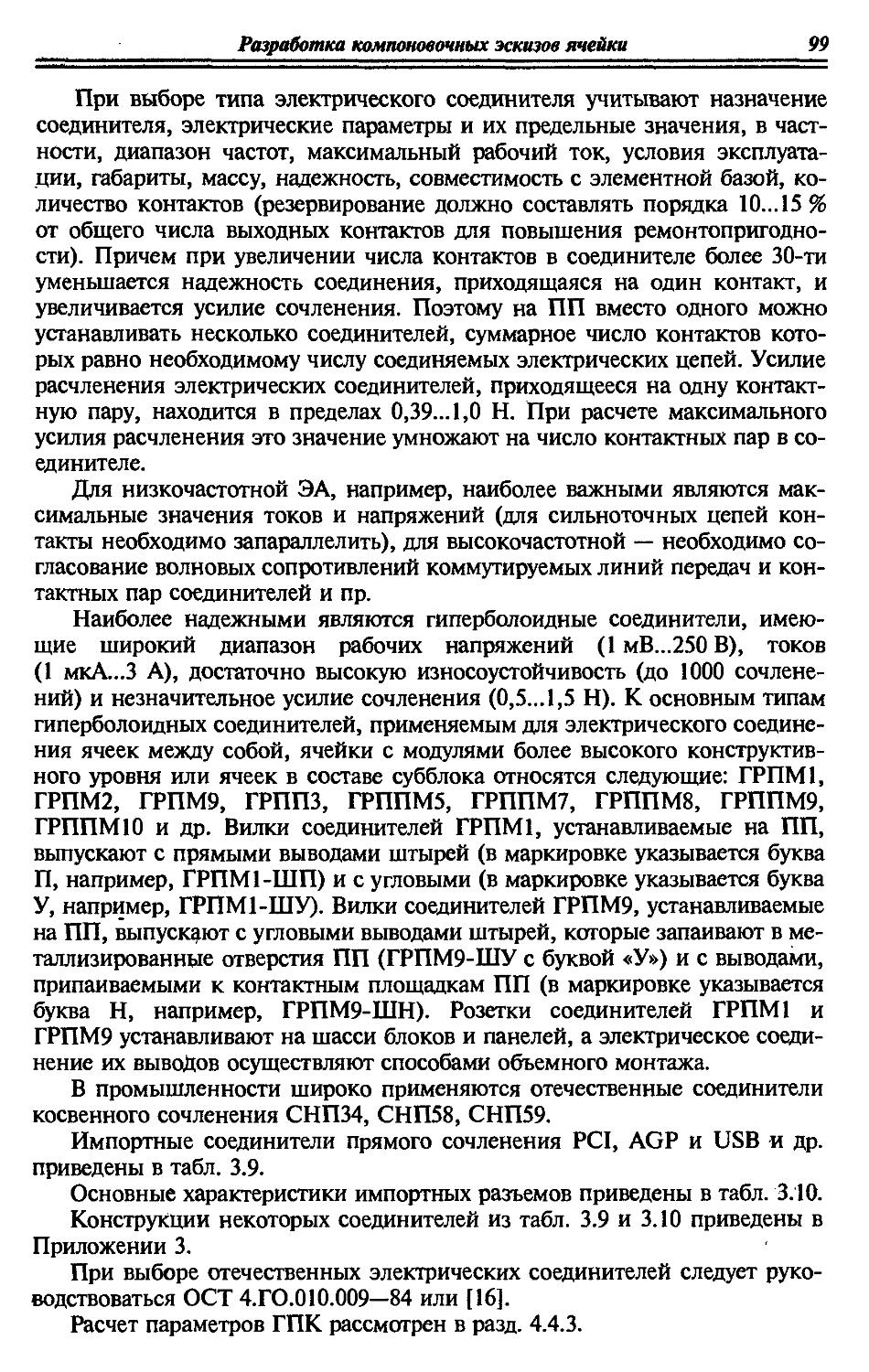
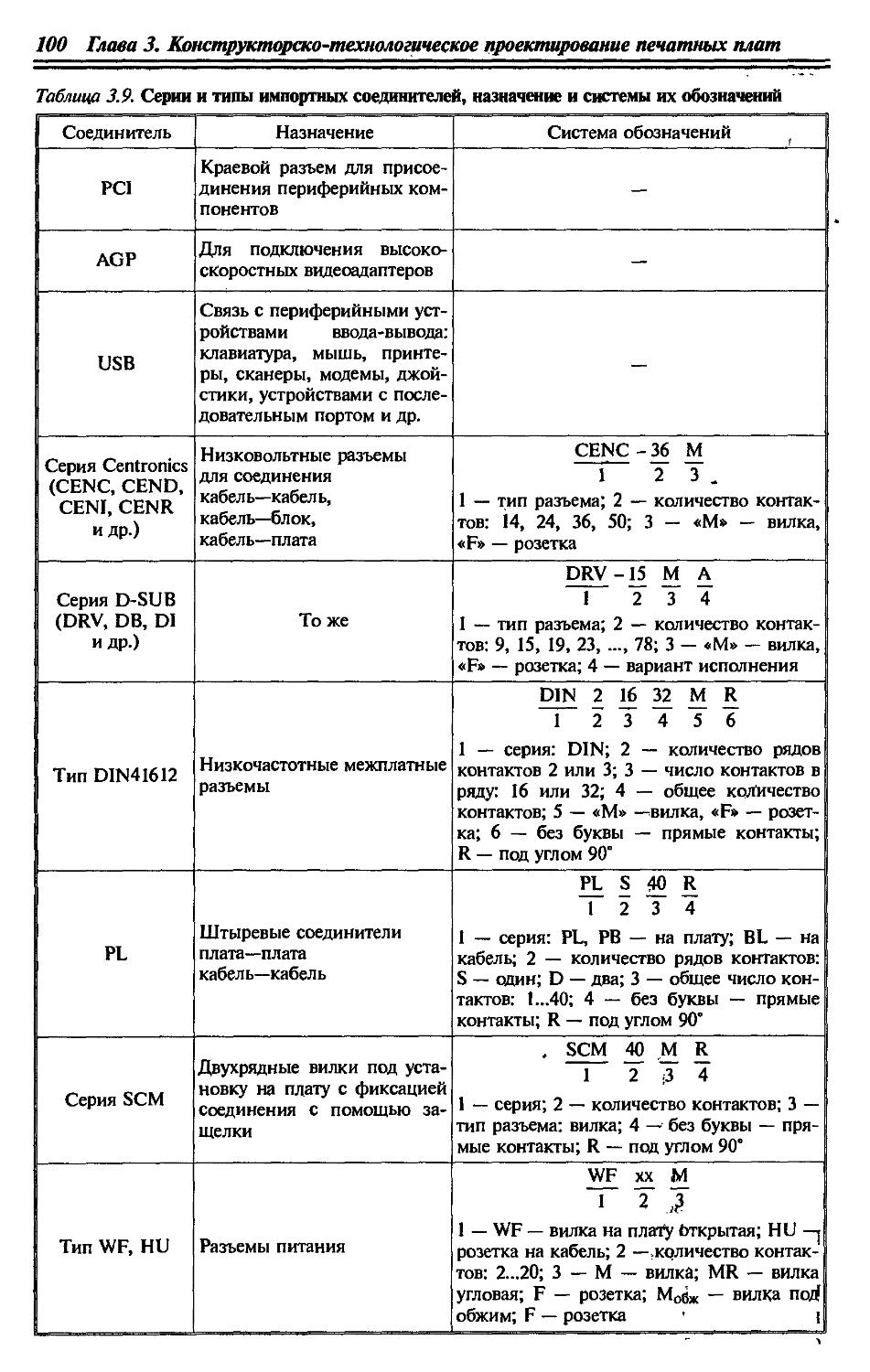
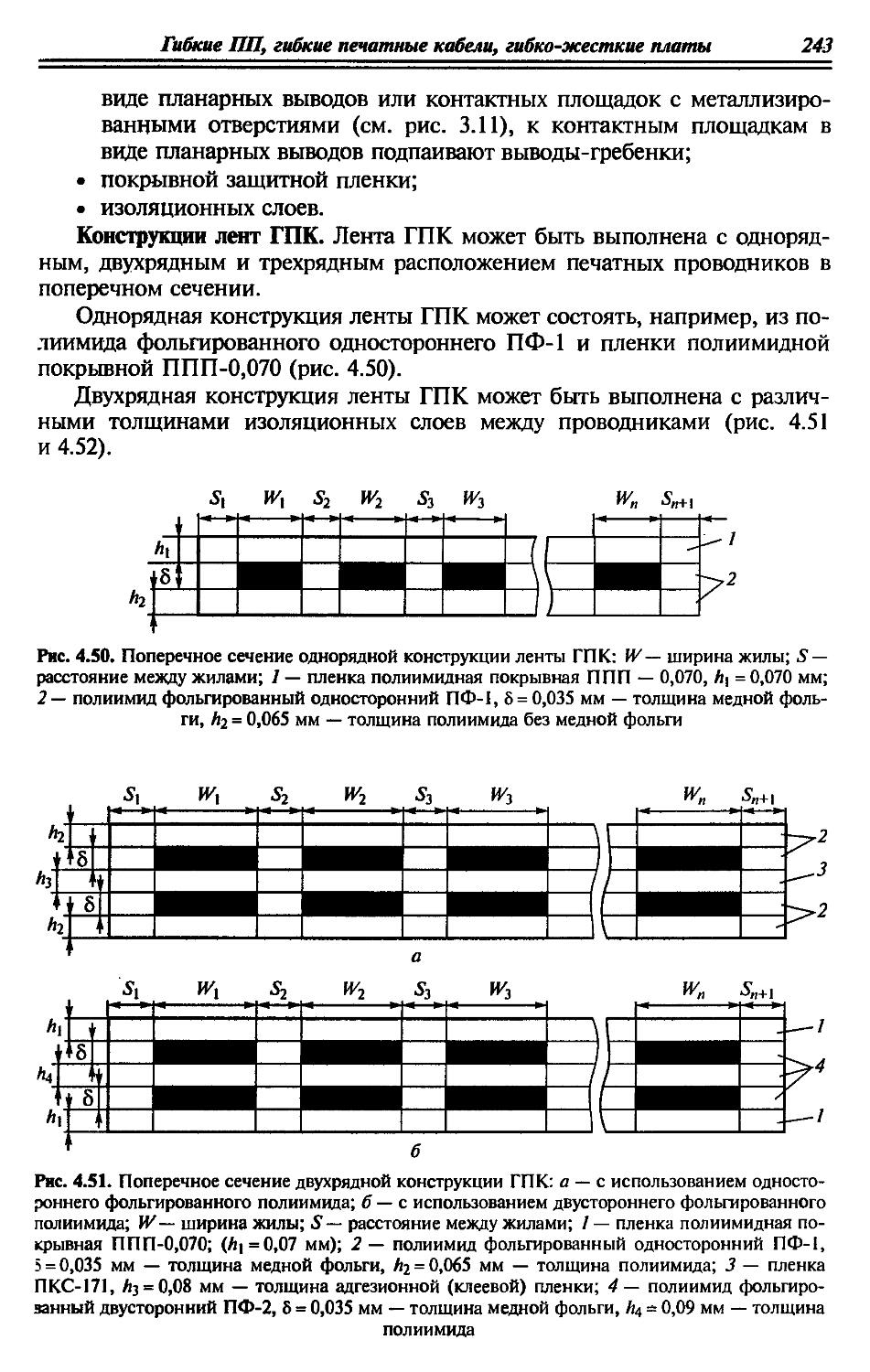
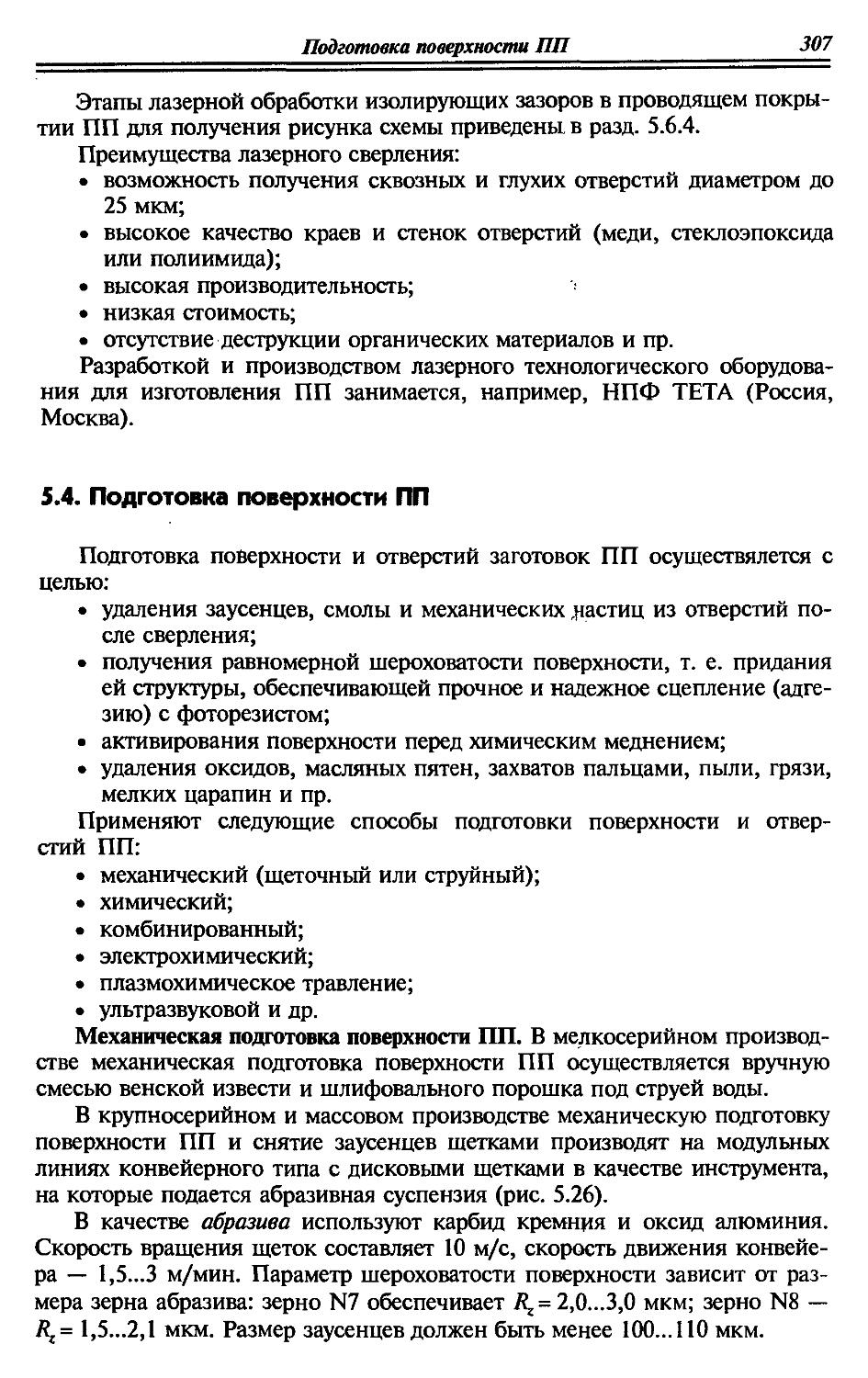
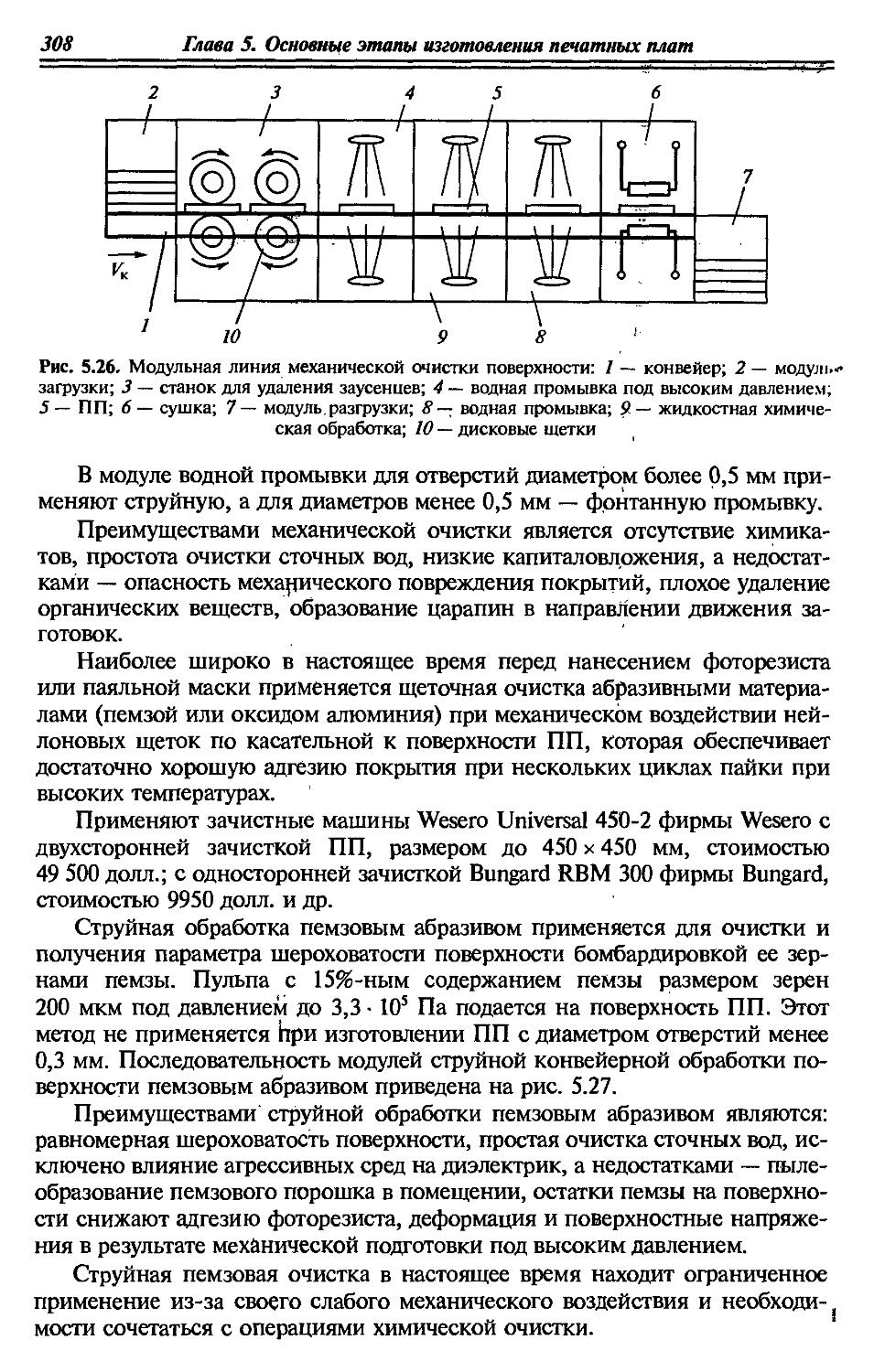
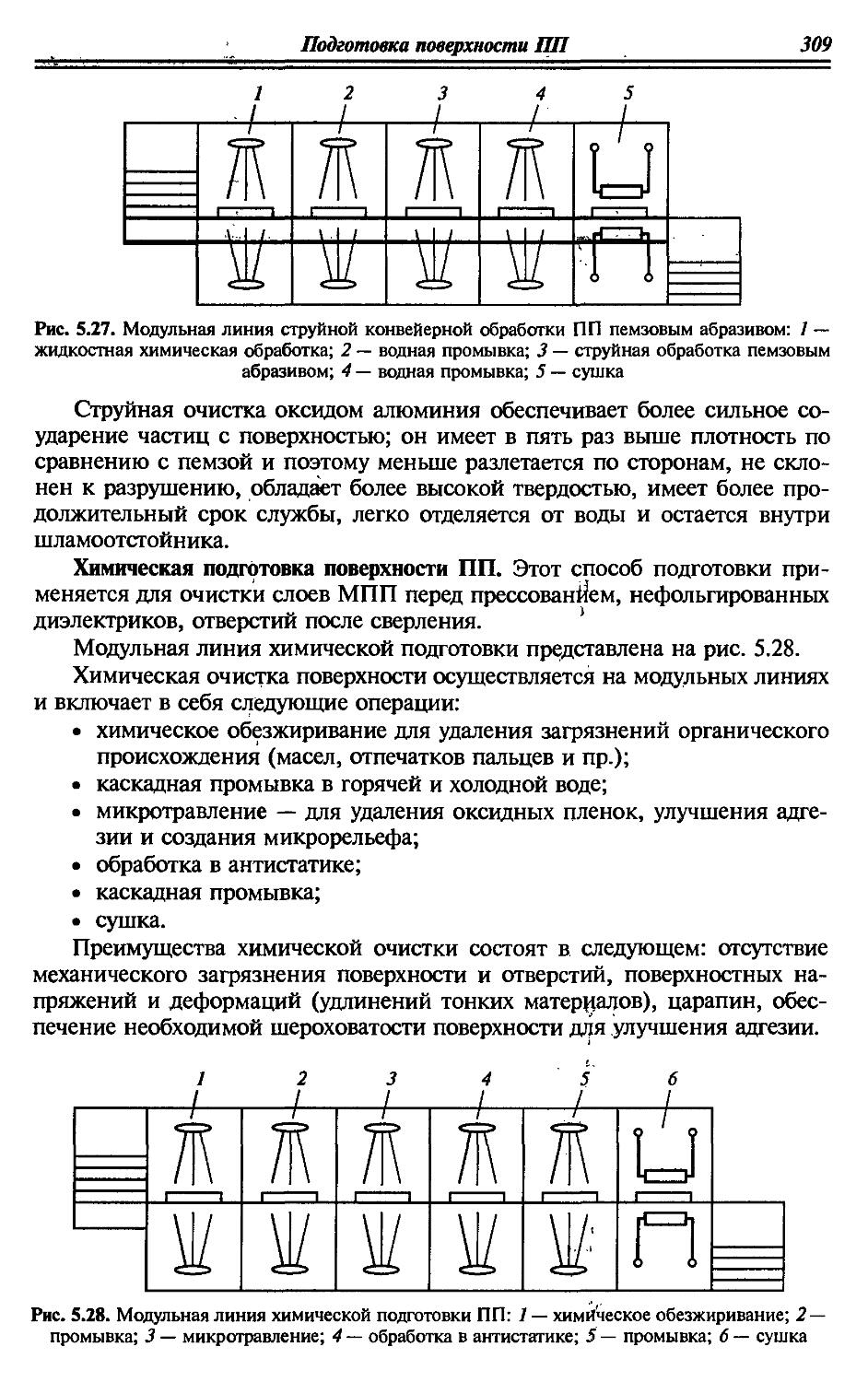
/








Author: Пирогова Е.В.
Tags: организация производственного процесса производственное планирование управление качеством микрорадиоэлектронная аппаратура микроэлектроника проектирование печать
ISBN: 5-8199-0138-X
Year: 2005



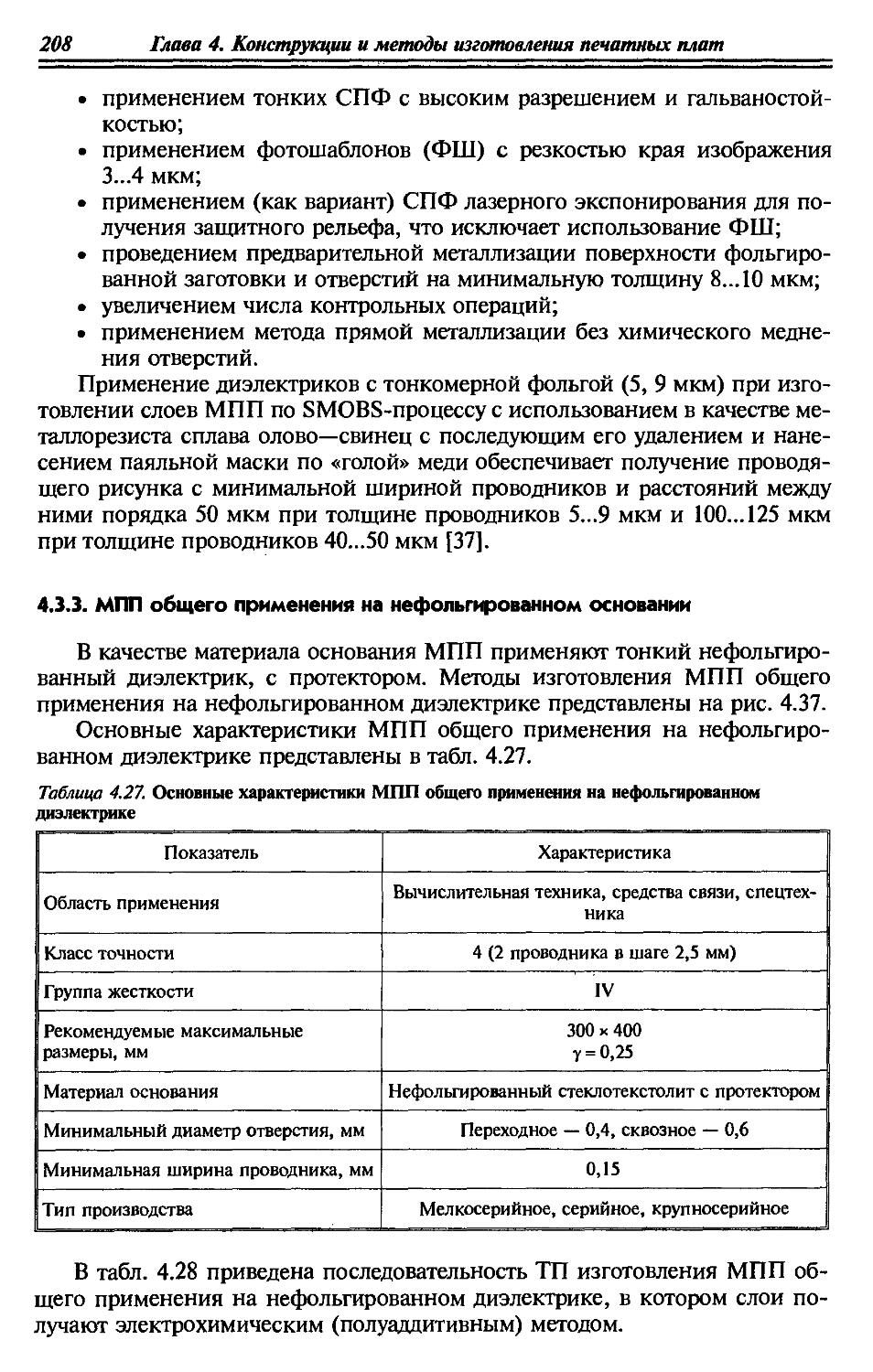
Text
Е.В. Пирогова
ПРОЕКТИРОВАНИЕ И ТЕХНОЛОГИЯ ПЕЧАТНЫХ ПЛАТ
Е. В. Пирогова
ПРОЕКТИРОВАНИЕ И ТЕХНОЛОГИЯ ПЕЧАТНЫХ ПЛАТ
Допущено Министерством образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Проектирование и технология электронных средств»
Москва ФОРУМ - ИНФРА-М 2005
УДК 658.5(075.8) ББК 32.844.1я73
ПЗЗ
Рецензенты: кафедра «Конструирование и технология радиоэлектронных средств» Владимирского государственного университета (зав. кафедрой д-р техн, наук, профессор М. В. Руфицкийу, кафедра «Электроника и информатика» Российского государственного технологического университета («МАТИ» — РГТУ) (зав. кафедрой д-р техн, наук, профессор С. Б. Беневоленский)
Пирогова Е. В.
ПЗЗ Проектирование и технология печатных плат: Учебник. — М.: ФОРУМ: ИНФРА-М, 2005. — 560 с. (Высшее образование).
ISBN 5-8199-0138-Х (ФОРУМ)
ISBN 5-16-001999-5 (ИНФРА-М)
Приведены основные понятия о печатных платах (ПП), применяемых материалах, конструкциях, методах изготовления. Изложена методика конструкторско-технологического проектирования ПП. Рассмотрены организационно-экономические и экологические аспекты производства. В Приложении даны методические указания по выполнению домашних заданий с примерами решений отдельных вариантов.
Для студентов, обучающихся по специальностям «Проектирование и технология электронно-вычислительных средств», «Проектирование и технология радиоэлектронных средств», аспирантов, преподавателей, а также может вызвать интерес инженеров-технологов, занимающихся производством ПП.
УДК 658.5(075.8)
ББК 32.844.1я73
ISBN 5-8199-0138-Х (ФОРУМ)
ISBN 5-16-001999-5 (ИНФРА-М)
© Е. В. Пирогова, 2005
© ИД «ФОРУМ», 2005
Оглавление
Предисловие...................................................9
Список основных сокращении....................................11
Введение.....................................................13
Глава 1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПЕЧАТНЫХ ПЛАТ . . 20
1.1. Основные определения.................................... 20
1.2. Конструкторские требования и характеристики ПП ..........25
1.3. Электрические требования и характеристики ПП.............30
1.4. Требования по устойчивости ПП к климатическим и механическим воздействиям..................................34
1.5. Технологические требования к ПП.........................35
Глава 2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ................................................37
2.1. Базовые и расходные материалы ПП........................37
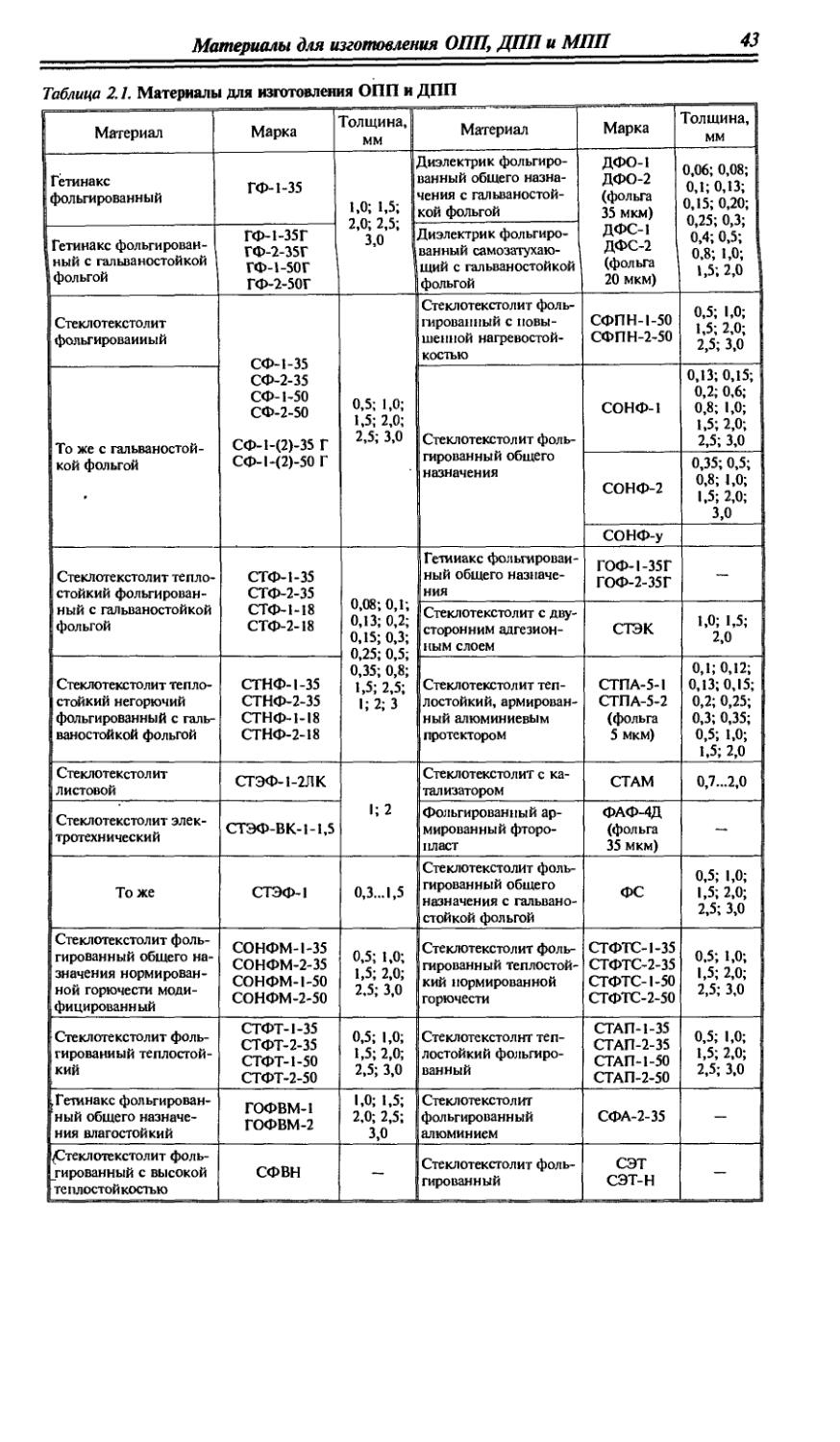
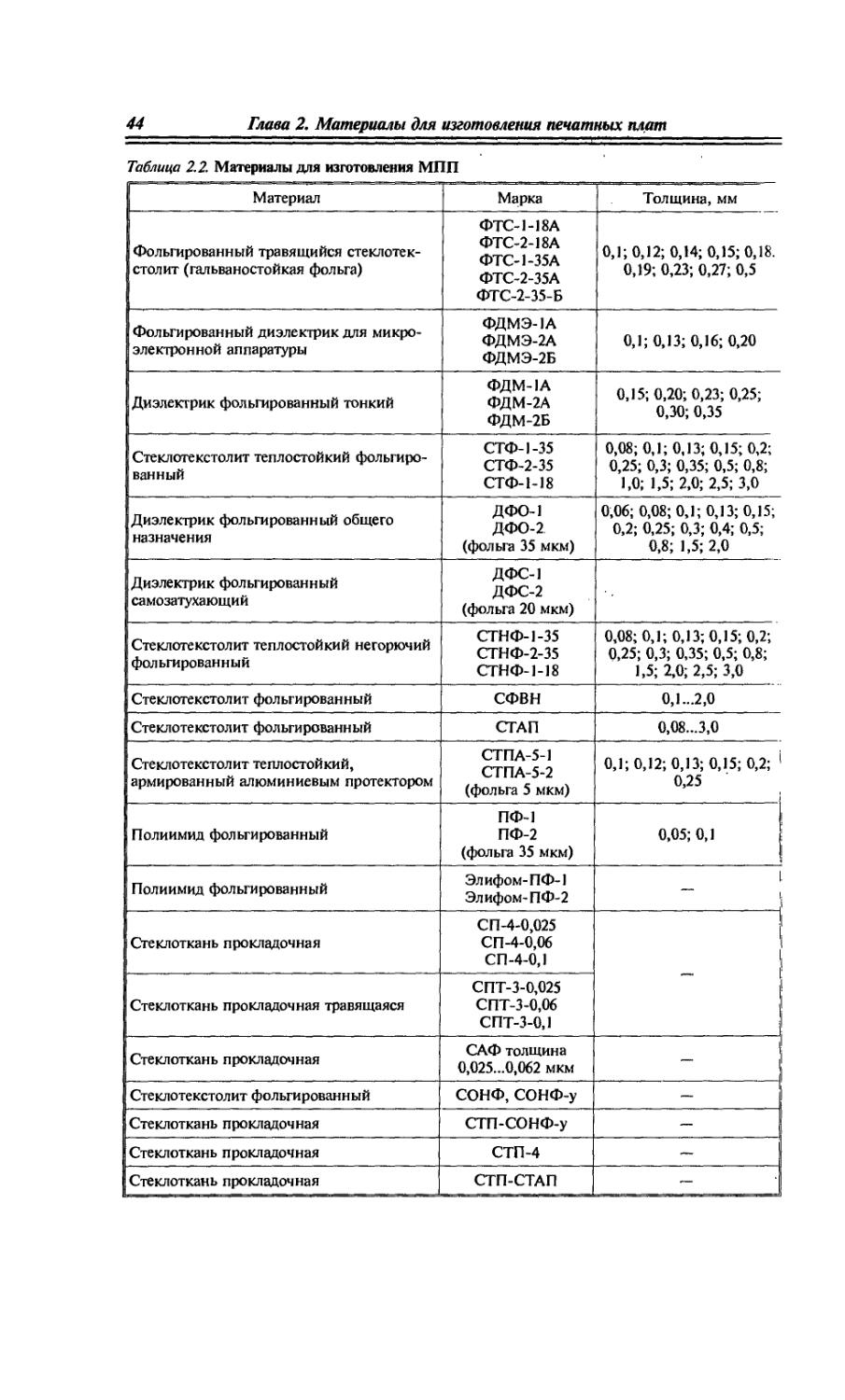
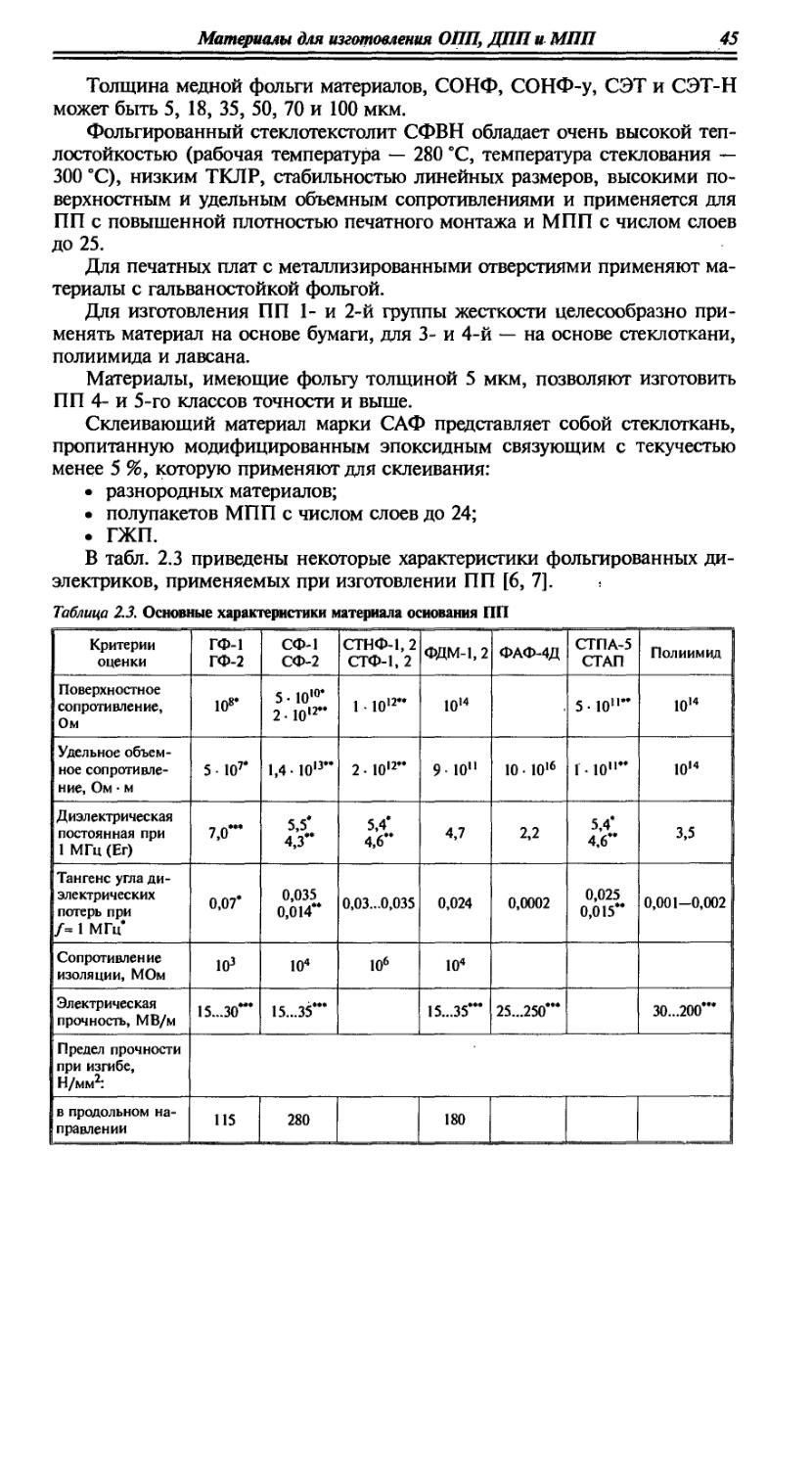
2.2. Материалы для изготовления ОПП, ДПП и МПП...............39
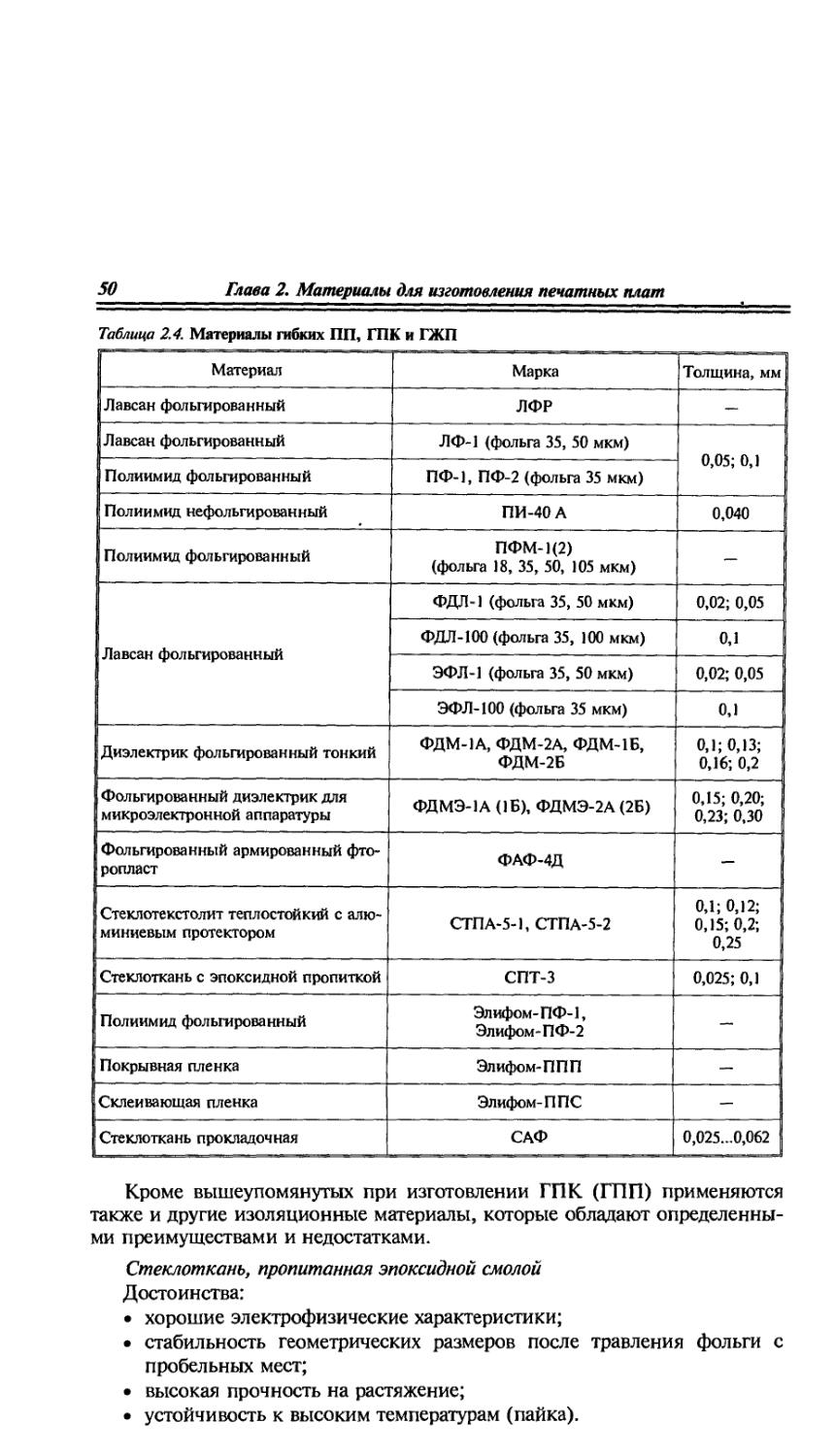
2.3. Материалы для изготовления ГПП, ГПК и ГЖП...............46
. 2.3.1. Изоляционные материалы для изготовления ГПП, ГПК и ГЖП.............................................47
2.3.2. Проводниковые материалы для изготовления ГПП, ГПК и ГЖП............................................53
2.3.3. Защитные покрытия ГПП, ГПК и ГЖП..................53
2.3.4. Адгезивы ГПП, ГПК и ГЖП...........................54
2.4.5. Входной контроль материалов для изготовления ГПП, ГПК и ГЖП............................................55
2.3. Импортные материалы в производстве ПП...................56
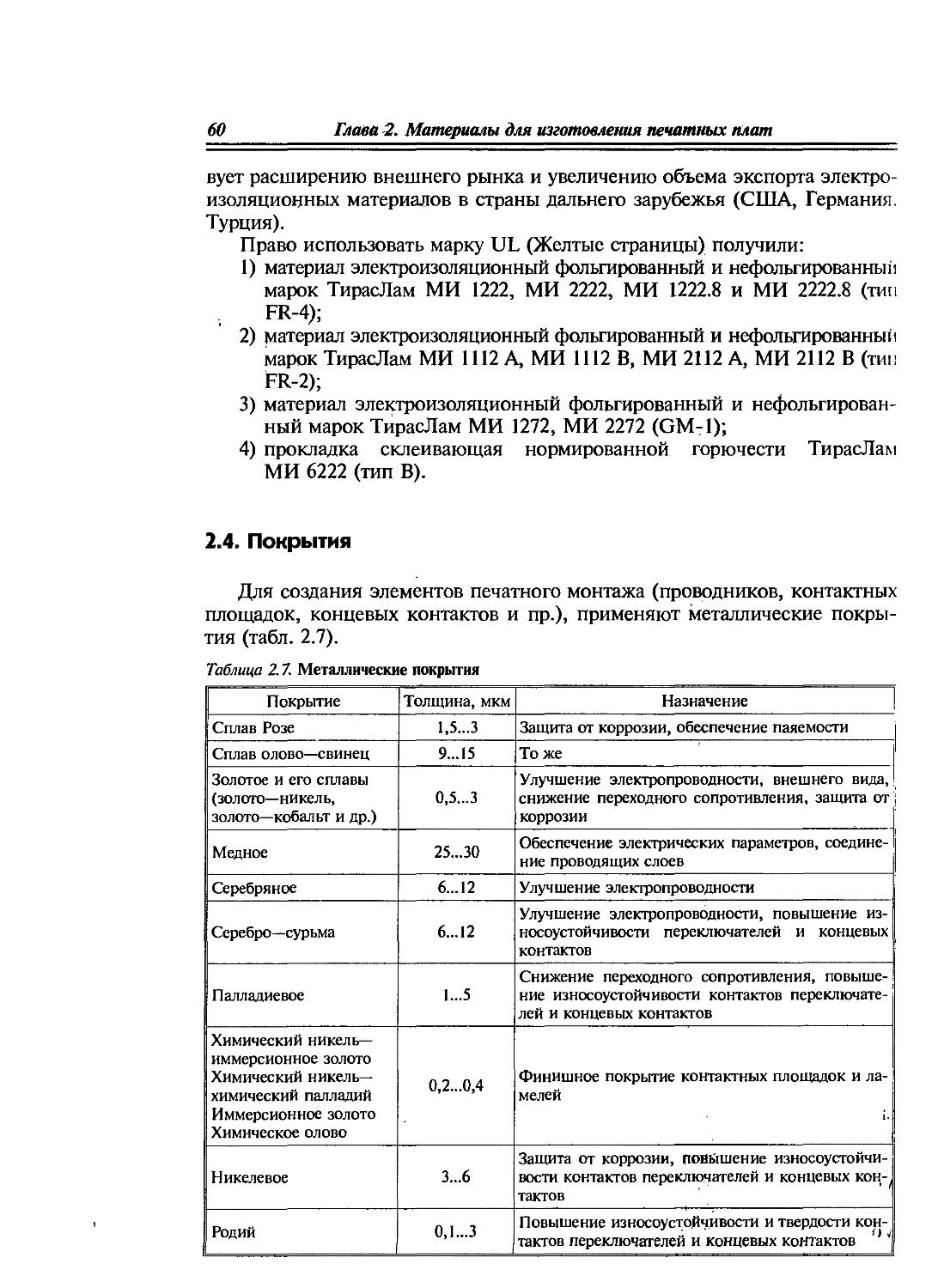
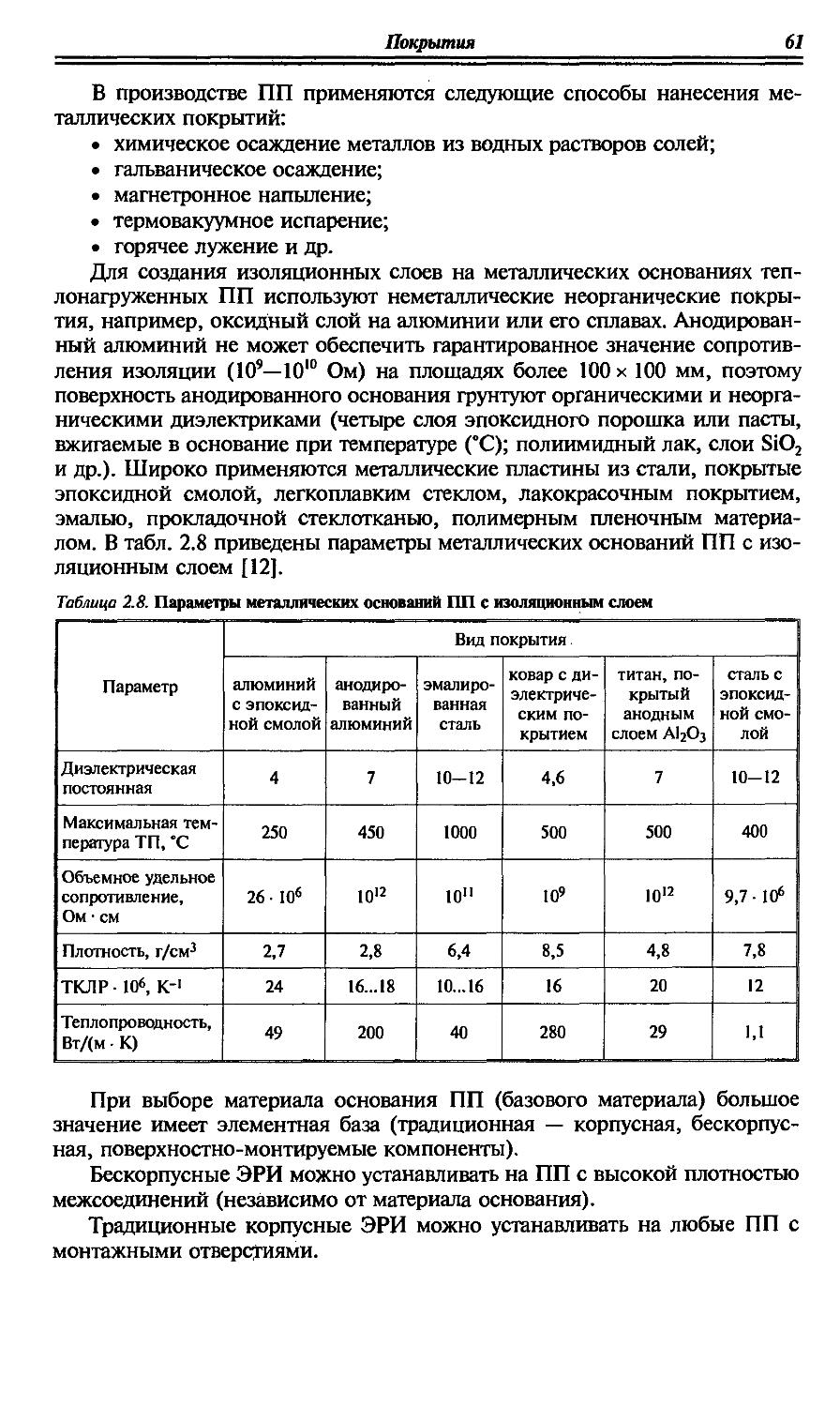
2.4. Покрытия................................................60
Глава 3. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ.................................64
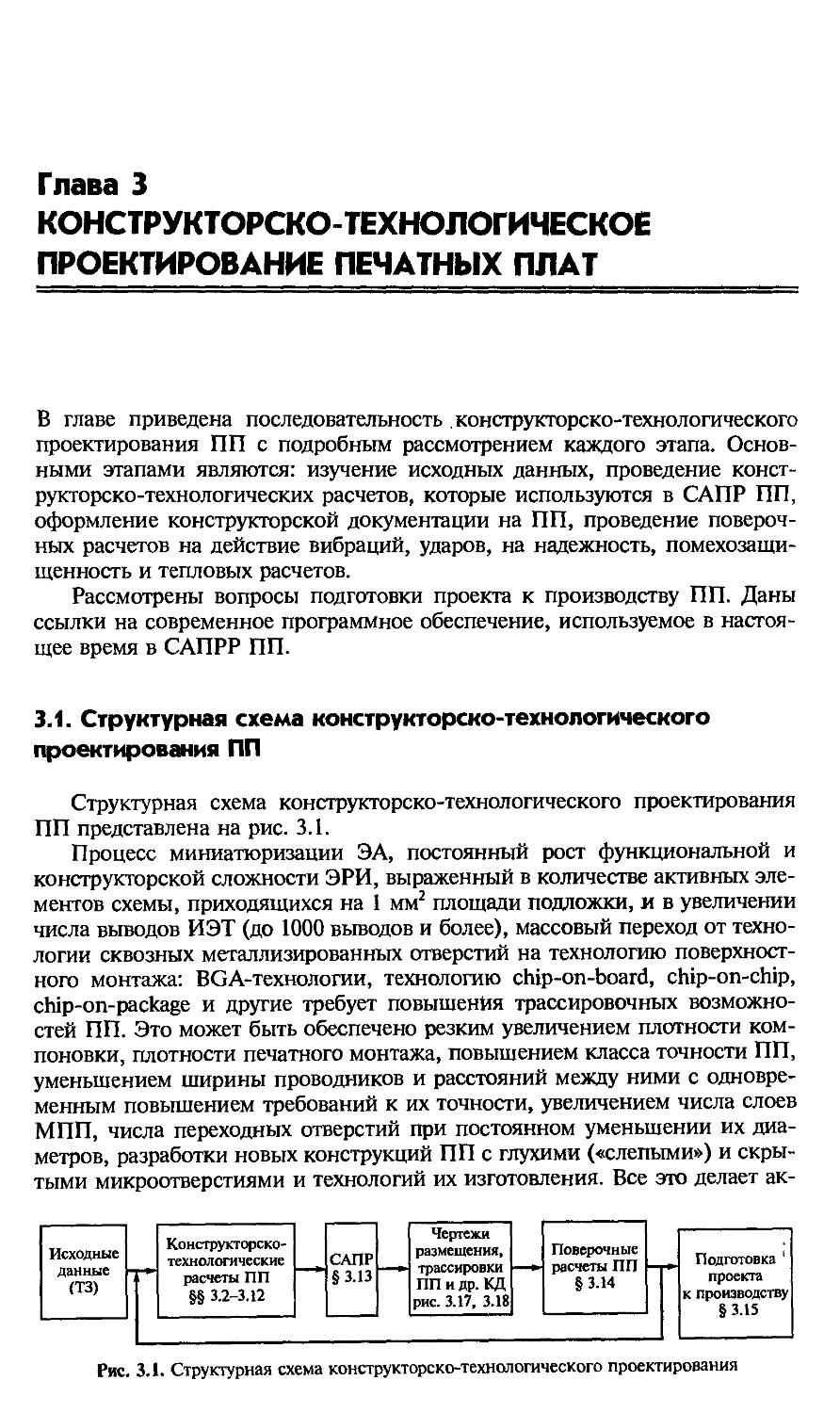
3.1. Структурная схема конструкторско-технологического проектирования ПП............................................64
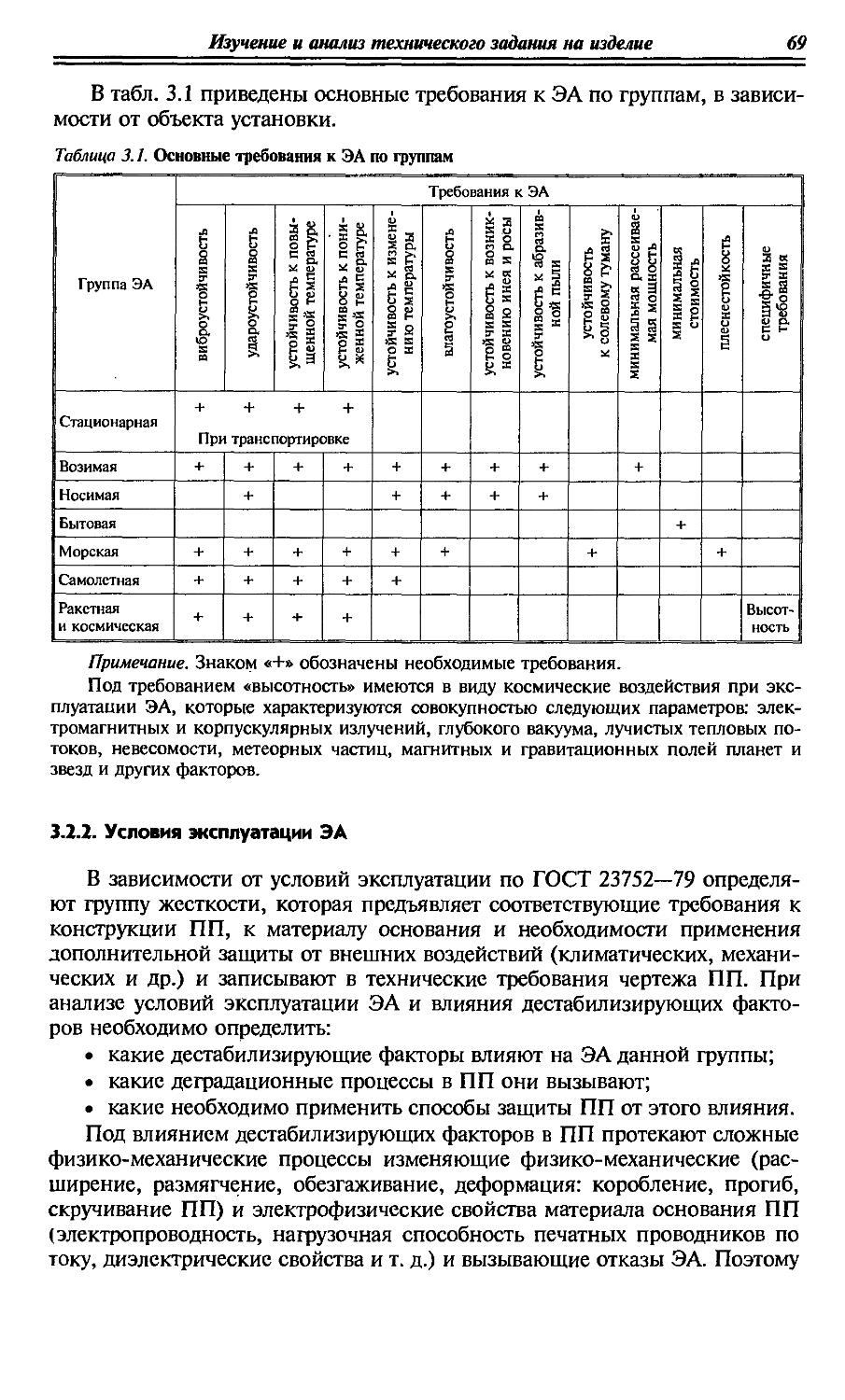
3.2. Изучение и анализ технического задания на изделие.......67
3.2.1. Назначение и объект установки ЭА..................67
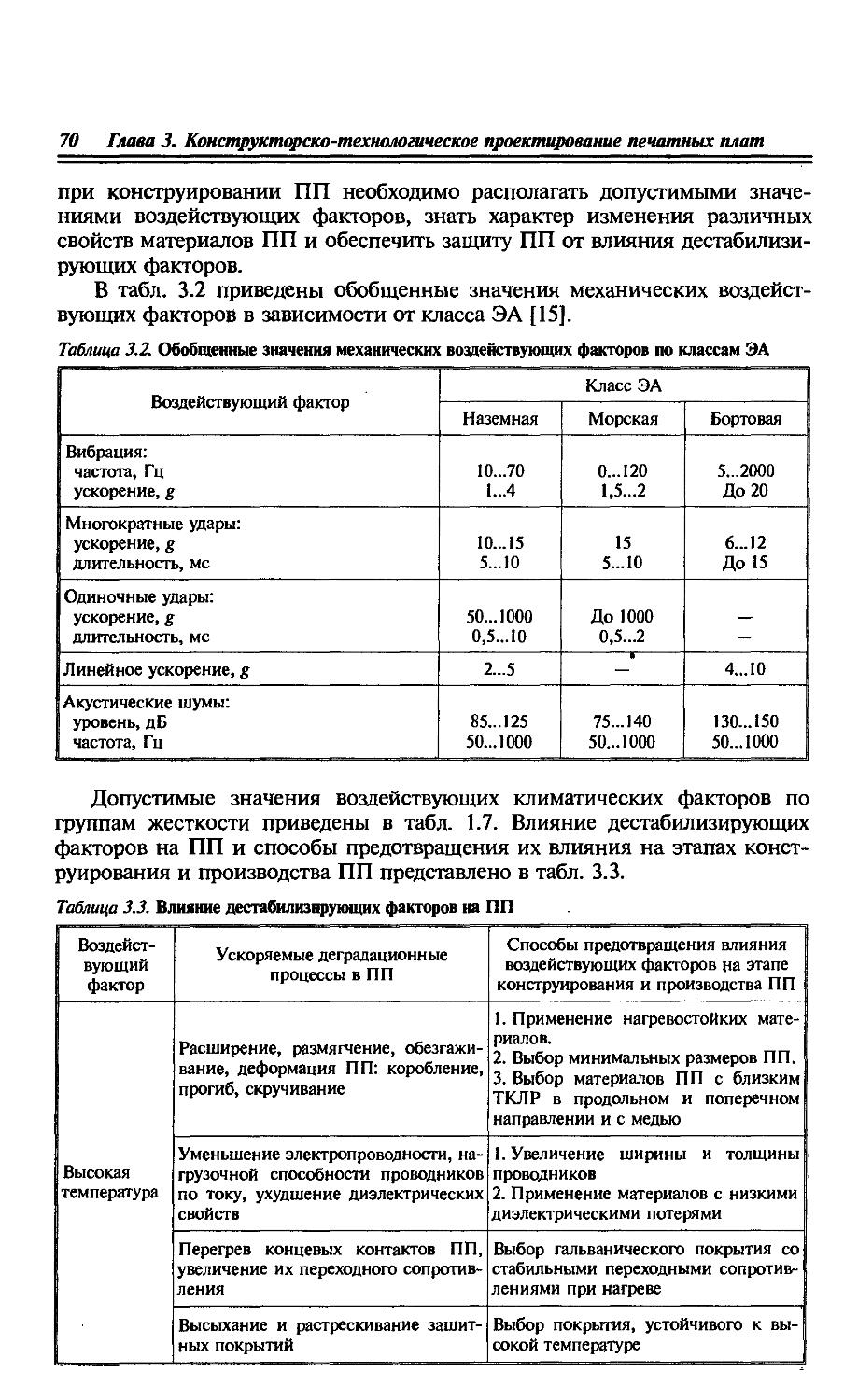
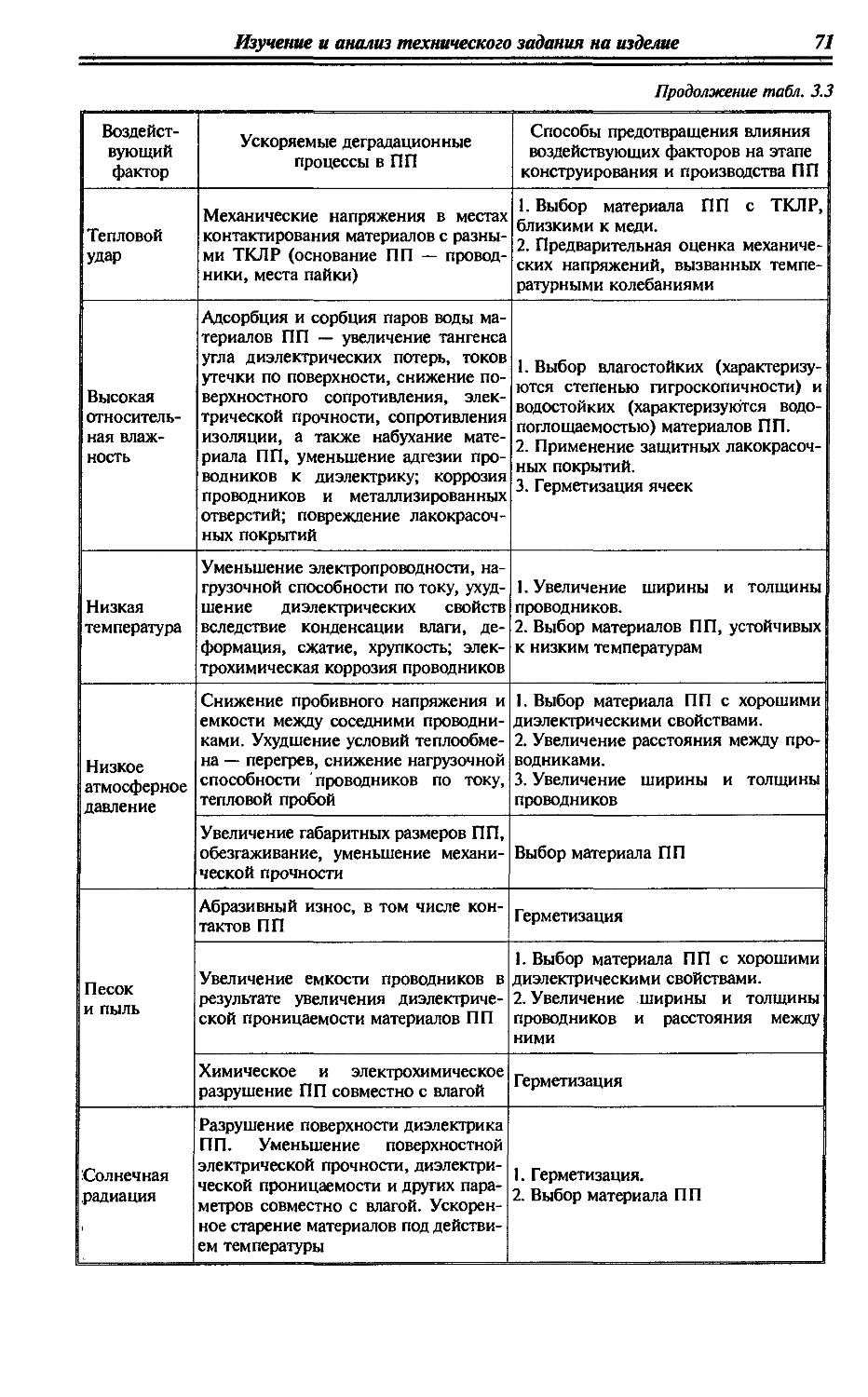
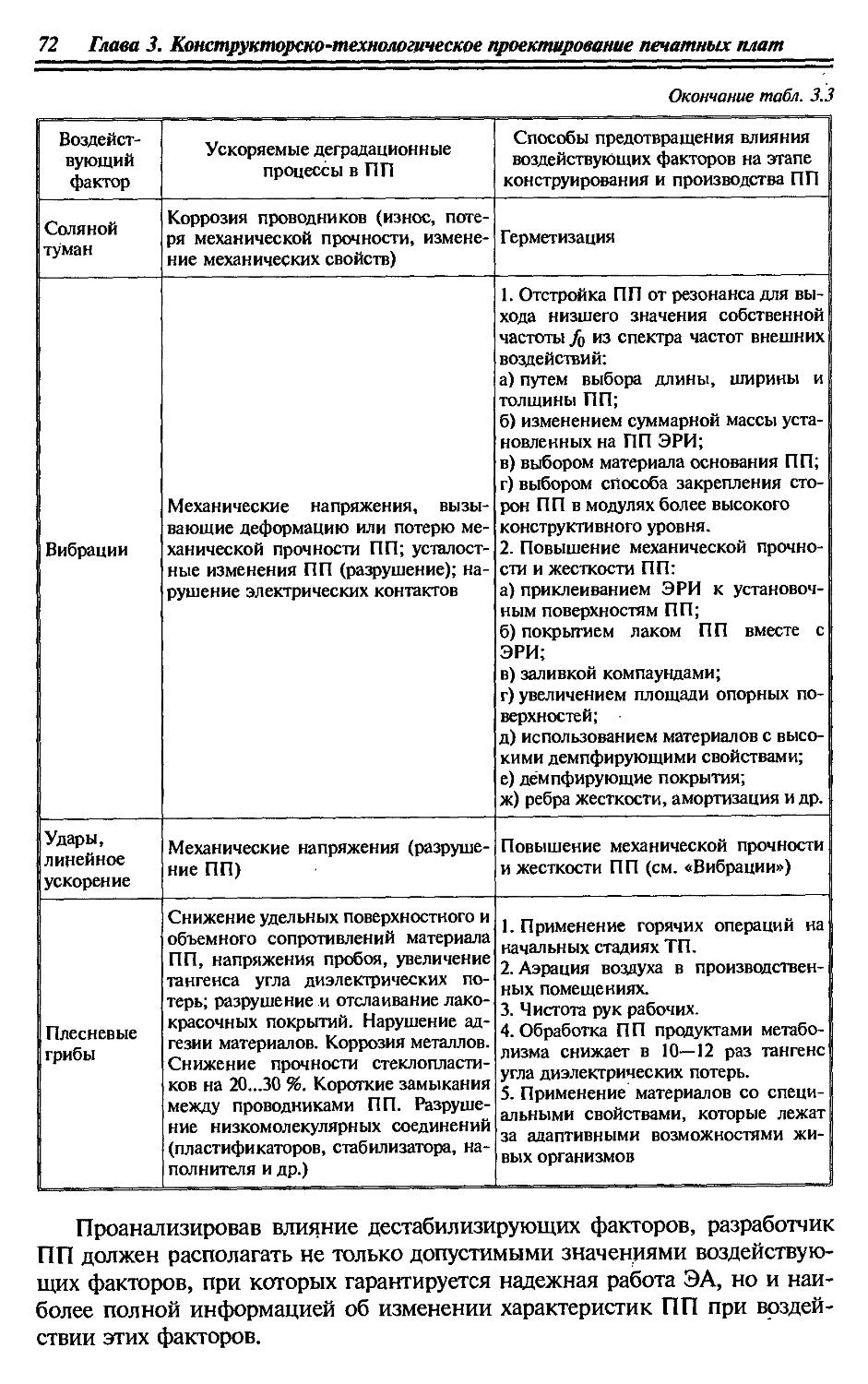
3.2.2. Условия эксплуатации ЭА...........................69
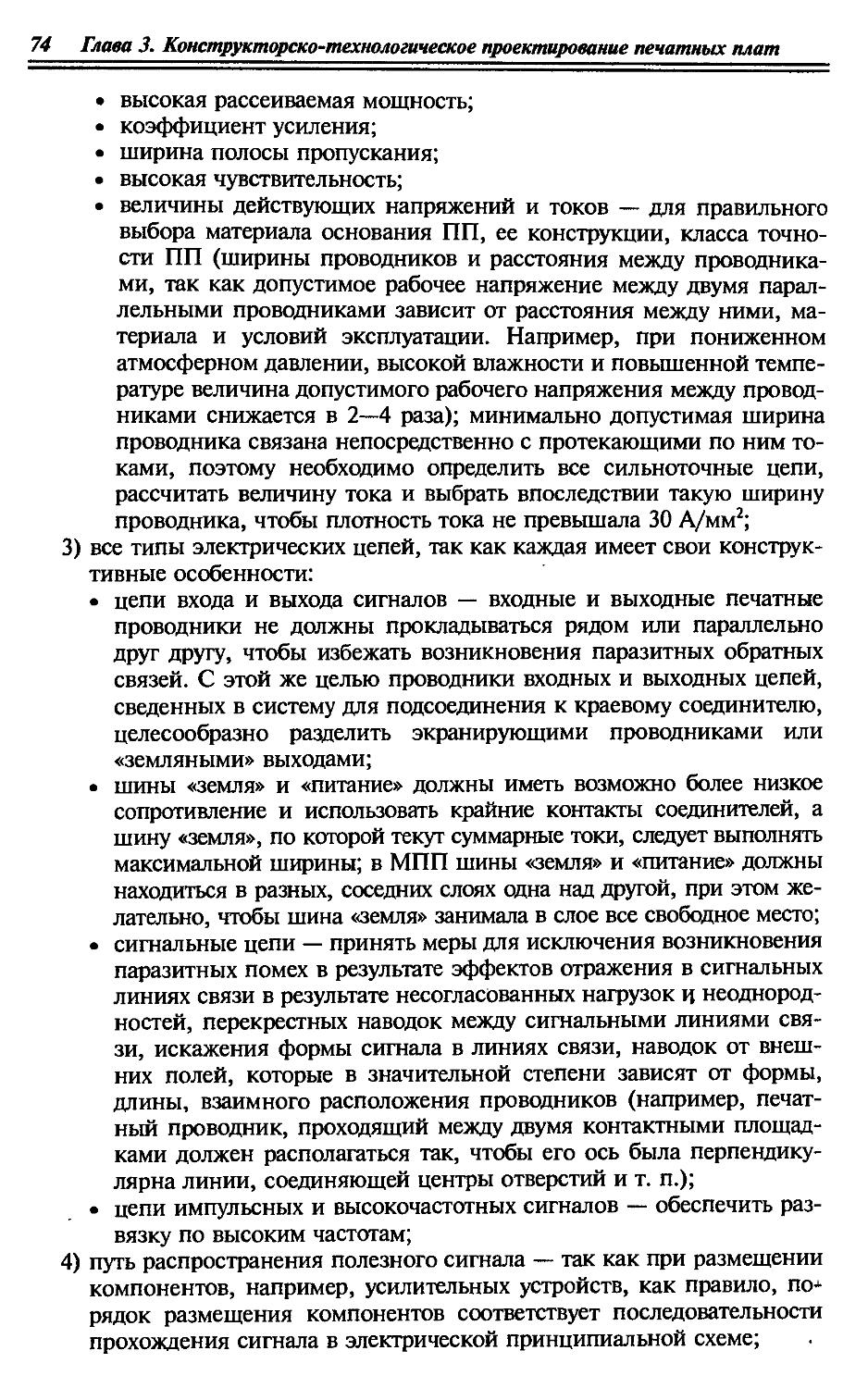
3.2.3. Анализ электрической принципиальной схемы функционального узла .....................................73
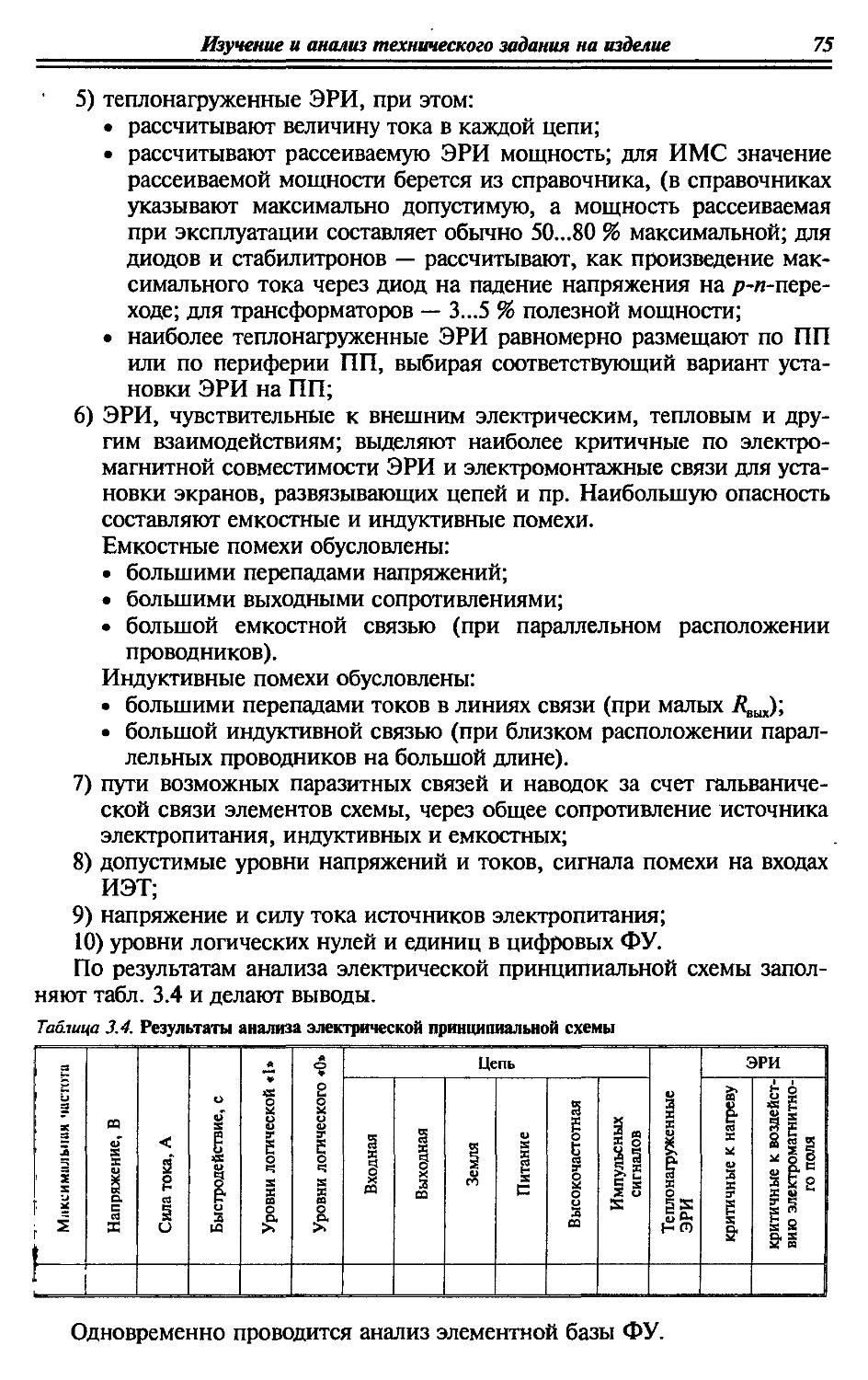
3.2.4. Анализ элементной базы............................76
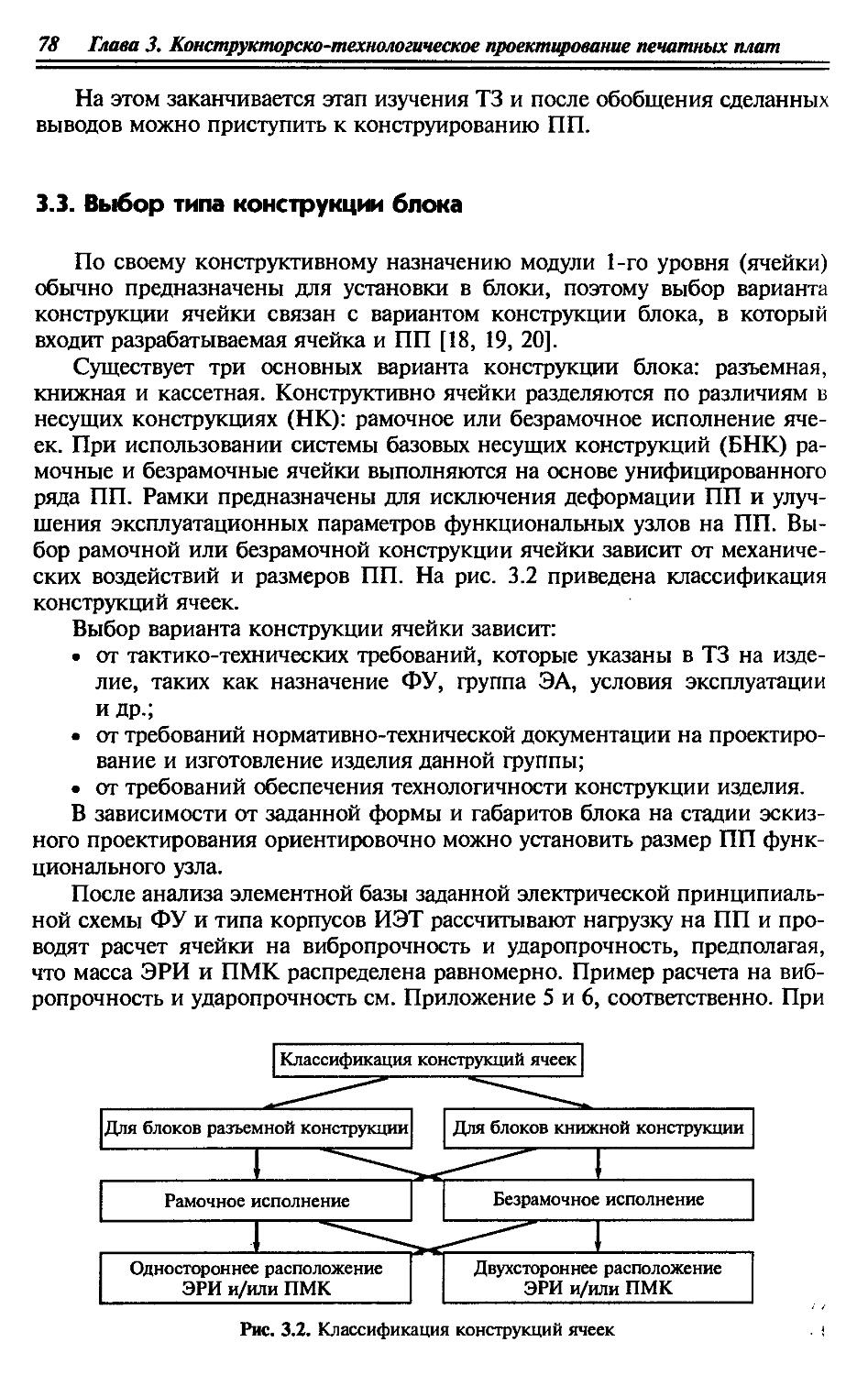
3.3. Выбор типа конструкции блока............................78
4
Оглавление
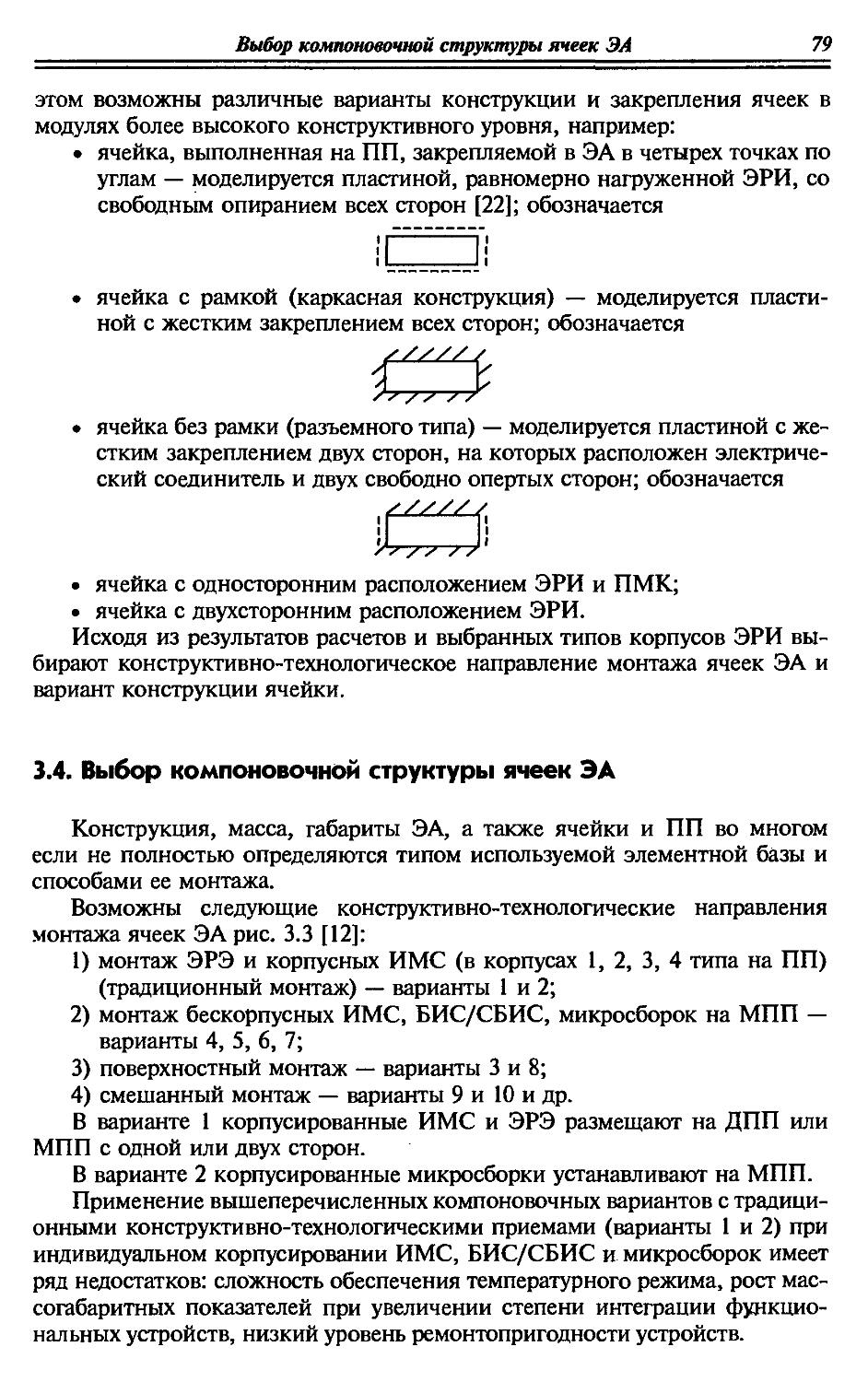
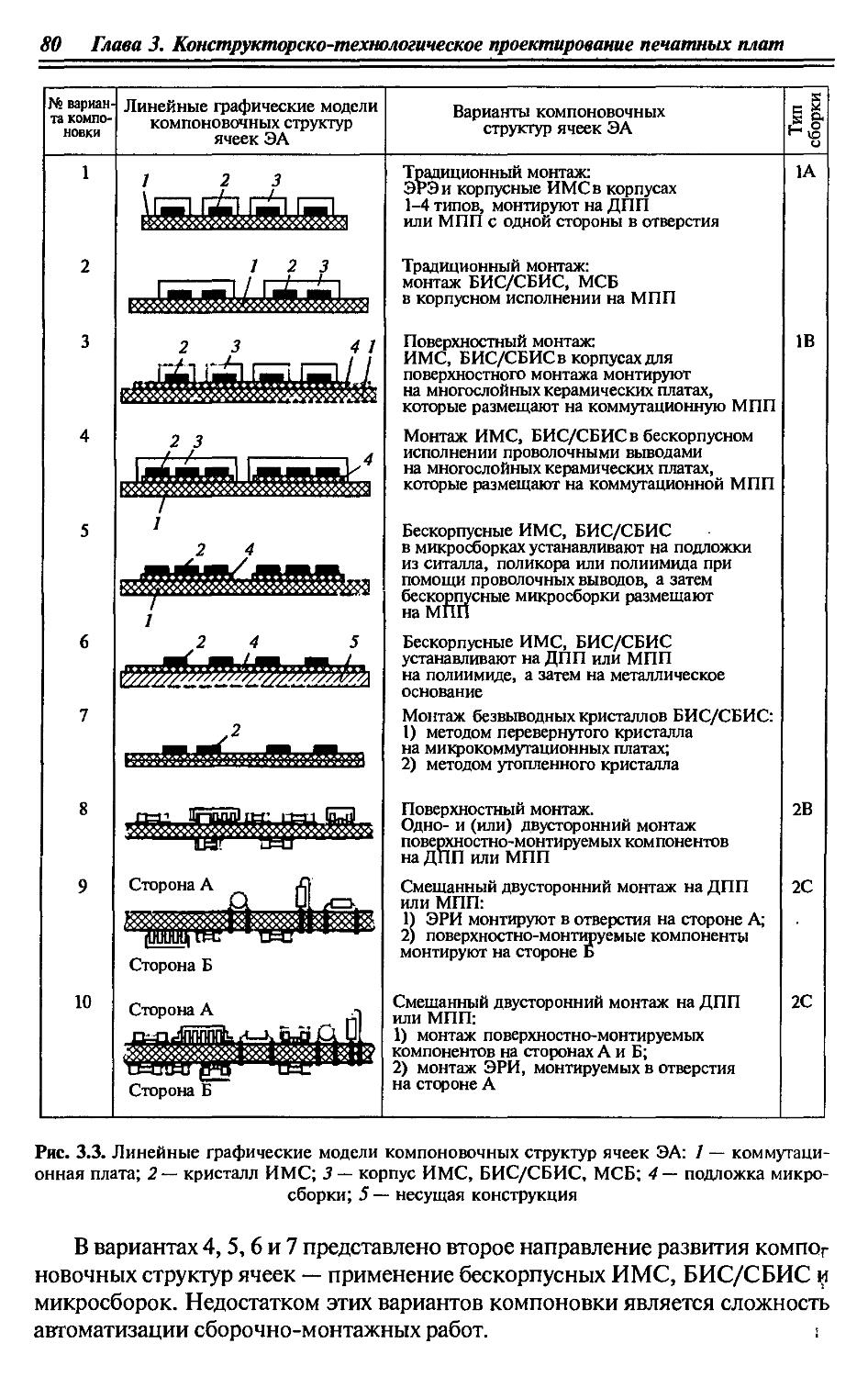
3.4. Выбор компоновочной структуры ячеек ЭА .....................79
3.5. Выбор типа конструкции ПП.................................. 82
3.6. Выбор класса точности ПП....................................83
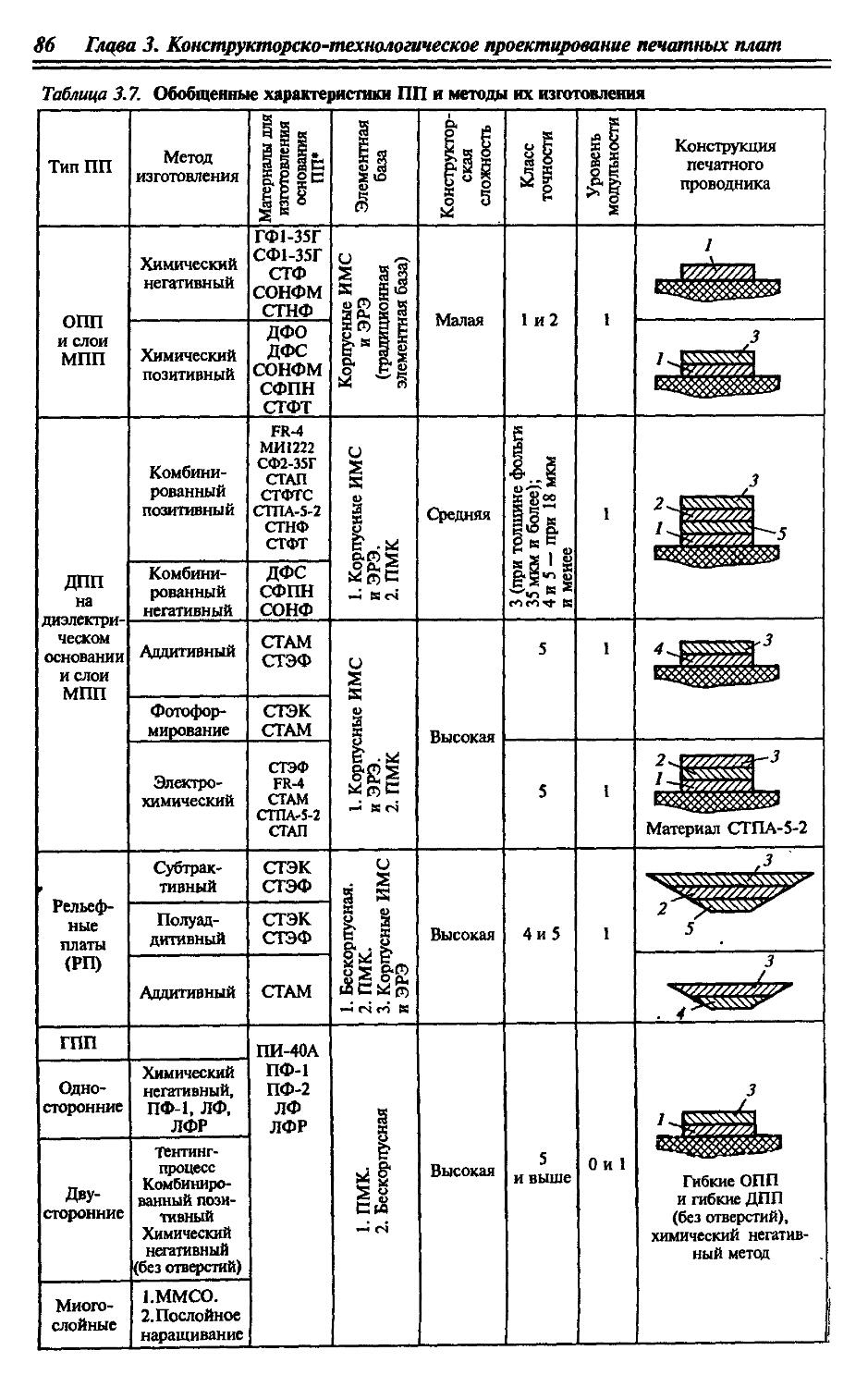
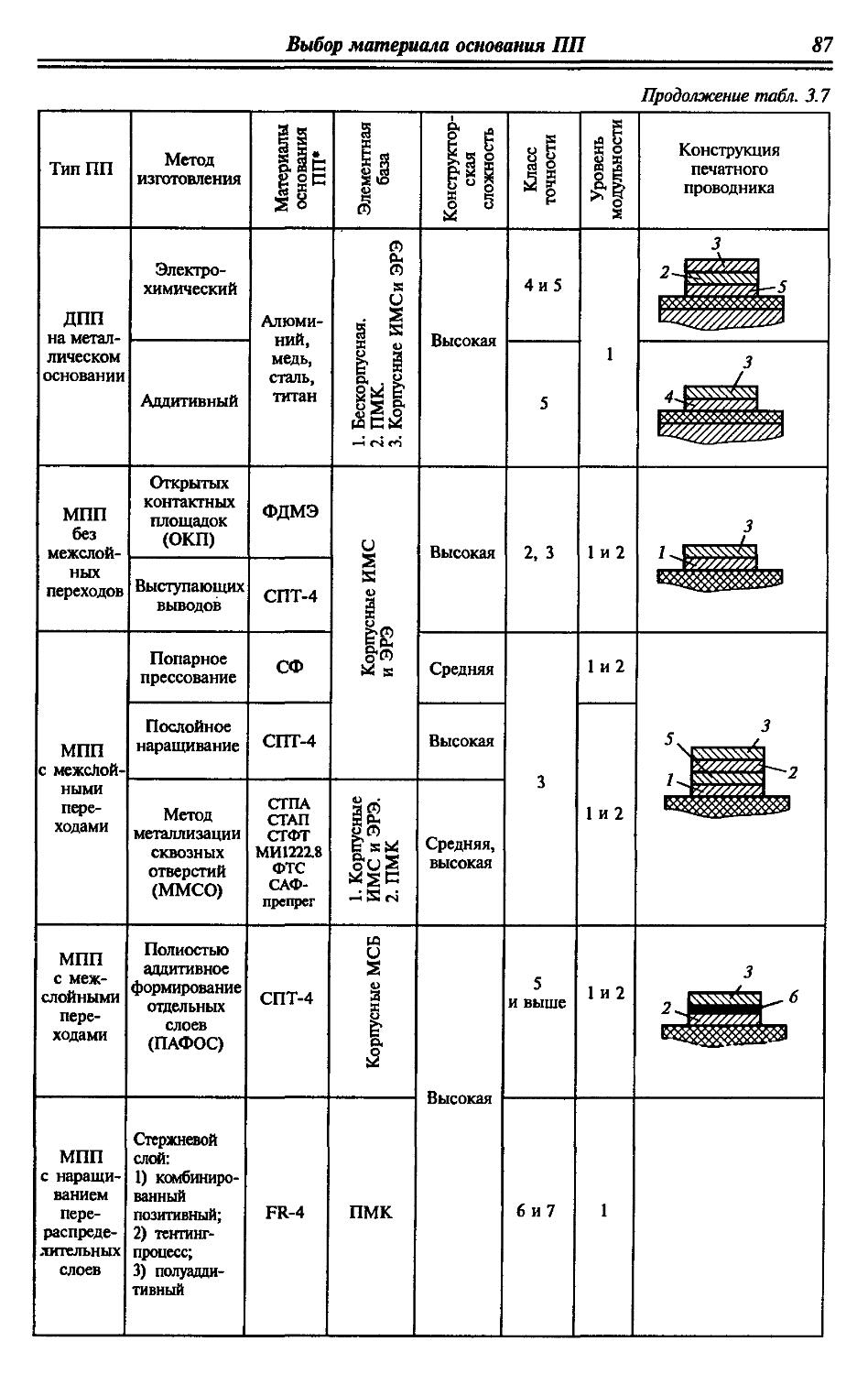
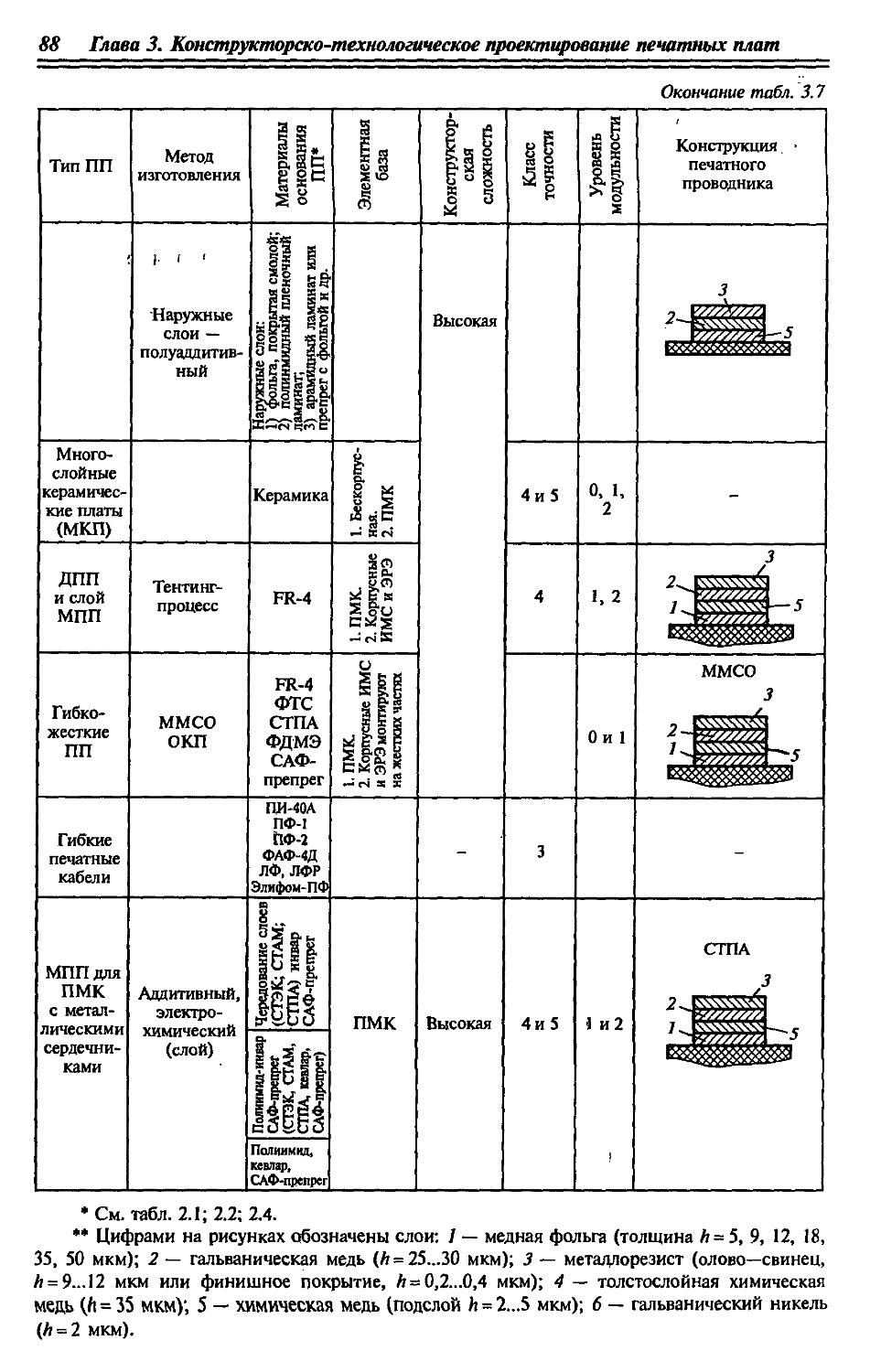
3.7. Выбор метода изготовления ПП................................85
3.8. Выбор материала основания ПП................................85
3.9. Разработка компоновочных эскизов ячейки и выбор габаритных размеров ПП ..........................................89
3.9.1. Выбор типоразмера ПП (1-й вариант)....................90
3.9.2. Компоновка конструкторско-технологических зон для размещения на ПП ячейки ЭРИ, элементов контроля функционирования электрического соединения, крепления и фиксации ячейки (2-й вариант выбора типоразмера ПП)... 90
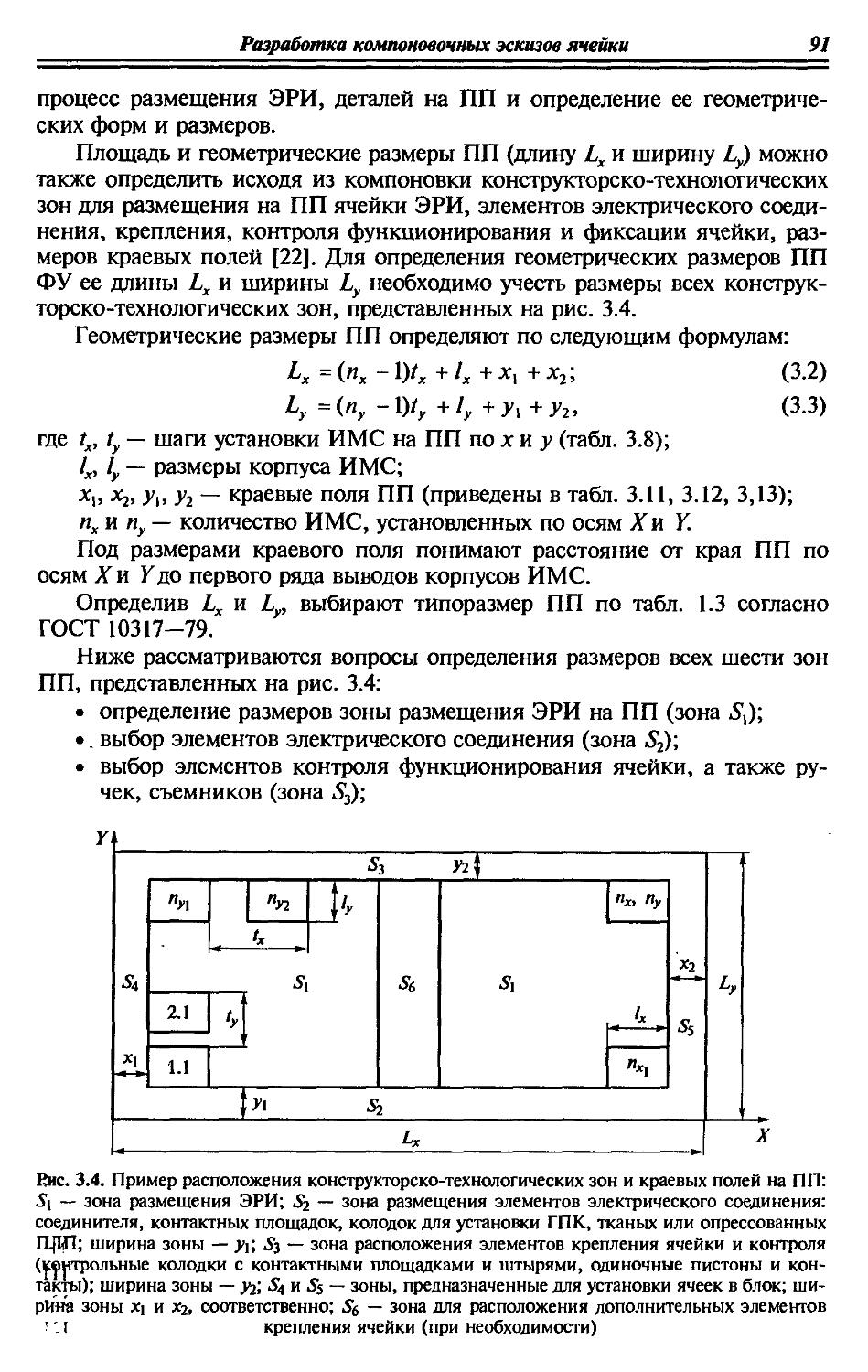
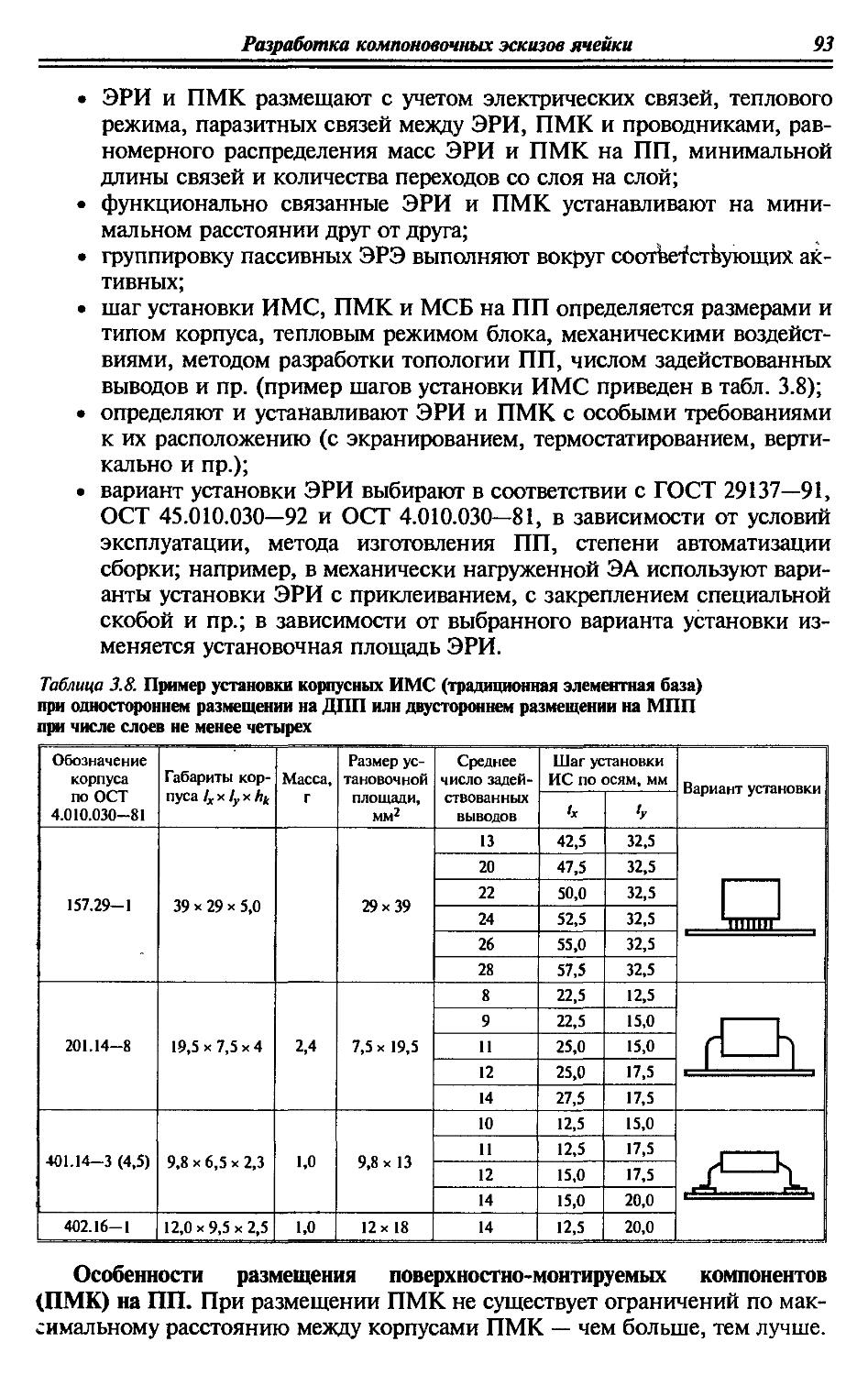
3.9.2.1. Определение размеров зоны размещения ЭРИнаПП...................................................92
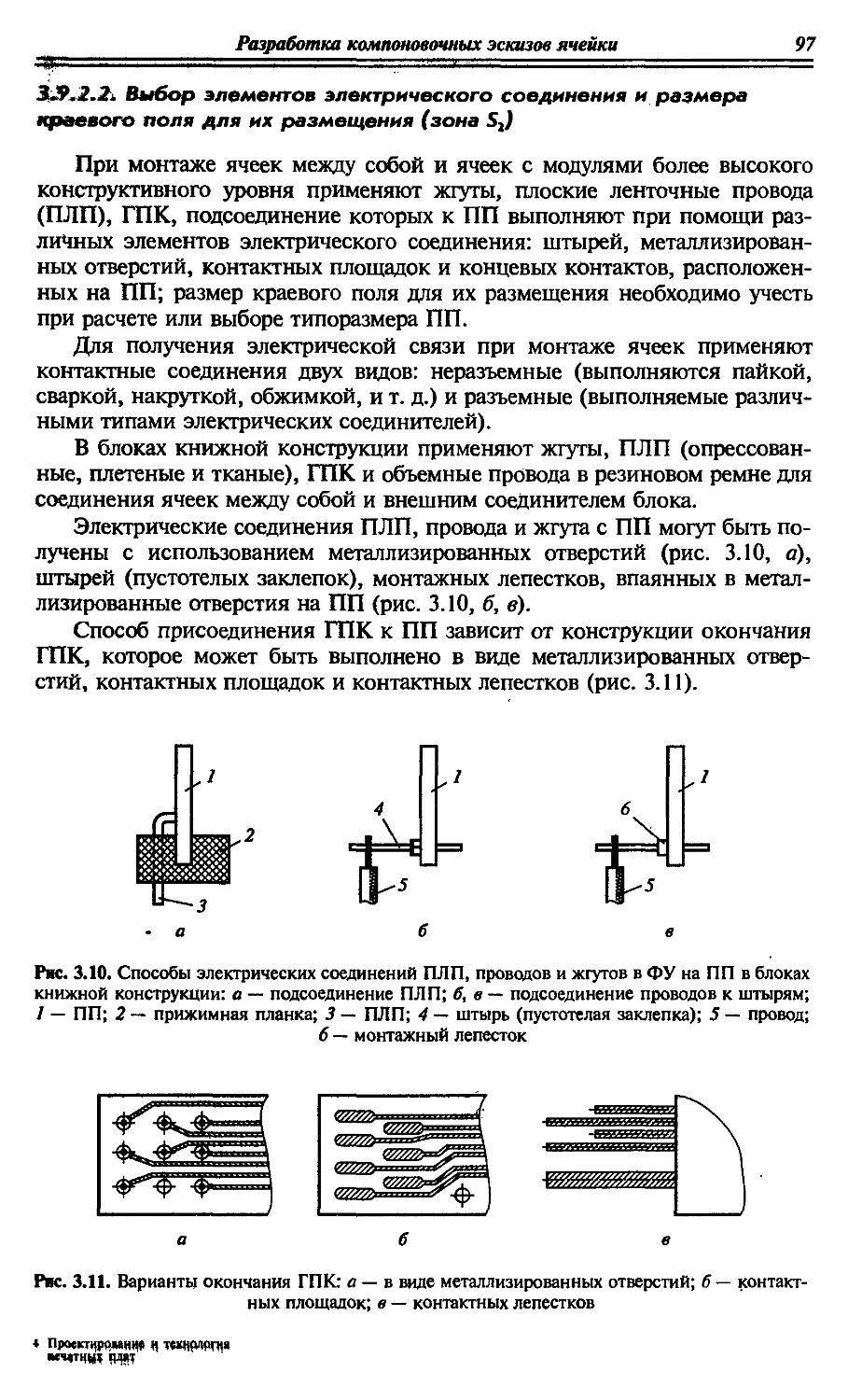
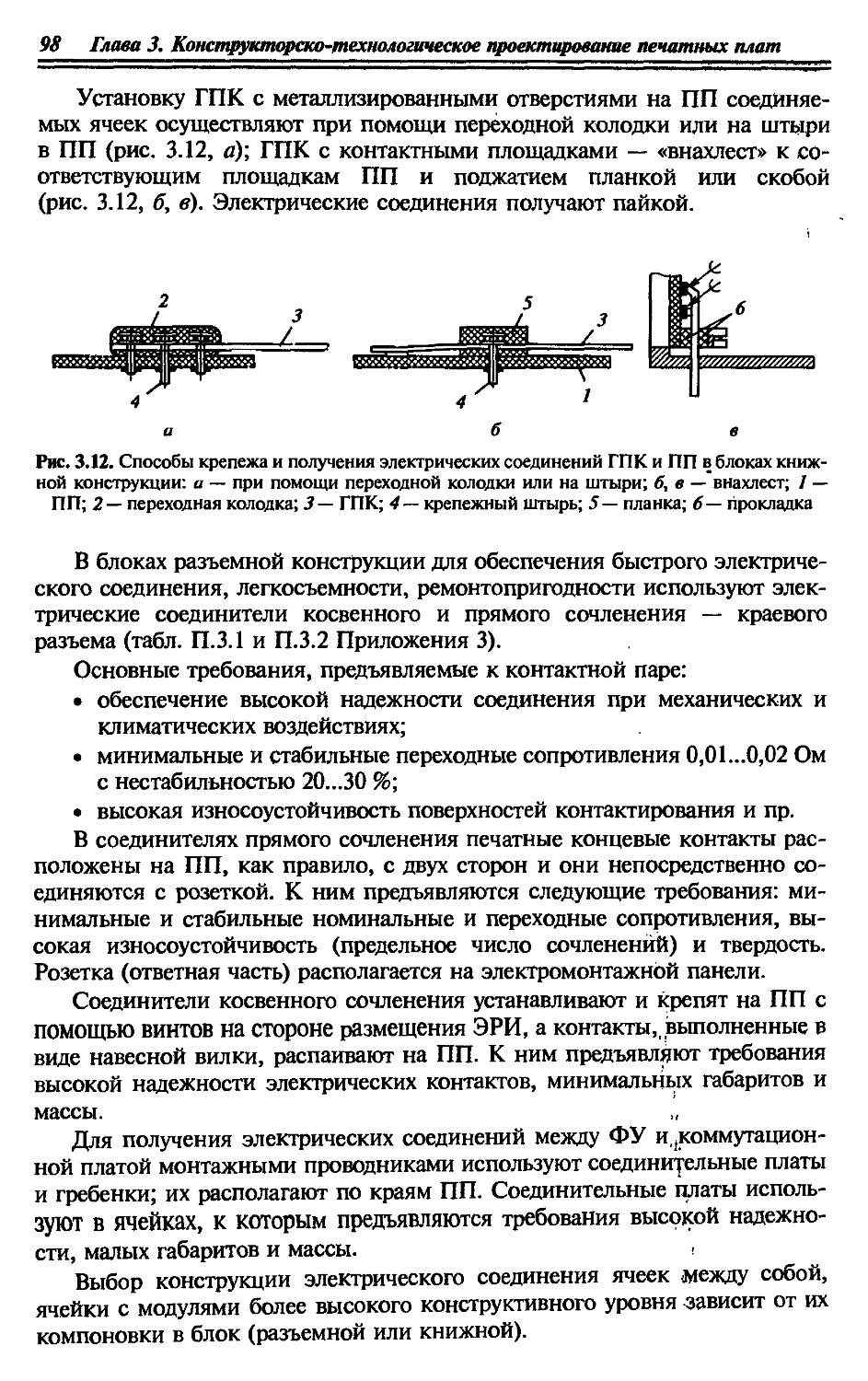
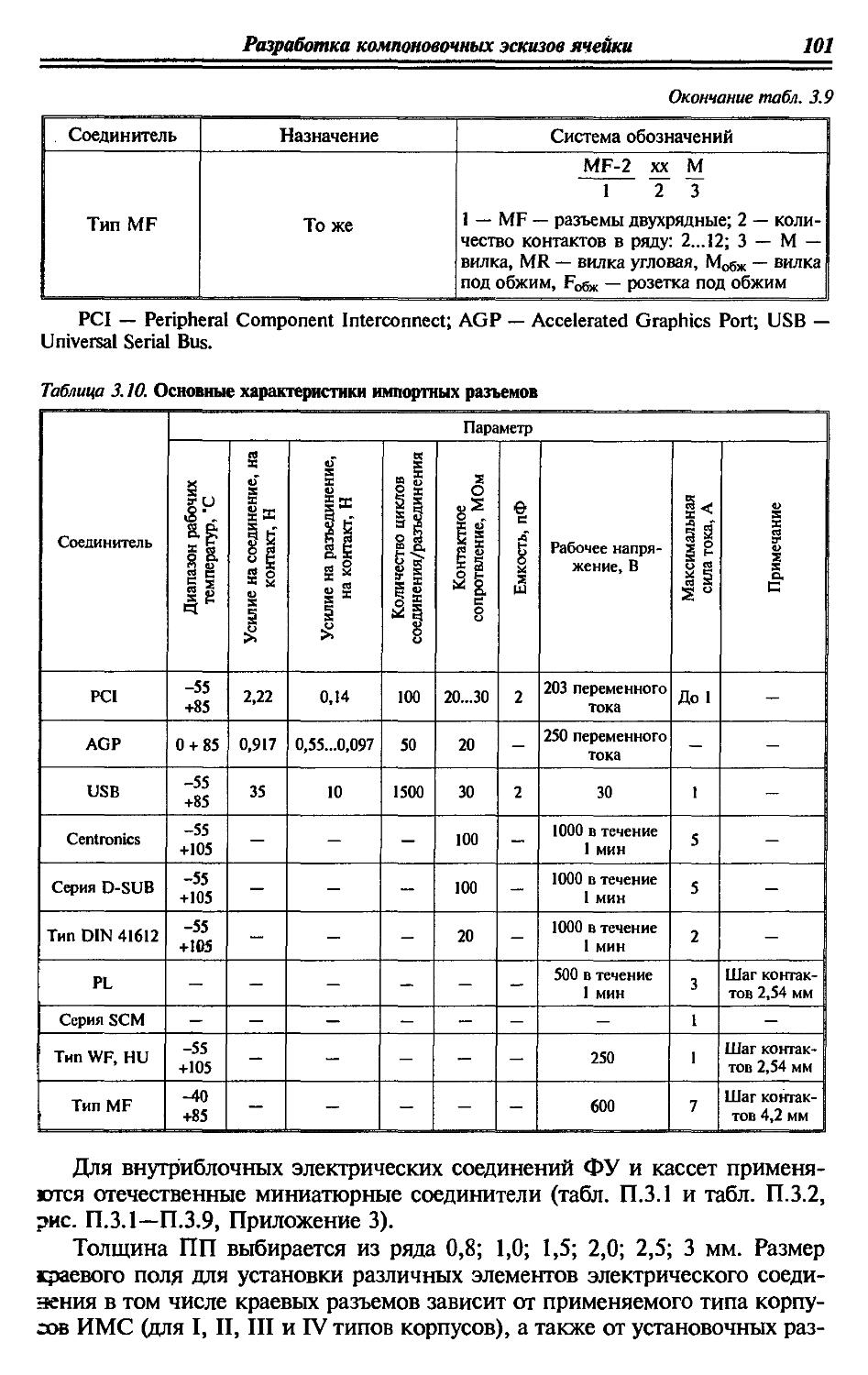
3.9.2.2. Выбор элементов электрического соединения
и размера краевого поля для их размещения (зона S^) ... 97
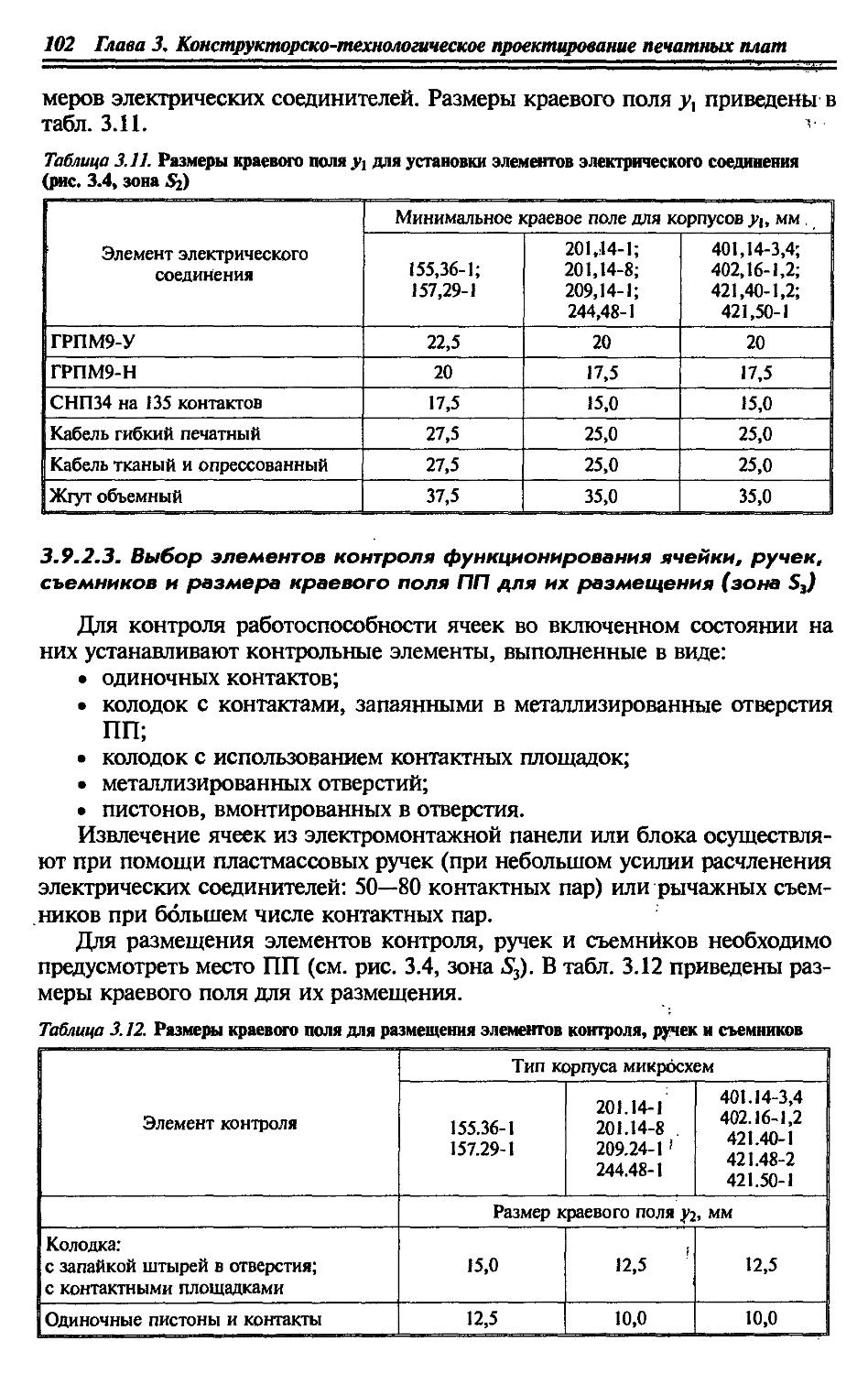
3.9.2.3. Выбор элементов контроля функционирования ячейки, ручек, съемников и размера краевого поля ПП для их размещения (зона S3) ...............102
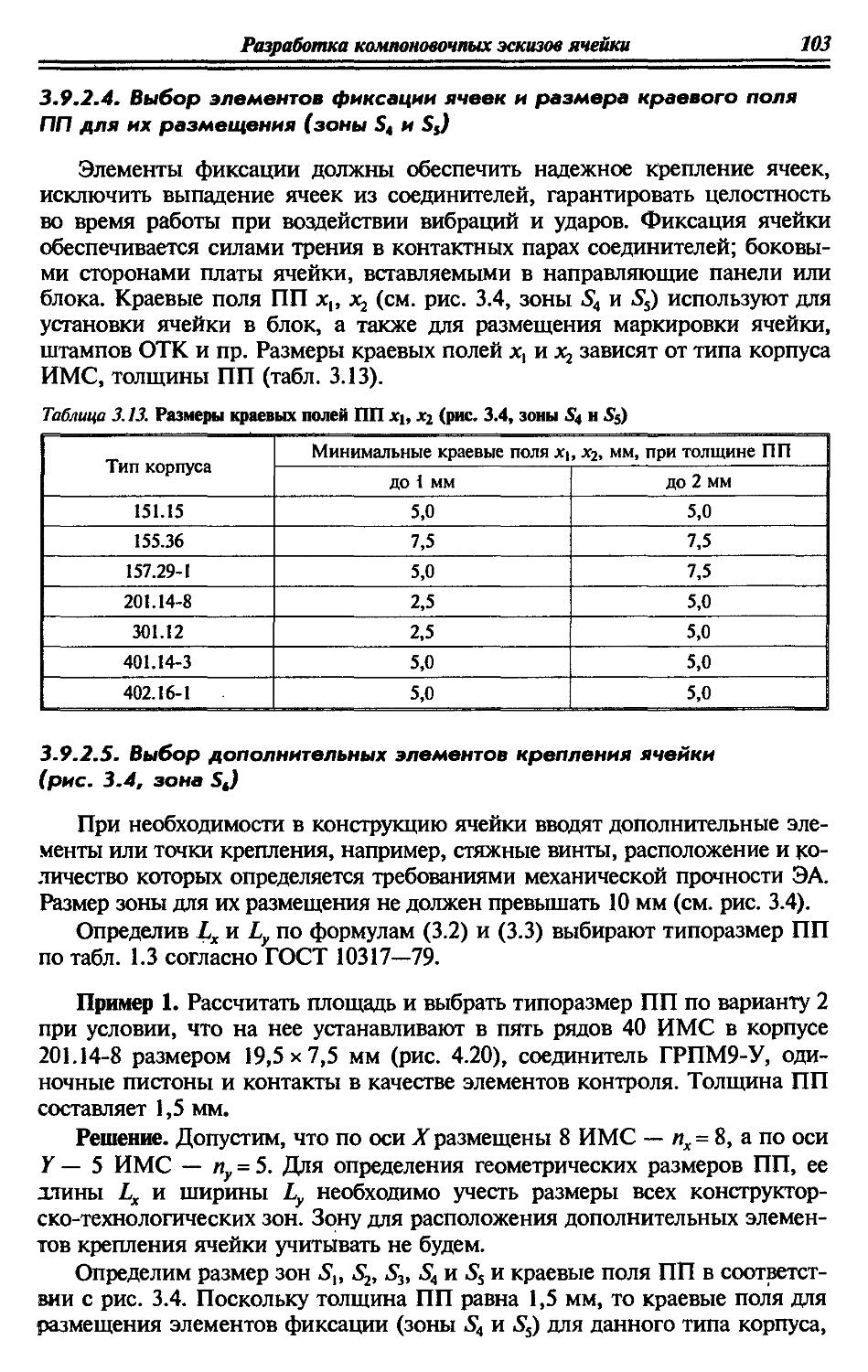
3.9.2.4. Выбор элементов фиксации ячеек и размера краевого
поля ПП для их размещения (зоны S4 и S5)...........103
3.9.2.5. Выбор дополнительных элементов крепления ячейки (см. рис. 3.4, зона 5б)............................ЮЗ
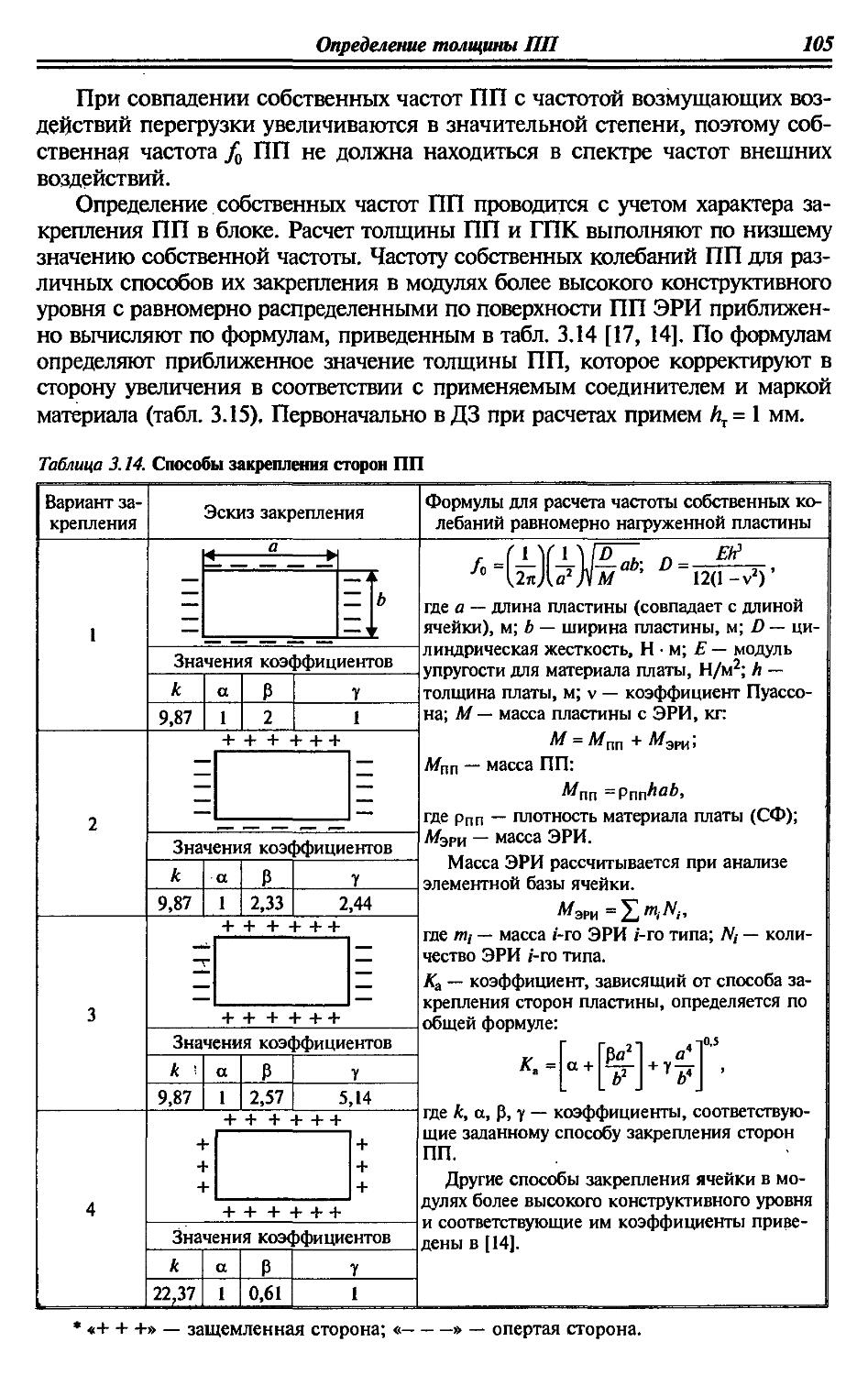
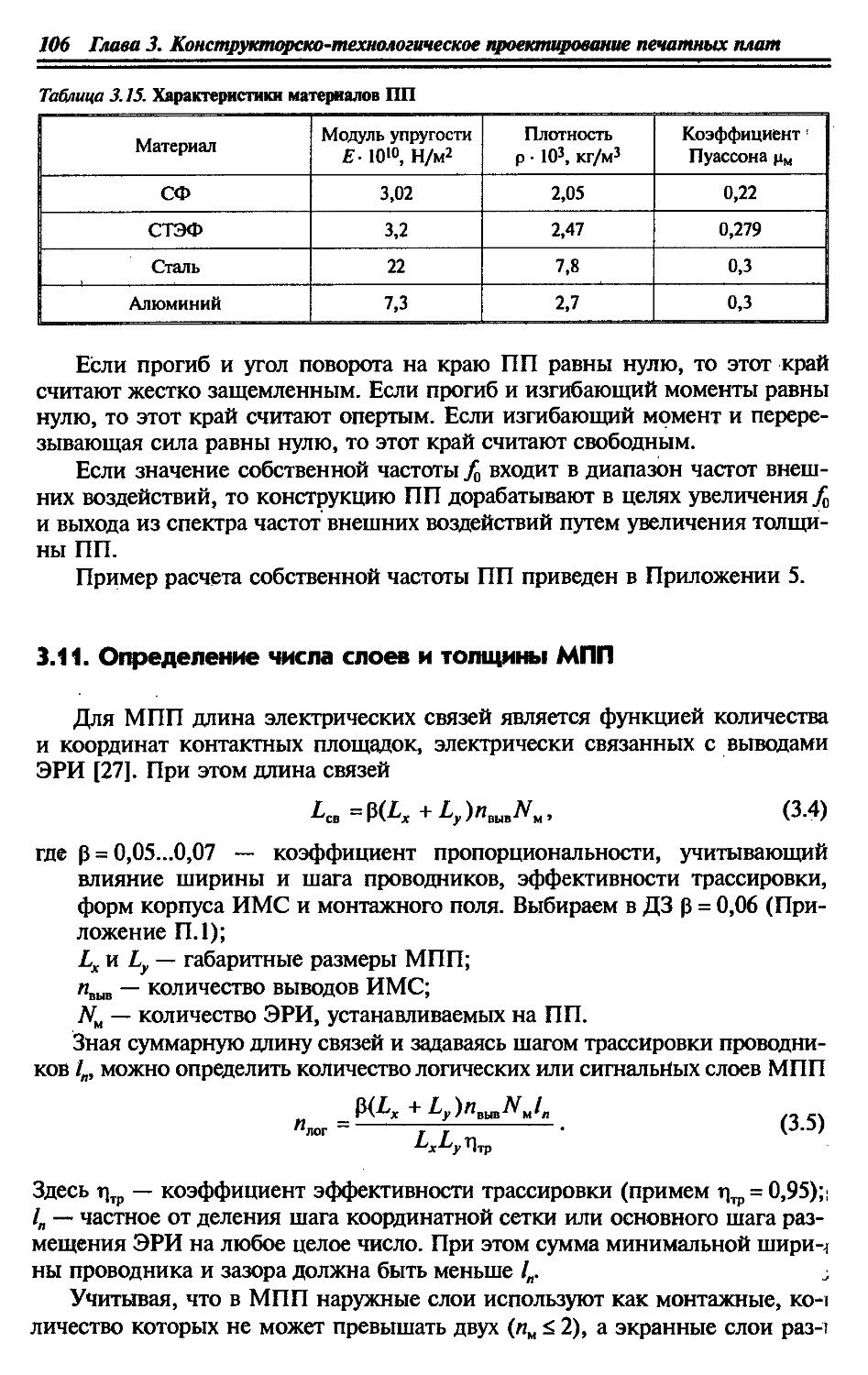
3.10. Определение толщины ПП....................................104
3.11. Определение числа слоев и толщины МПП ....................106
3.12. Расчет элементов проводящего рисунка ПП...................107
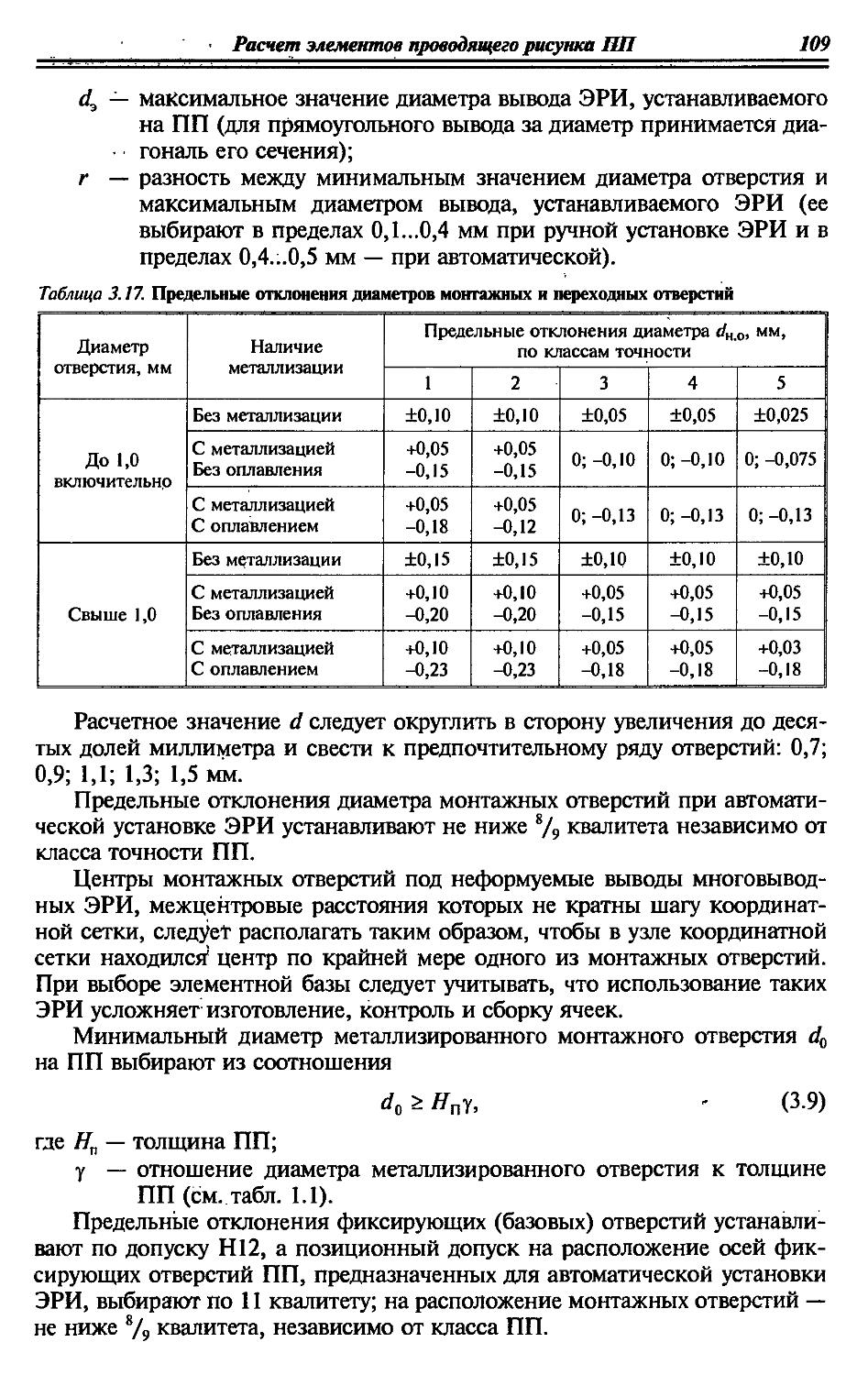
3.12.1. Расчет диаметра монтажных отверстий.................108
3.12.2. Выбор расстояния Q[ от края ПП до элементов печатного рисунка......................................... 110
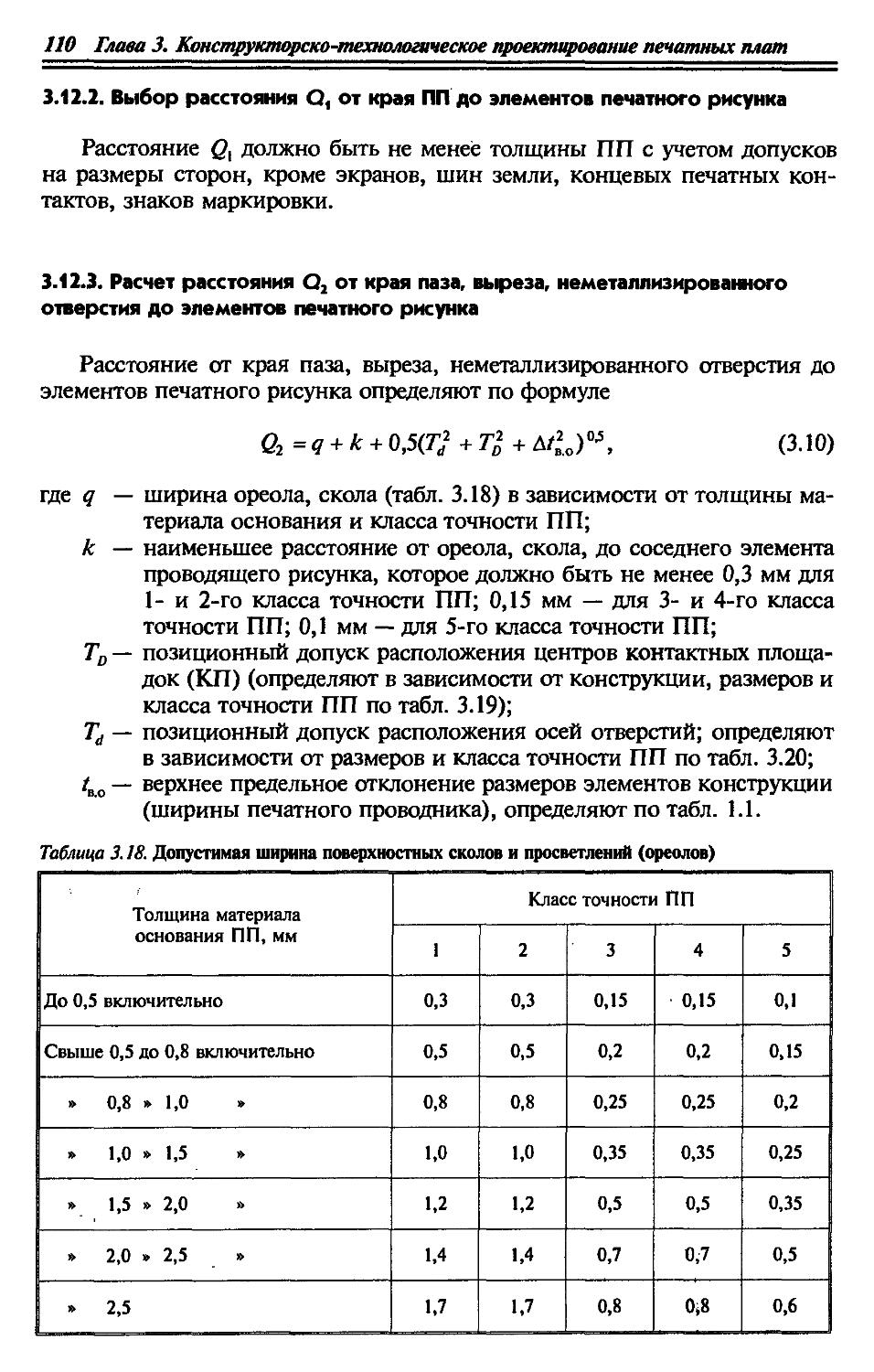
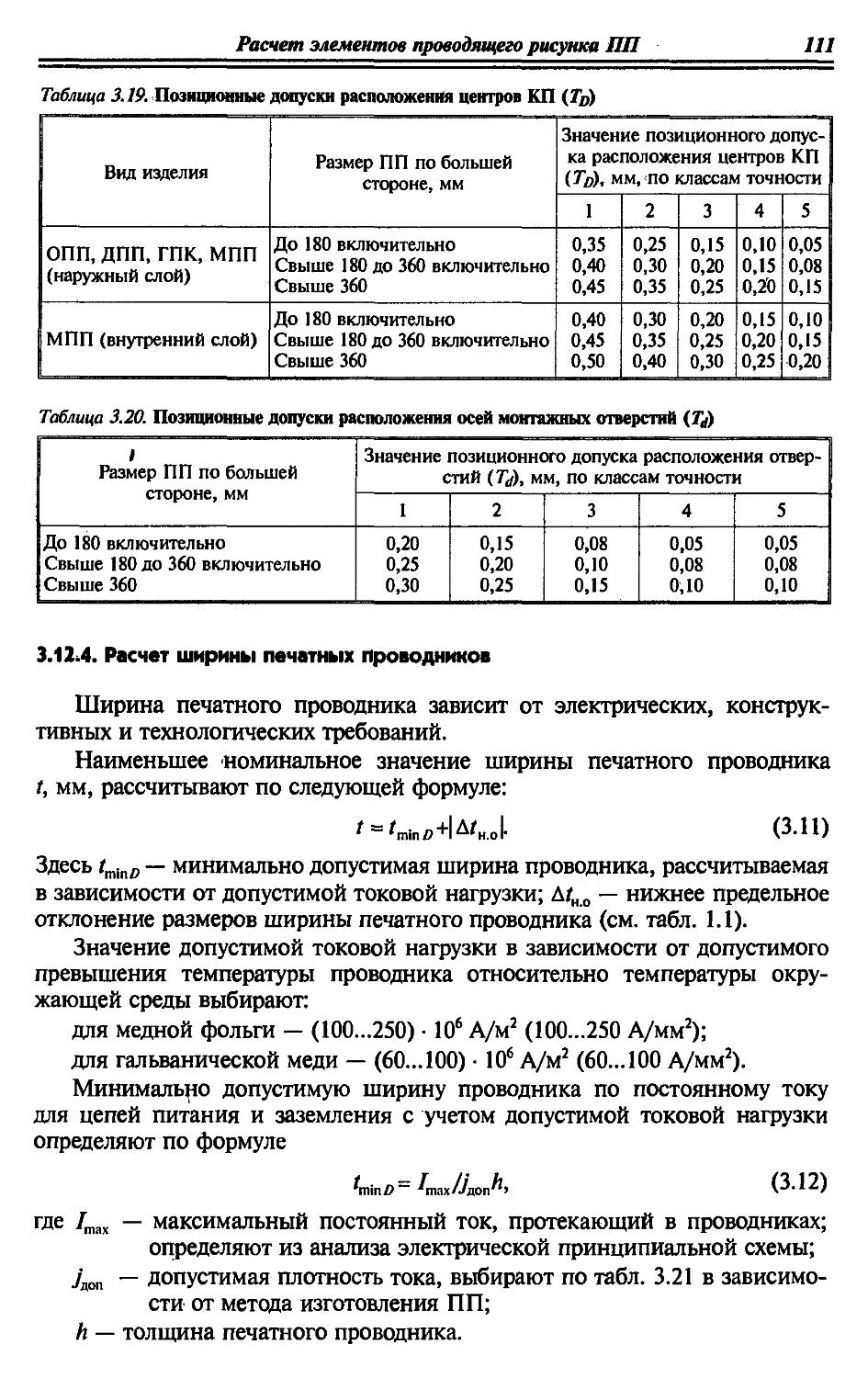
3.12.3. Расчет расстояния Q? от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка..........................................110
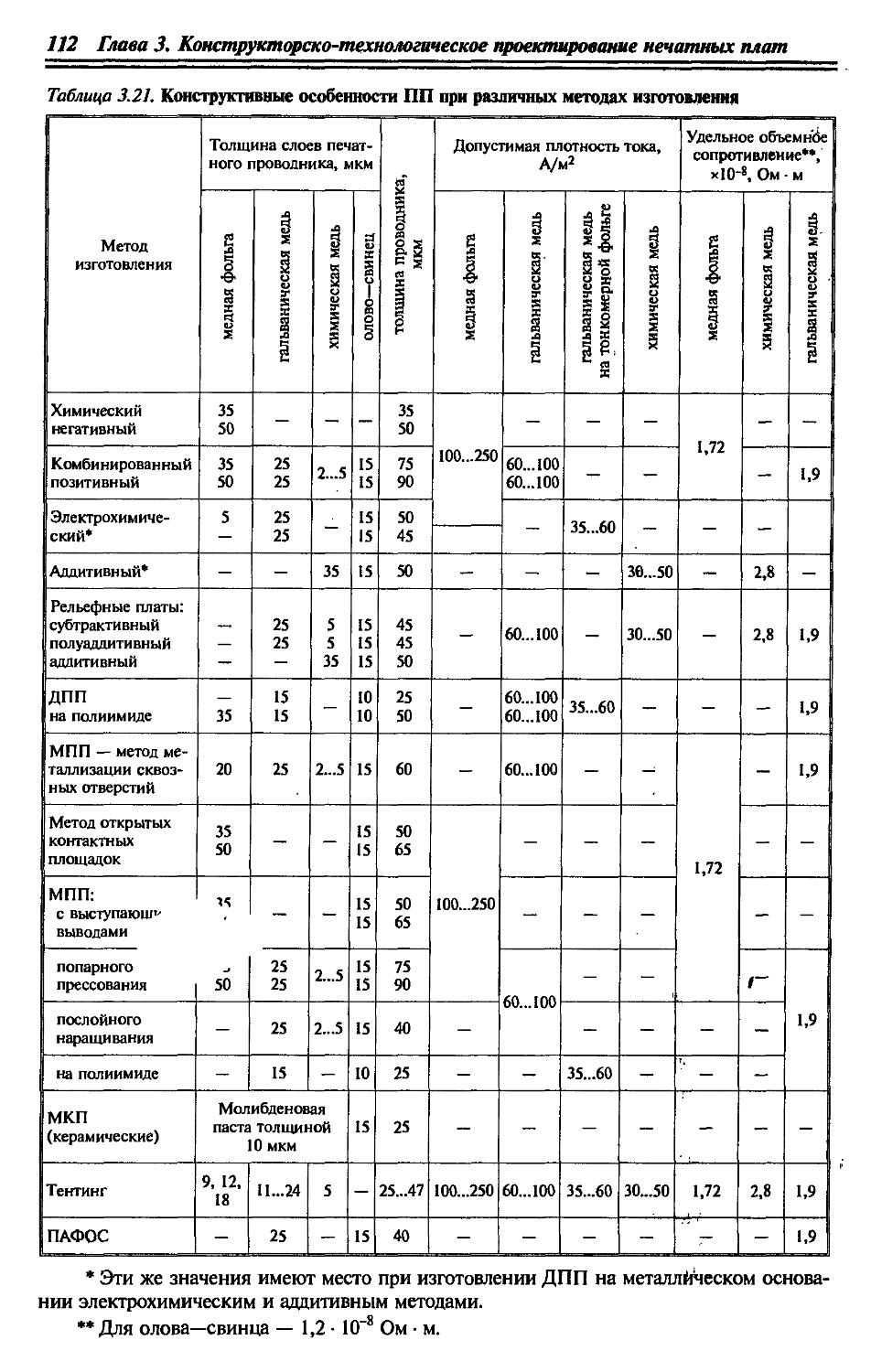
3.12.4. Расчет ширины печатных проводников..................111
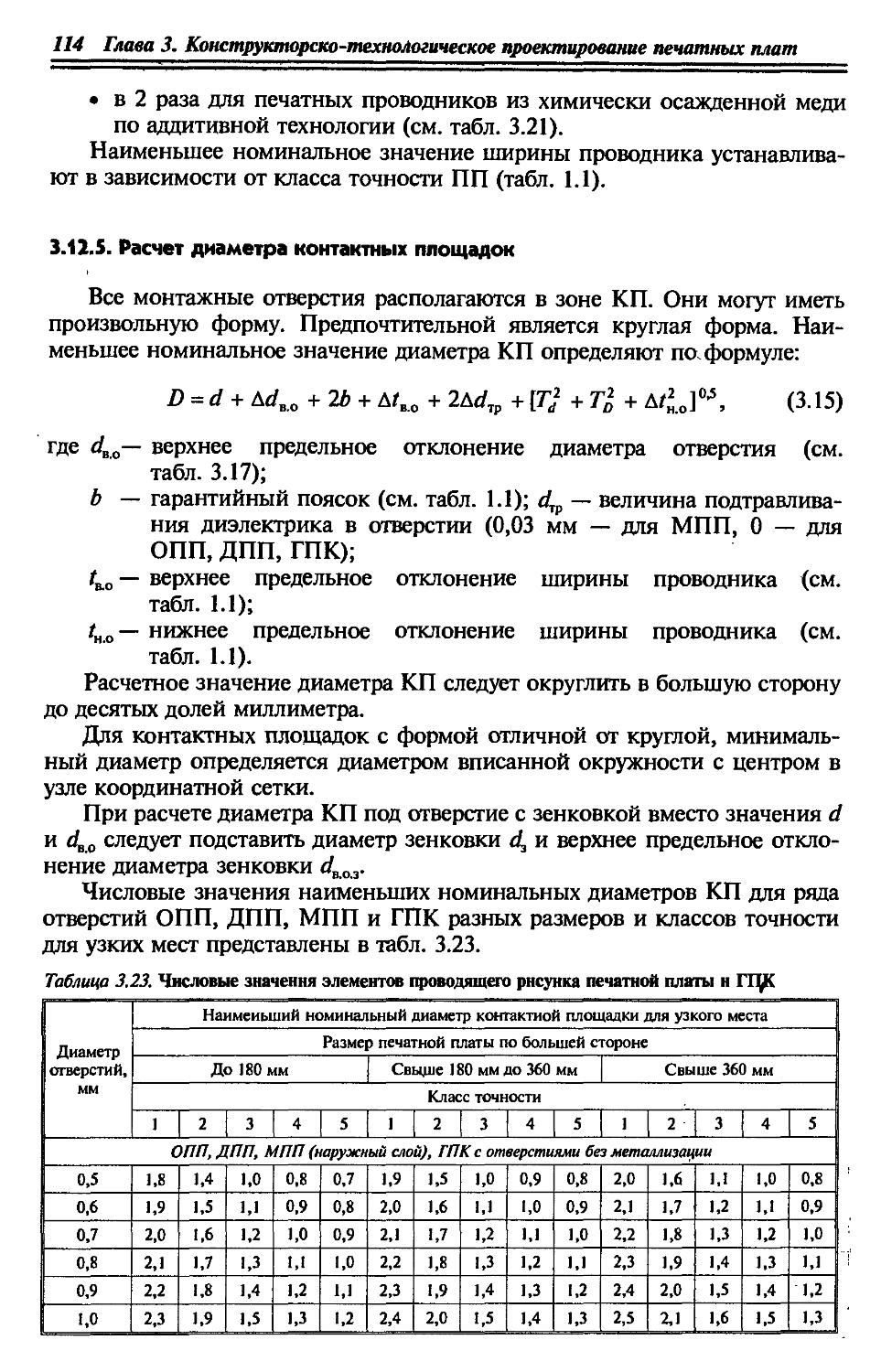
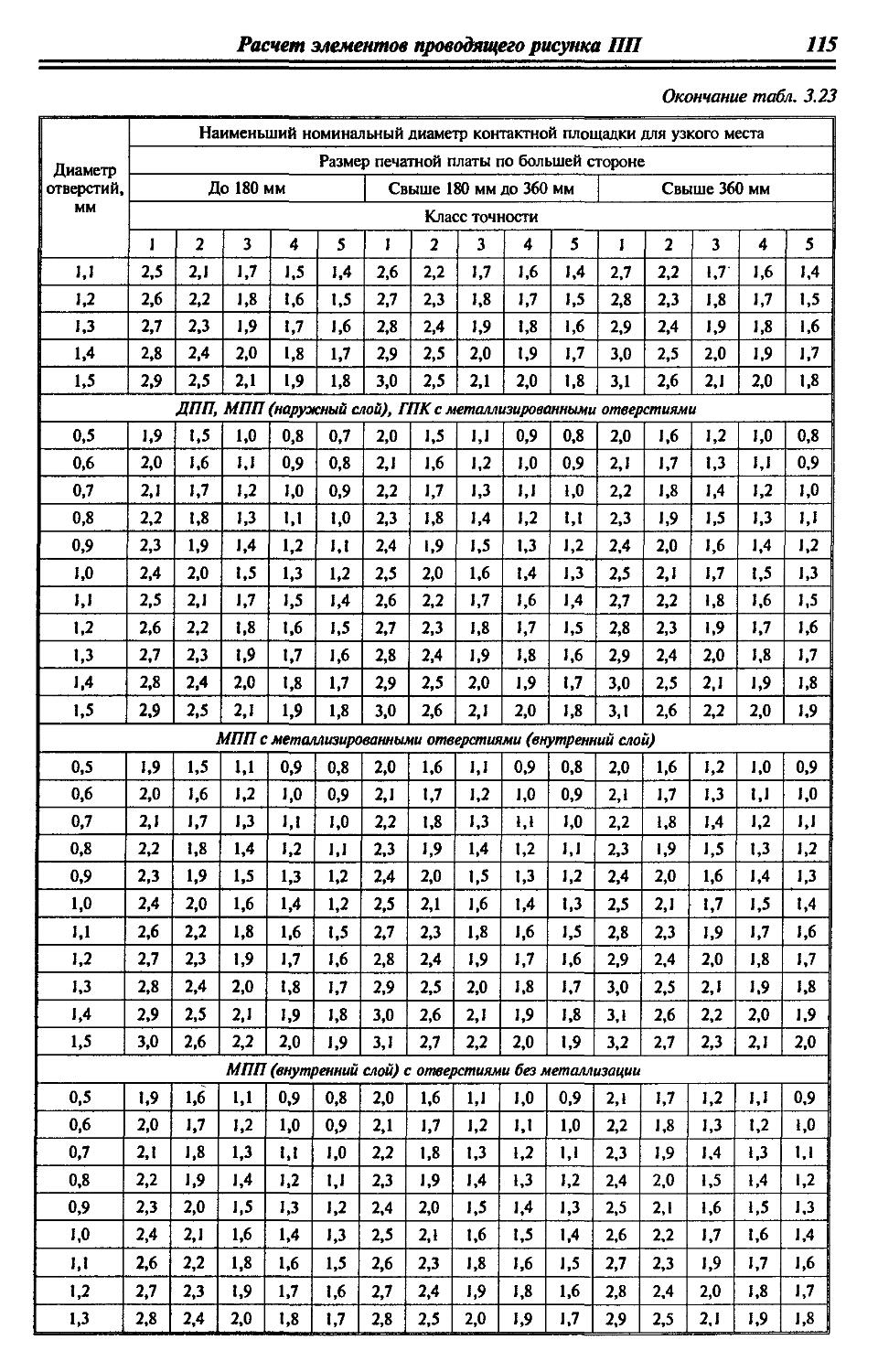
3.12.5. Расчет диаметра контактных площадок . ..............114
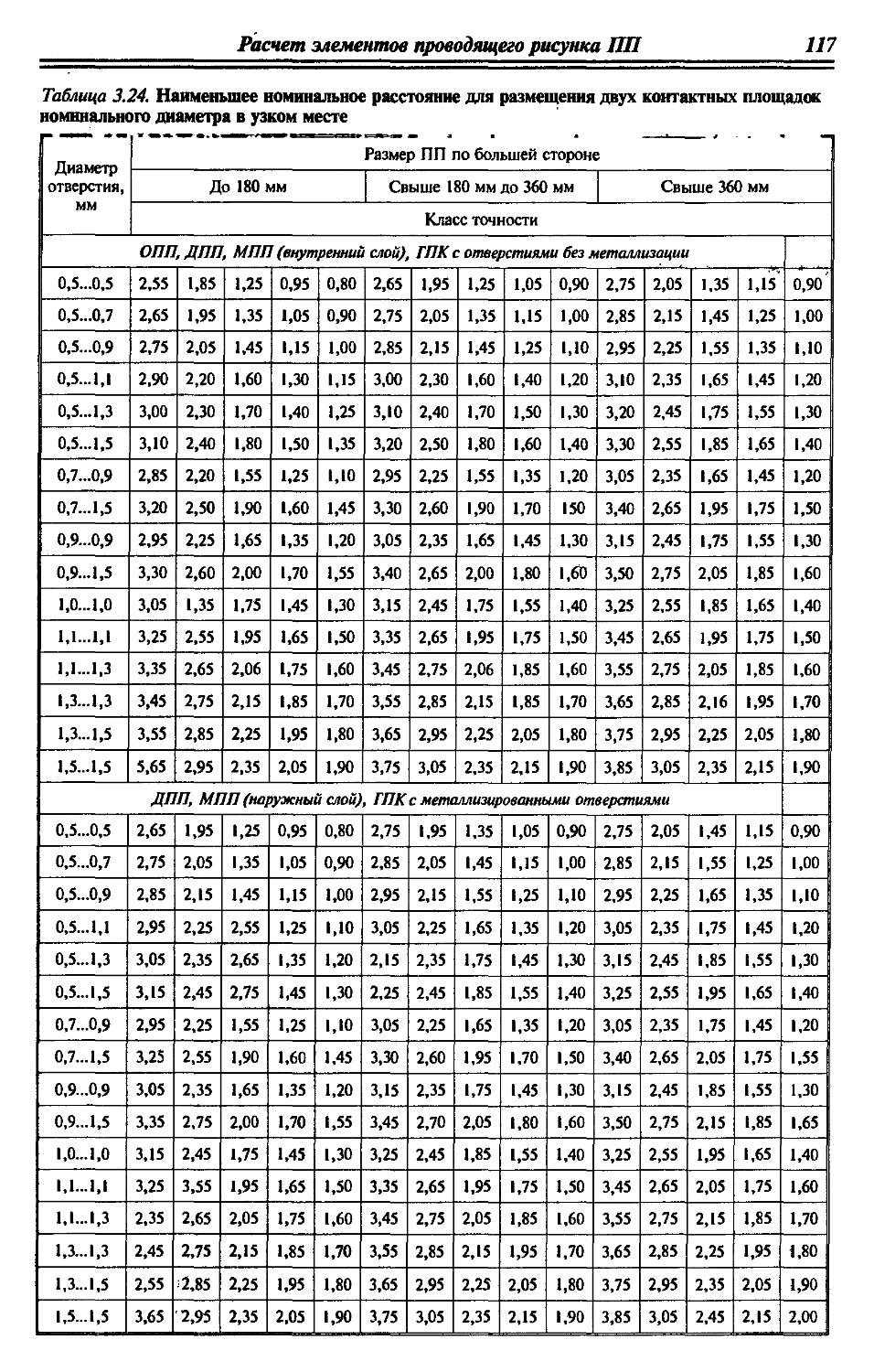
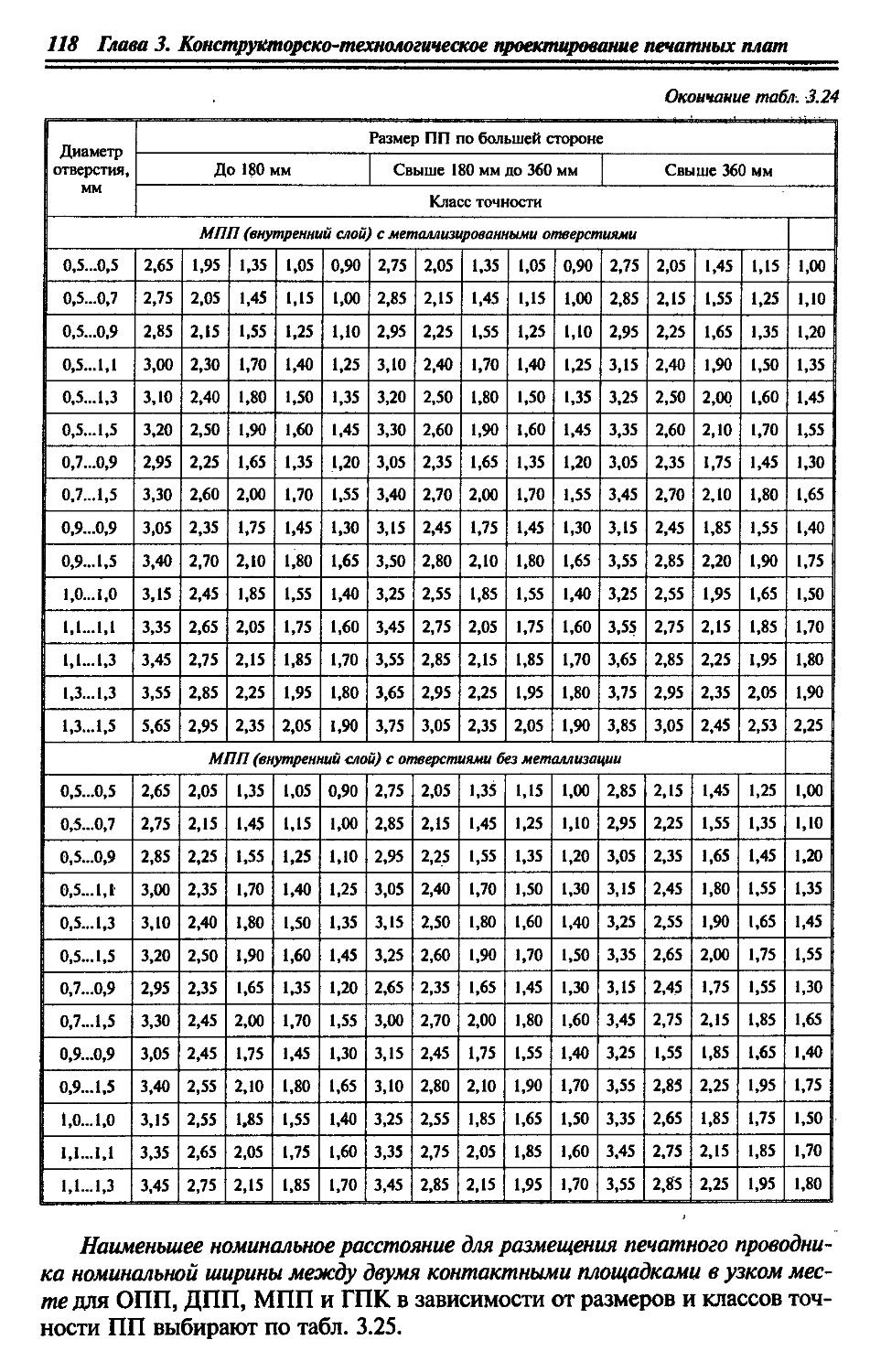
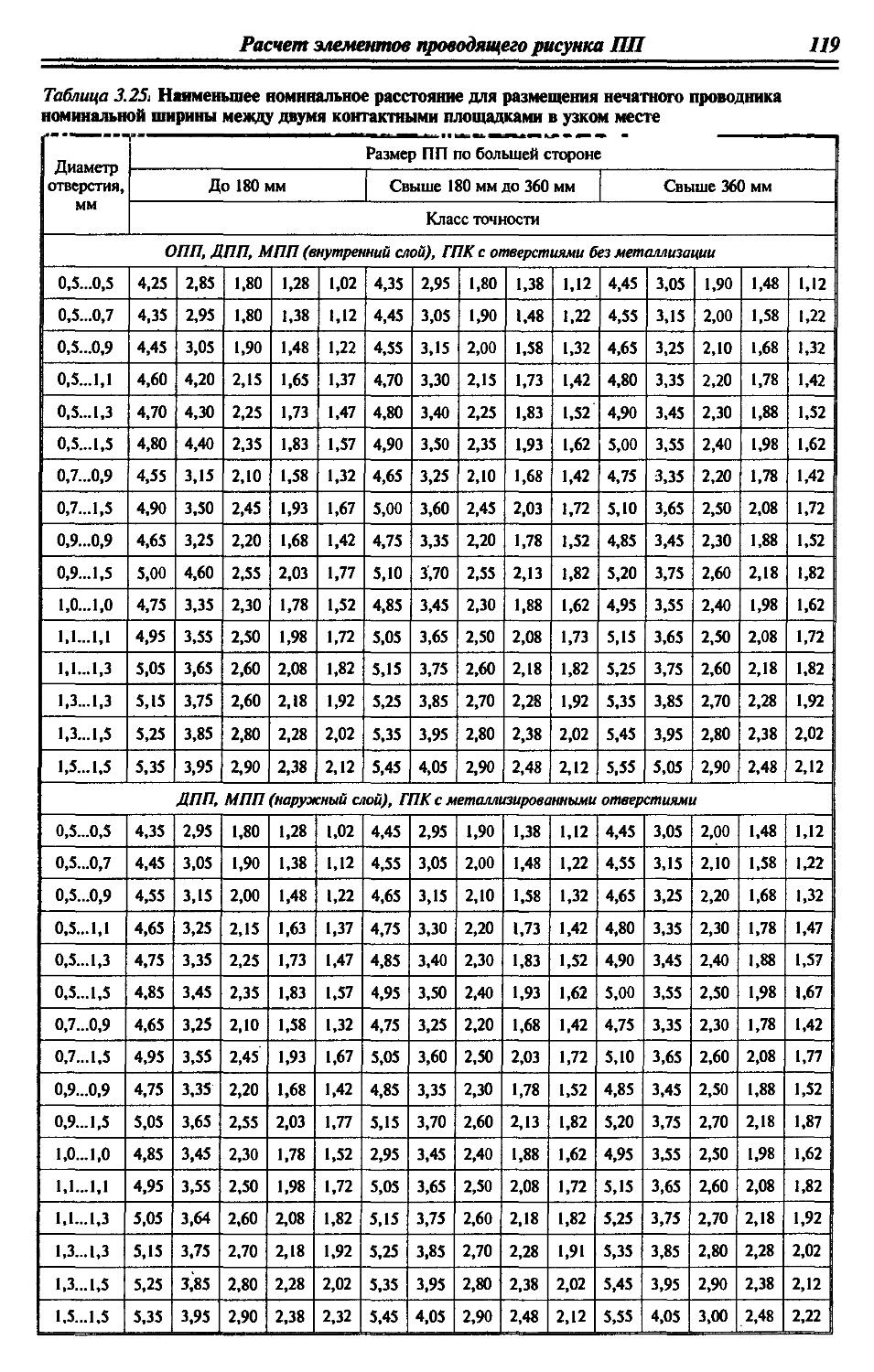
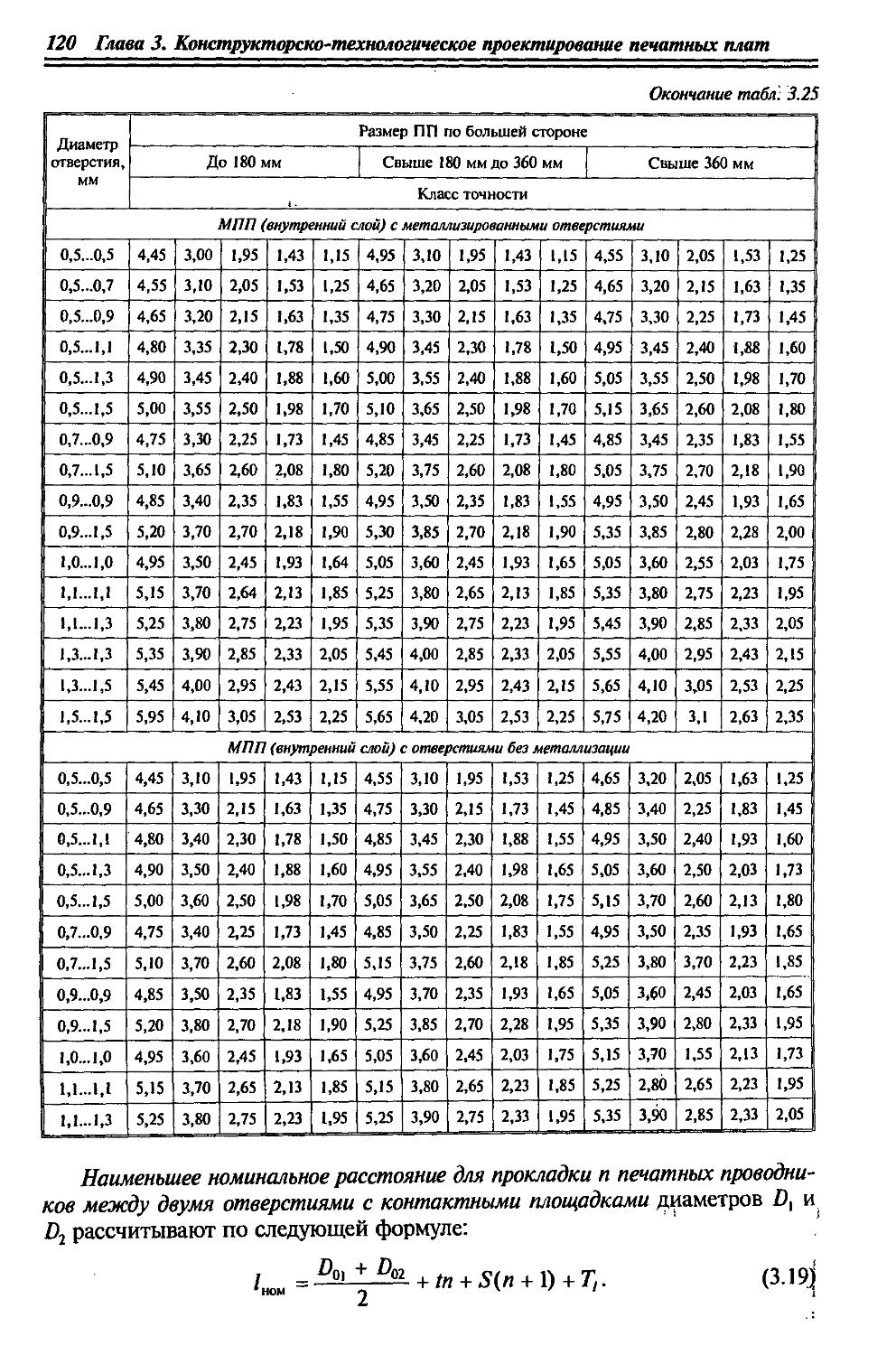
3.12.6. Расчет расстояния между элементами проводящего рисунка........................................116
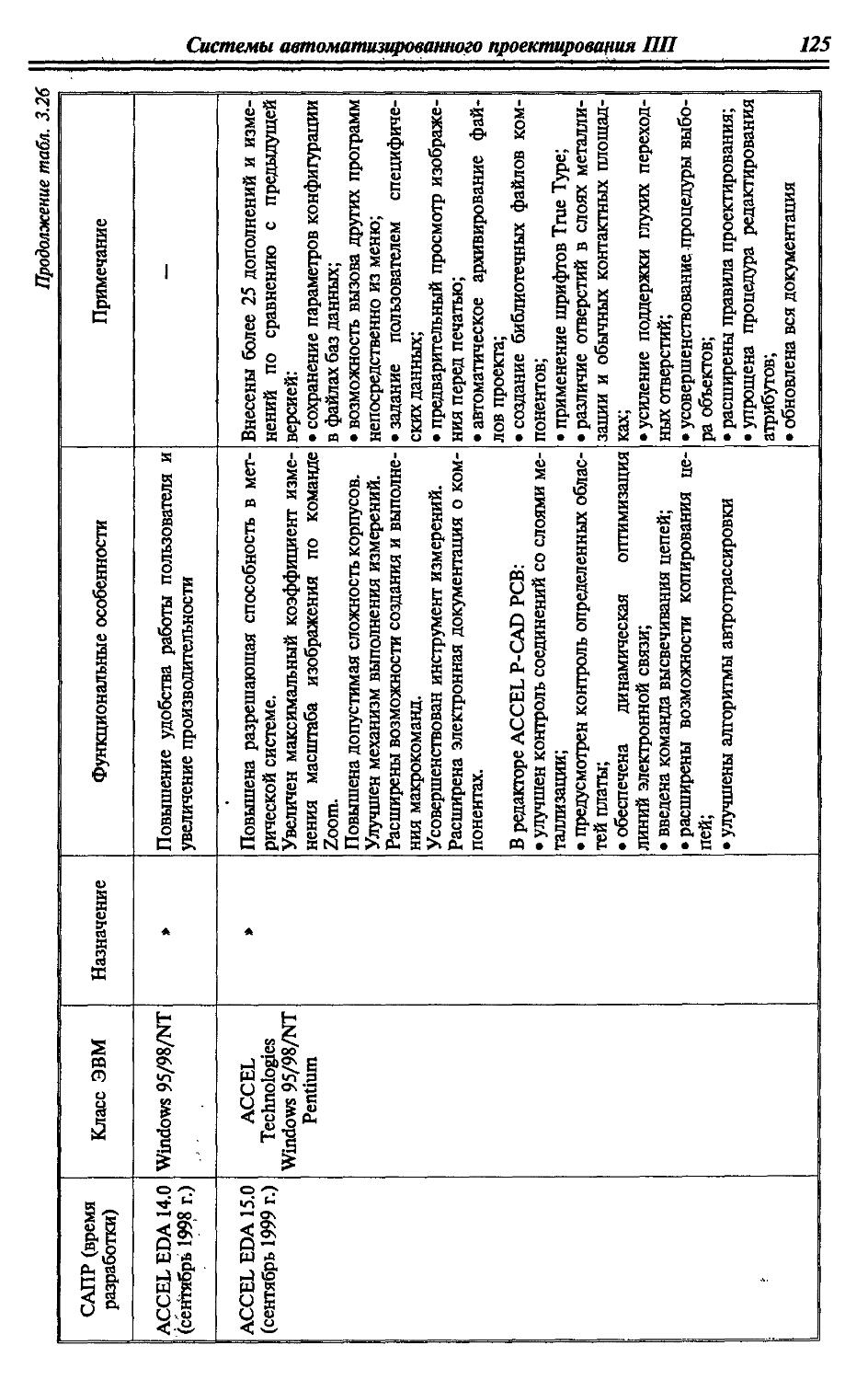
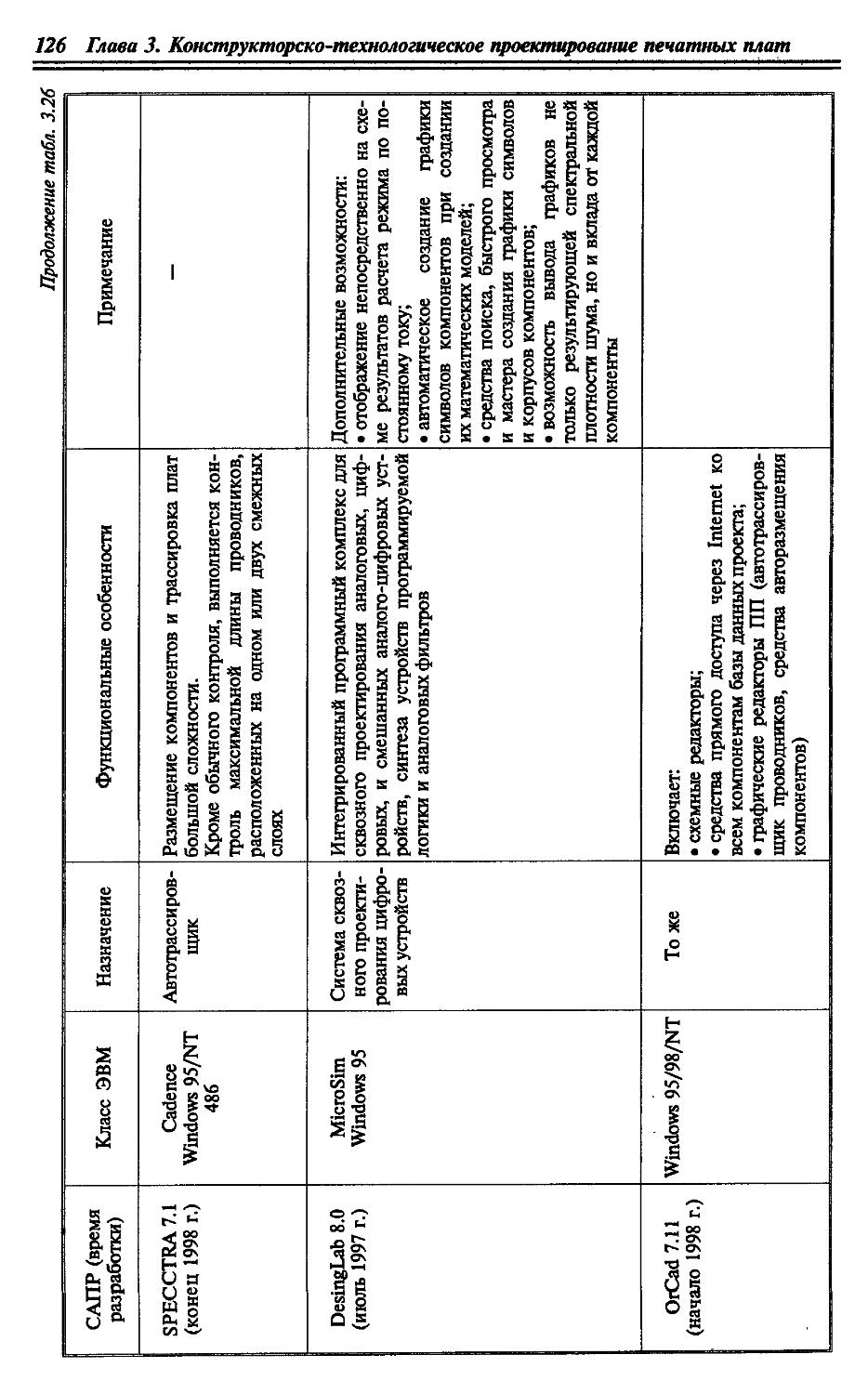
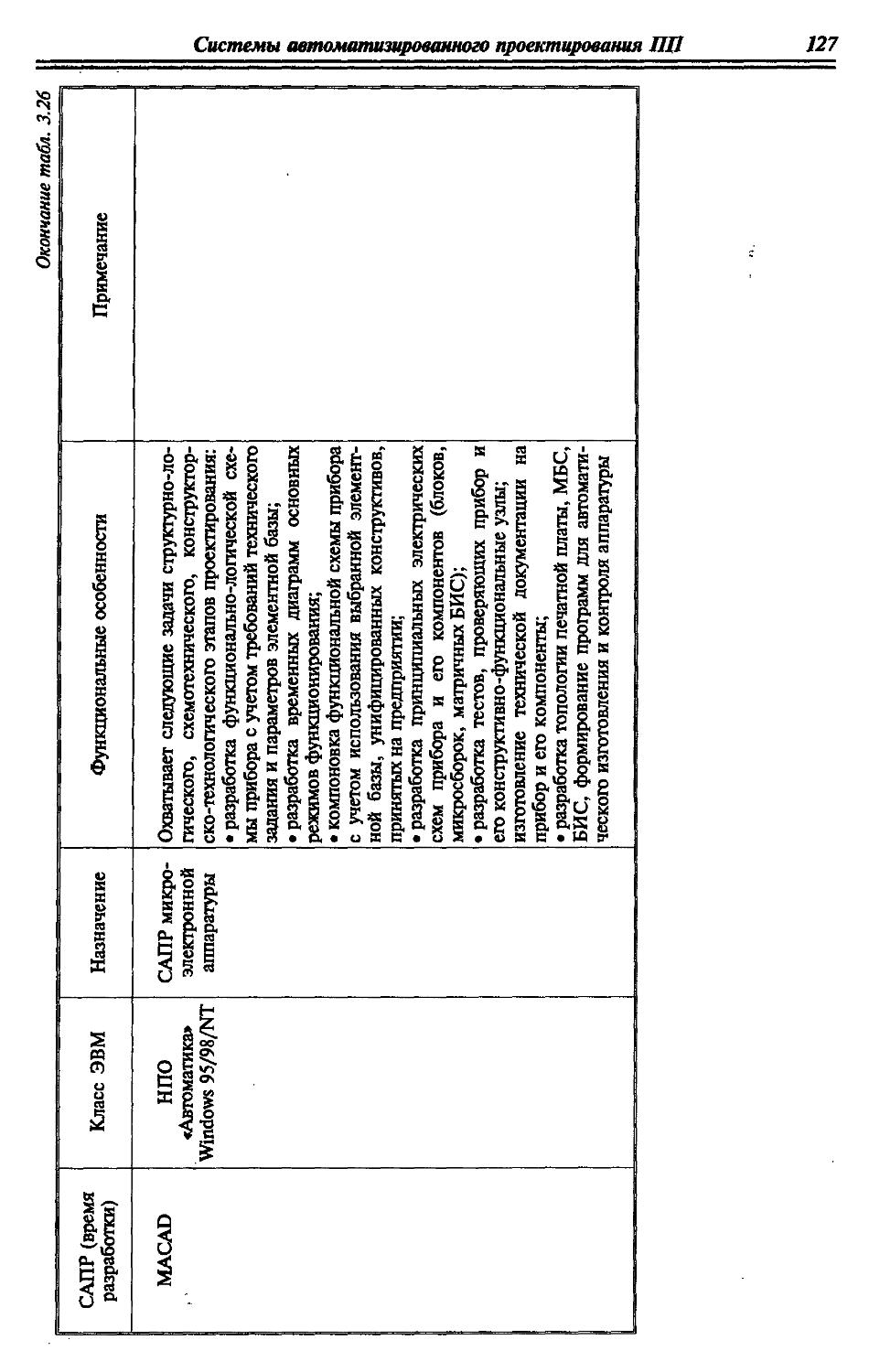
3.13. Системы автоматизированного проектирования ПП ............121
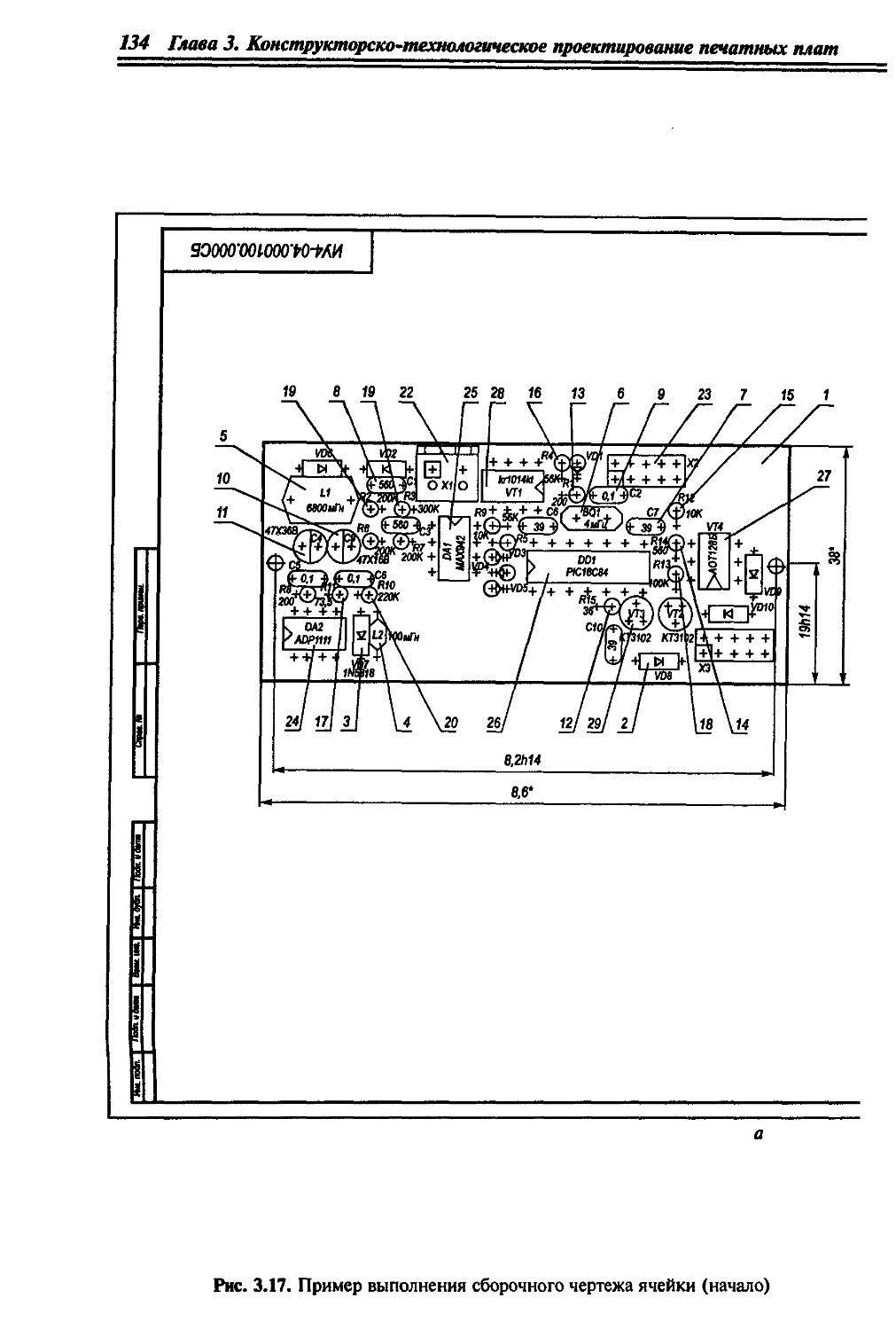
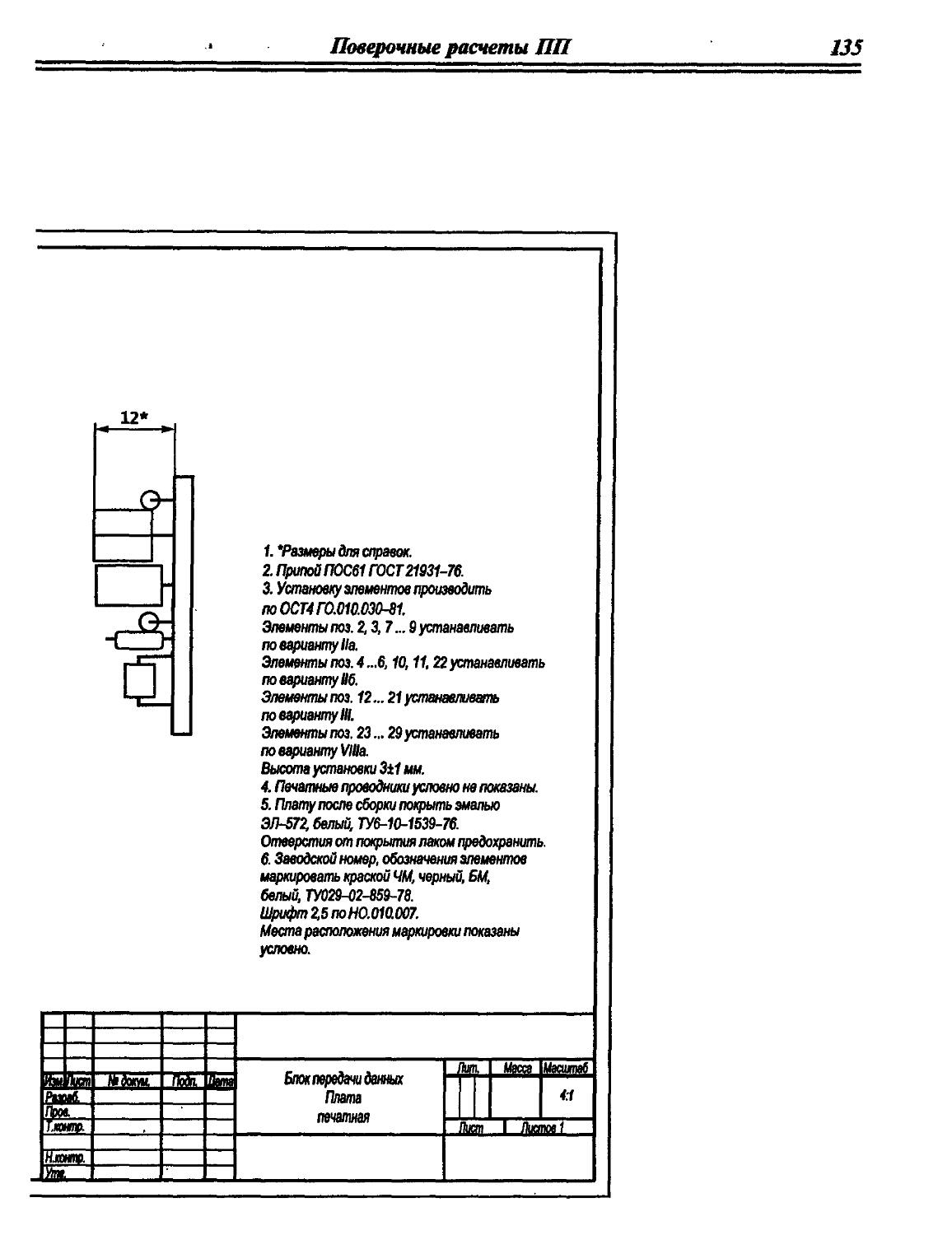
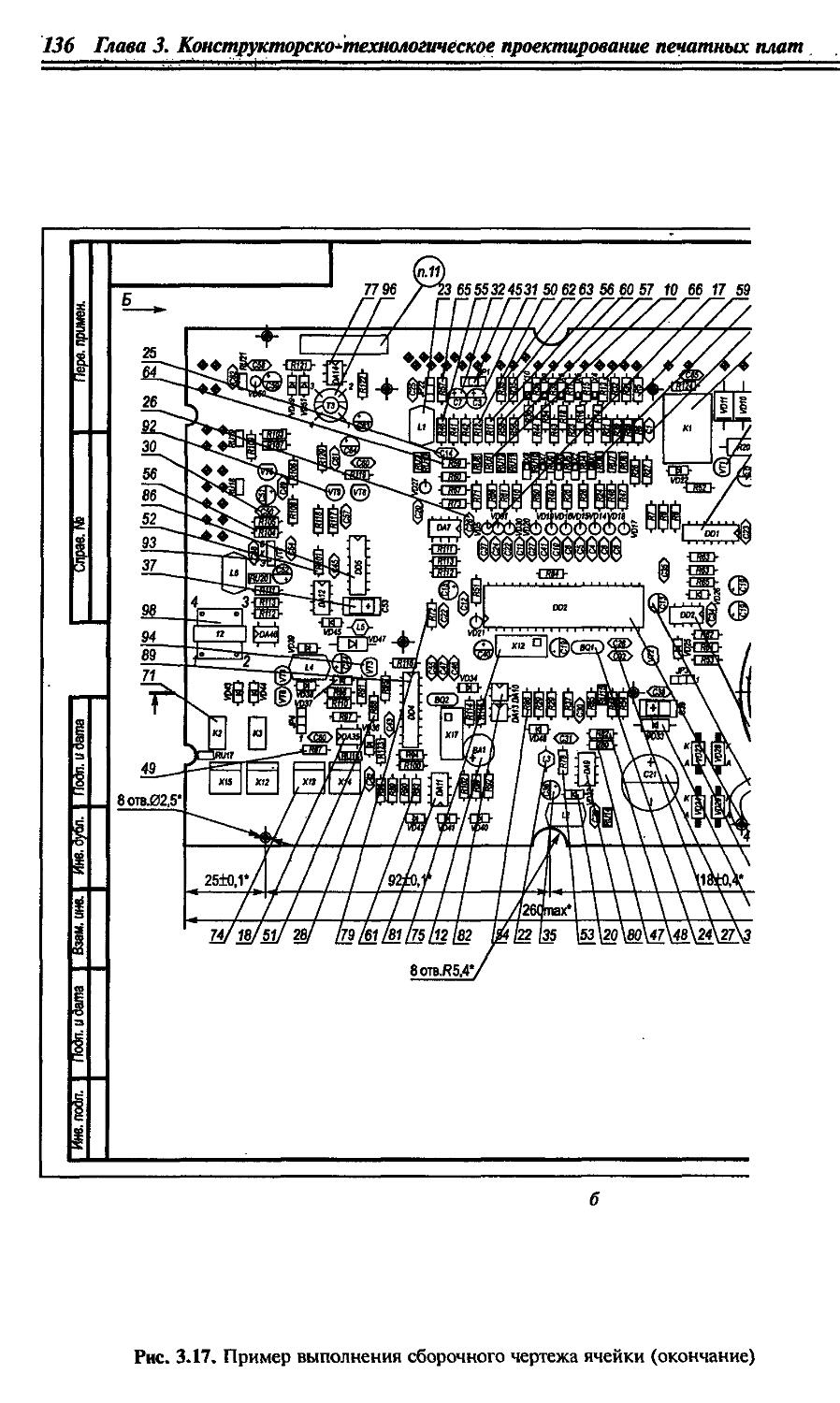
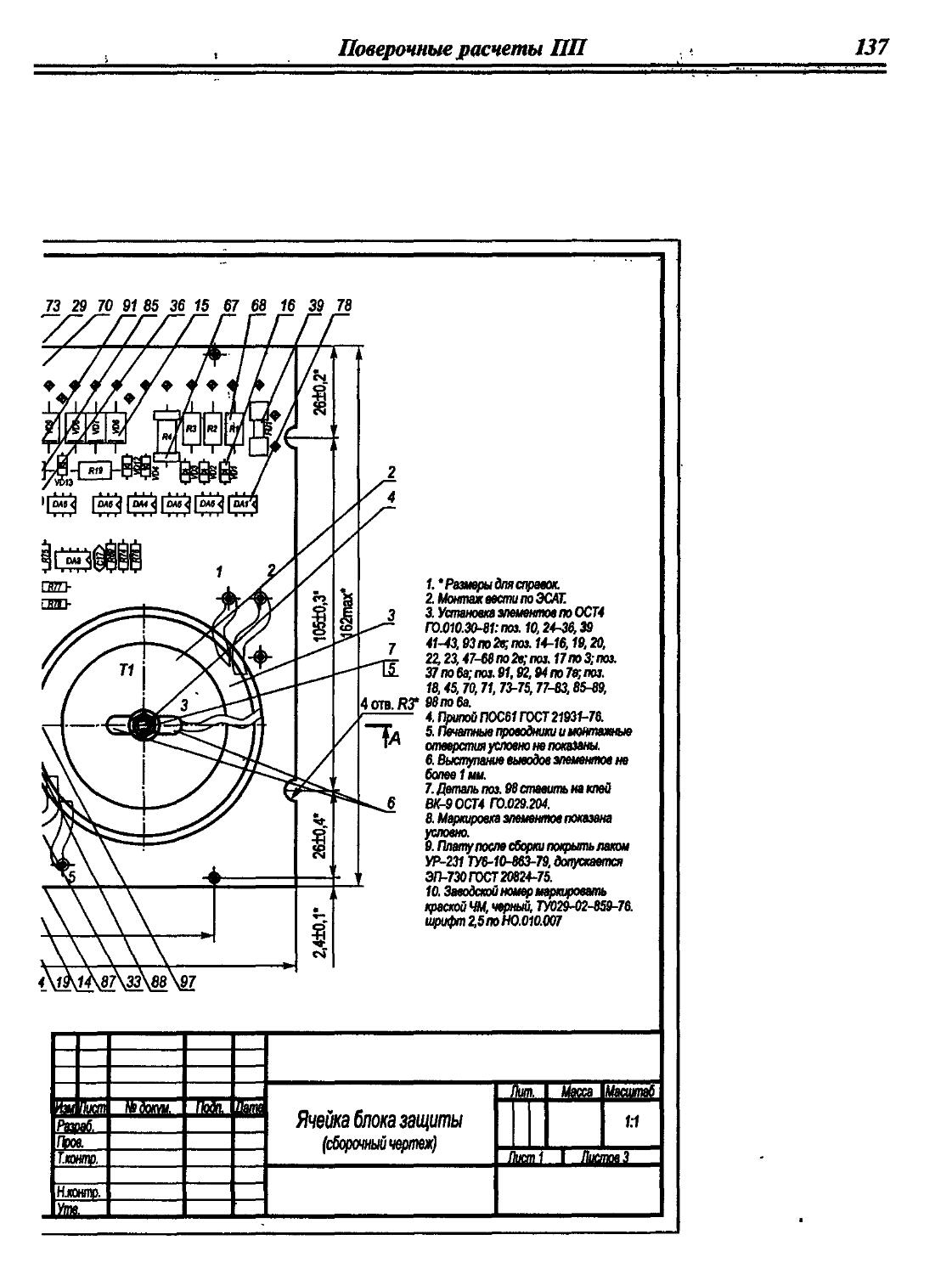
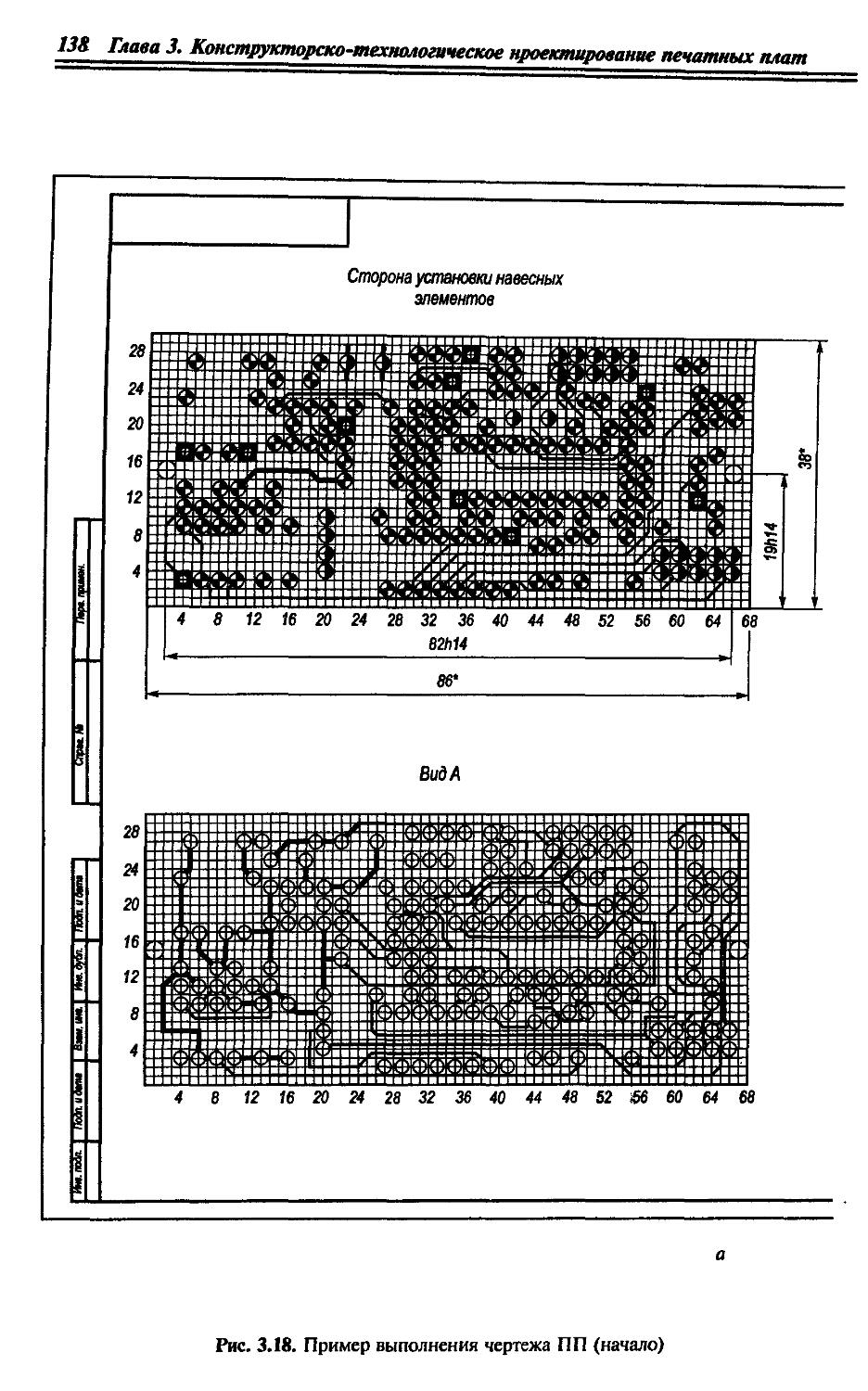
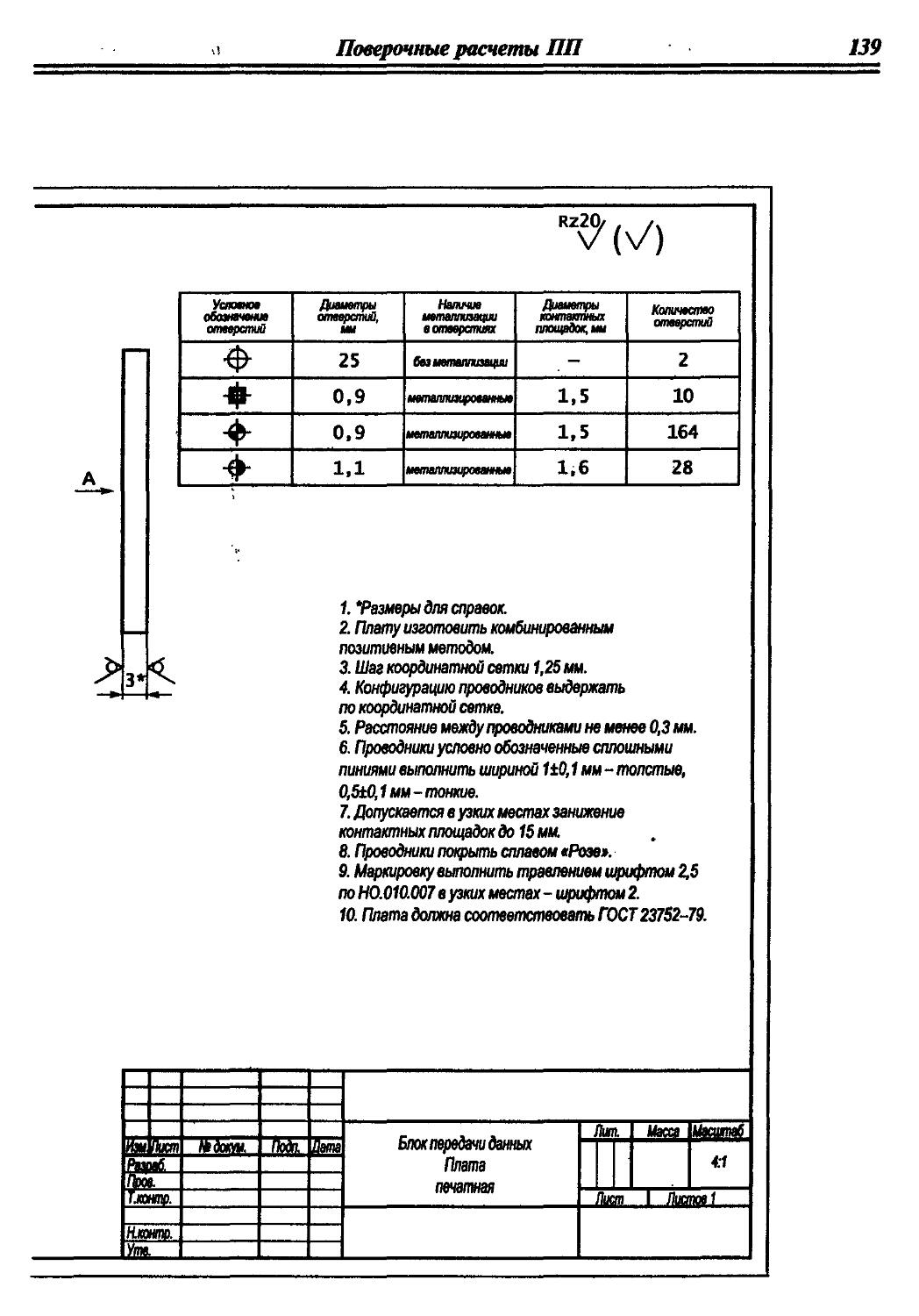
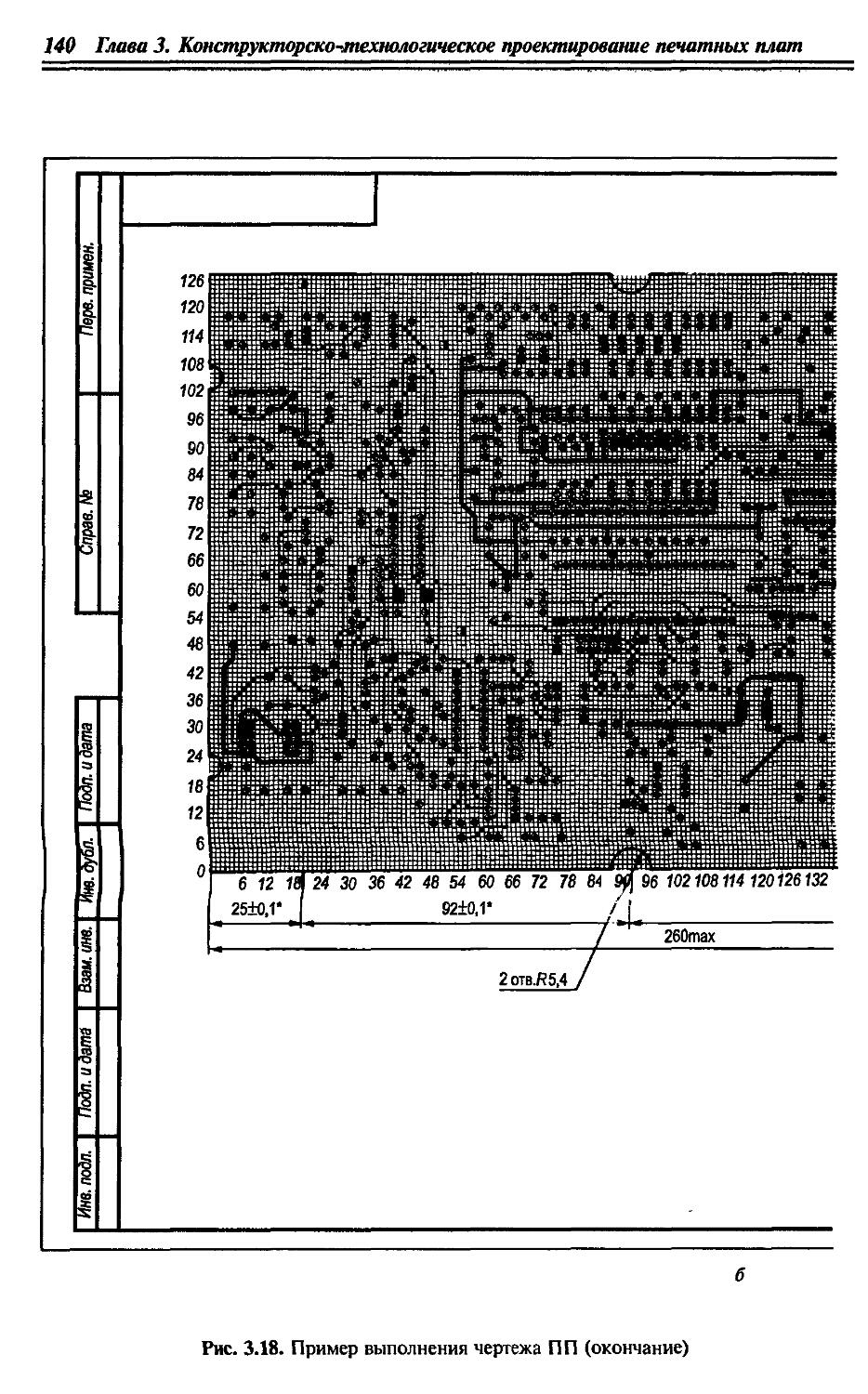
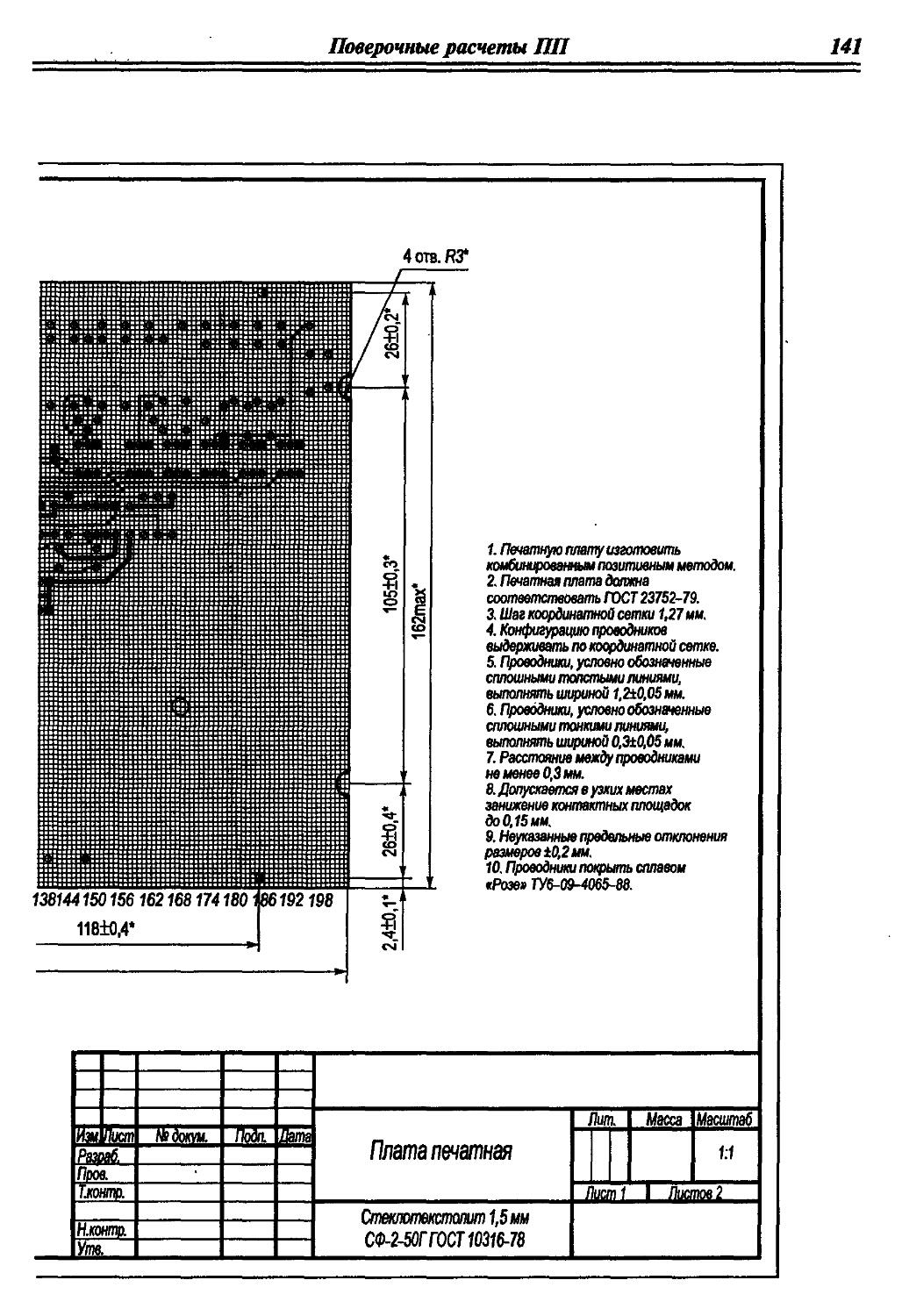
3.14. Поверочные расчеты ПП.....................................133
3.15. Подготовка разработанного проекта ПП к производству.......143
Глава 4. КОНСТРУКЦИИ И МЕТОДЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ................................. ........147
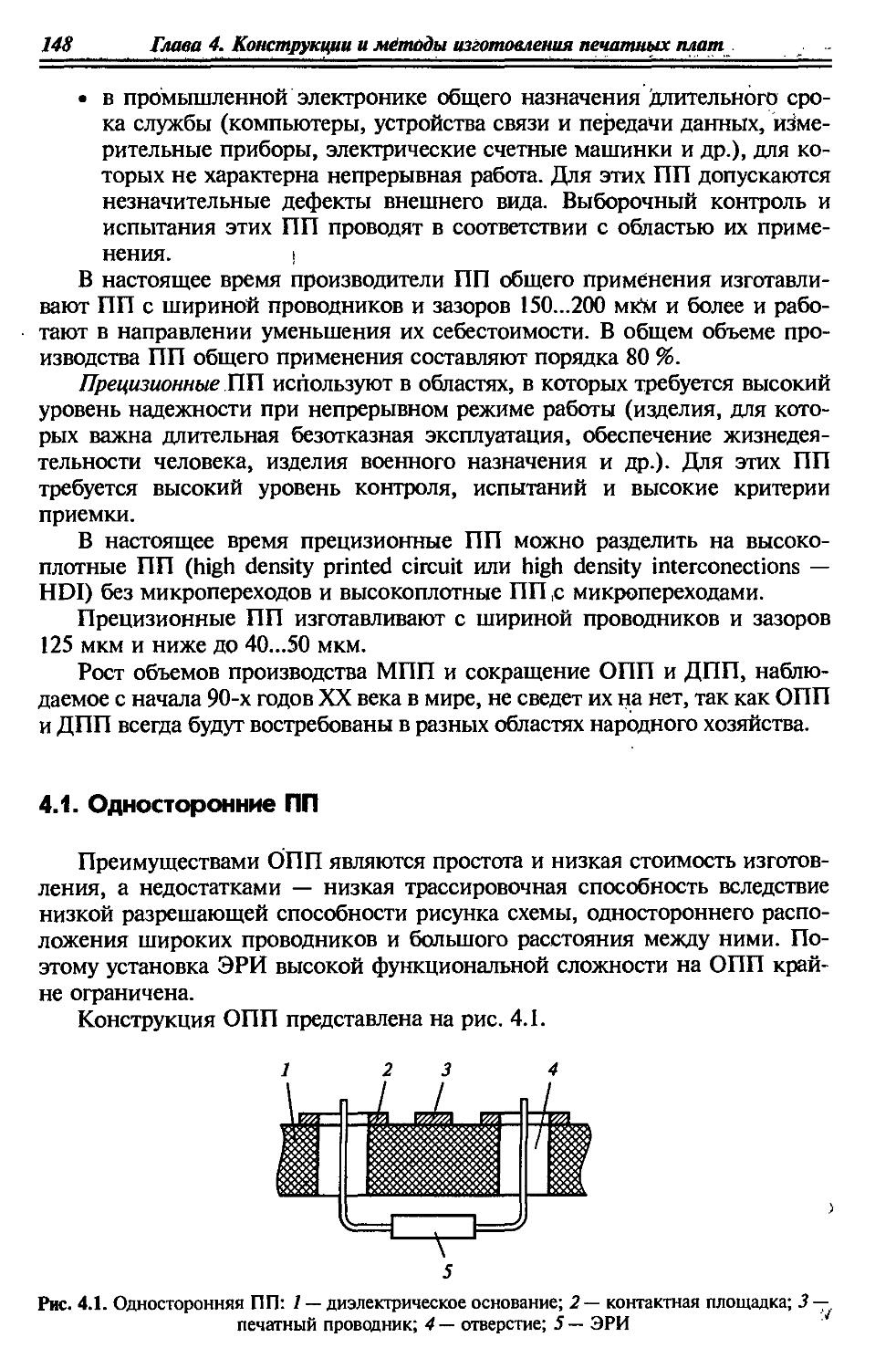
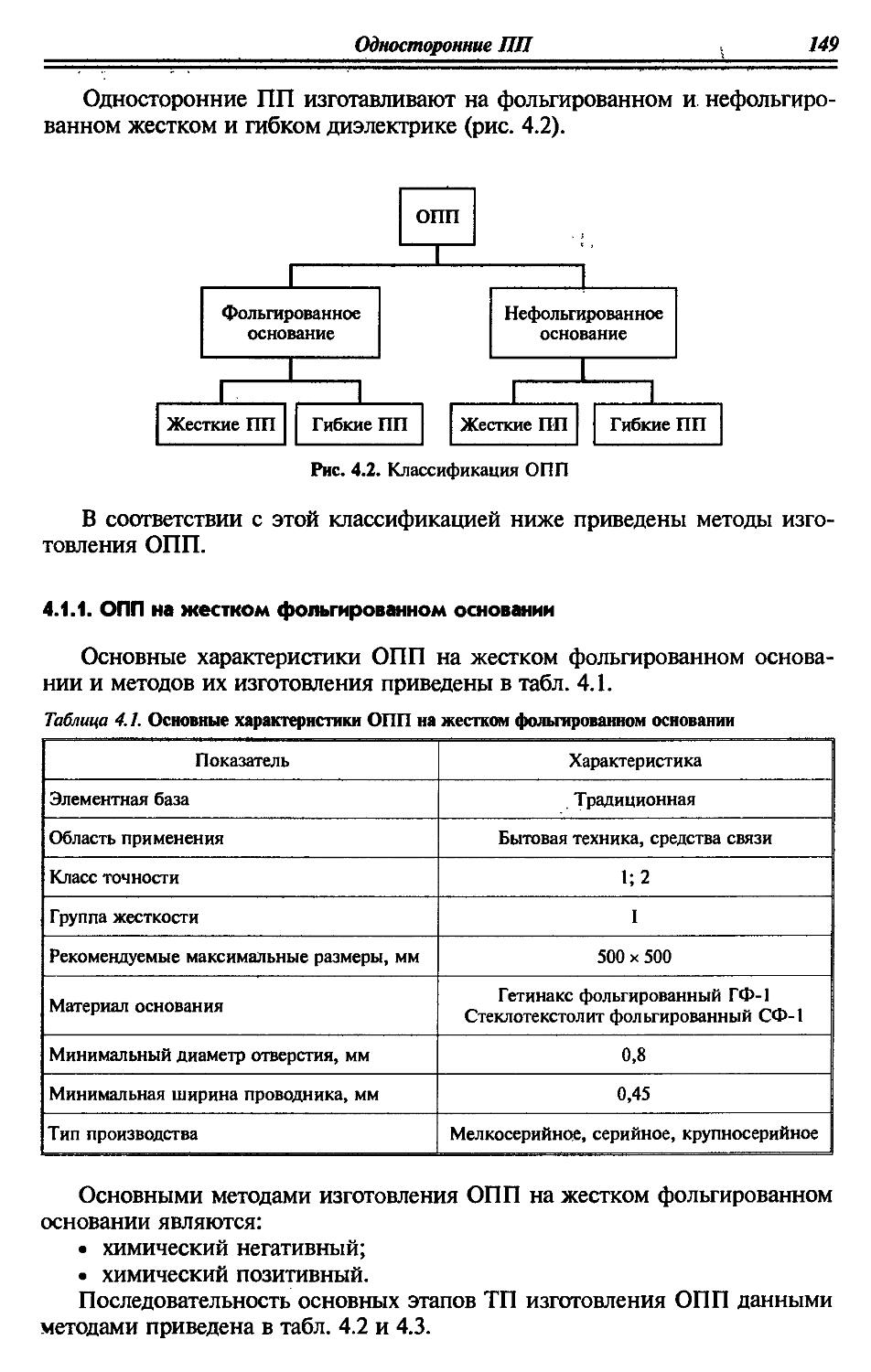
4.1. Односторонние ПП...........................................148
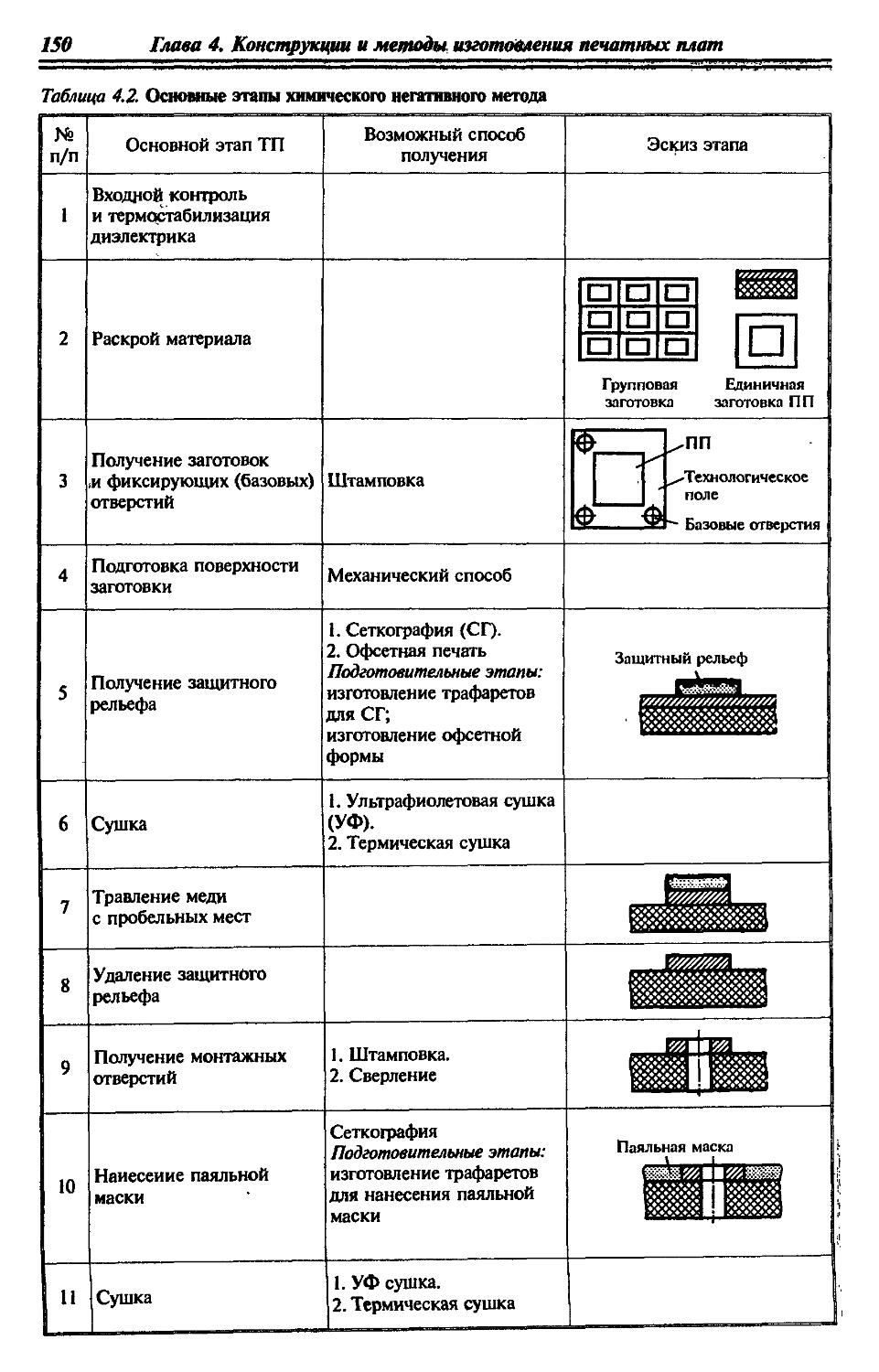
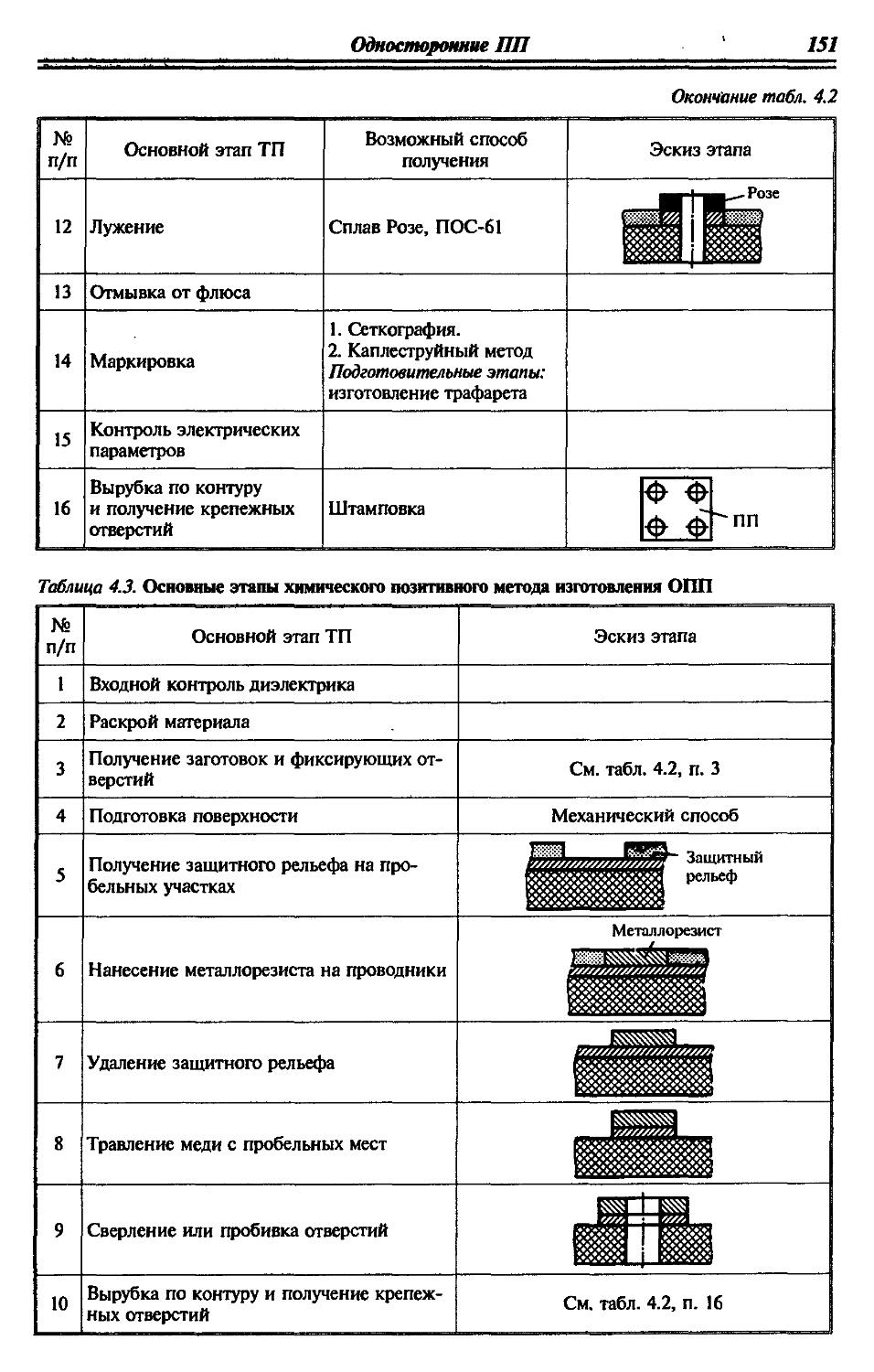
4.1.1. ОПП на жестком фольгированном основании........149
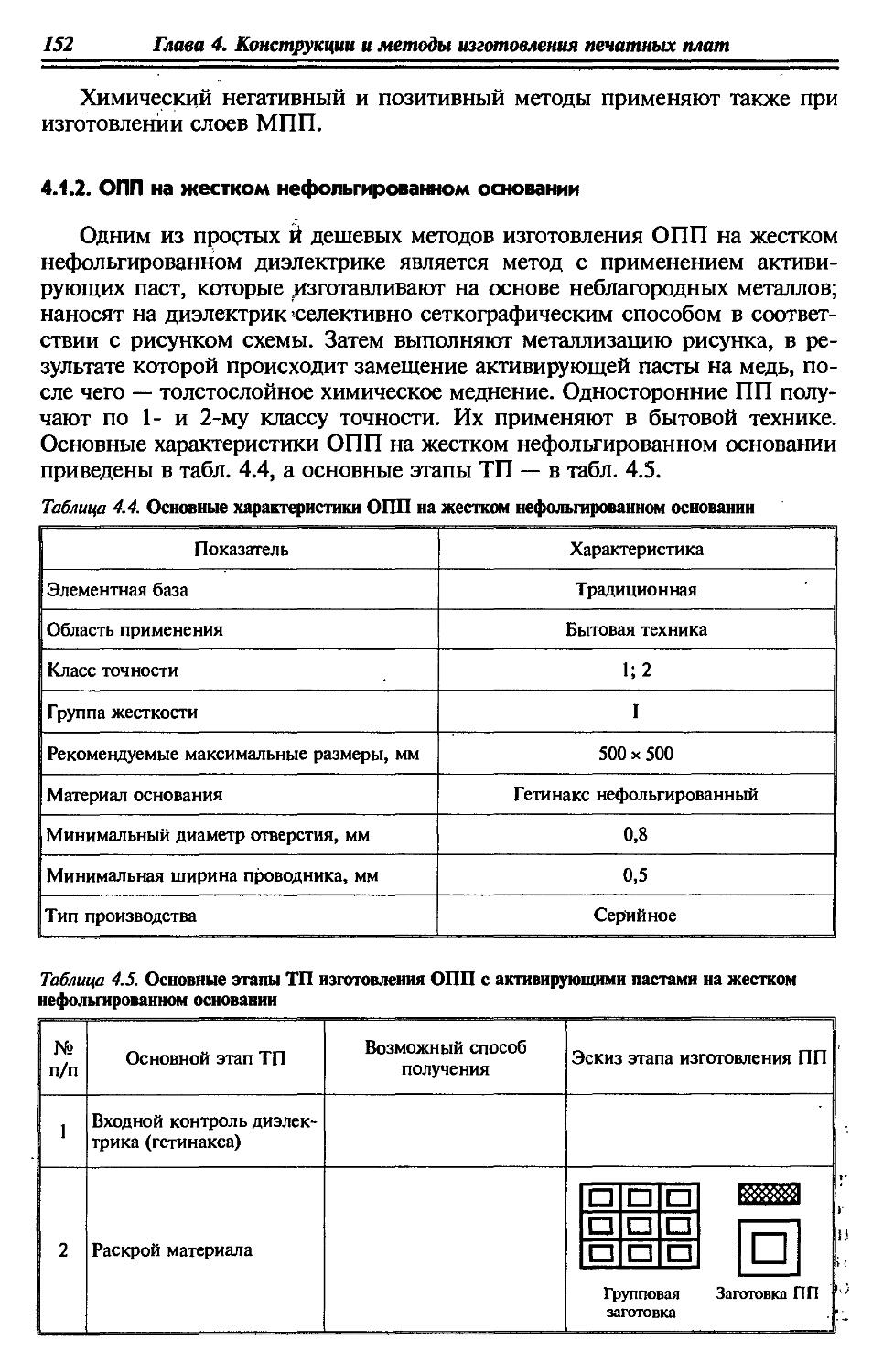
4.1.2. ОПП на жестком нефольгированном основании............152
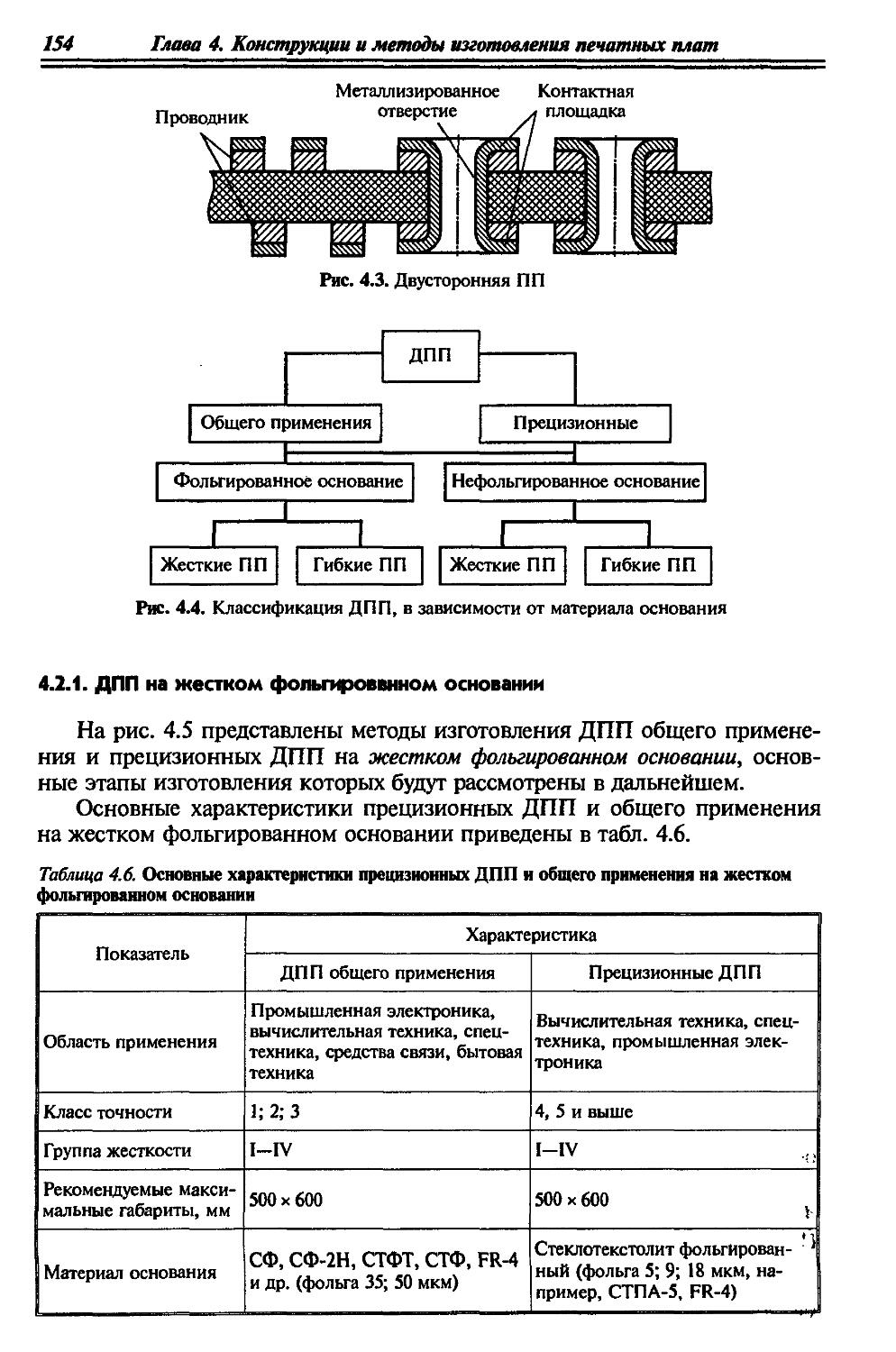
4.2. Двусторонние ПП............................................153
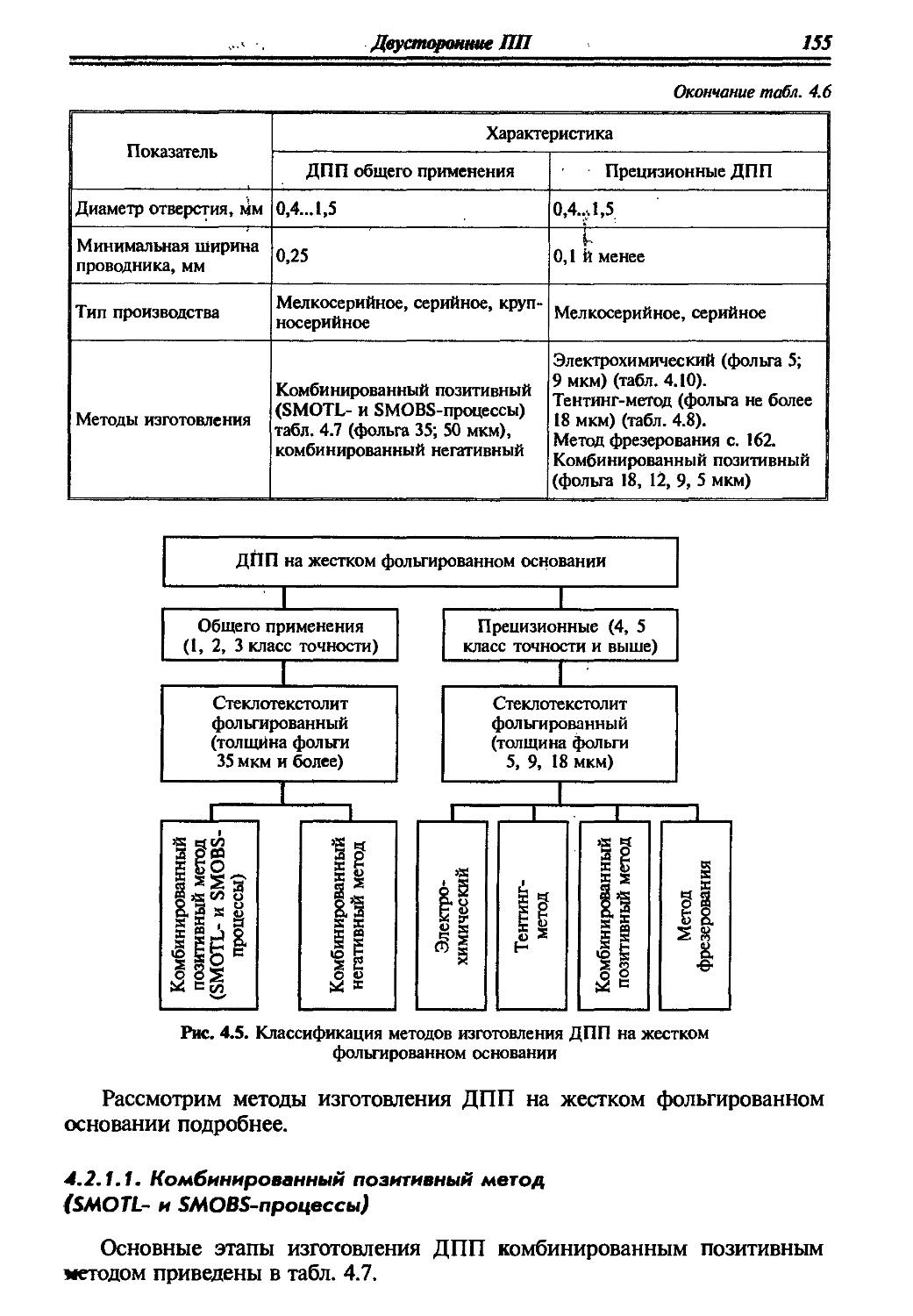
4.2.1. ДПП на жестком фольгированном основании........154
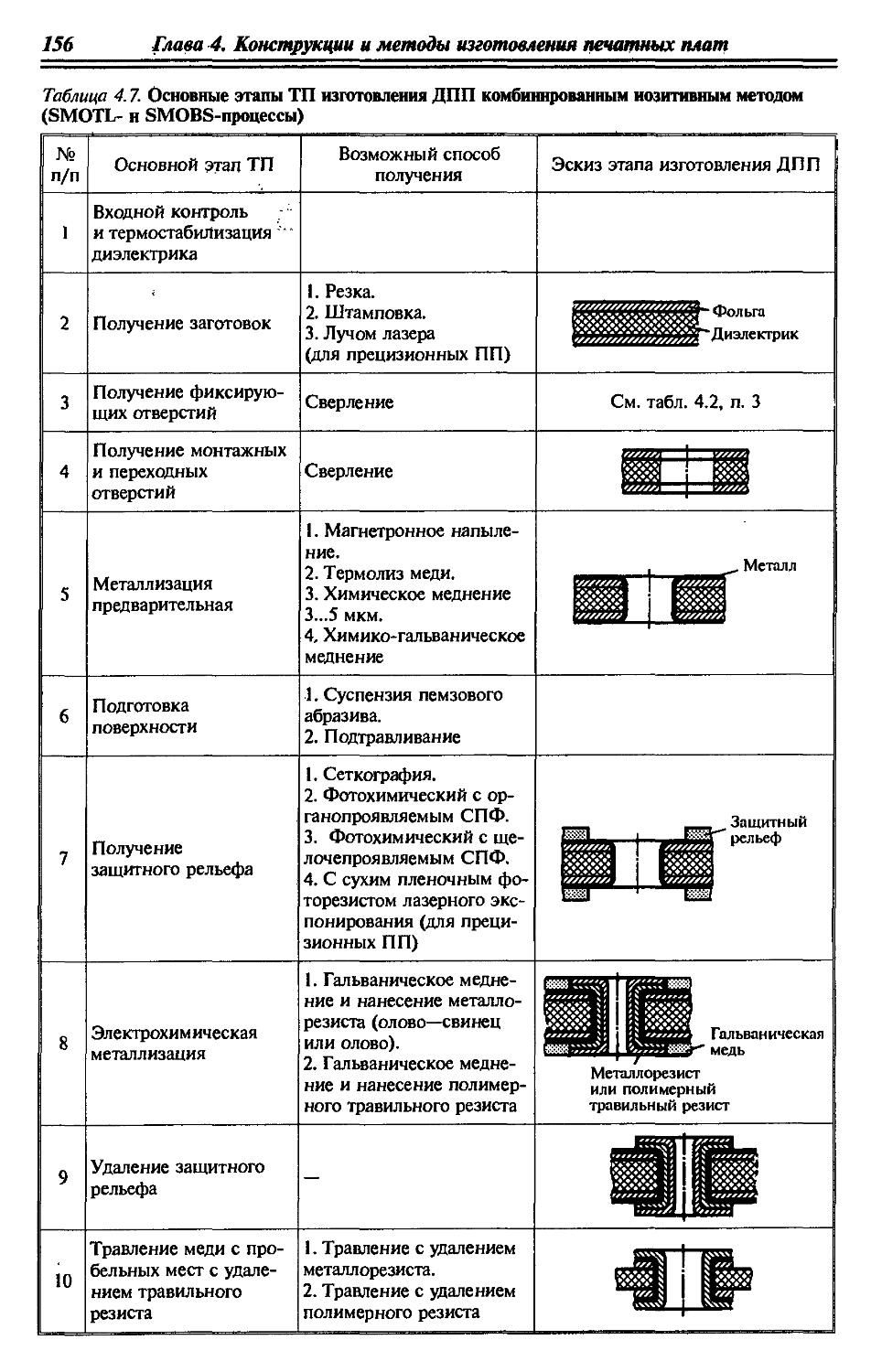
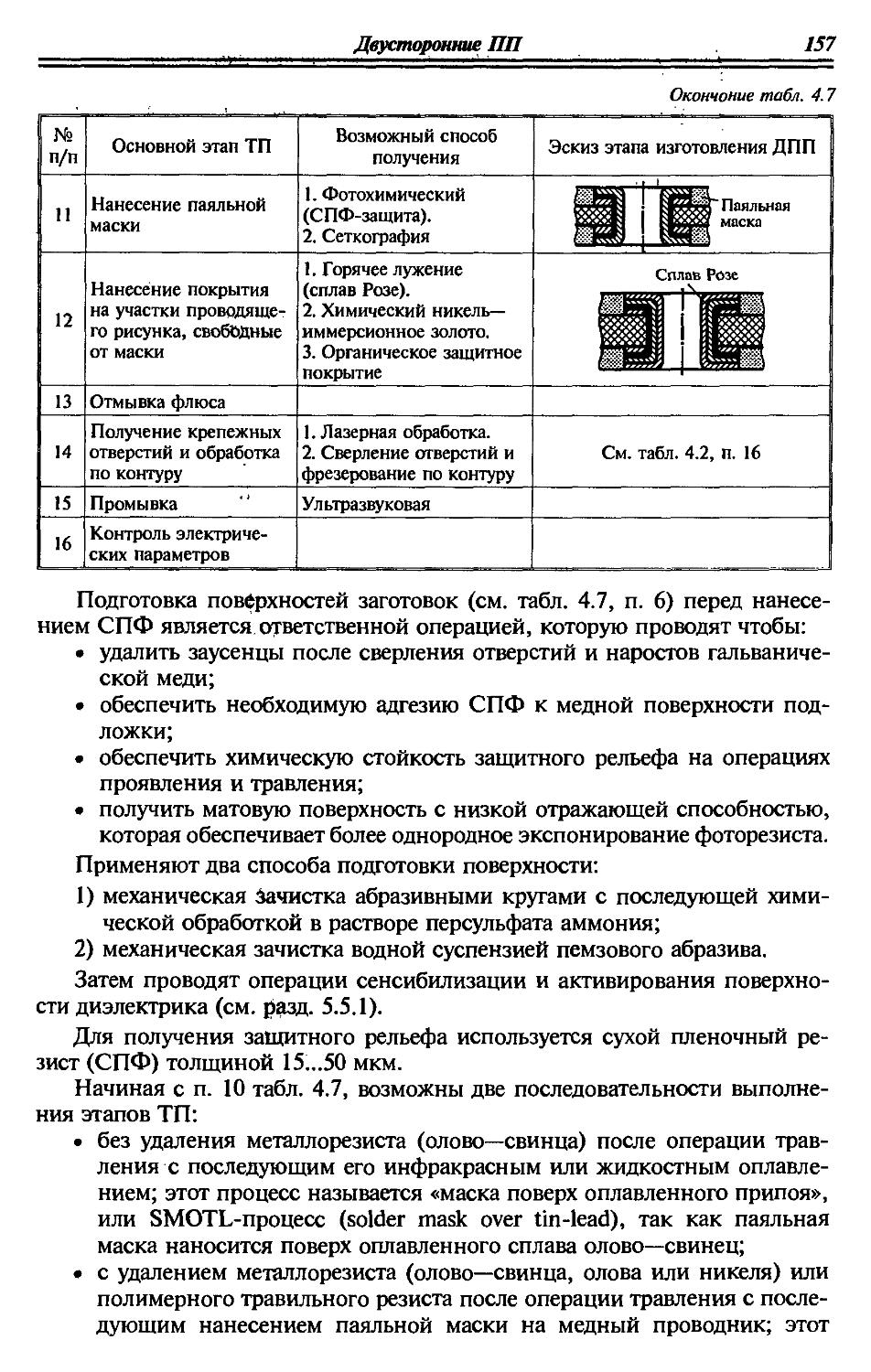
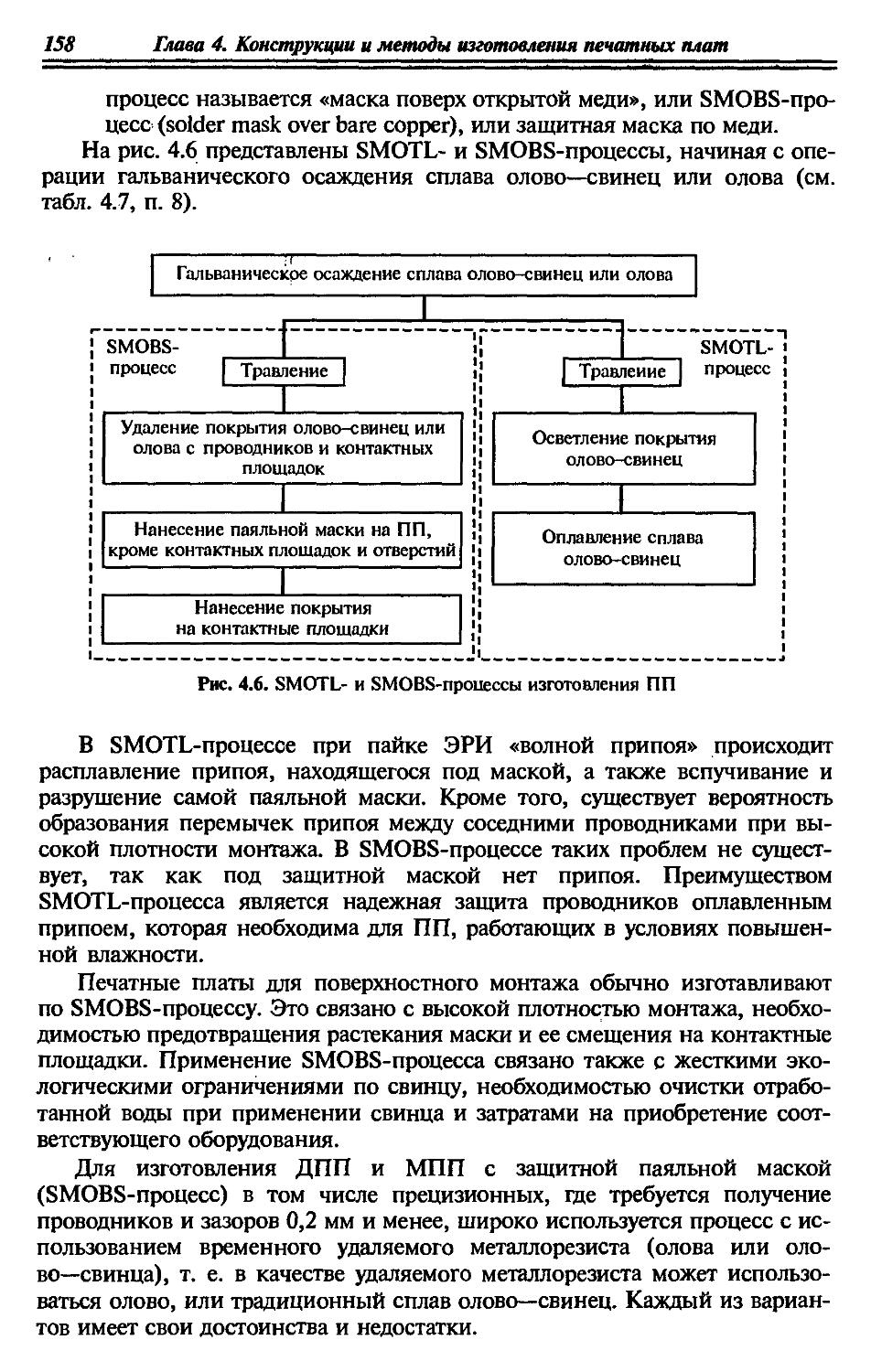
4.2.1.1. Комбинированный позитивный метод (SMOTL- и SMOBS-процессы).................................155
Оглавление
5
4.2.1.2. Тентинг-метод или метод образования завесок над отверстиями ПП........................................160
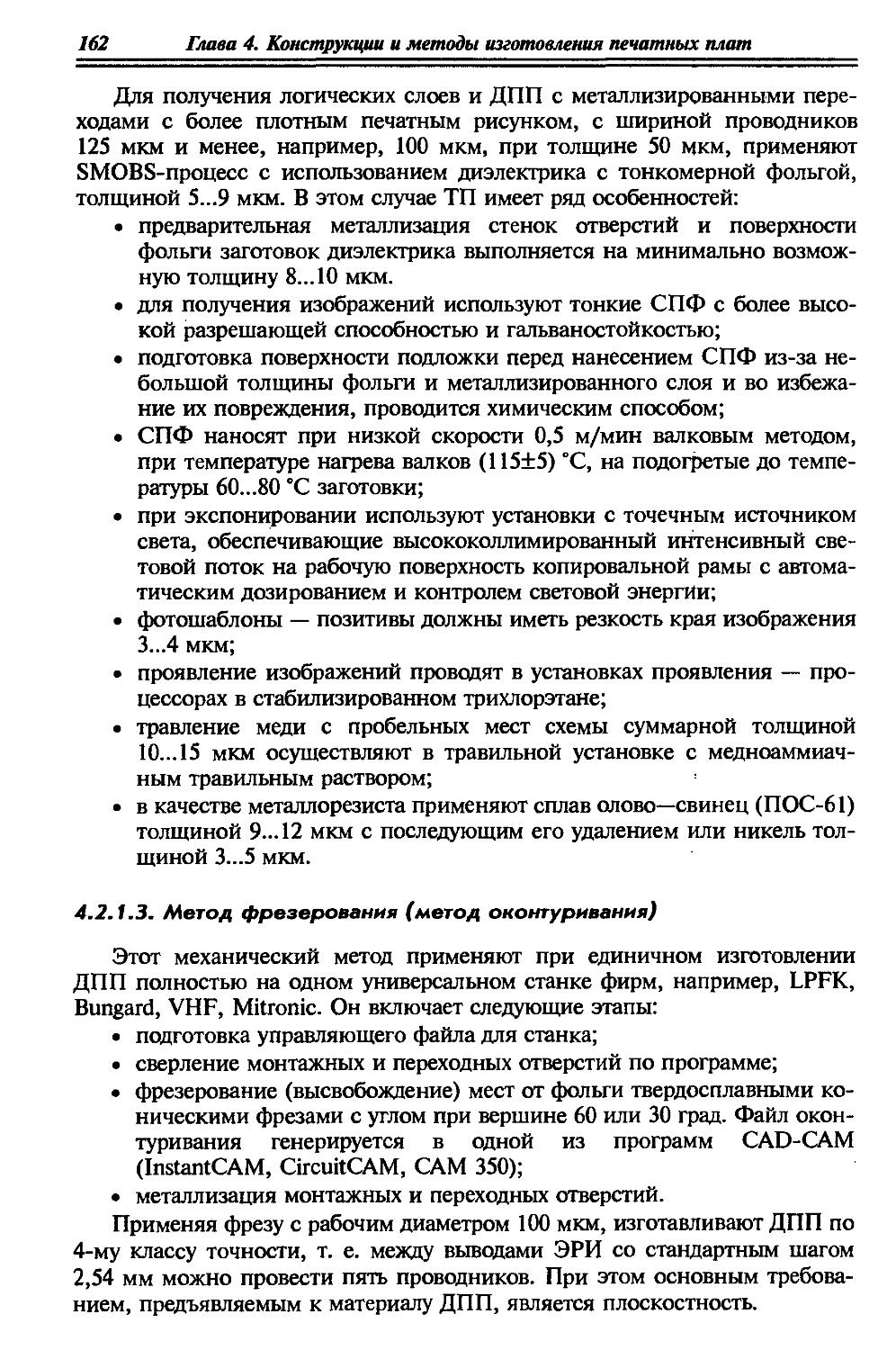
4.2.13. Метод фрезерования (метод оконтуривания)..........162
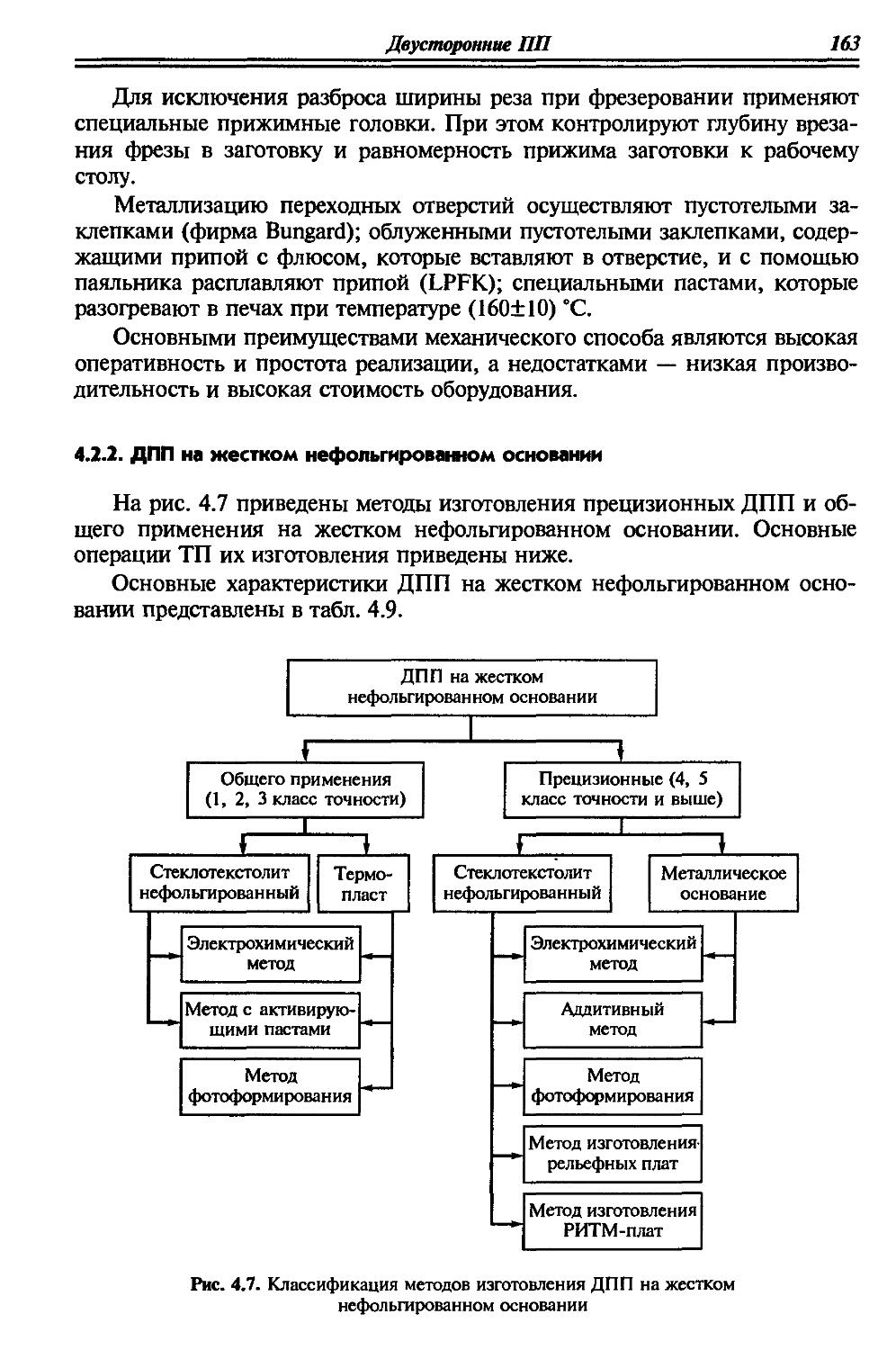
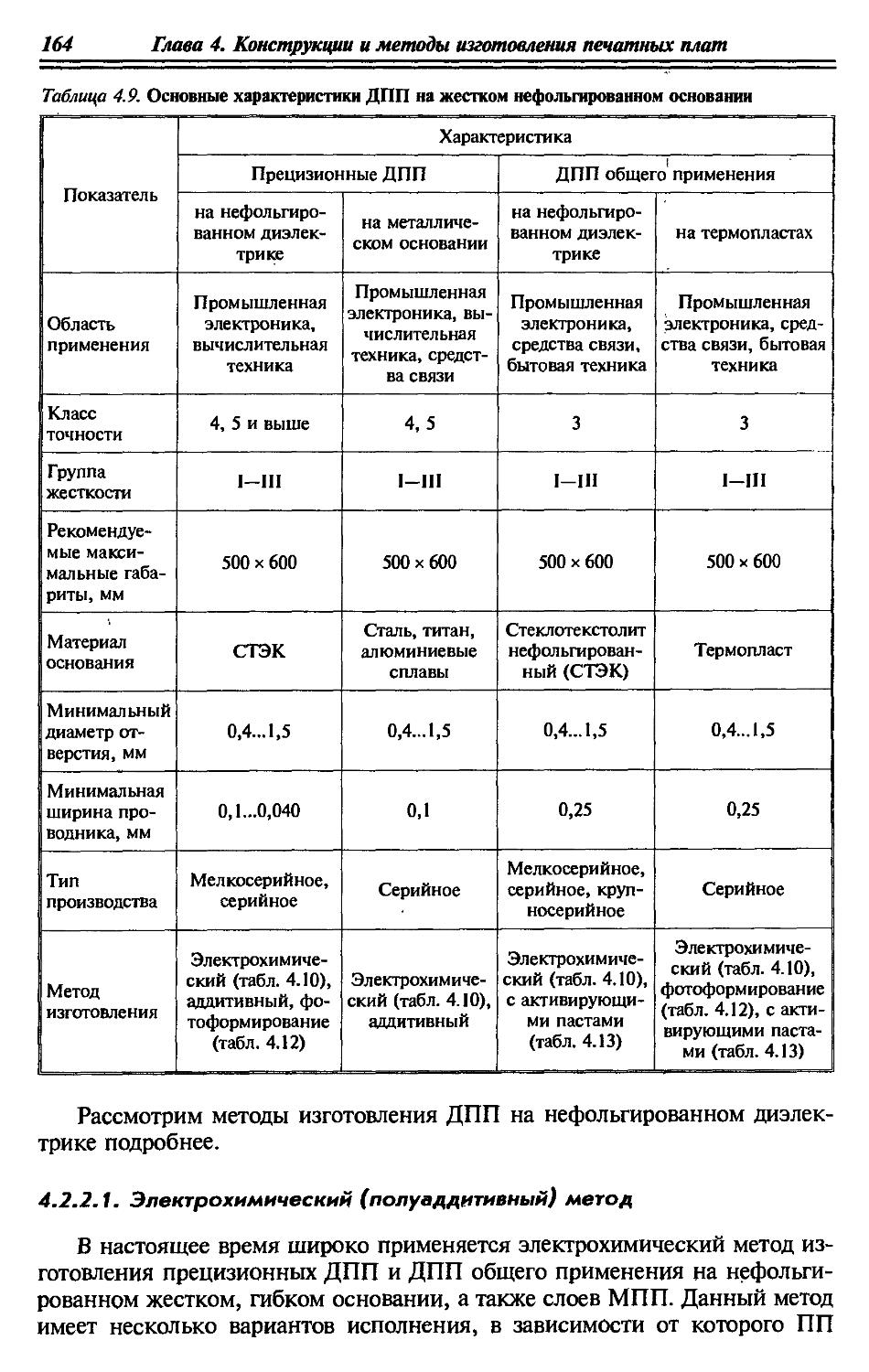
4.2.2. ДПП на жестком нефольгированном основании............163
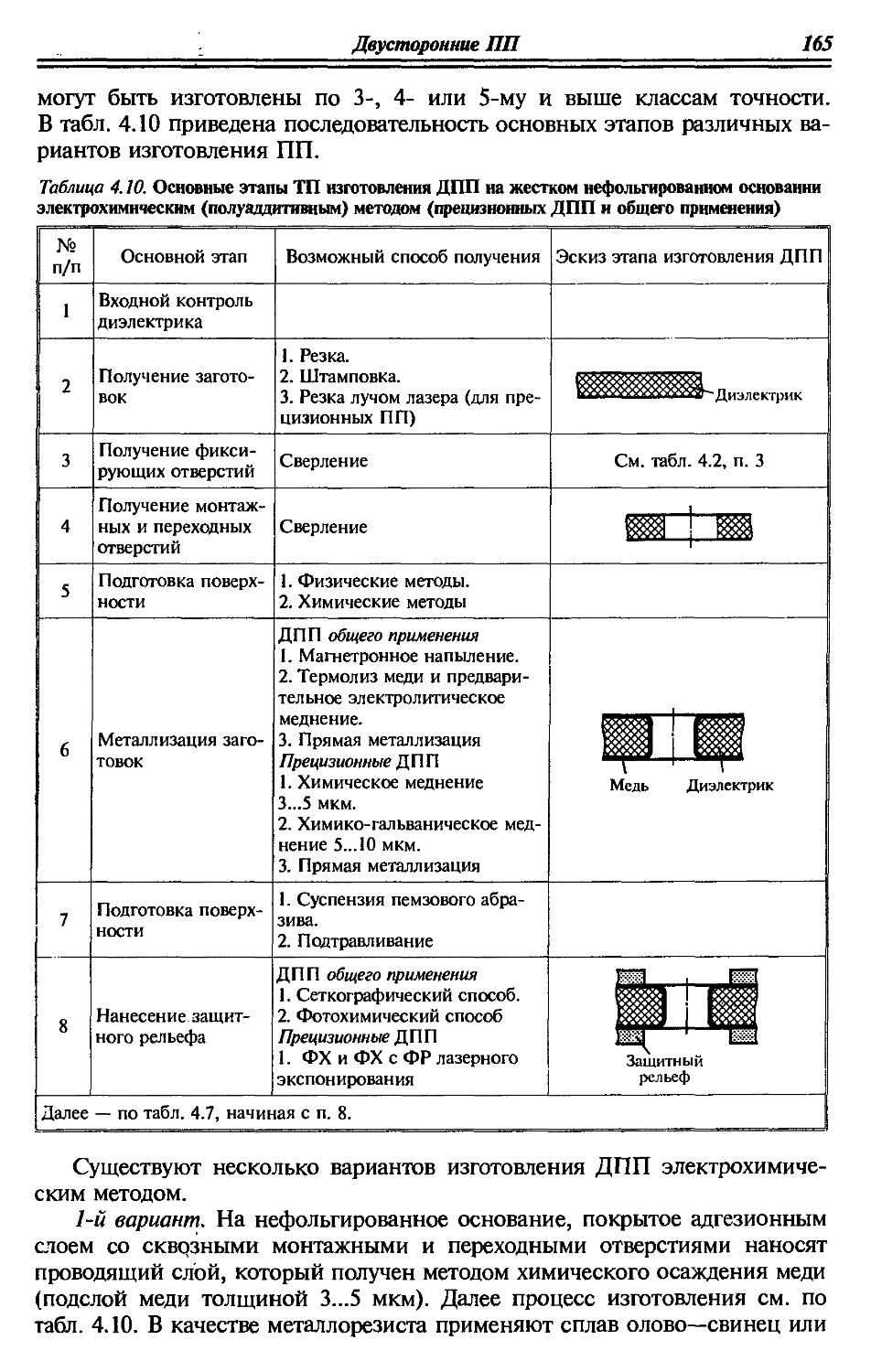
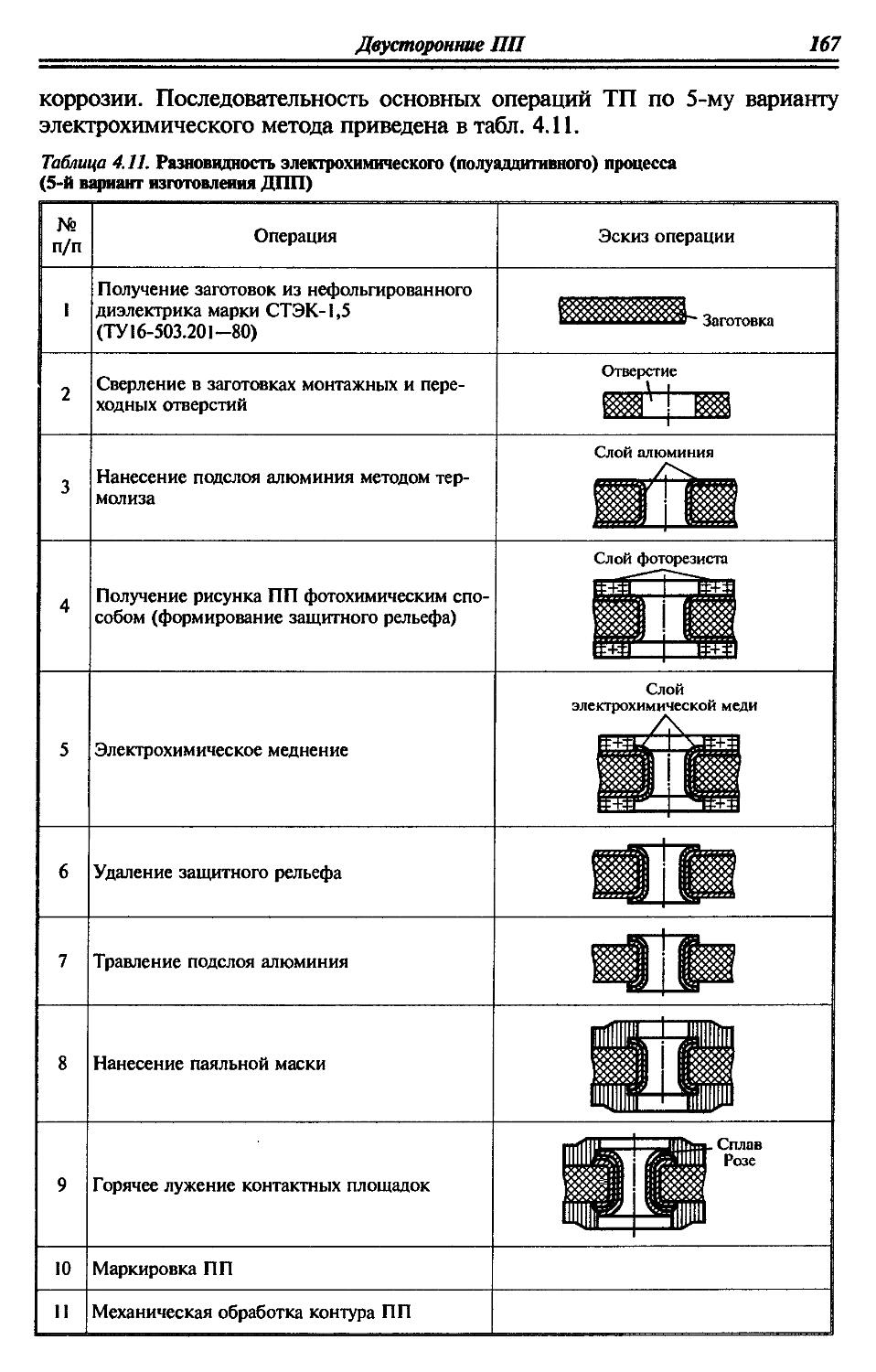
4.2.2.1. Электрохимический (полуаддитивный) метод.........164
4.2.2.2. Аддитивный метод.................................169
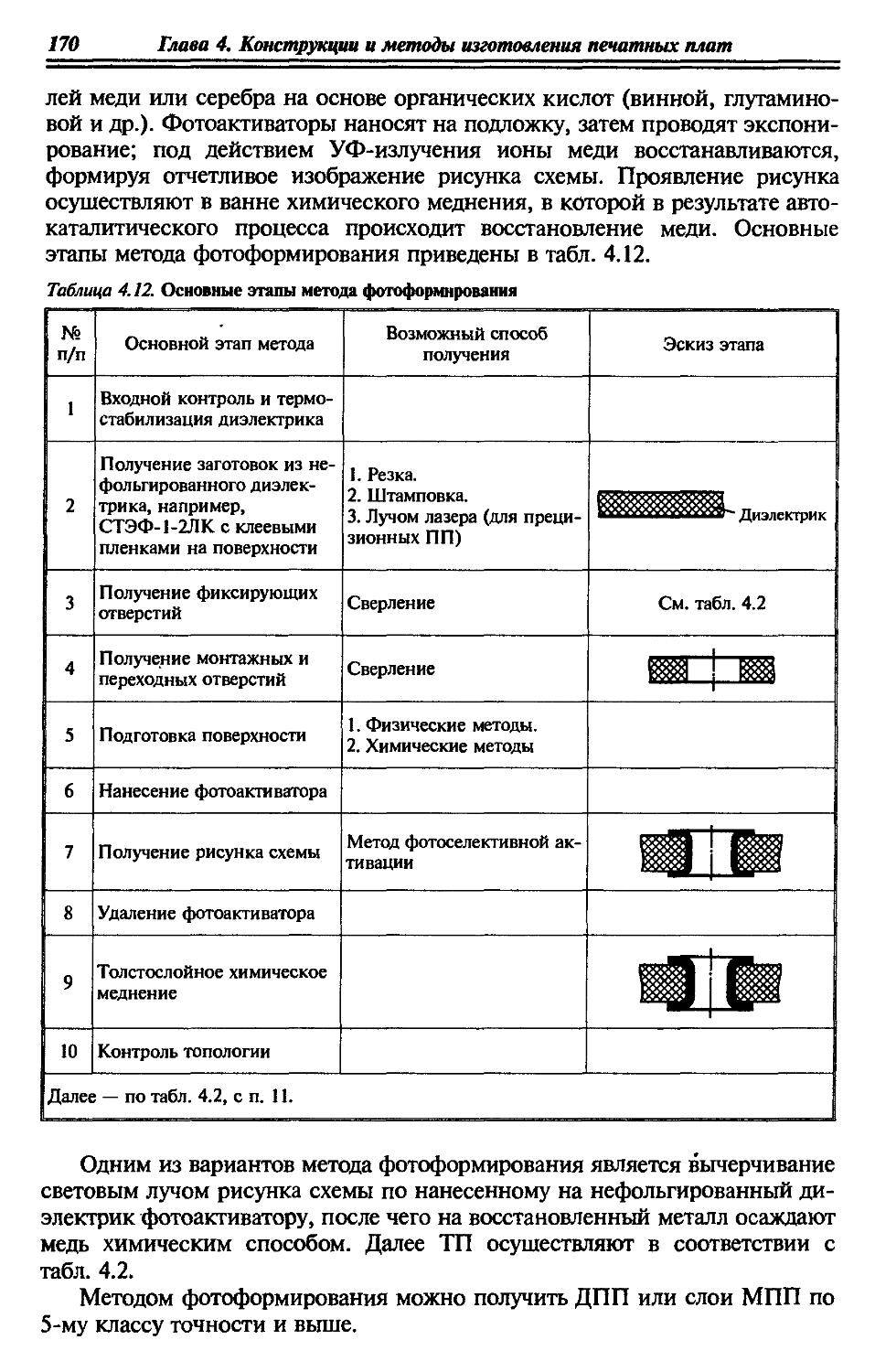
4.2.23. Метод фотоформирования...........................169
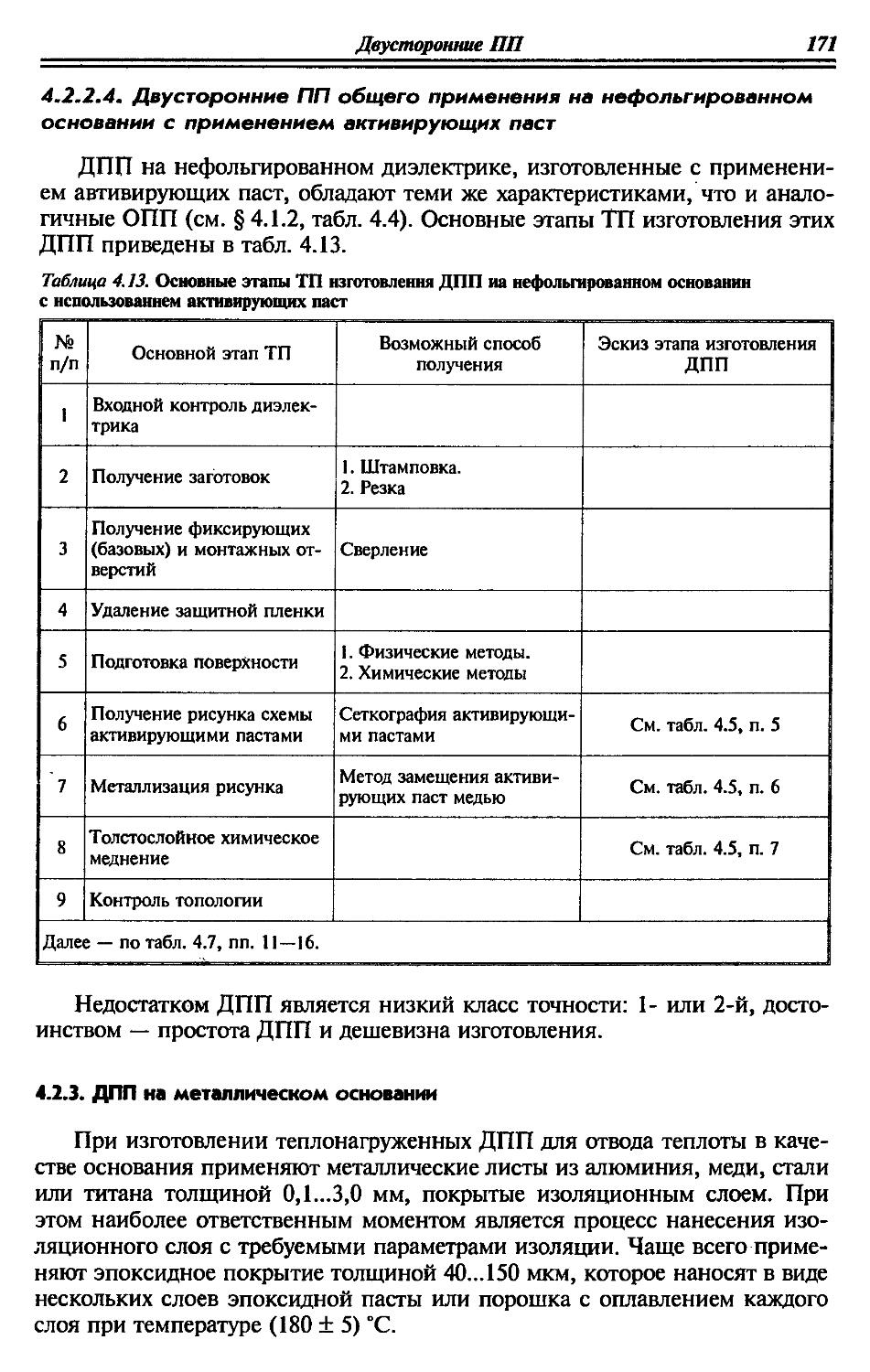
4.2.2.4. Двусторонние ПП общего применения на нефольгированном основании с применением активирующих паст ........................................171
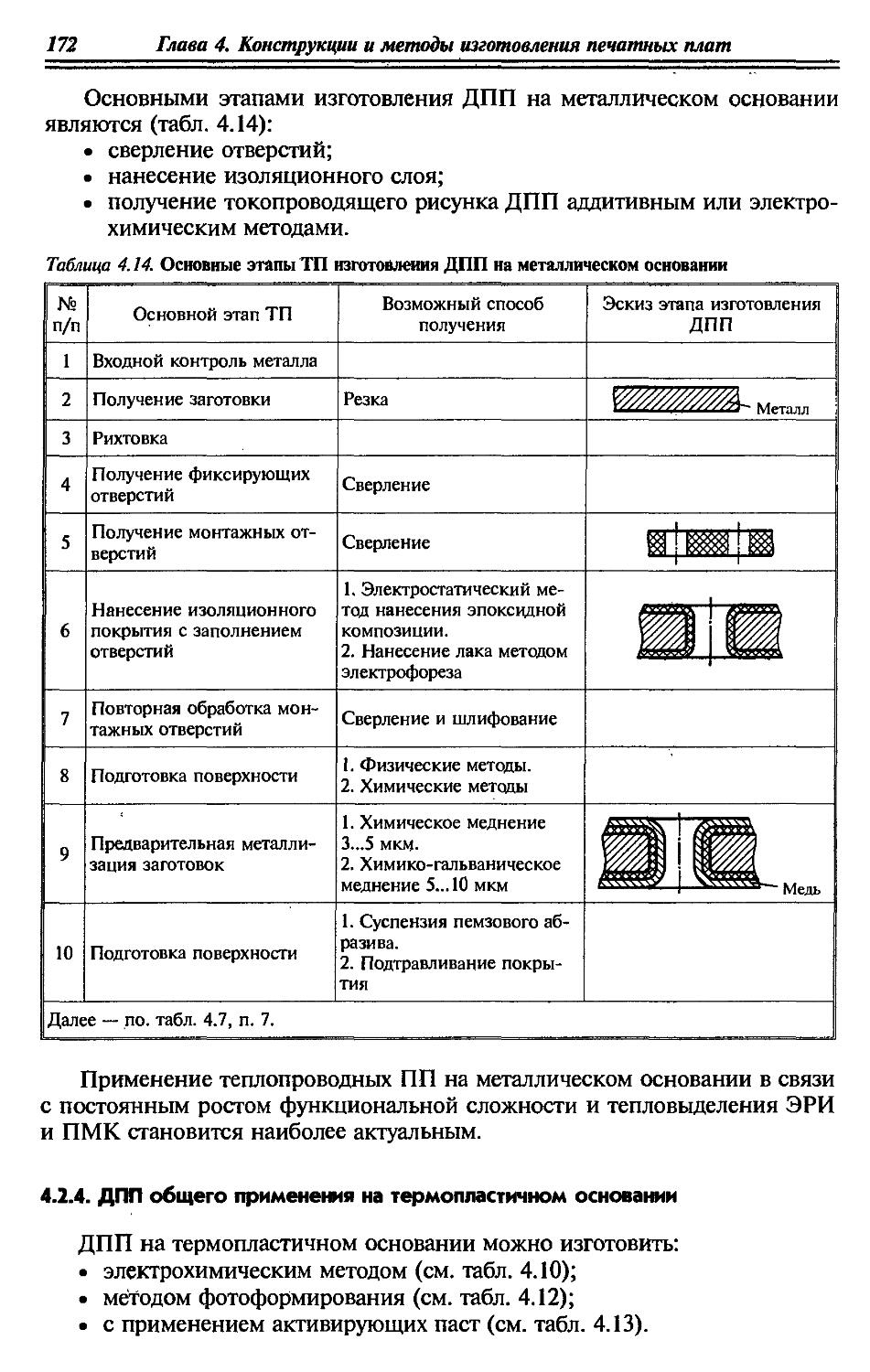
4.23. ДПП на металлическом основании.......................171
4.2.4. ДПП общего применения на термопластичном основании...................................................172
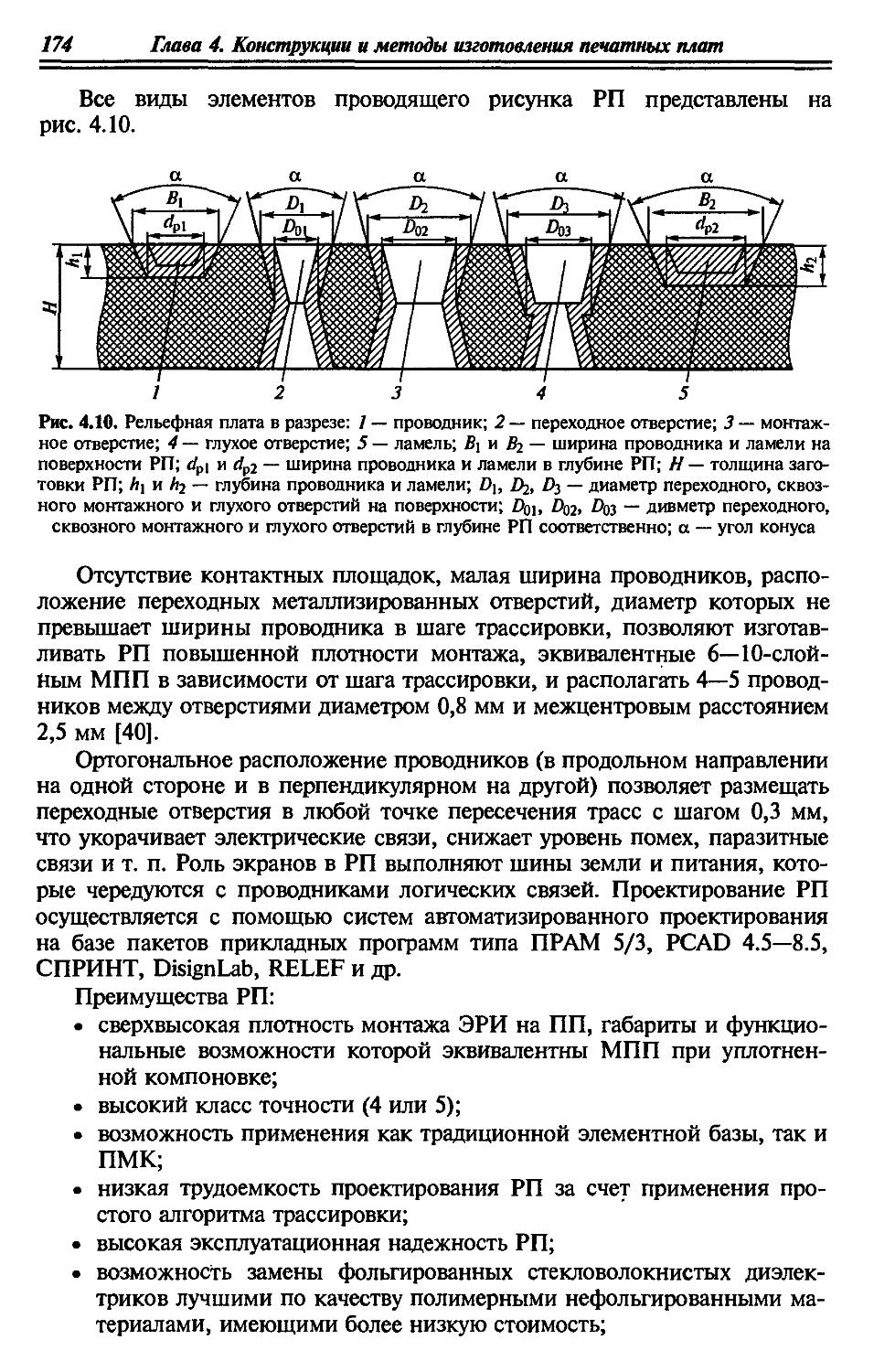
4.2.5. Рельефные платы......................................173
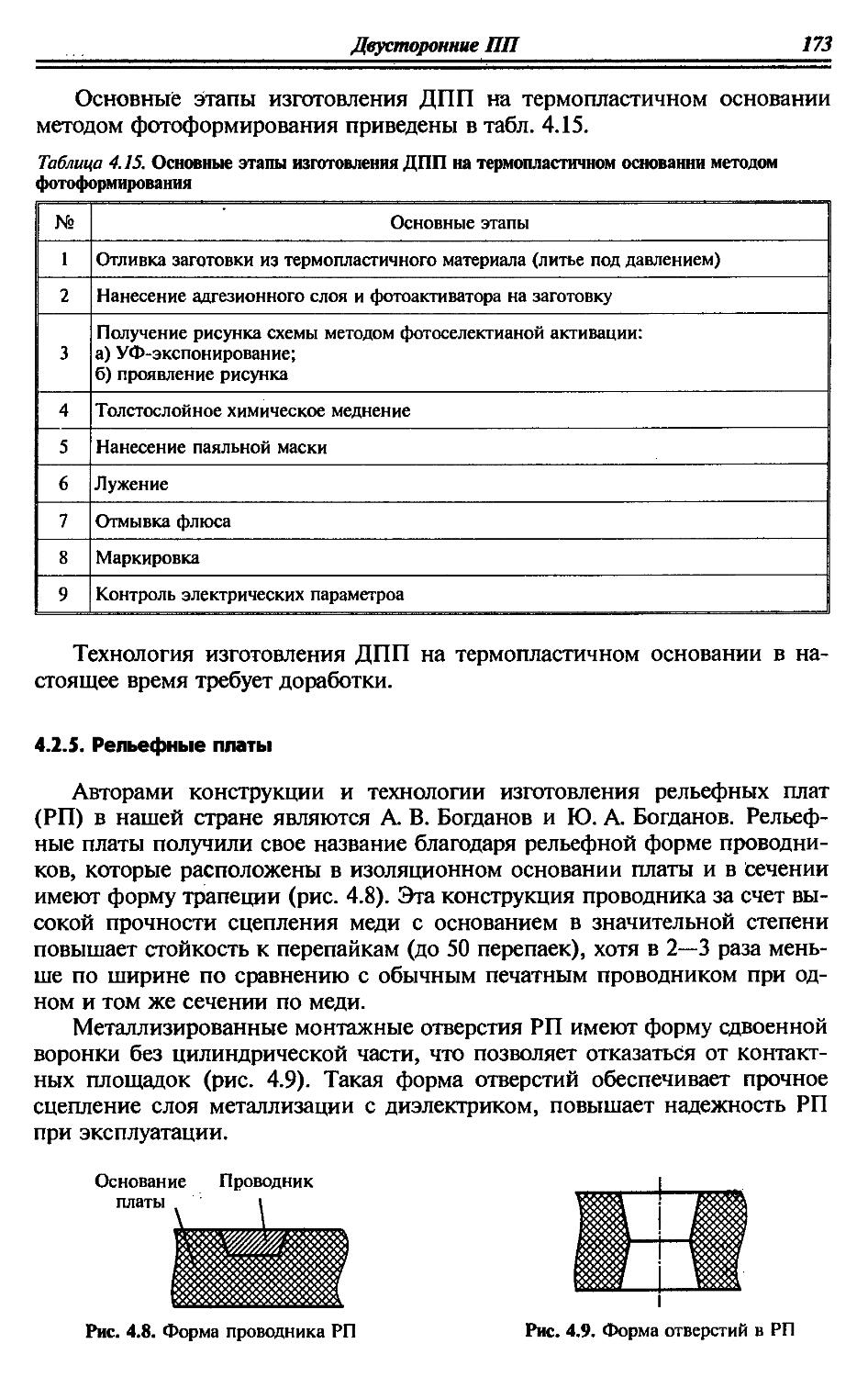
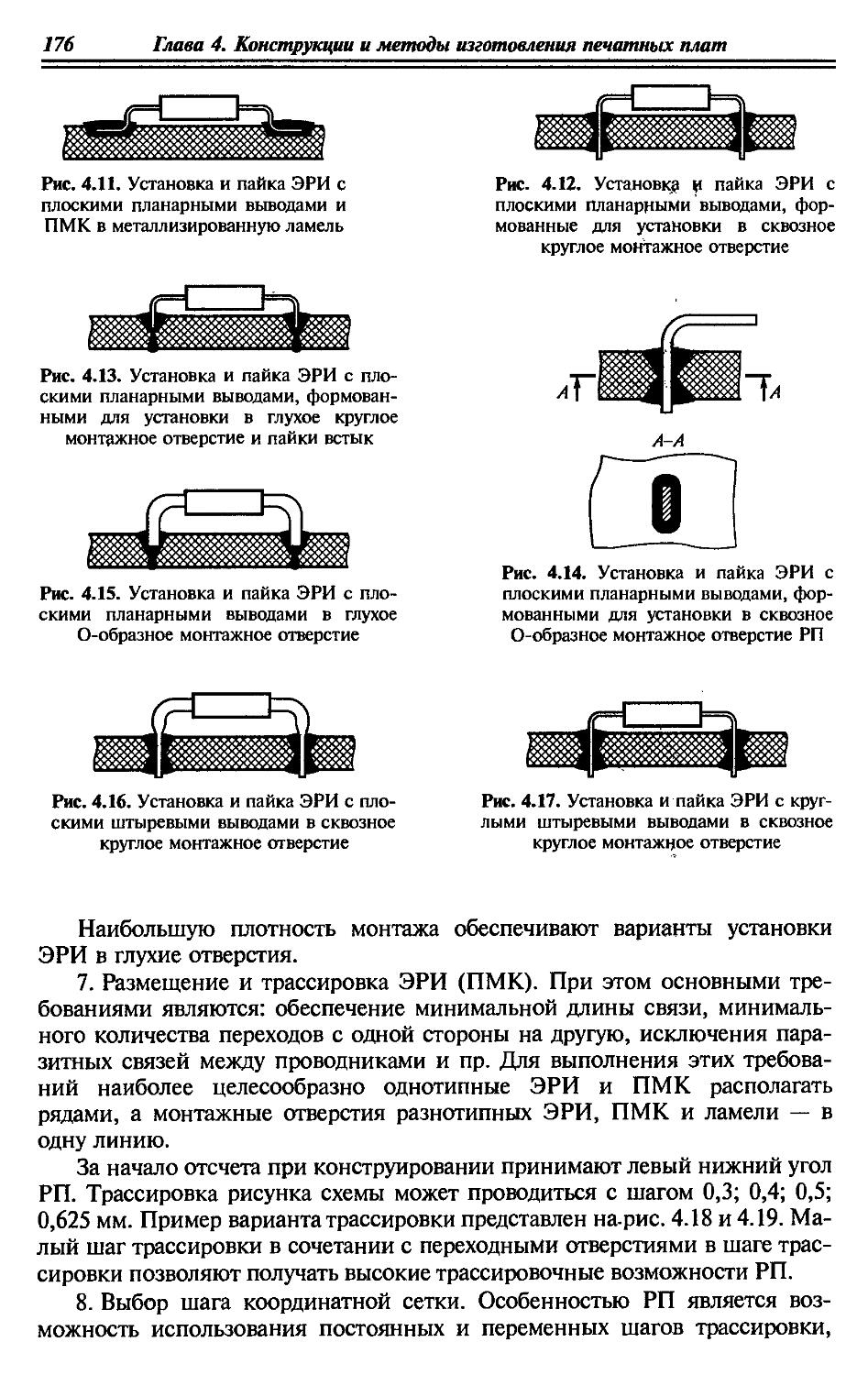
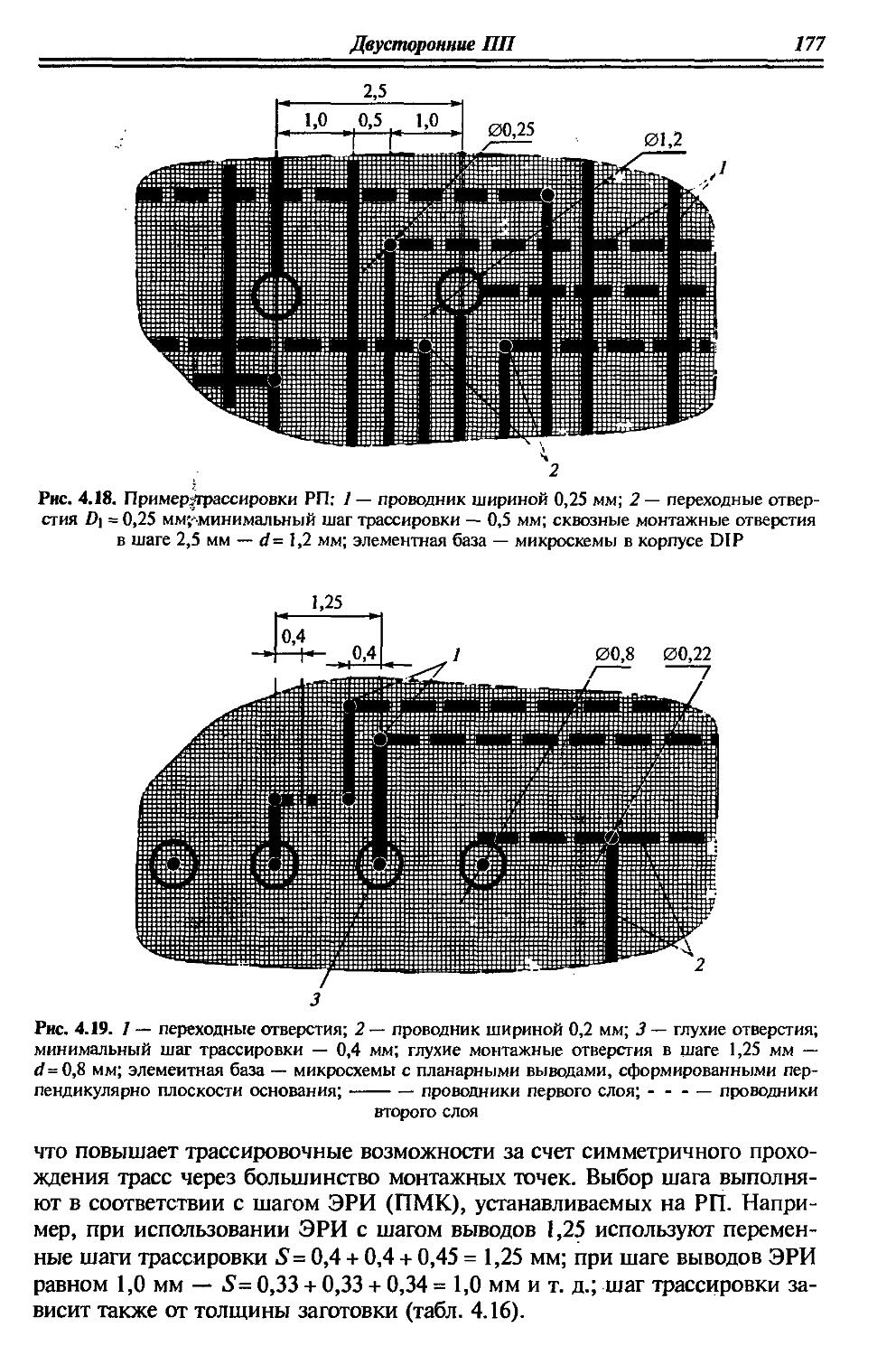
4.2.5.1. Конструирование рельефных плат...................175
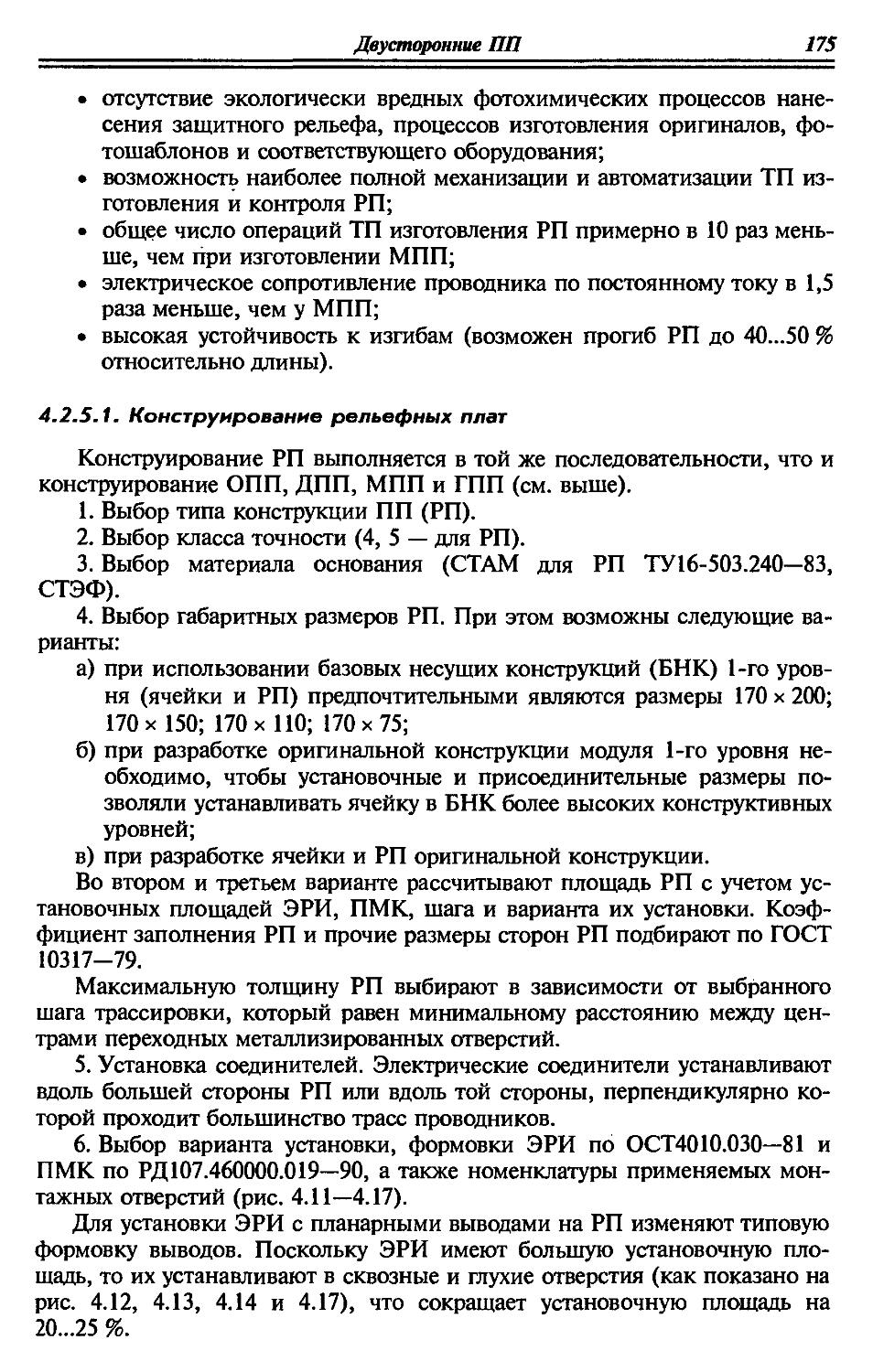
4.2.5.2. Технология изготовления рельефных плат ..........182
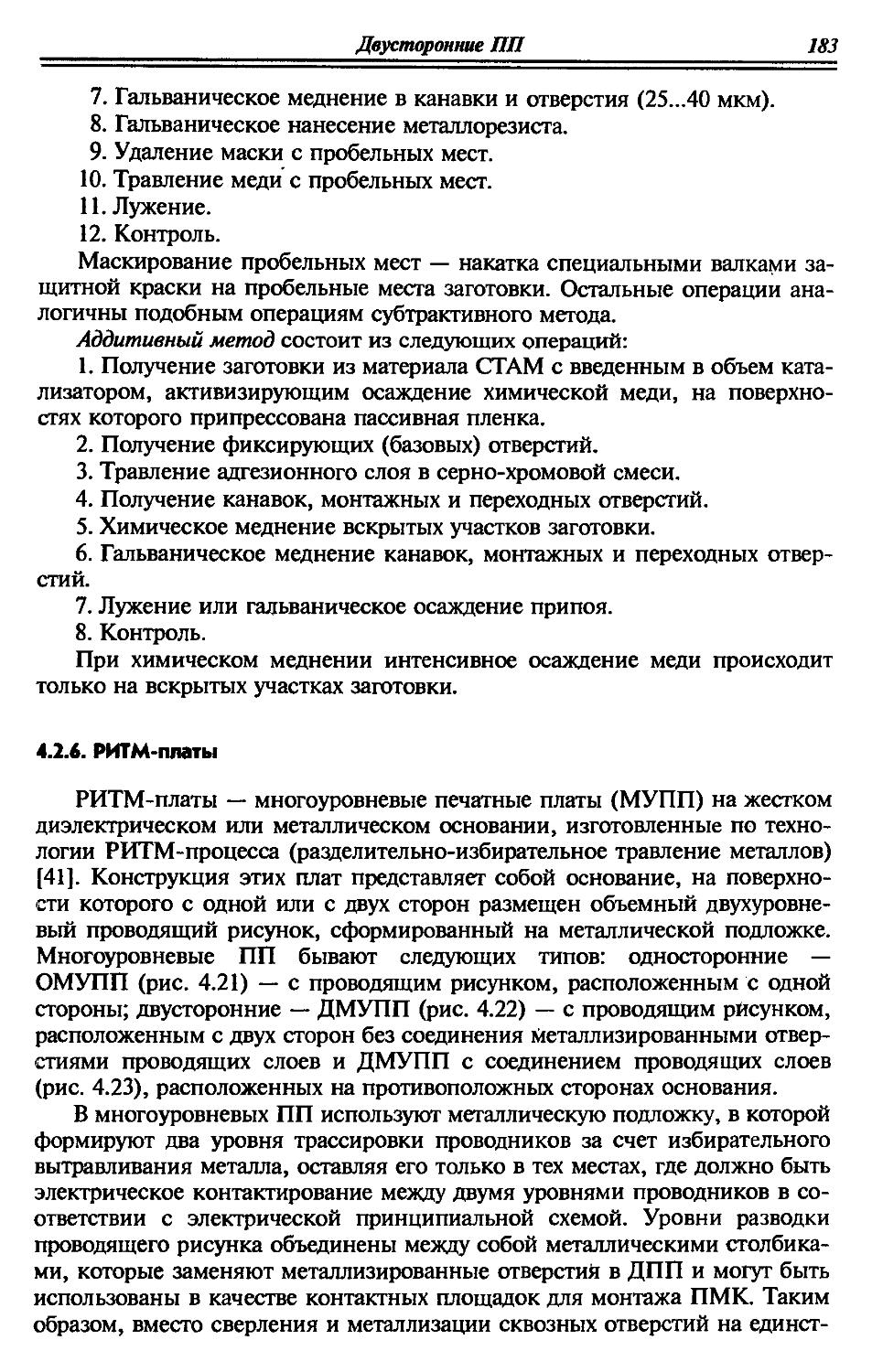
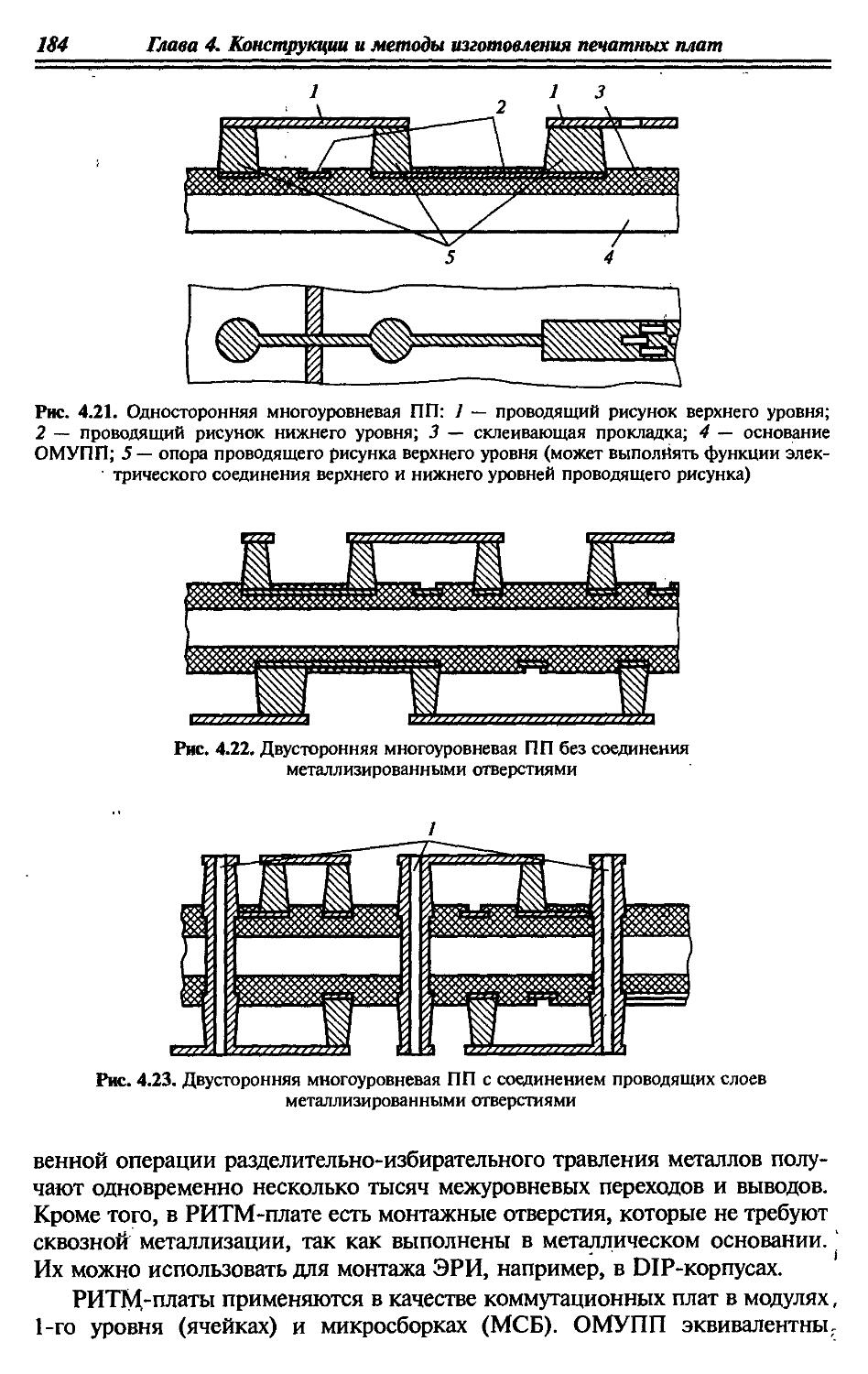
4.2.6. РИТМ-платы...........................................183
4.2.6.1. Конструирование МУПП.............................185
4.2.6.2. Основные этапы ТП изготовления РИТМ-плат.........191
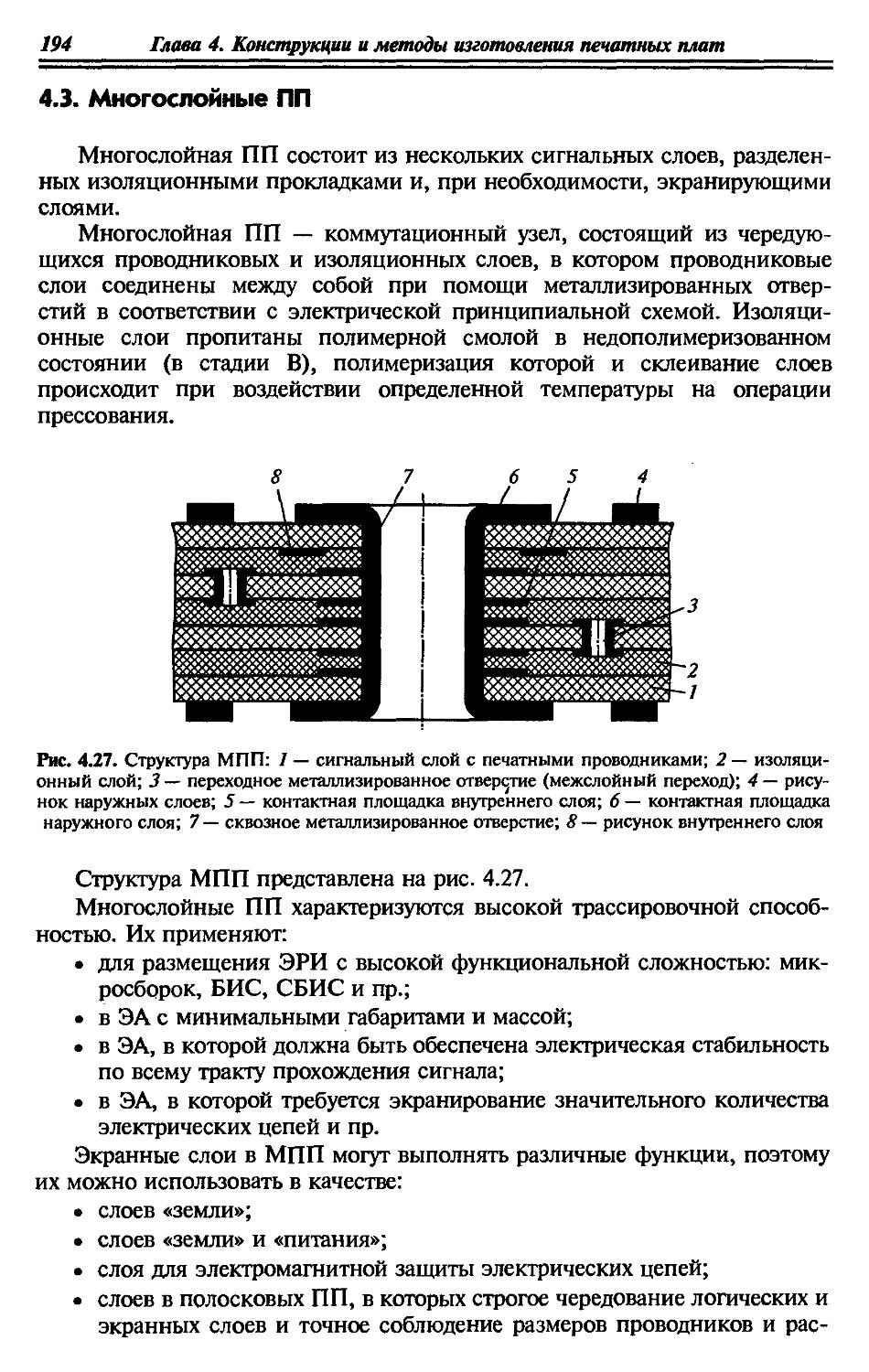
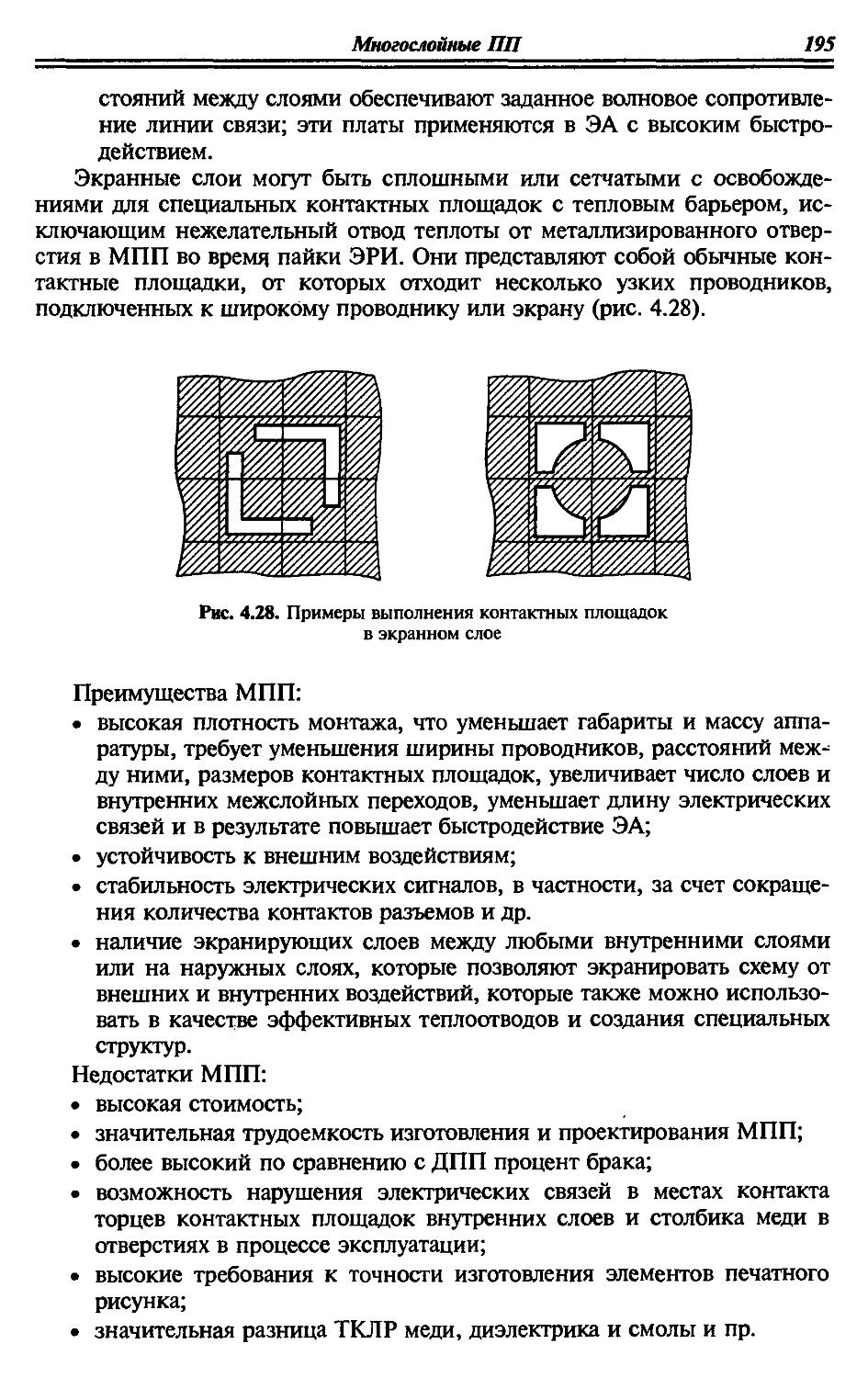
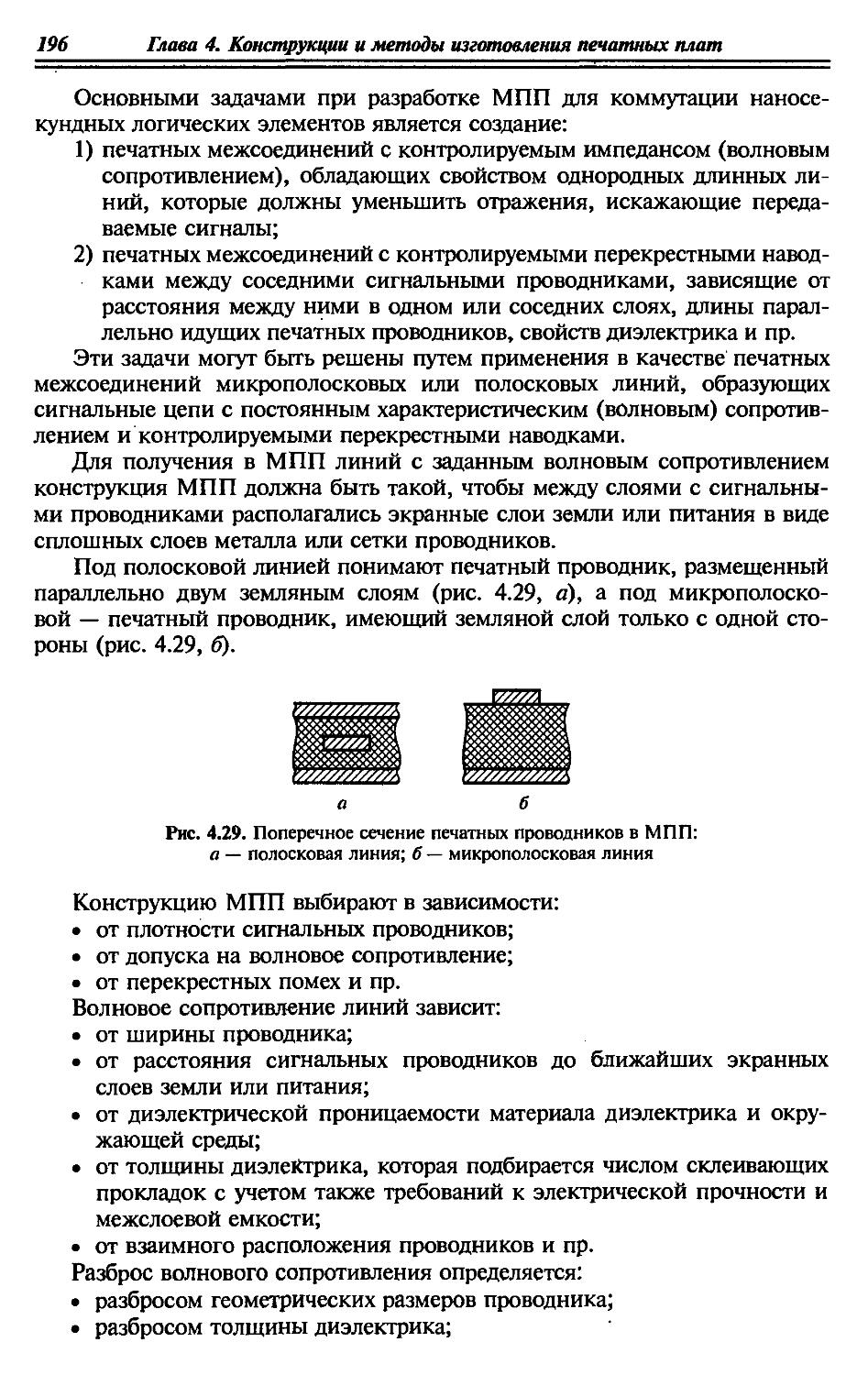
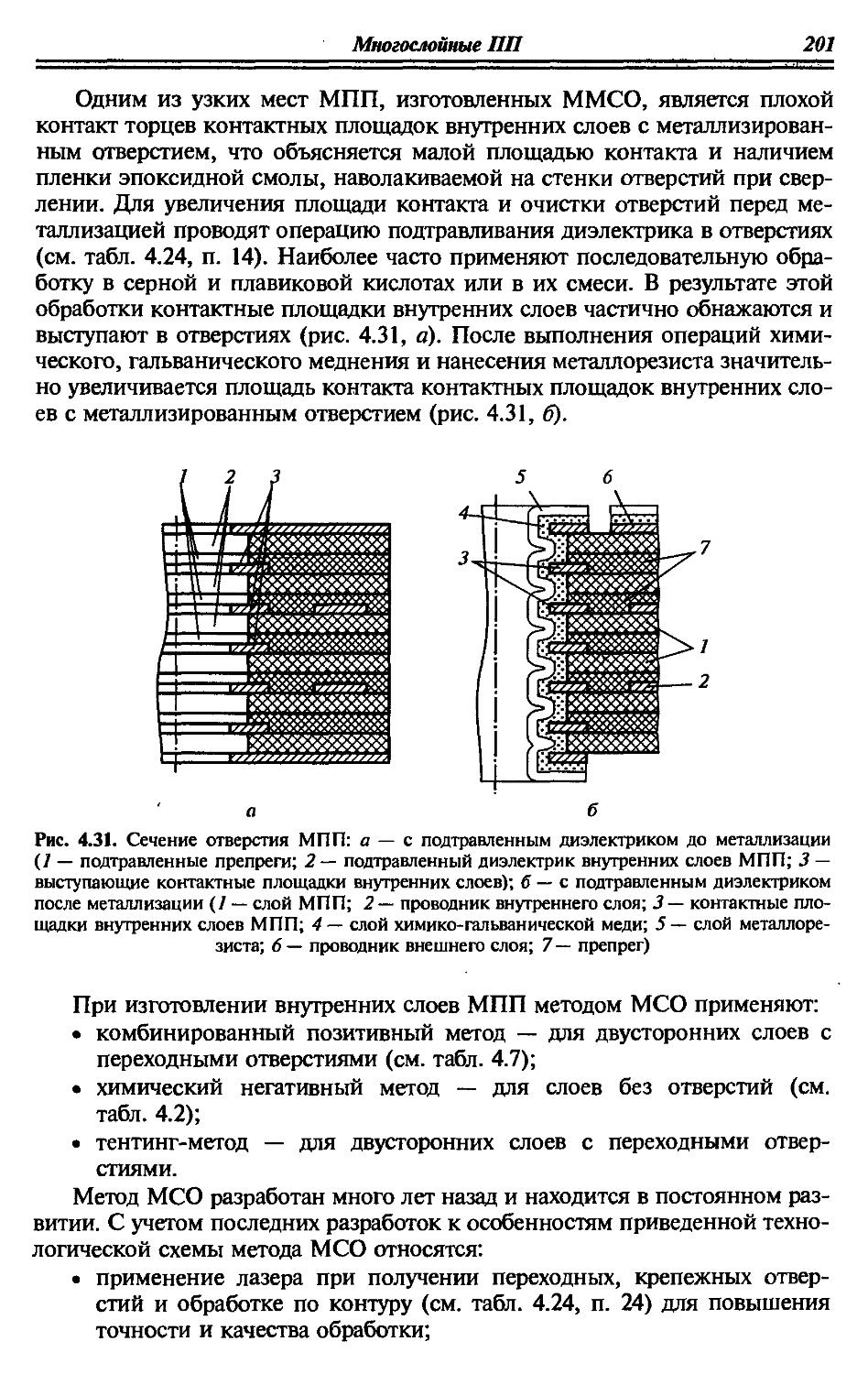
4.3. Многослойные ПП............................................194
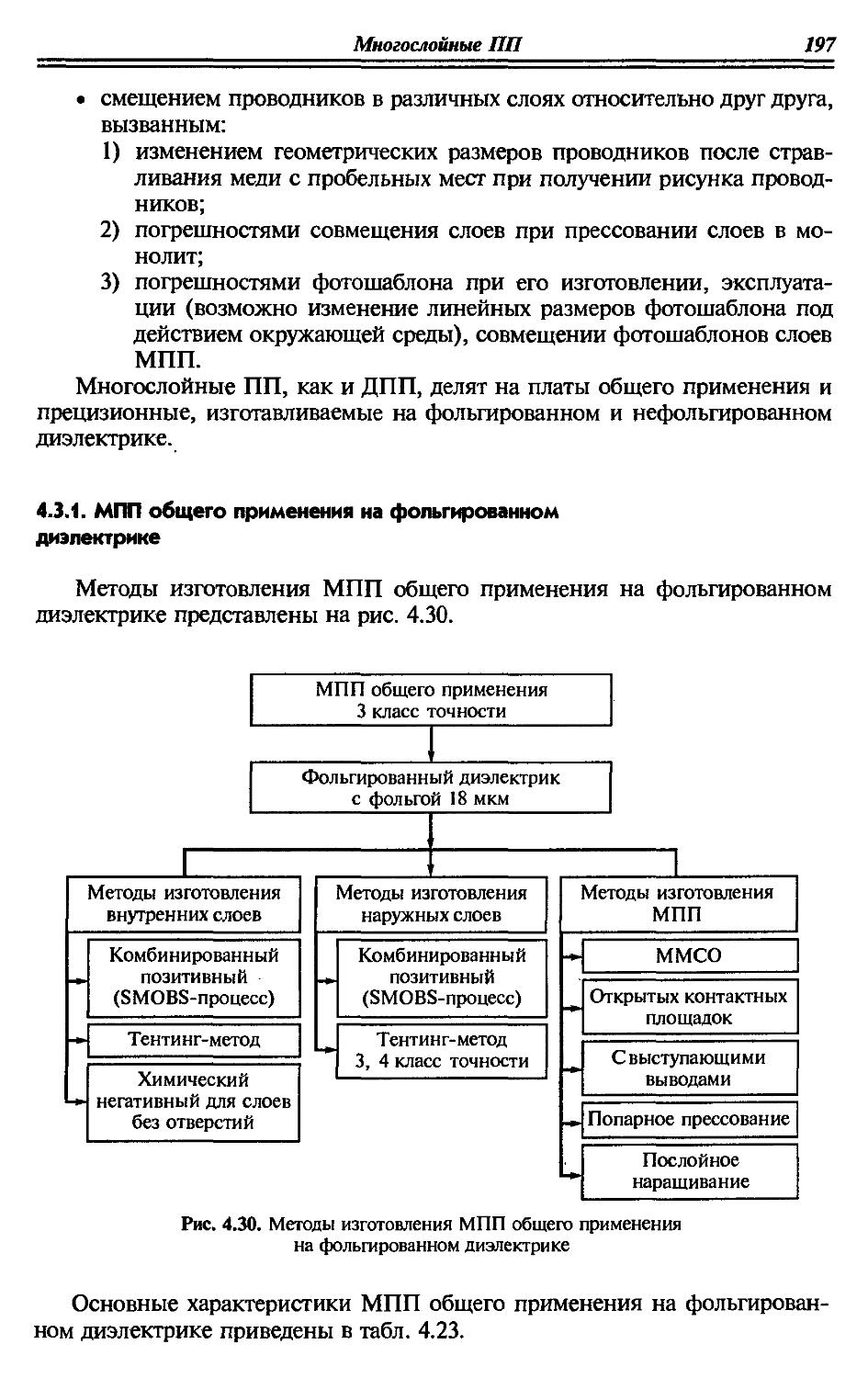
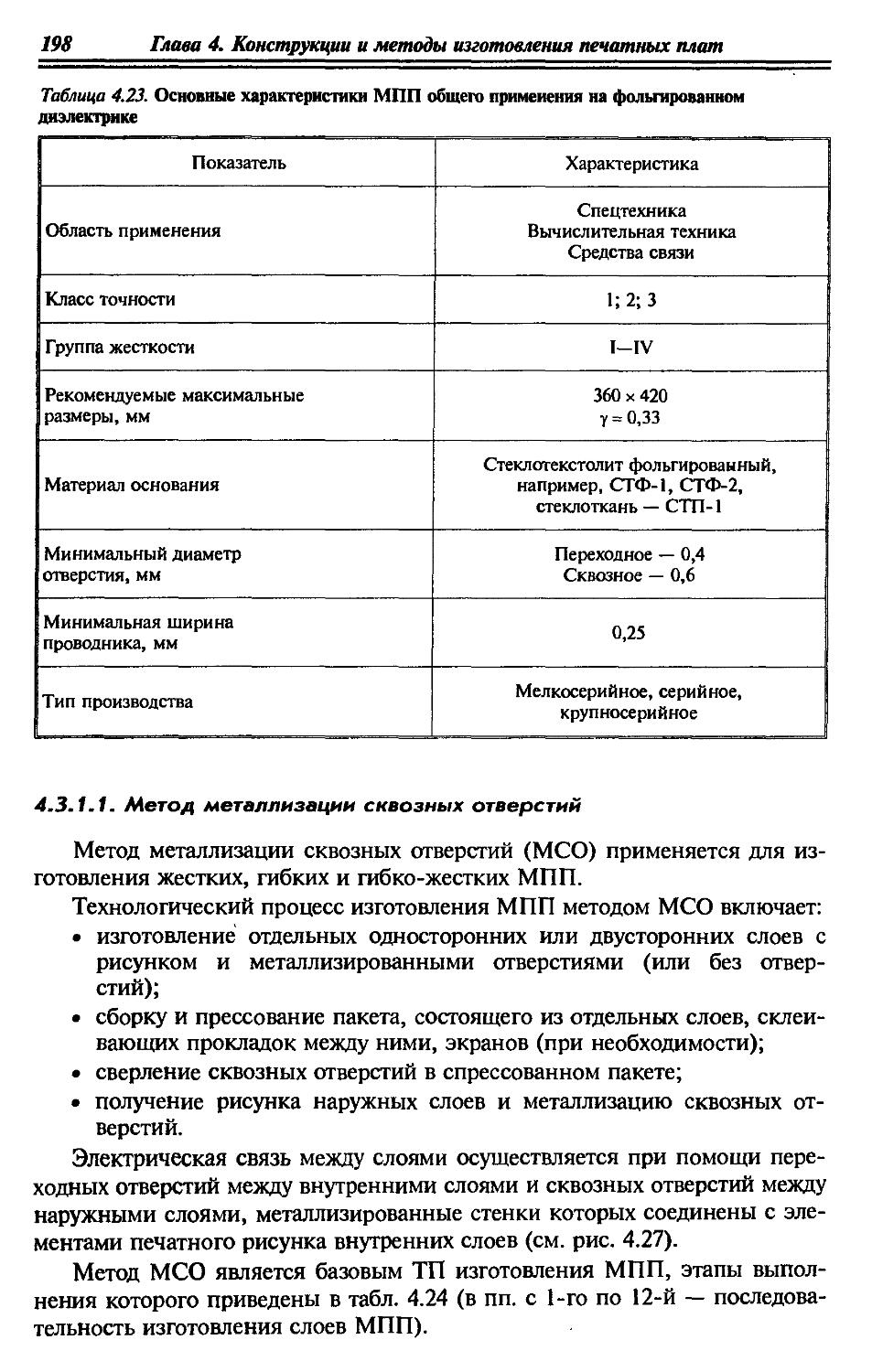
4.3.1. МПП общего применения на фольгированном диэлектрике.................................................197
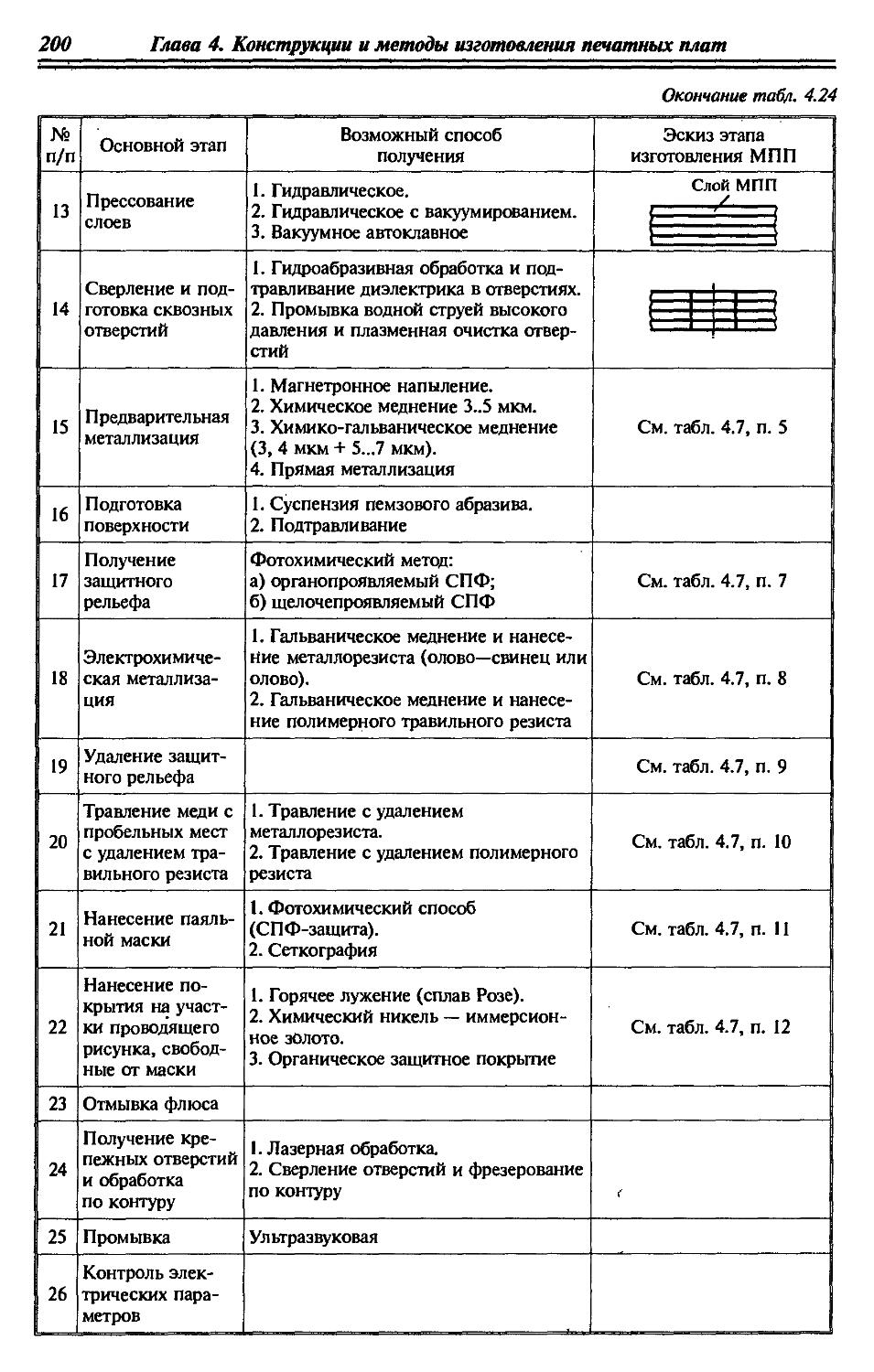
43.1.1. Метод металлизации сквозных отверстий............198
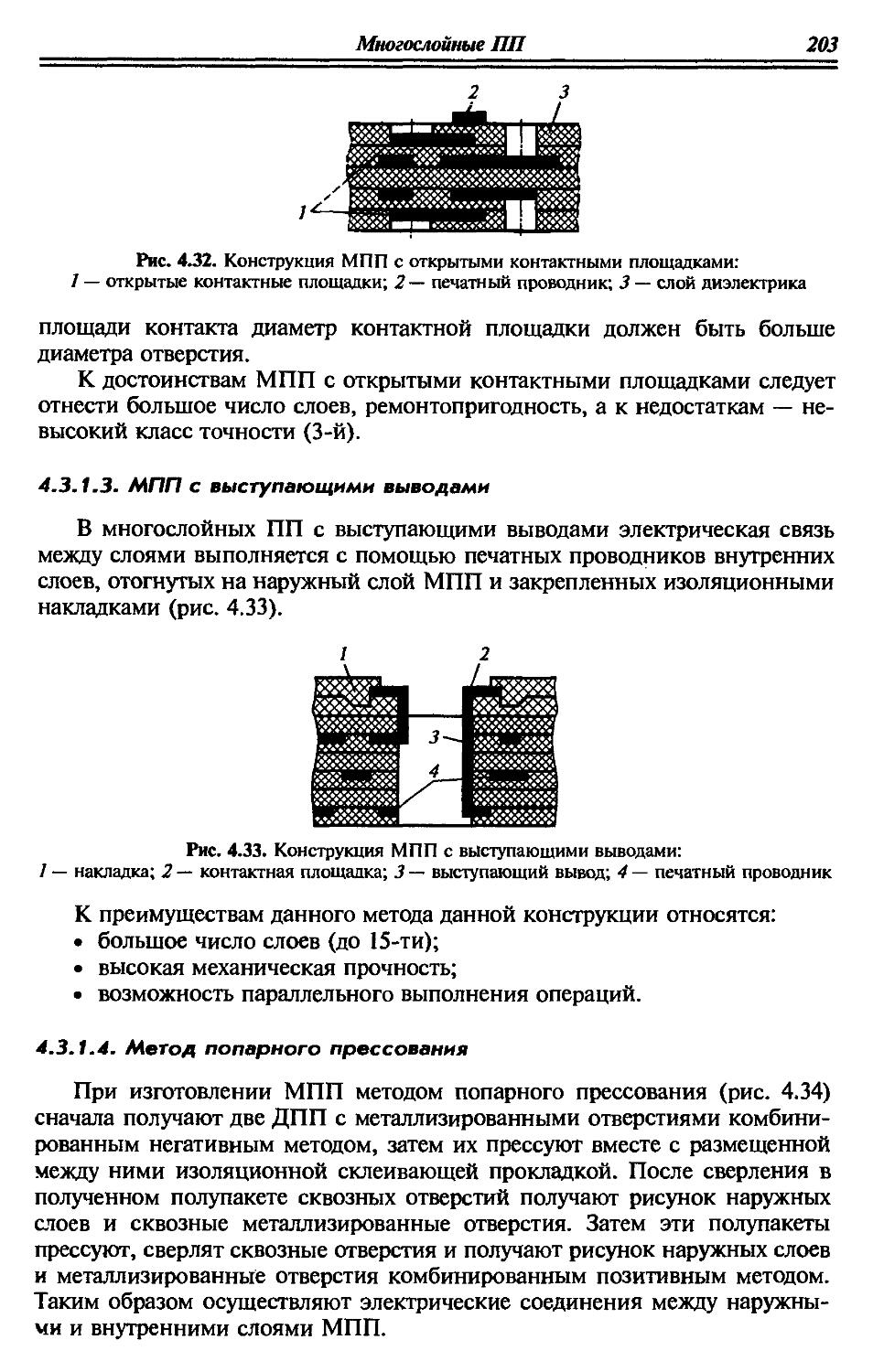
43.1.2. Метод открытых контактных площадок................202
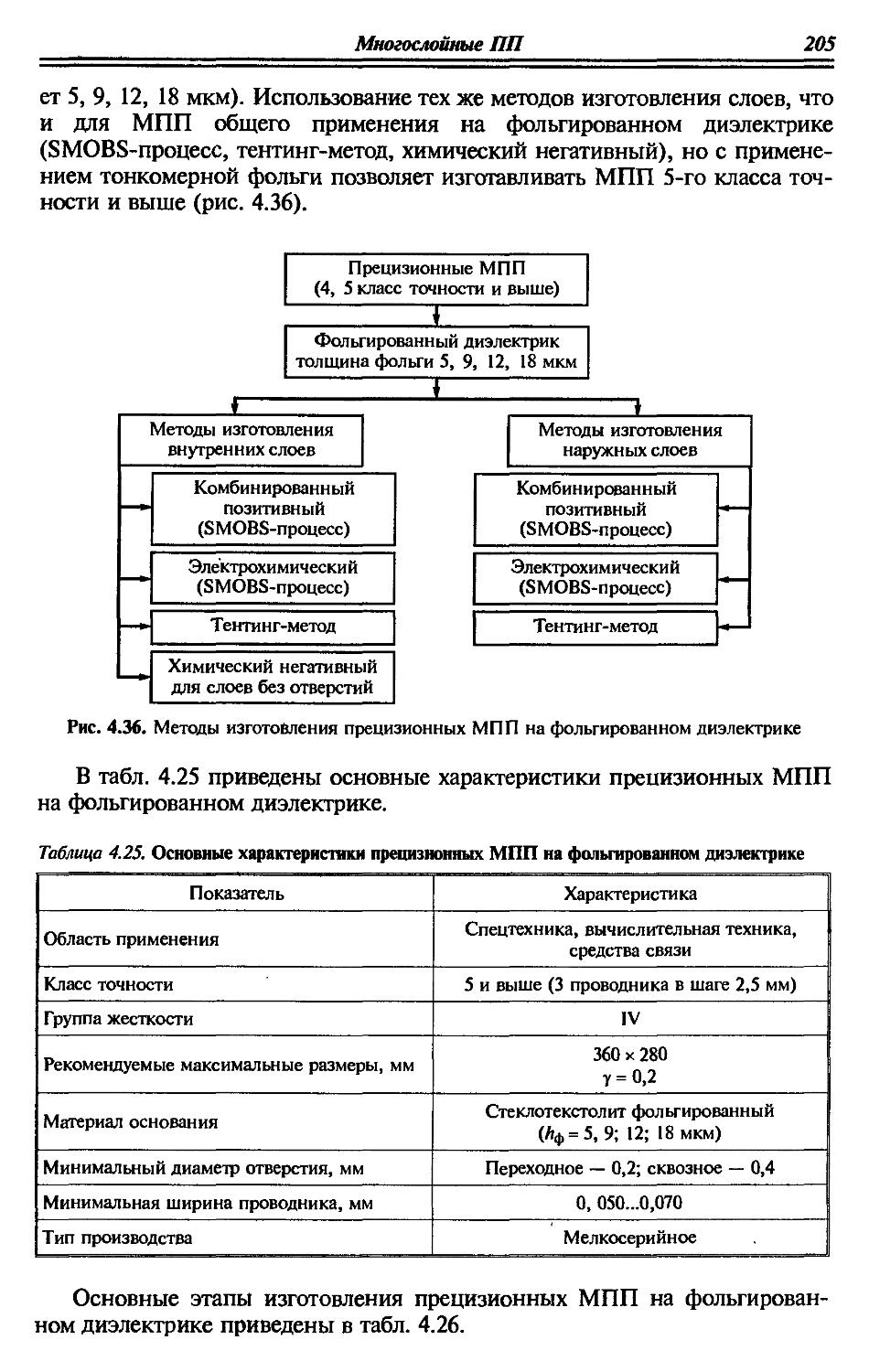
4.3.13. МПП с выступающими выводами .....................203
43.1.4. Метод попарного прессования . . ..................203
43.1.5. Метод послойного наращивания......................204
4.3.2. МПП прецизионные на фольгированном основании.........204
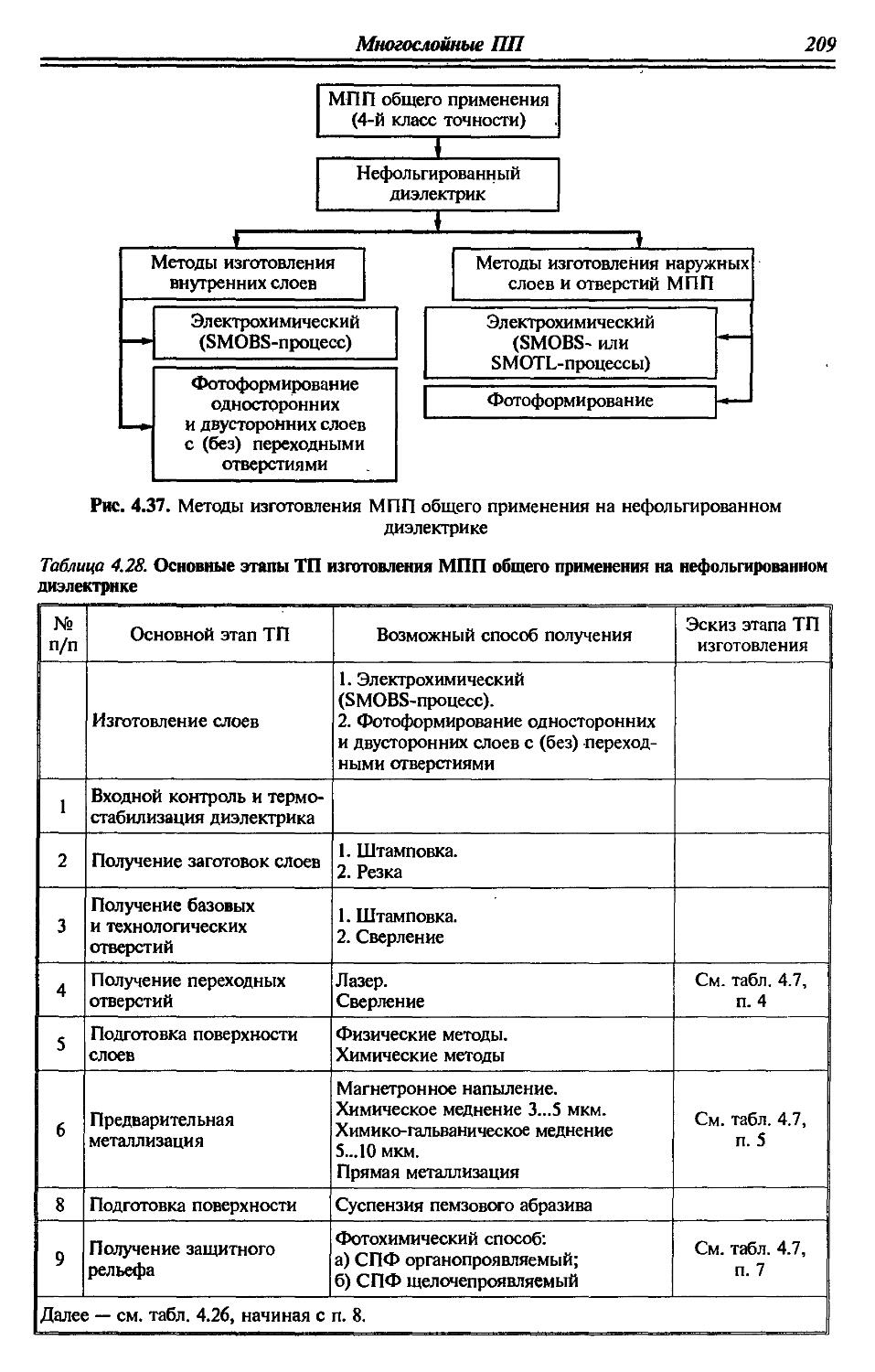
4.3.3. МПП общего применения на нефольгированном основании...................................................208
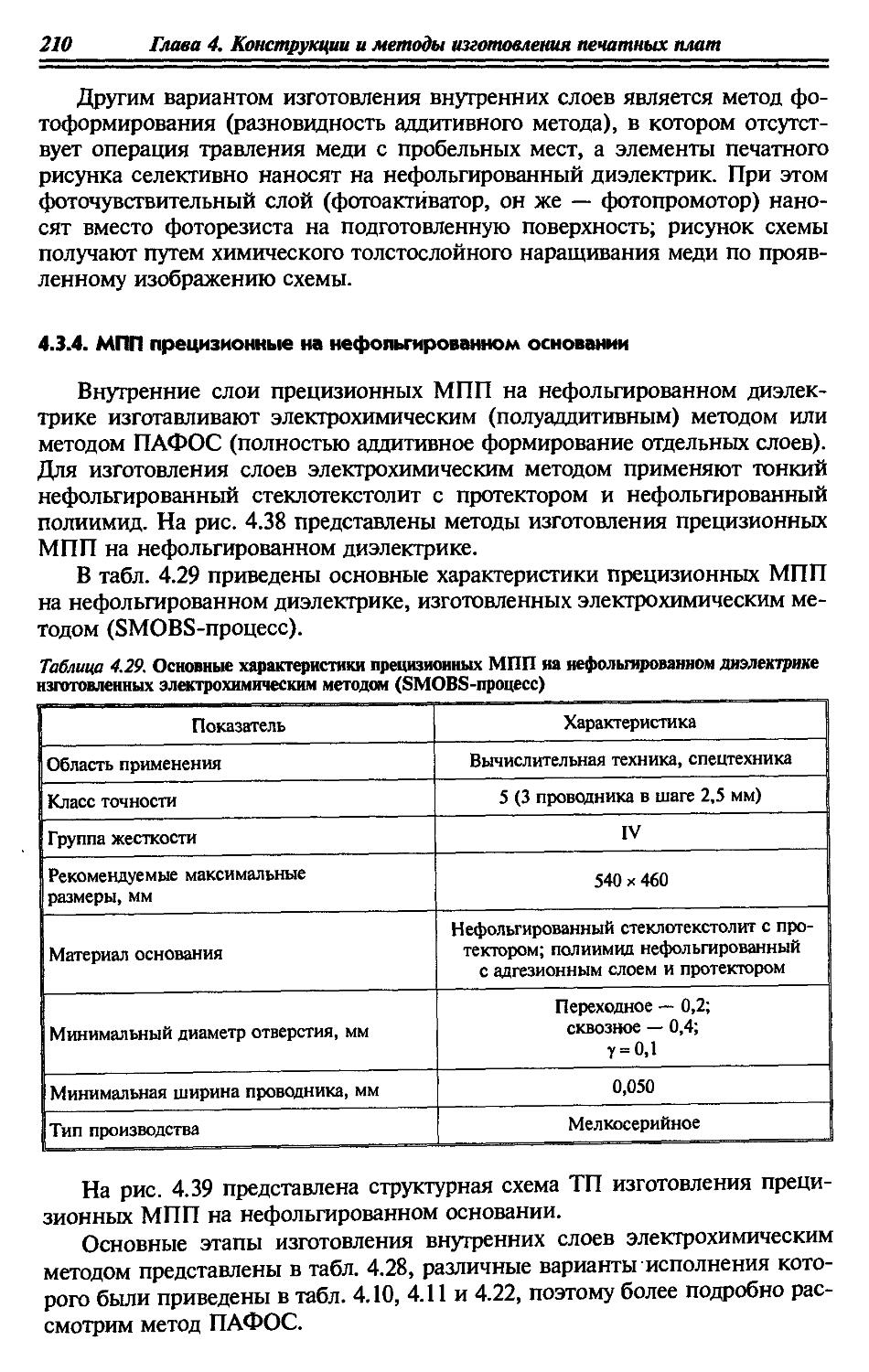
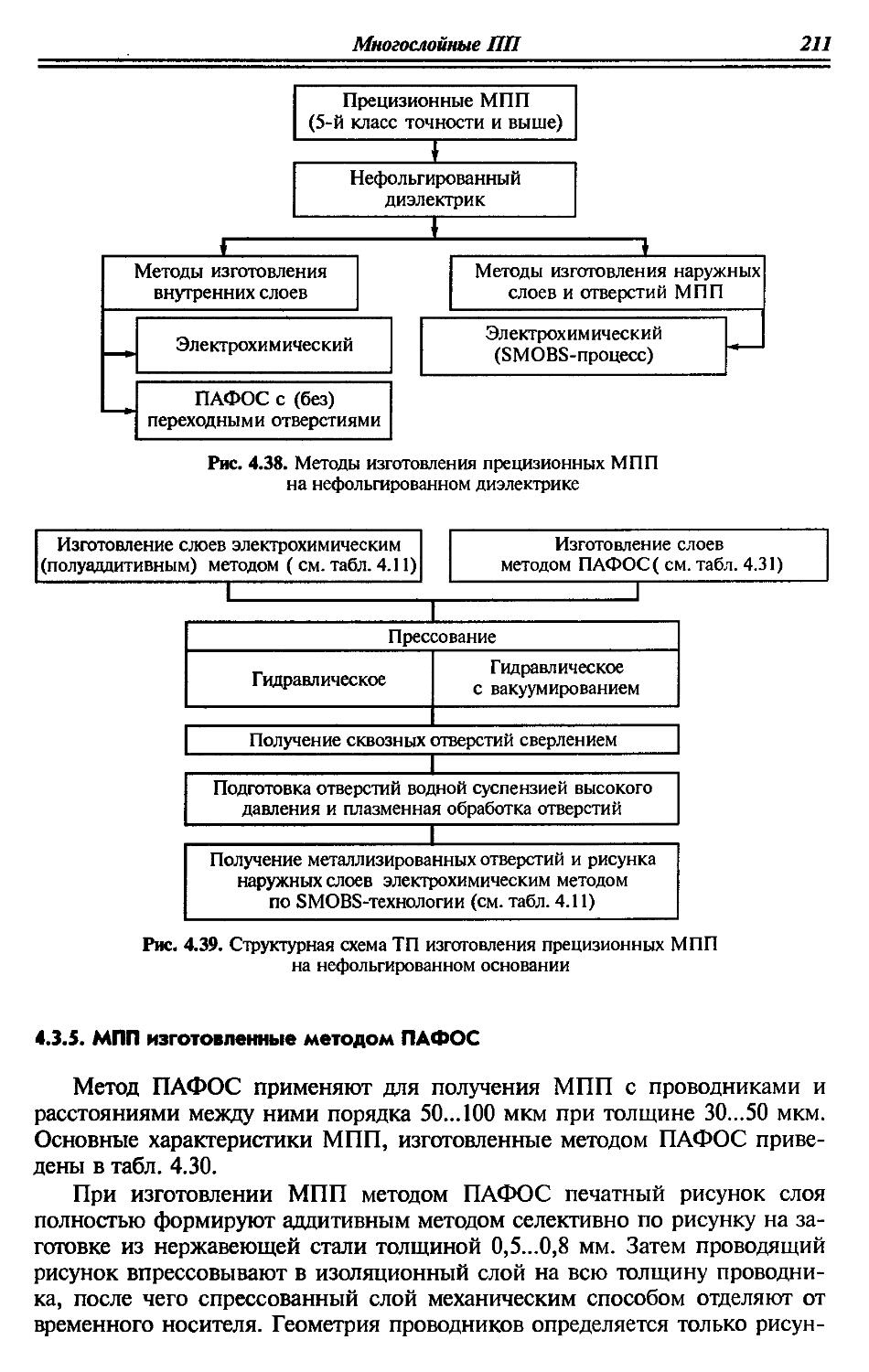
4.3.4. МПП прецизионные на нефольгированном основании...................................................210
4.3.5. МПП изготовленные методом ПАФОС......................211
4.3.6. Гибкий ТП изготовления крупноформатных прецизионных МПП............................................215
4.3.7. Многослойные керамические платы......................216
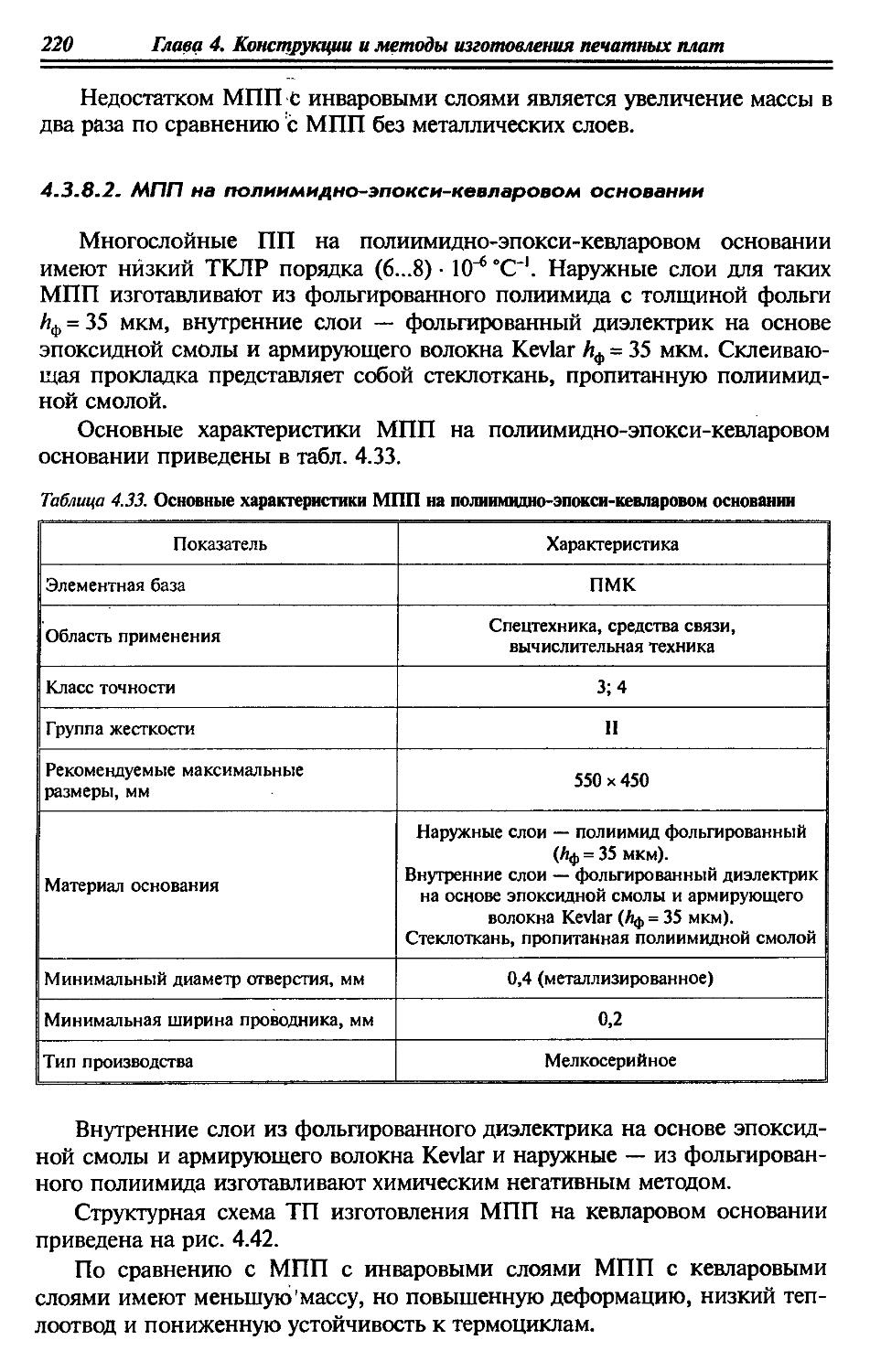
4.3.8. МПП для поверхностного монтажа.......................217
43.8.1. МПП с инваровыми слоями..........................218
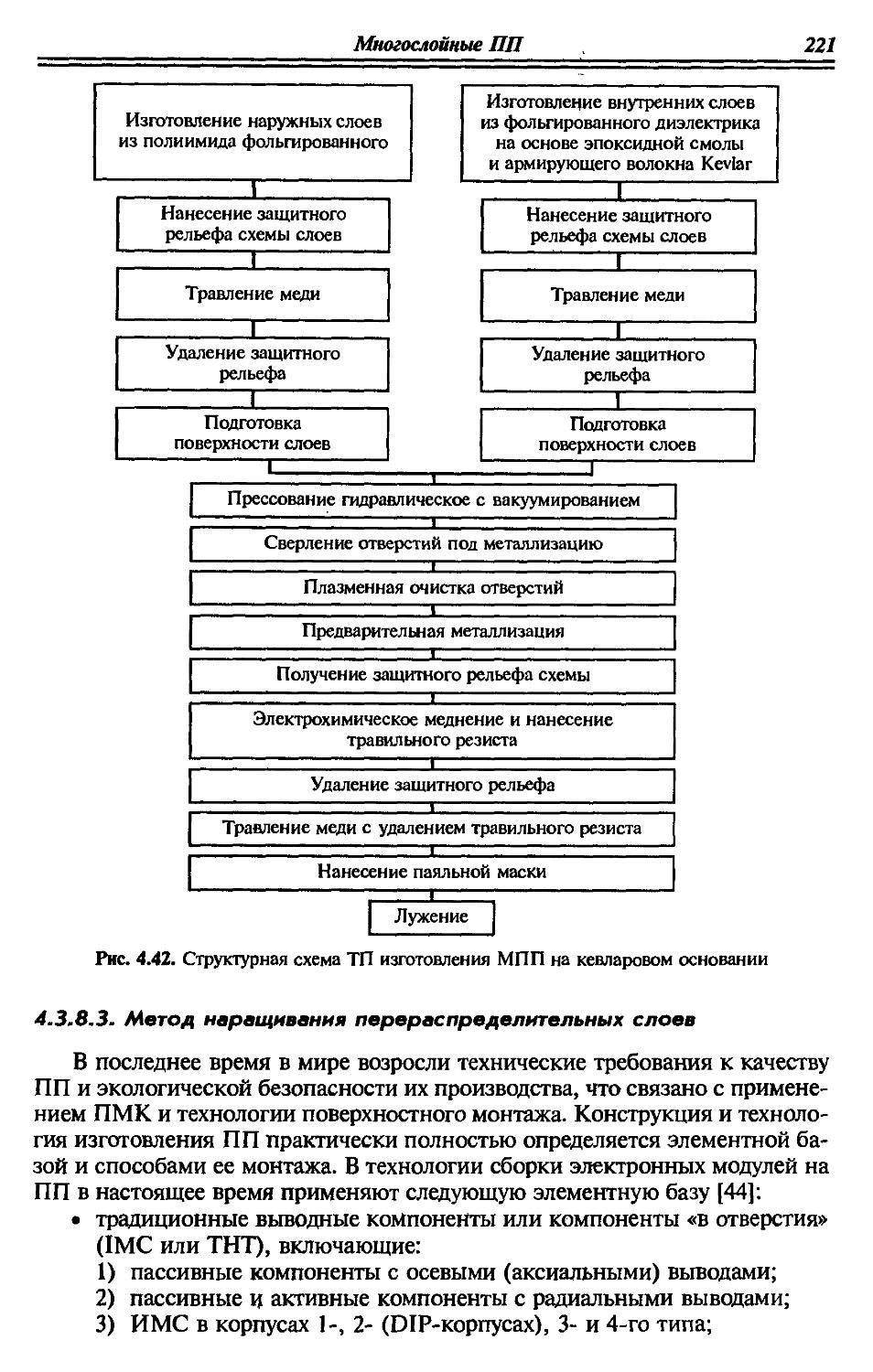
43.8.2. МПП на полиимидно-эпокси-кевларовом основании.................................................220
4.3.83. Метод наращивания перераспределительных слоев .... 221
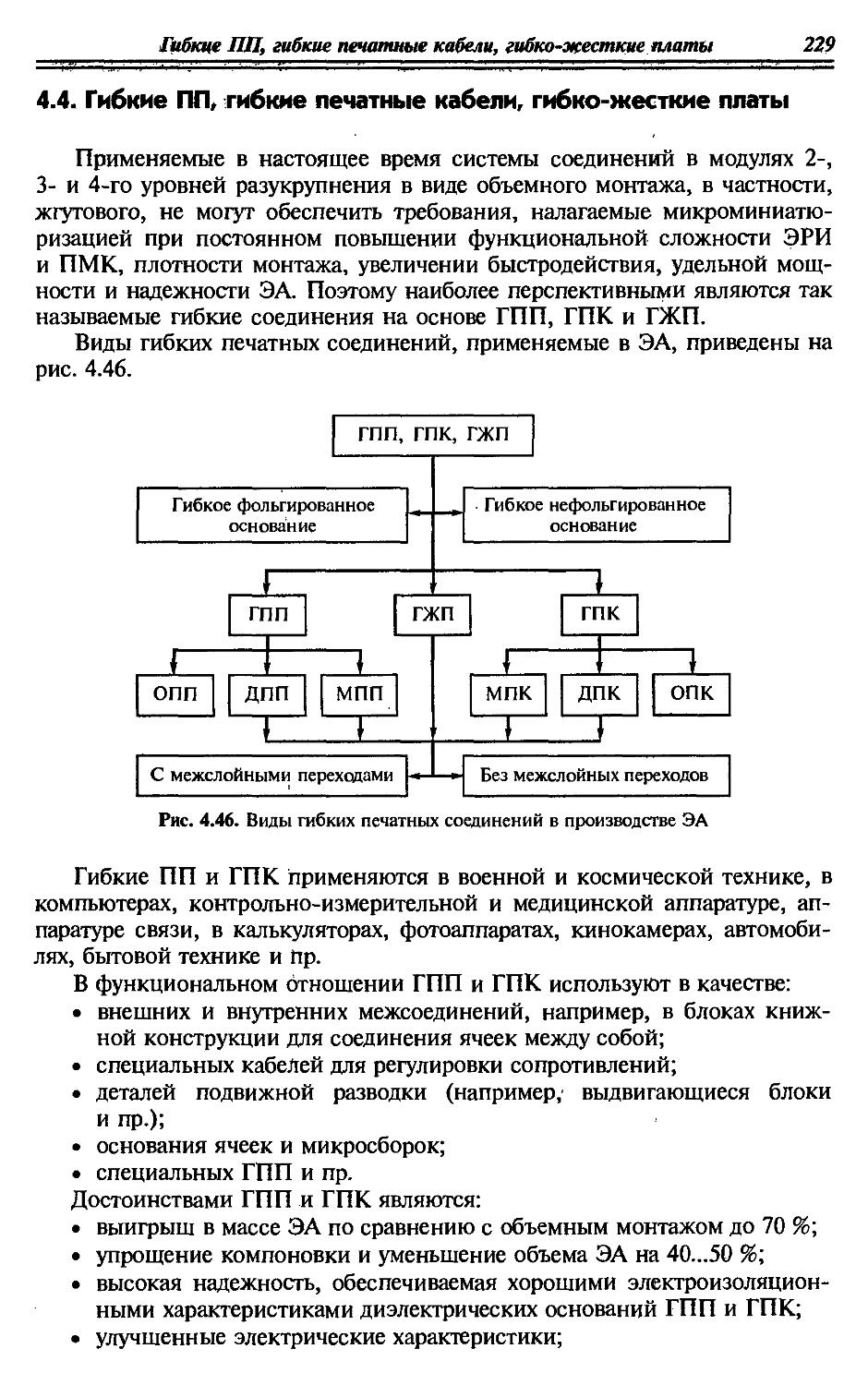
4.4. Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы.....229
4.4.1. Гибкие ПП ...........................................230
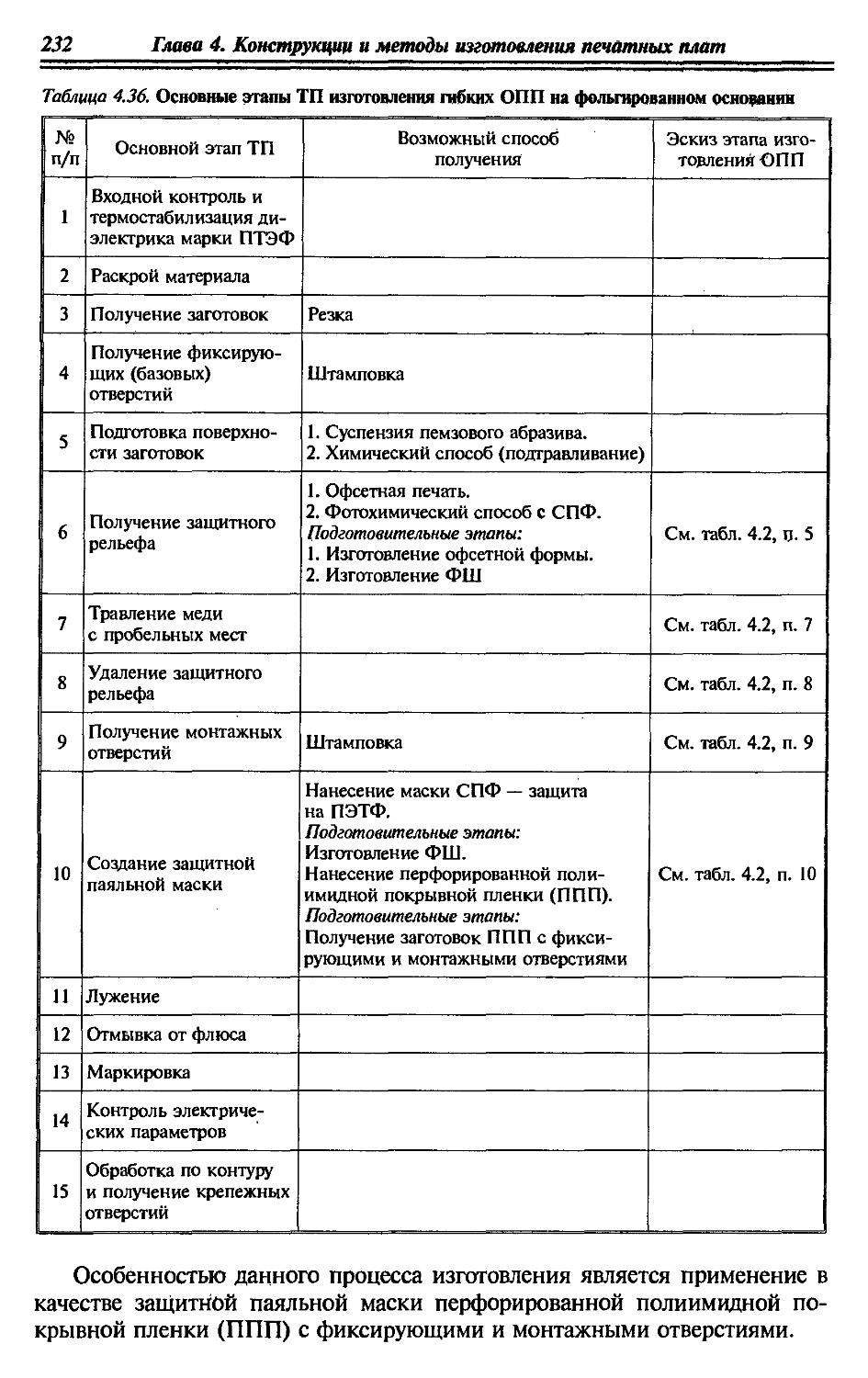
4.4.1.1. Гибкие ОПП на фольгированном основании...........230
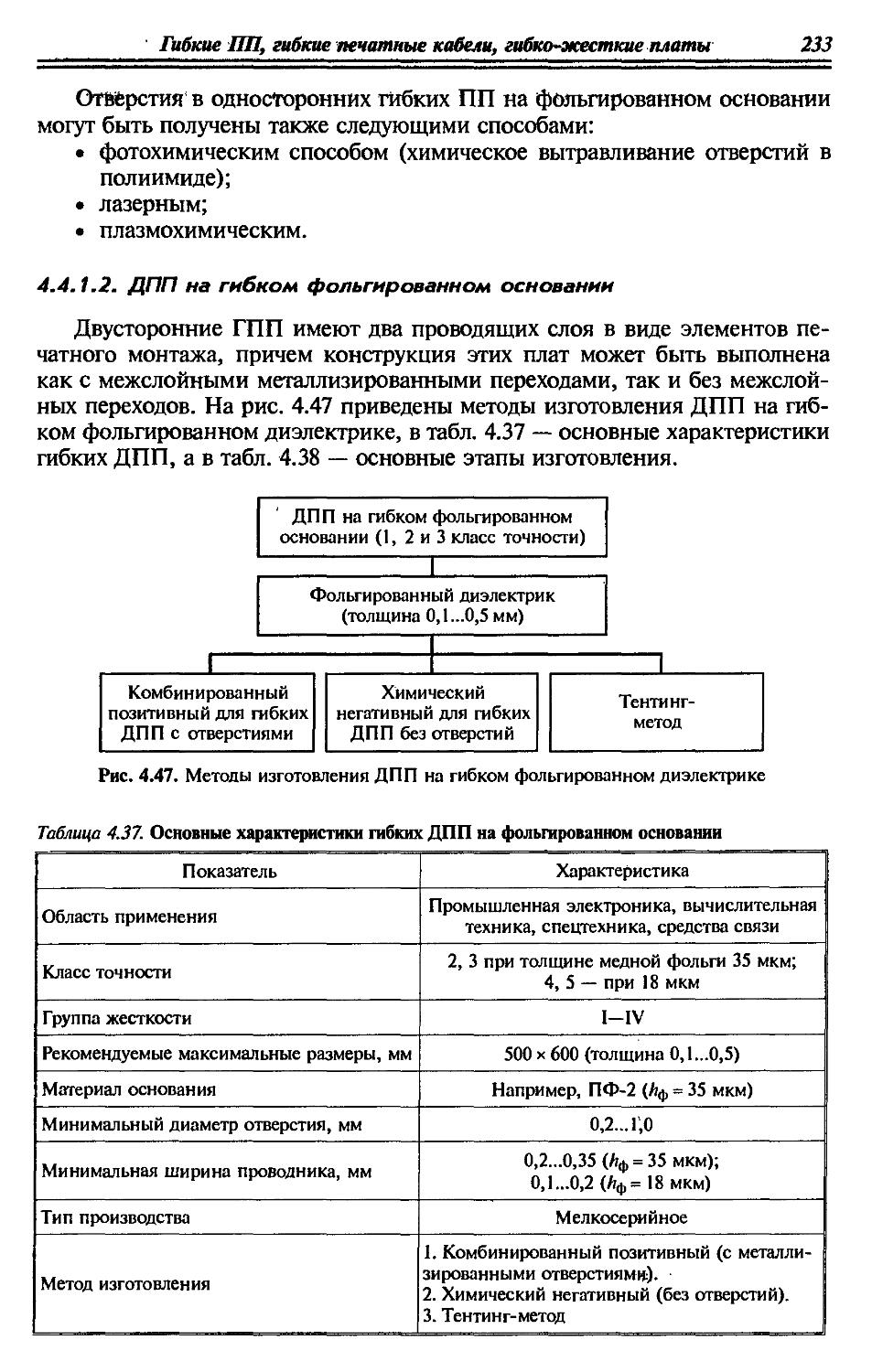
4.4.1.2. ДПП на гибком фольгированном основании...........233
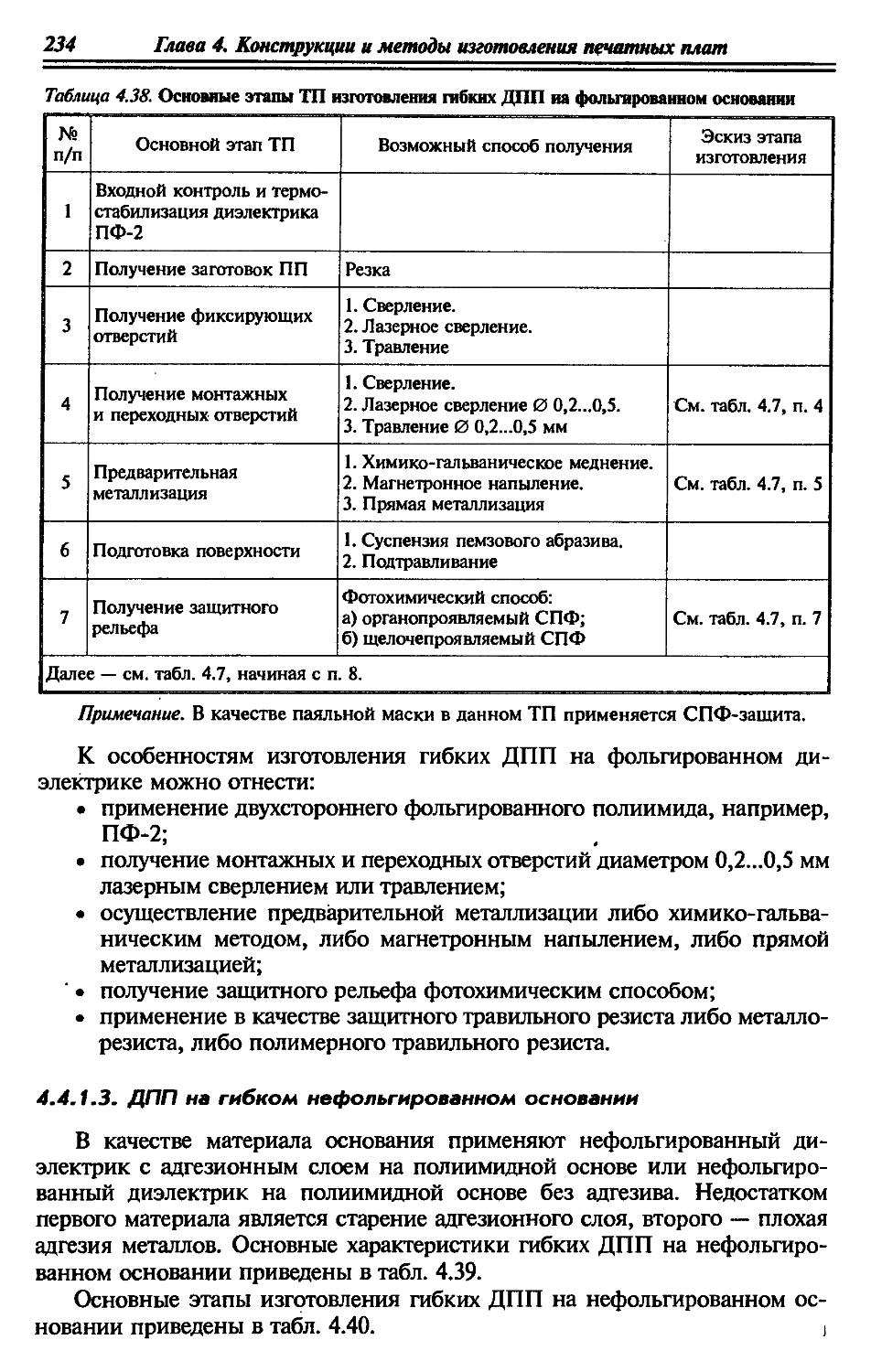
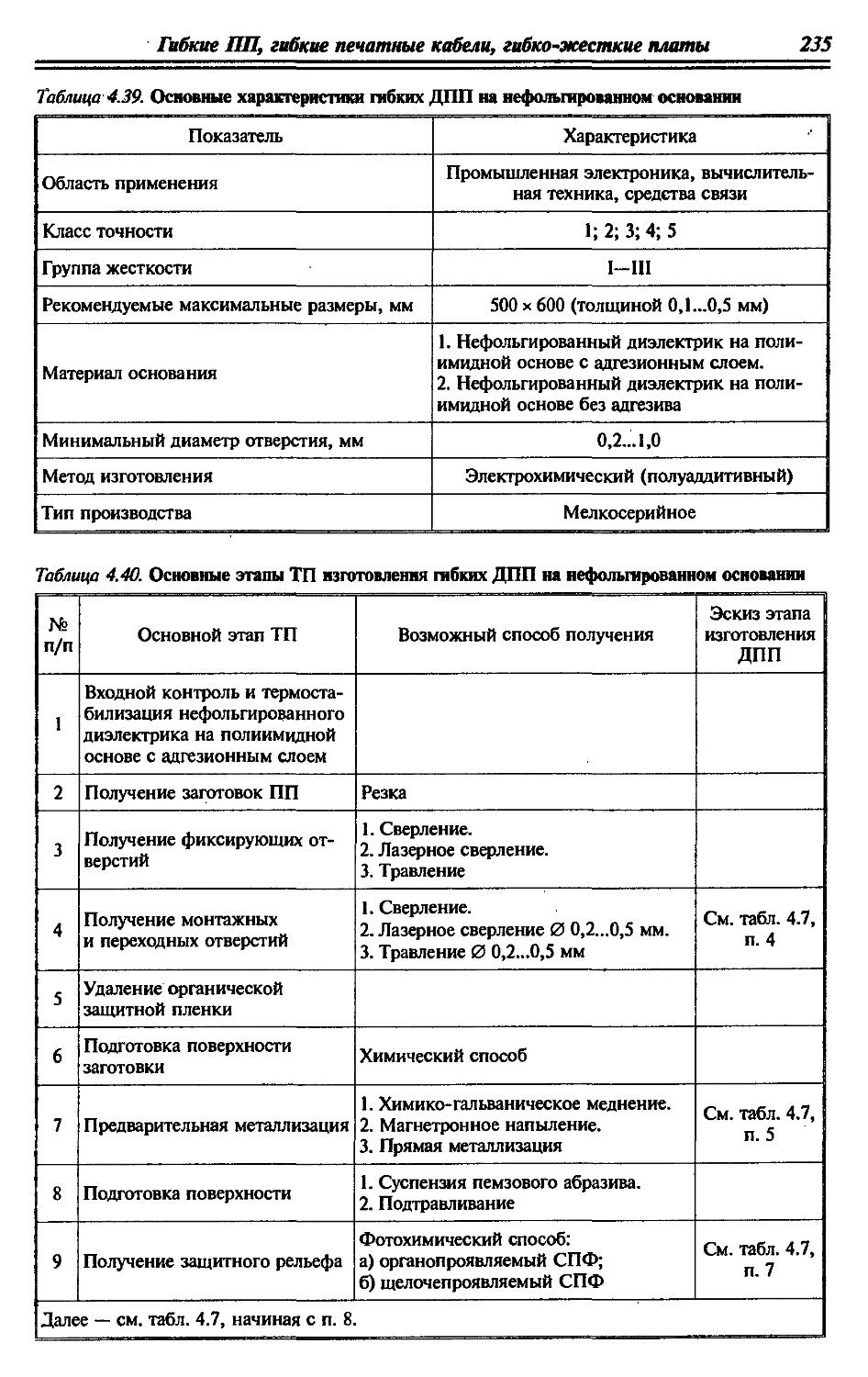
4.4.13. ДПП на гибком нефольгированном основании.........234
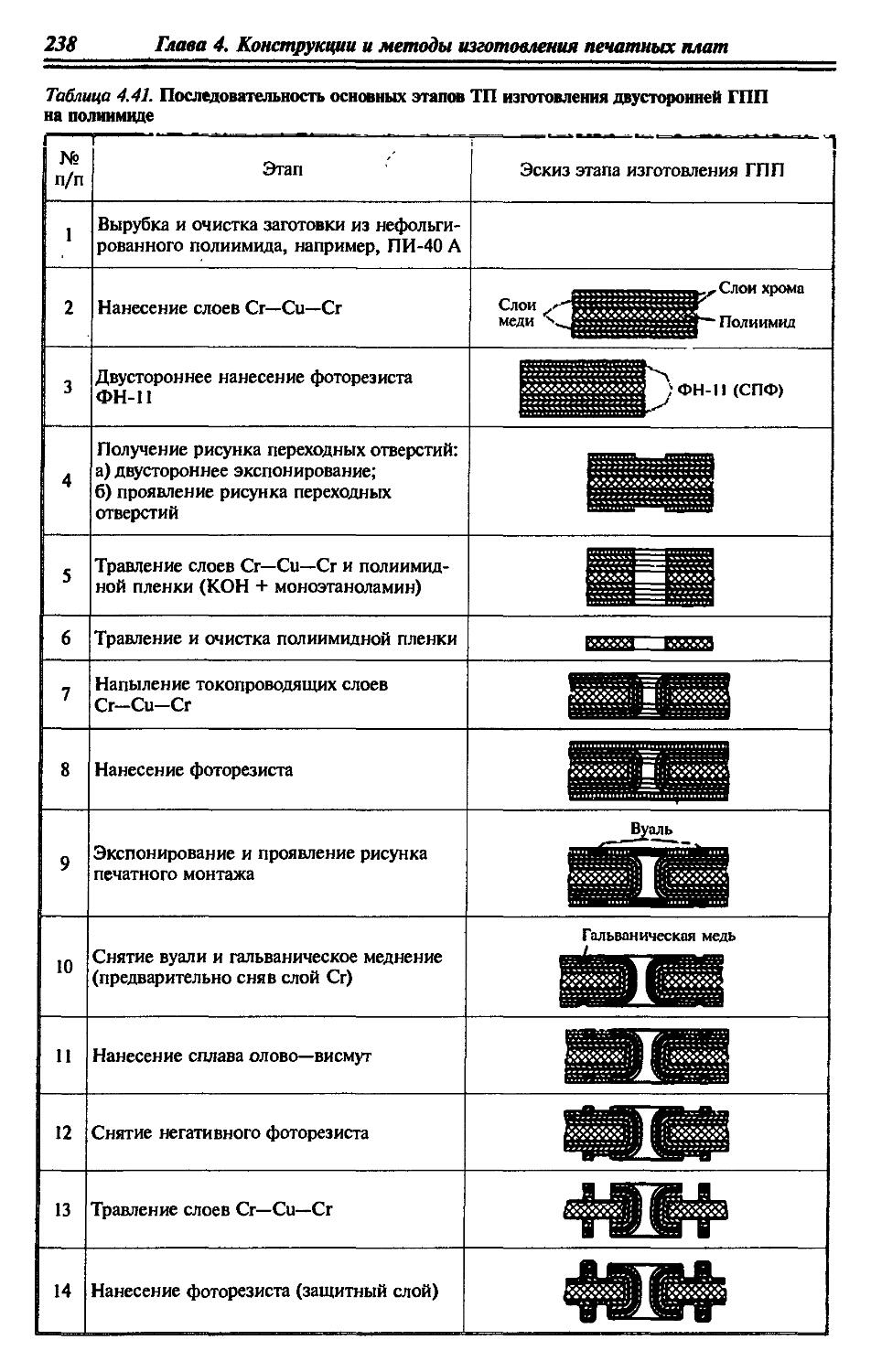
4.4.1.4. Гибкие ДПП на нефольгированном полиимиде, изготовленные по тонкопленочной технологии................236
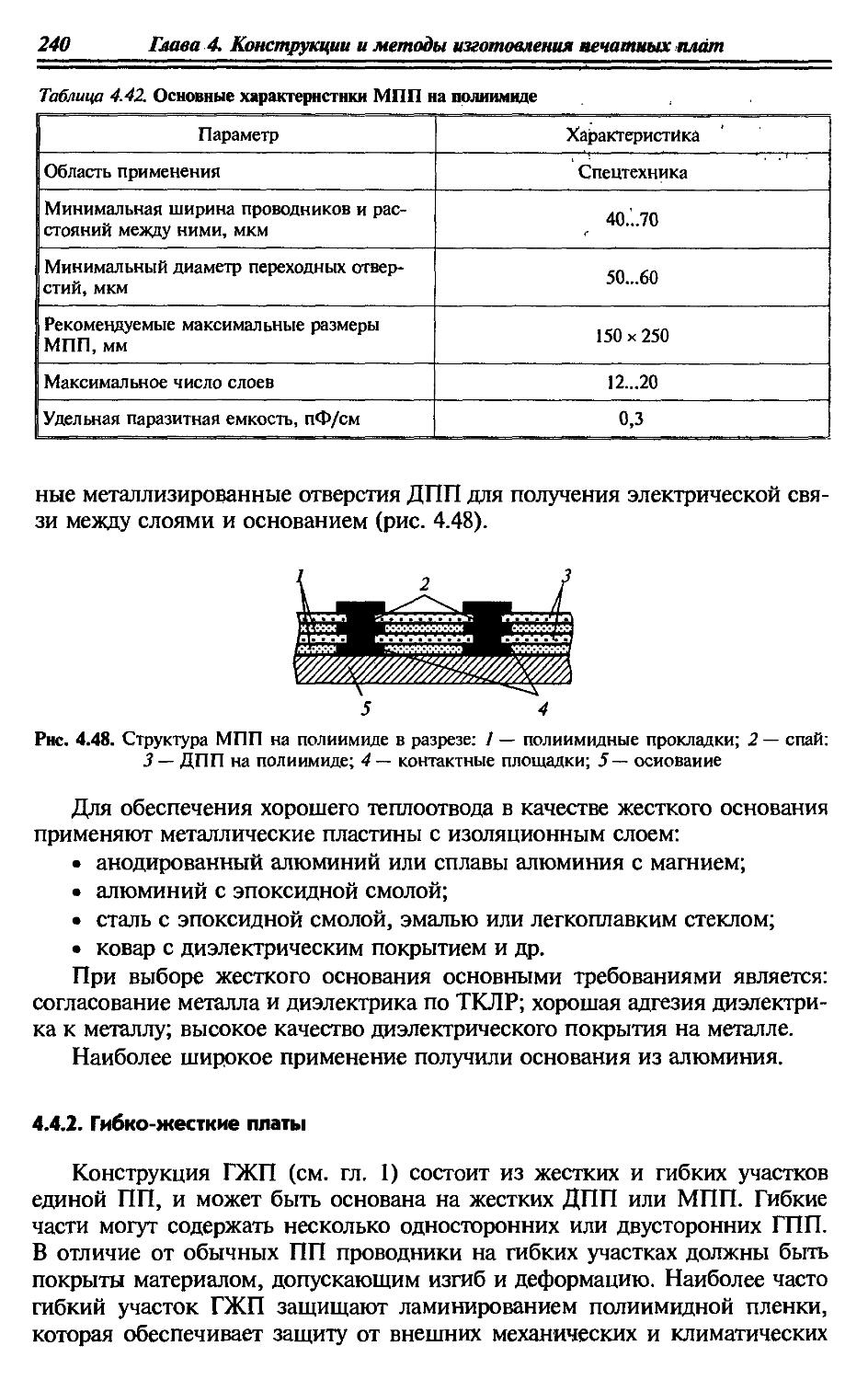
4.4.1.5. Многослойные ГПП.................................239
6
Оглавление
4.4.2. Гибко-жесткие платы...................................240
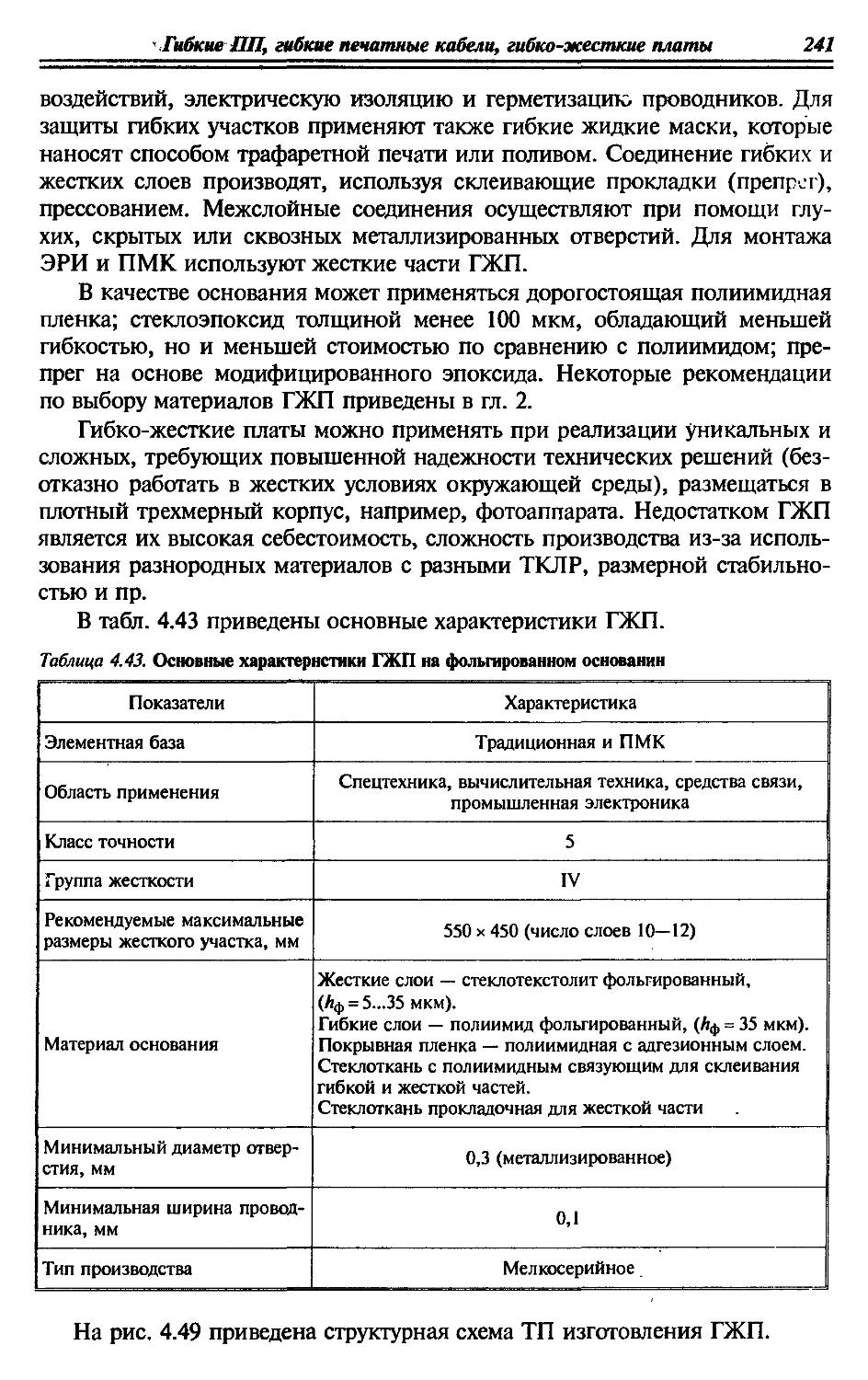
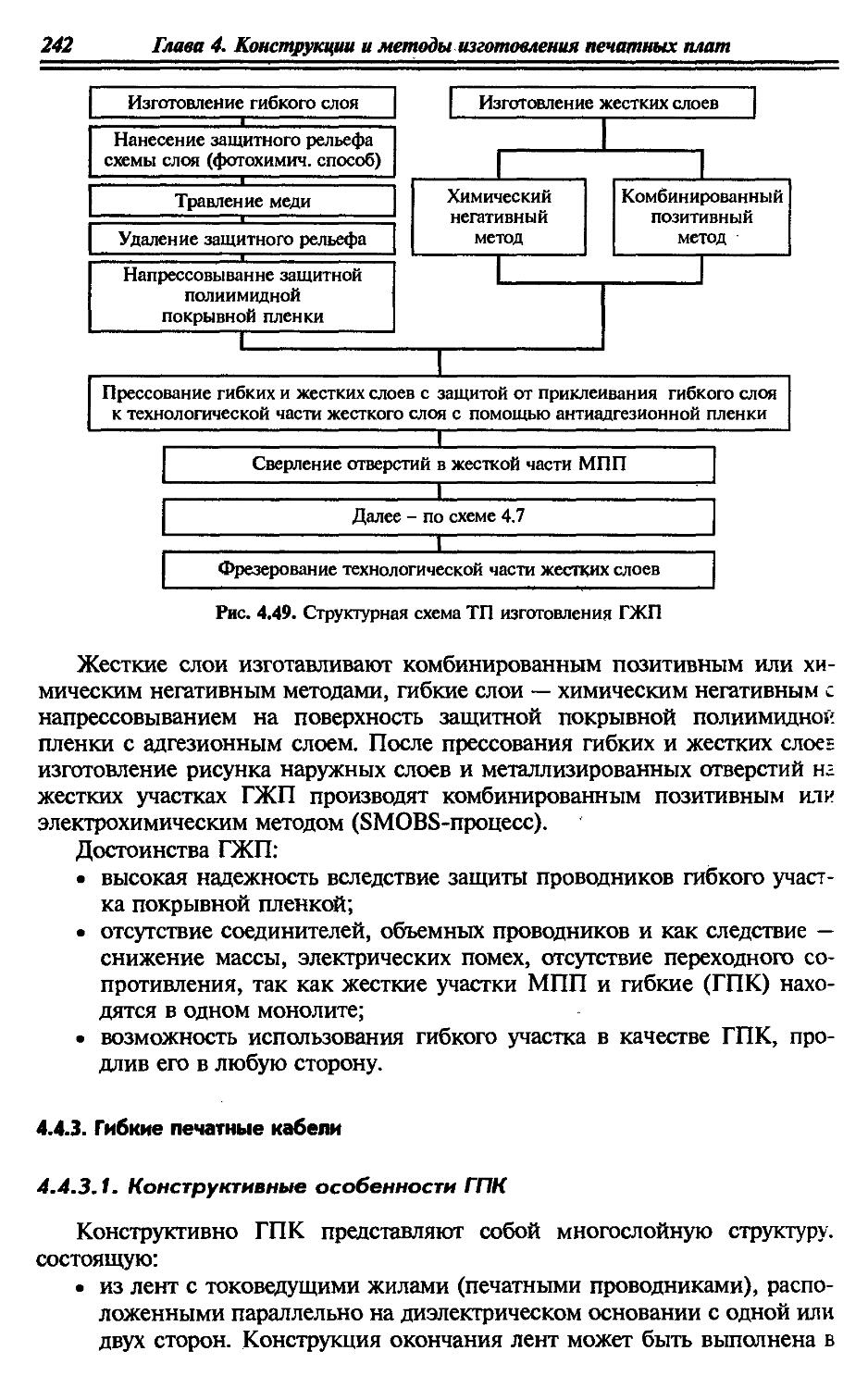
4.4.3. Гибкие печатные кабели.............................. 242
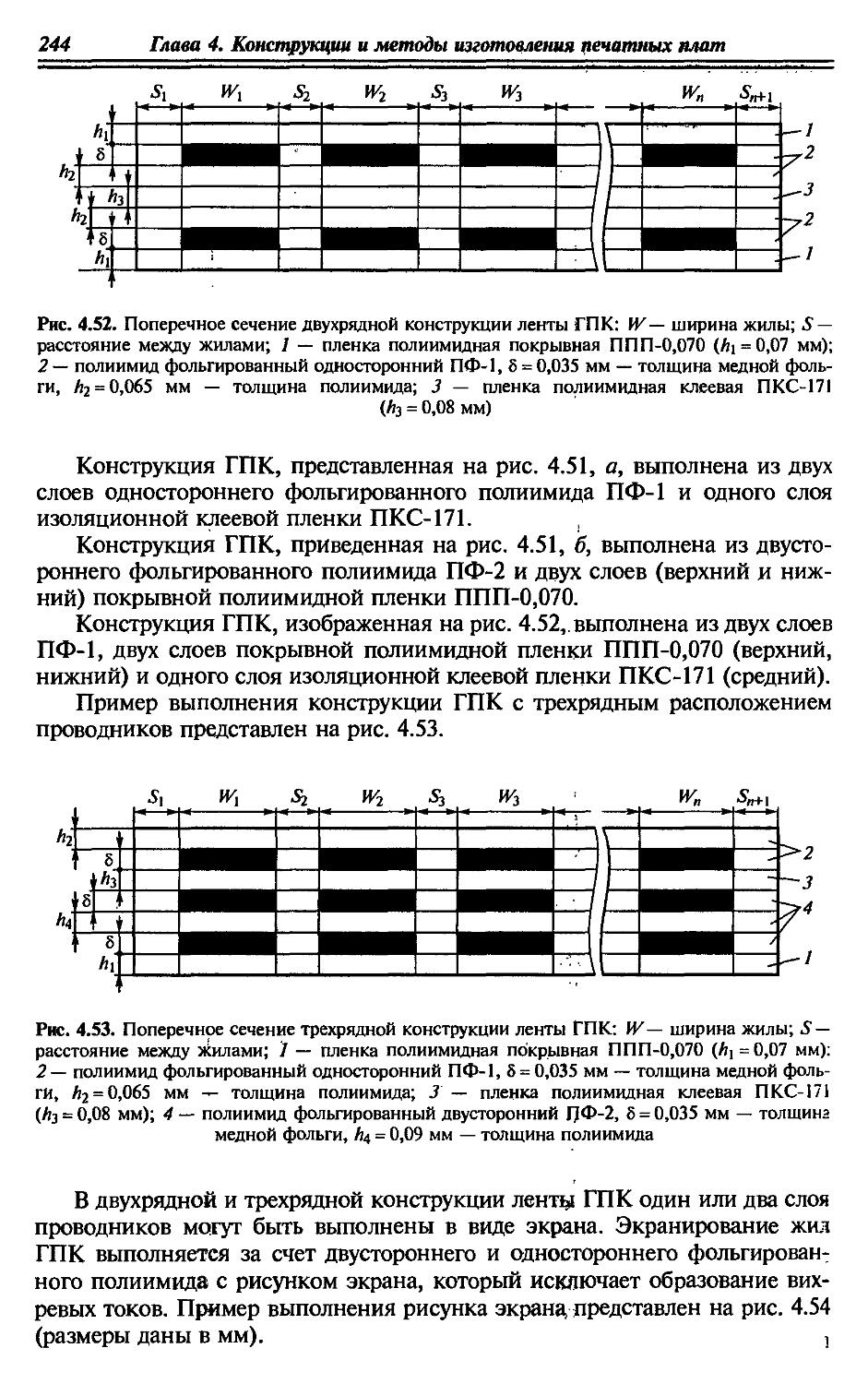
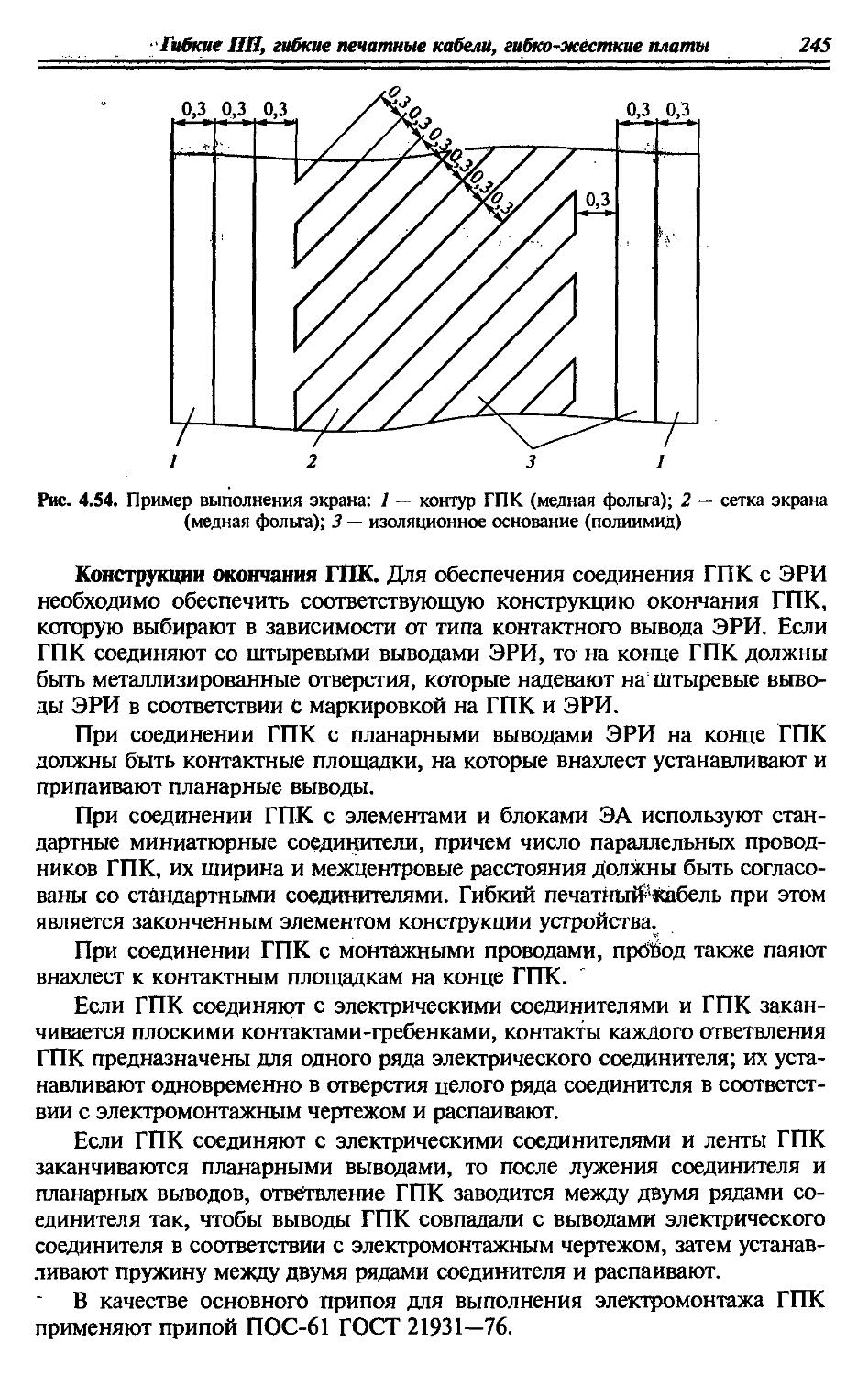
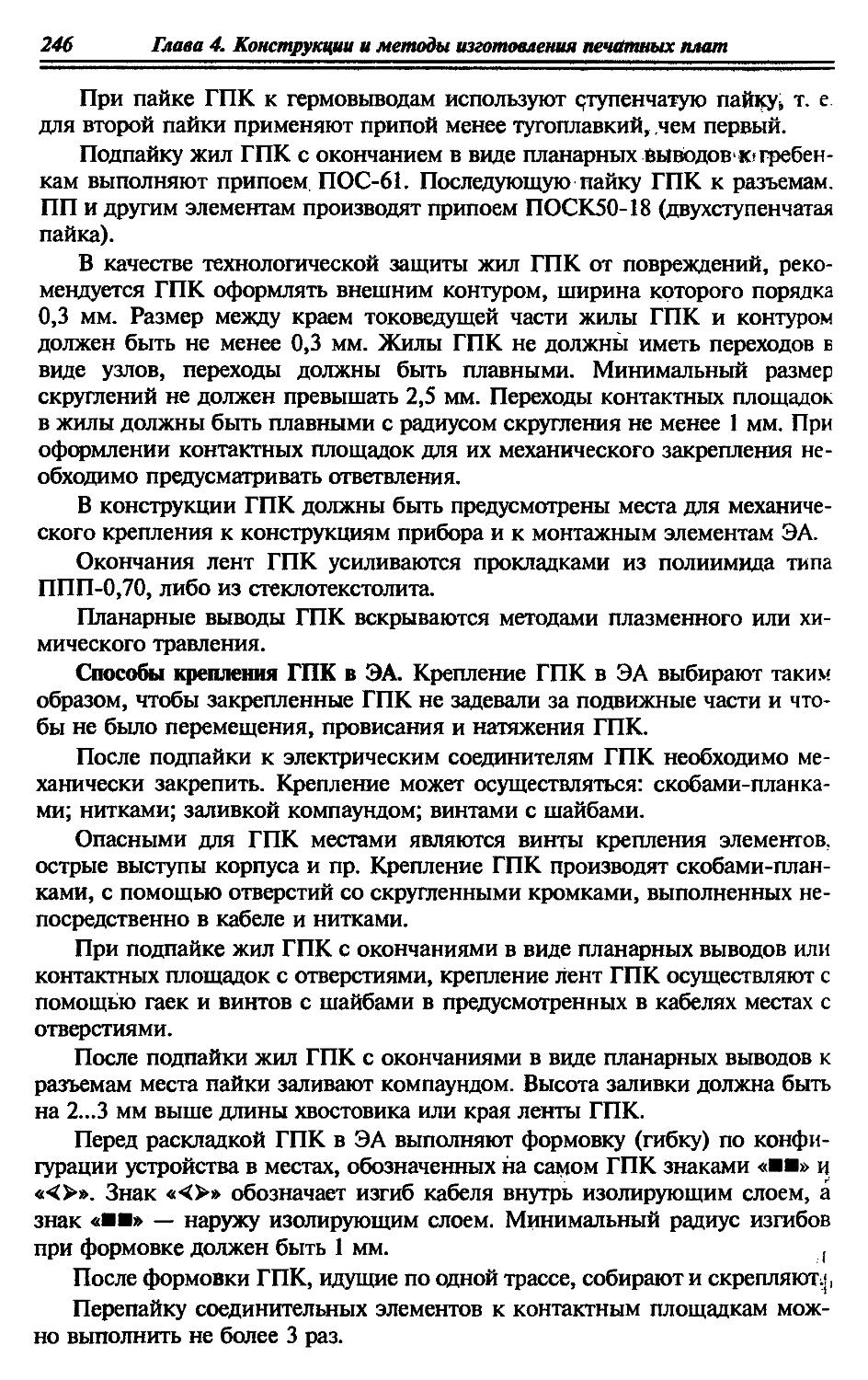
4.4.3.1. Конструктивные особенности ГПК....................242
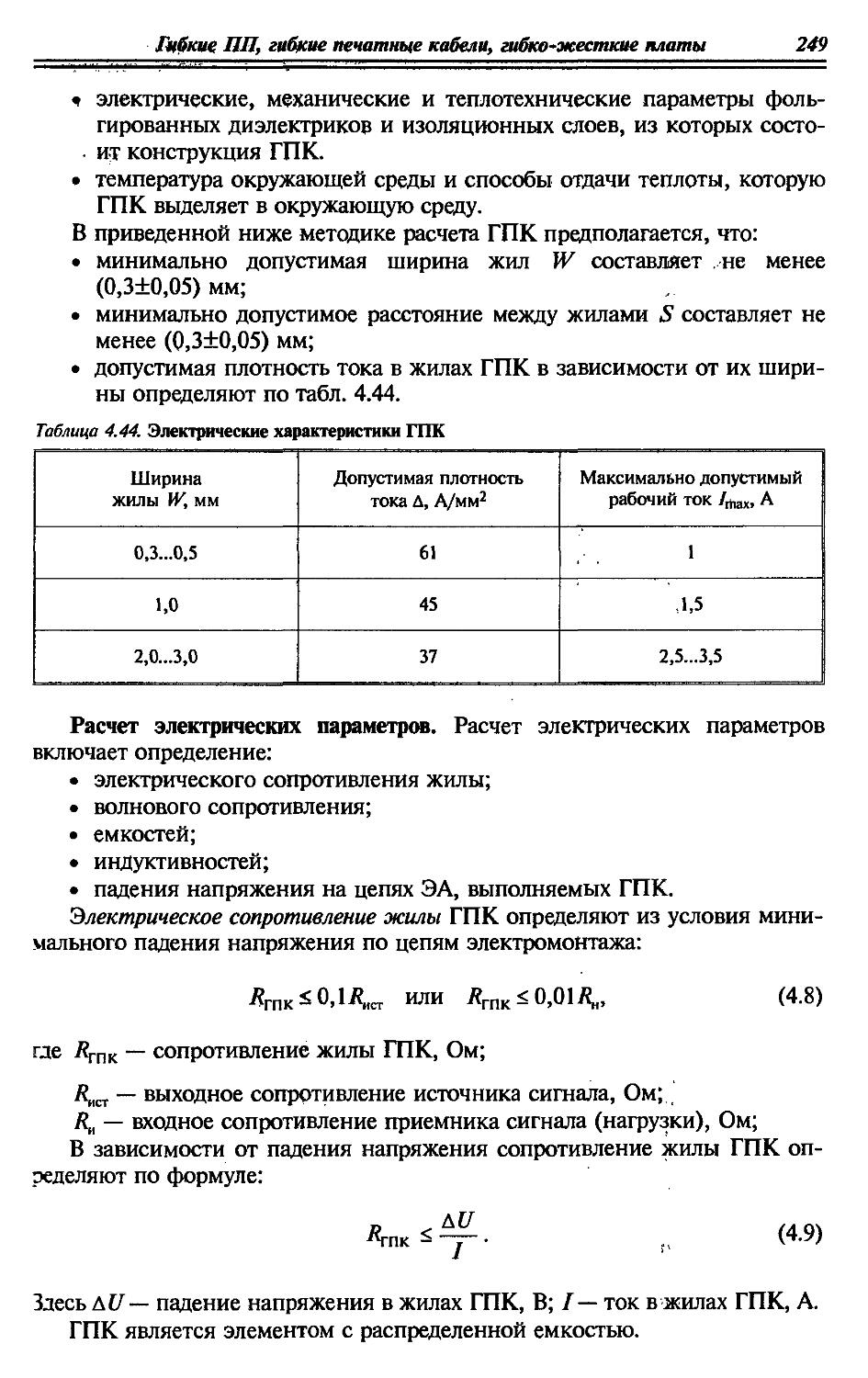
4.4.3.2. Основные электрические, конструкторские и эксплуатационные параметры ГПК...................247
4.4.3.3. Проектирование ГПК................................247
4.4.3.4. Технологические процессы изготовления ГПК на фольгированном основании .......................259
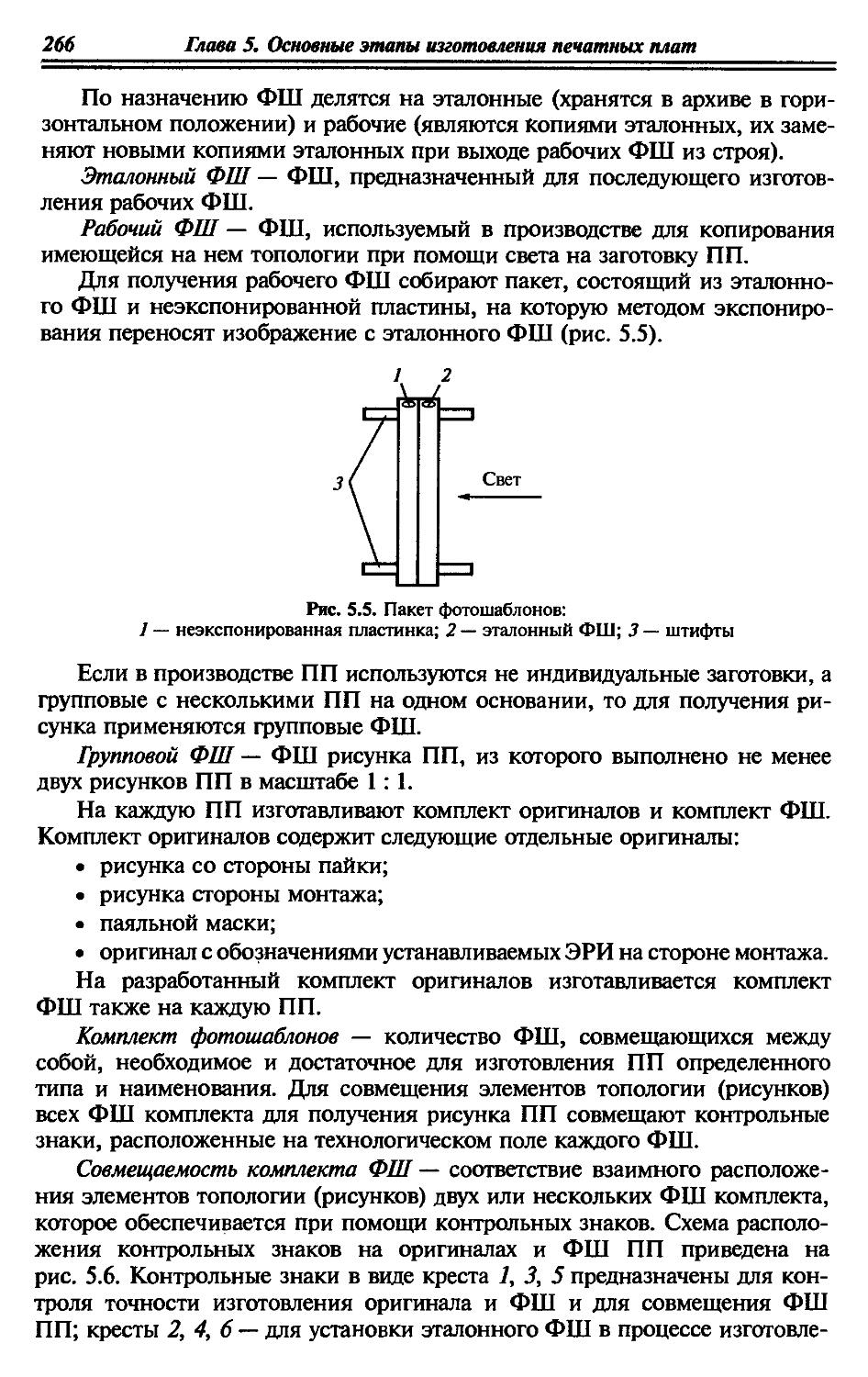
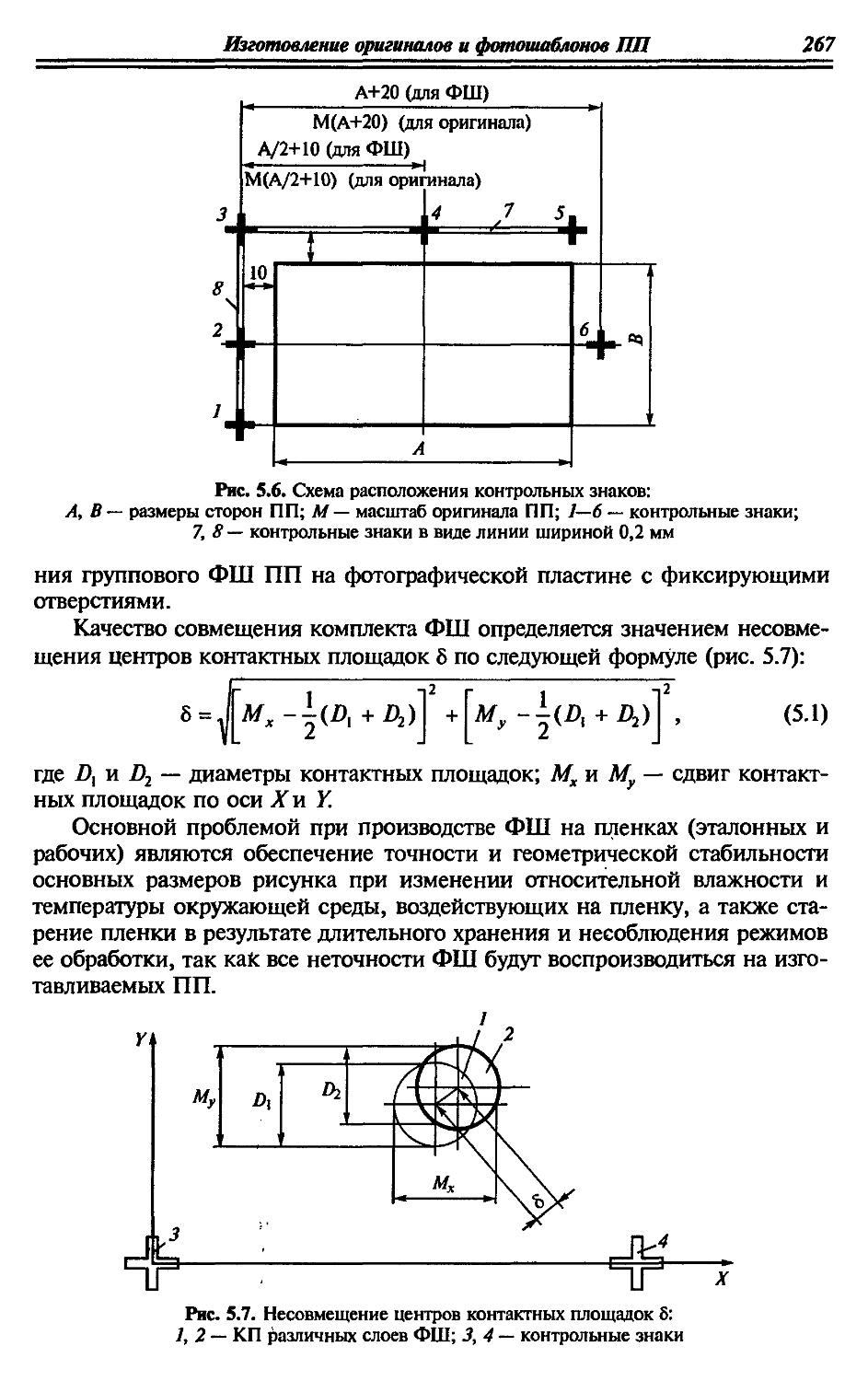
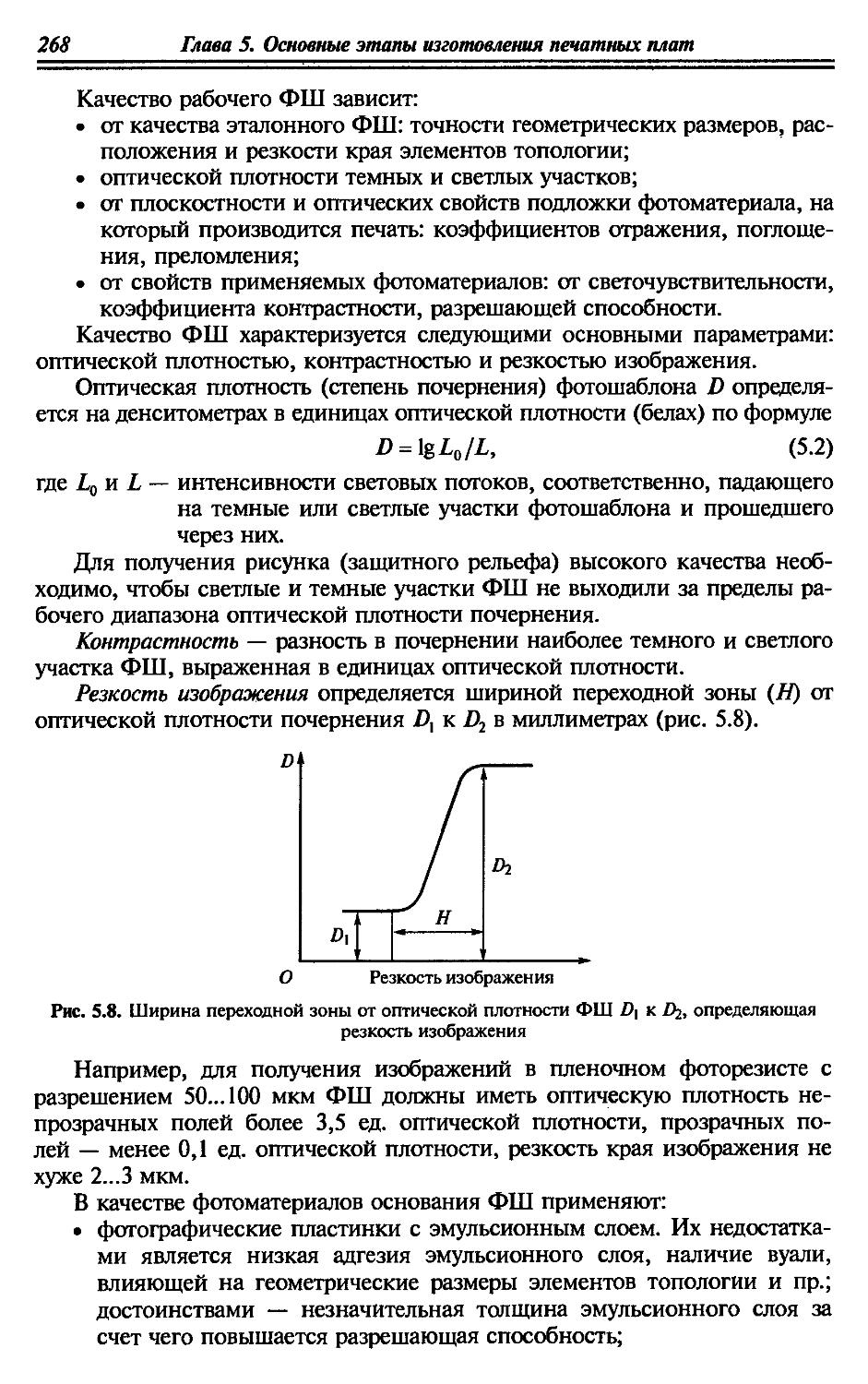
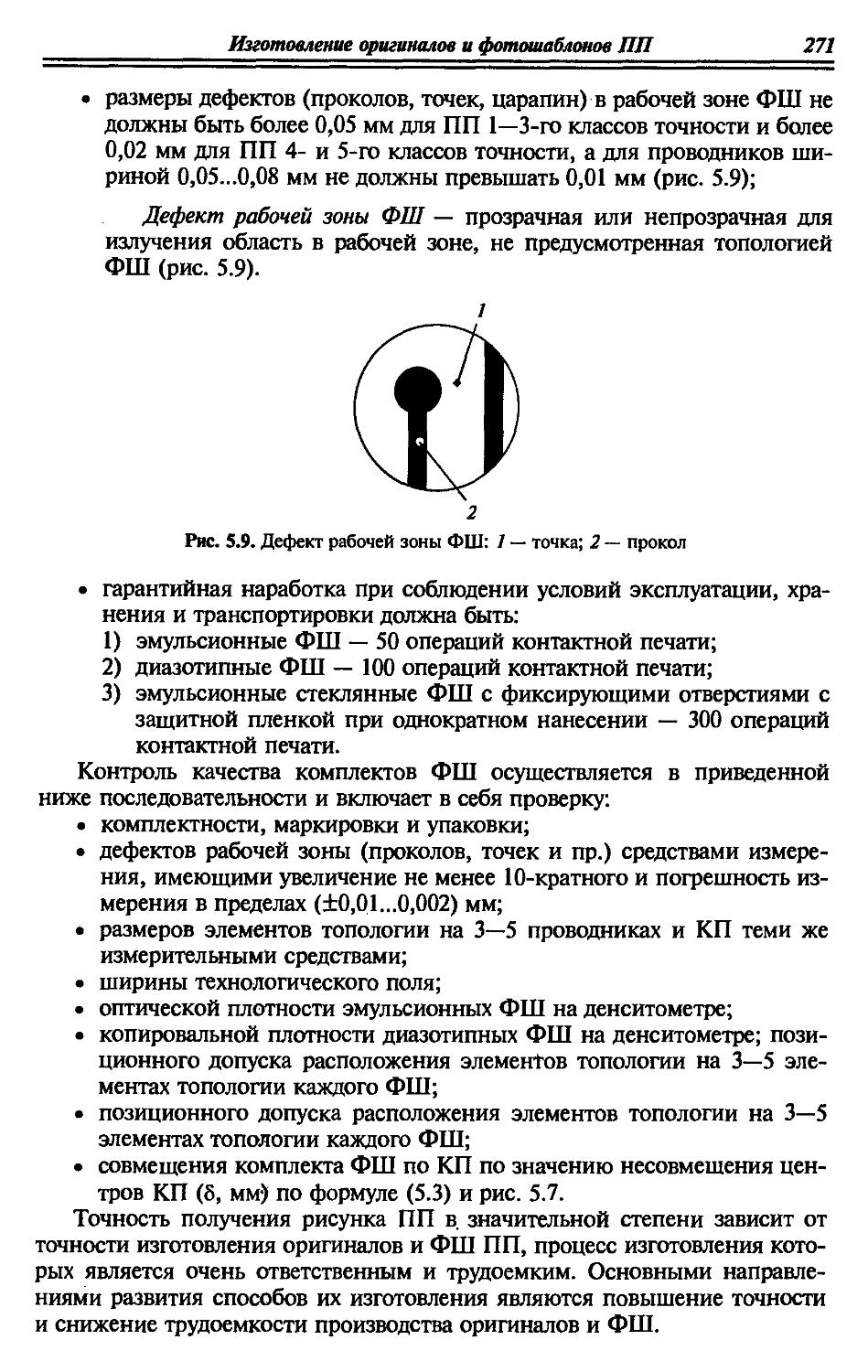
Глава 5. ОСНОВНЫЕ ЭТАПЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ................................................... 263
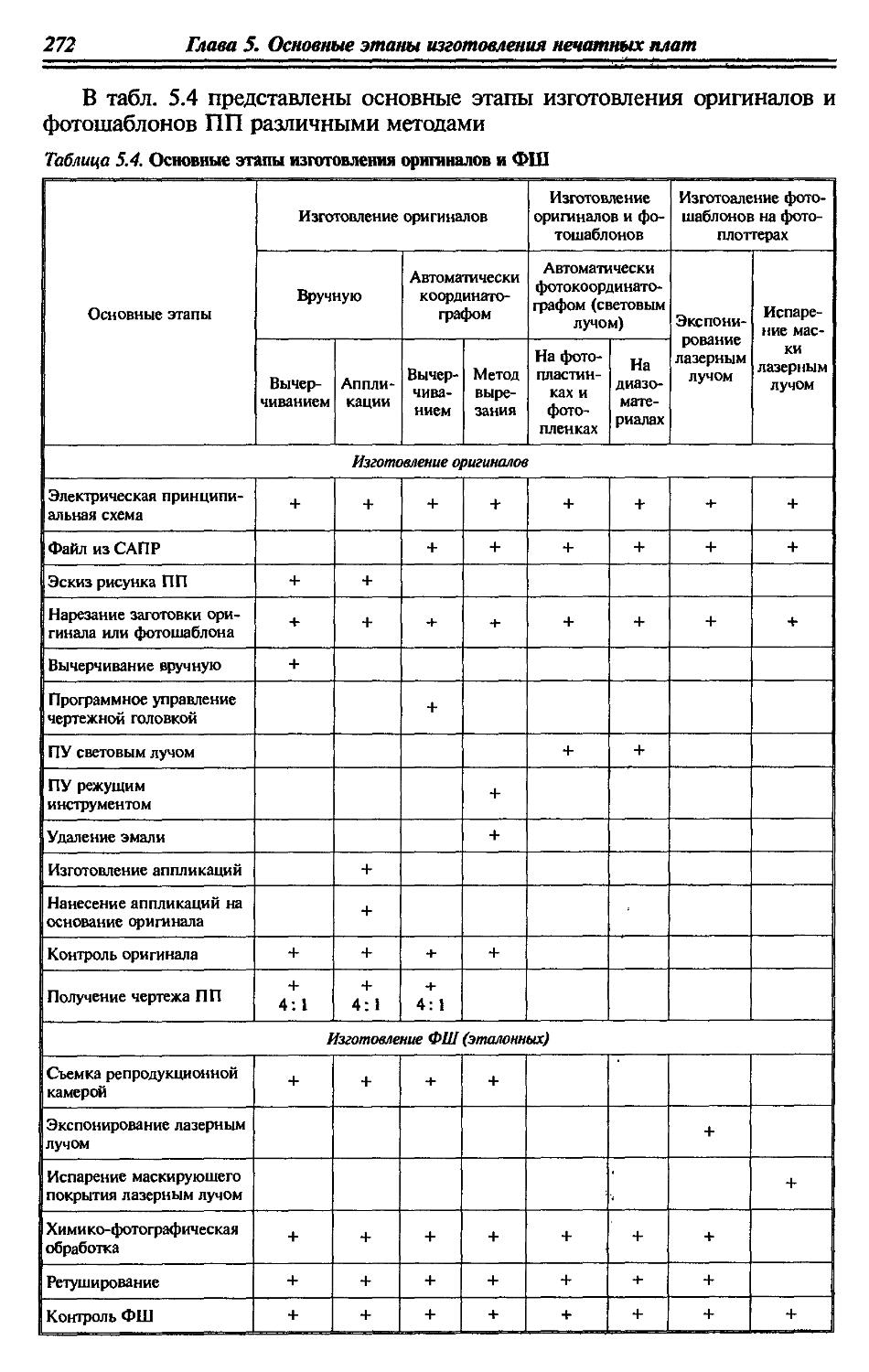
5.1. Изготовление оригиналов и фотошаблонов ПП...................264
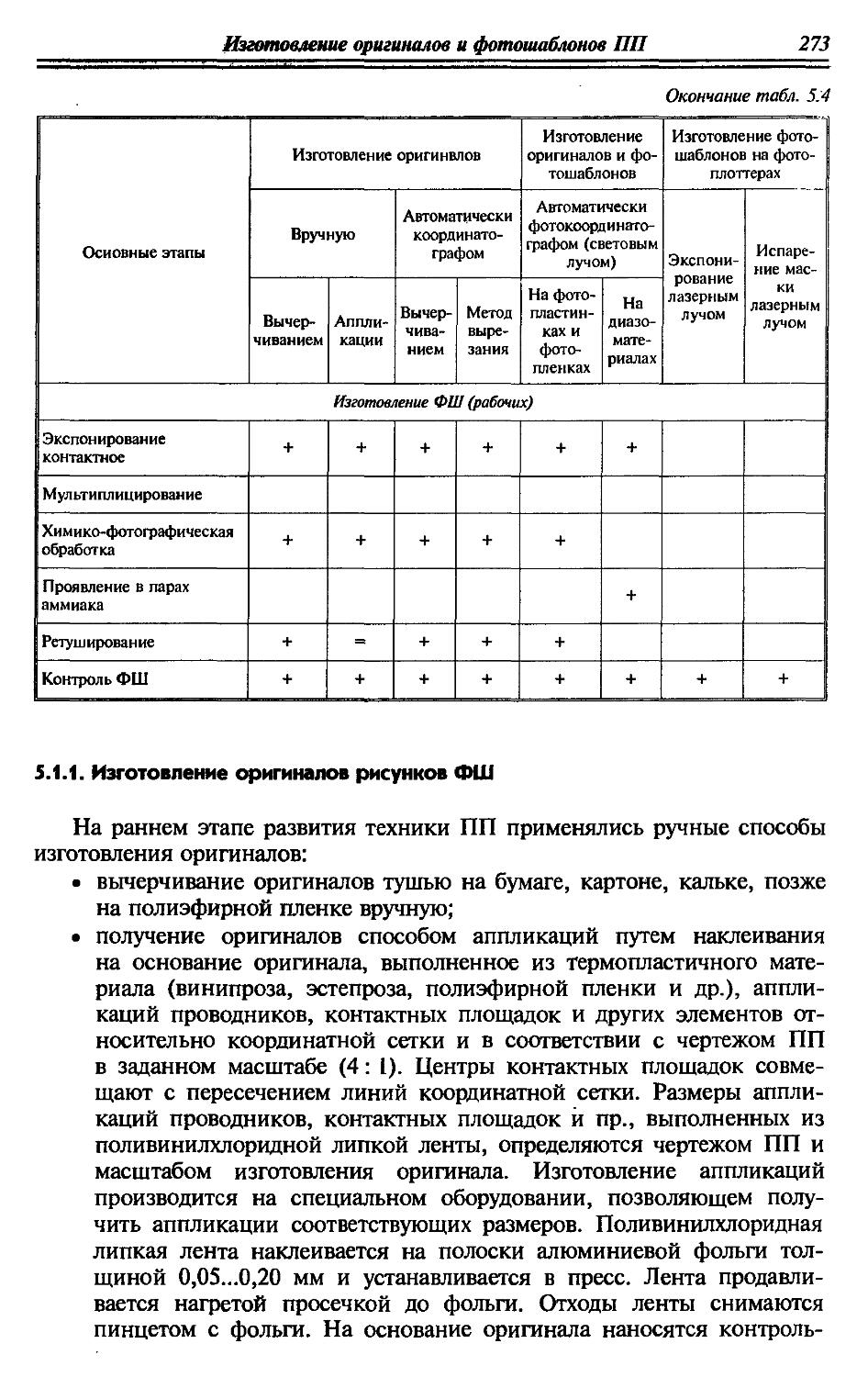
5.1.1. Изготовление оригиналов рисунков ФШ...................273
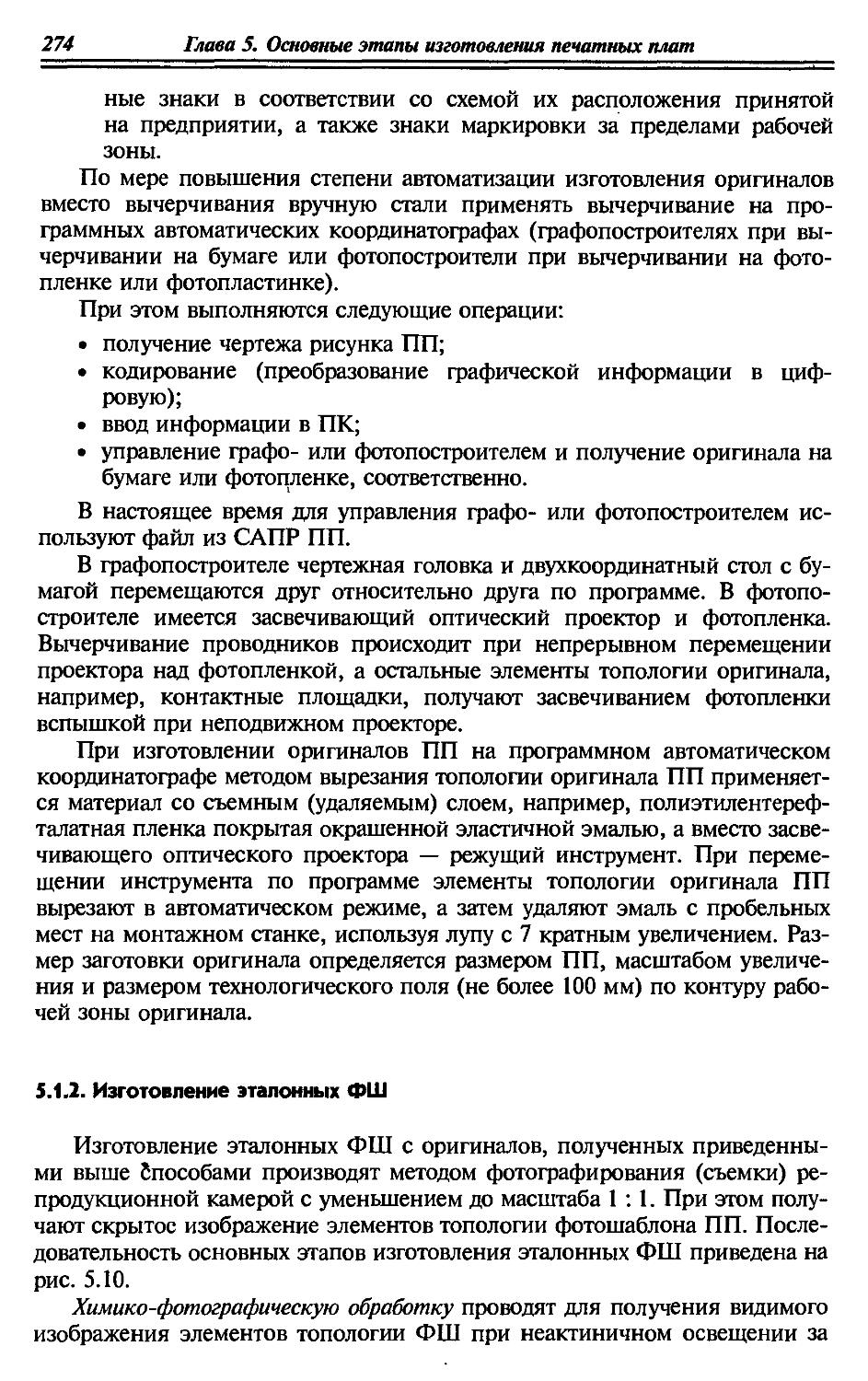
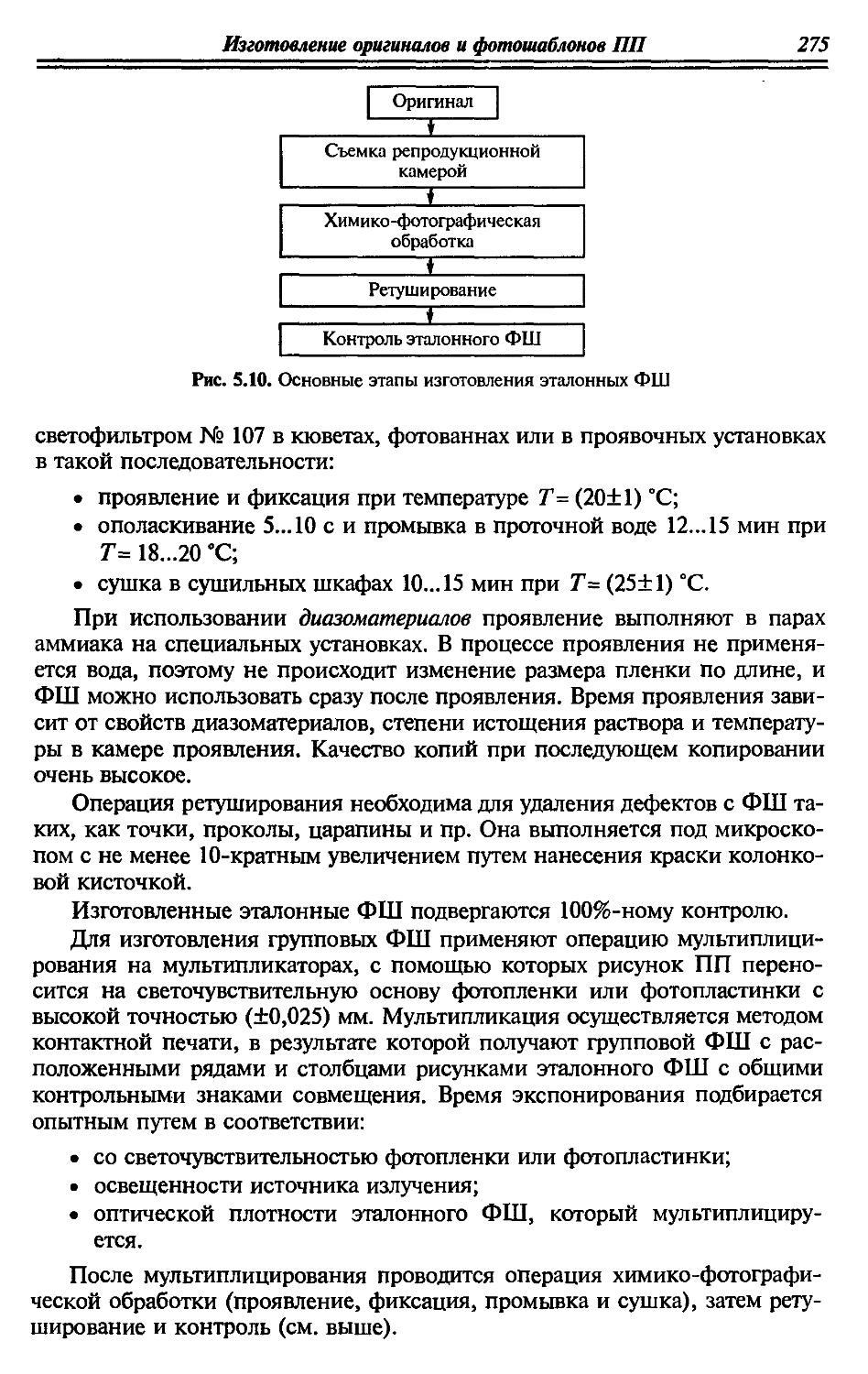
5.1.2. Изготовление эталонных ФШ.............................274
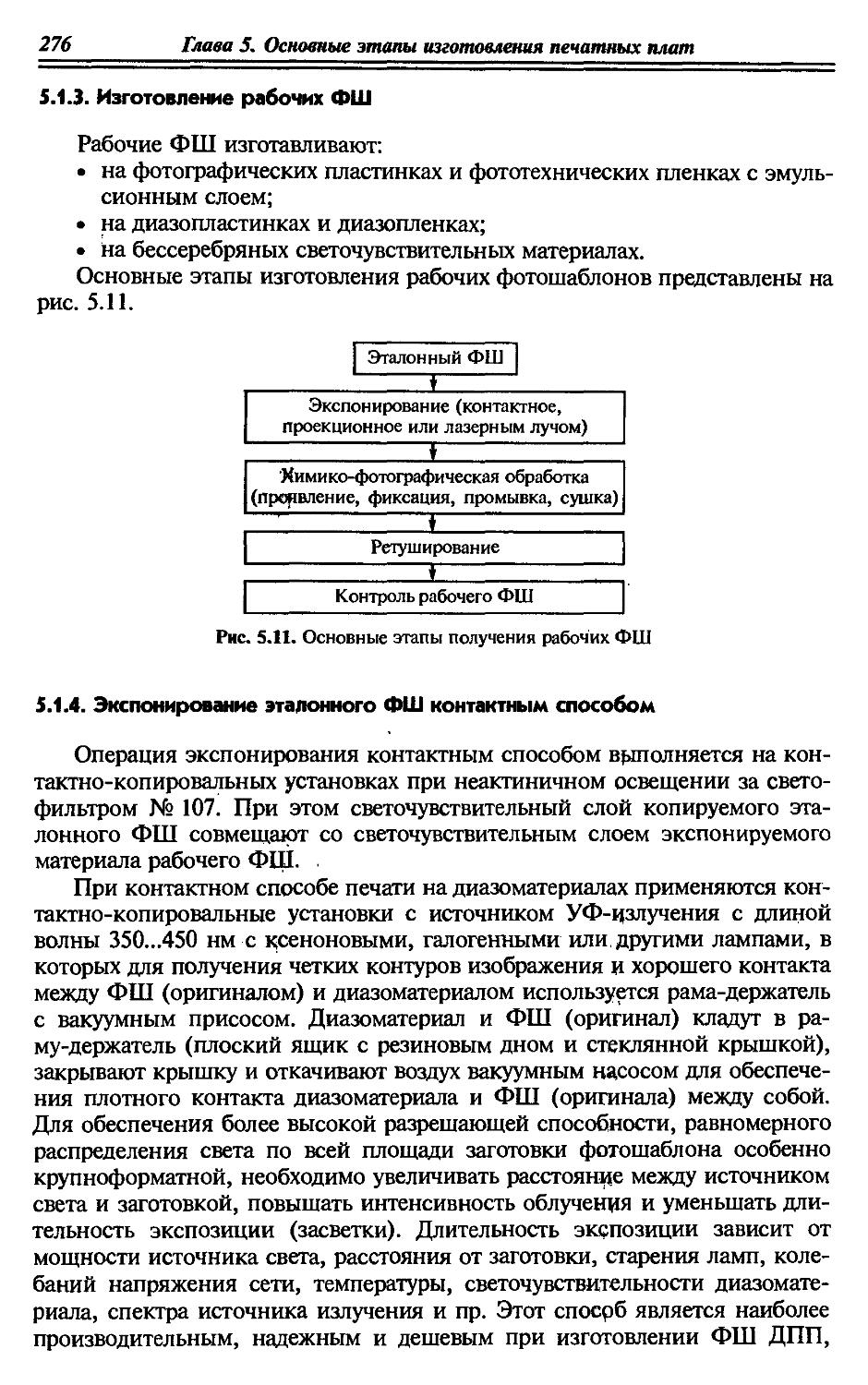
5.1.3. Изготовление рабочих ФШ ..............................276
5.1.4. Экспонирование эталонного ФШ контактным способом.........................................276
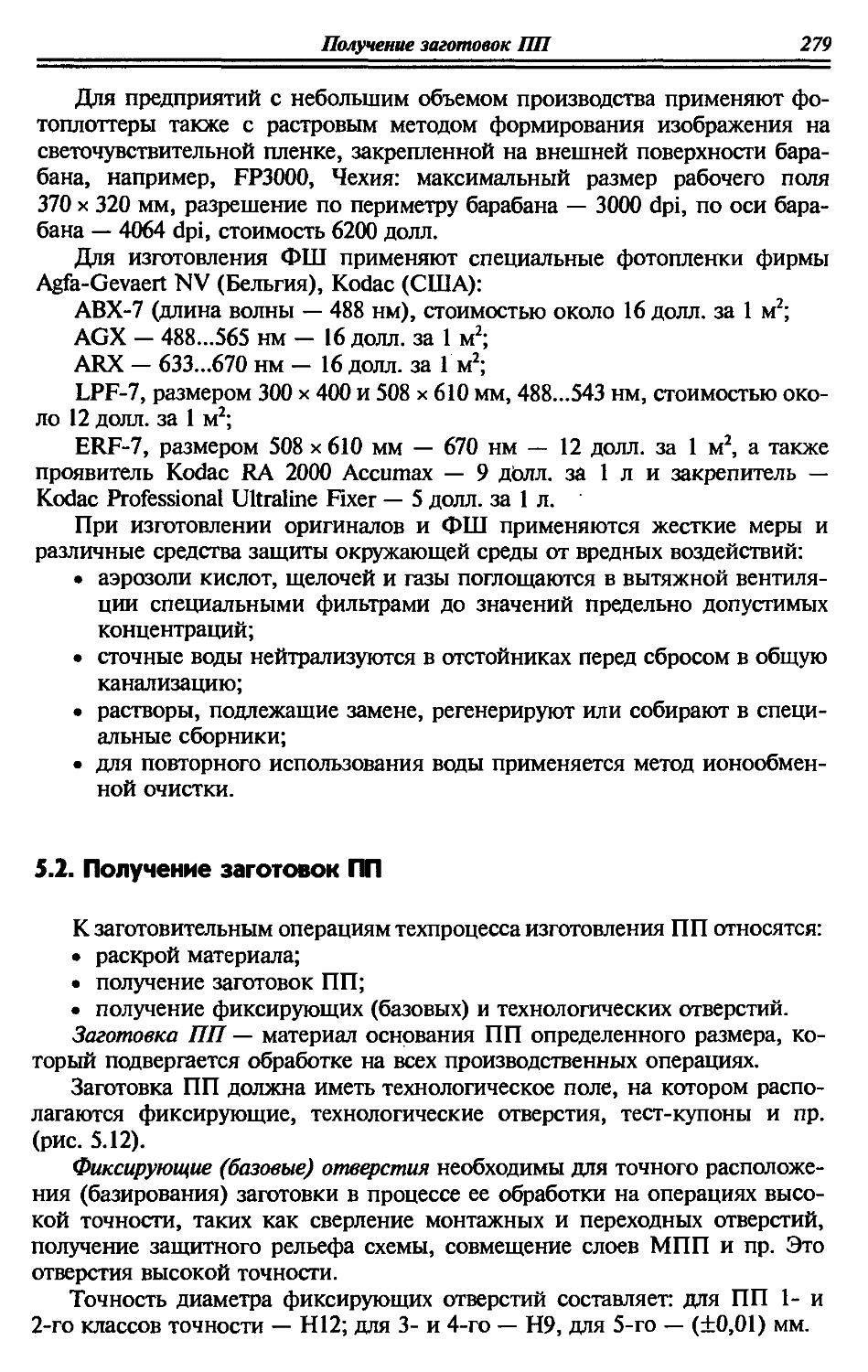
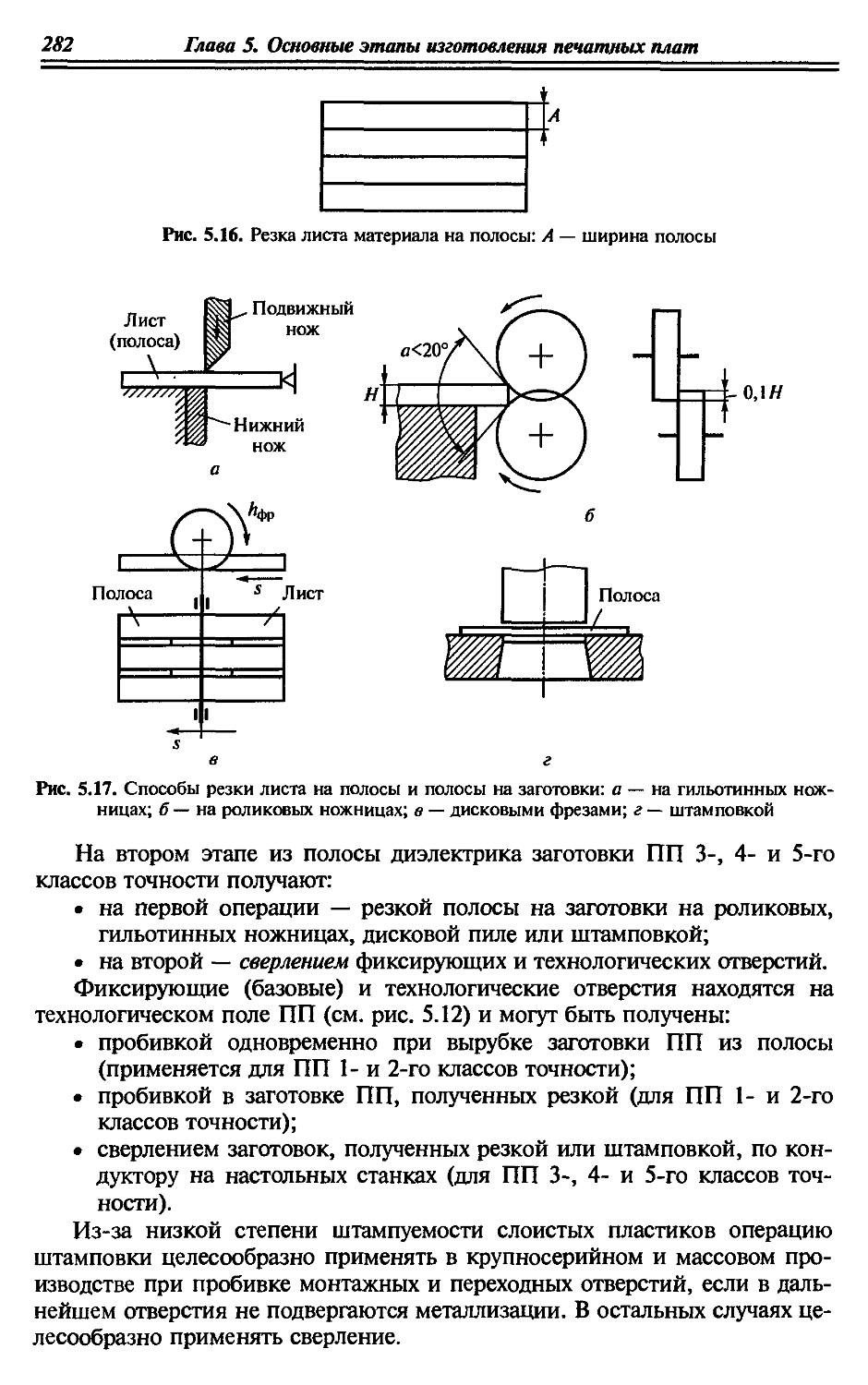
5.2. Получение заготовок ПП.................................... 279
5.2.1. Получение заготовок на роликовых ножницах.............283
5.2.2. Получение заготовок ПП на дисковой пиле ..............283
5.2.3. Получение заготовок ПП на гильотинных ножницах........284
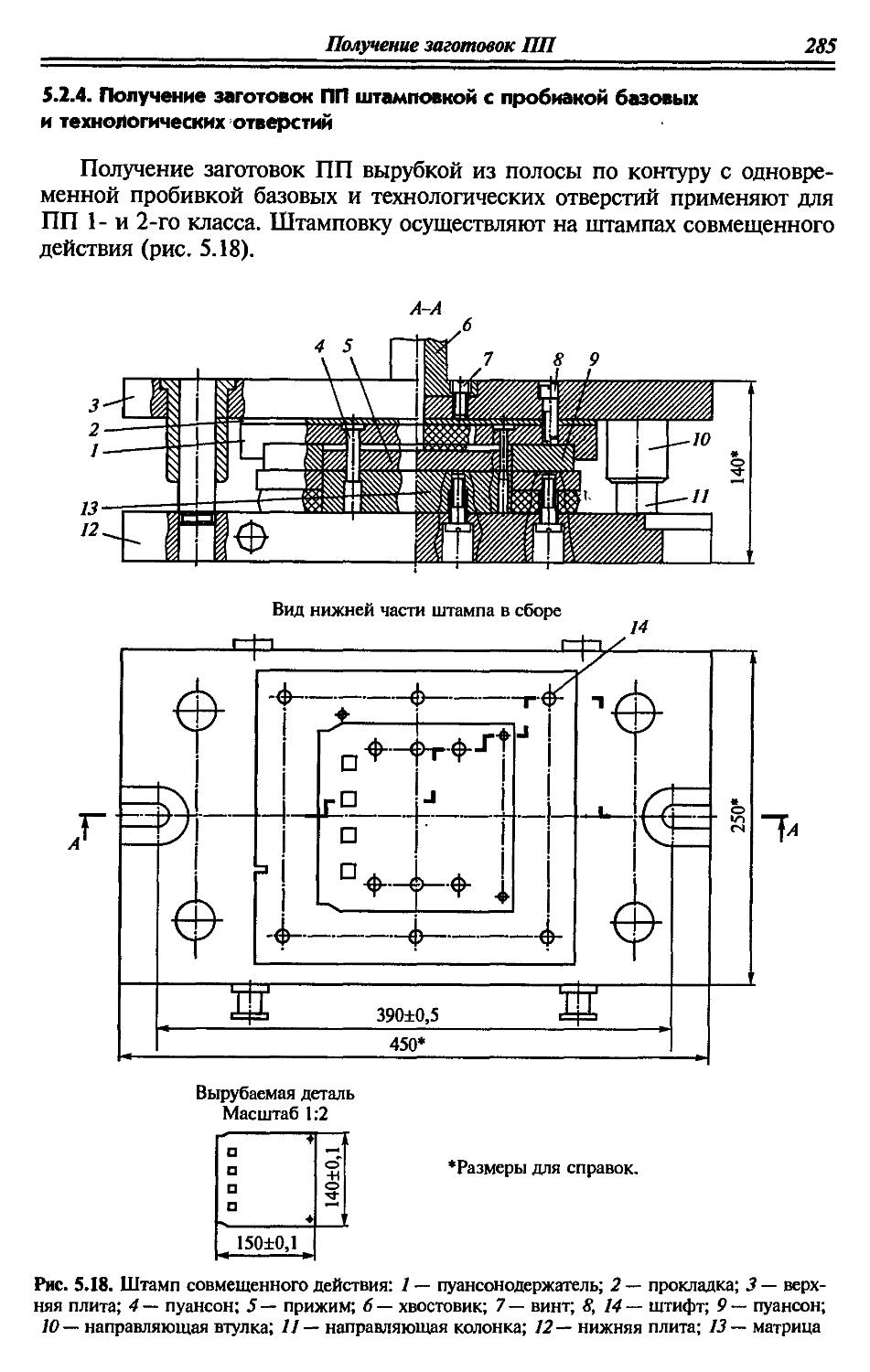
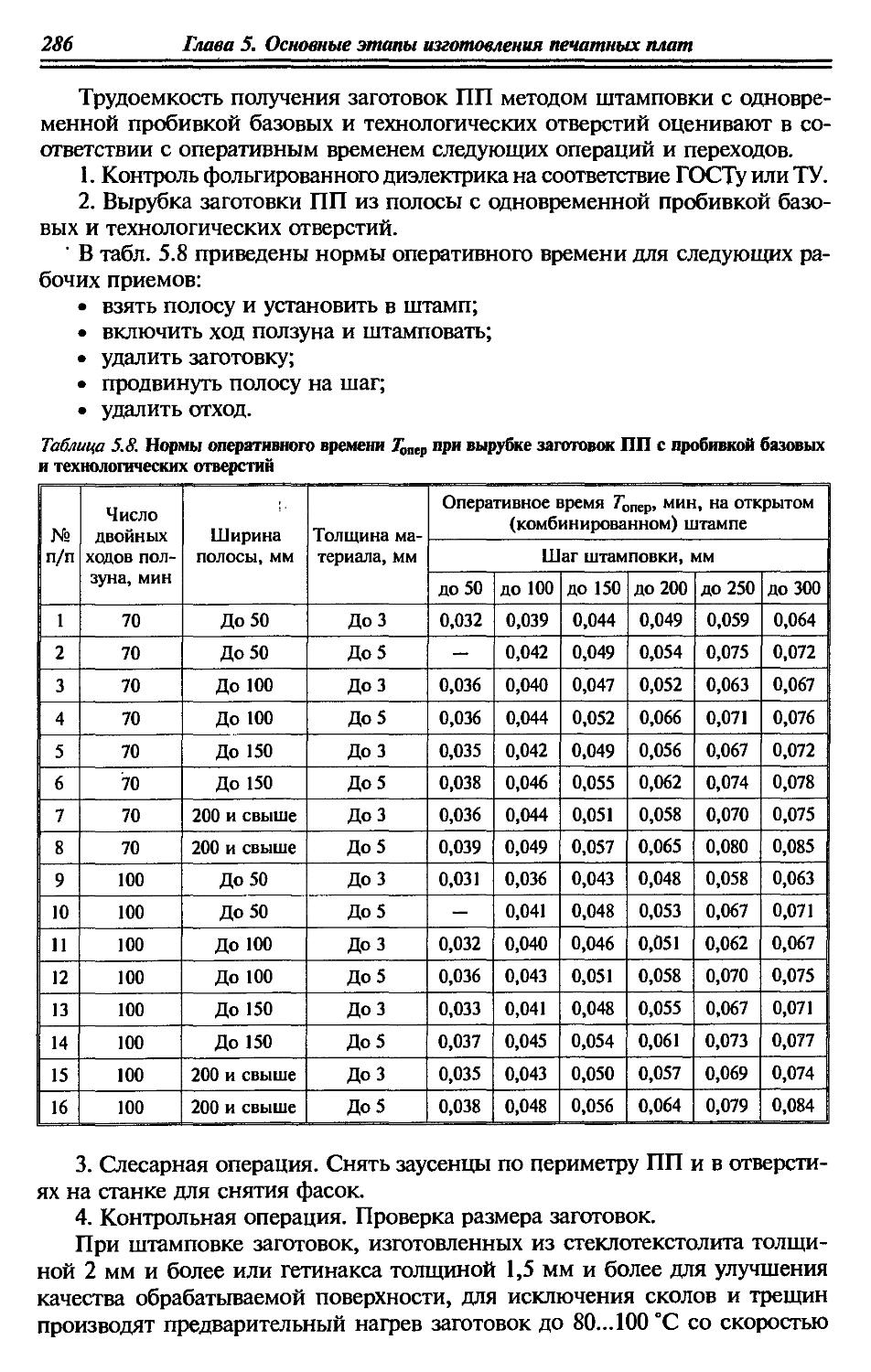
5.2.4. Получение заготовок ПП штамповкой с пробивкой базовых и технологических отверстий ........................285
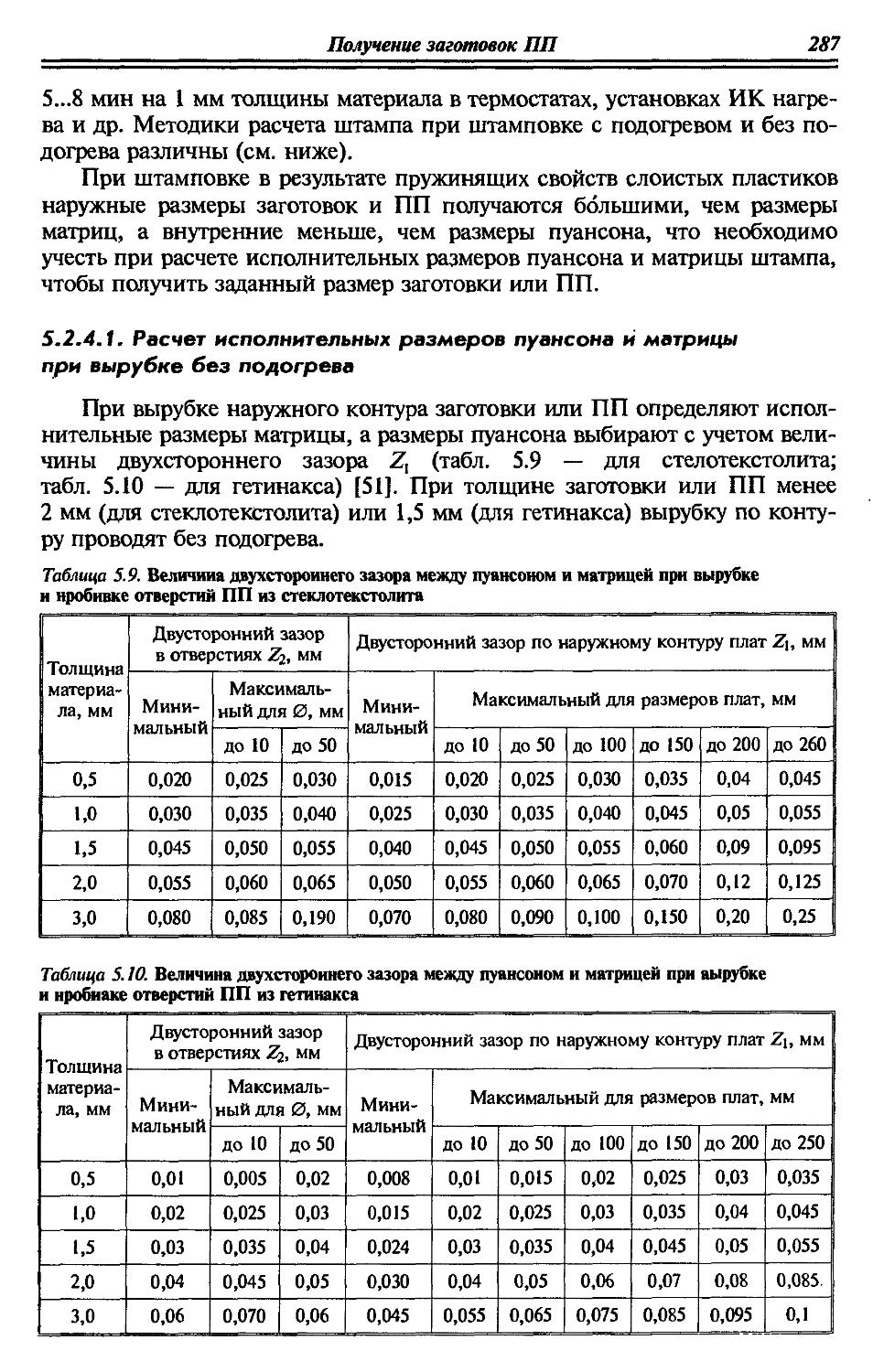
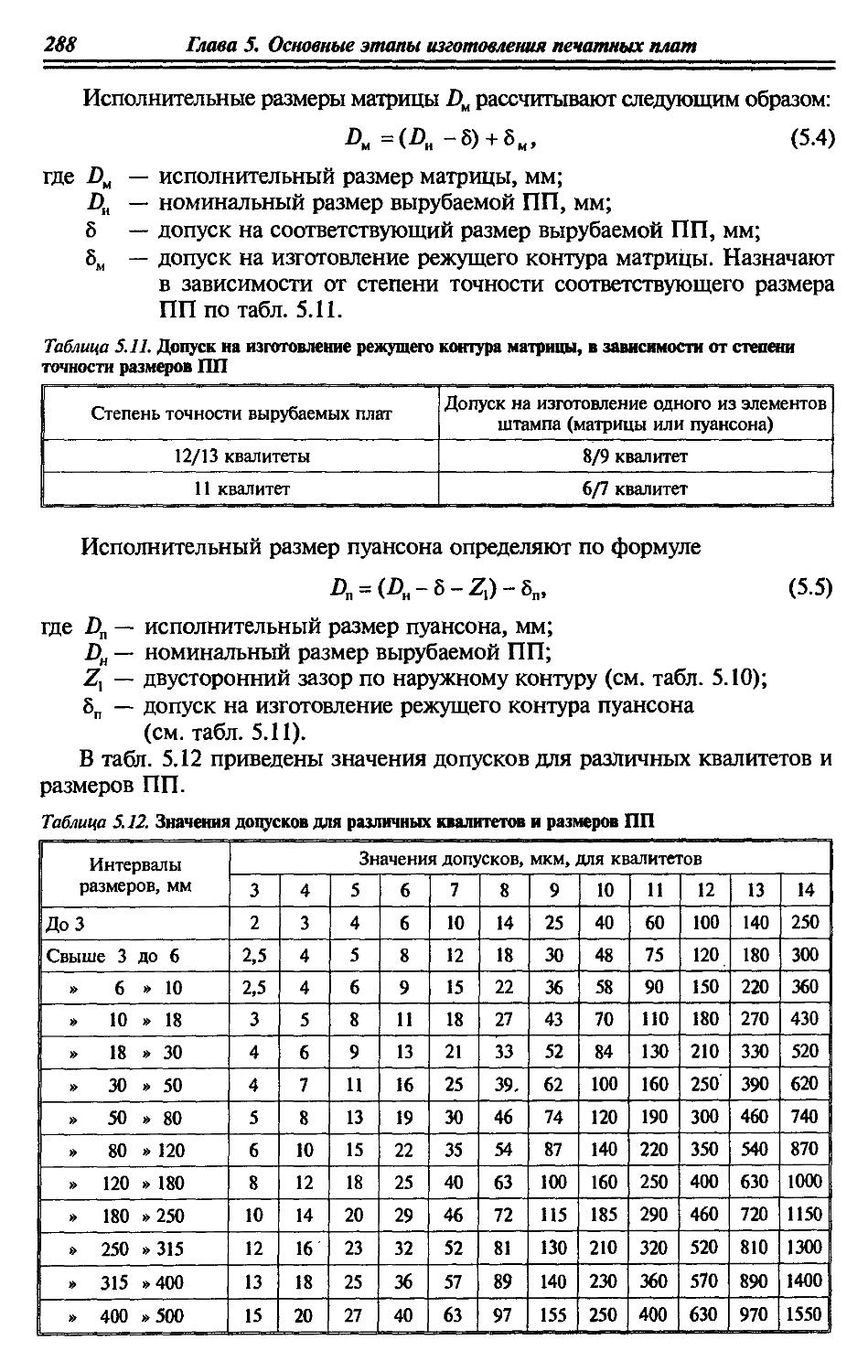
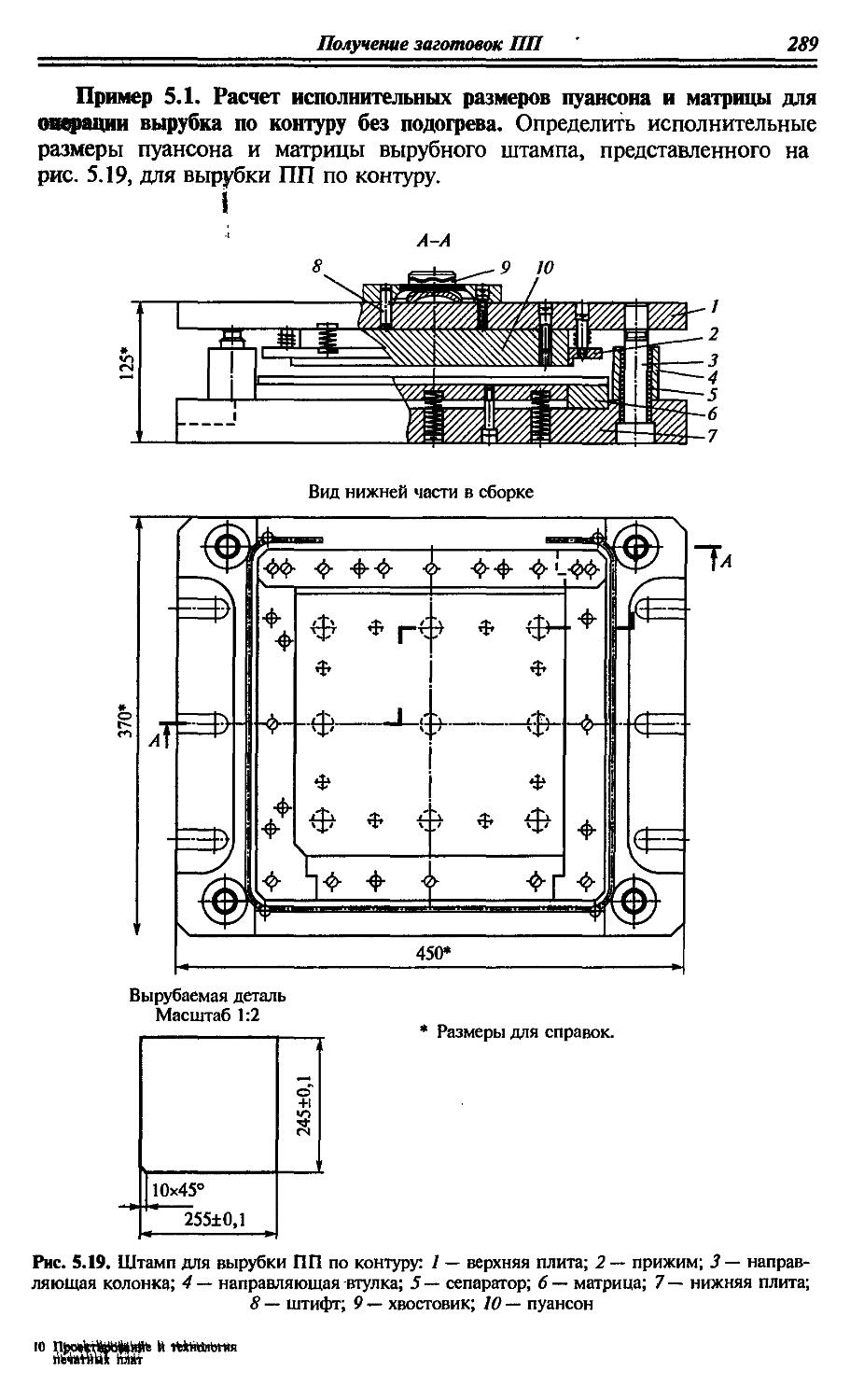
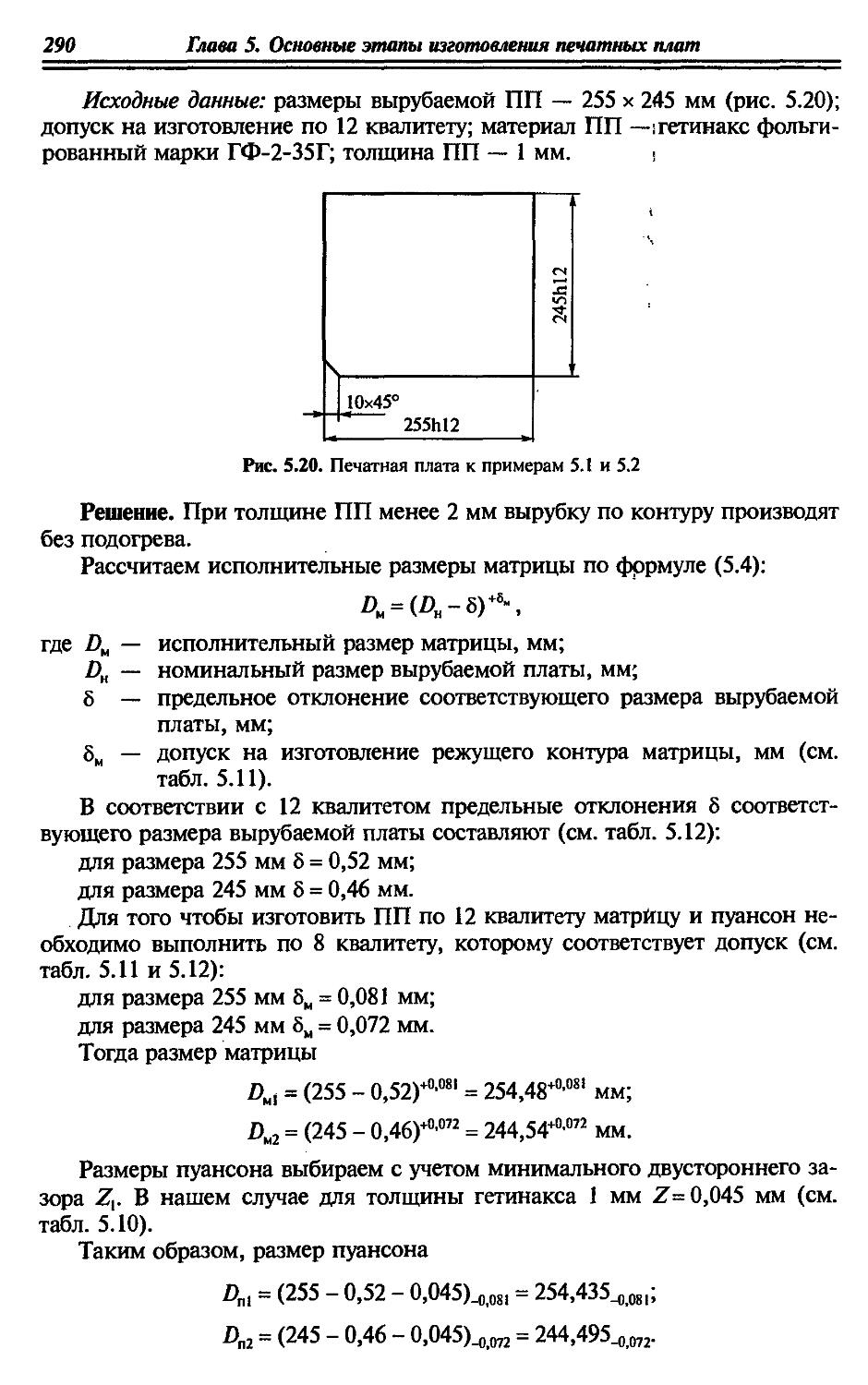
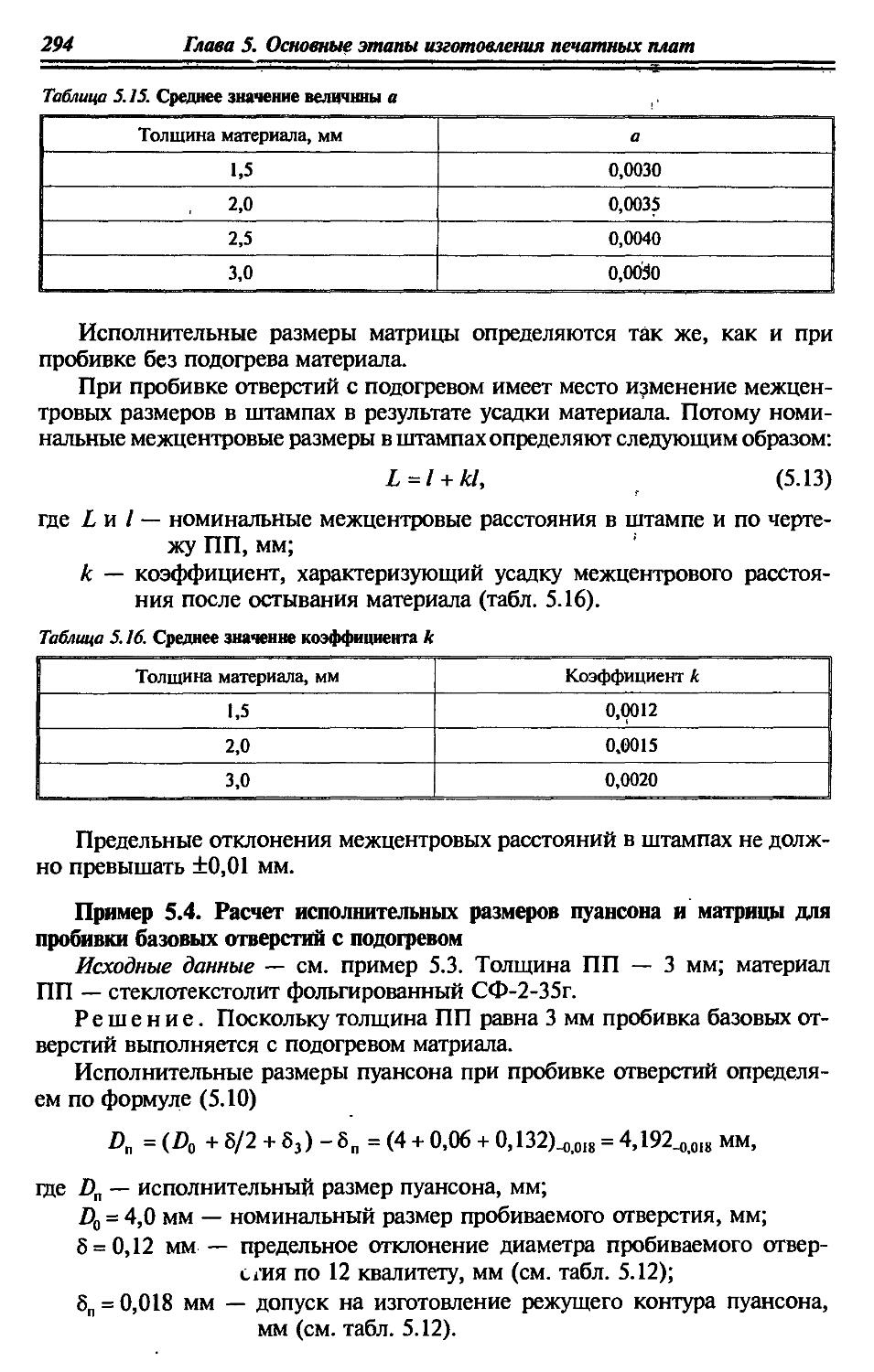
5.2.4.1. Расчет исполнительных размеров пуансона и матрицы при вырубке без подогрева........................287
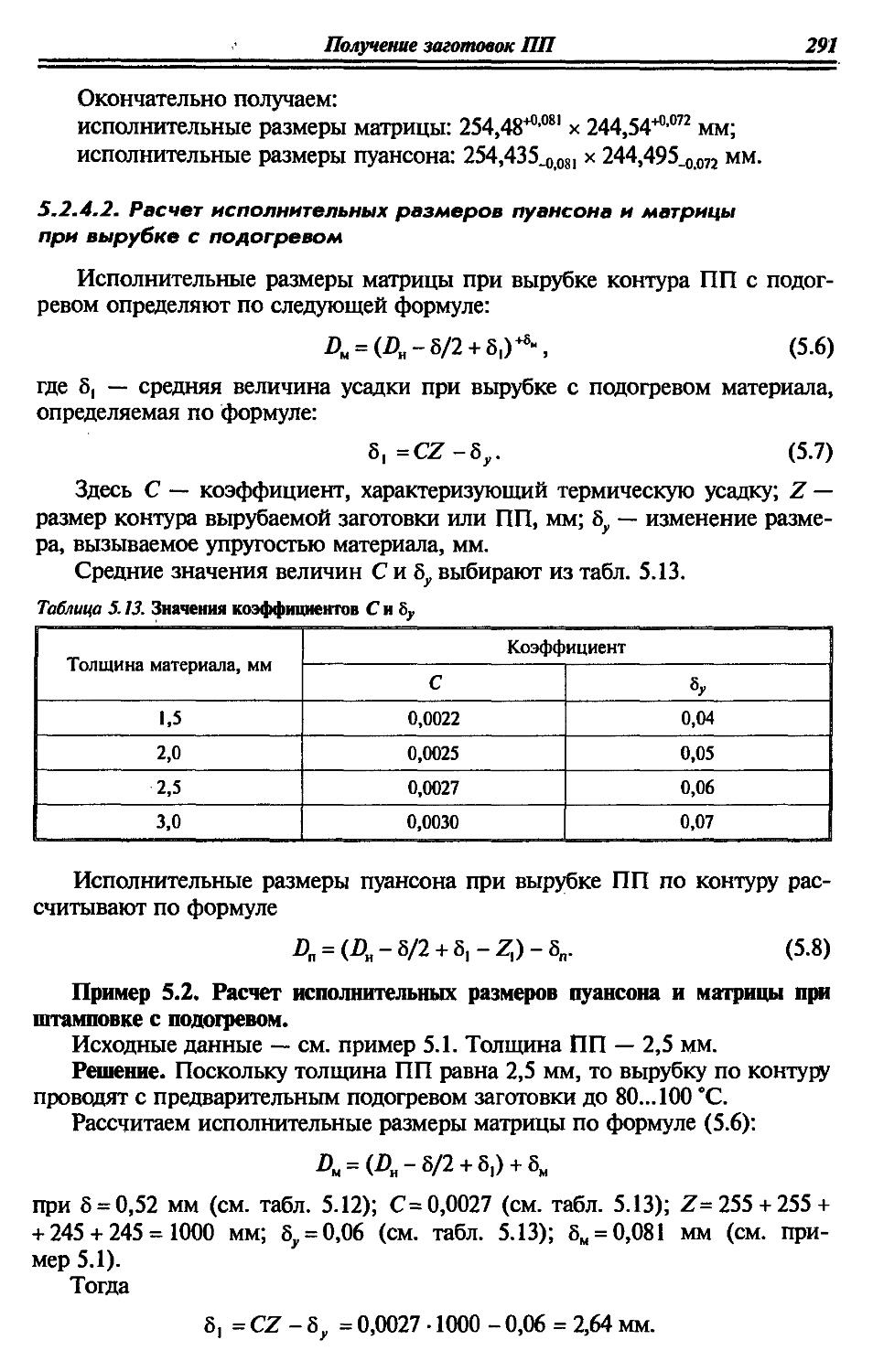
5.2.4.2. Расчет исполнительных размеров пуансона и матрицы при вырубке с подогревом.........................291
5.2.5. Получение базовых и технологических отверстий штамповкой..................................................292
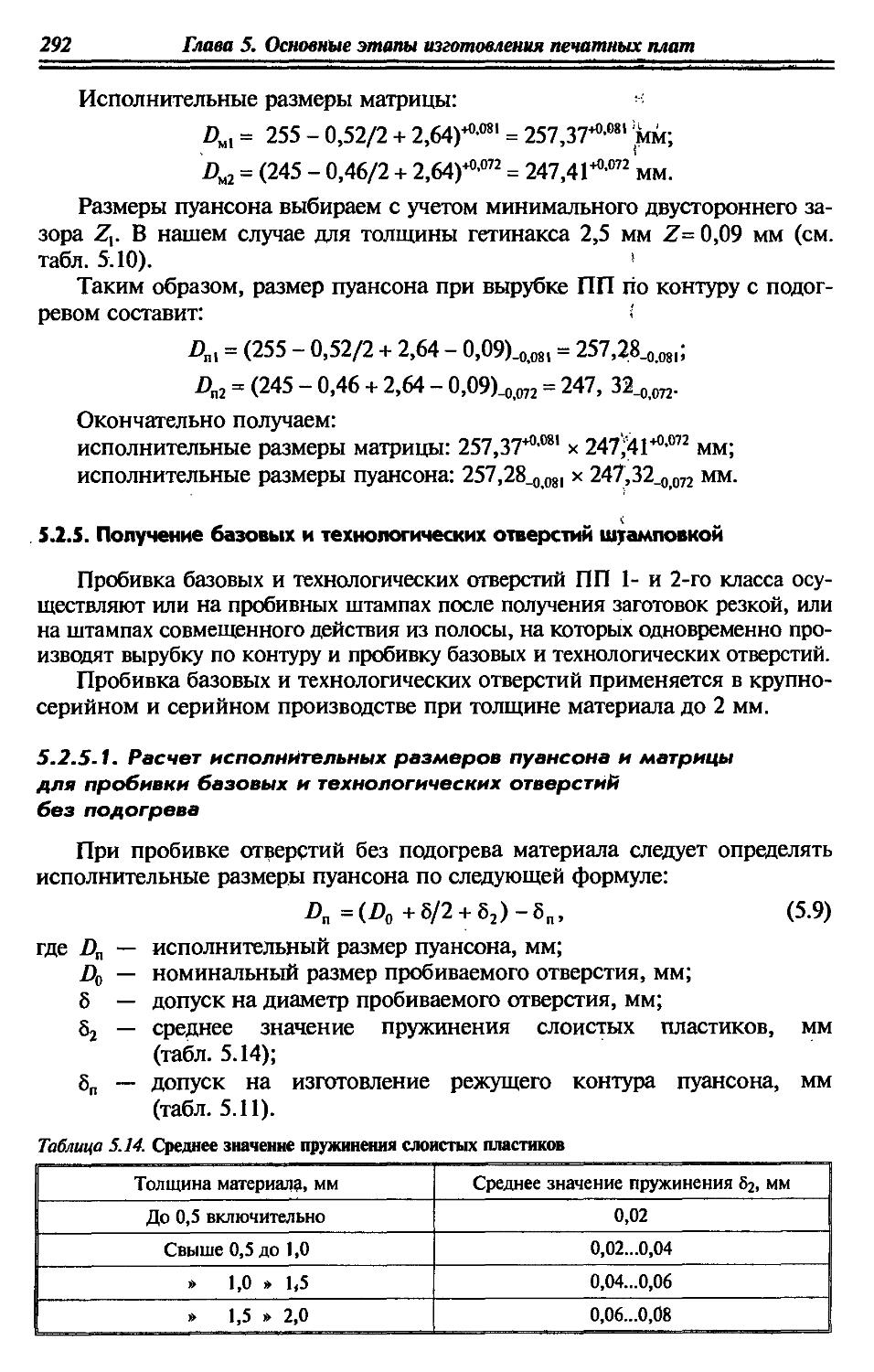
5.2.5.1. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых и технологических отверстий без подогрева................................... 292
5.2.5.2. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых й технологических отверстий с подогревом ................... -...............293
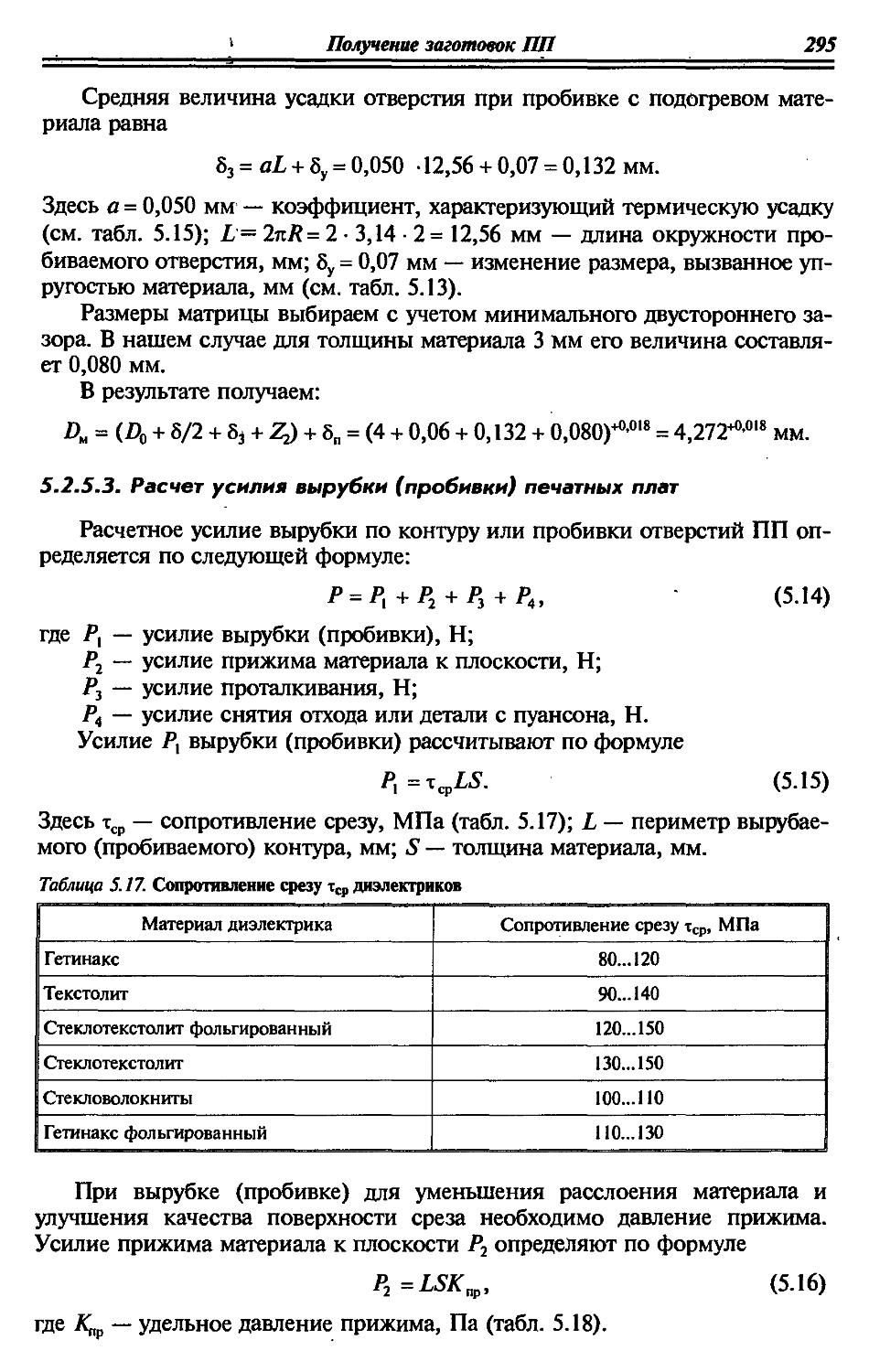
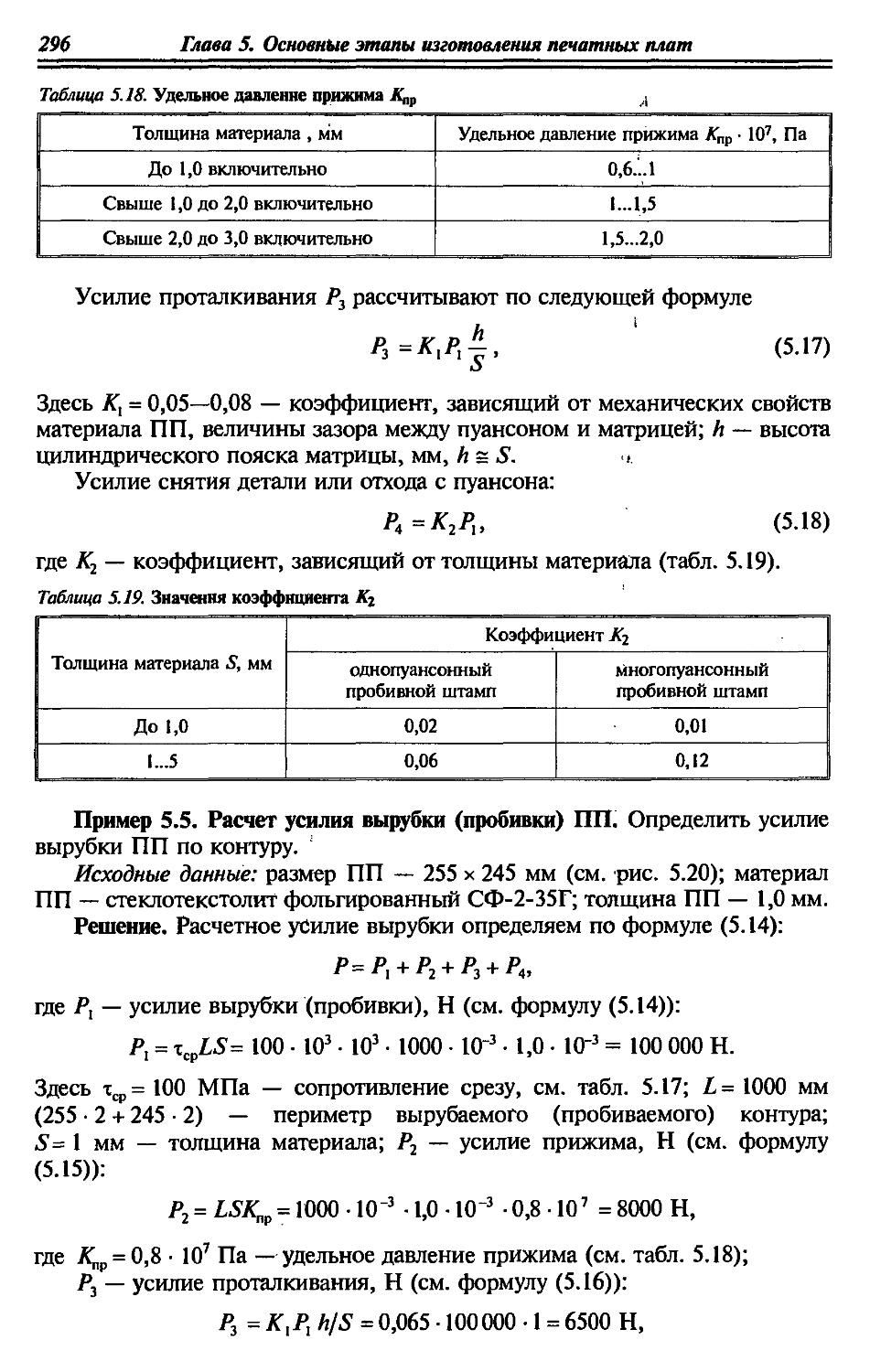
5.2.5.3. Расчет усилия вырубки (пробивки) печатных плат .... 295
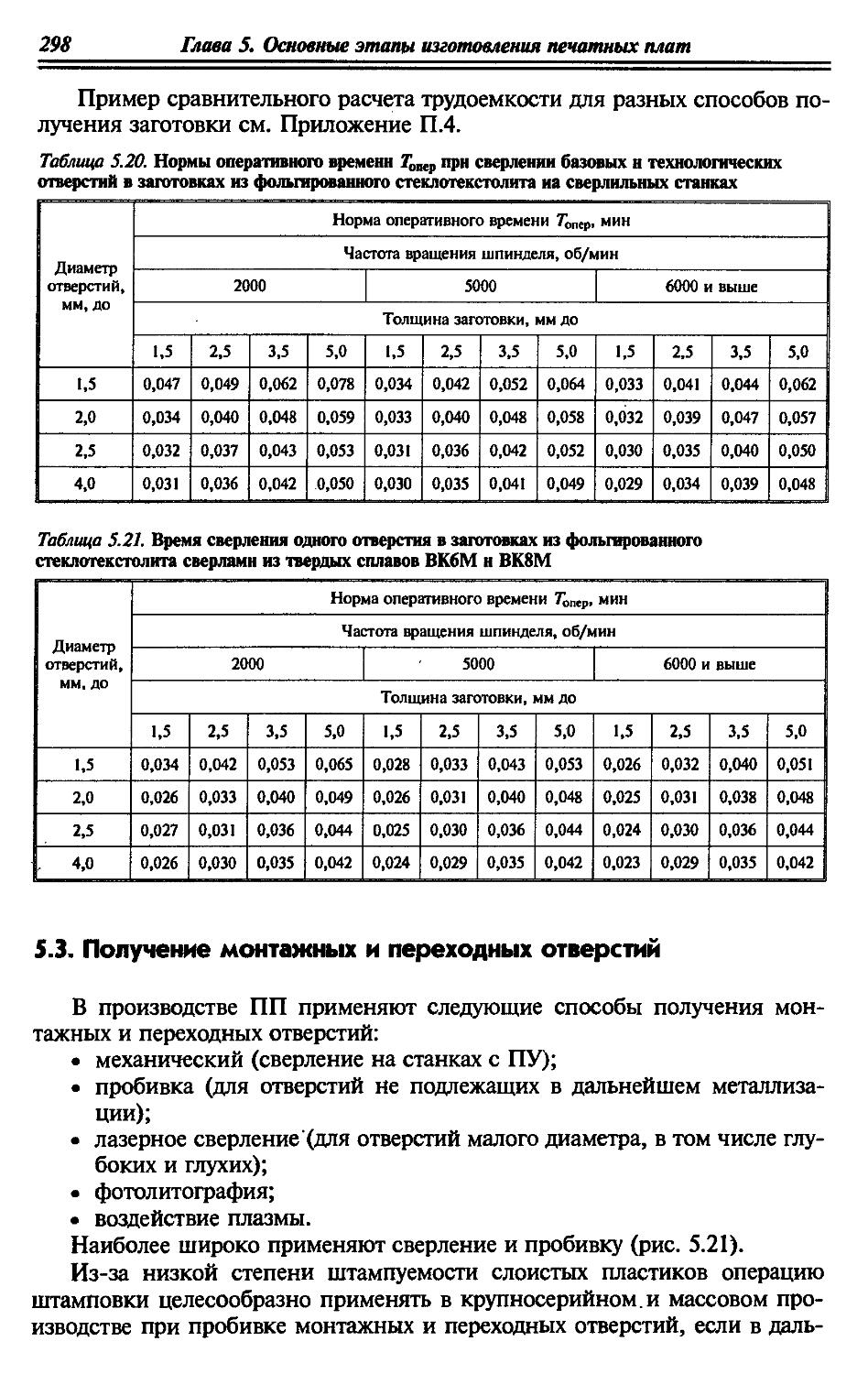
5.2.6. Получение базовых и технологических отверстий сверлением..................................................297
5.3. Получение монтажных и переходных отверстий..................298
5.3.1. Сверление монтажных и переходных отверстий............300
5.3.2. Лазерное сверление отверстий..........................305
5.4. Подготовка поверхности ПП...................................307
5.5. Металлизация ПП.............................................312
5.5.1. Химическое меднение...................................312
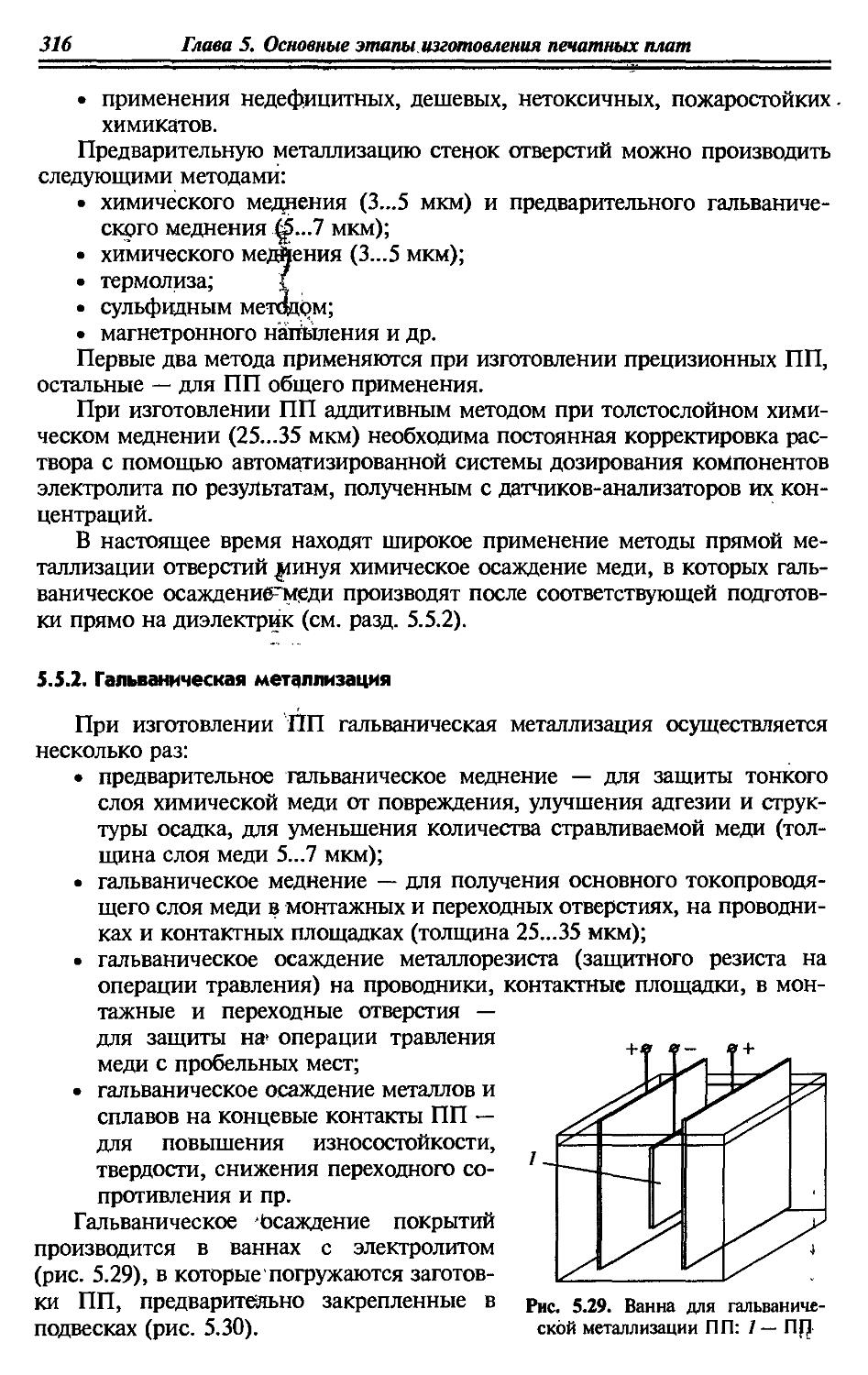
5.5.2. Гальваническая металлизация...........................316
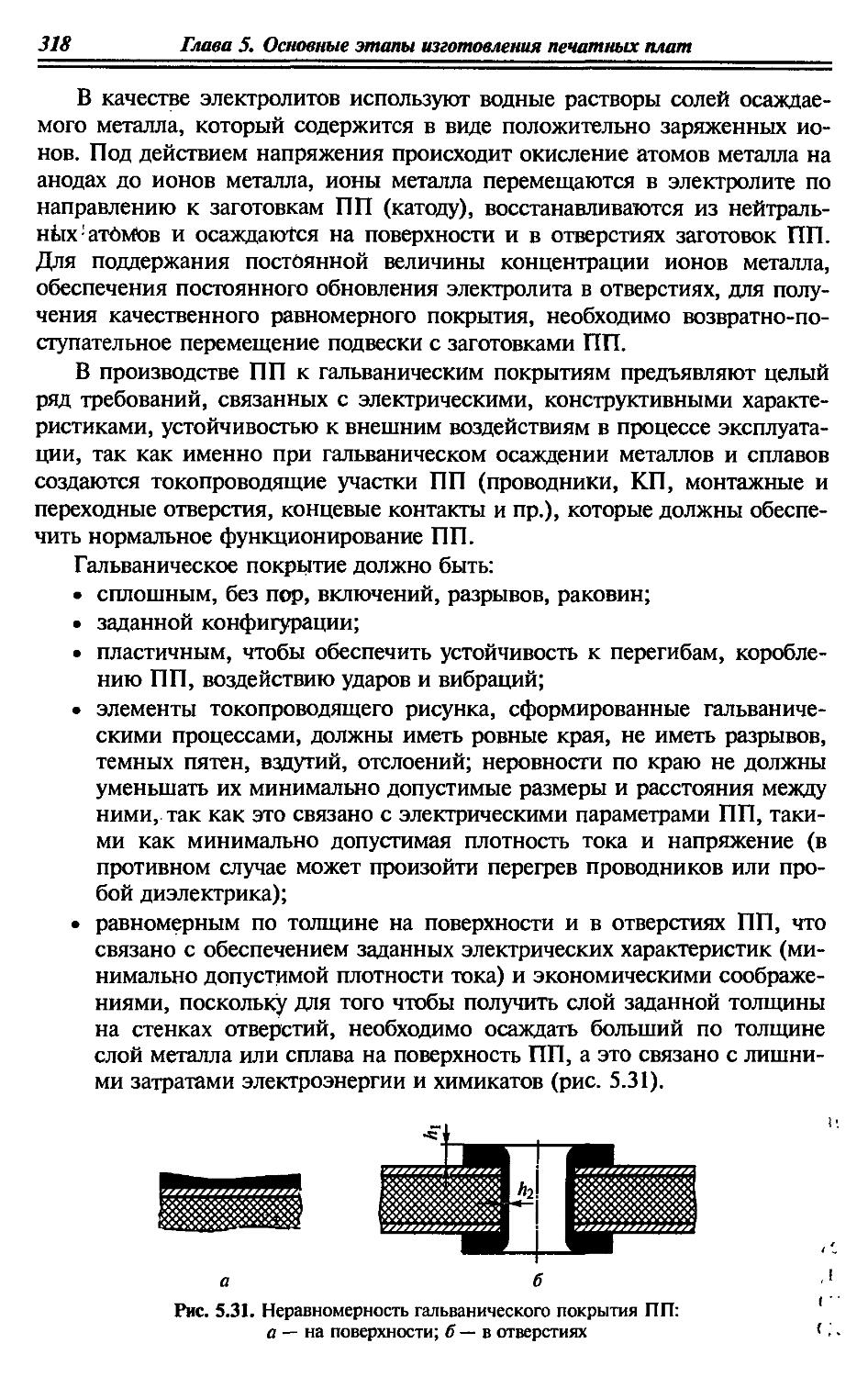
5.5.2.1. Гальваническое меднение ..........................319
5.5.2.2. Осаждение металлорезиста..........................323
5.5.2.3. Осаждение покрытий на концевые контакты...........325
Оглавление
7
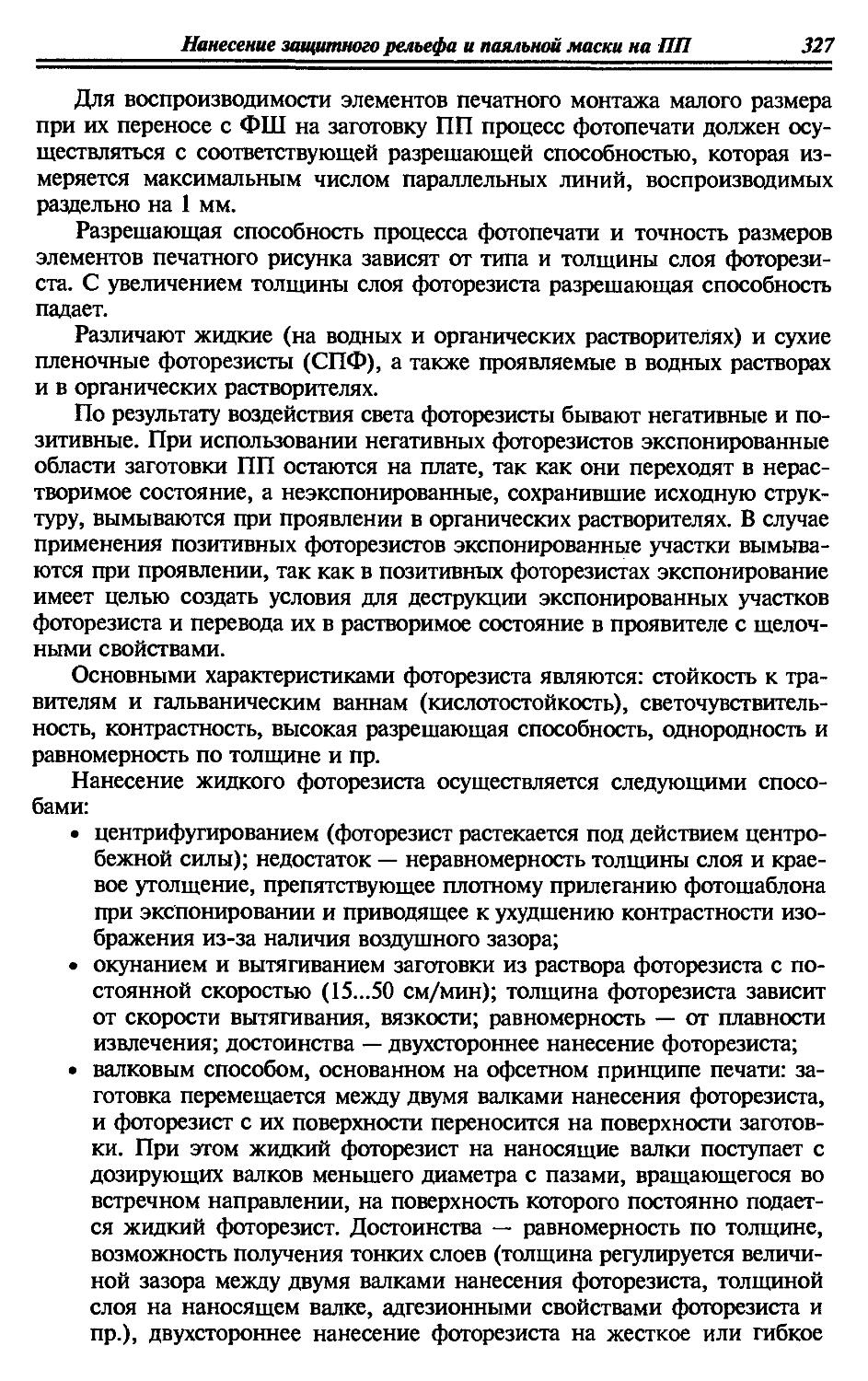
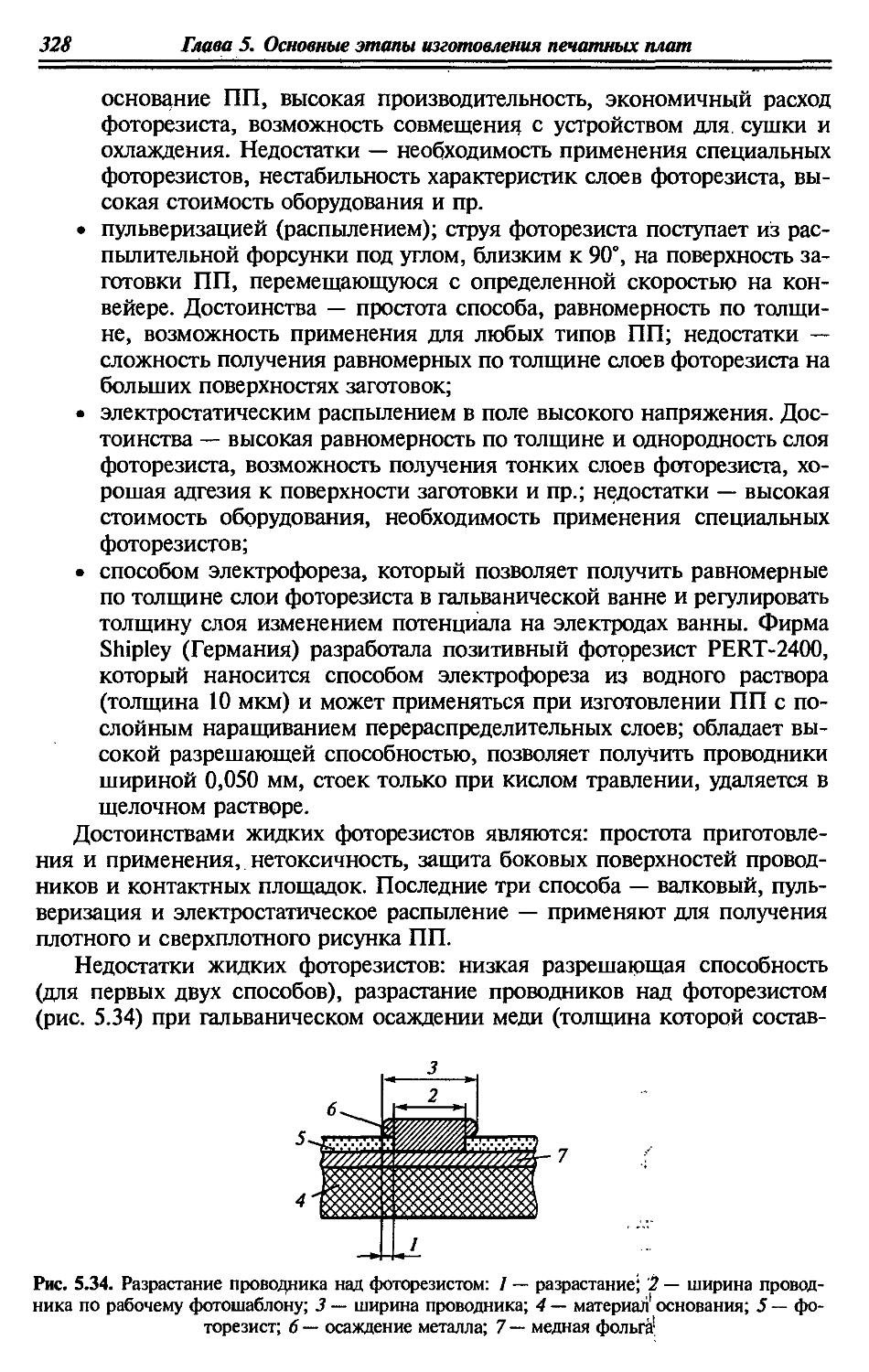
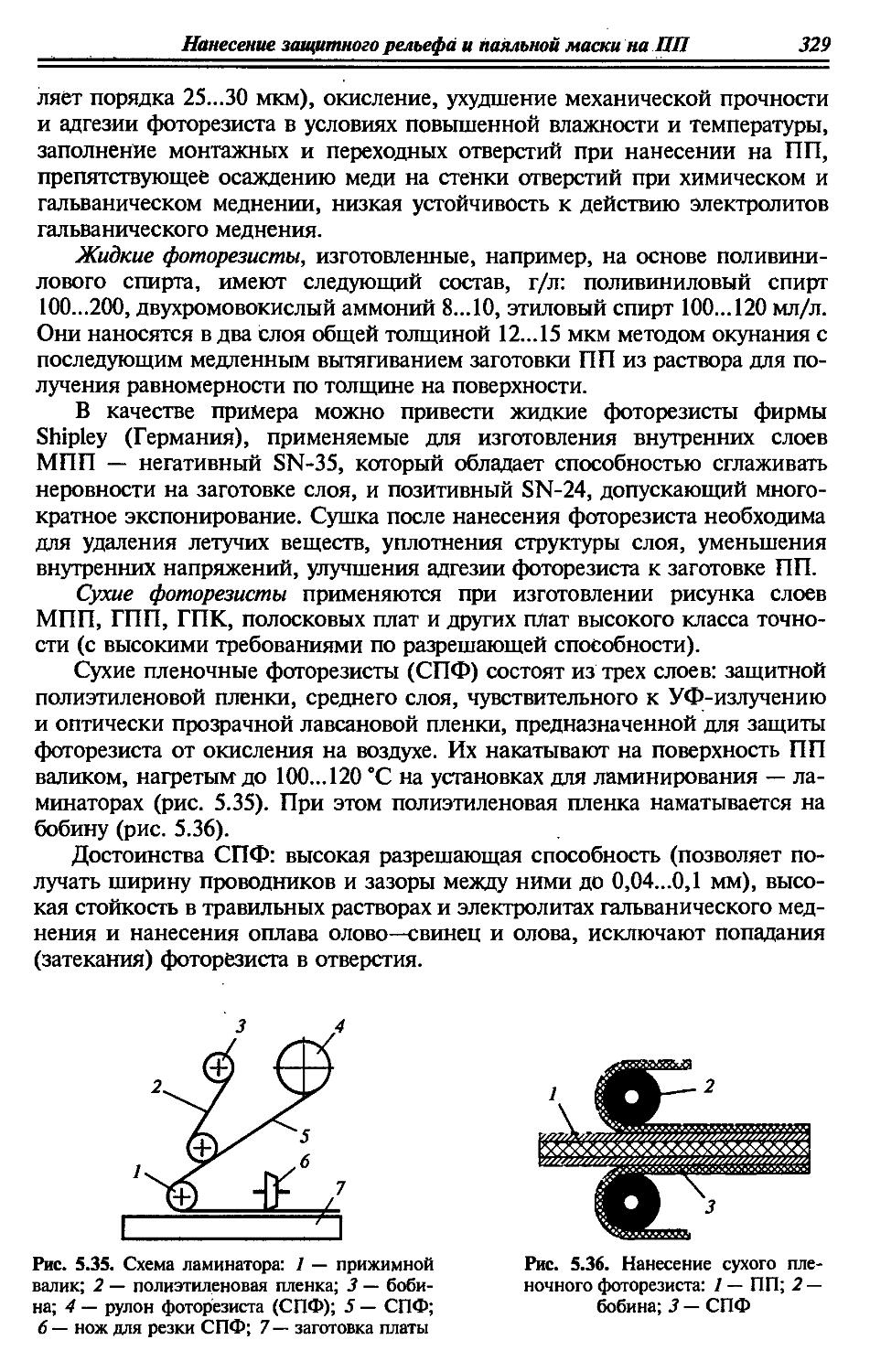
5.6. Нанесение защитного рельефа и паяльной маски на ПП .......325
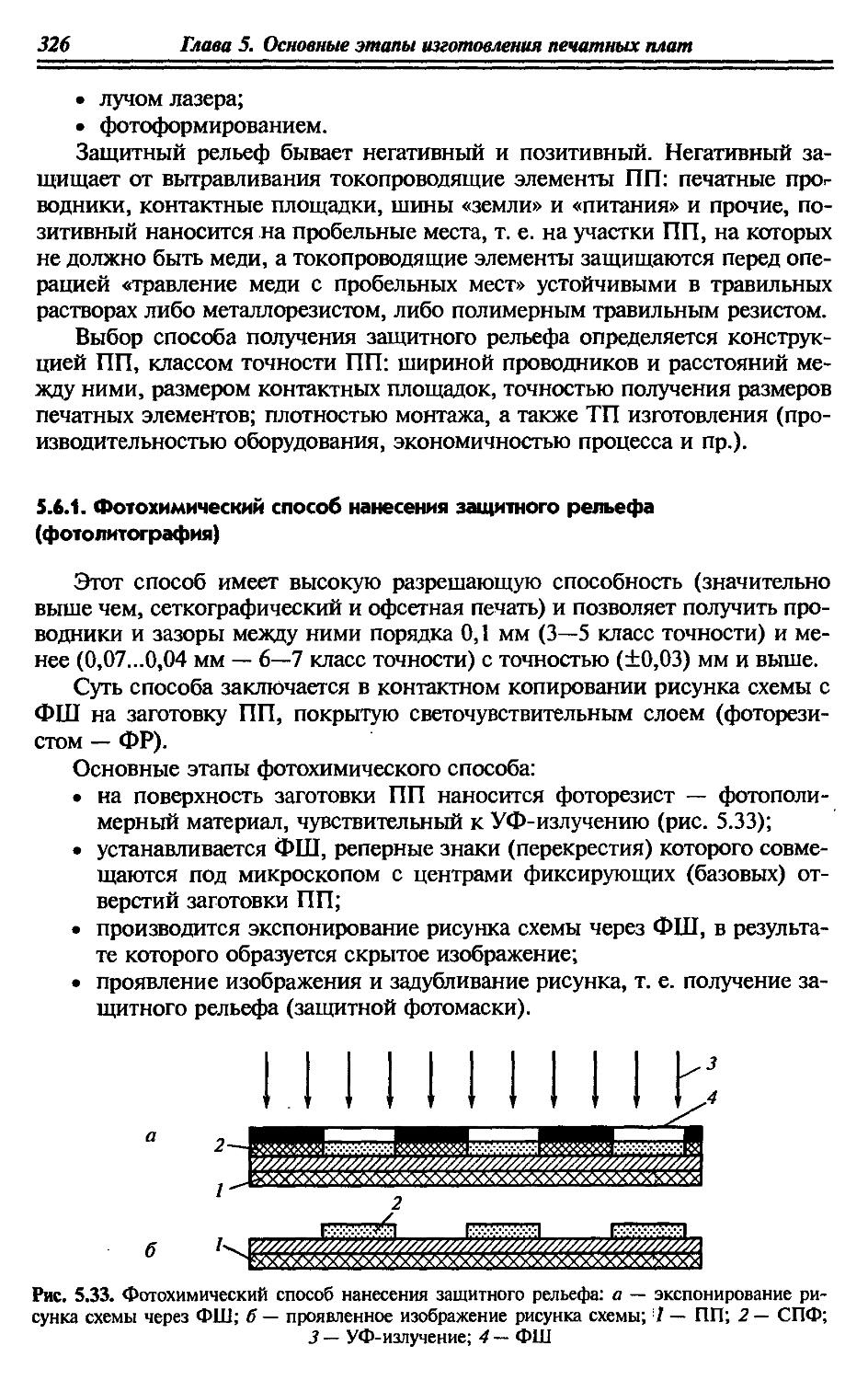
5.6.1. Фотохимический способ нанесения защитного рельефа (фотолитография)...................................326
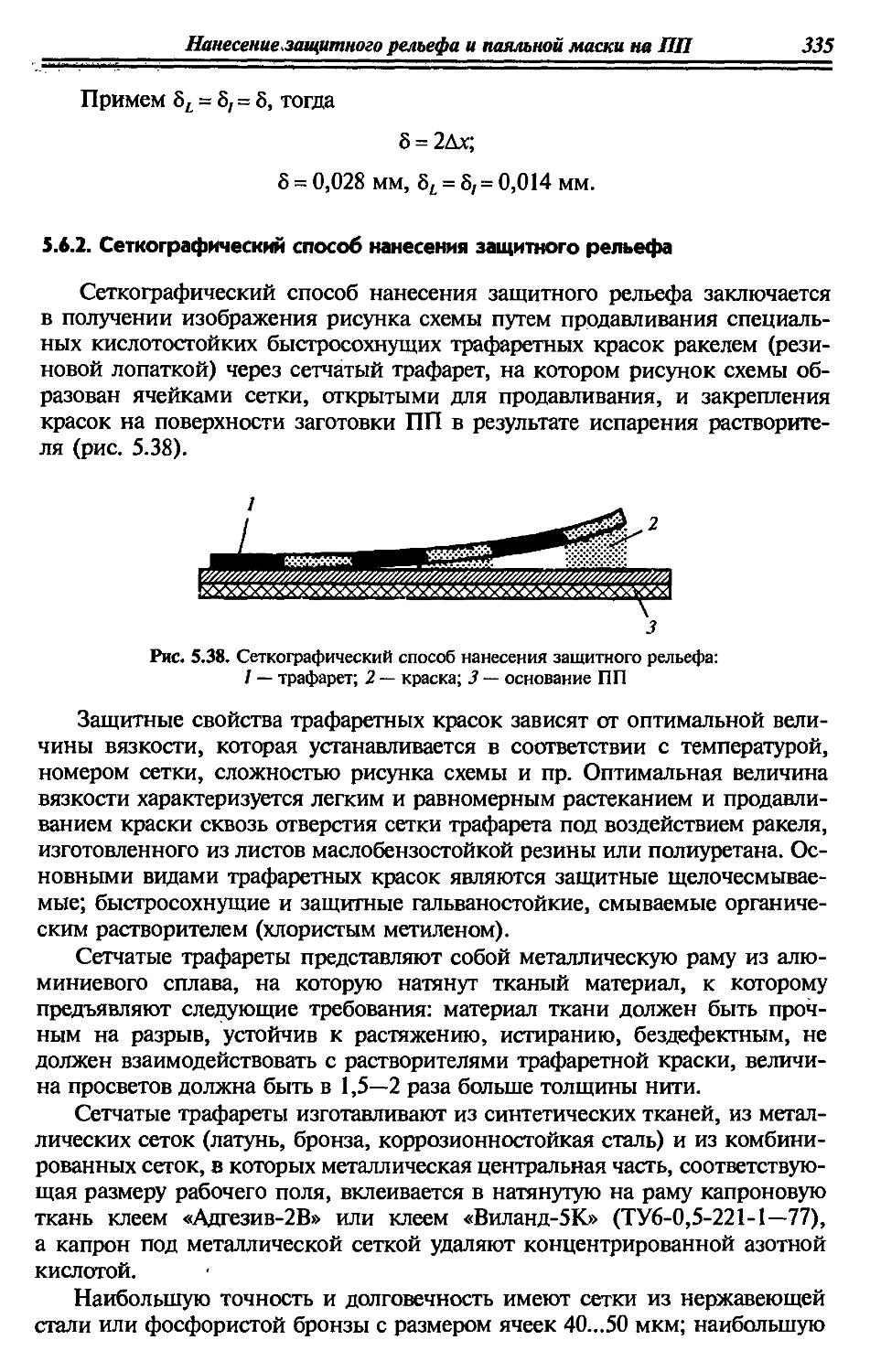
5.6.2. Сеткографический способ нанесения защитного рельефа.................................................. 335
5.6.3. Офсетная печать................................... 337
5.6.4. Лазерное формирование рисунка схемы.................338
5.6.5. Паяльная маска......................................339
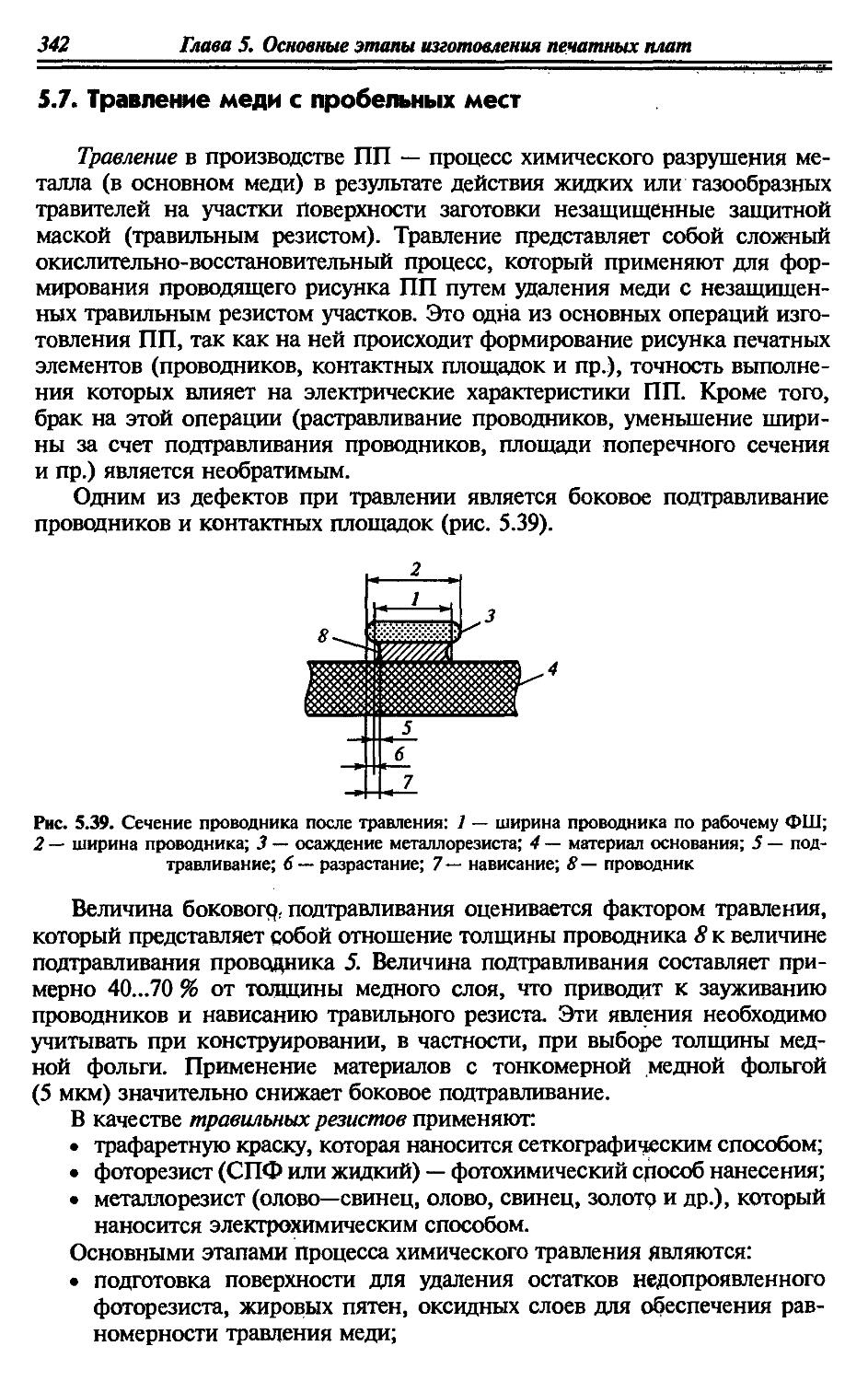
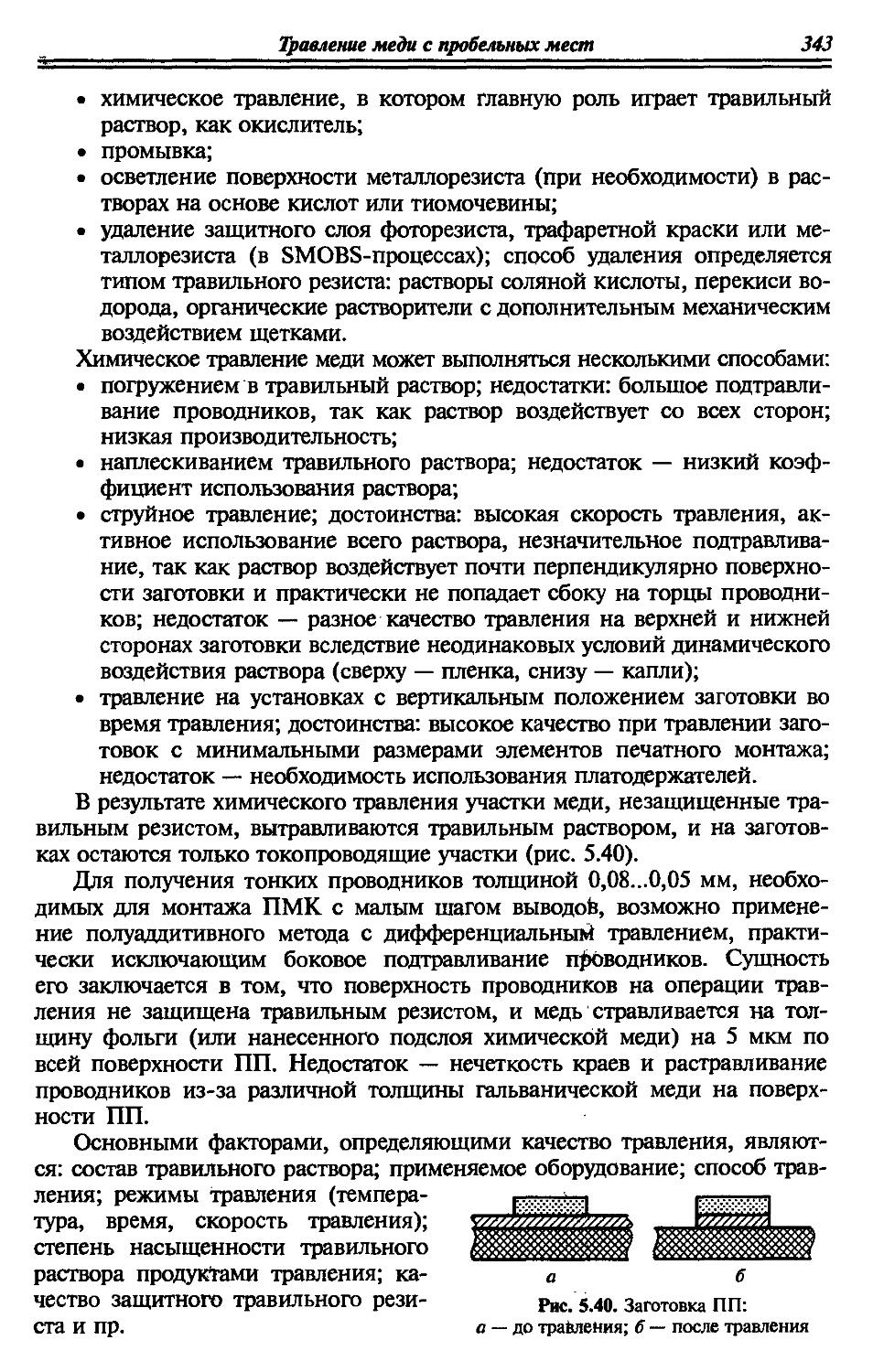
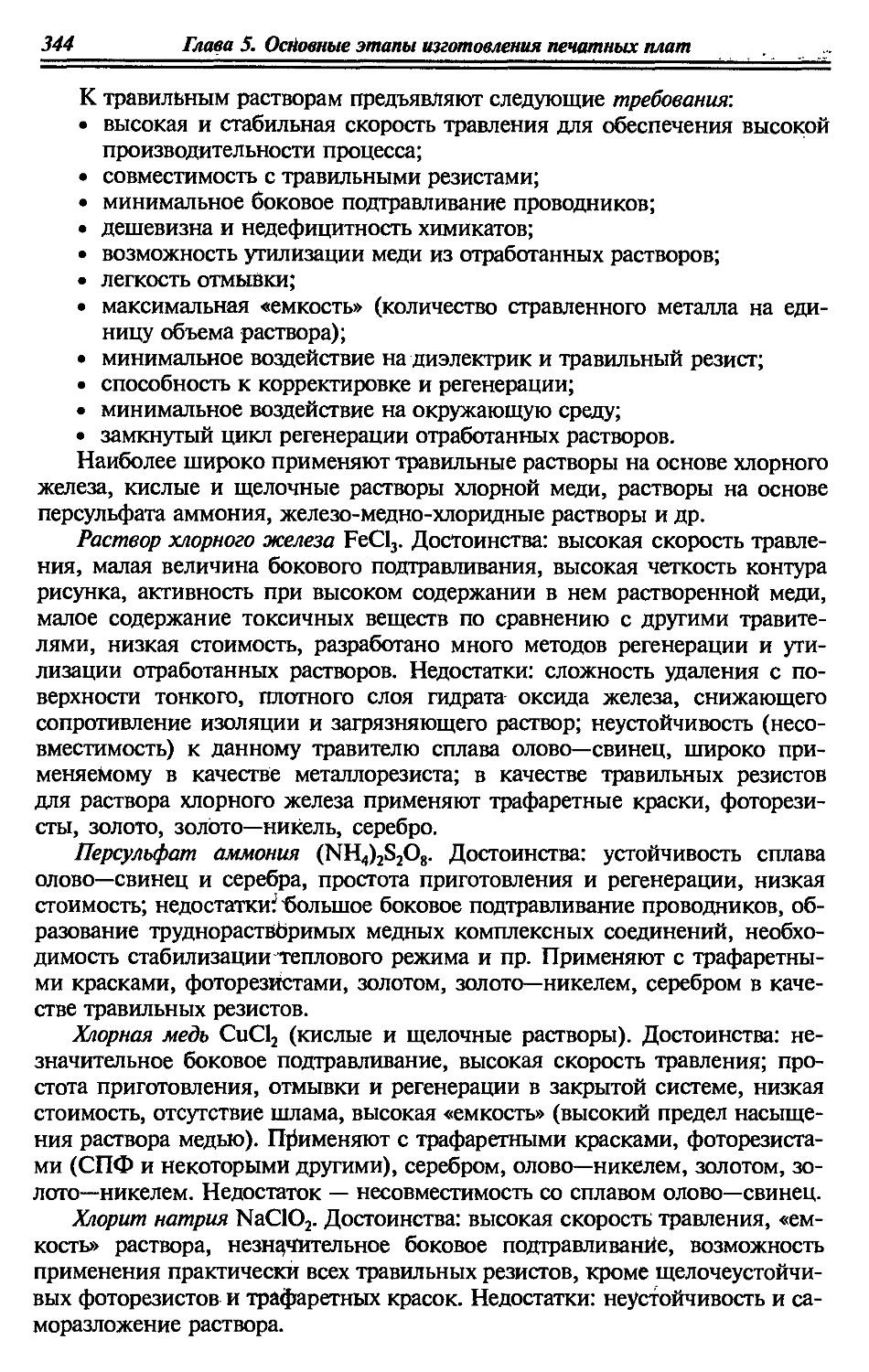
5.7. Травление меди с пробельных мест..........................342
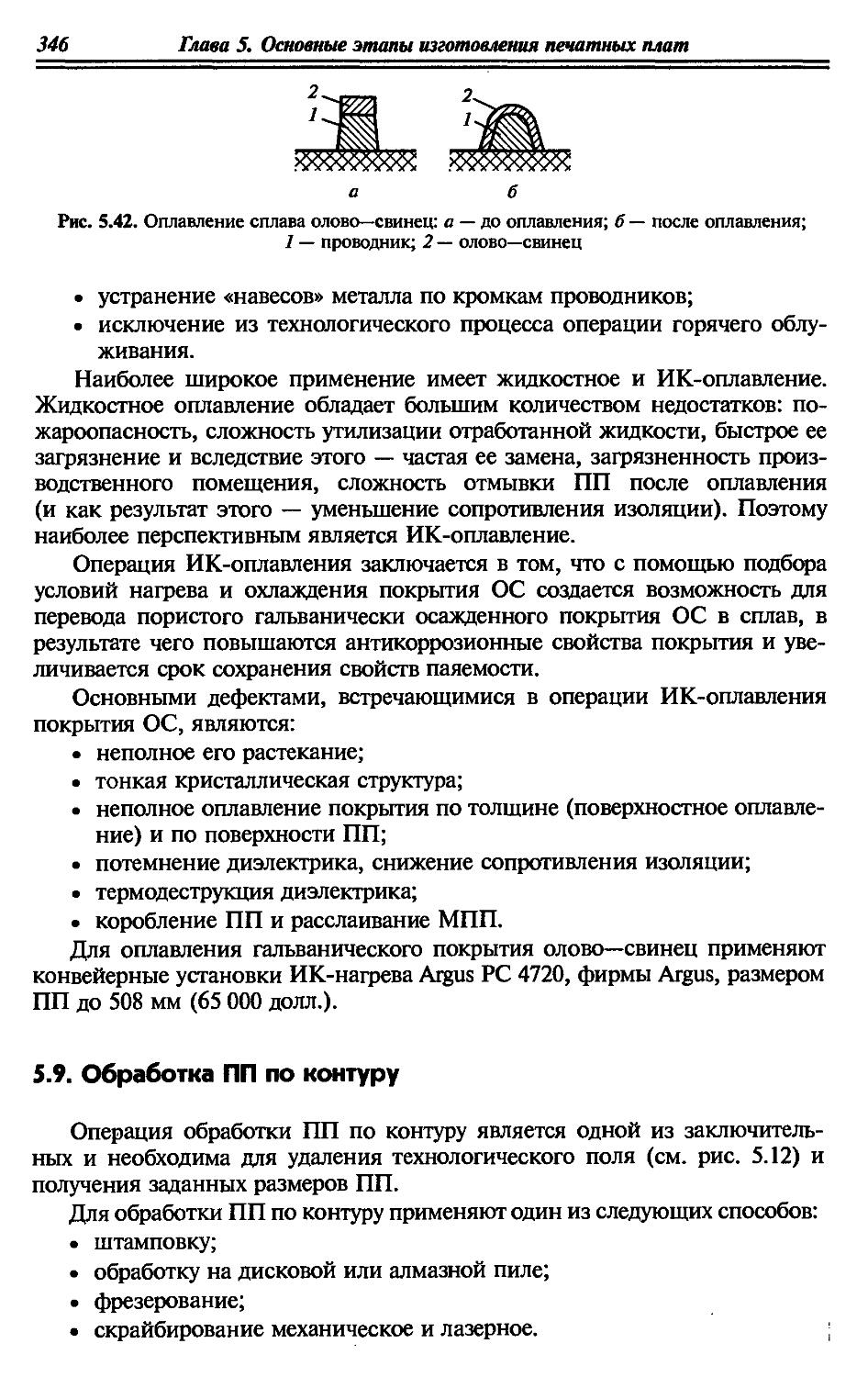
5.8. Оплавление сплава олово—свинец............................345
5.9. Обработка ПП по контуру.................................. 346
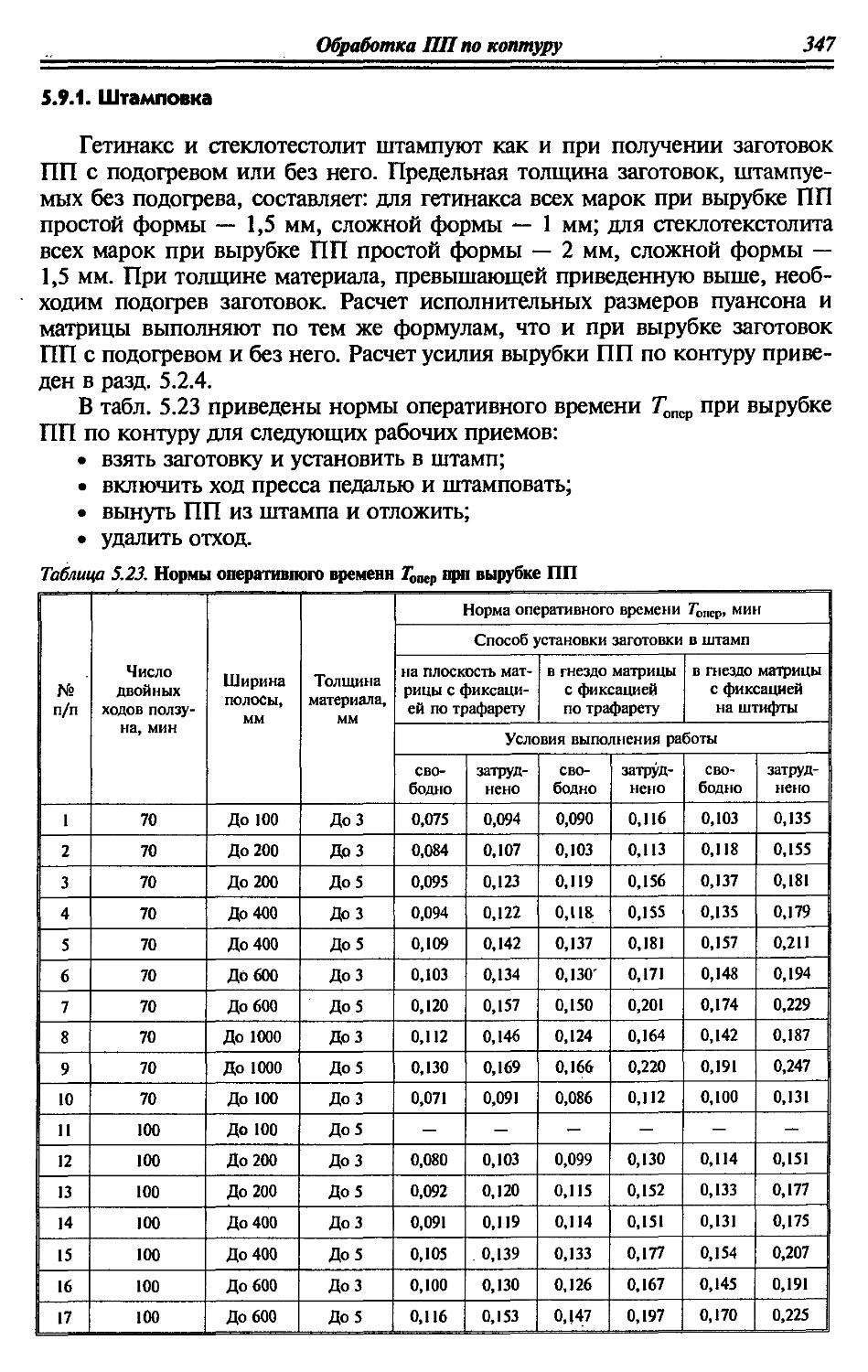
5.9.1. Штамповка........................... ...............347
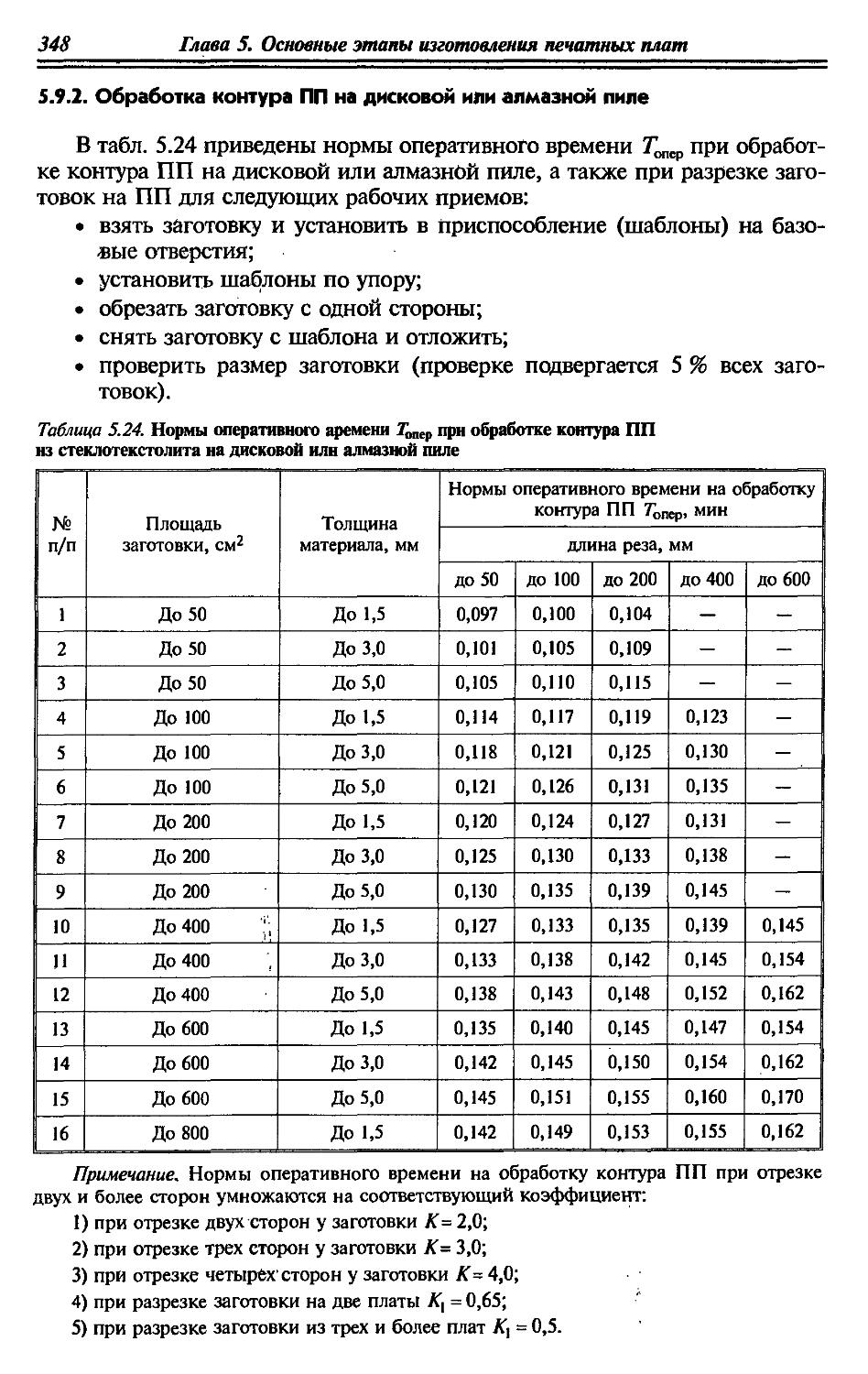
5.9.2. Обработка контура ПП на дисковой или алмазной пиле . . . 348
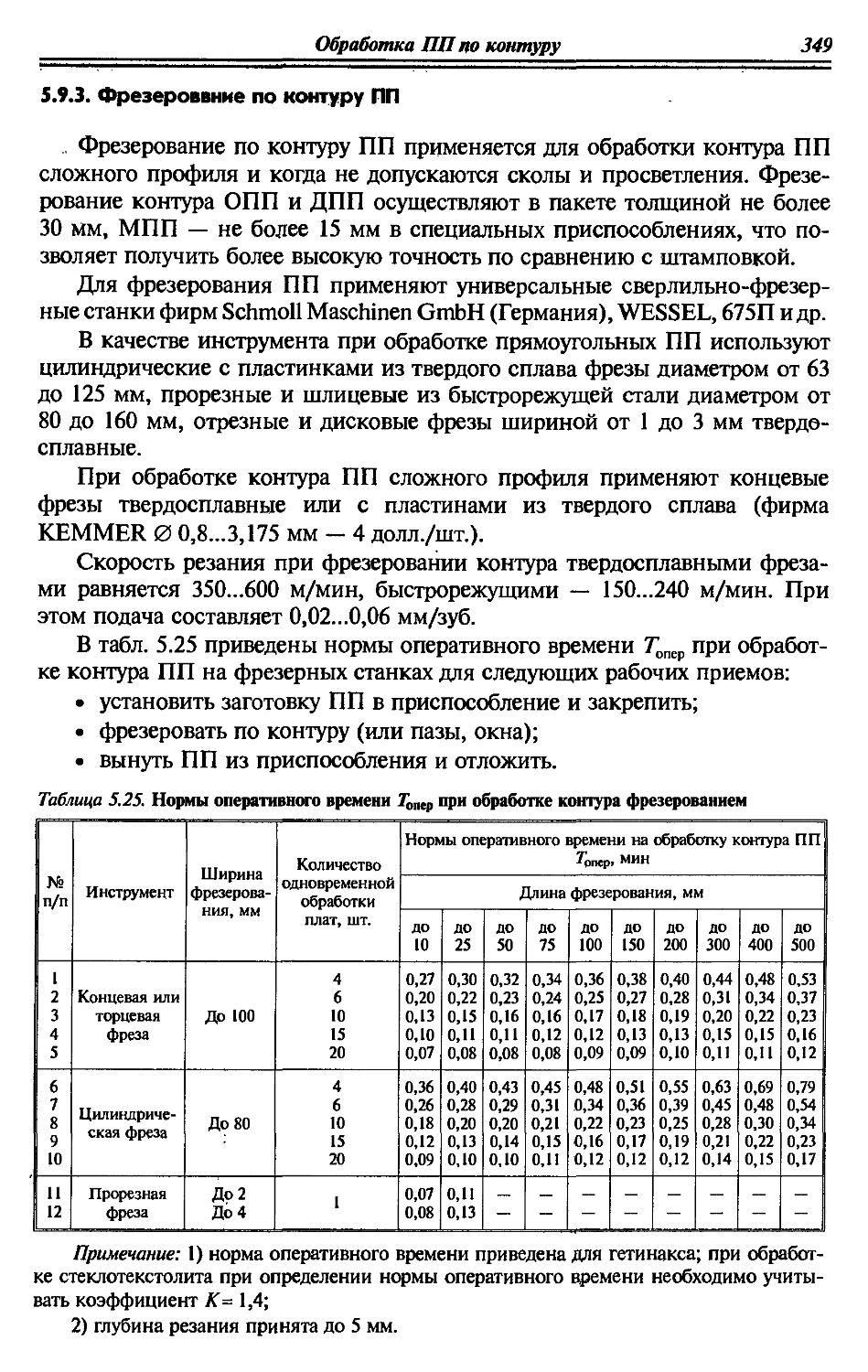
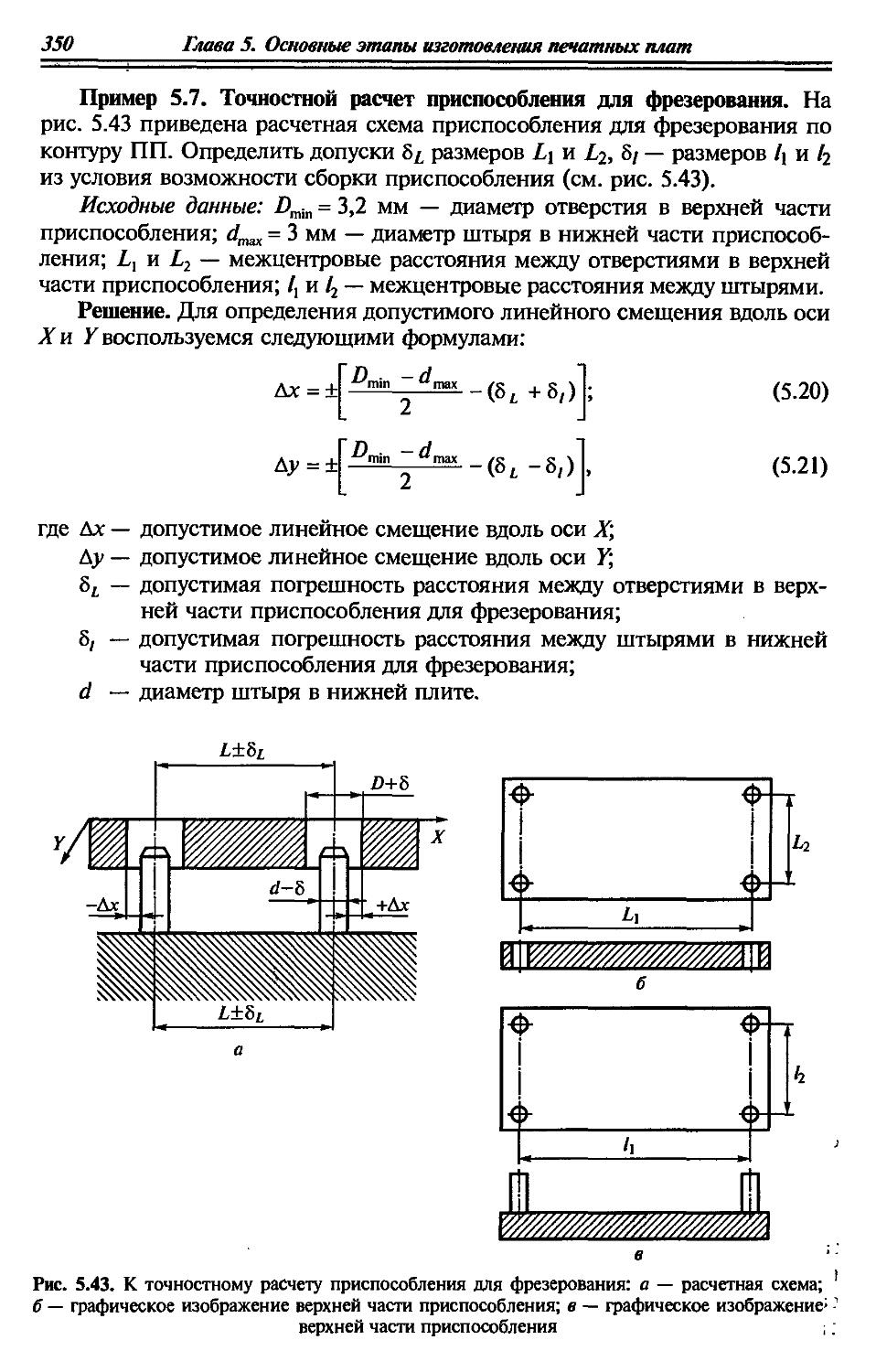
5.9.3. Фрезерование по контуру ПП..........................349
5.9.4. Скрайбирование......................................351
5.10. Маркировка ПП............................................352
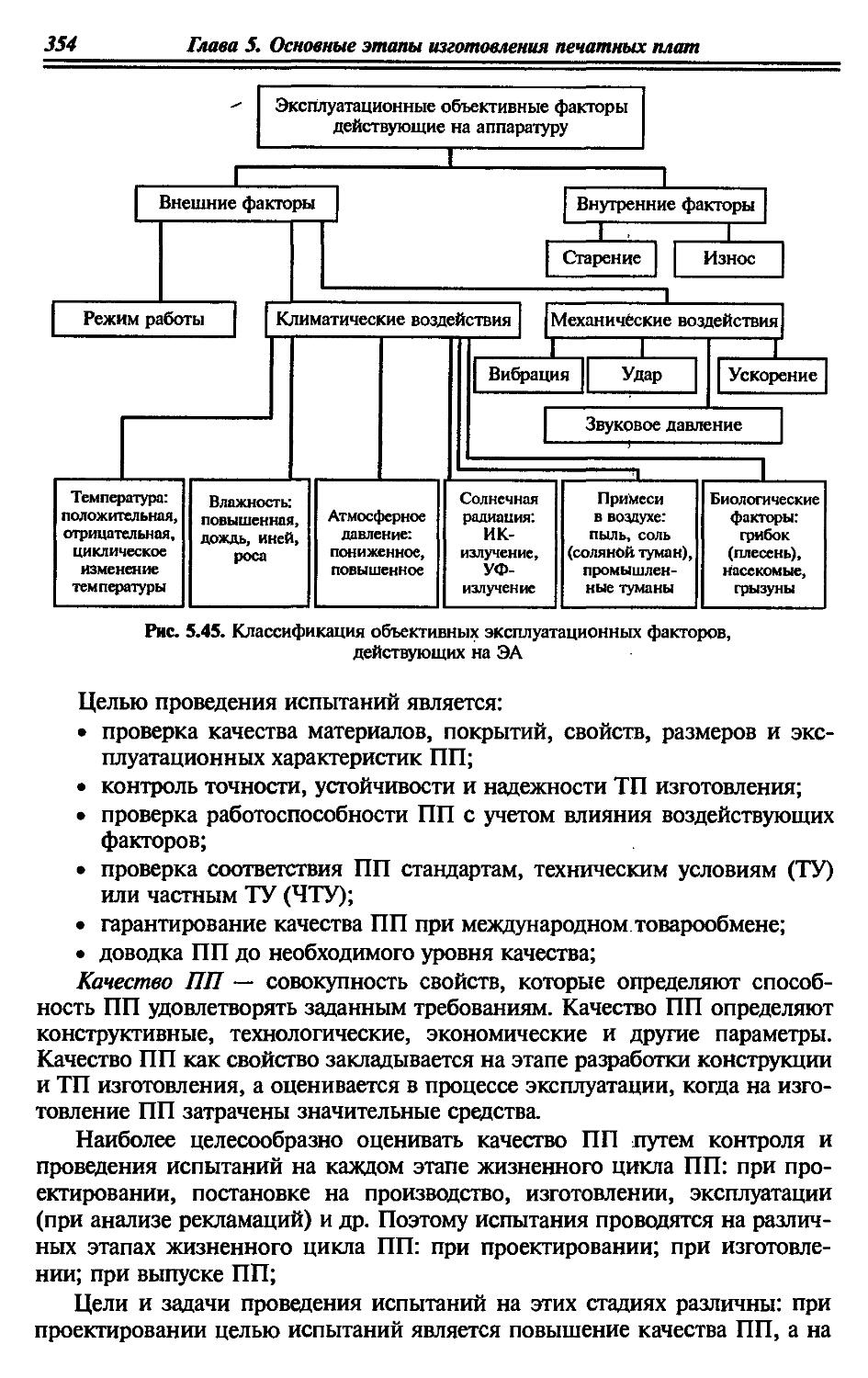
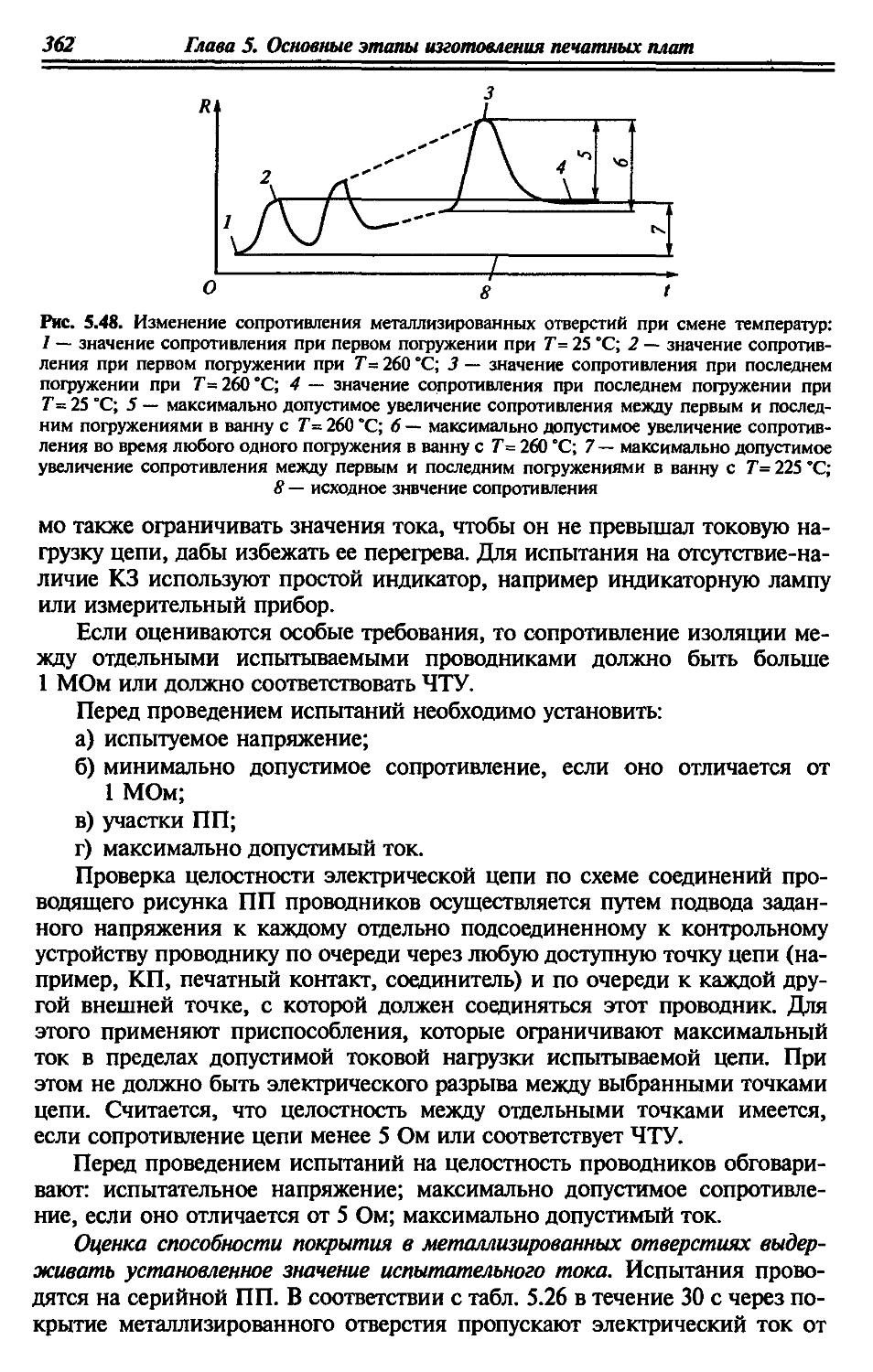
5.11. Испытания ПП.............................................353
5.11.1. Программа и методика испытаний ПП .................356
5.11.2. Методы испытаний...................................359
5.11.2.1. Общий осмотр ПП ...............................359
5.11.2.2. Электрические испытания ПП.....................359
5.11.2.3. Механические испытания ПП......................365
5.11.2.4. Испытания металлических покрытий ПП ...........369
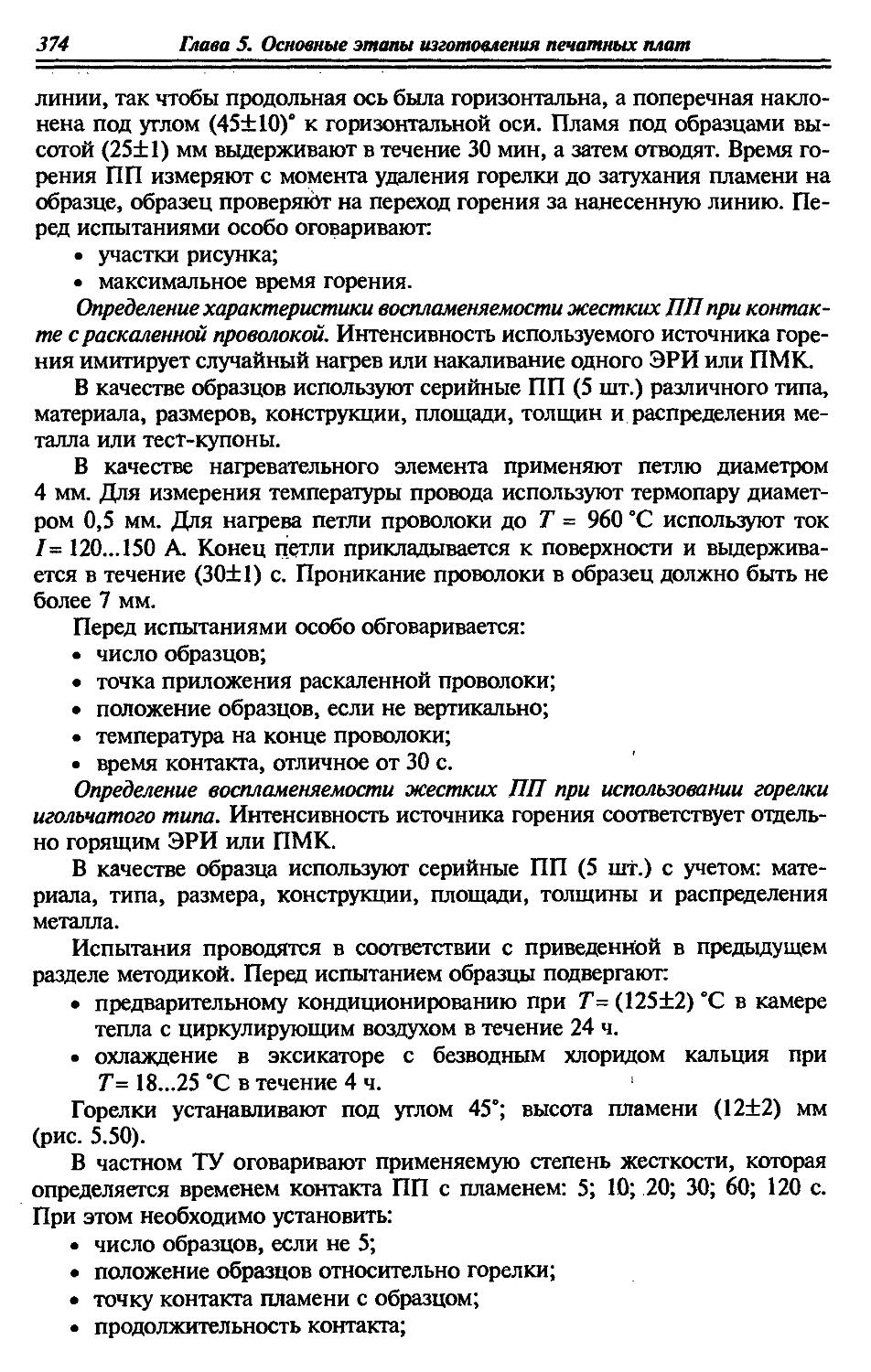
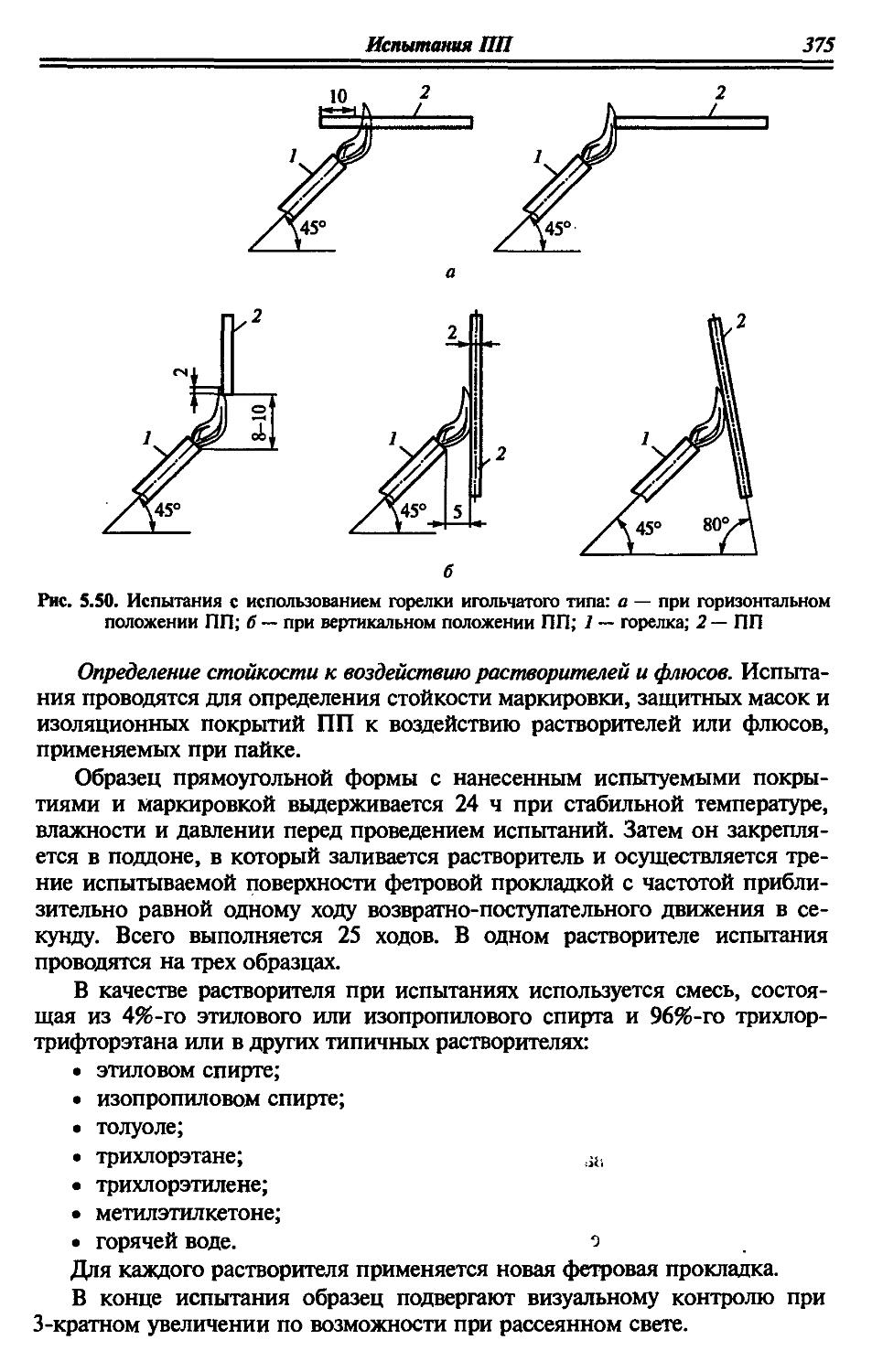
5.11.2.5. Испытания на воспламеняемость ПП ..............373
5.11.2.6. Кондиционирование ПП...........................376
5.11.2.7. Испытания ПП на тепловой удар ................377
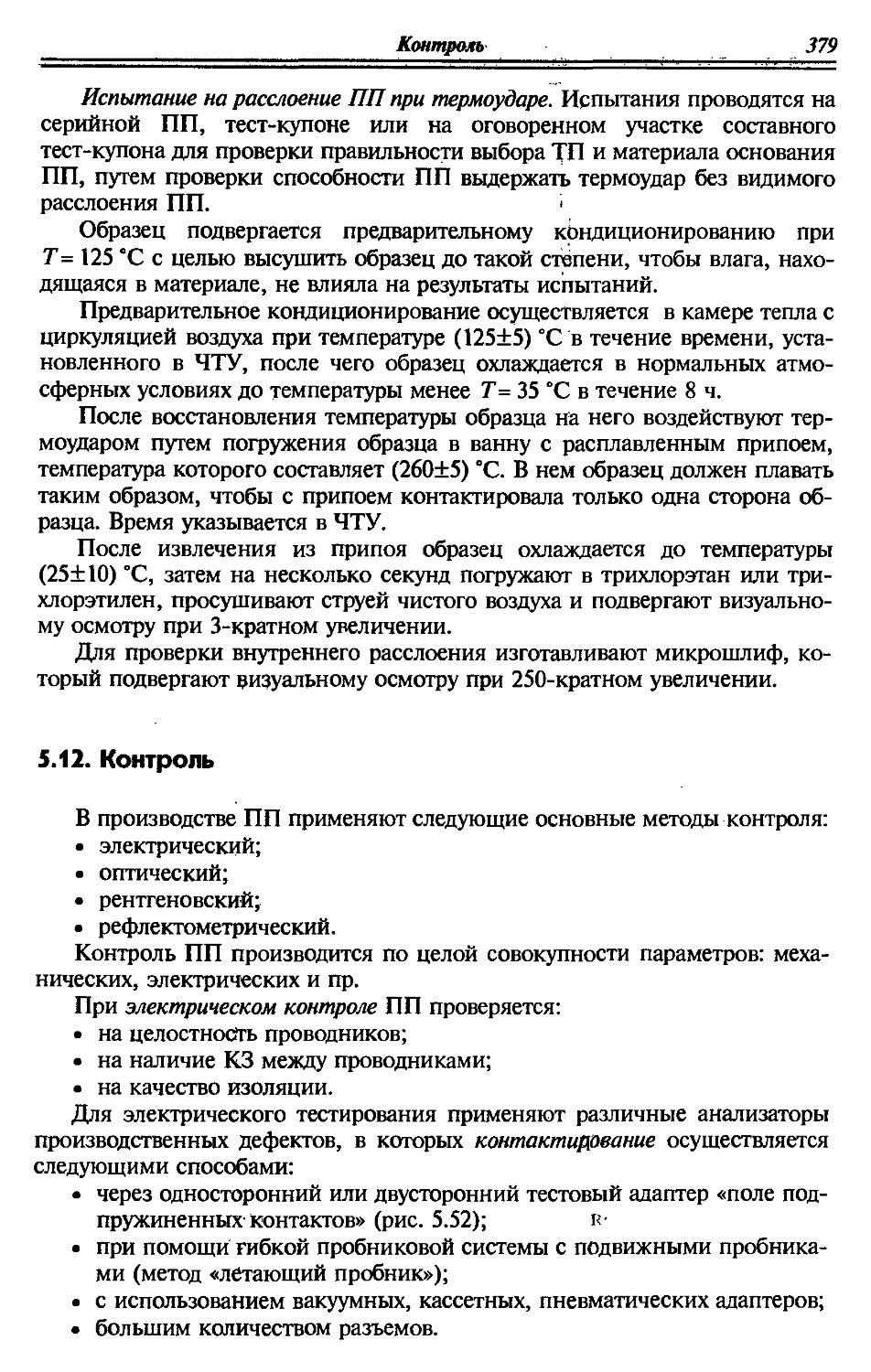
5.12. Контроль.................................................379
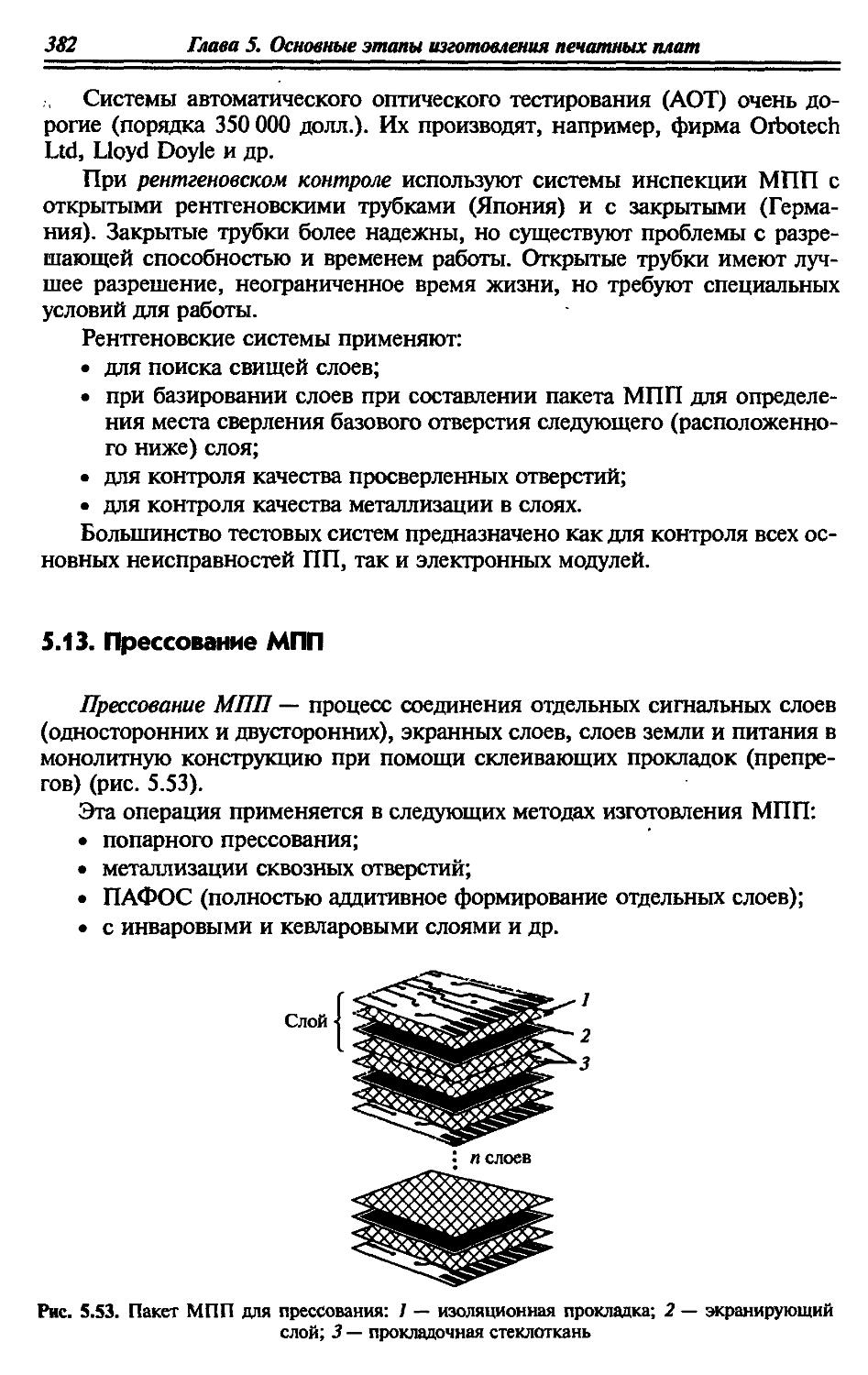
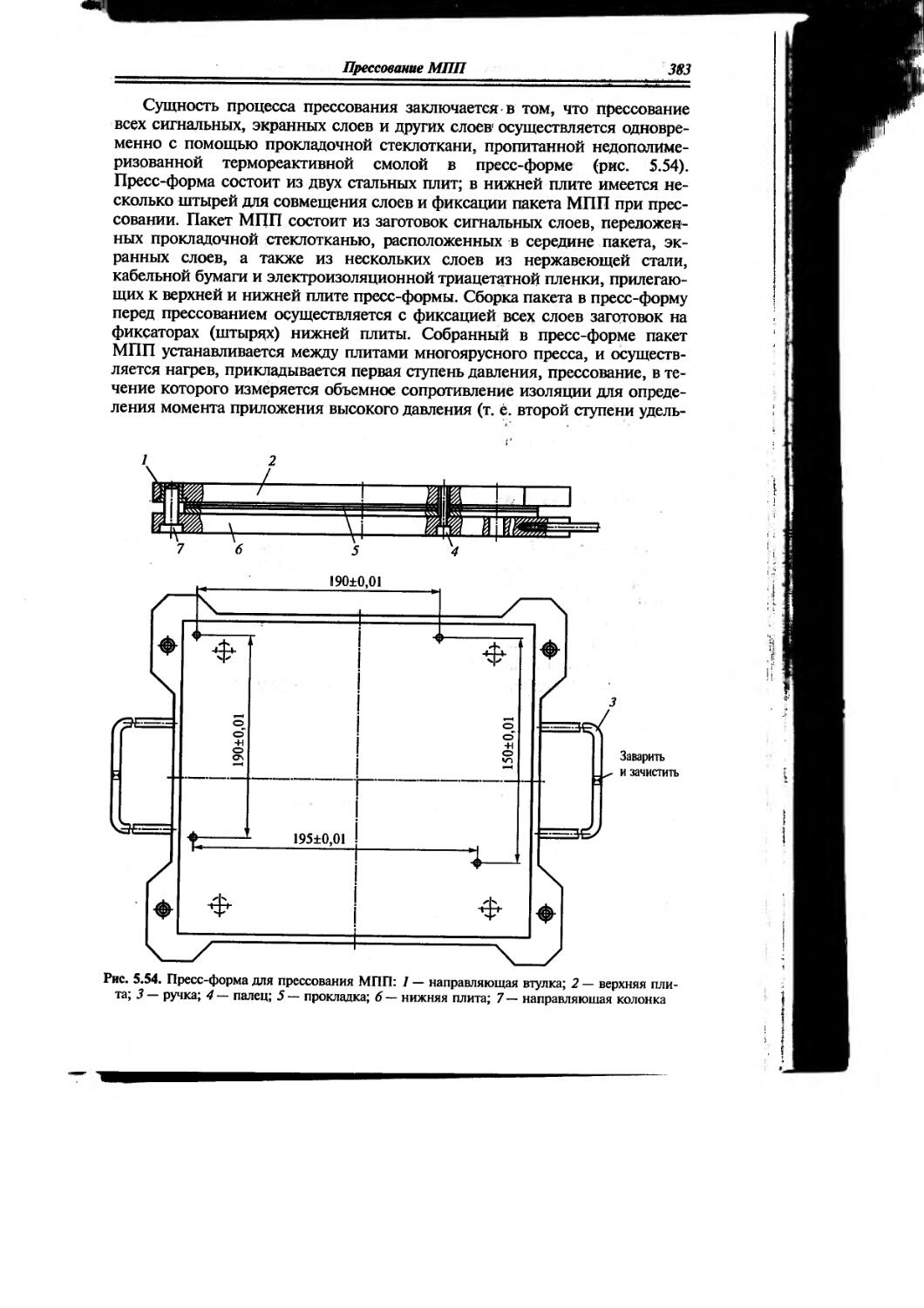
5.13. Прессование МПП..........................................382
5.14. Нанесение покрытия на участки проводящего рисунка, свободные от защитной паяльной маски (финишные процессы) .... 387
5.15. Ремонт ПП................................................390
5.16. Значение качества воды в производстве ПП.................394
Глава 6. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ И ЭКОЛОГИЧЕСКИЕ АСПЕКТЫ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ..................................................396
6.1. Определение организационно-производственных параметров цеха изготовления ПП . ..............................397
6.1.1. Определение программы запуска ПП.....................397
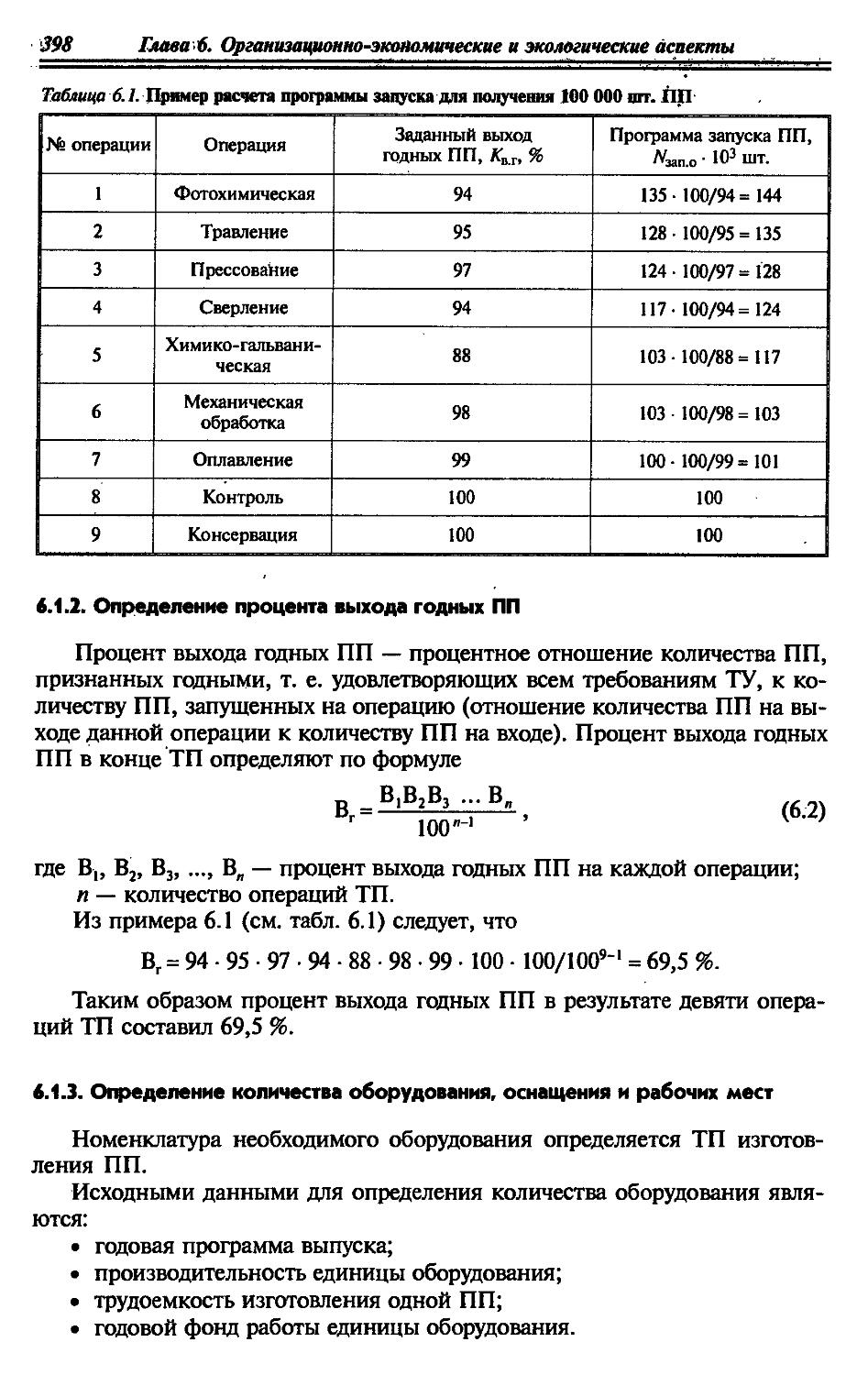
6.1.2. Определение процента выхода годных ПП...............398
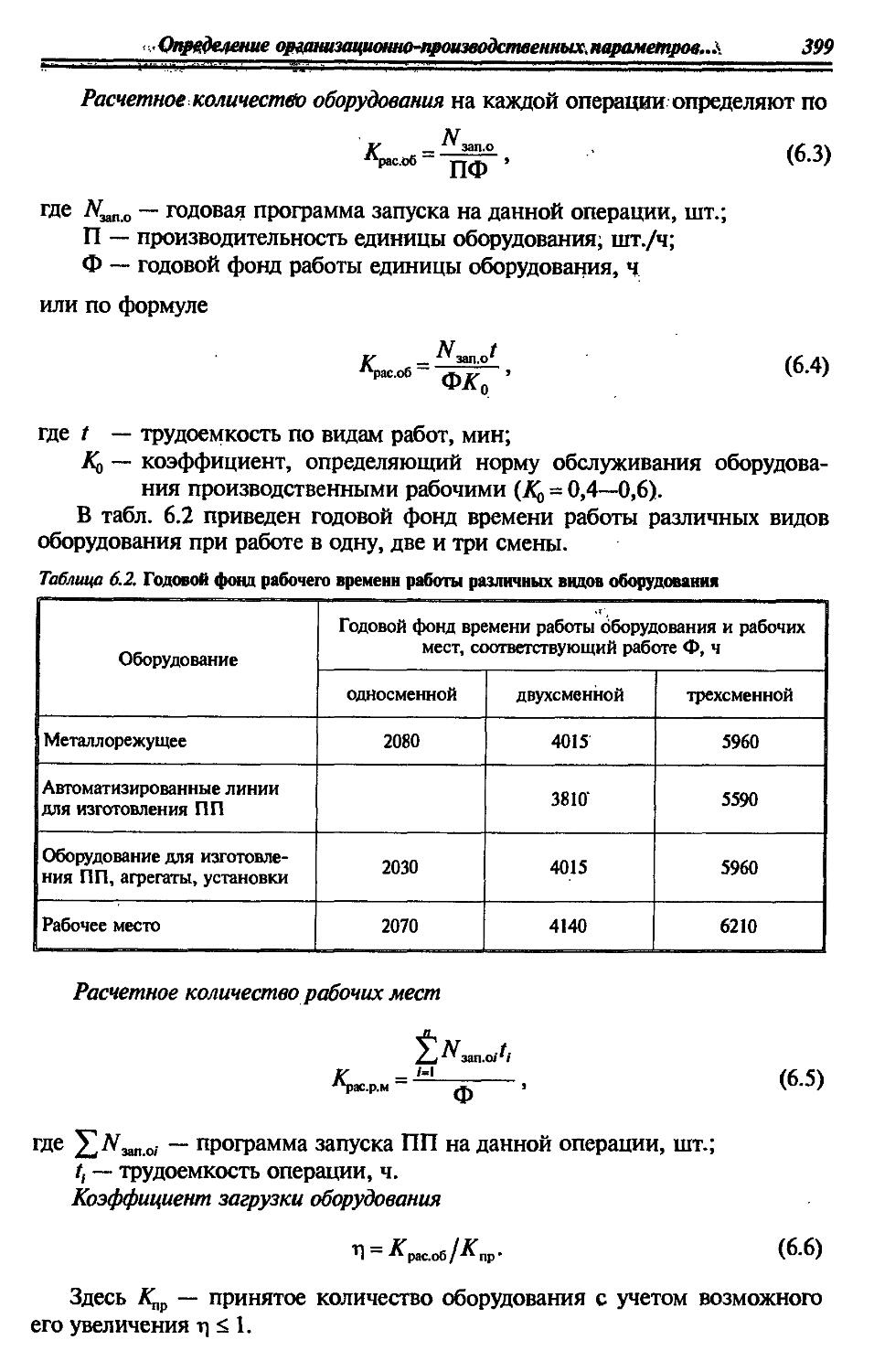
6.1.3. Определение количества оборудования, оснащения и рабочих мест.............................................398
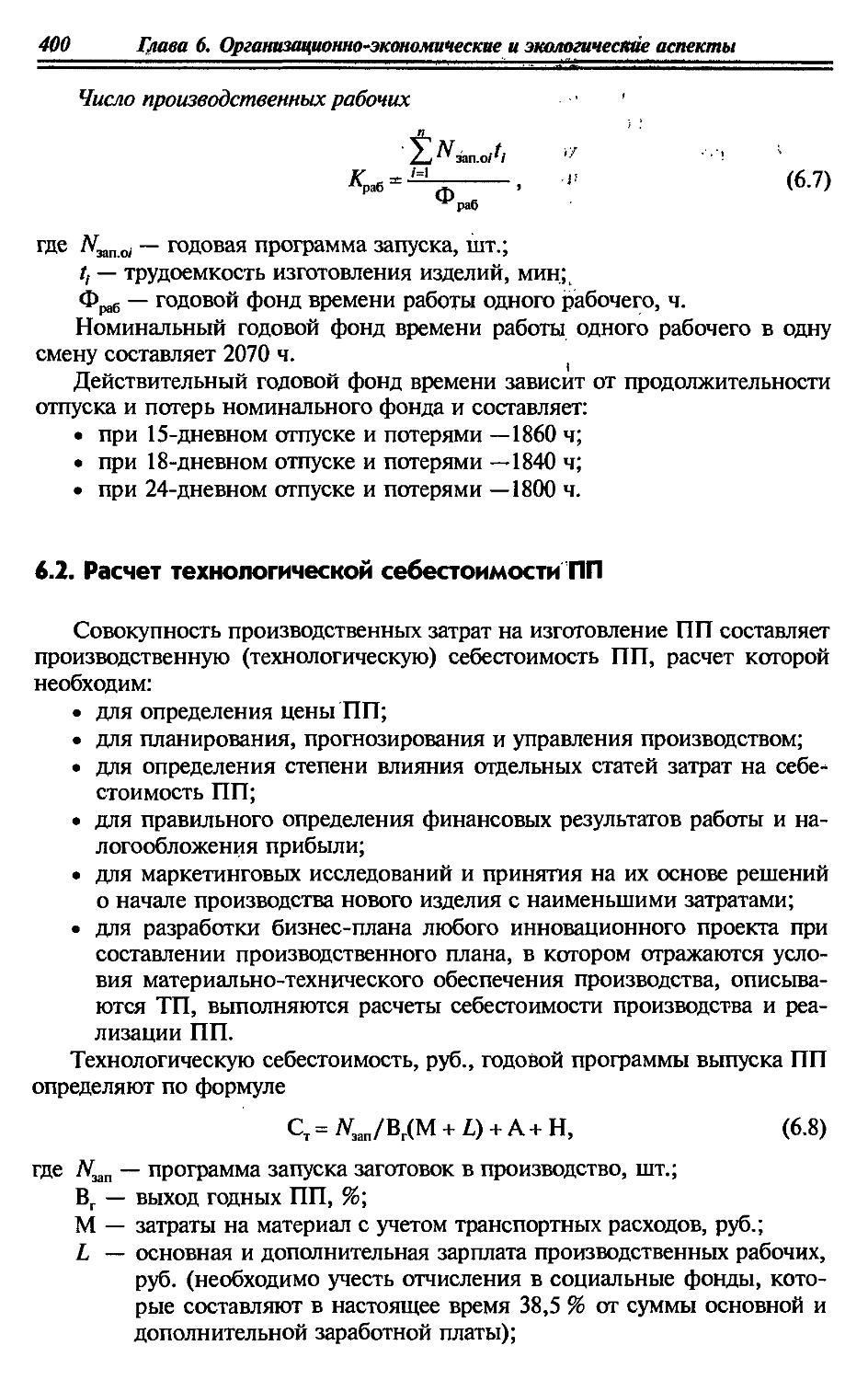
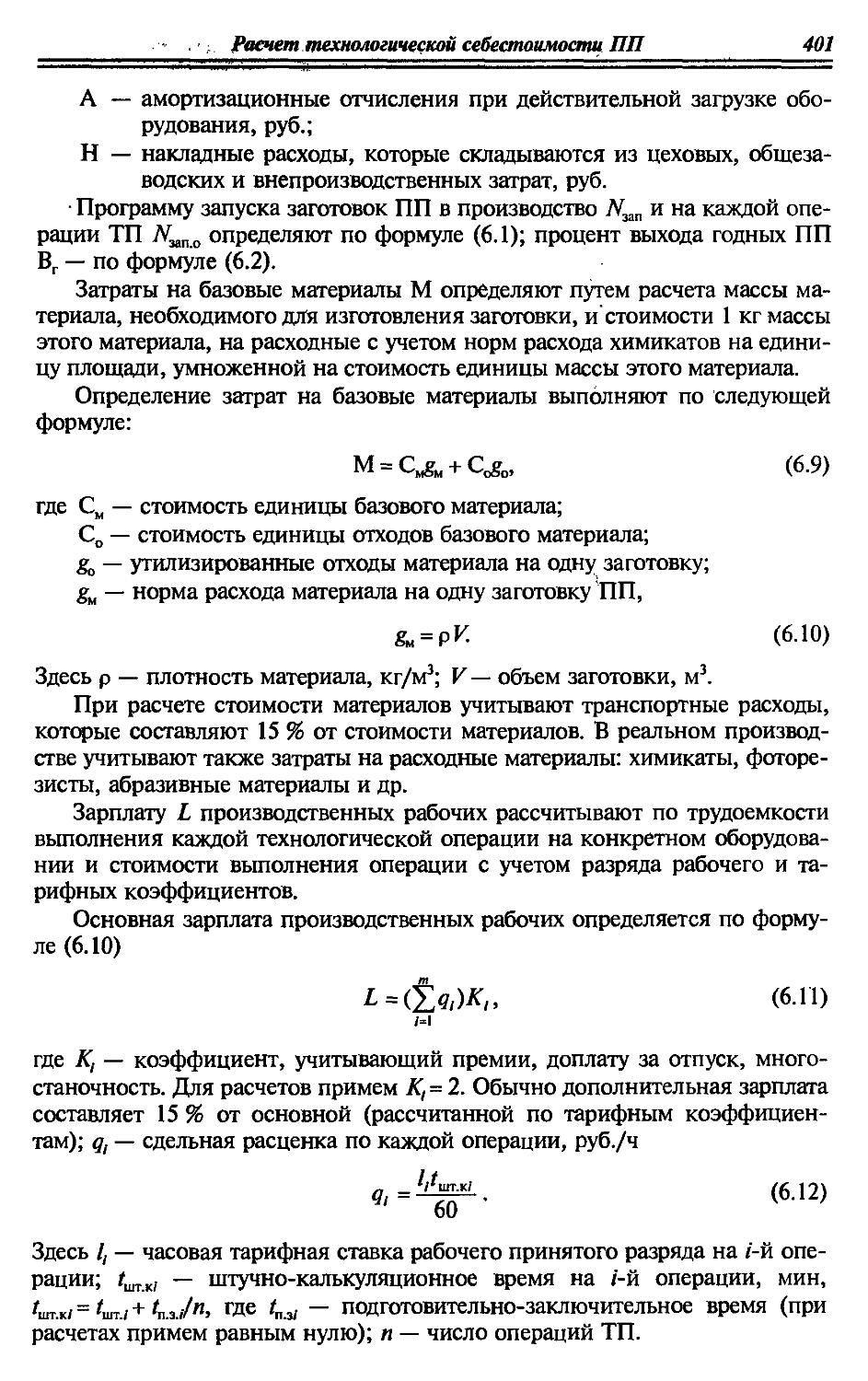
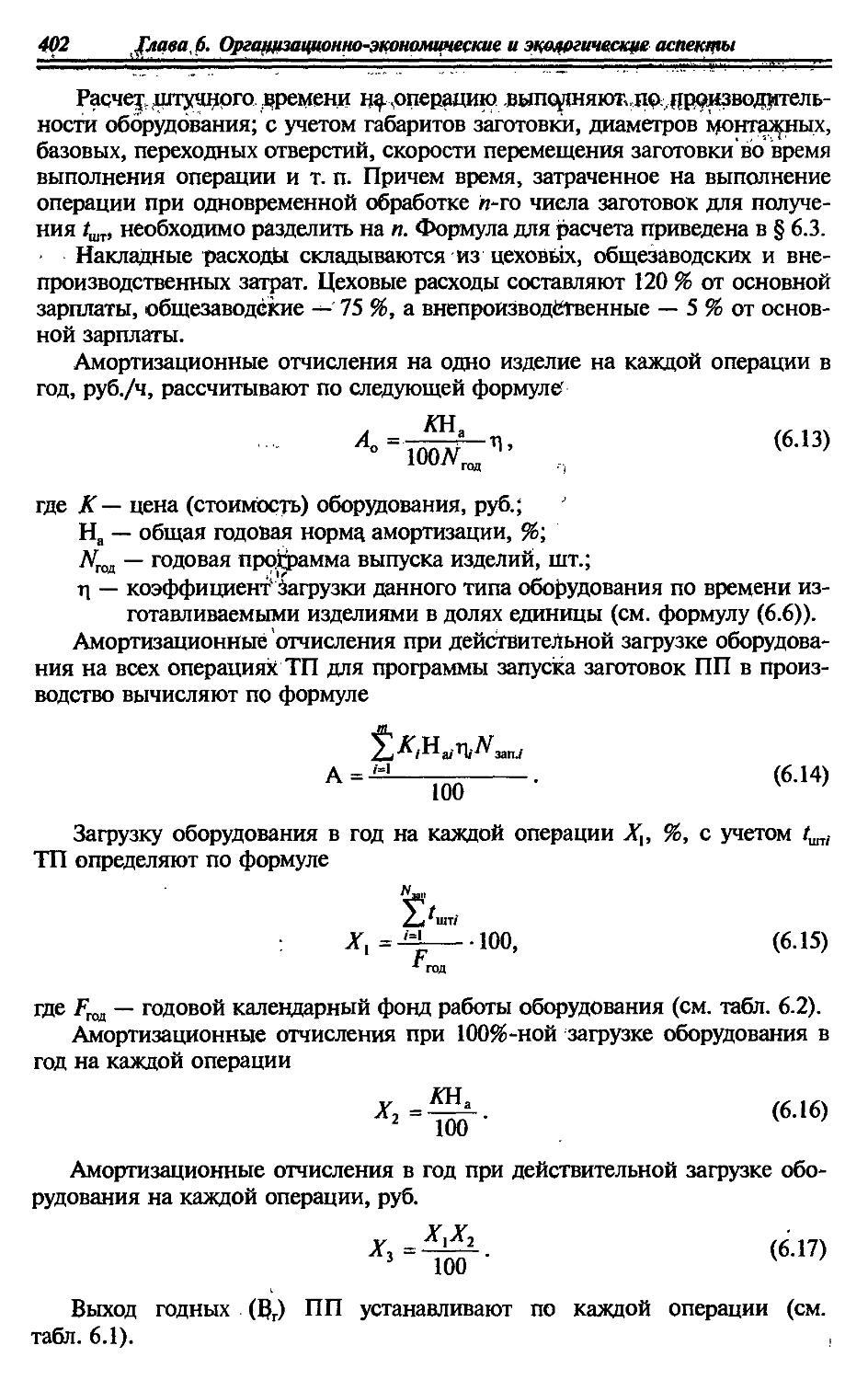
6.2. Расчет технологической себестоимости ПП...................400
6.3. Определение трудоемкости выполнения технологических операций.......................................................403
6.4. Методы вторичной переработки отходов и обработки сточных вод при изготовлении ПП ...............................403
6.4.1. Методы вторичной переработки отходов................404
6.4.1.1. Оборотная вода .................................404
8
Оглавление
6.4.1.2. Регенерация благородных металлов . . .'...... : . 405
6.4.1.3. Регенерация использованного раствора химической меди...........................................405
6.4.1.4. Регенерация аммиачных травильных растворов.......406
6.4.1.5. Регенерация кислых травильных растворов..........406
6.4.2. Методы обработки сточных вод......................... 407
!.
Глава 7. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ................................................... 410
7.1. Построение, изложение и оформление технического задания на изделие...............................................410
7.2. Номенклатура конструкторских документов и правила выполнения чертежей ПП...........................1.............. 415
7.3. Основные разделы технических условий на ПП . ...............424
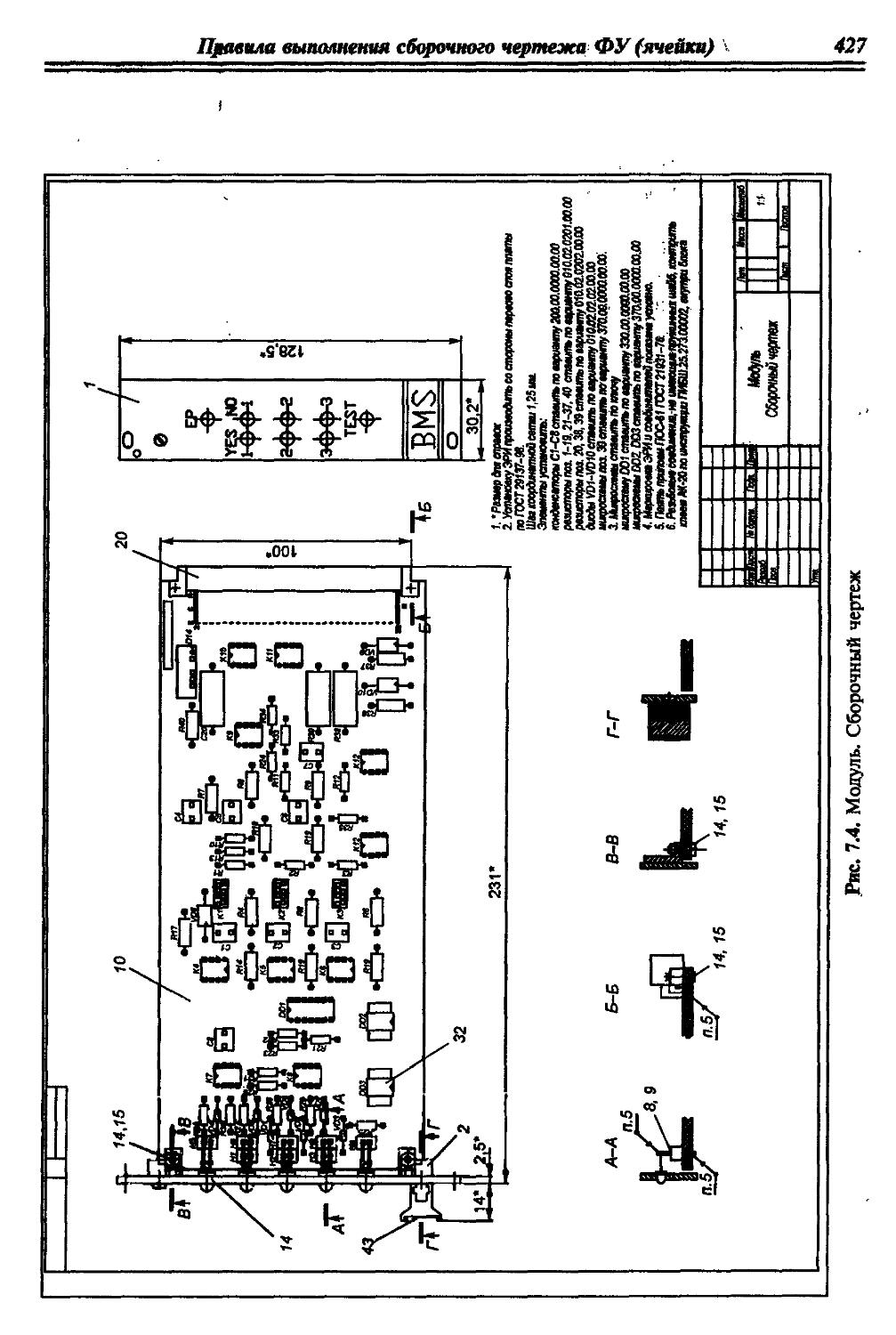
7.4. Правила выполнения сборочного чертежа ячейки .'.............426
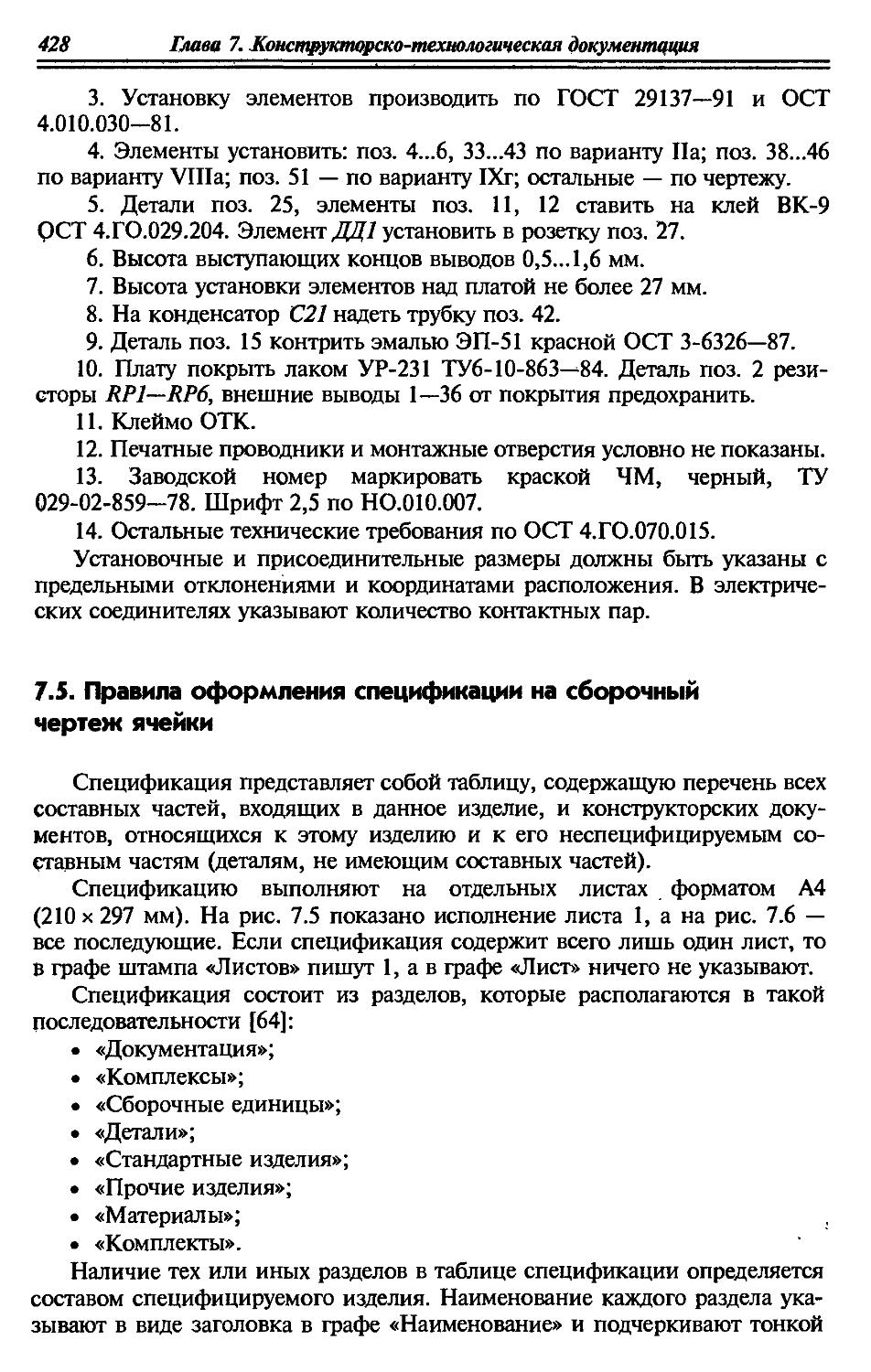
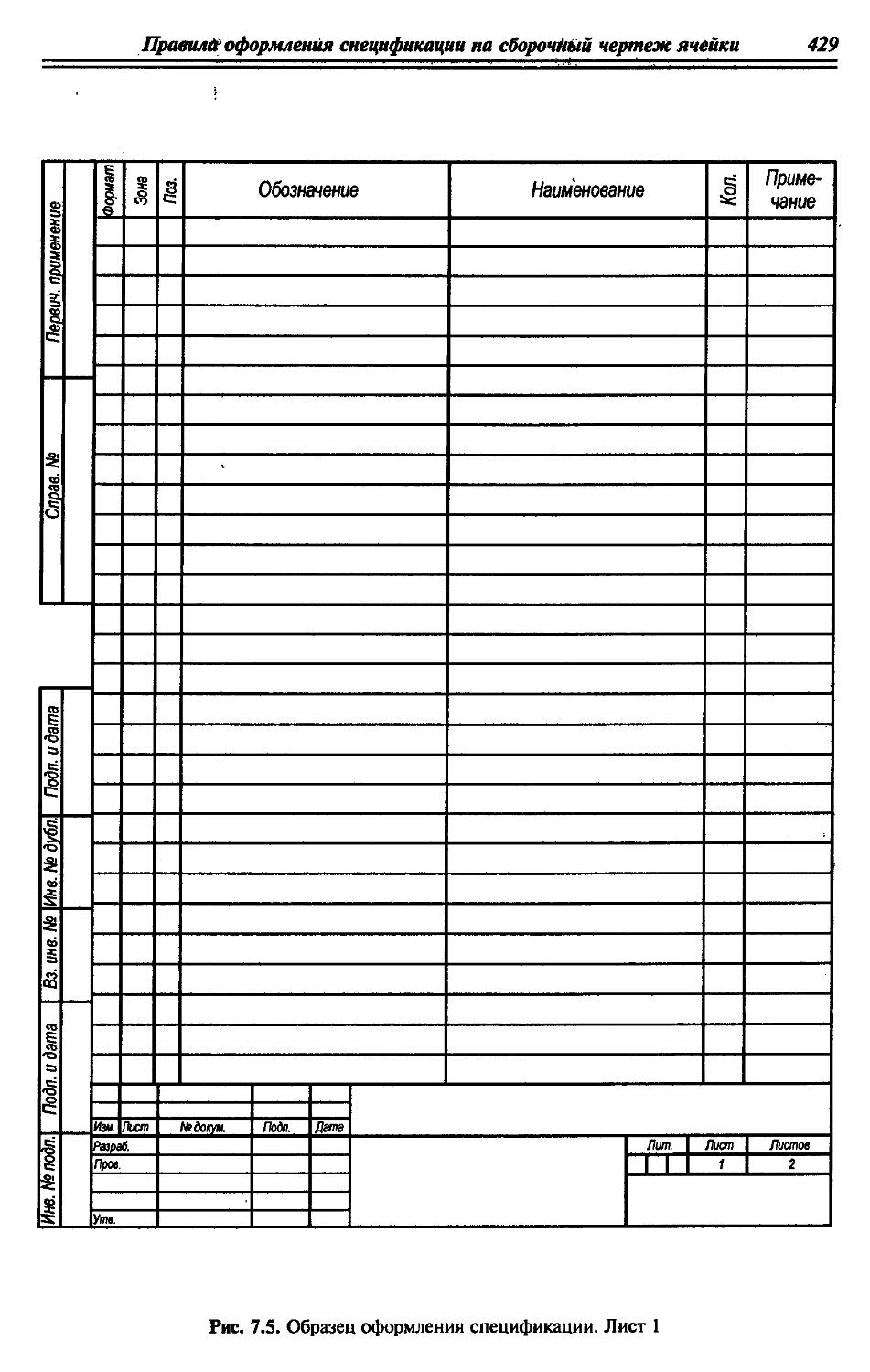
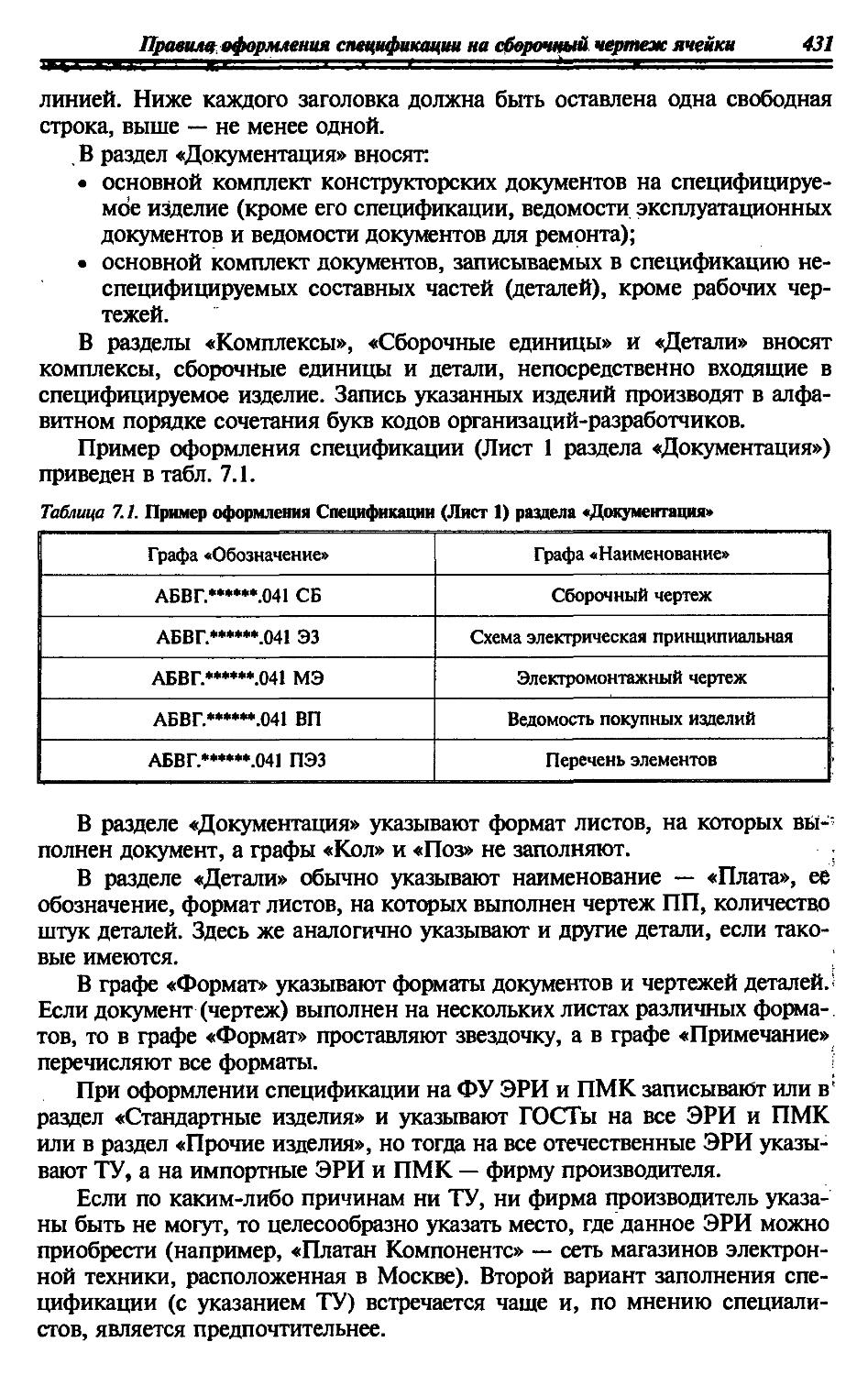
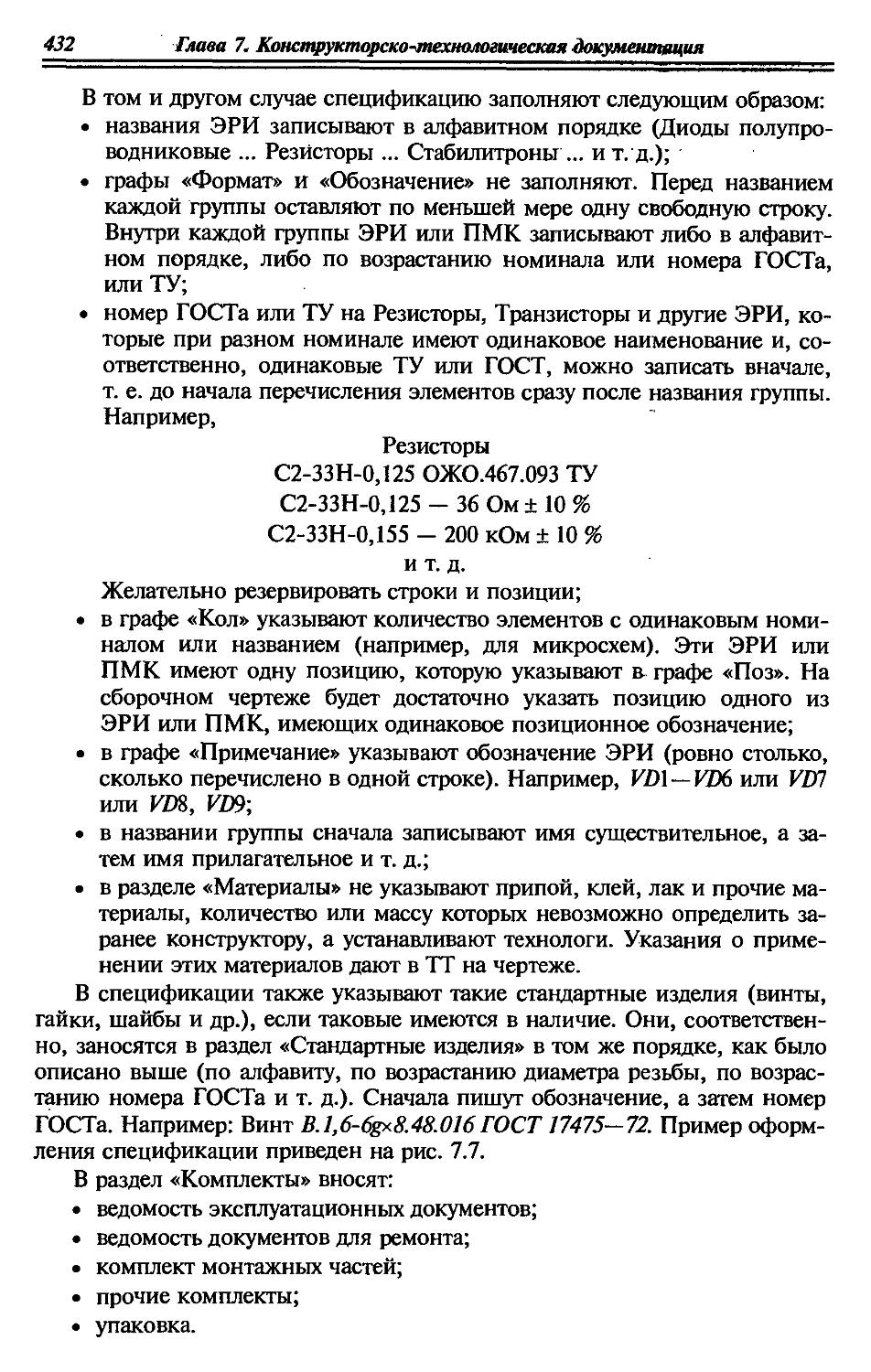
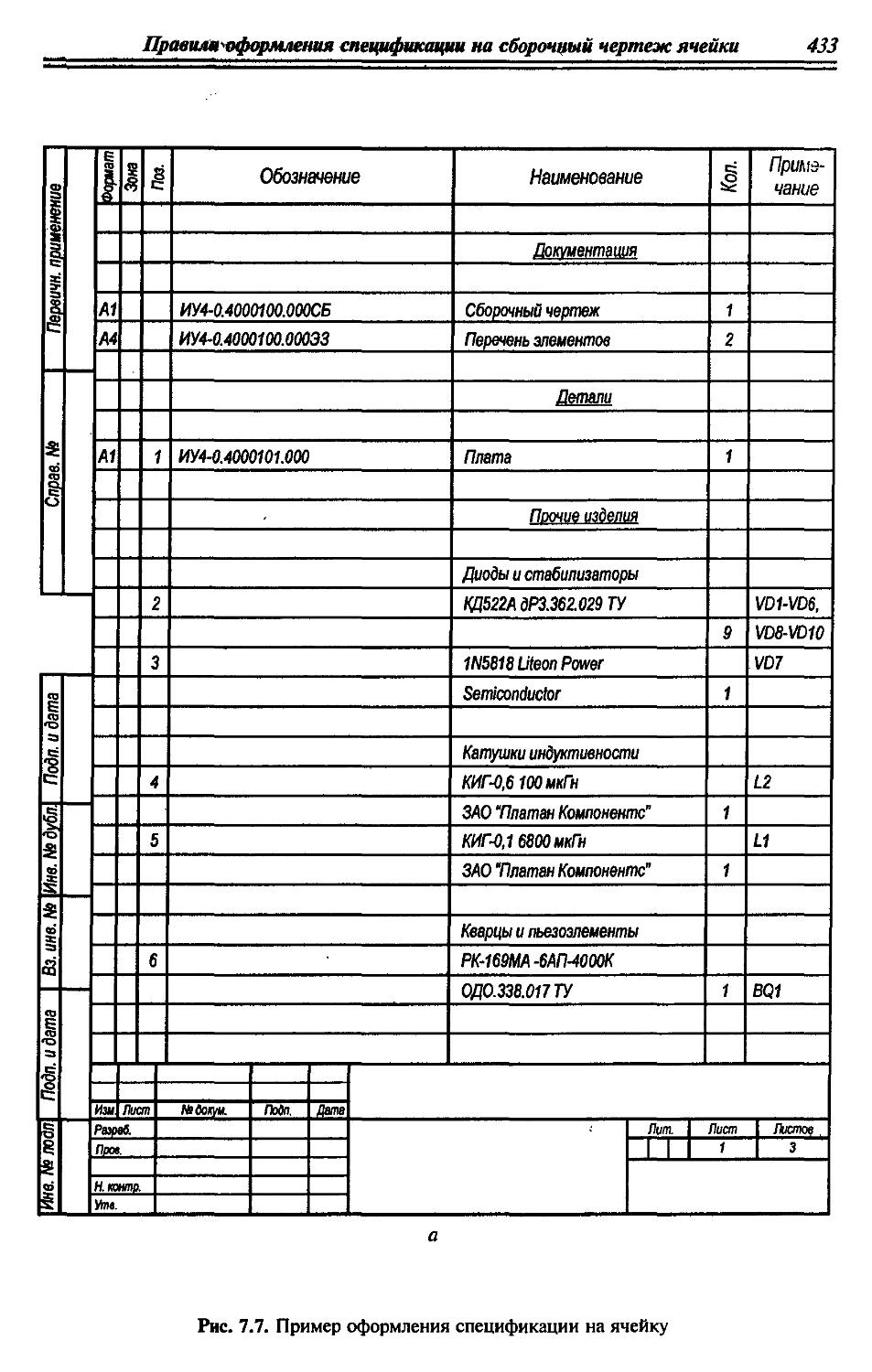
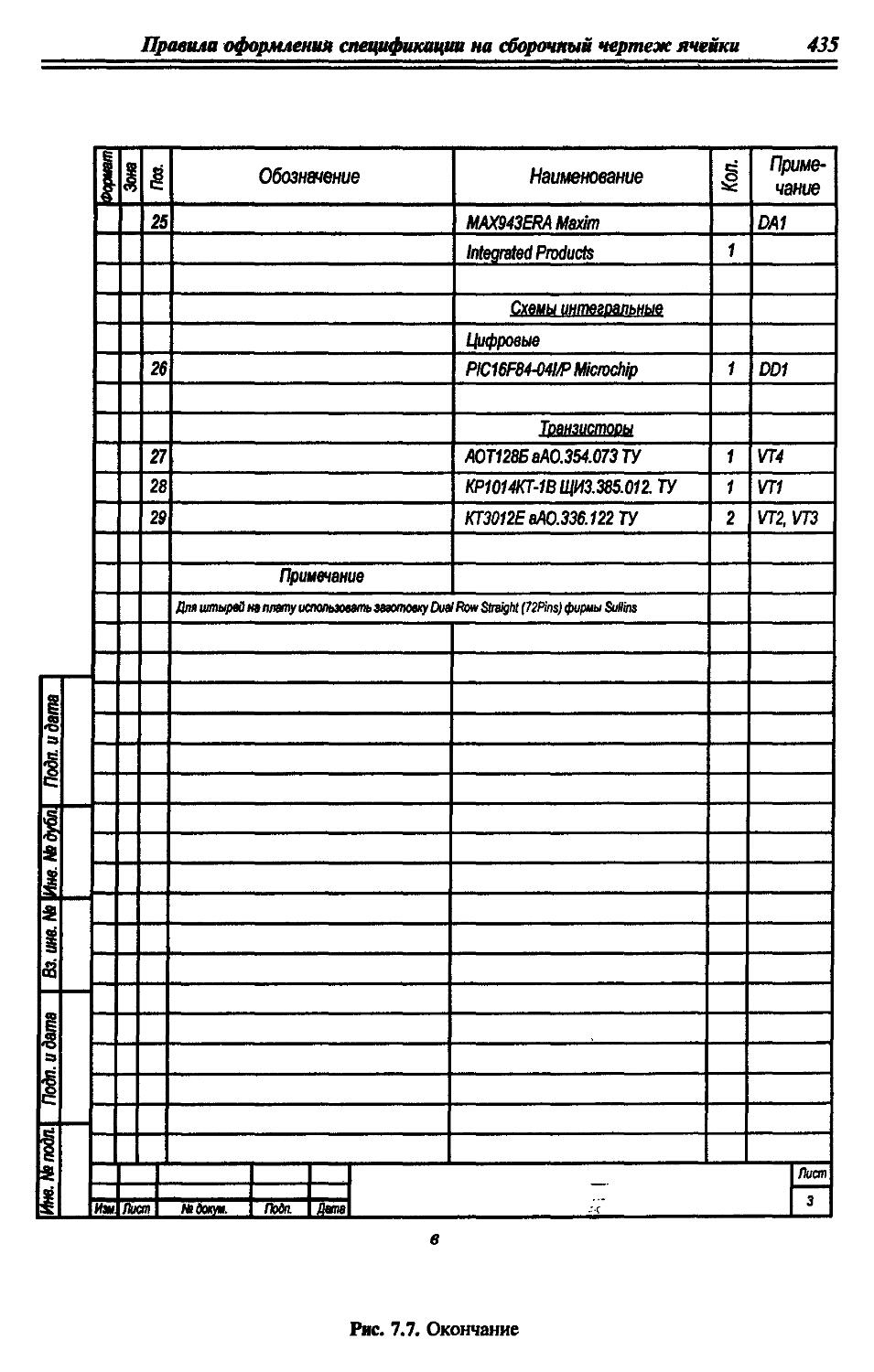
7.5. Правила оформления спецификации на сборочный: чертеж ячейки.................................................... 428
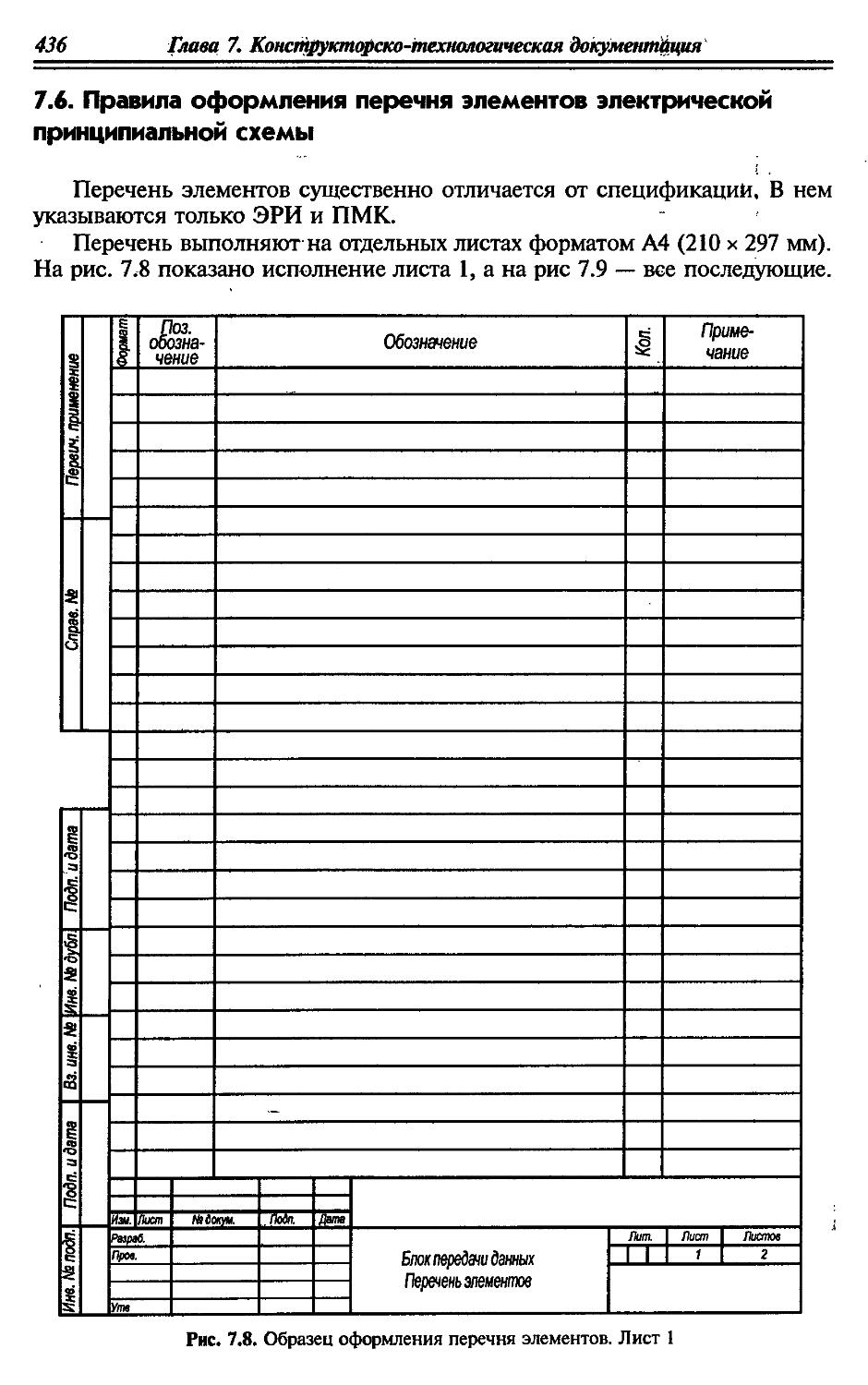
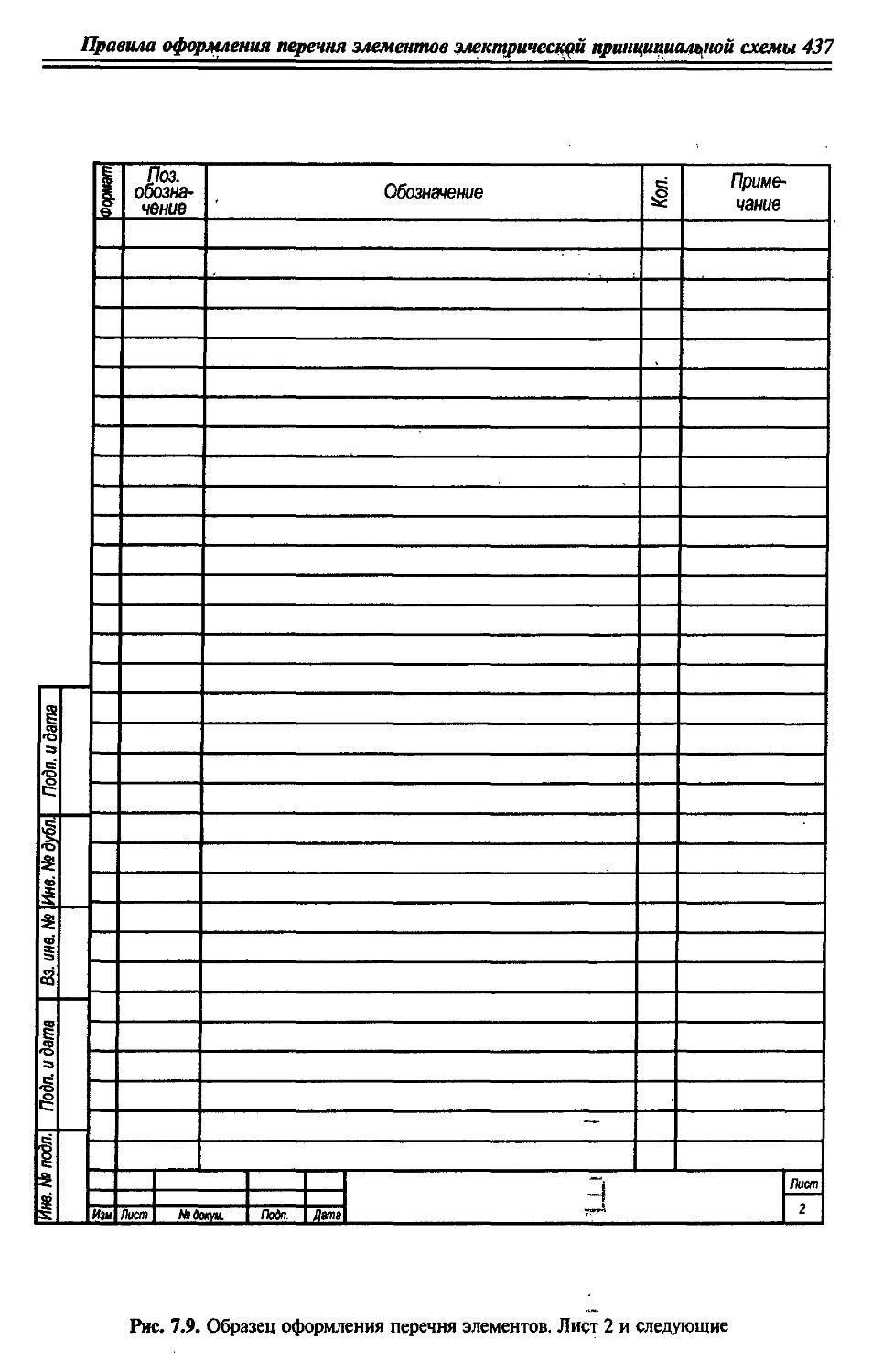
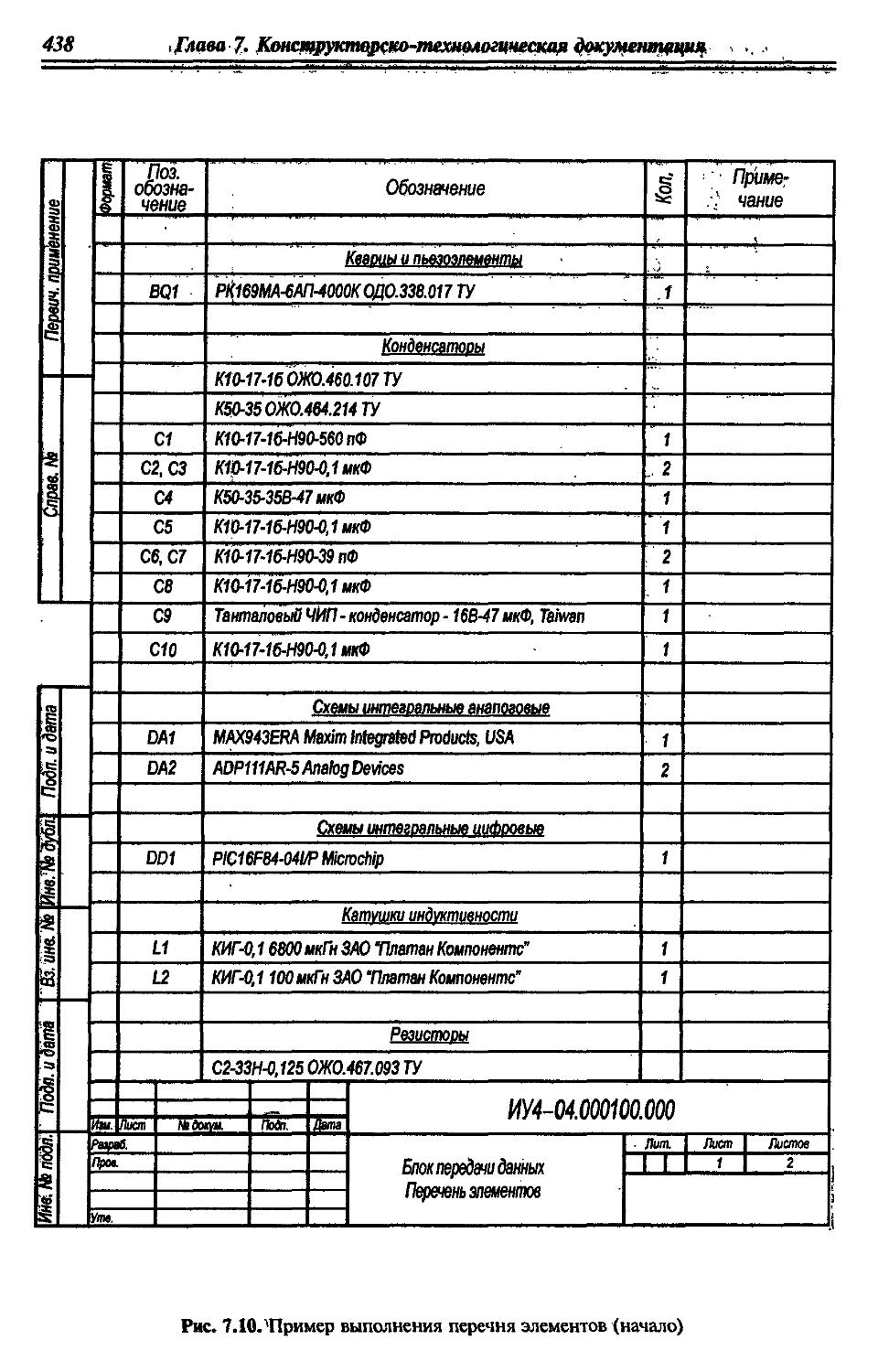
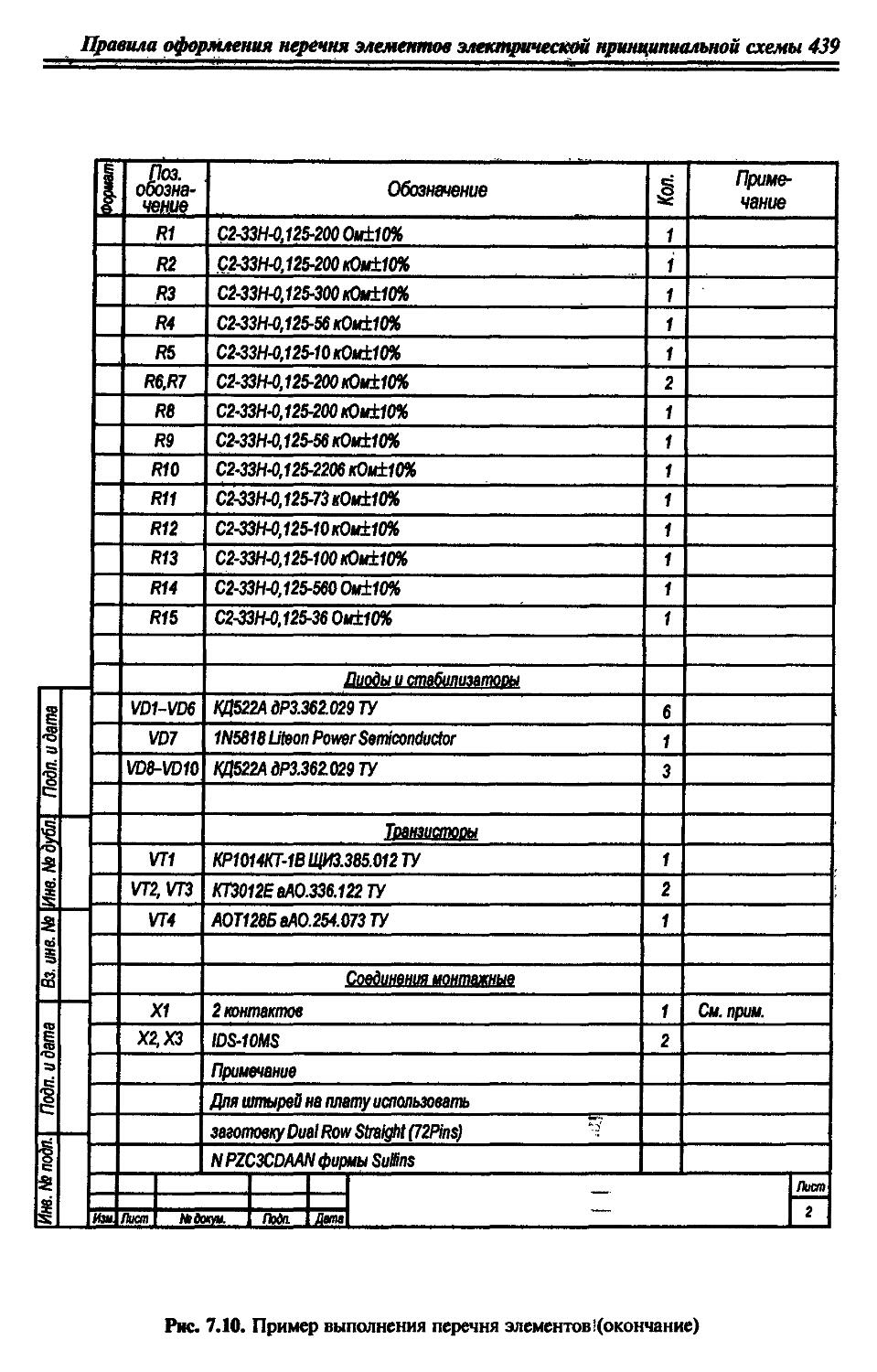
7.6. Правила оформления перечня элементов электрической принципиальной схемы............................................. 436
7.7. Виды и комплектность технологической документации на ПП .... 440
Приложение
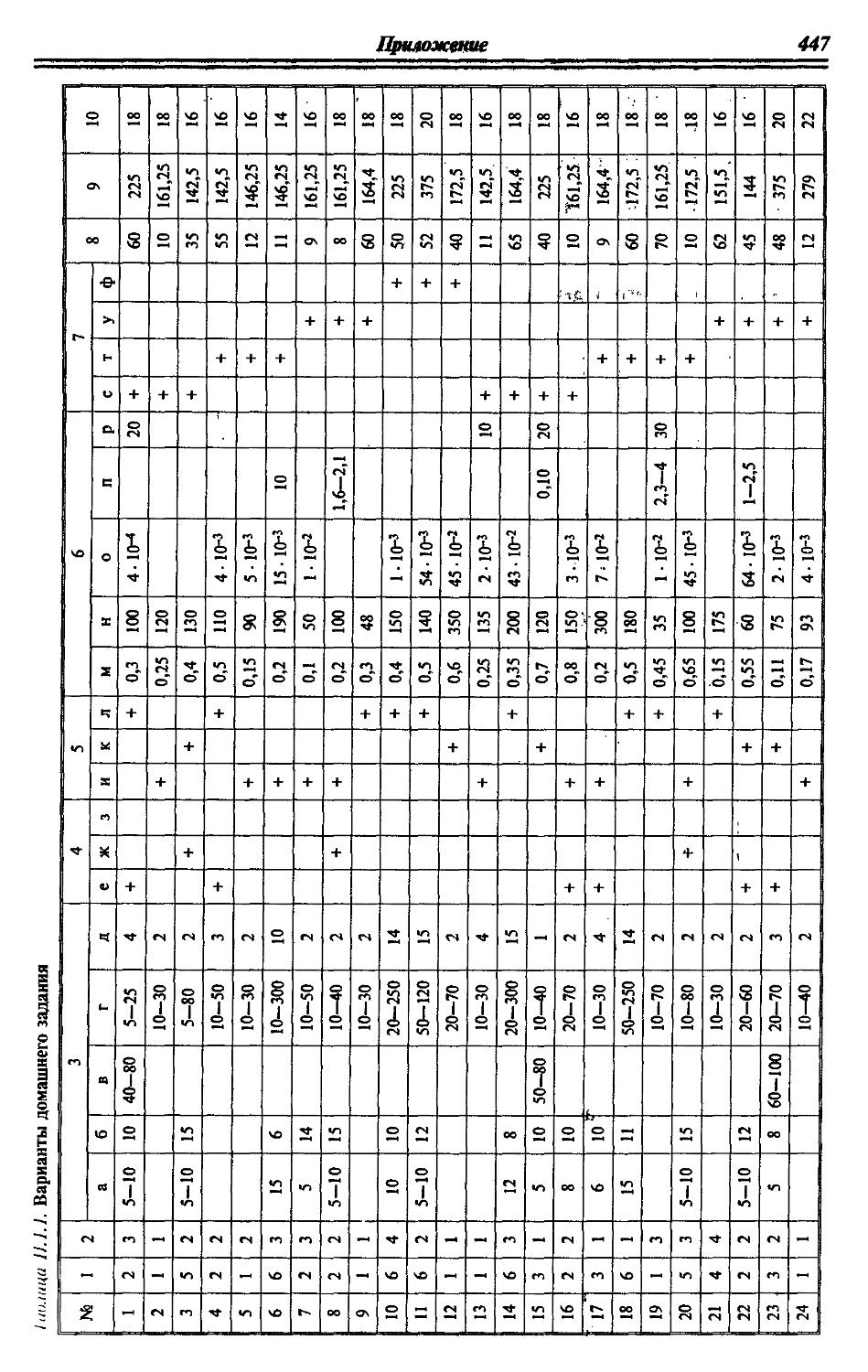
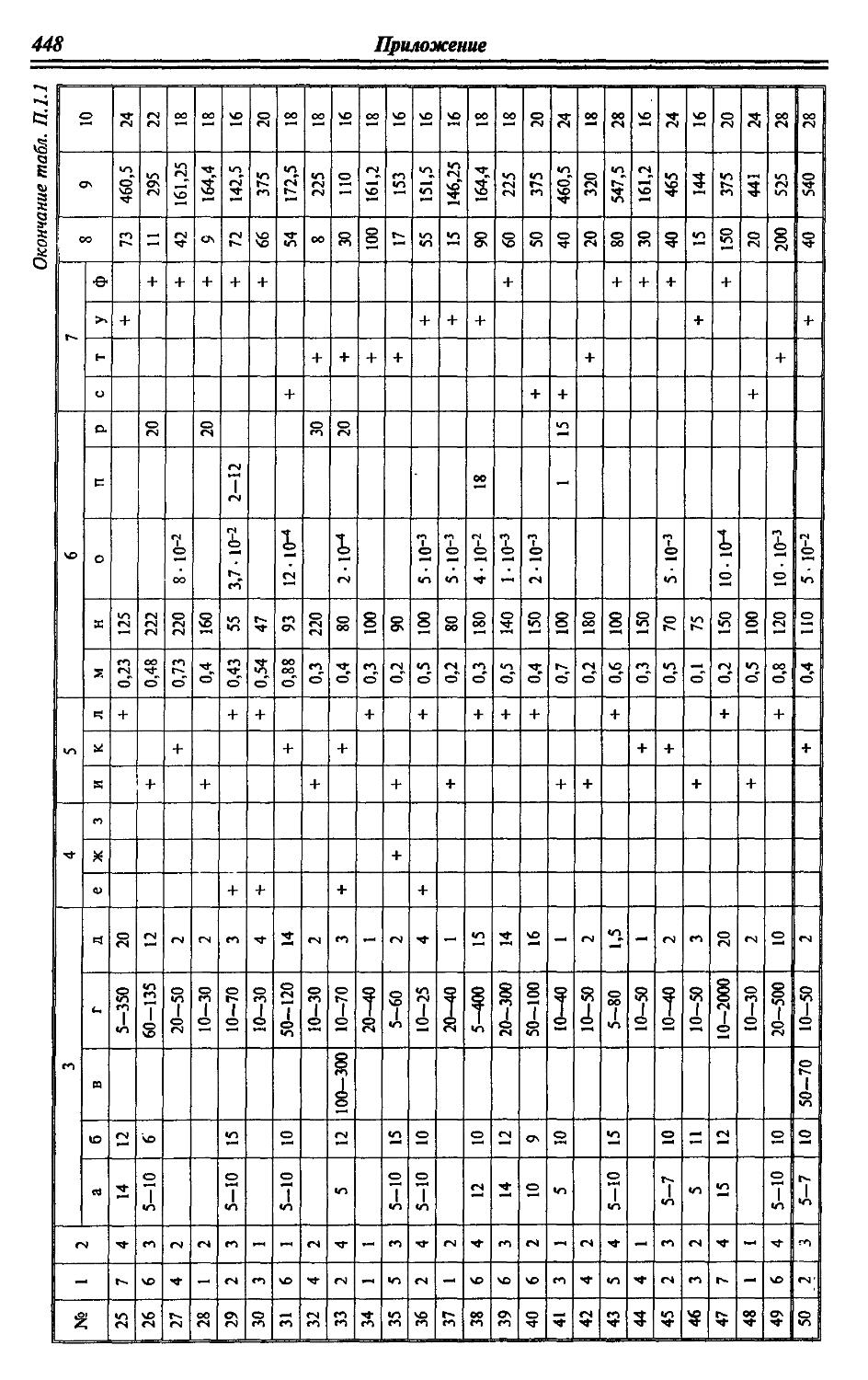
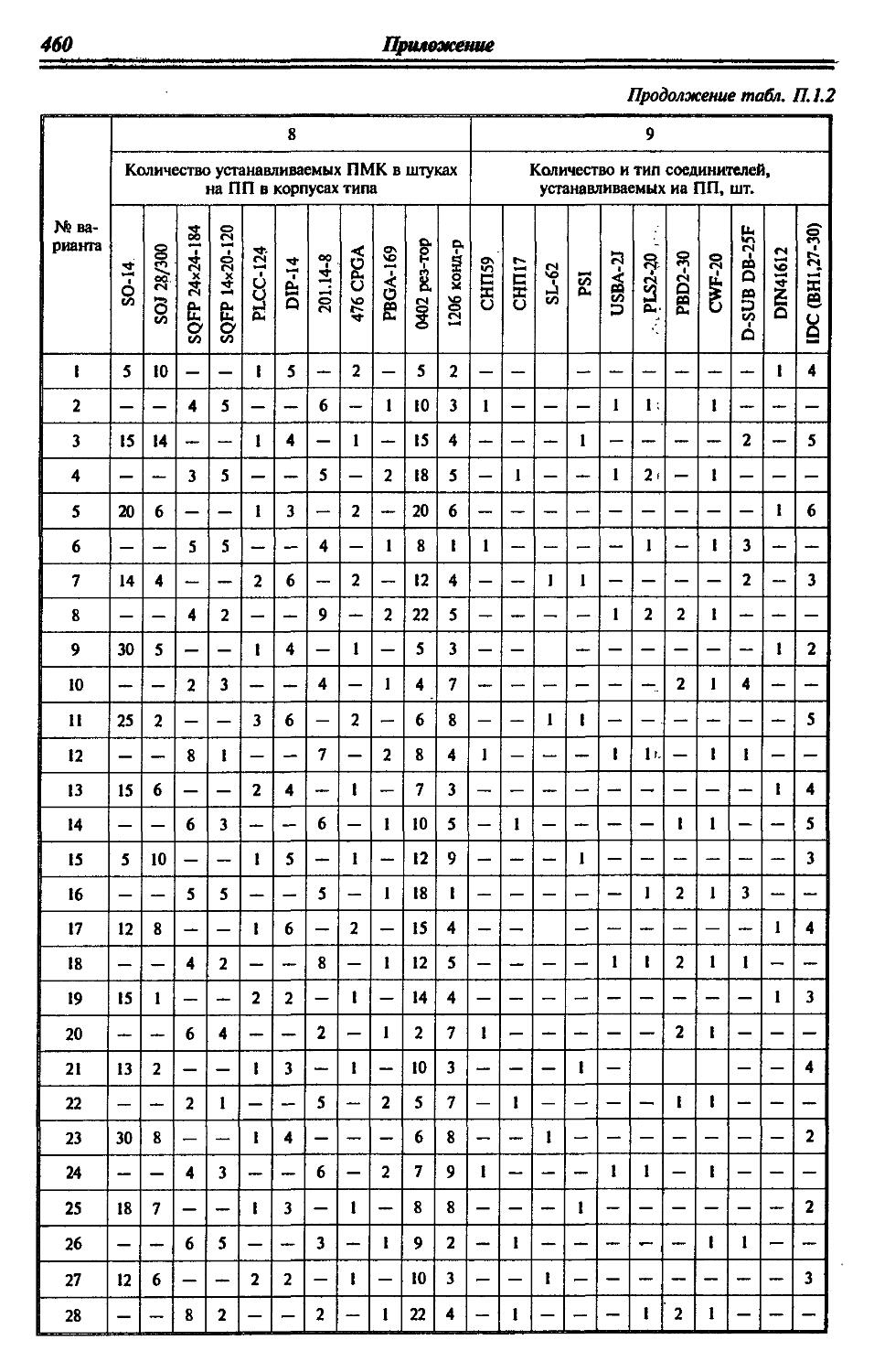
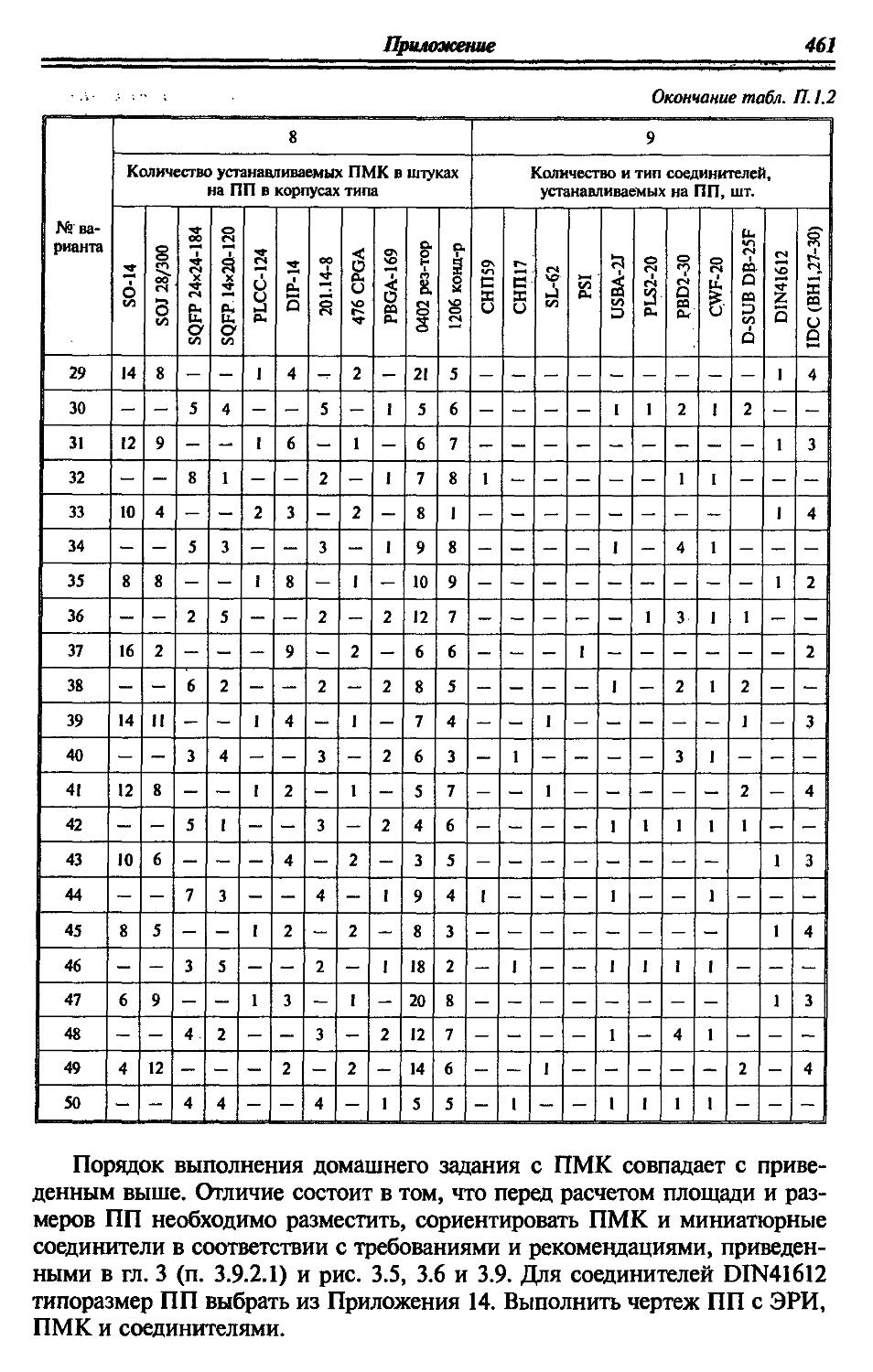
П. 1. Домашнее задание № 1. Конструкторско-технологическое проектирование ПП...........................Ч............443
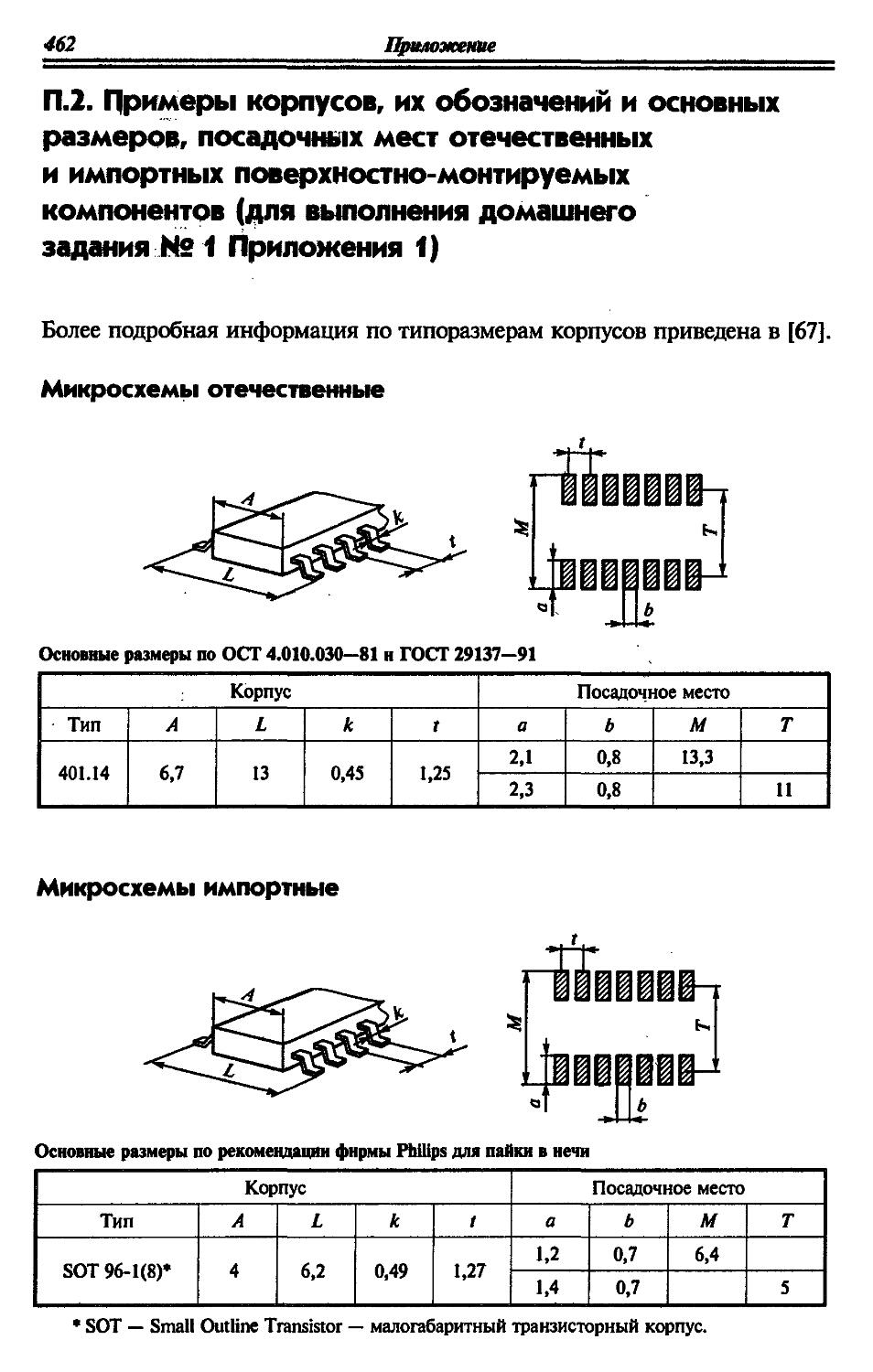
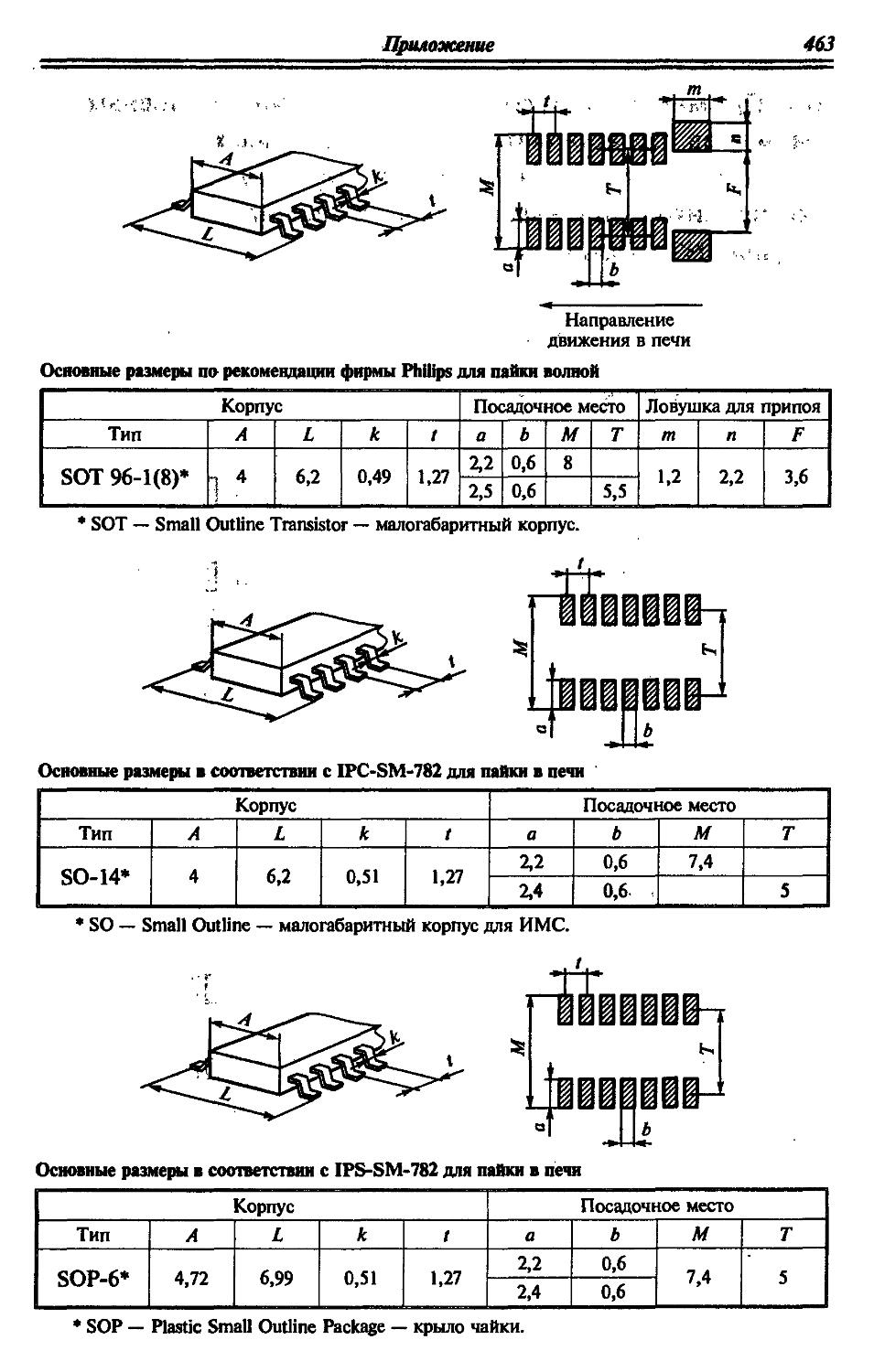
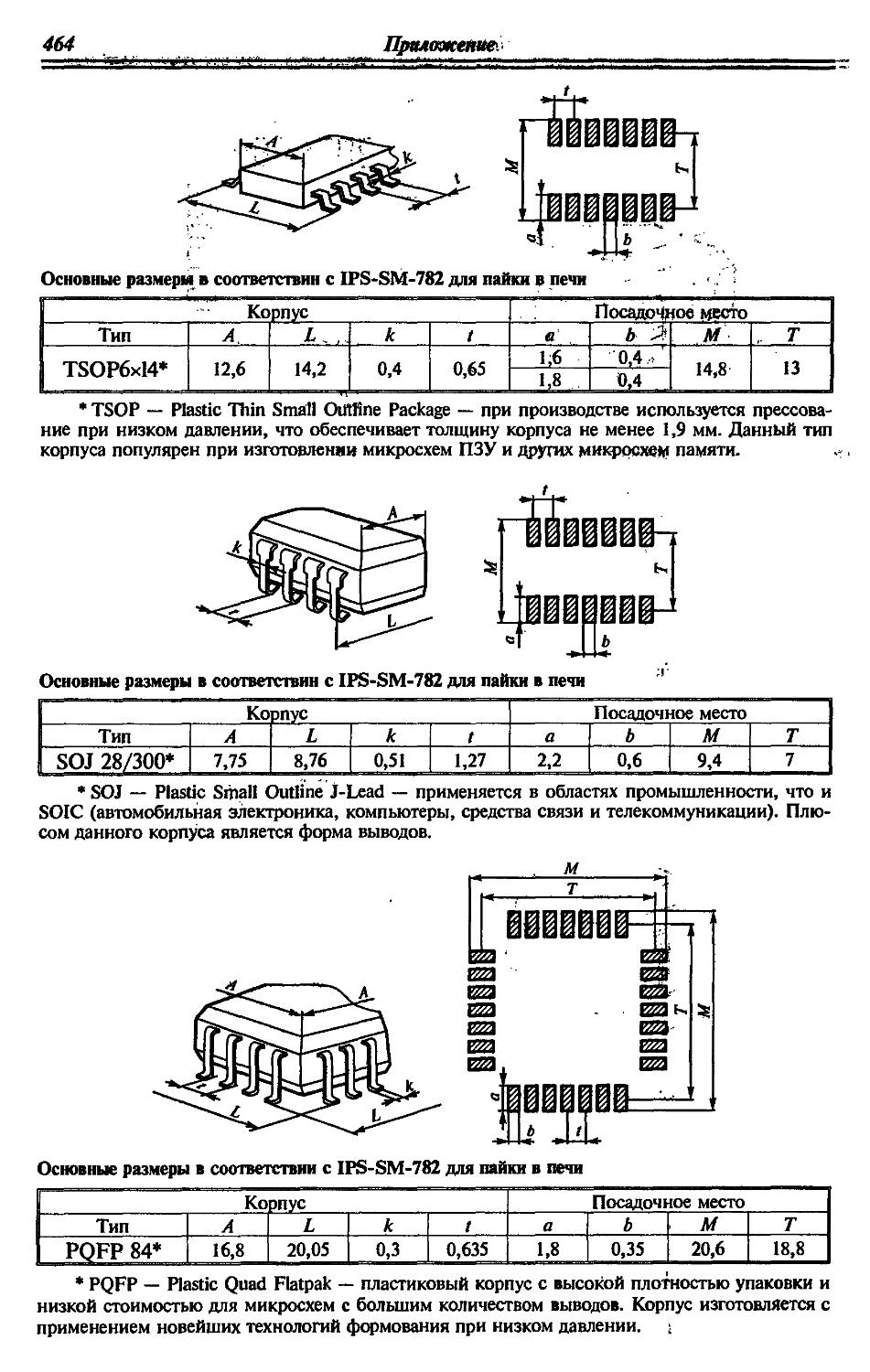
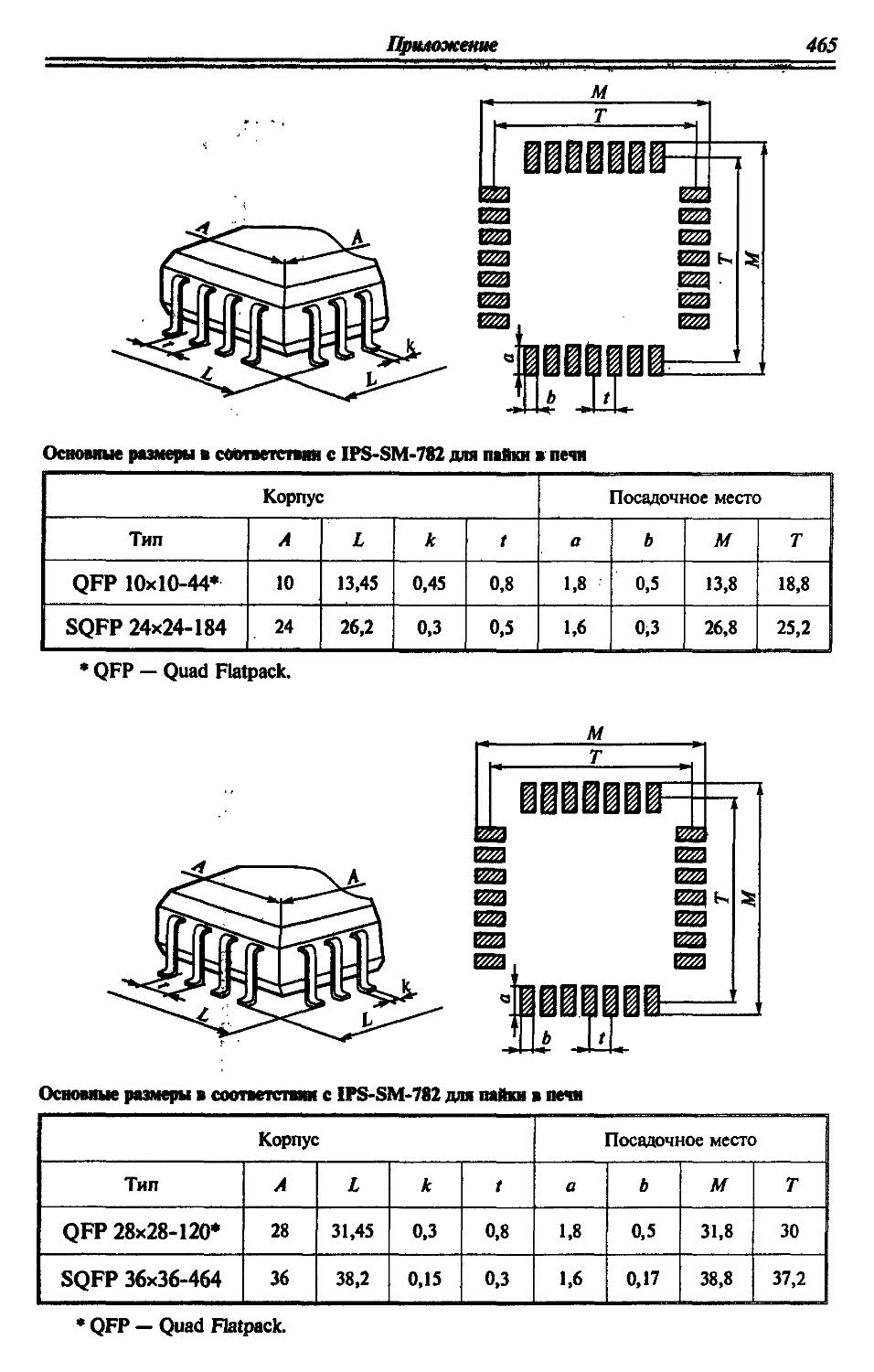
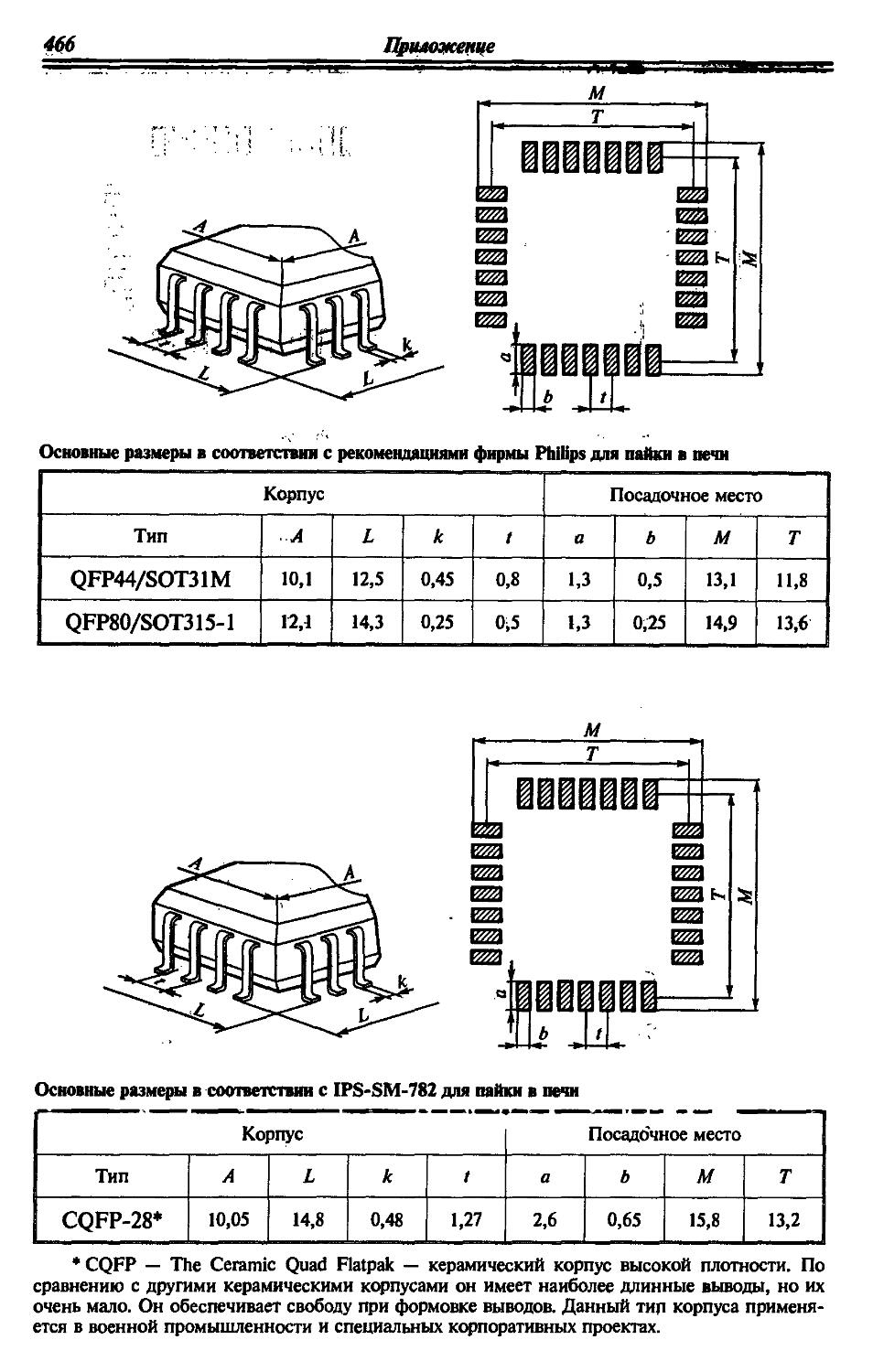
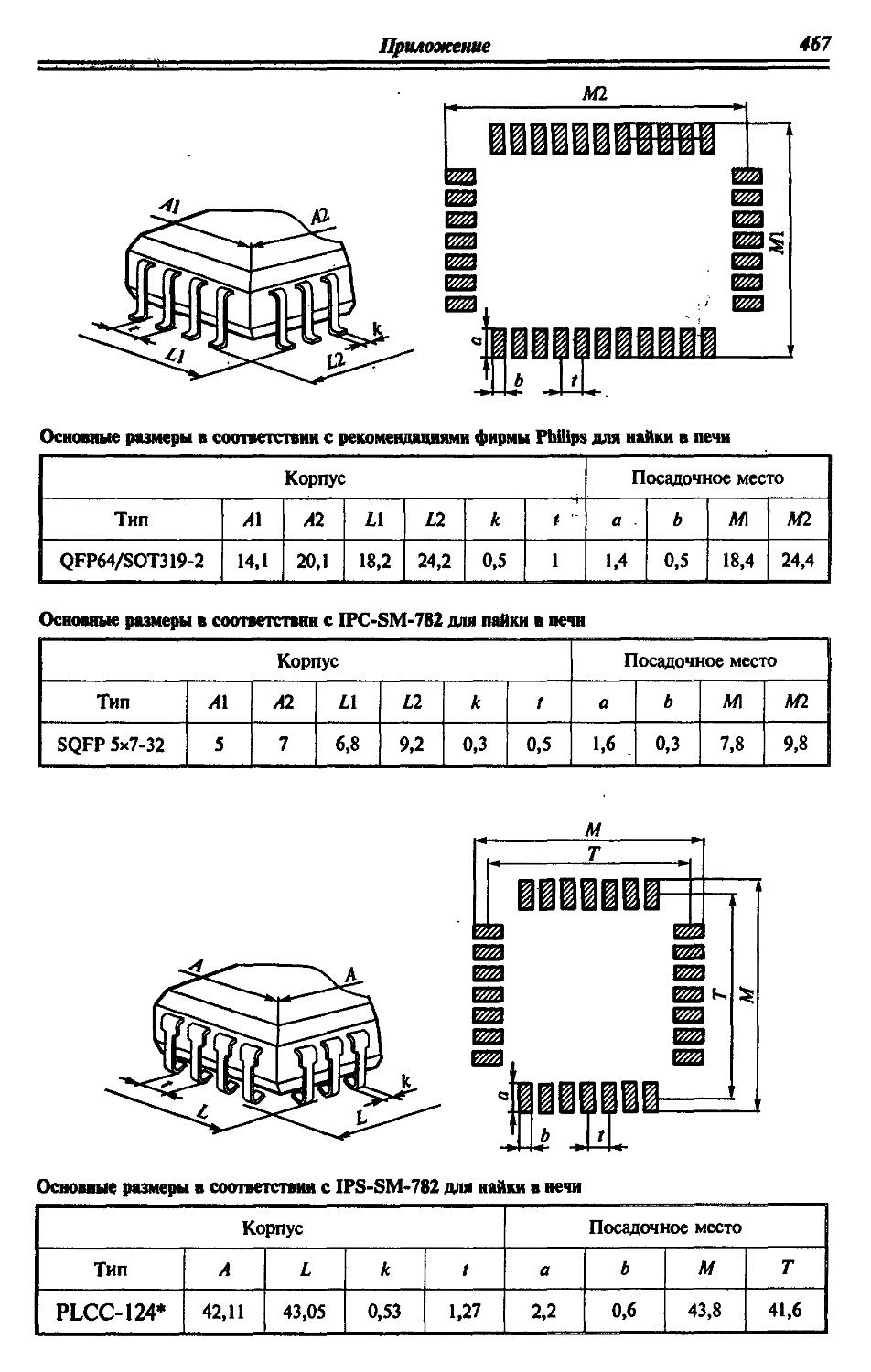
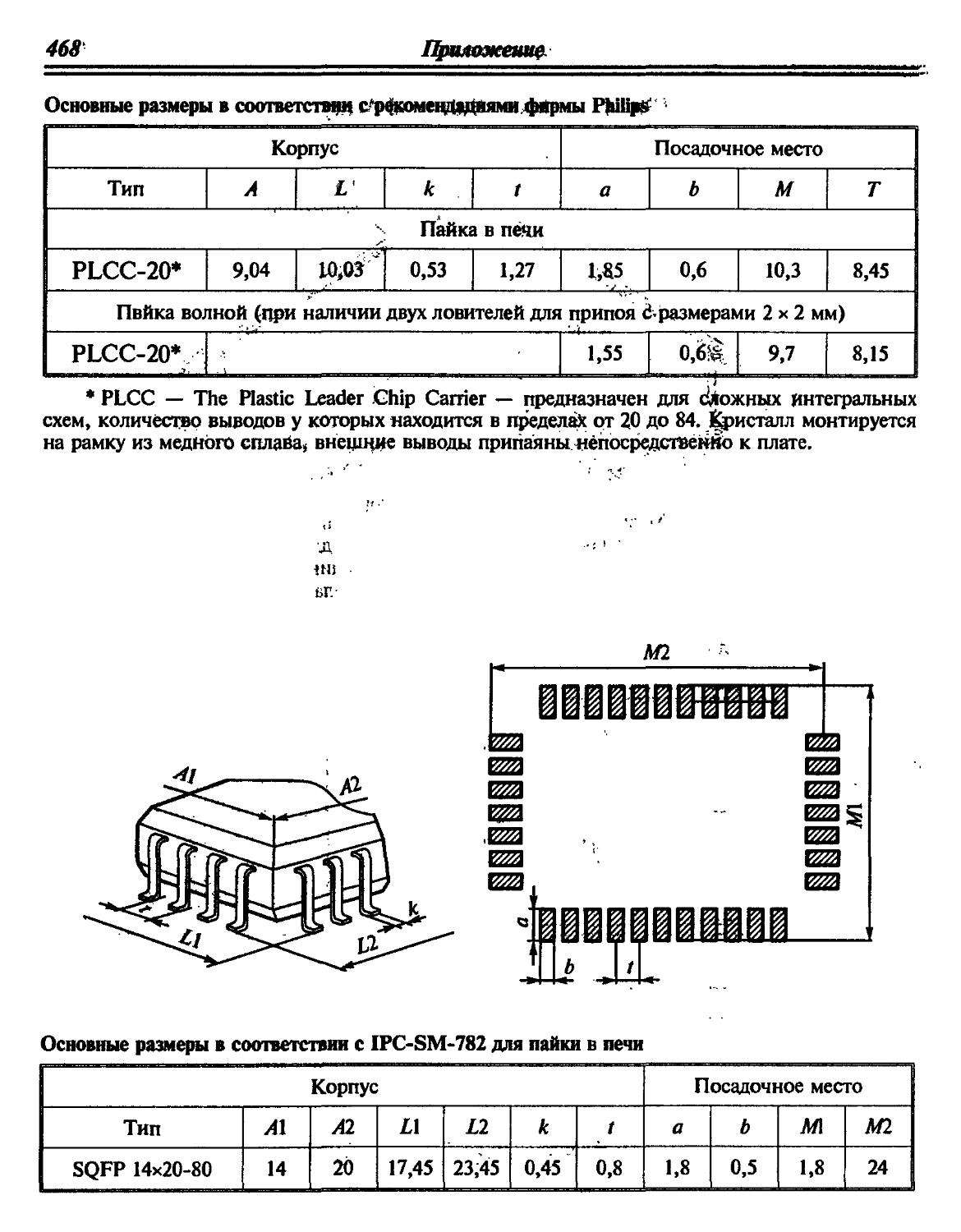
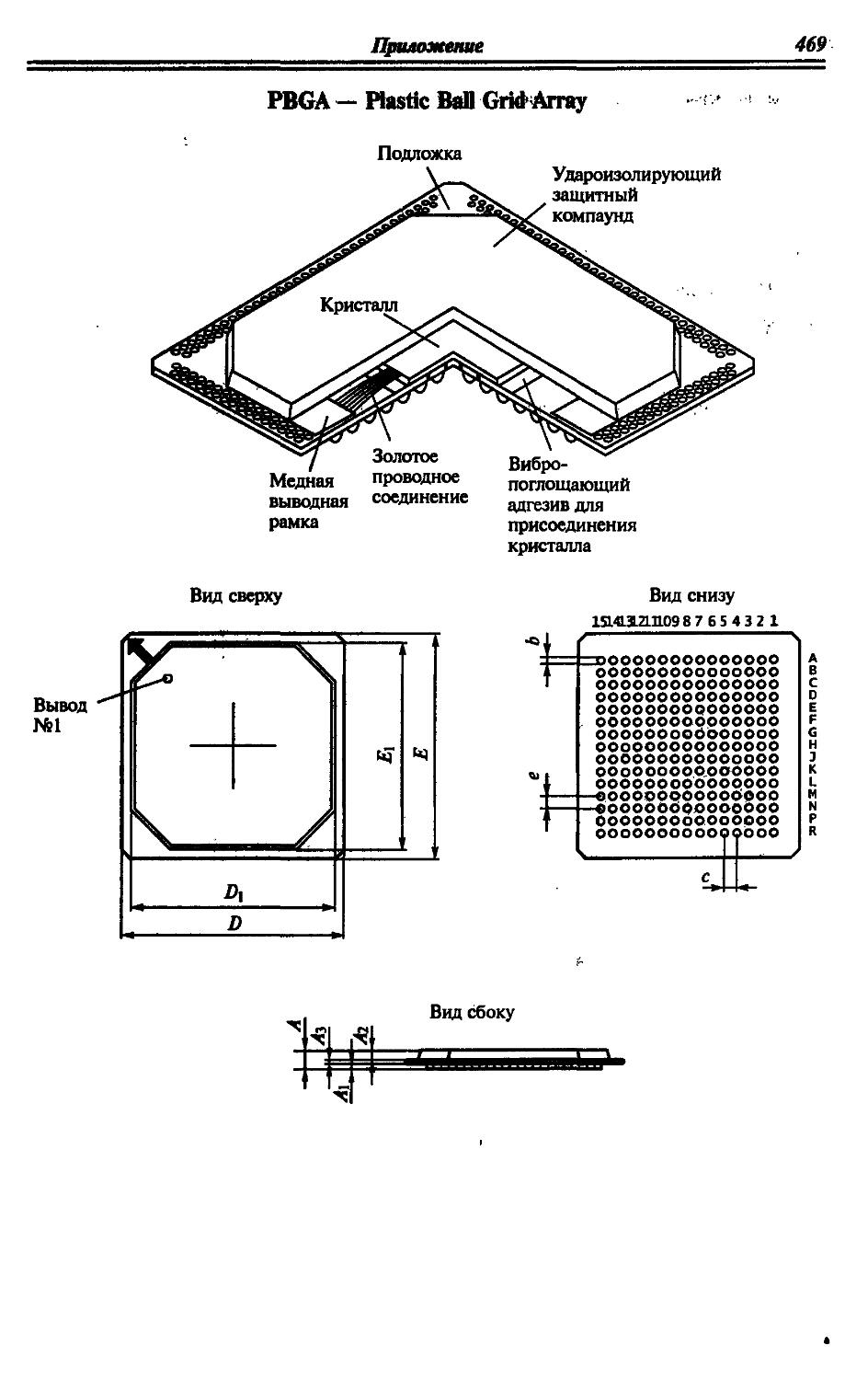
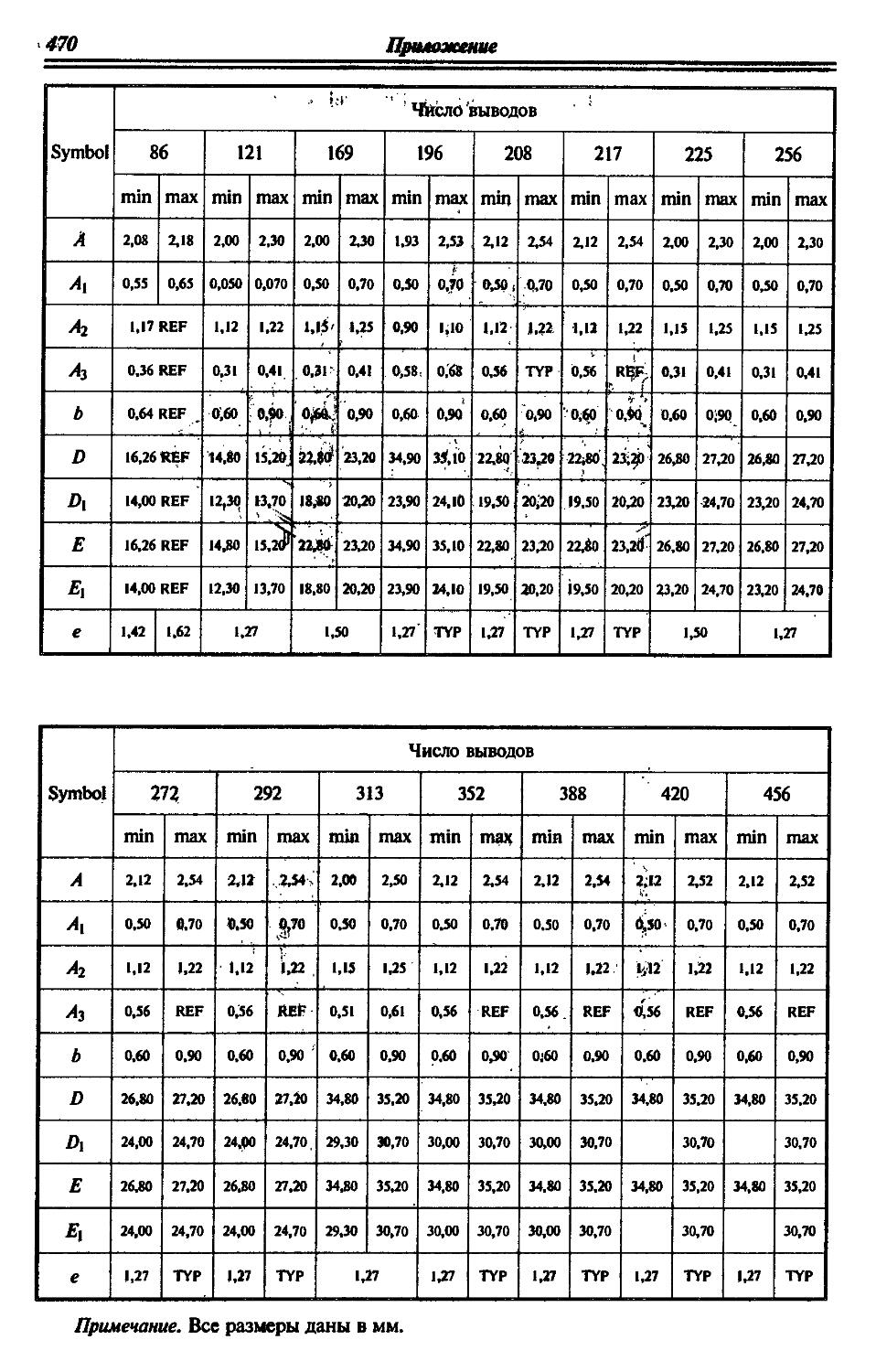
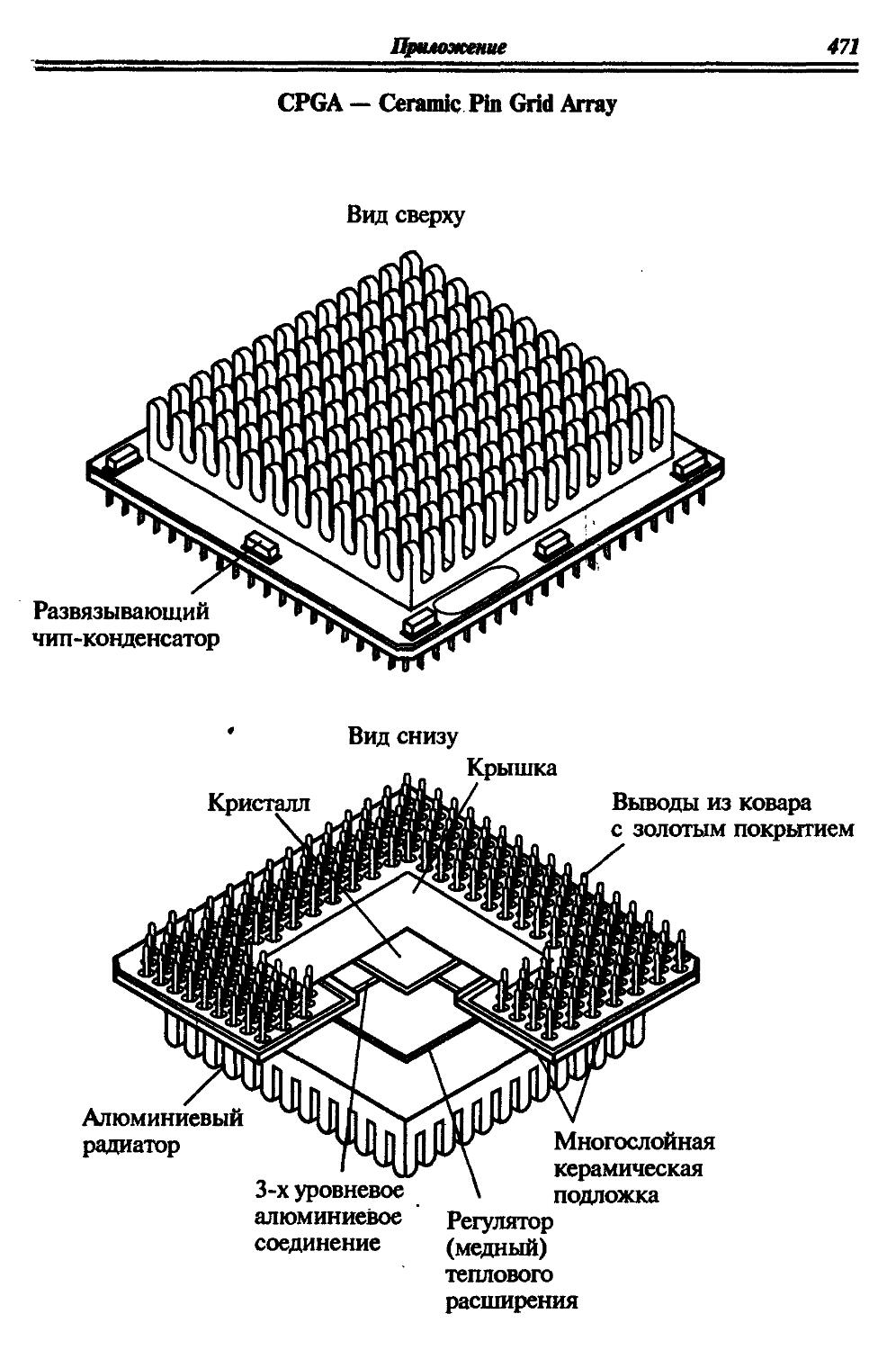
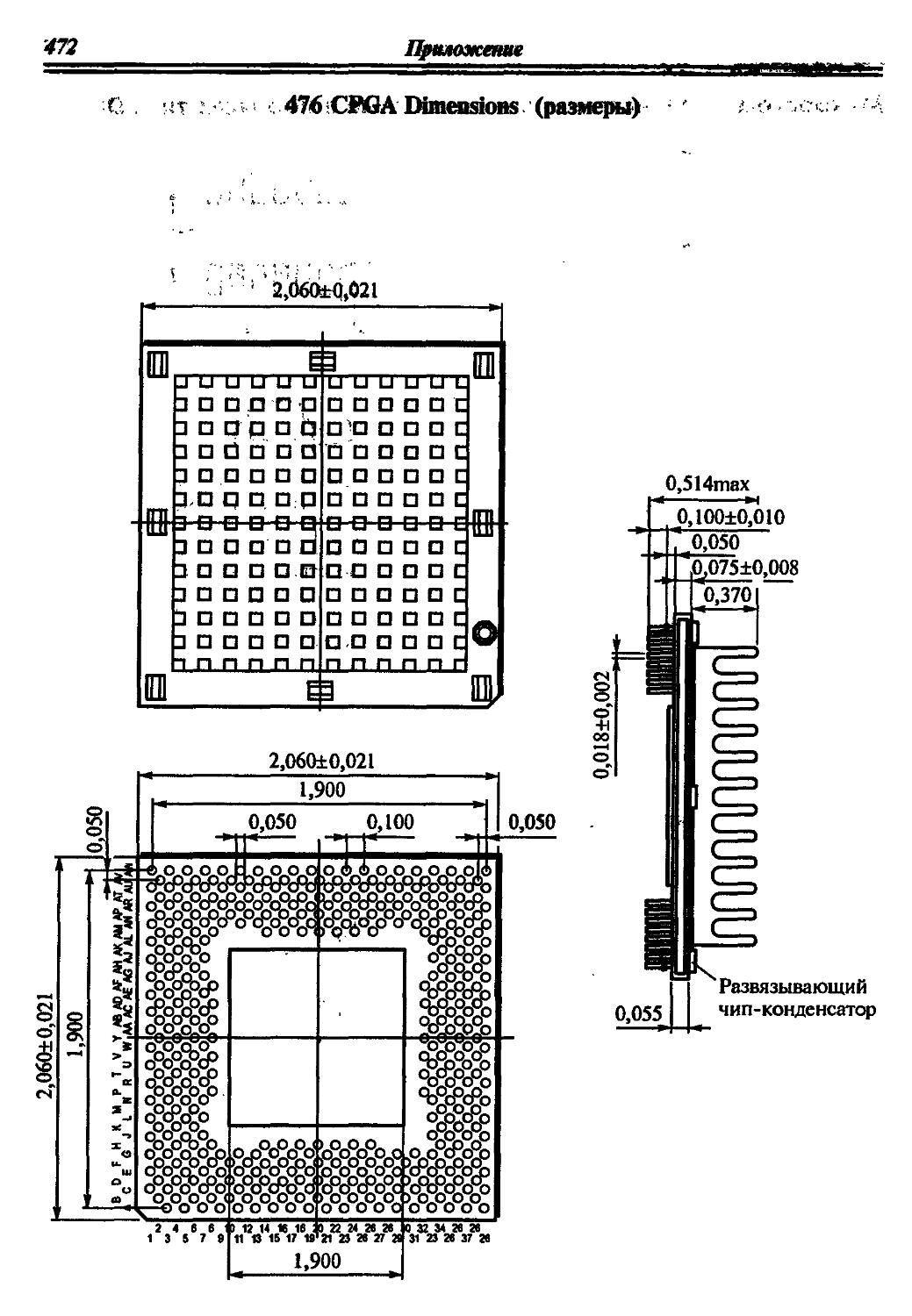
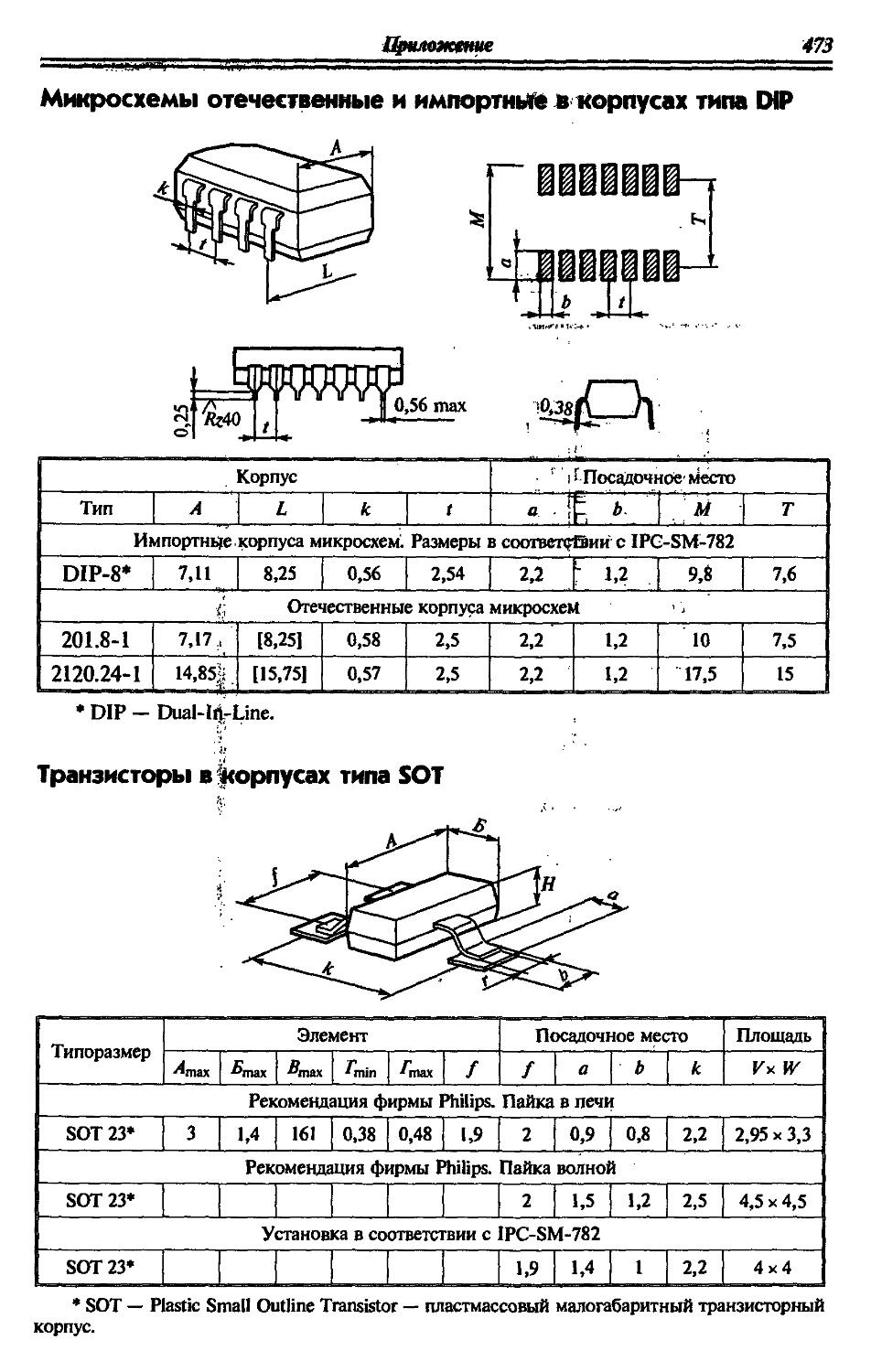
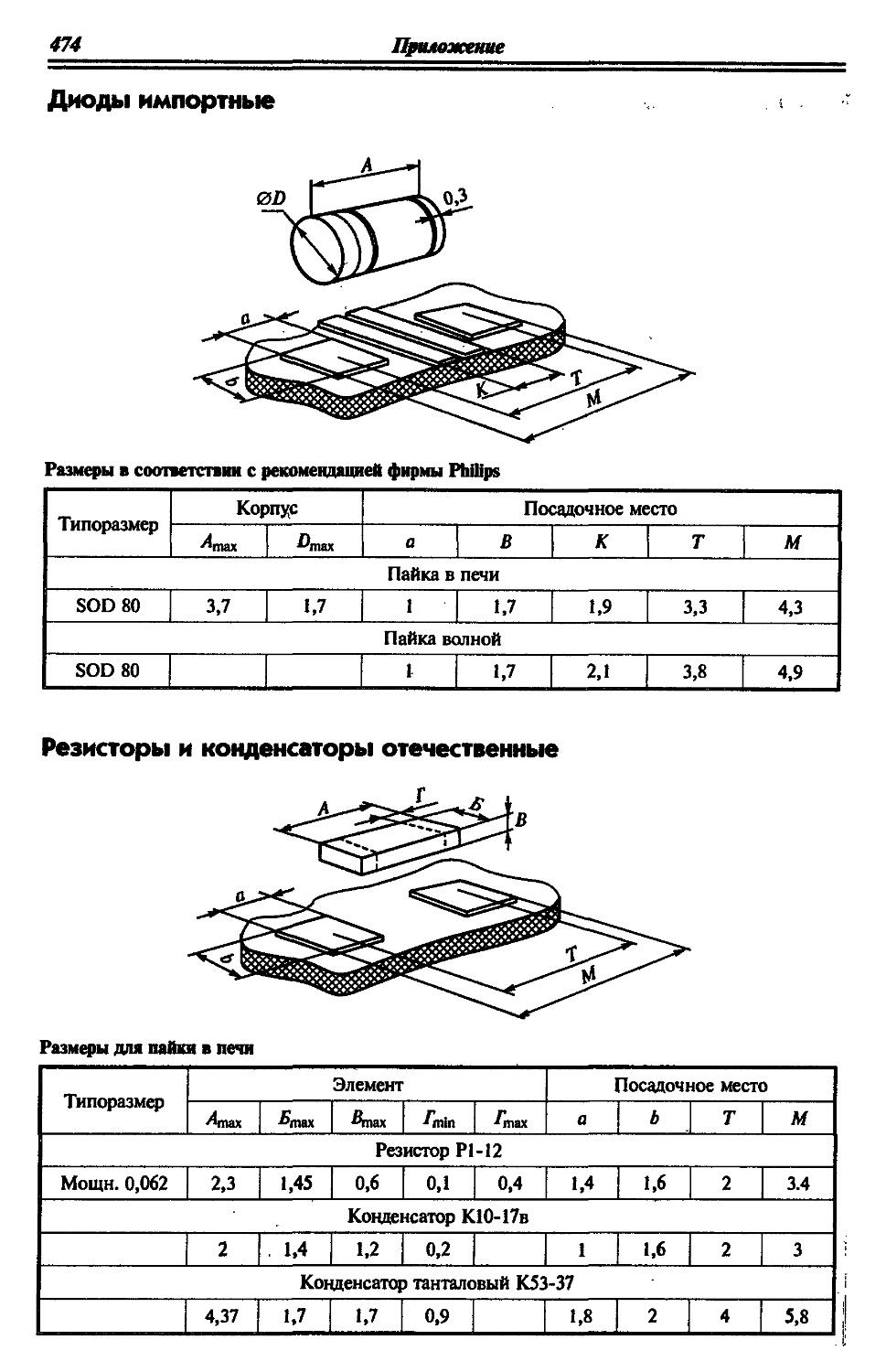
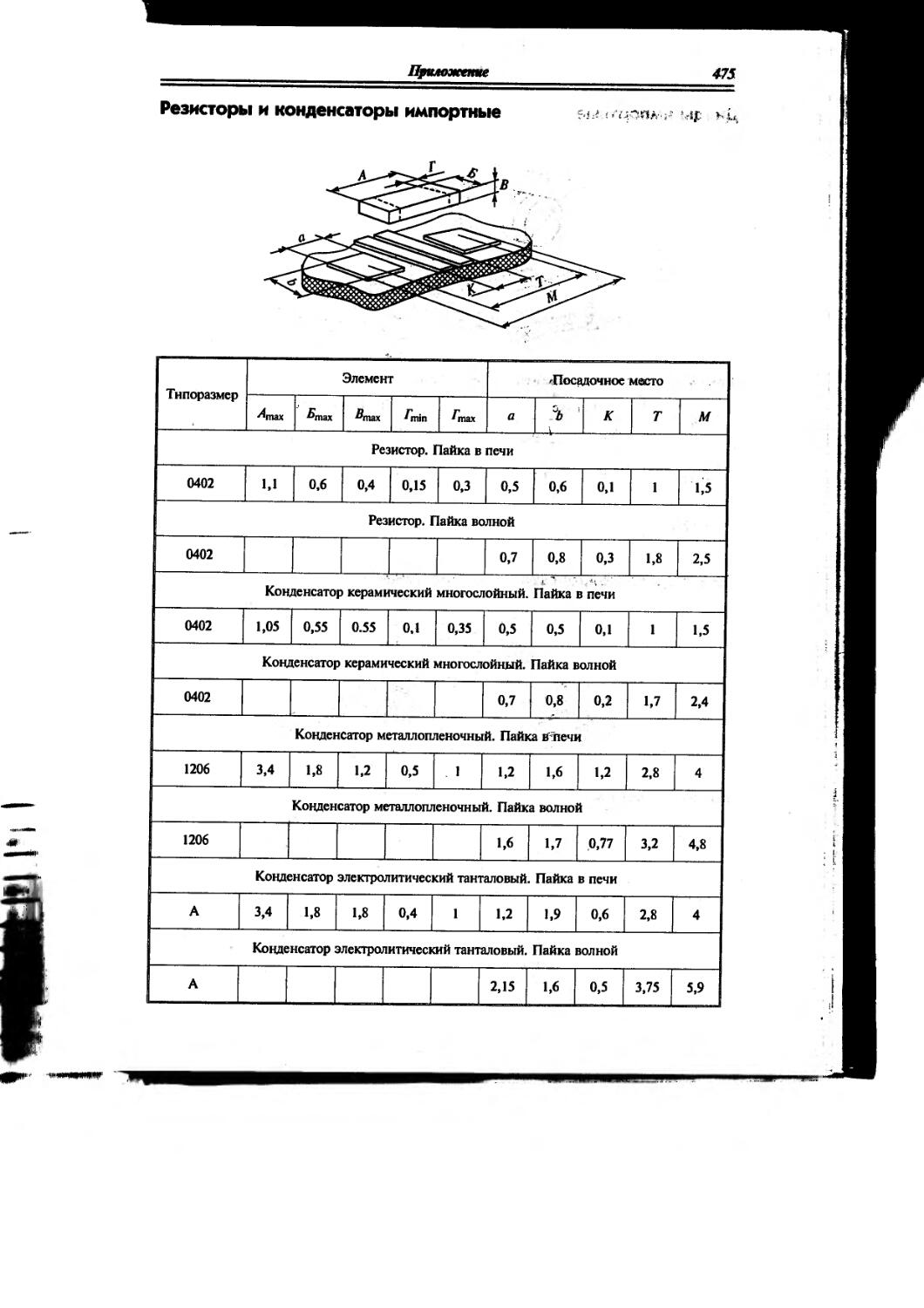
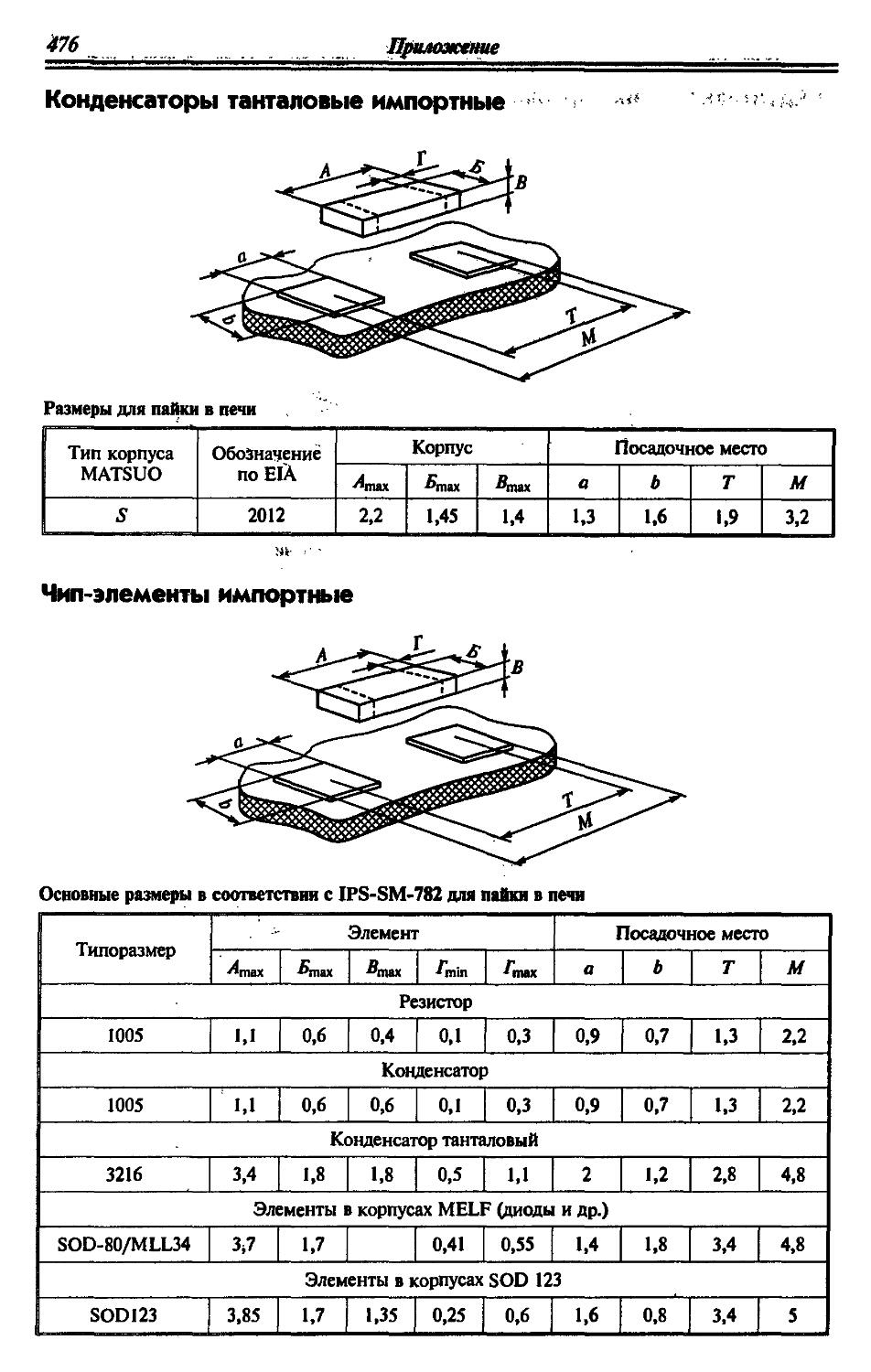
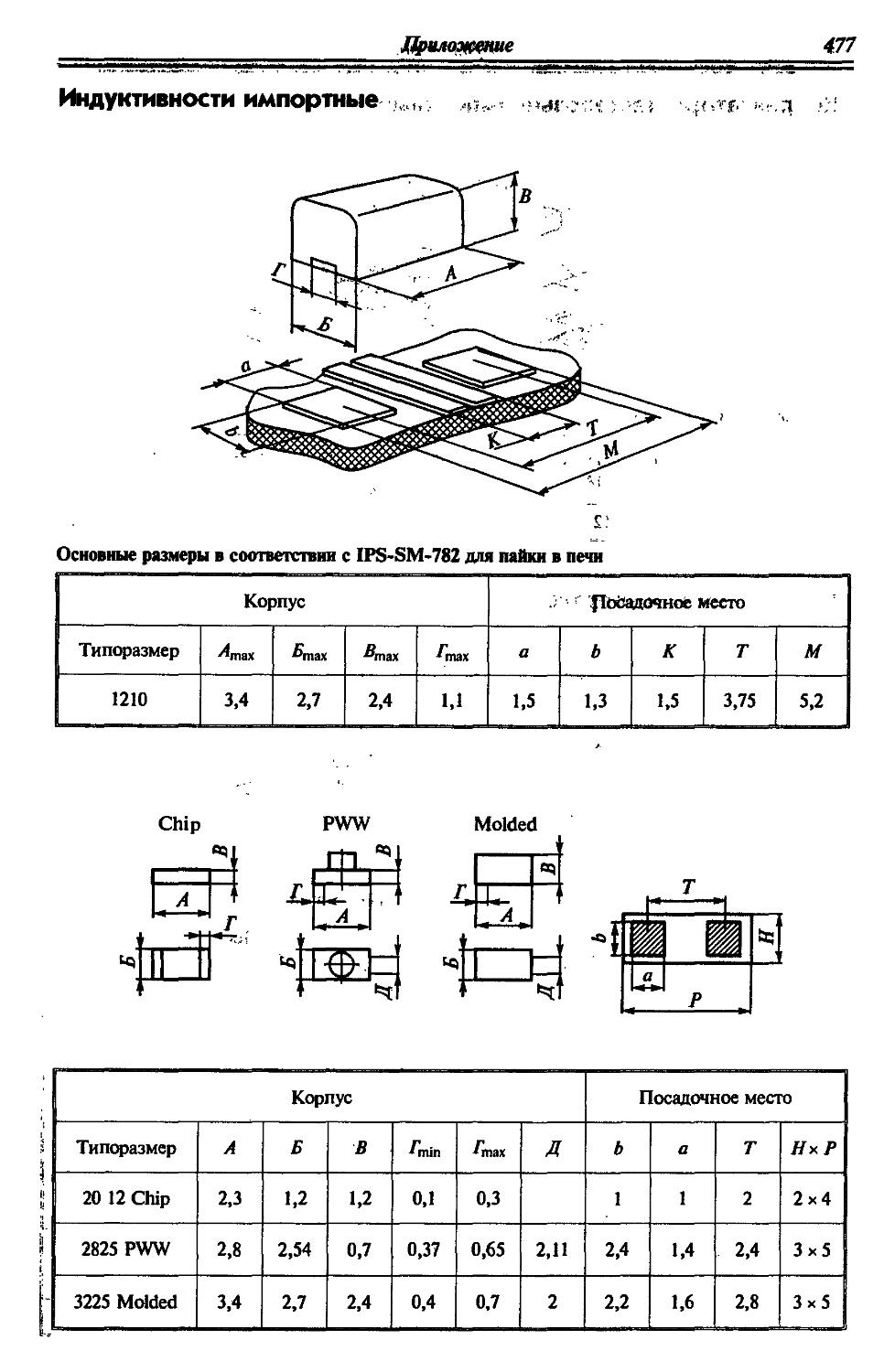
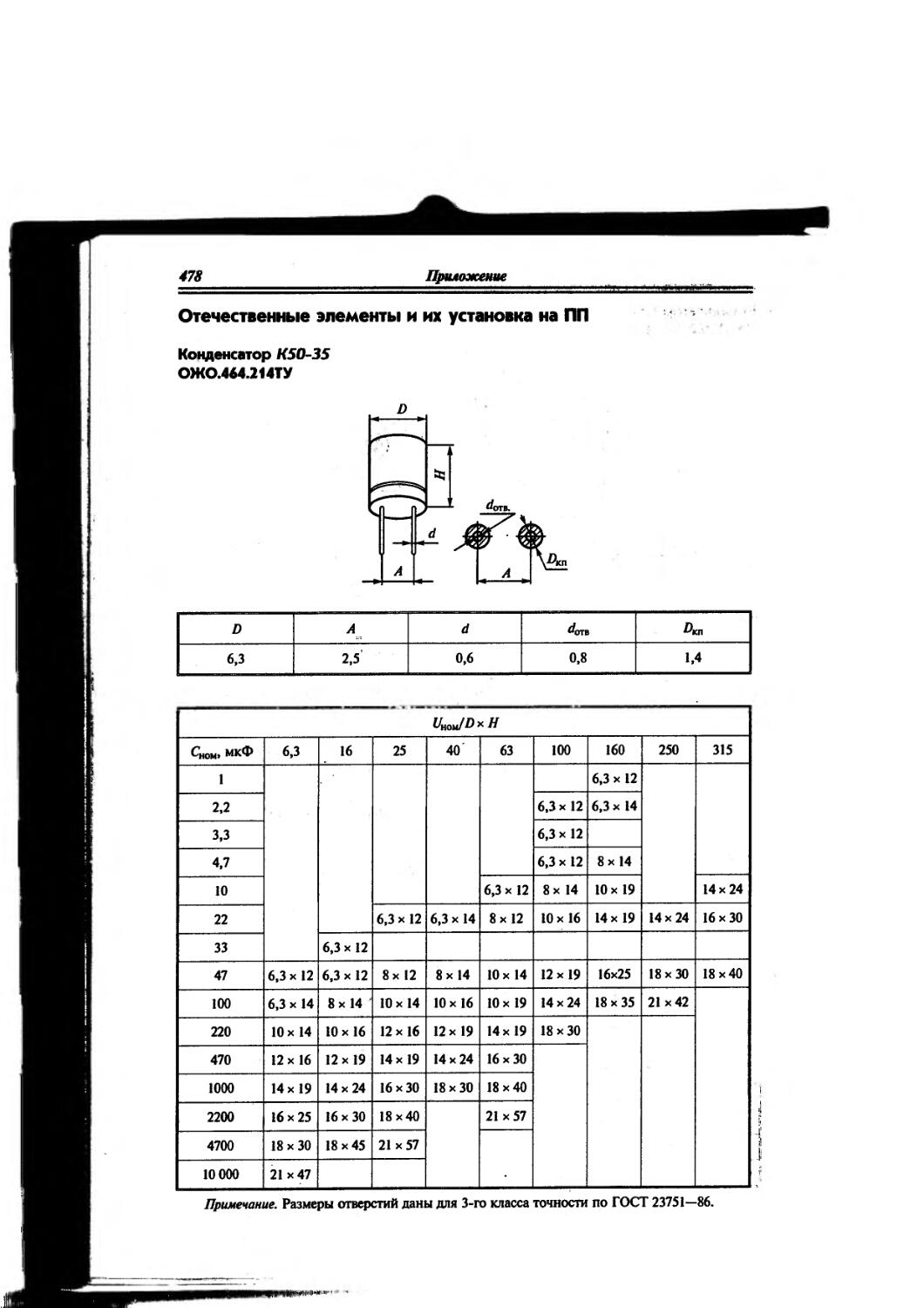
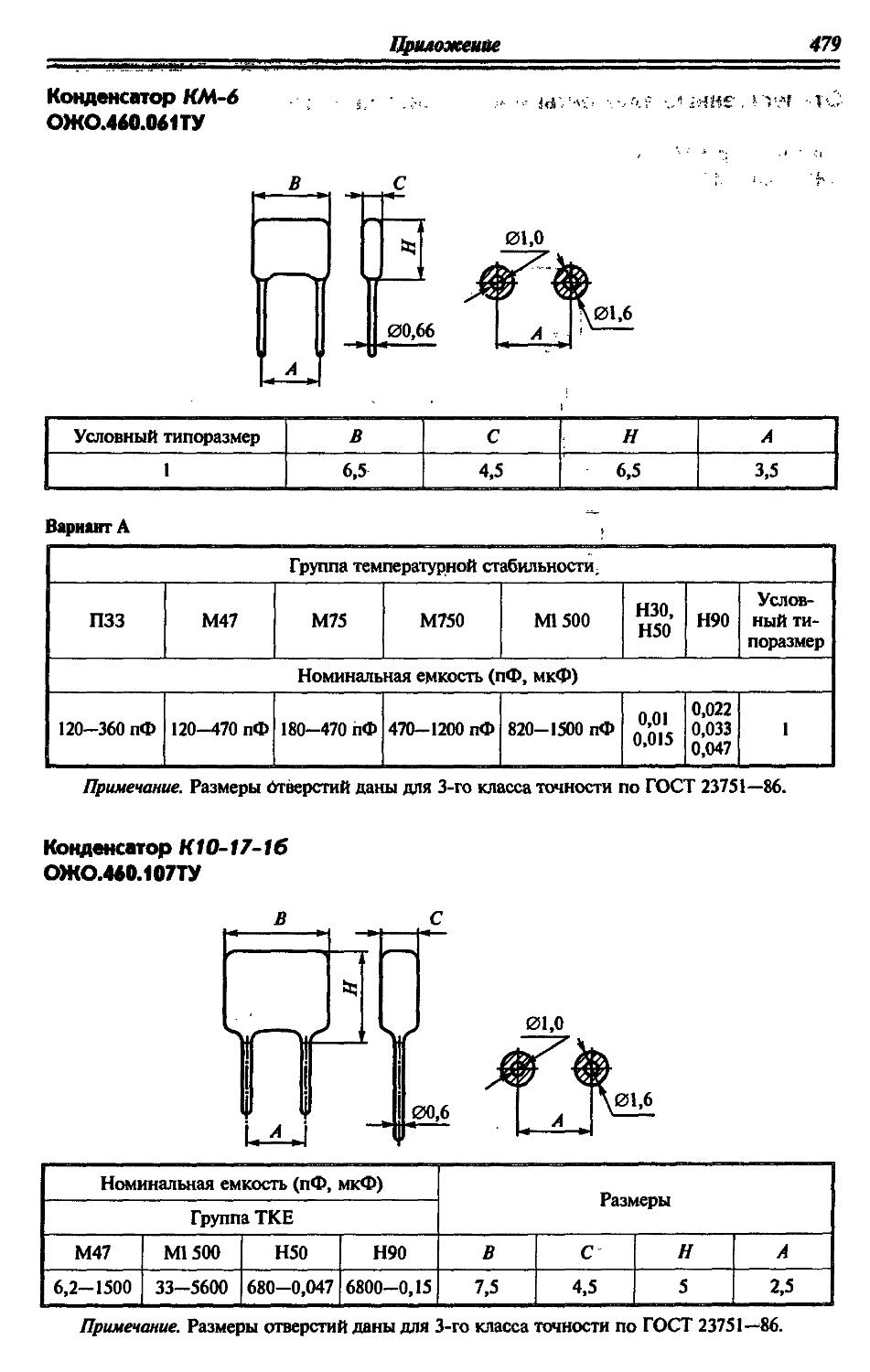
П.2. Примеры корпусов, их обозначений и основных размеров, посадочных мест отечественных и импортных поверхностно-монтируемых компонентов (для выполнения домашнего задания № 1 Приложения 1)........................ 462
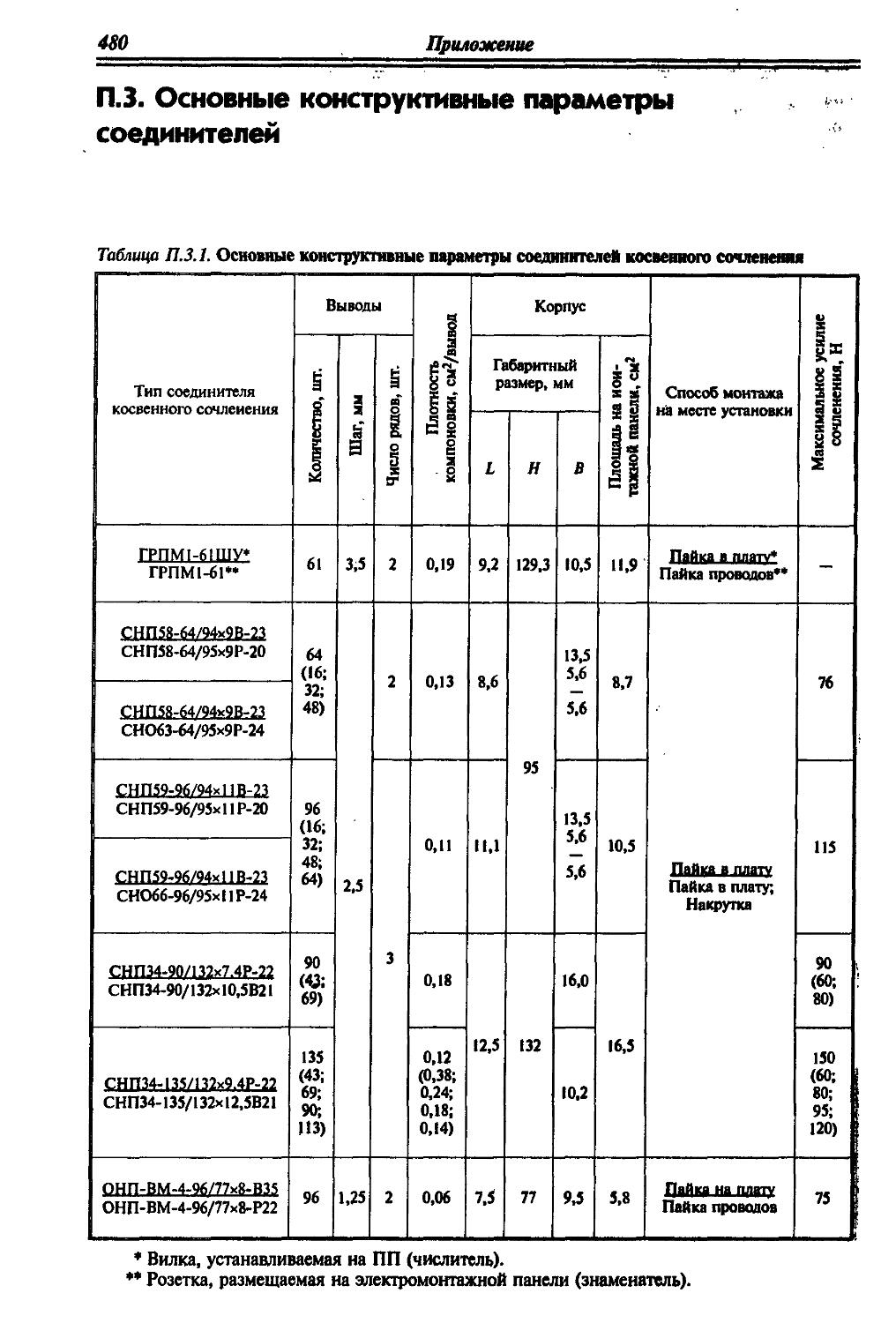
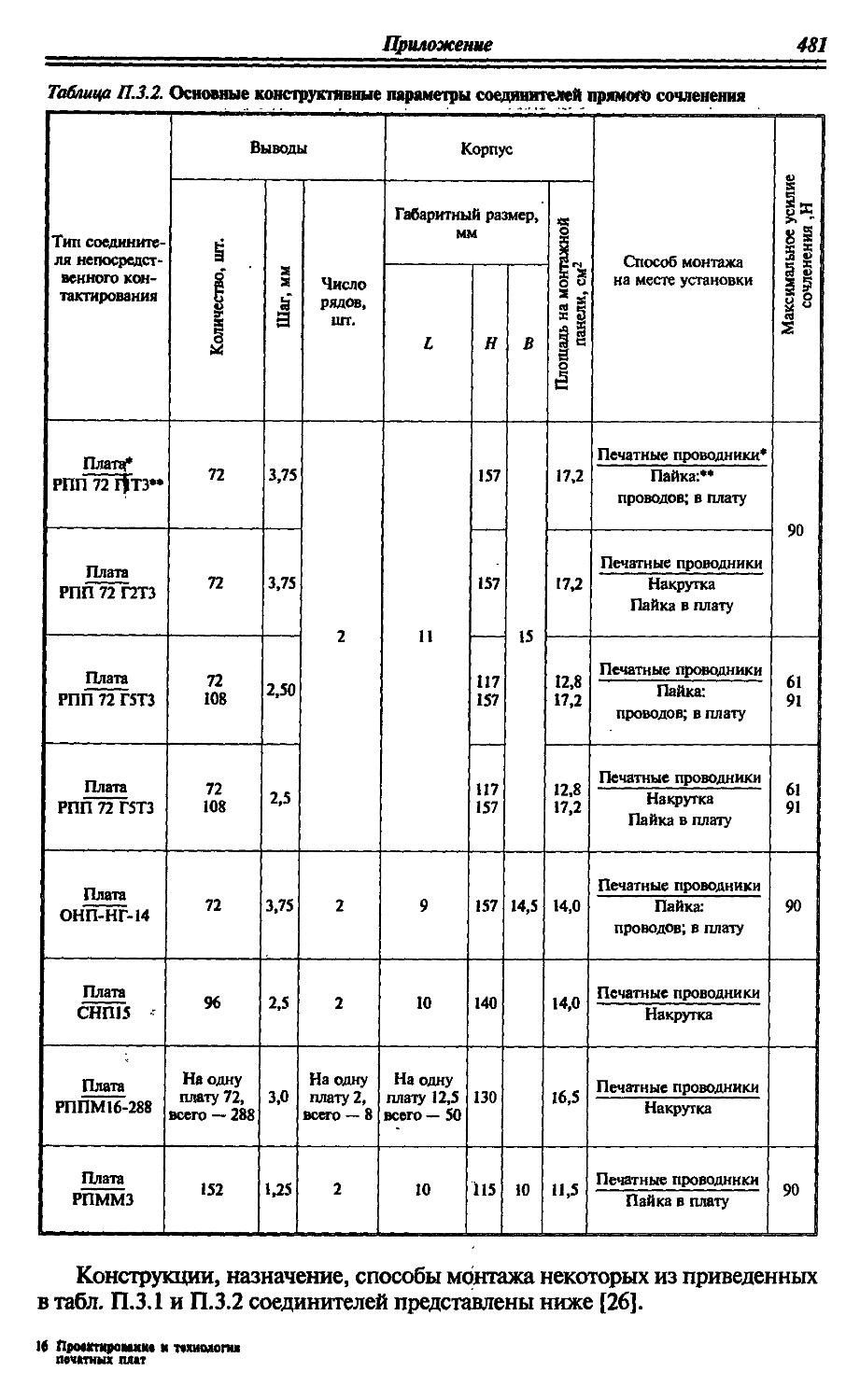
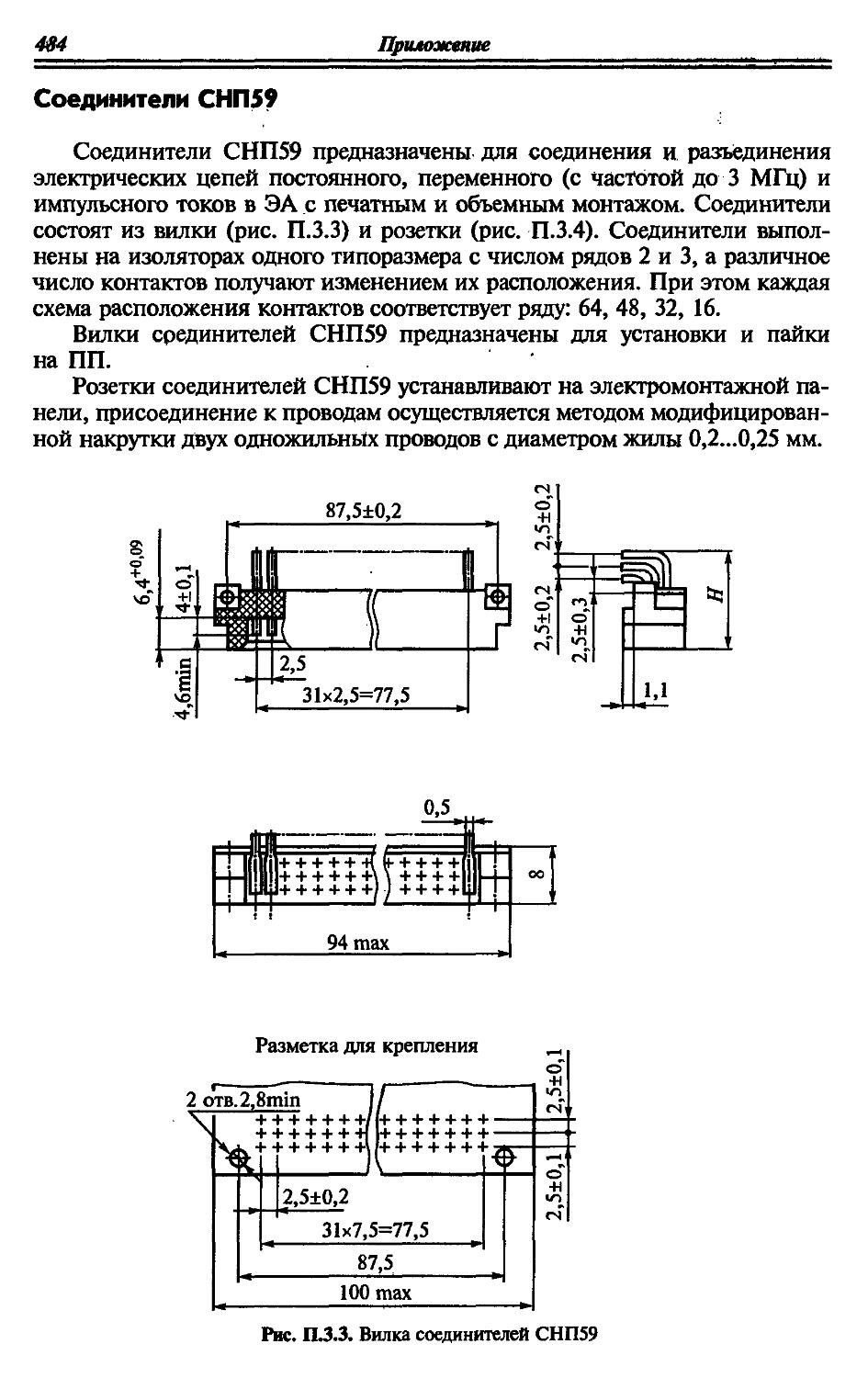
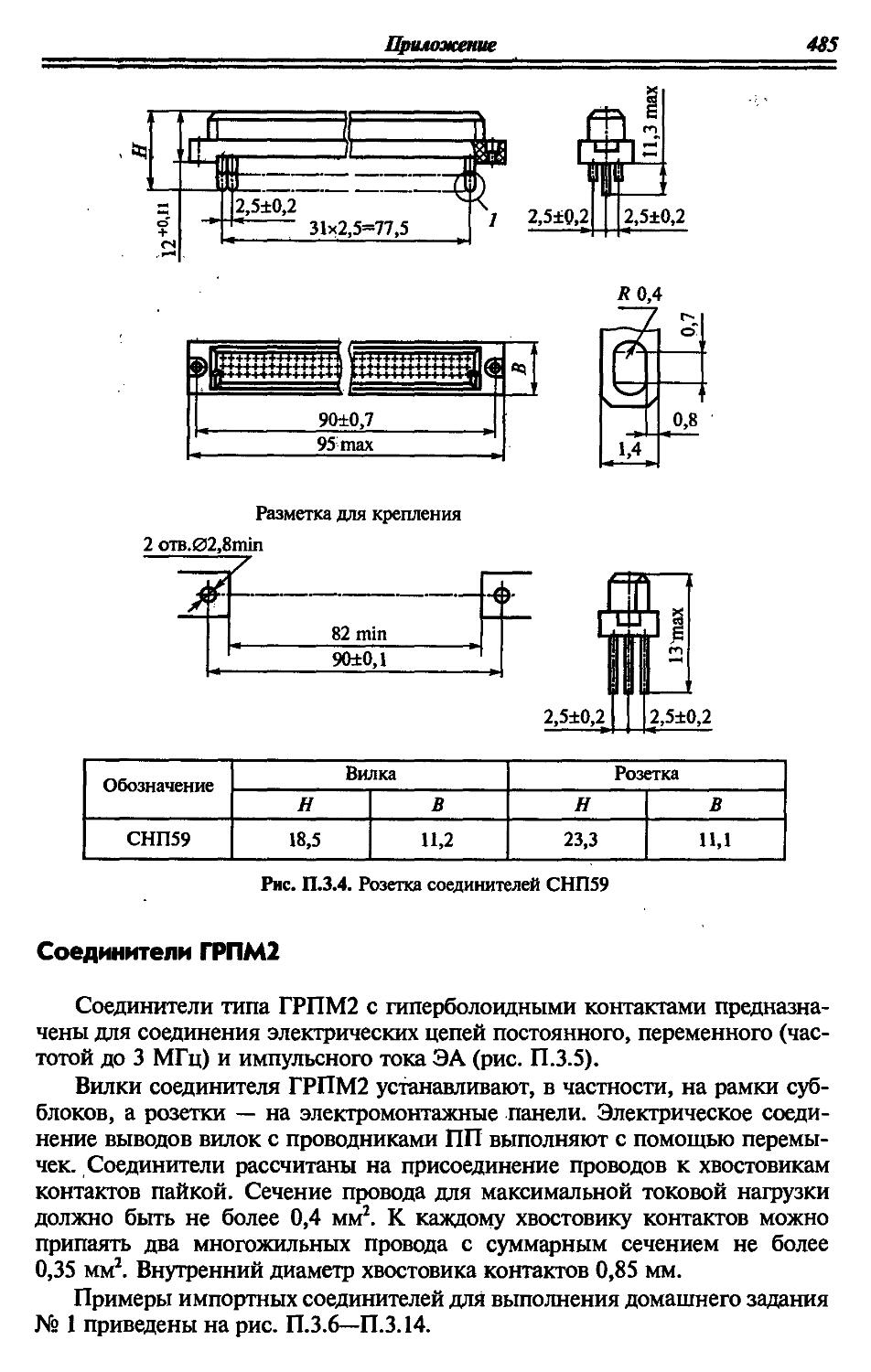
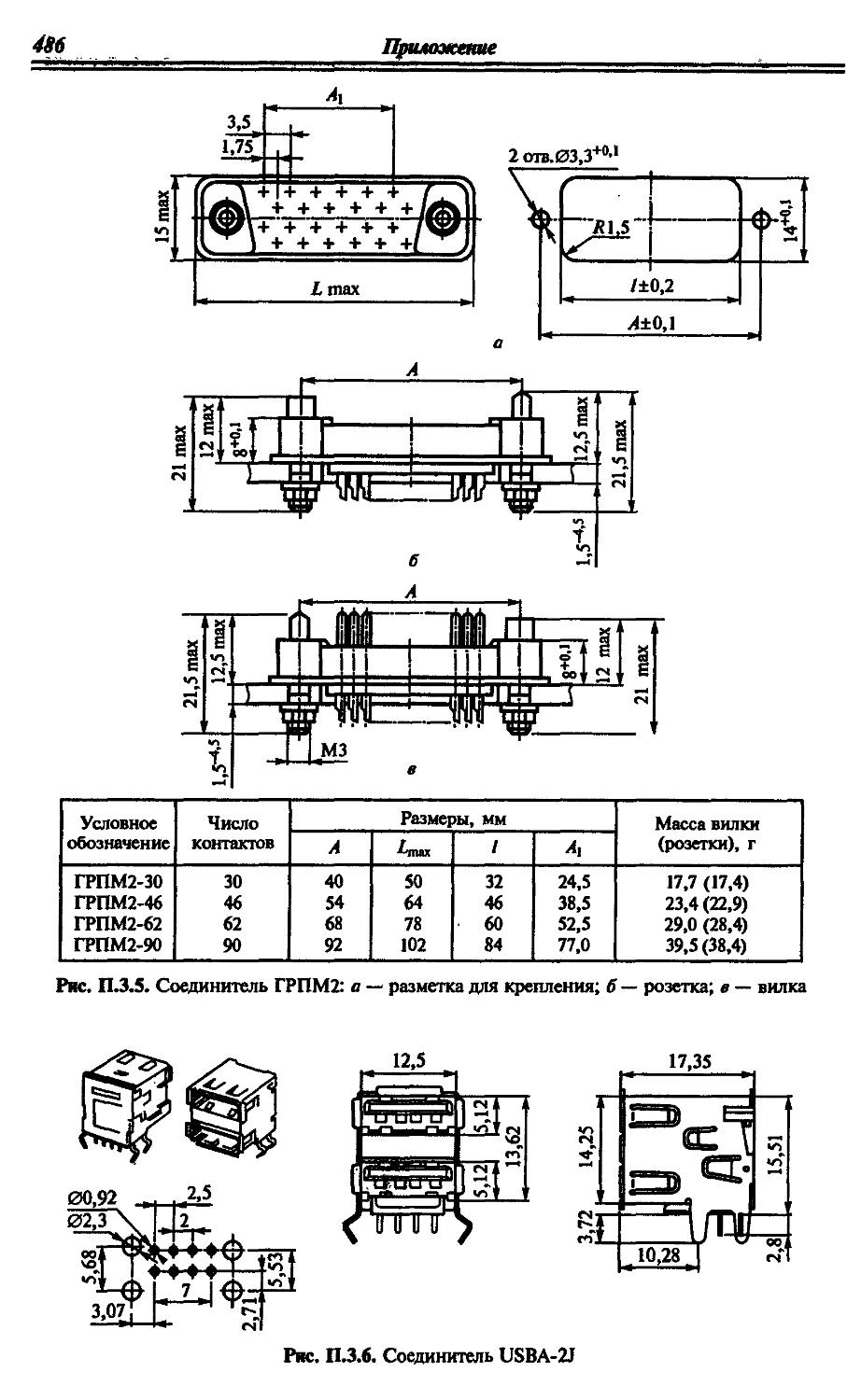
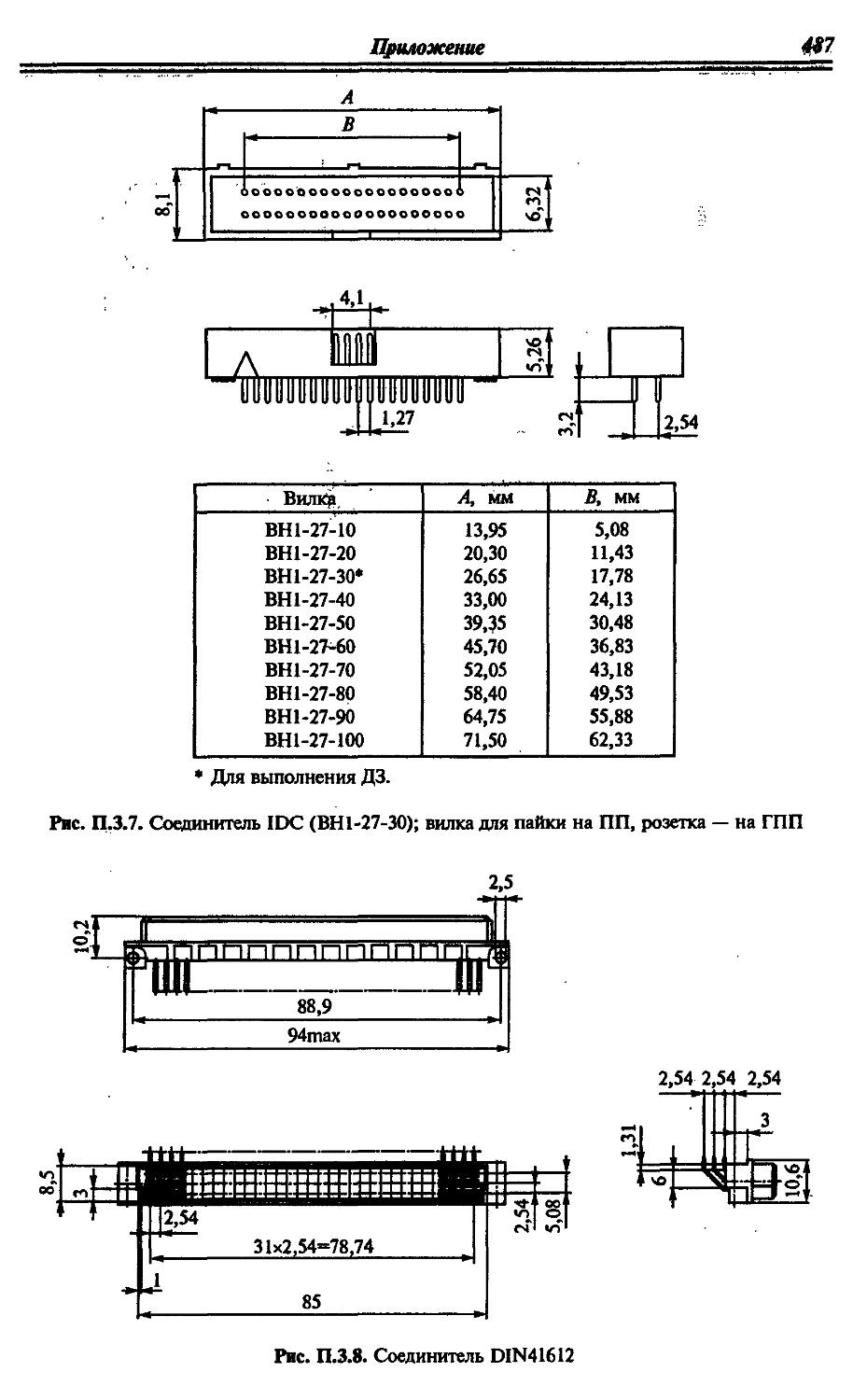
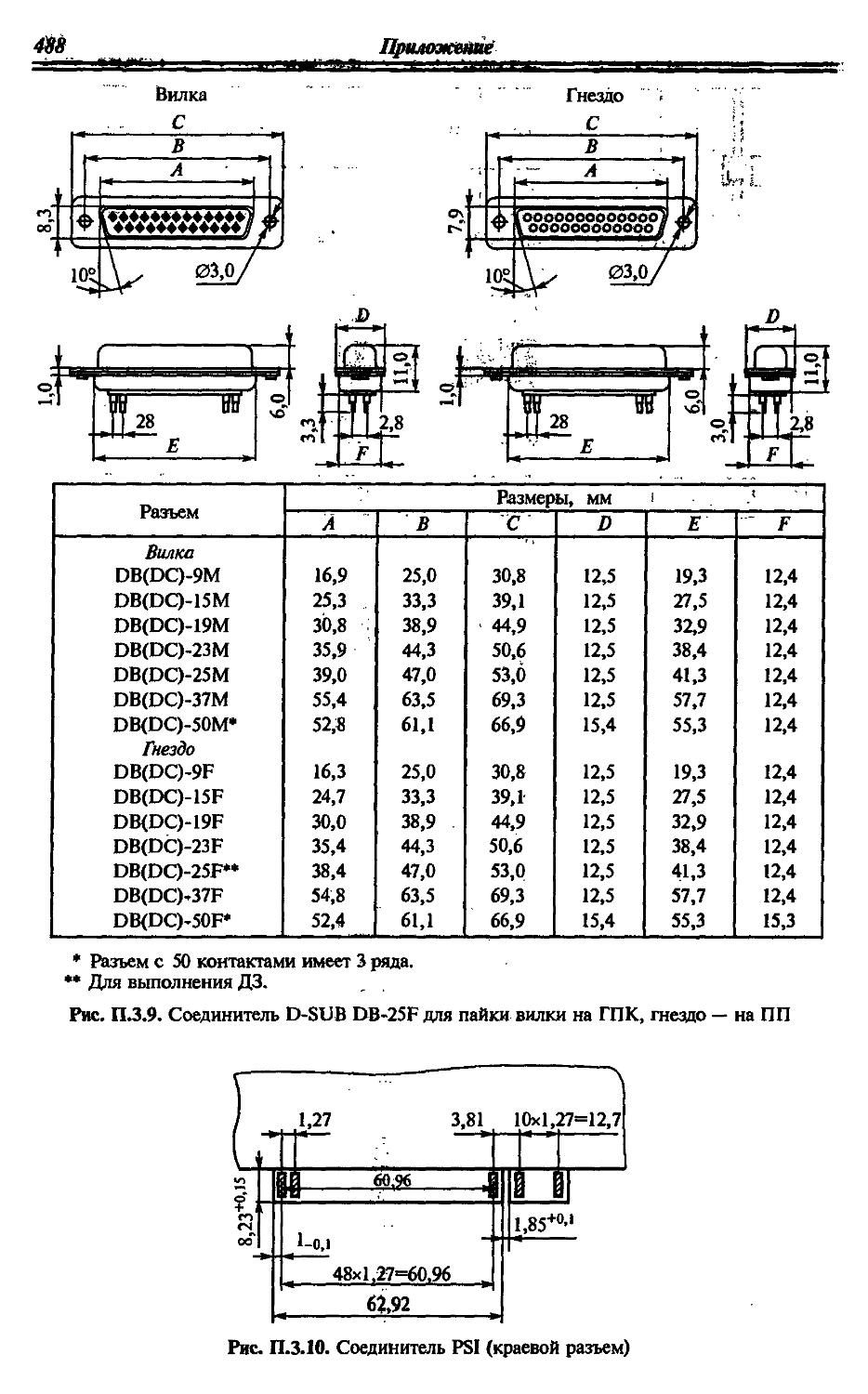
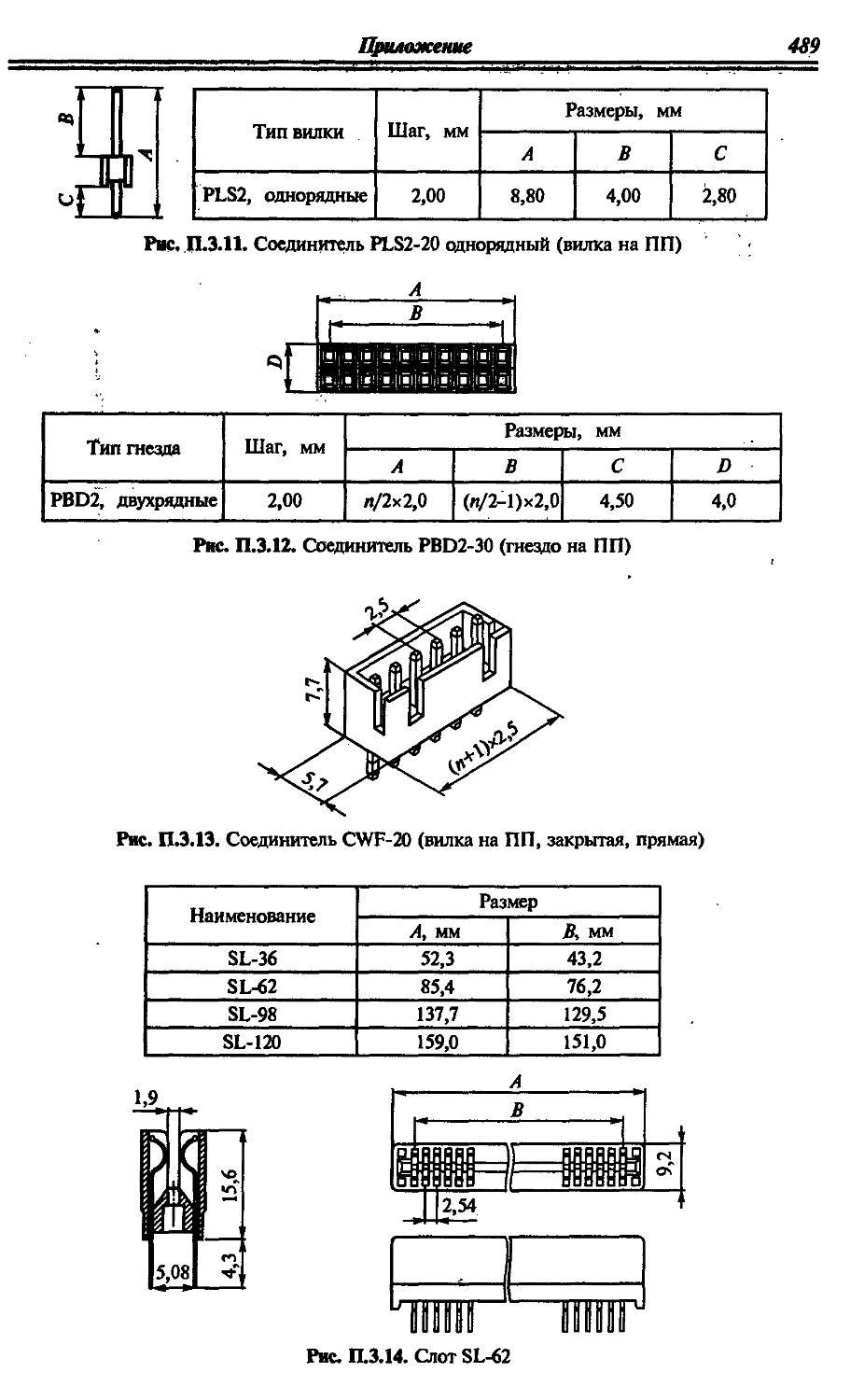
П.З. Основные конструктивные параметры соединителей..........480
П.4. Домашнее задание № 2. Проектирование
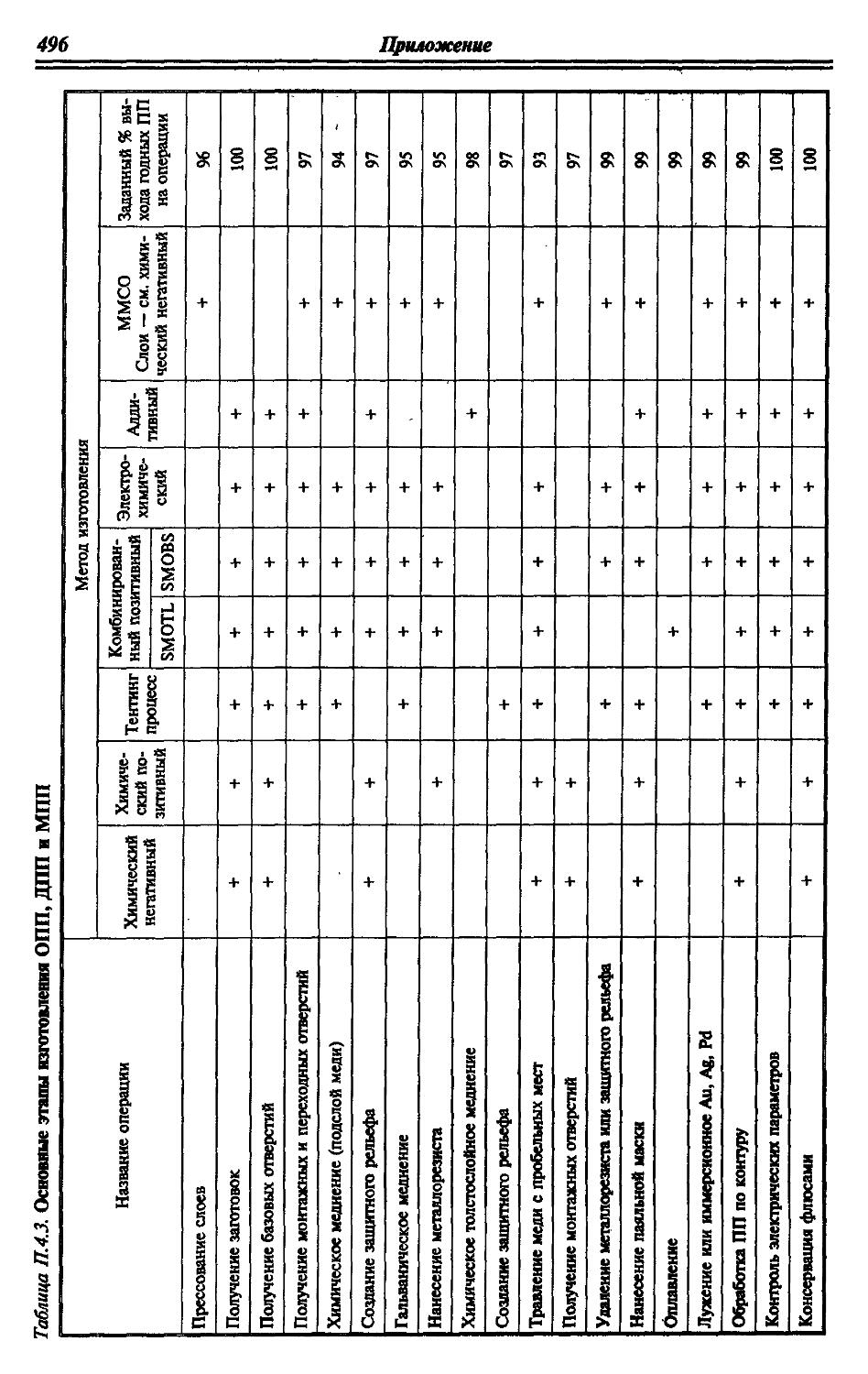
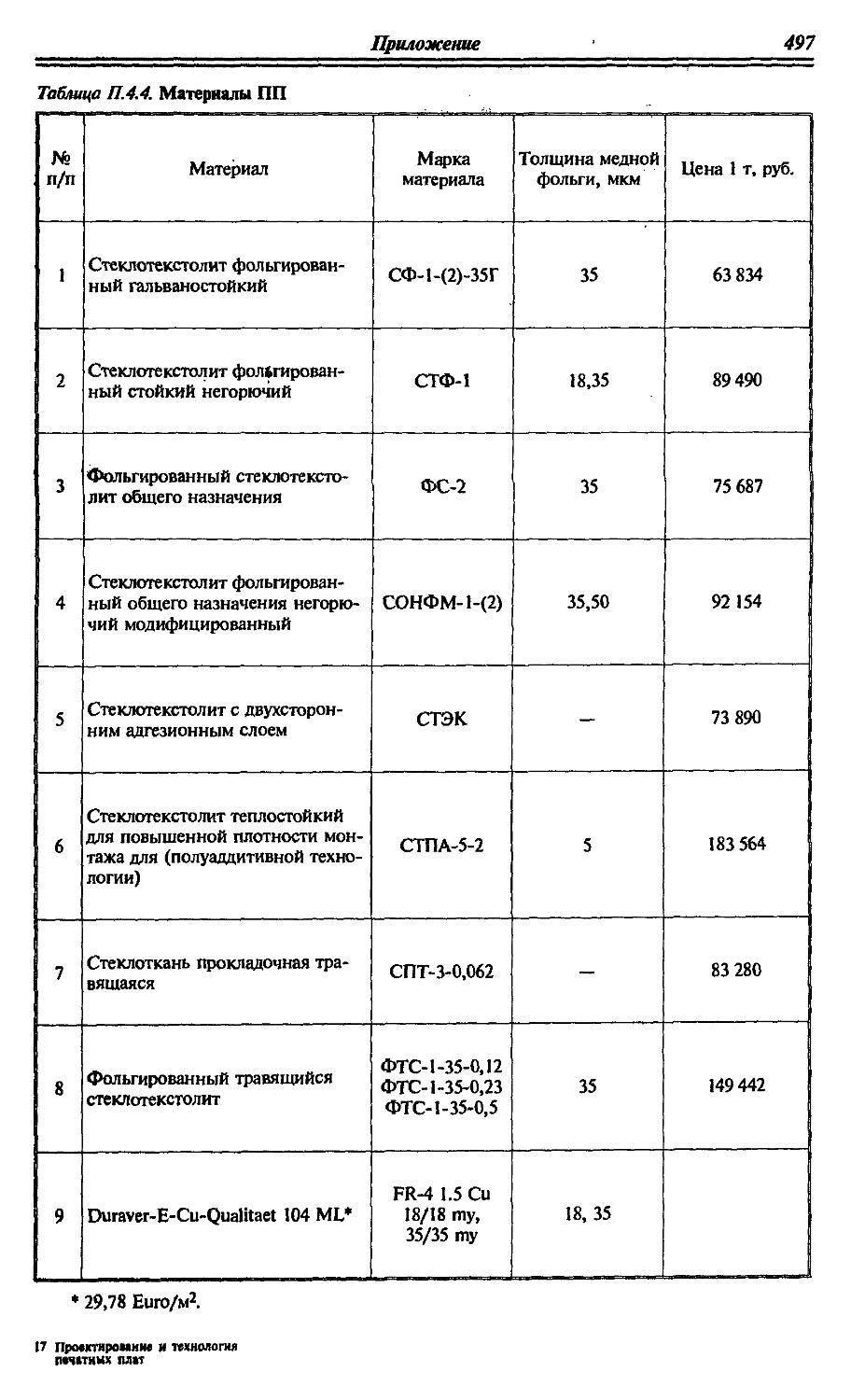
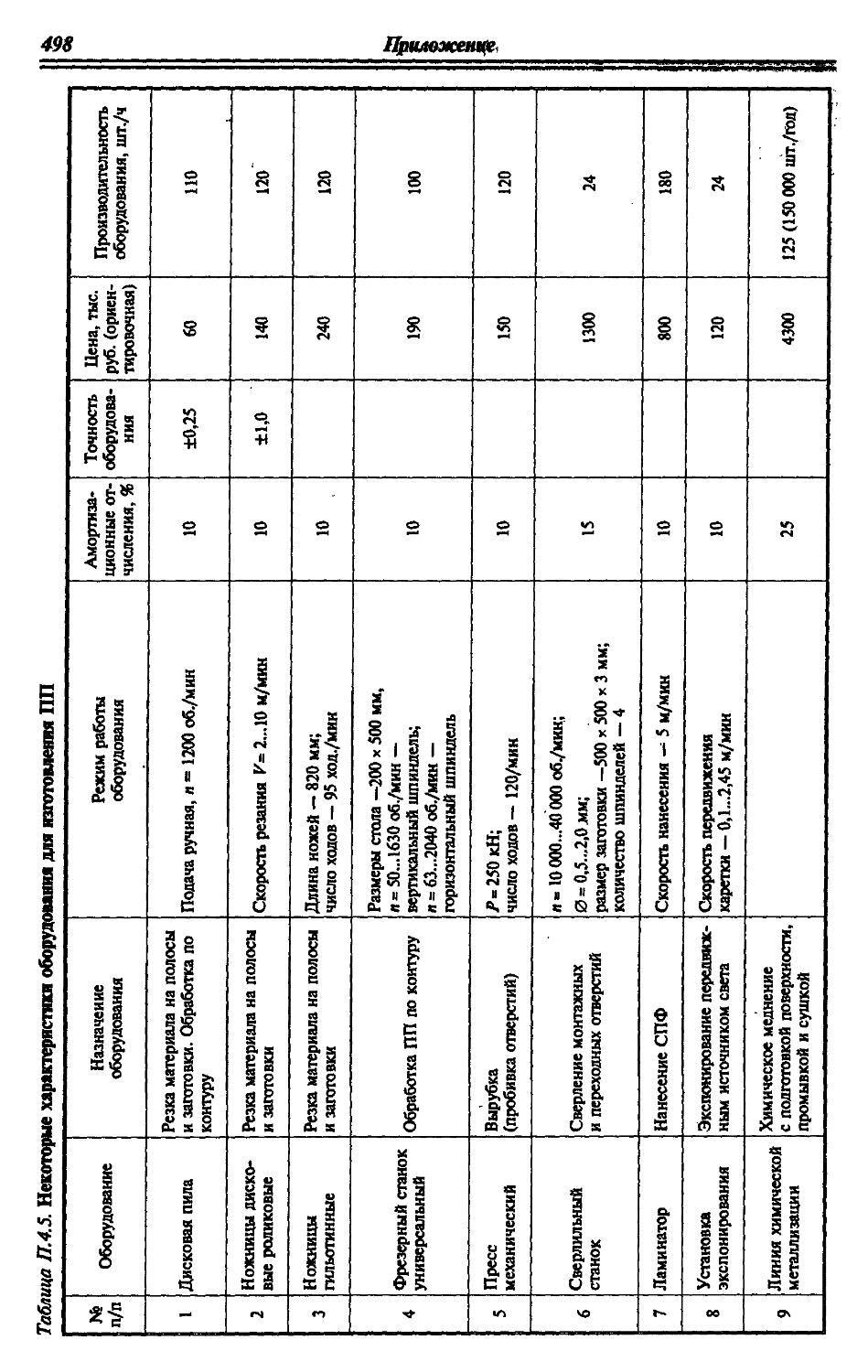
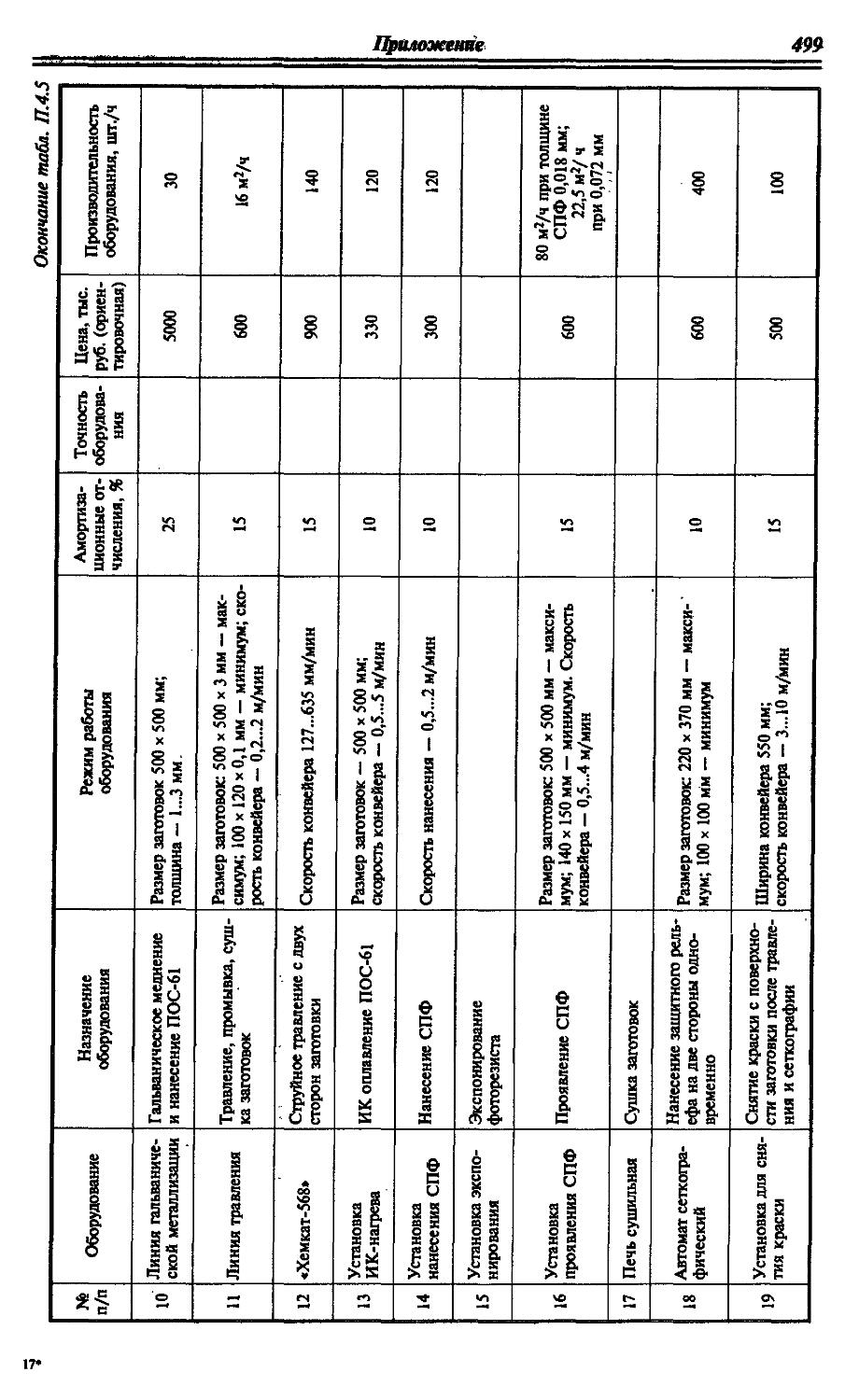
заготовительных операций ТП изготовления ПП .' и организация производства ПП.......................... 490
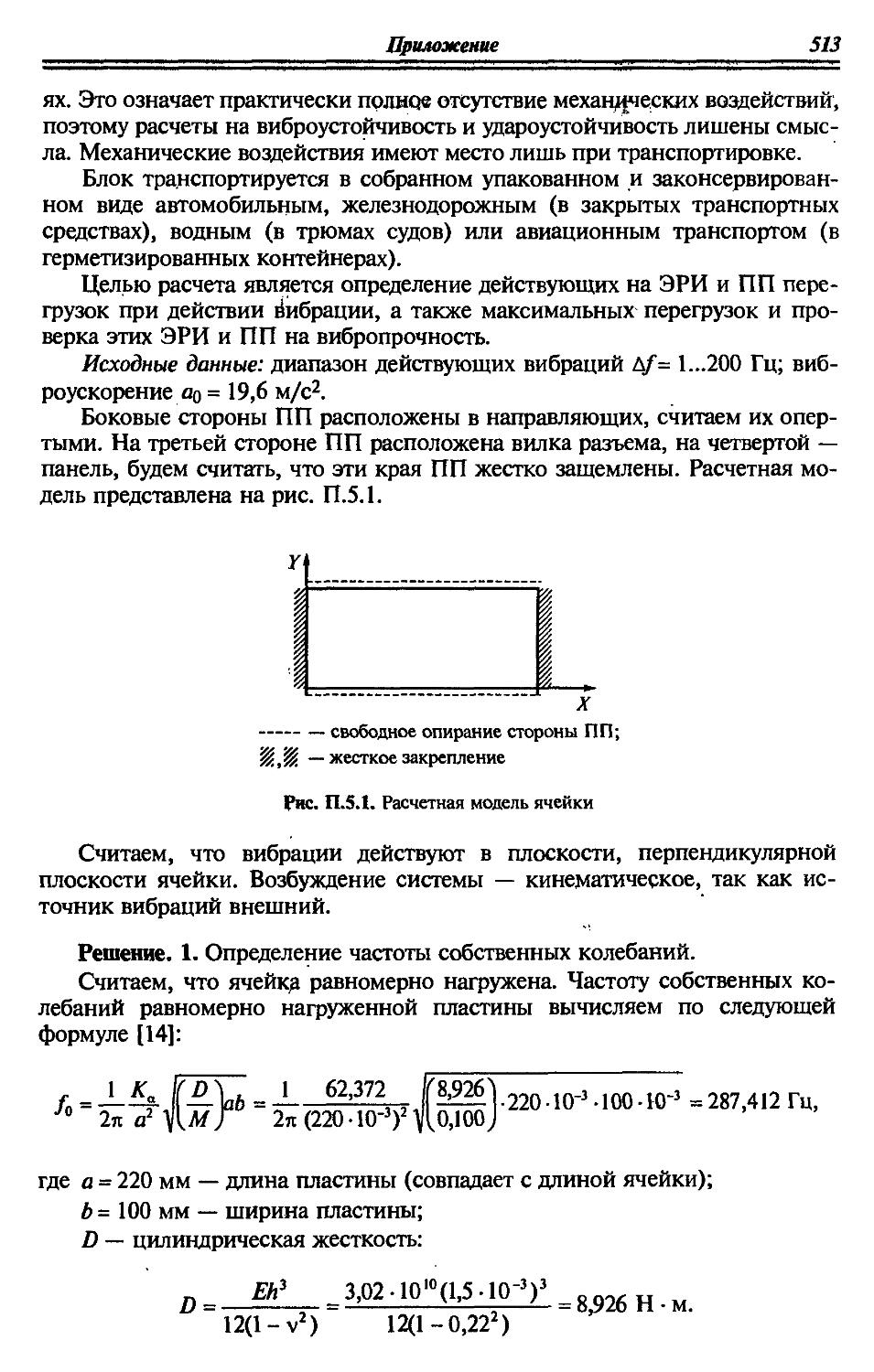
П.5. Расчет на действие вибрации.............................512
П.6. Расчет на действие удара................................517
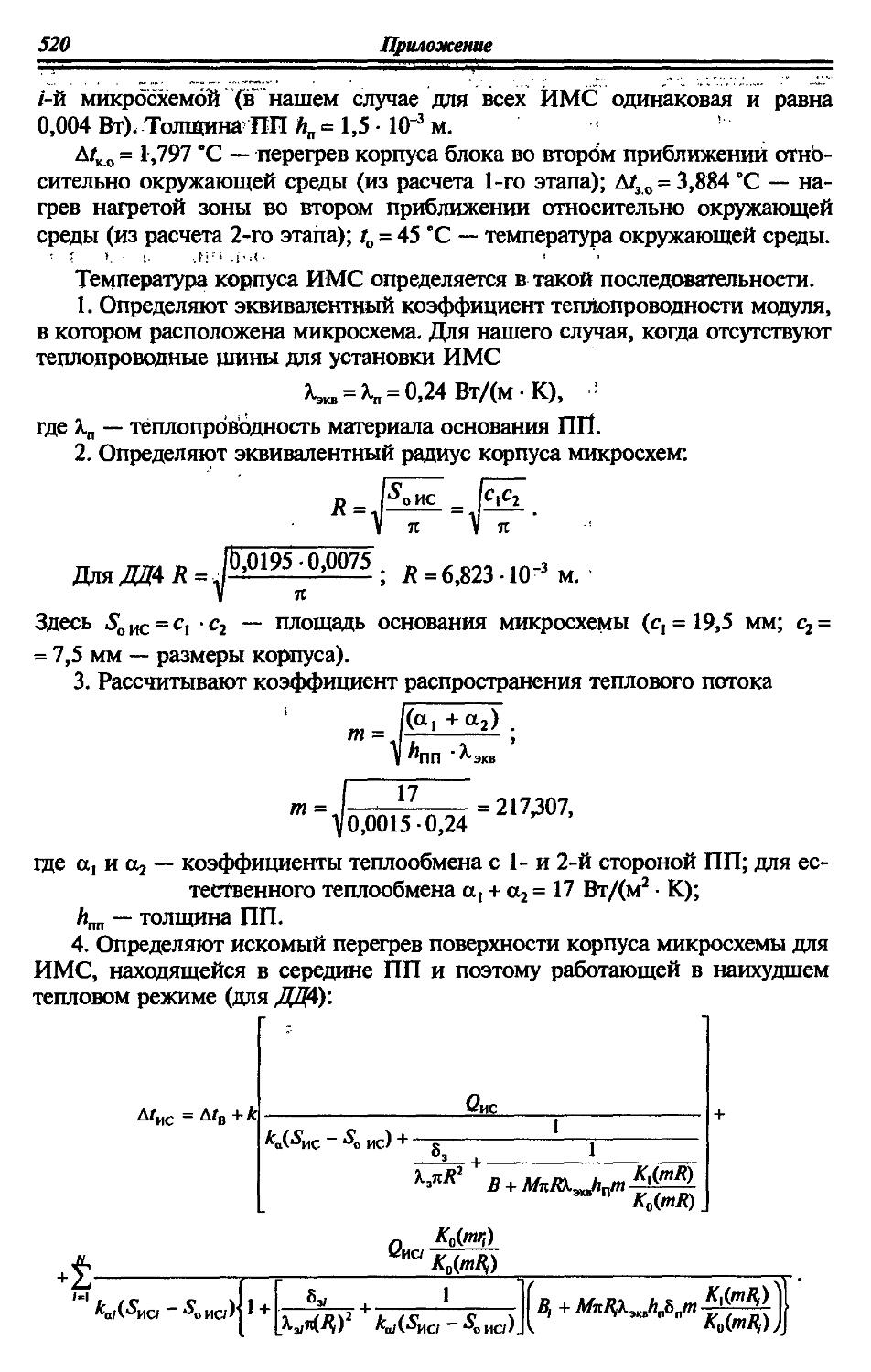
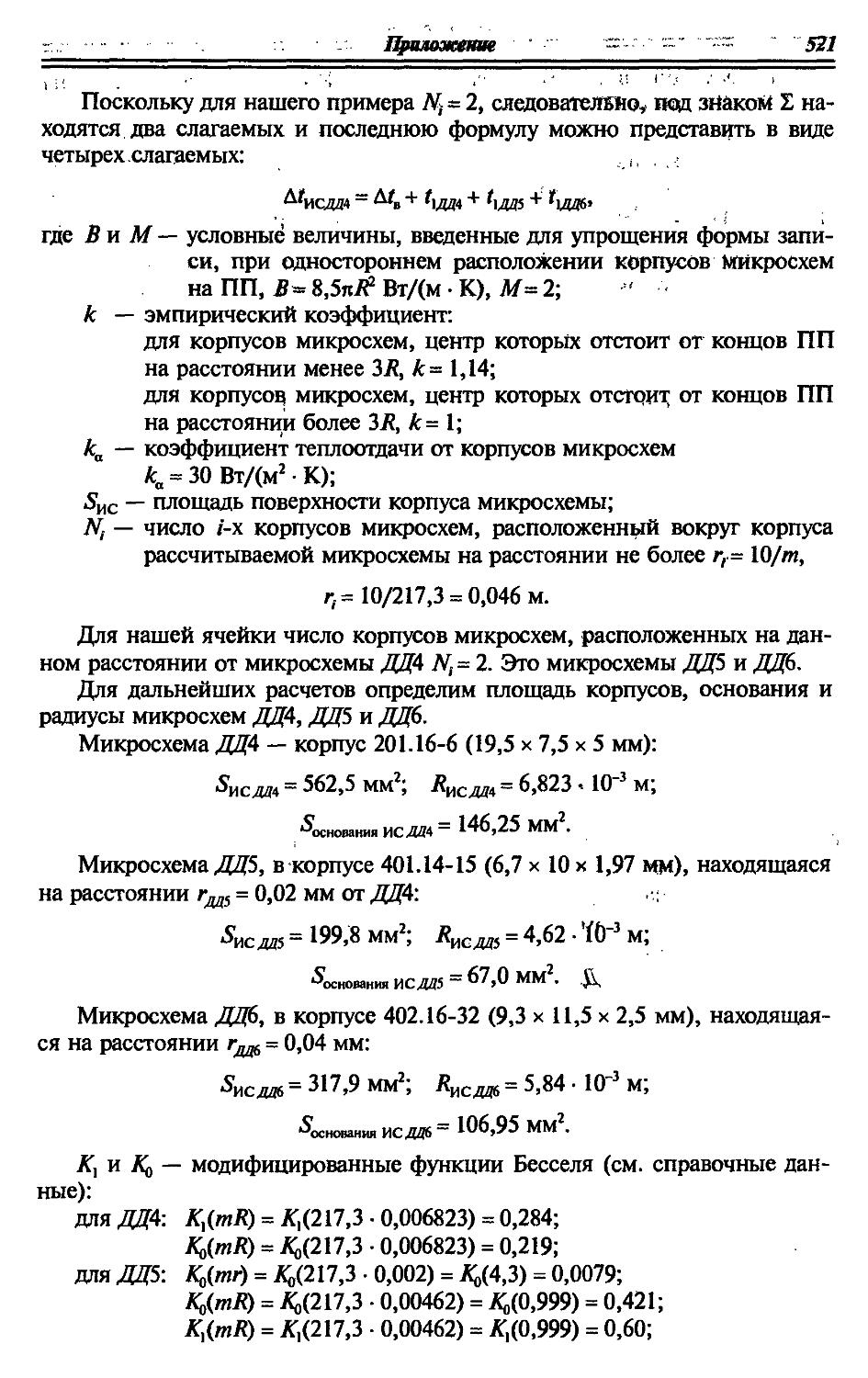
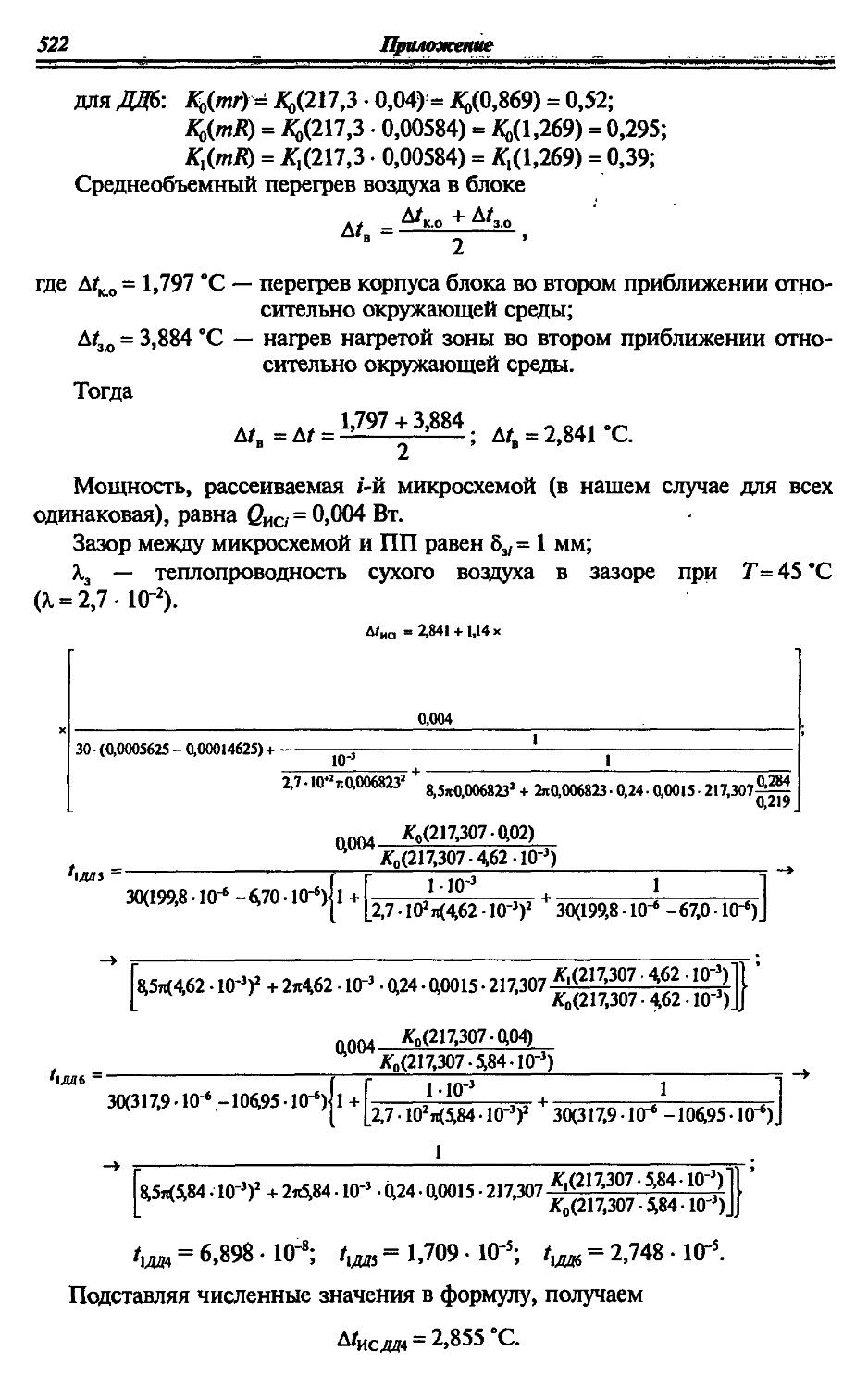
П.7. Расчет теплового режима................................ 519
П.8. Расчет надежности ФУ на ПП..............................524
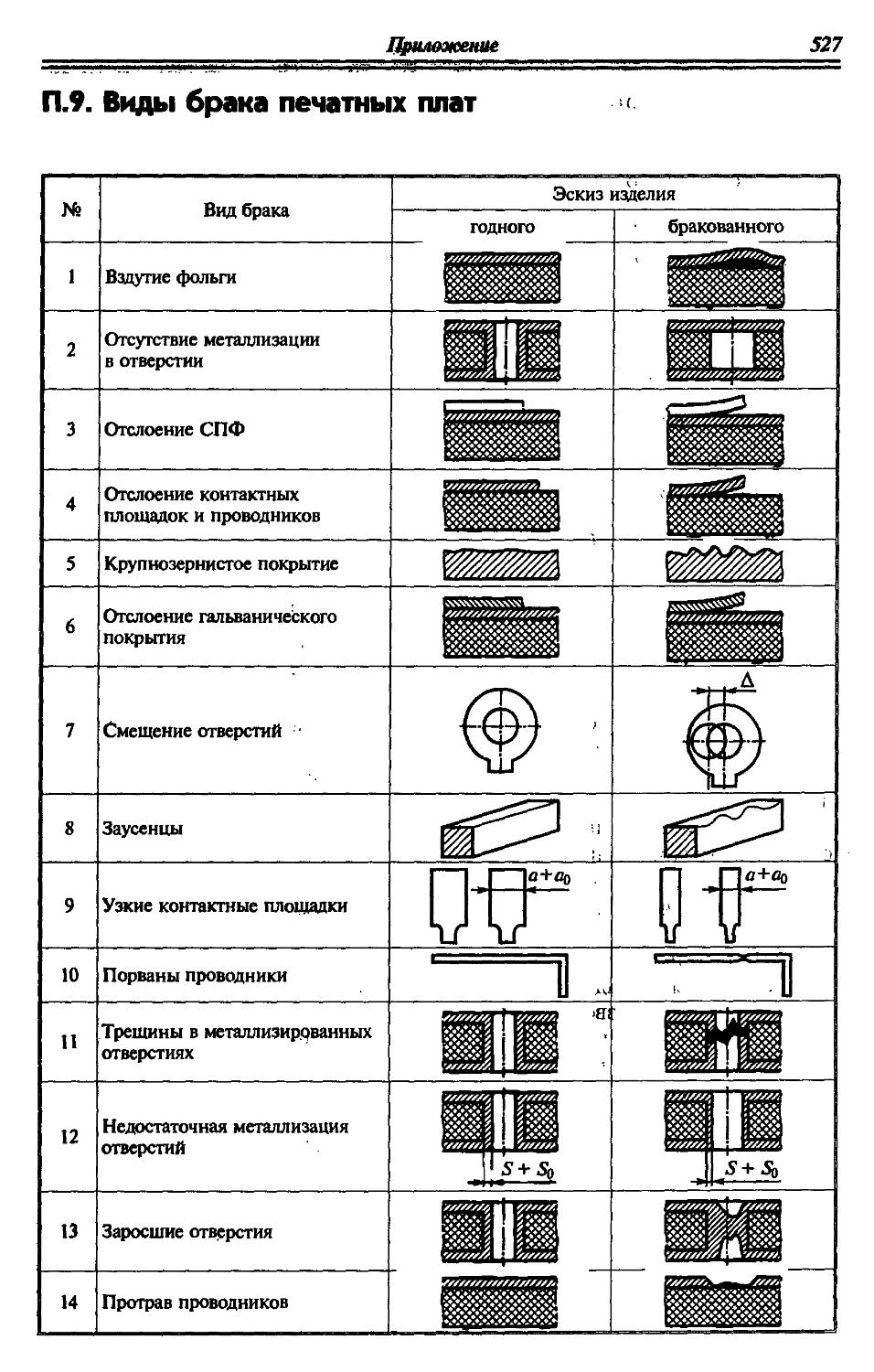
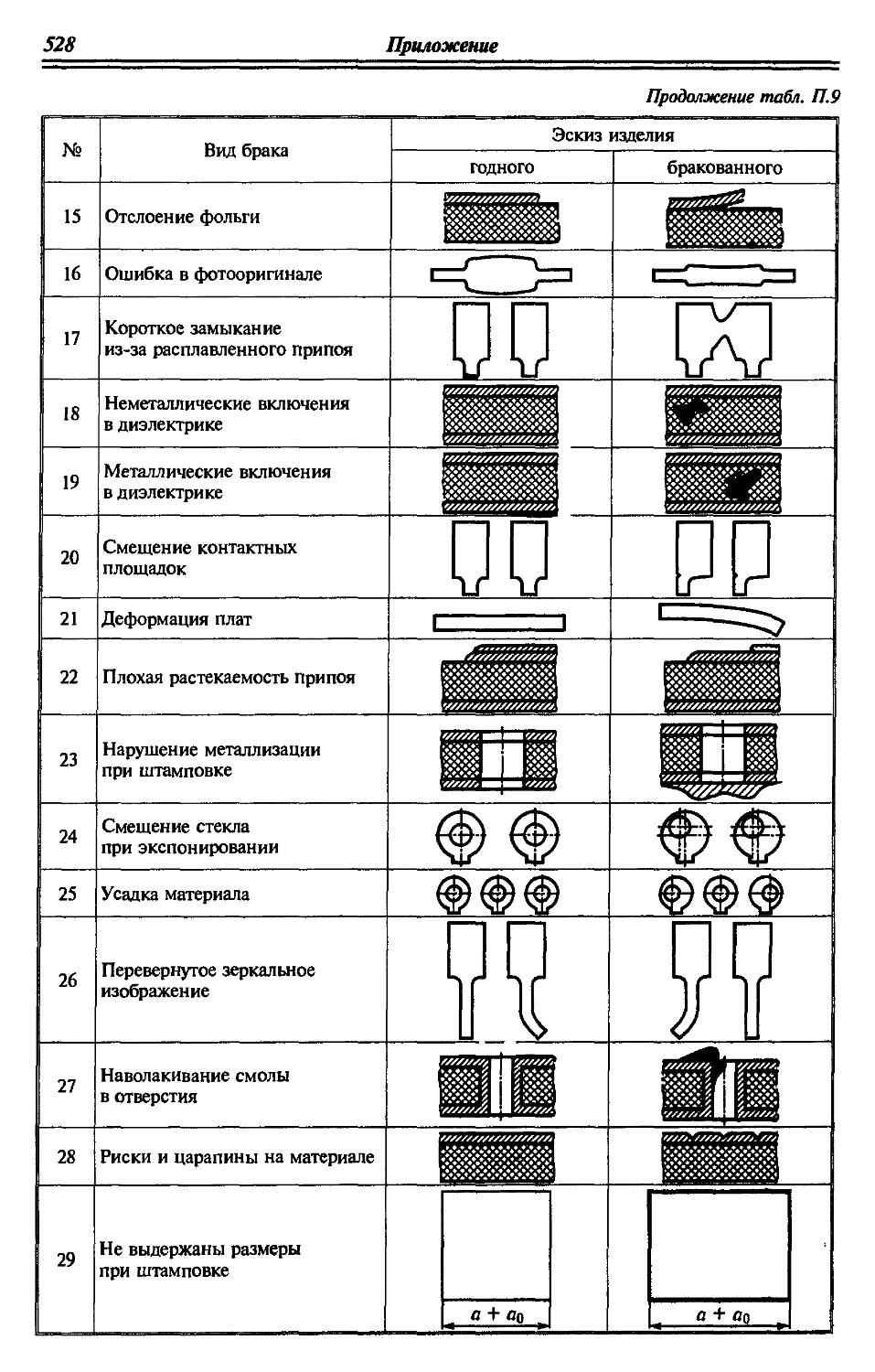
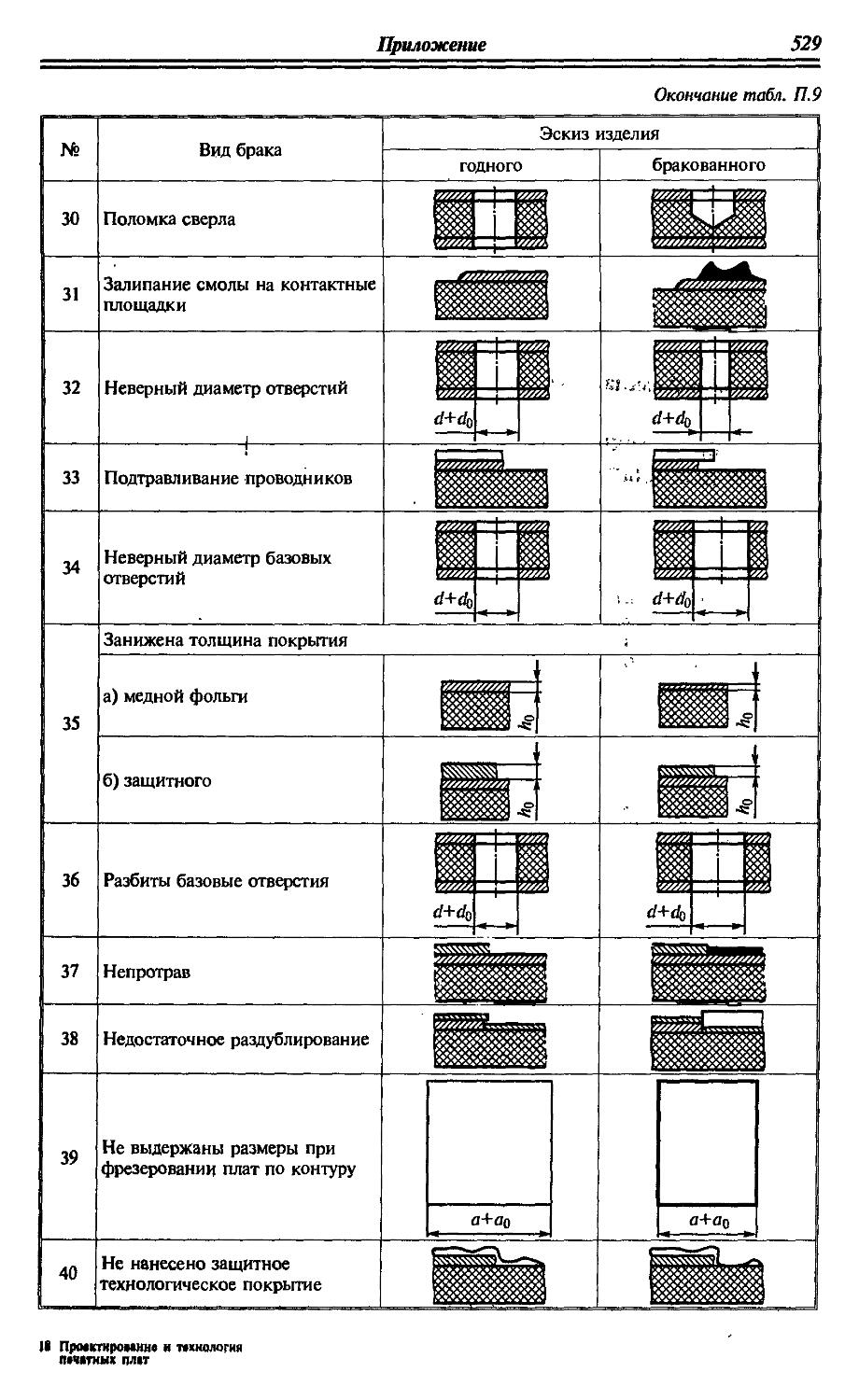
П.9. Виды брака печатных плат............................... 527
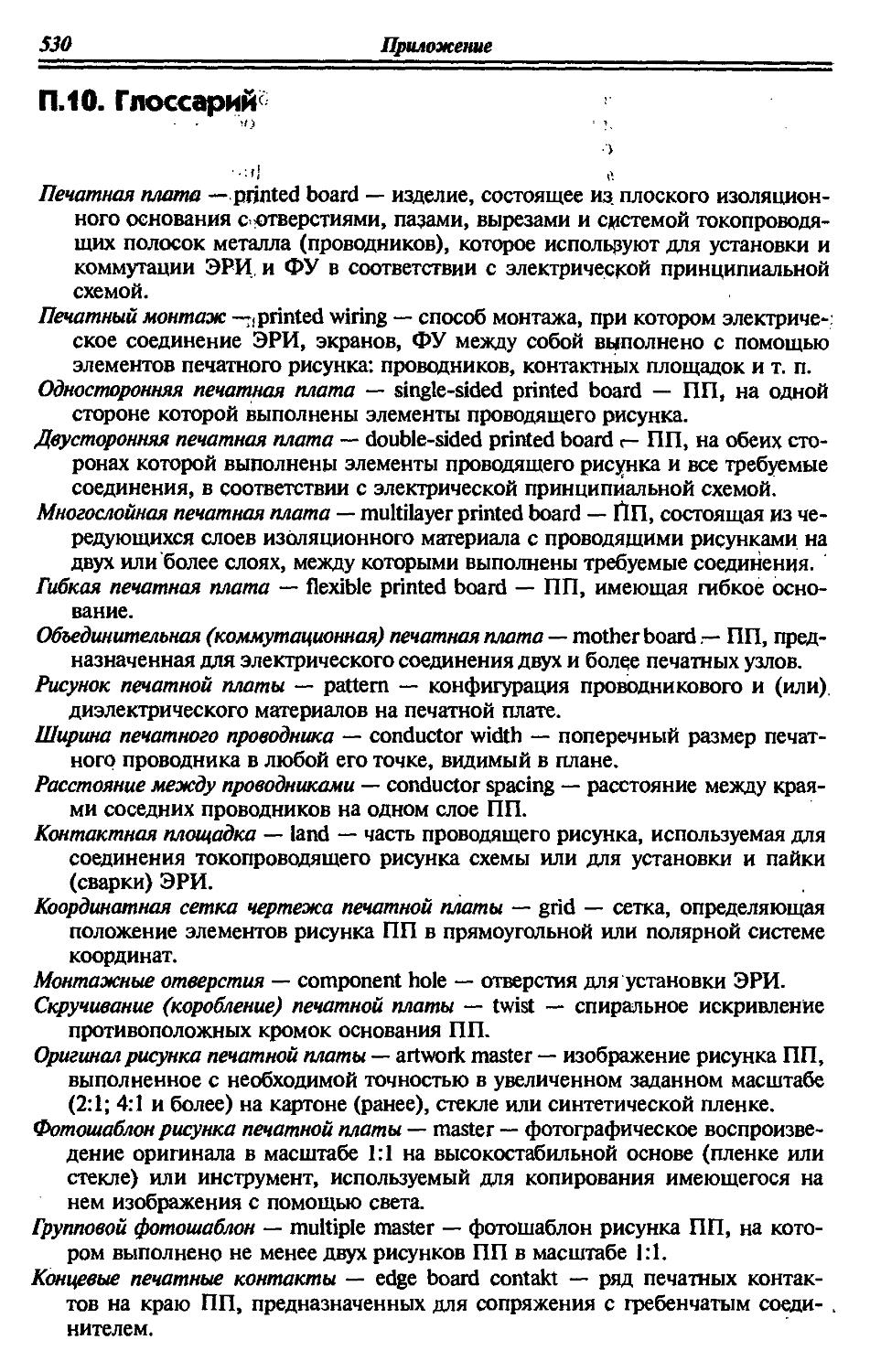
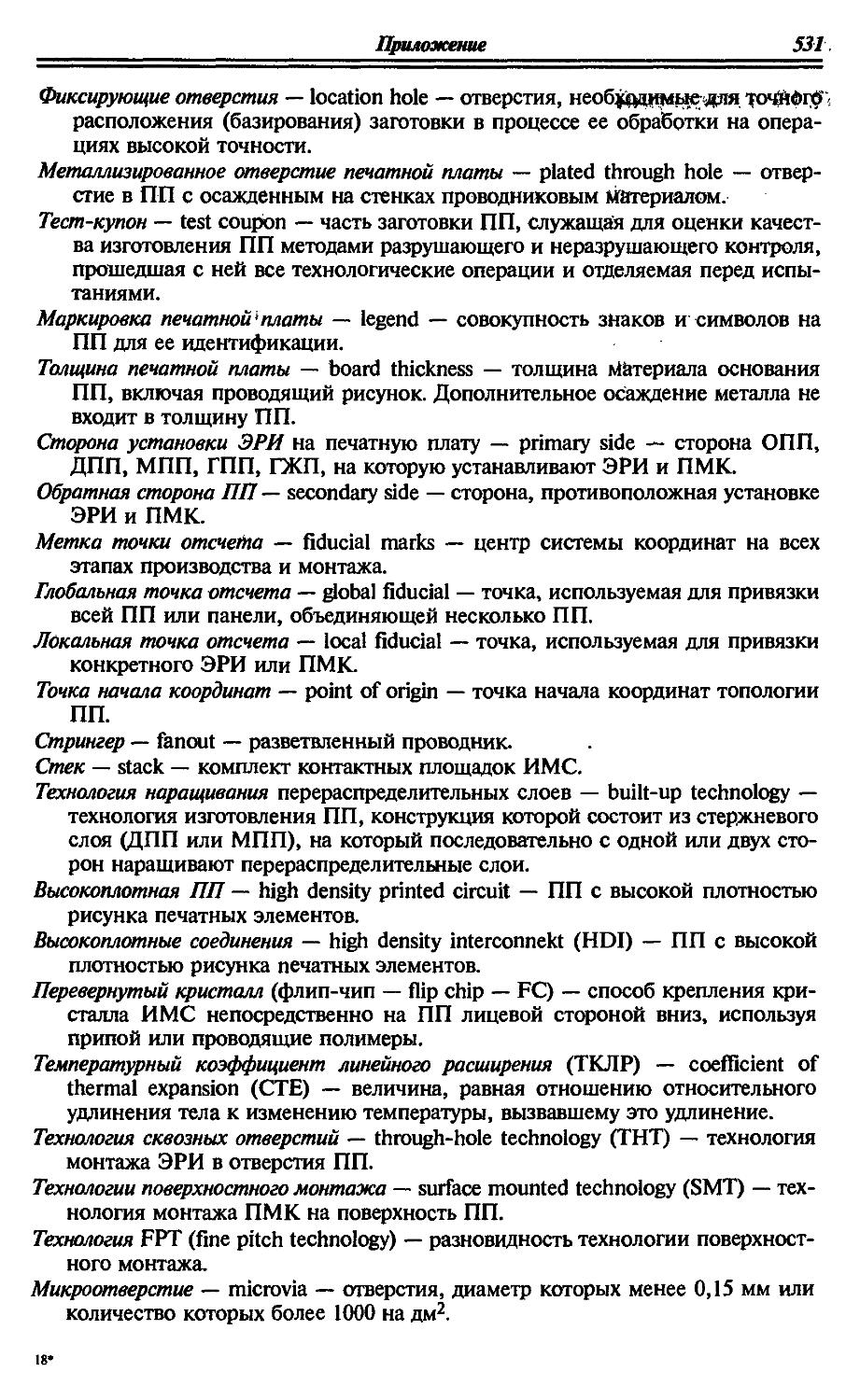
П.10. Глоссарий............................................. 530
П. 11. Стандартизация печатных плат...........................533
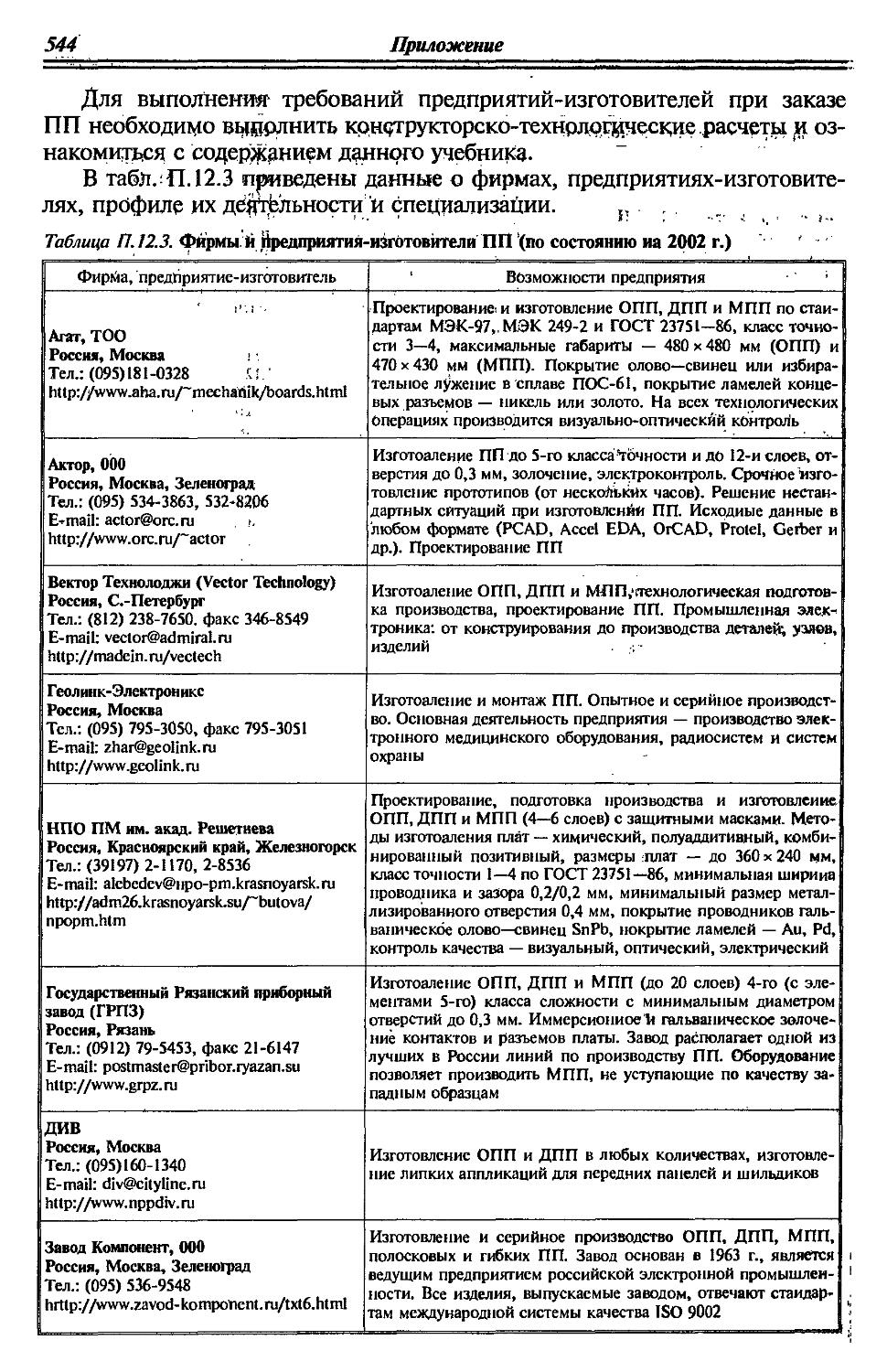
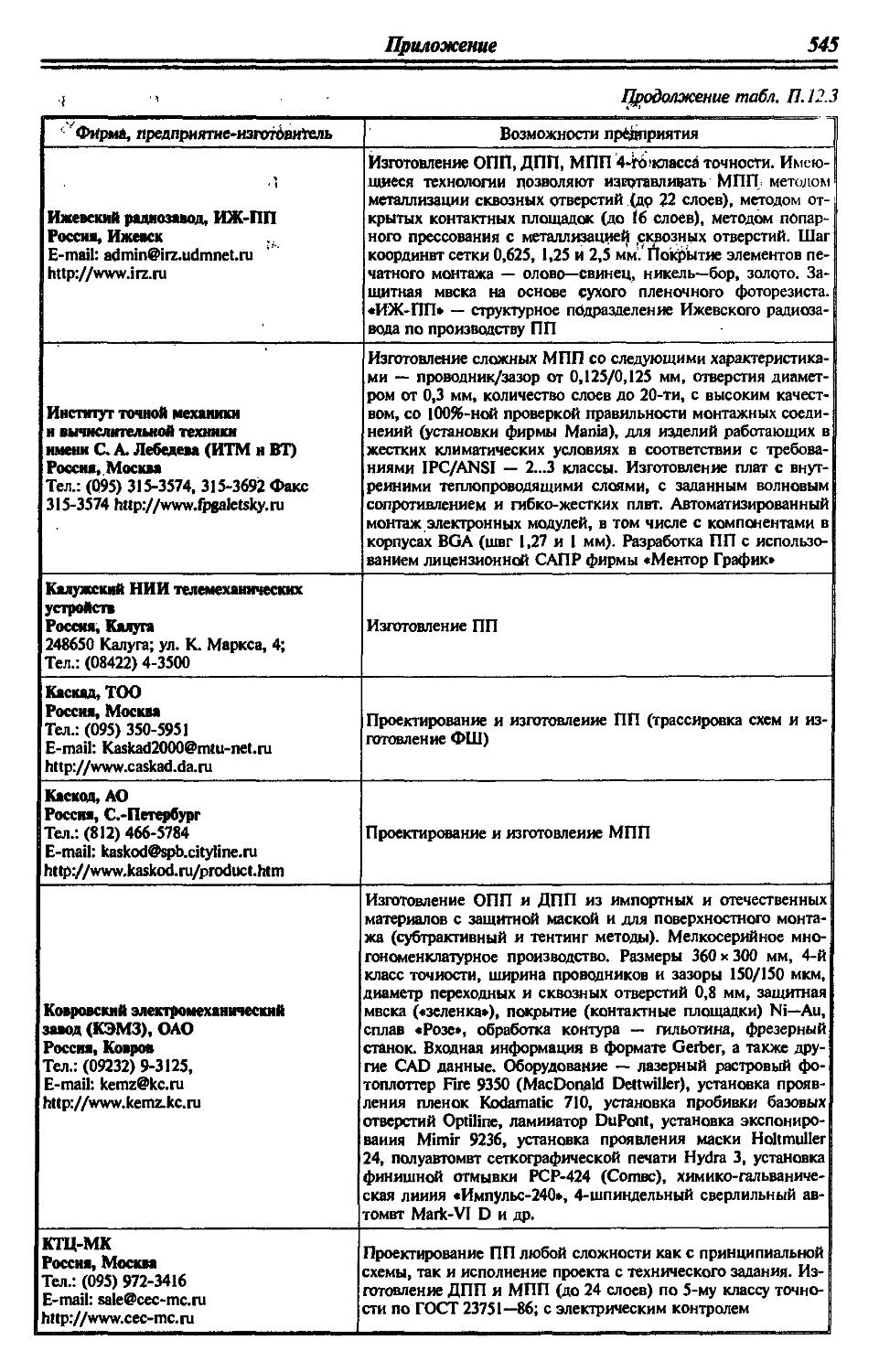
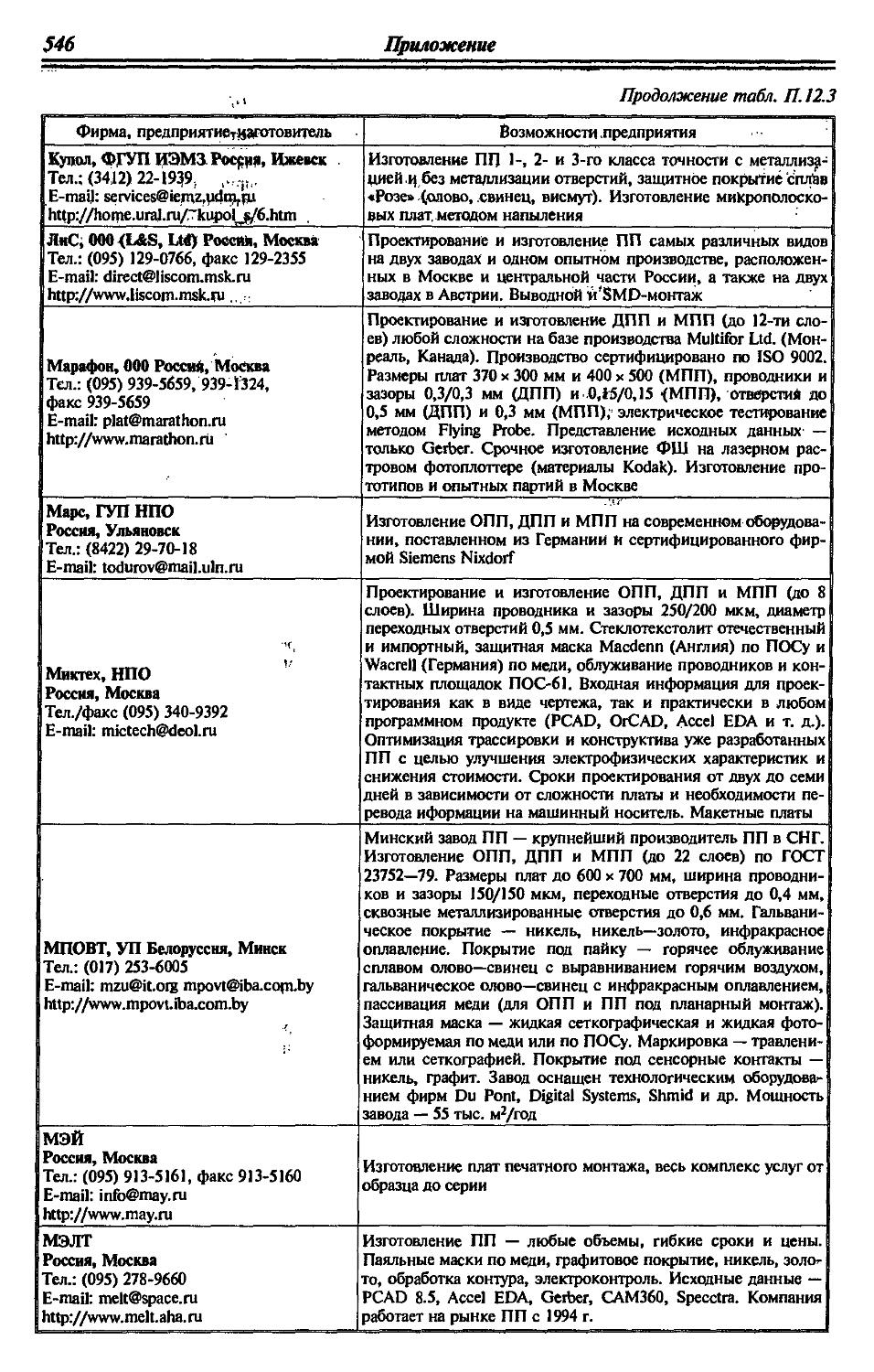
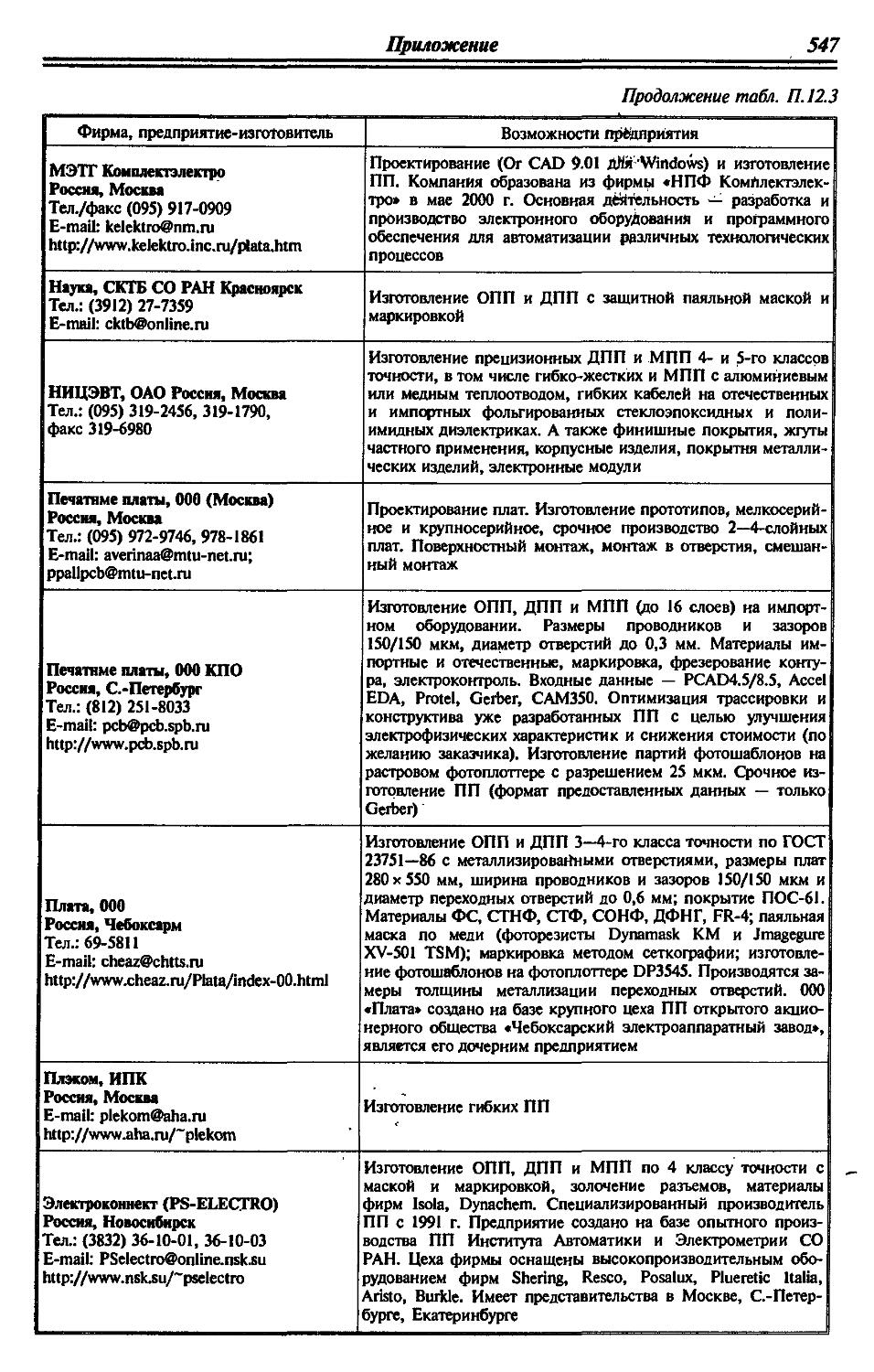
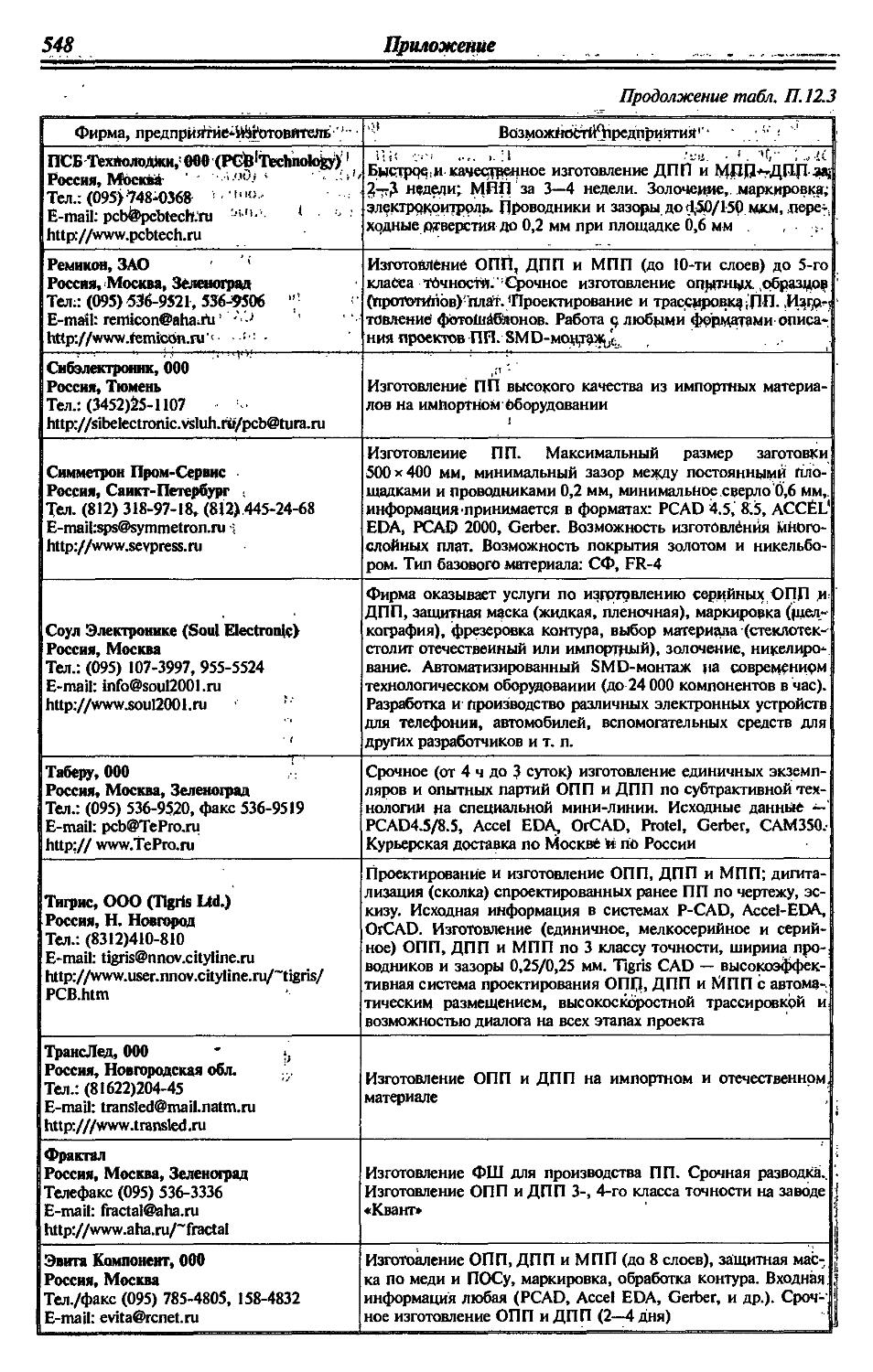
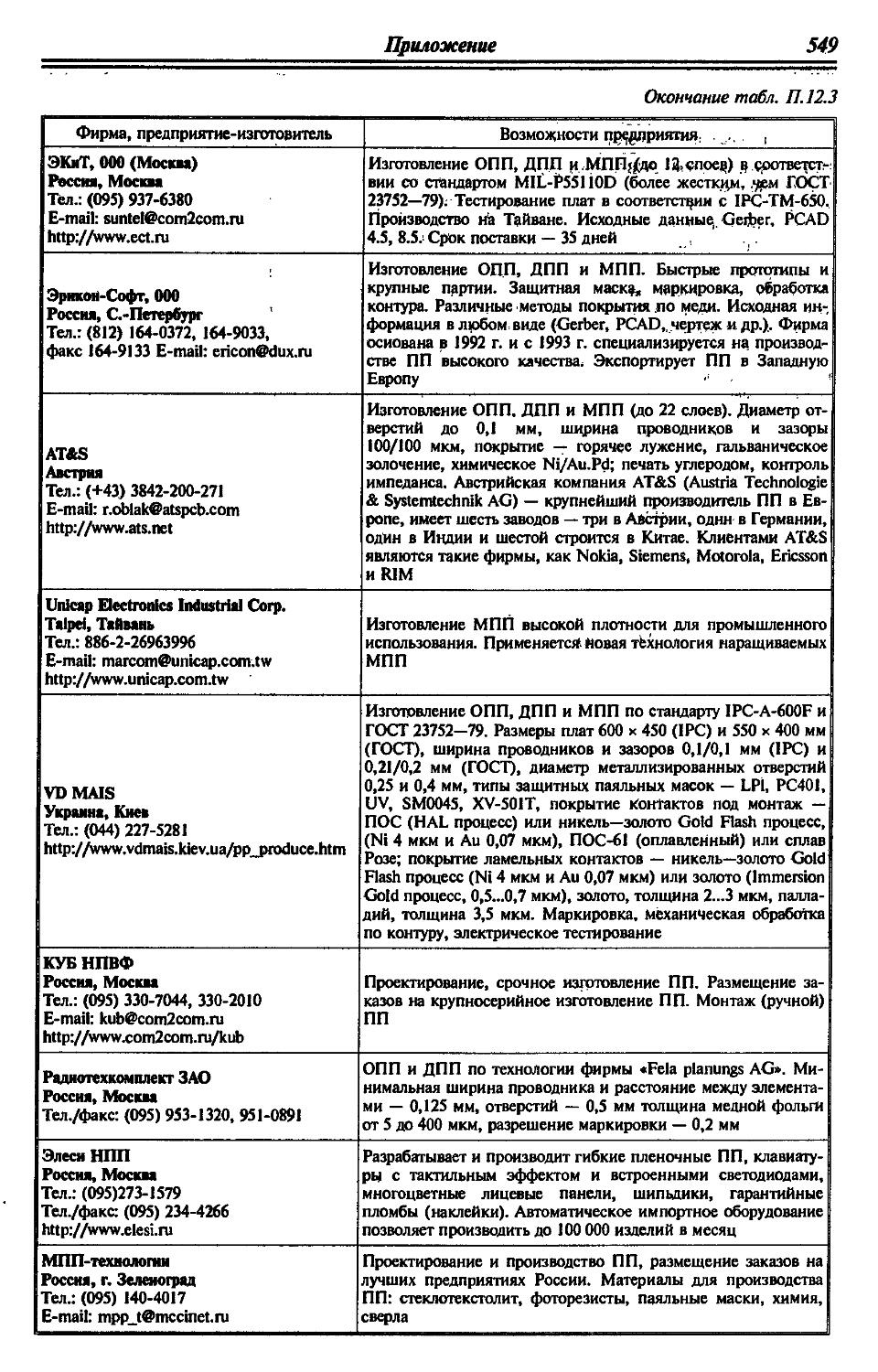
П.12. Требования к заказу ПП. Предприятия-изготовители ПП.....540
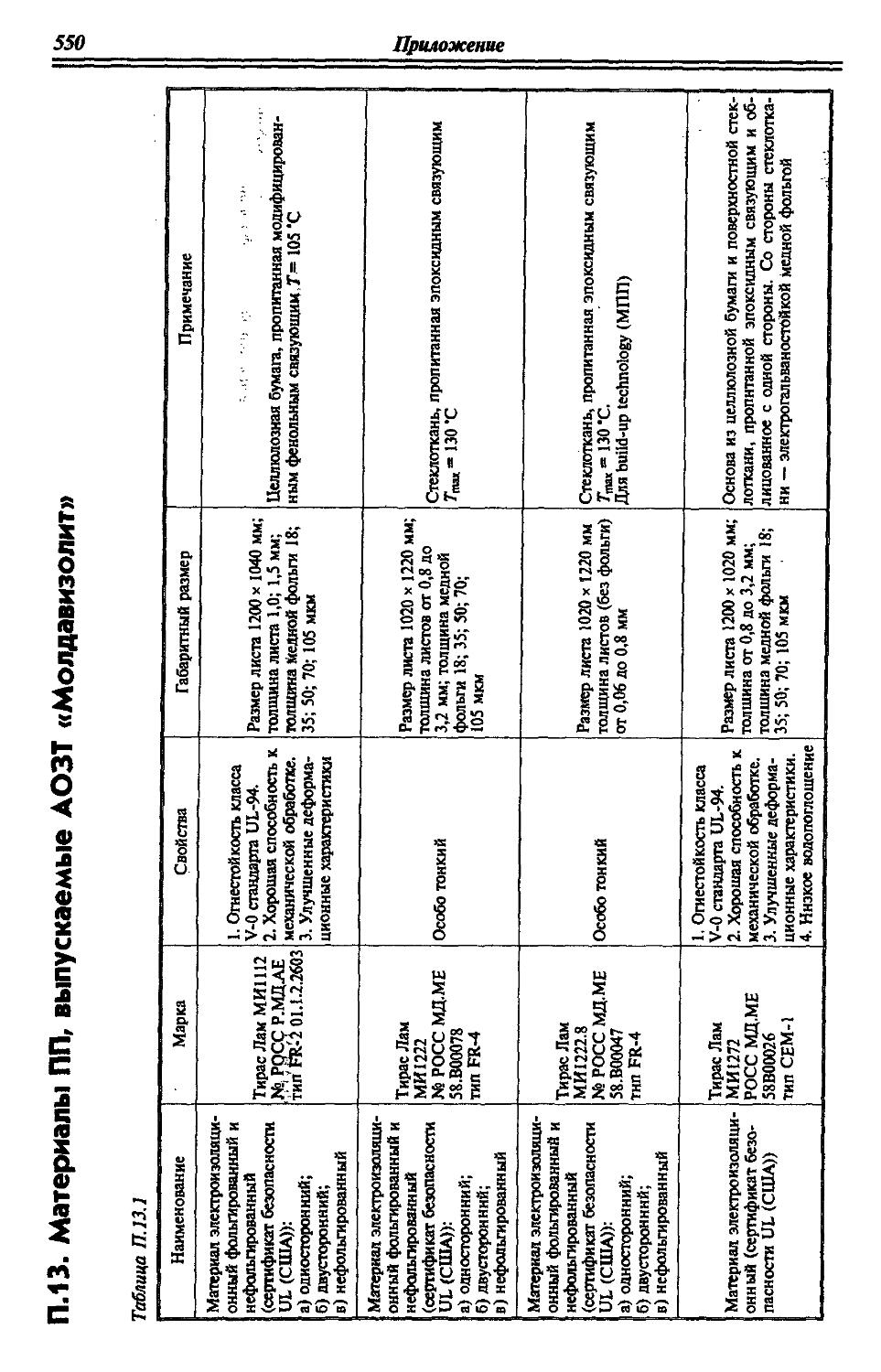
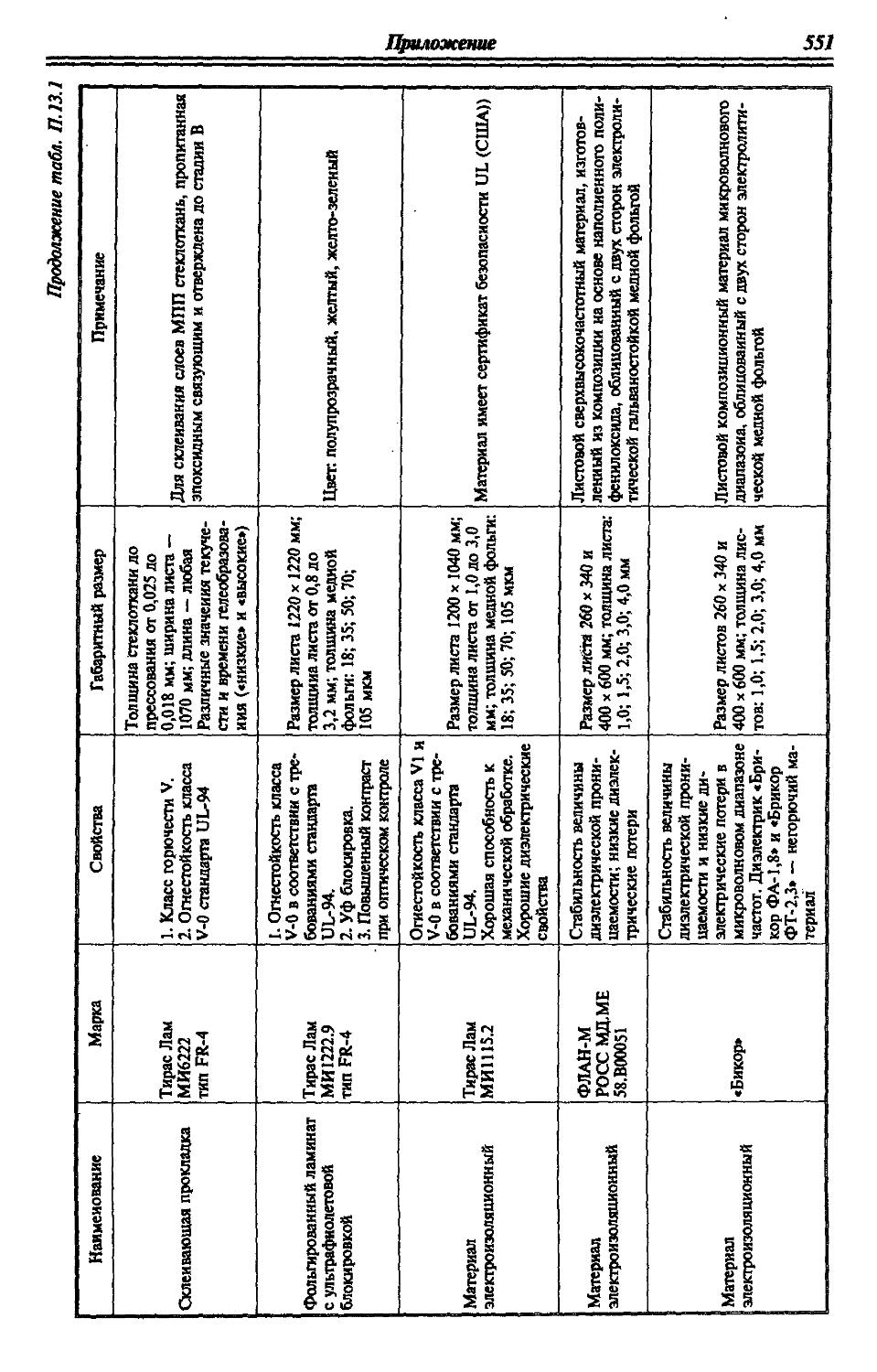
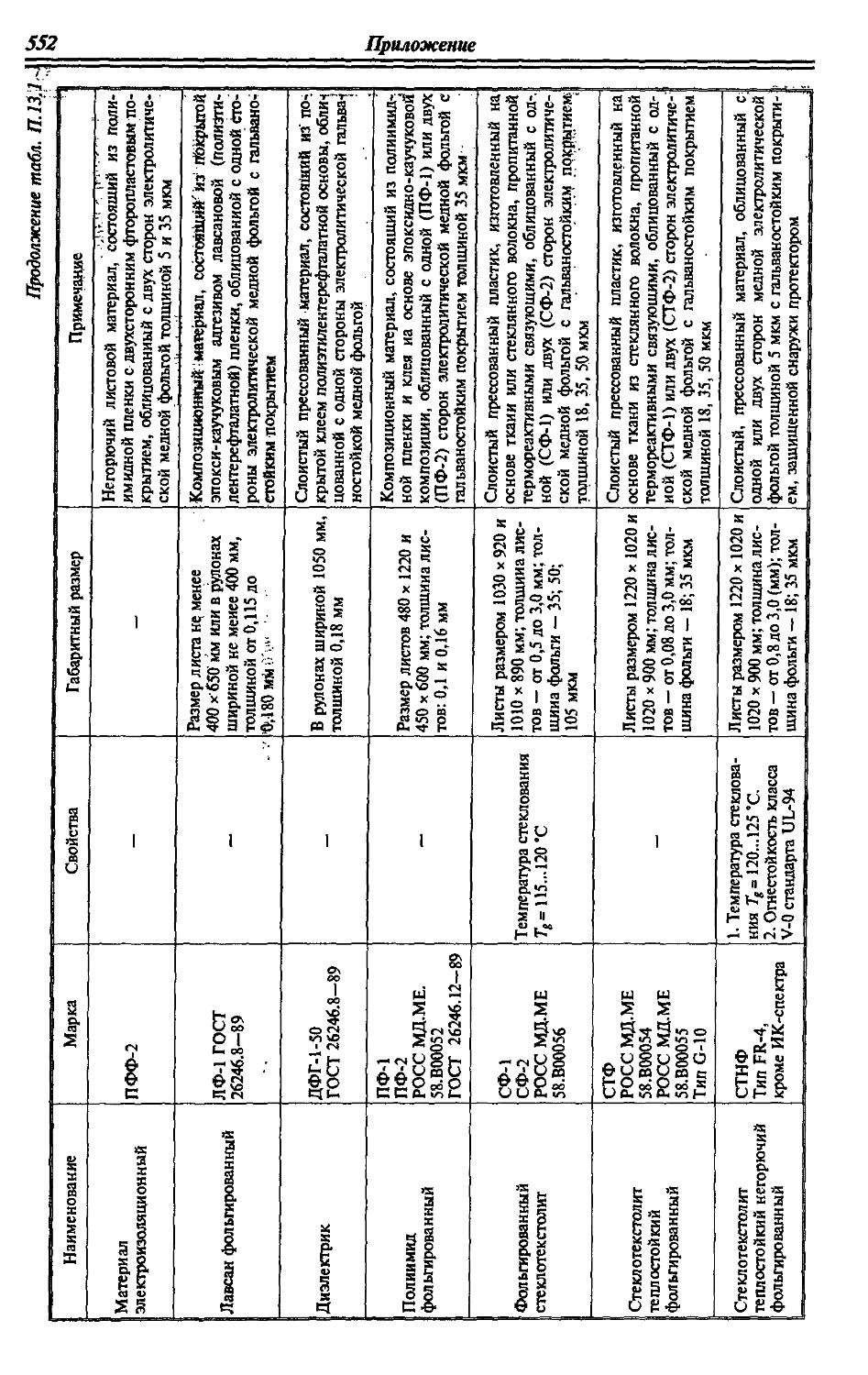
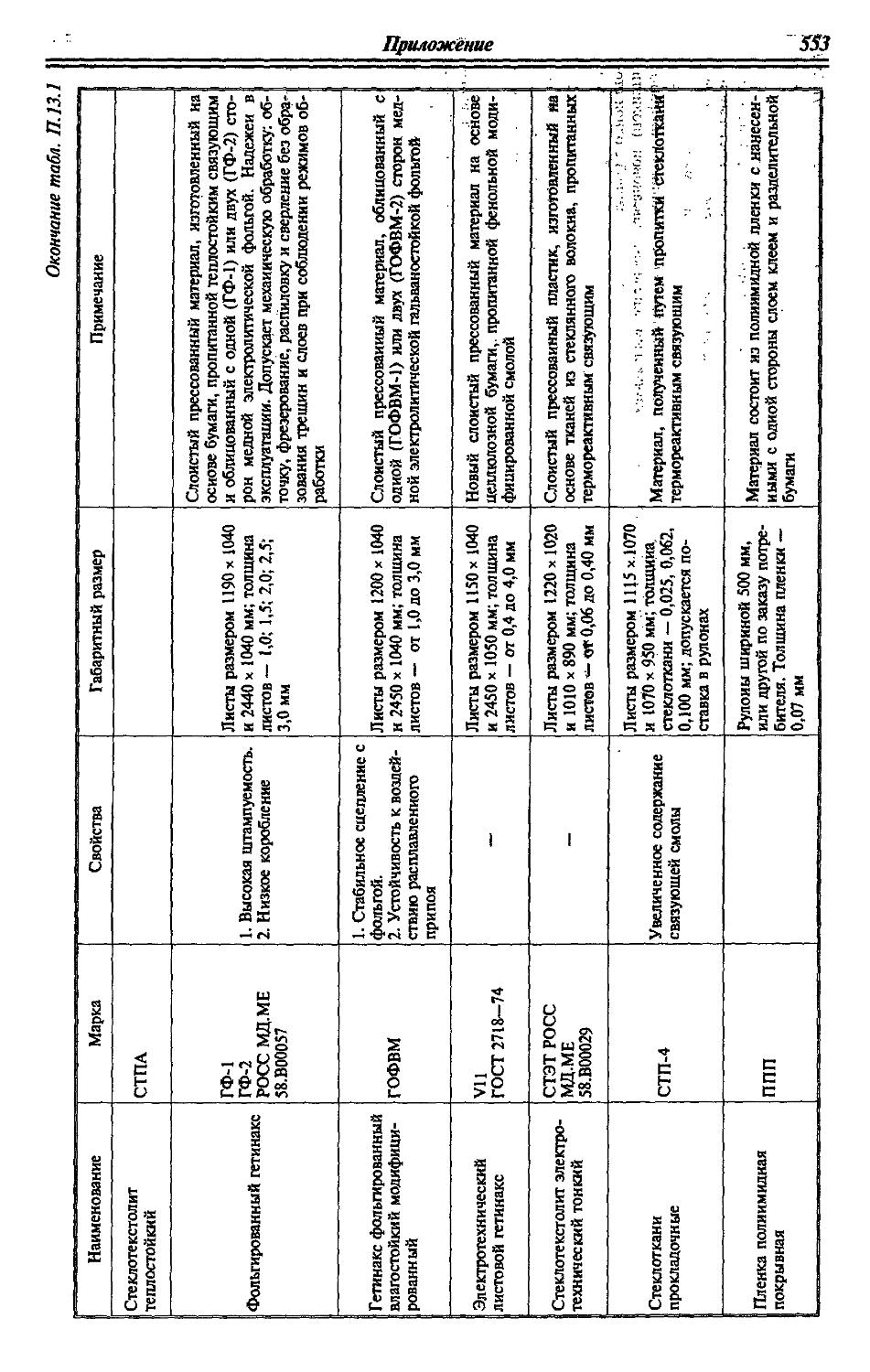
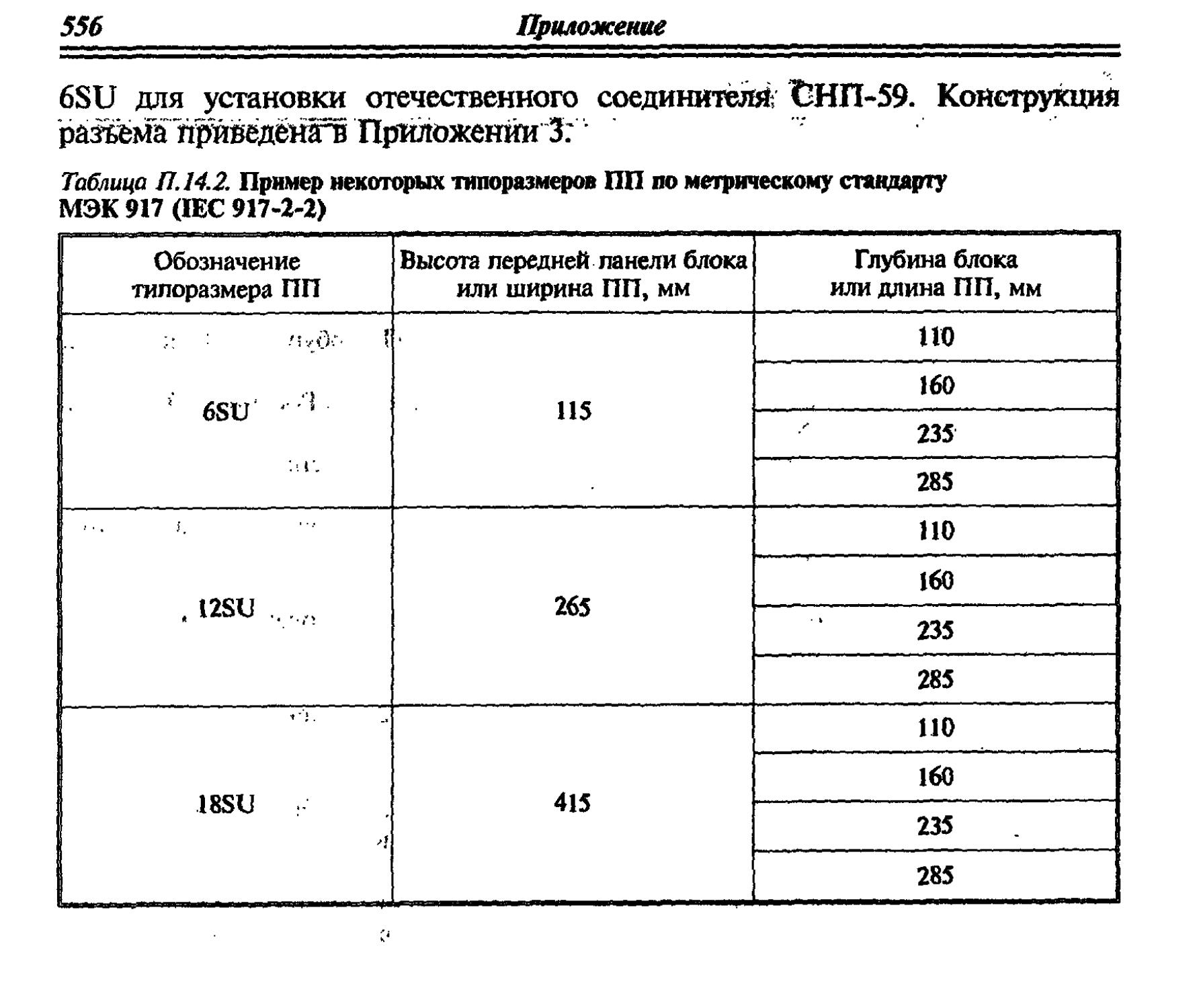
ПЛЗ. Материалы ПП, выпускаемые АОЗТ «Молдавизолит»............550
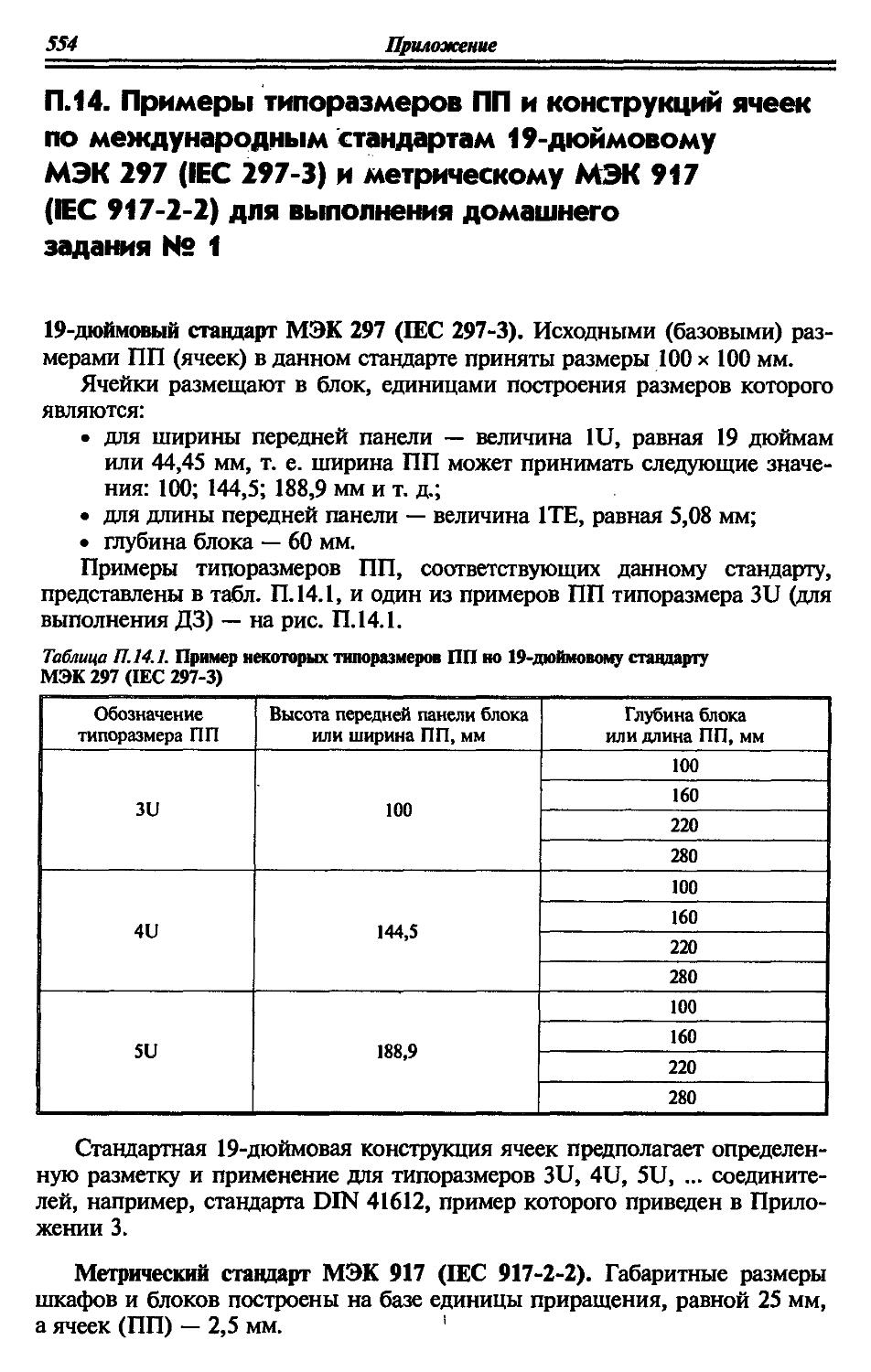
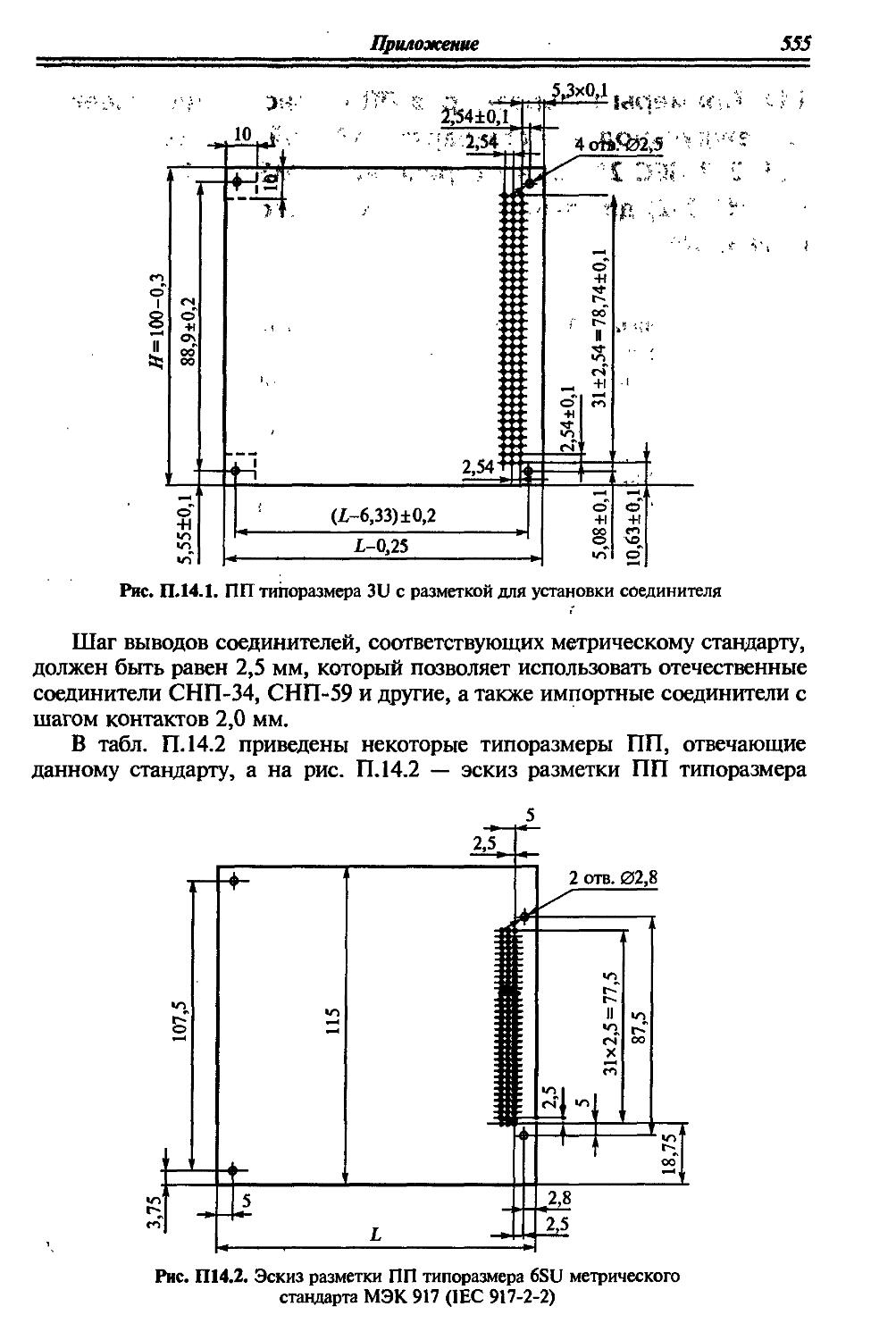
П.14. Примеры типоразмеров ПП и конструкций ячеек
по международным стандартам 19-дюймовому МЭК 297 (IEC 297-3) и метрическому МЭК 917 (IEC 917-2-2) для выполнения домашнего задания № 1....................................554
Слисок литературы................................................557
Предисловие
Печатные платы (ПП) применяются практически во всех отраслях народного хозяйства, и потребность в них постоянно возрастает. Опережающие темпы развития микроэлектроники требуют непрерывного повышения их технического уровня, который определяется ростом плотности монтажа электрорадиоизделий (ЭРИ), повышением требований к надежности, увеличением частоты следования импульсов, обеспечением помехозащищенности и др. Реализация этих требований зависит от достижений в области конструирования и развития технологии производства ПП. Это в свою очередь приводит к необходимости разработки новых конструкций и технологических процессов их изготовления, поэтому подготовка инженеров конструкторов-технологов по специальности «Проектирование и технология электронных средств» должна опираться на хорошую общеинженерную, конструкторскую и технологическую базу.
В учебнике основное внимание уделено ПП, которые составляют более 90 % коммутационных плат.
Несмотря на то, что существует целый ряд работ, по которым осуществляется подготовка специалистов, быстрое лавинообразное возрастание информации делает весьма актуальной подготовку учебника, который бы отражал последние достижения в области проектирования и изготовления ПП.
Основным принципом, положенным в основу книги является постепенное и последовательное введение читателя в проблему в расчете на полноценное усвоение основных понятий и определений с последующим нарастанием сложности излагаемых вопросов.
Автор старался органично соединить теоретические положения с конкретными практическими решениями.
Принципиальным отличием данного учебника от изданий по данной тематике является рассмотрение в единстве вопросов конструирования, технологии, экономики, экологии и стремление автора реализовать системный подход при изложении частного локального аспекта, указывая место конкретного вопроса в многоаспектной проблеме проектирования и изготовления ПП. Автор старался охватить и довести наиболее доступным способом последовательность и взаимосвязь основных этапов проектирования и жизненного цикла ПП.
Учебник состоит из 7 глав и приложения, логически связанных между собой и отражающих последовательность и этапы процесса проектирования ПП.
Во введении в общем виде укрупненно представлена вся последовательность конструкторско-технологического проектирования ПП, приведены основные термины, определения и требования к ПП.
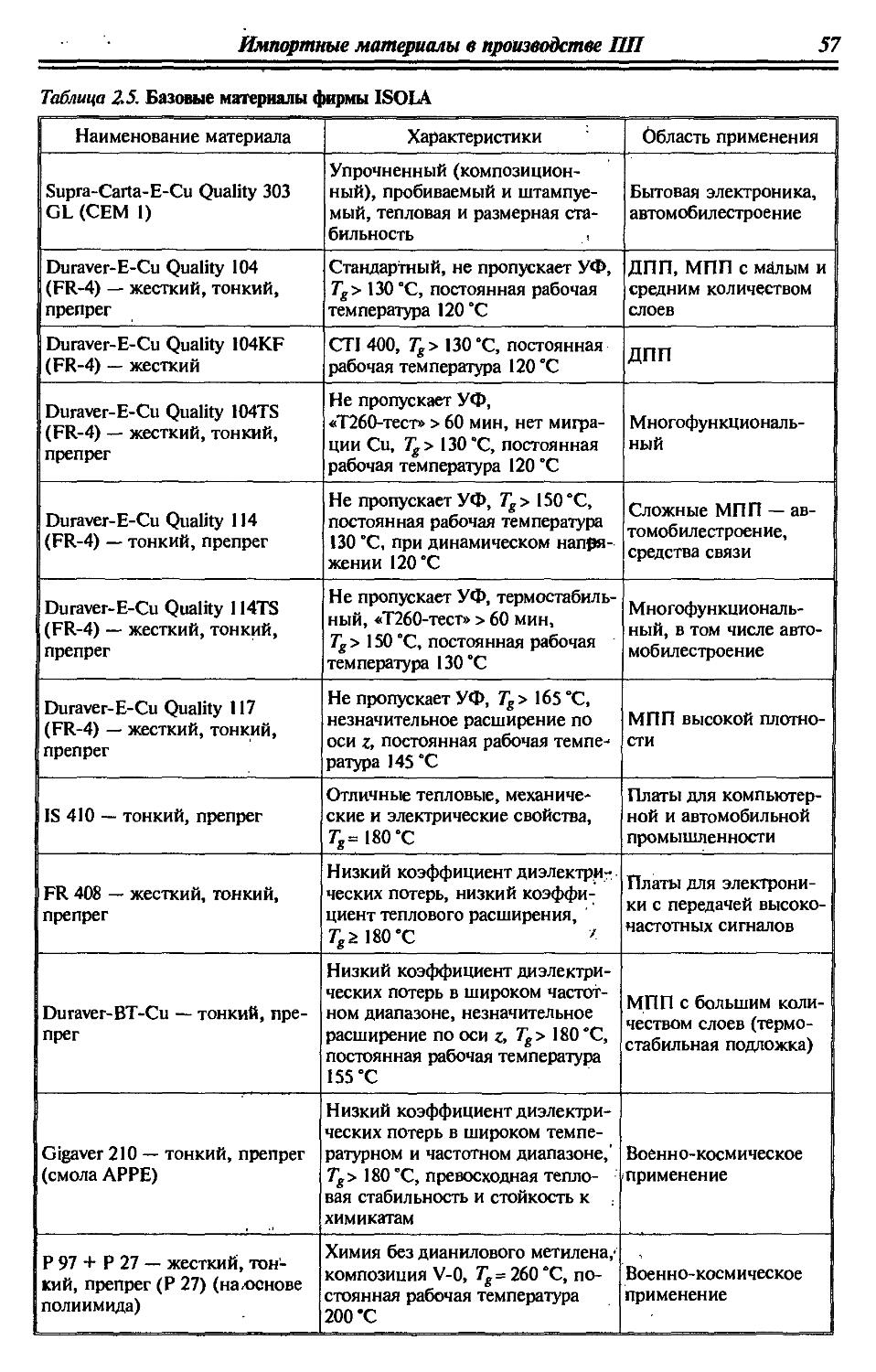
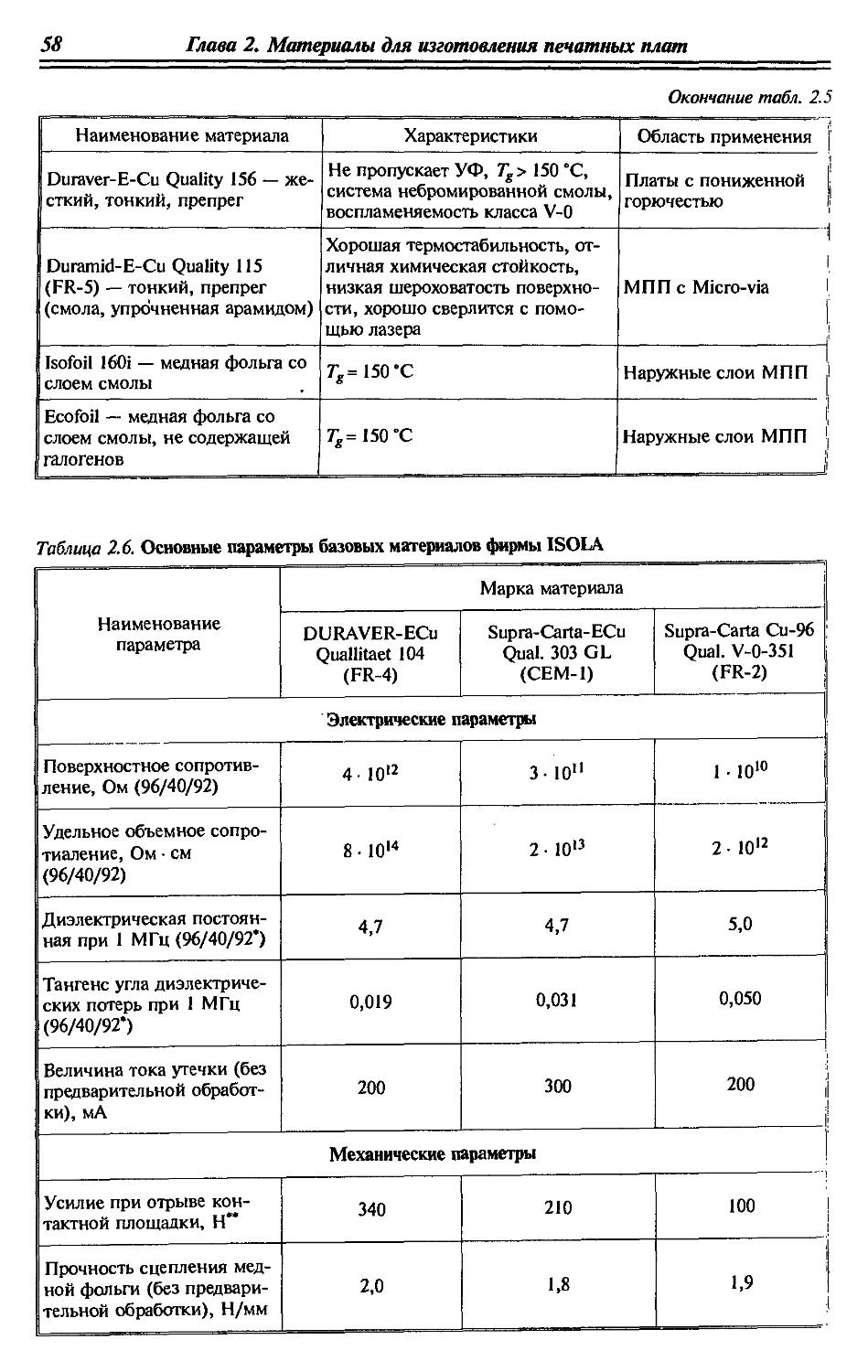
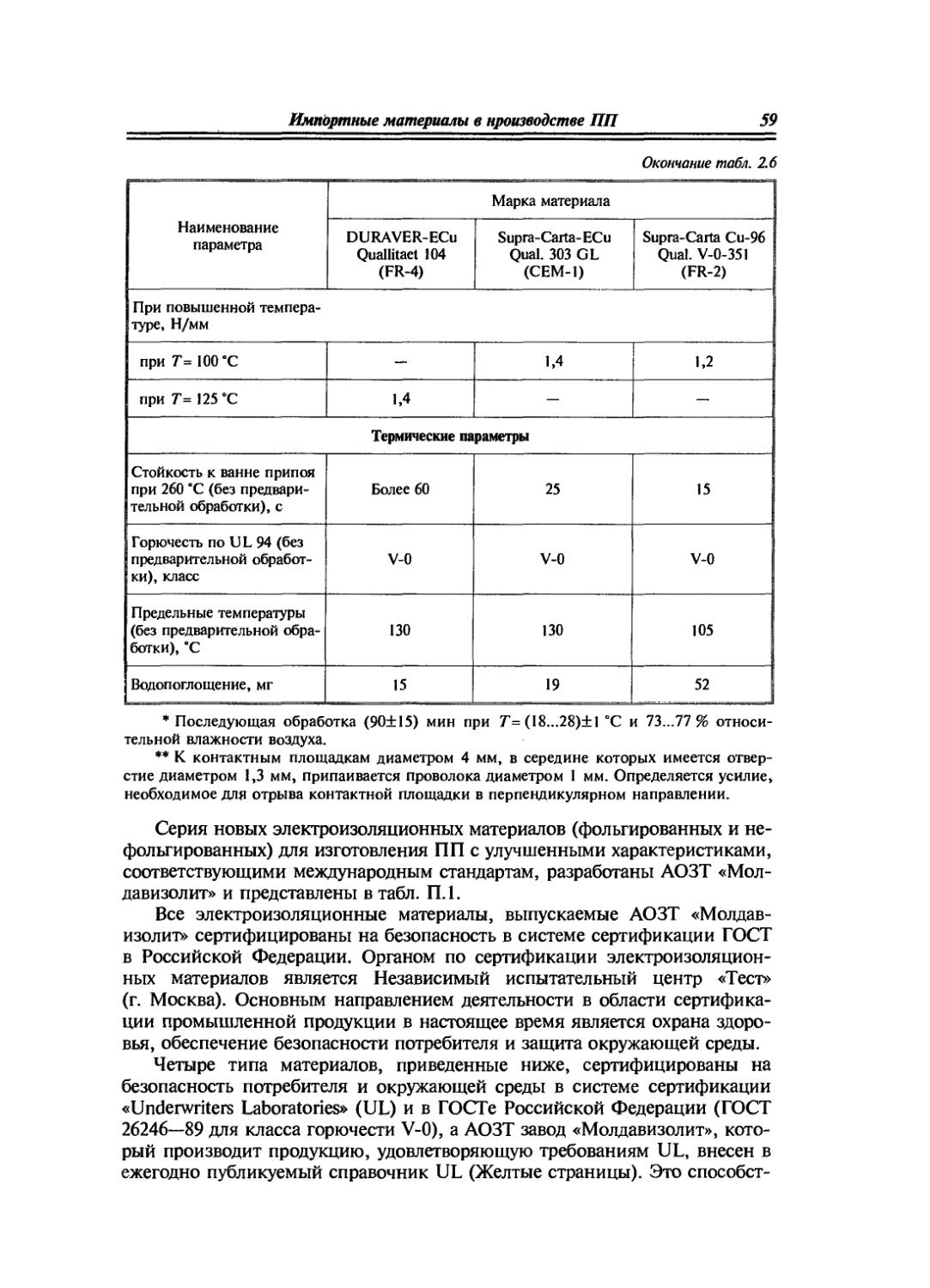
Вторая глава посвящена базовым материалам наиболее широко применяемым в настоящее время для изготовления ПП.
10
Предисловие
В третьей главе рассматривается последовательность конструктор-*, ско-технологического проектирования, основные системы автоматизированного производства (САПР), примеры конструкторской документации, полученной автоматизированным способом, поверочные расчеты и подготовка проекта ПП к производству.
Для ознакомления с конструкциями и методами изготовления ПП в четвертой главе приводятся структурные схемы ТП, привязанные к основным типам ПП, а в пятой главе рассматриваются основные этапы изготовления ПП.
В шестой главе рассмотрены организационно-экономические и экологические аспекты производства ПП.
Седьмая глава посвящена требованиям к оформлению, комплектации-графической и текстовой конструкторской документации по ПП и модулям первого уровня, что необходимо знать при выполнении курсовых и дипломных проектов.
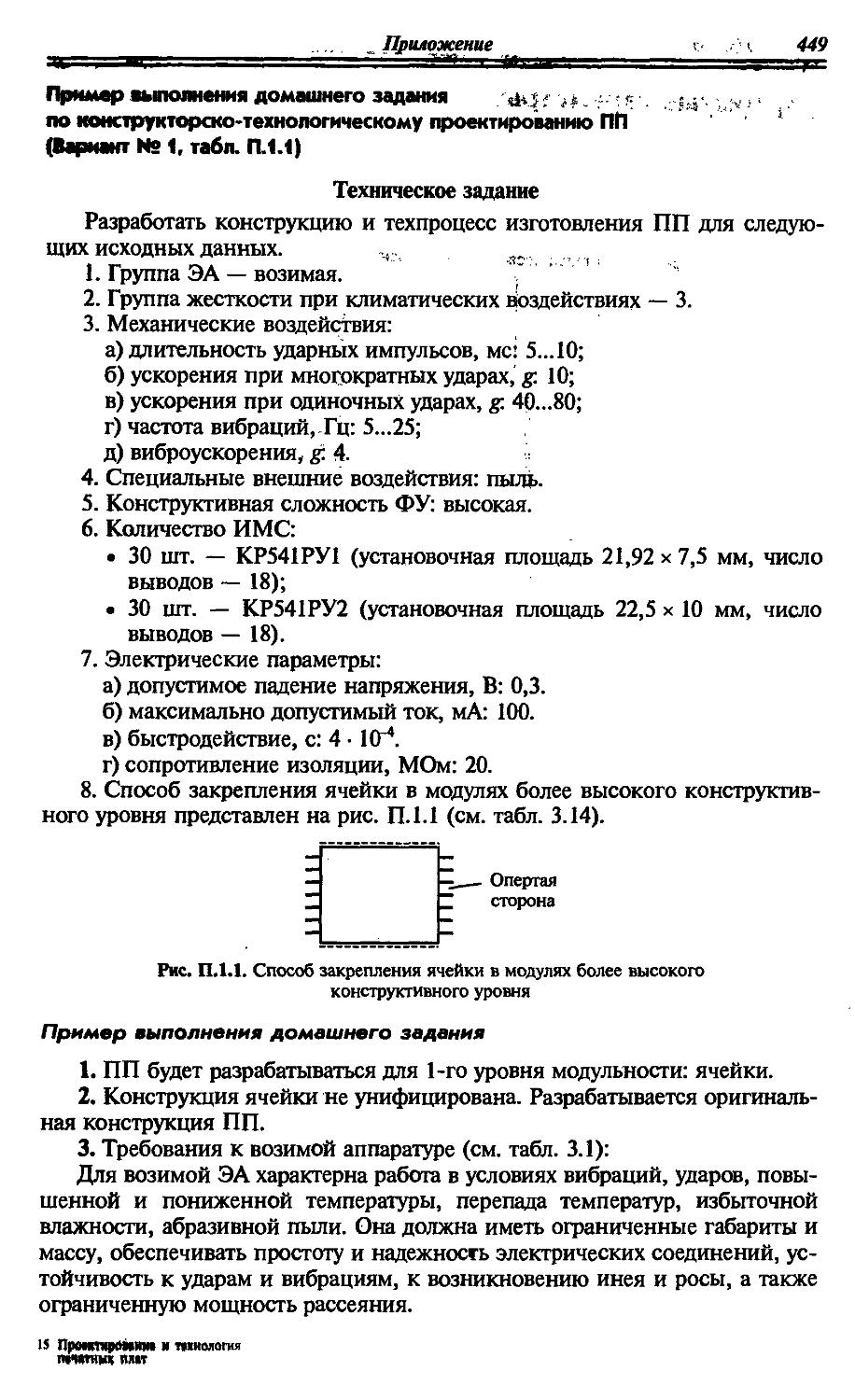
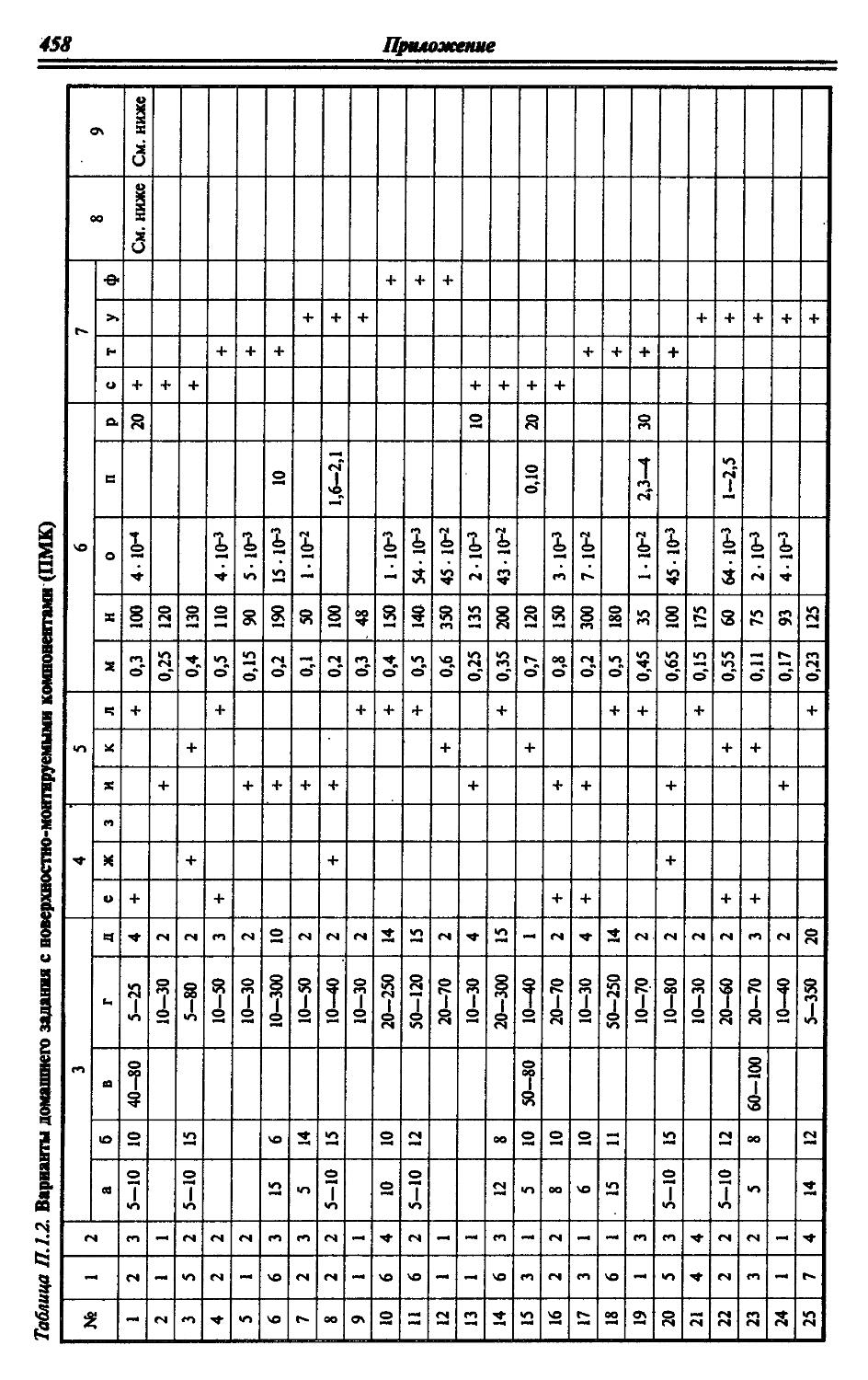
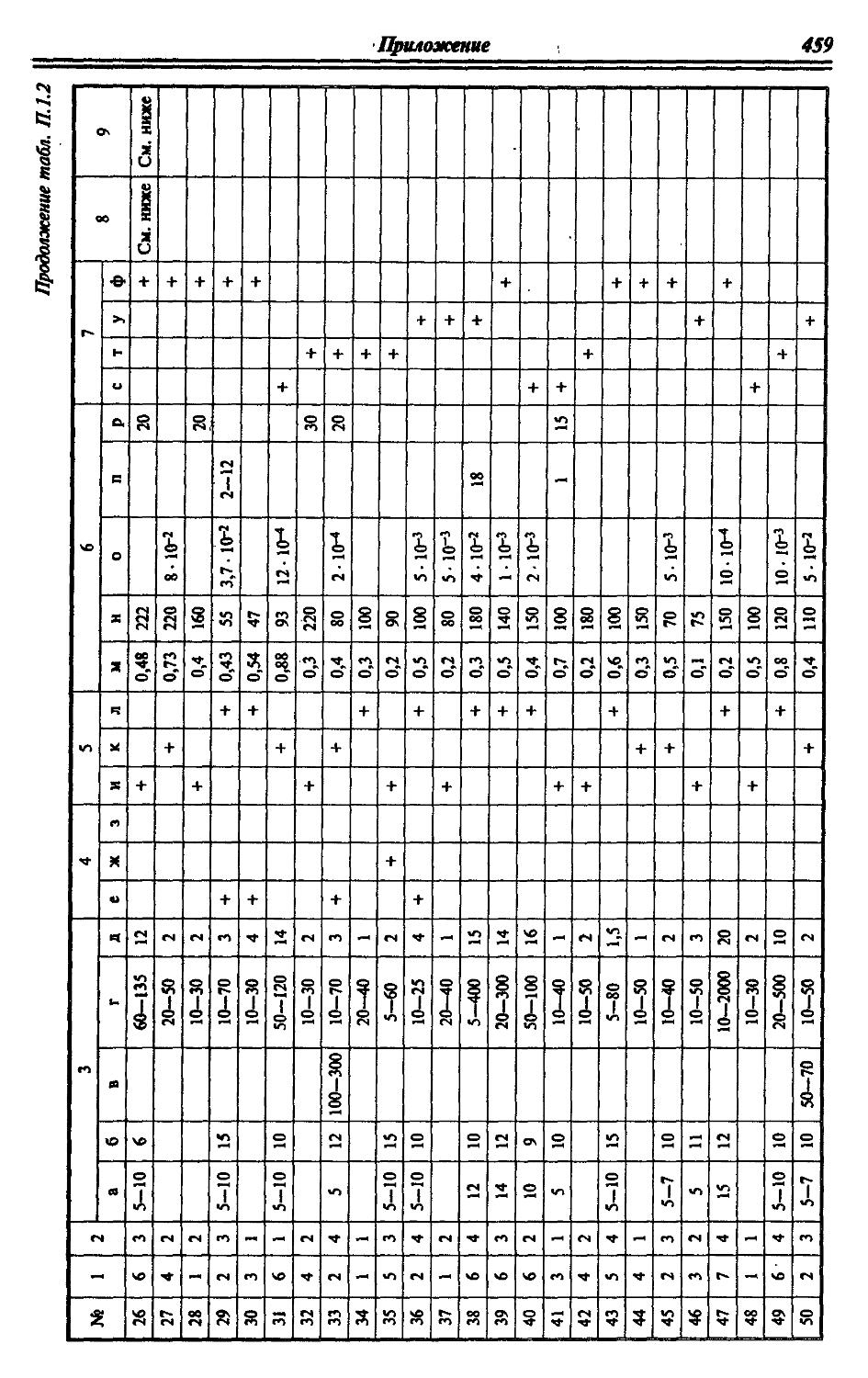
В приложениях изложена методика выполнения домашнего задания по конструкторско-технологическому проектированию ПП с примером выполнения и 50 вариантами заданий; материал, необходимый для его выполнения: примеры корпусов поверхностно-монтируемых компонентов (ПМК), конструкций соединителей, габаритов ПП, отвечающих стандартам МЭК 297 (IEC 297-3) и МЭК 917 (IEC 917-2-2), а также методика выполнения домашнего задания по проектированию заготовительных операций и организации производства ПП с примером выполнения и 25 вариантами заданий.
В приложениях приведены виды дефектов ПП на различных операциях технологического процесса, глоссарий, перечень ГОСТов и IPC стандартов по ПП, примеры расчета ПП на действие вибраций, удара, расчет теплового режима на надежность, а также требования фирм и предприятий-изготовителей к предоставляемым материалам при заказе ПП.
Учебник рассчитан на студентов, обучающихся по специальности «Проектирование и технология электронной аппаратуры», а также может быть полезен для специалистов, практических работников, аспирантов и преподавателей.
В основе книги лежат материалы, накопленные за многолетнюю работу автора на кафедре «Проектирование и технология производства электронной аппаратуры» МГТУ им. Н. Э. Баумана, использован зарубежный опыт в данной области по специальным литературным, патентным источникам, стандартам, нормативной документации, а также обширный материал отечественных и зарубежных авторов, полученный через Интернет.
Автор признателен за помощь в подготовке учебника коллективу кафедры «Проектирование и технология производства электронной аппаратуры» МГТУ им. Н. Э. Баумана, засл. деят. науки РФ, проф. В. А. Шахно-ву, проф. Б. И. Белову, доц. К. И. Билибину, доц. В. Н. Гридневу, а также выражает благодарность за аналитический разбор, доброжелательные конструктивные замечания со стороны рецензентов и заслуженного технолога РФ проф. А. М. Медведева за ряд полезных советов, учтенных автором в данной работе.
Слисок основных сокращений
BGA СОВ — ball grid arrays — матрица шариковых выводов — chip on board — чип на плате или технология «открытой матрицы»
СОС CSP — chip on chip — чип на чипе — chip scale packaging или chip size packages — кристалло-соразмерный корпус или микрокорпус в размер кристалла;
DBU — Data Base Unit — единица измерения равная одной сотой дюйма для редактора PC-CAPS и одной тысячной дюйма для редакторов PC-CARDS и PC-PLACE
DCA FC FPT IL-топология — direct chip attach — прямое присоединение чипа — flip chip — (флип-чип) — «перевернутый кристалл» — fine pitch technology — конструкция знакоместа для установки ПМК с большим количеством выводов, в которой переходные отверстия располагаются частично под корпусом компонента
МСМ MIL-топология — multichip modults — многочиповый модуль — конструкция знакоместа для установки ПМК с большим количеством выводов, в которой переходные отверстия располагаются за пределами проекции корпуса компонента
OFC SMT — odd form components — нестандартные компоненты — surface mounted technology — технологии поверхностного монтажа
TAB — tape automated bonding — технология крепления Кремниевых кристаллов к полимерному ленточному носителю
ТНТ — through-hole technology — технология сквозных отверстий
БГИС БНК БТ ВТ — большая гибридная интегральная схема — базовая несущая конструкция — бытовая техника — вычислительная техника
12
Список основных сокращений
ГЖП — гибко-жесткие платы
ГПК — гибкий печатный кабель
ГПП — гибкая печатная плата
ДМУПП — двусторонняя многоуровневая ПП
ДПП — двусторонняя печатная плата
имс — интегральная микросхема
иэт — изделие электронной техники
кд — конструкторская документация
ко — кислотный очиститель
КП — контактная площадка
мкп — многослойные керамические платы
ммсо — метод металлизации сквозных отверстий
мпк — поверхностно-монтируемые компоненты
МПП — многослойная печатная плата
МСБ — микросборки
МУПП — многоуровневая ПП
НК — несущая конструкция
ОМУПП — односторонняя многоуровневая ПП
ОПП — односторонняя печатная плата
плп — плоские ленточные провода
по — программное обеспечение
ПП — печатная плата
ПЭ — промышленная электроника
РП — рельефные платы
СПФ — сухой пленочный фоторезист
сс — средства связи
ст — специальная техника
тз — техническое задание
ТКЛР — температурный коэффициент линейного расширения — coefficient of thermal expansion (CTE)
3"!' — технические требования
УБНК — унифицированные базовые несущие конструкции
ФР — фоторезист
ФУ — функциональный узел
ФШ — фотошаблон
ЭА — электронная аппаратура
ЭРИ — электрорадиоизделие
ЭРЭ — электрорадиоэлемент
Введение
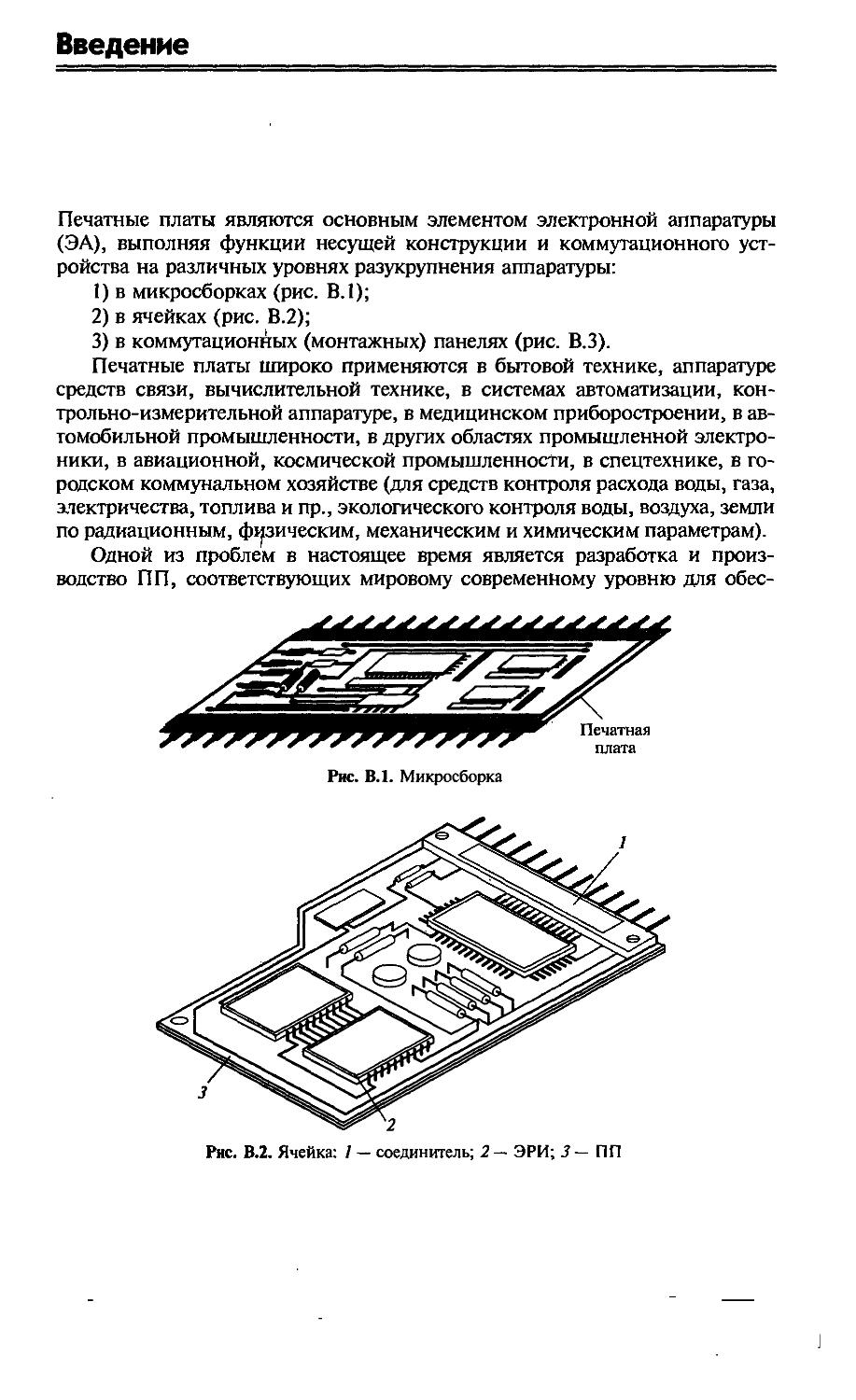
Печатные платы являются основным элементом электронной аппаратуры (ЭА), выполняя функции несущей конструкции и коммутационного устройства на различных уровнях разукрупнения аппаратуры:
1) в микросборках (рис. В.1);
2) в ячейках (рис. В.2);
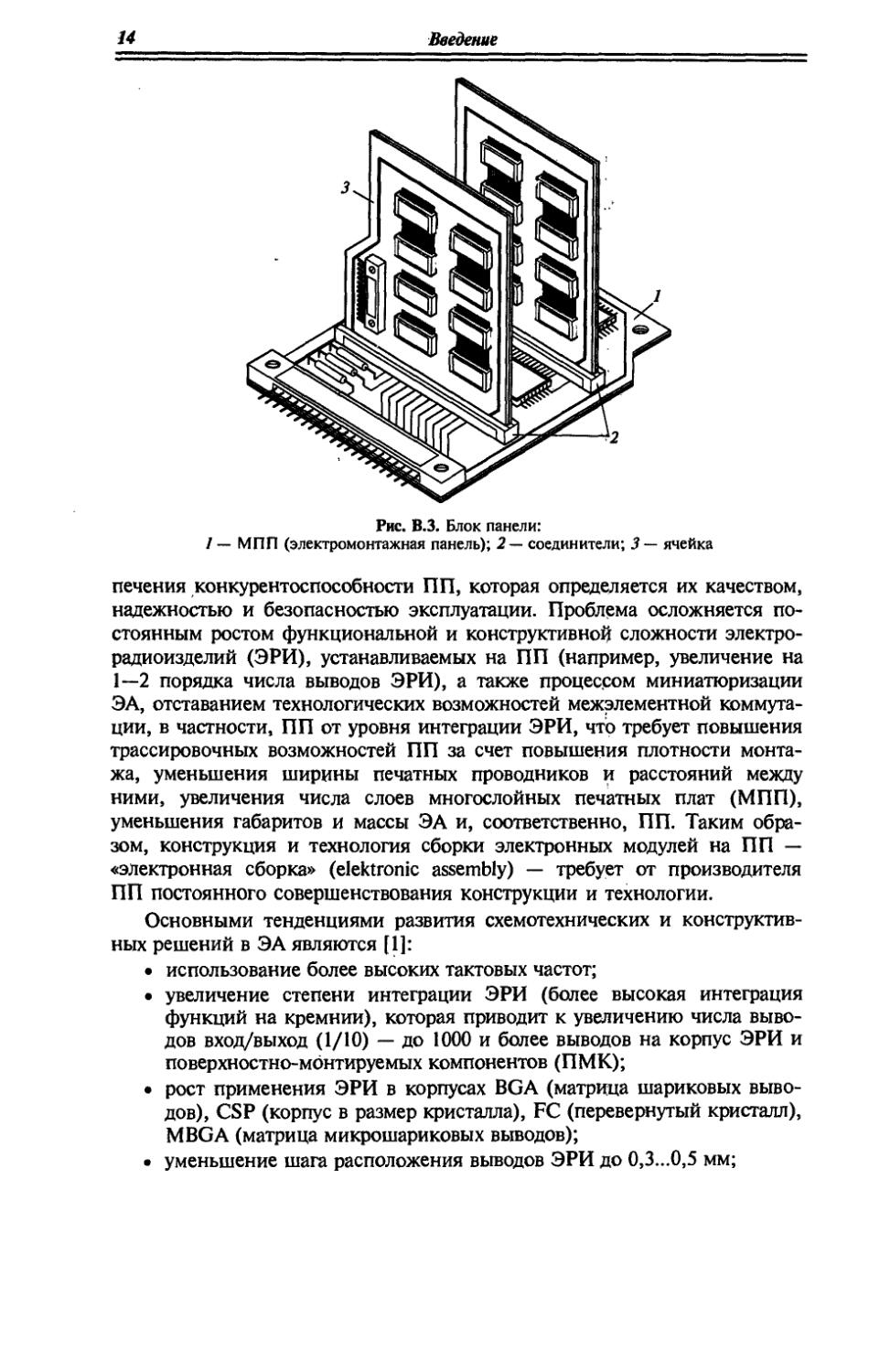
3) в коммутационных (монтажных) панелях (рис. В.З).
Печатные платы широко применяются в бытовой технике, аппаратуре средств связи, вычислительной технике, в системах автоматизации, контрольно-измерительной аппаратуре, в медицинском приборостроении, в автомобильной промышленности, в других областях промышленной электроники, в авиационной, космической промышленности, в спецтехнике, в городском коммунальном хозяйстве (для средств контроля расхода воды, газа, электричества, топлива и пр., экологического контроля воды, воздуха, земли по радиационным, физическим, механическим и химическим параметрам).
Одной из проблем в настоящее время является разработка и производство ПП, соответствующих мировому современному уровню для обес-
Рис. В.1. Микросборка
Рис. В.2. Ячейка: / — соединитель; 2 — ЭРИ; 3 — ПП
14
Введение
Рис. В.З. Блок панели:
1 — МПП (электромонтажная панель); 2 — соединители; 3 — ячейка
печения конкурентоспособности ПП, которая определяется их качеством, надежностью и безопасностью эксплуатации. Проблема осложняется постоянным ростом функциональной и конструктивной сложности электрорадиоизделий (ЭРИ), устанавливаемых на ПП (например, увеличение на 1—2 порядка числа выводов ЭРИ), а также процессом миниатюризации ЭА, отставанием технологических возможностей межэлементной коммутации, в частности, ПП от уровня интеграции ЭРИ, что требует повышения трассировочных возможностей ПП за счет повышения плотности монтажа, уменьшения ширины печатных проводников и расстояний между ними, увеличения числа слоев многослойных печатных плат (МПП), уменьшения габаритов и массы ЭА и, соответственно, ПП. Таким образом, конструкция и технология сборки электронных модулей на ПП — «электронная сборка» (elektronic assembly) — требует от производителя ПП постоянного совершенствования конструкции и технологии.
Основными тенденциями развития схемотехнических и конструктивных решений в ЭА являются [1]:
• использование более высоких тактовых частот;
• увеличение степени интеграции ЭРИ (более высокая интеграция функций на кремнии), которая приводит к увеличению числа выводов вход/выход (1/Ю) — до 1000 и более выводов на корпус ЭРИ и поверхностно-монтируемых компонентов (ПМК);
• рост применения ЭРИ в корпусах BGA (матрица шариковых выводов), CSP (корпус в размер кристалла), FC (перевернутый кристалл), MBGA (матрица микрошариковых выводов);
• уменьшение шага расположения выводов ЭРИ до 0,3...0,5 мм;
Введение
15
• увеличение тепловыделения ЭРИ в связи с повышением их функциональной сложности и др.
Все это привело к тому, что в конструировании и технологии ПП основными тенденциями стали:
• значительное увеличение объема производства МПП с микроотверстиями («глухими» отверстиями — microvia) для повышения коммутационной способности ПП;
• необходимость кондуктивного теплоотвода в связи с увеличением плотности компоновки и рабочих частот;
• уменьшение размера контактных площадок и увеличение плотности трасс проводников;
• уменьшение ширины проводников до 0,025...0,050 мм;
• применение материалов с малым температурным коэффициентом линейного расширения (ТКЛР), совместимых с ТКЛР корпусов и выводов ЭРИ и ПМК;
• уменьшение размеров ПП для снижения затрат;
• увеличение применения разъемов с запрессовкой выводов в отверстия ПП (Pressfif) и сочетание нанесения паяльной пасты с запрессовкой (Pin-in-Paste);
• изъятие из производства свинца в связи с проектом ЕС о применении бессвинцовых припоев, что требует от ПП большей нагрево-стойкости (примерно на 20...30 °C), необходимой при лужении и пайке модулей и применения материалов с более высокой температурой стеклования Tg и меньшим ТКЛР по оси Z (по толщине ПП);
• применение негорючих фольгированных диэлектриков не содержащих вредных галогенов и брома и др.
К особенностям производства ПП в России относится [2]:
• развал индустрии ПП в результате экономического кризиса;
• сокращение примерно в 10 раз количества предприятий-изготовителей ПП в период с 1989 по 2000 гг. (с 1000 до 100);
• отток специалистов по ПП в сферу торговли и бизнеса;
• раздробление исследовательских и производственных структур;
• размещение предприятий по производству материалов и оборудования в Молдавии, на Украине, Белоруссии, Литве и других бывших союзных республиках;
• малый выпуск ПП (5...8 % от мирового рынка ПП; примерно 300...500 млн долл.);
• использование на предприятиях, в основном, устаревшего оборудования, отсутствие современной высокотехнологичной производственной базы, обновление которой возможно лишь с привлечением частных инвестиций;
• отсутствие крупносерийного производства ПП (в рабочем состоянии находятся производства только малого и среднего объема);
• возрождение интереса к ПП в России;
• положительная динамика рынка ПП;
• создание Союза развития печатного монтажа и Федеральной программы «Технологическая база России»;
16
Введение
• необходимость сочетания производства ПП со сборкой функциональных узлов для повышения рентабельности .и др.
Неизбежность интеграции с западным рынком ПП и его влияние на отечественное производство требуют заимствования зарубежных стандартов, так как для международного сотрудничества необходим единый подход к стандартизации.
Ведущую роль в разработке нормативной документации по конструированию и изготовлению ПП и электронных компонентов играет IPC (Institute for interconnecting and Packaging Electronic Circuits — Институт печатного монтажа, США). Поскольку разработка ГОСТов отстает в настоящее время от реальных требований и не соответствует мировым стандартам, в технической документации допускается ссылка на зарубежные стандарты: IPC, MIL (Millitary — военные стандарты, США) и др.
Разработаны и существуют в стадии проектов восемь новых стандартов циклов разработки ПП, имеющих статус Interim Final, IPC-2511 — IPC-2518 под общим названием GenCAM, которые г охватывают цикл от разработки ПП до монтажа компонентов и тестирования готовых функциональных узлов. ,
Для создания полноценного современного производства ПП и электронных модулей требуемых объемов и уровня сложности необходимо восстановление и развитие всей инфраструктуры производства ПП:
• фольгированных диэлектриков;
• фотоматериалов;
• фоторезиста;
• химикатов;
• оборудования;
• сверл, а также организовать обучение специалистов, операторов.
Необходимо обеспечить снабжение производства энергией, водой, обработку и регенерацию отходов производства и др.
Для восстановления индустрии ПП в полном объёме потребуется много времени и капиталовложений. Для этого в первую очередь необходимо профессионально оценить реальное техническое состояние предприятий, на основе этих оценок разработать технические проекты создания новых и планы реконструкции существующих предприятий, восстановить базу подготовки молодых специалистов, операторов и др.
Разнообразие областей применения ПП, объектов их установки, условий эксплуатации, элементной базы, электрических требований, надежности, стоимости требует большого разнообразия конструкций ПП и, соответственно, ТП их изготовления, так как каждый метод изготовления ПП обладает определенными технологическими возможностями и позволяет получить рисунок печатных элементов (проводников, контактных площадок и пр.) определенных размеров и точности, т. е. определенного класса точности ПП. Поэтому разработчик ПП должен владеть методами проектирования, конструирования, технологии изготовления ПП и сборки функциональных узлов на ПП.
Прогресс в области создания новых технологий межсоединений идет двумя путями:
• совершенствованием процессов изготовления многослойных ПП;
Введение
17
ни созданием двусторонних ПП, эквивалентных МПП с повышенной плотностью межсоединений в слое.
Оба направления считаются перспективными.'
В зависимости от объема выпускаемых ПП, который исчисляется в тысячах; квадратных метров, возможно мелкосерийное, серийное, крупносерийное и единичное производство, для каждого из которых характерна различная степень автоматизации операций.
Функционирование ЭА обусловлено не только схемотехническими решениями, функциональной точностью, надежностью, но и влиянием внешней среды, конструкторскими и эксплуатационными требованиями, многофакторностью процесса изготовления ПП и т. п. Это делает необходимым обеспечение взаимосвязи и согласования проектирования, конструирования и технологии изготовления ПП.
К печатным платам предъявляют те же требования, что и к конструкции ЭА, в состав которых она входит, поэтому исходными данными для проектирования ПП являются:
• назначение ЭА}
• область применения;
• объект установки;
• условия эксплуатации и группы жесткости;
• схема электрическая принципиальная модуля 1-го уровня;
• перечень элементов и пр.
Исходные данные оформляются техническим заданием (ТЗ) на разработку ПП в соответствии с ГОСТ 25123—82.
Последовательность этапов проектирования, конструирования и изготовления ПП можно представить в виде следующей схемы:
• оформление ТЗ;
• конструкторско-технологические расчеты ПП;
• разработка чертежей ПП с помощью САПР: размещение ЭРИ и трассировка проводников наружных и внутренних слоев (МПП);
• изготовление оригиналов рисунка всех слоев;
• изготовление фотошаблонов (ФШ);
• изготовление оригинала паяльной маски;
• поверочные расчеты: на помехоустойчивость, тепловые и пр.;
• технологический процесс изготовления ПП;
• контроль;
• испытания.
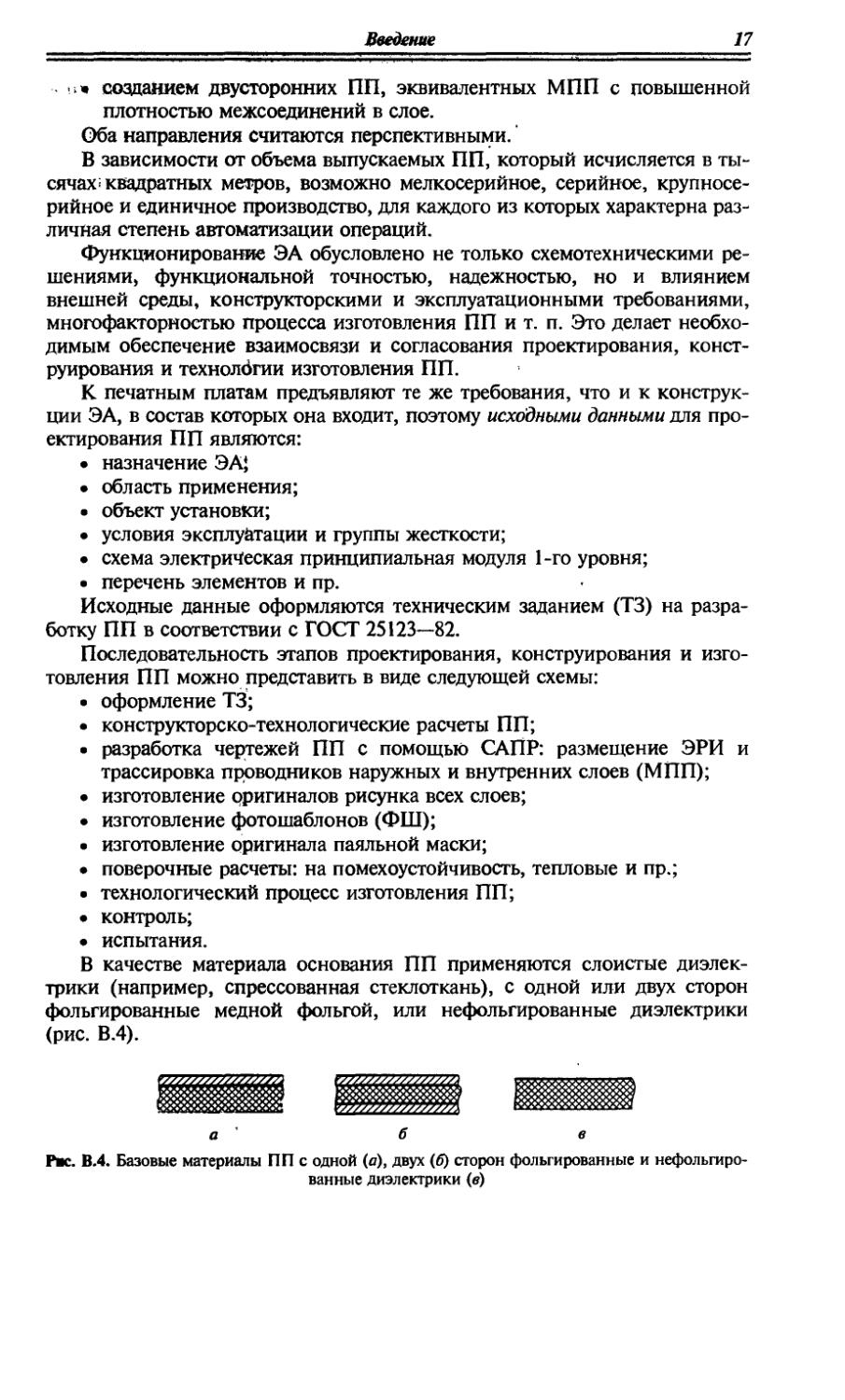
В качестве материала основания ПП применяются слоистые диэлектрики (например, спрессованная стеклоткань), с одной или двух сторон фольгированные медной фольгой, или нефольгированные диэлектрики (рис. В.4).
а б в
Рве. В.4. Базовые материалы ПП с одной (я), двух (б) сторон фольгированные и нефольгированные диэлектрики (в)
18
Введение
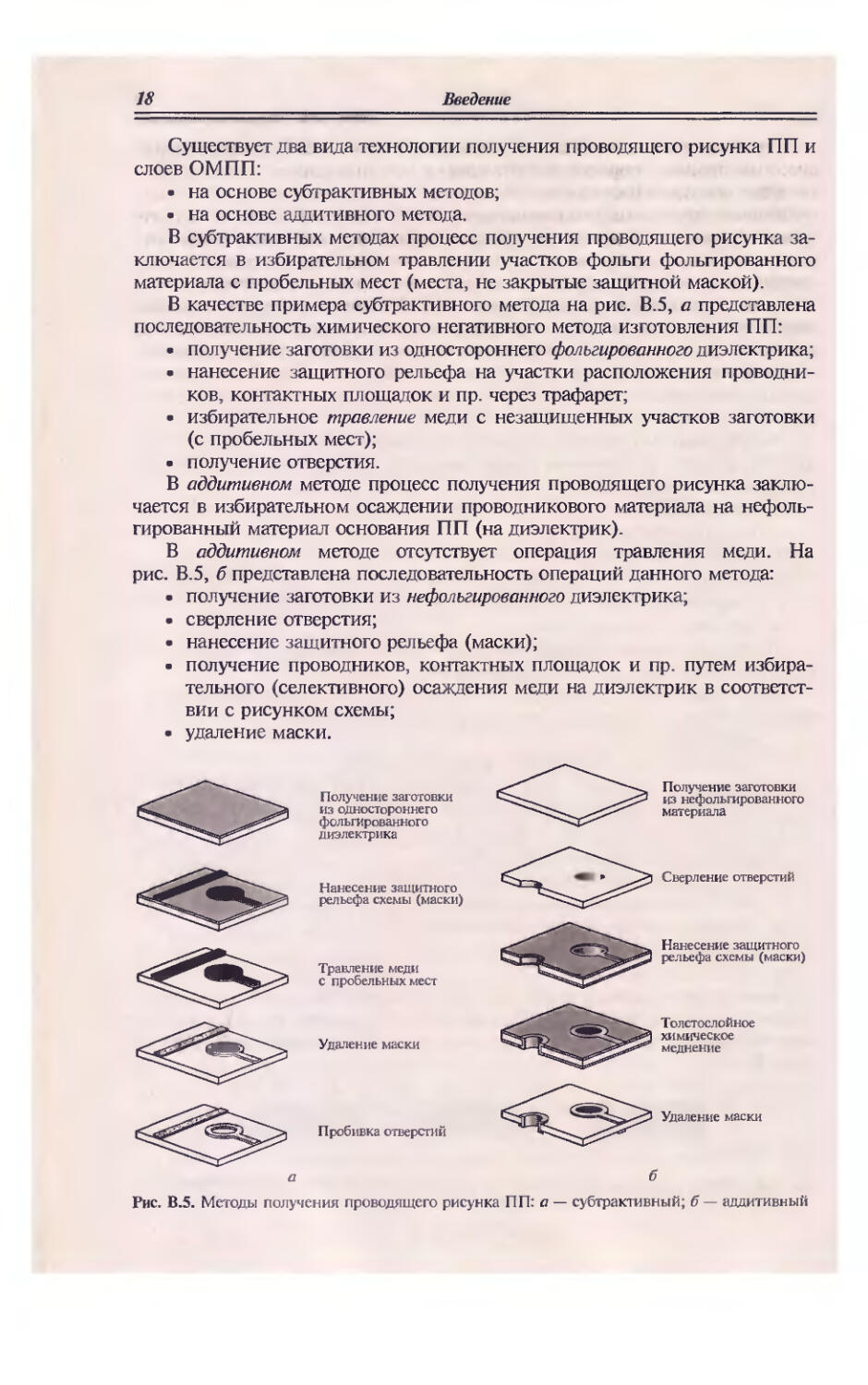
Существует два вида технологии получения проводящего рисунка ПП и слоев ОМПП:
• на основе субтрактивных методов;
• на основе аддитивного метода.
В субтрактивных методах процесс получения проводящего рисунка заключается в избирательном травлении участков фольги фольгированного материала с пробельных мест (места, не закрытые защитной маской).
В качестве примера субтрактивного метода на рис. В.5, а представлена последовательность химического негативного метода изготовления ПП:
• получение заготовки из одностороннего фольгированного диэлектрика;
• нанесение защитного рельефа на участки расположения проводников, контактных площадок и пр. через трафарет;
• избирательное травление меди с незащищенных участков заготовки (с пробельных мест);
• получение отверстия.
В аддитивном методе процесс получения проводящего рисунка заключается в избирательном осаждении проводникового материала на нефоль-гированный материал основания ПП (на диэлектрик).
В аддитивном методе отсутствует операция травления меди. На рис. В.5, б представлена последовательность операций данного метода:
• получение заготовки из нефольгированного диэлектрика;
• сверление отверстия;
• нанесение защитного рельефа (маски);
• получение проводников, контактных площадок и пр. путем избирательного (селективного) осаждения меди на диэлектрик в соответствии с рисунком схемы;
• удаление маски.
Получение заготовки из одностороннего ''5^. фольгированного диэлектрика Нанесение защитного ж рельефа схемы (маски) Травление меди с пробельных мест Удаление маски Пробивка отверстий а Рис. В.5. Методы получения проводящего рисунка ПП: а - Получение заготовки из нефольгированного материала • » Сверление отверстий Нанесение защитного рельефа схемы (маски) Толстослойное химическое меднение Удаление маски б - субтрактивный; б — аддитивный
Введение 19
Технологический процесс изготовления ПП — сложный многооперационный процесс (порядка 50 операций) с использованием большого количества оборудования (до 40—50 единиц), производственных площадей, требующий не только узкоспециализированных специалистов в области химии, физики, схемотехники, программирования, конструирования ЭА, организации производства, но и специалистов широкого профиля, представляющих все проблемы и пути комплексного решения вопросов, стоящих в настоящее время в производстве ПП. Поэтому в книге сделана попытка охватить чрезвычайно широкий круг проблем, и систематизировать накопленный ведущими специалистами в каждой области опыт, чтобы ввести начинающих специалистов в курс дела.
Глава 1 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПЕЧАТНЫХ ПЛАТ
В главе сформулированы основные понятия и определения ПП. Детально рассмотрены важнейшие требования и характеристики ПП: конструкторские, электрические, технологические, а также требования по устойчивости к внешним воздействиям.
В главе показана обусловленность требований и характеристик ПП требованиями к ЭА и технологическому уровню производства.
Особенностью рассмотрения является системный взгляд на всю совокупность требований и характеристик, что позволяет выявить их взаимосвязь.
1.1. Основные определения
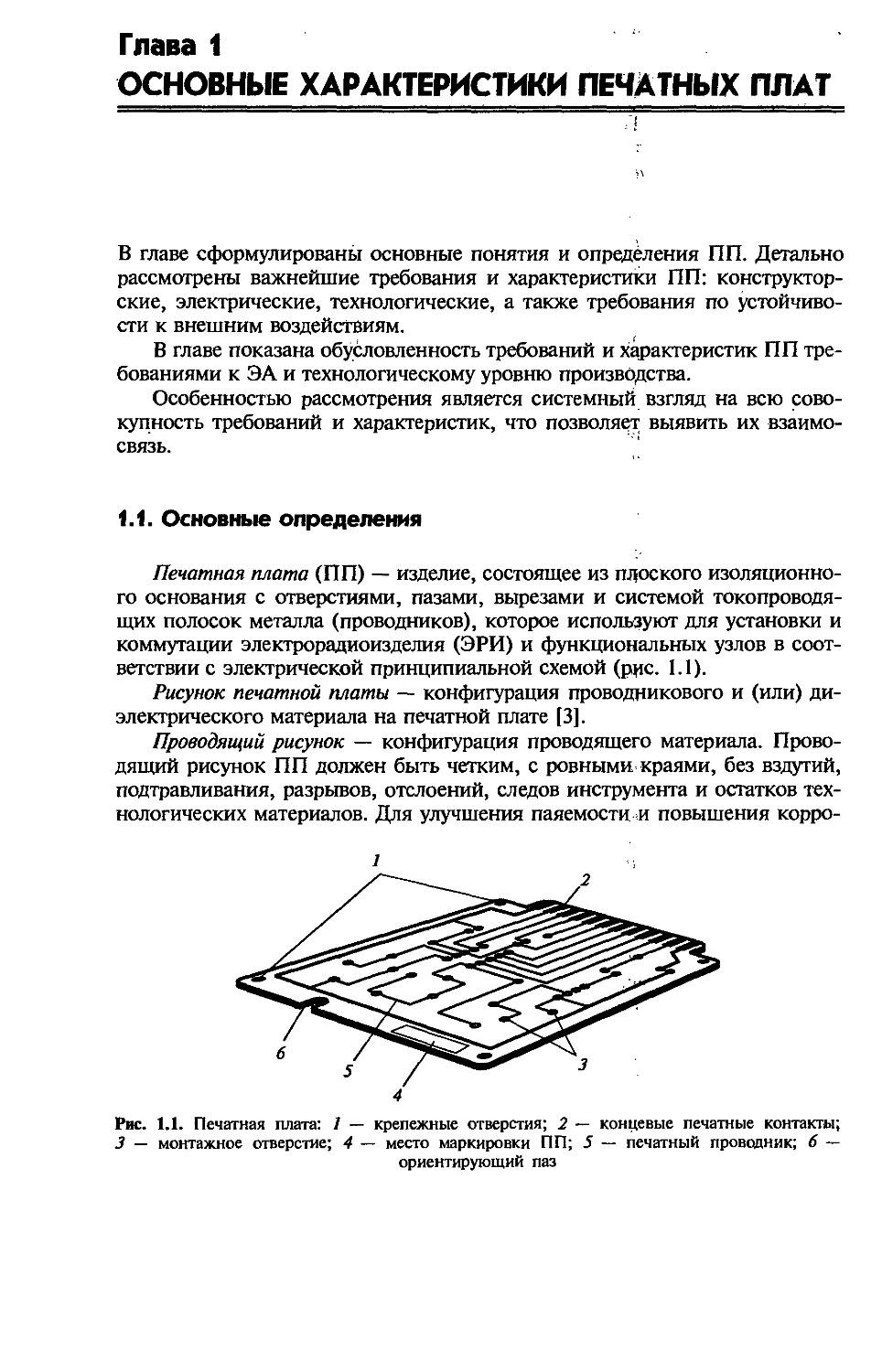
Печатная плата (ПП) — изделие, состоящее из плоского изоляционного основания с отверстиями, пазами, вырезами и системой токопроводящих полосок металла (проводников), которое используют для установки и коммутации электрорадиоизделия (ЭРИ) и функциональных узлов в соответствии с электрической принципиальной схемой (рис. 1.1).
Рисунок печатной платы — конфигурация проводникового и (или) диэлектрического материала на печатной плате [3].
Проводящий рисунок — конфигурация проводящего материала. Проводящий рисунок ПП должен быть четким, с ровными краями, без вздутий, подтравливания, разрывов, отслоений, следов инструмента и остатков технологических материалов. Для улучшения паяемости и повышения корро-
1
4
Рис. 1.1. Печатная плата: 1 — крепежные отверстия; 2 — концевые печатные контакты; 3 — монтажное отверстие; 4 — место маркировки ПП; 5 — печатный проводник; 6 — ориентирующий паз
Основные определения
21
зионной стойкости на поверхность проводящего рисунка наносят электролитическое, химическое или органическое покрытие, которое должно быть сплошным, без разрывов и отслоений.
Непроводящий рисунок — конфигурация диэлектрического материала (пробельные места ПП).
На рис. 1.1 представлены некоторые элементы конструкции ПП.
Печатный проводник (дорожка) — одна проводящая полоска в проводящем рисунке.
Крепежные отверстия — отверстия для крепления ПП в Модулях более высокого конструктивного уровня (панелях, блоках).
Монтажные отверстия — отверстия для установки и пайки ЭРИ. На внутреннюю поверхность металлизированных монтажных отверстий наносят медное покрытие толщиной не менее 25 мкм и покрытие для обеспечения паяемости, которые должны быть сплошными, без пор и включений, пластичными, с мелкокристаллической структурой, быть прочно сцепленными с диэлектриком, иметь определенное сопротивление, выдерживать токовую нагрузку 250 А/мм2 в течение 3 с при нагрузке на контакты l...l,5 Н и четыре (для многослойных ПП — три) перепайки выводов ЭРИ без изменения внешнего вида и отслоений.
Концевые печатные контакты — ряд печатных контактов, расположенных на краю ПП и предназначенных для сопряжения с соединителем прямого сочленения.
Ориентирующий паз — паз на краю ПП, который используют для ее правильной установки и ориентации в ЭА.
Маркировка ПП — совокупность знаков и символов на ПП, необходимая для ее идентификации и контроля.
Основание ПП — элемент конструкции ПП, на поверхности или в объеме которого выполняется проводящий рисунок. Диэлектрическое основание ПП должно быть однородным по цвету, монолитным по структуре, не иметь посторонних включений, внутренних пузырей, раковин, сколов, расслоений и трещин.
Материал основания ПП — материал (диэлектрик), на котором выполняют рисунок ПП.
Печатный монтаж — способ монтажа, при котором электрическое соединение ЭРИ, экранов, функциональных узлов между собой выполнено с помощью элементов печатного рисунка: проводников, контактных площадок и т. п.
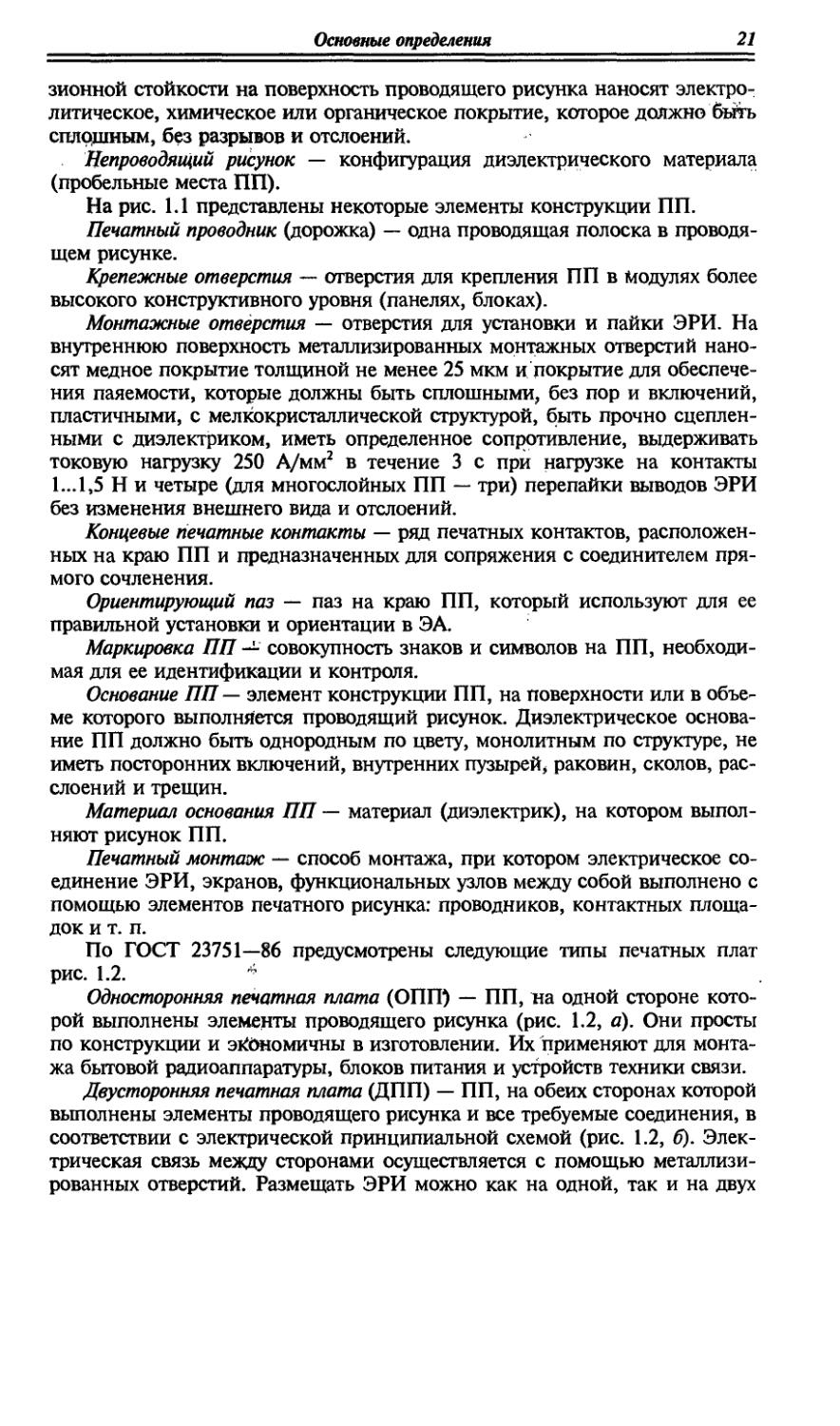
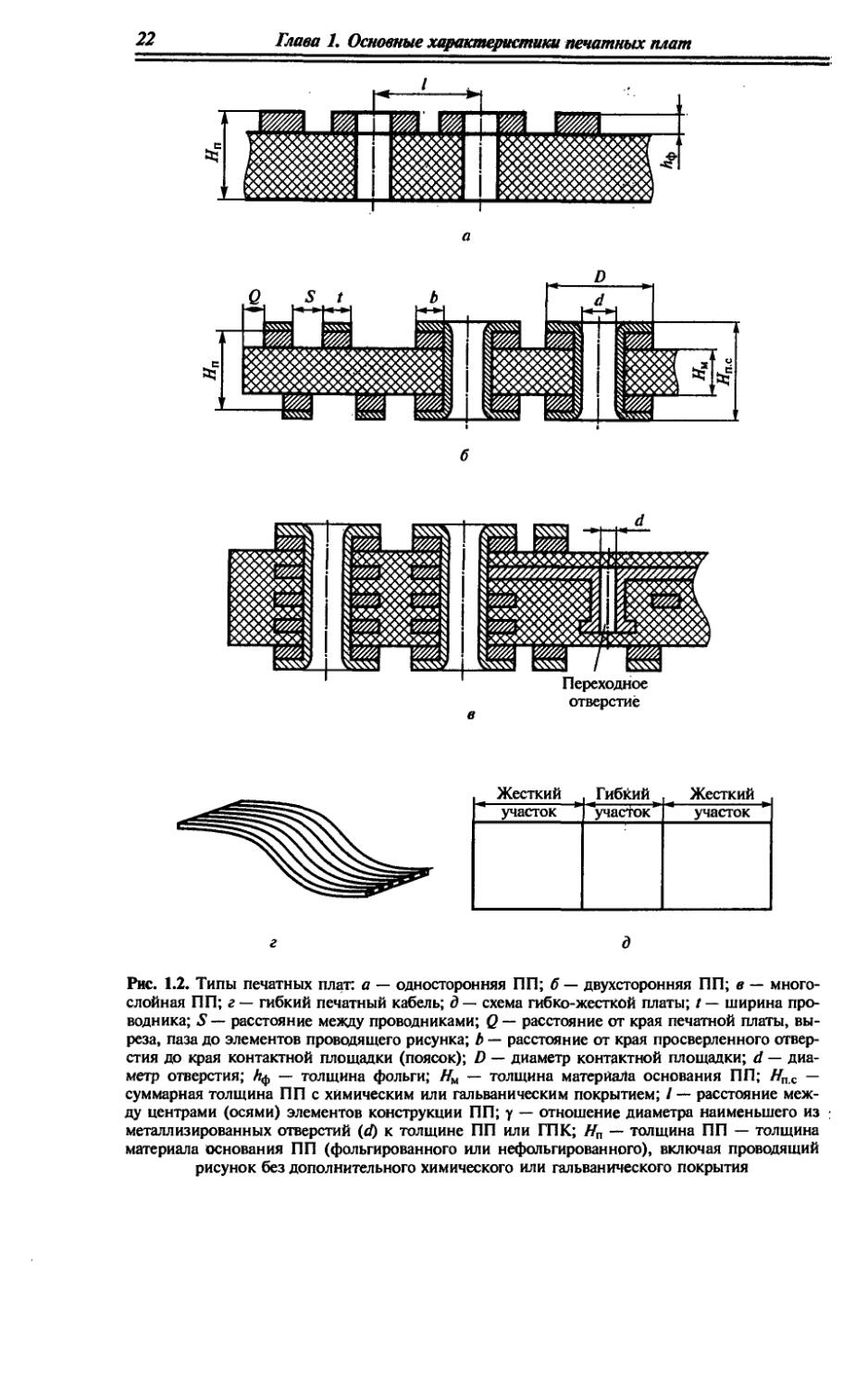
По ГОСТ 23751—86 предусмотрены следующие типы печатных плат рис. 1.2.
Односторонняя печатная плата (ОПП) — ПП, на одной стороне которой выполнены элементы проводящего рисунка (рис. 1.2, а). Они просты по конструкции и экономичны в изготовлении. Их применяют для монтажа бытовой радиоаппаратуры, блоков питания и устройств техники связи.
Двусторонняя печатная плата (ДПП) — ПП, на обеих сторонах которой выполнены элементы проводящего рисунка и все требуемые соединения, в соответствии с электрической принципиальной схемой (рис. 1.2, 6). Электрическая связь между сторонами осуществляется с помощью металлизированных отверстий. Размещать ЭРИ можно как на одной, так и на двух
22
Глава 1. Основные характеристики печатных плат
I
а
D
б
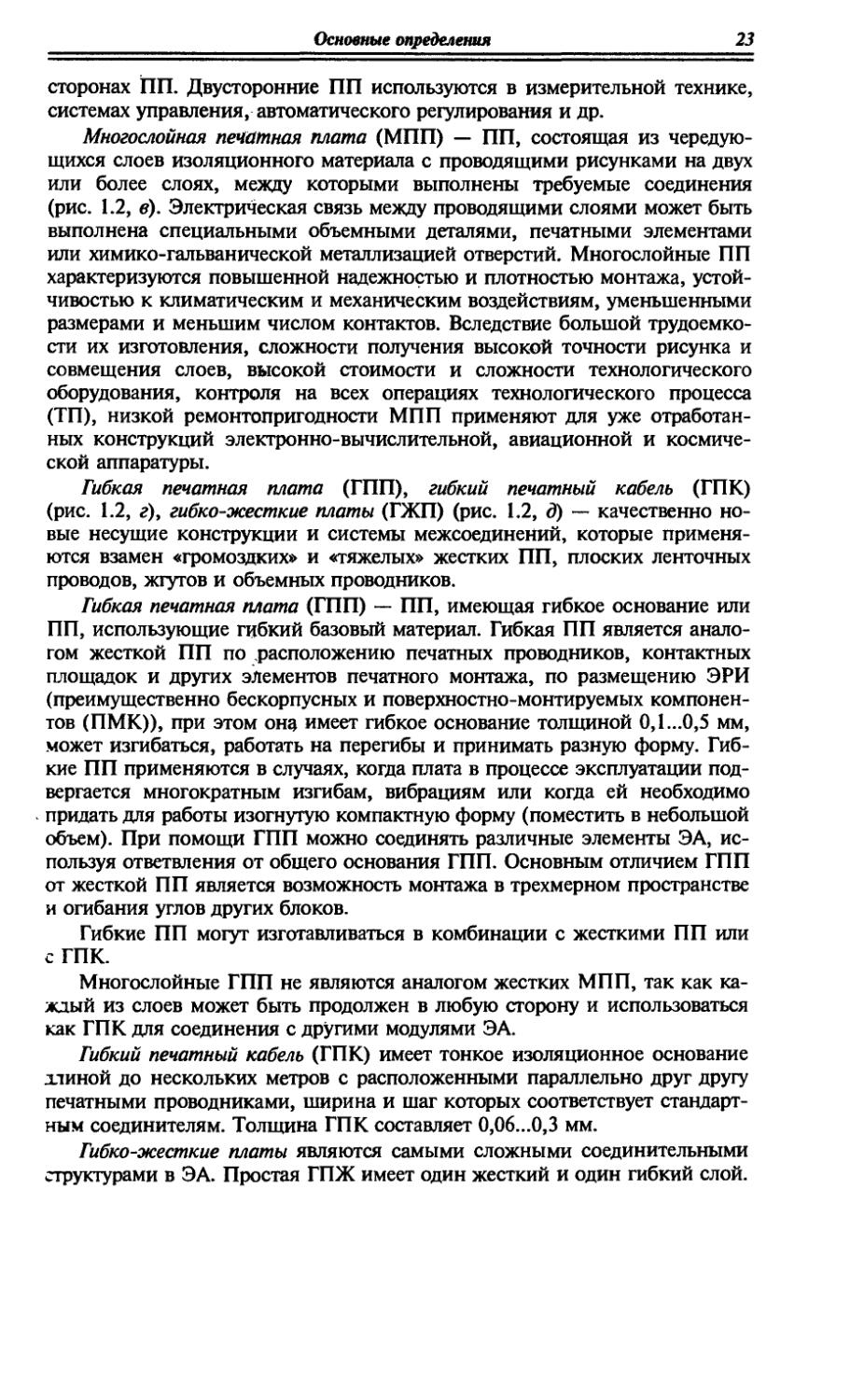
Рис. 1.2. Типы печатных плат: а — односторонняя ПП; б — двухсторонняя ПП; в — многослойная ПП; г — гибкий печатный кабель; д — схема гибко-жесткой платы; t — ширина проводника; S — расстояние между проводниками; Q — расстояние от края печатной платы, выреза, паза до элементов проводящего рисунка; b — расстояние от края просверленного отверстия до края контактной площадки (поясок); D — диаметр контактной площадки; d — диаметр отверстия; йф — толщина фольги; Ны — толщина материала основания ПП; Япс — суммарная толщина ПП с химическим или гальваническим покрытием; I — расстояние между центрами (осями) элементов конструкции ПП; у — отношение диаметра наименьшего из металлизированных отверстий (d) к толщине ПП или ГПК; Нп — толщина ПП — толщина материала основания ПП (фольгированного или нефольгированного), включая проводящий рисунок без дополнительного химического или гальванического покрытия
Жесткий .Гибкий . Жесткий участок * “участок* “ участок
д
Основные определения
23
сторонах ПП. Двусторонние ПП используются в измерительной технике, системах управления, автоматического регулирования и др.
Многослойная печатная плата (МПП) — ПП, состоящая из чередующихся слоев изоляционного материала с проводящими рисунками на двух или более слоях, между которыми выполнены требуемые соединения (рис. 1.2, в). Электрическая связь между проводящими слоями может быть выполнена специальными объемными деталями, печатными элементами или химико-гальванической металлизацией отверстий. Многослойные ПП характеризуются повышенной надежностью и плотностью монтажа, устойчивостью к климатическим и механическим воздействиям, уменьшенными размерами и меньшим числом контактов. Вследствие большой трудоемкости их изготовления, сложности получения высокой точности рисунка и совмещения слоев, высокой стоимости и сложности технологического оборудования, контроля на всех операциях технологического процесса (ТП), низкой ремонтопригодности МПП применяют для уже отработанных конструкций электронно-вычислительной, авиационной и космической аппаратуры.
Гибкая печатная плата (ГПП), гибкий печатный кабель (ГПК) (рис. 1.2, г), гибко-жесткие платы (ГЖП) (рис. 1.2, д) — качественно новые несущие конструкции и системы межсоединений, которые применяются взамен «громоздких» и «тяжелых» жестких ПП, плоских ленточных проводов, жгутов и объемных проводников.
Гибкая печатная плата (ГПП) — ПП, имеющая гибкое основание или ПП, использующие гибкий базовый материал. Гибкая ПП является аналогом жесткой ПП по расположению печатных проводников, контактных площадок и других элементов печатного монтажа, по размещению ЭРИ (преимущественно бескорпусных и поверхностно-монтируемых компонентов (ПМК)), при этом она имеет гибкое основание толщиной 0,1...0,5 мм, может изгибаться, работать на перегибы и принимать разную форму. Гибкие ПП применяются в случаях, когда плата в процессе эксплуатации подвергается многократным изгибам, вибрациям или когда ей необходимо придать для работы изогнутую компактную форму (поместить в небольшой объем). При помощи ГПП можно соединять различные элементы ЭА, используя ответвления от общего основания ГПП. Основным отличием ГПП от жесткой ПП является возможность монтажа в трехмерном пространстве и огибания углов других блоков.
Гибкие ПП могут изготавливаться в комбинации с жесткими ПП или с ГПК.
Многослойные ГПП не являются аналогом жестких МПП, так как каждый из слоев может быть продолжен в любую сторону и использоваться как ГПК для соединения с другими модулями ЭА.
Гибкий печатный кабель (ГПК) имеет тонкое изоляционное основание длиной до нескольких метров с расположенными параллельно друг другу печатными проводниками, ширина и шаг которых соответствует стандартным соединителям. Толщина ГПК составляет 0,06...0,3 мм.
Гибко-жесткие платы являются самыми сложными соединительными структурами в ЭА. Простая ГПЖ имеет один жесткий и один гибкий слой.
24
Глава 1. Основные характеристики печатных плат
Сложные ГПЖ могут иметь 20 и более соединительных наборов из односторонних и двусторонних ГПЦ между жесткими внешними ПП.
Создание ГПП, ГПК и ГЖП обусловлено:
• необходимостью миниатюризации ЭА;
• диспропорцией между объемом и массой ЭРЙ (бескорпусных и по-верхностно-монтируемых компонентов — ПМК), размещаемых на жестких ПП, и объемом и массой жестких ПП;
• необходимостью высокой надежности при реализации уникальных и сложных технических решений: например, в бортовой ЭА, радарных системах, в имплантируемых стимуляторах работы сердца, слуховых аппаратах, видеокамерах, фотоаппаратах, т. е. где требуется плотная компоновка в трех плоскостях и безотказная работа в жестких условиях окружающей среды.
Проводная печатная плата (ППП) — ПП, на диэлектрическом основании которой размещены отдельные элементы печатного рисунка (контактные площадки, шины земли и питания и др.), а электрические соединения вместо печатных проводников выполнены изолированными проводами диаметром 0,1...0,2 мм. Контактные соединения на ПП могут быть получены пайкой, сваркой или химико-гальванической металлизацией. Проводные ПП применяют при макетировании, разработке опытных образцов и в мелкосерийном производстве вместо трудоемких в изготовлении МПП, так как эквивалентны по трассировочной способности 5-, 8- и 11-слой-ным МПП.
Ширина печатного проводника — поперечный размер печатного проводника в любой его точке, видимый в плане (рис. 1.2, б и 1.3).
Контактная площадка — часть проводящего рисунка, используемая для соединения токопроводящего рисунка схемы (печатных проводников с металлизацией монтажных отверстий) и для установки и пайки (сварки) ЭРИ (см. рис. 1.3). Контактные площадки монтажных отверстий должны равномерно смачиваться припоем в течение 3...5 с и выдерживать не менее трех (для МПП — двух) перепаек без расслоения диэлектрика, отслаивания и вздутий. Не допускаются разрывы контактных площадок, так как при этом уменьшаются токонесущая способность проводников и адгезия к диэлектрику.
Кластер — группа контактных площадок для установки и пайки (сварки), например, микросхем.
Рис. 1.3. Печатные проводники и контактные площадки: 1 — печатные проводники; 2 — контактные площадки
.Конструкторские требования и характеристики ПП
1.2. Конструкторские требования и характеристики ПП
Конструкторские требования к ПП как к несущей конструкции, на которой смонтированы ЭРИ, определяют:
• механическую прочность ПП в заданных условиях эксплуатации;
• сохранение характеристик ПП.
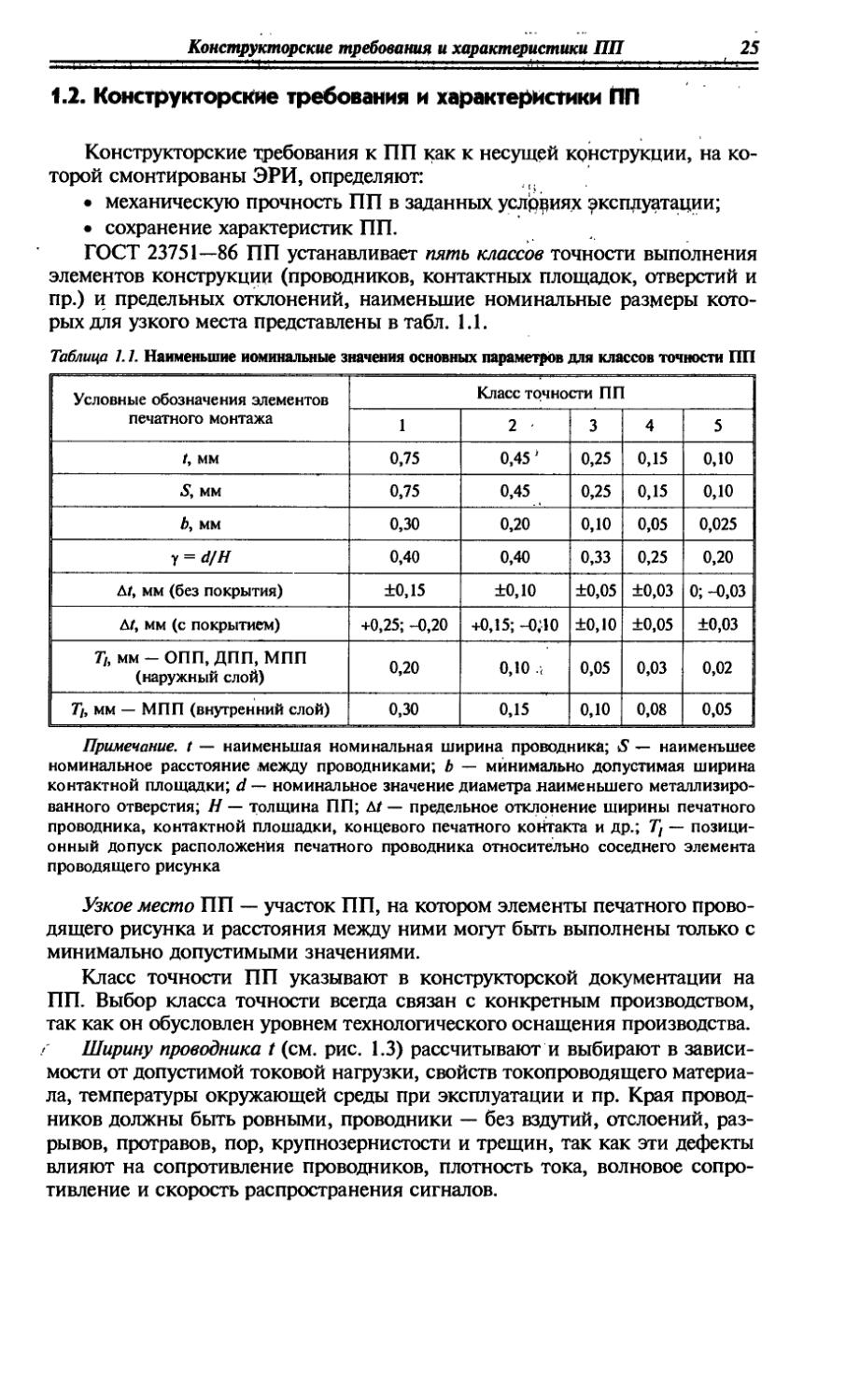
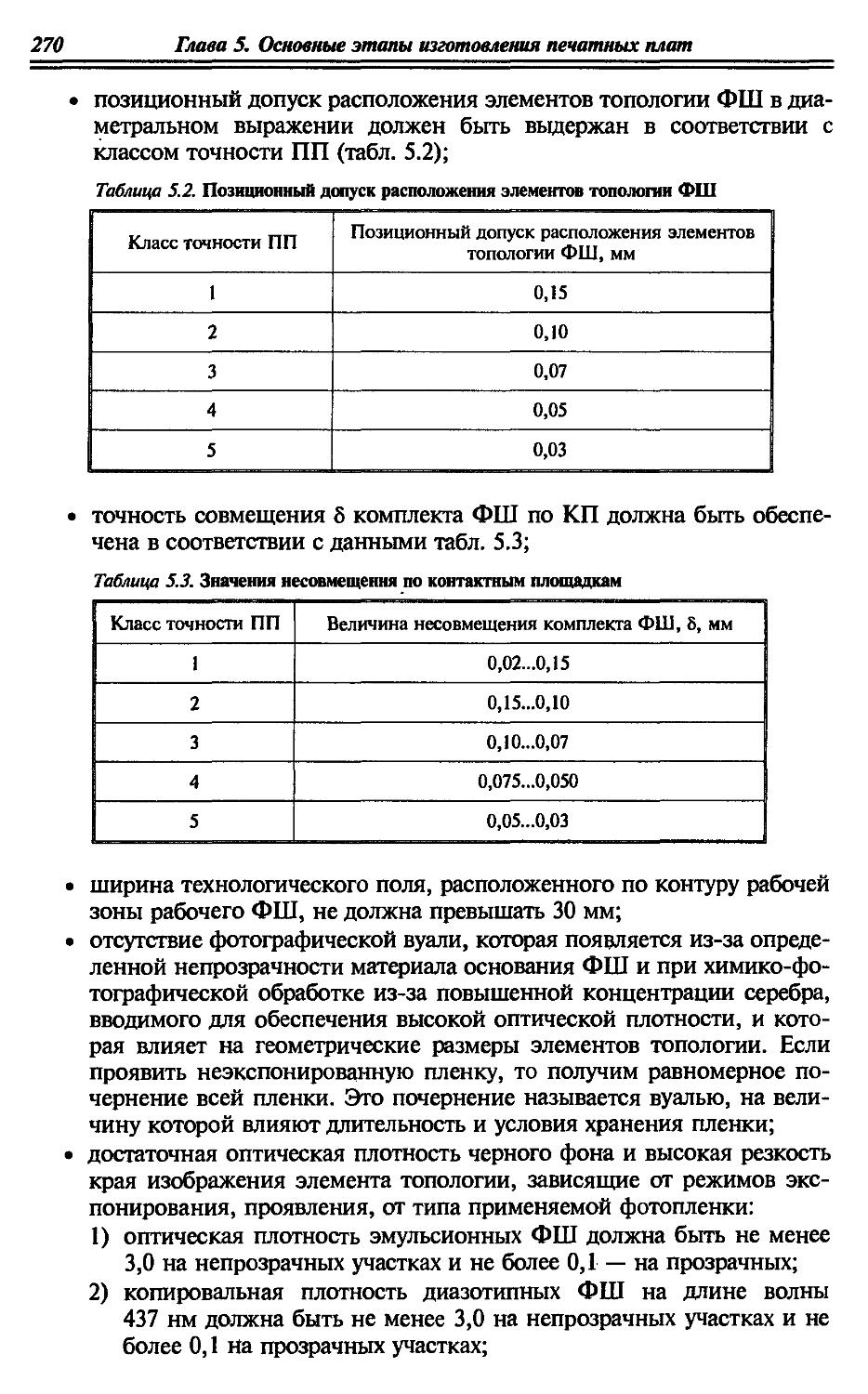
ГОСТ 23751—86 ПП устанавливает пять классов точности выполнения элементов конструкции (проводников, контактных площадок, отверстий и пр.) и предельных отклонений, наименьшие номинальные размеры которых для узкого места представлены в табл. 1.1.
Таблица 7.7. Наименьшие номинальные значения основных параметров для классов точности ПП
Условные обозначения элементов печатного монтажа Класс точности ПП
1 2 3 4 5
/, мм 0,75 0,45' 0,25 0,15 0,10
S, мм 0,75 0,45 0,25 0,15 0,10
Ь, мм 0,30 0,20 0,10 0,05 0,025
y = d/H 0,40 0,40 0,33 0,25 0,20
6t, мм (без покрытия) ±0,15 ±0,10 ±0,05 ±0,03 0; -0,03
АГ, мм (с покрытием) +0,25; -0,20 +0,15; -0Д0 ±0,10 ±0,05 ±0,03
7}, мм - ОПП, ДПП, МПП (наружный слой) 0,20 0,10 .< 0,05 0,03 0,02
7}, мм — МПП (внутренний слой) 0,30 0,15 0,10 0,08 0,05
Примечание, t — наименьшая номинальная ширина проводника; 5 — наименьшее номинальное расстояние между проводниками; b — минимально допустимая ширина контактной площадки; d — номинальное значение диаметра наименьшего металлизированного отверстия; Н — толщина ПП; А/ — предельное отклонение ширины печатного проводника, контактной плошадки, концевого печатного контакта и др.; 7} — позиционный допуск расположения печатного проводника относительно соседнего элемента проводящего рисунка
Узкое место ПП — участок ПП, на котором элементы печатного проводящего рисунка и расстояния между ними могут быть выполнены только с минимально допустимыми значениями.
Класс точности ПП указывают в конструкторской документации на ПП. Выбор класса точности всегда связан с конкретным производством, так как он обусловлен уровнем технологического оснащения производства. - Ширину проводника t (см. рис. 1.3) рассчитывают и выбирают в зависимости от допустимой токовой нагрузки, свойств токопроводящего материала, температуры окружающей среды при эксплуатации и пр. Края проводников должны быть ровными, проводники — без вздутий, отслоений, разрывов, протравов, пор, крупнозернистое™ и трещин, так как эти дефекты влияют на сопротивление проводников, плотность тока, волновое сопротивление и скорость распространения сигналов.
26
Глава 1. Основные характеристики печатных плат
Расстояние (зазор) между элементами проводящего рисунка S (например, между проводниками) (см. рис. 1.2), расположенными на наружных или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
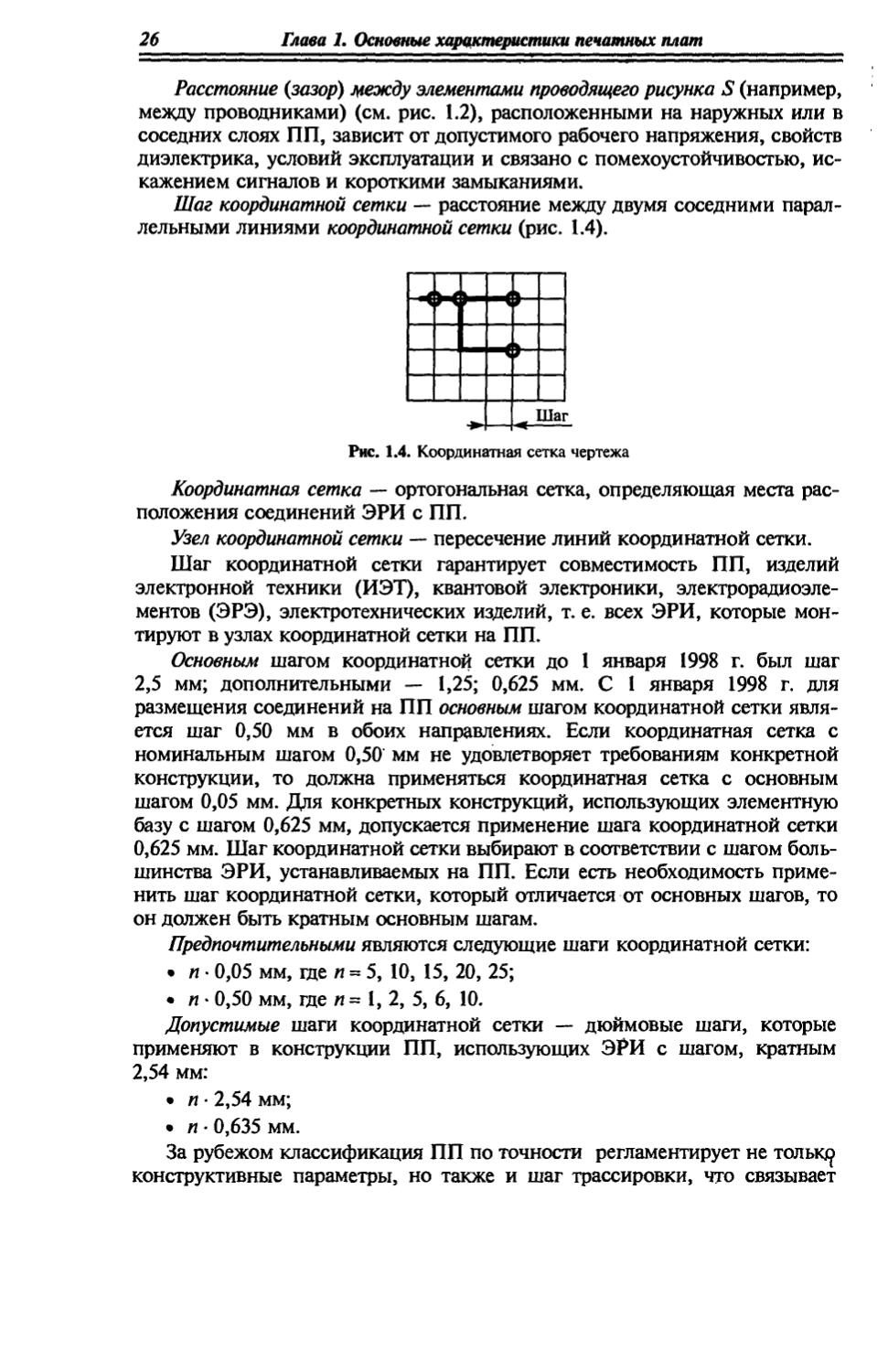
Шаг координатной сетки — расстояние между двумя соседними параллельными линиями координатной сетки (рис. 1.4).
Шаг
Рис. 1.4. Координатная сетка чертежа
Координатная сетка — ортогональная сетка, определяющая места расположения соединений ЭРИ с ПП.
Узел координатной сетки — пересечение линий координатной сетки.
Шаг координатной сетки гарантирует совместимость ПП, изделий электронной техники (ИЭТ), квантовой электроники, электрорадиоэлементов (ЭРЭ), электротехнических изделий, т. е. всех ЭРИ, которые монтируют в узлах координатной сетки на ПП.
Основным шагом координатной сетки до 1 января 1998 г. был шаг 2,5 мм; дополнительными — 1,25; 0,625 мм. С 1 января 1998 г. для размещения соединений на ПП основным шагом координатной сетки является шаг 0,50 мм в обоих направлениях. Если координатная сетка с номинальным шагом 0,50 мм не удовлетворяет требованиям конкретной конструкции, то должна применяться координатная сетка с основным шагом 0,05 мм. Для конкретных конструкций, использующих элементную базу с шагом 0,625 мм, допускается применение шага координатной сетки 0,625 мм. Шаг координатной сетки выбирают в соответствии с шагом большинства ЭРИ, устанавливаемых на ПП. Если есть необходимость применить шаг координатной сетки, который отличается от основных шагов, то он должен быть кратным основным шагам.
Предпочтительными являются следующие шаги координатной сетки:
• п • 0,05 мм, где п-5, 10, 15, 20, 25;
• п • 0,50 мм, где п = 1, 2, 5, 6, 10.
Допустимые шаги координатной сетки — дюймовые шаги, которые применяют в конструкции ПП, использующих ЭРИ с шагом, кратным 2,54 мм:
• п • 2,54 мм;
• п 0,635 мм.
За рубежом классификация ПП по точности регламентирует не только конструктивные параметры, но также и шаг трассировки, что связывает
Конструкторские требования и характеристики ПП
27
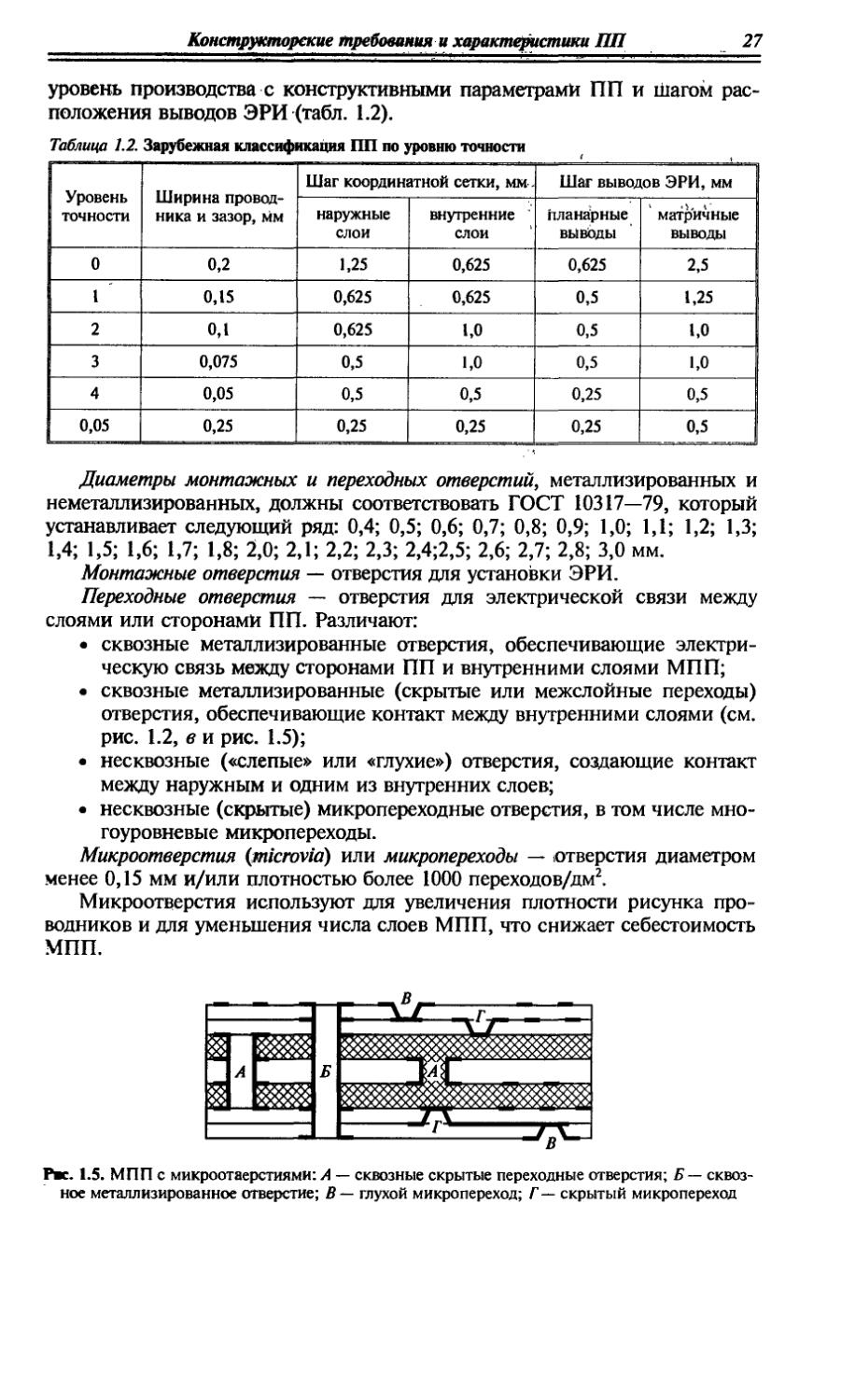
уровень производства с конструктивными параметрами ПП и шагом расположения выводов ЭРИ (табл. 1.2).
Таблица 1.2. Зарубежная классификация ПП по уровню точности
Уровень точности Ширина проводника и зазор, мм Шаг координатной сетки, мм . Шаг выводов ЭРИ, мм
наружные слои внутренние слои планарные выводы матричные выводы
0 0,2 1,25 0,625 0,625 2,5
1 0,15 0,625 0,625 0,5 1,25
2 0,1 0,625 1,0 0,5 1,0
3 0,075 0,5 1,0 0,5 1,0
4 0,05 0,5 0,5 0,25 0,5
0,05 0,25 0,25 0,25 0,25 0,5
Диаметры монтажных и переходных отверстий, металлизированных и неметаллизированных, должны соответствовать ГОСТ 10317—79, который устанавливает следующий ряд: 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4;2,5; 2,6; 2,7; 2,8; 3,0 мм.
Монтажные отверстия — отверстия для установки ЭРИ.
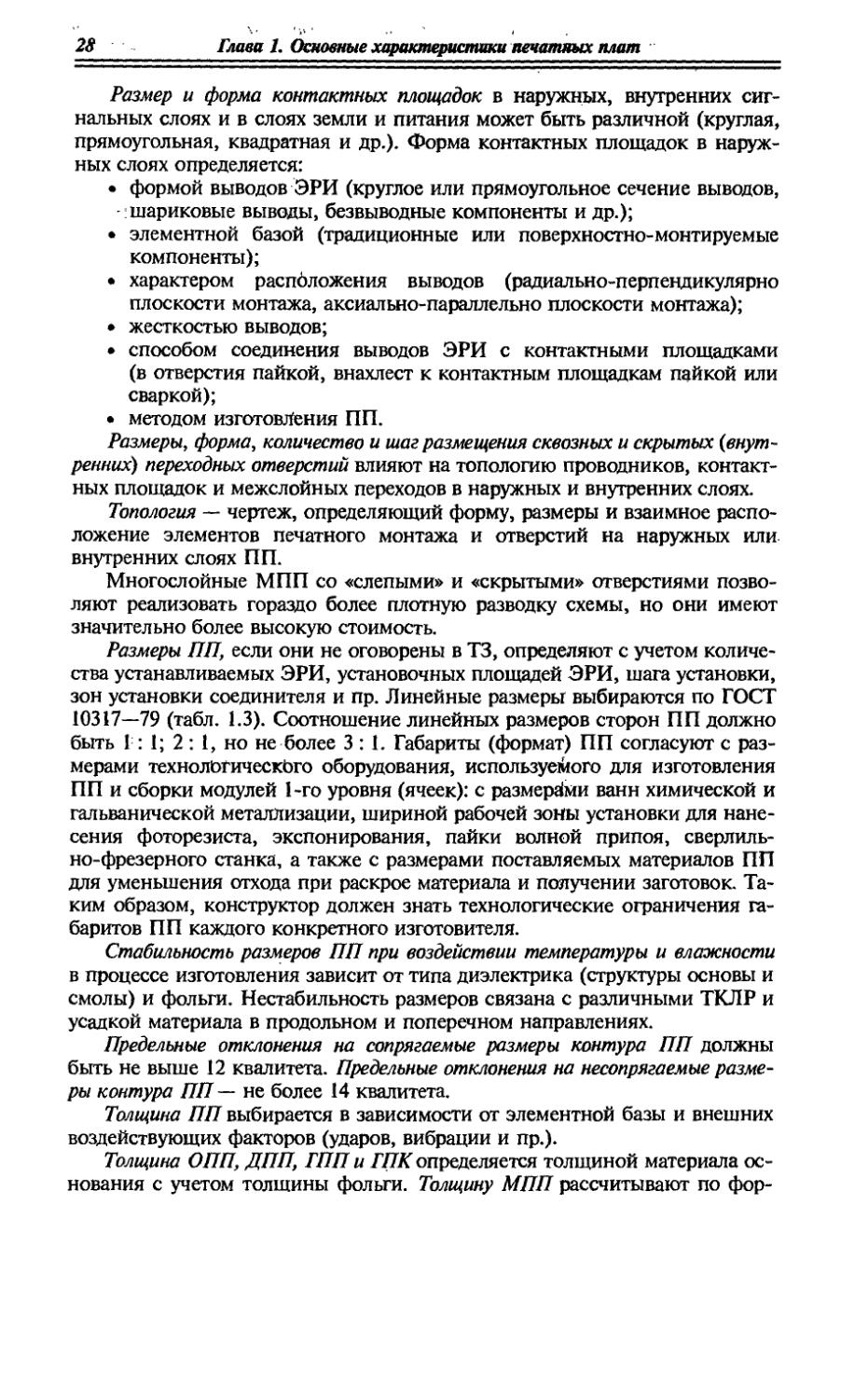
Переходные отверстия — отверстия для электрической связи между слоями или сторонами ПП. Различают:
• сквозные металлизированные отверстия, обеспечивающие электрическую связь между сторонами ПП и внутренними слоями МПП;
• сквозные металлизированные (скрытые или межслойные переходы) отверстия, обеспечивающие контакт между внутренними слоями (см. рис. 1.2, в и рис. 1.5);
• несквозные («слепые» или «глухие») отверстия, создающие контакт между наружным и одним из внутренних слоев;
• несквозные (скрытые) микропереходные отверстия, в том числе многоуровневые микропереходы.
Микроотверстия (microvia) или микропереходы — отверстия диаметром менее 0,15 мм и/или плотностью более 1000 переходов/дм2.
Микроотверстия используют для увеличения плотности рисунка проводников и для уменьшения числа слоев МПП, что снижает себестоимость МПП.
Рис. 1.5. МПП с микроотаерстиями: А — сквозные скрытые переходные отверстия; Б — сквозное металлизированное отверстие; В — глухой микропереход; Г — скрытый микропереход
28 Глава 1. Основные характеристики печатных плат
Размер и форма контактных площадок в наружных, внутренних сигнальных слоях и в слоях земли и питания может быть различной (круглая, прямоугольная, квадратная и др.). Форма контактных площадок в наружных слоях определяется:
• формой выводов ЭРИ (круглое или прямоугольное сечение выводов, шариковые выводы, безвыводные компоненты и др.);
• элементной базой (традиционные или поверхностно-монтируемые компоненты);
• характером расположения выводов (радиально-перпендикулярно плоскости монтажа, аксиально-параллельно плоскости монтажа);
• жесткостью выводов;
• способом соединения выводов ЭРИ с контактными площадками (в отверстия пайкой, внахлест к контактным площадкам пайкой или сваркой);
• методом изготовления ПП.
Размеры, форма, количество и шаг размещения сквозных и скрытых (внутренних) переходных отверстий влияют на топологию проводников, контактных площадок и межслойных переходов в наружных и внутренних слоях.
Топология — чертеж, определяющий форму, размеры и взаимное расположение элементов печатного монтажа и отверстий на наружных или внутренних слоях ПП.
Многослойные МПП со «слепыми» и «скрытыми» отверстиями позволяют реализовать гораздо более плотную разводку схемы, но они имеют значительно более высокую стоимость.
Размеры ПП, если они не оговорены в ТЗ, определяют с учетом количества устанавливаемых ЭРИ, установочных площадей ЭРИ, шага установки, зон установки соединителя и пр. Линейные размеры выбираются по ГОСТ 10317—79 (табл. 1.3). Соотношение линейных размеров сторон ПП должно быть Г: 1; 2: 1, но не более 3:1. Габариты (формат) ПП согласуют с размерами технологического оборудования, используемого для изготовления ПП и сборки модулей 1-го уровня (ячеек): с размерами ванн химической и гальванической металлизации, шириной рабочей зоны установки для нанесения фоторезиста, экспонирования, пайки волной припоя, сверлильно-фрезерного станка, а также с размерами поставляемых материалов ПП для уменьшения отхода при раскрое материала и получении заготовок. Таким образом, конструктор должен знать технологические ограничения габаритов ПП каждого конкретного изготовителя.
Стабильность размеров ПП при воздействии температуры и влажности в процессе изготовления зависит от типа диэлектрика (структуры основы и смолы) и фольги. Нестабильность размеров связана с различными ТКЛР и усадкой материала в продольном и поперечном направлениях.
Предельные отклонения на сопрягаемые размеры контура ПП должны быть не выше 12 квалитета. Предельные отклонения на несопрягаемые размеры контура ПП — не более 14 квалитета.
Толщина ПП выбирается в зависимости от элементной базы и внешних воздействующих факторов (ударов, вибрации и пр.).
Толщина ОПП, ДПП, ГПП и ГПК определяется толщиной материала основания с учетом толщины фольги. Толщину МПП рассчитывают по фор-
Конструкторские требования и характеристики ПП
29
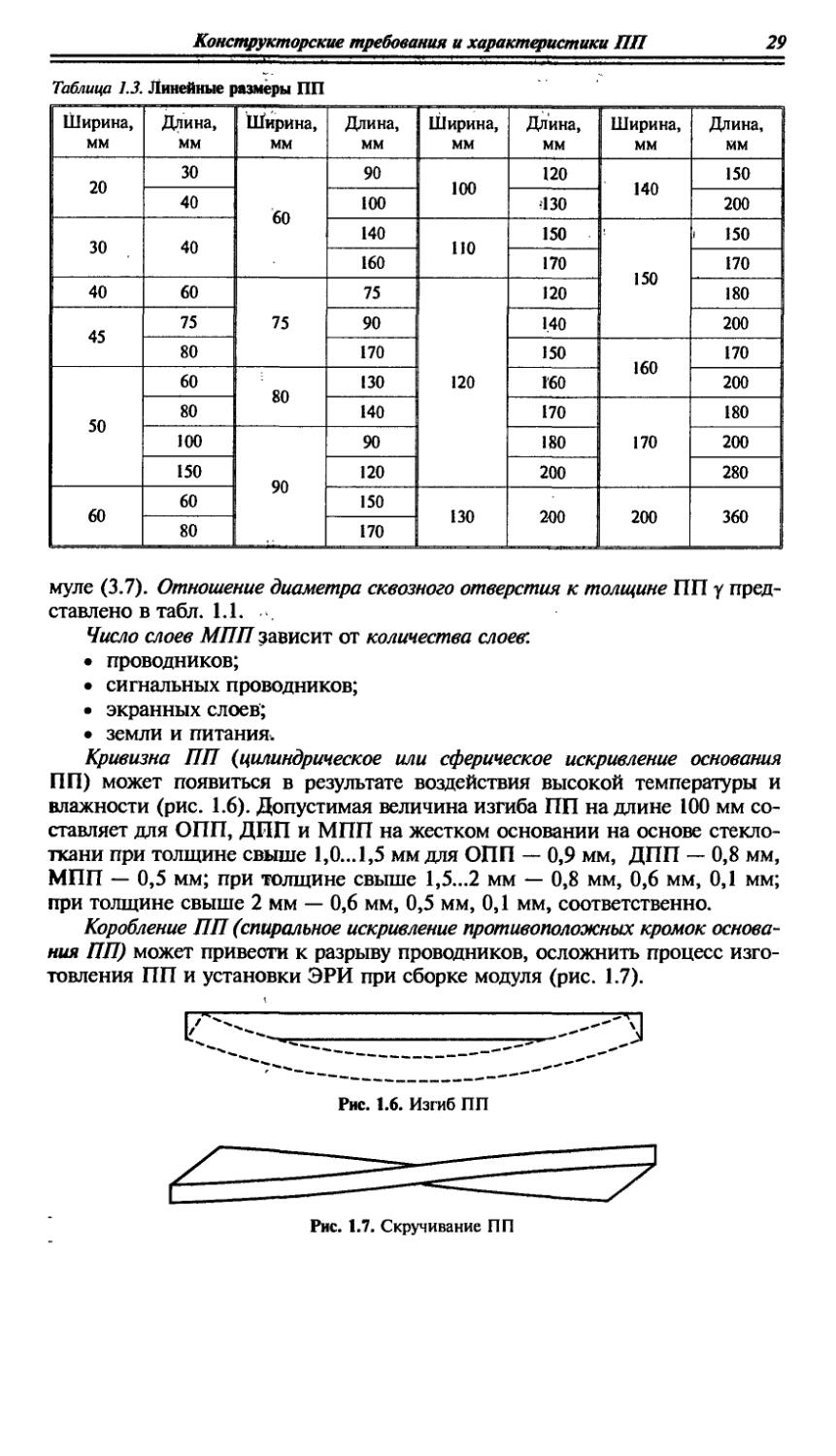
Таблица 1.3. Линейные размеры ПП
Ширина, мм Длина, мм Ширина, мм Длина, мм Ширина, мм Длина, мм Ширина, мм Длина, мм
20 30 60 90 100 120 140 150
40 100 130 200
зо 40 140 по 150 150 । 150
160 170 170
40 60 75 75 120 120 180
45 75 90 140 200
80 170 150 160 170
50 60 80 130 1'60 200
80 140 170 170 180
100 90 90 180 200
150 120 200 280
60 60 150 130 200 200 360
80 170
муле (3.7). Отношение диаметра сквозного отверстия к толщине ПП у представлено в табл. 1.1. .
Число слоев МПП зависит от количества слоев:
• проводников;
• сигнальных проводников;
• экранных слоев;
• земли и питания.
Кривизна ПП (цилиндрическое или сферическое искривление основания ПП) может появиться в результате воздействия высокой температуры и влажности (рис. 1.6). Допустимая величина изгиба ПП надлине 100 мм составляет для ОПП, ДНП и МПП на жестком основании на основе стеклоткани при толщине свыше 1,0...1,5 мм для ОПП — 0,9 мм, ДПП — 0,8 мм, МПП — 0,5 мм; при толщине свыше 1,5...2 мм — 0,8 мм, 0,6 мм, 0,1 мм; при толщине свыше 2 мм — 0,6 мм, 0,5 мм, 0,1 мм, соответственно.
Коробление ПП (спиральное искривление противоположных кромок основания ПП) может привести к разрыву проводников, осложнить процесс изготовления ПП и установки ЭРИ при сборке модуля (рис. 1.7).
Рис. 1.6. Изгиб ПП
Рис. 1.7. Скручивание ПП
30
Глава 1. Основные характеристики печатных плат
Величина деформации определяется механической прочностью фольгированного диэлектрика, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения. При воздействии на ПП температуры 260...290 °C в течение 10 с не должно образовываться разрывов проводящего рисунка и отслоений его от диэлектрика.
Для уменьшения деформации ПП необходимо добиться максимальной симметричности рисунка и структуры внутренних слоев.
Предельные отклонения размеров и позиционные допуски на расположение элементов конструкции (оснований ПП, проводников, контактных площадок, отверстий) приведены в ГОСТ 23751—86 и в гл. 3.
1.3. Электрические требования и характеристики ПП
Основными техническими требованиями к ПП как к коммутационному устройству являются: максимальная электропроводность печатных проводников; минимальные токи утечки между проводниками.
Электропроводность печатного проводника зависит:
• от характеристик проводникового материала (электропроводности, теплопроводности, коррозионной стойкости, способности к пайке, к нанесению покрытий); поэтому наиболее широко для изготовления печатных проводников используют медь;
• от способа получения покрытий (химическое, вакуумное или гальваническое осаждение):
I) химически осажденные покрытия имеют более высокое удельное сопротивление, которое увеличивается при повышении влажности и при пониженном давлении;
2) покрытия, полученные вакуумной металлизацией, имеют лучшие характеристики по сравнению с химическим покрытием, но зависят от его толщины;
3) гальванические покрытия имеют кристаллическую структуру, благодаря которой они обладают наилучшими характеристиками из всех приведенных выше покрытий;
• от площади поперечного сечения печатного проводника (рассчитывает конструктор, исходя из электрической принципиальной схемы и удельного сопротивления материала печатного проводника);
• от режима токовой нагрузки;
• от внешних воздействий.
От токов утечки между печатными проводниками зависят сопротивлс-' ние изоляции между ними и взаимные наводки; они определяются материалом диэлектрика и расположением печатных проводников. э
Изоляционные характеристики диэлектрика зависят от частотного диа* пазона работы электрической принципиальной схемы.
Для низкочастотной ЭА наибольшее значение имеют: сопротивление1 изоляции, стабильность поверхностного сопротивления изоляции при воз-: действии высоких температур и электрического поля, напряжение пробоя»
Электрические требования и характеристикиПП
31
а для высокочастотной ЭА — диэлектрическая проницаемость и диэлектрические потери. >
Рассмотрим электрические параметры ПП.
Допустимая токовая нагрузка на элементы проводящего рисунка должна быть для медной фольги — (100...250) • 106 А/м2 (10Й...250 А/мм2), для гальванической меди — (60... 100) • 106 А/м2 (60... 100 А/мм2). Она выбирается в зависимости от допустимого превышения температуры проводника относительно температуры окружающей среды.
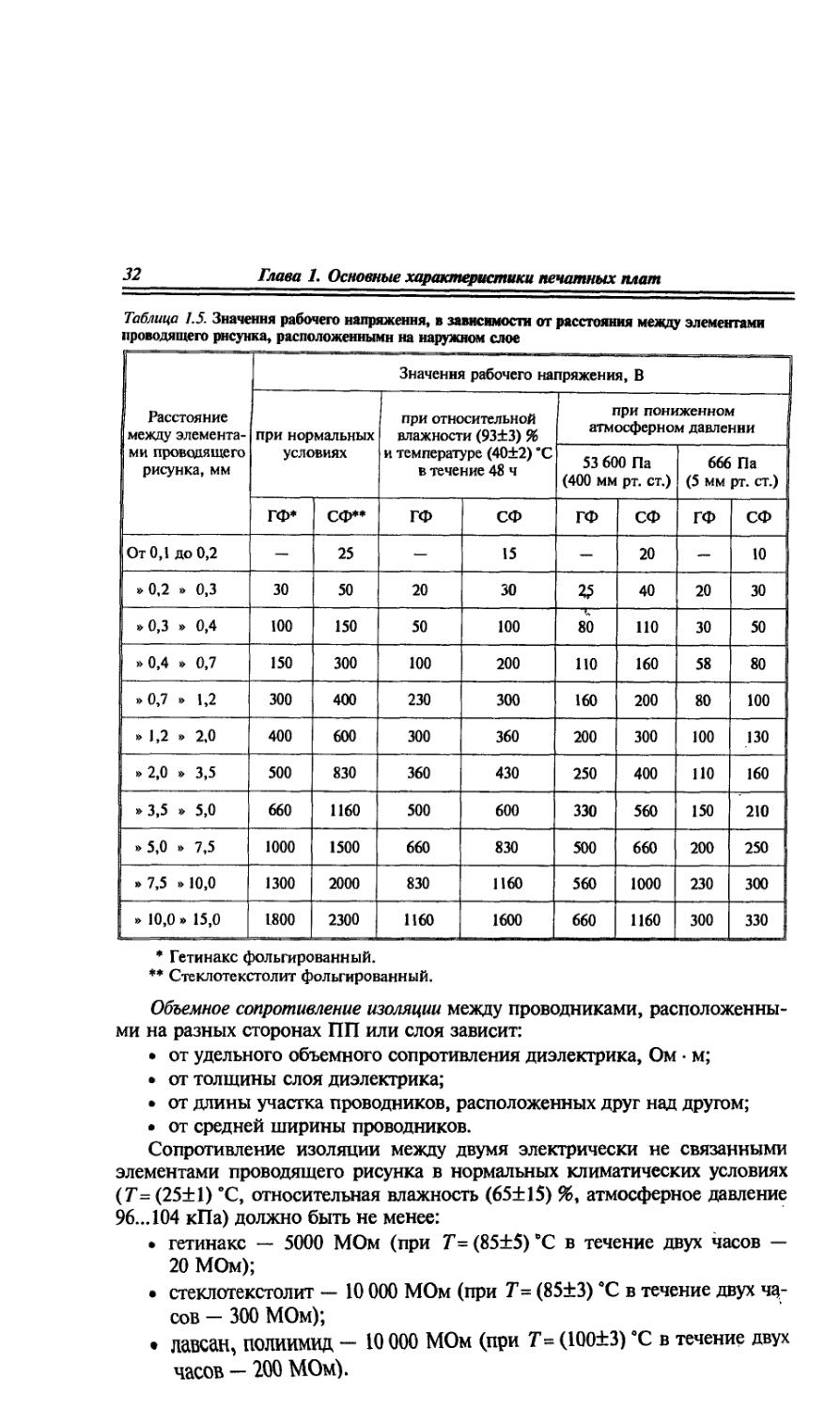
Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях ПП и ГПК, зависит от расстояния между ними, материала основания ПП и не должно превышать значений, приведенных в табл. 1.4.
Таблица 1.4. Значения рабочего напряжения в зависимости от расстояния между элементами рисунка, расположенными в соседних слоях
Расстояние между элементами рисунка, мм Значение рабочего напряжения, В
Фольгированный гетинакс Фольгированный стеклотекстолит
От 0,1 до 0,2 включительно — 25
» 0,2 » 0,3 » — 50
» 0,3 » 0,4 » 75 100
» 0,4 » 0,5 » 150 200
» 0,5 » 0,75 » 250 350
»0,75» 1,5 » 350 500
» 1,5 » 2,5 » 500 650
Допустимые рабочие напряжения между элементами проводящего рисунка, находящимися на наружном слое ПП, зависят от расстояния между элементами печатного монтажа, материала основания ПП, от условий эксплуатации и не должны превышать значений, приведенных в табл. 1.5.
Сопротивление печатного проводника зависит от его длины, поперечного сечения, удельного сопротивления, а также температуры, частоты и др. Величина удельного сопротивления печатных проводников зависит от технологии их изготовления и различается в значительной степени при химическом, электрохимическом, вакуумном осаждении и для катаной фольги.
Сопротивление изоляции характеризует величину тока утечки через участок диэлектрика, к которому приложено определенное постоянное напряжение.
Поверхностное сопротивление изоляции, Ом, между параллельными печатными проводниками, расположенными в одной плоскости определяется: удельным поверхностным сопротивлением диэлектрика; расстоянием между проводниками; длиной совместного прохождения проводников.
32
Глава 1. Основные характеристики печатных плат
Таблица 1.5. Значения рабочего напряжения, в зависимости от расстояния между элементами проводящего рисунка, расположенными на наружном слое
Расстояние между элементами проводящего рисунка, мм Значения рабочего напряжения, В
при нормальных условиях при относительной влажности (93±3) % и температуре (40+2) °C в течение 48 ч при пониженном атмосферном давлении
53 600 Па (400 мм рт. ст.) 666 Па (5 мм рт. ст.)
ГФ* СФ** ГФ СФ ГФ СФ ГФ СФ
От 0,1 до 0,2 — 25 — 15 — 20 — 10
» 0,2 » 0,3 30 50 20 30 40 20 30
» 0,3 » 0,4 100 150 50 100 ц 80 ПО 30 50
» 0,4 » 0,7 150 300 100 200 НО 160 58 80
» 0,7 » 1,2 300 400 230 300 160 200 80 100
» 1,2 » 2,0 400 600 300 360 200 300 100 130
» 2,0 » 3,5 500 830 360 430 250 400 ПО 160
» 3,5 » 5,0 660 1160 500 600 330 560 150 210
» 5,0 » 7,5 1000 1500 660 830 500 660 200 250
» 7,5 » 10,0 1300 2000 830 1160 560 1000 230 300
» 10,0 » 15,0 1800 2300 1160 1600 660 1160 300 330
* Гетинакс фольгированный.
** Стеклотекстолит фольгированный.
Объемное сопротивление изоляции между проводниками, расположенными на разных сторонах ПП или слоя зависит:
• от удельного объемного сопротивления диэлектрика, Ом • м;
• от толщины слоя диэлектрика;
• от длины участка проводников, расположенных друг над другом;
• от средней ширины проводников.
Сопротивление изоляции между двумя электрически не связанными элементами проводящего рисунка в нормальных климатических условиях (Т= (25±1) °C, относительная влажность (65±15) %, атмосферное давление 96... 104 кПа) должно быть не менее:
• гетинакс — 5000 МОм (при Т=(85±5)°С в течение двух часов — 20 МОм);
• стеклотекстолит — 10 000 МОм (при Т = (85±3) °C в течение двух часов — 300 МОм);
• лавсан, полиимид - 10 000 МОм (при Т= (100±3) °C в течение двух часов — 200 МОм).
Электрические требования и характеристики ПП
33
Значительное снижение сопротивления изоляции наблюдается в условиях повышенной влажности и температуры. Уменьшение поверхностного сопротивления имеет место при наличии отпечатков пальцев, загрязнений, остатков реактивов, при воздействии инфракрасного излучения, а также при повышенном влагопоглощении материала.
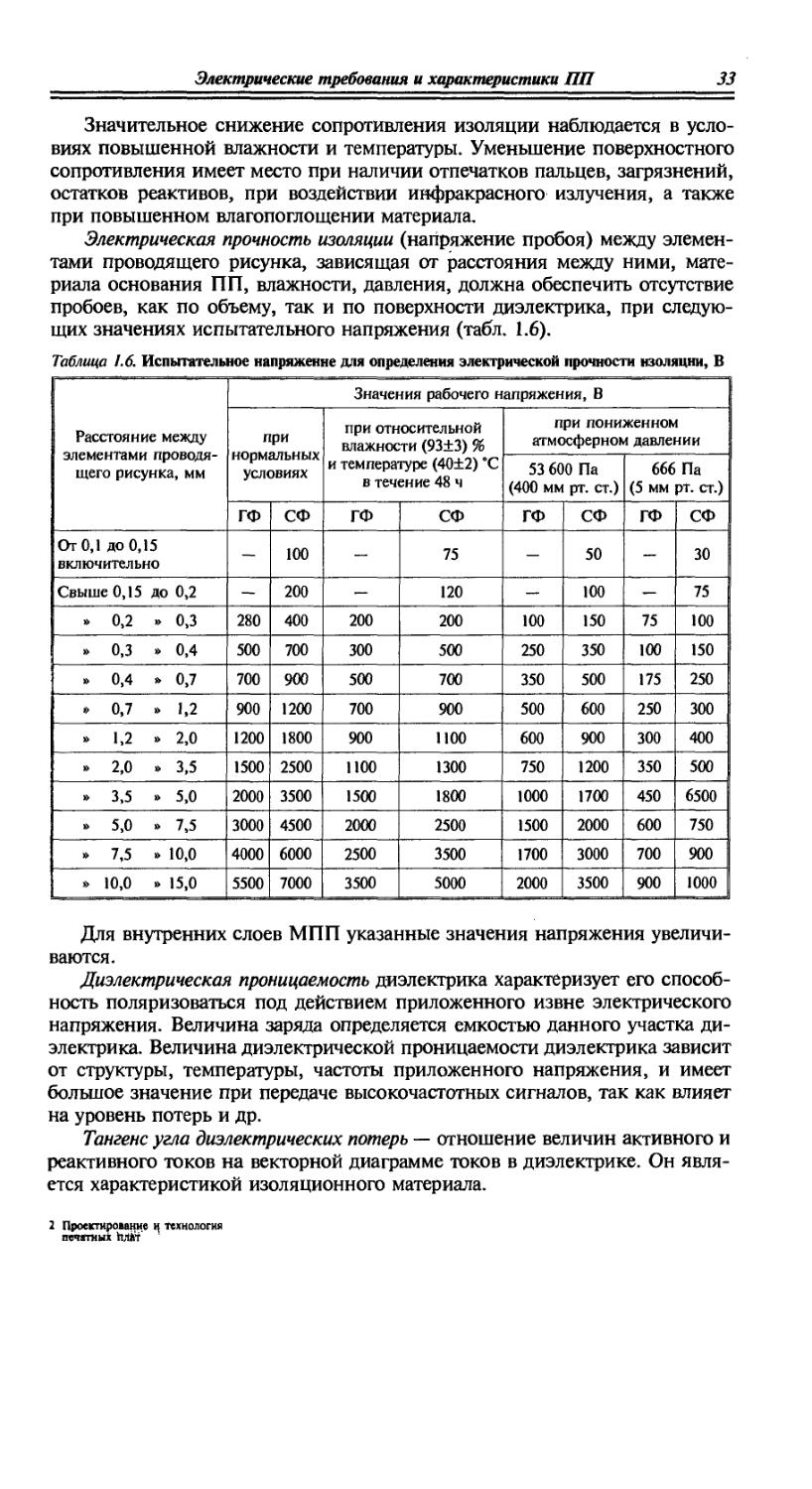
Электрическая прочность изоляции (напряжение пробоя) между элементами проводящего рисунка, зависящая от расстояния между ними, материала основания ПП, влажности, давления, должна обеспечить отсутствие пробоев, как по объему, так и по поверхности диэлектрика, при следующих значениях испытательного напряжения (табл. 1.6).
Таблица 1.6. Испытательное напряжение для определения электрической прочности изоляции, В
Расстояние между элементами проводящего рисунка, мм Значения рабочего напряжения, В
при нормальных условиях при относительной влажности (93±3) % и температуре (40±2) °C в течение 48 ч при пониженном атмосферном давлении
53 600 Па (400 мм рт. ст.) 666 Па (5 мм рт. ст.)
ГФ СФ ГФ СФ ГФ СФ ГФ СФ
От 0,1 до 0,15 включительно — 100 — 75 — 50 — 30
Свыше 0,15 до 0,2 — 200 — 120 — 100 — 75
» 0,2 » 0,3 280 400 200 200 100 150 75 100
» 0,3 » 0,4 500 700 300 500 250 350 100 150
» 0,4 » 0,7 700 900 500 700 350 500 175 250
» 0,7 » 1,2 900 1200 700 900 500 600 250 300
» 1,2 » 2,0 1200 1800 900 1100 600 900 300 400
» 2,0 » 3,5 1500 2500 1100 1300 750 1200 350 500
» 3,5 » 5,0 2000 3500 1500 1800 1000 1700 450 6500
» 5,0 » 7,5 3000 4500 2000 2500 1500 2000 600 750
» 7,5 » 10,0 4000 6000 2500 3500 1700 3000 700 900
» 10,0 » 15,0 5500 7000 3500 5000 2000 3500 900 1000
Для внутренних слоев МПП указанные значения напряжения увеличиваются.
Диэлектрическая проницаемость диэлектрика характеризует его способность поляризоваться под действием приложенного извне электрического напряжения. Величина заряда определяется емкостью данного участка диэлектрика. Величина диэлектрической проницаемости диэлектрика зависит от структуры, температуры, частоты приложенного напряжения, и имеет большое значение при передаче высокочастотных сигналов, так как влияет на уровень потерь и др.
Тангенс угла диэлектрических потерь — отношение величин активного и реактивного токов на векторной диаграмме токов в диэлектрике. Он является характеристикой изоляционного материала.
2 Проектирование ц технология
печатных Ьлйт
34
Глава 1. Основные характеристики печатных плат
Емкость проводника зависит от ширины, толщины ПП, относительной диэлектрической проницаемости.
Погонная емкость проводников ПП составляет обычно 1...10 пФ/см.
Погонная индуктивность проводников зависит от ширины и длины проводников, толщины ПП, а также магнитной проницаемости материала и обычно составляет примерно 1...10 нГ/см.
Взаимная емкость параллельно расположенных проводников — емкость конденсатора, образованного двумя печатными проводниками на поверхности ПП, которая определяется величиной емкости между торцами проводников (она зависит от формы проводников, их толщины, длины, расстояния между проводниками и диэлектрической проницаемости воздуха) и периферийных емкостей (они зависят от ширины проводников, диэлектрической проницаемости диэлектрика и защитного покрытия, например, лака).
Емкость конденсатора, образованного двумя печатными проводниками расположенными на разных поверхностях ПП, зависит от диэлектрической проницаемости диэлектрика, толщины слоя изоляции между проводниками и площади пересечения проводников.
Минимальные емкостные взаимодействия между печатными проводниками рассчитывают при конструировании ПП и обеспечивают путем их рационального размещения.
Мощность потерь ПП — мощность, рассеиваемая в диэлектрике под действием напряжения на печатных проводниках, определяемая диэлектрическими потерями изоляционного материала. Мощность потерь ПП, Вт, определяют по формуле
P = U2aC№>,
где U — значение переменного синусоидального напряжения, В;
со — круговая частота (со = 2 л/), с-1;
/ — частота, Гц;
С — емкость участка диэлектрика, Ф;
tg 8 — тангенс угла диэлектрических потерь.
Номинальная величина и предельные отклонения волнового сопротивления (характеристического импеданса) линии передачи на высоких частотах зависят от ширины проводников, толщины диэлектрика ПП и его относительной диэлектрической проницаемости. Линии передачи на частоте выше 107 Гц при фронтах импульсов в несколько наносекунд рассматривают как электрически длинные линии связи. •
1.4. Требования по устойчивости ПП к климатическим й механическим воздействиям
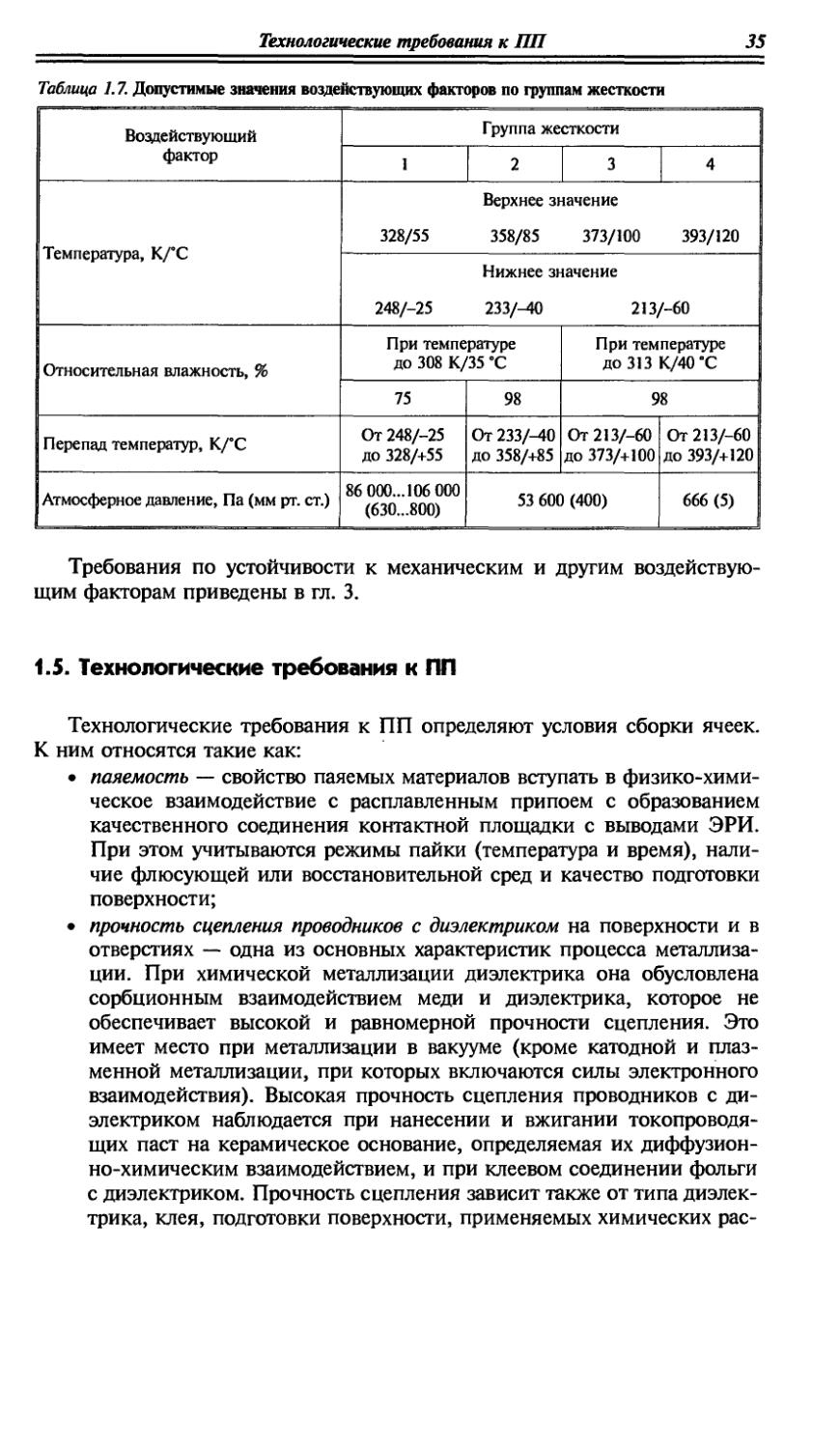
Печатные платы и ГПК должны обеспечивать работоспособность при воздействии на них климатических факторов одной из групп жесткости, указанных в ГОСТ 23752—79 (табл. 1.7).
Технологические требования к ПП
35
Таблица 1.7. Допустимые значения воздействующих факторов по группам жесткости
Воздействующий фактор Группа жесткости
1 2 3 4
Температура, К/°С Верхнее значение 328/55 358/85 373/100 393/120
Нижнее значение 24S/-25 233/-40 213/-60
Относительная влажность, % При температуре до 308 К/35 °C При температуре до 313 К/40“С
75 98 98
Перепад температур, К/°С От 248/-25 до 328/+55 От 233/-40 до 358/+85 От213/-60 до 373/+100 От 213/-60 до 393/+120
Атмосферное давление, Па (мм рт. ст.) 86 000... 106 000 (630...800) 53 600 (400) 666 (5)
Требования по устойчивости к механическим и другим воздействующим факторам приведены в гл. 3.
1.5. Технологические требования к ПП
Технологические требования к ПП определяют условия сборки ячеек. К ним относятся такие как:
• паяемость — свойство паяемых материалов вступать в физико-химическое взаимодействие с расплавленным припоем с образованием качественного соединения контактной площадки с выводами ЭРИ. При этом учитываются режимы пайки (температура и время), наличие флюсующей или восстановительной сред и качество подготовки поверхности;
• прочность сцепления проводников с диэлектриком на поверхности и в отверстиях — одна из основных характеристик процесса металлизации. При химической металлизации диэлектрика она обусловлена сорбционным взаимодействием меди и диэлектрика, которое не обеспечивает высокой и равномерной прочности сцепления. Это имеет место при металлизации в вакууме (кроме катодной и плазменной металлизации, при которых включаются силы электронного взаимодействия). Высокая прочность сцепления проводников с диэлектриком наблюдается при нанесении и вжигании токопроводящих паст на керамическое основание, определяемая их диффузионно-химическим взаимодействием, и при клеевом соединении фольги с диэлектриком. Прочность сцепления зависит также от типа диэлектрика, клея, подготовки поверхности, применяемых химических рас-
36
Глава 1. Основные характеристики печатных плат
творов и определяется усилием отрыва проводника от ПП в пересчете на ширину металлической полоски на поверхности ПП;
• устойчивость к перепайкам определяется количеством; допустимых перепаек, которое должны выдержать контактные площадки с металлизированными отверстиями при ремонте: не менее четырех (МПП — трех) перепаек; без металлизированных отверстий — не менее трех (МПП — двух) перепаек;
• пригодность к пайке — способность ПП сохранять паяемость в течение длительного времени (6... 12 месяцев);
• ремонтопригодность и др.
Контрольные вопросы
1. Перечислите типы ПП.
2. Какое назначение имеет координатная сетка на чертеже ПП?
3. От чего зависит выбор шага координатной сетки на чертеже ПП?
4. Каким образом влияют основные тенденции развития схемотехнических и конструктивных решений ЭА на конструкцию и технологию изготовления ПП?
5. Назовите основные электрические характеристики ПП.
6. Какова связь между увеличением степени интеграции ЭРИ и конструкцией ПП?
7. Чем обусловлено увеличение объема производства МПП с начала 90-х гг. XX в.?
8. Назовите основные конструктивные характеристики ПП?
9. Чем вызвана необходимость кондуктивного теплоотвода от ПП?
10. Объясните назначение монтажных и переходных отверстий?
11. Что такое микроотверстие?
12. Какие последствия может иметь коробление ПП?
Глава 2 МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Создание современной ЭА неразрывно связано с разработкой и освоением новых материалов. От свойств используемых материалов зависят как перспективность и конкурентоспособность ЭА в целом, так и конкретные характеристики ПП.
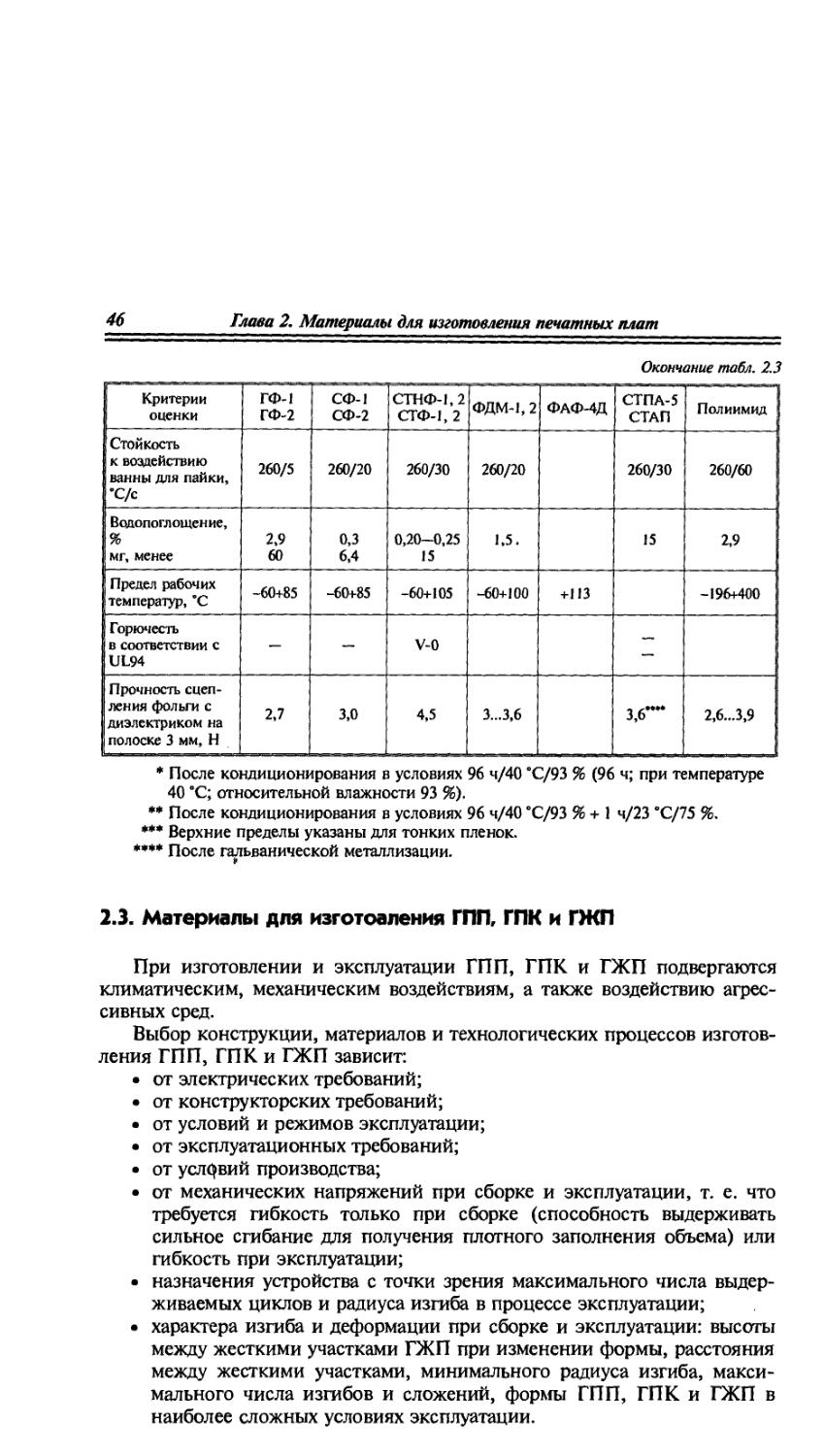
Рассмотрены отечественные и импортные материалы, применяемые для изготовления всех типов ПП: ОПП, ДПП, МПП, ГПП, ГЖП и ГПК; приведены их основные сравнительные характеристики; параметры, по которым проводят входной контроль материалов; сформулированы требования, предъявляемые при выборе марки материала, в зависимости от условий эксплуатации, электрических, конструкторских и других характеристик ПП, обозначены области применения различных материалов.
Приведены новые негорючие материалы ПП с уникальными характеристиками, полностью соответствующие требованиям зарубежных стандартов, что делает их конкурентоспособными на мировом рынке. Акцентируется внимание на необходимость обеспечения экологической чистоты и безопасности материалов ПП для человека и окружающей среды.
2.1. Базовые и расходные материалы ПП
К базовым материалам ПП относятся:
• фольгированные или нефольгированные диэлектрики, керамические и металлические (с поверхностным диэлектрическим слоем) материалы, из которых изготавливают основание ПП;
• изоляционный прокладочный материал (склеивающие прокладки — препреги), используемый для склеивания слоев МПП. Склеивающие прокладки изготавливают из стеклоткани, пропитанной недополимеризо-ванной термореактивной эпоксидной или другими смолами; из поли-имидида с нанесенным с двух сторон адгезионным покрытием и др.
Для защиты поверхности ПП, МПП, ГПП, ГПК и ГЖП от внешних воздействий применяют полимерные защитные лаки и покрывные защитные пленки.
Требования к базовым материалам для изготовления ПП определяются:
• условиями эксплуатации;
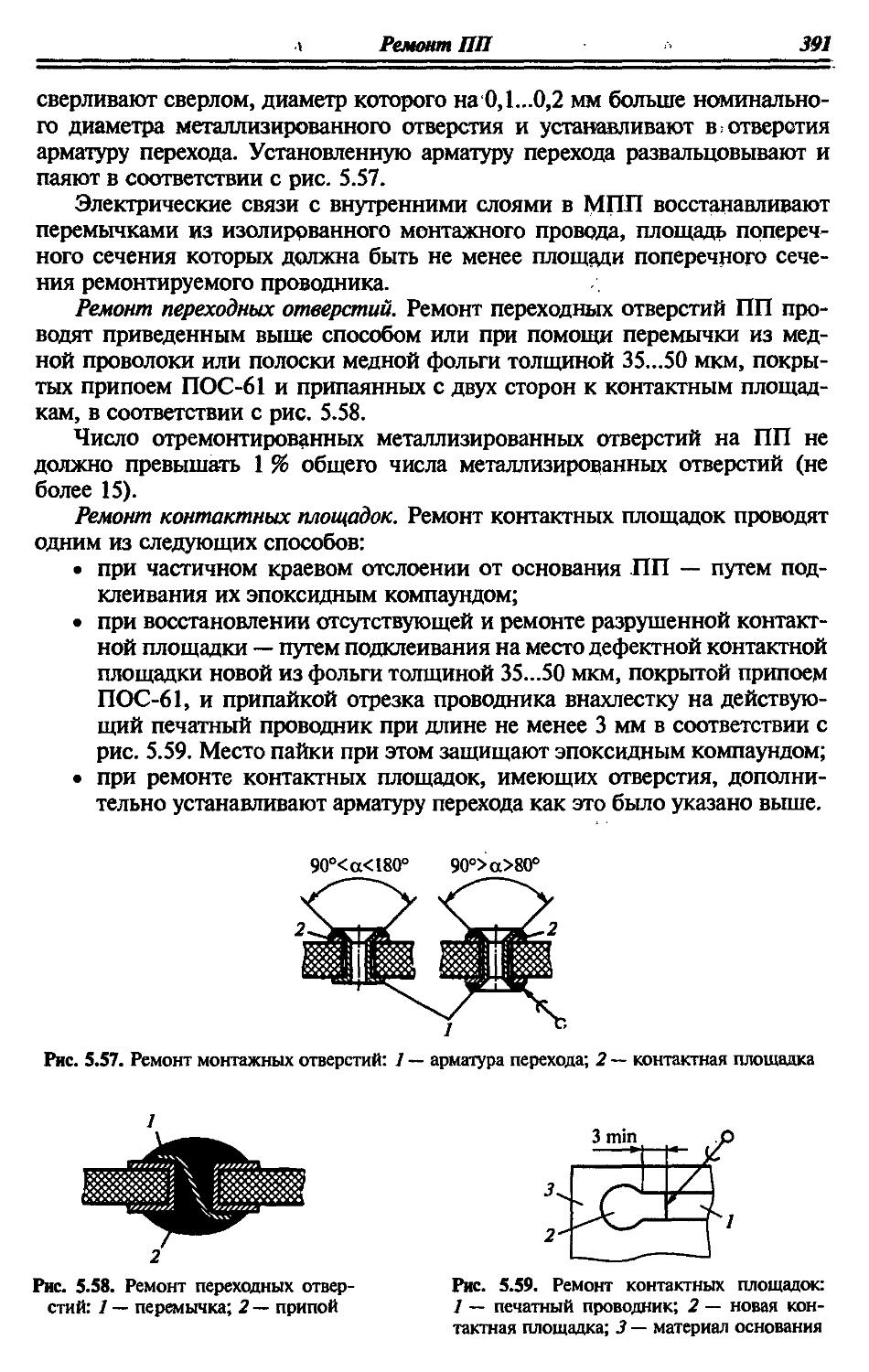
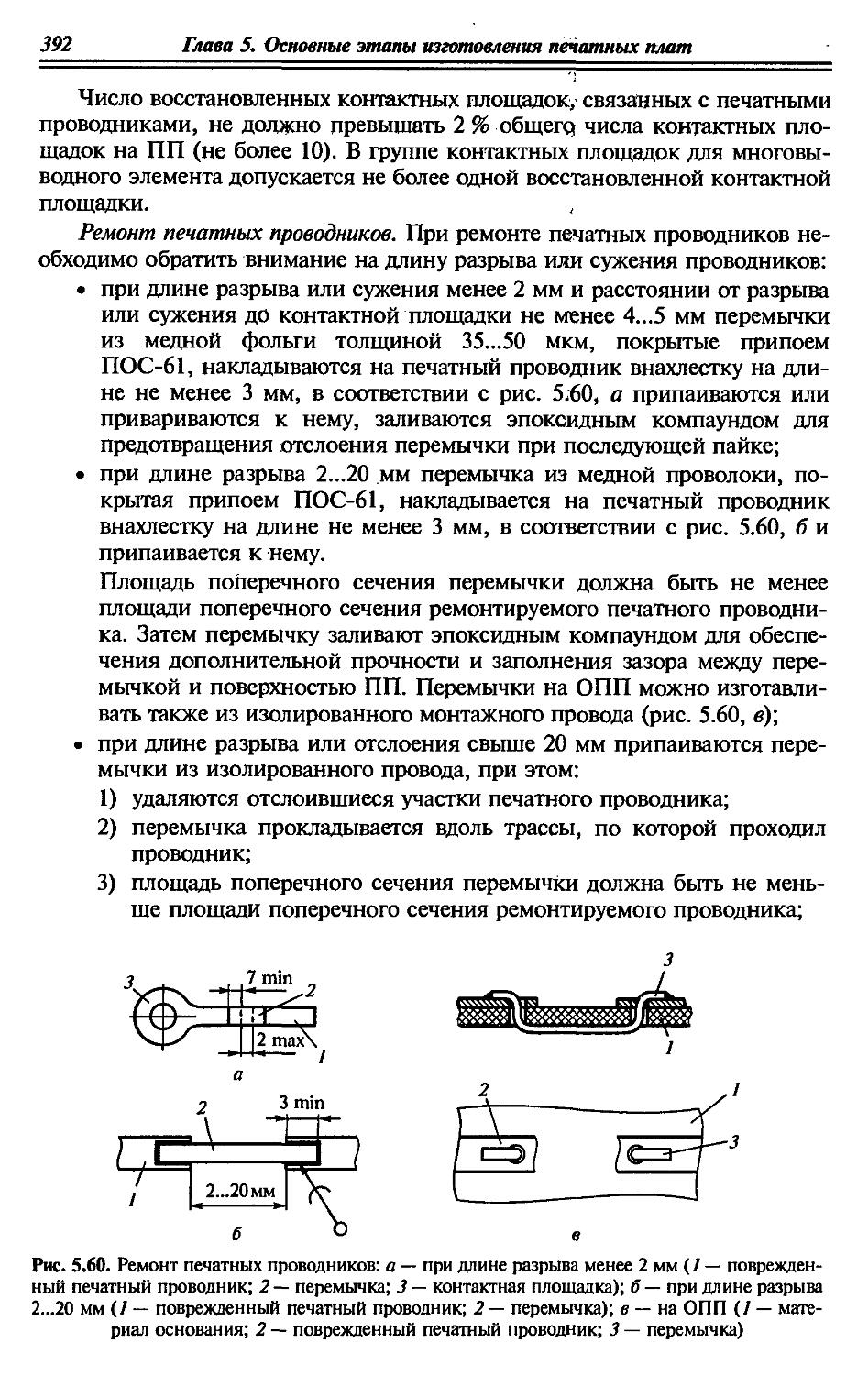
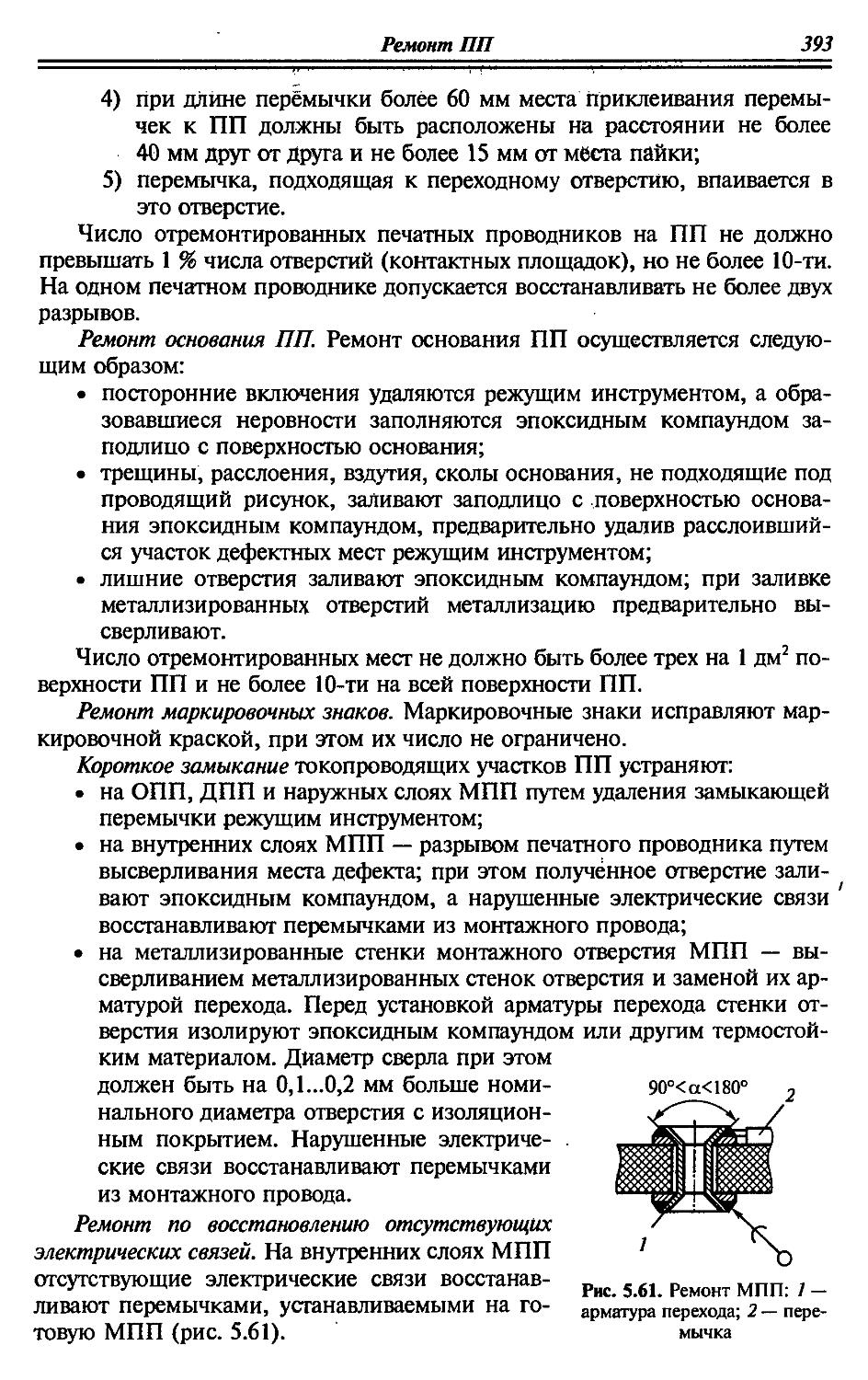
• электрическими, механическими, экономическими и другими требованиями к ПП;
• типом ПП;
38
Глава 2. Материалы для изготовления печатных плат
• конструкцией ПП;
• методом изготовления ПП;
• условиями сборки и монтажа ячеек и др.
Основными требованиями к базовым материалам для изготовления ПП являются:
• хорошие электроизоляционные свойства;
• высокая механическая прочность;
• высокая термостойкость;
• устойчивость к агрессивным технологическим средам;
• хорошая обрабатываемость;
• стабильность электрических и механических параметров ПП при климатических воздействиях;
• низкая стоимость и др.
Фольгированные и нефольгированные диэлектрики состоят из наполнителя и связующего (фенольной, эпоксифенольной, эпоксидной и др. смолы). В качестве наполнителя используют бумагу, стеклоткань, стекловолокно и пр.
Фольгированные диэлектрики на основе стеклоткани состоят:
• из стеклоткани, изготовленной из нитей, например, алюмоборосили-катного стекла;
• из смолы, используемой для пропитывания стеклоткани (определяет характеристики материала); модификацией которой получают необходимые механические и электрические характеристики фольгированных диэлектриков;
• из фольги, используемой в качестве металлического покрытия фольгированных материалов (медной, алюминиевой, резистивной, в частности, нихромовой и др.) Медную фольгу изготавливают одним из двух способов: электролитическим осаждением и прокаткой. Медную электролитическую фольгу, оксидированную с одной стороны в щелочных или хромовых растворах для лучшего сцепления фольги с диэлектриком, (толщиной 5, 9, 12, 18, 35, 50, 70, 105 мкм) получают, например, гальванопластическим методом и приклеивают к диэлектрику клеем БФ-4 и БФР-4, в состав которого добавлен пылевидный кварц для повышения теплостойкости клеевого состава и улучшения адгезии к медной фольге и диэлектрику.
Нефольгированные диэлектрики выпускают двух типов:
1 ) с адгезионным (клеевым) слоем, например, эпоксикаучуковой композиции толщиной 50... 100 мкм на поверхности диэлектрика, который наносят для повышения прочности сцепления осаждаемой в процессе изготовления ПП меди химическим способом;
2 ) с введенным в объем диэлектрика катализатором, способствующим осаждению химической меди.
Керамические материалы характеризуются:
• стабильностью электрических и геометрических параметров;
• стабильной высокой механической прочностью в широком диапазоне температур;
• высокой теплопроводностью;
• низким влагопоглощением и пр.
Материалы для изготовления ОПП, ДПП и МПП
39
Недостатками керамических материалов являются длительный цикл изготовления, большая усадка материала, хрупкость, высокая стоимость и пр.
Металлическое основание изготавливают из алюминия, титана, стали или меди. Их применяют в теплонагруженных ПП для улучшения отвода теплоты от ЭРИ и ПМК, в ЭА с большой токовой нагрузкой, работающей при высоких температурах, а также для повышения жесткости ПП, выполненных на тонком основании. Параметры металлических оснований ПП с изоляционным слоем приведены в табл. 2.8.
Характеристиками прокладочных склеивающих материалов (толщиной 0,025; 0,06 и 0,1 мм) для склеивания слоев МПП в монолит являются:
• марка стеклоткани и смолы;
• общее содержание смолы, которое определяет прочность склеивания, способность заполнять пространство между печатными проводниками в слое МПП, толщину изоляционного слоя между слоями МПП. Рассчитывается как отношение массы смолы к массе прокладочного материала, в %. Содержание смолы в прокладках должно быть в пределах 42...52 %, в материалах фирмы ISOLA (Германия) — до 67 %;
• содержание летучих веществ в смоле, которые приводят к образованию пустот, уменьшению прочности склеивания, степени полимеризации смолы из-за присутствия растворителя, ухудшению механических и изоляционных характеристик. Определяется как отношение массы летучего растворителя к массе пропитанной стеклоткани, в %. Содержание летучих веществ в смоле должно быть не более 0,75 %;
• текучесть смолы, которая определяет режим прессования слоев (температуру и давление) и пригодность прокладочного материала для склеивания слоев МПП;
• содержание растворимой смолы, от.которой зависит степень полимеризации смолы. Содержание смолы для прокладочных материалов марки СП в состоянии поставки составляет порядка 80... 100 %.
Базовые материалы для изготовления ГПП, ГПК и ГЖП рассмотрены в § 2.2.
К технологическим (расходным) материалам для изготовления ПП относятся фоторезисты, специальные трафаретные краски, защитные маски, электролиты меднения, травления и пр. Требования к ним определяются конструкцией ПП и технологическим процессом (ТП) изготовления. Фоторезисты должны обеспечивать необходимую разрешающую способность при получении рисунка схемы и соответствующую химическую стойкость. Травильные растворы должны быть совместимы с применяемым при травлении резистом, быть нейтральными к изоляционным материалам, иметь высокую скорость травления и пр. Все материалы должны быть экономичны и безопасны для окружающей среды.
2.2. Материалы для изготовления ОППГ ДПП и МПП
В качестве материала основания ПП применяются слоистые диэлектрики, с одной или двух сторон фольгированные медной фольгой, или не-фольгированные диэлектрики (см. рис. В.4).
40 Глава 2. Материалы для изготовления печатных плат
К фольгированным и нефольгированным диэлектрикам предъявляются следующие требования:
• высокие поверхностное, Ом, и удельное объемное сопротивление Ом • м, характеризующие величину тока утечки;
• высокая электрическая прочность изоляции, определяемая напряжением постоянного тока, при котором происходит пробой;
• низкие значения диэлектрической проницаемости и тангенса угл_ диэлектрических потерь — для передачи высокочастотных сигнале: и снижения тепловыделения, обусловленного диэлектрическими потерями;
• стабильность электрических характеристик при повышенной влажности и температуре;
• высокая механическая прочность: предел прочности при растяжении, при изгибе, которые зависят от типа испрльзуемой смолы i снижаются при повышении температуры;
• стабильность линейных размеров по осям X, Y и Z при повышенной температуре, зависящая от температуры стеклования 7^, теплоустойчивости и теплопроводности базового материала. Требование высокой температуры стеклования Те (до 290 °C в перспективе, рассчитанная на рабочую температуру до 280 °C) связано с тем, что при нагреве, например, при пайке, происходит значительное расширение стеклопластиков, эпоксидной смолы и других полимеров по оси Z. интенсивность которого особенно возрастает при превышении температуры стеклования данного материала, что может привести к расслаиванию диэлектрика и разрыву металлизации в отверстиях ПП. так как металл имеет малое расширение по оси Z Поэтому при высокой температуре стеклования Tg процесс расширения материала ПП сдвигается в область более высоких температур, желательно, превышающих температуру пайки;
• высокая теплоустойчивость, которая зависит от типа наполнителя и состава смолы. Данное требование связано с тем, что
I) необходима повышенная устойчивость к воздействию теплового удара, например, при пайке ЭРИ и ПМК к ПП, при котором температура, пайки достигает значений деструкции диэлектрика, и может происходить выход газов, порообразование, коробление и пр.;
2) в результате воздействия высоких температур в процессе сверления отверстий возможен разогрев диэлектрика, вытекание и наволакивание смолы на стенки отверстий, препятствующее металлизации отверстий в дальнейшем;
3) высокая рабочая температура может привести к расслоению стеклоткани и смолы, отслаиванию фольги, образованию пузырей под фольгой и к тому, что характеристики материала не будут удовлетворять требованиям эксплуатации ЭА; ;
• хорошая механическая обрабатываемость при резке, фрезеровании, зачистке, сверлении и других операциях без образования сколов, трещин и расслоения диэлектрика;
Материалы для изготовления ОПП, ДПП и МПП
41
• устойчивость к агрессивным средам (кислотам, щелочам, растворителям и пр.) в ТП изготовления ПП;
• хорошая прочность сцепления (адгезия) фольги с диэлектриком, которая зависит от материала фольги, способа ее получения (прокатка или электролитическое осаждение), состояния поверхности, температуры и времени выдержки при повышенной температуре и пр.;
• негорючесть — требование международных стандартов применения в ЭА только самозатухающих фольгированных диэлектриков;
• низкое водопоглошение для исключения расслоения диэлектрика особенно при нагреве;
• низкое значение ТКЛР, совместимое с ТКЛР выводов и корпусов ЭРИ; в случае, если ТКЛР диэлектрика значительно больше ТКЛР выводов и корпусов ЭРИ или ПМК, возникают значительные напряжения в местах пайки вследствие большого расширения диэлектрика основания ПП по осям X, Y и малого расширения по тем же осям подложки ЭРИ;
• плоскостность (особенно необходимая для установки ПМК);
• низкая стоимость и др.
Фольгированные диэлектрики применяют в субтрактивных методах изготовления ПП, нефольгированные — в аддитивном и полуаддитивном.
Фольгированные диэлектрики, применяемые в качестве основания ПП в субтрактивных методах, являются композиционными материалами и состоят из армирующего наполнителя, синтетического связующего вещества и медной, алюминиевой или резистивной фольги. Наиболее широко в настоящее время применяются гетинакс, стеклотекстолит, полиимид и др.
Гетинакс фольгированный состоит из спрессованных слоев электроизоляционной бумаги (армирующего наполнителя), пропитанных фенольной или эпоксифенольной смолой в качестве связующего вещества, облицованных с одной или двух сторон медной фольгой (например, запись ГФ-1 или ГФ-2 обозначает гетинакс фольгированный односторонний или двухсторонний).
Стеклотекстолит фольгированный представляет собой спрессованные слои стеклоткани, пропитанные эпоксифенольной или эпоксидной смолой (например, запись СФ-1 или СФ-2 обозначает стеклотекстолит фольгированный односторонний или двухсторонний, соответственно).
Большое значение при изготовлении ПП имеет процентное соотношение между стекловолокном и смолой в диэлектрике, так как оно влияет на качество выполнения целого ряда операций, например, таких как [4]:
• сверление монтажных и переходных отверстий — чем больше стекловолокна (абразива), тем быстрее изнашивается сверло;
• подтравливание диэлектрика в отверстиях МПП — чем больше смолы, тем легче подтравливать;
• прессование МПП, так как выбор режимов прессования (давление и время его приложения) зависят от времени желатинизации смолы (определяется экспериментально для каждой партии материала);
• металлизация монтажных или переходных отверстий — чем больше стекловолокна, тем больше торцов стекловолокна выходит в отверстия ПП, поверхность которых достаточно сложно подготовить хи
42
Глава 2. Материалы для изготовления печатных плат
мическим способом перед химическим осаждением меди в отверстия и, в результате могут появиться непрокрытые медью участки, что приводит к разрыву металлизации и электрических цепей.
По сравнению с гетинаксами стеклотекстолиты имеют лучшие механические и электрические характеристики, более высокую нагревостойкость, меньшее влагопоглощение. Однако им присущ целый ряд недостатков: невысокая нагревостойкость по сравнению с полиимидами, что способствует загрязнению смолой торцов контактных площадок (КП) внутренних слоев при сверлении отверстий; худшая механическая обрабатываемость; более высокая стоимость; существенное различие (примерно в 10 раз) ТКЛР меди и стеклотекстолита в направлении толщины материала, что может привести к разрыву металлизации в отверстиях при пайке или в процессе эксплуатации; различие в ТКЛР эпоксидной смолы и стекла примерно в 20 раз, что может привести к значительным внутренним напряжениям, к короблению ПП и усадке в зоне сверления отверстий.
Для изготовления ПП, способных обеспечить надежную передачу на-носекундных импульсов, необходимо применять материалы с улучшенными диэлектрическими свойствами (уменьшенным значением диэлектрической проницаемости и тангенса угла диэлектрических потерь), что непосредственно связано с увеличением быстродействия, поскольку скорость распространения сигналов в проводниках обратно пропорциональна диэлектрической проницаемости материалов, из которых изготовлены основания ПП.
При выборе материала основания ПП необходимо обратить внимание на предполагаемые механические воздействия (вибрации, удары, линейное ускорение и т. п.); класс точности ПП (ширину проводников расстояние между ними); реализуемые электрические функции и требования к электрическим параметрам; объект, на который устанавливается ЭА и условия эксплуатации; быстродействие; стоимость и пр.
В наименовании марки материала буквы означают: С — стеклотекстолит; Т — теплостойкий; Н — негорючий или нормированной горючести; Ф — фольгированный; 1—2 — облицованный фольгой с одной или двух сторон; цифры 5, 9, 12, 18, 35, 50, 70, 100, 105 — толщину фольги в мкм.
В табл. 2.1, 2.2 представлены марки материалов основания ПП, наиболее широко применяемые в настоящее время для изготовления ОПП, ДПП, МПП.
Для изготовления ПП, эксплуатируемых в условиях повышенной опасности возгорания, применяют огнестойкие гетинаксы и стеклотекстолиты марок ГОВ, ГОФВ, СОНФ, СТНФ.
Фольгированные стеклотекстолиты марок СТФ, СТФТ, СТАЛ и СТПА-5 обладают повышенной теплостойкостью, а СТАП и СТПА-5 применяют для изготовления ПП с повышенной плотностью печатного монтажа по полуаддитивной технологии [5]. В комплекте с материалами СТФ и. СТАП применяют прокладочные стеклоткани (препреги) марок СТП-4 и СТП-СТАП.
Фольгированные стеклотекстолиты марок СТНФ, СОНФ, и СОНФ-у по классу горючести относятся к типу FR-4 по стандарту V-0 UL94. В комплекте с СОНФ-у поставляют препрег СТП-СОНФ-у.
Материалы для изготовления ОПП, ДПП и МПП
43
Таблица 2.1. Материалы для изготовления ОПП и ДПП
Материал Марка Толщина,, мм Материал Марка Толщина, мм
Гетинакс фольгированный ГФ-1-35 1,0; 1,5; 2,0; 2,5; 3,0 Диэлектрик фольгированный общего назначения с гальваностойкой фольгой ДФО-1 ДФО-2 (фольга 35 мкм) ДФС-1 ДФС-2 (фольга 20 мкм) 0,06; 0,08; 0,1; 0,13; 0,15; 0,20; 0,25; 0,3; 0,4; 0,5; 0,8; 1,0; 1,5; 2,0
Гетинакс фольгированный с гальваностойкой фольгой ГФ-1-35Г ГФ-2-35Г ГФ-1-50Г ГФ-2-50Г Диэлектрик фольгированный самозатухаю-щий с гальваностойкой фольгой
Стеклотекстолит фольгированный СФ-1-35 СФ-2-35 СФ-1-50 СФ-2-50 СФ-1-(2)-35 Г СФ-1-(2)-50 Г 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 Стеклотекстолит фольгированный с повышенной нагревостой-костью СФПН-1-50 СФПН-2-50 0,5; 1,0; 1,5; 2,0; 2,5; 3,0
То же с гальваностойкой фольгой Стеклотекстолит фольгированный общего назначения СОНФ-1 0,13; 0,15; 0,2; 0,6; 0,8; 1,0; 1,5; 2,0; 2,5; 3,0
СОНФ-2 0,35; 0,5; 0,8; 1,0; 1.5; 2,0; 3,0
СОНФ-у
Стеклотекстолит теплостойкий фольгированный с гальваностойкой фольгой СТФ-1-35 СТФ-2-35 СТФ-1-18 СТФ-2-18 0,08; 0,1; 0,13; 0,2; 0,15; 0,3; 0,25; 0,5; 0,35; 0,8; 1,5; 2,5; 1; 2; 3 Гетинакс фольгированный общего назначения ГОФ-1-35Г ГОФ-2-35Г —
Стеклотекстолит с двусторонним адгезионным слоем СТЭК 1,0; 1,5; 2,0
Стеклотекстолит теплостойкий негорючий фольгированный с гальваностойкой фольгой СТНФ-1-35 СТНФ-2-35 СТНФ-1-18 СТНФ-2-18 Стеклотекстолит теплостойкий, армированный алюминиевым протектором СТПА-5-1 СТПА-5-2 (фольга 5 мкм) 0,1; 0,12; 0,13; 0,15; 0,2; 0,25; 0,3; 0,35; 0,5; 1,0; 1,5; 2,0
Стеклотекстол ит листовой СТЭФ-1-2ЛК 1; 2 Стеклотекстолит с катализатором СТАМ 0,7...2,0
Стеклотекстолит электротехнический СТЭФ-ВК-1-1,5 Фольгированный армированный фторопласт ФАФ-4Д (фольга 35 мкм) —
То же СТЭФ-1 0,3... 1,5 Стеклотекстолит фольгированный общего назначения с гальваностойкой фольгой ФС 0,5; 1,0; 1,5; 2,0; 2,5; 3,0
Стеклотекстолит фольгированный общего назначения нормированной горючести модифицированный СОНФМ-1-35 СОНФМ-2-35 СОНФМ-1-50 СОНФМ-2-50 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 Стеклотекстолит фольгированный теплостойкий нормированной горючести СТФТС-1-35 СТФТС-2-35 СТФТС-1-50 СТФТС-2-50 0,5; 1,0; 1,5; 2,0; 2,5; 3,0
Стеклотекстолит фольгированный теплостойкий СТФТ-1-35 СТФТ-2-35 СТФТ-1-50 СТФТ-2-50 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 Стеклотекстолит теплостойкий фольгированный СТАП-1-35 СТАП-2-35 СТАЛ-1-50 СТАП-2-50 0,5; 1,0; 1,5; 2,0; 2,5; 3,0
.Гетинакс фольгированный общего назначения влагостойкий ГОФВМ-1 ГОФВМ-2 1,0; 1,5; 2,0; 2,5; 3,0 Стеклотекстолит фольгированный алюминием СФА-2-35 —
^Стеклотекстолит фольгированный с высокой теплостойкостью СФВН — Стеклотекстолит фольгированный СЭТ СЭТ-Н —
44
Глава 2. Материалы для изготовления печатных плат
Таблица 2.2. Материалы для изготовления МПП
Материал Марка Толщина, мм
Фольгированный травящийся стеклотекстолит (гальваностойкая фольга) ФТС-1-18А ФТС-2-18А ФТС-1-35А ФТС-2-35А ФТС-2-35-Б 0,1; 0,12; 0,14; 0,15; 0,18. 0,19; 0,23; 0,27; 0,5
Фольгированный диэлектрик для микроэлектронной аппаратуры ФДМЭ-1А ФДМЭ-2А ФДМЭ-2Б 0,1; 0,13; 0,16; 0,20
Диэлектрик фольгированный тонкий ФДМ-1А ФДМ-2А ФДМ-2Б 0,15; 0,20; 0,23; 0,25; 0,30; 0,35
Стеклотекстолит теплостойкий фольгированный СТФ-1-35 СТФ-2-35 СТФ-1-18 0,08; 0,1; 0,13; 0,15; 0,2; 0,25; 0,3; 0,35; 0,5; 0,8; 1,0; 1,5; 2,0; 2,5; 3,0
Диэлектрик фольгированный общего назначения ДФО-1 ДФО-2 (фольга 35 мкм) 0,06; 0,08; 0,1; 0,13; 0,15; 0,2; 0,25; 0,3; 0,4; 0,5; 0,8; 1,5; 2,0
Диэлектрик фольгированный самозатухающий ДФС-1 ДФС-2 (фольга 20 мкм)
Стеклотекстолит теплостойкий негорючий фольгированный СТНФ-1-35 СТНФ-2-35 СТНФ-1-18 0,08; 0,1; 0,13; 0,15; 0,2; 0,25; 0,3; 0,35; 0,5; 0,8; 1,5; 2,0; 2,5; 3,0
Стеклотекстолит фольгированный СФВН 0,1...2,0
Стеклотекстолит фольгированный СТАЛ 0,08...3,0
Стеклотекстолит теплостойкий, армированный алюминиевым протектором СТПА-5-1 СТПА-5-2 (фольга 5 мкм) 0,1; 0,12; 0,13; 0,15; 0,2; 0,25
Полиимид фольгированный ПФ-1 ПФ-2 (фольга 35 мкм) 0,05; 0,1
Полиимид фольгированный Элифом-ПФ-1 Элифом-ПФ-2
Стеклоткань прокладочная СП-4-0,025 СП-4-0,06 СП-4-0,1 -
Стеклоткань прокладочная травящаяся СПТ-3-О,О25 СПТ-3-0,06 СПТ-3-0,1
Стеклоткань прокладочная САФ толщина 0,025...0,062 мкм
Стеклотекстолит фольгированный СОНФ, СОНФ-у
Стеклоткань прокладочная СТП-СОНФ-у —
Стеклоткань прокладочная СТП-4 —
Стеклоткань прокладочная СТП-СТАП —
Материалы для изготовления ОПП, ДПП и МПП
45
Толщина медной фольги материалов, СОНФ, СОНФ-у, СЭТ и СЭТ-Н может быть 5, 18, 35, 50, 70 и 100 мкм.
Фольгированный стеклотекстолит СФВН обладает очень высокой теплостойкостью (рабочая температура — 280 °C, температура стеклования — 300 °C), низким ТКЛР, стабильностью линейных размеров, высокими поверхностным и удельным объемным сопротивлениями и применяется для ПП с повышенной плотностью печатного монтажа и МПП с числом слоев до 25.
Для печатных плат с металлизированными отверстиями применяют материалы с гальваностойкой фольгой.
Для изготовления ПП 1- и 2-й группы жесткости целесообразно применять материал на основе бумаги, для 3- и 4-й — на основе стеклоткани, полиимида и лавсана.
Материалы, имеющие фольгу толщиной 5 мкм, позволяют изготовить ПП 4- и 5-го классов точности и выше.
Склеивающий материал марки САФ представляет собой стеклоткань, пропитанную модифицированным эпоксидным связующим с текучестью менее 5 %, которую применяют для склеивания:
• разнородных материалов;
• полупакетов МПП с числом слоев до 24;
• ГЖП.
В табл. 2.3 приведены некоторые характеристики фольгированных диэлектриков, применяемых при изготовлении ПП [6, 7].
Таблица 2.3. Основные характеристики материала основания ПП
Критерии оценки ГФ-1 ГФ-2 СФ-1 СФ-2 СТНФ-1, 2 СТФ-1, 2 ФДМ-1, 2 ФАФ-4Д СТПА-5 СТАП Полиимид
Поверхностное сопротивление, Ом 108* 5 1О'°* 2 • 1012*’ 1 • 10,2“ 1014 5•10н" 10'4
Удельное объемное сопротивление, Ом • м 5 107* 1,4- 10,3“ 2 • 10|2“ 9 - 10" 10 - 1016 МО11" 10'4
Диэлектрическая постоянная при 1 МГц (Ег) 7,0*” 5,5* 4,3“ 5,4* 4,6“ 4,7 2,2 5,4* 4,6“ 3,5
Тангенс угла диэлектрических потерь при /= 1 МГц 0,07* 0,035 0,014“ 0,03-0,035 0,024 0,0002 0,025 0,015“ 0,001-0,002
Сопротивление изоляции, МОм 103 104 106 104
Электрическая прочность, МВ/м 15-30*“ 15-35*“ 15...35*” 25...250”* 30-200’’’
Предел прочности при изгибе, Н/мм2:
в продольном направлении 115 280 180
46
Глава 2. Материалы для изготовления печатных плат
Окончание табл. 2.3
Критерии оценки ГФ-1 ГФ-2 СФ-1 СФ-2 СТНФ-1,2 СТФ-1, 2 ФДМ-1,2 ФАФ-4Д СТПА-5 СТАЛ Полиимид
Стойкость | к воздействию ванны для пайки, "С/с 260/5 260/20 260/30 260/20 260/30 260/60
Всдопоглощен ие, % мг, менее 2,9 60 0,3 6,4 0,20-0,25 15 1,5. 15 2,9
Предел рабочих температур, "С -60+85 -60+85 -60+105 -60+100 +113 -196+400
Горючесть в соответствии с UL94 — — V-0 —
Прочность сцепления фольги с диэлектриком на полоске 3 мм, Н 2,7 3,0 4,5 3...3.6 3,6’*’* 2,6...3,9
* После кондиционирования в условиях 96 ч/40 "С/93 % (96 ч; при температуре 40 °C; относительной влажности 93 %).
** После кондиционирования в условиях 96 ч/40 °С/93 % + 1 ч/23 °С/75 %.
*** Верхние пределы указаны для тонких пленок.
**** После гальванической металлизации.
2.3. Материалы для изготовления ГПП, ГПК и ГЖП
При изготовлении и эксплуатации ГПП, ГПК и ГЖП подвергаются климатическим, механическим воздействиям, а также воздействию агрессивных сред.
Выбор конструкции, материалов и технологических процессов изготовления ГПП, ГПК и ГЖП зависит:
• от электрических требований;
• от конструкторских требований;
• от условий и режимов эксплуатации;
• от эксплуатационных требований;
• от условий производства;
• от механических напряжений при сборке и эксплуатации, т. е. что требуется гибкость только при сборке (способность выдерживать сильное сгибание для получения плотного заполнения объема) или гибкость при эксплуатации;
• назначения устройства с точки зрения максимального числа выдерживаемых циклов и радиуса изгиба в процессе эксплуатации;
• характера изгиба и деформации при сборке и эксплуатации: высоты между жесткими участками ГЖП при изменении формы, расстояния между жесткими участками, минимального радиуса изгиба, максимального числа изгибов и сложений, формы ГПП, ГПК и ГЖП в наиболее сложных условиях эксплуатации.
Материалы для изготовления ГПП, ГПК и ГЖП
47
При изготовлении ГПП, ГПК и ГЖП применяют следующие материалы: изоляционные; проводниковые; защитные; адгезионные.
Рассмотрим требования, предъявляемые к этим материалам.
2.3.1. Изоляционные материалы для изготовления ГПП, ГПК и ГЖП
Поскольку в процессе эксплуатации или сборки ГПП, ГПК и ГЖП должны изгибаться и изменять форму, одним из требований, предъявляемых к материалам, из которых они изготовлены, является требование гибкости (задается числом циклов изгиба вокруг оправки, диаметр которой равен нескольким значениям толщины гибкого участка). Например, по военному американскому стандарту материал ПП должен выдерживать 25 циклов изгиба вокруг оправки с диаметром, равным 12-кратной толщине гибкого участка ГЖК [8]. Поэтому к изоляционным материалам ГПК предъявляются следующие требования:
• устойчивость к перегибам и скручиванию, так как при этом может возникнуть отслоение и нарушение целостности проводящих участков ГПК. При выборе изоляционного материала необходимо учитывать допустимое число перегибов при заданном радиусе изгиба, а также силу сцепления (адгезию) металлической фольги с диэлектрическим основанием;
• устойчивость к высоким температурам при изготовлении (в процессе пайки) и эксплуатации. Когда результирующая температура складывается из максимальной температуры окружающей среды и температуры нагрева ГПК при максимально допустимой электрической нагрузке;
• минимальная диэлектрическая постоянная для обеспечения передачи высокочастотных сигналов;
• высокая электрическая прочность изоляции при различных климатических воздействиях;
• незначительные колебания диэлектрической постоянной и электрической прочности изоляции при изменении частоты, давления и влажности;
• незначительная усадка материала особенно для ГПП и ГПК с высокой плотностью проводящего рисунка;
• высокая прочность при растяжении и надрыве, что необходимо для обеспечения целостности проводников;
• минимальное водопоглощение, что связано с электрической прочностью изоляции ГПК, возможностью расслаивания диэлектрика и образованием раковин;
• способность к равномерному травлению в сильных щелочных средах для получения отверстий в диэлектрическом слое и пассивность к действию растворов, применяемых в данном технологическом процессе;
• невоспламеняемость;
• способность к металлизации вакуумным напылением, химическим и электрохимическими методами для получения переходных металлизированных отверстий малого диаметра (порядка 0,07...0,1 мм);
48
Глава 2. Материалы для изготовления печатных плат
• высокое сопротивление изоляции при климатических воздействиях;
• малая масса;
• устойчивость к внешним воздействиям.
Для изготовления ГПП и ГПК, способных выдерживать многократные изгибы на 90° (в обе стороны от исходного положения) с радиусом 3 мм, применяют фольгированный лавсан, полиимид (фольгированный и не-фольгированный), фторопласт, а также полиэтилен, полисульфон и др.
Для электронной аппаратуры общего назначения применяют диэлектрики на основе полиэфирной (лавсановой пленки или полиэтилентерефта-лат), которые обладают следующими достоинствами [9]:
• хорошие электроизоляционные характеристики;
• высокая устойчивость к перегибам;
• высокая прочность при растяжении и устойчивость к разрыву;
• низкое водопоглощение;
• хорошая адгезия пленки к фольге;
• устойчивость к агрессивным технологическим средам;
• низкая стоимость;
• рабочий диапазон температур -60 до +105 °C;
• хорошая формуемость, поскольку они являются низкотемпературными термопластами.
Однако этим диэлектрикам присущи и недостатки: низкая точка плавления; хрупкость при пониженной температуре.
В электрорадиоаппаратуре ответственного назначения для изготовления ГПК используют фольгированный лавсан марки ЭФЛ, который обладает следующими достоинствами:
• выдерживает длительное пребывание в растворах электрохимического никелирования и золочения;
• не подвержен подтравливанию адгезива и отслаиванию печатных проводников.
Фольгированный лавсан выпускается в рулонах, что позволяет механизировать процесс обработки.
Фольгированный и нефольгированный полиимид применяется в ЭА ответственного назначения, работающей при высоких температурах, для изготовления ГПП, ГПК, ГЖП, а также МПП, лент-носителей интегральных схем (ИС) и больших гибридных интегральных схем (БГИС) с числом выводов до 1000.
Достоинствами полиимидов является:
• высокое удельное объемное и поверхностное сопротивление;
• низкое значение диэлектрической проницаемости (на f= 1 МГц, £ = 3,5);
• высокая теплостойкость;
• высокая механическая прочность при малой толщине и эластичность;
• линейная стабильность размеров;
• широкий диапазон рабочих температур (4...673 К);
• стабильность электрических и физико-химических свойств при изменении температуры в широком диапазоне;
Материалы для изготовления ГПП, ГПК и ГЖП
49
• высокая прочность на разрыв при изменении температур от 473 до 673 К;
• негорючесть до 773 К;
• химическая устойчивость по отношению к органическим растворг гелям и кислотам;
• ТКЛР полиимида, равный 20,0 • 10“6, К"1, близок к ТКЛР металлов, применяемых при изготовлении печатных проводников и выводов ЭРИ-меди (16,6 • 10"6, К-1) и алюминия (23,6 • 10"6, К-1), что уменьшает внутренние механические напряжения и напряжения в местах пайки выводов ЭРИ и ПМК;
• высокая электрическая прочность (28 • 10“9 Вт/мм);
• химическая стойкость;
• температурная устойчивость (не теряет гибкость при температуре жидкого азота -196 °C);
• высокая радиационная устойчивость;
• высокое временное сопротивление на разрыв (1,75 • КГ8 Па);
• способность к равномерному травлению в сильных щелочных средах;
• минимальные газовыделения в вакууме при высоких температурах.
К их недостаткам можно отнести:
• повышенное влагопоглощение (около 3 %), которое может привести к деструкции пленки при пайке;
• высокая стоимость;
• низкая адгезия к полиимидной пленке металлов, клеев и мастик;
• относительно низкая стабильность линейных размеров;
• относительно низкая электрическая прочность (для ПМ-1 марка А);
• ограниченное использование в СВЧ технике из-за нестабильности диэлектрических параметров.
Фторопласт отличается высокими диэлектрическими свойствами, мало зависящими от температуры, химической стойкостью к агрессивным химическим средам (концентрированным кислотам, щелочам, сильным растворителям даже при высоких температурах); не смачивается водой, не набухает, не растворяется ни в одном растворителе, не горит, хорошо обрабатывается резанием, интервал рабочих температур лежит в диапазоне от -250 до +250 °C.
Наиболее широко в качестве материала основания ГЖП применяют:
• полиимид;
• полиимид с адгезионным слоем;
• стеклоэпоксид, толщиной порядка 0.1 мм, который обладает меньшей гибкостью по сравнению с полиимидом, но имеет низкую стоимость.
Марки некоторых материалов для изготовления ГПП, ГПК и ГЖП представлены в табл. 2.4. Зарубежные торговые марки полиимида — Kapton, Upilex, Novax, Apical, Espanex; лавсановых пленок — Melinex, Mylon, Luminor, Celanar.
САФ — склеивающий материал с регулируемой текучестью, который используется при изготовлении ГЖП, обладает адгезией как к стеклотекстолиту, так и к полиимиду.
50
Глава 2. Материалы для изготовления печатных плат
Таблица 2.4. Материалы гибких ПП, ГПК и ГЖП
Материал Марка Толщина, мм
Лавсан фольгированный ЛФР —
Лавсан фольгированный ЛФ-1 (фольга 35, 50 мкм) 0,05; 0,1
Полиимид фольгированный ПФ-1, ПФ-2 (фольга 35 мкм)
Полиимид нефольгированный ПИ-40 А 0,040
Полиимид фольгированный ПФМ-Ц2) (фольга 18, 35, 50, 105 мкм) —
Лавсан фольгированный ФДЛ-1 (фольга 35, 50 мкм) 0,02; 0,05
ФДЛ-100 (фольга 35, 100 мкм) 0,1
ЭФЛ-1 (фольга 35, 50 мкм) 0,02; 0,05
ЭФЛ-100 (фольга 35 мкм) 0,1
Диэлектрик фольгированный тонкий ФДМ-1А, ФДМ-2А, ФДМ-1Б, ФДМ-2Б 0,1; 0,13; 0,16; 0,2
Фольгированный диэлектрик для микроэлектронной аппаратуры ФДМЭ-1А (1Б), ФДМЭ-2А (2Б) 0,15; 0,20; 0,23; 0,30
Фольгированный армированный фторопласт ФАФ-4Д —
Стеклотекстолит теплостойкий с алюминиевым протектором СТПА-5-1, СТПА-5-2 0,1; 0,12; 0,15; 0,2; 0,25
Стеклоткань с эпоксидной пропиткой СПТ-3 0,025; 0,1
Полиимид фольгированный Элифом-ПФ-1, Элифом-ПФ-2 —
Покрывная пленка Элифом-ППП —
Склеивающая пленка Элифом-ППС —
Стеклоткань прокладочная САФ 0,025.-0,062
Кроме вышеупомянутых при изготовлении ГПК (ГПП) применяются также и другие изоляционные материалы, которые обладают определенными преимуществами и недостатками.
Стеклоткань, пропитанная эпоксидной смолой
Достоинства:
• хорошие электрофизические характеристики;
• стабильность геометрических размеров после травления фольги с пробельных мест;
• высокая прочность на растяжение;
• устойчивость к высоким температурам (пайка).
Материалы для изготовления ГПП, ГПК и ГЖП
51
Недостатки:
• нестойкость к перегибам ГПК;
• значительные диэлектрические потери;
• недостаточный нижний предел рабочих температур (253 К).
Полисулъфонные пленки
Достоинства:
• хорошие электрофизические свойства, независящие от температуры;
• высокая верхняя рабочая температура 533 К;
• способность к металлизации;
• устойчивость в различных химических средах.
Недостатки:
• деструкция пленок при климатических воздействиях.
Арамидный ламинат
Достоинства:
• высокая теплостойкость (523 К);
• стабильность электроизоляционных и механических свойств при нагреве до 523 К;
• стабильность геометрических размеров;
• высокие электрофизические свойства;
• химическая стойкость к растворителям;
• радиационная устойчивость.
Недостатки:
• низкий предел прочности на разрыв;
• повышенное влагопоглощение;
• значительная пористость.
Пленки на основе силиконового каучука
Достоинства:
• высокая теплостойкость (573 К);
• широкий диапазон рабочих температур (203...573 К);
• радиационная стойкость;
• устойчивость к УФ-излучению;
• влагоустойчивость;
• устойчивость к действию соляного тумана;
• возможность создания ГПК с высокой плотностью рисунка;
• возможность использования для работы в динамическом режиме. Недостатки:
• низкая прочность на растяжение.
Полиолефиновые и полифторолефиновые пленки
Достоинства:
• диэлектрическая проницаемость менее 2,5 при частоте 1 МГц;
• тангенс угла диэлектрических потерь 5 • 10-4;
• низкая стоимость.
Недостатки:
• низкая теплостойкость;
• нестабильность геометрических размеров;
• низкая стойкость к химическим реактивам;
• незначительная прочность сцепления фольги с материалом.
52
Глава 2. Материалы для изготовления печатных плат
Полиэфиримидные пленки
Достоинства:
• высокая теплостойкость (643 К);
• возможность металлизации;
• свойства аналогичные полиимиду, но проще и экономичнее в изготовлении.
Поливинилхимоксалиновые пленки
Достоинства:
• высокая теплостойкость;
• хорошие электрофизические свойства;
• высокие механические свойства;
• негорючие.
Недостатки:
• водопоглощение порядка 1,5 %.
Полиизоциануратные пленки
Достоинства:
• высокие диэлектрические свойства;
• стабильность геометрических размеров;
• высокие механические свойства;
• хорошая штампуемость;
• высокая механическая прочность;
• устойчивость к температуре (пайка);
• хорошая адгезия меди с пленкой;
• незначительное водопоглощение.
Диэлектрик на основе поликарбоновой кислоты
Достоинства:
• высокая теплостойкость 548 К;
• стабильность электрофизических и механических свойств при низких температурах;
• более влагостоек, чем полиимид;
• в два раза дешевле полиимида.
Полиэтилен
Достоинства:
• высокая химическая стойкость;
• высокие электрофизические свойства;
• гибкость;
• хорошая обрабатываемость.
Недостатки:
• низкая термостойкость;
• склонность к атмосферному старению;
• плохая адгезия к фольге.
Поливинилхлорид и полипропилен
Достоинства:
• высокие электрофизические свойства.
Недостатки:
• низкая рабочая температура (358 и 398 К);
• неустойчивость к вибрациям, грибкам и низким температурам;
• нестабильность геометрических размеров.
Материалы для изготовления ГПП, ГПК и ГЖП
53
13.1. Проводниковые материалы для изготовления ГПП, ГПК и ГЖП
Проводниковый материал должен обладать:
• малым удельным электрическим сопротивлением;
• значительным относительным удлинением (8 > 6 %);
• большим пределом прочности при растяжении и разрыве (о > 20 кг/мм2);
• устойчивостью к перегибам;
• качественной поверхностью без раковин и включений и др.
Важную роль в механической прочности и гибкости ГПП, ГПК и ГЖП имеет сорт меди. Наиболее широко применяется медная (катаная и электролитическая) фольга. Самую высокую износостойкость и формообразующую способность имеет катаная и отожженная медная фольга (дорогостоящая), которую применяют в условиях работы при постоянном изгибе (динамический режим). Катаная медная фольга обладает большей гибкостью, способностью к перегибам, так как ее относительное удлинение в 5—6 раз больше, чем у электролитической фольги. Преимуществом катаной медной фольги является также способность к механической .обработке без расслоения, а к недостаткам следует отнести наличие раковин, что исключает ее применение без дополнительных гальванических покрытий при изготовлении проводников шириной порядка 0,1 мм.
Если гибкость необходима только при сборке ЭА, то используют тянутую при высокой температуре или электролитическую недорогую медную фольгу. Электролитическая медная фольга применяется при изготовлении ГПК с высокой плотностью рисунка проводников. Она обладает более высокой разрешающей способностью при травлении меди с пробельных мест по сравнению с катаной.
Кроме медной фольги в спецаппаратуре используют никелевую, алюминиевую, нихромную, железоникелевую и другую фольгу, покрытую электрохимически осажденным олово-свинцом, золотом, никелем и другими металлами, которые обладают высокой прочностью, устойчивостью к перегибам сравнимой с катаной медной фольгой, но имеют более высокое удельное сопротивление.
Металлизацию гибких нефольгированных пленок можно осуществлять вакуумным напылением с последующим электролитическим осаждением меди и сплавов.
2.3.3. Защитные покрытия ГПП, ГПК и ГЖП
Защитные покрытия — диэлектрические покрытия, которые применяют для защиты от внешних воздействий и обеспечения электрической изоляции печатных проводников на ГПК и гибких участках ГЖП.
Защитные покрытия ГПК необходимы:
• для защиты от коррозии;
• для исключения коротких замыканий;
• для предупреждения непреднамеренного контакта проводников ГПК с металлическими деталями ЭА;
54
Глава 2. Материалы для изготовления печатных плат
• для повышения прочности ГПК;
• для повышения устойчивости к перегибам.
Для защиты от внешних воздействий ГПП, ГПК и ГЖП применяют полиимидные пленки с односторонним или двусторонним адгезионным покрытием и защитной пленкой. Эти материалы марок ПА, АПТ и ПАМ обладают хорошей адгезией, теплостойкостью, электроизоляционными свойствами, эластичностью, возможностью использовать при травлении адгезива щелочные травители, используемые при травлении полиимида [9]. Для защиты ГПК от внешних воздействий применяется пленка с адгезионным слоем марки ПЭТ-А (наносится валковым ламинированием или прессованием), а также покрывная полиимидная пленка ППП. Желательно, чтобы покрывная пленка ГПК была выполнена из того же материала, что и ГПК. Покрывная пленка наносится при температуре 471 К и давлении 7 • 105 Па. Возможно нанесение на ГПК вместо покрывной пленки нескольких слоев лака или эмали (жидкие полиуретаны, акрилаты, акрил-эпоксиды).
Для обеспечения механической защиты и электрической изоляции печатных проводников на гибких участках ГЖП применяют полиимидную пленку или жидкий маскирующий слой, который наносится трафаретной печатью или поливом.
2.3.4. Адгезивы ГПП, ГПК и ГЖП
Адгезив — клеящая композиция, необходимая для сцепления поверхностей разнородных материалов.
Адгезивы применяют в многослойных ГПП, ГПК для соединения металлической фольги с диэлектрической пленкой. При этом увеличивается механическая прочность и эластичность многослойных структур, выравниваются напряжения среза на поверхностях раздела фаз, возникающие в результате различия ТКЛР металла и диэлектрика. Применяют адгезивы на основе термически устойчивых полимеров, таких как сложный полиэфир, полиимид, специально отвержденные эпоксидные смолы и др. При использовании полиимида в качестве базового материала роль адгезива является определяющей и ограничивающей в термических свойствах ГПП и ГЖП.
Основными направлениями разработки новых гибких диэлектриков являются (10]:
• создание негорючих диэлектриков в соответствии с международными стандартами;
• повышение рабочей температуры до 300 °C;
• применение алюминиевой фольги;
• применение фольги на основе резистивных сплавов — нихромовой и др.;
• разработка гибких фольгированных диэлектриков, стойких к радиации путем замены медной фольги на алюминиевую, так как поглощение медными проводниками сверхжесткого рентгеновского излучения может привести к их нагреву и даже испарению;
Материалы для изготовления ГПП, ГПК и ГЖП
55
• разработка полиимида, фольгированного алюминием;
• разработка клеев для соединения металлов, слоев стеклотекстолита и пленок для создания многослойных конструкционных материалов для космической ЭА, состоящих из нескольких слоев, склеенных между собой в различных комбинациях: пленка—алюминиевая фольга—пленка—медная фольга.
2.4.5. Входной контроль материалов Для изготовления ГПП, ГПК и ГЖП
Входной контроль материалов для изготовления ГПП, ГПК и ГЖП (сырья) проводится для обеспечения качества проверенных материалов, которые будут использоваться в производстве, и снижения процента брака готовых ПП [И]. Поэтому все материалы проверяются по следующим параметрам: физико-механическим, химическим, электрическим, воздействию внешних факторов окружающей среды.
При проверке физико-механических параметров проверяют:
• предел прочности материала на разрыв;
• относительное удлинение;
• модуль упругости;
• модуль Юнга;
• распространение силы на разрыв материала в месте зарубки, сделанной с помощью лезвия;
• гибкость при низких температурах;
• стабильность линейных размеров после операции травления медной фольги;
• минимальную силу сцепления диэлектрика с медной фольгой:
1) после 10-минутного пребывания в ванне с припоем при Т = 550 °F;
2) после пяти циклов пребывания в температурном диапазоне от -50 до +150 °C и получасовой выдержке при крайних значениях, чтобы определить как влияет старение материала на силу сцепления диэлектрика с медной фольгой;
• процентное содержание летучих компонентов, испарение которых при высоких температурах может привести к расслоению материала.
При химическом тестировании материала проверяют:
• способность противостоять влиянию наиболее активных химических растворов, применяемых при изготовлении ПП;
• стойкость к воспламенению. При этом определяется минимальное количество кислорода, достаточное для противостояния горению. По стандарту UL94 V-0 материал не должен гореть более 10 с, а по стандарту UL94 V-1 — более 20 с.
При электрическом тестировании проверяют:
• диэлектрическая проницаемость материала;
• рассеивающий фактор — отношение диэлектрической проницаемости к проводимости, измеренных на определенной частоте;
• электрическая прочность изоляции, что особенно важно для ЭА, работающей на высоких напряжениях и больших высотах, так как возможно искрение;
56
Глава 2. Материалы для изготовления печатных плат
• поверхностное и объемное сопротивление для выявления минимального значения сопротивления материала и возможной утечки тока при высоких температурах и большой влажности.
При испытаниях на воздействие окружающей среды проверяют степень изменения физико-механических и электрических характеристик материала при различных климатических воздействиях:
• в условиях повышенной влажности проверяется влагопоглощение, т. е. количество влаги, поглощенное основным материалом в течение определенного времени, которое влияет на такие электрические параметры, как напряжение пробоя диэлектрика, диэлектрическая проницаемость и сопротивление изоляции;
• плеснестойкость материала, т. е. является ли он питательным веществом для распространения грибковых образований, которые произрастая ухудшают электрические характеристики готовой ГЖП, ГПП или ГПК.
2.3. Импортные материалы в производстве ПП
Рынок ПП, сложившийся у нас в стране, предопределяет выбор материалов (отечественных или импортных) для изготовления ПП. Многое зависит от того, что требуется — дешево или качественно. При этом следует иметь в виду, что:
• при использовании недорогих отечественных стеклотекстолитов при ширине проводников и зазоров между ними менее 0,3 мм большой процент ПП уйдет в брак, что естественно, увеличит стоимость ПП и приблизит к стоимости ПП из импортных материалов;
• при изготовлении ДПП отечественные материалы целесообразно применять, если нет повышенных требований к климатическим и частотным характеристикам;
• применение защитных паяльных масок увеличивает стоимость ПП на отечественных материалах, примерно на 30...35 %, а на импортных — на 5 %;
• если стоимость модуля 1-го уровня (ячейки) превышает стоимость ПП, примерно в 10 раз, желательно использовать импортные материалы;
• подготовка производства ПП на импортных материалах примерно, в 2—2,4 раза дороже по сравнению с отечественными, а изготовление 1 дм2 — в 1,8—2,2 раза и зависит от объема заказа в 1 дм2 или типа производства (опытное, мелкосерийное или массовое) и наличия — отсутствия защитной паяльной маски.
В табл. 2.5 приведены некоторые марки материалов фирмы ISOLA (Германия), а в табл. 2.6 —характеристики импортных материалов ПП.
В материале FR-2 в качестве наполнителя используется бумага, а в качестве связующего — фенольная смола; в FR-3 — бумага и эпоксидная смола; в FR-4, FR-5, G-10 и G-11 — стеклоткань и эпоксидная смола.
Импортные материалы в производстве ПП
57
Таблица 2>5. Базовые материалы фирмы ISOLA
Наименование материала Характеристики Область применения
Supra-Carta-E-Cu Quality 303 GL (СЕМ 1) Упрочненный (композиционный), пробиваемый и штампуемый, тепловая и размерная стабильность , Бытовая электроника, автомобилестроение
Duraver-E-Cu Quality 104 (FR-4) — жесткий, тонкий, препрег Стандартный, не пропускает УФ, Tg> 130 “С, постоянная рабочая температура 120 °C ДПП, МПП с малым и средним количеством слоев
Duraver-E-Cu Quality 104KF (FR-4) — жесткий CTI 400, Tg> 130 °C, постоянная рабочая температура 120 °C ДПП
Duraver-E-Cu Quality 104TS (FR-4) — жесткий, тонкий, препрег Не пропускает УФ, «Т260-тест» > 60 мин, нет миграции Си, Tg> 130 °C, постоянная рабочая температура 120 °C Многофункциональный
Duraver-E-Cu Quality 114 (FR-4) — тонкий, препрег Не пропускает УФ, Tg> 150 °C, постоянная рабочая температура 130 °C, при динамическом напряжении 120 °C Сложные МПП — автомобилестроение, средства связи
Duraver-E-Cu Quality 1 MTS (FR-4) — жесткий, тонкий, препрег Не пропускает УФ, термостабильный, «Т260-тест» > 60 мин, Tg> 150 °C, постоянная рабочая температура 130 °C Многофункциональный, в том числе автомобилестроение
Duraver-E-Cu Quality 117 (FR-4) — жесткий, тонкий, препрег Не пропускает УФ, Tg> 165 °C, незначительное расширение по оси z, постоянная рабочая температура 145 °C МПП высокой плотности
IS 410 — тонкий, препрег Отличные тепловые, механические и электрические свойства, Tg= 180 °C Платы для компьютерной и автомобильной промышленности
FR 408 — жесткий, тонкий, препрег Низкий коэффициент диэлектрических потерь, низкий коэффициент теплового расширения, Tg >180 °C 7 Платы для электроники с передачей высокочастотных сигналов
Duraver-BT-Cu — тонкий, препрег Низкий коэффициент диэлектрических потерь в широком частотном диапазоне, незначительное расширение по оси z, Tg> 180 °C, постоянная рабочая температура 155 °C МПП с большим количеством слоев (термостабильная подложка)
Gigaver 210 — тонкий, препрег (смола АРРЕ) Низкий коэффициент диэлектрических потерь в широком температурном и частотном диапазоне,’ Tg> 180 °C, превосходная тепловая стабильность и стойкость к химикатам Военно-космическое применение
Р 97 + Р 27 — жесткий, тонкий, препрег (Р 27) (на.основе полиимида) Химия без дианилового метилена,' композиция V-0, Tg= 260 °C, постоянная рабочая температура 200 °C Военно-космическое применение
58
Глава 2. Материалы для изготовления печатных плат
Окончание табл. 2.5
। Наименование материала Характеристики Область применения |
Duraver-E-Cu Quality 156 — жесткий, тонкий, препрег Не пропускает УФ, Tg> 150 °C, система небромированной смолы, воспламеняемость класса V-0 Платы с пониженной t горючестью J
Duramid-E-Cu Quality 115 (FR-5) — тонкий, препрег (смола, упрочненная арамидом) Хорошая термостабильность, отличная химическая стойкость, низкая шероховатость поверхности, хорошо сверлится с помощью лазера ’ 1 1 МПП с Micro-via 1
Isofoil 160i — медная фольга со слоем смолы Tg = 150 °C Наружные слои МПП |1
Ecofoil — медная фольга со слоем смолы, не содержащей галогенов Tg = 150 °C I' Наружные слои МПП
Таблица 2.6. Основные параметры базовых материалов фирмы ISOLA
Наименование параметра Марка материала ।
DURAVER-ECu Quallitaet 104 (FR-4) Supra-Carta-ECu Qual. 303 GL (CEM-1) Supra-Carta Cu-96 Qual. V-0-351 (FR-2)
Электрические параметры
Поверхностное сопротивление, Ом (96/40/92) 4- 1012 3- IO11 1 IO10
Удельное объемное сопротивление, Ом • см (96/40/92) 8 - 1014 2 • 1013 2- 1012
Диэлектрическая постоянная при 1 МГц (96/40/92*) 4,7 4,7 5,0
Тангенс угла диэлектрических потерь при 1 МГц (96/40/92*) 0,019 0,031 0,050
Величина тока утечки (без предварительной обработки), мА 200 300 200 i i
Механические параметры
Усилие при отрыве контактной площадки, Н’* 340 210 100
Прочность сцепления медной фольги (без предварительной обработки), Н/мм 2,0 1,8 1,9
Импортные материалы в производстве ПП
59
Окончание табл. 2.6
Наименование параметра Марка материала
DURAVER-ECu Quallitaet 104 (FR-4) Supra-Carta-ECu Qual. 303 GL (CEM-1) Supra-Carta Cu-96 Qual. V-0-351 (FR-2)
При повышенной температуре, Н/мм
при Т= 100‘С — 1,4 1,2
при Т= 125 °C 1,4 — —
Термические параметры
Стойкость к ванне припоя при 260 °C (без предварительной обработки), с Более 60 25 15
Горючесть по U L 94 (без предварительной обработки), класс V-0 V-0 V-0
Предельные температуры (без предварительной обработки), °C 130 130 105
Водопоглощение, мг 15 19 52
* Последующая обработка (90±15) мин при Т= (18...28)±1 °C и 73...77 % относительной влажности воздуха.
** К контактным площадкам диаметром 4 мм, в середине которых имеется отверстие диаметром 1,3 мм, припаивается проволока диаметром 1 мм. Определяется усилие, необходимое для отрыва контактной площадки в перпендикулярном направлении.
Серия новых электроизоляционных материалов (фольгированных и не-фольгированных) для изготовления ПП с улучшенными характеристиками, соответствующими международным стандартам, разработаны АОЗТ «Мол-давизолит» и представлены в табл. П.1.
Все электроизоляционные материалы, выпускаемые АОЗТ «Молдав-изолит» сертифицированы на безопасность в системе сертификации ГОСТ в Российской Федерации. Органом по сертификации электроизоляционных материалов является Независимый испытательный центр «Тест» (г. Москва). Основным направлением деятельности в области сертификации промышленной продукции в настоящее время является охрана здоровья, обеспечение безопасности потребителя и защита окружающей среды.
Четыре типа материалов, приведенные ниже, сертифицированы на безопасность потребителя и окружающей среды в системе сертификации «Underwriters Laboratories» (UL) и в ГОСТе Российской Федерации (ГОСТ 26246—89 для класса горючести V-0), а АОЗТ завод «Молдавизолит», который производит продукцию, удовлетворяющую требованиям UL, внесен в ежегодно публикуемый справочник UL (Желтые страницы). Это способст-
60
Глава 2. Материалы для изготовления печатных плат
вует расширению внешнего рынка и увеличению объема экспорта электроизоляционных материалов в страны дальнего зарубежья (США, Германия. Турция).
Право использовать марку UL (Желтые страницы) получили:
1) материал электроизоляционный фольгированный и нефольгированный марок ТирасЛам МИ 1222, МИ 2222, МИ 1222.8 и МИ 2222.8 (тип FR-4);
2) материал электроизоляционный фольгированный и нефольгированный марок ТирасЛам МИ 1112 А, МИ 1112 В, МИ 2112 А, МИ 2112 В (тип FR-2);
3) материал электроизоляционный фольгированный и нефольгированный марок ТирасЛам МИ 1272, МИ 2272 (GM-1);
4) прокладка склеивающая нормированной горючести ТирасЛам МИ 6222 (тип В).
2.4. Покрытия
Для создания элементов печатного монтажа (проводников, контактных площадок, концевых контактов и пр.), применяют металлические покрытия (табл. 2.7).
Таблица 2.7. Металлические покрытия
Покрытие Толщина, мкм Назначение
Сплав Розе 1.5...3 Защита от коррозии, обеспечение паяемости
Сплав олово—свинец 9...15 То же
Золотое и его сплавы (золото—никель, золото—кобальт и др.) 0.5...3 Улучшение электропроводности, внешнего вида, снижение переходного сопротивления, защита от коррозии |
Медное 25...30 Обеспечение электрических параметров, соединение проводящих слоев |
Серебряное 6... 12 Улучшение электропроводности
Серебро—сурьма 6...12 Улучшение электропроводности, повышение износоустойчивости переключателей и концевых контактов
Палладиевое 1...5 Снижение переходного сопротивления, повышение износоустойчивости контактов переключателей и концевых контактов
Химический никель— иммерсионное золото Химический никель— химический палладий Иммерсионное золото Химическое олово 0,2...0,4 Финишное покрытие контактных площадок и ла-мелей 1.1
Никелевое 3...6 Защита от коррозии, повышение износоустойчивости контактов переключателей и концевых кон-1 тактов |
Родий 0.1...3 Повышение износоустойчивости и твердости контактов переключателей и концевых контактов *
Покрытия
61
В производстве ПП применяются следующие способы нанесения металлических покрытий:
• химическое осаждение металлов из водных растворов солей;
• гальваническое осаждение;
• магнетронное напыление;
• термовакуумное испарение;
• горячее лужение и др.
Для создания изоляционных слоев на металлических основаниях теплонагруженных ПП используют неметаллические неорганические покрытия, например, оксидный слой на алюминии или его сплавах. Анодированный алюминий не может обеспечить гарантированное значение сопротивления изоляции (10*—Ю10 Ом) на площадях более 100 х 100 мм, поэтому поверхность анодированного основания грунтуют органическими и неорганическими диэлектриками (четыре слоя эпоксидного порошка или пасты, вжигаемые в основание при температуре (°C); полиимидный лак, слои SiO2 и др.). Широко применяются металлические пластины из стали, покрытые эпоксидной смолой, легкоплавким стеклом, лакокрасочным покрытием, эмалью, прокладочной стеклотканью, полимерным пленочным материалом. В табл. 2.8 приведены параметры металлических оснований ПП с изоляционным слоем [12].
Таблица 2.8. Параметры металлических оснований ПП с изоляционным слоем
Параметр Вид покрытия.
алюминий с эпоксидной смолой анодированный алюминий эмалированная сталь ковар с диэлектрическим покрытием титан, покрытый анодным слоем AI2O3 сталь с эпоксидной смолой
Диэлектрическая постоянная 4 7 10-12 4,6 7 10-12
Максимальная температура ТП, °C 250 450 1000 500 500 400
Объемное удельное сопротивление, Ом • см 26 • 106 1012 10" 10’ 1012 9,7 - 106
Плотность, г/см3 2,7 2,8 6,4 8,5 4,8 7,8
ТКЛР • 106, к-' 24 16...18 10...16 16 20 12
Теплопроводность, Вт/(м • К) 49 200 40 280 29 1,1
При выборе материала основания ПП (базового материала) большое значение имеет элементная база (традиционная — корпусная, бескорпус-ная, поверхностно-монтируемые компоненты).
Бескорпусные ЭРИ можно устанавливать на ПП с высокой плотностью межсоединений (независимо от материала основания).
Традиционные корпусные ЭРИ можно устанавливать на любые ПП с монтажными отверстиями.
62
Глава 2. Материалы для изготовления печатных плат
Для установки поверхностно-монтируемых компонентов (ПМК) необходимо скомпенсировать существующую значительную разницу между ТКЛР основания ПП, корпуса и материала выводов ПМК, которая особенно проявляется при пайке выводов на поверхность ПП. Для компенсации термического расширения в качестве основания можно применять: полиимид, керамику, кевлар, слоистую структуру медь—инвар—медь, пластмассовые переходные панели-держатели для ПМК. Конструкции этих ПП рассмотрены в гл. 4.
Особое внимание уделяют базовым материалам для ПП с высокой плотностью монтажа (HDI) с микропереходами, для которых применяют материалы, пригодные для лазерной технологии. Базовые материалы для этой технологии можно разделить на две группы.
1. Упрочненные базовые материалы и препреги (разработанные специально для лазерной технологии нетканые стекломатериалы с заданной геометрией элементарной нити и заданным распределением нити: плоской стороной в направлении оси Z); органические материалы с неориентированным расположением волокон (арамид); препрег для лазерной технологии; стандартные конструкции на основе стеклоткани и др. Конструкция МПП с упрочненными базовыми материалами состоит из л-слойного стержневого (внутреннего) слоя и двух и более последовательно наращиваемых слоев с микроотверстиями с обеих его сторон.
Препрег для лазерной технологии имеет меньшую толщину стеклонити по оси Z по сравнению со стандартной прокладочной стеклотканью, т. е. лазер удаляет меньший слой стекла. Лазерные препреги используют в конструкциях со стандартными базовыми материалами фирмы Isola AG.
2. Неупрочненные базовые материалы (медная фольга, покрытая смолой с состоянием В — частично заполимеризованная смола или с состоянием С — полностью заполимеризованная смола, например, Isofoil, Ecofoil с высокой температурой стеклования Tg> 150 °C, Lambdafoil, и другие, а также жидкие диэлектрики и диэлектрики с нанесенной сухой пленкой. К медной фольге, покрытой смолой предъявляют следующие требования: равномерность толщины последовательно наращиваемого диэлектрического слоя, необходимая для оптимальной настройки лазера; равномерное заполнение смолой запечатываемых отверстий стержневого слоя с минимальным количеством впадин; минимальные допуски на толщину наносимого слоя смолы. Решающую роль в обеспечении этих требований играет вязкость наносимой смолы. Многослойные ПП с высокой плотностью монтажа с микропереходами, изготавливаемые с использованием медной фольги, покрытой смолой, состоят из 2—4-слойного стержневого слоя (внутреннего) и по одному-двум наращиваемых слоев с каждой стороны.
В настоящее время во всем мире ведутся работы по производству негорючих фольгированных диэлектриков, соответствующих стандарту UL94V-0, не содержащих вредных галогенов и брома. Механические, электрические характеристики галогенонесодержащих материалов лучше, чем у FR-4/FR-5; разрушение галогенонесодержащих материалов происходит при более низких температурах нагрева по сравнению с FR-4/FR-5, но это не влияет на конструкцию ПП, так как скорость этого процесса очень
Покрытия
63
мала. Галогеносодержащие материалы более (ройки к нагреву и совместимы с процессами бессвинцовой пайки, температура плавления припоя при которой выше на 30...40 °C оловянно-свинцового припоя. В качестве примера можно привести ламинат фирмы Isola (Германия) DURAVER-E-Cu quality 156 не содержащий галогенов и имеющий температуру стеклования Tg = 150 °C. Он применяется в радиотелефонах и в системных платах бытовых компьютеров. Основными поставщиками галогенонесодержащих материалов являются следующие компании: Hitachi, Isola AG, Matsushita, Mitsui, Nan Ya, Nelco, Polyclad, Sumitomo Bacelite и Toshiba.
Большое внимание уделяется разработке новых материалов. Компания Isola AG разработала целый ряд материалов с улучшенными рабочими характеристиками:
DURAVER-E-Cu quality 114 - Tg = 150 °C;
DURAVER-E-Cu quality 117 — Tg = 170 °C, высокой стабильностью размеров;
IS410 — Tg = 180 °C, повышенной теплоустойчивостью;
FR408 - Tg= 180 °C;
DURA VER-BT-Cu — Tg= 180 °C, высокой надежностью подложки;
GIGAVER 210 — Tg > 180 °C для передачи высокочастотных сигналов с малыми диэлектргЬескими потерями;
DURAVER-PD-Cu — Tg = 260 °C, высокой теплоустойчивостью, высокой стабильностью размеров и минимальным из всех перечисленных материалов расширением по оси Z.
Контрольные вопросы
1. Какие базовые материалы применяют в производстве ПП?
2. Какая толщина медной фольги в отечественных фольгированных диэлектриках?
3. Перечислите способы получения медной фольги?
4. Какие требования предъявляют к фольгированным диэлектрикам?
5. Какие дополнительные требования предъявляют к материалам основания ПП для передачи высокочастотных сигналов?
6. Какие дополнительные требования предъявляют к материалам основания ГПП, ГПК и ГЖП?
7. По каким параметрам проводят контроль материала основания ГПП, ГПК и ГЖП?
8. Какие материалы применяют в качестве изоляции на металлических основаниях ПП?
9. Почему ТКЛР материала ПП, корпуса и выводов ПМК при монтаже их на ПП должны быть примерно одинаковыми?
10. Назовите основные направления разработки новых гибких диэлектриков?
Глава 3
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ
ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ
В главе приведена последовательность конструкторско-технологического проектирования ПП с подробным рассмотрением каждого этапа. Основными этапами являются: изучение исходных данных, проведение конструкторско-технологических расчетов, которые используются в САПР ПП, оформление конструкторской документации на ПП, проведение поверочных расчетов на действие вибраций, ударов, на надежность, помехозащищенность и тепловых расчетов.
Рассмотрены вопросы подготовки проекта к производству ПП. Даны ссылки на современное программное обеспечение, используемое в настоящее время в САПРР ПП.
3.1. Структурная схема конструкторско-технологического проектирования ПП
Структурная схема конструкторско-технологического проектирования ПП представлена на рис. 3.1.
Процесс миниатюризации ЭА, постоянный рост функциональной и конструкторской сложности ЭРИ, выраженный в количестве активных элементов схемы, приходящихся на 1 мм2 площади подложки, и в увеличении числа выводов ИЭТ (до 1000 выводов и более), массовый переход от технологии сквозных металлизированных отверстий на технологию поверхностного монтажа: BGA-технологии, технологию chip-on-board, chip-on-chip, chip-on-package и другие требует повышения трассировочных возможностей ПП. Это может быть обеспечено резким увеличением плотности компоновки, плотности печатного монтажа, повышением класса точности ПП, уменьшением ширины проводников и расстояний между ними с одновременным повышением требований к их точности, увеличением числа слоев МПП, числа переходных отверстий при постоянном уменьшении их диаметров, разработки новых конструкций ПП с глухими («слепыми») и скрытыми микроотверстиями и технологий их изготовления. Все это делает ак-
Рис. 3.1. Структурная схема конструкторско-технологического проектирования
Структурная схема конструкторско-технологического проектирования ПП 65
туальными вопросы конструкторско-технологического проектирования ПП. Характерной тенденцией в настоящее время является тесная взаимосвязь элементной базы с конструкцией и технологией изготовления ПП, которые должны обеспечить все возрастающие требования по быстродействию, помехозащищенности, диапазону рабочих частот ЭА, поэтому необходимо тесное взаимодействие проектировщиков, конструкторов, технологов по изготовлению ПП и сборки модулей 1-го уровня (ячейки).
Вопросы проектирования, конструирования и технологии изготовления ПП должны решаться в тесной взаимосвязи, так как для того чтобы обеспечить функционирование ЭА необходимы не только схемотехнические решения, функциональная точность, надежность, но и учет влияния внешней среды, конструктивных, эксплуатационных факторов, многофакторного процесса изготовления ПП, связи требований к конструкции ПП с технологическими возможностями различных методов их изготовления, и т. п. При проектировании ПП также необходима ориентация на определенную технологическую базу (на конкретное производство).
Исходные данные при конструкторско-технологическом проектировании ПП и модулей 1-го уровня определяются в соответствии с конструкцией модулей более высокого конструктивного уровня (уровня разукрупнения), например, блока, при этом требования и конструкторско-технологические ограничения на ПП должны соответствовать требованиям ТЗ на изделие. Поэтому в ТЗ на конструкторско-технологическое проектирование ПП указывают:
1) назначение, область применения и группу ЭА, для которой разрабатывается ПП и модуль 1-го уровня, по объекту установки: например, бортовая ЭВМ, устройство управления ТП и т. п.;
2) условия эксплуатации, хранения, транспортировки, группу жесткости работы ЭА:
• механические воздействия (вибрации, удары, линейные ускорения и др.);
• климатические воздействия (температура окружающей среды, влажность, атмосферное давление);
• специальные воздействия (плесневые грибы, грызуны и др.);
3) электрическую принципиальную схему функционального узла (ФУ), для которого разрабатывается ПП, с перечнем элементов:
• элементная база;
• электрические параметры и параметры, влияющие на конструкцию ПП (максимальный ток, напряжение, диапазон частот, рассеиваемая мощность, быстродействие, коэффициент усиления сигнала и др.);
• установочные площади или варианты установки ЭРИ: ЭРЭ, ИМС, МСБ, БИС, СБИС и ПМК;
4) способ закрепления ПП в модулях более высокого конструктивного уровня;
5) конструкторско-технологические ограничения, которые задаются в соответствии со стандартами на данный класс ЭА, размерами конструкции аналога или специальными ограничениями и пр.
Пример оформления ТЗ представлен в гл. 7.
3 Проектирование и технология печатный рл*Т
66 Глава 3. Конструкторско-технологическое проектирование печатных плат
В производстве ЭА ПП выполняют функции несущей конструкции и коммутационной схемы. К ним предъявляются те же требования, что и к конструкции ЭА: максимальная надежность при выполнении технических требований в заданных условиях эксплуатации, минимальная масса и габариты, максимальное быстродействие, (обеспечение минимальной задержки и искажения сигналов), минимальная себестоимость, минимальная потребляемая мощность (обеспечение необходимой теплопроводности), максимальная плотность проводящего рисунка, защищенность от внешних воздействий, ремонтопригодность, технологичность и пр.
Назначение ЭА, объект, на который она устанавливается, условия эксплуатации, элементная база, быстродействие и другие параметры обусловливают определенные требования к конструкции и технологии изготовления ПП.
Последовательность конструкторско-технологического проектирования ПП установлена нормативной документацией [13] и включает следующие этапы.
1. Изучение и анализ ТЗ на изделие (печатный узел, модуль 1-го уровня, ЭА), в состав которой входит разрабатываемая ПП (§ 3.2):
• анализ назначения и объекта установки ЭА (разд. 3.2.1);
• анализ условий эксплуатации и группы жесткости ЭА (разд. 3.2.2);
• анализ электрической принципиальной схемы и элементной базы (разд. 3.2.3).
2. Выбор типа конструкции блока и варианта конструктивного исполнения модуля 1-го уровня (ячейки) (§ 3.3).
3. Выбор компоновочной структуры ячеек ЭА (§ 3.4).
4. Выбор типа конструкции ПП (§ 3.5).
5. Выбор класса точности ПП (§ 3.6).
6. Выбор метода изготовления ПП (§ 3.7).
7. Выбор материала ПП (§ 3.8).
8. Разработка компоновочных эскизов ячейки и выбор габаритных размеров ПП (§ 3.9):
• выбор типоразмера ПП (разд. 3.9.1);
• компоновка конструкторско-технологических зон на ПП для установки ЭРИ, элементов электрического соединения, контроля, крепления и фиксации ячеек (разд. 3.9.2);
• 3.9.2.1 — размещение ЭРИ на ПП;
• 3.9.2.2 — выбор элементов электрического соединения;
• 3.9.2.3 — выбор элементов контроля функционирования, ручек и съемников;
• 3.9.2.4 — выбор элементов фиксации ячейки в модулях более высокого конструктивного уровня;
• 3.9.2.5 — выбор дополнительных элементов крепления ячейки;
• определение толщины ПП (§ 3.10);
• определение числа слоев и толщины МПП (§ 3.11). и
9. Расчет элементов проводящего рисунка (§ 3.12).
10. САПР (§ 3.13). (
11. Поверочные расчеты (§ 3.14).
12. Подготовка разработанного проекта к производству ПП (§ 3.15).
Изучение и анализ технического задания на изделие
67
3.2. Изучение и анализ технического задания на изделие
При изучении ТЗ на изделие необходимо проанализировать:
• назначение и область применения или объект установки ЭА, в состав которой входит разрабатываемая ПП;
• условия эксплуатации, влияние воздействующих на ЭА факторов и группу жесткости работы ЭА;
• назначение функционального узла (электронного модуля), в который входит ПП и способ ее крепления в модулях высокого конструктивного уровня;
• электрическую принципиальную схему функционального узла, его функциональную сложность; параметр, определяющий конструкцию ПП (быстродействие, чувствительность, мощность рассеиваемая, частота и т. д.), его элементную базу.
3.2.1. Назначение и объект установки ЭА
Анализ назначения, применения и объекта установки ЭА необходим для определения ограничений и принципиальных возможностей конструирования, изготовления и эксплуатации ПП. Например, для бортовой ЭА существуют массогабаритные ограничения, ограничения на элементную базу, варианты установки ЭРИ и прочее, что требует применения соответствующих конструкций, материалов и методов изготовления ПП; высокое быстродействие ЭА требует применения материалов с низкой диэлектрической проницаемостью (порядка 3,5 и ниже) и соответствующих конструкций и методов изготовления ПП и т. д.
Печатные платы применяются:
• в ячейках (1-й уровень модульности);
• в электромонтажных панелях — кросс-платах или объединительных ПП (2-й уровень модульности);
• в гибридно-интегральных модулях;
• в микросборках;
• в многокристальных кристаллодержателях и пр.
По результатам анализа назначения объекта установки ЭА необходимо определить:
• для какого уровня модульности конструкции будет разрабатываться ПП;
• унифицированная конструкция ЭА (ПП) или нет;
• какие требования предъявляются к ЭА данной группы.
Различают три класса ЭА по объекту установки: наземная, морская и бортовая. В каждом классе различают специализированные группы в зависимости от объекта установки [14]. Конструкция ЭА различного назначения, устанавливаемой на различные объекты, имеют особенности, вытекающие из специфики назначения и условий эксплуатации.
Класс наземной ЭА включает в себя следующие группы: стационарная, возимая, носимая и бытовая ЭА.
Группа ЭА обусловливает уровень внешних воздействий, конструкторско-технологические ограничения в соответствии со стандартами: типораз
68 Глава 3. Конструкторско-технологическое проектирование печатных плат
меры модулей и ПП, конструкцию модулей, способ закрепления в модулях более высокого конструктивного уровня и пр.
Для стационарной ЭА характерна работа в помещении с нормальными климатическими условиями: температурой (25+10) °C, относительной влажностью (65±15) % (при 30 °C), атмосферным давлением (8,36... 10,6) • 104 Па (630...800 мм рт. ст.), воздух без химических примесей и пыли, отсутствие механических перегрузок во время работы; подверженность механическим воздействиям в нерабочем состоянии при транспортировке.
Для возимой ЭА характерна работа в условиях вибраций, ударов, абразивной пыли, избыточной влажности. Она должна иметь ограниченные габариты и массу, обеспечивать простоту и надежность электрических соединений, устойчивость к ударам и вибрациям, к возникновению инея и росы, а также ограниченную мощность рассеяния.
Для носимой ЭА требование миниатюризации является наиболее актуальным. Минимальные габариты и масса, зависимость конструкции от габаритов и массы источников питания, устойчивость к случайным значительным ударам, изменению температур, к конденсации росы, воздействию инея, дождя, пыли — основные требования к такой ЭА.
Основными требованиями к бытовой ЭА являются: повышение технологичности конструкции с целью снижения стоимости, снижение габаритов и массы, модульный принцип конструирования, простота эксплуатации, массовый характер производства.
Для класса морской ЭА характерна 100%-ная влажность при повышенной температуре и солевом тумане, при непрерывной вибрации от двигателей, ударных перегрузках, линейных ускорениях, акустических, магнитных и радиационных воздействиях. Морская ЭА должна разрабатываться в тропическом исполнении, предусматривать коррозионную стойкость, плеснестойкость, водо- и брызгозащищенность, защищенностью от высокочастотных и низкочастотных электромагнитных полей, обладать высоким уровнем типизации.
Класс бортовой ЭА включает в себя группы самолетной, космической и ракетной техники. Особенностями этой аппаратуры является постоянный рост функциональной сложности при минимальных габаритах и массе, работа в условиях разряженной атмосферы.
Самолетная ЭА кроме указанных особенностей испытывает значительные вибрационные, ударные и линейные перегрузки, воздействие перепадов температур, тепловых ударов, если она расположена вне гермоотсеков. Она характеризуется кратковременностью непрерывной работы, измеряемой часами и длительной предполетной проверкой, поэтому к ней предъявляется требование высокой контролепригодности и ремонтопригодности конструкции.
К космической и ракетной ЭА, помимо общих требований к бортовому классу, предъявляются дополнительные требования особой ограниченности объема и массы, защиты от совместного действия вибрационных и линейных нагрузок во время старта, чрезвычайно высокой безотказности, высокой ремонтопригодности в предстартовый период, учет специфику больших высот.
Изучение и анализ технического задания на изделие
69
В табл. 3.1 приведены основные требования к ЭА по группам, в зависимости от объекта установки.
Таблица 3.1. Основные требования к ЭА по группам
Группа ЭА Требования к ЭА
виброустойчивость удароустойчивость ' устойчивость к повышенной температуре устойчивость к пониженной температуре : устойчивость к измене-нию температуры влагоустойчивость устойчивость к возникновению инея и росы устойчивость к абразивной пыли устойчивость к солевому туману минимальная рассеиваемая мощность минимальная стоимость плеснестойкость специфичные требования
Стационарная + + + + При транспортировке
Возимая + + + + + + + + +
Носимая + + + + +
Бытовая +
Морская + + + + + + + +
Самолетная + + + + +
Ракетная и космическая + + + + Высотность
Примечание. Знаком «+» обозначены необходимые требования.
Под требованием «высотность» имеются в виду космические воздействия при эксплуатации ЭА, которые характеризуются совокупностью следующих параметров: электромагнитных и корпускулярных излучений, глубокого вакуума, лучистых тепловых потоков, невесомости, метеорных частиц, магнитных и гравитационных полей планет и звезд и других факторов.
3.2.2. Условия эксплуатации ЭА
В зависимости от условий эксплуатации по ГОСТ 23752—79 определяют группу жесткости, которая предъявляет соответствующие требования к конструкции ПП, к материалу основания и необходимости применения дополнительной защиты от внешних воздействий (климатических, механических и др.) и записывают в технические требования чертежа ПП. При анализе условий эксплуатации ЭА и влияния дестабилизирующих факторов необходимо определить:
• какие дестабилизирующие факторы влияют на ЭА данной группы;
• какие деградационные процессы в ПП они вызывают;
• какие необходимо применить способы защиты ПП от этого влияния.
Под влиянием дестабилизирующих факторов в ПП протекают сложные физико-механические процессы изменяющие физико-механические (расширение, размягчение, обезгаживание, деформация: коробление, прогиб, скручивание ПП) и электрофизические свойства материала основания ПП (электропроводность, нагрузочная способность печатных проводников по току, диэлектрические свойства и т. д.) и вызывающие отказы ЭА. Поэтому
70 Глава 3. Конструкторско-технологическое проектирование печатных плат
при конструировании ПП необходимо располагать допустимыми значениями воздействующих факторов, знать характер изменения различных свойств материалов ПП и обеспечить защиту ПП от влияния дестабилизирующих факторов.
В табл. 3.2 приведены обобщенные значения механических воздействующих факторов в зависимости от класса ЭА [15].
Таблица 3.2. Обобщенные значения механических воздействующих факторов по классам ЭА
Воздействующий фактор Класс ЭА
Наземная Морская Бортовая
Вибрация: частота, Гц ускорение, g 10...70 1...4 0-120 1,5-2 5-2000 До 20
Многократные удары: ускорение, g длительность, мс 10... 15 5...10 15 5-10 6...12 До 15
Одиночные удары: ускорение, g длительность, мс 50... 1000 0,5-10 До 1000 0,5-2 —
Линейное ускорение, g 2...5 4...10
Акустические шумы: уровень, дБ частота, Гц 85-125 50-1000 75-140 50... 1000 130-150 50-1000
Допустимые значения воздействующих климатических факторов по группам жесткости приведены в табл. 1.7. Влияние дестабилизирующих факторов на ПП и способы предотвращения их влияния на этапах конструирования и производства ПП представлено в табл. 3.3.
Таблица 3.3. Влияние дестабилизирующих факторов на ПП
Воздействующий фактор Ускоряемые деградационные процессы в ПП Способы предотвращения влияния воздействующих факторов на этапе конструирования и производства ПП
Высокая температура Расширение, размягчение, обезгажи-вание, деформация ПП: коробление, прогиб, скручивание 1. Применение нагревостойких материалов. 2. Выбор минимальных размеров ПП. 3. Выбор материалов ПП с близким ТКЛР в продольном и поперечном направлении и с медью
Уменьшение электропроводности, нагрузочной способности проводников по току, ухудшение диэлектрических свойств 1. Увеличение ширины и толщины проводников 2. Применение материалов с низкими диэлектрическими потерями
Перегрев концевых контактов ПП, увеличение их переходного сопротивления Выбор гальванического покрытия со стабильными переходными сопротивлениями при нагреве
Высыхание и растрескивание защитных покрытий Выбор покрытия, устойчивого к высокой температуре
Изучение и анализ технического задания на изделие
71
Продолжение табл. 3.3
Воздействующий фактор Ускоряемые деградационные процессы в ПП Способы предотвращения влияния воздействующих факторов на этапе конструирования и производства ПП
Тепловой удар Механические напряжения в местах контактирования материалов с разными ТКЛР (основание ПП — проводники, места пайки) 1. Выбор материала ПП с ТКЛР, близкими к меди. 2. Предварительная оценка механических напряжений, вызванных температурными колебаниями
Высокая относительная влажность Адсорбция и сорбция паров воды материалов ПП — увеличение тангенса угла диэлектрических потерь, токов утечки по поверхности, снижение поверхностного сопротивления, электрической прочности, сопротивления изоляции, а также набухание материала ПП, уменьшение адгезии проводников к диэлектрику; коррозия проводников и металлизированных отверстий; повреждение лакокрасочных покрытий 1. Выбор влагостойких (характеризуются степенью гигроскопичности) и водостойких (характеризуются водо-поглощаемостью) материалов ПП. 2. Применение защитных лакокрасочных покрытий. 3. Герметизация ячеек
Низкая температура Уменьшение электропроводности, нагрузочной способности по току, ухудшение диэлектрических свойств вследствие конденсации влаги, деформация, сжатие, хрупкость; электрохимическая коррозия проводников 1. Увеличение ширины и толщины проводников. 2. Выбор материалов ПП, устойчивых к низким температурам
Низкое атмосферное давление Снижение пробивного напряжения и емкости между соседними проводниками. Ухудшение условий теплообмена — перегрев, снижение нагрузочной способности проводников по току, тепловой пробой 1. Выбор материала ПП с хорошими диэлектрическими свойствами. 2. Увеличение расстояния между проводниками. 3. Увеличение ширины и толщины проводников
Увеличение габаритных размеров ПП, обезгаживание, уменьшение механической прочности Выбор материала ПП
Песок и пыль Абразивный износ, в том числе контактов ПП Герметизация
Увеличение емкости проводников в результате увеличения диэлектрической проницаемости материалов ПП 1. Выбор материала ПП с хорошими диэлектрическими свойствами. 2. Увеличение ширины и толщины проводников и расстояния между ними
Химическое и электрохимическое разрушение ПП совместно с влагой Герметизация
Солнечная радиация Разрушение поверхности диэлектрика ПП. Уменьшение поверхностной электрической прочности, диэлектрической проницаемости и других параметров совместно с влагой. Ускоренное старение материалов под действием температуры 1. Герметизация. 2. Выбор материала ПП
72 Глава 3. Конструкторско-технологическое проектирование печатных плат
Окончание табл. 3.3
Воздействующий фактор Ускоряемые деградационные процессы в ПП Способы предотвращения влияния воздействующих факторов на этапе конструирования и производства ПП
Соляной туман Коррозия проводников (износ, потеря механической прочности, изменение механических свойств) Герметизация
Вибрации Механические напряжения, вызывающие деформацию или потерю механической прочности ПП; усталостные изменения ПП (разрушение); нарушение электрических контактов 1. Отстройка ПП от резонанса для выхода низшего значения собственной частоты fo из спектра частот внешних воздействий: а) путем выбора длины, ширины и толщины ПП; б) изменением суммарной массы установленных на ПП ЭРИ; в) выбором материала основания ПП; г) выбором способа закрепления сторон ПП в модулях более высокого конструктивного уровня. 2. Повышение механической прочности и жесткости ПП: а) приклеиванием ЭРИ к установочным поверхностям ПП; б) покрытием лаком ПП вместе с ЭРИ; в) заливкой компаундами; г) увеличением площади опорных поверхностей; д) использованием материалов с высокими демпфирующими свойствами; е) демпфирующие покрытия; ж) ребра жесткости, амортизация и др.
Удары, линейное ускорение Механические напряжения (разрушение ПП) Повышение механической прочности и жесткости ПП (см. «Вибрации»)
Плесневые грибы Снижение удельных поверхностного и объемного сопротивлений материала ПП, напряжения пробоя, увеличение тангенса угла диэлектрических потерь; разрушение и отслаивание лакокрасочных покрытий. Нарушение адгезии материалов. Коррозия металлов. Снижение прочности стеклопластиков на 20...30 %. Короткие замыкания между проводниками ПП. Разрушение низкомолекулярных соединений (пластификаторов, стабилизатора, наполнителя и др.) 1. Применение горячих операций на начальных стадиях ТП. 2. Аэрация воздуха в производственных помещениях. 3. Чистота рук рабочих. 4. Обработка ПП продуктами метаболизма снижает в 10—12 раз тангенс угла диэлектрических потерь. 5. Применение материалов со специальными свойствами, которые лежат за адаптивными возможностями живых организмов
Проанализировав влияние дестабилизирующих факторов, разработчик ПП должен располагать не только допустимыми значениями воздействующих факторов, при которых гарантируется надежная работа ЭА, но и наиболее полной информацией об изменении характеристик ПП при воздействии этих факторов.
Изучение и анализ технического задания на изделие
73
3.2.3. Анализ электрической принципиальной схемы функционального узла
Анализ электрической принципиальной схемы проводят с точки зрения возможностей конструктивного исполнения или компоновки с учетом ограничений (тепловых, электрических, магнитных и электромагнитных взаимовлияний ЭРИ).
По результатам анализа электрической принципиальной схемы функционального узла (ФУ) и элементной базы определяют:
• конструкторскую сложность ФУ (насыщенность ПП ЭРИ);
• параметр, определяющий конструкцию ПП (быстродействие, рассеиваемая мощность, частота и т. д.);
• конструкцию ПП (ориентировочно);
• форму монтажных отверстий;
• форму контактных площадок (КП);
• шаг координатной сетки.
Для решения компоновочных задач модуля 1-го уровня необходим анализ электрической принципиальной схемы для определения схемотехнических особенностей, которые могут повлиять на компоновку ячейки и конструкцию ПП.
При анализе электрической принципиальной схемы необходимо определить:
1) назначение функционального узла (цифровой, аналоговый, аналого-цифровой, выполняемые функции), а также принцип работы. Например, аналоговая аппаратура обычно конструируется в виде линейки последовательных каскадов с минимальной длиной межкаскадных связей, и в ней не применяется максимально плотная компоновка ЭРИ для исключения самовозбуждения схемы, что также находит отражение в конструкции ПП (вытянутая форма ПП), в плотности печатного монтажа (невысокая), классе точности ПП, материале, методе изготовления ПП; изучение особенностей функционирования определяет связь разрабатываемого модуля и ПП с другими модулями;
2) параметры, влияющие и усложняющие компоновку ЭРИ, конструкцию модуля и ПП. К ним относятся:
• диапазон рабочих частот — знание частотных характеристик позволяет, исходя из требований электромагнитной совместимости, определить ограничения на взаимное расположение элементов линий связи и компонентов, выбрать соответствующий материал основания ПП; например, для низкочастотных схем — стеклотекстолит; для высокочастотных — фторопласт, полиимид и др.;
• быстродействие — требования по быстродействию в цифровой ЭА обеспечиваются правильным выбором материала оснований ПП, так как скорость распространения сигналов в электронных схемах обратно пропорциональна диэлектрической проницаемости материалов, из которых изготовлены ПП; компоновкой ячейки, размещением компонентов вдоль проводников питания; минимизацией длины линий связи, увеличением числа слоев МПП и плотности проводящего рисунка; /
74 Глава 3. Конструкторско-технологическое проектирование печатных плат
• высокая рассеиваемая мощность;
• коэффициент усиления;
• ширина полосы пропускания;
• высокая чувствительность;
• величины действующих напряжений и токов — для правильного выбора материала основания ПП, ее конструкции, класса точности ПП (ширины проводников и расстояния между проводниками, так как допустимое рабочее напряжение между двумя параллельными проводниками зависит от расстояния между ними, материала и условий эксплуатации. Например, при пониженном атмосферном давлении, высокой влажности и повышенной температуре величина допустимого рабочего напряжения между проводниками снижается в 2—4 раза); минимально допустимая ширина проводника связана непосредственно с протекающими по ним токами, поэтому необходимо определить все сильноточные цепи, рассчитать величину тока и выбрать впоследствии такую ширину проводника, чтобы плотность тока не превышала 30 А/мм2;
3) все типы электрических цепей, так как каждая имеет свои конструктивные особенности:
• цепи входа и выхода сигналов — входные и выходные печатные проводники не должны прокладываться рядом или параллельно друг другу, чтобы избежать возникновения паразитных обратных связей. С этой же целью проводники входных и выходных цепей, сведенных в систему для подсоединения к краевому соединителю, целесообразно разделить экранирующими проводниками или «земляными» выходами;
• шины «земля» и «питание» должны иметь возможно более низкое сопротивление и использовать крайние контакты соединителей, а шину «земля», по которой текут суммарные токи, следует выполнять максимальной ширины; в МПП шины «земля» и «питание» должны находиться в разных, соседних слоях одна над другой, при этом желательно, чтобы шина «земля» занимала в слое все свободное место;
• сигнальные цепи — принять меры для исключения возникновения паразитных помех в результате эффектов отражения в сигнальных линиях связи в результате несогласованных нагрузок ц неоднородностей, перекрестных наводок между сигнальными линиями связи, искажения формы сигнала в линиях связи, наводок от внешних полей, которые в значительной степени зависят от формы, длины, взаимного расположения проводников (например, печатный проводник, проходящий между двумя контактными площадками должен располагаться так, чтобы его ось была перпендикулярна линии, соединяющей центры отверстий и т. п.);
• цепи импульсных и высокочастотных сигналов — обеспечить развязку по высоким частотам;
4) путь распространения полезного сигнала — так как при размещении компонентов, например, усилительных устройств, как правило, порядок размещения компонентов соответствует последовательности прохождения сигнала в электрической принципиальной схеме;
Изучение и анализ технического задания на изделие
75
5) теплонагруженные ЭРИ, при этом:
• рассчитывают величину тока в каждой цепи;
• рассчитывают рассеиваемую ЭРИ мощность; для ИМС значение рассеиваемой мощности берется из справочника, (в справочниках указывают максимально допустимую, а мощность рассеиваемая при эксплуатации составляет обычно 50...80 % максимальной; для диодов и стабилитронов — рассчитывают, как произведение максимального тока через диод на падение напряжения на ^-«-переходе; для трансформаторов — 3...5 % полезной мощности;
• наиболее теплонагруженные ЭРИ равномерно размещают по ПП или по периферии ПП, выбирая соответствующий вариант установки ЭРИ на ПП;
6) ЭРИ, чувствительные к внешним электрическим, тепловым и другим взаимодействиям; выделяют наиболее критичные по электромагнитной совместимости ЭРИ и электромонтажные связи для установки экранов, развязывающих цепей и пр. Наибольшую опасность составляют емкостные и индуктивные помехи.
Емкостные помехи обусловлены:
• большими перепадами напряжений;
• большими выходными сопротивлениями;
• большой емкостной связью (при параллельном расположении проводников).
Индуктивные помехи обусловлены:
• большими перепадами токов в линиях связи (при малых Д,ых);
• большой индуктивной связью (при близком расположении параллельных проводников на большой длине).
7) пути возможных паразитных связей и наводок за счет гальванической связи элементов схемы, через общее сопротивление источника электропитания, индуктивных и емкостных;
8) допустимые уровни напряжений и токов, сигнала помехи на входах ИЭТ;
9) напряжение и силу тока источников электропитания;
10) уровни логических нулей и единиц в цифровых ФУ.
По результатам анализа электрической принципиальной схемы заполняют табл. 3.4 и делают выводы.
Таблица 3.4. Результаты анализа электрической принципиальной схемы
Одновременно проводится анализ элементной базы ФУ.
76 Глава 3. Конструкторско-технологическое проектирование печатных плат
3.2.4. Анализ элементной базы
При анализе элементной базы изучают:
• совместимость ИМС, ЭРЭ и ПМК по электрическим, конструктивным, электромагнитным, тепловым и другим параметрам, а также по условиям эксплуатации;
• совместимость ЭРИ и ПМК по надежности;
• соответствие ЭРИ и ПМК условиям эксплуатации, хранения, транс-. портировки, указанным в ТЗ на ЭА.
Электрические, конструктивные и другие параметры и условия эксплуатации ЭРИ приводятся в справочной литературе.
По результатам анализа элементной базы заполняют табл. 3.5 и делают выводы, указанные выше.
Таблица 3.5. Характеристика элементной базы
Наименование ЭРИ Количество, шт. Конструктивные параметры Допустимые условия эксплуатации
масса, г количество выводов, шт. диаметр вывода, мм штыревые или планарные установочная площадь, м2 • 10“6 надежность диапазон температур, еС Вибрации ударные перегрузки, g линейные ускорения, g
частота, Гц перегрузки, g
Определяют также конструкторскую сложность ФУ (малая, средняя и высокая насыщенность поверхности ПП), которую оценивают числом схемных или активных элементов, числом выводов ПМК и связывают с выбором типа, конструкции и класса точности ПП.
Шаг координатной сетки (см. § 1.2) является основной конструктивной характеристикой ПП, которая характеризует плотность печатного монтажа; к нему привязаны все элементы конструкции ПП (контактные площадки, проводники, отверстия и т. д.), а также ЭРИ и ПМК. Шаг координатной сетки выбирают таким образом, чтобы он соответствовал шагу расположения выводов большинства ЭРИ и ПМК, устанавливаемых на ПП.
Форма и размеры монтажных отверстий и контактных площадок зависят от геометрии выводов ЭРИ: круглые отверстия и контактные площадки применяются для штыревых, прямоугольные или квадратные контактные площадки — для планарных выводов или ПМК.
По конструктивному оформлению ИЭТ, ЭРЭ и ПМК различают [16]:
• корпусные с планарными выводами, лежащими в плоскости основа-; ния корпуса, с осевыми (отформованными) и штыревыми, перпендикулярными ему (традиционная элементная база);
• корпусные без выводов, с укороченными планарными или /-образными выводами, уходящими под корпус; в виде матрицы шариковых выводов из припоя и пр.; их называют микрокорпуса или поверхн^ стно-монтируемые компоненты (ПМК);
Изучение и анализ технического задания на изделие
77
• бескорпусные ИЭТ.
Планарные выводы имеют прямоугольное сечение, штыревые — круглое или прямоугольное.
Корпуса ИЭТ выполняют следующие функции:
• защита от климатических и механических воздействий;
• экранирование от помех;
• унификация микросхемы по габаритам и установочным размерам;
• облегчение процессов сборки ячейки и др.
Корпуса с планарными выводами занимают в два раза больше площади на ПП по сравнению с корпусами со штыревыми выводами, но установка последних возможна лишь с одной стороны, а корпуса с планарными выводами — с двух сторон. При установке ИЭТ со штыревыми выводами не требуется дополнительного крепления даже при значительных вибрациях и ударах, однако применение, например, DIP-корпуса ограничивается частотой-500 кГц.
По конструктивно-технологическому признаку различают корпуса:
• металлостеклянные — стеклянное или металлическое основание, соединенное с металлической крышкой с помощью сварки; выводы изолированы стеклом;
• металлокерамические — керамическое основание, соединенное с металлической крышкой с помощью сварки или пайки;
• керамические — керамическое основание и крышка, соединенные между собой пайкой;
• пластмассовые — пластмассовое основание и крышка, соединенные опрессовкой;
• металлополимерные — подложка с компонентами и выводами помещается в металлическую крышку и герметизируется заливкой компаундом. Металлическая крышка обеспечивает эффективную влагоза-щиту, отвод тепла от кристалла ИЭТ, снижает уровень помех.
При выборе серии интегральной микросхемы (ИМС) и ИМС в серии необходимо использовать минимальное количество типоразмеров корпусов для реализации электрической принципиальной схемы ФУ.
Использование корпусных ИМС приводит к большим затратам полезного объема и массы изделия, уменьшает на один-два порядка плотность компоновки компонентов по сравнению с плотностью их размещения в кристалле или на подложке.
Бескорпусные ИЭТ широко применяются в бортовой ЭА, компьютерах, калькуляторах и другой аппаратуре, так как позволяют эффективно использовать объем и сократить массу микроэлектронных цифровых устройств. Однако при этом в значительной степени увеличивается трудоемкость изготовления за счет введения дополнительной защиты и герметизации и, следовательно, стоимость.
Микрокорпуса или ПМК позволяют увеличить плотность компоновки, улучшить электрические параметры за счет получения более коротких связей между внешними выводами и кристаллом, снижения сопротивления, уменьшения межвыводной емкости, индуктивности, что повышает быстродействие. Эти корпуса обеспечивают работоспособность ИЭТ на частотах до 4 ГГц и выше [17].
78 Глава 3. Конструкторско-технологическое проектирование печатных плат
На этом заканчивается этап изучения ТЗ и после обобщения сделанных выводов можно приступить к конструированию ПП.
3.3. Выбор типа конструкции блока
По своему конструктивному назначению модули 1-го уровня (ячейки) обычно предназначены для установки в блоки, поэтому выбор варианта конструкции ячейки связан с вариантом конструкции блока, в который входит разрабатываемая ячейка и ПП [18, 19, 20].
Существует три основных варианта конструкции блока: разъемная, книжная и кассетная. Конструктивно ячейки разделяются по различиям в несущих конструкциях (НК): рамочное или безрамочное исполнение ячеек. При использовании системы базовых несущих конструкций (БНК) рамочные и безрамочные ячейки выполняются на основе унифицированного ряда ПП. Рамки предназначены для исключения деформации ПП и улучшения эксплуатационных параметров функциональных узлов на ПП. Выбор рамочной или безрамочной конструкции ячейки зависит от механических воздействий и размеров ПП. На рис. 3.2 приведена классификация конструкций ячеек.
Выбор варианта конструкции ячейки зависит:
• от тактико-технических требований, которые указаны в ТЗ на изделие, таких как назначение ФУ, группа ЭА, условия эксплуатации и др.;
• от требований нормативно-технической документации на проектирование и изготовление изделия данной группы;
• от требований обеспечения технологичности конструкции изделия.
В зависимости от заданной формы и габаритов блока на стадии эскизного проектирования ориентировочно можно установить размер ПП функционального узла.
После анализа элементной базы заданной электрической принципиальной схемы ФУ и типа корпусов ИЭТ рассчитывают нагрузку на ПП и проводят расчет ячейки на вибропрочность и ударопрочность, предполагая, что масса ЭРИ и ПМК распределена равномерно. Пример расчета на вибропрочность и ударопрочность см. Приложение 5 и 6, соответственно. При
Классификация конструкций ячеек
Для блоков разъемной конструкции Для блоков книжной конструкции
1
Рамочное исполнение Безрамочное исполнение
1
Одностороннее расположение Двухстороннее расположение
ЭРИ и/или ПМК ЭРИ и/или ПМК
Рис. 3.2. Классификация конструкций ячеек
Выбор компоновочной структуры ячеек ЭА
79
этом возможны различные варианты конструкции и закрепления ячеек в модулях более высокого конструктивного уровня, например:
• ячейка, выполненная на ПП, закрепляемой в ЭА в четырех точках по углам — моделируется пластиной, равномерно нагруженной ЭРИ, со свободным опиранием всех сторон [22]; обозначается
1 1 I
1 I
I
• ячейка с рамкой (каркасная конструкция) — моделируется пластиной с жестким закреплением всех сторон; обозначается
• ячейка без рамки (разъемного типа) — моделируется пластиной с жестким закреплением двух сторон, на которых расположен электрический соединитель и двух свободно опертых сторон; обозначается z/ZZ/z
I I
7г/г 2/'
• ячейка с односторонним расположением ЭРИ и ПМК;
• ячейка с двухсторонним расположением ЭРИ.
Исходя из результатов расчетов и выбранных типов корпусов ЭРИ выбирают конструктивно-технологическое направление монтажа ячеек ЭА и вариант конструкции ячейки.
3.4. Выбор компоновочной структуры ячеек ЭА
Конструкция, масса, габариты ЭА, а также ячейки и ПП во многом если не полностью определяются типом используемой элементной базы и способами ее монтажа.
Возможны следующие конструктивно-технологические направления монтажа ячеек ЭА рис. 3.3 [12]:
1) монтаж ЭРЭ и корпусных ИМС (в корпусах 1, 2, 3, 4 типа на ПП) (традиционный монтаж) — варианты 1 и 2;
2) монтаж бескорпусных ИМС, БИС/СБИС, микросборок на МПП — варианты 4, 5, 6, 7;
3) поверхностный монтаж — варианты 3 и 8;
4) смешанный монтаж — варианты 9 и 10 и др.
В варианте 1 корпусированные ИМС и ЭРЭ размещают на ДПП или МПП с одной или двух сторон.
В варианте 2 корпусированные микросборки устанавливают на МПП.
Применение вышеперечисленных компоновочных вариантов с традиционными конструктивно-технологическими приемами (варианты 1 и 2) при индивидуальном корпусировании ИМС, БИС/СБИС и микросборок имеет ряд недостатков: сложность обеспечения температурного режима, рост массогабаритных показателей при увеличении степени интеграции функциональных устройств, низкий уровень ремонтопригодности устройств.
80 Глава 3. Конструкторско-технологическое проектирование печатных плат
та компоновки
№ вариан-| Линейные графические модели компоновочных структур ячеек ЭА
Варианты компоновочных структур ячеек ЭА
Традиционный монтаж:
ЭРЭ и корпусные ИМСв корпусах 1-4 типов, монтируют на ДПП или МПП с одной стороны в отверстия
Традиционный монтаж: монтаж БИС/СБИС, МСБ в корпусном исполнении на МПП
Поверхностный монтаж:
ИМС, БИС/СБИСв корпусахдля поверхностного монтажа монтируют на многослойных керамических платах, которые размещают на коммутационную МПП
Монтаж ИМС, БИС/СБИСв бескорпусном исполнении проволочными выводами на многослойных керамических платах, которые размещают на коммутационной МПП
Бескорпусные ИМС, БИС/СБИС в микросборках устанавливают на подложки из ситалла, поликора или полиимида при помощи проволочных выводов, а затем бескорпусные микросборки размещают на МПП
Бескорпусные ИМС, БИС/СБИС устанавливают на ДПП или МПП на полиимиде, а затем на металлическое основание
Монтаж безвыводных кристаллов БИС/СБИС:
1) методом перевернутого кристалла на микрокоммутационных платах;
2) методом утопленного кристалла
1А
1В
Сторона Б
Поверхностный монтаж.
Одно- и (или) двусторонний монтаж поверхностно-монтируемых компонентов на ДПП или МПП
Смешанный двусторонний монтаж на ДПП или МПП:
1) ЭРИ монтируют в отверстия на стороне А;
2) поверхностно-монтируемые компоненты монтируют на стороне Б
2В
2С
Смешанный двусторонний монтаж на ДПП или МПП:
1) монтаж поверхностно-монтируемых компонентов на сторонах А и Б;
2) монтаж ЭРИ, монтируемых в отверстия на стороне А
2С
Рис. 3.3. Линейные графические модели компоновочных структур ячеек ЭА: 1 — коммутационная плата; 2 — кристалл ИМС; 3~ корпус ИМС, БИС/СБИС, МСБ; 4— подложка микросборки; 5 — несущая конструкция
В вариантах 4, 5, 6 и 7 представлено второе направление развития компог новочных структур ячеек — применение бескорпусных ИМС, БИС/СБИС и микросборок. Недостатком этих вариантов компоновки является сложность автоматизации сборочно-монтажных работ. ;
Выбор компоновочной структуры ячеек ЭА
81
. В варианте 4 бескорпусные ИМС (БИС/СБИС) устанавливаются на многослойную керамическую плату 4, которая обеспечивает дополнительный теплоотвод ячейки, затем ячейки герметизируют; коммутация между ними осуществляется с помощью МПП, на которую устанавливаются ячейки.
В варианте 5 бескорпуные ИМС, БИС/СБИС в бескорпусных микросборках устанавливаются на подложки из ситалла, поликора или поли-имидную пленку, коммутация на которых выполнена по тонкопленочной технологии, затем бескорпусные микросборки размещают на специальных рамах, выполняющих роль несущей конструкции и теплоотвода, а коммутацию между ними осуществляют многослойными печатными платами.
В варианте 6 бескорпусные ИМС, БИС/СБИС и ЭРЭ устанавливаются на двусторонние и МПП на полиимиде, а затем на металлическое основание, обеспечивающее механическую прочность и теплоотвод.
В варианте 7 монтаж безвыводных кристаллов БИС/СБИС осуществляется на микрокоммутационных платах:
1) методом перевернутого кристалла;
2) методом утопленного кристалла.
Существует специальный стандарт по поверхностному монтажу, в котором представлены основные типы сборок, разбитые на классы:
• тип 1 — ЭРИ и/или ПМК установлены только на верхнюю сторону ПП (сторона А);
• тип 2 — ЭРИ и/или ПМК установлены на обе стороны ПП (сторона А и В).
Класс А — ЭРИ монтируются в отверстия.
Класс В — монтируются ПМК.
Класс С — смешанная сборка: монтируются ЭРИ в отверстия и ПМК и другие классы.
Каждому типу сборок соответствует своя последовательность сборочно-монтажных операций.
• тип 1А — монтаж ЭРИ в отверстия. ЭРИ только на верхней А стороне ПП;
• тип 1В — монтаж на поверхность. ПМК только на верхней А стороне ПП;
• тип 2В — монтаж на поверхность. ПМК с обеих А и Б сторон ПП;
• тип 1С — смешанный монтаж. ЭРИ в отверстия и ПМК только на верхней А стороне ПП;
• тип 2С — смешанный монтаж. ЭРИ в отверстия на верхней А стороне и ПМК с обеих А и Б сторон ПП;
• тип 2С — смешанный монтаж. ЭРИ в отверстия и ПМК с обеих А и Б сторон ПП;
• тип 2С — смешанный монтаж. ЭРИ в отверстия только на верхней А стороне ПП и ПМК только на нижней Б стороне ПП.
В варианте 3 (тип 1В) — поверхностный монтаж: ИМС, БИС/СБИС в корпусах ПМК монтируют на многослойных керамических платах, которые размещают на коммутационную МПП.
В варианте 8 (тип 1В или 2В) — поверхностный монтаж. Одно- и/или двусторонний монтаж ПМК на ДПП или МПП.
82 Глава 3. Конструкторско-технологическое проектирование печатных плат
В варианте 9 (тип 2С) — смешанный двусторонний монтаж на ДПП или МПП:
1) ЭРИ монтируют в отверстия на стороне А;
2) поверхностно-монтируемые компоненты монтируют на стороне Б.
В варианте 10 (тип 2С) — смешанный двусторонний монтаж на ДПП или МПП:
1) монтаж поверхностно-монтируемых компонентов на сторонах А и Б;
2) монтаж ЭРИ, монтируемых в отверстия на стороне А.
3.5. Выбор типа конструкции ПП
По ГОСТ 23751—86 предусмотрены следующие типы конструкции ПП:
• односторонние ПП. Применяются в бытовой технике, технике связи и в блоках питания на ЭРЭ. Имеют низкую стоимость, высокую надежность, низкую плотность компоновки;
• двусторонние ПП. Применяются в измерительной, вычислительной технике, технике управления и автоматического регулирования, технике связи, высокочастотной технике;
• многослойные ПП. Применяются в технике управления и автоматического регулирования, вычислительной и бортовой аппаратуры для коммутации ИМС, БИС, СБИС, МСБ, в ЭА с высокими требованиями по быстродействию, плотности монтажа, волновому сопротивлению, времени задержки сигнала и т. д.
• гибкие ПП, ГЖП и ГПК. Применяются в ЭА и высокой надежности при реализации уникальных и сложных технических решений, конструкция которых исключает применение жестких ПП.
В зависимости от условий эксплуатации ЭА конструктор определяет по ГОСТ 23752—79 группу жесткости (см. табл. 1.7) и соответствующие ей требования к конструкции ПП, материалу основания и необходимости применения дополнительной защиты от климатических, механических и других воздействий, указанные в нормалях.
При выборе типа конструкции ПП учитывают:
1) тип элементной базы: традиционная (корпусная); бескорпусная; поверхностно-монтируемые компоненты; смешанная (традиционная и ПМК);
2) вариант компоновочной структуры ячейки (см. рис. 3.3);
3) возможность выполнения всех коммутационных соединений, что зависит от функциональной и конструкторской сложности узла. При незначительной конструкторской сложности (от 8 до 12 ИМС) при традиционном монтаже применяются ДПП, при средней (от 30 до 50 ИМС) — ДПП и МПП, при высокой (свыше 50 ИМС) — МПП, так как увеличивается число внутрисхемных связей, а применение МПП повышает надежность ЭА, например, сокращая число разъемных соединений [21]. Применение МПП позволяет коммутировать ИЭТ (гибридные, полупроводниковые ИМС, БИС/СБИС, МСБ), повысить плотность монтажа, упростить сборку ЭА. Для обеспечения высокого быстрот действия ЭА необходимо увеличить плотность монтажа, выбрать соответствующий материал основания ПП, увеличить число слоев
Выбор класса точности ПП
83
МПП и прочее, и ввести внутренние межслойные переходы для уменьшения длины электрических связей. При поверхностном или смешанном монтаже при установке ПМК со средним числом выводов и шагом выводов 0,5...0,625 мм необходимую коммутацию могут обеспечить МПП с 6...8 сигнальными слоями при ширине проводников 0,125...0,15 мм, а при шаге выводов 0,25...0,5 мм — высокоплотные МПП с проводниками шириной от 0,05 мм и микропереходами диаметром 0,1...0,15 мм. При выполнении ДЗ (Приложение П.1) с ПМК условно примем, что установка ПМК с общим числом выводов до 350, соответствует малой конструкторской сложности ПП; от 350 до 800 — средней, свыше 800 — высокой;
4) технико-экономические показатели (стоимость, технологичность, уровень унификации и стандартизации и др.);
5) возможность автоматизации процессов изготовления, контроля и диагностики, установки ЭРИ с учетом применяемого в конкретном производстве технологического оборудования.
3.6. Выбор класса точности ПП
ГОСТ 23751—86 устанавливает пять классов точности ПП, каждый из которых характеризуется минимальным допустимым значением номинальной ширины проводника (/), расстоянием между проводниками (5), расстоянием от края просверленного отверстия до края контактной площадки (Ь), отношением диаметра отверстия к толщине ПП (у) в узком месте (см. табл. 1.1). Однако в настоящее время изготавливают ПП по 6 и 7 классам точности с шириной проводников 70...40 мкм.
Основными критериями при выборе класса точности ПП являются (см. табл. 3.6):
• конструкторская сложность ФУ — степень насыщенности поверхности ПП ЭРИ (малая, средняя, высокая) при традиционной элементной базе или число выводов ПМК и шаг их расположения;
• элементная база (дискретные ЭРЭ, ИМС, МСБ, ПМК, бескорпусные ИЭТ);
• тип, число и шаг выводов ЭРИ (штыревые, планарные, безвывод-ные, J-образные, матричные и пр.);
• быстродействие;
• надежность;
• массогабаритные характеристики;
• стоимость;
• условия эксплуатации;
• максимальные ток и напряжение;
• уровень технологического оснащения конкретного производства.
Изготовление ПП определенного класса точности обеспечивают, применяя технологическое оснащение и вспомогательные материалы, указанные в табл. 3.6.
Печатные платы 1 и 2 классов точности наиболее просты в исполнении, надежны в эксплуатации и имеют минимальную стоимость; для ПП 3
Таблица 3.6. Область применения и технологическое обоснование классов точности ПП
Класс точности Область применения Оборудование Основные материалы Вспомогательные материалы Тип производства
1 и 2 Для ПП с дискретными ЭРИ при малой и средней насыщенности поверхности ПП ЭРИ Без ограничения Без ограничений для ПП 1-й и 2-й групп жесткости. Для 3-й и 4-й групп — на основе стеклоткани Без ограничения От мелкосерийного до крупносерийного
3 Для ПП с МСБ и ЭРИ, имеющих штыревые и планарные выводы, а также с безвыводными ЭРИ при средней и высокой насыщенности поверхности ПП ЭРИ Фотокоординатограф, фотоплоттер, сверлильно-фрезерный станок с ПУ, линии химико-гальванической металлизации и травления модульного типа На основе стеклоткани с гальваностойкой фольгой толщиной не более 35 мкм Сухой пленочный фоторезист (СПФ)
4 (требуются ограничения габаритных размеров, специальные материалы) Для ПП с ЭРИ и ПМК, имеющих штыревые и планарные выводы, а также с безвыводными компонентами, при средней и высокой степени насыщенности поверхности ПП ЭРИ и ПМК Фотоплоттеры, плоттеры Травящиеся термостойкие диэлектрики с тонкомер-ной фольгой, диэлектрик с адгезивным слоем Малоусадочная фотопленка с относительной усадкой не более 0,03 %, СПФ От единичного до мелкосёрий-ного
5 Для ПП с БИС и МСБ, имеющих штыревые и планарные выводы, ПМК при очень высокой насыщенности поверхности ПП ЭРИ и ПМК Специальное прецизионное оборудование, фотоплоттеры, плоттеры, лазерное оборудование Фоторезисты с высокой разрешающей способностью и толщиной не более 35 мкм; фоторезисты лазерного экспонирования
84 Глава 3. Конструкторско-технологическое проектирование печатных плат
Выбор метода изготовления ПП
85
класса точности необходимо использовать высококачественные материалы, более точный инструмент и оборудование; для ПП 4 и 5 классов — специальные материалы, прецизионное оборудование, особые условия при изготовлении; ПП 6 и 7 классов — это высокоплотные ПП, для которых нужны специальные конструкции, материалы и технологическое оснащение.
3.7. Выбор метода изготовления ПП
Выбрав тип конструкции и класс точности ПП, зная элементную базу и конструкторскую сложность, можно определить метод изготовления ПП (табл. 3.7).
3.8. Выбор материала основания ПП
При выборе материала основания ПП особого внимания требуют:
• предполагаемые механические воздействия (вибрации, удары, линейное ускорение и т. п.);
• класс точности ПП (ширина проводников, расстояние между проводниками);
• реализуемые электрические функции;
• объект, на который устанавливается ЭА;
• быстродействие;
• условия эксплуатации;
• стоимость.
Материал основания ПП выбирают по ТУ на материалы конкретного вида и ГОСТ 10316—78 с учетом: электрических и физико-механических параметров ПП и ГПК во время и после воздействия механических нагрузок, климатических факторов и химических агрессивных сред в процессе производства и эксплуатации; обеспечения автоматизации процесса установки ЭРИ.
Материал основания определяет основные свойства ПП. К диэлектрическим материалам предъявляют требования, приведенные в § 2.1. Там же даны некоторые рекомендации по выбору материала основания ПП. В табл. 2.1, 2.2, 2.3, 2.4, 2.5, 2.6 и Приложении 13 представлены марки материалов основания ПП, наиболее широко применяемые в настоящее время для изготовления ОПП, ДПП, МПП, ГПП, ГЖП и ГПК.
Для изготовления ГПК, способных выдерживать многократные изгибы на 90° (в обе стороны от исходного положения) с радиусом 3 мм, применяют полиимид, фольгированный лавсан и фторопласт.
При поверхностном монтаже компонентов увеличивается удельная тепловая нагрузка, и возникают проблемы, вызванные различными коэффициентами теплового линейного расширения (ТКЛР) ПП и выводов ЭРИ и ПМК. Эти проблемы решаются путем создания специальных структур, способных скомпенсировать напряжение деформации, возникающие в ЭРИ и ПП при монтаже и эксплуатации и приводящие к отказам изделий. Поэтому для ПП с ПМК необходимо использовать материалы основания с ТКЛР, сопрягаемым с этим параметром у ПМК.
86 Глава 3. Конструкторско-технологическое проектирование печатных плат
Таблица 3.7. Обобщенные характеристики ПП и методы их изготовления
Тип ПП Метод изготовления Материалы для изготовления основания ПП* Элементная база Конструкторская сложность Класс точности Уровень модульности Конструкция печатного проводника
ОПП И слои МПП Химический негативный ГФ1-35Г СФ1-35Г СТФ СОНФМ СТНФ Корпусные ИМС и ЭРЭ (традиционная элементная база) Малая 1 и2 1 I \
'МИИИ.
Химический позитивный ДФО ДФС СОНФМ СФПН СТФТ
ДПП на диэлектри-ческом основании и слои МПП Комбинированный позитивный FR-4 МИ1222 СФ2-35Г СТАЛ СТФГС СТПА-5-2 СТНФ СТФТ 1. Корпусные ИМС и ЭРЭ. 2. ПМК Средняя 3 (при толщине фольги 35 мкм и более); 4 и 5 — при 18 мкм и менее 1
Комбинированный негативный ДФС СФПН СОНФ
Аддитивный СТАМ СТЭФ 1. Корпусные ИМС и ЭРЭ. 2. ПМК Высокая 5 1
Фотоформирование СТЭК СТАМ
Электрохимический СТЭФ FR-4 СТАМ СТПА-5-2 СТАЛ 5 1 -3
2^ 7//////Л
Материал СТПА-5-2
Субтрактивный СТЭК СТЭФ 1. Бескорпусная. 2. ПМК. 3. Корпусные ИМС и ЭРЭ Высокая 4 и 5 1 ,3
k^\\\\\\\\VA\\\\^l
Рельефные платы <РП)
Полуад-дитивный СТЭК СТЭФ 9
5'
Аддитивный СТАМ 3 /
W///////7/A
№.
. 4
ГПП ПИ-40А ПФ-1 ПФ-2 ЛФ ЛФР 1. ПМК. 2. Бескорпусная Высокая 5 и выше Ои 1
Односторонние Химический негативный, ПФ-1, ЛФ, ЛФР 3 ив-
Дву-сторонние Тентинг-процесс Комбинированный позитивный Химический негативный (без отверстий) Гибкие ОПП и гибкие ДПП (без отверстий) химический негат ный метод
Многослойные 1.ММСО. 2. Послойное наращивание
Выбор материала основания ПП
87
Продолжение табл. 3.7
Тип ПП Метод изготовления Материалы основания ПП* Элементная база Конструкторская сложность Класс точности Уровень модульности Конструкция печатного проводника
дпп на метал-лическом основании Электрохимический Алюминий, медь, сталь, титан 1. Бескорпусная, 2. ПМК. 3. Корпусные ИМСи ЭРЭ Высокая 4 и 5 1 -5
Аддитивный 5 3
МПП без межслой-ных переходов Открытых контактных площадок (ОКП) ФДМЭ Корпусные ИМС и ЭРЭ Высокая 2, 3 1 и 2 3
Выступающих выводов СПТ-4 7////М
МПП с межсЛой-ними переходами Попарное прессование СФ Средняя 3 1 и2
Послойное наращивание СПТ-4 Высокая 1 и 2 й 3 —2
Метод металлизации сквозных отверстий (ММСО) СТПА СТАЛ СТФТ МИ1222.8 ФТС САФ-препрег 1. Корпусные ИМС и ЭРЭ. 2. ПМК Средняя, высокая
МПП с межслойными переходами Полностью аддитивное формирование отдельных слоев (ПАФОС) СПТ-4 Корпусные МСБ Высокая 5 и выше 1 и 2 2^, 3 1,6
МПП с наращиванием перераспределительных слоев Стержневой слой: 1) комбинированный позитивный; 2) тентинг-процесс; 3) полуаади-тивный FR-4 ПМК 6и7 1
88 Глава 3. Конструкторско-технологическое проектирование печатных плат
Окончание табл. 3.7
Тип ПП Метод изготовления Материалы основания ПП* ** Элементная база
1- 1 ' Наружные слои — полуаддитив-ный Наружные слои: 1) фольга, покрытая смолой; 2) полинмидный пленочный ламинат* 3) арамидный ламинат или препрег с фольгой и др.
Многослойные керамические платы (МКП) Керамика 1. Бескорпус-ная. 2. ПМК
ДПП и слой МПП Тентинг-процесс FR-4 1. ПМК. 2. Корпусные ИМСиЭРЭ
Гибкожесткие ПП ммсо О КП FR-4 ФТС СТПА ФДМЭ САФ-препрег 1. ПМК 2. Корпусные ИМС и ЭРЭ монтируют на жестких частях
Гибкие печатные кабели ЦИ-40А ПФ-1 ПФ-2 ФАФ-4Д ЛФ, ЛФР Элифом-ПФ
МПП для ПМК с металлическими сердечниками Аддитивный, электро-химический (слой) в 8 КЙ hpi lift! Полиимид, кевлар, САФ-препрег ПМК
Конструкторская сложность Класс точности Уровень модульности Конструкция. > печатного проводника
5
Высокая
WfSSMi‘ЗЯ
1*0000000000000004
4 и 5 0, 1, 2 -
3
4 1, 2 'дВ-5
ммсо
3
0 и 1
- 3 -
СТПА
,3
Высокая 4и 5 1 и 2 -—5
* См. табл. 2.1; 2.2; 2.4.
** Цифрами на рисунках обозначены слои: 1 — медная фольга (толщина й= 5, 9, 12, 18, 35, 50 мкм); 2 — гальваническая медь (й = 25...30 мкм); 3 — металлорезист (олово—свинец, й = 9...12 мкм или финишное покрытие, й = 0,2...0,4 мкм); 4 — толстослойная химическая медь (й = 35 мкм)', 5 — химическая медь (подслой й = 2...5 мкм); 6 — гальванический никель (й = 2 мкм).
Разработка компоновочных эскизов ячейки 89
3.9. Разработка компоновочных эскизов ячейки и выбор габаритных размеров ПП
Если габаритные размеры ПП не заданы в ТЗ, необходимо:
• выбрать (рассчитать) типоразмер ПП по варианту 1 или 2 (см. ниже);
• скомпоновать конструкторско-технологические зоны для размещения на ПП ячейки:
ЭРИ или ПМК;
элементов контроля функционирования;
элементов электрического соединения, например, соединителя; элементов крепления;
элементов фиксации ячейки в модулях более высокого конструктивного уровня;
• выбрать толщину ПП;
• определить число слоев и толщину МПП.
Печатная плата является несущей конструкцией модуля 1-го уровня (ячейки, ТЭЗ). В общем случае число типоразмеров ПП в одном изделии необходимо ограничить. Это связано со значительным снижением затрат на производство ПП. В большинстве случаев при использовании при проектировании модульного принципа конструирования размеры и форма ПП определяются системой унифицированных типовых конструкций модулей. Применение унифицированных базовых несущих конструкций (УБНК) обеспечивает совместимость модулей по конструктивным, электрическим и эксплуатационным требованиям, сокращает сроки и стоимость проектирования и производства изделий [14]. Размеры ПП ячеек, устанавливаемых в аппаратуру с применением УБНК приведены в ОСТ 4ГО.4Ю.223 (170 х 75; 170 х ПО; 170 х 150; 170 х 200) и в международных стандартах МЭК 297 (IEC 297-3) на 19-дюймовые конструкции и метрический МЭК 917 (IEC 917-2-2).
При выборе типоразмера ПП необходимо обратить внимание:
• на число устанавливаемых на ПП корпусов ЭРИ, число задействованных выводов ЭРИ, тип корпуса ЭРИ; вариант установки ЭРИ, ПМК и их установочные площади;
• на способ установки ЭРИ на ПП, так как максимальные размеры сторон (заготовки) ПП, предназначенных для автоматической установки ЭРИ выбирают с учетом технических характеристик оборудования (размеров стола), используемого для установки ЭРИ;
• на уровни паразитных связей между элементами печатного монтажа, так как при неправильно выбранных расстояниях между ЭРИ, между элементами печатного монтажа могут возникнуть перекрестные помехи между сигнальными линиями связи, паразитные связи по цепям питания и заземления, искажения формы сигнала в линиях связи;
• на эксплуатационные характеристики, так как собственная частота ПП, зависящая от ее длины, ширины, толщины, массы установленных ЭРИ, плотности материала ПП и массы ПП, способа закрепления ПП в модулях более высоких конструктивных уровней, не должна находиться в спектре частот внешних вибрационных воздействий;
• на технико-экономические показатели.
90 Глава 3. Конструкторско-технологическое проектирование печатных плат
Установочную площадь ЭРИ определяют как площадь прямоугольника, размеры которого зависят от внешних предельных очертаний установочной проекции ЭРИ на поверхность ПП, включая отформованные выводы.
При разработке оригинальной конструкции ЭА и, соответственно, ПП возможны два варианта выбора типоразмера ПП:
1) путем ориентировочной оценки площади ПП по формуле (3.1) (на ранней стадии разработки);
2) при помощи компоновки и расчета конструкторско-технологических зон на ПП для установки ЭРИ, электрических соединителей, элементов контроля, крепления и фиксации.
3.9.1. Выбор типоразмера ПП (1-й вариант)
Ориентировочно площадь ПП на ранних стадиях проектирования и при разработке моноконструкции ячейки можно определить по следующей формуле [17]:
S^=ksy±Syl, (3.1)
/=1
где 5у/ — установочная площадь /-го ЭРИ;
ks^ — коэффициент, зависящий от назначения и условий эксплуатации аппаратуры (Л5Х = 1—3);
п — количество ЭРИ.
Расстояние между корпусами двух соседних ЭРИ на ПП должно быть не менее 1 мм, а расстояние по торцу — не менее 1,5 мм.
Метод проектирования моноконструкций применяется для создания ФУ, блоков, ЭА на основе оригинальной несущей конструкции в виде моноузла. Это увеличивает себестоимость, время проектирования, ограничивает возможности типизации и унификации, но позволяет существенно улучшить технические параметры ЭА.
Зная площадь ПП, максимально допустимую длину проводника, задаваясь соотношением сторон ПП, можно определить ее размеры по ГОСТ 10317—79 (см. табл. 1.3). Предельные отклонения на сопрягаемые размеры контура ПП и ГПК должны быть не выше 12 квалитета, а на несопрягае-мые — не выше 14 квалитета по ГОСТ 25347—82.
3.9.2. Компоновка конструкторско-технологических зон для размещения на ПП ячейки ЭРИ, элементов контроля функционирования электрического соединения, крепления и фиксации
ячейки (2-й вариант выбора типоразмера ПП)
При выборе типоразмера по 2-му варианту необходимо провести компоновку конструкторско-технологических зон для размещения на ПП ячейки ЭРИ, элементов контроля функционирования, электрического CQ-, единения, крепления и фиксации ячейки. Под компоновкой ФУ понимают
Разработка компоновочных эскизов ячейки 91
процесс размещения ЭРИ, деталей на ПП и определение ее геометрических форм и размеров.
Площадь и геометрические размеры ПП (длину Lx и ширину Ly) можно также определить исходя из компоновки конструкторско-технологических зон для размещения на ПП ячейки ЭРИ, элементов электрического соединения, крепления, контроля функционирования и фиксации ячейки, размеров краевых полей [22]. Для определения геометрических размеров ПП ФУ ее длины Lx и ширины Ly необходимо учесть размеры всех конструкторско-технологических зон, представленных на рис. 3.4.
Геометрические размеры ПП определяют по следующим формулам:
4 = («х - DG + lx + *i + х2; (3.2)
Ly = («у - О/, + 1У + У1 + У2> (3.3)
где tx, ty — шаги установки ИМС на ПП по х и у (табл. 3.8);
1Х, 1у — размеры корпуса ИМС;
х» Ji> Уг — краевые поля ПП (приведены в табл. 3.11, 3.12, 3,13);
пх и пу — количество ИМС, установленных по осям Хи К
Под размерами краевого поля понимают расстояние от края ПП по осям X и К до первого ряда выводов корпусов ИМС.
Определив Lx и Ly, выбирают типоразмер ПП по табл. 1.3 согласно ГОСТ 10317-79.
Ниже рассматриваются вопросы определения размеров всех шести зон ПП, представленных на рис. 3.4:
• определение размеров зоны размещения ЭРИ на ПП (зона 5J;
• . выбор элементов электрического соединения (зона 52);
• выбор элементов контроля функционирования ячейки, а также ручек, съемников (зона 53);
Кис. 3.4. Пример расположения конструкторско-технологических зон и краевых полей на ПП: 5] — зона размещения ЭРИ; Si — зона размещения элементов электрического соединения: соединителя, контактных площадок, колодок для установки ГПК, тканых или опрессованных ГЦИ1; ширина зоны — yi; S3 — зона расположения элементов крепления ячейки и контроля (^ртрольные колодки с контактными площадками и штырями, одиночные пистоны и контакты); ширина зоны — уу, S4 и S5 — зоны, предназначенные для установки ячеек в блок; ширина зоны Х| и хз, соответственно; Sf, — зона для расположения дополнительных элементов г 'Л крепления ячейки (при необходимости)
92 Глава 3. Конструкторско-технологическое проектирование печатных плат
• выбор элементов фиксации ячейки в модулях более высокого конструктивного уровня (зоны S4 и 55);
• выбор дополнительных элементов крепления ячейки (зона S6).
Зоны S2, S3, S4, S5 и S6 — зоны запрета трассировки проводников в САПР.
3,9,2.,1 .Определение размеров зоны размещения ЭРИ на ПП
Определение размеров зоны размещения ЭРИ на ПП (см. рис. 3.4, зона $,) для выбора типоразмера ПП связано с решением компоновочных задач, для чего необходймо вернуться к результатам анализа электрической принципиальной схемы, в котором выявлены схемные и конструктивные особенности, которые могут оказать влияние на компоновку ячейки и размеры ПП.
Компоновка и размещение ЭРИ должны удовлетворять требованиям системного подхода. Необходимо предусмотреть:
• обеспечение наиболее простой трассировки;
• требуемую плотность компоновки ЭРИ;
• сложность электрической принципиальной схемы;
• тепловые режимы;
• механические воздействия;
• помехозащищенность и исключить взаимное влияние элементов печатного монтажа на электрические параметры ПП;
• обеспечение технологических требований, предъявляемых к ЭА: автоматическую сборку, пайку, контроль;
• обеспечение высокой надежности, малых габаритных размеров и массы, теплоотвода, ремонтопригодности, быстродействия.
Для выполнения указанных ограничений необходимо провести проверочные расчеты: сначала оцениваются компоновочные параметры ПП; затем размещают ЭРИ с учетом механических воздействий; далее с учетом взаимодействия электрических (магнитных) полей и т. д. Если полученные результаты не удовлетворяют требованиям, необходимо рассмотреть новую компоновку ЭРИ и повторить процесс конструирования сначала.
Размещение традиционных ЭРИ (ЭРЭ и ИМС в корпусах 1-, 2-, 3- и 4-го типов) и поверхностно-монтируемых компонентов (ПМК). Некоторые рекомендации по размещению ЭРИ и ПМК приведены ниже [23]:
• ЭРИ и ПМК, имеющие наибольшее количество внешних связей, располагают вблизи соединителя;
• ЭРИ и ПМК, имеющие наибольшее число связей с уже установленными ЭРИ и ПМК, размещают рядом и т. д.
• крупногабаритные ЭРИ и ПМК устанавливают вблизи электрического соединителя или у элементов крепления ячейки;
• корпусные ЭРИ и ПМК располагают рядами, при этом выводы должны совпадать с узлами координатной сетки (или хотя бы один или несколько);
• ИМС, ПМК и МСБ (корпусные и бескорпусные) располагают симметрично контактных площадок; >,
• первый вывод корпуса ИМС, ПМК и МСБ совмещают с первой контактной площадкой, имеющей ключ на ПП;
Разработка компоновочных эскизов ячейки
93
• ЭРИ и ПМК размещают с учетом электрических связей, теплового режима, паразитных связей между ЭРИ, ПМК и проводниками, равномерного распределения масс ЭРИ и ПМК на ПП, минимальной длины связей и количества переходов со слоя на слой;
• функционально связанные ЭРИ и ПМК устанавливают на минимальном расстоянии друг от друга;
• группировку пассивных ЭРЭ выполняют вокруг соотЬе^стЬующих активных;
• шаг установки ИМС, ПМК и МСБ на ПП определяется размерами и типом корпуса, тепловым режимом блока, механическими воздействиями, методом разработки топологии ПП, числом задействованных выводов и пр. (пример шагов установки ИМС приведен в табл. 3.8);
• определяют и устанавливают ЭРИ и ПМК с особыми требованиями к их расположению (с экранированием, термостатированием, вертикально и пр.);
• вариант установки ЭРИ выбирают в соответствии с ГОСТ 29137—91, ОСТ 45.010.030—92 и ОСТ 4.010.030—81, в зависимости от условий эксплуатации, метода изготовления ПП, степени автоматизации сборки; например, в механически нагруженной ЭА используют варианты установки ЭРИ с приклеиванием, с закреплением специальной скобой и пр.; в зависимости от выбранного варианта установки изменяется установочная площадь ЭРИ.
Таблица 3.8. Пример установки корпусных ИМС (традиционная элементная база) при одностороннем размещении на ДПП или двустороннем размещении на МПП при числе слоев не менее четырех
Обозначение корпуса по ОСТ 4.010.030-81 Габариты корпуса /х х ly-x hi Масса, г Размер установочной площади, мм2 Среднее число задействованных выводов Шаг установки ИС по осям, мм Вариант установки
4 •у
157.29-1 39 х 29 х 5,0 29x39 13 42,5 32,5
20 47,5 32,5
22 50,0 32,5
24 52,5 32,5
26 55,0 32,5
28 57,5 32,5
201.14-8 19,5 х 7,5 х 4 2,4 7,5 х 19,5 8 22,5 12,5
9 22,5 15,0
11 25,0 15,0
12 25,0 17,5
14 27,5 17,5
401.14-3 (4,5) 9,8 х 6,5 х 2,3 1,0 9,8 х 13 10 12,5 15,0
11 12,5 17,5 д 1.
12 15,0 17,5
14 15,0 20,0
402.16-1 12,0x9,5x2,5 1,0 12 х 18 14 12,5 20,0
Особенности размещения поверхностно-монтируемых компонентов (ПМК) на ПП. При размещении ПМК не существует ограничений по максимальному расстоянию между корпусами ПМК — чем больше, тем лучше.
94 Глава 3. Конструкторско-технологическое проектирование печатных плат
Рис. 3.5. Минимальные рекомендуемые расстояния между ПМК И элементами печатного монтажа
Однако часто требуется как можно более плотно разместить ПМК на ПП. Пример минимальных рекомендуемых расстояний между ПМК и элементами печатного монтажа представлен на рис. 3.5 [24].
Минимальное расстояние между контактными площадками ПМК должно быть не менее 0,63 мм. Все полярные ПМК (SMD) должны быть по возможности сориентированы в одном направлении.
К размещению ПМК при пайке волной припоя ПМК (SMT), предъявляют следующие требования:
• все ЧИП-компоненты и корпуса типа SO располагают параллельно друг другу;
• все ПМК в корпусах типа SO, SOIC размещают перпендикулярно длинной оси ЧИП-компонентов.
• длинная ось SOIC должна быть параллельна направлению движения ПП при пайке волной припоя;
Такое размещение ПМК уменьшает вероятность образования мостиков припоя при пайке волной припоя между соседними выводами корпуса (рис. 3.6). На рис. 3.6, б показано, что из-за неправильного расположения ПМК на ПП образованы перемычки между выводами корпуса.
Для корректировки систематических и случайных погрешностей, накапливающихся при изготовлении ПП и сборке ячейки, на ПП размещают метку точки отсчета (Fiducial Marks), которая является центром системы координат на всех этапах производства и монтажа ПП. Она позволяет корректировать погрешности измерения текущих координат на оборудовании, накапливающиеся в процессе монтажа.
Различают два вида меток начала отсчета: глобальные и локальные. Первые используются для привязки всей ПП или нескольких ПП,! объеди-
Разработка компоновочных эскизов ячейки
95
Контактные площадки (ловушки для припоя)
Направление движения ПП с ПМК
при пайке волной припоя
Рис. 3.6. Ориентация ПМК при размещении их на ПП: а — рекомендуемая; б — не рекомендуемая
ненных в панель, для привязки всей панели; вторые — для привязки конкретного ПМК (обычно с большим количеством выводов и малым шагом между ними). Для конкретного вычисления координат (X, Y) необходимо не менее двух глобальных меток, обычно расположенных в диагонально-противоположных углах ПП на максимально возможном расстоянии друг от друга. Для конкретного вычисления координат некоторых ПМК также нужны две локальные точки отсчета, обычно расположенные по диагонали, на периметре области занимаемой данным ПМК. В случае нехватки свободного места используют одну локальную точку отсчета, предпочтительно в центре установочной площади. Рекомендуемый размер глобальных и локальных меток равен 1,5 мм (60 mil). Иногда используют глобальные метки большего размера, чем локальные, но это не является предпочтительным вариантом.
Используют различные виды меток точки отсчета:
• закрашенный круг диаметром обычно 1,5 мм (рис. 3.7);
• закрашенный квадрат обычно со стороной 2,0 мм;
• закрашенный повернутый квадрат со стороной обычно 2 мм;
• одиночный крест обычно высотой 2,0 мм;
• двойной крест обычно высотой 2,0 мм.
Предпочтительным является вариант, представленный на рис. 3.7.
Зазор
R
J___1Л-
Минимум
Рис. 3.7. Виды меток точек отсчета центра системы координат ПП
96 Глава 3. Конструкторско-технологическое проектирование печатных плат
Метку размещают в слое металлизации, освобождают от маски и покрывают сверху никелем или оловом. Между метками и краями ПП должно быть расстояние не менее 5 мм (200 mil) плюс минимальный требуемый зазор (2/?). Оптимальным считается размещение меток ПП в трех точках как показано на рис. 3.8. Координаты точки начала отсчета (0, 0), две остальные точки расположены на осях X и Y.
Глобальные метки начала отсчета должны располагаться на всех слоях содержащих ЭРИ (как ПМК (SMD), так и традиционные (TH)).
Поверхностно-монтируемые компоненты одного типа размещают в одном направлении и по возможности группируют вместе (рис. 3.9).
• Глобальные точки отсчета
_||||||||||||||||«
Нормально устанавливаемый компонент
Ло™.е“||||11И|111|ИЙ
точки отсчета
• Точка начала отсчета •
Рис. 3.8. Оптимальное размещение меток точек отсчета системы координат ПП
Рис. 3.9. Размещение однотипных ПМК на ПП
Разработка компоновочных эскизов ячейки 97
З.У.2.2а Выбор элементов электрического соединения и размера краевого поля для их размещения (зона SJ
При монтаже ячеек между собой и ячеек с модулями более высокого конструктивного уровня применяют жгуты, плоские ленточные провода (ПЛП), ГПК, подсоединение которых к ПП выполняют при помощи различных элементов электрического соединения: штырей, металлизированных отверстий, контактных площадок и концевых контактов, расположенных на ПП; размер краевого поля для их размещения необходимо учесть при расчете или выборе типоразмера ПП.
Для получения электрической связи при монтаже ячеек применяют контактные соединения двух видов: неразъемные (выполняются пайкой, сваркой, накруткой, обжимкой, и т. д.) и разъемные (выполняемые различными типами электрических соединителей).
В блоках книжной конструкции применяют жгуты, ПЛП (опрессованные, плетеные и тканые), ГПК и объемные провода в резиновом ремне для соединения ячеек между собой и внешним соединителем блока.
Электрические соединения ПЛП, провода и жгута с ПП могут быть получены с использованием металлизированных отверстий (рис. 3.10, а), штырей (пустотелых заклепок), монтажных лепестков, впаянных в металлизированные отверстия на ПП (рис. 3.10, б, в).
Способ присоединения ГПК к ПП зависит от конструкции окончания ГПК, которое может быть выполнено в виде металлизированных отверстий, контактных площадок и контактных лепестков (рис. 3.11).
Рис. 3.10. Способы электрических соединений ПЛП, проводов и жгутов в ФУ на ПП в блоках книжной конструкции: а — подсоединение ПЛП; б, в — подсоединение проводов к штырям; 1 — ПП; 2 — прижимная планка; 3 — ПЛП; 4 — штырь (пустотелая заклепка); 5 — провод;
6 — монтажный лепесток
Рве. 3.11. Варианты окончания ГПК: а — в виде металлизированных отверстий; б — контактных площадок; в — контактных лепестков
♦ Проектцрржани» ц тадарп,»
•C4TMW да
98 Глава 3. Конструкторско-технологическое проектирование печатных плат
Установку ГПК с металлизированными отверстиями на ПП соединяемых ячеек осуществляют при помощи переходной колодки или на штыри в ПП (рис. 3.12, о); ГПК с контактными площадками — «внахлест» к соответствующим площадкам ПП и поджатием планкой или скобой (рис. 3.12, б, в). Электрические соединения получают пайкой.
Рис. 3.12. Способы крепежа и получения электрических соединений ГПК и ПП в блоках книжной конструкции: а — при помощи переходной колодки или на штыри; б, в — внахлест; / — ПП; 2 — переходная колодка; 3— ГПК; 4— крепежный штырь; 5— планка; 6— прокладка
В блоках разъемной конструкции для обеспечения быстрого электрического соединения, легкосъемности, ремонтопригодности используют электрические соединители косвенного и прямого сочленения — краевого разъема (табл. П.3.1 и П.3.2 Приложения 3).
Основные требования, предъявляемые к контактной паре:
• обеспечение высокой надежности соединения при механических и климатических воздействиях;
• минимальные и стабильные переходные сопротивления 0,01...0,02 Ом с нестабильностью 20...30 %;
• высокая износоустойчивость поверхностей контактирования и пр.
В соединителях прямого сочленения печатные концевые контакты расположены на ПП, как правило, с двух сторон и они непосредственно соединяются с розеткой. К ним предъявляются следующие требования: минимальные и стабильные номинальные и переходные сопротивления, высокая износоустойчивость (предельное число сочленений) и твердость. Розетка (ответная часть) располагается на электромонтажной панели.
Соединители косвенного сочленения устанавливают и крепят на ПП с помощью винтов на стороне размещения ЭРИ, а контакты,, выполненные в виде навесной вилки, распаивают на ПП. К ним предъявляют требования высокой надежности электрических контактов, минимальных габаритов и массы.
Для получения электрических соединений между ФУ и .коммутацион-ной платой монтажными проводниками используют соединительные платы и гребенки; их располагают по краям ПП. Соединительные платы используют в ячейках, к которым предъявляются требования высокой надежности, малых габаритов и массы. <
Выбор конструкции электрического соединения ячеек между собой, ячейки с модулями более высокого конструктивного уровня зависит от их компоновки в блок (разъемной или книжной).
Разработка компоновочных эскизов ячейки
99
При выборе типа электрического соединителя учитывают назначение соединителя, электрические параметры и их предельные значения, в частности, диапазон частот, максимальный рабочий ток, условия эксплуатации, габариты, массу, надежность, совместимость с элементной базой, количество контактов (резервирование должно составлять порядка 10... 15 % от общего числа выходных контактов для повышения ремонтопригодности). Причем при увеличении числа контактов в соединителе более 30-ти уменьшается надежность соединения, приходящаяся на один контакт, и увеличивается усилие сочленения. Поэтому на ПП вместо одного можно устанавливать несколько соединителей, суммарное число контактов которых равно необходимому числу соединяемых электрических цепей. Усилие расчленения электрических соединителей, приходящееся на одну контактную пару, находится в пределах 0,39...1,0 Н. При расчете максимального усилия расчленения это значение умножают на число контактных пар в соединителе.
Для низкочастотной ЭА, например, наиболее важными являются максимальные значения токов и напряжений (для сильноточных цепей контакты необходимо запараллелить), для высокочастотной — необходимо согласование волновых сопротивлений коммутируемых линий передач и контактных пар соединителей и пр.
Наиболее надежными являются гиперболоидные соединители, имеющие широкий диапазон рабочих напряжений (1 мВ...250 В), токов (1 мкА...З А), достаточно высокую износоустойчивость (до 1000 сочленений) и незначительное усилие сочленения (0,5...1,5 Н). К основным типам гиперболоидных соединителей, применяемым для электрического соединения ячеек между собой, ячейки с модулями более высокого конструктивного уровня или ячеек в составе субблока относятся следующие: ГРПМ1, ГРПМ2, ГРПМ9, ГРППЗ, ГРППМ5, ГРППМ7, ГРППМ8, ГРППМ9, ГРППМ10 и др. Вилки соединителей ГРПМ1, устанавливаемые на ПП, выпускают с прямыми выводами штырей (в маркировке указывается буква П, например, ГРПМ1-ШП) и с угловыми (в маркировке указывается буква У, например, ГРПМ1-ШУ). Вилки соединителей ГРПМ9, устанавливаемые на ПП, выпускают с угловыми выводами штырей, которые запаивают в металлизированные отверстия ПП (ГРПМ9-ШУ с буквой «У») и с выводами, припаиваемыми к контактным площадкам ПП (в маркировке указывается буква Н, например, ГРПМ9-ШН). Розетки соединителей ГРПМ1 и ГРПМ9 устанавливают на шасси блоков и панелей, а электрическое соединение их выводов осуществляют способами объемного монтажа.
В промышленности широко применяются отечественные соединители косвенного сочленения СНП34, СНП58, СНП59.
Импортные соединители прямого сочленения PCI, AGP и USB и др. приведены в табл. 3.9.
Основные характеристики импортных разъемов приведены в табл. 3.10.
Конструкции некоторых соединителей из табл. 3.9 и 3.10 приведены в Приложении 3.
При выборе отечественных электрических соединителей следует руководствоваться ОСТ 4.ГО.010.009—84 или [16].
Расчет параметров ГПК рассмотрен в разд. 4.4.3.
100 Глава 3. Конструкторско-технологическое проектирование печатных плат
Таблица 3.9. Серии и типы импортных соединителей, назначение и системы их обозначений
Соединитель Назначение Система обозначений
PCI Краевой разъем для присоединения периферийных компонентов —
AGP Для подключения высокоскоростных видеоадаптеров —
USB Связь с периферийными устройствами ввода-вывода: клавиатура, мышь, принтеры, сканеры, модемы, джойстики, устройствами с последовательным портом и др. —
Серия Centronics (CENC, CEND, CENI, CENR и др.) Низковольтные разъемы для соединения кабель—кабель, кабель—блок, кабель—плата CENC - 36 М 1 2 3. 1 — тип разъема; 2 — количество контактов: 14, 24, 36, 50; 3 — «М» — вилка, «F» — розетка
Серия D-SUB (DRV, DB, DI и др.) То же DRV -15 М А 1 2 3 4 1 — тип разъема; 2 — количество контактов: 9, 15, 19, 23, ..., 78; 3 — «М» — вилка, «Е> — розетка; 4 — вариант исполнения
Тип DIN41612 Низкочастотные межплатные разъемы DIN 2 16 32 М R 1 2 3 4 5 6 1 — серия: DIN; 2 — количество рядов контактов 2 или 3; 3 — число контактов в ряду: 16 или 32; 4 — общее количество контактов; 5 — «М» —вилка, «Е> — розетка; 6 — без буквы — прямые контакты; R — под углом 90°
PL Штыревые соединители плата—плата кабель—кабель PL S 40 R 12 3 4 1 — серия: PL, РВ — на плату; BL — на кабель; 2 — количество рядов контактов: S — один; D — два; 3 — общее число контактов: 1...40; 4 — без буквы — прямые контакты; R — под углом 90’
Серия SCM Двухрядные вилки под установку на плату с фиксацией соединения с помощью защелки . SCM 40 М R 1 2 ;3 4 1 — серия; 2 — количество контактов; 3 — тип разъема: вилка; 4 — без буквы — прямые контакты; R — под углом 90°
Тип WF, HU Разъемы питания WF хх М 1 2 J 1 — WF — вилка на плату Открытая; HU —। розетка на кабель; 2 —.количество контактов: 2...20; 3 — М — вилка; MR — вилка угловая; F — розетка; Мобж — вилка nctf обжим; F — розетка i
Разработка компоновочных эскизов ячейки
101
Окончание табл. 3.9
Соединитель Назначение Система обозначений
Тип MF То же MF-2 хх М 12 3 1 — MF — разъемы двухрядные; 2 — количество контактов в ряду: 2...12; 3 — М — вилка, MR — вилка угловая, — вилка под обжим, Робж — розетка под обжим
PCI — Peripheral Component Interconnect; AGP — Accelerated Graphics Port; USB — Universal Serial Bus.
Таблица 3.10. Основные характеристики импортных разъемов
Соединитель Параметр
Диапазон рабочих температур, 'С Усилие на соединение, на контакт, Н Усилие на разьединение, на контакт, Н । Количество циклов соединения/разъединения Контактное сопротвление, МОм Емкость, пФ Рабочее напряжение, В Максимальная сила тока, А Примечание
PCI -55 +85 2,22 0,14 100 20...30 2 203 переменного тока До 1 —
AGP 0 + 85 0,917 0,55...0,097 50 20 — 250 переменного тока — —
USB -55 +85 35 10 1500 30 2 30 1
Centronics -55 +105 — — — 100 — 1000 в течение 1 мин 5 —
Серия D-SUB -55 +105 — — — 100 — 1000 в течение 1 мин 5
Тип DIN 41612 -55 +105 — — — 20 — 1000 в течение 1 мин 2 —
PL — — — — — — 500 в течение 1 мин 3 Шаг контактов 2,54 мм
Серия SCM — — — — — — — 1 —
Тип WF, HU -55 +105 — — — — — 250 1 Шаг контактов 2,54 мм
Тип MF -40 +85 — — — — — 600 7 Шаг контактов 4,2 мм
Для внутриблочных электрических соединений ФУ и кассет применяются отечественные миниатюрные соединители (табл. П.3.1 и табл. П.3.2, рис. П.3.1—П.3.9, Приложение 3).
Толщина ПП выбирается из ряда 0,8; 1,0; 1,5; 2,0; 2,5; 3 мм. Размер краевого поля для установки различных элементов электрического соединения в том числе краевых разъемов зависит от применяемого типа корпусов ИМС (для I, II, III и IV типов корпусов), а также от установочных раз
102 Глава 3. Конструкторско-технологическое проектирование печатных плат
меров электрических соединителей. Размеры краевого поля приведены в табл. 3.11.
Таблица 3.11. Размеры краевого поля у^ для установки элементов электрического соединения (рис. 3.4, зона SH
Элемент электрического соединения Минимальное краевое поле для корпусе® у(, мм :
155,36-1; 157,29-1 201,14-1; 201,14-8; 209,14-1; 244,48-1 401,14-3,4; 402,16-1,2; 421,40-1,2; 421,50-1
ГРПМ9-У 22,5 20 20
ГРПМ9-Н 20 17,5 17,5
СНП34 на 135 контактов 17,5 15,0 15,0
Кабель гибкий печатный 27,5 25,0 25,0
Кабель тканый и опрессованный 27,5 25,0 25,0
Жгут объемный 37,5 35,0 35,0
3.9.2.3. Выбор элементов контроля функционирования ячейки, ручек, съемников и размера краевого поля ПП для их размещения (зона SJ
Для контроля работоспособности ячеек во включенном состоянии на них устанавливают контрольные элементы, выполненные в виде:
• одиночных контактов;
• колодок с контактами, запаянными в металлизированные отверстия ПП;
• колодок с использованием контактных площадок;
• металлизированных отверстий;
• пистонов, вмонтированных в отверстия.
Извлечение ячеек из электромонтажной панели или блока осуществляют при помощи пластмассовых ручек (при небольшом усилии расчленения электрических соединителей: 50—80 контактных пар) или рычажных съемников при большем числе контактных пар.
Для размещения элементов контроля, ручек и съемнйков необходимо предусмотреть место ПП (см. рис. 3.4, зона 53). В табл. 3.12 приведены размеры краевого поля для их размещения.
Таблица 3.12. Размеры краевого поля для размещения элементов контроля, ручек и съемников
Элемент контроля Тип корпуса микросхем
155.36-1 157.29-1 201.14-1 201.14-8 209.24-1 ! 244.48-1 401.14-3,4 402.16-1,2 421.40-1 421.48-2 421.50-1
Размер краевого поля уз, мм
Колодка; с запайкой штырей в отверстия; с контактными площадками 15,0 12,5 ' 12,5
Одиночные пистоны и контакты 12,5 10,0 10,0
Разработка компоновочных эскизов ячейки
103
3.9.2.4. Выбор элементов фиксации ячеек и размера краевого поля ПП для их размещения (зоны $4 и Sj
Элементы фиксации должны обеспечить надежное крепление ячеек, исключить выпадение ячеек из соединителей, гарантировать целостность во время работы при воздействии вибраций и ударов. Фиксация ячейки обеспечивается силами трения в контактных парах соединителей; боковыми сторонами платы ячейки, вставляемыми в направляющие панели или блока. Краевые поля ПП х{, х2 (см. рис. 3.4, зоны 54 и S5) используют для установки ячейки в блок, а также для размещения маркировки ячейки, штампов ОТК и пр. Размеры краевых полей х, и зависят от типа корпуса ИМС, толщины ПП (табл. 3.13).
Таблица 3.13. Размеры краевых полей ПП xi, xi (рис. 3.4, зоны St н S5)
Тип корпуса Минимальные краевые поля Xj, х2, мм, при толщине ПП
до 1 мм до 2 мм
151.15 5,0 5,0
155.36 7,5 7,5
157.29-1 5,0 7,5
201.14-8 2,5 5,0
301.12 2,5 5,0
401.14-3 5,0 5,0
402.16-1 5,0 5,0
3.9.2.S. Выбор дополнительных элементов крепления ячейки (рис. 3.4, зона St)
При необходимости в конструкцию ячейки вводят дополнительные элементы или точки крепления, например, стяжные винты, расположение и количество которых определяется требованиями механической прочности ЭА. Размер зоны для их размещения не должен превышать 10 мм (см. рис. 3.4).
Определив Lx и Ly по формулам (3.2) и (3.3) выбирают типоразмер ПП по табл. 1.3 согласно ГОСТ 10317—79.
Пример 1. Рассчитать площадь и выбрать типоразмер ПП по варианту 2 при условии, что на нее устанавливают в пять рядов 40 ИМС в корпусе 201.14-8 размером 19,5x7,5 мм (рис. 4.20), соединитель ГРПМ9-У, одиночные пистоны и контакты в качестве элементов контроля. Толщина ПП составляет 1,5 мм.
Решение. Допустим, что по оси X размещены 8 ИМС — пх = 8, а по оси Y — 5 ИМС — пу = 5. Для определения геометрических размеров ПП, ее пины Lx и ширины Ly необходимо учесть размеры всех конструкторско-технологических зон. Зону для расположения дополнительных элементов крепления ячейки учитывать не будем.
Определим размер зон 5„ 53, S4 и и краевые поля ПП в соответст-
вии с рис. 3.4. Поскольку толщина ПП равна 1,5 мм, то краевые поля для размещения элементов фиксации (зоны 54 и S5) для данного типа корпуса,
104 Глава 3. Конструкторско-технологическое проектирование печатных плат
соответственно, равны х, = 5 мм, х2 = 5 мм (см. табл. 3.13). Размер краевого поля для установки соединителя ГРПМ9-У у, = 20 мм (см. табл. 3.11). Размеры краевого поля ПП у2 для размещения в качестве элементов контроля одиночных пистонов и контактов, а также ручек и съемников (зона 53) у2 = Ю мм (см. табл. 3.12).
Геометрические размеры ПП Lx и L определяют по формулам (3.2) и (3.3):
£х = (пх - 1)/х + lx + х1 + х2 = (8 -1)25 + 7,5 + 5 + 5 = 192,5 мм;
Ly = (пу - l)ty + 1у + у, + у2 = (5 - 1)17,5 + 19,5 + 20 + 10 = 119,5 мм, где tx = 25 мм; ty = 17,5 мм — шаги установки ИМС на ПП по осям X и У при 12-ти задействованных выводах (см. табл. 3.8);
1Х = 7,5 мм, 1у = 19,5 мм — размеры корпуса ИМС по оси X и К;
хр х2, Ун Уг ~ краевые поля ПП;
пх = 8 и пу = 5 — количество ИМС, установленных по осям X и Y.
Определив Lx и Ly, выбирают типоразмер ПП по табл. 1.3 согласно ГОСТ 10317-79.
Размер ПП по ГОСТ 10317—79 составляют 120 х 200 мм.
3.10. Определение толщины ПП
Толщина ПП определяется толщиной материала основания ПП и проводящего рисунка (без дополнительных покрытий). Ее выбирают в зависимости от конструктивных, технологических особенностей и механических нагрузок: вибраций и ударов при эксплуатации и транспортировке, которые могут вызвать механические перегрузки и привести к деформации и разрушению ПП. Предпочтительными значениями номинальных толщин ОПП и ДПП являются 0,8; 1,0; 1,5; 2,0 мм. Допуск на толщину ПП устанавливают по техническому условию (ТУ) на материал или по ГОСТ 23751—86.
При выборе толщины ПП необходимо учитывать следующее:
• она должна соответствовать диаметрам применяемых металлизированных отверстий (для качественной металлизации отношение диаметра металлизированного отверстия к толщине ПП должно быть не менее 0,4);
• длину штыревых выводов ЭРИ и соединителя косвенного сочленения (минимальная длина участка вывода, выступающего из отверстия должна быть не менее 0,5 мм для обеспечения нормальных условий пайки и получения качественного паянного соединения);
• установочный размер соединителя прямого сочленения для получения надежного контакта концевых печатных контактов ПП и соединителя;
• механические нагрузки на ПП в процессе эксплуатации и при транс-.’ портировке; !
• используемую элементную базу;
• для высокочастотной ЭА (выше 107...108 Гц) для увеличения значения волнового сопротивления, необходимого для коммутации микросхем, толщина МПП должна быть увеличена.
Определение толщины ПП
105
При совпадении собственных частот ПП с частотой возмущающих воздействий перегрузки увеличиваются в значительной степени, поэтому собственная частота f0 ПП не должна находиться в спектре частот внешних воздействий.
Определение собственных частот ПП проводится с учетом характера закрепления ПП в блоке. Расчет толщины ПП и ГПК выполняют по низшему значению собственной частоты. Частоту собственных колебаний ПП для различных способов их закрепления в модулях более высокого конструктивного уровня с равномерно распределенными по поверхности ПП ЭРИ приближенно вычисляют по формулам, приведенным в табл. 3.14 [17, 14]. По формулам определяют приближенное значение толщины ПП, которое корректируют в сторону увеличения в соответствии с применяемым соединителем и маркой материала (табл. 3.15). Первоначально в ДЗ при расчетах примем Ат= 1 мм.
Таблица 3.14. Способы закрепления сторон ПП
Вариант закрепления Эскиз закрепления Формулы для расчета частоты собственных колебаний равномерно нагруженной пластины
1 1 1 1 1 1 « a k , ( 1 V 1 A ID . n Eh3 uJL’JyA/0’ 12(1-v2)’ где a — длина пластины (совпадает с длиной ячейки), м; b — ширина пластины, м; D — ци-линдрическая жесткость, Н • м; Е — модуль упругости для материала платы, Н/м2; h — толщина платы, м; v — коэффициент Пуассо-на; М — масса пластины с ЭРИ, кг: М = ^ПП + ^ЭРИ > Л/рр — мзссз 1111* ^пп =Рпп^°^> где Рпп — плотность материала платы (СФ); Л/Эри — масса ЭРИ. Масса ЭРИ рассчитывается при анализе элементной базы ячейки. Л^ЭРИ = 2L т1^1’ где т,- — масса i-го ЭРИ i-го типа; N, — количество ЭРИ (-го типа. Ка — коэффициент, зависящий от способа закрепления сторон пластины, определяется по общей формуле: „ Г Гро21 о4!0,5 а T+l7TY*d ’ где к, а, (3, у — коэффициенты, соответствующие заданному способу закрепления сторон ПП. Другие способы закрепления ячейки в модулях более высокого конструктивного уровня и соответствующие им коэффициенты приведены в [14].
III II ь
Значения коэс >фициентов
к а У
9,87 1 2 1
2 + + + + + +
1 II II
Значения коэс >фициентов
к а У
9,87 1 2,33 2,44
3 + + + + + +
—
++++++
Значения коэс >фициентов
к ' а У
9,87 1 2,57 5,14
4 + + + + + +
+ + + + + +
+ + + + + +
Значения коэс >фициентов
к а У
22,37 1 0,61 1
*«+ + +» — защемленная сторона; «---» — опертая сторона.
106 Глава 3. Конструкторско-технологическое проектирование печатных плат
Таблица 3.15. Характеристики материалов ПП
Материал Модуль упругости £• 1010, Н/м2 Плотность р • 103, кг/м3 Коэффициент' Пуассона рм
СФ 3,02 2,05 0,22
СТЭФ 3,2 2,47 0,279
Сталь 22 7,8 0,3
Алюминий 7,3 2,7 0,3
Если прогиб и угол поворота на краю ПП равны нулю, то этот край считают жестко защемленным. Если прогиб и изгибающий моменты равны нулю, то этот край считают опертым. Если изгибающий момент и перерезывающая сила равны нулю, то этот край считают свободным.
Если значение собственной частоты f0 входит в диапазон частот внешних воздействий, то конструкцию ПП дорабатывают в целях увеличения f0 и выхода из спектра частот внешних воздействий путем увеличения толщины ПП.
Пример расчета собственной частоты ПП приведен в Приложении 5.
3.11. Определение числа слоев и толщины МПП
Для МПП длина электрических связей является функцией количества и координат контактных площадок, электрически связанных с выводами ЭРИ [27]. При этом длина связей
Хсв = ₽(Хх + Ly )nB„BNM, (3.4)
где 0 = 0,05...0,07 — коэффициент пропорциональности, учитывающий влияние ширины и шага проводников, эффективности трассировки, форм корпуса ИМС и монтажного поля. Выбираем в ДЗ р = 0,06 (Приложение П.1);
Lx и Ly — габаритные размеры МПП;
«выв — количество выводов ИМС;
NM — количество ЭРИ, устанавливаемых на ПП.
Зная суммарную длину связей и задаваясь шагом трассировки проводников 1„, можно определить количество логических или сигнальных слоев МПП _Р(£Х +Ly)nBMNJn лог г г „ •
Чтр
Здесь г|тр — коэффициент эффективности трассировки (примем г|тр = 0,95); 1„ — частное от деления шага координатной сетки или основного шага размещения ЭРИ на любое целое число. При этом сумма минимальной ширич ны проводника и зазора должна быть меньше /„. у
Учитывая, что в МПП наружные слои используют как монтажные, ko-i личество которых не может превышать двух (ям < 2), а экранные слои раз-1
Расчет элементов проводящего рисунка ПП
107
мещаются между логическими (лэ = ллог - 1), общее количество слоев МПП определяют следующим образом:
«ел = «лог + («лог - 1) + 2 = 2ллог + 1. (3.6)
Зная количество слоев, можно рассчитать толщину МПП:
Яп = £яс + (0,9...1,2)£я„р + п3Н3, (3.7)
Л=1 /л=1
где Яс — номинальное значение толщины слоя, мм, выбирают из стандартного ряда толщин для конкретного материала; п — число сигнальных слоев; Япр — толщина прокладок стеклоткани; т — число прокладок; Н3 — толщина экранного слоя; п3 — число экранных слоев, если они входят в конструкцию МПП.
Предельные отклонения на толщину МПП выбирают по табл. 3.16.
Таблица 3.16. Предельные отклонения толщины МПП
Толщина МПП, мм Предельные отклонения на суммарную толщину МПП, мм |
До 1,5 включительно ±0,2
От 1,5 до 3 включительно ±0,3
» 3 » 4,5 » ±0,5
Свыше 4,5 ±0,65
Суммарную толщину ПП и ГПК определяют как сумму толщины ПП или ГПК и суммарной толщины покрытий наружных слоев.
3.12. Расчет элементов проводящего рисунка ПП
При разработке конструкции ПП должны учитываться размеры элементов проводящего рисунка (длина, ширина, толщина проводников, размеры контактных площадок и пр.), и их взаимное расположение (например, расстояние между ними), так как они связаны с электрическими параметрами электрической принципиальной схемы (током, напряжением, частотой и др.), а также с электрическими параметрами ПП. К таким параметрам относятся: сопротивление проводников, допустимая токовая нагрузка, электрическая прочность, сопротивление изоляции, электрическая емкость, помехозащищенность и др.
От ширины. проводников и расстояния между ними зависит погонная емкость, возникающая между параллельными проводниками и вызывающая паразитные связи (чем больше ширина проводника, тем больше емкость).
От ширины проводников (сечения) зависят нагрузочная способность по току и сопротивление проводников.
От расстояния между проводниками зависит электрическая прочность изоляции. !'
От соотношения ширины проводников и толщины ПП зависят емкость, волновое сопротивление (чем больше это соотношение, тем больше емкость и волновое сопротивление), а также эффективная диэлектрическая проницаемость материала основания ПП для проводников, лежащих на поверхности ПП.
108 Глава 3. Конструкторско-технологическое проектирование печатных плат
Существует однако ряд ограничений на размеры и расположение элементов печатного монтажа, связанных с технологическими особенностями производства, поэтому прежде чем приступить к проектированию ПП, необходимо провести конструктивно-технологический расчет ПП по постоянному току (для цепей питания и земли), по переменному току (для сигнальных цепей) с учетом производственных погрешностей элементов печатного монтажа, фотошаблонов, операций экспонирования, сверления и других операций по ГОСТ 23751—86 и РД-50-708—91.
Результаты расчетов приведенных ниже элементов печатного монтажа (расстояний между ними, размеров контактных площадок, монтажных и переходных отверстий и др.) используются в системах автоматизированного проектирования (САПР) ПП при автоматической трассировке соединений ПП при редактировании правил прокладки трасс, параметров описания контактных площадок, создании библиотеки контактных площадок, для заполнения апертурных слоев контактных площадок для установления соответствия типа апертуры номеру диафрагмы фотопостроителя для засветки на фотошаблоне изображения контактной площадки соответствующего размера и т. д.
Поэтому необходимо выполнить следующие расчеты [13]:
1) диаметров d монтажных отверстий;
2) расстояния Q, от края ПП до элементов печатного рисунка;
3) расстояния Q2 от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка;
4) ширины t печатных проводников;
5) диаметра D контактных площадок;
6) расстояния между элементами проводящего рисунка:
а) расстояния S между соседними элементами проводящего рисунка;
б) наименьшее номинальное расстояние £ном между центрами двух неметаллизированных отверстий;
в) наименьшего номинального расстояния для размещения двух контактных площадок номинального диаметра в узком месте;
г) наименьшего номинального расстояния для размещения печатного проводника номинальной ширины между двумя контактными площадками в узком месте;
д) наименьшего номинального расстояния I для прокладки л-го количества проводников между двумя отверстиями с контактными площадками диаметром Dx и D2. ,
3.12.1. Расчет диаметра монтажных отверстий
Номинальный диаметр монтажных металлизированных й неметаллизированных отверстий устанавливают исходя из следующего соотношения:
d -(|AJ|)HO > d3 +r, (3.8)
где dHO— нижнее предельное отклонение диаметра отверстия ^определяет-/ ся по табл. 3.17);
' Расчет элементов проводящего рисунка ПП
109
d3 — максимальное значение диаметра вывода ЭРИ, устанавливаемого на ПП (для прямоугольного вывода за диаметр принимается диа-
• гональ его сечения);
г — разность между минимальным значением диаметра отверстия и максимальным диаметром вывода, устанавливаемого ЭРИ (ее выбирают в пределах 0,1...0,4 мм при ручной установке ЭРИ и в пределах 0,4...0,5 мм — при автоматической).
Таблица 3.17. Предельные отклонения диаметров монтажных и переходных отверстий
Диаметр отверстия, мм Наличие металлизации Предельные отклонения диаметра </н.о, мм, по классам точности
1 2 3 4 5
До 1,0 включительно Без металлизации ±0,10 ±0,10 ±0,05 ±0,05 ±0,025
С металлизацией Без оплавления +0,05 -0,15 +0,05 -0,15 0; -0,10 0; -0,10 0; -0,075
С металлизацией С оплавлением +0,05 -0,18 +0,05 -0,12 0; -0,13 0; -0,13 0; -0,13
Свыше 1,0 Без металлизации ±0,15 ±0,15 ±0,10 ±0,10 ±0,10
С металлизацией Без оплавления +0,10 -0,20 +0,10 -0,20 +0,05 -0,15 +0,05 -0,15 +0,05 -0,15
С металлизацией С оплавлением +0,10 -0,23 +0,10 -0,23 +0,05 -0,18 +0,05 -0,18 +0,03 -0,18
Расчетное значение d следует округлить в сторону увеличения до десятых долей миллиметра и свести к предпочтительному ряду отверстий: 0,7; 0,9; 1,1; 1,3; 1,5 мм.
Предельные отклонения диаметра монтажных отверстий при автоматической установке ЭРИ устанавливают не ниже % квалитета независимо от класса точности ПП.
Центры монтажных отверстий под неформуемые выводы многовыводных ЭРИ, межцентровые расстояния которых не кратны шагу координатной сетки, следует располагать таким образом, чтобы в узле координатной сетки находился’ центр по крайней мере одного из монтажных отверстий. При выборе элементной базы следует учитывать, что использование таких ЭРИ усложняет изготовление, контроль и сборку ячеек.
Минимальный диаметр металлизированного монтажного отверстия Jo на ПП выбирают из соотношения
Jo > ЯпУ, ’ (3.9)
где Яп — толщина ПП;
у — отношение диаметра металлизированного отверстия к толшине ПП (см. табл. 1.1).
Предельные отклонения фиксирующих (базовых) отверстий устанавливают по допуску Н12, а позиционный допуск на расположение осей фиксирующих отверстий ПП, предназначенных для автоматической установки ЭРИ, выбирают по 11 квалитету; на расположение монтажных отверстий — не ниже % квалитета, независимо от класса ПП.
ПО Глава 3. Конструкторско-технологическое проектирование печатных плат
3.12.2. Выбор расстояния О, от края ПП до элементов печатного рисунка
Расстояние Qt должно быть не менее толщины ПП с учетом допусков на размеры сторон, кроме экранов, шин земли, концевых печатных контактов, знаков маркировки.
3.12.3. Расчет расстояния О2 от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка
Расстояние от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка определяют по формуле
Q1 = Я + к + 0,5(7/ + 7/ + д/^)0-5,
(3.10)
где q — ширина ореола, скола (табл. 3.18) в зависимости от толщины материала основания и класса точности ПП;
к — наименьшее расстояние от ореола, скола, до соседнего элемента проводящего рисунка, которое должно быть не менее 0,3 мм для 1- и 2-го класса точности ПП; 0,15 мм — для 3- и 4-го класса точности ПП; 0,1 мм — для 5-го класса точности ПП;
TD — позиционный допуск расположения центров контактных площадок (КП) (определяют в зависимости от конструкции, размеров и класса точности ПП по табл. 3.19);
ТЛ — позиционный допуск расположения осей отверстий; определяют в зависимости от размеров и класса точности ПП по табл. 3.20;
/во — верхнее предельное отклонение размеров элементов конструкции (ширины печатного проводника), определяют по табл. 1.1.
Таблица 3.18. Допустимая ширина поверхностных сколов и просветлений (ореолов)
Толщина материала основания ПП, мм Класс точности ПП
1 2 3 4 5
До 0,5 включительно 0,3 0,3 0,15 0,15 0,1
Свыше 0,5 до 0,8 включительно 0,5 0,5 0,2 0,2 0,15
» 0,8 » 1,0 » 0,8 0,8 0,25 0,25 0,2
» 1,0 » 1,5 » 1,0 1,0 0,35 0,35 0,25
» 1,5 » 2,0 » 1,2 1,2 0,5 0,5 0,35
» 2,0 » 2,5 » 1,4 1,4 0,7 0,7 0,5
» 2,5 1,7 1,7 0,8 0;8 0,6
Расчет элементов проводящего рисунка ПП
111
Таблица 3.19. Позиционные допуски расположения центров КП (7д)
Вид изделия Размер ПП по большей стороне, мм Значение позиционного допуска расположения центров КП (Тд), мм, по классам точности
1 2 3 4 5
ОПП, ДПП, ГПК, МПП (наружный слой) До 180 включительно Свыше 180 до 360 включительно Свыше 360 0,35 0,40 0,45 0,25 0,30 0,35 0,15 0,20 0,25 0,10 0,15 0,20 0,05 0,08 0,15
До 180 включительно 0,40 0,30 0,20 0,15 0,10
МПП (внутренний слой) Свыше 180 до 360 включительно 0,45 0,35 0,25 0,20 0,15
Свыше 360 0,50 0,40 0,30 0,25 0,20
Таблица 3.20. Позиционные допуски расположения осей монтажных отверстий (Та)
1 Размер ПП по большей стороне, мм Значение позиционного допуска расположения отверстий (Та), мм, по классам точности
1 2 3 4 5
До 180 включительно 0,20 0,15 0,08 0,05 0,05
Свыше 180 до 360 включительно 0,25 0,20 0,10 0,08 0,08
Свыше 360 0,30 0,25 0,15 0,10 0,10
3.12.4. Расчет ширины печатных проводников
Ширина печатного проводника зависит от электрических, конструктивных и технологических требований.
Наименьшее -номинальное значение ширины печатного проводника t, мм, рассчитывают по следующей формуле:
7 = ZminP+|AZH.0|. (3.11)
Здесь ZminZ? — минимально допустимая ширина проводника, рассчитываемая в зависимости от допустимой токовой нагрузки; Д/н 0 — нижнее предельное отклонение размеров ширины печатного проводника (см. табл. 1.1).
Значение допустимой токовой нагрузки в зависимости от допустимого превышения температуры проводника относительно температуры окружающей среды выбирают:
для медной фольги — (100...250) • 106 А/м2 (100...250 А/мм2);
для гальванической меди — (60...100) • 106 А/м2 (60...100 А/мм2).
Минимально допустимую ширину проводника по постоянному току для цепей питания и заземления с учетом допустимой токовой нагрузки определяют по формуле
AnaxZ/доп^’ (3-12)
где /тах — максимальный постоянный ток, протекающий в проводниках; определяют из анализа электрической принципиальной схемы;
Лоп — допустимая плотность тока, выбирают по табл. 3.21 в зависимости от метода изготовления ПП;
h — толщина печатного проводника.
112 Глава 3. Конструкторско-технологическое проектирование печатных плат
Таблица 3.21. Конструктивные особенности ПП при различных методах изготовления
Толщина слоев печатного проводника, мкм Допустимая плотность тока, А/м2 Удельное объемнде сопротивление**, х10*8, Ом м
Метод изготовления медная фольга гальваническая медь 1 химическая медь олово—свинец толщина проводки) мкм медная фольга 1 гальваническая медь гальваническая медь на тонкомерной фольге химическая медь медная фольга химическая медь гальваническая медь
Химический негативный 35 50 — — 35 50 — — — 1,72 — —
Комбинированный позитивный 35 50 25 25 2...5 15 15 75 90 100...250 60... 100 60... 100 — — — 1,9
Электрохимиче- 5 25 15 50 35...60
ский* — 25 15 45
Аддитивный* — — 35 15 50 — — — 30...50 — 2,8 —
Рельефные платы: субтрактивный полуаддитивный аддитивный — 25 25 5 5 35 15 15 15 45 45 50 — 60... 100 — 30...50 — 2,8 1,9
ДПП на полиимиде 35 15 15 — 10 10 25 50 — 60... 100 60...100 35...60 — — — 1,9
МПП — метод металлизации сквозных отверстий 20 25 2...5 15 60 — 60... 100 — — — 1,9
Метод открытых контактных площадок 35 50 — — 15 15 50 65 — — — 1,72 — —
МПП: с выступаюш»' выводами — — 15 15 50 65 100...250 — — — — —
попарного прессования 50 25 25 2...5 15 15 75 90 60... 100 — —
послойного наращивания — 25 2...5 15 40 — — — — — 1,9
на полиимиде — 15 — 10 25 — — 35...60 — — —
мкп (керамические) Молибденовая паста толщиной 10 мкм 15 25 — — — — — — —
Тентинг 9, 12, 18 И...24 5 — 25...47 100...250 60... 100 35...60 30...50 1,72 2,8 1,9
ПАФОС — 25 — 15 40 — — — — — — 1,9
* Эти же значения имеют место при изготовлении ДПП на металлическом основании электрохимическим и аддитивным методами.
** Для олова—свинца — 1,2 • 1(Г8 Ом • м.
Расчет элементов проводящего рисунка ПП
113
Минимально допустимую ширину проводника с учетом допустимого падения напряжения на нем, если конструкция проводника состоит из одного слоя меди, определяют следующим образом:
tninD =pImml/hUaon. (3.13)
Здесь р — удельное сопротивление слоя меди (табл. 3.22); I — максимально допустимая длина проводника (задается в ТЗ схемотехником исходя из частотных характеристик ФУ); С^оп ~ допустимое рабочее напряжение.
При выполнении учебных расчетов будем считать, что для ЭА, работающей на низких и средних частотах (до 1 МГц) I = 30 мм (условно); на высокой частоте (1...300 МГц) 1= 10 мм; СВЧ (свыше 300 МГЦ) не рассматривается; (/доп < Цзпу (здесь U3ny — запас помехоустойчивости ИМС, определяют по справочнику) или Цоп = (0,1...0,2)(/п (здесь Un — напряжение питания ИМС, определяемое из анализа электрической принципиальной схемы).
Если конструкция проводника состоит из нескольких слоев меди и дополнительного покрытия, удельные сопротивления которых значительно отличаются одно от другого, и их толщины соизмеримы, то минимально допустимую ширину проводника с учетом допустимого падения напряжения на нем рассчитывают по формуле:
I
1 max * Zu »
tminD= (3-14)
где Л,- и р,. — толщина и удельное объемное сопротивление z-го слоя проводника (табл. 3.22); удельное объемное сопротивление проводника зависит от конструкции проводника и способа получения меди [13];
к — число слоев.
Таблица 3.22. Удельное объемное сопротивление различных металлов
Металл Удельное объемное сопротивление, хЮ~8, Ом м
Медная фольга 1,72
Гальваническая медь 1,90
Химическая медь 2,80
Олово 12,00
Серебро 1,59
Золото 2,22
Никель 7,80
Палладий 10,80
Допустимую токовую нагрузку следует уменьшать:
• на 15 % для печатных проводников, расположенных на расстоянии равном или меньшем их ширины;
• на 40 % для печатных проводников из гальванической меди на тонкомерной фольге;
114 Глава 3. Конструкторско-технологическое проектирование печатных плат
• в 2 раза для печатных проводников из химически осажденной меди по аддитивной технологии (см. табл. 3.21).
Наименьшее номинальное значение ширины проводника устанавливают в зависимости от класса точности ПП (табл. 1.1).
3.12.5. Расчет диаметра контактных площадок
Все монтажные отверстия располагаются в зоне КП. Они могут иметь произвольную форму. Предпочтительной является круглая форма. Наименьшее номинальное значение диаметра КП определяют по формуле:
D = d + Д<о + 2Ь + Д/во + 2Д</Тр + [Т* + Т* + Д/* о] °*5, (3.15)
где dBO— верхнее предельное отклонение диаметра отверстия (см. табл. 3.17);
b — гарантийный поясок (см. табл. 1.1); <4р — величина подтравлива-ния диэлектрика в отверстии (0,03 мм — для МПП, 0 — для ОПП, ДПП, ГПК);
4.о — верхнее предельное отклонение ширины проводника (см.
табл. 1.1);
4.о — нижнее предельное отклонение ширины проводника (см.
табл. 1.1).
Расчетное значение диаметра КП следует округлить в большую сторону до десятых долей миллиметра.
Для контактных площадок с формой отличной от круглой, минимальный диаметр определяется диаметром вписанной окружности с центром в узле координатной сетки.
При расчете диаметра КП под отверстие с зенковкой вместо значения d и г/в0 следует подставить диаметр зенковки d3 и верхнее предельное отклонение диаметра зенковки JaO3.
Числовые значения наименьших номинальных диаметров КП для ряда отверстий ОПП, ДПП, МПП и ГПК разных размеров и классов точности для узких мест представлены в табл. 3.23.
Таблица 3.23. Числовые значения элементов проводящего рисунка печатной платы н ГЩС
Диаметр отверстий, мм Наименьший номинальный диаметр контактной площадки для узкого места
Размер печатной платы по большей стороне
До 180 мм Свыще 180 мм до 360 мм Свыше 360 мм
Класс точности
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
ОПП, ДПП, МПП (наружный слой), ГПК с отверстиями без металлизации
0,5 1.8 1,4 1,0 0,8 0,7 1,9 1,5 1,0 0,9 0,8 2,0 1.6 1,1 1.0 0,8
0,6 1,9 1,5 1,1 0,9 0,8 2,0 1.6 1,1 1,0 0,9 2,1 1,7 1.2 1,1 0,9
0,7 2,0 1,6 1,2 1,0 0,9 2,1 1,7 1,2 1,1 1,0 2,2 1,8 1,3 1.2 1,0
0,8 2,1 1,7 1,3 1,1 1,0 2,2 1,8 1,3 1,2 1,1 2,3 1,9 1,4 1,3
0,9 2,2 1,8 1,4 1,2 1,1 2,3 1,9 1,4 1,3 1,2 2,4 2,0 1,5 1,4 1,2
1,0 2,3 1,9 1,5 1,3 1,2 2,4 2,0 1,5 1,4 1,3 2,5 2,1 1,6 1,5 1,3
Расчет элементов проводящего рисунка ПП
115
Окончание табл. 3.23
Диаметр отверстий, мм Наименьший номинальный диаметр контактной площадки для узкого места
Размер печатной платы по большей стороне
До 180 мм 1 Свыше 180 мм до 360 мм | Свыше 360 мм
Класс точности
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
1,1 2,5 2,1 1,7 1,5 1,4 2,6 2,2 1,7 1,6 1,4 2,7 2,2 1.7 1,6 1,4
1,2 2,6 2,2 1,8 1,6 1,5 2,7 2,3 1,8 1,7 1,5 2,8 2,3 1.8 1,7 1,5
1.3 2,7 2,3 1,9 1,7 1,6 2,8 2,4 1,9 1,8 1,6 2,9 2,4 1,9 1,8 1,6
1.4 2,8 2,4 2,0 1,8 1,7 2,9 2,5 2,0 1,9 1,7 3,0 2,5 2,0 1,9 1.7
1,5 2,9 2,5 2,1 1,9 1,8 3,0 2,5 2,1 2,0 1,8 3,1 2,6 2,1 2,0 1,8
ДПП, МПП (наружный слой), ГПК с металлизированными отверстиями
0,5 1,9 1,5 1,0 0,8 0,7 2,0 1,5 1,1 0,9 0,8 2,0 1.6 1,2 1,0 0,8
0,6 2,0 1,6 1,1 0,9 0,8 2,1 1,6 1,2 1,0 0,9 2,1 1,7 1,3 1,1 0,9
0,7 2,1 1,7 1,2 1,0 0,9 2,2 1,7 1,3 1,1 1,0 2,2 1,8 1,4 1.2 1,0
0,8 2,2 1,8 1,3 1,1 1,0 2,3 1,8 1,4 1,2 1,1 2,3 1,9 1,5 1,3 1,1
0,9 2,3 1,9 1,4 1,2 М 2,4 1.9 1.5 1,3 1,2 2,4 2,0 1,6 1,4 1.2
1.0 2,4 2,0 1,5 1,3 1,2 2,5 2,0 1,6 1,4 1.3 2,5 2,1 1,7 1,5 1,3
1,1 2,5 2,1 1,7 1,5 1,4 2,6 2,2 1,7 1,6 1,4 2,7 2,2 1.8 1.6 1,5
1,2 2,6 2,2 1,8 1,6 1,5 2,7 2,3 1,8 1,7 1,5 2,8 2,3 1,9 1,7 1,6
1,3 2,7 2,3 1,9 1,7 1,6 2,8 2,4 1,9 1,8 1,6 2,9 2,4 2,0 1,8 1,7
1,4 2,8 2,4 2,0 1,8 1,7 2,9 2,5 2,0 1,9 1,7 3,0 2,5 2,1 1,9 1,8
1,5 2,9 2,5 2,1 1,9 1,8 3,0 2,6 2,1 2,0 1,8 3,1 2,6 2,2 2,0 1.9
МПП с металлизированными отверстиями (внутренний слой)
0,5 1,9 1,5 1,1 0,9 0,8 2,0 1,6 U 0,9 0,8 2,0 1,6 1,2 1.0 0,9
0,6 2,0 1,6 1,2 1,0 0,9 2,1 1,7 1,2 1,0 0,9 2,1 1,7 1,3 1.1 1.0
0,7 2,1 1,7 1,3 1,1 1,0 2,2 1.8 1,3 1,1 1,0 2,2 1,8 1,4 1,2 1,1
0,8 2,2 1,8 1,4 1,2 1,1 2,3 1,9 1,4 1,2 1,1 2,3 1,9 1,5 1,3 1,2
0,9 2,3 1,9 1,5 1,3 1,2 2,4 2,0 1,5 1,3 1.2 2,4 2,0 1,6 1,4 1,3
1,0 2,4 2,0 1,6 1,4 1,2 2,5 2,1 1,6 1,4 1,3 2,5 2,1 1,7 1,5 1,4
1,1 2,6 2,2 1,8 1,6 1,5 2,7 2,3 1,8 1,6 1,5 2,8 2,3 1.9 1,7 1,6
1.2 2,7 2,3 1,9 1,7 1.6 2,8 2,4 1.9 1,7 1,6 2,9 2,4 2,0 1,8 1.7
1.3 2,8 2,4 2,0 1,8 1,7 2,9 2,5 2,0 1.8 1.7 3,0 2,5 2,1 1,9 1.8
1,4 2,9 2,5 2,1 1,9 1,8 3,0 2,6 2,1 1,9 1.8 3,1 2,6 2,2 2,0 1,9
1,5 3,0 2,6 2,2 2,0 1,9 3,1 2,7 2,2 2,0 1,9 3,2 2,7 2,3 2,1 2,0
МПП (внутренний слой) с отверстиями без металлизации
0,5 1,9 1,6 1,1 0,9 0,8 2,0 1,6 1,1 1,0 0,9 2,1 1,7 1,2 М 0,9
0,6 2,0 1,7 1,2 1,0 0,9 2,1 1,7 1,2 1.1 1,0 2,2 1,8 1,3 1,2 1,0
0,7 2,1 1,8 1,3 1,1 1,0 2,2 1,8 1,3 1,2 1,1 2,3 1,9 1,4 1.3 1,1
0,8 2,2 1,9 1,4 1,2 1.1 2,3 1,9 1,4 1,3 1,2 2,4 2,0 1,5 1,4 1,2
0,9 2,3 2,0 1,5 1,3 1,2 2,4 2,0 1,5 1,4 1,3 2,5 2,1 1,6 1,5 1,3
1,0 2,4 2,1 1,6 1,4 1,3 2,5 2,1 1,6 1,5 1.4 2,6 2,2 1,7 1,6 1,4
1,1 2,6 2,2 1,8 1,6 1,5 2,6 2,3 1,8 1,6 1.5 2,7 2,3 1,9 1,7 1,6
1,2 2,7 2,3 1,9 1,7 1,6 2,7 2,4 1,9 1,8 1.6 2,8 2,4 2,0 1.8 1,7
1,3 2,8 2,4 2,0 1,8 1,7 2,8 2,5 2,0 1,9 1.7 2,9 2,5 2,1 1,9 1,8
116 Глава 3. Конструкторско-технологическое проектирование печатных плат
При выполнении учебных расчетов необходимо выбрать по табл. 3.23 наименьший номинальный диаметр КП для узкого места для рассчитанных диаметров монтажных отверстий d.
3.12.6. Расчет расстояния между элементами проводящего рисунка
Расстояние между соседними элементами проводящего рисунка устанавливают в зависимости от электрических, конструктивных и технологических требований.
Наименьшее номинальное расстояние между элементами проводящего рисунка (между двумя проводниками)'.
S=Smin£>+2WB.0+^-. (3.16)
Здесь 7} — позиционный допуск расположения печатных проводников, который учитывается только при п > 0; п — количество проводников в узком месте (см. табл. 1.1); — верхнее предельное отклонение ширины про-
водника (см. табл. 1.1); Sminfl — минимально допустимое расстояние между соседними элементами проводящего рисунка; для обеспечения заданной электрической прочности изоляции расстояние между двумя соседними проводниками выбирают в зависимости от приложенного напряжения и условий эксплуатации по табл. 1.3 и 1.4.
Наименьшее номинальное расстояние между центрами двух неметаллизи-рованных отверстий диаметром до 1,5 мм без КП:
ЬнЬы = + tn + S(n -l) + T„ (3.17)
где Л01 и Z)02 — диаметры зон вокруг отверстий, свободных от печатных проводников.
Диаметр зоны рассчитывают по формуле
Do = d + AJB0 + 2q + 2k + Td. (3.18)
Здесь q — ширина скола, просветления (ореола) вокруг отверстия (см. табл. 3.18);
к — наименьшее расстояние от ореола до соседнего элемента про- j водящего рисунка (см. разд. 3.11.3); !
Td — определяют по табл. 3.20. I'
Наименьшее номинальное расстояние для размещения двух контактных] площадок номинального диаметра в узком месте для ОПП, ДПП, МПП и i ГПК в зависимости от размеров и классов точности ПП выбирают по табл. 3.24.
Расчет элементов проводящего рисунка ПП
117
Таблица 3.24. Наименьшее номинальное расстояние для размещения двух контактных площадок номинального диаметра в узком месте
Диаметр отверстия, Размер ПП по большей стороне
До 180 мм Свыше 180 мм до 360 мм Свыше 360 мм
мм Класс точности
ОПП, ДПП, МПП (внутренний слой), ГПК с отверстиями без металлизации
0,5-0,5 2,55 1,85 1,25 0,95 0,80 2,65 1,95 1,25 1,05 0,90 2,75 2,05 1,35 1,15 0,90'
0,5-0,7 2,65 1,95 1,35 1,05 0,90 2,75 2,05 1,35 1.15 1,00 2,85 2,15 1,45 1,25 1,00
0,5-0,9 2,75 2,05 1,45 1,15 1,00 2,85 2,15 1,45 1,25 1,10 2,95 2,25 1,55 1,35 1,10
0,5... 1,1 2,90 2,20 1,60 1,30 1,15 3,00 2,30 1,60 1,40 1,20 3,10 2,35 1,65 1,45 1,20
0,5... 1,3 3,00 2,30 1,70 1,40 1,25 3,10 2,40 1,70 1,50 1,30 3,20 2,45 1,75 1,55 1,30
0,5... 1,5 3,10 2,40 1,80 1,50 1,35 3,20 2,50 1,80 1,60 1,40 3,30 2,55 1,85 1,65 1,40
0,7-0,9 2,85 2,20 1,55 1,25 1,10 2,95 2,25 1,55 1,35 1,20 3,05 2,35 1,65 1,45 1,20
0,7... 1,5 3,20 2,50 1,90 1,60 1,45 3,30 2,60 1,90 1,70 150 3,40 2,65 1,95 1,75 1,50
0,9-0,9 2,95 2,25 1,65 1,35 1,20 3,05 2,35 1,65 1,45 1,30 3,15 2,45 1,75 1,55 1,30
0,9... 1,5 3,30 2,60 2,00 1,70 1,55 3,40 2,65 2,00 1,80 1,60 3,50 2,75 2,05 1,85 1,60
1,0... 1,0 3,05 1,35 1,75 1,45 1,30 3,15 2,45 1,75 1,55 1,40 3,25 2,55 1,85 1,65 1,40
1,1-1,! 3,25 2,55 1,95 1,65 1,50 3,35 2,65 1,95 1,75 1,50 3,45 2,65 1,95 1,75 1,50
1,1-1,3 3,35 2,65 2,06 1,75 1,60 3,45 2,75 2,06 1,85 1,60 3,55 2,75 2,05 1,85 1,60
1,3-1,3 3,45 2,75 2,15 1,85 1,70 3,55 2,85 2,15 1,85 1,70 3,65 2,85 2,16 1,95 1,70
1,3... 1,5 3,55 2,85 2,25 1,95 1,80 3,65 2,95 2,25 2,05 1,80 3,75 2,95 2,25 2,05 1,80
1,5-1,5 5,65 2,95 2,35 2,05 1,90 3,75 3,05 2,35 2,15 1,90 3,85 3,05 2,35 2,15 1,90
ДПП, МПП (наружный слой), ГПК с металлизированными отверстиями
0,5-0,5 2,65 1,95 1,25 0,95 0,80 2,75 1,95 1,35 1,05 0,90 2,75 2,05 1,45 1,15 0,90
0,5-0,7 2,75 2,05 1,35 1,05 0,90 2,85 2,05 1,45 1,15 1,00 2,85 2,15 1,55 1,25 1,00
0,5-0,9 2,85 2,15 1,45 1,15 1,00 2,95 2,15 1,55 1,25 1,10 2,95 2,25 1,65 1,35 1,10
0,5-1,! 2,95 2,25 2,55 1,25 1,10 3,05 2,25 1,65 1,35 1,20 3,05 2,35 1,75 1,45 1,20
0,5... 1,3 3,05 2,35 2,65 1,35 1,20 2,15 2,35 1,75 1,45 1,30 3,15 2,45 1,85 1,55 1,30
0,5... 1,5 3,15 2,45 2,75 1,45 1,30 2,25 2,45 1,85 1,55 1,40 3,25 2,55 1,95 1,65 1,40
0,7-0,9 2,95 2,25 1,55 1,25 1,10 3,05 2,25 1,65 1,35 1,20 3,05 2,35 1.75 1,45 1,20
0,7... 1,5 3,25 2,55 1,90 1,60 1,45 3,30 2,60 1,95 1,70 1,50 3,40 2,65 2,05 1,75 1,55
0,9-0,9 3,05 2,35 1,65 1,35 1,20 3,15 2,35 1,75 1,45 1,30 3,15 2,45 1,85 1,55 1,30
0,9... 1,5 3,35 2,75 2,00 1,70 1,55 3,45 2,70 2,05 1,80 1,60 3,50 2,75 2,15 1,85 1,65
1,0... 1,0 3,15 2,45 1,75 1,45 1,30 3,25 2,45 1,85 1,55 1,40 3,25 2,55 1,95 1,65 1,40
1,1-1,! 3,25 3,55 1,95 1,65 1,50 3,35 2,65 1,95 1,75 1,50 3,45 2,65 2,05 1,75 1,60
1,1-1,3 2,35 2,65 2,05 1,75 1,60 3,45 2,75 2,05 1,85 1,60 3,55 2,75 2,15 1,85 1,70
1,3-1,3 2,45 2,75 2,15 1,85 1,70 3,55 2,85 2,15 1,95 1,70 3,65 2,85 2,25 1,95 1,80
1,3... 1,5 2,55 2,85 2,25 1,95 1,80 3,65 2,95 2,25 2,05 1,80 3,75 2,95 2,35 2,05 1,90
1,5... 1,5 3,65 2,95 2,35 2,05 1,90 3,75 3,05 2,35 2,15 1,90 3,85 3,05 2,45 2,15 2,00
118 Глава 3. Конструкторско-технологическое проектирование печатных плат
Окончание табл. 3.24
в Диаметр отверстия, мм Размер ПП по большей стороне
До 180 мм Свыше 180 мм до 360 мм Свыше 360 мм
Класс точности
МПП (внутренний слой) с металлизированными отверстиями
0,5-0,5 2,65 1,95 1,35 1,05 0,90 2,75 2,05 1,35 1,05 0,90 2,75 2,05 1,45 1,15 1,00
0,5-0,7 2,75 2,05 1,45 1,15 1,00 2,85 2,15 1,45 1,15 1,00 2,85 2,15 1,55 1,25 1,10
0,5-0,9 2,85 2,15 1,55 1,25 1,10 2,95 2,25 1,55 1,25 1,10 2,95 2,25 1,65 1,35 1,20
0,5... 1,1 3,00 2,30 1,70 1,40 1.25 3,10 2,40 1,70 1,40 1,25 3,15 2,40 1,90 1,50 1,35
0,5... 1,3 3,10 2,40 1,80 1,50 1,35 3,20 2,50 1,80 1,50 1,35 3,25 2,50 2,00 1,60 1,45
0,5... 1,5 3,20 2,50 1,90 1,60 1,45 3,30 2,60 1,90 1,60 1,45 3,35 2,60 2,10 1,70 1,55
0,7-0,9 2,95 2,25 1,65 1,35 1,20 3,05 2,35 1,65 1,35 1,20 3,05 2,35 1,75 1,45 1,30
0,7...1,5 3,30 2,60 2,00 1,70 1.55 3,40 2,70 2,00 1,70 1,55 3,45 2,70 2,10 1,80 1,65
0,9—0,9 3,05 2,35 1,75 1,45 1,30 3,15 2,45 1,75 1,45 1,30 3,15 2,45 1,85 1,55 1,40
0,9... 1,5 3,40 2,70 2,10 1,80 1,65 3,50 2,80 2,10 1,80 1,65 3,55 2,85 2,20 1,90 1,75
1,0... 1,0 3,15 2,45 1,85 1,55 1,40 3,25 2,55 1,85 1,55 1,40 3,25 2,55 1,95 1,65 1,50
1,1-1,1 3,35 2,65 2,05 1,75 1,60 3,45 2,75 2,05 1,75 1,60 3,55 2,75 2,15 1,85 1,70
1,1-1,3 3,45 2,75 2,15 1,85 1,70 3,55 2,85 2,15 1,85 1,70 3,65 2,85 2,25 1,95 1,80
1,3... 1,3 3,55 2,85 2,25 1,95 1,80 3,65 2,95 2,25 1,95 1,80 3,75 2,95 2,35 2,05 1,90
1,3... 1,5 5,65 2,95 2,35 2,05 1,90 3,75 3,05 2,35 2,05 1,90 3,85 3,05 2,45 2,53 2,25
МПП (внутренний слой) с отверстиями без металлизации
0,5-0,5 2,65 2,05 1,35 1,05 0,90 2,75 2,05 1,35 1,15 1,00 2,85 2,15 1,45 1,25 1,00
0,5-0,7 2,75 2,15 1,45 1.15 1,00 2,85 2,15 1,45 1,25 1,10 2,95 2,25 1,55 1,35 1,10
0,5-0,9 2,85 2,25 1,55 1.25 1,10 2,95 2,25 1,55 1,35 1,20 3,05 2,35 1,65 1,45 1,20
0,5... 1,1 3,00 2,35 1,70 1,40 1,25 3,05 2,40 1,70 1,50 1,30 3,15 2,45 1,80 1,55 1,35
0,5... 1,3 3,10 2,40 1,80 1,50 1,35 3,15 2,50 1,80 1,60 1,40 3,25 2,55 1,90 1,65 1,45
0,5... 1,5 3,20 2,50 1,90 1,60 1,45 3,25 2,60 1,90 1,70 1,50 3,35 2,65 2,00 1,75 1.55
0,7-0,9 2,95 2,35 1,65 1,35 1,20 2,65 2,35 1,65 1,45 1,30 3,15 2,45 1,75 1,55 1,30
0,7... 1,5 3,30 2,45 2,00 1,70 1,55 3,00 2,70 2,00 1,80 1,60 3,45 2,75 2,15 1,85 1,65
0,9-0,9 3,05 2,45 1.75 1,45 1,30 3,15 2,45 1,75 1,55 1,40 3,25 1,55 1,85 1.65 1,40
0,9... 1,5 3,40 2,55 2,10 1,80 1,65 3,10 2,80 2,10 1,90 1,70 3,55 2,85 2,25 1,95 1,75
1,0... 1,0 3,15 2,55 1,85 1,55 1,40 3,25 2,55 1,85 1,65 1,50 3,35 2,65 1,85 1,75 1,50
1,1...1.1 3,35 2,65 2,05 1,75 1,60 3,35 2,75 2,05 1,85 1,60 3,45 2,75 2,15 1,85 1,70
1,1-1,3 3,45 2,75 2,15 1,85 1,70 3,45 2,85 2,15 1,95 1,70 3,55 2,85 2,25 1,95 1,80
Наименьшее номинальное расстояние для размещения печатного проводника номинальной ширины между двумя контактными площадками в узком месте для ОПП, ДПП, МПП и ГПК в зависимости от размеров и классов точности ПП выбирают по табл. 3.25.
Расчет элементов проводящего рисунка ПП
119
Таблица 3.25: Наименьшее номинальное расстояние для размещения печатного проводника номинальной ширины между двумя контактными площадками в узком месте
Диаметр отверстия, Размер ПП по большей стороне
До 180 мм Свыше 180 мм до 360 мм Свыше 360 мм
мм Класс точности
ОПП, ДПП, МПП (внутренний слой), ГПК с отверстиями без металлизации
0,5-0,5 4,25 2,85 1,80 1,28 1,02 4,35 2,95 1,80 1,38 1,12 4,45 3,05 1,90 1,48 1,12
0,5—0,7 4,35 2,95 1,80 1,38 1,12 4,45 3,05 1,90 1,48 1,22 4,55 3,15 2,00 1,58 1,22
0,5-0,9 4,45 3,05 1,90 1,48 1,22 4,55 3,15 2,00 1,58 1,32 4,65 3,25 2,10 1,68 1,32
0,5... 1,1 4,60 4,20 2,15 1,65 1,37 4,70 3,30 2,15 1,73 1,42 4,80 3,35 2,20 1,78 1.42
0,5... 1,3 4,70 4,30 2,25 1,73 1,47 4,80 3,40 2,25 1,83 1,52 4,90 3,45 2,30 1,88 1,52
0,5... 1,5 4,80 4,40 2,35 1,83 1,57 4,90 3,50 2,35 1,93 1,62 5,00 3,55 2,40 1,98 1.62
0,7...0,9 4,55 3,15 2,10 1,58 1,32 4,65 3,25 2,10 1,68 1,42 4,75 3,35 2,20 1,78 1,42
0,7... 1,5 4,90 3,50 2,45 1,93 1,67 5,00 3,60 2,45 2,03 1,72 5,10 3,65 2,50 2,08 1,72
0,9-0,9 4,65 3,25 2,20 1,68 1,42 4,75 3,35 2,20 1,78 1,52 4,85 3,45 2,30 1,88 1,52
0,9... 1,5 5,00 4,60 2,55 2,03 1,77 5,10 3,70 2,55 2,13 1,82 5,20 3,75 2,60 2,18 1,82
1,0... 1,0 4,75 3,35 2,30 1,78 1,52 4,85 3,45 2,30 1,88 1,62 4,95 3,55 2,40 1,98 1,62
1,1...!,1 4,95 3,55 2,50 1,98 1,72 5,05 3,65 2,50 2,08 1,73 5,15 3,65 2,50 2,08 1,72
1,1...1,3 5,05 3,65 2,60 2,08 1,82 5,15 3,75 2,60 2,18 1,82 5,25 3,75 2,60 2,18 1,82
1,3... 1,3 5,15 3,75 2,60 2,18 1,92 5,25 3,85 2,70 2,28 1,92 5,35 3,85 2,70 2,28 1,92
1,3-1,5 5,25 3,85 2,80 2,28 2,02 5,35 3,95 2,80 2,38 2,02 5,45 3,95 2,80 2,38 2,02
1,5... 1,5 5,35 3,95 2,90 2,38 2,12 5,45 4,05 2,90 2,48 2,12 5,55 5,05 2,90 2,48 2,12
ДПП, МПП (наружный слой), ГПК с металлизированными отверстиями
0.5...0,5 4,35 2,95 1,80 1,28 1,02 4,45 2,95 1,90 1,38 1,12 4,45 3,05 2,00 1,48 1,12
0,5-0,7 4,45 3,05 1,90 1,38 1,12 4,55 3,05 2,00 1,48 1,22 4,55 3,15 2,10 1,58 1,22
0,5-0,9 4,55 3,15 2,00 1,48 1,22 4,65 3,15 2,10 1,58 1,32 4,65 3,25 2,20 1,68 1,32
0,5... 1,1 4,65 3,25 2,15 1,63 1,37 4,75 3,30 2,20 1,73 1,42 4,80 3,35 2,30 1,78 1,47
0,5... 1,3 4,75 3,35 2,25 1,73 1,47 4,85 3,40 2,30 1,83 1,52 4,90 3,45 2,40 1,88 1,57
0,5... 1,5 4,85 3,45 2,35 1,83 1,57 4,95 3,50 2,40 1,93 1,62 5,00 3,55 2,50 1,98 1,67
0,7-0,9 4,65 3,25 2,10 1,58 1,32 4,75 3,25 2,20 1,68 1,42 4,75 3,35 2,30 1,78 1,42
0,7... 1,5 4,95 3,55 2,45 1,93 1,67 5,05 3,60 2,50 2,03 1,72 5,10 3,65 2,60 2,08 1,77
0,9-0,9 4,75 3,35 2,20 1,68 1,42 4,85 3,35 2,30 1,78 1,52 4,85 3,45 2,50 1,88 1,52
0,9... 1,5 5,05 3,65 2,55 2,03 1,77 5,15 3,70 2,60 2,13 1,82 5,20 3,75 2,70 2,18 1,87
1,0... 1,0 4,85 3,45 2,30 1,78 1,52 2,95 3,45 2,40 1,88 1,62 4,95 3,55 2,50 1,98 1,62
1,1-1,1 4,95 3,55 2,50 1,98 1,72 5,05 3,65 2,50 2,08 1,72 5,15 3,65 2,60 2,08 1,82
1,1-1,3 5,05 3,64 2,60 2,08 1,82 5,15 3,75 2,60 2,18 1,82 5.25 3,75 2,70 2,18 1,92
1,3-1,3 5,15 3,75 2.70 2,18 1,92 5,25 3,85 2,70 2,28 1,91 5,35 3,85 2,80 2,28 2,02
1,3-1,5 5,25 3,85 2,80 2,28 2,02 5,35 3,95 2,80 2,38 2,02 5,45 3,95 2,90 2,38 2,12
1,5... 1.5 5,35 3,95 2,90 2,38 2,32 5,45 4,05 2,90 2,48 2,12 5,55 4,05 3,00 2,48 2,22
120 Глава 3. Конструкторско-технологическое проектирование печатных плат
Окончание табл; 3.25
Диаметр отверстия, мм Размер ПП по большей стороне
До 180 мм Свыше 180 мм до 360 мм Свыше 360 мм
Класс точности
МПП (внутренний слой) с металлизированными отверстиями
О,5...О,5 4,45 3,00 1,95 1,43 1,15 4,95 3,10 1,95 1,43 1,15 4,55 3,10 2,05 1,53 1,25
0,5...0,7 4,55 3,10 2,05 1,53 1,25 4,65 3,20 2,05 1,53 1,25 4,65 3,20 2,15 1,63 1,35
0.5...0.9 4,65 3,20 2,15 1,63 1,35 4,75 3,30 2,15 1,63 1,35 4,75 3,30 2,25 1,73 1,45
0,5... 1,1 4,80 3,35 2,30 1,78 1,50 4,90 3,45 2,30 1,78 1,50 4,95 3,45 2,40 1,88 1,60
0,5...1,3 4,90 3,45 2,40 1,88 1,60 5,00 3,55 2,40 1,88 1,60 5,05 3,55 2,50 1,98 1,70
0,5... 1,5 5,00 3,55 2,50 1,98 1,70 5,10 3,65 2,50 1,98 1,70 5,15 3,65 2,60 2,08 1,80
0,7...0,9 4,75 3,30 2,25 1,73 1,45 4,85 3,45 2,25 1,73 1,45 4,85 3,45 2,35 1,83 1,55
0,7... 1,5 5,10 3,65 2,60 2,08 1,80 5,20 3,75 2,60 2,08 1,80 5,05 3,75 2,70 2,18 1,90
0,9...0,9 4,85 3,40 2,35 1,83 1,55 4,95 3,50 2,35 1,83 1,55 4,95 3,50 2,45 1,93 1,65
0.9...1.5 5,20 3,70 2,70 2,18 1,90 5,30 3,85 2,70 2,18 1,90 5,35 3,85 2,80 2,28 2,00
1,0... 1,0 4,95 3,50 2,45 1,93 1,64 5,05 3,60 2,45 1,93 1,65 5,05 3,60 2,55 2,03 1,75
1,1...!,1 5,15 3,70 2,64 2,13 1,85 5,25 3,80 2,65 2,13 1,85 5,35 3,80 2,75 2,23 1,95
1,1...1,3 5,25 3,80 2,75 2,23 1,95 5,35 3,90 2,75 2,23 1,95 5,45 3,90 2,85 2,33 2,05
1,3... 1,3 5,35 3,90 2,85 2,33 2,05 5,45 4,00 2,85 2,33 2,05 5,55 4,00 2,95 2,43 2,15
1,3...1,5 5,45 4,00 2,95 2,43 2,15 5,55 4,10 2,95 2,43 2,15 5,65 4,10 3,05 2,53 2,25
1,5... 1,5 5,95 4,10 3,05 2,53 2,25 5,65 4,20 3,05 2,53 2,25 5,75 4,20 3,1 2,63 2,35
МПП (внутренний слой) с отверстиями без металлизации
0,5...0,5 4,45 3,10 1,95 1,43 1,15 4,55 3,10 1,95 1,53 1,25 4,65 3,20 2,05 1,63 1,25
0,5...0,9 4,65 3,30 2,15 1,63 1,35 4,75 3,30 2,15 1,73 1,45 4,85 3,40 2,25 1,83 1,45
0,5... 1,1 4,80 3,40 2,30 1,78 1,50 4,85 3,45 2,30 1,88 1,55 4,95 3,50 2,40 1,93 1,60
0,5... 1,3 4,90 3,50 2,40 1,88 1,60 4,95 3,55 2,40 1,98 1,65 5,05 3,60 2,50 2,03 1,73
0,5... 1,5 5,00 3,60 2,50 1,98 1,70 5,05 3,65 2,50 2,08 1,75 5,15 3,70 2,60 2,13 1,80
0.7...0.9 4,75 3,40 2,25 1,73 1,45 4,85 3,50 2,25 1,83 1,55 4,95 3,50 2,35 1,93 1,65
0,7... 1,5 5,10 3,70 2,60 2,08 1,80 5,15 3,75 2,60 2,18 1,85 5,25 3,80 3,70 2,23 1,85
0,9...0,9 4,85 3,50 2,35 1,83 1,55 4,95 3,70 2,35 1,93 1,65 5,05 3,60 2,45 2,03 1,65
0,9... 1,5 5,20 3,80 2,70 2,18 1,90 5,25 3,85 2,70 2,28 1,95 5,35 3,90 2,80 2,33 1,95
1,0... 1,0 4,95 3,60 2,45 1,93 1,65 5,05 3,60 2,45 2,03 1,75 5,15 3,70 1,55 2,13 1,73
1,1...1,1 5,15 3,70 2,65 2,13 1,85 5,15 3,80 2,65 2,23 1,85 5,25 2,80 2,65 2,23 1,95
1.1...1.3 5,25 3,80 2,75 2,23 1,95 5,25 3,90 2,75 2,33 1,95 5,35 3,90 2,85 2,33 2,05
Наименьшее номинальное расстояние для прокладки п печатных проводников между двумя отверстиями с контактными площадками диаметров и рассчитывают по следующей формуле:
/ном =Д°' + tn + S(n+ \)+7]. (3.19J
Системы автоматизированного проектирования ПП 121
Проведя расчет'элементов проводящего рисунка и разместив их с учетом обеспечения электрических параметров ФУ, окончательно выбирают метод и ТП изготовления ПП.
В Приложении 1 приведена методика выполнения домашнего задания по конструкторско-технологическому проектированию ПП с 50-ю вариантами и примером выполнения одного из них.
3.13. Системы автоматизированного проектирования ПП
Система автоматизированного проектирования ПП представляет собой сложный комплекс программ, применяемый для автоматизации проектирования и подготовки производства ПП, начиная с прорисовки электрической принципиальной схемы, размещения ЭРИ, ПМК и других этапов, трассировки соединений и заканчивая выводом на печать конструкторской и технологической документации на ПП и разработкой управляющих файлов для сверлильно-фрезерных станков, фотоплоттеров, фотокоординатографов. Таким образом, САПР ПП представляют собой сквозные системы проектирования.
На рис. 3.13 и 3.14 представлена классификация алгоритмов размещения ЭРИ и алгоритмических методов трассировки соединений, которые используются в программном обеспечении различных САПР.
Основными требованиями, предъявляемыми к современным САПР ПП являются [28]:
• полная русификация системы;
• поддержка системы сквозного проектирования в реальном времени;
• возможность адаптации к технологии проектирования и производства ПП на конкретном предприятии;
• наличие отечественных и импортных баз данных ЭРИ и ПМК;
• наличие интерфейса с технологическим оборудованием;
• наличие автоматического размещения ЭРИ и ПМК и трассировки ПП;
• автоматизированный выпуск конструкторской документации в соответствии с ГОСТ 2.123—93;
• возможность импорта/экспорта с другими САПР через список цепей и перечень элементов;
• расширение функциональности (проверка электромагнитной, термической совместимости и т. д.);
• невысокая стоимость и др.
Рынок программного обеспечения для проектирования и подготовки производства ПП в настоящее время многообразен и постоянно расширяется. Эволюция САПР ПП и характеристики некоторых из них приведены з табл. 3.26. Применение той или иной САПР ПП зависит от уровня решаемых задач, применяемого на предприятии технологического оборудова-зжя. от конструкции ПП и пр.
122 Глава 3. Конструкторско-технологическое проектирование печатных плат
Рис. 3.13. Классификация алгоритмов размещения ЭРИ на ПП
Рис. 3.14. Классификация алгоритмических методов трассировки соединений
hifauioi ,1,ЛЛ. Эволюция САШ*: от Р-CAD для DOS к ACCEL EDA для ОС Windows
САПР (время разработки) Класс ЭВМ Назначение Функциональные особенности Примечание
P-CAD 4.5 (конец 1989 г.) Personal CAD System РС-286 и выше Проектирование ПП Русифицирована, создана графическая библиотека, разработаны драйверы для сопряжения с технологическим оборудованием Первый из вариантов ПО для САПР ПП, ориентированный на PC/AT
P-CAD 5.0 (январь 1992 г.) IBM PC/AT с процессором не ниже 386, монитор VGA Проектирование ПП В автоматический трассировщик печатных проводников включены команды ручного проектирования ПП Опыт эксплуатации оказался неудачным и распространение версии было прервано
P-CAD 6.0 (июль 1992 г.) То же Проектирование ПП, размещение компонентов На два порядка повышена разрешающая способность графических редакторов и сняты ограничения на размер и сложность ПП. Обеспечена возможность просмотра любого фрагмента платы в процессе автоматической трассировки. Возможно нанесение размеров на чертеж Основное достоинство версии — повышение качества трассировки ПП в результате исправления ошибок в алгоритме оптимизации P-CAD 4.5. Недостатки: • увеличенный размер файлов баз данных; • алгоритм проектирования автоматической трассировки ПП не совершенен
P-CAD 6.2 (октябрь 1992 г.) РС/АТ-486 Проектирование ПП Исправлены мелкие ошибки в графических редакторах pccaps.exe и pccards.exe —
P-CAD 6.07 (конец 1992 г.) То же То же Повышена скорость трассировки ПП. Замены двух или несколько элементов проводника одним. Улучшено качество разводок, планарных компонентов Внесены изменения в программу автоматической трассировки сложных ПП Auturoutor
P-CAD 7.0 (октябрь 1993 г.) » » Усовершенствована работа графического редактора —
Системы автоматизированного проектирования ПП
Продолжение табл. 3.26
САПР (время разработки) Класс ЭВМ Назначение Функциональные особенности Примечание
P-CAD 8.0 (сентябрь 1994 г.) Pentium 100 » Предусмотрена возможность инсталляции Р-CAD под управлением Windows (пакет работает под управлением MS-DOS) Сделано более 70 изменений версии
P-CAD 8.5 (октябрь 1995 г.) То же » Пакет функционирует в среде MS-DOS, поставляется не только на дискетах, но и на CD-ROM —
P-CAD 8.7 (апрель 1998 г.) » Разработана управляющая оболочка для установки системы Р-CAD под управлением Windows. Последняя версия, работающая под управлением MS-DOS Дальнейшее развитие системы P-CAD получила на базе ОС Windows
ACCEL EDA 12.0 (февраль 1996 г.) ACCEL Technologies » Графический ввод схем. Упаковка схемы на ПП. Ручное размещение компонентов. Ручная интерактивная трассировка проводников. Контроль ошибок в схеме. Выпуск КД Сконцентрированы лучшие качества пакетов Tando PRO и P-CAD. Система ACCEL EDA учитывает особенности аналоговых и аналого-цифровых устройств
ACCEL EDA 13.0 (октябрь 1997 г.) Windows 95/NT от 486-33 МГц и выше » Полный переход на 32-разрядную технологию (Windows 9х и Windows NT). Применение 32-разрядной арифметики обеспечило дискретность измерения линейных размеров 0,01 мм в метрической системе, угловых размеров 0,Г и возможность изменения системы единиц на любой стадии работы с проектом без потери точности Поддерживается как дюймовая, так и метрическая система единиц. Возможна доработка печатных плат с учетом особенностей технологии конкретного оборудования. Большая библиотека электрорадиоэлементов ведущих производителей
'24 Глава 3. Конструкторско-технологическое проектирование печатных плат
Продолжение табл. 3.26
САПР (время разработки) Класс ЭВМ Назначение Функциональные особенности Примечание
ACCEL EDA 14.0 (сентябрь 1998 г.) Windows 95/98/NT » Повышение удобства работы пользователя и увеличение производительности —
ACCEL EDA 15.0 (сентябрь 1999 г.) ACCEL Technologies Windows 95/98/NT Pentium » Повышена разрешающая способность в метрической системе. Увеличен максимальный коэффициент изменения масштаба изображения по команде Zoom. Повышена допустимая сложность корпусов. Улучшен механизм выполнения измерений. Расширены возможности создания и выполнения макрокоманд. Усовершенствован инструмент измерений. Расширена электронная документация о компонентах. В редакторе ACCEL P-CAD РСВ: • улучшен контроль соединений со слоями металлизации; • предусмотрен контроль определенных областей платы; • обеспечена динамическая оптимизация линий электронной связи; • введена команда высвечивания цепей; • расширены возможности копирования цепей; • улучшены алгоритмы автротрассировки Внесены более 25 дополнений и изменений по сравнению с предыдущей версией: • сохранение параметров конфигурации в файлах баз данных; • возможность вызова других программ непосредственно из меню; • задание пользователем специфических данных; • предварительный просмотр изображения перед печатью; • автоматическое архивирование файлов проекта; • создание библиотечных файлов компонентов; • применение шрифтов True Туре; • различие отверстий в слоях металлизации и обычных контактных площадках; • усиление поддержки глухих переходных отверстий; • усовершенствование процедуры выбора объектов; • расширены правила проектирования; • упрощена процедура редактирования атрибутов; • обновлена вся документация
Системы автоматизированного проектирования ПП
Продолжение табл. 3.26
САПР (время разработай) Класс ЭВМ Назначение Функциональные особенности Примечание
SPECCTRA7.1 (конец 1998 г.) Cadence Windows 95/NT 486 Автотрассировщик Размещение компонентов и трассировка плат большой сложности. Кроме обычного контроля, выполняется контроль максимальной длины проводников, расположенных на одном или двух смежных слоях —
DesingLab 8.0 (июль 1997 г.) MicroSim Windows 95 Система сквозного проектирования цифровых устройств Интегрированный программный комплекс для сквозного проектирования аналоговых, цифровых, и смешанных аналого-цифровых устройств, синтеза устройств программируемой логики и аналоговых фильтров Дополнительные возможности: • отображение непосредственно на схеме результатов расчета режима по постоянному току; • автоматическое создание графики символов компонентов при создании их математических моделей; • средства поиска, быстрого просмотра и мастера создания графики символов и корпусов компонентов; • возможность вывода графиков не только результирующей спектральной плотности шума, но и вклада от каждой компоненты
OrCad 7.11 (начало 1998 г.) Windows 95/98/NT То же Включает: • схемные редакторы; • средства прямого доступа через Internet ко всем компонентам базы данных проекта; • графические редакторы ПП (автотрассировщик проводников, средства авторазмещения компонентов)
'26 Глава 3. Конструкторско-технологическое проектирование печатных плат
Окончание табл. 3.26
САПР (время разработки) Класс ЭВМ Назначение Функциональные особенности Примечание 1
MACAD НПО «Автоматика» Windows 95/98/NT САПР микроэлектронной аппаратуры Охватывает следующие задачи структурно-логического, схемотехнического, конструкторско-технологического этапов проектирования: • разработка функционально-логической схемы прибора с учетом требований технического задания и параметров элементной базы; • разработка временных диаграмм основных режимов функционирования; • компоновка функциональной схемы прибора с учетом использования выбранной элементной базы, унифицированных конструктивов, принятых на предприятии; • разработка принципиальных электрических схем прибора и его компонентов (блоков, микросборок, матричных БИС); • разработка тестов, проверяющих прибор и его конструктивно-функциональные узлы; изготовление технической документации на прибор и его компоненты; • разработка топологии печатной платы, МБС, БИС, формирование программ для автоматического изготовления и контроля аппаратуры
Системы автоматизированного проектирования ПП
128 Глава 3. Конструкторско-технологическое проектирование печатных плат
Среди сквозных САПР наиболее распространенными в СНГ являются следующие [29]:
• Expedition PSB компании Mentor Graphics Corp.1 — наиболее мощное решение в области проектирования ПП, но имеющее высокую стоимость; реализует следующие функции:
1) предтопологический анализ целостности сигналов,
2) интерактивная и автоматическая трассировка с учетом требований высокочастотных ПП и специальных технологических ограничений, связанных с использованием BGA,
3) моделирование с помощью модуля ICX наводки в проводниках во время прокладки трассы или шины и контроль превышения ими заданного уровня.
• PADS PowerPCB компании Mentor Graphics Corp.1 2 — стандартный набор средств проектирования ПП, преимуществом которого является тесная интеграция с системой проектирования Product Designer компании Innoveda. В ее состав входят:
1) автотрассировщик BlaseRouter, поддерживающий все необходимые функции, которые необходимы при трассировке высокочастотных ПП, .
2) модули предтопологического (HyperLinks LineSim) и посттопологического (HyperLinks BoadSim) анализа, взаимодействующие с системой контроля ограничений.
• CircuitMaket 2000 компании Protel — программа для разработки МПП, содержащих до шести сигнальных слоев и использования в учебном процессе для редактирования и моделирования схем;
• Protel DXP3 — программа обеспечивает сквозной цикл проектирования аналого-цифровых ПП с использованием программируемой логики фирм XILINX и ALTERA на базе интегрированной среды проектирования Design Explorer, работающей под управлением операционной системы Windows ХР. Добавлены топологический автотрассировщик Situs, реализующий новый подход к автоматической трассировке ПП, и возможность выполнять предтопологический анализ схемы;
• Protel 99 SE4 — современная программа, в которой применена оригинальная технология хранения проектной информации любой сложности с возможностью одновременного сетевого доступа разных разработчиков к одним и тем же частям проекта, и реализована архитектура клиент—сервер, позволяющая добавлять в систему собственные модули. Новое название компании Protel—Altium;
• OrCad версии 9.2,9.22,9.23 компании Cadence5 — программа позволяет разрабатывать ПП, содержащие до 30-ти слоев (16 сигнальные);
1 http://www.mentor.com/pcb.
2 www.pads.com.
3 www.protel.com.
4 www.protel.com.
5 www.orcad.com.
Системы автоматизированного проектирования ПП
129
имеет встроенные средства авторазмещения, автотрассировки, интерфейс с программой SPECCTRA, модуль редактора электрических принципиальных схем OrCad Capture CIS (Component Information System), который обеспечивает доступ через Интернет к централизованным базам данных компонентов, расположенным на сайте www.spincircuit.com. Модуль CIS позволяет организовывать корпоративные базы разрешенных к применению компонентов, работать в локальных сетях и использовать автоматизированный нормоконтроль;
• РСВ Design Studio компании Cadence1 — самый мощный и дорогостоящий пакет, в котором в качестве редактора топологии ПП используется программа Allegro для разработки МПП и ПП с высокой плотностью размещения компонентов и быстродействием. Предназначен для редактирования простых электрических принципиальных схем — OrCad Capture CIS и сложных — Concept HDL; для авторазмещения и автотрассировки используется программа SPECCTRA, для анализа целостности сигналов — SPECCTRAQuest;
• Visula компании ZUKEN2 — мощный и популярный в мире продукт. Продукты этой компании имеют:
1) сквозной цикл проектирования,
2) мощные средства моделирования и синтеза программируемой логики с последующей разработкой ПП,
3) стандартный набор инструментария,
4) собственные средства авторазмещения и автотрассировки,
5) интегрированные средства трехмерного твердотельного моделирования устройств.
• ГРИФ-3 ОАО НПО «Алмаз» — САПР ПП крупного предприятия, методология проектирования которых отличается от индивидуального подхода к их проектированию на небольших предприятиях, так как имеет место разделение труда между схемотехниками и конструкторами, и проекты выполняются в специализированных подразделениях специалистами в своей области [31]. Исходной информацией для сквозного проектирования является файл перечня элементов в формате Tango и таблица связей с именами цепей, файл перечня элементов в специальном текстовом формате PSF и файл технического задания на конструирование ячейки и ПП, являющийся текстовым ASCII файлом. Схемотехник передает также в конструкторский отдел эскиз размещения компонентов на ПП с указанием ширины проводников и их ориентировочной топологии для наиболее ответственных связей и пр. Размещение и трассировка выполняется в программе P-CAD 2000, а авторазмещение и автотрассировка — с использованием программы SPECCTRA, в результате которых создается исходный файл для получения управляющих файлов для изготовления фотошаблонов, сверления отверстий, фрезерования по контуру, контроля и др. Выпускается также комплект конструкторской документации на бумаге: сборочный чертеж, чертеж отверстий,
1 www.pcb.cadence.com.
2 www.zuken.com.
f Проектирование ц технология
Печатных плат
130 Глава 3. Конструкторско-технологическое проектирование печатных плат
спецификация на ПП и ячейку и документация на магнитном носителе: файл ПП в РСВ-формате, файл Задания на проектирование в ALT-формате и IPX-формате, файл геометрических характеристик контактных площадок (тип, размер, диаметр отверстий), оформленных в соответствии с ГОСТ 28388—89 «Документы на магнитных носителях данных»; >
• CADdy — генеральный дистрибьютор CADdy в России компания «ПОИНТ» — система сквозного проектирования ПП, которая имеет целый ряд преимуществ по сравнению с другими САПР:
1) поддержка проектирования ПП, содержащих интегральные схемы с программируемой логикой (ПЛИС),
2) обеспечивает выпуск полного комплекта конструкторской документации в соответствии с российскими стандартами,
3) возможность быстрого внесения изменений на любом этапе проектирования и производства ПП. Например, изменения внесенные в электрическую принципиальную схему автоматически вносятся в конструкцию ПП, фотошаблон и пр.,
4) интеграция системы с периферийным оборудованием: сверлильно-фрезерными станками, со всеми производимыми в мире моделями фотоплоттеров, режущими плоттерами, сборочными автоматами и др.
• P-CAD 2001 (ACCEL EDA 16)1 — логическое продолжение линии программных продуктов ACCEL EDA, в котором введены следующие функции [30]:
1) бессеточный автотрассировщик Shape-Bases Router, который потеснил привычную для всех программу SPECCTRA,
2) упрощены принципы построения библиотеки и поиска компонентов Р-CAD, который производится по схеме «производитель — назначение — тип компонента»,
3) разработаны 334 библиотеки, содержащие 27 тысяч компонентов, каждый из которых соответствует стандарту ISO 9001,
4) разработан продукт CAMtastic! 2000 для подготовки проекта ПП к производству,
5) добавлена новая функция редактирования сегментов проводников, позволяющая добавлять новые изломы к уже существующим линиям,
6) возвращен модуль Signal Integrity для анализа целостности сигналов и перекрестных искажений в цепях для проверки работоспособности модуля на ПП до шести слоев и 400 компонентов, используя импедансы проводников и макромодели компонентов,
7) автоматический выбор топологического посадочного места, в зависимости от ориентации компонента на ПП,
8) добавление контрольных точек не только на ПП, но и к топологическому посадочному месту в редакторе Pattern Editor, информация о которых может передаваться в программу трассировки ПП SPECCTRA и обратно,
1 www.pcad.com.
Системы автоматизированного проектирования ПП
131
9) удаление и добавление к существующим на ПП новые узлы с помощью команды Add to Net,
10) дифференцирование электрических цепей по слоям ПП, задавая различную ширину проводников одной цепи, расположенной на разных слоях,
11) блокировка перемещения и пересечения границ запрещенных областей На ПП проводников, дуг, отдельных контактных площадок и переходных отверстий, контрольных точек, металлизированных полигонов, компонентов,
12) изменение положения обозначения размера с помощью специального маркера-манипулятора,
13) к редактору ПП добавлена внешняя DBX утилита AutoRFQ, представляющая собой стандартное приложение Request For Quotation и предназначенная для связи с одним из крупнейших сайтов для заказа электронных компонентов WebQuote1,
14) добавлен двунаправленный транслятор IDF-формата, который расширил возможности обмена данными с механическими САПР,
15) во все модули программы добавлена новая функция печати.
• P-CAD 2002 компании ALTIUM — система проектирования ПП (вышла в декабре 2002 г.) — основные изменения затронули пользовательский интерфейс и обеспечили качественную поддержку выходного формата данных ODB++.
• Trilogy 5000 и Enterprise 3000 — системы компании VALOR1 2, которые позволяют моделировать процесс производства; выявлять и оптимизировать наиболее критичные этапы производства:
1) тесно взаимодействовать с САПР ПП,
2) анализировать качество размещения ЭРИ и ПМК на ПП и трассировку,
3) получать реалистичный трехмерный вид ПП на базе специальных библиотек компонентов Valor Part Library.
Основным форматом обмена данными между различными частями системы является формат ODB++.
На рис. 3.15 и 3.16 приведены примеры выполнения элементов печатного монтажа с учетом некоторых рекомендаций, связанных с технологическими ограничениями.
Тонкий Контактная
проводник площадка
Широкий проводник
Рис. 3.15. Соединение контактной площадки с широким проводником
1 www.Webquote.com.
2 www.valor.com.
132 Глава 3. Конструкторско-технологическое проектирование печатных плат
Рис. 3.16. Пример трассировки проводников между КП ПМК и КП межслойного перехода для установки ПМК; 1 — КП для установки ПМК (размером 0,6 х 2,0 мм2); 2 — КП межслойного перехода (размером 0,8 х 0,8 мм2)
При трассировке ПП необходимо иметь в виду, что широкие проводники подходящие к контактным площадкам наружных слоев ПП могут помешать нормальной пайке ЭРИ, так как теплота будет «уходить» с контактной площадки по широкому проводнику, и в результате пайка получится «холодной». При этом может происходить стягивание припоя с контактных площадок на проводник [33].
Возможны несколько способов решения данной проблемы:
1) использование узких проводников, соединяющих непосредственно контактную площадку и широкий проводник как показано на рис. 3.16. Длина проводящего узкого проводника не превышает 0,25 мм, а ширина может варьироваться в пределах от 0,25 до 0,125 мм;
2) печатные проводники между соседними контактными площадками рекомендуется проводить в соответствии с рис. 3.16 (при условии отсутствия жестких требований к длине проводника);
3) вокруг контактной площадки со всех сторон наносится маска, которая препятствует перемещению расплавленного припоя вдоль проводника.
Основными разработчиками и поставщиками САПР ПП на мировом рынке являются следующие компании:
• Mentor Graphics Corp. (США), которая поглотила компании Verybest и Innoveda;
• Cadence Design Systems, в которую входит OrCAD (США);
• Protel international Ltd (Австралия) — Altium — новое название компании, которая в 2000 г. поглотила Accel Technologies (США);
• Advanced САМ Technologies (США);
• ООО «Элма» (Россия, С.-Петербург);
• ООО «Петрокоммерц» (Россия, С.-Петербург);
• ООО «Тигрис» (Россия, Н. Новгород);
• ОАО «Родник Софт» (Россия, Москва);
• ЗАО «Пойнт» (Россия, Москва) — генеральный дистрибьютор продукции фирмы Ziegler-informatics Gmbh в России;
• Scan Ltd (Россия, Москва) — официальный дистрибьютор фирмы Texas Instruments и др.
Существует объединение компаний-разработчиков и пользователей в области электронного проектирования — Electronic Design Automation
Поверочные расчеты ПП 133
Consortium (EDAC) и международная группа пользователей Mentor Graphics Users Group. В России в марте 1997 г. был создан Союз развития печатного монтажа, объединяющий ученых, разработчиков ^производителей ПП.
Системы автоматизированного проектирования ПП позволяют оперативно получить всю необходимую конструкторскую документацию (КД) на бумажном и магнитном носителе.
К документам на бумаге относятся:
• чертеж ПП;
• сборочный чертеж ячейки (чертеж размещения ЭРИ или ПМК);
• спецификация на МПП и сборочный чертеж ячейки;
• чертеж паяльной маски для пайки;
• чертеж отверстий;
• схема электрическая принципиальная;
• перечень элементов;
• таблица соединений;
• ведомость покупных изделий;
• ведомость документов на магнитном носителе и др.
На рис. 3.17 и 3.18 приведены примеры оформления сборочного чертежа ячейки и чертежа ПП в P-CAD.
К документации на магнитном носителе относятся файлы, которые являются исходными для создания управляющих файлов для изготовления фотошаблонов, сверления отверстий, обработки по контуру, контроля, сборочного автомата и других технологических операций, а также файлы задания на проектирование, геометрических характеристик отверстий и контактных площадок и др.
3.14. Поверочные расчеты ПП
После размещения компонентов и выполнения трассировки соединений ПП целесообразно провести поверочные расчеты, учитывающие особенности топологии, чтобы выявить недостатки и внести коррективы до изготовления фотошаблонов и ПП. Поэтому необходимо выполнить:
• анализ электромагнитной совместимости (в литературе эта проблема называется также проверкой целостности сигналов и перекрестных искажений в высокочастотных схемах);
• расчет вибропрочности (см. Приложение 5);
• расчет ударопрочности (см. Приложение 6);
• тепловой анализ ПП (см. Приложение 7);
• расчет надежности (см. Приложение 8).
Для анализа электромагнитной совместимости ПП можно использовать систему Omega PLUS компании Quantic EMC Inc (Канада)1, при помощи которой в процессе моделирования электромагнитного излучения можно:
• провести анализ целостности сигналов;
• провести анализ перекрестных помех;
• получить спектры излучения ПП в заданном диапазоне частот;
1 www.quantic.emc.com.
134 Глава 3. Конструкторско-технологическое проектирование печатных плат
ЯОООО'ООЮОО'РО-РАИ
а
Рис. 3.17. Пример выполнения сборочного чертежа ячейки (начало)
Поверочные расчеты ПП
135
1. "Размеры для справок.
2. Припой П0С61 ГОСТ21931-76.
3. Установку злементое производить поССТ4Г0.010.030-81.
Элементы лоз. 2,3,7... 9 устанавливать по варианту На.
Элементы поз. 4...6,10,11,22 устанавливать по варианту 116.
Элементы поз. 12... 21 устанавливать по варианту III.
Элементы лоз. 23... 29устанавливать по варианту Villa.
Высота установки 3i1 мм.
4. Печатные проводники условно не показаны.
5. Плату после сборки покрыть эмалью ЭЛ-572, белый, ТУ6-1О-1539-76.
Отверстия от покрытия лаком предохранить.
6. Заводской номер, обозначения элементов маркировать краской ЧМ, черный, БМ, белый, ТУ029-О2-859-78.
Шрифт 25 noH0.010.007.
Места расположения маркировки показаны условно.
136 Глава 3. Конструкторско-технологическое проектирование печатных плат
б
Рис. 3.17. Пример выполнения сборочного чертежа ячейки (окончание)
Поверочные расчеты ПП
137
73 29 70 91 85 36 15 67 68 16 39 78
2
S
1. * Размеры для справок.
2. Монтаж вести по SCAT.
3. Установка элементов по ОСП Г0.010.30-81:поз. 10,24-36,39 41-43,93 no 2s; поз. 14-16,19,20, 22,23 47-66 по 2в; поз. 17поЗ;поз. 37поба;поз.91,92,94 по7а; пи. 18,45,70,71, 73-75,77-83,85-89,
4 отв. R3* 98по 6а. --------- 4. Припой П0С61 ГОСТ 21931-76.
5. Печатные проводники и монтажные отверстия условно не показаны.
6. Выступание выводов элементов не более 1мм.
7. Деталь поз. 98 ставить на клей ВК-9ОСТ4 ГО.029.204.
8 Маркировка элементов показана
условно.
9. Плану после сборки покрыть паком УР-2317У6-10-863-79, боускается ЭЛ-730 ГОСТ20824-75.
10. Заводской номер маркировать краской ЧМ, черный, 7У029-02-859-76. шрифт 2,5 по Н0.010.007
13& Глава 3. Конструкторско-технологическое проектирование печатных плат
Сторона установки навесных элементов
a
Рис. 3.18. Пример выполнения чертежа ПП (начало)
Поверочные расчеты ПП
139
"vW)
Условное обозначение отверстий Диаметры отверстий, мм Наличие металлизации а отверстиях Диаметры контаюпла площадок, мм Количество отверстий
25 без металлизации - 2
Ф 0,9 металлизированные 1,5 10
-ф- 0,9 металлированные 1,5 164
-ф- 1,1 металлированные 1,6 28
1. 'Размеры для справок.
2. Плату изготовить комбинированным позитивным методом.
3. Шаг координатной сетки 1,25 мм.
4. Конфигурацию проводников выдержать по координатной сетке.
5. Расстояние между проводниками не менее 0,3 мм.
6. Проводники условно обозначенные сплошными пиниями выполнить шириной НО, 1мм- толстые, 0,5±0,1 мм -тонкие.
7. Допускается в узких местах занижение контактных площадок до 15 мм.
8. Проводники по«фыть сплавом «Розе».
9. Маркировку выполнить травлением шрифтом 2,5 поН0.010.007в узких местах - шрифтом 2.
10. Плата должна соответствовать ГОСТ23752-79.
Блок передачи данных Плата печатная ЛЯ "'•’'I L'.T”T''л!
Поди Дат II Iй
Лист 1 Листов 1
iHJtowno.
IM
140 Глава J. Конструкторско-технологическое проектирование печатных плат
б
Рис. 3.18. Пример выполнения чертежа ПП (окончание)
Поверочные расчеты ПП
141
1. Печатную плату изготовить комбинированным позитивным методом. 2. Печатная плата должна соответствовать ГОСТ 23752-79.
3. Шаг координатной сетки 1,27 мм.
4. Конфигурацию проводников выдерживать по координатной сетке.
5. Проводники, условно обозначенные сплошными толстыми пиниями, выполнять шириной 1,2i0,05 мм.
6. Проводники, условно обозначенные сплошными тонкими линиями, выполнять шириной 0,310,05 мм.
7. Расстояние между проводниками не менее 0,3 мм.
8. Допускается е узких местах занижение контактных площадок до 0,15 мм.
9. Неуказанные предельные отклонения размеров *0,2 ми.
10. Проводники покрыть сплавом кРозех ТУб-09-4065-88.
Плата печатная
>wiM Ш-ЯЕ1
ст та ke?i ix-.'ii fiT.
kliWM
Пров. Тюнтр.
Н.контр.
Утв.
Сш/хю&штт 1,5 мм СФ-2-50Г ПОСТ 10316-78
/1м1 ,1.Лит!
142 Глава 3. Конструкторско-технологическое проектирование печатных плат
• измерить уровни токов в проводниках;
• определить интенсивность электрического и магнитного полей над ПП.
Для этого осуществляется импорт ПП из разных САПР (топология ПП, список цепей и перечень элементов), и при превышении в процессе моделирования допустимых значений указанных параметров, проводят повторное размещение компонентов и трассировку соединений, вводят экраны до изготовления фотошаблонов, что сокращает материальные и трудовые затраты на изготовление ПП [34].
В системе Design Center, начиная с версии 6.1, возможно моделирование электрической принципиальной схемы с учетом паразитных эффектов (программа Polaris корпорация MicroSim): задержками распространения сигналов, паразитными емкостями, индуктивностями, взаимными емкостями и взаимными индуктивностями. Задавая минимальную длину параллельных проводников, начиная с которой они представляются в виде линий передачи, рассчитывают следующие параметры [35]:
• волновое сопротивление;
• погонные емкости и индуктивности;
• паразитные емкости между проводниками и подложкой;
• омические сопротивления проводников;
• индуктивности проводников;
• емкости стеков контактных площадок и переходных отверстий;
• коэффициенты связи между параллельными проводниками;
• задержки распространения сигнала.
Расчет линий передачи выполняется приближенно с целым рядом ограничений.
Пакет Speed ХР компании SIGRITY1 использует не упрощенные модели, а численные методы решения электродинамических задач, которые позволяют исследовать распространение помех по внутренним слоям питания.
Вопросами оценки электромагнитной совместимости занимается ЗАО Scan (Россия). Существует также программа анализа целостности сигналов Protel Signal Integrity и пакет программ моделирования ПП с учетом их паразитных эффектов Crosstalk Tool Kit ХТК фирмы Quad Design Technology.
Для моделирования стационарных и нестационарных тепловых процессов на ПП можно использовать программное обеспечение BETAsoft компании Dynamic Soft Analysis2, с помощью которого можно определить [36]:
• температуры отдельных компонентов (программа BETAsoft-MCM);
• карты прогрева ПП (программа Board) и определить области ПП с повышенной температурой, на которых в результате коробления может нарушиться целостность проводников и паяных соединений в ячейке;
• градиент температур (программа BETAsoft Board) для выявления высокого температурного градиента, вызванного различием ТКЛР различных участков ПП, который может привести к тепловому удару и разрушению ПП или ЭРИ.
1 www.sigrity.com.
2 www.betasoft.thermal.com.
Подготовка разработанного проекта ПП к производству
143
Программное обеспечение BETAsoft поддерживает различные вычислительные платформы: Windows (3.1, NT, 95/98), UNIX, DOS и имеет интерфейс связи с системами VeryBest, PADS, ACCEL (P-CAD&Tango), OrCAD, Mentor, Allegro, Cadstar, Protel и др. Выходными данными являются цветовые карты температуры и градиента.
Программа теплового анализа Sauna компании Thermal Solutions* позволяет моделировать поведение ПП в процессе эксплуатации, а также блоков и шкафов. В этой программе имеются:
1) библиотеки компонентов и материалов,
2) специальный графический редактор, позволяющий прорисовывать конфигурацию оборудования,
3) возможность назначать рабочие циклы с учетом включения и выключения внешних источников питания.
Пакет Flotherm английской фирмы FLOMERICS2 имеет интерфейс, построенный на базе современных интернет-технологий на основе браузера, и позволяет:
1) моделировать отвод теплоты от микросхем в корпусах PBGA и TBGA;
2) учитывать технологию Flip-chip-кристаллов.
В программном комплексе Webench компании NATIONAL SEMICONDUCTOR (www.national.com/appinfo/power/webench) предусмотрен специальный модуль Webtherm, позволяющий получать цветную карту градиента температур для ПП, построенной на базе вычислительного ядра Flomerics.
Совместная разработка Красноярского государственного технического университета (КГТУ) и Московского государственного института электроники и математики (МИЭМ) — пакет теплового моделирования ТРИАНА (АКОНИКА-Т), в который входят:
1) редактор, позволяющий формировать геометрическую модель ПП или гибридной интегральной схемы;
2) специализированный модуль подготовки тепловых моделей;
3) интефейс с современными САПР P-CAD 2002, Protel DXP, OrCAD 9.2, Allegro, SPECCTRA;
4) интефейс co старыми версиями P-CAD 4.5, 8.7;
5) возможность обмениваться данными с тепловизионным диагностическим комплексом ТЭРМИД РЭС.
3.15. Подготовка разработанного проекта ПП к производству
Подготовка ПП к производству включает создание управляющих файлов для технологического оборудования (фотоплоттеров, плоттеров, сверлильно-фрезерных, фрезерно-гравировальных станков, сборочных автоматов, оборудования для автоматического тестирования ПП и др.) и изготовления фотошаблонов по результатам проектирования в САПР.
1 www.sauna.com.
2 www.flometrics.com.
144 Глава 3. Конструкторско-технологическое проектирование печатных плат
Для постпроцессирования результатов проектирования из САПР на применяемое технологическое оборудование принят последовательный переход от анализа исходного формата данных в специально разработанный промежуточный формат, из которого выполняют преобразование в требуемый для конкретного оборудования формат. Таким промежуточным форматом является в ряде случаев Gerber-формат для последующей -перекодировки в другие форматы данных для управления технологическим оборудованием.
Основным форматом для управляющих файлов фотОплоттеров в Р-CAD является формат Gerber, что связано с большим количеством оборудования, которое управляется в этом формате, наличием в Р-CAD специального графического редактора, позволяющего просмотреть и редактировать графический образ фотошаблона, и с тем, что формат Gerber достаточно просто перепрограммировать в любой тип фотоплоттера, плоттера или фотокоординатографа.
Практически все САПР ПП имеют встроенные средства генерации управляющих файлов. Для получения оптимизированных файлов в формате Gerber существуют в настоящее время следующие пакеты:
• Genesis 2000 компании РСВ Frontline1 — один из наиболее мощных CAM-систем. Эта программа:
1) ориентирована на мощные аппаратные платформы, работающие под управлением операционной системы UNIX;
2) имеет высокий уровень автоматизации обработки топологий;
3) имеет специальные средства верификации и корректировки, позволяющие повысить технологичность ПП и учесть специфику конкретного предприятия;
4) имеет широкий набор интерфейсов импорта/экспорта для обмена данными с большинством САПР ПП.
• CAMtastic компании ALTIUM1 2 — поставляется бесплатно в качестве штатного CAM-средства совместно с пакетами P-CAD 2002 и Protel DXP и как автономный продукт (только версия CAMtastic DXP). Данная программа построена на базе интегрированной среды проектирования Design Explorer, в которой:
1) в дополнение к обработке формата Gerber введена качественная поддержка формата ODB++;
2) имеется макрорекордер, позволяющий автоматизировать большинство процедур с помощью специального языка Client Basic;
. САМ350 8.0 компании DOWNSTREAM TECHNOLOGIES3 - наиболее популярная в России и достаточно мощная программа, вышедшая в марте 2003 г.; в нее входит:
1) полностью обновленный пользовательский интерфейс,
2) усовершенствованные средства контроля правил DRC и DFM,
1 www.frontline-pcb.com.
2 www.camtastic.com.
3 www.downstreamtech.com.
Подготовка разработанного проекта ПП к производству 145
3) улучшенные средства генерации списков соединений с учетом сквозных и глухих переходных отверстий,
4) в качестве основного стандарта обмена данными формат ODB++, содержащий полную информацию о проекте и поддерживаемый большинством систем управления ресурсами предприятия.
• CAMmaster компании Lavenir1, ранее известная как Lavenir Technology Inc. (США), выпускающая до 2002 г. высококачественные фотоплоттеры, например, Pulsar 8000, и ПО для собственных фотоплоттеров. Последние версии продуктов компании PENTALOGIX содержат все необходимые средства для подготовки ПП к производству и, в частности, для генерации файлов, используемых при автоматическом тестировании ПП и сверлении отверстий, отличительной особенностью которых является поддержка языка макроскриптов Visual Basic for Application;
• GerbTool компании WISE1 2 поставляется в составе пакета OrCAD как штатный CAM-модуль и имеет полный набор инструментов для первичной подготовки проектов ПП к производству:
1) обработка топологий;
2) генерация файлов сверления и фрезерования;
3) средства верификации и повышения технологичности.
Формат управляющих файлов сверлильных станков с программным управлением содержит чаще всего два типа команд:
• команды автоматической смены инструмента;
• команды сверления, содержащие координаты отверстий для сверления.
Для формирования управляющего файла сверлильного станка с ПУ, например, в P-CAD 4.5 предназначена программа PC-DRILL, исходным файлом для которой является файл РСВ, в котором установлена точка, являющаяся нулем станка. Относительно этой точки формируются координаты для сверления отверстий ПП.
Программа EXELLON читает файл DRL и переводит его в промежуточный формат. Из этого формата осуществляется перекодировка, и создаются управляющие файлы для станков SCHMOLL, MICRONIC и др.
Некоторые из перечисленных и другие программные продукты можно приобрести в магазине электронной торговли3.
Контрольные вопросы
1. Назовите последовательность конструкторско-технологического проектирования ПП.
2. Перечислите исходные данные для конструкторско-технологического проектирования ПП.
3. Перечислите компоновочные структуры ячеек.
4. Какая элементная база применяется в настоящее время в ЭА?
1 www.pentalogix.com.
2 www.gerbtool.com.
3 www.edaconnect.com.
146 Глава 3. Конструкторско-технологическое проектирование печатных плат
5. Как элементная база влияет на выбор конструкции ПП?
6. Как выбирают или рассчитывают типоразмер ПП?
7. От чего зависит ширина проводника и расстояние между проводниками?
8. Как выбирают класс точности ПП?
9. Какие алгоритмы размещения применяют при разработке программного обеспечения САПР ПП? ’
10. Какие алгоритмы трассировки соединений применяют при разработке программного обеспечения ПП?
11. Для каких ПП выполняют расчет перекрестных помех?
12. Перечислите компании по производству программного обеспечения САПР.
13. Что такое подготовка проекта ПП к производству?
14. Назначение формата Gerber.
Глава 4 КОНСТРУКЦИИ И МЕТОДЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
В настоящее время применяют два вида технологии получения элементов проводящего рисунка ПП и слоев ПП:
1) на основе субтрактивных методов с использованием фольгированных диэлектриков (см. рис. В.5);
2) на основе аддитивного метода с использованием нефольгированных диэлектриков (см. рис. В.6).
Показателями уровня разработки ПП являются:
• ширина проводников;
• расстояние между проводниками (зазоры);
• диаметр переходных отверстий (межслойных переходов);
• количество межслойных переходов на ПП;
• число проводников между двумя контактными площадками;
• диаметр контактных площадок;
• шаг расположения контактных площадок;
• наличие микроотверстий и пр.
Тенденция развития ПП связана с ростом функциональной сложности ЭРИ и ПМК, увеличением количества выводов, уменьшением шага выводов, что требует повышения трассировочной способности и надежности ПП, и характеризуется:
• уменьшением ширины проводников до 40...70 мкм;
• увеличением производства МПП и числа слоев;
• увеличением производства МПП, уменьшением размеров, числа слоев за счет новых технологий и материалов;
• увеличением количества межслойных переходов и уменьшением их размеров до 50 мкм и менее;
• размещением печатных проводников, резисторов, конденсаторов и индуктивностей на внутренних слоях МПП, оставляя наружные слои для контактных площадок для монтажа ЭРИ и ПМК и пр.
В зависимости от области использования ПП, уровня разработки, надежности выполнения функций и степени сложности контроля различают ПП общего применения и прецизионные ПП.
Печатные платы общего применения используют:
• в бытовой электронике (телевизоры, игрушки, развлекательная электроника и др.), главным требованием которой является функциональность общей схемы, а незначительные дефекты, влияющие на внешний вид ПП, не имеют значения. Для этих ПП характерны минимальные затраты и ограниченная трудоемкость по контролю;
148 Глава 4.Конструкции и методы изготовления печатных плат
• в промышленной электронике общего назначения длительного срока службы (компьютеры, устройства связи и передачи данных, измерительные приборы, электрические счетные машинки и др.), для которых не характерна непрерывная работа. Для этих ПП допускаются незначительные дефекты внешнего вида. Выборочный контроль и испытания этих ПП проводят в соответствии с областью их применения. ।
В настоящее время производители ПП общего применения изготавливают ПП с шириной проводников и зазоров 150...200 мк!м и более и работают в направлении уменьшения их себестоимости. В общем объеме производства ПП общего применения составляют порядка 80 %.
Прецизионные ПП используют в областях, в которых требуется высокий уровень надежности при непрерывном режиме работы (изделия, для которых важна длительная безотказная эксплуатация, обеспечение жизнедеятельности человека, изделия военного назначения и др.). Для этих ПП требуется высокий уровень контроля, испытаний и высокие критерии приемки.
В настоящее время прецизионные ПП можно разделить на высокоплотные ПП (high density printed circuit или high density interconections — HDI) без микропереходов и высокоплотные ПП ,с микропереходами.
Прецизионные ПП изготавливают с шириной проводников и зазоров 125 мкм и ниже до 40...50 мкм.
Рост объемов производства МПП и сокращение ОПП и ДПП, наблюдаемое с начала 90-х годов XX века в мире, не сведет их на нет, так как ОПП и ДПП всегда будут востребованы в разных областях народного хозяйства.
4.1. Односторонние ПП
Преимуществами ОПП являются простота и низкая стоимость изготовления, а недостатками — низкая трассировочная способность вследствие низкой разрешающей способности рисунка схемы, одностороннего расположения широких проводников и большого расстояния между ними. Поэтому установка ЭРИ высокой функциональной сложности на ОПП крайне ограничена.
Конструкция ОПП представлена на рис. 4.1.
Рис. 4.1. Односторонняя ПП: 1 — диэлектрическое основание; 2 — контактная площадка; 3 — печатный проводник; 4 — отверстие; 5 — ЭРИ
Односторонние ПП
149
Односторонние ПП изготавливают на фольгированном и нефольгиро-ванном жестком и гибком диэлектрике (рис. 4.2).
Рис. 4.2. Классификация ОПП
В соответствии с этой классификацией ниже приведены методы изготовления ОПП.
4.1.1. ОПП на жестком фольгированном основании
Основные характеристики ОПП на жестком фольгированном основании и методов их изготовления приведены в табл. 4.1.
Таблица 4.1. Основные характеристики ОПП на жестком фольгированном основании
Показатель Характеристика
Элементная база Традиционная
Область применения Бытовая техника, средства связи
Класс точности 1; 2
Группа жесткости I
Рекомендуемые максимальные размеры, мм 500 х 500
Материал основания Гетинакс фольгированный ГФ-1 Стеклотекстолит фольгированный СФ-1
Минимальный диаметр отверстия, мм 0,8
Минимальная ширина проводника, мм 0,45
Тип производства Мелкосерийное, серийное, крупносерийное
Основными методами изготовления ОПП на жестком фольгированном основании являются:
• химический негативный;
• химический позитивный.
Последовательность основных этапов ТП изготовления ОПП данными методами приведена в табл. 4.2 и 4.3.
150
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.2. Основные этапы химического негативного метода
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа
1 Входной контроль и термостабилизация диэлектрика
2 Раскрой материала □ О □
□ □ □ □ а о 1 |
Групповая заготовка Е зап хинична зтовка Г я 1П
3 Получение заготовок |И фиксирующих (базовых) отверстий Штамповка к ^пп ^Технологическое пале — Базовые отверстия
4 Подготовка поверхности заготовки Механический способ
5 Получение защитного рельефа 1. Сеткография (СГ). 2. Офсетная печать Подготовительные этапы: изготовление трафаретов для СГ; изготовление офсетной формы Заш итный релье
W///A
1
6 Сушка 1. Ультрафиолетовая сушка (УФ). 2. Термическая сушка
7 Травление меди с пробельных мест
8 Удаление защитного рельефа
9 Получение монтажных отверстий 1. Штамповка. 2. Сверление
10 Наиесеиие паяльной маски Сеткография Подготовительные этапы: изготовление трафаретов для нанесения паяльной маски Пая льная мс ска
QQQQQQS
11 Сушка 1. УФ сушка. 2. Термическая сушка
Односторонние ПП
151
Окончание табл. 4.2
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа
12 Лужение Сплав Розе, ПОС-61 ~^__^Розе
13 Отмывка от флюса
14 Маркировка 1. Сеткография. 2. Каплеструйный метод Подготовительные этапы: изготовление трафарета
15 Контроль электрических параметров
16 Вырубка по контуру и получение крепежных отверстий Штамповка ф ф ф ф'~пп
Таблица 4.3. Основные этапы химического позитивного метода изготовления ОПП
№ п/п Основной этап ТП Эскиз этапа
1 Входной контроль диэлектрика
2 Раскрой материала
3 Получение заготовок и фиксирующих отверстий См. табл. 4.2, п. 3
4 Подготовка поверхности Механический способ
5 Получение защитного рельефа на пробельных участках рельеф
6 Нанесение металлорезиста на проводники Металлорезист
7 Удаление защитного рельефа
8 Травление меди с пробельных мест
9 Сверление или пробивка отверстий
10 Вырубка по контуру и получение крепежных отверстий См. табл. 4.2, п. 16 1
152 Глава 4. Конструкции и методы изготовления печатных плат
Химический негативный и позитивный методы применяют также при изготовлении слоев МПП.
4.1.2. ОПП на жестком нефольгированном основании
Одним из простых й дешевых методов изготовления ОПП на жестком нефольгированном диэлектрике является метод с применением активирующих паст, которые .изготавливают на основе неблагородных металлов; наносят на диэлектрик 'селективно сеткографическим способом в соответствии с рисунком схемы. Затем выполняют металлизацию рисунка, в результате которой происходит замещение активирующей пасты на медь, после чего — толстослойное химическое меднение. Односторонние ПП получают по 1- и 2-му классу точности. Их применяют в бытовой технике. Основные характеристики ОПП на жестком нефольгированном основании приведены в табл. 4.4, а основные этапы ТП — в табл. 4.5.
Таблица 4.4. Основные характеристики ОПП на жестком нефольгированном основании
Показатель Характеристика
Элементная база Традиционная
Область применения Бытовая техника
Класс точности 1; 2
Группа жесткости I
Рекомендуемые максимальные размеры, мм 500 х 500
Материал основания Гетинакс нефольгированный
Минимальный диаметр отверстия, мм 0,8
Минимальная ширина проводника, мм 0,5
Тип производства Серийное
Таблица 4.5. Основные этапы ТП изготовления ОПП с активирующими пастами на жестком нефольгированном основании
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ПП
1 Входной контроль диэлектрика (гетинакса)
2 Раскрой материала
□ □ □
□ □ □ □
□ □ □
Групповая Заготовка ПП заготовка
Двусторонние ПП
153
Окончание табл. 4.5
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ПП
3 Получение заготовок и фиксирующих (базовых) отверстий Штамповка ф, ф ^пп ^Технологическое поле " Базовые отверстия
4 Подготовка поверхности заготовки Химический способ
5 Получение рисунка схемы активирующими пастами Сеткография (СГ) активирующими пастами Подготовительные этапы: изготовление трафаретов для СГ Активирующая паста
6 Металлизация рисунка схемы Метод замещения активирующих паст медью вн wJwwZ - Медь
7 Толстослойное химическое меднение 88 тгггггг rXw’Xv gggj Медь
8 Далее табл. 4.2, п. 9—16
Достоинствами данного метода изготовления ОПП являются:
• отсутствие операции травления меди с пробельных мест; ,
• применение материалов основания (гетинаксов), стойких к растворам толстослойного химического меднения;
• простота и дешевизна изготовления.
Односторонние ПП на гибком диэлектрике рассмотрены в § 4.4.
4.2. Двусторонние ПП
Конструкция ДПП на диэлектрическом основании представлена на рис. 4.3.
Различают ДПП общего применения и прецизионные, которые отличаются сложностью конструкции, разрешающей способностью и точностью элементов печатного рисунка, материалами, областью применения, стоимостью и другими характеристиками, причем те и другие изготавливают на фольгированном и нефольгированном жестком и гибком основании (рис. 4.4). Двусторонние ПП на гибком диэлектрике рассмотрены в § 4.4.
Ниже будут рассмотрены ДПП в соответствии с этой классификацией.
154
Глава 4. Конструкции и методы изготовления печатных плат
Металлизированное Контактная
Рис. 4.3. Двусторонняя ПП
Рис. 4.4. Классификация ДПП, в зависимости от материала основания
4.2.1. ДПП на жестком фольгированном основании
На рис. 4.5 представлены методы изготовления ДПП общего применения и прецизионных ДПП на жестком фольгированном основании, основные этапы изготовления которых будут рассмотрены в дальнейшем.
Основные характеристики прецизионных ДПП и общего применения на жестком фольгированном основании приведены в табл. 4.6.
Таблица 4.6. Основные характеристики прецизионных ДПП и общего применения на жестком фольгированном основании
Показатель Характеристика
ДПП общего применения Прецизионные ДПП
Область применения Промышленная электроника, вычислительная техника, спен-техника, средства связи, бытовая техника Вычислительная техника, спец-техника, промышленная электроника
Класс точности 1; 2; 3 4, 5 и выше
Группа жесткости I-IV i-iv Ч
Рекомендуемые максимальные габариты, мм 500x600 500 х 600 v
Материал основания СФ, СФ-2Н, СТФТ, СТФ, FR-4 и др. (фольга 35; 50 мкм) Стеклотекстолит фольгирован- * ный (фольга 5; 9; 18 мкм, например, СТПА-5, FR-4)
Двусторонние ПП
155
Окончание табл. 4.6
Показатель Характеристика
ДПП общего применения Прецизионные ДПП
Диаметр отверстия, мм 0,4... 1,5 0,4..Л,5
Минимальная ширина проводника, мм 0,25 L 0,1 И менее
Тип производства Мелкосерийное, серийное, крупносерийное Мелкосерийное, серийное
Методы изготовления Комбинированный позитивный (SMOTL- и SMOBS-процессы) табл. 4.7 (фольга 35; 50 мкм), комбинированный негативный Электрохимический (фольга 5; 9 мкм) (табл. 4.10). Тентинг-метод (фольга не более 18 мкм) (табл. 4.8). Метод фрезерования с. 162. Комбинированный позитивный (фольга 18, 12, 9, 5 мкм)
Рис. 4.5. Классификация методов изготовления ДПП на жестком фольгированном основании
Рассмотрим методы изготовления ДПП на жестком фольгированном основании подробнее.
4.2.1.1. Комбинированный позитивный метод
(SMOTL- и SMOBS-процессы)
Основные этапы изготовления ДПП комбинированным позитивным методом приведены в табл. 4.7.
156
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.7. Основные этапы ТП изготовления ДПП комбинированным позитивным методом (SMOTL- н SMOBS-процессы)
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ДПП
1 Входной контроль и термостабилизация • ‘ диэлектрика
2 Получение заготовок 1. Резка. 2. Штамповка. 3. Лучом лазера (для прецизионных ПП)
3 Получение фиксирующих отверстий Сверление См. табл. 4.2, п. 3
4 Получение монтажных и переходных отверстий Сверление
5 Металлизация предварительная 1. Магнетронное напыление. 2. Термолиз меди. 3. Химическое меднение 3...5 мкм. 4, Химико-гальваническое меднение Металл
6 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
7 Получение защитного рельефа 1. Сеткография. 2. Фотохимический с органопроявляемым СПФ. 3. Фотохимический с ще-лочепроявляемым СПФ. 4. С сухим пленочным фоторезистом лазерного экспонирования (для прецизионных ПП) Защитный gw рельеф
8 Электрохимическая металлизация 1. Гальваническое меднение и нанесение металло-резиста (олово—свинец или олово). 2. Гальваническое меднение и нанесение полимерного травильного резиста Гальваническая г* медь гг 4ЫЙ сзист
Мета или травр ллорезис юлимер! льный р
9 Удаление защитного рельефа —
10 Травление меди с пробельных мест с удалением травильного резиста 1. Травление с удалением металл орезиста. 2. Травление с удалением полимерного резиста
Двусторонние ПП
157
Окончание табл. 4.7
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ДПП
П Нанесение паяльной маски 1. Фотохимический (СПФ-защита). 2. Сеткография . > 1
11 Паяльная маска
12 Нанесение покрытия на участки проводящего рисунка, свободные от маски 1. Горячее лужение (сплав Розе). 2. Химический никель— иммерсионное золото. 3. Органическое защитное покрытие Сплав Розе 12s
13 Отмывка флюса
14 Получение крепежных отверстий и обработка по контуру 1. Лазерная обработка. 2. Сверление отверстий и фрезерование по контуру См. табл. 4.2, п. 16
15 Промывка Ультразвуковая
16 Контроль электрических параметров
Подготовка поверхностей заготовок (см. табл. 4.7, п. 6) перед нанесением СПФ является ответственной операцией, которую проводят чтобы:
• удалить заусенцы после сверления отверстий и наростов гальванической меди;
• обеспечить необходимую адгезию СПФ к медной поверхности подложки;
• обеспечить химическую стойкость защитного рельефа на операциях проявления и травления;
• получить матовую поверхность с низкой отражающей способностью, которая обеспечивает более однородное экспонирование фоторезиста.
Применяют два способа подготовки поверхности:
1) механическая Зачистка абразивными кругами с последующей химической обработкой в растворе персульфата аммония;
2) механическая зачистка водной суспензией пемзового абразива.
Затем проводят операции сенсибилизации и активирования поверхности диэлектрика (см. разд. 5.5.1).
Для получения защитного рельефа используется сухой пленочный резист (СПФ) толщиной 15...50 мкм.
Начиная с п. 10 табл. 4.7, возможны две последовательности выполнения этапов ТП:
• без удаления металлорезиста (олово—свинца) после операции травления с последующим его инфракрасным или жидкостным оплавлением; этот процесс называется «маска поверх оплавленного припоя», или SMOTL-процесс (solder mask over tin-lead), так как паяльная маска наносится поверх оплавленного сплава олово—свинец;
• с удалением металлорезиста (олово—свинца, олова или никеля) или полимерного травильного резиста после операции травления с последующим нанесением паяльной маски на медный проводник; этот
158 Глава 4. Конструкции и методы изготовления печатных плат
процесс называется «маска поверх открытой меди», или SMOBS-npo-цесс (solder mask over bare copper), или защитная маска по меди.
На рис. 4.6 представлены SMOTL- и SMOBS-процессы, начиная с операции гальванического осаждения сплава олово—свинец или олова (см. табл. 4.7, п. 8).
Рис. 4.6. SMOTL- и SMOBS-процессы изготовления ПП
В SMOTL-процессе при пайке ЭРИ «волной припоя» происходит расплавление припоя, находящегося под маской, а также вспучивание и разрушение самой паяльной маски. Кроме того, существует вероятность образования перемычек припоя между соседними проводниками при высокой плотности монтажа. В SMOBS-процессе таких проблем не существует, так как под защитной маской нет припоя. Преимуществом SMOTL-npouecca является надежная защита проводников оплавленным припоем, которая необходима для ПП, работающих в условиях повышенной влажности.
Печатные платы для поверхностного монтажа обычно изготавливают по SMOBS-процессу. Это связано с высокой плотностью монтажа, необходимостью предотвращения растекания маски и ее смещения на контактные площадки. Применение SMOBS-процесса связано также с жесткими экологическими ограничениями по свинцу, необходимостью очистки отработанной воды при применении свинца и затратами на приобретение соответствующего оборудования.
Для изготовления ДПП и МПП с защитной паяльной маской (SMOBS-процесс) в том числе прецизионных, где требуется получение проводников и зазоров 0,2 мм и менее, широко используется процесс с использованием временного удаляемого металлорезиста (олова или олово—свинца), т. е. в качестве удаляемого металлорезиста может использоваться олово, или традиционный сплав олово—свинец. Каждый из вариантов имеет свои достоинства и недостатки.
Двусторонние ПП
159
При использовании олова:
• исключается применение высокотоксичного электролита, содержащего борфториды и свинец, необходимого для осаждения сплава олово—свинец;
• для осаждения олова используются простые малотоксичные сернокислые электролиты;
• раствор для стравливания олова по мере накопления в нем продуктов травления регенерируют, и раствор работает без полной замены в течение от полугода до одного года.
Недостатком процесса с использованием удаляемого олова является расплывание олова на медные участки, подлежащие стравливанию при снятии СПФ в щелочи, что затрудняет процесс травления.
При использовании сплава олово—свинец:
• для осаждения применяется токсичный электролит, что является недостатком процесса;
• раствор для стравливания сплава олово—свинец в процессе эксплуатации не корректируется, а полностью заменяется после накопления в нем стравливаемых металлов до концентрации 120... 150 г/л.
Большим достоинством процесса с использованием сплава олово—свинец является его универсальность: с использованием одной линии металлизации можно изготавливать как традиционные платы без паяльной маски с покрытием олово—свинец всего проводящего рисунка (SMOTL-npo-цесс), так и платы с маской по меди (SMOBS-процесс) и нанесением на открытые контактные площадки различных финишных покрытий.
При нанесении покрытия на участки проводящего рисунка, свободные от маски (см. табл. 4.7, п. 8), применяют:
• горячее лужение ПОС-61 или сплавом Розе (олово—свинец—висмут) с выравниванием горячим воздухом;
• покрытие химический никель—иммерсионное золото [8];
• покрытие химический никель—химический палладий;
• иммерсионное олово;
• иммерсионное серебро;
• иммерсионный палладий;
• органическое защитное покрытие.
Достоинствами двухслойного покрытия химический никель—иммерсионное золото являются:
• надежная защита печатных элементов платы от коррозионных воздействий;
• обеспечение сварки ультразвуковым, термокомпрессионным и смешанным методами;
• обеспечение традиционной пайки без использования активных флюсов;
• сохранение свойств покрытия в течение длительного хранения;
• плоскостность контактных площадок необходимая для установки ПМК;
• хорошая смачиваемость припоем и др.
160
Глава 4. Конструкции и методы изготовления печатных плат
Для плат поверхностного монтажа основным покрытием является двухслойное покрытие химический никель—иммерсионное золото.
Органическое защитное покрытие так же как покрытие химический никель—иммерсионное золото и обеспечивает: плоскостность контактных площадок, необходимую для поверхностного монтажа; паяемость ПП в соответствии с требованиями ГОСТ 23752—79 «Платы печатные. ОТУ» в течение 1 г.; возможность двукратной пайки при смешанном монтаже.
Переходные отверстия с органическим защитным покрытием не требуют дополнительной защиты во время эксплуатации.
4.2.1.2. Тентинг-мегод или метод образования завесой
над отверстиями ПП
Тентинг-метод применяют при изготовлении ДПП, двусторонних слоев с металлизированными переходами и МПП.
Особенности тентинг-метода [8, 2]:
• металлизируется вся поверхность и отверстия заготовки ПП;
• не используются экологически агрессивные процессы осаждения ме-таллорезиста, и нанесение паяльной маски производится на медную поверхность;
• защита рисунка схемы при травлении меди с пробельных мест обеспечивается пленочным фоторезистом, который закрывает и проводники, и отверстия, создавая над ними зонтик; для получения защитного рельефа (изображения) рисунка схемы используют пластичные сухие пленочные фоторезисты толщиной 40...50 мкм. Образованные фоторезистом завески защищают металлизированные отверстия от воздействующего под давлением (1,62...2,02) 105 Па и более травящего раствора в процессе струйного травления ПП. Поэтому для сохранения целостности завесок и исключения их попадания в отверстия применяют фоторезисты толщиной не менее 40...50 мкм;
• травление рисунка производят в кислых растворах хлорида меди, что облегчает их регенерацию и утилизацию;
• для изготовления ДПП и слоев МПП используют двусторонние фольгированные диэлектрики с толщиной медной фольги не более 18 мкм;
• для обеспечения надежной защиты отверстий диаметр контактной площадки выполняют в 1,4 раза больше диаметра отверстия, а минимальный поясок контактной площадки b (ширина между краем контактной площадки и отверстием) — не менее 0,1 мм;
• для гальванического меднения используют электролиты с добавками, например, БСД, обладающие высокой рассеивающей способностью и позволяющие получать пластичные осадки гальванической меди;
• хорошее сочетание с процессом прямой металлизации см. п. 5.5.2.1, после которой осуществляется полная металлизация поверхности, и отверстий и др.
Основные этапы изготовления представлены в табл. 4.8.
Двусторонние ПП
161
Таблица 4.8. Основные этапы тентинг-метода или метода образования завесой над отверстиями ПП
№ п/п ' Основной этап Эскиз этапа
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок ___________ Фольга (Лф= 18 мкм) Диэлектрик
3 Получение фиксирующих отверстий
4 Получение монтажных и переходных отверстий
j
5 Химическая (3,4) мкм и гальваническая (35...40) мкм металлизация поверхности ДПП и стенок отверстий Металл (35...40 мкм)
6 Нанесение сухого пленочного фоторезиста (СПФ) толщиной 40...50 мкм
^СПФ
7 Получение защитного рельефа фотохимическим способом ВВфФФФЗ ) Завеска
8 Травление меди с пробельных мест BSSSSSq / За веска
9 Удаление защитного рельефа
Далее см. табл. 4.7, п.п. 11—16
Основные достоинства и преимущества тентинг-метода:
• наименьшая продолжительность технологического цикла;
• не используют щелочные медно-хлоридные травильные растворы, содержащие аммонийные соединения, затрудняющие обработку сточных вод;
• улучшенные экологические показатели производства;
• экономичность ТП.
Субтрактивные методы, рассмотренные выше (рисунок печатных плат получается травлением меди с пробельных мест), применяемые в настоящее время, имеют ограничения по разрешающей способности рисунка схемы, т. е. по минимально воспроизводимой ширине проводников и расстояний между ними, размеры которых связаны с толщиной проводников (37]:
• при толщине проводников 5...9 мкм можно получить ширину проводников и зазоров порядка 50 мкм;
• при толщине проводников 20...35 мкм — 100... 125 мкм;
• при толщине проводников 50 мкм — 150...200 мкм.
fe Проектирование ц технология
печатных плат
162
Глава 4. Конструкции и методы изготовления печатных плат
Для получения логических слоев и ДПП с металлизированными переходами с более плотным печатным рисунком, с шириной проводников 125 мкм и менее, например, 100 мкм, при толщине 50 мкм, применяют SMOBS-процесс с использованием диэлектрика с тонкомерной фольгой, толщиной 5...9 мкм. В этом случае ТП имеет ряд особенностей:
• предварительная металлизация стенок отверстий и поверхности фольги заготовок диэлектрика выполняется на минимально возможную толщину 8... 10 мкм.
• для получения изображений используют тонкие СПФ с более высокой разрешающей способностью и гальваностойкостью;
• подготовка поверхности подложки перед нанесением СПФ из-за небольшой толщины фольги и металлизированного слоя и во избежание их повреждения, проводится химическим способом;
• СПФ наносят при низкой скорости 0,5 м/мин валковым методом, при температуре нагрева валков (115±5) °C, на подогретые до температуры 60...80 °C заготовки;
• при экспонировании используют установки с точечным источником света, обеспечивающие высококоллимированный интенсивный световой поток на рабочую поверхность копировальной рамы с автоматическим дозированием и контролем световой энергии;
• фотошаблоны — позитивы должны иметь резкость края изображения 3...4 мкм;
• проявление изображений проводят в установках проявления — процессорах в стабилизированном трихлорэтане;
• травление меди с пробельных мест схемы суммарной толщиной 10... 15 мкм осуществляют в травильной установке с медноаммиач-ным травильным раствором;
• в качестве металлорезиста применяют сплав олово—свинец (ПОС-61) толщиной 9... 12 мкм с последующим его удалением или никель толщиной 3...5 мкм.
4.2.1.3. Метод фрезерования (метод оконтуривания)
Этот механический метод применяют при единичном изготовлении ДПП полностью на одном универсальном станке фирм, например, LPFK, Bungard, VHF, Mitronic. Он включает следующие этапы:
• подготовка управляющего файла для станка;
• сверление монтажных и переходных отверстий по программе;
• фрезерование (высвобождение) мест от фольги твердосплавными коническими фрезами с углом при вершине 60 или 30 град. Файл оконтуривания генерируется в одной из программ CAD-CAM (InstantCAM, CircuitCAM, САМ 350);
• металлизация монтажных и переходных отверстий.
Применяя фрезу с рабочим диаметром 100 мкм, изготавливают ДПП по 4-му классу точности, т. е. между выводами ЭРИ со стандартным шагом 2,54 мм можно провести пять проводников. При этом основным требованием, предъявляемым к материалу ДПП, является плоскостность.
Двусторонние ПП
163
Для исключения разброса ширины реза при фрезеровании применяют специальные прижимные головки. При этом контролируют глубину врезания фрезы в заготовку и равномерность прижима заготовки к рабочему столу.
Металлизацию переходных отверстий осуществляют пустотелыми заклепками (фирма Bungard); облуженными пустотелыми заклепками, содержащими припой с флюсом, которые вставляют в отверстие, и с помощью паяльника расплавляют припой (LPFK); специальными пастами, которые разогревают в печах при температуре (160±10) °C.
Основными преимуществами механического способа являются высокая оперативность и простота реализации, а недостатками — низкая производительность и высокая стоимость оборудования.
4.2.2. ДПП на жестком нефольгированном основании
На рис. 4.7 приведены методы изготовления прецизионных ДПП и общего применения на жестком нефольгированном основании. Основные операции ТП их изготовления приведены ниже.
Основные характеристики ДПП на жестком нефольгированном основании представлены в табл. 4.9.
Рис. 4.7. Классификация методов изготовления ДПП на жестком нефольгированном основании
164 Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.9. Основные характеристики ДПП на жестком нефольгированном основании
Показатель Характеристика
Прецизионные ДПП ДПП общего применения
на нефольгированном диэлектрике на металлическом основании на нефольгированном диэлектрике на термопластах
Область применения Промышленная электроника, вычислительная техника Промышленная электроника, вычислительная техника, средства связи Промышленная электроника, средства связи, бытовая техника Промышленная электроника, средства связи, бытовая техника
Класс точности 4, 5 и выше 4, 5 3 3
Группа жесткости I—III 1—111 I—III I—III
Рекомендуемые максимальные габариты, мм 500 х 600 500 x 600 500 х 600 500 х 600
Материал основания СТЭК Сталь, титан, алюминиевые сплавы Стеклотекстолит нефольгирован-ный (СТЭК) Термопласт
Минимальный диаметр отверстия, мм 0,4... 1,5 0,4... 1,5 0,4... 1,5 0,4... 1,5
Минимальная ширина проводника, мм 0,1...0,040 0,1 0,25 0,25
Тип производства Мелкосерийное, серийное Серийное Мелкосерийное, серийное, крупносерийное Серийное
Метод изготовления Электрохимический (табл. 4.10), аддитивный, фотоформирование (табл. 4.12) Электрохимический (табл. 4.10), аддитивный Электрохимический (табл. 4.10), с активирующими пастами (табл. 4.13) Электрохимический (табл. 4.10), фотоформирование (табл. 4.12), с активирующими пастами (табл. 4.13)
Рассмотрим методы изготовления ДПП на нефольгированном диэлектрике подробнее.
4.2.2.1. Электрохимический (полуаддитивный) метод
В настоящее время широко применяется электрохимический метод изготовления прецизионных ДПП и ДПП общего применения на нефольгированном жестком, гибком основании, а также слоев МПП. Данный метод имеет несколько вариантов исполнения, в зависимости от которого ПП
Двусторонние ПП
165
могут быть изготовлены по 3-, 4- или 5-му и выше классам точности. В табл. 4.10 приведена последовательность основных этапов различных вариантов изготовления ПП.
Таблица 4.10. Основные этапы ТП изготовления ДПП на жестком нефольгированном основании электрохимическим (полуаддитивиым) методом (прецизионных ДПП и общего применения)
№ п/п Основной этап Возможный способ получения Эскиз этапа изготовления ДПП
1 Входной контроль диэлектрика
2 Получение заготовок 1. Резка. 2. Штамповка. 3. Резка лучом лазера (для прецизионных ПП)
3 Получение фиксирующих отверстий Сверление См. табл. 4.2, п. 3
4 Получение монтажных и переходных отверстий Сверление ш | m
5 Подготовка поверхности 1. Физические методы. 2. Химические методы
6 Металлизация заготовок ДПП общего применения 1. Магнетронное напыление. 2. Термолиз меди и предварительное электролитическое меднение. 3. Прямая металлизация Прецизионные ДПП 1. Химическое меднение 3...5 мкм. 2. Химико-гальваническое меднение 5... 10 мкм. 3. Прямая металлизация Медь Диэлектрик
7 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
8 Нанесение защитного рельефа ДПП общего применения 1. Сеткографический способ. 2. Фотохимический способ Прецизионные ДПП 1. ФХ и ФХ с ФР лазерного экспонирования За Of ЩИТНЫЙ >сльеф
Далее — по табл. 4.7, начиная с п. 8.
Существуют несколько вариантов изготовления ДПП электрохимическим методом.
1-й вариант. На нефольгированное основание, покрытое адгезионным слоем со сквозными монтажными и переходными отверстиями наносят проводящий слой, который получен методом химического осаждения меди (подслой меди толщиной 3...5 мкм). Далее процесс изготовления см. по табл. 4.10. В качестве металлорезиста применяют сплав олово—свинец или
166
Глава 4. Конструкции и методы изготовления печатных плат
полимерный травильный резист. Получают прецизионные ДПП 5-го класса точности. Недостатками данного варианта являются [38]: потребность в сложных и дорогостоящих химикатах для операции химического осаждения меди на диэлектрик; растворы химического меднения трудно поддаются утилизации и экологически опасны; травлению подвергается медь, растворы которой также экологически опасны, а средства регенерации травильных растворов сложны, дороги и энергоемки; соли олова и свинца относятся к экологически опасным.
2-й вариант. На нефольгированное основание, покрытое адгезионным слоем со сквозными монтажными и переходными отверстиями наносят проводящий слой, сформированный методом химико-гальванического осаждения меди (подслой меди толщиной 5... 10 мкм). Далее процесс изготовления см. по табл. 4.10. Получают прецизионные ДПП 5-го класса точности. Недостатки: большие затраты материальных средств как на реализацию самих процессов, так и на обеспечение их экологической безопасности.
3-й вариант. На поверхность нефольгированного диэлектрика наносят адгезионный слой и напыляют вакуумно-дуговым методом медь, на которой в дальнейшем формируют проводящий рисунок схемы в соответствии с ТП, приведенным в табл. 4.10. Получают ДПП 3-го класса точности. Недостаток — ограничение по конструктивно-технологическим характеристикам печатных плат (отношение толщины платы к диаметру отверстия не более трех). Достоинством этого варианта является снижение экологической опасности.
4-й вариант. На нефольгированное основание, покрытое адгезионным слоем со сквозными монтажными и переходными отверстиями наносят проводящий слой, сформированный методом термолиза меди (обработка ПП в аммиачной соли гипофосфита меди; толщина подслоя меди — 0,3 мкм) с последующим предварительным электролитическим меднением (подслой меди толщиной 5...7 мкм). Далее процесс изготовления см. по табл. 4.10.
5-й вариант. Токопроводящий подслой из алюминия формируют на поверхности заготовки из нефольгированного диэлектрика, например, стеклотекстолита эпоксидно-фенольного марки СТЭФ и на стенках сквозных монтажных и переходных отверстий термолизом хлораланового раствора А1НИС13_„, где п - 1, 2, при температуре 80... 100 °C (из раствора хло-ралана А1Н„С13_„, полученного синтезом из литийалюминийгидрида и хлорида алюминия в этиловом эфире).
Толщина осаждаемого подслоя алюминия регулируется временем проведения термолиза и составляет 5... 10 мкм. В результате высокой химической активности алюминия (особенно в тонких слоях) на нем образуется защитная оксидная пленка толщиной 0,1...0,2 мкм. Эта пленка формируется путем пассивации алюминиевого покрытия ПП в смеси «сухого» диэтилового эфира и этилового спирта. Тонкая пленка оксида алюминия обеспечивает высокую адгезию нанесенного слоя меди на алюминий и является промежуточным диэлектрическим слоем, препятствующим контактной
Двусторонние ПП
167
коррозии. Последовательность основных операций ТП по 5-му варианту электрохимического метода приведена в табл. 4.11.
Таблица 4.11. Разновидность электрохимического (полуадцитивного) процесса
(5-й вариант изготовления ДПП)
№ п/п Операция Эскиз операции
1 Получение заготовок из нефольгированного диэлектрика марки СТЭК-1,5 (ТУ16-503.201—80)
2 Сверление в заготовках монтажных и переходных отверстий Отверстие шЦ. л
3 Нанесение подслоя алюминия методом термолиза Злой алюмг ИЦ. 1НИЯ
4 Получение рисунка ПП фотохимическим способом (формирование защитного рельефа) Злой фотор t+g''"' МГ езиста
5 Электрохимическое меднение эле Слой ктрохимиче ской меди
6 Удаление защитного рельефа
7 Травление подслоя алюминия
8 Нанесение паяльной маски J ; 1|
9 Горячее лужение контактных площадок 1 Iff | rm- Сплав
.11
10 Маркировка ПП
II Механическая обработка контура ПП
168 Глава 4. Конструкции и методы изготовления печатных плат
Медь, покрывающая проводники, контактные площадки и стенки отверстий, выполняет функцию резиста на операции травления, на которой происходит стравливание тонкого слоя алюминия на участках, не защищенных медью, т. е. травление алюминия с пробельных мест осуществляют, используя медь рисунка схемы в качестве травильного металлорезиста. Под слоем меди остается подслой алюминия и никеля. Продукты травления алюминия менее токсичны, легко химически перерабатываются в коагулянты для очистки промышленных стоков, для получения красок и т. д.
Медные проводники покрывают паяльной маской, оставляя открытыми только контактные площадки с отверстиями; паяльная маска не вздувается при пайке. Этот вариант обеспечивает возможность изготовления печатных плат 4- и 5-го классов точности. Размер ПП при этом ограничен размерами реактора для алюминирования.
Достоинства 5-го варианта метода:
• высокое качество ДПП при сохранении конструктивно-технологических характеристик;
• снижение загрязнения окружающей среды в связи с травлением алюминия только с пробельных мест, а не меди;
• исключение использования в качестве травильного металлорезиста сплава олово—свинец;
• экономия около 0,2 кг меди на каждом 1 м2 изготавливаемой ДПП, так как в отличие от обычных ПП стравливается не медь, а алюминий и притом не со всей поверхности, а только с пробельных мест (около 0,03 кг с 1 м2);
• снижение стоимости ущерба окружающей среде, поскольку исключается операция химического меднения, для которой требуются дефицитные, дорогостоящие и трудноутилизируемые химикаты.
Для усиления коррозионной стойкости платы (как вариант) на слой алюминия на проводники, контактные площадки и стенки отверстий дополнительно осаждают слой никеля толщиной 3...5 мкм. Этот слой является промежуточным между слоем алюминия и осажденным позже слоем меди; никель снижает контактную разность потенциалов между алюминием и медью и уменьшает контактную коррозию этих металлов.
Широкое применение в настоящее время полуаддитивной технологии на наружных слоях МПП вызвано необходимостью получения тонких проводников (шириной 0,08...0,04 мм и менее) для установки BGA-компонен-тов с малым шагом расположения выводов (0,5...0,25 мм) и большим числом выводов (1000 и более).
Преимущества электрохимического метода:
• возможность осаждения в отверстия или на поверхность слоя меди любой толщины, что позволяет получить сверхточные структуры проводников с незначительным коэффициентом подтравливания;
• достаточно высокая адгезионная прочность при высоких температурах;
• возможность изготовления многоуровневых схем и ПП для установки ПМК. ' 1
Двусторонние ПП
169
4.2.2.2. Аддитивный метод
Аддитивным методом изготавливают прецизионные ДПП на нефольгированном основании по 5-му классу точности. В отличие от субтрактивных методов в аддитивном методе применяют нефольгированный диэлектрик, на который селективно осаждают медь. Толщина химически осажденной на диэлектрик меди составляет порядка 25...35 мкм, удельное электрическое сопротивление — 2,8 • 10’8 Ом • м (выше чем у гальванической — 1,72 10*8 Ом • м), относительное удлинение — 4...6 %, прочность сцепления с диэлектриком — не менее 0,4 Н/3 мм [39].
При аддитивном методе в качестве материала основания ДПП применяют нефольгированный стеклотекстолит:
• с клеевыми пленками (адгезионными) на поверхности типа СТЭФ;
• с введенным в объем диэлектрика катализатором, который способствует осаждению меди на диэлектрик — типа СТАМ;
• с эмалью.
Технологический процесс изготовления зависит от применяемого материала.
Основные этапы аддитивного метода изготовления на материале СТАМ приведены на рис. В.6.
Преимущества аддитивного метода:
• высокий класс точности — 5-й;
• равномерность меди на поверхности и в отверстиях при отношении толщины ДПП к диаметру отверстия 10:1;
• короткий технологический цикл;
• сокращение количества оборудования по сравнению с субтрактивными методами;
• снижение расхода меди, так как ее осаждают селективно в соответствии с рисунком ДПП;
• возможность использования для химического меднения солей меди из травильных отходов.
К недостаткам аддитивного метода относятся:
• высокое удельное электрическое сопротивление химической меди;
• наличие адгезионного слоя на поверхности, подверженного старению;
• тенденция химической меди к растрескиванию под воздействием сильных термических ударов и др.
4.2.2.3. Метод фотоформирования
Метод фотоформирования является одним из вариантов аддитивного метода [39]. Он применяется для изготовления ДПП и слоев МПП на нефольгированном основании 5-го класса точности. В качестве материала основания используют слоистые диэлектрики, керамику, металл с покрытием из смолы.
Для получения рисунка методом фотоселективной активации применяют фотоактиваторы (фотопромоторы) — светочувствительные растворы со
170
Глава 4. Конструкции и методы изготовления печатных плат
лей меди или серебра на основе органических кислот (винной, глутаминовой и др.). Фотоактиваторы наносят на подложку, затем проводят экспонирование; под действием УФ-излучения ионы меди восстанавливаются, формируя отчетливое изображение рисунка схемы. Проявление рисунка осуществляют в ванне химического меднения, в которой в результате автокаталитического процесса происходит восстановление меди. Основные этапы метода фотоформирования приведены в табл. 4.12.
Таблица 4.12. Основные этапы метода фотоформнрования
№ п/п Основной этап метода Возможный способ получения Эскиз этапа
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок из нефольгированного диэлектрика, например, СТЭФ-1-2ЛК с клеевыми пленками на поверхности 1. Резка. 2. Штамповка. 3. Лучом лазера (для прецизионных ПП) ^^Ждиэлеюрик
3 Получение фиксирующих отверстий Сверление См. табл. 4.2
4 Получение монтажных и переходных отверстий Сверление
5 Подготовка поверхности 1. Физические методы. 2. Химические методы
6 Нанесение фотоактиватора
7 Получение рисунка схемы Метод фотоселективной активации
8 Удаление фотоактиватора
9 Толстослойное химическое меднение
10 Контроль топологии
Далее — по табл. 4.2, с п. 11.
Одним из вариантов метода фотоформирования является вычерчивание световым лучом рисунка схемы по нанесенному на нефольгированный диэлектрик фотоактиватору, после чего на восстановленный металл осаждают медь химическим способом. Далее ТП осуществляют в соответствии с табл. 4.2.
Методом фотоформирования можно получить ДПП или слои МПП по 5-му классу точности и выше.
Двусторонние ПП
171
4.2.2.4. Двусторонние ПП общего применения на нефольгированном основании с применением активирующих паст
ДПП на нефольгированном диэлектрике, изготовленные с применением автивирующих паст, обладают теми же характеристиками, что и аналогичные ОПП (см. § 4.1.2, табл. 4.4). Основные этапы ТП изготовления этих ДПП приведены в табл. 4.13.
Таблица 4.13. Основные этапы ТП изготовления ДПП на нефольгированном основании с использованием активирующих паст
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ДПП
1 Входной контроль диэлектрика
2 Получение заготовок 1. Штамповка. 2. Резка
3 Получение фиксирующих (базовых) и монтажных отверстий Сверление
4 Удаление защитной пленки
5 Подготовка поверхности 1. Физические методы. 2. Химические методы
6 Получение рисунка схемы активирующими пастами Сеткография активирующими пастами См. табл. 4.5, п. 5
7 Металлизация рисунка Метод замещения активирующих паст медью См. табл. 4.5, п. 6
8 Толстослойное химическое меднение См. табл. 4.5, п. 7
9 Контроль топологии
Далее — по табл. 4.7, пп. 11—16.
Недостатком ДПП является низкий класс точности: 1- или 2-й, достоинством — простота ДПП и дешевизна изготовления.
4.2.3. ДПП на металлическом основании
При изготовлении теплонагруженных ДПП для отвода теплоты в качестве основания применяют металлические листы из алюминия, меди, стали или титана толщиной 0,1...3,0 мм, покрытые изоляционным слоем. При этом наиболее ответственным моментом является процесс нанесения изоляционного слоя с требуемыми параметрами изоляции. Чаще всего применяют эпоксидное покрытие толщиной 40...150 мкм, которое наносят в виде нескольких слоев эпоксидной пасты или порошка с оплавлением каждого слоя при температуре (180 ± 5) °C.
172 Глава 4. Конструкции и методы изготовления печатных плат
Основными этапами изготовления ДПП на металлическом основании являются (табл. 4.14):
• сверление отверстий;
• нанесение изоляционного слоя;
• получение токопроводящего рисунка ДПП аддитивным или электрохимическим методами.
Таблица 4.14. Основные этапы ТП изготовления ДПП на металлическом основании
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления ДПП
1 Входной контроль металла
2 Получение заготовки Резка ШШ..— !
3 Рихтовка
4 Получение фиксирующих отверстий Сверление
5 Получение монтажных отверстий Сверление
6 Нанесение изоляционного покрытия с заполнением отверстий 1. Электростатический метод нанесения эпоксидной КОМПОЗИЦИИ. 2. Нанесение лака методом электрофореза
7 Повторная обработка монтажных отверстий Сверление и шлифование
8 Подготовка поверхности 1. Физические методы. 2. Химические методы
9 Предварительная металлизация заготовок 1. Химическое меднение 3...5 мкм. 2. Химико-гальваническое меднение 5... 10 мкм in
10 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание покрытия
Далее — по. табл. 4.7, п. 7.
Применение теплопроводных ПП на металлическом основании в связи с постоянным ростом функциональной сложности и тепловыделения ЭРИ и ПМК становится наиболее актуальным.
4.2.4. ДПП общего применения на термопластичном основании
ДПП на термопластичном основании можно изготовить: • электрохимическим методом (см. табл. 4.10);
• методом фотоформирования (см. табл. 4.12);
• с применением активирующих паст (см. табл. 4.13).
Двусторонние ПП
173
Основные этапы изготовления ДПП на термопластичном основании методом фотоформирования приведены в табл. 4.15.
Таблица 4.15. Основные этапы изготовления ДПП на термопластичном основании методом фотоформирования
№ Основные этапы
1 Отливка заготовки из термопластичного материала (литье под давлением)
2 Нанесение адгезионного слоя и фотоактиватора на заготовку
3 Получение рисунка схемы методом фотоселектианой активации: а) УФ-экспонирование; б) проявление рисунка
4 Толстослойное химическое меднение
5 Нанесение паяльной маски
6 Лужение
7 Отмывка флюса
8 Маркировка
9 Контроль электрических параметров
Технология изготовления ДПП на термопластичном основании в настоящее время требует доработки.
4.2.5. Рельефные платы
Авторами конструкции и технологии изготовления рельефных плат (РП) в нашей стране являются А. В. Богданов и Ю. А. Богданов. Рельефные платы получили свое название благодаря рельефной форме проводников, которые расположены в изоляционном основании платы и в Сечении имеют форму трапеции (рис. 4.8). Эта конструкция проводника за счет высокой прочности сцепления меди с основанием в значительной степени повышает стойкость к перепайкам (до 50 перепаек), хотя в 2—3 раза меньше по ширине по сравнению с обычным печатным проводником при одном и том же сечении по меди.
Металлизированные монтажные отверстия РП имеют форму сдвоенной воронки без цилиндрической части, что позволяет отказаться от контактных площадок (рис. 4.9). Такая форма отверстий обеспечивает прочное сцепление слоя металлизации с диэлектриком, повышает надежность РП при эксплуатации.
Основание Проводник
платы
Рис. 4.8. Форма проводника РП
I
Рис. 4.9. Форма отверстий в РП
174
Глава 4. Конструкции и методы изготовления печатных плат
Все виды рис. 4.10.
элементов проводящего рисунка РП
представлены на
Рис. 4.10. Рельефная плата в разрезе: 1 — проводник; 2 — переходное отверстие; 3 — монтажное отверстие; 4 — глухое отверстие; 5 — ламель; В\ и й2 — ширина проводника и ламели на поверхности РП; </pi и rfp2 — ширина проводника и ламели в глубине РП; //—толщина заготовки РП; h\ и й2 — глубина проводника и ламели; D\, fy, D3 — диаметр переходного, сквозного монтажного и глухого отверстий на поверхности; D01, D02, £>03 — дивметр переходного, сквозного монтажного и глухого отверстий в глубине РП соответственно; а — угол конуса
Отсутствие контактных площадок, малая ширина проводников, расположение переходных металлизированных отверстий, диаметр которых не превышает ширины проводника в шаге трассировки, позволяют изготавливать РП повышенной плотности монтажа, эквивалентные 6— 10-слой-йым МПП в зависимости от шага трассировки, и располагать 4—5 проводников между отверстиями диаметром 0,8 мм и межцентровым расстоянием 2,5 мм [40].
Ортогональное расположение проводников (в продольном направлении на одной стороне и в перпендикулярном на другой) позволяет размещать переходные отверстия в любой точке пересечения трасс с шагом 0,3 мм, что укорачивает электрические связи, снижает уровень помех, паразитные связи и т. п. Роль экранов в РП выполняют шины земли и питания, которые чередуются с проводниками логических связей. Проектирование РП осуществляется с помощью систем автоматизированного проектирования на базе пакетов прикладных программ типа ПРАМ 5/3, PCAD 4.5—8.5, СПРИНТ, DisignLab, RELEF и др.
Преимущества РП:
• сверхвысокая плотность монтажа ЭРИ на ПП, габариты и функциональные возможности которой эквивалентны МПП при уплотненной компоновке;
• высокий класс точности (4 или 5);
• возможность применения как традиционной элементной базы, так и ПМК;
• низкая трудоемкость проектирования РП за счет применения простого алгоритма трассировки;
• высокая эксплуатационная надежность РП;
• возможность замены фольгированных стекловолокнистых диэлектриков лучшими по качеству полимерными нефольгированными материалами, имеющими более низкую стоимость;
Двусторонние ПП
175
• отсутствие экологически вредных фотохимических процессов нанесения защитного рельефа, процессов изготовления оригиналов, фотошаблонов и соответствующего оборудования;
• возможность наиболее полной механизации и автоматизации ТП изготовления и контроля РП;
• общее число операций ТП изготовления РП примерно в 10 раз меньше, чем при изготовлении МПП;
• электрическое сопротивление проводника по постоянному току в 1,5 раза меньше, чем у МПП;
• высокая устойчивость к изгибам (возможен прогиб РП до 40...50 % относительно длины).
4.2.5.1. Конструирование рельефных плат
Конструирование РП выполняется в той же последовательности, что и конструирование ОПП, ДПП, МПП и ГПП (см. выше).
1. Выбор типа конструкции ПП (РП).
2. Выбор класса точности (4, 5 — для РП).
3. Выбор материала основания (СТАМ для РП ТУ16-503.240—83, СТЭФ).
4. Выбор габаритных размеров РП. При этом возможны следующие варианты:
а) при использовании базовых несущих конструкций (БНК) 1-го уровня (ячейки и РП) предпочтительными являются размеры 170 х 200; 170 х 150; 170 х ПО; 170x75;
б) при разработке оригинальной конструкции модуля 1-го уровня необходимо, чтобы установочные и присоединительные размеры позволяли устанавливать ячейку в БНК более высоких конструктивных уровней;
в) при разработке ячейки и РП оригинальной конструкции.
Во втором и третьем варианте рассчитывают площадь РП с учетом установочных площадей ЭРИ, ПМК, шага и варианта их установки. Коэффициент заполнения РП и прочие размеры сторон РП подбирают по ГОСТ 10317-79.
Максимальную толщину РП выбирают в зависимости от выбранного шага трассировки, который равен минимальному расстоянию между центрами переходных металлизированных отверстий.
5. Установка соединителей. Электрические соединители устанавливают вдоль большей стороны РП или вдоль той стороны, перпендикулярно которой проходит большинство трасс проводников.
6. Выбор варианта установки, формовки ЭРИ по ОСТ40Ю.030—81 и ПМК по РД107.460000.019—90, а также номенклатуры применяемых монтажных отверстий (рис. 4.11—4.17).
Для установки ЭРИ с планарными выводами на РП изменяют типовую формовку выводов. Поскольку ЭРИ имеют большую установочную площадь, то их устанавливают в сквозные и глухие отверстия (как показано на рис. 4.12, 4.13, 4.14 и 4.17), что сокращает установочную площадь на 20...25 %.
176
Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.11. Установка и пайка ЭРИ с плоскими планарными выводами и ПМК в металлизированную ламель
Рис. 4.12. Установка у пайка ЭРИ с плоскими планарными выводами, формованные для установки в сквозное круглое монтажное отверстие
Рис. 4.13. Установка и пайка ЭРИ с плоскими планарными выводами, формованными для установки в глухое круглое монтажное отверстие и пайки встык
Рис. 4.15. Установка и пайка ЭРИ с плоскими планарными выводами в глухое О-образное монтажное отверстие
Рис. 4.14. Установка и пайка ЭРИ с плоскими планарными выводами, формованными для установки в сквозное О-образное монтажное отверстие РП
Рис. 4.16. Установка и пайка ЭРИ с плоскими штыревыми выводами в сквозное круглое монтажное отверстие
Рис. 4.17. Установка и пайка ЭРИ с круглыми штыревыми выводами в сквозное круглое монтажное отверстие
Наибольшую плотность монтажа обеспечивают варианты установки ЭРИ в глухие отверстия.
7. Размещение и трассировка ЭРИ (ПМК). При этом основными требованиями являются: обеспечение минимальной длины связи, минимального количества переходов с одной стороны на другую, исключения паразитных связей между проводниками и пр. Для выполнения этих требований наиболее целесообразно однотипные ЭРИ и ПМК располагать рядами, а монтажные отверстия разнотипных ЭРИ, ПМК и ламели — в одну линию.
За начало отсчета при конструировании принимают левый нижний угол РП. Трассировка рисунка схемы может проводиться с шагом 0,3; 0,4; 0,5; 0,625 мм. Пример варианта трассировки представлен на-рис. 4.18 и 4.19. Малый шаг трассировки в сочетании с переходными отверстиями в шаге трассировки позволяют получать высокие трассировочные возможности РП.
8. Выбор шага координатной сетки. Особенностью РП является возможность использования постоянных и переменных шагов трассировки,
Двусторонние ПП
177
2,5
ч
2
Рис. 4.18. Примеруграссировки РП: 1 — проводник шириной 0,25 мм; 2 — переходные отверстия D\ = 0,25 мм;лминимальный шаг трассировки — 0,5 мм; сквозные монтажные отверстия в шаге 2,5 мм — d= 1,2 мм; элементная база — микроскемы в корпусе DIP
Рис. 4.19. I — переходные отверстия; 2 — проводник шириной 0,2 мм; 3 — глухие отверстия; минимальный шаг трассировки — 0,4 мм; глухие монтажные отверстия в шаге 1,25 мм — d = 0,8 мм; элементная база — микросхемы с планарными выводами, сформированными перпендикулярно плоскости основания;-----проводники первого слоя; - ---проводники
второго слоя
что повышает трассировочные возможности за счет симметричного прохождения трасс через большинство монтажных точек. Выбор шага выполняют в соответствии с шагом ЭРИ (ПМК), устанавливаемых на РП. Например, при использовании ЭРИ с шагом выводов 1,25 используют переменные шаги трассировки 5= 0,4 + 0,4 + 0,45 = 1,25 мм; при шаге выводов ЭРИ равном 1,0 мм — 5= 0,33 + 0,33 + 0,34 = 1,0 мм и т. д.; шаг трассировки зависит также от толщины заготовки (табл. 4.16).
178
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.16. Основные параметры проводников РП
Параметр проводника РП
Шаг трассировки S, мм Ширина Bi, мм Глубина Л|, мм Угол конуса а, град Толщина заготовки Н, мм
0,3 0,15 0,1 32 0,5...0,8
0,4 0,2 0,12 32 0,8... 1,0
0,5 0,25 0,15 32 1,0... 1,2
C/2S 0,3 0,15 40 1,2... 1,5
9. Расчет элементов проводящего рисунка РП:
а) расстояние между элементами проводящего рисунка и краем РП должно быть не менее 0,3 мм;
б) расстояние от края паза, выреза, неметаллизированного отверстия до элементов проводящего рисунка должно быть не менее 0,3 мм;
в) расстояние между элементами проводящего рисунка — не менее 0,2 мм;
г) расчет ширины печатных проводников. Выполняется в соответствии с допустимой токовой нагрузкой по ГОСТ 23751—86 (см. разд. 3.12.4);
д) расчет наименьшего номинального расстояния между двумя проводниками. Выполняется с учетом значений рабочих напряжений по ГОСТ 23751—86 (см. разд. 3.12.6).
10. Расчет параметров рельефного рисунка при фрезеровании и сверлении отверстий РП.
Ширину проводников Вх и ламелей В2 рассчитывают следующим образом (см. рис. 4.10):
В = dp + 2tg^A, (4.1)
где cfp — наименьшее номинальное значение ширины проводника, рассчитанное с учетом рабочих напряжений и токов;
h — глубина проводника (см. табл. 4.16) или ламели (табл. 4.20).
Диаметры переходных, монтажных и глухих отверстий определяют по формуле
P = P0+2tg^tf. (4.2)
Здесь Н — толщина заготовки РП (см. табл. 4.16) или глубина сверления глухих отверстий (табл. 4.19);
D0(D0l, D02, D03) — диаметр переходного, сквозного монтажного и глухого отверстий в глубине РП (см. табл. 4.17, 4.18, 4.19 или формулу (4.3)).
Основные параметры проводников, переходных монтажных, глухих отверстий и ламелей представлены в табл. 4.16—4.20.
Двусторонние ПП
179
Таблица 4.17. Основные параметры переходных отверстий
Шаг трас- Толщина Диаметр переходного Диаметр переходного Угол конуса пе-
сировки заготовки отверстия на поверхно- отверстия в глубине реходного отвер-
РП S, мм РП Н, мм сти заготовки Dit мм РП Ди, мм стия а, град
0,3 0.5...0.8 0,16 0,11 6
0,4 0,8 0,22 0,13 12
1,0 0,22 0,16 6
0,8 0,25 0,16 12
0,5 1,0 0,25 0,13 12
1,2 0,3 0,18 12
1,5 0,3 0,15 12
0,8 0,3 0,2 12
0,625 1,0 1,2 0,3 0,3 0,19 0,18 12 12
1,5 0,35 0,13 12
Таблица 4.18. Основные параметры монтажных отверстий РП для г„ = 0,025 мм н t3 = 0,1 мм
Диаметр монтажного отверстия в глубине РП Дог, мм Диаметр монтажного отверстия на поверхности заготовки £>2, мм Угол конуса монтажного отверстия а, град
Толщина заготовки Н, мм
0,7 1,0 1,2 1,5
0,5 0,65 0,71 0,75 0,82
0,6 0,75 0,81 0,85 0,92
0,7 0,85 0,91 0,95 1,02
0,8 0,95 1,01 1,05 1,12
0,9 1,05 1,11 1,15 1,22
1,0 1,15 1,21 1,25 1,32 24
1,1 1,25 1,31 1,35 1,42
1,2 1,35 1,41 1.45 1,52
1,3 1,45 1,51 1,55 1,62
1,4 1,55 1,61 1,65 1,72
1,5 1,65 1,71 1,75 1,82
Таблица 4.19. Основные параметры глухих отверстий
Шаг трассировки РП S, мм Диаметр глухого отверстия на поверхности Оу, мм Диаметр основания глухого отверстия в глубине РП Доз, мм Угол конуса глухого отверстия а, град Глубина сверления глухого отверстия й, мм I
0,3 0,65 0,48 24 0,4 ।
0,4 0,8 0,65
0,5 0,65 0,8 0,5 0,65
0,625 0,8 0,63
180
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.20. Основные параметры ламелей
Шаг трассировки РП 5, мм Ширина ламели на поверхности В2, мм Глубина фрезерования ламели h2, мм Угол конуса ламели а, град
0,3 0,65 0,2 24
0,4 0,8
0,6 0,65
0,625 0,8
Допускается уменьшение ширины проводящего рисунка по сравнению с шириной рельефного рисунка, при этом минимально допустимая ширина проводящего рисунка должна быть не менее 0,15 мм для проводников шириной 0,25 мм и 0,65 мм для проводников шириной 0,8 мм.
Уменьшение размеров остальных элементов проводящего рисунка не должно превышать 0,15 мм.
Диаметр монтажных и глухих отверстий Do в глубине РП, в которые устанавливают ЭРИ, рассчитывают по формуле:
A = dK +2(/м +О, (4.3)
где dK — диаметр описанной окружности вывода ЭРИ;
tM — толщина металлизации;
t3 — минимальный зазор между выводами ЭРИ и металлизированным монтажным или глухим отверстием.
Значения D02 приведены в табл. 4.18 для tM = 0,025 мм и = 0,1 мм.
Пример 4.1. Рассчитать параметры рельефного рисунка, полученного фрезерованием и сверлением заготовки РП: ширину Bi и глубину h\ проводника, выбрать минимальный шаг трассировки S, толщину заготовки Н, параметры переходных отверстий, форму монтажных (сквозных или глухих) отверстий; рассчитать диаметр монтажных отверстий DOi и диаметр на поверхности заготовки D\ для установки ИМС в корпусе 201.14-8 (DIP) при ширине проводника в глубине РП dp = 0,15 мм (рис. 4.20).
Решение. Рассчитаем ширину проводника Вх на поверхности РП по формуле (4.1)
Д = dp + 2tg | Л,
при dp = 0,15 мм — ширина проводника в глубине РП; Л, = 0,12 мм — глубина проводника; а = 32° — угол конуса проводника (см. табл. 4.16):
Bt = 0,15 + 2tg 16° • 0,12 = 0,15 + 2 • 0,28 • 0,12 = 0,21 мм.
По табл. 4.16 выбираем основные параметры проводника для ширины проводника Bt = 0,2 мм — минимальный шаг трассировки 5 = 0,4; толщину заготовки Н= 0,8 мм.
По табл. 4.17 выбираем основные параметры переходных отверстий для шага трассировки 5= 0,4, толщины заготовки Н= 0,8 мм. Диаметр переход-
Двусторонние ПП
181
Рис. 4.20. Вариант установки, установочные размеры и габариты ИМС в корпусе 201.14-8
кого отверстия на поверхности заготовки Л, = 0,22 мм; диаметр переходного отверстия в глубине РП Dm = 0,13 мм; угол конуса переходного отверстия а = 12°.
Для выбора основных параметров сквозных монтажных отверстий по табл. 4.18 необходимо определить диаметр монтажного отверстия на поверхности заготовки D2 по формуле (4.2)
D2 = D02 +2tgyA,
где диаметр монтажного отверстия в глубине заготовки Л02 рассчитывают по формуле (4.3):
< + 2(/м + /3).
Поскольку микросхемы в корпусах 201.14-8 имеют плоские выводы размером 0,5 х 0,3 мм, диаметр описанной окружности вывода равен dK = 0,58 мм, /м = 0,025 мм, t3 = 0,1 мм, то
D02 = 0,58 + 2 • (0,025 + 0,1) = 0,58 + 2 • 0,125 = 0,58 + 0,25 = 0,83, мм.
Диаметр монтажного отверстия на поверхности заготовки при угле конуса а = 24° (см. табл. 4.18) равен
D2 = 0,83 + 2tg 12° • 0,8 = 0,83 + 2 • 0,21 • 0,8 = 1,16 мм.
182 Глава 4. Конструкции и методы изготовления печатных плат
Установка и пайка микросхемы в корпусе 201.14-8 с плоскими штыревыми выводами в сквозное круглое монтажное отверстие производится в соответствии с рис. 4.16.
4.2.5.2. Технология изготовления рельефных плат
Существуют следующие методы получения рельефного рисунка схемы (канавок, отверстий и ламелей):
• фрезерование на станках с ПУ граверными резцами;
• прессование диэлектрика на специальных рельефных пресс-формах с последующим досверливанием отверстий на координатно-сверлильных станках;
• литье под давлением эпоксидной пластмассы, при этом получаются канавки под проводники и сквозные отверстия платы.
Токопроводящие участки РП можно изготавливать субтрактивным, по-лудддитивным и аддитивным методами.
Субтрактивный метод состоит из следующих этапов.
1. Получение заготовки из материала СТЭФ.
2. Получение фиксирующих (базовых) отверстий.
3. Получение канавок, монтажных и переходных отверстий.
4. Мативирование (зачистка) поверхности заготовок.
5. Химическое меднение заготовок (толщина 3...7 мкм).
6. Гальваническое меднение заготовок (толщина меди 25...40 мкм).
7. Нанесение защитного резиста (жидкой спиртоканифольной смеси) на всю поверхность металлизированной заготовки.
8. Зернение (удаление защитного резиста с пробельных мест).
9. Травление меди с пробельных мест.
10. Лужение.
11. Контроль.
Мативирование поверхности гидроабразивной обработкой необходимо для очистки поверхности и отверстий от стружки после фрезерования и сверления, для создания шероховатости пробельных мест, для очистки от Загрязнений и обеспечения равномерности покрытия химической медью.
В результате нанесения защитного резиста и испарения спирта из спиртоканифольной смеси при повышенной температуре вся поверхность заготовки покрывается равномерной канифольной пленкой.
Операцию зернения проводят в вибробункере, в котором керамические шарики оббивают канифольную пленку с пробельных мест.
При лужении в расплавленном припое канифольная пленка выступает в роли флюса и способствует осаждению припоя на проводящий рисунок РП.
Полуаддитивный метод состоит из следующих операций.
1. Получение заготовки из материала СТЭФ.
2. Получение фиксирующих (базовых) отверстий.
3. Получение канавок, монтажных и переходных, отверстий.
4. Мативирование поверхности заготовки.
5. Химическое меднение (3...7 мкм).
6. Маскирование пробельных мест.
Двусторонние ПП
183
7. Гальваническое меднение в канавки и отверстия (25...40 мкм).
8. Гальваническое нанесение металлорезиста.
9. Удаление маски с пробельных мест.
10. Травление меди с пробельных мест.
11. Лужение.
12. Контроль.
Маскирование пробельных мест — накатка специальными валками защитной краски на пробельные места заготовки. Остальные операции аналогичны подобным операциям субтрактивного метода.
Аддитивный метод состоит из следующих операций:
1. Получение заготовки из материала СТАМ с введенным в объем катализатором, активизирующим осаждение химической меди, на поверхностях которого припрессована пассивная пленка.
2. Получение фиксирующих (базовых) отверстий.
3. Травление адгезионного слоя в серно-хромовой смеси.
4. Получение канавок, монтажных и переходных отверстий.
5. Химическое меднение вскрытых участков заготовки.
6. Гальваническое меднение канавок, монтажных и переходных отверстий.
7. Лужение или гальваническое осаждение припоя.
8. Контроль.
При химическом меднении интенсивное осаждение меди происходит только на вскрытых участках заготовки.
4.2.6. РИТМ-платы
РИТМ-платы — многоуровневые печатные платы (МУПП) на жестком диэлектрическом или металлическом основании, изготовленные по технологии РИТМ-процесса (разделительно-избирательное травление металлов) [41]. Конструкция этих плат представляет собой основание, на поверхности которого с одной или с двух сторон размещен объемный двухуровневый проводящий рисунок, сформированный на металлической подложке. Многоуровневые ПП бывают следующих типов: односторонние — ОМУПП (рис. 4.21) — с проводящим рисунком, расположенным с одной стороны; двусторонние — ДМУПП (рис. 4.22) — с проводящим рйсунком, расположенным с двух сторон без соединения Металлизированными отверстиями проводящих слоев и ДМУПП с соединением проводящих слоев (рис. 4.23), расположенных на противоположных сторонах основания.
В многоуровневых ПП используют металлическую подложку, в которой формируют два уровня трассировки проводников за счет избирательного вытравливания металла, оставляя его только в тех местах, где должно быть электрическое контактирование между двумя уровнями проводников в соответствии с электрической принципиальной схемой. Уровни разводки проводящего рисунка объединены между собой металлическими столбиками, которые заменяют металлизированные отверстия в ДПП и могут быть использованы в качестве контактных площадок для монтажа ПМК. Таким образом, вместо сверления и металлизации сквозных отверстий на единст-
184
Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.21. Односторонняя многоуровневая ПП: 1 — проводящий рисунок верхнего уровня; 2 — проводящий рисунок нижнего уровня; 3 — склеивающая прокладка; 4 — основание ОМУПП; 5 — опора проводящего рисунка верхнего уровня (может выполнять функции элек- трического соединения верхнего и нижнего уровней проводящего рисунка)
Рис. 4.22. Двусторонняя многоуровневая ПП без соединения металлизированными отверстиями
Рис. 4.23. Двусторонняя многоуровневая ПП с соединением проводящих слоев металлизированными отверстиями
венной операции разделительно-избирательного травления металлов получают одновременно несколько тысяч межуровневых переходов и выводов. Кроме того, в РИТМ-плате есть монтажные отверстия, которые не требуют сквозной металлизации, так как выполнены в металлическом основании.' Их можно использовать для монтажа ЭРИ, например, в DIP-корпусах.
РИТМ-платы применяются в качестве коммутационных плат в модулях, 1-го уровня (ячейках) и микросборках (МСБ). ОМУПП эквивалентны;
Двусторонние ПП
185
4—6-слойной МПП благодаря повышенной плотности межсоединений (высокой разрешающей способности), можно использовать для установки ПМК. Стоимость РИТМ-платы в 3—5 раз дешеале МПП. РИТМ-платы могут заменить гибриднопленочные пассивные структуры в БИС, СБИС и МСБ. Благодаря им улучшаются массогабаритные характеристики ЭА, сокращается разрыв между достигнутым уровнем интеграции элементной базы в настоящее время и технологическими возможностями межэлементной коммутации.
РИТМ-плату можно использовать для дальнейшего сближения методов изготовления функциональных узлов на ПП и гибридно-пленочных микросборок, а также создания единой технологии сборки МЭА на одном виде коммутационной платы, что позволит экономить материальные и трудовые ресурсы.
Габариты РИТМ-платы с металлическим основанием не имеют физических ограничений, так как металлическое основание не подвержено усадке, влагопоглощению и термостатированию, приводящим к деформации ПП из гигроскопичных фольгированных диэлектриков и потере точности взаимного расположения элементов печатного монтажа на больших площадях. Ограничением на размеры РИТМ-плат являются возможности оборудования для фотолитографических, электрохимических процессов и сложность изготовления рабочих фотошаблонов.
4.2.6.1. Конструирование МУПП
Конструирование и расчет МУПП выполняют в той же последовательности, что и для ОПП, ДПП, МПП и ГПП (см. гл. 3, в соответствии с [13]):
• изучение ТЗ на изделие (ФУ, электронный модуль), в состав которого входит разрабатываемая МУПП;
• определение и анализ условий эксплуатации и группы жесткости работы ЭА;
• выбор типа конструкции;
• выбор материала основания;
• выбор материала проводящего рисунка;
• выбор конструктивного покрытия;
• размещение ЭРИ, ПМК;
• выбор размеров, форм и расположения элементов проводящего рисунка и трассировка проводников; ,
• выбор способа маркировки;
• разработка конструкторской документации.
В зависимости от условий эксплуатации по ГОСТ 23752—79 определяют группу жесткости, в соответствии с которой предъявляют требования к конструкции МУПП, материалу ее основания, к защите от внешних воздействий (механических, климатических и др.) и все это указывают в технических требованиях чертежа МУПП.
При выборе типа конструкции (МУПП, ОМУПП, ДМУПП) необходимо оценить их трассировочную способность, технико-экономические показатели и пр.
186
Глава 4. Конструкции и методы изготовления печатных плат
Материалом основания ПП может быть металл или диэлектрик, который выбирают с учетом физико-механических, электрических параметров, экономических требований, условий эксплуатации, обеспечения тепловых режимов ЭРИ и обеспечения сопряжения ТКЛР ЭРИ, ПМК и основания МУПП при пайке и эксплуатации. Основание ПП может быть выполнено практически из любых материалов и иметь встроенный теплоотвод.
Для двусторонних многоуровневых ПП с металлизированными отверстиями необходим диэлектрический материал, например СТЭК, толщиной 1,0...1,5 мм, так как при использовании металла в качестве основания его необходимо изолировать от слоя металлизации в отверстиях. Для металлических оснований МУПП применяют алюминий марок А5, АД1, толщиной 0,8...1,5 мм, сплавы 36Н, 29НК толщиной 0,15...1,5 мм. Толщину основания МУПП выбирают в зависимости от механических и климатических воздействий для обеспечения целостности конструкции, теплоотвода, сопряжения ТКЛР ПМК и основания.
Выбор материала проводящего рисунка МУПП зависит от электрических параметров схемы, от механических и климатических воздействий в процессе эксплуатации. В качестве проводникового материала, который называется носителем, наиболее часто используют листовую низкоуглеродистую сталь СМК-15, медь и ее сплавы, например, латунь Л-69 толщиной 150...200 мм, причем на стали токопроводящий рисунок формируют гальванической медью, а на латунном или медном листе — никелем, которые имеют разное удельное сопротивление. Далее в качестве материала проводника будем рассматривать никель.
Склеивающиеся прокладки из листов прокладочной стеклоткани толщиной 0,02...0,03 мм должны иметь суммарную толщину не менее двух толщин подтравливания проводника и защитного покрытия.
Для защиты от коррозии, повышения электропроводности, снижения переходного сопротивления, обеспечения паяемости в качестве конструктивного покрытия применяются золото (толщиной 0,5... 1,5 мкм), палладий (1...5 мкм) и их сплавы, никель (толщиной 3...6 мкм) (для защиты от коррозии и повышения износоустойчивости).
Для формирования проводящего рисунка используется никель толщиной 20...50 мкм на подложке из меди или ее сплавов или медь толщиной 25...30 мкм с барьерным подслоем никеля на подложке из тонколистовой малоуглеродистой стали.
Для защиты от климатических воздействий в качестве изоляционного покрытия применяют лак УР-231 или краски УФ-отверждения.
Размер МУПП выбирают в зависимости от применяемой элементной базы, шага расположения ЭРИ, ПМК, числа устанавливаемых ЭРИ и числа задействованных выводов ЭРИ, типа корпуса и установочной площади ЭРИ, а также с учетом технических характеристик применяемого оборудования (например, автоматов для установки ЭРИ, размеров стола, ванн и др.). Необходимо также учитывать способ закрепления МУПП в модулях более высокого конструктивного уровня и установочные размеры. Предельные отклонения на размеры не должны превышать 12 квалитета. В основном применяют МУПП прямоугольной формы.
Двусторонние ПП
187
Геометрические размеры ПП определяются по методикам, приведенным в разд. 3.9.1 и 3.9.2.
Толщину МУПП выбирают в зависимости от толщины материала основания Яосн; проводникового материала (носителя) Нн, склеивающих прокладок Япр, покрытия Н„, а также механических воздействий при эксплуатации.
Толщину МУПП, Н, мм, рассчитывают по следующей формуле:
Н = Ямн + £ЯН + (0,9 * 1,2)£Япр + Я„, (4.4)
при этом предельное отклонение толщины МУПП не должно превышать ±0,2 мм.
Пример 4.2. Рассчитать толщину ОМУПП на алюминиевом основании с проводниковым материалом (носителем) из латуни со слоем никеля при толщине основания =1,0 мм; толщине слоя латуни Ялат = 0,2 мм; толщине слоя никеля Ям, = 0,020 мм; толщине склеивающих прокладок Япр = 0,02 мм; толщине покрытия Яп= 1,5 мкм (Au); ширине проводника t= 0,1 мм.
Решение. Толщину ОМУПП определяют по формуле (4.4).
Толщина носителя
Ян = Ялат + = 0,2 + 0,020 = 0,22 мм.
Суммарная толщина прокладок должна быть не менее двух величин подтравливания носителя Д/)тр, т. е.
2ХР > 2ДР,р, (4.5)
дДгр = 0,245 мм — определяют по табл. 4.21 для ширины проводника t= 0,1 мм и толщины носителя Ян = 0,22 мм.
Таблица 4.21. Величина подтравливания жесткой опоры
Ширина проводника, мкм Величина подтравливания жесткой опоры &DTp, мкм
Толшина материала носителя, мкм
50 80 100 150 220 250
50 70 100 120 170 220 270
80 85 115 135 185 235 285
100 95 125 145 195 245 295
120 105 135 155 205 255 300
150 — 150 170 220 270 320
180 — — 185 235 285 335
200 — — — 245 295 345
188
Глава 4. Конструкции и методы изготовления печатных плат
Суммарная толщина прокладок
£Япр > 2-0,245 = 0,49 мм. <
Принимаем ^ГЯпр = 0>5 мм.
Толщина ОМУПП
Н= 1,0 + 0,22 + 1,0 0,5 + 0,0015 = 1,72 мм.
Размеры, форма и расположение элементов проводящего рисунка. Отверстия и элементы проводящего рисунка необходимо располагать относительно базы координат (левый нижний угол МУПП) и лйний координатной сетки.
Размеры монтажных и переходных отверстий. Отношение диаметра монтажного или переходного отверстия к толщине МУПП должно быть не менее 1 : 3.
Номинальный диаметр монтажного металлизированного отверстия d устанавливают из следующего соотношения (см. (3.8)):
d~\^d^o\>d3+r,
где dHO — нижнее предельное отклонение диаметра отверстия (см. табл. 3.17);
d, — максимальное значение диаметра вывода устанавливаемого ЭРИ (для прямоугольного вывода за диаметр принимается диагональ его сечения);
г — разность между диаметром отверстия и диаметром вывода ЭРИ (выбирают в пределах 0,1...0,4 мм — при ручной установке ЭРИ и в пределах 0,4...0,5 мм — при автоматической установке ЭРИ).
Номинальный диаметр переходного отверстия устанавливает конструктор.
Размеры и расположение печатных проводников. Ширина печатного проводника t зависит от электрических (допустимая токовая нагрузка, погонная емкость, сопротивление проводников и пр.), конструктивных и технологических требований.
Наименьшее номинальное значение ширины печатного проводника /, мм, рассчитывают по формуле (3.11):
= ^min д I A^h.o I-
Здесь /min д — минимально допустимая ширина проводника, рассчитываемая в зависимости от допустимой токовой нагрузки в соответствии с формулами (3.12)—(3.14); Д/Но — нижнее предельное отклонение ширины проводника (см. табл. 1.1).
Ширина печатного проводника на нижнем уровне должна быть не менее 0,075 мм, на верхнем уровне — не менее 0,1 мм. Максимальная ширина проводника верхнего уровня (кроссовера) не должна превышать 0,2 мм, ширина нижнего уровня не ограничена. Проводники верхнего и нижнего уровней выполняются во взаимно перпендикулярных направлениях.
Используются две конфигурации кроссовера: гантелеобразная и сетчатая. Для РЙТМ-плат с наибольшей плотностью разводки предпочтительной является первая конфигурация, позволяющая значительно уплотнить
Двусторонние ПП
189
топологию путем расположения переходов соседних кроссоверов в шахматном порядке.
Если на верхнем уровне необходимо расположить проводник шириной более 0,2 мм, то его наносят в виде сетки (рис. 4.24).
Максимальную длину проводника (сетки) на нижнем уровне не ограничивают. На верхнем уровне максимальная длина проводника между двумя опорами не должна превышать 15 мм, а для проводника в виде сетки — 30 мм.
а б в
Рис. 4.24. Сетчатая конфигурация кроссовера: минимальная ширина окна сетки /ос = 0,250 мм
Выбор и расчет контактных площадок. Форма и размеры контактных площадок под ЭРИ с аксиальными и планарными выводами рассчитываются по формуле (3.15), причем для контактной площадки с формой отличной от круглой, минимальный диаметр определяется диаметром вписанной окружности с центром в узле координатной сетки. Форма и размеры контактных площадок под установку ПМК рассчитываются в соответствии с РД 50-708 (разд. 4) [13].
Контактные площадки жесткой опоры проводников верхнего уровня обычно выполняются круглой, квадратной или близкой к ним формы.
Диаметр контактной площадки жесткой опоры D рассчитывают по формуле
jD = jDh +AjDtp, (4.6)
где DH — номинальный диаметр контактной площадки;
ЛЛтр — величина подтравливания жесткой опоры, которая зависит от толщины проводникового материала, ширины проводника и значения которой приведены в табл. 4.21.
Расстояние между элементами проводящего рисунка. Расстояние между соседними элементами проводящего рисунка устанавливают в соответствии с электрическими (электрическая прочность изоляции, погонная емкость, паразитные связи и пр.), конструктивными и технологическими требованиями.
Наименьшее номинальное расстояние между соседними элементами проводящего рисунка 5 определяют по формуле (3.16):
= ^пйд + ДЛ).о + 'у •
Здесь Те — позиционный допуск расположения элемента проводящего рисунка относительно соседнего (см. табл. 1.1);
Д4О — верхнее предельное отклонение размеров элементов проводящего рисунка (см. табл. 1.1);
190
Глава 4. Конструкции и методы изготовления печатных плат
5minjI — минимальное допустимое расстояние между соседними элементами проводящего рисунка, которое выбирают исходя из обеспечения электрической прочности изоляции; для двух соседних проводников расстояние выбирают по табл. 1.4 и 1.5. Причем при низких напряжениях в электрических цепях минимально допустимое расстояние для нижнего уровня должно быть не менее 0,1 мм, а для верхнего — 0,15 мм.
Электрические характеристики МУПП. Электрическое сопротивление печатных проводников. Электрическое сопротивление проводников R, Ом, определяют по формуле
n к I
R = ^~- (4.7)
it
Здесь р — удельное электрическое сопротивление; h — толщина печатного проводника; к — количество участков проводника на его расчетной длине, имеющих различную ширину; L-, — длина /-го участка проводника шириной — ширина печатного проводника на /-м участке.
Если у печатного проводника покрытие составляет более 12 мкм, то сопротивление его определяют как сумму сопротивлений отдельных слоев, в соответствии с табл. 4.22.
Таблица 4.22. Удельное электрическое сопротивление
Металл Удельное электрическое сопротивление Ом • м х 10"8
Медная фольга 1,72
Гальваническая медь 1,90
Химическая медь 2,80
Олово 11,3
Алюминий 2,9
Золото 2,22
Палладий 10,3
Сталь 15,0
Никель 7,80
Серебро 1,59
Нагрузочная способность по току. Нагрузочную способность по току для МУПП, критичных к рассеивающей мощности их поверхности, устанавливают в соответствии с основным материалом проводника проводящего ри
Двусторонние ПП
191
сунка и допустимого превышения температуры проводника относительно температуры окружающей среды.
Значение допустимой токовой нагрузки для различных материалов со-
ставляет: медная фольга, А/м2 .......................(100...250) • 106
гальваническая медь, А/м2 .............(60...100) • 106
стальная фольга, А/м2 .................(25...40) • 106
алюминевая фольга, А/м2 ...............(70... 150) • 106
Величину допустимой токовой нагрузки необходимо уменьшить на 15 % для проводников, расположенных на расстоянии равном или меньшем их ширины.
Электрическая прочность изоляции. Значения допустимого рабочего напряжения между элементами проводящего рисунка, расположенными в одном слое (уровне) или в соседних слоях (уровнях), выбирают так же, как и для ОПП, ДПП, МПП, ГПП и ГЖП в соответствии ГОСТ 23751—86 из табл. 1.4 и 1.5.
4.2.6.2. Основные этапы ТП нзготовлення РИТМ-плат
По РИТМ-процессу на базе хорошо отработанной технологии ДПП, исключив наиболее трудоемкие операции сверления и металлизации сквозных монтажных и переходных отверстий, применение дорогостоящего технологического оборудования, изготавливают РИТМ-платы с шириной проводников 50 мкм и расстоянием между ними порядка 75 мкм с высокой степенью автоматизации операций изготовления плат и сборки ФУ. Наличие сквозных отверстий приводит к значительным (до 20 %) потерям по использованию площади ПП.
Главная особенность РИТМ-процесса состоит в использовании металлической подложки вместо диэлектрика при проведении операций получения защитного рельефа и электрохимического осаждения проводникового материала. Процесс изготовления РИТМ-плат на медной подложке состоит из следующих основных этапов (рис. 4.25).
1. Получение металлической подложки из меди или ее сплавов толщиной, равной ширине проводников второго уровня разводки (рис. 4.25, а).
2. Получение рисунка уровней разводки проводников на противоположных сторонах подложки (создание защитного рельефа, соответствующего негативному рисунку проводников) (рис. 4.25, б):
• двустороннее нанесение фоторезиста;
• экспонирование;
• проявление.
3. Электрохимическое осаждение никеля толщиной 15 мкм из сульфаминового электролита (селективное осаждение проводников через окна в фоторезисте). Осажденный металл проводников (никель) является метал-лорезистом на операции селективного травления металла подложки на этапе 7 (рис. 4.25, в).
4. Удаление фоторезиста между проводниками (рис. 4.25, г).
192
Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.25. Основные этапы процесса изготовления РИТМ-плат на медной подложке: а — получение металлической подложки; б — получение рисунка уровней разводки проводников на противоположных сторонах подложки (/ — фоторезист); в — электрохимическое осаждение никеля (1 — никель); г — удаление фоторезиста между проводниками (1 — проводник второго уровня; 2 — проводник первого уровня); д — затравливание металлической подложки (1 — проводник второго уровня; 2 — боковое подтравливание подложки; 3 — проводник первого уровня разводки); е — наклеивание подложки на основание из стеклотекстолита ( / — проводник второго уровня разводки; 2 — проводник первого уровня разводки; 3 — подложка; 4 — стеклоткань полимеризованная; 5 — несущее основание); ж — разделительно-избирательное травление (/ — проводник второго уровня; 2 — столбик металла для' коммутации двух уровней; 3 — проводник первого уровня)
5. Затравливание металлической подложки для увеличения рельефности проводников над подложкой. После удаления фоторезиста и подтрав-ливания подложки проводники рельефно выступают над поверхностью в результате бокового подтравливания подложки (рис. 4.25, д').
6. Наклеивание (напрессовывание) подложки на несущее основание из стеклотекстолита СТЭК толщиной 1,0...1,5 мм (или алюминия марок А5; АД1 толщиной 0,8...1,5 мм и др.) при помощи склеивающих прокладок из стеклоткани толщиной 0,02...0,03 мм, пропитанных эпоксидным компаундом в состоянии частичной полимеризации (рис. 4.25, е). Эта операция необходима для формирования диэлектрического слоя со стороны первого уровня разводки и электрической схемы соединения. Применение в качестве основания термопластичных материалов, например, фторопласта и др. позволяет исключить использование склеивающих прокладок.
7. Разделительно-избирательное травление, основанное на эффекте бокового подтравливания металлической подложки на всю толщину для образования промежутков между пересекающимися проводниками разных уровней разводки (рис. 4.25, ж), удаляется металл со всей подложки, за исключением мест перехода с одного уровня разводки на другой, где он остается в виде столбиков, поддерживающих второй уровень проводников, которые выполняют роль металлизированных отверстий в обычной ПП. Для удаления металла используют селективный травитель — на основе хромового ангидрида и серной кислоты.
8. Осаждение электрохимического припойного покрытия.
9. Заливка твердым или эластичным компаундом, включая воздушные! промежутки для повышения вибро- и удароустойчивости.
Унифицированным топологическим элементом второго уровня является кроссовер (линейный или сетчатый проводник), который отделяется за
Двусторонние ПП
193
зором от проходящих под ним проводников нижнего уровня разводки. Кроссовер опирается- на связывающие его с нижним уровнем переходы в виде столбиков металла подложки, полученные после избирательного травления (рис. 4.26).
ь
Рис. 4.26. Фрагмент РИТМ-платы (вид сверху): / — кроссовер; а — линейный размер контактной площадки; b — ширина проводников верхнего и нижнего уровней; с — линейный размер переходного столбика
Максимальная величина пролета линейного кроссовера от опоры до опоры не должна превышать 10 мм; минимальный размер перехода или столбикового вывода составляет 0,4 х 0,4 мм2.
Контактные площадки первого уровня разводки можно использовать для микросварки гибких проволочных выводов бескорпусной элементной базы. Контактные площадки второго уровня разводки, имеющие под собой жесткие опоры в виде столбиков металла, используют для установки на пастообразный припой и групповой пайки ПМК.
Достоинства РИТМ-плат:
• совместимость с ПМК, бескорпусной и традиционной элементной базой, ориентированной на автоматизированную сборку;
• не требуют применения дефицитных материалов;
• высокие коммутационные возможности на единицу площади;
• низкая стоимость по сравнению с МПП;
• возможность использования типового ТП изготовления ДПП и соответствующего оборудования;
• отсутствие операций сверления и металлизации сквозных отверстий;
• улучшенные надежностные, массогабаритные, электрические параметры;
• согласованность с элементной базой по ТКЛР;
• высокое сопротивление изоляции между соседними и пересекающимися проводниками по сравнению с обычными ПП;
• возможность выполнения ряда операций по принципу рулонной технологии;
• универсальность технологии, которая позволяет перевести на единую конструктивно-технологическую базу коммутационные платы и микросборки и др.
’ Проектирование и технология
печатных плат
194
Глава 4. Конструкции и методы изготовления печатных плат
4.3. Многослойные ПП
Многослойная ПП состоит из нескольких сигнальных слоев, разделенных изоляционными прокладками и, при необходимости, экранирующими слоями.
Многослойная ПП — коммутационный узел, состоящий из чередующихся проводниковых и изоляционных слоев, в котором проводниковые слои соединены между собой при помощи металлизированных отверстий в соответствии с электрической принципиальной схемой. Изоляционные слои пропитаны полимерной смолой в недополимеризованном состоянии (в стадии В), полимеризация которой и склеивание слоев происходит при воздействии определенной температуры на операции прессования.
Рис. 4.27. Структура МПП: 1 — сигнальный слой с печатными проводниками; 2 — изоляционный слой; 3 — переходное металлизированное отверстие (межслойный переход); 4 — рисунок наружных слоев; 5 — контактная площадка внутреннего слоя; 6 — контактная площадка наружного слоя; 7 — сквозное металлизированное отверстие; 8 — рисунок внутреннего слоя
Структура МПП представлена на рис. 4.27.
Многослойные ПП характеризуются высокой трассировочной способностью. Их применяют:
• для размещения ЭРИ с высокой функциональной сложностью: микросборок, БИС, СБИС и пр.;
• в ЭА с минимальными габаритами и массой;
• в ЭА, в которой должна быть обеспечена электрическая стабильность по всему тракту прохождения сигнала;
• в ЭА, в которой требуется экранирование значительного количества электрических цепей и пр.
Экранные слои в МПП могут выполнять различные функции, поэтому их можно использовать в качестве:
• слоев «земли»;
• слоев «земли» и «питания»;
• слоя для электромагнитной защиты электрических цепей;
• слоев в полосковых ПП, в которых строгое чередование логических и экранных слоев и точное соблюдение размеров проводников и рас
Многослойные ПП
195
стояний между слоями обеспечивают заданное волновое сопротивление линии связи; эти платы применяются в ЭА с высоким быстродействием.
Экранные слои могут быть сплошными или сетчатыми с освобождениями для специальных контактных площадок с тепловым барьером, исключающим нежелательный отвод теплоты от металлизированного отверстия в МПП во времд пайки ЭРИ. Они представляют собой обычные контактные площадки, от которых отходит несколько узких проводников, подключенных к широкому проводнику или экрану (рис. 4.28).
Рис. 4.28. Примеры выполнения контактных площадок в экранном слое
Преимущества МПП:
• высокая плотность монтажа, что уменьшает габариты и массу аппаратуры, требует уменьшения ширины проводников, расстояний между ними, размеров контактных площадок, увеличивает число слоев и внутренних межслойных переходов, уменьшает длину электрических связей и в результате повышает быстродействие ЭА;
• устойчивость к внешним воздействиям;
• стабильность электрических сигналов, в частности, за счет сокращения количества контактов разъемов и др.
• наличие экранирующих слоев между любыми внутренними слоями или на наружных слоях, которые позволяют экранировать схему от внешних и внутренних воздействий, которые также можно использовать в качестве эффективных теплоотводов и создания специальных структур.
Недостатки МПП:
• высокая стоимость;
• значительная трудоемкость изготовления и проектирования МПП;
• более высокий по сравнению с ДПП процент брака;
• возможность нарушения электрических связей в местах контакта торцев контактных площадок внутренних слоев и столбика меди в отверстиях в процессе эксплуатации;
• высокие требования к точности изготовления элементов печатного рисунка;
• значительная разница ТКЛР меди, диэлектрика и смолы и пр.
196
Глава 4. Конструкции и методы изготовления печатных плат
Основными задачами при разработке МПП для коммутации наносе-кундных логических элементов является создание:
1) печатных межсоединений с контролируемым импедансом (волновым сопротивлением), обладающих свойством однородных длинных линий, которые должны уменьшить отражения, искажающие передаваемые сигналы;
2) печатных межсоединений с контролируемыми перекрестными наводками между соседними сигнальными проводниками, зависящие от расстояния между ними в одном или соседних слоях, длины параллельно идущих печатных проводников, свойств диэлектрика и пр.
Эти задачи могут быть решены путем применения в качестве печатных межсоединений микрополосковых или полосковых линий, образующих сигнальные цепи с постоянным характеристическим (волновым) сопротивлением и контролируемыми перекрестными наводками.
Для получения в МПП линий с заданным волновым сопротивлением конструкция МПП должна быть такой, чтобы между слоями с сигнальными проводниками располагались экранные слои земли или питания в виде сплошных слоев металла или сетки проводников.
Под полосковой линией понимают печатный проводник, размещенный параллельно двум земляным слоям (рис. 4.29, а), а под микрополоско-вой — печатный проводник, имеющий земляной слой только с одной стороны (рис. 4.29, б).
к ф*ф*ф*ф*ф***4*ф*ф*ф*ф**% I
1£*К***********М***Х^^^^^^В&>ЗД г’**•*♦• f/////
а б
Рис. 4.29. Поперечное сечение печатных проводников в МПП: а — полосковая линия; б — микрополосковая линия
Конструкцию МПП выбирают в зависимости:
• от плотности сигнальных проводников;
• от допуска на волновое сопротивление;
• от перекрестных помех и пр.
Волновое сопротивление линий зависит:
• от ширины проводника;
• от расстояния сигнальных проводников до ближайших экранных слоев земли или питания;
• от диэлектрической проницаемости материала диэлектрика и окружающей среды;
• от толщины диэлектрика, которая подбирается числом склеивающих прокладок с учетом также требований к электрической прочности и межслоевой емкости;
• от взаимного расположения проводников и пр.
Разброс волнового сопротивления определяется:
• разбросом геометрических размеров проводника;
• разбросом толщины диэлектрика;
Многослойные ПП
197
• смещением проводников в различных слоях относительно друг друга, вызванным:
1) изменением геометрических размеров проводников после стравливания меди с пробельных мест при получении рисунка проводников;
2) погрешностями совмещения слоев при прессовании слоев в монолит;
3) погрешностями фотошаблона при его изготовлении, эксплуатации (возможно изменение линейных размеров фотошаблона под действием окружающей среды), совмещении фотошаблонов слоев МПП.
Многослойные ПП, как и ДПП, делят на платы общего применения и прецизионные, изготавливаемые на фольгированном и нефольгированном диэлектрике.
4.3.1. МПП общего применения на фольгированном диэлектрике
Методы изготовления МПП общего применения на фольгированном диэлектрике представлены на рис. 4.30.
МПП общего применения 3 класс точности
Фольгированный диэлектрик с фольгой 18 мкм
Методы изготовления МПП
ММСО
Методы изготовления внутренних слоев
Комбинированный позитивный
(SMOBS-процесс)
Тентинг-метод
Методы изготовления наружных слоев
Комбинированный позитивный
(SMOBS-процесс)
Химический негативный для слоев без отверстий
Тентинг-метод 3, 4 класс точности
Открытых контактных площадок
С выступающими выводами
Попарное прессование
Послойное наращивание
Рис. 4.30. Методы изготовления МПП общего применения на фольгированном диэлектрике
Основные характеристики МПП общего применения на фольгированном диэлектрике приведены в табл. 4.23.
198
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.23. Основные характеристики МПП общего применения на фольгированном диэлектрике
Показатель Характеристика
Область применения Спецтехника Вычислительная техника Средства связи
Класс точности 1; 2; 3
Группа жесткости I—IV
| Рекомендуемые максимальные 1 размеры, мм 360 X 420 у = 0,33
Материал основания Стеклотекстолит фольгированный, например, СТФ-1, СТФ-2, стеклоткань — СТП-1
Минимальный диаметр отверстия, мм Переходное — 0,4 Сквозное — 0,6
Минимальная ширина проводника, мм 0,25
Тип производства Мелкосерийное, серийное, крупносерийное
4.3.1.1. Метод металлизации сквозных отверстий
Метод металлизации сквозных отверстий (МСО) применяется для изготовления жестких, гибких и гибко-жестких МПП.
Технологический процесс изготовления МПП методом МСО включает:
• изготовление отдельных односторонних или двусторонних слоев с рисунком и металлизированными отверстиями (или без отверстий);
• сборку и прессование пакета, состоящего из отдельных слоев, склеивающих прокладок между ними, экранов (при необходимости);
• сверление сквозных отверстий в спрессованном пакете;
• получение рисунка наружных слоев и металлизацию сквозных отверстий.
Электрическая связь между слоями осуществляется при помощи переходных отверстий между внутренними слоями и сквозных отверстий между наружными слоями, металлизированные стенки которых соединены с элементами печатного рисунка внутренних слоев (см. рис. 4.27).
Метод МСО является базовым ТП изготовления МПП, этапы выполнения которого приведены в табл. 4.24 (в пп. с 1-го по 12-й — последовательность изготовления слоев МПП).
Многослойные ПП
199
Таблица 4.24. Основные (на эскизах слои изготов. этапы ТП изготовления МПП методом МСО лены тентинг-методом) Эскиз этапа -отовления МПП
№ п/п Основной этап Возможный способ получения ИЗ!
Изготовление слоев (пункты с 1 по 12) 1. Комбинированный позитивный метод (двусторонние слои с переходными отверстиями, см. табл. 4.7). 2. Химический негативный метод — для слоев без отверстий (см. табл. 4.2). 3. Тентинг-метод
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок слоев 1. Штамповка. 2. Резка См. табл. 4.1, п. 2
3 Получение базовых и технологических отверстий 1. Штамповка. 2. Сверление
4 Получение переходных отверстий 1. Лазерное сверление. 2. Сверление —1—1
—1—
—4—1 222S
5 Предварительная металлизация 1. Магнетронное напыление. 2. Химическое меднение 3...5 мкм. 3. Прямая металлизация Медь
6 Электрохимическая металлизация Гальваническое меднение ая
Гал ьваническ медь
7 Подготовка поверхности слоев 1. Химический способ. 2. Суспензия пемзового абразива
8 Получение защитного рельефа 1. Сеткографический способ. 2. Офсетная печать. 3. Фотохимический способ: а) органопроявляемый СПФ; б) щелочепроявляемый СПФ
\спф
wye
9 Травление меди с пробельных мест
[]888&Я )3авеска
10 Удаление защитного рельефа
11 Подготовка поверхности слоев 1. Подтравливание. 2. Оксидирование. 3. Суспензия пемзового абразива
12 Сушка 1. Термическая. 2. В инертной среде
200
Глава 4. Конструкции и методы изготовления печатных плат
Окончание табл. 4.24
№ п/п Основной этап Возможный способ получения Эскиз этапа изготовления МПП
13 Прессование слоев 1. Гидравлическое. 2. Гидравлическое с вакуумированием. 3. Вакуумное автоклавное Слой МПП /
14 Сверление и подготовка сквозных отверстий 1. Гидроабразивная обработка и под-травливание диэлектрика в отверстиях. 2. Промывка водной струей высокого давления и плазменная очистка отверстий 1. -| Ui -!
15 Предварительная металлизация 1. Магнетронное напыление. 2. Химическое меднение 3..5 мкм. 3. Химико-гальваническое меднение (3, 4 мкм + 5...7 мкм). 4. Прямая металлизация См. табл. 4.7, п. 5
16 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
17 Получение защитного рельефа Фотохимический метод: а) органопроявляемый СПФ; б) щелочепроявляемый СПФ См. табл. 4.7, п. 7
18 Электрохимическая металлизация 1. Гальваническое меднение и нанесение металлорезиста (олово—свинец или олово). 2. Гальваническое меднение и нанесение полимерного травильного резиста См. табл. 4.7, п. 8
19 Удаление защитного рельефа См. табл. 4.7, п. 9
20 Травление меди с пробельных мест с удалением травильного резиста 1. Травление с удалением металлорезиста. 2. Травление с удалением полимерного резиста См. табл. 4.7, п. 10
21 Нанесение паяльной маски 1. Фотохимический способ (СПФ-защита). 2. Сеткография См. табл. 4.7, п. 11
22 Нанесение покрытия на участки проводящего рисунка, свободные от маски 1. Горячее лужение (сплав Розе). 2. Химический никель — иммерсионное золото. 3. Органическое защитное покрытие См. табл. 4.7, п. 12
23 Отмывка флюса
24 Получение крепежных отверстий и обработка по контуру 1. Лазерная обработка. 2. Сверление отверстий и фрезерование по контуру С
25 Промывка Ультразвуковая
26 Контроль электрических параметров
Многослойные ПП
201
Одним из узких мест МПП, изготовленных ММСО, является плохой контакт торцев контактных площадок внутренних слоев с металлизированным отверстием, что объясняется малой площадью контакта и наличием пленки эпоксидной смолы, наволакиваемой на стенки отверстий при сверлении. Для увеличения площади контакта и очистки отверстий перед металлизацией проводят операцию подтравливания диэлектрика в отверстиях (см. табл. 4.24, п. 14). Наиболее часто применяют последовательную обработку в серной и плавиковой кислотах или в их смеси. В результате этой обработки контактные площадки внутренних слоев частично обнажаются и выступают в отверстиях (рис. 4.31, о). После выполнения операций химического, гальванического меднения и нанесения металлорезиста значительно увеличивается площадь контакта контактных площадок внутренних слоев с металлизированным отверстием (рис. 4.31, б).
Рис. 4.31. Сечение отверстия МПП: а — с подтравленным диэлектриком до металлизации (7 — подтравленные препреги; 2 — подтравленный диэлектрик внутренних слоев МПП; 3 — выступающие контактные площадки внутренних слоев); б — с подтравленным диэлектриком после металлизации (7 — слой МПП; 2 — проводник внутреннего слоя; 3 — контактные площадки внутренних слоев МПП; 4 — слой химико-гальванической меди; 5 — слой металлорезиста; 6— проводник внешнего слоя; 7— препрег)
При изготовлении внутренних слоев МПП методом МСО применяют:
• комбинированный позитивный метод — для двусторонних слоев с переходными отверстиями (см. табл. 4.7);
• химический негативный метод — для слоев без отверстий (см. табл. 4.2);
• тентинг-метод — для двусторонних слоев с переходными отверстиями.
Метод МСО разработан много лет назад и находится в постоянном развитии. С учетом последних разработок к особенностям приведенной технологической схемы метода МСО относятся:
• применение лазера при получении переходных, крепежных отверстий и обработке по контуру (см. табл. 4.24, п. 24) для повышения точности и качества обработки;
202
Глава 4. Конструкции и методы изготовления печатных плат
• подготовка поверхности слоев и пакетов водной суспензией пемзового абразива перед нанесением фоторезиста, а также перед прессованием, что исключает применение агрессивных сред, используемых при химической подготовке поверхности;
• применение магнетронного напыления на стадии предварительной металлизации переходных и сквозных отверстий, которое заменяет использование токсичных растворов химической меди на сухой безотходный процесс;
• применение прямой металлизации отверстий, исключающей процесс нанесения подслоя химической меди (см. разд. 5.5.2.1);
• оксидирование и сушка в инертной среде для удаления влаги при подготовке слоев перед прессованием для повышения прочности и качества сцепления слоев;
• применение плазменной очистки сквозных отверстий вместо подтравливания диэлектрика в смеси концентрированных серной и плавиковых кислот;
• применение тентинг-процесса при изготовлении двусторонних слоев;
• применение SMOTL или SMOBC-процессов при получении рисунка наружных слоев и сквозных металлизированных отверстий и др.
Достоинства ММСО:
• возможность передачи наносекундных сигналов без искажения за счет наличия экранирующих слоев и изоляционных прокладок между сигнальными слоями;
• короткие электрические связи;
• возможность увеличения числа слоев без значительного возрастания продолжительности технологического цикла и стоимости;
• возможность электрического экранирования;
• устойчивость к внешним воздействиям и др.
Недостатки ММСО:
• малая площадь контакта сквозного металлизированного отверстия с торцами контактных площадок внутренних слоев, что может привести к разрыву электрических цепей при пайке ЭРИ или в процессе эксплуатации при механических и термических воздействиях;
• низкое качество химической меди, которую применяют в качестве подслоя перед гальваническим меднением элементов печатного рисунка;
• значительная разница ТКЛР меди, диэлектрика и смолы и пр.
4.3.1.2. Метод открытых контактных площадок
Особенностью конструкции МПП с открытыми контактными площадками является отсутствие электрической связи между слоями и ее появление только после установки и пайки выводов ЭРИ к контактным площадкам любого из слоев (рис. 4.32).
Каждый слой (их может быть более 20-ти) изготавливают на односто- . роннем фольгированном диэлектрике химическим негативным методом. Отверстия в слоях получают штамповкой. После сборки, совмещения и склеивания слоев клеем БФ-4 на специальном приспособлении обеспечивается доступ к контактным площадкам внутренних слоев. Для увеличения л
Многослойные ПП
203
Рис. 4.32. Конструкция МПП с открытыми контактными площадками:
/ — открытые контактные площадки; 2 — печатный проводник; 3 — слой диэлектрика
площади контакта диаметр контактной площадки должен быть больше диаметра отверстия.
К достоинствам МПП с открытыми контактными площадками следует отнести большое число слоев, ремонтопригодность, а к недостаткам — невысокий класс точности (3-й).
4.3.1.3. МПП с выступающими выводами
В многослойных ПП с выступающими выводами электрическая связь между слоями выполняется с помощью печатных проводников внутренних слоев, отогнутых на наружный слой МПП и закрепленных изоляционными накладками (рис. 4.33).
Рис. 4.33. Конструкция МПП с выступающими выводами:
1 — накладка; 2 — контактная площадка; 3 — выступающий вывод; 4 — печатный проводник
К преимуществам данного метода данной конструкции относятся:
• большое число слоев (до 15-ти);
• высокая механическая прочность;
• возможность параллельного выполнения операций.
4.3.1.4. Метод попарного прессования
При изготовлении МПП методом попарного прессования (рис. 4.34) сначала получают две ДПП с металлизированными отверстиями комбинированным негативным методом, затем их прессуют вместе с размещенной между ними изоляционной склеивающей прокладкой. После сверления в полученном полупакете сквозных отверстий получают рисунок наружных слоев и сквозные металлизированные отверстия. Затем эти полупакеты прессуют, сверлят сквозные отверстия и получают рисунок наружных слоев и металлизированные отверстия комбинированным позитивным методом. Таким образом осуществляют электрические соединения между наружными и внутренними слоями МПП.
204
Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.34. МПП, изготовленная методом попарного прессования
К недостаткам метода попарного прессования можно отнести:
• длительный технологический цикл последовательного выполнения операций;
• большое количество химико-гальванических операций и др.
4.3.1.5. Метод послойного наращивания
При изготовлении МПП методом послойного наращивания (рис. 4.35) сначала на первый слой перфорированного диэлектрика напрессовывается медная фольга с одной стороны, затем проводится операция химико-гальванического меднения. При этом медь полностью заполняет отверстия в диэлектрике и осаждается на поверхности диэлектрика, свободной от медной фольги. На этом сформированном проводящем слое выполняется рисунок схемы химическим негативным методом. Затем напрессовывается второй слой перфорированного диэлектрика, проводится химико-гальваническое меднение отверстий и поверхности диэлектрика второго слоя, выполняется рисунок второго слоя и т. д. Связь между слоями осуществляется при помощи столбиков меди в отверстиях.
Рис. 4.35. МПП, изготовленная методом послойного наращивания
К преимуществам метода послойного наращивания относятся:
• надежность межслойных соединений;
• большое число слоев (до 10).
Недостатки метода послойного наращивания:
• длительный технологический цикл;
• невозможность использования ЭРИ со штыревыми выводами, так как в конструкции МПП отсутствуют отверстия;
• высокая стоимость изготовления.
4.3.2. МПП прецизионные на фольгированном основании
Для изготовления прецизионных МПП на фольгированном основании применяют фольгированные диэлектрики с улучшенными техническими и эксплутационными характеристиками (толщина фольги которых составля-
Многослойные ПП
205
ет 5, 9, 12, 18 мкм). Использование тех же методов изготовления слоев, что и для МПП общего применения на фольгированном диэлектрике (SMOBS-процесс, тентинг-метод, химический негативный), но с применением тонкомерной фольги позволяет изготавливать МПП 5-го класса точности и выше (рис. 4.36).
Комбинированный позитивный (SMOBS-процесс)
Электрохимический (SMOBS-процесс)
Тентинг-метод
Комбинированный позитивный (SMOBS-процесс)
Электрохимический (SMOBS-процесс)
Тентинг-метод
Химический негативный для слоев без отверстий
Рис. 4.36. Методы изготовления прецизионных МПП на фольгированном диэлектрике
В табл. 4.25 приведены основные характеристики прецизионных МПП на фольгированном диэлектрике.
Таблица 4.25. Основные характеристики прецизионных МПП на фольгированном диэлектрике
Показатель Характеристика
Область применения Спецтехника, вычислительная техника, средства связи
Класс точности 5 и выше (3 проводника в шаге 2,5 мм)
Группа жесткости IV
Рекомендуемые максимальные размеры, мм 360 X 280 у = 0,2
Материал основания Стеклотекстолит фольгированный (йф = 5, 9; 12; 18 мкм)
Минимальный диаметр отверстия, мм Переходное — 0,2; сквозное — 0,4
Минимальная ширина проводника, мм 0, 050...0.070
Тип производства Мелкосерийное
Основные этапы изготовления прецизионных МПП на фольгированном диэлектрике приведены в табл. 4.26.
206
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.26. Основные этапы ТП изготовления прецизионных МПП на фольгированном диэлектрике
№ п/п Основной этап ТП Возможный способ получения ' - Эскиз этапа изготовления МПП
Изготовление слоев 1. Комбинированный позитивный метод — для двусторонних слоев с переходными отверстиями — SMOBS-процесс (см. табл. 4.7). 2. Химический негативный метод — для слоев без отверстий (см. табл. 4.2). 3. Тентинг-метод. 4. Электрохимический метод (см. табл. 4.10)
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок слоев 1. Штамповка — С, КС. 2. Резка - МС, С, КС- 3. Лазерная резка
3 Получение базовых и технологических отверстий 1. Штамповка — КС. 2. Сверление — МС, С, КС
4 Получение переходных отверстий 1. Лазер. 2. Сверление См. табл. 4.7, п. 4
5 Предварительная металлизация 1. Магнетронное напыление. 2. Химическое меднение 3...5 мкм. 3. Химико-гальваническое меднение 8... 10 мкм. 4. Прямая металлизация См. табл. 4.7, п. 5
6 Подготовка поверхности Суспензия пемзового абразива
7 Получение защитного рельефа Фотохимический способ: а) СПФ лазерного экспонирования; б) СПФ органопроявляемый; в) СПФ щелочепроявляемый См. табл. 4.7, п. 7
8 Электрохимическая металлизация 1. Гальваническое меднение и нанесение металлорезиста. 2. Гальваническое меднение и нанесение полимерного травильного резиста См. табл. 4.7, п. 8
9 Удаление защитного рельефа См. табл. 4.7, п. 9
10 Травление меди с пробельных мест 1. Травление и удаление металлорезиста. 2. Травление и удаление полимерного травильного резиста См. табл. 4.7, п. 10
11 Подготовка поверхности слоев 1. Оксидирование. 2. Суспензия пемзового абразива. 3. Электрохимическая обработка экранных слоев
12 Сушка 1. Термическая. 2. В инертной среде
13 Прессование слоев 1. Гидравлическое. 2. Гидравлическое с вакуумированием См. табл. 4.24, п. 13
14 Сверление и подготовка сквозных отверстий Очистка под высоким давлением и плазменная очистка См. табл. 4.24, п. 14
Многослойные ПП
207
Окончание табл. 4.26
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления МПП
15 Предварительная металлизация 1. Магнетронное напыление. 2. Химическое меднение 3...5 мкм. 3. Химико-гальваническое меднение 5...10 мкм. 4. Прямая металлизация См. табл. 4.7, п. 5
16 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
17 Получение защитного рельефа Фотохимический способ: а) органопроявляемый СПФ; б) шелочепроявляемый СПФ См. табл. 4.7, п. 7
18 Электрохимическая металлизация 1. Гальваническое меднение и нанесение металлорезиста (олово—свинец, олово, никель). 2. Гальваническое меднение и нанесение полимерного травильного резиста См. табл. 4.7, п. 8
19 Удаление защитного рельефа См. табл. 4.7, п .9
20 Травление меди с пробельных мест с удалением травильного резиста 1. Травление с удалением металлорезиста. 2. Травление с удалением полимерного резиста См. табл. 4.7, п. 10
21 Нанесение защитной паяльной маски 1. Фотохимический способ (СПФ-защита). 2. Сеткография См. табл. 4.7, п. 11
22 Нанесение покрытия на участки проводящего рисунка, свободные от маски 1. Горячее лужение (сплав Розе, ПОС-61). 2. Химический никель—иммерсионное золото. 3. Органическое защитное покрытие См. табл. 4.7, п. 12
23 Отмывка флюса
24 Получение крепежных отверстий и обработка по контуру 1. Лазерная обработка. 2. Сверление отверстий и фрезерование по контуру
25 Промывка Ультразвуковая
26 Контроль электрических параметров
Примечание. С — серийное производство; КС — крупносерийное производство; МС — мелкосерийное производство.
Приведенная последовательность ТП изготовления прецизионных МПП во многом совпадает с ТП изготовления МПП общего применения на фольгированном диэлектрике, но отличается:
• толщиной фольги применяемых фольгированных диэлектриков 5, 9, 12, 18 мкм;
• применением SMOBS-процесса для изготовления слоев;
• применением лазера при раскрое заготовок для повышения точности и производительности процесса изготовления;
208
Глава 4. Конструкции и методы изготовления печатных плат
• применением тонких СПФ с высоким разрешением и гальваностойкостью;
• применением фотошаблонов (ФШ) с резкостью края изображения 3...4 мкм;
• применением (как вариант) СПФ лазерного экспонирования для получения защитного рельефа, что исключает использование ФШ;
• проведением предварительной металлизации поверхности фольгированной заготовки и отверстий на минимальную толщину 8... 10 мкм;
• увеличением числа контрольных операций;
• применением метода прямой металлизации без химического меднения отверстий.
Применение диэлектриков с тонкомерной фольгой (5, 9 мкм) при изготовлении слоев МПП по SMOBS-процессу с использованием в качестве металлорезиста сплава олово—свинец с последующим его удалением и нанесением паяльной маски по «голой» меди обеспечивает получение проводящего рисунка с минимальной шириной проводников и расстояний между ними порядка 50 мкм при толщине проводников 5...9 мкм и 100... 125 мкм при толщине проводников 40...50 мкм [37].
4.3.3. МПП общего применения на нефольгированном основании
В качестве материала основания МПП применяют тонкий нефольгированный диэлектрик, с протектором. Методы изготовления МПП общего применения на нефольгированном диэлектрике представлены на рис. 4.37.
Основные характеристики МПП общего применения на нефольгированном диэлектрике представлены в табл. 4.27.
Таблица 4.27. Основные характеристики МПП общего применения на нефольгированном диэлектрике
Показатель Характеристика
Область применения Вычислительная техника, средства связи, спецтех-ника
Класс точности 4 (2 проводника в шаге 2,5 мм)
Группа жесткости IV
Рекомендуемые максимальные размеры, мм 300 x 400 7 = 0,25
Материал основания Нефольгированный стеклотекстолит с протектором
Минимальный диаметр отверстия, мм Переходное — 0,4, сквозное — 0,6
Минимальная ширина проводника, мм 0,15
Тип производства Мелкосерийное, серийное, крупносерийное
В табл. 4.28 приведена последовательность ТП изготовления МПП общего применения на нефольгированном диэлектрике, в котором слои получают электрохимическим (полуаддитивным) методом.
Многослойные ПП
209
Электрохимический (SMOBS-процесс)
Фотоформирование односторонних и двусторонних слоев с (без) переходными отверстиями
Электрохимический (SMOBS- или SMOTL-процессы)
Фотоформирование
Рис. 4.37. Методы изготовления МПП общего применения на нефольгированном диэлектрике
Таблица 4.28. Основные этапы ТП изготовления МПП общего применения на нефольгированном диэлектрике
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа ТП изготовления
Изготовление слоев 1. Электрохимический (SMOBS-процесс). 2. Фотоформирование односторонних и двусторонних слоев с (без) переходными отверстиями
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок слоев 1. Штамповка. 2. Резка
3 Получение базовых и технологических отверстий 1. Штамповка. 2. Сверление
4 Получение переходных отверстий Лазер. Сверление См. табл. 4.7, п. 4
5 Подготовка поверхности слоев Физические методы. Химические методы
6 Предварител ьная металлизация Магнетронное напыление. Химическое меднение 3...5 мкм. Химико-гальваническое меднение 5... 10 мкм. Прямая металлизация См. табл. 4.7, п. 5
8 Подготовка поверхности Суспензия пемзового абразива
9 Получение защитного рельефа Фотохимический способ: а) СПФ органопроявляемый; б) СПФ щелочепроявляемый См. табл. 4.7, п. 7
Далее — см. табл. 4.26, начиная с п. 8.
210
Глава 4. Конструкции и методы изготовления печатных плат
Другим вариантом изготовления внутренних слоев является метод фотоформирования (разновидность аддитивного метода), в котором отсутствует операция травления меди с пробельных мест, а элементы печатного рисунка селективно наносят на нефольгированный диэлектрик. При этом фоточувствительный слой (фотоактйватор, он же — фотопромотор) наносят вместо фоторезиста на подготовленную поверхность; рисунок схемы получают путем химического толстослойного наращивания меди по проявленному изображению схемы.
4.3.4. МПП прецизионные на нефольгированном основании
Внутренние слои прецизионных МПП на нефольгированном диэлектрике изготавливают электрохимическим (полуаддитивным) методом или методом ПАФОС (полностью аддитивное формирование отдельных слоев). Для изготовления слоев электрохимическим методом применяют тонкий нефольгированный стеклотекстолит с протектором и нефольгированный полиимид. На рис. 4.38 представлены методы изготовления прецизионных МПП на нефольгированном диэлектрике.
В табл. 4.29 приведены основные характеристики прецизионных МПП на нефольгированном диэлектрике, изготовленных электрохимическим методом (SMOBS-процесс).
Таблица 4.29. Основные характеристики прецизионных МПП на нефольгированном диэлектрике изготовленных электрохимическим методом (SMOBS-процесс)
Показатель Характеристика
Область применения Вычислительная техника, спецтехника
Класс точности 5 (3 проводника в шаге 2,5 мм)
Группа жесткости IV
Рекомендуемые максимальные размеры, мм 540 х 460
Материал основания Нефольгированный стеклотекстолит с протектором; полиимцд нефольгированный с адгезионным слоем и протектором
Минимальный диаметр отверстия, мм Переходное — 0,2; сквозное — 0,4; у = 0,1
Минимальная ширина проводника, мм 0,050
Тип производства Мелкосерийное
На рис. 4.39 представлена структурная схема ТП изготовления прецизионных МПП на нефольгированном основании.
Основные этапы изготовления внутренних слоев электрохимическим методом представлены в табл. 4.28, различные варианты исполнения которого были приведены в табл. 4.10, 4.11 и 4.22, поэтому более подробно рассмотрим метод ПАФОС.
Многослойные ПП
211
Рис. 4.38. Методы изготовления прецизионных МПП на нефольгированном диэлектрике
Рис. 4.39. Структурная схема ТП изготовления прецизионных МПП на нефольгированном основании
4.3.5. МПП изготовленные методом ПАФОС
Метод ПАФОС применяют для получения МПП с проводниками и расстояниями между ними порядка 50... 100 мкм при толщине 30...50 мкм. Основные характеристики МПП, изготовленные методом ПАФОС приведены в табл. 4.30.
При изготовлении МПП методом ПАФОС печатный рисунок слоя полностью формируют аддитивным методом селективно по рисунку на заготовке из нержавеющей стали толщиной 0,5...0,8 мм. Затем проводящий рисунок впрессовывают в изоляционный слой на всю толщину проводника, после чего спрессованный слой механическим способом отделяют от временного носителя. Геометрия проводников определяется только рисун
212
Глава 4. Конструкции и методы изготовления печатных плат
ком в пленочном фоторезисте (СПФ); изоляцию селективно формируют между проводниками в слое и между проводниками слоев (табл. 4.31).
Таблица 4.30. Основные характеристики МПП, изготовленные методом ПАФОС
Показатель Характеристика
Элементная база Микросборки
Область применения Спецтехника
Класс точности 5 и выше
Группа жесткости I—IV
Рекомендуемые максимальные размеры, мм 600 X 600
Материал временного носителя Нержавеющая сталь (Л = 0,5, 0,8 мм)
Минимальная ширина проводника, мм 0,050
Тип производства Единичное
Для формирования проводников на временном носителе применяют один из следующих способов:
• электрохимическое осаждение меди и никеля по рисунку в СПФ (см. табл. 4.31);
• химическое осаждение металлов;
• магнетронное напыление;
• ионно-плазменное осаждение.
Для формирования изоляции можно применить:
• прессование (см. табл. 4.31);
• полив (см. 2-й вариант метода ПАФОС);
• электронно-лучевой способ полимеризации (см. 2-й вариант метода ПАФОС).
В качестве изоляционного материала можно использовать:
• стеклоткань, пропитанную полимером (препрег), например, стеклоткань СТП-4-0,025 (см. табл. 4.31);
• жидкий полимер и др.
Форма, размеры и точность получения проводящего рисунка зависят от точности получения защитного рельефа, для получения которого применяют следующие способы:
• фотохимический способ с СПФ органопроявляемого или водощелочного проявления (см. табл. 4.31);
• экспонирование или лазерное гравирование СПФ (см. 2-й вариант метода ПАФОС);
• механическое гравирование диэлектрика.
В табл. 4.31 приведены основные этапы одного из вариантов изготовления внутренних слоев и МПП методом ПАФОС.
На этапе 6 табл. 4.31 завершается процесс формирования проводников, ширина и форма боковых стенок которых полностью повторяют рисунок в виде освобождений в СПФ.
Многослойные ПП
213
1
Таблица 4.31.Основные этапы ТП изготовления МПП методом ПАФОС (1-й вариант)
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа ТП изготовления МПП
1 Получение заготовки из нержавеющей стали (временного носителя) Штамповка
2 Получение базовых (фиксирующих) отверстий Сверление
3 Предварительная металлизация (осаждение шины) Гальваническое меднение (15 мкм) Гальваническая медь
4 Получение защитного рельефа Фотохимический способ с СПФ органопроявляемым или водощелочного проявления СПФ
5 Металлизация электрохимическая Электрохимическое осаждение никеля или золота (2 мкм) и электрохимическое меднение (25 мкм и более на толщину СПФ) Медь Никель
6 Удаление защитного рельефа
7 Прессование ! | V/ V<XXV<X>XXXV<V<XXVe<X шш. 4XV<XXXV<V<AWV<XXV<V <W<XXXVCW4XXVW<V ШШШк VW<W<VCCWWW< ►
8 Отделение слоя от временного носителя Механический способ
9 Травление медной шины с заготовки внутреннегр слоя МПП (если слой без отверстий) Слой МПП
10 Прессование слоев 1 1
11 Получение сквозных отверстий 1 II ' "1
Далее — см. табл. 4.7, начиная с п. 5; электрохимический SMOBS-процесс или тентинг-метод.
214
Глава 4. Конструкции и методы изготовления печатных плат
На этапе 7 между заготовками слоев прокладывают препрег (стеклоткань пропитанная полимером), нагревают и проводят двухступенчатое прессование, в результате которого получают селективно формируемую изоляцию между проводниками в слое.
На этапе 8 осуществляют механическое отделение слоя от временного носителя с незначительным усилием, так как сила сцепления сплошного тонкого слоя меди (шины) с поверхностью носителя достаточно мала. В отделенных слоях находятся утопленные в изоляции проводники, контактные площадки для внутренних межслойных и сквозных переходов.
Травление медной шины (этап 9) выполняют в том случае, если логические слои изготавливают без переходных отверстий (межслойных переходов), а также для экранных слоев, т. е. после травления шины получают готовые слои. В случае изготовления двусторонних логических слоев с переходными отверстиями перед травлением медной шины получают металлизированные отверстия с контактными площадками комбинированным позитивным методом (см. табл. 4.7), причем, если в качестве металлорезиста используют сплав олово—свинец, то его удаляют с проводящего рисунка, если применяют золото или никель — их оставляют на слоях из-за хорошей адгезии со смолой при прессовании слоев. Толщина меди в отверстии составляет 35...40 мкм. После прессования слоев рисунок наружных слоев и металлизацию сквозных отверстий получают электрохимическим (SMOBS-процесс) или тентинг-методом.
Преимущества аддитивного метода ПАФОС:
• для изготовления слоев не используют фольгированный диэлектрик, а только медные аноды, стеклоткань и другие материалы, что обеспечивает высокую размерную стабильность слоев (более чем в 3 раза выше, чем у фольгированного диэлектрика);
• высокая разрешающая способность;
• высокая точность получения проводящего рисунка с незначительным разбросом размеров;
• возможность формирования проводников и изоляции требуемой толщины;
• высокое объемное удельное и поверхностное сопротивление изоляции;
Вторым вариантом изготовления МПП методом ПАФОС является метод с использованием лазерной технологии и радиационного отверждения (электронно-лучевого) изоляции, который состоит из следующих основных этапов (рис. 4.40).
1. Получение временного носителя из нержавеющей стали и нанесение гальванической меди (рис. 4.40, а).
2. Формирование изоляции слоя электронно-лучевым способом осуществляют следующим образом:
• наносят тонкий слой полимера валковым способом или поливом;
• защищают полимер лавсановой пленкой для предотвращения соприкосновения полимера с воздухом;
• облучают пучком быстрых электронов; в результате облучения полимер мгновенно полимеризуется;
• отслаивают лавсановую пленку.
Многослойные ПП
215
обе г
Рис. 4.40. Основные этапы изготовления МПП методом ПАФОС с использованием лазерной технологии: а — получение временного носителя (1 — медь; 2 — носитель); б — формирование изоляции слоя электронно-лучевым способом (1 — пучок быстрых электронов; 2 — лавсановая пленка; 3 — жидкий полимер; 4 — медь; 5 — носитель); в — формирование рисунка проводников (7 — металлорезист; 2 — медь; 3 — полимер; 4 — медь; 5 — носитель); г — получение слоя МПП (7 — пучок быстрых электронов; 2 — лавсановая пленка; 3 — полимер; 4 — полимер, полученный на втором этапе; 5 — медь; 6 — носитель)
3. Формирование рисунка проводников в полимере выполняют в нижеприведенной последовательности:
• гравируют рисунок проводников в полимере пучком лазера по программе на лазерной установке;
• осуществляют электрохимическое осаждение металлорезиста по рисунку (освобождение в диэлектрике);
• проводят электрохимическое осаждение меди на всю толщину диэлектрика.
4. Получение слоя МПП:
• наносят жидкий слой полимера на заготовку слоя со стороны проводников;
• защищают полимер лавсановой пленкой;
• полимеризуют полимер;
• снимают лавсановую пленку;
• отслаивают временный носитель;
• стравливают медные шины.
Преимущества метода ПАФОСА с использованием лазерной технологии:
• возможность формирования прецизионного проводящего рисунка схем с проводниками шириной 50 мкм;
• отсутствуют процессы изготовления фотошаблона;
• отсутствуют фотолитографические процессы;
• возможна автоматизация процесса;
• высокая производительность процесса.
Для достижения высокой плотности рисунка слоев независимо от метода изготовления необходимо следующее прецизионное оборудование: фотоплоттеры; установки экспонирования; установки проявления СПФ; химико-гальванические линии; прессы; сверлильные станки; установки электрического и визуального контроля.
4.3.6. Гибкий ТП изготовления крупноформатных прецизионных МПП
Гибкость ТП заключается в изготовлении МПП методом МСО, используя в различных сочетаниях со слоями, изготовленными из фольгированного диэлектрика с фольгой различной толщины (в зависимости от конструктивных особенностей плат), отдельные слои, полученные методом полностью аддитивного формирования (ПАФОС).
216 Глава 4. Конструкции и методы изготовления печатных плат
Методом ПАФОС изготавливают логические слои без межслойных переходов и с переходами с шириной проводников менее 0,15 мм с заданным допустимым разбросом по ширине.
Электрохимическим методом из фольгированного диэлектрика с толщиной фольги 5...9 мкм изготавливают логические слои без переходов и с переходами с шириной проводников 0,15...0,2 мм.
Комбинированным позитивным методом из фольгированного диэлектрика с толщиной фольги 20 или 35 мкм изготавливают общие (экранные) слои и логические слои с шириной проводников более 0,2 мм и с разбросом более ±0,05 мм.
Преимущества гибкого ТП:
• высокая точность получения рисунка печатных элементов по 5-му классу точности;
• обеспечение заданного допуска на волновое сопротивление линий связи сигнальных слоев для МПП;
• изготовление МПП с отношением толщины к диаметру металлизированного отверстия 5:1.
4.3.7. Многослойные керамические платы
Многослойные керамические платы (МКП) характеризуются высокой теплопроводностью (в 21 раз превышающем теплопроводность стеклотекстолита), а также низкими диэлектрическими потерями, поэтому их можно использовать для передачи высокочастотных сигналов.
Многослойные керамические платы состоят из чередования проводниковых и изоляционных слоев. В зависимости от конструкции и технологии изготовления различают несколько исполнений МКП: платы с раздельным спеканием печатных слоев, с одновременным спеканием керамических слоев, с одновременным спеканием печатных слоев.
Схема ТП изготовления МКП с одновременным спеканием печатных слоев
1. Изготовление шликера на основе керамического материала ВК94-1, порошок которого смешивают с порошком стекла, органическим связующим веществом и растворителем.
2. Литье пленки толщиной 0,2 мм.
3. Сушка.
4. Изготовление заготовок слоев.
5. Пробивка базовых отверстий в заготовках слоев;
6. Получение отверстий в слоях для межслойных переходов 0,4 мм (штамповка).
7. Метшишзаи ия слоев через трафарет и заполнение отверстий пастой на основе вольфрама или молибдена.
8. Сушка.
9. Сборка, прессование слоев в монолит при температуре 75 °C и отжиг при температуре 1500 °C, поэтому проводники делают из паст, содержащих тугоплавкие материалы, хотя они имеют удельное объемное сопротивление почти в три раза больше, чем у меди.
Многослойные ПП
217
10. Обрезка монолита в атмосфере водорода. :
11. Химическое или электрохимическое никелирование контактных площадок.
12. Контроль электрических параметров.
13. Лужение контактных площадок.
Преимуществами данной конструкции МКП и технологии изготовления являются:
• высокая адгезия контактных площадок;
• малая паразитная емкость между проводниками (0,85...1,1 пФ/см);
• возможность двустороннего монтажа ЭРИ и ПМК;
• короткий цикл изготовления;
• низкая трудоемкость;
• параллельно-последовательное выполнение операций ТП.
Недостатками являются:
• разброс величины усадки материала от партии к партии;
• сложность оборудования, свойственная керамическому производству.
4.3.8. МПП для поверхностного монтажа
Для поверхностно-монтируемых компонентов (ПМК) необходимо создание прецизионных МПП с ТКЛР, соизмеримым с ТКЛР ЭРИ в микрокорпусах — ПМК [42, 43]. Такие платы должны обеспечивать: компенсацию механических деформаций в паяных соединениях, вызванную различием ТКЛР ПП и микрокорпусов ПМК; теплоотвод при повышенной рассеиваемой мощности; механическую жесткость основания для исключения деформаций в процессе сборки, транспортирования, высокую плоскостность и т. д., а также высокую плотность межсоединений.
Высокая плотность межсоединений достигается либо уменьшением ширины проводников и расстояний между ними, либо путем создания многослойных конструкций ПП с числом слоев до 20-ти и более.
Проблема теплоотвода от микрокорпусов ПМК решается либо путем использования радиаторов и принудительного охлаждения, либо применением общего металлического основания.
Совместимость ПП с микрокорпусами по ТКЛР, который равен (5...7) Ю^’С-1, обеспечивается путем создания специальных конструкций МПП, таких как:
• платы с металлической основой, имеющие низкий ТКЛР;
• эпоксидные и полиимидные многослойные подложки, армированные кварцевым, графитовым или фирменным волокном Kevlar;
• гибкие эластомерные покрытия (тефлон, силиконовые и полиуретановые смолы) наносимые на поверхность обычных многослойных материалов, которые воспринимают деформацию сдвига;
• нанесение бугорков припоя на контакты керамических микрокорпусов для увеличения высоты слоя припоя, что необходимо для уменьшения напряжения в паяных соединениях.
Наиболее широко применяются МПП из слоистых диэлектриков с металлическими сердечниками.
218
Глава 4. Конструкции и методы изготовления печатных плат
Для изготовления МПП из стеклоэпоксидных и стеклополиимидных диэлектриков применяются конструкции, в которых диэлектрические слои чередуются со слоями из композиционных металлических материалов (металлических сердечников). Чаще всего применяют молибден и инвар (никель 36 и железо 64 %), плакированные медью; инвар, покрытый фарфоровой эмалью, сплав Allow 42 (никель 42 и железо 52 %).
4.3.8.1. МПП с инваровыми слоями
Первоочередное развитие получила технология изготовления МПП с инваровыми слоями. Достоинством материала медь—инвар—медь, имеющего ТКЛР равный (2...3) • 10"* °C*1, является возможность регулировать величину ТКЛР, изменяя соотношение значения толщины медного покрытия и толщины самого инварового сердечника. Чем больше толщина инвара, тем меньше ТКЛР. Инваровый слой обеспечивает механическую жесткость конструкции в 8—20 раз выше, чем у конструкции без металлических слоев, что очень важно при 3—8-кратном увеличении плотности размещения микросхем, которое на МПП без металлических сердечников вызывает деформацию МПП в процессе сборки; повышает устойчивость к термоциклам в 1000 раз при изменении температуры от -55 до +125 °C.
В конструкции МПП слои инвара выполняют функции шин «земля-питание», теплоотвода и экранирования логических цепей. Основные характеристики МПП с инваровыми слоями приведены в табл. 4.32.
Диэлектрические слои изготавливают из фольгированного стеклотекстолита с толщиной фольги 35 мкм химическим негативным методом, металлические слои — из стальной ленты марки 36Н. Для склеивания слоев применяют прокладочную стеклоткань.
Таблица 4.32. Основные характеристики МПП с инваровыми слоями
Показатель Характеристика
Элементная база ПМК
Область применения Спецтехника, вычислительная техника
Класс точности 3; 4
Группа жесткости IV
Рекомендуемые максимальные размеры, мм 550 х 450
Материал основания 1. Фольгированный стеклотекстолит (Аф = 35 мкм). 2. Полиимид фольгированный (Аф = 35 мкм). 3. Металлический слой: а) сталь 36Н; б) сталь 36Н, плакированная медью. 4. Стеклоткань прокладочная
Толщина металлического слоя, мм 0,1...0,15
Минимальный диаметр отверстия, мм 0,4 (металлизированное)
Минимальная ширина проводника, мм 0,2
Количество металлических слоев Не более 2
Тип производства Мелкосерийное, серийное |
Многослойные ПП
219
Слои из инвара могут быть изготовлены следующими способами:
1-й способ. На стальную ленту наносят защитный рельеф, проводят операцию травления окон в кислых травильных растворах, затем выполняют электрохимическое меднение на толщину 25...35 мкм.
2-й способ. Перфорированные слои из плакированного медью инвара получают путем лазерного фрезерования окон. Особое внимание уделяют подготовке слоев из инвара перед прессованием для получения хорошей адгезии с диэлектриком.
На рис. 4.41 представлена структурная схема изготовления МПП с ин-варовыми слоями.
Рис. 4.41. Структурная схема изготовления МПП с инваровыми слоями
220
Глава 4. Конструкции и методы изготовления печатных плат
Недостатком МПП с инваровыми слоями является увеличение массы в два раза по сравнению с МПП без металлических слоев.
4.3.8.2. МПП на полиимидно-эпокси-кевларовом основании
Многослойные ПП на полиимидно-эпокси-кевларовом основании имеют низкий ТКЛР порядка (6...8) • Ю € °C'1. Наружные слои для таких МПП изготавливают из фольгированного полиимида с толщиной фольги йф = 35 мкм, внутренние слои — фольгированный диэлектрик на основе эпоксидной смолы и армирующего волокна Kevlar йф = 35 мкм. Склеивающая прокладка представляет собой стеклоткань, пропитанную полиимид-ной смолой.
Основные характеристики МПП на полиимидно-эпокси-кевларовом основании приведены в табл. 4.33.
Таблица 4.33. Основные характеристики МПП на полиимидно-эпокси-кевларовом основании
Показатель Характеристика I
Элементная база ПМК
Область применения Спецтехника, средства связи, вычислительная техника
Класс точности 3; 4
Группа жесткости
Рекомендуемые максимальные размеры, мм 550 х 450
Материал основания Наружные слои — полиимид фольгированный (йф = 35 мкм). Внутренние слои — фольгированный диэлектрик на основе эпоксидной смолы и армирующего волокна Kevlar (йф = 35 мкм). Стеклоткань, пропитанная полиимидной смолой
Минимальный диаметр отверстия, мм 0,4 (металлизированное)
Минимальная ширина проводника, мм 0,2
Тип производства Мелкосерийное
Внутренние слои из фольгированного диэлектрика на основе эпоксидной смолы и армирующего волокна Kevlar и наружные — из фольгированного полиимида изготавливают химическим негативным методом.
Структурная схема ТП изготовления МПП на кевларовом основании приведена на рис. 4.42.
По сравнению с МПП с инваровыми слоями МПП с кевларовыми слоями имеют меньшую массу, но повышенную деформацию, низкий теплоотвод и пониженную устойчивость к термоциклам.
Многослойные ПП
221
Рис. 4.42. Структурная схема ТП изготовления МПП на кевларовом основании
4.3.8.3. Метод наращивания перераспределительных слоев
В последнее время в мире возросли технические требования к качеству ПП и экологической безопасности их производства, что связано с применением ПМК и технологии поверхностного монтажа. Конструкция и технология изготовления ПП практически полностью определяется элементной базой и способами ее монтажа. В технологии сборки электронных модулей на ПП в настоящее время применяют следующую элементную базу [44]:
• традиционные выводные компоненты или компоненты «в отверстия»
(IMC или ТНТ), включающие:
1) пассивные компоненты с осевыми (аксиальными) выводами;
2) пассивные и активные компоненты с радиальными выводами;
3) ИМС в корпусах 1-, 2- (DIP-корпусах), 3- и 4-го типа;
222
Глава 4. Конструкции и методы изготовления печатных плат
• ПМК (SMC или SMD), к которым относятся:
1) пассивные чип-компоненты в корпусах, различающихся по размеру, например, 0805, 0605, MELF;
2) ИМС в базовых технологических корпусах SO, PLCC, OFP, BGA и т. д.;
• бескорпусные ИМС, для монтажа которых применяют специализированные технологии, которые еще не являются стандартом (tape automated bonding — TAB, flip chip-FC, COB, DCA и др.).
• нестандартные компоненты (odd form components — OFC), такие как соединители, разъемы, трансформаторы, колодки, держатели, экраны и пр.
Рост функциональности на единицу площади требует от конструкторов-технологов ЭА увеличения количества соединений на единицу площади ПП. Для реализации высокого уровня плотности соединений разработано много новых упаковочных технологий (корпусов) ЭРИ и ПМК в микрокорпусах с большим числом выводов (1000 и более) и малым шагом расположения выводов 0,25...0,5 мм [45]. К таким упаковочным технологиям относятся следующие технологии:
• СОВ (chip on board) — чип на плате или технология «открытой матрицы»;
• FP (flip chip) — перевернутый кристалл;
• CSP (chip scale packaging или chip size packages) — кристалло-соразмерный корпус или микрокорпус в размер кристалла;
• BGA (ball grid arrays) — матрица шариковых выводов;
• МСМ (multichip modults) — многочиповый модуль;
• DCA (direct chip attach) — прямое присоединение чипа;
• СОС (chip on chip) — чип на чипе и др.
Основной тенденцией производства ЭА является переход от технологии сквозных отверстий (through — hole technology — ТНТ) к технологии поверхностного монтажа (surface mounted technology — SMT) и внутри нее — к fine pitch technology (FPT), BGA, CSP, МСМ и др. Использование технологии поверхностного монтажа (SMT-технологии) существенно увеличивает плотность монтажа, что наглядно демонстрирует приведенное в табл. 4.34 сравнение некоторых конструктивных параметров ПП и ЭРИ для технологии монтажа в отверстия, поверхностного монтажа и FPT-технологии.
Сравнительная характеристика некоторых корпусов представлена в табл. 4.35 [46].
Поскольку конструкция корпуса ЭРИ и ПМК непосредственно влияет на конструкцию и технологию изготовления ПП, рассмотрим особенности наиболее широко применяемых в настоящее время в ЭА корпусов микросхем подробнее.
В настоящее время широко используются микросхемы в пластиковых корпусах QFP с малым и сверхмалым шагом выводов от 0,4 до 0,25 мм (мелкошаговые); общемировое их потребление постоянно растет. Число дефектов корпусов QFP с шагом 0,5 мм составляет порядка 150—200 дефектов на 1 млн (Defect per Million — DPM) или 0,005 % брака. Однако установочная площадь корпуса QFP в несколько раз больше, чем у корпуса FC (см. табл. 4.35).
Многослойные ПП
223
Таблица 4.34. Конструкторские параметры ПП, изготовленных по традиционной ТНТ-, SMT- и FPT-технологии
Конструкторские параметры ПП Технология
ТНТ SMT FPT
Шаг, мм 2,54 1,25 0,63
Число выводов ЭРИ 8-64 8-124 84-244
Допустимый допуск, мм 0,25 0,125 0,05
Проводники/зазор, мм 0,3 0,15 0,125
Контактные площадки, мм 1,5 0,75 0,63
Отверстия, мм 1,0 0,4 0,4
Ширина пояска КП, мм 0,25 0,2 0,125
Таблица 4.35. Сравнение установочных площадей корпусов ПМК с корпусом QFP
Конструкция корпуса ПМК Тип корпуса ПМК Установочная площадь ПМК, мм2 Площадь, занимаемая корпусом ПМК относительно QFP, %
30 мм QFP 900 100
BGA 530 59
15 мм _ CSP 225 25
13 мм -Г СОВ 169 19
11 мм Flip-Chip 121 13
Сегодня основной технологией производства корпусов за рубежом является технология BGA, что связано с большим количеством каналов вво-да/вывода микросхемы. Различают четыре основных типа корпусов BGA: пластиковые, керамические ленточные и металлические. В них устранены недостатки корпусов QFP (уменьшены размеры, увеличено число контактов и производительность блока). Отмечается значительное увеличение плотности ПП (примерно на 59 %) по сравнению с QFP. Кроме того, эти корпуса более прочные, проще в изготовлении, чем мелкошаговые QFP. Однако использование корпуса BGA оправдано, если количество каналов ввода/вывода микросхемы превышает 256. Для таких компаний, как Intel, LSI Logic, Texas instruments и VLSI Technology, производящих изделия с мини- или микро-BGA, с шагом 0,75 мм, происходит сближение понятий между BGA, мини-BGA и микро-BGA. Поэтому важно отметить, что возможности ТП изготовления и аппаратной части для BGA позволяют уменьшить шаг до 0,5 мм и менее. Число дефектов корпусов BGA составляет около 3—10 DPM (на 1 млн). Для монтажа корпусов BGA плотность межслойных переходов должна быть не менее 310 переходов/см2.
224
Глава 4. Конструкции и методы изготовления печатных плат
Корпуса CSP, известные так же как микро-BGA или мини-BGA, представляют собой промежуточную ступень между BGA и перевернутым кристаллом (флип-чип). Сборка CSP представляет собой установку бескор-пусного кристалла обратной стороной непосредственно на ПП, используя адгезив на основе эпоксидной смолы. После сборки выполняется присоединение золотой (термозвук), либо алюминиевой (ультразвук) проволокой контактной площадки каждого вывода к ПП. Затем проводится контроль, после которого компоненты и проводящие соединения полностью заливаются эпоксидной смолой.
К техническим проблемам установки бескорпусного компоновочного узла кристалла на ПП относится большое различие в ТКЛР (coefficient of thermal expansion — CTE) кристалла и ПП. ТКЛР кремниевого кристалла составляет (2,5...3) • КГ6‘С-1, а стандартной ПП — (16...20) • КГ6’С"1. Следовательно, место сопряжения чипа и ПП является потенциальным источником отказов, которое подвергается относительно высоким температурам не только при креплении кристалла, но и при включении и выключении устройства, при которых он также может подвергаться множественным температурным циклам. В результате чего в месте сопряжения могут создаваться остаточные напряжения.
Основные компании по сборке полупроводников, включая Amkor/ Anam, STATS, ASE, Intel, LSI logic, Texas Instruments и Matsushita, в настоящее время осуществляют массовый выпуск CSP и в некоторых случаях цены на эти корпуса соизмеримы с ценами на PBGA.
Размер корпуса CSP обычно превышает размер самого кристалла не более чем на 20 %. Наибольшее применение корпуса CSP нашли в микросхемах памяти (особенно флэш), управления (аналого-цифровые преобразователи, микроконтроллеры, логические схемы с малым количеством каналов ввода/вывода), цифровой обработки, а также в микросхемах специального назначения (ASIC) и микропроцессорах. Однако широкое применение CSP ожидается через несколько лет, вследствие недостаточной их надежности и конкурентоспособной цены в настоящее время.
Перед креплением кристалла в корпус СОВ моделируют остаточные напряжения, которые могут возникнуть в месте сопряжения кристалла с ПП, для определения адгезива с соответствующими свойствами и толщины, необходимой для поглощения напряжений. Причинами снижения надежности СОВ являются проволочное соединение кристалла с ПП, термообработка и охлаждение герметика, в результате которых могут возникнуть температурные напряжения между герметиком и кристаллом и герметиком и ПП.
В перевернутом кристалле (флип-чип — flip chip — FC) достигнута наивысшая плотность монтажа корпуса. Кристалл крепится лицевой стороной вниз, используя капли припоя или проводящих полимеров, непосредственно на ПП. Эта технология является наиболее компактной из всех новых технологий (корпус занимает всего 13 % площади эквивалентного корпуса QFP).
Преимущества флип-чипа:
• экономия места на ПП (малая установочная площадь);
• незначительная высота и масса;
Многослойные ПП
225
• сокращение длины соединений, что улучшает электрические параметры;
• уменьшение числа соединений, что сокращает количество мест потенциальных отказов.
Недостатки флип-Ципа:
• необходимость высокой плотности рисунка схемы ПП под посадочное место для флип-чипа, что повышает стоимость ПП;
• большие затраты на технологию прикрепления полусферических выводов к кристаллу;
• сложность подбора флюса и адгезивов в зависимости от вида флип-чипа и подложки;
• сложность ремонта ПП с их применением;
• низкий уровень выхода годных флип-чипов;
• сложность распределения тепловой энергии для обеспечения надежности ФУ.
Флип-чипы применяют в устройствах:
• с низким числом каналов ввода/вывода — электронные часы и автомобильная электроника (до 60 %);
• со средним числом каналов ввода/вывода — драйверы дисплеев, модули формата PCMCIA и в компьютерной технике большого формата;
• с числом каналов ввода/вывода от 2000 и выше применяют значительно реже, так как в них используют кристаллы только высокой степени надежности, монтируемые, как правило, на керамические подложки.
Кроме того, возможно применение корпусированных флип-чипов, монтируемых на ПП (FCOB). Компания Flextronics запатентовала многокристальный блок, в котором до четырех чипов памяти, расположенных друг на друге, можно размещать на многокристальном модуле.
В технологии TAB кремниевые кристаллы крепятся к полимерному ленточному носителю, на котором сформированы внутренние соединения выводов чипа. Присоединение выводов чипа к ПП осуществляется при помощи внешних выводов пайкой горячим газом или лазерной микросваркой. Для монтажа кристаллов на ленточном носителе (TAB) плотность межслойных переходов ПП должна составлять порядка 110 переходов/см2.
Чаще всего из рассмотренных корпусов используются BGA и CSP, коммутация вводов/выводов которых является трудной задачей. Если необходимая плотность связей для корпусированных микросхем в 1-, 2-, 3- и 4-м типах корпусов должна быть порядка 60... 100 см/см2, то для микросхем в микрокорпусах она составляет 300...500 см/см2 [2].
Тенденции развития корпусов ЭРИ: большое число выводов (более 1000) и малый шаг их расположения (0,3, 0,4, 0,5 и болёе) мм, которые приводят к увеличению числа межсоединений в ЭА, новые способы упаковки кристаллов и новые способы формирования контактных соединений корпуса ЭРИ с ПП — все это требует соответствующих технических характеристик ПП, как средства коммутации, постоянного увеличения плотности печатного монтажа, разработки новых конструкций ПП, ТП их изготовления, базовых и расходных Материалов.
226
Глава 4. Конструкции и методы изготовления печатных плат
Переход от технологии сквозных отверстий на ПП к поверхностном} монтажу не случаен, он связан с тем что переходные металлизированные отверстия в том числе и сквозные могут занимать до 20...30 % площади ПП и препятствовать увеличению числа проводников в слое. Если же идти по пути уменьшения диаметра отверстий и отказаться от контактных площадок, что связано с большими техническими и экономическими трудностями, то минимальное значение диаметра отверстия, полученного механическим сверлением составит порядка 0,15 мм. Поэтому разработаны конструкции и технологии изготовления ПП с глухими межслойными переходами, в которых формирование микросоединений производят лазерным сверлением, фотолитографией или плазменным «сухим» травлением.
Для монтажа ПМК, крепление и самоцентрирование которых осуществляется за счет расплавления припойной пасты на контактных площадках определенной формы и размеров, необходимо изготовить ПП не хуже 4-го класса с паяльной маской и повышенными требованиями к неровности поверхности, а для монтажа ПМК в микрокорпусах с малым шагом выводов необходимы высокоплотные (high density printed circuit) МПП с проводниками менее 50 мкм, шириной контактных площадок менее 100 мкм и микропереходами диаметром 0Д...0,2 мм. В конструкциях МПП для высокоинтегрированной элементной базы глухие микропереходы (микроотверстия) выполняют между наружным и ближайшими внутренними слоями (в перераспределительных слоях), а сквозные скрытые межслойные отверстия размещают между внутренними слоями МПП (рис. 4.43). В перераспределительных слоях расположены проводники, которые соединяют выводы микросхем, припаянные к контактным площадкам наружного слоя, с проводниками внутренних слоев.
Рис. 4.43. Поперечный разрез ПП с микроотверстиями, изготовленной по технологии наращивания перераспределительных слоев (Build-up-Technology): а — четырехслойная структура ПП; б — шестислойная структура ПП; А — металлизированное сквозное отверстие; В — глухой микропереход (bliend microvia); С, D — скрытые микропереходы (buried microvia); Е — межслойный переход; I — наращиваемые слои; 2 — микроотверстия; 3 — двусторонний стержневой слой; 4 — сигнальный проводник; 5 — контактная площадка; 6 — скрытые резисторы
Эти технологии называются технологиями наращивания (Built-up technology). Пример структуры 8-слойной МПП Со сквозными и глухими отверстиями приведен на рис. 1.5.
Многослойные ПП, изготовленные по технологии наращивания имеют:
• глухие (слепые) микропереходы; 1
• скрытые (внутренние) микропереходы;
Многослойные ПП
227
• скрытые сквозные металлизированные межслойные отверстия;
• сквозные металлизированные отверстия.
В зависимости от применяемой технологии наращивания в центре МПП в качестве стержневого слоя используются или тонкие фольгированные материалы, или диэлектрические слои. Такие МПП имеют ряд преимуществ:
• высокая плотность печатных проводников и межслойных переходов, что позволяет уменьшить площадь монтажа и длину электрических соединений, задержку сигналов, увеличить помехоустойчивость;
• уменьшенные размеры, массу и количество слоев МПП;
• высокая надежность глухих межслойных переходов;
• улучшенные электромагнитные характеристики;
• низкая стоимость и пр.
Малые размеры контактных площадок глухих (слепых) и скрытых (внутренних) межслойных переходов увеличивают область (площадь) прокладки проводников. Технология наращивания обеспечивает большую экономию площади для трассировки, чему способствует малая ширина проводников внутренних слоев 0,08...0,05 мм, малые диаметры микроотверстий, зигзагообразное, веерообразное или в шахматном порядке расположение глухих (слепых) и скрытых отверстий, размещение глухих (слепых) отверстий в контактных площадках, на которые монтируются ПМК (рис. 4.44) (BGA, CSP и СОВ). В этом случае коммутация ПМК осуществляется на лежащих ниже сигнальных слоях (рис. 4.45).
б
Рис. 4.44. Пример выполнения рисунка наружного слоя МПП, изготовленной методом наращивания: а — размещение глухих микроотаерстий в контактных площадках для монтажа ПМК (/ — глухое микроотверстие; 2 — контактная площадка для монтажа ПМК); б — использование наружного слоя для установки ПМК и в качестве экрана ( / — экран; 2 — диэлектрик; 3 — контактная площадка для установки ПМК; 4 — глухие микроотверстия для электрической саязи со 2-м или 3-м слоем МПП)
Рис. 4.45. Топология связей для монтажа BGA-компонентов (/ — шариковый вывод BGA-компонента; 2 — глухой микропереход; 3 — контактная площадка наружного слоя; 4 — проводник второго слоя)
228
Глава 4. Конструкции и методы изготовления печатных плат
К достоинствам можно также отнести возможность использования .сэкономленной площади на слоях для размещения внутренних резисторов, конденсаторов и индуктивностей с целью уменьшения их числа и плОща-ди, занимаемой ими на наружных слоях (см. рис. 4.43, а).
Размещение отверстий в контактных площадках и под корпусом ПМК позволяет создавать наружные слои практически без трассировки, а также использовать их как экраны для улучшения электромагнитных и электрических характеристик ПП (см. рис. 4.44, б).
Существует большое количество способов изготовления МПП с высокой плотностью монтажа с микропереходами. Основными этапами одного из способов технологии наращивания являются [47]:
• изготовление двусторонней заготовки стержневого слоя с сигнальными проводниками и межслойными отверстиями;
• заделка — заполнение внутренних межслойных (скрытых) сквозных металлизированных отверстий смолой для получения плоского, без раковин заполнения, без образования впадин над отверстиями;
• нанесение диэлектрика в виде жидкого эпоксидного покрытия, покрытой фольгой, арамида, полиимидного пленочного ламината или фольгированного медью материала. При нанесении жидкого диэлектрика для получения требуемой толщины необходимо произвести покрытие несколько раз, так как, во-первых, он наносится поочередно на каждую сторону стержневого слоя; во-вторых, толщина каждого слоя составляет 20...30 мкм. Пленочный диэлектрик достаточной толщины (25...65 мкм) и равномерности наносят одновременно на обе стороны стержневого слоя за один раз;
• лазерное сверление микроотверстий с коническим профилем боковой стенки для равномерного распределения меди при металлизации микроотверстий (в международной практике считается основной технологией создания микроотверстий при существующих также фотолитографии и плазменном сухом травлении). При лазерном сверлении применяется большое разнообразие диэлектриков; отверстия получают с самым высоким отношением толщины слоя диэлектрика к диаметру микроотверстия, высокую точность совмещения сквозных микроотверстий. О материалах для лазерной технологии см. гл. 2;
• металлизация;
• получение рисунка наружных слоев с применением фоторезиста с высокой разрешающей способностью;
• электрические испытания с использованием контактирующих устройств с высокой плотностью контрольных точек.
Технологию послойного наращивания перераспределительных слоев с глухими межслойными микропереходами применяют при изготовлении высокоплотных 4-, 6- и 8-слойных МПП. При этом в качестве основного структурного элемента используют двусторонние заготовки с сигнальными проводниками и межслойными микропереходами, но даже применяя заготовки с одним слоем микроотверстий, получают экономию от 10 до 20 % по сравнению с обычными МПП с механическим сверлением отверстий.
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы 229
4.4. Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
Применяемые в настоящее время системы соединений в модулях 2-, 3- и 4-го уровней разукрупнения в виде объемного монтажа, в частности, жгутового, не могут обеспечить требования, налагаемые микроминиатюризацией при постоянном повышении функциональной сложности ЭРИ и ПМК, плотности монтажа, увеличении быстродействия, удельной мощности и надежности ЭА. Поэтому наиболее перспективными являются так называемые гибкие соединения на основе ГПП, ГПК и ГЖП.
Виды гибких печатных соединений, применяемые в ЭА, приведены на рис. 4.46.
Рис. 4.46. Виды гибких печатных соединений в производстве ЭА
Гибкие ПП и ГПК применяются в военной и космической технике, в компьютерах, контрольно-измерительной и медицинской аппаратуре, аппаратуре связи, в калькуляторах, фотоаппаратах, кинокамерах, автомобилях, бытовой технике и Пр.
В функциональном отношении ГПП и ГПК используют в качестве:
• внешних и внутренних межсоединений, например, в блоках книжной конструкции для соединения ячеек между собой;
• специальных кабелей для регулировки сопротивлений;
• деталей подвижной разводки (например, выдвигающиеся блоки и пр.);
• основания ячеек и микросборок;
• специальных ГПП и пр.
Достоинствами ГПП и ГПК являются:
• выигрыш в массе ЭА по сравнению с объемным монтажом до 70 %;
• упрощение компоновки и уменьшение объема ЭА на 40...50 %;
• высокая надежность, обеспечиваемая хорошими электроизоляционными характеристиками диэлектрических оснований ГПП и ГПК;
• улучшенные электрические характеристики;
230
Глава 4. Конструкции и методы изготовления печатных плат
• улучшенное рассеивание теплоты;
• совместимость с поверхностным монтажом;
• большая полоса пропускания высокочастотных сигналов;
• однородные передаточные характеристики;
• возможность получения заданного волнового сопротивления путем выбора соответствующей геометрии проводников;
• высокая механическая прочность;
• динамическая гибкость;
• устойчивость к вибрациям, ударам и линейным ускорениям;
• стабильная помехоустойчивость ЭА;
• возможность экранирования ГПК и введения в их конструкцию резистивных компонентов;
• возможность придания ГПП и ГПК формы корпуса сложной конфигурации;
• технологичность конструкции и экономичность ТП изготовления ГПП и ГПК вследствие их изготовления путем перематывания гибкой ленты из рулона в рулон; сокращения числа операций таких, как измерение длины, отрезка, снятие изоляции, прозвонка и др.;
• возможность автоматизации монтажа в ЭА за счет применения метода группового контактирования;
• исключение ошибок монтажа и как следствие — сокращение времени на контрольные операции;
• устранение операции настройки ЭА за счет точного определения электрических параметров на стадии конструирования ГПК;
• возможность скатывать ГПК в рулон и складывать гармошкой, что повышает ремонтопригодность ЭА за счет использования книжных конструкций и выдвижных блоков.
4.4.1. Гибкие ПП
Гибкие ПП могут быть реализованы в виде гибких ОПП, ДПП и МПП. Различают:
• статические гибкие ПП, гибкость которых используется только при сборке (при установке в ограниченный объем);
• динамические гибкие ПП, выдерживающие при эксплуатации тысячи циклов перегибов.
Наиболее широко применяемыми материалами для изготовления ГПП являются лавсан и полиимид с доминированием полиимидного пленочного материала, требования, характеристики и методы контроля которых приведены в гл. 2.
4.4.1.1. Гибкие ОПП на фольгированном основании
Односторонние ГПП имеют один проводящий слой в виде элементов печатного монтажа.
Основные характеристики гибких ОПП на фольгированном основании приведены в табл. 4.34. (
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
231
Таблица 4.34. Основные характеристики гибких ОПП на фольгированном основании
Показатель Характеристика
Область применения Промышленная электроника, вычислительная техника, спецтехника
Класс точности 1; 2; 3
Группа жесткости II
Материал основания Фольгированный лавсан (ПЭТФ, ЛФР), фольгированный полиимид ПФ-1 (йф = 35 мкм), Элифом-ПФ-1
Минимальный диаметр отаерстия, мм 0,6
Минимальная ширина проводника, мм 0,25
Производство Мелкосерийное
Пленочные фольгированные материалы ЛФР и Элифом-ПФ изготавливают на основе полиэтилентерефталатной и полиимидной пленок, соответственно. Элифом-ПФ обладает высокой тепло- и радиационной стойкостью; может поставляться в комплекте с покрывной и склеивающей (для МПП) пленками марок Элифом-ППП и Элифом-ППС. Основные параметры этих пленочных фольгированных материалов приведены в табл. 4.35 [5].
Таблица 4.35. Основные параметры пленочных фольгированных материалов
Параметр Материал основания
ЛФР Элифом-ПФ Элифом-ППП, ППС
Стойкость к многократным перегибам, число циклов 500 600 600
Прочность на отслаивание фольги, Н/3 мм 2,1 2,4 2,1
Электрическая прочность перпендикулярно поверхности, кВ/см 25 25 25
Диэлектрическая проницаемость на частоте 1 МГц 3,5 4,0 4,0
Тангенс угла диэлектрических потерь на частоте 1 МГц 0,030 0,030 0,035
Стабильность линейных размеров после травления, % 0,50 0,25 —
Основные этапы изготовления гибких ОПП на фольгированном осно-
вании приведены в табл. 4.36.
232
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.36. Основные этапы ТП изготовления гибких ОПП на фольгированном основании
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изго-товленияОПП
1 Входной контроль и термостабилизация диэлектрика марки ПТЭФ
2 Раскрой материала
3 Получение заготовок Резка
4 Получение фиксирующих (базовых) отверстий Штамповка
5 Подготовка поверхности заготовок 1. Суспензия пемзового абразива. 2. Химический способ (подтравливание)
6 Получение защитного рельефа 1. Офсетная печать. 2. Фотохимический способ с СПФ. Подготовительные этапы: 1. Изготовление офсетной формы. 2. Изготовление ФШ См. табл. 4.2, ц. 5
7 Травление меди с пробельных мест См. табл. 4.2, п. 7
8 Удаление защитного рельефа См. табл. 4.2, п. 8
9 Получение монтажных отверстий Штамповка См. табл. 4.2, п. 9
10 Создание защитной паяльной маски Нанесение маски СПФ — защита на ПЭТФ. Подготовительные этапы: Изготовление ФШ. Нанесение перфорированной полиимидной покрывной пленки (ППП). Подготовительные этапы: Получение заготовок ППП с фиксирующими и монтажными отверстиями См. табл. 4.2, п. 10
11 Лужение
12 Отмывка от флюса
13 Маркировка
14 Контроль электрических параметров
15 Обработка по контуру и получение крепежных отверстий 1
Особенностью данного процесса изготовления является применение в качестве защитной паяльной маски перфорированной полиимидной покрывной пленки (ППП) с фиксирующими и монтажными отверстиями.
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
233
Отверстия в односторонних гибких ПП на фольгированном основании могут быть получены также следующими способами:
• фотохимическим способом (химическое вытравливание отверстий в полиимиде);
• лазерным;
• плазмохимическим.
4.4.1.2. ДПП на гибком фольгированном основании
Двусторонние ГПП имеют два проводящих слоя в виде элементов печатного монтажа, причем конструкция этих плат может быть выполнена как с межслойными металлизированными переходами, так и без межслойных переходов. На рис. 4.47 приведены методы изготовления ДПП на гибком фольгированном диэлектрике, в табл. 4.37 — основные характеристики гибких ДПП, а в табл. 4.38 — основные этапы изготовления.
Рис. 4.47. Методы изготовления ДПП на гибком фольгированном диэлектрике
Таблица 4.37. Основные характеристики гибких ДПП на фольгированном основании
Показатель Характеристика
Область применения Промышленная электроника, вычислительная техника, спецтехника, средства связи
Класс точности 2, 3 при толщине медной фольги 35 мкм; 4, 5 — при 18 мкм
Группа жесткости I—IV
Рекомендуемые максимальные размеры, мм 500 х 600 (толщина 0,1...0,5)
Материал основания Например, ПФ-2 (Лф = 35 мкм)
Минимальный диаметр отверстия, мм 0,2... Г,0
Минимальная ширина проводника, мм 0,2...0,35 (Лф = 35 мкм); 0,1...0,2 (Лф= 18 мкм)
Тип производства Мелкосерийное
Метод изготовления 1. Комбинированный позитивный (с металлизированными отверстиями). 2. Химический негативный (без отверстий). 3. Тентинг-метод
234
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.38. Основные этапы ТП изготовления гибких ДПП иа фольгированном основании
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления
1 Входной контроль и термостабилизация диэлектрика ПФ-2
2 Получение заготовок ПП Резка
3 Получение фиксирующих отверстий 1. Сверление. 2. Лазерное сверление. 3. Травление
4 Получение монтажных и переходных отверстий 1. Сверление. 2. Лазерное сверление 0 0,2...0,5. 3. Травление 0 0,2...0,5 мм См. табл. 4.7, п. 4
5 Предварительная металлизация 1. Химико-гальваническое меднение. 2. Магнетронное напыление. 3. Прямая металлизация См. табл. 4.7, п. 5
6 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
7 Получение защитного рельефа Фотохимический способ: а) органопроявляемый СПФ; б) щелочепроявляемый СПФ См. табл. 4.7, п. 7
Далее — см. табл. 4.7, начиная с п. 8.
Примечание. В качестве паяльной маски в данном ТП применяется СПФ-зашита.
К особенностям изготовления гибких ДПП на фольгированном диэлектрике можно отнести:
• применение двухстороннего фольгированного полиимида, например, ПФ-2;
• получение монтажных и переходных отверстий диаметром 0,2...0,5 мм лазерным сверлением или травлением;
• осуществление предварительной металлизации либо химико-гальваническим методом, либо магнетронным напылением, либо прямой металлизацией;
‘ • получение защитного рельефа фотохимическим способом;
• применение в качестве защитного травильного резиста либо металлорезиста, либо полимерного травильного резиста.
4.4.1.3. ДПП на гибком нефольгированном основании
В качестве материала основания применяют нефольгированный диэлектрик с адгезионным слоем на полиимидной основе или нефольгированный диэлектрик на полиимидной основе без адгезива. Недостатком первого материала является старение адгезионного слоя, второго — плохая адгезия металлов. Основные характеристики гибких ДПП на нефольгированном основании приведены в табл. 4.39.
Основные этапы изготовления гибких ДПП на нефольгированном основании приведены в табл. 4.40. i
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
235
Таблица 4.39. Основные характеристики гибких ДПП на нефольгированном основании
Показатель Характеристика
Область применения Промышленная электроника, вычислительная техника, средства связи
Класс точности 1; 2; 3; 4; 5
Группа жесткости 1-111
Рекомендуемые максимальные размеры, мм 500 х 600 (толщиной 0,1...0,5 мм)
Материал основания 1. Нефольгированный диэлектрик на поли-имидной основе с адгезионным слоем. 2. Нефольгированный диэлектрик на поли-имидной основе без адгезива
Минимальный диаметр отверстия, мм 0,2... 1,0
Метод изготовления Электрохимический (полуаддитивный)
Тип производства Мелкосерийное
Таблица 4.40. Основные этапы ТП изготовления гибких ДПП на нефольгированном основании
№ п/п Основной этап ТП Возможный способ получения Эскиз этапа изготовления дпп
1 Входной контроль и термостабилизация нефольгированного диэлектрика на полиимидной основе с адгезионным слоем
2 Получение заготовок ПП Резка
3 Получение фиксирующих отверстий 1. Сверление. 2. Лазерное сверление. 3. Травление
4 Получение монтажных и переходных отверстий 1. Сверление. 2. Лазерное сверление 0 0,2...0,5 мм. 3. Травление 0 0,2...0,5 мм См. табл. 4.7, п. 4
5 Удаление органической защитной пленки
6 Подготовка поверхности заготовки Химический способ
7 Предварительная металлизация 1. Химико-гальваническое меднение. 2. Магнетронное напыление. 3. Прямая металлизация См. табл. 4.7, п. 5
8 Подготовка поверхности 1. Суспензия пемзового абразива. 2. Подтравливание
9 Получение защитного рельефа Фотохимический способ: а) органопроявляемый СПФ; б) щелочепроявляемый СПФ См. табл. 4.7, п. 7
Далее — см. табл. 4.7, начиная с п. 8.
236
Глава 4. Конструкции и.методы изготовления печатных плат
4.4.1.4. Гибкие ДПП на нефольгированном полиимиде, изготовленные по тонкопленочной технологии
Одним из направлений повышения плотности монтажа ЭРИ на гибких ПП является использование тонкопленочной технологии для создания печатных элементов с применением фотолитографии, и вакуумного осаждения ^металлов, которые предъявляют ряд специфических требований к выбору материала гибких оснований и операциям ТП изготовления.
Наиболее широко в настоящее время для этих целей применяют нефольгированный полиимид, который имеет много достоинств, но и . недостатки (см. гл. 2), основными из которых являются:
• адгезионная инертность;
• нестабильность линейных размеров гибких плат;
• повышенное влагопоглощение.
Как показали исследования [12] наиболее прочная металлизация полиимида осуществляется методами вакуумного осаждения металлических пленок Сг—Си—Сг с предварительной активацией поверхности полиимида, которая устраняет его адгезионную инертность в результате частичной деструкции или модификации наружных слоев, вследствие воздействия специальных химических (сильных щелочей, включая КОН и NaOH) и физических обработок.
Нестабильность линейных размеров гибких плат на полиимиде связана с тем, что полиимид изменяет свои размеры при повышенных температурах в результате усадки, что влияет на точность совмещения рисунка переходных отверстий и проводников на гибкой плате и, следовательно, на допуск на минимальные размеры печатных элементов.
Предварительная термообработка полиимида позволяет снизить усадку до 10 раз. Влагопоглощение, влияющее на линейные размеры ПП является обратимым процессом, так как после удаления влаги происходит восстановление первоначальных размеров.
Наиболее существенны изменения линейных размеров, возникающие при вакуумном осаждении металлических пленок, связаны с внутренними механическими напряжениями, компенсация которых достигается за счет того, что травление отверстий проводят на гибкой подложке в «растянутом» состоянии, когда на полиимидной подложке нанесены слои Сг—Си—Сг и вторую вакуумную металлизацию слоев Сг—Си—Сг для получения рисунка схемы проводят с точным воспроизведением температурного цикла и параметров процесса первичной (предварительной) металлизации.
Одной из ответственных операций является получение отверстий диаметром 50...70 мкм методом химического травления полиимидной пленки в количестве нескольких тысяч на одной подложке. Для этого должна быть решена задача обеспечения равномерной скорости травления на всей поверхности подложки.
Особенностью фотохимических процессов формирования рисунка коммутационных элементов и травления полиимидной пленки является применение в качестве масок при травлении пленок Сг—Си—Сг щелочестойких негативных фоторезистов (например, ФН-11), которые имеют значительно меньшую разрешающую способность, нежели позитивные фоторезистьи
Гибкие ШТ, гибкие печатные кабели, гибко-жесткие платы
237
Для устранения этого явления применяется кратковременная плазмохимическая обработка пленки фоторезиста в кислородной плазме. Такой прием позволяет увеличить разрешающую способность фоторезиста ФН-11 с 40...50 до 150...200 линий/мм.
Процессы гальванического наращивания на слоях Сг—Си—Сг меди определяют надежность металлизации в переходных отверстиях и надежность присоединения выводов навесных элементов к контактным площадкам; Слой металлизации суммарно должен составлять 20...25 мкм и иметь минимальные значения внутренних механических напряжений. Этим и объясняется необходимость гальванического наращивания, которое по сравнению с вакуумной металлизацией дает существенно менее напряженные металлические пленки. Учитывая кислотостойкость полиимида, применяют, например; сернокислый электролит меднения, содержащий сернокислую медь и серную кислоту.
При гальваническом осаждении сплава свинец—олово контролируют качество покрытия под микроскопом: покрытие должно быть светло-серого цвета, мелкодисперсным, сплошным и равномерным по всей поверхности, без шелушений, вздутий, отслаиваний и темных пятен.
Силу тока, мА, необходимую для нанесения покрытия на одну подложку рассчитывают по формуле:
I = DKS,
где S — площадь покрытия, см2;
DK — катодная плотность тока, мА/см2.
Время осаждения сплава заданной толщины Т, ч, определяют по следующей формуле:
Т = h/v.
Здесь h — толщина сплава, мкм; v = 10 — приблизительная скорость осаждения сплава, мкм/ч.
В табл. 4.41 приведена последовательность основных этапов изготовления гибких ДПП на нефольгированном полиимиде по тонкопленочной технологии.
После резки и активации поверхности полиимида на установке химической активации и очистки подложек осуществляют напыление методом ионно-плазменного распыления с магнетронным источником или методом термического испарения защитных слоев Сг—Си—Сг толщиной 0,8—0,4—0,6 мкм на установке для двусторонней металлизации в вакууме полиимидной пленки.
Первый этап необходим для защиты полиимидной пленки во время травления переходных отверстий; двустороннее напыление — для исключения закручивания и коробления пленки.
Двустороннее нанесение фоторезиста (тип ФН-11) производят на установке двустороннего нанесения и сушки фоторезиста (п. 3). Затем получают рисунок переходных отверстий (п. 4): выполняют двустороннее экспонирование на установке совмещения и экспонирования и проявление рисунка на установке проявления негативного фоторезиста.
238
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.41. Последовательность основных этапов ТП изготовления двусторонней ГПП на полиимиде
№ п/п 1 Этап _, .... п Эскиз этапа изготовления ГПП
1 Вырубка и очистка заготовки из нефольги-рованного полиимида, например, ПИ-40 А
2 Нанесение слоев Ст—Си—Ст —————————Слои хрома Слои меди ч- ВтЯийшйа— Полиимид
3 Двустороннее нанесение фоторезиста ФН-11
|^ФН-П (СПФ)
4 Получение рисунка переходных отверстий: а) двустороннее экспонирование; б) проявление рисунка переходных отверстий
5 Травление слоев Ст—Си—Ст и полиимид-ной пленки (КОН + моноэтаноламин)
6 Травление и очистка полиимидной пленки
7 Напыление токопроводящих слоев Ст—Си—Сг
8 Нанесение фоторезиста
9 Экспонирование и проявление рисунка печатного монтажа Вуаль
10 Снятие вуали и гальваническое меднение (предварительно сняв слой Сг) Гальваническая медь
11 Нанесение сплава олово—висмут
12 Снятие негативного фоторезиста
13 Травление слоев Ст—Си—Ст
14 Нанесение фоторезиста (защитный слой)
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
239
На этапе 5 производят последовательное травление металлических слоев Сг—Си—Сг в отверстиях, затем — полиимидной подложки; травление каждого слоя осуществляют в собственном растворе.
На 6 этапе производят термообработку для выпаривания воды из фоторезиста, с целью уменьшения усадки полиимидной пленки, очистку полиимидной подложки и снятие металлических защитных слоев Сг—Си—Сг.
На этапах 7, 8, 9 получают рисунок проводников и контактных площадок; проводят аналогичные операции напыления, нанесения фоторезиста, экспонирования, проявления рисунка. Особенность этапа заключена в том, что негативный фоторезист в данном случае защищает места, которые затем будут травиться.
На этапе 10 снимается вуаль фоторезиста в установке плазмохимического травления фоторезиста кислородной плазмой и на поверхностях, находящихся под снятой вуалью производят гальваническое меднение на линии гальванического наращивания металлических слоев для создания основного токоведущего слоя и нанесение сплава олово—висмут (п. 11) для защиты меди от окисления, для упрочнения поверхностного слоя и обеспечения паяемости плат.
На 12 этапе снимают негативный фоторезист и осуществляют травление участков (Сг—Си—Сг), находящихся под ним (п. 13).
На последнем 14 этапе формируется рисунок защитного покрытия на основе негативного фоторезиста ФН-11.
Приведенные выше этапы изготовления требуют высокой чистоты помещения, стабильных температур, высококачественных исходных материалов, в противном случае имеет место низкий процент выхода годных плат.
Установка ГПП на жесткое основание осуществляется путем приклеивания.
4.4.1.5. Многослойные ГПП
Многослойные ГПП имеют три и более проводящих слоев с элементами печатного монтажа, соединенных металлизированными отверстиями (межслойными переходами) для обеспечения электрической связи между слоями.
При конструировании многослойных ГПП используются:
• односторонние и двусторонние слои с элементами печатного монтажа, выполненные на гибком фольгированном или нефольгированном материале;
• соединительные пленки с адгезивом (препрег), защищенные удаляемой пленкой, для склеивания слоев в многослойную структуру;
• покрывная полиимидная пленка с адгезивом для защиты поверхности МПП.
Основные характеристики МПП на полиимиде приведены в табл. 4.42.
Многослойные ГПП на полиимиде получают из ДПП и ОПП на полиимиде, которые устанавливают на жесткое основание с контактными площадками [12]. При этом каждую ДПП изолируют друг от друга перфорированными прокладками из полиимида, и весь пакет из собранных ДПП припаивают к контактным площадкам основания через сквозные переход-
240
Глава 4. Конструкции и методы изготовления печатных плат
Таблица 4.42. Основные характеристики МПП на полиимиде
Параметр Характеристика
Область применения Спецтехника
Минимальная ширина проводников и расстояний между ними, мкм 40...70 f
Минимальный диаметр переходных отверстий, мкм 50...60
Рекомендуемые максимальные размеры МПП, мм 150x250
Максимальное число слоев 12...20
Удельная паразитная емкость, пФ/см 0,3
ные металлизированные отверстия ДПП для получения электрической связи между слоями и основанием (рис. 4.48).
Рис. 4.48. Структура МПП на полиимиде в разрезе: 1 — полиимидные прокладки; 2 — спай: 3 — ДПП на полиимиде; 4 — контактные площадки; 5 — основание
Для обеспечения хорошего теплоотвода в качестве жесткого основания применяют металлические пластины с изоляционным слоем:
• анодированный алюминий или сплавы алюминия с магнием;
• алюминий с эпоксидной смолой;
• сталь с эпоксидной смолой, эмалью или легкоплавким стеклом;
• ковар с диэлектрическим покрытием и др.
При выборе жесткого основания основными требованиями является: согласование металла и диэлектрика по ТКЛР; хорошая адгезия диэлектрика к металлу; высокое качество диэлектрического покрытия на металле.
Наиболее широкое применение получили основания из алюминия.
4.4.2. Гибко-жесткие платы
Конструкция ГЖП (см. гл. 1) состоит из жестких и гибких участков единой ПП, и может быть основана на жестких ДПП или МПП. Гибкие части могут содержать несколько односторонних или двусторонних ГПП. В отличие от обычных ПП проводники на гибких участках должны быть покрыты материалом, допускающим изгиб и деформацию. Наиболее часто гибкий участок ГЖП защищают ламинированием полиимидной пленки, которая обеспечивает защиту от внешних механических и климатических
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
241
воздействий, электрическую изоляцию и герметизацию проводников. Для защиты гибких участков применяют также гибкие жидкие маски, которые наносят способом трафаретной печати или поливом. Соединение гибких и жестких слоев производят, используя склеивающие прокладки (препрег), прессованием. Межслойные соединения осуществляют при помощи глухих, скрытых или сквозных металлизированных отверстий. Для монтажа ЭРИ и ПМК используют жесткие части ГЖП.
В качестве основания может применяться дорогостоящая полиимидная пленка; стеклоэпоксид толщиной менее 100 мкм, обладающий меньшей гибкостью, но и меньшей стоимостью по сравнению с полиимидом; препрег на основе модифицированного эпоксида. Некоторые рекомендации по выбору материалов ГЖП приведены в гл. 2.
Гибко-жесткие платы можно применять при реализации уникальных и сложных, требующих повышенной надежности технических решений (безотказно работать в жестких условиях окружающей среды), размещаться в плотный трехмерный корпус, например, фотоаппарата. Недостатком ГЖП является их высокая себестоимость, сложность производства из-за использования разнородных материалов с разными ТКЛР, размерной стабильностью и пр.
В табл. 4.43 приведены основные характеристики ГЖП.
Таблица 4.43. Основные характеристики ГЖП на фольгированном основании
Показатели Характеристика
Элементная база Традиционная и ПМК
Область применения Спецтехника, вычислительная техника, средства связи, промышленная электроника
Класс точности 5
Группа жесткости IV
Рекомендуемые максимальные размеры жесткого участка, мм 550 х 450 (число слоев 10—12)
Материал основания Жесткие слои — стеклотекстолит фольгированный, (Лф = 5...35 мкм). Гибкие слои — полиимид фольгированный, (Лф = 35 мкм). Покрывная пленка — полиимидная с адгезионным слоем. Стеклоткань с полиимидным связующим для склеивания гибкой и жесткой частей. Стеклоткань прокладочная для жесткой части
Минимальный диаметр отверстия, мм 0,3 (металлизированное)
Минимальная ширина проводника, мм 0,1
Тип производства Мелкосерийное
На рис. 4.49 приведена структурная схема ТП изготовления ГЖП.
242
Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.49. Структурная схема ТП изготовления ГЖП
Жесткие слои изготавливают комбинированным позитивным или химическим негативным методами, гибкие слои — химическим негативным с напрессовыванием на поверхность защитной покрывной полиимидной пленки с адгезионным слоем. После прессования гибких и жестких слое; изготовление рисунка наружных слоев и металлизированных отверстий нг жестких участках ГЖП производят комбинированным позитивным или электрохимическим методом (SMOBS-процесс).
Достоинства ГЖП:
• высокая надежность вследствие защиты проводников гибкого участка покрывной пленкой;
• отсутствие соединителей, объемных проводников и как следствие — снижение массы, электрических помех, отсутствие переходного сопротивления, так как жесткие участки МПП и гибкие (ГПК) находятся в одном монолите;
• возможность использования гибкого участка в качестве ГПК, продлив его в любую сторону.
4.4.3. Гибкие печатные кабели
4.4.3.1. Конструктивные особенности ГПК
Конструктивно ГПК представляют собой многослойную структуру, состоящую:
• из лент с токоведущими жилами (печатными проводниками), расположенными параллельно на диэлектрическом основании с одной или двух сторон. Конструкция окончания лент может быть выполнена в
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
243
виде планарных выводов или контактных площадок с металлизированными отверстиями (см. рис. 3.11), к контактным площадкам в виде планарных выводов подпаивают выводы-гребенки;
• покрывной защитной пленки;
• изоляционных слоев.
Конструкции лент ГПК. Лента ГПК может быть выполнена с однорядным, двухрядным и трехрядным расположением печатных проводников в поперечном сечении.
Однорядная конструкция ленты ГПК может состоять, например, из полиимида фольгированного одностороннего ПФ-1 и пленки полиимидной покрывной ППП-0,070 (рис. 4.50).
Двухрядная конструкция ленты ГПК может быть выполнена с различными толщинами изоляционных слоев между проводниками (рис. 4.51 и 4.52).
Рис. 4.50. Поперечное сечение однорядной конструкции ленты ГПК: W — ширина жилы; 5 — расстояние между жилами; 1 — пленка полиимидная покрывная ППП — 0,070, h\ = 0,070 мм; 2 — полиимид фольгированный односторонний ПФ-1, 6 = 0,035 мм — толщина медной фольги, Й2 = 0,065 мм — толщина полиимида без медной фольги
Рис. 4.51. Поперечное сечение двухрядной конструкции ГПК: а — с использованием одностороннего фольгированного полиимида; б — с использованием двустороннего фольгированного полиимида; W — ширина жилы; 5 — расстояние между жилами; / — пленка полиимидная покрывная ППП-0,070; (й|=0,07 мм); 2 — полиимид фольгированный односторонний ПФ-1, 5 = 0,035 мм — толщина медной фольги, hi = 0,065 мм — толщина полиимида; 3 — пленка ПКС-171, йз = 0,08 мм — толщина адгезионной (клеевой) пленки; 4 — полиимид фольгированный двусторонний ПФ-2, 6 = 0,035 мм — толщина медной фольги, Й4 = 0,09 мм — толщина полиимида
244 Глава 4. Конструкции и методы изготовления печатных плат
Рис. 4.52. Поперечное сечение двухрядной конструкции ленты ГПК: W— ширина жилы; 5 — расстояние между жилами; 1 — пленка полиимидная покрывная ППП-0,070 (й1 = 0,07 мм); 2 — полиимид фольгированный односторонний ПФ-1, 8 = 0,035 мм — толщина медной фольги, йз = 0,065 мм — толщина полиимида; 3 — пленка полиимидная клеевая ПКС-171 (йз = 0,08 мм)
Конструкция ГПК, представленная на рис. 4.51, а, выполнена из двух слоев одностороннего фольгированного полиимида ПФ-1 и одного слоя изоляционной клеевой пленки ПКС-171.
Конструкция ГПК, приведенная на рис. 4.51, б, выполнена из двустороннего фольгированного полиимида ПФ-2 и двух слоев (верхний и нижний) покрывной полиимидной пленки ППП-0,070.
Конструкция ГПК, изображенная на рис. 4.52,. выполнена из двух слоев ПФ-1, двух слоев покрывной полиимидной пленки ППП-0,070 (верхний, нижний) и одного слоя изоляционной клеевой пленки ПКС-171 (средний).
Пример выполнения конструкции ГПК с трехрядным расположением проводников представлен на рис. 4.53.
Рис. 4.53. Поперечное сечение трехрядной конструкции ленты ГПК: W — ширина жилы; 5 — расстояние между Жилами; 1 — пленка полиимидная покрывная ППП-0,070 (й] = 0,07 мм): 2 — полиимид фольгированный односторонний ПФ-1, 8 = 0,035 мм — толщина медной фольги, й2 = 0,065 мм — толщина полиимида; 3 — пленка полиимидная клеевая ПКС-171 (йз = 0,08 мм); 4 — полиимид фольгированный двусторонний ПФ-2, 8 = 0,035 мм — толщина медной фольги, Й4 = 0,09 мм — толщина полиимида
В двухрядной и трехрядной конструкции ленту ГПК один или два слоя проводников могут быть выполнены в виде экрана. Экранирование жил ГПК выполняется за счет двустороннего и одностороннего фольгированного полиимида с рисунком экрана, который исключает образование вихревых токов. Пример выполнения рисунка экрана, представлен на рис. 4.54 (размеры даны в мм). ,
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
245
Рис. 4.54. Пример выполнения экрана: 1 — контур ГПК (медная фольга); 2 — сетка экрана (медная фольга); 3 — изоляционное основание (полиимид)
Конструкции окончания ГПК. Для обеспечения соединения ГПК с ЭРИ необходимо обеспечить соответствующую конструкцию окончания ГПК, которую выбирают в зависимости от типа контактного вывода ЭРИ. Если ГПК соединяют со штыревыми выводами ЭРИ, то на конце ГПК должны быть металлизированные отверстия, которые надевают на штыревые выводы ЭРИ в соответствии с маркировкой на ГПК и ЭРИ.
При соединении ГПК с планарными выводами ЭРИ на конце ГПК должны быть контактные площадки, на которые внахлест устанавливают и припаивают планарные выводы.
При соединении ГПК с элементами и блоками ЭА используют стандартные миниатюрные соединители, причем число параллельных проводников ГПК, их ширина и межцентровые расстояния должны быть согласованы со стандартными соединителями. Гибкий печатный кабель при этом является законченным элементом конструкции устройства.
При соединении ГПК с монтажными проводами, провод также паяют внахлест к контактным площадкам на конце ГПК.
Если ГПК соединяют с электрическими соединителями и ГПК заканчивается плоскими контактами-гребенками, контакты каждого ответвления ГПК предназначены для одного ряда электрического соединителя; их устанавливают одновременно в отверстия целого ряда соединителя в соответствии с электромонтажным чертежом и распаивают.
Если ГПК соединяют с электрическими соединителями и ленты ГПК заканчиваются планарными выводами, то после лужения соединителя и планарных выводов, ответвление ГПК заводится между двумя рядами соединителя так, чтобы выводы ГПК совпадали с выводами электрического соединителя в соответствии с электромонтажным чертежом, затем устанавливают пружину между двумя рядами соединителя и распаивают.
В качестве основного припоя для выполнения электромонтажа ГПК применяют припой ПОС-61 ГОСТ 21931—76.
246
Глава 4. Конструкции и методы изготовления печатных плат
При пайке ГПК к гермовыводам используют ступенчатую пайку, т. е для второй пайки применяют припой менее тугоплавкий, чем первый.
Подпайку жил ГПК с окончанием в виде планарных выводов югребенкам выполняют припоем. ПОС-61. Последующую пайку ГПК к разъемам. ПП и другим элементам производят припоем ПОСК50-18 (двухступенчатая пайка).
В качестве технологической защиты жил ГПК от повреждений, рекомендуется ГПК оформлять внешним контуром, ширина которого порядка 0,3 мм. Размер между краем токоведущей части жилы ГПК и контуром должен быть не менее 0,3 мм. Жилы ГПК не должны иметь переходов б виде узлов, переходы должны быть плавными. Минимальный размер скруглений не должен превышать 2,5 мм. Переходы контактных площадок в жилы должны быть плавными с радиусом скругления не менее 1 мм. При оформлении контактных площадок для их механического закрепления необходимо предусматривать ответвления.
В конструкции ГПК должны быть предусмотрены места для механического крепления к конструкциям прибора и к монтажным элементам ЭА.
Окончания лент ГПК усиливаются прокладками из полиимида типа ППП-0,70, либо из стеклотекстолита.
Планарные выводы ГПК вскрываются методами плазменного или химического травления.
Способы крепления ГПК в ЭА. Крепление ГПК в ЭА выбирают таким образом, чтобы закрепленные ГПК не задевали за подвижные части и чтобы не было перемещения, провисания и натяжения ГПК.
После подпайки к электрическим соединителям ГПК необходимо механически закрепить. Крепление может осуществляться: скобами-планками; нитками; заливкой компаундом; винтами с шайбами.
Опасными для ГПК местами являются винты крепления элементов, острые выступы корпуса и пр. Крепление ГПК производят скобами-планками, с помощью отверстий со скругленными кромками, выполненных непосредственно в кабеле и нитками.
При подпайке жил ГПК с окончаниями в виде планарных выводов или контактных площадок с отверстиями, крепление лент ГПК осуществляют с помощью гаек и винтов с шайбами в предусмотренных в кабелях местах с отверстиями.
После подпайки жил ГПК с окончаниями в виде планарных выводов к разъемам места пайки заливают компаундом. Высота заливки должна быть на 2...3 мм выше длины хвостовика или края ленты ГПК.
Перед раскладкой ГПК в ЭА выполняют формовку (гибку) по конфигурации устройства в местах, обозначенных на самом ГПК знаками «» и «О». Знак «О» обозначает изгиб кабеля внутрь изолирующим слоем, а знак «» — наружу изолирующим слоем. Минимальный радиус изгибов при формовке должен быть 1 мм. (
После формовки ГПК, идущие по одной трассе, собирают и скрепляют;?. Перепайку соединительных элементов к контактным площадкам можно выполнить не более 3 раз.
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
247
Маркировка. Маркировку на ГПК выполняют в-строгом соответствии с маркировкой, нанесенной на ЭРИ, к которому подпаивают данный ГПК.
Контроль ГПК. В процессе изготовления ГПК проводят 100%-ный контроль качества лужения контактных площадок и качества пайки при 2—4-кратном увеличении, а также проверку маркировки ГПК и мест их присоединения, отсутствия царапин, сколов, трещин, резких изгибов и надломов, формы изгибов и качества лужения, соответствия длины кабелей, провисания или натяга.
4.4.3.2. Основные электрические, конструкторские и эксплуатационные параметры ГПК
Конструкция и материал ГПК зависит от электрических и конструкторских параметров, условий и режимов эксплуатации, условий производства.
Основными электрическими параметрами являются:
• волновое сопротивление цепей ГПК;
• емкость между цепями;
• индуктивность;
• быстродействие и пр.
Конструкторскими параметрами являются:
• ширина проводника;
• длина ГПК;
• расстояние между проводниками;
• массогабаритные характеристики;
• число слоев;
• толщина изоляционных слоев и пр.
Кусловиям эксплуатации относятся:
• климатические воздействия;
• механические воздействия;
• прочие воздействия.
Режимы эксплуатации:
• стационарный (перегибы ГПК только в процессе сборки);
• динамический (многочисленные постоянные или периодические воздействия напряжения изгиба в результате качающего, сочленяющего или скручивающего усилия);
Под условиями производства имеют в виду воздействие агрессивных сред, воздействие высоких температур и пр.
4.4.3.3. Проектирование ГПК
При проектировании ГПК необходимо провести анализ электрической принципиальной схемы, которая должна быть дополнена следующей информацией:
• назначение цепей, обозначение приемников и источников сигналов;
• уровни и диапазоны рабочих напряжений, токов и частот сигналов;
248
Глава 4. Конструкции и методы изготовления печатных плат
• значение допустимых уровней помех по напряжению, переходных сопротивлений вособо ответственных цепях.
Входные и выходные адреса цепей блоков и элементов схем прибора должны обеспечивать прямые связи соединения электрических цепей, группируя связи с учетом выполнения соединений'лентами ГПК.
При проектировании электромонтажной схемы к ней предъявляется ряд требований:
• электрические цепи должны быть расположены без перекрещивания в плоскости одного кабеля, соединяющего блоки или ФУ, т. е. в электромонтажной схеме необходимо обеспечить прямые связи;
• слаботочные и сильноточные цепи должны находиться в разных ГПК; в случае если они находятся в одном ГПК, их необходимо конструктивно разнести;
• токоведущие жилы ГПК необходимо располагать таким образом, чтобы при наложении двух ГПК сигнальные жилы одного ГПК располагались напротив жил нулевого потенциала другого ГПК. Это относится к ГПК без экранов или с экранами с одной стороны;
• в слаботочных цепях сигнальные жилы должны чередоваться с жилами нулевого потенциала (общий провод, экран, корпус).
Методика проектирования ГПК. Рассмотрим ГПК, представляющий собой многослойную конструкцию (см. рис. 4.53), которая состоит из фольгированного диэлектрика (ПФ-1, ПФ-2); пленки полиимидной покрывной (ППП); пленки полиимидной клеевой (ПКС-171).
Проектирование ГПК включает проведение расчетов электрических, конструктивных и тепловых параметров.
Расчетными величинами параметров при проектировании ГПК являются:
• активное сопротивление жилы R, Ом;
• волновое (характеристическое) сопротивление Z, Ом;
• ширина жилы W, мм;
• расстояние между жилами S, мм;
• ширина ленты ГПК Ь, мм;
• длина ленты ГПК /, мм;
• емкость единицы длины жилы относительно цепи нулевого потенциала С, пФ/см;
• емкость единицы длины между двумя сигнальными жилами одного ГПК или разных ГПК С|2, пФ/см;
• индуктивность единицы длины жилы L, мкГн/см;
• индуктивность между двумя жилами £|2, мкГн/см;
• временная задержка прохождения сигнала по жилам То, нс/м. Исходные параметры для расчетов ГПК:
• условия эксплуатации;
• назначение цепей;
• уровни и диапазоны изменения напряжений, токов и частот сигналов, передающихся по цепи ЭА;
• значения допустимых уровней помех по напряжению;
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
249
ч электрические, механические и теплотехнические параметры фольгированных диэлектриков и изоляционных слоев, из которых состо-
• ит конструкция ГПК.
• температура окружающей среды и способы отдачи теплоты, которую ГПК выделяет в окружающую среду.
В приведенной ниже методике расчета ГПК предполагается, что:
• минимально допустимая ширина жил W составляет . не менее (0,3±0,05) мм;
• минимально допустимое расстояние между жилами 5 составляет не менее (Q,3±0,05) мм;
• допустимая плотность тока в жилах ГПК в зависимости от их ширины определяют по табл. 4.44.
Таблица 4.44. Электрические характеристики ГПК
Ширина жилы W, мм Допустимая плотность тока Д, А/мм2 Максимально допустимый рабочий ток /тах, А
0.3...0.5 61 1
1,0 45 ,1,5
2,0...3,0 37 2,5...3,5
Расчет электрических параметров. Расчет электрических параметров включает определение:
• электрического сопротивления жилы;
• волнового сопротивления;
• емкостей;
• индуктивностей;
• падения напряжения на цепях ЭА, выполняемых ГПК.
Электрическое сопротивление жилы ГПК определяют из условия минимального падения напряжения по цепям электромонтажа:
Ягпк£0,1Яист «ли Ягпк < 0,01 Я,,, (4.8)
где Ягпк — сопротивление жилы ГПК, Ом;
Яист — выходное сопротивление источника сигнала, Ом;
RH — входное сопротивление приемника сигнала (нагрузки), Ом;
В зависимости от падения напряжения сопротивление жилы ГПК определяют по формуле:
(4.9)
Здесь At/ — падение напряжения в жилах ГПК, В; I— ток в жилах ГПК, А.
ГПК является элементом с распределенной емкостью.
250
Глава 4. Конструкции и методы изготовления печатных плат
Значение емкости жил ГПК определяют по следующим формулам:
• для синусоидальных сигналов
Сгпк^ 0,1-1—, (4.Ю)
где Сгпк — емкость жилы ГПК, Ф;
f — частота синусоидального сигнала, Гц;
• для импульсных сигналов
Сгпк<0,1^=-, (4.11)
где тимп — длительность импульса, с.
Волновое сопротивление ГПК выбирают из условия согласования источника и приемника сигналов и определяют по формулам:
^ГПК = ^ист> ^ГПК = Д,. (4.12)
Здесь ZrnK — волновое сопротивление цепей ГПК, Ом; ZHCT — выходное сопротивление (генератора) источника сигнала, Ом; ZH — входное сопротивление нагрузки (приемника) сигнала, Ом.
Индуктивность жилы ГПК определяют по следующим формулам:
• для синусоидальных сигналов
• для импульсных сигналов
^тпк - 0,017?цТимп- (4.14)
Коэффициент уровня помехи Ку п цепи электромонтажа, выполненного ГПК, рассчитывают по формулам:
*у.п<^ (при/= const), (4.15)
где (/пас — напряжение, наведенное в жилах (пассивных) ГПК на частоте f В: t/min — минимальное значение напряжения сигнала, передаваемого по
жилам ГПК, В;
t/aKT — напряжение на получающей (активной) жиле ГПК на частоте/, В
Коэффициент уровня помехи Ку п по сигнальным цепям электромонтажа задает разработчик ЭА и в зависимости от его значения определяют необходимость экранирования цепей электромонтажа.
Расчет конструктивных параметров. К конструктивным параметрам ГПК относятся:
• ширина жил;
• расстояние между жилами;
• длина и ширина ГПК;
• размеры и форма контактных площадок.
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
251
Ширину жил ГПК определяют в зависимости от тока, протекающего в жилах и допустимого падения напряжения на. активном сопротивлении жил:
W> —, (4.16)
А • 8
где 8 — толщина фольги, м; А — допустимая плотность тока.
Ширину жилы в зависимости от допустимого падения напряжения рассчитывают:
(4.17)
8 Д1/
Здесь AU — допустимое падение напряжения в цепях электромонтажа, В; р — удельное электрическое сопротивление медной фольги, Ом • м.
Ширину жилы W выбирают наибольшей в зависимости от условий, заданных разработчиком ЭА.
Волновое сопротивление цепей ГПК, значение емкости между цепями ГПК обеспечивается расчетом расстояний между жилами в плоскости одного кабеля и толщиной изоляционного слоя между жилами ГПК и экранами. Ширина контактной площадки под планарные выводы должна быть на 0,2 мм больше ширины лепестков гребенки.
Расстояние между жилами ГПК определяют в зависимости от требуемой емкости между жилами, максимально допустимого и рабочего напряжения между жилами, тепловой энергии, рассеиваемой жилами.
Расстояние между жилами 5, мм, в зависимости от максимально возможного рабочего напряжения определяют по следующей формуле:
S > ^Ра6тах-, (4.18)
доп
где 6/раб — максимально допустимое рабочее напряжение между жилами в ЭА, В;
£доп — допустимую электрическую прочность изоляции между жилами в любом направлении, кВ/мм, рассчитывают по формуле:
^=1/3£г (4-19)
Здесь £пр — напряжение пробоя, В.
Ширину лент ГПК определяют по формуле:
b = +^5 + 2, (4.20)
। ।
где п — число жил в ленте.
Длина жил и лент ГПК /, мм, зависит от конструктивного расположения элементов конструкции ЭА.
252
Глава 4. Конструкции и методы изготовления печатных плат
Активное сопротивление жилы ГПК R, Ом, определяют в зависимости от ее ширины и.длины:.:
Л=р—.
81/
(4.21)
Емкость между жилами в лентах ГПК зависит от ширины жилы, расстояния между жилами и расстояния лент ГПК до конструктивных элементов ЭА, в которой расположен ГПК. Без учета внешних факторов емкость между жилами ГПК С„ пФ/см, лежащими в одной плоскости, рассчитывают по следующим формулам:
Ct = С{ + С(";
Г'- 6 •
С| — ЕОЕИЗ ,
In 2{1 + S/(2-j8/nVF)3/2} ’
(4.22)
(4-23)
(4.24)
Здесь С, — емкость между жилами, лежащими в одной плоскости (см. рис. 4.50); С,' и С" — емкость единицы длины первой и второй жилы; Eq = = 0,08854 пФ/см = 8,854 • 10~12 Ф/м — электрическая постоянная; еиз = 3,5 — диэлектрическая проницаемость полиимидной пленки.
Емкость между жилами ГПК С2, пФ/см, лежащими в соседних плоскостях, рассчитывают по формулам:
v*2 — *-z2 ' v2 ’
С2 — ЕОЕИЗ h ,
—1 1ПГ2- -11
2 п 1-5/ I б )
(4.25)
(4-26)
(4.27)
где С2 и С2"— емкость жил, лежащих в соседних плоскостях одна под другой; h — толщина слоя изоляции между жилами, м (см. рис. 4.51, h = 0,065 мм — толщина полиимида в материале ПФ-1);
б = 0,035 мм — толщина медной фольги.
Емкость между жилами ГПК С3, пФ/см (см. рис. 4.53):
С3 = 2С2.
(4.28)
Индуктивность жилы ГПК L{, мГ/см, определяют по формуле
(4.29)
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
253
Взаимную индуктивность двух проводников Z,2, мГ/см, лежащих в одной плоскости (4.30а) и в соседних слоях (один слой под другим) (4.306) определяют по следующим формулам соответственно:
S
Z|2 - 2
In
(4,30а)
L„ = 21nf2— +
I W )
(4.306)
Волновое сопротивление цепи 2^, Ом, состоящей из двух проводников, лежащих в разных слоях или проводника с экраном равна „ 60 .
Z2 =-j^ln2 — _/£ I h
V°H3 4
(4.31)
Волновое сопротивление цепи Z„ Ом, состоящей из двух проводников, расположенных в одной плоскости, определяется по формуле
„ 60 । „
Z, - -_____In 2
у^ИЗ
S
(4.32)
W
Волновое сопротивление цепи Z3, Ом, состоящей из одной жилы и двух экранов определяется по формуле
Z3 = 0,54. (4.33)
Тепловой расчет ГПК. Этот расчет сводится к проверке выбранных геометрических размеров лент ГПК в установившемся тепловом режиме.
Зависимость геометрических размеров от выбранного материала ГПК, перепада температур и окружающей среды определяется по формуле
и+1
103Д2р6
Kt(T-Tt)+K2(T-T2)
(4.34)
где А — допустимая плотность тока в жилах;
р — удельное электрическое сопротивление медной фольги, Ом • м;
6 — толщина медной фольги, 6 = 0,035 мм;
п — количество жил в ленте ГПК;
Kt и К2 — коэффициенты кондукгивной теплоотдачи между верхней и нижней плоскостями ГПК;
< < Т — температура поверхностей ГПК, °C;
Tt и Т2 — температура поверхностей конструкции ЭА, наиболее близко расположенных к плоскостям лент ГПК, °C.
254
Глава 4. Конструкции и методы изготовления печатных плат
Коэффициенты кондуктивной теплоотдачи рассчитывают по формуле
К=^-, (4.35)
Лп
где Хср — коэффициент теплопроводности газовоздушных прослоек среды При средних температурах:
7ср1= 0,5(7 + 7,), (4.36)
= 0,5(7 + 72).
Здесь Л„ — расстояние от поверхности ГПК до поверхностей конструкции ЭА, мм.
Из справочных данных имеем:
для 7ср| = 55 °C \р = 2,87 • 10’2 Вт/м °C;
для 7ср2 = 65 °C \р = 2,94 • 102 Вт/м °C.
Значения волнового сопротивления цепей ГПК и емкости между цепями ГПК зависят от конструкции ГПК и расстояний между жилами в плоскости одного кабеля, а также и от толщины изоляционного слоя между жилами ГПК и экранами.
Пример 4.3. Расчет ГПК (см. рис. 4.50). Рассмотрим ГПК, представляющий собой многослойную конструкцию, приведенную на рис. 4.50, которая состоит:
• из полиимида фольгированного одностороннего ПФ-1 — 8 = = 0,035 мм — толщина медной фольги, h2 = 0,065 мм — толщина полиимида без медной фольги;
• пленки полиимидной покрывной ППП-0,070, Л( = 0,070 мм.
Проектирование ГПК включает проведение расчетов электрических, конструктивных, теплотехнических параметров.
Расчетными величинами параметров при проектировании ГПК являются:
• активное сопротивление жилы R, Ом;
• волновое (характеристическое) сопротивление Z, Ом;
• ширина жилы W, мм;
• расстояние между жилами 5, мм;
• ширина ленты ГПК Ь, мм;
• длина ленты ГПК /, мм;
• емкость единицы длины жилы относительно цепи нулевого потенциала С, пФ/см;
• емкость единицы длины между двумя сигнальными жилами одного ГПК или разных ГПК С|2, пФ/см;
• индуктивность единицы длины жилы L, нГ/см; 1
• индуктивность между двумя жилами £|2, нГ/см.
Исходные данные:
1) уровни и диапазоны изменения напряжений, токов и частот сигналов, передающихся по цепи ЭА:
допустимое падение напряжения на ГПК 0,4 В,
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
255
максимальный ток 0,5 А,
частота передаваемого сигнала 100 кГц, сопротивление нагрузки 1000 Ом.
2) длина ГПК — 0,60 м;
3) число жил — 20;
4) электрические, механические и теплотехнические параметры слоер, из которых состоит конструкция ГПК: фольгированного диэлектрика ПФ-1, покрывной полиимидной пленки ППП.
По техническим условиям (ТУ) на ПФ-1 и ПФ-2:
• толщина пленки ПФ-1 h = 0,065 мм;
• толщина пленки ПФ-2 hx = 0,09 мм;
• толщина медной фольги 8 = 0,035 мм;
• толщина ПФ-1: h + 8 = (0,1 ± 0,015) мм;
• ПФ-2: Л,+ 28 = (0,18 ±0,015) мм;
• тангенс угла диэлектрических потерь tg а = 0,03—0,05;
• температура при определении на отслоение после пребывания в припое Ттсл = 280 °C;
• нагревостойкость ГДО|1 = 220 °C;
• теплопроводность изоляционного слоя А. = 0,82 Вт/м • °C;
• удельное сопротивление медной фольги р = 1,8 • 10’8 Ом • м;
• теплопроводность меди Ам = 375...380 Вт/м • °C;
• электрическая постоянная е0 = 0,08854 пФ/см; или е0 = 8,854 • 10~12 Ф/м;
• напряжение пробоя в любом направлении Е||р = 75 кВ/мм;
• материал изоляционного слоя ПМ-А;
• диэлектрическая проницаемость полиимидной пленки еиз = 3,5;
• стойкость к многократным перегибам для ПФ-1 — не менее 500 циклов (диаметр петли 9,6 мм, длина петли 25 мм); для ПФ-2 — не менее 100 циклов.
По техническим условиям на покрывную полиимидную пленку ППП:
• номинальная толщина ППП h = (0,070 ± 0,013) мм;
• номинальная толщина ППС h = (0,1 ± 0,01.5) мм;
• удельное объемное электрическое сопротивление не менее 10'1 Ом • м;
• диэлектрическая проницаемость еиз = 3,5;
• тангенс угла диэлектрических потерь tg а = 0,03;
• стойкость к многократным перегибам: не менее 500 циклов (диаметр петли 9,6 мм, длина петли 25 мм).
При изготовлении ППП, так же как для ПФ-1, ПФ-2, применяется пленка полиимидная для фольгированных диэлектриков (ПМ-А).
Проведем расчеты электрических и конструктивных параметров ГПК (см. рис. 4.48).
Расчетными величинами электрических параметров являются:
• активное электрическое сопротивление жилы R, Ом;
• погонное электрическое сопротивление жилы R', Ом/см;
256
Глава 4. Конструкции и методы изготовления печатных плат
• емкость единицы длины жилы относительно цепи нулевого потенциала С, пФ/см;
• волновое (характеристическое) сопротивление Z, Ом;
• емкость единицы длины между двумя сигнальными жилами ГПК. лежащими в одном слое С12, пФ/см;
• индуктивность единицы длины жилы L, нГ/см;
• индуктивность между двумя жилами Z12, нГ/см лежащими в одном слое.
Решение. Определим электрическое сопротивление жилы ГПК по формуле (4.9)
D ' &U 0,4В п с „ Ягпк ------ — = 0,8 Ом,
гпк I 0,5А
где ДЕ/ — падение напряжения в жилах ГПК, В;
I — ток в жилах ГПК, А.
Длину жил и лент ГПК /, мм, определяют конструктивным расположением элементов конструкции ЭА. Из условия примера I = 0,6 м.
Погонное электрическое сопротивление жилы R', Ом/см
R' = Д/1 = 0,8/60 = 0,013 Ом/см.
Определим конструктивные параметры ГПК: ширину жилы W, мм; расстояние между жилами 5, мм; ширину ленты ГПК Ь, мм.
Ширину жилы в зависимости от тока рассчитаем по формуле (4.16):
0,5
W > — >-----------2 = 0,234 мм,
Дб 0,035-61
где 5 = 0,035 мм — толщина фольги;
д = 61 А/мм2 — допустимая плотность тока при W= 0,3...0,5 мм (см. табл. 4.43).
Ширину жилы в зависимости от допустимого падения напряжения определим по формуле (4.17):
/ I O.OIS-IO^Om-м-0,6м-0,5А
" ~ Р--77 “ -----------5----------
5ДЕ/ 0,035 • 10 "3 м-0,4В
= 0,385 мм.
Здесь ДЕ/ — допустимое падение напряжения в цепях электромонтажа, В.
Принимаем 1К=0,4мм.
Расстояние между жилами 5", мм, в зависимости от максимально возможного рабочего напряжения рассчитаем по формуле (4.18):
—l°°.g _=84-10-} мм, ^доп 25 103 —
мм
где Е/^ „ах = 100 В — максимально допустимое рабочее напряжение между жилами;
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы
257
где
где
£Доп — допустимая электрическая прочность изоляции между жилами в любом направлении, кВ/мм, которую рассчитывают по формуле (4.19):
Дюп - 1/ЗД,р,
Епр = 75 кВ/мм — напряжение пробоя для ПФ-1.
Принимаем 5= 0,4 мм.
Ширину лент ГПК определим по формуле (4.20):
b = + £5 + 2 = 0,4 • 20 + 0,4 • 19 + 2 = 17,6 мм,
। ।
л = 20 — число жил в ленте.
Определим емкость между жилами лежащими в одной плоскости в лен-ГПК С„ пФ/см (см. рис. 4.48) по формулам (4.22), емкость первой
тах
жилы C[ no формуле (4.23), второй жилы С2"по формуле (4.24):
С. = с; + С."= 0,027 + 0,11 = 0,14 —; см
С! = £0£из 4 = 0,08854 • 3,5 • = 0,027 — ;
1 0 из5 0,4 см
С| — £()6ИЗ — у2
\n2{\+S/(2fifaJW) }
1_____________________
[0,035 • 10~3м -0,4 • IQ-3 м
= 0,08854 • IO'10 • 3,5-------------
In 2 1 + 0,4-10":
-0,1155, СМ
3,14
где С{ и С”— емкость первой и второй жилы;
Во = 0,08854 пФ/см = 8,854 • 10'12 Ф/м — электрическая постоянная; виз - 3,5 — диэлектрическая проницаемость полиимидной пленки.
Индуктивность жилы ГПК £„ мГ/см, определим по формуле (4.29):
£, =2 In—
-0,75
= 2 In—=2^=-0,75 _ 10,035 0,4 10^
< V 3,14
= 1,6 —. см
Взаимную индуктивность двух проводников £12, нГ/см, находящихся в одной плоскости, рассчитаем по формуле (4.30а):
, О 1 1 S
Ln-2 In 1 + /sir
I V n
= 2 In 1 + 0,4 .
0,035-0,4
I V 3,14
1лГ
= 3,88 —. см
258 Глава 4. Конструкции и методы изготовления печатных плат
Волновое сопротивление цепи Z„ Ом, из двух проводников, лежащих в одной плоскости определяется по формуле (4.32): /
1Л
Zt =-^L In 2
У^нз
0,4
9 0,035 0,4
V 3,14
= 88,6 Ом.
® Ш2
Пример 4.4. Расчет ГПК (см. рис. 4.51, б). Исходные данные см. пример 4.3, KU=0,6 В.
Рассчитать W, S, b, С2, Lt, Ll2, Z^.
Решение. Рассмотрим ГПК, представляющий собой многослойную конструкцию (см. рис. 4.49, б), которая состоит:
• из полиимвда фольгированного двустороннего ПФ-2 — 6 = 0,035 мм — толщина медной фольги, А2 = 0,09 мм — толщина полиимида без медной фольги;
• пленки полиимидной покрывной ППП-0,070, А, = 0,070 мм.
Расчет электрического R, погонного сопротивления R' жилы, а также расстояния между жилами 5 — см. предыдущий пример 4.3.
Ширину жилы, в зависимости от допустимого падения напряжения, рассчитаем по формуле (4.17):
и/-. I г .0,018 IO"*-0,6 0,5 А
W > р----— > —----------~-----— = 0,253 мм,
5Д6/ 035-Ю-3-0,6
где Д{/= 0,6 В — допустимое падение напряжения в цепях электромонтажа, В. Принимаем 1F=O,3 мм; 5=0,3 мм.
Ширину лент ГПК определим по формуле (4.20):
b = £И< + + 2 = °3 • 20 + 03 • 19 + 2 = 13,7 мм,
। ।
где л = 20 — число жил в ленте.
Длину жил и лент ГПК /, мм, определяют конструктивным расположением элементов конструкции ЭА. Из условия примера 1=0,6 м.
Емкость между жилами ГПК С2, пФ/см, лежащими в соседних плоскостях одна под другой, рассчитаем по формулам (4.25), (4.26), (4.27):
С2 = Q + СГ = 1,03 + 0,45 = 1,48 —; см
W 03 пФ
G = ЕоЕИз — = 0,08854 -3,5 • = 1,03 —;
2 0 А 0,09 см
С2" = 2£о-Ёиз -1-. In л । А
2 0,08854 -3,5 1 , 0,09 .)
-----------------------In 2—-------1
3,14 . 0,035 I 0,035 )
пФ = 0,45 —, см
0,09
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы 259
где С2 и С2"— емкость жил, лежащих в соседних плоскостях одна под другой;
А — толщина слоя изоляции между жилами, мм, (см. рис. 4.51, б; А = 0,09 мм — толщина полиимида в материале ПФ-2, 6 = 0,035 мм — толщина медной фольги).
Индуктивность жилы ГПК Ц, мГ/см, определим по формуле (4.29):
0,6
2 /0,035 -03 Ю-6 V 3,14
= 2,08 —. см
Взаимную индуктивность двух проводников L[2, нГ/см, находящихся в соседних плоскостях один под другим, рассчитаем по формуле (4.306):
Ll2 = 21nf 2—+ 1^1 = 21nf 2^?-+ 1^1 = 0,82 — .
12 \ W ) V 03 ) см
Волновое сопротивление цепи 2^, Ом, состоящей из двух проводников, лежащих в соседних слоях один под другим или проводника с экраном определим по формуле (4.31):
Z2 = In 2(РИ/А)ц In 1 -2^-1 = 793 Ом.
Д5 \0,09j
4.4.3.4. Технологические процессы изготовления ГПК на фольгированном основании
Ниже приведены основные этапы изготовления ГПК на фольгированном основании, конструкции лент которых (однорядовые, двухрядовые, трехрядовые) приведены на рис. 4.50, 4.51 и 4.52.
Основные характеристики ГПК на фольгированном основании приведены в табл. 4.45.
Таблица 4.45. Основные характеристики ГПК на фольгированном основании
Показатель Характеристика
Область применения Промышленная электроника, вычислительная техника, спецтехника
Класс точности 1; 2; 3
Группа жесткости II
Материал основания 1. Фольгированный лавсан (ПЭТФ). 2. Фольгированный полиимид йф = 35 мкм
Минимальный диаметр отверстия, мм 0,6
Минимальная ширина проводника, мм 0,25
Производство Мелкосерийное
260
Глава 4. Конструкции и методы изготовления печатных плат
Конструкция ГПК, представленная на рис. 4.48, выполнена из одностороннего фольгированного полиимида ПФ-1 и одного слоя покрывной полиимидной пленки ППП-0,070 со стороны медной фольги.
Конструкция ГПК, изображенная на рис. 4.49, б, выполнена из двустороннего фольгированного полиимида ПФ-2 и двух слоев (верхний и нижний) покрывной полиимидной пленки ППП-0,070.
В табл. 4.46 приведены основные этапы ТП изготовления ГПК, конструкция лент которых представлена на рис. 4.48 и 4.49, б.
Таблица 4.46. Основные этапы ТП изготовления ГПК нв фольгированном основании
№ п/п Основной этап ТП Возможный способ получения
1 Входной контроль и термостабилизация диэлектрика
2 Получение заготовок Резка
3 Получение фиксирующих (базовых) отверстий Штамповка
4 Подготовка поверхности заготовок 1. Суспензия пемзового абразива. 2. Химический способ (подтравливание)
5 Получение защитного рельефа 1. Офсетная печать. 2. Фотохимический способ с СПФ Подготовительные этапы: Изготовление офсетной формы. Изготовление ФШ
6 Травление меди с пробельных мест
7 Удаление защитного рельефа
8 Подготовка поверхности заготовки ГПК Суспензия пемзового абразива
9 Нанесение полиимидной покрывной пленки с фиксирующими отверстиями
10 Маркировка ГПК
11 Обработка по контуру
Конструкция ГПК, представленная на рис. 4.49, а, с двухрядным расположением проводников выполнена из двух слоев одностороннего фольгированного полиимида ПФ-1 и одного слоя изоляционной клеевой пленки ПКС-171 между ними.
Конструкция ГПК, приведенная на рис. 4.50, выполнена из двух слоев ПФ-1, двух слоев покрывной полиимидной пленки ППП-0,070 (верхний, нижний) и одного слоя изоляционной клеевой пленки ПКС-171 (средний).
Конструкция ГПК с трехрядным расположением проводников, изображенная на рис. 4.51, выполнена из одного слоя одностороннего фольгированного полиимида ПФ-1, одного слоя двустороннего фольгированного полиимида ПФ-2, одного слоя изоляционной клеевой пленки ПКС-171 между ними и одного слоя покрывной полиимидной пленки ППП-0,070.
Гибкие ПП, гибкие печатные кабели, гибко-жесткие платы 261
Последовательность основных операций ТП изготовления ГПК с двухрядовой и трехрядовой конструкцией лент в соответствии с рис. 4.51, а, 4.52 и 4.53 следующая.
1. Входной контроль фольгированного диэлектрика.
2. Получение заготовок:
2.1. Нарезка заготовок.
2.2. Термостабилизация диэлектрика.
2.3. Пробивка фиксирующих и технологических отверстий.
2.4. Контроль.
3. Подготовка поверхности заготовок фольгированного диэлектрика.
4. Получение рисунка схемы на заготовках ГПК:
4.1. Нанесение фоторезиста.
4.2. Экспонирование.
4.3. Проявление рисунка схемы.
5. Травление меди с пробельных мест.
6. Удаление сухого пленочного фоторезиста.
7. Изготовление защитных прокладок из клеевой пленки ПКС-171.
8. Прессование ГПК:
8.1. Комплектование ГПК из заготовок слоев и прокладок из клеевой пленки.
8.2. Обезжиривание заготовок слоев и клеевых пленок.
8.3. Сушка.
8.4. Сборка пакета из заготовок слоев и клеевых пленок в соответствии с чертежом.
8.5. Прессование ГПК.
9. Обработка по контуру ГПК:
9.1. Вырубка отверстий.
9.2. Вырубка ГПК по контуру.
10. Лужение ГПК:
10.1. Флюсование.
10.2. Лужение контактных площадок.
10.3. Удаление остатков флюса.
10.4. Сушка ГПК.
10.5. Контроль качества лужения.
11. Маркировка ГПК.
12. Контроль ГПК.
Контрольные вопросы
1. Назовите два вида технологии получения элементов проводящего рисунка ПП и слоев.
2. Перечислите показатели уровня ПП.
3. Перечислите основные тенденции развития ПП; с чем они связаны?
4. Каковы преимущества ОПП, область их применения, методы изготовления?
5. Перечислите методы изготовления ДПП общего применения.
6. Назовите материалы и методы изготовления прецизионных ДПП.
7. Назовите достоинства тентинг-метода.
8. Какую толщину должен иметь СПФ, применяемый в тентинг-методе и почему?
262 Глава 4. Конструкции и методы изготовления печатных плат
9. Какими достоинствами обладает двухслойное покрытие химический никель—иммерсионное золото?
10. Перечислите варианты изготовления ДПП и слоев электрохимическим методом.
11. Назовите преимущества электрохимического метода.
12. Какие достоинства и недостатки имеет аддитивный метод?
13. Назовите основные этапы изготовления ДПП на металлическом основании.
14. Перечислите преимущества РП.
15. Какие методы получения канавок, отверстий и ламелей РП вы знаете?
16. Что такое РИТМ-плата?
17. Перечислите преимущества МПП.
18. Какие методы применяют для изготовления слоев МПП?
19. Назовите основные характеристики МПП, изготовленные методом ПАФОС.
20. Какие дополнительные требования предъявляют к МПП для поверхностного монтажа?
21. Назовите особенности конструкции и технологии МПП для вьюокоинтегрироваиной элементной базы.
22. Перечислите преимущества и область применения ГПП, ГЖП и ГПК.
23. Назовите электрические и конструкторские параметры ГПК.
Глава 5 ОСНОВНЫЕ ЭТАПЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
На рис. 5.1 представлена схема производственных связей между участками цеха ПП, а на рис. 5.2 — основные этапы изготовления ПП, которые будут рассмотрены в этой главе.
Виды брака ПП, получаемого на разных операциях ТП, приведены в Приложении П.9.
Рис. 5.1. Схема производственных связей между участками цеха ПП
264
Глава 5. Основные этапы изготовления печатных плат
Получение заготовок, базовых и технологических отверстий
Получение монтажных и переходных отверстий
Получение защитного рельефа
Химическое 1 меднение
Гальваническая металлизация
Маркировка
Оплавление сплава Sn-Pb
Контроль электрических параметров
Обработка по контуру
Испытания
Прессование
Рис. 5.2. Основные этапы изготовления ПП
5.1. Изготовление оригиналов и фотошаблонов ПП
Оригиналы и фотошаблоны (ФШ) необходимы для создания рисунка ПП (проводников, контактных площадок и пр.) в соответствии с электрической принципиальной схемой. Изготовление ПП начинается с изготовления комплекта ФШ (или шаблонов), поэтому их качеству и точности придается очень большое значение, так как от этого зависит результат всего производственного цикла, на каждом этапе которого происходит потеря точности исходного рисунка.
Оригинал рисунка ПП — изображение рисунка ПП, выполненное с необходимой точностью в увеличенном заданном масштабе (2 : 1; 4 : 1 и др.) на картоне (ранее), стекле или синтетической пленке [48].
Изготовление оригиналов и фотошаблонов ПП 265
Оригинал рисунка ПП содержит все проводники и контактные площадки, выполненные в заданном масштабе с соблюдением размеров, расстояний между ними и координат расположения их на ПП, а также контур готовой ПП, тестовые отверстия, маркировочные знаки и другие элементы, т. е. все элементы печатного монтажа, которые должны быть воспроизведены в виде рисунка из меди или алюминия при изготовлении ПП. После изготовления оригинала рисунка ПП его уменьшают до истинных размеров путем фотографирования, за счет чего снижается погрешность оригинала, и эти уменьшенные копии используются в качестве ФШ.
Основание оригинала — прозрачный малоусадочный материал, размер которого определяется размером ПП и масштабом увеличения оригинала.
Фотошаблон рисунка ПП — фотографическое воспроизведение оригинала в масштабе 1 : 1 на высокостабильной основе (пленке или стекле) или инструмент, используемый для копирования имеющегося на нем изображения с помощью света (рис. 5.3).
Фотошаблон устанавливают на поверхность ПП, на которую предварительно нанесена фоточувствительная пленка. Изображение с ФШ на ПП переносится способом контактной печати экспонированием УФ-излучением. На ФШ имеются рабочая зона, технологическое поле и контрольные знаки.
Рабочая зона ФШ — часть ФШ, на которой расположены элементы топологии фотошаблона.
Технологическое поле ФШ — часть ФШ, расположенная по контуру рабочей зоны ФШ с контрольными и технологическими знаками, необходимыми для изготовления ФШ и ПП (как правило, ширина обычно не превышает 30 мм).
Контрольный знак — специальный топологический элемент в виде штриха, щели, креста и т. д., который необходим для контроля точности изготовления оригиналов и ФШ; применяется при установке ФШ в процессе мультипликации (рис. 5.4).
Топология ФШ — рисунок (чертеж), определяющий форму элементов ФШ, их взаимное расположение, геометрические размеры и предельные отклонения размеров.
Элемент топологии ФШ — проводник, контактная площадка, концевой контакт, экран и другие элементы в топологии ФШ.
3
Рис. 5.3. Фотошаблон: 1 рабочая зона; 2 — технологическое поле; 3 — контрольный знак
Рис. 5.4. Виды контрольных знаков на ФШ
266
Глава 5. Основные этапы изготовления печатных плат
По назначению ФШ делятся на эталонные (хранятся в архиве в горизонтальном положении) и рабочие (являются копиями эталонных, их заменяют новыми копиями эталонных при выходе рабочих ФШ из строя).
Эталонный ФШ — ФШ, предназначенный для последующего изготовления рабочих ФШ.
Рабочий ФШ — ФШ, используемый в производстве для копирования имеющейся на нем топологии при помощи света на заготовку ПП.
Для получения рабочего ФШ собирают пакет, состоящий из эталонного ФШ и неэкспонированной пластины, на которую методом экспонирования переносят изображение с эталонного ФШ (рис. 5.5).
Рис. 5.5. Пакет фотошаблонов:
1 — неэкспонированная пластинка; 2 — эталонный ФШ; 3 — штифты
Если в производстве ПП используются не индивидуальные заготовки, а групповые с несколькими ПП на одном основании, то для получения рисунка применяются групповые ФШ.
Групповой ФШ — ФШ рисунка ПП, из которого выполнено не менее двух рисунков ПП в масштабе 1:1.
На каждую ПП изготавливают комплект оригиналов и комплект ФШ. Комплект оригиналов содержит следующие отдельные оригиналы:
• рисунка со стороны пайки;
• рисунка стороны монтажа;
• паяльной маски;
• оригинал с обозначениями устанавливаемых ЭРИ на стороне монтажа.
На разработанный комплект оригиналов изготавливается комплект ФШ также на каждую ПП.
Комплект фотошаблонов — количество ФШ, совмещающихся между собой, необходимое и достаточное для изготовления ПП определенного типа и наименования. Для совмещения элементов топологии (рисунков) всех ФШ комплекта для получения рисунка ПП совмещают контрольные знаки, расположенные на технологическом поле каждого ФШ.
Совмещаемость комплекта ФШ — соответствие взаимного расположения элементов топологии (рисунков) двух или нескольких ФШ комплекта, которое обеспечивается при помощи контрольных знаков. Схема расположения контрольных знаков на оригиналах и ФШ ПП приведена на рис. 5.6. Контрольные знаки в виде креста 7, 3, 5 предназначены для контроля точности изготовления оригинала и ФШ и для совмещения ФШ ПП; кресты 2, 4, 6 •— для установки эталонного ФШ в процессе изготовле-
Изготовление оригиналов и фотошаблонов ПП
267
А+20 (для ФШ)
М(А+20) (для оригинала)
А/2+10 (для ФШ)
М(А/2+10) (для оригинала)
Рис. 5.6. Схема расположения контрольных знаков:
А, В — размеры сторон ПП; М — масштаб оригинала ПП; 1—6 — контрольные знаки;
7,8— контрольные знаки в виде линии шириной 0,2 мм
ния группового ФШ ПП на фотографической пластине с фиксирующими отверстиями.
Качество совмещения комплекта ФШ определяется значением несовме-щения центров контактных площадок 5 по следующей формуле (рис. 5.7):
8 =
1 I2 мх -1(д + А)
My-±(JDi+D2)
(5.1)
где Р, и D2 — диаметры контактных площадок; Мх и Му — сдвиг контактных площадок по оси Ххх Y.
Основной проблемой при производстве ФШ на пленках (эталонных и рабочих) являются обеспечение точности и геометрической стабильности основных размеров рисунка при изменении относительной влажности и температуры окружающей среды, воздействующих на пленку, а также старение пленки в результате длительного хранения и несоблюдения режимов ее обработки, так как все неточности ФШ будут воспроизводиться на изготавливаемых ПП.
Рис. 5.7. Несовмещение центров контактных площадок 8: 1, 2 — КП различных слоев ФШ; 3,4— контрольные знаки
268
Глава 5. Основные этапы изготовления печатных плат
Качество рабочего ФШ зависит:
• от качества эталонного ФШ: точности геометрических размеров, расположения и резкости края элементов топологии;
• оптической плотности темных и светлых участков;
• от плоскостности и оптических свойств подложки фотоматериала, на который производится печать: коэффициентов отражения, поглощения, преломления;
• от свойств применяемых фотоматериалов: от светочувствительности, коэффициента контрастности, разрешающей способности.
Качество ФШ характеризуется следующими основными параметрами: оптической плотностью, контрастностью и резкостью изображения.
Оптическая плотность (степень почернения) фотошаблона D определяется на денситометрах в единицах оптической плотности (белах) по формуле
D = lgL0/L, (5.2)
где Lo и L — интенсивности световых потоков, соответственно, падающего на темные или светлые участки фотошаблона и прошедшего через них.
Для получения рисунка (защитного рельефа) высокого качества необходимо, чтобы светлые и темные участки ФШ не выходили за пределы рабочего диапазона оптической плотности почернения.
Контрастность — разность в почернении наиболее темного и светлого участка ФШ, выраженная в единицах оптической плотности.
Резкость изображения определяется шириной переходной зоны (Н) от оптической плотности почернения Д к D2 в миллиметрах (рис. 5.8).
Рис. 5.8. Ширина переходной зоны от оптической плотности ФШ D\ к Di, определяющая резкость изображения
Например, для получения изображений в пленочном фоторезисте с разрешением 50... 100 мкм ФШ должны иметь оптическую плотность непрозрачных полей более 3,5 ед. оптической плотности, прозрачных полей — менее 0,1 ед. оптической плотности, резкость края изображения не хуже 2...3 мкм.
В качестве фотоматериалов основания ФШ применяют:
• фотографические пластинки с эмульсионным слоем. Их недостатками является низкая адгезия эмульсионного слоя, наличие вуали, влияющей на геометрические размеры элементов топологии и пр.; достоинствами — незначительная толщина эмульсионного слоя за счет чего повышается разрешающая способность;
Изготовление оригиналов и фотошаблонов ПП
269
р фототехнические пленки с эмульсионным слоем. Они удобны в работе, но подвержены линейным деформациям вследствие усадочных явлений, вызванных химико-фотографической обработкой, изменением температуры и относительной влажности; однако эти погрешности являются систематическими и могут быть учтены при изготовлении и съемке оригиналов и ФШ;
• диазоматериалы (диазопластинки и диазопленки) — это пластинка или полиэфирная (полиэтилентерефталатная или лавсановая) пленка с диазослоем, чувствительным к сине-фиолетовым (ультрафиолетовым) частям спектра. Диазопленка обладает высокой стабильностью геометрических размеров при изменении относительной влажности и температуры, а светочувствительный диазослой обеспечивает высокую контрастность изображения с высокой разрешающей способностью. Кроме того, диазопленка нечувствительна к дневному свету, поэтому для работы с ней не требуется темная комната. Экспонирование производится на установках с источниками излучения с длиной волны 350...450 нм, в качестве которых применяются ртутно-кварцевые, ксеноновые и другие лампы. Проявление проводится в парах аммиака без применения воды, вследствие чего не происходит линейных деформаций, и сразу после проявления оригиналы и фотошаблоны готовы к использованию;
• бессеребряные светочувствительные материалы.
Эмульсионный ФШ — ФШ, изготовленный на фототехнических пленках или фотографических пластинках.
Диазотипный ФШ — 1) ФШ, изготовленный на диазопленках или диазопластинках; 2) ФШ, светочувствительный слой которого выполнен на основе диазосоединений.
К рабочим ФШ предъявляются следующие технические требования:
• при изготовлении рабочих ФШ необходимо, чтобы размеры элементов топологии ФШ и расстояния между ними соответствовали требованиям конструкторской документации (КД) на ПП с учетом технологических допусков на изготовление ПП;
• предельные отклонения размеров элементов топологии ФШ в зависимости от класса точности ПП должны соответствовать значениям приведенным в табл. 5.1;
Таблица 5.1. Предельные отклонения размеров элементов топологии ФШ
Класс точности ПП Предельные отклонения размеров элементов топологии ФШ*, мм
1 ±0,10
2 ±0,05
3 ±0,03
4 ±0,02
5 ±0,01
* Являются основанием для расчета технологического допуска на изготовление эталонного ФШ.
270
Глава 5. Основные этапы изготовления печатных плат
• позиционный допуск расположения элементов топологии ФШ в диаметральном выражении должен быть выдержан в соответствии с классом точности ПП (табл. 5.2);
Таблица 5.2. Позиционный допуск расположения элементов топологии ФШ
Класс точности ПП Позиционный допуск расположения элементов топологии ФШ, мм
1 0,15
2 0,10
3 0,07
4 0,05
5 . 0,03
• точность совмещения 5 комплекта ФШ по КП должна быть обеспечена в соответствии с данными табл. 5.3;
Таблица 5.3. Значения несовмещення по контактным площадкам
Класс точности ПП Величина несовмещения комплекта ФШ, 8, мм
1 0,02—0,15
2 0,15—0,10
3 0,10—0,07
4 0,075...0,050
5 0,05...0,03
• ширина технологического поля, расположенного по контуру рабочей зоны рабочего ФШ, не должна превышать 30 мм;
• отсутствие фотографической вуали, которая появляется из-за определенной непрозрачности материала основания ФШ и при химико-фотографической обработке из-за повышенной концентрации серебра, вводимого для обеспечения высокой оптической плотности, и которая влияет на геометрические размеры элементов топологии. Если проявить неэкспонированную пленку, то получим равномерное почернение всей пленки. Это почернение называется вуалью, на величину которой влияют длительность и условия хранения пленки;
• достаточная оптическая плотность черного фона и высокая резкость края изображения элемента топологии, зависящие от режимов экспонирования, проявления, от типа применяемой фотопленки:
1) оптическая плотность эмульсионных ФШ должна быть не менее 3,0 на непрозрачных участках и не более 0,1 — на прозрачных;
2) копировальная плотность диазотипных ФШ на длине волны 437 нм должна быть не менее 3,0 на непрозрачных участках и не более 0,1 На прозрачных участках;
Изготовление оригиналов и фотошаблонов ПП
271
• размеры дефектов (проколов, точек, царапин) в рабочей зоне ФШ не должны быть более 0,05 мм для ПП 1—3-го классов точности и более 0,02 мм для ПП 4- и 5-го классов точности, а для проводников шириной 0,05...0,08 мм не должны превышать 0,01 мм (рис. 5.9);
Дефект рабочей зоны ФШ — прозрачная или непрозрачная для излучения область в рабочей зоне, не предусмотренная топологией ФШ (рис. 5.9).
2
Рис. 5.9. Дефект рабочей зоны ФШ: 1 — точка; 2 — прокол
• гарантийная наработка при соблюдении условий эксплуатации, хранения и транспортировки должна быть:
1) эмульсионные ФШ — 50 операций контактной печати;
2) диазотипные ФШ — 100 операций контактной печати;
3) эмульсионные стеклянные ФШ с фиксирующими отверстиями с защитной пленкой при однократном нанесении — 300 операций контактной печати.
Контроль качества комплектов ФШ осуществляется в приведенной ниже последовательности и включает в себя проверку:
• комплектности, маркировки и упаковки;
• дефектов рабочей зоны (проколов, точек и пр.) средствами измерения, имеющими увеличение не менее 10-кратного и погрешность измерения в пределах (±0,01...0,002) мм;
• размеров элементов топологии на 3—5 проводниках и КП теми же измерительными средствами;
• ширины технологического поля;
• оптической плотности эмульсионных ФШ на денситометре;
• копировальной плотности диазотипных ФШ на денситометре; позиционного допуска расположения элементов топологии на 3—5 элементах топологии каждого ФШ;
• позиционного допуска расположения элементов топологии на 3—5 элементах топологии каждого ФШ;
• совмещения комплекта ФШ по КП по значению несовмешения центров КП (5, мм) по формуле (5.3) и рис. 5.7.
Точность получения рисунка ПП в. значительной степени зависит от точности изготовления оригиналов и ФШ ПП, процесс изготовления которых является очень ответственным и трудоемким. Основными направлениями развития способов их изготовления являются повышение точности и снижение трудоемкости производства оригиналов и ФШ.
272
Глава 5. Основные этаны изготовления печатных плат
В табл. 5.4 представлены основные этапы изготовления оригиналов и фотошаблонов ПП различными методами
Таблица 5.4. Основные этапы изготовления оригиналов и ФШ
Основные этапы Изготовление оригиналов Изготовление оригиналов и фотошаблонов Изготовление фотошаблонов на фото-плоттерах
Вручную Автоматически координатографом Автоматически фотокоординатографом (световым лучом) Экс пони-рование лазерным лучом Испарение маски лазерным лучом
Вычерчиванием Аппликации Вычерчиванием Метод вырезания На фотопластинках и фотопленках На диазо-материалах
Изготовление оригиналов
Электрическая принципиальная схема + + + + + + + +
Файл из САПР + + + + + +
Эскиз рисунка ПП + +
Нарезание заготовки оригинала или фотошаблона + + + + + + + +
Вычерчивание вручную +
Программное управление чертежной головкой +
ПУ световым лучом + +
ПУ режущим инструментом +
Удаление эмали +
Изготовление аппликаций +
Нанесение аппликаций на основание оригинала +
Контроль оригинала + + + +
Получение чертежа ПП + 4:1 + 4; 1 4: 1
Изготовление ФШ (эталонных)
Съемка репродукционной камерой + + + +
Экспонирование лазерным лучом +
Испарение маскирующего покрытия лазерным лучом +
Химико-фотографическая обработка + + + + + + +
Ретуширование + + + + + + +
Контроль ФШ + + + + + + + +
Изготовление оригиналов и фотошаблонов ПП
273
Окончание табл. 5:4
Основные этапы Изготовление оригиналов Изготовление оригиналов и фотошаблонов Изготовление фотошаблонов на фотоплоттерах
Вручную Автоматически координатографом Автоматически фотокоординатографом (световым лучом) Экспони-рование лазерным лучом Испарение маски лазерным лучом
Вычерчиванием Аппликации Вычерчиванием Метод вырезания На фотопластинках и фотопленках На диазо-материалах
Изготовление ФШ (рабочих)
Экспонирование контактное + + + + + +
Мультиплицирование
Химико-фотографическая обработка + + + + +
Проявление в парах аммиака +
Ретуширование + = + + +
Контроль ФШ + + + + + + + +
5.1.1. Изготовление оригиналов рисунков ФШ
На раннем этапе развития техники ПП применялись ручные способы изготовления оригиналов:
• вычерчивание оригиналов тушью на бумаге, картоне, кальке, позже на полиэфирной пленке вручную;
• получение оригиналов способом аппликаций путем наклеивания на основание оригинала, выполненное из термопластичного материала (винипроза, эстепроза, полиэфирной пленки и др.), аппликаций проводников, контактных площадок и других элементов относительно координатной сетки и в соответствии с чертежом ПП в заданном масштабе (4: 1). Центры контактных площадок совмещают с пересечением линий координатной сетки. Размеры аппликаций проводников, контактных площадок й пр., выполненных из поливинилхлоридной липкой ленты, определяются чертежом ПП и масштабом изготовления оригинала. Изготовление аппликаций производится на специальном оборудовании, позволяющем получить аппликации соответствующих размеров. Поливинилхлоридная липкая лента наклеивается на полоски алюминиевой фольги толщиной 0,05...0,20 мм и устанавливается в пресс. Лента продавливается нагретой просечкой до фольги. Отходы ленты снимаются пинцетом с фольги. На основание оригинала наносятся контроль
274
Глава 5. Основные этапы изготовления печатных плат
ные знаки в соответствии со схемой их расположения принятой на предприятии, а также знаки маркировки за пределами рабочей зоны.
По мере повышения степени автоматизации изготовления оригиналов вместо вычерчивания вручную стали применять вычерчивание на программных автоматических координатографах (графопостроителях при вычерчивании на бумаге или фотопостроители при вычерчивании на фотопленке или фотопластинке).
При этом выполняются следующие операции:
• получение чертежа рисунка ПП;
• кодирование (преобразование графической информации в цифровую);
• ввод информации в ПК;
• управление графо- или фотопостроителем и получение оригинала на бумаге или фотопленке, соответственно.
В настоящее время для управления графо- или фотопостроителем используют файл из САПР ПП.
В графопостроителе чертежная головка и двухкоординатный стол с бумагой перемещаются друг относительно друга по программе. В фотопостроителе имеется засвечивающий оптический проектор и фотопленка. Вычерчивание проводников происходит при непрерывном перемещении проектора над фотопленкой, а остальные элементы топологии оригинала, например, контактные площадки, получают засвечиванием фотопленки вспышкой при неподвижном проекторе.
При изготовлении оригиналов ПП на программном автоматическом координатографе методом вырезания топологии оригинала ПП применяется материал со съемным (удаляемым) слоем, например, полиэтилентерефталатная пленка покрытая окрашенной эластичной эмалью, а вместо засвечивающего оптического проектора — режущий инструмент. При перемещении инструмента по программе элементы топологии оригинала ПП вырезают в автоматическом режиме, а затем удаляют эмаль с пробельных мест на монтажном станке, используя лупу с 7 кратным увеличением. Размер заготовки оригинала определяется размером ПП, масштабом увеличения и размером технологического поля (не более 100 мм) по контуру рабочей зоны оригинала.
5.1.2. Изготовление эталонных ФШ
Изготовление эталонных ФШ с оригиналов, полученных приведенными выше Способами производят методом фотографирования (съемки) репродукционной камерой с уменьшением до масштаба 1:1. При этом получают скрытое изображение элементов топологии фотошаблона ПП. Последовательность основных этапов изготовления эталонных ФШ приведена на рис. 5.10.
Химико-фотографическую обработку проводят для получения видимого изображения элементов топологии ФШ при неактиничном освещении за
Изготовление оригиналов и фотошаблонов ПП
275
Рис. 5.10. Основные этапы изготовления эталонных ФШ
светофильтром № 107 в кюветах, фотованнах или в проявочных установках в такой последовательности:
• проявление и фиксация при температуре Т= (20± 1) °C;
• ополаскивание 5... 10 с и промывка в проточной воде 12... 15 мин при Т= 18...20 °C;
• сушка в сушильных шкафах 10... 15 мин при Т= (25± 1) °C.
При использовании диазоматериалов проявление выполняют в парах аммиака на специальных установках. В процессе проявления не применяется вода, поэтому не происходит изменение размера пленки по длине, и ФШ можно использовать сразу после проявления. Время проявления зависит от свойств диазоматериалов, степени истощения раствора и температуры в камере проявления. Качество копий при последующем копировании очень высокое.
Операция ретуширования необходима для удаления дефектов с ФШ таких, как точки, проколы, царапины и пр. Она выполняется под микроскопом с не менее 10-кратным увеличением путем нанесения краски колонковой кисточкой.
Изготовленные эталонные ФШ подвергаются 100%-ному контролю.
Для изготовления групповых ФШ применяют операцию мультиплицирования на мультипликаторах, с помощью которых рисунок ПП переносится на светочувствительную основу фотопленки или фотопластинки с высокой точностью (±0,025) мм. Мультипликация осуществляется методом контактной печати, в результате которой получают групповой ФШ с расположенными рядами и столбцами рисунками эталонного ФШ с общими контрольными знаками совмещения. Время экспонирования подбирается опытным путем в соответствии:
• со светочувствительностью фотопленки или фотопластинки;
• освещенности источника излучения;
• оптической плотности эталонного ФШ, который мультиплицируется.
После мультиплицирования проводится операция химико-фотографической обработки (проявление, фиксация, промывка и сушка), затем ретуширование и контроль (см. выше).
276 Глава 5. Основные этапы изготовления печатных плат
5.1.3. Изготовление рабочих ФШ
Рабочие ФШ изготавливают:
• на фотографических пластинках и фототехнических пленках с эмульсионным слоем;
• на диазопластинках и диазопленках;
• на бессеребряных светочувствительных материалах.
Основные этапы изготовления рабочих фотошаблонов представлены на
рис. 5.11.
Рис. 5.11. Основные этапы получения рабочих ФШ
5.1.4. Экспонирование эталонного ФШ контактным способом
Операция экспонирования контактным способом выполняется на контактно-копировальных установках при неактиничном освещении за светофильтром № 107. При этом светочувствительный слой копируемого эталонного ФШ совмещают со светочувствительным слоем экспонируемого материала рабочего ФЩ.
При контактном способе печати на диазоматериалах применяются контактно-копировальные установки с источником УФ-излучения с длиной волны 350...450 нм с ксеноновыми, галогенными или другими лампами, в которых для получения четких контуров изображения и хорошего контакта между ФШ (оригиналом) и диазоматериалом используется рама-держатель с вакуумным присосом. Диазоматериал и ФШ (оригинал) кладут в раму-держатель (плоский ящик с резиновым дном и стеклянной крышкой), закрывают крышку и откачивают воздух вакуумным насосом для обеспечения плотного контакта диазоматериала и ФШ (оригинала) между собой. Для обеспечения более высокой разрешающей способности, равномерного распределения света по всей площади заготовки фотошаблона особенно крупноформатной, необходимо увеличивать расстояние между источником света и заготовкой, повышать интенсивность облучения и уменьшать длительность экспозиции (засветки). Длительность экспозиции зависит от мощности источника света, расстояния от заготовки, старения ламп, колебаний напряжения сети, температуры, светочувствительности диазоматериала, спектра источника излучения и пр. Этот спосрб является наиболее производительным, надежным и дешевым при изготовлении ФШ ДПП,
Изготовление оригиналов и фотошаблонов ПП
277
МПП и решает проблему точного совмещения контактных площадок на противоположных сторонах ДПП, слоев и МПП.
При изготовлении ФШ (эталонных и рабочих,) методом испарения маскирующего покрытия лазерным лучом рельефное изображение элементов топологии ФШ ПП (проводников и контактных площадок) получают на стеклах или полиэтилентерефталатных пленках с маскирующим покрытием на лазерных генераторах изображения. Лазерные растровые генераторы изображения применяются для автоматизации изготовления крупноформатных ФШ ПП на стеклах с маскирующим покрытием методом лазерного гравирования. Погрешность взаимного расположения рисунка составляет (±0,01) мм; точность позиционирования — (±0,005) мм; точность повторного позиционирования — (±0,002) мм; неровность края изображения — (±0,01) мм; погрешность воспроизведения размеров элементов изображения — (±0,015) мм; погрешность расположения элементов относительно базового отверстия — (±0,015) мм.
Экспонирование проекционным методом выполнщот на автоматических фотокоординатографах (морально устарели) и лазерных генераторах изображения (фотоплоттерах), сопряженных с САПР. В современных фотоплоттерах используется растровый способ записи в отличие от векторной технологии, применяемой в системах предыдущего поколения, в которых каждый проводник или контактная площадка формировался с помощью определенной апертуры. Лазерные растровые генераторы изображений, применяемые в настоящее время, предназначены для изготовления ФШ ПП на пленках и стеклянных пластинах методом растрового сканирования лазерного пятна. Формирование растрового изображения рисунка ФШ происходит в фотоплоттерах с высокой скоростью (в течение нескольких минут) при этом изображение слоя ПП заранее готовится в виде растрового файла (bitmap), т. е. в виде матрицы черно-белых пикселей размером порядка 10 мкм. При этом время экспонирования не зависит от сложности рисунка. Тиражирование ФШ производится без использования способов контактной печати с высокой скоростью. Лазерная Система фотоплоттера, содержащая лазер, акустоопгический генератор, многогранную призму и фокусирующий объектив, формирует лазерное пятно постоянного размера, которое сканирует по рабочему полю заготовки ФШ. Система контроля положения пятна вдоль сторон растра позволяет определить значение координаты X в реальном масштабе времени с автоматической коррекцией погрешностей генератора.
Точность нанесения элементов рисунка ФШ на поле крупногабаритной заготовки ФШ обеспечивается высокой степенью синхронизации частоты вращения многогранной зеркальной призмы со скоростью перемещения однокоординатного стола с приводом на ЛШД.
Лазерные генераторы изображения позволяют:
• ввести технологические припуски;
• сместить начало координат рисунка ФШ;
• выполнить прямое, зеркальное, позитивное и негативное изображение;
• мультиплицировать по координате Х\
• формировать и обрабатывать пакет программ.
278
Глава 5. Основные этапы изготовления печатных плат
Прямая запись шаблонов ПП осуществляется в лазерных растровых плоттерах семейства LaserGraver. В них реализуется термический способ записи изображения шаблона лучом волоконного лазера с полупроводниковой накачкой (активная среда иттербий, ИК-излучение) с управляющего компьютера на термочувствительную пленку (терморелаксированный лавсан с тонким черным нефоточувствительным покрытием толщиной 5 мкм с очень высокой оптической плотностью 4,5Z>log, селективно удаляемое лазером, а также пластики Laserable, Spectrum и др.) [49]. Изображение на термочувствительной пленке, закрепленной с помощью вакуумного прижима на внешней поверхности барабана формируется при непрерывном вращении барабана с большой скоростью и перемещении оптической каретки с помощью точной винтовой передачи. Погрешность на поле 500 х 500 мм составляет (±0,025) мм, что позволяет получать проводники шириной 50 мкм. Кроме того, обеспечена 100%-ная совместимость программного обеспечения (ПО) со всеми современными пакетами подготовки данных ПП. К преимуществам прямой записи ФШ также относятся:
• полное отсутствие химии и «мокрой» стадии обработки;
• широкий диапазон форматов;
• работа при дневном освещении;
• экологическая чистота;
• разрешение — 508...3387 dpi;
• производительность — 0,75 м2/ч.
В комплекте с машиной LaserGraver поставляется ПО — пакет FlexWorksl.3LE (Windows NT/2000), включающий в себя программы:
• растровый процессор, RIP, для конвертации векторных данных формата PostScript в растровый формат (черно-белое изображение), архитектура Client-Server;
• Viewer, для просмотра изображения при контроле правильности топологии и проверки размеров элементов;
• Imposer, для электронного монтажа изображений при мультиплицировании одного шаблона на весь формат барабана и при объединении нескольких шаблонов в единое изображение; при этом можно объединять позитивные и негативные, нормальные и зеркальные изображения;
• Spooler, для управления LaserGraver.
Машина LaserGraver и ПО представляют собой систему, обеспечивающую совместимость со всеми современными технологиями разработки ПП.
Фотоплоттеры основных мировых производителей (например, фирмы Lavenir Technology, США, LPKF, Mivatec GmbH, Германия, и др.) отличаются высоким качеством, точностью и разрешающей способностью, но их стоимость составляет порядка 120... 130 тыс. долл. В качестве примера можно привести фотоплоттер Escher Grad EG-2205: максимальный размер рабочего поля которого составляет 660 х 490 мм, разрешение — 4000 dpi, точность (±6) мкм, стоимость 130 500 долл.; фотоплоттер EIE RP24: максимальный размер рабочего поля — 660 х 520 мм, разрешение — 4000 dpi, точность (±15) мкм, стоимость 86 000 долл. Для контроля фотошаблонов применяют оптическую измерительную систему ОРТЕК VideoMic.
Получение заготовок ПП
279
Для предприятий с небольшим объемом производства применяют фо-топлоттеры также с растровым методом формирования изображения на светочувствительной пленке, закрепленной на внешней поверхности барабана, например, FP3000, Чехия: максимальный размер рабочего поля 370 х 320 мм, разрешение по периметру барабана — 3000 dpi, по оси барабана — 4064 dpi, стоимость 6200 долл.
Для изготовления ФШ применяют специальные фотопленки фирмы Agfa-Gevaert NV (Бельгия), Kodac (США):
АВХ-7 (длина волны — 488 нм), стоимостью около 16 долл, за 1 м2;
AGX — 488...565 нм — 16 долл, за 1 м2;
ARX — 633...670 нм — 16 долл, за 1м2;
LPF-7, размером 300 х 400 и 508 х 610 мм, 488...543 нм, стоимостью около 12 долл, за 1 м2;
ERF-7, размером 508 х 610 мм — 670 нм — 12 долл, за 1 м2, а также проявитель Kodac RA 2000 Accumax — 9 долл, за 1 л и закрепитель — Kodac Professional Ultraline Fixer — 5 долл, за 1 л.
При изготовлении оригиналов и ФШ применяются жесткие меры и различные средства защиты окружающей среды от вредных воздействий:
• аэрозоли кислот, щелочей и газы поглощаются в вытяжной вентиляции специальными фильтрами до значений прецельно допустимых концентраций;
• сточные воды нейтрализуются в отстойниках перед сбросом в общую канализацию;
• растворы, подлежащие замене, регенерируют или собирают в специальные сборники;
• для повторного использования воды применяется метод ионообменной очистки.
5.2. Получение заготовок ПП
К заготовительным операциям техпроцесса изготовления ПП относятся:
• раскрой материала;
• получение заготовок ПП;
• получение фиксирующих (базовых) и технологических отверстий.
Заготовка ПП — материал основания ПП определенного размера, который подвергается обработке на всех производственных операциях.
Заготовка ПП должна иметь технологическое поле, на котором располагаются фиксирующие, технологические отверстия, тест-купоны и пр. (рис. 5.12).
Фиксирующие (базовые) отверстия необходимы для точного расположения (базирования) заготовки в процессе ее обработки на операциях высокой точности, таких как сверление монтажных и переходных отверстий, получение защитного рельефа схемы, совмещение слоев МПП и пр. Это отверстия высокой точности.
Точность диаметра фиксирующих отверстий составляет: для ПП 1- и 2-го классов точности — Н12; для 3- и 4-го — Н9, для 5-го — (±0,01) мм.
280
Глава 5. Основные этапы изготовления печатных плат
1 2 3
Рис. 5.12. Заготовка ПП: 1 — ПП; 2 — технологические отверстия, 4 шт; 3 — технологическое поле; 4 — тест-купон; 5 — фиксирующие (базовые) отверстия
Предельные отклонения межцентрового расстояния для ПП:
для 1- и 2-го классов точности — (±0,05) мм;
для 3-го класса точности — (±0,03) мм;
для 4-го класса точности (±0,02) мм;
для 5-го класса точности — (±0,01) мм.
Технологические отверстия — отверстия, используемые для механического закрепления заготовок на подвесках при гальваническом, химическом меднении (рис. 5.13).
Рис. 5.13. Подвеска для химического меднения с закрепленными по технологическим отверстиям ПП: / — подвеска; 2 — заготовка ПП
Тест-купон — часть заготовки ПП, служащая для оценки качества изготовления ПП методами разрушающего и неразрушающего контроля, прошедшая с ней все технологические операции и отделяемая перед испытаниями.
В конце ТП изготовления ПП технологическое поле удаляется фрезерованием, вырубкой или лазерной резкой.
Размеры единичных заготовок ПП определяют по следующей формуле (рис. 5.14):
А3 = Лп + 2Ш, (5.3)
где А — длина или ширина заготовки, мм;
А — длина или ширина ПП, мм;
III— ширина технологического поля, мм; Ш< 10 мм для ОПП и ДПП, Ш< 30 мм для МПП.
В групповых заготовках ПП ширина технологического поля по периферии составляет 30 мм, а между заготовками — 10 мм (рис. 5.15).
Получение заготовок ПП
281
Рис. 5.14. Размеры единичных заготовок
Рис. 5.15. Размеры групповых заготовок ПП
Изготовление ПП на единичных заготовках приводит к нерациональному использованию материала (большой отход за счет технологического поля) и к увеличению трудоемкости производства, поэтому наиболее целесообразно применять групповые заготовки. Размер ,заготовок ПП определяется типом применяемого оборудования: габаритными размерами ванн химического и гальванического меднения, рабочего поля сверлильно-фрезерных станков, шириной рулонов сухого пленочного фоторезиста и пр.
Для получения заготовок ПП применяют штамповку (крупносерийное и массовое производство) или резку (серийное, мелкосерийное и опытное производство).
Единичные заготовки получают в два этапа. На первом этапе производится разрезка листа диэлектрика на полосы на роликовых, гильотинных ножницах или на дисковой пиле (рис. 5.16, 5.17).
На втором этапе из полосы диэлектрика заготовки ПП 1- и 2-го классов точности получают одним из двух способов:
• резкой на роликовых, гильотинных ножницах, дисковой пиле с последующей пробивкой на штампах фиксирующих (базовых) и технологических отверстий, т. е. выполняется две последовательные операции;
• штамповкой из полосы с одновременной пробивкой фиксирующих и технологических отверстий за одну операцию.
282
Глава 5. Основные этапы изготовления печатных плат
Рис. 5.16. Резка листа материала на полосы: А — ширина полосы
11
5 в г
Рис. 5.17. Способы резки листа на полосы и полосы на заготовки: о — на гильотинных ножницах; б — на роликовых ножницах; в — дисковыми фрезами; г — штамповкой
На втором этапе из полосы диэлектрика заготовки ПП 3-, 4- и 5-го классов точности получают:
• на первой операции — резкой полосы на заготовки на роликовых, гильотинных ножницах, дисковой пиле или штамповкой;
• на второй — сверлением фиксирующих и технологических отверстий.
Фиксирующие (базовые) и технологические отверстия находятся на технологическом поле ПП (см. рис. 5.12) и могут быть получены:
• пробивкой одновременно при вырубке заготовки ПП из полосы (применяется для ПП 1- и 2-го классов точности);
• пробивкой в заготовке ПП, полученных резкой (для ПП 1- и 2-го классов точности);
• сверлением заготовок, полученных резкой или штамповкой, по кондуктору на настольных станках (для ПП 3-, 4- и 5-го классов точности).
Из-за низкой степени штампуемости слоистых пластиков операцию штамповки целесообразно применять в крупносерийном и массовом производстве при пробивке монтажных и переходных отверстий, если в дальнейшем отверстия не подвергаются металлизации. В остальных случаях целесообразно применять сверление.
Получение заготовок ПП
283
5.2.1. Получение заготовок на роликовых ножницах
Для оценки трудоемкости получения заготовок на роликовых ножницах необходимо знать нормы оперативного времени Гопср на следующих операциях и переходах [50].
1. Контроль фольгированного диэлектрика на соответствие ГОСТ или техническим условиям (ТУ);
2. Разрезка листа фольгированного диэлектрика на полосы. Скорость резания И=2...1О м/мин. В табл. 5.5 приведены нормы оперативного времени для различных размеров листа, толщины стеклотекстолита и количества получаемых из листа полос, для следующих рабочих приемов:
• взять лист и подать к роликам;
• отрезать полосу;
• проверить размер полосы;
• отбросить отход.
Таблица 5.5. Нормы оперативного времени 7^пер при разрезке материала на полосы на роликовых ножницах
№ п/п Размер листа, мм Толщина листа, мм Норма оперативного времени на один рез Т^пер, мин
Количество полос, получаемых из листа
1 2 3 4 6 8 10 свыше 10
1 До 800 х 1000 До 1,5 0,142 0,136 0,116 0,112 0,102 0,097 0,088 0,082
2 До 800 х 1000 До 3,0 0,177 0,146 0,124 0,116 0,105 0,101 0,090 0,084
3 До 800 х 1000 До 5,0 0,211 0,156 0,131 0,120 0,100 0,105 0,092 0,085
4 До 1000 х 1500 До 1,5 0,186 0,169 0,162 0,139 0,130 0,126 0,123 0,100
5 До 1000 х 1500 До 3,0 0,247 0,190 0,171 0,155 0,139 0,134 0,127 0,108
6 До ЮООх 1500 До 5,0 0,307 0,211 0,180 0,165 0,148 0,142 0,130 0,115
3. Нарезка полосы на отдельные заготовки. Скорость резания И=2...1О м/мин. Оперативное время при резке полосы на заготовки составляет примерно 60...70 % от Топср при разрезке на полосы.
4. Контрольная операция. Проверка размера заготовок.
Зная оперативное время резки листа стеклотекстолита на полосы, а затем на заготовки, можно определить трудоемкость получения заготовки ПП на роликовых ножницах (см. формулу (6.18)).
5.2.2. Получение заготовок ПП на дисковой пиле
Последовательность операций получения заготовок ПП на дисковой пиле та же, что и при использовании роликовых ножниц. В табл. 5.6 приведены нормы оперативного времени для следующих рабочих приемов:
• взять лист материала и установить по упору;
• отрезать базовую сторону листа.
284
Глава 5. Основные этапы изготовления печатных плат
Таблица 5.6. Нормы оперативного времени Tai№f при разрезке стеклотекстолита иа полосы на дисковой пиле
№ п/п Размер листа, мм Толщина листа, мм Норма оперативного времени на один рез Топер, мин
Количество полос, получаемых из листа
1 2 3 4 6 10 свыше 10
1 До 800 х 1000 До 1,5 0,175 0,184 0,151 0,144 0,127 0,112 0,104
2 До 800 х 1000 До 3,0 0,226 0,187 0,159 0,148 0,130 0,113 0,108
3 До 800 х 1000 До 5,0 0,277 0,201 0,168 0,153 0,133 0,115 0,107
4 До 1000 х 1500 До 1,5 0,382 0,263 0,249 0,199 0,181 0,175 0,157
5 До 1000 х 1500 До 3,0 0,388 0,290 0,260 0,219 0,194 0,178 0,162
6 До 1000 х 1500 До 5,0 0,469 0,317 0,270 0,239 0,208 0,182 0,166
Оперативное времй Топер при резке полосы на заготовки составляет примерно 60...70 % оЦ70пер при разрезке листа на полосы.
5.2.3. Получение заготовок ПП на гильотинных ножницах
Последовательность операций и переходов получения заготовок ПП на гильотинных ножницах та же, что и при использовании роликовых ножниц. В табл. 5.7 приведены нормы оперативного времени Топер для следующих рабочих приемов:
• взять лист и установить по упору;
• включить ножницы;
• отрезать базовую сторону;
• продвинуть лист до упора;
• отрезать полосу;
• продвинуть лист до упора;
• отложить отход;
• проверить размер полосы.
Таблица 5.7. Нормы оперативного времени Tomf при разрезке стеклотекстолита иа полосы на гильотинных ножницах
№ п/п Размер листа, мм Толщина листа, мм Норма оперативного времени при резке на полосы Тонер, мин
Количество полос, получаемых из листа
1 2 3 4 6 10 свыше 10
1 До 800 х 1000 До 1,5 0,110 0,084 0,064 0,054 0,049 0,038 0,035
2 До 800 х 1000 До 3,0 0,139 0,096 0,073 0,064 0,054 0,043 0,037
3 До 800 х 1000 До 5,0 0,169 0,108 0,083 0,073 0,059 0,049 0,038
4 До 1000 х 1500 До 1,5 0,186 0,115 0,091 0,079 0,061 0,052 0,040
5 До 1000 х 1500 До 3,0 0,205 0,135 0,105 0,087 0,070 0,058 0,043
6 До 1000 х 1500 До 5,0 0,243 0,155 0,119 0,094 0,080 0,060 0,048
Оперативное время Топер при резке полосы на заготовки составляет примерно 60...70 % от Топер при разрезке листа на полосы.
Получение заготовок ПП
285
5.2.4. Получение заготовок ПП штамповкой с пробивкой базовых и технологических отверстий
Получение заготовок ПП вырубкой из полосы по контуру с одновременной пробивкой базовых и технологических отверстий применяют для ПП 1- и 2-го класса. Штамповку осуществляют на штампах совмещенного действия (рис. 5.18).
А-А
Вырубаемая деталь Масштаб 1:2
’Размеры для справок.
Рис. 5.18. Штамп совмещенного действия: 1 — пуансонодержатель; 2 — прокладка; 3 — верхняя плита; 4 — пуансон; 5 — прижим; 6 — хвостовик; 7 — винт, 8, 14 — штифт; 9 — пуансон;
10 — направляющая втулка; 11 — направляющая колонка; 12— нижняя плита; 13— матрица
286
Глава 5. Основные этапы изготовления печатных плат
Трудоемкость получения заготовок ПП методом штамповки с одновременной пробивкой базовых и технологических отверстий оценивают в соответствии с оперативным временем следующих операций и переходов.
1. Контроль фольгированного диэлектрика на соответствие ГОСТу или ТУ.
2. Вырубка заготовки ПП из полосы с одновременной пробивкой базовых и технологических отверстий.
' В табл. 5.8 приведены нормы оперативного времени для следующих рабочих приемов:
• взять полосу и установить в штамп;
• включить ход ползуна и штамповать;
• удалить заготовку;
• продвинуть полосу на шаг;
• удалить отход.
Таблица 5.8. Нормы оперативного времени 7^пер при вырубке заготовок ПП с пробивкой базовых и технологических отверстий
№ п/п Число двойных ходов ползуна, мин Ширина полосы, мм Толщина материала, мм Оперативное время Гопер, мин, на открытом (комбинированном) штампе
Шаг штамповки, мм
до 50 до 100 до 150 до 200 до 250 до 300
1 70 До 50 ДоЗ 0,032 0,039 0,044 0,049 0,059 0,064
2 70 До 50 До 5 — 0,042 0,049 0,054 0,075 0,072
3 70 До 100 ДоЗ 0,036 0,040 0,047 0,052 0,063 0,067
4 70 До 100 До 5 0,036 0,044 0,052 0,066 0,071 0,076
5 70 До 150 ДоЗ 0,035 0,042 0,049 0,056 0,067 0,072
6 70 До 150 До 5 0,038 0,046 0,055 0,062 0,074 0,078
7 70 200 и свыше ДоЗ 0,036 0,044 0,051 0,058 0,070 0,075
8 70 200 и свыше До 5 0,039 0,049 0,057 0,065 0,080 0,085
9 100 До 50 ДоЗ 0,031 0,036 0,043 0,048 0,058 0,063
10 100 До 50 До 5 — 0,041 0,048 0,053 0,067 0,071
11 100 До 100 ДоЗ 0,032 0,040 0,046 0,051 0,062 0,067
12 100 До 100 До 5 0,036 0,043 0,051 0,058 0,070 0,075
13 100 До 150 ДоЗ 0,033 0,041 0,048 0,055 0,067 0,071
14 100 До 150 До 5 0,037 0,045 0,054 0,061 0,073 0,077
15 100 200 и свыше ДоЗ 0,035 0,043 0,050 0,057 0,069 0,074
16 100 200 и свыше До 5 0,038 0,048 0,056 0,064 0,079 0,084
3. Слесарная операция. Снять заусенцы по периметру ПП и в отверстиях на станке для снятия фасок.
4. Контрольная операция. Проверка размера заготовок.
При штамповке заготовок, изготовленных из стеклотекстолита толщиной 2 мм и более или гетинакса толщиной 1,5 мм и более для улучшения качества обрабатываемой поверхности, для исключения сколов и трещин производят предварительный нагрев заготовок до 80... 100 °C со скоростью
Получение заготовок ПП
287
5...8 мин на 1 мм толщины материала в термостатах, установках ИК нагрева и др. Методики расчета штампа при штамповке с подогревом и без подогрева различны (см. ниже).
При штамповке в результате пружинящих свойств слоистых пластиков наружные размеры заготовок и ПП получаются большими, чем размеры матриц, а внутренние меньше, чем размеры пуансона, что необходимо учесть при расчете исполнительных размеров пуансона и матрицы штампа, чтобы получить заданный размер заготовки или ПП.
5.2.4.1. Расчет исполнительных размеров пуансона и матрицы при вырубке без подогрева
При вырубке наружного контура заготовки или ПП определяют исполнительные размеры матрицы, а размеры пуансона выбирают с учетом величины двухстороннего зазора Zt (табл. 5.9 — для стелотекстолита; табл. 5.10 — для гетинакса) [51]. При толщине заготовки или ПП менее 2 мм (для стеклотекстолита) или 1,5 мм (для гетинакса) вырубку по контуру проводят без подогрева.
Таблица 5.9. Величина двухстороннего зазора между пуансоном и матрицей при вырубке и пробивке отверстий ПП из стеклотекстолита
Толщина материала, мм Двусторонний зазор в отверстиях Zj, мм Двусторонний зазор по наружному контуру плат Z, мм
Мини-мальный Максимальный для 0, мм Мини-мальный Максимальный для размеров плат, мм
до 10 до 50 до 10 до 50 до 100 до 150 до 200 до 260
0,5 0,020 0,025 0,030 0,015 0,020 0,025 0,030 0,035 0,04 0,045
1,0 0,030 0,035 0,040 0,025 0,030 0,035 0,040 0,045 0,05 0,055
1,5 0,045 0,050 0,055 0,040 0,045 0,050 0,055 0,060 0,09 0,095
2,0 0,055 0,060 0,065 0,050 0,055 0,060 0,065 0,070 0,12 0,125
3,0 0,080 0,085 0,190 0,070 0,080 0,090 0,100 0,150 0,20 0,25
Таблица 5.10. Величина двухстороннего зазора между пуансоном и матрицей при аырубке и нробиаке отверстий ПП из гетинакса
Толщина материала, мм Двусторонний зазор в отверстиях Zj, мм Двусторонний зазор по наружному контуру плат Z|, мм
Минимальный Максимальный для 0, мм Мини-мальный Максимальный для размеров плат, мм
до 10 до 50 до 10 до 50 до 100 до 150 до 200 до 250
0,5 0,01 0,005 0,02 0,008 0,01 0,015 0,02 0,025 0,03 0,035
1,0 0,02 0,025 0,03 0,015 0,02 0,025 0,03 0,035 0,04 0,045
1,5 0,03 0,035 0,04 0,024 0,03 0,035 0,04 0,045 0,05 0,055
2,0 0,04 0,045 0,05 0,030 0,04 0,05 0,06 0,07 0,08 0,085.
3,0 0,06 0,070 0,06 0,045 0,055 0,065 0,075 0,085 0,095 0,1
288
Глава 5. Основные этапы изготовления печатных плат
Исполнительные размеры матрицы Du рассчитывают следующим образом:
D =(D -5) + 5 , М ' Н " М л
(5.4)
где DM — исполнительный размер матрицы, мм;
— номинальный размер вырубаемой ПП, мм;
5 — допуск на соответствующий размер вырубаемой ПП, мм;
5М — допуск на изготовление режущего контура матрицы. Назначают в зависимости от степени точности соответствующего размера ПП по табл. 5.11.
Таблица 5.11. на изготовление режущего контура матрицы, в зависимости от степени точности размеров ПП
Степень точности вырубаемых плат Допуск на изготовление одного из элементов штампа (матрицы или пуансона)
12/13 квалитеты 8/9 квалитет
11 квалитет 6/7 квалитет
Исполнительный размер пуансона определяют по формуле
A = (2)„-S-Zi)-Sn, (5.5)
где Д — исполнительный размер пуансона, мм;
DH — номинальный размер вырубаемой ПП;
Z, — двусторонний зазор по наружному контуру (см. табл. 5.10);
5П — допуск на изготовление режущего контура пуансона
(см. табл. 5.11).
В табл. 5.12 приведены значения допусков для различных квалитетов и размеров ПП.
Таблица 5.12. Значения доцусков для различных квалитетов и размеров ПП
Значения допусков, мкм, для квалитетов
размеров, мм 3 4 5 6 7 8 9 10 И 12 13 14
ДоЗ 2 3 4 6 10 14 25 40 60 100 140 250
Свыше 3 до 6 2,5 4 5 8 12 18 30 48 75 120 180 300
» 6 » 10 2,5 4 6 9 15 22 36 58 90 150 220 360
» 10 » 18 3 5 8 11 18 27 43 70 ПО 180 270 430
» 18 » 30 4 6 9 13 21 33 52 84 130 210 330 520
» 30 » 50 4 7 11 16 25 39. 62 100 160 250 390 620
» 50 » 80 5 8 13 19 30 46 74 120 190 300 460 740
» 80 » 120 6 10 15 22 35 54 87 140 220 350 540 870
» 120 » 180 8 12 18 25 40 63 100 160 250 400 630 1000
» 180 » 250 10 14 20 29 46 72 115 185 290 460 720 1150
» 250 » 315 12 16 23 32 52 81 130 210 320 520 810 1300
» 315 » 400 13 18 25 36 57 89 140 230 360 570 890 1400
» 400 » 500 15 20 27 40 63 97 155 250 400 630 970 1550
Получение заготовок ПП
289
Пример 5.1. Расчет исполнительных размеров пуансона и матрицы для операции вырубка по контуру без подогрева. Определить исполнительные размеры пуансона и матрицы вырубного штампа, представленного на рис. 5.19, для вырубки ПП по контуру.
450*
Вырубаемая деталь Масштаб 1:2
* Размеры для справок.
10x45°
255±0,1
Рис. 5.19. Штамп для вырубки ПП по контуру: 1 — верхняя плита; 2 — прижим; 3 — направляющая колонка; 4 — направляющая втулка; 5 — сепаратор; 6 — матрица; 7 — нижняя плита; 8 — штифт; 9 — хвостовик; 10 — пуансон
290
Глава 5. Основные этапы изготовления печатных плат
Исходные данные: размеры вырубаемой ПП — 255 х 245 мм (рис. 5.20); допуск на изготовление по 12 квалитету; материал ПП — i гетинакс фольгированный марки ГФ-2-35Г; толщина ПП — 1 мм. ;
10x45°
*| 1' 255Ы2
Рис. 5.20. Печатная плата к примерам 5.1 и 5.2
Решение. При толщине ПП менее 2 мм вырубку по контуру производят без подогрева.
Рассчитаем исполнительные размеры матрицы по фррмуле (5.4):
Z)M = (Z)H - 8)+6”, где £>м — исполнительный размер матрицы, мм;
£>н — номинальный размер вырубаемой платы, мм;
8 — предельное отклонение соответствующего размера вырубаемой платы, мм;
8М — допуск на изготовление режущего контура матрицы, мм (см. табл. 5.11).
В соответствии с 12 квалитетом предельные отклонения 8 соответствующего размера вырубаемой платы составляют (см. табл. 5.12):
для размера 255 мм 8 = 0,52 мм;
для размера 245 мм 8 = 0,46 мм.
Для того чтобы изготовить ПП по 12 квалитету матрицу и пуансон необходимо выполнить по 8 квалитету, которому соответствует допуск (см. табл. 5.11 и 5.12):
для размера 255 мм 8М = 0,081 мм;
для размера 245 мм 8М = 0,072 мм.
Тогда размер матрицы
/)М1 = (255 - О,52)+0-081 = 254,48+0,081 мм;
Пн2 = (245 - О,46)+0'072 = 244,54+0,072 мм.
Размеры пуансона выбираем с учетом минимального двустороннего зазора Z(. В нашем случае для толщины гетинакса 1 мм Z= 0,045 мм (см. табл. 5.10).
Таким образом, размер пуансона
/)п1 = (255 - 0,52 - 0,045)_с 081 = 254,435^,;
Дп2 = (245 - 0,46 - О,О45)_о.О72 = 244,495_0i072.
Получение заготовок ПП
291
Окончательно получаем:
исполнительные размеры матрицы: 254,48+0,081 х 244,54+0,072 мм;
исполнительные размеры пуансона: 254,435_оО81 х 244,495_оО72 мм.
5.2.4.2. Расчет исполнительных размеров пуансона и матрицы при вырубке с подогревом
Исполнительные размеры матрицы при вырубке контура ПП с подогревом определяют по следующей формуле:
Du = (D„-8/2 + 8^, (5.6)
где 8] — средняя величина усадки при вырубке с подогревом материала, определяемая по формуле:
8t=CZ-8y. (5.7)
Здесь С — коэффициент, характеризующий термическую усадку; Z — размер контура вырубаемой заготовки или ПП, мм; 8^, — изменение размера, вызываемое упругостью материала, мм.
Средние значения величин С и 5, выбирают из табл. 5.13.
Таблица 5.13. Значения коэффициентов С и
Толщина материала, мм Коэффициент
С
1.5 0,0022 0,04
2,0 0,0025 0,05
2,5 0,0027 0,06
3,0 0,0030 0,07
Исполнительные размеры пуансона при вырубке ПП по контуру рассчитывают по формуле
Z)n = (Z)H-5/2 + 5I-Zl)-5n. (5.8)
Пример 5.2. Расчет исполнительных размеров пуансона и матрицы при штамповке с подогревом.
Исходные данные — см. пример 5.1. Толщина ПП — 2,5 мм.
Решение. Поскольку толщина ПП равна 2,5 мм, то вырубку по контуру проводят с предварительным подогревом заготовки до 80... 100 °C.
Рассчитаем исполнительные размеры матрицы по формуле (5.6):
Z)M = (Z)H-5/2 + 5I) + 5M
при 5 = 0,52 мм (см. табл. 5.12); С= 0,0027 (см. табл. 5.13); Z=255 + 255 + + 245 + 245 = 1000 мм; 8, = 0,06 (см. табл. 5.13); 8М = 0,081 мм (см. пример 5.1).
Тогда
5, = CZ - 8, = 0,0027 • 1000 - 0,06 = 2,64 мм.
292
Глава 5. Основные этапы изготовления печатных плат
Исполнительные размеры матрицы:
DM1 = 255 - 0,52/2 + 2,64)+0-081 = 257,37+0-С81 мм;
Лм2 = (245 - 0,46/2 + 2,64)+0'072 = 247,41+0'072 мм.
Размеры пуансона выбираем с учетом минимального двустороннего зазора Z|. В нашем случае для толщины гетинакса 2,5 мм Z= 0,09 мм (см. табл. 5.10). '
Таким образом, размер пуансона при вырубке ПП по контуру с подогревом составит: 1
ЛП1 = (255 - 0,52/2 + 2,64 - 0.09)_о,081 = 257,28_0.081;
Лп2 = (245 - 0,46 + 2,64 - 0,09)_о.072 = 247, 32_oi072.
Окончательно получаем:
исполнительные размеры матрицы: 257,37*0,08’ х 247‘41+0,072 мм;
исполнительные размеры пуансона: 257,28_ода х 247,32-0^2 мм.
. 5.2.5. Получение базовых и технологических отверстий шуамповкой
Пробивка базовых и технологических отверстий ПП 1- и 2-го класса осуществляют или на пробивных штампах после получения заготовок резкой, или на штампах совмещенного действия из полосы, на которых одновременно производят вырубку по контуру и пробивку базовых и технологических отверстий.
Пробивка базовых и технологических отверстий применяется в крупносерийном и серийном производстве при толщине материала до 2 мм.
5.2.5-1. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых и технологических отверстий без подогрева
При пробивке отверстий без подогрева материала следует определять исполнительные размеры пуансона по следующей формуле:
Лп = (Ло + 5/2 + б2)-5П, (5.9)
где Д, — исполнительный размер пуансона, мм;
Ло — номинальный размер пробиваемого отверстия, мм;
5 — допуск на диаметр пробиваемого отверстия, мм;
82 — среднее значение пружинения слоистых пластиков, мм (табл. 5.14);
5„ — допуск на изготовление режущего контура пуансона, мм (табл. 5.11).
Таблица 5.14. Среднее значение пружинения слоистых пластиков
Толщина материала, мм Среднее значение пружинения 6з, мм
До 0,5 включительно 0,02
Свыше 0,5 до 1,0 0,02...0,04
» 1,0 » 1,5 0,04...0,06
» 1,5 » 2,0 0,06...0,08
Получение заготовок ПП
293
Исполнительные размеры матрицы при пробивке отверстий определяют по исполнительным размерам пуансона с учетом минимального гарантированного двустороннего зазора, величина которого указана в табл. 5.9 и 5.10, по формуле
‘ Du =(D0 + 8/2 + 82 + Z2) + 5M. (5.10)
Здесь Z2 — минимальный гарантированный двусторонний зазор (см. табл. 5.9 и 5.10); 5М — допуск на изготовление режущего контура матрицы, мм (см. табл. 5.11).
Пример 5.3. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых отверстий без подогрева. Определить исполнительные размеры пуансона и матрицы для пробивки базовых отверстий.
Исходные данные: диаметр базовых отверстий — 4Н12; толщина заготовки ПП — 1,0 мм; материал — стеклотекстолит фольгированный СФ-2-35Г.
Решение. Поскольку толщина материала равна 1,0 мм, то пробивку отверстий осуществляют без подогрева.
Для пробивки Отверстий определим исполнительные размеры пуансона по формуле (5.8)
Лп = (Ло + 8/2 + 82) - 5П = (4,0 + 0,06 + 0,05) - 0,018 = 4,11_о>018 мм,
где Do = 4,0 мм;
5 = 0,12 мм (см? табл. 5.12);
82 = 0,05 мм (см. табл. 5.14);
8П = 0,018 мм — допуск на изготовление режущего контура пуансона (см. табл. 5.11) рыбираем по 8 квалитету, так как отверстия пробиваем по 12 квалитету.
Для пробивки отверстий определим исполнительные размеры матрицы для пробивки отверстий по исполнительным размерам пуансона с учетом минимального гарантированного двустороннего зазора Z2 (см. табл. 5.9 и 5.10) по формуле (5.9):
DM = (Ло + 8/2 + 62 + Z2) + 5М = (4,0 + 0,06 + 0,05 + О,О45)+°-018 = 4,155*0’018 мм.
S.2.5.2. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых и технологических отверстий с подогревом
При пробивке отверстий с подогревом материала исполнительные размеры пуансона определяются по следующей формуле:
Ц, =(Z)0+8/2 + 63)-6п, (5.11)
где 53 — средняя величина усадки отверстия при пробивке с подогревом материала
63 = aZ + 6},. (5.12)
Здесь a — коэффициент, характеризующий термическую усадку, выбирают по табл. 5.15.
294
Глава 5. Основные этапы изготовления печатных плат
Таблица 5.15. Среднее значение величины а
Толщина материала, мм а
1,5 0,0030
2,0 0,0035
2,5 0,0040
3,0 о.ооЗо
Исполнительные размеры матрицы определяются так же, как и при пробивке без подогрева материала.
При пробивке отверстий с подогревом имеет место изменение межцентровых размеров в штампах в результате усадки материала. Потому номинальные межцентровые размеры в штампах определяют следующим образом:
L=l + kl, (5.13)
где L и I — номинальные межцентровые расстояния в штампе и по чертежу ПП, мм;
к — коэффициент, характеризующий усадку межцентрового расстояния после остывания материала (табл. 5.16).
Таблица 5.16. Среднее значение коэффициента к
Толщина материала, мм Коэффициент к
1,5 0,0012
2,0 0.0015
3,0 0,0020
Предельные отклонения межцентровых расстояний в штампах не должно превышать ±0,01 мм.
Пример 5.4. Расчет исполнительных размеров пуансона и матрицы для пробивки базовых отверстий с подогревом
Исходные данные — см. пример 5.3. Толщина ПП — 3 мм; материал ПП — стеклотекстолит фольгированный СФ-2-35г.
Решение. Поскольку толщина ПП равна 3 мм пробивка базовых отверстий выполняется с подогревом матриала.
Исполнительные размеры пуансона при пробивке отверстий определяем по формуле (5.10)
Dn = (Do + 5/2 + 53) - 8П = (4 + 0,06 + 0,132)_д018 = 4,192^0Iij мм,
тде D„ — исполнительный размер пуансона, мм;
Do = 4,0 мм — номинальный размер пробиваемого отверстия, мм;
5 = 0,12 мм — предельное отклонение диаметра пробиваемого отверстия по 12 квалитету, мм (см. табл. 5.12);
5П = 0,018 мм — допуск на изготовление режущего контура пуансона, мм (см. табл. 5.12).
Получение заготовок ПП
295
Средняя величина усадки отверстия при пробивке с подогревом материала равна
53 = aL + 5у = 0,050 -12,56 + 0,07 = 0,132 мм.
Здесь а = 0,050 мм — коэффициент, характеризующий термическую усадку (см. табл. 5.15); Z — 2nR = 2-3,14-2= 12,56 мм — длина окружности пробиваемого отверстия, мм; 5у = 0,07 мм — изменение размера, вызванное упругостью материала, мм (см. табл. 5.13).
Размеры матрицы выбираем с учетом минимального двустороннего зазора. В нашем случае для толщины материала 3 мм его величина составляет 0,080 мм.
В результате получаем:
Du = (Д + 5/2 + 53 + Z2) + 5П = (4 + 0,06 + 0,132 + 0,080г0-018 = 4,272+0’018 мм.
5.2.5.3. Расчет усилия вырубки (пробивки) печатных плат
Расчетное усилие вырубки по контуру или пробивки отверстий ПП определяется по следующей формуле:
P = Pl+P2 + P3 + P4, (5.14)
где Рх — усилие вырубки (пробивки), Н;
Р2 — усилие прижима материала к плоскости, Н;
Р3 — усилие проталкивания, Н;
Р4 — усилие снятия отхода или детали с пуансона, Н.
Усилие Р| вырубки (пробивки) рассчитывают по формуле
Р, =гСрР5. (5.15)
Здесь тср — сопротивление срезу, МПа (табл. 5.17); L — периметр вырубаемого (пробиваемого) контура, мм; S — толщина материала, мм.
Таблица 5.17. Сопротивление срезу тср диэлектриков
Материал диэлектрика Сопротивление срезу тср, МПа
Гетинакс 80... 120 |
Текстолит 90... 140
Стеклотекстолит фольгированный 120... 150
Стеклотекстолит 130...150
Стекловолокниты 100... НО
Гетинакс фольгированный НО... 130
При вырубке (пробивке) для уменьшения расслоения материала и улучшения качества поверхности среза необходимо давление прижима. Усилие прижима материала к плоскости Р2 определяют по формуле
P2=LSKt4>, (5.16)
где Хпр — удельное давление прижима, Па (табл. 5.18).
296
Глава 5. Основные этапы изготовления печатных плат
Таблица 5.18. Удельное давление прижима Xnp
Толщина материала, мм Удельное давление прижима Л"пр • 107, Па
До 1,0 включительно 0,6... 1
Свыше 1,0 до 2,0 включительно 1...1.5
Свыше 2,0 до 3,0 включительно 1,5...2,0
Усилие проталкивания Р3 рассчитывают по следующей формуле
<517) о
Здесь Kt = 0,05—0,08 — коэффициент, зависящий от механических свойств материала ПП, величины зазора между пуансоном и матрицей; h — высота цилиндрического пояска матрицы, мм, h=iS. <».
Усилие снятия детали или отхода с пуансона:
Р<=К2РХ, (5.18)
где К2 — коэффициент, зависящий от толщины материала (табл. 5.19).
Таблица 5.19. Значения коэффициента К2
Толщина материала 5, мм Коэффициент .К2
однопуансонный пробивной штамп Многопуансонный пробивной штамп
До 1,0 0,02 0,01
1...5 0,06 0,12
Пример 5.5. Расчет усилия вырубки (пробивки) ПП. Определить усилие вырубки ПП по контуру. ‘
Исходные данные: размер ПП — 255 х 245 мм (см. рис. 5.20); материал ПП — стеклотекстолит фольгированный СФ-2-35Г; толщина ПП — 1,0 мм.
Решение. Расчетное усилие вырубки определяем по формуле (5.14):
Р= Рх + Р2 + Р3 + Р4,
где Pt — усилие вырубки (пробивки), Н (см. формулу (5.14)):
Р, = \pLS= 100 • 103 • 103 • 1000 • 103 • 1,0 • IO"3 = 100 000 Н.
Здесь тср= 100 МПа — сопротивление срезу, см. табл. 5.17; L = 1000 мм (255 • 2 + 245 • 2) — периметр вырубаемого (пробиваемого) контура; 5=1 мм — толщина материала; Р2 — усилие прижима, Н (см. формулу (5.15)):
Р2 = LSK„p = 1000 • 10’3 1,0 10~3 • 0,8 • 107 = 8000 Н,
где = 0,8 • 107 Па — удельное давление прижима (см. табл. 5.18);
Р3 — усилие проталкивания, Н (см. формулу (5.16)):
Р3 = KtPt h/S = 0,065 • 100000 • 1 = 6500 Н,
Получение заготовок ПП
297
К{ = 0,065 — коэффициент, зависящий от механических свойств материала ПП, величины зазора между пуансоном и матрицей, выбираем из пределов (0,05—0,08);
А = 1 мм — высота цилиндрического пояска матрицы, мм, А г 5;
Р4 — усилие снятия детали или отхода с пуансона, Н;
= K2Pt = 0,06 • 100 000 = 6000 Н,
К2 = 0,06 — коэффициент, зависящий от толщины материала (см. табл. 5.19).
Тогда
Р= 10 000 + 8000 + 6500 + 6000 = 120 500 Н.
5.2.6. Получение базовых и технологических отверстий сверлением
Заготовки ПП 3-, 4- и 5-го классов точности получают резкой на роликовых, гильотинных ножницах, дисковой пиле, на штампах, а фиксирующие (базовые) и технологические отверстия получают сверлением.
Сверление базовых и технологических отверстий производят последовательно по кондуктору на настольно-сверлильных станках в пакете из нескольких заготовок, толщина которого не более 11 мм. В качестве инструмента применяются твердосплавные спиральные сверла различной конструкции.
Номинальный размер сверл dCB следует выбирать согласно формуле
dCB = d + 0,7(8, + 82), (5.19)
где d — номинальный диаметр обрабатываемого отверстия, мм;
8, — предельное отклонение диаметра обрабатываемого отверстия, мм;
d2 — величина уменьшения диаметра обрабатываемого отверстия после охлаждения слоистых пластиков, мм; определяется в производственных условиях в зависимости от обрабатываемого материала, размера, геометрии сверла, режимов резания и др.
Для расчета трудоемкости сверления базовых и технологических отверстий на настольных станках с ручной подачей в зависимости от толщины материала и частоты вращения шпинделя в табл. 5.20 и 5.21 приведены нормы оперативного времени для следующих рабочих приемов:
• подвести ПП под сверло;
• подвести сверло к ПП;
• сверлить;
• отвести сверло от ПП;
• отвести ПП из-под сверла.
Таким образом, при выборе способа получения заготовок, базовых и технологических отверстий необходимо обратить внимание на класс точности ПП, материал основания ПП и его толщину, применяемое на конкретном производстве оборудование и др. При равных условиях нужно выбрать способ, обеспечивающий наименьшую трудоемкость и себестоимость.
298
Глава 5. Основные этапы изготовления печатных плат
Пример сравнительного расчета трудоемкости для разных способов получения заготовки см. Приложение П.4.
Таблица 5.20. Нормы оперативного времени 70пер при сверлении базовых н технологических отверстий в заготовках из фольгированного стеклотекстолита иа сверлильных станках
Норма оперативного времени 7^пер, мин
Диаметр отверстий, ММ, до Частота вращения шпинделя, об/мин
2000 5000 6000 и выше
Толщина заготовки, мм до
1,5 2,5 3,5 5,0 1,5 2,5 3,5 5,0 1,5 2,5 3,5 5,0
1,5 0,047 0,049 0,062 0,078 0,034 0,042 0,052 0,064 0,033 0,041 0,044 0,062
2,0 0,034 0,040 0,048 0,059 0,033 0,040 0,048 0,058 0,032 0,039 0,047 0,057
2,5 0,032 0,037 0,043 0,053 0,031 0,036 0,042 0,052 0,030 0,035 0,040 0,050
4,0 0,031 0,036 0,042 0,050 0,030 0,035 0,041 0,049 0,029 0,034 0,039 0,048
Таблица 5.21. Время сверления одного отверстия в заготовках из фольгированного стеклотекстолита сверлами из твердых сплавов ВКбМ и ВК8М
Диаметр отверстий, ММ. до Норма оперативного времени 7^Пер> мин
Частота вращения шпинделя, об/мин
2000 5000 6000 и выше
Толщина заготовки, мм до
1,5 2,5 3,5 5,0 1,5 2,5 3,5 5,0 1,5 2,5 3,5 5,0
1.5 0,034 0,042 0,053 0,065 0,028 0,033 0,043 0,053 0,026 0,032 0,040 0,051
2,0 0,026 0,033 0,040 0,049 0,026 0,031 0,040 0,048 0,025 0,031 0,038 0,048
2,5 0,027 0,031 0,036 0,044 0,025 0,030 0,036 0,044 0,024 0,030 0,036 0,044
4,0 0,026 0,030 0,035 0,042 0,024 0,029 0,035 0,042 0,023 0,029 0,035 0,042
5.3. Получение монтажных и переходных отверстий
В производстве ПП применяют следующие способы получения монтажных и переходных отверстий:
• механический (сверление на станках с ПУ);
• пробивка (для отверстий не подлежащих в дальнейшем металлизации);
• лазерное сверление (для отверстий малого диаметра, в том числе глубоких и глухих);
• фотолитография;
• воздействие плазмы.
Наиболее широко применяют сверление и пробивку (рис. 5.21).
Из-за низкой степени штампуемости слоистых пластиков операцию штамповки целесообразно применять в крупносерийном.и массовом производстве при пробивке монтажных и переходных отверстий, если в даль-
Получение монтажных и переходных отверстии
299
а б
Рис. 5.21. Получение монтажных и переходных отверстий: а — сверление; б — пробивка
нейшем отверстия не подвергаются металлизации. В остальных случаях целесообразно применять сверление.
Операция сверления является одной из наиболее ответственных в производстве ПП так как:
• она обеспечивает качество получения токопроводящего слоя в отверстиях путем их металлизации, от которой зависит точность и надежность электрических параметров ПП;
• она обеспечивает точность совмещения токопроводящих рисунков схемы, расположенных на противоположных сторонах ДПП или разных слоях МПП;
• брак на этой операции является необратимым.
В связи с этим к качеству выполнения отверстий предъявляются следующие требования:
• цилиндрические отверстия должны быть с гладкими стенками;
• отверстия должны быть без заусенцев;
• предельные отклонения центров отверстий относительно узлов координатной сетки должны составлять (±0,015) мм;
• не должны иметь место деструкция диэлектрика в отверстиях и размазывание (наволакивание) смолы по стенкам отверстий, поскольку это препятствует осаждению меди и приведет к разрыву электрической цепи;
• точность сверления отверстий должна быть порядка (+0,005)" или 0,003".
Диаметр отверстий под металлизацию должен быть примерно на 0,005" больше, чтобы скомпенсировать толщину осаждаемых меди и металлорезиста. Сложность выполнения операции сверления связана с обработкой в одном технологическом цикле различных по свойствам материалов, таких как медь, алюминий, стекловолокно, смола и других, для каждого из которых требуются разные режимы обработки и существует большое количество факторов, влияющих на качество полученных отверстий.
Кроме того, повышение плотности монтажа, уменьшение ширины проводников, широкое внедрение технологии поверхностного монтажа, МПП с числом слоев более 50-ти приводит к необходимости получения глубоких микроотверстий (0 0,1...0,3 мм) при отношении d/H- 1 : 10 и менее, .а также глухих отверстий в МПП. Поэтому все больше ужесточаются требования к оборудованию и технологии их изготовления. ,
300 Глава 5. Основные этапы изготовления печатных плат
5.3.1. Сверление монтажных и переходных отверстий
Важнейшими факторами, влияющими на качество сверления, являются:
• конструкция сверлильного станка;
• геометрия и материал сверла;
• точность позиционирования;
• конструкция сверлильных головок;
• способ закрепления ПП на столе сверлильного станка;
• скорость резания;
• подача осевая при сверлении и обратном ходе сверла;
• способ удаления стружки и пр.
Рассмотрим подробнее некоторые из этих факторов.,
Конструкция сверлильного станка. Станок для сверления ПП состоит из следующих основных узлов (рис. 5.22):
• жесткой рамы из гранитной плиты — основания;
• двухкоординатного стола, перемещение по осям X и Y которого осуществляется с помощью прецизионных воздушных подшипников;
• приводов координатных перемещений;
• современного программного управления (ПУ) типа CNC, что обеспечивает безвибрационное позиционирование с максимально возможной точностью (±0,005) мм;
• сверлильных головок с многопозиционностью при вертикальном перемещении по оси Z (шпиндели с воздушными подшипниками);
• системы линейных измерений.
Рис. 5.22. Схема сверлильного станка: 1 — поперечный суппорт; 2 — сверло; 3 — пакеты заготовок ПП; 4 — двухкоординатный стол; 5 — основание (гранитная плита)
Многошпиндельные станки с ПУ обеспечивают высокое качество и точность обработки отверстий, что очень важно для их последующей металлизации.
В настоящее время используются следующие системы управления типа CNC: «Шмолл-12»; «Зиб энд Майер CNC 35,00"»; «Зиб энд Майер CNC 45,00"».
Система управления CNC осуществляет:
• прямое управление в режиме диалога в реальном и нереальном масштабе времени;
• хранение нескольких программ в различных форматах;
• редактирование программ в процессе работы;
\ение монтажных и переходных отверстий 301
• обработку таких форматов как «Экселлон I и II», «Позалюкс», «Вессел» и др.;
• управление перемещением по оси Z;
• оптическое отображение ошибок и сбоев в работе.
В программах для сверления монтажных и переходных отверстий предусмотрено также:
• сверление тестовых отверстий на технологическом поле для проверки качества, размера отверстий, заточенности сверла;
• автоматическая смена инструмента и программирование подачи, числа оборотов и скорости обратного хода;
• программирование по оси Z;
• совместимость со всеми форматами и кодированиями и пр.
При сверлении используются шпиндели с жидкостным охлаждением с воздушными подшипниками «Вестуинд», например, модель W320-10 с воздушным подшипником; «Пресайз», например, модель ASC33 с воздушным подшипником.
Система контроля за состоянием инструмента со световым барьером контролирует: взятие инструмента из магазина с его возвращением; выход инструмента из строя.
Для охлаждения сверла во время сверления на него из форсунки направляется тонкая струя воздуха.
При крупносерийном и массовом производстве ПП осуществляется автоматизированное перемещение заготовок ПП от станка к станку.
Заготовки ПП, собранные в пакеты по три и более штук, заштифтован-ные или нет, базируют на рабочем столе сверлильного станка. Заготовки с малым диаметром отверстий (менее 0,3 мм) сверлят по две и, даже, по одной. Сверху и снизу заштифтованных пакетов находятся листы гетинакса или алюминия для повышения качества сверления: для исключения отрыва фольги при входе и выходе сверла и пр. Алюминиевый материал верхней заготовки действует как втулка для входа сверла под углом 90°, уменьшает заусенцы при сверлении, а также как теплоотвод для предотвращения нагрева и наволакивания смолы на стенки отверстия.
Схема пресса для заштифтовки приведена на рис. 5.23.
Сверлильные станки снабжены механизмом автоматической смены сверл по программе после сверления определенного количества отверстий или после запрограммированного числа рабочих ходов, что гарантирует поддержание сверла в заточенном состоянии. Благодаря механизму смены инструментов в магазине для каждой сверлильной головки может хранить-
Рис. 5.23. Схема пресса для заштифтовки пакета заготовок ПП перед сверлением: 1 — штифт; 2 — пакеты заготовок ПП; 3 — основание
302
Глава 5. Основные этапы изготовления печатных плат
ся 1000 и более инструментов, что необходимо для нескольких часов работы станка практически без простоев и повышения безопасности труда. Сверла из магазинов забираются при помощи пневматических захватов. Для сверления современных ПП необходимы магазины, емкостью до 1200 сверл, техническое состояние которых обеспечивается системой тестирования состояния сверл.
Заготовки ПП могут базироваться и зажиматься на столе сверлильного станка в заштифтованном виде и в незаштифтованных пакетах следующими способами:
• с помощью зажимного приспособления с пневматическим устройством, с призмой и прорезью (безлюфтовая центровка);
• зажимом сбоку с помощью грибовидной захватной головки, которая прижимает пакет ПП к монтажным пластинам;
• зажимом незаштифтованных пакетов ПП, что исключает продолжительные операции заштифтовывания и расштифтовывания пакетов ПП.
Режимы сверления. Режимами сверления являются:
• скорость резания V— до 180 м/мин;
• скорость вращения шпинделя п = 1000... 180 000 об/мин;
• подача сверл — 0,02...0,05 мм/об.
Режимы сверления зависят от диаметра обрабатываемых отверстий, типа ПП. Значения режимов сверления закладываются в программу сверления.
При сверлении глубоких микроотверстий (0 0,2...0,1 мм) в высокоплотных ПП особенностью является использование:
• шпинделей с воздушными подшипниками и минимальной вибрацией;
• стола сверлильного станка с линейным приводом;
• микросверл с точностью (±0,003) мм;
• скорости резания — более 100 м/мин, МПП — 130... 150 м/мин; подачи 5= 0,01...0,03 мм/об;
• низкой скорости обратного хода сверла (для исключения поломки);
• числа оборотов (скорости вращения шпинделя) — 80 000... ...180 000 об/мин;
• длины спирали сверла — 10...20 диаметров отверстия, которая должна соответствовать глубине сверления;
• листа твердого картона или алюминия сверху;
• мощной отсасывающей системы и пр.
Чем меньше диаметр микроотверстия, тем меньше плат в пакете. При 0 < 0,3 мм каждую плату сверлят отдельно.
В настоящее время фирма НАМ (Hartmetall-Werk zengfabrik) производит сверла диаметром 0,05 мм, которыми сверлят сквозные и глухие микроотверстия, применяя при этом стандартную и специальные виды заточки для повышения точности сверления за счет уменьшения ухода сверла при врезании в поверхность ПП: АС — с подрезкой перемычки сверла до образования острия и САМ — с частичной подрезкой перемычки с образованием «отрицательного угла» резания.
Получение монтажных и переходных отверстий
303
Особенностями сверления глухих отверстий является:
' • сверление на заданную глубину, которое обеспечивается:
1) наличием в конструкции станка второй линейной измерительной системы (ось Z) с оптическим или лазерным методом измерения, но не механическим (точность (+0,050) мм);
2) применением калиброванного приспособления для определения положения конца сверла относительно верхней поверхности;
3) при помощи контактного сверления (точность (±0,015) мм); точное сверление на заданную глубину производится с момента касания поверхности ПП кончиком сверла, котороый определяется специальным электронным устройством1;
• допуск на глубину порядка 10 мкм;
• программное сверление глухих отверстий;
• быстрая адаптация к форме поверхности и толщине пакета заготовок (по оси Z).
Сверление на заданную глубину контактным сверлением на станках фирмы Schmoll Maschinen GmbH имеет следующие преимущества:
• высокую производительность: до 400 отв./мин;
• высокую точность: (±0,015) мм на 3d;
• малые диаметры глухих отверстий: до 0,075 мм;
• большой ресурс сверла (до 20 000 сверлений);
• высокое качество полученных отверстий.
Для повышения точности сверления в конструкции станка с гранитным основанием применена смешанная сотовая конструкция стола, которая имеет стальные поверхности и алюминиевую сотовую структуру внутри. Ее преимуществами являются: малая масса, высокое ускорение (до 16 м/с2), низкий ТКЛР (11,5 10-6 °C-1) и высокая жесткость.
К особенностям сверления ПП для поверхностного монтажа относятся: высокие требования к точности отверстий (установочных размеров для автоматической сборки); использование одношпиндельных станков с системой распознавания образов.
Системы загрузки и разгрузки станка. Применяются полуавтоматические и автоматические системы загрузки и разгрузки станка. Загрузка и разгрузка может осуществляться с помощью транспортера, автокаров или ручных тележек.
Станки, расположенные в линию и управляемые ПК, могут иметь различное число шпинделей (1, 2, 3 и более), что обеспечивает наибольшую гибкость, минимальное время сверления в соответствии с размером партии обрабатываемых заготовок (рис. 5.24 и 5.25).
Микросверла для высокоплотных ПП и ПП для поверхностного монтажа. За последние 10 лет наблюдается резкий рост применения сверл диаметром 0,1...0.4 мм — с 10 до 50 %, уменьшение потребности в сверлах диаметром 0,8...1,5 мм — с 70 до 25 % и стабильный процент (порядка 30 %) сверл с диаметром 0,45...0,75 мм.
1 Kurt Polster, фирма Schmoll Maschinen GmbH. Новые разработки в области сверлильных станков с ЧПУ Ц Тезисы доклада на Международной конференции «Печатные платы», г. С.-Петербург. Май 2002 г.
304
Глава 5. Основные этапы изготовления печатных плат
Одношпиндельный Двухшпиндельный Четырехшпиндельный станок станок станок
Рис. 5.24. Автоматическая система загрузки-разгрузки: 1 — накопителе непросверленных ПП; 2 — транспортер; 3 — накопитель просверленных ПП
Рис. 5.25. Система прямого цифрового управления (ПЦУ)
Микросверла (0 0,1...0,5 мм) с большой длиной рабочей части (d/l = 20) для сверления глубоких отверстий изготавливают из карбидных сплавов.
К микросверлам предъявляют следующие требования:
• материал — карбидные сплавы (карбид вольфрама: вольфрам и кобальт);
• малая зернистость (0,3; 0,4; 0,5 мкм);
• высокая твердость по Виккерсу порядка 1650—1850 HV30;
• жесткие допуски;
• определенный процент кобальта;
• устойчивость к износу;
• высокое сопротивление поперечному разрушению порядка 3500 Н/мм2;
• высокое качество обработки поверхности;
• усталостная прочность при изгибе порядка 600 Н/мм2;
• рабочая часть сверла L должна быть в 1,4 раза больше толщины Н просверливаемого изделия, т. е. Я = 0,7L;
• мощная система отсоса стружки;
• измерение сверл оптическое и лазерное, но не механическое;
• использование пошаговой подачи сверла.
Получение монтажных и переходных отверстий
305
5.3.2. Лазерное сверление отверстий
Сущность лазерного сверления заключается в воздействии излучения на обрабатываемую заготовку ПП, в результате которого происходит исп: •> ние или взрывное разрушение материала. Лазерное сверление отверст!.. > . ПП применяется для получения: сквозных отверстий диаметром 40...50 мкм и более в фольгированных и нефольгированных заготовках ПП; глухих отверстий диаметром до 25 мкм, глубиной менее 50 мкм в слоях МПП в одностороннем фольгированном и нефольгированном диэлектрике.
Основными составными частями лазерного оборудования являются:
• лазер твердотельный или газовый (СО2-лазер);
• оптический канал для юстировки и фокусирования излучения;
• двухкоординатный стол, на котором базируются заготовки;
• система управления;
• система контроля и др.
Лазерное сверление отверстий ПП может осуществляться двумя способами.
1. С использованием специальной металлической маски с отверстиями, после совмещения которой с заготовкой ПП и воздействия лазерного излучения, происходит испарение материала основания ПП в местах расположения отверстий на маске. Достоинством способа является высокая производительность, недостатком — необходимость изготовления металлической маски с высокой точностью расположения и изготовления отверстий малого диаметра.
2. Путем подачи дозированного лазерного излучения импульсами малой длительности в зону формирования отверстий при обходе этих зон по Программе.
Чаще всего для лазерной обработки прецизионных отверстий используется мощный СО2-лазер, работающий в инфракрасном спектральном диапазоне, но так как излучение инфракрасного лазера хорошо поглощается диэлектриком, но не поглощается медным покрытием ПП и не проникает через него, то перед сверлением требуется вскрытие медного покрытия химическим или механическим способами. Кроме трго, диаметр пятна фокусировки СО2-лазера составляет порядка 70 мкм, что требует обязательного использования специальных масок для получения луча нужного диаметра.
Использование ультрафиолетового лазера с длиной волны 250...350 нм позволяет формировать проводники в металлическом покрытии ПП (для чего необходима плотность энергии излучения более 4 Дж/см2) и обрабатывать отверстия в диэлектрическом основании ПП (при плотности энергии излучения порядка 100 мДж/см2). При этом происходит удаление диэлектрика не только за счет его испарения, но и за счет процесса фотохимического разрушения.
К преимуществам сверления ультрафиолетовым лазером относятся:
• использование одного и того же источника излучения при формировании рисунка проводников и обработке отверстий благодаря применению разной плотности энергии излучения;
• малый диаметр сфокусированного луча (около 20 мкм), что позволяет получать переходные отверстия диаметром менее 50 мкм;
306
Глава 5. Основные этапы изготовления печатных плат
• отсутствие внутренних напряжений и остаточной деформации, так как стенки обрабатываемых отверстий остаются холодными;
• не требуется удаление продуктов плавления диэлектрика.
Компания LPKF разработала станок MicroLine Drill, в котором оптическая система состоит:
• из Nd:YAG-na3cpa с длиной волны 355 нм, работающего на третьей гармонике;
• из зеркальной отклоняющей системы, обеспечивающей векторное управление сканированием луча по участку ПП, площадью 55 х 55 мм2, после обработки которого забазированная и закрепленная на вакуумном двухкоординатном столе с сотовой структурой ячеек заготовка ПП перемещается под лазерной головкой для обработки соседнего участка ПП;
• из фокусирующей системы, которая обеспечивает направление лазерного луча под углом 90° к поверхности ПП.
Основанием станка служит гранитная плита, рабочий стол установлен на воздушной подвеске, точность позиционирования составляет (±0,001) мм; базирование заготовки ПП осуществляется по реперным точкам при помощи ПЗС высокого разрешения.
Основные технические характеристики станка:
Рабочая область, мм ....................... 640 х 560 х 50
Толщина материала..........................50 мкм...40 мм;
Скорость обработки — до 250 отв/с диаметром
50 мкм глубиной 67 мкм (17 мкм — медь и 50 мкм — диэлектрик)
Диаметр обрабатываемых отверстий, мкм .... 30...300
Скорость обработки изолирующих зазоров
в проводящем покрытии ПП в зависимости от материала, мм/с.........................до 300
Ширина изолирующих зазоров между проводниками, мкм..........................менее 20
Входные форматы данных......................Gerber, HPGL,
Sieb&Meier, Excellon
Длина волны лазера, нм.....................355
Частота следования импульсов, кГц .........10...50
Длительность импульса, нс ................менее 140
Обработка микроотверстий (в том числе и глухих) в многослойных материалах осуществляется в три этапа.
1. Снятие медного ^покрытия лазерным излучением большой мощности путем его испарения и взрывообразного разрушения диэлектрика, срывающего с поверхности остатки фольги.
2. Дальнейшая обработка диэлектрика лазерным излучением малой мощности, которой не хватает для разрушения следующего проводящего слоя, но достаточно для придания ему необходимого значения параметра шероховатости; если переходное отверстие должно соединить несколько слоев, то при прохождении через каждый проводящий слой мощность лазера повышается; на втором этапе получают готовое очищенное отверстие с шероховатым дном.
3. Металлизация любым способом.
Подготовка поверхности ПП
307
Этапы лазерной обработки изолирующих зазоров в проводящем покрытии ПП для получения рисунка схемы приведены, в разд. 5.6.4.
Преимущества лазерного сверления:
• возможность получения сквозных и глухих отверстий диаметром до 25 мкм;
• высокое качество краев и стенок отверстий (меди, стеклоэпоксида или полиимида);
• высокая производительность;
• низкая стоимость;
• отсутствие деструкции органических материалов и пр.
Разработкой и производством лазерного технологического оборудования для изготовления ПП занимается, например, НПФ ТЕТА (Россия, Москва).
5.4. Подготовка поверхности ПП
Подготовка поверхности и отверстий заготовок ПП осуществялется с целью:
• удаления заусенцев, смолы и механических частиц из отверстий после сверления;
• получения равномерной шероховатости поверхности, т. е. придания ей структуры, обеспечивающей прочное и надежное сцепление (адгезию) с фоторезистом;
• активирования поверхности перед химическим меднением;
• удаления оксидов, масляных пятен, захватов пальцами, пыли, грязи, мелких царапин и пр.
Применяют следующие способы подготовки поверхности и отверстий ПП:
• механический (щеточный или струйный);
• химический;
• комбинированный;
• электрохимический;
• плазмохимическое травление;
• ультразвуковой и др.
Механическая подготовка поверхности ПП. Б мелкосерийном производстве механическая подготовка поверхности ПП осуществляется вручную смесью венской извести и шлифовального порошка под струей воды.
В крупносерийном и массовом производстве механическую подготовку поверхности ПП и снятие заусенцев щетками производят на модульных линиях конвейерного типа с дисковыми щетками в качестве инструмента, на которые подается абразивная суспензия (рис. 5.26).
В качестве абразива используют карбид кремния и оксид алюминия. Скорость вращения щеток составляет 10 м/с, скорость движения конвейера — 1,5...3 м/мин. Параметр шероховатости поверхности зависит от размера зерна абразива: зерно N7 обеспечивает Rz = 2,0...3,0 мкм; зерно N8 — Rz = 1,5...2,1 мкм. Размер заусенцев должен быть менее 100... ПО мкм.
308 Глава 5. Основные этапы изготовления печатных плат
2 3 4 5 6
Рис. 5.26. Модульная линия механической очистки поверхности: I — конвейер; 2 — модуль-загрузки; 3 — станок для удаления заусенцев; 4 — водная промывка под высоким давлением; 5 — ПП; 6— сушка; 7— модуль.разгрузки; 8 — водная промывка; Я — жидкостная химическая обработка; 10 — дисковые щетки
В модуле водной промывки для отверстий диаметром более 0,5 мм применяют струйную, а для диаметров менее 0,5 мм — фонтанную промывку.
Преимуществами механической очистки является отсутствие химикатов, простота очистки сточных вод, низкие капиталовложения, а недостатками — опасность механического повреждения покрытий, плохое удаление органических веществ, образование царапин в направлении движения заготовок.
Наиболее широко в настоящее время перед нанесением фоторезиста или паяльной маски применяется щеточная очистка абразивными материалами (пемзой или оксидом алюминия) при механическом воздействии нейлоновых щеток по касательной к поверхности ПП, которая обеспечивает достаточно хорошую адгезию покрытия при нескольких циклах пайки при высоких температурах.
Применяют зачистные машины Wesero Universal 450-2 фирмы Wesero с двухсторонней зачисткой ПП, размером до 450 х 450 мм, стоимостью 49 500 долл.; с односторонней зачисткой Bungard RBM 300 фирмы Bungard, стоимостью 9950 долл, и др.
Струйная обработка пемзовым абразивом применяется для очистки и получения параметра шероховатости поверхности бомбардировкой ее зернами пемзы. Пульпа с 15%-ным содержанием пемзы размером зерен 200 мкм под давлением до 3,3 • 105 Па подается на поверхность ПП. Этот метод не применяется при изготовлении ПП с диаметром отверстий менее 0,3 мм. Последовательность модулей струйной конвейерной обработки поверхности пемзовым абразивом приведена на рис. 5.27.
Преимуществами струйной обработки пемзовым абразивом являются: равномерная шероховатость поверхности, простая очистка сточных вод, исключено влияние агрессивных сред на диэлектрик, а недостатками — пыле-образование пемзового порошка в помещении, остатки пемзы на поверхности снижают адгезию фоторезиста, деформация и поверхностные напряжения в результате механической подготовки под высоким давлением.
Струйная пемзовая очистка в настоящее время находит ограниченное применение из-за своего слабого механического воздействия и необходи-} мости сочетаться с операциями химической очистки.
Подготовка поверхности ПП
309
жидкостная химическая обработка; 2 — водная промывка; 3 — струйная обработка пемзовым абразивом; 4 — водная промывка; 5 — сушка
Струйная очистка оксидом алюминия обеспечивает более сильное соударение частиц с поверхностью; он имеет в пять раз выше плотность по сравнению с пемзой и поэтому меньше разлетается по сторонам, не склонен к разрушению, обладает более высокой твердостью, имеет более продолжительный срок службы, легко отделяется от воды и остается внутри шламоотстойника.
Химическая подготовка поверхности ПП. Этот способ подготовки применяется для очистки слоев МПП перед прессованием, нефольгированных диэлектриков, отверстий после сверления. ‘
Модульная линия химической подготовки представлена на рис. 5.28.
Химическая очистка поверхности осуществляется на модульных линиях и включает в себя следующие операции:
• химическое обезжиривание для удаления загрязнений органического происхождения (масел, отпечатков пальцев и пр.);
• каскадная промывка в горячей и холодной воде;
• микротравление — для удаления оксидных пленок, улучшения адгезии и создания микрорельефа;
• обработка в антистатике;
• каскадная промывка;
• сушка.
Преимущества химической очистки состоят в следующем: отсутствие механического загрязнения поверхности и отверстий, поверхностных напряжений и деформаций (удлинений тонких материалов), царапин, обеспечение необходимой шероховатости поверхности для улучшения адгезии.
промывка; 3 — микротравление; 4 — обработка в антистатике; 5 — промывка; 6 — сушка
310
Глава 5. Основные этаны изготовления печатных плат
Недостатками этого способа являются: неравномерное и неполное удаление защитных покрытий, чрезмерное удаление металла с поверхности, более высокие расходы на очистку сточных вод по сравнению с механической очисткой.
При подготовке поверхности и отверстий перед процессами металлизации, нанесения фоторезиста, защитной маски и другими операциями широко используют кислые очистители на основе серной кислоты и кислотного очистителя (КО), которые позволяют провести мягкую обработку поверхности меди, удаление жировых загрязнений, легкое матирование, не используя щелочные растворы. Кислые очистители легко удаляются при промывке и сокращают расход промывных вод.
При изготовлении МПП очень важным является процесс подготовки отверстий перед металлизацией, который заключается в удалении наволакивания смолы с торцев контактных площадок, выходящих в отверстия. В настоящее время наиболее распространенным способом за рубежом является перманганатная обработка, которая выполняется на линиях струйной обработки или в единой линии с процессом металлизации’. Этот процесс устраняет наволакивание, и обеспечивает шероховатость стенок отверстия, необходимую для быстрого нанесения катализатора перед последующей металлизацией. •
Основными этапами процесса перманганатной обработки являются:
• сенсибилизация в щелочном растворе при Т- 65...70 °C в течение 2...10 мин;
• обработка в регенерируемом растворе перманганата при Т = 65...70 °C в течение 8... 10 мин, содержащем окислители, который обеспечивает микрошероховатость для лучшей абсорбции катализатора, улучшает адгезию меди к стенкам отверстий;
• нейтрализация при Т= 20...40 °C в течение 3...5 мин для усиления матирования стекловолокон и адгезии меди к стеклянной части стенок отверстия.
После каждого этапа осуществляется промывка водопроводной водой.
Перманганатная обработка отверстий не создает глубокого подтравливания диэлектрика, которое бы ухудшило качество изоляции. К ее недостаткам относится необходимость тщательной очистки промышленных стоков.
Комбинированная подготовка поверхности ПП. Модули механической и химической очистки включаются в систему химико-механической подготовки поверхности перед химическим меднением, образуя ее составные части:
• механическую очистку;
• химическую очистку;
• активацию в растворах соляной кислоты;
• активирование в совмещенном растворе для осаждения слоя катализатора;
• промывку в холодной воде;
1 ФантгофЖ. Н. Химико-гальванические процессы в производстве печатных плат. СПбЦ «ЭЛМА», С.-Петербург // ’Тезисы доклада на 4-й Российской конференции по печатным платам «РОСКОН-2001». С.-Петербург.
Подготовка поверхности ПП
311
1 • обработку в растворе «ускорителя» для полного восстановления палладия и удаления солей олова;
• промывку в холодной воде.
Электрохимическая подготовку поверхности ПП. Этот способ подготовки поверхности применяется для следующих целей:
• обработка внутренних слоев МПП с последующей защитой от окисления перед нанесением сухого пленочного фоторезиста;
• удаление жировых пятен, отпечатков пальцев и оксидов перед металлизацией сквозных отверстий МПП с двусторонними слоями, ДПП и МПП с тонкими проводниками;
• обработка экранных слоев для повышения прочности сцепления с сигнальными слоями.
Преимущества электрохимического способа подготовки: равномерное удаление органических покрытий, незначительное удаление меди с поверхности, одинаковая шероховатость по всей поверхности, отсутствие остатков пемзового порошка на поверхности и в отверстиях, отсутствие деформации и поверхностных напряжений, экологическая безопасность, снижение себестоимости.
Недостатки: большие расходы на очистку сточных вод.
На модульной линии электрохимической очистки выполняются следующие операции: ‘
• электрохимическая очистка;
• промывка;
• декапирование;
• промывка;
• пассивирование;
• промывка;
• сушка.
Плазмохимическое травление поверхности ПП и отверстий. Применяется для очистки от смолы и стекловолокна отверстий диаметром менее 0,3 мм после сверления; изготовления крупногабаритных МПП с большим числом слоев (более 15).
Под воздействием плазмы происходит испарение смолы, находящейся на стенках отверстий.
Плазма — состояние вещества, при котором атомы лишаются электронной оболочки в сильном высокочастотном электромагнитном поле, в результате чего образуются свободные радикалы кислорода и фтора. Эти свободные радикалы разрушают полимерные цепи, эпоксидной смолы и стекловолокна, образуя газообразные вещества (СО2; Н2О; SiF4; Н2).
Травление производится в вакуумной камере в среде: кислород — 70 %; фреон — 30 % (C2F4) со следующими режимами обработки: разряжение — 1,33 • 10"3 Па; продолжительность обработки — 35...45 мин.
Преимущества плазмохимического травления:, тщательное удаление смолы и стекловолокна из отверстий малого диаметра, исключается операция подтравливания диэлектрика в концентрированных серной и плавиковой кислотах перед металлизацией отверстий, не требуется очистка сточных вод, так как процесс «сухой».
312
Глава 5. Основные этапы изготовления печатных плат
Недостатки: низкая производительность, высокая стоимость оборудования, энергоемкость процесса, наличие золы в отверстиях и необходимость их химической очистки, воздействие фреона на озоновый слой.
Специальная обработка диэлектрического материала при изготовлении ПП аддитивным методом осуществляется механической (гидроабразивной) или химической очисткой для придания шероховатости диэлектрическим поверхностям и клеевым композициям для увеличения прочности сцепления с металлизацией.
Контроль качества подготовки металлических поверхностей заготовок ПП оценивают по смачиваемости их водой, диэлектрических — измерением высоты неровностей под микроскопом и проверкой сопротивления изоляции после пребывания в камере влажности.
Для финишной отмывки ПП применяют: установки с использованием ультразвука и струйной промывки водой высокого давления OCCLEPPO 650 /ОО/Р-150 (стоимостью 94 500 долл.); ультразвуковые ванны для очистки ПП фирмы ELMA (Германия), модельный ряд которых включает ванны размером от 190 х 85 х 60 до 600 х 500 х 300 мм, объемом от 0,8 до 90 л3, с рабочими частотами 35 и 50 кГц, с системой подогрева ванн до 30...85 °C (стоимостью от 400 додл. до 6155 долл.); установку финишной отмывки РСР — 424 фирмы Comae.
5.5. Металлизация ПП
Основным назначением процесса металлизации ПП является получение токопроводящих участков ПП (проводников, металлизированных отверстий, контактных площадок, концевых разъемов, ламелей и пр.), защита их от растравливания на операции травления меди с пробельных мест и от окисления для обеспечения паяемости ПП.
Для получения металлических покрытий в производстве ПП применяют:
• химическую металлизацию;
• гальваническую металлизацию;
• магнетронное, ионно-плазменное и другие способы напыления.
5.5.1. Химическое меднёние
h
Химическое меднение применяется в производстве ПП для получения тонкого (3...5 мкм) подслоя меди на стенках монтажных и переходных отверстий, чтобы сделать их диэлектрические поверхности токопроводящими и в аддитивном методе — для получения токопроводящих участков способом селективного толстослойного (порядка 35 мкм) химического меднения непосредственно на диэлектрик.
Химическое меднение — окислительно-восстановительный автокаталитический процесс, в котором в качестве катализатора на начальном этапе является металлический палладий, а затем осажденные кристаллы меди катализируют дальнейшее,; выделение меди, и процесс протекает самопроизвольно. ।
Металлизация ПП
313
При этом на катоде идет восстановление меДи:
Си2+ + 2е -> Си,
а на аноде:
НСОН + ЗОН- -> НСОО- + 2Н2О + 2е.
Параллельно происходит окисление формальдегида гидроксильными ионами с образованием газообразного водорода:
НСОН + ОН- -> НСОО- + н2.
Суммарная реакция восстановления меди:
, Pd
Cu2+ + 2НСОН + 4ОН -> Си + 2НСОО'+ Н2 + 2Н2О.
Основными требованиями к химически осажденной меди являются [52]:
• полное покрытие стенок отверстий для исключения разрыва электрических цепей;
• хорошая адгезия слоя химической меди к диэлектрику основания для обеспечения стойкости к термоудару при пайке и перепайке;
• пластичность осадка, (относительное удлинение 6...8 %);
• мелкозернистость и плотность осадка; ь
• низкие внутренние напряжения;
• светло-розовый цвет;
• прочность на разрыв (333,3...392,4) • 104 Па и др.
Заготовки ПП устанавливают при помощи технологических отверстий или зажимов в подвески для химического меднения, изготовленные из коррозионностойкой стали, фторопласта, титана или полипропилена, и помещают на линию химического меднения. Ойа состоит из нескольких ванн для подготовки поверхности и химического меднения, в каждую из которых подвески с заготовками перемещаются по программе при помощи автооператора. Ванна для химического меднения имеет устройства поддержания температуры, барботирования для перемешивания раствора воздухом, фильтрации, возвратно-поступательного перемещения заготовок для прокачивания раствора через отверстия, чтобы обеспечить полное покрытие стенок отверстий медью.
Для химической и гальванической металлизации применяют модульные линии в однорядном и двухрядном исполнении системы DYNA-PLUS КОМРАКТ 130, SCHERING, Германия (производительность системы при двухрядном исполнении составляет 4 и 6 м2/ч, максимально покрываемая площадь — 1100 х 950 и 1700 х 950 мм, габариты — 14,4 х 7,3 х 4,8 и 16,0 х 7,3 х 4,8 м) и DYNA-PLUS КОМРАКТ 190 (производительность — 5 и 8 м2/ч, габариты — 11,4 х 7,3 х 4,8 и 13,1 х 7,3 х 4,8). На однорядных линиях процессы химического, гальванического меднения и осаждение металлорезиста осуществляют на одной линии, а в двухрядной — на двух. Фирма LSR GmbH (Германия) выпускает автоматизированные химико-гальванические линии и другое оборудование.
Для того чтобы осадить химическую медь на диэлектрик в отверстиях необходимо подготовить поверхность диэлектрика соответствующим обра
314
Глава 5. Основные этапы изготовления печатных плат
зом, т. е. необходим катализатор. Операция создания на диэлектрике каталитических частиц называется активированием.
Активирование диэлектриков может осуществляться либо последовательно (сначала в солях олова затем в солях палладия, в разных растворах), либо одновременно в совмещенном растворе, содержащем ионы олова и палладия. При этом на поверхности диэлектрика, на первой стадии адсорбируются ионы двухвалентного олова (процесс сенсибилизации), а затем на второй стадии восстанавливаются ионы палладия на диэлектрике до металла. После этого заготовки погружают в раствор химического меднения. При сенсибилизации сначала ионы олова адсорбируются на поверхности стенок отверстий и медной фольги на обеих сторонах ПП. Затем следует каталитическое осаждение на стенки отверстий и медной фольги сверхтонкого слоя палладия. Далее химическим восстановлением ионов меди на стенки отверстий и фольгу осаждается тонкий слой меди толщиной 3...5 мкм. Для защиты от повреждений, для улучшения адгезии химической к гальванической меди и получения мелкодисперсного осадка в течение 1 ч проводят предварительное гальваническое меднение (5...7 мкм).
Широкое распространение получают методы «беспалладиевой металлизации», которые исключают применение драгоценных металлов (палладия) [53]:
• метод термолиза;
• сульфидный метод;
• магнетронное напыление.
Метод термолиза включает следующие основные этапы, после получения заготовки из фольгированного материала и сверления отверстий:
• подготовка поверхности с использованием вибратора;
• обработка ПП в аммиачной соли гипофосфита меди;
• нагрев меди до температуры Т= 130...150 °C в термостате в течение 15...20 мин. В это время проходит реакция восстановления меди на диэлектрике толщиной порядка 0,3 мкм. Далее ТП осуществляют в соответствии с комбинированным позитивным методом.
Конвейерные линии для термолизной металлизации выпускает АООТ НИТИ-Тесар (Саратов). На линии осуществляется нанесение рабочего раствора на заготовки ПП, получение токопроводящего слоя путем термического разложения фосфорсодержащей соли, удаление продуктов термического разложения из отверстий и с поверхности. Достоинствами метода термолиза является хорошая адгезия меди к диэлектрику, отсутствие разделительного слоя на медной фольге, отсутствие растворенных ионов тяжелых металлов и лигандов в промывной воде.
Сульфидный метод применяют в производстве бытовой ЭА. Основные этапы метода:
• получение заготовки из фольгированного материала;
• нанесение лака;;
• сверление отверстий;
• травление в растворе хромового ангидрида с серной кислотой;
• адсорбция 1 в растворе на основе сернокислой меди;
• сульфидирование 1 в растворе сернокислого натрия;
Металлизация ПП
315
• адсорбция 2;
• сульфидирование 2;
• гальваническое никелирование (3...4 мкм);
• снятие лака;
• декапирование;
• гальваническое меднение (20...25 мкм). ; :
Сульфид меди адсорбируется диэлектриком й‘ обладает достаточной электропроводностью для проведения электрохимического никелирования.
Магнетронное напыление меди в качестве подслоя имеет следующие преимущества:
• исключает использование химических растворов;
• снижает расход меди;
• обеспечивает «сухое» безотходное производство.
Вышеперечисленные три метода используют при изготовлении ПП общего применения.
Растворы химического меднения состоят из следующих веществ:
• соль меди;
• комплексообразователь (лиганд) для связывания ионов меди и исключения осаждения меди в виде гидроокиси, так как реакция восстановления меди протекает в щелочной среде;
• восстановитель (например, формальдегид);
• стабилизатор для обеспечения длительного срока службы раствора;
• компонент, обеспечивающий необходимую величину pH раствора;
• различные добавки;
К процессу химического меднения предъявляют следующие требования:
• высокая скорость металлизации (3...4 мкм/ч);
• длительный срок службы раствора (10... 12 месяцев);
• стабильность раствора;
• экономичность растворов (снижение расхода химикатов);
• простота утилизации отработанных растворов;
• минимальное влияние на окружающую среду.
В настоящее время работы по повышению качества химически осажденной меди ведутся в следующих направлениях: । -
• поиск эффективных стабилизаторов раствора [54];
• поиск путей повышения скорости осаждения <например, применение ультразвука низкой частоты 22...44 кГц при интенсивности излучения 0,8... 1,0 Вт/см2 позволяет повысить скорость осаждения меди в 2-3 раза [55]);
• улучшение адгезии меди к диэлектрику;
• поиск надежных активаторов стенок отверстий с поверхностно-активными веществами (ПАВ), позволяющими получать равномерные слои химической меди по всей площади металлизируемых отверстий, в том числе глубоких малого диаметра при D/H- 1:10 и менее;
• создания автоматизированных систем дозирования компонентов растворов меднения, анализа их концентраций с использованием датчиков, для проведения соответствующей корректировки электролитов;
316
Глава 5. Основные этапы изготовления печатных плат
• применения недефицитных, дешевых, нетоксичных, пожаростойких. химикатов.
Предварительную металлизацию стенок отверстий можно производить следующими методами:
• химического меднения (3...5 мкм) и предварительного гальванического меднения ^5...7 мкм);
• химического медйения (3...5 мкм);
• термолиза; I
• сульфидным методам;
• магнетронного напыления и др.
Первые два метода применяются при изготовлении прецизионных ПП, остальные — для ПП общего применения.
При изготовлении ПП аддитивным методом при толстослойном химическом меднении (25...35 мкм) необходима постоянная корректировка раствора с помощью автоматизированной системы дозирования компонентов электролита по результатам, полученным с датчиков-анализаторов их концентраций.
В настоящее время находят широкое применение методы прямой металлизации отверстий £шнуя химическое осаждение меди, в которых гальваническое осажденив’меди производят после соответствующей подготовки прямо на диэлектрик (см. разд. 5.5.2).
5.5.2. Гальваническая металлизация
При изготовлении ПП гальваническая металлизация осуществляется несколько раз:
• предварительное гальваническое меднение — для защиты тонкого слоя химической меди от повреждения, улучшения адгезии и структуры осадка, для уменьшения количества стравливаемой меди (толщина слоя меди 5...7 мкм);
• гальваническое меднение — для получения основного токопроводящего слоя меди в монтажных и переходных отверстиях, на проводниках и контактных площадках (толщина 25...35 мкм);
• гальваническое осаждение металлорезиста (защитного резиста на операции травления) на проводники, тажные и переходные отверстия — для защиты на- операции травления меди с пробельных мест;
• гальваническое осаждение металлов и сплавов на концевые контакты ПП — для повышения износостойкости, твердости, снижения переходного сопротивления и пр.
Гальваническое осаждение покрытий производится в ваннах с электролитом (рис. 5.29), в которые погружаются заготовки ПП, предварительно закрепленные в подвесках (рис. 5.30).
контактные площадки, в мон-
Рис. 5.29. Ванна для гальванической металлизации ПП: 1 — ПЦ
Металлизация ПП
317
Рис. 5.30. Подвеска для гальванического меднения ПП: 1—3 — планка; 4, 12 — упор; 5 — провод; 6 — контакт; 7 — лепесток; 8, 9— заклепка; 10 — шайба; 11 — прижим
Подвески закрепляются на катодной штанге (ПП является катодом), которая подключается к внешнему источнику постоянного тока. Аноды изготавливают из осаждаемого металла или сплава, помещают в чехлы для исключения попадания продуктов распада анода (шлама) на заготовки ПП и размещают по обе стороны на одинаковом расстоянии от катода. Площадь анодов обычно в 1,5...2 раза больше площади заготовки ПП для улучшения равномерности осаждаемого покрытия.
318
Глава 5. Основные этапы изготовления печатных плат
В качестве электролитов используют водные растворы солей осаждаемого металла, который содержится в виде положительно заряженных ионов. Под действием напряжения происходит окисление атомов металла на анодах до ионов металла, ионы металла перемещаются в электролите по направлению к заготовкам ПП (катоду), восстанавливаются из нейтральных -атРмов и осаждаются на поверхности и в отверстиях заготовок ПП. Для поддержания постоянной величины концентрации ионов металла, обеспечения постоянного обновления электролита в отверстиях, для получения качественного равномерного покрытия, необходимо возвратно-поступательное перемещение подвески с заготовками ПП.
В производстве ПП к гальваническим покрытиям предъявляют целый ряд требований, связанных с электрическими, конструктивными характеристиками, устойчивостью к внешним воздействиям в процессе эксплуатации, так как именно при гальваническом осаждении металлов и сплавов создаются токопроводящие участки ПП (проводники, КП, монтажные и переходные отверстия, концевые контакты и пр.), которые должны обеспечить нормальное функционирование ПП.
Гальваническое покрытие должно быть:
• сплошным, без пор, включений, разрывов, раковин;
• заданной конфигурации;
• пластичным, чтобы обеспечить устойчивость к перегибам, короблению ПП, воздействию ударов и вибраций;
• элементы токопроводящего рисунка, сформированные гальваническими процессами, должны иметь ровные края, не иметь разрывов, темных пятен, вздутий, отслоений; неровности по краю не должны уменьшать их минимально допустимые размеры и расстояния между ними, так как это связано с электрическими параметрами ПП, такими как минимально допустимая плотность тока и напряжение (в противном случае может произойти перегрев проводников или пробой диэлектрика);
• равномерным по толщине на поверхности и в отверстиях ПП, что связано с обеспечением заданных электрических характеристик (минимально допустимой плотности тока) и экономическими соображениями, поскольку для того чтобы получить слой заданной толщины на стенках отверстий, необходимо осаждать больший по толщине слой металла или сплава на поверхность ПП, а это связано с лишними затратами электроэнергии и химикатов (рис. 5.31).
а
Рис. 5.31. Неравномерность гальванического покрытия ПП: а — на поверхности; б — в отверстиях
Металлизация ПП
319
Равномерность гальванического покрытия зависит от следующих параметров:
• расстояния между анодом и катодом — чем больше расстояние, тем более равномерное покрытие на заготовках и в отверстиях ПП (но ниже производительность процесса);
• соотношения между площадью анода и катода (анод должен быть в 1,5...2 раза больше катода, чтобы уменьшить осаждение металла на острых кромках ПП: краях, углах и пр.);
• габаритов ПП: чем больше площадь ПП, тем больше неравномерность покрытий;
• плотности тока: чем выше плотность тока, тем больше неравномерность покрытия и наоборот;
• рассеивающей способности электролита, количественной характеристикой которой является отношение толщины покрытия в центре отверстия к толщине на поверхности (й2/Л15 см. рис. 5.31);
• соотношения между диаметром отверстия и толщиной ПП;
• температуры электролита;
• объема электролита, проходящего через отверстия и пр.
Повысить равномерность гальванических покрытий можно за счет:
• параллельного расположения заготовок ПП относительно анодов;
• увеличения расстояния между анодом и катодом (до 180 мм);
• повышение рассеивающей способности электролита;
• применения нестационарных режимов осаждения (например, реверса тока);
• применения УЗ-колебаний при осаждении;
• применения экранов, закрывающих периферийные участки заготовки ПП;
• применения ПАВ, повышающих рассеивающую способность электролита;
• перемешивания, барботирования воздухом электролитов, возвратно-поступательного перемещения подвесок с заготовками, в результате которых изменяется концентрационная поляризация электродов и пр.
Структура гальванического покрытия должна быть плотной, мелкокристаллической. Она зависит от применяемого электролита и соответствующих структурообразующих добавок, параметров процесса (плотности тока, температуры, концентрации компонентов и пр.), структуры материала (металла), на который осаждается металл.
Гальваническое покрытие должно иметь хорошую адгезию к материалу, на который происходит осаждение. Адгезия зависит от качества подготовки поверхности и пр.
5.5.2.1. Гальваническое меднение
Гальванически осажденная медь является основным токопроводящим слоем в структуре печатных элементов ПП (проводников, КП и пр.), определяющим ее эксплуатационные свойства, такие как допустимая плотность тока, устойчивость к термоудару, циклическому изменению температур, перепайкам и др. (рис. 5.32).
320
Глава 5. Основные этапы изготовления печатных плат
5
Рис. 5.32. Структура печатного элемента ПП: 1 — основание ПП; 2 — медная фольга; 3 — химическая (2...5 мкм) и предварительно осажденная гальваническая медь (5...7 мкм); 4 — гальваническая медь (25 мкм); 5— сплав олово—свинец (9... 12 мкм)
Помимо общих требований к гальваническим покрытиям, перечисленным выше, к гальванической меди предъявляется еще ряд требований:
• металлизация на поверхности и в отверстиях ПП должна быть сплошной;
• цвет осадка меди должен быть светло-розовый;
• относительное удлинение меди — не менее 6 %.
Пластичность является одним из основных критериев качества осаждаемого гальванического медного покрытия. Высокая пластичность осадка меди позволяет столбу металлизации в отверстиях выдержать без разрыва растягивающие усилия, которые возникают в них из-за расширения диэлектрика по высоте (т. е. вдоль металлизированного отверстия по оси Z) при термических воздействиях;
• предел прочности на разрыв — не менее 20 кг/мм2;
• удельное электрическое сопротивление — 1,72 • 10-8 Ом • м;
• толщина слоя меди в монтажных и переходных отверстиях не менее 25 мкм;
• осадок меди должен иметь мелкокристаллическую структуру, так как она в значительной степени определяет структуру осаждаемого на медь металлорезиста и его защитные свойства на операции травления меди с пробельных мест;
• толщина меди в отверстиях должна быть не менее 75...80 % толщины меди на поверхности ПП.
В настоящее время применяются сернокислые, сульфатные, пирофосфатные, кремнефторидные и другие электролиты, каждый из которых имеет свои преимущества и недостатки.
Наиболее часто при гальваническом меднении наблюдаются дефекты:
• кольцевые утонения меди в отверстиях, переходящие иногда в разрывы в результате «воздушных пробою», препятствующих проникновению в полость пор электролита;
• конусность слоя металлизации в отверстиях;
• трещины и каверны в слое меди, которые появляются из-за выделяющихся при металлизации газов (кислорода, водорода), из-за микрозагрязнений;
• подгар (рыхлый осадок меди);
• дефект «собачья кость» (см. Приложение П.9);
• разнотолщинность осадка меди на поверхности и в отверстиях ПП вследствие низкой рассеивающей способности электролита;
Металлизация ПП
321
• точечная коррозия, отсутствие блеска, неравномерное покрытие, уменьшение пластичности осадка в результате загрязнения электролита органическими веществами: фоторезистами, продуктами разложения добавок и пр.
Все эти дефекты связаны с малой подвижностью электролита в отверстиях, полостях, порах ПП. Одним из путей устранения таких дефектов является применение ультразвуковых колебаний при электролитическом осаждении меди из сернокислого электролита [55] или применение горизонтальных линий металлизации, в которых происходит струйное нагнетание электролита в отверстия, что обеспечивает интенсификацию обновления раствора в отверстиях.
В настоящее время уделяется большое внимание разработке составов электролитов и режимов электроосаждения, обеспечивающих меднение глубоких сквозных отверстий МПП малого диаметра (d = 0,4 мм и менее) при отношении диаметра отверстия к толщине (Н) МПП, равного d: Н= 1 : 10, стойких к термоударам при пайке [57]. Считается, что появление трещин в гальванических покрытиях на стенках отверстий при пайке связано с уменьшением пластичности и предела прочности меди при повышении температуры. Одним из способов повышения надежности медных покрытий при .термоударе является применение специальных добавок в электролит, например, МХТИ-90-1 или МХТИ-90-2; другой способ — термовакуумная обработка медного покрытия при температуре Т= 250...300 °C при разряжении 102 Па в течение 4-х ч, в результате которой в 3 раза увеличивается пластичность меди при незначительном снижении (на 25 %) предела прочности на разрыв.
Гальваническое меднение с применением добавок БСД и БСД-2. Процесс гальванического меднения в сернокислых электролитах с добавками БСД или БСД-2 обеспечивает изготовление ДПП и МПП, полностью отвечающих требованиям потребителей к качеству проводящего рисунка [8].
Сернокислый электролит гальванического меднения с добавками БСД и БСД-2 имеет следующие преимущества:
• обладает высокой рассеивающей способностью;
• обеспечивает высокую пластичность осаждаемой меди;
• прост и технологичен в эксплуатации, так как добавки БСД или БСД-2 поставляются в виде концентратов, пригодных для прямого введения в электролит и обеспечивают максимальное удобство в работе.
При использовании электролитов соотношение толщины меди на поверхности заготовки и в отверстиях приближается к 1:1, благодаря чему: сокращается длительность процесса гальванического меднения; уменьшается расход медных анодов; улучшаются экономические и экологические показатели производства.
Осадки меди, получаемые из электролитов С добавками БСД или БСД-2:
• выдерживают испытания на термоудар в течение 10 с и более;
• имеют коэффициент удлинения (пластичность) при соблюдении необходимых условий проведения процесса ~10...15 %;
11 Проектирование и технология
322
Глава 5. Основные этапы изготовления печатных плат
• прочность на разрыв 25...30 кг/мм2;
• электропроводность — 0,52 мкСм/см.
Добавки БСД и БСД-2:
• обеспечивают высокую стабильность свойств электролита (рассеивающей способности, широкий диапазон рабочих плотностей тока от 1 до 6 А/дм2) и качество осаждаемого покрытия;
• не требуют применения дополнительных добавок к электролиту меднения, таких как синтанол, препарат ОС-20 или других поверхностно-активных веществ;
• могут использоваться в электролитах сернокислого меднения при широком диапозоне концентраций остальных компонентов:
медь сернокислая, г/л............. 60...220
кислота серная, кони., г/л........ 40...200
натрий хлористый, мг/л..............40...80
И спользование сернокислого электролита с добавками БСД и БСД-2 обеспечивает получение высокопластичных, плотных, блестящих осадков меди, равномерно распределенных по поверхности и в отверстиях ПП.
Технология «прямой металлизации». В настоящее время имеет место повсеместный переход массового производства ПП в мире на технологию «прямой металлизации» и тентинг-процессы. Технологию прямой металлизации применяют для ДПП и МПП, изготавливаемых на различных диэлектриках [8]. Сущность процесса заключается в том, что электропроводность диэлектрика в отверстиях создают на стадии активации, которая аналогична осуществляемой обычно перед химическим меднением, с той лишь разницей, что сам процесс химического меднения становится ненужным. Прямая металлизация исключает использование подслоя химической меди для металлизации отверстий ПП, так как стенки отверстия уже элек-тропроводны, и можно проводить гальваническое осаждение меди, минуя стадию химического меднения. При этом применяют активаторы на основе графита, углерода, органических соединений, а также палладиево-оловян-ные активаторы. Ниже приведен процесс прямой металлизации, который осуществляется за счет применения нового коллоидного активатора на основе палладия, образующий на непроводящих поверхностях отверстий сплошное высокопроводящее покрытие, на которое можно непосредственно осаждать гальваническую медь. При этом создается сплошная металлизация, а не отдельные «камешки», как при обычном активировании.
Комплект концентратов HN504™ состоит из ряда концентратов, предназначенных для приготовления и корректирования рабочих растворов, используемых в процессе прямой металлизации. В него входят: кондиционер-очиститель, предактиватор, активатор, акселератор.
Печатным платам, изготовленным с применением процесса прямой металлизации на базе комплекта концентратов, характерны следующие свойства:
• отсутствие непрокрытия в отверстиях;
• отличная адгезия гальванической меди к стенкам отверстий;
• отсутствие дефектов пластичности, свойственные Осадкам химической меди;
Металлизация ПП
323
• отсутствие дегазации;
• соответствие всем требованиям термического шока;
• отсутствие эффекта «собачьей кости»; гальваническая медь равномерно распределяется на стенках отверстий;
• высокая надежность соединения с торцами контактных площадок внутренних слоев;
• применимость для металлизации ПП с высоким отношением толщины ПП к диаметру отверстий (15 : 1);
• применимость для обработки мелких, сквозных и глухих отверстий;
• сокращение времени обработки и расхода химических реактивов;
• соответствие экологическим нормам.
Технологическая схема процесса прямой металлизации включает следующие этапы:
1) подготовка поверхности и отверстий;
2) обработка новым активатором;
3) сушка и далее продолжение обычного процесса:
получение рисунка схемы;
осаждение гальванической меди и далее по табл. 4.7.
Процесс прямой металлизации имеет ряд преимуществ:
• может быть использован для металлизации открытых заготовок ПП и для металлизации по рисунку схемы;
• совместим с существующими линиями металлизации;
• в процессе отсутствуют формальдегид, цианид, канцерогены, сильные комплексообразователи, а также отсутствует необходимость слива растворов, содержащих медь;
• снижен расход реактивов;
• сокращено время обработки,
• снижена стоимость всего процесса производства.
• уменьшен объем химических анализов;
• применим для широкого диапазона подложек;
• применим для металлизации плат с высоким соотношением толщины платы к диаметру отверстий;
• применим для обработки мелких отверстий, глухих и сквозных;
• обеспечивается полный контроль процесса путем измерения сопротивления меди в отверстиях;
• обеспечивается отличное качество готовой ПП при высоком соответствии экологическим нормам.
Одной из фирм, поставляющих линии для прямой металлизации, является фирма Pill (Германия).
5.5.2.2. Осаждение металлорезиста
Проводники, контактные площадки и металлизированные отверстия покрывают металлорезистом, который используется как защитное покрытие на операции травления меди с пробельных мест и как покрытие, обеспечивающее паяемость ПП в случае применения сплава олово—свинец.
и*
324 Глава 5. Основные этапы изготовления печатных плат
В качестве металлорезиста в производстве ПП применяют следующие покрытия: золото, никель—золото, серебро, олово, свинец, олово—свинец, олово—никель, олово—висмут, слово—цинк и др.
На протяжении многих лет наиболее широко применялся сплав олово-свинец (ОС). В последнее время его применяют в двух вариантах (см. рис. 4.6):
• в качестве только металлорезиста на операции травления меди с пробельных мест и удаление его после операции травления (SMOBS-процесс);
• как металлорезист и покрытие, обеспечивающее после оплавления паяемость ПП (SMOTL-процесс).
К сплаву олово—свинец предъявляются следующие требования:
• равномерность по толщине и по составу на поверхности и в отверстиях ПП;
• получение покрытия с заданным процентным содержанием слова в сплаве (61±5) %, т. е. близкого к эвтектическому составу;
• получение мелкозернистой структуры покрытия.
Наиболее широкое применение для осаждения сплава олово—свинец нашли фторборатные и фенолсульфоновые электролиты.
В виду того, что в дальнейшем сплав олово—свинец подвергается оплавлению (жидкостному или инфракрасному) и в связи с нестойкостью сплавов неэвтектического состава к действию травильных растворов, необходимо контролировать выполнение требований к сплаву олово—свинец при его осаждении.
Структурообразующая добавка БОС предназначена для использования в составе борфтористого электролита гальванического осаждения на ПП сплава олово—свинец [8]. Использование борфтористого электролита с добавкой БОС обеспечивает получение плотных, мелкокристаллических осадков, равномерно распределенных по поверхности и в отверстиях ПП.
Добавка БОС поставляется в виде концентрата, пригодного для прямого введения в электролит, что обеспечивает максимальное удобство в работе. При применении БОС не требуются дополнительные добавки, такие как синтанол, препарат ОС-20 или другие поверхностно-активные вещества. БОС обеспечивает высокую стабильность свойств электролита и качества осаждаемого покрытия.
Структурообразующую добавку БОС рекомендуется использовать в электролитах следующего состава, г/л:
олово борфтористое (по металлу)..........25...30
свинец борфтористый (по металлу).........15...18
кислота борфтористая (свободная).........80... 100
БОС...................................... 30...35 мг/л
Борфтористые электролиты при нанесении сплава олово—свинец с добавкой БОС обладают высокой рассеивающей способностью, благодаря которой при металлизации ПП соотношение толщины покрытия на поверхности и в отверстиях близко к 1 : 1.
Структурообразующая добавка БОС-1 предназначена для применения в составе сернокислого электролита гальванического осуждения олова на
Нанесение защитного рельефа и паяльной маски на ПП 325
ПП при использовании технологии изготовления ПП с удаляемым метал-лорезистом. Использование БОС-1 в составе сернокислого электролита обеспечивает получение плотных, мелкокристаллических осадков олова, равномерно распределенных по поверхности и в отверстиях ПП. Добавка БОС-1 поставляется в виде концентрата, пригодного для прямого введения в электролит. При применении БОС-1 не требуются другие поверхностно-активные вещества.
Структурообразующую добавку БОС-1 рекомендуется использовать в электролитах следующего состава, г/л:
олово сернокислое..........................30—60
кислота серная.............................80—180
БОС-1 ..................................... 30-40 мг/л
Структурообразующая добавка БОС-1 обеспечивает высокую стабильность свойств электролита и качества осаждаемого покрытия.
5.5.2.3. Осаждение покрытий на концевые контакты
К печатным платам с концевыми контактами предъявляют дополнительные требования:
• минимальные и стабильные переходные сопротивления в месте контакта при эксплуатации;
• высокая износостойкость и твердость.
Выполнение перечисленных требований, а также защита контактов от окисления обеспечивается гальваническим осаждением на контакты благородных металлов — золота, серебра, палладия, родия и их сплавов.
При выборе соответствующего покрытия учитывают тип контакта (подвижный, неподвижный), контактное давление, конструкцию контактной пары, электрическую нагрузку (сила тока, напряжение), условия эксплуатации (влажность, пыль, газы и т. д.), долговечность, надежность.
Высокое качество химических и гальванических покрытий в производстве ПП, приведенных выше, может быть обеспечено при постоянном жестком контроле:
• концентраций основных компонентов электролитов;
• содержания органических добавок в электролитах;
• уровня загрязненности электролитов продуктами реакции и пр.
Основной проблемой является определение концентрации поверхностно-активных добавок в электролитах и составляющих их компонентов.
5.6. Нанесение защитного рельефа и паяльной маски на ПП
Нанесение защитного рельефа — процесс переноса изображения рисунка печатных проводников на материал основания ПП. Он может осуществляться следующими способами:
• фотохимическим (фотолитография);
• сеткографическим (сеткография, трафаретная печать, шелкография);
• офсетной ттечатью;
326
Глава 5. Основные этапы изготовления печатных плат
• лучом лазера;
• фотоформированием.
Защитный рельеф бывает негативный и позитивный. Негативный защищает от вытравливания токопроводящие элементы ПП: печатные прог водники, контактные площадки, шины «земли» и «питания» и прочие, позитивный наносится на пробельные места, т. е. на участки ПП, на которых не должно быть меди, а токопроводящие элементы защищаются перед операцией «травление меди с пробельных мест» устойчивыми в травильных растворах либо металлорезистом, либо полимерным травильным резистом.
Выбор способа получения защитного рельефа определяется конструкцией ПП, классом точности ПП: шириной проводников и расстояний между ними, размером контактных площадок, точностью получения размеров печатных элементов; плотностью монтажа, а также ТП изготовления (производительностью оборудования, экономичностью процесса и пр.).
5.6.1. Фотохимический способ нанесения защитного рельефа (фотолитография)
Этот способ имеет высокую разрешающую способность (значительно выше чем, сеткографический и офсетная печать) и позволяет получить проводники и зазоры между ними порядка 0,1 мм (3—5 класс точности) и менее (0,07...0,04 мм — 6—7 класс точности) с точностью (±0,03) мм и выше.
Суть способа заключается в контактном копировании рисунка схемы с ФШ на заготовку ПП, покрытую светочувствительным слоем (фоторезистом — ФР).
Основные этапы фотохимического способа:
• на поверхность заготовки ПП наносится фоторезист — фотополи-мерный материал, чувствительный к УФ-излучению (рис. 5.33);
• устанавливается ФШ, реперные знаки (перекрестия) которого совмещаются под микроскопом с центрами фиксирующих (базовых) отверстий заготовки ПП;
• производится экспонирование рисунка схемы через ФШ, в результате которого образуется скрытое изображение;
• проявление изображения и задубливание рисунка, т. е. получение защитного рельефа (защитной фотомаски).
а
б
Рис. 5.33. Фотохимический способ нанесения защитного рельефа: а — экспонирование рисунка схемы через ФШ; б — проявленное изображение рисунка схемы; 1 — ПП; 2 — СПФ;
3 — УФ-излучение; 4 — ФШ
Нанесение защитного рельефа и паяльной маски на ПП
327
Для воспроизводимости элементов печатного монтажа малого размера при их переносе с ФШ на заготовку ПП процесс фотопечати должен осуществляться с соответствующей разрешающей способностью, которая измеряется максимальным числом параллельных линий, воспроизводимых раздельно на 1 мм.
Разрешающая способность процесса фотопечати и точность размеров элементов печатного рисунка зависят от типа и толщины слоя фоторезиста. С увеличением толщины слоя фоторезиста разрешающая способность падает.
Различают жидкие (на водных и органических растворителях) и сухие пленочные фоторезисты (СПФ), а также проявляемые в водных растворах и в органических растворителях.
По результату воздействия света фоторезисты бывают негативные и позитивные. При использовании негативных фоторезистов экспонированные области заготовки ПП остаются на плате, так как они переходят в нерастворимое состояние, а неэкспонированные, сохранившие исходную структуру, вымываются при проявлении в органических растворителях. В случае применения позитивных фоторезистов экспонированные участки вымываются при проявлении, так как в позитивных фоторезистах экспонирование имеет целью создать условия для деструкции экспонированных участков фоторезиста и перевода их в растворимое состояние в проявителе с щелочными свойствами.
Основными характеристиками фоторезиста являются: стойкость к травителям и гальваническим ваннам (кислотостойкость), светочувствительность, контрастность, высокая разрешающая способность, однородность и равномерность по толщине и пр.
Нанесение жидкого фоторезиста осуществляется следующими способами:
• центрифугированием (фоторезист растекается под действием центробежной силы); недостаток — неравномерность толщины слоя и краевое утолщение, препятствующее плотному прилеганию фотошаблона при экспонировании и приводящее к ухудшению контрастности изображения из-за наличия воздушного зазора;
• окунанием и вытягиванием заготовки из раствора фоторезиста с постоянной скоростью (15...50 см/мин); толщина фоторезиста зависит от скорости вытягивания, вязкости; равномерность — от плавности извлечения; достоинства — двухстороннее нанесение фоторезиста;
• валковым способом, основанном на офсетном принципе печати: заготовка перемещается между двумя валками нанесения фоторезиста, и фоторезист с их поверхности переносится на поверхности заготовки. При этом жидкий фоторезист на наносящие валки поступает с дозирующих валков меньшего диаметра с пазами, вращающегося во встречном направлении, на поверхность которого постоянно подается жидкий фоторезист. Достоинства — равномерность по толщине, возможность получения тонких слоев (толщина регулируется величиной зазора между двумя валками нанесения фоторезиста, толщиной слоя на наносящем валке, адгезионными свойствами фоторезиста и пр.), двухстороннее нанесение фоторезиста на жесткое или гибкое
328
Глава 5. Основные этапы изготовления печатных плат
основание ПП, высокая производительность, экономичный расход фоторезиста, возможность совмещения с устройством для. сушки и охлаждения. Недостатки — необходимость применения специальных фоторезистов, нестабильность характеристик слоев фоторезиста, высокая стоимость оборудования и пр.
• пульверизацией (распылением); струя фоторезиста поступает из распылительной форсунки под углом, близким к 90°, на поверхность заготовки ПП, перемещающуюся с определенной скоростью на конвейере. Достоинства — простота способа, равномерность по толщине, возможность применения для любых типов ПП; недостатки — сложность получения равномерных по толщине слоев фоторезиста на больших поверхностях заготовок;
• электростатическим распылением в поле высокого напряжения. Достоинства — высокая равномерность по толщине и однородность слоя фоторезиста, возможность получения тонких слоев фоторезиста, хорошая адгезия к поверхности заготовки и пр.; недостатки — высокая стоимость оборудования, необходимость применения специальных фоторезистов;
• способом электрофореза, который позволяет получить равномерные по толщине слои фоторезиста в гальванической ванне и регулировать толщину слоя изменением потенциала на электродах ванны. Фирма Shipley (Германия) разработала позитивный фоторезист PERT-2400, который наносится способом электрофореза из водного раствора (толщина 10 мкм) и может применяться при изготовлении ПП с послойным наращиванием перераспределительных слоев; обладает высокой разрешающей способностью, позволяет получить проводники шириной 0,050 мм, стоек только при кислом травлении, удаляется в щелочном растворе.
Достоинствами жидких фоторезистов являются: простота приготовления и применения, нетоксичность, защита боковых поверхностей проводников и контактных площадок. Последние три способа — валковый, пульверизация и электростатическое распыление — применяют для получения плотного и сверхплотного рисунка ПП.
Недостатки жидких фоторезистов: низкая разрешающая способность (для первых двух способов), разрастание проводников над фоторезистом (рис. 5.34) при гальваническом осаждении меди (толщина которой состав-
Рис. 5.34. Разрастание проводника над фоторезистом: / — разрастание; 2 — ширина проводника по рабочему фотошаблону; 3 — ширина проводника; 4 — материал1 основания; 5 — фоторезист; 6 — осаждение металла; 7 — медная фольга'
Нанесение защитного рельефа и паяльной маски на ПП 329
ляет порядка 25...30 мкм), окисление, ухудшение механической прочности и адгезии фоторезиста в условиях повышенной влажности и температуры, заполнение монтажных и переходных отверстий при нанесении на ПП, препятствующее осаждению меди на стенки отверстий при химическом и гальваническом меднении, низкая устойчивость к действию электролитов гальванического меднения.
Жидкие фоторезисты, изготовленные, например, на основе поливинилового спирта, имеют следующий состав, г/л: поливиниловый спирт 100...200, двухромовокислый аммоний 8... 10, этиловый спирт 100... 120 мл/л. Они наносятся в два слоя общей толщиной 12... 15 мкм методом окунания с последующим медленным вытягиванием заготовки ПП из раствора для получения равномерности по толщине на поверхности.
В качестве примера можно привести жидкие фоторезисты фирмы Shipley (Германия), применяемые для изготовления внутренних слоев МПП — негативный SN-35, который обладает способностью сглаживать неровности на заготовке слоя, и позитивный SN-24, допускающий многократное экспонирование. Сушка после нанесения фоторезиста необходима для удаления летучих веществ, уплотнения структуры слоя, уменьшения внутренних напряжений, улучшения адгезии фоторезиста к заготовке ПП.
Сухие фоторезисты применяются при изготовлении рисунка слоев МПП, ГПП, ГПК, полосковых плат и других плат высокого класса точности (с высокими требованиями по разрешающей способности).
Сухие пленочные фоторезисты (СПФ) состоят из трех слоев: защитной полиэтиленовой пленки, среднего слоя, чувствительного к УФ-излучению и оптически прозрачной лавсановой пленки, предназначенной для защиты фоторезиста от окисления на воздухе. Их накатывают на поверхность ПП валиком, нагретым до 100... 120 °C на установках для ламинирования — ламинаторах (рис. 5.35). При этом полиэтиленовая пленка наматывается на бобину (рис. 5.36).
Достоинства СПФ: высокая разрешающая способность (позволяет получать ширину проводников и зазоры между ними до 0,04...0,1 мм), высокая стойкость в травильных растворах и электролитах гальванического меднения и нанесения оплава олово—свинец и олова, исключают попадания (затекания) фоторезиста в отверстия.
Рис. 5.35. Схема ламинатора: 1 — прижимной валик; 2 — полиэтиленовая пленка; 3 — бобина; 4 — рулон фоторезиста (СПФ); 5 — СПФ; 6 — нож для резки СПФ; 7 — заготовка платы
Рис. 5.36. Нанесение сухого пленочного фоторезиста: 1 — ПП; 2 — бобина; 3 — СПФ
330
Глава 5. Основные этаны изготовления печатных плат
Недостатки СПФ: выделение при ламинировании токсичных хлористого метилена и трихлорэтилена, наличие внутренних напряжений и усадочных процессов в пленке.
Экспонировать — подвергать светочувствительный материал действию света. Экспонирование осуществляется УФ источником света (сканирующим, неподвижным, точечным или точечным с поворотной заслонкой) с диапазоном спектра 300...400 нм ртутно-кварцевыми лампами через лавсановую пленку (для СПФ) способом контактной печати. Перед экспонированием заготовка ПП с нанесенным фоторезистом совмещается с ФШ с помощью специальных знаков совмещения и производится засветка через ФШ. При экспонировании имеют место дифракция, преломление и отражение света, приводящие к разбросу размеров элементов рисунка и размытости их краев. Основным требованиям к выполнению операции экспонирования является получение необходимой степени задубленности, полимеризации (для негативных фоторезистов) или степени деструкции (для позитивных фоторезистов), гарантирующей воспроизведение четкого изображения элементов рисунка схемы при проявлении. Для этого необходимо обеспечить:
• плотный и равномерный прижим ФШ к поверхности заготовки ПП при помощи вакуумного прижима для исключения попадания света под темные участки фотошаблона и получения размытого края (вуали) фоторезиста;
• согласование спектральных характеристик источника света и спектральной светочувствительности фоторезиста, чтобы максимальная интенсивность излучения на определенных длинах волн совпадала с областью максимальной чувствительности фоторезиста, так как это позволяет повысить производительность операции экспонирования за счет уменьшения экспозиции (экспозиция — минимальная энергия излучения на единицу поверхности слоя фоторезиста, необходимая для проработки фотослоя на полную глубину); максимум поглощения позитивных фоторезистов соответствует более длинным волнам по сравнению с негативными;
• равномерное распределение освещенности по поверхности фоторезиста, которое может быть в достаточной степени обеспечено применением коллиматоров; неравномерность освещенности приводит к появлению нерезкого контура (вуали) на элементах фотомаски;
• правильное определение времени экспонирования фоторезиста, которое определяет степень его стойкости при проявлении и точность воспроизведения изображения ФШ. Стойкость при проявлении определяется величиной задубленности, полимеризации для негативных фоторезистов и степенью деструкции для позитивных и зависит от времени воздействия и количества света, поглощенного фоторезистом, которое в свою очередь зависит от плотности потока актиничного света, фотохимически взаимодействующего с фоторезистом. Продолжительность экспонирования зависит от толщины фоторезиста, освещенности поверхности фоторезиста и определяется опытным путем.
Нанесение защитного рельефа и паяльной маски на ПП
331
После экспонирования производится выдержка 20...30 мин в темном месте для завершения фотополимеризации.
Нарушения при выполнении операции экспонирования могут привести:
• к отслаиванию фоторезиста от заготовки ПП в процессе его проявления в результате недостаточной экспозиции, затруднению проявления и увеличению ширины экспонированных элементов рисунка по сравнению с ФШ при избытке экспозиции при экспонировании негативных фоторезистов;
• к неполному проявлению фоторезиста, образованию вуали при малой экспозиции; отслаиванию фоторезиста и уменьшению размеров элементов рисунка по сравнению с размером на ФШ при избытке экспозиции при экспонировании позитивных фоторезистов.
Стоимость установки экспонирования, например, ORC HMW-201 В составляет 65 000 долл., а лабораторной установки HELLAS-E — 1700 долл. Применяют также установку экспонирования марки и фирмы Anger (Австрия) для двустороннего экспонирования, с рабочим форматом рамы 600 х 600 мм, мощностью ламп 6000 Вт, количеством ламп — 2 шт. и установку экспонирования с точечным источником света АРСМЗ.258.000 с освещенностью внутри загрузочной рамы до 45 кЛк.
Проявление рисунка защитного рельефа фоторезиста осуществляется при избирательном растворении неэкспонированных участков фоторезиста для негативных фоторезистов и экспонированных — для позитивных фоторезистов. Нерастворенные участки фоторезиста используются в качестве защитной фотомаски при травлении меди с пробельных мест или при химико-гальваническом осаждении меди.
Основным требованием при проявлении является точность воспроизведения рисунка с ФШ, которая зависит от времени, температуры проявления, концентрации проявителя, скорости растворения фоторезиста в данном проявителе, времени экспонирования и пр. Скорость проявления зависит от загрязненности проявителя, способа подачи проявителя на поверхность. Наиболее целесообразно применять перемешивание, ультразвук или струйное проявление, так как увеличивается скорость проявления, и выравниваются условия проявления по всей площади заготовки ПП. Для негативных ФШ режимы проявления незначительно влияют на точность передачи изображения и перепроявление для них неопасно. Для позитивных фоторезистов режимы проявления являются определяющими для качества изображения, так как их несоблюдение может привести к подтравливанию по контуру незасвеченных участков (фотомаски). Проявление СПФ производится после удаления лавсановой пленки на установках струйного типа в метилхлороформе в течение 1...2 мин под давлением или в ультразвуковых ваннах. Применяют конвейерные струйные установки для проявления фоторезиста Circuitape CSP305 DR (34 600 долл.), УПФ 504, выпускаемые заводом Темп (г. Хмельницкий) и др. Для снятия фоторезиста применяют линии снятия фоторезиста КМ-501 М и Circuitape CSP305/SR тех же производителей, а также установку проявления ФР (ГГМЗ.250.001) для струйного проявления СПФ-2 конвейерного типа со скоростью движения конвейера 0,2...4,0 м/мин, производительностью
332
Глава 5. Основные этапы изготовления печатных плат
100 м/ч на заготовках 500 х 500 мм и установку снятия фоторезиста или сеткографической краски (ГГМЗ.254.001) струйного типа для ПП размерами 500 х 500 мм производительностью 100 м/ч.
Технология водо-щелочного проявления фоторезистов позволила исключить из производства экологически вредные хлорированные углеводороды метилхлороформ и хлористый метилен. Обработка фоторезистов производится в слабых (1...5)%-ных растворах соды и щелочи, которые используются после обработки на очистных сооружениях в качестве реагентов для нейтрализации гальваностоков.
Сухие пленочные фоторезисты водо-щелочного проявления очень чувствительны к перепроявлению, при котором происходит дополнительное химическое воздействие раствора проявления, приводящее к частичному разрушению фоторезиста. Поэтому для операции проявления устанавливаются ограничения по времени проявления — «брейк пойнт»1 (момент окончания) проявления СПФ.
Разработкой оборудования и материалов для фотохимических процессов занимается фирма Morton Int., фирма OCCLEPPO и др.
В настоящее время наиболее широко применяют следующие СПФ:
• СПФ-1, СПФ-2 (ТУб-17-859—77) толщиной 20, 40 и 60 мкм (чем больше толщина, тем ниже разрешающая способность), со спектральной чувствительностью 320...400 нм, способностью воспроизводить линию шириной (100 ± 10) мкм, эффективным временем экспонирования не более 35, 40 с;
• СПФ-АС (ТУ6-17-691—83) для ПП высокого класса точности с повышенной разрешающей способностью;
. СПФ-В (ТУ АЛО-31-Ю), ТФПК (ТУ61У0.037.074), СПФ-ВЩ-25, СПФ-ВЩ-50 (ТУ16-503-244—84) — фоторезисты водо-щелочного проявления для исключения токсичных растворителей; СПФ-ВЩ-25, СПФ-ВЩ-50 — фоторезисты водо-щелочного проявления спектральная чувствительность 320...400 нм, способность воспроизводить линию шириной (100 ± 10) мкм и (125 ± 10) мкм, эффективным временем экспонирования 5...60 и 10...80 с, соответственно;
• СПФ-ПНЩ-25 и СПФ-ПНЩ-50 — фоторезисты повышенной надежности, водо-щелочного проявления, для негативной и позитивной технологии, спектральная чувствительность 320...400 нм, способность воспроизводить линию шириной (75 ± 5) мкм и (100± 10) мкм, эффективным временем экспонирования 25 и 40 с, соответственно;
• СПФ Laminar 5000 фирмы Shihley — негативный водопроявляемый фоторезист, который применяют для нанесения на химически осажденную медь, в ТП с прямой металлизацией и тентинг-процессах. Толщина — 25; 32; 38 и 50 мкм. Выпускается в рулонах длиной 100 и 150 м, шириной 0,255; 0,305; 0,6 м. Он обладает высокой разрешающей способностью, светочувствительностью, устойчивостью при металлизации, адгезией, тентинговыми свойствами;
1 Брейк-пойнт — термин, обозначающий процент используемой длины проявочной установки, на которой неэкспонированный фоторезист удаляется с медной поверхности. В середине камеры брейк-пойнт равен 50 %.
Нанесение защитного рельефа и паяльной маски на ПП
333
• другие СПФ фирмы Shihley: Pro Etch 1230; Laminar HG, GA, LP, PS;
Pro Tent 3140, толщиной 40 мкм для тентинг-процесса;
• СПФ Riston, фирмы DuPont (Германия) водо-щелочного проявления;
• СПФ ORDYL ALPHA, фирмы Elga Ronai SPL Prodact (Италия) по технологии фирмы ТОК (Япония) водо-щелочного проявления и др.
Для нанесения СПФ применяется следующее оборудование:
• автоматический ламинатор марки DYNACHEM мод. 1024 фирмы Theokol (Англия), для нанесения СПФ с автоматической загрузкой ПП из стопы, с шириной ПП до 610 мм, толщиной до 6 мм; скоростью нанесения рисунка до 5 м/мин;
• ламинатор мод. 1.60.2 фирмы Anger (Австрия) для одно- и двустороннего нанесения СПФ (для получения рисунка и защитной маски) с плавным регулированием прижима, температурным диапазоном 80... 135 °C, с шириной ламинирования до 600 мм;
• ламинатор DFL 305, 300 мм;
• ламинатор RLM 419р, 400 мм;
• ламинатор АРСМЗ.289.006 для ПП шириной до 560 мм и др.
Дубление полученного при проявлении защитного слоя рисунка (фотомаски) необходимо для повышения химической стойкости при последующих химических обработках за счет увеличения степени его полимеризации. Жидкие негативные фоторезисты для повышения химической стойкости подвергают температурной обработке или облучению УФ светом после проявления. Жидкие позитивные фоторезисты обычно не требуют дополнительного дубления, а для СПФ характерным является не столько повышение химической стойкости после термообработки, сколько значительное увеличение механической прочности.
Пример 5.6. Расчет погрешности базирования при экспонировании. Требуется определить точность установки ПП на приспособление для экспонирования. Базирование осуществляется на штыри (рис. 5.37).
Исходные данные: диаметр базового отверстия в ПП — D = 3 мм; допуск на диаметр базового отверстия в ПП по 8 квалитету — Дс = 0,14 мм; диаметр базового штыря —• d = 3 мм; допуск на диаметр базового штыря — Дй = 0,14 мм; g= 0,2 мм — максимально допустимая погрешность экспонирования.
Рис. 5.37. Схема установки ПП в приспособление при экспонировании
334
Глава 5. Основные этапы изготовления печатных плат
Погрешность базирования должна быть меньше допустимой погрешности экспонирования.
Решение. Поскольку происходит сопряжение по двум цилиндрическим поверхностям, то верны следующие формулы:
смещение по оси X
Дх = +
finax
^min
2
смещение по оси Y
Л,
^тах ^min 2
где Дх — допустимое линейное смещение вдоль оси Х\ Ду — допустимое линейное смещение вдоль оси У; D — диаметр базового отверстия в печатной плате; d — диаметр установочного штыря.
Поскольку по условию D = 3 мм, d = 3 мм, то
Dmax = 3 + 0,14 = 3,014 мм; dmjn = 3 - 0,014 = 2,986 мм.
Тогда
^min
2
= +0,014 мм;
^тах ~~ ^min
2
= +0,014 мм.
Погрешность базирования
Д = д/дх2 + Ду2 = д/0,0142 + 0,0142 и 0,019 мм.
Таким образом, погрешность базирования Д меньше допустимой погрешности экспонирования.
Необходимо учесть также возможность собираемости. Для этого необходимо чтобы выполнялось следующее неравенство
—+ —<2Дх,
2 2
где 8, — допустимая погрешность расстояния между центрами базовых отверстий в заготовке ПП;
8( — допустимая погрешность расстояния между установочными штырями на приспособлении для экспонирования.
Если это условие не будет выполняться, то возникнет ситуация, при которой невозможно будет поместить заготовку ПП на приспособление для экспонирования.
Нанесение защитпного рельефа и паяльной маски на ПП
335
Примем 8Л = 8, = 8, тогда
8 = 2Дх;
8 = 0,028 мм, 8t = 8, = 0,014 мм.
5.6.2. Сеткографический способ нанесения защитного рельефа
Сеткографический способ нанесения защитного рельефа заключается в получении изображения рисунка схемы путем продавливания специальных кислотостойких быстросохнущих трафаретных красок ракелем (резиновой лопаткой) через сетчатый трафарет, на котором рисунок схемы образован ячейками сетки, открытыми для продавливания, и закрепления красок на поверхности заготовки ПП в результате испарения растворителя (рис. 5.38).
3
Рис. 5.38. Сеткографический способ нанесения защитного рельефа:
1 — трафарет; 2 — краска; 3 — основание ПП
Защитные свойства трафаретных красок зависят от оптимальной величины вязкости, которая устанавливается в соответствии с температурой, номером сетки, сложностью рисунка схемы и пр. Оптимальная величина вязкости характеризуется легким и равномерным растеканием и продавливанием краски сквозь отверстия сетки трафарета под воздействием ракеля, изготовленного из листов маслобензостойкой резины или полиуретана. Основными видами трафаретных красок являются защитные щелочесмывае-мые; быстросохнущие и защитные гальваностойкие, смываемые органическим растворителем (хлористым метиленом).
Сетчатые трафареты представляют собой металлическую раму из алюминиевого сплава, на которую натянут тканый материал, к которому предъявляют следующие требования: материал ткани должен быть прочным на разрыв, устойчив к растяжению, истиранию, бездефектным, не должен взаимодействовать с растворителями трафаретной краски, величина просветов должна быть в 1,5—2 раза больше толщины нити.
Сетчатые трафареты изготавливают из синтетических тканей, из металлических сеток (латунь, бронза, коррозионностойкая сталь) и из комбинированных сеток, в которых металлическая центральная часть, соответствующая размеру рабочего поля, вклеивается в натянутую на раму капроновую ткань клеем «Адгезив-2В» или клеем «Виланд-5К» (ТУ6-0,5-221-1—77), а капрон под металлической сеткой удаляют концентрированной азотной кислотой.
Наибольшую точность и долговечность имеют сетки из нержавеющей стали или фосфористой бронзы с размером ячеек 40...50 мкм; наибольшую
336
Глава 5. Основные этапы изготовления печатных плат
эластичность — сетки из лавсана, капрона, металлизированного нейлонового моноволокна.
Сетка равномерно натягивается в раме с заданным усилием на'пневматических установках натяжения сетки (например, ПУНС-901) с пневмоцилиндрами, обеспечивающими равномерное натяжение сетки на трафарет с таким условием, чтобы относительная деформация не превышала 6...8 % —' для капрона, 5...7 % — для фосфористой бронзы, 2...3 % — для коррозионностойкой нержавеющей стали.
Для получения рисунка трафарета применяют прямой или косвенный способы.
При прямом способе на натянутые сетки с временной подложкой из полиэтилентерефталатной пленки наносится фотополимеризующаяся композиция методом полива («Полисет», или типа ФСТ (ТУ610-028-029), или композиция «Фотосет-Ж» — для синтетических тканей), и получают изображение схемы фотохимическим способом (экспонирование через ФШ, проявление, дубление, промывка, обезжиривание, контроль качества) [58]. Для экспонирования изображения на сетку может быть использована установка экспонирования сетчатых трафаретов УЭСТ-901А, выпускаемая АООТ НИТИ-ТЕСАР (г. Саратов).
При косвенном способе рисунок схемы переносится на сетку из пленочных материалов, таких как пленка СПФ, пигментная бумага (ТУ29-01 -06—70) и др. Достоинством косвенного метода является высокое качество изображения, недостатком — низкая тиражестойкость трафарета (до 600 оттисков), длительность процесса его изготовления.
Получение рисунка трафарета возможно также с применением фоторезиста марки «Фотосет-Ж» (ТУ6-15-1467—84), который наносится на натянутую сетку, обработанную в адгезионном составе, поливом. Затем на сетку устанавливают ФШ с антиадгезионным слоем (5%-ный раствор парафина и уайт-спирт), чтобы не прилип к сетке, и проводят экспонирование изображения в течение 3...5 мин при освещенности 3000...3500 лк. Проявляют этиловым спиртом при помощи ватного тампона.
Достоинством фоторезиста «Фотосет-Ж» является высокая тиражестойкость и разрешающая способность (40 линий/см), что позволяет получать ПП по 3—4 классу точности (порядка 0,2 мм ширина проводников и расстояний между проводниками), короткий процесс изготовления трафарета и способность полимеризоваться в жидком состоянии. -После нанесения изображения участки сетки, свободные от рисунка, покрывают клеем БФ-4. Рязанский проектно-технологический институт разработал серию нового оборудования для изготовления сетчатых трафаретов с получением изображения от 20 до 4Q дюймов и более.
Параметры, характеризующие сетки трафарета:
• металлические: номер сетки, размер стороны ячейки, мкм, диаметр проволоки, мкм (от 30 до 65), число отверстий на 1 см (от 4450 до 20 450), живое сечение, % (от 28 до 34,6);
• капроновые: номер сетки, размер ячейки, мкм (от :82 до 142), диаметр нитей, мкм (от 35 до 40; от 40 до 45), живое сечение, % (от 41,5 до 53,4).
Нанесение защитного рельефа и паяльной маски на. ПП
337
При сеткографическом способе нанесения защитного рельефа используют полуавтоматы трафаретной печати, автоматы шелкографии, автоматические линии сеткографической печати.
Оборудование для трафаретной печати обеспечивает нанесение красок теплового или УФ отверждения, плавную регулировку скорости движения ракеля, быстрое и точное совмещение заготовки и трафарета, вакуумную фиксацию заготовок, печать через сетчатый трафарет, загрузку и разгрузку заготовок и включает загрузочное устройство, машину для рихтовки заготовок ПП, сеткографический станок, сушильную печь, накопитель.
Нанесение трафаретной краски на автоматическом оборудовании осуществляется в такой последовательности:
• загрузка заготовок ПП при помощи ленточного конвейера;
• фиксация заготовок в рабочей зоне на штифтах с точностью (±0,025) мм;
• закрепление заготовок при помощи вакуумной системы;
• дозированная подача краски в зону обработки и автоматическое продавливание ее ракелем через трафарет; время одного цикла 5...7 с;
• сушка красок с органическими растворителями в туннельных конвейерных печах горячим воздухом при Т= 150... 180 °C или ИК-излу-чением.
Наибольший формат печати составляет 620 х 650 мм, производительность — порядка 1000 отгисков/ч.
Одной из проблем трафаретной печати является продолжительность сушки, для решения которой разрабатывают краски мгновенной сушки, содержащие мономерно-полимерные композиции и фотоинициатор, которые закрепляются на заготовке под действием УФ-излучения; высокопроизводительное оборудование.
Удаление трафаретной краски с заготовки ПП после операции травления меди с пробельных мест производится в установках струйного типа (3...5)%-ным раствором горячей щелдчи при Т = 40...60 °C в течение 10...20 с.
В оборудовании для одновременного нанесения трафаретной краски на две стороны заготовки ПП устанавливаются вертикально.
5.6.3. Офсетная печать
Офсетная печать обеспечивает 1—2 класс точности ПП с точностью воспроизведения рисунка (+0,2) мм. Способ нашел применение в массовом и крупносерийном производстве и состоит из следующих основных этапов:
• изготавливается клише (форма для офсетной печати) из алюминия, цинка, их сплавов и пластмасс с изображением рисунка схемы; основными операциями изготовления являются травление, гравирование, прессование, обработка гидрофобизируюшей жидкостью, сборка; конструктивно формы для офсетной печати разделяются на несколько видов: высокой печати, глубокой печати и с расположением печатных, участков в одной плоскости;
• клише (форма) закатывается трафаретной краской;
338
Глава 5. Основные этапы изготовления печатных плат
• краска с клише снимается с помощью офсетного валика, покрытого резиной;
• офсетным валиком краска переносится на подготовленную поверхность заготовки ПП;
• сушка краски при высокой температуре.
Наиболее технологичной, надежной и точной является форма для сухого офсета, для которого в качестве основания используют пластину из алюминия толщиной 0,5...1,0 мм. На нее наносят тонкий слой силиконового лака, не смачиваемого трафаретной краской, которой впоследствии закатывается форма. На слое лака лазерным гравировальным автоматом выжигается рисунок ПП. Готовую форму устанавливают на станок офсетной печати, который имеет рабочее поле размером до 500 х 600 мм, точность совмещения контактных площадок (±0,1) мм, производительность 300 отпечатков /ч.
Достоинства способа — высокая производительность, возможность автоматизации процесса, тиражеспособность; недостатки — низкая точность получения рисунка, пористость слоев краски вследствие малой толщины, высокая стоимость оборудования.
5.6.4. Лазерное формирование рисунка схемы
В настоящее время применяется и в перспективе планируется широко использовать лазер:
• при экспонировании фоторезистов путем вычерчивания рисунка, соответствующего топологии схемы, без применения ФШ, что исключает боковую подсветку проводников и смещение рисунка в результате усадки пленочных ФШ;
• при получении рисунка схемы без использования фоторезиста, ФШ и целого ряда операций получения защитного рельефа путем обработки фольгированного диэлектрика мощным излучением ультрафиолетового лазера с длиной волны 250...300 нм. Обработка проводится в такой последовательности:
1) сначала излучением УФ-лазера большой мощности (плотность энергии излучения составляет более 4 Дж/см2) частично испаряют металлическое покрытие на поверхности заготовки ПП в тех местах, где в дальнейшем будут пробельные места ПП, т. е. изоляционные участки. Частичное испарение проводят для того, чтобы мощное излучение УФ-лазера, проникающее сквозь тонкий слой металлического покрытия, не разрушило диэлектрик под обрабатываемым участком;
2) осуществляется химическое травление остаточной толщины (единицы микрометров) проводящего покрытия в местах лазерной обработки, которое происходит без подтравливания проводников вследствие малой толщины удаляемого металла и продолжительности процесса травления.
Ширина проводников и расстояние между ними в результате лазерно-химической обработки соизмеримы с первоначальной толщиной
Нанесение защитного рельефа и паяльной маски на ПП
339
металлического покрытия заготовки ПП, а минимальные размеры зависят от диаметра пятна фокусировки и составляют приблизительно 20 мкм;
• при прямом лазерном формировании проводящего рисунка ПП. Процесс обработки состоит из следующих основных этапов: 1) получение заготовки из нефольгированного полиимида;
2) подготовка поверхности и сушка;
3) напыление промежуточного слоя хрома толщиной порядка 20 нм, затем меди или золота толщиной не более 100 нм на всю поверхность заготовки ПП. Ограничения по толщине связано с необходимой прозрачностью напыленных слоев для УФ-излучения, которая гарантирует возникновение плазмы на границе раздела между металлическим покрытием и полиимидом;
4) лазерное формирование рисунка путем облучения поверхности УФ-лазером с плотностью энергии излучения порядка 50...200 мДж/см2 через рабочую маску, изготовленную из кварцевого стекла с хромовым напылением рисунка схемы, и проецирования излучения с помощью объектива на определенный участок поверхности. Излучение лазера проникает через металлическое покрытие, вызывает мгновенное испарение полиимида, приводящее к удалению металла с поверхности;
5) синхронное перемещение заготовки и хромовой маски при помощи отдельных координатных столов на соседний участок поверхности и его лазерная обработка;
6) химическое осаждение меди, никеля или золота на сформированный проводящий рисунок заготовки ПП, и получение проводников шириной более 15 мкм и толщиной порядка нескольких микрометров.
5.6.5. Паяльная маска
Паяльная маска предназначена для защиты всей поверхности ПП кроме контактных площадок от воздействия расплавленного припоя и флюса при групповых процессах пайки ЭРИ и ПМК и проводники от перегрева. Паяльная маска наносится на всю поверхность ПП за исключением контактных площадок и металлизированных отверстий, которые при групповых процессах пайки ЭРИ будут контактировать с расплавленным припоем. Таким образом, обеспечивается значительная экономия припоя, так как припой во время пайки не осаждается на печатные проводники. Кроме того, паяльная маска защищает стеклоэпоксидную основу ПП, которая не обладает высокой теплостойкостью при температурах пайки (250 ± 10) °C, от поверхностной деструкции диэлектрика.
Паяльные маски по способу формирования рисунка бывают двух основных типов:
• наносимые через трафарет (способ трафаретной печати);
• фотопроявляемые (фотолитографический способ).
340
Глава 5. Основные этапы изготовления печатных плат
Нанесение паяльной маски в виде жидкого эпоксидного композита через трафарет, отверждаемой термически или ультрафиолетовым излучением, имеет ограниченную точность порядка (±0,38) мм (0,015") и низкую разрешающую способность. Низкая точность трафаретной печати объясняется тем, что необходимо обеспечить определенное расстояние (дистанцию отрыва) между ПП и трафаретом для получения четкого несмазанного изображения. Наличие этого зазора приводит к прогибу трафарета во время продавливания маски через него и ограничивает точность нанесения. Трафаретный способ печати используют при изготовдлении ПП общего применения.
Фотопроявляемая паяльная маска бывает жидкой (Liquit Photo Imageable — LPI) и сухой (Dry film soldermask — DFS). Наносимая в жидком состоянии паяльная маска лучше, чем сухая пленочная, защищает проводники, особенно при высокой плотности рисунка. Точность нанесения маски фотолитографическим способом составляет (±0,13) мм (0,005"). Фотопроявляемые паяльные маски применяют в прецизионных ПП, когда требуется высокая точность нанесения рисунка. Однако фотопроявляемые паяльные маски требуют более сложных химических процессов и больших затрат.
Из жидких паяльных масок в настоящее время применяют:
• однокомпонентную защитную паяльную маску UV 1200 LV фирмы Coates Circuit Prodact УФ-отверждения, которая наносится сеткографическим способом на медную поверхность толщиной 12... 15 мкм на сеткографических полуавтоматах или автоматах. Она устойчива к припою или горячему лужению HAL в течение 10 с при Т= 260 °C; класс горючести — V-0 по UL94; сопротивление изоляции 5 • 10" Ом;
• двухкомпонентную жидкую фоточувствительную защитную паяльную маску Imagecure XV-501 TSM фирмы Coates Circuit Prodact, — термоотверждаемая, водо-щелочного проявления, наносится сеткографическим способом и после термического отверждения образует полуматовую поверхность;
• двухкомпонентную жидкую фоточувствительную защитную паяльную маску OPSR.+5600, фирмы ТОК и др.
Для нанесения жидкой паяльной маски используют специальные установки для нанесения, например, FUTURTEK EASY-PRINT 1827 — для ПП размером до 500 х 700 мм (9160 долл.), а для сушки — установки конвейерной конвекционной сушки ПП, покрытых жидкой защитной паяльной маской, например, FUTURTEK THERMO-MATIC I 2/0 AUT. MOD. 2727, производительностью 105 ПП/ч (75 000 долл.), а также конвекционные сушильные печи для разных размеров ПП.
.В настоящее время также применяются сухие защитные фотографические маски, например:
• Dynamask КМ фирмы Shipley — сухая пленочная глянцевая темно-зеленая паяльная маска на основе эпоксидных смол, водо-щелочного проявления, УФ-отверждения с последующим термическим. Применяется только для жестких ПП. Толщина — 62,5; 75; 100 мкм. Выбор толщины маски зависит от толщины проводников;
Нанесение защитного рельефа и паяльной маски на ПП
341
• СПФ — «Защита», Россия (ТУ16-504.049) толщиной до 100 мкм — для защиты проводников от обслуживания при пайке волной припоя • и др.
Возможны два варианта нанесения паяльной маски:
1) после операции оплавления сплава олово—свинец — этот процесс называется «маска поверх оплавленного припоя» или «solder mask over tin-lead» (SMOTL-процесс);
2) после удаления травильного резиста с токопроводящих участков. Этот процесс называется «маска поверх открытой меди» или «solder mask over bare copper» (SMOBC-процесс).
В первом варианте при пайке ЭРИ волной припоя происходит расплавление припоя, находящегося под маской, а также вспучивание и разрушение самой защитной маски. Кроме того, существует вероятность образования перемычек припоя между соседними проводниками при высокой плотности монтажа.
Преимуществом SMOTL-процесса является более надежная зашита проводников оплавленным припоем, которая необходима для ПП, работающих в условиях повышенной влажности.
Во втором варианте (SMOBS-процесс) таких проблем не существует, так как под защитной маской нет припоя.
Печатные платы для поверхностного монтажа обычно изготавливают по SMOBS-технологии. Это связано с высокой плотностью монтажа, необходимостью предотвращения растекания маски и ее смещения на контактные площадки. Применение SMOBS-процесса связано также с жесткими экологическими ограничениями пр свинцу, необходймостью очистки отработанной воды при применении свинца и затратами на приобретение соответствующего оборудования.
Нанесение сухой паяльной маски производят на ламинаторах. Например, вакуумный ламинатор марки DYNACHEN Solder Mask фирмы Thiokol (Англия) для нанесения защитной маски СПФ состоит из ламинатора и вакуумной установки; ширина ламинирования составляет до 610 мм, толщина материала — до 6 мм; скоростью нанесения — дё 5 м/мин, цикл вакуумирования — 20 с. Пленка полностью облегает выступающие проводники и исключается проникновение влаги в зазоры между ФР и основанием ПП. При изготовлении ФШ необходимо, чтобы диаметр «окна», образовавшегося после проявления, был больше диаметра КП (табл. 5.22).
Таблица 5.22. Зависимость диаметра «окна» от диаметра монтажного отверстия
Диаметр монтажного отверстия, мм Диаметр «окна», мм
0.5...0.8 3,0
0,8... 1,0 3,3
1,0...1,2 3,5
1,2...1,5 ' 3,7
1,5...2,0 4,7
2,0...3,0 ' 5,0...7,0
342 Глава 5. Основные этапы изготовления печатных плат
5.7. Травление меди с пробельных мест
Травление в производстве ПП — процесс химического разрушения металла (в основном меди) в результате действия жидких или газообразных травителей на участки Поверхности заготовки незащищенные защитной маской (травильным резистом). Травление представляет собой сложный окислительно-восстановительный процесс, который применяют для формирования проводящего рисунка ПП путем удаления меди с незащищенных травильным резистом участков. Это одна из основных операций изготовления ПП, так как на ней происходит формирование рисунка печатных элементов (проводников, контактных площадок и пр.), точность выполнения которых влияет на электрические характеристики ПП. Кроме того, брак на этой операции (растравливание проводников, уменьшение ширины за счет подтравливания проводников, площади поперечного сечения и пр.) является необратимым.
Одним из дефектов при травлении является боковое подтравливание проводников и контактных площадок (рис. 5.39).
5
, 7
Рис. 5.39. Сечение проводника после травления: 1 — ширина проводника по рабочему ФШ; 2 — ширина проводника; 3 — осаждение металлорезиста; 4 — материал основания; 5 — подтравливание; 6 — разрастание; 7 — нависание; 8 — проводник
Величина бокового подтравливания оценивается фактором травления, который представляет собой отношение толщины проводника 8 к величине подтравливания проводника 5. Величина подтравливания составляет примерно 40...70 % от толщины медного слоя, что приводит к зауживанию проводников и нависанию травильного резиста. Эти явления необходимо учитывать при конструировании, в частности, при выборе толщины медной фольги. Применение материалов с тонкомерной медной фольгой (5 мкм) значительно снижает боковое подтравливание.
В качестве травильных резистов применяют:
• трафаретную краску, которая наносится сеткографическим способом;
• фоторезист (СПФ или жидкий) — фотохимический способ нанесения;
• металлорезист (олово—свинец, олово, свинец, золотр и др.), который наносится электрохимическим способом.
Основными этапами процесса химического травления являются:
• подготовка поверхности для удаления остатков недопроявленного фоторезиста, жировых пятен, оксидных слоев для обеспечения равномерности травления меди;
Травление меди с пробельных мест
343
• химическое травление, в котором главную роль играет травильный
раствор, как окислитель;
• промывка;
• осветление поверхности металлорезиста (при необходимости) в рас-
творах на основе кислот или тиомочевины;
• удаление защитного слоя фоторезиста, трафаретной краски или металлорезиста (в SMOBS-процессах); способ удаления определяется типом травильного резиста: растворы соляной кислоты, перекиси водорода, органические растворители с дополнительным механическим воздействием щетками.
Химическое травление меди может выполняться несколькими способами:
• погружением в травильный раствор; недостатки: большое подтравли-вание проводников, так как раствор воздействует со всех сторон;
низкая производительность;
• наплескиванием травильного раствора; недостаток — низкий коэффициент использования раствора;
• струйное травление; достоинства: высокая скорость травления, ак-
тивное использование всего раствора, незначительное подтравлива-ние, так как раствор воздействует почти перпендикулярно поверхности заготовки и практически не попадает сбоку на торцы проводников; недостаток — разное качество травления на верхней и нижней сторонах заготовки вследствие неодинаковых условий динамического воздействия раствора (сверху — пленка, снизу — капли);
• травление на установках с вертикальным положением заготовки во
время травления; достоинства: высокое качество при травлении заго-
товок с минимальными размерами элементов печатного монтажа; недостаток — необходимость использования платодержателей.
В результате химического травления участки меди, незащищенные травильным резистом, вытравливаются травильным раствором, и на заготовках остаются только токопроводящие участки (рис. 5.40).
Для получения тонких проводников толщиной 0,08...0,05 мм, необходимых для монтажа ПМК с малым шагом выводов, возможно применение полуаддитивного метода с дифференциальный травлением, практически исключающим боковое подтравливание проводников. Сущность его заключается в том, что поверхность проводников на операции травления не защищена травильным резистом, и медь стравливается на толщину фольги (или нанесенного подслоя химической меди) на 5 мкм по всей поверхности ПП. Недостаток — нечеткость краев и растравливание проводников из-за различной толщины гальванической меди на поверхности ПП.
Основными факторами, определяющими качество травления, являются: состав травильного раствора; применяемое оборудование; способ трав-
ления; режимы травления (температура, время, скорость травления); степень насыщенности травильного раствора продуктами травления; качество защитного травильного резиста и пр.
а б
Рис. 5.40. Заготовка ПП: а — до травления; б — после травления
344
Глава 5. Основные этапы изготовления печатных плат
К травильным растворам предъявляют следующие требования'.
• высокая и стабильная скорость травления для обеспечения высокой производительности процесса;
• совместимость с травильными резистами;
• минимальное боковое подтравливание проводников;
• дешевизна и недефицитность химикатов;
• возможность утилизации меди из отработанных растворов;
• легкость отмывки;
• максимальная «емкость» (количество стравленного металла на единицу объема раствора);
• минимальное воздействие на диэлектрик и травильный резист;
• способность к корректировке и регенерации;
• минимальное воздействие на окружающую среду;
• замкнутый цикл регенерации отработанных растворов.
Наиболее широко применяют травильные растворы на основе хлорного железа, кислые и щелочные растворы хлорной меди, растворы на основе персульфата аммония, железо-медно-хлоридные растворы и др.
Раствор хлорного железа FeCl3. Достоинства: высокая скорость травления, малая величина бокового подтравливания, высокая четкость контура рисунка, активность при высоком содержании в нем растворенной меди, малое содержание токсичных веществ по сравнению с другими травителями, низкая стоимость, разработано много методов регенерации и утилизации отработанных растворов. Недостатки: сложность удаления с поверхности тонкого, плотного слоя гидрата оксида железа, снижающего сопротивление изоляции и загрязняющего раствор; неустойчивость (несовместимость) к данному травителю сплава олово—свинец, широко применяемому в качестве металлорезиста; в качестве травильных резистов для раствора хлорного железа применяют трафаретные краски, фоторезисты, золото, золото—никель, серебро.
Персульфат аммония (NH4)2S2Og. Достоинства: устойчивость сплава олово—свинец и серебра, простота приготовления и регенерации, низкая стоимость; недостатки? "большое боковое подтравливание проводников, образование труднораствбримых медных комплексных соединений, необходимость стабилизации теплового режима и пр. Применяют с трафаретными красками, фоторезистами, золотом, золото—никелем, серебром в качестве травильных резистов.
Хлорная медь СиС12 (кислые и щелочные растворы). Достоинства: незначительное боковое подтравливание, высокая скорость травления; простота приготовления, отмывки и регенерации в закрытой системе, низкая стоимость, отсутствие шлама, высокая «емкость» (высокий предел насыщения раствора медью). Применяют с трафаретными красками, фоторезистами (СПФ и некоторыми другими), серебром, олово—никелем, золотом, золото—никелем. Недостаток — несовместимость со сплавом олово—свинец.
Хлорит натрия NaC102. Достоинства: высокая скорость травления, «емкость» раствора, незначительное боковое подтравливанйе, возможность применения практически всех травильных резистов, кроме щелочеустойчивых фоторезистов и трафаретных красок. Недостатки: неустойчивость и саморазложение раствора.
Оплавление сплава олово—свинец
345
Установки травления изготавливают в виде отдельного модуля или в виде модульной системы. Наиболее часто травление осуществляют на установках струйного травления, встроенных в модульную линию (рис. 5.41).
Рис. 5.41. Схема системы модульного травления: 1 — загрузка ПП; 2 — камера травления; 3 — ПП; 4 — отмывка; 5 — сушка; б — разгрузка; 7 — конвейер
Модульные системы собираются из отдельных модулей, каждый из которых является самостоятельным устройством и имеет систему Труб, собственный привод, электрические разъемы, конвейер, разбрызгиватели, программируемый логический контроллер, который может быть дополнен интерфейсом. В результате можно собрать полностью автоматизированную систему, управляемую центральным компьютером.
В модулях щелочного травления осуществляется автоматический контроль величины pH раствора. В модулях кислотного травления производится регенерация раствора на основе хлорида меди. Одним из разработчиков модульных горизонтальных конвейерных установок для «мокрых» процессов изготовления ПП, в частности, травления является фирма Pill (Германия), использующая стандартные модули загрузки-выгрузки, промывки, сушки, контроля и др.
Электрохимическое травление меди с пробельных мест основано на анодном растворении меди с последующим восстановлением ионов меди на катоде. Достоинствами такого травления являются незначительное боковое подтравливание, высокая скорость и стабильность процесса в течение длительного времени, экономичность, возможность автоматизации и пр. Недостатки — неравномерность удаления металла и образование невы-травленных участков, высокая стоимость оборудования и др.
5.8. Оплавление сплава олово—свинец
Назначение операции оплавления (рис. 5.42):
• получение плотного мелкодисперсного покрытия сплавом олово-свинец (ОС) вместо пористого гальванического покрытия олово—свинец;, это позволяет уменьшить окисление и обеспечить паяе-мость ПП в течение длительного времени;
• защита боковых стенок проводников от коррозии и электрокоррозии;
• повышение коррозионной стойкости покрытия;
• повышение способности к пайке и увеличение срока сохранения паяемости ПП;
346
Глава 5. Основные этапы изготовления печатных плат
Рис. 5.42. Оплавление сплава олово—свинец: а — до оплавления; б — после оплавления; 1 — проводник; 2 — олово—свинец
• устранение «навесов» металла по кромкам проводников;
• исключение из технологического процесса операции горячего облу-живания.
Наиболее широкое применение имеет жидкостное и ИК-оплавление. Жидкостное оплавление обладает большим количеством недостатков: пожароопасность, сложность утилизации отработанной жидкости, быстрое ее загрязнение и вследствие этого — частая ее замена, загрязненность производственного помещения, сложность отмывки ПП после оплавления (и как результат этого — уменьшение сопротивления изоляции). Поэтому наиболее перспективным является ИК-оплавление.
Операция ИК-оплавления заключается в том, что с помощью подбора условий нагрева и охлаждения покрытия ОС создается возможность для перевода пористого гальванически осажденного покрытия ОС в сплав, в результате чего повышаются антикоррозионные свойства покрытия и увеличивается срок сохранения свойств паяемости.
Основными дефектами, встречающимися в операции ИК-оплавления покрытия ОС, являются:
• неполное его растекание;
• тонкая кристаллическая структура;
• неполное оплавление покрытия по толщине (поверхностное оплавление) и по поверхности ПП;
• потемнение диэлектрика, снижение сопротивления изоляции;
• термодеструкция диэлектрика;
• коробление ПП и расслаивание МПП.
Для оплавления гальванического покрытия олово—свинец применяют конвейерные установки ИК-нагрева Argus PC 4720, фирмы Argus, размером ПП до 508 мм (65 000 долл.).
5.9. Обработка ПП по контуру
Операция обработки ПП по контуру является одной из заключительных и необходима для удаления технологического поля (см. рис. 5.12) и получения заданных размеров ПП.
Для обработки ПП по контуру применяют один из следующих способов:
• штамповку;
• обработку на дисковой или алмазной пиле;
• фрезерование;
• скрайбирование механическое и лазерное.
Обработка ПП по коптуру
347
5.9.1. Штамповка
Гетинакс и стеклотестолит штампуют как и при получении заготовок ПП с подогревом или без него. Предельная толщина заготовок, штампуемых без подогрева, составляет: для гетинакса всех марок при вырубке ПП простой формы — 1,5 мм, сложной формы — 1 мм; для стеклотекстолита всех марок при вырубке ПП простой формы — 2 мм, сложной формы — 1,5 мм. При толщине материала, превышающей приведенную выше, необходим подогрев заготовок. Расчет исполнительных размеров пуансона и матрицы выполняют по тем же формулам, что и при вырубке заготовок ПП с подогревом и без него. Расчет усилия вырубки ПП по контуру приведен в разд. 5.2.4.
В табл. 5.23 приведены нормы оперативного времени 7опер при вырубке ПП по контуру для следующих рабочих приемов:
• взять заготовку и установить в штамп;
• включить ход пресса педалью и штамповать;
• вынуть ПП из штампа и отложить;
• удалить отход.
Таблица 5.23. Нормы оперативного времени 2^пер при вырубке ПП
№ п/п Число двойных ходов ползуна, мин Ширина полосы, мм Толщина материала, мм Норма оперативного времени 7^пер, мин
Способ установки заготовки в штамп
на плоскость матрицы с фиксацией по трафарету в гнездо матрицы с фиксацией по трафарету в гнездо матрицы с фиксацией на штифты
Условия выполнения работы
свободно затруднено свободно затруднено свободно затруднено
1 70 До 100 ДоЗ 0,075 0,094 0,090 0,116 0,103 0,135
2 70 До 200 ДоЗ 0,084 0,107 0,103 0,113 0,118 0,155
3 70 До 200 До 5 0,095 0,123 0,119 0,156 0,137 0,181
4 70 До 400 ДоЗ 0,094 0,122 0,118 0,155 0,135 0,179
5 70 До 400 До 5 0,109 0,142 0,137 0,181 0,157 0,211
6 70 До 600 ДоЗ 0,103 0,134 0,130' 0,171 0,148 0,194
7 70 До 600 До 5 0,120 0,157 0,150 0,201 0,174 0,229
8 70 До 1000 ДоЗ 0,112 0,146 0,124 0,164 0,142 0,187
9 70 До 1000 До 5 0,130 0,169 0,166 0,220 0,191 0,247
10 70 До 100 ДоЗ 0,071 0,091 0,086 0,112 0,100 0,131
II 100 До 100 До 5 — — — — — —
12 100 До 200 ДоЗ 0,080 0,103 0,099 0,130 0,114 0,151
13 100 До 200 До 5 0,092 0,120 0,115 0,152 0,133 0,177
14 100 До 400 ДоЗ 0,091 0,119 0,114 0,151 0,131 0,175
15 100 До 400 До 5 0,105 0,139 0,133 0,177 0,154 0,207
16 100 До 600 ДоЗ 0,100 0,130 0,126 0,167 0,145 0,191
17 100 До 600 До 5 0,116 0,153 0,147 0,197 0,170 0,225
348
Глава 5. Основные этаны изготовления печатных плат
5.9.2. Обработка контура ПП на дисковой или алмазной пиле
В табл. 5.24 приведены нормы оперативного времени Топер при обработке контура ПП на дисковой или алмазной пиле, а также при разрезке заготовок на ПП для следующих рабочих приемов:
• взять заготовку и установить в приспособление (шаблоны) на базовые отверстия;
• установить шаблоны по упору;
• обрезать заготовку с одной стороны;
• снять заготовку с шаблона и отложить;
• проверить размер заготовки (проверке подвергается 5 % всех заготовок).
Таблица 5.24. Нормы оперативного времени 7^пер при обработке контура ПП из стеклотекстолита на дисковой или алмазной пиле
№ п/п Площадь заготовки, см2 Толщина материала, мм Нормы оперативного времени на обработку КОНТура ПП Топер, мин
длина реза, мм
до 50 до 100 до 200 до 400 до 600
1 До 50 До 1,5 0,097 0,100 0,104 — —
2 До 50 До 3,0 0,101 0,105 0,109 — —
3 До 50 До 5,0 0,105 0,110 0,115 — —
4 До 100 До 1,5 0,114 0,117 0,119 0,123 —
5 До 100 До 3,0 0,118 0,121 0,125 0,130 —
6 До 100 До 5,0 0,121 0,126 0,131 0,135 —
7 До 200 До 1,5 0,120 0,124 0,127 0,131 —
8 До 200 До 3,0 0,125 0,130 0,133 0,138 —
9 До 200 До 5,0 0,130 0,135 0,139 0,145 —
10 До 400 j; До 1,5 0,127 0,133 0,135 0,139 0,145
11 До 400 До 3,0 0,133 0,138 0,142 0,145 0,154
12 До 400 До 5,0 0,138 0,143 0,148 0,152 0,162
13 До 600 До 1,5 0,135 0,140 0,145 0,147 0,154
14 До 600 До 3,0 0,142 0,145 0,150 0,154 0,162
15 До 600 До 5,0 0,145 0,151 0,155 0,160 0,170
16 До 800 До 1,5 0,142 0,149 0,153 0,155 0,162
Примечание. Нормы оперативного времени на обработку контура ПП при отрезке двух и более сторон умножаются на соответствующий коэффициент:
1) при отрезке двух сторон у заготовки К= 2,0;
2) при отрезке трех сторон у заготовки К= 3,0;
3) при отрезке четырех'сторон у заготовки К= 4,0;
4) при разрезке заготовки на две платы = 0,65;
5) при разрезке заготовки из трех и более плат Kt = 0,5.
Обработка ПП по контуру
349
5.9.3. Фрезероввние по контуру ПП
Фрезерование по контуру ПП применяется для обработки контура ПП сложного профиля и когда не допускаются сколы и просветления. Фрезерование контура ОПП и ДПП осуществляют в пакете толщиной не более 30 мм, МПП — не более 15 мм в специальных приспособлениях, что позволяет получить более высокую точность по сравнению с штамповкой.
Для фрезерования ПП применяют универсальные сверлильно-фрезерные станки фирм Schmoll Maschinen GmbH (Германия), WESSEL, 675П и др.
В качестве инструмента при обработке прямоугольных ПП используют цилиндрические с пластинками из твердого сплава фрезы диаметром от 63 до 125 мм, прорезные и шлицевые из быстрорежущей стали диаметром от 80 до 160 мм, отрезные и дисковые фрезы шириной от 1 до 3 мм твердосплавные.
При обработке контура ПП сложного профиля применяют концевые фрезы твердосплавные или с пластинами из твердого сплава (фирма KEMMER 0 0,8...3,175 мм — 4 долл./шт.).
Скорость резания при фрезеровании контура твердосплавными фрезами равняется 350...600 м/мин, быстрорежущими — 150...240 м/мин. При этом подача составляет 0,02...0,06 мм/зуб.
В табл. 5.25 приведены нормы оперативного времени Гспср при обработке контура ПП на фрезерных станках для следующих рабочих приемов:
• установить заготовку ПП в приспособление и закрепить;
• фрезеровать по контуру (или пазы, окна);
• вынуть ПП из приспособления и отложить.
Таблица 5.25. Нормы оперативного времени 70пер при обработке кошура фрезерованием
№ п/п Инструмент Ширина фрезерования, мм Количество одновременной обработки плат, шт. Нормы оперативного времени на обработку контура ПП ^опер» мин
Длина фрезерования, мм
до 10 до 25 до 50 до 75 до 100 до 150 до 200 до 300 до 400 до 500
1 4 0,27 0,30 0,32 0,34 0,36 0,38 0,40 0,44 0,48 0,53
2 Концевая или 6 0,20 0,22 0,23 0,24 0,25 0,27 0,28 0,31 0,34 0,37
3 торцевая До 100 10 0,13 0,15 0,16 0,16 0,17 0,18 0,19 0,20 0,22 0,23
4 фреза 15 0,10 0,11 о,п 0,12 0,12 0,13 0,13 0,15 0,15 0,16
5 20 0,07 0,08 0,08 0,08 0,09 0,09 0,10 0,11 0,11 0,12
6 4 0,36 0,40 0,43 0,45 0,48 0,51 0,55 0,63 0,69 0,79
7 Цилиндрическая фреза 6 0,26 0,28 0,29 0,31 0,34 0,36 0,39 0,45 0,48 0,54
8 До 80 10 0,18 0,20 0,20 0,21 0,22 0,23 0,25 0,28 0,30 0,34
9 15 0,12 0,13 0,14 0,15 0,16 0,17 0,19 0,21 0,22 0,23
10 20 0,09 0,10 0,10 0,11 0,12 0,12 0,12 0,14 0,15 0,17
11 Прорезная До 2 1 0,07 0,11 —
12 фреза До 4 0,08 0,13 —
Примечание: I) норма оперативного времени приведена для гетинакса; при обработке стеклотекстолита при определении нормы оперативного времени необходимо учитывать коэффициент К= 1,4;
2) глубина резания принята до 5 мм.
350
Глава 5. Основные этапы изготовления печатных плат
Пример 5.7. Точностной расчет приспособления для фрезерования. На рис. 5.43 приведена расчетная схема приспособления для фрезерования по контуру ПП. Определить допуски 8/ размеров L\ и £2, 8/— размеров 1\ и /2 из условия возможности сборки приспособления (см. рис. 5.43).
Исходные данные: Dmin = 3,2 мм — диаметр отверстия в верхней части приспособления; dmm = 3 мм — диаметр штыря в нижней части приспособления; £, и £2 - межцентровые расстояния между отверстиями в верхней части приспособления; /, и /2 — межцентровые расстояния между штырями.
Решение. Для определения допустимого линейного смещения вдоль оси X и Y воспользуемся следующими формулами:
Дх = ± Дпйп dma -(8L + 8Z)
(5.20)
Лу = ± _(8t _5/)
(5.21)
где Дх — допустимое линейное смещение вдоль оси X;
Ду — допустимое линейное смещение вдоль оси У;
8; — допустимая погрешность расстояния между отверстиями в верхней части приспособления для фрезерования;
8, — допустимая погрешность расстояния между штырями в нижней части приспособления для фрезерования;
d — диаметр штыря в нижней плите.
Рис. 5.43. К точностному расчету приспособления для фрезерования: а — расчетная схема; б — графическое изображение верхней части приспособления; в — графическое изображение* -1 верхней части приспособления ;;
Обработка ПП по контуру
351
По условию Z)min = 3,2 мм, Jmax = 3 мм, следовательно, сборка будет возможна, если Дх > 0; Ду > 0.
Рассчитаем крайний случай:
Дх = Ду= 0.
Тогда
(5.22)
при условии, что допущены следующие упрощения (см. (5.20) и (5.21)):
8л, =8^ =§/, =8,2 =8.
Решая уравнение (5.22) относительно 6, получим:
J) = ^min ~ _ 2g
2
или
2g _ ^min ^max
Откуда
g _ ^min ~ ^max 4
Подставляя численные значения ZLin и получим iiill шаЛ' *
3 2-3
6 =±±_^=0,05 мм,
4
следовательно,
8л, =8^ =8Z| =8,2 =0,05 мм. 7
Таким образом, допуски на размеры L, и Z2, /, и 72 должны быть в пределах 50 мкм.
5.9.4. Скрайбирование
Скрайбирование групповых заготовок ПП осуществляется механическим способом или лазером.
При механическом скрайбировании на установках скрайбирования групповых заготовок, например, фирмы TELMEC (Италия) (22 000 долл.) линия скрайбирования, по которой будет произведен разлом на отдельные заготовки, формируется двумя дисковыми фрезами диаметром 100 мм, расположенными в одной вертикальной плоскости и прорезывающие V-об-разные канавки с двух сторон. Глубина канавок регулируется в зависимости от толщины групповой заготовки. Для базирования заготовки исполь
352
Глава 5. Основные этапы изготовления печатных плат
зуют фиксирующие штифты, находящиеся на технологическом поле заготовки. Точность позиционирования фрез составляет (±0,05) мм; точность глубины фрезерования — (±0,15) мм; толщина заготовок — 0,6...2,4 мм, максимальная рабочая ширина — 610 мм.
При лазерном скрайбировании контура ПП подвергается испарению часть поверхности вдоль границы раздела. Скрайбирование осуществляется путем нанесения на поверхности сплошной канавки или прошивки близко расположенными отверстиями, после чего диэлектрик легко надламывается вдоль линии скрайбирования. Преимуществами лазерного скрайбирования является:
• высокая точность и производительность операции резки;
• чистота обработки поверхности: возможность получения надрезов с ровными и чистыми краями;
• небольшая продолжительность и малая область воздействия, что обеспечивает небольшие напряжения в разделяемой заготовке и ПП;
• отсутствие механического контакта и силы давления на ПП, благодаря чему отсутствуют повреждения в виде сколов и микротрещин;
• возможность автоматизации процесса;
• экономичность даже при малом объеме производства;
• не требует высокой квалификации операторов.
Лазерное скрайбирование с последующим разламыванием (отделением технологического поля от ПП) целесообразно осуществлять с помощью импульсного лазерного излучения, протекающие процессы при котором сходны с процессом возгонки лазерным лучом отверстий в ПП.
Лунки в диэлектрике могут быть образованы как отдельными импульсами, так и с помощью многоимпульсной обработки в режиме модулированной добротности непрерывно движущимся лазерным лучом с большой частотой следования импульсов, обеспечивающей перекрытие лунок.
Для скрайбирования диэлектрических материалов, как правило, применяют установки с импульсными лазерами на СО2.
5.10. Маркировка ПП
Маркировка ПП необходима для их идентификации в процессе изготовления, сборки ФУ и ЭА, для комьютерного считывания при учете расхода материалов, полуфабрикатов, отпуска готовой продукции, при автоматическом контроле, при самонастройке оборудования, комплектации и пр.
Маркиройка ПП должна содержать (рис. 5.44):
• товарный знак предприятия-изготовителя;
• обозначение ПП;
• дату изготовления (год и месяц);
• порядковый номер вносимых изменений;
• код техпроцесса сборки ФУ на ПП и др.
Маркировку выполняют теми же методами, что и рисунок печатных элементов (сеткографическим; фотохимическим и др.) на самоклеящихся' этикетках из полимерных пленок: полиимида, полиэстера, полиэфирамида
Испытания ПП
353
с линейчатым (1D) штрих-кодом или двумерным (2D) матричным кодом. Высокая плотность размещения информации в матрице в виде темных и светлых прямоугольников позволяет закодировать большой объем информации вплоть до основных технических характеристик на этикетке шириной от 3 мм.
Информация на этикетку заносится на матричном, струйном, лазерном или термо
трансферном принтерах. Наиболее перспективным является последний из-за высокого качества печати и производительности (до 14 000 долл.). Одной из фирм, занимающейся производством этикеток является фирма Brady Corp. (США).
Этикетки из полиимида можно размещать как на верхней, так и на нижней стороне ПП при пайке волной припоя или оплавлением припой-ной пасты; из полиэфирамида — на верхней при пайке волной припоя и на обеих сторонах при пайке оплавлением; из полиэстера — только на верхней при пайке волной припоя.
Фирмы Brady Corp. (США), Lackwerke Peters GmbH (Германия), компания Beicrsdorf AG (Германия) выпускают, кроме этикеток, стрип-рези-сты (липкие аппликации из полиимида) для временной локальной защиты ПП при обработке в электролитах золочения, при облуживании, при лс-веллировании горячим воздухом, при пайке волной припоя и пр.
Лазерная маркировка ПП осуществляется одним из методов:
• проекционным методом, при котором форма сечения лазерного луча задается с помощью маски и проецируется на ПП в нужном масштабе для получения любых сложных знаков идентификации;
• сканированием сфокусированного лазерного пучка на поверхность ПП, модуляцией его интенсивности для испарения части материала в заранее намеченных местах и получения требуемой маркировки.
5.11. Испытания ПП
Испытания — экспериментальное определение количественных и качественных показателей качества ПП как результат воздействия на них внешних дестабилизирующих факторов, включая технологические. ПП должны обеспечивать работоспособность при воздействии на них внешних факторов (режим работы, климатические и механические воздействия) (рис. 5.45). Предельные значения внешних воздействующих факторов определяют группу жесткости работы ПП. Группу жесткости, определяющую перечень воздействующих факторов и соответствующих им видов испытаний, устанавливает конструктор, в зависимости от группы ЭА, для которой разрабатывают ПП (стационарная, возимая, носимая, самолетная, бытовая и др.), объекта установки, условий эксплуатации и в соответствии с предельными значениями внешних воздействующих факторов; ее указывают в ТЗ.
I? ПДООДФОМННФ И технология
печатных цлат
354
Глава 5. Основные этапы изготовления печатных плат
Температура: положительная, отрицательная, циклическое изменение температуры Влажность: повышенная, дождь, иней, роса Атмосферное давление: пониженное, повышенное Солнечная радиация: ИК-излучение, УФ-излучение Примеси в воздухе: пыль, соль (соляной туман), промышленные туманы Биологические факторы: грибок (плесень), насекомые, грызуны
Рис. 5.45. Классификация объективных эксплуатационных факторов, действующих на ЭА
Целью проведения испытаний является:
• проверка качества материалов, покрытий, свойств, размеров и эксплуатационных характеристик ПП;
• контроль точности, устойчивости и надежности ТП изготовления;
• проверка работоспособности ПП с учетом влияния воздействующих факторов;
• проверка соответствия ПП стандартам, техническим условиям (ТУ) или частным ТУ (ЧТУ);
• гарантирование качества ПП при международном товарообмене;
• доводка ПП до необходимого уровня качества;
Качество ПП — совокупность свойств, которые определяют способность ПП удовлетворять заданным требованиям. Качество ПП определяют конструктивные, технологические, экономические и другие параметры. Качество ПП как свойство закладывается на этапе разработки конструкции и ТП изготовления, а оценивается в процессе эксплуатации, когда на изготовление ПП затрачены значительные средства.
Наиболее целесообразно оценивать качество ПП путем контроля и проведения испытаний на каждом этапе жизненного цикла ПП: при проектировании, постановке на производство, изготовлении, эксплуатации (при анализе рекламаций) и др. Поэтому испытания проводятся на различных этапах жизненного цикла ПП: при проектировании; при изготовлении; при выпуске ПП;
Цели и задачи проведения испытаний на этих стадиях различны: при проектировании целью испытаний является повышение качества ПП, а на
Испытания ПП
355
этапах изготовления и выпуска — оценка их качества, поэтому проводятся различные виды испытаний при проектировании, при изготовлении опытного образца или опытной партии, а также в серийном и массовом производстве ПП.
Испытания готовых ПП (при выпуске) бывают различные:
• квалификационные — проводятся на установочной серии ПП на стадии освоения производства с целью оценки готовности предприятия к выпуску ПП данного типа в заданном объеме;
• предъявительские — осуществляет служба технического контроля предприятия перед предъявлением ПП для приемки представителям заказчика;
• приемо-сдаточные — проводятся в освоенном производстве. Это контрольные испытания готовых ПП при приемке изготовителем или представителем заказчика вместе с изготовителем;
• периодические — осуществляются один раз в месяц или квартал с целью контроля качества ПП и возможности продолжения их выпуска. Это длительные дорогостоящие испытания с термоциклами, продолжительными вибрациями и пр. Поэтому они всегда бывают выборочными;
• инспекционные — выполняются специально уполномоченными организациями выборочно для оценки стабильности качества ПП;
• типовые — испытания выпускаемых ПП, которые проводятся с целью оценки эффективности внесения изменений в конструкцию, ТП изготовления ПП и др.;
• аттестационные — для оценки качества ПП при их аттестации по категориям качества;
• сертификационные — для установления соответствия показателей качеств ПП требованиям национальных и международных стандартов.
Для обеспечения нормального взаимодействия между изготовителем и заказчиком ПП необходимо использовать нормативно-методическую документацию, в которой стандартизованы:
• требования к испытаниям ПП;
• процесс организации испытаний;
• методы и устройства испытаний ПП;
• форма и содержание специальных технических документов (методик, программ, заключений, протоколов, и пр.);
• положения о правах и обязанностях изготовителей и заказчиков ПП, а также подразделений, проводящих испытания;
• планирование испытаний, что оговаривается в частных и общих ТУ на конкретные типы ПП.
ГОСТ 23752.1—92 «Платы печатные. Методы испытаний» (МЭК 326-2—90) является каталогом стандартных методов испытаний, необходимых для оценки свойств, размеров и эксплуатационных характеристик всех ПП.
ГОСТ 23752—79 «Платы печатные. Общие технические условия» содержит технические требования, правила приемки, методы испытаний, требования к маркировке, упаковке, транспортированию, хранению и распро
12*
356
Глава 5. Основные этапы изготовления печатных плат
страняется на все готовые ПП (ОПП, ДПП, МПП, ГПП, ГПЖ, ГПК) независимо от метода их изготовления. Он состоит из нескольких стандартов:
• МЭК 326-2—76. Часть 2. Методы испытаний (8 стандартов) — групповые ТУ на различные типы ПП (ОПП, ДПП, МПП, ГЖП и др.);
• МЭК 326-1—84. Часть 1. Общая информация для составления ТУ.
Поскольку ГОСТ 23752.1—92 и ГОСТ 23752—79 с комплектом стандартов не распространяется на требования, предъявляемые к размерам, свойствам и эксплуатационным характеристикам конкретных ПП, их целесообразно использовать как рекомендации по составлению конкретных стандартов типа, частные технические условия (ЧТУ), в которых будут установлены требования к конкретным ПП, а также объем, последовательность испытаний, допустимые условия их эксплуатации. Поэтому основным документом, по которому осуществляется контроль качества выпускаемых ПП, являются стандарты технических условий (ТУ) на конкретные типы ПП и ЧТУ.
Например, на основании ТУ на конкретные ПП (МЭК 326-9—91 «Платы печатные. Часть 9. Технические условия на гибкие МПП») по результатам испытаний принимается решение о пригодности поставки ПП и последующему их использованию, а также решаются все спорные вопросы между изготовителем и заказчиком.
Указанные выше стандарты ГОСТ 23752.1—92 и ГОСТ 23752—79 распространяются на все готовые ПП, изготовленные любым способом, и необходимы для обеспечения однообразия, воспроизводимости методов и методик проведения испытаний.
5.11.1. Программа и методика испытаний ПП
Программа и методика являются основными организационно-методическими документами при испытаниях ПП, содержание которых должны обеспечить объективную оценку их качества и которые могут оформляться или одним документом, или раздельно. Программа и методы проведения испытаний определяются конструкцией ПП, назначением и условиями эксплуатации ЭА, в которую входят ПП.
В случае их раздельного оформления программа испытаний должна состоять из следующих разделов:
• общие положения;
• общие требования к условиям проведения испытаний;
• требования безопасности;
• отчетность,
а методика испытаний должна включать:
• определяемые показатели и точность их измерения;
• режимы испытаний ПП;
• методы испытаний.
В программе испытаний в разделе «Общие положения» указывают:
• наименование и обозначение ПП, цель испытаний в зависимости от назначения, группы, уровня и этапа жизненного цикла (проектирование, изготовление, приемка);
• вид испытания и пр;
Испытания ПП
357
В разделе «Общие требования к условиям проведения испытаний» указывают следующие требования:
• к месту проведения испытаний (цех, лаборатория);
• к средствам проведения испытаний (стендам, измерительной и вычислительной технике и т. п.);
• к условиям проведения испытаний (состояние окружающей среды);
• к подготовке ПП к испытаниям и др.
В разделе «Требования безопасности» перечислены требования безопасности при подготовке изделия к испытаниям, проведении и завершении испытаний.
В разделе «Отчетность» приводится перечень документов, в которых фиксируются результаты испытаний, измерений, правила оформления этих документов.
В методике испытаний в разделе «Определяемые показатели и точность их измерений» приводят:
• перечень определяемых параметров, номинальные значения и предельные отклонения;
• перечень оборудования;
• класс точности измерительного оборудования и допустимую погрешность измерения показателя;
• методику измерения показателя и др.
В разделе «Режимы испытаний» указывают режимы, ограничения и др.
В разделе «Методы испытаний» приводят:
• схемы испытаний (измерений);
• описание метода испытаний;
• формулы расчета;
• номограммы, диаграммы, графики и пр.
В качестве образцов для проведения испытаний могут быть использованы:
• серийные ПП;
• тест-купоны, расположенные на заготовке серийной ПП (на технологическом поле);
• отдельные составные тест-купоны, изготовленные одновременно с серийными ПП в одном ТП и с применением тех же материалов.
Все испытания проводятся при нормальных атмосферных условиях, если это не оговаривается в ЧПУ особо:
• температура — (25± 10) °C;
• относительная влажность — 45...75 %;
• атмосферное давление — 86... 106 кПа (630...800 мм рт. ст.).
Методы испытаний, которые необходимо провести для конкретных ПП указываются в ЧТУ, в соответствии с условиями эксплуатации, объектом установки пр.
Для приемки (проверки соответствия) готовых ПП требованиям ГОСТ 23752.1—92 проводят следующие испытания:
• приемо-сдаточные;
• периодические;
• типовые.
Результаты испытаний оформляют протоколом.
358
Глава 5. Основные этапы изготовления печатных плат
Приемо-сдаточные испытания выполняются в такой последовательности:
• соответствие конструкторской документации;
• соответствие используемых материалов требованиям ГОСТ на материал;
• внешний вид и конструкция;
• перпендикулярность сторон;
• наличие деформации;
• правильность монтажных соединений;
• сопротивление электрических цепей;
• сопротивление изоляции при нормальной температуре и повышенной влажности;
• паяемость;
• толщина слоя меди в отверстии.
По окончании приемо-сдаточных испытаний представители отдела технического контроля (ОТК) и заказчика ставят клеймо на ПП и подписывают протокол о приемке.
Периодические испытания ПП проводят с целью периодического контроля качества изделий и стабильности ТП их изготовления.
Периодические испытания проводят не реже одного раза в шесть месяцев на изделиях, прошедших приемо-сдаточные испытания в следующей последовательности:
• соответствие конструкторской документации;
• внешний вид;
• деформация;
• устойчивость к перегибам;
• устойчивость к перепайке;
• паяемость;
• устойчивость маркировки к воздействию нейтральных растворителей;
• толщина слоя меди в отверстиях;
• сопротивление изоляции на наружных, внутренних слоях и между слоями;
• электрическая прочность изоляции наружных слоев и между слоями;
• устойчивость металлизированных отверстий к токовой нагрузке и воздействию температур;
• влагоустойчивость;
• холодоустойчивость;
• теплоустойчивость;
• устойчивость к пониженному давлению;
• устойчивость к термоудару в кремнийорганической жидкости.
Периодические испытания в опытном и мелкосерийном производстве выполняют на пяти изделиях, в серийном и крупносерийном — на десяти изделиях независимо от изготавливаемого количества.
Типовые испытания проводят при принципиальном изменении в конструкции (например, изменение материала основания, проводникового материала, материала покрытия и др.) или технологии изготовления для оценки эффективности и целесообразности внесения изменений.
Решение о необходимости проведения типовых испытаний, о числе ПП, об объеме и последовательности испытаний принимает главный кон
Испытания ПП
359
структор по согласованию с представителем заказчика. Номенклатура показателей — та же, что и при периодических испытаниях. Положительные результаты типовых испытаний являются основанием для введения изменений в конструкторскую и технологическую документацию.
5.11.2. Методы испытаний
Рассмотрим особенности проведения основных испытаний ПП в соответствии с ГОСТ 23752.1—92.
5.11.2.1. Общий осмотр ПП
Испытания проводятся для проверки внешнего вида, геометрии печатных проводников, цвета диэлектрика (материала основания ПП), коробления (плоскостность) ПП на соответствие требованиям, указанным в ЧТУ на конкретные ПП. Испытания проводятся визуальным осмотром:
• без увеличения;
• с 3- и 10-кратным увеличением с помощью лупы;
• с 250-кратным увеличением с помощью микроскопа с ценой деления равной 0,025 мм.
Под микроскопом оценивается качество металлизированных отверстий по микрошлифам, а также измеряются диаметры отверстий, ширина проводников и расстояния между ними, дефекты по краям проводников и др.
Визуальный осмотр проводится не только на готовых ПП, но и на каждом этапе ТП их изготовления.
5.11.2.2. Электрические испытания ПП
Существуют следующие виды электрических испытаний ПП:
• определение электрического сопротивления проводников;
• определения электрического сопротивления межслойного соединения;
• определения изменения сопротивления сквозных металлизированных отверстий при воздействии теплового удара, смене температур;
• проверка целостности печатных проводников;
• проверка отсутствия короткого замыкания;
• оценка способности покрытия в металлизированных отверстиях выдерживать установленное значение испытательного тока;
• оценка способности проводников, контактных площадок и мест контакта с покрытием сквозных металлизированных отверстий выдерживать заданную величину тока;
• определение сопротивления изоляции на наружных слоях или слоях МПП перед прессованием;
• определение сопротивления изоляции на внутренних слоях МПП;
• определение сопротивления изоляции между соседними слоями МПП;
• определение электрической прочности изоляции наружных слоев; между слоями;
360
Глава 5. Основные этапы изготовления печатных плат
• определение изменения частоты под влиянием внешней среды;
• определение полного входного сопротивления электрической принципиальной схемы, реализованной печатным монтажом.
Электрическое сопротивление печатных проводников измеряют на двух длинных и узких проводниках в двух местах, фиксируя’ при этом значение ширины, толщины, длины проводника, а также материал из которого он изготовлен. Погрешность измерения не должна превышать 5 %, а сила тока должна быть такой, чтобы не было существенного нагрева проводника.
Электрическое сопротивление межслойного сопротивления определяют четырехзондовым методом между двумя отверстиями на серийной ПП или тест-купоне. Предварительно измеряют диаметр отверстий, толщину ПП, покрытий в металлизированных отверстиях, а также выбирают один из способов подключения измерительных приборов, представленных на рис. 5.46.
Рис. 5.46. а — 1-й способ подключения измерительных приборов (/ — зажимы для измерения тока; 2 — зажимы для измерения напряжения; 3 — вывод); б — 2-й способ подключения измерительных приборов ( / — контактные штыри для измерения тока; 2 — контактные штыри для измерения напряжения)
В 1-м случае (см. рис. 5.46, а) в выбранные отверстия впаивают соединительные проводники, а во 2-м (см. рис. 5.46, б) — две пары контактных штырей. Электрический ток в обоих случаях не должен превышать 0,1 А. Измеренное значение сопротивления фиксируется в протоколе испытаний и сопоставляется с заданным в ЧТУ (табл. 5.28).
Определение изменения сопротивления сквозных металлизированных отверстий при воздействии теплового удара (например, при пайке или при циклической смене температур) производится на готовой ПП, имеющей рад металлизированных отверстий, соединенных последовательно, на которой не должно быть покрытия олово—свинец (рис. 5.47). В том случае, если оно имеется, его необходимо удалить химическим путем в растворе со следующими компонентами:
• азотная кислота 60 % (плотность 1,36 г/см3 при 20 °C) — 330 мл;
• борфтористоводородная кислота 40 % (плотность 1,32 г/см3 при 20 °C) - 3 мл;
• деионизованная вода.
Электрическое сопротивление (или падение напряжения) соединенных последовательно отверстий измеряется четырехзондовым методом при постоянном токе равным (100±5) мА. Значения сопротивления фиксируются
Испытания ПП
361
Рис. 5.47. Рисунок тест-купона для измерения сопротивления металлизированного отверстия при смене температур
5,0 — 90
при помощи записывающего устройства в течение всего испытания. Увеличение сопротивления является показателем качества металлизированного отверстия.
Испытания на тепловой удар при погружении в жидкость проводят методом двух ванн попеременно. Одна ванна должна быть с кремнийорганиче-ской или эквивалентной ей жидкостью с низкой вязкостью температуры Т = (225±2) °C, измеряемой на глубине 25 мм, а вторая ванна — с такой же жидкостью температуры Т = (260±5) °C. Время выдержки — (20± 1) с.
Образцы погружают в жидкость в вертикальном положении, так чтобы концевой соединитель с подсоединенным записывающим устройством находился на 30 мм выше уровня жидкости. Образцы погружают попеременно в ванны с температурой 225 и 260 °C, а затем в ванну с температурой 25 °C, в которой выдерживают до установления постоянного значения сопротивления. Число циклов устанавливается ЧТУ.
В каждом конкретном случае проведения испытаний устанавливается:
• количество погружений в ванну сТ= (260±5) °C;
• максимально допустимое увеличение значения сопротивления (в %) между первым и последним погружением в ванну с Т= 225 °C;
• то же самое — в ванну с Т= (260±5) °C;
• то же самое во время любого одного погружения в ванну с Т= (260±5) °C.
Изменение значений сопротивления (напряжения), зафиксированное записывающим устройством, представляется в виде графика, приведенного на рис. 5.48.
Проверка целостности печатных проводников и проверка на наличие короткого замыкания определенных проводящих участков ПП проводится одна за другой на одном и том же образце или одновременно на автоматических стендах с контактирующими устройствами, имеющими испытательные подпружиниваемые щупы («ложе из гвоздей») подсоединяемых к проводникам и контактным площадкам ПП.
Испытания проводятся на выбранных участках проводящего рисунка на поверхности или между любыми слоями серийной ПП. Испытательные щупы подсоединяются к различным участкам конкретной цепи. Величина подводимого напряжения выбирается таким образом, чтобы при наличии короткого замыкания (КЗ) ток на участке цепи не отключался. Необходи-
362
Глава 5. Основные этапы изготовления печатных плат
Рис. 5.48. Изменение сопротивления металлизированных отверстий при смене температур: I — значение сопротивления при первом погружении при Т= 25 °C; 2 — значение сопротивления при первом погружении при Т = 260 °C; 3 — значение сопротивления при последнем погружении при 7=260 °C; 4 — значение сопротивления при последнем погружении при Т= 25 °C; 5 — максимально допустимое увеличение сопротивления между первым и последним погружениями в ванну с Т= 260 °C; 6 — максимально допустимое увеличение сопротивления во время любого одного погружения в ванну с Т= 260 °C; 7 — максимально допустимое увеличение сопротивления между первым и последним погружениями в ванну с Т= 225 °C;
8 — исходное значение сопротивления
мо также ограничивать значения тока, чтобы он не превышал токовую нагрузку цепи, дабы избежать ее перегрева. Для испытания на отсутствие-на-личие КЗ используют простой индикатор, например индикаторную лампу или измерительный прибор.
Если оцениваются особые требования, то сопротивление изоляции между отдельными испытываемыми проводниками должно быть больше 1 МОм или должно соответствовать ЧТУ.
Перед проведением испытаний необходимо установить:
а) испытуемое напряжение;
б) минимально допустимое сопротивление, если оно отличается от 1 МОм;
в) участки ПП;
г) максимально допустимый ток.
Проверка целостности электрической цепи по схеме соединений проводящего рисунка ПП проводников осуществляется путем подвода заданного напряжения к каждому отдельно подсоединенному к контрольному устройству проводнику по очереди через любую доступную точку цепи (например, КП, печатный контакт, соединитель) и по очереди к каждой другой внешней точке, с которой должен соединяться этот проводник. Для этого применяют приспособления, которые ограничивают максимальный ток в пределах допустимой токовой нагрузки испытываемой цепи. При этом не должно быть электрического разрыва между выбранными точками цепи. Считается, что целостность между отдельными точками имеется, если сопротивление цепи менее 5 Ом или соответствует ЧТУ.
Перед проведением испытаний на целостность проводников обговаривают: испытательное напряжение; максимально допустимое сопротивление, если оно отличается от 5 Ом; максимально допустимый ток.
Оценка способности покрытия в металлизированных отверстиях выдерживать установленное значение испытательного тока. Испытания проводятся на серийной ПП. В соответствии с табл. 5.26 в течение 30 с через покрытие металлизированного отверстия пропускают электрический ток от
Испытания ПП
363
источника переменного или постоянного тока. Щупы прикладывают с усилием примерно 1 Н. Перед проведением испытаний обговариваются параметры отверстия.
Таблица 5.26. Значения испытательного тока
Диаметр отверстий, мм Испытательный ток, А
0,6 8
0,8 9
1,0 11
1,3 14
1,6 16
2,0 20
Оценка способности проводника и соединений между проводниками и покрытием сквозных металлизированных отверстий выдерживать заданные значения электрического тока проводится на серийных ПП; тест-купонах или на составных тест-купонах.
Через проводник в течение заданного времени пропускается ток (переменный или постоянный) установленной величины.
При этом обговаривают: проводник и точки соединения; величину и время приложения тока;
Определение сопротивления изоляции на наружных слоях или на слое МПП перед прессованием. Сопротивление изоляции характеризует качество материала и ТП изготовления ПП и рассчитывается по формуле:
^=160^^1),
где R" — сопротивление изоляции фольгированного материала, МОм;
Rnn — сопротивление материала, МОм;
FK — расстояние между проводниками, мм;
L — длина параллельных проводников, мм.
Сопротивление изоляции измеряют между любыми двумя точками проводящего рисунка серийной ПП или слоев МПП перед прессованием.
Перед измерением сопротивления изоляции необходимо провести предварительное кондиционирование образца в нормальных атмосферных условиях в течение 24-х ч для получения устойчивых результатов измерений.
Испытательное напряжение на участке, на котором измеряется сопротивление изоляции, должно быть (10± 1) В, (100± 15) В или (500±50) В в соответствие с ЧТУ. . -
Время приложения напряжения составляет 1 мин.
Перед проведением испытаний необходимо установить:
• участок проводящего рисунка ПП;
• испытательное напряжение;
• температуру И (или) влажность, если отличаются от нормальных значений;
• минимальное значение сопротивления.
364
Глава 5. Основные этапы изготовления печатных плат
Определение сопротивления изоляции на внутренних слоях МПП. Это сопротивление зависит от поверхностного и объемного сопротивления ПП. В качестве образца используют серийную ПП, тест-купон.
Измерение сопротивления изоляции проводится между любыми двумя точками проводящего рисунка на внутреннем слое МПП. Применяется тот же метод, что и в испытании на наружных слоях.
Перед проведением испытаний устанавливается:
• участок проводящего рисунка;
• испытательное напряжение;
• температура окружающей среды и(или) влажность;
• минимальное значение сопротивления изоляции;
Определение сопротивления изоляции между соседними слоями МПП. Сопротивление изоляции в данном случае характеризует качество обработки; качество материала; недостаточность толщины материала основания или склеивающих прокладок.
При испытаниях проверяют сопротивление изоляции между двумя точками проводящего рисунка на различных, на соседних слоях ПП.
Метод проведения испытаний тот же, что и в предыдущих двух случаях.
Перед проведением испытаний устанавливается:
• участок проводящего рисунка для измерения сопротивления изоляции;
• испытательное напряжение;
• температура окружающей среды и (или) влажность, если они отличаются от нормальных;
• минимальное значение сопротивления изоляции.
Определение электрической прочности изоляции наружных слоев ПП. Целью испытаний является оценка способности участка рисунка выдерживать заданное испытательное напряжение без разрушения электрическим разрядом, таким как искрение (разряд на поверхности), дуговой разряд (воздушный разряд) или пробой (пробивной разряд).
Перед проведением испытаний проводится выдержка образцов в течение 24-х ч (предварительное кондиционирование) в нормальных атмосферных условиях. При приложении испытательного напряжения, постоянного или переменного тока частотой от 40...60 Гц. Приборы должны указывать электрический пробой и (или) утечку тока, если повреждение визуально не обнаружено. Напряжение прикладывается в течение 1 мин (повышая до установленного значения за 5 с).
Особо обговариваются: точки приложения напряжения, напряжение, максимальный ток утечки.
Испытание напряжением между слоями МПП проводятся с целью проверки отсутствия электрических пробоев или утечки между проводящими участками соседних слоев МПП.
Электрический пробой характеризует:
• нарушение в ТП;
• недостаточную толщину материала;
• недостаточную толщину склеивающих прокладок.
Испытания ПП
365
Испытания проводят на выбранных участках проводящего рисунка на соседних слоях серийной ПП. Метод проведения испытаний аналогичен предыдущим.
В частных ТУ указывается:
• точки приложения напряжения;
• напряжение;
• максимальный ток утечки;
• минимальные значения сопротивления изоляции.
Определение изменения частоты под действием внешней среды. Испытания проводятся с целью определения влияния внешних воздействий на участках рисунка ПП, образующего часть колебательного контура.
Испытания проводятся на серийных ПП или тест-купонах.
Определяемый участок рисунка ПП подсоединяется к колебательному контуру внешнего ВЧ-генератора. Частота должна соответствовать ЧТУ.
Измерения проводятся частотомером после предварительного кондиционирования и после восстановления.
Перед испытаниями обговаривают:
• участок выбранного рисунка;
• условия внешней среды;
• точки измерения в последовательности воздействия внешней среды;
• частота;
• допустимый уход частоты.
Определение полного входного сопротивления (импеданс) схемы, реализованной печатным монтажом. Существует несколько методов, выбор которых зависит от ПП (диапазон частот) и от измерительных приборов.
5.11.2.3. Механические испытания ПП
Различают следующие виды механических испытаний ПП:
• определение адгезии проводников к материалу основания в нормальных атмосферных условиях в том числе и гибких ПП;
• определение прочности на отрыв контактных площадок неметалли-зированных отверстий от материала основания ПП;
• определение прочности на вырыв покрытий сквозных металлизированных отверстий без контактных площадок;
• определение отклонения от плоскостности ПП;
• установление способности ГПП выдерживать изгиб во время эксплуатации.
Определение адгезии проводников к материалу основания ПП в нормальных атмосферных условиях. Испытания проводятся с целью определения влияния различных операций ТП изготовления ПП (например, гальванического осаждения меди, покрытия металлорезиста олово—свинец и др.) на адгезию проводников к материалу основания ПП, которая зависит от толщины медной фольги и других осажденных металлов и сплавов. В качестве критерия оценки адгезии используют силу отрыва (отделения) проводника от материала основания, приходящегося на единицу ширины проводника.
Испытания проводят на нескольких проводниках (не менее 4-х) серийной ПП, длина которых должна быть более 75 мм, а ширина — менее
366
Глава 5. Основные этапы изготовления печатных плат
0,8 мм. Перед проведением испытаний на каждом из 4-х проводников должен быть отделен от материала основания участок проводника длиной, примерно, 10 мм. Отделенный участок проводника по всей ширине захватывают зажимом и начинают отрывать со скоростью приблизительно 50 мм/мин, прикладывают возрастающее усилие в направлении, перпендикулярном плоскости предварительно закрепленной на монтажном столе ПП. На каждом из 4-х проводников отрывается участок длиной 25 мм и при этом измеряется усилие отрыва проводника. Максимальное значение усилия отрыва, приходящееся на единицу ширины проводника, определяет прочность на отслаивание проводников от материала основания ПП в нормальных атмосферных условиях и выражается в ньютонах на миллиметр ширины проводника.
В протоколе испытаний указываются:
• испытываемые проводники ПП;
• минимальное значение прочности на отрыв.
При испытании ГПП, плата закрепляется (зажимается) между двумя пластинами с вырезом или на барабане.
Определение прочности на отрыв контактных площадок неметаллизиро-ванных отверстий от материала основания ПП. Испытания проводятся для определения силы сцепления контактных площадок с материалом основания ПП при воздействии теплового удара после нескольких перепаек.
В качестве критерия оценки прочности на отрыв контактных площадок применяют усилие, необходимое для отрыва КП от материала основания ПП в направлении, перпендикулярном к поверхности ПП, которое приблизительно оценивает прочность на отрыв КП после операции пайки.
Испытания проводят на круглых КП, отделенных от проводников.
Предпочтительные размеры КП, отверстий и проволоки для проведения испытаний приведены в табл. 5.27.
Таблица 5.27. Предпочтительные размеры КП, отверстий и проволоки для проведения испытаний
Диаметр КП, мм Диаметр отв., мм Диаметр проволоки, мм
4 1,3 0,9... 1,0
2 0,8 0,6...0,7
В частном ТУ могут быть приведены другие размеры контактных площадок, отверстий и проволоки.
Испытания проводятся либо при помощи паяльника, либо при помощи многократного погружения образца в припой.
1. Испытание при помощи паяльника. При ручной пайке паяльник должен иметь медное жало длиной (39±5) мм, с диаметром (5+1) мм, с углом заточки (45±10)° и температурой во время испытаний, равной (210±10) °C.
В качестве припоя применяется прутковый припой ПОС-61 диаметром не более 1,5 мм с канифольным сердечником.
Испытания ПП
367
Испытания проводят в определенной последовательности:
• облуживают контактную площадку в течение (4±1) с паяльником;
• впаивают облуженную проволоку в отверстие, перпендикулярно ПП в течение (4±1) с;
• охлаждают контактную площадку;
• отпаивают проволоку вторым касанием паяльника в течение (4±1) с и извлекают из отверстия;
• после охлаждения проволоку повторно впаивают в отверстие в течение (4±1) с;
• количество циклов испытаний указывается в ЧТУ;
• после последнего цикла пайки образец остывает в течение 30 мин в нормальных атмосферных условиях;
• помещают на разрывную машину, на которой прикладывается постепенно увеличивающееся усилие перпендикулярно ПП со скоростью не более 50 Н/с до полного отделения контактной площадки от основания ПП.
2. Испытания методом многократного погружения в припой. При испытаниях методом многократного погружения в припой в качестве оборудования применяется ванна, глубина припоя в которой должна быть не менее 75 мм. Температура припоя (ПОС-61) в течение всего испытания должна находиться в пределах (260±5) °C на глубине 25 мм.
Этапы первого цикла испытаний:
• облуживают контактную площадку в течение (4±1) с;
• впаивают проволоку в отверстие в течение (4± 1) с;
• образец с проволокой флюсуют и закрепляют в зажимном устройстве;
• образец погружают в расплавленный припой в течение (4±0,5) с на глубину 26,5 мм;
• охлаждают КП до температуры Т= (25±10) °C;
• повторно погружают в течение (4±0,5) с имитируя тепловой удар;
• охлаждают КП до Т= (25± 10) °C;
• третье погружение, имитирующее повторную пайку проволоки.
Первый цикл пайки состоит из приведенных выше трех погружений. При выполнении нескольких циклов для каждого последующего цикла добавляют два погружения. Необходимое число циклов указывается в ЧТУ.
После последнего цикла пайки образец остывает в течение 30 мин при нормальных атмосферных условиях и затем его помещают на разрывную машину.
Прочность на отрыв контактных площадок определяется минимальным усилием, необходимым для отрыва десяти контактных площадок от основания ПП.
Перед проведением испытания необходимо установить:
• на каких КП будут проводить испытания;
• способ пайки;
• число циклов пайки;
• минимальное значение прочности на отрыв.
368
Глава 5. Основные этапы изготовления печатных плат
Определение прочности на вырыв покрытий сквозных металлизированных отверстий без контактных площадок. Испытания проводятся для оценки способности металлизированных отверстий без контактных площадок выдерживать повторные операции пайки.
В качестве образцов используются серийные ПП, тест-купоны или составные тест-купоны, на которых определяется десять металлизированных отверстий без контактных площадок для проведения испытаний.
Перед проведением испытаний облуженный конец । проволоки впаивают в отверстия ПП (образца) таким образом, чтобы он выступал на противоположной стороне ПП на расстояние более 1,5 мм. Испытания проводятся паяльником или погружением в расплавленный припой в соответствии с методиками, приведенными в предыдущем испытании. Число циклов указывается в ЧТУ.
После последнего цикла пайки ПП, образец охлаждают в течение 30 мин при нормальных атмосферных условиях и помещают на разрывную машину. К проволоке ПП под прямым углом прикладывают постепенно увеличивающееся усилие со скоростью не более 50 Н/с до тех пор, пока столбик металлизации в отверстиях не отделится от материала основания ПП.
На каждой стороне ПП проводят пять испытаний. Прочность на вырыв металлизации из отверстий ПП определяется минимальным усилием, необходимым для отрыва покрытия из десяти отверстий.
При этом заранее устанавливается:
• испытываемые металлизированные отверстия;
• способ пайки;
• число циклов пайки;
• минимальное значение прочности на вырыв.
Определение отклонения от плоскостности ПП. Испытания проводятся на серийной ПП, которая размещается на столе вогнутой стороной вверх и измеряется максимальный зазор между линейкой, лежащей на вогнутой поверхности и ПП с точностью до 0,1 мм.
Значение плоскостности ПП на 100 мм длины, К, мм, рассчитывают по следующей формуле:
v 1002Я
где Н — максимальное расстояние от поверхности ПП до линейки, мм;
L — расстояние между точками опоры линейки, мм.
Плоскостность оценивается радиусом кривизны R, мм:
За показатель плоскостности принимают минимальный радиус кривизны при указанных размерах ПП. Заранее устанавливается минимальное значение плоскостности.
Установление способности ГПП выдерживать изгиб во время эксплуатации. Испытания проводятся на серийной ПП, из которой вырезают образец
Испытания ПП
369
размером 100 х (22±2) мм. Испытуемый образец устанавливают таким образом, чтобы внутренний диаметр петли был равен (9,6±0,4) мм, а возвратно-поступательное движение петли образца ГПП находилось бы в пределах 25...27 мм. При этом должно выполняться не более 10 циклов в минуту.
Возвратно-поступательное движение образца выполняется до тех пор, пока или не произойдет обрыв печатного проводника ГПП, что вызывает остановку мотора, или до тех пор, пока не будет выполнено требуемое число испытаний без повреждения токопроводящих участков ГПП.
Испытания проводятся на двух образцах для двух случаев:
• когда рисунок печатных проводников находится внутри петли;
• когда рисунок печатных проводников находится на внешней стороне петли.
Такие же испытания выполняют и в поперечном направлении.
Показателем усталости от изгиба ГПП является минимальное число циклов, вызывающее разрыв печатного проводника в любом направлении (продольном или поперечном) с расположением рисунка печатных проводников внутри или снаружи петли.
В частном ТУ оговаривается:
• положение сторон пайки ГПП относительно зажимного устройства;
• направление изгиба;
• число циклов изгиба;
• допускаемое расслоение;
После испытаний на усталость от изгиба, проводят визуальный осмотр печатных проводников с использованием лупы с линейным трехкратным увеличением при рассеянном свете.
5.11.2.4. Испытания металлических покрытий ПП
При проведении испытаний металлических покрытий ПП оценивают:
• адгезию металлического покрытия к диэлектрическому основанию ПП методом липкой ленты;
• адгезию металлического покрытия к диэлектрическому основанию ПП методом полировки;
• пористость металлического, золотого, палладиевого и родиевого покрытий на меди с никелевым подслоем путем выдержки в газе;
• пористость золотого, палладиевого и родиевого покрытий на меди электрографическим методом;
• пористость золотого, палладиевого и родиевого покрытий на меди с никелевым подслоем электрографическим методом;
• толщину гальванических покрытий;
• паяемость ПП и сквозных металлизированных отверстий;
• состояние сквозных металлизированных отверстий, токопроводящего рисунка и материала основания ПП с помощью микрошлифов.
Оценка адгезии металлического покрытия к диэлектрическому основанию ПП методом липкой ленты. Испытания проводят на серийной ПП, на печатные проводники которой нанесено гальваническое покрытие.
После приклеивания липкой прозрачной ленты к печатным проводникам, заранее отделенных от других участков на площади не менее 1 см2,
370
Глава 5. Основные этаны изготовления печатных плат
выдержки в течение 10 с, ленту отрывают с постоянным усилием, направленным под углом 90° к поверхности ПП, после чего проводят визуальный осмотр с помощью лупы с 3-кратным увеличением для оценки внешнего вида и дефектов проводников (если они имеются).
Оценка адгезии металлического покрытия к диэлектрическому основанию ПП методом полировки. Испытания проводятся на серийной ПП для оценки способности металлических покрытий выдерживать напряжение, возникающее при интенсивном трении в процессе эксплуатации, например, на концевых контактах ПП, покрытых золотом, серебром, палладием, родием и другими металлами и сплавами в соединителях прямого сочленения.
Небольшой участок ПП с гальваническим покрытием проводников подвергают интенсивному трению с нажимом гладким полусферическим концом стального стержня диаметром 6,0...6,5 мм в течение 15 с, после чего проверяют визуальным осмотром при помощи лупы с 10-кратным увеличением внешний вид и состояние печатных проводников ПП.
В частном ТУ оговариваются заранее требования к печатным проводникам.
Оценка пористости золотого, палладиевого и родиевого покрытий на медных проводниках с подслоем никеля. Испытания проводятся на серийной ПП для обнаружения разрывов в указанных покрытиях путем выдержки ПП во влажной среде, содержащей сернистый ангидрид и сернистый водород, в результате которой появляется коррозия в местах нарушения целостности покрытий. Затем образец подвергают визуальному осмотру при помощи лупы с 10-кратным увеличением. Применяемость и достоверность этого метода испытаний незначительна.
Оценка пористости золотого, палладиевого и родиевого покрытий на медных проводниках без подслоя никеля электрографическим методом. В качестве образца используется серийная ПП, служащая анодом, на которую накладывают кусок фильтровальной бумаги, пропитанной сернокислым кадмием и кусок фотографической бумаги, контактирующей с алюминиевой пластиной.
Комплект зажимается таким образом, чтобы удельное давление на образец было равномерным и находилось в пределах 140... 170 Н/см2. Затем к образцу прикладывают напряжение не более 12 В, и пропускают постоянный ток плотностью 7,7 мА/см2 в течение 30 с.
Любой дефект покрытия вызывает появление коричневого пятна на электрограмме, полученной на бумаге, пропитанной сернокислым натрием.
Оценка пористости золотого, палладиевого и родиевого покрытий на медных проводниках с подслоем никеля электрографическим способом. Испытания проводят на серийной ПП методом аналогичным предыдущему, но вместо фильтровальной бумаги, пропитанной сернокислым кадмием, применяют бумагу, пропитанную ииоксином, смоченную в дистиллированной воде и выдержанную в парах аммиака. Дефекты покрытий вызывают появление на электрограмме яр^а-красных или буровато-зеленоватых пятен. Затем образец осматривают при помощи лупы с 10-кратным увеличением.
Определение толщины гальванического покрытия. Толщину гальванической меди в отверстиях проводят на серийных ПП, образцах-свидетелях или тест-купонах электрическими измерительными приборами с погреш
Испытапия ПП
371
ностью измерения не более 20 % или на металлографических шлифах 4—6 отверстий. На каждом отверстии проводят по три измерения: одно в середине и два по краям. За толщину гальванической меди принимают среднеарифметическое значение трех измерений, при этом минимальное допустимое значение одного из измерений должно быть не менее 15 мкм для ДПП и 20 мкм — для МПП.
Значение измеряемого электрического сопротивления металлизации в отверстиях не должно превышать указанного в табл. 5.28.
Таблица 5.28. Значение электрического сопротивления металлизации в отверстиях
Диаметр отверстий,* мм Электрическое сопротивление металлизации в отверстиях, мкОм |
Толщина ПП, мм
0,5 1,0 1,5 2,0 2,5 3,0
0,6 180 (220) 360 (450) 540 (680) 720 (900) 900 (ИЗО) 1160 (1350)
0,8 135 (170) 270 (340) 400 (5Ю) 540 (680) 680 (820) 812 (1010)
0,9 120 (150) 240 (300) 360 (450) 480 (600) 600 (750) 720 (900)
1,0 НО (130) 220 (270) 320 (410) 430 (540) 540 (680) 650 (8Ю)
1,2 90 (ИО) 180 (230) 270 (340) 360 (450) 450 (560) 540 (680)
1,3 80 (ЮО) 170 (210) 250 (ЗЮ) 330 (420) 420 (520) 500 (630)
1,5 70 (90) 140 (180) 220 (270) 290 (360) 360 (450) 430 (540)
* Диаметры отверстий указаны с учетом металлизации (толщина покрытий 20 мкм).
Для ПП с толщиной и диаметром отверстий не указанных в табл. 5.28 предел отбраковки определяется путем расчета электрического сопротивления, мкОм, по формуле
где / — толщина ПП, мм;
h — толщина наносимого покрытия, мкм;
d — диаметр отверстия, мм;
р — удельное сопротивление материала покрытия;
Рмеди = 1,7 • КГ8 ОМ • М.
Определение паяемости ПП в сквозных металлизированных отверстиях. Испытания проводят на ПП в состоянии поставки. В качестве образцов используются образцы, содержащие не менее 20-ти металлизированных отверстий и (или) КП, вырезанные из серийных ПП, тест-купонов или составных тест-купонов.
372
Глава 5. Основные этапы изготовления печатных плат
При испытаниях используется флюс ФКСП (40 % канифоли, 60 % этилового спирта), припой ПОС-61 или ПОССу 61-0,5 ГОСТ 21931—76, температура пайки 235...240 °C.
Если испытания проводят с использованием флюса ФКДТ и припоев ПОСВи 36-4 или ПОСК 50-18, то температура пайки должна составлять 195...200 °C.
Последовательность испытания:
• с образца удаляют консервирующее покрытие;
• наносят флюс методом погружения и дают стечь в течение 2...3 мин;
• на образец воздействуют расплавленным припоем в виде волны или методом погружения в течение 3 с при толщине образца до 2,0 мм и 5 с — свыше 2,0 мм;
• удаляют остатки флюса.
Оценка качества осуществляется визуально на микрошлифах путем сопоставления испытуемых отверстий с качественно заполненными припоем отверстиями (рис. 5.49). При этом не менее 95 % испытуемых отверстий должны иметь хорошую паяемость. Допускается проводить проверку паяе-мости при помощи паяльника.
а
.t
Рис. 5.49. Оценка качества паяемости ПП по заполнению припоем металлизируемых отверстий: а — хорошая паяемость ПП; б — плохая паяемость ПП
Испытания ,ПП
373
Оценка состояния сквозных металлизированных отверстий, токопроводящего рисунка и материала основания ПП с помощью микрошлифов. Испытания проводят на образцах взятых из центральных или краевых участков серийной ПП, на тест-купоне или составном тест-купоне. Образцы МПП выбираются таким образом, чтобы было возможно на микрошлифе проверить совмещение слоев в продольном и поперечном направлениях ПП.
Микрошлифы осматриваются с помощью микроскопа при следующих увеличениях, кратных 100, 250, 500, 1000, выбор которых зависит от проводимых измерений или определяемых характеристик.
С помощью микрошлифов можно обнаружить и измерить:
• толщину проводников, химических и гальванических покрытий, медной фольги;
• раковины и трещины в покрытиях;
• наросты гальванической меди и заусенцы;
• боковое подтравливание проводников и нависание металлорезиста;
• наволакивание смолы на стенки отверстий и сверлении;
• «гвоздевой эффект» на внутренних слоях МПП;
• зону контакта столбика металлизации в отверстиях с торцами контактных площадок внутренних слоев МПП;
• отслоение металлизации;
• толщину диэлектрических слоев;
• деструкцию диэлектрика;
• выступание стекловолокон;
• расслоение МПП и материала основания ПП;
• совмещение слоев МПП;
• совмещение контактных площадок внутренних слоев и отверстий;
• размеры контактных площадок;
Перечень контролируемых параметров и характеристик приводится в ЧТУ.
5.11.2.5. Испытания на воспламеняемость ПП
Проводят следующие испытания на воспламеняемость ПП:
• определение характеристик воспламеняемости жестких ПП с удаленным металлом;
• определение характеристик воспламеняемости жестких ПП при контакте с раскаленной проволокой;
• определение воспламеняемости жестких ПП при использовании горелки игольчатого типа;
• определение стойкости к воздействию растворителей и флюсов.
Определение характеристик воспламеняемости жестких ПП с удаленным металлом. Эти испытания являются лабораторными. Используются источники для поджигания с низкой энергией, так как невозможно предсказать поведение ПП при интенсивном горении.
В качестве образцов используются серийная ПП или тест-купон.
Поперек каждого образца (перпендикулярно к продольной оси) проводится линия на расстоянии (25±5) мм от поджигаемого края. На жесткой подставке зажимается край образца, наиболее удаленный от нанесенной
374
Глава 5. Основные этапы изготовления печатных плат
линии, так чтобы продольная ось была горизонтальна, а поперечная наклонена под углом (45±10)° к горизонтальной оси. Пламя под образцами высотой (25± 1) мм выдерживают в течение 30 мин, а затем отводят. Время горения ПП измеряют с момента удаления горелки до затухания пламени на образце, образец проверяет на переход горения за нанесенную линию. Перед испытаниями особо оговаривают:
• участки рисунка;
• максимальное время горения.
Определение характеристики воспламеняемости жестких ПП при контакте с раскаленной проволокой. Интенсивность используемого источника горения имитирует случайный нагрев или накаливание одного ЭРИ или ПМК.
В качестве образцов используют серийные ПП (5 шт.) различного типа, материала, размеров, конструкции, площади, толщин и распределения металла или тест-купоны.
В качестве нагревательного элемента применяют петлю диаметром 4 мм. Для измерения температуры провода используют термопару диаметром 0,5 мм. Для нагрева петли проволоки до Т = 960 °C используют ток 1= 120... 150 А. Конец петли прикладывается к поверхности и выдерживается в течение (30±1) с. Проникание проволоки в образец должно быть не более 7 мм.
Перед испытаниями особо обговаривается:
• число образцов;
• точка приложения раскаленной проволоки;
• положение образцов, если не вертикально;
• температура на конце проволоки;
• время контакта, отличное от 30 с.
Определение воспламеняемости жестких ПП при использовании горелки игольчатого типа. Интенсивность источника горения соответствует отдельно горящим ЭРИ или ПМК.
В качестве образца используют серийные ПП (5 шт.) с учетом: материала, типа, размера, конструкции, площади, толщины и распределения металла.
Испытания проводятся в соответствии с приведенной в предыдущем разделе методикой. Перед испытанием образцы подвергают:
• предварительному кондиционированию при 7= (125 ±2) °C в камере тепла с циркулирующим воздухом в течение 24 ч.
• охлаждение в эксикаторе с безводным хлоридом кальция при Т= 18...25 °C в течение 4 ч.
Горелки устанавливают под углом 45°; высота пламени (12±2) мм (рис. 5.50).
В частном ТУ оговаривают применяемую степень жесткости, которая определяется временем контакта ПП с пламенем: 5; 10; 20; 30; 60; 120 с. При этом необходимо установить:
• число образцов, если не 5;
• положение образцов относительно горелки;
• точку контакта пламени с образцом;
• продолжительность контакта;
Испытания ПП
375
б
Рис. 5.50. Испытания с использованием горелки игольчатого типа: а — при горизонтальном положении ПП; б — при вертикальном положении ПП; 1 — горелка; 2 — ПП
Определение стойкости к воздействию растворителей и флюсов. Испытания проводятся для определения стойкости маркировки, защитных масок и изоляционных покрытий ПП к воздействию растворителей или флюсов, применяемых при пайке.
Образец прямоугольной формы с нанесенным испытуемыми покрытиями и маркировкой выдерживается 24 ч при стабильной температуре, влажности и давлении перед проведением испытаний. Затем он закрепляется в поддоне, в который заливается растворитель и осуществляется трение испытываемой поверхности фетровой прокладкой с частотой приблизительно равной одному ходу возвратно-поступательного движения в секунду. Всего выполняется 25 ходов. В одном растворителе испытания проводятся на трех образцах.
В качестве растворителя при испытаниях используется смесь, состоящая из 4%-го этилового или изопропилового спирта и 96%-го трихлор-трифторэтана или в других типичных растворителях:
• этиловом спирте;
• изопропиловом спирте;
• толуоле;
• трихлорэтане;
• трихлорэтилене;
• метилэтилкетоне;
• горячей воде. э
Для каждого растворителя применяется новая фетровая прокладка.
В конце испытания образец подвергают визуальному контролю при 3-кратном увеличении по возможности при рассеянном свете.
376
Глава 5. Основные этапы изготовления печатных плат
5.11.2.6. Кондиционирование ПП
Существует несколько способов кондиционирования ПП:
• предварительное кондиционирование в нормальных атмосферных условиях;
• предварительное крндиционирование при 7= 125 °C;
• кондиционирование в климатических условиях;
• испытание «Ускоренное старение. Пар/кислород».
Предварительное кондиционирование в нормальных атмосферных условиях. Испытания проводятся для стабилизации условий хранения ПП по теплоте и влажности перед проведением определенных испытаний до степени, достаточной для получения устойчивых исходных результатов измерений. Хранение ПП осуществляют в нормальных условиях в течение 24 ч.
Предварительное кондиционирование при 7= 125 °C. Предварительное кондиционирование проводят в камере тепла с циркуляцией воздуха при 7=(125±5)°С в течение времени, указанным в ЧТУ для просушки ПП, чтобы влага не влияла на результаты испытаний. Затем ПП охлаждают в нормальных атмосферных условиях до 35 °C и менее; время восстановления должно быть не более 8 ч.
Кондиционирование в климатических условиях. Перед проведением климатических испытаний ПП выдерживают в сушильном шкафу при температуре (60±5) °C в течение 2 ч с последующей выдержкой в нормальных климатических условиях не менее 24 ч.
Испытание «Ускоренное старение. Пар/кислород». Целью испытаний является сокращение продолжительности процесса старения ПП до 80 мин за счет использования среды пар/кислород. Рекомендуемые условия ускоренного старения ПП эквивалентны условиям проведения и испытания на воздействие высокой температуры 7 = (40±2) °C и относительной влажности равной 93^з % в течение 10 суток. Испытания проводятся для установления' влияния процесса хранения на паяемость ПП.
Образцы для проведения испытаний вырезают из серийной ПП, тест-купона или составного тест-купона, очищают, просушивают и помещают в испытательную камеру, изготовленную из стекла или нержавеющей стали, в карусельный держатель в вертикальном положении с расстоянием между образцами, равным 6 мм. Конструкция держателя должна быть такой, чтобы пар и газы не задерживались и равномерно распределялись на поверхности образцов при вращении держателя со скоростью 5...50 об/мин.
Испытания проводятся в следующей последовательности:
• плотно закрывают испытательную камеру;
• включают подачу азота со скоростью (500±250) мм/мин и приводят во вращение держатель образцов;
• включают генератор пара на полную мощность, пока температура в камере не достигнет 90 °C и не появится конденсат. Скорость пара регулируют до (5±0,5) л/мин;
• поддерживают температуру в камере равной 7 = (100±2) °C в течение (5±1) мин;
• выключают подачу азота;
Испытания ПП
377
• вводят в камеру смесь кислорода и азота (20 % кислорода и 80 % азота) и поддерживают скорость потока равной (100± 10) мл/мин в течение (60±5) мин.
После воздействия на образцы смеси пар/кислород в течение 60 мин выключают подачу смеси кислород—азот, выключают механизм, вращающий образцы, снижают температуру в камере до 7"= 40...50 °C, выключают подачу азота и пара, просушивают образцы и проводят испытания образцов на паяемость в соответствии с приведенной выше методикой.
5.11.2.7. Испытания ПП на тепловой удар
Проводят следующие испытания ПП на тепловой удар:
• определение последствий воздействий теплового удара на ПП при погружении в жидкость;
• воздействие теплового удара на ПП при погружении ее в флюидизированную песочную баню;
• тепловой удар при плавании образца в ванне с припоем;
• тепловой удар при пайке паяльником;
• тепловой удар при пайке погружением;
• термоудар при плавании образца ПП в ванне с припоем при температуре Т = 280 °C;
• испытание на расслоение ПП при термоударе.
Определение последствий воздействий теплового удара на ПП при погружении в жидкость. Испытания проводятся следующим образом: в ванну с кремнийорганической или эквивалентной ей жидкостью при температуре Т = (260±5) °C, измеренной на глубине 25 мм, погружают образец и удерживают в горизонтальном положении на той же глубине в течение времени, установленного в ЧТУ. Затем образец извлекают из ванны, охлаждают до температуры Т= (25±10) °C, погружают в трихлорэтан или трихлорэтилен, просушивают струей чистого воздуха, промывают в изопропиловом спирте, просушивают струей чистого воздуха и проводят визуальный осмотр при 3-кратном увеличении.
Тепловой удар при погружении в флюидизированную песочную баню. Испытания проводятся для того, чтобы подвергнуть ПП (образец) воздействию теплового удара одновременно с обеих сторон, когда применение кремнийорганической жидкости нежелательно.
При проведении испытаний используют флюидизированную (псевдоожиженную) баню, температура которой поддерживается в пределах (26О±5) °C. Образец погружают в вертикальном по^жении в среду бани (песок) на время, указанное в ЧТУ, затем охлаждают до температуры Т- (25±10) °C и проводят визуальный осмотр при 3-кратном увеличении (рис. 5.51).
Термоудар при плавании образца в ванне с припоем. В данном испытании теплота воздействует, в основном, только на одну сторону образца, подобно тому, как это происходит при пайке волной припоя и погружением в расплавленный припой или жидкость.
378
Глава 5. Основные этаны изготовления печатных плат
1 11
Рис. 5.51. Флюидизированная (псевдоожиженная) баня: 1 — блоки электропроводки и соединителей; 2 — внешний корпус; 3 — пористая пластина; 4 — нагреватели; 5 — изоляция; 6 — внутренний корпус; 7— фланец; 8— среда бани; 9 — входной клапан и отверстия для воздуха; 10 — регулятор энергии; 11 — блок надежности
Образец должен плавать в ванне с припоем при температуре Т= (260±5) °C (время указывают в ЧТУ), затем его охлаждают до температуры Т= 15...35 °C, погружают в трихлорэтилен или трихлорэтан, сушат струей воздуха, промывают в изопропиловом спирте и сушат струей воздуха.
Тепловой удар при пайке паяльником. Испытания проводятся с целью имитации воздействия теплового удара при перепайке ЭРИ или ПМК, устанавливаемых на ПП. Испытание осуществляют паяльником, температура жала которого составляет (270± 10) °C, путем повторения циклов впаивания проволоки — выпаивания проволоки — охлаждения контактной площадки образца и т. д. Число циклов указывают в ЧТУ. При испытаниях используют припой ПОС-61 ГОСТ 21931—76.
Тепловой удар при пайке погружением. При испытании имитируется процесс пайки и перепайки ЭРИ и ПМК, устанавливаемых на ПП, путем многократного погружения в расплавленный припой. Проволоку устанавливают в металлизированное отверстие, зажимают, и образец погружают в ванну с припоем ПОС-61 ГОСТ 21931—76 при температуре (260±5) °C в течение (4±0,5) с, затем контактную площадку охлаждают до температуры (25± 10) °C, вновь погружают и охлаждают — всего 3 раза, что составляет один цикл испытаний. Число циклов указывают в ЧТУ.
Термоудар при плавании образца в ванне с припоем при температуре 80 °C. Методика проведения испытаний такая же, как при испытании «Термоудар при плавании образца в ванне с припоем». Отличие состоит в необходимости проведения предварительного кондиционирования при температуре 7= 125 °C и поддержании температуры припоя в ванне равной Т= 280 °C, которая должна быть выше температуры, используемой в процессе пайки.
Контроль
379
Испытание на расслоение ПП при термоударе. Испытания проводятся на серийной ПП, тест-купоне или на оговоренном участке составного тест-купона для проверки правильности выбора ТП и материала основания ПП, путем проверки способности ПП выдержать термоудар без видимого расслоения ПП. <
Образец подвергается предварительному кондиционированию при Т = 125 °C с целью высушить образец до такой степени, чтобы влага, находящаяся в материале, не влияла на результаты испытаний.
Предварительное кондиционирование осуществляется в камере тепла с циркуляцией воздуха при температуре (125±5) °C в течение времени, установленного в ЧТУ, после чего образец охлаждается в нормальных атмосферных условиях до температуры менее Т= 35 °C в течение 8 ч.
После восстановления температуры образца на него воздействуют термоударом путем погружения образца в ванну с расплавленным припоем, температура которого составляет (260±5) °C. В нем образец должен плавать таким образом, чтобы с припоем контактировала только одна сторона образца. Время указывается в ЧТУ.
После извлечения из припоя образец охлаждается до температуры (25± 10) °C, затем на несколько секунд погружают в трихлорэтан или трихлорэтилен, просушивают струей чистого воздуха и подвергают визуальному осмотру при 3-кратном увеличении.
Для проверки внутреннего расслоения изготавливают микрошлиф, который подвергают визуальному осмотру при 250-кратном увеличении.
5.12. Контроль
В производстве ПП применяют следующие основные методы контроля:
• электрический;
• оптический;
• рентгеновский;
• рефлектометрический.
Контроль ПП производится по целой совокупности параметров: механических, электрических и пр.
При электрическом контроле ПП проверяется:
• на целостность проводников;
• на наличие КЗ между проводниками;
• на качество изоляции.
Для электрического тестирования применяют различные анализаторы производственных дефектов, в которых контактирование осуществляется следующими способами:
• через односторонний или двусторонний тестовый адаптер «поле подпружиненных контактов» (рис. 5.52); R'
• при помощи гибкой пробниковой системы с подвижными пробниками (метод «летающий пробник»);
• с использованием вакуумных, кассетных, пневматических адаптеров;
• большим количеством разъемов.
380
Глава 5. Основные этапы изготовления печатных плат
Рис. 5.52. Тестирование ПП: 1 — компьютер; 2 — «ложе» из гвоздей; 3 — ПП; 4 — измерительное устройство
Тестовые программы могут быть подготовлены:
• путем простого самообучения по заведомо годной ПП;
• заимствованы из CAD/CAE, TSSI, LASAR и др.;
• с использованием таблицы межсоединений;
• с использованием графического интерфейса;
• вручную.
Запитывание тестируемых ПП производится при помощи фиксированных и программируемых блоков питания.
Внешнее управление контрольно-измерительными приборами обеспечивают:
• стандартные промышленные интерфейсы;
• через последовательный интерфейс RS232;
• через интерфейс IEEE;
• через интерфейс GPIB (интерфейсная шина общего назначения);
• VX (расширенный интерфейс для измерительной техники).
Индикация неисправностей осуществляется при помощи:
• графического экранного отображения дефектов;
• цифровых указателей;
• звуковых указателей;
• векторных указателей.
Цифровой указатель высвечивает значения токов, напряжений, сопротивлений; звуковой — меняет тональность сигнала по мере приближения к месту дефекта; векторный — указывает направление движения тестового пробника.
Программное обеспечение тестовых систем работает в операционной системе OS/2 и имеет две дискретные среды:
• среду подготовки программ;
• тестовую среду оператора.
Автоматическое тестовое оборудование обеспечивает:
• автоматический выбор тестовых адаптеров;
• загрузку соответствующих им тестовых программ;
• статистическую оценку качества;
• графическое экранное отображение дефектов.
Контроль
381
Представляет интерес локализатор коротких замыканий Model 850/950 (Polar, Великобритания), предназначенный для обнаружения:
. КЗ;
• утечек тока на ПП в том числе и МПП;
• разрывов проводников;
• дефектов шин;
• КЗ между слоями МПП, когда шины земли и питания выполнены на отдельных слоях.
Обычное тестовое оборудование указывает цепи с короткозамкнутыми слоями или проводниками и не определяет точно место отказа без применения паяльника и скальпеля. Этот локализатор указывает место дефекта с точностью до 1...2 мм, используя цифровой, звуковой и векторный указатели.
Принцип работы при локализации КЗ между двумя проводниками:
• подается напряжение питания;
• перемещается оператором щуп-пробник по проводникам;
• отслеживается изменение величины тока на цифровом указателе: повышение звукового тона (близко дефект) — на звуковом указателе (трель-локализация дефекта); векторный — указывает направление движения щупа-пробника.
Возможен поиск грубых КЗ (до 200 МОм), включая плоскостные (до 40 МОм) на обесточенной ПП и обнаружение частичных утечек (200...300) Ом.
Оборудование для электрического контроля ПП (адаптерные и без-адаптерные системы) производят фирмы ATG Test System GmbH (Германия); Fastek и Checksum (США) и др.
При оптическом контроле системы оптического контроля ПП работают под управлением компьютера и снабжены:
• рабочей платформой с перемещением по X/Y,
• вращающейся на 360° смотровой призмой;
• 35-миллиметровое фото- или видеооборудованием;
• цветным монитором с высоким разрешением;
• сменными объективами для изменения масштаба изображения (кратного 4, 8, 12);
• принтером;
• волоконно-оптической подсветкой контролируемой области ПП;
• специализированным ПО для оптического контроля.
Системы оптического контроля применяются для обнаружения следующих дефектов:
• проколы, выступы, царапины, вырывы на проводниках;
• неточность размещения контактных площадок и проводников;
• изменения ширины проводников;
• неточность размеров контактных площадок;
• непараллельность и неровность краев проводников;
• подтравливание и нависание проводников;
• дефекты металлизации переходных отверстий и др.
Система оптического контроля может работать как в ручном (без компьютера), так и в автоматическом режиме путем сопряжения с совместимыми или управляющими компьютерами.
382
Глава 5. Основные этапы изготовления печатных плат
Системы автоматического оптического тестирования (АОТ) очень дорогие (порядка 350 000 долл.). Их производят, например, фирма Orbotech Ltd, Lloyd Doyle и др.
При рентгеновском контроле используют системы инспекции МПП с открытыми рентгеновскими трубками (Япония) и с закрытыми (Германия). Закрытые трубки более надежны, но существуют проблемы с разрешающей способностью и временем работы. Открытые трубки имеют лучшее разрешение, неограниченное время жизни, но требуют специальных условий для работы.
Рентгеновские системы применяют:
• для поиска свищей слоев;
• при базировании слоев при составлении пакета МПП для определения места сверления базового отверстия следующего (расположенного ниже) слоя;
• для контроля качества просверленных отверстий;
• для контроля качества металлизации в слоях.
Большинство тестовых систем предназначено как для контроля всех основных неисправностей ПП, так и электронных модулей.
5.13. Прессование МПП
Прессование МПП — процесс соединения отдельных сигнальных слоев (односторонних и двусторонних), экранных слоев, слоев земли и питания в монолитную конструкцию при помощи склеивающих прокладок (препрегов) (рис. 5.53).
Эта операция применяется в следующих методах изготовления МПП:
• попарного прессования;
• металлизации сквозных отверстий;
• ПАФОС (полностью аддитивное формирование отдельных слоев);
• с инваровыми и кевларовыми слоями и др.
Рис. 5.53. Пакет МПП для прессования: 1 — изоляционная прокладка; 2 — экранирующий слой; 3 — прокладочная стеклоткань
Прессование МПП
383
Сущность процесса прессования заключается в том, что прессование всех сигнальных, экранных слоев и других слоев' осуществляется одновременно с помощью прокладочной стеклоткани, пропитанной недополиме-ризованной термореактивной смолой в пресс-форме (рис. 5.54). Пресс-форма состоит из двух стальных плит; в нижней плите имеется несколько штырей для совмещения слоев и фиксации пакета МПП при прессовании. Пакет МПП состоит из заготовок сигнальных слоев, переложенных прокладочной стеклотканью, расположенных в середине пакета, экранных слоев, а также из нескольких слоев из нержавеющей стали, кабельной бумаги и электроизоляционной триацетатной пленки, прилегающих к верхней и нижней плите пресс-формы. Сборка пакета в пресс-форму перед прессованием осуществляется с фиксацией всех слоев заготовок на фиксаторах (штырях) нижней плиты. Собранный в пресс-форме пакет МПП устанавливается между плитами многоярусного пресса, и осуществляется нагрев, прикладывается первая ступень давления, прессование, в течение которого измеряется объемное сопротивление изоляции для определения момента приложения высокого давления (т. ё. второй ступени удель-
Рис. 5.54. Пресс-форма для прессования МПП: I — направляющая втулка; 2 — верхняя плита; 3 — ручка; 4 — палец; 5 — прокладка; 6 — нижняя плита; 7 — направляющая колонка
384
Глава 5. Основные этапы изготовления печатных плат
Рис. 5.55. Зависимость сопротивления диэлектрика от режимов прессования ного давления). Этот момент определяется по минимальному значению объемного сопротивления диэлектрика, которое соответствует полному расплавлению смолы и началу периода гелеобразования (рис. 5.55).
Операция прессования является очень ответственной, так как брак на этой операции необратим (платы не поддаются ремонту). Сложность проведения прессования обуславливается большим числом факторов, влияющих на качество выполнения операции и МПП, таких как:
• нестабильность характеристик стеклоткани, связанная с содержанием, текучестью и растворимостью связующего вещества (смолы), с содержанием летучих веществ;
• качество подготовки поверхности слоев (чистота отмывки), связанное с поверхностным сопротивлением изоляции слоев;
• толщина стеклоткани между сигнальными слоями;
• режимы прессования: температура нагрева, величина и время приложения высокого удельного давления, время выдержки под высоким давлением, условия охлаждения и пр.
Спрессованная МПП должна обладать следующими свойствами:
• высокой прочностью сцепления слоев (должно отсутствовать расслоение МПП);
• устойчивостью к климатическим воздействиям и технологических сред на последующих этапах обработки;
• малыми диэлектрическими потерями и минимальной диэлектрической проницаемостью для передачи высокочастотных сигналов с минимальными искажениями;
• высоким сопротивлением изоляции;
• высокой точностью совмещения сигнальных слоев;
• размерной стабильностью и отсутствием коробления.
Качество спрессованной заготовки МПП оценивается стойкостью спрессованной заготовки МПП к воздействию термоудара при температуре Т= (260±10) °C в течение 5 с и пределом прочности спрессованных слоев МПП при сдвиге.
Основными режимными параметрами при прессовании МПП являются:
• удельное давление первой и второй ступени;
• температура;
• время выдержки;
• время приложения второй ступени высокого удельного давления.
Прессование МПП
385
f Во время процесса прессования в МПП возникают внутренние напряжения под воздействием температуры и давления. 1Тоявлёние внутренних напряжений связано:
• с различием ТКЛР материалов слоев МПП: меди (печатные проводники), стеклоткани и связующего вещества (смолы);
• с разной толщиной материалов слоев;
• с непараллельностью плит пресса и пресс-форм;
• с наличием в изоляционном основании слоев И склеивающих прокладок пор, заполненных воздухом, конденсированной влагой, парами растворителей и других летучих веществ. '
Снятие внутренних напряжений после прессования возможно следующими путями:
• охлаждением пресс-форм под давлением;
• предварительным вакуумированием склеивающих прокладок при температуре, при которой удаляются летучие вещества и влага при определенном давлении (для удаления летучих веществ используют давление порядка 2,5 - 10~3 МПА, а для удаления влаги — 1-10 3 МПа).
Для прессования МПП применяют многоярусные гидравлические прессы с номинальным усилием 40; 100; 175 т, выбор которого зависит от площади поверхности прессуемых заготовок МПП: до 10 дм2 — 100 т; от 25 дм2 — до 175 т. Эти гидравлические прессы оборудованы системами нагрева и охлаждения плит и устройствами для регулирования и поддержания температуры и давления нижней и верхней ступеней.
Цикл прессования состоит из следующих этапов (рис. 5.56):
• ab — нагрев пакета до температуры прессования Т= (175±5) °C при низком давлении (первой ступени), равном 0,05...0,1 МПа (датчики контроля температуры расположены в плитах пресса);
• bd — приложение высокого давления (вторая ступень), порядка 2...3 МПа при минимальной величине объемного сопротивления изоляции, значение которого снимают с датчиков, расположенных на технологическом поле сигнальных слоев в пакете и которое соответствует полному расплавлению смолы и началу периода гелеобразования;
• de — выдержка при температуре полимеризации смолы;
• ef — охлаждение до температуры 30...40 °C под давлением.
Возрастающие требования к МПП в связи с повышением плотности монтажа, уменьшением ширины проводников и расстояний между ними порождают проблемы, связанные с размерной нестабильностью МПП, с их
Рис. 5.56. Этапы прессования
13 Прмгпфомнм и технология пттиых пмт
386
Глава 5. Основные этапы изготовления печатных плат'
короблением, расслоением, которые влекут за собой ужесточение требований к прессовому оборудованию:
• точность поддержания температуры плит — (+2) °G;
• должно быть вакуумирование рабочей зоны;;
• параллельность плит — ±0,005 мм;
• точность поддержания давления; >
• программное управление температурой, давлением, скоростью повышения температуры и скоростью охлаждения пакета;
• автоматизации транспортирования; ;
• индикации текущих значений температуры и давления.
В настоящее время такое оборудование i выпускается фирмами PASADENA (США), BURKLE (ФРГ), BIEFFEBI (Италия) и др. Оно состоит из пресса нагрева с вакуумной камерой, пресса охлаждения, загрузчика и разгрузчика пресс-форм, установки вакуумирования, системы управления, плит размером 400 х 550; 500 х 550; 800 х 850 мм; усилие пресса нагрева 40; 100; 175 т; максимальная температура плит нагрева 250 °C.
Прессование с вакуумированием состоит из следующих операций:
1) контроль текучести смолы; текучесть смолы должна находиться в пределах 20...35 %, а по возможности необходимо применять склеивающие прокладки с минимальной текучестью смолы (эта операция проводится для проверки способности материала к склеиванию при прессовании);
2) сборка пакета;
3) прессование совмещенное, т. е. нагрев и охлаждение пресс-формы происходит на Одном прессе;
4) вакуумирование — проводится для удаления летучих веществ и конденсированной воды, чтобы исключить образование напряжения, коробления и улучшить электрические характеристики;
5) разогрев плит пресса и пресс-формы с пакетом до Т= 160... 170 °C;
6) приложение первой ступени давления Р=0,1...0,5 МПа в течение 10...30 мин;
7) контроль величины сопротивления изоляции и момента начала гелеобразования смолы;
8) приложение второй ступени давления Р = 2,0...3,0 МПа в течение 50...70 мин (при этом происходит процесс полимеризации смолы); -
9) охлаждение пресс-формы вместе с плитами пресса до температуры Т= 30...40 °C;
10) обрезка облоя на роликовых ножницах;
11) испытание на термостойкость термоударом в кремнийорганической жидкости при температуре Т = (260+5) °C в течение 10 с.
При раздельном прессовании после завершения процесса приложения высокого давления (второй ступени) пресс-формы перегружаются в холодный пресс, в котором пакет медленно охлаждается под давлением и проис- > ходит полимеризация смолы. Многослойные ПП, изготовленные способом совмещенного и раздельного прессования имеют идентичные прочностные и электроизоляционные свойства, однако при раздельном прессовании! технологический цикл уменьшается примерно на 25...30 %. i
Нанесение покрытия на участки проводящего,рисунка...
387
Процесс с вакуумированием имеет ряд преимуществ по сравнению с рассмотренными выше процессами:
• равномерное распределение теплового потока и давления по площади заготовки МПП;
• более высокая производительность процесса;
• возможность прессования МПП различных размеров;
• возможность изменения температуры и давления в . широком диапазоне при минимальном запаздывании;
• быстрое проникновение тепла в середину пакета;
• простота управления с помощью ПК.
Последовательность прессования в автоклавах:
1) упаковка пакета МПП в воздухонепроницаемую и теплостойкую пленку;
2) размещение пакетов на этажерку-тележку и подключение к вакуум-насосу;
3) вакуумирование в автоклаве;
4) подача подогретого газа (углекислого газа или азота) под давлением до 3...7 МПа при Т= 250 'С.
Прессование в автоклавах позволяет значительно повысить качество МПП.
В настоящее время в ряде случаев применяют автоматические машины сборки пакетов МПП по реперным знакам с автоматической оптической системой и бандажированием по периметру мягкими медными заклепками, что позволяет проводить прессование без пресс-форм. Это значительно уменьшает напряжения, возникающие в заготовках в процессе прессования, коробление и улучшает условия протекания тепловых процессов. В качестве примера можно привести установку сборки и бандажирования пакета МПП RTVOMAT II, на которой производится пробивка отверстий и установка заклепок на заготовках размером 640 х 820 мм с точностью ±7 мкм.
Источниками опасных и вредных производственных факторов при прессовании являются пыль и стружка стеклоткани, пары эпоксидной смолы, кремнийорганическая жидкость, температура которой 260 °C при испытаниях МПП на термоудар.
Для удаления вредных веществ из помещений необходима приточно-вытяжная вентиляция, из рабочей зоны — местная вытяжная вентиляция, а производственный персонал должен быть обеспечен средствами индивидуальной защиты.
Основными дефектами при прессовании являются расслоение, разно-толщинность (непараллельность слоев), внутренние напряжения.
5.14. Нанесение покрытия на участки проводящего рисунка, свободные от защитной паяльной маски (финишные процессы)
Для монтажа ПМК с большим количеством выводов и малым шагом их расположения, контактные площадки под эти выводы должны иметь плоскую однородную поверхность, которая хорошо смачивается припоем.
13*
388 Глава 5. Основные этапы изготовления печатных плат
Это условие и переход на бессвинцовую пайку к 2004 г. диктуют необходимость освоения и применения новых видов химических и органических покрытий.
Для осаждения защитного паяемого покрытия на медные участки ПП, не закрытые паяльной маской (контактные площадки и пр.) в настоящее время применяют:
• горячее лужение (ПОС-61 или сплав Розе) с выравниванием горячим воздухом — воздушным ножом (hot air leveling — HAL);
• покрытие химический никель—иммерсионное золото — 3...6 мкм Ni + 0,05...0,1 мкм Au;
• покрытие химический никель—химический палладий;
• покрытие иммерсионное олово (1...2 мкм);
• покрытие иммерсионное серебро (0,3...0,5) мкм;
• органическое защитное покрытие.
В качестве металлорезистов применяют гальваническое золото, никель, серебро, сплав олово—свинец и др.
Выбор финишного покрытия для защиты поверхности меди от окисления и обеспечения паяемости ПП зависит:
• от качества воспроизведения рисунка и ширины проводников;
• от паяемости и срока ее сохранения;
• от возможности многократной пайки;
• от компланарности покрытия;
• от надежности и прочности паяного соединения;
• от возможных способов получения контактного соединения (пайка, УЗ-сварка алюминиевой проволокой, термокомпрессионная сварка золотой проволокой, запрессовка выводов в отверстия, приклеивание);
• от возможности использования его в качестве металлорезиста;
• от экономичности и экологической безопасности.
Для химического никелирования контактных площадок ПП поверхностного монтажа при нанесении двухслойных покрытий химический никель—иммерсионное золото или химический никель—химический палладий используют комплект НПП-концентратов растворов, состоящих из четырех отдельных концентратов, предназначенных для приготовления и корректирования рабочего раствора.
Поставляемые концентраты пригодны для прямого введения в раствор и обеспечивают максимальное удобство в работе. В состав комплекта концентратов НПП входят традиционно используемые в отечественном производстве соль никеля и гипофосфит натрия.
Растворы химического никелирования на основе концентратов НПП обладают высокой стабильностью и выдерживают не менее пяти циклов корректирования по основному металлу; обеспечивают высокую эффективность процесса.
Рекомендуемая толщина никелевого покрытия 3 мкм, время осаждения — 20 мин. Процесс химического никелирования с использованием* концентратов НПП может быть использован при производстве ДПП и МПП.
Нанесение покрытия на участки проводящего рисунка^.. 389
Концентраты растворов для иммерсионного золочения ЗПП также используют в процессе нанесения на контактные площадки ПП поверхностного монтажа двухслойного покрытия химический никель—иммерсионное золото. Комплект ЗПП состоит из двух отдельных концентратов, предназначенных для приготовления и корректирования рабочего раствора, путем прямого введения в раствор, что обеспечивает максимальное удобство в работе. В качестве основного компонента в состав концентратов ЗПП входит традиционно используемая при гальваническом золочении концевых контактов печатных плат соль золота. Растворы иммерсионного золочения на основе концетратов ЗПП обладают высокой стабильностью. Толщина слоя иммерсионного золота порядка 0,1 мкм, время осаждения — 15 мин.
Процесс иммерсионного золочения с использованием концентратов ЗПП может быть использован при производстве ДПП и МПП поверхностного монтажа.
Процесс нанесения двухслойного покрытия химический никель—иммерсионное золото включает следующие стадии:
• обезжиривание;
• микротравление,
• активация;
• кондиционирование;
• химическое никелирование;
• иммерсионное золочение.
Достоинства двухслойного покрытия химический никель—иммерсионное золото:
• надежно защищает элементы проводящего рисунка ПП от коррозии;
• позволяет применять ультразвуковую, термокомпрессионную сварку при монтаже ЭРИ;
• обеспечивает традиционную пайку без использования активных флюсов;
• является основным покрытием, используемым для плат поверхностного монтажа;
• сохраняет свойства в течение длительного хранения.
При производстве ОПП, ДПП и МПП можно использовать также органическое защитное покрытие на основе специальных концентратов, которое позволяет сохранять паяемость в течение одного года.
При погружении ПП в водный раствор на основе алкилимидазола на медной поверхности образуется пленка химического соединения, надежно защищающая ее от окисления в условиях тепла и влаги.
Процесс нанесения органического защитного покрытия является химическим. Он состоит из следующих операций:
• подготовка медной поверхности (обезжиривание, подтравливание, декапирование);
• нанесение покрытия при температуре около 40 °C в течение 40...50 с.
Для нанесения органического защитного покрытия при небольших объемах производства используют набор ванн для химической обработки.
Достоинствами органического защитного покрытия являются:
• обеспечение плоскостности контактных площадок, необходимой установки и монтажа поверхностно-монтируемых компонентов;
390
Глава 5. Основные этаны изготовления печатных плат
• сохранение паяемости ПП в течение 1 г.;
• возможность двукратной пайки при смешанном монтаже ЭРИ и ПМК; 1
• надежная защита переходных отверстий во время эксплуатации.
Для нанесения органического защитного покрытия применяется концентрат «Гликот». В качестве основного компонента в состав концентрата входит алкилимидазол. Раствор для нанесения органического защитного покрытия «Гликот» обладает высокой стабильностью. Толщина слоя защитного покрытия порядка 0,2 мкм осаждается за 40 с. Процесс нанесения органического защитного покрытия с использованием концентрата «Гли-' кот» можно использовать при производстве одно-; двусторонних и многослойных ПП поверхностного монтажа.
Для защиты и герметизации ПП, особенно эксплуатируемых при неблагоприятных климатических условиях и агрссивных средах, применяется органическое защитное покрытие ФТОРЕЛ (спрей), изготовленный на основе фторопласта Ф-32Л. Это прозрачное высококачественное однокомпонентное влагозащитное и электроизолирующее лаковое покрытие, обеспечивающее защиту от воздействия высокой влажности, корродирующих паров, пыли, грязи, повреждения плесневыми грибами и бактериями. Имеет прекрасные электрические характеристики: удельное объемное сопротивление — 1015 Ом • см; Диэлектрическая проницаемость — 2,5 (при 1 кГц); Прочность изоляции — 20...30 кВ/мм. Температурный диапазон — от -60 до +100 °C.
5.15. Ремонт ПП
Ремонт ОПП, ДПП и МПП проводят в соответствии с требованиями ГОСТ 27200—87 [59] по существующему на предприятии технологическому процессу, согласовав его с представителями заказчика и зафиксировав сведения о произведенном ремонте в сопроводительной документации. После ремонта ПП должны соответствовать ГОСТ 23752—79. Если ремонт ПП проводится при сборке функциональных узлов и эксплуатации ЭА, то допустимость и объем ремонтных работ ПП в составе ЭА устанавливается главным конструктором ЭА в соответствии с ГОСТ на ремонт ПП и нормативно-технической документацией на ЭА.
На ПП могут быть отремонтированы:
• монтажные металлизированные отверстия;
• переходные отверстия;
• контактные площадки;
• печатные проводники;
• основания ПП;
• маркировочные знаки, а также устранены короткие замыкания и восстановлены отсутствующие электрические связи.
Ремонт монтажных металлизированных отверстий. При ремонте монтажных металлизированных отверстий ОПП, ДПП и МПП отверстия рас
Ремонт ПП
391
сверливают сверлом, диаметр которого на0,1...0,2 мм больше номинального диаметра металлизированного отверстия и устанавливают в. отверстия арматуру перехода. Установленную арматуру перехода развальцовывают и паяют в соответствии с рис. 5.57.
Электрические связи с внутренними слоями в МПП восстанавливают перемычками из изолированного монтажного провода, площадь поперечного сечения которых должна быть не менее площади поперечного сечения ремонтируемого проводника.
Ремонт переходных отверстий. Ремонт переходных отверстий ПП проводят приведенным выше способом или при помощи перемычки из медной проволоки или полоски медной фольги толщиной 35...50 мкм, покрытых припоем ПОС-61 и припаянных с двух сторон к контактным площадкам, в соответствии с рис. 5.58.
Число отремонтированных металлизированных отверстий на ПП не должно превышать 1 % общего числа металлизированных отверстий (не более 15).
Ремонт контактных площадок. Ремонт контактных площадок проводят одним из следующих способов:
• при частичном краевом отслоении от основания ПП — путем подклеивания их эпоксидным компаундом;
• при восстановлении отсутствующей и ремонте разрушенной контактной площадки — путем подклеивания на место дефектной контактной площадки новой из фольги толщиной 35...50 мкм, покрытой припоем ПОС-61, и припайкой отрезка проводника внахлестку на действующий печатный проводник при длине не менее 3 мм в соответствии с рис. 5.59. Место пайки при этом защищают эпоксидным компаундом;
• при ремонте контактных площадок, имеющих отверстия, дополнительно устанавливают арматуру перехода как это было указано выше.
90°<а<180° 90°>а>80°
Рис. 5.57. Ремонт монтажных отверстий: 1 — арматура перехода; 2 — контактная площадка
1
2
Рис. 5.58. Ремонт переходных отверстий: 1 — перемычка; 2 — припой
Рис. 5.59. Ремонт контактных площадок: 1 — печатный проводник; 2 — новая контактная площадка; 3 — материал основания
392
Глава 5. Основные этапы изготовления печатных плат
Число восстановленных контактных площадок, связанных с печатными проводниками, не должно превышать 2 % общего числа контактных площадок на ПП (не более 10). В группе контактных площадок для многовыводного элемента допускается не более одной восстановленной контактной площадки. ,
Ремонт печатных проводников. При ремонте печатных проводников необходимо обратить внимание на длину разрыва или сужения проводников:
• при длине разрыва или сужения менее 2 мм и расстоянии от разрыва или сужения до контактной площадки не менее 4...5 мм перемычки из медной фольги толщиной 35...50 мкм, покрытые припоем ПОС-61, накладываются на печатный проводник внахлестку на длине не менее 3 мм, в соответствии с рис. 5.60, а припаиваются или привариваются к нему, заливаются эпоксидным компаундом для предотвращения отслоения перемычки при последующей пайке;
• при длине разрыва 2...20 мм перемычка из медной проволоки, покрытая припоем ПОС-61, накладывается на печатный проводник внахлестку на длине не менее 3 мм, в соответствии с рис. 5.60, б и припаивается к нему.
Площадь поперечного сечения перемычки должна быть не менее площади поперечного сечения ремонтируемого печатного проводника. Затем перемычку заливают эпоксидным компаундом для обеспечения дополнительной прочности и заполнения зазора между перемычкой и поверхностью ПП. Перемычки на ОПП можно изготавливать также из изолированного монтажного провода (рис. 5.60, в);
• при длине разрыва или отслоения свыше 20 мм припаиваются перемычки из изолированного провода, при этом:
1) удаляются отслоившиеся участки печатного проводника;
2) перемычка прокладывается вдоль трассы, по которой проходил проводник;
3) площадь поперечного сечения перемычки должна быть не меньше площади поперечного сечения ремонтируемого проводника;
Рис. 5.60. Ремонт печатных проводников: а — при длине разрыва менее 2 мм (7 — поврежденный печатный проводник; 2 — перемычка; 3 — контактная площадка); б — при длине разрыва 2...2O мм (7 — поврежденный печатный проводник; 2— перемычка); в — на ОПП (7 — материал основания; 2 — поврежденный печатный проводник; 3 — перемычка)
Ремонт ПП
393
4) при длине перемычки более 60 мм места приклеивания перемычек к ПП должны быть расположены на расстоянии не более 40 мм друг от Друга и не более 15 мм от места пайки;
5) перемычка, подходящая к переходному отверстию, впаивается в это отверстие.
Число отремонтированных печатных проводников на ПП не должно превышать 1 % числа отверстий (контактных площадок), но не более 10-ти. На одном печатном проводнике допускается восстанавливать не более двух разрывов.
Ремонт основания ПП. Ремонт основания ПП осуществляется следующим образом:
• посторонние включения удаляются режущим инструментом, а образовавшиеся неровности заполняются эпоксидным компаундом заподлицо с поверхностью основания;
• трещины, расслоения, вздутия, сколы основания, не подходящие под проводящий рисунок, заливают заподлицо с поверхностью основания эпоксидным компаундом, предварительно удалив расслоившийся участок дефектных мест режущим инструментом;
• лишние отверстия заливают эпоксидным компаундом; при заливке металлизированных отверстий металлизацию предварительно высверливают.
Число отремонтированных мест не должно быть более трех на 1 дм2 поверхности ПП и не более 10-ти на всей поверхности ПП.
Ремонт маркировочных знаков. Маркировочные знаки исправляют маркировочной краской, при этом их число не ограничено.
Короткое замыкание токопроводящих участков ПП устраняют:
• на ОПП, ДПП и наружных слоях МПП путем удаления замыкающей перемычки режущим инструментом;
• на внутренних слоях МПП — разрывом печатного проводника путем высверливания места дефекта; при этом полученное отверстие заливают эпоксидным компаундом, а нарушенные электрические связи восстанавливают перемычками из монтажного провода;
• на металлизированные стенки монтажного отверстия МПП — высверливанием металлизированных стенок отверстия и заменой их арматурой перехода. Перед установкой арматуры перехода стенки отверстия изолируют эпоксидным компаундом или другим термостойким материалом. Диаметр сверла при этом должен быть на 0,1...0,2 мм больше номинального диаметра отверстия с изоляционным покрытием. Нарушенные электрические связи восстанавливают перемычками из монтажного провода.
Ремонт по восстановлению отсутствующих электрических связей. На внутренних слоях МПП отсутствующие электрические связи восстанавливают перемычками, устанавливаемыми на го-
товую МПП (рис. 5.61). мычка
Рис. 5.61. Ремонт МПП: 1 — арматура перехода; 2 — пере-
394
Глава 5. Основные этапы изготовления печатных плат
5.16. Значение качества воды в производстве ПП
•»
Качество воды в значительной степени влияет на качество обработки на следующих операциях [60]: ‘
• подготовка поверхности;
• фотохимическая обработка;
• влажное ламинирование;
• плазмообработка;
• гальванообработка;
• удаление металлорезиста;
• травление;
• промывка и др.
К типичным параметрам качества воды относится:
• водородный показатель — pH;
• жесткость;
• концентрация тяжелых металлов;
• содержание хлоридов;
• содержание органических веществ;
• общее содержание ионов (проводимость).
Некоторые критерии качества Являются благоприятными на одних операциях и нежелательными на других. Рассмотрим некоторые критерии качества воды по отношению к конкретным операциям.
Бактерии. Наличие бактерий в промывочных ваннах, в ваннах для отмывки от проявителя и промывки перед гальваническим меднением приводит к образованию слизи, которая вызывает отслаивание меди и ее дефекты. Присутствие бактерий в операции подготовки поверхности ПП перед нанесением СПФ приводит к ухудшению адгезии фоторезиста к меди. Для очистки ванн от загрязнения используют: бытовое отбеливание, УФ-излучение, фильтрование, нагрев и обработку каустической содой.
Жесткость воды для фотообработки. Излишняя жесткость может вызвать:
• помутнение проявителя при разбавлении;
• появление белых пятен на пленке фоторезиста после промывки и сушки;
• появление осадков на роликах и других деталях машин;
• закупоривание сливных отверстий известковыми отложениями;
• засорение подводящих трубопроводов, особенно линий подачи горячей воды.
Вода, применяемая при очистке перед ламинированием. Для заключительной промывки рекомендуется применять воду с нейтральным pH или со слабой кислотностью (pH = 5—7).
Вода для влажного ламинирования. Рекомендуется применение дистиллированной воды, поскольку она исключает также и вопрос об образовании накипи в оборудовании.
Жесткость воды при проявлении и отмывке от проявителя. Установлено, что качество проявленного изображения для многих СПФ значительно улучшается при определенном уровне жесткости воды для отмывки от про-
Значение качества воды в производстве ПП 395
явителя и в меньшей степени уровень жесткости воды влияет при разбавлении самого проявителя. Это обеспечит следующие преимущества:
• уменьшение числа или полное исключение неровностей травления;
• более точное воспроизведение изображения для критических применений;
• уменьшение органического осадка при травлении.
Уровни хлорида в кислотных ваннах гальванического меднения. Для правильной работы кислотных ванн меднения важно поддерживать низкие уровни хлорида. Как правило, желательно обеспечивать концентрации в пределах 50—70 мг/л. Более высокие или более низкие уровни могут приводить к проблемам, связанным с электроосаждением меди. Так как концентрация хлоридов в водопроводной воде может изменяться и выходить за пределы заданного диапазона, то ванны электролитического осаждения приготавливаются из дистиллированной воды с добавлением хлорида, концентрация которого проверяется аналитически.
Таким образом, при определении параметров технологических операций необходимо рассматривать воду как химический реагент, который должен соответствовать требованиям технических условий.
Контрольные вопросы
1. Что такое заготовка ПП?
2. Назначение базовых (фиксирующих) отверстий.
3. Назовите основные операции заготовительного этапа и применяемое оборудование.
4. Перечислите способы получения монтажных и переходных отверстий.
5. Что такое «глухое» отверстие и какие применяют способы его получения?
6. Какое отверстие называется глубоким?
7. Какое применяют оборудование для сверления отверстий?
8. Назовите способы подготовки поверхности и очистки ПП*
9. Назначение операции химического меднения.
10. Что такое «прямая» металлизация?
11. Объясните разницу между SMOBS- и SMOTL-процессами.
12. Назначение операции гальванического меднения.
13. Какая должна быть толщина гальванической меди в отверстиях?
14. Назначение и материал метаппорезиста.
15. Какие растворы применяют наиболее широко для травления меди с пробельных мест?
16. Назовите способы получения рисунка.
17. Назначение операции оплавления.
18. Перечислите способы обработки ПП по контуру.
19. Какие преимущества имеет прессование с вакуумированием?
20. Какие ремонтные работы можно производить на ПП?
Глава 6
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ И ЭКОЛОГИЧЕСКИЕ АСПЕКТЫ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ
Как показывает мировой опыт, вследствие быстрого развития ЭА, сроки морального старения технологического оборудования сократились до 2—3 лет, и полное переоснащение производства должно осуществляться через каждые 5 лет. В настоящее время российские предприятия радиоэлектронного комплекса, в основном, оснащены оборудованием 15—20-летней давности, количество предприятий-изготовителей ПП сократилось примерно в 10 раз, в рабочем состоянии находятся производства только малого и среднего объема, отсутствуют предприятия крупносерийного производства ПП, и поэтому актуальными являются вопросы технического переоснащения старых и создания новых предприятий, способных производить конкурентоспособную продукцию.
Для решения этих проблем необходимо выбрать оптимальный вариант организации (комплектования) производства с учетом заданных требований по уровню качества, устойчивости ТП, качеству и стоимости оборудования, объему производства, стоимости производственных затрат, а для этого необходимо знать:
• современное оборудование, его технические характеристики и цены;
• необходимое количество и загрузку оборудования на каждой операции для сбалансирования программы выпуска ПП с его производительностью и техническим уровнем производства;
• трудоемкость выполнения всех основных операций ТП изготовления ПП и процент брака на каждой операции для расчета программы запуска заготовок ПП в производство;
• нормы расхода базовых и расходных материалов;
• численность производственных рабочих и количество рабочих мест;
• себестоимость ПП;
• экономическую эффективность производства ПП и многое другое.
Некоторые из перечисленных вопросов будут рассмотрены в этой главе.
Определение организационно-производственных параметров... 397
6.1. Определение организационно-производственных параметров цеха изготовления ПП, /
«S • • . •/
К -организационно-производственным параметрам цеха изготовления ПП относятся:
• программа запуска заготовок ПП — количество заготовок, которое необходимо запустить в производство, чтобы получить заданную программу выпуска ПП с учетом брака на всех операциях техпроцесса;
• процент выхода годных ПП;
• количество оборудования, оснащения и рабочих мест, необходимое для выполнения заданной программы выпуска ПП;
• трудоемкость выполнения операций и др.
6.1.1. Определение программы запуска ПП
При наличии брака на операциях ТП программа запуска заготовок ПП в производство должна быть больше программы выпуска на завершающей стадии ТП. При наличии технологических потерь на операциях программа запуска изделий на конкретной операции может отличаться от программы выпуска.
‘ Программу запуска устанавливают с учетом процента выхода годных ПП на каждой операции ТП, причем расчет проводят в обратной последовательности, начиная с последней операции ТП, считая что на ней должен быть 100%-й выход годных ПП (чтобы выполнить годовую программу выпуска ПП). Программа запуска на любой операции является одновременно программой выпуска на предыдущей.
На каждой операции программу запуска определяют по формуле
N
N = . 100,
1 ’ зап.о г/
Л В.Г
(6.1)
где NBno — программа выпуска ПП на предыдущей операции, шт.;
К11Г — процент выхода годных ПП на данной операции, %.
Пример 6.1. В табл. 6.1 приведен пример расчета программы запуска заготовок ПП в производство для выпуска 100 000 шт. годных ПП. Расчет начинают с последней операции «консервация ПП», после выполнения которой получают 100 000 шт. годных ПП. Последовательно, переходя с последней операции на предпоследнюю (контроль ПП) и далее до первой (фотохимической), рассчитывая на каждой операции программу запуска по формуле (6.1), получают необходимую программу запуска в производство заготовок ПП, равную 144 000 шт. с учетом брака на каждой операции.
398 Глава 6. Организационно-экономические и экологические аспекты
Таблица 6. /. Пример расчета программы запуска для получения 100 000 шт. ПП
№ операции Операция Заданный выход годных ПП, Кв г, % Программа запуска ПП, ^зап.о ’ ШТ.
1 Фотохимическая 94 135 -100/94= 144
2 Травление 95 128 • 100/95 = 135
3 Прессование 97 124 • 100/97 = 128
4 Сверление 94 117 - 100/94= 124
5 Химико-гальваническая 88 103 -100/88= 117
6 Механическая обработка 98 103 • 100/98 = 103
7 Оплавление 99 100 - 100/99= 101
8 Контроль 100 100
1 9 Консервация 100 100
6.1.2. Определение процента выхода годных ПП
Процент выхода годных ПП — процентное отношение количества ПП, признанных годными, т. е. удовлетворяющих всем требованиям ТУ, к количеству ПП, запущенных на операцию (отношение количества ПП на выходе данной операции к количеству ПП на входе). Процент выхода годных ПП в конце ТП определяют по формуле
в JWLzA, (6.2)
100
где В], В2, В3, ..., В„ — процент выхода годных ПП на каждой операции; п — количество операций ТП.
Из примера 6.1 (см. табл. 6.1) следует, что
Вг = 94 • 95 • 97 • 94 • 88 • 98 • 99 • 100 • ЮО/ЮО9’1 = 69,5 %.
Таким образом процент выхода годных ПП в результате девяти операций ТП составил 69,5 %.
6.1.3. Определение количества оборудования, оснащения и рабочих мест
Номенклатура необходимого оборудования определяется ТП изготовления ПП.
Исходными данными для определения количества оборудования являются:
• годовая программа выпуска;
• производительность единицы оборудования;
• трудоемкость изготовления одной ПП;
• годовой фонд работы единицы оборудования.
Определение организационно-производственных.параметров...' 399
Расчетное количество оборудования на каждой операции определяют по
N
(6-3)
где ^по — годовая программа запуска на данной операции, шт.;
П — производительность единицы оборудования; шт./ч;
Ф — годовой фонд работы единицы оборудования, ч или по формуле
К — ^зал-°^
Арасоб
(6.4)
где t — трудоемкость по видам работ, мин;
Kq — коэффициент, определяющий норму обслуживания оборудования производственными рабочими (Ко = 0,4—0,6).
В табл. 6.2 приведен годовой фонд времени работы различных видов оборудования при работе в одну, две и три смены.
Таблица 6.2. Годовой фонд рабочего времени работы различных видов оборудования
Оборудование Годовой фонд времени работы оборудования и рабочих мест, соответствующий работе Ф, ч
односменной двухсменной трехсменной
Металлорежущее 2080 4015 5960
Автоматизированные линии для изготовления ПП 3810’ 5590
Оборудование для изготовления ПП, агрегаты, установки 2030 4015 5960
Рабочее место 2070 4140 6210
Расчетное количество рабочих мест
^рас.р.м
'f'N t-
Z-i зап.01'1
(6.5)
где ~ программа запуска ПП на данной операции, шт.;
— трудоемкость операции, ч.
Коэффициент загрузки оборудования
Л -^"рас.об /-^пр •
(6-6)
Здесь Klvp — принятое количество оборудования с учетом возможного его увеличения т> 1.
400
Глава 6. Организационно-экономические и экологические аспекты
Число производственных рабочих
^зап.о/£ '
" (6’7)
^раб
где A^nOj — годовая программа запуска, шт.;
tt — трудоемкость изготовления изделий, мин;
Фраб — годовой фонд времени работы одного рабочего, ч.
Номинальный годовой фонд времени работы одного рабочего в одну смену составляет 2070 ч. t
Действительный годовой фонд времени зависит от продолжительности отпуска и потерь номинального фонда и составляет:
• при 15-дневном отпуске и потерями —1860 ч;
• при 18-дневном отпуске и потерями —1840 ч;
• при 24-дневном отпуске и потерями —1800 ч.
6.2. Расчет технологической себестоимости ПП
Совокупность производственных затрат на изготовление ПП составляет производственную (технологическую) себестоимость ПП, расчет которой необходим:
• для определения цены ПП;
• для планирования, прогнозирования и управления производством;
• для определения степени влияния отдельных статей затрат на себестоимость ПП;
• для правильного определения финансовых результатов работы и налогообложения прибыли;
• для маркетинговых исследований и принятия на их основе решений о начале производства нового изделия с наименьшими затратами;
• для разработки бизнес-плана любого инновационного проекта при составлении производственного плана, в котором отражаются условия материально-технического обеспечения производства, описываются ТП, выполняются расчеты себестоимости производства и реализации ПП.
Технологическую себестоимость, руб., годовой программы выпуска ПП определяют по формуле
Ст= Af3an/Br(M + £) + А+Н, (6.8)
где Азап — программа запуска заготовок в производство, шт.;
Вг — выход годных ПП, %;
М — затраты на материал с учетом транспортных расходов, руб.;
L — основная и дополнительная зарплата производственных рабочих, руб. (необходимо учесть отчисления в социальные фонды, которые составляют в настоящее время 38,5 % от суммы основной и дополнительной заработной платы);
Расчет технологической себестоимости ПП
401
А — амортизационные отчисления при действительной загрузке оборудования, руб.;
Н — накладные расходы, которые складываются из цеховых, общезаводских и внепроизводственных затрат, руб.
Программу запуска заготовок ПП в производство N^n и на каждой операции ТП Ампо определяют по формуле (6.1); процент выхода годных ПП Вг — по формуле (6.2).
Затраты на базовые материалы М определяют путем расчета массы материала, необходимого для изготовления заготовки, и стоимости 1 кг массы этого материала, на расходные с учетом норм расхода химикатов на единицу площади, умноженной на стоимость единицы массы этого материала.
Определение затрат на базовые материалы выполняют по следующей формуле:
М = СА + С^о, (6.9)
где См — стоимость единицы базового материала;
Со — стоимость единицы отходов базового материала;
g0 — утилизированные отходы материала на одну заготовку;
gM — норма расхода материала на одну заготовку ПП,
&, = рК (6.Ю)
Здесь р — плотность материала, кг/м3; V — объем заготовки, м3.
При расчете стоимости материалов учитывают транспортные расходы, которые составляют 15 % от стоимости материалов. В реальном производстве учитывают также затраты на расходные материалы: химикаты, фоторезисты, абразивные материалы и др.
Зарплату L производственных рабочих рассчитывают по трудоемкости выполнения каждой технологической операции на конкретном оборудовании и стоимости выполнения операции с учетом разряда рабочего и тарифных коэффициентов.
Основная зарплата производственных рабочих определяется по формуле (6.10)
т
L=(£qi)K„ (6.11)
/=|
где Kt — коэффициент, учитывающий премии, доплату за отпуск, много-станочность. Для расчетов примем К, = 2. Обычно дополнительная зарплата составляет 15 % от основной (рассчитанной по тарифным коэффициентам); — сдельная расценка по каждой операции, руб./ч
<7,=%^. (6.12)
Здесь — часовая тарифная ставка рабочего принятого разряда на /-й операции; — штучно-калькуляционное время на 7-й операции, мин, Аит.к/ = ^шт./ + 7п.х//л> где 7П 3/ — подготовительно-заключительное время (при расчетах примем равным нулю); п — число операций ТП.
402[лаваб. Организационно-экономические и экологические аспекты
Расчет- штучного времени кооперацию выполняют,да,производительности оборудования; с учетом габаритов заготовки, диаметров монтажных, базовых, переходных отверстий, скорости перемещения заготовки во время выполнения операции и т. п. Причем время, затраченное на выполнение операции при одновременной обработке й-го числа заготовок для получения /шт, необходимо разделить на п. Формула для расчета приведена в § 6.3.
Накладные расходы складываются из цеховых, общезаводских и вне-производственных затрат. Цеховые расходы составляют 120 % от основной зарплаты, общезаводские ' 75 %, а внепроизводствснные — 5 % от основной зарплаты.
Амортизационные отчисления на одно изделие на каждой операции в год, руб./ч, рассчитывают по следующей формуле
Л
° “ 1007Угод П
(6.13)
где К — цена (стоимость) оборудования, руб.;
На — общая годовая норма амортизации, %;
— годовая программа выпуска изделий, шт.;
т| — коэффициент1 загрузки данного типа оборудования по времени изготавливаемыми изделиями в долях единицы (см. формулу (6.6)).
Амортизационные отчисления при действительной загрузке оборудования на всех операциях ТП для программы запуска заготовок ПП в производство вычисляют по формуле
А = —------------. (6.14)
100
Загрузку оборудования в год на каждой операции %, с учетом /шт, ТП определяют по формуле
^ШТ/
----100, (6.15)
Г * год
где FToa — годовой календарный фонд работы оборудования (см. табл. 6.2).
Амортизационные отчисления при 100%-ной загрузке оборудования в год на каждой операции
Х2=^-. (6.16)
2 100
Амортизационные отчисления в год при действительной загрузке оборудования на каждой операции, руб.
х (6.17)
3 100 v
Выход годных (Вг) ПП устанавливают по каждой операции (см. табл. 6.1).
Определение трудоемкости выполнения технологических операций
403
6.3. Определение трудоемкости выполнения технологических операции
Трудоемкость технологических операций определяется нормированием операционных технологических процессов. Нормирование производится путем хронометража на рабочем месте или по утвержденным для отрасли нормативам времени.
Для определения трудоемкости изготовления ПП должны быть известны:
• ТП изготовления;
• программа выпуска;
• классификация плат в зависимости от плотности проводящего рисунка и количества металлизированных отверстий.
Установлены три группы сложности ПП:
• I группа — платы с плотностью проводящего рисунка до 50 % и количеством металлизированных отверстий до 300;
• II группа — платы с плотностью проводящего рисунка до 75 % и количеством металлизированных отверстий до 500;
• III группа — платы с плотностью проводящего рисунка выше 75 % и количеством металлизированных отверстий свыше 500.
Норму штучного времени Тш, мин, изготовления ПП для всех типов производства определяют по следующей формуле:
7’ШТ=7’ОВ[1 + ^]ЛГ2, (6.18)
где Топ — норма оперативного времени, мин;
Кх — коэффициент, учитывающий время на организационно-техническое обслуживание рабочего места, отдых и т. д. (в зависимости от типа производства Кх = 1,14—1,16);
Кг — коэффициент, учитывающий группу сложности ПП:
• для I группы сложности К2 = 0,65—1,15;
• для II группы сложности А? = 0,75—1,30;
• для III группы сложности Кг = 0,9—1,50.
В зависимости от типа производства суммарное время по всем видам работ определяется в соответствии со схемой ТП.
6.4. Методы вторичной переработки отходов и обработки сточных вод при изготовлении ПП
Процесс изготовления ПП связан с образованием большого количества отходов и возникновением опасных и сложных с точки зрения утилизации соединений, поэтому концепцией производства ПП как у нас в стране, так и за рубежом является «Оборудование, материалы, технология, совместимые с окружающей средой».
404 Глава 6. Организационно-экономические и экологические аспекты
Постановка задачи в технологии вторичной переработки отходов и обработке сточных вод формулируется следующим Пбразом:
• добыть ценные вещества из растворов и ванн;
• повторно использовать не только благородные? металлы, но и другие химические элементы; J
• очистить сточные воды таким образом, чтббы их можно было снова использовать на предприятии или направить в общественные очистные сооружения в соответствии с официальными нормами загрязненности.
Защита окружающей среды при изготовлении ПП является одним из производственных факторов, так как затраты на обработку производственных отходов, сточных вод и отработанного воздуха составляют значительную часть общих производственных затрат и имеют тенденцию к росту, что существенно влияет на себестоимость ПП. Безвредность производства ПП для окружающей среды, применение технологии . вторичной обработки отходов и обработки сточных вод необходимы также с точки зрения их конкурентоспособности.
Технология вторичной переработки отходов и обработки сточных вод зависит от того, какие химические стоки (какой приведенной ниже группы) подлежат обработке:
1) химические стоки без комплексных загрязнений, пригодные для обработки в ионнообменной циркуляционной установке;
2) химические стоки без комплексных загрязнений, непригодные для обработки в ионнообменной циркуляционной установке, такие как:
• промывочные растворы кислые и щелочные;
• промывочные растворы, содержащие хром;
• концентраты и регенераты кислые;
• регенераты щелочные, содержащие хром;
• регенераты щелочные, не содержащие хром;
• концентраты щелочные из обезжиривающей ванны, содержащие много масла, и др.
3) химические стоки комплексосодержащие, такие как:
• промывочные растворы кислые и щелочные;
• концентраты кислые и щелочные;
• концентраты кислые и щелочные, содержащие окислители, и др.
Каждая группа химических стоков самотеком направляется в свой накопительный блок, а затем насосами в соответствующие реакторные емкости.
Рассмотрим некоторые методы вторичной переработки отходов и обработки сточных вод.
6.4.1. Методы вторичной переработки отходов
6.4.1.1. Оборотная вода
Первая группа химических стоков без комплексных загрязнений обрабатывается на ионообменных циркуляционных установках с программным управлением, в результате чего получают оборотную воду, которая снова
Методы вторичной переработки отходов t 405
используется для промывки ПП. Таким образом, в ТП используется, одаа и та же вода. Установка состоит из следующих основных частей:. (
• двух гравийно-гидроантрацитных фильтров для отделения нерастворимых примесей;
• двух катионообменников для обмена содержащихся в химических стоках катионов Na, Си, Ni, Са, Zi и других химических элементов на ионы водорода;
• двух анионообменников для удаления из химических стоков^ сильно диссоциированных кислот путем обмена анионов на ионы гидроксила;
• одного регенерационного блока для регенерации обменных смол.
В процессе обработки контролируют электропроводность в емкостях с необработанными химическими стоками и электропроводность после каждого слабоосновного анионного обменника.
Ионы водорода от катионообменников и ионы гидроксила от анионо-обменника соединяясь, образуют недиссоциированную воду, так что оборотная вода представляет собой чистую воду с очень незначительной проводимостью. По параметрам проводимости она соответствует дважды дистиллированной воде.
Для сокращения нагрузок на ионообменники йспользуют каскадную систему промывки, в результате которой достигают сокращения числа захватываемых частиц в системе промывки оборотного цикла.
Когда ионообменники заряжены, они регенерируются кислотой или натровым щелоком и снова включаются в рабочий цикл. Образующиеся во время регенерации кислые регенераты подаются с кислыми концентратами из производственного цикла в соответствующий накопитель; щелочные регенераты и концентраты собираются в отдельном сборнике, затем они последовательно поступают на обработку в специальную порционную установку и обрабатываются как сточные воды. Перед вводом в цикл проводят проверку их химического состава.
6.4.1.2. Регенерация благородных металлов
Обратная добыча ценных веществ из растворов и ванн с присутствием в них благородных металлов (золото, серебро, палладий, родий и др.) может быть осуществлена промывкой с регенерацией промывочных вод и повторного использования не только благородных металлов, но и других дополнительных химических элементов. Однако регенерация благородных металлов осуществляется только при второй промывке с использованием ионообменника или электролитическим методом.
6.4.1.3. Регенерация использованного раствора химической меди
Регенерация использованного раствора химической меди осуществляется методом электролиза, при котором имеет место процесс обратной добычи меди.
406 Глава 6. Оргацизационно^9кономические и экр^ргические аспекты
6.4.1.4. Регенерации аммиачных травильных растворов,
Высокое содержание меди в аммиачных травильных растворах, большое количество водозагрязняющей отработанной жидкости и необходимость ее переработки с целью добычи солей меди побудило разработать технологию регенерации аммиачных травильных^ растворов с использованием децентральной меди, что позволило использовать один травильный раствор в замкнутом цикле продолжительное время.
Процесс регенерации аммиачного травильного раствора немецкой компании ELOCHEM, в котором вместо широко распространенных щелочных и кислых растворов травления на основе хлорида меди используют сульфат меди, состоит из двух циклов регенерации [60]:
1) постоянное восстановление травильного раствора (регенерация травильного раствора);
2) электролитическое восстановление меди из отработанного травильного раствора (прямой электролиз травильного вещества).
В первом цикле, во время травления происходит химический процесс восстановления двухвалентного тетрааминового комплекса меди до одновалентного. При этом металлическая медь окисляется и растворяется в щелочном растворе, а одновалентные ионы меди повторно окисляются до двухвалентных ионов меди кислородом (который образуется на аноде). Затем она удаляется из электролизера и подается в травильный раствор для поддержания процесса обратного окисления меди.
Во втором цикле часть травильного раствора, содержащего одновалентные ионы меди, направляется на электролиз. Медь осаждается на катоде, в результате чего снижается концентрация меди в растворе, а осажденная медь извлекается с катода в виде листа металлической меди. При этом контролируется плотность травильного раствора в травильном модуле, и как только она превышает заданное значение, автоматически начинается электролитическое восстановление меди из травильного раствора. Также контролируется концентрация меди в травильном растворе электролизера, и при снижении ее ниже заданного значения травильный раствор из травильного модуля поступает в электролизер. Таким образом, электролиз происходит только тогда, когда необходимо ликвидировать повышенный уровень концентрации меди в травильном модуле.
Альтернативным методом прямому электролизу является жидкостно-жидкостная экстракция (извлечение веществ водой или другим веществом).
6.4.1.5. Регенерация кислых травильных растворов
Кислый травильный раствор, применяемый для травления ПП, состоящий из солянокислого раствора хлорида меди, постоянно регенерируется путем добавления пероксида водорода Na2O2 и соляной кислоты. Использованный травильный раствор содержит 140 г/л меди. Излишки травильного раствора отводятся. (Существуют также системы для прямого электролиза этого растовора. >
Методы вторичной переработки отходов
407
Железо—медно—хлоридные растворы способны к электрохимической регенерации, эффективность которой определяется высоким катодным выходом по току осаждения меди.
6.4.2. Методы обработки сточных вод
Несмотря на использование различных технологий регенерации, в стоках остаются вредные примеси, так как пока не существует специальных методов регенерации на каждый из этапов изготовления ПП, а имеющиеся технологии не обладают 100%-й эффективностью. Соответствующие методы обработки позволяют значительно сократить количество вредных веществ в сточных водах.
Использование сепаратных трубопроводов для отвода каждого вида сточных вод и разделенного стенками емкости-сборника препятствует возникновению нежелательных реакций, ненужному расходу химикалий и обеспечивает эффективное использование специфических химических веществ.
Ниже в качестве примера приведены граничные значения параметров воды, которые должны быть получены после обработки в установках проточного типа:
• значения pH — 6,5—8,5;
• медь — 0,5 мг/л;
• никель — 0,5 мг/л;
• кадмий — 0,1 мг/л;
• хром — 0,3...2,5 мг/л;
• цинк — 1,0 мг/л;
• свинец — 0,1 мг/л;
• железо — 5,0 мг/л;
• неорганический остаток после прокаливания — 500 мг/л;
• производные нефти — 5,0 мг/л;
• поверхностно-активные вещества — порядка 30,0 мг/л;
• хлорид — 300,0 мг/л;
• сульфат — 500,0 мг/л и др.
Химические стоки второй группы без комплексных загрязнений, непригодные для обработки в ионообменной циркуляционной установке, могут быть обработаны на автоматических установках проточного типа.
Обработка кислых и щелочных растворов может проходить, например, в такой последовательности:
• предварительная нейтрализация путем добавки FeCl3 для кондиционирования ила и соляной кислоты НС1 — для установления оптимального значения pH;
• нейтрализация путем добавки известкового молока Са(ОН)2 или НС1;
• смешивание и коагуляция для выпадения осадка ила;
• предварительный отстой, при котором порядка 90 % ила осаждается на дно в виде крупнодисперсного осадка, а предварительно осветленная вода с тонкодисперсными примесями поднимается вверх и по переливным трубам поступает в отсек вторичного отстоя;
408 Глава 6. Организационно-экономические и экологические аспекты
• вторичный отстой, при котором предварительно осветленная вода поднимается вверх через пакет пластин, тонкодисперсный ил и осаждается на них, соскальзывает вниз, удаляется при помощи вибрационного отсоса/ осветленная вода подается в блок вторичной очистки (гравийный фильтр) для удаления нерастворимых примесей; затем осуществляется выходной контроль параметров и отвод воды в систему канализации; .
• обезвоживание мокрого ила в камерном фильтр-прессе, получение f сухого ила, перекачивание фильтрата в блок вторичной очистки, затем — выкодной контроль параметров и отвод воды в систему канализации.
При обработке кислых и щелочных хромосодержащих стоков второй группы, а также хромосодержащих регенератов, сначала обезвреживают хром, дальнейшая последовательность обработки совпадает с предыдущей.
Маслосодержащие, стоки из ванн обезжиривания поверхности ПП и других ванн можно обрабатывать на ультрафильтрационных установках для разделения водных смесей, на которых производят фильтрацию через бумажный ленточный фильтр, мембраны, пропускающие только воду и водорастворимые вещества^ после чего обезвоженный концентрат отработанного масла удаляют. Осветленная вода без масла поступает на установку проточного типа, на которой после установления оптимального pH адсорбируется активированным углём с добавлением FeCl3, нейтрализуется путем добавки известкового молока Са(ОН)2 или НС1 и далее обрабатывается по схеме, приведенной выще.
Некомплексообразующие концентраты второй группы, содержащие тяжелые металлы (Pb, Си, Ni, Sn) обрабатывают натровым щелоком, известковым молоком или сульфидом натрия, что позволяет получить концентрации этих металлов в воде менее 2 мг/л.
Для обработки .комплексосодержащих химических стоков третьей группы применяют автоматические очистные установки проточного и порционного типа с предварительным блоком обработки комплексов. Сначала на порционных установках обрабатывают кислые концентраты, содержащие окислители (хлориты и перманганат), устраняя окислители добавкой NaHSO3, и устанавливают pH > 10 добавлением щелочи. Затем подают щелочные концентраты, содержащие окислители, добавляют Na2S или NaHSO3 и щелочь. При сульфидном осаждении добавляют NaOH для получения оптимального значения pH, затем Na2S, НС1, Na2SO3 — для кондиционирования ила, далее осуществляется нейтрализация добавлением Са(ОН)2, коагуляция, осаждение по приведенной выше схеме.
Фторборато- или фторидосодержащие растворы освобождаются от комплексов на предварительном этапе с помощью выделения фторида кальция из растворенных фторидов до проведения осаждения тяжелых металлов.
Комплексосодержащие промывочные кислые и щелочные (разбавленные) растворы, которые не могут концентрироваться каскадным методом и вследствие содержащихся в них веществ, не адсорбирующихся в смолах ионообменников, не подлежат обработке в циркуляционных ионообмен
Методы вторичной переработки отходов "" 409
ных установках. Их обрабатывают на установках проточного типа в такой последовательности:
• установление pH > 1.0 добавлением щелочи или кислоты; •
• осаждение сульфидом натрия Na2S;
• добавление Na2SO3 — для кондиционирования ила;
• нейтрализация добавлением Са(ОН)2 или НС1 и т. д. (см. с. 408).
В процессе окончательной нейтрализации значение водородного показателя pH достигает значения, при котором возможна-передача воды на водосборник и общественные очистные сооружения.
Установка извлечения металлов из растворов *БАРЬЕР~К» (ТУ 30969534.001—2001)
Установка «Барьер-К» фирмы ООО «Экология воды» предназначена для извлечения тяжелых металлов из отработанных электролитов гальванического осаждения, травильных растворов, обезвреживания отработанных растворов проявления фоторезиста, регенерации отработанных сернокислых и персульфатных электролитов.
В основу действия установки «Барьер-К» положен принцип электролиза, при котором под воздействием электрического тока, подаваемого на электроды, катионы металлов, присутствующие в растворе, восстанавливаются на катодах в виде металлической фольги и порошка. Прошедшие обработку стоки поступают в сборную емкость, из которой могут быть направлены на дальнейшую Нейтрализацию, либо возвращены в производство для использования на вспомогательных операциях. ‘
Для обезвреживания отработанных растворов проявления фоторезиста стоки из накопителя подаются в химический реактор, в котором осуществляется их нейтрализация с осаждением нерастворимых примесей, после чего обезвреженные стоки сбрасываются в канализацию. л
Контрольные вопросы
1. Какие параметры относятся к организационно-производственным параметрам цеха ПП?
2. Как определяют программу запуска заготовок ПП в производство?
3. Как определяют процент выхода годных ПП?
4. Как определяют необходимое количество оборудования на каждой операции?
5. Что такое коэффициент загрузки оборудования?
6. Как определяют необходимое число производственных рабочих на каждой операции?
7. Как определяют затраты на материал?
8. Как определяют зарплату производственных рабочих?
9. Что такое трудоемкость операции и как ее рассчитывают?
( 10. Как определяют норму штучного времени изготовления ПП для всех типов производства?
11. Как определяют амортизационные отчисления при действительной загрузке оборудования? *'
12. Перечислите методы обработки сточных вод при изготовлении ПП.
13. Назовите параметры оценки качества воды в производстве ПП.
Глава 7 КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
В главе приведены номенклатура, правила выполнения графического и текстового оформления и использования конструкторских и технологических документов на ПП и ФУ (ячейку), для которого разрабатывают ПП.
Рассмотрены следующие вопросы выполнения конструкторской документации:
• структура и содержание технического задания (ТЗ) на изделие; пример оформления ТЗ на ПП;
• комплектность конструкторской документации на ПП и правила выполнения чертежей и технических требований на ПП:
1) номенклатура конструкторских документов на ОПП и ДПП;
2) номенклатура конструкторских документов на МПП;
• основные разделы ТУ на ПП;
• правила выполнения чертежей и технических требований на ФУ;
• правила оформления спецификации на ФУ;
• правила оформления перечня элементов на электрическую принципиальную схему ФУ;
• виды и комплектность технологической документации на ПП.
Комплект КД на ПП в общем виде должен включать: электрическую принципиальную схему, перечень элементов, документацию на ПП, сборочный чертеж ФУ на ПП, спецификацию, управляющие файлы, ведомость носителей данных, а также ТЗ, ТУ и другие документы. Оформление и комплектация ряда перечисленных документов рассматриваются в данной главе.
7.1. Построение, изложение и оформление технического задания на изделие
Основным исходным документом для проектирования ПП является; техническое задание, которое разрабатывают на основе:
• требований заказчика;
• результатов НИР;
• маркетинга;
• анализа литературных и патентных исследований и др.
Техническое задание состоит из введения и следующих разделов:
• основание для разработки;
• источник разработки;
Построение, изложение и оформление технического задания на изделие 411
• технические требования; ; s
• экономические показатели; . , . , ......
. порядок испытаний? .. ‘I > • •'
Введение должно быть изложено в следующей реакции. [61, 62]: «Настоящее ТЗ распространяется на разработку и испытание (наименование и шифр разрабатываемого изделия), предназначенного для (назначение разрабатываемого изделия) и использования (наименование изделия, в составе которого может быть использовано разрабатываемое изделие и (или) краткая характеристика области его применения)».
Раздел «Основание для разработки» должен быть изложен в следующей редакции:
• (наименование и шифр разрабатываемого изделия) разрабатывают (полное наименование документов, на основании .которых разрабатывают изделие), утвержденного (наименование организации, утвердившей документ и дата утверждения);
• тема (наименование и (или) условное обозначение темы разработки).
В разделе «Источники разработки» указывают:
• перечень научно-исследовательских работ (НИР);
• наименование изделия-аналога.
Раздел «Технические требования» состоит из следующих подразделов:
• состав изделия;
• технические параметры;
• требования к надежности;
• принцип работы;
• программное обеспечение;
• конструктивные требования;
• условия эксплуатации;
• требования безопасности;
• требования к упаковке, маркировке, транспортировке и хранению;
• требования к патентной чистоте.
Требования в каждом подразделе располагают в ранжированном порядке с указанием технических показателей с предельными отклонениями.
В подразделе «Состав изделия» указывают:
• наименование и назначение составных частей основного исполнения изделия;
• требования к стандартным, унифицированным и заимствованным составным частям (включая покупные);
• требования к сырью и материалам и пр.
В подразделе «Технические параметры» приводят основные технические показатели изделия, определяющие его целевое назначение, например:
• точность;
• электрическая прочность;
• сопротивление изоляции;
• потребляемая мощность;
• чувствительность; ч
• производительность;
• требования к электропитанию;
• частота и другие необходимые требования.
412 1 Глава 7. Конструкторско-технологическая документация
В подразделе «Требования к надежности» указывают значения показателей надежности: безотказности, долговечности и сохраняемости; требования к конструкции'С позиции надежности.
Надежность изделия характеризуется следующими показателями:
I) вероятность безотказной работы в течение определенного периода;
2) наработка на отказ;
3) интенсивность отказов и др.
Показатели долговечности.
1) процентный ресурс;
2) процентный срок службы;
3) средний ресурс;
4) средний срок службы.
В подразделе «Принцип работы» приводят описание работы изделия.
В подразделе «Программное обеспечение» (ПО) указывают состав и общие требования К ПО, включая тестовые и диагностические программы. Техническое задание на ПО является самостоятельным документом, оформленным по ГОСТ 19201—78.
В подразделе «Конструктивные требования» приводят конструктивные требования к изделию в целом и его составным частям, например:
• базовые конструкции;
• габаритные, установочные и присоединительные размеры;
• способы крепления в модулях более высокого конструктивного уровня;
• масса и др.
В подразделе «Условия эксплуатации» указывают:
• допустимое воздействие климатических факторов (температуры, влажности, атмосферного давления, солнечной радиации, пыли и др.);
• допустимое воздействие агрессивных сред;
• допустимое воздействие радиоактивных излучений;
• допустимое воздействие механических нагрузок (вибрационных, ударных, скручивающих и др.);
• допустимое воздействие внешних полей и допустимые поля, создаваемые самим работающим изделием;
• допустимый уровень шума, воздействующего на изделие и создаваемого самим изделием.
В подразделе «Требования безопасности» излагают требования безопасности:
• при монтаже;
• при эксплуатации;
• при обслуживании;
• при ремонте ’
от воздействия электрического тока, тепловых и ВЧ-полей, с указанием допустимых значений,, этих полей и санитарно-гигиеническим нормам; & также устанавливаются требования к допустимой массе изделия и требования для защиты кожного покрова рук и других частей тела.
Построение, изложение и оформление технического задания на изделие 413
В подразделе «Требования к упаковке, маркировке, транспортированию и хранению указывают:
• требования к маркировке, наносимой на изделие и тару, в которую должно быть упаковано изделие (место и способ нанесения, содержание маркировки, требования к качеству ее исполнения);
• возможные варианты консервации и упаковки йздёлия в зависимости от условий транспортирования и хранения;
• требования к консервации и упаковке изделия, в том числе требования к таре, материалам, применяемым при упаковке, а также способу и условиям упаковки;
• условия транспортирования и виды транспортных средств (авиасредства, крытые, открытые вагоны, платформы, трюмы или палубы судов, закрытые отапливаемые автомашины и др.), необходимость и способы крепления при транспортировании, расстояние транспортирования, скорости передвижения;
• требования к необходимой защите от ударов при погрузке и выгрузке и т. п.;
• места хранения (открытая площадка, под навесом, закрытый неотапливаемый склад, отапливаемое помещение и др.);
• условия хранения (факторы окружающей среды, условия складирования и т. п.);
• возможность и сроки обслуживания изделия во время хранения (переконсервация, переосвидетельствование, в том числе периодичность и длительность нахождения изделия в рабочем состоянии, периодичность замены и т. п.);
• сроки хранения в различных условиях.
В подразделе «Требования к патентной чистоте» приводят перечень стран, в отношении которых должна быть обеспечена патентная чистота изделия.
В подразделе «Экономические показатели» перечислены экономические преимущества разрабатываемого изделия по сравнению с изделием-аналогом.
В подразделе «Порядок испытаний» указывают срок и общие требования к проведению испытаний.
Каждое требование ТЗ должно быть изложено кратко, ясно и исключать различные толкования. Оно должно излагаться словами, лишенными эмоциональной, оценочной окраски, чтобы исключить навязывание разработчику оценочных суждений, например, недопустимы словосочетания: «большая серийность», «малая масса», «хорошая чувствительность».
Нельзя одновременно задать показатели воздействий внешней среды и соответствующие им требования к внешним (входным и выходным) показателям назначения изделия.
Желательно, чтобы в каждом пункте ТЗ излагалось только одно требование, определяемое только одним количественным или качественным показателем. Качественные показатели нужно по возможности заменять количественными.
Количественные требования должны иметь наивысший уровень измерения с обязательным указанием предельных отклонений. Границы интер
414
Глава7.Конструкторско-технологическая документация
валов изменения номиналов и экстремальные значения должны устанавливаться только одним значением и также с указанием предельных отклонений.
Требования, установленные в стандартах, распространяющихся на конкретное изделие, в ТЗ не указывают, а дают ссылку на эти стандарты. Техническое задание оформляют в соответствии с общими требованиями к текстовым конструкторским документам по ГОСТ 2.106—96 на листах формата А4.
Пример оформления ТЗ на ПП
1. Содержание работы:
разработка конструкторской документации (КД) на ПП устройства... (наименование и шифр);
2. Цель и назначение работы:
выпуск комплекта КД устройства...
3. Комплектность изделия: ...
4. Требуемые технические характеристики:
а) основные технические характеристики и параметры (например, напряжение питания и максимальный ток потребления);
б) конструктивные и технологические требования (например, конденсатор С1 устанавливать не далее 60 мм от ИМС... Конденсаторы С7, С8 устанавливать непосредственно у разъема Х5. Конденсаторы С9—С12 — в непосредственной близости от ИМС. Установку резисторов RP1, RP3 произвести с обеспечением регулировки в составе блока);
в) ориентировочные требования к надежности;
г) ориентировочные требования к условиям эксплуатации (например, условия эксплуатации в соответствии с требованиями ГОСТ..., группа жесткости...);
д) габариты и масса ориентировочно (если это возможно), например, габариты ПП 150 х 170 х 1,5 мм. Масса ПП уточняется при проектировании;
е) дополнительные требования, если они имеются (например, материал ПП — стеклотекстолит фольгированный; ИМС установить на радиатор типа...; ИМС... расположить на ПП с учетом равно-
мерного распределения тепла).
5. Стадия разработки: рабочая документация.
6. Исполнители... и
7. Перечень работ, представляемых исполнителем, форма их оконча-, г ния и сроки исполнения по этапам.
8. Исходные материалы: >Г|
а) схема электрическая принципиальная устройства; чэ
б) перечень элементов устройства и др. л/
9. Рекомендации по применению покупных нормализованных и заимствованных изделий. г.:
। >.„Номенклатура конструкторских документов... 4t5
10. Перечень и комплектность технической документации, ч
11. Количество экспериментальных образцов или макетов, предъявляемых по окончании работы.
12. Коэффициент унификации.
13. Приложение к ТЗ:
а) схема электрическая принципиальная; ?
б) перечень элементов устройства;
в) формализованное задание. I
14. Регистрация изменений ТЗ.
15. Отметка о завершении работ по ТЗ.
7.2. Номенклатура конструкторских документов и правила выполнения чертежей ПП
КД на ПП выпускают на бумаге (твердом носителе) и на магнитных или оптических носителях в виде управляющих или специальных, файлов.
Номенклатура конструкторских документов на ПП на стадии 'разработки рабочей документации включает (ГОСТ 2.102—68):
• чертеж ПП;
• сборочный чертеж (для МПП);
• спецификацию (для МПП);
• теоретический чертеж (геометрическая форма ПП и координаты расположения основных частей);
• габаритный чертеж (контурное изображение ПП с габаритными, установочными и присоединительными размерами) может быть совмещен с чертежом ПП;
• упаковочный чертеж;
• технические условия по ГОСТ 2.114—95 (см. п. 7.2.2);
• программу и методику испытаний по ГОСТ 2.106—96 (см. п. 5.11.1);
• таблицы для проверки монтажа и координат Отверстий (вместо таблиц допускается включать в комплект КД на ПП программы автоматизированного контроля ПП);
• расчеты (конструкторские и др.);
• инструкции;
• прочие документы;
• эксплуатационные документы;
• ремонтные документы.
По согласованию с предприятием-изготовителем изготовление ПП допускается производить по аттестованным документам на магнитных носителях данных.
Чертежи однотипных ПП выполняют групповым или базовым способом по ГОСТ 2.113—75 и ГОСТ 2.417—91. В групповых и базовых конструкторских документах содержатся данные о двух и более ПП,;обладающих общими конструктивными признаками при некоторых различиях между собой.
Комплект конструкторской документации на ПП при автоматизированном методе проектирования должен соответствовать ГОСТ 2.123—93
416
Глава 7. Конструкторско-технологическая документация
(см. ниже). Предпочтительным способом изготовления документации является базовый.
Базовый способ выполнения конструкторских документов — способ выполнения комплекта конструкторских документов на ПП, при котором постоянные данные всех исполнений ПП содержатся в одном базовом конструкторском документе.
Исполнение ПП — конструкция одной из ПП, информация о которых содержится в одном базовом конструкторском документе.
Базовый конструкторский документ — конструкторский документ, содержащий постоянные данные исполнений двух и более ПП.
При большом количестве вариантов исполнений ПП на каждый из них выполняют отдельные чертежи исполнений и базовые документы.
На базовом чертеже ОПП, ДПП для всех исполнений каждого типоразмера изображают только постоянные элементы и постоянные данные. В состав постоянных данных, могут быть включены:
• изображение ПП;
• габаритные размеры;
• размеры отверстий;
• параметр шероховатости поверхности и прочие указания для механической обработки;
• материал;
• разметка для установки электрического соединителя;
• крепежные отверстия для установки ПП в сборочной единице;
• элементы контроля (для контроля и проведения испытаний ПП);
• технические требования;
• проводящий рисунок;
• маркировка позиционных обозначений ЭРИ и (или) конструкторский адрес;
• место обозначения (маркировки) ПП;
• место обозначения сборочной единицы;
• место порядкового номера изменений;
• номера позиции (для МПП) и т. д.
На чертеже исполнения изображают только переменные данные, в состав которых могут входить:
• упрощенное изображение ПП;
• проводящий рисунок ПП;
• маркировка позиционных обозначений ЭРИ и (или) конструкторский адрес;
• обозначение ПП;
• обозначение сборочной единицы;
• порядковый номер изменения;
• таблица переходных и монтажных отверстий;
• технические требования;
• номера позиций (для МПП) и т. д.
При выполнении чертежа исполнения автоматизированным способом н$ нескольких листах технические требования помещают на первом листе; проводящий рисунок может быть выполнен на последующих.
Номенклатура конструкторских документов...
417
Над основной надписью чертежа исполнения должна быть ссылка на базовый документ по типу «Остальное — см. ХХХХ.ХХХХХХ.ХХХ».
Над основной надписью базового чертежа должна быть запись «Остальное — см. чертеж исполнения». Все исполнения обозначают с добавлением к базовому обозначению порядковых номеров исполнений от 01 до 99, например, ХХХХ.ХХХХХХ.ХХХ - 01.
Номенклатура конструкторской документации на ОПП и ДПП, выполненных базовым способом включает:
• базовый чертеж ПП с постоянными данными для всех исполнений типоразмера (выполняется на каждый типоразмер);
• чертеж исполнения с переменными данными, относящимися к конкретному исполнению (для ДПП выполняется на каждое исполнение проводящего слоя);
• технические требования (выполняют согласно ГОСТ 2.417—91);
• таблицу проверки монтажа или программы автоматизированного контроля, содержащие данные для контроля электрических соединений; выполняется на каждое исполнение;
• таблицу координат отверстий, в которой приводятся условные обозначения отверстий, количество и координаты их расположения всех слоев; при автоматизированном контроле допускается не выполнять;
• данные ФШ с информацией о рисунке слоя ПП (выполняется на каждый слой), защитной паяльной маски, маркировки и т. д.; это управляющие файлы, предназначенные для изготовления ФШ;
• данные сверления с информацией о координатах расположения, диаметре и количестве отверстий (выполняется на каждое исполнение с учетом конструктивно-технологических вариантов); это управляющий файл для сверлильных станков;
• данные для обработки контура с информацией о контуре ПП (выполняется на каждый типоразмер); это управляющий файл для фрезерного станка;
• данные контроля, содержащие информацию о координатах контактов или контактных площадок, электрически соединенных между собой, и расположенных в одном слое (выполняется на каждое исполнение или слой);
• ведомость документов на магнитных носителях данных (выполняется на каждое исполнение по ГОСТ 28388—89 и ГОСТ 2.123—93 и оформляется по форме 2 ГОСТ 2.104—68). Документ включает перечень всех машинных носителей (файлов), входящих в состав КД;
• данные о результатах проектирования ПП (выполняется на магнитном носителе данных в соответствии с ГОСТ 28388—89).
Номенклатура конструкторской документации на МПП, выполненных базовым способом включает:
• базовый чертеж детали (МПП) с постоянными данными для всех исполнений типоразмера (изображение МПП, материал, габаритные размеры, размеры отверстий, шероховатость и др.); выполняется на ПП как составную часть МПП;
• чертеж исполнения детали (МПП) с переменными данными, относящимися к конкретному исполнению МПП (изображение МПП, от-
Ц BjwpMpo.MW И Теология
418
Глава 7. Конструкторско-технологическая документация
верстия и их размеры, технические требования, проводящий рисунок и др.); выполняется на каждое исполнение проводящего слоя МПП;
• базовый сборочный чертеж МПП с постоянными данными, общими для всех исполнений типоразмера (изображение МПП, размеры, технические требования, постоянная часть проводящего рисунка, номера позиций); содержит чертежи всех слоев МПП; выполняется на каждый типоразмер;
• сборочный чертеж исполнения МПП содержит переменные данные, относящиеся к конкретному исполнению (упрощенное изображение МПП, отверстия, технические требования, проводящий рисунок); выполняется на каждое исполнение);
• чертеж прокладки, содержащий изображение прокладки, материал, габаритные размеры; ;
• базовая спецификация (выполняется на каждое исполнение МПП и оформляется по ГОСТ 2.113-75, ГОСТ 2.108-96, ГОСТ 2.417-91);
• спецификация исполнения (выполняют на каждое исполнение МПП);
• технические требования (выполняют на каждое исполнение).
• остальные документы такие же, как для ОПП и ДПП (см. выше): данные ФШ, данные сверления отверстий, данные для обработки контура, данные, ведомость документов на магнитных носителях, данные о результатах проектирования МПП.
Оформление чертежей ПП и ГПК выполняют по ГОСТ 2.417—91, который устанавливает основные правила исполнения чертежей при любом способе выполнения документации (групповом или базовом). Чертежи выполняют в масштабах 4: 1, 2: 1, 1: 1. На чертежах изображают основные проекции с элементами проводящего рисунка (проводниками, контактными площадками и пр.) и отверстиями. Чертежи ОПП, ДПП, МПП должны иметь наименование «Плата печатная», ГПК — «Кабель печатный гибкий».
На многослойные ПП выпускают сборочный чертеж. Изображение каждого слоя МПП с проводящим рисунком с одной или двух сторон именуют «Слой многослойной печатной платы» и размещают на отдельных листах сборочного чертежа с указанием порядкового номера слоя,. Материал печатных слоев записывают в спецификацию в раздел «Материалы» с указанием размеров и количества слоев или в раздел «Детали», как детали без чертежа. Чертеж слоя без проводящего рисунка именуют «Прокладка» и оформляют по ГОСТ 2.106—96, ГОСТ 2.109—73 для деталей, на которые не выпущены чертежи; он содержит изображение прокладки с указанием материала, габаритных размеров; его выполняют в масштабе 1: 1, 2: 1, 4:1, 5: 1, 10: 1.
Состав комплекта КД на ДПП и ОПП
На листе 1 КД должны присутствовать основные проекции плана без топологического рисунка с габаритными размерами и общетехнические требования (рис. 7.1). Допускается располагать на листе 1 таблицу контакт
Номенклатура конструкторских документов... 419
ных площадок и отверстий, а для малогабаритных плат — ПП с топологическим рисунком стороны А или стороны Б, или сторон А и Б.
На листах 2 и 3 располагают топологический рисунок с контактными площадками стороны А и стороны Б соответственно (рис. 7.2).
В случае размещения топологического рисунка сторон А и Б на листе 1 листы 2 и 3 в КД могут отсутствовать.
На листах 4 и 5 располагают совмещенные слои защиты и маркировки сторон А и Б.
На листе 6 размещается таблица контактных площадок, отверстий и элементов проводящего рисунка (рис. 7.2 и 7.3).
Если таблицы контактных площадок и отверстий размещены на 1- или 2-м листах комплекта КД, то лист 6 может отсутствовать.
На чертеже ПП должны быть:
• исполнительные размеры (контур ПП);
• присоединительные размеры (координаты крепежных отверстий и их диаметры);
• габаритные размеры.
На чертеже ПП размеры могут быть указаны*одним из следующих способов (см. рис. 7.1, 7.2):
• в соответствии с требованиями ГОСТ 2.307—68;
• нанесением координатной сетки в прямоугольной системе координат;
• нанесением координатной сетки в полярной системе координат;
• комбинированным способом при помощи размерных и выносных линий и координатной сетки в прямоугольной и полярной системе координат;
• в виде таблицы координат элементов проводящего рисунка.
При нанесении размеров с помощью координатной сетки линии сетки должны нумероваться, выделяя на чертеже отдельные линии координатной сетки, чередующиеся через определенные интервалы; при этом в техничен ских требованиях чертежа помещают указания, например: «Линии координатной сетки нанесены через одну».
Координатную сетку наносят или на все поле чертежа, или на часть поверхности ПП, или рисками по периметру контура ПП, или на некотором расстоянии от него тонкими линиями. Шаг координатной сетки в прямоугольной системе координат выбирают по ГОСТ Р 51040—97. Соединения ЭРИ с проводящим рисунком ПП располагают в узлах координатной сетки.
Межцентровые расстояния для расположения ЭРИ, устанавливаемых на ПП, должны быть кратными шагу координатной сетки (метрический шаг координатной сетки) равному:
• п • 0,05 мм, при п = 5, 10, 15, 20, 25;
• п 0,50 мм при л = 1, 2, 5, 6, 10.
В случае применения ЭРИ с шагом расположения выводов, кратным 2,54 мм, межцентровые расстояния должны быть кратными шагу координатной сетки (дюймовый шаг координатной сетки) равному:
• п 2,54 мм;
• п 0,635 мм.
14*
12.5, , v (V)
1. * Размер для справок.
2. " Размер обеспечить технологией.
3. Шаг координатной сетки 1,25 мм. Линии координатной сетки нанесены через четыре.
4. Неуказанные предельные отклонения размеров +0,1 мм.
5. Рисунки слоев выполнить по фотошаблоном согласно таблице 1.
6. Предельное отклонение между центрами фиксирующих отверстий +0,05 мм".
7. Покрытие защитное металлическим сплавом олово-свинец
выполнить по OCT 16.0.686.828-80.
8. Условные изображениязлементов рисунков слоев и отверстий, а также их размеры и характеристики приведены в табл. 3,4. рис. 7.2.
9. После выполнения проводящих рисунков плату покрыть защитной пленочной маской VACREL 8140 фирмы Du Pont (Гзрмания) или паяльной маской СА RAPACE ЕМР110 ЕМР/1731LGG фирмы ELECTRA POLYMERS 4 CHEMICALS LTD (Англия).
10. Маркировочный слой выполнить краской СКУМ-16 по инструкции ОАЮ.929.026 цвет белый.
11. Классточности и группа жесткости...
по ОСТ 160.886.052-90. Остальные требования
по ОСТ 16 0.539.098-89.
12. Сопротивление изоляции между печатными проводниками в нормальных климатических условиях см. табл. 2 рис. 7.2.
420 Глава 7. Конструкторско-технологическая документация
Рис. 7.1. Плата печатная (Лист 1)
Проводящий рисунок 1*го слоя
111ПГ aiZZZZZZZZZZZZZI^I ---------------шипе: жавкяппеЕз* nia
---------------ЛаП«11ПВ»ЖВ№П1ИВ1 ЯВНЬЯВН №.. _ 1411 В11в<»тпс11мт1вацв:’жявггг1(1]шмв1 нгвЕжпв iBbBiimia '-^вчж! юна пылив аившавг ачвпяти:: кв^снив !=*пе;?чч1н _1ПЗХИ11П“Е111 НВИВ^ЛаПВБН IBIIHIIBKBI 1ЫГГИИ11В ||?ЯЦВЧЧЧ1В В1ВИ9М1 mMBIirnilBBMBliBflll IBltMliBIIBI ПМНЯСЗВ Ills -
b pcs«i -BBiiLiuiiaanaiiKiiK -iiimifimbi имнепвп nr~ Birnci raciiiaiiaiiiiiiiiii. umbiibeb: mdueebii ii.._.___
: Hntfiir«iiBB4«iiaFir<aaLiiBnc: ив^вычм iitat^BBia
В1вмч»£ипв;|мгпжхявкжжи caxMHiaiiHi ивмвввв uita
BIBI^JMUitBIIEJBItЯГM3IIEail.*HBlllllML3l IIWMBflflB Hi: BIBAJC3II---------- .-------------------
biiwo
1№ЖГ1С
н
ЙЧ
чн
нет
П! и:
Проводящий рисунок 2*Г0 слоя
Таблица 2
Кооодинаты контакта» площадок Сопротивление
196,66 и 148,60 155,14 и 97,14 148.20 и 122.8 По ОСТ 15 9.539996-89
Таблица 3
Условное изображение 0 отв. мм Кол. отверстий Наличие моталлизац* Размеры элементов проводящего рисунка (мы) Примечаме
• 0.8 58 Есть 01.5 Переходное
• 0.8 12 Есть 01.5
♦ 0.8 291 Есть □ 1.5
• 0.9 48 Есть □1.6 Выводы XI
• 1.2 42 Есть 02,0
-+• - - - 0.3
- - - 0.5
Н*" - - - 0.75
- ' - - 0.8 и 2,5
- - - 1.5
-+- - - - 2.5
Таблица 4
Условное изображена Размеры элементов проводящего рисунка (мы)
01.5
• □1.5
« □1,5
02.0
*+ 0.3
"Н** 0.5
Ц»* 0.75
1.5
-+- 2.5
: Номенклатура конструкторских документов...
Рис. 7.2. Плата печатная (Лист 2)
422
Глава 7. Конструкторско~техналогическая документация
За начало отсчета в прямоугольной системе координат принимают:
• центр крайнего левого или правого нижнего отверстия;
• левый или правый нижний угол ПП;
• левую или правую нижнюю точку, образованную линиями построения.
Шаг координатной сетки в полярной системе координат задают по углу и диаметру.
Участки ПП, которые не допускается занимать печатными проводниками и контактными площадками, на чертеже необходимо обводить штрих-пунктирной утолщенной линией.
Круглые контактные площадки с отверстиями, в том числе имеющие зенковку, и контактные площадки произвольной формы, размеры которых не указаны, изображают на чертеже одной окружностью. Контактные площадки, в том числе круглые, в зависимости от их размеров допускается изображать на чертеже условно в виде квадрата, прямоугольника, многоугольника и т. п. Размеры и форму контактных площадок указывают в технических требованиях чертежа. Отверстия, близкие по диаметру изображают окружностью одного диаметра с обязательным указанием условного знака в соответствии с рис. 7.3, б. Ширину проводника, диаметр отверстия, его условный знак, диаметр контактных площадок, наличие металлизации, количество отверстий объединяют в таблицу, которую размещают на чертеже ПП. Пример таблицы приведен на рис. 7.3.
Проводники на чертеже можно обозначать одной линией, являющейся осью симметрии проводника. На чертеже в технических требованиях (ТТ)
Условное обозначение Ширина проводника, мм
— 0,3
0,6
1,0
а
Условное обозначение Диаметр отверстия Форма КП Диаметр КП D, мм Наличие металлизации в отверстиях Количество отверстий
•ф 0,7 Круглая 1,3 Есть 3
* 0,9 Квадратная 1,5 Есть 19
•ф 0,9 Круглая 1,5 Есть 251
•ф 1,0 Круглая 1,6 Есть 14
-ф- 1,6 Круглая 2,3 Есть 16
"ф" 2.5Н12 - - Нет 7
б
Рис. 7.3. Форма таблицы элементов проводящего рисунка проводников («), отверстий и контактных площадок (б) на чертеже ПП
~ Номенклатура конструкторских документов...
423
или в таблице в этом случае указывают числовое значение ширины проводника. Если проводники изображают двумя линиями, совпадающими с линиями координатной сетки, числовое значение ширины на чертеже ПП не указывают. ,
Отдельные элементы рисунка ПП (проводники, экраны, изоляционные участки и т. п.) допускается выделять на чертеже штриховкой, зачернением, растрированием и т. п.
Изображение ПП с повторяющимися элементами допускается изображать не полностью, но с указанием закономерности расположения элементов печатного монтажа.
Технические требования на чертежах вводят в тех случаях, когда информацию нельзя отобразить графически или условно. Их размещают над основной надписью на чертеже «Плата печатная» на первом листе. Состав и последовательность изложения ТТ следующие.
1. Печатную плату изготовить ... методом.
2. Печатная плата должна соответствовать ГОСТ 23752—79, группа жесткости ....
3. Шаг координатной сетки ..., мм.
4. Проводники выполнять шириной ... (с допуском) мм.
5. Расстояние между проводниками не менее ... мм.
6. Допускается в узких местах занижение размера контактных площадок до ... мм.
Параметры элементов печатного монтажа рекомендуют представлять в виде таблиц (см. выше) и размещать в любом свободном месте чертежа.
7. Размеры для справок.
8. Покрытие, например, олово—свинец (61) оплавленное по ГОСТ 9.306-85.
9. Масса покрытия ..., кг (только для драгоценных металлов).
10. Маркировку выполнить шрифтом 2,5 по Н0.010.007, в узких местах — шрифтом 2.
Маркировку ПП располагают на свободном месте платы. При маркировке способом, которым выполняется проводящий рисунок ПП, допускается применять любой шрифт, при этом в ТТ чертежа способ маркировки не указывают. Маркировку располагают на чертеже с одной или с двух сторон. Она разделяется на основную и дополнительную.
Основную маркировку наносят в обязательном порядке, в нее входит:
• обозначение ПП или ее шифр (выполняют шрифтом не менее 2,5 мм; все остальные маркировочные символы, приведенные ниже — шрифтом не менее 2 мм);
• дата изготовления (год, месяц);
• порядковый номер изменения чертежа ПП, изменения которого связаны только с рисунком элементов печатного монтажа;
• обозначение слоя МПП;
• дополнительную маркировку наносят при необходимости. Она включает:
1) порядковый или заводской номер ПП;
2) позиционное обозначение ЭРИ;
3) изображение посадочных мест ЭРИ (для ручной сборки ячейки);
424
Глава 7. Конструкторско-технологическая документация
4) обозначение первого вывода ЭРИ;
5) цифровое изображение контрольных точек;
6) обозначение вывода полярного ЭРИ (знак «+»);
7) клеймо ОТК;
8) клеймо представителя заказчика и др.
7.3. Основные разделы технических условий на ПП
Технические условия (ТУ) являются техническим документом и неотъемлемой частью комплекта конструкторской и другой технической документации на ПП; содержат полный комплект требований к ПП, их изготовлению, контролю и приемке.
ГОСТ Р 50626—93 устанавливает порядок разработки, согласования, утверждения и регистрации ТУ и дает рекомендации разработчикам по использованию ссылочной научно-технической документации (НТД) для всех типов ПП независимо от метода их изготовления. Технические условия разрабатываются на конкретный тип ПП. Они устанавливают требования, соблюдение которых обеспечивает оптимальный технический уровень и качество ПП.
Технические условия разрабатываются двух видов: общие ТУ изготовителя и потребителя и сертификационные ТУ для оценки ПП по системе качества. Для общих ТУ номенклатура состав и содержание разделов определяются по согласованию между изготовителем и потребителем. Для сертификационных ТУ номенклатура состав и содержание разделов устанавливается в соответствии со стандартом и соответствующими стандартами, относящимися к системе качества.
Неотъемлемой частью комплекса стандартов по системе качества являются ТУ на надежность, которые составляются на основании общих технических условий на конкретный тип ПП.
Технические условия содержат вводную часть и разделы, расположенные в такой последовательности:
• технические требования;
• требования безопасности;
• требования охраны окружающей среды;
• правила приемки;
• методы испытаний;
• маркировка, упаковка, транспортирование и хранение;
• эксплуатация;
• ремонт и восстановление;
• гарантии изготовителя.
Вводная часть должна содержать наименование ПП, их назначение, область применения (при необходимости) и условия эксплуатации и начинаться словами: «Настоящие технические условия распространяются на ПП (условное обозначение), предназначенные для ..., эксплуатируемые в условиях, например, «влажного тропического климата».
у Основные разделы технических условий на ПП 425
Раздел «Технические требования» должен включать требования к параметрам ПП и основным материалам:
• требования назначения, определяющие их основные функции;
• электрические требования;
• конструктивные требования; материалы; виды покрытий (металлические и неметаллические) и их функциональное назначение (например, защита от коррозии) и т. п.;
• требования надежности;
• требования к стойкости к внешним воздействиям: механическим, климатическим, специальным и т. п.;
• требования технологичности и др.
В разделе «Требования безопасности» устанавливают требования по пожаробезопасности, негорючести, электробезопасности и пр. в течение срока службы ПП.
В разделе «Требования охраны окружающей среды» устанавливают требования для предупреждения вреда окружающей среде, здоровью и генетическому фонду человека при изготовлении, испытании ПП и утилизации отработанных растворов, опасных в экологическом отношении.
В разделе «Правила приемки» устанавливают порядок контроля и приемки ПП представителями технического контроля и заказчиком, размер предъявляемых партий ПП, сопроводительную документацию, порядок оформления результатов приемки, программы испытаний (приемо-сдаточных, периодических, типовых (при необходимости)), перечень контролируемых параметров, условия и порядок окончательного забракования ПП и пр.
В разделе «Методы испытаний» указывают порядок подготовки ПП, условия, последовательность операций при испытаниях, их описание и требования, предъявляемые к оборудованию (приборам, реактивам и пр.).
В разделе «Маркировка» следует указать содержание, место, способ нанесения маркировки, требования к маркировке, а также необходимость выполнения товарного знака.
В разделе «Упаковка» следует указать вид упаковки (индивидуальной или групповой), наличие консервирующего покрытия, требования к упаковочным материалам и к самой упаковке при внутризаводском транспортировании и внешних поставках, требования к распаковыванию.
В разделе «Транспортирование» указывают вид транспортирования (воздушный, железнодорожный, морской, автомобильный), расстояние на которое могут транспортироваться все ПП, условия транспортирования-(допустимые механические, климатические, специальные внешние воздействия), порядок расконсервации и т. д.
В разделе «Хранение» указывают категорию помещения, требование к помещению, требования к окружающим условиям, срок хранения в складских условиях и в составе ЗИП. Правила хранения излагают в следующей последовательности:
• место хранения;
• условия хранения;
• условия складирования;
• специальные правила и сроки хранения.
426
Глава 7. Конструкторско-технологическая документация
В разделе «Эксплуатация» указываются условия эксплуатации ПП.
В разделе «Гарантии изготовителя» указываются гарантийный срок эксплуатации и гарантийную наработку со дня ввода в эксплуатацию ПП.
В разделе «Ремонт и восстановление» указывают допустимые виды ремонта, правила ремонта, количество ремонтируемых элементов проводящего и непроводящего рисунков, методы ремонта.
При составлении ТУ используют стандарты, устанавливающие требования, параметры, методы контроля, обеспечивающие единство и взаимосвязь в процессе разработки, производства и применения ПП.
Проект ТУ подлежит согласованию между заказчиком и потребителем. Согласованный между заказчиком и потребителем проект ТУ, разработанный по системе качества, направляется на заключение разработчику стандарта. Проект ТУ утверждает предприятие-изготовитель ПП. Утверждение проекта ТУ оформляется подписью руководителя предприятия. Срок действия ТУ устанавливают по согласованию с потребителем на период не более 5 лет.
Государственную регистрацию ТУ осуществляют территориальные органы Госстандарта России по месту нахождения предприятия-разработчика.
7.4. Правила выполнения сборочного чертежа ячейки
Сборочный чертеж ячейки (ФУ) должен быть выполнен в масштабе 1: 1, 2 : 1, 2,5 : 1 или 4: 1 по ГОСТу.
На листе 1 должен быть размещен главный вид ячейки с боковой проекцией, со всеми крепежными деталями без размещения элементов и техническими требованиями чертежа.
: На листах 2 и 3 должны быть представлены в виде распечатки размещения элементов на сторонах А и Б. Электрорадиоизделия должны иметь позиционное обозначение элементов (Л10, С28 и т. д. — рис. 7.4).
Сборочный чертеж должен давать полное представление об ЭРИ и других деталях, их размещении и установке на ПП. В местах крепления установочных деталей (втулок, скоб, держателей и других элементов) должны быть разрезы [63, 64]. На чертеже наносят габаритные, установочные и присоединительные размеры, предельные отклонения, позиционные обозначения, условные обозначения выводов трансформаторов, реле и других элементов, нумерацию выходных контактов, полярности ЭРИ, сведения о маркировке позиционных обозначений в соответствии с перечнем элементов к электрической принципиальной схеме, указания о способе выполнения неразъемных соединений (пайка, сварка и др.). Электрорадиоизделия изображают упрощенно по ГОСТу.
Сборочный чертеж должен содержать технические требования.
Постоянные пункты технических требований сборочных чертежей еле- ‘ дующие:
1. *Размеры для справок.
2. Паять припоем ПОС—61 ГОСТ 21931—76.
*
вГ
14,15
14, 15
14, 15
Рис. 7.4. Модуль. Сборочный чертеж
Тб
1 . * Розтр для 0ЮМЖ
2 Устн^ЭРИпрамодитсосторожлорож
по ГОСТ29137-Х
Шм ноордимпюй сопи 1,25 т.
Эмио/ты установит:
конденсаторы С1-С8 стопит по варианту 200.00.0000.00.00
резисторы not 1-19,21-37,40 cmaumnooapuattw010.020201.00.00
резисторы not 20,38,39 ставить ломриемту010.02020200.00
диоды VD1-VD10 стоить по oopuatmy010j02.02.02.G0.G0 штогтшпаз. ЗВепиоитыю'оорионтуЗТО.О&ОООаоО.ОО.
3 Миоросхош стоит по mow
ткрсаоиу DD1 стоит по oapuatmy ЗЭШЮ.аЯО.ОО.ОО
иитаот DOZ 003стоит по йвиаопу370М.ОООО.ООЛ
4 .маркиротЗРИисооЗиттяоОаоамтусм№Л
&ПмтпрИпртП0О41тсТ21^1-7&
6. ЯньвойыгмеАммч-м immammonmmumBt помирит квоояМ(-&1ю шюпрутри П4ЕШ&.2глООООЗ окутри бдеа
ММ)№ Обутый черти
Ля tm USSS
* л™»
Правила выполнения сборочного чертежа ФУ (ячейки) >. 427
428
Глава 7. Конструкторско-технологическая документация
3. Установку элементов производить по ГОСТ 29137—91 и ОСТ 4.010.030-81.
4. Элементы установить: поз. 4...6, 33...43 по варианту Па; поз. 38...46 по варианту Villa; поз. 51 — по варианту 1Хг; остальные — по чертежу.
5. Детали поз. 25, элементы поз. 11, 12 ставить на клей ВК-9 ОСТ 4.Г0.029.204. Элемент ДД1 установить в розетку поз. 27.
6. Высота выступающих концов выводов 0,5... 1,6 мм.
7. Высота установки элементов над платой не более 27 мм.
8. На конденсатор С21 надеть трубку поз. 42.
9. Деталь поз. 15 контрить эмалью ЭП-51 красной ОСТ 3-6326—87.
10. Плату покрыть лаком УР-231 ТУ6-10-863—84. Деталь поз. 2 резисторы RP1—RP6, внешние выводы 1—36 от покрытия предохранить.
11. Клеймо ОТК.
12. Печатные проводники и монтажные отверстия условно не показаны.
13. Заводской номер маркировать краской ЧМ, черный, ТУ 029-02-859-78. Шрифт 2,5 по Н0.010.007.
14. Остальные технические требования по ОСТ 4.Г0.070.015.
Установочные и присоединительные размеры должны быть указаны с предельными отклонениями и координатами расположения. В электрических соединителях указывают количество контактных пар.
7.5. Правила оформления спецификации на сборочный чертеж ячейки
Спецификация представляет собой таблицу, содержащую перечень всех составных частей, входящих в данное изделие, и конструкторских документов, относящихся к этому изделию и к его неспецифицируемым составным частям (деталям, не имеющим составных частей).
Спецификацию выполняют на отдельных листах форматом А4 (210 х 297 мм). На рис. 7.5 показано исполнение листа 1, а на рис. 7.6 — все последующие. Если спецификация содержит всего лишь один лист, то В графе штампа «Листов» пишут 1, а в графе «Лист» ничего не указывают.
Спецификация состоит из разделов, которые располагаются в такой последовательности [64]:
• «Документация»;
• «Комплексы»;
• «Сборочные единицы»;
• «Детали»;
• «Стандартные изделия»;
• «Прочие изделия»;
• «Материалы»;
• «Комплекты».
Наличие тех или иных разделов в таблице спецификации определяется составом специфицируемого изделия. Наименование каждого раздела указывают в виде заголовка в графе «Наименование» и подчеркивают тонкой
Правили оформления спецификации на сборочйый чертеж ячейки
429
I Первич. применение 1 1 $ X <3 1 Обозначение Наименование 1 Примечание
I Справ. № I
Подп. и дата
|идлр эд -ани\
| эд анп 'eg
I Подп. и дата |
Изм. Лист N»do«mi Подп. Дата
|Инв. Nsnodn. Разраб. Лит. Лист Листов
Пров. 1 1 1 2
Утв.
Рис. 7.5. Образец оформления спецификации. Лист 1
430
Глава 7. Конструкторско-технологическая документация
1 1 Обозначение Наименование 1 Примечание
g
а
1
с
ш
а
а
S
g
со
а
1
ЫН
ЕЕ01 и» ton NfdOKVM. Подп. Дам Лист 2
Рис. 7.6. Образец оформления спецификации. Лист 2 и следующие
Правилаоформления спецификации на сборочный чертеж ячейки 431
линией. Ниже каждого заголовка должна быть оставлена одна свободная строка, выше — не менее одной.
. В раздел «Документация» вносят:
• основной комплект конструкторских документов на специфицируемое изделие (кроме его спецификации, ведомости эксплуатационных документов и ведомости документов для ремонта);
• основной комплект документов, записываемых в спецификацию не-специфицируемых составных частей (деталей), кроме рабочих чертежей.
В разделы «Комплексы», «Сборочные единицы» и «Детали» вносят комплексы, сборочные единицы и детали, непосредственно входящие в специфицируемое изделие. Запись указанных изделий производят в алфавитном порядке сочетания букв кодов организаций-разработчиков.
Пример оформления спецификации (Лист 1 раздела «Документация») приведен в табл. 7.1.
Таблица 7.1. Пример оформления Спецификации (Лист 1) раздела «Документация»
Графа «Обозначение» Графа «Наименование»
АБВГ.******.О41 СБ Сборочный чертеж
АБВГ.******.О41 ЭЗ Схема электрическая принципиальная
АБВГ.******.О41 МЭ Электромонтажный чертеж
АБВГ.******.О41 ВП Ведомость покупных изделий
АБВГ.******.О41 ПЭЗ Перечень элементов
В разделе «Документация» указывают формат листов, на которых вы-' полнен документ, а графы «Кол» и «Поз» не заполняют.
В разделе «Детали» обычно указывают наименование — «Плата», ее обозначение, формат листов, на которых выполнен чертеж ПП, количество штук деталей. Здесь же аналогично указывают и другие детали, если таковые имеются.
В графе «Формат» указывают форматы документов и чертежей деталей.' Если документ (чертеж) выполнен на нескольких листах различных форма-, тов, то в графе «Формат» проставляют звездочку, а в графе «Примечание» перечисляют все форматы.
При оформлении спецификации на ФУ ЭРИ и ПМК записывают или в' раздел «Стандартные изделия» и указывают ГОСТы на все ЭРИ и ПМК или в раздел «Прочие изделия», но тогда на все отечественные ЭРИ указывают ТУ, а на импортные ЭРИ и ПМК — фирму производителя.
Если по каким-либо причинам ни ТУ, ни фирма производитель указаны быть не могут, то целесообразно указать место, где данное ЭРИ можно приобрести (например, «Платан Компоненте» — сеть магазинов электронной техники, расположенная в Москве). Второй вариант заполнения спецификации (с указанием ТУ) встречается чаще и, по мнению специалистов, является предпочтительнее.
432
Глава 7. Конструкторско-технологическая документация
В том и другом случае спецификацию заполняют следующим образом:
• названия ЭРИ записывают в алфавитном порядке (Диоды полупроводниковые ... Резисторы ... Стабилитроны ... и т.д.);
• графы «Формат» и «Обозначение» не заполняют. Перед названием каждой группы оставляют по меньшей мере одну свободную строку. Внутри каждой группы ЭРИ или ПМК записывают либо в алфавитном порядке, либо по возрастанию номинала или номера ГОСТа, или ТУ;
• номер ГОСТа или ТУ на Резисторы, Транзисторы и другие ЭРИ, которые при разном номинале имеют одинаковое наименование и, соответственно, одинаковые ТУ или ГОСТ, можно записать вначале, т. е. до начала перечисления элементов сразу после названия группы. Например,
Резисторы
С2-ЗЗН-0,125 ОЖО.467.093 ТУ
С2-ЗЗН-0,125 - 36 Ом ± 10 %
С2-ЗЗН-0,155 - 200 кОм ± 10 % и т. д.
Желательно резервировать строки и позиции;
• в графе «Кол» указывают количество элементов с одинаковым номиналом или названием (например, для микросхем). Эти ЭРИ или ПМК имеют одну позицию, которую указывают в- графе «Поз». На сборочном чертеже будет достаточно указать позицию одного из ЭРИ или ПМК, имеющих одинаковое позиционное обозначение;
• в графе «Примечание» указывают обозначение ЭРИ (ровно столько, сколько перечислено в одной строке). Например, PDl — VD6 или KD7 или VD8, VD9;
• в названии группы сначала записывают имя существительное, а затем имя прилагательное и т. д.;
• в разделе «Материалы» не указывают припой, клей, лак и прочие материалы, количество или массу которых невозможно определить заранее конструктору, а устанавливают технологи. Указания о применении этих материалов дают в ТТ на чертеже.
В спецификации также указывают такие стандартные изделия (винты, гайки, шайбы и др.), если таковые имеются в наличие. Они, соответственно, заносятся в раздел «Стандартные изделия» в том же порядке, как было описано выше (по алфавиту, по возрастанию диаметра резьбы, по возрастанию номера ГОСТа и т. д.). Сначала пишут обозначение, а затем номер ГОСТа. Например: Винт В. 1,6-6g* 8.48.016 ГОСТ 17475—72. Пример оформления спецификации приведен на рис. 7.7.
В раздел «Комплекты» вносят:
• ведомость эксплуатационных документов;
• ведомость документов для ремонта;
• комплект монтажных частей;
• прочие комплекты;
• упаковка.
Правиля оформления спецификации на сборочный чертеж ячейки
433
1 Первичн. применение 1 Е 1 S § Обозначение Наименование 1 Примечание
Документация
А1 ИУ4-0.4000100.000СБ Сборочный чертеж 1
М ИУ4-0.4000100.000ЭЗ Перечень элементов 2
Справ. № Детали
А1 1 ИУ4-0.4000101.000 Плата 1
Прочие изделия
Диоды и стабилизаторы
г КД522А дРЗ.362.029 ТУ VD1-VD6,
9 VD8-VD10
3 1N581S Liteon Power VD7
’бл| Подп. и дата 1 — Semiconductor 1
Катушки индуктивности
4 КИМ,6 ЮОмкГн L2
ЗАО “Платан Компоненте" 1
1 5 КИГ-0,16800 мкГн и
гени1щ енп ед | ЗАО “Платан Компоненте" 1
Кварцы и пьезоэлементы
6 РК-169МА-6АП-4000К
ОДО.338.017ТУ 1 BQ1
1 Подл, и дата |
Изи Лист М0о«у«. ГЫп. Дата
Разраб Лит. Лист Листов .
Пров. 1 1 1 3
Н. контр.
Утв.
а
Рис. 7.7. Пример оформления спецификации на ячейку
434
Глава 7, Конструкторско-технологическая документация
Подплтдата |fb. ряв/№|И»8.№а^ Лойобайи'
£ <3 1 Обозначение Наименование 1 Примечание
Конденсаторы
К10-17-160Ж0.460.107ТУ
К50-35ОЖО.464.214ТУ
7 К10-17-1&Н90-39пФ 2 С6,С7
8 К10-17-1б-Н90-560пФ 1 С1
9 К10-17-1б-Н90-0,1мкФ С2, СЗ, С4
5 С8, СЮ
10 Танталовый ЧИП • кон- С9
денсатор-16В-47мкФ, Taiwan 1
11 К50-35-35В-47мкФ 1 С4
Резисторы
С2-ЗЗН-0.125 ОЖО.467.093 ТУ
12 C2-33N-0,125-36 0м±10% 1 R15
13 C2-33N-0,125-200 0м±10% 2 Я1,Я8
14 C2-33N-0,125-560 0м±10% 1 R14
15 C2-33N-0,125-10kOm±10% 2 R5, R12
16 C2-33N-0,125-56kOm±10% 2 R4.R9
17 C2-33N-0,125-73,5кОмИО% 1 R11
18 C2-33N-0,125-100kQm±10% 1 R13
19 C2-33N-0,125-200kQm±10% 3 R2, R6, R7
20 C2-33N-0,125-220kOm±10% 1 R10
21 С2-ЗЗМ,125-ЗООкОм±Ю% 1 R3
Соединения контактные
22 2 контакта см. Примеч. 1 Х1
23 IDS-10MS 2 Х2,ХЗ
Схемы интегральные
Аналоговые
24 ADP111AR-5 Analog DA2
Devices 1
Лист
2
Изи Лист № докуй. Поди Дата
б
Рис. 7.7. Продолжение
Правила оформления спецификации на сборочный чертеж ячейки
435
1 г 1 Обозначение Наименование 1 Примечание
25 MAX943ERA Maxim DA1
Integrated Products 1
Схемы интегральные
Цифровые
26 PIC16F84-04UP Microchip 1 DD1
Транзистору
27 АОТ128Б аАО.354.073 ТУ 1 VT4
28 КР1014КТ-1ВЩИ3.385.012. ТУ 1 VT1
29 KT3012EaAO.336.122 ТУ 2 VT2.VT3
Примечание
Дм штырей не плату использовать заготовку Dual Row Straight (72Pins) фириы Mtns
Подл, и дата | Вз. ине. № Vine. № dyfinj Подл, и дата
Лист №<юкуи. ГЫп Jama
Лист
3
в
Рис. 7.7. Окончание
436
Глава 7. Конструкторско-технологическая документация
7.6. Правила оформления перечня элементов электрической принципиальной схемы
Перечень элементов существенно отличается от спецификации, В нем указываются только ЭРИ и ПМК.
Перечень выполняют на отдельных листах форматом А4 (210 х 297 мм).
На рис. 7.8 показано исполнение листа 1, а на рис 7.9 — все последующие.
1 1 £ & с 1 Поз. обозначение Обозначение 1 Примечание
1 Спрае. № 1
Подо, и дата
1Инв. № d/finj
Вз. ина. № |
I Подл, и дата I —
Изи Лист Ntiavu Побп. 4s™
l-upouw wl Разраб. Блок передачи данных Перечень элементов Лит. Лист Листов
Проа. IL 1 2
Ута
Рис. 7.8. Образец оформления перечня элементов. Лист 1
Правила оформления перечня элементов электрической принципиальной схемы 437
|Йие. Ate по6л.| Подо, и дата | 5з. ине. № |Иие. № dyfinj Подл, и дата
[Формат] Поз. обозначение Обозначение 1 Примечание
1
— —-
4 Лист
Яш Лист №&жун. ГЫп. Дата 2
Рис. 7.9. Образец оформления перечня элементов. Лист 2 и следующие
438./}>д8а 7. К(тсп^уктпрско-технмогцнескаа документация
Первич. применение 1 Поз. обозначение Обозначение \ Примет л.1 чание
Кваоиы и пьезоэлементы
BQ1 РК169МА-6АП-4000КОД0.338.017ТУ ' л
Конденсаторы ..
1 КЮ-17-160Ж0.460.107ТУ
«50-35 ОЖО.464.214 ТУ
С1 К10-17-1б-Н90-560пФ 1
С2,СЗ К10-17-16-Н90-0.1 мкФ . 2
С4 К50-35-35В-47 мкФ 1
С5 К10-17-16-Н90-0.1 мкФ ' 1
С6.С7 КЮ-17-16-Н90-39 пФ 2
С8 КЮ-17-16-Н90-0.1 мкФ 1
С9 Танталовый ЧИП • конденсатор - 16В-47 мкФ, Taiwan 1
СЮ К10-17-1б-Н90-0,1 мкФ 1
Подп. и дата Схемы интегральные аналоговые
DA1 MAX943ERA Maxim Integrated Products, USA 1
DA2 ADP111AR-5 Analog Devices 2
1 Схемы интегральные цифровые
DD1 PIC16F84-04I/P Microchip 1
шчп'за.. Катушки индуктивности
L1 КИТ-0,16800 мкГн ЗАО ‘Платан Компоненте" 1
L2 КИТ-0,1 ЮОмкГн ЗАО ‘Платан Компоненте" 1
Подл, и дата
Резисторы
С2-ЗЗН-0.1250Ж0.467.093ТУ
ИУ4-04.000100.000
4ы. Лист Nitowu. ЛЬдп. Дата
Рачяб. Блок передачи данных Перечень элементов Лип Лист Листов
|В П/хя. 1 2
п!
Им.
Рис. 7.10.'Пример выполнения перечня элементов (начало)
Правила оформления неречня элементов электрической принципиальной схемы 439
i Лоз. обозначение Обозначение 1 Примечание
R1 С2-ЗЗН-0,125-200 Ом±10% 1
R2 С2-ЗЗН-0,125-200кОм±10% i
R3 С2-ЗЗН-0,125-300 к0м±10% 1
R4 С2-ЗЗН-0,125-56 к0м±10% 1
RS С2-ЗЗН-0,125-10 к0м±10% 1
R6.R7 С2-ЗЗН-0,125-200 к0м±10% 2
R8 С2-ЗЗН-0,125-200к0и±10% 1
R9 С2-ЗЗН-0,125-56 к0м±10% 1
R10 С2-ЗЗН-0,125-2206 к0м±10% 1
R11 С2-ЗЗН-0,125-73 к0м±10% 1
R12 С2-ЗЗН-0,125-10 к0м±10% 1
R13 С2-ЗЗН-0,125-100к0к±10% 1
R14 С2-ЗЗН-0,125-560 0и±10% 1
R15 С2-ЗЗН-0,125-36 0к±10% 1
Пиоды и стабилизаторы
Е VD1-VD6 М522АдР3.362.029ТУ 6
<в *о а VD7 1N5818 Liteon Power Semiconductor 1
VD8-VD10 М522АдР3.362029ТУ 3
с
Транзисторы
VT1 КР1014КТ-1В ЩИ3.385.012 ТУ 1
VT2, VT3 КГ3012ЕаАО.336.122ТУ 2
S VT4 АОТ128БаАО.254.073ТУ 1
<3 Соединения монтажные
Х1 2 контактов 1 См. прим.
! Х2,ХЗ IDS-10MS 2
а Примечание
1 Для штырей на плату использовать
заготовку Dual Row Straight (72Pins) "3
1
£ N PZC3CDAAN фирмы Suitins
1 Лист
in Иди] Лист I Mflarw. ГЫп._ . Дцти .. 2
Рис. 7.10. Пример выполнения перечня элементов’(окончание)
440 Глава 7. Конструкторско-технологическая документация
Если перечень содержит всего лишь один лист, то в графе штампа «Листов» пишут — 1, а в графе «Лист» ничего не указывается.
Перечень заполняют сверху вниз. Элементы записывают согласно ГОСТ 2.701—84 группами в алфавитном порядке буквенных позиционных обозначений (BQ, С, DA, DD, R, Т, VT, Хк т. д.). В пределах каждой группы, имеющей одинаковые буквенные позиционные обозначения, элементы располагают по возрастанию порядковых номеров (7?1, R2, R3, R4, R5,..). Элементы одного типа с одинаковыми электрическими параметрами, имеющие на схеме пбследовательные порядковые номера, допускается записывать в перечень в одну строку. В этом случае в графу «Поз. обозначение» вписывают только позиционные обозначения с наименьшим и наибольшим порядковыми номерами (/?3, R4 или С8...С12), а графу «Кол» — общее количество таких элементов.
Название групп записывают в графу «Обозначение» и подчеркивают тонкой линией ( Транзисторы, Диоды и стабилитроны. Предохранитель плавкий...'). После каждой группы оставляют пустой одну строку.
На отечественные элементы указывают ТУ или ГОСТы (точно так же, как и в спецификаций), а на импортные — название фирмы производителя. Если по каким-либо причинам ни ТУ, ни фирма производитель указаны быть не могут, то целесообразно указать место, где данный элемент можно приобрести (например, «Платан Компоненте» — сеть магазинов электронной техники, расположенная в Москве). Следует отметить, что если в пределах группы ТУ или ГОСТы элементов повторяются, то эти ТУ или ГОСТы разрешается записывать отдельно, сразу после названия группы. Например:
Конденсаторы
1ЛК10-17-16 ОЖО.460.107 ТУ
К50-35 ОЖО.464.214 ТУ
2ЛС1 К10-17-1б-Н90-560пФ 1
В графе «Примечание» записывают технические данные элемента, не содержащиеся в его наименовании (при необходимости).
Перечень элементов должен строго соответствовать электрической принципиальной схеме. После заполнения перечня следует еще раз внимательно проверить наличие элементов и значения их номиналов.
Перечень элементов разрешается выполнять непосредственно на чертеже (над основной надписью) только в том случае, если чертеж выполнен на одном листе формата А4 (210 х 297 мм). В остальных случаях выполнение перечня элементов непосредственно на чертеже не допустимо. Пример выполнения перечня элементов приведен на рис. 7.10.
7.7. Виды и комплектность технологической документации на ПП
ГОСТ 3.1428—91 устанавливает правила оформления технологических документов, применяемых в ТП изготовления ПП.
ГОСТ 3.1104—81 й ГОСТ 2.004—88 содержит общие требования к формам и бланкам документов и их оформлению при проектировании; ГОСТ
Виды и комплектность технологической документациина П1Т 441
3.1102— 81 — виды документов, их условные обозначений и стадии разработки документов.
ГОСТ 3.1103—82 — оформление основных надписей в формах.
ГОСТ 3.1119—83 включает общие требования к комплектности документов и правила оформления комплектов документов в зависимости от организации производства — на единичные ТП, ГОСТ 3.1121—84 — на типовые и групповые ТП.
Классификатор технологических операций машиностроения и приборостроения 1 85 151 содержит наименование операций ТП.
ГОСТ 3.1428—91 устанавливает следующие виды документов, применяемых при разработке ТП изготовления ПП.
Маршрутная карта (МК) (формы и правила оформления МК по ГОСТ 3.1118—82) предназначена для описания ТП изготовления по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым и другим нормативам; является составной и неотъемлемой частью комплекта технологических документов, разрабатываемых на ТП изготовления и ремонта изделий. При маршрутном и маршрутно-операционном ТП является одним из основных документов; при операционном описании ТП — выполняет роль сводного документа, в котором указывают номер цеха, участка, операции, наименование операции, перечень документов, применяемых при выполнении операции, оборудование, трудозатраты.
МК применяют для описания единичных, типовых, групповых ТП изготовления фотошаблонов, ОПП, ДПП, МПП.
Карта типового (группового) ТП (КТТП) применяется для описания типового ТП (ТТП) химической и гальванической металлизации, операционная карта (ОК) — для описания операций обработки контура ПП и обработки отверстий в единичном ТП изготовления ОПП, ДПП, МПП.
Ведомость деталей к типовому, групповому ТП или операции (ВТП или ВТО) предназначена для указания переменной информации к типовому ТП изготовления фотошаблонов, ОПП, ДПП, МПП, а также ТТП химической и гальванической металлизации по каждому изделию.
Технологическая инструкция (ТИ) служит для описания:
• ТП приготовления различных смесей, растворов, применяемых при изготовлении фотошаблонов и ПП;
• действий, связанных с наладкой оборудования.
Ведомость удельных норм расхода материалов (ВУН) применяют для записи удельных норм расхода материалов на единицу поверхности основного материала, например, стеклотекстолита.
Карта эскизов (КЭ) служит для графического изображения ФШ и ПП, поясняющих выполнение технологической операциц^ли ТП.
Комплектовочная карта (КК) содержит указания:
• применяемых при изготовлении ФШ и ПП вспомогательных материалов;
• комплектующих ПП, входящих в МПП, которые имеют самостоятельное обозначение;
• применяемой арматуры переходов;
442
Глава 7. Конструкторско-технологическая документация
• применяемых при изготовлении МПП основных, прокладочных и вспомогательных материалов.
Комплектность технологических документов на типовые и групповые ТП зависит:
• от типа производства (массовое, крупносерийное, серийное, мелкосерийное, единичное);
• от стадии разработки документов;
• от степени детализации описания ТП (маршрутное, маршрутно-операционное, операционное);
• от применяемых технологических методов изготовления.
Комплектность документов ТТП и ГТП устанавливает разработчик с учетом конкретных условий производства в соответствии с требованиями ГОСТ 3.1121—84, отраслевых научно-технических документов и стандартов предприятия.
Контрольные вопросы
1. Назовите основной исходный документ для проектирования ПП.
2. Перечислите разделы ТЗ.
3. Назовите номенклатуру конструкторских документов на ПП, разрабатываемую на стадии разработки рабочей документации.
4. Что такое базовый способ выполнения конструкторских документов?
5. Какие постоянные элементы и постоянные данные изображают на базовом чертеже ОШ, ДПП для всех исполнений каждого типоразмера?
6. Какие переменные данные изображают на чертеже исполнения ПП?
7. Назовите состав и последовательность изложения технических требований на чертеже ПП.
8. Назовите состав и последовательность изложения технических требований на сборочном чертеже ячейки.
9. Перечислите основные разделы ТУ на ПП.
10. От чего зависит комплектность технологических документов на типовые и групповые ТП?
Приложение
П.1. Домашнее задание № 1. Конструкторско-технологическое проектирование ПП
Целью данного домашнего задания (ДЗ) является разработка конструкции и выбор технологического процесса изготовления ПП функционального узла (ФУ) ЭА.
В Домашнем задании № 1 содержатся:
• исходные данные для выполнения ДЗ;
• порядок выполнения домашнего задания;
• варианты домашнего задания;
• пример выполнения домашнего задания для варианта № 1.
Исходные данные для выполнения ДЗ:
1. Группа ЭА, для которой разрабатывается ПП и модуль 1-го уровня, по объекту установки: например, стационарная, морская, бытовая и пр.
2. Условия эксплуатации ЭА:
• группа жесткости при климатических воздействиях (1, 2, 3 или 4);
• механические воздействия (вибрации, удары, линейные ускорения и др.);
• специальные воздействия (пыль, соляной туман и др.).
3. Электрическая принципиальная схема ФУ, для которого разрабатывается ПП. В домашнем задании для упрощения она представлена количеством устанавливаемых на ПП ИМС в корпусе 2-го типа, имеющем выводы прямоугольного сечения, размером 0,59 х 0,36 мм, а также к ней задаются:
• электрические параметры: максимальный ток, напряжение, диапазон частот, быстродействие и др.;
• установочные площади ИМС;
• число задействованных выводов ИМС;
• геометрия выводов ИМС: осевые и штыревые, устанавливаемые в отверстия или планарные выводы, устанавливаемые на поверхность;
• диаметр или размер поперечного сечения выводов;
• масса ИМС — 1 г (условно);
• максимально допустимая длина проводника.
444
Приложение
4. Способ закрепления ПП в модулях более высокого конструктивного уровня.
Последовательность выполнения домашнего задания совпадает с последовательностью конструкторско-технологического проектирования, представленной в гл. 3:
1. Изучение ТЗ на изделие:
1.1. Анализ назначения и объекта установки ЭА.
1.2. Анализ условий эксплуатации ЭА.
1.3. Анализ электрической принципиальной схемы ФУ.
2. Выбор типа конструкции и класса точности ПП.
3. Выбор материала основания ПП.
4. Выбор габаритных размеров ПП.
5. Расчет элементов проводящего рисунка ПП.
6. Выбор технологического процесса изготовления ПП.
Для выполнения ДЗ с ПМК исходные данные приведены в табл. П.1.2.
Порядок выполнения домашнего задания
Изучить ТЗ на изделие (вариант ДЗ), в состав которого входит разрабатываемая ПП, и сделать следующие выводы:
1) для какого уровня модульности конструкции проектируется и изготавливается ПП:
• для микросборки — 0-й уровень;
• для ячейки — 1-й;
• для объединительной платы (кросс-плата) — 2-й уровень модульности;
2) унифицирована конструкция ЭА (ПП) или оригинальная;
3) какие требования предъявляются к ЭА данной группы (см. табл. 3.1);
4) какие дестабилизирующие факторы влияют на ЭА данной группы, какие деградационные процессы в ПП они вызывают, и какие необходимо применить способы защиты ПП от этого влияния (см. табл. 3.3);
5) каким образом степень конструкторской сложности ФУ влияет на конструкцию ПП и технологию ее изготовления;
6) какие параметры ФУ определяют конструкцию ПП (быстродействие, рассеиваемая мощность, частота и др.);
7) какие ЭРИ применяют в данном ФУ: корпусные со штыревыми или планарными выводами, бескорпусные, ПМК;
8) какое конструктивно-технологическое решение и компоновочную структуру ячейки необходимо выбрать при монтаже данного ФУ (см. рис. 3.3);
9) какая конструкция ПП должна быть использована в данном ФУ ' (ориентировочно) (см. § 3.5);
10) какую форму ддлжны иметь монтажные отверстия;
11) какую форму должны иметь КП;
Приложение
445
12) чему равен шаг координатной сетки;
13) какие ЭРИ рассеивают значительную мощность;
14) о типе конструкции ПП (см. § 3.5);
15) о классе точности ПП (см. § 3.6 и табл. 3.7);
16) о методе изготовления ПП (см. § 3.7 и табл. 3-7);
17) о конструкции печатных проводников (см. табл. 3.7);
Вычертить эскиз печатного проводника в разрезе с указанием слоев меди и металлорезиста, их толщины и способов получения.
Необходимо также:
18) выбрать материал основания ПП (см. § 3.8 и табл. 2.1—2.7 и Приложение 13);
19) выбрать габаритные размеры ПП, определив по варианту 1 (см. п. 3.9.1):
• суммарную установочную площадь ЭРИ;
• площадь ПП (см. формулу (3.1));
• длину и ширину ПП (см. табл. 1.3);
• толщину ПП (см. § 3.10) (первоначально для расчета собственной частоты ПП примем толщину Лт = 1 мм);
• длину электрических связей, число слоев и толщину МПП (см. §3.11).
20) рассчитать элементы проводящего рисунка ПП:
• определить диаметр монтажных отверстий d по формулам (3.8) и (3.9);
• расстояние Q, от края ПП до элементов печатного рисунка (см. п. 3.12.2);
• расстояние Q2 от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка (см. п. 3.12.3);
• ширину t печатных проводников (см. формулы (3.11), (3.12), (3.13) и (3.14));
• диаметр D контактных площадок (см. формулу (3.15));
• наименьший номинальный диаметр £> контактных площадок для узкого места (см. табл. 3.23);
• расстояние S между соседними элементами проводящего рисунка (см. формулу (3.16));
• наименьшее номинальное расстояние £ном между центрами двух неметаллизированных отверстий (см. формулу (3.17));
• наименьшее номинальное расстояние для размещения двух контактных площадок номинального диаметра в узком месте (см. табл. 3.24);
• наименьшее номинальное расстояние для ^йзмещения печатного проводника номинальной ширины между двумя контактными площадками в узком месте (см. табл. 3.25);
• наименьшее номинальное расстояние для прокладки л-го количества проводников между двумя отверстиями с контактными площадками диаметром £>, и £>2 (см. формулу (3.19)).
446
Приложение
21) выбрать последовательность основных операций технологического процесса изготовления ПП (см. гл. 4);
22) вычертить эскизы основных операций ТП.
Задание выполняется на листах формата А4.
Варианты домашнего задания
В табл. П.1.1 и П.1.2 приведены варианты домашнего задания.
В шапке табл. П.1.1 и П.1.2 использованы следующие обозначения:
1 — группа ЭА (1 — стационарная; 2 — возимая; 3 — носимая; 4 — бытовая; 5 — морская; 6 — самолетная; 7 — ракетная и космическая);
2 — группа жесткости при климатических воздействиях;
3 — механические воздействия:
а — длительность ударных импульсов, мс;
б — ускорение при многократных ударах g,
в — ускорение при одиночных ударах g, г — частота вибрации, Гц;
д — виброускорение, g,
4 — специальные внешние воздействия:
е — пыль;
ж w соляной туман;
з — радиация;
5 — конструкторская сложность ФУ:
и — малая;
к — средняя;
л — высокая;
6 — электрические параметры:
м — допустимое падение напряжения, В;
н — максимально допустимый ток, мА;
о — быстродействие, с;
п — частота, МГц;
р — сопротивление изоляции, МОм;
7 — способ закрепления ячейки в модулях более высокого конструктивного уровня (см. табл. 3.14):
с — 1;
т- 2;
У - 3;
ф — 4;
8 — число ИМС; -
9 — установочная площадь ИМС, мм2;
10 — число задействованных выводов ИМС.
I ишици 11.1.1. Варианты домашнего задания
№ 1 2 3 4 5
а б В Г д е ж 3 И к л
1 2 3 5-10 10 40-80 5-25 4 + +
2 1 1 10-30 2 +
3 5 2 5-10 15 5-80 2 + +
4 2 2 10-50 3 + +
5 1 2 10-30 2 +
6 6 3 15 6 10-300 10 +
7 2 3 5 14 10-50 2 +
8 2 2 5-10 15 10-40 2 + +
9 1 1 10-30 2 +
10 6 4 10 10 20-250 14 +
11 6 2 5-10 12 50-120 15 +
12 1 1 20-70 2 +
13 1 1 10-30 4 +
14 6 3 12 8 20-300 15 +
15 3 1 5 10 50-80 10-40 1 +
16 2 2 8 10 20-70 2 + +
17* 3 1 6 10* 10-30 4 + +
18 6 1 15 И 50-250 14 +
19 1 3 10-70 2 +
20 5 3 5-10 15 10-80 2 + +
21 4 4 10-30 2 +
22 2 2 5-10 12 20-60 2 + - +
23 3 2 5 8 60-100 20-70 3 + +
[ 24 1 1 10-40 2 +
6 7 8 9 10
м н 0 п Р С т У ф
0,3 100 4- 10-4 20 + 60 225 18
0,25 120 + 10 161,25 18 1
0,4 130 + 35 142,5 16
0,5 ПО 4-10-3 + 55 142,5 16
0,15 90 5-10-3 + 12 146,25 16
0,2 190 15 • 10-3 10 + 11 146,25 14
0,1 50 1-10-2 + 9 161,25 16
0,2 100 1,6-2,1 + 8 161,25 18
0,3 48 + 60 164,4 18 ' 1
0,4 150 l-10-з + 50 225 18 1
0,5 140 54 • 10-3 + 52 375 20 I
0,6 350 45 10-2 + 40 172,5 18 1
0,25 135 2-10-3 10 + 11 142,5 16 I
0,35 200 43 • IO-2 + 65 164,4 18 1
0,7 120 0,10 20 + 40 225 18 1
0,8 150 3 -10-3 + £ 10 161,25 16
0,2 300 7 10-2 + 9 164,4 18
0,5 180 + 60 172,5 : 18 -
0,45 35 1-10-2 2,3-4 30 + 70 161,25 18
0,65 100 45 • 10-3 + - 10 172,5 18
0,15 175 + 62 151,5. •6
0,55 60 64-10-3 1-2,5 + 45 144 16
0,11 75 2- 10-3 + 48 375 20
0,17 93 4-10-3 + 12 279 22
Окончание табл. П.1.1
№ 1 2 3 4 5 6 7 8 9 10
а б В Г д е ж 3 И к л м н 0 п Р С т У ф
25 7 4 14 12 5-350 20 + 0,23 125 + 73 460,5 24
26 6 3 5-10 6 60-135 12 0,48 222 20 + 11 295 22
27 4 2 20-50 2 + 0,73 220 8 Ю-2 + 42 161,25 18
28 1 2 10-30 2 + 0,4 160 20 + 9 164,4 18
29 2 3 5-10 15 10-70 3 + + 0,43 55 3,7 • 10-2 2-12 + 72 142,5 16
30 3 1 10-30 4 + 0,54 47 + 66 375 20
31 6 1 5-10 10 50-120 14 + 0,88 93 12-10-4 + 54 172,5 18
32 4 2 10-30 2 + 0,3 220 30 + 8 225 18
33 2 4 5 12 100-300 10-70 3 + + 0,4 80 2-10-4 20 + 30 НО 16
34 1 1 20-40 1 + 0,3 100 + 100 161,2 18
35 5 3 5-10 15 5-60 2 + + 0,2 90 + 17 153 16
36 2 4 5-10 10 10-25 4 + + 0,5 100 5 10-3 + 55 151,5 16
37 1 2 20-40 1 + 0,2 80 5-Ю-3 + 15 146,25 16
38 6 4 12 10 5-400 15 + 0,3 180 4-Ю-2 18 + 90 164,4 18
39 6 3 14 12 20-300 14 + 0,5 140 1 • ю-3 + 60 225 18
40 6 2 10 9 50-100 16 + 0,4 150 2 10-3 + 50 375 20
41 3 1 5 10 10—40 1 + 0,7 100 1 15 + 40 460,5 24
I 42 4 2 10-50 2 + 0,2 180 + 20 320 18
1 43 5 4 5-10 15 5-80 1,5 + 0,6 100 + 80 547,5 28
1 44 4 1 10-50 1 + 0,3 150 + 30 161,2 16 .
1 45 2 3 5-7 10 10-40 2 + 0,5 70 5 10-3 + 40 465 24
1 46 3 2 5 11 10-50 3 + 0,1 75 + 15 144 16
47 7 4 15 12 10-2000 20 + 0,2 150 10 - io-4 + 150 375 20
48 1 1 10—30 2 + 0,5 100 + 20 441 24
49 6 4 5-10 10 20-500 10 + 0,8 120 10 • ю-3 + 200 525 28
50 2 3 5-7 10 50-70 10-50 2 + 0,4 НО 5 10-2 40 540 28
448 Приложение
... Приложение v . ». 449
Пример выполнения домашнего задания /«из* -• ?• -./v > •
по конструкторско-технологическому проектированию ПП 1
(Вариант № 1, табл. П.1.1)
Техническое задание
Разработать конструкцию и техпроцесс изготовления ПП для следующих исходных данных. .
1. Группа ЭА — возимая.
2. Группа жесткости при климатических воздействиях — 3.
3. Механические воздействия:
а) длительность ударных импульсов, мс: 5... 10;
б) ускорения при многократных ударах, g. 10;
в) ускорения при одиночных ударах, g. 40...80;
г) частота вибраций, Гц: 5...25;
д) виброускорения, g. 4.
4. Специальные внешние воздействия: пыль.
5. Конструктивная сложность ФУ: высокая.
6. Количество ИМС:
• 30 шт. — КР541РУ1 (установочная площадь 21,92 х 7,5 мм, число выводов — 18);
• 30 шт. — КР541РУ2 (установочная площадь 22,5 х 10 мм, число выводов — 18).
7. Электрические параметры: а) допустимое падение напряжения, В: 0,3. б) максимально допустимый ток, мА: 100. в) быстродействие, с: 4 • 10Л г) сопротивление изоляции, МОм: 20.
8. Способ закрепления ячейки в модулях более высокого конструктивного уровня представлен на рис. П.1.1 (см. табл. 3.14).
—____Опертая
Z сторона
Рис. ПЛ.1. Способ закрепления ячейки в модулях более высокого конструктивного уровня
Пример выполнения домашнего задания
1. ПП будет разрабатываться для 1-го уровня модульности: ячейки.
2. Конструкция ячейки не унифицирована. Разрабатывается оригинальная конструкция ПП.
3. Требования к возимой аппаратуре (см. табл. 3.1):
Для возимой ЭА характерна работа в условиях вибраций, ударов, повышенной и пониженной температуры, перепада температур, избыточной влажности, абразивной пыли. Она должна иметь ограниченные габариты и массу, обеспечивать простоту и надежность электрических соединений, устойчивость к ударам и вибрациям, к возникновению инея и росы, а также ограниченную мощность рассеяния.
IS Промпфбйит И технология
пгмгнш плхт
450
Приложение
Для 3-й группы жесткости при климатических воздействияхвсоответст-вии с табл. 1;6' допустимые значения воздействующих факторов следующие:
а) температура, К: верхняя — 373; нижняя — 213;
б) относительная влажность воздуха %: 98 (при температуре до 313 К);
в) смена температур, К: 213...373;
г) атмосферное давление, Па: 53 600.
4. Анализ внешних воздействий, деградационных процессов, которые могут иметь место в ПП возимой ЭА, их последствий и способов борьбы с ними (желательно оформить в виде таблицы в соответствии с табл., 3.3):
а) Вибрации вызывают механические напряжения, способствующие появлению деформаций или потери механической прочности ПП, усталостных изменений ПП (разрушение), разрушений электрических контактов.
Способы борьбы:
• отстройка ПП от резонанса для выхода низшего значения собственной частоты Jo из спектра частот внешних воздействуй:
— путем выбора длины, ширины и толщины ПП;
— изменением суммарной массы, установленных на ПП ЭРИ;
— выбором материала основания ПП;
— выбором способа закрепления сторон ПП в модулях более высокого конструктивного уровня;
• повышение механической прочности и жесткости ПП:
— приклеиванием ЭРИ к установочным поверхностям ПП:
— покрытием лаком ПП вместе с ЭРИ;
— заливкой компаундами; ।
— увеличением площади опорных поверхностей;
— использованием материалов с высокими демпфирующими свойствами;
— использование демпфирующих покрытий;
— ребрами жесткости, амортизацией и др.
б) Удар вызывает механические напряжения (разрушение ПП).
Способы борьбы:
• использование материалов с высокими демпфирующими свойствами;
• использование демпфирующих покрытий;
в) Высокая температура может вызвать: :
1) расширение, размягчение, обезгаживание, деформацию ПП (коробление, прогиб, скручивание).
Способы борьбы:
• применение нагревостойких материалов;
• выбор минимальных размеров ПП;
• выбор материалов ПП с близким ТКЛР в продольном и поперечном направлениях и с медью;
2) уменьшение электропроводности, нагрузочной способности проводников по току, ухудшение диэлектрических свойств.
Способы борьбы:
• увеличение ширины и толщины проводников (при выборе класса точности ориентироваться на 1-, 2- и 3-й класс); :
Приложение
451
• применение материалов с низкими диэлектрическими потерями;
3) перегрев концевых контактов ПП, увеличение их переходного сопротивления.
Способ борьбы:
• выбор гальванического покрытия со стабильным переходным сопротивлением при нагреве;
4) высыхание-и растрескивание защитных покрытий.
Способы борьбы:
• выбор покрытия, устойчивого к высокой температуре;
г) Низкая температура может вызвать уменьшение электропроводности, нагрузочной способности по току, ухудшение диэлектрических свойств, вследствие конденсации влаги, деформацию, сжатие, хрупкость; электрическую коррозию проводников.
Способы борьбы:
• увеличение ширины и толщины проводников;
• выбор материалов, устойчивых к низким температурам;
д) Перепад температур может привести к механическим напряжениям в местах контактирования материалов с различными ТКЛР (основание ПП — проводник, места пайки).
Способы борьбы:
• выбор материала ПП с ТКЛР, близким к меди;
• предварительная оценка механических напряжений, вызванных температурными колебаниями;
е) Высокая относительная влажность вызывает адсорбцию и сорбцию паров воды материалом ПП, что может привести к увеличению тангенса угла диэлектрических потерь, токов утечки по поверхности, снижению; поверхностного сопротивления, электрической прочности, сопротивления изоляции, а также набуханию материала ПП, уменьшению адгезии проводников к диэлектрику; коррозию проводников и металлизированных отверстий, повреждению лакокрасочных покрытий.
Способы борьбы:
• выбор влагостойких (характеризуются степенью гигроскопичности) и водостойких (характеризующихся влагопоглощением) материалов ПП;
• применение защитных лакокрасочных покрытий;
• герметизация ячеек.
ж) Песок и пыль вызывают абразивный износ, в том числе контактов ПП; увеличение диэлектрической проницаемости материалов ПП; химическое и электрохимическое разрушение ПП совместно с влагой.
Способы борьбы — герметизация.
5. Высокая конструкторская сложность ФУ (60 устанавливаемых ИМС на ПП) требует значительной трассировочной способности ПП, применения МПП и соответствующих технологических процессов ее изготовления.
б. В данном варианте нет параметра ФУ, влияющего на конструкцию ПП.
7. В данном ФУ применяют корпусные ИМС.
15»
.452
Приложение
Количество ИМС: И
30 шт. — КР541РУ1 (установочная площадь 21,92- 7,5, число задействованных выводов — 18); /
30 шт. КР541РУ2 (установочная площадь 22,5 10, число задействованных выводов — 18). ?
8. Поскольку элементная база представлена корпусными ИМС (2-й тип корпуса — DIP) с выводами, устанавливаемыми в отверстия, то в качестве конструктивно-технологического направления выбираем монтаж корпусных ИМС и ЭРЭ на ПП (1-й вариант компоновки ячейки (см. рис. 3.3). Тип сборки — 1А: односторонняя установка ЭРИ в отверстия.
9. Выбираем тип ПП — МПП ориентировочно.
Компоновочная структура ячейки (корпусные ИМС на МПП) представлена на рис. П.1.2.
Рис. П.1.2. Компоновочная структура ячейки:
1 — плата; 2 — кристалл ИМС; 3 — корпус ИМС
10. ИМС серии КР541РУ2 выпускают в корпусе типа 2107.18-1, имеющем 18 выводов прямоугольного сечения, размером 0,59 х 0,36 мм и КР541РУ1 — в корпусе 2104.18-1 с сечением выводов 0,55x0,3 мм [65]. Выводы ИМС устанавливают в монтажные отверстия круглой формы, размер которых определяют в соответствии с формулой (3.8) см. ниже.
11. Форма контактных площадок — круглая.
12. Выбираем шаг координатной сетки 2,5 мм, так как шаг расположения выводов ИМС серии КР541РУ2 и КР541РУ1 равен 2,5 мм.
13. ИМС серии КР541РУ2 и КР541РУ1 рассеивают незначительную мощность (мощность потребления 0,5 Вт), поэтому нет необходимости вводить в конструкцию ПП или ФУ теплоотводы.
14. Тип конструкции ПП — МПП.
15. Класс точности ПП выбираем из табл. 3.6.
Поскольку на ПП устанавливаются 60 ИМС (высокая конструкторская сложность или высокая насыщенность поверхности ПП ИЭТ) с выводами, устанавливаемыми в отверстия, выбираем 3-й класс точности;
Номинальные значения основных параметров:
— номинальная ширина проводника t= 0,25 мм; !
— номинальное расстояние между проводниками S = 0,25 мм;
— расстояние от края просверленного отверстия до края контактной площадки b = 0,1 мм;
— отношение диаметра отверстия к толщине ПП у = 0,33;
— предельное отклонение ширины печатного проводника Д/= ±0,1;
— позиционный допуск расположения печатных проводников 7} = 0,1 мм;
Приложение
453
16. Учитывая тип конструкции и выбранный класс точности ПП, по табл. 3.7 выбираем метод изготовления МПП' метод металлизации сквозных отверстий (ММСО).
17. Конструкция печатного проводника (рис. П.1.3) при изготовлении МПП методом ММСО см. табл. 3.7.
Рис. П.1.3. Конструкция печатного проводника: 1 — медная фольга; 2 — химическая медь;
3 — гальваническая медь; 4 — металлорезист
18. Материал основания ПП выбираем по табл. 2.1—2.7. Выбираем материал основания МПП — ФТС-2-18А.
19. Выбор габаритных размеров ПП.
а) Выбор типоразмера /7/7 производим по варианту 1 (см. разд. 3.10.1).
Площадь ПП определяют по формуле (3.1):
~ksz 1>у/, /=i
Где kSz = 1—3 —коэффициент, зависящий от назначения и условий эксплуатации аппаратуры.
Принимаем = 2; 5у/ — установочная площадь ИМС; п — количество ИМС.
%Syi = 2(30 : (21,92 • 7,5) + 30(22,5 • 10)) = 2(4932 + 6750) = 24000 мм2. /I
По ГОСТ 10317—79. табл. 1.4 подбираем ширину и длину ПП.
Принимаем: ширина ПП =120 мм; длина ПП - 200 мм.
б) Определение длины электрических связей и числа слоев МПП (см. 3.11).
Суммарную длину связей определяют по формуле (3.4):
4.=₽(4+А)»«А»
где р = 0,06 — коэффициент пропорциональности, учитывающий влияние ширины и шага проводников, эффективности трассировки, формы корпуса ИМС и монтажного поля;
Lx и Ly — габаритные размеры МПП;
йвыв — количество задействованных выводов ИМС;
N* — количество ИМС, устанавливаемых на ПП;
4=0,2 м; пВЬ1В= 18;
4 = 0,12 м; = 60.
Тогда
4„ = 0,06(0,2 + 0,12)1080 = 20,736 мм.
454
Приложение.
Количество логических или сигнальных слоев определяют по формуле (3.5): /
р(4 + £у)лвывЯм/й 20,376 0,002g :
лог LxLy^ ’ лог 0,2-0,12*1. ’
где /„ — шаг координатной сетки, или шаг трассировки, равный 1п/к (к — любое целое число при условии, что IJk >t+S); ln = 0,0025 м.
Число экранных слоев «э = «лог - 1 = 2.
Общее число слоев МПП лсл = 2лЛ0Г+1 = 7. в) Толщину МПП определяют по формуле (3.7): Яп = £нс +(0,9-5-!, 2)£япр + п3Н3. n»l т«1
Здесь Нэ — толщина экранного слоя (примем Н3 = 1 мм); п — число сигнальных слоев (п = 3); ;
Нс — номинальное значение толщины слоя, мм (примем Нс = 0,18 мм — толщина материала ФТС, см. табл. 2.2);
Япр — толщина прокладки стеклоткани (Нпр = 0,1 мм);
т — число прокладок (т = 4);
N3 — число экранных слоев (п3 = 2).
Тогда толщина МПП
Я„ = 3-0,18 + 0,1-4 + 2- 1 = 2,94 мм.
Предельные отклонения на суммарную толщину МПП составляют +0,3 мм (см. табл. 3.16).
20. Расчет элементов проводящего рисунка.
а) расчет диаметра монтажных отверстий.
Минимальный диаметр металлизированного монтажного отверстия определяют по формуле (3.9):
где Нп — толщина ПП; у — отношение диаметра металлизированного отверстия к толщине ПП (см. табл. 1.1).
Поскольку Н„ = 2,94 мм, у = 0,33, то по формуле (3.9) получаем: d0 £ 2,94 • 0,33 = 0,91 мм, т. е. d0 £ 0,97 мм.
Номинальный диаметр монтажных отверстий определяют по формуле (3.8):
d -1 Ad |н 0 2 d3 + г. Здесь d„ 0 = 0,15 мм — нижнее предельное отклонение диаметра отверстий (см. табл. 3.17);
d3 — максимальное значение диаметра вывода ИМС, установленной на ПП; для выводов прямоугольного сечения принимают диагональ;
г — разница между минимальным значением диаметра отверстия и максимальным диаметром вывода, устанавливаемой ИМС; ее вы-
Приложение
455
бираютв пределах 0,1...0,4 мм при ручной установке ЭРИ и в пределах 0,4...0,5 мм при автоматической установке.
г/э = 0,69 мм (4 = -^0,59 • 0,59 + 0,36 • 036 = 0,69 мм) — для ИМС в кор-’ пусе 2107.18-1;
г/э = 0,62 мм — для ИМС в корпусе 2104.18-1, так как выводы имеют прямоугольное сечение;
Примем г= 0,25 мм, тогда номинальный диаметр d, и d2 монтажных отверстий для ИМС в корпусе 2107.18 -1 и 2104.18-1 равен
dt > 0,69 + 0,25 + 0,15 = 1,09 мм; d2 > 0,62 + 0,25 + 0,15 = 1,02 мм.
Округляем расчетные значения в сторону увеличения и сводим к предпочтительному ряду отверстий (см. разд. 3.12.1), тогда
d= 1,1 мм;
б) расстояние Q, от края ПП до элементов печатного рисунка должно быть не менее толщины ПП с учетом допусков на размеры сторон. Примем Q, = 3,0 мм;
в) расстояние Q2 от края паза, выреза, неметаллизированного отверстия до элементов печатного рисунка определяют по формуле (3.10):
О2=д + к + у2(Т*+Т*+Ы^г
где q = 0,5 мм — ширина ореола, скола (см. табл. 3.18);
к = 0,15 мм — наименьшее расстояние от ореола, скола, до соседнего элемента проводящего рисунка (см. разд. 3.12.3);
TD = 0,25 мм — позиционный допуск расположения центров КП (см. табл. 3.19);
Td = 0,08 мм — позиционный допуск расположения осей отверстий (см. табл. 3.20);
tBO = 0,1 мм — верхнее предельное отклонение размеров элементов конструкции, например ширины печатного проводника (см. табл. 1.1).
Тогда
Q2 =0,5 + 0,15 + ^(0,252 + 0,082 + 0,12)1/2 = 0,79 мм;
г) расчет ширины печатных проводников.
Наименьшее номинальное значение ширины печатного проводника определяют по формуле (3.11):
~ ^min D I
гДе 'min d ~ минимально допустимая ширина проводника, мм;
| A/H 01 = 0,1 мм — нижнее предельное отклонение размеров ширины печатного проводника (см. табл. 1.1 для 3-го класса точности).
Минимально допустимую ширину проводника определяют по формуле (3.14):
I 1 max1 «
* min D тт
U доп
456
Приложение
Здесь ht и р, — толщина и удельное сопротивление /-го слоя проводника; к = 3 — число сигнальных слоев; «
/ — максимально допустимая длина проводника. Примем /= 30 мм;
Zmax = 100 мА = 0,1 А;
С4оП = о,з в.
Из табл. 3.7 для ММСО толщина слоев Л,, й2, й3 и удельное электрическое сопротивление из табл. 3.22 имеем:
для медной фольги — = 18 мкм, р, = 1,72 • 10‘5 Ом • мм;
для гальванической меди — й2 = 25 мкм, р2 = 1,9 • 10~5 Ом • мм;
для сплава олово—свинца — h3 = 15 мкм, р3 = 12 10~5 Ом • мм. Подставляя, получаем
п Г 1,72 Ю’5 1,9 Ю"5 12 -10"5Л _ ’ ‘ \ 0,018 + 0,025 + 0,015 )_
tminD 03 “"
= 10 • (8,6 • 10-4 + 7,6 • 10-4 + 80 • 10-4) = 0,0962 мм.
Тогда наименьшее номинальное значение ширины печатного проводника равно
/= 0,0962 + 0,1 = 0,1962 мм;
д) расчет диаметра контактных площадок (КП).
Наименьшее номинальное значение диаметра КП определяют по формуле (3.15):
D = (d + Д</в,) + 2b + Д^ + 2Д^ + (7? + 7* + Д/2О)
где Д</Во = 0,05, мм — верхнее предельное отклонение диаметра отверстия (см. табл. 3.17);
Ь = 0,1 мм — гарантийный поясок (см. табл. 1.1);
= 0,03 мм — величина подтравливания диэлектрика в отверстии: Д^ = 0,03 мм — для МПП;
Д</тр = 0 - для ОПП, ДПП, ГПК;
Д/во = 0,1 мм — верхнее предельное отклонение ширины проводника (см. табл. 1.1);
Д/но = —0,1 мм — нижнее предельное отклонение ширины проводника (см. табл. 1.1);
</=1,1 мм; TD-0,25 мм; Td = 0,08 мм (см. табл. 3.19 и-3.20).
Подставляя, получаем:
Z)= 1,1 + 0,05 + 2 • 0,1 + 0,1 + 2 • 0,03 + ((0,08)2 + (0,25)2Л+ (0,1)2),/2 =
= 1,46 + (6,4 • 10"3 + 0,0625 + 0,01)1/2 = 1,79 мМ.
Округляем расчетное значение диаметра КП в большую сторону до десятых долей миллиметра и получаем D= 1,8 мм.
Таким образом, наименьший номинальный диаметр КП D= 1,8 мм.
Наименьший номинальный диаметр КП для узкого места определяют по табл. 3.23 для 3-го класса точности, для ПП размером 120 х 200 мм, для диаметра отверстия </=1,1 мм: D= 1,7 мм;
Приложение
457
е) расчет расстояния между элементами проводящего рисунка:
1) наименьшее номинальное расстояние между элементами проводящего рисунка (между двумя проводниками) S определяют по формуле (3.16):
$ = ‘S’min D + Д4.о + TJ2,
где 7/=0,1 мм — позиционный допуск расположения печатных проводников, (см. табл. 1.1);
Д/‘во = 0,1 мм — верхнее предельное отклонение ширины проводника, (см. табл. 1.1);
5min D = 0,25 мм — минимально допустимое расстояние между соседними элементами проводящего рисунка (см. табл. 1.1 и 1.5).
Тогда
5= 0,25 + 0,1 + 0,1/2 = 0,4 мм.
2) наименьшее номинальное расстояние для размещения двух КП номинального-диаметра в узком месте МПП в зависимости от размеров и класса точности ПП равно 1,95 мм (см. табл. 3.24).
3) наименьшее номинальное расстояние для размещения печатного проводника номинальной ширины между двумя КП в узком месте МПП в зависимости от размеров и класса точности ПП равно 2,65 мм — для внутренних слоев; 2, 5 — для наружных (см. табл. 3.25).
4) наименьшее номинальное расстояние для прокладки п проводников между двумя отверстиями с контактными площадками диаметром Dt и Ь2 определяют по формуле (3.19):
I = tn + S(n + 1)4-7, + AiA.
Здесь z=0,19 мм — наименьшее номинальное значение ширины печатного проводника.
Примем п = 2 — число проводников; 5=0,4 мм; 7, = 0,1 мм; Д = Д = = 1,8 мм, тогда
/ = 3,48 мм.
Проведя расчет элементов проводящего рисунка необходимо выбрать последовательность основных операций технологического процесса изготовления МПП методом металлизации сквозных отверстий и вычертить эскизы операций (см. гл. 4, разд. 4.3.1, табл. 4.2.4).
Варианты домашнего задания с поверхностно-монтируемыми компонентами (ПМК)
В табл. П.1.2 приведены те же варианты домашнего задания, что и в табл. П. 1.1, но в качестве элементной базы используются ПМК.
Геометрические характеристики ПМК, которые указаны в п. 8 шапки табл. П.1.2, приведены в Приложении 2.
Основные характеристики соединителей, указанные в п. 9 шапки табл. П.1.2 см. Приложение 3.
Таблица П.1.2. Варианты домашнего задания с поверхностно-монтируемыми компонентами (ПМК)
№ 1 2 3 4 5 6 7 8 9
а б В Г Д е ж 3 И к л м н О п Р С т У ф
1 2 3 5-10 10 40-80 5-25 4 + + 0,3 100 4- 10-* 20 + См. ниже См. ниже
2 1 1 10-30 2 + 0,25 120 +
3 5 2 5-10 15 5-80 2 + + 0,4 130 +
4 2 2 10-50 3 + + 0,5 НО 4-10-3 +
5 1 2 10-30 2 + 0,15 90 5-10-3 +
6 6 3 15 6 10-300 10 + 0,2 190 15 • 10-3 10 +
7 2 3 5 14 10-50 2 + 0,1 50 МО-2 +
8 2 2 5-10 15 10-40 2 + + 0,2 100 1,6-2,1 +
9 1 1 10-30 2 + 0,3 . 48 +
10 6 4 10 10 20-250 14 + 0,4 150 1 • 10-3 +
11 6 2 5-10 12 50-120 15 + 0,5 140 54- 10-3 +
12 1 1 20-70 2 + 0,6 350 45 10-2 +
13 1 1 10-30 4 + 0,25 135 2-Ю-3 10 +
14 6 3 12 8 20-300 15 + 0,35 200 43 • 10-2 +
15 3 1 5 10 50-80 10-40 1 + 0,7 120 0,10 20 +
16 2 2 8 10 20-70 2 + + 0,8 150 З-10-з +
17 3 1 6 10 10-30 4 + + 0,2 300 7-10-2 +
18 6 1 15 И 50-250 14 + 0,5 180 +
19 1 3 10—70 2 + 0,45 35 1-10-2 2,3-4 30 +
20 5 3 5-10 15 10-80 2 + + 0,65 100 45 10-3 +
21 4 4 10-30 2 + 0,15 175 +
22 2 2 5-10 12 20-60 2 + + 0,55 60 64- 10-3 1-2,5 +
23 3 2 5 8 60-100 20-70 3 + + 0,11 75 2-10-3 +
24 1 1 10-40 2 + 0,17 93 4-10-3 +
25 7 4 14 12 5-350 20 + 0,23 125 +
458
Продолжение табл. П.1.2
№ 1 2 3 4 5 6 7 8 9
а 6 В Г А е ж 3 И к л м н 0 п Р С т У ф
26 6 3 5-10 6 60-135 12 4- 0,48 222 20 4- См. ниже См. ниже
27 4 2 20-50 2 4- 0,73 220 8-10-2 4-
28 1 2 10-30 2 + 0,4 160 20 4-
29 2 3 5-10 15 10-70 3 4- 0,43 55 3,7 • 10-2 2-12 4-
30 3 1 10-30 4 4- 4- 0,54 47 4-
3J 6 1 5-10 10 50-120 14 + 0,88 93 12 - 1(Н
32 4 2 10-30 2 4- 0,3 220 30 4-
33 2 4 5 12 100-300 10-70 3 4- + 0,4 80 2 -10-4 20 +
34 1 1 20-40 1 4- 0,3 100 4-
35 5 3 5-10 15 5-60 2 4- 4- 0,2 90 +
36 2 4 5-10 10 10-25 4 4- + 0,5 100 5-10"3 +
37 1 2 20-40 1 0,2 80 5 10-3 4-
38 6 4 12 10 5-400 15 4- 0,3 180 4-10-2 18 4-
39 6 3 14 12 20-300 14 4- 0,5 140 1 • 10*3
40 6 2 10 9 50-100 16 + 0,4 150 2-10-3
41 3 1 5 10 10-40 1 0,7 100 1 15 4-
42 4 2 10-50 2 4- 0,2 180 +
43 5 4 5-10 15 5-80 1,5 + 0,6 100 4-
44 4 1 10-50 1 0,3 150 +
45 2 3 5-7 10 10-40 2 4- 0,5 70 5 -10-3 4-
46 3 2 5 11 10-50 3 4- 0,1 75 4-
47 7 4 15 12 10-2000 20 4- 0,2 150 10 -10-* 4-
48 1 1 10-30 2 4- 0,5 100 4-
49 6 4 5-10 10 20-500 10 4- 0,8 120 10 • 10-3 +
50 2 3 5-7 10 50-70 10-50 2 4- 0,4 НО 5 • 10-2 +
Приложение 459
460
Приложение
Продолжение табл. П.1.2
8 9
Количество устанавливаемых ПМК в штуках Количество и тип соединителей, на ПП в корпусах типа устанавливаемых иа ПП, шт.
№ варианта SO-14 SOJ 28/300 SQFP 24x24-184 SQFP 14x20-120 PLCC-124 DIP-14 201.14-8 476 CPGA PBGA-169 0402 рез-тор 1206 конд-р СНП59 СНП17 SL-62 СЛ си USBA-2J я 3 си- PBD2-30 CWF-20 D-SUB DB-25F DIN41612 IDC (ВН1,27-30)
1 5 10 — — 1 5 — 2 — 5 2 — — — — — — — — 1 4
2 — — 4 5 — — 6 — 1 10 3 1 — — — 1 1: 1 — — —
3 15 14 — — 1 4 — 1 — 15 4 — — — 1 — — — — 2 — 5
4 — — 3 5 — — 5 — 2 18 5 — 1 — — 1 2' — 1 — — —
5 20 6 — — 1 3 — 2 — 20 6 — — — — — — — — — 1 6
6 — — 5 5 — — 4 — 1 8 1 1 — — — — 1 — 1 3 — —
7 14 4 — — 2 6 — 2 — 12 4 — — 1 1 — — — — 2 — 3
8 — — 4 2 — — 9 — 2 22 5 — — — — 1 2 2 1 — — —
9 30 5 — — 1 4 — 1 — 5 3 — — — — — — — — 1 2
10 — — 2 3 — — 4 — 1 4 7 — — — — — —. 2 1 4 — —
11 25 2 — — 3 6 — 2 — 6 8 — — 1 1 — —. — — — — 5
12 — — 8 1 — — 7 — 2 8 4 1 — — — 1 ь. — 1 1 — —
13 15 6 — — 2 4 — 1 — 7 3 — — — — — — — — — 1 4
14 — — 6 3 — — 6 — 1 10 5 — 1 — — — — 1 1 — — 5
15 5 10 — — 1 5 — 1 — 12 9 — — — 1 — — — — — — 3
16 — — 5 5 — — 5 — 1 18 1 — 1 2 1 3 — —
17 12 8 — — 1 6 — 2 — 15 4 — — — — — — — — 1 4
18 — — 4 2 — — 8 — 1 12 5 — — — — 1 1 2 1 1 — —
19 15 1 — — 2 2 — 1 — 14 4 — — — — — — — — — 1 3
20 — — 6 4 — — 2 — 1 2 7 1 — — — — — 2 1 — — —
21 13 2 — — 1 3 — 1 — 10 3 — — — 1 — — — 4
22 — — 2 1 — — 5 — 2 5 7 — 1 — — — — 1 1 — — —
23 30 8 — — 1 4 — — — 6 8 — — 1 — — — — — — — 2
24 — — 4 3 — — 6 — 2 7 9 1 — — — 1 1 — 1 — — —
25 18 7 — — 1 3 — 1 — 8 8 — — — 1 — — — — — — 2
26 — — 6 5 — — 3 — 1 9 2 — 1 — — — — — 1 1 — —
27 12 6 — — 2 2 — 1 — 10 3 — — 1 — — — — — — — 3
28 — — 8 2 — — 2 — 1 22 4 — 1 — — — 1 2 1 — — —
Приложение
461
Окончание табл. П. 1.2
8 9
Количество устанавливаемых ПМК в штуках Количество и тип соединителей,
на ПП в корпусах типа устанавливаемых на ПП, шт.
№ варианта SO-14 SOJ 28/300 SQFP 24x24-184 SQFP 14x20-120 PLCC-124 DIP-14 1 201.14-8 476 CPGA PBGA-169 0402 рез-тор 1206 конд-р СНП59 СНП17 SL-62 Рм USBA-2J PLS2-20 PBD2-30 CWF-20 D-SUB DB-25F DIN41612 £ £ M о Q
29 14 8 — — 1 4 — 2 — 21 5 — — — — — — — — — 1 4
30 — — 5 4 — — 5 — 1 5 6 — — — — I 1 2 1 2 — —
31 12 9 — — 1 6 — 1 — 6 7 — — — — — — — — — 1 3
32 — — 8 1 — — 2 — 1 7 8 1 — — — — — 1 I — — —
33 10 4 — — 2 3 — 2 — 8 1 — — — — — — — — 1 4
34 — — 5 3 — — 3 — 1 9 8 — — — — 1 — 4 1 — — —
35 8 8 — — 1 8 — 1 — 10 9 — — — — — — — — — 1 2
36 — — 2 5 — — 2 — 2 12 7 — 1 3 1 1 — —
37 16 2 — — — 9 — 2 — 6 6 — — — 1 — — — — — — 2
38 — — 6 2 — — 2 — 2 8 5 — — — — 1 — 2 1 2 — — 1
39 14 11 — — 1 4 — 1 — 7 4 — — 1 — — — — — 1 — 3
40 — — 3 4 — — 3 — 2 6 3 — 1 — — — — 3 1 — — —
41 12 8 — — 1 2 — 1 — 5 7 — — 1 — — — — — 2 — 4
42 — — 5 1 — — 3 — 2 4 6 — — — — 1 1 1 1 1 — —
43 10 6 — — — 4 — 2 — 3 5 — — — — — — — — 1 3
44 — — 7 3 — — 4 — 1 9 4 1 1 — 1
45 8 5 — — 1 2 — 2 — 8 3 — — — — — — — — 1 4
46 — — 3 5 — — 2 — 1 18 2 — 1 — — 1 1 1 1 — — —
47 6 9 — — 1 3 — 1 — 20 8 — — — — — — — — 1 3
48 — — 4. 2 — — 3 — 2 12 7 — — — — 1 — 4 1 — — —
49 4 12 — — — 2 — 2 — 14 6 — — 1 — — — — — 2 — 4
50 — — 4 4 — — 4 — 1 5 5 — 1 — — 1 1 1 1 — — —
Порядок выполнения домашнего задания с ПМК совпадает с приведенным выше. Отличие состоит в том, что перед расчетом площади и размеров ПП необходимо разместить, сориентировать ПМК и миниатюрные соединители в соответствии с требованиями и рекомендациями, приведенными в гл. 3 (п. 3.9.2.1) и рис. 3.5, 3.6 и 3.9. Для соединителей DIN41612 типоразмер ПП выбрать из Приложения 14. Выполнить чертеж ПП с ЭРИ, ПМК и соединителями.
462
Приложение
П.2. Примеры корпусов, их обозначений и основных размеров, посадочных мест отечественных и импортных поверхностно-монтируемых компонентов (для выполнения домашнего задания №1 Приложения 1)
Более подробная информация по типоразмерам корпусов приведена в [67].
Микросхемы отечественные
Основные размеры по ОСТ 4.010.030—81 н ГОСТ 29137—91
Корпус Посадочное место
Тип А L к t а b М Т
401.14 6.7 13 0,45 1,25 2.1 0,8 13,3
2.3 0,8 11
Микросхемы импортные
Основные размеры по рекомендации фирмы Philips для пайки в нечи
Корпус Посадочное место
Тип А L к / а b М Т
SOT 96-1(8)* 4 6,2 0,49 1,27 1,2 0,7 6,4
1,4 0,7 5
* SOT — Small Outline Transistor — малогабаритный транзисторный корпус.
Приложение
463
Направление движения в печи
Основные размеры по рекомендации фирмы Philips для пайки волной
Корпус Посадочное место Ловушка для припоя
Тип А L к t а Ь М Т m п F
SOT 96-1(8)* 1 4 6,2 0,49 1,27 2,2 0,6 8 1,2 2,2 3,6
2,5 0,6 5,5
* SOT — Small Outline Transistor — малогабаритный корпус.
Основные размеры в соответствии с IPC-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а b М Т
SO-14* 4 6,2 0,51 1,27 2,2 0,6 7,4
2,4 0,6. 5
* SO — Small Outline — малогабаритный корпус для ИМС.
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а b М Т
SOP-6* 4,72 6,99 0,51 1,27 2,2 0,6 7,4 5
2,4 0,6
* SOP — Plastic Small Outline Package — крыло чайки.
464
Приложение
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А. к t в b Л М , т
TSOP6xl4* 12,6 14,2 0,4 0,65 1,6 0,4. 14,8 13
0,4
* TSOP — Plastic Thin Small Outline Package — при производстве используется прессование при низком давлении, что обеспечивает толщину корпуса не менее 1,9 мм. Данный тип корпуса популярен при изготовлении микросхем ПЗУ и других микросхем памяти.
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а Ь М Т
SOJ 28/300* 7,75 8,76 0,51 1,27 2,2 0,6 9,4 7
* SOJ — Plastic Small Outline J-Lead — применяется в областях промышленности, что и SOIC (автомобильная электроника, компьютеры, средства связи и телекоммуникации). Плюсом данного корпуса является форма выводов.
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а Ь М Т
PQFP 84* j 16,8 20,05 0,3 0,635 1,8 0,35 20,6 18,8
* PQFP — Plastic Quad Flatpak — пластиковый корпус с высокой плотностью упаковки и низкой стоимостью для микросхем с большим количеством выводов. Корпус изготовляется с применением новейших технологий формования при низком давлении. ;
Прлюженне
465
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а b м Т
QFP 10x10-44* 10 13,45 0,45 0,8 1,8 0,5 13,8 18,8
SQFP 24x24-184 24 26,2 0,3 0,5 1,6 0,3 26,8 25,2
• QFP — Quad Flatpack.
М
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а b М т
QFP 28x28-120* 28 31,45 0,3 0,8 1.8 0,5 31,8 30
SQFP 36x36-464 36 38,2 0,15 0,3 1,6 0,17 38,8 37,2
• QFP — Quad Flatpack.
466
Приложение
Основные размеры в соответствии с рекомендациями фирмы Philips для пайки в печи
Корпус Посадочное место
Тип А L к t а ь М Т
QFP44/SOT31M 10,1 12,5 0,45 0,8 1,3 0,5 13,1 11,8
QFP80/SOT315-1 12,1 14,3 0,25 0;5 1,3 0,25 14,9 13,6
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Посадочное место
Тип А L к t а b М Т
CQFP-28* 10,05 14,8 0,48 1,27 2,6 0,65 15,8 13,2
*CQFP — The Ceramic Quad Flatpak — керамический корпус высокой плотности. По сравнению с другими керамическими корпусами он имеет наиболее длинные выводы, но их очень мало. Он обеспечивает свободу при формовке выводов. Данный тип корпуса применяется в военной промышленности и специальных корпоративных проектах.
Приложение
467
Ml
Основные размеры в соответствии с рекомендациями фирмы Philips для найки в печи
Корпус Посадочное место
Тип Л1 А2 L1 L2 к t а . Ь М\ М2
QFP64/SOT319-2 14,1 20,1 18,2 24,2 0,5 1 1,4 0,5 18,4 24,4
Основные размеры в соответствии с IPC-SM-782 для пайки в печи
Корпус Посадочное место
Тип Al А2 LI L2 к t а ь м\ М2
SQFP 5x7-32 5 7 6,8 9,2 0,3 0,5 1,6 0,3 7,8 9,8
М
Основные размеры в соответствии с IPS-SM-782 для найки в нечи
Корпус Посадочное место
Тип А L к t а Ь М Т
PLCC-124* 42,11 43,05 0,53 1,27 2,2 0,6 43,8 41,6
468
Првложаш(
Основные размеры в соответствии сффюмецОДнями фирмы Philips •
Корпус Посадочное место
Тип А £' к t а b М Т
Пайка в печи
PLCC-20* 9,04 io,oF 0,53 1,27 1,85 0,6 10,3 8,45
Пвйка волной (при наличии двух ловителей для припоя d-размерами 2x2 мм)
PLCC-20* 1,55 0,Ш 9,7 8Л5
* PLCC — The Plastic Leader Chip Carrier — предназначен для сложных интегральных схем, количество выводов у которых находится в пределах от 20 до 84. кристалл монтируется на рамку из медного сплава, внешние выводы припаяны непосредственно к плате.
д
ГН)
вг,-
Основные размеры в соответствии с IPC-SM-782 для пайки в печи
Корпус Посадочное место
Тип Al А2 LI L2 к t а b ЛЛ М2
SQFP 14x20-80 14 20 17,45 23,45 0,45 0,8 1,8 0,5 1,8 24
Приложение
469
PBGA — Plastic Ball Grid Array
Подложка
Медная проводное поглощающий
выводная соединение адгезив для
рамка присоединения
кристалла
Вид снизу
1SL4L3L2.H09 8 7 6 5 4 3 2 1
/ .""" ."X
Z3>OOOOOOOOOOOOOO ооооооооооооооо ооооооооооооооо ооооооооооооооо ооооооооооооооо ооооооооооооооо ооооооооОоооооо ооооооооооооооо ооооооооооооооо ооооооооооооооо ооооооооооооооо
—ооооооооооооооо
—ооооооооооооооо ооооооооооооооо ооооооооооооооо
А в с D Е F G н 3 к L м N р R
Вид сбоку
470
Приложение
Symbol ЧЙсло’выводов
86 121 169 196 208 217 225 256
min max min max min max min max min max min max min max min max
А 2,08 2,18 2,00 2,30 2,00 2,30 1.93 2,53 2,12 2,54 2,12 2,54 2,00 2,30 2,00 2,30
А, 0,55 0,65 0.050 0,070 0,50 0,70 0,50 0,70 0.50, 0,70 0,50 0,70 0,50 0,70 0,50 0,70
а2 1,17 REF 1.12 1.22 1.15' 1,25 0,90 1,10 1,12 1.22 1.12 1,22 1.15 1.25 1.15 1.25
А3 0,36 REF 0.31 0,41 0,31 0.41 0,58. 0,68 0,56 TYP 0,56 0.31 0,41 0,31 0,41
b 0,64 REF . o,6o 0,?0 f 0,90 0,60 0,90 0,60 0*90 л 0,60 »r » o,9o 0.60 0;90 0,60 0.90
D 16,26 REF 14,80 15,20 22.$ 23,20 34,90 35,ib 22.80 •4. 23,20 22i80, 23;2p 26,80 27,20 26,80 27,20
А 14,00 REF 12,30 13.70 18,80 20,20 23,90 24,10 19,50 20,20 19,50 20,20 23,20 24,70 23,20 24,70
Е 16,26 REF 14,80 15,2^ 22,80 23.20 34.90 35,10 22,80 23,20 22,80 23,2<f 26.80 27,20 26,80 27,20
Ei 14,00 REF 12,30 13,70 18,80 20,20 23,90 24,10 19,50 20,20 19,50 20,20 23,20 24,70 23,20 24,70
е 1.42 1.62 1.27 1,50 1.27 TYP 1,27 TYP 1,27 TYP 1,50 1.27
Symbol Число выводов
272 292 313 352 388 420 456
min max min max min max min max min max min max min max
A 2,12 2,54 2,12 ..W4< 2,00 2,50 2,12 2,54 2,12 2,54 212 2,52 2,12 2,52
Ai 0,50 0.70 0,50 y° 0.50 0,70 0.50 0.70 0.50 0,70 0,50 0,70 0,50 0,70
a2 >.I2 1,22 1.12 1.22 1,15 US 1.12 1,22 1.12 М2 lil2 М2 1.12 1,22
A3 0,56 REF 0,56 REF 0,51 0,61 0,56 REF 0,56. REF <£s6 REF 0,56 REF
b 0.60 0.90 0.60 0.90 : 0.60 0.90 0.60 0,90 0160 0.90 0.60 0,90 0j60 0,90
D 26,80 27,20 26.80 27,20 34,80 35,20 34,80 35,20 34,80 35,20 34.80 35,20 34,80 35,20
A 24,00 24,70 24.00 24.70, 29,30 30,70 30,00 30,70 30,00 30,70 30,70 30,70
E 26,80 27,20 26,80 27,20 34,80 35,20 34,80 35,20 34,80 35,20 34,80 35,20 34,80 35,20
Ei 24,00 24,70 24,00 24.70 29,30 30,70 30,00 30,70 30,00 30,70 30,70 30,70
e 1,27 TYP 1.27 TYP 1.27 1,27 TYP 1.27 TYP 1.27 TYP 1.27 TYP
Примечание. Все размеры даны в мм.
Приложение
471
CPGA — Ceramic Pin Grid Array
Вид сверху
3-х уровневое алюминиевое соединение
Алюминиевый радиатор
Вид снизу
Крышка
Выводы из ковара с золотым покрытием
Многослойная керамическая подложка Регулятор (медный) теплового расширения
472
Приложение
О .
416 CFGA Dimensions (размеры)
2,06010,021
□ □□□
□ I
□ □□□□□ □ □
О □ О □ О □ □ О
3 □ q q □ □ q з -&□ o-oq
U U LI U U Ц □ □ ЕГО О О q □ о о
□ о опое
□ □ □ □ □
□ □ □ □ □
□ □ □ □
С
3 □
3 □
□ ООП q q о о □
□ о q ej q q □ □ о
о q о q о о О о □
о ООО о о О о о
о ООО О О О о о
ПЛППЛП
П П.П ППП
С С с
0,514max
, P,100±0,010 0,050 *0^07510,008
2,06010,021 1,900
0,050 0,100
0,050
S о"
5
3
% а* 8*
S
чтечиЯХСх ^&4рсР°о' №3о° O°O°Q?O
Жз» t O°cf&o &Ж.
WnW- й°пЧ-Рп0п0п0О°й0Ж )Pojybjcr CoSd_O°OJ3°OJ3UCL£F
ж %&&& Ж
в PrfftS# рЖ pS°non0AC
o°o°cB£o °nC
ЛОоОоОоОооооооооо' \>°o°o°o°c ’ooooooo°o
©ООО
ООО о о
,”Ь“о“о~о° о о о о о
2 4 5 5 1 а 14 а 1В : 3 22 24 25 25 0 32 34 25 25
1 3 5 7 5 -...............................------------------
11 13 15 17 а'
”21 23 25 27 X
1,900
31 23 25 37 25
0,370
0,055
Развязывающий чип-конденсатор
Приложение
473
Микросхемы отечественные и импортные в корпусах типа DIP
.w<*4 • •
Корпус * ^Посадочное Место
Тип А L к t а • [ Л/ Г
Импортное корпуса микросхем. Размеры в соответ<?Вии с IPC-SM-782
DIP-8* 7,11 8,25 0,56 2,54 2,2 ‘ 1.2 9,8 7,6
g Отечественные корпуса микросхем ' J
201.8-1 7,17 , [8,251 0,58 2,5 2,2 1,2 10 7,5
2120.24-1 14,85?i [15,751 0,57 2,5 2,2 1,2 17,5 15
* DIP — Dual-I^.-Line.
Транзисторы в корпусах типа SOT
Типоразмер Элемент Посадочное место Площадь
^тах Апах Дпах ^min Лпах f / а Ь к Их W
Рекомендация фирмы Philips. Пайка в печи
SOT 23* 3 1,4 161 0,38 0,48 1,9 2 0,9 0,8 г,г 2,95 х 3,3
Рекомендация фирмы Philips. Пайка волной
SOT 23* 2 1,5 1,2 2,5 4,5 х 4,5
Установка в соответствии с IPC-SM-782
SOT 23* 1,9 1,4 | 1 | 2,2 | 4x4
* SOT — Plastic Small Outline Transistor — пластмассовый малогабаритный транзисторный корпус.
474
Приложение
Диоды импортные
Размеры в соответствии с рекомендацией фирмы Philips
Типоразмер Корпус Посадочное место
Апах Апах а в К Т М
Пайка в печи
SOD 80 3,7 1,7 1 1,7 1,9 3,3 4,3
Пайка волной
SOD 80 1 1,7 2,1 3,8 4,9
Резисторы и конденсаторы отечественные
Размеры для пайки в печи
Типоразмер Элемент Посадочное место
Апах Дпах Апах Anin Апах а b Т М
Резистор Р1-12
Мощн. 0,062 2,3 1,45 0,6 0,1 0,4 1,4 1,6 2 3.4
Конденсатор К10-17в
2 . 1,4 1,2 0,2 1 1,6 2 3
Конденсатор танталовый К53-37
4,37 1,7 1,7 0,9 1,8 2 4 5,8
Приложение
475
Резисторы и конденсаторы импортные
< М£: hi
Типоразмер Элемент ^Посадочное место
Апах 2>тах Дпах Лпт Лпах а J5 К Т М
Резистор. Пайка в печи
0402 1.1 0,6 0,4 0,15 0,3 0,5 0,6 0,1 1 1,5
Резистор. Пайка волной
0402 0,7 0,8 0,3 1,8 2,5
' ' 1 ' • А' . Конденсатор керамический многослойный. Пайка в печи
0402 1,05 0,55 0.55 0.1 0,35 0,5 0,5 0,1 1 1,5
Конденсатор керамический многослойный. Пайка волной
0402 0,7 0,8 0,2 1,7 2,4
Конденсатор металлопленочный. Пайка в'печи
1206 3,4 1,8 1,2 0,5 1 1,2 1,6 1,2 2,8 4
Конденсатор металлопленочный. Пайка волной
1206 1,6 1,7 0,77 3,2 4,8
Конденсатор электролитический танталовый. Пайка в печи ..
А 3,4 1,8 1,8 0,4 1 1,2 1,9 0,6 2,8 4
Конденсатор электролитический танталовый. Пайка волной
А 2,15 1,6 0,5 3,75 5,9
476 Приложение
Конденсаторы танталовые импортные >
Размеры для пайки в печи
Тип корпуса MATSUO Обозначение по EIA Корпус Посадочное место
Апах Апах Апах а ь т М
S 2012 2,2 1,45 1,4 1,3 1,6 1,9 3,2
Nt :
Чип-элементы импортные
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Типоразмер Элемент Посадочное место
^гпах Апах Апах ^min Лпах а Ь Т М
Резистор
1005 1,1 0,6 0,4 0,1 0,3 0,9 0,7 1,3 2,2
Конденсатор
1005 1,1 0,6 0,6 0,1 0,3 0,9 0,7 1,3 2,2
Конденсатор танталовый
3216 3,4 1,8 1,8 0,5 1,1 2 1,2 2,8 4,8
Элементы в корпусах MELF (диоды и др.)
SOD-80/MLL34 3*7 1,7 0,41 0,55 1,4 1,8 3,4 4,8
Элементы в корпусах SOD 123
SOD123 3,85 1,7 1,35 0,25 0,6 1,6 0,8 3,4 5
Дрилоэхекие
477
Индуктивности импортные
'МГ
• ЪГ£.- Л
Основные размеры в соответствии с IPS-SM-782 для пайки в печи
Корпус Родадочное место
Типоразмер ^тах Дпах Апах Апах а b К Т М
1210 3,4 2,7 2,4 1,1 1,5 1,3 1,5 3,75 5,2
Chip PWW
Molded
Корпус Посадочное место
Типоразмер А Б В Anin Апах Д b а Т ЯхР
20 12 Chip 2,3 1,2 1,2 0,1 0,3 1 1 2 2x4
2825 PWW 2,8 2,54 0,7 0,37 0,65 2,11 2,4 1,4 2,4 3x5
3225 Molded 3,4 2,7 2,4 0,4 0,7 2 2,2 1,6 2,8 3x5
478
Приложение
Отечественные элементы и их установка на ПП
Конденсатор К50-35 ОЖО.464.214ТУ
D А d 4отв Асп
6.3 2,5 0,6 0,8 1.4
Uwm/Dx Н
Сном. МКФ 6,3 16 25 40' 63 100 160 250 315
1 6,3 х 12
2,2 6,3 х 12 6,3 х 14
3,3 6,3 х 12
4,7 6,3 х 12 8х 14
10 6,3 х 12 8х 14 10 х 19 14x24
22 6,3 х 12 6,3 х 14 8x12 10 X 16 14 х 19 14x24 16x30
33 6,3 х 12
47 6,3 х 12 6,3 х 12 8х 12 8х 14 10 х 14 12 х 19 16x25 18x30 18x40
100 6,3 х 14 8х 14 10 х 14 10 х 16 10 х 19 14x24 18x35 21x42
220 10 х 14 10 X 16 12x16 12 х 19 14 х 19 18x30
470 12 х 16 12 х 19 14 х 19 14x24 16x30
1000 14 х 19 14x24 16x30 18x30 18x40
2200 16x25 16x30 18x40 21x57
4700 18x30 18x45 21 х57
10 000 21 х47
Примечание. Размеры отверстий даны для 3-го класса точности по ГОСТ 23751—86.
Приложение
479
Конденсатор КМ-6 ОЖО.460.061ТУ
id'.
.^И£? . ’ '’?f I
Условный типоразмер В С Н А
1 6,5 4,5 6,5 3,5
Вариант А
Группа температурной стабильности;
ПЗЗ М47 М75 М750 Ml 500 НЗО, Н50 Н90 Условный типоразмер
Номинальная емкость (пФ, мкФ)
120-360 пФ 120-470 пФ 180-470 пФ 470-1200 пФ 820-1500 пФ 0,01 0,015 0,022 0,033 0,047 1
Примечание. Размеры Отверстий даны для 3-го класса точности по ГОСТ 23751—86.
Конденсатор KW-17-16
ОЖО.440.Ю7ТУ
Номинальная емкость (пФ, мкФ) Размеры
Группа ТКЕ
М47 Ml 500 Н50 Н90 В С Н А
6,2-1500 33-5600 680-0,047 6800-0,15 7,5 4,5 5 2,5
Примечание. Размеры отверстий даны для 3-го класса точности по ГОСТ 23751—86.
480
Приложение
П.З. Основные конструктивные параметры соединителей
Таблица П.3.1. Основные конструктивные параметры соединителей косвенного сочленения
Тип соединителя косвенного сочленения Выводы Плотность компоновки, см2/вывод Корпус Способ монтажа на месте установки Максимальное усилие сочленения, Н
Количество, шт. Шаг, мм Число рядов, шт. Габаритный размер, мм Площадь на монтажной панели, см2
L Я В
Е£ПМ1-6ШГ£ ГРПМ1-61** 61 3,5 2 0,19 9,2 129,3 10,5 11,9 Пайка в плату* Пайка проводов** —
СНП58-64/94х9Вт23 СНП58-64/95х9Р-20 64 (16; 32; 48) 2,5 2 0,13 8,6 95 13,5 5,6 5,6 8,7 Пайкахшиох Пайка в плату; Накрутка 76
СНП58-64/94х9Вт23 СНО63-64/95х9Р-24
СНП59-9б/94*11В-23 СНП59-96/95х11Р-20 96 (16; 32; 48; 64) 3 0,11 Н.1 13,5 5,6 5,6 10,5 115
СНП59-96/94х11В-23 СНО66-96/95х11Р-24
СНП34-90/132*7.4Р-22 СНП34-90/132х10,5В21 90 (43; 69) 0,18 12,5 132 16,0 16,5 90 (60; 80)
СНП34-135/132х9.4Р-22 СНП34-135/132х12,5В21 135 (43; 69; 90; 113) 0,12 (0,38; 0,24; 0,18; 0,14) 10,2 150 (60; 80; 95; 120)
ОНП-ВМ-4-96/77х8-В35 ОНП-ВМ-4-96/77х8-Р22 96 1,25 2 0,06 7,5 77 9,5 5,8 Пайка на плату Пайка проводов 75
♦ Вилка, устанавливаемая иа ПП (числитель).
** Розетка, размещаемая иа электромонтажной панели (знаменатель).
Приложение
481
Таблица П.3.2. Основные конструктивные параметры соединителей прямого сочленения
Тип соединителя непосредственного контактирования Выводы Корпус Способ монтажа на месте установки
Количество, шт. Шаг, мм Число рядов, шт. Габаритный размер, мм Площадь на монтажной панели,см3 Максимальное усили сочленения ,Н
L Н В
Плата* РПП 72 Г)ТЗ“ 72 3,75 2 11 157 15 17,2 Печатные проводники* 90
Пайка:** проводов; в плату
Плата РПП 72 Г2ТЗ 72 3,75 157 17,2 Печатные проводники
Накрутка Пайка в плату
Плата РПП 72 Г5ТЗ 72 108 2,50 117 157 12,8 17,2 Печатные проводники 61 91
Пайка: проводов; в плату
Плата РПП 72 Г5ТЗ 72 108 2,5 117 157 12,8 17,2 Печатные проводники 61 91
Накрутка Пайка в плату
Плата ОНП-НГ-14 72 3,75 2 9 157 14,5 14,0 Печатные проводники 90
Пайка: проводов; в плату
Плата СНП15 -- 96 2,5 2 10 140 14,0 Печатные проводники
Накрутка
Плата РППМ16-288 На одну плату 72, всего — 288 3,0 На одну плату 2, всего — 8 На одну плату 12,5 всего — 50 130 16,5 Печатные проводники I
Накрутка
Плата РПММЗ 152 1,25 2 10 115 10 П.5 Печатные проводники 90
Пайка в плату
Конструкции, назначение, способы монтажа некоторых из приведенных в табл. П.3.1 и П.3.2 соединителей представлены ниже [26].
16 Пдоютфомим к техимопш
печатных плат
482
Приложение
Соединители СНП34
Соединители для печатного монтажа типа СНП34 предназначены для соединения электрических цепей постоянного, переменного (с частотой до 3 МГц) и импульсного токов в ЭА.
Соединители состоят из двух частей — вилки и розетки с золотым покрытием (рис. П.3.1). Соединители выпускаются на изоляторах двух типоразмеров с максимальным числом контактов 135 и 20. Различное число контактов достигается путем различного их расположения в изоляторах. При этом каждый вариант соответствует следующему ряду соединителей: 135,113,90,69,46,30,20.
Розетки СНП34 предназначены для установки и пайки на ПП толщиной до 2 мм, а розетки СНП34-30(20) — для присоединения плоского кабеля через переходную ПП.
в
Рис. П.3.1. Соединитель СНП34: а — вилка; б — розетка 30-контактная. При числе контактов 135 (113,90,69,46) А = 132 мм, Л] = 125 мм; при числе контактов 30 (20) А = 44 мм, Л] = 37 мм
Приложение
483
Вилки соединителей СНП34 предназначены для установки ипайки На объединительной МПП толщиной до 4 мм. Переходные вилки СНП34 рассчитаны на присоединение к ним с двух сторон 20- и 30-контактных розеток.
С, вилками СНП34-135(90) можно сочленять до четырех розеток СНП34-30(20). При этом остаются неиспользованными контакты вилок с номерами 1, 12, 23, 45.
Соединители СНП17
Розетки непосредственного (прямого) сочленения с ПП типа СНП17 (рис. П.3.2) предназначены для работы в цепях постоянного, переменного (с частотой до 3 МГц) и импульсного токов ЭА. Покрытие контактов — золото.
Условное обозначение Число контактов Размеры, мм Масса г, не более
А Н L ^2 В
СНП17 52 140 38 146 131,5 9 30
Рис. П.3.2. Конструкция соединителей СНП17 и разметка для их крепления
Розетки предназначены для размещения на ПП толщиной 1,5 мм; подсоединение монтажной платы к хвостовикам контактов осуществляется пайкой; соединение с проводами — накруткой.
1б«
484
Приложение
Соединители СНП59
Соединители СНП59 предназначены для соединения и разъединения электрических цепей постоянного, переменного (с частотой до 3 МГц) и импульсного токов в ЭА с печатным и объемным монтажом. Соединители состоят из вилки (рис. П.3.3) и розетки (рис. П.3.4). Соединители выполнены на изоляторах одного типоразмера с числом рядов 2 и 3, а различное число контактов получают изменением их расположения. При этом каждая схема расположения контактов соответствует ряду: 64, 48, 32, 16.
Вилки соединителей СНП59 предназначены для установки и пайки на ПП.
Розетки соединителей СНП59 устанавливают на электромонтажной панели, присоединение к проводам осуществляется методом модифицированной накрутки двух одножильных проводов с диаметром жилы 0,2...0,25 мм.
0,5
Рис. П.3.3. Вилка соединителей СНП59
Приложение
485
90±0,7
95 max
Разметка для крепления
Обозначение Вилка Розетка
Н В Н В
СНП59 18,5 И.2 23,3 И,1
Рис. П.3.4. Розетка соединителей СНП59
Соединители ГРПМ2
Соединители типа ГРПМ2 с гиперболоидными контактами предназначены для соединения электрических цепей постоянного, переменного (частотой до 3 МГц) и импульсного тока ЭА (рис. П.3.5).
Вилки соединителя ГРПМ2 устанавливают, в частности, на рамки субблоков, а розетки — на электромонтажные панели. Электрическое соединение выводов вилок с проводниками ПП выполняют с помощью перемычек. Соединители рассчитаны на присоединение проводов к хвостовикам контактов пайкой. Сечение провода для максимальной токовой нагрузки должно быть не более 0,4 мм2. К каждому хвостовику контактов можно припаять два многожильных провода с суммарным сечением не более 0,35 мм2. Внутренний диаметр хвостовика контактов 0,85 мм.
Примеры импортных соединителей д ля выполнения домашнего задания № 1 приведены на рис. П.3.6—П.3.14.
486
Приложение
Условное обозначение Число контактов Размеры, мм Масса вилки (розетки), г
А Дпах / Ai
ГРПМ2-30 30 40 50 32 24,5 17,7 (17,4)
ГРПМ2-46 46 54 64 46 38,5 23,4(22,9)
ГРПМ2-62 62 68 78 60 52,5 29,0 (28,4)
ГРПМ2-90 90 92 102 84 77,0 39,5(38,4)
Рис. П.3.5. Соединитель ГРПМ2: а — разметка для крепления; б — розетка; в — вилка
12,5
Рис. П.3.6. Соединитель USBA-2J
Приложение
4S7
• ВилКд А, мм В, мм
ВН1-27-10 13,95 5,08
ВН1-27-20 20,30 11,43
ВН1-27-30* 26,65 17,78
ВН1-27-40 33,00 24,13
ВН1-27-50 39,35 30,48
ВН1-27-60 45,70 36,83
ВН1-27-70 52,05 43,18
ВН1-27-80 58,40 49,53
ВН1-27-90 64,75 55,88
ВН1-27-100 71,50 62,33
* Для выполнения ДЗ.
Рис. П.3.7. Соединитель IDC (ВН1-27-30); вилка для пайки на ПП, розетка — на ГПП
2,5
94тах
2,54 2,54 2,54
Рис. П.3.8. Соединитель DIN41612
488
Примлякие
3tMis»E=s=s=±sttaBxacss===s=s3ssssssss5s==s=sc
Разъем Размеры, мм । • .
A В C D E F
Вилка DB(DC)-9M 16,9 25,0 30,8 12,5 19,3 12,4
DB(DQ-15M 25,3 33,3 39,1 12,5 27,5 12,4
DB(DC)-19M 30,8 38,9 44,9 12,5 32,9 12,4
DB(DC)-23M 35,9 44,3 50,6 12,5 38,4 12,4
DB(DC)-25M 39,0 47,0 53,6 12,5 41,3 12,4
DB(DC)-37M 55,4 63,5 69,3 12,5 57,7 12,4
DB(DC)-50M* 52,8 61,1 66,9 15,4 55,3 12,4
Гнездо DB(DC)-9F 16,3 25,0 30,8 12,5 19,3 12,4
DB(DC)-15F 24,7 33,3 39,1 12,5 27,5 12,4
DB(DC)-19F 30,0 38,9 44,9 12,5 32,9 12,4
DB(DC)-23F 35,4 44,3 50,6 12,5 38,4 12,4
DB(DC)-25F** 38,4 47,0 53,0 12,5 41,3 12,4
DB(DC)->37F 54,8 63,5 69,3 12,5 57,7 12,4
DB(DC)-50F* 52,4 61,1 66,9 15,4 55,3 15,3
♦ Разъем с 50 контактами имеет 3 ряда.
** Для выполнения ДЗ. _ .
Рис. П.3.9. Соединитель D-SUB DB-25F для пайки вилки на ГПК, гнездо — на ПП
Рис. П.3.10. Соединитель PSI (краевой разъем)
Приложение
489
— г
Тип вилки Шаг, мм Размеры, мм
А В С
PLS2, однорядные 2,00 8,80 4,00 2,80
Рис. П.3.11. Соединитель PLS2-20 однорядный (вилка на ПП)
Тип гнезда Шаг, мм Размеры, мм
А В С D
PBD2, двухрядные 2,00 n/2*2fi (и/2-1)х2,0 4,50 4,0
Рис. П.3.12. Соединитель PBD2-30 (гнездо на ПП)
Рис. П.3.13. Соединитель CWF-20 (вилка на ПП, закрытая, прямая)
Наименование Размер
А, мм В, мм
SL-36 52,3 43,2
SL-62 85,4 76,2
SL-98 137,7 129,5
SL-120 159,0 151,0
Рис. П.3.14. Слот SL-62
490 Приложение
л«. nbwSSPKSE < ' >» -«--leaUiBHCCa । i—cs
П.4. Домашнее задание № 2. Проектирование • * заготовительных операций ТП изготовления ПП и организация производства ПП ,
Домашнее , задание состоит 43 двух частей.
Часть 1 (-г-, проектирование заготовительных операций.
Часть 2 — расчет технологической., себестоимости и организационно-производственных параметров цеха ПЦ.
Исходные данные одинаковые для ч. 1 и 2.
Целью части 1 домашнего задания является проектирование заготовительных операций, выбор варианта выполнения, который имеет наименьшую трудоемкость, а также расчет технологических параметров выбранного оборудования, ,
Целью части 2 домашнего задания является расчет технологической себестоимости и организационно-производственных параметров' цеха ПП: трудоемкости операций всего ТП изготовления ПП; количества и загрузки оборудбванйя на каждой операции; числа рабочих мест и численности производственных рабочих.
Часть 1. Проектирование заготовительных операций ТП изготовления ПП
К заготовительным операциям технологического процесса изготовления печатных плат относятся:
• раскрой материала;
• получение заготовок ПП;
• пдлучение фиксирующих (базовых) и технологических отверстий ПП.
При этом для ПП 1- и 2-го классов точности должны быть рассмотрены шесть возможных вариантов, а для ПП 3—5-го классов точности — четыре.
Исходными данными являются (см. табл. П.4.2):
1) размер ПП;
2) класс точности ПП;
3) группа сложности ПП;
4) количество монтажных и переходных отверстий на ПП;
5) тип ПП;
6) метод изготовления ПП; .
7) материал ПП, толщина фольги;
8) размер листа материала;
9) толщина материала;
10) количество базовых отверстий;
11) диаметр базовых отверстий;
12) точность диаметра базового отверстия;
Приложение
491
13) предельные отклонения межцентрового расстояния базовых отверстий;
14) квалитет вырубаемой ПП или отверстия;
15) количество и диаметр технологических отверстий;
16) годовая программа выпуска, шт. /год;
17) сопротивление срезу;
18) возможные варианты получения заготовок ПП, базовых и технологических отверстий в зависимости от класса точности ПП.
Для ПП 1- и 2-го классов точности получить заготовки с базовыми и технологическими отверстиями возможно любым из следующих вариантов.
Вариант 1:
а) резка листа материала на полосы на роликовых ножницах (см. разд. 5.2.1; оперативное время Гопер приведено в табл. 5.5);
б) вырубка заготовок, базовых и технологических отверстий на штампах (см. разд. 5.2.4; Топер см. табл. 5.8).
Вариант 2:
а) резка листа материала на полосы на гильотинных ножницах (см. разд. 5.2.3; Топер см. табл. 5.7);
б) вырубка заготовок, базовых и технологических отверстий.
Вариант 3:
а) резка на полосы на дисковой пиле (см. разд. 5.2.2; 7опср см. табл. 5.6);
б) вырубка заготовок, базовых и технологических отверстий.
Вариант 4:
а) резка на полосы и на заготовки на роликовых ножницах (7"опср см. табл. 5.5);
б) пробивка базовых и технологических отверстий.
Вариант 5:
а) резка на полосы и на заготовки на гильотинных ножницах (Tmtf см. табл. 5.7);
б) пробивка базовых и технологических отверстий.
Вариант 6:
а) резка на полосы и на заготовки на дисковой пиле (7"опср см. табл. 5.6);
б) пробивка базовых и технологических отверстий.
Для ПП 3-, 5-го классов точности получения рисунка схемы возможны следующие способы получения заготовок, базовых и технологических отверстий:
Вариант 1:
а) резка листа материала на полосы на роликовых ножницах см. табл. 5.5);
б) резка полос на заготовки на роликовых ножницах;
в) сверление базовых и технологических отверстий.
Вариант 2:
а) резка листа материала на полосы на гильотинных ножницах (Tmcp см. табл. 5.7);
492
Приложение
б) резка полос на заготовки на гильотинных ножницах (Топер см. табл. 5.7);
в) сверление базовых и технологических отверстий.
Вариант 3:
а) резка листа материала на полосы на дисковой пиле (Топер см. табл, 5.6);
б) резка полос материала на заготовки на дисковой пиле (Топер см. табл. 5.6);
в) сверление базовых и технологических отверстий.
Вариант 4:
а) резка материала на полосы или на роликовых, или на гильотинных ножницах, или на дисковой пиле (Т^ см. табл. 5.5, 5.6, 5.7);
б) вырубка заготовок из полос;
в) сверление базовых и технологических отверстий.
Ниже приведена последовательность выполнения этапов проектирования.
1. Изучают данные чертежа ПП (размеры, допуски, класс точности получения рисунка схемы, марка материала, его характеристики, размеры, допуски и количество монтажных, фиксирующих (базовых) и технологических отверстий и др.), а также размеры листа и ТУ на поставку ПП.
2. Выбирают тип (единичная или групповая), форма, размер технологического поля и заготовки ПП (см. рис. 5.14 и формулу (5.3)).
3. Производят раскрой листа материала с минимальными отходами.
4. Выбирают способы, последовательность обработки, оборудование, и составляют варианты обработки.
5. Определяют и сравнивают трудоемкость получения заготовок с базовыми и технологическими отверстиями по всем вариантам.
6. Выполняют расчет технологических параметров, например, при штамповке (при вырубке и пробивке) — исполнительные размеры пуансона и матрицы; усилие вырубки заготовки, пробивки фиксирующих или технологических отверстий; при резке — скорость резания и др.
Выбор заготовки заключается в установлении формы, размеров, размеров технологического поля (см. рис. 5.14, 5.15 и формулу (5.3)) и способа ее изготовления.
Раскрой листа материала в зависимости от размера единичной заготовки ведут с получением целого числа полос. Для получения наибольшего коэффициента использования материала следует выбирать подходящие исходные размеры листа, которые приведены в отечественных и зарубежных стандартах на стеклотекстолит, гетинакс и другие материалы. Рациональным считается раскрой, при котором получают наибольший коэффициент' использования материала:
1 т] = nFJBL,
„ г
где п — число деталей в полосе;
Fa — площадь заготовки ПП, мм2;
В и L — ширина и длина полосы, мм. л
Приложение
493
При выборе способа получения заготовки ПП выявляют все технологически возможные варианты, ориентируясь на применяемое На данном предприятии оборудование. Ограничениями являются материал, Габаритные размеры, производительность, стоимость оборудования и др. Все возможные варианты получения заготовки ПП необходимо занести в табл. П.4.1, и, оценив трудоемкость получения заготовки каждым способом, данные занести в эту же таблицу.
Таблица П.4.1. Варианты получения заготовки
№ способа обработки Способ и последовательность обработки № варианта обработки Оборудование (вариант обработки) Оперативное время 7опер> мин Трудоемкость об- 1 работки th мин 1
При определении последовательности получения ПП можно рассмотреть несколько вариантов (см. выше) с учетом класса точности ПП, в которых могут варьироваться способы обработки, оборудование, инструмент и пр. Критерием выбора того или иного варианта в домашнем задании является наименьшая трудоемкость.
Расчет исполнительных размеров пуансона и матрицы при вырубке заготовки и пробивке фиксирующих или технологических отверстий (см. п.п. 5.2.4, 5.2.5, 5.2.6); расчет усилия вырубки заготовки, пробивки отверстий (см. п. 5.2.5.3).
Порядок выполнения домашнего задания
1. Проанализировать исходные данные.
2. Выбрать тип заготовки, размер технологического поля, размер заготовки (см. рис. 5.14, 5.15 и формулу (5.3)).
3. Рассчитать площадь заготовки, выполнить раскрой листа материала на полосы и заготовки, рассчитать коэффициент использования материала (см. Пример варианта № 7, стр. 504).
4. Рассмотреть все возможные варианты получения заготовки ПП для заданного класса точности (см. выше) и занести их в табл. П.4.1.
5. Оценить трудоемкость получения заготовки ПП всеми возможными вариантами по табл. 5.5, 5.6 и 5.7; данные занести в табл. П.4.1.
6. Рассчитать исполнительные размеры пуансона и матрицы при вырубке заготовки или пробивке фиксирующих и технологических отверстий (см. разд. 5.2.4, 5.2.5, 5.2.6).
7. Рассчитать усилие вырубки заготовки или пробивки отверстий (см. разд. 5.2.5.3).
Варианты домашнего задания и исходные данные приведены в табл. П.4.2; основные этапы ТП изготовления ОПП, ДПП и МПП — в табл. П.4.3; наименование, марка и стоимость материалов — в табл. П.4.4; некоторые характеристики оборудования для изготовления ПП — в табл. П.4.5.
Таблица П.4.2. Исходные данные
№ варианта
Исходные данные 1 4 7 10 13 16 19 22
2 5 8 11 14 17 20 23
3 6 9 12 15 18 21 24
120 х120 150х 150
Размер ПП, мм 130 x 200 130 x 200 200 x 360 120 х160 170 х 280 150 х 180 170 х 280 160 x 200
120 х 240 150 x 200
Класс точности ПП 2 3 1 3 3 4 5 5
1 1 1 1 1
Группа сложности ПП 2 2 2 2 3 2 3 3
3 3 3 3 3
Количество монтажных и переходных отверстий 300 500 1000 300 500 3000 200 400 2000 250 450 2500 2000 280 480 2200 2000 300 500 2000
Метод изготовления ММСО Слои — химический негативный Тентинг Химический позитивный Комбинированный позитивный Комбинированный позитивный Электрохимический Электрохимический Аддитивный
Тип ПП МПП ДПП ОПП ДПП ДПП ДПП ДПП ДПП
Материал ПП, толщина фольги, мкм ФТС-1-18 ФТС-2-18 FR-4 1,5 Си 18/18 СТФ-1-35 СФ-2-35Г СОНФМ-2-35 СТЭК СТПА-5-2 СТЭК
Размер листа материала, мм 1020 х 1230 1070 х 1165 1100x 1000 1030 х 920 1020 х 920 400 x 600 1230 х 1030 400x600
Толщина материала, мм 0,12; 0,23; 0,5 1,5 1,5 2,5 3,0 1,0 1,5 2,0
494
Исходные данные
1 2 3 4 5 6 7 8 9
Диаметр базовых отверстий, мм 4,0 4,0 3.0
Количество базовых отверстий 3 3 3
Точность диаметра базового отверстия Н9 Н9 Н12
Предельные отклонения межцентрового расстояния базовых отверстий, мм ±0,03 ±0,03 ±0,05
Степень точности вырубаемой ПП или отверстия (квалитет) 13 13 13
Количество и диаметр технологических отверстий, мм 4 отв.х 4 4 отв. х 4 4 отв. х 3,5
Годовая программа выпуска, шт. /год 1000 10 000 100 000 100 1000 100 000 200 000 1G00 50 D00
Сопротивление срезу, МПа 120x150 120х150 120 х 150
Окончание табл. П.4.2
№ варианта
10 13 16 19 22
11 14 17 20 23
12 15 18 21 24
3,0 2.5 3,5 4,0 5,0
3 3 3 3 3
Н9 Н9 Н9 Н9 Н9
±0,03 ±0.03 ±0,02 ±0,02 ±0,02
13 12 12 12 12
4 отв. х 3,5 4 отв. х 4 4 отв. х 5 4 отв. х 5 4 отв. х 5
300 1000 250 100
1000 1000 1000 1000
120 000 150000 20" 000
120 х 150 120 х 150 130X150 120 х 150 130 х 150 .
Таблица П.4.3. Основные этапы изготовления ОПП, ДПП и МПП
Название операции Метод изготовления |
Химический негативный Химический позитивный Тентинг процесс Комбинированный позитивный Электрохимический Аддитивный ммсо Слои — см. химический негативный Заданный % выхода годных ПП на операции
SMOTL SMOBS
Прессование слоев + 96
Получение заготовок + + + + + + + 100
Получение базовых отверстий + + + + + + + 100
Получение монтажных и переходных отверстий + + + + + + 97
Химическое меднение (подслой меди) + + + + + 94 -
Сознание защитного рельефа + + + + + + + 97
Гальваническое меднение + + + + + 95
Нанесение металлорезиста + + + + + 95
Химическое толстослойное меднение + 98
Создание защитного рельефа + 97
Травление меди с пробельных мест + + + + + + + 93
Получение монтажных отверстий + + 97
Удаление металлорезиста или защитного рельефа + + + + 99
Нанесение паяльной маски + + + + + + + 99
Оплавление + 99
Лужение или иммерсионное Au, Ag, Pd + + + + + 99
Обработка ПП по контуру + + + + + + + + 99
Контроль электрических параметров + + + + + + 100
Консервация флюсами + + + + + + + + 100
Приложение
Приложение
497
Таблица П.4.4. Материалы ПП
№ п/п Материал Марка материала Толщина медной фольги, мкм Цена 1 т, руб.
1 Стеклотекстолит фольгированный гальваностойкий СФ-1-(2)-35Г 35 63 834
2 Стеклотекстолит фольгированный стойкий негорючий СТФ-1 18,35 89490
3 Фольгированный стеклотекстолит общего назначения ФС-2 35 75 687
4 Стеклотекстолит фольгированный общего назначения негорючий модифицированный СОНФМ-1-(2) 35,50 92 154
5 Стеклотекстолит с двухсторонним адгезионным слоем СТЭК — 73 890
6 Стеклотекстолит теплостойкий для повышенной плотности монтажа для (полуаддитивной технологии) СТПА-5-2 5 183 564
7 Стеклоткань прокладочная травящаяся СПТ-3-0,062 — 83 280
8 Фольгированный травящийся стеклотекстолит ФТС-1-35-0,12 ФТС-1-35-0,23 ФТС-1-35-0,5 35 149442
9 Duraver-E-Cu-Qualitaet 104 ML* FR-4 1.5 Си 18/18 ту, 35/35 ту 18, 35
* 29,78 Euro/м2.
17 Проектирование и технология печатных плат
Таблица П.4.5. Некоторые характеристики оборудования для изготовления ПП
№ п/п Оборудование Назначение оборудования Режим работы оборудования Амортизационные отчисления, % Точность оборудования Цена, тыс. руб. (ориентировочная) Производительность оборудования, шт./ч
1 Дисковая пила Резка материала на полосы и заготовки. Обработка по контуру Подача ручная, л = 1200 об./мин 10 ±0,25 60 110
2 Ножницы диско* вые роликовые Резка материала на полосы и заготовки Скорость резания V- 2... 10 м/мин 10 ±1,0 140 120
3 Ножницы гильотинные Резка материала на полосы и заготовки Длина ножей — 820 мм; число ходов — 95 ход./мин 10 240 120
4 Фрезерный станок универсальный Обработка ПП по контуру Размеры стола —200 х 500 мм, л = 50... 1630 об./мин — вертикальный шпиндель; л = 63...2040 об./мин — горизонтальный шпиндель 10 190 100
5 Пресс механический Вырубка (пробивка отверстий) Р=250кН; число ходов — 120/мин 10 150 120
б Сверлильный станок Сверление монтажных и переходных отверстий л = Ю 000...40 000 об./мин; 0=0,5...2,0 мм; размер заготовки —500 х 500 х 3 мм; количество шпинделей — 4 15 1300 24
7 Ламинатор Нанесение СПФ Скорость нанесения — 5 м/мин 10 800 180
8 Установка экспонирования Экспонирование передвижным источником света Скорость передвижения каретки — 0,1...2.45 м/мин 10 120 24
9 Линия химической металлизации Химическое меднение с подготовкой поверхности, промывкой и сушкой 25 4300 125 (150 000 шт./год)
Окончание табл. П.4.5
№ п/п Оборудование Назначение оборудования Режим работы оборудования Амортизационные отчисления, % Точность оборудования Цена, тыс. руб. (ориентировочная) Производительность оборудования, шт./ч
10 Линия гальванической металлизации Гальваническое меднение и нанесение ПОС-61 Размер заготовок 500 х 500 мм; толщина — 1...3 мм. 25 5000 30
11 Линия травления Травление, промывка, сушка заготовок Размер заготовок: 500 х 500 х 3 мм — максимум; 100 х 120 х 0,1 мм — минимум; скорость конвейера — 0,2...2 м/мин 15 600 16 м2/ч
12 «Хемкат-568» Струйное травление с двух сторон заготовки Скорость конвейера 127...635 мм/мин 15 900 140
13 Установка ИК-нагрева ИК оплавление ПОС-61 Размер заготовок — 500 х 500 мм; скорость конвейера — 0,5...5 м/мин 10 330 120
14 Установка нанесения СПФ Нанесение СПФ Скорость нанесения — 0,5...2 м/мин 10 300 120
15 Установка экспонирования Экспонирование фоторезиста
16 Установка проявления СПФ Проявление СПФ Размер заготовок: 500 х 500 мм — максимум; 140 х 150 мм — минимум. Скорость конвейера — 0.5...4 м/мин 15 600 80 м2/ч при толщине СПФ 0,018 мм; 22,5 м2/ ч при 0,072 мм
17 Печь сушильная Сушка заготовок
18 Автомат сеткографический Нанесение защитного рельефа на две стороны одновременно Размер заготовок: 220 х 370 мм — макси-' мум; 100 х 100 мм — минимум 10 600 400
19 Установка для снятия краски Снятие краски с поверхности заготовки после травления и сеткографии Ширина конвейера 550 мм; скорость конвейера — 3...10 м/мин 15 500 100
1
500 Приложение
Часть 2. Определение технологической себестоимости ПП и организационно-производственных параметров цеха ПП
Целью части 2 домашнего задания является определение технологической себестоимости годовой программы выпуска и организационно-производственных параметров цеха ПП. Для этого необходимо
• изучить ТП изготовления ПП в соответствии с вариантом ДЗ (см. табл. П.4.3);
• рассчитать программу запуска заготовок ПП в производство;
• рассчитать процент выхода годных ПП;
• произвести выбор оборудования под заданный технический уровень производства ПП с указанием его основных технических характеристик и цен (см. табл. П.4.5);
• рассчитать затраты на материал с учетом транспортных расходов; ознакомиться с калькуляцией на базовые материалы (см. табл. П.4.4);
• рассчитать основную, дополнительную заработную плату и отчисления в социальные фонды;
• рассчитать накладные расходы;
• рассчитать количество и загрузку оборудования на каждой операции для выполнения заданной годовой программы выпуска ПП с учетом производительности оборудования;
• рассчитать число рабочих мест и численность производственных рабочих;
• рассчитать амортизационные отчисления при действительной загрузке оборудования;
• рассчитать технологическую себестоимость годовой программы выпуска ПП.
Порядок выполнения части 2 домашнего задания
Определить технологическую себестоимость годовой программы выпуска ПП по формуле
Ст« Л^п/В/М + £) + А + Н, где — программа запуска заготовок в производство, шт.;
Вг — выход годных ПП, %;
М — затраты на материал с учетом транспортных расходов, руб.;
L — основная и дополнительная зарплата производственных рабочих, руб.; (необходимо учесть отчисления в социальные фонды, которые составляют в настоящее время 38,5 % от суммы основной и дополнительной заработной платы);
А — амортизационные отчисления при действительной загрузке оборудования, руб.;
Н — накладные расходы, которые складываются из цеховых, общезаводских и внепроизводственных затрат, руб.
Приложение
501
Дляй^Ведёния расчетов ho йриведейнЬй выше формуле необходимо:
1. Изучить ТП изготовления ПП (ем. Табл. П.4.3, в соответствии с номером варианта ДЗ) и заполнить 1-й столбец табл. П.4.6; данные в табл. П.4.6 вносить в процессе расчетов.
Таблица П.4.6. Итоговые данные к расчетам технологической себестоимости годовой' программы выпуска ПП о
Последовательность операций ТП Оборудование Производительность оборудования на /-й операции, шт./ч Стоимость оборудования на ; z-й операции, kj, тыс. руб. Программа запуска ПП, Л'зап., ШТ. Операционный выход годных ПП, ЛГвг, % Зарплата рабочих на /-й операции, Lh руб. Щтуч-нб-каль-куляцион-ное время на /-й операции, мин Коэффициент загрузки оборудования, л Амортизационные отчисления, А, руб.
Из табл. ПАЗ Из табл. П.4.5 Из табл. П.4.5 Из табл. П.4.5 Рассчитать по операциям и суммировать Из табл. П.4.3 Рассчитать по операциям и суммировать Рассчитать по операциям и суммировать Рассчитать по операциям Рассчитать по операциям и суммировать
1 1 этап 2 этап 2 этап 2 этап 3 этап 4 этап 6 этап 6 этап 8 этап 8 этап
2. Выбрать оборудование для каждой операции ТП; данные внести в табл. П.4.6.
3. Определить программу запуска заготовок ПП в производство и на каждой операции ТП по формуле (6.1); данные внести в табл. П.4.6.
N
N = __ВЛКО_ . ЮО Л ’ зап,О/ пл XW,
** В.Г/
где N^nj0 — программа выпуска ПП на предыдущей операции, шт.;
Кк „• — выход годных ПП на данной операции, %.
Расчет начинаем с последней операции и, перемещаясь снизу вверх, рассчитывая программу запуска на каждой операции с учетом брака на каждой операции, получаем, что для того чтобы получить N штук годных ПП, необходимо запустить в производство N+ К заготовок ПП.
4. Определить процент выхода годных ПП (см. формулу (6.2)):
В _ В,В2В3 ... В„ г 100
где В„ В2, В3,..., В„ — выход годных ПП на каждой операции, %;
п — количество операций ТП.
5. Определить затраты на базовые материалы, руб., по следующей формуле:
М = CMgM + Со&,
где См — стоимость единицы базового материала, руб. (см. табл. П.4.4);
Со — стоимость единицы отходов базового материала, руб.;
go — утилизированные отходы материала на одну заготовку, руб.;
gM — норма расхода материала на одну заготовку ПП, руб.:
& = рР»
где р — плотность материала, кг/м3;
V — объем заготовки, м3; размеры заготовки см. часть 1 ДЗ.
502
Приложение
При расчете, стоимости материалов учитывают транспортире расходы, которые составляют 15 % от стоимости материалов. В реальном произвол* стве учитывают также затраты на расходные материалы: химикаты, фоторезисты, абразивные материалы и др. .
6. Определить основную, дополнительную зарплаты производственных рабочих и отчислений в социальные фонды. g ,
Основная зарплата производственных рабочих определяется*по формуле (6.10):
где К, — коэффициент, учитывающий премии, доплату за отпуск, много-станочность. Примем К, = 2. Обычно дополнительная зарплата £доп составляет 15 % от основной (рассчитанной по тарифным коэффициентам);
qt — сдельная расценка по каждой операции, руб./ч:
_ h^uiTj
Здесь /, — часовая тарифная ставка рабочего, принятого разряда на 7-й' операции ТП. На некоторых предприятиях при расчете основной зарплаты производственных рабочих принят 5-й разряд на каждой операции ТП, и установлена тарифная ставка в размере /,= 8,32 руб./ч;
/шт, — время выполнения 1-й операции, мин,
Aut.Z - Аит.к —
При выполнении ДЗ примем, что подготовительно-заключительное время/п з , = 0.
Оперативное время в части 2 ДЗ определяется исходя из производительности оборудования, применяемого на каждой операции ТП, а штучное время — по формуле
'шт=7°п(1+iooh’
где Тт — оперативное время, мин; например, при П = 100 шт./ч Топ = = 60/100 = 0,6 мин;
Kt — коэффициент учитывающий время на организационно-техническое обслуживание рабочего места, отдых и т. д. В зависимости от типа производства = 1,14—1,16;
К2 — коэффициент, учитывающий группу сложности ПП (см. § 6.3): для I группы сложности Aj = 0,65—1,15;
для II группы сложности К2 = 0,75—1,30;
для III группы сложности А^ = 0,9—1,50;
m — число операций ТП.
Отчисления в социальные фонды составляет в настоящее время 38,5 % от суммы основной и дополнительной заработной платы (L = + Laon).
503
7. Определить накладные расходы, которые складываются изцеховых, общезаводских и внепроизводственных затрат.
Цеховые расходы Составляют 120 % от основной зарплаты, общезаводские — 75 %, внепроизводственные — 5 % от основной зарплаты.
8. Определить амортизационные отчисления при; действительной загрузке оборудования на всех операциях ТП для всей программы запуска заготовок ПП в производство по формуле
Jlj AzHa j П/Л^зап.о i
М_________________
100
или на одно изделие на каждой операции в год по формуле (6.12):
Л *Н.
°=1007VroaT1’
где к — цена (стоимость) оборудования, руб.;
На — общая годовая норма амортизации, % (см. табл. П.4.5);
— годовая программа выпуска изделий, шт.;
П — коэффициент загрузки данного типа оборудования по времени на г-й операции.
Коэффициент загрузки оборудования определяют по формуле (6.6):
И = KpacJ /-^пр •
Здесь K^j — расчетное количество оборудования на /-й операции;
— принятое количество оборудования на г-й операции, определяется путем округления в большую сторону расчетного количества K^ j, и < 1.
Расчетное количество оборудования на /-й операции определяется по формуле (6.3)
N V _ 1' зап.о<
^ас-°б ПФ ’
где 7VMno/ — годовая программа запуска, шт.;
П — производительность единицы оборудования, шт./ч (сМ. табл. П.4.5);
Ф — годовой фонд работы единицы оборудования, ч (см. табл. 6.2).
Или по формуле (6.4):
м t
V _ JT3an.of*f ₽асо6 ФАГО •
Здесь tj — трудоемкость /-ой операции, мин;
А"о — коэффициент, определяющий норму обслуживания оборудования производственными рабочими (А"о = 0,4—0,6).
504 . Приложение
9. Определить число рабочих мест* на всех операцияхТП поформуле (6.3 ):
Zu зап.о/’< v
i ^рас.р.м= ф ’ >
где N^ei — программа запуска ПП на /-й операции, шт.;
— трудоемкость /-й операции, ч.
10. Определить численность производственных рабочих по формуле (6.7):
t зап.о/*/
^*раб
где ^jVjan.o, — годовая программа запуска на А-й операции, шт.;
/=1
< — трудоемкость изготовления изделий на /-й операции, мин;
Фраб — годовой фонд времени одного рабочего, ч.
Номинальный годовой фонд времени рабочих составляет 2070 ч.
Действительный годовой фонд времени зависит от продолжительности отпуска и потерь номинального фонда и составляет
• при 15-дневном отпуске и потерями — 1860 ч;
• при 18-дневном отпуске и потерями — 1840 ч;
• при 24-дневном отпуске и потерями — 1800 ч.
11. Определить технологическую себестоимость. ПП. Технологическую себестоимость на годовую программу выпуска определяют путем подстановки рассчитанных значений в приведенную выше формулу.
Домашнее задание выполняют на листах формата А4.
Пример выполнения ДЗ (вариант 7)
Исходные данные
Размер ПП, мм....................................................200 х 360
Класс точности ПП..................................L....................1
Группа сложности ПП.....................................................1
Количество монтажных и переходных отверстий на ПП....................200
Метод изготовления ПП................................ химический позитивный
Тип ПП................................................................ОПП
Материал ПП, толщина фольги, мкм...................".............СТФ-1; 35
Размер листа материала, мм ........................’.............1100 х 1000
Толщина материала, мм.................................................1,5
Диаметр базовых отверстий, мм...........................................3
Количество базовых отверстий............................................3
Точность диаметра базового отверстия................................. Н12
Предельное отклонение межцентрового расстояния базового отверстия, мм ±0,05 Степень точности вырубаемой ПП или отверстия (квалитет) ...............13
Количество и диаметр технологических отверстий, мм...............4 отв. х 3,5
Годовая программа выпуска, шт./год................................. 200 000
Сопротивление срезу, МПа...........................................120... 150
Материал ПП....................................СТФ-1-35 — стеклотекстолит
фольгированный стойкий негорючий
Приложение 505
Порядок выполнения домашнего задания
. ’ ' •,! Ц ' Г, ' ' '
1. Изучить исходные данные.
2. Выбрать тип заготовки ПП — единичная (рис. П.4.1); размеры технологического поля и площадь заготовки определить по формуле (5.3) и рис. 5.14.
Рис. П.4.1. К выбору размера единичной заготовки ПП: А3 — длина или ширина заготовки, мм; Лп — длина или ширина ПП, мм; Ш — ширина технблогического поля, мм; для ОПП Ш £ 10
Тогда при Ш = 10 мм и размере ПП 200 х 360 мм
Л3 = ЛП + 2Ш;
А3 = 220 мм; А„ = 380 мм; F* = 220 • 380 = 83 600 мм2.
3. Выполнить раскрой листа материала размером 1100 х 1000 мм2 на по-
Рис. П.4.2. Раскрой материала на заготовки ПП
Получили, что из листа размером 1100 х 1000 мм можно получить две полосы, пять заготовок в каждой полосе и достаточно большой отход (третья полоса). Тогда коэффициент использования материала:
П = nFjB-L = 2 • 5 • 83 600/1000 -1100 = 0,76, где п — число заготовок в полосе;
Fn — площадь заготовки ПП, мм2;
Ви L — ширина и длина листа, мм.
506
Приложение
• 4. При выборе способа и варианта получения заготовки ПП рассмотреть все технологически возможные варианты получения заготовок ПП 1- и 2-го классов точности. Рассмотрим два возможных способа и шесть вариантов’ получения заготовок ПП 1- и 2-го классов точности и сравним их по трудоемкости:
Первый способ: <•
1) разрезать лист материала на полосы можно:
• или на роликовых (см. табл. 5.5),
• или на гильотинных ножницах (см. табл. 5.7),
• или на дисковой пиле (см. табл. 5.6);
2) получить заготовки ПП штамповкой с пробивкой базовых и технологических отверстий.
Второй способ:
1) разрезать лист материала на полосы:
• или на роликовых (см. табл. 5.5),
• или на гильотинных ножницах (см. табл. 5.7),
• или на дисковой пиле (см. табл. 5.6);
2) разрезать полосы на заготовки или на роликовых, или на гильотинных ножницах, или на дисковой пиле;
3) пробить базовые и технологические отверстия.
Все возможные варианты получения заготовки ПП внесем в табл. П.4.7 и оценим оперативное время и трудоемкость получения заготовки для каждого варианта обработки.
Таблица П.4.7. Возможные варианты получения заготовки
Способ Способ и последовательность обработки № варианта Оборудование (вариант обработки) Оперативное время Топер» МИН Трудоемкость 6, мин
1-й а) резка листа на полосы 1 Роликовые ножницы 0,162
2 Гильотинные ножницы 0,091
3 Дисковая пила 0,249
б) вырубка заготовки из полосы с пробивкой базовых и технологических отверстий Штамп 0,069
а) + б) 1 Роликовые ножницы 0,231 0,234
а) + б) 2 Гильотинные ножницы 0,16 0,162
а) + б) 3 Дисковая пила 0,318 0,322
Приложение
507
> •; Окончание табл. П.4.7
Способ i !’ 4 t Способ и последовательность обработки № варианта Оборудование (вариант обработки) Оперативное время ^опер> МИН Трудоемкость МИН:
2-й а) резка листа на полосы и заготовки 4 Роликовые ножницы 0,275 1 -
5 Гильотинные ножницы 0,155
6 Дисковая пила 0,423
6) пробивка базовых и технологических отверстий Штамп 0,069 t
а) + б) г- 4 Роликовые ножницы 0,344 0,348
а) + б) 5 Гильотинные ножницы 0,224 0,226
а) + б) 6 Дисковая пила 0,492 0,5
Рассмотрим все шесть вариантов получения заготовок ПП 1- и 2-го классов точности с базовыми и технологическими отверстиями и определим оперативное время.
1-й вариант. Резка листа материала на полосы на роликовых ножницах. По табл. 5.5 определяем, что оперативное время одного реза при резке листа стеклотекстолита размером 1000 х 1500 мм на три полосы равно Топер = 0,162 мин для следующих рабочих приемов:
• взять лист и подать к роликам;
• отрезать полосу;
• проверить размеры полосы;
• отбросить отход.
Занесем значение оперативного времени Топер в табл. П.4.7.
2-й вариант. Резка листа материала на полосы на гильотинных ножницах. По табл. 5.7 определяем, что оперативное время одного реза при резке листа стеклотекстолита размером 1000 х 1500 мм на три полосы равно ^опер = 0,091 мин для следующих рабочих приемов:
• взять лист и установить по упору;
• включить ножницы;
• обрезать базовую сторону;
• продвинуть лист до упора;
• отрезать полосу;
• продвинуть лист до упора;
508 Приложение
• отложить отход; .. . t...;
• проверить размеры.
3-й вариант. Получение заготовок ПП на дисковой пиле (см. табл. 5.6). По табл. 5.6 определяем, что оперативное время одного реза при резке листа стеклотекстолита размером 1000 х ,1500 мм на три полосы равно 7опер = 0,249 мин для следующих рабочих приемов:
• взять лист материала и установить по опору;
• обрезать базовую сторону листа.
После резки материала на полосы заготовки могут быть получены вырубкой с пробивкой базовых и технологических отверстий.
Норма оперативного времени при вырубке заготовки ПП с пробивкой базовых и технологических отверстий для комбинированного штампа с числом двойных ходов равным 100, шаге штамповки — более 200, ширине полосы — более 200, толщине материала — 1,5 мм равна 7"опср = 0,069 мин для следующих рабочих приемов (см. табл. 5.8):
• взять полосу и установить в штамп;
• включить ход ползуна и штамповать;
• удалить заготовку;
• продвинуть полосу на шаг;
• удалить отход.
Тогда оперативное время получения заготовки с базовыми и технологическими отверстиями будет равно:
по 1-му варианту — 7опер = 0,162 + 0,069 = 0,231 мин;
по 2-му варианту — 7опер = 0,091 + 0,069 = 0,16 мйн;
по 3-му варианту — Топер = 0,249 + 0,069 = 0,318 мин.
4-й вариант. Получение заготовок резкой листа материала на полосы и полос на заготовки на роликовых ножницах. Оперативное время 70пер при резке полосы на заготовки составляет примерно 60...70 % от 70пер при разрезке на полосы. Следовательно,
70пер = 0,162 + 0,7 • 0,162 = 0,275 мин.
5-й вариант. Получение заготовок резкой листа материала на полосы и полос на заготовки на гильотинных ножницах.
70пер = 0,091 + 0,7 • 0,091 = 0,155 мин.
6-й вариант. Получение заготовок резкой листа материала на полосы и полос на заготовки на дисковой пиле.
Тотр = 0,249 + 0,7 • 0,249 = 0,423 мин.
Тогда оперативное время получения заготовки с базовыми и технологическими отверстиями будет равно:
по 4-му варианту — 7опер = 0,275 + 0,069 = 0,344 мин;
по 5-му варианту — 7опер = 0,155 + 0,069 = 0,224 мин;
по 6-му варианту — 70пер = 0,423 + 0,069 = 0,492 мин.
Приложение
509
5. Определение трудоемкости получения заготовок е базовыми и технологическими отверстиями (Тшт). Разрабатываемая ПП имеет 1-ю группу сложности, так как плотность проводящего рисунка составляет до 50 % и количество металлизированных отверстий до 300.
Норма штучного времени для изготовления ПП для всех типов производства определяется по формуле (6.18):
W1 + Vioo)*2.
где — коэффициент учитывающий время на организационно-техническое обслуживание рабочего места, отдых и т. д. (*t = 1,14—1,16). Примем Ki =1,15;
К2 — коэффициент учитывающий группу сложности ПП, (*2 = 0,65-1,15). Примем *,= 1,0.
Тогда:
по 1-му варианту — Тшт = 0,231 • (1 + 1,15/100) • 1 = 0,234 мин;
по 2-му варианту — Тшт = 0,16 (1 + 1,15/100) 1 = 0,162 мин;
по 3-му варианту — Тшт = 0,318 • (1 + 1,15/100) • 1 = 0,322 мин;
по 4-му варианту — Тшт = 0,344 • (1 + 1,15/100) • 1 = 0,348 мин;
по 5-му варианту — Тшт = 0,224 (1 + 1,15/100) • 1 = 0,226 мин;
по 6-му варианту — Тшт = 0,492 (1 + 1,15/100) • 1 = 0,5 мин.
Вывод. Минимальную трудоемкость получаем при резке листа материала на полосы на гильотинных ножницах с последующей вырубкой на штампе из полос заготовок ПП с одновременной пробивкой базовых и технологических отверстий.
6. Расчет технологических параметров выбранного оборудования. Рассчитаем исполнительные размеры пуансона и матрицы штампа при штамповке без подогрева.
Поскольку толщина материала равна 1,5 мм, то вырубку заготовки ПП и пробивку отверстий осуществляют без подогрева.
1. Исполнительные размеры матрицы при вырубке заготовки ПП без подогрева рассчитывают следующим образом по формуле (5.4):
Д, = (Д - 5) + 5 ,
где Д — исполнительный размер матрицы, мм;
DH — номинальный размер вырубаемой заготовки ПП, мм (220 х 380 мм2);
5 — допуск на соответствующий размер вырубаемой заготовки ПП, мм;
5М — допуск на изготовление режущей кромки матрицы, который назначают в зависимости от степени точности соответствующего размера ПП (см. табл. 5.11).
В соответствии с 13-м квалитетом (см. исходные данные) предельные отклонения 5 соответствующего размера вырубаемой заготовки ПП составляют (см. табл. 5.12):
для размера 380 мм — 5 = 0,890 мм;
для размера 220 мм — 5 = 0,720 мм.
510
Приложение
!i Для того чтобы изготовить заготовку ПП по 13-му квалитету матрицу и пуансон необходимо выполнить по 9-му квалитету, которому соответствует следующий допуск (см. табл. 5.11 и 5.12):
для размера 380 мм — 8М = 0,140 мм;
для размера 220 мм — бм = 0,115 мм.
Тогда размер матрицы
DM1 = (380 --О,89О)^140 ~ 379,И*'40 мм;
DM = (220 - 0,720)^115 = 219,28^"5 мм.
Размеры пуансона выбираем с учетом минимального двухстороннего зазора ZP В нашем случае для толщины стеклотекстолита 1,5 мм Z{ = = 0,040 мм (см, табл. 5.9), а размер пуансона по формуле (5.5) равен
Д = (Дн-б-^)-бл; •'
Dnl = (380 - 0,890 - O,O4O)_oiHO = 379,070140 мм;
Дп2 = (220 - 0,720 - О,О4О)_о 11S = 219,24_olls мм.
В результате получаем:
исполнительные размеры матрицы: 379,1 Г0,140 х'219,-28*0,115 мм;
исполнительные размеры пуансона: 379,07_0140х 219,24_0115 мм.
2. Исполнительные размеры пуансона при получении базовых и технологических отверстий пробивкой без подогрева определяют по формуле (5.8):
Dn = (Do + 8/2 + 8/)-8n,
где D„ — исполнительные размеры пуансона, мм;
Do = 3,0 мм — номинальный размер пробиваемого отверстия, мм;
6 = 0,10 мм — допуск на диаметр пробиваемого отверстия, мм (см. табл. 5.12);
6 = 0,5 мм — средняя величина пружинения слоистых пластиков, мм (см. табл. 5.14);
62 = 0,018 мм — допуск на изготовление режущего контура пуансона (см. табл. 5.11) выбираем по 8-му квалитету, так как отверстия пробиваем по 12-му квалитету.
Тогда
D„ = (До + 8/2 + 62) - 6П = (3,0 + 0,05 + 0,05) - 0,018 = 3,11^^ мм.
Исполнительные размеры матрицы для пробивки отверстий определим по исполнительным размерам пуансона с учетом минимального гарантированного двухстороннего зазора 2^ = 0,045 мм (см. табл. 5.9) по формуле (5.9):
Дм = (До + 8/2 + 82 + г/)*' = (3,0 + 0,05 + 0,05 + О,О45)+/)'018 = 3,145^0,& мм;
6М = 0,018 мм — допуск на изготовление режущего контура матрицы (см. табл. 5.11).
Приложение
511
Рассчитаем усилие вырубки (пробивки). Поскольку для одновременной вырубки заготовки и пробивки базовых и технологических , отверстий применяем штамп совмещенного действия (см. рис. 5.18), то расчетное усилие вырубки и пробивки определяем по формуле (5.13):
Р = Р, + Р2 + Р3 + Р4,
где Р, — усилие вырубки и пробивки, Н (см. формулу (5.14)):
Р, = тср(£, + L2 + L3)S= 120 • 103 • 103 • (1200 + 56,5 + 87,9) x Ю 3 • 1,5 • 10'3
120 1344,4 1,5 = 241 992 H.
Здесь тср = 120 МПа — сопротивление срезу (см. табл. 5.17);
£, = 1200 мм (380 2 + 220 • 2) — периметр вырубаемого контура;
Z2 = 3 (2лЛ) = 3 • 2 • 3,14 • 3 = 56,5 мм — периметр пробиваемых базовых отверстий;
£3 = 4 (2лА) = 4-2-3,14-3,5 = 87,9 мм — периметр пробиваемых технологических отверстий;
5= 1,5 мм — толщина материала;
Р2 — усилие прижима, Н (см. формулу (5.15)):
Р2 = LSKnp = 1344,4 • IO'3 • 1,5 • 10’3 • 0,8 • 107 = 16 133 Н,
где Апр = 0,8 • 107 Па — удельное давление прижима (см. табл. 5.18);
Р3 — усилие проталкивания, Н (см. формулу (5.16)):
Р3 = KxPxh/S= 0,065 • 241 992 • 1 = 15 729 Н;
/Г, = 0,065 — коэффициент, зависящий от механических свойств материала ПП, величины зазора между пуансоном и матрицей, выбираем из пределов (0,05—0,08);
h = 1,5 мм — высота цилиндрического пояска матрицы, мм (А = 5);
Р4 — усилие снятия детали или отхода с пуансона, Н:
Р4 ± К2РХ = 0,12 • 241 992 = 29 039 Н;
А2 = 0,12 — коэффициент, зависящий от толщины материала (см. табл. 5.19).
Тогда
Р= 241 992 + 16 133 + 15 729 + 29 039 = 302 893 Н.
512
Приложение
П.5. Расчет на действие вибрации
В процессе эксплуатации ПП в составе ячейки и блока подвергается механическим воздействиям, к которым относятся вибрации, удары и линейные перегрузки.
Под вибрацией понимают механические колебания элементов конструкции или конструкции в целом. Вибрация характеризуется виброперемещением, виброскоростью и виброускорением.
Характерным видом отказов ЭРИ при вибрационных воздействиях является усталостное разрушение (необратимое) выводов в области изгиба и соединения с контактной площадкой ПП в результате возрастания механических напряжений: при резонансных колебаниях ЭРИ или резонансных колебаниях ПП, на которой установлены ЭРИ.
Первый случай относится к условиям силового возбуждения механической колебательной системы, второй — к условиям кинематического возбуждения.
Поэтому, проводя проработку компоновки ячейки ЭА, конструктор должен обеспечить вибропрочность, виброустойчивость и отсутствие резонанса ЭРИ в рабочем диапазоне частот.
Вибропрочность — способность конструкции выполнять функции и сохранять значения параметров в заданных пределах после воздействия вибраций.
Виброустойчивость — способность конструкции выполнять функции и сохранять значения параметров в заданных пределах во время воздействия вибраций.
Условиями обеспечения вибропрочности ячейки являются:
• отсутствие в конструкции ячейки механических резонансов;
• ограничение амплитуды виброперемещения и виброскорости значениями, исключающими опасные напряжения и усталостные явления в ЭРИ и ПП;
• допустимые значения виброперегрузок в диапазоне частот внешних воздействий должны превышать величины, определенные техническим заданием на разработку конструкции ЭА.
Таким образом, оценка вибропрочности ячейки выполняется по следующим показателям:
• частоте свободных колебаний;
• допустимому значению напряжения в материале ЭРИ и ПП и предельному числу циклов нагружения;
• допустимому значению виброперегрузки.
При расчете частот свободных колебаний в качестве расчетной модели ячейки используется модель пластины с равномерным распределением массы.
Пример. В качестве примера проведем расчет на действие вибраций на ячейку, приведенную на рис. 7.4 при следующих условиях. Печатная плата в составе ячейки и блока предназначена для работы в стационарных услови
Приложение
513
ях. Это означает практически полное отсутствие механических воздействий, поэтому расчеты на виброустойчивость и удароустойчивость лишены смысла. Механические воздействия имеют место лишь при транспортировке.
Блок транспортируется в собранном упакованном и законсервированном виде автомобильным, железнодорожным (в закрытых транспортных средствах), водным (в трюмах судов) или авиационным транспортом (в герметизированных контейнерах).
Целью расчета является определение действующих на ЭРИ и ПП перегрузок при действии вибрации, а также максимальных перегрузок и проверка этих ЭРИ и ПП на вибропрочность.
Исходные данные: диапазон действующих вибраций А/= 1...200 Гц; виброускорение оо = 19,6 м/с2.
Боковые стороны ПП расположены в направляющих, считаем их опертыми. На третьей стороне ПП расположена вилка разъема, на четвертой — панель, будем считать, что эти края ПП жестко защемлены. Расчетная модель представлена на рис. П.5.1.
-------свободное опирание стороны ПП; — жесткое закрепление
Рис. П.5.1. Расчетная модель ячейки
Считаем, что вибрации действуют в плоскости, перпендикулярной плоскости ячейки. Возбуждение системы — кинематическое, так как источник вибраций внешний.
Решение. 1. Определение частоты собственных колебаний.
Считаем, что ячейка равномерно нагружена. Частоту собственных колебаний равномерно нагруженной пластины вычисляем по следующей формуле [14]:
2л о2
----^ЗД. - р22£122о.1О-3 -100-Ю'3 =287,412 Гц,
2я (220 • 10"3)2 VI0,100 J
где а = 220 мм — длина пластины (совпадает с длиной ячейки);
b = 100 мм — ширина пластины;
D — цилиндрическая жесткость:
Eh3 3,02-10|0(1Л-Ю'3)3
12(1-v2) 12(1 - 0,222)
= 8,926 Н • м.
514
Приложение
Здесь Е =» 3,02-10'° И/мI 2 —модуль упругости для материала платы; ; 4 й= 1,5 мм — толщина платы; i
v = 0,22 — коэффициент Пуассона;
М — масса пластины с ЭРИ, кг:
М = М„„ + Л/ЭРИ = 0,068 + 0,032 = 0,1 кг,
где Мт — масса ПП:
Мпп = p„„hab ₽ 2,05 • Ю3 • 1,5 • 10'3 • 220 • 10’3 • 100 • 10’3 «0,068 кг;
рпп = 2,05 • 103 кг/м3 — плотность материала платы СФ;
ЛГЭРИ — масса ЭРИ.
Масса ЭРИ, кг, рассчитывается при анализе элементной базы ячейки по табл. П.5.1:
Таблица П.5.1. Характеристики элементной базы
1 Наименование Количество Масса, г Диапазон температур, ‘С Диапазон вибраций, Гц Виброперегрузки, g Ударные перегрузки, £ Влажность, % (при "С) Интенсивность отказов, 10*6 1/ч
Конденсаторы
К10-17а 1 1 -60...+85 1...800 5 20 98(35) 0,01
Микросхемы
К561ТЛ1 1 1 -45...+85 1...600 10 20 98(25) 0,015
564ЛП13 1 0,7 -45...+85 1...500 5 20 98(25) 0,017
564ЛН2 1 0,7 -45...+85 1...500 5 20 98(25) 0,017
Микроэлектронные реле
5П142А 10 0,7 -45...+85 1...600 10 20 98(25) 0,015
Реле
РЭС80 3 2,9 -60...+125 1...5000 30 75 98(25) 0.1
Резисторы
C2-33H 40 ; 0,25 -60...+125 1...5000 20 20 98(20) 0,01
Преобразователь ,
TMH2412S фирмы TRACO 1 Э< -40...+75
Диоды
2Д522Б 7 0,15 -t -55...+85 1...600 10 20 98(35) 0,1
2Д106А 3 0,2- -55...+85 1...600 10 20 98(35) 0,1
Л/ЭРИ = = 0,032 кг,
где mt — масса /-го ЭРИ /-го типа;
Nt — количество ЭРИ /-го типа;
Ка — коэффициент, зависящий от способа закрепления сторон пластины, определяется по формуле
„ t В fl4
К =KJ а+₽—г+ Y—Г
к Ч4.
I 2202 2.20 4
= 2237J1 + 0,48 • + 0,19 • = 62372.
V 1002 1004
Приложение
515
Здесь k w 22,37, а = 1, >р = 0,48, у - 0,19 — коэффициенты, соответствующие заданному способу закрепления сторон ПП. Для других способов закрепления ячейки в модулях более высокого конструктивного уровня см. [14].
Таким образом, собственная частота рассматриваемого элемента конструкции f0 = 287,408 Гц, что значительно превышает частоты действующих на конструкцию вибраций (Af= 1...200 Гц).
2. Определение коэффициента динамичности.
Для случая кинематического возбуждения, когда источник вибрации находится вне ЭА, коэффициент динамичности рассчитывают по следующей формуле:
7ио,01го,б9бг |Я?
7(1-чг)! +s!4! ^-0,6962)2 tdfil2 0,696!
где е = 0,01 — показатель затухания для стеклотекстолита;
т] — коэффициент расстройки.
Найдем т] для максимальной частоты действующей вибрации:
= 200 _= о,696.
1 /0 287,408 ’
Здесь X™ = 200 Гц — максимальная частота действующей вибрации.
Для остальных частот действующей вибрации коэффициент расстройки будет меньше и соответственно коэффициент динамичности будет ближе к 1.
3. Определение амплитуды вибросмещения основания.
Найдем амплитуду вибросмещения основания для максимальной частоты возбуждения по следующей формуле:
Ео
а0 19,6
4тс2-2002
= 1,241 IO’5
м.
4. Определение виброускорения и виброперемещения ЭРИ.
Виброускорение и виброперемещение определим для элемента К2 — реле РЭС80, расположенного практически в центре ПП, и, следовательно, нагрузки на который будут максимальны.
Найдем относительные координаты центра элемента К2.
е=£ =122 =0,477; е =£ = -11 = 0,45. х а 220 у а 100
Коэффициент передачи по ускорению рассчитывается по следующей формуле:
( ч 7[1 + (^W,(y) -1)п2]2 +е2П2 у(х,у) = ----- • -----,
7(1-Т]2)2 +Е2Т]2
где К((х) = 1,29; Кх(у) = 1,28 — коэффициенты формы колебаний [14]. Подставляя численные значения, получим:
, ч J[1 + (1,29 • 1,28 -1)0,6962]2 + 0,012 • 0.6962
V(1 -0.6962)2 +0,012 0,6962
516
Приложение
Определим виброускорение: л<:"Д- -чк-’"' .-Л: й?
ав(х, у) = ао(х, у)у(х, у) = 19,6 • 2,551 = 50 м/с2.
Выразим виброускорение в единицах g:
aB(x,y) = 5,lg,
где g= 9,81 м/с2.
Определим виброперемещение:
SB(x; У>« ^Y(x, у) = 1,241 • IO'5 • 2,551 = а, 166 • 10’5 м.
5. Определение максимального прогиба ПП.
Будем считать виброперемещение элемента К1 максимальным по ПП. Тогда максимальный прогиб ПП определяется по следующей формуле:
8В =|5.(х,у) - $0|тах =|3,166 • IO'5 -1,241 10~5| = 1,925 • 10’5 м.
6. Проверка выполнения условия вибропрочности.
6.1. Для элемента К2.
Действующее на элемент К2 при максимальной Частоте вибраций виброускорение ав(х, у) = 5,1g меньше допустимого адоп = 30g на этот элемент. Следовательно, условие вибропрочности выполняется.
Поскольку рассматриваемый элемент К2 находится в наихудших условиях (в условиях максимальной нагрузки), можно считать, что условие вибропрочности выполняется и для остальных ЭРЙ.
6.2. Для печатной платы с ЭРИ.
Допустимый прогиб ПП определяется по формуле
8ВДОП = 0,003*.
Для обеспечения вибропрочности ПП необходимо выполнение следующего условия:
8В < 0,0036, где b = 220 • 10"3 м — сторона ПП, параллельно которой установлены ЭРИ.
Допустимый прогиб* равен
5В.ДЖ = 0,003 • 220 • 10'3 = 6,6 • IO"4 м.
Подставляя численные значения, получим:
8В = 1,925- 1С5 м < 6,6 • 10"4 м.
Максимальный прогиб ПП меньше допустимого, следовательно, условие вибропрочности выполняется.
Вывод: виброускорение и максимальное относительное перемещение меньше допустимых для ЭРИ ячейки, и таким образом, удовлетворяются требованиям ТЗ на вибропрочность ячейки. Следовательно, дополнительных конструкционных мер по повышению жесткости ПП на данном этапе расчета не требуется.
Управлять жесткостью ПП можно выбором способа закрепления ПП, геометрических размеров, соотношения сторон, применением ребер жесткости, обечаек, рамок. Повышение жесткости ПП ведет к смещению частоты свободных колебаний за верхнюю границу диапазона частот внешних воздействий и позволяет исключить резонансные явления.
Приложение 517
П.6. Расчет на действие удара
ПП в составе ячейки и блока может подвергаться ударным воздействиям при эксплуатации, транспортировке, монтаже и т. д. При ударе ПП и ЭРИ испытывают нагрузки в течение малого промежутка времени и больших значениях ускорений, что может привести к значительньш их повреждениям. Интенсивность ударного воздействия зависит.от формы, амплитуды и длительности ударного импульса.
Форма реального ударного импульса определяется зависимостью ударного ускорения от времени. При расчетах реальную форму заменяют эквивалентной: например, прямоугольной, треугольной, полусинусоидальной.
За амплитуду ударного импульса принимают максимальное ускорение при ударе.
Длительностью ударного импульса является интервал времени, в течение которого действует ударный импульс.
Конструкции всех элементов ЭА, работающие в условиях ударов, в том числе и ПП с ЭРИ, должны отвечать требованиям ударопрочности и уда-роустойчивости.
Ударопрочность — способность конструкции рыполнять функции и сохранять значения параметров в заданных пределах после воздействия ударов.
Удароустойчивость — способность конструкции выполнять функции и сохранять значения параметров в заданных пределах во время воздействия ударов.
Конструкция ЭА отвечает требованиям ударопрочности, если перемещение и ускорение при ударе не превышает допустимых значений, а элементы конструкции обладают запасом прочности на изгиб.
Исходными данными при расчете являются: масса ПП и ЭРИ, геометрические размеры ПП, характеристики материала ПП (плотность, модуль упругости, коэффициент Пуассона), длительность удара т, ускорение а или перегрузки при ударе, частота ударов v.
Пример. Целью расчета является проверка условий ударопрочности. Выполним расчет для той же ячейки ПП и ЭРИ, что и расчет на действие вибрации (см. Приложение 5 и рис. 7.4). Условия примера те же, что и при расчете на вибропрочность, кроме некоторых исходных данных.
Исходные данные: длительность удара т = 5...1О мс; ускорение а = = 100 м/с2; частота v = 40...120 мин-1.
Решение.
1. Определение условной частоты ударного импульса.
Определяем условную частоту ударного импульса для наихудшего случая (т = 5 мс) [14]:
о = тс/т = тг/0,005 = 628,319 с-1.
518
Приложение
2. Определение коэффициента передачи приударе. ,ay \.ГС
Коэффициент передачи при ударе для полусинусоидального импульса
„ 2v f л ] 2 • 0,348 Г п | л ,сг
' Кv ~ —cos — = ——?—cos -------->— =0,156;
у v2-l V2vJ 03482 -1 U 0348J
co 628319
Wo ’ 2л • 287,408
= 0348,
где v — коэффициент расстройки;
X = 287,408 Гц — частота собственных колебаний (берется из расчета на вибрационные воздействия, см. Приложение 5).
3. Определение ударного ускорения.
Ударное ускорение рассчитывается по следующей формуле:
= аКу = 100 • 0,156 = 156 м/с2,
где а — амплитуда ускорения ударного импульса. Выразим ударное ускорение в единицах g:
ay = 15,9g.
4. Определение максимального относительного перемещения. Максимальное относительное перемещение
Zmax = Ку = 0,156-----------------—------— = 4,784 • 10-s м.
(2т/о) (2л • 287.408)2
5. Проверка выполнения условий ударопрочности.
5.1. Для ЭРИ.
Минимально допустимая ударная перегрузка для ЭРИ (см. табл. П.5.1 Приложения 5)
®ДОП ~ 20g, JT °доП = 20g >йу= 15,9g.
Следовательно, условие ударопрочности выполняется.
5.2. Для ПП с ЭРИн
Условие ударопро’Йтости:
Znm < 0,0036.
В нашем случае (см. расчет на вибрационные воздействия, Приложение 5)
Znm = 4,784 • IO’5 м < 0,0036 = 6,6 • 10-4 м.
Следовательно, условие ударопрочности выполняется.
Вывод: ударное ускорение и максимальное относительное перемещение меньше допустимых для ЭРИ и ячейки, таким образом, удовлетворяется требование ТЗ на воздействие удара. Следовательно, дополнительных конструкционных мер защиты от ударных воздействий не требуется.
Приложение
519
П.7. Расчет теплового режима
Одним из важнейших факторов, определяющих эксплуатационную надежность ЭА, является тепловой режим, обеспечение которого связано с выбором таких конструкций блока, ячейки и ПП, которые бы не препятствовали, а способствовали рассеиванию теплоты в окружающую среду. Это особенно актуально в связи с постоянным ростом функциональной, конструктивной сложности, тепловыделения ЭРИ, отношения выделяемой тепловой энергии к рассеиваемой в окружающее пространство и повышения температуры внутри ЭА, которое способствует увеличению интенсивности отказов ЭРИ за счет превышения допустимого нагрева ЭРИ.
Для электронной аппаратуры наиболее жестким является стационарный тепловой режим, при котором температура и перегрев имеют максимальные значения. Поэтому целью теплового расчета является определение температур нагретой зоны и температуры наиболее критичного элемента, т. е. ЭРИ, допустимая положительная температура которого имеет наименьшее значение среди всех ЭРИ, образующих нагретую зону.
Тепловой расчет проводят обычно на уровне блока, в который может входить несколько ячеек, что значительно усложняет и без того громоздкий расчет. Поэтому рассмотрим пример расчета стационарного теплового режима блока при естественной конвекции с целым рядом упрощений, например, что в блоке размещена одна ячейка; вид охлаждения — естественная конвекция и др.
Пример расчета стационарного теплового режима блока при естественной конвекции
Расчет теплового режима блока условно можно разделить на три этапа [ 14]:
1) определение температуры корпуса блока;
2) определение среднеповерхностной температуры нагретой зоны;
3) определение температуры поверхности корпуса ЭРИ.
Будем считать, что в результате проведенных тепловых расчетов 1- и 2-го этапов определены:
• Д/ко = 1,797 °C — перегрев корпуса блока во втрром приближении относительно окружающей среды (из расчета 1тго этапа);
• ДГ30 = 3,884 °C — нагрев нагретой зоны во втором приближении относительно окружающей среды (из расчета 2-го этапа).
Этап 3. Расчет температуры поверхности ЭРИ
Рассмотрим пример теплового расчета для ячейки, приведенной на рис. 7.4.
Определение температуры корпуса микросхемы
Исходные данные: материал ПП — стеклотекстолит. Расположение ЭРИ на ПП — одностороннее. Хп = 0,24 Вт/(м • К) — теплопроводность материала основания ПП. с, = 19,5 мм; с2 = 7,5 мм — размеры корпуса ИМС; ка — коэффициент теплоотдачи от корпусов микросхем, ка = 30 Вт/(м2 • К); 83i — зазор между микросхемой и ПП, 531 = 1 мм; QKCi — мощность, рассеиваемая
520
Приложение
i-й микросхемой (в нашем случае для всех ЙМС одинаковая и равна 0,004 Вт). Толщина ПП йп= 1,5 • 10-3 м. '
Д/Ко = 1,797 ’С — перегрев корпуса блока во втором приближении относительно окружающей среды (из расчета 1-го этапа); Д/зо = 3,884 °C — нагрев нагретой зоны во втором приближении относительно окружающей среды (из расчета 2-го этапа); to = 45 "С — температура окружающей среды.
• т 1 • ь Jr* i'‘ ’
Температура корпуса ИМС определяется в такой последовательности.
1. Определяют эквивалентный коэффициент теплопроводности модуля, в котором расположена микросхема. Для нашего случая, когда отсутствуют теплопроводные шины для установки ИМС
Лэкв = Хп = 0,24 Вт/(м • К), ' где Лп — теплопроводность материала основания ПГ1.
2. Определяют эквивалентный радиус корпуса микросхем:
R = роИС _ 1С1С2 ул ул
тт ттттл n |Ь,0195-0,0075 D ,л-з
Для ДД4 R = J—-----------; R = 6,823 • 10 м.
V л
Здесь 5оцС = с1 ~с2 ~ площадь основания микросхемы (q = 19,5 мм; с2 = = 7,5 мм — размеры корпуса).
3. Рассчитывают коэффициент распространения теплового потока
‘ l(at + а2)
m = —------— ;
У ^ПП '^-экв
/ 17
Ноз<го=217307'
где а, иа2 - коэффициенты теплообмена с 1- и 2-й стороной ПП; для естественного теплообмена cq + а2 = 17 Вт/(м2 К);
Лпп — толщина ПП.
4. Определяют искомый перегрев поверхности корпуса микросхемы для ИМС, находящейся в середине ПП и поэтому работающей в наихудшем тепловом режиме (для ДД4):
Д^ИС — &
^«Х^ИС До не) + g
Оис________________________
1 _______ ____________1____________
Х’я/?2 В + MnRk^Jirfn K,(mK)
/r0(ffl/?)J
°ИС,А«)
^оДДиа _ Д<> не/)'
S* , 1
Лэ/’Х-^)2 ^-аДДиа ~ ДоИС/).
Приложение .... . 521
Поскольку для нашего примера Nt - 2, следовательно, под знаком Е находятся два слагаемых и последнюю формулу можно представить в виде четырех слагаемых: н :
~ + + + hum*
где Ви М — условные величины, введенные для упрощения формы записи, при одностороннем расположении корпусов микросхем на ПП, В= 8,5nie Вт/(м • К), Л/= 2;
к — эмпирический коэффициент:
для корпусов микросхем, центр которых отстоит от концов ПП на расстоянии менее 3R, к = 1,14;
для корпусов микросхем, центр которых отстоит; от концов ПП на расстоянии более 3R, к= 1;
ка — коэффициент теплоотдачи от корпусов микросхем
ка = 30 Вт/(м2 • К);
5ИС — площадь поверхности корпуса микросхемы;
Nt — число Z-X корпусов микросхем, расположенный вокруг корпуса рассчитываемой микросхемы на расстоянии не более rt= 10/т,
г = 10/217,3 = 0,046 м.
Для нашей ячейки число корпусов микросхем, расположенных на данном расстоянии от микросхемы ДД4 N-, = 2. Это микросхемы ДД5 и ДД6.
Для дальнейших расчетов определим площадь корпусов, основания и радиусы микросхем ДД4, ДД5 и ДД6.
Микросхема ДД4 — корпус 201.16-6 (19,5 х 7,5 х 5 мм):
5цсдд4 = 562,5 мм2; /?ИСДД4 = 6,823 < 10"3 м;
^основания ИСД44 ~ 146,25 ММ .
Микросхема ДД5, в корпусе 401.14-15 (6,7 х 10 х 1,97 мм), находящаяся на расстоянии r^5 = 0,02 мм от ДД4:
^чсдд5 ~ 199,8 мм2; 7?ИСдд5 = 4,62 - ГО м;
^основания ИСДД5 ~ 67,0 ММ .
Микросхема ДД6, в корпусе 402.16-32 (9,3 х 11,5 х 2,5 мм), находящаяся на расстоянии = 0,04 мм:
•5исд46= 317,9 мм2; ^цсддв = 5,84 • 10 м, Основания ИСДД6= 106,95 ММ2.
X, и Kq — модифицированные функции Бесселя (см. справочные данные):
для ДД4\ K}(mR) = Х,(217,3 • 0,006823) = 0,284;
Ko(mR) = Л)(217,3 • 0,006823) = 0,219;
для ДД5: Ко(тг) = К^217,3 • 0,002) = ^(4,3) = 0,0079;
K^mR) = Л)(217,3 • 0,00462) = ^(0,999) = 0,421;
K}(mR) = ^,(217,3 • 0,00462) = Х,(0,999) = 0,60;
522
Приложение
для Д46: К^тг) = Л^(217,3 • 0,04) = ВД869) = 0,52;
K^mR) = Л^(217,3 • 0,00584) = /Со(1,269) = 0,295;
Kx(rnR) = Х,(217,3 • 0,00584) = ^(1,269) = 0,39;
Среднеобъемный перегрев воздуха в блоке
д/ - А'к ° + А/з ° в 2
где А(к0 = 1,797 °C — перегрев корпуса блока во втором приближении относительно окружающей среды;
А(зо = 3,884 °C — нагрев нагретой зоны во втором приближении относительно окружающей среды.
Тогда
А(в = д/ = Ч97 + 3’884. = 2>841 »с
Мощность, рассеиваемая /-й микросхемой (в нашем случае для всех одинаковая), равна 0ис/ = 0,004 Вт.
Зазор между микросхемой и ПП равен 53,= 1 мм;
— теплопроводность сухого воздуха в зазоре при Т= 45 °C (X = 2,7 • 10"2).
Д/иа = 2,841 + 1,14 х
0,004
30 • (0,0005625 - 0,00014625) + ! j
V • 10*2п0,006823’ 85п01006823! + 2я0,006823 0,24 • 0,0015 • 2|7.307^|
*„(217,307-0,02) ___________ *„(217,307-4,62-10’)____________________
ЭД^1<Г-СТ.1^и[^7 .,^-5:,),-^,^ ..ЛбИ-КН)]
|Ш462 • 10'3)2 + 2л4,62 • 10-’ • 0,24- Q0015 • 217,307 '!°51
[ *„(217,307 • 4,62 • 10 )JJ
*„(217,307-0,04)
*„(217,307-5,84-10~’)
wlZ9.i<r
Ш484 IO-’)2 +2^84-10-’ • 0,24-0,0015- 217,307S /,jU/ * До^г * LU )
tyw = 6,898 • 108; tiW = 1,709 • 10'5; = 2,748 • КГ5.
Подставляя численные значения в формулу, получаем = 2,855 С.
Приложение 523
Таким образом, перегрев поверхности корпуса микросхемы составил ^wcjw ~ 2,855 С.
5. Определяют температуру поверхности корпуса микросхемы.
Рассчитанная температура перегрева удовлетворяет условиям эксплуатации микросхемы:
А<с ~ + ,
/ис = 45+ 2,855 = 47,855 °C.
Из справочных данных допустимая температура для данной микросхемы составляет 0...+70 °C, т. е. дополнительной системы охлаждения не требуется.
524 . Предложение ......... „ „
П.8. Расчет надежности ФУ на ПП
При проектировании ЭА стремятся создать конструкцию, удовлетворяющую оптимальным соотношениям между заданными техническими характеристиками изделия, надежностью в заданных условиях эксплуатации и технологичностью конструкции.
На этапе эскизного проектирования проводятся, ориентировочные расчеты, учитывающие влияние на надежность только количества и типов применяемых ЭРИ. На этапе технического проекта расчеты проводятся на уровне ячейки с учетом реальных электрических и тепловых режимов работы.
Расчет надежности заключается в определении показателей надежности ЭА по известным характеристикам надежности составляющих компонентов (ЭРИ, ПП, паяные соединения, соединитель) и условиям эксплуатации. Выполним расчет по внезапным отказам.
Расчет всего блока представляет собой объемную задачу вследствие большого числа входящих в него компонентов. При разработке блока на отдельные ячейки, входящие в его состав, даются собственные требования по надежности. Совокупность этих требований дают общую надежность блока. Поэтому будет выполнен расчет одной из ячеек, входящих в блок.
Расчет ведем для ячейки, представленной на рис. 7.4.
Исходные данные: Тср = 10 000 ч — заданная наработка на отказ. Система является нерезервированной.
Интенсивность отказа элементов с учетом условий эксплуатации ЭА [14]
kj = 0t^ai (Т, к„ ),
где Хо, — номинальная интенсивность отказов;
= кхк2к3к4 — поправочный коэффициент на условия эксплуатации; к\ и к2 — поправочные коэффициенты в зависимости от воздействия механических факторов, kt = 1,0; к2 = 1,0 (условия эксплуатации — лабораторная ЭА); к3 — поправочный коэффициент в зависимости от воздействия влажности и температуры, к3 = 2 (для влажности 93 % при температуре +25 °C); к4 — поправочный коэффициент в зависимости от давления воздуха, к4 = 1 (нормальное давление).'
Тогда кК= 1,0- 1,0-2- 1 = 2.
Влияние температуры при расчете надежности учитывают, используя коэффициенты электрической нагрузки кК и температуру блока, полученную в результате теплового расчета.
а,(Т, кн) — поправочный коэффициент в зависимости от температуры Т° и коэффициента нагрузки кК. Определяется по графикам [14].
Температуру примем общей для всех ЭРИ: Т= 48 °C (из теплового расчета). Режим электрической нагрузки учитывается коэффициентом нагрузки.
Прилозкение
525
Средние значения коэффициентов нагрузки &н: ,
• для резисторов — 0,6;
• для конденсаторов — 0,7;
• для диодов — 0,5;
• для реле — 0,7.
Тогда поправочный коэффициент п/Т, fcH) равен:
• для резисторов — 1;
• для конденсаторов — 0,6;
• для диодов — 0,6;
• для реле — 1.
Значения А.о/ для используемых в ячейке ЭРИ приведены в табл. П.8.1.
Таблица IT. 8.1. Интенсивность отказов по типам элементов
Элемент Обозначение Номинальная интенсивность отказа • IO*6, 1/ч Количество, шт. 1
Резисторы: С2-ЗЗН-О.25 ^O.Rl 25
С2-ЗЗН-О.5 0,087 12
С2-ЗЗН-2 ^O.R3 3
Диоды: 2Д522Б ^O.VDl 0,2 7
2Д106А ^O.VD2 0,2 3
Конденсаторы: К10-17 *OC1 0,04 8
Реле РЭС80 ^OKI 2 13
Печатная плата ^onn 0,7 1
Паяное соединение ^OOM 0,01 300
Микросхемы ^оимс 0,013 Cf. 3
Соединитель ^•О.соед 0,062 • 96 1
SO
Интенсивность отказа конденсаторов
Хс = (0,04 • 8) 10"6 • 2 • 0,6 = 0384 • 10-6 1/ч.
Интенсивность отказа резисторов
! = (0,087 • 40) • 10"6 • 2 • 1 = 6,96 • 10-6 1/ч.
Интенсивность отказа диодов
’’ = (0,2-7 + 0,2-3)-10"6 2-0,6 = 2,4 10"6 1/ч.
< Интенсивность отказа реле
=213Ю’6-г-^зг-ю-61/ч.
526
Приложение
Интенсивность отказа ПП . * ,П
Хпп = 0,7-10^ -2 = 1,4-10^ 1/ч.
Интенсивность отказа паяного соединения
Ьоом =300 0,01 10-*-2=6 10-* 1/ч.
Интенсивность отказа микросхем
А-имс = 0,013-3 И)-* • 2 =0,078-101/ч.
Интенсивность отказа соединителя
Хсоед = 0,062 • 96 10-* • 2 = 11,9 • 10-* 1/ч.
Интенсивность отказа системы
1 = ^1, =(0,384 + 6,96 + 2,4 + 52 + 11,9 + 0,078 + 1,4 + 6) 10^ =81,112-10^ 1/ч.
Среднее время наработки на отказ
7 СЧ = - =гг^ = 12 328 ч; ср₽асч X 81,112
7^=12 328 ч > Тср = 10 000 ч.
Таким образом, расчетное среднее время наработки на отказ превышает заданное время наработки на отказ ячейки 7ср.
Вывод: расчетная надежность ячейки удовлетворяет требованиям ТЗ. В случае, если расчетное время наработки на отказ меньше заданного в ТЗ, необходимо провести корректировку электрической принципиальной схемы или заменить типы ЭРИ, так как в противном случае произойдет отказ ЭА.
На предприятиях широко применяется ПО расчета надежности ЭА. Основными трудностями являются:
• отсутствие в отечественных базах данных необходимых справочных данных для ЭРИ, выпускаемых зарубежными производителями, и наоборот;
• значительное отставание новой версии ПО от обновления справочных данных о надежности новых ЭРИ, как отечественного, так и зарубежного производства.
В настоящее время расчет надежности проводится с помощью пакета программ АСРН РНИИ «Электронстандарт», подсистемы расчета надеж- ; ности ЭРИ Reliability, входящей в состав САПР Cadence, которые имеют приведенные выше недостатки.
Свободна от этих проблем подсистема АСОНИКА-К, которая исполь- j зуется для расчета надежности РЭА летательных аппаратов на отечествен- : ной и зарубежной элементной базе. |
Приложение
527
П.9. Виды брака печатных плат
№ Вид брака Эскиз изделия
годного бракованного
1 Вздутие фольги
2 Отсутствие металлизации в отверстии .iS
3 Отслоение СПФ
Й
4 Отслоение контактных площадок и проводников
5 Крупнозернистое покрытие Шва
6 Отслоение гальванического покрытия
7 Смещение отверстий
8 Заусенцы
9 Узкие контактные площадки ( о+<? 0
) 0
10 Порваны проводники лм
11 Трещины в металлизированных отверстиях * ; g а ggg
12 Недостаточная металлизация отверстий < и
9+Sb 5 + 5о
13 Заросшие отверстия МгДти».
14 Протрав проводников
528
Приложение
Продолжение табл. П.9
№ Вид брака Эскиз изделия
годного бракованного
15 Отслоение фольги
16 Ошибка в фотооригинале ।—^—i 1—*"" “ 1
17 Короткое замыкание ПП
из-за расплавленного припоя и и
18 Неметаллические включения в диэлектрике Bill
1Q Металлические включения
в диэлектрике
20 Смещение контактных ПП " " 1,1
площадок кг кг JT
21 Деформация плат । । I-1"
22 Плохая растекаемость припоя л
23 Нарушение металлизации i
при штамповке H-Lg хшаа ।
24 Смещение стекла
при экспонировании
25 Усадка материала ффф
26 Перевернутое зеркальное «ч Л Л"
изображение 1Г
</ .
27 Наволакивание смолы
в отверстия Я Ш
28 Риски и царапины на материале
29 Не выдержаны размеры
при штамповке
С + Ср t I а + а° г
Приложение
529
Окончание табл. П.9
№ Вид брака Эскиз изделия
ГОДНОГО бракованного
30 Поломка сверла 1 IZZAM
•♦♦♦♦♦♦♦%" **♦ Л*Л*Л«к«
W/W/W/M/////
31 Залипание смолы на контактные площадки
ШШ. :>л*л*л*л*л*л*л«
32 Неверный диаметр отверстий ’^5 КГл;
$йй&:
'z'/zYz'z*
!/+</() d+dp
33 Подтравливание проводников
34 Неверный диаметр базовых отверстий —1—1
•***♦*♦* !
ZZZZz ////// ZZZ
d+dp d+dp
Занижена толщина покрытия ;
35 а) медной фольги
к MiM
36 Разбиты базовые отверстия S——
d+dp
37 Непротрав
wuuwul
38 Недостаточное раздублирование
10 Не выдержаны размеры при
фрезеровании плат по контуру
о+ор а+ар
40 Не нанесено защитное
технологическое покрытие
18 Проектирование и технология печатных плат
530
Приложение
П.10. Глоссарий^
!/) ! ?,
е.
Печатная плата — printed board — изделие, состоящее из плоского изоляционного основания с ^отверстиями, пазами, вырезами и системой токопроводящих полосок металла (проводников), которое используют для установки и коммутации ЭРИ, и ФУ в соответствии с электрической принципиальной схемой.
Печатный, монтаж —.printed wiring — способ монтажа, при котором электриче-: ское соединение ЭРИ, экранов, ФУ между собой выполнено с помощью элементов печатного рисунка: проводников, контактных площадок и т. п.
Односторонняя печатная плата — single-sided printed board — ПП, на одной стороне которой выполнены элементы проводящего рисунка.
Двусторонняя печатная плата — double-sided printed board г- ПП, на обеих сторонах которой выполнены элементы проводящего рисунка и все требуемые соединения, в соответствии с электрической принципиальной схемой.
Многослойная печатная плата — multilayer printed board — ГШ, состоящая из чередующихся слоев изоляционного материала с проводящими рисунками на двух или более слоях, между которыми выполнены требуемые соединения.
Гибкая печатная плата — flexible printed board — ПП, имеющая гибкое основание.
Объединительная (коммутационная) печатная плата — motherboard — ПП, предназначенная для электрического соединения двух и более печатных узлов.
Рисунок печатной платы — pattern — конфигурация проводникового и (или), диэлектрического материалов на печатной плате.
Ширина печатного проводника — conductor width — поперечный размер печатного проводника в любой его точке, видимый в плане.
Расстояние между проводниками — conductor spacing — расстояние между краями соседних проводников на одном слое ПП.
Контактная площадка — land — часть проводящего рисунка, используемая для соединения токопроводящего рисунка схемы или для установки и пайки (сварки) ЭРИ.
Координатная сетка чертежа печатной платы — grid — сетка, определяющая положение элементов рисунка ПП в прямоугольной или полярной системе координат.
Монтажные отверстия — component hole — отверстия для установки ЭРИ.
Скручивание (коробление) печатной платы — twist — спиральное искривление противоположных кромок основания ПП.
Оригинал рисунка печатной платы — artwork master — изображение рисунка ПП, выполненное с необходимой точностью в увеличенном заданном масштабе (2:1; 4:1 и более) на картоне (ранее), стекле или синтетической пленке.
Фотошаблон рисунка печатной платы — master — фотографическое воспроизведение оригинала в масштабе 1:1 на высокостабильной основе (пленке или стекле) или инструмент, используемый для копирования имеющегося на нем изображения с помощью света.
Групповой фотошаблон — multiple master — фотошаблон рисунка ПП, на котором выполнено не менее двух рисунков ПП в масштабе 1:1.
Концевые печатные контакты — edge board contakt — ряд печатных контактов на краю ПП, предназначенных для сопряжения с гребенчатым соеди- . нителем.
Приложение
531
Фиксирующие отверстия — location hole — отверстия, необ^одимые дая точйдгр расположения (базирования) заготовки в процессе ее обработки на операциях высокой точности.
Металлизированное отверстие печатной платы — plated through hole — отверстие в ПП с осажденным на стенках проводниковым материалом.
Тест-купон — test coupon — часть заготовки ПП, служащая для оценки качества изготовления ПП методами разрушающего и неразрушающего контроля, прошедшая с ней все технологические операции и отделяемая перед испытаниями.
Маркировка печатной1 платы — legend — совокупность знаков и символов на ПП для ее идентификации.
Толщина печатной платы — board thickness — толщина Материала основания ПП, включая проводящий рисунок. Дополнительное осаждение металла не входит в толщину ПП.
Сторона установки ЭРИ на печатную плату — primary side — сторона ОПП, ДПП, МПП, ГПП, ГЖП, на которую устанавливают ЭРИ и ПМК.
Обратная сторона ПП — secondary side — сторона, противоположная установке ЭРИ и ПМК.
Метка точки отсчета — fiducial marks — центр системы координат на всех этапах производства и монтажа.
Глобальная точка отсчета — global fiducial — точка, используемая для привязки всей ПП или панели, объединяющей несколько ПП.
Локальная точка отсчета — local fiducial — точка, используемая для привязки конкретного ЭРИ или ПМК.
Точка начала координат — point of origin — точка начала координат топологии ПП.
Стрингер — fanout — разветвленный проводник.
Стек — stack — комплект контактных площадок ИМС.
Технология наращивания перераспределительных слоев — built-up technology — технология изготовления ПП, конструкция которой состоит из стержневого слоя (ДПП или МПП), на который последовательно с одной или двух сторон наращивают перераспределительные слои.
Высокоплотная ПП — high density printed circuit — ПП с высокой плотностью рисунка печатных элементов.
Высокоплотные соединения — high density interconnekt (HDI) — ПП с высокой плотностью рисунка печатных элементов.
Перевернутый кристалл (флип-чип — flip chip — FC) — способ крепления кристалла ИМС непосредственно на ПП лицевой стороной вниз, используя припой или проводящие полимеры.
Температурный коэффициент линейного расширения (ТКЛР) — coefficient of thermal expansion (CTE) — величина, равная отношению относительного удлинения тела к изменению температуры, вызвавшему это удлинение.
Технология сквозных отверстий — through-hole technology (ТНТ) — технология монтажа ЭРИ в отверстия ПП.
Технологии поверхностного монтажа — surface mounted technology (SMT) — технология монтажа ПМК на поверхность ПП.
Технология FPT (fine pitch technology) — разновидность технологии поверхностного монтажа.
Микроотверстие — microvia — отверстия, диаметр которых менее 0,15 мм или количество которых более 1000 на дм2.
18*
532
Приложение
«Глухие» или «слепые» отверстия — Via — отверстия, по^роляющие создать контакт между наружным и одним из внутренних слоей' (соотношение диаметра и глубины должно быть не менее чем 1:1).
Скрытые отверстия — отверстия, обеспечивающие электрический контакт между внутренними: слоями. -г
Скрытый внутренний резистор — buried resistor — резистор, расположенный на внутренних слоях МПП
Технология TAB — tape automated bonding (TAB) — монтдж кристаллов на ленточном носителе; крепление кремниевых кристаллов к полимерному: ленточному носителю, на котором сформированы внутренние соединения, выводов чипа. Присоединение выводов чипа к ПП осуществляется при помощи внешних выводов пайкой горячим газом или лазерной микросваркой.
Количество дефектов на миллион — defect per million (DPM) — число дефектов, приходящееся на 1 млн годных ИМС.
Жидкая фотопроявляемая маска — liquit photo imageable ,(LPI) — тип жидкой паяльной маски, применяемой для защиты всей поверхности ПП при пайке, кроме КП и отверстий.
Сухая пленочная фотопроявляемая маска — Dry film soldermask (DFS) — тип сухой паяльной маски, применяемой для защиты всей поверхности ПП от воздействия припоя при пайке, кроме контактных площадок и отверстий.
Лужение с выравниванием горячим воздухом (воздушным ножом) — hot air leveling (HAL) — нанесение паяемого покрытия на медную поверхность контактных площадок и в отверстия путем погружения в расплавленный припой и удаление излишков припоя из металлизированных отверстий направленной струей горячего воздуха.
Препрег — prepreg — изоляционная прокладка, например, из стеклоткани, пропитанная недополимеризованной термореактивной смолой, используемая для прессования слоев МПП.
Субтрактивный метод изготовления ПП — patern plating — метод изготовления ПП на фольгированном диэлектрике, в котором рисунок печатных элементов получают травлением меди с пробельных мест.
Тентинг-метод изготовления ПП — panel plating — метод образования завесок над металлизированными отверстиями в процессе изготовления для защиты от агрессивных электролитов травления.
Лиганд — ligand — комплексообразователь — для связывания ионов меди и исключения осаждения меди в виде гидроокиси;
Стрип-резисты — strip — резист временной защиты локальных мест ПП.
Разъемы монтируемые на ПП впрессовыванием выводов — pressfit — разъем, устанавливаемый на ПП запрессовкой выводов в металлизированные отверстия.
Разъемы монтируемые на ПП впрессовыванием выводов в сочетании с нанесением паяльной пасты — pin-in-paste — разъем, устанавливаемый на ПП запрессовкой выводов в металлизированные отверстия, на контактные площадки которых предварительно нанесена паяльная паста.
Апертура (в технологии трафаретной печати) — aperture — отверстие в трафарете, соответствующее контактной площадке, на которую наносится паяльная паста.
Компланарность — complanarity — степень параллельности поверхности ПП и нижней стороны трафарета.
Трафарет — stencil — инструмент для нанесения жидкого ФР, паяльной маски.
Приложение
533
П.11. Стандартизация печатных плат
В отечественной технической документации в области проектирования, ТП, материалов для производства ПП и ФУ на их (основе допускается ссылка на зарубежные стандарты. Наиболее широко в настоящее время применяются стандарты следующих организаций:
EIA — Electronic Industries Association (Ассоциация электронной промышленности, США);
JEDEC — Joint Electron Devices Engineering Council of the EIA (Объединенный технический совет по электронным приборам EIA, США);
IPC — Institute for Interconnecting and Packaging Electronic Circuits (Институт печатного монтажа, США);
MIL — Military (военные стандарты, США);
DoD — Department of Defense (стандарты министерства обороны США);
J-STD — Joint Industiy Standards (совместные промышленные стандарты EIA и IPC);
ГОСТ — Государственные общероссийские стандарты (Россия).
Ведущую роль в разработке стандартов по ПП и ФУ играет IPC, международное значение стандартов которого постоянно возрастает.
В настоящем Приложении приводится ряд действующих стандартов по ПП и ФУ. Стандарты внутри раздела расположены в алфавитном порядке и в порядке нарастания номеров. Буквенное обозначение в начале каждого названия указывает на организацию, ответственную за данный документ.
Стандарты на материалы ПП
IPC-3408. General Requirements for Anistropically Conductive Adhesives Films — общие требования к анизотропным проводящим клейким пленкам.
IPC-A-142. Finished Fabric Woven from Aramid for Printed Boards — фольгированные арамидные ткани для ПП.
IPC-CC-830. Qualification and performance of electrical insulation compounds for printed board assemblies — изоляционные компаунды для защиты печатных плат. Параметры и методы испытаний.
IPC-CF-148. Resin Coated Metal for Multilayer Printed Boards — покрытые смолой металлы для МПП.
IPC-CF-152A. Composite Metallic Material Specification for Printed Wiring Boards — спецификация на композитный металлический материал для ПП.
IPC-EG-140. Fabric Woven From «Е» Glass for Printed Boards — стеклоткань типа «Е» для ПП.
IPC-FC-231C. Flexible Bare Dielectrics for use in Flexible Printed Wiring (Amend — 10/95) — гибкие диэлектрики для ПП (Исправление — 10/95).
IPC-FC-232C. Adhesive Coated Dielectric Films for Use as Cover Sheets for Flexible Printed Wiring (Amend. — 10/95) — покрытые адгезивом диэлектрические пленки для ГПП. (Исправление — 10/95).
534
Приложение
IPC-FO241C. Flexible. Metal-Clad Dielectrics for Use in Fabrication of. Flexible Printed Wiring (Amend. — 10/95) — гибкие фольгированные диэлектрики для ПП. (Исправление — 10/95.) ) . >
IPC-L-108B. Specification for thin metal clad base materials for multilayer printed boards — материалы тонких металлокордов для МПЦ. Технические требования. ‘
IPC-L-109B. Specification for resin preimpregnated fabric (prepreg) for multilayer printed boards — препреги для МПП. Технические условия.
IPC-L-112A. Foil Clad, Composite Laminate — фольгированные ламинаты.
IPC-L-115B. Specification for rigid metal clad base materials for printed boards — металлокорды для ПП. Технические условия.
IPC-L-125A. Plastic Substrates, Clad or Unclad, for High Speed/High Frequency Interconnections — фольгированные и нефольгированные подложки для быстродействующих и высокочастотных схем.
IPC-M-107. Printed Board Materials Standards (14 document package) — стандарты по материалам для ПП (14 документов).
IPC-MF-150F. Metal Foil for Printed Wiring Applications (Amend 1 — 8/92) — металлическая фольга для ПП. (Исправление 1 — 8/92).
IPC-MI-660. Incoming Inspection of Raw Materials Manual — руководства no входному контролю сырья.
IPC-ML-960. Mass Lamination Panels for Multilayer Printed Boards — масслами-наты для многослойных ПП.
IPC-QF-143. Finished Fabric Woven from Quartz (Pure Fused Silica for Printed Boards — фольгированные кварцевые ткани для ПП.
IPC-SG-141. Finished Fabric Woven from «S» Glass for Printed Boards — фольгированные стеклоткани типа «С» для ПП.
IPC-SM-839. Pre and Post Solder Mask Application — применение паяльных масок.
IPC-SM-840C. Permanent Polymer Coating (Solder Mask) for Printed Boards — полимерные покрытия (паяльные маски) для ПП. Параметры и методы испытаний.
Стандарты на испытания ПП
IPC-9252. Guidelines and Requirements for Electrical Testing of Unpopulated Printed Boards — электрический контроль несобранных ПП. Руководящие принципы и требования.
IPC-A-311. Process Controls for Phototool Generation and Use — контроль процессов при использовании фотооборудования.
IPC-A-600F. Acceptability of Printed Boards — критерии приемки ПП. (Документ переиздан в 2000 г.).
IPC-AI-642. Automated Inspection of Artwork, Innerlayers, and Unpopulated PWBs — автоматический контроль оригиналов, внутренних слоев и несобранных ПП.
IPC-D-356. Bare Board Electrical Test Information in Digital Form — представление результатов электрического контроля ПП в цифровой форме.
Приложение
535
IPC-ET-652. Electrical Testing of Unpopulated Printed Boards — электрические испытания несобранных ПП. ш/
IPC-MS-810. High Volume Microsection — серийное Изготовление микрошлифов. "<
IPC-OI-645. Visual Optical Inspection Aids — оптические средства контроля печатных плат.
IPC-PC-90. Implementation of Statistical Process Control (SPC) — использование статистического контроля процессов (SPC).
IPC-SS-615. Board Quality Evaluation Slide Set (approx. 300 slides) — слайды no оценке качества ПП (около 300 штук).
IPC-TA-720. Technology Assesment on Laminates — технологическая оценка ламинатов.
IPC-TA-721. Technology Assesment for Multilayer Boards — технологическая оценка МПП.
IPC-TM-650. Test Methods Manual (Includes 2 year update service) — руководство по выбору методов контроля ПП (включает 2-годичную поддержку).
IPC-TR-483. Dimensional Stability Testing of Thin Laminates — испытания размерной стабильности тонких ламинатов.
IPC-TR-579. Reliability Evaluation of Small Diameter Plated Through Holes in PWBs — оценка надежности покрытий в отверстиях небольшого диаметра в ПП.
J-STD-003. Solderability Tests of Printed Boards — контроль паяемости ПП.
Стандарты на проектирование ПП
IPC-2141. Controlled Impedance Circuit Boards and High Speed Logic Design — печатные платы с контролируемым импедансом и быстродействующей ЭА.
IPC-2221. Generic Standard on Printed Board Design — Includes Amendment 1 — проектирование ПП. Общие технические условия (с дополнением 1). Взамен IPC D-275.
IPC-2222. Sectional Standard on Rigid Printed Board Design (replaces D-275) — проектирование жестких ПП (взамен D-275).
IPC-2223. Sectional Standard for Flexible Printed Boards — проектирование ГПП.
IPC-2224. Sectional Standard for Design of Printed Boards for PC Cards — проек-• тирование ПП для PC карт.
IPC-2225. Sectional Standard for Oiganic Multichip Modules (MCM-L) and MCM-L Assemblies — проектирование органических многокристальных модулей (MCM-L) и MCM-L сборок.
IPC-2301. Design Standard for Oiganic Multichip Modules (MCM-L) and MCM-L Assemblies — органические многокристальные модули (MCM-L) и сборки MCM-L. Руководство по проектированию.
IPC-2511A. Generic Requirements for Implementation of Product Manufacturing Description Data & Transfer Method — форматы данных для описания продукта в производстве и методы их передачи (серия из 8 стандартов — IPC-2511...IPC-2518).
536
Приложение
IPC-3408. General Requirements for Anistropically Conductive Adhesives Films — общие требования к анизотропным проводящим адгезионным пленкам.
1РС-60П. Generic Performance Specification for Printed Boards — общие технические требования к эффективности ПП.
IPC-6012. Qualification and Performance Specification for Rigid Printed Boards — определения и технические требования к эффективности жестких ПП.
IPC-7721. Repair & Modification of Printed Boards and Assemblies Replaces R-700C — ремонт и модификация ПП и сборок. Заменяет R-700C.
IPC-9252. Guidelines and Requirements for Electrical Testing of Unpopulated Printed Boards — электрический контроль несобранных ПП. Руководящие принципы и требования.
IPC-A-ЗП. Process Controls for Phototool Generation and Use — контроль процессов при использовании фотооборудования.
IPC-A-600F. Acceptability of Printed Boards — критерии приемки ПП (документ переиздан в 2000 году).
IPC-BP-421. Rigid Printed Board Backplanes with Press-Fit Contacts — жесткие объединительные ПП с запрессованными контактами.
IPC-CC-110. Guidelines for selecting core constructions for multilayer printed wiring board applications — руководство по конструированию металлокордов для МПП.
IPC-CS-70. Chemical Handling Safety in Printed Boards and Manufacturing — химическая безопасность в производстве ПП.
IPC-D-249. Design Standard for Flexible Single and Double-sided Printed Boards — гибкие односторонние и ДПП. Правила проектирования.
IPC-D-275. Design Standard for Rigid Printed Boards and Rigid Printed Board Assemblies — правила проектирования жестких ПП и функциональных узлов на их основе. Стандарт заменен серией из четырех нормативных документов (см. 1РС-2221:1РС-2224).
IPC-D-300G. Printed Board Dimensions and Tolerances — размеры и допуски ПП.
IPC-D-310C. Phototool Generation and Measurement Techniques — фотооборудование и методы измерения.
IPC-D-322. Selecting Printed Wiring Board Sizes Using Standard Panel Sizes — выбор размеров ПП на основе стандартного размерного ряда.
IPC-D-325A. Documentation Requirements for Printed Boards — требования к документации для ПП.
IPC-D-350D. Printed Board Description in Digital Form — описание ПП в цифровой форме.
IPC-D-351. Printed Board Drawings in Digital Form — чертежные данные ПП в цифровой форме.
IPC-D-352. Electronic Design Data Description for Printed Boards in Digital Form — электронное описание конструкции ПП в цифровой форме.
IPC-D-354. Library Format Description for Printed Boards in Digital Form — описание библиотечного формата ПП в цифровой форме.
IPC-D-356. Bare Board Electrical Test Information in Digital Form — представление результатов электрического контроля ПП в цифровой форме.
Приложение
537
IPC-D-390A. Automated Design Guidelines — руководство по автоматизированному проектированию ПП. и'
IPC-D-422. Press Fit Rigid Printed Board Backplanes — жесТкие объединительные ПП с запрессовываемыми контактами.
IPC-DR-570A. 1/8 Inch Diameter Shank Carbide Drills for Printed Boards — сверла диаметром 1/8" из’карбида для сверления ПП.
IPC-DR-572. Drilling Guidelines for Printed Boards — руководство по сверлению ПП.
IPC-EM-782A. Surface Mount Design and Land Patterns Spreadsheet — электронные таблицы по конструированию плат поверхностного монтажа и контактных площадок.
IPC-ET-652. Electrical Testing of Unpopulated Printed Boards — электрические испытания несобранных ПП.
IPC-FC-250A. Single and Double-sided Flexible Printed Wiring — односторонние и двусторонние ГПП. Технические требования.
IPC-G-400. Technology Reference Includes Manuals 401, 402, and 403 — образы технологии (содержит описания документов 401, 402 и 403).
IPC-G-401. Technology Reference Manual-Design (12-document package) — руководство по разработке процесса (12-документов).
IPC-HF-318A. Microwave End Product Board Inspection & Test (Replaced by IPC-6018) — микроволновые платы и их тестирование. Заменен на IPC-6018.
IPC-HM-860. Performance specification for hybrid multilayer — гибридные ПП. Технические требования.
IPC-M-105. Rigid Printed Board (19 document package) — жесткие ПП (19 документов).
IPC-MC-324. Performance specification for metal core boards — ПП с металло-кордом. Технические требования.
IPC-MS-810. High Volume Microsection — серийное изготовление микрошлифов.
IPC-NC-349. Computer Numerical Control Formatting for Driller sand Routers — форматы данных для цифрового управления процессами сверления.
IPC-OI-645. Visual Optical Inspection Aids — оптические средства контроля ПП.
IPC-PC-90. Implementation of Statistical Process Control (SPC) — использование статистического контроля процессов (SPC).
IPC-R-700C. Modification, Rewoik and Repair — see IPC-7711 and IPC-7721 — модификация, ремонт и восстановление ПП — (см. IPC-7711 и IPC-7721).
IPC-RB-276. Performance specification for rigid printed boards — жесткие ПП. Технические требования.
IPC-RF-245. Performance specification for rigid-flex multilayer printed boards — многослойные жестко-гибкие ПП. Технические требования.
IPC-SM-782A. Surface Mount Design and Land Patterns (Amend. 1 — 5/95) — руководство по проектированию плат поверхностного монтажа и контактных площадок. (Исправление 1 — 5/95).
538
Приложение
IPC-T-50F. Terms and Definitions for Interconnecting and Packaging Electronic Circuits — термины и определения в области конструирования электронных схем, > •| ; •
IPC-TF-870. Polymer Thick Film Printed Boards — толстопленочные полимерные ПП.
IPC-TM-650. Test Methods Manual (Includes 2 year update,service) — руководство по выбору методов контроля ПП (включает 2-годичную поддержку).
IPC-TR-468. Factors Affecting Insulation Resistance Performance of Printed Boards — факторы, влияющие на эффективность сопротивления изоляции ПП.
IPC-TR-470. Thermal Characteristics of Multilayer Interconnection Boards — тепловые характеристики многослойных коммутационных плат.
IPC-TR-483. Dimensional Stability Testing of Thin Laminates — испытания размерной стабильности тонких ламинатов.
IPC-TR-579. Reliability Evaluation of Small Diameter Plated Through Holes in PWBs — оценка надежности покрытий в отверстиях небольшого диаметра в ПП.
J-STD-003. Solderability Tests of Printed Boards — контроль паяемости.
В США происходит постепенная замена устаревших стандартов MIL на стандарты IPC.
MEL-P. Printed circuit board/printed wiring board manufacturing, general specification — изготовление ПП. Общие технические требования.
MIL-P-50884. Military specification printed wiring, flexible, and rigid flex — гибкие и жесткие ПП военного назначения. Технические требования.
MIL-P-55110. Military specification printed wiring boards, general specification — ПП военного назначения. Общие технические условия.
MIL-STD-2118. Design Standard for Flexible Printed Wiring — ГПП. Руководство по проектированию.
ГОСТ 2.123—93. Единая система конструкторской документации. Комплектность конструкторской документации на ПП при автоматизированном проектировании.
ГОСТ 2.417—91. Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей.
ГОСТ 20406—75. Платы печатные. Термины и определения.
ГОСТ 23661—79. Платы печатные многослойные. Требования к типовому технологическому процессу прессования.
ГОСТ 23662—79. Платы печатные. Получение заготовок, фиксирующих и технологических отверстий. Требования к типовым технологическим процессам.
ГОСТ 23663—79. Платы печатные. Механическая зачистка поверхности. Требования к типовому технологическому процессу.
ГОСТ 23664—79. Платы печатные. Получение монтажных и подлежащих металлизации отверстий. Требования к типовым технологическим процессам.
Приложение
539
ГОСТ 23665—79. Платы печатные. Обработка контура. Требования к типовым технологическим процессам. ж"
ГОСТ 23751—86. Платы печатные. Основные параметры конструкции:
ГОСТ 23752—79. Платы печатные. Общие технические условия.
ГОСТ 23752.1—92. Платы печатные. Методы испытаний.
ГОСТ 23770—79. Платы печатные. Типовые технологические процессы химической и гальванической металлизации.
ГОСТ 26164—84. Платы печатные для изделий, поставляемых на экспорт. Шаги сетки.
ГОСТ 27200—87. Платы печатные. Правила ремонта.
ГОСТ 29137—91. Формовка выводов и установка изделий электронной техники на печатные платы. Общие требования и нормы конструирования.
ГОСТ 31428—91. (Взамен ГОСТ 31428—77). Правила оформления документов на технологические процессы (операции) изготовления печатных плат.
ГОСТ Р 50562—93. Оригиналы и фотошаблоны ПП. Общие требования к типовым технологическим процессам изготовления.
ГОСТ Р 50621—93. Платы печатные одно- и двусторонние с неметаллизиро-ванными отверстиями. Общие технические требования.
ГОСТ Р 50622—93. Платы печатные двусторонние с металлизированными отверстиями. Общие технические требования.
ГОСТ Р 50626—93. Платы печатные. Основные положения построения технических условий.
ГОСТ Р 51039—97. Платы печатные. Требования к восстановлению и ремонту.
ГОСТ Р 51040—97. Платы печатные. Шаги координатной сетки.
540
Приложение
П.12. Требования к заказу ПП. Предприятия-Изготовители ПП
Исходная информация при оформлении заказа
Исходной информацией для заказа ПП является:
• один из следующих вариантов файлов: файлы из САПР PCAD 4.5, PCAD 8.5, PCAD 2000, PCAD 2001 (*.РСВ), PCAD 2002, ORCAD, САМ350, формата GERBER, ЯГТИ, AUTOCAD (*.DXF), CADdy (*.PRJ), AccelEDA v.14/v.15, Protel;
• чертежи ПП на бумажных носителях;
• ФШ (на пленках или фотопластинках);
• информация для сверления (на магнитных носителях или перфолентах);
• текстовый файл, содержащий требования к технйческому сопровождению РСВ-файлов:
1) наименование РСВ-файла;
2) объем заказа в штуках или общая площадь ПП в дм2;
3) тип ПП (ОПП, ДПП, МПП и др.), наличие защитной паяльной маски и маркировки;
4) принятая система измерения (метрическая — мм или дюймовая — дюймы, псевдодюймы);
5) габаритные размеры ПП и допуски;
6) марка материала, толщина и толщина медного покрытия;
7) ширина, толщина проводника и расстояние между проводниками;
8) диаметр готовых отверстий;
9) полное описание всех используемых в проекте видов контактных площадок или формы контактов (Pad shape): круглые, квадратные, прямоугольные или сложной формы) и типов контакта (Pin type) для подготовки программы сверловки.
Под типом контакта понимают его номер от 0 до 255 [66].
Значение 0 зарезервировано для обозначения сквозных переходных отверстий;
С 1 до 24 — контакты для штыревых выводов ЭРИ;
Номер 1 — для 1-го вывода DIP корпусов ИЭТ;
Номер 2 — для остальных выводов DIP корпусов ИЭТ;
Номер 3 — для вывода «земля»;
Номер 4 — для вывода питания;
С 25 до 50 — контакты для планарных выводов ЭРИ или ПМК;
С 51 до 100 — для межслойных контактов переходных отверстий; С 101 до 255 — для всех используемых контактных площадок.
10) таблица соответствия PINob размерам отверстий и контактным площадкам;
11) перечень используемых сверл для всех типов контакта;
12) наличие металлизации для каждого типа контакта;
13) количество изготавливаемых ФШ с перечислением используемых слоев для каждого, например, лицевой слой ФШ печати — слой
Приложение
541
COMP; обратный слой ФШ печати — cncMWfiOLDER; лицевой слой ФШ защитной паяльной маски — слои^ЗКСТР и т. д.;
14) слой с обозначением контура ПП (обычно BROOUT);
15) наличие отдельного слоя на маркировку;
16) метод изготовления ПП;
17) шифр покрытия контактных площадок; **'
18) наличие защитного слоя маски обязательно, если в маске имеются окна для, вскрытия разъемов, посадочных мест и т. п.;
19) диаметр круга вокруг сквозных пинов, освобожденного от защитной паяльной маски или рисунок освобождений от защитной паяльной маски для открытия ламелей, полигонов и др.
Если необходимо выполнить трассировку ПП, то исходными данными являются:
• электрическая принципиальная схема ФУ;
• перечень элементов;
• техническое задание на проектирование.
Профильность, специализация и технологические возможности предприятия-изготовителя
Каждое предприятие имеет определенный профиль деятельности, специализацию и технологические возможности, которые зависят от применяемого технологического оборудования и определяют:
• объем выпуска ПП (количество м2 ПП в год);
• типы выпускаемых ПП;
• максимальные габариты ПП или заготовки;
• максимальное количество слоев МПП;
• максимальную площадь электротеста (габаритов тестируемой ПП) и количество адресов;
• минимальную ширину проводника;
• минимальное расстояние между элементами платы;
• минимальный диаметр переходного отверстия;
• минимальный диаметр сквозного отверстия;
• соотношение диаметра отверстий к толщине ПП;
• толщину медной фольги;
• маркировку (разрешение);
• марку защитной паяльной маски и способ ее нанесения;
• обработку контура ПП — алмазный диск, фрезерование, скрайбирование, гильотина, V-надрезка плат дисковой фрезой;
• покрытие контактных площадок — ПОС-61 (63), химический никель—иммерсионное золото и др.
Стоимость изготовления ПП
Стоимость определяется исходя из объема заказа А для каждого типа ПП отдельно с учетом применяемого материала. Например, примерная стоимость 1 дм2 в долларах США с учетом НДС при объеме заказа (А) и типа ПП одного из предприятий приведена в табл. П.12.1.
542
Приложение
Таблица П.12.1. Примерная стоимость изготовления 1 дм2 ОПП и ДПП
№ 'ТйпППИ\ Стоимость 1 дм2, долл., с учетом НДС при объеме заказа (N)
N> 1000 дм2 1У>500дм2 N> 100 дм2 N> 50 дм2 //>20 дм2
1 1-сторонняя ПП без защитной маски и маркировки 2,0 2,3 2,6 3,8 5,2
2 1-сторонняя ПП с защитной маской, без маркировки 2,2 2,6 2,9 4,2 5,8
3 1-сторонняя ПП с защитной маской и маркировкой 2,3 2,8 3,1 4,5 6,2
4 2-сторонняя ПП, толщина 1 мм, без защитной маски и маркировки 3,3 3,6 3,8 5,5 7,6
5 2-сторонняя ПП, толщина 1,5 мм, без защитной маски и маркировки 3,5 3,8 4,0 5,8 8,0
6 2-сторонняя ПП, толщина 1 мм, с защитной маской, без маркировки 3,8 4,2 4,5 6,5 9,0
7 2-сторонняя ПП, толщина 1,5 мм, с защитной маской и маркировкой 4,0 4,4 4,7 6,8 9,4
8 2-сторонняя ПП, толщина 1 мм, с защитной маской и маркировкой 3,9 4,4 4,7 6,8 9,4
9 2-сторонняя ПП, толщина 1,5 мм, с защитной маской и маркировкой 4,1 4,6 4,9 7,1 9,8
Отдельно оплачивается:
• подготовка к производству (15 $ за 1 лист шаблона);
• платы 5-го класса точности (+30 %);
• внутренняя фрезеровка пазов, окон на ПП из расчета (0,01 $/см);
• покрытие ламелей Au из расчета 0,006 $/мм2; Ni, Pd — 0,07 $/мм2.
Стоимость подготовки к производству ПП
Подготовка к производству включает в себя проверку файлов на ошибки разводки, на соответствие технологическим возможностям производства и компоновку на технологические заготовки, изготовление ФШ, генерацию программы сверления. Примерная стоимость подготовки к производству ПП приведена в табл. П.12.2.
Таблица П.12.2. Стоимость подготовки к производству ОПП и ДПП
Тип ПП Стоимость, руб.
Односторонние ПП с защитной паяльной маской 420
Двусторонние ПП с защитной паяльной маской 840
Более 1 ПП на фотошаблоне 210 руб. за каждую дополнительную ПП
Приложение
543
Сроки изготовления
Сроки изготовления зависят от типа ПП (ОПП, ДПП, МПП), объема заказа и составляют, примерно, 3—5 недель.
Общие рекомендации предприятия-изготовителя при приеме заказа
• диаметры отверстий на чертеже указываются после металлизации (на 0,15...0,18 мм меньше диаметра сверла);
• размеры готовых отверстий не должны превышать размеры выводов ЭРИ на 10 mil и более (1 дюйм = 100 mil);
• диаметр контактных площадок должен быть больше диаметра сверла на 0,5 мм и более;
• толщина маркировочных символов — 0,25 мм;
• высота маркировочных символов — 2,0 мм;
• контактные площадки на 15 и более mil больше чем размеры готовых отверстий;
• размещать ЭРИ с установкой в сквозные отверстия в координатной сетке 50 mil (1,27 мм);
• не должно быть маркировочных символов на контактных площадках и отверстиях;
• все маркировочные символы должны читаться в одном или двух направлениях;
• компоненты обозначаются слева направо, сверху вниз;
• на плате должны присутствовать ссылка на авторские права, код даты, номер платы;
• все полярные компоненты должны быть одинаково ориентированы;
• ЭРИ должны устанавливаться не ближе чем 0,2 мм от края платы;
• шина заземления должна покрывать все свободное место ПП или слоя;
• в слое металлизации нужно избегать «внутренних» острых углов;
• проводники должны быть не ближе 0,5 мм (минимум 0,3 мм) от края ПП;
• должен быть указан допуск на сверление отверстий;
• указывается допуск на диаметр переходных отверстий;
• в файле сверловки указываются все типы и размеры отверстий;
• указывается формат языка фото-файла и NC сверления;
• допуск при обработке контура ПП — Ы2.
При выборе предприятия-изготовителя ПП необходимо обратить внимание на то:
• какая требуется исходная информация при оформлении заказа;
• каковы технологические возможности, профиль деятельности и специализация предприятия;
• какова стоимость изготовления 1 дм2 ПП;
• каковы сроки изготовления;
• какие общие рекомендации предприятия-изготовителя должны быть выполнены при приеме заказа и др.
544
Приложение
Для выполнен»» требований предприятий-изготовителей при заказе ПП необходимо выполнить конструкторско-технологические расчеты де ознакомиться с содержанием данного учебника.
В табл.; П. 12.3 приведены данные о фирмах, предприятиях-изготовителях, профиле их детальности и специализации. р .
Таблица П.12.3. Фирмы. й Предприятия-изготовители ПП (по состоянию иа 2002 г.)
Фирйа, предприятие-изготовитель 1 Возможности предприятия ’
Агат, ТОО Россия, Москва Тел.:(095)181-0328 Ы http://www.aha.ru/~mcchanik/boards.html Проектирование и изготовление ОПП, ДПП и МПП по стандартам МЭК-97..МЭК 249-2 и ГОСТ 23751—86, класс точности 3—4, максимальные габариты — 480 х 480 мм (ОПП) и 470 x 430 мм (МПП). Покрытие олово—свинец или избирательное лужение в сплаве ПОС-61, покрытие ламелей концевых разъемов — никель или золото. На всех технологических Операциях производится визуально-оптический контроль
Актор, ООО Россия, Москва, Зеленоград Тел.: (095) 534-3863, 532-8206 E-mail: actor@orc.ru >. http://www.orc.ru/~actor Изготовление ПП до 5-го класса Точности и до 12-и слоев, отверстия до 0,3 мм, золочение, электроконтроль. Срочное изготовление прототипов (от нескольких часов). Решение нестандартных ситуаций при изготовленйи ПП. Йсходиые данные в любом формате (PCAD, Accel EDA, OrCAD, Protel, Gerber и др.). Проектирование ПП
Вектор Технолоджи (Vector Technology) Россия, С.-Петербург Тел.: (812) 238-7650. факс 346-8549 E-mail: vector@admiral.ru http://madein.ru/vectech Изготовление ОПП, ДПП и МПП.тгехнологическая подготовка производства, проектирование ПП. Промышленная электроника: от конструирования до производства деталей; узлов, изделий
Геол инк-Электрон икс Россия, Москва Тел.: (095) 795-3050, факс 795-3051 E-mail: zhar@geolink.ru http://www.geolink.ru Изготовление и монтаж ПП. Опытное и серийное производство. Основная деятельность предприятия — производство электронного медицинского оборудования, радиосистем и систем охраны
НПО ПМ им. акад. Решетнева Россия, Красноярский край, Железногорск Тел.: (39197) 2-1170, 2-8536 E-mail: alebedev@npo-pm.krasnoyarsk.ru http://adm26.krasnoyarsk.su/~butova/ npopm.htm Проектирование, подготовка производства и изготовление ОПП, ДПП и МПП (4—6 слоев) с защитными масками. Методы изготовления плат — химический, полуаддитивный, комбинированный позитивный, размеры плат — до 360 х 240 мм, класс точности 1—4 по ГОСТ 23751—86, минимальная ширина проводника и зазора 0,2/0,2 мм, минимальный размер металлизированного отверстия 0,4 мм, покрытие проводников гальваническое олово—свинец SnPb, покрытие ламелей — Au, Pd, контроль качества — визуальный, оптический, электрический
Государственный Рязанский приборный завод (ГРПЗ) Россия, Рязань Тел.: (0912) 79-5453, факс 21-6147 E-mail: postmaster@pribor.ryazan.su http://www.grpz.ru Изготовление ОПП, ДПП и МПП (до 20 слоев) 4-го (с элементами 5-го) класса сложности с минимальным диаметром отверстий до 0,3 мм. Иммерсионное It гальваническое золочение контактов и разъемов платы. Завод располагает одной из лучших в России линий по производству ПП. Оборудование позволяет производить МПП, не уступающие по качеству западным образцам
див Россия, Москва Тел.: (095)160-1340 E-mail: div@cityline.ru http://www. nppdiv.ru Изготовление ОПП и ДПП в любых количествах, изготовление липких аппликаций для передних панелей и шильдиков
Завод Компонент, ООО Россия, Москва, Зеленоград Тел.: (095) 536-9548 hrttp://www.zavod-ko тропе nt.ru/txt6.html Изготовление и серийное производство ОПП, ДПП, МПП, полосковых и гибких ПП. Завод основан в 1963 г., является ведущим предприятием российской электронной промышленности. Все изделия, выпускаемые заводом, отвечают стандартам международной системы качества ISO 9002
Приложение
545
Продолжение табл. П.12.3
Фирма, предприятие-изготовитель Возможности предприятия
-1 Ижевский радиозавод, ИЖ-ПП Росси», Ижевск E-mail: admin@irz.udmnet.ru http://www.irz.ru Изготовление ОПП, ДПП, МПП 4-ГО'класса точности. Имеющиеся технологии позволяют изготавливать МПП методом' металлизации сквозных отверстий (до 22 слоев), методом от-; крытых контактных площадок (до 16 слоев), методом попарного прессования с металлизацией ,сквозных отверстий. Шаг координат сетки 0,625, 1,25 и 2,5 мм. Йокрытие элементов печатного монтажа — олово—свинец, никель—бор, золото. Защитная мвска на основе сухого пленочного фоторезиста. «ИЖ-ПП» — структурное подразделение Ижевского радиозавода по производству ПП
Институт точной механики н вычислительной техники имени С. А. Лебедева (ИТМ и ВТ) Россия. Москва Тел.: (095) 315-3574, 315-3692 Факс 315-3574 http://www.fpgaletsky.ru Изготовление сложных МПП со следующими характеристиками — проводник/зазор от 0,125/0,125 мм, отверстия диаметром от 0,3 мм, количество слоев до 20-ти, с высоким качеством, со 100%-ной проверкой правильности монтажных соединений (установки фирмы Mania), для изделий работающих в жестких климатических условиях в соответствии с требованиями IPC/ANSI — 2...3 классы. Изготовление плат с внутренними теплопроводящими слоями, с заданным волновым сопротивлением и гибко-жестких плвт. Автоматизированный монтаж электронных модулей, в том числе с компонентами в корпусах BGA (швг 1,27 и 1 мм). Разработка ПП с использованием лицензионной САПР фирмы «Ментор График»
Калужский НИИ телемеханических устройств Россия, Калуга 248650 Калуга; ул. К. Маркса, 4; Тел.: (08422) 4-3500 Изготовление ПП
Каскад, ТОО Россия, Москва Тел.: (095) 350-5951 E-mail: Kaskad2000@mtu-net.ru http://www.caskad.da.ru Проектирование и изготовление ПП (трассировка схем и изготовление ФШ)
Каскод, АО Россия, С.-Петербург Тел.: (812) 466-5784 E-mail: kaskod@spb.cityline.ru http://www.kaskod.ru/product.htm Проектирование и изготовление МПП
Ковровский электромеханический завод (КЭМЗ), ОАО Россия, Ковров Тел.: (09232) 9-3125, E-mail: kemz@kc.ru http://www.kemz.kc.ru Изготовление ОПП и ДПП из импортных и отечественных материалов с защитной маской и для поверхностного монтажа (субтрактивный и тентинг методы). Мелкосерийное многономенклатурное производство. Размеры 360 х 300 мм, 4-й класс точности, ширина проводников и зазоры 150/150 мкм, диаметр переходных и сквозных отверстий 0,8 мм, защитная мвска («зеленка»), покрытие (контактные площадки) Ni—Au, сплав «Розе», обработка контура — гильотина, фрезерный станок. Входная информация в формате Gerber, а также другие CAD данные. Оборудование — лазерный растровый ф°-топлотгер Fire 9350 (MacDonald Dettwiller), установка проявления пленок Kodamatic 710, установка пробивки базовых отверстий Optiline, ламинатор DuPont, установка экспонирования Mimir 9236, установка проявления маски Holtmuller 24, полуавтомат сеткографической печати Hydra 3, установка финишной отмывки ГСР-424 (Сотвс), химико-гальваническая линия «Импульс-240», 4-шпиндельный сверлильный автомат Mark-VI D и др.
ктц-мк Россия, Москва Тел.: (095) 972-3416 E-mail: sale@cec-mc.ru http://www.cec-mc. ru Проектирование ПП любой сложности как с принципиальной схемы, так и исполнение проекта с технического задания. Изготовление ДПП и МПП (до 24 слоев) по 5-му классу точности по ГОСТ 23751—86; с электрическим контролем
546
Приложение
Продолжение табл. П. 12.3
Фирма, предприятиотмаготовитель Возможности предприятия |
Купол, ФГУП ИЭМЗ Росрия, Ижевск . Тел.; (3412) 22-1939, E-mail: services® iemz,udn)rru http://home.ural.rU/~kupol_y/6.htm . Изготовление ПП 1-, 2- и 3-го класса точности с металлизацией и без металлизации отверстий, защитное покрытие сплав «Розе» (олово, свинец, висмут). Изготовление микрополоско-вых плат, методом напыления
ЛиС, ООО (L&S, Ltd) Россия, Москва Тел.: (095) 129-0766, факс 129-2355 E-mail: direct@liscom.msk.ru http://www.liscom.msk.ru., Проектирование и изготовление ПП самых различных видов на двух заводах и одном опытном производстве, расположенных в Москве и центральной части России, а также на двух заводах в Австрии. Выводной rt’SMD-монтаж
Марафон, ООО Россия, Москва Тел.: (095) 939-5659, 939-1324, факс 939-5659 E-mail: plat@marathon.ru http://www.marathon.ru Проектирование и изготовление ДПП и МПП (до 12-ти слоев) любой сложности на базе производства Multifor Ltd. (Монреаль, Канада). Производство сертифицировано по ISO 9002. Размеры плат 370 х 300 мм и 400 х 500 (МПП), проводники и зазоры 0,3/0,3 мм (ДПП) и 0,15/0,15 (МПП), отверстия до 0,5 мм (ДПП) и 0,3 мм (МПП);' электрическое тестирование методом Flying Probe. Представление исходных данных — только Gerber. Срочное изготовление ФШ на лазерном растровом фотоплоттере (материалы Kodak). Изготовление прототипов и опытных партий в Москве
Марс, ГУП НПО Россия, Ульяновск Тел.: (8422) 29-70-18 E-mail: todurov@mail.uln.ru Изготовление ОПП, ДПП и МПП на современном оборудовании, поставленном из Германии и сертифицированного фирмой Siemens Nixdorf
Миктех, НПО Россия, Москва Тел./факс (095) 340-9392 E-mail: mictech@deol.ru Проектирование и изготовление ОПП, ДПП и МПП (до 8 слоев). Ширина проводника и зазоры 250/200 мкм, диаметр переходных отверстий 0,5 мм. Стеклотекстолит отечественный и импортный, защитная маска Macdenn (Англия) по ПОСу и Wacrell (Германия) по меди, облуживание проводников и контактных площадок ПОС-61. Входная информация для проектирования как в виде чертежа, так и практически в любом программном продукте (PCAD, OrCAD, Accel EDA и т. д.). Оптимизация трассировки и конструктива уже разработанных ПП с целью улучшения электрофизических характеристик и снижения стоимости. Сроки проектирования от двух до семи дней в зависимости от сложности платы и необходимости перевода иформации на машинный носитель. Макетные платы
МПОВТ, УП Белоруссия, Минск Тел.: (017) 253-6005 E-mail: mzu@it.org mpovt@iba.copi.by http://www.mpovt.iba.com.by Минский завод ПП — крупнейший производитель ПП в СНГ. 1 Изготовление ОПП, ДПП и МПП (до 22 слоев) по ГОСТ 23752—79. Размеры плат до 600 х 700 мм, ширина проводников и зазоры 150/150 мкм, переходные отверстия до 0,4 мм, сквозные металлизированные отверстия до 0,6 мм. Гальваническое покрытие — никель, никель—золото, инфракрасное оплавление. Покрытие под пайку — горячее облуживание сплавом олово—свинец с выравниванием горячим воздухом, гальваническое олово—свинец с инфракрасным оплавлением, пассивация меди (для ОПП и ПП под планарный монтаж). Защитная маска — жидкая сеткографическая и жидкая фото-формируемая по меди или по ПОСу. Маркировка — травлением или сеткографией. Покрытие под сенсорные контакты — никель, графит. Завод оснащен технологическим оборудованием фирм Du Pont, Digital Systems, Shmid и др. Мощность завода — 55 тыс. м2/год
МЭЙ Россия, Москва Тел.: (095) 913-5161, факс 913-5160 E-mail: info@may.ru http://www.may.ru Изготовление плат печатного монтажа, весь комплекс услуг от образца до серии
МЭЛТ Россия, Москва Тел.: (095) 278-9660 E-mail: melt@space.ru http://www.melt.aha. ru Изготовление ПП — любые объемы, гибкие сроки и цены. Паяльные маски по меди, графитовое покрытие, никель, золото, обработка контура, электроконтроль. Исходные данные — PCAD 8.5, Accel EDA, Gerber, CAM360, Specctra. Компания работает на рынке ПП с 1994 г.
Приложение
547
Продолжение табл. П.12.3
Фирма, предприятие-изготовитель Возможности предприятия
МЭТТ Коиплектэлектро Россия, Москва Телефакс (095) 917-0909 E-mail: kelektro@nm.ru http://www.kelektro.inc.ru/plata.htm Проектирование (Or CAD 9.01 дМя 'Windows) и изготовление ПП. Компания образована из фирмы «НПФ Комйлектэлек-тро» в мае 2000 г. Основная деятельность разработка и производство электронного оборудования и программного обеспечения для автоматизации различных технологических процессов
Наука, СКТБ СО РАН Красноярск Тел.: (3912) 27-7359 E-mail: cktb@online.ru Изготовление ОПП и ДПП с защитной паяльной маской и маркировкой
НИЦЭВТ, ОАО Россия, Москва Тел.: (095) 319-2456, 319-1790, факс 319-6980 Изготовление прецизионных ДПП и МПП 4- и 5-го классов точности, в том числе гибко-жестких и МПП с алюминиевым или медным теплоотводом, гибких кабелей на отечественных и импортных фольгированных стеклоэпоксидных и поли-имидных диэлектриках. А также финишные покрытия, жгуты частного применения, корпусные изделия, покрытия металлических изделий, электронные модули
Печатнме платы, ООО (Москва) Россия, Москва Тел.: (095) 972-9746, 978-1861 E-mail: averinaa@mtu-net.ru; ppallpcb@mtu-net.ru Проектирование плат. Изготовление прототипов, мелкосерийное и крупносерийное, срочное производство 2—4-слойных плат. Поверхностный монтаж, монтаж в отверстия, смешанный монтаж
Печатнме платы, ООО КПО Россия, С.-Петербург Тел.: (812) 251-8033 E-mail: pcb@pcb.spb.ru http://www.pcb.spb.ru Изготовление ОПП, ДПП и МПП (до 16 слоев) на импортном оборудовании. Размеры проводников и зазоров 150/150 мкм, диаметр отверстий до 0,3 мм. Материалы импортные и отечественные, маркировка, фрезерование контура, электроконтроль. Входные данные — PCAD4.5/8.5, Accel EDA, Protel, Gerber, CAM350. Оптимизация трассировки и конструктива уже разработанных ПП с целью улучшения электрофизических характеристик и снижения стоимости (по желанию заказчика). Изготовление партий фотошаблонов на растровом фотоплотгере с разрешением 25 мкм. Срочное изготовление ПП (формат предоставленных данных — только Gerber)
Плата, ООО Россия, Чебоксары Тел.:69-5811 E-mail: cheaz@chtts.ru http://www.cheaz.ru/Plata/index-OO.html Изготовление ОПП и ДПП 3—4-го класса точности по ГОСТ 23751—86 с металлизированными отверстиями, размеры плат 280 x 550 мм, ширина проводников и зазоров 150/150 мкм и диаметр переходных отверстий до 0,6 мм; покрытие ПОС-61. Материалы ФС, СТИФ, СТФ, СОНФ, ДФНГ, FR-4; паяльная маска по меди (фоторезисты Dynamask КМ и Jmagegure XV-501 TSM); маркировка методом сеткографии; изготовление фотошаблонов на фотоплотгере DP3545. Производятся замеры толщины металлизации переходных отверстий. ООО «Плата» создано на базе крупного цеха ПП открытого акционерного общества «Чебоксарский электроаппаратный завод», является его дочерним предприятием
Плэком, ИПК Россия, Москва E-mail: plekom@aha.ru http://www.aha.ru/~plekom Изготовление гибких ПП
Электроконнект (PS-ELECTRO) Россия, Новосибирск Тел.: (3832) 36-10-01, 36-10-03 E-mail: PSelectro@online.nsk.su http://www.nsk.su/~pselectro Изготовление ОПП, ДПП и МПП по 4 классу точности с маской и маркировкой, золочение разъемов, материалы фирм Isola, Dynachem. Специализированный производитель ПП с 1991 г. Предприятие создано на базе опытного производства ПП Института Автоматики и Электрометрии СО РАН. Цеха фирмы оснащены высокопроизводительным оборудованием фирм Shering, Resco, Posalux, Plueretic Italia, Aristo, Burkle. Имеет представительства в Москве, С.-Петербурге, Екатеринбурге
548 Приложение
Продолжение табл. П. 12.3
Фирма, предпрйягие-Шотовйтель • Возможйбстй^рсдприятия1'' . ”
ПСБТехИолоДЖи,'000(РСЙ*ТесЪпо1о8у) 1 РОССИЯ, МОСКВЙ ..'«'.I :.;>i Тел.: (095) 748-0368 ’ '1 •'°- E-mail: pcb@pcbtech.ru 4 http://www.pcbtech.ru Быстрое।и качественное изготовление ДПП и МПП*тДПП-ЗЧ 2-ттЗ недели; МПП за 3—4 недели. Золочение, маркировка; электрркоитроль. Проводники и зазорыдо <1,50/150 мкм, пере-, хддные {отверстия до 0,2 мм при площадке 0,6 мм .
Ремикон, ЗАО ' Россия, Москва, Зеленоград Тел : (095) 536-9521, 536-9506 E-mail: remicon@aha.ru ; http://www.femicon.ru Изготовление ОПП, ДПП и МПП (до 10-ти слоев) до 5-го класса точности.’Срочное изготовление опытных .образцов (прототипдв) плат. ’Проектирование и трассировкд ,ПП. Изго.-< давление фотошаблонов. Работа д любыми форматами описания проектов ПП.ЗМО-мон^х^е..
Сибэлектроннк, ООО Россия, Тюмень Тел.:(3452)25-1107 http://sibelectronic.vsluh.rt>/pcb@tura.ru Изготовление ПП высокого качества из импортных материалов на импортном Оборудовании
Симметрон Пром-Сервис Россия, Санкт-Петербург . Тел. (812) 318-97-18, (812) 445-24-68 E-mail:sps@symmetron.ru http://www.sevpress.ru Изготовление ПП. Максимальный размер заготовки 500x400 мм, минимальный зазор между постоянными площадками и проводниками 0,2 мм, минимальное сверло 0,6 Мм,, информация‘принимается в форматах: PCAD 4.5,' 8.5, АССЁЬ' EDA, PCAD 2000, Gerber. Возможность изготовления Многослойных плат. Возможность покрытия золотом и никельбо-ром. Тип базового материала: СФ, FR-4
Соул Электронике (Soul Electronic) Россия, Москва Тел.: (095) 107-3997, 955-5524 E-mail: tnfo@soul2001.ru http://www.souI2001.ru f' • { Фирма оказывает услуги по изготовлению серийных ОПП И ДПП, защитная маска (жидкая, пленочная), маркировка ((цел-кография), фрезеровка контура, выбор материала (стеклотек-1 столит отечественный или импортный), золочение, никелирование. Автоматизированный SM D-монтаж на современном технологическом оборудовании (до 24 000 компонентов в час). Разработка и производство различных электронных устройств для телефонии, автомобилей, вспомогательных средств для других разработчиков и т. п.
Таберу, ООО Z Россия, Москва, Зеленоград Тел.: (095) 536-9520, факс 536-9519 E-mail: pcb@TePro.ru http:// www.TePro.ru Срочное (от 4 ч до 3 суток) изготовление единичных экземпляров и опытных партий ОПП и ДПП по субтрактивной технологии на специальной мини-линии. Исходные данные —' PCAD4.5/8.5, Accel EDA, OrCAD, Protel, Gerber, CAM350. Курьерская доставка no Москве и по России
Тигрис, ООО (Tigris Ltd.) Россия, Н. Новгород Тел.:(8312)410-810 E-mail: tigris@nnov.cityline.ru http://www.user.nnov.cityline.ru/~tigris/ PCB.htm Проектирование и изготовление ОПП, ДПП и МПП; дигитализация (сколка) спроектированных ранее ПП по чертежу, эскизу. Исходная информация в системах P-CAD, Accel-EDA, OrCAD. Изготовление (единичное, мелкосерийное и серийное) ОПП, ДПП и МПП по 3 классу точности, ширина проводников и зазоры 0,25/0,25 мм. Tigris CAD — высокоэффективная система проектирования ОПЦ, ДПП и МПП с автоматическим размещением, высокоскоростной трассировкой и возможностью диалога на всех этапах проекта
ТраисЛед, ООО * Россия, Новгородская обл. Тел.: (81622)204-45 E-mail: transled@mail.natm.ru http:///www.transled .ru Изготовление ОПП и ДПП на импортном и отечественном, материале
Фрактал Россия, Москва, Зеленоград Телефакс (095) 536-3336 E-mail: fractal@aha.ru http://www.aha.ru/~fractal Изготовление ФШ для производства ПП. Срочная разводка.. ' Изготовление ОПП и ДПП 3-, 4-го класса точности на заводе ' «Квант»
Эвита Компонент, ООО Россия, Москва Тел./факс (095) 785-4805, 158-4832 E-mail: evita@rcnet.ru Изготовление ОПП, ДПП и МПП (до 8 слоев), защитная мае-; ка по меди и ПОСу, маркировка, обработка контура. Входная ; информация любая (PCAD, Accel EDA, Gerber, и др.). Сроч- ! ное изготовление ОПП и ДПП (2—4 дня)
Приложение
549
Окончание табл. П.12.3
Фирма, предприятие-изготовитель Возможности предприятия. . ,
ЭКиТ, ООО (Москва) Россия, Москва Тел.: (095) 937-6380 E-mail: suntel@com2com.ru http://www.ect.ru Изготовление ОПП, ДПП иМПП;(до 12 споед) д соответствии со стандартом MIL-P55110D (более жестким, .дем ГОСТ 23752—79); Тестирование плат в соответствии с IPC-TM-650. Производство на Тайване. Исходные данные;. Gerber, PCAD 4.5, 8.5,- Срок поставки — 35 дней
Эрикон-Софт, ООО Россия, С.-Петербург Тел.: (812) 164-0372, 164-9033, факс 164-9133 E-mail: ericon@dux.ru Изготовление ОПП, ДПП и МПП. Быстрые прототипы и крупные партии. Защитная маска, маркировка, обработка контура. Различные методы покрытия по меди. Исходная информация в любом, виде (Gerber, PCAD,. .чертеж и др.). Фирма основана в 1992 г. и с 1993 г. специализируется на производстве ПП высокого качества. Экспортирует ПП в Западную Европу ’
AT&S Австрия Тел.: (+43) 3842-200-271 E-mail: r.oblak@atspcb.com http://www.ats.net Изготовление ОПП. ДПП и МПП (до 22 слоев). Диаметр отверстий до 0,1 мм, шцрина проводников и зазоры 100/100 мкм, покрытие — горячее лужение, гальваническое золочение, химическое Ni/Au.Pd; печать углеродом, контроль импеданса. Австрийская компания AT&S (Austria Technologie & Systemtechnik AG) — крупнейший производитель ПП в Европе, имеет шесть заводов — три в Австрии, одни в Германии, один в Индии и шестой строится в Китае. Клиентами AT&S являются такие фирмы, как Nokia, Siemens, Motorola, Ericsson и RIM
Unicap Electronics Industrial Corp. Taipei, Тайвань Тел.: 886-2-26963996 E-mail: marcom@unicap.com.tw http://www.unicap.com.tw Изготовление МПП высокой плотности для промышленного использования. Применяется. Новая технология наращиваемых МПП
YD MAIS Украина, Киев Тел.: (044) 227-5281 http://www.vdmais.kiev.ua/pp_produce.htm Изготовление ОПП, ДПП и МПП по стандарту IPC-A-600F и ГОСТ 23752—79. Размеры плат 600 к 450 (IPC) и 550 к 400 мм (ГОСТ), ширина проводников и зазоров 0,1/0,1 мм (IPC) и 0,21/0,2 мм (ГОСТ), диаметр металлизированных отверстий 0,25 и 0,4 мм, типы защитных паяльных масок — LP1, РС401, UV, SM0045, XV-501T, покрытие Контактов под монтаж — ПОС (HAL процесс) или никель—золото Gold Flash процесс, (Ni 4 мкм и Au 0,07 мкм), ПОС-61 (оплавленный) или сплав Розе; покрытие ламельных контактов — никель—золото Gold Flash процесс (Ni 4 мкм и Au 0,07 мкм) или золото (Immersion Gold процесс, 0,5...0,7 мкм), золото, толщина 2...3 мкм, палладий, толщина 3,5 мкм. Маркировка, механическая обработка по контуру, электрическое тестирование
КУБНПВФ Россия, Москва Тел.: (095) 330-7044, 330-2010 E-mail: kub@com2com.ru http://www.com2com.ru/kub Проектирование, срочное изготовление ПП. Размещение заказов на крупносерийное изготовление ПП. Монтаж (ручной) ПП
Радиотехкомплект ЗАО Россия, Москва Тел./факс: (095) 953-1320, 951-0891 ОПП и ДПП по технологии фирмы «Fela planungs AG». Минимальная ширина проводника и расстояние между элементами — 0,125 мм, отверстий — 0,5 мм толщина медной фольги от 5 до 400 мкм, разрешение маркировки — 0,2 мм
Элеси НПП Россия, Москва Тел.: (095)273-1579 Тел./факс: (095) 234-4266 http://www.elesi.ru Разрабатывает и производит гибкие пленочные ПП, клавиатуры с тактильным эффектом и встроенными светодиодами, многоцветные лицевые панели, шильдики, гарантийные пломбы (наклейки). Автоматическое импортное оборудование позволяет производить до 100 000 изделий в месяц
МПП-технологии Россия, г. Зеленоград Тел.: (095) 140-4017 E-mail: mpp_t@mccinet.ru Проектирование и производство ПП, размещение заказов на лучших предприятиях России. Материалы для производства ПП: стеклотекстолит, фоторезисты, паяльные маски, химия, сверла
ПЛЗ. Материалы ПП, выпускаемые АОЗТ «Молдавизолит»
Таблица П.13.1
Наименование Марка Свойства Габаритный размер Примечание 1
Материал электроизоляционный фольгированный и нефольпфованный (сертификат безопасности UL (США)): а) односторонний; 16) двусторонний; в) нефольгированный ТирасЛам МИ1112 №. PQCC Р.МДАЕ тип FR-2 01.1.2.2603 1. Огнестойкость класса V-0 стандарта UL-94. 2. Хорошая способность к механической обработке. 3. Улучшенные деформационные характеристики Размер листа 1200 х 1040 мм; толщина листа 1,0; 1,5 мм; толщина Медной фольги 18; 35; 50; 70; 105 мкм Целлюлозная бумага, пропитанная модифицированным фенольным связующим , Т- 105 "С
1 Материал электроизоляии-1онный фольгированный и 1 нефольпфованный 1 (сертификат безопасности UL (США)): а) односторонний; б) двусторонний; в) нефольгированный Тирас Лам МИ 1222 № РОСС МД.МЕ 58.В00078 тип FR-4 Особо тонкий Размер листа 1020 х 1220 мм; толщина листов от 0,8 до 3,2 мм; толщина медной фольги 18; 35; 50; 70; 105 мкм Стеклоткань, пропитанная эпоксидным связующим Г,п«-130-С
Материал электроизоляционный фольгированный и нефольгированный (сертификат безопасности UL (США)): а) односторонний; б) двусторонний; в) нефольгированный Тирас Лам МИ1222.8 № РОСС МД. ME 58.В00047 тип FR-4 Особо тонкий Размер листа 1020 х 1220 мм толщина листов (без фольги) от 0,06 до 0,8 мм Стеклоткань, пропитанная эпоксидным связующим Tmax-130-C. Для build-up technology (МПП)
Материал электроизоляционный (сертификат безопасности UL (США)) Тирас Лам МИ1272 РОСС МД.МЕ 58В00026 тип СЕМ-1 1. Огнестойкость класса V-0 стандарта UL-94. 2. Хорошая способность к механической обработке. 3. Улучшенные деформационные характеристики. 4. Низкое водопоглошение Размер листа 1200 х 1020 мм; толщина от 0,8 до 3,2 мм; толщина медной фольги 18; 35; 50; 70; 105 мкм Основа из целлюлозной бумаги и поверхностной стеклоткани, пропитанной эпоксидным связующим и облицованное с одной стороны. Со стороны стеклоткани — электрогальваностОйкой медной фольгой
550 Приложение
Наименование Марка Свойства
Склеивающая прокладка Тирас Лам МИ6222 тип FR-4 1. Класс горючести V. 2. Огнестойкость класса V-0 стандарта UL-94
Фольгированный ламинат с ультрафиолетовой блокировкой Тирас Лам МИ1222.9 тип FR-4 I. Огнестойкость класса V-0 в соответствии с требованиями стандарта UL-94. 2. Уф блокировка. 3. Повышенный контраст при оптическом контроле
Материал электроизоляционный Тирас Лам МИ 1115.2 Огнестойкость класса V] и V-0 в соответствии с требованиями стандарта UL-94. Хорошая способность к механической обработке. Хорошие диэлектрические свойства
Материал электроизоляционный ФЛАН-М РОСС МД.МЕ 58.В00051 Стабильность величины диэлектрической проницаемости; низкие диэлектрические потери
| Материал I электроизоляционный «Бикор» Стабильность величины диэлектрической проницаемости и низкие диэлектрические потери в микроволновом диапазоне частот. Диэлектрик «Бри-кор ФА-1,8» и «Брикор ФТ-2,3» — негорючий материал
Продолжение табл. П.13.1
Габаритный размер Примечание
Толщина стеклоткани до прессования от 0,025 до 0,018 мм; ширина листа — 1070 мм; длина — любая Различные значения текучести и времени гелеобразования («низкие» и «высокие») Для склеивания слоев МПП стеклоткань, пропитанная эпоксидным связующим и отверждена до стадии В
Размер листа 1220 х 1220 мм; толщина листа от 0,8 до 3,2 мм; толщина медной фольги: 18; 35; 50; 70; 105 мкм Цвет: полупрозрачный, желтый, желто-зеленый
Размер листа 1200 х 1040 мм; толщина листа от 1,0 до 3,0 мм; толщина медной фольги: 18; 35; 50; 70; 105 мкм Материал имеет сертификат безопасности UL (США))
Размер листа 260 х 340 и 400 х 600 мм; толщина листа: 1,0; 1,5; 2,0; 3,0; 4,0 мм Листовой сверхвысокочастотный материал, изготовленный из композиции на основе наполненного поли-фенилоксида, облицованный с двух сторон электролитической гальваностойкой медной фольгой
Размер листов 260 х 340 и 400 х 600 мм; толщина листов: 1,0; 1,5; 2,0; 3,0; 4,0 мм Листовой композиционный материал микроволнового диапазона, облицованный с двух сторон электролитической медной фольгой
Наименование Марка Свойства
Материал электроизоляционный ПФФ-2 —
Лавсан фольгированный ЛФ-1 ГОСТ 26246.8-89 —
Диэлектрик ДФГ-1-50 ГОСТ 26246.8-89 —
Полиимид фольгированный ПФ-1 ПФ-2 РОСС МД.МЕ. 58.В00052 ГОСТ 26246.12-89 -
Фольгированный стеклотекстолит СФ-1 СФ-2 РОСС МД.МЕ 58.В00056 Температура стеклования Tg = 115... 120 ’С
Стеклотекстолит теплостойкий фольгированный СТФ РОСС МД.МЕ 58.В00054 РОСС МД.МЕ 58.ВООО55 Тип G-10 —
Стеклотекстолит теплостойкий негорючий фольгированный СТНФ Тип FR-4, кроме ИК-спектра 1. Температура стеклования Те = 120...125 ”С. 2. Огнестойкость класса V-0 стандарта UL-94
Продолжение табл. П.13;1 -i
Габаритный размер Примечание |
Негорючий листовой материал, состоящий из поли-| имидной пленки с двухсторонним фторопластовым по-1 крытием, облицованный с двух сторон электролитиче- ] ской медной фольгой толщиной 5 и 35 мкм |
Размер листа не: менее 400 х б50 мм или в рулонах шириной не меиее 400 мм, толщиной от 0,115 до 0,180 мйО'щ' Композиционный; материал, состоящий' Из тйкрЫтой | эпокси-каучуковым адгезивом лавсановой (полиЭгги-1 лентерефталатной) пленки, облицованной с одной Стороны электролитической медной фольгой с гальвано-; стойким покрытием
В рулонах шириной 1050 мм, толщиной 0,18 мм Слоистый прессованный материал, состоящий из' по-, крытой клеем полиэтилентерефталатной основы, облич цованной с одной стороны электролитической гальва-i ностойкой медной фольгой
Размер листов 480 х1220 и 450 х 600 мм; толщииа листов: 0,1 и 0,16 мм Композиционный материал, состоящий из полиимид-, ной пленки и клея иа основе эпоксидно-каучуковой композиции, облицованный с одной (ПФ-1) или двух (ПФ-2) сторон электролитической медной фольгой с гальваностойким покрытием толщиной 35 мкм •
Листы размером 1030 х 920 и 1010 х 890 мм; толщииа листов — от 0,5 до 3,0 мм; толщииа фольги — 35; 50; 105 мкм Слоистый прессованный пластик, изготовленный на основе ткани или стеклянного волокна, пропитанной термореактивными связующими, облицованный с од-, ной (СФ-1) или двух (СФ-2) сторон электролитической медной фольгой с гальваностойким покрытием-толщиной 18, 35, 50 мкм
Листы размером 1220 х 1020 и 1020 х 900 мм; толщина листов — от 0,08 до 3,0 мм; толщина фольги — 18; 35 мкм Слоистый прессованный пластик, изготовленный на основе ткани из стеклянного волокна, пропитанной термореактивными связующими, облицованный с одной (СТФ-1) или двух (СТФ-2) сторон электролитиче-: ской медной фольгой с гальваностойким покрытием толщиной 18, 35, 50 мкм
Листы размером 1220 х 1020 и 1020 х 900 мм; толщина листов — от 0,8 до 3,0 (мм); толщина фольги — 18; 35 мкм Слоистый, прессованный материал, облицованный с-одной или двух сторон медной электролитической фольгой толщиной 5 мкм с гальваностойким покрытием, защищенной снаружи протектором
*4J
Приложение
Наименование Марка Свойства
Стеклотекстолит теплостойкий СТПА
Фольгированный гетинакс ГФ-1 ГФ-2 РОСС МД.МЕ 58.В00057 1. Высокая штампуемость. 2. Низкое коробление
Гетинакс фольгированный влагостойкий модифицированный ГОФВМ 1. Стабильное сцепление с фольгой. 2. Устойчивость к воздействию расплавленного припоя
Электротехнический листовой гетинакс V11 ГОСТ 2718-74 —
Стеклотекстолит электротехнический тонкий СТЭТ РОСС МД.МЕ 58.В00029 —
Стеклоткани I прокладочные СТП-4 Увеличенное содержание связующей смолы
| Пленка полиимидная | покрывная ППП
Окончание табл. П. 13.1
Габаритный размер Примечание |
Листы размером 1190 х 1040 и 2440 х 1040 мм; толщина листов — 1,0; 1,5; 2,0; 2,5; 3,0 мм Слоистый прессованный материал, изготовленный на основе бумаги, пропитанной теплостойким связующим | и облицованный с одной (ГФ-1) или двух (ГФ-2) сторон медной электролитической фольгой. Надежей в эксплуатации. Допускает механическую обработку; обточку, фрезерование, распиловку и сверление без образования трещин и слоев при соблюдении режимов обработки
Листы размером 1200 х 1040 н 2450 х 1040 мм; толщина листов — от 1,0 до 3,0 мм Слоистый прессованный материал, облицованный с одной (ГОФВМ-1) или двух (ГОФВМ-2) сторон медной электролитической гальваностойкой фольгой 1
Листы размером 1 ISO х 1040 и 2450 х 1050 мм; толщина листов — от 0,4 до 4,0 мм Новый слоистый прессованный материал на основе целлюлозной бумаги,, пропитанной фенольной модифицированной смолой
Листы размером 1220 х 1020 и 1010 х 890 мм; толщина листов ОТ 0,06 до 0,40 мм Слоистый прессованный пластик, изготовленный на основе тканей из стеклянного волокна, пропитанных термореактивным связующим
Листы размером 1Ц5 х.1070 и 1070 х 950 мм; толщина, стеклоткани — 0,025, 0,062, 0,100 мм; допускается поставка в рулонах Материал, полученный путем пропитки сгекЯоткайи термореактивным связующим
Рулоиы шириной 500 мм, или другой по заказу потребителя. Толщина пленки — 0,07 мм Материал состоит из полиимидной пленки с нанесенными с одной стороны слоем клеем и разделительной бумаги
Приложение
554
Приложение
П.14. Примеры типоразмеров ПП и конструкций ячеек по международным стандартам 19-дюймовому МЭК 297 (IEC 297-3) и метрическому МЭК 917 (ЕС 917-2-2) для выполнения домашнего задания № 1
19-дюймовый стандарт МЭК 297 (IEC 297-3). Исходными (базовыми) размерами ПП (ячеек) в данном стандарте приняты размеры 100 х 100 мм.
Ячейки размещают в блок, единицами построения размеров которого являются:
• для ширины передней панели — величина Ш, равная 19 дюймам или 44,45 мм, т. е. ширина ПП может принимать следующие значения: 100; 144,5; 188,9 мм и т. д.;
• для длины передней панели — величина 1ТЕ, равная 5,08 мм;
• глубина блока — 60 мм.
Примеры типоразмеров ПП, соответствующих данному стандарту, представлены в табл. П.14.1, и один из примеров ПП типоразмера 3U (для выполнения ДЗ) — на рис. П.14.1.
Таблица П.14.1. Пример некоторых типоразмеров ПП но 19-дюймовому стандарту МЭК 297 (IEC 297-3)
Обозначение типоразмера ПП Высота передней панели блока или ширина ПП, мм Глубина блока или длина ПП, мм
3U 100 100
160
220
280
4U 144,5 100
160
220
280
5U 188,9 100
160
220
280
Стандартная 19-дюймовая конструкция ячеек предполагает определенную разметку и применение для типоразмеров 3U, 4U, 5U, ... соединителей, например, стандарта DIN 41612, пример которого приведен в Приложении 3.
Метрический стандарт МЭК 917 (IEC 917-2-2). Габаритные размеры шкафов и блоков построены на базе единицы приращения, равной 25 мм, а ячеек (ПП) — 2,5 мм. 1
Приложение
5S5
Рис. П.14.1. ПП типоразмера 3U с разметкой для установки соединителя
Шаг выводов соединителей, соответствующих метрическому стандарту, должен быть равен 2,5 мм, который позволяет использовать отечественные соединители СНП-34, СНП-59 и другие, а также импортные соединители с шагом контактов 2,0 мм.
В табл. П.14.2 приведены некоторые типоразмеры ПП, отвечающие данному стандарту, а на рис. П.14.2 — эскиз разметки ПП типоразмера
Рис. П14.2. Эскиз разметки ПП типоразмера 6SU метрического стандарта МЭК 917 (IEC 917-2-2)
556
Приложение
6SU для установки отечественного соединителя СНП-59. Конструкция разйм^нрийёдёшгв Приложении 3:
Таблица П.14.2. Пример некоторых типоразмеров ПП по метрическому стандарту МЭК 917 (IEC 917-2-2)
Обозначение типоразмера ПП Высота передней панели блока или ширина ПП, мм Глубина блока или длина ПП, мм
' 6SU ' : i 115 ПО
160
235
285
. 12SU ...... 265 НО
160
235
285
18SU 415 ПО
160
235
285
Список литературы ..-r.
--------- м
•<Ч >Я ;3i •.»•«•.• • Я .<1 • •’•
(».*•’ {<• >. . г
1. Цыгин Н. Конференция по печатным платам в С.-Петербурге // Электронные компоненты. 2001. № 5. С. 81—85.
2. Галецкий Ф. Особенности производства печатных плат в России // Электронные компоненты. 2001. № 5. С. 18—26.
3. ГОСТ 20406—75. Платы печатные. Термины и определения. Переиздание с изменениями. М.: Изд-во Стандартов, 1990.
4. Котов Е., Махмудов М,, Жак Л. Автоматизация процессов прессования многослойных печатных плат. М.: Радио и связь, 1982. (Б-ка технолога радиоэлектронной аппаратуры).
5. Борисова Л. Н., Шестаков А. К, Тарасов А. И. Фольгированное материалы для изготовления печатных плат // Электронные компоненты. 2001. № 5. С. 51—54.
6. ТУ 16-503.161—83. М.: Изд-во Стандартов, 1984.
7. Антипов Б. Л., Сорокин В. С., Терехов В. А. Материалы электронной техники: Задачи и вопросы / Под ред. В. А. Терехова. М.: Высшая школа, 1990.
8. http//www.elmaru.com.
9. Материалы для производства печатных плат / 3. Н. Воробьев, Л. Л. Ушанова, Е. П. Вишнякова и др. // Технология и конструирование в электронной аппаратуре. 1993. № 2. С. 47-50.
10. Александрова Л. Г. Перспективные разработки в области гибких фольгированных диэлектриков // Технология и конструирование в электронной аппаратуре. 1995. № 1. С. 28-31.
11. FJelstad J. Inspection and Test of Flexible Circuits // Circuits World. 1997. Vol. 23. № 3. P. 20-27.
12. Гуськов Г. Я., Блинов Г. А., Газаров А. А. Монтаж микроэлектронной аппаратуры. М.: Радио и связь, 1986. (Б-ка конструктора-технолога радиоэлектронной аппаратуры).
13. РД-50-708—91. Инструкция. Платы печатные. Требования к конструированию. Постановление Госстандарта СССР № 1595 от 04.10.91. Основные параметры конструкции. М.: Изд-во Стандартов, 1988.
14. Парфенов Е. М., Камышная Э. Н., Усанов В. П. Проектирование конструкций радиоэлектронной аппаратуры. М.: Радио и связь, 1989.
15. Глудкин О. П. Методы и устройства испытаний РЭС и ЭВС. М.: Высшая школа, 1991.
16. ПреснухинЛ. Н., Шахнов В. А. Конструирование электронных вычислительных машин и систем. М.: Высшая школа, 1986.
17. Шерстнев В. В. Конструирование и микроминиатюризация ЭВА. М.: Радио и связь, 1984.
18. Грошев В. Н. Технология и автоматизация производства РЭС. Тамбов: ТГТУ, 1996.
19. Леухин В. Н., Павлов Е. П. Проектирование функционального узла на печатных платах. Йошкар-Ола: МарПИ, 1996.
20. Егоров В. А., Лебедев К. М. Конструкторско-технологическое проектирование печатных узлов / Под ред. Ю. Г. Мурашева. СПб.: БГТУ, 1995.
21. Ханке X-П., Фабиан X. Технология производства РЭА / Пер. с нем.; Под ред. В. Н. Черняева. М.: Энергия, 1980.
5SS Список литературы
22. Конструирование РЭС. Учеб, пособие по курсовому и дипломному проектированию / В. Ф. Борйсов, А. А. Мухин, А. С. Назаров'и др. М.: Изд-во МАИ, 1991.
23. Куземин А. Я. Конструирование и микроминиатюризация электронной вычислительной аппаратуры. М.: Радио и связь, 1985.
24. http://www.pselectro.iae.nsk.su. '
25. Стешенко В. Б. Школа схемотехнического проектирования устройств обработки сигналов // Электронные компоненты. 2002. № 3. С. 140—142.
26. Лярский В. Ф., Мурадян О. Б. Электрические соединители. Справочник. М.: Радио и связь, 1988.
27. Гежа Ю. И. Новые технологические процессы изготовления прецизионных печатных плат. М.: Ин-т повышения квалификации рук. работников и специалистов, 1986.
28. Галашкина Л. CADdy — система сквозного проектирования печатных плат // Электронные компоненты. 2001. № 5. С. 62—66.
29. Потапов Ю. В. Российский рынок САПР печатных плат // Электронные компоненты. 2001. № 5. С. 58—60.
30. http://chipnews.gaw.ru.
31. Елшин Ю. М. Система проектирования печатных плат ГРИФ // EDA Express. 2002. № 5. С. 28-34.
32. Сучков Д. И. Основы проектирования печатных плат в САПР P-CAD 4.5, Р-CAD 8.5-8.7 и ACCEL EDA М.: «Горячая линия—Телеком», 2000.
33. Стешенко В. Б. Школа схемотехнического проектирования устройств обработки сигналов // Электронные компоненты. 2002. № 3. С. 140—142.
34. Разевиг В. Д. Анализ паразитных эффектов печатных плат // EDA Express. 2000. № 2. С. 22, 23.
35. Разевиг В. Д. Система схемотехнического моделирования и проектирования печатных плат Design Center (Pspice). М.: СК Пресс, 1996.
36. Потапов Ю. В. ПО BETAsoft для проведения теплового анализа электронного оборудования // EDA Express. 2000. № 2. С. 16—20.
37. Галецкий Ф. П. Характеристика современных технологий печатных плат // Технологическое оборудование и материалы. 2000. № 12.
38. Пат. Cl RU 2071193. Полуаддитивный способ изготовления двусторонних печатных плат / Э. А. Сахно, М. А Балашов.
39. Вакуленко М. Л. Технология производства печатных плат, оборудование и автоматизация. Йошкар-Ола: МарПИ, 1988.
40. Кокотов В. 3. Конструкции, технология и автоматизированное проектирование рельефного монтажа. М.: Изд-во МАИ, 1998.
41. Р 50.1.001—94. Платы печатные многоуровневые. Методы конструирования и расчета. Рекомендации по стандартизации РФ. М.: ИПК Изд-во Стандартов, 1994.
42. Ларин В. П, Радей С. Л. Технология поверхностного монтажа — основа повышения эффективности'сборочно-монтажного производства РЭА // Приборы и системы управления. 1991. № 7. С. 26—29.
43. Фантгоф Ж. Н., Терешкин В. А., Миронюк Г. В. Печатные платы под поверхностный монтаж // Приборы и системы управления. 1991. № 7. С. 33—35.
44. http://www.pcb.spb.ru./tehnol_raznoe.html.
45. John Haystead. Look before you leap I I Electronic business today. January. 1997.’ P. 67, 68.
46. Braithwaite Nicolas. Thinking miniaturisation through to layout and manufacturing I I Electronic engineering. July. 1999. P. 51—54.
47. Петер Керстен, Йорг Кифер. Чем меньше — тем больше: платы с высокой плотностью монтажа и возможности выбора для разработчиков схем / Пер. статьи из журнала Circui Tree. Февраль. 1999.
Слисок-литературы 559
48. ГОСТ Р50562—93., Оригиналы и фотошаблоны ПП. Общие, требования к типовым технологическим процессам изготовления. М.: Изд-вц.Огандартов, 1994.
49. Ласкин А. Возможности лазерной технологии: прямая запись шаблонов печатных плат Ha LaserGraver // Электронные компоненты. 200% № 1. С. 108—110.
50. СавровскийД. С., ЛосицкаяА. И., Салихджанова В. М., .Цудаков С. И. Метод статистической оптимизации технологических операций и процессов. М.: МИРЭА, 1994.
51. Сборник задач и упражнений по технологии РЭА / Под ред. Е. М. Парфе?; нова. М.: Высшая школдг 1982.
52. Старикова Т. А., Фриденберг Е. С., Болотова Г. И. Технологические методы обеспечения качества химической металлизации // Технология и конструирование в электронной аппаратуре. 1995, № 1.
53. Ильин В. А. Химические и электрохимические процессы в производстве печатных плат. Вып. 2. Приложение к журналу «Гальванотехника и обработка поверхности». М.: ВИНИТИ, 1994.
54. Галецкий Ф. П., Старикова Т. А., Болотова Г. И. Металлизация печатных плат И Обмен производственно-техническим опытом. 1990. №4. С. 37, 38.
55. Петрухин Г. Б. Химическая металлизация отверстий ПП с применением ультразвука // Обмен производственно-техническим опытом. 1989. № 5. С. 25, 26.
56. Лисовский В. А., Столяр В. Л., Морозов Г. П. Металлизация печатных плат с применением ультразвука // Обмен производственно-техническим опытом. 1989. №6. С. 18, 19.
57. Изотов С. А. Разработка процесса электрохимического меднения МПП при высоком отношении толщины платы к диаметру отверстия. Автореферат диссертации М.: МХТИ, 1992. '
58. Ильин В. А. Технология изготовления печатных плат. Л.: Машиностроение, Ленингр. отд-ние, 1984. (Б-ка гальванотехника / Под ред. П. М. Вячеславова. Вып. 9).
59. ГОСТ 27200—87. Печатные платы. Правила ремонта. М.: Изд-во Стандартов, 1988.
60. www.compitech.ru.
61. ГОСТ 25128—82. Техническое задание. Порядок построения, изложения и оформления. М.: Изд-во Стандартов, 1984.
62. ГОСТ 15.001—88; Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. М.: Изд-во Стандартов, 1989.
63. Федоренко В. А., Шошин А. И. Справочник по машиностроительному черчению / Под ред. Г. Н. Поповой. Л.: Машиностроение, Ленингр. отд-ние, 1982.
64. Разработка и оформление конструкторской документации радиоэлектронной аппаратуры: Справочник / Э. Т. Романычева, А. К. Иванова, А. С. Куликов и др.; Под ред. Э. Т. Романычевой. М.: Радио и связь, 1989.
65. Изделия электронной техники. Цифровые микросхемы. Микросхемы памяти. Микросхемы ЦАП и АЦП: Справочник / О. Н. Лебедев, А. И. Мирошниченко, В. А. Телец; Под ред. А. И. Ладика и А. И. Сташкевича. М.: Радио и связь, 1994.
66. Сучков Д. И. Проектирования печатных плат в САПР P-CAD 4.5. Обнинск: «Микрос», 1992.
67. Уваров А. С. P-CAD 2000, ACCEL EDA. Конструирование печатных плат. СПб.: Питер, 2001.
Пирогова Елена Вячеславовна
Проектирование и технология печатных плат
Учебник
Редактор Н. Е. Овчеренко
Корректор В. Г. Овсянникова Компьютерная верстка И. В. Кондратьевой Оформление серии М. Н. Федоровой
Сдано в набор 18.02.2004. Подписано в печать 29.07.2004. Формат 70x100/16 Гарнитура «Таймс». Усл. печ. л. 45,15. Уч.-изд. л. 45.5 Печать офсетная. Бумага типографская № 2. Тираж 5000 экз.
Заказ №4011
ЛР № 071629 от 20.04.98 Издательский Дом «ФОРУМ» 101831, Москва — Центр, Колпачный пер., д. 9а Тел./факс: (095) 925-32-07, 925-39-27 E-mail: forum-books@mail.ru
ЛР№ 070824 от 21.01.93 Издательский Дом «ИНФРА-М» 127214, Москва, Дмитровское ш., 107 Тел.: (095) 485-70-18; 485-74-00
Факс: (095) 485-53-18
E-mail: books@infira-m.ru Http://www,infra-m.ru
Отпечатано с готовых диапозитивов во ФГУП ИПК «Ульяновский Дом печати». 432980, г. Ульяновск, ул. Гончарова, 14
Пирогова Елена Вячеславовна
кандидат технических наук, доцент Московского Государственного Технического Университета им. Н.Э. Баумана кафедры "Проектирование и технология производства электронной аппаратуры", автор и ведущий лектор ряда учебных программ факультета "Информатика и системы управления".
Имеет более 25 печатных работ, в том числе учебник, учебные и методические пособия, статьи в периодических изданиях.