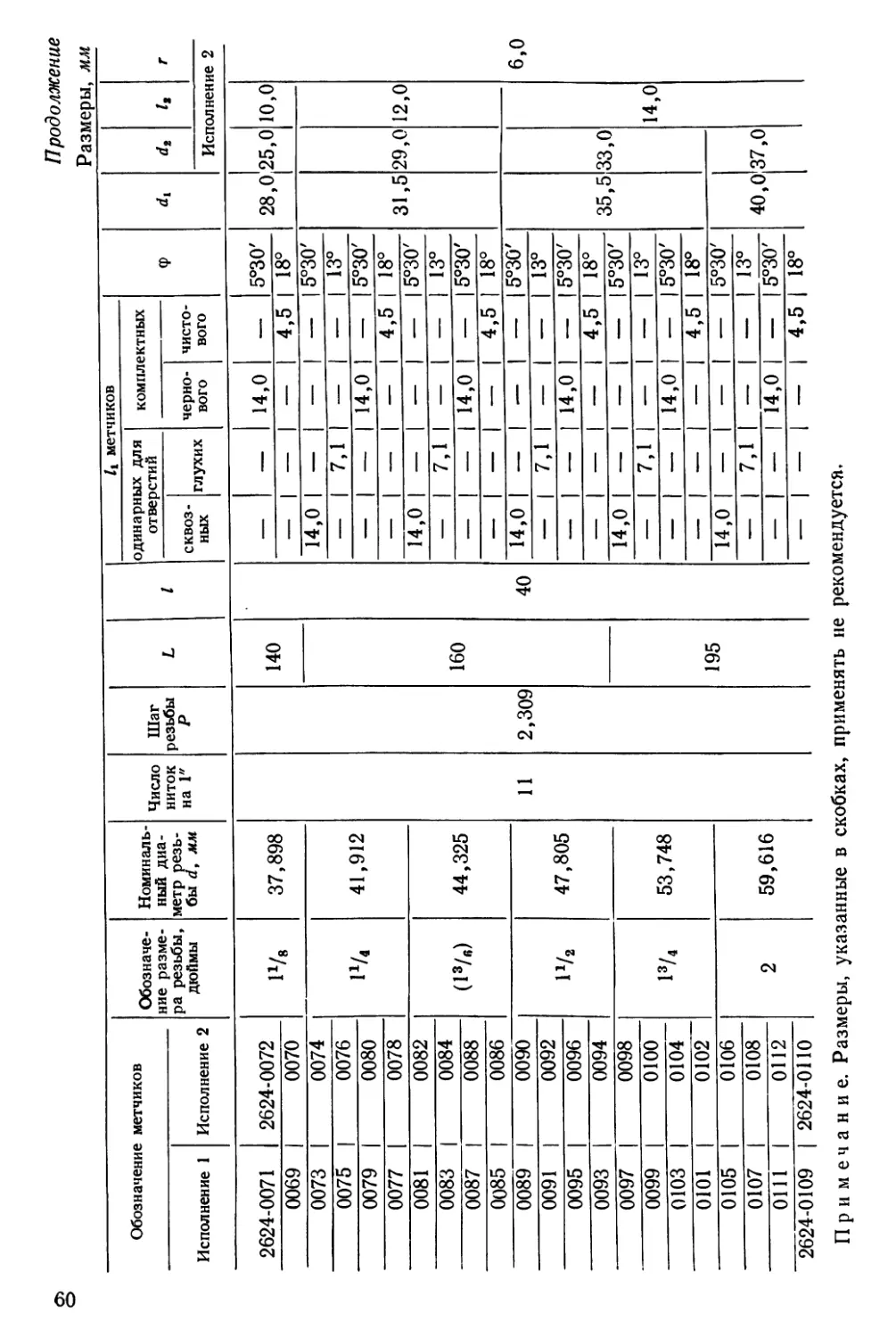
Продолжение
Размеры, мм
Обозначение метчиков Обозна- чение размера резьбы Номи- наль- ный диаметр резьбы d Число ниток на 1* Шаг резьбы Р L 1 /1 метчиков комплектом из двух штук ф
черно- вого чисто- вого
дюймы мм
035.2604-0023 0021 3/1 26,442 14 1,814 85 32] 11,0 — 6° 22,4
— 3,6 18°30'
0025 (7/8) 30,202 11,0 — 5°30' 25,0
0027 — 3,6 18°
0031 1 33,25 11 2,309 95 40 14,0 — | 5°30' 28,0
•0029 — 4,5 | 18°
- 0035 (iVg) 37,898 14,0 — | 5°30'
0033 — 4,5 | 18°
0039 1*/4 41,912 100 14,0 | — | 5°30' 31,5
0037 - 1 4,5 | 18°
0043 (1’/8) 44,325 14,0 | — | 5°30'
0041 - 1 4,5 | 18°
0047 1*/2 47,805 105 14,0 | — | 5°30' I 35,5
035.2604-0045 — 1 4,5 | 18° 1
Примечание. Метчики, размеры которых указаны в скобках, применять
не рекомендуется.
Пример условного обозначения чистового метчика
с обозначением размера резьбы 1", степени точности В1, правого:
Метчик 035.2604-0029 Bl ОСТ2 И50-1—73
Пример условного обозначения чернового метчика
с обозначением размера резьбы I", правого:
Метчик 035. 2604-0031 ОСТ2 И50-1—73
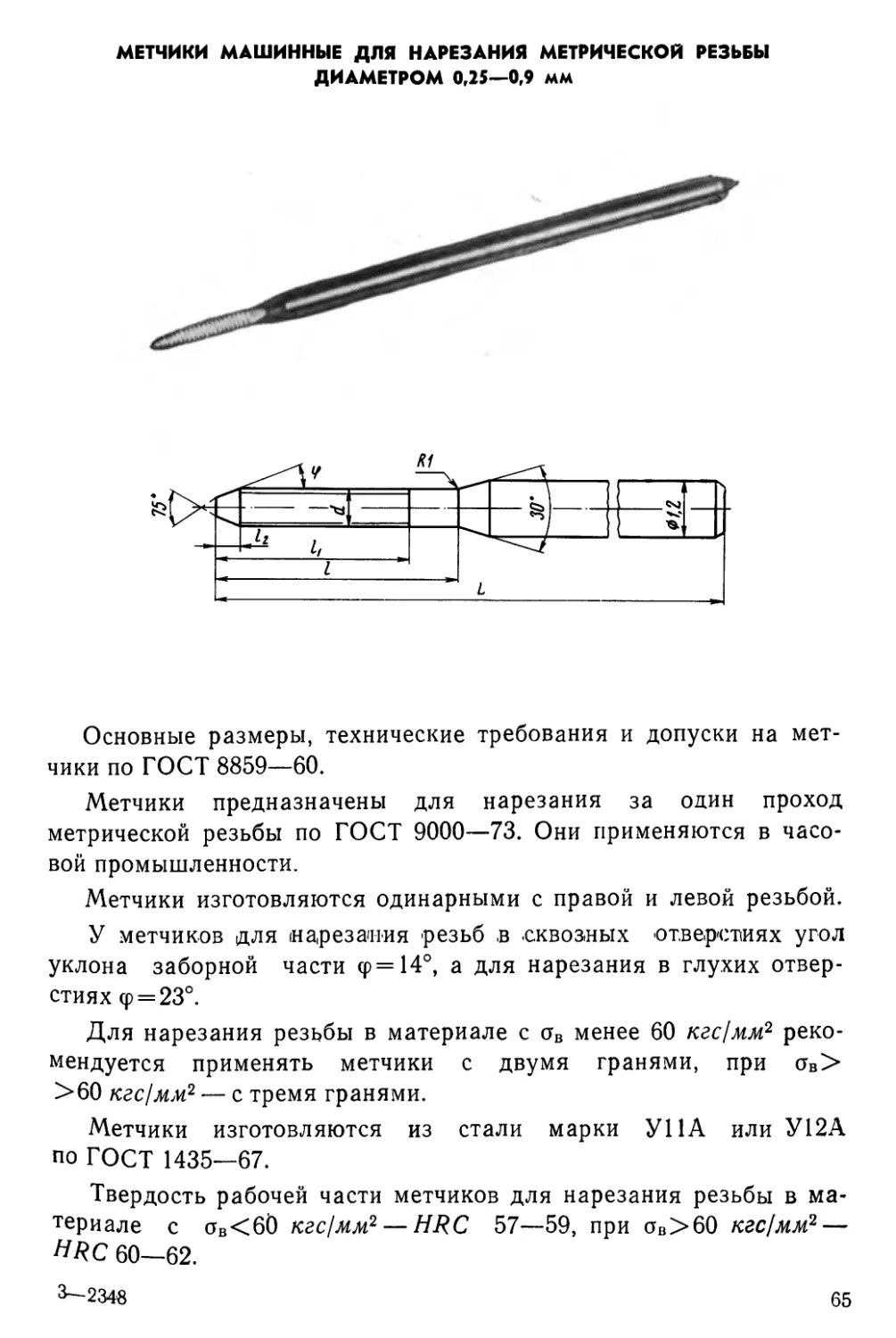
Метчики диаметром до 5 мм изготовляются с наружными
центрами.
Материал метчиков — инструментальная углеродистая сталь
У11А и У12А по ГОСТ 1435—67.
Твердость рабочей части HRC 59—61 для метчиков диаметром
до 6 мм и HRC 60—62 — для метчиков диаметром свыше 6 мм.
Метчики изготовляются комплектами из двух штук для резьбы
с шагом до 3 мм включительно.
Метчики выпускаются с нешлифованным профилем следующих
степеней точности по ГОСТ 16925—71 и ГОСТ 19090—73:
для метрической резьбы (посадок скольжения) — Н4;
для метрической резьбы (с зазорами) —G2;
для трубной резьбы — В1.
Стандартные метчики изготовляются только с правой резьбой.
Заборная часть затылуется под углом ~6°.
При плоскостной заточке на метчиках диаметром от 1 до 1,6 мм
допускается задний угол а=25°.
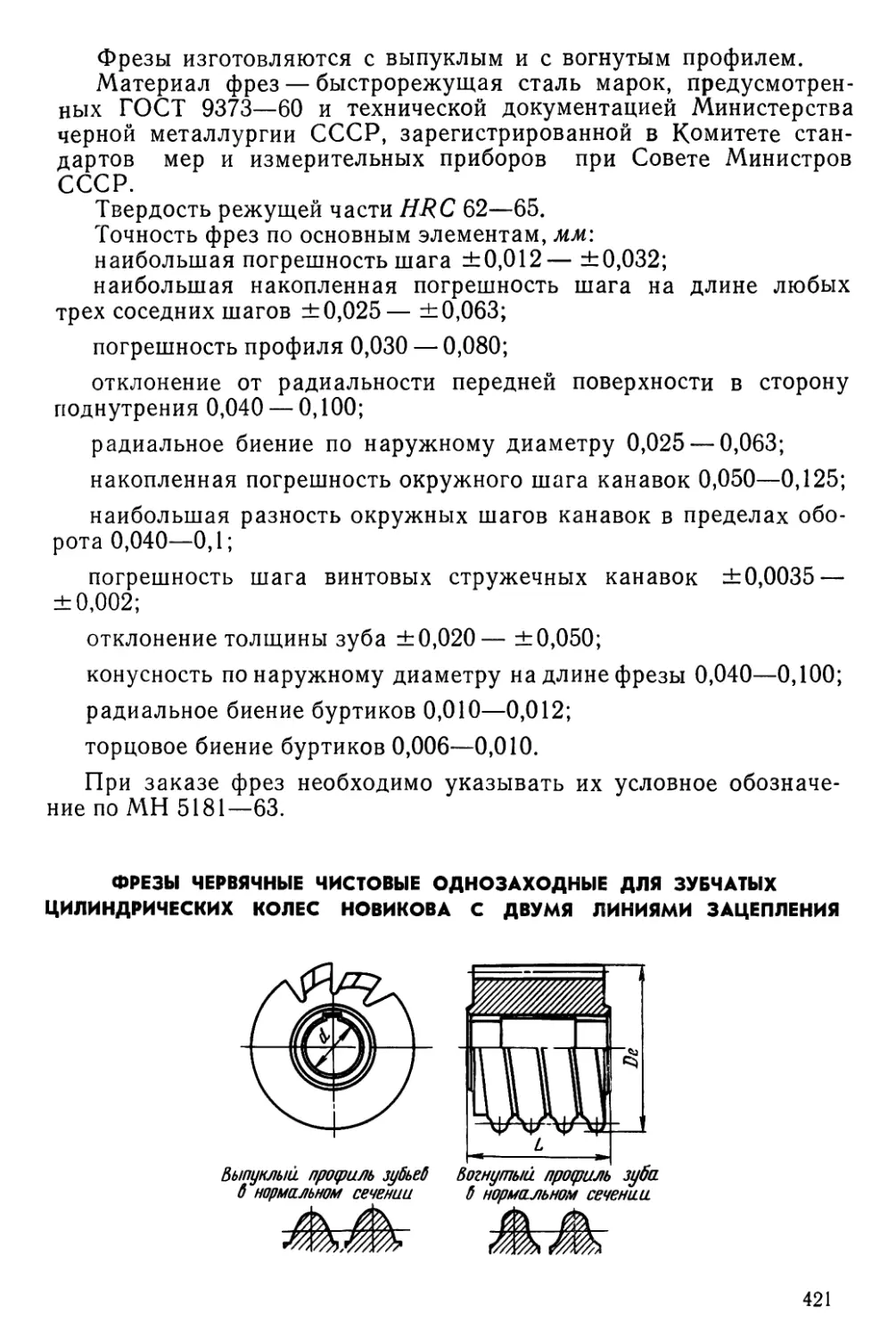
14
Биение заборной части метчиков диаметром до 10 мм не более
0,08 мм, свыше 10 мм — не более 0,1 мм.
Угол, уклона заборной части для чистовых метчиков 17—19°,
для черновых 6—7°.
Заводы — изготовители метчиков с крупным шагом
Номинальный диаметр резьбы d, мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Ташкентский
1—2,5 + — — — —
3—3,5 + — — — —
4—6 I 4; 6 1 - 5 —
7—10 1 + - - - -
12—1'6 1 - 1 12 1 16 — 14—16
18—27 1 — | 20 1 20 18 24—27
Заводы — изготовители метчиклв с мелким шагом
Номиналь- ный диа- метр резь- бы d, мм Шаг резьбы Р, мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Ташкентский
2—2,5 0,25;0,35 2—2,5x0,25 2,5X0,35 — — — —
3—3,5 0,35 3—3,5x0,35 — - - -
4—6 0,5;0,75 4X0,5 6x0,5—0,75 — 5x0,5 — —
7—10 0,5; 0,75 1,0 7x0,5—0,75 8—10x0,5— 1,0 — — — —
11-16 0,5; 0,75; 1,0; 1,25; 1,5 - 11X0,5; 11—12x0,75 — 1,0; 12x1,25— 1,5 16X1,0 — 14x1,25— —1,5; 16x1,5
18—27 1,0; 1,5; 2,0 — 20X1,0 20X1,5 18x1,0—1,5 24x1,0— 2,0; 27x1,0—2,0
Заводы — изготовители метчиков для трубной резьбы
Номинальный диаметр d Инструментальные заводы
Сестрорецкий Львовский
Чз~^Чз" 1 1 b/t-l'/S Чз~Чз'
15
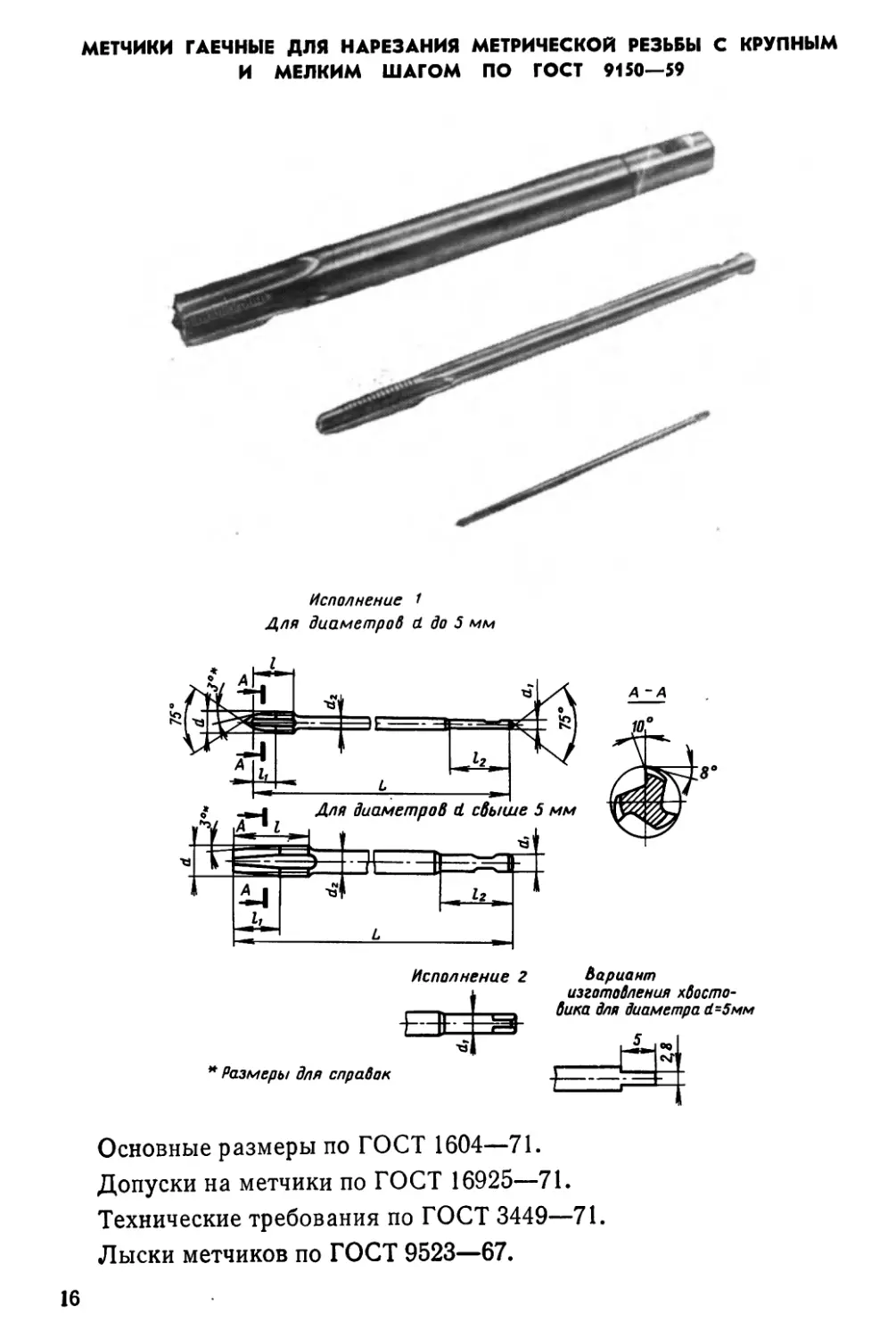
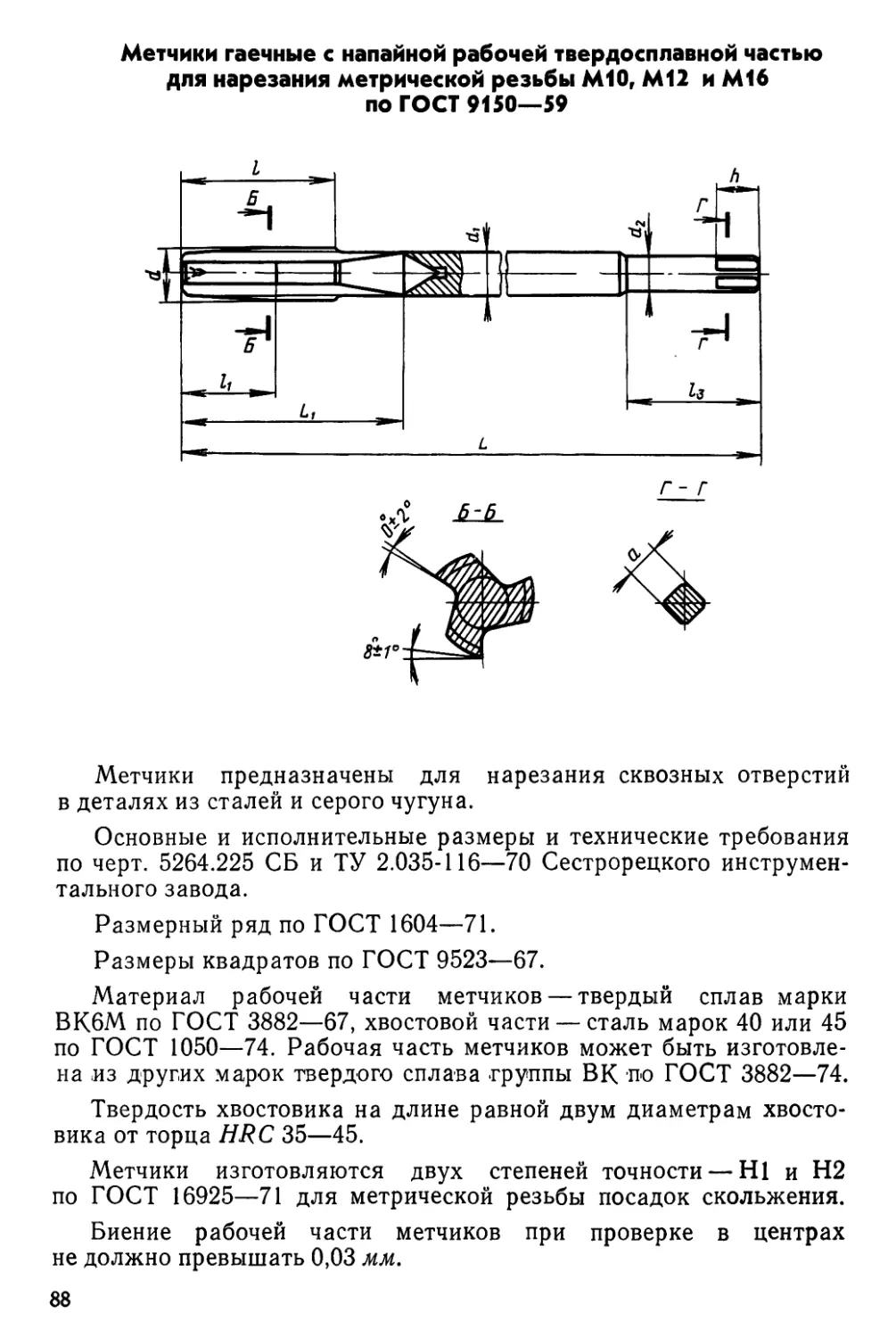
МЕТЧИКИ ГАЕЧНЫЕ ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ С КРУПНЫМ
И МЕЛКИМ ШАГОМ ПО ГОСТ 9150—59
Исполнение 1
Для диаметров а до 5 мм
Исполнение 2 Вариант
изготовления хвосто-
* Размеры для справок
вика для диаметра д-5мм
Основные размеры по ГОСТ 1604—71.
Допуски на метчики по ГОСТ 16925—71.
Технические требования по ГОСТ 3449—71.
Лыски метчиков по ГОСТ 9523—67.
16
Размеры, мм
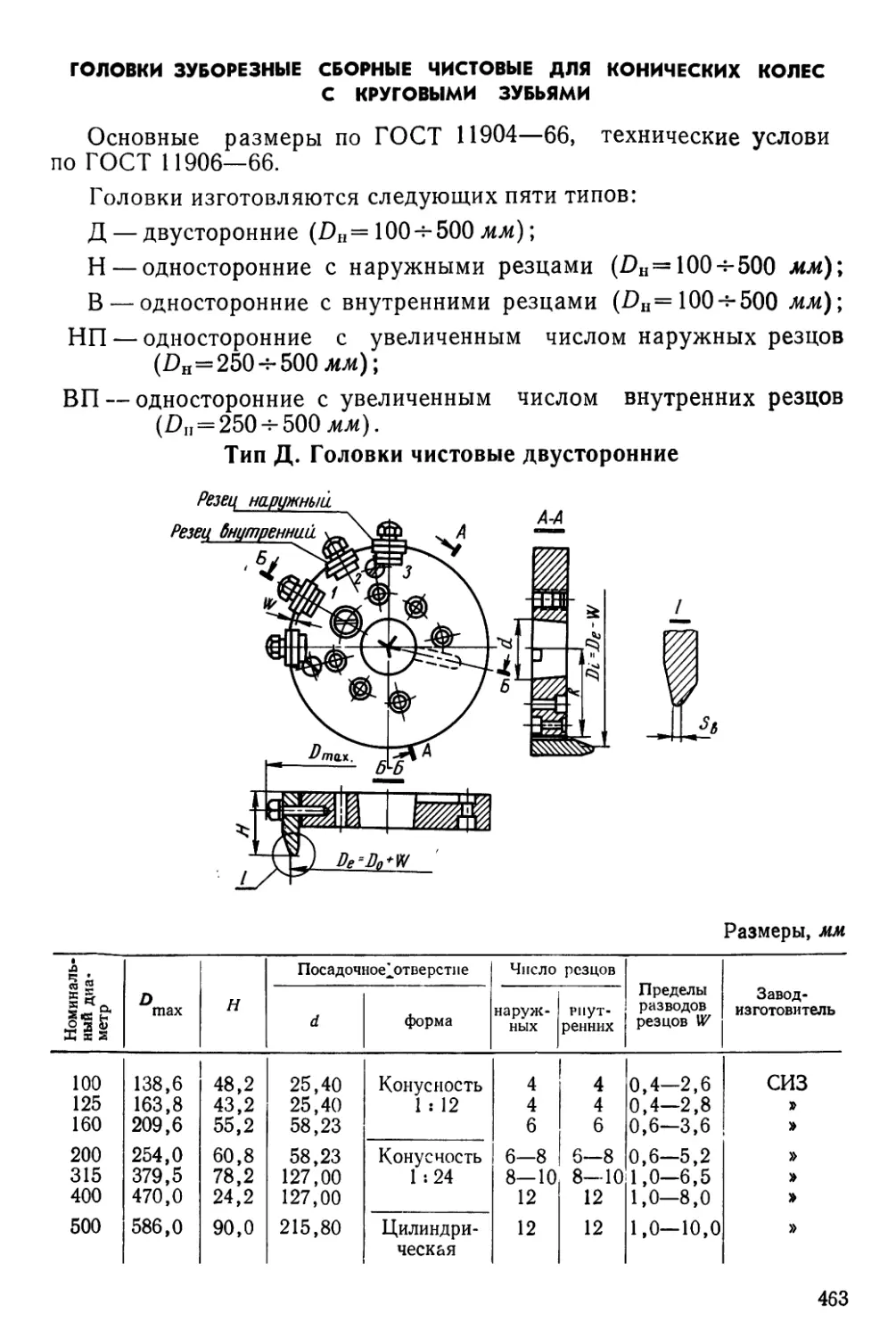
Метчики для метрической резьбы
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L Z h It
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2640-0005 2640-0006 3 — — 0,5 — 70 10 6 20 2,24 2,24
' 0007 0008 120
0001 | 0002 — 0,35 70 7 4 2,40
0003 | 0004 120
0013 1 0014 — 3,5 — (0,6) — 80 12 7 2,5 2,5
0015 | 0016 120
0009 | 0010 — 0,35 80 7 4 2,9
ООП I 0012 120
0021 | 0022 4,0 — — 0,7 — 90 14 8 2,8 2,8
0023 | 0024 160
0017 1 0018 — 0,5 90 10 6 3,2
0019 | 0020 160
0029 | 0030 — 4,5 — (0,75) — 100 16 9 3,15 3,3
0031 | 0032 160
0025 | 0026 — 0,5 100 10 6 3,7
0027 | 0028 160
0037 | 0038 5,0 — — 0,8 — 110 16 10 22 3,55 3,6
0039 | 0040 180
0033 0034 — 0,5 110 10 6 4,2
0035 | 0036 180
0041 | 0042 — — 5,5 — (0,5) НО 10 6 4,5 4,7 4,5
0043 | 0044 180
0053 | 0054 6,0 — — 1,0 — 120 20 12
0055 | 0056 200
0049 I 0050 — 0,75 120 16 9 4,8
0051 | 0052 200
0045 | 0046 — 0,5 120 10 6 5,2
0047 0048 200
0065 | 0066 — — 7,0 1,0 120 20 12 5,6 5,6
0067 0068 200
0061 | 0062 — 0,75 120 16 9 5,8
0063 | 0064 200
0057 | 0058 — 0,5 120 10 6 6,2
0059 | 0060 200
0081 | 0082 8,0 — —- 1,25 — 140 25 15 25 6,3 6,3
0083 | 0084 220
0077 | 0078 — 1,0 140 20 12 6,4
0079 | 0080 220
0073 | 0074 — 0,75 140 16 9 6,8
2640-0075 2640-0076 220
17
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L Z Л ^2 di d,
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2640-0069 2640-0070 8,С — — — 0,5 140 10 6 25 6,3 7,2
0071 | 0072 220
0097 | 0098 — — 9 (1.25) — 140 25 15 7,1 7,1
0099 1 0100 220
0093 | 0094 — 1,0 140 20 12 7,4
0095 | 0096 220
0089 | 0090 — 0,75 140 ,6 9 7,8
0091 | 0092 220
0085 | 0086 — 0,5 140 10 6 8,2
0087 | 0088 220
0117 | 0118 10,0 — — 1,5 — 160 30 18 32 8,0 8,0
0119 | 0120 250
0113 | 0114 — 1,25 160 25 15 8,1
0115 | 0116 250
0109 | ОНО — 1,0 160 250 20 12 8,4
0111 1 0112
0105 | 0106 — 0,75 160 16 9 8,8
0107 | 0108 250
0101 | 0102 — 0,5 160 10 6 9,2
0103 | 0104 250
0133 | 0134 — — 11,0 (1,5) — 160 30 18 8,7
0135 | 0136 250
0129 | 0130 — 1,0 160 20 12 9,4
0131 1 0132 250
0125 | 0126 — 0,75 | 160 250 16 9 9,8
0127 | 0128
0121 | 0122 — 0,5 | 160 10 6 10,2
0123 | 0124 250
0153 | 0154 12,0 — — 1,75 180 36 21 9,0 9,3
0155 | 0156 280
0149 | 0150 — 1,5 180 30 18 9,9
0151 | 0152 280
0145 | 0146 — 1,25 180 25 15 10,1 10,4
0147 | 0148 280
0141 | 0142 — 1,о 180 20 12
0143 | 0144 280
0137 | 0138 — 0,75 180 16 9 10,8
0139 | 0140 280
0169 | 0170 | — 14 — 1 2,0 | — | 180 40 | 24 10,0 10,9
2640-0171 I 2640-0172 1 280
18
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L Z h I2 dt d2
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2640-0165 2640-0166 — 14,0 — 1,5 180 30 18 32 10,0 11,7
0167 | 0168 280
0485 | 0486 — 1,25 180 25 15 12,1
0487 | 0488 280
0161 | 0162 — 1,о 180 20 12 12,4
0163 | 0164 280
0157 | 0158 — 0,75 180 16 9 12,8
0159 | 0160 280
0177 | 0178 — — 15,0 — 1,5 180 280 30 18 40 12,5 12,7
0179 | 0180
0173 | 0174 — (1,0) 180 20 12 14,4
0175 | 0176 280
0193 | 0194 16,0 — — 2,0 — 200 40 24 12,9
0195 | 0196 320
0189 | 0190 — 1,5 200 30 18 13,7
0191 | 0192 320
0185 | 0186 — 1,0 200 20 12 14,4
0187 | 0188 320
0181 I 0182 — 0,75 200 16 9 14,8
0183 1 0184 320
0201 | 0202 — — 17,0 — 1,5 200 30 18 14,0 14,7
0203 | 0204 320
0197 | 0198 — (1,0) 200 20 12 15,4
0199 | 0200 320
0221 | 0222 — 18,0 — 2,5 — 200 50 30 14,2
0223 | 0224 320
0217 | 0218 — 2,0 200 40 24 14,9
0219 | 0220 320
0213 | 0214 — 1,5 200 30 18 15,7
0215 | 0216 320
0209 | 0210 — 1,0 2001 3201 20 12 16,4
0211 | 0212
0205 1 0206 — 0,75 2001 16 9 16,8
0207 | 0208 320
0241 | 0242 20,0 — — 2,5 — 220 50 30 16,0 16,2
0243 | 0244 360
0237 | 0238 — 2,0 220 40 24 16,9
0239 | 0240 360
0233 | 0234 -1 1.5 | 220 30 | 18 17,7
2640-0235 | 2640-0236 360
19
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L i /1 /2 da
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2640-0229 2640-0230 20 — — — 1,0 220 20 12 40 16,0 18,4 18,8
0231 | 0232 360
0225 | 0226 0227 | 0228 — 0,75 220 360 16 9
0261 | 0262 0263 I 0264 — 22,0 — 2,5 — 220 360 50 30 18,0 18,2
0257 0259 0258 0260 — 2,0 _220 360 40 24 18,9
0253 | 0254 0255 | 0256 — 1,5 220 ’360 30 18 19,7
0249 1 0250 — 1,0 220 20 12 20,4
0251 | 0252 360
0245 | 0246 0247 | 0248 — 0,75 220 360 16 9 20,8 19,4
0277 | 0278 0279 | 0280 24,0 — — 3,0 — 250 360 60 36
0273 1 0274 0275 | 0276 — 2,0 250 '360 40 24 20,9
0269 | 0270 0271 | 0272 — 1,5 250 360 30 18 21,7
0265 | 0266 — 1,о 250 20 12 22,4
0267 | 0268 360
0289 | 0290 — — 25,0 — 2,0 250 40 24 45 20,0 21,9 22,7
0291 | 0292 360
0285 | 0286 0287 | 0288 — 1,5 250 360 30 18
0281 | 0282 0283 | 0284 — (1,0) 250 ’360 20 12 23,4 22,4
0305 | 0306 — 27,0 — 3,0 — 2501 60 36
0307 | 0308 Збо'
0301 | 0302 — 2,0 250 40 24 23,9 24,7
0303 | 0304 360
0297 | 0298 — 1,5 250 30 18
0299 | 0300 Збд1
0293 | 0294 — 1,0 250 20 12 25,4
0295 | 0296 360
0317 | 0318 — — 28,0 — (2,0) 250 40 24 50 22,4 24,9
0319 | 0320 360
0313 I 0314 2640-0315 | 2640-0316 1М> 250 збо! 30 18 25,7
20
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 h di da
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2640-0309 2640-0310 — — 28,0 — (1,0) 250 20 12 50 22,4 26,4
0311 | 0312 360
0337 | 0338 30,0 — — 3,5 — 280 70 40 24,6
0339 | 0340 360
0333 | 0334 — (3,0) 280 60 36 25,4
0335 | 0336 360
0329 I 0330 — 2,0 280 40 24 26,9
0331 1 0332 360
0325 | 0326 — 1,5 280 30 18 27,7 28,4
0327 | 0328 360
0321 | 0322 — 1.0 1 280 360 20 12
2640-0323 | 2640-0324
Примечание. Метчики, шаг резьбы которых указан в скобках, применять
не рекомендуется.
Пример условного ю б о з н а ч е-н и я метчика с(номиналь-
ным диаметром резьбы d=16 мм, шагом Р=1,5 мм, длиной L =
= 200 мм, степени точности Н2, исполнения 1, правого:
Метчик 2640-0189 — Н2 ГОСТ 1604—71
То же, левого:
Метчик 2640-0189 — Н2 — Л ГОСТ 1604—71
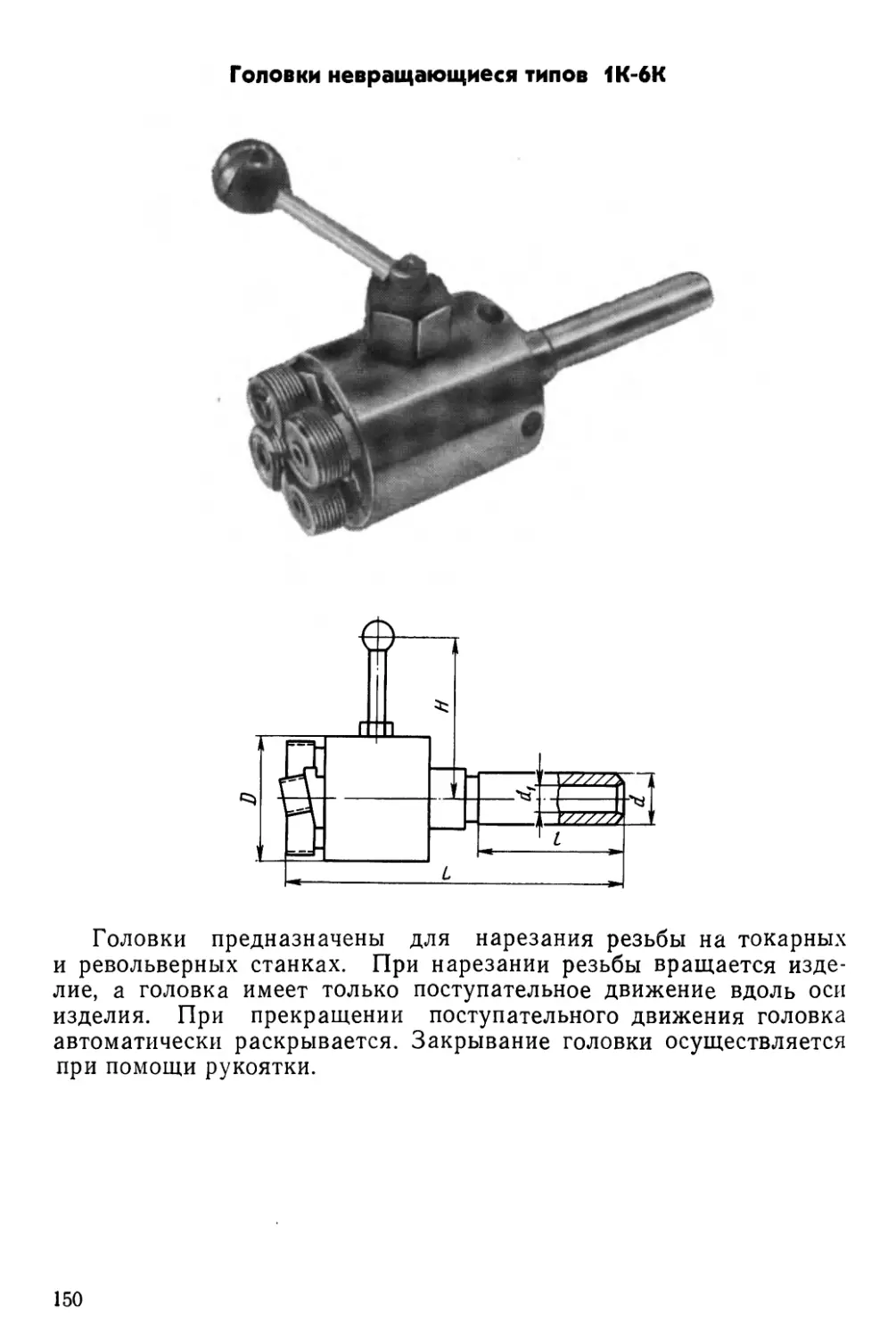
Метчики предназначены для нарезания резьбы в гайках.
Длина заборной части предусмотрена для нарезания резьб
в деталях из углеродистых конструкционных сталей и чугуна.
Материал метчиков—быстрорежущая сталь по ГОСТ 19265—73.
Твердость рабочей части HRC 61—63 для метчиков диаметром
до 6 мм включительно и HRC 62—65 — для метчиков диаметром
более 6 мм.
Метчики изготовляются следующих степеней точности по
ГОСТ 16925—71:
для метрической резьбы (посадок скольжения)—Hl, Н2, НЗ;
для метрической резьбы (с зазорами) —G1.
Для повышения стойкости метчики с шагом резьбы 1,0 мм
и больше поставляются цианированными. По соглашению с потре-
бителем допускается изготовление нецианированных метчиков.
Метчики для резьб диаметром до 5 мм включительно изготов-
ляются с наружными центрами и с одной лыской на хвостовике.
Заборная часть затылуется под углом 8°; биение заборной
части не более 0,05 мм для метчиков диаметром до 24 мм и не
более 0,06 мм — для метчиков остальных размеров.
21
Метчики с наружным диаметром 10 мм и выше изготовляются
сварными. Материал хвостовой части — сталь марки 45
по ГОСТ 1050—74.
Для метчиков с номинальными даметрами резьбы от 3 до 10 мм
диаметр хвостовика d2 допускается выполнять по размерам d\.
Метчики диаметром до 4,5 мм допускается изготовлять с цилин-
дрическим хвостовиком без квадрата и лыски.
Размеры лысок и квадратов по ГОСТ 9523—67.
Размеры центровых отверстий формы А по ГОСТ 14034—68.
Метчики диаметром до 8 мм допускается изготовлять с наруж-
ными центрами.
Число зубьев и размеры стружечных канавок указаны в при-
ложении 1 к ГОСТ 3266—71.
Метчики эксплуатируются в быстросменных кулачковых патро-
нах по нормали МН 1179—60. Закрепление метчиков в патроне
и передача крутящего момента осуществляются при помощи двух
плунжеров со сферическими головками.
Заводы — изготовители метчиков с крупным шагом
Номиналь- ный диа- метр резьбы d, мм Инструментальные заводы
«Фрезер» Сестро- рецкий Томский Львов- ский Тбилис- ский Вл а дивостокский Йошкар- Олин- ский Ташкент- ский
3—4 + - — 3 3 4 -
5—6 6 - 1 - — — 16 5 -
7—12 — 8 10 8 — 7; 10; 11; 12 — —
14—30 22; 24; 30|18; 20 14; 27; 30 — I 16 (ГОСТ | 51764—72) 14; 16; 20
Заводы — изготовители метчиков с мелким шагом
Номиналь- ный диа- метр d, мм Шаг резьбы Р, мм Инструментальные заводы
«Фрезер» Сестрорец- кий Том- ский Львов- ский Владивосток- ский Йошкар- Олинский Таш- кент- ский
3—4,5 jo,35; 0,5 3X0,35 3,5x0,35 4X0,5 — — — — 4,5x0,5 —
5—6 0,5; 0,75 1 1 — 1 - . — 1 — |бх0,5—0,75 5x0,5 1 -
7—12 0,5; 0,75 1; 1,25; 1,5 — 8-9 X Х0.75—1 10X1 8Х Х0.75- —1 7x0,5-0,75 10x0,75— —1,25 11x0,5-1 12x1—1,5 — —
14—30 0,75; 1; 1,25;1,5; 2 22Х1—2; 24Х1—2; 25x1,5— —2; 27Х1—2; 30X1— -1,5 16Х х0,75— —1,5; 18x1—2 14Х Х1 — —1,5; 20 X X 1— —2; 30x2 15x1,5; 16x1—1,5 (ГОСТ 51764—72) 20 X X 1—2
22
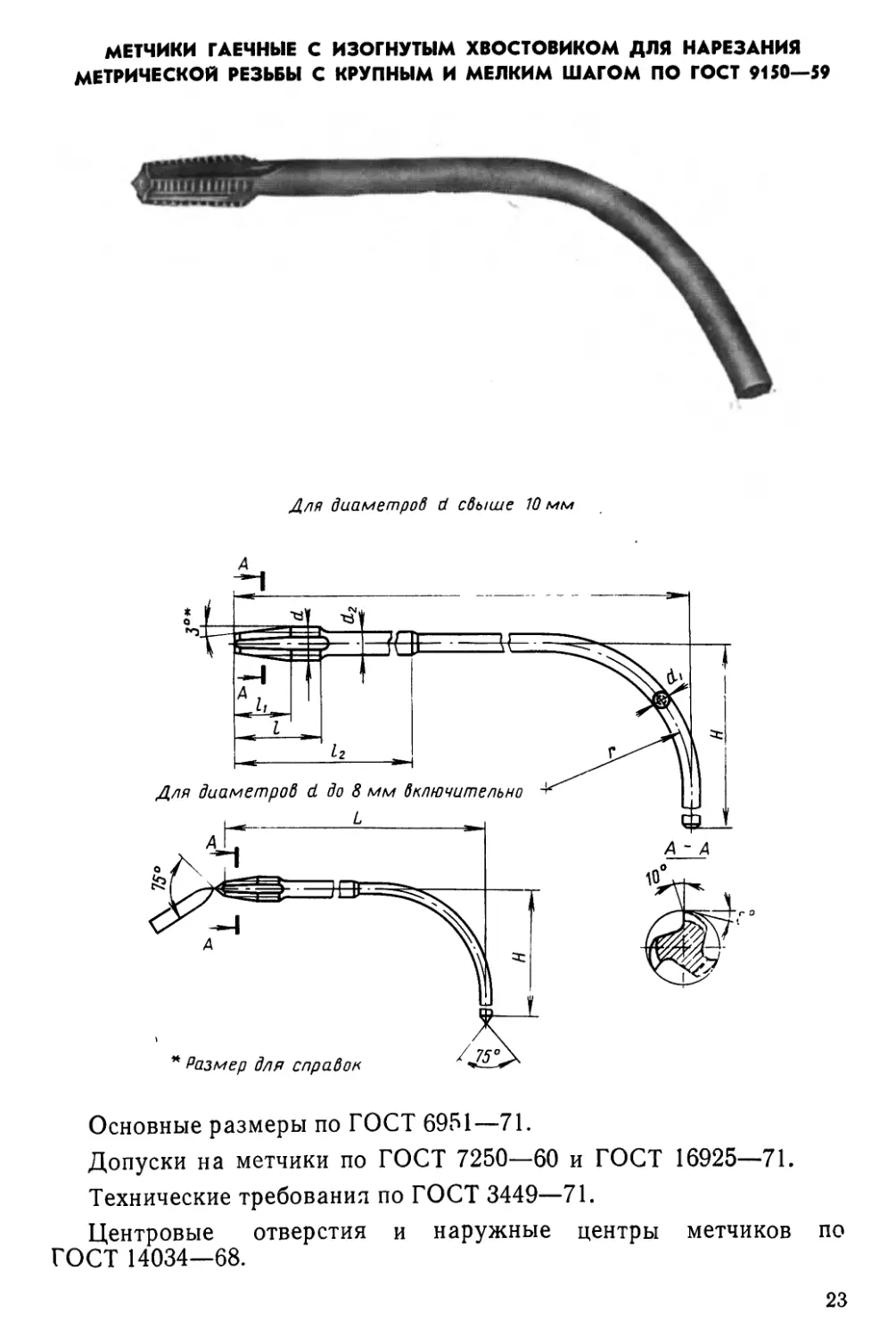
МЕТЧИКИ ГАЕЧНЫЕ С ИЗОГНУТЫМ ХВОСТОВИКОМ ДЛЯ НАРЕЗАНИЯ
МЕТРИЧЕСКОЙ РЕЗЬБЫ С КРУПНЫМ И МЕЛКИМ ШАГОМ ПО ГОСТ 9150—59
Д/7/7 диаметров d свыше 10 мм
Основные размеры по ГОСТ 6951—71.
Допуски на метчики по ГОСТ 7250—60 и ГОСТ 16925—71.
Технические требования по ГОСТ 3449—71.
Центровые отверстия и наружные центры метчиков по
ГОСТ 14034—68.
23
Размеры, мм
Метчики для метрической резьбы
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 d2 И Г
1 2 круп- ный мелкий
2642-0077 3 — 0,5 — 135 10 6 — 2,24 2,24 55 32
0078 140 25 15
0079 — 0,35 135 7 4 — 55 | 32
0080 140 25 | 15
0081 4 — 0,7 — 135 14 8 — 2,8 2,8 55 | 32
0082 140 25 | 15
0083 — 0,5 135 10 6 — 55 | 32
0084 140 25 | 15
0003 5 *— 0,8 — 135 16 10 — 3,6 3,6 55 | 32
0004 140 25 | 15
0001 — 0,5 135 10 6 — 3,9 3,9 55 | 32
0002 140 25 | 15
0009 6 — 1,0 — 135 20 12 — 4,4 4,4 55 | 32
0010 200 45 | 30
0007 — 0,75 135 16 9 — 4,5 4,5 55 | 32
0008 200 45 | 30
0005 — 0,5 135 10 6 — 4,9 4,9 55 | 32
0006 200 45 | 30
0015 8 — 1,25 — 165 25 16 100 5,5 6,3 80 | 43
0016 200 150 45 | 30
0013 — 1,0 165 20 12 100 5,8 6,4 80 | 43
0014 200 150 45 | 30
ООП — 0,75 165 16 9 100 6,8 6,8 80 | 43
0012 200 150 45 | 30
0023 10 — 1,5 — 165 30 18 100 7,3 8,0 80 | 43
0024 200 150 45 | 30
0021 — 1,25 165 25 16 100 7,5 8,1 80 | 43
0022 200 150 45 | 30
0019 — 1,0 165 20 12 100 7,8 8,4 80 43
0020 200 150 45 | 30
0017 — 0,75 165 16 9 100 8,1 8,8 80 | 43 45 | 30
0018 200 150
0031 12 — 1,75 — 250 36 22 160 9,0 9,3 115 | 60
0032 300 240 60 | 50
0029 — 1,5 250 30 18 160 9,0 9,7 115 | 60
0030 0027 300 240 60 | 50
— 1,25 250 25 16 160 9,5 10,1 115 | 60
0028 300 240 60 | 50
0025 — 1,0 250 300 20 12 160 9,5 10,4 115 | 60
2642-0026 240 60 | 50
24
Продолжение
Размеры, мм
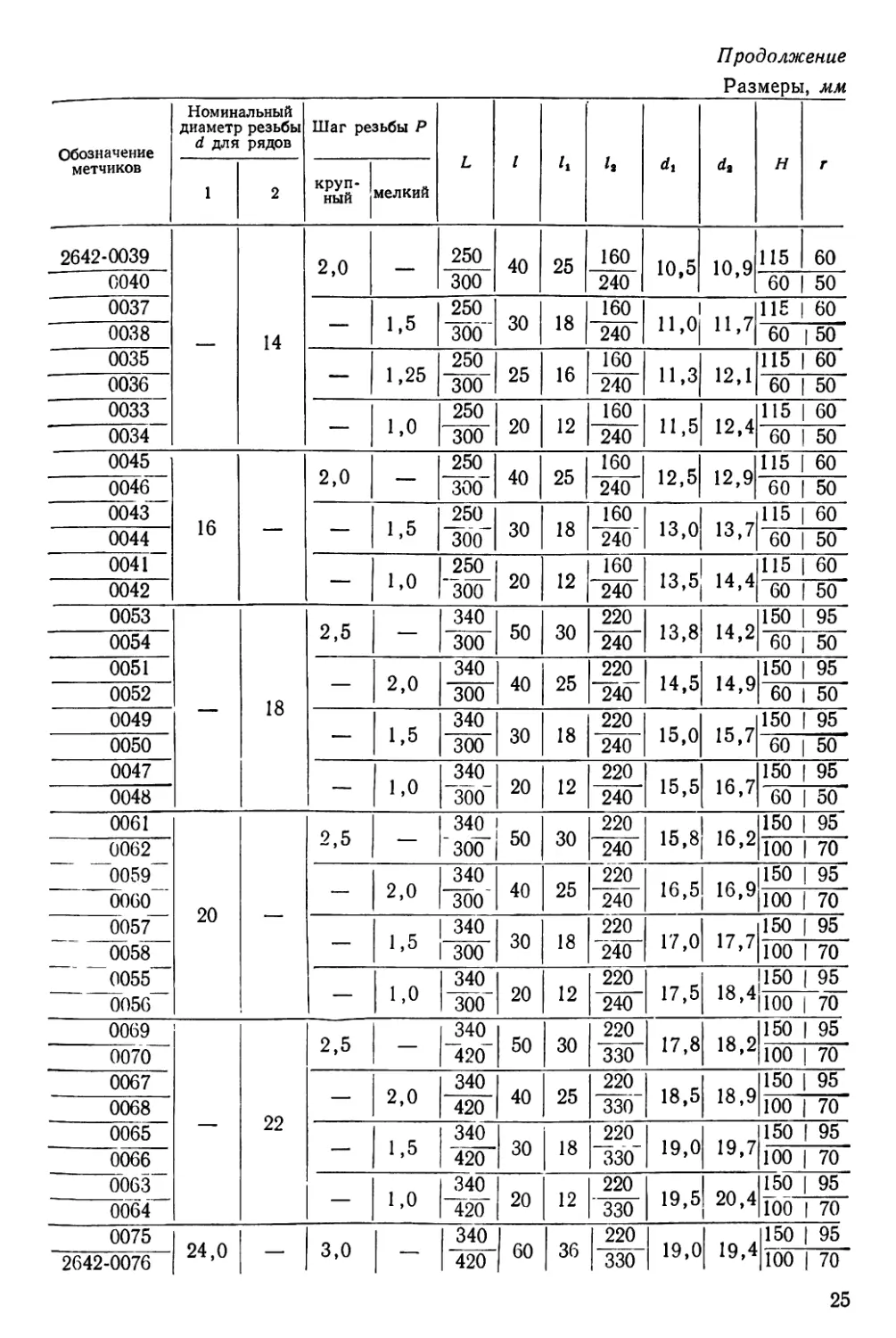
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 G h di da н Г
1 2 круп- ный мелкий
2642-0039 — 14 2,0 — 250 40 25 160 10,5 10,9 115 60
0040 300 240 60 50
0037 — 1,5 250 зоб” 30 18 160 11,0 11,7 115 | 60
0038 240 60 (50
0035 — 1,25 250 25 16 160 11,3 12,1 115 | 60
0036 300 240 60 1 50
0033 — 1,0 250 20 12 160 11,5 12,4 115 | 60
0034 300 240 60 | 50
0045 16 — 2,0 — 250 40 25 160 12,5 12,9 115 | 60
0046 0043 300 240 60 | 50
— 1,5 250 30 18 160 13,0 13,7 115 | 60
0044 300 240 60 | 50
0041 — 1,0 250 ‘ЗОО 20 12 160 13,5 14,4 115 | 60
0042 240 60 | 50
0053 — 18 2,5 — 340 50 30 220 13,8 14,2 150 | 95
0054 300 240 60 1 50
0051 — 2,0 340 40 25 220 14,5 14,9 150 | 95
0052 300 240 60 | 50
0049 — 1,5 340 30 18 220 15,0 15,7 150 | 95
0050 300 240 60 | 50
0047 — 1,0 340 300 20 12 220 15,5 16,7 150 | 95
0048 240 60 1 50
0061 20 — 2,5 — 340 ‘300 50 30 220 15,8 16,2 150 | 95
__ 0062 “0059 240 100 | 70
— 2,0 340 40 25 220 16,5 16,9 150 | 95
0060 300 240 100 | 70
0057 — 1,5 340 300 30 18 220 17,0 17,7 150 | 95
0058 240 100 I 70
0055 — 1,0 340 300 20 12 220 17,5 18,4 150 | 95
0056 240 100 | 70
0069 — 22 2,5 — 340 420 50 30 220 17,8 18,2 150 | 95
0070 330 100 1 70
0067 — 2,0 340 40 25 220 330 18,5 18,9 150 | 95
0068 420 100 | 70
0065 — 1,5 340 30 18 220 19,0 19,7 150 | 95
0066 420 330 100 1 70
0063 — 1,0 340 20 12 220 19,5 20,4 150 95
0064 420 330 100 | 70
0075 24,0 — 3,0 I 340 60 36 1 220 19,о| 19,4 1150 | 95
2642-0076 420 | 330 |100 1 70
25
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 /1 h di d2 н г
1 2 круп- ный мелкий
2642-0073 24,0 — — 2,0 340 40 25 220 20,0 20,9 50 95
0074 420 300 100 1 70
0071 — 1,5 340 30 18 220 20,5 21,7 50 95
0072 420 330 100 70
0085 — 1,0 20 12 21,0| 22,4
0086 — 27,0 3,0 — 60 | 36 21,8| 22,4
0087 — 2,0 40 | 25 23,0| 23,9
0088 — 1,5 30 18 23,5| 24,7
0089 - 1,0 20 12 24,0| 25,4
0090 30,0 — 3,5 — 70 | 40 24,0| 24,6
0091 — 1 3,0 60 | 36 24,8| 25,4
0092 0093 — 2,0 40 | 25 26,0| 26,9
— 1,5 30 18 26,5| 27,7
642-009 4 — 1 1,0 20 12 27,0| 28,4
Пример условного обозначения метчика с номиналь-
ным диаметром резьбы d=12 мм, шагом Р=1,5 мм, длиной L =
= 250 мм, степени точности НЗ, правого:
Метчик 2642-0029 НЗ ГОСТ 6951—71.
То же, левого:
Метчик 2642-0029 НЗ — Л ГОСТ 6951—71.
Метчики предназначены для непрерывного нарезания резьбы
на специальных гайконарезных автоматах.
Материал рабочей части метчиков — быстрорежущая сталь
по ГОСТ 19265—73, твердость рабочей части HRC 61—63.
Метчики изготовляются следующих степеней точности
по ГОСТ 16925—71:
для метрической резьбы (посадок скольжения)—Hl, Н2, НЗ;
для метрической резьбы (с зазорами) —G1.
Метчики изготовляются в централизованном порядке для наре-
зания правой резьбы.
Для повышения стойкости метчики с шагом резьбы 1,0 мм
и больше поставляются цианированными. По соглашению с потре-
бителем допускается изготовление нецианированных метчиков.
Метчики для резьб диаметром до 10 мм изготовляются с на-
ружными центрами.
Метчики диаметром 10 мм и более изготовляются сварными.
Материал хвостовой части — сталь марки У7 по ГОСТ 1435—67.
26
Биение заборной части метчиков — не более 0,05 мм.
По соглашению с потребителем допускается изготовление мет-
чиков с хвостовиками бесступенчатой формы.
По требованию потребителя допускается изготовление метчиков
с другими передними и задними углами.
Число зубьев и размеры профиля стружечных канавок указаны
в приложении 1 к ГОСТ 3266—71.
Заводы — изготовители метчиков с крупным шагом
Номинальный диаметр d, мм Инструментальные заводы
«Фрезер» Йошкар-Олинский Запорожский Владивостокский
3-8 | 3; 4 I - 1 + 1 —-
10—30 | - 1 - 1 10-12; 16; 18—Зо| 10—16
Заводы — изготовители метчиков с мелким шагом
Номинальный диа- метр d, мм Шаг резьбы Р, мм Инструментальные заводы
«Фрезер» Йошкар- Олинский Запорожский Владивостокский
3-8 0,35; 0,5 0,75; 1,0 3x0,35 4X0,5 — 5X0,5 6x0,5—0,75 8x0,75-1,0 —
10—30 1,0; 1,25 1,5; 2,0 — — 10X1,0—1,25 16X1,5 18—24X1,5 18—30x2,0 12x1,0— 1,5 14X1,25—1,5
Рекомендации по применяемости метчиков в гайконарезных автоматах
Номинальный диаметр метчи- ков d, мм Длина метчика L, мм Модели гайконарезных автоматов
От 3 ДО 30 135, 165, 250, 340 5084, 5085А, 5О86А, 5087
От 3 до 30 140, 200, 300, 420 2031, 2062, 2063, 2054
27
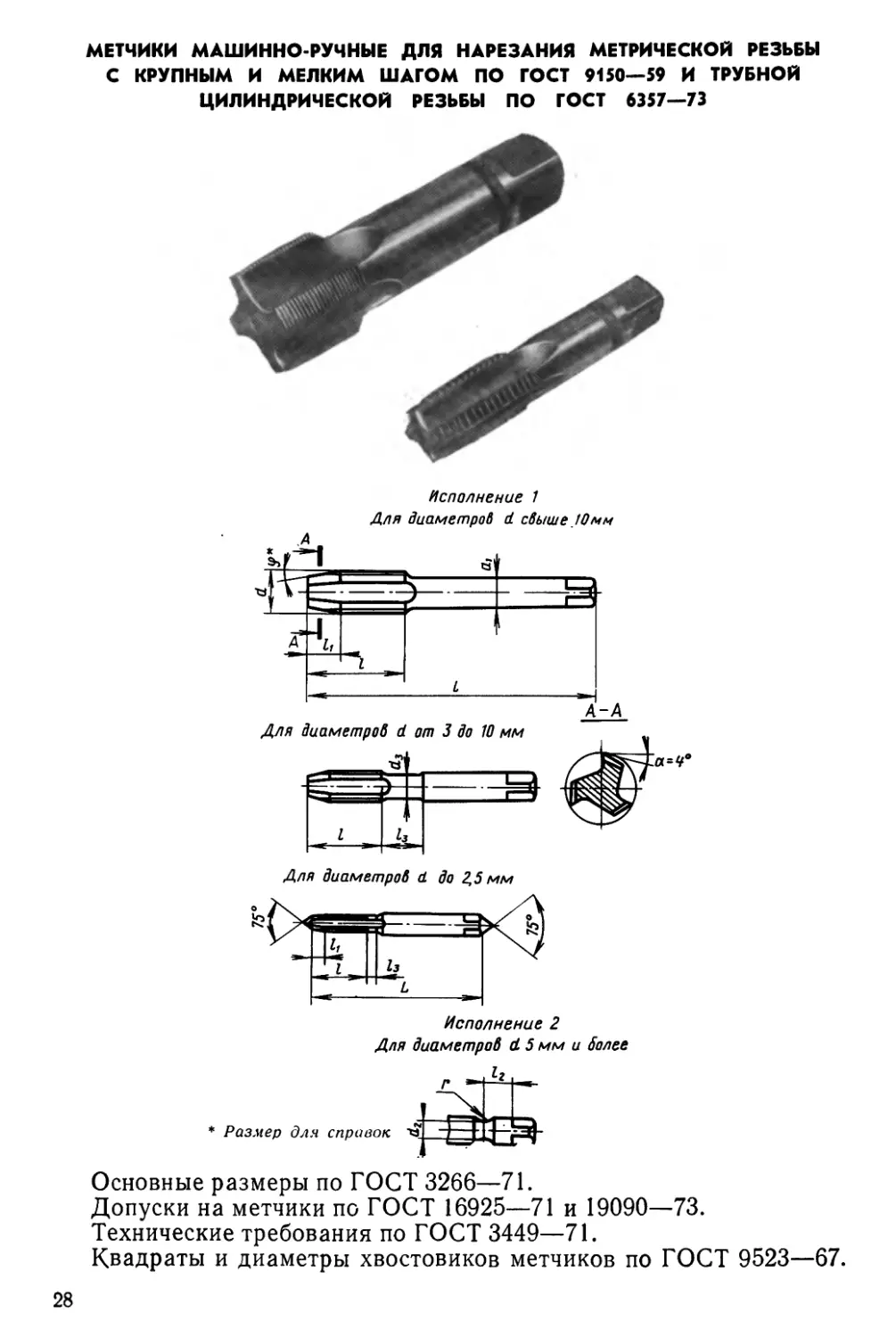
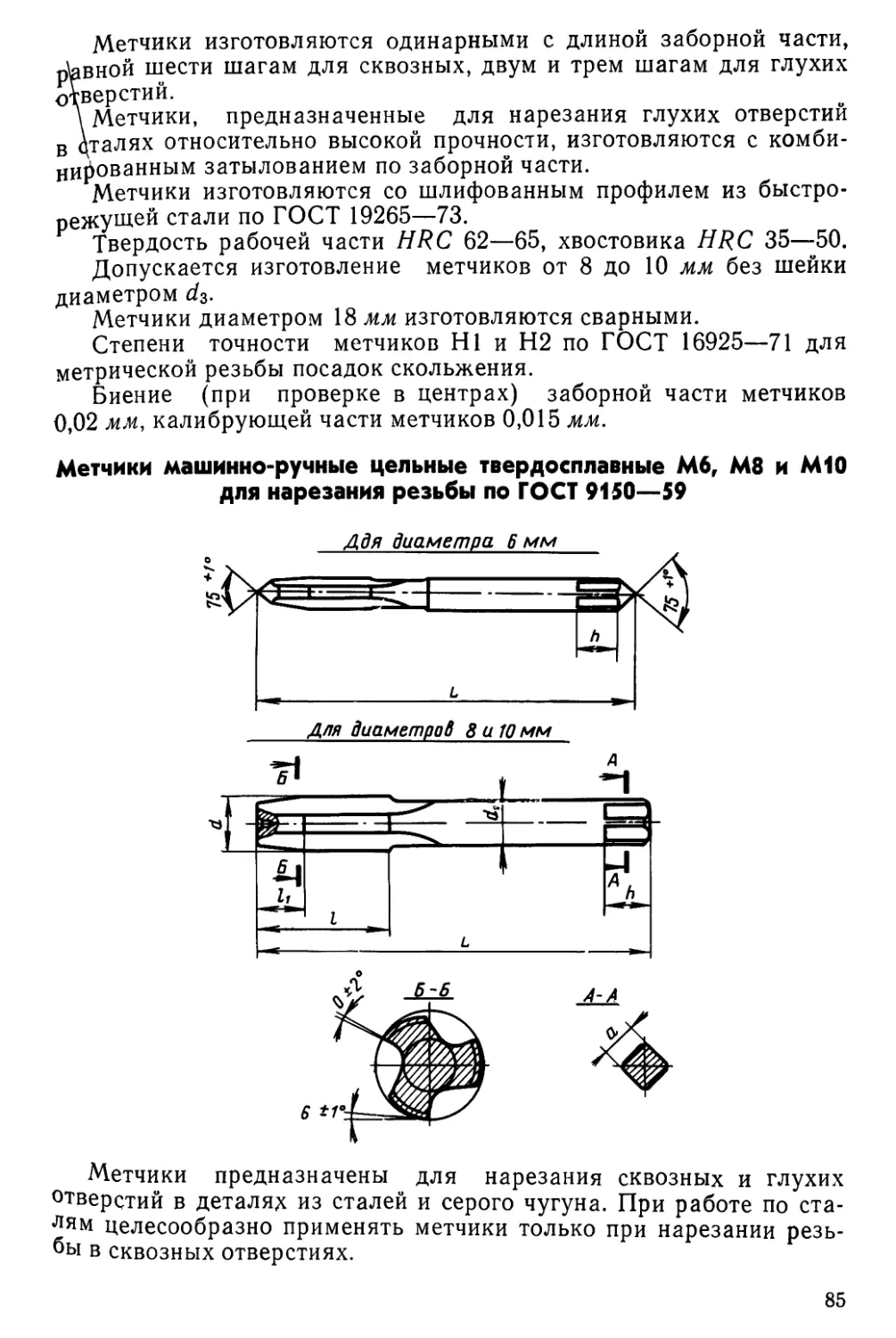
МЕТЧИКИ МАШИННО-РУЧНЫЕ ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
С КРУПНЫМ И МЕЛКИМ ШАГОМ ПО ГОСТ 9150—59 И ТРУБНОЙ
ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ ПО ГОСТ 6357—73
Аля диаметроб d 5 мм и более
* Размер для справок
Основные размеры по ГОСТ 3266—71.
Допуски на метчики по ГОСТ 16925—71 и 19090—73.
Технические требования по ГОСТ 3449—71.
Квадраты и диаметры хвостовиков метчиков по ГОСТ 9523—67.
28
Метчики предназначены для нарезания резьб машинным спосо-
бом всех размеров и для нарезания вручную резьб с шагом до 3 мм
включительно.
Метчики изготовляются со шлифованным профилем из быстро-
режущей стали по ГОСТ 19265—73.
Твердость рабочей части HRC 61—63 для метчиков диаметром
до 6 мм, HRC 62—65 для метчиков диаметром свыше 6 мм; хвосто-
вика HRC 35—50.
Метчики диаметром от 1,0 до 2,5 мм допускается изготовлять
из углеродистой стали марок УНА и У12А по ГОСТ 1435—67
с нешлифованным профилем степени точности Н4, с твердостью
рабочей части HRC 59—61.
Метчики из быстрорежущей стали диаметром 12 мм и более
должны изготовляться сварными, материал хвостовой части сталь
марки 45 по ГОСТ 1050—74.
Степени точности машинно-ручных метчиков со шлифованным
профилем по ГОСТ 16925—71 и ГОСТ 19090—73 должны соответ-
ствовать:
для метрической резьбы (посадок скольжения)—Hl, Н2, НЗ;
для метрической резьбы (с зазорами) —G1;
для трубной резьбы — Al, А2.
Метчики выпускаются правые и левые двух видов:
одинарные: с длиной заборной части, равной ~6 ниткам (для
сквозных отверстий) и ~3 ниткам (для глухих
отверстий), — с диаметром 4 мм;
комплектные: из 2 шт. в комплекте и из 3 шт. в комплекте
(только для метрической резьбы с диаметром
24 мм).
Одинарные метчики для глухих отверстий предназначены для
нарезания резьбы в отверстиях, допускающих увеличенный сбег
по сравнению с указанным в ГОСТ 10549—63.
Центровые отверстия формы А по ГОСТ 14034—68.
Метчики диаметром до 8 мм допускается изготовлять с наруж-
ными центрами.
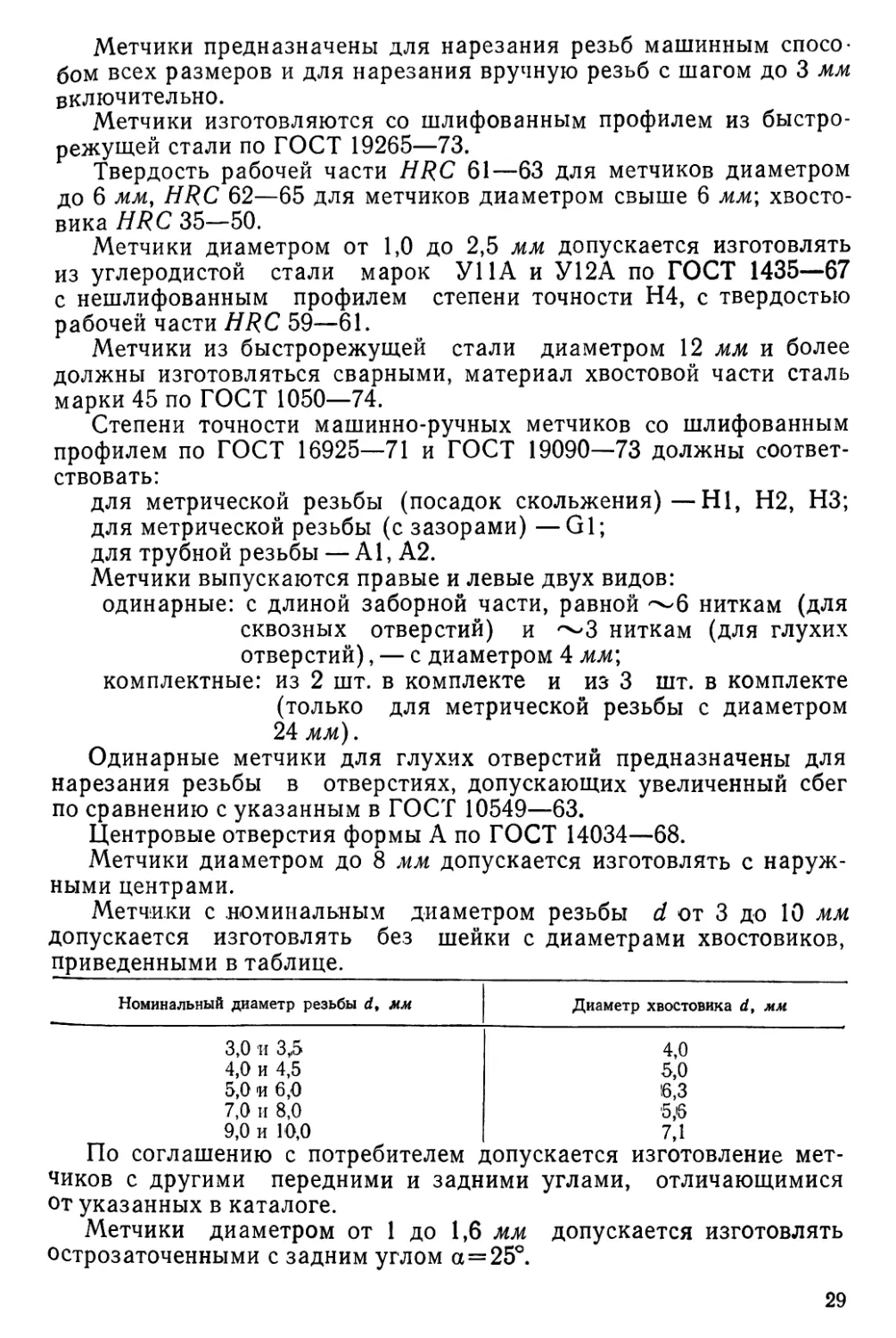
Метчики с номинальным диаметром резьбы d от 3 до 10 мм
допускается изготовлять без шейки с диаметрами хвостовиков,
приведенными в таблице.
Номинальный диаметр резьбы d, мм Диаметр хвостовика d, мм
3,0 'И 3,5 4,0
4,0 и 4,5 5,0
5,0 и 6,0 16,3
7,0 и 8,0 5,6
9,0 и 10,0 7,1
По соглашению с потребителем допускается изготовление мет-
чиков с другими передними и задними углами, отличающимися
от указанных в каталоге.
Метчики диаметром от 1 до 1,6 мм допускается изготовлять
острозаточенными с задним углом а=25°.
29
о
Метчики для метрической резьбы
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L / метчиков ф di d>
одинарных для отверстий комплектных
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий сквоз- ных глухих черно- вого чисто- вого
2620-1002 — 1,о — — 0,25 — 36 6 0,75 — — — 14° 2,24 —
1004 | — — 0,5 | — 0,5 22°
1006 | — — - 1 0,75 — 14°
1008 | — — 0,2 0,6 - 1 - — 14°
1010 | — — 0,4 | - 0,4 | 22°
1012 | — — - 1 0,6 — | 14°
1014 | — — 1,1 — 0,25 — 0,75| - | - - | 14°
1016 | — — 0,5 | - 0,5 | 22°
1018 — — — I 0,75| — | 14°
1020 | — — 0,2 0,6 - 1 - - | 14°
1022 | — - 0,4 | - 0,4 | 22°
1024 | — — - 1 0,6 — | 14°
1026 | — 1,2 — — 0,25 — 0,751 - | - — | 14°
1028 | — — 1 0,5 | — 0,5 | 22°
1030 1 — — — | 0,75| — | 14°
1032 | — — 0,2 0,6 — 1 — - | 14°
1034 | — - 0,4 | - 0,4 | 22°
1036 | — - - 1 0,6 — | 14°
1038 | — — 1,4 — 0,3 — 40 7 0,9 - 1 - — | 14°
1040 ! — — 0,6 I - 0,6 I 22°
1042 — - 1 0,9 - | 14°
1044 1 — — 0,2 0,6 — 1 — - I 14°
1046 | — — 1 0,4 | - 0,4 | 22°
1048 | — — 1 - 1 0,6 - | 14°
Размеры, мм
d9 г
Исполнение 2
4,5 5,0 — — —
1050 | — 1,6 — — 0,35 40 8
1052 1 —
1054 | —
1056 | — — 0,2
1058 | —
1060 | —
1062 | — — 1,8 — 0,35 —
1064 | —
1066 | —
1068 | — — 0,2
1070 | —
1072 | —
1011 | — ! 2,0 — — 0,4 —
1013 | —
1015 | —
1003 | — — 0,25
1005 «| —
1007 | —
1027 | — — 2,2 — 0,45 — 45 10
1029 | —
1031 | —
1019 | — — 0,25
1021 | —
1023 I —
1043 | — 2,5 — — 0,45 —
1045 | —
1047 | — 0,5 0,35
1035 | —
1037 | —
2620-1039 | —
1
00
Illi I
1,0 1 — — — 14°
— 0,7 | — 0,7 | 22’
— — 1,0 1 — 14°
0,6 I — — — 14°
— 0,4 | — 0,4 | 22°
— — 0,6 1 — 14q 2,24
1,0 1 — — — 14°
— 0,7 | — 0,7 | 22°
— — 1,0 I — 14°
0,6 1 — — — 14°
— 0,4 | — 0,4 | 22°
— — 0,6 1 — 14°
1,2 I — 1 — —— I 14°
— 0,8 | — 0,8 | 22°
— — 1,2 I — 14° 2,5
0,75| — — — 14°
— 0,5 | — 0,5 | 22°
— — 0,75| — 14°
1,4 I — — — 1 14°
— 0,9 | — 0,9 | 22°
— — 1,4 I — I 14°
0,75| — — — 14°
— 0,5 | — 0,5 | 22°
— — 0,75| — 14° 2,8
1,4 I — — — 14°
— 0,9 | — 0,9 | 22°
— — 1,4 I — 14°
1,0 1 — — — 14°
— 0,7 | — 0,7 | 22°
— — 1 1,0 I — 14°
5,0
5,5
6,0
I
ND
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2G20-1059 — 3,0 — — 0,5 — 48
1061 —
1063 —
1051 | — — 0,35
1053 | —
1055 | —
1075 | — — (3,5) — 0,6 — 50
1077 | —
1079 | —
1067 | — — 0,35
1069 | —
1071 | —
1089 | — 4,0 — — 0,7 — 52
1091 | —
1095 | —
1093 | —
1081 | — — 0,5
1083 | —
1087 | —
1085 | —
1105 | — — 4,5 — (0,75) —
1107 | —
1111 | —
1109 | —
Продолжение
Размеры, мм
1 lt метчиков ф di d* h d2 г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
12 1,5 — — — 14° 3,15 2,12 7,0 — — —
— 1,0 | - 1,0 22°
— - 1 1,5 - | 14°
1,0 - 1 - - | 14°
— 0,7 | - 0,7 | 22°
- - | 1,0 - | 14°
1,8 - 1 - 1-1 14° 3,55 2,5
- 1,2 I - | 1,2 | 22°
— - 1 1,8 | - 1 14°
1,0 - 1 - - | 14°
- 0,7 | - 0,7 | 22°
- I 1,0 - | 14°
4,2 - 1 - 1-1 6° 4,0 2,8 8,0
- 2,1 I - 1-1 12°
- - 1 4,2 1-| 6°
— - 1 “ 1 1,4 | 18°
3,0 — — — | 6с30'
— 1 1,5 | - 1-1 13°
— - 1 3,0 — 1 6°30'
- - 1 - 1,0 | 19°
4,5 | — | — | — | 6° 4,5 3,15
- 2,2 | — - | 13°
— - 1 4,5 - | 6°
— - 1 - 1,5 | 18°
£ 1097 1 - — 4,5 — — 0,5 52
g 1099 | —
1103 | —
1101 | —
1121 | 2620-1122 5 — — 0,8 — 55
1123 | 1124
1127 | 1128
1125 | 1126
1113 1 1114 — 0,5
1115 | 1116
1119 | 1120
1117 | 1118
1129 | ИЗО — — (5,5) — 0,5 60
1131 | 1132
1135 | 1136
1133 | 1134
1153 I 1154 6 — — 1,0 — 65
1155 | 1156
1159 | 1160
1157 | 1158
1145 | 1146 — 0,75
1147 | 1148
1151 | 1152
1149 I 1150
1137 I 1138 — 0,5
1139 | 1140
1143 | 1144
1141 | 1142
1187 | 1188 — — 7,0 1,о —
2620-1189 | 2620-1190
й 1
12 3,0 — — — 6°30' 4,5 3,15 8,0 — —
— 1,5 — — 13°
—— — 3 — 6°30'
— — — 1 | 19°
16 _4,8 — — — | 6°30' 5,0 3,55 9,0 6,0 4,5 5,0
— 2,4 | — | — | 14°
— — 1 4,8 | — | 6°30'
— — 1 — | 1,6 | 18°
3,0 — 1 — 1 — I 6°30'
— 1,5 | — | — | 13°
— — 1 3,0 | — | 6°30'
__— — | — | 1,0 | 19°
3,0 — 1 — 1 — 1 6°30' 5,6 4,00
— 1,5 | — | — | 13°
— — 1 3,0 | — | 6’30'
— — 1 — 1 1,0 | 19°
18 6,0 — 1 — 1 — I 6° 6,3 4,5 11,0 7,0 5,5
— 3,0 I — 1 — I 12°
— — 1 6,0 | | 6°
— - — 1 2,0 18°
4,5 — 1 — 1 — | 6°
- 2,2 | — | — | 12°30'
- “ — | 4,5 | — | б5-
_ — — 1 — 1 1,5 | 18°
3,0 — 1 — I — I 6°ЗО'
- 1,5 | — | — | 13°
- — | 3,0 | — | 6°30'
— — 1 — 1 1,0 1 19°
6,0 — 1 — 1 — 1 6° 7,1 5,3 6,0
3,0 | — | — 1 12°
1
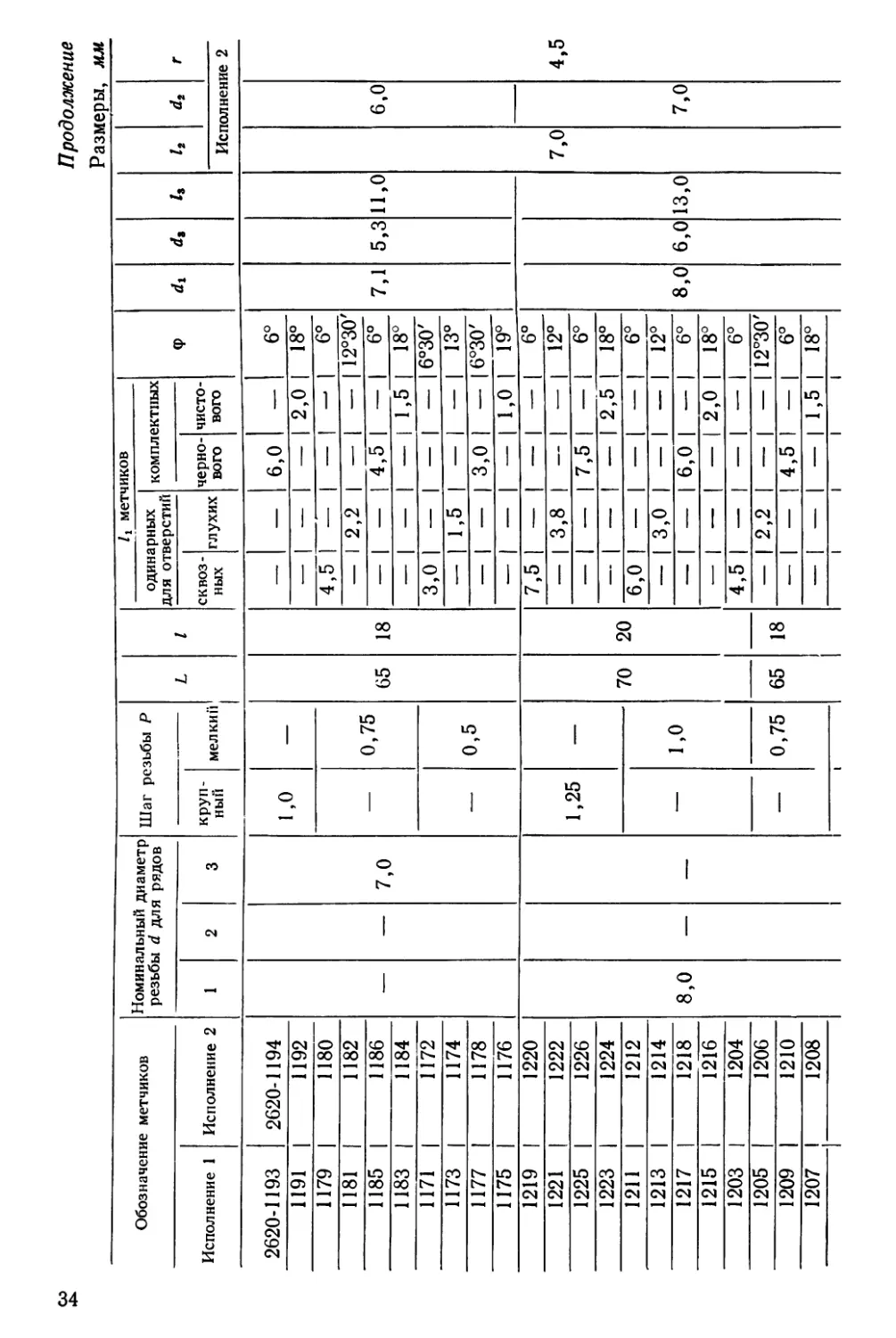
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1193 2620-1194 — — 7,0 1,0 — 65
1191 1192
1179 1180 — 0,75
1181 1182
1185 | 1186
1183 | 1184
1171 | 1172 — 0,5
1173 | 1174
1177 | 1178
1175 | 1176
1219 | 1220 8,0 — — 1,25 — 70
1221 | 1222
1225 | 1226
1223 | 1224
1211 | 1212 — 1,0
1213 | 1214
1217 | 1218
1215 | 1216
1203 | 1204
1205 | 1206 — 0,75 65
1209 | 1210
1207 1 1208 .1
1
Продолжение
Размеры, ММ
li метчиков
одинарных комплектных
для отверстии / Ф dx dt h lt dt г
сквоз- черно- чисто-
НЫХ ВОГО вого Исполнение 2
— — 6,0 — 6°
— | — — | 2,0 18°
4,5 | - | - I - 6°_
— 1 2,2 | — | — 12°30'
18 - | - | 4,5 | - 6° 7,1 5,311,0 6,0
- | - I - 1 1,5 | 18°
3,0 | — | — | — 16°30'
- | 1,5 | - | - I 13°
— | — | 3,0 | — |6°30'
- | - | - | 1,0 | 19°
7,5 | - | - | - | 6°
- | 3,8 | - | - | 12° 7,0 4,5
- 1 - 1 7,5 | - | 6°
— I — | — | 2,5 | 18°
20 6,0 | — | — | — | 6°
— | 3,0 | — 1 — | 12°
- | - | 6,0 | - | 6° 8,0 6,013,0 7,0
— | — | — | 2,0 | 18°
4,5|—|—|—| 6°
- | 2,2 | - | - I 12°30'
16 — | — | 4,5 I — | 6°
- 1 - 1 - 1 1,5 | 18°
iiii
1195 | 1196 8,0 — — — 0,5 65
1197 1 1198
1201 | 1202
1199 1 1200
1251 | 1252 — — 9,0 (1.25) — 70
1253 | 1254
1243 | 1244 — 1,0
1245 | 1246
1249 | 1250
1247 | 1248
1235 | 1236 — 0,75 65
1237 | 1238
1241 | 1242
1239 | 1240
1227 | 1228 — 0,5
1229 | 1230
1233 | 1234
1231 | 1232
1433 | 1434 10,0 — — 1,5 — 80
1435 | 1436
1439 | 1440
1437 | 1438
1425 | 1426 — 1,25 75
1427 | 1428
1431 | 1432
1429 | 1430
1417 | 1418 —- l,o
1419 | 1420
1423 | 1424
2620-1421 2620-1422
co СП
18 3,0 1 — 6°30' 8,0 6,oji3,o\
— 1,5 | - — 13°
— 1 — | 3,0 1 — |6°30'
- 1 - 1 - 1 1.0 I 19° |
20 7,5 | | | | 6° 9,0 7,1 14,0
— 1 3,8 | — | — | 12°
6,0 | — | — | — | 6°
— | 3,0 1 — | — | 12°
- | - | 6,0 | - | 6°
— | —| — | 2,0 | 18°
18 4,5 | | | | 6°
— | 2,2 | — | — | 12°30'
_|—|4,51—| 6°
- I - | - | 1,5 | 18°
3,0 | — | — | — |6°30'
- | 1,5 | - | - | 13°
— 1 — | 3,0 | — | 6°30'
- I - | — | 1,0 | 19°
25 9,0 | | | | 6° 10,0 7,5 15,0
— | 4,5 | — | — | 12°
- I - | 9,0 | - | 6°
— | — 1 — | 3,0 1 17°30'
20 7,5 | — | — | — | 6°
— | 3,8 | — | — | 12°
— | — | 7,5 | — | 6°
- 1 - | - | 2,5 | 18о 6,0 | | | | 6°
— | 3,0 | — | — | 12°
— I — | 6,0 | — | 6°
— 1 — | — | 2,0 | 18°
,0 4,5
8,0
9,0
о
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 70
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1409 1411 1415 1413 2620-1410 1412 Ш6 1414 10,0 — — — 0,75
1401 | 1402 — 0,5
1403 | 140'4
1407 | 1408
1405 | 1406
1465 | 1466 — — 11 (1,5) — 80
1467 | 1468 1471 | 1472
1469 | 1470
1473 | 1474 1475 | 1476 1479 1 1480 — 1,0
1477 | 1478
1449 | 1450 1451 | 1452 — 0,75
1455 | 1456
1453 | 1454
1441 | 1442 — 0,5
1443 I 1444
1447 | 1448
1445 | 1446
Продолжение
Размеры, мм
1 li метчиков ф di ^3
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
18 4,5 — — — 6° 10,0 7,5 17,0
- I 2,2 | - — 12°30'
- 1 - I 4.5 1 - 6°
— — — 1,5 18°
3,0 I — — — |6°30'
- 1 1.5 I - 1 - | 13°
- 1 — 1 3,0 | — |6°30'
— — — 1,0 19°
25 9,0 | - 1 - - 6° 8,0 — —
- 1 4,5 | - — 12°
- 1 - 1 9,0 — 6°
— 1 — 1 — 3,0 I 17°30'
6,0 1 - | - | — 6°
- 1 3,0 1 - 1 - 12°
- 1 - 1 6,0 — 6°
-1 — 1 - 2,0 18°
18 4,5 | - | - - 6°
- I 2,2 | - — |12°30'
- 1 - I 4,5 - 6°
- 1 - I - 1.5 18°
3,0 | - | - — 1 6°30'
- 1 1.5 1 - - 13°
— 1 — 1 3,0 — |6°30'
- । - 1 - 1.0 19°
7,0
h
4
Исполнение 2
*9,0
7,0
4,5
1513 | 1514 1,75 —
1515 1 1516
1519 1 1520
1517 | 1518
1505 | 1506
1507 | 1508 1,5
1511 I 1512
1509 | 1510
1497 | 1498
1499 | 1500 1,25
1503 | 1504
1501 | 1502 12,0 — —
1489 | 1490
1491 1 1492 1,0
1495 | 1496
1493 | 1494
1481 1 1482
1483 | 1484 0,75
1487 | 1488
1485 | 1486
1473 | 1474 *
1475 | 1476 0,5
1479 I 1480
1477 | 1478
1561 | 1562
1563 | 1564 2,0
1567 | 1568 14,0
1565 1 1566 — —
1553 | 1554 1,5
2620-1555 i 2620-1556
1
10,5 | — — — 6°
— 5,2 — — 12°
— — 10,5 - 6°
— — — 1 3,5 17°30'
9,0 | — — 1 - 6°
— 1 4,5 — 1 - 12°
— — 9,0 1 — 6°
— — — 1 3,0 17°30'
7,5 1 — — 1 - 6°
— 3,8 — 1 — 12°
— — 7,5 1 — 6°
— — — 1 2,5 18°
6,0 | — — 1 - 6° 9,0
— 3,0 — 1 - 12°
— — 6,a 1 — 6°
— — — 1 2,0 18°
4,5 | — — 1 - 6°
— 2,2 — 1 - 12°30'
— — 4,5 1 - 6°
— — — 1 1,5 18°
3,0 | — — 1 - 6°30'
— 1,5 — I — 13°
— — 3,0 1 - 6°30'
— — — 1 1,0 19°
12,0 | — — 1 - 6°
— 6,0 — 1 - 11°
— I — 12,0 1 — 6°
— — — I 4,0 17° 11,2
9,0 | — — 1 — 6°
— 4,5 — 1 - 12r
1 1 1 1
8,0
— 7,0 4,5
10,0
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1559 2620-1560 — 14,0 — — 1,5 95
1557 1558
1545 1546 — 1,25 90
1547 1548
1551 1552
1549 1550
1537 1538 — 1,0 85
1539 1540
1543 1544
1541 1542
1529 1530 — 0,75
1531 1535 1532_ 1536
1533 1534
1521 1522 — 0,5 80
1523 1524
1527 1528
1525 1526
1577 1578 — 15,0 1,5 95
1579 1580
1583 1584
1581 1582
1569 1570 (1.0) 85
1571 1572
Продолжение
Размеры, мм
li метчиков
1 одинарных для отверстий комплектных ф di d3 ls t9 dt т
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
30 — — 9,0 — 6° 11,2 — — 7,0 10,0 4,5
— — — 3,0 17°30'
25 7,5 | - | - | - 6°
- 1 3,8 | - | - 12"
- 1 - 1 7,5 I - 6°
- 1 - I - 1 2,5 18°
6,0 | — | — | - 6°
— | 3,0 1 — | — 1 12°
- | | 6,0 1 - 1 6°
— | — 1 — 1 2,0 | 18°
18 4,5 | - | - | - | 6°
— | 2,2 | — | — | 12°30'
- I - | 4,5 | - | 6°
- 1 - 1 - 1 1,5 | 18°
3,0 | — | — 1 — 16°30'
- | 1,5 | - | - | 13°
— 1 — I 3,0 I — 1 6°30'
- | - 1 - | 1,0 1 19°
30 9,0 | | | | 6°
- 1 4,5 | - | - | 12°
- | | 9,0 | — | 6°
— | — I — I 3,0 I 17°30'
25 6,0 | — | — 1 — | 6°
- I 3,0 1 - - | 12°
1575 | 1576 l J 15,0 (1,0) 85
1573 | 1574
1617 | 1618
1619 | 1620 2,0
1623 | 1624
1621 | 1622 100
1609 I 1610
1611 | 1612 1,5
' 1615 | 1616
1613 1 1614
1601 1 1602
1603 1 1604 16,0 1,0
1607 | 1608
1605 | 1606 90
1593 | 1594
1595 | 1596 0,75
4 1599 | 1600 —
1597 | 1598
1585 | 1586
1587 | 1588 0,5 80
1591 | 1592 —
1589 | 1590
1633 | 1634
1635 | 1636 1,5 100
1639 | 1640
1637 | 1638 17,0
1625 | 1626
1627 I 1628 (1,0)
1631 | 1632 90
2620-1629 | 2620-1630 j
। । 1
о
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1681 2620-1682 — 18,0 — 2,5 — 110
1683 1684
1687 | 1688
1685 | 1686
1673 | 1674 — 2,0
1675 | 1676
1679 | 1680
1677 | 1678
1665 | 1666
1667 | 1668 — 1,5 105
1671 | 1672
1669 | 1670
1657 | 1658 — 1,0 95
1659 | 1660
1663 | 1664
1661 | 1662
1649 | 1650 — 0,75
1651 | 1652
1655 | 1656
1653 | 1654
1641 1 1642 — 0,5 80
1643 | 1644 1647 | 1648
1645 | 1646
Продолжение
Размеры, мм
1 /1 метчиков ф dt 1* 1г dt г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
36 15,0 — — — 6° 14,0 — 8,0 12,0 6,0
- I 7,5 — — 11°
- 1 - Ц5,0 — 6°
- 1 - I - 1 5,0 17°
12,0 | - | - | - | 6°
- | 6,0 | - | - | 11°
— | — |12,0 |—|6°
- | - | — | 4,0 | 17°
9,0 | - | - | - | 6°
30 - | 4,5 | - | - | 12°
- | - | 9,0 | - | 6°
— 1 — 1 — I 3,0 1 17°30'
28 6,0 1 - | — | — 6°
— | 3,0 1 — 1 — I 12°
- | - | 6,0 | - | 6°
— | — | — | 2,0 | 18°
20 4,5 | - I - | - | 6°
— | 2,2 | — | — | 12°30'
— | — | 4,5 | — 1 6°
- | - | - | 1,5 | 18°
18 3,0 1 — | — 1 — |6°30'
— I 1,5 I — | — 1 13°
— | — | 3,0 | — |6°30'
— 1 — I — I 1,0 I 19° 1 t 1 1
1 20,0 — — 2,5 — ПО 36
1729 1 1730
1731 | 1732
1735 | 1736
1733 | 1734
1721 | 1722 — 2,0
1723 | 1724
1727 | 1728
1725 | 1726
1713 | 1714 — 1,5 105 30
1715 I 1716
1719 | 1720
1717 | 1718
1705 I 1706 — 1,5 100 28
1707 | 1708
1711 | 1712
1709 | 1710
— 0,75 20
1697 I 1698
1699 | 1700
1703 I 1704
1701 I 1702
1689 | 1690 — 0,5 90
1691 | 1692
1695 | 1696
1693 | 1694
1777 | 1778 — 22,0 — 2,5 — 120 40
1779 | 1780
1783 | 1784
1781 | 1782
1769 | 1770 — 2,0
2620-1771 | 2620-1772
£ 1
15,0 -1 -1 6° 14,0 — 8,0 12,0 6,0
— 7,5 — 1 — 1 11°
— - 15,0 |—|6°
— — 1 - 1 5,0 | 17°
12,0 - 1 - 1 - 1 6°
— 6,0 | - I - | 11°
— — |12,0 |—|6°
— - | — I 4,0 | 17°
9,0 — 1 - 1 - 1 6°
— 4,5 | - | - | 12°
— — 1 9,0 | - I 6°
— — | — | 3,0 1 17°30'
6,0 — 1—1—16°
- 3,0 | — 1 — | 12°
— — | 6,0 | — | 6°
— — I — | 2,0 1 18Q
4,5 _ । _ | _ | 6°
— 2,2 | — | — | 12°30'
— — | 4,5 | — | 6°
— — | — | 1,5 | 18°
3,0 — | _ । _ | б°30'
— 1,5 | — | — | 13°
— — | 3,0 1 — |6°30'
— — | — 1 1,0 1 19°
15,0 — |—|—|6° 16,0 14,0
— 7,5 | — | — | 11°
— — 115,0 | — | 6°
— — | — | 5,0 | 17°
12,0 — | _ | — | 6°
— 6,0 | — | — | 11°
1 1
Ю
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1775 2620-1776 — 22,0 — — 2,0
1773 1774
1761 1762 — 1,5
1763 1764
1767 1768
1765 1766
1753 | 1754 — 1,0
1755 | 1756
1759 | 1760
1757 | 1758
1745 | 1746 — 0,75
1747 | 1748
1751 | 1752
1749 | 1750
1737 | 1738 — 0,5
1739 | 1740
1743 | 1744
1741 | 1742
1817 | 1818 24,0 — — 3,0 —
1821 | 1822
1819 | 1820
1809 | 1810 — 2,0
1811 | 1812
1
Продолжение
Размеры, мм
L 1 li метчиков Ф di d» /2 dt г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
120 40 — 1 — |12,0 — 6°
— - 1 - 4,0 17°
115 36 9,0 — 1 — - 6°
— 4,5 | - - 12°
— - I 9,0 — 6°
- - 1 - 1 3,0 17°30'
ПО 28 6,0 - 1 - 1 - 6°
— 1 3,0 1 - - 12°
— 1 - 1 6,0 1 - 6°
— 1 - 1 - 2,0 18°
20 4,5 1 - 1 - 1 - 6°
— 2,2 | - - 12°30'
— - I 4,5 1 - 6°
— - 1 - 1,5 18°
90 3,0 - 1 - | — |6°30'
— 1,5 | - - | 13°
- - 1 3,0 — | 6°30'
- - 1 - 2,0 19°
130 45 18,0 - 1 - - 6°
- - |18,0 | - 6°
— - 1 - 6,0 17°
120 36 12,0 | - | - | 6°
- 1 6,0 | - | - 11°
16,0
14,0
8,0
6,0
16,0
24,0 — — — 2,0 120
1815 I 1816
1813 | 1814
1801 | 1802 — 1,5
1803 | 1804
1807 | 1808
1805 | 1806
1793 | 1794 — 1,0
• 1795 | 1796
1799 | 1800
1797 | 1798 115 -
1785 | 1786
1787 | 1788 0,75
1791 | 1792
1789 I 1790
1839 | 1840
1841 | 1842 2,0
1845 | 1846
1843 | 1844 120
1831 Г 1832_
1833 Г 1834 25,0 1,5
1837 П 1838
1835 | 1836
1823 Г 1824
1825 | 1826_ (1,0) 115
1829 | 1830
1827 П 1828
1847 | 1848 _
1849 Г 1850 (26.0) 1,5 120
1853 Г 1854
2620-1851 I 2620-1852
1
— — 112,0 | — | 6° V 1
— — | — | 4,0 1 17°
i6 9,0 1 - 1 - 1
— | 4,5 | — | —112°
— 1 - 1 9,0 | - | 6°
— | — | — | 3,0 1 17°30'
6,0 1 - 1 -1 -1 6°
52 — | 3,0 I — 1 — | 12°
— 1 - 1 6,0 1 - I 6°
— — | — | 2,0 | 18°
4,5 1 - 1 -1 -1 6°
>5 — | 2,2 1 — | — | 12°30'
— 1 - 1 4,5 | - | 6°
— 1 - 1 - | 1.5 1 18°
12,0 - 1 - 1 - 1 6° 18,0 8,0 16,0 6,0
- 6,0 | — | - | 11° — —
— — 112,0 | — | 6°
— - 1 - 1 4,0 | 17°
56 9,0 - 1 - 1 - 1 6°
— 4,5 | — | — I 12°
— — | 9,0 | — | 6°
- — I — 1 3,0 | 17°30'
6,0 - 1 ~ 1 - 1 6°
— 3,0 | — 1 — 1 12°
52 - — I 6,0 | — | 6°
— 1 — | — | 2,0 | 18°
9,0 | - 1 - 1 — 1 6°
56 — 1 4,5 | — | — | 12°
-1 — | 9,0 | — | 6°
-1 — | — | 3,0 | 17°30'
Illi
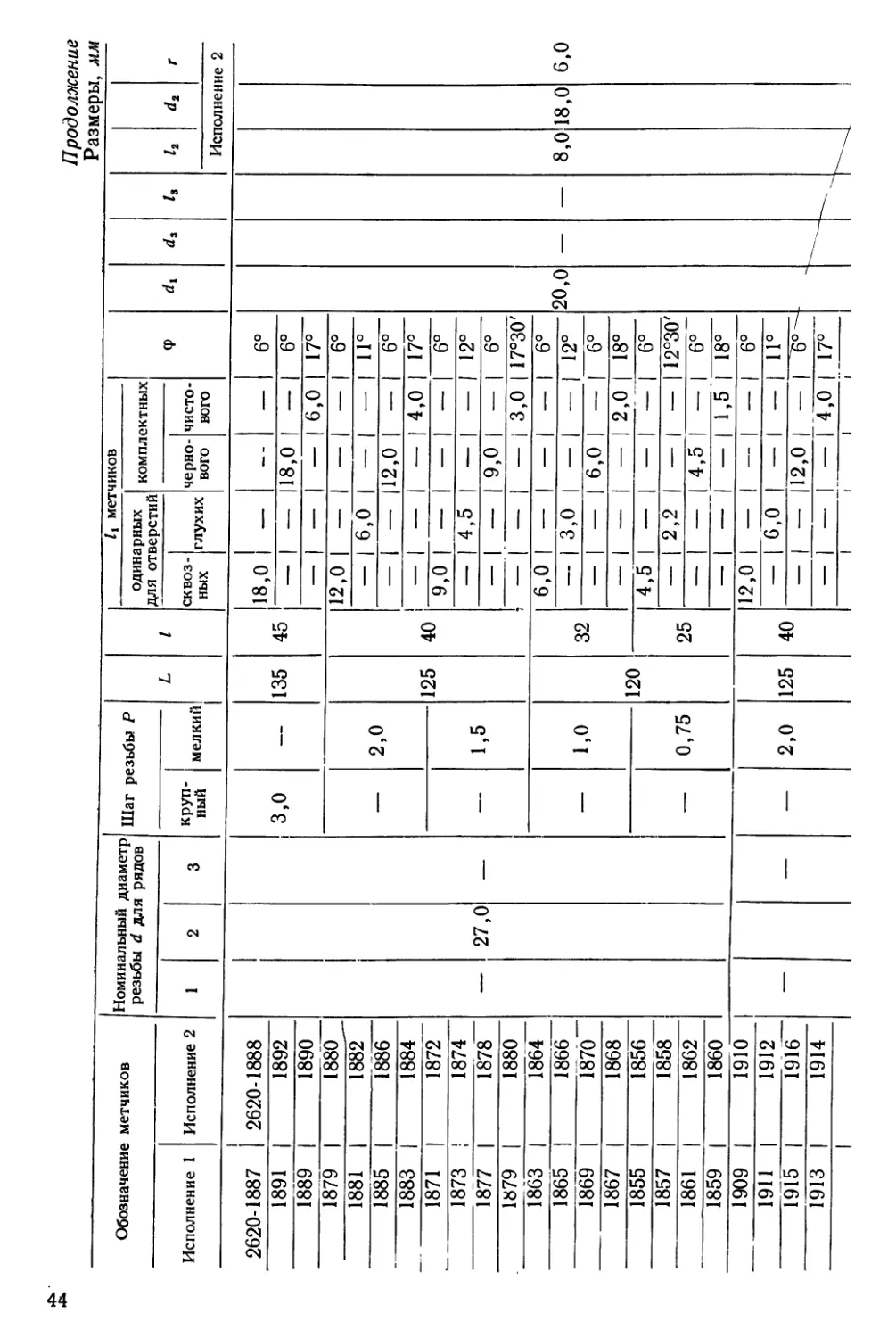
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1887 2620-1888 — 27,0 — 3,0 — 135 4
1891 | 1892
1889 | 1890
1879 | 1880_
— 2,0 125 4
1881 | 1882
1885 | 1886
1883 | 1884
1871 | 1872 — 1,5
1873 J 1874 1877 | 1878
. 1879 | 1880 1863 | 1864
— 1,о 120 —
1865 | 1866
1869 | 1870
1867 | 1868
1855 | 1856
— 0,75
1857 | 1858
1861 | 1862
1859 | 1860
1909 | 1910 — — — 2,0 125 4
1911 | 1912 1915 | 1916
1913 | 1914
1
Продолжение
Размеры, мм
1 li метчиков ф di d3 Is rf2 г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
:5 18,0 — — - — 6° 20,0 — — 8,0 18,0 6,(
— — 18,0 - 6°
— — — 6,0 17°
ю 12,0 | — — — 6°
- 1 6,0 | - 11°
- 1 - |12,0 — 6°
— — — 4,0 17°
9,0 | - | - - 6°
- | 4,5 1 - - 12°
- | - | 9,0 - 6°
— 1 — 1 — 3,0 1 17°30'
\2 6,0 | - 1 - - 6°
- 1 3,0 | - - 12°
- 1 - 1 6,0 - 6°
— — — 2,0 18° 6°
>5 4,5 | - | - -
- 1 2,2 | - - 12°30'
- 1 - 1 4,5 - 6°
— 1 — 1 — 1,5 18°
10 12,0 | - | - - 6°
- 1 6,0 | - - 11°
- 1 - |12,0 - 6°
— — - 4,0 17°
1
сл 1901 1903 1907 | 1905 | 1902 1904 1908 1906 — — (28,0) — 1,5 125 4
1893 | 1894 1895 | 1896 1899 | 1900 1897 | 1898 — 1,0 120 С
•1955 | 1956 1959 | 1960 1957 | 1958 30,0 — — 3,5 — 140 с с
1949 | 1950 1953 | 1954 1951 | 1952 — (3,0)
1941 | 1942 1943 | 1944 1947 | 1948 1945 | 1946 — 2,0 125 4
1933 | 1934 1935 | 1936 1939 | 1940 1937 | 1938 — 1,5
1925 | 1926 1927 | 1928 1931 | 1932 1929 | 1930 — 1,0 120 3
1917 | 1918 1919 | 1920 1923 | 1924 2620-1921 | 2620-1922 1 — 0,75 2
ю
9,0 — 6°
— 4,5 — 1 — 12°
— — 9,0 | — | 6°
— — — 1 3,0 | 17°3(Г
— | 3,0 I — I — I 12°
-| - | 6,0 | — | 6°
— | — | — | 2,0 | 18°
21,0 I — I — I — 15°30'
— | — |21,0 | — | 5°30'
— | — | — | 7,0 | 17°
18,0 1—1—1—16°
_ । _ |18,0 | — | 6°
- I - I - I 6,0 | 17°
12,0 |-|-|-|6°
- | 6,0 | - | - | 11°
— | — |12,0 | — | 6°
— I - I - | 4,0 | 17°
9,0 | — I — I — I 6°
- I 4,5 | - | - | 12°
20,0
8,0
18,0
6,0
2
5
-I - I 9,0 | - | 6°
— | — | — | 3,0 | 17°30'
6,0 I — I — I — I 6°
— I 3,0 | — | — I 12’
— I — I 6,0 I — | 6°
— I — | - i 2,0 | 18°
4,5 i — I — I — I 6°
' — I 2,2 | — I — t 12J30'
-I - | 4,5 I — , 6°
- I -| - I 1,5 | 1«°
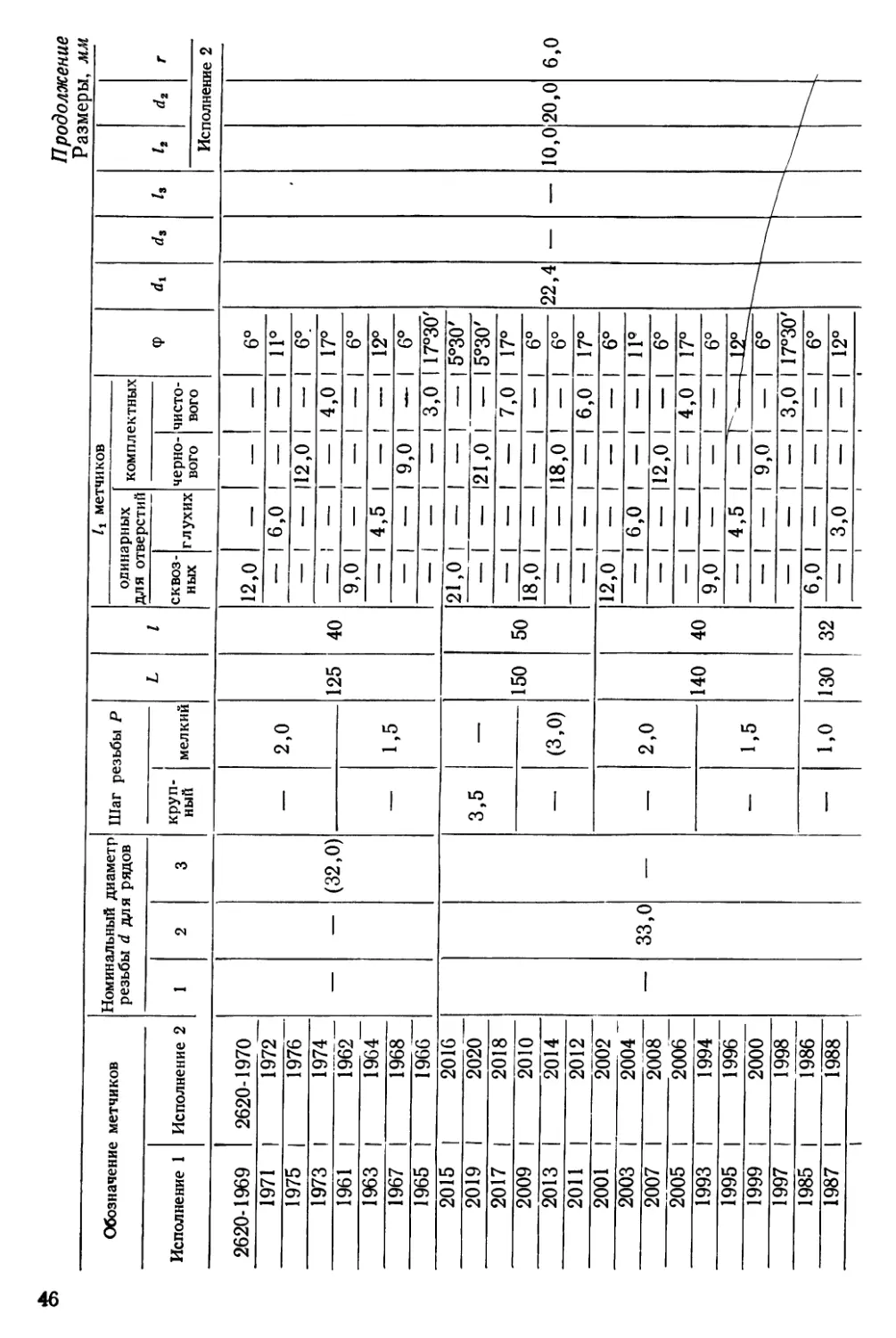
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-1969 2620-1970 — — (32,0) — 2,0 125
1971 | 1972
1975 | 1976
1973 I 1974 1961 | 1962 1963 | 1964
— 1,5
1967 | 1968
1965 | 1966
2015 | 2016 — 33,0 — 3,5 — 150
2019 I 2020
2017 | 2018
2009 | 2010 — (3,0)
2013 | 2014
2011 | 2012
2001 | 2002 2003 | 2004 — 2,0 140
2007 | 2008
2005 | 2006
1993 I 1994 — 1,5
1995 | 1996
1999 | 2000
1997 | 1998
1985 | 1986 — 1,0 130
1987 | 1988
1
Продолжение
1 — 33,0 — — 1,0 130
1991 1 1992
1989 I 1990
1977 | 1978 — 0,75
1979 | 1980
1983 | 1984
1981 | 1982
2021 | 2022 — — 35,0 — 1,5 140
2023 | 2024
’2027 | 2028
2025 | 2026
2059 | 2060 36,0 — — 4 — 160
2063 | 2064
2061 | 2062
2053 | 2054 — 3,0
2057 | 2058
2055 | 2056
2045 | 2046 — 2,0 140
2047 | 2048
2051 | 2052
2049 | 2050
2037 | 2038 — 1,5
2039 | 2040
2043 | 2044
2041 | 2042
2029 | 2030 — 1,0 130
2031 | 2032
2035 | 2036
2033 | 2034
2065 | 2066 — — (38,0) — 1,5 150
2620-2067 | 2620-2068
1
So
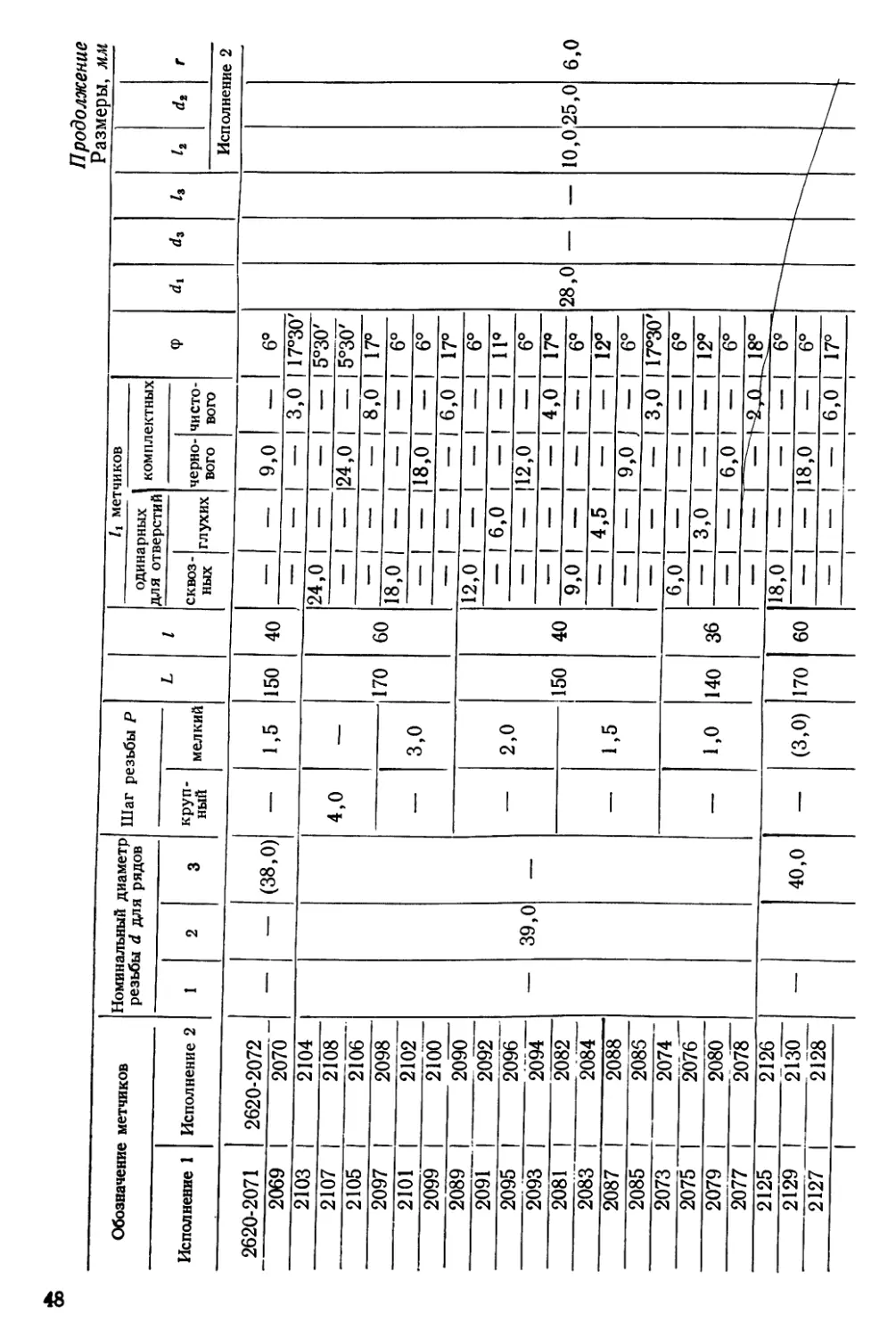
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-2071 2620-2072 — — (38,0) — 1,5 150
2069 2070
2103 | 2104 — 39,0 — 4,0 — 170
2107 | 2108 2105 | 2106
2097 | 2098 — 3,0
2101 | 2102
2099 | 2100
2089 | 2090 — 2,0 150
2091 | 2092
2095 | 2096 2093 | 2094
2081 J 2082— 2083 | 2084 — 1,5
2087 | 2088
2085 | 2085
2073 | 2074_ 2075 | 2076 — 1,0 140
2079 | 2080
2077 | 2078
2125 | 2126 2129 | 2130_ 2127 | 2128 — 40,0 — (3,0) 17С
1
/1 метчиков
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Продолжение
Размеры, мм
1л d* г
Исполнение 2
40 — — 9,0 — 6°
— — - 3,0 17°30'
60 24,0 — - — 5°30/
— 1 — |24,0 — 5°30'
— i - 1 - 8,0 17°
18,0 - 1 - 1 - 6°
— 1 - |18,0 1 — 6°
-1 - 1 - 6,0 17°
40 12,0 | | | | 6°
- | 6,0 I - 1 - 1 11’
— | — |12,0 | — | 6°
- | - | - | 4,0 | 17°
9,0 | - | - | - | 6’
- | 4,5 | - | - | 12°
- | - | 9,0 ) - | 6’
— I — 1 — I 3,0 1 17°30'
зб 6,0 1 - | - 1 - 1 6’
— 1 3,0 | — 1 — I 129
— 1 — I 6,0 1 — 1 6°
- | - | -Ь2Лк18°
) 60 18,0 | - I - | - 1 69
— | — |18,0 | — | 6°
— | - 1 — I 6,0 1 17°
1 1 » 1
6,0
2117 1 2118 — 40,0 — (2,0) 150
2119 | 2120
2123 | 2124
2121 | 2122
2109 | 2110
— 1,5
2111 | 2112
2115 | 2116
2113 | 2114
•2167 | 2168 42,0 — — 4,5 — 170
2171 | 2172
2169 | 2170
2161 | 2162 — (4,0)
2165 | 2166
2163 | 2164
2155 | 2156 — 3,0
2159 | 2160
2157 | 2158
2147 | 2148 — 2,0 150
2149 | 2150
2153 | 2154
2151 | 2152
2139 | 2140 — 1,5
2141 | 2142
2145 | 2146
2143 | 2144
2131 | 2132
— 1,0 140
2133 | 2134
2137 | 2138
2620-2135 2620-2136
о
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2620-2209 2620-2210 — 45,0 — 4,5 — 185
2213 | 2214
2211 | 2212
2203 | 2204 2207 | 2208 —- (4,0)
2205 | 2206
2197 | 2198 — 3,0
2201 | 2202
2199 | 2200
2189 1 2190 — 2,0 165
2191 | 2192
2195 | 2196
2193 | 2194
2181 | 2182 — 1,5
2183 | 2184
2187 | 2188
2185 | 2186
2173 2174 — 1,0 150
2175 | 2176 2179 | 2180
2177 | 2178
2251 | 2252 48,0 — — 5,0 — 185
2255 | 2256 2253 | 2254
Продолжение
Размеры, мм
1 /1 метчиков ф di d9 Iz /2 d9 Г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
65 27,0 — — — 5с30' 31,5 — — 12,0 29,0 6,0
— — 127,0 — 5°30'
- - - 9,0 17°
24,0 - - — | 5°30'
— — |24,0 — | 5°30'
— - - 8,0 | 17°
18,0 - - -1 6°
- - 118,0 - 1 6°
— - - 6,0 I 17°
45 12,0 - - -1 6°
- 6,0 - -1 11°
- - |12,0 — 1 6°
— - - 4,0 | 17°
9,0 - - -1 6°
- 4,5 - — | 12°
- - 9,0 — | 6°
- - 3,0 | 17°30'
36 6,0 1 - - -1 6“
- 3,0 - — | 12°
— — 6,0 -—I £!О
- - - 2,0 | 18°
65 30,0 - - — | 5°30'
— - 130,0 — | 5°30'
— - — |Ю,0 | 17°
2245 1 2246 48,0 — — — (4,0) 185 65
2249 | 2250
2247 | 2248
2239 | 2240 — 3,0
2243 | 2244
2241 | 2242
2231 | 2232 — 2,0 165 45
2233 | 2234
2237 | 2238
2235 | 2236
2223 | 2224 — 1,5
2225 | 2226
2229 | 2230
2227 | 2228
2215 | 2216 — 1,0 150 36
2217 | 2218
2221 | 2222
2219 | 2220
2273 | 2274 — — 50,0 — (3,0) 185 65
2277 | 2278
2275 | 2276
2265 | 2266 — (2,0) 165 45
2267 | 2268
2271 | 2272
2269 | 2270
2257 | 2258 — 1,5
2259 | 2260
2263 | 2264
2620-2261 | 2620-2262
24,0 1 -1 5°30'
— — 24,0 — | 5°30'
— - 1 — 8,0 17°
18,0 — — -
— - 18,0 - 6°
•— — — 6,0 17°
12,0 — — 1 - 6°
— 6,0 — 1 — 11°
— — 12,0 - 6°
— - — 4,0 17°
9,0 - — 1 - 6°
— 4,5 — 1 - 12°
— - 9,0 1 - 6°
— — — 1 3,0 1 17°30'
6,0 — — 1 - 6°
— 3,0 — 1 - 12°
— - 6,0 1 - 6°
— — — 1 2,0 18°
18,0 — — 1 - 6°
— - 18,0 1 - 6°
— — 1 — 6,0 17°
12,0 1 - — 1 - 1 6°
— 1 6,0 — 1 — 11°
— 1 - 12,0 1 - 6°
— 1 - — 1 4,0 17°
9,0 1 - - 1 - 6°
— 1 4,5 — 1 - 12°
— 1 - 9,0 — 6°
— 1 - — 3,0 17°30'
ND
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L / /х метчиков Ф di d3 13 ' г
одинарных для отверстий комплектных
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
2620-2315 2620-2316 меры, 52,0 указа иные .в 5,0 — 200 70 30,0 — — — 5°30' 35,5 — — 14,0 33,0 6,0
2319 | 2320 — — 30,0 — 1 5°30'
2317 | 2318 — — — 10,0 1 17°
2309 | 2310 — 4,0 24,0 — - — | 5°30'
2313 | 2314 — - 124,0 — | 5°30'
2311 | 2312 — - - 10,0 | 17°
2303 | 2304 — 3,0 18,0 - - -1 6°
2307 | 2308 — — 18,0 1 -1 6°
2305 | 2306 - — - 6,0 1 17°
2295 | 2296 — 2,0 175 15 12,0 - — 1 -1 6°
2297 | 2298 - 6,0 - -1 11°
2301 | 2302 — - 12,0 - 1 6°
2299 | 2300 - - 4,0 | 17°
2287 | 2288 __ 1,5 9,0 - - | - | 6°
2289 | 2290 — 4,5 — - | 12°
2293 | 2294 - - 9,0 - | 6°
2291 | 2292 - - - 3,0 | 17°30'
2279 | 2280 'скобка 1,0 х, приь 165 <енят 36 ь нс 6,0 - - -1 6°
2281 | 2282 — 3,0 - — 12°
2285 2286 — — 6,0 Г —4=6?
2620-2283 | 2620-2284 Примечание. Раз - 1 - 1 - рекомендуется. 2,0 18°
Пример условного обозначения чистового метчика с номинальным диаметром резьбьг
d=52 мм, шагом Р=1,5 мм, степени точности Н2, исполнения 1, правого:
Метчик 2620-2291 Н2 ГОСТ 3266—71 То же, левого: Метчик 2620-2291 Н2 Л ГОСТ 3266—71
Метчики для метрической резьбы в комплекте из трех Штук
Обозначение метчиков Номинальный диметр резьбы d для рядов Шаг резьбы Р L 1 Zt метчиков для - ф rfl d2 г
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий черно- вого средне- го чисто- вого
Исполнение 2
2622-0001 2622-0002 24,0 — — 3,0 — 130 45 18,0 — — 6° 18,0 16,0 8,0 6,0
0003 | 0004 — 1 12,0 - 8°30'
0005 | 0006 — — 6,0 17°
0007 | 0008 0009 | 0010 — 27 — 3,0 — 135 18,0 | — - 6° 20,0 18,0
- 1 12,0 | - 8°30'
ООН | 0012 - | - 1 6,0 17°
0013 | 0014 30,0 — — 3,5 — 140 50 21,0 | — | — 5°30'
0015 | 0016 — | 14,0 | 7,0 18°30
0017 | 0018 — — — 17°
0019 | 0020 — (3,0) 18,0 | - I - 6°
0021 | 0022 - 1 12,0 | - 8°30'
0023 | 0024 - I - 1 6,0 17°
0025 | 0026 — 33,0 — 3,5 — 150 21,0 | - | - 6° 22,4 20,0 10,0
0027 | 0028 - | 14,0 | - 8°30'
0029 | 0030 - 1 - 1 7,0 17°
0031 | 0032 — (3,0) 18,0 | - | - 5°30z
0033 | 0034 0035 | 0036 - 1 12,0 | - 8°30,
- 1 - 1 6.0 17°
0037 | 0038 36,0 — — 4,0 — 160 60 24,0 | — I — 5°30z 25,0 22,0
0039 I 0040 - 1 16,0 | - 8°30z
2622-0041 2622-0042 — — 8,0 17°
сл со
2
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
Исполнение 1 Исполнение 2 1 2 3 круп- ный мелкий
2622-0043 2622-0044 36,0 — — — 3,0 16(
0045 0046
0047 0048
0049 0050 — 39,0 — 4,0 — 17(
0051 0052
0053 0054
0055 0056 — 3,0
0057 0058
0059 0060
0061 0062 — — 4,0 — (3,0)
0063 0064
0065 0066
0067 0068 42,0 — — 4,5 —
0069 0070
0071 0072
0073 0074 — (4,0)
0075 0076
0077 0078
0079 0080 — 3,0
0081 0082
0083 | 0084
0085 | 0086 — 45,0 — 4,5 — 18!
0087 | 0088
0089 0090
П родолжение
Размеры, мм
1 /1 метчиков для ф dt d2 Г
черно- вого средне- го чисто- вого
Исполнение 2
60 18,0 — — 6° 25,0 22,0 10,0 6,0
— 12,0 — 18°30'
— 1 - 6,0 | 17°
) 24,0 1 — — 15°30' 28,0 25,0
— | 16,0 — 18°30'
— - 8,0 17°
18,0 1 - - 6°
— 12,0 ~ 18°30'
— 1 - 6,0 | 17°
18,0 - - 6°
— 12,0 — 18°30'
~27ТГ - 6,0 17°
- — | 5°30'
— 18,0 — | 8°30'
- - 9,0 17°
24,0 — — |5°30'
— 16,0 - — 18°30'
— 8,0 17° 8°30' 17°
18,0 - 12,0 '
— — 6,0
5 65 27,0 - - 5°30' 31,5 29,0 12,0
18,0 — | 8°30'
— 9,0 17°
1 — 45,0 — — (4.0) 185 65 31,5 29,0 12,0
0091 | 0092 24,0 | — 1 — | 5°30'
0093 1 0094 — | 16,0 | — 18°30'
0095 | 0096 — । — | 8,0 | 17°
0097 | 0098 — 3,0 18,0 | — | — | 6°
0099 | 0100 — | 12,0 | — 18°30'
0101 | 0102 — | | 6,0 | 17°
0103 I 0104 48,0 — — 5,0 — 30,0 1 — | — 15°30'
0105 | 0106 — | 20,0 | — |8°30'
0107 | 0108 — | | 10,0 1 17°
0109 | ОНО (4,0) 24,0 I — | — 15°30'
0111 | 1112 — I 16,0 1 — 18°30'
0113 | 0114 — | | 8,0 | 17°
0115 | 0116 — 3,0 18,0 | — | — | 6°
0117 | 0118 — | 12,0 | — 18°30'
0119 | 0120 — | — | 5,0 | 17°
0121 | 0122 — — 50,0 — 18,0 j — | — | 6°
0123 | 0124 — | 12,0 | — 18°30'
0125 | 0126 — 1 - | 6,0 | 17°
0127 | 0128 — 52,0 — 5,0 — 200 70 30,0 | — | — 15°30' 35,5 33,0 14,0
0129 1 0130 — | 20,0 | — 18°30'
0131 | 0132 —1—1 10,0 | 17°
0133 | 0134 — (4.0) 24,0 1 — | — 15°30'
0135 | 0136 — 1 16,0 1 — 18°30'
0137 | 0138 — | — | 8,0 | 17°
0139 । 0140 — 3,0 18,0 | — | — | 6°
0141 | 0142 — | 12,0 | — 18°30'
2622-0143 | 2622-0144 1 — 1 — 1 6,о 1 17°
Примечание. Размеры, указанные в скобках, применять ие рекомендуется.
Пример условного обозначения чистового метчика номинальным диаметром резьбы
d = 52 мм, шагом Р = 5 мм, сте пени точности Н2, исполнения 1, правого:
сл Метчик 2622—0131 Н2 ГОСТ 3266—71. То же, левого: Метчик 2622—0131 Н2 Л ГОСТ 3266—71
Заводы—изготовители метчиков с крупным шагом
Номинальный диаметр, d мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Тбилисский Ташкентский Запорожский Владивосток- ский Йошкар- Олинский
Резьба правая 1—2,5 + — — — — — — — —
3—4 3 - - — — — — 3 4
5^6 — — — — 6 — 6 6 5
7—12 11; 12 — 10 8 — — 8; 10; 12 7; 9; 10; 12 —
14—24 22; 24 16—20 18—20 14 18 16; 20 — 16 22; 24
27—52 27; 30; 42; 45; 48; 52 33—39 27; 30 — — — — — 33—39
Резьба ле- вая 3 — — — — — — — 4
5-16 — — — — — — (> — 5
7—12 — — — 8 — — — | 7; 10; 12 —
14—24 22; 24 — 20 14 18 16 — — —
27—52 42—52 33—39 27; 30 — — — — | — 1 -
Заводы-изготовители метчиков с мелким шагом
СП Номиналь- ный диа- метр dt мм Шаг резьбы Р, мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Тбилисский Ташкентский Запорож- ский Владивос- токский Йошкар- Олинский
Резьба правая 1—2,5 0,2; 0,25; 0,35 1—1,8X0,2 2-2,2x0,25 2,5x0,35 — — — — — — — —
3-4,5 0,35; 0,б|зх0,35 — — — — — — 4—4,5х Х0,5
5—6 0,5; 0,75 — — — — — 6x0,5— 0,75 5x0,5
7—12 0,5; 0,75; 1; 1,25; 1,5 11x0,5—1 12X1,5 10x0,5—1 8x0.5—1 12X1 10X1— 1,25 7x0,5— 0,75 9Х0.5—1 12Х Х0.75— 1,5 —
14—25 0,5; 0,75; 1; 1,25; 1,5; 2 22 x 0,75-2 24 x 0,75—2 25x1,5—2 — 18Х1—2 20x0,75—2 14x0,75— —1,5 15x1—1,5 18x0,75— —1,5 — 16x1—1,5 20x1—2 — 16x0,5— 1,5 —
27—52 0,75; 1; 1,5; 2; 3 30x1—1,5 42X1 42—52Х X 1,5-3 33—39x1—3 27X2 30X2 — — 27Х1—2 33—39 X X ю—зо 40X1,5 42x1,5- —3
сл
00
Продолжение
Номиналь- ный диа- метр dt мм Шаг резь- бы Р, мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Тбилисский Ташкентский Запорож- ский Владивос- токский Йошкар- Олинский
Резьба левая 3—4,5 0,35; 0,5 3X0,35 — — — — — — — 4—4,5х Х0,5
5—6 0,5; 0,75 — — — — — — — 6x0,5— —0,75 5x0,5
7—12 1; 1,25; 1,5 — — — 8x1 — — — 10x1— —1,25 12x1,25 1,5 —
14—25 1; 1,25; 1,5; 2 22—24 x2 — 18—20x2 14x1,25— —1,5 — — — 16x1— —1,5 —
27-52 2; 3; 4 42—48x3 52ХЗ—4 33—39 x3 27X2 зохз —
Примечание. Метчики в комплекте из трех штук изготовляются по заказам.
Метчики для трубной резьбы
с©
Размеры, мм
Обозначение метчиков Обозначе- ние разме- ра резьбы, дюймы Номиналь- ный диа- метр резь- бы d, мм Число ниток на 1" Шаг резь- бы Р L / /1 метчиков ф dt г
одинарных для отверстий комплектных
Исполнение 1 Исполнение 2 сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
2624-0025 2624-0026 % 20,956 14 1,814 125 32 11,0 — — — 6° 16,0 14,0 8,0 6,
0027 0028 — 5,5 — — 1 13°30'
0031 0032 — — 11,0 — 1 6°
0029 0030 — — — 3,6 I18°30'
0033 0034 5/s 22,912 П.о I - I - — 1 6° 18,0 16,0
0035 | 0036 - I 5,5 1 - — 13°30'
0039 I 0040 - 1 - 1 и.о — 1 6°
0037 | 0038 — 1 — 1 — i 3,6 1 18°30'
0041 | 0042 3/4 26,442 135 11,0 1 - I - 1 - | 6° 22,4 20,0 10,0
0043 | 0044 _ | 5,5 | — | — | 13°30'
0047 | 0048 - 1 - 1 11,0 |-|6°
0045 | 0046 — I — 1 — | 3,6 1 18°30'
0049 | 0050 (7/з) 30,202 11,0 1 - | - 1 - | 6° 25,0 22,0
0051 | 0052 — | 5,5 I — 1 — I 13°30'
0055 | 0056 - | | 11,0 | - | 6°
0053 | 0054 — 1 — 1 — 1 3,6 | 18°30'
0057 | 0058 1 33,25 11 2,309 140 40 14,0 I — I — | — 15°30' 28,0 25,0
0059 | 0060 - | 7,1 | - | - | 13°
0063 I 0064 — | — | 14,0 | — 15°30'
0061 I 0062 - 1 - 1 - 1 4,5 18°
0065 | 0066 I1/» 37,898 14,0 | — | | — 15°30'
2624-0067 | 2624-0068 - I 7,1 | - | — | 13°
Продолжение
Размеры, мм
Обозначение метчиков Обозначе- ние разме- ра резьбы, дюймы Номиналь- ный диа- метр резь- бы dt мм Число ниток на 1" Шаг резьбы Р L
Исполнение 1 Исполнение 2
2624-0071 2624-0072 1*/8 37,898 11 2,309 140
0069 0070
0073 0074 I1/* 41,912 160
0075 | 0076
0079 | 0080
0077 | 0078
0081 | 0082 (13/в) 44,325
0083 | 0084
0087 | 0088
0085 | 0086
0089 | 0090 IV* 47,805
0091 | 0092
0095 | 0096
0093 | 0094
0097 | 0098 Н/4 53,748 195
0099 | 0100
0103 | 0104
0101 | 0102
0105 | 0106 2 59,616
0107 | 0108
0111 1 0112
2624-0109 | 2624-0110
1 lt метчиков ф di d* 1Л г
одинарных для отверстий комплектных
сквоз- ных глухих черно- вого чисто- вого
Исполнение 2
— — 14,0 — 5°30' 28,0 25,0 10,0
— — — 4,5 18°
14,0 — — — 5°30'
— 7,1 — — 13°
— — 14,0 — 5°30z
— — — 4,5 18° 31,5 29,0 12,0
14,0 — — — 5°30z
— 7,1 1 — — 13°
— - 1 1 14,0 — 5°30'
— - 1 — 4,5 18°
40 14,0 - 1 — — 5°30' 6,0
— 7,1 1 — 13°
— — 1 | 14,0 — 5°30'
— - 1 1 4,5 18° 35,5 33,0
14,0 — 1 1 - — 5°30z
— 7,1 1 — — 13° 14,0
— - 1 14,0 — 5°30'
— — 1 — 4,5 18°
14,0 - 1 — — 5°30z
— 7,1 1 - — 13° 40,0 37,0
— — 1 14,0 — 5°30'
— - 1 1 - 4,5 18°
Примечание. Размеры, указанные в скобках, применять не
рекомендуется.
Пример условного обозначения чистового метчика
с номинальным диаметром резьбы с?=1/2//, степени точности В1,
исполнения 1, правого:
Метчик 2624-0025 В1 ГОСТ 3266—71
То же, левого:
Метчик 2624-0025 В1 Л ГОСТ 3266—71
Изготовитель — завод «Фрезер»
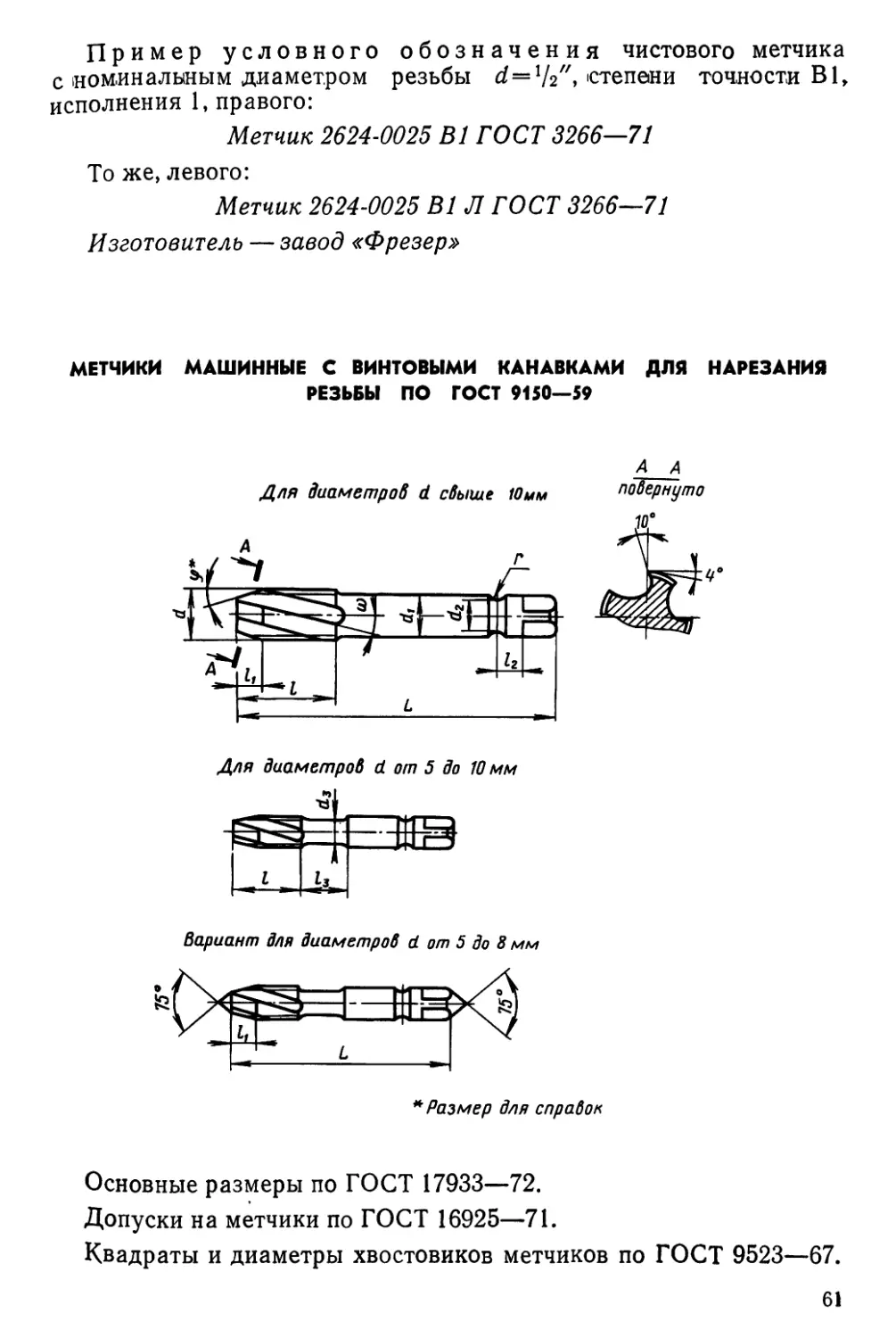
МЕТЧИКИ МАШИННЫЕ С ВИНТОВЫМИ КАНАВКАМИ ДЛЯ НАРЕЗАНИЯ
РЕЗЬБЫ ПО ГОСТ 9150—59
Для Йиаметров d свыше Юим
А А
повернуто
Основные размеры по ГОСТ 17933—72.
Допуски на метчики по ГОСТ 16925—71.
Квадраты и диаметры хвостовиков метчиков по ГОСТ 9523—67.
61
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L
правых левых 1 । круп- ный мелкий
2 3
2620-3387 2620-3388 4 — — 0,7 — 52 55
3389 3390
3391 3392 — 0,5
3393 3394
3395 3396 5 — — 0,8 —
3397 | 3398
3399 | 3400 — 0,5
3401 | 3402
3403 | 3404 6 — :— 1,0 — 65
3405 | 3406
3407 | 3408 — 0,75
3409 | 3410
3411 | 3412 — 0,5
3413 | 3414
3415 | 3416 8 — — 1,25 — 70
3417 | 3418
3419 | 3420 — 1,0
3421 | 3422
3423 1 3424 — 0,75 65
3425 | 3426
3427 | 3428 — — 9 1,25 — 70
3429 | 3430
3431 | 3432 — 1,0
3433 | 3434
1
Размеры, мм
1 Zt для отвер- стий ф dt d2 ^3 G /, г
сквоз- ных глухих
12 4,2 — 6° 4,0 3,6 2,8 6 8 —
— 2,1 12°
2,0 — 6°30'
—- 1,5 13°
16 4,8 — 6°30' 5,0 4,5 3,55 7 9 4,5
— 2,4 14°
3,0 — 6°30'
— 1,5 13°
18 6,0 - 6° 6,3 5,5 4,5 11
- 1 3,0 12°
4,5 | - 6°
- I 2,2 12°30'
3,0 | - 6°30'
- 1 1,5 13°
20 7,5 | - 6° 8,0 7,0 6,0 13
- 1 3,8 12°
6,0 | - 6°
- 1 3,0 12°
18 4,5 | - 6°
- I 2,2 12°30'
20 7,5 | - 6° 9,0 8,0 7,1 14
- 1 3,8 12°
6,0 | - 6°
- 1 3,0 | 12°
1
3435 | 3436 — — 1 9 — 0,75 65
3437 | 3438
3439 | 3440 10 — — 1,5 — 80
3441 | 3442
3443 | 3444 — 1,25 75
3445 I 3446
3447 | 3448 — 1,0
3449 | 3450
3451 | 3452 — 0,75 70
3453 | 3454
3455 | 3456 — — 11 1,5 — 80
3457 | 3458
3459 | 3460 — 1,0
3461 | 3462
3463 | 3464 — 0,75 80
3465 | 3466
3467 | 3468 12 — — 1,75 — 90
3469 | 3470
3471 | 3472 — 1,5
3473 | 3474
3475 | 3476 — 1,25 85
3477 | 3478
3479 | 3480 1.0 80
2620-3481 | 2620-3482
18 4,5 | — 6° 9,0 8,0 7,1 7 14 4,5
— | 2,2 12°30' 1
25 9,0 | — 6° 10,0 9,0 7,5 15
— 1 4,5 12°
20 7,5 | - 6°
— 1 3,8 12°
6,0 | — 6°
— | 3,0 12°
18 4,5 | — 6°
— 1 2,2 12°30'
25 9,0 | — | 6° 8,0 7,0 — —
— 1 4,5 | 12°
6,0 | — | 6°
— 1 3,о | 12°
18 4,5 | — | 6°
— 1 2,2 | 12°30'
28 10,5 | — | 6° 9,0 8,0
— | 5,2 9,0 | — | 12° | 6°
— 1 4,5 | 12°
25 7,5 | - | 6°
— 1 3,8 | 12°
6,0 | — | 6°
— | 3,0 | 12°
Пример условного обозначения метчика с номинальным диаметром резьбы d= 12 мм,
шагом Р= 1,75 мм, степени точности Н2 для обработки сквозных отверстий, правого:
Метчик 2620-3467 Н2 ГОСТ 17933—72
То же, левого:
Метчик 2620-3468 Н2 ГОСТ 17933—72
Изготовитель — завод «Фрезер»
Метчики предназначены для нарезания резьбы в сквозных
и глухих отверстиях, а также в отверстиях с прерывистой поверх-
ностью.
Метчики для сквозных отверстий изготовляются с левым
направлением винтовой канавки для нарезания правой резьбы
и с правым направлением винтовой канавки для нарезания левой
резьбы; для глухих отверстий — с правым направлением винтовой
канавки для нарезания правой резьбы и с левым направлением
винтовой канавки для нарезания левой резьбы.
Угол наклона стружечных канавок со устанавливается: 10° —
для сквозных и глухих отверстий диаметром d от 3 до 6 мм\ 30° —
для глухих отверстий диаметром d свыше 6 мм.
У метчиков для d до 12 мм с вышлифованными стружечными
канавками допускается угол со= 10°.
Метчики с номинальным диаметром резьбы d от 3 до 10 мм до-
пускается изготовлять без шейки с диаметрами хвостовиков, при-
веденными IB таблице.
Номинальный диаметр резьбы d, мм Диаметр хвостовика dlt мм
3,0 и 3,5 4,0
4,0 5,0
5,0 и 6,0 6,3
8,0 5,6
9,0 и 10,0 7,1
По соглашению с потребителем допускается изготовление мет-
чиков без кольцевой канавки.
64
МЕТЧИКИ МАШИННЫЕ ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРОМ 0,25—0,9 мм
Основные размеры, технические требования и допуски на мет-
чики по ГОСТ 8859—60.
Метчики предназначены для нарезания за один проход
метрической резьбы по ГОСТ 9000—73. Они применяются в часо-
вой промышленности.
Метчики изготовляются одинарными с правой и левой резьбой.
У метчиков для марезамия резьб .в .сквозных отверстиях угол
уклона заборной части <р=14°, а для нарезания в глухих отвер-
стиях <р = 23°.
Для нарезания резьбы в материале с ов менее 60 кгс/мм2 реко-
мендуется применять метчики с двумя гранями, при ов>
>60 кгс!мм2 — с тремя гранями.
Метчики изготовляются из стали марки УНА или У12А
по ГОСТ 1435—67.
Твердость рабочей части метчиков для нарезания резьбы в ма-
териале с ов<б0 кгс!мм2 — HRC 57—59, при ов>60 кгс/мм2—
HRC 60—62.
3—2348
65
Размеры, мм
Номинальный диаметр резьбы d, мм Шаг резьбы Р L 1 /1 1л ДЛЯ О сквозных тверстий глухих
0,25 0,075 2,8 0,23 0,15
0,3 0,08 2,5 0,24
0,35 0,09 3,0 0,27 0,16
0,4 0,45 0,1 0,1 16 3,2 2,8 0,3 0,18
0,5 0,55 0,125 0,125 4,0 3,2 0,37 0,2
0,6 0,7 0,8 0,9 0,15 0,175 0,2 0,225 20 4,5 5,8 6,0 6,5 3,6 4,5 4,8 5,0 0,44 0,53 0,6 0,7 0,26 0,3 0,35 0,4
Радиальное биение рабочей части метчика по отношению к оси
хвостовика, измеренное в начале калибрующей части, не должно
превышать 0,03 мм.
Пример условного обозначения метчика для нареза-
ния правой резьбы диаметром 0,8 мм, с углом уклона заборной
части 14°, с твердостью рабочей части HRC 57—59:
Метчик М0,8—14°57-59 ГОСТ 8859—60
То же, для левой резьбы:
Метчик Л М0,8-14°57—59 ГОСТ 8859—60
Изготовитель — завод «Фрезер».
66
МЕТЧИКИ ДЛЯ КОНИЧЕСКОЙ ДЮЙМОВОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 60° по
ГОСТ 6111—52 И МЕТЧИКИ ДЛЯ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ПО ГОСТ 6211—60
Профиль резьбы метчиков для
конической, дюймовой резьбы с углом
профиля 60° поГОСТ 6111-52
★Размеры для справок
Основные размеры, профиль резьбы и технические требования по ГОСТ 6227—71.
о Размеры квадратов по ГОСТ 9523 67.
Обозначение метчиков Вид резьбы Обозна- чение разме- ра резьбы, дюймы Число ниток на I" P (пред, откл. ±0,015 на дли- не до 25 мм) L 1 /г D
2680-0003 х/8 27 0,941 55 18 11 2,8 8 10,7
0004 5
0005 Коническая дюймовая резьба по ГОСТ 6111—52 Vi 18 1,411 65 24 15 4,2 14,1
0006 8
0007 3/8 75 20 16 17,7
0008 ’4 14 1,814 85 30 21 5,5 7 21,8
0009 3/4 95 32 21 10 27,3
0010 1 11 Vo 2,209 НО 40 26 6,6 34,1
ООП I1/* 120 42 27 12 42,9
0012 1'/» 140 14 49,0
0013 2 45 28 61,2
0014 J/3 28 0,907 55 18 12 2,7 8 10,1
0015 5
0016 Коническая трубная резьба по ГОСТ 6211—69 V, % 19 1,337 65 24 16 4,0 13,7
0017 8
0018 0019 75 26 18 17,2
14 1,814 85 32 22 5,5 7 21,6
0020 3/-i 95 36 24 10 27,2
0021 1 11 2,309 ПО 42 28 7,0 34,1
0022 P/4 120 45 30 12 42,5
0023 I1/, 140 48 32 14 48,8
2680-0024 2 50 34 60,6
68
Размеры, мм
dcp d d3 —Лз г Г1 Пред. откл.
Номин. Пред, откл. h2 Пред, откл. Л8 поло- вины угла профи- ля угла уклона (р
9,519 12,443 8,0 7 8,0 0,3765 —0,035 —0,045 4,5 — ±30' —6' +3'
11,2 10
10,3 0,5645 —0,04 —0,065 ±25' —5' +3'
14,0 12 6,0
15,926 13,8
19,772 18,0 16 17,0 0,7255 — 0,05 —0,085 ±20'
25,117 22,4 20 22,3
31,461 28,0 25 28,0 0,8835
40,218 31,5 29 36,7
46,287 35,5 33 42,8
58,325 45,0 42 54,8
9,147 8,0 11,2 7 10 7,7 0,2905 4-0,025 —0,015 —0,05 4,5 0,125 ±30' —6' +3'
12,301 10,3 0,4280 0,184 ±25'
14,0 12 6,0
15,806 13,6
19,793 18,0 16 17,0 0,5810 0,245 ±20'
25,279 22,4 20 22,4
31,77 28,0 25 28,3 0,7395 0,317 —5' +3'
40,431 31,5 29 36,8
46,324 35,5 33 42,6
58,135 45,0 42 • 54,3
69
Пример условного обозначения метчика для наре-
зания конической дюймовой резьбы К ’Д" с диаметром хвостови-
ка d= 14 мм:
Метчик 2680-0006 ГОСТ 6227—71
То же, для конической трубной резьбы К Труб. 'Д":
Метчик 2680-0017 ГОСТ 6227—71
Метчики изготовляются из быстрорежущей стали по
ГОСТ 19265—73.
Метчики для резьбы К 3/&" и К Труб. 3!з" и более изготовляются
сварными.
Хвостовики сварных метчиков изготовляются из стали марки 45
по ГОСТ 1050—74 или 40Х по ГОСТ 4543—71.
Твердость рабочей части метчиков HRC 62—65, у метчиков
из быстрорежущей стали с содержанием ванадия 3% и более
и кобальта 5% и более — HRC выше на 1—2 единицы; твердость
хвостовика:
у сварных метчиков — HRC 35—50;
у цельных метчиков — HRC 35—55.
Метчики для конической дюймовой резьбы */в — 2" изготовляет
завод «Фрезер», для резьбы 'Д", 3Д—3Д"— Львовский завод; мет-
чики для трубной конической резьбы 'Д—2" — Сестрорецкий завод.
МЕТЧИКИ-ПРОТЯЖКИ ДЛЯ НАРЕЗАНИЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
ПО ГОСТ 9484—73
Основные размеры по черт. К-01-07-3082 и К-01-07-3084 Сверд-
ловского инструментального завода, технические требования
по ТУ 2.035-265—71.
Метчики-протяжки предназначены для нарезания внутренней
трапецеидальной резьбы в сквозных отверстиях, когда длина на-
резки многократно превышает ее диаметральные размеры.
Материал метчиков-протяжек — быстрорежущая сталь по
ГОСТ 19265—73.
Твердость на всей длине режущей части HRC 62—65.
Твердость рабочей части метчиков-протяжек из быстрорежущей
стали с содержанием ванадия 3% и более и кобальта 5% и более
выше на 1—2 единицы твердости HRC, хвостовая часть отпущена
до твердости HRC 40—50.
Метчики выполняются с обратной конусностью по среднему
диаметру на длине всей резьбы 0,05—0,1 мм, затылование по про-
филю 0,03 мм от зуба к зубу.
70
Отклонение по шагу резьбы между двумя соседними витками
не должно превышать ±0,01 мм. Допустимое отклонение по шагу
на длине протягивания не должно превышать ±0,015 мм.
Стружечные канавки левые — для метчиков с правой резьбой
и правые — для метчиков с левой резьбой.
Обрабатываемый материал--конструкционные стали средней
твердости, чугуны и цветные металлы; диапазон нарезаемых резьб
22—75 мм.
Скорость резания в зависимости от чистоты резьбы в пределах
до 6—12 м!мин.
Смазочно-охлаждающая жидкость — сульфофрезол.
Гарантийная стойкость метчиков должна быть не менее 60 мин
при нарезании резьбы в заготовках из чугуна серого по
ГОСТ 1412—70 твердостью НВ 170—229.
Метчики изготовляются двух исполнений:
исполнение I — односекционного типа (черт. К-01-07-3082);
пополнение II—миогосекционного типа (черт. К-01-07-3084).
Пример условного обозначения метчиков-протяжек
диаметром 22 мм, с шагом 2 мм-.
Метчик-протяжка ТРАП 22X2, черт. К-01-07-3082
То же, с шагом 5 мм:
Метчик-протяжка ТРАП 22x5, черт. К-01-07-3084
71
Метчики-протяжки по чертежу К-01-07-3082
[исполнение I)
Метчики-протяжки по чертежу К-01-07-3084
[исполнение II)
Размеры, мм
Размер резьбы d%P L 1 d z2 Z3 Р X ^нм dH Размер а >ы хвс вика п )СТО- b
22X2 173 80 20 63 8 115 3° 1°Г2' 22,555 20,045 16,0 9 12
24x2 | 173 80 | 22 | 63 | 8 115 | 3Q 1°12' 24,555 22,045 18,0 11 16
26X2 | 141 80 | 24 | 31 | 8 85 | 3° 2°27' 26,555 24,045| 20,0 11 16
28x2 | 141 80 | 26 | 31 | 8 85 | 3° 2°27' 28,555 26,045| 20,0 11 16
30X3 186 | 85 | 27 | 66 | 12 125 | 4° 1°35' 30,568:27,0451 22,4 11 16
32X3 | 186 | 85 | 29 | 66 | 12 125 | 3° 1°35' 32,568|29,045| 22,4 11 14 14 16 16 16
34x3 | 186 | 85 | 31 | 66 | 12 125 | 3° 1°35' |34,568|31,05 | 25,0
36x3 | 186 1 85 33 | 66 I 12 125 3° 1°35' |36,568|33,05 25,0
38x3 | 165 | 85 | 35 | 35 | 12 105 | 3° | 2°59' 138,568,35,05 | 28,0 14 16
40X3 | 165 | 85 | 37 | 35 | 12 | 105 | 3° | 2°59' |40,568|37,05 | 28,0 | 14 16
42X3 I 165 | 85 | 39 | 35 | 12 I Ю5 | 3° | 2°59' |42,568|39,05 | 31,5 14 16
44x3 | 165 | 85 | 41 | 35 | 12 | 105 | 2° | 2°59' |44,568|41,05 | 31,5 14 16
46X3 1 205 | 107 | 43 | 53 | 12 | 115 | 2° | Гбв7 |46,568143,05 36,0 18 20
48X3 | 205 | 107 | 45 | 53 | 12 | 115 | 2° | 1°58' |48,568|45,05 | 36,0
50X3 | 205 | 107 | 47 | 53 | 12 | П5 | 2° | 1°58' 50,578(47,05 | 36,0 52,578|49,05 | 41,5
52X3 | 205 | 107 | 49 | 53 | 12 | 115 | 2° | 1°58' |
55x3 | 205 | 107 | 52 | 53 | 12 | 115 | 2° | 2° 155,578’52,06 | 41,5
60X3 1 205 | 107 1 57 1 53 1 12 1 115 I 2° I 2° [60,578|57,06 | 47,0 22 25
62x4 | 245 | 120 | 58 | 75 | 16 | 140 | 2° | 1°47' |62,58 |58,06 | 47,0
65x4 | 245 | 120 | 61 | 75 | 16 1 140 | 2° | 1°47' |65,58 |61,06 | 47,0
70X4 | 245 | 120 | 66 | 75 | 16 | 140 | 2° | 1°47' |70,58 |66,06 | 53,5
75x4 | 245 | 120 | 71 | 75 | 16 | 140 | 2° 1°47' |75,58 |71,06 | 56,0
Метчики-протяжки по чертежу К-01-07-3084 (исполнение II) Размеры, мм
Размер резьбы dxP L 1 Размеры режущей части Размеры стру- жечных кана- вок Размер профи- ля резьбы ^нм Размеры хвостовика
lb h X ф /2 0 а /3 а п b
Метчики-протяжки для трапецеидальной резьбы по ГОСТ 9484—60
с нормальным шагом
22X5 | 265| 100| 20 । 121 1 Г26' | 3° | 20 | 9° | 15° 1 1851 23,06, 17,0351 12,5| 9| 12
24x5 | 265| 100| 20 | 121 | 1°26' | 3° | 20 | 8° | 15° | 185| 25,06| 19,045| 14,0| 9| 12
26x5 | 265] 100| 20 | 121 | 1°26' 1 3° | 20 | 8° | 15° | 185] 27,06| 21,045| 16,0| 9| 12
28x5 | 265| 100| 20 | 121 | 1°26' | 3° | 20 | 7° | 15° | 185; 29,06| 23,045| 18,0| 11] 16
30X6 | 236] 105| 20 | 85 | 2°24' | 5° | 24 | 8° | 12° | 150| 31,08| 24,045| 20,0| 11| 16
32x6 | 2361 105| 20 | 85 | 2°24' | 5° | 24 | 7° | 12° | 150| 33,08] 26,045] 20,0| 11| 16
34x6 | 236| 105| 20 | 85 | 2°24' | 5° | 24 | 7°| 12° | 150| 35,08| 28,045| 22,4| 11| 16
36x6 | 236) 105| 20 | 85 | 2°24' | 5° | 24 | 6° | 12° | 150| 37,08| 30,05 | 22,4| 11| 16
38x6 | 236| 105| 20 | 85 | 2°24' | 5° | 24 | 6°| 12° | 1501 39,08| 32,05 | 25,0| 14| 16
73
Продолжение
Размеры, мм
Размер резьбы dxP L 1 Размеры режущей части Размеры стружечных канавок Размер про- филя резьбы Dhm “а Размеры хвостовика
1ь X Ф z2 0 а 1з а п. ь
40X6 236 105 20 85 2°24' 5° 24 6° 12° 150 41,08 34,05 28,0 14 16
42x6 | 236 105] 20 85 | 2°24' | 5° 24 5° 12° 150| 43,08| 36,05 | 28,0| 14| 16
44X8 318 140] 30 114 | 2°17' | 4° 32 | 7° 12° 2101 45,1 36,05 । 28,0| 14| 16
46x8 | 3181 140| 30 114 | 2°17' | 4°| 32 7° 12° 210 47,1 38,05 31,5 14 16
48x8 | 318| 140| 30 | 114 | 2°17' | 4° | 32 | 6° | 12° | 210| 49,1 40,05 | 31,5’ 14| 16
50X8 52x8 318] 140| 30 114 | 2°17' | 4°| 32 | 6° 12° | 2101 51,1 42,05 31,51 14| 16
330, 152| 30 114 | 2°17' | 4° 32 | 6°| 12°। 210, 53,1 | 44,05 36,0 18| 20
55x8 | 330 152] 30 | 114 | 2°17' | 4° | 32 | 6° | 12° | 210, 56,1 47,05 36,0]
60x8 | 330; 152| 30 114 | 2°17' | 4° | 32 5°| 12° 2101 61,1 |52,06 265| 63,13| 52,06 41,5
62X10J 390 65хЮ| 395 70хЮ| 395 165| 40 147 | 2°10' | 4°| 40 | 6° 12° 41,5|
1701 40 | 147 | 2°10' | 4° | 40 | 6° | 12° 1 2651 66,13] 55,06 | 47,0|
170, 40 147 2°10' । 4°! 40 | 5°| 12° | 265| 71,13| 60,06 | 47,0’ 22) 25
75х Ю| 395! 170] 40 147 | 2°10' | 4° | 40 | 5° | 12° | 265| 76,13! 65,06 | 53,5|
Метчики-протяжки для трапецеидальной резьбы по ГОСТ 9484—60
с крупным шагом
Размеры, мм
Размер резьбы dxP L 1 1 1 Размеры режущей части Размеры стру- жечных канавок Размер про- филя резьбы Dhm I ! Размеры хвостовика
‘ь /1 X ф /2 Р а а п ь
22x8 528 ' 25 358 0°22' 1° _32 16° 15° 435 18,57! 14,035 11,2 9 12
22X8 _528| 115| 25 | [ 358. 0°22'| lJU 1 32 1 16° 1 15°^ | 4351 23,14| 14,035 _нд 1 9 12
24x8 | 453| 115, 25 1 283] 0°28z| 1° | 32; 14° | 15° | 360] 20,57] 16,035| 12,5’ 91 12
24x8 | 453| 1151 25 | 283| 0°28z| 1° 1 32| 14° | 15е| 360’ 25,14| 16,035| 12,5| 9| 12
26x8 | 550| 115| 25 | 372| 0°42'| l°20z| 32] 13° | 15° | 460, 27,14] 18,035' 14,0, 9| 12
28X8 | 468; 115 25 | 297, 0°53'[ 2° | 32| 12° | 15° । 385| 29,14, 20,045] 16,0] 9| 12
ЗОХЮ| 540| 140! 30 | 329, 0°29'| 1° | 40| 14° | 12° | 435, 25,56| 20,045] 16,0. 91 42
30X10] 540. 140, 30 | 329’ 0°29'1 1° | 40] 14° | 12°| 435, 31,12 20,045, 16,0| 9| 42
32Х1О| 500 140' 30 | 292, 0°33'| 2° | 40, 13° | 12° | 395' 27,56| 22,045, 18,0] 11| 16
32X10, 500| 140] 30 | 292| 0°33'| 2° | 40] 13° | 12°| 3951 33,121 22,045| 18,0| И] 16
34X101 5001 140| 30 | 292. О°33'| 2° | 40 12° | 12°। 395. 29,56|24,045| 20,0| 11| 16
34x10, 500, 140, 30 | 292| 0°33'| 2°_| 40, 12° | 12°| 395| 35,12] 24,045| 20,0| 11| 16
36x10] 500| 1401 30 1 292| 0°33'1 2° | 40, 11°| 12° | 395| 31,56| 26,0451 20,0| 11| 16
36X 10| 500] 140| 30 | 292' 0°33'| 2° | 40| 11° | 12° | 3951 37,12|26,045| 20,0| 11| 16
38x10] 530, 140] 30 | 315' 1°01'| 2° | 40| 11°1 12° | 425| 39,12| 28,045] 22,4| 11| 16
40Х 1QI. 530| 140| 30 I 315| 1°01'| 2° | 40 10° | 12° | 425] 41,12! 30,045| 22,4] 11| 16
74'
Продолжение
Размеры, мм
Размер резьбы dxP L 1 Размеры режущей части Размеры стру- жечных канавок Размер про- филя резьбы DHM Размеры хвостовика
1Ь /1 X ф 0 а h а п b
42X10 530 140 30 315 1°0Г 2° 40 10° 12° 425 43,12 32,05 25,0 11 16
44х12| 522 44Х 12] 522 160 40 263| 0°43' 2° | 48| 11° 12° 405 38,58 32,05 | 25,0 14 16
160 40 | 263| 0°43'| 2° 1 48| 11° 12° 4051 45,15 32,05 | 25,01 14 16
46X121 522 46X121 522 160| 40 | 263| о°43'| 2° 1 48| 11° 12° 405| 40,58 34,05 | 28,0| 14 16
160| 40 | 263| 0°43'| 2° | 48| 11° 12° 4051 47,15 34,05 28,0| 14 16
48X121 522 160 40 | 263| 0°43'| 2° | 48| 10° 12° 405| 42,58| 36,05 | 28,0| 14 16
48X121 5221 160| 40 | 263| 0°43'| 2° | 48| 10° 12° 405| 49,15136,05 | 28,0| 14 16
50Х 12| 522| 160| 40 | 263| 0°43'| 2° 48| 10° 12° 405| 44,58| 38,05 | 31,5 14 16
50X12! 522| 160 40 | 263| 0°43'| 2° | 48| 10° 12° 405| 51,15| 38,05 | 31,5
52Х 12| 5221 1601 40 | 2631 0°43'| 2° | 48| 9° 12° 405| 46,58| 40,05 | 31,5
52X121 522| 160| 40 I 263| 0°43'| 2° | 48| 9° 12° 405| 53,15|40,05 1 31,5
55х12| 5301 168| 40 | 263|0°43'| 2° | 48| 9° 12° 405| 49,58|43,05 | 36,0 18 20
55 X 12| 530| 168 60X121 535| 173 40 | 263| 0°43°| 2° | 48| 9° 12° 405| 56,15| 43,05 | 36,0
40 | 263| 0°43'| 2° | 48| 8° 12° 405| 54,58| 48,05 | 36,0
60х 12| 535| 173j 40 | 263| 0°43'| 2° | 48| 8° 12° 405| 61,15|48,05 | 36,0
Метчики для нарезания круглой резьбы по ГОСТ 13536—68
“Радиусы минимальные и даны исходными
для проектирования инструмента
75
Основные размеры, допуски и технические требования
по ГОСТ 14713—69.
Метчики предназначены для нарезания круглой резьбы сани-
тарно-технической арматуры по ГОСТ 13536—68.
Метчики изготовляются из быстрорежущей стали по
ГОСТ 19265—73.
Метчики изготовляются сварными.
Материал хвостовой части сталь марки 45 по ГОСТ 1050—74
или сталь марки 40Х по ГОСТ 4543—71.
Твердость рабочей части — HRC 62—65, хвостовика:
сварных метчиков — HRC 35—50;
цельных метчиков — HRC 35—55.
Метчики из светлотянутой шлифованной или полированной
стали могут изготовляться цельными.
Пример условного обозначения метчика для круг-
лой резьбы из стали марки Р18:
Метчик 2614-0001 Р18 ГОСТ 14713—69
Изготовитель — завод «Фрезер».
Метчики машинные с укороченными канавками
Для диаметров а ит з до 10 мм
Основные размеры по ГОСТ 17931—72.
Допуски на резьбу метчиков по ГОСТ 16925—71.
Исполнительные размеры по ГОСТ 17039—71.
Размеры квадратов по ГОСТ 9523—67.
Метчики предназначены для нарезания резьбы по
ГОСТ 9150—59 в сквозных отверстиях.
76
Размеры, мм
Обозначение метчиков Номинальный диа- метр резьбы d для рядов Шаг резьбы Р L 1 di di z2 Г di is
1 2 3 круп- ный мелкий
^20-0749 3 — — 0,5 — 48 12 3,0 3,15 — — — 2,12 7
-Д 0750 " — | 0,35 2,1
'—Т 0751 0752 — (3,5) — 0,6 | — 50 3,6 3,55 2,5
— | 0,35 2,1
0753 4 — — 0.7 | — 52 4,2 4,0 — — — 2,8 8
0754 — 1 0,5 3,0
0755 — 4,5 — (0,75)| - 4,5 4,5 — — — 3,15
0756 — 1 0,5 3,0
0757 5 — — 0,8 | — 55 16 4,8 5,0 4,5 6,0 4,5 3,55 9
0758 —- 1 0,5 3,0
~ 0759 — (5,5)1 - — | 0,5 60 3,0|5,6 5,0 4,0
0760 6 — — 1,0 1 - 65 18 6,0 4,5 6,3 5,5 7,0 4,5 11,0 13,0
0761 0762 — 1 0,75
— | 0,5 3,0
0763 — 7,0 — 1,0 | - 6,0 6,0 5,3 3,0
0764 — | 0,75 4,5 7,1
0765 — | 0,5 3,0
0766 8 — — 1,25 | — 70 20 7,5 8,0 7,0
0767 - 1 1,0 6,0
0768 — j 0,75 65 18 4,5
0769 — I 0,5 3,0
0770 — — 9,0 (1,25)| - 70 20 7,5 9,0 8,0 7,1 14,0
0771 - 1 1,0 6,0
0772 — 1 0,75 65 18 4,5
0773 — 1 0,5 3,0j
0774 10 — — 1,5 I - 80, 251 9,0 10,0 9,0 7,5 15,0
0775 — 1 1,25 75 20 7,5
0776 0777 - 1 1,0 6,0
— 1 0,75 70 18 1 4,5 1 3,0
_ 0778 — 1 0,5
0779 — 11,0 — (1,5)1 - 80 25 9,0 8,0 7,0
__ 0780 - 1 1,0 Тб
_ 0781 — 1 0,75 18 4,5
0782 - 1 0,5 3,0
_ 0783 ZZZ~0785 12 — — 1,75 | — 90 28 10,5 9,0 1 8,0
- | 1,5 9,0
— 1 1,25 85 25 1 7’5
0786 0787 ’2620^0788“ - 1 1,0 80 1 6,0
— 1 0,75 — 1 0,5 18 1 4,5 1 3,0
Примечание. Метчики, размеры которых указаны в скобках, применять
не рекомендуется.
77
Пример условного обозначения метчика с номиналь-
ным диаметром резьбы d=16 мм, шагом Р=\ мм, степени точной
сти Н2, правого:
Метчик 2620-0799 Н2 ГОСТ 17931—72
То же, левого:
Метчик 2620-0799 лев. Н2 ГОСТ 17931—72
Геометрические параметры режущей части метчиков
Размеры, мм
Шаг резьбы Р 1к Ф Шаг резьбы Р 1к Ф
0,2 2,4 7° 0,7 8,4 6°
0,25 3,0 7° 0,75 9,0 6°
0,3 3,6 7° 0,8 9,6 6°30'
0,35 4,2 7° 1,0 12,0 6°
0,4 4,8 7° 1,25 15,0 6°
0,45 5,4 7° 1,5 18,0 6°
0,5 6,0 7° 1,75 21,0 6°
0,6 7,2 7°
Примечание. Режущая часть метчика затылозьпвается до остра под углом
а = 6±2°. Метчики диаметром от 1 до 1,6 мм допускается изготовлять острозато-
чеиными с задним углом а=25°.
Метчики с номинальным диаметром резьбы d от 3 до 10 мм
допускается изготовлять без шейки со следующими диаметрами
хвостовиков, приведенными в таблице.
Номинальный диаметр резьбы d, мм Диаметр хвостовика dlt мм
3,0 и 3,5 4,0
4,0 и 4,5 5,0
5,0; 5,5 и 6,0 6,3
7,0 и 8,0 5,6
9,0 и 10,0 7,1
78
По требованию потребителя допускается изготовление метчиков
без кольцевой канавки.
Изготовитель—завод «Фрезер» (по заказам).
Метчики машинно-ручные для станков с ЧПУ
Для диаметров d от
8 до Ю мм.
Для диаметров d св 10 мм
Основные размеры по ГОСТ 3266—71.
Допуски на метчики по ГОСТ 16925—71.
Технические условия по ОСТ 2. И-52-1—74.
Размеры квадратов по ГОСТ 9523—67.
Метчики предназначены для нарезания метрической резьбы
на станках с числовым программным управлением (ЧПУ).
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 1 h <р di d3
1 2 Кный’ (мелкий
035-2620-0501 8 — 1,25 — 70 20 7,5 6°30' 8,0 6,0 13
0502 3,8 13°
0503 2,5 19°
0504 — 1,0 6,0 6°30'
0505 3,0 13°
0506 2,0 19°
0507 — 0,75 65 18 4,5 | 7°
0508 2,2 | 13°30'
035-2620-0509 1,5 | 20°
79
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L Z Zi ф di ‘•I /
1 2 круп- ный мелкий
035-2620-0510 10 — 1,5 — 80 25 9,0 6°30' 10,0 7,5 15
0511 4,5 13°
0512 3,0 19°
0513 — 1,25 75 20 7,5 6°30'
0514 3,8 | 13°
0515 2,5 | 19°
0516 — 1,0 6,0 | 6°30'
0517 3,0 | 13°
0518 2,0 | 19°
0519 — 0,75 70 18 4,5 | 7°
0520 2,2 | 13°30'
0521 1,5 | 20°
0522 12 — 1,75 — 90 28 10,5 | 6°30' 9,0 w А —
0523 5,2 | 13°
0524 3,5 | 19°
052.5 — 1,5 9,0 | 6°30'
052'5 4,5 | 13°
0527 3,0 | 19°
0528 — 1,25 85 25 7,5 | 6°30'
0529 3,8 | 13°
0530 2,5 1 19°
0531 — 1,0 80 6,0 | 6°30'
0532 0533 3,0 | 13°
2,0 | 19°
0534 — 14 2,0 — 95 30 12,0 | 6° 11,2 — —
0535 6,0 1 12°
0535 4,0 | 18°
0537 — 1,5 9,0 | 6°30'
0538 4,5 | 13°
0539 3,0 | 19°
0540 — 1,25 90 25 7,5 | 6°30'
0541 3,8 | 13°
0542 2,5 | 19°
0543 — 1,0 85 6,0 I 6°30'
0544 3,0 I 13°
0545 2,0 | 19°
0546 16 — 2,0 — 100 30 12,0 | 6° 12,5 — —
0547 6,0 | 12°
035-2620-0548 4,0 | 18°
1
80
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 /1 ф dt
1 2 круп- ный мелкий
0^-2620-0549 16 — — 1,5 100 30 9,0 6°30' 12,5 — —
0550 4,5 13°
0551 3,0 19°
0562 — 1,0 90 28 6,0 6°30'
0553 3,0 I 13°
0554 2,0 | 19°
0555 — 18 2,5 — ПО 36 15,0 | 6° 14,0 — —
0556 7,5 | 12°
0557 5,0 | 18е
0558 — 2,0 12,0 | 6°
0559 6,0 | 12°_
0550 4,0 | 18°
«056.1 — 1,5 105 30 9,0 | 6°30'
053«2 4,5 13°
0663 3,0 | 19°
0564 — 1,0 95 28 6,0 | 6°30'
0565 3,0 1 13е
0536 2,0 | 19°
0567 20 — 2,5 — НО 36 15,0 | 6°
0568 7,5 12° 18°
0559 5,0
0570 — 2,0 12,0 1 6°
0571 6,0 | 12°
0572 4,0 | 18°
0573 1,5 105 30 9,0 | 6°30'
0574 4,5 | 13°
0575 3,0 | 19°
0576 — 1,0 100 28 6,0 | 6°30'
0577 3,0 | 13Q
0578 2,0 | 19°
0579 — 22 2,5 — 120 40 15,0 | 6° 16,0 — —
0580 7,5 | 12°
0581 5,0 | 18°
0582 — 2,0 12,0 | 6°
0583 4,0 | 18°
0584 6,0 | 12°
0585 — 1,5 115 36 9,0 | 6°30'
0586 4,5 | 13°
035-2620-0587 3,0 | 19°
j 1
81
Продолжение
Размеры, мм
Обозначение метчиков Номинальный диаметр резьбы d для рядов Шаг резьбы Р L 1 <Р Ji d*
1 2 круп- ный мелкий
035-2620-0588 0589 — 22 — 1,о ПО 28 6,0 3,0 6°30' 13° 16,0 — —
0590 2,0 19°
0591 24 — 3,0 — 130 45 18,0 6° 18,0 — —
0592 9,0 12°
0593 6.0 18°
0594 — 2,0 120 36 12,0 | 6°
0595 6,0 I 12°
0593 4,0 | 18°
0597 — 1.5 9,0 | 6°30'
0598 4,5 | 13°
0599 3,0 | 19°
0300 — 1,0 115 32 6,0 | 6°30Л
0301 3,0 | 13°
0502 2,0 | 19°
03)03 — 27 3,0 — 135 45 18,0 6° 20,0 — —
0304 9,0 | 12°
0305 6,0 18°
0603 0307 — 2.0 125 40 12,0 | 6° 6,0 | 12°
0308 4,0 | 18°
0609 — 1,5 9,0 | 6°30'
0510 4,5 | 13°
0341 3,0 1 19°
03-12 — 1,0 120 32 6,0 1 6°30'
0343 3,0 | 13°
035-2'320-0614 2,0 | 19°
Пример условного обозначения метчика с номиналь-
ным диаметром резьбы d = 27 мм, шагом Р = 3 мм, длиной Zi =
= 18 мм, степени точности Н2:
Метчик 035-2620-0603 Н2 ОСТ2 И52-1—74
Изготовители: завод «Фрезер» и Львовский инструментальный
завод (по заказам).
82
Шаг резьбы Р, мм Предельные отклонения внутреннего диаметра мкм, для метчиков степени точности
Н1 Н2
нижнее 1 верхнее нижнее верхнее
0,75 —41 +4 —34 +11
1,0 —60 +5 —42 +13
1,25 —55 +5 —47 + 15
1,5 —63 +6 —54 + 15
1,75 —69 +7 —60 + 17
2,0 —77 +7 —67 + 17
2,5 —92 +7 —81 + 18
3,0 — 104 +8 —90 +22
комбинированного затылования заборной части
Параметры
метчика приведены на чертеже и в таблице.
* Размер для справок
Размеры, мм
Номинальный диаметр резь- бы d Шаг резьбы Р 9- Sio‘0—? * Номинальный диаметр резь- бы d Шаг резьбы Р d3 е- 0,015 g
номиналь- ный доп. откл. номиналь- ный доп. откл.
8,0 0,75 7,0 —0,1 13°3о' 0,06 0,3 12 1,0 10,7 —0,12 13° 0,0?! 0,4 0,5
20° 0,07| 0,5 19° | 0,08|
1,0 6,7 13° 0,06| 0,3 1,25 10,4 13° | 0,08| 0,5
19° 0,08| 0,6 19° | 0,09| 0,6
1,25 6,4 13° 0,071 0,5 1,5 10,1 13° 0,08| 0,5
19° | 0,09| 0,7 19° | 0,1 I 0,7
10 0,75 9,0 13о30'[ 0,06| 0,3 1,75 9,8 —0,1 13° 1 0,09| 0,6
20° | 0,07 1 0,4 19° | 0,11| 0,8
1,0 8,7 13° I 0,07| 0,4 14 1,0 12,7 —0,12 13° | 0,06| 0,3
19° | 0,08| 0,5 19° | 0,07| 0,4
1,25| 8,4 13° 1 0,07| 0,4 1,25 12,4 13° 1 0,07| 0,4
19° | 0,09 0,6 19° | 0,08| 0,5
1,5 8,1 13° | 0,08 0,5 1,5 12,1 13° | 0,08| 0,5
19° | 0,1 0,7 19° | 0,09| 0,6
1 1 2,0 |11,6 12° | 0,09| 0,6
18° | 0,11| 0,8
83
Продолжение
Размеры, мм
Номинальный диаметр резь- бы d Шаг резьбы Р ^3 э- ю о сГ 1 «о * 5 Номинальный диаметр резь- бы d Шаг резьбы Р d3 э- 1Д о о” 1 о 1
номиналь- ный доп. откл. номиналь- ный доп. откл.
16 '•° 14,7 -0,14 13° 0,06 0,3 I 22 1,0 20,7 —0,14 13° 0,06 0,2
19° 0,08) 0,4 19°
1,5 14,1 13° 0,08 0,5 1,5 20,1 13° 0,06 0,2
19° 0,1 0,6 19° 0,07 0,3 0,3
2,0 13,6 12° | 0,09| 0,6 2,0 19,6 12° 0,07
18° | 0,121 0,8 18° 0,091 0,5
18 1,0 16,7 (\ 1 о 13° 0,3 2,5 19,0 12° 0,08 0,4
19° । и,ио 18° 0,1 0,06 0,6 0,1
1,5 16,1 13е 1 0,06 о1 о 24 1,0 22,7 13°
19° | 0,07 19°
2,0 15,6 U, 1Z 12° I 0,07| 0,4 1,5 22,1 13° 0,061 0,1
18° | 0,09| 0,6 19° 0,07| 0,2
2,5 15,0 12° | 0,08| 0,5 2,0 21,6 12° 0,07| 0,2
18° | 0,1 0,7 18° 0,08{ 0,3 0,09! 0,4
20 1,0 18,7 —0,14 13° | 0,06| 0,2 3,0 20,4 12°
19° 0,0б| 0,2 18° 0,11| 0,6
1,5 18,1 13° | 0,06| 0,2 27 1,0 25,7 13° 0,06 0,1
19° | 0,07 0,3 0,3 19°
2,0 17,6 —0,12 12° | 0,07 1,5 25,1 13° 0,06 0,1
18° | 0,09| 0,5 19° 0,07 0,2
2,5 17,0 12° 0,08| 0,4 2,0 24,6 12° 0,071 0,2
18° 0,1 0,6 18° 0,08| 0,3
3,0 23,4 12° 18° 0,09| 0,4 0,11| 0,6
* Размер для справок.
Величины передних углов метчиков в зависимости от обрабатываемых материалов
Обрабатываемый материал Величина переднего угла у
Чугун, бронза, высокопрочные стали, хрупкие латуни Стали средней твердости, латуни, чугун отож- женный Вязкая и мягкая сталь, вязкие латуни, медь Легкие оплавы От 0 ДО 3° От 3°30' до 6°30' От 9 до 12° От 20 до 2'5°
84
Метчики изготовляются одинарными с длиной заборной части,
равной шести шагам для сквозных, двум и трем шагам для глухих
отверстий.
А Метчики, предназначенные для нарезания глухих отверстии
в Дталях относительно высокой прочности, изготовляются с комби-
нированным затылованием по заборной части.
Метчики изготовляются со шлифованным профилем из быстро-
режущей стали по ГОСТ 19265—73.
Твердость рабочей части HRC 62—65, хвостовика HRC 35—50.
Допускается изготовление метчиков от 8 до 10 мм без шейки
диаметром ds.
Метчики диаметром 18 мм изготовляются сварными.
Степени точности метчиков Н1 и Н2 по ГОСТ 16925—71 для
метрической резьбы посадок скольжения.
Биение (при проверке в центрах) заборной части метчиков
0,02 мм, калибрующей части метчиков 0,015 мм.
Метчики машинно-ручные цельные твердосплавные Мб, М8 и М10
для нарезания резьбы по ГОСТ 9150—59
Метчики предназначены для нарезания сквозных и глухих
отверстий в деталях из сталей и серого чугуна. При работе по ста-
лям целесообразно применять метчики только при нарезании резь-
бы в сквозных отверстиях.
85
Основные и исполнительные размеры и технические требования
по черт. 9262.048 Сестрорецкого инструментального завода
и ТУ 2.035-116—70.
Размерный ряд по ГОСТ 3266—73.
Размеры квадратов по ГОСТ 9523—67.
Материал метчиков — твердый сплав марки ВК6М или другие
марки группы ВК по ГОСТ 3882—74.
Метчики изготовляются двух степеней точности— Н1 и Н2.
Биение рабочей части метчиков при проверке в центрах
не должно превышать 0,03 мм.
Метчики должны иметь обратную конусность (уменьшение
внутреннего, среднего и наружного диаметров) в направлениях
к хвостовику в пределах 0,05—0,10 мм на 100 мм длины.
Метчики затылуются по профилю по всей длине рабочей части.
Пример условного обозначения машинно-ручного
цельного твердосплавного метчика М10Х1,0 степени точности Н2
из материала ВК6М для сквозных отверстий:
Метчик 9262.048.037
Изготовитель — Сестрорецкий инструментальный завод.
Номиналь- ный диа- метр резьбы d Шаг резьбы Р L 1 1 для сквоз- ных отвер- стий для глухий отверстий d. а h
6 0,75 60 20 4,5 2,2 6,3 5,0 8
1,о 6,0 3,0
8 0,75 * 60 20 4,5 2,2 6,3 5,0 8
1,0 6,0 3,0
1,25 7,5 3,8
10 ' 0,75 60 20 4,5 2,2 8,0 6,3 9
1,0 6,0 3,0
1,25 7,5 3,8
1,50 25 9,0 4,5
86
Обозначение метчиков по классификатору завода
Материал режущей части
Номинальный размер ВК6М ВК6 ВК8
метчиков Степень точности
Н1 Н2 Н1 Н2 Н1 Н2
Мб X 0,75 9262.048-000 9262.048-001 9262.048-002 9262.048-003 9262.048-004 9262.048-005
М6Х1,0 К 006 007 008 009 010 ОН
М8х0,75 012 013 014 015 016 017
М8Х1.0 o' со 018 019 020 021 022 023
М8Х1,2б о 024 025 026 027 028 029
М10х0,75 S д 030 031 032 033 034 035
М1ОХ1,О о со 036 037 038 039 040 041
М10Х1,25 X о 042 043 044 045 046 047
М10Х1.5 926'2.048-048 049 050 051 052 053
Мб X 0,75 9262.048-108 9262.048-109 9262.048-110 9262.048-111 9262.048-112 9262.048-113
М6Х1,0 114 115 1116 117 118 119
М8х0,75 к S 120 121 122 123 124 125
М8Х1,О о. 126 127 128 129 130 131
М8Х1.25 со 132 133 134 135 136 137
М8ХО,75 о о 138 139 140 141 142 143
М10Х1,0 S X 144 145 146 147 148 149
М10Х1,25 150 1'51 152 1'53 154 155
00 М10Х1.5 9262.048-156 9262.048-157 9262.048-158 9262.048-159 9262.048-160 9262.048-161
Метчики гаечные с напайкой рабочей твердосплавной частью
для нарезания метрической резьбы MIO, М12 и М16
по ГОСТ 9150—59
Метчики предназначены для нарезания сквозных отверстий
в деталях из сталей и серого чугуна.
Основные и исполнительные размеры и технические требования
по черт. 5264.225 СБ и ТУ 2.035-116—70 Сестрорецкого инструмен-
тального завода.
Размерный ряд по ГОСТ 1604—71.
Размеры квадратов по ГОСТ 9523—67.
Материал рабочей части метчиков — твердый сплав марки
ВК6М по ГОСТ 3882—67, хвостовой части — сталь марок 40 или 45
по ГОСТ 1050—74. Рабочая часть метчиков может быть изготовле-
на из других марок твердого сплава группы ВК по ГОСТ 3882—74.
Твердость хвостовика на длине равной двум диаметрам хвосто-
вика от торца HRC 35—45.
Метчики изготовляются двух степеней точности — Н1 и Н2
по ГОСТ 16925—71 для метрической резьбы посадок скольжения.
Биение рабочей части метчиков при проверке в центрах
не должно превышать 0,03 мм.
88
Метчики должны иметь обратную конусность (уменьшение
внутреннего, среднего и наружного диаметров) в направлении
к хвостовику в пределах 0,05—0,10 мм на 100 мм длины.
Метчики затылуются по профилю резьбы по всей длине рабочей
части.
Пример условного обозначения метчика гаечного
M12X1J5 степени точности Н1 с напайной твердосплавной рабо-
чей частью из материала ВК6М:
Метчик 5264.225-048
Изготовитель — Сестрорецкий инструментальный завод.
Размеры, мм
^номин Шаг Р L Lt 1 lz dx ^2 а h
10 0,75 160 35 20 9 32 8,8 8,0 6,3 9
1,0 12 8,4
1,25 45 30 15 8,1
1,5 18 8,0
12 0,75 180 35 20 9 32 10,8 9,0 7,1 10
1,0 12 10,4
1,25 45 30 15 10,1
1,5 18 9,7
1,75 52 36 21 9,3
16 0,75 200 38 20 9 40 14,8 12,5 10,0 13
1,0 12 14,4
1,5 48 30 18 13,7
2,0 58 40 24 12,9
89
с©
Обозначение метчиков по классификатору завода
Номинальный размер Материал режущей части
ВК6М ВКб ВК8
метчиков Степень точности
Н1 Н2 Н1 Н2 Н1 Н2
М10Х0.75 5264.225-000 5264.225-001 5264.225-002 5264.225-003 5264.225-004 5264.225-005
М10х1,0 006 007 008 009 010 ОН
Ml ох 1,25 012 013 014 015 016 017
М10Х1,5 018 019 020 021 022 023
М12ХО,75 024 025 026 027 028 029
М12Х1.0 030 031 032 033 034 035
MI2X1.25 036 037 038 039 040 041
М12Х1,5 042 043 044 045 046 047
M12X1J5 048 049 050 051 052 053
М 16X0,75 054 055 056 057 058 059
,416X1,0 050 061 032 063 034 065
М16Х1,5 056 067 068 059 070 071
М16Х2.0 5254.225-072 5264.225-073 5234.225-074 5264.225-075 5264.225-076 5264.225-077
Метчики для нарезания трубной цилиндрической резьбы 3/4—1’/4
по ГОСТ 6357—73, оснащенные пластинками твердого сплава
Основные и исполнительные размеры и технические требования
по черт. 5262.232 СБ Сестрорецкого инструментального завода
и ТУ 2.035-116—70.
Размеры квадратов по ГОСТ 9523—67.
Материал рабочей части метчиков — твердый сплав ВК8
по ГОСТ 3882—74, материал корпуса метчиков .сталь марки
50Х6ВФН по ТУ 14.1-553—73. Рабочая часть метчиков может быть
изготовлена из других марок твердого сплава группы ВК
по ГОСТ 3882—74.
91
Твердость корпуса метчика на длине рабочей части НДС 30—50.
Форма и размеры пластинок по ГОСТ 2209—69.
Метчики изготовляются со степенью точности А2 по
ГОСТ 19090—73.
Биение режущей (заборной) части метчиков при проверке
в центрах не должно превышать 0,04 мм.
Метчики должны иметь обратную конусность (уменьшение
внутреннего, среднего и наружного диаметров) в направлении
к хвостовику в пределах 0,05—0,10 мм на 100 мм длины.
Метчики затылуются по профилю резьбы по всей длине рабочей
части.
Пример условного обозначения метчика, предназна-
ченного для нарезания трубной цилиндрической резьбы 3/4", сте-
пени точности А2 в сквозных отверстиях, оснащенного пластинками
твердого сплава марки ВК8:
Метчик 5262.232-002
Изготовитель — Сестрорецкий инструментальный завод.
Обозначение метчиков по классификатору завода
Материал режущей части ВК8
Номинальный размер метчиков для сквозных отверстий для глухих отверстий
3/<Г 5282.232-002 5252.232-003
1* 004 005
Р/г 5262.232-003 5252.232-007
92
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ МЕТЧИКОВ
ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ МЕТЧИКОВ
К — спад затылка на окружном шаге метчика:
Кг
л
где z — количество канавок метчика;
d\ — внутренний диаметр метчика.
Передний угол у. Передние углы назначаются в зависимости
от обрабатываемого материала.
На основании проведенных исследований и опыта промышлен-
ности рекомендуются следующие передние углы у метчиков:
Обрабатываемый материал Бронзовое литье, чугун Сталь средней твердости и твердая Сталь мягкая и вязкая, латунь Алюминий, си* лумин, дюраль
Передний угол у, град 0—3 0-5 9—11 20—25
Передний угол твердосплавных метчиков должен находиться
в пределах 0—3°.
93
Задний угол а. Задний угол является одним из важнейших эле-
ментов геометрии метчиков.
Следует отметить, что при обычной форме затылованной поверх-
ности задний угол а = 54-6° для метчиков, предназначенных для
нарезания резьбы в глухих отверстиях в сталях, не может гаранти-
ровать стабильной работы без возникновения сколов режущих
зубьев.
Значения задних углов а в зависимости от типа метчиков
Типы метчиков а, град
Ручные и машинно-ручные, предназначенные для глухих отверстий 5—6
Гаечные и машинно-ручные, предназначенные для сквозных отверстий 8—12
Для таких случаев рекомендуются метчики с комбинированной
заборной частью, разработанные во ВНИИ инструмента.
Комбинированно-затылованная часть метчика в поперечном се-
чении представляет комбинацию двух кривых — спирали Архимеда
и дуги окружности. Место перехода одной кривой в другую пред-
ставляет дугу окружности с радиусом шлифовального круга.
Величина превышения точек режущих кромок над окружностью,
или величина зазора б, устанавливается с учетом минимального
зазора бппп, необходимого для беспрепятственного перемещения
наружных точек спинки пера метчика относительно обработанной
поверхности в процессе резания и зазора бИЗц, необходимого для
компенсации радиального износа.
94
Определенная величина зазора 6 обеспечивает при обратном
ходе (вывертывании) метчика отрыв или срезание кромкой спинки
пера недорезанных корней стружек, предотвращая их защемление
между затылочной и обработанной поверхностями и тем самым
выкрашивание режущих кромок, что и обусловливает значитель-
ное увеличение стойкости метчиков.
Метчики с комбинированной заборной частью обеспечивают
наибольший эффект (увеличение стойкости до 3—10 и более раз)
в том случае, если причиной выхода из строя метчиков с обычным
затылованием являются сколы режущих зубьев.
Затылование метчиков с комбинированной заборной частью
осуществляется на обычных токарно-затыловочных или специаль-
ных затыловочных станках с использованием кулачков, спрофили-
рованных по комбинированной кривой — спирали Архимеда и дуге
окружности.
На твердосплавных метчиках, предназначенных для глухих
отверстий, заборная часть должна оформляться только по комби-
нированной кривой.
Угол уклона заборной части ср. Согласно ГОСТ 3266—71, машин-
но-ручные метчики изготовляются двух видов.
Одинарные: исполнение а при длине заборной части Zi = 6P
(ф^7°) для сквозных отверстий;
исполнения б при Zi = 3P (q>~ 13°) для глухих от-
верстий.
Комплектные: из 2 шт. в комплекте:
I — черновые;
II — чистовые.
Длина заборной части чистового метчика Zi«2P (ф~ 19°).
Учитывая, что угол ф влияет на стойкость метчиков приблизи-
тельно обратно пропорционально, необходимо стремиться к работе
метчиками с большей длиной заборной части.
Поэтому при нарезании резьбы в сквозных отверстиях следует
применять гаечные или одинарные машинно-ручные метчики
с ф~7°, а при нарезании резьбы в глухих отверстиях — одинарные
машинно-ручные метчики с ф~13° или ф~7°, если чертежом на де-
таль допускается соответствующий этим углам сбег резьбы (недо-
резанные нитки).
Применение комплектных машинно-ручных метчиков может
быть оправдано только при нарезании резьбы в глухих отверстиях,
имеющих ограниченные длину и сбег резьбы.
ИЗНОС МЕТЧИКОВ
Метчики работают с небольшими толщинами среза, не превы-
шающими 0,15 мм с износом только по задним поверхностям
зубьев. Исключение составляют машинно-ручные метчики послед-
них номеров комплекта (2 и 3), предназначенные для нарезания
резьбы в глухих отверстиях и работающие с большими толщинами
95
среза, у которых наряду с износом по задним поверхностям на пе-
редней поверхности каждого режущего зуба образуется лунка.
Но и в этом случае лимитирующим является износ по задним по-
верхностям зубьев.
Износ режущих зубьев метчика происходит в основном по на-
ружному диаметру заборной части й3, распространяясь на уголки
зубьев hy.
Основную работу резания совершают зубья заборной части
метчика; первый и несколько последующих зубьев калибрующей
части, вступающих в работу по мере износа, лишь заканчивают
формирование вырезаемого профиля по впадине. Остальные зубья
калибрующей части центрируют и направляют метчик при выходе
из отверстия последних режущих зубьев и являются резервом
для переточек по заборному конусу.
Единая закономерность в распределении износа по режущим
зубьям метчиков отсутствует. В зависимости от условий работы
максимальный износ может наблюдаться и на последних режущих
зубьях и на зубьях, расположенных в начале или в середине забор-
ной части. Режущие свойства метчиков определяются степенью
износа режущих зубьев; износ зубьев калибрующей части при на-
личии обратной конусности по наружному диаметру практически
не влияет на режущие свойства метчиков.
Чрезмерно большой износ метчиков приводит к выкрашиванию
режущих лезвий и даже к их поломкам.
Статистические данные показывают, что 50—70% метчиков раз-
мером ^М10 выходят из строя преждевременно из-за поломок,
вследствие малого запаса прочности.
Характер износа метчиков зависит от многих факторов:
качества обрабатываемого металла;
качества инструментального материала и его термической об-
работки;
режима резания и геометрических параметров режущей части
инструмента;
96
качества и количества подаваемой в зону резания смазочно-
охлаждающей жидкости;
типа нарезаемого отверстия (сквозное или глухое).
За критерий затупления метчиков принимается величина изно-
са по уголкам режущих зубьев /i0 = /iy, определяемая для данного
размера метчиков, выше которой нарушается нормальная работа,
которая характеризуется местными вырывами частиц инструмен-
тального материала, распространяющимися значительно дальше
границ наблюдаемого износа, налипанием частиц обрабатываемого
материала на изношенные резьбовые участки метчика, ухудшением
чистоты нарезаемой резьбы (до третьего класса) и недопустимым
уменьшением размеров нарезаемой резьбы.
Поправочные коэффициенты К1г0 на величину оптимального износа метчиков
Номинальный щаг резьбы диаметр метчи- pt Мм ка d, мм В зависимости от угла уклона заборной части Ф Примечание
Ф 3°20' 7° 13° 19°
6—12 0,5—0,75 1,0—1,75 0,5—1,0 1,5—2,0 14—52 2,5—3,0 3,5—5,0 Чф 1,36 1,36 1,6 1,3 1,31 1,26 1,6 1,26 1,4 1,0 1,18 1,0 1,15 1,0 1,15 1,0 1,0 1,0 1 bo| Для случаев ра- боты по серому чугуну приведен- ные поправочные коэффициенты яв- ляются ориенти- ровочными
11.ol
1 1 1 По| L0| Ь0| Ь21
6—52 0,5—5,0 В зависимости от заднего угла а
а 6° 12э 19°
Ча 1,0 0,71 0,56
В зависимости от скорости резания v
V 2 5 8 20 25 30 35
0,61 0,84 1|По| |Ь2 1 0,9 0,82 ►0,76
В зависимости от механических свойств стали
ств • кгс/мм2 50—60 60-65 1 1 67—72 73—78 80—85
НВ 137— 167 1 ТО- 192 197—J217— 212 |229 235— 248 1,3
|0,63 0,83 |1,0 |1,15
4—2348
97
Допустимый h0 износ метчиков при а = 6°, v ==8-ь20 м1мин,
обрабатываемом материале — стали с твердостью НВ 197—212
Номиналь- ный диа- метр мет- чика d, мм Шаг резьбы Р, мм Износ h0 Примечание
Ф=3°20' Ф=7° Ф=13° Ф=19°
[6—12 0,5—0,75 fto=0,16d /io=0,16d /io=-0,135d /io=0,177d При работе по серому чугуну с НВ 187— 207 значе- ния изно- са по ho увеличить в 1,5 раза
1,0—1,75 /io=0,13d /io=0,ld hQ—0, \d
14—52 0,5—1,0 /io=0,7d°’4 /io=0,7d°’4 /io=0,63d°’4 /io=0,55d°’4
1,5—2,0 /io=0,57J0,4
2,5—3,0 /io=0,63d°-4 fto=0,45d°’4
3,5—5,0 /io=0,53d0’4 fto=0,45d0,4 /io=0,45d0,4
ВЕЛИЧИНА СТАЧИВАНИЯ И КОЛИЧЕСТВО ПЕРЕТОЧЕК
Переточку метчиков после затупления с точки зрения их долго-
вечности следует производить по задним поверхностям. Эта реко-
мендация не относится к метчикам, предназначенным для нареза-
ния резьбы в глухих отверстиях, в которых регламентирован сбег
резьбы.
На практике метчики большей частью перетачивают по перед-
ней поверхности. Такой метод более прост — не требует специаль-
ных приспособлений, но приводит к резкому снижению числа
возможных переточек и повышению удельного расхода инстру-
мента.
При заточке по задней поверхности необходимо иметь специаль-
ные станки или приспособления, но число возможных переточек
увеличивается, снижается трудоемкость затачивания и уменьшается
удельный расход метчиков.
Величина стачивания h за одну переточку по задней поверхно-
сти метчика (в осевом направлении) подсчитывается по формуле
и _ hQ tgg + 0,1
rl “ у JWJh, у
tg ф
где а — задний угол метчика;
Ф — угол уклона заборной части;
0,1 мм — допуск на заточку.
98
Величина допустимого стачивания М определяется по формуле
Л4 = /к — тР , мм,
где /к — длина калибрующей части, мм;
Р — шаг резьбы, мм;
т = 3 — при работе метчиком без вывертывания;
т = 6 — при работе метчиком с вывертыванием.
Для возможного увеличения числа переточек следует попере-
менно вести переточку то по задней, то по передней поверхности.
Общее число переточек метчика по задней и передней поверх-
ностям п подсчитывается по формуле
Zk-ЗР о,5В
п = —--------------,
/i h0
где В — ширина пера, мм.
При переточке метчиков только по передней поверхности коли-
чество переточек определяется по формуле
0,5В
п = —— .
ЗАТОЧКА МЕТЧИКОВ
Передняя поверхность метчиков чаще всего затачивается и дово-
дится на универсально-заточных станках при установке метчика
в центровых бабках. Если центровые отверстия у метчика отсутст-
вуют или непригодны для использования, заточку можно вести
в универсальной головке с цанговым или патронным зажимом.
Заточка метчиков производится торцом абразивного круга
тарельчатой или чашечной формы. Для получения переднего угла
необходимо расположить рабочую поверхность абразивного круга
относительно оси метчика со смещением, которое определяется
по формуле
h = — • sin у ,
2 г
где d0 — наружный диаметр метчика;
у — заданный передний угол.
99
При заточке передней поверхности метчиков в центрах деле-
ние— поворот метчика на окружной шаг — может производиться
с помощью упорки при базировании ее на задней поверхности
затачиваемого зуба или с помощью делительного приспособления.
При переточке метчика по передней поверхности следует произ-
водить черновую и чистовую заточки.
Заточку (затылование) задней поверхности режущей части
можно производить при изготовлении метчиков на специальном
станке модели 4М, а при эксплуатации метчиков на универсально-
заточном станке — с помощью специального приспособления.
На станке модели 4М можно затачивать метчики с диаметром
резьбы 2—36 мм. Затылующее движение сообщается метчику,
а подача — шлифовальному кругу.
Приспособление к универсально-заточному станку предназна-
чено для затачивания метчиков диаметром 3—52 мм и длиной
до 280 мм.
Приспособление состоит из штанги /, передней бабки 10, жестко
связанной со штангой, задней бабки 4, перемещающейся по шпо-
ночному пазу от штанги, переднего кронштейна 11, свободно сидя-
щего на штанге и зафиксированного от осевого перемещения
по штанге с помощью двух колец, корпуса 2 с пружинящими упор-
ками 3, упорного хомутика 7 с двумя регулируемыми винтами 6
и заднего кронштейна 5.
Приспособление устанавливается в центрах передней и задней
бабок, закрепленных на столе станка, а затачиваемый инструмент—
в центрах приспособления.
Для получения заднего угла передней бабки приспособление
смещается с центров бабок, установленных на столе станка, на необ-
ходимую величину с помощью винта 8 и лимба 9, после чего поло-
жение задней бабки и кронштейна фиксируется рукояткой 12.
Рукоятка 13 служит для осуществления качательного движения
приспособления в процессе заточки.
100
Заточка метчиков производится в следующей последователь-
ности:
поворотный стол станка поворачивается на угол уклона заборной
части ср;
путем смещения переднего кронштейна 11 относительно перед-
ней бабки 10 приспособление устанавливается для получения зад-
него угла а. Ихшоложение фиксируется рукояткой /2;
корпус 2 с упорками 3 устанавливается так, чтобы передняя
поверхность зуба метчика опиралась на одну из упорок, а другая
прижималась к спинке следующего зуба;
после заточки первого зуба втулка с упорками 3 поворачивается
на 90° в кронштейне И. Затем метчик от руки поворачивается
до горизонтального положения передней грани следующего зуба.
Это положение фиксируется упорками 3 при обратном повороте
втулки.
Характеристика абразивных кругов и режимы обработки для за-
точки метчиков из быстрорежущей стали приведены в таблице.
Выбор характеристики кругов и режимов обработки для заточки метчиков
из быстрорежущей стали
Вид операции Характеристика абразивного круга Режим заточки
Абразивный материал Связка Зернис- тость Твердость или кон- центрация м/сек м/мин | мм/дв.ход 1
Черновая заточка Э9 Керамиче- ская 40—25 CI-CM2 20—25 3—5 0,05—0,10
Чистовая заточка КЗ Бакелито- вая 8-5 СМ2— СМ1 25 1—2 0,01—0,02
Эльбор Бакелито- вая, кар- болитовая 10—8 100% 25 1—2 0,01—0,02
После съема припуска необходимо совершать два-три выхажи-
вающих оборота, при этом скорость вращения метчика должна быть
снижена до 1—2 м!мин.
Переточку твердосплавных метчиков необходимо производить
только алмазными! кругами. Заточка кругами КЗ нетолько ухудшает
стойкость твердосплавных метчиков, но и сокращает число перето-
чек. Переточка метчиков по передней поверхности может быть вы-
полнена на универсально-заточном станке абразивным кругом АТ
АСО8-Б1-Ю0 при скорости 25 м!сек, продольной подаче 1,0 —
1,5 м)мин и (поперечной подаче 0,015—0,02 мм!дв. ход.
В качестве охлаждающей жидкости может быть рекомендовано
масло «Индустриальное-12», подаваемое в зону резания в количе-
стве 10—12 л!мин.
101
РЕЖИМЫ РЕЗАНИЯ И СТОЙКОСТЬ МЕТЧИКОВ
Стойкость метчиков, в отличие от инструментов других типов,
из-за их специфических особенностей не назначается, а определяется
по формулам при выбранных скоростях резания.
Стойкостные зависимости при нарезании резьбы метчиками при а=6°
в углеродистой и конструкционной стали твердостью НВ 197—212
Номинальный диаметр мет- чиков, мм Стойкостная зависимость, мм Область применения Примечание
угол укло- на забор- ной части Ф шаг резьбы Р, мм
6-12 т о.оэеа1-61 г0,69 „0,23^0,85^^1,22 _ 0,415d1,61 z°’07 v0-23p0.23(sinq))0,6 3°2Г 7° 13° 19° 13° 19° 1,0—1,75 0,5—1,75 0,5—1,25 0,5—0,75 1,5—1,75 1,0—1,75
14—52 l,07d°-65 z0’069 T~ O0,23p0,85(sin(p)l,22 3°20' 7° 13° 19° 1,5—5,0 0,5—3,0 0,5—1,25 0,5—0,75 Исключая Р = 0,5, при 2 = 4 Включая Р= 1,5, при 2 = 4 Включая Р = 1,0, При 2 = 4
14—52 _ 4,58d°-65z0-07 v0,23p0,23(sjn(p)0,6 7° 13° 19° 3,5—5,0 1,5—3,5 1,0—2,5 Исключая Р = 1,5, при 2 = 4 Включая Р=4,5-4-5,0, При 2 = 6
v=скорость резания, м!мин\
г— число ка1навок.
При работе по чугуну рассчитанные значения стойкости следует
увеличивать в 1,5 раза.
Рациональные значения скоростей резания и соответствующие
им стойкости применительно к работе на резьбонарезном станке
модели 5АО5 приведены в таблице.
102
Скорость резания и стойкость метчиков при ф = 19°, а = 6°,
обрабатываемом материале стали твердостью НВ 197—212
Номинальный диаметр резь- бы d, мм Шаг резьбы Р, мм Число кана- вок Z Число оборо- тов и, об/мин Скорость реза- ния и, м/мин Стойкость Номинальный диаметр резь- бы d, мм Шаг резьбы Р, мм Число кана- вок Z Число оборо- тов п, об/мин Скорость реза- ния о, м/мин Стойкость
Т, шт. 7\ мин а 7\ мин
6 0,5 0,75 -1,0 3 585 11,0 875 640 500 15,0 11,0 8,5 16 0,5 0,75 1,0 1,5 2,0 3 235 11,8 1290 940 775 705 655 55 40 33 30 28
0,5 0,75 585 14,7 1350 935 23 16
8 1,0 1,25 3 760 13 0,5 0,75 1,0 1,5 2,0 2,5 1670 1170 820 750 680 71 50 35 32 29
10 0,5 0,75 1,0 1,25 1,5 3 360 11,3 1260 900 720 685 35 25 20 19 18 4 235 13,3
0,5 0,75 1,0 1,5 2,0 2,5 1570 1100 870 800 750 705 67 47
12 0,5 0,75 1,0 1,25 3 360 13,5 1580 1110 935 900 44 31 26 25 20 4 235 14,8 37 32 30
1,5 1,75 830
23 0,5 1270 85
0,5 1220 52 0,75 9U0I ои
0,75 870 37 22 1,0 4 150 10,4 645 43
14 1,0 3 235 10,3 750 32 1,5 585 39
1,25 1,5 680 29 2,0 555! 37
2,5 525 35
2,0 635 27
Примечания: 1. Количество нарезанных отверстий рассчитано из условий
нарезания резьбы <в отверстиях с высотой ЮР.
2. Числа оборотов установлены применительно к резьбонарезному станку
модели 5А05.
3. При работе по серому чугуну твердостью НВ 187—207 значения стойкости
должны быть увеличены в 1,5 раза.
При измененных условиях эксплуатации следует пользоваться
поправочными коэффициентами на стойкость.
Поправочные коэффициенты на стойкость для измененных условий эксплуатации
в зависимости от скорости резания
Скорость резания v, м/мин 4 8 12 16 | 20 24 28 32
Коэффициент КГу | 1,45 1,1 1,0 0,94 0,89 0,68 0,54 0,44
103
в зависимости от заднего угла
Задний угол а, град 3 6 9 12 15 18
Коэффициент Кта 0,78 1,0 1,16 1,29 1,4 1,5
в зависимости от механических свойств стали
Предел прочности afi, кгс/мм* 50—60 60-65 67—72 73-78 80—85
Твердость НВ 137—167 170—192 197—212 217—229 235—248
Коэффициент Ктм 2,09 1,35 1,о 0,8 0,66
Рассчитанные значения стойкостей являются средними. Для
определения гарантийной стойкости эти значения следует умень-
шить в 2—2,5 раза.
При нарезании резьбы в труднообрабатываемых материалах
могут быть рекомендованы из стандартных метчиков только гаеч-
ные метчики. При этом длина нарезаемого сквозного отверстия
не должна превышать ЮР.
При использовании твердосплавных метчиков стойкость повы-
шается в 10—20 раз по сравнению с обычными.
Особенно эффективно применение твердосплавных метчиков
при нарезании резьбы в ряде труднообрабатываемых материалов,
когда метчики из быстрорежущих сталей оказываются практиче-
ски неработо0по1собным.и. 'Скорости резания приведены в таблице
(см. стр. 106).
в зависимости от угла ср заборной части
Шаг резьбы Р, мм Количество канавок z Угол наклона заборной части <р
3°20' 7° 13° 19э 25°
Коэффициент КТ(р
0,5 3 X 2,33 1,59 1,0 0,73
4 х X 1,59 1,0 0,73
0,75 3 X 2,33 1,59 1,0 0,73
4 X 2,33 1,59 1,0 0,73
1,0 3 7,65 3,09 1,47 1,0 0,87
4 X 2,33 1,59 1,0 0,73
1,25 3 6,58 2,66 1,26 1,0 0,85
3 5,88 2,38 1,23 1,0 0,85
1,5 4 7,03 2,84 1,35 1,0 0,85
1,75 3 5,38 2,17 1,23 1,0 0
3 4,0 1,61 1.0 0 0
104
Продолжение
Шаг резьбы Р, мм Количество канавок г Угол наклона заборной части (р
3°20' 7° 13° 19° 25°
Коэффициент КТ(р
2,0 4 5,92 2,4 1,25 1,0 0,85
2,5 4 5,21 2,11 1,25 1,0 0
3,0 4 3,7 1,50 1,о 0 0
3,5 4 3,38 1,44 1,0 0 0
4,0 4 2,15 1,0 0 0 0
4,5 . 4 2,0 1,0 0 0 0
6 3,7 1,5 1,0 0 0
5,0 4 1,87 1,0 0 0 0
6 3,46 1,4 1,0 0 0
Примечания: 1. X — область толщин среза а<0,02 мм.
2. О — область толщин среза а>0,2 мм.
3. Для случаев работы по серому чугуну приведенные поправочные кеэффи-
циенты являются ориентировочными.
ВЫБОР СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Смазочно-охлаждающие жидкости, рекомендуемые при нарезании резьбы
метчиками и круглыми плашками
Чугунное литье, ковкий чугун Конструкционные стали Инстументаль- ные и легиро- ванные стали с особыми свойствами Жаропрочные и другие вяз- кие сплавы Алюминий Латунь и бронза
Сульфо- фрезол, керосин, -сурепное масло Смесь: кани- фоль — 6%; уксуснокислая медь — 15%; легкое мине- ральное ма- сло — 79% Легкое ми- неральное масло с добавкой 30% ка- стрового масла Смесь: сульфо- фрезол — 65%; ке- росин — 20%; оле- иновая кислота— 16% 10%-ная эмульсия из эмуль- сиола. Легкое минераль- ное масло Легкое ми- неральное масло с добавкой 30% кас- торового масла
Эмульсия с со- держанием И5—18% эмульсиола Смесь: ка- нифоль — 6%; уксус- ная медь— 15%; лег- кое мине- ральное масло — 79% Легкое ми- неральное масло с добавкой 30% кас- торового масла
Веретенное мас- ло с добавле- нием. техниче- ского сала (5%) и серы
105
Скорость резания при нарезании резьбы гаечными метчиками в труднообрабаты ваемых материалах
Обрабатываемый материал Диаметр нарезаемой резьбы, мм
6 8 10 12 16 20 24
Шаг нарезаемой резьбы Р, мм
0,5: 0,75 1,0 0,5; 0,75 1,0; 1,25 0,5; 0,75 1,0; 1,5 0,5; 1,0 1,25; 1,75 0,5; ’’° 1,5; 2,0 0,5; 1,0 1,5; 2,5 0,75; 1,5 2.0: 3,0
Скорость резания v, м/мин.
Нержавеющая сталь марки типа 2X13 4,8 4,0 6,0 5,0 6,0 5,0 7,2 6,0 8,4 7,0 9,6 8,0 12,0 10,0
Жаропрочные стали марки типа 1Х18Н9Т 3,6 3,0 4,8 4,0 4,8 4,0 6,0 5,0 7,2 6,0 7,2 6,0 9,6 8,0
Примечание. Скорости резания установлены: из расчета стойкости метчиков Т—20 мин (увеличение скорости на
30% обусловливает уменьшение стойкости приблизительно в два раза); из уело вий работы по сталям с пределом прочно-
сти о_ < 85 кгс!мм2 (при прочности о0 свыше 85 до 120 кгс!мм2, скорость резания должна быть уменьшена на 25%).
в в
\ РАЗМЕРЫ И ДОПУСКИ ОТВЕРСТИИ ПОД РЕЗЬБУ
При подготовке отверстий под резьбу необходимо стремиться
к получению диаметра отверстия с верхним предельным отклоне-
нием.
Для материалов повышенной вязкости, у которых после наре-
зания резьбы наблюдается подъем витка, — стали и сплавы высо-
колегированные, коррозионностойкие, жаропрочные, жаростойкие
(на никелевой основе по ГОСТ 5632—72), сплавы магния
по ГОСТ 804—72, сплавы алюминиевые по ГОСТ 4784—65,
ГОСТ 2685—63 и латуни по ГОСТ 1020—68 — размер отверстия
под резьбу следует увеличить на 0,05Р.__________________________
Шаг резьбы Р, мм Степень точности нарезае- мой резьбы Диаметр отверстия, мм
номинальный допускаемое отклоне- ние
0,2—1,0 4Н5Н; 5Н5Н 6Н; 6G; 7Н; 7G d=l,O5P +0,16Р + 0,2:1 Р
1,25—2,5 4Н5Н; 5Н6Н +0,11Р
6Н; 6G; 7Н; 7G +0,15Р
3,0-5,0 4Н5Н; 5Н6Н +0,08Р
6Н; 6G; 7Н; 7G +0,11Р
НЕПОЛАДКИ ПРИ ЭКСПЛУАТАЦИИ МЕТЧИКОВ
Основные виды отклонений, брака и причины, вызывающие их
при нарезании резьбы метчиками, приведены в таблице.
При нарезании резьбы метчиками в гайках на гайконарезных
автоматах могут быть следующие основные виды брака:
1) разбивание и конусность резьбы по dCp при правильно изго-
товленном и заточенном метчике, вызываемые следующими причи-
нами:
смещение отверстия по величине, большей 0,15—0,2 мм;
неперпендйкулярность торца гайки и отверстия;
подача гайки на метчик в наклонном положении;
большие зазоры между отверстием в гайке и хвостовой частью
метчика;
большой зазор между направляющими втулками и гайками;
чрезмерное биение вращающихся и направляющих втулок
или вкладышей станка;
неправильная подача гайки толкателем (подача гайки на один
оборот больше шага);
недостаточная интенсивность подачи смазочно-охлаждающей
жидкости (стружка не смывается с метчика);
2) различная высота профиля резьбы гайки по окружности
объясняется смещением оси отверстия в гайке относительно сторон
шестигранника и оси вращения метчика больше 0,15 мм;
3) неперпендйкулярность оси резьбы торцу гайки возникает
из-за неперпендикулярности отверстия гайки ее торцу и из-за
наклонной подачи гайки толкателем на метчик.
107
о
Виды отклонений и брака резьбы Недостатки наладки и вспо- могательного инструмента Недостатки изготовления и конструкции метчика
Разбивание резьбы, фиксируемое ввинчи- ванием резьбового калибра 1. При наличии переко- сов и биения; метчик же- стко закреплен в патроне 2. Биение патрона и разжимной втулки 1. Завышен б/ср метчи- ка 2. Завышено биение хвостовой части, калиб- рующей части, режущих кромок
3. Втулки — быстро- сменная и разжимная — имеют дефекты изготов- ления 3. Отсутствует обрат- ная конусность dCp
4. Метчик глубоко вве- ден в разжимную втулку и разводит ее квадрат 4. Завышены отклоне- ния по шагу резьбы в пределах одного витка («пьяность» резьбы)
5. Недостаточный объ- ем стружечных канавок
6. Завышено смещение квадрата
7. Короткая заборная часть
Конусность резь- бы — проходной ка- либр не вывинчивает- ся на выходе То же 1. Отсутствует обрат- ная конусность по dcp 2. Эксцентричность за- борной и калибрующей частей
Недостатки станка Недостатки процессов резания
1. Тяжелое перемеще- ние шпинделя станка 2. Шпиндель станка не уравновешен (велик груз на противовесе) 3. Перекос стола стан- ка относительно оси шпинделя 4. Отсутствие механи- ческой подачи на станке с шагом, равным шагу нарезаемой резьбы Перекос стола станка относительно оси шпин- деля 1. Отверстие нецентрич- но или перекошено отно- сительно оси метчика 2. Сверление и нареза- ние выполнены не с од- ной установки 3. Большая скорость резания То же (кроме п. 3)
Тугая резьба — проходной калибр не свинчивается с наре- занной резьбой — 3. Увод метчика из-за неодинакового переднегс угла на различных перь ях 1. Занижен dcp 2. Наличие обезуглеро- женного слоя
Неудовлетворитель- 1. Чрезмерное биение 3. Большие передние углы 4. Завышены отклоне- ния по углу профиля резьбы 1. Недостаточные ве-
ная шероховатость метчика при зажиме в личины передних углов
о с© резьбы патроне 2. Односторонняя на- грузка на метчик из-за неправильной наладки операции 2. Недостаточная дли- на заборной части 3. Завалы по задним поверхностям у режущих кромок 4. Чрезмерное биение по dCp режущих кромок 5. Недостаточный объ- ем стружечных канавок
Не уравновешен шпин- 1. Низка скорость ре-
дель станка (при длинной зания
заборной части метчик на
выходе срезает вершины 2. Чрезмерный износ
витков у первых ниток) режущих и первых ка-
либрующих зубьев
3. Неправильно подоб-
рана смазочно-охлажда-
ющая жидкость
1. Высока скорость ре-
зания
2. Чрезмерный износ
зубьев метчика
3. Неправильно подоб-
рана смазочно-охлажда-
ющая жидкость
4. Повышенная пла-
стичность обрабатывае-
мого металла
о
Виды отклонений и брака резьбы Недостатки наладки и вспомо- гательного инструмента Недостатки изготовления и конструкции метчика
Низкая стойкость метчиков Налипание обраба- тываемого материала на резьбе метчика Чрезмерное биение метчика при зажиме в патроне То же 1. Неудовлетворитель- ная термическая обра- ботка: обезуглероженный слой; заниженная твер- дость 2. Неудовлетворитель- ные шлифовка и заточка резьбы, обусловившие прижоги 3. Не оптимальные гео- метрические параметры: передний и задний углы 4. Недостаточная дли- на заборной части и объ- ем стружечных канавок 1. Обезуглероженный слой резьбы 2. Отсутствует обрат- ная конусность 3. Отсутствует затыло- вание по профилю 4. Диаметр метчика в начале заборного конуса больше диаметра отвер- стия под резьбу
Продолжение
Недостатки станка
Недостатки процесса резания
Тяжелое перемещение
шпинделя станка или
державки с метчиком
при отсутствии механи-
ческой подачи, равной
шагу нарезаемой резьбы
Не оптимальная ско-
рость резания
То же
1. Завышена скорость
резания
2. Чрезмерный износ
зубьев метчика
3. Повышенная пла-
стичность материала де-
тали
4. Неправильно подоб-
рана смазочно-охлажда-
ющая жидкость
Выкрашивание зубьев и поломка /метчиков Чрезмерное биение метчика при зажиме в патроне
1. Отсутствует обрат- Тяжелое перемещение 1. Недостаточная дли-
ная конусность шпинделя станка или на сверления под резьбу
державки с метчиком при (глухие отверстия)
отсутствии механической
2. Отсутствует затыло- подачи, равной шагу на- 2. Недостаточный диа
вание по профилю резаемой резьбы 3. Завышенные значе- ния передних и задних углов 4. Обычное (не комби- нированное) затылование заборной части для слу- чаев нарезания резьбы в глухих отверстиях вязких металлов 5. Завышенная твер- дость зубьев метр сверления под резь- бу 3. Защемление стружки при вывинчивании мет- чика 4. Чрезмерный износ зубьев метчика 5. Плохие условия от- вода стружки
ПАТРОН ДЛЯ МЕТЧИКОВ
При нарезании резьбы гаечными метчиками рекомендуется
конструкция патрона по нормали МН 1179—63. Патрон рассчитан
на применение гаечных метчиков, на хвостовике которых вместо
квадрата для уменьшения вспомогательного времени при нареза-
нии резьбы в гайках предусмотрены лыски. Конструкция этого
патрона проста. В пазах корпуса патрона, имеющего на одном
конце конус Морзе для крепления на станке и цилиндрическое
отверстие для хвостовика метчика на другом, закрепление метчика
осуществляется одним (для метчиков малых размеров) или двумя
(для метчиков больших размеров) радиально перемещающимися
сухариками. При опущенной втулке сухарики предотвращают
провертывание метчика.
Для метчинод диаметром 3~4,5мм
Для метчинод диаметром 5~27мм
Для смены метчика достаточно, не останавливая станка, при-
поднять втулку вверх. Благодаря увеличенному внутреннему диа-
метру втулки в нижней ее части сухарики при небольшом повороте
метчика несколько отходят от оси и освобождают метчик.
исполнение! Исполнение 11 Исполнение III
112
Аналогично действует быстросменный патрон по МН 5749—65
с шариковым закреплением машинно-ручных метчиков. Вынимать
метчик из патрона и закреплять его можно при вращающемся
шпинделе. Если сдвинуть втулку вверх до упора, то шарики войдут
в расточку втулки и освободят метчик. Чтобы закрепить метчик
в патроне при вращающемся шпинделе, левой рукой следует под-
нять втулку, а правой вставить метчик и затем возвратить втулку
в исходное положение. В нижнем положении втулки шарики
войдут в сферические лунки метчика. Чтобы шарики не выпадали
в отверстие, предназначенное для хвостовика, диаметры их выби-
рают больше диаметра этого отверстия. Лунки для шариков
расположены на хвостовике строго симметрично.
Для особых случаев нарезания резьбы применяется ряд спе-
циальных конструкций патронов для метчиков.
Качающийся патрон предназначен для нарезания резьбы пони-
женной точности на вертикально-сверлильных станках. Изделие
можно крепить жестко и нежестко в зависимости от его конфигу-
рации. При нарезании нескольких отверстий одновременно деталь
жестко крепить не следует.
Качающийся патрон с осевой компенсацией применяется
на агрегатных станках с принудительной подачей. Патроны бывают
двух типов — один работает на растяжение (подача инструмента
отстает от шага резьбы), а второй на сжатие (подача инструмента
опережает шаг нарезаемой резьбы). Метчик можно располагать
вертикально или горизонтально.
Патрон плавающий применяется при нарезании резьбы на вер-
тикально-сверлильных станках в случаях, когда смещение оси
113
шпинделя относительно оси нарезаемого отверстия отрицательно
влияет на точность резьбы, например, когда требуется перпенди-
кулярность резьбы к торцу. Крепление детали жесткое.
Патрон плавающий с копирным устройством предназначен для
нарезания резьбы повышенной точности, резьбы с мелким шагом
(до 1 мм) и для одновременного нарезания нескольких отверстий.
Деталь закрепляется жестко, расположение инструмента — верти-
кальное.
114
ПЛАШКИ КРУГЛЫЕ
УДК 621.992.3.02
ПЛАШКИ КРУГЛЫЕ ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ С КРУПНЫМ
И МЕЛКИМ ШАГОМ ПО ГОСТ 9150—59 И ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ
РЕЗЬБЫ ПО ГОСТ 6357—73
Основные размеры и технические требования по ГОСТ 9740—71.
Круглые плашки выпускаются в централизованном порядке
для нарезания правой и левой резьбы.
Плашки изготовляются трех типов:
тип 1 —для резьб диаметром 1—3 мм\
тип 2 — для резьб диаметром свыше 3—6 мм\
тип 3 — для резьб диаметром свыше 5 до 52 мм.
115
Tun I
А-А
Плашки изготовляются из стали марок ХВСГ или 9ХС
по ГОСТ 5950—73 и из быстрорежущей стали с твердостью зубьев
у режущих кромок: у плашек из стали марок ХВСГ и 9ХС —
HRC 58—62, у плашек из быстрорежущей стали HRC 61—63.
Для плашек, изготовляемых в централизованном порядке, угол
в плане режущей части <р равен: для метрической резьбы диамет-
ром d до 2,5 мм (типы 1, 2) и 3 мм (тип 1) —30°, для метрической
резьбы диаметром d свыше 2,5 мм и трубной цилиндрической
резьбы — 25°.
116
По требованию потребителя допускается изготовлять плашки
с углом в плане ср для метрической резьбы диаметром d до 2,5 мм
(типы 1,2) и 3 мм (тип 1) — 45°; d свыше 2,5 мм — 30 и 45°.
Задний угол на заборном конусе сс = 6-^8э.
Допуски на резьбу плашек для нарезания метрической резьбы
по ГОСТ 17587—72.
Точность элементов резьбы, нарезанной плашками, должна
быть:
для метрической резьбы — 6/г или 8/16/1, 8Л (посадки скольже-
ния), 6g или 8g (посадки с зазорами) — по ГОСТ 16093—70;
для трубной резьбы — классов А или В по ГОСТ 6357—73.
Плашки круглые диаметром 1—2,5 мм изготовляются из быст-
рорежущей стали.
Плашки круглые из быстрорежущей стали диаметром от 3 мм
изготовляются заводами по заказам, размеры — по специализации
(Львовский инструментальный завод — только Мб).
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 dQ ь с
правых левых 1 2 3 круп- ный Й
2650-1301 2650-1302 1,о — — 0,25 — 1 30° 12 3 1,5 — — —
1303 1304 45°
1305 1306 2 30° 16 5 3 3,2 0,5
1307 1308 45°
1311 1312 — 0,2 1 30° 12 3 — — —
1313| 1314 45°
1315| 1316 2 30° 16 5 3 3,2 0,5
1317| 1318 45°
1321| 1322 1,1 — 0,25 — 1 30° 12 3 — — —
1323| 1324 45°
1325| 1326 2 30° 16 5 3 3,2 0,5
1327| 1328 45°
13311 1332 — 0,2 1 30° 12 3 — — —
1333| 1334 45°
1335| 1336 2 30° 16 5 3 3,2 0,5
1337| 1338 45°
1341| 1342 1,2 — 0,25 — 1 30° 12 3 — — —
1343| 1344 45°
1345| 1346 2 30° 16 5 3 3,2 0,5
1347| 1348 45°
1351| 1352 — 0,2 1 30° 12 3 — — —
_ 1353| 1354 45°
1355| 1356 2650-135712650-1358 2 I 30° 1 45° .6 5 3 3,2 0,5
117
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 d0 ь с
правых левых 1 2 3 круп- ный 5^
2650-1361 2650-1362 — 1,4 — 0,3 — 1 30° 12 3 1,5 — — —
— 1363] 1364 45°
1365| 1366 1367/ 1368 2 30° 45° 16 5 3 3,2 0,5
— 1371| 1372 — 0,2 1 30° 12 3 — — —
1373| 1374 45°
1375| 1376 2 30° 16 5 3 3,2 0,5
1377| 1378 45°
1381| 1382 1,6 — 0,35 — 1 30° 12 3 — — — —
1383 1385 1387 1384 1386 45°
2 30° 16 5 3 3 3,2 0,5
1388 45°
1391| 1392 — 0,2 1 30° 12 3 — — — —
1393| 1394 45°
1395| 1396 2 30° 16 5 3 3 3,2 0,5
1397] 1398 45°
1401] 1402 — 1,8 0,35 — 1 30° 12 3 — — — —
1403| 1404 45°
1405| 1406 2 30° 16 5 3 3 3,2 0,5
1407| 1408 45°
141Ц 1412 — 0,2 1 30° 12 3 — — — —
1413| 1414 45°
1415| 1416 2 30° 16 5 3 3 3,2 0,5
1417/ 1418 45°
1421| 1422 2,0 — 0,4 — 1 30° 12 3 — — — —
1423| 1424 45°
1425| 1426 2 30° 16 5 3 3 3,2 0,5
1427| 1428 45°
1431| 1432 — 0,25 1 30° 12 3 — — — —
1433| 1434 45°
1435| 1436 2 30° 16 5 3 3 3,2 0,5
1437| 1438 45°
1441| 1442 — 2,2 0,45 — 1 30° 3 — — — —
1443| 1444 45°
1445| 1446 2 30° 5 3 3 3,2 0,5
1447| 1448 45°
1451| 1452 0,25 1 30° 3 — — — —
1453| 1454 45°
1455| 1456 2 30° 5 3 3 3,2 0,5
2650-1457|2650-1458 118 15°
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 do d с
правых левых 1 2 3 круп- ный мел- кий
2650-1461 2650-1462 2,5 — — 0,45 — 1 30° 16 3 — — — 0,5
1463 1464 45°
1465 1466 2 30° 5 3 3 3,2
1467| 1468 45°
1471 1472 — 0,35 1 30° 3 — —
1473| 1474 45°
1475| 1476 2 30° 5 3 3 3,2 0,5
1477 1478 45°
1481 1482 3,0 — 0,5 — 1 30° 3 — —
1483 1484 1486 45°
1485 2 25° 20 5 4 3,2 0,6
1487| 1488 30°
1491| 1492 45°
1493| 1494 — 0,35 1 30° 16 3 — — —
1495’ 1496 45°
1497] 1498 2 25° 20 5 4 3,2 0,6
1501| 1502 30°
1503| 1504 45°
1505 1506 1508 — 3,5 (0,6) — 2 25°
1507 30°
1511| 1512 45°
1513| 1514 — 0,35 25°
1515| 1516 30°
1517| 1518 45°
1521 1522 4,0 — 0,7 — 25°
1523| 1524 30°
1525| 1526 45°
1527| 1528 1531| 1532 — 0,5 25° 30°
1533| 1534 45°
1535] 1536 — 4,5 (0,75) — 25° 7
1537| 1538 30°
1541| 1542 45°
1543| 1544 1545| 1546 — 0,5 25° 30° 5
1547| 1548 45°
1551| 1552 5,0 — 0,8 — 25° 7
1553 1554 _3(Г_
2560-1555 2650-1556 45°
119
П родолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н l do h с
правых левых 1 2 3 E’S О. Л х х 51 X и
2650-155?!2650- 1558 1561| 1562 5,0 — — — 0,5 2 25° 30° 45° 25° 30° 45° 20 5 — 4 3,2 0,6
1563| 1564
1565| 1566 — (5.5)
1567 1571 1568 1572
1573, 1574 6,0 — 1,0 — 25° 30° 45° 7 5
1575 1577 1576
1578
1581 | 1582 — 0,75 0,5 25° 30° 45е 25° 30° 45°
1583| 1584
1585| 1586
1587 1591 1593 1588 | 1592 1 1594
1595| 1596 — 7,0 1,0 — 3 25° 30° 45° 25 9 7 5 4,0 0,8
15971 1598
1601| 1602
1603| 1604 — 0,75 0,5 25° 30° 45° 25°
1605| 1606
1607| 1608
1611| 1612
16131 1614 30° 45°
1615| 1616
1617| 1618 8,0 — 1,25 — 25° 30° 9 7
1621| 1622
1623| 1624 45°_
1625| 1626 — 1.0 25°
1627| 1628 30° 45°
1631| 1632
1633| 1634 0,75 0,5 25°
1635| 1636 30° 45° 25Q
1637| 1638
1641| 1642
1643| 1644 30°
1645 1646 45°
1647 1648 — 9 (1,25) — 25Q 9
1651; 1652 30°
2650-1653 2650-1654 45°
120
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 d9 ь с
правых левых 1 2 3 круп- ный Й S X
2650-1655 2650-1656 — — 9 — 1,0 3 _25Р_ 30° 25 9 — 5 4,0 0,8
1657| 1658
16611 1662 45°
1663| 1664 0,75 25°
1665| 1666 30°
1667| 1668 _45°
1671| 1672 0,5 1 _25° 7
1673| 1674 30°
1675| 1676 45°
1677| 1678 10,0 — 1,5 — 25° 30 11 1,0
1681| 1682 30°
1683| 1684 45°
1685| 1686 — 1,25 25°
1687| 1688 30° 45°
1691| 1692
1693| 1694 1,0 25°
1695| 1696 30°
1697| 1698 45°
1701| 1702 0,75 25° 8
1703| 1704 _30°
1705| 1706 45°
1707| 1708 0,5 25° 8
1711 1712 30°
1713| 1714 45°
1715| 1716 1717| 1718 — 11 (1.5) — 25° 30° 11
1721| 1722 45°
1723| 1724 — 1,0 25°
1725| 1726 30°
1727| 1728 45°
1731 1732 1734 0,75 25° 8
1733 30°
1735| 1736 45°
17371 1738 0,5 25° 8 —
1741 1742 30°
1743| 1744 45°
1745 17461 12,0 — 1,75 — 25° 38 14 6 5,0 1,2
1747 1748 30°
2650-1751 2650-1752 45°
121
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 d0 ь с
правых левых 1 2 3 круп- ный и 2 а
2650-1753 2650-1754 12,0 — — — 1,5 3 25° 38 10 7 6 5,0 1,2
1755 1756 30°
1757| 1758 45°
1761 1762 1,25 25°
17631 1764 30°
1765| 1766 45°
1767| 1768 1,0 25°
1771 1772 30°
1773| 1774 45°
1775| 1776 0,75 _25°
1777| 1778 30°
1781| 1782 45°
1783| 1784 0,5 25°
1785| 1786 30°
1787| 1788 45°
1791| 1792 — 14,0 2,0 — 25° 14 —
1793| 1794 30°
1795| 1796 45°
1797| 1798 — 1,5 25° 10
1801| 1802 30°
18031 1804 45°
18051 1806 1,25 1,0 25°
1807| 1808 30°
1811| 1812 1813| 1814 45° 25°
1815| 1816 30°
1817| 1818 45°
2001| 2002 0,75 25° 7
2003| 2004 30°
2005 2007 2006 45°
2008 0,5 25°
2011| 2012 30°
2013| 2014 45°
2015| 2016 — 15 1,5 25° —
2017| 2018 30°
2021| 2022 45°
2023j 2024 (1.0) 25°
2025| 2026 30°
2650-20272650-2028 45°
122
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 d0 Ъ
правых левых 1 2 3 круп- ный Ei « S ®
2650-2031 2650-2032 16,0 — — 2,0 — 3 25° 45 14 — 6 5,3
2033| 2034 30°
2035| 2036 45°
2037| 2038 — 1,5 25°
2041| 2042 30°
2043| 2044 45°
2045] 2046 1,0 25° 10
2047| 2048 30°
2051| 2052 45°
2053| 2054 0,75 25° 10 7
2055| 2056 30°
2057| 2058 45°
2061| 2062 0,5 25°
2063 2064 2066 30°
2065 2067 45°
2068 2072 — 17 1,5 25° 14 —
2071 30°
2073| 2074 45°
2075| 2076 (1,0) 25° 10
20771 2078 30°
2081| 2082 45°
2083| 2084 18,0 — 2,5 — 25° 18 —
2085| 2086 30°
2087| 2088 45°
2091| 2092 — 2,0 25° " 14
2093| 2094 30°
2095| 2096 45°
2097| 2098 1,5 25°
2101| 2102 30°
2103| 2104 45°
2105| 2106 1,0 25° 10
2107| 2108 30°
2111| 2112 45°
2113| 2114 0,75 25° 10 —
2115| 2116 30°
21171 2118 45°
2121| 2122 0,5 25° 7
_ 2123| 2124 30°
2650- 2125)2650-2126 45°
123
П родолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 db ь
правых левых 1 2 3 круп- ный Ч ’X <и X S X
2650-2127 2650-2128 20,0 — — 2,5 — 3 25° 30° 45° 45 18 10 6 5,3
2131 2132
2133| 2134
25° 30° 45° 25° 30° 45° 25° 30° 45° 14
2135| 2136 — 2,0 1,5 1,0
2137| 2138
2141| 2142 2143| 2144
2145| 2146
2147| 2148
2151 2152
2153| 2154
2155| 2156
0,75 0,5 25°
2157| 2158 10 7
30° 45° ~25° 30° 45°
2161J 2162 2163| 2164
2165| 2166
2167| 2168
2171 2172
2Г731 2174’ — 22,0 2,5 — 25° 30° 45° 25° ‘30° 45° 25° 30° 45° 25° 55 22 12 8 6,5
21751 2176
2177| 2178
16
2181| 2182 2183| 2184 — 2,0 1,5 1,0
2185| 2186
2187| 2188
2191 2192
2193| 2194 21951 2196
2197| 2198 30°
2201| 2202 45°
22031 2204 0,75 25° 12 8
2205| 2206 30°
2207| 2208 45°
2211 2212 0,5 25°
2213| 2214 30°
2215 2217 2216 45°
2218 24,0 — 3,0 — 25° 22 —
2221 2222 30°
2650-2223 2650- 2224 45°
124
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы <и • i X >» D н 1 ь с
правых левых 1 2 3 круп- ный й
2650-2225 2650-2226 24,0 — — — 2,0 3 25° 30° 55 16 — 8 6,5 1,5
2227 2228
2231 2232 45°
2233 2234 1,5 1,0 25°
2235| 2236 30°
2237| 2238 45°
2241| 2242 25° 12
2243| 2244 30°
2245 2247 2246 45°
2248 0,75 25° 12 8
2251| 2252 30°
2253 2254 _45°
2255 2256 — 25 2,0 1,5 25° 16 —
2257| 2258 30°
2261| 2262 2263| 2264 45° 25°
2265| 2266 30°
2267| 2268 _45°
2271| 2272 (1,0) _25° 12
2273| 2274 30°
2275| 2276 45°
2277| 2278 (26) 1,5 25° —
2281 2282 30°
22831 2284 45°
22851 2286 27,0 — 3,0 — 25° 65 25 1,8
2287| 2288 30° 45° 25°
2291| 2292
2293; 2294 — 2,0 1,5 1.0 18
22951 2296 30°
2297| 2298 45°
2301 2303 2302 25° 14
2304 30°
2305 2306 2308 45°
2307 25° 12
2311 2312 30°
2313| 2314 45°_
2315| 2316 0,75 25° 14 10
2317| 2318 30°
2650-232112650- 2322 45°
125
П родолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане 1 D н 1 do ь с
правых левых 1 2 3 круп- ный S3 £ X
2650-2323 2650-2324 — — (28) — 2,0 3 25° 65 18 — 8 6,5 1,8
2325| 2326 2327| 2328 30° 45°
2331| 2332 1,5 25° 14
2333| 2334 30°
2335] 2336 45°
23371 2338 1,0 25° 30° 12
2341| 2342
2343| 2344 45°
2345| 2346 30,0 — 3,5 — 25° 25 —
2347| 2348 30°
2351| 2352 45°
2353| 2354 — (3,0) 25°
2355| 2356 30°
2357| 2358 45°
2361| 2362 — 2,0 25° 18
2363| 2364 30°
2365| 2366 45°
2367| 2368 — 1,5 25° 14
2371| 2372 30°
2373| 2374 45°
2375| 2376 1,0 25° 12
2377| 2378 30°
23811 2382 2383| 2384 45°
0,75 25° 14 10
2385| 2386 30°
2387| 2388 45°
2391| 2392 — (32) 2,0 25° 18 —
2393| 2394 30°
2395| 2396 45°
2397| 2398 1,5 25° 14
2401| 2402 30°
2403| 2404 45°
240а | 2406 33,0 — 3,5 — 25° 25
2407| 2408 30°
2411 2412 45°
2413 2414 2416 — (3,0) 25°
2415 30°
2650-2417 2650- 2418 45°
126
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 d0 ь С
правых левых 1 2 3 ха мел- кий
2650-2421 2650-2422 — 33,0 — 2,0 3 25° 65 18 — 8 6,5 1,8
2423 2424 30°
' 2425 2426 45°
2427 2428 1,5 25° 30° 14
2431 2432
2433 2434 45°
24351 2436 1,0 25° 14 12 10
2437| 2438 30°
2441| 2442 4ь°
2443 2445 2444 0,75 25° 30° 45°
2446
2447| 2448
24511 2452 — 35 1,5 25° 30° 45° 18 —
2453 2454
2455| 2456
24571 2458 36,0 — 4,0 — 2b° 25 —
2461 2462 30° 45°
2463, 2464
2465| 2466
— 3,0 25° 30° 45°
2467| 2468
2471| 2472 2473| 2474 2475| 2476
2,0 1,5 25° 30° 45° 25° "30° 45° 18 14
2477| 2478
2481 2482
24831 2484
2485| 2486
2487J 2488 1,0 25° 30° 45° 14 12
2491| 2492
24931 2494 2495| 2496
(38) 1,5 25° 75 20 16 7,0 1
_ 2497| 2498
30° 45°
2501| 2502
2503j 2504 39,0 — 4,0 — 25° 30° 30 —
_ 2505| 2506
_ 2507| 2508
45°
_ 2511| 2512
— 3,0 25°__ 30°
_ 2513 2514
^650-2515 2650-2516
45°
127
П родолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 do ь с
правых левых 1 2 3 круп- ный 31 S *
2650-2517 2650-2518 — 39,0 — 2,0 3 25° 75 20 —. 8 7,0 1,8
2521 2522 30°
2523 2524 45°
2525 2526 1,5 25° 16
2527 2528 30°
2531 2532 45°
2533| 2534 1,0 25° 16 12
2535| 2536 30°
25371 2538 45°
2541 2542 — 40 (3,0) 25° 30 —
2543| 2544 30J
2545| 2546 45°
25471 2548 (2,0) 25° 20
2551 2552 30°
2553| 2554 45°
2555| 2556 1,5 25° 16
2557| 2558 30°
2561| 2562 45°
2563| 2564 42,0 — 4,5 — 25° 30 —
2565| 2566 30°
2567 2571 2568 45°
2572 (4,0) 25°
2573| 2574 30°
2575| 2576 45°
2577| 2578 3,0 25°
2581 2582 30°
25831 2584 45°
2585| 2586 2,0 25° 20
2587| 2588 30°
2591 2592 45°
2593| 2594 1,5 25° 16
2595| 2596 30°
2597| 2598 45°
2601| 2602 1,0 25° 16 12
2603 2604 30°
2605 2606 45°
2607 2608 — 45,0 4,5 — 25° 90 36 — 9,0 2,0
2611 2612 30°
2650-2613 2650-2614 45°
128
Продолжение
Размеры, мм
Обозначение плашек Номинальный диаметр резьбы d для рядов Шаг резьбы Р Типы Угол в плане D н 1 ъ С
правых левых 1 2 3 круп- ный SS Я X
2650-2615 2650-2616 — 45,0 — (4,0) 3 25° 90 36 — 8 9,0 2,
2617 2618 30°
' 262? 2622 45°
2623| 2624 3,0 25° 30
2625| 2626 30°
2627| 2628 45°
2631| 2632 2,0 25° 22 —
2633| 2634 30°
2635) 2636 45° •
2637| 2638 1,5 25° 16
2641| 2642 30°
2643| 2644 45°
2645| 2646 1,0 25° 18 14
26471 2648 30Q
2651 2652 45°
2653| 2654 48,0 5,0 — 25° 36 30
2655| 2656 30°
2657| 2658 45°
2661| 2662 — (4,0) 25°
26631 2664 30°
2665| 2666 45° _25°
2667] 2668 3,0
2671| 2672 30°
2673| 2674 45°
2675| 2676 2,0 25° 22 —
2677] 2678 30°
2681 2682 45°
2683| 2684 1,5 25° 16
2685| 2686 30°
2687| 2688 45°
2691| 2692 1,0 25° 18 14
2693| 2694 2695| 2696 30° 45°
2697| 2698 50 (3,0) 25° 36 30
2701| 2702 2703| 2704 , 2705| 2706 30° 45°
(2,0) 25°__ 22 —
_ 2707| 2708 30°
2650-271Ц2650-2712 45°
129
Продолжение
Примечания: 1. Плашки по первому ряду являются предпочтительными
для применения.
2. Плашки, размеры (диаметр и шаг резьбы) которых указаны в скобках,
примени 1ь не рекомендуется.
Пример условного обозначения круглой плашки
с номинальным диаметром резьбы d = 6 мм, шагом Р=1 мм, углом
в плане ср=25° для поля допуска резьбы 6g, правой:
Плашка 2650-1573 6g ГОСТ 9740—71
То же, левой:
Плашка 2650-1574 6g ГОСТ 9740—71
130
Заводы — изготовители плашек с крупным шагом
Номинальный диаметр d, мм Инструментальные заводы
«Фрезер» Сестрорец- кий Томский Львовский Ташкент- ский Харьков- ский
Резьба правая 1—2,5 + — — — — —
З-о — — — 6 — 3-5
7—9 — — 8 8 — +
10—12 — 10; 12 — 10 12 +
14—16 — 4- 16 14 16 —
18-22 + 20 — — 18; 20
24—27 — — 24 — 27 +
30-39 — — - 30
42— — — — 4-
48—52 - — — +
Резьба левая 3—6 — - 1 6 — 1 3—5
7-9 — 1 — ~ 1
10—12 — 1 1 1 - 1 1 1 ю : 1 ! 12 1 —
14-13 | — 1 16 — 14 1 1 -
18—22 | — 22 20 | — 1 — 18
24—27 1 — — 24 — ! 27 | —
20—39 1 — — — । । । 30 1 1 1 i —
131
Заводы — изготовители плашек круглых с мелким шагом
Номинальный диаметр d, мм Шаг резьбы Р, мм Инструментальные заводы
«Фрезер» Сестрорецкий Томский Львовский Ташкентский Харьковский
Резьба пра- вая 1—2,5 0,2; 0,25; 0,35 1—1,8X0,2; 2—2,2x0,25; 2,5X0,35 — — — — —
3—6 0,35; 0,5; 0,75 — — — 6x0,5—0,75 — 3—3,5x0,35; 4—5,5x0,5
7—9 0,5; 0,75; 1,0 — — 8X1 — — 7—9x0,5— —0,75; 8—9Х1
10—12 0,5; 0,75; 1,0; 1,25; 1,5 — — — 10x1—1,25 12X1,25 10x0,5—0,75; 11x0,5—1; 12x0,5—1; 12X1,5
14—16 0,5; 0,75; 1,0; 1,25; 1,5 — 1,6x0,5—1,5 — 14x0,5—1,5; 15X1,5 16x1,5 —
17—22 0,5; 0,75; 1,0; 1,5; 2,0 — 17X1,5; 18x0,5—2; 22x0,5—2 20x0,5—1 — — 20x1,5—2
24—27 0,75; 1,0; 1,5; 2,0 — — 24x0,75—2 — 25x1,5—2; 27x2 27x0,75—2
30—39 0,75; 1,0; 1,5; 2,0; 3,0 —
40—45 1,0; 1,5; 2,0; 3,0; 4,0 — —
48—52 1,0; 1,5; 2,0; 3,0; 4,0 — —
Резьба левая 3—6 0,35; 0,5; 0,75 — —
7—9 0,75; 1,0 — -
10—12 1,25 — —
14—16 0,5; 1,0; 1,25; 1,5 — 16x0,5; 16x1,0—1,5
17—22 0,5; 1,5; 2,0 — 18X0,5; 18x1,5—2; 22x1,5—2
24—27 1,5; 2,0 — —
30—39 2,0; 3,0 — —
40—45 2,0; 3,0; 4,0 — —
48—52 3,0—4,0 — —
— — 30x2,0—3,0 30x0,75—1; 33X0,75—3; 35X1,5; 36—39x1—3
— — — 40x1,5—3; 42—45x1—4
— — — 48Х1—4; 50x1,5—3; 52x1—4
— 6X0,75 — 3—3,5x0,35; 4-5x0,5
— — — 8X0,75; 8xl
— 10X1,25 12X1,25 —
— 14x1,25—1,5 — —
— — — 20x1,5—2
24x1,5—2 — 27X2 27X1,5
— — 30Х2—3 33—39x2—3
— — — 40Х2—3; 42—45x3—4
— — — 48ХЗ-4; 52X3—4
Плашки для трубной цилиндрической резьбы
Размеры, мм
Обозначение плашек Номинальный размер резьбы, дюймы, для рядов Число ниток на 1' D н 1 1 ь с
правых левых 1 2
2654-0151 2654-0152 '/8 — 28 30 8 5 4,0 1,0
0153 0154 ’Л 19 38 10 6 5,0 1,2
0155 0156 3/4 45 14 5,3
0157 0158 */2 14
0161 0162 — % 55 16 8 6,5 1,5
0163 0164 3/4 —
0165 0166 - ’/4 65 18 1,8
0167 0168 1 — Т*/Г 11
0171 0172 - 75 20 7,0
0173 0175 0174 0176 - 13/8
90 22 9,0 2,0
2654-0177 | 2654-0178 । Р/г —
Примечание. Плашки по 1 ряду являются 1предпючтительными для при-
менения.
Пример условного обозначения круглой плашки
с номинальным размером резьбы */2", для класса точности резьбы А,
правой.
Плашка 2654-0157 А ГОСТ 9740—71.
То же, левой:
Плашка 2654-0158 А ГОСТ 9740—71
Изготовитель — Харьковский инструментальный завод.
ПЛАШКИ КРУГЛЫЕ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКОМ ДЮЙМОВОЙ РЕЗЬБЫ
С УГЛОМ ПРОФИЛЯ 60° ПО ГОСТ 6111—52 И ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ПО ГОСТ 6211—69
Основные размеры, технические условия и размеры профиля
резьбы по ГОСТ 6228—71.
Материал плашек — инструментальная легированная сталь
марки 9ХС или ХВСГ по ГОСТ 5950—73.
В обоснованных случаях допускается изготовление плашек
из быстрорежущей стали по ГОСТ 19265—73.
Твердость зубьев у режущих кромок:
у плашек из стали марок 9ХС и ХВСГ — HRC 58—62;
у плашек из быстрорежущей стали — HRC 61—63;
у плашек из быстрорежущей стали с содержанием ванадия 3%
и более и кобальта 5% и более твердость выше на 1—2 едини-
цы HRC.
134
Wpoop иль резьбы плашек для трубной
конической резьбы по ГОСТ 6211-69
Просриль резьбы плашек для кони-
ческой дюймовой резьбы с углом
проориля 60° по ГОСТ 6111 - 52
Основная плоскость
55
Линия, параллельная
оси плашки
Основная плоскость
оси плашки
135
Размеры, мм
Обозначение плашек Вид резьбы Обозначе- ние разме- ра резьбы (дюймы) Число ни- ток на 1" Р D dcp Н h hi=ht /о b Ь1 1Л у А
2684-0001 Коническая дюймовая резьба по ГОСТ 6111—52 _У1» 27 0,941 25 8,4 7,142 5,2 11 4,5 0,3765 4,4 1,5 4,0 0,8
0002 -V» 30 10,7 9,519 6,0 12 5,5 1,0
0003 _V_4 18 1,411 38 14,2 12,443 6,5 18 7,0 0,5645 7,2 5,0 1,2
0004 % 45 17,7 15,926 7,5 9,0 5,3
0005 */2 14 1,814 22,1 |19,772 24 0,7255 9,1
0006 3/4 55 27,4 |25,117 8,5 11,0 2,0 6,5 1,5
0007 1 111/2 2,209 65 34,3 |31,461 10,0 28 12,5 0,8835 11,8 1,8
0008 1*/4 75 43,1 40,218 11,5 30 15,0 7.0
0009 1*/2
90 49,2 |40,287 16,0 12,4 3,0 9,0 2,0
0010 2 105 61,2 |58,325 13,0 32 18,0 10,0
ООН Коническая трубная резьба по ГОСТ 6211—69 */8 28 0,907 30 “10,2 | 9,147 6,0 12 5,5 10,2905 4,2 1,5 4,0 1,0
0012 /1 19 1,337 38 13,8 |12,301 6,5 17 7,0 0,4280 5,9 5,0 1,2
0013 3/8 45 17,4 |15,806 7,5 18 9,0 5,3
0014 ’/» 14 1,814 21,7 |19,793 22 0,5810 8,0
0015 3/4 55 27,2 |25,279 8*5 24 11,0 2,0 6,5 7,0 1,5
0016 1 11 2,309 65 34,2 |31,77 10.0 28 12,5 0,7395 10,2 Н,4 1,8
0017 П/4 75 42,9 |40,431 11,5 30 15,0
0018 11/2 90 48,8 |46,324 16,0 3,0 9,0 10,0 2,0
2684-0019 2 105 60,6 58,135 13,0 34 18,0
Пример условного обозначения круглой плашки для нарезания конической дюймовой
резьбы К 3//': Плашка 2684-0006 ГОСТ 6228—71
То же, для нарезания конической трубной резьбы К труб 3/4": Плашка 2684-0015 ГОСТ 6228—71
Изготовитель — Харьковский инструментальный завод.
ПЛАШКИ ДЛЯ НАРЕЗАНИЯ КРУГЛОЙ РЕЗЬБЫ ПО ГОСТ 13536—68
Основные размеры, технические условия и размеры профиля
резьбы по ГОСТ 14714—69.
Плашки предназначены для нарезания круглой резьбы сани-
тарно-технической арматуры.
Материал плашек — инструментальная легированная сталь
марки 9ХС и ХВСГ по ГОСТ 5950—73 с твердостью перьев у режу-
щих кромок HRC 56—62.
Пример условного обозначения плашки для круглой
резьбы из стали марки Х6ВФ:
Плашка 2654-0071 Х6ВФ ГОСТ 14714—69
Изготовитель — Харьковский инструментальный завод.
137
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ КРУГЛЫХ ПЛАШЕК
ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ПЛАШЕК
Передний угол у. Передний угол рационально назначать в соот-
ветствии с обрабатываемым материалом: для твердых материалов
10—12°; для материалов средней твердости 15—20°; для мягких
материалов 20—25°.
Указанные значения передних углов относятся к внутреннему
диаметру. При переходе к наружному диаметру резьбы плашек
при криволинейной форме передней поверхности наблюдается
уменьшение передних углов.
ГОСТ 9740—71 предусматривает передние углы у плашек рав-
ными 25—10°, что нельзя признать рациональным.
Задний угол а. У круглой плашки калибрующая часть выпол-
няется без заднего угла, что является недостатком конструкции
плашки. На заборной части обязательно предусматривается зад-
ний угол. Обычно сс = 7н-10°.
Плашки затылуются на специальных станках по спирали Архи-
меда.
Величина падения затылка К у кулачка, соответствующая
окружному шагу метчика, определяется по формуле
К = —1 -tga,
Z
138
r^e di — внутренний диаметр резьбы плашки;
z — количество стружечных отверстий.
Согласно ГОСТ 9740—71, плашки изготовляются с углом при
вершине 2(р=60° (d<2,5 мм) и 2ср = 50° (d>2,5 мм). По требова-
нию потребителя плашки могут быть изготовлены с углом 2ср = 90°.
При нарезании резьбы плашками, аналогично метчикам, необ-
ходимо стремиться к работе с меньшими углами ср с целью улуч-
шения качества нарезанной резьбы и увеличения стойкости пла-
шек. Так, уменьшение угла 2ср = 60° до 2ср=50° обусловливает
увеличение стойкости плашек на 20—25%.
Плашки с углами 2ср = 90° могут быть рекомендованы только
дл|я калибрования или дорезания уже нарезанной резьбы.
ИЗНОС ПЛАШЕК, ВЕЛИЧИНА СТАЧИВАНИЯ И КОЛИЧЕСТВО ПЕРЕТОЧЕК
Круглые плашки, так же как и метчики, работают с относи-
тельно небольшими толщинами срезаемого слоя, что предопреде-
ляет лимитирующий износ по задним поверхностям. Допустимая
величина износа.
/I- 0, Id °>5,
где h — величина износа по задним поверхностям, определяемая
как наибольшая ширина площадки износа на одном из ре-
жущих зубьев, мм\
d — номинальный диаметр резьбы, мм.
Переточка круглых плашек производится в основном по перед-
ней поверхности. Допустимая величина стачивания М и количество
переточек п определяются по формулам
М = В — 0,8Р;
где В — ширина пера плашки, мм.
На практике круглые плашки часто не перетачиваются, работая
до чрезмерного износа, r результате чего режущие лезвия выкра-
шиваются и нередки случаи поломки перьев плашки.
Перетачивание круглых плашек является резервом повышения
их долговечности и снижения их удельного расхода.
ЗАТОЧКА ПЛАШЕК
Круглые плашки затачиваются по задним поверхностям режу-
щей части перьев и передним поверхностям режущей и калибрую-
щей частей перьев. В плашках, имеющих подточку для образова-
139
ния угла наклона режущих кромок X, передние поверхности режу-
щей и калибрующей частей пера не совпадают, и их заточка
представляет собой две раздельные операции.
Заточка задних поверхностей режущей части перьев круглой
плашки обычно производится только один раз (при изготовлении
плашки) на специальных станках модели 7Б. Плашка зажимается
в цанговый патрон и при вращении шпинделя станка совершает
вместе с ним затыловочное движение благодаря сменному кулачку,
число выступов которого соответствует числу перьев затылуемой
плашки, а форма выступов — форме кривой затылования.
Шпиндель со шлифовальным кругом укреплен на суппорте,
который развернут на угол, равный половине угла режущего
конуса.
140
SiT04Ka на этом станке производится шлифовальным кругом
ы ПП диаметром 4—25 мм, величина его зависит от размера
ки. Рекомендуется следующая характеристика круга: М или
— 16С2—СТ2К. Частота вращения шпинделя шлифовального
i равна 15 000 об!мин, что соответствует скорости резания
4-20 мкек в зависимости от диаметра круга. Частота враще-
лашки 84 об!мин.
средняя поверхность затачивается при изготовлении и в про-
цесса эксплуатации плашек. Эта операция обычно выполняется
на станках модели 27А.
LL лифовальный круг закрепляется на вертикальном шпинделе.
Плашка устанавливается на столе станка, и во время заточки ее
передняя поверхность вручную прижимается к кругу. Глубина
шлифования определяется силой прижима плашки к кругу.
Для равномерного износа шлифовального круга по всей длине
ему сообщается возвратно-поступательное движение.
Частота вращения шпинделя станка постоянная и равна
22 000 об!мин. Диаметры шлифовальных кругов, применяемых для
заточки плашек, незначительны (обычно не более 4—12 мм),
поэтому скорость резания оказывается небольшой: при наиболь-
шем диаметре шлифовального круга 12 мм она составляет
12,5 м!сек. Это является причиной низкой стойкости абразивных
кругов при заточке плашек по передней поверхности.
Следует применять круги максимально возможных (с точки
зрения размеров плашки и технологии заточки) диаметров; мини-
мально допустимым диаметром неизношенного шлифовального
круга является dK = 3 мм, что соответствует скорости резания
3 м!сек.
Для заточки плашек по передней поверхности применяют круги
из монокорунда М или электрокорунда Э9 зернистостью 10—16,
твердостью С2—СТ2, на керамической связке, а также круги
из эльбора зернистостью 8—12 100%-ной концентрации на бакели-
товой или керамической связке. Стойкость этих кругов в 8—10 раз
выше стойкости абразивных кругов.
Передняя поверхность плашек может иметь криволинейную
и прямолинейную поверхности. С технологической точки и с точки
зрения стружкообразования преимущества на стороне криволиней-
ной поверхности. Процесс заточки криволинейной передней поверх-
ности плашки -проще и быстрее, чем прямолинейной. Диаметр
шлифовального круга при заточке криволинейной поверхности
значительно больше, чем при заточке прямолинейной, и берется
обычно на 1 мм меньше диаметра стружечных отверстий.
РЕЖИМЫ РЕЗАНИЯ И СТОЙКОСТЬ ПЛАШЕК
Стойкость круглых плашек, так же как и метчиков, целесооб-
разно не назначать, а определять по формулам при выбранных
скоростях резания.
141
Скорость и стойкость резания при работе круглыми плашками
определяются по формуле
где d — номинальный диаметр резьбы, мм\
cv = 2J— коэффициент изменения скорости для стали углеро-
дистой конструкционной ов = 75 кгс!мм2\
сг, = 9— для латуни;
cv = 12 — для алюминиевых сплавов;
Т — стойкость, мин.
Скорость резания при работе круглыми плашками
(обрабатываемый материал — сталь конструкционная и легированная)
Диаметр резьбы d, мм Шаг резьбы Р, мм Режимы резания Диаметр резьбы d, мм Шаг резьбы Р, мм Режимы резания
V, м/мин п, об!мин w, м/мин п, об/мин
4 0,7 2,3 183 16 2,0 3,45 69
6 1,0 2,45 130 20 2,5 3,45 55
8 1,25 2,65 105 24 3,0 3,45 46
10 1,5 2,75 87 30 3,5 3,45 40
12 1,75 2,85 76 36 4,0 4,0 35
Скорость резания при работе круглыми плашками
(обрабатываемый материал — алюминиевые сплавы и латунь)
Алюминиевые сплавы 1 Латунь
Диаметр резьбы d, мм Шаг резьбы Р, мм Режимы резания Диаметр резьбы d, мм Шаг резьбы Р, мм Режимы резания
V, м/мин п, об/мин vt м/мин п, об/мин
4 0,7 10,2 814 4 0,7 7,6 603
6 1,0 10,8 573 6 1,0 8,1 430
8 1,25 11,7 465 8 1,25 8,8 350
10 1,5 12,3 392 10 1,5 9,2 293
12 1,75 12,8 340 12 1,75 9,6 254
16 2,0 15,3 304 16 2,0 11,5 229
20 2,0 20,0 318 20 2,0 15,0 238
24 3,0 15,3 203 24 3,0 11,5 153
30 3,5 16,6 176 30 3,5 12,5 133
36 4,0 17,6 156 36 4,0 13,2 117
142
Поправочные коэффициенты на стойкость плашек для измененных условий
эксплуатации
в зависимости от скорости резания
Относительная скорость резания и, м/мин 1,5 1,35 1,2 ‘•° 0,9 0,8 0,7
Коэффициент 0,45 0,55 0,7 1,0 1,23 1,56 2,04
в зависимости от шага нарезаемой резьбы
Отно штельный шаг нарезаемой резьбы Р 0,2-0,4 0,5—0,6 0,7—1,0
Коэффициент 2,0 1,5 1,0
в зависимости от механических свойств стали
Обрабатываемый материал— сталь конструкционная Углеродистая Хромистая I Хромо -крем - не-марганцо- I вистая
Предел прочности ов , кгс/мм- 60-65 67-75 60—65 67—75 67—75
Коэффициент Кт 1,35 1,0 0,81 0,64 0,25
Примечания: 1. Значения скоростей резания и шагов нарезаемой резьбы
соответствуют относительным скорости резания и шагу, равным 1,0 мм.
2. Значения скоростей резания обусловливают стойкость плашек 7=90 мин
(для стали углеродистой с ов =75 кгс!мм2, алюминиевых сплавов и латуни).
Пример расчета стойкости Т для круглых плашек.
Условия нарезания:
плашка М10Х 1,0;
сталь ов = 60 кгс!мм2\
скорость резания ^ = 3,3 м!мин.
Исходная стойкость 7 = 90 мин соответствует работе плашками
М10х1,5в стали с ов = 67-4-75 кгс!мм2 при расчетной скорости
резания ур=2,27 мм!мин.
Поправочные коэффициенты на стойкость следующие:
в зависимости от скорости резания ЛТг, = 0,7 (относительная
скорость-|-~г- =1,2);
в зависимости от шага резьбы Кт =1,0 (относительный шаг
-Н-=0,7);
в зависимости от механических свойств стали /(т = 1,35.
Расчетное значение стойкости будет равно: 7 = 90-0,7- 1,0-1,35=
= 85 мин.
143
Рассчитанные значения стойкостей относятся к плашкам, пред
назначенным для нарезания метрической резьбы степеней точности
8h6h, 8h, 8g. Для плашек, предназначенных для нарезания метри-
ческой резьбы степеней точности 6h и 6g и трубной цилиндриче-
ской резьбы, эти значения стойкостей следует уменьшить й два
раза. '
ВЫБОР СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Рекомендации по выбору смазочно-охлаждающей жидкости
при нарезании резьбы круглыми плашками совпадают с аналогич-
ными рекомендациями для метчиков (см. стр 105).
РАЗМЕРЫ И ДОПУСКИ ДИАМЕТРОВ ОБТОЧКИ ПОД РЕЗЬБУ
Шаг резьбы Р, мм Степень точности нареза- емой резьбы Диаметр заготовки, мм
Номинальной Допускаемое отклонение
0,2—0,4 6h; 6g; 8h 8h 6h; 8g d=0,09P —0,15Р
0,5—0,75 6h; 6g; 8h 8h 6h; 8g d=0,04P
0,8—1,0 6h; 6g; d=0,03P —0,15P
8h; 8h 6h; 8g —0.25P
1,25—2,5 6h; 6g d=0,02P —0,1 IP
8h; 8h 6h; 8g —0,19P
3,0—5,0 6h; 6g —0,08P
8h; 8h 6h; 8g —0,15P
144
НЕПОЛАДКИ ПРИ ЭКСПЛУАТАЦИИ КРУГЛЫХ ПЛАШЕК
Основные виды отклонений, брака и причины, вызывающие их при нарезании резьбы______плаакггапг
приведены в таблице.
Виды отклонений и брака резьбы Недостатки наладки и вспомо- гательного инструмента Недостатки изготовления и конструкции плашки Недостатки станка Недостатки процесса резания
Разбивание резьбы, фиксируемое свинчива- нием непроходиого резь- бового калибра с наре- занной резьбой 1. При наличии пере- коса и биения плашка жестко закреплена в па- троне 1. Занижен средний ди- аметр резьбы плашки вследствие заниженного диаметра плашечного метчика или чрезмерно- го его износа Несоосность шпин- деля станка и поса- дочного места под патрон 1. Высокая ско- рость резания
2. Биение плашкодер- жателя патрона 2. Наличие заусенцев на профиле резьбы плаш- ки 2. Повышенная пластичность обраба- тываемого металла
О» Тугая резьба — про- ходной калибр не свин- чивается с нарезанной резьбой 3. Тяжелое перемеще- ние подвижной части па- трона с плашкой 3. Завышенное биение режущих кромок и на- ружного диаметра 1. Завышен средний ди- аметр резьбы плашки вследствие завышенного диаметра плашечного метчика 2. Наличие обезуглеро- женного слоя на резьбе плашки — 1. Чрезмерный из- нос режущих и кали- брующих зубьев 2. Неправильно по- добрана смазочно- охлаждающая жид- кость
П родолжение
Виды отклонений и брака резьбы Недостатки наладки и вспомо- гательного инструмента Недостатки изготовления и конструкции плашки Недостатки станка Недостатки процесса резания
11еудовлетворитель- 1. При наличии переко- 1. Недостаточные пе- Несоосность шпин- 1. Высокая ско-
ная шероховатость резь- са н биения плашка же- редние углы деля станка и поса- рость резания
бы, срезание (срыв) вер- стко закреплена в патро- дочного места под
шин не патрон
2. Биение плашкодер- жателя патрона 2. Занижен диаметр плашки в начале забор- ного конуса 2. Чрезмерный из- нос зубьев плашки
3. Повышенная пластичность обраба-
тываемого металла
4. Неправильно по- добрана смазочно- охлаждающая жид-
кость
Выкрашивание зубьев н поломки перьев 1. При наличии пере- коса п биения плашка жестко закреплена в 1. Завышенные перед- ние и задние углы Несносность шпин- деля станка н поса- дочного места под 1. Повышенная твердость обрабаты- ваемого металла
патроне патрон
2. Биение плаш-кодер- 2. Занижен диаметр 2. Чрезмерный из-
жателя патрона плашки в начало забор- нос
ного конуса
3. Завышенная твер- дость зубьев плашки
резьбонакатные головни
и резьбовые фрезы
ЛОВКИ РЕЗЬБОНАРЕЗНЫЕ САМООТКРЫВАЮЩИЕСЯ
УДК 621.992.3.02
Заводы инструментальной промышленности выпускают самоот-
крывающиеся головки нескольких видов.
Для нарезания наружных резьб — головки винторезные с круг-
лыми гребенками и головки резьбонарезные с плоскими танген-
циальными гребенками.
Для нарезания внутренних резьб — головки резьбонарезные
с плоскими радиальными плашками.
Головки обеспечивают высокую производительность и точность
нарезания резьбы 6g—8g классов для наружных резьб и 7Н класса
для внутренних.
Нарезание резьбы производится за один проход.
Конструкция головок обеспечивает широкий диапазон регули-
рования на размер, а также простоту переналадки с одного разме-
ра резьбы на другой.
Головки работают с принудительной подачей и самозатягива-
нием.
Гребенки и плашки к головкам изготовляются из быстрорежу-
щих сталей и обладают продолжительным сроком службы.
ГОЛОВКИ РЕЗЬБОНАРЕЗНЫЕ САМООТКРЫВАЮЩИЕСЯ С КРУГЛЫМИ
ГРЕБЕНКАМИ ДЛЯ НАРЕЗАНИЯ НАРУЖНЫХ РЕЗЬБ
Основные размеры и технические требования по ГОСТ 3307—61.
Винторезные головки с круглыми гребенками предназначены
Для нарезания наружной резьбы диаметром 4—60 мм. Наиболь-
ший шаг нарезаемой резьбы 4 мм. Круглые гребенки обладают
продолжительным сроком службы (50—100 переточек). Крепление
гребенки с кулачком осуществляется посредством звездочки, кото-
рая имеет разное количество зубчиков на обоих концах. Конец,
который закладывается в кулачок, имеет на один зубчик меньше,
чем конец, который закладывается в гребенку. Такая конструкция
Дает возможность поворачивать гребенку при переточке на неболь-
шой угол; этим и достигается большое количество переточек.
149
Головки невращающиеся типов 1К-6К
Головки предназначены для нарезания резьбы на токарных
и револьверных станках. При нарезании резьбы вращается изде-
лие, а головка имеет только поступательное движение вдоль оси
изделия. При прекращении поступательного движения головка
автоматически раскрывается. Закрывание головки осуществляется
при помощи рукоятки.
150
Размеры, мм
Условное обоз- начение го- ловки Диаметр нарезаемой резьбы и ё я & « ,8а s к S та о I а I 2 D d L, не более 1, не менее -Л Число гребенок
1К-20 1К-25 4—10 1,5 68 20 25 190 80 12 по 4
2К-25 2К-30 6—14 2 75 25 30 210 100 16 120 4
ЗК-ЗО 3K-38 9—24 3 105 30 38 260 120 20 140 4
4К-45 4К-70 12—42 3 125 45 70 305 120 25 43 160 4
5К-45 5К-70 24-60 4 155 45 70 315 150 25 50 160 5
Примечание. Возможная длина нарезаемой резьбы для головок:
ЗК-ЗО и ЗК-38 и диаметра резьбы 18 мм— не более 120 мм;
4 К-45 и диаметра резьбы>24 мм — не более 165 мм;
5К-45 и диаметра резьбы>24 мм— не более 140 мм.
Головки имеют четыре гребенки в комплекте и только у головок
5К — пять гребенок.
При заказе головок следует указывать название, обозначение
и номер ГОСТа.
Пример условного обозначения невращающейся го-
ловки 1К с хвостовиком диаметром 25 мм для нарезания резьбы
Диаметром 4—10 мм:
Резьбонарезная головка 1К-25 ГОСТ 3307—61
Изготовитель — завод «Фрезер».
151
Головки вращающиеся типов 1КА-5КА
Головки предназначены для нарезания резьбы на автоматах
и сверлильных станках. При нарезании резьбы головка вращается
и перемещается поступательно. Вместе с головкой совершает дви-
жение вилка, служащая для раскрывания головки. Как только
вилка останавливается, головка автоматически раскрывается.
Закрывание головки, т. е. приведение ее в рабочее положение, со-
вершается той же вилкой, но обратным ее движением.
152
Размеры, мм
Условное обо- значение го- ловки Диаметр нарезаемой резьбы Наиболь- ший шаг нарезаемой резьбы D d d» L, не более Z, не менее а dx
1 КА-25 4—10 1,5 68 25 35 150 55 9 12
2КА-30 6—14 2,0 75 30 50 170 60 15 16
ЗКА-30 ЗКА-40 9—24 3,0 105 30 40 55 185 60 15 20
4КА-45 4КА-70 12—42 3,0 125 45 70 90 200 225 65 90 20 25 43
5КА-45 5КА-70 24—60 4,0 155 45 70 105 205 245 65 105 20 25 50
Примечание. Длина нарезаемой резьбы для головок:
ЗКА-ЭО и диаметра резьбы >18 мм — не более 100 мм;
4КА-45 и диаметра резьбы >24 мм — не более 90 мм\
5КА-45 и диаметра резьбы >24 мм — .не более 100 мм\
5КА-70 и диаметра резьбы >48 мм — не более НО мм.
При заказе головок следует указывать название, обозначение
и номер ГОСТа.
Пример условного обозначения вращающейся го-
ловки 1КА с хвостовиком диаметром 25 мм для нарезания резьбы
диаметром 4—10 мм:
Резьбонарезная головка 1КА-25 ГОСТ 3307—61
Изготовитель — завод «Фрезер».
Головки специальные типа 1КИ-25А
153
Головки предназначены для работы на автоматах типов 1124,
1136 и других с револьверной головкой, вращающейся в вертикаль-
ной плоскости.
Диаметр нарезаемой резьбы 4—14 мм. Шаг нарезаемой резьбы
0,7—1,75.
Раскрывание головок осуществляется: наружным упором, кото-
рый при окончании нарезания, упираясь в корпус передней бабки,
отодвигает нажимное кольцо и раскрывает головку; после прекра-
щения движения головки в направлении нарезания резьбы.
Закрывание головки производится специальным рычагом, кото-
рый при повороте револьверной головки станка ударяется в спе-
циальный упор.
При заказе головок следует указывать название, обозначение
и номер ГОСТа.
Пример условного обозначения специальной голов-
ки 1КИ-25А:
Головка специальная 1КИ ГОСТ 3307—61
Изготовитель — завод «Фрезер».
154
Гребенки и кулачки к резьбонарезным самооткрывающимся
головкам
Для нарезания требуемой резьбы головку необходимо осна-
стить соответствующими гребенками и кулачками.
Кулачки и- гребенки предназначены для нарезания правой
метрической резьбы, а для дюймовой, конической, трубной и дру-
гих резьб они могут быть изготовлены только по специальным
заказам.
Каждая гребенка и каждый кулачок имеют свое обозначение.
Одни и те же гребенки и кулачки применяются для нескольких
резьб.
155
Выбор гребенок и кулачков
Обозначение нарезаемой резьбы Головки 1К-20, IK-25. 1КА-25, 2КИ-25А Головки 2К-30, 2 >К-25. КА-30 Головки ЗК-ЗО, 3K-38, ЗКА-ЗО, ЗКА-40 Головки 4К-45, 4К-70, 4КА-45, 4КА-70
Ус ловное обозначение
гребенки кулач- ки гребенки кулач- ки гребенки кулач- ки гребенки кулач- ки
М4х0,5 М4х0,7 М4,5х0,5 М5х0,5 М5х0,8 М5,5х0,5 М6х0,5 Мб х 0,75 М6Х1 М7х0,5 М7х0,75 М7Х1 М8х0,75 М8х 1 М8х1,25 М9х0,75 М9Х 1 М9Х1.25 М10Х0.75 М10Х1 М10Х1.25 МЮх1,5 М11х0,75 МП X1 М11Х1,5 М12Х1 1-0,5 1-И — — — — — —
1-0,7 1-Б — — — — — —
1-0,5 1-И — — — — — • —
1-0,5 1-Н — — — — — —
1-0,8 1-В — — — — — —
1-0,5 1-Н
1-0,5А 1-П 2-0,5 2-Л
1-0,75А 1-Ж 2 0.75А 2-Е
1-1А 1-С 2-1А 2-ТА
1-0,5А 1-р 2-0,5 2-М
1-0,75А 1-Л 2-0,75 2-Ж
1-1А 1-Д 2-1А 2-В_
1-0,75 1-М 2-0,75 2-И
1-1 1-Е 2-1 2-Д
1-1,25 1-В 2-1,25 2-Б
1-0,75 1-П 2-0,75 2-Л 3-0,75 з-п —
1-1 1-Ж 2-1 2-Е 3-1 з-и
1-1,25 1-Д 2-1,25 2-Г 3-1,25 з-в
1-0,75 1-р 2-0,75 2-М 3-0,75 з-т
1-1 1-М 2-1 2-И 3-1 3-Ц
1-1.25А 1-ВД — — 3-1,25 з-вс
1-1,5 1-В 2-1,5 2-Б 3-1,5 3-Б
1-0,75 1-р 2-0,75 2-Н 3-0,75 3-У
1-1Е 1-Г 2-1 2-С 3-1 з-н
— — 2-1,5 2-Г 3-1,5 з-г
1-1 1-У 2-1 2-М 3-1 3-Р 4-1 4-Ц
М12х1,25 М12Х1.5 М12х1,75 М14Х1 1-1,25Е ,1-вд 2-1,25 2-П 3-1,25 з-н 4-1,25 4-0
— — 2-1,5 2-У — — 4-1,5А 4-В
1-1,75 1-ВА 2-1,75 2-Г 3-1,75 3-Б 4-1,75 4-Б
1-1 1-Э 2-1 2-P 3-1 З-Ф 4-1 4-Р
М14Х1.5 М14х2 1-1,5А 1-Т 2-1,5 2-П 3-1,5 з-л 4-1,5А 4-0
— 2-2 | 2-Г 3-2 з-в 4-2А 4-Б
156
Продолжение
Обозначение нарезаемой резьбы Головки ЗК-ЗО, ЗК-38, ЗКА-ЗО, ЗКА-40 Головки 4К-45, 4К-70, 4КА-45, 4КА-70 Головки SK-45, 5К-70, 5КА-45, 5КА-70
Условное обозначение
гребенки кулач- ки гребенки кулач- ки гребенки кулач- ки
М16х1 3-1 3-Х 4-1 4-С
М16Х1.5 3-1,5 3-М 4-1,5 4-Е
М16 3-2 3-Е 4-2А 4-В
JW18X1 3-1А 3-Ш 4-1 4-4
М18Х1.5 3-1,5 з-д 4-1,5 4-Ж
JV118 3-2,5 з-в 4-2,5 4-3
М20Х1 3-1А 3-Ю 4-1 4-У
М 20X1,5 3-1,5 3-У 4-1,5 4-Л
M2Q 3-2,5 3-Е 4-2,5 4-В
М22Х1 3-1А з-я 4-1 4-Ф
_М22х1,5 3-1,5А 3-Ф 4-1,5 4-Р
J422 3-2,5 з-ж 4-2,5 4-Д
М24Х1 — — — — 5-1 5-С
М24Х1.5 3-1,5 3-Х 4-1,5 4-С 5-1,5 5-И
М24х2 3-2 з-с 4-2 4-Ж 5-2 5-Г
М24 3-3 з-э 4-3 4-Г 5-3 5-А
М27Х1 — — — -— 5-1 5-Х
М27Х1.5 4-1,5 4-Т 5-1,5 5-М
М27Х2 4-2 4-М 5-2 5-Д
М27 4-3 4-Д 5-3 5-Б
М30Х1 — — 5,1 5-4
М30х1,5 4-1,5 4-Х 5-1,5 5-0
М30х2 4-2 4-С 5-2 5-Е
мзо — — 5-3,5 5-СС
МЗЗХ1 — — 5-1 5-Ш
МЗЗХ1,5 МЗЗХ2 4-1,5 4-Ш 5-1,5 5-П
4-2 4-Т 5-2 5-Ж
мзз — — 5-3,5 5-ТТ
М35Х1.5 М36Х1 — — 5-1,5 5-ПР
4-1А 4-А 5-1 5-Я
М36х1,5 — — 5-1,5 5-Р
М36х2 4-2 4-Х 5-2А 5-М
МЗбхЗ 4-3 4-И 5-3 5-В
М36 — — 5-4 5-СС
М39Х1 — — 5-1 5-ВВ
М39х1,5 4-1,5Е 4-Ш 5-1,5 5-У
М39Х2 М?9хЗ 4-2 4-Ю 5-2А 5-0
4-3 4-Н 5-3 5-Г
157
П родолжение
Обозначение Головки ЗК-ЗО, 3K-38, ЗКА-ЗО, ЗКА-40 Головки 4К-45, 4К-70, 4КА-45, 4КА-70 Головки 5К-45, 5К-70, 5КА-45, 5КА-70
нарезаемой резьбы Условное обозначение
гребенки кулачки гребенки кулачки гребенки кулачки
М39 — — 5-4 5-ТТ
М40Х1.5 4-1,5Е 4-Э
М42х 1 — — 5-1А 5-ДД
М42Х1.5 4-1,5 4 5-1,5А 5-Х
М42Х2 4-2 4-Я 5-2А 5-П
М42ХЗ 4-3 4-П 5-3 5-Д
М45Х1 5-1А 5-ЕЕ
М45Х1.5 5-1,5А 5-4
М45Х2 5-2А 5-Р
М45ХЗ 5-3 5-Е
М48Х1 5-1А 5-ЛЛ
М48Х1.5 5-1,5А 5-Ш
М48Х2 5-2Б 5-Р
М48хЗ 5-3 5-Ж
М50Х1.5 5-1,5А 5-ГГ
М52х 1 5-1А 5-ММ
_М52х1,5 5-1,5А 5-Ю
_М52х2 5-2Б 5-Т
М52хЗ 5-3 5-ИИ
М56х1 5-1А 5-НН
М56х1,5 5-1,5А 5-АА
№56x2 М56хЗ 5-2Б 5-Ф
5-3 5-Л
М56х4 5-4 5-УУ
№60x1 5-1А 5-РР
м60 х 1,5 5-1,5 5-ББ
М60Х2 5-2Б 5-Ц
М60ХЗ 5-3 5-Н
М60Х4 5-4 5-ХХ
I
158
Наименова- ние резьбы и ГОСТ Размер, дюймы Головки 2K-25, 2K-30, 2KA-30 Головки ЗК-ЗО, ЗК-38, ЗКА-ЗО, ЗКА-40 Головки 4К-45, 4К-70, 4КА-45, 4КА-70 Головки 5К-45, 5К-70, 5КА-45, 5КА-70
гребенки кулач- ки гребенки ку- лачки гребенки ку- лачки гребенки ку- лачки
Цилинд- Vs — 3-28 з-н — —
рическая v4 — — 3-19А з-ц 4-19А 4-Е — —
трубная 3/s — — 3-19 3-С 4-19А 4-Ц — —
по ГОСТ Vs — — 3-14А з-м 4-14А 4-ГТ — —
6357-73 Vs — — 3-14А з-д 4-14А 4-АТ — —
V4 — — — 4-14А 4-БТ 5-14 5-Д
Vs — — — — 4-14А 4-Ю — —
г — — — — 4-11В 4-Т 5-11 5-Д
IVs — — — — 4-11В 4-БТ —
l‘/4 — — — — 4-11В 4-Я 5-НА 5-0
IVs — — — — — 5-11А 5-Р
2 — — — — — — 5-ПА 5-ХХ
Коничес- Vs 2-KVs" 2-C — — — — — —
кая по V4 2-KV4" 2-П З-К1^ з-л — — — —
ГОСТ Vs — — З-К»/»' з-д — — — —
6111-52 Vs — — 3-KVs' з-д — — — —
1 — — — — 4-К1" 4-П — —
1V4 — — — — 4-KVZ 4-Я — —
IVs — — — — — 5-К1 Vs’2" 5-Р
2 — — — — — — 5-К1 Vs-2" 5-Ц
Цилинд- Vs — — 3-12В 3-А — — — —
рическая 9/16 — — 3-12В 3-Б — — — —
дюймовая Vs — — 3-11В 3-Б — — — —
по ОСТ V4 — — 3-10В 3-В — — — —
1260 7/8 — — 3-9В 3-ГС — — — —
1 — — 3-8В з-г — — — —
Основные размеры гребенок
159
Размеры, мм
Шаг резьбы Условное обозначе- ние гребен- ки Наружный диаметр гребенки D Ширина, гребенки 1 Шаг резьбы Условное обозначе- ние гребен- ки Наружный диаметр гребенки D Ширина, гребенки 1
Гребенки к головкам 1К-20, 1К-25, 2,5 3-2,5 34,34 16,0
1 КА-25, 1КИ-25А 3,0 3-3 35,73 16,0
0,5 1-0,5 30,61 12,5
0,5 0,7 0,75 1-0,5А 1-0,7 1-0,75 28,61 31,94 25,94 12,5 12,5 12,5 Гребенки к головкам 4К-45, 4К-70, 4КА-45, 4КА-70
0,75 0,8 1-0.75А 1-0,8 26,94 32,01 12,5 12,5 1,0 4-1 51,48 16,0
1,0 1-1 24,28 12,5 1,0 4-1А 42,08 16,0
1.0 1,25 1-1А 1-1,25 31,28 29,61 12,5 12,5 1,25 4-1,25 52,62 16,0
1,25 1-1,25А 27,61 12,5 1,5 4-1,5 44,07 16,0
1,5 1,0 1-1,5 1-1Е 27,94 26,8 12,5 12,5 1,5 4-1,5А 50,87 16,0
1,25 1-1,25Е 26,2 12,5 1,5 4-1,5Е 38,37 16,0
1,5 1,75 1-1,5А 1-1,75 25,46 27,51 12,5 12,5 1,75 4-1,75 49,41 16,0
2,0 4-2 38,65 16,0
Гребенки к головкам 2К-25, 2 К-30, 2КА-30 2,0 4-2А 47,65 16,0
2,5 4-2,5 44,34 18,0
0,5 2-0,5 28,61 14,5 3,0 4,3 39,93 18,0
0,75 2-0,75 25,94 14,5
0,75 2-0,75А 26,94 14,5 Гребенка к головкам 5К-70 , 5К-45,
1,0 2-1 24,28 14,5 5КА-45, 5КА-70
1,0 2-1А 31,28 14,5
1,25 2-1,25 31,61 14,5 1,0 5-1 58,48 18,0
1,5 2-1,5 29,94 14,5 1,0 5-1А 43,18 18,0
1,75 2-1,75 29,27 14,5 1,5 5-1,5 56,07 18,0
2,0 2-2 27,6 14,5
1,5 5-1,5А 44,07 18,0
Гребенки к головкам ЗК-ЗО, ЗКА-ЗО, 3КА-40 3K-38, 2,0 5-2 59,11 18,0
0,75 3-0,75 42,93 , 14,5 2,0 5-2А 47,65 18,0
1,0 3-1 42,28 14,5 2,0 5-2Б 44,65 18,0
1,0 3-1А 38,28 14,5 3,0 5-3 45,33 20,0
1,25 3-1,25 41,68 14,5
1,5 3-1,5 41,97 14,5 3,5 5-3,5 51,92 20,0
1,5 3-1,5А 34,97 14,5 4,0 5-4,0 46,61 20,0
1,75 3-1,75 39,51 14,5
2,0 3-2 37,65 16,0
160
Гребенки поставляются комплектом из четырех штук. Кольце-
вые витки резьбы каждой гребенки последующего номера в комп-
лекте смещены от торца на V4 шага.
Материал гребенок — сталь быстрорежущая.
Твердость гребенок после термообработки HRC 62—64.
При заказе следует указывать название, обозначение и номер
ГОСТа.
Пример условного обозначения комплекта гребе-
нок для головки 1К-25 с шагом резьбы 1,5 мм:
Комплект гребенок 1-1,5
Изготовитель — завод «Фрезер».
Основные размеры кулачков
161
Размеры, мм
Условное обозначе- ние кулач- ков Обозначение нарезаемой резьбы си с ь Ь1 1 h
Кулачки к головкам IK-20, 1К-25, 1 КА-25, 1КИ-25
1-Б М4 3°24' 11,3 18 12 6 6
1-С М'б 3°24' 10,8 18 12 6 6
1-В Мб; М8; М10 3°06' 10,8 18 12 6 6
1-Д М9; М7Х1 2с50' 10,3 18 12 6 6
1-вд MI0X1.25; М12х1,25 2°20' 10,8 18 12 6 6
1-Е М8Х1 2°20' 13,3 18 12 6 6
1-Ж Мб X 0,75; М9Х1 2°20' 12,8 18 12 6 6
1-И М4ХО,5; М4,5Х0,5 2°20' 11,8 18 12 6 6
1-Л М7хО,75 2°04' 12,8 18 12 6 6
1-М М8ХО,75; М10Х1 1°52' 12,3 18 12 6 6
1-Н М5,5Х0,5; М5хО,5 1°52' 11,3 18 12 6 6
1-П М6ХО,5; М9х0,75 1°28' 11,8 18 12 6 6
1-р М7ХО,5; М10Х0,75 Г28' 11,3 18 12 6 6
1-Г МП XI Г52' 10,8 18 12 6 6
1-У М12Х1 1°52' 11,5 18 12 6 6
1-Э М14Х1 1°28' 10,5 18 12 6 6
1-Т М14Х1.5 2°20' 10,3 18 12 6 6
1-ВА М12Х1,75 3°06' 10,5 18 12 6 6
Кулачки к головкам 2К-25, 2К-30, 2КА-30
2-ТА Мб 3°24' 1 13,0 18 12 6 6
2-Б М8; М10 3°06' j 12,0 18 12 6 6
2-В М7 2°50' 12,5 18 12 6 6
2-Г М9; МИ; М12; М14 2°50' 11,5 18 12 6 6
2-Д М8Х1 2°20' 15,5 18 12 6 6
2-Е М9Х1; МбХ0,75 2°20' 15,0 18 12 6 6
2-У М12Х1,5; М10Х1.25 2°20' 11,0 18 12 6 6
2-Ж М7ХО,75 2°04' 15,0 18 12 6 6
2-П М12Х1,25; М14Х1,5 2°04' 10,0 18 12 6 6
2-И М8ХО,75; М10Х1 1°52' 14,5 18 12 6 6
2-С Ml IX 1,0 1°52' 14,0 18 12 6 6
2-Л Мб X 0,5; M9X0J5 1с28' 14,0 18 12 6 6
2-М М7ХО,5, М 10X0,75; М12.Х1 1°28' 13,5 18 12 6 6
2-Н Ml IX0,75 Г28' 13,0 18 12 6 6
162
Продолжение
Условное обозначе- ние кулач- ков Обозначение нарезаемой резьбы со с ь bt 1 h
2-Р М14Х1 1°28' 12,5 18 12 6 6
2-Ю М14Х1,25 1°46' 11,0 18 12 6 6
2-ВА М14Х0,75 Кулачки к головка/ 1°05' н зк-зо, 3 11,8 К-38, 3 18 КА-30, 12 ЗКА-4С 6 1 6
3-Б MIO; М12 2°59' 20,4 22 14 6,5 8
з-в М9; М14; М18 2°49' 20,9 22 14 6,5 8
з-г МП 2°40' 19,9 22 14 6,5 8
3-Е М16; М20 2°29' 19,9 22 14 6,5 8
3-Э М24 2°29' 17,5 22 14 6,5 8
3-Ж М22 2°14' 18,9 22 14 6,5 8
з-и М9Х1 2°14' 20,4 22 14 6,5 8
з-л М14Х1,5 2°05' 18,4 22 14 6,5 8
3-ц М10Х1 1°57' 19,9 22 14 6,5 8
з-м Ml'oX 1,5 1°49' 17,4 22 14 6,5 8
з-н М11Х1; М12Х1,25 1°49' 19,4 22 14 6,5 8
з-д М18Х1,5 1°36' 16,4 22 14 6,5 8
з-п М9х0,75 1°36' 19,9 22 14 6,5 8
3-Р М12Х1 1°36' 18,9 22 14 6,5 8
з-с М24Х2 1с36' 15,9 22 14 6,5 8
з-т Ml ОХ 0,75 1°26' 19,4 22 14 6,5 8
3-У Ml 1X0,75; М20Х1,5 1°26' 18,9 22 14 6,5 8
3-Ф М14Х1; М2'2Х1,5 1°20' 17,9 22 14 6,5 8
з-х М16Х1; М24Х1,5 1°12' 16,9 22 14 6,5 8
з-ш М18Х1 1с03' 17,9 22 14 6,5 8
3-Ю М20Х1 0°57' 16,9 22 14 6,5 8
3-Я М22Х1 0°5Г 15,9 22 14 6,5 8
3-ВС М10Х1,25 Кулачки к головка/ 2°29' к 4 К-45, 4 20,5 К-70, 4 22 К А-45, 14 4КА-7С 6,5 ? 8
4-Б М12; М14 2°56' 23,6 25 16 8 8
4-3 М18 2е47' 23,6 25 16 8 8
4-В М12Х1,5 М16; М20 2°29' 22,6 25 16 8 8
4-Г М24 2°29' 23,1 25 16 8 8
4-Д М22; М27 2С14' 21,6 25 16 8 8
4-0 М12Х1,25; М14Х1,5 2°06' 21,6 25 16 8 8
163
Продолжение
Условное обозначе- ние кулач- ков Обозначение нарезаемой резьбы (О С ъ bi 1 /1
4-Е М16Х1.6 1°49' 24,0 25 16 8 8
4-Ц МГ2Х1 1°36' 22,1 25 16 8 8
4-Ж МГ8Х1.5; М24Х2 1°36' 23,0 25 16 8 8
4-И M36X3 1°36' 17,1 25 16 8 8
4-Н M39X3 Г29' 15,6 25 16 8 8
4-Л М20Х1.5 1°26' 22,0 25 16 8 8
4-М М27Х2 1°26' 21,5 25 16 8 8
4-Р М14Х1; М22Х1.5 1°22' 21,1 25 16 8 8
4-П М42ХЗ 1°22' 14,1 25 16 8 8
4-С М16Х1; М24Х1.5; МЭ0Х2 1°16' 20,0 25 16 8 8
4-Т М27Х1.5; МЗЗХ2 1°09' 18,6 25 16 8 8
4-4 М18Х1 1°03' 19,0 25 16 8 8
4-Х М30Х1.5; М36Х2 1°03' 17,1 25 16 8 8
4-Ю М39Х2 58' 15,6 25 16 8 8
4-У М20Х1 58' 18,0 25 16 8 8
4-Я М42Х2; М42Х1.5 54' 14,2 25 16 8 8
4-Ф М22Х1 51' 17,0 25 16 8 8
4-Ш МЗЗХ1.5; М39Х1.5 51' 15,6 25 16 8 8
4-Э М40Х1.6 51' 15,1 25 16 8 8
4-А M3SX1 51' 15,0 25 16 1 8 8
Кулачки к головкам 5К-45, 5К-70, 5 КА-45, 5КА-70
5-А М24 2°29' 33,0 39 i 24 ! ю 1 12
5-Б М27 2°11' 31,5 39 24 10 12
5-СС М30; М36 2°11' 27,0 39 24 10 12
5-ТТ МЗЗ; М39 2° 25,5 39 24 10 12
5-В M36X3 1°36' 27,0 39 24 10 12
5-Г М24Х2; M39X3 1°36' 25,5 j 39 24 10 12
5-Д М27Х2; М42ХЗ 1°25' 24,0 39 24 10 12
5-УУ М56Х4 1°25' 17,0 39 24 10 12
5-ХХ М60Х4 1°16' 15,0 39 24 10 12
5-Е МЗОХ2; М45ХЗ 1°16' 22,5 39 24 10 12
5-Ж МЗЗХ2; М48ХЗ 1°11' 21,0 39 24 10 12
5-И М24Х1.5 1°11' 26,7 39 24 10 12
5-ИИ М52ХЗ 1°03' 19,0 39 24 10 12
164
Продолжение
Условное обозначе- ние кулач- ков Обозначение нарезаемой резьбы со с Ь bi 1 li
5-Л М56ХЗ 1°03' 17,0 39 24 10 12
5-М М27х!,'5; М36Х2 1°03' 25,2 39 24 10 12
5-Н М60ХЗ 57' 15,0 39 24 10 12
5-0 МЗОХ1,'5; М39Х2 57' 23,7 39 24 10 12
5-П МЗЗХ1,5; М42Х2 50' 22,2 39 24 10 12
5-Р М36Х1.5; М45Х2; М48х2 50' 20,7 39 24 10 12
5-С М24Х 1 50' 25,2 39 24 10 12
5-Т М52Х2 41' 18,7 39 24 10 12
5-У М39Х1.5 41' 19,2 39 24 10 12
5-Ф М56Х2 41' 16,8 39 24 10 12
5-Х М27Х1; М42Х1,5 41' 23,7 39 24 10 12
5-Ц М50Х2 36' 14,8 39 24 10 12
5-4 М30Х1; М45Х1.5 36' 22,2 39 24 10 12
5-Ш МЗЗХ1; М48Х1.5 36' 20,7 39 24 10 12
5-Ю М52Х1,5 31' 18,7 39 24 10 12
Кулачки к головкам 5К-45, 5К-70, 5КА-45, 5КА-70
5-Ю М52Х1,5 31' 18,7 39 24 10 12
5-Я М35Х1 31' 19,2 39 24 10 12
5-АА М53 X1,5 31' 16,7 39 24 10 12
5-ГГ М50Х1,5 31' 19,7 39 24 10 12
5-ББ >130x1,5 27' 14,8 39 24 10 12
5-ВВ М39Х1 27' 17,7 39 24 10 12
5-ДД М42Х1 27' 23,9 39 24 10 12
5-ЕЕ >145X1 27' 22,4 39 24 10 12
5-ЛЛ М48Х1 27' 20,9 39 24 10 12
5-ММ М52Х1 20' 18,9 39 24 10 ! ! 12
5-НН >153X1 20' 15,9 39 24 10 12
5-РР М60Х1 20' 14,9 39 24 10 12
5-ПР >135X1,5 50' 21,2 39 24 10 12
165
Кулачки поставляются комплектами из четырех штук.
При заказе следует указывать название и обозначение кулачка
для головок.
Пример условного обозначения комплекта кулачков
для головки 1 К-25 для резьбы диаметром 6 мм с шагам 0,75 мм\
Комплект кулачков 1-Ж
Изготовитель — завод «Фрезер».
Звездочки и винты к резьбонарезным головкам
Основные размеры звездочек
Размеры, мм
Условное обозначе- ние звез- дочки Условное обозначение головки Диаметр Число зубьев Ширина Н
на боль- шом венце D на малом венце Di на боль- 1 шом венце z на малом венце Zi
1К-2К IK-20, 1К25, 1КИ-25А, 1 КА-25, 2К-25, 2К-30, 2КА-30 13,0 10,0 20 19 8
ЗК ЗК-ЗО, ЗКА-ЗО, ЗКА-40 3K-38; 15,0 11,0 23 22 8
4К 4К-45, 4К-70, 4КА-70 4КА-45, 21,0 14,3 27 26 9
5К 5К-46, 5К-70, 5КА-70 5 КА-45, 23,8 17,0 27 26 10
166
Звездочка устанавливается между кулачком и гребенкой, что
дает возможность при переточках поворачивать гребенку относи-
тельно кулачка на небольшой угол.
Комплект звездочек состоит из четырех штук.
При заказе звездочек следует указывать их условное обозна-
чение.
Пример условного обозначения комплекта звездо-
чек для головки 2К-30:
Комплект звездочек 2КРНГ
Изготовитель — завод «Фрезер».
Основные размеры винтов
Резьба винтов — левая.
Винты поставляются комплектами из четырех штук.
При заказе необходимо указывать условное обозначение вин-
тов.
Пример условного обозначения комплекта винтов
к головке 4К-45:
Комплект винтов 4КРНГ
Изготовитель — завод «Фрезер».
Размеры, мм
Условное обозначение винта Тип головки Диаметр Шаг Длина
1К-ЗК IK, 1КА, 2К, 2КА, ЗК, ЗКА Мб 1,0 28
4К 4К. 4КА М8Х1 1,0 35
5К 5К, 5КА М9х 1 1,0 40
167
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАТАЧИВАНИЯ И ИЗМЕРЕНИЯ ГРЕБЕНОК
РЕЗЬБОНАРЕЗНЫХ ГОЛОВОК 1К-5К, 1КА-5КА
Гребенки к резьбонарезным головкам затачиваются в специаль-
ном приспособлении, обеспечивающем идентичность всех четырех
гребенок, и после затачивания проверяются в другом специальном
приспособлении. Гребенки затачиваются в собранном виде с ку-
лачками. Изготовитель специального приспособления—завод «Фре-
зер» по чертежам 16564 и 16410. Приспособление изготовляется
одного размера для всех головок с двумя сменными гребенкодер-
жателями: один — для головок типов 1К-4К и 1КА-4КА, а другой—
для головок типов 5К и 5КА.
Приспособление для затачивания состоит из плиты /, на кото-
рой установлена стойка 2, поворачивающаяся вокруг вертикальной
168
оси. В стойке имеется державка 3, поворачивающаяся вокруг
горизонтальной оси-винта 5. На державке установлен гребенко-
держатель 4, который поворачивается на винте с рукояткой 6.
В приспособлении можно устанавливать и затачивать гребенку
под любым углом.
При заказе приспособлений для затачивания гребенок необхо-
димо указывать название и тип головки.
Пример условного обозначения приспособления для
головки 4К:
Приспособление для затачивания гребенок 1К—4К
Для проверки гребенок после затачивания завод «Фрезер»
изготовляет специальное микрометрическое приспособление четы-
рех типоразмеров:
1) 1КИ-25А, 1 К-20, 1 К-25, 1 КА-25, 2К-25, 2К-30, 2КА-30;
2) ЗК-30, 3K-38, ЗКА-ЗО;
169
3) 4К-45, 4К-70, 4КА-45, 4КА-70;
4) 5К-45, 5К-70, 5КА-45, 5КА-70.
При заказе приспособлений для измерения гребенок необхо-
димо указывать название и тип головки.
Основные размеры и технические требования выполняются
по чертежу 1В456.
Пример условного обозначения приспособления
к головке 4К-45:
Приспособление для промера гребенок 4К-45
РЕКОМЕНДУЕМЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩИХ ЭЛЕМЕНТОВ
ГРЕБЕНОК
170
Продолжение
Обрабатываемый материал Перед- ний угол у гребен- ки, град Величина сноса вершины резьбы гребенки, а Хо=Х-|-(О
Диаметр резьбы, мм
до 8 8—10 11—14 16—20 22—27 30—42 45—60
Стали конст- рукционные легирован- ные и твер- дые 20 — 0,05 0,07 0,12 0,17 0,21 0,25 1°30'+(о
Инструмен- тальные ста- ли 15 — 0,05 0,07 0,12 0,17 0,21 0,25 З0'+(о
Чугун 10 0,10 0,12 0,14 0,20 0,25 0,30 0,35 30'+(0
Медь мягкая 5 —2°+(о
Примечание. X — угол наклона режущей кромки; Хо — угол наклона ре-
жущей кромки и гребенки, установленной на кулачке; со — угол подъема резьбы
изделия.
Эти данные являются ориентировочными. При эксплуатации они могут уточ-
няться в зависимости от условий обработки.
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ ГОЛОВОК ТИПОВ 1К-5К, 1КА-5КА, 1КИ-25А
Наружный диаметр заготовки под нарезание резьбы
Обрабатываемый материал Наружный диаметр заготовки
Сталь средней твердости марок 20, 45, 40Х Ковкий чугун Бронза Р — шаг резьбы; d — наружный диаметр резьбы. CU 1 1 1 -see Чз сл
Скорость резания
Диаметр нареза- емой резьбы Обрабатываемый материал Скорость резания, м/мин
для метрической резь- бы с крупным шагом для метрической резь- бы с мелким шагом
6—14 7,0 10
16—22 Сталь 45 9,5 16
24—60 9,5 17
6—14 5,5 8
16—22 Сталь 20 и 40Х 7,0 12
24—60 7,5 14
171
Продолжение
Диаметр нарезае- мой резьбы Обрабатываемый материал Скорость резания, м/мин
дла метрической резь- бы с крупным шагом для метрической резь- бы с мелким шагом
6—14 12,0 17
16—22 Ковкий чугун 14,0 26
24—60 16,0 30
6—14 14,0 20
16—22 Бронза 16,0 30
24—60 19,0 34
Скорость резания при нарезании резьбы диаметром меньше
6 мм зависит от условий обработки, качества станка и должна
быть установлена опытным путем.
Выбор охлаждающей жидкости
Обрабатываемый материал Название жидкости Состав жидкости
Сталь конструкционная, углеродистая, хроми- стая Сульфофрезол 10—2'8% сернистой осно- вы, остальное — неф- тяное масло
Чугун Без охлаждения —
Алюминиевая бронза Минеральные масла в смеси с продуктами, со- держащими жирные ки- слоты 10% жиров и 90% пара- финистой нефти пли масла
Медь твердая То же То же
Медь мягкая Керосин —
Алюминий Эмульсия Керосин 50% жиров и 50% керо- сина
При установке головки на станке следует соблюдать соосность
с обрабатываемым изделием.
При работе головками необходимо следить за состоянием режу-
щих кромок гребенок. Нормальное затупление гребенок выра-
жается в постепенном истирании на задних поверхностях заборной
и на первых нитках калибрующей частей. Величина предельно
допустимого износа не должна превышать в зависимости от шага
нарезаемой резьбы 0,8—1,7 мм.
172
Шлифовальные круги для затачивания
Для затачивания режущих гребенок рекомендуется два типа
шлифовальных кругов:
IT 150х 16x32—ЭБ—25^СМ1—Б, ГОСТ 2424—67;
4К 150X40X32—ЭБ—25—СМ1—Б, ГОСТ 2424—67.
Режимы работы при затачивании
При затачивании гребенок применяются следующие режимы
работы:
скорость резания 25—28 м/сек',
снимаемый слой при предварительном затачивании 0,02—
0,03 мм\
снимаемый слой при окончательном затачивании 0,005—
0,008 мм;
Хотя стол заточного станка продвигается вручную, необходимо
следить за тем, чтобы скорость этого продвижения не превышала
4—5 м!мин.
После того как гребенки заточены с подачей, необходимо
пройти несколько раз шлифовальным кругом без подачи.
При затачивании желательно применять охлаждение. Для этой
цели надо брать 5%-ный (по весу) раствор эмульсола в воде.
ГОЛОВКИ РЕЗЬБОНАРЕЗНЫЕ САМООТКРЫВАЮЩИЕСЯ С ТАНГЕНЦИАЛЬНЫМИ
ПЛОСКИМИ ГРЕБЕНКАМИ
Головки предназначены для нарезания наружных метрических,
дюймовых, трубных и других резьб при установке в них соответ-
ствующих гребенок.
Головки обеспечивают высокую производительность. Точность
резьбы, нарезаемой головками, обеспечивается в пределах клас-
сов 6д—8д.
Нарезание резьбы производится в один проход. Головки могут
работать с принудительной подачей и самозатягиванием.
173
Головки резьбонарезные РГТ-1, РГТ-2В, РГТ-ЗА, С-225-2В, ТН2Т,
ТН4Т, 61-100, 61-101
Голодна РГТ-1 с хдостодцком
174
Головки РГТ-2В, РГТ-ЗА, С-225-2В, ТН2Т, ТН4Т, 61-100, 61 101
Размеры головок и технические требования по следующим
номерам чертежей Московского инструментального завода: голов-
ка РГТ-1 — 161001, головка РГТ-2В —16141 и ТУ 2.035-79—68,
головка С-225-2В — 16142 и ТУ 2.035-79—68, головка РГТ-ЗА —
15925 и ТУ 2.035-247—71. головка 61-100—61—100, головка
61-101—61 —101, головка ТН2Т — Р65411, головка ТН4Т — Р65412.
Размеры, мм
Тип головки Размеры нарезаемой резьбы Шаг D L d h £>i в d3 di
метриче- ской дюймовой
РГТ-1 с 6—20 _ 2,5 100 172 31,75 62 — 13_ 68 24
РГТ-2В 10—38 — 1,25—3,0 260 180 177А3 20 146 22 234 45
С-225-2В 14—76 — 1,25—3,0 260 180 165А3 20 130 22 234 79
РГТ-ЗА 24—76 1"—3" i"—2W' труб. 1,25—3,0 260 230 190А3 19 209 22 234 79
61-100 14—76 — 1,5—3,0 260 200 165А3 20 130 22 *234 '79~
61-101 10—38 — 1,25—3,0 '260 200 177А3 20 146 22 234 79
ТН2Т 20—60 W'—2" 3 330 227 165А 25 130 24 260 65
ТН4Т 65—115 4" 6 350 230 190А 25 160 24 290 118
175
Каждая резьбонарезная головка предназначена для опреде-
ленной модели болторезных и труборезных станков: головка
РГТ-1—для работы на станке модели 1261; головки РГТ-2В,
РГТ-2А и 61-101—для работы на станке модели 5Д07; головки
С-225-2В .и 61-100 — для станка модели С225; головка
РГТ-ЗА — для станка модели ТТ9149.
Головка РГТ-1 закрепляется на станке зажимом хвостовика,
а остальные головки — с помощью болтов или шпилек к фланцу
шпинделя станка.
Гребенки устанавливаются в специальных кулачках с помощью
установочного шаблона и установочных винтов.
Каждая гребенка в комплекте имеет свой номер. Установка
гребенок в головке производится последовательно в порядке нуме-
рации по часовой стрелке. Гребенки закрепляются прижимными
планками с помощью винтов.
После износа гребенок на величину 25 мм применяются прила-
гаемые к головке штифты, которые вставляются между гребенкой
и винтом.
При заказе необходимо указать тип головки.
Пример условного обозначения головки РГТ-2В:
Головка РГТ-2В
К каждой поставляемой головке прилагаются детали.
Тип головки Наименование прилагаемых деталей Количество
РГТ-1 Отвертка 1
Шаблон установочный 1
Торцовый ключ 1
Шестигранный ключ 1
РГТ-2В Отвертка специальная 1
РГТ-ЗА Секторы переключения 2
61-100 Шаблон установочный 1
61-101 Ключи шестигранные 2
Штифты диаметром 8x30 4
С-225-2В Отвертка специальная 1
Шаблон установочный 1
Штифты диаметром 8x30 4
Гребенки плоские к резьбонарезным головкам
Основные размеры и технические требования гребенок по
ГОСТ 2287—61.
Гребенки выпускаются двух типов: тип А— с угловым пазом
60° для ее закрепления; тип Б — без углового паза.
176
В зависимости от способа работы головки существуют две
формы заточки гребенок.
Первая форма заточки необходима для работы головки само-
затягиванием, вторая — для работы с принудительной подачей.
Для головок ТН2Т и ТН4Т гребенки изготовляются по чертежу
Р65411-6 СКТБИ по спецзаказам.
Гребенки для нарезания метрической резьбы по ГОСТ 9150—59
Размеры, лг/И
Шаг нареза- емой резьбы L в н ь h Шаг нареза- емой резьбы L В н Ь h
1,0 40 19,5 7,5 12,5 2,8 1,75 40 19,5 7,5 12,5 2,8
1,25 40 19,5 7,5 12,5 2,8 2,0 40 19,5 7,5 12,5 2,8
1,5 40 19,5 7,5 12,5 2,8 2,5 40 19,5 7,5 12,5 2,8
177
П родолжение
Размеры, мм
Шаг нареза- емой резьбы L в н ь h Шаг нареза- емой резьбы L в н ь h
1,0 75 20,0 9,0 17,0 з,о 1,5 100 20,0 9,0 17,0 3,0
1,25 75 20,0 9,0 17,0 3,0 1,75 100 20,0 9,0 17,0 3,0
1,5 75 20,0 9,0 17,0 3,0 2,0 100 20,0 9,0 17,0 3,0
1,75 75 20,0 9,0 17,0 3,0 2,5 100 25,0 10,0 17,0 3,0
2,0 75 20,0 9,0 17,0 3,0 3,0 100 25,0 10,0 17,0 3,0
1,о 100 20,0 9,0 17,0 3,0 3,5 100 25,0 10,0 17,0 3,0
1,25 100 20,0 9,0 17,0 3,0 4,0 100 25,0 10,0 17,0 3,0
Гребенки для нарезания дюймовой резьбы по ОСТ НКТП 1260
Разме ры, мм
Число Число
ниток ниток
на Г' нареза- L в н ь h на 1" нареза- L в н ь h
емой емой
резьбы резьбы
20 40 19,5 7,5 12,5 2,8 10 75 20,0 9,0 17,0 3,0
18 40 19,5 7,5 12,5 2,8 12 100 20,0 9,0 17,0 3,0
16 40 19,5 7,5 12,5 2,8 11 100 20,0 9,0 17,0 3,0
14 40 19,5 7,5 12,5 2,8 10 100 20,0 9,0 17,0 3,0
12 40 19,5 7,5 12,5 2,8 9 100 25,0 10,0 17,0 3,0
И 4Э 19.5 7,5 12,5 2,8 8 100 25,0 10,0 17,0 3,0
10 40 19,5 7,5 12,5 2,8 7 100 25,0 10,0 17,0 3,0
12 75 20,0 9,0 17,0 3,0 6 100 25,0 10,0 17,0 3,0
11 75 20,0 9,0 17,0 3,0
Гребенки для нарезания трубной резьбы по ГОСТ 6357—73
Размеры, мм
Число Число
ниток ниток
на 1" нареза- L в н b h на 1" нареза- L в н ь h
емой емой
резьбы резьбы
19 40 19,5 7,5 12,5 2,8 11 75 20,0 9,0 17,0 3,0
14 40 19,5 7,5 12,5 2,8 19 100 25,0 10,0 17,0 3,0
19 75 20,0 9,0 17,3 3,0 14 100 25,0 10,0 17,0 3,0
14 75 20,0 9,0 17,0 3,0 11 100 25,0 10,0 17,0 3,0
Гребенки размером 19X7,5 (ВХЯ) предназначаются для голо-
вок РГТ-1С, а размерами 9X20 и 10X25 — для головок РГТ-2В,
РГТ-ЗА, С-225-2В, 61-100 и 61-101.
Гребенки поставляются комплектом из четырех штук.
178
Материал гребенок — быстрорежущая сталь, твердость HRC
62—65.
При заказе следует указывать условное обозначение гребенок.
Пример условного обозначения гребенок:
гребенка типа А с формой заточки 1 для нарезания метрической
резьбы с шагом 2,5 мм и размерами /7=10, В=25 и L=100 мм:
Гребенка А1-2,5—10x25X100 ГОСТ 2287—61
гребенка типа Б с формой заточки 1 для нарезания трубной резьбы
с числом ниток 11 на 1" и размерами //=11, В=29 и L=100 мм:
Гребенка Б1 труб. Пн — 11X29X100 ГОСТ 2287—61
Изготовитель — Сестрорецкий инструментальный завод им. Во-
скова.
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ ГОЛОВОК
1. Настройка головки на заданный размер производится
по соответствующему резьбовому калибру. Необходимо следить
за тем, чтобы гребенки были установлены точно по шаблону. Если
гребенки будут выступать из гребенкодержателей больше, чем это
полагается по шаблону, они будут вдавливаться в заготовку
и рвать вершины резьбы; если же будут установлены слишком
глубоко в гребенкодержателях, они будут врезаться в заготовку
и резьба будет иметь искаженную форму.
2. Диаметр заготовки для нарезания резьбы на деталях из угле-
родистой конструкционной стали рекомендуется выбирать меньше
теоретического наружного диаметра резьбы на 0,1—0,15 шага.
3. При установке скорости резания необходимо учитывать
не только стойкость гребенок, но и возможность получения необхо-
димой чистоты и точности резьбы.
При нарезании метрической резьбы с крупным шагом на дета-
лях из углеродистой конструкционной стали для диаметра 6—12 мм
рекомендуется скорость резания 7 м)мин, для диаметра 16—
24 мм — 8,5 м!мин, для диаметра 27—39 мм — 9,5 м/мин и для диа-
метра 42—76 мм — 12 м/мин.
4. В качестве смазочно-охлаждающей жидкости при обработке
стали может быть применен сульфофрезол. Для обработки углеро-
дистой конструкционной стали угол заборной части гребенок <р
рекомендуется равным 20°, передний угол у=224-25°. При работе
головками необходимо следить за состоянием режущих кромок
гребенок. Нормальное затупление гребенок выражается в посте-
пенном истирании задней поверхности режущей и первых нитках
калибрующей частей.
Величина предельно допустимого износа не должна превышать
в зависимости от шага резьбы 0,8—2,0 мм.
5. Затачивание гребенок производится на обычном универсаль-
но-заточном станке. Гребенки закрепляются в специальном при-
179
способлении, вращающемся вокруг осей или в универсальных
поворотных тисках.
Для заточки рекомендуется применять абразивные круги
1Т 150X16X32—ЭБ—25—СМ 1—Б и 4Т 150X40X32—ЭБ—25—
СМ1—Б по ГОСТ 2424—67. При этом -скорость круга должна
быть 20—25 м/сек, продольная подача 4—5 м/мин, поперечная по-
дача 0,02—0,03 мм. Последние три—пять проходов «следует произ-
водить без поперечной подачи круга.
ГОЛОВКИ РЕЗЬБОНАРЕЗНЫЕ КБ И РНГВ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ
Размеры головок и технические требования по чертежам заво-
да-изготовителя «Фрезер».
Головки предназначены для нарезания внутренней резьбы
диаметром 35—130 мм с наибольшим шагом 3 мм на токарных,
револьверных, резьбонарезных, сверлильных станках и автоматах
и могут работать как невращающиеся и как вращающиеся.
Для нарезания резьбы требуемого размера головку необходимо
оснастить специальными плоскими радиальными плашками, а для
растачивания — специальными расточными ножами.
Нарезание резьбы производится в один проход. Головки могут
работать с принудительной подачей при помощи ходового винта
или копира и самозатягиванием.
180
Конструкция головок позволяет регулировать диаметр нарезае-
мой резьбы, благодаря чему можно обеспечить необходимую точ-
ность резьбы по диаметру.
Головки типа РНГВ являются модернизацией головок типа КБ
и отличаются от них только способом регулировки на диаметр
нарезаемой резьбы.
Регулирование нарезаемого диаметра резьбы у головок типа
КБ производится ключом с 'переднего торца, а у головок типа
РНГВ — с помощью регулировочных гаек с делениями, между
которыми расположено кольцо регулировки.
После окончания нарезания резьбы головка автоматически
выключается, плашки сводятся к оси головки, в результате чего
можно вывести головку из отверстия обработанного изделия без
вывинчивания, что обеспечивает высокую производительность
и хорошее качество резьбы. Выключение головки может осущест-
вляться при помощи упорного кольца, установленного на требуе-
мую длину резьбы, или при помощи специального приспособления
вилкой для выключения головки. Головка включается в рабочее
положение рукояткой или вилкой при помощи вышеуказанного спе-
циального приспособления.
В зависимости от диаметра обрабатываемой резьбы головки
выпускают следующих номеров и размеров:
________________Размеоы, мм
Условное обозначение головки Диаметр нарезаемой резьбы Наибольший шаг нарезае- мой резьбы L D d 1 м Dx Количество плашек в ком- плекте
метриче- ской, мм трубной, дюймы геологораз- ведочной
КБ-1 36-40 IVs 44БН 44НП 2 240 76 40 70 — 4
КБ-2 42—50 п/4—13/« — 2 245 76 40 75 — — 4
РНГВ-3 55-65 Is/*—2 57БН 57НП 3 325 но 45 80 13 95 4
РНГВ-ЗА 52 — - 3 325 но 45 80 13 95 4
РНГВ-4 68—80 73БН 73НП 3 355 120 50 90 100 4
РНГВ-5 80—95 — — 3 380 155 60 ПО 15 140 6
КБ-5 80—95 23/4—3 89БН 89НП 108НП 3 346 120 60 НО 15 140 6
РНГВ-6 100—130 — — 3 380 160 70 ПО 15 140 6
КБ-6 100—130 Зх/2-4 108НП 127НП 146НП 3 360 150 60 ПО 15 140 6
181
При заказе следует указывать условное обозначение головки.
Пример условного обозначения головки для нареза-
ния резьбы диаметрами 42—50 мм:
Резьбонарезная головка КБ2.
Плашки к резьбонарезным головкам КБ и РНГВ для нарезания
внутренней резьбы
Размеры и технические требования по чертежам 1В461, 1В463,
1В465, 1В468, 1В471 завода-изготовителя «Фрезер». Для каждого
размера резьбы, нарезаемой головкой, необходимо применять плаш-
ки с соответствующим обозначением номера головки, диаметра и
шага, как указано в таблице.
Резьба метрическая с мелким шагом по ГОСТ 9150—59
Размеры, мм
Нарезаемая резьба Условное обозначение головки Количество плашек в комплекте Нарезаемая резьба Условное обозначение головки Количество плашек в комплекте
номиналь- ный диа- метр шаг номиналь- ный диа- метр 1 1 шаг
35 1,5 КБ-1 4 45 1,о КБ-2 4
36 2,0 » 4 48 2,0 » 4
36 1,5 » 4 48 1,5 » 4
36 1,0 4 48 1,0 » 4
38 1,5 » 4 50 2,0 » 4
39 2,0 » 4 50 1,5 » 4
39 1,5 » 4 52 3,0 РНГВ-ЗА 4
39 1,0 » 4 52 2,0 » 4
40 2,0 » 4 52 1,5 » 4
40 1,5 » 4 52 1,0 » 4
42 2,0 КБ-2 4 55 3,0 РНГВ-3 4
42 1,5 » 4 55 2,0 » 4
42 1,0 » 4 55 1,5 » 4
45 2,0 » 4 56 3,0 » 4
45 1,5 » 4 56 2,0 » 4
182
Продолжение
Размеры, мм
Нарезаемая резьба Условное обозначение головки Количество плашек в комплекте Нарезаемая резьба Условное обозначение головки Количество плашек в комплекте
номиналь- ный диа- метр шаг номиналь- ный диа- метр шаг
56 1,5 РНГВ-3 4 80 2,0 РНГВ-4 4
56 1,0 » 4 80 1,5 » 4
58 3,0 » 4 80 1,0 » 4
58 2,0 » 4 80 3,0 РНГВ-5; КБ-5 6
58 1,5 » 4 80 2,0 То же 6
60 3,0 » 4 80 1,5 » 6
60 2,0 » 4 80 1,0 » 6
60 1,5 » 3 82 2,0 » 6
60 1,0 » 4 85 3,0 » 6
62 3,0 » 4 85 2,0 » 6
62 2,0 » 4 85 1,5 » 6
62 1,5 » 4 90 3,0 » 6
64 3,0 » 4 90 2,0 » 6
64 2,0 » 4 90 1,5 » 6
64 1,5 » 4 95 3,0 » 6
64 1,0 » 4
65 3,0 » 4 95 2,0 » 6
65 2,0 » 4 95 1,5 » 6
65 1,5 » 4 100 3,0 РНГВ-6; КБ-6 6
68 3,0 РНГВ-4 4 100 2,0 То же 6
68 2,0 » 4 100 1,5 » 6
68 1,5 » 4 105 3,0 » 6
68 1,0 » 4 105 2,0 » 6
70 3,0 » 4 105 1,5 » 6
70 2,0 » 4 110 3,0 КБ-6 6
70 1,5 » 4 по 2,0 » 6
72 3,0 » 4 по 1,5 » 6
72 2,0 » 4 115 3,0 РНГВ-6; КБ-6 6
72 1,5 » 4 115 2,0 То же G
72 1,0 » 4 115 1,5 » 6
75 3,0 » 4 120 3,0 » 6
75 2,0 » 4 120 2,0 » 6
75 1,5 » 4 120 1,5 » 6
76 3,0 » 4 125 3,0 » 6
76 2,0 » 4 125 2,0 » 6
76 1,5 » 4 125 1,5 » 6
76 1,0 » 4 130 3,0 » 6
78 2,0 » 4 130 2,0 » 6
80 3,0 » 4 130 1,5 » 1 6
183
Резьба трубная по ГОСТ 6357—73
Нарезаемая резьба Число ниток Условное обо- значение го- ловки d О ® <и ье <v ST О н Я 3 М Ч СО CU О с Ч X с с Нарезаемая резьба Число ниток Условное обо- значение го- ловки Количество плашек в ком- плекте
обозначе- ние резьбы, дюймы номиналь- ный диа- метр, мм обозначение резьбы, дюймы номиналь- ный диа- метр, мм
1% 37,898 11 КБ-1 4 21/, 75,187 11 РНГВ-4 4
1V4 41,912 11 КБ-2 4 23/4 81,537 11 КБ-5 6
1% 44,325 11 КБ-2 4 3 87,887 11 КБ-5 6
1*/8 47,805 11 КБ-2 4 З1/.! 93,98 11 КБ-5 6
13/4 53,748 11 РНГВ-3 4 З1/, 100,334 11 КБ-6 6
2 2*/4 59,616 65,712 11 11 РНГВ-3 РНГВ-4 4 4 4 113,034 11 КБ-6 6
Резьба для геологоразведочных труб по ГОСТ 6238—52
Обозначение нарезаемой резьбы Условное обозначение головки Количество плашек в комплекте ! Обозначение • нарезаемой : резьбы Условное обозначение головки Количество плашек в комплекте
44НП КБ-1 4 89НП КБ-5 6
44БН КБ-1 4 89БН КБ-5 6
57НП РНГВ-3 4 108НП КБ-5 6
57БН РНГВ-3 4 108НП КБ-6 6
73НП РНГВ-4 4 127НП КБ-6 6
73БН РНГВ-4 4 146НП КБ-6 6
Плашки изготовляются и могут работать только комплектно.
Положение резьбы каждой плашки в комплекте относительно
задней опорной поверхности отличается от соседней на V4 шага
у плашек комплектом из четырех штук и на 7б шага — у плашек
комплектом из шести штук.
Материал плашек — быстрорежущая сталь, твердость HRC
63—65.
Для повышения стойкости плашки подвергаются цианированию.
В централизованном порядке плашки выпускаются для наре-
зания резьбы в сквозных отверстиях с углом наклона заборной
части ср = 15-^20° и передним углом у = 25°.
Для лучшего отвода стружки при нарезании сквозных отвер-
стий рекомендуется производить подточку передней поверхности
на длине заборной части под углом 10°.
По заказам плашки могут быть изготовлены для нарезания
резьбы в глухих отверстиях с углом наклона заборной части <р=
= 30н-45° и углом наклона передней поверхности Л=2°. Задний
угол по профилю резьбы плашек а затылуется до 1—2°, а по за-
борной части угол «1 = 6°. При заказе следует указывать название,
размер нарезаемой резьбы и условное обозначение головки.
184
A - A
Пример условного обозначения комплекта плашек
для нарезания резьбы М90Х 1,5:
Плашка КБ5М90х1,5
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ РЕЗЬБОНАРЕЗНЫХ ГОЛОВОК КБ
1. При установке головки на станке необходимо соблюдать
соосность с отверстием обрабатываемого изделия.
2. Нарезание резьбы должно происходить легко и равномерно,
без заметных вибраций.
3. Скорость резания рекомендуется 6—20 м!мин в зависимости
от обрабатываемого материала, диаметра нарезаемой резьбы
и чистоты профиля резьбы.
4. При нарезании резьбы необходимо применять обильное
охлаждение (не менее 10 л!мин). В качестве охлаждающей жидко-
сти следует применять 5%-ный раствор эмульсола в воде, а при
нарезании резьбы у деталей из высоколегированных и твердых
сталей — специальное осерненное масло на растительной основе.
5. Перестановка отдельных плашек из одного номера комплекта
в другой не допускается.
6. В зависимости от обрабатываемого материала рекомендует-
ся следующая геометрия режущих плашек:
185
Обрабатываемый материал Передний угол а, град
Сталь 2—3 Сталь 4—6 25—30 20-25
Сталь инструментальная углеродистая (У7—У12) 15—20
Сталь легированная X, 9ХС, ШХ9—ШХ16 15—20
Алюминий 25—30
Чугун 10—15
Ф1Ч-0
7. При работе головками необходимо следить за состоянием
режущих кромок плашек. Нормальное затупление плашек выра-
жается в постепенном истирании задних поверхностей на режущей
части и на первых нитках калибрующей. Величина предельно
допустимого износа не должна превышать 0,3—0,7 мм.
186
Плашки после затупления рекомендуется затачивать при наре-
зании глухих резьб только по передней поверхности, при нарезании
резьб в сквозных отверстиях — по задней поверхности заборной
части и только в отдельных случаях — по передней поверхности.
Плашки можно затачивать на заточном станке при помощи
универсальных приспособлений, тисков, магнитной плиты, блоков
с подкладками. Наиболее целесообразно затачивать плашки в спе-
циальном приспособлении, выпускаемом заводом «Фрезер».
Затачивание следует производить чашечными шлифовальными
кругами 4К 125X50X32 ЭХА СМ 1—СМ2 К5 по ГОСТ 2424—67.
Скорость круга должна быть 20—25 м/сек, продольная подача
4—5 м/мин, поперечная 0,02—0,03 мм. Последние три — пять про-
ходов следует производить без поперечной подачи круга.
187
ФРЕЗЫ РЕЗЬБОВЫЕ ГРЕБЕНЧАТЫЕ
УДК 621.992.4.02:621.914.2.025.11
Специализированные инструментальные заводы выпускают
резьбовые фрезы для нарезания внутренней, наружной, цилиндри-
ческой и конической резьб. Резьбовые фрезы для конической резь-
бы предназначены для нарезания резьбы на замковых соединениях,
применяемых в нефтедобывающей промышленности.
Нарезание наружной и внутренней метрических резьб произво-
дится на специальных резьбонарезных станках.
Фрезы изготовляются хвостовыми и насадными праворежущи-
ми и леворежущими со шлифованным профилем двух степеней
точности — Е и Н.
Фрезы имеют кольцевую резьбу. Основные размеры, техниче-
ские требования по чертежам заводов-изготовителей и по
ГОСТ 1336—62.
По специальным заказам фрезы могут изготовляться с другими
габаритными размерами.
ФРЕЗЫ РЕЗЬБОВЫЕ ГРЕБЕНЧАТЫЕ С КОНИЧЕСКИМ ХВОСТОВИКОМ
ОСНОВНЫЕ РАЗМЕРЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПО ГОСТ 1336—62
188
Размеры, мм
1
^НОМ при шаге Р
D L 0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 | 1,75 2,0 2,5 3
10 90 10 10 10,2 9,8 9,75 1 9,6 10 10,0 9,0
96 16 16 16,2 16,1 15,75 16,0 16 16,25 16,5
12 92 12 12 12,0 11,9 12,0 12,0 12 12,5 12,0
100 20 20 19,8 20,3 20,25 20,0 20 20,0 19,5
16 96 16 16 16,2 16,1 15,75 16,0 16 16,25 16,5 15,75 16
105 25 25 25,2 25,2 24,75 24,8 25 25,0 25,5 24,5 24
20 100 20 20,25 20,0 20 20,0 19,5 19,25 20 20,0 21
112 32 32,25 32,0 32 32,5 31,5 31,5 32 32,5 30
125 25 25 25,0 25,5 24,5 24 25,0 24
25 140 40 40 40,0 40,5 40,25 40 40,0 39
132 32 32 32,5 31,5 31,5 32 32,5 30
32 150 50 1 1 50 50,0 49,5 49,0 50 50,0 48
Конус Морзе
Фрезы предназначены для нарезания внутренней и наружной
метрических резьб и изготовляются с прямыми канавками и перед-
ними углами 0 и 5° право- и леворежущими. Фрезы выпускаются
со шлифованным профилем двух степеней точности — Е и Н.
Материал — быстрорежущая сталь по ГОСТ 9373—60.
Твердость рабочей части HRC 62—65.
Размеры конусов Морзе выполняются по ГОСТ 2847—67.
При заказе необходимо указывать диаметр, длину резьбовой
части, шаг, передний угол, степень точности и направление реза-
ния.
Пример условного обозначения праворежущей кон-
цевой фрезы диаметром 25 мм, длиной рабочей части 40 мм, сте-
пени точности Е для нарезания внутренней метрической резьбы
с шагом 2 мм:
Фреза — ВР — 25х40х2Е ГОСТ 1336—62
То же, леворежущей фрезы для наружной резьбы:
Фреза — HP —Л — 25Х40Х2Е ГОСТ 1336—62
Изготовитель — завод «Фрезер».
189
ФРЕЗЫ РЕЗЬБОВЫЕ ГРЕБЕНЧАТЫЕ НАСАДНЫЕ
Размеры, мм
190
Продолжение
40
50
63
40,5 40,25
49,5 49,0
63,063,0
38,5
49,0
63,0
48 49,5
60 63,0
40
50
60
32 42 10
80
100
50
63
80
49,549,0
63,063,0
79,5 78,75
62 62,5
80 80,0
49,0 48
63,0 60
77,0 80
49,5
63,0
76,5
50
60
80
40 52 10
63
80
100
62
80
100
78
99
63,0 60
77,0 80
98,0 100
63,0 6060,5
76,5 80-77,0
99,0 lOOjoo.O
Основные размеры и технические требования по ГОСТ 1336—62.
Фрезы предназначены для нарезания внутренней и наружной
метрических резьб, изготовляются с передним углом 0 и 5° право-
и леворежущими в четырех исполнениях:
А — без выточек на торцах;
Б — с выточками на обоих торцах;
В и ВЛ — соответственно право- и леворежущие с выточкой
на одном торце.
Фрезы изготовляются с прямыми и винтовыми канавками; угол
подъема — не более 7°.
Фрезы должны изготовляться затылованными. Фрезы диамет-
ром 10, 12 и 16 мм должны изготовляться с одним затылком.
Допускается изготовление фрез с длиной рабочей части (L и I)
по номинальному размеру, при этом неполные нитки должны быть
срезаны.
При L= 16 и 20 мм насадные фрезы исполнения В исключаются.
Материал — быстрорежущая сталь по ГОСТ 9373—60.
Твердость HRC 62—65.
При заказе необходимо указывать диаметр, длину, шаг, перед-
ний угол и степень точности.
Пример условного обозначения фрезы праворежу-
щей с выточкой на одном торце (исполнение В), диаметром 63 мм,
длиной 50 мм, для наружной метрической резьбы с шагом 3 мм,
степени точности Н:
Фреза HP — Р — 63х50хЗН ГОСТ 1336—62
То же для фрезы с внутренней резьбой:
Фреза — ВР — В — 63Х50ХЗН ГОСТ 1336—62
Изготовитель — завод «Фрезер».
191
ПРОФИЛЬ РЕЗЬБЫ ФРЕЗ ПО ГОСТ 1336—62
Размеры профиля резьбы фрез в осевом сечении.
Исполнение /
Исполнение П
(для фрез с Р =0,8 мм и вьнис)
Примечания: 1. В централизованном порядке изготовляются фрезы с
профилем исполнения I. Фрезы с профилем исполнения II предназначены только
для нарезания наружных метрических резьб и изготовляются по особому заказу.
2. Профиль впадины ниже линии А—Б не регламентируется.
3. Радиус скругления R 'вершины резьбы на фрезе принимается в пределах
от 0,144 Р до 0,1 Р в зависимости от фактического размера hi.
Фрезы со степенью точности Н для резьб с шагом Р = 0,75 мм
и Р=1 мм по согласованию с заказчиком могут изготовляться
с шагом нарезки 2Р и со смещением нарезки на соседних перьях
на величину Р. Притупление вершины резьбы должно быть в пре-
делах, указанных в таблице для шага Р.
Ошибка смещения по шагу резьбы соседних перьев не должна
превышать 15д/юи.Размеры, мм
Для наружной резьбы
Для внутренней резьбы
0,5
Высота голов-
ки hi
Высота го-
ловки hi
Допускаемое
отклонение
для половины
угла профиля
±а/2 мин
Предельные отклонения
по шагу на длине, мкм,±
I Р | ЮР | 20р| Р | ЮР I 20Р
найм.
наиб.
о * J
a* s
л я
X
~ ж
°
CQ я
найм.
наиб.
gSs
m 2 а
0,144 ОД69|о,1621О117т|о,2Оз1 0,144,
0,6 | 0,173| 0,20
45
40
0,195|0,213| 0,24 | 0,173
0,7 I Ь/202| 0,23 0,227|0,249| 0,277| 0,202 35
0,75| 0,216] 0,245|0,243)0,267] 0,296| 0,216
0,8 | 0,231| 0,261(0,26 |0,284| 0,314] 0,231
1,0 | 0,288| 0,32 (0,325j0,355| 0,387| 0/288
1,25| 0,36 | 0,395|б, 406|0,443) 0,478| 0,36
1,5 | 0,433| 0,47 |0,487|0,532| 0,569] 0,433
1,75| 0,504| 0/543[0,568|0,621| 0,66 | 0,504
2,0 | 0,577| 0,617(0,65 (0,71 | 0,75 | 0,577
2,5 | 0,721| 0,764|0,81210,887) 0,931’1 0,721
3,0 | 0,864| 0,91 |0,974|1,065| 1,111| 0,864
3,5 ( 1,008| 1,057|1,132|1,242| 1,291] 1,008
4,0 | 1,152| 1,203)1,299)1,42 | 1,471) 1,152'
4,5 ( 1~,296| 1,349|f,462|1,597| 1,65 | 1,296
5,0 | 1,44 | 1,495) 1,625(1,775| 1,822| 1,44
5,5 | 1,584| 1,64 |1,787|1,952| 2,009| 1,584
6,0 | 1,728| 1,786)1,95 |2~,13| 2,188| 1,728j
55
50
45
Степени точности
20
30
30
50
30
40
40
'60
25 । 35
10
20
30
25
15
20
30
40
40
50
60
15
45
50
70
55
60
80
Е I Н I
Е
Н
192
ФРЕЗЫ РЕЗЬБОВЫЕ ХВОСТОВЫЕ ДЛЯ ВНУТРЕННЕЙ И НАРУЖНОЙ РЕЗЬБЫ
БУРИЛЬНЫХ ЗАМКОВ
Основные размеры и технические требования по чертежам
1Ф950 и 1Ф951 завода-изготовителя «Фрезер».
Размеры, мм
Условное обозначе- ние фрезы D Dt 1 L Конус хвостовика Число ниток на 1" Угол конуса Условное обозначение размера зам- ковой резьбы Резьба на изделии
2,5К 67,95 40 105 315 Конус 5 7°7'30’ ЗН-2’/8" Правая внутренняя
Л2,5К 67,95 40 105 315 Браун 5 7°7'30" ЗШ—27/з" Левая внутренняя
зк 79,2 50 1 | ПО 320 Шарп № 12 5 7°7'30" ЗН—зх/2" Правая внутренняя
лзк 79,2 50 но 320 5 7^7'30" ЗШ—З1/., Левая внутренняя
ск- 65Р 44,3 — 74 300 Конус- ность 1 : 24 6 542'38" — Левая и пра- вая внут- ренняя
СК- 65Н 60,7 — 62 288 Конус- ность 1 С 24 6 542'38" Левая и пра- вая наружная
Фрезы предназначены для нарезания внутренней и наружной
замковой резьб по ГОСТ 5286—58 муфт бурильных замков. Они
изготовляются праворежущими, с правой винтовой канавкой для
левой резьбы, и леворежущими, с левой винтовой канавкой
Для правой резьбы.
7—2348
193
Профиль резьбы шлифованный. Резьба кольцевая. Материал—
быстрорежущая сталь по ГОСТ 9373—60. Твердость рабочей части
HRC 62—65.
При заказе необходимо указывать условное обозначение фрезы.
ФРЕЗЫ РЕЗЬБОВЫЕ КОНИЧЕСКИЕ НАСАДНЫЕ ДЛЯ ТРУБНОЙ ВНУТРЕННЕЙ
ЗАМКОВОЙ РЕЗЬБЫ БУРИЛЬНЫХ ЗАМКОВ
Основные размеры и технические требования по чертежу
1Ф/М-768 завода-изготовителя «Фрезер».
Размеры, мм
Условное обозна- чение фрезы D L Р Резьба на изделии
2,5Т 57,16 52,0 32,6 22 3,175 Правая
Л2, 5Т 57,16 52,0 32,6 22 3,175 Левая
ЗТ 75,16 70,0 32,6 32 3,175 Правая
ЛЗТ 75,16 70,0 32,6 32 3,175 Левая
4Т 86,36 80,0 101,6 40 3,175 Правая
Л4Т 86,36 80,0 101,6 40 3,175 Левая
56Т 100,0 92,66 117,5 40 3,175 Правая
Л56Т 100,0 92,66 117,5 40 3,175 Левая
Примечание. Угол конуса замка 1°47'24".
Фрезы предназначены для нарезания трубной внутренней резь-
бы замков для бурильных труб. Они изготовляются праворежу-
щими, с правой винтовой канавкой для левой резьбы, и леворежу-
щими, с левой винтовой канавкой для правой резьбы.
Профиль резьбы шлифованный. Резьба кольцевая. Материал —
быстрорежущая сталь по ГОСТ 9373—60. Твердость — HRC 62—65.
При заказе необходимо указывать условное обозначение фрезы.
194
ФРЕЗЫ РЕЗЬБОВЫЕ КОНИЧЕСКИЕ НАСАДНЫЕ ДЛЯ НАРУЖНОЙ И ВНУТРЕННЕЙ
ЗАМКОВОЙ РЕЗЬБ БУРИЛЬНЫХ ЗАМКОВ
Размеры, мм
Условное обозначе- ние фрезы D D, L d Число ниток на 1" Угол конуса Условное обозначение замковой резьбы Резьба
Фрезы для внутренней резьбы
4К 105 73,3 120 40 5 7°7'30" зн-41/2" Правая
Л4К 105 73,3 120 40 5 7°7'30" ЗН—4’/2" Левая
4КШ 105 74,55 115 40 5 7°7'30" ЗШ—41/," Правая
Л4КШ 105 74,55 115 40 5 7°7'30" ЗШ—41/2" Левая
5К 115 79,55 135 40 4 7°7'30" ЗН-5»/1в' Правая
Л5К 115 79,55 135 40 4 7°7'30" ЗН—5®/1в" Левая
56К 115 89,65 142 40 4 4°45'48" ЗН—65/8" ЗШ-66/8" ЗШ—59/1в" Правая
Л56К 115 89,65 142 40 4 4С45'48" ЗН—65/8" ЗШ—6в/8" ЗШ—59/1в" Левая
Фрезы для наружной резьбы
2.5КН Л2, 5КН 105 105 83,55 83,55 85 85 40 40 5 5 7°7'30" | 7°7'30" ! ЗН—27/8" ЗШ—27/8" Правая Левая
ЗКН 105 82,3 90 40 5 7°7'30" ЗН-З1//' Правая
лзкн 105 82,3 ; 90 40 5 7с7'30" ЗШ-31/? Левая
4КН 115 88,55 । 105 40 5 7°7'30" ЗН-41/2" Правая
Л4КН 115 88,55 105 40 5 7°7'30" ЗН-4«/2" Левая
5КН 115 84,8 120 40 4 7°7/30" ЗН-5»/,/ Правая
Л5КН 115 84,8 120 40 4 7°7'30" ЗН—59/1(!" Левая
56КН 115 94,0 125 40 4 4045'48" ЗН—65/8" ЗШ—66/8" ЗШ—59/i6" Правая
Л56КН 115 94,0 125 40 4 1 4°45'48" ЗН—66/8" ЗШ—65/8" ЗШ-5»/1в" Левая
195
Основные размеры и технические требования по чертежу
1Ф-882 завода-изготовителя «Фрезер».
Фрезы предназначены для нарезания внутренней и наружной
замковой резьб замков для бурильных труб. Изготовляются пра-
ворежущими с правой винтовой канавкой для левой внутренней
и правой наружной резьб, лев-орежущими с левой винтовой канав-
кой для правой внутренней и левой «наружной резьб.
Профиль резьбы шлифованный. Резьба кольцевая. Материал —
быстрорежущая сталь по ГОСТ 9323—60. Твердость рабочей части
HRC 62-65.
При заказе необходимо указывать условное обозначение фрезы.
ФРЕЗА НАСАДНАЯ ДЛЯ ФРЕЗЕРОВАНИЯ ШПИНДЕЛЕЙ ХЛОПКОУБОРОЧНЫХ
МАШИН
Профиль зуба фрезы
по передней грани
Основные размеры и технические требования по чертежу
1ФМ-439 завода-изготовителя «Фрезер».
Фреза предназначена для нарезания резьбы с шагом 2 мм
на шпинделях хлопкоуборочных машин.
196
Материал — сталь быстрорежущая по ГОСТ 9373—60.
Твердость после термической обработки HRC 62—65.
В комплект входят пять фрез.
Установочный шпоночный паз 14,12 мм у каждой последующей
фрезы смещен по окружному шагу на угол 5°8'.
Шпоночный паз 12,12 мм служит для заточки фрез по передней
поверхности.
Профиль насадных зубьев смещен по окружности на 2 мм и за-
тылуется гребенкой -с удвоенным шагом.
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ РЕЗЬБОВЫХ ФРЕЗ
При эксплуатации резьбовых фрез необходимо соблюдать
следующие основные условия.
1. На фрезерной оправке не должно быть биения.
2. Проставочные кольца должны иметь закаленные и шлифо-
ванные параллельные торцовые плоскости: допуск на неперпенди-
кулярность — не более 0,02 мм. Отверстие проставочных колец
должно быть больше диаметра оправки примерно на 0,1 мм.
3. Диаметр фрезы для нарезания внутренней резьбы рекомен-
дуется выбирать в пределах 2/з диаметра фрезеруемой резьбы;
длина рабочей фрезы выбирается на два-три шага больше, чем
длина фрезеруемой резьбы.
4. Режимы резания рекомендуется применять в соответствии
со следующими таблицами.
Подача на один зуб фрезы
Обрабатывае- мый материал Диаметр нарезаемой резьбы, мм, до
20 | 40 | 70 | свыше 70
Шаг нарезаемой резьбы, мм, до
1,0 | 1,75 | 3,5 | 1,0 1 1,75 | 3,5 1,0 1 1,75 1 3,5 1 1,0 1 1,75 | 3,5
Подача на один зуб фрезы, мм
Сталь марок 35 и 45 0,018^,025 0,03|0,025 0,03 0,04 0,03 O,O3sjo,O45 I 1 0,03|0,037|0,05
Чугун серый | 0,05 |о,О7 | О,Оэ|о,О7 | о,оэ| 0,111 о.ов! 0,1 |о,12б| о,оэ'о,11 |о,145
Скорость резания
Сталь марок 35 и 45 | Чугун серый
Шаг нарезаемой резьбы Подача на один зуб фрезы, мм 0,02 | 0,04 1 0,06 1 0,08 1 0,1 1 0,06 1 0,01 1 0,14 Скорость резания, м/мин
0,8 75 56 49 44 39 72 58 51
1,75 59 45 39 35 31 58 48 43
3,5 48 36 32 29 35 48 39 35
197
Режимы резания для других материалов следует выбирать по
общемашиностроительным нормативам режимов резания и вре-
мени для технического нормирования, разработанным Централь-
ным бюро промышленных нормативов ЦБПНТ (М., 1963).
5. При нарезании резьбы фрезами на деталях из конструкцион-
ной стали марок 35 и 45 в качестве охлаждающей жидкости
рекомендуется применять сульфофрезол, который должен подво-
диться к месту резания в количестве 5—10 л/мин.
6. Необходимо следить за состоянием режущих кромок фрез.
Нормальное затупление резьбовой фрезы выражается в постепен-
ном истирании по задней поверхности затылованной части.
Величина предельно допустимого износа при обработке стали
для фрез с шагом до 1,25 не должна превышать 0,2 мм, с шагом
1,5—1,75—0,3 мм, с шагом выше 1,75—0,6 мм.
7. Заточка фрез производится по передней грани с помощью
делительного приспособления. Фрезы должны быть остро заточе-
ны, без завалов на режущих перьях.
8. Фрезы рекомендуется затачивать абразивными кругами
из электрокорунда нормального или белого зернистостью 40—25
(ГОСТ 3647—59), твердостью СМ1—СМ2.
Скорость круга должна быть 20—25 м/сек, продольная подача
стола 2—3 м/мин, поперечная 0,01—0,03 мм за один двойной ход.
Последние три—пять проходов следует делать без поперечной по-
дачи круга.
9. Концевые резьбовые фрезы должны изготовляться сварными.
Хвостовик фрезы из стали марок 45 или 50 — по ГОСТ 1050—60.
10. Твердость рабочей части должна быть HRC 62—65, твер-
дость торцовой части конического хвостовика HRC 30—40.
11. Биение зубьев по наружному диаметру фрез не должно
превышать у фрез -со степенью точности Е — 0,05 мм, Н — 0,08 мм.
12. Биение по профилю резьбы не должно превышать у фрез
•со степенью точности Е — 0,03 мм, Н — 0,04 мм.
13. Биение опорных торцов при проверке на оправке насадных
фрез не должно превышать 0,02 мм.
198
резьбонанатныа
инструмент
Специализированные инструментальные заводы выпускают: ।
1) резьбонакатные плашки типа НП для накатывания метриче-
ской резьбы диаметром 4—33 мм;
2) резьбонакатные плашки типа НПТ для накатывания резьбы
по ГОСТ 6357—73 на тонкостенных трубах от V2 до 2".
3) самооткрывающиеся резьбонакатные головки типа ВНГН
для накатывания наружной метрической резьбы диаметром 4—
52 мм;
4) резьбонакатные головки типа! ВНГН-трап для накатывания
правых и левых трапецеидальных резьб диаметром 16—42 мм;
5) резьбонакатные головки типа ВНГТ для накатывания резь-
бы на тонкостенных трубах от V2 до 2";
6) резьбонакатные плоские плашки к резьбонакатным станкам
для накатывания метрической правой и левой резьб по i
ГОСТ 9150—59 с крупным и мелким шагом диаметром 1,6—27 мм; i
7) резьбонакатные ролики к резьбонакатным станкам для нака- i
тывания метрической правой и левой резьб по ГОСТ 9150—59 ।
диаметром 3—45 мм с крупным и мелким шагом степени точно- i
сти 1 и 2.
РЕЗЬБОНАКАТНЫЕ ПЛАШКИ ТИПА НП
УДК 621.992.7.07
Основные размеры и технические требования по нормалям
МН 4947—63 и 4950—63 завода-изготовителя «Фрезер».
201
Размеры, мм
Условное обозначение плашки Размеры накатываемой резьбы Длина плашки с ручками L Длина корпуса плашки D Ширина плашки Н Количество роликов в комплекте
диапазон диаметров шаг
НП-1 4—7 0,5; 0,7; 0,8; 1,0 240 38 35 3
НП-2 8—16 1; 1,25; 1,5; 1,75; 2 270 75 55
НП-3 18—24 1,5; 2 290 90
НП-4 27—33
Резьбонакатные плашки предназначены для накатывания на-
ружной метрической резьбы диаметром 4—33 мм на токарных,
револьверных, сверлильных, болтонарезных станках и автоматах,
а также вручную.
Резьбонакатные плашки обеспечивают получение резьбы класса
точности 6g по ГОСТ 16093—70 шероховатостью (поверхности 'про-
филя резьбы шестого-седьмого классов на деталях из конструк-
ционных, нержавеющих, инструментальных, углеродистых и леги-
рованных сталей, алюминиевых сплавов и латуни.
Конструкция плашки обеспечивает регулирование резьбонакат-
ных роликов в широком диапазоне диаметров с большой точностью,
что дает возможность одним комплектом роликов накатывать
резьбу любого диаметра и одного и того же шага в пределах
диапазона диаметров, обрабатываемого данной плашкой.
Применение резьбонакатных плашек при накатывании резьбы
на деталях из калиброванного металла сокращает расход металла
за счет уменьшения диаметра заготовки под накатывание по срав-
нению с резьбонарезанием.
Для работы плашкой вручную в корпусе предусмотрены две
рукоятки, которые при накатывании резьбы плашкой на станке
вывертываются. Корпус плашки снабжен по окружности конусны-
ми отверстиями для крепления плашки в державке при работе
на станках.
Диаметр корпуса, размеры и расположение крепежных отвер-
стий равны соответствующим размерам круглых резьбонарезных
плашек по ГОСТ 9740—71, благодаря чему резьбонакатные
плашки могут крепиться в державках, предназначенных для круг-
лых резьбонарезных плашек.
В корпусе плашки имеется центральное сквозное отверстие,
размеры которого превышают наибольший диаметр накатываемых
данной плашкой резьб, что позволяет накатывать резьбу неограни-
ченной длины.
Плашки изготовляются для накатывания правых резьб; для
левых необходимо иметь специальные корпуса с обратным углом
расположения наклона отверстий под оси роликов.
202
Резьбонакатные плашки поставляются с полным комплектом
резьбонакатных роликов для накатывания резьб всех размеров,
предусмотренных данным типом плашки, и с резьбонакатными
роликами для отдельных шагов.
При заказе следует указывать тип плашек.
Пример условного обозначения плашки для нака-
тывания резьбы 8—16 мм:
Резьбонакатная плашка НП-2
РЕЗЬБОНАКАТНЫЕ РОЛИКИ К РЕЗЬБОНАКАТНЫМ ПЛАШКАМ ТИПА НП
Размеры и технические требования резьбонакатных роликов
по нормалям МН 4951—63 и МН 4952—63 завода-изготовителя
«Фрезер».
Резьба на резьбонакатных роликах кольцевая. Резьбонакатные
ролики поставляются комплектно. Комплект состоит из трех роли-
ков, расположение кольцевых витков которых отличается от сосед-
него смещением на */з шага накатываемой резьбы. На каждом
ролике обозначены номер комплекта и порядковый номер в ком-
плекте.
Резьбонакатные ролики устанавливаются в корпус резьбонакат-
ной плашки на эксцентриковые оси в порядке восходящих номеров
против часовой стрелки. Материал роликов — сталь Х12М по
ГОСТ 5950—73. Твердость НРС 57—60.
203
При заказе следует указывать название, размер накатываемой
резьбы и тип резьбонакатной плашки.
Пример условного обозначения комплекта резьбо-
накатных роликов для накатывания резьбы М12:
Ролики Ml2 к НП-2
Размеры, мм
Условное обозначение плашки Наружный диаметр ролика D Ширина ролика b Диаметр посадоч- ного отвер- стия d Шаг накаты- ваемой резьбы Диаметр накатываемой резьбы
18,7 0,5 М4; М5; Мб; М7
НП-1 18,3 19,5 6 11,5 0,7 0,8 М4 М5
18,7 1,0 Мб; М7
38,8 1,0 М8; М9; М10; МП; М12
35,8 1,0 М14; М16
НП-2 38,8 37,5 10 22 1,25 1,5 М8; М9; М12 М10; МН; М12; М14; М16
36,3 1,75 М12
38,2 2,0 MU; М16
НП-3 37,5 37 10 22 1,5 2,0 Ml8; М20; М22 М24
НП-4 39,5 40 10 22 1,5 2,0 М27; МЗО; МЗЗ М27; МЗЗ
204
РЕЗЬБОНАКАТНЫЕ ПЛАШКИ ТИПА НПТ
УДК 621.992.7.07
Размеры резьбонакатных плашек и технические требования
по чертежам 1В523, 1В522, 1В521 и 1В524 завода-изготовителя
«Фрезер», ТУ по МН 4947—63 — 4952—63.
205
Размеры, мм
Условное обозначение плашки Размеры накатываемой резьбы на трубах Диаметр корпуса плашки D Длина плашки с реками Ширина плашки Н Количество ролике в в ; комплекте
обозначе- ние диа- метра резь- бы, дюймы число ниток на Г 1
НПТ — '/2", 3/4" У*; 3/4 14 90 575 60 4
НПТ—1" 1 11 85 580 6
НПТ-1 у/'; 1V2" 1 1х/«; 1*/2 105 | 625
НПТ —2" | 2 120 640 8
Плашки предназначены для накатывания наружной цилиндри-
ческой резьбы по ГОСТ 6357—73 диаметром от ‘/г до 2" на тонко-
стенных трубах. Применяются на токарных, револьверных, свер-
лильных, болтонарезных станках и автоматах, а также для работы
вручную. Накатанная резьба на трубах отличается высокой точ-
ностью— класса А, шероховатостью поверхности профиля резьбы
шестого класса и повышенной прочностью по сравнению с наре-
занной.
Пример условного обозначения плашки для накаты-
вания резьбы на трубах 1".
Резьбонакатная плашка НПТ-1"
РЕЗЬБОНАКАТНЫЕ РОЛИКИ К РЕЗЬБОНАКАТНЫМ ПЛАШКАМ ТИПА НПТ
Размеры и технические требования по чертежам 1В484, 1В504,
1В477, 1В488 и 1В490 завода-изготовителя «Фрезер», ТУ по
МН 4951—63 и МН 4952—63.
Резьба на роликах кольцевая. Резьбонакатные ролики постав-
ляются комплектно. Расположение кольцевых витков у каждого
ролика отличается от соседнего смещением на 1/п шага накатывае-
мой резьбы, где п — количество резьбонакатных роликов в ком-
плекте.
206
Размеры, мм
Условное обозначение плашки Диаметр накатываемой резьбы по ГОСТ 6357—73, дюймы Число ниток на 1" Наружный диаметр ролика D Ширина ролика b Диаметр посадочно- го отвер- стия d Количество роликов в комп- лекте
НПТ - '/2"; V 8Л 14 39,5 16 22 4
НПТ — 1" 1 11 29,0 19 6
НПТ—РД"; Р/2" ‘Л! Р/2 36,6 22
НПТ —2" 2 34,0 20 8
На каждом ролике обозначены номер комплекта и порядковый
номер в комплекте.
Резьбонакатные ролики устанавливаются в корпус резьбонакат-
ной плашки на эксцентриковые оси в порядке восходящих номеров
против часовой стрелки. Материал роликов — сталь Х12М
по ГОСТ 5950—73. Твердость НРС 57—60.
При заказе следует указывать название, размер накатываемой
резьбы и тип резьбонакатной плашки.
Пример условного обозначения комплекта резьбо-
накатных роликов для накатывания резьбы на трубах 1":
Ролики трубные Г к НПТ-1"
207
УНИВЕРСАЛЬНЫЕ РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
ТИПА ВНГН ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ
МЕТРИЧЕСКИХ РЕЗЬБ
УДК 621.&92.7.07-115
Размеры и технические требования по чертежам 1В593, 1В540,
1В542 и 1В592 завода-изготовителя «Фрезер», ТУ 2.035-4-2—68.
Головки предназначены для накатывания наружной метриче-
ской резьбы диаметром 4—52 мм и применяются на болтонарезных,
сверлильных станках и автоматах как вращающиеся, на токарных
и револьверных станках— как невращающиеся.
Раскрывание и включение резьбонакатных вращающихся голо-
вок осуществляется автоматически от вилки, которая вместе
20 <'
с резьбонакатной головкой совершает поступательное движение
и позволяет выключить резьбонакатную головку.
Размеры, мм
Условное обозначение головки Диаметр накаты- ваемой резьбы Шаг резьбы Диа- метр головки D Общая длина головки L Диа- метр хвосто- вика d 1 Di А
ВНГН-2 4—7 0,7—1,0 57 95 20 45 34 10
ВНГН-3 8—16 |о,75—2,о| 90 160 30 55 48 12
ВНГН-4 16—27 1,5—3,0 145 230 45 75 75 16
ВНГН-5А; ВНГН-5А левая 30—52 200 350 80 ПО 120 20
ВНГН-5Б; ВНГН-5Б левая 3,5—5,0
При использовании резьбонакатных головок как невращающих-
ся выключение осуществляется от внутреннего упора или вилки,
а включение в рабочее положение — рукояткой.
Длина накатываемой резьбы при раскрывании резьбонакатных
головок от внутреннего упора регулируется изменением его вылета.
Раскрывающий механизм резьбонакатных головок, скомбиниро-
ванный из двух пар пазов специальной формы, обеспечивает
надежное раскрытие резьбонакатных головок в конце накатывания,
что позволяет без свинчивания быстро возвращать их в исходное
положение.
Резьбонакатные головки позволяют накатывать резьбу (при
автоматическом раскрытии головок от внутреннего упора) длиной
25 мм (ВНГН-2), 40 мм (ВНГН-3), 60 мм (ВНГН-4) и 250 мм
(ВНГН-5).
Для накатывания резьбы с длиной больше указанной необхо-
димо внутренний упор и сердечник удалить, тогда раскрытие и за-
крытие резьбонакатной головки будут осуществляться только*
от вилки. Если внутренний упор выполнить в виде втулки и на вы-
ступающий из хвостовика конец установить резьбовую пробку
с винтом-упором, то такое исполнение позволит накатывать резьбу
любой длины при раскрывании резьбонакатных головок от внут-
реннего упора.
Накатывание резьбы должно производиться методом самоза-
тягивания, т. е. принудительная подача головки на изделие преду-
сматривается только в начале работы, до захвата заготовки роли-
ками, а затем подача должна происходить самозатягиванием
вследствие сцепления резьбы роликов с заготовкой.
Для обеспечения легкого самозатягивания резьбонакатных
головок по резьбе можно использовать простое приспособление,
обеспечивающее свободное осевое перемещение резьбонакатной
головки.
209!
Приспособление состоит из полого корпуса 1 с хвостовиком,
предназначенного для закрепления на станке, и паза, по которому
плавно обкатывается ролик 2, закрепленный в соединительной
втулке 3, свободно скользящей в осевом направлении по внутрен-
нему диаметру корпуса, за счет чего и обеспечивается свободное
осевое перемещение резьбонакатной головки 4,
Конструкция головок обеспечивает возможность накатывания
резьб различных диаметров в широком диапазоне путем поворота
эксцентриковых осей, на которых установлены резьбонакатные
ролики, что дает возможность накатывать резьбу требуемого диа-
метра и шага соответствующей точности, а также резьбу под по-
крытие. Резьбонакатные ролики автоматически раскрываются
в конце накатывания, что позволяет без свинчивания быстро
возвращать инструмент в исходное положение.
Головки выпускаются для накатывания правых метрических
резьб, за исключением типов ВНГН-5А и ВНГН-5Б, которые вы-
пускаются для правых и левых резьб диаметром 30—52 мм.
При оснащении специальными коническими резьбонакатными
роликами они могут быть использованы для накатывания кониче-
ской резьбы.
Резьбонакатными головками накатывают резьбу на деталях
)ИЗ различных пластичных материалов, в том числе из конструк-
ционных, углеродистых, нержавеющих сталей, алюминиевых спла-
вов и латуни.
Головки обеспечивают: увеличение производительности до пяти
раз по сравнению с резьбонарезными головками за счет повышения
скорости накатывания от 30 до 80 м!мин\ точность накатываемой
резьбы класса 6g по ГОСТ 16093—70; шероховатость поверхности
резьбы восьмого-девятого классов; повышение прочности резьбы
на 25%.
Отличительными особенностями конструкции резьбонакатных
головок типа ВНГН является безаварийность в работе, обеспечи-
ваемая надежной конструкцией механизма раскрывания их в кон-
це накатывания, и высокая жесткость, обусловленная наличием
двух опорных колец, в которых расположены эксцентриковые оси
резьбонакатных роликов.
При заказе необходимо указывать тип резьбонакатной головки.
Пример условного обозначения резьбонакатной го-
ловки для накатывания резьбы 16—27 мм\
Резъбонакатная головка ВНГН-4
210
УНИВЕРСАЛЬНЫЕ РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
ТИПА ВНГН-трап ДЛЯ НАКАТЫВАНИЯ
НАРУЖНЫХ ТРАПЕЦЕИДАЛЬНЫХ РЕЗЬБ
УДК 621.992.7.07-115.
Размеры и технические требования по чертежу 1В610 завода-
изготовителя «Фрезер», ТУ 2.035-42—68.
Размеры, мм-
словнсе обозначение головки Диаметр накаты- ваемой резьбы Шаг накаты- ваемой резьбы D L d 1 А
ВНГН-трап 1; ВНГН-трап 1 ле- вая 22—24 5 200 350 80 110 120 20«
ВНГН-трап 2; ВНГН-трап 2 левая 26—32 5—6
ВНГН-трап 3; ВНГН-трап 3 левая 36—42 6
ВНГН-трап 4; ВНГН-трап 4 левая 16—20 4 1 160 । 265 48 95 80
Головки предназначены для работы на токарных, револьверных,,
болтонарезных станках и автоматах соответствующей мощности.
21k
Головки обеспечивают накатывание трапецеидальной правой
и левой резьб диаметром 16—42 мм с максимальным шагом 6 мм
за один проход и изготовляются четырех размеров. Точность нака-
тываемой резьбы — третий класс по ГОСТ 9562—60. По требова-
нию потребителей для конкретных условий эксплуатации завод-
изготовитель может поставить резьбонакатные головки для нака-
тывания трапецеидальных резьб второго класса точности по
ГОСТ 9562—60.
Резьбонакатные головки обеспечивают шероховатость поверх-
ности трапецеидальной резьбы седьмого-восьмого классов и повы-
шают долговечность резьбы.
Для получения требуемого диаметра и шага накатываемой
резьбы резьбонакатную головку необходимо оснастить соответст-
вующими резьбонакатными роликами.
Резьбонакатные головки обеспечивают увеличение производи-
тельности при накатывании трапецеидальных резьб в четыре-пять
раз по сравнению с вихревыми резьбонарезными головками
и в 10—12 раз по сравнению с нарезанием трапецеидальных резьб
резцом за счет повышения скорости накатывания до 25—40 м!мин.
Гарантийный срок службы механизмов резьбонакатных голо-
вок— пять месяцев с момента пуска в эксплуатацию, но не более
18 месяцев со дня отгрузки при соблюдении потребителем инструк-
ции завода-изготовителя по эксплуатации и хранению.
При заказе следует указывать тип резьбонакатной головки.
Пример условного обозначения резьбонакатной го-
ловки для накатывания трапецеидальной правой резьбы диамет-
ром 26—32 мм\
Резьбонакатная головка ВНГН-трап 2
То же для левой резьбы:
Резъбонакатная головка ВНГН-трап 2 левая
РЕЗЬБОНАКАТНЫЕ РОЛИКИ К РЕЗЬБОНАКАТНЫМ ГОЛОВКАМ
ТИПОВ ВНГН И ВНГН-трап
.212
Размеры резьбонакатных роликов и технические требования
по чертежу 1В618 завода-изготовителя «Фрезер», ТУ 2.035-42—68.
Резьба на роликах кольцевая. Резьбонакатные ролики постав-
ляются комплектно. Комплект состоит из трех роликов, располо-
жение кольцевых витков которых отличается от соседнего смеще-
нием на Уз шага накатываемой резьбы. На каждом ролике обозна-
чены номер комплекта и порядковый номер в комплекте.
Резьбонакатные ролики для накатывания правых и левых
резьб одни и те же, но установку роликов в левую резьбонакатную
головку в отличие от правой следует производить в порядке
восходящих номеров (1, 2, 3) по часовой стрелке.
Материал роликов — сталь Х12М по ГОСТ 5950—73. Твердость
HRC 57—60.
Размеры, мм
Условное обозначение головки Наружный диаметр ролика D Ширина ролика Z Диаметр посадоч- ного от- верстия d Шаг накатываемый резьбы Диаметр накатываемой резьбы
ВНГН-2 18,3 19,5 18,3 10 11.5 0,7 0,8 1,0 М4 М5 Мб
ВНГН-3 36,2 40,4 36,0 40,0 40,3 35,9 40,9 39,9 36,9 18 22,0 0,75 0,75 1,0 1,0 1,25 1,5 1,5 1,75 2,0 М12; М14; М15 М8; М9; М10; МП М14; М16; М15 МН; М12; М8; М9; М10 М8; М9; Ml2 М14; М16 М10; МИ; М12 М12 М14; М16
ВНГН-4 69,5 69,7 62,8 71,2 69,7 69,6 64,5 25 34 1,0 1,5 1,5 2,0 2,0 2,5 3,0 М16; М18; М20; М22 М16; М18; М20; М22 М24; М27 М1& М24; М27 Ml8; М20; М22 М24; М27
ВНГН-5А 93,0 89,0 94,0 89,0 83,0 77,0 40 45 1,5 1,5 2,0 3,0 3,0 3,0 М30; МЗЗ MB'S; М39 МЗО; МЗЗ МЗЗ; М39 М42; М45 М48; М52
ВНГН-5Б 95,0 90,5 85,0 80,0 40 45 3,5 4,0 4,5 5,0 МЗО, МЗЗ МЗЗ, М39 М42, М45 М48, М52
213
Продолжение
Условное обозначение головки Наружный диаметр ролика D Ширина ролика / Диаметр посадоч- ного от- верстия d Шаг накатываемой резьбы Диаметр накатываемой резьбы
ВНГН-трап 1 ВНГН-трап 2 ВНГН-трап 2 и 3 87,5 100,0 99,0 40 45 5,0 5,0 6,0 трап 22; трап 24 трап 26; трап 28 трап 30; трап 32; трап 34
ВНГН-трап 3 93,0 89,0 40 45 6,0 трап 36; трап 38 трап 40; трап 42
ВНГН-трап 4 67,5 34 35 4,0 трап 16; трап 18; трап 20
Стойкость резьбонакатных роликов, по данным завода-изгото-
вителя «Фрезер», при длине накатываемой резьбы 400—500 мм
на деталях из стали марки 45 по ГОСТ 1050—60, твердостью
не более НВ 197 при соблюдении потребителем инструкции по экс-
плуатации резьбонакатных головок указана в таблице.
Диаметр накатываемой резьбы, мм Шаг резьбы, мм Стойкость при нака- тывании метрической резьбы, м Стойкость при нака- тывании трапецеи- дальной резьбы, м
10—20 1,5—2,0 2000 —
30-52 1,5—3,0 1800 —
30—40 3,0-4,0 1500 —
4,5—5,0 1200 —
40—50 3,0—4,0 1000 —
4,5—5,0 800 —
22—24 5,0 — 1200
26-28 — 1000
30—34 6,0 — 1 800
При заказе резьбонакатных роликов необходимо указывать
название, размер накатываемой резьбы, вид резьбы и тип резьбо-
накатной головки.
Пример условного обозначения комплекта резьбо-
накатных роликов для накатывания резьбы М24Х2:
Ролики М24Х2 к ВНГН-4
Для накатывания трапецеидальной резьбы 30X6:
Ролики 30x6 к ВНГН-трап 2
214
УНИВЕРСАЛЬНЫЕ РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
ТИПА ВНГТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ НА ТРУБАХ
УДК 621.992.7.07.115
Размеры и технические требования по чертежу 1В596 завода-
изготовителя «Фрезер», ТУ 2.035-243—71.
Головки предназначены для накатывания резьбы на тонкостен-
ных трубах диаметром ‘/г—2" и применяются на токарных, револь-
верных, сверлильных, болтонарезных, трубонарезных станках
и автоматах. Накатанная резьба на трубах отличается высокой
точ!ностью — класса А по ГОСТ 6357—73, шероховатостью поверх-
ности профиля резьбы шестого класса и повышенной прочностью
по сравнению с нарезанной резьбой.
Головки типа ВНГТ для накатывания резьбы на трубах отли-
чаются от резьбонакатных головок типа ВНГН следующим:
215
Размеры, мм
Условное обозначение головки Диаметр накатыва- емой резь- бы, дюймы Число ниток на 1" Диаметр головки D Общая длина головки L Диа- метр хвосто- вика d 1 Dt А
внгт-’/2"; 3/4" (ГОСТ 5.1021—71) W, 3/4 14 100 235 45 90 75 16
ВНГТ-1" 1 11 140 280 60 105 94 18
ВНГТ-1 V/'; Р/г" р/4; 1‘/2 170 315 65 120 100
ВНГТ-2" 2 310 80 НО 114
для снятия заусенцев после отрезки трубы данные головки
оснащаются сверлами, которые работают одновременно с накаты-
ванием; диаметр сверла выбирается меньше диаметра отверстия
трубы на 1—2 мм; регулирование вылета сверла и его крепление
осуществляются посредством втулки с конусом Морзе и байонет-
ного замка;
головки имеют постоянные нерегулируемые сменные упоры
для длинных и коротких резьб, которые служат для раскрытия
головок в конце накатывания резьбы.
Для удаления грязи необходимо промывать резьбонакатную
головку не реже одного раза в неделю с последующей смазкой всех
трущихся поверхностей машинным маслом.
При заказе следует указывать тип резьбонакатной головки.
Пример условного обозначения резьбонакатной го-
ловки для накатывания резьбы на трубах Г':
Накатная головка ВНГТ-1"
РЕЗЬБОНАКАТНЫЕ РОЛИКИ К РЕЗЬБОНАКАТНЫМ ГОЛОВКАМ ТИПА ВНГТ
Размеры и технические требования по чертежу 1В596 завода-
изготовителя «Фрезер», ТУ 2.035-243—71.
Резьба на роликах кольцевая. Резьбонакатные ролики постав-
ляются комплектно. Расположение кольцевых витков у каждого
ролика отличается от соседнего смещением на 1/п шага накатывае-
216
мой резьбы, где п — количество резьбонакатных роликов в ком-
плекте. На каждом ролике обозначены номер комплекта и поряд-
ковый номер в комплекте.
Размеры, мм
Условное обозначение головки Диаметр накаты- ваемой резьбы, дюймы Число ниток на 1" Наружный диаметр ролика D Ширина ролика Ъ Диаметр посадоч- ного от- верстия d Количество роликов в комплекте
ВНГТ-'/г"; 3/4" (ГОСТ 5.1021—71) ‘/2 14 39,5 16 22 4
ВНГТ-’/г"; 3/4" (ГОСТ 5.1021—71) 3/4 36,0
ВНГТ-1" 1 11 29,0 16 6
ВНГТ-1’/4"; 1'/2" 1х/4 36,6 22
ВНГТ-1’/4"; 1'/2" I1/» 32,0
ВНГТ-2" 2 34,0 20 8
Материал роликов — сталь Х12М по ГОСТ 5950—73. Твердость
HRC 57—60.
При заказе следует указывать название, размер накатываемой
резьбы и тип резьбонакатной головки.
Пример условного обозначения комплекта роликов
для накатывания резьбы на трубах
Ролики трубные Г' к ВНГТ-Г
217
УНИВЕРСАЛЬНЫЕ РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
ТИПА РНГТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ НА ТРУБАХ
УДК 621.992.7.07-115
Размеры и технические требования по чертежам 1В674 и 1В674А
завода-изготовителя «Фрезер», ТУ 2.035-337—74.
Размеры, мм
Условное обозначение головки Диаметр накатываемой резьбы, дюймы Число ниток на 1" Количество роликов в комп- лекте Диаметр головки D Общая длина головки L Диаметр посадочного отверстия а
РНГТ-1 3/8-1 19; 14; 11 4 225 220 120
РНГТ-2 1—11/2 11 6
Головки предназначены для накатывания резьбы на водогазо-
проводных трубах диаметром %—Р/г" и применяются на барабан-
ных трубоотделочных станках типа 2К88, моделей новой гаммы
9147, 9149. Резьбонакатные головки типа РНГТ могут использо-
ваться на универсальном металлообрабатывающем оборудова-
нии — токарных, револьверных, болтонарезных и других станках.
Головки обеспечивают накатывание трубной резьбы класса
точности В по ГОСТ 6357—73.
Резьбонакатные головки типа РНГТ по сравнению с головками
типа ВНГТ обеспечивают значительно больший зазор (12—15 мм)
между резьбонакатными роликами и накатанной резьбой при от-
218
крытии головки для быстрого отвода ее в исходное положение,
а также большую жесткость при сравнительно небольших габари-
тах и возможность расположения большого количества резьбона-
катных роликов.
Соответствие посадочных и габаритных размеров резьбонакат-
ных головок типа РНГТ и резьбонарезных головок типа РГТ
обеспечивает быструю переналадку станков при переходе с одного
способа образования резьбы на другой.
При заказе следует указывать тип резьбонакатной головки.
Пример условного обозначения ревьбонакатной го-
ловки для накатывания резьбы на трубах 3/в—1":
Резьбонакатная головка РНГТ-1
РЕЗЬБОНАКАТНЫЕ РОЛИКИ К РЕЗЬБОНАКАТНЫМ ГОЛОВКАМ ТИПА РНГТ
Размеры резьбонакатных роликов и технические требования
по чертежам 1В674 и 1В674А завода-изготовителя «Фрезер»,
ТУ 2.035-337—74.
Резьба на роликах кольцевая. Резьбонакатные ролики постав-
ляются комплектно. Расположение кольцевых витков у каждого
ролика отличается от соседнего смещением на 1/п шага накатывае-
мой резьбы, где п — количество резьбонакатных роликов в комп-
лекте. Кроме того, перед заборной частью роликов расположены
219
конические пояски, смещённые друг относительно друга также
на 1/п шага накатываемой резьбы, что способствует лучшему сцеп-
лению роликов с изделием и предохраняет их от ударных усилий.
Размеры, мм
Условное обозначение головки Диаметр накатываемой резьбы, дюймы Число ниток на 1" Наружный диаметр ролика D Ширина ролика b Диаметр посадоч- ного от- верстия d Количество роликов в комплекте
РНГТ-1 3/8-1 19; 14; 11 32 18 20 4
РНГТ-2 1-Р/г 11 29,5; 32,0 6
Конструкция резьбонакатных роликов по сравнению с сущест-
вующими конструкциями обеспечивает улучшение качества нака-
тываемой резьбы, условий эксплуатации и центрирования изделия
в процессе накатывания.
Материал роликов — сталь ЭП 569 (6Х6ВЗСМФ) то
ГОСТ 5950—73. Твердость роликов HRC 57—60.
На каждом ролике обозначены номер комплекта и порядковый
номер в комплекте.
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ РЕЗЬБОНАКАТНЫХ ПЛАШЕК ТИПОВ НП
И НПТ И РЕЗЬБОНАКАТНЫХ ГОЛОВОК ТИПОВ ВНГНГ ВНГН-трап,
РНГТ, ВНГТ
Для обеспечения правильной работы резьбонакатных плашек
типов НП, НПТ и резьбонакатных головок типов ВНГН, РНГТ,
ВНГН-трап и ВНГТ необходимо соблюдать следующие основные
условия их работы и наладки.
1. Накатывание резьбы должно производиться методом само-
затягивания, т. е. принудительная подача резьбонакатной плашки
или резьбонакатной головки на изделие предусматривается только
в начале работы, до захвата заготовки резьбонакатными роликами,
а затем подача должна происходить самозатягиванием.
2. Для обеспечения легкого самозатягивания резьбонакатной
плашки и резьбонакатной головки по резьбе рекомендуется приме-
нять специальную выдвижную державку.
3. Диаметр заготовки под .накатывание берется не более теоре-
тического среднего диаметра накатываемой резьбы и определяется
в зависимости от материала заготовки, скорости накатывания и др.
Точность диаметра заготовки под накатывание метрической
резьбы с шагом до 3 мм—0,05 мм, под накатывание метрической
и трапецеидальной резьбы с шагом 4—6 мм — 0,1 мм. Шерохова-
тость поверхности заготовок под накатывание метрической
резьбы — четвертый-пятый классы, под накатывание трапецеидаль-
ной резьбы — пятый класс.
220
Для лучшего захвата заготовки в начале накатывания на конце
заготовки рекомендуется снимать заходную фаску под углом 10°
к оси заготовки. Фаску больше 10° делать не рекомендуется, так
как это не будет соответствовать углу заборного конуса резьбо-
накатных роликов; при этом возможно образование кольцевых
витков на заходной части заготовки.
При накатывании резьбы на тонкостенных трубах диаметром
заготовки является наружный диаметр трубы.
4. Перед накатыванием резьбы заготовки проверяются по диа-
метру. Заготовка должна быть чистой; наличие стружки не допу-
скается.
5. Скорость накатывания резьбонакатными головками и плаш-
ками выбирается в зависимости от пластичности материала, шага
и диаметра накатываемой резьбы.
Рекомендуемые скорости накатывания 30—80 м!мин для кон-
струкционной стали; 30—50 м1мин для инструментальной стали;
30—90 м/мин для латуни и легких сплавов.
Чем больше предел прочности, тем ближе к минимальной выби-
рается скорость, но не менее 30 м/мин. При накатывании трапе-
цеидальной резьбы с шагом 5—6 мм, если не позволяет мощность
станка, допускается накатывание со скоростью 20—25 м!мин.
При более низких скоростях накатывать не рекомендуется. Проб-
ное накатывание рекомендуется производить при пониженных
скоростях — 5—10 м!мин.
6. В качестве охлаждающей жидкости рекомендуется применять
5—10%-ный раствор эмульсола в воде с расходом не менее
10—15 л) мин. После накатывания изделие должно оставаться
холодным.
7. В процессе накатывания не должно быть стружки или отслое-
ния металла, свидетельствующих о неправильности процесса нака-
тывания.
8. Ось резьбонакатной головки или резьбонакатной плашки
должна совпадать с осью обрабатываемого изделия.
221
9. При сборке резьбонакатной головки особое внимание надо
уделять правильному соединению шестерен, которые посажены
на задней шейке эксцентриковых осей, с зубьями хвостовика,
от которых зависит правильное расположение резьбснакатных ро-
ликов от центра резьбонакатной головки. Эксцентриситет эксцетри-
ковой оси должен быть направлен в левую сторону от переднего
торца.
10. При затяжке винтов передней крышки необходимо обеспе-
чить свободное вращение резьбонакатных роликов на шейках
эксцентриковых осей.
11. При смене и установке резьбонакатных роликов в резьбо-
накатных плашках необходимо, чтобы эксцентриситет осей был
направлен в левую сторону от переднего торца. Все оси плашки
должны устанавливаться по первому нормальному зубу.
12. При затяжке осей необходимо обеспечить свободное враще-
ние резьбонакатных роликов на шейках осей.
13. Перестановка отдельных резьбонакатных роликов из одного
номера комплекта в другой не допускается.
222
РЕЗЬБОНАКАТНЫЕ плоские плашки к резьбонакатным
СТАНКАМ ДЛЯ НАКАТЫВАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ПО ГОСТ 9150—59
УДК 621.992.7.07
Подбижная плашка
Основные размеры и технические требования по ГОСТ 2248—69,
223
Размеры, мм
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L непод- вижной
14 Гб-0005 1416-0006 1,6 0,35 60 55 16 25
0007 0008 25
0009 0010 1,8 0,2 16
ООН 0012 25
0013 0014 0,35 16
00 Г5 0016 25
0017 0018 2,0 0,25 16
0019 0020 25
0021 0022 85 78 25
0023 0024 32
0025 0026 0,4 60 55 16
0027 0028 25
0029 0030 85 78 25
0031 0032 32
0033 0034 2,2 0,25 60 55 16
0035 0036 25
0037 0038 85 78 25
0039 0040 32
0041 0042 0,45 60 55 16
0043 0044 25
0045 0046 85 78 25
0047 0048 32
0049 0050 2,5 0,35 60 55 16
0051 0052 25
0053 0054 85 78 25
0055 0056 32
0057 0058 0,45 60 55 16
0059 0060 25
0061 0063 0052 0064 85 78 25 32
0065 1416-0066 3,0 0,35 25
0067 0068 32
0069 0070 0,5 25
0071 0072 32
3,5 0,35 (0.6)
0073 0074 25
0075 0076 32
0077 0078 25
0079 0080 32
0081 0082 4,0 0,5 25
1416-0083 1416-0084 32
224
Продолжение
Обозначение комплекта плашек для резьбы Размеры накатыва- емой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L непод- вижной Lt
1416-0085 1416-0086 4,0 0,5 125 110 25 25
0087 0088 32
0089 0090 40
0091 0092 0,7 85 78 25
0093 0094 32
0095 0096 125 по . 25
0097 0098 32
0099 0100 40
0101 0102 4,5 0,5 25
0103 0104 32
0105 0103 40
0107 0108 (0,75) 25
0109 ОНО 32
0111 0112 40
0113 0114 5,0 0,5 25
011’5 0116 32
0117 0118 40
0119 0120 0,8 25
0121 0122 32
0123 0124 40
0125 0126 5,5 (0,5) 25
0127 0128 32
0129 0130 40
0131 0132 6,0 0,5 25
0133 0134 32
0135 0136 40
0137 0138 170 150 32 32
0139 0141 0140 0142 40 50
0143 0144 0,75 125 ПО 25 25
0145 0146- 32
0147 0148 40
0149 0150 170 150 32 32
0151 0152 40
_ 0153 0154 50
__ 01'55 01'56 1,0 125 ПО 25 25
_ 0157 0158 32
_ 0159 0160 40
0161 0162 170 150 32 32
>416-0163 1416-0164 40
225
П родолжение
Обозначение f плашек для сомплекта резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки И
1 правой | левой диаметр шаг подвиж- ной L непод- вижной Li
1416-0165 1416-0166 6,0 1,0 170 150 50 32
0167 0168 7,0 0,5 32
0169 0170 40
0171 0172 50
0173 0174 0,75 32
0175 0176 40
0177 0178 50
0179 0180 1,0 32
0181 0182 40
0183 0184 50
0185 01816 8,0 0,75 32
0187 0188 40
0189 0190 50
0191 0192 220 200 32 40
0193 0194 40
— 0195 0193 50
0197 0198 63
0199 0200 1,о 170 150 32 32
0201 0203 0205 0207 0202 40
0204 _50_ 32 40
0203 0208 220 200 40
0209 0210 50
0211 0212 63
0213 0214 1,25 170 150 32 32
0215 0216 40
0217 0218 50
0219 0220 220 200 32 40
0221 0222 40
0223 0224 50
0225 0227 0226 63
0228 9,0 0,75 170 150 32 32
0229 0230 40
0231 0232 50
0233 0234 220 200 32 40
0235 0236 40
0237 0238 50
0239 0240 63
0241 0242 1,0 170 150 32 32
0243 0244 40
1416-024'5 | 1416-0246 50
226
Продолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L непод- вижной Lx
1416-0247 ' 0249 1416-0248 9,0 1.0 220 200 32 40
0250 40
0251 0252 50
0253 0254 63
0255 0256 (1,25) 170 150 32 32
0257 0258 40
0259 0260 50
0261 0252 220 200 32 40
0263 0234 40
026'5 0266 0268
50
0257
63
0269 0270 10,0 0,75 170 150 32 32
0271 0272 40
0273 0274 50
0275 0276 220 200 32 40
0277 0278 40
0279
0280 50 63
0281 0282
0283 0284 250 230 40 45
0285 0286 50
0287 0288 63
0289 0290 80
_ 0291 0292 170 150 32 32
0293 0294 40 5С
0295 0296
0297 0298 32 40
0299
0300 40
_ 0301
0302 1,0 ZZU Zuu 50 63
0303 0304
0305 0306 250 230 40 50 45
__ 0307 0308
_ 0309
0310 63
0311 — 0313
0312 80
0314 1,25 170 150 32 32
0315 0317 0316
40 50
0318
_ 0319 0320 220 200 32 40
0321 0322 40 " 50
_ 0323 0324
1416-0325 1416-0326 63
227
П родолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L неподвиж- ной Li
1416-0327 1416-0328 10,0 1,25 250 230 40 45
0329 0330 50
0331 0332 63
0333 0334 80
0335 0336 1,5 170 150 32 32
0337 0338 40
0339 0340 50
0341 0342 220 200 32 40
0343 0344 40
0345 0346 50
0347 0348 63
0349 0350 250 230 40 45
0351 0352 50
0353 0354 63
0355 0356 80
0357 0358 11,0 0,75 220 200 32 40
0359 0360 40
0361 0362 50
0363 0364 63
0365 0366 250 230 40 45
0367 0368 50
0369 0370 63
0371 0372 80
0373 0374 1,0 220 200 32 40
0375 0376 40
0377 0378 50
0379 0380 63
0381 0382 250 230 40 45
0383 0384 50
0385 0386 63
0387 0388 80
0389 0390 (1.5) 220 200 32 40
0391 0392 40
0393 0394 50
0395 0396 63
0397 0398 250 230 40 45
0399 0400 50
0401 0402 63
1416-0403 1416-0404 80
228
Продолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L непод- вижной Li
1416-0405 1416-0406 12,0 1,0 220 200 32 40
0407 0408 40
0409 0410 50
" 0411 0412 63
0413 0414 250 230 40 45
“ 0415 0416 50
0417 0418 63
0419 0420 80
0421 0422 1,25 220 200 32 40
0423 0424 40
0425 0426 50
0427 0428 63
0429 0430 250 230 40 45
0431 0433 0432 50
0434 63
0435 0435 80
0437 0438 1,5 220 200 32 40
0439 0440 40
0441
0442 50
0443 0444 63
0445
0446 250 230 40 50 63 45
0447 0448
0449 0450
0451 0452 80
0453 0454 1,75 220 200 32 40
0455 0456 40
0457 0458 50 63
0459 0460
. 0461 0462 250 230 40 45
0463 0464 50
0465 0466 63
0467 0468 80
_ 0469 0470 14,0 1,0 250 230 40 45
0471 0472 50
0473 0474 63 80
0475 0476
_ 0477 0478 310 285 40 50
.0479 0480 50
0481 0482 63
1416-0483 1416-0484 80
229
Продолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L неподвиж- ной Li
1416-0485 1416-0486 14,0 1,25 250 230 40 45
0487 0488 50
0460 0490 63
0491 0492 80
0493 0494 310 285 40 50
0495 0496 50
0497 0498 63
0499 0500 80
0501 0502 1,5 250 230 40 45
0503 0-504 50
0505 0505 63 '
0507 0508 80
0509 0510 310 285 40 50
0511 0512 50
0513 0514 63
0515 05-16 80
0517 0518 2,0 250 230 40 45
0519 0520 50
0521 0522 63
0523 0524 80
0525 0526 310 285 40 50
0527 0528 50
0529 0530 63
0531 0532 80
0533 0534 15,0 (1,0) 250 230 40 45
0536 0536 50
0537 0538
63
0539 0540 80
0541 0542
310 285 40 50
0543 0544 50
0545 0546
63
0547 0548 80
0549 0550
1,5 250 230 40 45
0551 0552 50
0553 0554
63
0555 0556 80
0557
0558 310 285 1 40 50 1 1
0559 0560 50
0561 0562
63
1416-0563 1416-0564
80
230
П родолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвиж- ной L неподвиж- ной Lt
1416-0565 1416-0566 16,0 1,0 250 230 40 45
0567 0568 50
0569 0570 63
0571 0572 80
0573 0574 310 285 40 50
0575 0576 50
0577 0578 63
0579 0580 80
0581 0582 1,5 250 230 40 45
0583 0584 50
0585 0585 63
0587 0588 80
0589 0590 310 285 40 50
0591 0592 50
0593 0594 63
0595 0595 80 40
0597 0598 2,0 250 230 45 -
0599 0500 50
0301 0302 63
0)3 0605 0304 80
0505 310 285 40 50
0307 0308 50
0509 0610 63
0511 0512 80
0513 0614 17,0 (1.0) 40
0515 С616 50
0617 05'18 63
0619 0620 80
0621 0622 1,5 40
0S 23 0324 50
0525 0626 63
0527 0628 80
0529 0530 18,0 40
0531 0632 50
0633 0>334 63
0535 0535 80
0637 0538 400 375 50
_ 0639 С640 63
_ 0641 0542 80
1416-0643 1416-0644 100
231
П родолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвижной L непод- вижной Li
1416-0645 1416-0646 18,0 2,0 310 285 40 50
0647 0648 50
0649 0650 63
0661 0652 80
0663 0654 400 375 50 63
0656 0566
80 100
0667 0668
0659 0660
0661 0662 2,5 310 285 40
0663 0564 50
63
0665 05166
0667 0668 80
0669 0670 400 375 50
0571 0572 63
80
0673 0574
0575 0676 100 40 50
0677 0578 20,0 1,5 310 285
0679 0380
63
0581 0682
0583 0584 80
0685 0686 400 375 50 63
0587 0588
80
0689 0590
0591 0592 100
0693 0594 2,0 310 285 40 50
0595 0596
63
0697 0698
0699 0700 80
0701 0702 400 375 50
0703 0704 63
80
0705 0705
0707 0708 100
0709 0710 2,5 310 285 40
0711 0712 50
63
0713 0714
0716 0716 80
0717’ 0718 400 375 50
0719 0720 63
80 100
072)1 0722
1416-0723 1416-0724
232
Продолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина Высота плашки Н
правой левой диаметр шаг подвижной непод- вижной плашки В
1416-0725 1416-0726 22,0 1,5 400 375 50 50
0727 0728 63
0729 0730 80
0731 0732 100
0733 0734 2,0 50
0735 0736 63
0737 0738 80
0739 0740 100
0741 0742 2,5 50
0743 0744 63
0745 0746 80
0747 0748 100
0749 0750 24,0 1,5 50
0751 0752 63
0753 0754 80
0755 0756 100
0757 0758 2,0 50
0759 0760 63
0761 0762 80
0763 0764 100
0765 0766 3,0 50
0767 0768 63
0769 0770 80
0771 0772 100
0773 0774 25,0 1,5 50
0775 0776 63
0777 0778 80
0779 0780 100
078.1 0782 2,0 50
0783 0784 63
0785 0787 0785 80
0788 100
0789 0790 (26,0) (1,5) 50
0791 0792 63
0793 0794 80
0795 0796 100
_ 0797 0798 27,0 1,5 50
0799 0800 63
0801 1416-0803 0802 80
1416-0804 100
233
П родолжение
Обозначение комплекта плашек для резьбы Размеры накаты- ваемой резьбы Длина плашки Ширина плашки В Высота плашки Н
правой левой диаметр шаг подвижной L непод- вижной
1416-0805 1416-0806 27,0 2,0 400 375 50 50
0807 0808 63
0809 081J 0813 0810 80
0812 100
0814 3,0 50
0815 0817 0816 63
0818 80
1416-0819 1416-0820 1G0
Примечание. Плашки, диаметры -и шаги резьбы которых заключены в
скобки, применять не рекомендуется.
Резьбонакатные плашки поставляются комплектом из двух
штук — подвижной и неподвижной.
Материал плашек — сталь марок Х12М, Х6ВФ, Х12Ф1 для изде-
лий с ов^бО кгс!мм2', из стали марки ЭП569 (55Х6ВЗСМФ) для
изделий с ов^85 кгс/мм2 по ГОСТ 5950—73.
Твердость резьбонакатных плашек ИКС 57—60. Плашки обес-
печивают получение на изделии резьбы класса точности 6g
по ГОСТ 16093—70.
Резьбонакатные плоские плашки изготовляет завод «Фрезер»
для резьб от 1,6X0,35 до 27X3 мм и Томский завод режущих
инструментов для резьб от 6Х1 до 27X3 мм.
При заказе следует указывать условное обозначение комплекта
плашек.
Пример условного обозначения комплекта плашек
для правой резьбы диаметром 6 мм, с шагом 0,5 мм, 1 = 125 мм,
Li=110 мм, В = 32 мм, Н = 25 мм:
Комплект плашек 1416-0133 ГОСТ 2248—69
То же, для левой резьбы:
Комплект плашек 1416-0134 ГОСТ 2248—69
234
РОЛИКИ РЕЗЬБОНАКАТНЫЕ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ПО ГОСТ 9150—59
Основные размеры и технические требования по ГОСТ 9539—72.
Размеры, мм
Обозначение комплекта роликов Размеры накаты- ваемой резьбы D в d Число заходов
диаметр .шаг
1417-0301 0302 3,0 0,5 96,588 25 45 36
32
0303 40
0304 139,388 25 54 52
0305 32
0306 40
0307 25 63
0308 32
0309 40
0310 50
0311 3,5 (0,6) 99,866 25 45 32
0312 32
0313 40
_ 0314 137,186 25 54 44
0315 32
0316 40
0317 25 63
0318 32
0319 40
1417-0320 50
235
П родолжение
Обозначение комплекта роликов Размеры накаты- ваемой резьбы D В d Число заходов
диаметр шаг
1417-0321 4,0 0,5 103,188 32 45 28
0322 40
0323 50
0324 139,938 32 54 38
0325 40
0326 50
0327 _ 0328 32 63
40
0329 50
0330 0,7 99,692 32 45 28
0331 40
0332 50
0333 0334 0335 142,244 32 54 40
40 50
0336 32 63
0337 40
0338 50
0339 4,5 0,5 100,488 32 45 24
0340 0341 _40_ 50 32 40 " 50
0342 142,238 54 34
0343
0344
0345 32 63
0346 40 50
0347
0348 (0,75) 96,746 32 45 24
0349 40
0350 50
0351 144,902 32 54 36
0352 40
0353 50
0354 32 40 63
0355
0356 50
0357 5,0 0,5 103,138 "32 40 45 22
0358 0359
50
140,538 54 30
0360 32
0361 1417-0362 40 50
236
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417\0363 5,0 0,5 140,538 32 63 30
\0364 40
' 0365 50
^366“ 0,8 99,022 32 45 22
’ Q367- 40
0368 50
0?69 143,822 32 54 32
0370 40
0371 50
0372 32 63 32
0373 40
0374 50
0375 (5,5) 0,5 103,788 32 45 20
0376 40
0377 50
0378 145,188 32 54 28
0379 40
0380 50
0381 32 40 63
0382
0383 50
0384 6,0 102,438 32 45 18
0385 40
0386 50
0387 0388 136,488 32 54 24
40 50
0389
0390 32 63
0391 40
0392 50
0393 63
0394 0,75 99,668 32 45 18
0395 40
0396 50
__ 0397 143,772 32 54 26
0398 0399 40
50
0400 32 63
0401 40
_ 0402 50
1417-0403 63
237
П родолжерие
Обозначение комплекта роликов Размеры накаты- ваемой резьбы D в d Число заходов
диаметр шаг
1417-0404 6,0 1,0 96,876 32 45 18
0405 40
50
0406
0407 63
0408 139,676 32 54 / 26
0409 40
50
0410
0411 63
0412 32 63
0413 40
0414 50
0415 63
0416 7,0 0,5 93,738 32 45 14
0417 40
0418 50
133,788 32 40
0419 54 20
0420
0421 50
0422 32 63 20
0423_ 0424 40
50 63"
0425
0426 0,75 91,616 32 45 14
0427 40
0428 50
0429 143,720 32 54 22
0430 40 50
0431
0432 32 63
0433 40
0434 50
0435 63
0436 1,о 102,176 32 45 16
0437 40
0438 50
0439 63
0440 140,276 32 54 22
0441 40
0442 0443 50
63
0444 1417-0445 32 63
40
238
Продолжение
Обозначение комплекта {Бликов Размеры накаты- ваемой резьбы D В d Число заходов
диаметр шаг
1417^-0446 7,0 1,0 140,276 50 63 22
у 0447 63
' \0448 8,0 0,75 90,590 32 45 12
' р449 40
‘ 9450“ 50
^451 63
0^52“ 135,668 32 54 18
0|53 40
0^54 50
0455 63
0456 32 63
0457 40
0458 50
0459 63
0460 1,о 103,476 32 45 14
0461 40
0462 50
0463 63
0464 132,876 32 54 18
0465 40
0466 50
0467 63
0468 32 63
0469 40
0470 50
0471 63
0472 1,25 101,354 32 45 14
0473 40
0474 50
0475 63
0476 144,482 32 54 20
0477 40
0478 50
0479 63
0480 32 63
0481 40
0482 50
0483 63
0484 9,0 0,75 102,590 32 45 12
0485 40
0486 50
1417-0487 63
239
П родолженл
Обозначение комплекта роликов Размеры накаты- ваемой резьбы D в d Число заходов
диаметр шаг
1417-0488 0489 9,0 0,75 136,642 32 54 16
40
0490 50
63
0491
32
0492 63
0493 40
50
0494
0495 63
45 12
0496 1,0 100,776 32
0497 40
50
0498
0499 63
0500 134,176 32 54 16
0501 40
50—
0502
0503 63
32 63
0504 0505
40 50
0506
0507 63
0508 (1,25) 98,978 32 45 12
0509 40
50
0510
0511 0512 63
131,730 32 54 16
0513 0514 40
50 63
0515
32 63
0516
0517_ 0518 40
50
0519 63
0520 10,0 0,75 95,564 32 45 10
0521 40
50
0522
0523 63
0524 0525 133,616 32 54 14
40
0526 50
63
1417-0527
240
Продолжение
Обозначение комплекта ролжов Размеры накаты- ваемой резьбы D в d Число заходов
диаметр шаг
1417-03р8 10,0 0,75 133,616 32 63 14
' 05^9“ 40
—~ 05ц0 50
053 63
053 ) 200,207 32 .80 21
б5з: 40
053z 50
0535Г 63
0536Г ' 0537 32 100
40
0538 50
0539 63
0540 1,о 94,076 32 45 10
0541 40
0542 50
054: 3 1 63
054' 131,476 32 54 14
0545 40
054( 7 50
0541 63
054! * ) ) > 32 63
054< 0551 0551 40
50
63
055$ 196,926 32 80 21
0553 0554 40 50
0555 63
0556 32 100
0557 40
055^ 05Й * ) 50
63
056( 1,25 101,790 32 45 11
0561 40
0562 50
0563 63
0564 147,730 32 54 16
056f 056( 1417-0567 40
50
63
241
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d ЧИСЛО заводов
диаметр шаг
1417-0568 10,0 1,25 147,730 32 63 / 16
0569 40
0570 50
0571 63
0572 202,858 32 80 22
0573 40
0574 50
0575 63
0576 32 100
0577 40
0578 50
0579 63
0580 1,5 91,124 32 45 10
0581 40
0582 50
0583 63
0584 145,280 32 54 16
0585 40
0586 50
0587 63
0588 32 63
0589 40
0590 50
0591 63
0592 199,436 32 80 22
0593 40 50
0594
0595 63
0596 32 40 100
0597
0598 50
0599 63
0600 11,0 0,75 84,538 32 45 8
0601 40
0602 50
0603 63
0604 147,616 32 54 14
0605 40
0606 50
1417-0607 63
242
П родолженш>
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-0(608 11,0 0,75 147,616 32 63 14
0р09 Of 10 40
50
бф"Г 63
0612 06р 200,181 32 80 19
40
6Щ4~ 50
' 0615“ 63
0616 32 100
0617 40
0618 50
0619 63
0620 1,0 104,076 32 45 10
0621 40
0622 0623 50 63
0624 145,476 32 54 14
0625 40
0626 50
0627 63
0628 32 63
0629 40
0630 50
0631 63
0632 (1,5) 197,226 32 80 19
0633 40
0634 50
0635 63
0636 32 100
0637 0638 40
50
0639 63
0640 101,124 32 45 10
0641 40
0642 50
0643 63
0644 141,228 32 54 14
0645 40
0646 50
1417-0647 63
243
П родолоцение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-0648 11,0 (1.5) 141,228 32 63 / 14
0649 40
0650 50
0651 63
0652 201,384 32 80 1 20
0653 40
0654 50
0655 63
0656 32 100
0657 40
0658 0659 50 63
0660 12,0 0,75 92,538 32 45 8
0661 40
0662 50
0663 63
0664 138,590 32 54 12
0665 40
0666 50
0667 0668 63
32 63
0669 40
0670 50
0671 63
0672- 0673 196,155 32 40 80 17
0674 50
0675 63
0676 32 100
0677 40
0678 50
0679 63
0680 1,0 91,376 40 45 8
0681 50
0682 63
0683 80
0684 136,776 40 54 12
0685 50
0686 63
1417-0687 80
244
П родолжение
Обозначение комплекта роликдв Размеры не рез диаметр шатываемой ьбы шаг D в d Число заходов
1417-068^ 12,0 1,0 136,776 40 63 12
068? 50
069f“ 63
669Г~ 0692 80
1,25 204,876 40 80 18
0693 50
0694 63
0695” 80
0696 0697 40 50 100
0698 63
0699 80
0700_ 0701 90,226 40 50 45 8
0702 63
0703 80
0704 134,978 40 54 12 18
0705 50
0706 63
0707 80
0708 40 63
0709 50
0710 63
0711 80
0712 202,106 40 м
0713 50
0714 63
0715 80
0716 40 100
__ 0717 50
0718 63
0719 80
0720 1,5 100,098 40 45 9
0721 50
0722 63
0723 80
0724 0725 133,176 40 50 54 12
_ 0726 63
1417-0727 80
245
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d , Число / заходов
диаметр шаг
1417-0728 12,0 1,5 133,176 40 63 12
0729 50
0730 63
0731 80
0732 199,332 40 80 18
0733 50
0734 63
0735 80
0736 40 100
0737 50
0738 63
0739 80
0740 0741 0742 1,75 98,777 40 50 63 45 9
0743 0744 0745 80
131,366 40 54 12
50
0746 63
0747 80
0748 40 63
0749 50
0750 63
0751 80
0752 196,544 40 80 18
0753 50
0754 63
0755 80
0756 0757 40 100
50
0758 63
0759 80
0760 14,0 0,75 95,025 32 45 7
0761 0762 40
50
0763 63
0764 0765 135,564 32 54 10
40
0766 1417-0767 50
63
246
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D д d Число заходов
диаметр шаг
1417-0768_ 0769 0770 0771 ' 0772__ — 0773 14,0 0,75 135,564 32 40 63 10
50
63
203,129 32 40 80 15
' 0774 ~~ 0775 0776 50 63
32 100
0777 40
0778 50
0779 63
0780 1,0 94,026 40 45 7
0781 0782 50 63
0783 80
0784 134,076 40 54 10
0785 50
0786 63
0787 80
0788 0789 40 50 63
0790 63
0791 80
0792 200,826 40 >
0793 50 80 15
0794 63
0795 80
0796 0797 40 100
50
0798 0799 0800 63 80
1,25 93,038 40 45 7
0801 50
0802 _ 0803 63 80
0804 132,602 40 54 10
0805 50
0806 63
1417-0807 80
247
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-0808 14,0 1,25 132,602 40 63 10
0809 50
0810 63
0811 80
0812 198,542 40 80 15
0813 50
0814 63
0815 0816 80
40 100
0817 50
0818 63
0819 80
0820 1,5 92,046 40 45 7
0821 50
0822 0823 63 80
0824 131,124 40 54 10
0825 50 63
0826
0827 80
0828 40 63
0829 0830 50 63
0831 80
0832 196,254 40 80 15
0833 50
0834 63
0835 80
0836 40 100
0837 0838 50
63
0839 80
0840 102,760 40 45 8
0841 50
0842 63
0843 80
0844 2,0 128,162 40 54 10
0845 50
0846 63
1417-0847 80
248
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-0848 14,0 2,0 128,162 40 63 10
" 0849 ” 50
• 0850 63
’ 0851“ 80
0852 204,368 40 80 16
— 0853“ 50
0854“ 63
0855“ 80
0856 40 100
" 0857 50
0858 63
0859 80
0860 15,0 1,0 101,026 40 45 7
0861 50
0862 63
0863 80
0864 144,076 40 54 10
0865 50
0866 63
0867 80
0868 40 63
0869 50
0870 63
0871 80
0872 201,476 40 80 14
0873 50
0874 63
0875 80
0876 40 100
0877 50
0878 63
0879 80
0880 1,5 99,046 40 45 7
0881 50
0882 63
0883 80
0884 141,124 40 54 10
0885 0886 50
63
1417-0887 80
249
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-0888 15,0 1,5 141,124 40 63 10
0889 50
0890 63
0891 80
0892 0893 197,228 40 80 14
50
0894 63
0895 80
0896 40 100
0897 50 63 80
0898
0899
0900 16,0 0,75 93,512 32 45 6
0901 40
0902 50
0903 63
0904 140,051 32 54 9
0905 40
0906 50
0907 63
0908 32 63
0909 40
0910 50
0911 63
0912 202,103 32 80 13
0913 40
0914 0915 50 63
0916 32 100
0917_ 0918 40 50
0919 63
0920_ 0921 0922 1,0 92,676 40 45 6
50
63
0923 80
0924 138,726 40 54 9
0925 50
0926 63
0927 80
0928 1417-0929 40 63
50
250
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-0930 16,0 1,0 138,726 63 63 9
' 093Г“ 80
~~ 0932~ ' 0933“ 200,126 40 80 13
50
' 0934” 63
0935 80
' 0936~ 0937 40 100
50
0938 63
0939 0940 80
1,5 91,020 40 45 6
0941 0942— 0943 50
63
80
0944 0945 136,098 40 54 9
50
0946 63
0947_ 80
0948 40 63
0949 50
0950 0951_ 63
80
0952 196,202 40 80 13
0953 50
0954 63
0955 80
__ 0956
40 100
0957 50
0958
63
0959 80
0960 2,0 104,059 40 45 7
0961_ 0962 50
63
0963 80
0964 133,461 40 54 9
0965 50
0966_ 0967 0968
63
80
40 63
0969 _ 0970 1417-0971 50
63
80
251
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы 1 диаметр | шаг D в d Число заходов
1417-0972 16,0 2,0 192,265 40 80 13
0973 50
0974 63
0975 80
0976 40 100
0977 50
0978 63
0979 80
0980 17,0 1,0 98,676 40 45 6
0981 50
0982 63
0983 80
0984 131,376 40 54 8
0985 50
0986 63
0987 80
0988 40 63
0989 50
0990 63
0991 80
0992 196,776 40 80 12
0993 50
0994 63
0995 80
0996 40 100
0997 50
0998 _ 63
0999 80
1000 1,5 97,020 40 45 6
1001 50
1002 63
1003 80
1004 145,098 40 54 9
1005 50
1006 63
1007 80
1008 40 63
1009 50
1010 63
1417-1011 80
252
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1012 17,0 1,5 193,176 40 80 12
ГбТз 50
1оГГ" 63
1015 80
1016“ 1017 40 100
50
1018“ 63
1019 1020 80
18,0 0,75 87,999 32 45 5
1021 40
1022 50
1023 63
1024 140,538 32 54 8
1025 40
1'026 50
1027 63
1028 32 63
1029 40
1030 50
1031 63
1032 193,077 32 80 11
1033 40
1034 1035 50 '63
1036 32 100
1037 40
1038 50
1039 63
1040 1041 1,0 104,676 40 50 45 6
1042 1043 63 80
1044 139,376 40 54 8
1045 50
1046 63
1047 80
1048 40 63
1049 50
1050 63
1417-1051 80
253
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1052 18,0 1,0 191,426 40 80 11
1053 50
1054 63
1055 80
1056 40 100
1057 50
1058 ”63
1059 80
1060 1,5 103,020 40 45 6
1061 50 63
1062
1063 80
1064 137,072 40 54 8
1065 50
1066 1067 1068 63
80
40 63
1069 50
1070 63
1071 80
1072 205,176 40 80 12
1073 50
1074 63
1075 80
1076 40 100
1077 50 63
1078
1079 80
1080 2,0 101,358 40 45 6
1081 50
1082 63
1083 80
1084 134,760 40 54 8
1085 50 63
1086
1087 80
1088 40 63
1089 50
1090 63
1417-1091 80
25 4
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1092 18,0 2,0 201,564 40 80 1 12
' 1093 ' 1094" 1095 Гб96 1097 50 63 80
40 50 100
1098“ 63
1099 80
1100 2,5 99,698 40 45 6
1101 50
1102 63
1103 80
1104 132,450 40 54 8
1105 50
1106 63
1107 80
1108 40 63
1109 50
1110 1111 63 80
1112 1113 1114 197,954 40 50 80 12
63
1115 80
1116 40 100
1117 50
1118 63
1119 80
1120 20,0 1,0 97,326 40
1121 50 АС К
1122 63
1123 80
1124 П25 1126 136,026 40 50 63 54 7
1127 80
1128 40 63
1129 50
_ ИЗО 63
1417-1131 80
255
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1132 1133 20,0 1.0 194,076 40 80 10
50
1134 63
1135 80
1136 40 100
1137 50
1138 63
1139 80
1140 1,5 95,994 40 45 5
1141 50
1142 63
1143 80
1144 134,046 50 54 7
1145 63
1146 80
1147 100
1148 50 63
1149 63
1150 80
1151 100
1152 191,124 50 80 10
1153 63
1154 80
1155 100
1156 50 100
1157 63
1158 80
1159 100
1160 2,0 94,657 50 45 5
1161 63
1162 80
1163 100
1164 132,059 50 54 7
1165 63
1166 80
1167 100
1168 50 63
1169 63
1170 80
1417-1171 100
256
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1172 20,0 2,0 206,863 50 80 11
И73_ ' 1174 63 80
1175 100
П76 50 100
1177 63
Г178 80
1179 100
1180 2,5 93.322 50 45 5
1181 63
1182 80
1183 100
1184 130,074 50 54 7
1185 63
1186 80
1187 100
1188 50 63
1189 63
1190 80 100
1191
1192 203,578 50 63 80 11
1193
1194 80
1195 100
1196 50 100
1197 63
1198 _ 1199 1200 80 _ 100“
22,0 1,0 1 85,976 40 45 4
1201 50
1202 63
1203 80
1204 128,676 40 54 6
1205 50
1206 63
1207 80
1208 40 63
1209 50
1210 63
1417-1211 80
257
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1212 20,0 1,0 192,726 40 80 9
1213 50
1214 63
1215 80
1216 40 100
1217 50
1218 63
1219 80
1220 1,5 105,994 50 45 5
1221 63
1222 80
1223 100
1224 127,020 50 54 6
1225 63
1226 80
1227 100
1228 22,0 50 63
1229 63
1230 80
1231 100
1232 190,098 50 80 9
1233 63
1234 80
1235 100
1236 50 100
1237 63
1238 80
1239 100
1240 2,0 104,657 50 45 5
1241 63
1242 80
1243 100
1244 125,358 50 54 6
1245 63
1246 80
1247 100
1248 50 63
1249 63
1250 80
1417-1251 100
258
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
— 1417-1252 22,0 2,0 187,461 50 80 9
1253 63
1254 80
1255 100
' 1256“ 50 100
1257 22 63
’ 1258“ 80
1259 100
12бГ 2,5 103,322 50 45 5
1'261 63
1262 80
1263 100
1264 144,074 50 54 7
1265 63
1266 80
1267 100
1268 50 63
1269 63
1270 80
1271 100
1272 205,202 50 80 10
1273 63
1274 80
1275 100
1276 50 100
1277 63
1278 80
1279 100
1280 24,0 1,0 93,976 40 45 4
1281 50
1282 63
1283 80
1284 140,676 40 54 6
1285 50
1286 63
1287 80
1288 40 63
1289 50
1290 63
1417-1291 80
259
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр 1 шаг
1417-1292 24,0 1,0 187,376 40 80 8
1293 50
1294 1295 63
80
1296 1297 40 50 100
1298 63
1299 80
1300 1,5 92,968 50 45 4
1301 63
1302 80
1303 1304 100
139,020 50 54 6
1305 63
1306 80
1307 100
1308 50 63
1309 63
1310 80
1311 100
1312 185,072 50 80 8
1313 63
1314 1315 80 100
1316 1317 50 100
63
1318 80
1319 100
1320 2,0 91,956 50 45 4
1321 63
1322 80
1323 100
1324 137,358 50 54 6
1325 63
1326 80
[327 1328 100
50 63
1329 63
1330 80
1417-1331 100
260
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1332 24,0 2,0 205,461 50 80 9
Гззз- 63
1334 80
' 1335“ 100
’ 1336 50 100
1337 63
1338 80
1339 100
1340 3,0 89,932 50 45 4
1341 63
1342 80
1343 100
1344 134,034 50 54 6
1345 63
1346 80
1347 100
1348 50 63
1349 63
1350 80
1351 100
1352 200,187 50 80 9
1353 63
1354 80
1355 100
1356 50 100
1357 63
1358 80
1359 100
1360 25,0 1,о 97,976 40 45 4
1361 1362 50 63
1363 80
_ 1364 146,676 40 54 6
1365 _ 1366 1367 50 63
80
__ 1368 40 63
1369 50
. 1370 63
1417-1371 80
261
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1372 25,0 1,0 195,376 40 80 8
1373 50
1374 63
1375 80
1376 40 100
1377 50
1378 63
1379 80
1380 1,5 96,968 50 45 4
1381 63
1382 80
1383 100
1384 145,020 50 54 6
1385 63
1386 80
1387 100
1388 50 63
1389 63
1390 80
1391 100
1392 193,072 50 80 8
1393 63
1394 80
1395 100
1396 50 100
1397 63
1398 80
1399 100
1400 2,0 95,956 50 45 4
1401 63
1402 80
1403 100
1404 143,358 50 54 6
1405 63
1406 80
1407 100
1408 50 63
1409 63
1410 80
1417-1411 100
262
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1412 25,0 2,0 190,760 50 80 8
1413 63
' Г4Т4 80
1415 100
' 1446“ 50 100
1417 63
ИНГ" 80
1419 100
‘ 1420 (26,0) 1,5 100,968 50 45 4
1421 63
1422 80
1423 100
1424 125,994 50 54 5
1425 63
1426 80
1427 100
1428 50 63
1429 63
1430 80
1431 100
1432 201,072 50 80 8
1433 63
1434 80
1435 100
1436 50 100
1437 63
1438 80
1439 100
1440 27,0 1,0 105,976 40 45 4
1441 50
1442 63
1443 80
1444 132,326 40 54 5
1445 50
1446 63
1447 80
1448 40 63
__ 1449 50
_ 1450 63
1417-1451 80
263
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1452 27,0 1,0 185,026 40 80 7
1453 50
1454 63
1455 80
1456 40 100
1457 50
1458 63
1459 80
1460 1,5 104,968 50 45 4
1461 63
1462 80
1463 100
1464 130,994 50 54 5
1465 63
1466 80
1467 100
1468 50 63
1469 63
1470 80
1471 100
1472 183,046 50 80 7
1473 63
1474 80
1475 100
1476 50 100
1477 63
1478 80
1479 100
1480 2,0 103,956 50 45 4
1481 63
1482 80
1483 100
1484 129,657 50 54 5
1485 63
1486 80
1487 100
1488 50 63
1489 63
1490 80
1417-1491 100
264
П родолжение
Обозначение комплекта роликов Размеры на рез диаметр катывасмой ьбы шаг D в d Число заходов
1417-1492 27 2,0 206,760 50 80 8
" 1493“ 63
' 1494“ 80
1495- 100
1496 50 100
Г497“ 63
1498 80
1499 100
1500 3,0 101,932 50 45 4
1501 63
1502 80
1503 100
1504 126,983 50 54 63 5
1505 63
1506 80
1507 1508 100 50
1509 63
1510 80
1511 100
1512 202,136 50 80 8
1513 63
1514 80
1515 100
1516 50 100
1517 63
1518 80
1519 100
1520 (28,0) 1,5 81,942 50 45 3
1521 63
1522 80
1523 100
1524 135,994 50 54 5
1525 63
1526 ’ 80
1527 100
1528 50 63
1529 63
1530 80
1417-1531 100
265
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1532 (28,0) 1,5 190,046 50 80 7
1533 63
1534 80
1535 100
1536 50 100
1537 63
1538 80
1539 100
1540 2,0 81,255 50 45 3
1541 63
1542 80
1543 100
1544 134,657 50 54 5
1545 63
1546 80
1547 100
1548 50 63
1549 63
1550 80
1551 100
1552 188,059 50 80 7
1553 63
1554 80
1555 100
1556 50 100
1557 63
1558 80
1559 100
1560 30,0 1,0 88,626 40 45 3
1561 50
1562 63
1563 80
1564 147 326 40 54 5
1565 50
1566 63
1567 80
1568 40 63
1569 50
1570 63
1417-1571 80
266
П родолжение
- 1 Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1572 30,0 1,0 206,026 40 80 7
1573 50
1574 63
1575 80
1576 40 100
1577 50
1578 63
1579 80
1580 1,5 87,942 50 45 3
1581 63
1582 80
1583 100
1584 145,994 50 54 5
1585 63
1586 80
1587 100
1588 50 63
1589 63
1590 80
1591 100
1592 204,046 50 80 7
1593 63
1594 80
1595 100
1596 50 100
1597 63
1598 80
1599 100
1600 2.0 87,255 50 45 3
1601 63
1602 80
1603 100
1604 144,657 50 54 5
1605 63
1606 80
1607 100
1608 50 63
1609 63
1610 80
1417-1611 100
267
ыжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d | Число 1 заходов
диаметр шаг
1417-1612 1613 30,0 2,0 202,059 50 63 80 7
1614 80
1615 100
1616 50 100
1617 63
1618 80
1619 100
1620 3,5 85,197 50 45 3
1621 63
1622 80
1623 100
1624 140,651 50 54 5
1625 63
1626 80
1627 100
1628 50 63
1629 63
1630 80
1631 100
1632 196,105 50 80 7
1633 63
1634 80
1635 100
1636 50 100
1637 63
1638 80
1639 100
1640 (32,0) 1,5 93,942 50 45 3
1641 63
1642 80
1643 100
1644 124,968 50 54 4
1645 63
1646 80
1647 100
1648 50 63
1649 63
1650 80
1417-1651 100
268
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-16! >2 (32,0) 1,5 187,020 50 80 6
- 16 53 63
1654 80
1655 100
1656 50 100
1657- 63
1658 80
16 59 60 100
16 2,0 93,255 50 45 3
16 61 62 63
16 80
1663 100
1664 123,956 50 54 4
1665 63
1666 80
1667 100
16 68 69 50 63
16 63
1670 80
1671 100
1672 185,358 50 80 6
1673 63
1674 80
1675 100
1676 50 100
1677 63
1678 80
1679 100
1680 33,0 1,5 96,942 50 45 3
1681 63
1682 80
1683 100
1684 128,968 50 54 4
1685 63
1686 80
1687 100
1688 50 63
1689 63
1690 80
1417-1691 100
269
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d 1 Число заходов
диаметр шаг
1417-1692 33,0 1,5 193,020 50 63 80 6
1693 1694
80
1695 100
1696 50 100
1697 63
1698 80 100
1699
1700 2,0 96,255 50 45 3
1701 63
1702 80
1703 1704 100
127,956 50 54 4
1705 63
1706_ 1707 _ 80 100
1708 1709 50 63
63
1710 1711 80 100
1712 1713 191,358 50 80 6
63
1714 1715 1716 80 100
50 100
1717 63 80
1718
1719_ 1720 100
3,5 94,197 50 45 3
1721 63
1722 1723 80
100
1724 124,924 50 54 4
1725_ 1726 63
80
1727 100
1728 50 63
1729 63
1730 80
1417-1731 100
270
Продолжение
Обозначеи комплект роликог ие а Размеры накатываемой резьбы диаметр | шаг D в d Число заходов
1417-173! 33,0 3,5 186,378 50 80 6
1733 63
1734 80
1735 "100
1736 50 100
' 1737 63
1738~ 80
173 9 0 100
174" 35,0 1,5 102,942 50 45 3
1741 63
1742 80
1743 100
1744 136,968 50 54 4
1745 63
1746 80
1747 100
1748 50 63
1749 63
1750 80
1751 100
1752 205,020 50 80 6
1753 63
1754 80
1755 100
1756 50 100
1757 63
1758 80
1759 100
1760 36,0 105,942 50 45 3
1761 63
1762 80
1763 100
1764 140,968 50 54 4
1765 63
1766 80
1767 100
1768 50 63
1769 63
1770 80
1417-1771 100
271
П родрлжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d I Число / заходов
диаметр шаг
1417-1772 36,0 1,5 175,994 50 80 5
1773 63
1774 80
1775 100
1776 50 100
1777 63
1778 80
1779 100
1780 2,0 105,255 50 45 3
1781 63
1782 80
1783 100
1784 1785 139,956 50 63 54 4
1786 80
1787 100
1788 50 63
1789 63
1790 80
1791 100
1792 174,657 50 80 5
1793 63
_ 1794 1795 1796 80
100
50 100
1797 63
1798 80
1799 100
1800 3,0 69,830 50 45 2
1801 63
1802 80
1803 100
1804 137,932 50 54 4
1805 63
1806 80
1807 100
1808 50 63
1809 63
1810 80
1417-1811 100
272
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1812 36,0 3,0 171,983 50 80 5
1813 63
1814 80
1815 100
1816 50 100
1817 63
1818 80
1819 1820 100
4,0 102,510 50 45 3
1821 63
1822 1823 80
100
1824 135,912 50 54 4
1825 63
1826 80
1827 100
1828 50 63
1829 63
1830 80
1831 "1832 100
202,716 50 80 6
1833 63
1834 80
1835 100
1836 50 100
1837 63
1838 80
1839 100
1840 39,0 1,5 152,968 50 54 4
1841 63
1842 80
1843 100
1844 50 63
1845 63
1846 80
1847 100
1848 2,0 76,554 50 45 2
1849 63
1850 80
1417-1851 100
273
П родо\лжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d । ! Число заходов
диаметр шаг
1417-1852 39,0 2,0 151,956 50 54 4
1853 63
1854 80
1855 100
1856 50 63
1857 63
1858 80
1859 100
1860 189,657 50 80 5
1861 63
1862 80
1863 100
1864 50 100
1865 63
1866 80
1867 100
1868 3,0 75,830 50 45 2
1869 63
1870 80
1871 100
1872 149,932 50 54 4
1873 63
1874 80
1875 100
1876 50 63
1877 63
1878 80
1879 100
1880 186,983 50 80 5
1881 63
1882 80
1883 100
1884 50 100
1885 63
1886 80
1887 100
1888 4,0 75,108 50 45 2
1889 63
1890 80
1417-1891 100
274
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1892 39,0 4,0 147,912 50 54 4
1893“ 63
1894" 80
1895 100
1896 1897 50 63
63
1898 80
1899 100
1900 1901 184,314 50 80 5
63
1902 80
1903 100
1904 50 100
1905 63
1906 80
1907 100
1908 40,0 2,0 78,554 50 45 2
1909 63
1910 80
1911 100
1912 117,255 50 54 3
1913 63
1914 80
1915 100
1916 50 63
1917 63
1918 80
1919 100
1920 194,657 50 80 5
1921 63
1922 80
1923 100
1924 50 100
1925 63
1926 80
1927 100
1928 3,0 191,983 50 80
1929 63
1930 80
1417-1931 100
275
П родолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D в d Число заходов
диаметр шаг
1417-1932 40,0 3,0 191,983 50 100 5
1933 63
1934 80 100
1935
1936 42,0 2,0 82,554 50 45 2
1937 63
1938 80
1939 100
1940 123,255 50 54 3
1941 63
1942 80
1943 100
1944 50 63
1945 63
1946 80
1947 100
1948 204,657 50 80 5
1949 63
1950 80
1951 100
1952 50 100
1953 63
1954 80
1955 100
1956 3,0 201,983 50 80
1957 63
1958 80
1959 100
1960 50 100
1961 63
1962 80
1963 100
1964 4,0 199,314 50 80
1965 63
1966 80
1967 100
1968 50 100
1969 63
1970 80
1417-1971 100
276
________________П родолжение
1 Обозначение комплекса роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-1972 1973 42,0 4,5 119,823 63 80 80 3
1974 100
1975“ 125
1976 158,900 63 100 4
1977“ 80
’ 1978 100 125
1979
" 1980“ 45,0 2,0 88,554 50 45 2
1981 63
1982 80
1983 100 50 63
1984 132,255 54 3
1985
1986 80
1987 100
1988 50 63
1989 63
1990 80
1991 100
1992 1993 175,956 50 63 80 4
1994 80
1995 100
1996 50 100
1997 63
1998 80
1999 100
2000 3,0 173,932 50 80
2001 63
2002 80
2003 100
2004 50 100
2005 63
2006 80
2007 100
2008 4,0 171,912 50 80
2009 63
2010 80
1417-2011 100
277
Продолжение
Обозначение комплекта роликов Размеры накатываемой резьбы D В d Число заходов
диаметр шаг
1417-2012 45,0 4,0 171,912 50 100 4
2013 63
2014 80
1417-2015 100
Примечай м е. Ролики, размеры которых заключены в скобки, применять
не рекомендуется.
Резьбонакатные ролики изготовляются повышенной (1) и нор-
мальной (2) точности.
Материал роликов — сталь марок Х12М, Х6ВФ, Х12Ф1 и ЭП569
(55Х6ВЗСМФ) по ГОСТ 5950—73 для изделий с HRC 40—43.
Твердость роликов HRC 57—60.
Резьба роликов для накатывания правых резьб — левая много-
заходная, левых резьб — правая многозаходная. Ролики с правой
резьбой изготовляются по особому заказу.
Резьбонакатные ролики для накатывания резьбы от 6Х1 до
36X4 мм выпускает Томский завод режущих инструментов, для
резьбы от 3X0,5 до 45X4 мм (только нормальной точности) —
Московский инструментальный завод.
При заказе следует указывать условное обозначение комплекта
роликов.
Пример условного обозначения комплекта роликов
для правой резьбы диаметром 10 мм, шагом 0,75 мм, шириной
В = 32 мм, с диаметром посадочного отверстия d=45 мм, нормаль-
ной точности 2:
Комплект роликов 1417-0520 2 ГОСТ 9539—72
То же, для левой резьбы:
Комплект роликов 1417-0520 2—Л ГОСТ 9539—72
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ РЕЗЬБОНАКАТНЫХ ПЛОСКИХ ПЛАШЕК
И РЕЗЬБОНАКАТНЫХ РОЛИКОВ
1. При применении на резьбонакатных станках резьбонакатных
плоских плашек и роликов необходимо следить за правильной уста-
новкой их на станке.
Перед установкой резьбонакатных плашек на станок поверх-
ности, на которые они ложатся, следует тщательно очистить
от грязи, стружки и т. п. При установке резьбонакатных роликов
для накатывания однозаходной резьбы необходимо, чтобы вершины
резьбы на одном резьбонакатном ролике в сечении, проходящем
278
через оси роликов, были расположены против впадин резьбы
на втором резьбонакатном ролике. Для установки резьбонакатных
роликов рекомендуется пользоваться специальными резьбовыми
калибрами или уже изготовленной деталью. Установив калибр
или готовую деталь на опору для изделия и введя резьбу одного
ролика в резьбу калибра или готовой детали, другой ролик пово-
рачивают до тех пор, пока его резьба полностью не войдет в резь-
бу калибра или готовой детали. После этого подвижный резьбона-
катный ролик закрепляется.
2. Диаметр заготовки под накатку d3ar зависит от профиля,
точности резьбы и материала заготовки. Для получения резьбы
класса точности 6g по ГОСТ 16093—70 при нормальной стойкости
резьбонакатных плашек или роликов диаметр заготовки может
быть ориентировочно определен по формуле
4>r=K d2Hap-l,3dHap-P + 0,6P2 ,
где dHap — наружный диаметр резьбы;
Р — шаг накатываемой резьбы.
Окончательный диаметр заготовки уточняется для каждой
партии экспериментально.
3. Скорость накатывания резьбы выбирается в зависимости
от обрабатываемого материала и шага накатываемой резьбы.
При накатывании резьбы на деталях из стали рекомендуются
следующие скорости накатывания:
I Обрабатываемый материал । Скорость накатывания резьбонакатными роликами, м/мин Средняя скорость накатывания резьбо- накатными плоскими плашками, м/мин
Сталь ов ==404-55 кгс/мм2 40—60 30—50
Сталь (7в = 604-80 кгс!мм2 20—40 20—30
4. Радиальная подача изделия при накатывании резьбы резьбо-
накатными роликами (величина перемещения резьбонакатного
ролика в радиальном направлении, отнесенная к одному обороту
изделия) рекомендуется следующая:
Обрабатываемый материал Радиальная подача, мм/об
Шаг накатываемой резьбы, мм
1,0 1,5 2,0 2,5 3,0
Сталь ав = 404-55 кгс)мм2 0,06 0,10 0,12 0,15 0,17
Сталь 0^=55 кгс!мм2 0,05 0,075 0,1 0,13 0,15
279
5. В качестве смазочно-охлаждающей жидкости при накатыва-
нии резьбы на деталях из конструкционной стали рекомендуется
применять эмульсию, состоящую из 80% воды и 20% эмульсола
следующего состава, %:
Веретенное масло.....................................81,5
Канифоль................................10
Олеиновая кислота......................2,5
Каустическая сода........................1
Вода.....................................3
Спирт .... 2
Хорошие результаты получаются также при охлаждении суль-
фофрезолом.
6. При применении резьбонакатных плоских плашек и роликов
необходимо иметь в виду, что они изготовляются комплектно, каж-
дый комплект имеет свой номер и перестановка плашки или роли-
ка из одного комплекта в другой не допускается.
и мусртообрабатываюшио
инструмент
ВИДЫ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ
УДК 622.24.053
Трубо- и муфтообрабатывающий инструмент, выпускаемый
инструментальной промышленностью, предназначается для обточ-
ки, расточки и нарезания резьбы на трубах и муфтах, предусмот-
ренных ГОСТ 631—63, ГОСТ 632—64, ГОСТ 633—63,
ГОСТ 7909—56 и ГОСТ 6238—52.
Указанная механическая обработка производится на специаль-
ных станках с применением специального инструмента, номенкла-
тура и размеры инструмента выбираются в соответствии с обраба-
тываемым изделием.
ТРУБЫ БУРИЛЬНЫЕ С ВЫСАЖЕННЫМИ КОНЦАМИ И МУФТЫ К НИМ
Основные размеры и технические требования по ГОСТ 631—63.
Размеры резьбовых соединений
Линия, параллельная
\оси резьбы трубы
\ Линия cnemei
диаметра резьбы
D — наружный диаметр; di— наружный диаметр резьбы у тор-
ца трубы; d3 — внутренний диаметр резьбы у торца трубы; I — рас-
стояние до основной плоскости (нитки с полным профилем); L —
общая длина резьбы (до конца сбега).
283
Размеры профиля резьбы
Шаг резьбы Р = 3,175 мм; глубина резьбы h\ = 1,810 мм; рабочая
высота профиля /12=1,734 мм; радиусы закруглений: г=0,508 мм;
г, = 0,432 мм; зазор z = 0,076 мм; угол наклона <р=Г47'24"; конус-
ность 2tg<p=l:16.
Трубы бурильные с высаженными внутрь концами и муфты к ним
Размеры, мм
Условный диаметр трубы Труба Муфта
D d3 1 L LM В
60 60,3 57,731 54,111 39,065 54 140 80 63,5 5
73 73,0 69,619 65,999 52,065 67 166 95 76,2 6
89 89,0 85,494 81,874 52,065 67 166 108 92,0 6
102 101,6 97,631 94,011 61,065 76 184 127 104,8 7
114 114,3 109,706 106,086 71,065 86 204 140 117,5 7
127 127,0 122,406 118,786 71,065 86 204 152 130,2 7
140 139,7 136,331 132,711 77,065 92 215 171 144,5 8
168 168,3 162,900 159,280 83,565 98,5 229 197 171,5 8
284
Трубы с высаженными наружу концами и муфты к ним
Размеры, мм
Условный диаметр трубы Труба Муфта
d2 ^3 l L DM do в
60 67,46 64,868 61,248 39,065 54 86 140 70,6 5
73 81,6 78,357 74,737 52,065 67 105 165 84,9 6
89 97,13 93,724 90,104 52,065 67 118 165 100,3 7
102 114,3 109,706 106,086 71,065 86 140 204 117,5 7
114 127,0 122,406 118,786 71,065 86 152 204 130,2 7
140 154,0 149,031 145,411 77,065 92 185 215 157,2 8
Трубы изготовляются с правой и левой резьбой. Направление
резьбы указывается в заказе.
Допускаемые отклонения от номинальных размеров резьбы
не должны превышать:
по шагу резьбы на длине 25,4 мм — ±0,075 мм;
на всей длине резьбы —±0,150 мм\
по половине угла профиля —±l°15z;
по глубине резьбы ---1-0,05 мм—0,1 мм.
Шероховатость шоверхности резьбы должна быть не ниже пя-
того .класса.
Для выхода резьбонарезного инструмента на середине муфты
может быть проточена канавка на глубину, превышающую глу-
бину резьбы не более чем на 0,5 мм.
Канавка не должна иметь острых углов (подрезов).
При отсутствии канавки допускается перерез встречных ниток
в середине муфты. Остальные технические требования по
ГОСТ 631—63.
285-
ТРУБЫ ОБСАДНЫЕ И МУФТЫ К НИМ
Основные размеры и технические требования по ГОСТ 632—64.
Размеры резьбовых соединений
рукой. юе на станке
Размеры профиля резьбы такие же, как и у бурильных труб,
по ГОСТ 631—63.
S — толщина стенки; А — расстояние от торца муфты до конца
сбега резьбы на трубе при свинчивании от руки (натяг А); b —
расстояние от торца трубы до середины муфты при свинчивании
на станке; <р — угол уклона.
Трубы обсадные с короткой и нормальной резьбой
Дм
286
Размеры, мм
Условный диаметр трубы D d2 ^3 L 1 А ь
114 114,3 6—8 111,136 107,516 66,5 50,625 9,5 12,5
127 127,0 6 124,023 120,403 63,5 47,625 9,5 19,0
127 7—9 123,617 119,997 70,0 54,125 9,5 12,5
140 139,7 6 136,534 132,914 66,5 50,625 9,5 19,0
140 7—11 136,130 132,510 73,0 57,125 9,5 12,5
146 146,0 6,5-11 142,292 138,672 76,0 60,125 9,5 12,5
168 168,3 6,5—12 164,298 160,678 79,5 63,625 9,5 12,5
178 177,8 7—12 173,823 170,203 79,5 63,625 9,5 12,5
194 193,7 7 190,105 186,485 73,0 57,125 11,0 22,0
194 8—12 189,511 185,891 82,5 66,625 11,0 12,5
219 219,1 7 215,317 211,697 76,0 60,125 11,0 22,0
219 8—12 214,723 211,103 85,5 69,625 11,0 12,5
245 245,0 7 240,311 236,691 82,5 66,625 11,0 15,5
245 8—12 240,123 236,503 85,5 69,625 11,0
273 273,1 7 269,667 266,047 70,0 54,125 11,0 12,5
273 8—12 268,480 264,860 89,0 73,125 11,0 31,5
299 298,5 8—12 293,880 290,260 89,0 73,125 11,0 12,5
324 323,9 9—12 319,280 315,660 89,0 73,125 11,0 12,5
340 339,7 9—12 335,155 331,535 89,0 73,125 11,0 12,5
351 351,0 — — — — — — —
377 377,0
407 406,4 9—12 401,048 397,428 101,5 85,625 11,0 12,5
426 426,0 10—12
508 508,0 11 502,648 499,028 101,5 85,625 11,0 • • ,
Трубы обсадные с удлиненной резьбой
Размеры, мм
Условный диаметр трубы D 0 d. d* L I A b
114 114,3 7—9 110,512 106,922 76,0 60,125 9,5 12,5
127 127,0 7—9 122,648 119,028 85,5 69,625 9,5 12,5
140 139,7 7—11 135,130 131,510 89,0 73,125 9,5 12,5
146 146,0 7-11 141,105 137,485 95,0 79,125 9,5 12,5
168 168,3 8—14 163,111 159,491 98,5 82,625 9,5 12,5
178 177,8 8—14 172,448 168,829 101,5 85,625 9,5 12,5
194 193,7 8—14 188,105 184,485 105,0 89,125 11,0 12,5
219 219,1 9—12 212,911 208,291 114,5 98,625 11,0 12,5
245 244,5 9—14 237,936 234,316 120,5 104,625 11,0 12,5
287
Размеры, мм
Муфты для обсадных труб
Условный диаметр трубы л 'о в *1
с короткой и нормаль- ной резь- бой с удли- ненной резьбой
114 133 158 177 116,7 12,7 6,0 111,230
127 146 165 196 129,4 12,7 6,0 123,930
140 159 171 203 142,1 12,7 6,5 136,630
146 166 177 215 148,4 12,7 6,5 142,980
168 188 184 222 170,7 12,7 6,5 165,205
178 198 184 228 180,2 12,7 6,5 174,730
194 216 190 235 196,1 12,7 6,5 190,512
219 245 196 254 221,5 12,7 7,5 215,912
245 270 196 266 246,9 12,7 7,5 241,312
273 299 203 — 275,5 12,7 7,5 269,887
299 324 203 — 300,9 12,7 7,5 295,287
324 351 203 — 326,3 12,7 8,5 320,687
340 365 203 — 342,1 12,7 8,5 336,562
351 376 229 — 353,0 16,0 8,5 —
377 402 229 — 379,0 16,0 8,5 —
407 432 228 — 408,8 12,7 8,5 403,237
426 451 229 — 428,0 16,0 8,5 —
508 533 228 — 510,4 12,7 8,5 504,837
ТРУБЫ НАСОСНО-КОМПРЕССОРНЫЕ И МУФТЫ К НИМ
Основные размеры и технические требования по ГОСТ 633—63.
Размеры резьбовых соединений
Конец сбега резьбы
/(последняя риска на трибе)
Линия, параллельная оси
Ось резьбы
диаметра резьбы
288
Размеры, мм
Условный диаметр трубы dz 4 L 1 А 'о
Трубы гладкие
48 46,866 44,042 35 22,3 5,0 8,0
60 58,494 55,670 42 29,3 5,0 8,0
73 70,506 67,682 53 40,3 5,0 8,0
89 85,944 83,120 60 47,3 5,0 8,0
102 98,519 94,899 62 49,3 6,5 9,5
114 111,031 107,411 65 52,3 6,5 9,5
Трубы с высаженными наружу концами
33 36,100 33,276 32 19,3 5,0 8,0
42 44,643 41,819 35 22,3 5,0 8,0
48 51,662 48,838 37 24,3 5,0 8,0
60 63,551 59,931 50 37,3 6,5 9,5
73 76,001 72,381 54 41,3 6,5 9,5
89 92,294 88,674 60 47,3 6,5 9,5
102 104,744 101,124 64 51,3 6,5 9,5
114 117,256 113,636 67 54,3 6,5 9,5
Примечание. А — расстояние от торца муфты До конца сбега резьбы
на трубе при свинчивании от руки.
Размеры, мм
Шаг резьбы | р 1 2,540 | 1 3,175
Глубина резьбы | Л1 1 1,412 | 1,810
Рабочая высота профиля 1 1 1,336 1 1,734
Радиусы закруглений г 0,432 0,508
Г1 0,356 0,432
Зазор I z I 0,076 | 0,076
Угол наклона 1 ф | 1°47'24" | —
Конусность 1 2tgq> | 1 : 16 | -
Размеры профиля резьбы по ГОСТ 633—63
289
Размеры, мм
Условный диаметр трубы Шаг резьбы Р Труба Муфта
D DM в
48 2,540 48,30 56,0 96 50,0 2,5
60 2,540 60,31 73,0 ПО 62,0 5,0
73 2,540 73,00 89,0 132 74,7 6,5
89 2,540 88,90 107,0 146 90,6 6,5
102 3,175 101,60 121,0 150 103,5 6,5
114 3,175 114,30 132,5 156 116,0 6,5
Допускаемые отклонения от номинальных размеров резьбы
не должны превышать:
по шагу резьбы на длине 25,4 мм—±0,075 мм-,
по всей длине резьбы — ±0,12 мм;
по половине угла профиля — ± 1°;
по глубине (резьбы ---1-0,05 мм—0,1 мм:
Трубы насосно-компрессорные гладкие и муфты к ним
Трубы насосно-компрессорные с
и муфты
высаженными наружу концами
к ним
290
Размеры, мм
Условный диаметр трубы Шаг резьбы Р Труба Муфта
LM do В
33 2,540 37,30 48,3 89 39,0 3,5
42 2,540 46,00 56,0 95 47,5 3,5
48 2,540 53,20 63,5 100 55,0 3,5
60 3,175 65,90 78,0 126 67,5 4,5
73 3,175 78,60 93,0 134 80,0 5,5
89 3,175 95,25 114,3 146 97,0 6,5
102 3,175 107,95 127,0 154 109,5 6,5
114 3,175 120,65 141,3 160 122,5 6,5
ЗАМКИ ДЛЯ СОЕДИНЕНИЯ БУРИЛЬНЫХ И НАСОСНО-КОМПРЕССОРНЫХ
ТРУБ
Размеры и технические требования по ГОСТ 5286—58.
Замок состоит из двух частей: ниппеля и муфты. Ниппель
имеет с одной стороны внутреннюю трубную резьбу для соедине-
ния с трубой и с другой стороны наружную замковую резьбу для
соединения с замковой муфтой. Муфта имеет две внутренние резь-
бы: одна — замковая для соединения с ниппелем замка, а вторая—
трубная для соединения с трубой. Замковая резьба имеет более
крупный шаг и большую конусность. Это позволяет получить быст-
рое свинчивание труб при одновременном увеличении прочности
замковой резьбы.
Размеры замковых резьбовых соединений
dcp — средний диаметр резьбы в основной плоскости; d\—диа-
метр большего основания конуса; d2 — диаметр меньшего основа-
291
ния конуса; d3 — внутренний диаметр резьбы в плоскости торца;
d4— диаметр конической выточки в плоскости торца (в таблице
указаны наибольшие значения); 1\—указано наименьшее значение.
Размеры, мм
Обозначе- ние замко- вой резьбы Число ниток на дли не 25,4 мм Конус- - ность Ниппель Муфта
d^ ср di d2 I d< h
3-62 5 1 :4 56,075 62,670 45,170 70 57,418 65,1 7
3—76 5 1 :4 69,605 76,200 54,200 88 70,948 78,6 9
3—88 5 1 :4 82,293 88,887 64,887 96 83,635 91,3 10
3—92 5 1:4 85,480 92,075 70,075 88 86,823 94,5 9
3—101 5 1:4 94,844 101,438 77,438 96 96,186 103,9 10
3—102 4 1:6 96,071 102,010 87,010 90 95,424 104,6 9
3—117 5 1 :4 110,868 117,462 90,462 108 112,210 119,9 11
3—121 5 1:4 115,113 121,709 96,209 102 116,457 124,1 10
3—133 4 1 :6 127,361 133,300 114,300 114 126,714 135,9 12
3—140 4 1 :4 132,944 140,195 110,195 120 133,629 142,8 12
3—147 4 1:6 142,011 147,941 126,782 127 141,363 150,5 13
3—152 4 1 :6 146,248 152,186 131,019 127 145,600 154,7 13
3—161 4 1:6 155,981 161,920 140,753 127 155,334 164,5 13
3—171 4 1 :6 165,598 171,536 150,369 127 164,950 174,1 13
3—189 4 1 :6 183,488 189,427 168,260 127 182,841 192,0 13
292
Профиль и размеры замковой резьбы
Размеры, мм
Шаг -резьбы 1 р 1 5,080 | 6,350 | 6,350
Конусность резьбы 1 1:4 | 1:4 | 1:6
Высота остроугольного -профиля 1 /о 1 4,376 | 5,471 | 5,487
Глубина резьбы i tl 2,993 | 3,742 | 3,755
Рабочая высота профиля 1 tt 1 2,626 | 3,283 | 3,293
Высота среза вершины 1 е | 0,875 | 1,094 | 1,097
Радиус закругления 1 г 0,508 | 0,635 | 0,635
Угол наклона 1 Ф 7°7'30" | 7°7'30" | 4°45'48"
Отклонение по шагу резьбы на длине 25,4 мм— ±0,04 мм при
шаге 5,08 мм и ±0,06 мм при шаге 6,35 мм. Отклонение по шагу
на всей длине резьбы соответственно ±0,10 мм и ±0,15 мм.
Отклонение половины угла профиля не более ±0°45/.
Шаг резьбы | Предельные отклонения высоты нитки резьбы
ниппель муфта
дг ДЛ' ДГ' ДЛ"
1 5,08 —0,12 | +0,08 —0,12 +0,08
6,35 —0,18 ! +0,12 —0,18 -1 0,12
Д/' и At"— допуск на всю высоту резьбы;
Ah' и ДА" —допуск на высоту головки.
293
ТРУБЫ БУРИЛЬНЫЕ ГЕОЛОГОРАЗВЕДОЧНЫЕ И МУФТЫ К НИМ
Основные размеры и технические требования по ГОСТ 7909—56.
Размеры резьбовых соединений
Размеры профиля такие же, как у насосно-компрессорных
и бурильных труб по ГОСТ 631—63 и ГОСТ 633—63.
di — наружный диаметр резьбы у торца трубы; d3 — внутренний
диаметр резьбы у торца трубы; I — расстояние до основной плоско-
сти (нитки с полным профилем); i — сбег резьбы у муфты; А —
расстояние от торца муфты до конца сбега резьбы трубы при свин-
чивании рукой (натяг А); К — переход торца муфты на конец
сбега резьбы при свинчивании на станке.
Допускаемые отклонения:
по шагу резьбы на длине 25 мм—±0,05 мм-,
по всей длине резьбы — ±0,10 мм;
по половине угла профиля — ± 1°;
по длине резьбы на трубе — ± 1 нитка.
Для муфт диаметром 42 мм отклонения по шагу на длине 25 мм
допускаются ±0,06 мм, а на всей длине ±0,12 мм.
Размеры, мм
Наружный диаметр трубы D Число ниток на 1" dz G I । I A К
42.0 10 39,621 36,797 50 38,07 5,08 6,5 1,5±1,9
50,0 10 47,308 44,484 55 43,07 5,08 6,5 1,5±1,0
63,5 8 60,700 57,080 60 45,07 6,35 9,0 1,5±2,4
294
ТРУБЫ БУРИЛЬНЫЕ ГЕОЛОГОРАЗВЕДОЧНЫЕ И МУФТЫ К НИМ
S — толщина стенки; G — длина резьбы; d т — внутренний диаметр резьбы в
плоскости торца муфты; В — ширина торцовой плоскости.
ТРУБЫ ОБСАДНЫЕ И КОЛОНКОВЫЕ ДЛЯ ГЕОЛОГОРАЗВЕДОЧНОГО БУРЕНИЯ
И НИППЕЛИ К НИМ
Основные размеры и технические требования по ГОСТ 6238—52.
295
Размеры, мм
Размеры резьбы ниппельных соединений обсадных и колонковых труб
и безниппельных соединений обсадных труб
Внутренняя резьба
Наружная резьба
Наружный диаметр Номинальный
трубы и ниппеля диаметр резьбы наружный внутренний
диаметр d диаметр dx
наружный диа-
метр d
внутренний
диаметр d^
Ниппельные соединения
34 29 29 27,5 29,025 27,5
44 39 39 37,5 39,032 37,5
57 52 52 50,5 52,040 50,5
73 68 68 66,5 68,040 66,5
89 84 84 82,5 84,050 82,5
108 103 103 101,5 103,050 101,5
127 122 122 120,5 122,060 120,5
146 141 141 139,5 141,060 139,5
Безниппельные соединения
44 41 41 39,7 41,032 39,7
57 54 54 52,7 51,040 52,7
73 70 70 68,7 70,040 68,7
89 86 86 84,7 86,050 84,7
168 160 160 158,5 160,060 158,5
219 209 ‘ 209 207,5 209,075 207,5
Примеча н«ие. Резьба диаметром 160 и 209 мм распространяется только
на колонковые трубы.
Допускаемые отклонения размеров наружного и внутреннего
диаметров наружной резьбы (d0 и dj —в минус по классу точно-
сти За (ОСТ НКМ 1017); внутреннего диаметра внутренней резьбы
(d/) по классу точности За (ОСТ НКМ 1017) и 1наружного диа-
метра внутренней резьбы (do') по четвертому классу точности
(ОСТ 1014) — в плюс.
Размеры профиля резьбы
Резьба может быть правого и левого направлений.
Рабочая высота витка /= 0,75 мм для ниппельного и / = 0,65 мм
для безниппельного соединений. Ширина витка у вершин наруж-
ной резьбы пг = 1,922 мм для ниппельного и т= 1,940 мм для без-
ниппельного соединения.
Допускаемые отклонения ширины витка — минус 0,12 мм.
Допускаемые отклонения ширины впадины — плюс 0,12 мм.
Отклонения по шагу резьбы должны быть компенсированы
соединяющим уменьшением толщины витка (увеличением ширины
впадины) в пределах поля допуска.
Наименьший зазор по ширине витка 0,012 мм.
По вершинам резьбы допускается закругление кромок радиу-
сом 0,1 мм, а по впадинам — радиусом не более 0,05 мм.
296
Трубы обсадные ниппельного соединения с нарезкой и ниппели
к ним
Наружный диаметр трубы и ниппеля Bq Толщина стенки о Диаметр расточки Внутренний диа- метр Dt Диаметр уступа О3
44 3,50 39,5 33,5 37
57 3,75 52,5 46,5 50
73 3,75 68,5 62,5 66
89 4,00 84,5 78,5 82
108 4,25 103,5 97,5 101
127 4,50 122,5 116,5 120
146 4,50 141,5 135,5 139
Трубы
обсадные безниппельного соединения с нарезкой
Размеры, мм
Наружный диаметр Do Толщина стенки 6 Диаметр расточки Диаметр уступа D3
44 3,50 41,5 39,2
57 3,75 54,5 52,2
73 3,75 70,5 68,2
89 4,00 86,5 84,2
Допускаемые отклонения по Dx и D2 плюс 0,5 мм\ по D3— минус
0,5 мм.
297
Трубы колонковые и ниппели к ним
Размеры, мм
Наружный диаметр трубы и ниппеля £)0 Толщина стенки Диаметр расточки Внутренний диа- Диаметр
6 метр уступа D-
34 3,50 29,5 23,5 27
44 3,50 39,5 33,5 37
57 3,75 52,5 46,5 50
73 3,75 68,5 62,5 66
89 4,00 84,5 78,5 82
108 4,25 103,5 97,5 101
127 4,50 122,5 116,5 120
146 4,50 141,5 135,5 139
168 7,00 160,5 153,0 158
219 8,00 209,5 203,0 207
В связи с тем, что во многих каталогах заводом МИЗ и «Фре-
зер» используются старые обозначения размеров труб, ниже приво-
дятся сопоставления старых и новых обозначений для удобства
пользования настоящим каталогом.
Старые и новые обозначения труб нефтяного сортамента
Новое обозначение условного диаметра Старые обозначения
Насосно-компрессорные трубы ГОСТ 635—63 Бурильные трубы ГОСТ 631—63 только для внутренней высадки Обсадные трубы ГОСТ 632—64
гладкие 1 высаженные
33 42 —• — —
48 60 73 1*/2" НКГ 2" НКГ 21//' НКГ 11/2" нкв 2" НКВ 21//' НКВ 2" БУР 2" БУР 21//' БУР —
298
П родолжение
Новое обозначение условного диаметра Старые обозначения
Насосно-компрессорные трубы ГОСТ 635—63 Бурильные трубы ГОСТ 631—63 только для внутренней высадки Обсадные трубы ГОСТ 632—64
гладкие высаженные
89 3" нкг 3" нкв 3" БУР —
102 З1//' нкг З1//' нкв з1//' бур —-
114 4" НКГ 4" НКВ 4" БУР 4" ОБС
127 — — — —-
140 — — 5" БУР Ь" ОБС
146
168 6" БУР 6" ОБС
178 —
194 7П ОБС
219 8" ОБС
245 9" ОБС
273 10" ОБС
299 11" ОБС
324 12" ОБС
340 —
351 13" ОБС
377 14" ОБС
407 —-
426 16" ОБС
508 —
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И МУФТ
Гладкие трубы нефтяного сортамента по ГОСТ 632—64
и ГОСТ 633—63 предварительно обрабатываются по торцу ( под-
резается торец и снимаются наружная и внутренняя фаски). Затем
на специальных станках с помощью трубонарезных патронов
типа TH производятся обточка конца трубы на конус и нарезание
наружной конической резьбы. Обточка и нарезание резьбы выпол-
няются за один проход.
Трубы с высаженными концами по ГОСТ 631—63, ГОСТ 633—63
и трубы по ГОСТ 7909—56 предварительно обтачиваются для сня-
тия облоя после высадки. На предварительной операции делается
цилиндрическая проточка на длину резьбы, подрезается торец
и снимаются наружная и внутренняя фаски.
Обточка на конус и нарезание наружной резьбы осуществляют-
ся так же, как и на гладких трубах.
Для получения наружной резьбы на трубах по ГОСТ 6238—52
используются специальные патроны ТНОК 89 и ТНОК 146.
299
Они охватывают трубы до диаметра 146 мм включительно. Перед
нарезанием резьбы необходимо подрезать торец и сделать цилин-
дрическую проточку диаметру (ом. рис. на стр. 297, 298).
Для получения муфт для труб нефтяного сортамента
по ГОСТ 631—63, ГОСТ 632—64, ГОСТ 633—63 и бурильных
геологоразведочных труб по ГОСТ 7909—56 предназначаются
специальные муфторасточные патроны и патроны для нарезания
резьбы.
Муфты изготовляются из специального муфтового проката.
На отрезных станках отрезается заготовка на одну муфту.
Затем с помощью муфторасточных патронов выполняется рас-
точка на конус под резьбу, расточка выточки, подрезка торца
и снятие наружной фаски. После предварительной обработки
с двух сторон производится нарезание резьбы специальными муф-
тонарезными патронами.
Для получения внутренней резьбы на трубах по ГОСТ 6238—52
предназначаются патроны ТВОК. Перед нарезанием резьбы необ-
ходимо подрезать торец и расточить цилиндрическую выточку
•по диаметру D2 (<см. рис. на стр. 297). Резьбонарезной патрон
ТВОК позволяет получить внутреннюю резьбу на трубах до диа-
метра 146 мм включительно.
Для получения замковой резьбы по ГОСТ 5286—58 предназна-
чаются резьбовые резцы с напайными пластинками из твердого
сплава.
Перечисленные выше методы механической обработки труб
и муфт основаны на применении i инструмента, изготовляемого
из быстрорежущей стали. |
В связи с повышением механических свойств материала труб
и муфт возникла необходимость применения твердосплавного
инструмента. В настоящее время Московский инструментальный
завод освоил серийное изготовление резьбовых резцов и твердо-
сплавных гребенок для получения резьб треугольного профиля
для труб и муфт нефтяного сортамента.
300
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТРУБ И МУФТ
УДК 621.922.4.06:621.941.279-229.2:621.882.082.22.002.5(085)
ТРУБОНАРЕЗНЫЕ ПАТРОНЫ ТИПА TH
Для получения наружной трубной конической резьбы на трубах
служат трубонарезные патроны типа TH, выпускаемые Московским
инструментальным заводом по заказам. Трубонарезные патроны
изготовляются семи типов для правой резьбы (ТНЗК, ТН4К,
ТН6К, ТН8К, ТН8КМ, ТН13К, ТН16К) и трех типов для левой
резьбы (ТНЗКЛ, ТН4КЛ, ТН6КЛ).
Каждый тип предназначается для получения определенного
диапазона резьб по диаметрам. Цифровой индекс после буквы Н
обозначает наибольший диаметр обрабатываемой трубы в дюймах.
301
Основные размеры и обозначения трубонарезных патронов типа TH
Размеры, мм
Тип патрона Диаметр резьбы по ГОСТу Размеры нарезаемой резьбы D Dt d2 D3 Z>4 d L Л наиб наиб
тнзк 35,6—95,25 1-3" 484 435 368 203,20 311,0 21 540 450
ТН4К 48,3—120,65 Р/,-4" 484 435 368 203,20 311,0 21 540 450.
ТН6К 114—168 4—6" 530 520 458 292,10 406,5 26 600 495
ТН8КМ 168—219 6-8" 580 520 458 292,10 406,5 26 685 545
ТН8К 168—219 6—8" 580 630 565 400,05 508,0 26 685 545
ТН13К 245—351 9—13" 718 630 565 400,05 508,0 26 725 580
ТН16К 325—426 12—16" 795 675 565 400,05 508,0 26 750 600
тнзкл 42—89 1—3" 484 435 368 203,20 311,0 21 540 450
ТН4КЛ 60—114 2V2-4" 484 435 368 203,20 311,0 21 540 450
ТН6КЛ 114—168 4—6" 530 520 458 292,10 406,5 26 600 495
Примечание. Для патронов ТН6К, ТН8КМ, ТН6КЛ предусмотрено до-
полнительное кольцо с наружным диаметром 630 мм.
Изготовитель — Московский инструментальный завод.
Число резьбонарезных плашек в комплекте
Тип патрона тнзк тнзкл ТН4К ТН4КЛ ТН6К ТН6КЛ ТН8КМ ТН8К ТН13К ТН16К
Число плашек в комплекте 4 5 6 7 9 12
302
Привязка трубонарезных патронов к станкам
Тип патрона
Модели станков
тнзк ТН4К ТН6К ТН8КМ ТН8К ТН13К 9140 9143 9143 9143 9143 9В143 9В143 9В143 9В143 9124 9124 9124 9124 9145 9145 9145 9145 9В145 9В145 9В145 9В145
ТН16К 9145 9В145
тнзкл 9140 9В143 9143 лев.
ТН4КЛ 9В143 9143 лев.
тн^кл 9В143 9143 лев.
Выбор режущих плашек и комплектующих деталей к патронам
Для настройки трубонарезных патронов на тот или иной размер
обработки необходимо выбрать соответствующие режущие плашки,
кулачки и упорные кольца.
Режущие плашки и комплектующие де>али изготовляет завод
МИЗ отдельно по заказам.
При выборе режущих плашек необходимо учитывать угол про-
филя резьбы и направление резьбы, шаг, конусность и число режу-
щих плашек в комплекте.
Плашки к трубонарезным патронам
Размеры, мм
Тип патрона Условный диаметр трубы Обозначение плашек
Трубы насосно- компрессорные по ГОСТ 633—63 Трубы бурильные по ГОСТ 631-63 Трубы обсад- ные по ГОСТ 632—64 Трубы буриль- ные геолого- разведочные поГОСТ 7909—56
Высадка
гладкие высажен- ные внутренняя | наружная
ТНЗК тнзкл 48-89 33—48 42—50 11/2—3ff нкг 42—50 БМГ 2—3" БУР
тнзк 60—89 60—89 60-98 63,5 2—3" БУР
тнзкл 2—3" БУР
ТН4К ТН4КЛ 48-89 48 50 i/2—3" нкг 12—50 БМГ
ТН4К ТН4КЛ 102—114 60—114 60—114 60—102 114 63,5 2—4" БУР 2—4" БУР
303
Продолжение
Тип патрона Условный диаметр трубы Обозначение плашек
Трубы насосно- компрессорные по ГОСТ 633-63 Трубы бурильные по ГОСТ 631-63 Высадка Трубы обсад- ные по ГОСТ 632—64 Трубы буриль- ные геолого- разведочные по ГОСТ 7909—56
гладкие высажен- ные внутренняя наружная
ТН6К ТН6КЛ 114 114 114—168 102—140 114— 168 4—6" БуР 4—6" БуР
ТН8КМ ТН8К 168 168— 219
ТН13К 245— 351 9/
ТН16К 324— 426 124-16"
Примечание. ГОСТ 632—64 на обсадные трубы отличается от старого
ГОСТ 632—57 размерами труб и размерами профиля резьбы. В новом
ГОСТ 632—64 упразднен размер труб 159 мм и введены новые размеры: 178, 340,
407, 508 мм; введена градация длин резьб (короткие, нормальные и удлиненные);
угол профиля резьбы 55° заменен на 60°; на всех трубах приняты конусность 1:16,
шаг резьбы 3.175 мм.
При выборе кулачков необходимо учитывать модель патрона,
число кулачков в комплекте и размер резьбы.
Кулачки к трубонарезным патронам
304
Размеры, мм
Тип патрона Условный диаметр трубы Кулачки
Трубы компре по ГОС гладкие насосно- ссорные Г 633—63 выса- женные Трубы ные п 631 Вьк внут- ренняя буриль- 0 ГОСТ —63 :адка наруж- ная Трубы обсадные по ГОСТ 632—64 Трубы бурильные геолого разведоч - ные по ГОСТ 7909—56 L Z.1 Обозначение кулачка
тн^к 33 179,2 138,8 1" нкв
1 1 1 | 42 |176,1 |135,7 42 БМГ
1 42 | | | I |174,0 |133,6 1 Vf НКВ 1 1 */3' нкг
48 1111 | 1172,7 |132,3
| | | | | 50 1172,0 |131,6 50 БМГ
1 48 | | | | 1170,3 1129,9 1 Vs* НКВ
60 1 60 | | | |166,7 [126,3 | 2" НКГБУР
73 73 160,5 120,1 2 >/2" НКГБУР
89 1 89 [152,6 [112,2 1 3" НКГБУР
1 1 | 63,5 1165,5 1125,1 | 63,5 БМГ
1 60 | 1 | |164,3 |123,9 | 2" НКВ
1 1 1 60 | | | I 1
1 73 | | 1 | 1157,9 [117,5 1 2 i/2" НКВ
1 1 I 73 | I, | | 1
| 89 | I I 1 1149,6 |109,2 | 3* НКВ
1 1 1 89 I | | | 1
ТН4К 48 | 1 1 | | [172,7 1132,3 | 1 V2" нкг
1 1 | | 50 |172,0|131,6| 50 БМГ
48 | 1 I 1170,3 129,9 | 1 V/ НКВ
60 | 60 1 1 1166,7 26,3 2" НКГБУР
73 73 1 60,5 I 20,1 2 V/ НКГБУР
89 | 1 89 | 1 |152,6 1 12,2 | 3" НКГБУР
1 1 1 1 63,5 |165,5 |125,1 | 63,5 БМГ
1 60 | I I 1164,3 1123,9 | 2" НКВ
1 1 1 60 1 1 1 - 1 - 1 -
1 73 | 1 | | |157,9 1117,5 | 2 i/2” НКВ
1 1 1 73 | | 1 - 1 - 1 -
1 89 | | I | |149,6 |109,2 | 3* НКВ
1 1 1 89 | | 1 - 1 - 1
102 | | 102 | | | |146,4 1106,0 | 3 »/«
| 102 | | | | 1143,2 |102,8 | 3 >/*" НКВ
114 | | 114 1102 1114 | [140,1 | 99,7 | 4" НКГБУР
| 114 | | | | |137,0 | 96,6 | 4’НКВ
» ТН6К 114 | | 114 | 102 |114 | |160,2 |119,8 | 4*БУР
1 114 | 1 1 | 1 - 1 - 1 -
| | 127 1 114 | 127 I 1 — 1 — 1 —
305
Продолжение
Тип патрона Условный диаметр трубы Кулачки
Трубы насосно- компрессорные по ГОСТ 633—63 Трубы буриль- ные по ГОСТ 631—63 Трубы обсадные по ГОСТ 632—64 Трубы бурильные геологоразведоч- ные по ГОСТ 7909-56 L Li Обозначение кулачка
Высадка
гладкие выса- женные внут- ренняя наруж- ная
ТН6К 140 1
1 1 140 | 1 147,0 1106,6 5" БУР
1 1 1 146 | 144,6 |104,2 5" ОБС
1 1 | 140 1 — | — —
1 1 168 | 168 | 133,6 | 93,2 6*
ТН8КМ 1 1 168 | 168 | 159,7 1119,3 6"
1 1 1 178 | — 1 — —
ТН8К 1 1 1 1 194 | 147,0 |106,6 7"
1 1 1 1219 | 134,3 | 93,9 | 8*
ТН13К 1 1 1 |245 | |191,3|150,9 | 9*
1 1 1 | 273 | 1 - 1 - 1 —
1 1 1 | 299 | |164,5 |124,1 | 11"
1 1 1 | 324 | |151,6 |111,2 1 1'
1 1 1 1 340 | | - I - | -
1 1 1 1 351 | | - | - | -
ТН16К | | | 1 324 | |189,7 1149,3 | 12"
1 1 1 1 340 | | - | - | -
1 1 1 1 351 | | - | - | -
I I | 1 377 | | _ | _ |
1 । । । 407 । 1 ~ 1 ~ 1 ~ 1 I 1 1 426 | | - | - | -
Примечание. Кулачки, размеры которых отсутствуют, требуют допол-
нительной разработки.
Опорная поверхность кулачков, на которую опираются плашки,
имеет наклон, соответствующий углу подъема нарезаемой резьбы.
Между длиной кулачка L, размерами резьбы d3 и I (см. рис.
на стр. ) и конусностью должна соблюдаться следующая зави-
симость:
— d3 + — + L = С = const,
2 2
где d3 — внутренний диаметр нарезаемой резьбы у торца трубы;
I — расстояние от торца трубы до основной плоскости;
К — конусность резьбы.
306
Значение С при наружном диаметре плашек 60 мм
Тип патрона ТНЗК ТН4К тнзкл ТН4КЛ ТН6К ТН6КЛ ТН8К ТН8КМ ТН13К ТН16К
Значение С 195—196 215—216 242 311—312 349—350
Прй выборе упорных колец необходимо обеспечить возможность
контакта торца трубы с торцом кольца, а также обеспечить сво-
бодный проход режущих плашек.
Для этого нужно, чтобы внутренний диаметр резьбы у торца
трубы был больше наружного диаметра упорного кольца D, а внут-
ренний диаметр у торца трубы должен быть больше диаметра £>i
упорного кольца.
Упорные кольца к трубонарезным патронам
Размеры, мм
Тип патрона Условный диаметр трубы Упорные кольца
Трубы насосно- компрессорные по ГОСТ 633-63 Трубы буриль- ные по ГОСТ 631-63 Трубы обсадные по ГОСТ 632—64 Трубы бурильные геологораз ведоч- ные по ГОСТ 7909—56 D Dt Обозначение кольца
Высадка
гладкие выса- женные внут- ренняя наруж- ная
ТНЗК, тнзкл 33 29,9 — 1" нкв
1 1 1 1 42 | 34 | - | 42 БМГ
I 42 1 1 | 39,5 | 32 | 1 !/«" НКВ
48 | 48 | 1 1 | 42,8 | 37 I 1 W' НКВ
307
Продолжение
Тип патрона Условный диаметр трубы Упорные кольца
Трубы насосно- компрессорные по ГОСТ 633-63 Трубы буриль- ные по ГОСТ 631—63 Трубы обсадные по ГОСТ 632—64 Трубы бурильные геологораз ведом - ные по ГОСТ 7909—56 D Di Обозначение кольца
Высадка
гладкие выса- женные внут- ренняя наруж- ная
ТНЗК тнзкл 60 50 42,0 24 2" БУР
60 60 54 47 2" НКГНКВ
60 — — —
63,5 — - 1 —
73 64 27 2 V2" БУР
73 73 66 59 2 V2" НКГНКВ
73 - — —
89 80 41 3" БУР
89 89 81 73 |3" НКГНКВ
89 - - —
ТН4К, ТН4КЛ 43 48 60 50 42,8 42 37 24 1 У," 2" БУР
60 60 1 1 54 47 2" НКГНКВ
60 1 - 1 — —
63,5 — 1 -
73 \ | | | 64 | 27 | 2 У," БУР
73 73 66 1 59 2 Vazz НКГНКВ
1 73 1 1 — 1 - —
1 89 1 1 1 | 80 1 41 3" БУР
89 89 1 1 1 1 1 81 I 73 3" НКГНКВ
1 89 1 1 1 - 1 — —
1 102 | 1 1 - 1 — —
102 102 93 85 з у," НКГНКВ
1 1 114 | 102 | 114 | 104 | 70 | 4" БУР
114 1 114 1 1 1 1 1 105 | 97 | 4" НКГНКВ
ТН6К ТН6КЛ 1 | 114 | 102 | 114 1 I 105 | 70 | 4" БУР
114 | 114 1 1 1 1 1 - 1-1 -
1 | 127 | 114 | 127 1 1 - 1 — 1
1 1 140 | - 1 140 1 1 130 | 94 ] 5" БУР
1 1 1 140 1 1 1 - 1-1
1 1 1 | 146 | | 137 | 120 | 5" ОБС
1 1 168 | | 168 1 1 156 1 125 | 6"
ТН8КМ, ТН8К 1 1 168 | | 168 1 1 156 I 125 | 6"
1 1 1 1 178 1 1 - 1 - 1
1 | | | 194 | I 182 | 165 | 7"
1 I I I 219 | | 207 | 188 | 8"
308
Продолжение
Тип патрона Условный диаметр трубы Упорные кольца
Трубы насосно- компрессорные по ГОСТ 633—63 Трубы буриль- ные по ГОСТ 631—63 Трубы обсадные по ГОСТ 632-64 Трубы бурильные геологоразведоч- ные по ГОСТ 7909-56 D Обозначение кольца
Высадка
гладкие выса- женные внут- ренняя наруж- ная
ТН13К I | 245 ! 233 214 9"
1 | 273 | 259 242 10"
1 1 1 299 | 1 1 1 324 | 285 311 268_ 294 11" 12"
1 1 1 340 | - — —
I 1 1 1 351 | 337 321 13"
ТН16К 1 1 1 1 324 | 311 294 12"
1 1 1 1 340 | - - -
1 1 1 1 351 | 337 321 13"
1 1 1 I 377 | 362 346 14"
1 1 1 1 407 | - - —
1 1 1 1 426 | 412 394 16"
Примечание. Упорные кольца, размеры которых отсутствуют, требуют
дополнительной разработки.
Схема устройства и работа трубонарезного патрона
Устройство патрона позволяет произвести обточку конца трубы
и нарезание конической резьбы за один проход.
309
К основным деталям относятся шпиндель 2*, сердечник 4, гиль-
за 3, корпус 1 и планшайба 6. Для получения различных диаметров
резьбы используются сменные детали. К ним относятся резьбона-
резные круглые плашки 20, кулачки 19, упорные кольца 17. В про-
цессе обработки режущие плашки перемещаются относительно
трубы вдоль образующей конуса. По окончании нарезания резьбы
патрон раскрывается (режущие плашки расходятся в радиальном
направлении).
При настройке патрона можно произвести регулировку для по-
лучения заданной длины резьбы, требуемого диаметра резьбы
и конусности.
При смене затупившихся плашек их вынимают из патронов
вместе с комплектом кулачков. Заточка плашек и повторная уста-
новка в патроны производится совместно с кулачками.
Для замены кулачков с плашками необходимо снять упор 5
и раскрыть патрон вручную, тогда корпус патрона отойдет назад
и кулачки можно будет вынуть из пазов планшайбы.
При установке кулачков их вводят в пазы планшайбы до тех
пор, пока подпружиненный фиксатор не защелкнет кулачки в нуж-
ном положении, после чего закрывают патрон.
Для удобства эксплуатации рекомендуется каждый комплект
кулачков и плашек закреплять за определенным патроном для
сокращения потери времени на регулировку патрона после смены
затупившегося инструмента.
Работа патрона. Шпиндель патрона имеет фланец, с помощью
которого он жестко соединяется со шпинделем станка.
На переднем конце шпинделя крепится планшайба, в пазах
которой помещаются кулачки с режущими плашками. На переднем
конце сердечника патрона находится упорное кольцо, вращаю-
А
* Нумерация позиций на рисунках, помещаемых на стр. 309—313, общая.
310
щееся вокруг своей оси. Сердечник имеет возможность скользить
внутри шпинделя патрона в осевом направлении.
В процессе работы патрон вращается вместе со шпинделем
станка и совершает осевое перемещение, соответствующее шагу
резьбы. Труба непрерывно упирается в упорное кольцо и тем
самым заставляет сердечник патрона перемещаться относительно
его шпинделя в обратном направлении. В сердечнике патрона
закреплен один конец рычага 7, который может поворачиваться
в стакане подшипника. Подшипник соединен неподвижно с гиль-
зой патрона.
Кулисный механизм патрона. Гильза 3 совершает такое же
движение, как шпиндель патрона. В результате поворота рычага 7,
который штифтом 9 связан с корпусом патрона, последний совер-
шает осевое движение, обратное движению шпинделя патрона.
В передней части корпуса закреплены клинья с наклонными
пазами, в которые входят выступы кулачков.
Таким образом, осевое перемещение корпуса патрона преоб-
разуется в радиальное перемещение кулачков с плашками. Во вре-
мя работы патрона плашки получают непрерывное перемещение
в поперечном направлении, в результате которого образуется
коническая резьбовая поверхность.
Совокупность конструктивных элементов, описанных выше,
используется также для регулирования и изменения конусности
нарезаемой резьбы на трубе.
Рычаг 7 имеет два отверстия: переставляя штифт 9, можно
изменить конусность резьбы (1:16 или 1:32). Для изменения конус-
ности в пределах заданного допуска можно переместить стакан
подшипника в поперечном направлении с помощью винтов 8.
Схема механизма для раскрывания патрона. При непрерыв-
ном перемещении сердечника 4 относительно шпинделя патрона
сухарь 14 нажимает на кулачок 13,
311
Кулачок 13 поворачивается и вытаскивает фиксатор 12 из паза
ползуна 10. Ползун жестко связан с гильзой 3 патрона. Как только
выступ фиксатора выйдет из паза ползуна, гильза патрона вместе
с корпусом отойдут в обратном направлении под действием пру-
жин 21.
В свою очередь клинья отводят кулачки 19 и режущие плашки
от обрабатываемой заготовки.
4
Механизм ручного открывания патрона. Трубонарезной патрон
можно раскрыть в любом положении независимо от процесса
обработки. Для этого нужно нажать на кнопку выключателя 15,
который повернет кулачок, фиксатор 12 выйдет из паза ползуна 10,
и патрон раскроется.
Регулирование диаметра нарезаемой резьбы достигается пере-
мещением ползуна 10. Для этого необходимо повернуть винт 11.
При вращении винта гильза 3 патрона будет перемещаться относи-
тельно шпинделя патрона.
312
Механизм регулирования длины нарезки. Длина нарезаемой
резьбы изменяется перемещением втулки 16 по регулировочному
винту 18. На втулку 16 надето сменное упорное кольцо, находя-
щееся во время нарезания резьбы в постоянном соприкосновении
с торцом обрабатываемой трубы.
Кулачок и плашка. Режущие плашки 20 предназначаются для
обточки трубы на конус и для нарезания резьбы. Передняя часть
имеет заборный конус, его режущие кромки используются для об-
точки трубы и образования конической поверхности. Затем идет
резьбовая часть плашек с кольцевой нарезкой. Резьбовая часть
также имеет заборный конус. В зависимости от модели патрона
и диаметра обрабатываемой резьбы количество плашек в комп-
лекте различно. На плашках обозначаются номер комплекта
и номер плашки в комплекте. Кольцевые витки резьбы плашки
имеют смещение относительно ее опорного торца в зависимости
от числа плашек в комплекте и номера плашки в комплекте.
Режущие плашки опираются своим торцом на плоскость
кулачка 19, которая имеет наклон, соответствующий углу подъема
нарезаемой резьбы на изделии. Плашки имеют также цилиндриче-
скую внутреннюю поверхность, с помощью которой они центри-
руются на пальцах.
В свою очередь пальцы имеют цилиндрическую поверхность,
обеспечивающую центрирование в кулачке. Положение пальца
в кулачке фиксируется также двумя выступами, которые входят
в паз кулачка.
Для предотвращения поворота плашки используется звездочка,
имеющая два зубчатых венца. Один зубчатый венец звездочки
входит в плашку, а другой — в палец. Зубчатый венец, который
входит в плашку, имеет 27 зубьев, а второй венец, связанный
с пальцем, — 26 зубьев. Различное число зубьев на двух венцах
звездочки позволяет повернуть плашку путем перестановки звез-
дочки на ^702 часть полного оборота плашки.
313
Режущие плашки закрепляются винтом с левой резьбой.
Режущие плашки изготовляются из быстрорежущей стали
или из стали других марок. После термической обработки твер-
дость плашек находится в пределах HRC 63—65.
Кулачки с закрепленными плашками входят в пазы планшай-
бы патрона.
Эксплуатация патронов типа TH
Геометрические параметры плашек: О — ось патрона; а — зад-
ний угол; у — передний угол; уа — угол заточки передней грани
плашки; X — угол скоса режущей кромки; со — угол наклона опор-
ной плоскости плашки на кулачке, приблизительно равный углу
подъема нарезки трубы; т — угол стружечной канавки; /п — 'снос
оси плашки от оси патрона; т — снос режущей кромки плашки
(по вершине) от ее оси; /к — длина заборного конуса. Углы а и у,
а также величины /п и т относятся к первой калибрующей нитке.
Середина пазов под кулачки в планшайбе патрона смещена на ве-
личину Ось отверстия под палец, на котором закрепляется режу-
щая плашка (гребенка), дополнительно смещена от середины
кулачка на 1,3 мм.
Величина /п определяется по формуле
/„ = lK + 1,3 — lK sin ш .
Для труб из стали марки Д рекомендуются .следующие геомет-
рические параметры: а=1°30/—2°3(У; у = 20—25°; л=1 3°; т = 5.
314
Значения 1К и /j
Размеры, мм
Тип патрона ТНЗК, ТНЗКЛ ТН4К, ТН4КЛ ТН6К, ТН6КЛ ТН8КМ, ТН8К ТН13К ТН16К
6,35 6,35 7,95 П,1 12,7 14,3
7,50 7,50 9,2 12,3 13,9 15,5
Значения со, т, уа
Размеры, мм
Обозначение трубы
Тип патрона. НКГ нкв БУР В БУР Н ОБС БМГ
Условный диаметр трубы о) т 7 а
33 1°24' 5,3 15
1 1 42 1°07' 5,1 16
42 1 1°07' 4,8 16
48 1 0°56' 4,7 16
1 50 0°56' 4,7 16
48 1 0°56' 4,7 16
ТНЗК, 60 60 1 0°44' 4,3 17
тнзкл 73 73 1 0°44' 4,0 17
89 89 1 0°36' 3,7 18
63,5 0°56' 4,3 17
60 1 0°56' 4,3 17
60 I — — —
73 73 | 0°44' 4,0 17
89 89 | 0°36' 3,7 18
48 1 0°56' 4,7 16
1 50 0°56' 4,7 16
48 1 0°56' 4,7 16
60 60 1 0°44' 4,3 17
73 73 1 0°44' 4,3 17
ТН4К, ТН4КЛ 89 89 1 0°36' 3,7 18
1 63,5 0°56' 4,3 17
60 1 0°56' 4,3 17
60 1 — — —
73 1 0°44' 4,0 17
73 | — — —
89 1 0°36' 3,7 18
102 102 1 0°36' 3,5 18
102 89 | 0°36' 3,5 18
114 114 102 | 114 0°36' 3,3 19
114 1 0°26' 3,3 19
315
продолжение
Обозначение трубы
Тип патрона нкг | нкв БУР В БУР Н ОБС БМГ
Условный диаметр т рубы (0 т 7а
ТН6К, ТН6КЛ 114 114 102 114 0°36' 1 1 3,9 18
| 114 1 - 1 -
1 127 114 127 — - -
140 — - -
1 140 0°26' 3,5 18
ТН8КМ, ТН8К 146 0°26' 3,5 18
140 — — —
168 168 0°16' 3,2 19
168 168 0°16' 4,1 17
178 — — —
194 0°16' 3,8 18
219 0°16' 3,5 18
ТН13К 1 245 0°16' 3,6 18
1 1 1 273 [ 0°16' 3,4 18
1 1 1 299 0°16' 3,2 19
1 1 1 324 | 0°16'’ 3,1 | 19
1 1 1 340 I 0°16' 3,1 I 19
1111 351 I 0°16' 2,9 | 19
ТН16К 1 1 1 1 324 | 0°16' 3,3 | 19
1 1 1 1 340 I — - 1 —
1111 351 | 0°16' 3,2 | 19
1111 1111 1111 377 | 407 I 426 | 0°16' 0°16' 3,1 | — 1 2,9 | 19 20
Условные обозначения:
НКГ — трубы насосно-компрессорные гладкие по ГОСТ 633—63;
НКВ — трубы насосно-компрессорные высаженные по ГОСТ 633—63;
БУР В — трубы бурильные с высаженными внутрь концами по ГОСТ 631—63;
БУР Н — трубы бурильные с высаженными наружу концами по ГОСТ 631—63;
ОБС — трубы обсадные по ГОСТ 632—64;
БМГ — трубы бурильные геологоразведочные по ГОСТ 7909—56.
Настройка патрона на размер. Настройку патрона следует про-
изводить в следующем порядке.
1. Установить по одной плашке в трех-четырех кулачках, рас-
положенных друг от друга примерно на одинаковом расстоянии
по окружности. Для первичной наладки рекомендуется использо-
вать изношенные плашки.
2. Установить на требуемую длину нарезки.
3. Установить упорное кольцо.
316
4. Продвинуть упорное кольцо и убедиться в отсутствии заде-
вания гребенок.
5. Установить рабочий комплект гребенок.
6. Произвести пробную нарезку конца трубы и проверить ее
по всем размерам. При необходимости провести регулировку
патрона и дополнительную нарезку.
При повторной наладке патрона приемы, перечисленные
в пп. 1 и 4, производить не нужно.
При уходе за патронами необходимо пользоваться заводской
инструкцией.
Заточка плашек. Заточка плашек производится совместно с ку-
лачками в специальном приспособлении, настройка которого обес-
печивает получение углов у, X и т.
Угол а устанавливается величиной т с помощью микрометри-
ческого прибора.
Приспособление для заточки плашек. Приспособление для за-
точки плашек имеет такое же устройство, как и приспособление
для резьбонарезных головок (разд. 2. Резьбонарезные головки
и резьбовые фрезы, стр. 168).
Микрометрическое приспособление для контроля плашек. При-
способление для контроля аналогично приспособлению для конт-
роля плашек для резьбонарезных головок (разд. 2. Резьбонарезные
головки и резьбовые фрезы, стр. 169).
Заточка и измерение плашек производятся аналогично заточке
и измерению круглых плашек, предназначенных для получения
крепежной резьбы.
Основные расчетные зависимости при заточке
tgT tgT-cosy .
COSO)
tgU) = tgX-cos -v _|_ sin у tg<p ;
cos <p
b , 11 , 1 — cos у
m = — + a — hlgy + r1---------L >
2 cos у
где Y1_ уГол поворота заточного приспособления вокруг горизон-
тальной оси;
у — передний угол, затачиваемый на плашке;
со — угол наклона опорной плоскости кулачка;
ф — уГол наклона плашкодержателя приспособления к гори-
зонтальной плоскости;
со2— угол поворота приспособления вокруг вертикальной оси;
b — ширина паза под кулачок;
h — высота профиля резьбы плюс 0,5—0,8 мм;
т — снос режущей кромки относительно оси;
Г\ — радиус закругления конца микрометра (ri = 0,25 мм).
317
Скорость резания. Скорость резания при работе трубонарезны-
ми патронами выбирается в пределах 4—7 м!мин. Повышение ско-
рости резания вызывает снижение качества получаемой поверхно-
сти на резьбе.
Качество получаемой поверхности зависит также от работы
плашек в патроне. Загрузка всех плашек, входящих в комплект,
должна быть равномерной (проверяется по отпечатку).
Для охлаждения режущих плашек используется сульфофрезол,
который подводится по специальным каналам и подается в зону
работы плашек специальными спреерами.
ПАТРОНЫ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ И НИППЕЛЯХ
Патроны предназначены для нарезания наружной резьбы на
обсадных и колонковых трубах и ниппелях к ним по
ГОСТ 6238—52.
Патроны устанавливаются на специальных трубонарезных стан-
ках. Они центрируются буртиком на фланце шпинделя и крепятся
болтами. В конце нарезания патроны раскрываются.
Переналадка на разные размеры производится путем замены
головки, кулачков, упорных колец и плашек.
Сменные детали поставляются отдельно по заказу.
Изготовитель патронов и сменных деталей к ним — Московский
инструментальный завод.
Размеры, мм
Тип патрона Размеры труб и ниппелей D Dr d2 D3 L l Л наиб Модель трубо- нарезного станка
ТН0К89 57, 73, 89 250 260 180 230 220 190 9192, 9192Н
ТН0К146 108, 127, 146 310 260 180 230 220 190 9192 , 9192Н
Головки
318
Размеры, мм
Тип патрона Наружный диаметр трубы D Di d2 d L l
57 184,7 73 85 100 56 50
ТН0К89 73 184,7 73 85 100 56 50
89 184,7 89 87 100 56 50
108 245,0 125 125 160 56 50
ТНОК 146 127 245,0 125 125 160 56 50
146 245,0 144 142 160 56 50
Примечание. В комплект входит одна головка.
Упорные кольца
Размеры, мм
Тип патрона Наружный диаметр Форма D D, । d в
57 Б 70 55 30 15
TH0K89 73 А 70 — 30 15
89 А 85 — 30 15
108 Б 122 103 45 17
TH0K146 127 А 122 — 45 17
146 А 141 — 45 17
319
Кулачки
Размеры, мм
Тип патрона Наружный диаметр трубы L с b t h К d Количество кулачков в комплекте
57 59 35,9 15,87 17,5 7,84 4,05 20,94 6
ТН0К89 73 51 27,9 15,87 17,5 7,84 4,05 20,94 6
89 43 19,9 15,87 17,5 7,84 4,05 20,94 6
108 54 40,7 15,87 17,5 7,84 4,05 20,94 8
ТН0К146 127 55 31,1 15,87 17,5 7,84 4,05 20,94 8
146 45 21,6 15,87 17,5 7,84 4,05 20,94 8
Плашки
320
Размеры, мм
Тип патрона Наружный диаметр трубы Обозначе- ние плашки D В d Количество плашек в комплекте
ТН0К89 57, 73, 89 57, 73, 89 нп БН 47,6 45,4 22 22 20,94 20,94 6 6
ТНОК 146 108, 127, 146 — 47,6 22 20,94 8
Материал плашек — быстрорежущая сталь.
Твердость режущей части HRC 62—65.
При заказе патронов необходимо указывать тип патрона, а при
заказе головок, упорных колец, кулачков — тип патрона и размер
трубы или ниппеля.
При заказе плашек необходимо указывать тип патрона и обо-
значение плашки.
МУФТОРАСТОЧНЫЕ ПАТРОНЫ И ГОЛОВКИ
Предназначены для растачивания отверстий под резьбу в муф-
тах, позволяют одновременно растачивать коническое или цилин-
дрическое отверстие и выточки, подрезать торец и снимать наруж-
ные и внутренние фаски. Имеют три типа ножей:
разверточные, обрабатывающие коническое или цилиндрическое
отверстие под резьбу;
расточные, обрабатывающие выточку;
торцовые, предназначенные для подрезки торцов и снятия
фасок.
321
Патроны и головки устанавливают на специальных муфторас-
точных ставках моделей 9182, 9183, 9184, 9185 и 9У115К или ;на их
модификациях.
Муфторасточные патроны имеют специальный механизм для
регулирования ножей в зависимости от размеров обрабатываемого
отверстия в муфте. Для регулирования снимать патроны со станка
не требуется.
Муфторасточные головки при регулировании ножей должны
быть сняты со станка, так как их установка и регулирование про-
изводятся по специальному калибру.
Муфторасточные патроны изготовляются для обработки отвер-
стий под резьбу муфт к трубам:
бурильным диаметром 60—168 мм (ГОСТ 631—63);
насосно-компрессорным диаметром 48—114 мм (ГОСТ 633—
63);
обсадным диаметром 114—407 мм (ГОСТ 632—64);
с цилиндрической резьбой диаметром 21 /2—5" (ГОСТ
6357—73);
с конической резьбой диаметром 2—5х' (ГОСТ 6211—69);
бурильным геологоразведочным диаметром 42; 50 и 63,5 мм
(ГОСТ 7909—56).
На станках моделей 9182 и 9183 и их модификаций муфторас-
точными патронами обрабатывают муфты с двух сторон последо-
вательно, для чего на станок устанавливают два патрона, один
из которых имеет правое, а другой — левое направление резания.
На этих станках вращается муфта, патроны неподвижны.
На станке модели 9185 и его модификациях неподвижна муфта,
вращаются патроны. На станок устанавливают два патрона
с правым направлением резания, которые обрабатывают муфту
с двух сторон последовательно.
322
На станке модели 9У115К устанавливается вертикально один
вращающийся патрон с правым направлением резания, который
обрабатывает концы муфт поочередно.
Я станку модели 9184
Муфторасточные головки предназначены для растачивания
под резьбу только конических резьб по ГОСТ 631—63,
ГОСТ 632—64, ГОСТ 633—63 диаметром 114—351 мм. Эти голов-
ки применяются на станках модели 9184 и их модификациях.
На станок устанавливают две вращающиеся головки правого на-
правления резания. Патроны для станков моделей 9182 и 9183 и их
модификаций крепятся посредством цилиндрических хвостовиков.
Патроны к станкам моделей 9185 и 9У115К и головки к станку мо-
дели 9184 и их модификации имеют фланцевое крепление. Муфто-
расточные патроны и головки поставляет по заказу завод «Фре-
зер» без ножей. Ножи всех типов поставляются отдельно по заказу.
Головки к станку 9184
Размер головки, мм
Расположение крепежных отверстий
Количество
отверстий
323
Продолжение
МУФТОРАСТОЧНЫЕ ПАТРОНЫ И ГОЛОВКИ ДЛЯ НЕФТЯНЫХ ТРУБ
Условный диа- метр трубы, мм Направление Обрабатываемая муфта Модель станка
48 Правое Левое Насосно-компрессор- ная гладкая (ГОСТ 633-63) 9182
60 Правое Левое То же 9182
73 | 1 Правое Левое » 9182 9183
89 Правое Левое » 9182 9183
102 Правое Левое » 9182 9183
114 Правое Левое » 9182 9183
48 Правое Левое Насосно-компрессор- ная с высаженными наружу концами (ГОСТ 633—63) 9182
60 Правое Левое То же 9182
73 Правое Левое » 9182 9183
89 Правое Левое » 9182 9183
324
Продолжение
Условный диа- метр трубы, JKJK Направление Обрабатываемая муфта Модель станка
102 Правое Левое Насосно-компрессор- ная с высаженными наружу концами (ГОСТ 633—63) 9182 9183
114 Правое Левое То же 9182 9183
60 Правое Левое Бурильная с высажен- ными внутрь концами (ГОСТ 631—63) 9182
73 Правое Левое То же 9182 9183
89 Правое Левое 9182 9183
102 Правое Левое 9182 9183
114 Правое Левое 9182 9183
127 Правое Левое — 9183
140 Правое Левое 9183
168 Правое Левое 9183
60 Правое Левое Бурильная с высажен- ными наружу концами (ГОСТ 631-63) 9182
73 Правое Левое То же 9182 9183
89 Правое Левое 9182 9183
102 Правое Левое 1 9182 9183 9184
114 Правое Левое » 9183 9184
140 Правое Левое » 9183 9184
114 Правое Левое Обсадная (ГОСТ 632—64) 9183 9184
114 дл Правое Левое То же 9183 9184
127 Правое Левое 9183 9184
140 Правое Левое 9183 9184
140 дл Правое Левое 9183 9184
146 Правое Левое 9183 9184
325
Продолжение
Условный диа- метр трубы, мм Направление Обрабатываемая муфта Модель станка
146 дл Правое Левое Обсадная (ГОСТ 632—^64) 9183 9184
168 Правое Левое То же 9183 9184
168 дл Правое Левое » 9183 9184
178 Правое Левое » 9193 9184
178 дл Правое Левое » 9183 9184
194 Правое Левое » 9183 9184 9185
194 дл Правое Левое » 9183 9184 9185
219 Правое Левое » 9183 9184 9185
219 дл Правое Левое » 9183 9184 9185
245 Правое » 9184 9185
245 дл » » 9184 9185
273 » » 9184 9185
299 » » 9184 9185
324 » » 9184 9185
340 » » 9184 9185
(351) » » 1 9184 9185
(377) » » 9185
407 » 1 9185
(426) » » 1 9185
Примечания: 1. Условный диаметр с буквами «дл» обозначает диаметр
трубы с удлиненной резьбой.
2. Трубы, диаметры которых заключены в скобки, применяются редко.
При заказе патронов необходимо указывать размер муфты, на-
правление резьбы, назначение трубы и модель станка, на котором
производится обработка.
326
Ножи к муфторасточным патронам и головкам для растачивания
муфт к нефтяным трубам
Разверточные ножи
Условный диаметр трубы, мм Направле- ние Обрабатываемая муфта Коли- чество ножей е патроне Модель станка
48 Правое Левое Насосно-компрессор- ная гладкая (ГОСТ 633—63) 2 9182
60 Правое Левое То же 3 9182
73 Правое Левое 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правее Левое » 3 9182 9183
114 Правее Левое ! > 4 9182 9183
48 Поавое Левое Насосно-компрессор- ная с высаженными наружу концами (ГОСТ 633—63) 2 9182
60 Правое Левое То же 3 9182
73 Правое Левое » 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правое Левое » 3 9182 9183
114 Правое Левое » 4 9182 9183
327
Продолжение
Условный диаметр трубы, мм Направле- ние Обрабатываемая муфта Коли- чество ножей в патроне Модель станка
60 Правое Левое Бурильная с высажен- ными внутрь концами (ГОСТ 631—63) 3 9182
73 Правое Левое То же 3 9182 9183
89 Правое Левое 3 9182 9183
102 Правое Левое » 3 9182 9183
114 Правое Левое 4 9182 9183
127 Правое Левое » 4 9183
140 Правое Левое » 4 9183
168 Правое Левое » 5 9183
60 Правое Левое Бурильная с высажен- ными наружу концами (ГОСТ 631—63) 3 9182
73 Правое Левое То же 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правое Левое » 3 9182 9183 9184
114 Правое Левое » 4 9183 9184
140 Правое Левое » 4 1 9183 9184
114 Правое Левое I Обсадная 1 (ГОСТ 1632—34) 4 9183 9184 1
114 дл Правое Левое То же 4 9183 9184 1
127 Правое Левое » 4 9183 9184
127 дл Правое Левое » 4 9183 9184
140 Правое Левое » 4 9183 9184 1
140 дл Правое Левое 1 » 4 9183 9184
146 Правое Левое » 4 9183 9184
146 дл Правое Левое » 4 9183 9184
328
Продолжение
Условный диаметр трубы, мм Направле- ние Обрабатываемая муфта Коли- чество ножей в патроне Модель станка
168 Правое Левое Обсадная (ГОСТ 632—64) 5 9183 9184
168 дл Правое Левое То же 5 9183 9184
178 Правое Левое » 5 9183 9184
178 дл Правое Левое » 5 9183 9184
194 Правое Левое » 5 9183 9184 9185
194 дл Правое Левое » 5 9183 9184 9185
219 Правое Левое » 6 9183 9184 9185
219 дл Правое Левое » 6 9183 9184 9185
245 Правое » 6 9184 | 9185
245 дл » » 1 6 9184 9185
273 » » 1 8 1 9184 9185
299 » » 1 8 9184 | 9185
324 » » 1 ю I 9184 9185
340 » » 1 ю 1 9184 9185
(351) » 1 ю 1 1 1 9184 | 9185
(377) » » 1 ю | 1 I 9184 | 9185
407 » » 1 12 | 1 | 9184 | 9185
(426) » » 1 12 I 1 I 9184 1 9185
Примечания: 1. Условный диаметр с буквами «дл» обозначает диаметр
трубы с удлиненной резьбой.
2. Трубы, диаметры которых заключены в скобки, применяются редко.
Расточные ножи
329
Условный 1 диаметр Tnvf^kl и Ml 1 [ Направление Обрабатываемая муфта Коли честв ножей патрсч ° хл в модель станка ie
48 Правое Левое Насосно-компрессор- ная гладкая (ГОСТ 633-63) 2 9182
60 Правое Левое То же 3 9182
73 Правое Левое » 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правое Левое » 1 3 9182 9183
114 Правое Левое » 4 9182 9183
48 Правое Левое Насосно-компрессор- ная с высаженными наружу концами (ГОСТ 633—63) 2 9182
60 Правое Левое То же 3 9182 | —
73 Правое Левое » 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правое Левое » 3 9182 9183
114 Правое Левое » 4 9182 9183
60 Правое Левое Бурильная с высажен- ными внутрь концами (ГОСТ 631-63) 3 9182
73 Правое Левое То же 3 9182 9183
89 Правое Левое » 3 9182 9183
102 । Правое Левое » 3 9182 9183
114 Правое Левое » 4 9182 9183
127 Правое Левое » 4 — 9183
140 Правое Левое » 4 — 9183
168 Правое Левое » 5 — 9183
330
Продолжение
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей патрон в Модель станка е
60 Правое Левое Бурильная с высажен- ными наружу концам* (ГОСТ *631—163) 3 9182
73 Правое Левое То же 3 9182 9183
89 Правое Левое » 3 9182 9183
102 Правое Левое » 3 9182 9183 9184
—
114 Правое Левое » 4 9183 9184
—
140 Правое Левое » 4 9183 9184
114 | Правое | Левое Обсадная (ГОСТ >632—64) 4 9183 9184
—
114 дл Правое Левое То же 4 9183 _918£
127 Правое Левое » 4 9183 9184
—
127 дл Правое Левое » 4 9183 9184
—
140 Правое Левое » 4 9183 9184
—
140 дл Правое Левое 4 9183 9184
—
146 | 1 Правое Левое » 4 9183 9184
—
146 дл Правое Левое » 4 9183 9184
—
168 Правое Левое » 5 9183 9184
—
168 дл Правое Левое » 5 9183 9184
—
178 Правое Левое 5 9183 9184
—
178 дл Правое Левое » 5 9183 9184
—
194 Правое Левое » 5 9183 9184 9185
— —
194 дл Правое Левое 5 9183 9184 9185
— —
331
Продолжение
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей в пат- роне Модель станка
219 Правое Левое » 6 9183 9184 9185
— —
219 дл Правое Левое 6 9183 9184 9185
— —
245 Правое » 6 9184 | 9185
245 дл Правое Обсадная (ГОСТ (632—64) 6 9184 9185
273 » 1 То же | 8 | | 9184 9185
299 » 1 » 1 8 | I | 9184 9185
324 » 1 » 1 Ю I | | 9184 9185
340 » 1 » 1 Ю | 1 9184 9185
(351) » | » 1 ю | 1 9184 | 9185
(377) » 1 » 1 10 1 1 1 9185
407 » 1 » 1 12 i 1 1 9185
(426) » 1 » 1 12 | 1 9185
Примечания: 1. Условный диаметр с буквами «дл» обозначает диаметр
трубы с удлиненной резьбой.
2. Трубы, диаметры которых заключены в скобки, применяются редко.
Торцовые ножи
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей в патро- не, Модель станка
48 Правое Левое Насосно-компрессор- ная гладкая (ГОСТ 633—61) 2 9182
60 Правое Левое То же 3 9182
73 Правое* I Левое 1 1 3 9182 | 9183
332
Продолжение
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей в патро- не Модель станка
89 Правое Левое Насосно-компрессорная гладкая (ГОСТ 633—61) 3 9182 9183
102 Правое Левое То же 3 9182 9183
114 Правое Левое » 4 9182 9183
48 Правое Левое Насосно-компрессор- ная с высаженными наружу концами (ГОСТ 633-63) 2 9182
60 Правое Левое То же 3 9182
73 Правое Левое » 3 9182 9183
89 Правое Левое 3 9182 | 9183
102 Правое Левое 3 9182 । 9183
114 Правое Левое 4 9182 । 9183 ।
60 Правое Левое Бурильная с высажен- ными внутрь концами (ГОСТ 631—63) 3 9182
73 Правое Левое То же 3 9182 9183
89 Правое Левое » 3 9182 9183
1102 Правое Левое » 3 9182 9183
114 Правое Левое » 4 9182 9183 9184
—
127 Правое Левое » 4 9183 9184
—
140 Правое Левое » 4 9183 9184
—
168 Правое Левое » 5 9183 9184
—
60 Правое Левое » 3 9182 9183
73 Правое Левое » 3 9182 9193
89 Правое Левое 3 9182 9183
102 Правое Левое » 3 9182 9183 9184 |
333
Продолжение
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей в патроне Модель станка
114 Правое Левое Бурильная с высажен- ными наружу концами (ГОСТ 631-63) 4 9182 9183 9184
—
140 Правое Левое То же 4 9183 9184
—
114 Правое Левое Обсадная (ГОСТ 632—64) 4 9183 9184
114 дл Правое Левое То же 4 9183 9184
-
127 Правое Левое » 4 9183 9184
127 дл Правое Левое » 4 9183 9184
—
140 Правое Левое 4 9183 9184
—
140 дл Правое Левое » 4 9183 9184
—
146 Правое Левое » 4 9183 9184
—
146дл Правое Левое » 4 9183 9184
—
168 Правое Левое » 5 9183 9184
168 дл Правое Левое » 5 9183 9184
—
178 Правое Левое » 5 9183 9184
—
178 дл Правое Левое » 5 9183 9184
—
194 Правое Левое » 5 9183 9184 9185
—
194 дл Правое Левое » 5 9183 9184 9185
—
219 Правое Левое » 6 9183 9184 9185
— —
219 дл Правое Левое » 6 9183 9184 9185
— —
245 | Правое | » 1 6 1 9184 | 9185
245^дл| » » 6 9184 | 9185
334
П родолжение
Условный диаметр трубы, мм Направление Обрабатываемая муфта Коли- чество ножей в патроне Модель станка
273 » » 8 | I 9184 | 9185
299 » » 8 | | 9184 | 9185
324 » » 10 | | 9184 | 9185
340 » » 10 | | 9184 | 9185
(351) » » 10 | | 9184 | 9185
(377) » » 10 9184 9185
407 Правое Обсадная 12 9184 | 9185
(ГОСТ 632—64)
(426) » То же 12 1 । 9164 9185
Примечания: 1. Условный диаметр с буквами «дл» обозначает диаметр
трубы с удлиненной резьбой.
2. Трубы, диаметры которых заключены в скобки, применяются редко.
Материал ножей — быстрорежущая сталь. Твердость режущей
части HRC 62—65.
При заказе ножей к патронам необходимо указывать наимено-
вание ножей, размер муфты, направление резьбы, назначение труб
и модель станка. Ножи поставляются комплектом.
Изготовитель — завод «Фрезер»,
Муфторасточные патроны для обработки отверстий
под цилиндрическую резьбу по ГОСТ 6357—73 и коническую
резьбу по ГОСТ 6211—69
Муфторасточные патроны для станков «Стаметц» изготовляют-
ся следующих размеров: 2; 2’/г; 3; 4; 5",
Патроны всех размеров выпускаются с правым и левым враще-
нием.
335
Разверточные, расточные и торцовые ножи к муфторасточным
патронам поставляются комплектно: по три штуки для патронов
2*/2—3", предназначенных для обработки отверстий под трубную
цилиндрическую резьбу, и по четыре штуки для остальных патро-
нов.
Муфторасточные патроны и ножи к ним изготовляет завод
«Фрезер».
Ножи разверточные
Ножи расточные
336
Ножи торцовые
Ножи изготовляются из быстрорежущей стали твердостью
HRC 62—65. При заказе необходимо указывать обозначение пат-
рона, ножей и размер муфт, для обработки которых они предназ-
начены.
МУФТОРАСТОЧНЫЕ ПАТРОНЫ К СТАНКУ МОДЕЛИ 9182 ДЛЯ РАСТАЧИВАНИЯ
МУФТ ПО ГОСТ 7909—56
Наружный диаметр трубы, мм Направление Обрабатываемая муфта Количество ножей каждого типа Общее коли- чество ножей
42,0 Правое Бурильная геологоразведоч- 2 6
Левое ная (ГОСТ 7909—56) 2 6
50,0 Правое Левое То же 2 2 6 6
63,5 Правое Левое » 3 3 9 9
При заказе патронов необходимо указывать размер трубы и
направление вращения.
К патронам поставляются разверточные, расточные и торцовые
ножи из быстрорежущей стали. Твердостью HRC 62—65.
337
МУФТОНАРЕЗНЫЕ ПАТРОНЫ
Муфтонарезные патроны предназначены для нарезания внут-
ренней конической резьбы в соединительных муфтах к трубам диа-
метром от IV2 до 163/4,х.
Патроном нарезают предварительно расточенную муфту с од-
ной стороны за один проход. Патрон устанавливается на муфтона-
резных станках, центрируется буртиком и прикрепляется к шпин-
делю станка восемью винтами.
Во время нарезания резьбы патрону сообщаются вращение и
подача, равная шагу резьбы. Для наладки патронов на разные
размеры служат плашки и сменные детали: головки, крестовины,
кулачки, упорные кольца.
Муфты диаметром от 3" и выше нарезаются круглыми плашка-
ми, установленными на кулачках, которые во время нарезания од-
новременно и равномерно сдвигаются к центру головки, создавая
конусность нарезки.
Муфты диаметром от 1V2 до 27/szz нарезаются плоскими плаш-
ками.
В конечный момент нарезания плашки автоматически сходятся
и быстро выходят из зацепления с резьбой муфты.
В патронах предусмотрена возможность регулирования диамет-
ра, длины нарезки и конусности, а в патронах типа МН8К и
МН13К — также и изменение конусности. По заказу патроны по-
ставляются комплектно, с набором сменных деталей одного разме-
ра. Сменные детали других размеров и плашки поставляются от-
дельно по заказу.
338
Размеры мм
Тип патрона Диаметр резь- бы по ГОСТу Размеры нарезаемой резьбы D £4 d2 Рз D, d L Модель станка
МН4К 320 250 180 140 100,00 13,0 449 9112, 9В112
МН4КЛ 2’/8-41/2" лев. 21/2—4" 320 250 180 140 100,00 13,0 449 9112 лев., 9В112
МН8К 21/2—85/8" 2*/2—8" 440 380 305 254 158,75 19,5* 590 9114, 9А113, 9В113
МН8КЛ 27/8—6»/2" лев. 2!/2—6" 440 380 305 254 158,75 19,5 590 9А113 лев., 9В113
MHI3K 4*/2—133/4" 4—13" 440 380 305 254 158,75 19,5 575 9114, 9115, 9В115
МН16К 7s/8—163/4" 7—16" 560 400 305 254 158,75 19,5 566 9115, 9В115
* Для станка 9В113 d=17 мм.
Кулачки и плашки изготовляются комплектами, причем кулач-
ки поставляются вместе со звездочками и винтами. Головки для
плоских плашек заказываются вместе с крышками.
Запасные части — звездочки и винты для крепления плашек —
поставляются дополнительно по заказу (штучно).
При заказе головок, крестовин и упорных колец нужно указы-
вать их обозначение и тип патрона, при заказе кулачков и плашек,
а также винтов и звездочек — только обозначение. Муфтонарезные
кулачки рекомендуется заказывать не менее чем по два комплекта
каждого размера на патрон. При заказе сменных деталей и плашек
к левым патронам следует указывать: «Левые».
Муфтонарезные патроны, сменные детали к ним и круглые плаш-
ки изготовляет завод МИЗ; плоские плашки — завод «Фрезер».
339
Устройство муфтонарезного патрона
6 в 112 3 4
Патрон состоит из четырех основных деталей, насаженных одна
на другую: корпуса 1*, сердечника 2, гильзы 3, шпинделя 4. Кор-
пус приводит в действие механизмы образования конусности на-
резки и раскрывания патрона, шпиндель крепится восемью винтами
к фланцу шпинделя станка, передает рабочие движения инструмен-
ту и выпрямляет крутящий момент.
К нижнему торцу шпинделя прикрепляется головка 7 с пазами.
Головки для нарезания муфт с номинальным размером от 89 мм
и выше имеют Т-образные пазы, в которые вставляются кулач-
ки 21 с круглыми плашками 22, перемещающимися в пазах в на-
правлении, близком к радиальному.
Муфты с номинальным размером до 89 мм нарезаются плоски-
ми плашками, которые вставляются в прямоугольные пазы го-
ловки 7 и в них перемещаются. К шпинделю прикреплен упор 5.
Гильза 3 служит для раскрывания и закрывания патрона. На
ней смонтированы детали регулировки диаметра и образования
конусности нарезки.
Сердечник 2 является важным звеном в механизме образования
конусности, в раскрывании и закрывании патрона. Крестовина 6
воспринимает давление резания.
По своему устройству муфтонарезные патроны аналогичны тру-
бонарезным в части образования конусности, раскрывания и выпол-
нения регулировки.
* Нумерация позиций на рисунках, помещенных на стр. 340, 359, 360, 631.
362, 366 — ,общая.
340
Головки к муфтонарезным патронам с круглыми плашками
Размеры, мм
Тип патрона Размеры муфт Обозначение головки Форма D Dx d L Ь t h Число пазов
МН4К Р/2" НКГ Р/2" НКГ 41,6 70,0 40,0 122 6,21 24,60
р// нкв Р/2" нкв 46,0 70,0 40,0 122 6,21 24,60 —
2" НКГ 2" НКГ 52,0 70,0 40,0 122 7,78 30,15 —
2" НКВ 2* НКВ А 56,0 70,0 40,0 122 7,78 30,15 — 4
21// НКП 21// НКГ- 60,4 70,0 40,0 122 9,38 34,92 —
27/8"БУР | БУР
21/^ НКВ 21// НКВ — 63,5 70,0 40,0 122 9,38 34,92 —
3" НКГ 1 3* НКГ— 79,0 70,0 40,0 95 12,00 10,00 6
З"1// БУР/ БУР
3" нкв 3" нкв 85,0 70,0 40,0 95 12,00 10,00 6
З1// нкг 31// НКГ Б 92,0 70,0 40,0 95 12,00 10,00 6
З1/2* НКВ 3*// нкв 98,0 70,0 40,0 95 12,00|10,00 6
4" НКГ 1 41/2" БУР f 4" НКГ— Б^Р 103,0 70,0 40,0 90 14,29 15,86 6,22 5
4" НКВ 4" НКВ 108,0 70,0 40,0 90 14,29 15,86 6,22
2i/a" НКГ) 2’/8" БУР J 2" НКГ— БУР 60,4 101,6 40,0 163 9,38 34,92 — 4
2*// НКВ 21/2' нкв 63,5|101,6|40,0|163 | 9,38 34,92) — —
3' нкг 3" НКГ— 79,0 101,6:40,0 130 12,00 10,00,6,00 4
МН8К БУР А
3V2” БУР
3" нкв 3" нкв 85,0 101,6,40,0 130 12,00 10,00 6,001
з»/л нкг 31// нкг 92,0 101,6 40,0 130 12,00 10,00 6,00 4
зу8 нкв 31/2" нкв 98,0 101 ,6|40,0 130 12,00 10,00 s,oo|
341
Продолжение
Тип патрона Размеры муфт Обозначение | головки Форма D Di d L b h Число пазов
МН8К, МН13К 4" НКГ 41/2" БУР 4" НКГ— БУР 1 103,( ) 101,1 5 63/ i 5 122 14,2 i 1 3 15,86|6,21 i j 5 i
МН8К | 4" НКВ 4" НКВ— А 1ЛА П'1П1 5 >122 14 9Qll!4 Aft A 2 5
| 43//ОБС ОБС * W , X. 1 ’ | 1 * * > 1 1 ’
МН8К, МН13К 5»/,/ БУР 53// ОБС 5" 130,С 101,6^63,5 122 14,2915,866,22 1 5
65/8" 75/8" 6’ 7" 156,0 180,0 101,6 101,6 63,5 63,5 102 102 15,88 15,88 115,8617,85; 15,867,85| °
МН8К 1 83// 8" 204,0|101,6 75,0|102 115,88 15,86 7,8t>i 8
МН13К 86// 9%' & % QO Qi 204,0,101 ,б'бЗ,5 228.0J101,663,5 102 102 15,88! 15,86 15,8815,86 7,85 7,85 1 8
103// Н3// 10' 11' 257,0 280,0 101 ,б|бЗ,5 101,6'63,5 89 89 15,88 15,88 15,86 15,86 7,85 7,85 10
123//' 13з/4" 12—13" 310,0 101,6 63,5 89 15,88 15,86 i 7,85
75// 85// 7" 8" Б 180,0 204,0 120,0'63,5 120,0(63,5 109 109 15,88115,86 15,88 15,86 1 7,85 7,85 6
95// 9" 228,0 120,0 63,5 109 15,88 15,86'7,85 1 8
МН16К 103// п3// 10" 11" 257,0|120,0 280,0] 120,0 63,5 63,5 96 96 15,88 15,88 15,86 15,86 7,85 7,85 10
123/4" 133/4" 12—13" ЗЮ,о|12О,О 63, б| 96 15,88 15,86 7,85 10
143// 16»// 14" 16" J 355,0 390,0 120,0 120,0 63,5 63,5 96 96 15,88 15,88 15,86 15,86 7,85 7,85 12
27/я" лев. 24J лев. А 60,4 70,0 40,0 122 9,38 34,92 — 4
МН4КЛ Зх/2" лев. 3" лев, Б 79,0| 70,0 40,0 95 12,00 10,00 6,00 4
4i/2" лев. 4" лев. 103,0 70,0 40,0 90 14,29|15,86 6,22 5
27/8" лев. 21V лев. А 60,4'101,6 40,0'163 1 9,38 34,92 — 4
31/2" лев. 3" лев. 79,0 101,6 40,0 130 12,00 10,00 6,00 4
МН8КЛ 41// лев. 5»/ie” лев. 4" лев. 5" лев. Б 103,0 130,0 01,6 101,6 53,5 53,5 122 122 14,29 14,29 15,86 15,86 5,22 6,22 5
бв/з" лев* 6" лев. 56,0|101,б|бЗ,5 02 |15,88|15,8б|7,85| 6
Крестовины к муфтонарезным патронам с
Форма А
круглыми плашками
Размеры, мм
Тип патрона Обозначение муфты Крестовина
Фор- Обозначение ма L t в К ф d Количество ребер
МН4К 11/2" нкг Р/г" НКВ Р/г" А 88 3,4 6,0 1,97 14°30' 16,00 4
2" НКГ 2" НКВ 2" 88 5,7 7,5 2,38 14с30' 16,00 4
МН4К, МН8К 21/2" НКГ 21// НКВ 27/; БУР 21/г" 84 6,6 1 9,0j3,19 14°30' 16,00 4
МН4КЛ, МН8КЛ 27/8"лев. 84 6,6 9,0 3,19! i 14°30' 1 16,00 4
МН4К 3" нкг 3" нкв З1// БУР 3*/2" нкг 31/2" НКВ 3-31/г" 79 4,0 6,5 2,50 14° 16,00 4
MH8K 3" нкг 3" нкв З1^" БУР 31/2" нкг 3*/2" нкв 3 — З1// 74 4,0 6,5 2,50 1 1 14° 16,00 4
343
Продолжение
Тип патрона Обозначение муфты Крестовина
Обозначение Фор- ма L t в К Ф d Количество ребер
МН4К 4" НКГ 4" НКВ 41/г"БУР 4" А 74 6,2 7,3 3,17 14° 116,00 5
МН8К 4" НКГ 4" НКВ 4 — 5" 106 6,4 7,3 3,17 14° 31,7b 5
МН8К, МН13К 4!/2 БУР 43/1 ОБС 5»/1вБУР 53/4 ОБС 4 — 5" 106 6,4 7,3 3,17 14° 31,75 5
66// уб /8" 6 — 7" хвост.* 95 16,9 7,8 3,99 14° 31,75 6
МН13К 66/8" 6 — 7"** насади. Б 67 16,9 7,8 3,99 14° 31,75 6
МН13К, МН16К 7ь/8"
МН8К в’// 8" хвост. А 92 23,5 10,0 4,76 14° 31,75 8
МН13К, МН16К в’// 93// 8 — 9" Б 64 23,5 10,0 4,76 14° 31,75 8
IO3// 113/4" 123/4" 133// 10—13" 53 41,0 10,0 4,76 14° 31,75 10
МН16К 143// 163// 14—16" 53 67,4 10,0 4,76 14° 31,75 12
МН4КЛ 3»// лев. 3" лев. 79 4,0 6,5 2,50 14° 16,00 4
МН8КЛ 74
МН4КЛ 41//' лев. 4" лев. А 74 6,2 7,3 7,3 3,17 14° 16,00 5
МН8КЛ 41// лев. 59/i/ лев. 4 — 5" лев. 106 6,4 3,17 14° 31,75 5
6б/8" лев. 6" лев. 95 16,9 7,8 3,99 14° 31,75 6
* В патроне МН13К хвостовая крестовина идет к сердечнику 4—7".
** В патроне МН13К насадная крестовина идет к сердечнику 6—13".
344
Упорные кольца
Размеры, мм
Тип патрона Обозначение муфты Упорное кольцо
обозначение D d в
МН4К Р/г" нкг Р/2" НКГ 290 51 45
50 БМГ 50 БМГ 53
Р/г" НКВ р/з" нкв 57
2" НКГ 2" НКГ—БУР 65
60
63,5 БМГ
2" НКВ 2" НКВ 71
2'/г" нкг 2>/з" НКГ—БУР 78 47
73
21//' НКВ 2’/г" НКВ 82 40
3" нкг 3" НКГ—БУР 94 . 39
89
3" нкв 3" нкв 99 32
З’/г" нкг З'/з" НКГ 106 32
З’/г" нкв 3’/2" нкв 112 32
4" НКГ 4" НКГ—БУР 120 47
114
4" НКВ 4" НКВ 126 40
345
П родолжение
Тип патрона Обозначение муфты Упорное кольцо
обозначение D d В
МН8К 2‘/2" НКГ 2'/2" НКГ—БУР 380 78 70
73
МН8К 2‘/2" НКВ 21//' НКВ 82 63
3" нкг 3" НКГ—БУР 94 60
89
3" нкв 3" нкв 99 53
3‘/2" НКГ 3'/2" НКГ 106
зу2" НКВ 3'/2" нкв 112
МН8К
4" НКГ 4" НКГ—БУР 120 60
МН8К, МН13К 114
МН8К 4" НКВ 4" НКВ 126 60
МН8К, МН13К 140 5" БУР 147 60
146 5" ОБС 152
168 6" 173 38
194 г 199
__ МН8К 219 8" 225 42 45“
МН13К 219
245 9" 250
273 10" 280 22
25
299 11" 305
325 12" 330 24
351 13" 358 25
МН16К 194 7" 500 199 39
219 8" 225 46
245 9" 250
273 10" 280 305 330 26
299 11"
МН16К 324 12" 26
351 13" 358
377 14" 384
426 16" 433
МН4КЛ 50 БМГ лев. 50 БМГ 290 53 45
60 лев. 2" НКГ—БУР 65
63,5 БМГ лев
73 лев. 2'/2" НКГ—БУР 78 47
89 лев. 3" НКГ—БУР 94 39 47
114 лев. 4" НКГ—БУР 120
МН8КЛ 73 лев. 21//' НКГ—БУР 380 78 70
89 лев. 3" НКГ—БУР 94 60
114 лев. 4" НКГ—БУР 120 60
141 лев. 5" БУР 147 173 60
168 лев. 6" 38
346
Кулачки и круглые плашки
Размеры, мм
Обозначение муфты Кулачки Плашки
обозначение L С ь t h К d обозначение плашек угол про- филя резьбы муфты число ниток на 1" конус- ность D в d
з* нкг 3" нкг— БУР 28,5 20,7 12,00 10,00 6,00 2,48 12,30 3" нкг 60° 10 1:16 30,0 18 12,30
89
3"НКВ— БУР 8
3" нкв 3" нкв 31,5 23,6
31/2" нкг З1// нкг 33,5 25,0 3*// 34,0
3*/2" НКВ 3*/"2 НКВ 36,5 27,9
4" НКГ114 4" НКГ— БУР 39,3 27,0 14,28 15,38
6,21 3,15 14,76 4" 5" БУР 5" ОБС 40,5 25 14,76
4" НКВ 4" НКВ 42,0 29,7
140 5" БУР 53,5 40,7
146 5" ОБС 56,0 42,6
Обозначение муфты Кулачки
обозначение L С ъ t h К
168 БУР в" 53,5 37,8
168 ОБС 15,87 15,88 7,84 3,97
194 7" 66,0 50,7
219 8" 70,0 54,25
245 9" 84,0 66,7
273 10" 80,0 62,8
299 11" 93,0 75,9 15,87 15,88 7,84 4,74
324 12" 105,0 88,2
351 13" 119,0 102,0
377 14" 105,0 88,2
426 16" 129,5 112,7
89 лев. 3" лев. 28,5 20,7 12,00 10,00 6,00 2,48
114 лев. 4" лев. 39,3 27,0 14,28 15,88 6,21 3,15
140 лев. 5" лев. 53,5 40,7
168 лев. 6" лев. 53,5 37,8 15,87 15,88 7,84 3,97
Продолжение
Плашки
d обозначение плашек угол про- филя резь- бы муфты число ниток на 1* конус- ность D В d
20,94 6" БУР 6" ОБС 7" 60° 8 1:16 47,6 25,0 20,94
22,49 8—9" 54,1 28,5 22,49
10—13" 14-16" 6
12,30 3" лев. 8 30,0 18,0 12,30
14,76 4" лев. 5" лев. 40,5 25,0 14,76
20,94 6" лев. 47,6 25,0 20,94
Плоские плашки
Размеры, мм
Обозначение муфты Плашки
обозначение число ниток на 1" в в. L К
Р/г" НКГ Р/2" НКГ 10 20,3 6,21 24,60 1,95
50 БМГ
р/2" нкв Р/г" нкв 22,8
2" НКГ 2" НКГ 24,0 7,78 30,15 2,36
60 2" БУР 8
2" НКВ 2" НКВ 27,0
63,5 БМГ
2'/2" НКГ 2‘/2" нкг 10 29,8 9,38 34,92 3,18
2‘/г" НКВ 2'/2" нкв 8 32,6
73 2V2" БУР 29,8
73 лев. 21//' лев.
60 лев. 2ZZ лев. 24,0 7,78 30,15 2,36
63,5 БМГ лев. 63,5 БМГ лев. 27,0
50 БМГ лев. 50 БМГ лев. 10 20,3 6,21 24,60 1,95
Муфтонарезные патроны типа 3LM
Предназначаются для нарезания конической резьбы с конус-
ностью 1:16 и диаметром 48—114 мм. Для каждого размера резьбы
на патрон устанавливается сменная резьбонарезная головка. Пат-
рон применяется для работы на двухшпиндельных станках с гори-
зонтальным расположением шпинделей.
349
Охлаждение при работе этим патроном подводится из специаль-
ного кольца, которое прикрепляется к станине станка.
Патроны 3LM и сменные детали к ним изготовляет завод «Фре-
зер».
Размеры муфты, дюймы
Длина патрона L, мм
1'/2 529
2 550
2'12 543
3 520
3'/2 517
4 520
Головки резьбонарезные сменные
Условный диаметр муфты, мм Наименование обрабатываемых муфт
48 60 73 89 102 114 48 60 73 89 102 114 Н ас осн о- к омпрессорн ы е гл адкие То же Насосно-компрессорные гладкие и бурильные То же » » Насосно-компрессорные с высаженными концами То же » » » »
350
Резьбонарезные плоские плашки к муфтонарезным патронам типов 3LM
Обозначение плашки Размеры Наименование обрабатываемой муфты Направле- ние Число ни- ток на 1* Количест- во пла- шек в пат- роне
60 БУР 60 Бурильная (ГОСТ 631—63) Правое 8 4
73 БУР 73 То же » 8 4_
89 БУР 89 » » 8 6
102 БУР 102 БУР » » 8 6
102 НКГ Насосно-компрессорная глад- кая (ГОСТ 633—63) » 8 6
114 БУР 114 БУР Бурильная (ГОСТ 631—63) » 8 6
Н102 БУР Бурильная с высаженными на- ружу концами (ГОСТ 631—63) » 8 6
114 НКГ Наюооно-компреюсор'ная глад- кая (ГОСТ 633—63) » 8 6
Н60 БУР Н73 БУР 60 73 Бурильная с высаженными на- ружу концами (ГОСТ 631—63) » 8 4
Н89 БУР 89 То же » 8 6
48 НКГ 48 Насосно-компрессорная глад- кая (ГОСТ 633—63) » 10 4
60 нкг 60 То же » 10 4
73 НКГ 73 » » 10 4
89 НКГ 89 » » 10 6
48 НКВ 48 Насосно-компрессорная с выса- женными наружу концами (ГОСТ 633—63) » 10 4
60 нкв 60 » 8 4
73 НКВ 73 » 8 4
89 НКВ 89 То же » 8 6
102 НКВ 102 Насостю-К’омпрессорная с выса- женными наружу концами (ГОСТ 633-63) » 8 6
114 НКВ 114 То же » 8 6
60 лев. 60 Бурильная (ГОСТ 631—63) Левое 8 4
Н60 БУР лев. 60 Бурильная с высаженными на- ружу концами (ГОСТ 631—63) » 8 4
73 лев. 73 То же » 8 4
Н73 БУР лев. 73 » » 8 4
89 лев. 89 » « 8 6
Н89 БУР лев. 89 » » 8 6
102 БУР лев. 102 Бурильная (ГОСТ 631—63) » 8 6
М4 лев. 114 То же » 8 6
Н102 Бурильная с высаженными на- ружу концами (ГОСТ 631—63) » 8 6
351
Материал плашек — быстрорежущая сталь. Твердость режущей
части HRC 62—65.
При заказе плашек необходимо указывать обозначение плашки
и наименование муфт, для которых они предназначены.
Плашки поставляются комплектом.
Патроны и плашки плоские к патронам 3LM изготовляет завод
«Фрезер».
Патроны типа МН5П для нарезания резьбы в муфтах для труб
Предназначены для нарезания цилиндрической и конической
резьбы диаметром 2—5" с конусностью не выше 716- Такие патро-
ны могут работать только в горизонтальном положении.
Размеры муфты, дюймы Длина патрона L, мм
2 2х/2 3 4 5 525,0 528,0 524,5 525,0 529,0
Для каждого размера резьбы патрон имеет отдельную головку
и отдельные плашки. Головки предназначены для нарезания ци-
линдрической резьбы по ГОСТ 6357—73, конической трубной —
по ГОСТ 6211—69, для нарезания резьбы насосно-компрессорных
гладких труб — по ГОСТ 631—63 и бурильных труб — по ГОСТ
633—64.
Головки резьбонарезные
352
Размеры, мм
Обозначение головки L D Dx
2" 125,0 75 54,7
21/,' 128,0 75 64,0
3" 124,5 75 76,0
4" 125,0 75 100,0
5" 129,0 75 122,0
Плашки
Размеры, мм
Обозначение Резьба, для которой предназначены плашки в Н L
2" Резьба наоооно-ком прес- сорных труб гладких по ГОСТ 633—63 7,78 24,0 30,15
2” Резьба бурильных труб по ГОСТ 631—63 7,78 24,0 24,61
2*// Цилиндрическая резьба по ГОСТ 6357—73 9,38 30,0 24,61
2*/,’ Коническая трубная резь- ба по ГОСТ 6211—69 9,38 35,7 24,61
3" Цилиндрическая резьба по ГОСТ 6357—73 9,38 35,3 24,61
4" То же 9,38 48,2 24,61
4" Коническая трубная резь- ба по ГОСТ 6211—69 13,70 47,8 24,61
5" Цилиндрическая резьба по ГОСТ 6357—73 13,46 50,9 31,00
353
Материал плашек — быстрорежущая сталь. Твердость режущей
части HR С 62—65.
При заказе патронов МН5П, головок и плашек необходимо ука-
зывать обозначение патрона, головки и плашки и наименование
муфт, для которых они предназначены, а также ГОСТ резьбового
соединения.
Плашки поставляются комплектом.
Патроны, головки и плашки изготовляет завод «Фрезер».
Патроны для нарезания специальной цилиндрической резьбы
Патроны предназначены для нарезания внутренней резьбы на
обсадных и колонковых трубах по ГОСТ 6238—52.
Патроны устанавливаются на специальных трубонарезных
станках моделей 9192 и 9192Н, центрируются буртиком на фланце
шпинделя и крепятся на нем болтами.
Тип патрона Условный диаметр трубы Форма D Pi э2 Рз L ^тах Модель станка
ТВ0К73 57,73 Б 205 260 180 230 220 156 9192
ТВ0К146 89,108 127,146 А 9192, 9192Н
В конечный момент нарезания резьбы кулачки быстро сходятся
к центру, выводя плашки из зацепления с резьбой.
Переналадка патронов на разные размеры резьбы производится
легко и быстро заменой головки, кулачков, упорных колец и
плашек.
354
Патроны по желанию потребителя могут поставляться на опре-
деленный размер резьбы. Сменные детали поставляются отдельно
по заказу.
При заказе патронов необходимо указывать тип патрона, а при
заказе крестовин, головок, кулачков — тип патрона и размер тру-
бы.
При заказе упорных колец и плашек необходимо указывать
тип патрона и обозначение упорного кольца или плашки.
Муфтонарезные патроны, головки, крестовины и круглые плаш-
ки изготовляются заводом МИЗ; плоские плашки — заводом «Фре-
зер».
Крестовины
Размеры, мм
Тип патрона Условный диаметр трубы L t 1 Ф d Количество ребер
ТВ0К73 57 116 3,9 114 14°30' 30 4
73 116 6,2 114 14°30' 30 4
ТВ0К146 89 106 4,4 104 14° 30 4
108—127 96 7,6 94 14° 30 5
146 96 9,6 94 14° 30 6
Примечание. В комплект входит одна 1крестов*И1на.
55
Головки
Размеры, мм
Тип патрона Условный диаметр трубы Форма D d2 d L
57 47,5 80 139,5 30 92
ТВ0К73 73 А 63,5 80 139,5 40 92
89 79,0 80 139,5 40 67
108 98,0 80 139,5 50 62
TBQK146 127 Б 117,0 80 139,5 50 62
146 136,0 80 139,5 50 62
Примечание. В комплект входит одна головка.
355
Упорные кольца
Форма А
Размеры, мм
Тип патрона Условный диаметр трубы Обозначение упорного кольца Форма D в d
ТВ0К73 57 57x40 Б 205 30 52
57X60 А 205 10 52
73 73X40 Б 205 30 68
73X60 А 205 10 68
ВОК 146 89 89x40 Б 205 30 84
89X60 А 205 10 84
108 108X40 Б 205 30 103
108x60 А 205 10 103
127 127x40 Б 205 30 122
127X60 А 205 10 122
146 146x40 Б 205 30 141
146X60 А 205 10 141
Примечание. В комплект входят два упорных кольца.
357
Кулачки
Плашки круглые
Форма А
Форма б
Размеры, мм
Тип патрона Обозначение плашки Форма D В d Количество плашек в комплекте
ТВОК 146 89НП А 30,0 18 6,5 4
89БН 32,0 18 6,5 4
108 Б 34,0 22 6,8 5
127 А 40,5 22 6,8 5
146 40,5 22 6,8 6
В патроне ТВ0К73 применяются плоские плашки.
Материал плашек — быстрорежущая сталь. Твердость режу-
щей части HRC — 62—65.
358
Эксплуатация муфтонарезных патронов типа МН
Регулирование диаметра нарезки муфты производится враще-
нием регулировочного кольца. При этом гильза 3* перемещается
относительно шпинделя 4, а вместе с ней перемещаются также
* См. рисунок на стр. 340.
359
корпус 1 и рычаг 18. Сердечник 2 с крестовиной 6 сдвигаются или
раздвигаются относительно головки 7 и плашки 22. Таким образом,
меняется диаметр нарезки в основной плоскости патрона — опор-
ной плоскости упорного кольца 8. До повертывания регулировоч-
ного кольца 9 нужно из пазов вывернуть на достаточную величину
стопорные винты 10. После повертывания вновь ввести их концы в
пазы гильзы и затянуть.
Если требуется повернуть кольцо 9 справа налево (навернуть
на гильзу), нужно предварительно отвернуть на нужную величину
установочное кольцо И. После отрегулирования диаметра наре-
зания нужно повернуть кольцо И вплотную к регулировочному
кольцу 9.
Одному обороту кольца соответствует изменение диаметра на-
резки на 0,65—0,70 мм.
Длина нарезки регулируется при помощи фиксатора длины 12,
связанного с упорной гайкой 13 посредством винта 14. Фиксатор
устанавливают на шкале 15 и туго затягивают винтом.
Регулирование конусности нарезки. Изменение конусности на-
резки в патронах типов МН8К и МН13К производится перестанов-
кой штифта 16 из одного отверстия в пластинках 17 и рычаге 18
в другое. Отверстие, расположенное ближе к оси патрона, пред-
назначается для конусности 1:16, а расположенное дальше оси —
для конусности 1:32.
В патронах типов МН4К, МН4КЛ и МН16К отверстий для на-
стройки на конусность 1:32 не предусмотрено.
360
При перестановке штифта 16 нужно установить рычаг 18 в
горизонтальное положение, для чего подать шпиндельную головку
станка вниз, а корпус 1 задержать подставкой.
Регулирование конусности в небольших пределах производится
перемещением держателя камня 19 в пазу корпуса. Предваритель-
но нужно ослабить винты 20.
Для увеличения диапазона регулирования конусности в держа-
теле камня патронов типов МН8К, МН13К, МН16К и МН8КЛ
предусмотрено по два дополнительных отверстия под крепежные
винты. Кроме того, во всех патронах можно перевернуть держатель
камня на 180° в плоскости, параллельной оси патрона.
Для изменения половины угла конуса нарезки на 1' нужно пе-
редвинуть держатель камня в патронах типов МН4К и МН4КЛ на
1,75 мм, в патронах типов МН8К, МН13К и МН8КЛ — на 2,4 мм
при конусности 1:16 и на 4,5 мм при конусности 1:32, в патроне ти-
па МН16К — на 2,7 мм.
При перемещении держателя камня по направлению к оси пат-
рона конусность увеличивается, от оси — уменьшается. После уста-
новки держателя камня нужно затянуть винты 20.
Установка кулачков и плашек. Чтобы установить кулачки 21 с
закрепленными на них круглыми плашками 22 нужно снять упор 5*
и установить подставку против периферии упорного кольца 8 и по-
давать шпиндельную головку станка вниз до тех пор, пока патрон
не раскроется.
* См. рисунок на стр. 340.
361
Затем проверить взаимное положение крестовины и головки.
Торец крестовины 6 должен находиться ниже широкой части Т-об-
разного паза головки 7.
В противном случае нужно оттянуть регулировочное кольцо 9
вместе с гильзой 3 вниз и проложить между кольцом и фланцем
шпинделя соответствующую подкладку. При этом необходимо сле-
дить, чтобы торцы ребер крестовины не оказались ниже широкой
части Т-образных пазов головки.
В этом положении нужно завести кулачки с плашками до упо-
ра 5 в крестовину, закрыть патрон ручкой 23 и поставить на место
упор. Смену кулачков с плашками, затупившимися во время рабо-
ты, производить таким же способом.
В станках моделей 9В112, 9В113 и 9В115 перед сменой кулач-
ков нужно разъединить конечный выключатель каждого шпинделя
и ролик, по которому ударяет регулировочное кольцо 9, для того
чтобы это кольцо имело возможность подняться на необходимую
высоту.
Чтобы установить или сменить плоские плашки, следует снять
крышку 24, вставить или вынуть плашки по одной в закрытом пат-
роне. После установки плашек крышку туго закрепить. При уста-
новке плоских плашек упор 5 снимать не нужно. Шпиндельную го-
ловку станка нужно .подать немного вниз, чтобы головка 7 вышла
на 30—40 мм из упорного кольца S, задерживаемого подставкой.
362
1 При установке кулачков с круглыми плашками необходимо
строго соблюдать порядок нумерации, который должен осущест-
вляться по часовой стрелке, если смотреть со стороны фланца
шпинделя.
Плоские плашки устанавливают в обратном порядке — против
часовой стрелки. Номера пазов головок 7 замаркированы в соот-
ветствующем порядке.
Затупившиеся круглые плашки затачивают и сменяются совме-
стно с кулачками. Их крепление аналогично с креплением круглых
гребенок, применяемых для трубонарезных патронов.
В отличие от плашек для наружной резьбы в патронах плашки
фиксируются звездочками, имеющими различные размеры и числа
зубьев. Различные размеры имеют также крепежные винты.
Размеры, мм
Обозначе- ние кулач- ка Звездочки Винты
обозна- чение D d в Z1 z2 обозна-| чение | d L
з-зу2" 3" лев. 4—5" 2К* 13,0 6,2 8,0 19 20 54Д Мб 40
13,0 6,2 8,0 19 20 54К Мб лев. 40
39А 15,8 6,6 7,2 22 23 54А 48
4—5" лев. 6—7" 54Ж 1/4"х28н лев.
39Б 22,1 8,5 7,2 26 27 54Б 6/18"х24н 53
6" лев. 8—16" 54И 5/1б"х24н лев.
39В 23,75 9,9 11,2 26 27 54В »/8"х24н 60
* МИЗ не изготовляет.
363
Геометрия круглых плашек. О — ось патрона; а — задний угол;
у — передний угол; уа — угол заточки передней грани; X — угол
скоса режущей кромки; со — угол наклона опорной плоскости;
т — угол стружечной канавки; /п — снос оси плашки от оси патрона;
т — снос режущей кромки плашки от ее оси. Углы а и у, а также
/п и т относятся к первой калибрующей нитке. Середина п^зов
под кулачки в головке 36 смещена от оси патрона на величину /к
(см. рисунок на стр. 361). /попределяется по формуле
“ к Т Sin (D ,
где /к — длина калибрующей части гребенок;
со— угол подъема резьбы.
Резьба гребенок кольцевая.
364
Ориентировочные данные для затачивания круглых плашек
* Данные .для левых плашек те же, что и для правых.
** Значения т и уаподсчитаны для у=2° и <р = 23°.
Круглые плашки необходимо затачивать в специальном приспо-
соблении со сменными адаптерами (АМЗ, АМ4, АМ6) и проверять
в микрометрических приборах (ММ3, ММ4, ММ6).
Углы у, Л и т определяются настройкой приспособления, а угол
а величиной т, устанавливаемой с помощью микрометрического
прибора.
365
Для муфт, изготовленных из стали марок С и D, рекомендуются
следующие значения углов (для круглых и плоских плашек):
а=1о30'-2о30';у=20-25°;т = 5- 10°; Z=l-3°. - /
Плоские плашки изготовляются с задним углом а=2°30'/ по
резьбе и а = 1°30' по заборному конусу. f
Передний угол уа=20о отсчитывается относительно опорной
плоскости (по линии 0,1) фактически угол у = 204-25°, получаемый
относительно осевой плоскости изделия (по линии 0). /
Угол т отсчитывается в плоскости, перпендикулярной чертежу,
и характеризует собой направление передней грани.
Скорость резания выбирается в пределах 5—10 м/мин. Патро-
ны работают с охлаждением. В качестве смазочно-охлаждающей
жидкости применяется сульфофрезол.
Установка сменных деталей. Крестовины фиксируются на сер-
дечнике 2* штифтами, а головка 7 на шпинделе 4 — втулками 25.
При смене сердечников в патронах МН8К, МН8КЛ и МН13К
нужно вынуть рычаг вместе >с держателем камня 19**, снять корпус
и вынуть пластины 17, а после смены сердечника вновь собрать
эти детали.
Установка патрона на станок и выверка его. Перед установкой
патрона на станок необходимо удалить смазку и очистить сопря-
гаемые поверхности. Патрон следует установить по центрирующе-
му буртику и притянуть восемью винтами. Проверить щупом плот-
ное прилегание сопрягаемых поверхностей патрона и станка.
После закрепления патрона надо установить крестовину и го-
ловку. Допустимое биение нижнего торца головок: для муфт до
245 мм— 0,04 мм, свыше 245 мм — 0,05 мм. При большем биении
необходимо проверить сопрягаемые поверхности. Перед проверкой
биения разъединяют сменные зубчатые колеса подачи. Выверив
биение, необходимо установить гребенки с упорным кольцом и про-
верить раскрывание и закрывание патрона.
* См. рисунок на стр. 342;
** См. рисунок на стр. 360.
366
При раскрывании патрона гильза 3* быстро отходит вверх, а
регулировочное кольцо резко ударяется об упор 5. При отходе
шпиндельной головки станка вверх кольцо 9 не должно под дейст-
вием'веса корпуса и других деталей отходить от упора 5. В про-
тивном случае нужно снять патрон и подтянуть пружину 14. Если
патрон не раскрывается или не закрывается, его необходимо снять,
разобрать, очистить и проверить.
Hah [адка патрона на размер. Настройку патрона следует про-
изводись в следующем порядке.
1. Навернуть регулировочное кольцо 9** на гильзу до отказа,
а затем отвернуть на два оборота назад.
2. Установить длину нарезки по шкале из расчета у— 5 (L—
длина муфты).
3. Произвести опробование патрона без нарезания резьбы. Для
этого применяются особые наладочные муфты, расточенные боль-
ше наружного диаметра резьбы. Длина наладочных муфт должна
соответствовать номинальному размеру. Станок при таком опробо-
вании настраивают так, чтобы шпиндельная головка станка имела
перебег после раскрытия патрона на 4—5 мм, причем эта же вели-
чина должна быть выдержана при повороте муфты на 180°.
На двухшпиндельных станках раскрывание патронов должно
быть одновременным, что достигается регулировкой фиксаторов
длины.
На станках моделей 9В112, 9В113 и 9В115 автоматический об-
ратный ход шпиндельной головки связан с раскрыванием патронов
и настройки на перебег не требуется.
4. Произвести пробное нарезание полумуфты, проверить резь-
бу, отрегулировать патрон и произвести повторную нарезку. Одно-
временно с регулированием длины нарезки нужно соответственно
отрегулировать ход шпиндельной головки станка (перебег).
На двухшпиндельных станках настраивают оба патрона одно-
временно, а регулирование длины нарезки — на одинаковую вели-
чину в обоих патронах.
* См. рисунок на стр. 369.
** См. рисунок на стр. 340.
367
РЕЗЦЫ РЕЗЬБОВЫЕ С НАПАЙНЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ НА МУФТАХ НЕФТЯНОГО
СОРТАМЕНТА
Профиль по передней подерхности.
Основные размеры и технические требования по чертежу
К-01-07-2695/64 ВНИИинструмента.
Размеры, мм
Нарезаемая резьба Число зубьев резца в । н L а ь с 7-1 , град 1 Номер позиции резца
Р а, град конус- ность
J 1_ю_ 1 10 26 14 6 3,5 15 1
2,54 60 1 : 16 12 12 45 14 6 3,5 10 2
2 12 J2_l 45 1 12 7 3,0 io 3
3,175 60 1 : 16 1 12 12 45 14 6_ 3,5 "16 4
2 16 16 45 12 9 4,0 10 5
5,08 60 1:4 1 12 12 32 10 10 3,0 15 6
16 16 60 | 14 12 4,0 12 7
6,35 60 ТГ4“ 1 16 16 60 14 12 4,0 12 8
1:6
Резьбовые резцы с напайными пластинками из твердого сплава
с однозубым профилем предназначены для нарезания трубных и
замковых резьб с шагом от 2,54 до 6,35 мм и с двухзубым профи-
лем— для нарезания трубных резьб с шагом от 2,54 до 3,175 мм
на специальных муфтонарезных станках, работающих многопро-
ходным методом. Резцы обеспечивают шероховатость поверхности
профиля резьбы шестого-седьмого классов на трубах и замках из
стали с пределом текучести до 140 кгс!мм2. Число проходов при
резьбонарезании выбирается от 3 до 30 в зависимости от шага
нарезаемой резьбы и механических свойств обрабатываемого ма-
териала.
368
Применяемость резьбовых резцов для нарезания внутренней резьбы
Нарезаемая резьба Изделие гост Номер позиции резца Номинальный диаметр изделия, мм
Р, ло! а, г род конус- ность
2,54 60 1 : 16 Муфты -насосно- компреосорные гладкие 633-63 1 48
2; 3 60—89 33—48
высаженные 1
Муфты бурильные геолого- разведочные 7909—56 1 42; 50
3,175 60 1:161 Муфты насосно- компреосорные гладкие 633—63 4; 5 4; 5 102; 114
высаженные 60—114
Муфты бурильные с выса- женными концами 631—63 4; 5 60—168
Муфты обсадные 632—64 4; 5 114—508
Муфты бурильные геолого- разведочные 7909—56 63,5
5,08 60 1 :4 Замковые муфты 5286—58 6 3—62; 3—76; 3—88; 3—92;
7 3—101; 3—117; 3—121
6,35 60 1:4 1:6] Замковые муфты 5286—58 8 3—140
3—102 3—133-Т-3— 189
Рекомендуемые режимы резания
Нарезаемая резьба Пози- ции резца Число проходов в зависимости от обрабатываемого материала Скорость резания в зависи- мости от обрабатываемого материала
Р, мм угол профи- ля, град конус- ность 1 Пр , кгс!ммг кгс!мм2
до 75 75—100 100—13о'13О—160 1 до 75 75—100 1 100—130^30—160
2,54 60 1 : 16 1 6 6—8 1 8—10 10—15 90— 120 70—90 1 1 45—70 35—45
2,54 60 1 : 16 2; 3 3—6 3—7 4—9 5—12 90— 120 70—90 45—70 35—45
3,175 60 1 : 16 4; 5 3—6 3—8 4—12 6—16 80— 105 60—80 40—60 30—4
5,08 60 1 :4 6 7 8-14 14—20 20—30 70—90 60—70 40—60 30—40
5,08 60 1:4 7 7 8—14 14—20 20—30 70—90 60-70 40-60 30- 40
6,35 60 1 :4 8 8 9—14 14—2525—30 70—90 60—70 40—60 30—40
6,35 60 1 :6 8 8 9—14 14—25125—30 70—90 60—70 40—60 30—40
Примечания: 1. Стойкость резцов при нарезании резьбы с
а в 100 кгс!мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы с ов >^0 кгс/мм2— 15 мин.
369
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 40Х.
Твердость державки после термообработки HRC 40—45.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
РЕЗЦЫ РЕЗЬБОВЫЕ С НАПАЙНЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ НЕФТЯНОГО СОРТАМЕНТА
Основные размеры и технические требования по чертежу
К-01-07-2827/64 ВНИИинструмента.
Размеры, мм
Нарезаемая резьба а ъ 0
Р а, град конусность
2,54 60 1 : 16 14 6 3,5
3,175 60 1 : 16 14 6 3,5
Резьбовые резцы с напайными пластинками из твердого сплава
с однониточным профилем предназначены для нарезания трубных
резьб с шагом от 2,54 до 3,175 мм на специальных трубонарезных
станках, работающих многопроходным методом. Резцы обеспечи-
вают шероховатость поверхности профиля резьбы шестого-седьмо-
го классов на трубах из стали с пределом текучести до 140 кгс/мм2.
Число проходов при нарезании резьбы выбирается в пределах от 5
до 16 в зависимости от шага нарезаемой резьбы и механических
свойств обрабатываемого материала.
370
Применяемость резьбовых резцов для нарезания наружной резьбы
Нарезаемая резьба Изделие ГОСТ Номинальный диаметр резьбы, мм
Р, мм |а, град конус- ность
2,54 3,175 \ 60 1:16 Трубы насосно-ком- прессорные гладкие 633—63 48—89 33—48
высаженные
Трубы бурильные геологоразве- дочные 7909—56 42; 50
60 1 i 16 Трубы бурильные с высаженными концами 631—63 60—168
Трубы насосно-ком- прессорные гладкие 633—63 102; 114 60—114
высаженные
Трубы обсадные 632—64 114—508
Трубы бурильные геологоразве- дочные 7909—56 63,5
Рекомендуемые режимы резания
Нарезаемая резьба Число проходов в зависимости от обрабатываемого материала Скорость резания в зависимости от обрабатываемого материала
Р, мм угол профи- ля, град конус- ность Ов , кгс/мм2 0В , кгс!мм*
До 75 75—100 100—130 130-160 до 75 75—100 100-130 130-160
2,54 3,175 60 60 1 : 16 1 : 16 5 5 5—7 5—8 8—10 8-12 10—15 12—16 100—130 90—120 80—100 70—90 50—80 40—60 40—60 35—45
Примечания: 1. Стойкость резцов при нарезании резьбы по стали с
<JB^ 100 кгс/мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы по стали с ав > 100 кгс{мм2 — 16 мин.
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 40Х.
Твердость державки после термообработки HRC 40—45.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
371
РЕЗЦЫ РЕЗЬБОВЫЕ ТВЕРДОСПЛАВНЫЕ ДЛЯ НАРУЖНОЙ ЗАМКОВОЙ РЕЗЬБЫ
Основные размеры и технические требования по чертежу
К-01 -07-2766/64 ВНИИинструмента.
Нарезаемая резьба
Р, мм 1 град | конусность
5,03 60 1 : 4
6,35 60 1:4
6,35 1 60 1 :6
Резьбовые резцы с напайными пластинками из твердого сплава
с однониточным профилем предназначены для нарезания замковых
резьб с шагом от 5,08 до 6,35 мм на специальных трубонарезных
станках, работающих многопроходным методом. Резцы обеспечи-
вают шероховатость поверхности профиля резьбы шестого-седьмого
классов на замках из стали с пределом текучести от 140 кгс!мм2.
Число проходов при нарезании резьбы выбирается в пределах от
7 до 30 в зависимости от шага нарезаемой резьбы и механических
свойств обрабатываемого материала.
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 40Х.
Твердость державки после термообработки HRC 40—45.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
372
Применяемость резьбовых резцов для наружной замковой резьбы и рекомендуемые режимы резания
Нарезаемая резьба Изделие гост Номинальный диаметр изделия, мм Число прохода в зависимости от обрабатываемого материала Скорость резания в зависимости от обрабатываемого материала
Р, мм угол ! профи- I ля, град конус- ность °В ’ кгс/мм2 , кгс/мм2
ДО 75 75—100 100-130 130—160 ДО 75 75-100 100—130 130-160
5,08 60 1 : 4 Замковые ниппели 5286—58 3-62-^3—101 3—111 3—121 7 8—14 14—20 20—30 90—110 70—90 40—50 30—40
6,35 60 1:4 То же 5286—58 3—140 8 9—14 14—25 25—30 90-110 70-90 40—50 30—40
6,35 60 1 :6 » 5286-58 3—102 3—133-^3—189 8 9—14 14—25 25—30 93-110 70—90 40—50 30-40
Примечания: 1. Стойкость резцов при нарезании резьбы по стали с ав 100 кгс)мм2— 20 мин,
2. Стойкость резцов при нарезании резьбы по стали с <тв >100 кгс/мм2—16 мин.
РЕЗЦЫ РЕЗЬБОВЫЕ С НАПАЙНЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
СПЕЦИАЛЬНЫЕ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ И ВНУТРЕННЕЙ РЕЗЬБ
НА ТРУБАХ НКБ1
Резец для наружной резьбы
Профиль по передней поверхности
Основные размеры и технические требования по чертежу 20577
и ТУ 2.035-358—74 МИЗа.
Резец для внутренней резьбы
1,85
Профиль по передней, поверхности
Основные размеры и технические требования по чертежу 2058
и ТУ 2.035-358—74 МИЗа.
Резьбовые резцы с напайными пластинками из твердого сплава
предназначены для нарезания специальной трубной наружной и
внутренней резьб на трубах НКБ1 с шагом 4,233 мм на специальных
трубонарезных станках, работающих многопроходным методом.
Резцы обеспечивают шероховатость поверхности профиля резьбы
шестого-седьмого классов. Число проходов при резьбонарезании
выбирается от 5 до 20 в зависимости от механических свойств об-
рабатываемого материала.
Материал пластинки — твердый сплав Т15К6.
Материал державки —сталь марки 45.
374
Рекомендуемые режимы резания и применяемость резьбовых резцов
Нарезаемая резьба Число проходов в зависимости от обрабатываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
шаг, мм конус- ность aD , кгс/мм? о ст , кгс/мм* В
ДО 75 75-100 100—130 130-160 ДО 75 75-100 100-130 130-160
4,233 1:12 5—6 6—10 10—14 14—20 75— 100 60—75 40—60 30—40 60; 73; 89
Примечания: 1. Стойкость резцов при нарезании резьбы с
а в 100 кгс!мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы с ов >100 кгс/мм2—15 мин.
Твердость державки после термообработки HRC 38—42.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название ;и размеры резьбы.
РЕЗЦЫ РЕЗЬБОВЫЕ С НАПАЙНЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
СПЕЦИАЛЬНЫЕ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ И ВНУТРЕННЕЙ РЕЗЬБ НА
ТРУБАХ ОГ1М
Резец для наружной резьбы
Профиль по передней поверхности
Основные размеры и технические требования по чертежу 20579
и ТУ 2.035-358—74 МИЗа.
Резец для внутренней резьбы
2,15
Профиль по передней поверхности
375
Основные размеры и технические требования по чертежу 20580
и ТУ 2.035-358—74 МИЗа.
Резьбовые резцы с напайными пластинками из твердого сплава
предназначены для нарезания специальной трубной .наружной и
внутренней резьб на трубах ОГ1М с шагом 5,08 мм на специаль-
ных трубонарезных станках, работающих многопроходным мето-
дом. Резцы обеспечивают шероховатость поверхности профиля
резьбы шестого-седьмого классов.
Число проходов при резьбонарезании выбирается от 6 до 25 в
зависимости от механических свойств обрабатываемого материала.
Рекомендуемые режимы резания и применяемость резьбовых резцов
Нарезаемая резьба Число проходов в зависи- мости от обрабатываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
Р, мм конус- ность , кгс/мм* о , KtClMM* о
ДО 75 75—100 100-130 130-160 до 75 75—100 100-130 130—160
5,08 1 : 12 6—9 1 9—12'12—17 17—25 70—90 60—70 40—60 30—40 114; 127; 140; 168; 194; 219; 245
Примечания: 1. Стойкость резцов при нарезании резьбы с
ав 100 кгс!мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы с ов>100 кгс!мм2— 15 мин.
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 45.
Твердость державки после термообработки HRC 38—42.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
Резец резьбовой с напайной пластинкой из твердого сплава
для нарезания наружной резьбы на обсадных трубах ОТТМ1
2,4-8
Профиль по передней,
поверхности
Основные размеры и технические требования по чертежу 20581
и ТУ 2.035-358—74 МИЗа.
376
Резец резьбовой с напайкой пластинкой из твердого сплава
для нарезания внутренней резьбы на обсадных муфтах ОТТМ1
Основные размеры и технические требования по чертежу 20582
и ТУ 2.035-358—74 МИЗа.
Резьбовые резцы с напайными пластинками из твердого сплава
предназначены для нарезания специальной трубной наружной и
внутренней резьб на обсадных трубах и муфтах ОТТМ1 с шагом
5,08 мм на специальных трубо- и муфтонарезных станках, работа-
ющих многопроходным методом. Резцы обеспечивают шерохова-
тость поверхности профиля резьбы шестого-седьмого классов. Число
проходов при резьбонарезании выбирается от 8 до 30 в зависимости
от механических свойств обрабатываемого материала.
Рекомендуемые режимы резания и применяемость резьбовых резцов
Нарезаемая резьба Число проходов в зависимости от обрабатываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
Р, мм конус- ность Q-. , KZCjMM2 о , кгс{ммг в
До 75 75—100 100-130 130-160 До 75 ! 1 75-100! 100—130( 130—160
5,08 1 : 16 8 1 9—14| 1 |14—25 25—ЗО1 j?0—90 60—7oj40—60^30—40 114—299
Примечания: 1. Стойкость резцов при нарезании резьбы с
Ов 100 кгс1мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы с ов >100 кгс!мм2— 15 мин.
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 45.
Твердость державки после термообработки HRC 38—42.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
377
РЕЗЦЫ РЕЗЬБОВЫЕ С НАПАЙНЫМИ ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ ТБВК
Основные размеры и технические требования по чертежу 20583
и ТУ 2.035-358—74 МИЗа.
Резьбовые резцы с напайной пластинкой из твердого сплава
предназначены для нарезания специальной трубной наружной резь-
бы на трубах ТБВК с шагом 5,08 мм на специальных трубонарез-
ных станках, работающих многопроходным методом. Резцы обес-
печивают шероховатость поверхности профиля резьбы шестого-
седьмого классов. Число проходов при резьбонарезании выбирается
от 8 до 30 в зависимости от механических свойств обрабатываемо-
го материала.
Рекомендуемые режимы резания и применяемость резьбовых резцов
Нарезаемая резьба Число проходов в зависимости от обрабатываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
Р, мм конус- ав , кгс/см2 ав . кгс/см2
ность i до 75 | 75-100*100- 13о| 130-160, . ДО 75 I 1 75-100|100-130| 130-160
5,08 1 :32 8 | 9—14'14—25 25-30 70—90 |60—70'40—60 30—40 1 78—99; | 112—165
Примечания: 1. Стойкость резцов при нарезании резьбы с
ов < 100 кгс/мм2 — 20 мин.
2. Стойкость резцов при нарезании резьбы с а в >100 кгс/мм2—15 мин.
Материал пластинки — твердый сплав Т15К6.
Материал державки — сталь марки 45.
Твердость державки после термообработки HRC 38—42.
Изготовитель — завод МИЗ (по заказу).
При заказе следует указывать название и размеры резьбы.
378
РЕЗЬБОВЫЕ ТВЕРДОСПЛАВНЫЕ ГРЕБЕНКИ ДЛЯ НАРУЖНОЙ РЕЗЬБЫ НА
ТРУБАХ НЕФТЯНОГО СОРТАМЕНТА
Основные размеры и технические требования по чертежу
К-01-07—2699/64 ВНИИинструмента.
Размеры, мм
р а, град Конусность ~в
2,54 60 1 : 16 12,5
3,175 60 1 : 16 13,0
Резьбовые твердосплавные гребенки предназначены для наре-
зания трубных резьб с шагом до 3,175 мм на специальных трубо-
нарезных станках, работающих многопроходным методом. Резьбо-
вые гребенки обеспечивают шероховатость поверхности профиля
резьбы шестого-седьмого классов.
Применение резьбовых твердосплавных гребенок позволяет на-
резать резьбу за два-три прохода на трубах из стали с
Ов^ЮО кгс!мм2. Обработка более прочных материалов потребует
увеличения числа проходов.
Резьбовые твердосплавные гребенки изготовляют черновым
(с последующим чистовым) профилированием методом притирки
чугунными или стальными дисками, что позволяет избежать воз-
никновения трещин и остаточных напряжений в твердом сплаве.
Материал гребенок — твердый сплав Т15К6.
Изготовитель — завод МИЗ (по заказу).
При заказе указывать название и размеры резьбы.
379
Выбор резьбовых твердосплавных гребенок для наружной резьбы и рекомендуемые режимы резания
Нарезаемая резьба Изделие ГОСТ Номинальный диаметр изделия, мм Число проходов в за- висимости от обраба- тываемого материала Скорость резания в зависи- мости от обрабатываемого материала
Р, мм угол профи- ля, град конус- ность аВ , кге/мм* аВ , кге/мм'1
до 75 75—100 ДО 75 75-100
2,54 60 1 : 16 Насосно-компрессорные трубы гладкие, высажен- ные 633—63 48—89 33—48 2 2—3 100—130 80-100
3,175 60 1 : 16 Насосно-компрессорные трубы 633—63 60—114 2 3 90—120 70—90
Бурильные трубы 631—63 60—168
3,175 60 1 : 16 Обсадные трубы 632—64 114—508 2 3 90—120 70—90
3,175 60 1 : 16 Трубы бурильные геолого- разведочные 7909—56 63,5 2 3 90—120 70—90
Примечания: 1. Стойкость гребенок при нарезании резьбы по стали с пв 100 кгс{мм2 — 20 мин.
2. Стойкость гребенок при нарезании резьбы по стали с ов>100 кгс!мм2—15 мин.
РЕЗЬБОВЫЕ ТВЕРДОСПЛАВНЫЕ ГРЕБЕНКИ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ
РЕЗЬБЫ НА МУФТАХ НЕФТЯНОГО СОРТАМЕНТА
Основные размеры и технические требования по чертежу 20564
и ТУ 2-035-207—71 МИЗа.
Резьбовые твердосплавные гребенки предназначены для нареза-
ния внутренней трубной резьбы на муфтах с шагом 3,175 мм на
специальных муфтонарезных станках, работающих многопроход-
ным методом. Резьбовые гребенки обеспечивают шероховатость
поверхности профиля резьбы шестого-седьмого классов.
Применение резьбовых твердосплавных гребенок позволяет на-
резать резьбу за три-четыре прохода на муфтах из стали с
Св^ЮО кгс/мм2. Обработка более прочных материалов требует
увеличения числа проходов.
Резьбовые твердосплавные гребенки изготовляются черновым
(с последующим чистовым) профилированием методом притирки
чугунными или стальными дисками, что позволяет избежать возник-
новения трещин и остаточных напряжений в твердом сплаве.
Материал гребенок — твердый сплав Т15К6.
Изготовитель — завод МИЗ (по заказу).
При заказе указывать название.
381
Рекомендуемые режимы резания и применяемость резьбовых гребенок
Нарезаемая резьба Изделие гост Номинальный диаметр изделия, мм Число прохо- дов в зависи- мости от обра- батываемого материала Скорость реза- ния в зависи- мости от обра- батываемого материала
Р, мм угол профиля, град конусность
, кгс/мм* D аВ , кгс/мм*
ДО 75 75-100 до 75 75-100
3,175 60 1 : 16 Муфты к насосно- компрессорным трубам Муфты к буриль- ным трубам Муфты к обсадным трубам Муфты к буриль- ным геологораз- ведочным трубам 633—63 631—63 632—64 7909—56 60— 114 60— 168 114— 508 63,5 3 4 90— 120 70—90
П римечания: 1. Стойкость гребенок при нарезании резьбы по стали с
ов 100 кгс!мм2 — 20 мин.
2. Стойкость гребенок при нарезании резьбы по стали с ов>100 кгс!мм2—
15 мин.
РЕЗЬБОВАЯ ТВЕРДОСПЛАВНАЯ ГРЕБЕНКА ДЛЯ НАРУЖНОЙ РЕЗЬБЫ
НА ТРУБАХ ТИПА ОТТМ1
Профиль калибрующего зуба
Основные размеры и технические требования по чертежу 20521
и ТУ 2.035-345—74 МИЗа.
382
РЕЗЬБОВАЯ ТВЕРДОСПЛАВНАЯ ГРЕБЕНКА ДЛЯ ВНУТРЕННЕЙ РЕЗЬБЫ
НА МУФТАХ ТИПА ОТТМ1
Профиль калибрующего зуба
Основные размеры и технические требования по чертежу 20519
и ТУ 2.035-345—74 МИЗа.
Резьбовые твердосплавные гребенки предназначены для наре-
зания специальной трубной наружной и внутренней резьб на об-
садных трубах и муфтах ОТТМ1 с шагом 5,08 мм на специальных
трубо- и муфтонарезных станках, работающих многопроходным
методом. Резьбовые гребенки обеспечивают шероховатость поверх-
ности профиля резьбы шестого-седьмого классов.
Применение резьбовых твердосплавных гребенок позволяет на-
резать резьбу за четыре—шесть проходов на трубах и муфтах из
стали с ов^ЮО кгс/мм2. Обработка более прочных материалов
требует увеличения числа проходов.
Резьбовые твердосплавные гребенки изготовляются путем про-
филирования на электрохимических станках модели ЗЭ70ФВ2.
Материал гребенок — твердый сплав Т15К6.
Изготовитель — завод МИЗ (по заказу).
При заказе указывать название.
Рекомендуемые режимы резания и применяемость резьбовых гребенок
Нарезаемая резьба Число проходов в за- висимости от обраба- тываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
Р, мм — конусность 1 , кгс/мм2 аВ , кгс/мм2
До 75 | 75-100 ДО 75 75—100
5,08 1 : 16 4 4—6 70—90 60—70 114-299
Примечания: 1. Стойкость гребенок при нарезании резьбы по стали с
о в 100 кгс/мм2 — 20 мин.
2. Стойкость гребенок при нарезании резьбы по стали с сгв >100 кгс!мм2—
15 мин.
383
РЕЗЬБОВАЯ ТВЕРДОСПЛАВНАЯ ГРЕБЕНКА ДЛЯ НАРУЖНОЙ РЕЗЬБЫ
НА ТРУБАХ ТИПА ТБВК
Профиль калибрующего зуоа
Основные размеры и технические требования по чертежу 20522
и ТУ 2.035-345—74 МИЗа.
Резьбовые твердосплавные гребенки предназначены для наре-
зания специальной трубной наружной резьбы на трубах ТБВК с
шагом 5,08 мм, на специальных трубонарезных станках, работаю-
щих многопроходным методом. Резьбовые гребенки обеспечивают
шероховатость поверхности профиля резьбы шестого-седьмого
классов.
Применение резьбовых твердосплавных гребенок позволяет
нарезать резьбу за четыре—шесть проходов на трубах из стали с
Св^ЮО кгс!мм2. Обработка более прочных материалов потребует
увеличения числа проходов.
Резьбовые твердосплавные гребенки изготовляются путем про-
филирования на электрохимических станках модели ЗЭ70ФВ2.
Материал гребенок — твердый сплав Т15К6.
Изготовитель — завод МИЗ (по заказу).
При заказе указывать название.
Рекомендуемые режимы резания и применяемость резьбовых гребенок
Нарезаемая резьба Число проходов в за- висимости от обраба- тываемого материала Скорость резания в зависи- мости от обрабатываемого материала Номинальный диаметр изделия, мм
Р, мм конусность ^В , кгс[мм2 аВ , кгс!мм2
До 75 75-100 До 75 75-100
5,08 1:32 4 4—6 70—90 60—70 78—99 112—165
Примечания: 1. Стойкость гребенок при нарезании резьбы по стали с
ав 100 кгс!мм2 — 20 мин.
2. Стойкость гребенок при нарезании резьбы по стали с ов >100 кгс!мм2 —
15 мин.
384
13-2348
ФРЕЗЫ ДИСКОВЫЕ МОДУЛЬНЫЕ
УДК 621,914.28:621.833.002.54(085)
Фрезы предназначены для нарезания зубчатых колес и червя-
ков на зубофрезерных или фрезерных станках методом копирова-
ния с применением единичного деления. Зубчатые колеса с внут-
ренним зацеплением могут быть нарезаны дисковой фрезой на вер-
тикальных зубофрезерных станках с применением специальных на-
кладных головок.
Дисковые фрезы используются главным образом для чернового
нарезания колес средних и крупных модулей (тп=8 мм и выше).
Колеса, нарезанные дисковыми фрезами, ввиду невысокой точ-
ности по профилю и шагу применяют только для неответственных
тихоходных передач. Профиль зуба фрезы, предназначенный для
чистового нарезания, должен соответствовать форме впадины об-
рабатываемого зуба, которая зависит от числа зубьев. Поэтому
теоретически для каждого числа зубьев колеса данного модуля
требуется отдельная фреза. Практически каждая фреза может быть
использована для нарезания колес данного модуля в определенном
интервале чисел зубьев. Комплекты дисковых модульных фрез
состоят из 8, 15 и 26 фрез. В таблице даны числа зубьев, нарезае-
мых каждой фрезой, входящей в комплект.
Комплекты с количеством фрез Комплекты с количеством фрез
Номер 8 15 26 Номер 8 15 26
фрезы фрезы
Числа зубьев колес, для которых Числа зубьев колес, для которых
предназначены комплекты фрез предназначены комплекты фрез
1 12 и 13 12 12 5 26—34 26—29 26 и 27
Р/2 — 13 13 5‘/4 — — 28 и 29
2 14—6 14 14 б1/2 — 30—34 30 и 31
2г/4 15 53/4 — — 32—34
2*/2 15—16 16 6 35—54 35—41 35—37
3 17—20 17 и 18 17 6*/4 — — 38—41
з1/* — 18 6‘/2 — 42—54 42—46
з*/а 19 и 20 19 63/4 — — 47—54
з«/4 — 20 7 55—134 55—79 55—65
4 21—25 21—22 21 71/* — — 66—79
41/* — . 22 7*/2 — 80—134 80—102
4*/2 — 23—25 23 73/4 — —— 103—134
43/4 — — 24 и 25 8 135-рейка 135-рейка 135-рейка
387
Комплект из восьми фрез не рекомендуется применять для
колес с модулем выше 8 мм. Для самых грубых обдирочных ра-
бот применяют комплект из трех фрез: фреза А — для колес с чис-
лом зубьев от 12 до 20; фреза В—для колес с числом зубьев от
21 до 54 и фреза С — для колес с числом зубьев свыше 54.
По вышеприведенной таблице выбирают фрезу при нарезании
прямозубого колеса.
Для нарезания косозубого колеса фрезу выбирают по приве-
денному числу зубьев гусл.
2усл= Z* = ’
J COS р
где р — угол наклона нарезаемого колеса;
Кр — коэффициент, определяемый по таблице.
Р, град 5 10 15 20 25 30 35 40 45
к? 1,011 1,045 1,104 1,193 1,323 1,505 1,756 2,119 2,640
Рекомендуемые подачи фрезы при черновом нарезании зубьев
на литых стальных заготовках и поковках (НВ 170-210)
Число одновремен- но работающих фрез Модуль т
14 20 14-20 22-30 32—42
Подача фрезы s, мм/ои, по группам жесткости станков
IV V
1 2 2,0 1,6 1,5 1,2 2,5 2,5 2 2 1,5 1,5
Скорости резания в зависимости от подачи на оборот s 0 и твердости заготовки
при черновом нарезании зубьев крупномодульных колес
s0, мм/об Твердость НВ
160 190 220
V, м/мин
0,7 35 29 25
1,4 25 20 17
2,0 21 17 14
2,5 18 15 12
3,0 16 13 11
388
Режимы резания при черновом нарезании стальных и чугунных колес
Наименование станка Модуль т Диа- метр фрезы Режимы резания
Сталь (НВ 170—210) Чугун черный (НВ 170—210)
V, м/мин п, Об/MUH SM> мм/мин и, м/мин п, об/мин SM > мм/мин
Зубофрезершые полу- 4 80 127 210 100 304
автоматы ЕЗ-11, ЕЗ-20, 5 90 32 113 190 25 88 280
ЕЗ-28' 6 100 102 80
8 по 93 175 72 256
Горизонтально-фрезер- 4 80 127 134 100 200
ный 5 90 32 113 120 25 88 180
6 100 102 80
8 НО 93 109 72 165
Скорости резания, указанные в таблице, рассчитаны для стой-
кости 8 час при износе по задней поверхности 0,7—1,0 мм. При
других значениях стойкости табличные значения надо умножить
на поправочный коэффициент Kv.
Стойкость, час 1 2 3 4 8 16 30
Kv 1 2,0 1,6 1 М 1.25 1 1.0 | 0,8 | 0,65
При чистовых проходах износ по задней поверхности допускает-
ся в пределах 0,2—0,4 мм.
Режимы резания зубьев стальных колес повышенной твердости
для стойкости фрезы 2—3 часа
Твердость НВ заготовки Модуль т Диаметр фрезы D, мм Режимы резания
s, мм/зуб и, м/мин и, об/мин SM> мм/мин
250 10 160 0,1 24 54 36
250 20 220 0,1 24 34 24
300 10 140 0,1 20 45 32
300 20 220 0,1 20 29 20
350 10 140 0,1 12 27 19
350 20 220 0,1 12 17 19
Переточку дисковых фрез производят по передней грани. После
переточки контролируются параметры, значения которых не долж-
ны превышать величин, предусмотренных техническими условиями
ГОСТа.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
389
ФРЕЗЫ ДИСКОВЫЕ ЗУБОРЕЗНЫЕ МОДУЛЬНЫЕ
Основные размеры и технические условия по ГОСТу 10996—74
Размеры, мм
Модуль т Ширина фрез В для номеров фрез Завод- изгото- витель
D d 2 1 172 2 2‘Л 3 3‘А 4 5 57. 6 672 7 7‘/в 8
1,125 50 19 14 4,5 — 4,5 4,0 4,0
1,25 50 19 14 5,0 — 5,0 4,5 4,5
1,375 50 19 14 5,5 — 5,5 .— 5,0 5,0
1,5 55 22 14 6,0 — 6,0 5,5 5,5
1,75 55 22 14 7,0 — 6,5 — 6,5 6,5
2,0 63 22 12 8,0 — 7,5 7,5 7,0
2,25 63 22 12 8,5 — 8,5 — 8,0 8,0
2,5 70 22 12 9,5 — 9,5 9,0 8,5
2,75 70 22 12 10,5 — 10,0 — 10,0 9,5
3,0 80 27 12 11,5 — 11,0 — 10,5 10,5
3,25 80 27 12 12,0 — 12,0 — 11,5 11,0
3,5 80 27 12 13,0 — 13,0 — 12,5 12,0
3,75 80 27 12 14,0 — 13,5 — 13,0 12,5
4,0 90 27 12 15,0 — 14,5 — 14,0 13,5
4,25 90 27 12 15,5 — 15,0 — 14,5 14,0
4,5 90 27 12 16,5 — 16,0 — 15,5 15,0
5,0 100 27 12 18,0 — 17,5 — 17,0 16,5
5,5 100 27 12 18,0 — 17,5 — 18,5 18,0
6,0 НО 32 10 21,5 — 21,0 — 20,0 19,5
6,5 НО 32 10 23,0 — 22,5 — 21,5 21,0
7,0 110 32 10 24,5 — 24,0 — 23,0 22,0
8,0 125 32 10 28,0 — 27,0 — 26,0 25,0
9,0 125 32 10 31,0 31 30,0 30 29,0 29 28,0
10,0 140 40 10 34,0 34 33,0 33 32,0 32 31,0
11,0 140 40 10 37,0 37 36,0 36 35,0 34 34,0
12,0 160 40 10 41,0 40 39,0 39 38,0 37 37,0
14,0 160 40 10 47,0 46 46,0 45 44,0 43 43,0
16,0 160 50 10 53,0 52 52,0 51 50,0 49 48,0
— 4,0 — 4,0 — 4,0 4,0 ЛИЗ
— 4,5 — 4,5 — 4,0 4,0 »
— 5,0 — 5,0 4,5 4,5 »
— 5,5 — 5,0 — 5,0 5,0
—- 6,0 — 6,0 — 5,5 5,5
— 7,0 — 6,5 — 6,5 6,0
— 7,5 — 7,5 — 7,5 7,0
— 8,5 — 8,0 —. 8,0 —. 7,5
— 9,0 — 9,0 — 8,5 — 8,0 »
— 10,0 — 9,5 — 9,5 9,0
— 10,5 — 10,5 — 10,0 — 9,5
— 11,5 — 11,0 — 11,0 10,5
— 12,0 — 12,0 — 11,5 — 11,0 тиз
— 13,0 — 12,5 — 12,0 11,5 ЛИЗ
— 13,5 — 13,0 —. 12,5 12,0 тиз
— 14,5 — 14,0 — 13,5 13,0 ЛИЗ
— 16,0 — 15,5 — 15,0 14,5
— 17,5 — 17,0 — 16,0 15,5 »
— 19,0 — 18,0 — 17,5 — 17,0 тиз
— 20,0 — 19,5 — 19,0 — 18,0 »
— 21,5 — 21,0 — 20,0 19,5
— 24,5 — 24,0 — 23,0 22,0 »
28 27,0 27 27,0 26 26,0 25 24,0
31 30,0 30 29,0 29 28,0 28 27,0
33 33,0 32 32,0 31 31,0 30 29,0
36 36,0 35 35,0 34 34,0 33 32,0 »
42 41,0 41 40,0 39 39,0 38 37,0
48 47,0 46 45,0 45 44,0 43 42,8 »
Твердость режущей части фрез должна быть HRC 62—65.
Точность фрез по основным элементам:
отклонение от радиальности передней поверхности ±1о->±0°25';
радиальное биение по наружному диаметру относительно оси от-
верстия, мм:
двух смежных зубьев 0,032—0,050;
за один оборот фрезы 0,063—0,100;
биение торца в точках, наиболее удаленных от отверстия фре-
зы (торцовые плоскости должны быть взаимно параллельны и пер-
пендикулярны к оси отверстия фрезы) 0,032—0,040 мм;
биение боковых режущих кромок зубьев в направлении норма-
ли к профилю 0,063—0,100 мм;
разность расстояний от торцовых плоскостей фрезы до точек
профиля, лежащих на одном диаметре (асимметричность профи-
ля) , 0,200—0,320 мм;
погрешность профиля, мм:
на участке эвольвенты 0,050—0,080;
на вершине зуба и на закруглениях 0,100—0,160.
При заказе необходимо указывать условное обозначение фрез
по ГОСТ 10996—64.
Пример условного обозначения фрезы с модулем
3 мм, № 5:
Фреза т ЗХ№ 5 ГОСТ 10996—64
391
ФРЕЗЫ ПАЛЬЦЕВЫЕ МОДУЛЬНЫЕ
УДК 621.914.22:621.833.002.54(085)
Предназначены для нарезания фрезы многошевронных цилин-
дрических и конических колес больших модулей, крупномодульных
червяков, зубчатых венцов внутреннего зацепления, реек и других
изделий. Фрезы являются единственным инструментом для наре-
зания шевронных колес с непрерывным шевроном. Нарезание зубь-
ев производится методом единичного деления.
Профиль зубьев пальцевых модульных фрез соответствует про-
филю нарезаемых зубьев колес.
Колеса с модулем до 40 мм целесообразно нарезать фрезами
за два прохода — черновой и чистовой; модулем свыше 40 мм —
за два черновых прохода и чистовой.
Нарезание колес пальцевыми модульными фрезами обеспечи-
вает девятую-десятую степени точности по ГОСТ 1643—56.
Рекомендации по точности установки детали и инструмента, а
также точности станка приведены в таблице.
Характер отклонения
Величина отклонений при степе
ни точности колеса
по ГОСТ 1643—56, мм
9 10
Допуск на диаметр окружности выступов колеса 0,05 0,10
Радиальное биение колеса 0,10 0,15
Перекос оси фрезы 0,03 0,06
Радиальное биение у вершины зуба фрезы 0,05 0,10
Точность выполнения профиля фрезы 0,06 0,10
Перекос направляющих станка на длине 1 000 мм 0,10 0,15
Непараллельное™ направляющих станка на длине 0,15 0,20
1000 мм Смещение оси шпинделя относительно оси станка по ±0,10 ±0,15
высоте
При выборе режима резания устанавливают глубину захода
фрезы, затем выбирают подачу, скорость резания и определяют
число оборотов фрезы по таблице.
392
Вид обработки
Черновое нарезание 1 Чистовое нарезание
Модуль т Режимы резания
у, So, V» и > Sv», Ф ММ/об м/мин об/мин ММ/мин Z. SO, rt’ SM. Ф ММ/об М/мин об/мин мм/мин
8 2 0,06 32 380 23 2 0,20 35 400 80
14 2 6,08 32 240 19 2 0,25 25 260 65
20 3 0,15 32 167 25 4 0,30 35 185 55
24 3 0,15 32 136 20 6 0,30 35 154 46
28 4 0,20 32 120 24 6 0,30 35 132 39
32 4 0,20 32 105 21 6 0,30 35 115 34
36 6 0,30 27 80 24 6 0,50 32 95 47
40 6 0,30 27 71 21 8 0,70 32 85 59
44 6 0,30 27 65 20 8 0,70 32 77 54
Поправочные коэффициенты на скорость резания и минутную подачу
для измененных условий работы в зависимости от:
обрабатываемого материала
Материал заготовки Сталь контрукционная углеродистая Сталь легированная
Твердость НВ 200 260 300 200 260 300
1,00 0,70 0,60 0,65 0,40 0,30
периода стойкости
Период стойкости, мин 60 180 300
R2v — при черновом нарезании 1,35 1,00 0,85
R2v—ПРИ чистовом нарезании 1,50 1,15 1,00
чистоты обработки поверхности
Классы шероховатости поверхности 4 5 6
Глубина резания, мм 2 2 1
угла наклона зубьев
Угол наклона, град 0 30 45 60
&2S 1,00 0,85 0,70 0,50
Припуск на чистовую обработку выбирается в пределах 0,3—
3,0 мм на сторону.
Допустимый износ фрезы по задним граням 0,8—1,2 мм при
черновом и 0,2—0,4 мм при чистовом нарезании.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
393
ФРЕЗЫ ПАЛЬЦЕВЫЕ МОДУЛЬНЫЕ С НАРУЖНЫМ И ВНУТРЕННИМ
ЦЕНТРИРОВАНИЕМ
Тип! Исполнение А ТипИ £
с центрованием по наруж- с центрованием по внутрен-
нему диаметру нему диаметру
Основные размеры и технические условия по чертежам завода-
изготовителя «Фрезер».
Размеры, мм
Номер фрезы Число зубьев нарезаемого колеса Модуль т D d 1 di L Испол- нение
Тип фрезы
I II I II
1 В/2 2 2V2 3 12 13 14 15—16 17—18 8 28 30 25 М26 М20 63 А
3>/. 4 19—20 21—22 23—25 26—29 8 26 30 25 М26 М20 63 А
5*/, 6 61/, 7 35—41 35—41 42—54 55—79 80—134 135 и более 8 24 30 25 М26 М20 63 А
1 I1/, 2 21/, 3 31i 12 13 14 15—16 17—18 19—20 21—22 9 32 30 25 М20 М20 63 А
394
Продолжение
НомеД фрезы' Число зубьев нарезаемого колеса Модуль tn D d 1 <*. L Испол- нение
Тип фрзы
I II I 11
41/2 5 5^2 6 23—25 26—29 30—34 35—41 9 28 30 25 М20 М20 63 А
6^2 7 7‘/2 8 42—54 55-79 80—134 135 и более 9 26 30 25 М20 М20 63 А
1 В/2 2 2х/2 12 13 14 15-16 10 36 30 25 М20 М20 63 А
3 3^2 4 4^2 5 5х/2 6 17—18 19—20 21—22 23—25 26—29 30—34 35—41 10 36 30 25 М20 М20 63 А
32 65
6^2 7 7^2 8 42—54 55—79 80—134 135 и более 10 28 30 25 М20 М20 70 А
1 1Х/2 2 2х/а 3 Зг/2 4 12 13 14 15—16 17—18 19—20 21—22 11 40 30 25 М20 М20 65 Б
4‘/2 5 5г/2 6 23—25 26—29 30—34 35—41 11 36 30 25 М20 М20 70 А
6^2 7 8 42—54 55—79 135 и более 12 13 14 15—16 17—18 19—20 21—22 11 32 30 25 М20 М20 70 А
10 28
1 в/2 2 2^2 3 3^2 4 11 40 30 25 М20 М20 65 Б
4>/. 5 &/2 6 23—25 26—29 30—34 35—41 11 36 30 25 М20 М20 70 А
6% 42—54 11 32 30 25 М20 М20 70 А
395
Продолжение
Номер .фрезы Число зубьев нарезаемого колеса Модуль т D d 1 dx L Испол- нение
Тип с )резы
I II I II
7 7х/2 8 55—79 80—134 135 и более 11 32 30 25 М20 М20 70 А
1 Р/2 2 3 •3*/2 4 12 13 14 15—16 17—18 19—20 21—22 12 42 30 25 М20 М20 70 Б
4х/2 5 5Х/2 23—25 26—29 30—34 12 38 30 25 М20 М20 75 А
6 ^/2 7 8 35—41 42—54 55—79 80—134 135 и более 14 40 30 25 М20 М20 75 Б
1 ^/2 2 3 12 13 14 15—16 17—18 16 55 40 32 М24 М24 90 Б
3‘/2 19—20 16 55 40 32 М24 М24 90 Б
4 4х/2 5 5V2 6 21—22 23—25 26—29 30—34 35—41 16 50 30 25 М20 М20 90 Б
6*/2 7 42—54 55—79 16 48 30 25 М20 М20 90 Б
7х/а 8 80—134 135 и более 16 45 30 25 М20 М20 90 Б
1 1% 2 2х/2 3 •з*/2 12 13 14 15—16 17—18 19—20 18 63 40 32 М24 М24 90 Б
4 4х/2 5 21—22 23—25 26—29 60
5х/2 6 6х/2 7 30—34 35—41 42—54 55—79 18 55 30 25 М20 М20 90 Б
7х/2 80—134 18 50 30 25 М20 М20 90 Б
396
Продолжение
Номер фрезы V Число зубьев нарезаемого колеса Модуль tn D d L Испол- нение
Тип фрезы
I II I II
8 \135 и более 18 50 30 25 М20 М20 90 Б
1*/з 2 2‘/2 3 3‘/а 4 41/2 ' 12 13 14 15—16 17—18 19—20 41—22 20 70 40 40 М24 МЗО 105 Б
5 б1/2 6 6*/2 со СОЮ Ю сл 0 0 со 1111 4^ со ю ю •— 4^ со СП 20 63 40 40 М24 М24 105 Б
7 42—54 20 60 40 32 М24 М24 105 Б
71/2 55—79 20 55 40 32 М24 М24 105 Б
8 135 и более 20 55 40 32 М24 М24 105 Б
1 Р/2 2 2V2 3 3^2 4 12 13 14 15—16 17—18 19—20 21—22 22 75 50 40 М24 МЗО НО Б
5*/2 6 23—25 26—29 30—34 35—41 22 70 40 32 М24 М24 НО Б
6!/2 7 7‘/2 8 42—54 55—79 22 63 40 32 М24 М24 НО Б
80—134 135 и более 22 60 40 32 М24 М24 ПО Б
1 Н/2 2 12 13 14 25 90 50 60 МЗО М36 125 Б
2‘/2 3 3‘/2 4 4*/2 15—16 17—18 19—20 21—22 23—25 25 85 50 50 МЗО М36 125 Б
5 5V2 6 6V2 7 26—29 30—34 25 80 50 50 МЗО М36 125 Б
35-41 42—54 55—79 25 75 50 40 М24 МЗО 125 Б
397
Продолжение
Номер фрезы Число зубьев нарезаемого колеса Модул т Ь D d 1 <11 Л / Испол- нение
Тип фрезы
I П I II
7^2 8 80—134 135 и более 25 70 40 40 М24 Мзо, / 1 125 Б
1 1‘/2 2 2*/s 12 13 14 15—16 28 100 60 50 мзо М^б 135 Б
3 3V2 4 4х/2 5 17—18 19—20 21—22 23—25 26—29 28 90 60 50 мзо Мзб 135 Б
5V2 30—34 28 85 50 40 мзо МЗО 130 Б
6 6V2 7 Р/2 8 35—41 42—54 55—79 80—134 135 и более 28 80 50 40 мзо мзо 130 Б
1 1х/2 2 2V2 3 12 13 14 15—16 17—18 32 ПО 70 50 М36 М42 150 б;
31/г 4*/2 19—20 21—22 23—25 32 105 70 50 М36 М42 150 Б
5 5^2 26—29 30—34 32 100 60 50 мзо М36 150 Б
6 6V2 35—41 42—54 32 95 60 50 мзо М36 150 Б
7 7^2 _ 8 55—79 80—134 135 и более 32 90 50 50 мзо М36 150 Б
1 Р/2 2 12 13 __ 14 36 125 70 50 М36 М42 160 Б
2*/2 3 314 15—16 17—18 19—20 21—22 23—25 36 120 70 50 М36 М42 160 Б
5 У/8 26—29 30—34 36 110 70 50 М36 М42 160 Б
6 35—41 36 105 70 50 М36 М42 1 160 Б
398
Продолжение
X Номер фрезы Число зубьев ; нарезаемого колеса Модуль т D d 1 dt L ' 1спол- нение
Тип фрезы
I II I II
6‘/2 V 7 ' 71/а 8 42—54 55—79 80—134 1р5 и более 36 36 100 95 60 60 50 50 М36 М36 М36 М36 160 160 Б Б
1 Р/2 2 2^2 12 13 14 15—16 40 140 70 60 М36 М48 170 Б
3 3^2 4 17—18 19—20 21—22 40 130 70 60 М36 М48 170 Б
4’/2 5 23—25 26—29 40 125 70 50 М36 М42 170 Б
5^2 6 6i/a 30—34 35-41 42—54 40 120 70 50 М36 М42 170 Б
7 7^2 8 55—79 80—134 135 и более 40 110 70 50 М36 М42 170 Б
1 1^2 12 13 45 160 75 70 М36 М56 190 Б
2 21/2 3 3^2 4 14 15—16 17—18 19—20 21—22 45 160 75 70 „ М36 М56 190 Б
4х/2 5 5‘/2 23—25 26—29 30—34 45 140 75 60 М36 М48 190 Б
6 6V2 35-41 42-54 45 130 75 60 М36 М48 190 Б
7 55—79 45 125 75 60 М36 М48 190 Б
71/» 8 80—134 135 и более 45 120 75 60 М36 М48 190 Б
1 Р/2 2 12 13 14 50 180 80 80 М36 М64 210 Б
2^2 3 15—16 17—18 50 170 80 80 М36 М64 210 Б
з1/» 4 19—20 21—22 50 160 80 70 М36 М56 210 Б
399
Продолжение
Номер фрезы Число зубьев нарезаемого колеса Модуль т D d | dt —Г А / Испол- нение
Тип фрезы
1 1 1 1 11 1 II
5 23—25 26—29 50 160 80 70 М36 М56/ г 210 Б
б’/2 6 30—34 _ 35-41 42—54 55—79 80—134 135 и более 50 150 80 70 М36 М5о 210 Б
6*/2 7 71/з 8 50 140 80 60 М36 Л?48 210 Б
Твердость режущей части фрез HRC 62—65.
Каждому номеру фрезы соответствует свое число зубьев на-
резаемых колес. Диаметр фрез D предусмотрен для прямозубых
колес. Для косозубых колес диаметр D рассчитывается по приве-
денному числу зубьев:
" cos’ р ’
где z — заданное число зубьев;
Р — угол наклона зуба нарезаемого колеса.
По чертежам и техническим условиям потребителей фрезы мо-
гут быть изготовлены до модуля 75 мм.
ФРЕЗЫ ЧЕРВЯЧНЫЕ
УДК 621.914.6(085)
Фрезы представляют собой соответствующим образом спрофи-
лированный червяк с режущими зубьями, имеющими передний и
задний углы.
Червячные' фрезы классифицируют по роду обработки: черно-
вые и чистовые1.
Черновые фрезы имеют передний угол равный 5—7°.
У чистовых фрез передний угол равен 0°. Задний угол у наруж-
ных кромок равен 10—12°, задние боковые углы составляют 3—4°.
Чистовые фрезы стандартизованы:
по числу заходов — однозаходные и многозаходные. Последние
обычно применяют для чернового фрезерования зубьев;
по направлению витков — правые и левые;
по конструкции — цельные и сборные.
Чистовые фрезы изготовляют трех типов четырех классов точ-
ности.
Тип I — цельные прецизионные класса точности АА модулем
1—10 мм.
Тип II — цельные общего назначения классов точности А, В и
С модулем 1—14 мм.
Тип III — сборные общего назначения классов точности А, В
и С модулем 10—20 мм.
Фрезы классов точности АА, А, В и С предназначены соответ-
ственно для колес 7, 8, 9 и 10 степеней точности.
Нормальные условия работы обеспечиваются в том случае, если
биение оправки и установленной на ней фрезы не превышает ве-
личин, приведенных в таблице.________________________________
Степень точности нарезаемого колеса Допустимое биение, мкм
оправки фрезы
6 0,01—0,015 0,02
7 0,02—0,025 0,03
8 0,03—0,035 0,04
9 0,04—0,05 0,06
Черновой проход 1 0,04—0,05 0,07-0,10
Увеличение допустимых биений приводит к искажению профи-
ля, а при черновом проходе — к снижению стойкости фрезы и до-
пустимых подач.
40Г
Точность базирующих элементов приспособления и установлен-
ной на нем заготовки не должна превышать норм, приведенных в
таблице.
Наименование отклонений Диаметр обрабаты- ваемых колес, мм Нормы точности при степени точности колес, мкм
6 7 / 8 / / L 9—10 Черно- вая
Радиальное биение оправки 100—500 15 20 30 50 80
500—1000 20 30 40 80 100
1000 25 40 50 100 150
Торцовое биение опорной по- 100—500 Го 15 зо 50 80
верхности оправки 500—1000 12 20 40 80 100
1000 15 30 50 100 150
Биение базового торца заго- 100—500 25 35 55 90 150
товки 500—1000 35 50 85 140 200
1000—2000 — 65 100 190 300
2000—5000 — — 150 240 380
100—500 25 35 55 90 150
Радиальное биение наружного 500—1000 35 50 85 140 200
цилиндра заготовки 1000—2000 — 65 100 190 300
2000—5000 — — 150 240 380
Червячные фрезы изнашиваются по задней поверхности зубьев.
Перетачивают фрезы по передней грани. Установлены допустимые
величины износа.
Проход Величина износа, мм, при/и
2—4 5-8 9-16 18-30
Черновой 0,3 0,5 0,7 1,0
Чистовой 0,2 0,2 0,3 0,4
Стойкость фрез зависит от обрабатываемого материала и ре-
жимов резания.
Рекомендуются следующие значения стойкости червячных фрез:
Модуль т, мм, до 4 6 8 12 16 и более
Стойкость, час 4 6 L 8 12 16
Числа возможных переточек червячных фрез в зависимости от
модуля приняты следующие.
402
\ Модуль т, мм 2 3-5 6—10 11-12 13—16 1 1 18—20
Количества переточек фрез: цельный 11 18 21 25 28 24
сборных\ — — 15 15 12 12
При чистовой обработке количество возможных переточек в два-
три раза больше.
Режимы резания при зубофрезеровании определяются в следу-
ющей последовательности: выбирают стойкость фрезы, число про-
ходов и подачу; определяют скорость резания и число оборотов
фрезы; проверяют мощность резания.
При заданном инструменте наибольшее влияние на фактиче-
скую стойкость фрезы оказывает твердость обрабатываемой ста-
ли (или чугуна), затем скорость резания, подача, модуль и вели-
чина срезаемого припуска.
Полную обработку зуба следует производить не более чем за
два прохода — черновой и чистовой. Припуск на чистовой проход
принимают обычно 0,1—0,2 т.
Подачу для червячного нарезания выбирают в зависимости от
жесткости станка и модуля нарезаемого колеса, а также от обра-
батываемого материала, конструкции фрезы и наклона зуба, а
при чистовом проходе — в зависимости от чистоты поверхности на-
резаемых зубьев.
По жесткости станки можно разделить на следующие пять
групп.
Группа станков по жесткости Мощность главного привода, кет Максимальный модуль, мм Диаметр стола станка, мм
I 1,5—2,8 4—16. 400—550
II 3—4 5—8 500—600
III 5—7 10—12 600—1000
IV 10—414 15—17 1000—11500
V 1'5—22 22—30 1600—3500
Подача s0 при черновом нарезании зубьев
Группа станков по жест- Модуль т, мм
2,5 4 6 8 12 16 22 26
КОСТИ «о, мм!об
I 2—3 1,5—2,0 -
II 3—4 2,0—3,0 1,5—2,5 1,5—2,0 — — — —
III 4—5 3,0—4,0 2,5—3,5 2,0—3,0 — —
IV —. 4,0—5,0 3,5—4,5 3,0—4,0 2,5—3,5 2,0—2,5
V — — 4,0—5,0 4,5 3,5—4,5 3,0—4,0 2—3 1,5—2,0
403
Подача $опри чистовом нарезании зубьев
Класс чистоты поверхности Модуль т, мм
До 12 свыш^ 12 /
So, Л im/o6
4 2,0—3,0 3,0—4,0
5 1,0—2,0 К5—2,5
6 0,5—1,0 —
Скорость v, м!мин, и мощность резания N, кет, для быстроре-
жущих фрез в зависимости от модуля и подачи при черновом на-
резании зубьев определяется по таблице.
Модуль s0, об/мин
0,5 1,0 1,5 2,0 3,0 4,0 5,0
т, мм V ЛГ V ЛГ V N V V V ЛГ V
2 85 0,4 60 0,4 50 0,5, 43 0,5 34 0,6 30 0,7 27 0,8
3 85 0,6 60 0,6 50 0,9 43 0,9 34 1,о 30 1,1 27 1,3
4 85 0,9 60 1,0 50 1,3 43 1,3 34 1,5 30 1,6 27 2,0
5 75 0,9 58 1,0 44 1,6 38 1,5 30 1,6 27 1,8 23 2,2
6 75 0,9 53 1,0 44 1,7 38 1,6 30 1,8 27 2,2 23 2,2
8 60 1,0 43 1,4 35 1,7 30 2,0 24 2,1 22 2,4 — —
10 59 1,3 42 1,7 35 2,0 30 2,3 24 2,5 21 3,0 — —
12 58 1,4 41 2,0 34 2,0 29 2,4 23 2,8 21 3,3 — —
16 49 1,6 35 2,3 29 2,5 25 3,0 20 3,3 — — —
20 48 2,0 34 2,8 29 3,1 25 3,6 20 4,0 — — — —
24 45 2,5 30 3,8 24 4,3 20 4,8 — — — — — —
30 35 4,0 25 5,0 20 6,0
Поправочные коэффициенты Kv на скорость и Kn на мощность
резания в зависимости от:
механических свойств обрабатываемого материала
НВ 160 190 220 250 300
ов, кгс/мм* 55-60 1,25 65—70 1,0 75—80 0,9 85—90 0,7 100—110 0,4
отношения фактической стойкости фрезы Т ф к табличной Т
т* т 0,25 0,5 1,0 2,0 3,0
1,6 1,25 1,0 0,8 0,7
404
числа заходов фрезы
— \ Кзах 1,0 2,0 3,0
1,0 0,75 0,65
1,0 1,5 2,0
химического состава обрабатываемого материала
Материал
Сталь углеродистая
(марок 35, 45
и т. п.)
Сталь малолегиро-
ванная (марок
40Х, ЗОХГТ и
т.п.)
Сталь легированная
(марок 18ХНВА,
38ХНЮА, 6ХНМ
и т. п.)
Чугун серый
к„г 1 0,9 0,75 0,8
Kn2 1 0,9 0,75 0,5
характера прохода
Проход Черновой Получистовой (для т>14) Чистовой
1,0 1,2 1.4
При нарезании зубьев стальных колес в зону резания рекомен-
дуется подавать следующие смазочно-охлаждающие жидкости:
жидкие масла (например, веретенное масло № 3), сульфофрезол
марок В и Р, эмульсию (5%-ный раствор стандартного эмульсиона
в воде).
Для повышения стойкости инструмента и улучшения чистоты
поверхности обрабатываемых зубьев рекомендуется применение
масел с поверхностно-активными добавками, например жидкости,
состоящей из 35% масла веретенного № 3 и 5% окисленного нит-
ролатума.
Подача охлаждающей жидкости в зону резания должна состав-
лять 7—10 л!мин при черновом и 2—4 л!мин при чистовом зубо-
нарезании.
Червячные фрезы перетачиваются на специальных станках или
на универсально-заточных станках с использованием специального
приспособления.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
405
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ОДНОЗАХОДНЫЕ МЕЛКОМОДУЛЬНЫЕ ДЛЯ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Основные размеры и технические условия по ГОСТ 10331—63.
______________________________________________________Размеры, мм
Модуль т, мм Ос Завод-изготовитель
0,10 25 — — — — «Фрезер» (классы точности
0,11 25 — — — — То же
0,12 25 — — — — »
0,14 25 — — — — »
0,15 25 32 — — — »
0,18 25 32 — — — »
0,20 25 32 — — — »
0,22 25 32 — — — »
0,25 25 32 0,4 — — »
0,28 25 32 0,4 — —
0,30 25 32 0,4 — — »
0,35 25 32 0,4 — — »
406
Продолжение
Модуль т, мм De Завод-изготовитель
0,40 25 32 0,4 50 63 «Фрезер» (классы точности
~~ 0,45 25 32 0,4 50 63 То же
' б^б 25 32 СИЗ (классы точности АА, А, В); «Фрезер» (класс точ- ности А, В)
0,55 25 32 0,4 50 63 То же
0,60 25 32 0,4 50 63
0,70 — 32 0,4 50 63 »
~ 0,80 — 32 0,4 50 63
0,90 — — 0,4 50 63 »
1,00 — — 0,4 50 63 Львовский (класс точности А, В); СИЗ (классы точно- сти АА, А, В)
d 10 13 16 22 27 —
Число зубьев г 10 12 —
L 8 10 12|16 20 25 32 | 40 —
Фрезы изготовляются классов точности А и В.
Твердость режущей части фрез HRC 62—65.
Точность фрез по основным элементам, мм:
погрешность зацепления 0,005—0,020;
наибольшая погрешность винтовой линии фрезы на одном обо-
роте 0,004—0,016;
наибольшая погрешность винтовой линии фрезы на трех обо-
ротах 0,008—0,32;
наибольшая погрешность винтовой линии фрезы от зуба к зубу
0,0025—0,006;
наибольшая погрешность шага 0,0025—0,010;
наибольшая накопленная ошибка шага на длине любых трех
шагов 0,005—0,020;
погрешность профиля 0,003—0,012;
отклонение от радиальной передней поверхности в сторону под-
нутрения 0,016—0,040;
радиальное биение по наружному диаметру 0,012—0,032;
накопленная погрешность окружного шага канавок 0,025—
0,050;
наибольшая разность окружных шагов канавок в пределах обо-
рота 0,020—0,040;
наибольшее отклонение передней поверхности от осевого на-
правления на каждые 10 мм длины рабочей части 0,012—0,020;
отклонение толщины зубьев от номинальной 0,006—0,016;
отклонение от цилиндричности (наличие конуса) на каждые
10 мм длины рабочей части 0,006—0,010;
407
При заказе фрез необходимо указывать их условное обозначе-
ние.
Пример условного обозначения фрезы правой с мо-
дулем 0,5 мм. диаметоом Т>е=32 мм, длиной L=16 мм, класса точ-
ности А:
т 0,5X32X16А ГОСТ 10331—63
То же, левой:
л т 0,5X32X16А ГОСТ 10331—63
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ОДНОЗАХОДНЫЕ ДЛЯ ЭВОЛЬВЕНТНЫХ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
L
Т и п I. Фрезы цельные прецизионные
Основные размеры и технические условия по ГОСТ 9324—60.
Размеры, мм
Модуль т, мм De d L Число зубьев Z Завод- изгото- витель Модуль ли, мм De d L Число зубьев Z Завод- изгото- витель
1,0 1,125 1,25 1,375 70 32 70 16 МИЗ 1,5 1,75 80 40 80 16 МИЗ
408
Продолжение
Модуль т, мм De d L Число зубьев Завод - изгото- витель Модуль т, мм De d L Число зубьев Завод- изгото- витель
2,0 2,25 90 40 90 14 миз 4,5 125 50 125 14 МИЗ
5,0 5,5 140 50 140 14 миз
2,75 100 100 40 40 100 100 14 14 » »
6,0 6,5 7,0 160 "180“ 200 225 и АА. 60 155 12 »
3,0 3,25 3,5 3,75 112 40 112 14 »
" 8,0 9,0 10,0 эчност 60 175 195 215 12 »
'4,0 4,25 Ф] 125 эезы г 50 [ЗГОТО 125 вляют 14 ся кл; » асса т(
Тип II. Фрезы цельные общего назначения
Основные размеры и технические условия по ГОСТ 9324—60.
Размеры, мм
Модуль т, мм De d L Число зубьев Z Завод- изгото- витель Мо- дуль т, мм De d L Число зубьев Z Завод- изгото- витель
нормаль- ных длин- ных нормаль- ных длин- ных
1,0 1,125 1,25 1,375 63 27 40 63 12 — 4,0 4,25 4,5 100 32 90 125 10 МИЗ, Фре- зер, МИЗ
1,5 1,75 2,0 2,25 2,5 2,75 63 27 50 80 12 —
5,0 5,5 112 40 100 140 10 МИЗ, Томс- кий, МИЗ
70 27 63 90 12 —
80 32 70 100 10 —
6,0 6,5 7,0 125 40 112 160 9 МИЗ, Томс- кий
3,0 3,25 3,5 3,75 90 90 32 32 80 80 112 112 10 10 миз, Томс- кий МИЗ, Томс- кий
8,0 9,0 140 40 125 180 9 То же
10,0 11,0 160 50 140 200 9 Фре- зер, Томс- кий
12,0 1 180 50 160 225 9 То же
409
Фрезы изготавливаются классов точности А, В и С.
Тип III. Фрезы сборные общего назначения
Основные размеры и технические условия по ГОСТ 9324—60.
Размеры, мм Число зубьев Z Завод-изготовитель
Модуль т, мм De d L
14 200 200 «Фрезер »
16 225 50 225 8 »
18 225 225
20 250 250 »
Фрезы изготовляются классов точности А, В и С.
Твердость режущей части HRC 62—65.
При заказе фрез необходимо указывать их условное обозначе-
ние.
Пример условного обозначения прецизионной чер-
вячной фрезы с модулем 6 мм, длиной 155 мм, типа I, класса точ-
ности АА:
Фреза червячная правая т 6x155 АА — I ГОСТ 9324—60
То же, левой:
Фреза червячная левая лт 6X155 АА—I ГОСТ 9324—60
Точность фрез по основным элементам, мм:
Погрешность зацепления:
класс точности АА 0,008 — 0,016;
класс точности А 0,012 — 0,032;
класс точности В 0,022 — 0,050;
класс точности С 0,025 — 0,080;
наибольшая погрешность винтовой линии фрезы на одном обо-
роте:
класс точности АА 0,006 — 0,012;
класс точности А 0,010 — 0,030;
класс точности В 0,016 — 0,042;
класс точности С 0,025 — 0,063;
наибольшая погрешность винтовой линии фрезы на трех обо-
ротах:
410
класс точности АА 0,008 — 0,016;
класс точности А 0,014 — 0,042;
класс точности В 0,024 — 0,061;
класс точности С 0,038 — 0,091;
наибольшая погрешность винтовой линии фрезы от зуба к зубу:
класс точности АА 0,004 — 0,008;
класс точности А 0,006 — 0,020;
класс точности В 0,010 — 0,032;
класс точности С 0,014 — 0,040;
наибольшая погрешность шага:
класс точности А±0,005— ±0,014;
класс точности В ±0,008— ±0,020;
класс точности С+0,012— ±0,032;
наибольшая накопленная погрешность шага на длине любых
трех соседних шагов:
класс точности А±0,008— ±0,018;
класс точности В+0,012— ±0,030;
класс точности С±0,018— ±0,048;
погрешность профиля:
класс точности АА 0,005 — 0,010;
класс точности А 0,008 — 0,020;
класс точности В 0,012 — 0,030;
класс точности С 0,016 — 0,040;
отклонение от радиальности передней поверхности в сторону
поднутрения:
класс точности А 0,026 — 0,085;
класс точности В 0,040 — 0,125;
класс точности С 0,060 — 0,190;
радиальное биение по наружному диаметру:
класс точности АА 0,015 — 0,025;
класс точности А 0,022 — 0,071;
класс точности В 0,034 — 0,116;
класс точности С 0,050 —0,160;
накопленная погрешность окружного шага канавок:
класс точности АА 0,025 — 0,050;
класс точности А 0,040 — 0,132;
класс точности В 0,063 — 0,2;
класс точности С 0,080 — 0,3;
наибольшая разность окружных шагов канавок в пределах обо-
рота:
класс точности АА 0,012 — 0,025;
класс точности А 0,020 — 0,063;
класс точности В 0,04 —0,125;
класс точности С 0,05 —0,160;
погрешность направления стружечных канавок на каждые
100 мм длины рабочей части фрезы:
класс точности АА ± 50;
класс точности А ± 70;
класс точности В ± 100;
411
класс точности С ±140;
отклонение толщины зубьев:
класс точности АА ±0,008 — ±0,012;
класс точности А ±0,012— ±0,035;
класс точности В ±0,018—±0,050;
кл а сс точности С ± 0,025 — ± 0,063;
конусность по наружному диаметру по длине фрезы:
класс точности АА 0,016 — 0,032;
класс точности А 0,025 — 0,080;
класс точности В 0,040 — 0,125;
класс точности С 0,063 — 0,200;
радиальное биение буртиков:
класс точности АА 0,006 — 0,008;
класс точности А 0,01 —0,012;
класс точности В 0,016 — 0,020;
класс точности С 0,025 — 0,032;
торцовое биение буртиков:
класс точности АА 0,004 — 0,005;
класс точности А 0,005 — 0,010;
класс точности В 0,006 — 0,014;
класс точности С 0,008 — 0,016;
отклонение диаметра посадочного отверстия:
класс точности АА 0,7Аг,
класс точности А 0,7Аi;
класс точности В 0,7Аг,
класс точности С 0,7Аь
ФРЕЗЫ ЧЕРВЯЧНЫЕ МОДУЛЬНЫЕ ОДНОЗАХОДНЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС СБОРНЫЕ МОДУЛЯМИ 22—30 мм
412
Основные размеры и технические условия — по нормали завода-
изготовителя.
Размеры, мм
Модуль т Ре L d Число зубьев Z Завод-изготовитель
22 24 26 28 30 Фрезы изготс Твердость ре Точность фре предельное с 0,1; т=28-^30- 290 300 320 340 350 )ВЛЯЮТСЕ жущей ч ‘3 ПО ОСН( угклонен -0,055— 330 350 370 390 430 [ классо! асти HR ЭВНЫМ 3J ие шага 0,11; 80 80 100 100 100 J ТОЧНОСТ С 62—65 [ементам для мс 10 10 10 10 10 и В и С. [, мм: )дулей п «Фрезер » *> 1=224-26 — 0,05—
предельная накопленная ошибка на длине трех шагов для мо-
дулей т=22ч-26— 0,08—0,16; т = 28—30 — 0,09—0,18;
радиальное биение по наружному диаметру для модулей
т = 22н-30 —0,1—0,13;
конусность фрезы по наружному диаметру для модулей
т=22 + 26 — 0,13—0,25; т = 28 ч- 30 — 0,15—0,30;
предельное отклонение по профилю для модулей
т = 22 ч-26 — 0,08—0,15; т=28 ч- 30 — 0,09—0,18.
Материал вставных ножей — быстрорежущая сталь марок, пре-
дусмотренных ГОСТ 9373—60 и технической документацией Ми-
нистерства черной металлургии СССР, зарегистрированной в Ко-
митете стандартов мер и измерительных приборов при Совете
Министров СССР.
ФРЕЗЫ ЧЕРЕЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ
ПРОФИЛЕМ
413
Основные размеры и технические условия по ГОСТ 6637—53.
Размеры, мм
Модуль т, мм Ое L d Число зубьев Z Завод- изготовитель
1,0 50 40 22 12 МИЗ
1,5 55 45 22 12 »
2,0 55 50 22 12 »
2,5 60 50 22 10
3,5 75 70 27 10
5,0 85 85 27 9
9,0 105 100 32 9
10,0 140 130 40 9
Фрезы предназначены для нарезания зубьев на валах зубчатых
шлицевых соединений по ГОСТ 6033—61 двух типов:
тип I — для обработки валов с плоской впадиной;
тип II — для обработки валов с закругленной впадиной.
Фрезы изготовляются классов точности А и В.
Твердость режущей части HR.C 62—65.
Точность фрез по основным элементам, мм-.
предельное отклонение боковых режущих кромок от теоретиче-
ской винтовой поверхности, измеренное параллельно оси фрезы в
пределах одного оборота, 0,015—0,025;
радиальное биение по наружному диаметру 0,030—0,080;
допуски на профиль 0,012—0,040;
предельное отклонение передней поверхности от радиального
направления (только в сторону поднутрения) на высоте зубьев
0,040—0,170;
предельная накопленная погрешность окружного шага перед-
них поверхностей зубьев 0,050—0,110;
предельная разность расстояний от вершины зубьев, располо-
женных вдоль стружечной канавки, до оси фрезы 0,015—0,030;
предельные отклонения толщины зубьев на расстоянии номиналь-
ной высоты головки зуба от наружной поверхности ±0,020—±0,050;
предельные отклонения шага (расстояние между соседними од-
ноименными профилями зубьев) ±0,010— ±0,030;
предельная накопленная погрешность шага на длине трех ша-
гов ±0,015— ±0,048.
При заказе фрез необходимо указывать их условное обозначе-
ние.
Пример условного обозначения фрезы с модулем
т = 5 мм, класса А, типа I:
Фреза т 5А1 ГОСТ 6637—53
То же, класса В, типа II:
Фреза т 5ВП ГОСТ 6637—53
414
ФРЕЗЫ ЧЕРВЯЧНЫЕ ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК К ЦЕПЯМ
ПРИВОДНЫМ ВТУЛОЧНЫМ И ВТУЛОЧНО-РОЛИКОВЫМ
Основные размеры и технические условия по ГОСТ 15127—69.
Изготовляются по заказам.
Размеры, мм
Параметры цепи De L d Число зубьев Z Завод- изгото- витель Параметры цепи Яе L d Число зубьев Z Завод- изгото- витель
шаг t диаметр ролика D шаг t диаметр иолика D
8,0 5,0 70 63 27 12 миз, сиз, Львов- 25,4 25,4 31,75 15,9 16,0 19,0 125 125 140 125 125 140 40 40 40 10 10 10 МИЗ, СИЗ, Львов- ский
9,525 5,0 80 70 32 12 ский То же То же МИЗ, СИЗ То же » » »
9,525 6,0 80 70 32 12 »
12,7 12,7 15,875 15,885 19,05 7,8 8,5 10,05 10,16 12,0 90 90 100 100 112 80 80 12 90 100 12 32 32 32 40 12 12 12 12 12 » » » » » 35,0 38,1 38,1 44,45 50,8 22,0 22,0 22,2 25,4 28,5 160 160 160 180 80 140 160 160 180 200 50 50 50 50 50 10 10 10 9 9
50,8 32,0 180 200 50 9 »
Червячные фрезы для нарезания зубьев звездочек к приводным
втулочным и втулочно-роликовым цепям в соответствии с ГОСТ
551—61 изготовляются двух исполнений:
исполнение I — профиль зуба фрезы без смещения центров дуг
впадин;
исполнение II — профиль зуба фрезы со смещением центров дуг
впадин.
Твердость режущей части HRC 62—65.
Точность фрез по основным элементам, мм:
наибольшая погрешность шага ±0,040 — ±0,080;
наибольшая накопленная погрешность шага на длине любых
трех соседних шагов ±0,063— ±0,0120;
415
просвет (зазор) между профилем и шаблоном 0,050—0,080;
отклонение от радиальности передней поверхности зуба в сто-
рону поднутрения на высоте ЯПр 0,100—0,320;
радиальное биение фрезы по наружному диаметру 0,070—0,160;
конусность по наружному диаметру по длине фрезы 0,100—0,220.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
При заказе фрез необходимо указывать их условное обозначе-
ние по ГОСТ 15127—69.
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ПРЯМОБОЧНЫМ
ПРОФИЛЕМ
416
Основные размеры и технические условия по ГОСТ 8027—60.
Размеры, мм
Номинальные размеры валов серий De для серий L d Число зубьев фре- зы для се- рии Завод-из- готовитель
легкой zxdxD средней zxdxD тяжелой zxdxD лег- кой Средней, тя- желой лег- кой средней, тя- желой
— 6х 16x20 10x16x20 — | 63 1 50 22 — 10 МИЗ, Львов- ский (по заказам)
— 6x18x22 10X18X23 — 63 50 22 — 10 То же
— 6X21X25 10x25x26 — 70 56 27 — 10 »
— 6x23x28 10x23x29 — 70 56 27 12 10 »
6X26X30 6x26x32 10x26x32 70 80 63 27 12 10 »
6x28x32 6x28x34 10X28X35 70 80 63 27 12 10 »
8x32X36 8x32x38 10x37x40 70 80 63 27 12 10 »
8x36x40 8x36x42 10x36x45 80 90 70 32 12 10 »
8x42x46 8X42X48 10X42X52 80 90 70 32 12 10 »
8X46x50 8x46x54 10x46x56 90 100 80 32 12 12 »
8x52x58 8X52X60 16x52x60 90 100 80 32 14 12 »
8x56x62 8X56X65 16x56x65 90 100 80 32 14 12 »
8X62X68 8x62x72 16X67X72 100 112 90 40 14 12 »
10x72x78 10X72x82 16X72X82 100 112 90 40 14 12
10x82x88 10x82x92 20x 82 x 92 100 112 90 40 14 20 »
10X92x98 10X92X102 20 X 92X102 112 125 100 40 14 12
10X102X108 10X102X112 20X102X115 112 125 100 40 14 12 »
10X112X120 10X112X125 20X112X125 125 140 112 40 14 12 >
Фрезы предназначены для нарезания зубьев на валах зубчатых
(шлицевых) соединений с прямобочным профилем с центрировани-
ем по наружному и внутреннему диаметрам.
Твердость режущей части HRC 62--65.
Точность фрез по основным элементам, мм:
наибольшая погрешность шага ±0,010 — ±0,020;
наибольшая накопленная ошибка шага на длине любых двух
шагов ±0,016— ±0,032:
радиальное биение по наружному диаметру 0,020—0,040;
отклонение от радиальности в сторону поднутрения 30';
отклонение шага винтовых стружечных канавок в % от шага
винтовой канавки ±3— ±2;
накопленная ошибка окружного шага канавок 0,063—0,125;
наибольшая разность окружных шагов канавок в пределах обо-
рота 0,040—0,080;
14—2348
417
конусность по наружному диаметру по длине фрезы 0,032—
0,060;
радиальное биение буртиков 0,016—0,020;
торцовое биение буртиков 0,010—0,020.
При заказе фрез необходимо указывать их условное обозначе-
ние.
Пример условного обозначения фрез для вала с
центрированием по наружному диаметру, с номинальными разме-
рами вала zXdX£) = 6X16X20, точностью толщины зуба по S2X.
Фреза D6X16X2O — S2X ГОСТ 8027—60
С центрированием по внутреннему диаметру, с номинальными
размерами вала гХ^ХО = 6Х26Х30, точностью внутреннего диа-
метра по Л2а, точностью толщины зуба по 52Л;
Фреза d6x26X30 Л2з82Л ГОСТ 8027—60
ФРЕЗЫ ЧЕРВЯЧНЫЕ ПОД ШЕВЕР ОДНОЗАХОДНЫЕ ДЛЯ НЕКОРРЕГИРОВАННЫХ
ПРЯМОЗУБЫХ КОЛЕС КОРОТКИЕ И ДЛИННЫЕ
418
Основные размеры по МН 4909—63 и МН 4910—63, технические
условия по МН 4909—63 и ГОСТ 9324—60.
Размеры, мм
Модуль т, мм £>е L d Завод- изгото- витель Модуль т, мм De £ d Завод- изгото- витель
нор- маль- ных длин- ных нор- маль- ных длин- ных
1,0 63 40 63 27 СИЗ, 3,75 90 80 112 32 сиз,
Львов- Львов-
ский 4,0 100 90 125 32 ский То же
1,125 63 40 63 27 То же 4,25 100 90 125 32 »
1,25 63 40 63 27 » 4,5 100 90 125 32 »
1,375 63 40 63 27 » 5,0 112 100 140 40 »
1,5 63 50 80 27 » 5,5 112 100 140 40 »
1,75 63 50 80 27 »
2,0 70 63 90 27 »
2,25 70 63 90 27 » 6,0 125 112 160 40 »
2,5 80 70 100 32 » 6,5 125 112 160 40 »
2,75 80 70 100 32 » 7,0 125 112 160 40 »
3,0 90 80 112 32 » 8,0 140 125 180 40 »
3,25 90 80 112 32 » 9,0 140 125 180 40 »
3,5 90 80 112 32 » 10,0 160 140 200 50 »
Фрезы изготовляются двух исполнений:
исполнение I — с винтовыми стружечными канавками;
исполнение II — с прямыми осевыми стружечными канавками.
Твердость режущей части HRC 62—65.
Точность фрез по основным элементам, мм\
наибольшая погрешность винтовой линии фрезы на одном обо-
роте 0,016—0,040;
погрешность зацепления 0,020—0,050;
наибольшая погрешность винтовой линии фрезы на трех оборо-
тах 0,032—0,063;
наибольшая погрешность винтовой линии фрезы от зуба к зубу
0,008—0,020;
наибольшая погрешность шага ±0,012— ±0,025;
наибольшая накопленная погрешность шага на длине любых
трех соседних шагов ±0,025— ±0,050;
погрешность профиля 0,012—0,025;
отклонение от радиальности передней поверхности в сторону
поднутрения 0,050—0,125;
радиальное биение по наружному диаметру 0,032—0,080;
накопленная погрешность окружного шага канавок 0,063—0,160;
наибольшая разность окружных шагов канавок в пределах обо-
рота 0,050—0,125;
погрешность шага винтовых стружечных канавок ±0,005 —
±0,003;
419
наибольшее отклонение передней поверхности от осевого на-
правления (при прямых стружечных канавках) ±0,080—±0,250;
отклонение толщины зубьев ±0,020—±0,040;
конусность по наружному диаметру по длине фрезы 0,040—0,080.
При заказе фрез необходимо указывать их условное обозначе-
ние по МН 4909—63 и МН 4910—63.
ФРЕЗЫ ЧЕРВЯЧНЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
С ЗАЦЕПЛЕНИЕМ НОВИКОВА
выпуклый, профиль зубьев
б нормальном сечении
вогнутый профиль зуба
Основные размеры и технические условия по МН 5181—63.
Размеры, мм
Модуль т, мм De d L Число [ зубьев 1 2 | Завод- изгото- витель Модуль т, мм d 1 Число зубьев Z Завод- изгото- витель
2,0 70 27 63 12 СИЗ 5,5 112 40 100 10 СИЗ
2,25 70 27 63 12 » 6,0 125 40 112 10 »
2,5 80 32 70 10 » 7,0 125 40 112 10 »
2,75 80 32 70 10 » 8,0 140 50 125 10 »
3,0 90 32 80 10 » 9,0 140 50 125 10 »
3,5 90 32 80 10 » 10,0 160 50 140 10 »
4,0 100 32 90 10 >, 11,0 160 50 140 10 »
4,5 100 32 90 10 » 12,0 180 60 1 160 10 »
5,0 112 40 100 10 »
420
Фрезы изготовляются с выпуклым и с вогнутым профилем.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
Твердость режущей части НДС 62—65.
Точность фрез по основным элементам, мм:
наибольшая погрешность шага ±0,012— ±0,032;
наибольшая накопленная погрешность шага на длине любых
трех соседних шагов ±0,025— ±0,063;
погрешность профиля 0,030 — 0,080;
отклонение от радиальности передней поверхности в сторону
поднутрения 0,040 — 0,100;
радиальное биение по наружному диаметру 0,025 — 0,063;
накопленная погрешность окружного шага канавок 0,050—0,125;
наибольшая разность окружных шагов канавок в пределах обо-
рота 0,040—0,1;
погрешность шага винтовых стружечных канавок ±0,0035 —
±0,002;
отклонение толщины зуба ±0,020— ±0,050;
конусность по наружному диаметру на длине фрезы 0,040—0,100;
радиальное биение буртиков 0,010—0,012;
торцовое биение буртиков 0,006—0,010.
При заказе фрез необходимо указывать их условное обозначе-
ние по МН 5181—63.
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ОДНОЗАХОДНЫЕ ДЛЯ ЗУБЧАТЫХ
ЦИЛИНДРИЧЕСКИХ КОЛЕС НОВИКОВА С ДВУМЯ ЛИНИЯМИ ЗАЦЕПЛЕНИЯ
421
Основные размеры и технические условия по ГОСТ 16771—71.
Размеры, мм
Модуль! п т, мм | d L Число I Завод- i зубьев изгото- (Модуль /и, мм De d L 1 Число зубьев 1 z Завод- изгото- витель
2 витель
1,6 70 27 63 12 СИЗ ! 5,6 112 40 100 10 СИЗ
1,8 70 27 63 12 » 6,3 1 125 40 112 10 »
2,0 70 27 63 12 » 7,1 125 40 112 10 »
2,25 70 27 63 12 » 8,0 140 50 125 10 »
2,5 80 32 80 10 » 9,0 140 50 125 10 »
2,8 80 32 80 10 » 10,0 160 50 140 10 »
3,15 100 32 80 10 » 11,2 160 50 140 10 »
3,55 100 32 80 10 » 12,5 180 60 160 10 »
4,0 100 32 90 10 « 14,0 200 60 180 10 ф*
4,5 5,0 Я: 100 112 Инст|ру 32 40 1 мент «се 90 100 ф'ИЙНО 10 10 постав; » » 1 тяегся с 16,0 : 1/1 19/ 225 76 г. 60 200 10 по за- казам То же
Фрезы изготовляются двух типов и двух классов точности:
тип I — фрезы цельные общего назначения, классов точности
А и В;
тип II — фрезы сборные общего назначения, классов точности
А и В.
Материал фрез — быстрорежущая сталь марок, предусмотрен-
ных ГОСТ 9373—60 и технической документацией Министерства
черной металлургии СССР, зарегистрированной в Комитете стан-
дартов мер и измерительных приборов при Совете Министров
СССР.
Твердость режущей части фрез HRC 62—65.
Точность фрез но основным элементам, мм:
наибольшая погрешность винтовой линии фрезы на одном обо-
роте:
класс точности А 6,012 — 0,032;
класс точности В 0,020 -- 0,050;
наибольшая погрешность винтовой линии фрезы на трех оборо-
тах:
класс точности А 0,020 — 0,050;
класс точности В 0,032 — 0,080;
наибольшая погрешность винтовой линии фрезы от зуба к зубу:
класс точности А 0,006 — 0,016;
класс точности В 0,010 — 0,025;
наибольшая погрешность шага:
класс точности А ±0,008— ±0,020;
класс точности В ±0,012— ±0,032;
422
наибольшая накопленная погрешность шага на длине любых
трех соседних шагов:
класс точности А ±0,016— ±0,040;
класс точности В ±0,025— ±0,063;
погрешность профиля:
класс точности А 0,016 — 0,020;
класс точности В 0,020 — 0,025;
отклонение от радиальности передней поверхности в сторону
поднутрения:
класс точности А 0,040 — 0,10;
класс точности В 0,063 — 0,160;
радиальное биение по наружному диаметру:
класс точности А 0,025 — 0,063;
класс точности В 0,040 — 0,10;
погрешность шага винтовых стружечных канавок (в % от Н)'-
класс точности А ±0,003— ±0,002;
класс точности В ±0,005— ±0,003;
накопленная погрешность окружного шага канавок:
класс точности А 0,050 — 0,125;
класс точности В 0,080 — 0,20;
наибольшая разность окружных шагов канавок в пределах
оборота:
класс точности А 0,040 — 0,10;
класс точности В 0,063 — 0,160;
отклонение толщины зубьев:
класс точности А ±0,020 — ±0,40;
класс точности В ±0,025— ±0,50;
423
ДОЛБЯКИ
УДК 621.913-02:621.833.002.54(085)
Долбяк представляет собой коррегированное зубчатое колесо с
эвольвентным профилем зубьев, на которых имеются режущие лез-
вия и передние и задние углы требуемой величины.
В исходном сечении размеры зуба долбяка равны размерам
зуба исходного контура инструментальной рейки. Передний угол
стандартных долбяков равен 5°, задний угол на вершине зубьев
равен 6°, а задний боковой угол несколько изменяется при переточ-
ках долбяка и равен приблизительно 2°. В ряде случаев применяют
большие значения передних и задних углов долбяка для облегче-
ния процесса резания.
Назначение долбяков — для нарезания прямозубых и косозу-
бых колес внутреннего и внешнего зацепления, шевронных колес и
при работе «в упор». Существуют следующие типы долбяков: дис-
ковые, чашечные, хвостовые, втулочные, сборные и т. д., косозубые
и прямозубые. Косозубые долбяки изготовляют как с правым, так
и с левым наклоном зубьев. Класс точности долбяков — АА, А и В.
Рекомендуется применять долбяки класса АА — для колес шестой
степени точности, А — для колес седьмой степени точности, В —
для колес восьмой степени точности.
Источниками погрешностей зубчатых колес при нарезании их
на зубодолбежных станках являются:
1) неточность режущей кромки долбяка (влияет на основной
шаг и профиль зуба);
2) неточность шага долбяка (влияет на основной шаг, окруж-
ной шаг и накопленную ошибку его, а также на профиль зуба);
3) несовпадение оси посадочного отверстия долбяка с осью
его основного цилиндра (влияет на окружной шаг и накопленную
ошибку его, а также на профиль зуба и его радиальное биение);
4) неперпендикулярность базисного торца оси долбяка (влияет
на точность окружного шага — накопленную ошибку его, профиль
зуба, направление зуба и радиальное биение зубчатого венца);
5) неточность посадочного отверстия долбяка (влияет на окруж-
ной шаг и накопленную ошибку его, профиль зуба, направление
зуба и на радиальное биение зубчатого венца);
6) отклонение высоты зуба долбяка (влияет на положение ис-
ходного контура колеса).
Выбор режимов резания производится в следующей последо-
вательности.
424
1. Длину хода долбяка L определяют в зависимости от ширины
венца на 5—25 мм больше ширины венца.
2. Число проходов i определяется в зависимости от модуля и
материала колеса и состоит из одного или нескольких черновых, а
в ряде случаев получистового и чистового проходов. Колеса моду-
лей до 4 мм обрабатываются за один проход. Число проходов при
нарезании долбяком зубьев стальных колес (НВ 220) приведены
в таблице.
1 Модуль т, мм Число проходов
черновых получистовых чистовых всего
4—6 1 1 2
8—12 1 1 1 3
14—20 2 1 1 4
20—30 3 1 1 5
32—40 4 1 1 6
3. Круговую подачу $кр выбирают в зависимости от характера
обработки, модуля, мощности привода станка и материала обраба-
тываемого колеса. Значения $кр для обработки колес из углероди-
стой стали (//В<190) и серого чугуна (НВ 170—207) на верти-
кальных зубодолбежных станках'показаны в таблице.
Характер обработки Модуль т, мм Мощность привода станка, кет
<1,5 1,5—2,5 2,6-5,0 >5,0
sKp, мм/дв.ход
Черновая 4 0,35 0,45 — —
6 0,20 0,35 0,45 —
8 — — 0,35 0,45
10 — — 0,25 0,35
12 — — 0,15 0,25
Чистовая 4—12 0,25—0.30 0,25—0,30 0,25—0,30 0,25—0,30
Поправочные коэффициенты на круговую подачу при различных
твердостях стали:
Твердость НВ | До 190 I 190-220 220—240 240-290
Коэффициент Ks I 1,0 । 0,9 0,8 0,7
Табличные круговые подачи для черновой обработки применя-
ют при одном последующем проходе, а при двух последующих про-
ходах их увеличивают на 15—20%.
4. Радиальную подачу sp (подача при врезании) принимают
равной 0,1—0,3 от круговой sItp.
425
5. Скорости резания v выбирают в зависимости от модуля, по-
дачи, характера обработки, материала заготовки, стойкости и угла
наклона зубьев нарезаемого колеса.
5кр , мм/de. ход Черновой и чистовой проходы по сплошному металлу По проре- занному зубу
Модуль т, мм
2 4 6 8 | 10 12 2—12
V , м/мин
0,10 41 33 28 25 23 21
0,13 36 29 24 22 20 19 —
0,16 32 26 22 20 18 17 44
0,20 29 23 20 18 17 16 39
0,26 25 21 17 16 15 14 34
0,32 23 18 15 14 13 13 31
0,42 20 16 14 13 13 12 25
0,52 18 14 12 11 10 10 —
Поправочные коэффициенты на скорость резания в завися-
мости от:
материала нарезаемого колеса
Марка стали 35 45 45 50 35Х, 40 12ХНВА, 20ХНМ, 18ХГТ, 12ХМЗ ЗОХГТ 18ХМВА, 38ХМОА, 5ХНМ охнзм Серый чугун .
Твердость 156— 170— 207— 170— 156— 156— 156— 156— 229— 170—
НВ 187 207 241 229 207 229 207 229 285 210
км V 1,1 1,0 0,8 0,9 1,0 0,8 0,8 J 0,8 0,6 0,8
стойкости долбяка
Отношение фактической стойкос- ти к нормативной 0,25 0,5 1,0 1,5 2,0 3,0 4,0
Яг Черновая обработка 1,3 1,1 1,0 0,9 0,85 0,8 0,75
V Чистовая обработка 1,5 1,2 1,0 0,9 1 0,8 0,7 0,6
угла наклона зубьев
Угол наклона зубьев, град 0 —15- 30 35 45
R?, ' V 1,0 0,9 0,85 0,8 0,7
426
Рекомендуются следующие значения стойкости долбяков:
при черновом проходе по сплошному металлу для m=2-f-6—
7’=5 час, для т = 8 = 12 — Т = 7 час;
при чистовом проходе для т = 2= 12 — Г = 4 час;
по прорезанному зубу при черновом и чистовом проходе для
in = 2-5-12 — Т — 5 час.
При нарезании цилиндрических колес с шевронным зубом на
горизонтальных зубодолбежных станках стойкость долбяка
Т= 15 час.
Допустимый износ долбяка при черновой обработке 0,8—1,0 мм,
при чистовой 0,2—0,4 мм.
6. Число двойных ходов долбяка в минуту п№_ ход определяется
в зависимости от скорости резания и длины хода долбяка по фор-
муле
_ 1030 V
Ядв.ход - 2L '
По ниже приведенной таблице можно определить число двойных
ХОДОВ Мдв.ход-
и, м/мин
Длина хода долбяка L, мм 10,0 11,9 14,2 17,0 20,3 24,2 29,0 34,5 41,5 50,0
п, дв. ход/мин
24 205 245 293 350 417 500 600 710 f 1 —
29 172 205 245 293 350 417 500 600 710 —
35 144 172 205 245 293 350 417 500 600 710
41 120 144 172 205 245 293 350 417 500 600
49 100 120 144 172 205 245 293 350 417 500
59 85 100 120 144 172 I 205 245 293 350 417
70 71 85 100 120 144 172 205 245 293 350
84 60 71 85 100 120 144 172 205 245 293
100 50 60 71 85 100 120 144 172 205 245
119 42 50 60 71 85 100 120 144 172 205
142 35 42 50 60 71 85 100 120 144 172
170 29 35 42 50 60 71 85 100 120 144
203 25 29 35 42 50 60 71 85 100 120
242 — 25 29 35 42 50 60 71 85 100
290 — — 25 29 35 42 50 60 71 85
7. Основное время нарезания колеса определяют по формуле
Т — 1 осн л mz i ~Ь h , мин,
Ядв.ход SKP 5кр
где z — число нарезаемых зубьев;
i — число проходов;
h — высота зуба, мм.
Материал долбяков — быстрорежущая сталь марок, предусмот-
ренных ГОСТ 9373—60 и технической документацией Министер-
ства черной металлургии СССР, зарегистрированной в Комитете
427
стандартов мер и измерительных приборов при Совете Министров
СССР.
ДОЛБЯКИ ДИСКОВЫЕ МЕЛКОМОДУЛЬНЫЕ ПРЯМОЗУБЫЕ
Тип I
Основные размеры и технические условия по ГОСТ 10059—62.
dd
De
Аля т>0,Чмм
С номинальным делительным диаметром 40 мм
Размеры, мм
Модуль т Число зубьев Z Ди а метр Высота долбяка Н Завод-изгото- витель
делитель- ной окруж- ности 'окружное- 1 ти высту- | П0В Dq отверстия d выточ- ки di
0,30 132 39,6 40,60 20 28 11 МИЗ* (поза-
казу) , СИЗ
0,35 114 39,9 41,06 20 28 11 То же
0,40 100 40,0 41,33 20 28 11 »
0,45 90 40,5 42,00 2J 28 11 »
0,50 80 40,0 41,66 20 28 11 »
0,55 72 39,6 41,43 2.) 28 11 »
0,60 66 39,6 41,60 20 28 11 »
0,70 56 39,2 41,53 20 28 12 »
0,80 50 40,0 42,66 20 28 12 »
0,90 44 39,6 42,60 20 28 12 »
1,00 40 40,0 1 43,20 20 28 12 »
* Завод-дублер.
428
Долбяки изготовляются классов точности АА, А и В.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,008—0,022;
разность соседних окружных шагов 0,003—0,006;
радиальное биение зубчатого венца 0,006—0,016;
погрешность профиля 0,004—0,008.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения долбяка дискового
прямозубого с модулем 0,3 мм, номинальным делительным диа-
метром 40 мм, класса А:
Долбяк дисковый прямозубый 0,3^40 А ГОСТ 10059—62
С номинальным делительным диаметром 64 мм
Размеры, мм
Модуль т Число зубьев Z делитель- ной ок- ружности б/д Диаметр выточки Высота долбя- ка Н Завод-изгото- витель 1
окружности выступов, Ое отверстия d
0,30 214 54,2 65,20 31,743 50 11 1 МИЗ* (по за- казу), СИЗ
0,35 182 63,7 64,86 31,743 50 11 То же
0,40 160 64,0 65,33 31,743 50 11 »
0,45 144 64,8 66,30 31,743 50 11 »
0,50 128 64,0 65,66 31,743 50 11 »
0,55 116 63,8 65,63 31,743 50 11 »
0,60 108 64,8 66,80 31,743 50 11 »
0,70 90 63,0 65,33 31,743 50 12 »
0,80 80 64,0 66,66 31,743 50 12 »
0,90 72 64,8 67,80 31,743 50 12 »
1,00 64 64,0 67,33 31,743 50 12 »
* Завод-дублер.
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная .погрешность окружного шага 0,010—0,028;
разность соседних окружных шагов 0,003—0,006:
радиальное биение зубчатого венца 0,007—0,020;
погрешность профиля 0,004—0,008.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения долбяка дискового
прямозубого с модулем 0,5 мм, номинальным делительным диамет-
ром 64 мм, класса АА:
Долбяк дисковый прямозубый т 0,5x64 АА ГОСТ 10059—62
429
ДОЛБЯКИ ДИСКОВЫЕ ПРЯМОЗУБЫЕ. Тип I
Основные размеры и технические условия по ГОСТ 9323—60.
С номинальным делительным диаметром 75 ,мм
Размеры, мм
Модуль tn i Число зубьев Z делитель- ной окруж- ности б/д Диаметр выточки di Высота долбя- । ка Н Завод-изгото- витель
окружнос- ти высту- пов De i отверстия
1,0 76 76,0 79,76 31,743 50 12 МИЗ*, (по за- казу), СИЗ, Чаренцаван- ский
1,125 67 75,375 79,55 31,743 50 12 То же
1,25 60 65,0 79,58 31,743 50 12 »
1,375 56 77,0 81,93 31,743 50 12 »
1,5 50 75,0 80,26 31,743 50 12 »
1,75 43 75,25 81,25 31,743 50 15 »
2,0 ! 38 76,0 82,68 31,743 50 15
2,25 34 76,5 83,30 31,743 50 15 »
2,5 30 75,0 82,40 31,743 50 15 »
2,75 28 77,0 85,38 31,743 50 17 »
3,0 25 75,0 83,80 31,743 50 17 »
3,25 24 78,0 87,42 31,743 50 17 »
3,5 22 77,0 86,98 31,743 50 17 »
3,75 20 76,0 85,64 31,743 50 17 »
4,0 19 76,0 87,24 31,743 50 17 »
4,25 18 76,5 88,46 31,743 50 17 »
4,5 * За _ 17 вод-дубле.[ 76,5 ). 89,14 31,743 50 17 »
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,009—0,030;
разность соседних окружных шагов 0,003—0,010;
радиальное биение зубчатого венца 0,0120—0,032;
погрешность профиля нефланкированного участка 0,002—
0,0125.
430
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения долбяка дискового
прямозубого типа I, с модулем 3 мм, номинальным делительным
диаметром 75 мм, класса А:
Долбяк дисковый прямозубый тЗх75 А-I ГОСТ 9323—60
То же, долбяк для колес со срезом профиля (фланком):
Долбяк дисковый прямозубый тЗ%75 А-ф-I ГОСТ 9323—60
С номинальным делительным диаметром 100 мм
Размеры, мм
Диаметр
Модуль т Число зубьев Z делитель- ной ок ру ж- окружности выступов отверстия выточки л Высота долбя- ка Н Завод-изгото- витель
ности йд De
1,0 100 100,0 104,60 МИЗ*, сиз, Чаренцаван-
ский
1,125 90 101,25 106,17 То же
1,25 80 100,0 105,23 44,443 70 17 »
1,375 73 100,375 105,98 »
1,5 68 102,0 107,96 1 »
1,70 58 101,5 108,19 1 1 »
2,0 50 100,0 107,31 I »
2,25 45 101,25 109,29 1 »
2,5 40 100,0 108,46 »
2,75 36 99,0 108,36 »
3,0 34 102,0 111,82 »
3,25 31 100,75 110,99 44,443 70 20 »
3,5 28 98,0 108,72 »
3,75 27 101,25 112,35 »
4,0 25 100,0 111,75 1 i »
4,25 24 102,0 114,12 »
4,5 22 99,0 111,65 »
5,0 20 100,0 114,05 »
5,5 19 104,5 119,96 44,443 70 22 »
6,0 17 102,0 118,86 »
6,5 16 104,0 122,27 »
* Завод-дублер.
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм\
накопленная погрешность окружного шага 0,009—0,030;
разность соседних окружных шагов 0,003—0,010;
радиальное биение зубчатого венца 0,012—0,032;
погрешность профиля нефланкированного участка 0,003—
0,016.
При заказе долбяков необходимо указывать их условное обо-
значение.
431
Пример условного обозначения долбяка дискового
прямозубого типа I, с модулем 5 мм, номинальным делительным
диаметром 100 мм, класса АА:
Долбяк дисковый прямозубый т 5%100 АА-I ГОСТ 9323—60
То же, долбяк для колес со срезом профиля (фланком):
Долбяк дисковый прямозубый т 5X100 АА-ф-I ГОСТ 9323—60
С номинальным делительным диаметром 125, 160 и 200 мм
Размеры, мм
Модуль т Число зубьев Z Диаметр Высота долбяка Н Завод-изгото- витель
делитель- ной окруж- ности с/д окружнос- ти высту- пов Dq отверстия d выточки di
С номинальным делительным диаметром 125 мм
5,0 25 I 125,0 139,32 СИЗ, Чарен-
цаванекий
5,5 23 126,5 141,96 То же
6,0 21 126,0 142,86 »
6,5 19 123,5 141,76 »
7,0 18 126,0 145,68 44,443 80 26 »
8,0 16 128,0 150,48 »
9,0 14 126,0 1 151,30 1 1 »
С номинальным делите. льным диаметром 160 мм
8,0 | 20 160,0 182,48 »
9,0 , 18 162,0 187,30 88,900 120 30 »
10,0 1 16 160,0 188,10 »
С номинальным делительным диаметром 200 мм
10,0 20 ; ; 200,0 228,10 »
11,0 18 198,0 228,92 101,600 140 40 »
12,0 17 | | 204,0 237,72 »
Примечание. По требованию потребителей должны изготовляться дол-
бяки с номинальным делительным диаметром da =160 мм, отверстием d =
= 88,9 мм, модулями 6 и 7 мм; ^д=200 мм, отверстием d= 101,6 мм, модуля-
ми 6, 7, 8, 9 мм.
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,011—0,036;
разность соседних окружных шагов 0,004—0,012;
радиальное биение зубчатого венца 0,014—0,040;
погрешность профиля нефланкированного участка 0,004—
0,020.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения дискового прямозу-
бого долбяка типа I, с модулем 10 мм, номинальным делительным
диаметром 200 мм, класса В:
Долбяк дисковый прямозубый т 10x200 В-I ГОСТ 9323—60
432
То же, долбяк для колес со срезом профиля (фланком):
Долбяк дисковый прямозубый т 10уД00 В-ф-I ГОСТ 9323—60
ДОЛБЯКИ ДИСКОВЫЕ КОСОЗУБЫЕ. Тип II
Основные размеры и технические условия по ГОСТ 9323—60.
С номинальным делительным диаметром 100 мм и углом наклона
винтовой линии 15°
Размеры, мм
Нормаль- ный модуль ти Торцовый модуль Число зубьев Z Угол наклона винтовой линии Диаметр Высота дол б яка Н Завод-изгото- витель
делитель- ной окруж- ности Я Ы.Д окружности выступов
1,0 1,036 100 15° 12'10" 103,626 111,70 СИЗ, Чарен- цаванский
1,125 1,165 88 15°02'36" 102,514 107,53 То же
1,25 1,235 80 15°12'10" 103,626 108,81 »
1,375 1,421 70 14°38'39" 99,482 105,18 »
1,5 1,553 66 15°02'50" 102,515 110,85 22 । »
1,75 1,811 56 14°53'30" 101,406 111,84 »
2,0 2,073 50 15°12'10" 103,626 ! 111,63 i »
433
Продолжение
Нормаль- ный модуль тп Торцовый модуль Число зубьев Z Угол наклона винтовой линии 3 Диаметр Высота долбяка Н Завод-изгото- витель
делитель- ной окруж- ности окружности выступов Ре
2,25 2,330 44 15°02'50" 102,515 115,03 СИЗ, Чарен-
цаванский
2,5 2,591 40 15°12'10" 103,626 115,03 22 То же
2,75 2,848 36 15°02'50" 102,515 111,70 »
3,0 3,100 32 14°ЗГ51 99,195 108,81 »
3,25 3,362 30 14°4Г50" 100,852 110,85 »
3,5 3,622 28 14°53'30" 101,406 111,84 »
3,75 3,879 26 14°38'50" 100,852 111,63 »
4,0 4,125 25 15°12'10" 103,626 115,03 25 »
4,25 4,397 23 14°5Г10" 101,129 115,52 »
4,5 4,660 22 15°02'50" 102,515 118,53
5,0 5,181 20 15°02'10" 103,626 120,48 »
5,5 6,200 16 14°34'51" 99,195 115,52 »
6,5 6,723 15 14°48'50" 100,852 118,53 »
7,0 7,243 14 14°53'30" 101,406 120,45
Долбяки изготовляются классов точности А и В.
Твердость режущей части НДС 62—65.
Точность долбяков по основным элементам, мм:
.накопленная погрешность окружного шага 0,009—0,030;
разность соседних окружных шагов 0,003—0,010;
радиальное биение зубчатого венца 0,012—0,032;
погрешность профиля 0.003—0,016.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения дискового правого
косозубого долбяка типа II, с модулем 2,5 мм, номинальным дели-
тельным диаметром 100 мм, 0=15°, класса А:
Долбяк дисковый косозубый т 2,5у,100х^>15о А-П ГОСТ
9323—60.
То же, левого:
Долбяк дисковый косозубый левый Лm2,5X 100Х& 15° A-IJ
ГОСТ 9323—60
С номинальным делительным диаметром 100 мм и углом наклона
винтовой линии 23°
____________________________________________________Размеры, мм
Нормаль- ный модуль /Ин Торцовый модуль ms Число зубьев Z Угол наклона винтовой линии 3 Диаметр Высота долбя- ка Н ;3авод-изгото- „ витель
делитель- ной окруж- ности окружности выступов Ре
1,0 1,087 94 23°07'27" 102,212 112,88 22 СИЗ, Чарен цаванский
1,125 1,220 82 22°43'08" 100,010 102,93 То же
1,25 1,362 । 1 76 23°23'08" 103,502 112,53 »
434
Продолжение
Нормаль- ный модуль тн Торцовый модуль ms Число зубьев Z Угол наклона винтовой линии Диаметр Высота долбя- ка H Завод-изгото- витель
делитель- ной окруж- ности окружности выступов De
1,375 1,490 67 22с41'28" j 99,854 ' 105,33 СИЗ, Чарен-
1 110,67 • цаванский
1,5 1,628 62 22;5Г50" 100,930 113,09 , 22 То же
1,75 1,898 53 22°47'57" 100,611 i 115,06 »
2,0 2,175 47 23°07 27" , 102,212 117,04 »
2,25 2,438 41 22°40'09" 99,973 1 । »
2,5 2,711 37 22э44'03" 100,292 116,47 »
2,75 2,987 34 , 22с59'38" 101,570 121,06 »
3,0 3,275 1 32 , 23°38'44" 104,798 116,01 »
3,25 3,514 28 I 22°20'43" 98,388 1 117,37 1 »
3,5 3,809 27 23°15'15" 102,856 112,89 »
3,75 4,076 1 25 23г03'32" 101,891 . 112,53 25 । »
4,0 4,333 23 1 22°36'15" 99,655 110,66 1 »
4,25 4,617 ! 22 ! 22°59'38" 101,570 113,10 »
4,5 4,898 1 21 23°15'15" 102,856 115,05 । »
5,0 5,447 19 I 23°23'05" | 103,502 117,05 1 »
5,5 5,975 17 22°59'38" 101,570 । 116,476 1 »
6,0 6,550 16 22е38'44" 104,798 I 121,06 »
6,5 7,027 14 22°20'43" 98,388 116,00 . »
7,0 7,568 13 22°20'43" : । । 98,388 1 117,36 ! i » 1
Долбяки изготовляются классов точности А и В.
Твердость режущей части HR.C 62—65.
Точность долбяков по основным элементам, мм-.
накопленная погрешность окружного шага 0,009—0,030;
разность соседних окружных шагов 0,003—0,010;
радиальное биение зубчатого венца 0,012—0,032;
погрешность профиля 0,003—0,016.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения дискового правого
косозубого долбяка типа II, с модулем 5 мм, номинальным дели-
тельным диаметром 100 мм, 0 = 23°, класса В;
Долбяк дисковый косозубый т5х 100X^23° B-II ГОСТ 9323—60.
То же, левого:
Долбяк дисковый косозубый левый Лт 5x100x^23° В-П
ГОСТ 9323—60
435
ДОЛБЯКИ ЧАШЕЧНЫЕ ПРЯМОЗУБЫЕ. Тип III
Основные размеры и технические условия по ГОСТ 9323—60.
С номинальным делительным диаметром 50 мм
Размеры, мм
Модуль т Число зубьев Z Диаметр Длина зубьев Высота долбяка Н Завод-изгото- витель
делитель- ной окруж- ности (окружное- 1 ти высту- пов ре отверс- тия d выточ- ки di
1,125 44 49,5 52,55 СИЗ, Чарен-
1,25 40 50,0 53,88 20 28 12 25 цаванский То же
1,375 36 49,5 53,23 »
1,5 34 51,0 55,06 »
1,75 29 50,75 55,49 »
2,0 25 50,0 55,42
2,25 22 49,5 55,60 20 28 15 15 »
2,5 20 50,0 56,78 »
2,75 18 49,5 56,95 »
3,0 17 51,0 59,14
3,5 14 49,0 58,48 20 28 17 17
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,009—0,024;
разность соседних окружных шагов 0,003—0,008;
радиальное биение зубчатого венца 0,010—0,024;
погрешность профиля 0,003—0,010.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения чашечного прямозу-
бого дол бяка типа III, с модулем 2,5 мм, номинальным делитель-
ным диаметром 50 мм, класса А;
Долбяк чашечный прямозубый т 2,5x50 А-Ill ГОСТ 9323—60
То же, долбяк для колес со срезом профиля (фланком):
Долбяк чашечный прямозубый т 2,5x50 А-ф-Ш ГОСТ 9323—60
436
Размеры, мм
С номинальным делительным диаметром 75 мм
Модуль т Число зубьев г Диаметр Длина зубьев Высота долбяка Н Завод-изгото- витель
делитель- ной окруж- ности г/д окружнос- ти высту- пов •отверс- тия d выточ - кн di
1,125 67 75,375 79,55 МИЗ*, сиз, Чаренцаван-
ский
1,25 60 75,0 79,58 31,743 50 12 28 То же
1,375 56 77,0 81,93 »
1,5 50 75,0 80,26 »
1,75 43 75,25 81,25 »
2,0 38 76,0 82,68 31,743 50 15 30 »
2,25 34 76,5 83,30 »
2,5 30 75,0 82,40 »
2,75 28 77,0 85,38 »
3,0 25 75,0 83,80 31,743 50 17 30 »
3,25 24 78,0 87,42 »
3,5 22 77,0 86,98 »
* Завод-дублер.
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,009—0,024;
разность соседних окружных шагов 0,003—0,008;
радиальное биение зубчатого венца 0,012—0,026;
погрешность профиля 0,003—0,010.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения чашечного прямозу-
бого долбяка типа III, с модулем 2,5 мм, номинальным делитель-
ным диаметром 75 мм, класса А:
Долбяк. чашечный прямозубый т 2,5у.75 А-П1 ГОСТ 9323—60
То же, долбяк для колес со срезом профиля (фланком):
Долбяк чашечный прямозубый т 2,5 X 75 А-ф-Ш ГОСТ 9323—60
С номинальным делительным диаметром 100 мм
(см. табл, вверху стр. 438)
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,009—0,030;
разностысоседних окружных шагав 0,003—0,010;
радиальное биение зубчатого венца 0,012—0,032;
погрешность профиля 0,003—0,016.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения чашечного прямозу-
бого долбяка типа III, с модулем 2,5 мм, номинальным делитель-
ным диаметром 100 мм, класса А:
Долбяк чашечный прямозубый т2,5хЮ0 A-1II ГОСТ 9323—60
437
Размеры, мм
Модуль т Число зубьев Z Диаметр Длина зубьев Высота долбя- ка Н Завод-изгото- витель
делитель- ной окруж- ности с1л окружнос- ти высту- пов £)е отверстия а выточ- ки б?!
1,125 90 101,25 106,17 МИЗ*, СИЗ, Чаренцаван-
ский
1,25 80 100,0 105,23 То же
1,375 73 100,375 105,98 44,443 63 17 30 »
1,5 68 102,0 107,96 »
1,75 58 101,5 108,19 »
2,0 50 100,0 107,31 »
2,25 45 101,25 109,29 »
2,5 40 100,0 108,46 »
2,75 36 99,0 108,36 »
3,0 34 102,0 111,82 »
3,25 31 100,75 110,99 »
3,5 28 98,0 108,72 44,443 63 20 32 »
3,75 27 101,25 112,35 »
4,0 25 100,0 111,75 »
4,25 24 102,0 114,12 »
4,5 25 99,0 111,65 »
5,0 20 100,0 114,05 »
5,5 19 104,5 119,96 >
6,0 17 102,0 118,86 44,443 63 22 34 »
6,5 16 104,0 122,27 »
* Завод-дублер.
То же, долбяк для колес со срезом профиля (фланком):
Долбяк. чашечный прямозубый т 2,5x100 А-ф-111 ГОСТ 9323—60
С номинальным делительным диаметром 125 мм
Размеры, мм
Модуль т Число зубьев Z Диаметры окружностей Длина зубьев Высота долбя- ка Н Завод-изгото- витель
делитель- ной 4Д выступов Ое отверстия d выточки di
5,0 5,5 6,0 6,5 7,0 8,0 9,0 25 23 21 19 18 16 14 125,0 126,5 126,0 123,5 126,0 128,0 126,0 139,32 141,96 142,86 141,76 145,68 150,48 151,30 44,443 70 26 38 СИЗ, Чарен- цаванский То же » » » » »
Долбяки изготовляются классов точности АА, А и В.
Твердость режущей части НДС 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,011—0,030;
разность соседних окружных шагов 0,004—0,010;
радиальное биение зубчатого веица 0,014—0,020;
погрешность профиля 0,004—0,016.
438
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения чашечного прямозу-
бого долбяка типа III, с модулем 2,5 мм, номинальным делитель-
ным диаметром 125 мм, класса А:
Долбяк чашечный прямозубый т 2,5^125 А-Ш ГОСТ 9323—60
То же, долбяк для колес со срезом профиля (фланком):
Долбяк чашечный прямозубый т 2,5уД25 А-ф-Ш ГОСТ 9323—60
ДОЛБЯКИ ХВОСТОВЫЕ ПРЯМОЗУБЫЕ МЕЛКОМОДУЛЬНЫЕ. Тип II.
Основные размеры и технические условия по ГОСТ 10059—62.
С номинальным делительным диаметром 25 мм
Размеры, мм
Модуль т Число зубьев ’ г Диаметры окружностей Длина зубьев Н Исполнение I Исполнение II Завод-изгото- витель
делитель- ной;^ выступов длина долбя- ков L конус Морзе укоро- ченный длина долбя- ка L конус Морзе укоро- ченный
о,3 84 25,2 26,20 6 МИЗ* (поза- казу), Чарен-
0,35 72 25,2 26,36 цаванский (по заказу)
6 То же
0,4 64 25,6 26,93 6 »
0,45 56 25,2 26,70 8 »
0,5 50 25,0 26,66 8 60 1в 80 2в
0,55 45 24,75 26,58 8 »
0,6 40 24,0 26,00 8 »
0,70 36 25,2 27,53 8
0,8 32 25,6 28,26 8
0,90 28 25,2 28,20 8 »
1,00 25 25,0 28,33 8 »
* Завод-дублер.
439
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная (погрешность окружного шага 0,010—0,020;
разность соседних окружных шагов 0,005—0,006;
радиальное биение зубчатого венца 0,009—0,016;
погрешность профиля 0,005—0,008.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения хвостового прямозу-
бого долбяка с модулем 0,5 мм, номинальным делительным диа-
метром 25 мм, класса А, с конусом Морзе 1 в:
Долбяк хвостовой прямозубый m 0,5x25 А1в ГОСТ 10059—62
ДОЛБЯКИ ХВОСТОВЫЕ ПРЯМОЗУБЫЕ. Тип IV.
Основные размеры и технические условия по ГОСТ 9323—60.
С номинальным делительным диаметром 25 мм
Размеры, мм
Модуль m Число зубьев 2 Диаметры окружностей Длина зубьев И Конус Морзе укорочен- ный Длина долбя- ка L Завод-изгото- витель
делитель- ной 4Д выступов Ое
1,125 23 25,875 28,92 Чаренцаван-
1,25 20 25,0 28,39 10 2в 76 ский То же
1,375 18 24,75 28,48 »
1,5 18 27,0 31,06 »
1,75 15 26,25 30,99 »
2,0 13 26,0 31,34 12 2в 78 »
2,25 12 27,0 33,00 »
2,5 10 25,0 31,46 »
2,75 10 27,5 34,58 15 2в 81 »
3,0 9 27,0 34,71 »
440
Долбяки изготовляются класса точности В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,020—0,024;
разность соседних окружных шагов 0,008;
радиальное биение зубчатого венца 0,020—0,024;
погрешность профиля 0,008—0,010.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения хвостового прямозу-
бого долбяка типа IV, с модулем 2,5 мм, номинальным делитель-
ным диаметром 25 мм, класса В:
Долбяк хвостовой прямозубый m 2,5^25 B-IV ГОСТ 9323—60
С номинальным делительным диаметром 38 мм
Размеры, мм
Модуль tn Число зубьев г Диаметры окружностей Длина зубьев Н Длина долбяка L Конус Морзе укоро- ченный Завод-изгото- витель
делитель- ной di выступов De
1,0 38 38,0 40,71 Чаренцаван-
ский*
1,125 34 38,25 41,30 То же
1,25 30 37,5 40,89 12 97 Зв »
1,375 28 38,5 42,23 »
1,5 25 37,5 42,57 »
1,75 22 38,5 43,24 »
2,0 19 38,0 43,42 »
2,25 16 36,0 41,94
2,5 15 37,5 44,07 15 100 Зв »
2,75 14 38,5 45,69 »
3,0 12 36,0 43,71 »
3,25 12 39,0 47,34 »
3,5 11 38,5 47,36 »
3,75 10 37,5 46,87 “17“ 102 Зв »
4,0 9 36,0 46,00 »
* Завод-дублер.
Долбяки изготовляются класса точности В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,020—0,030;
разность соседних окружных шагов 0,0082—0,010;
радиальное биение зубчатого венца 0,020—0,026;
погрешность профиля 0,008—0,012.
При заказе долбяков необходимо указывать их условное обо-
значение.
Пример условного обозначения хвостового прямозу-
бого долбяка типа IV, с модулем 2,5 мм, номинальным
делительным диаметром 38 мм, класса В:
Долбяк хвостовой прямозубый m 2,5x38 B-IV ГОСТ 9323—60
441
ДОЛБЯКИ ХВОСТОВЫЕ КОСОЗУБЫЕ. Тип. V.
Основные размеры и технические условия по ГОСТ 9323—60.
Не
С номинальным делительным диаметром 38 жж и углом наклона
винтовой линии 23°
Размеры, жж
Нор- маль- ный мо- дуль тн Торцо- вый модуль ms Число зубьев Z Угол наклона винтовой линии 3 Диаметры окружностей Длина зубьев Н Длина долбя- ка L Завод-изгото- витель
делитель- ной выступов £>е
1,0 1,086 35 23° 38,023 40,73 Чаренцаван-
ский
1,125 1,221 31 22°55'38* 37,866 40,92 То же
1,25 1,358 28 23° 38,023 41,41 12 97 »
1,375 1,490 25 22°37'54" 37,243 40,98 »
1,5 1,625 23 22°39'1Г 37,384 41,45 »
1,75 1,901 20 23° 38,023 42,77 »
2,0 2,184 18 23°41'48" 39,315 44,74 »
2,25 2,457 16 23°4Г48" 39,315 45,41 15 100 »
2,5 2,716 14 23° 38,023 44,80 »
2,75 2,999 13 23°31'20" 38,990 46,29 »
3,0 3,276 12 2з°41"48" 1 39,315 47,24 »
3,25 3,545 11 23°31'20" 38,990 47,33 »
3,5 3,808 10 23° 38,023 46,98 »
3,75 4,048 9 22°08'03" 36,435 45,92 17 102 »
4,0 4,368 9 1 23°4Г48" 39,315 48,42 »
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, жж:
накопленная погрешность окружного шага 0,020—0,030;
разность соседних окружных шагов 0,008—0,010;
радиальное биение зубчатого венца 0,020—0,026;
погрешность профиля 0,008—0,012.
При заказе долбяков необходимо указывать их условное обо-
значение.
442
Пример условного обозначения хвостового правого
косозубого долбяка типа V, с модулем 2,5 мм, номинальным дели-
тельным диаметром 38 мм, 0 = 23°, класса В:
Долбяк хвостовой косозубый m 2,5x38 $23° B-V ГОСТ 9323—60
То же, левого:
Долбяк хвостовой косозубый левый m 2,5X38 $23° B-V
ГОСТ 9323—60
С номинальным делительным диаметром 38 мм и углом наклона
винтовой линии 15°
Размеры, мм
Нор- маль- ный МО- ДУЛЬ Торцо- вый мо- дуль Число зубьев Z Угол наклона винтовой линии р Диаметры окружностей Длина зубьев Н Длина долбяка L Завод-изгото- витель
делитель- ной б/д выступов De
1,0 1,034 36 14°4Г47" 37,218 39,93 Чаренцаван-
ский
1,125 1,163 32 14°42'58" 37,221 40,28 То же
1,25 1,296 30 15°19'25" 38,882 42,27 12 97 »
1,375 1,424 27 15°09'19" 38,435 42,18 »
1,5 1,551 24 14°4Г47" 37,218 41,28 »
1,75 1,812 21 15°00'35" 38,048 42,79 »
2,0 2,068 18 14°4Г47" 37,218 42,64 »
2,25 2,326 16 14°41'47" 37,218 43,32 15 100 »
2,5 2,592 15 15°19'25" 38,882 45,66 »
2,75 2,842 13 14°35'32" 36,942 44,24 »
3,0 3,101 12 14°4Г47" 37,218 45,14 »
3,25 3,358 И mvw 36,942 45,28 »
3,5 3,612 10 14°16'46" 36,116 45,08
3,75 3,888 10 15°19'25" 38,882 48,35 »
4,0 4,135 9 14°4Г47" 37,218 447,32 17 102 »
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм\
накопленная погрешность окружного шага 0,020—0,030;
разность соседних окружных шагов 0,008—0,010;
радиальное биение зубчатого венца 0,020—0,026;
погрешность профиля 0,008—0,012.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения хвостового правого
косозубого долбяка типа V, с модулем 2,5 мм, номинальным дели-
тельным диаметром 38jwjw, 0=15°, класса В:
Долбяк хвостовой косозубый m 2,5х38х$15° В-V ГОСТ 9323—60
То же, левого:
Долбяк хвостовой косозубый левый m 2,5х38х$23° B-V
ГОСТ 9323—60
443
ДОЛБЯКИ ХВОСТОВЫЕ ПРЯМОЗУБЫЕ ДЛЯ НАРЕЗАНИЯ ВАЛОВ И ОТВЕРСТИИ
ШЛИЦЕВЫХ СОЕДИНЕНИИ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ. Тип III.
Основные размеры по ГОСТ 6762—65, технические условия
по ГОСТ 9323—60.
Размеры, мм
Модуль т Число зубьев Z Ди а метры окружностей Длина зубьев Н Длина долбяка L Конус Морзе укоро- ченный Завод-изготовитель
дели- тельной б/д основной (расчетный) выступов De
С номинальным делительным диаметром 20 мм
1,0 20 20,0 17,280 21,82 10 76 Чаренцава-нский
(по заказу)
1,5 14 21,0 18,144 23,73 10 76 2в То же
2,0 10 20,0 17,280 23,64 12 78 »
С номинальным делительным диаметром 25 мм
1,0 25 25,0 21,600 26,72 10 76 2в МИЗ*, Чаренца-
ванокий
1,5 18 27,0 23,328 29,57 10 76 2 То же
2,0 13 26,0 22,464 29,43 12 78 2в »
2,5 10 25,0 21,600 29,59 12 78 2 »
3,5 9 31,5 27,216 37,50 15 81 »
С номинальным делительным диаметром 38 мм
1,0 38 38,0 32,833 39,61 12 97 МИЗ*, Чаренца- ва некий
1,5 25 37,5 32,401 40,07 12 97 То же
2,0 19 38,0 32,833 41,43 15 100 Зв »
2,5 15 37,5 32,401 41,79 15 100 »
3,5 11 38,5 33,265 44,50 15 100 »
5,0 9 45,0 38,881 53,58 17 102 »
* Завод-дублер.
444
Долбяки изготовляются класса точности В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,020—0,030;
разность соседних окружных шагов 0,008—0,010;
радиальное -биение зубчатого венца 0,020—0,026;
погрешность профиля 0,008—0,012.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения долбяка типа III,
класса В, с модулем 25 мм, номинальным делительным диамет-
ром 25 мм:
Долбяк хвостовой пг 2,5x25 В-III ГОСТ 6762—65
ДОЛБЯКИ ДИСКОВЫЕ ПРЯМОЗУБЫЕ ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВЫХ ВАЛОВ
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ И УГЛОМ ЗАЦЕПЛЕНИЯ ад=30°. Тип I
Основные размеры по ГОСТ 6762—65, технические условия
по ГОСТ 9323—60.
Размеры, мм
Модуль пг Число зубьев Z Диаметр Высота долбяка Н Завод-изготовитель
делитель- ной окруж- ности окружнос- ти высту- пов D посадочно- го отверс- тия d выточ- ки dx
Долбяки с номинальным делительным диаметром 75 мм
1,0 76 76 77,61 31,743 50 12 СИЗ, Чаренца ваискии
1,5 50 75 77,42 31,743 50 12 То же
2,0 38 76 79,22 31,743 50 15 »
2,5 30 75 79,03 31,743 50 15 »
3,5 22 77 83,00 31,743 50 17 »
5,0 15 75 83,58 31,743 50 20 »
7,0 10 70 82,01 31,743 50 22 »
445
Продолжение
Модуль т Число зубьев Z Диаметр Высота долбяка Н Завод-изготовитель
делитель- ной окруж- ности, d окружнос- ти высту- пов D посадочно- го отвер- стия d выточ- ки dx
Долбяки с номинальным делительным диаметром 100 мм
3,5 28 98 104,00 44,443 70 20 »
5,0 20 100 108,58 44,443 70 20
7,0 15 105 117,01 44,443 70 26 »
10,0 10 100 117,15 44,443 70 26 »
Долбяки с номинальным делительным диаметром 125 мм
7,0 18 126 138,01 44,443 80 26
10,0 12 120 137,15 44,443 80 26
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,014—0,030;
разность соседних окружных шагов 0,005—0,010;
радиальное биение зубчатого венца 0,016—0,032;
погрешность профиля 0,004—0,016.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения долбяка типа I,
класса А, с модулем 3,5 мм, номинальным делительным диамет-
ром 100 мм:
Долбяк дисковый т 3,5у,Ю0 А-I ГОСТ 6762—65
ДОЛБЯКИ ЧАШЕЧНЫЕ ПРЯМОЗУБЫЕ ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВЫХ ВАЛОВ
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ И УГЛОМ ЗАЦЕПЛЕНИЯ ад = 30°. Тип II
Основные размеры по ГОСТ 6762—65, технические условия
по ГОСТ 9323—60.
446
Размеры, мм
Модуль т Число зубьев Z Диаметр Длина зубьев Н Высота долбя- ка В Завод-изготовитель
дели- тельной окруж- ности окружнос- ти высту- пов р посадочно- го отверс- тия d выточ- ки dx
Долбяки с номинальным делительным диаметром 50 мм
1,0 1,5 2,0 50 34 25 50 51 50 51,51 53,42 53,43 20 28 12 12 15 25 МИЗ*, СИЗ, Ча- ренцаванский То же »
2,5 20 50 54,29 15 »
3,5 14 49 55,00 17
Долбяки с номинальным делительным диаметром 75 мм
1,0 76 76 77,61 31,743 50 12 28 МИЗ*, СИЗ, Ча- ренцавансыий
1,5 50 75 77,42 31,743 12 28 28 То же
2,0 38 76 79,22 31,743 50 15 30 »
2,5 30 75 79,03 31,743 50 15 30 »
3,5 22 77 83,00 31,743 50 17 30 »
Долбяки с номинальным делительным диаметром 100 мм
3,5 5,0 28 20 90 100 104,00 108,58 44,443 44,443 63 20 32 СИЗ, Чаренца- ва-нский То же
7,0 15 105 117,01 44,443 63 22 34 СИЗ, Чаренца- ва-нскпй
10,0 10 100 117,15 44,443 63 26 38 То же
Долбяки с номинальным делительным диаметром 125 мм
17,0 I 18 I 126 I 138,01 I 44,443 I 10 I 26 I 38 I »
10,0 I 12 I 120 I 137,15 | 44,443 | 10 | 26 | 38 | »
* Завод-дублер.
Долбяки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная погрешность окружного шага 0,014—0,030;
разность соседних окружных шагов 0,005—0,010;
радиальное биение зубчатого венца 0,014—0,032;
погрешность профиля 0,004—0,016.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения долбяка типа II,
класса А, с модулем 3,5 мм, номинальным делительным диамет-
ром 100 мм:
Долбяк чашечный т 3,5X100 А-П ГОСТ 6762—65 <
447
ДОЛБЯКИ ЗУБОРЕЗНЫЕ ДИСКОВЫЕ ПРЯМОЗУБЫЕ ПИТЧЕВЫЕ
Основные размеры по .нормал.и завода-изготовителя, технические
условия по ГОСТ 9323—60.
Размеры, мм
С номинальным делительным диаметром 3"
Длина
Чис-
Питч ло
Р Зубь-
ев 2
Длина
зубьев
Н
I Чис-
Питч ло
Р зубь-
ев z
Длина
Длина
зубьев
Н
24
22
20
18
16
14
12
72
66
60
54
48
42
36
76,2
76,2
80,15
80,45
80,70
81,24
81,75
82,37
82,95
31,743 12
31,743 15
СИЗ
»
»
»
»
»
»
11
J0
9
8
7
6
33
30
27
24
21
18
83,15
83,73
31,743
15
84,69
76,2 85,38
86,40
88,10
31,743
17
сиз
»
»
»
»
»
Долбяки изготовляются классов точности АА, А и В с углом
зацепления 20; 15; U^O7.
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм:
накопленная 'погрешность окружного шага 0,014—0,030;
разность соседних окружных шагов 0,005—0,010;
радиальное биение зубчатого венца 0,016—0,032;
'погрешность профиля 0,004—0,012.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения долбяка дискового
прямозубого с питчем 10, номинальным делительным диаметром З77,
углом зацепления 14°307, класса А:
Долбяк дисковый прямозубый Р 10уД"уД4°30" кл. А
448
Размеры, мм
С номинальным делительным диаметром 4
Питч Р 1 Число зубьев z Диаметр Длина зубьев Н Завод- изгото- витель Питч Р Число зубьев z Диаметр Длина зубьев И Завод- изгото- витель
делительной окружности б/д окружности выступов Ое посадочного отверстия d 1 делительной окружности б/д окружности выступов £е посадочного отверстия d
24 100 105,8 110,54 СИЗ 9 36 101,6 111,04 СИЗ
22 88 101,6 106,58 44,443 17 » 8 32 101,6 111,73 »
20 80 101,6 106,88 » 7 28 101,6 112,55 44,443 20 »
18 72 101,6 107,33 » 6 24 101,6 113,67 »
16 64 101,6 107,78 » 5 _20 101,6 115,88 »
14 56 101,6 108,43 » 4 16 101,6 119,48 »
12 48 101,6 109,28 » 3,5 14 101,6 122,0544,443 22 »
11 44 101,6 109,79 44,443 20 » 3 12 101,6 125,41 »
10 40 101,6 110,35 »
Долбяки изготовляются классов точности АА, А и В с углом
зацепления 20; 15; 14°30\
Твердость режущей части HRC 62—65.
Точность долбяков по основным элементам, мм*.
накопленная погрешность окружного шага 0,014—0,030;
разность соседних окружных шагов 0,005—0,010;
радиальное биение зубчатого венца 0,016—0,032;
погрешность профиля 0,004—0,012.
При заказе долбяков необходимо указывать их условное
обозначение.
Пример условного обозначения долбяка дискового
прямозубого с питчем 24, номинальным делительным диаметром 4",
углом зацепления 20°, класса А:
Долбяк дисковый прямозубый Р 24х4Ха20° кл. А
449
РЕЗЦЫ ЗУБОСТРОГАЛЬНЫЕ
УДК 621.912.025:621.833.2.002.54(085)
Зубострогальные резцы применяются для нарезания зубьев
конических колес методом обкатки. Боковые поверхности зубьев
производящего колеса образуются движением прямолинейных ре-
жущих кромок инструмента.
Процесс нарезания состоит из следующих основных движений:
главное движение (движение резания)—возвратно-поступа-
тельное движение резцов;
возвратно-вращательное движение люльки относительно оси
производящего колеса;
вращение заготовки, согласованное с вращением люльки;
деление на зуб — единичное.
Черновое нарезание зубьев методом обкатки производят спосо-
бом одинарного или двойного деления. При нарезании по способу
одинарного деления оба резца обрабатывают один зуб, прорезая
впадины с обеих его сторон. Ширина прорезаемой впадины немно-
го больше половины ширины нормальной впадины. После предва-
рительного нарезания одного зуба производят отвод заготовки
и деление на один зуб, затем нарезают следующий зуб. При этом
способе один из резцов работает в сплошном металле, другой
попадает в частично прорезанную впадину. При нарезании по спо-
собу двойного деления одновременно прорезают две впадины.
Каждый резец после деления на два зуба работает в сплошном
металле и целиком прорезает впадину. Канавка получается прямой,
припуск под чистовое нарезание остается большим, чем при оди-
нарном делении.
Этот способ обычно применяют для обработки больших партий
конических колес типа дисков, длина зуба которых не более
*/4 длины образующей начального конуса.
Износ резца по задней поверхности при чистовом зубонареза-
нии допускается 0,2—0,4 мм, при черновом — 0,8—1,0 мм.
Заточку резцов производят по передней поверхности.
Припуск на толщину зуба под чистовую обработку принимают
равным примерно 0,1 т, но не менее 0,4 мм.
При обработке колес из стали 45 (НВ 190—220) модулей
т = 34-8 мм скорость резания берется при черновом нарезании
порядка 18—20 м!мин, при чистовом 20—24 м/мин (из расчета
стойкости резцов, равной 3 час).
Материал резцов — быстрорежущая сталь марок, предусмот-
ренных ГОСТ 9373—60 и технической документацией Министер-
ства черной металлургии СССР, зарегистрированной в Комитете
стандартов, мер и измерительных приборов при Совете Минист-
ров СССР.
450
РЕЗЦЫ ЗУБОСТРОГАЛЬНЫЕ ДЛЯ КОНИЧЕСКИХ КОЛЕС С ПРЯМЫМ ЗУБОМ,
НАРЕЗАЕМЫМ МЕТОДОМ ОБКАТКИ
Основные размеры и технические условия по ГОСТ 5392—64..
Резцы изготовляются четырех типов:
тип I—длиной 40 мм, с двумя крепежными отверстиями'
двух исполнений:
исполнение 1 — с опорной плоскостью под углом 73°;.
исполнение 2 — с опорной плоскостью под углом 70°;
тип II — длиной 75 мм, с четырьмя крепежными отверстиями;,
тип III—длиной 100 мм, с пятью крепежными отверстиями;
тип IV — длиной 125 мм, с четырьмя крепежными отвер-
стиями.
Тип I, исполнение 1
4511
Размеры, мм
Модуль т /г ь в Завод-из- готовитель Модуль т h Ь в Завод- изгото- витель
0,3—0,35 1,00 0,12 10,35 СИЗ 1,0—1,125 3,20 0,40 11,15 СИЗ
0,4—0,45 1,25 0,16 10,45 » 1,25—1,375 3,50 0,50 11,27 »
0,5-0,55 1,50 0,20 10,55 » 1,5—1,75 4,50 0,60 11,6 »
0,6—0,7 2,25 0,24 10,85 » 2,0—2,25 5,60 0,80 12,0 »
0,8—0,9 2,50 0,32 10,91 » 2,5 7,00 1,00 12,55 »
Тип I, исполнение 2
Размеры, мм
Модуль т h ъ В Завод- изгото- витель Модуль т h ь В Завод- изгото- витель
0,3—0,35 2,0 0,12 12,42 СИЗ 1,0—1,125 4,0 0,40 12,79 СИЗ
0,4—0,45 2,2 0,16 12,46 » 1,25—1,375 4,5 0,50 13,00 »
0,5—0,55 2,5 0,20 12,50 » 1,5—1,75 5,5 0,60 13,09 »
0,6—0,7 3,0 0,24 12,62 » 2,0—2,25 6,0 0,80 13,34 »
0,8—0,9 3,5 0,32 12,70 » 2,5 — 1,00 — »
-452
Тип II
Размеры, мм
Модуль т h ь В Завод- изгото- витель
0,5—0,55 1,50 0,20 16,05 сиз
0,6—0,7 2,25 0,24 16,33 »
0,8—0,9 2,50 0,32 16,41 »
1,0—1,125 3,20 0,40 16,65 »
1,25—1,375 3,50 0,50 16,77 »
1,5—1,75 4,50 0,60 17,10 »
'Модуль т h b В Завод- изгото- витель
2,0—2,25 5,60 0,80 17,50 СИЗ
2,5-2,75 7,00 1,00 18,10 »
3,0—3,25 8,50 1,20 18,60 »
3,5—3,75 9,40 1,40 18,90 »
4,0—4,25 11,50 1,60 19,70 »
5,0—5,5 14,00 2,0 20,60 »
Тип III
453
Размеры, мм
Модуль т h b в Завод- изгото- ьитель Модуль т h b в Завод- изгото- витель
1,0—1,125 1,25—1,375 3,2 3,5 0,40 0,48 14,66 14,8 СИЗ » 4,0—4,25— 4,5 11,5 1,60 17,7 СИЗ
1,5—1,75 4,5 0,62 15,1 » 5,0—5,5 14,0 2,00 18,6 »
2,0—2,25 5,6 0,80 15,5 » 6,0—6,5 16,5 2,30 19,5
2,5—2,75 7,0 0,96 16,0 » 7,0 17,5 2,50 19,8 »
3,0—3,25 8,5 1,20 16,6 » 8,0 20,0 2,90 20,9 »
3,5—3,75 9,4 1,35 16,9 » 9,0 10,0 22,5 25,0 3,20 3,60 21,7 22,6 » »
Тип IV
Размеры, мм
Модуль т h b в н Р, град К Завод- изготовитель ]
3,0—3,25 8,5 1,2 23,59 СИЗ
3,5—3,75 9,4 1,35 29,9
4,0—4,5 11,5 1,6 24,68 »
5,0—5,5 14,0 2,0 25,59 »
6,0—6,5 16,5 2,3 26,5 »
7,0 17,5 2,5 26,8 60 18 39,78
454
Продолжение
Модуль т h ь В н 0, град К Завод- изготовитель
8,0 20,0 2,9 27,8 60 18 39,78 СИЗ
9,0 22,5 3,2 28,7 »
10,0 25,0 3,6 29,6 »
11,0 27,5 3,9 30,5 »
12,0 30,0 4,3 31,4 »
14,0 35,0 5,0 43,2
16,0 40,0 5,7 45,1 75 12 54,31 »
18,0 45,0 6,4 46,9
20,0 50,0 7,2 48,7
Твердость режущей части HRC 62—65.
При заказе резцов необходимо указывать их условное обозна-
чение.
Пример условного обозначения резца типа III для
диапазона модулей 3,0—3,25 мм:
Резец III т 3,0—3,25 ГОСТ 5393—64
ГОЛОВКИ ЗУБОРЕЗНЫЕ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ И УГЛОМ
ЗАЦЕПЛЕНИЯ 20°
УДК 621.9.02:621.833.002,54(085)
Инструментальной промышленностью изготовляются резцовые
головки, конструктивно составляющие одно целое с резцами,
и сборные конструкции. Первые предназначены для нарезания
колес малых модулей.
В зависимости от способов нарезания зубчатых колес резцовые
головки различны как по схемам резания, так и по установочным
размерам резцов (развод резцов и ширина площадки при вер-
шине). Существуют три основных метода нарезания конических
зубчатых колес с круговыми зубьями: односторонний, двусторон-
ний и двойной двусторонний.
При одностороннем методе обе стороны зубьев у сопряженного
колеса и шестерни нарезаются раздельно.
Например, вначале нарезают выпуклые боковые поверхности
всех зубьев колеса или шестерни, затем изменяют относительное
расположение заготовки и резцовой головки и нарезают вогнутые
стороны всех зубьев колеса или шестерни, не снимая их со станка.
Для чистового нарезания этим методом обычно применяются дву-
сторонние резцовые головки с разводом резцов меньшим, чем
требуется при двустороннем методе.
Односторонний метод нарезания рекомендуется применять
в мелкосерийном производстве.
При двустороннем методе чистовую обработку обеих боковых
поверхностей впадин колес производят двусторонней резцовой
головкой одновременно с одной установки на одном станке.
Двусторонняя резцовая головка должна иметь определенный
заданный развод резцов. Боковые поверхности впадины шестерни
обрабатывают раздельно односторонними резцовыми головками.
Для обработки выпуклых и вогнутых поверхностей обычно уста-
навливают отдельные станки с различной наладкой.
Этот метод является наиболее распространенным. Он обеспе-
чивает большую производительность и наиболее благоприятную
зону касания зубчатых пар.
При двойном двустороннем методе зубчатое колесо и шестерню
обрабатывают двусторонними резцовыми головками, имеющими
456
определенные разводы и нарезающими одновременно обе стороны
впадины как колеса, так и шестерни.
Режим резания резцовыми головками для конических колес
с круговыми зубьями (обрабатываемый материал — сталь 45 и 40Х
твердостью НВ 170—206) представлены в таблице. Обеспечение
правильного контакта имеет большое значение для нормальной
работы конических зубчатых передач с круговыми зубьями.
Обработка Резцовая головка Отношение числа зубь- ев колеса к числу зубьев шестерни Скорость ре- зания, м/мин Модуль т, мм
s^lslelzlelio
Основное время на обработку одного зуба на станке модели 528, сек
Черновое наре- зание: колеса без обката колеса с об- катом Чистовое наре- зание: колеса с об- катом Черновая дву- сторонняя То же Чистовая дву- сторонняя До 2:1 Свыше 2:1 30—40 35—45 35—45 50—55 15 19 24 19 15 24 30 19 15 28 38 24 19 30 38 30 24 34 60 30 24 54 96 38 за 60 120 за
шестерни с Односторонняя До 2:1 50—55 19 24 24 30 30 38 38
обкатом В нижепр такта для кол иведенной та( tec с круговым Свыше 2:1 5лице д [зубом. 50—55 ,аны 19 СПСМ 24 собь 30 I ИС] 38 прав 38 >лен: 48 ИЯ К 48 :он-
Характер исправления Изменяемый элемент настройки Способы исправления
Устранение диагональ- Изменение числа зубьев Изменение передаточ-
ности контакта производящего колеса Изменение осевой уста- новки Изменение смещения стола Поправка угла установки эксцентрикового барабана Радиусная поправка ного отношения обкатки
Г миоидное смещение Изменение осевой уста- новки Смещение стола Радиусная поправка Поправка круга эксцен- трикового барабана Изменение липоидного смещения
Включение цепи моди- фикации Модификатором
Изменение длины пят- Поправка образующего
на контакта радиуса резцовой головки Поправка угла установки
эксцентрикового барабана
457
Допускаемый износ по задней поверхности принимают равным
0,2—0,4 мм при чистовом нарезании и 1,2—1,4 мм — при черновом.
Стойкость резцовых головок принимают равной 8—10 час.
Припуск на толщину зуба под чистовое зубонарезание реко-
мендуется оставлять равным 0,1 т, но не менее 0,5 мм.
Головки затачивают на специальных заточных станках модели
3665 для головок диаметром '/г"—6", на модели 3666 6—18" и на
модели ЗР666 с ручным управлением 6—18".
Материал режущей части головки — быстрорежущая сталь ма-
рок, предусмотренных ГОСТ 9373—60 и технической документа-
цией Министерства черной металлургии СССР, зарегистрирован-
ной в Комитете стандартов, мер и измерительных приборов при
Совете Министров СССР.
ГОЛОВКИ ЗУБОРЕЗНЫЕ ЦЕЛЬНЫЕ ДЛЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Основные размеры по ГОСТ 11903—66, технические условия
по ГОСТ 11906—66.
458
Цельные зуборезные головки изготовляются номинальными
диаметрами 20—80 мм и углом зацепления 20°.
Головки с номинальными диаметрами 20 и 25 мм
Размеры, мм
Номинальный диаметр н Пределы разводов резцов W Завод-изготовитель
20 28,2 0,2—0,7 СИЗ
25 28,8 0,2—0,8
Головки с номинальными диаметрами 32—50 мм
Размеры, мм
Номинальный диаметр D Н /Л Пределы разводов резцов UZ Завод-изготовитель
32 42 29,2 16 0,32—1,0 СИЗ
40 56 29,8 16 0,32—1,3 »
50 68 30,5 14 0,32—1,6 »
Головки с номинальным диаметром 60 мм
Пределы разводов резцов 0,32—1,8 мм.
Головки с номинальным диаметром 80 мм
Пределы разводов резцов 0,032—2 мм.
Твердость режущей части головок должна быть HRC 62—65.
Точность головок по основным элементам:
отклонение диаметра окружности, на которой расположены оси
отверстий под крепежные винты ±0,1 мм\
отклонение угла между линией, проходящей через ось отверстия
под крепежные винты, и осью шпоночной канавки ± 10°;
отклонение угла между осями отверстий под крепежные винты
+ 15';
отклонение ширины вершины резца при SB до 1 мм ±0,5Вб
ГОСТ 3047—54, при SB свыше 1 мм — ±0,5Bg ОСТ 1025;
наибольшая разность расстояния от вершины резцов до опор-
ной торцовой поверхности цельных головок в базовых осевых сече-
ниях в одной головке ±0,015 мм, между головками ±0,5 В?
ОСТ 1010;
погрешность профиля рабочей стороны резцов 0,005—0,008 мм;
отклонение угла профиля нерабочей стороны резцов и угла
профиля для Средних резцов 40';
отклонение переднего угла ±30';
отклонение заднего угла при вершине резца 3°;
биение опорного торца на диаметре 40 и 60 мм соответственно
у головок с номинальным диаметром 20—40 мм и 50—80 мм —
0,01 мм;
459
отклонение посадочного отверстия 0,007 мм;
отклонение образующих диаметров ±0,2 мм;
торцовое биение по вершинам резцов 0,03 мм;
радиальное биение резцов по середине режущих кромок 0,01 мм;
отклонение режущих кромок резцов от плоскости, проходящей
через ось головки, 0,03 мм.
При заказе головок необходимо указывать их условное обозна-
чение.
Пример условного обозначения праворежущей голов-
ки номинальным диаметром 7)н=50 мм, с номером резцов 6 и разво-
дом резцов W= 1,4 мм:
Головка 50 №6 — 1,4 ГОСТ 11903—66
То же, леворежущей:
Головка Л50 №6 — 1,4 ГОСТ 11903—66
ГОЛОВКИ ЗУБОРЕЗНЫЕ СБОРНЫЕ ЧЕРНОВЫЕ ДЛЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Основные размеры по ГОСТ 11904—66, технические условия
по ГОСТ 11906—66.
Головки изготовляются двух типов:
тип Г — двусторонние;
тип Т — трехсторонние.
Тип Г. Головки черновые двусторонние
Твердость режущей части резцов головок HRC 62—65.
Точность головок по основным элементам:
отклонение ширины вершины резца SB до 1 мм—±0,5Bs
ГОСТ 3047—54; свыше 1 мм— ±0,5В5 ОСТ 1025;
погрешность профиля рабочей стороны резцов, мм:
на длине 10 мм у головок DH= 160 мм — 0,010;
на длине 15 мм у головок £>п=200—250 мм — 0,016;
на длине 24 мм у головок £>н=315—400 мм — 0,025;
на длине 35 мм у головок £>н=500 мм — 0,040;
отклонение угла профиля нерабочей стороны резцов и угла
профиля для средних резцов 40°;
Размеры, мм
Номиналь- ный диа- метр D max н Посадочное отверстие Число резцов Пределы разводов резцов W Завод- изготовитель
d форма наруж- ных внут- ренних
160 211,2 55,0 58,23 8 8 0,6—3,2 СИЗ
200 251,6 58,3 58,23 Конусность 10 10 0,6—3,6 »
250 304,6 61,3 58,23 1:24 12 12 0,6—4,6 »
315 379,0 72,3 127,00 16 16 1,0—6,0 »
400 471,0 80,8 127,00 16 16 1,0—7,0 »
500 1585,0 | 98,6 | 215,70 | Цилиндра- | 18 | 18 11,0—9,0 | »
Тип Т. Головки черновые трехсторонние
461
Размеры, мм
Номиналь- ный диа- метр D max н Посадочное отверстие Число резцов Пределы разводов резцов UZ Завод- изготови- тель
d форма наруж- ных внут- ренних средних
160 211,2 55,26 58,23 Конус- ность 1:24 4 4 8 2,6—3,2 СИЗ
200 251,6 58,55 58,23 5 5 10 2,6—3,6 »
250 304,6 61,55 58,23 6 6 12 2,6-4,6 »
315 379,0 72,65 127,00 8 8 16 2,6—6,0 »
400 471,0 81,20 127,00 8 8 16 2,6—7,0
500 | 685,0 99,00 | 251,80 | Цилин- I дрическая) 9 1 9 18 2,6—9,0 | »
отклонение переднего угла ±30';
отклонение заднего угла при вершине резца 3°;
биение опорного торца (корпуса) на диаметре, мм:
100 мм при Da = 160 мм — 0,010;
125 мм при £>„=200 мм — 0,012;
160 мм при £>„=250 мм — 0,012;
220 мм при £)„=315 мм — 0,016;
290 мм при £>,1=400 мм — 0,016;
320 мм при £>н=600 мм — 0,020;
отклонение посадочного отверстия, мм:
при £>„= 160—400 мм---1-0,002;
—0,005
при £>„=500 мм — 0,7Ai ОСТ НКМ 1011;
отклонение базового расстояния головки ±'/2Ci ОСТ
НКМ 1011;
торцовое биение по вершинам резцов 0,06—0,07 мм:
радиальное биение резцов по середине режущих кромок
0,05—0,06 мм\
погрешность профиля рабочей стороны резцов 0,02—0,08 мм:
отклонение режущих кромок резцов от плоскости, проходящей
через ось головки, 0,08—0,12 мм.
При заказе головок необходимо указывать их условное обозна-
чение по ГОСТ 11904—66.
Пример условного обозначения черновой двусторон-
ней праворежущей головки типа Г, с номинальным диаметром
£>н=160 мм, номером резцов 6, разводом резцов №=3,2 мм:
Головка Г 160 № 6—3,2 ГОСТ 11904—66
То же, леворежущей:
Головка ГЛ 160 № 6—3,2 ГОСТ 11904—66
462
ГОЛОВКИ ЗУБОРЕЗНЫЕ СБОРНЫЕ ЧИСТОВЫЕ ДЛЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Основные размеры по ГОСТ 11904—66, технические услови
по ГОСТ 11906—66.
Головки изготовляются следующих пяти типов:
Д — двусторонние (Da= 100^-500 мм);
Н — односторонние с наружными резцами (£>н =100-5-500 мм);
В — односторонние с внутренними резцами (£>н= 100-ь500 мм);
НП — односторонние с увеличенным числом наружных резцов
(£)н=250 -ь 500 мм);
ВП — односторонние с увеличенным числом внутренних резцов
(Du = 250-ь500 мм).
Тип Д. Головки чистовые двусторонние
Резец наружный.
Размеры, мм
Номиналь- ный диа- метр D max н Поса дочное^отве рст11 е Число резцов I Завод- изготовитель
наруж- ных гнут- ренних Пределы ! разводов резцов UZ
d форма
100 138,6 48,2 25,40 Конусность 4 4 0,4—2,6 СИЗ
125 163,8 43,2 25,40 1 : 12 4 4 0,4—2,8 »
160 209,6 55,2 58,23 6 6 0,6—3,6 »
200 254,0 60,8 58,23 Конусность 6—8 6—8 0,6—5,2
315 379,5 78,2 127,00 1 : 24 8—10 8—10 1,0—6,5 »
400 470,0 24,2 127,00 12 12 1,0—8,0 »
500 586,0 90,0 215,80 Цилиндри- ческая 12 12 1,0—10,0 »
463
Типы Н и НП, В и ВП. Головки чистовые двусторонние
Размеры, мм
Номиналь- ный диа- метр D max Тип головки Посадочное отверстие Число резцов при типах головки Завод- изготови- тель
Н, В нп, вп d I | форма
Н, В 1 нп, вп
100 138 43,2 25,40 1 Конусность 8 СИЗ
.125 164 43,2 — 25,00 1:12 8 — »
160 214 55,2 — 58,23 12 — »
200 232 60,8 — 58,23 12 — »
250 246 63,2 62,5 58,23 12 16 »
250 267 63,2 —• 58,23 16 — »
250 291 63,2 62JT 58,23 »
250 313 63,2 62,5 58,23 »
250 333 63,2 62,5 1 58,23 Конусность 16 20 »
315 358 78,2 76,1 127,00 1:24 »
316 380 78,2 76,1 1 1 20 24 »
315 402 78,2 76,1 127,00 20 24 »
400 474 84,2 82,8 24 28 »
500 590 99,0 97,9 । 215,80 Цилиндрическая 24 32
Твердость режущей части головок HRC 62—65.
Точность головок по основным элементам:
отклонение ширины вершины резца при SB до 1 мм—±0,5В5
ГОСТ 3074—54, при SB свыше 1 мм — ±0,5В6 ОСТ 1025;
погрешность профиля рабочей стороны резца, мм:
на длине 9 мм у головок с £>н= 100 ч-125 мм — 0,006;
на длине 10 мм у головок с Da= 160 мм — 0,006;
н а длине 15 мм у головок с DH=200 ч- 250 мм — 0,01;
на длине 24 мм у головок с £>н=315ч-400 мм — 0,016;
на длине 35 мм у головок с £>н=500ч-630 мм — 0,025;
464
на длине 60 мм у головок с £>н = 800 = 1000 мм — 0,040;
нспрямолиненность профиля у головок с £>н=315 = 500 мм —
0,01 мм’,
у головок с £>п = 630 = 1000 мм — 0,015 мм\
отклонение угла профиля рабочей стороны резцов и угла про-
филя для средних резцов 40';
отклонение переднего угла ±307;
отклонение заднего угла при вершине резца 3°;
биение опорного торца (корпуса) на диаметре, мм:
60 мм при Dn= 100 мм — 0,010;
80 мм при £>п=125 мм — 0,010;
100 мм при £>„=160 мм — 0,010;
125 мм при £>„ = 200 мм — 0,012;
160 мм при £>„=250 мм — 0,012;
220 мм при £>„=315 мм — 0,016;
290 мм при £>н=400 мм — 0,016;
320 мм при Он = 500 мм — 0,020;
500 мм при £>„ = 630 = 800 мм — 0,025;
510 мм при Оп =1000 мм — 0,025;
отклонение посадочного отверстия, мм:
при £>„ = 100-И25 мм----0,007;
при £>„ = 160 = 400 мм — +0,002—0,005;
при £>„ = 500=1000 мм — ОЖОСТНКМ 1011;
отклонение базового расстояния головки ±V2C ОСТ 1012;
торцовое биение по вершинам резцов 0,045—0,07 мм\
радиальное биение резцов по середине режущих кромок 0,0025—
0,008 мм\
погрешность профиля рабочей стороны резцов 0,012—0,08 мм\
отклонение режущих кромок резцов от плоскости проходящей
через ось головки 0,04—0,120 мм.
При заказе головок необходимо указывать их условное обозна-
чение по ГОСТ 11906—66.
Пример условного обозначения односторонней го-
ловки типа Н, с наружными резцами, праворежущей, номинальным
диаметром £>„ = 250 мм, с номером резцов 8, шириной вершины
-SR= 1,2 мм, образующим диаметром £>е = 239 мм\
Головка Н250 № 8 М239 ГОСТ 11904—66
То же, леворежущей:
Головка НЛ250 № 8М239 ГОСТ 11904—66
РЕЗЦЫ (ЗАПАСНЫЕ) К ЗУБОРЕЗНЫМ ГОЛОВКАМ НОМИНАЛЬНЫМ
ДИАМЕТРОМ 100—500 мм ДЛЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Основные размеры .по ГОСТ 11905—66, технические условия
по ГОСТ 11906—66.
Чистовые резцы изготовляются четырех типов:
Н — наружные для головок типов Д и Н;
В — внутренние для головок типов Д и В;
465
НП — наружные для головок типа НП;
ВП — внутренние для головок типа ВП.
Черновые резцы изготовляются трех типов:
Н — наружные для головок типов Г и Т;
В — внутренние для головок типов Г и Т;
С — средние для головок типа Т.
Резцы головок номинальным диаметром 200 мм и выше изго-
товляются сварными.
Материал крепежной части сварных резцов — сталь марки 40Х
по ГОСТ 4543—61.
Твердость крепежной части сварных резцов НДС 40—45.
При заказе резцов необходимо указывать их условное обозна-
чение.
Пример условного обозначения резца чистового
типа Н, правого к головкам, с номинальным диаметром DH=
= 315 мм, с номером резца 6, шириной вершины SB = 2,5 мм:
Резец Н315 № 6У ГОСТ 11905—66
Тл WP ПРПЛГЛ’
Резец НЛ315 № 6У ГОСТ 11905—66
ГРЕБЕНКИ ЗУБОРЕЗНЫЕ
УДК 621.9.02:621.833.002.54(085)
Зуборезные гребенки применяются на зубострогальных станках
для нарезания колес наружного зацепления с прямыми, винтовыми
и шевронными зубьями. Гребенками можно нарезать блочные ко-
леса с буртом за обрабатываемым венцом.
Резание осуществляется возвратно-поступательными движения-
ми гребенки параллельно оси колеса при нарезании прямозубых
колес и наклонно к его оси при нарезании косозубых колес. В про-
цессе обработки, кроме движения резания, гребенки и заготовка
совершают согласованные движения огибания, которые осущест-
вляются при качении без скольжения начальной окружности наре-
заемого колеса по начальной прямой гребенки, совпадающей с ее
средней линией.
С целью сокращения длины гребенки заготовка после нареза-
ния одной или нескольких впадин выводится из зацепления с гре-
бенкой и возвращается в первоначальное положение по длине
гребенки без соответствующего поворота. Затем продолжается
обработка следующих впадин колеса.
По конструкции гребенки делятся на прямозубые — для наре-
зания колес с прямыми зубьями, и косозубые — для нарезания
колес с винтовыми и шевронными зубьями.
Материал гребенок — быстрорежущая сталь марок, предусмот-
ренных ГОСТ 9373—60 и технической документацией Министерст-
ва черной металлургии СССР, зарегистрированной в Комитете
стандартов мер и измерительных приборов при Совете Министров
СССР.
ГРЕБЕНКИ ЗУБОРЕЗНЫЕ ПРЯМОЗУБЫЕ ЧИСТОВЫЕ С УГЛОМ ПРОФИЛЯ
ИСХОДНОЙ РЕЙКИ 20°
467
Основные размеры по МН 3348—62, технические условия по
МН 3350—62.
Гребенки изготовляются двух типов:
тип I — гребенки, устанавливаемые под углом 6°30' к плоско-
сти, перпендикулярной к направлению резания;
тип II — гребенки, устанавливаемые перпендикулярно к направ-
лению резания.
Размеры, мм
Модуль т L и в t Число зубьев z Завод- изготови- тель Модуль т L 1 Н в t U Число зубьев z Завод- изготови- тель
1,о 77 3,142 24 СИЗ 5,5 137 60 ! 1 22 17,279 8 СИЗ
1,25 80 3,927 20 » 6,0 150 60 18,850 »
1,5 80 4,712 17 » 7,0 177 60 22~ 21,991 »
1,75 2,0 2,25 2,5 2,75 3,0 82 82 85 87 95 95 НО 5,498 6,283 7,069 7,854 8,639 9,425 10,996 15 13 12 11 11 10 » 8,О' 177 60 25,133 7 »
50 20 » » » » 9,0 10,0 11,0 12,0 170 188 208 226 70 25 28,274 31,416 34,657 37,699 6 » » » »
3,5 10 » 14,0 220 I ~80 43,982 5 »
4,0 113 12,566 9 » 16,0 251 80 25 50,265 6 »
4,5С 128 14,137 9 » 18,0 20,0 281 311 90 90 56,549 62,832 5 5 »
5,0 126 50 15,708 » »
Гребенки изготовляются классов точности А и В.
Твердость режущей части HRC 62—65, державочной части
HRC 35—45.
Точность гребенок по основным элементам:
отклонение шага ±0,0025— ±0,025 мм\
накопленная погрешность шага ±0,0063 —±0,032 мм\
отклонение толщины зуба ±0,012 — ±0,063 мм\
отклонение расстояния от делительной прямой до начала флан-
кирующего участка ±0,040— ±0,250 мм\
468
допускаемое отклонение на непараллельность вершин зубьев
относительно опорной плоскости, перпендикулярной к широким
плоскостям 0,016—0,032 мм\
погрешность профиля 0,004—0,032 мм-
При заказе гребенок необходимо указывать их условное обо-
значение по МН 3348—62.
ГРЕБЕНКИ ЗУБОРЕЗНЫЕ КОСОЗУБЫЕ ЧИСТОВЫЕ С УГЛОМ ПРОФИЛЯ
ИСХОДНОЙ РЕЙКИ 20е*
Основные размеры по МН 3349—62, технические условия
по МН 3350—62.
Размеры, мм
3,0
3,5
4,0
4,5
5,0
5,5
6,0
7,0
8,0
106
121 50
124
139
139
150 60
163
190
190 70
8,207
20 9,575
10,942
12,310
13,678
22 15,046
16,414
19,149
22 21,884
10
10
9
9
СИЗ
»
»
»
»
»
»
»
»
9,0
10,0
11,0
12,0
14,0
16,0
18,0
20,0’
183
204
224
242
236
267
298
327
70 25
80 25
90 25
26
95 25
24,620
27,356
30,091
32,827
38,298
43,769
49,241
54,71!
СИЗ
6 >
»
6 г
5 »
5 »
»
5 »
L Н В
Гребенки изготовляются классов точности АА, А и В.
Твердость режущей части HRC 62—65, державочной части —
HRC 35—45.
Точность гребенок по основным элементам:
отклонение шага ±0,004—±0,025 мм;
накопленная погрешность шага ±0,010— ±0,032 мм;
отклонения толщины зуба ±0,016— ±0,063 мм;
допускаемое отклонение на непараллельность вершин зубьев
относительно опорной плоскости, перпендикулярной к широким
плоскостям, 0,016—0,032 мм;
погрешность профиля 0,005—0,032 мм;
При заказе гребенок необходимо указывать их условное обо-
значение по МН 3348—62.
469
ШЕВЕРЫ
УДК 621.923.5.02:621.833.002.54(085)
Шевер представляет собой косозубое или прямозубое колесо
(угол наклона зубьев 5 или 15°), изготовленное из быстрорежущей
стали с канавками вдоль профиля зуба.
Назначение шевингования — повышение точности колеса, сни-
жение шума в передаче и улучшение чистоты поверхности зубьев.
При шевинговании уменьшаются погрешности профиля и основ-
ного шага, циклическая погрешность (волнистость), колебания
межцентрового расстояния на оборот заготовки и от зуба к зубу,
улучшается пятно контакта по высоте зуба. По этим показателям
обеспечивается шестая-седьмая степени точности колеса.
На точность шевингования влияют следующие факторы:
точность шевера и станка;
точность и жесткость установки шевера и заготовки;
точность предварительного нарезания колеса и обработки его
базовых поверхностей;
режимы шевингования.
Чистота поверхности шевингования зубьев — седьмой-восьмой
класс по ГОСТ 2789—59.
Оси шевера и заготовки скрещиваются под углом 5—20°.
Вследствие сокращения осей при вращении шевера и заготовки
создается скорость резания, направленная вдоль обрабатываемого
зуба перпендикулярно к канавкам шевера.
Процесс шевингования не исправляет или незначительно ис-
правляет накопленную погрешность окружного шага, разность
окружных шагов, направление зуба. Радиальное биение зубчатого
венца в процессе шевингования переводится в накопленную по-
грешность окружного шага. Следовательно, необходимая точность
зубчатого колеса по этим показателям должна обеспечиваться
при выполнении операций, предшествующих шевингованию.
Для облегчения процесса резания при шевинговании, а также
для обеспечения более плавного перехода от шевингованного
участка к впадине зуба целесообразно нарезать зубья под шевин-
гование инструментом с модифицированным профилем зуба.
Например, зубья червячной фрезы выполняют с двойным профиль-
ным углом, плавно модифицированным исходным контуром, кон-
туром с выступами у головки и фланкирующим участком, с умень-
шенным углом профиля.
470
При установке шевера на оправке радиальное и торцовое бие-
ние его не должно превышать 5—10 мкм. Установку шевера
на угол производят по пятну контакта между зубьями шевера
и колеса. Биение базового опорного торца оправки для заготовки
не более 6—5 мкм на 100 мм диаметра колеса.
При выборе шевера необходимо соблюдать следующие условия:
число зубьев шевера и колеса не должно иметь общих множителей,
наиболее благоприятный угол скрещивания 10—15°, радиальный
зазор между головками зубьев шевера и впадинами зубьев должен
быть не менее 0,15—0,2 т, высота эвольвентного участка зуба
не должна превышать его активного участка, т. е. того участка,
который зацепляется с сопрягаемым колесом.
Рекомендуется применять шеверы класса А для шестой степени
точности колес, класса Б — для седьмой степени и класса С — для
восьмой степени точности колес.
В качестве охлаждающей жидкости, подаваемой в зону реза-
ния, желательно применять сульфофрезол в количестве 10—
15 л) мин.
Рекомендуемые режимы шевингования
1 Модуль колеса т 1 Твердость зубьев НВ Подача Общее число рабо- чих ходов *Р Общее число зачистных ходов h Окружная скорость уокр, м/мин
продольная | радиальная
Snp, мм/об Sp, мм/об
3—6 3—6 7—10 7—10 150—320 320—380 150—260 260—360 0,4—0,6 0,3—0,4 0,3—0,5 0,2—0,3 0,04—0,05 0,02—0,03 0,03—0,04 0,02—0,03 2—4 4—6 5—7 8—10 2 150—220
Ориентировочная стойкость шевера из стали марки Р18 между
переточками
Скорость Г, час
Твердость стали НВ Окружная скорость у^.^м/мин
90 1 150 1 220
180—200 100 50 30
280—300 50 25 15
360—380 20 10 6
Затупление шевера определяют по снижению точности шевин-
гуемых колес, ухудшению чистоты поверхности, по блеску на
зубьях шевера.
471
Шеверы перетачивают, шлифуя их зубья на инструментальных
зубошлифовальных станках, с последующей шлифовкой их по диа-
метру выступов, размер которых должен быть уменьшен соответст-
венно уменьшающейся толщине зубьев. Число возможных перето-
чек шевера — 8—10 раз.
Ниже приведены возможные отклонения, возникающие при
шевинговании, и причины их возникновения.
1. Большие погрешности профиля и отклонения основного шага
могут быть вызваны недостаточной точностью шевера по профилю
и основному шагу, неточностью установки угла скрещивания, по-
вышенным припуском на головке или ножке, износом шевера.
2. Разная толщина зуба по длине появляется в результате не-
достаточной жесткости оправки или непараллельности направляю-
щих оси центров станка.
3. Большая разность окружных шагов колеса возникает в ре-
зультате большой разности окружных шагов шевера, радиального
биения его или радиального биения зубчатого венца колеса.
4. Большая накопленная погрешность окружного шага, колеба-
ние длины общей нормали, радиальное биение зубчатого венца
возникают вследствие большой накопленной погрешности окруж-
ного шага или радиального биения зубчатого венца колеса до ше-
вингования, радиального биения рабочей оправки или шевера на
станке.
5. Отклонение направления зубьев в одну сторону по обоим
профилям вызывается отклонением направления зубьев колеса до
шевингования.
6. Отклонение направления зубьев в разные стороны на проти-
воположных частях венца возникает в результате перекоса опорного
торца установочной оправки или приспособления относительно осп
вращения колеса на станке.
7. Причинами ухудшения чистоты поверхности могут служить
дефекты режущих кромок шевера, неточность установки угла скре-
щивания, износ шевера, несовпадение середины шевера с осью по-
ворота головки, большая продольная подача, неправильный выбор
смазочно-охлаждающей жидкости или недостаточная ее подача в
зону резания, недостаточная жесткость станка, слабое крепление
колеса, вибрации.
Материал шеверов — быстрорежущая сталь марок, предусмот-
ренных ГОСТ 9373—60 и технической документацией Министерст-
ва черной металлургии СССР, зарегистрированной в Комитете
стандартов, мер и измерительных приборов при Совете Министров
СССР.
472
ШЕВЕРЫ ДИСКОВЫЕ МЕЛКОМОДУЛЬНЫЕ С УГЛОМ НАКЛОНА ЗУБЬЕВ 10<
Основные размеры и технические условия по ГОСТ 10222—62.
Размеры, мм
Модуль т Число зубьев z Диаметры окружностей Угол на- клона винтовой линии 3, град Ширина шевера В Завод- изготовитель
длительной 1 ^д | выступов De отверстия d
0,3 292 88,951 89,61 31,743 МИЗ
0,35 246 87,428 88,20 »
0,4 212 86,108 86,99 »
0,45 192 87,733 88,72 ; 10 12 »
0,5 172 87,327 88,43 »
0,55 154 86,007 87,22 »
0,6 146 88,951 90,27 »
0,7 122 86,717 88,26 »
0,8 106 86,108 87,87 »
0,9 94 85,905 87,88 31,743 10 16 »
1,0 86 87,327 89,53 »
473
Шеверы изготовляются классов точности А и В.
Твердость режущей HRC 62—65.
Точность шеверов по основным элементам, мм:
накопленная погрешность окружного шага 0,012—0,018;
разность соседних окружных шагов 0,003—0,004;
радиальное биение зубчатого венца 0,010—0,014;
погрешность профиля 0,004—0,005.
При заказе шеверов необходимо указывать их условное обозна-
чение.
Пример условного обозначения шевера с модулем
0,5 мм, класса В:
Шевер т0,5 В ГОСТ 10222—62
ШЕВЕРЫ ДИСКОВЫЕ С НОМИНАЛЬНЫМ ДЕЛИТЕЛЬНЫМ ДИАМЕТРОМ 85 мм
И МОДУЛЯМИ 1,125—1,5 мм
Б
474
Основные размеры и технические условия по ГОСТ 8570—57.
Размеры, мм
Модуль нормаль* ный тн Число зубьев Z Диаметры окружно- стей Угол нак- лона вин- товой ли- нии 3, град Ширина шевера В Диаметр отверстия d Завод- изготовитель
выступов ре делитель- ной б/д
1,125 76 89,29 86,819 МИЗ
1,25 67 87,79 85,042 10 16 31,743 »
1,375 62 89,59 86,565 »
1,5 58 91,64 88,342 >
Шеверы изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность шеверов по основным элементам, мм-.
накопленная погрешность окружного шага 0,012—0,017;
разность соседних окружных шагов 0,003—0,005;
радиальное биение зубчатого венца 0,010—0,018;
погрешность профиля 0,004—0,005.
При заказе шеверов необходимо указывать их условное обозна-
чение.
Пример условного обозначения шевера с модулем
1,5 мм, числом зубьев 58, углом наклона винтовой линии 10°,
класса В:
Шевер т 1,5x58x10° В ГОСТ 8570—57
То же, левого:
Шевер Л т 1,5x58x10° В ГОСТ 8570—57
ШЕВЕРЫ ДИСКОВЫЕ С НОМИНАЛЬНЫМ ДЕЛИТЕЛЬНЫМ ДИАМЕТРОМ 180 мм
И МОДУЛЯМИ 1,25—6 мм
475
Основные размеры и технические условия по ГОСТ 8570—57.
Размеры, мм
Модуль нор- мальный /дн Число зубьев z Угол наклона винтовой линии 3. град Ширина шевера В Диаметр отвер- стия d Завод- изготовитель
15 1 5
Диаметры жружностей
выступов Ре делитель- ной с1л выступов Ре делитель- ной
1,25 115 153,77 148,822 149,25 144,300 МИЗ
1,375 115 168,93 163,704 163,95 158,729 »
1,5 115 184,09 178,585 178,66 173,159 »
1,75 100 187,23 181,174 181,73 175,670 »
2,0 83 176,26 171,857 171,72 166,634 МИЗ, сиз*
2,25 73 174,99 170,045 170,51 164,878 То же
2,5 67 179,60 173,410 174,33 168,140 20 63,5 »
2,75 61 180,41 173,668 175,13 168,391 »
3,0 53 172,31 164,610 168,51 159,607 МИЗ, сиз*
3,25 53 186,58 178,327 181,96 172,908 То же
3,5 47 179,76 170,304 175,73 165,128 »
3,75 43 178,16 166,939 174,01 161,866 20 63,5 »
4,0 41 181,88 169,786 177,73 164,626 »
4,25 37 176,39 162,798 172,30 157,851 »
4,5 37 186,40 172,374 182,14 167,136 »
5,0 31 177,36 160,469 173,49 155,592 »
5,5 29 183,82 165,127 179,71 160,109 »
6,0 27 187,85 167,716 184,32 162,619 »
* Завод-дублер.
Шеверы изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность шеверов по основным элементам, мм:
накопленная погрешность окружного шага 0,012—0,017;
разность соседних окружных шагов 0,003—0,005;
радиальное биение зубчатого венца 0,010—0,018;
погрешность профиля 0,004—0,008.
При заказе шеверов необходимо указывать их условное обозна-
чение.
Пример условного обозначения шевера с модулем
3 мм, числом зубьев z = 73, углом наклона винтовой линии р= 15°,
класса В:
Шевер т 3x73x15° В ГОСТ 8570—57
То же, левого:
Шевер Л т 3X73X15° В ГОСТ 8570—57
476
ШЕВЕРЫ ДИСКОВЫЕ С НОМИНАЛЬНЫМ ДЕЛИТЕЛЬНЫМ ДИАМЕТРОМ 240 мм
И МОДУЛЯМИ 2—8 мм
Основные размеры и технические условия по ГОСТ 8570—57.
Размеры, мм
Угол наклона винтовой линии [ 3, град cq ей
Й 2 ю 15 1 5 8 и
Диаметры окружностей а о Завод- изготовитель
н с ч выступов делитель- выступов делитель- я S cuts я 5
S 5* De ной De ной а
2,0 115 243,05 238,114 235,82 230,877 МИЗ, СИЗ*
2,25 103 244,87 239,925 237,58 232,685 То же
2,5 91 241,71 235,526 234,56 228,369
2,75 83 243,04 236,302 235,89 229,122 25 63,5 »
3,0 73 234,43 226,726 227,54 219,836
3,25 67 233,67 225,431 226,83 218,582 »
3,5 61 229,83 221,031 223,11 214,315 »
3,75 61 246,16 236,819 238,97 229,624 МИЗ, СИЗ*
4,0 53 229,38 219,479 222,71 212,810 То же
4,25 53 243,64 233,196 236,56 226,111 »
4,5 51 248,60 237,596 241,38 230,377 »
5,0 43 234,68 222,584 229,91 215,821 »
5,5 41 246,65 233,455 241,91 226,361 »
6,0 37 246,47 229,831 240,71 222,848 »
6,5 35 ' 253,89 235,525 248,00 228,369 »
7,0 31 I 245,81 225,655 240,20 217,829 »
8,0 27 1 249,05 223,620 243,45 216,825 »
* Завод-дублер.
Шеверы изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность шеверов по основным элементам, мм:
накопленная погрешность окружного шага 0,012—0,017;
разность соседних окружных шагов 0,003—0,005;
радиальное биение зубчатого венца 0,010—0,018;
погрешность профиля 0,004—0,008.
477
При заказе шеверов необходимо указывать их условное обозна-
чение.
Пример условного обозначения шевера с модулем
4 мм, числом зубьев z=53, углом наклона винтовой линии 0 = 15°,
класса С:
Шевер т 4x53x15° С ГОСТ 8570—57
То же, левого:
Шевер Лт 4x53X15° С ГОСТ 8570—57
ШЕВЕРЫ ДИСКОВЫЕ С НОМИНАЛЬНЫМ ДЕЛИТЕЛЬНЫМ ДИАМЕТРОМ 280 мм
И МОДУЛЯМИ 3—12 мм
иииц.
Основные размеры и технические условия по МН 1801—61,
МН 1802—61 и МН 1803—61.
Размеры, мм
Модуль нормаль- ный тн Число зубьев z Угол наклона винтовой линии 3, град Ширина шевера В Диаметр отвер- стия d Завод-/ изготовитель
15 1 5
Диаметр окружностей
выступов De делитель- нойДд выступов De делитель- ной
3,0 91 290,33 282,630 281,74 274,043 миз, сиз*
3,25 83 287,51 279,266 279,03 270,780 То же
3,5 73 273,81 264,513 265,27 256,476 28 63,5 »
3,75 73 292,76 283,407 284,14 274,795 »
4,0 67 287,35 277,454 278,92 269,024 »
4,25 61 278,84 268,395 270,69 260,240 38 63,5 »
4,5 61 295,18 284,183 286,55 275,548 »
5,0 53 286,45 274,348 278,11 266,012 »
5,5 47 280,82 267,619 273,03 259,487 38 63,5 МИЗ, сиз*
6,0 43 281,40 267,101 274,66 258,985 То же
6,5 41 291,68 275,901 284,77 267,518 »
7,0 37 287,51 268,136 279,90 259,989 »
8,0 31 280,05 256,748 273,63 248,947 »
9,0 29 296,84 270,207 290,09 261,996 »
10,0 25 290,39 258,819 283,91 250,954 »
11,0 23 297,50 261,925 290,94 253,966 »
12,0 21 300,73 260,889 294,20 [252,962 *
* Завод-дублер.
478
Шеверы изготовляются классов точности А и В.
Твердость режущей части HRC 62—65.
Точность шеверов по основным элементам, мм:
накопленная погрешность окружного шага 0,012—0,036;
разность соседних окружных шагов 0,003—0,005;
радиальное биение зубчатого венца 0,010—0,028;
погрешность профиля 0,005—0,014.
При заказе шеверов необходимо указывать их условное обозна-
чение по МН 1801—61 и МН 1802—61.
СОДЕРЖАНИЕ Стр.
Введение ......................................................... 3
Раздел 1. МЕТЧИКИ И КРУГЛЫЕ ПЛАШКИ
Метчики............................................................7
Метчики ручные с накатанной резьбой для нарезания метрической резь-
бы с крупным и мелким шагом по ГОСТ 9150—59 и трубной резьбы
по ГОСТ 6357—73 .........................................7
Метчики гаечные для 'нарезания метрической резьбы с крупным и мел-
ким шагом по ГОСТ 9150—59 .................................... 16
Метчики гаечные с изогнутым хвостовиком для нарезания метрической
резьбы с крупным и мелким шагом по ГОСТ 9150—59 .... 23
Метчики машинно-ручные для нарезания метрической резьбы с крупным
и мелким шагом по ГОСТ 9150—59 и трубной цилиндрической резьбы
по ГОСТ 6357—73 ......................................... 28
Метчики машинные с .винтовыми канавками для нарезания резьбы
по ГОСТ 9150—59 ......................................... 61
Метчики машинные для нарезания метрической резьбы диаметром
0,25—0,9 мм....................................................65
Метчики для конической дюймовой резьбы с углом профиля 60° по
ГОСТ 6111—52 и метчики для трубной конической резьбы по
ГОСТ 6211—69 ............................................. 67
Метчики-протяжки для нарезания трапецеидальной резьбы по
ГОСТ 9484—73 ............................................. 70
Метчики-протяжки по чертежу К-01-07-3082 (исполнение I) . . .72
Метчики-протяжки по чертежу К-01-07-3084 (исполнение II) . . 73
Метчики для нарезания круглой резьбы по ГОСТ 13536—68 ... 75
Метчики машинные с укороченными канавками.....................76
Метчики -машинно-ручные для 'станков с ЧПУ....................79
Метчики машинно-ручные цельные твердосплавные Мб, М8 и М10
для нарезания резьбы по ГОСТ 9150—59 ....................85
Метчики гаечные с напайной рабочей твердосплавной частью для на-
резания метрической резьбы М10, М12 и М16 по ГОСТ 9150—59 . 88
Метчики для нарезания трубной цилиндрической резьбы 3/4—РД" по
ГОСТ 6357—73, оснащенные пластинками твердого сплава ... 91
Рациональная эксплуатация метчиков .............................. 93
Основные геометрические параметры метчиков......................93
Износ метчиков..................................................95
Величина стачивания и количество переточек......................98
Заточка метчиков................................................99
Режимы резания и стойкость 'метчиков............................102
Поправочные коэффициенты на стойкость для измененных условий
эксплуатации..................................................ЮЗ
Выбор смазочно-охлаждающей жидкости.............................105
Размеры и допуски отверстий под резьбу..........................107
Неполадки при эксплуатации метчиков.............................107
Патрон для метчиков.............................................112
Плашки круглые....................................................115
Плашки круглые для нарезания метрической резьбы с крупным и мел-
ким шагом по ГОСТ 9’150—59 и трубной цилиндрической резьбы по
ГОСТ 6357—73 .............................'..................115
480
Плашки для трубной цилиндрической резьбы......................134
Плашки круглые для нарезания конической дюймовой резьбы с углом
профиля 60° по ГОСТ 6111—52 и трубной конической резьбы по
ГОСТ 6211—69 134
Плашки для нарезания круглой резьбы по ГОСТ 1353'6—68 . . .137
Рациональная эксплуатация круглых плашек..........................138
Основные геометрические параметры плашек.......................138
Износ плашек, величина стачивания и количество переточек . . . 139
Заточка плашек.................................................139
Режимы резания .и стойкость плашек.............................141
Выбор смазочно-охлаждающей жидкости............................144
Размеры и допуски диаметров обточки под резьбу.................144
Неполадки при эксплуатации круглых плашек......................145
Раздел 2. РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ И РЕЗЬБОВЫЕ ФРЕЗЫ
Головки резьбонарезные сам о открывающиеся........................149
Головки резьбонарезные самооткрывающиеся с круглыми гребенками
для нарезания наружных резьб...................................149
Головки невращающиеся типов 1К—6К.............................150
Головки вращающиеся типов 1КА—5КА.............................152
Головки специальные типа 1КИ—25А..............................153
Гребенки и кулачки к резьбонарезным самооткрывающимся головкам 155
Звездочки и (винты к резьбонарезным головкам..................166
Приспособления для затачивания и измерения гребенок резьбонарезных
головок liK—5К, 1КА—5КА........................................168
Рекомендуемые геометрические параметры режущих элементов гребенок 170
Рациональная эксплуатация головок типов 1К—5К, 1КА—5КА, 1КИ—25А 171
'Выбор охлаждающей жидкости...................................172
Шлифовальные круги для затачивания............................173
Режимы работы при затачивании.................................173
Головки резьбонарезные самооткрывающиеся с тангенциальными плос-
кими гребенками................................................173
Головки резьбонарезные РГТ-1, РГТ-2В, РГТ-ЗА, С-225-2В, ТН2Т,
ТН4Т, 61—100, 61—101.........................................174
Головки РГТ-2В, РГТ-ЗА, С-225-2В, ТН2Т, ТН4Т, 61—100, 61—401 . 175
Гребенки плоские к резьбонарезным головкам....................176
Рациональная эксплуатация головок..............................179
Головки резьбонарезные КБ и РНГВ для нарезания внутренней резьбы 180
Плашки к резьбонарезным головкам КБ и РНГВ для нарезания внут-
ренней резьбы................................................182
Рациональная эксплуатация резьбонарезных головок КБ .... 185
Фрезы резьбовые гребенчатые.......................................188
Фрезы резьбовые гребенчатые с коническим хвостовиком .... 188
Фрезы резьбовые гребенчатые насадные............................190
Профиль резьбы фрез по ГОСТ 1336—62 ....................... 192
Фрезы резьбовые хвостовые для внутренней и наружной резьбы буриль-
ных замков.....................................................193
Фрезы резьбовые конические насадные для трубной внутренней замко-
вой резьбы бурильных замков....................................194
Фрезы резьбовые конические насадные для наружной и внутренней замко-
вой резьбы бурильных замков.....................................195
Фреза насадная для фрезерования шпинделей хлопкоуборочных машин 196
Рациональная эксплуатация резьбовых фрез.......................197
Раздел 3. РЕЗЬБОНАКАТНЫЙ ИНСТРУМЕНТ
Резьбонакатные плашки типа НП.......................................201
Резьбопакатные ролики к резьбонакатным плашкам типа НП . . . 203
Резьбонакатные плашки типа НПТ......................................205
Резьбонакатные ролики к резьбонакатным плашкам типа НПТ . . . 206
481
Универсальные резьбонакатные головки типа ВНГН для накатывания на-
ружных метрических резьб..........................................208
Универсальные резьбонакатные головки типа ВНГН-трап для накатыва-
ния наружных трапецеидальных резьб................................211
Резьбонакатные ролики к резьбонакатным головкам типов ВНГН и
ВНГН-трап......................................................212
Универсальные резьбонакатные головки типа ВНГТ для накатывания
резьбы на трубах..................................................215
Резьбонакатные ролики к резьбонакатным головкам типа ВНГТ . .216
Универсальные резьбонакатные головки типа РНГТ для накатывания резь-
бы на трубах......................................................218
Резьбонакатные -ролики к резьбонакатным головкам типа РНГТ . .219
Рациональная эксплуатация резьбо накатных плашек типов НП и резьбо-
накатных головок "типов ВНГН, ВНГН-трап, РНГТ, ВНГТ . . . 220
Резьбонакатные плоские плашки к резьбонакатным станкам для накатыва-
ния метрической резьбы по ГОСТ 9150—59 .......................... 223
Ролики резьбонакатные для метрической резьбы по ГОСТ 9150—59 . 235
Рациональная эксплуатация резьбонакатных плоских плашек -и резьбо-
накатных роликов................................................278
Раздел 4. ТРУБО- И МУФТООБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ
Виды обрабатываемых изделий.......................................283
Трубы бурильные -с высаженными концами и муфты к ним . . . 283
Трубы -обсадные и муфты к ним..................................286
Трубы насосно-компрессорпые и муфты к ним......................288
Замки для -соединения бурильных и насосно-компрессорных труб . . 291
Трубы бурильные геологоразведочные и муфты -к ним..............294
Трубы обсадные и колонковые для геологоразведочного бурения и нип-
пели к ним.....................................................295
Методы механической обработки труб и муфт.....................299
Инструмент для обработки труб и муфт .............................301
Трубонарезные патроны типа TH..................................301
Выбор режущих плашек комплектующих деталей к патронам . . 303
Схема устройства -и работа трубонарезного патрона.............309
Эксплуатация патронов типа TH.................................314
Патроны для нарезания наружной резьбы на трубах и ниппелях . .318
Му ф то расточные патроны и головки............................321
Муфторасточные патроны и головки для нефтяных труб .... 324
Ножи к муфторасточпым патронам и головкам для растачивания муфт
к нефтяным трубам.............................................327
Муфто-расточные патроны для обработки отверстий под цилиндриче-
скую резьбу по ГОСТ 6357—73 и коническую резьбу по ГОСТ 6211—69 335
Муфтонарезные патроны к станку модели 9182 для растачивания муфт
п-о ГОСТ 7909—56 ........................................... 337
Муфтонарезные патроны..........................................338
Устройство муфтон а резного патрона...........................340
Муфтошарезные патроны типа 3LM................................349
Патроны типа МН5-П для нарезания резьбы в муфтах для труб . 352
Патроны для нарезания специальной цилиндрической резьбы . . 354
Эксплуатация муфтонарезных патронов типа МН...................359
Резцы резьбовые с напайными пластинками из твердого сплава для на-
резания внутренней резьбы на муфтах нефтяного сортамента . . 368
Резцы резьбовые с напайными пластинками из твердого сплава для на-
резания наружной резьбы на трубах нефтяного сортамента . . . 370
Резцы резьбовые твердосплавные для наружной замковой резьбы . 372
Резцы -резьбовые с напайными пластинками из твердого сплава специ-
альные для нарезания наружной и внутренней резьб на трубах
HK5I .........................................................374
Резцы резьбовые с напайными пластинками из твердого сплава специ-
альные для нарезания наружной и внутренней резьбы на трубах ОГ1М 375
482
Резец резьбовой с напайной .пластинкой из твердого сплава для наре-
зания наружной резьбы на обсадных трубах 0ТТМ1 . . . 375
Резец (резьбовой с напайной пластинкой из твердого сплава для наре-
зания внутренней резьбы на обсадных муфтах 0ТТМ1 «... 377
Резцы резьбовые с напайными пластинками из твердого сплава для
нарезания наружной резьбы на трубах ТБВК ........................378
Резьбовые твердосплавные гребенки для наружной резьбы на трубах
нефтяного сортамента........................................... 379
Резьбовые твердосплавные гребенки для нарезания внутренней резьбы
на муфтах нефтяного сортамента ...................................381
Резьбовая твердосплавная гребенка для наружной резьбы на трубах
типа ОТТМ1........................................................382
Резьбовая твердосплавная гребенка для внутренней резьбы на муфтах
типа 0ТТМ1........................................................383
Резьбовая твердосплавная гребенка для наружной резьбы на трубах
типа ТБВК.........................................................384
Раздел 5. ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ
387
390
392
394
401
406
408
412
413
415
416
418
420
421
424
428
430
433
436
439
440
442
443
445
446
447
450
451
456
Фрезы дисковые модульные............................................
Фрезы дисковые зуборезные модульные..............................
Фрезы пальцевые модульные....................... ...................
Фрезы пальцевые модульные с наружным и внутренним центрованием
Фрезы червячные.....................................................
Фрезы червячные чистовые однозаходные мелкомодульные для цилин-
дрических зубчатых колес с эвольвентным профилем.................
Фрезы червячные чистовые однозаходные для эвольвентных цилиндри-
ческих зубчатых колес............................................
Фрезы червячные модульные однозаходные для цилиндрических зубча-
тых колес сборные модулями 22—30 мм..............................
Фрезы червячные чистовые для шлицевых валов с эвольвентным -профи-
лем .............................................................
Фрезы червячные для нарезания зубьев звездочек к цепям приводным
втулочным и втулочно-роликовым...................................
Фрезы червячные чистовые для шлицевых валов с прямобочным про-
филем ...........................................................
Фрезы червячные под шевер однозаходные для некоррелированных пря-
мозубых колес короткие и длинные.................................
Фрезы червячные для цилиндрических колес с зацеплением Новикова
Фрезы червячные чистовые однозаходные для зубчатых цилиндрических
колес Новикова с двумя линиями зацепления........................
Долбяки ............................................................
Долбяки дисковые мелко-модульные прямозубые. Тип I . . .
Долбяки дисковые прямозубые. Тип I...............................
Долбяки дисковые косозубые. Тип II...............................
Долбяки чашечные прямозубые. Тип III......................
Долбяки хвостовые прямозубые мелкомодульпые. Тип II . ...
Долбяки хвостовые прямозубые. Тип IV.............................
Долбяки хвостовые косозубые. Тип V...............................
Долбяки хвостовые прямозубые для нарезания валов и отверстий шли-
цевых соединений с эвольвентным профилем. Тип III
Долбяки дисковые прямозубые для нарезания шлицевых валов с эволь-
вентным профилем и углом зацепления ад =30°. Тип I
Долбяки чашечные прямозубые для нарезания шлицевых валов с эволь-
вентным профилем и углом зацепления ад =30°. Тип II ... .
Долбяки зуборезные дисковые прямозубые питчевые..................
Резцы зубострогальные............................................
Резцы зубострогальные для конических колес с прямым зубом, нареза-
емых методом обкатки ............................................
Головки зуборезные для нарезания конических зубчатых колес круговыми
зубьями и углом зацепления 20°................................... •
483
Головки зуборезные цельные для конических колес с круговыми зубьями 458
Головки зуборезные сборные черновые для конических колес с круговы-
ми зубьями......................................................460
Головки зуборезные сборные, чистовые для конических колес с круго-
выми зубьями....................................................463
Резцы (запасные) к зуборезным головкам номинальным диаметром
100—500 мм для конических колес с круговыми зубьями . . . 465
Гребенки зуборезные ............................................. 467
Гребенки зуборезные прямозубые чистовые с углом профиля исходной
рейки 20°.......................................................467
Гребенки зуборезные косозубые чистовые с углом профиля исходной
рейки 20°................. .....................................469
Шеверы............................................................470
Шеверы дисковые мелкомодульные с углом наклона зубьев 10° . . 473
Шеверы дисковые с номинальным делительным диаметром 85 мм и мо-
дулями 1,125—1,5 мм ... . 474
Шеверы дисковые с номинальным делительным диаметром 180 мм и
модулями 1,25—6 мм..............................................475
Шеверы дисковые с номинальным делительным диаметром 240 мм и
модулями 2—8 мм . . ....................................477
Шеверы дисковые с номинальным делительным диаметром 280 мм и мо-
дулями 3—12 мм..................................................478
© НИИМАШ, 1976
Научный редактор В. А. Епихин
Редактор Н. И. Пейко
Технический редактор Г. Д. Наумова Корректор И. В. Старостина
Т-20107 Сдано в набор 17/VIII-1976 г. Подп. в печать I/XII-1976 г. Формат бум. 60X 90716
Псч. лист 30,25 Уч.-изд. л. 28,66 Тир. 5000 экз. Изд. № 748-3 Зак. № 2348 Цена 4 р. 40 к. (пер. № 5)
НИИМАШ
Москва. 105203, 12 Парковая ул., д. 5
Типография НИИМАШ, г. Щербинка