/



















































































































Author: Калинин Е.К. Фисюк Ю.А. Трубачева Е.Н.
Tags: экономика отдельных стран экономика мирового океана экономика эвм
ISBN: 5-282-00293-0
Year: 1989
Similar


Text
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ВСЕСОЮЗНЫЙ НАУЧНЫЙ ЦЕНТР
ПО ОРГАНИЗАЦИИ ТРУДА
БАЗОВАЯ СИСТЕМА
МИКРОЭЛЕМЕНТНЫХ
НОРМАТИВОВ ВРЕМЕНИ
(БСМ-1)
Методические и нормативные
материалы
МОСКВА ЭКОНОМИКА 5989
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ВСЕСОЮЗНЫЙ НАУЧНЫЙ ЦЕНТР
ПО ОРГАНИЗАЦИИ ТРУДА
—ф—
БАЗОВАЯ СИСТЕМА
МИКРОЭЛЕМЕНТНЫХ
НОРМАТИВОВ ВРЕМЕНИ
(БСМ-1)
Методические и нормативные
материалы
Издание 2-е,
дополненное и переработанное
МОСКВА ЭКОНОМИКА 1989
ББК 65.9(2)242
Б17
Настоящее нормативно-методическое пособие подготовлено по результатам
опытного внедрения «Базовой системы микроэлементных нормативов времени»
(БСМ), проведенного в соответствии с постановлением Государственного комитета
СССР по труду и социальным вопросам и Секретариата ВЦСПС от 19 ноября
1982 г. в 11 отраслях промышленности.
В нормативных материалах пособия приводятся нормативные карты для опреде-
ления нормативного времени выполнения микроэлементов вручную и количественные
модели микроэлементов (автоматизированный вариант системы), используемые для
расчетов на ЭВМ.
В методических материалах даются характеристика БСМ-1, ее структура, фак-
торы, влияющие на время микроэлементов, и описание микроэлементов.
Усовершенствованная базовая система микроэлементных нормативов времени
разработана научным коллективом в составе: к. э. н. Миускова Р. П. (руководитель
темы), к. э. н. Калинин Е. К-, Фисмж 10. А., Трубачева Е. Н., Лыкова А. Д.
(ВНЦентр); Киреева Л. Е., Щербаков С. А., Пучков А. А. (Гомельский политех-
нический институт); Кучерук Л. Е. (Украинский филиал НИИ труда).
Психофизиологическое обоснование темпа работы, заложенного в БСМ-1, осу-
ществлено Хухлаевым В. К. (НИИ труда).
Работа предназначена для использования специалистами нормативно-исследо-
вательских станций, бюро, центров НОТ, промышленных предприятий, производст-
венных и научно-производственных объединений в целях проектирования на ее
основе укрупненных систем микроэлементных нормативов времени на трудовые дей-
ствия, приемы и комплексы приемов (БСМ-2, БСМ-3, БСМ-4), а также межотрасле-
вых и отраслевых нормативов времени по видам работ без проведения трудоемких
хронометражных наблюдений.
С введением настоящего сборника ранее действующий сборник «Базовая сис-
тема микроэлементных нормативов времени. Методические и нормативные матери-
алы» (М.: НИИ труда, 1982) отменяется.
Замечания и предложения по БСМ-1 просьба направлять по адресу: 105043,
Москва, 4-я Парковая, 29, ВНЦентр.
0605010203- 195
Б -----------------КБ-59-76-88
011(01) - 89
©НИИ труда, 1982
© Издательство ’’Экономика”, 1989
с изменениями
ISBN 5-282-00293-0
ВВЕДЕНИЕ
XXVII съезд КПСС поставил задачу обеспечить переход к эконо-
мике высшей организации и эффективности со всесторонне разви-
тыми производительными силами и производственными отношени-
ями, хорошо отлаженным хозяйственным механизмом. Уже до конца
нынешнего тысячелетия должен быть удвоен производственный
потенциал страны при его коренном качественном обновлении. В но-
вой редакции Программы КПСС указывается, что на основе уско-
рения научно-технического прогресса, коренных преобразований в
технике и технологии, мобилизации всех технических, организацион-
ных, экономических и социальных факторов предстоит добиться
значительного роста производительности труда. В качестве важ-
ного рубежа на пути к высшей производительности ее намечено
увеличить к 2000 г. в 2,3—2,5 раза1.
В деле максимального вовлечения всех резервов роста произ-
водительности труда значительную роль должны сыграть микро-
элементные нормативы времени, способствующие совершенствова-
нию нормирования труда, а также являющиеся средством анализа
и проектирования рациональных трудовых процессов.
Сущность микроэлементного нормирования сводится к тому,
что самые сложные и многообразные по своему характеру трудо-
вые действия являются комбинациями простых или первичных эле-
ментов, таких, например, как «Переместить», «Взять», «Повернуть»
и т. д., которые и названы микроэлементами.
Микроэлементы состоят из одного или нескольких движений,
выполняемых непрерывно. Например, микроэлемент «Переместить»
состоит из одного движения, микроэлемент «Взять» состоит из не-
скольких мелких движений пальцев.
Под микроэлементом понимается такой элемент трудового про-
цесса, который дальше расчленять нецелесообразно.
Микроэлементные нормативы представляют собой величины вре-
мени, полученные в результате статистической обработки затрат
времени, изученных с применением видео- и киносъемки, и установ-
ления наиболее вероятного времени, необходимого для большин-
ства исполнителей по выполнению микроэлемента.
Основное преимущество микроэлементных нормативов в их ана-
литической и синтетической сущности, которая позволяет тщатель-
1 Материалы XXVII съезда Коммунистической партии Советского Союза. М.:
Политиздат, 1986. С. 142.
1* 3
но анализировать процесс, а также проектировать, обосновывать
рациональный вариант, улучшать метод работы.
Микроэлементные нормативы времени наряду с режимами ра-
боты оборудования и дифференцированными нормативами основно-
го времени на машинно-ручные и машинные работы должны явля-
ться исходными данными для расчета межотраслевых и отраслевых
нормативов времени различной степени укрупнения, в том числе
укрупненных нормативов и типовых норм времени.
Использование микроэлементов при расчете межотраслевых и
отраслевых нормативов времени обеспечит единую напряженность
нормативных значений, снизит трудоемкость нормативно-исследова-
тельской работы и тем самым сократит сроки разработки нормати-
вов, поскольку устранит необходимость проведения хронометраж-
ных наблюдений на приемы ручных работ. Наряду с этим приме-
нение микроэлементных нормативов позволит проектировать наибо-
лее рациональный метод выполнения работы и тем самым превратить
нормативы в средство рационализации и нормирования труда.
В свою очередь использование укрупненных нормативов и типовых
норм, рассчитанных на базе микроэлементных нормативов, улучшит
качество норм.
Принципы нормирования по микроэлементам в нашей стране
впервые были сформулированы в 30-х годах в работах экономистов
В. М. Иоффе и А. А. Труханова и затем использованы для разра-
ботки дифференцированных нормативов времени. Однако в даль-
нейшем это направление нормирования не получило широкого раз-
вития, поскольку отсутствовали необходимые предпосылки: не было
соответствующих технических средств и кадров нормировщиков,
владеющих методами микроэлементного нормирования.
В капиталистических странах микроэлементные нормативы на-
ходят довольно широкое применение. К числу микроэлементных
систем, получивших наибольшее распространение за рубежом, от-
носятся базовые или детальные системы МТМ-1 и Work-Factor, а
также укрупненные системы МТМ-2, МТМ-3, MTM-V и др. В пос-
леднее время за рубежом созданы автоматизированные, системы
микроэлементного нормирования, такие, например, как Most, Univa-
tion, Wocorn 4M-Data, Modapts Plus и др.
Зарубежные базовые системы микроэлементных нормативов, как
показали результаты исследований, имеют ряд недостатков, основ-
ными из которых являются следующие:
1. Зарубежные микроэлементные системы в большинстве ориен-
тированы на ограниченную совокупность видов работ или отраслей
промышленности. Так, система МТМ-1 разрабатывалась на базе
исследований, проведенных в основном в электротехнической про-
мышленности. Для условий автомобилестроения, тракторного и
сельскохозяйственного машиностроения отклонения нормативных
значений МТМ-1 от фактических затрат времени значительны,
4
особенно при работе с крупногабаритными и тяжелыми деталями.
2. В зарубежных системах допустимый уровень интенсивности
труда обоснован расходами энергии, т. е. энергетическими тратами,
учитывающими только физические усилия. Многие виды современ-
ного труда не требуют от работников больших физических усилий,
и энергозатраты незначительны. Показатель энергозатрат не отра-
жает, как правило, нервно-психическое напряжение, а также многие
другие психофизиологические и санитарно-гигиенические факторы
условий труда, оказывающие влияние на организм и обусловливаю-
щие развитие утомления. Поэтому энергозатраты не могут быть
приняты в качестве показателя для оценки интенсивности труда.
3. Многие микроэлементные системы сформировались в то вре-
мя, когда технические средства, позволяющие значительно снизить
трудоемкость процессов микроэлементного нормирования, еще не
получили должного развития. Поэтому структура микроэлементных
нормативов зачастую не учитывает требования, предъявляемые
расчетом норм на ЭВМ.
Таким образом, ни одна система не могла быть рекомендована
для широкого применения в нашей стране. В связи с этим появи-
лась необходимость разработки отечественной базовой системы
микроэлементных нормативов, которая могла бы вобрать в себя
все лучшее, что присуще зарубежным и отечественным системам
микроэлементных нормативов. Такая система была разработана
Научно-исследовательским институтом труда и Центральным бюро
нормативов по труду Государственного комитета СССР по труду
и социальным вопросам совместно с отраслевыми научно-исследо-
вательскими организациями и издана в 1982 г.1
Базовая система микроэлементных нормативов времени была
создана по данным исследований, проведенных на предприятиях
и в организациях разных отраслей народного хозяйства: автомо-
билестроения, приборостроения, тракторного и сельскохозяйствен-
ного машиностроения, текстильной, швейной, обувной, мясной и
полиграфической промышленности, а также в организациях связи.
Изучению подвергались различные виды работ:
заготовительные, механическая обработка и сборочные — в ма-
шиностроении;
изготовление обуви, пошив верхней одежды, ткачество — в лег-
кой промышленности;
обработка письменной корреспонденции, посылок, пачек и меш-
ков с печатью (газеты, журналы и т. д.) — в отрасли связи;
обвалка говядины, вязка вареных колбас, обработка туш круп-
ного рогатого скота — в мясной промышленности.
При разработке БСМ проводились расчеты на ЕС ЭВМ мето-
1 Базовая система микроэлементных нормативов времени. Методические и нор-
мативные материалы. М.: НИИ труда, 1982.
5
дами многомерного регрессионного анализа для оценки влияния
количественных факторов и методами многомерного дисперсион-
ного анализа для оценки влияния качественных факторов. Оценка
существенности влияния количественных факторов определялась
по t-критерию, качественных — по F-критерию. Формулы зави-
симости времени выполнения микроэлементов от влияющих факторов
основывались на степенной форме связи.
Учитывая, что одним из назначений системы микроэлементных
нормативов времени являются микроэлементный анализ и проекти-
рование рациональных трудовых процессов, в БСМ была принята
символика, обеспечивающая понятную запись трудового процесса
и факторов, влияющих на отдельные элементы. Система содержала
нормативы времени на 50 микроэлементов, объединенных в 19 групп.
В отечественную систему микроэлементных нормативов времени
был заложен психофизиологически допустимый уровень интенсив-
ности труда или темпа работы, при котором утомление не превы-
шает допустимого. В качестве показателя для обоснования уровня
интенсивного труда был использован разработанный в НИИ труда
показатель работоспособности (утомления)1.
На основе психофизиологических исследований в производст-
венных и лабораторных условиях разработчиками определен но-
рмальный (физиологически оптимальный) темп работы, характери-
зующийся оптимальным уровнем функционирования организма,
воспринимаемый исполнителем как наиболее удобный, не требую-
щий специальных усилий, напряжения для ускорения или замедле-
ния движений.
При нормальном темпе работы обеспечиваются высокая рабо-
тоспособность, производительность и интенсивность труда в тече-
ние рабочей смены, а также воспроизводство рабочей силы.
Утомление при таком темпе работы в течение смены не превы-
шает допустимого уровня, который в среднем составляет 36 отно-
сительных единиц.
Нормальный темп работы адекватен выполнению базового ми-
кроэлемента «Протянуть руку без осторожности и с малой степенью
контроля на расстояние 40 см со скоростью равной 93 см/с».
В целях совершенствования организации и нормирования труДа
рабочих на базе отечественной базовой системы микроэлементных
нормативов времени Государственный комитет СССР по труду и со-
циальным вопросам и Секретариат ВЦСПС в 1982 г. приняли реше-
ние провести ее опытное внедрение.
Планом опытного внедрения было предусмотрено использо-
вание БСМ в 50 организациях 11 отраслей промышленности. Рабо-
та проводилась по следующим направлениям:
1 Деревянко Е. А. и др. Интегральная оценка работоспособности при умствен-
ном и физическом труде (Методические рекомендации). М.: Экономика, 1976.
6
разработка отраслевых и межотраслевых нормативов времени
на приемы и комплексы приемов;
расчет и внедрение норм времени на конкретные операции;
микроэлементный анализ и проектирование рациональных трудо-
вых процессов с одновременным установлением норм времени.
Результаты работы по опытному внедрению показали, что, поль-
зуясь данной системой, можно охватить микроэлементным норми-
рованием около 80% ручных трудовых процессов, встречающихся
на различных видах работ и в разных отраслях промышленности.
Одновременно была выявлена необходимость корректировки БСМ,
уточнения влияющих факторов, унификации их значений, разра-
ботки поправочных коэффициентов, учитывающих разный темп вы-
полнения движений на машиностроительных предприятиях с мас-
совым и серийным типами производства, упрощения нормативных
карт. Поэтому были проведены дополнительные исследования про-
должительности выполнения отдельных движений в производствен-
ных условиях с использованием киносъемки, а также эксперимен-
тальные исследования в лабораторных условиях с использованием
метода циклографии. При проведении исследований применялись
положения теории планирования эксперимента. Обработка резуль-
татов проводилась на ЕС ЭВМ с использованием автоматизирован-
ной системы «Complex».
Представленный ниже усовершенствованный вариант БСМ, по-
лучивший название «Базовая система микроэлементных нормати-
вов времени 1-го уровня (БСМ-1)», отличает от его предшествен-
ника следующее:
разработаны и введены в систему новые микроэлементы, напри-
мер: «Переместить по обрабатываемой поверхности», «Установить
на размер», «Переместить ногу» и др.;
модернизирована структура системы, которая в новом варианте
состоит из 41 микроэлемента, объединенных в 20 групп;
уточнены нормативные зависимости для ряда микроэлементов,
например: «Ходить», «Вращать рукой» и некоторых других;
на основе дополнительных исследований произведена содержа-
тельная интерпретация отдельных факторов, признан незначащим
фактор размер в месте захвата, введены факторы: удобство работы,
плотность соединения, прилагаемое усилие;
унифицированы диапазоны количественных факторов;
в усовершенствованном варианте время выполнения микроэле-
ментов с участием одной или двух рук не различается, так как
обосновано, что подобное участие с достаточной степенью адек-
ватности может быть учтено количественными факторами: масса
предмета и размер наибольшей стороны;
уточнены закономерности совмещенного выполнения микроэле-
ментов, разработаны и приведены коэффициенты, учитывающие
совмещение микроэлементов;
7
определены поправочные коэффициенты ко времени выполнения
микроэлементов для различных типов производств: массового, круп»
но-, средне- и мелкосерийного.
С точки зрения формы представления БСМ-1 разработана в
двух вариантах:
в виде нормативных карт, построенных в компактной форме
однострочных индексных таблиц, предназначенных для микроэле-
ментного анализа и нормирования трудовых процессов вручную;
в компьютеризованном варианте в виде количественных мо-
делей, предназначенных для нормативного обеспечения систем ав-
томатизированного проектирования рациональных трудовых про-
цессов и их нормирования, а также ориентированных на системы
автоматизированного расчета межотраслевых и отраслевых норма-
тивов времени разной степени укрупнения.
Базовая система микроэлементных нормативов времени по сте-
пени описания трудовых элементов является системой 1-го уровня.
Она реализуется на минимально укрупненном микроэлементном
уровне трудового процесса и включает только микроэлементы, еди-
ные в содержательном плане («сквозные») для всех отраслей про-
мышленности. В дальнейшем предполагается создание на основе
БСМ-1 укрупненных межотраслевых и отраслевых систем, которые
при необходимости могут быть дополнены микроэлементами, от-
ражающими специфику трудовых процессов, характерных для ряда
отраслей и предприятий.
Применение микроэлементов для проектирования рациональных
трудовых процессов и расчета на этой основе норм вручную целе-
сообразно для условий массового и крупносерийного производства,
причем в основном для кратковременных операций. Широкое ис-
пользование компьютерной техники, в том числе микро- и мини-
ЭВМ, позволит распространить метод микроэлементного нормиро-
вания на процессы большей продолжительности.
БСМ-1 должна послужить методологической базой при созда-
нии автоматизированных систем микроэлементного нормирования
трудовых процессов. Внедрение подобных систем в производство
будет способствовать значительному облегчению процессов норми-
рования, повышению качества и равнонапряженности норм.
I. ХАРАКТЕРИСТИКА БАЗОВОЙ СИСТЕМЫ
МИКРОЭЛЕМЕНТНЫХ НОРМАТИВОВ ВРЕМЕНИ
1-ГО УРОВНЯ (БСЙЫ)
1.1. СТРУКТУРА СИСГЕ1-НЫ
Система микроэлементных нормативов времени 1-го уровня со-
стоит из 20 групп микроэлементов.
Формирование групп микроэлементов производилось на основе
принципа выделения по целевому назначению, который ранее был
применен основоположником отечественной системы микроэлементов
В. М. Иоффе, а также использовался при построении зарубежных
систем микроэлементных нормативов, таких как МТМ и др.
Состав групп микроэлементов, предусмотренный системой, при-
веден в табл. 1. Кодовое обозначение микроэлемента — буквен-
ное — представляет собой первые три, две или одну начальные
русские буквы наименований микроэлементов. Например, кодовое
обозначение микроэлементов «Переместить» будет П, «Вращать» —
ВР и т. д.
В некоторых группах в зависимости от способа выполнения или
функционального содержания микроэлементы подразделены на ви-
ды. К таким группам относятся: «Переместить», «Повернуть»,
«Вращать», «Установить», «Взять», «Ходить», «Нагнуться», «Вы-
прямиться», «Отпустить», «Нажать рукой», «Нажать ногой».
Например, в группу «Переместить» вошли 5 видов микроэле-
ментов:
Переместить в пространстве — II
Переместить отбрасыванием — ПОТ
Переместить по поверхности — ПП
Переместить инструмент по обрабаты-
ваемой поверхности — ППИ
Переместить по рольгангу — ПРГ
Микроэлемент «Повернуть в пространстве» имеет место в том
случае, когда у предмета, находящегося в руке (руках), отсутству-
ют точки соприкосновения с какой-либо поверхностью. Повороты
ручек настройки относятся к микроэлементу «Повернуть вокруг
оси». Примером поворота в горизонтальной плоскости является
поворот предмета, лежащего на столе или плите. В том случае, если
поворот осуществляется в плоскости, перпендикулярной к плоскости
стола, плиты, то поворот выполняется в вертикальной плоскости.
В БСМ-1 с учетом видов" различают 41 микроэлемент. Каждый
микроэлемент характеризуется достаточно однозначно трактуемыми
9
Таблица 1
Состав групп микроэлементов, предусмотренных системой
№ п/п Наименование групп микроэлементов Код
1 . 2 3
- , Движения рук,
1 Протянуть руку ПР
2 Переместить П
3 Повернуть ПО
4 Вращать ВР
5 Установить У
6 Разъединить р
7 Взять в
8 Отпустить от
9 Нажать рукой HP
10 Установить на размер УР
Движения корпуса
11 Повернуть туловище ПТ
12 Нагнуться н
13 Выпрямиться вн
14 Сесть с
15 Встать ВС
Движения ног
16 Ходить X
17 Переместить ногу пн
18 Нажать ногой (отпустить) НН
Движения глаз
19 Перевести взгляд пв
20 Всмотреться ФВ
Таблица 2
Классификация и кодовые обозначения микроэлементов
№ п/п Наименование групп микроэлементов Код Вид микроэлемента Код
1 2 3 4 5
1 Протянуть руку ПР ПР
2 Переместить п в пространстве П
отбрасыванием ПОТ
по поверхности пп
инструмент по обрабатываемой ппи
поверхности
по рольгангу ПРГ
10
Продолжение
1 2 3 4 5
3 Повернуть ПО в пространстве ПОП
вокруг оси ПОО
на поверхности в горизонталь- ной плоскости ПОГ
на поверхности в вертикальной ПОВ
плоскости
рукоятку ПОР
4 Вращать ВР рукой ВРР
отверткой ВРО
гаечным ключом ВРГ
маховик ВРМ
5 Установить У на плоскость УП
на вал или в отверстие УО
6 Разъединить р р
7 Взять в взять в
взяться вз
перехватить вп
8 Ходить X ходить X
ходить с тележкой, тельфером XT
ходить по лестнице (подняться на 1 ступеньку) хл
9 Повернуть туловище пт пт
10 Отпустить от снять руку с предмета ОТ1
разжать пальцы ОТ2
11 Нажать рукой HP нажать рукой HP
нажать рукой с усилием НРУ
12 Нажать ногой НН нажать ногой (отпустить) НН
нажать ногой с усилием ННУ
13 Переместить ногу пн пн
14 Нагнуться н до колен НК
до пола нп
15 Выпрямиться вн от колен внк
от пола ВНП
16 Сесть с с
17 Встать ВС ВС
18 Установить на размер УР УР
19 Перевести взгляд пв пв
20 Всмотреться ФВ ФВ
целевой направленностью и внутренним содержанием, что позволя-
ет отнести те или иные виды трудовых движений к определенному
микроэлементу. Содержательная интерпретация микроэлементов и
способы их различения приведены в п. 1.5 «Описание микроэлемен-
тов». С другой стороны, каждому микроэлементу соответствует
временная характеристика, отражающая зависимость продолжи-
тельности его выполнения от набора влияющих факторов (усло-
вий протекания трудового процесса). Временные характеристики
микроэлементов даются в нормативных картах.
Классификация и кодовые обозначения микроэлементов приве-
дены в табл. 2.
п
1.2. ФАКТОРЫ, ВЛИЯЮЩИЕ
НА ВРЕМЯ ВЫПОЛНЕНИЯ МИКРОЭЛЕМЕНТОВ
Факторы, влияющие на время выполнения микроэлементов,
подразделяются на количественные, т. е. факторы, имеющие коли-
чественную характеристику, и качественные, не имеющие такой
характеристики. Одним из основных количественных факторов,
оказывающих влияние на продолжительность микроэлементов
«Протянуть руку», «Переместить», «Ходить», является расстояние
перемещения, перехода (S). Измерение расстояния перемещения
рекомендуется производить по прямой, соединяющей начальную
и конечную точки перемещения. Для удобства пользования за на-
чальную и конечную точки принимается точка, находящаяся у ос-
нования указательного пальца, или середина (центр) перемещаемо-
го предмета. Единица измерения расстояния перемещения принята
в миллиметрах, так как эта размерность используется в техноло-
гической и нормировочной документации; единица измерения рас-
стояния для перехода принята в метрах.
По мере увеличения расстояния время выполнения микроэле-
ментов возрастает, однако для микроэлементов «Протянуть руку»
и «Переместить» оно растет не пропорционально увеличению рас-
стояния, а значительно меньше. Это объясняется тем, что, как пра-
вило, в начале перемещения имеет место ускорение, а в конце дви-
жения — его замедление и лишь в середине движения скорость
максимальна и примерно постоянна. Для микроэлемента «Ходить»
принята средняя скорость ходьбы. Одним из количественных факто-
ров, оказывающих влияние на продолжительность ряда микроэлемен-
тов, таких как «Переместить», «Повернуть», «Установить», «Разъеди-
нить», «Взять», «Ходить», является фактор — масса предмета (Р).
Увеличение массы предмета замедляет движение, в результате чего
время выполнения указанных микроэлементов возрастает. Единица
измерения массы предмета принята в килограммах, так как она ис-
пользуется в технологической и нормировочной документации.
На время выполнения следующих микроэлементов: «Повернуть»,
«Вращать маховик», «Повернуть туловище» — оказывает влияние
угол поворота (ф), измеряемый в градусах.
Угол поворота удлиняет расстояние, на которое перемещаются
пальцы, кисть руки или рука при повороте, что соответственно
увеличивает время выполнения микроэлемента. Угол поворота из-
меряется в градусах следующим образом: если рука ничего не
держит или в ней находится небольшой предмет, то измеряется
угол поворота точки, находящейся у основания указательного паль-
ца. Если в руке находится предмет, размеры которого больше
ладони (гаечный ключ), то при этом измеряется угол поворота
этого предмета.
Количественный фактор — размер наибольшей стороны предме-
12
та (длина рукоятки — /) влияет на время выполнения таких видов
микроэлементов, как «Переместить в пространстве», «Переместить
отбрасыванием», «Переместить по поверхности», «Переместить по
рольгангу», «Повернуть рукоятку», «Взять», «Установить на плос- "
кость». По мере увеличения наибольшей стороны предмета (/) время
выполнения указанных микроэлементов увеличивается, что обусло-
вливается неудобством работы с крупногабаритными предметами.
Количественным фактором, наиболее полно отражающим время
выполнения микроэлемента «Вращать», принят диаметр резьбы или
маховика (D). По мере увеличения диаметра резьбы увеличи-
вается расстояние, на которое поворачивается кисть (рука), со-
ответственно увеличивается и время.
Количественным фактором, . влияющим на время выполнения
микроэлементов «Установить на вал или в отверстие» и «Разъеди-
нить», является также длина продвижения или глубина соедине-
ния (L). Единица измерения этого фактора принята в миллиметрах.
Для микроэлементов «Переместить инструмент по обрабатыва-
емой поверхности», «Повернуть рукоятку» и «Вращать маховик»
введен количественный фактор «Прилагаемое усилие» (F). По мере
увеличения усилия происходит замедление времени выполнения ми-
кроэлементов, связанное с необходимостью преодоления сопротив-
ления. Прилагаемое усилие рекомендуется измерять различного
рода силомерами, например механическими или гидравлическими
динамометрами. Следует заметить, что действие указанного факто-
ра носит динамический характер, иными словами, в процессе вы-
полнения микроэлементов «Переместить инструмент по обрабаты-
ваемой поверхности», «Повернуть рукоятку» и «Вращать маховик»
его значения могут изменяться, причем они наиболее велики в на-
чале выполнения микроэлементов. В связи с этим значение дан-
ного фактора принимается равным максимальному из зафиксиро-
ванных.
Для измерения прилагаемого усилия на практике принята еди-
ница силы, использовавшаяся в технической системе единиц, —
килограмм-сила (кгс). В том случае, если измерение развиваемой
силы мышц работника производилось в ньютонах (Н), принятых
в системе СИ, то необходим перевод в единицы технической систе-
мы, исходя из того что 1 кгс = 9,81 Н.
На время выполнения микроэлементов наряду с количествен-
ными факторами оказывают влияние и качественные факторы,
к которым относятся:
наличие осторожности
степень контроля
степень ориентирования
удобство работы
плотность соединения
(ОС)
(К);
(ОР)
(У);
(П);
13
стесненность (СТ);
тип производства (Т).
Фактор «Наличие осторожности»
Качественный фактор «Наличие осторожности» (ОС) имеет две
характеристики:
без осторожности (ОС1);
с осторожностью (ОС2).
Без осторожности выполняются микроэлементы при работе с
твердыми и мягкими предметами. Время выполнения микроэлемен-
тов наименьшее.
С осторожностью выполняются микроэлементы при работе с го-
рячими, хрупкими, острыми, скользкими предметами, например
с деталями и узлами после сварки, пайки, горячей штамповки, сте-
клянными деталями (трубка или экран телевизора) и т. п.
Фактор «Степень контроля»
Фактор «Степень контроля» (К) оказывает существенное влия-
ние на время выполнения микроэлемента. Чем больше степень кон-
троля, тем меньше скорость выполнения микроэлементов. Следова-
тельно, больше время.
Характеристики фактора «Степень контроля» различны для раз-
ных микроэлементов и рассматриваются ниже в п. 1.5 «Описание
микроэлементов».
Фактор «Степень ориентирования»
Разновидностью степени контроля является фактор «Степень
ориентирования» (ОР), влияющий на время выполнения микроэле-
ментов «Установить на плоскость» и «Установить на вал или в от-
верстие». Предусмотрены три характеристики фактора «Степень
ориентирования»:
малая (ОР1);
средняя (ОР2);
большая (ОРЗ).
Подробное изложение указанного качественного фактора дает-
ся при описании микроэлементов.
Фактор «Удобство работы»
Фактор «Удобство работы» (У) оказывает существенное влия-
ние на время выполнения таких микроэлементов, как «Установить»,
«Разъединить», «Взять».
Данный фактор в содержательном плане характеризует неудоб-
ство обращения с маленькими, трудно захватываемыми предметами,
14
что приводит к увеличению времени установки, разъединения или
взятия.
Для перечисленных выше микроэлементов введены три харак-
теристики рассматриваемого фактора:
удобно (У1) —при работе с предметом, размер в месте зах-
вата которого более 5 мм;
неудобно (У2) — при размере в месте захвата предмета от 2 до
5 мм;
очень неудобно (УЗ) — при размере в месте захвата менее 2 мм.
Установки мягких предметов, видоизменяющих свою внешнюю
форму при нажатии, также имеют третью характеристику (УЗ).
Фактор «Стесненность»
Фактор «Стесненность» (СТ) оказывает существенное влияние
на время выполнения таких микроэлементов, как «Вращать», «Хо-
дить». Характеристиками фактора «Стесненность», влияющими на
микроэлементы «Вращать рукой», «Вращать отверткой» и «Вра-
щать гаечным ключом», являются следующие:
свободно (СТ1) —при которой помех нет;
стесненно (СТ2) — помехи с одной стороны;
очень стесненно (СТЗ) —помехи с двух или трех сторон.
В данном случае под помехами понимается наличие поверх-
ностей (предметов), затрудняющих свободный поворот кисти при
наживлении гаек, болтов либо ограничивающих движения руки
при навертывании отверткой или гаечным ключом. Так, для микро-
элемента «Вращать рукой» вторая степень стесненности (СТ2) со-
ответствует случаю, когда расстояние между точкой, находящейся
на конце указательного пальца, и ограничивающей движение кис-
ти поверхностью находится в пределах 40—60 мм. При меньших
расстояниях либо помехах с двух, трех сторон следует вводить тре-
тью характеристику стесненности (СТЗ).
Для микроэлемента «Ходить» введены две характеристики
фактора «Стесненность»:
свободно (СТ1)—при ходьбе по сухому ровному полу, без
помех;
стесненно (СТ2)—при ходьбе по замасленному, липкому полу
(лестнице) или полу с расположенными на пути исполнителя раз-
личными предметами (помехами), при проходе между крупногаба-
ритными предметами, находящимися на расстоянии'менее 600 мм.
Данный фактор должен специально оговариваться путем зада-
ния кода его характеристики.
При второй характеристике скорость ходьбы замедляется, так
как необходимо проявлять повышенное внимание или обходить
предметы (делать лишние шаги). Примерами стесненной ходьбы
(СТ2) являются переходы от станка к станку, перемещение тележки
15
при наличии проходов для тележки, не превышающих ее ширину
более чем на 600 мм, ходьба в цехах мясокомбината и т. п.
Фактор «Плотность соединения»
Фактор «Плотность соединения» (П) учитывается при выполне-
нии микроэлементов «Установить» и «Разъединить». Он имеет три
характеристики:
свободное соединение (Ш);
плотное соединение (П2);
тугое соединение (ПЗ). ,
Свободное соединение имеет место в том случае, когда доста-
точно собственного веса предмета для установки предметов. При
плотном соединении необходимо приложить небольшое усилие до
1 кгс. Эта характеристика является наиболее часто встречающей-
ся. В случае тугого соединения необходимо приложить значитель-
ное усилие (до 5 кгс и более), в связи с чем и время выполнения
микроэлементов с подобной характеристикой наибольшее. К первой
характеристике относятся установки различного рода валов, напри-
мер детали в самоцентрирующий трехкулачковый патрон. Установ-
ки валов с уплотнителями, установки и разъединения гаечных и
торцевых ключей, электро- и пневмогайковертов показательны для
второй характеристики плотности соединения.
Фактор «Тт производства»
Одной из особенностей базовой системы микроэлементных нор-
мативов времени 1-го уровня является то, что она ориентирована
на условия различных типов производства. Как показали исследо-
вания, время выполнения микроэлементов не одинаково для раз-
ных типов производства, что обусловлено различиями в уровнях
специализированного навыка на работах с различной повторя-
емостью. Это потребовало введения в БСМ-1 характеристики, учи-
тывающей различный тип производства и обусловленные им раз-
личия в темпе выполнения движений. Темп или скорость выполне-
ния движений непосредственно определяет продолжительность
элементов работы. Единство микроэлементов по темпу для массово-
го типа производства с учетом психофизиологически обоснованного
уровня интенсивности труда обеспечивается исходя из нормативно-
го темпа выполнения базового микроэлемента. Для крупно-, средне-
и мелкосерийного типов производства разработаны поправочные
коэффициенты к нормативному времени выполнения микроэлемен-
тов для массового типа производства. Коэффициенты даны для
различных характеристик фактора «Тип производства».
Отметим, что в действительности значения времени выполнения
разных микроэлементов изменяются по типам производства в не-
одинаковой степени, например для микроэлементов «Протянуть ру-
16
Таблица 3
Коэффициент закрепления операций в течение одного месяца
при различных типах производства
Тип производства Коэффициент закрепления операций
диапазон значений среднее
Массовое 1 1
Крупносерийное 1 — 10 5
Среднесерийное 10—20 15
Мелкосерийное 20—40 30
ку»5 «Всмотреться» они практически не меняются. В БСМ-1 для
удобства пользования приняты единые усредненные значения по-
правочных коэффициентов независимо от вида микроэлементов
(см. п. 2.1 «Количественные модели микроэлементов БСМ-1»).
Что касается определения типа производства, то его рекомен-
дуется проводить, исходя из коэффициента закрепления операций
(табл. 3).
1.3. КОДИРОВАНИЕ МИКРОЭЛЕМЕНТОВ И ФАКТОРОВ,
ВЛИЯЮЩИХ НА ВРЕМЯ ИХ ВЫПОЛНЕНИЯ
Кодирование микроэлементов означает написание полного кодо-
вого обозначения микроэлемента.
Полное кодовое обозначение микроэлементов включает кодо-
вое обозначение самого микроэлемента, качественных и коли-
чественных факторов, влияющих на его продолжительность, харак-
теристик качественных факторов, а также значения количественных
факторов.
Полное кодовое обозначение микроэлемента пишется в строку.
Слева записывается код вида микроэлемента в соответствии с
табл. 2. Например, обозначение микроэлемента «Протянуть руку»
будет ПР. После обозначения вида в скобках проставляются обоз-
начения и значения количественных факторов. При определении
факторов, оказывающих влияние на тот или иной микроэлемент,
следует пользоваться классификатором микроэлементов и факторов
их продолжительности (табл. 4). Например, для приведенного выше
микроэлемента «Протянуть руку» — ПР должно быть проставлено
обозначение расстояния перемещения (S) и приведено его значе-
ние. Обозначение микроэлемента «Протянуть руку на расстояние
500 мм» соответственно будет следующим: ПР (S 500). Однако
это обозначение неполное, оно не содержит информации о каче-
2 Заказ № 63
17
ственных факторах, влияющих на микроэлемент. Поэтому справа
от него также в скобках проставляются обозначения качествен-
ных факторов и коды их характеристик.
При определении качественных факторов, влияющих на микро-
элемент, следует также пользоваться классификатором микроэле-
ментов и факторов, влияющих на их продолжительность (табл. 4).
Например, для приведенного выше микроэлемента «Протянуть ру-
ку» качественными факторами являются «Наличие осторожности»
(ОС), «Степень контроля» (К).
Рядом с обозначением качественного фактора проставляется код
его характеристики. Наряду с качественными, факторами записы-
вается код типа производства, для условий которого определяется
время микроэлемента. Код массового типа производства обозначает-
ся Т1, крупносерийного — Т2, среднесерийного — ТЗ, мелкосерий-
ного — Т4. При описании микроэлементов БСМ-1 код типа про-
изводства может не указываться. Это означает справедливость
выполнения микроэлемента для условий массового типа,производ-
ства.
Полное кодовое обозначение микроэлемента «Протянуть руку
на расстояние 500 мм к твердому предмету, находящемуся в дру-
гой руке» будет ПР (S 500) (ОС1; KI; Т1).
Для упрощения написания кодового обозначения микроэлемента
можно опустить проставление качественных факторов с кодами ха-
рактеристик, равных 1.
Так, например, полное кодовое обозначение указанного микро-
элемента может быть следующим ПР (S 500). Умолчание кодов
характеристики качественных факторов говорит о том, что все ха-
рактеристики равны 1.
Таким образом, при написании полного кодового обозначения
микроэлемента должны обязательно проставляться коды характери-
стик качественных факторов, отличные от 1.
. При кодировании микроэлементов следует также помнить, что
отдельные элементы трудового процесса представляют собой ком-
плекс движений, который состоит из одного микроэлемента. Такой
микроэлемент может повторяться в комплексе несколько раз подряд
без изменения его характеристик. Чтобы определить время выпол-
нения подобного комплекса, необходимо задать число, показыва-
ющее, сколько раз микроэлемент повторяется в комплексе. Напри-
мер, время микроэлемента «Вращать рукой» определено в расчете
на одну нитку. Если процессом предусмотрено наживление на четы-
ре нитки, то для соответствующего микроэлемента следует указать
количество полных оборотов, необходимых для наживления —
4 п, на которое умножается время микроэлемента «Вращать ру-
кой».
1.4. СОВМЕЩЕНИЕ МИКРОЭЛЕМЕНТОВ
Микроэлементы могут выполняться последовательно, одновре-
менно или совмещаться во времени. Последовательными микро-
элементами называются такие комплексы микроэлементов, при ко-
торых один орган либо различные органы тела человека совершают
циклы отдельных микроэлементов без перекрытия времени их вы-
полнения. Например, комплекс, состоящий из микроэлементов
«Протянуть руку» и «Взять», выполняется последовательными
микроэлементами. Время этого комплекса определяется как ариф-
метическая сумма входящих в комплекс микроэлементов.
Одновременными микроэлементами называют микроэлементы,
которые выполняются обеими руками при взаимодействии их с од-
ним и тем же предметом. При выполнении одновременных микро-
элементов как правая, так и левая рука начинают и заканчивают
работу в одно и то же время. Например, микроэлементы «Переме-
стить предмет», «Установить на плоскость», выполняемые двумя
руками, относятся к числу одновременных. Время одновременной
работы рук учитывается нормативными таблицами БСМ-1.
Совмещенными микроэлементами называются такие сочетания
микроэлементов, при которых два и более органа тела в один и
тот же промежуток времени выполняют несколько движений. На-
пример, комплекс, состоящий из микроэлементов «Повернуть туло-
вище», «Протянуть руку» и «Взять предмет», выполняется в боль-
шинстве случаев совмещенно. Во время поворота туловища могут
выполняться микроэлементы «Протянуть руку» и «Переместить
предмет».
Определение времени совмещения микроэлементов значительно
сложнее, поскольку они выполняются циклами, при которых в тече-
ние времени выполнения одного наиболее продолжительного, пере-
крывающего микроэлемента осуществляется несколько микроэле-
ментов другими органами тела. Причем моменты начала и оконча-
ния микроэлементов не совпадают, а совмещаются во времени.
Совмещенные микроэлементы характеризуются различными зна-
чениями перекрытий во времени.
Отдельные микроэлементы перекрываются полностью, но боль-
шинство микроэлементов перекрывается частично, т. е. Часть микро-
элемента совмещается во времени с другим микроэлементом.
Определение времени выполнения микроэлементов должно про-
водиться с учетом совмещения.
Коэффициенты, учитывающие совмещение, даны ко времени
перекрываемых микроэлементов и определяют ту часть времени
микроэлемента, которая совмещается со временем перекрывающего
микроэлемента. Следовательно, чтобы определить коэффициент,
учитывающий долю неперекрываемого времени микроэлемента,
которая должна суммироваться со временем перекрывающего ми-
2*
19
Таблица 4
Классификатор микроэлементов и факторов, влияющих на их продолжительность
№ п/п Группа микроэле- ментов Вид микроэлемента Количественные фак- торы Качественные факторы
Наименова- ние Код Наименова- ние Код Наименова- ние Обозна- чение Наименова- ние Обозна- чение Краткая характеристика Код
1 2 3 4 5 6 7 8 9 10 11
1 Протянуть РУКУ ПР ПР Расстояние протягива- ния руки S, мм Степень контроля Наличие осторож- ности К ОС Малая — к предмету, расположенному в дру- гой руке Средняя — к единично- му предмету, положение которого заранее опре- делено или известно приблизительно, к пред- метам, расположенным в ряд или однородным, находящимся в таре Большая — в точное место, к предмету, кото- рый перемешан с други- ми, разнородными, к очень маленькому пред- мету или предмету, на- ходящемуся в пачке Без осторожности — к твердому или мягкому предмету С осторожностью — к скользкому, горячему, хрупкому или острому предмету 1 2 3 1 2
2 Перемес- тить П в прост- ранстве П Расстояние перемеще- ния пред- мета Масса предмета
Размер на- ибольшей стороны
отбрасыва- нием ПОТ Расстояние перемеще- ния пред- мета Масса предмета
по поверх- ности ПП Размер на- ибольшей стороны Расстояние перемеще- ния Масса предмета
инструмент по обраба- тываемой ППИ Размер на- ибольшей стороны Расстояние перемеще- ния
S, мм Степень контроля К Малая — до упора, к предмету, находящему- ся в другой руке 1
P, кг Средняя — в опреде- ленное или приблизи- 2
тельное место
l, мм Большая — в точное 3
место
Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
S, мм Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
P, кг С осторожностью — го- рячие, острые и скольз- кие предметы 2
/, мм
S, мм Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
Р, кг С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
/, мм
S, мм Степень К Малая — по приблизи- 1
контроля тельному месту
1 2 3 4 5 6
поверхности Прилагае- мое усилие
по роль- гангу, по роликам подвесного конвейера ПРГ Расстояние перемеще- ния Масса предмета
Размер на- ибольшей стороны предмета
3 Повернуть ПО в прост- ранстве ПОП Масса предмета
- Угол пово- рота
Продолжение
7 8 9 10 11
F, кгс Средняя — по опреде- 2
ленному месту, четко ограниченному с одной стороны Большая — по точно 3
определенному месту, четко ограниченному с двух и более сторон
Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты С осторожностью —' го- рячие, хрупкие, острые и скользкие предмету 2
S, мм Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
Р, кг
/, мм С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
Р, кг Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
Ф, град С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
вокруг оси ПОО Угол пово- рота Прилагае- мое усилие
на поверх- ности в го- ризонталь- ной плос- кости ПОГ Масса предмета Угол пово- рота
4 Вращать BP на поверх- ности в вертикаль- ной плос- кости рукоятку рукой отверткой гаечным ключом ПОВ ПОР ВРР ВРО ВРГ Длина на- ибольшей стороны Масса предмета Угол пово- рота Прилагае- мое усилие Длина ру- коятки Диаметр резьбы Диаметр резьбы Диаметр резьбы
маховик ВРМ Диаметр маховика Угол поворота Прилагае- мое усилие
Ф, град F, кгс Р, кг Наличие осторожно- сти ОС Без осторожности — твердые и мягкие пред- меты 1
ф, град /, мм С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
Р, кг Ф, Град F, кгс Наличие осторож- ности ОС Без осторожности—твер- дые и мягкие предметы С осторожностью — горя- чие, хрупкие, острые и скользкие предметы 1 2
" Л, мм
D, мм Стеснен- СТ Свободно — без помех 1
D, мм ность Стесненно — помехи с 2
D, мм одной стороны Очень стесненно — по- 3
D, мм мехи с двух или трех сторон г
Ф, град
F, кгс
1 2 3 4 5 6
5 Установить У на плос- кость УП Масса предмета
Размер на- ибольшей стороны предмета
на вал в отверстие УО Масса предмета
Длина про- движения
Продолжение
7 8 9 10 11
Р, кг Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
/, мм С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
Степень ОР Отсутствие ориентиро- 1
ориентиро- вания — простое надо-
вания жение, по упору Средняя — с совмеще- нием кромок 2
Большая — с совмеще- нием отверстий, на 3
шпильки, шпильками в
отверстия, по риске
Удобство У Удобно — место захва- 1
работы та более 5 мм Неудобно — место за- хвата от 2 до 5 мм 2
Очень неудобно — мес- то захвата менее 2 мм 3
Р, кг Наличие ОС Без осторожности — 1
осторож- мягкие и твердые пред-
ности меты
L, мм Плотность п С осторожностью — го- рячие, хрупкие, острые и скользкие предметы Свободное — для уста- 2 1
соединения новки достаточно силы тяжести
Плотное — необходимо усилие до 1 кгс Тугое — необходимо усилие свыше 1 кгс 2
о»
6 Разъеди- нить Р Масса предмета Длина про- движения
7 Взять В взять В Масса предмета Размер на-
Степень ОР Без ориентирования — 1
ориентиро- полная симметрия
вания Средняя — частичная 2
симметрия Большая — отсутствие ' 3
симметрии
Удобство У Удобно — размер в мес- 1
работы те захвата предмета бо- лее 5 мм
Неудобно — размер в 2
месте захвата от 2 до 5 мм Очень неудобно — раз- мер в месте захвата менее 2 мм 3
р, кг Наличие ОС Без осторожности —- 1
осторож- твердые и мягкие пред-
ности меты
L, мм С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
Плотность п Свободное — достаточ- 1
соединения но небольшого усилия Плотное — усилие до 2
1 кгс
Тугое — усилие свыше 1 кгс 3
Удобство У Удобно — размер в мес- 1
работы те захвата более 5 мм Неудобно — размер в 2
месте захвата предмета от 2 до 5 мм
Очень неудобно — раз- 3
мер в месте захвата ме- нее 2 мм
Р, кг Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
мм ности меты
1 2 3 4 5 6 7
ВЗЯТЬСЯ перехва- тить ВЗ вп ибольшей стороны предмета
8 Ходить X ходить X Расстояние перехода Масса пе- реносимого предмета S, TV Р, к
Продолжение
8 9 10 11
С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
Степень К Малая — изолирован- 1
контроля ный предмет Средняя — предметы расположены в ряд, на- 2
ходится в пачке или од- нородные в таре Большая — разнород- ные предметы переме- шаны в таре 3
Удобство У Удобно — размер в мес- 1
работы те захвата более 5 мм
Неудобно — размер в месте захвата от 2 до 2
5 мм Очень неудобно — раз- 3
мер в месте захвата ме- нее 2 мм
I Наличие ОС Без осторожности — 1
осторож- твердые и мягкие пред-
ности меты
г С осторожностью — го- рячие, хрупкие, острые и скользкие предметы 2
ходить с тележкой, тельфером ходить по лестнице вверх или вниз на од- ну ступень- ку XT хл Расстояние перехода Масса . предмета
9 Повернуть туловище ПТ Масса предмета Угол пово- рота туло- вища
10 Отпустить ОТ снять руку с предмета разжать пальцы ОТ1 ОТ2
И Нажать рукой HP нажать ру- кой без усилия HP
Стеснен-
ность
СТ
' s, м Стеснен- ность СТ
р, кг Наличие осторож- ности ОС
Стеснен- ность ст
р, кг Наличие осторож- ности ОС
Ф, град
Свободно — по сухому, 1
ровному и твердому по-
лу без помех
Стесненно — по замас- 2
ленному или липкому
полу или при наличии
помех
Свободно — по сухому, 1
ровному и твердому по-
лу без помех
Стесненно — прй нали- 2
чии помех и узких прохо-
дов
Без осторожности — 1
мягкие и твердые пред-
меты
С осторожностью — го- 2
рячие, хрупкие и сколь-
зкие предметы
Свободно — без помех 1
Стесненно — с помехами 2
Без осторожности — 1
мягкие и твердые пред-
меты
С осторожностью — го- 2
рячие, хрупкие, острые
и скользкие предметы
Продолжение
1 2 3 4 5 6 7 8 9 10 11
нажать ру- кой с у си- НРУ
лием
12 Нажать НН нажать НН
ногой, ногой
(отпустить) нажать но- ННУ
гой с уси-
лием
13 Сесть С
14 Встать ВС
15 Нагнуться н до колен НК
до пола нп
16 Выпря- вн от колен внк
миться от пола ВНП
17 Перемес- тить ногу пн
18 Установить на размер УР
19 Перевести пв Расстояние S, мм
взгляд между предмета- ми при пе- реводе глаз от одного к другому предмету
20 Всмот- реться ФВ
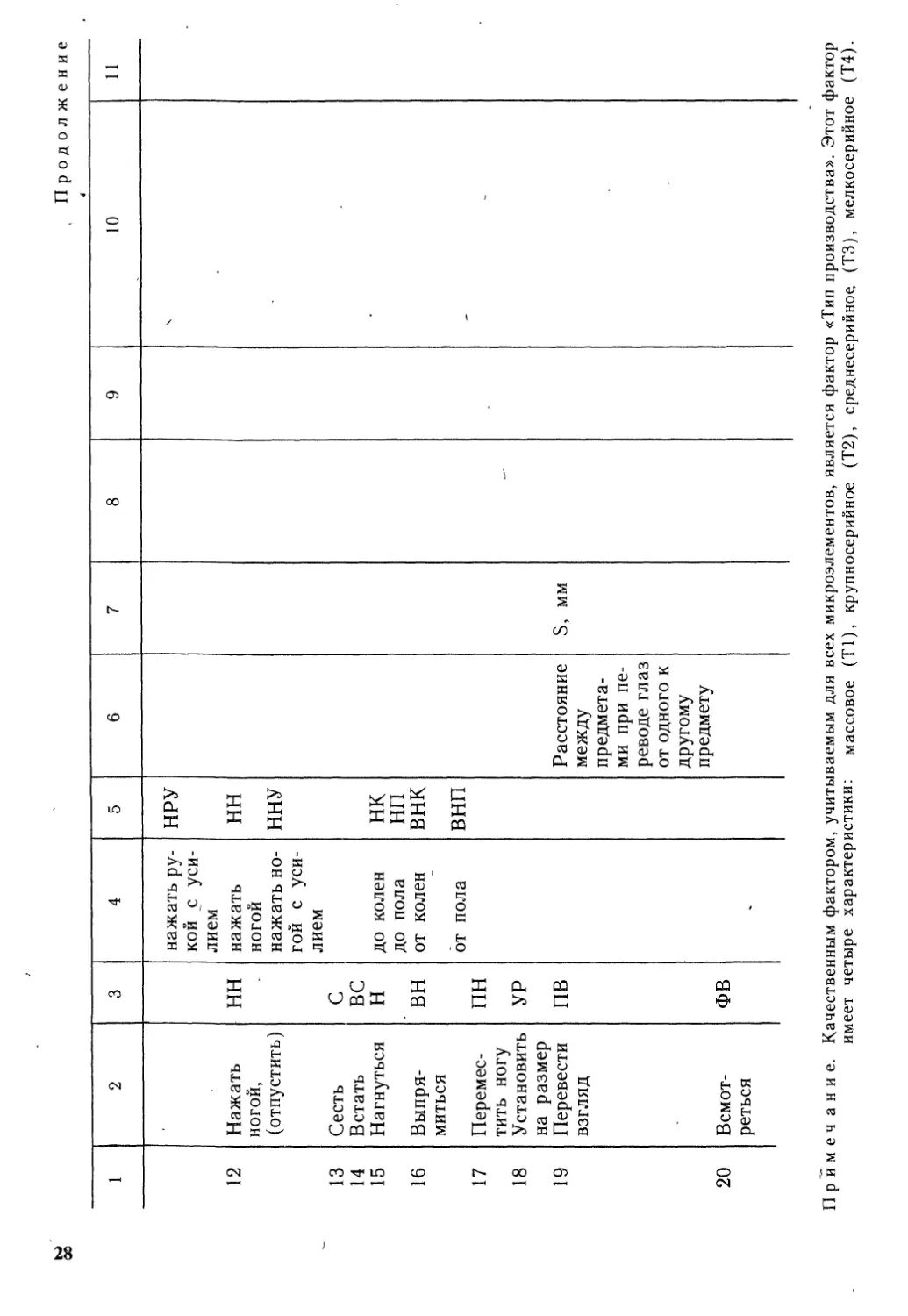
Примеч ание.
Качественным фактором, учитываемым для всех микроэлементов, является фактор «Тип производства». Этот фактор
имеет четыре характеристики: массовое (Т1), крупносерийное (Т2), среднесерийное (ТЗ), мелкосерийное (Т4).
кроэлемента, необходимо вычесть из 1 значения коэффициентов
совмещения, приведенные в табл. 5 и 6.
Время совмещенных микроэлементов рассчитывается следующим
образом. Ко времени микроэлемента с наибольшим временем или
того микроэлемента, выполнение которого началось раньше, добав-
ляется неперекрываемая часть микроэлемента с наименьшим време-
нем, которая определяется умножением на (1 — Кс). Например,
нормативное время на комплекс, состоящий из микроэлементов
«Повернуть туловище» и «Переместить предмет в пространстве
с большой степенью контроля», в соответствии с табл. 6 будет равно
значению, определяемому по формуле
t = tn.T+ (1-0,2) .tn,
где К.т — время на микроэлемент «Повернуть туловище», тыс.
доли мин; tn — время на микроэлемент «Переместить предмет в
пространстве», тыс. доли мин; 0,2 — коэффициент совмещения.
1.5. ОПИСАНИЕ МИКРОЭЛЕМЕНТОВ
Микроэлемент «Протянуть руку» — ПР
Микроэлемент «Протянуть руку» представляет собой элементар-
ное движение, целью которого является перемещение руки, кисти
или .пальцев в заданном направлении или в определенное место.
Отличительным признаком данного микроэлемента является отсут-
ствие в руке какого-либо предмета.
Фиксажными точками для микроэлемента ПР являются: начало
движения руки и момент, предшествующий касанию рукой пред-
мета.
Факторы, которые необходимо учитывать при определении вре-
мени микроэлемента ПР (табл. 4):
расстояние перемещения (S), мм;
наличие осторожности (ОС);
степень контроля (К).
Факторы: расстояние перемещения и наличие осторожности —
изложены выше и особых пояснений не требуют.
Фактор «Степень контроля»
Качественный фактор «Степень контроля» (К) имеет три харак-
теристики: малую, среднюю и большую.
Малая степень контроля (К1) соответствует протягиванию
руки к предмету, который находится в другой руке или на котором
лежит другая рука. Время протягивания руки при малой степени
контроля минимальное. Это обусловлено тем, что рука почти авто-
матически направляется к этому предмету.
Средняя степень контроля (К2) соответствует протягиванию ру-
ки к единичному предмету, положение которого заранее опреде-
29
Таблица 5
Коэффициенты для учета совмещений микроэлементов, выполняемых руками
Код Наименование микроэлементов ПР П ПП ПОР ВРМ УП УО Р В вз ОТ2 HP
Протянуть руку Переместить предмет в простран- стве Переместить по поверхности Повернуть руко- ятку Вращать маховик Установить на плоскость Установить на вал (в отвер- стие) свободно Разъединить (сво- бодное соединение) Взять 1 Взяться -1 - - - -1 1 Отпустить Нажать рукой
К14-КЗ К14-КЗ ОР1 ОР1 KI
ПР Протянуть руку К1 -кз 07 0,5 0,5 0,5 0,3 1,0 1,0
п Переместить в пространстве К1 - КЗ 0,5 0,6 0,5 0,4 0,2 1,0 1,0
пп Переместить по поверхности 0,5 0,5 0,6 1,0 1,0
ПОР Повернуть руко- ятку 0,5 0,4 0,7 0,5 1,0 1,0
ВРМ Вращать маховик 0,3 0,2 0,5 0,7 1,0 1,0
УП Установить на плоскость ОР1 0,6 1,0
УО Установить на вал (в отверстие) свободно ОР1 0,5 1,0
р Разъединить (сво- бодное соедине- ние) 0,5 1,о
лено или известно приблизительно, к пред-
метам, расположенным в ряд, или одно-
родным, находящимся в таре. При средней
степени требуется частичный зрительный
контроль. Это наиболее часто встречаю-
щаяся степень контроля. Примерами мик-
роэлемента ПР, выполняемого со средней
степенью контроля, являются: протягива-
ние руки к электроключу, висящему над
рабочим местом, к кнопке включения стан-
ка, к рукоятке, рычагу управления стан-
ком и т. д.
Большая степень контроля (КЗ) имеет
место при протягивании руки в точное
место, к предмету, который перемешан с
другими, разнородными, к предмету,
находящемуся в пачке. Исполнитель в
конце движения замедляет его, чтобы ре-
шить, какой предмет взять. Большая сте-
пень контроля имеет место также при про-
тягивании руки к очень маленькому пред-
мету, диаметр или толщина которого мень-
ше 5 мм, который необходимо взять точно.
Время протягивания в этом случае увели-
чивается за счет того, что исполнителю
приходится тщательно контролировать
движение при его окончании.
Примеры кодового обозначения микро-
элемента «Протянуть руку» — ПР
Пример 1. После установки и ввертывания болта
на две нитки вручную рука протягивается на рас-
стояние 500 мм к электрическому гайковерту, под-
вешенному над рабочим местом.
В соответствии с табл. 4 полное кодовое обозна-
чение микроэлемента ПР будет
ПР (S 500) (ОС1; К2)
Пример 2. После обработки детали на станке
рука протягивается на расстояние 600 мм к рукоятке
пневматического зажима, в то время как другая рука
протягивается к месту снятия детали на расстояние
300 мм, следовательно, имеет место совмещенное
выполнение движений.
Полное кодовое обозначение микроэлементов бу-
дет:
левая рука — ПР (S 300) (ОС 1; К2);
правая рука — ПР (S 600) (ОС1; К2)
31
Таблица 6
Коэффициенты для учета совмещений микроэлементов, выполняемых корпусом, ногами и руками
Предыдущий микроэлемент Последующий микроэлемент
Наименование микроэлемента Код Наименование микроэлемента
Протянуть РУКУ Перемес- тить .в про- странстве I Нагнуться до колен, до пола
Коды микроэлементов 3
ПР П НК НП
Ходить (без гру- за) X 0,8 —
Ходить (с гру- зом) X 0,5 0,5
Повернуть туло- вище (без груза) пт 0,8 — 0,7
Повернуть туло- вище (с грузом) пт 0,5 0,2 0,5
Нагнуться до ко- лен, до пола нк нп 0,8 0,7
Выпрямиться внк ВНП 0,5 0,2
Последующий микроэлемент Предыдущий микроэлемент
Наименование микроэлемента Код Наименование микроэлемента
Протянуть РУКУ I [Перемес- тить в про- странстве Нагнуться до колен, до пола
Коды микроэлементов
ПР П НК НП
Ходить (без гру- за) X 0,8 —
Ходить (с гру- зом) X 0,5 —
Повернуть туло- вище (без груза) пт 0,8 — 0,5
Повернуть туло- вище (с грузом) пт 0,5 0,2 0,3
Нагнуться до ко- лен, до пола нк нп 1,0 —
Выпрямиться внк ВНП 1,0 0,2
Примечания: 1. В таблице приведены коэффициенты для определения совмещаемой части времени.
2. Пустые клетки таблицы означают, что микроэлементы выполняются последовательно.
Пример 3. При сборке каретки -пишущей машинки рука протягивается на рас-
стояние 300 мм к коробке с винтами диаметром 5 мм, вторая рука поддерживает
сборочный узел:
ПР (S 300) (ОС1; КЗ)
Пример 4. При упаковке рубашек упаковщик протягивает руку на расстояние
250 мм к булавкам, находящимся в коробке:
ПР (S 250) (ОС2; КЗ)
Пример 5'.' При сортировке письменной корреспонденции сортировщик протяги-
вает руку на расстояние 450 мм к письмам, упорядоченно уложенным в ряд:
ПР (S 450) (ОС1; К2)
Микроэлемент «Переместить» —П
Микроэлемент «Переместить» представляет собой элементарное
движение, целью которого является перемещение предмета (заго-
товки, детали, инструмента). Перемещение предмета осуществляет-
ся рукой, кистью или пальцами. Как указывалось ранее, в системе
выделяются следующие 5 видов микроэлемента «Переместить»:
Переместить в пространстве — П
Переместить отбрасыванием — ПОТ
Переместить по поверхности — ПП
Переместить инструмент по
обрабатываемой поверхности — ППИ
Переместить по рольгангу — ПРГ
При перемещении в пространстве П предмет полностью контро-
лируется рукой и не имеет точек соприкосновения с какой-либо
поверхностью. При выполнении микроэлементов ПП, ППИ, ПРГ
предмет соприкасается с поверхностью. Рука сопровождает пред-
мет, не прерывая контакта с ним. Напротив, для микроэлемента
ПОТ характерным является то, что после прерывания контакта
руки с предметом последний некоторое время продолжает двигать-
ся за счет ускорения, приданного ему. Микроэлементу ПОТ соот-
ветствуют движения типа «Отбросить на некоторое расстояние»
или «Толкнуть по поверхности». Движение типа «Толкнуть предмет
массой до 20 кг по рольгангу, по роликам подвесного конвейера»
также описывается микроэлементом ПОТ.
Фиксажными точками для таких видов микроэлемента, как
«Переместить в пространстве» и «Переместить инструмент по обра-
батываемой поверхности», являются начало движения и остановка
или изменение направления руки. Для микроэлемента ПОТ фиксаж-
ными точками являются начало движения руки с предметом и мо-
мент отрыва руки от предмета (возвращения в исходное положе-
ние).
Фиксажными точками для микроэлементов ППИ и ПРГ являют-
ся начало движения предмета и момент прерывания контакта с
ним либо, если за этими микроэлементами следуют непосредствен-
но микроэлементы, предусматривающие продолжение работы с
перемещаемым предметом, момент останова предмета. При пере-
мещении по поверхности, по рольгангу предметов с большой массой
3 Заказ № 63 33
начальной фиксажной точке соответствует момент начала выпря-
мления (сгибания) локтевого сустава руки.
Если предмет передвигается по поверхности или по рольгангу,
масса предмета влияет меньше, в связи с чем время выполнения
этих видов микроэлементов при прочих равных условиях меньше,
чем при перемещении в пространстве.
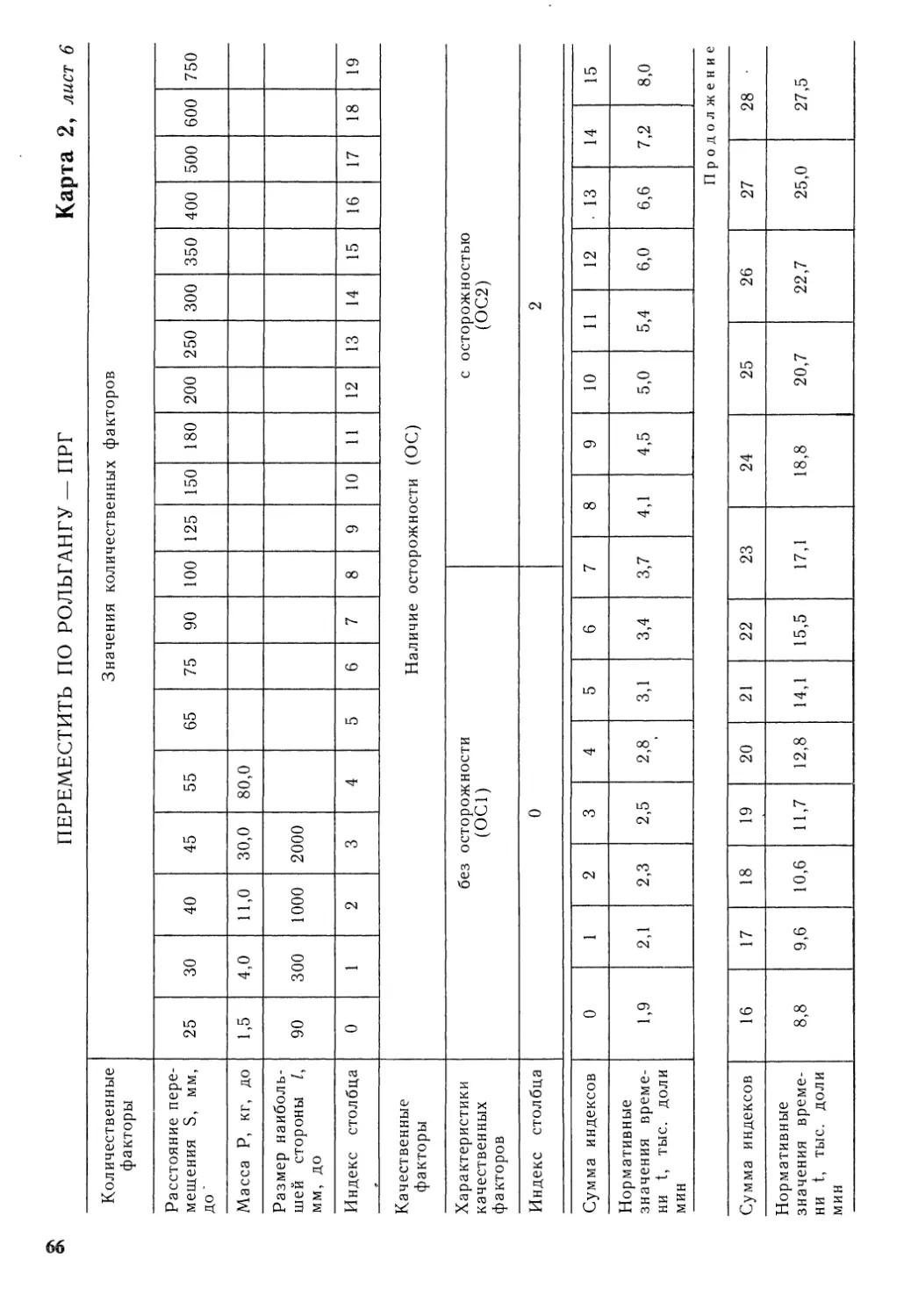
Количественными факторами, которые необходимо учитывать
при определении времени микроэлементов: П, ПП, ПОТ, ПРГ, явля-
ются:
расстояние перемещения (S), мм;
масса перемещаемого предмета (Р), кг;
длина наибольшей стороны предмета (/), мм.
Отметим, что для микроэлемента «Переместить в пространстве»
даны две формулы: при массе перемещаемого предмета до 1 кг
и при массе свыше 1 кг. В первом случае сам фактор масса пред-
мета не является значащим, поэтому его значения не задаются.
При определении времени микроэлемента ППИ учитываются:
расстояние перемещения (S), мм;
прилагаемое усилие (F), кгс.
Качественный фактор «Наличие осторожности» влияет на время
выполнения П, ПП, ППИ, ПОТ, ПРГ, качественный фактор «Сте-
пень контроля» учитывается для микроэлементов «Переместить в.
пространстве» и «Переместить инструмент по обрабатываемой по-
верхности».
Факторы: расстояние перемещения, масса предмета, размер
наибольшей стороны предмета, прилагаемое усилие, степень осто-
рожности — изложены выше в п. 1.2.
В настоящем разделе рассматривается только фактор «Степень
контроля» (К).
Фактор «Степень контроля» для микроэлемента «Переместить
в пространстве» имеет три характеристики: малую, среднюю и боль-
шую.
При малой степени контроля (К1), которая соответствует пере-
мещению предмета до упора или к другой руке, где он должен быть
взят, требуется наименьший мышечный контроль по сравнению
с другими характеристиками. Движение в данном случае выполня-
ется почти автоматически, скорость большая.
Примерами микроэлемента П при малой степени контроля яв-
ляются следующие:
переместить листовую заготовку до упора при штамповке на
прессе;
переместить заготовку до упора при резке на гильотинных нож-
ницах;
переместить предмет к левой руке.
Средняя степень контроля (К2) наиболее часто встречается
при выполнении микроэлемента «Переместить в пространстве».
34
Она соответствует перемещению предметов в определенное или
приблизительное место.
При средней степени наряду с мышечным контролем требуется
также незначительный зрительный контроль, что замедляет ско-
рость выполнения движения.
Примеры микроэлемента «Переместить в пространстве» с подоб-
ной характеристикой многочисленны и разнообразны, это, напри-
мер, следующие:
переместить предмет к крюку подвесного конвейера;
переместить предмет к столу, верстаку;
переместить предмет к стеллажу;
переместить предмет к приспособлению.
При большой степени контроля (КЗ) предмет перемещается в
точное место. Перемещение предмета при большой степени контро-
ля предшествует его установке на вал или в отверстие, на плоскость.
В этом случае необходим наибольший контроль, как мышечный,
так и зрительный, что замедляет скорость выполнения движения.
Примером микроэлемента «Переместить в пространстве» при боль-
шой степени контроля является перемещение предмета к месту
сборки, установки в крепежное приспособление.
Для микроэлемента «Переместить инструмент по обрабатывае-
мой поверхности» также выделены три характеристики степени
контроля: малая, средняя и большая.
Малая степень контроля (К1) соответствует перемещению ин-
струмента по приблизительному месту, не имеющему четких ограни-
чений на обрабатываемой поверхности. Так, протереть рабочую
поверхность стола тряпкой, очистить приспособление от стружки
щеткой являются примерами данной характеристики контроля.
Средняя степень контроля (К2) соответствует перемещению
инструмента по поверхности, четко ограниченной с одной стороны.
Например, провести кисточкой по кромке окрашиваемой поверх-
ности, по разметке.
В случае когда обрабатываемая поверхность ограничена с двух
и более сторон, причем ширина обрабатываемой поверхности соизме-
рима с перемещаемым по ней инструментом, то имеет место боль-
шая степень контроля (КЗ). Например, снять фаску напильником.
Примеры кодового обозначения микроэлемента «Перемес-
тить» — П
Пример 1. Листовая заготовка массой 10 кг размерами 1000X 500 мм перемеща-
ется двумя руками по столу пресса до упора на расстояние 200 мм.
В соответствии с табл. 4 и пояснениями, приведенными выше, полное кодовое
обозначение микроэлемента будет
ПП (S 200; РЮ; /1000) (ОС1; К1)
Пример 2. Электрогайковерт массой 10 кг, длиной 500 мм перемещается одной
рукой по роликам подвесного конвейера на расстояние 700 мм к месту крепления
детали с целью последующей его установки на гайку:
ПРГ (S 700; РЮ; /500) (ОС1)
3*
35
Пример 3. Кинескоп массой 8 кг с размером наибольшей стороны 600 мм пере-
мещается Двумя руками на расстояние 450 мм для постановки его на шасси теле-
визора:
П (S 450; Р8; /600) (ОС2; КЗ)
Пример 4. Рабочий после установки отвала плуга массой 5,2 кг на грудинку
массой 7,1 кг с размером наибольшей стороны 690 мм перемещает изделие по столу
из рабочей зоны на расстояние 500 мм:
ПП (S 500; Р 12,3; /690) (ОС1)
Пример 5. При сборке мягкой игрушки рабочий однократно проводит кисточкой
с клеем по краю цилиндрической поверхности длиной 150 мм с усилием 0,04 кгс:
ППИ (S'150; F 0,04} (К2)
Микроэлемент «Повернуть» — ПО
Микроэлемент «Повернуть» представляет собой движение, при
котором кисть, запястье и предплечье поворачиваются вокруг про-
дольной оси предплечья или пальцы поворачивают предмет. Фик-
сажными точками микроэлемента ПО являются: начало движения
(поворота) руки, пальцев и останов руки, пальцев. Выше было
указано (табл. 2), что микроэлемент ПО подразделяется на виды:
Повернуть в пространстве —ПОП
Повернуть вокруг оси — ПОО
Повернуть на поверхности
в горизонтальной плоскости — ПОГ
Повернуть на поверхности в
вертикальной плоскости — ПОВ
Повернуть рукоятку — ПОР
При повороте в пространстве исполнитель полностью контро-
лирует находящийся в руках изолированный предмет, который не
имеет какой-либо другой точки опоры. Если же предмет находится
на поверхности (столе, верстаке и т. д.), то следует различать в
зависимости от плоскости, в которой совершается поворот пред-
мета по отношению к установочной поверхности, микроэлементы
ПОГ и ПОВ.
Микроэлементу ПОВ соответствуют движения с предметом
типа «кантовать».
Микроэлемент ПОО предназначен для описания различных по-
воротов ручек настройки, тумблеров и т. д. Подобные повороты
осуществляются кистью руки без участия мышц предплечья, и поэ-
тому по форме осуществления он близок микроэлементу «Вращать
рукой» (ВРР). Основное отличие состоит в следующем. Если микро-
элемент ВРР включает законченный цикл повторяющихся движений
«взяться — повернуть — отпустить — вернуть кисть в исходное по-
ложение», то микроэлемент ПОО включает только собственно по-
ворот кисти. Остальные сопутствующие повороту движения описы-
ваются микроэлементами ВЗ, ОТ, ПР. Микроэлемент ПОО может
переходить в микроэлемент «Установить на размер».
36
Микроэлементы ПОП и ПОГ, осуществляемые во время выпол-
нения микроэлемента «Переместить», входят в состав последнего.
При повороте рукояток управления оборудования рука соверша-
ет возвратно-поступательные движения. Эти движения при выпол-
нении микроэлемента ПОР выполняются кистью, предплечьем в
горизонтальной или вертикальной плоскости при угле поворота
до 180°.
Для микроэлементов ПОП и ПОГ учитываются факторы:
масса предмета (Р), кг;
угол поворота (ф), град;
длина наибольшей стороны (/), мм (для ПОГ);
наличие осторожности (ОС).
На микроэлемент ПОВ влияют факторы:
масса предмета (Р), кг;
наличие осторожности (ОС).
При определении времени микроэлемента ПОР учитываются
факторы:
длина рукоятки (/), мм;
угол поворота рукоятки (ф), град;
прилагаемое усилие (F), кгс.
Для микроэлемента ПОО значащими факторами являются:
угол поворота (ф), град;
прилагаемое усилие (F), кгс.
Характеристики названных факторов приводились ранее.
Примеры кодового обозначения микроэлемента «Повернуть» —
ПО
Пример. 1. При вырубке заготовки из кожи рабочий поворачивает находящее-
ся в руках лекало массой 0,56 кг на 90° с последующей установкой:
ПОП (Р 0,56; <р90) (ОС1)
Пример 2. Листовая заготовка массой 3 кг, длиной 390 мм, поворачивается
.на 60° двумя руками на плите пресса для последующего продвижения к упору:
ПОГ (Р 3; <р60; I 390) (ОС1)
Пример 3. При контрольной операции рабочий поворачивает тумблер гром-
кости на 45° с усилием 0,2 кгс для определения качества звучания динамика ра-
диоприемника:
ПОО (ф 45; F 0,2)
Пример 4. Для включения вращения шпинделя на токарном станке рабочий
поворачивает рукоятку длиной 370 мм на 20° с усилием 0,45 кгс:
ПОР (/370; ф 20; F 0,45)
Микроэлемент «Вращать» — ВР
Отличительным признаком микроэлемента «Вращать» является
то, что рука совершает заранее определенные циклические движе-
ния различной амплитуды вокруг фиксированной точки — оси
вращения. Целью выполнения микроэлементов ВРР, ВРО, ВРГ яв-
ляется поворот предмета, который совмещен или установлен в
37
отверстие. Факторами, влияющими на рассматриваемые виды мик-
роэлементов, являются:
диаметр резьбы (D), мм;
стесненность (СТ).
Реализация микроэлемента ВРР, предусматриваемая в основ-
ном при наживлении гаек, выражается в ряде циклически повто-
ряющихся комплексов движений, в которых участвует кисть. Каж-
дый такой комплекс состоит из следующих движений:
повернуть гайку (болт);
отпустить гайку (болт);
вернуть руку в исходное положение;
взяться за гайку (болт).
При малом диаметре резьбы (3—5 мм) наживление гайки осу-
ществляется двумя-тремя пальцами, расстояние перемещения
пальцев минимальное, соответственно и время наименьшее. При
увеличении диаметра резьбы увеличивается расстояние перемеще-
ния пальцев, причем наживление осуществляется всей кистью, что
соответственно приводит к увеличению времени.
Поскольку нецелесообразно выделять мелкие переместительные
движения, имеющие место при осуществлении микроэлемента ВРР,
для удобства пользования время дается на наживление на одну
нитку. При пользовании таблицами на микроэлементы ВРР, ВРО,
ВРГ необходимо длину навертывания разделить на шаг резьбы с
тем, чтобы определить количество ниток или полных оборотов.
Нормативное время по таблице следует умножить на количество
ниток.
Влияние качественного фактора «Стесненность» выражается в
том, что наличие помех ограничивает движение кисти и увеличи-
вает тем самым количество циклов, необходимых для наживления.
Характеристики этого фактора были приведены ранее.
При завертывании винтов отверткой (ВРО), гаек гаечным и
торцовым ключом (ВРГ) время также увеличивается по мере уве-
личения диаметра резьбы. При затягивании гаек гаечным ключом,
совершаемых с усилием, микроэлемент ВРГ переходит в микро-
элемент «Нажать рукой» и нормативное время определяется по
последнему микроэлементу.
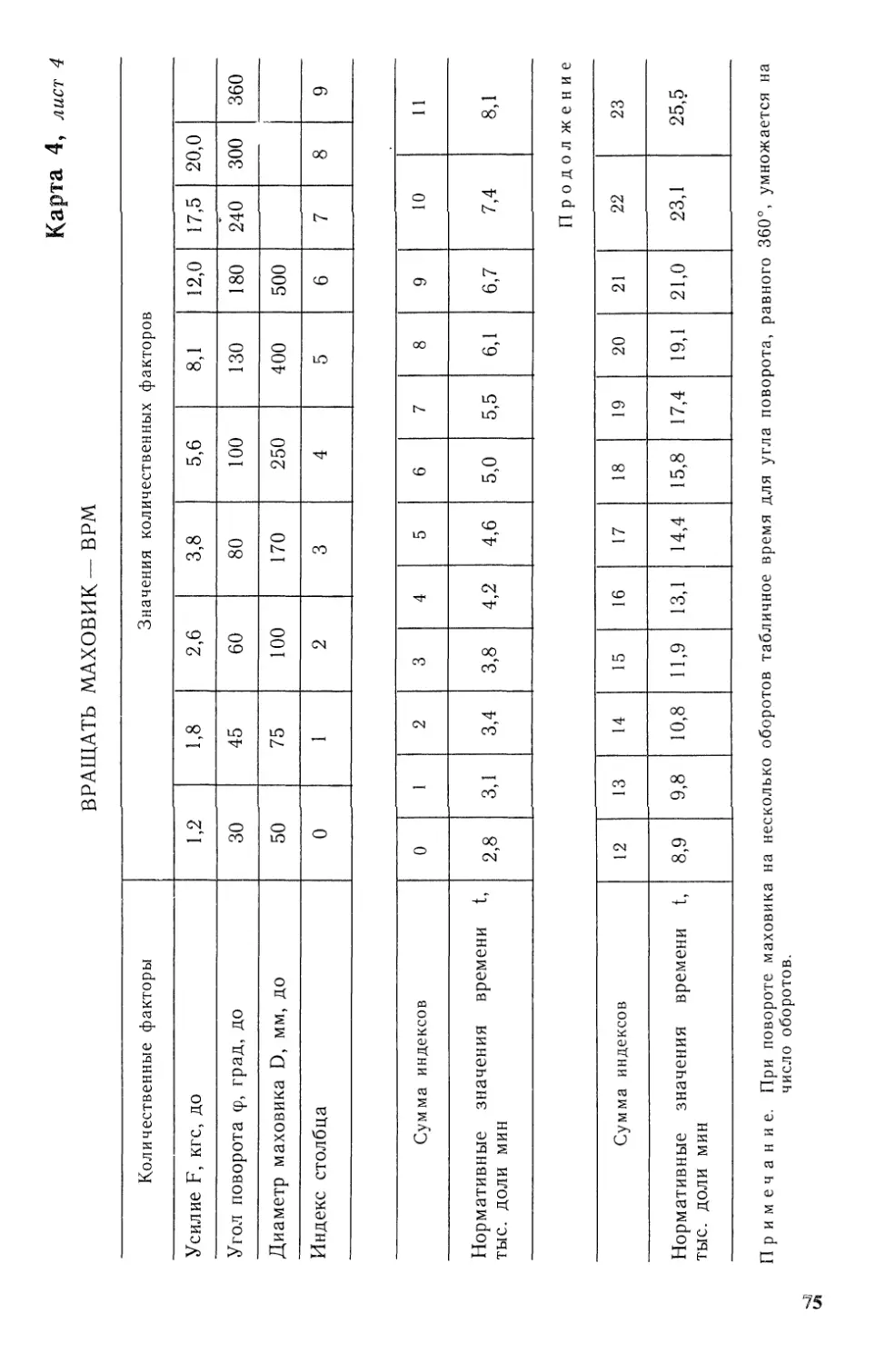
При повороте маховика (микроэлемент ВРМ) осуществляется
движение, при котором кисть, предплечье или плечо поворачивают-
ся вокруг оси вращения по замкнутому кругу или части круга.
Фиксажными точками являются начало движения и останов махо-
вика. Микроэлементу ВРМ предшествует, как правило, микроэле-
мент «Взяться», за микроэлементом ВРМ следует микроэлемент
«Отпустить».
Время микроэлемента ВРМ зависит от:
диаметра маховика (D), мм;
угла поворота (<р), град;
38
прилагаемого усилия (F), кгс.
На время выполнения рассматриваемого микроэлемента влияет
также тот факт, осуществляется ли один оборот или несколько.
При вращении маховика с целью подвода инструмента, переме-
щения различных узлов оборудования, при заключительном
или изолированном повороте ко времени микроэлемента ВРМ
прибавляется время микроэлемента «Установить на размер»,
учитывающего необходимость корректирующих движений с целью
точного подвода.
Примеры кодового обозначения микроэлемента «Вращать» — ВР
Пример 1. При сборке плуга полевая доска и лемех крепятся к стойке болтами
М12, для чего наживляются гайки на четыре нитки. При наживлении гайки имеют-
ся помехи с левой стороны, где расстояние между гайками и кронштейном 40 мм:
ВРР (D12;n4) (СТ2)
Пример 2. Маховик подвода сверла на сверлильном станке поворачивают на
три полных оборота и затем совершают поворот на 60° с целью установки сверла по
нониусу на размер. Диаметр маховика 220 мм:
BPM (D220; <р60; пЗ)+УР
Микроэлемент «Установить» — У
Микроэлемент «Установить» представляет собой комплекс дви-
жений, выполняемых пальцами или кистью руки с целью ориента-
ции, наложения и совмещения предметов. Выделены виды микро-
элемента: «Установить на плоскость» (УП) и «Установить на вал
или в отверстие» (УО).
Рассмотрим первый вид микроэлемента. Основными движения-
ми, входящими в микроэлемент УП, являются мелкие перемести-
тельные движения по ориентированию двух и более предметов и
их совмещению. Движения, входящие в микроэлемент УП, настоль-
ко многочисленны, непродолжительны и логически неразрывны, что
разбивать этот микроэлемент на отдельные движения нецелесооб-
разно.
Отличительным признаком данного микроэлемента является
то, что базовой поверхностью для установки является, как правило,
плоскость, а после ориентирования может происходить некоторое
продвижение предмета по штырям, пальцам, призмам, которое
носит вспомогательный характер и используется для ускорения
продвижения совмещаемых предметов. Фиксажными точками мик-
роэлемента УП являются: останов или замедление движения руки
после перемещения устанавливаемого предмета на расстояние
20—25 мм от места сочленения (начальная фиксажная точка) и
момент, предшествующий началу отрыва руки от устанавливае-
мого предмета (конечная фиксажная точка).
Микроэлемент УП обычно следует за микроэлементом «Пере-
местить», а последующим является микроэлемент «Отпустить».
Примеры микроэлемента УП многочисленны и разнообразны,
39
начиная с простейших установок заготовок на стол и вплоть до
сложных установок с совмещением по нескольким отверстиям.
Количественными факторами, влияющими на время выполнения
микроэлемента УП, являются масса предмета (Р) и размер наи-
большей стороны предмета (/). Наряду с количественными факто-
рами на время выполнения УП влияют качественные факторы, та-
кие как: наличие осторожности (ОС), степень ориентирования
(ОР) и удобство работы (У).
В данном пункте рассматривается только фактор «Степень
ориентирования», остальные факторы достаточно подробно изложе-
ны в п. 1.2.
Характеристиками фактора «Степень ориентирования» для мик-
роэлемента УП являются:
малая (ОР1);
средняя (ОР2);
большая (ОРЗ).
Малая степень ориентирования (ОР1) соответствует простому
наложению.
Примерами выполнения микроэлемента УП с подобной характе-
ристикой являются:
установить листовую заготовку на плиту пресса;
положить деталь на пол, на стол;
установить деталь на станину станка.
При средней степени ориентирования (ОР2) необходимо осу-
ществить ряд мелких переместительных движений по ориентиро-
ванию. Эта степень ориентирования соответствует установке на
плоскость с совмещением кромок.
Примерами микроэлемента УП, выполняемого со средней сте-
пенью ориентирования, являются следующие:
установить деталь на две перекладины стеллажа;
установить опору на раму.
При большой степени ориентирования (ОРЗ) необходимо осу-
ществить значительное количество переместительных движений по
ориентированию предмета. Эта степень ориентирования соответст-
вует установке на плоскость с совмещением отверстий, по риске.
Примерами микроэлементов УП, выполняемых с большой степенью
ориентирования, являются следующие:
установить листовую заготовку на матрицу штампа пресса
с совмещением по трем отверстиям;
установить деталь в спецприспособление на плоскость и шли-
цевой палец с фиксацией на базовые опоры;
установить заготовку на шаблон по риске;
установить листовую заготовку по контуру.
Микроэлемент УО имеет много общего с микроэлементом УП,
однако отличается от него тем, что сочленяемыми поверхностями
являются поверхности вала и отверстия, причем длина продвиже-
40
ния может быть значительной, что учитывается соответствующим
количественным фактором.
Фиксажные точки микроэлемента УО аналогичны точкам микро-
элемента УП.
Примеры микроэлемента УО многочисленны и разнообразны.
Все сборочные работы содержат микроэлемент УО, например:
«Установить гаечный ключ на гайку», «Установить болт в отвер-
стие».
Микроэлемент УО часто встречается и при механической об-
работке деталей, например: «Установить деталь в трехкулачковый
патрон».
На время микроэлемента «Установить на вал или в отверстие»
влияют факторы:
масса предмета (Р), кг;
длина продвижения (L), мм;
наличие осторожности (ОС);
степень ориентирования (ОР);
плотность соединения (П);
удобство работы (У).
Рассмотрим действие качественного фактора ОР.
Степень ориентирования имеет три характеристики: малую
(ОР1), среднюю (ОР2) и большую (ОРЗ). В зависимости от нали-
чия той или иной степени ориентирования меняется количество
корректирующих движений, что непосредственно влияет на время
установки.
При малой степени ориентирования устанавливаются симмет-
ричные предметы, например цилиндрические детали (болты, валы
и т. п.), когда корректирующие повороты практически отсутст-
вуют.
Со средней степенью ориентирования (ОР2) устанавливаются
предметы с частичной симметрией, где необходимо осуществлять
корректирующие повороты вокруг оси. К подобным установкам
относится установка гаечных ключей, электроключей на гайку
(болт), шестигранника в трехкулачковый патрон и т. п.
К установке предметов с большой степенью ориентирования
(ОРЗ) относится установка несимметричных предметов, которые
соединяются в строго определенном фиксированном положении,
для достижения которого требуется значительно больше корректи-
рующих поворотов и увеличивается продолжительность движений
по ориентированию.
Примерами установки с большой степенью ориентирования яв-
ляются следующие: установить деталь в центрах, установить и про-
двинуть в отверстие вал со шпонкой, установить предмет в пазы
приспособления, установить гайку на резьбовую часть болта, винт
в резьбовое отверстие и т. п.
Примеры кодового обозначения микроэлемента «Установить» — У
41
Пример 1. Листовая заготовка массой 0,05 кг с размером наибольшей стороны
100 мм устанавливается одной рукой в матрицу штампа пресса с ориентацией по
отверстию:
УП (Р0,05; /100) (ОС1; ОРЗ; У1)
Пример 2. Опора сиденья массой 20 кг с размером наибольшей стороны 1150 мм
устанавливается двумя руками на раму колесного трактора Т-74 с совмещением
кромок и отверстий:
УП (Р20; /1 150) (ОС1; ОРЗ; У1)
Пример 3. Распределительный вал массой 1,9 кг устанавливается двумя руками
в отверстие и продвигается свободно на длину 80 мм:
УО (Pl,9; L80) (ОС1; ОР1; П1; У1)
Пример 4. Бумажная прокладка массой 0,005 кг устанавливается на вал и продви-
гается на 300 мм:
УО (Р0,005; L300) (ОС1; ОР1; П1; У2)
Пример 5. Торцовый ключ массой 0,3 кг устанавливается на вал с усилием 1,4 кгс
и продвигается на 50 мм:
УО (Р0,3; L50) (ОС1; ОР2; П2; У1)
Пример 6. Шайба массой 0,012 кг устанавливается на болт и продвигается на
30 мм:
УО (Р0,012; L30) (ОС1; ОР1; П1; У2)
Пример 7. Диск сцепления массой 1 кг устанавливается двумя руками на вал и
с усилием продвигается на 300 мм:
УО (Pl; L300) (ОС1; ОРЗ; ПЗ; У1)
Микроэлемент «Разъединить» — Р
Микроэлемент «Разъединить» представляет собой комплекс дви-
жений, выполняемых пальцами или кистью руки с целью нарушения
контакта сочлененных предметов. Микроэлемент Р является обрат-
ным по отношению к микроэлементу «Установить на вал, в отверстие».
Содержание комплекса движений, входящих в микроэлемент «Разъ-
единить», заключается в продвижении соединенных деталей
вдоль оси и разъединении их. Поскольку эти движения непродол-
жительны и логически неразрывны, время дается на весь комплекс
движений, составляющих микроэлемент «Разъединить».
Фиксажными точками для рассматриваемого микроэлемента
являются: момент начала движения руки с предметом вдоль оси
сочленения и момент разъединения сочленения деталей при превы-
шении расстояния между разъединенными деталями 10 мм. Однако
при разъединении с усилием или со значительным усилием началь-
ная фиксажная точка несколько смещается во времени на промежу-
ток, необходимый для того, чтобы мышцы руки (кисти) развили
определенное усилие, требуемое для разъединения деталей. Началь-
ную фиксажную точку рекомендуется в этом случае определять по
моменту, когда пальцы (кисть) после захвата приобрели полный
контроль над разъединяемым предметом.
Микроэлементу Р, как правило, предшествует микроэлемент
42
«Взять», а вслед за ним выполняется микроэлемент «Переместить».
Примеры микроэлемента «Разъединить» многочисленны и разно-
образны. Все сборочные работы содержат этот микроэлемент, на-
пример: снять ключ : гайки, снять деталь с крюка подвесного кон-
вейера. Приемы вспомогательной работы при механической обра-
ботке деталей также содержат этот микроэлемент, например, вы-
нуть деталь из трехкулачкового или цангового патрона, снять
деталь с центров и т. п.
На время выполнения микроэлемента «Разъединить» влияют
факторы:
масса предмета (Р), кг;
длина продвижения (L), мм;
наличие осторожности (ОС);
плотность соединения (П);
удобство работы (У).
Такие факторы, как масса предмета, длина продвижения, наличие
осторожности, удобство работы, изложены выше. Относительно фак-
тора «Плотность соединения» следует сказать, что его характеристи-
ки аналогичны характеристикам этого же фактора при выполнении
микроэлемента «Установить на вал или в отверстие».
К микроэлементу «Разъединить», выполняемому при свободном
соединении (П1), относится, например, вынимание болта из отвер-
стия, при плотном соединении (П2) — снятие оправки с вала, при
тугом соединении (ПЗ) — снятие диска сцепления с вала, изоляции с
провода и т. п.
Примеры кодового обозначения микроэлемента «Разъединить» — Р
Пример 1. Болт массой 0,09 кг вынимается из отверстия. Длина продвижения
35 мм:
Р (Р0,09; L35) (ОС1; П1; У1)
Пример 2. Электроключ массой 1,6 кг снимается с гайки. Длина продвижения
24 мм:
Р (Pl,6; L24) (ОС1; П2; У1)
Пример 3. После гибки на прессе круглая деталь массой 0,5 кг вынимается щип-
цами массой 0,6 кг из формообразующей матрицы. Длина продвижения 50 мм:
Р (Pl,l; L50) (ОС1; П2; У1)
Микроэлемент «Взять» — В
Микроэлемент «Взять» представляет собой комплекс движений по
смыканию пальцев кисти руки, целью которых является приобретение
контроля над предметом для выполнения последующих движений.
Фиксажными точками для микроэлемента «Взять» являются: мо-
мент касания пальцами предмета (начало микроэлемента) и мо-
мент отрыва предмета от поверхности, на которой он лежит (окон-
чание микроэлемента). Микроэлементу «Взять» обычно предшест-
вует микроэлемент «Протянуть руку». Примеров выполнения микро-
43
элемента «Взять» множество. Большинство трудовых процессов не
может быть выполнено без этого микроэлемента. Например: взять
деталь, заготовку, болт, инструмент и т. д.
В системе выделяются три вида микроэлемента «Взять»:
Взять — В
Взяться — ВЗ
Перехватить — ВП
Микроэлемент ВЗ представляет собой комплекс движений, вы-
полняемых пальцами, кистью руки, целью которых является при-
обретение контроля над предметом. Отличием микроэлемента «Взять-
ся» от «Взять» является отсутствие момента отрыва предмета, на-
пример «Взяться за рукоятку».
Микроэлемент «Перехватить» — ВП применяется в тех случаях,
когда необходимо изменить положение предмета, уже находящегося
в руке работника, либо при передаче из одной руки в другую. Целью
этого микроэлемента является приобретение более полного контроля
над предметом. Характерным примером является перехват детали,
инструмента во время трудового процесса.
Время на выполнение двух рассмотренных видов микроэлемен-
та дается постоянное.
Основными количественными факторами, влияющими на время
выполнения микроэлемента «Взять», являются: масса предмета (Р);
размер наибольшей стороны (/). При взятии предметов большой
массы статическая нагрузка на мышцы больше, следовательно,
требуется больше времени для осуществления нажатия на предмет,
при котором обеспечивается над ним контроль. Увеличение размера
наибольшей стороны захватываемого предмета также увеличивает
время выполнения микроэлемента, так как этот фактор, как правило,
требует больше времени для приобретения синхронного контроля
обеими руками над предметом. Кроме того, при взятии маленьких
предметов с размером в месте захвата не свыше 5 мм, время также
увеличивается, что учитывается качественным фактором «Удобство
работы», изложенным ранее.
На время выполнения микроэлемента «Взять» влияют и такие
качественные факторы, как: наличие осторожности и степень контро-
ля. По аналогии с предыдущими микроэлементами рассмотрим в
этом пункте фактор «Степень контроля» (К), который определяется
месторасположением предмета.
Характеристиками месторасположения предмета или соответст-
венно степени контроля являются: малая (К1), средняя (К2), боль-
шая (КЗ). При малой степени контроля предмет лежит на поверхнос-
ти, изолированный от остальных, на расстоянии, достаточном для
подведения руки, пальцев к предмету и можно свободно обхватить
предмет раскрытыми пальцами руки. Время для этой характеристики
наименьшее.
Средняя степень контроля имеет место при взятии, когда предметы
44
расположены в ряд, находятся в пачке или однородные в таре. Для
подобного взятия работник должен выполнять ряд дополнительных
корректирующих движений по отделению предмета, сдвигу его с тем,
чтобы получить возможность контроля над предметом и его захвата.
Соответственно при этой характеристике время будет больше, чем
при взятии изолированного предмета.
Большая степень контроля имеет место при взятии разнородных
перемешанных предметов. В этом случае также необходимо выпол-
нить ряд дополнительных корректирующих движений пальцев с
целью выбора из смеси, отделения предмета, подготовки руки, паль-
цев к приобретению контроля над предметом.
Примером взятия при малой степени контроля является взятие
отвертки, отдельно лежащей на столе, гаечного ключа и т. п.
Примером взятия при средней степени контроля является взятие
цилиндрической детали из ряда деталей, лежащих на столе и примы-
кающих друг к другу. К этой степени контроля относится также
взятие деталей из пачки, где детали плотно по всей поверхности при-
мыкают друг к другу.
Примером взятия с большой степенью контроля является взятие
гайки из ящика с крепежными деталями.
В отдельных случаях детали берутся горстью по нескольку штук.
В этом случае время на деталь определяется делением общего вре-
мени на количество деталей. Взятию горстью всегда соответствует
большая степень контроля (КЗ).
Примеры кодового обозначения микроэлемента «Взять» — В
Пример 1. Ось кронштейна массой 0,03 кг, диаметром 22 мм берется двумя рука-
ми. Кронштейны лежат на столе в ряд и примыкают друг к другу. Длина кронштейна
200 мм:
В (Р0,03; /200) (ОС1; К2; У1)
Пример 2. Листовая заготовка массой 3 кг, толщиной 4 мм, длиной .1000 мм
берется из стопы двумя руками. Работа выполняется в рукавицах:
В (РЗ; /1000) (ОС2; К2; У2)
Пример 3. Винт М5 массой 0,01 кг, длиной 35 мм берется одной рукой из ящика,
в котором находятся разные крепежные детали:
В (Р0,01; /35) (ОС1; КЗ; У2)
Пример 4. Почтовая посылка массой 5 кг с размером наибольшей стороны 300 мм
берется двумя руками со стеллажа, где посылки расположены в ряд:
В (Р5; /300) (ОС1; К2; У1)
Пример 5. Листовая заготовка массой 0,01 кг берется пинцетом из стопы. Размер
в месте захвата 1,5 мм. Размер наибольшей стороны заготовки 30 мм:
В (Р0,01; /30) (ОС1; КЗ; УЗ)
Микроэлемент «Ходить» — X
Микроэлемент «Ходить» представляет собой движение, целью ко-
торого является перемещение работника. В выполнении данного дви-
жения принимают участие ноги.
45
Фиксажными точками для микроэлемента X являются: начало
движения ног и их останов.
Выделяются три вида рассматриваемого микроэлемента:
Ходить — X
Ходить с тележкой, тельфером — XT
Ходить по лестнице — ХЛ
Основными количественными факторами, влияющими на микро-
элемент «Ходить», являются: расстояние перехода (S), масса перено-
симого груза (Р).
В БСМ-1 расстояние измеряется в метрах между начальной и
конечной точками перемещения. Качественными факторами являют-
ся: наличие осторожности и стесненность. Указанные факторы изло-
жены в п. 1.2.
Время выполнения микроэлемента «Ходить по лестнице» рассчи-
тано на одну ступеньку при движении как вверх, так и вниз. При этом
учитывается масса переносимого груза.
Примеры кодового обозначения микроэлемента «Ходить» — X
Пример 1. При обработке мясной туши (снятие шкуры), перемещаемой под-
весным конвейером, рабочий переходит с ножом в руке на расстояние 1 м от одной
части туши к другой. Масса ножа 0,4 кг:
X (S1,0; РОД) (ОС2; СТ2).
Пример 2. При обработке картера коробки перемены передач массой 7 кг рабо-
чий переходит с деталью от сверлильного станка к резьбонарезному на расстояние
1,2 м по замасленному полу:
X (S1,2; Р7) (ОС1; СТ2).
Пример 3. При стапельной сборке крупногабаритной детали рабочий подымает-
ся по стремянке на четыре ступеньки для установки детали массой 4,2 кг:
ХЛ (Р4,2; п4) (ОС1; СТ2).
Пример 4. Рабочий перемещает детали для обработки к станку на тележке
на расстояние 8,5 м:
XT (S8,5) (СТ2).
Микроэлемент «Повернуть туловище»— ПТ
Микроэлемент «Повернуть туловище» представляет собой дви-
жение, выполняемое с целью поворота туловища вокруг продоль-
ной оси, во время этого движения корпус работника немного сме-
щается в сторону.
Движение может совершаться по или против хода часовой
стрелки.
Количественными факторами, влияющими на время выполнения
микроэлемента ПТ, являются угол поворота (ср) и масса предмета
(Р), находящегося в руках при повороте.
Качественный фактор «Наличие осторожности» для данного
микроэлемента имеет две характеристики: без осторожности (ОС1)
46
и с осторожностью (ОС2). С осторожностью выполняется поворот
корпуса исполнителя при одновременном перемещении горячих,
острых, хрупких (стеклянных) и скользких предметов.
Микроэлемент «Отпустить» — ОТ
Микроэлемент «Отпустить» представляет собой элементарное
движение, осуществляемое с помощью пальцев или кисти руки,
целью которого является прекращение контроля над предметом
или прерывание контакта. Выделяют два вида этого микроэлемен-
та: «Убрать руку с предмета» — ОТ1 и «Разжать пальцы» — ОТ2.
Микроэлемент ОТ2 является обратным микроэлементу В. Харак-
терным примером микроэлемента ОТ2 является освобождение зажа-
той в руке детали. При движении ОТ2 предмет может просто упасть
или же остаться на поддерживающей поверхности.
Если при выполнении движения просто прерывается контакт с
предметом и пальцы не совершают никакого отдельного движения,
времени на этот элемент не дается и в записи указывается код эле-
мента с нулевым временем — ОТ1.
В том случае, если имеет место прекращение контроля над
предметом путем разжатия пальцев, системой предусмотрено посто-
янное время на этот микроэлемент.
Микроэлемент «Сесть» — С
Микроэлемент «Сесть» выполняется исполнителем из положения
стоя после того, как занята такая позиция, из которой он может опус-
титься на сиденье без изменения положения ступней. Для выполне-
ния этого элемента работник перемещает корпус вперед вниз и за-
тем распрямляет его в положение сидя. Завершением элемента
«Сесть» является контакт спины со спинкой сиденья или выпрямле-
ние спины.
Время на микроэлемент «Сесть» установлено постоянное.
Микроэлемент «Встать» — ВС
Данный микроэлемент является обратным микроэлементу
«Сесть» и выполняется из положения сидя.
Микроэлемент «Встать» начинается, когда ноги находятся в
положении упора, а заканчивается, когда корпус полностью вы-
прямлен и приобретено устойчивое равновесие. Время на микроэле-
мент «Встать» постоянное.
Микроэлемент «Нажать рукой» — HP
Содержание микроэлемента «Нажать рукой» характеризуется
напряжением мышц и приложением мышечной силы для преодоле-
ния сопротивления. При этом вначале мышцы кисти или предплечья
развивают определенное усилие, достаточное для начала передви-
жения предмета, а затем происходит непосредственное смещение
47
положения предмета до положения, фиксируемого устройством ме-
ханизма.
Однако расстояние продвижения предмета, как правило, пренебре-
жимо мало по сравнению с выполнением таких микроэлементов,
как «Разъединить», «Установить», «Повернуть». Вследствие этого,
если микроэлемент HP встречается в перечисленных выше микро-
элементах, он отдельно не выделяется, а входит в них составной
частью. Исключение составляют микроэлементы ВРО и ВРГ. Время
на затягивание гаек и винтов в этом случае определяется с помо-
щью микроэлемента «Нажать рукой».
Фиксажными точками для микроэлемента HP являются: на-
чальной — прикосновение руки к кнопке, клавише, конечной —
начало отрыва руки от кнопки, клавиши.
Различают в зависимости от степени сокращения мышц руки
два вида данного микроэлемента: «Нажать рукой» и «Нажать ру-
кой с усилием». Последний имеет место при развиваемом усилии
свыше 1 кгс. Время выполнения для данных видов дается постоян-
ным.
Примеры кодового обозначения микроэлемента «Нажать рукой» —
HP
Пример 1. Включается станок нажатием руки на кнопку — HP.
Пример 2. Пневматический зажим крепления детали включается нажатием на
кнопку — НРУ.
Микроэлемент «Нажать ногой, отпустить»— НН
Целевое назначение данного микроэлемента аналогично микро-
элементу HP. При выполнении этого микроэлемента осуществляет-
ся, как правило, управление оборудованием с помощью различного
рода педалей, рычагов, ножного привода. При нажатии ногой про-
исходит поворот ступни с центром вращения в голеностопном суста-
ве. Обычно это движение выполняется в вертикальной плоскости.
В системе различаются два вида данного микроэлемента: «На-
жать ногой» и «Нажать ногой с усилием».
Микроэлемент относится к первому виду, если развиваемое
усилие не превышает 3 кгс, например нажатие педали включения
двойного хода пресса. Если требуемое для нажатия усилие превы-
шает 3 кгс, то фиксируется микроэлемент «Нажать ногой с усилием».
Микроэлемент «Нагнуться» — Н
Микроэлемент «Нагнуться» выполняется из положения стоя так,
что корпус исполнителя сгибается в пояснице и верхняя его часть
опускается вперед вниз. Это позволяет работнику опустить ладони
вытянутых рук до уровня колен. Этот микроэлемент встречается
самостоятельно в тех случаях, когда предметы находятся в таре,
лежащей на полу, и работнику необходимо за, ними нагнуться.
В качестве примера можно привести следующий: при взятии
48
детали из контейнера, стоящего на полу, исполнитель сначала наги-
бается (наклоняет корпус) — Н, а затем берет предмет — В. Время
на выполнение микроэлемента «Нагнуться» дается для двух видов:
«Нагнуться до колен» — НК и «Нагнуться до пола» — НП.
Микроэлемент «Выпрямиться» — ВН
Микроэлемент «Выпрямиться» выполняется с целью возвраще-
ния корпуса исполнителя в первоначальное положение после выпол-
нения микроэлемента «Нагнуться». Время на выполнение микро-
элемента «Выпрямиться» также подразделяется на два вида в за-
висимости от величины наклона: «Выпрямиться от колен» — ВПК,
«Выпрямиться от пола» — ВНП.
Микроэлемент «Переместить ногу» — ПН
При выполнении данного микроэлемента происходит однократ-
ное перемещение ноги на расстояние примерно до 300 мм. Движе-
ние ноги может производиться как в положении сидя, так и стоя.
Например, сидя на стуле, исполнитель перемещает ногу для нажа-
тия ножной педали. К микроэлементу ПН относятся также движе-
ния типа «Отставить ногу» для сохранения устойчивого положе-
ния.
Микроэлемент «Установить на размер» — УР
Содержание данного микроэлемента заключается в выполнении
корректирующих движений пальцев руки для совмещения двух фи-
зических точек. При этом следует иметь в виду, что сначала про-
исходит подвод совмещаемой точки к определенному месту, что
выполняется с помощью других микроэлементов (например, ВРМ,
ПОО), затем происходит процесс фиксации ее точного местополо-
жения относительно нужного ориентира, что оценивается как мик-
роэлемент УР. Примерами выполнения данного микроэлемента
являются установка резца на размер по нониусу, установка штанген-
циркуля на размер, установка стрелки дозатора на определенное
деление.
Микроэлементы, выполняемые с участием глаз
В процессе выполнения любых движений почти всегда участву-
ет зрение. Участие зрения при выполнении движений является
важной частью человеческой деятельности. Дополнительное время
на участие зрения при выполнении движений дается только в тех
случаях, если движение глаз выполняется при полном отсутствии
других движений или перекрывает по продолжительности другие
одновременные движения.
Зрительный контроль может осуществляться без перемещения
взгляда, т. е. в одной точке, или с перемещением взгляда за дви-
4 Заказ № 63
49
гающимися предметами, а также с переносом взгляда с одного
предмета на другой.
Микроэлементы, выполняемые с участием глаз, подразделяются
на два: «Всмотреться» — ФВ; «Перевести взгляд» — ПВ.
Микроэлемент «Всмотреться» — ФВ
Микроэлемент «Всмотреться» выполняется самостоятельно в мо-
мент принятия решения. При всматривании внимание концентри-
руется на одной или нескольких точках в нормальном поле зрения
(при хорошем освещении), в результате чего исполнитель полу-
чает простейшую информацию. Глаза остаются в состоянии покоя.
Исполнитель, сконцентрировав внимание, определяет, находится ли
объект на том месте, где он должен находиться.
В процессе анализа движения «Всмотреться» учитывается,
сколько раз в нормальном поле зрения появляется точка. Время
дается на одно всматривание.
Примером микроэлемента ФВ является следующий. По ленте
движутся предметы, упакованные в коробках. Контроль должен
определить, заклеены ли четыре угла, имеется ли адрес и можно ли
его прочесть. Таким образом, контролер совершает пять всматри-
ваний.
Микроэлемент «Перевести взгляд» — ПВ
Микроэлемент «Перевести взгляд» представляет собой дейст-
вие, выполняемое с участием глазного яблока, глазных мышц и по-
ворота головы для перемещения зрительной оси в пространстве
из одного пункта в другой.
Нормативное время на данный микроэлемент рассчитывается
для расстояния между точками исходя из условия, что перевод глаз
осуществляется между предметами, удаленными на расстояние
500 мм от глаз. Измерение расстояния между предметами рекомен-
дуется осуществлять по прямой, соединяющей середину предметов.
IL НОРМАТИВНЫЕ МАТЕРИАЛЫ
2.1. КОЛИЧЕСТВЕННЫЕ МОДЕЛИ МИКРОЭЛЕМЕНТОВ БСМ-1
Процедуры микроэлементного нормирования являются достаточ-
но трудоемкими. Широкие возможности воспользоваться преиму-
ществами микроэлементного нормирования трудовых процессов
представляет использование компьютерной техники. Данное напра-
вление развития работ является наиболее перспективным в области
использования микроэлементных нормативов времени. В связи с
этим необходимы такие формы представления микроэлементных
нормативов, которые были бы максимально приближены к реали-
зации их на ЭВМ. Нормативные зависимости БСМ-1 разрабаты-
вались в виде степенных уравнений регрессий, исключающих необ-
ходимость какой-либо аппроксимации нормативных значений вре-
ги[ени.
В целях компактности и наглядности представления, а также
удобства использования нормативных значений времени при рас-
четах норм на ЭВМ данные уравнения регрессии представлены в
виде количественных моделей микроэлементов.
Компьютеризованный вариант БСМ-1 состоит из:
собственно количественных моделей микроэлементов, отражаю-
щих зависимости времени выполнения микроэлементов от варьиро-
вания количественных факторов (табл. 7);
матрицы поправочных коэффициентов, учитывающих влияние
качественных факторов (табл. 8);
таблицы диапазонов значений количественных факторов
(табл. 9);
вспомогательной таблицы, содержащей обозначение факторов
(табл. 10).
В развернутом виде формула зависимости времени выполнения
микроэлемента определяется следующим образом:
Ki-Sai-Pa2-/a3- La5- Da6» Fa7 • Кос-Кк° Кор-Ку Кет-Кп-Кт,
где Ti — нормативная зависимость для i-ro микроэлемента; Ki —
значение вектора угловых коэффициентов; а2, «з, оц, «5, а6, «7 —
значения показателей степени, берутся из матрицы показателей
степени количественных факторов; Кос, Кк, Кор, Ку, Кп, КСт — значе-
ния поправочных коэффициентов, берутся из матрицы попра-
вочных коэффициентов, учитывающих качественные факторы;
Кт — поправочный коэффициент на тип производства (прини-
мается равным 1,0 для массового типа производства, 1,1 —для
крупносерийного, 1,2 — для среднесерийного, 1,4 — для мелкосерий-
ного типа производства).
4* 51
Таблица 7
КОЛИЧЕСТВЕННЫЕ МОДЕЛИ МИКРОЭЛЕМЕНТОВ
Матрица показателей степени при количественных факторах
№ п/п Группа мик- роэлементов Вид микроэлемента Код Вектор угловых коэффи- циентов Количественные факторы
S Р 1 <Р L D F
Значения показателей Степени
1 2 3 4 5 6 7 8 9 10 И 12
1 Протянуть руку ПР 0,36 0,5 1
2 Перемес- тить в пространстве П
при Р<1 кг 0,27 0,5 0,08
при Р 1 кг 0,23 0,56 0,26 0,08
отбрасыванием ПОТ 0,13 0,5 0,26 0,08
по поверхности ПП 0,23 0,56 0,18 0,08
инструмента по обрабаты- ваемой поверхности ППИ 0,47 0,5 0,23
по рольгангу ПРГ 0,23 0,56 0,10 0,08
3 Повернуть в пространстве ПОП 0,75 0,37 0,35
вокруг оси ПОО 1,28 0,35 0,37
на поверхности в горизон- тальной плоскости ПОГ
на поверхности в верти- кальной плоскости пов
рукоятку ПОР
4 Вращать рукой ВРР
отверткой ВРО
гаечным ключом ВРГ
маховик ВРМ
5 Установить на плоскость УП
на вал или отверстие УО
6 Разъеди- нить Р
7 Взять взять в
взяться в
взять перехватом ВП
8 Ходить ходить X
ходить с тележкой, тель- фером XT
ходить по лестнице хл
9 s Повернуть туловище пт
0,3 0,18 0,27 0,28
8,0 0,27
0,43 0,23 0,35 0,25
3,15 0,4
2,84 0,4
7,56 0,4
0,37 0,35 0,23 0,25
0,29 0,35 0,37
0,95 0,2 0,44
0,54 0,2 0,52
0,95 0,27 0,18
2,0
3,5
13,0 ! 1,0 0,1
16,5 l,o
i 12,0 0,15
0,35 0,05 0,85
1 2 3 4 5 6 7
10 Перевести взгляд ПВ 0,68 0,4
11 Отпустить снять руку с предмета ОТ1 0
разжать пальцы ОТ2 1,2
12 Нажать рукой без усилия HP 3,0
с усилием НРУ 9,0
13 Установить на размер УР 30,0
14 Нажать ногой, от- пустить без усилия НН 5,0
с усилием - ННУ 10,0
15 Перемес- тить ногу пн 7,0
16 Нагнуться до колен нк 7,0
до пола НП 15,0
17 Выпря- миться от колен внк 9,0
от пола ВНП 17,0
18 Сесть с 20,0
19 Встать ВС 25,0
20 Всмотреть- ся ФВ 4,0
Продолжение
8 9 10 11 12
Таблица 8
Матрица поправочных коэффициентов, учитывающих качественные факторы
№ п/п Группа микро- элемен- тов Вид микро- элемента Код Коды характеристик качественных факторов
ОС1 ОС2 К1 К2 КЗ ОР1 ОР2 ОРЗ У1 У2 УЗ П1 П2 ПЗ СТ1 СТ2 СТЗ
Значения поправочных коэффициентов
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
1 Протя- нуть РУКУ ПР 1,0 1,2 1,0 1,1 1,2
2 Пере- местить в пространстве П 1,0 1,2 1,0 1,1 1,2
отбрасыванием ПОТ 1,0 1,2
по поверхности ПП 1,0 1,2
инструмент по обрабатыва- емой поверхно- сти ППИ 1,0 1,2 1,0 1,1 1,2
по рольгангу ПРГ 1,0 1,2
3 СЛ СЛ Повер- нуть в пространстве ПОП 1,0 1,2
вокруг оси ПОО
на поверхности в горизонталь- ной плоскости ПОГ 1,0 1,2
на поверхности в вертикальной плоскости ПОВ 1,0 1,2
рукоятку ПОР
Продолжение
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19 20 21
4 Вращать рукой ВРР 1,0 1.6 2,5
отверткой ВРО 1,0 1,6 2,5
гаечным клю- чом ВРГ 1,0 1,6 2,5
маховик ВРМ
5 Устано- вить на плоскость УП 1,0 1,5 1,0 2,0 4,0 1,0 1,2 1,3
на вал или в отверстие УО 1,0 1,5 1,0 1,2 1,8 1,0 1,2 1,3 1,0 1,2 2,0
6 Разъ- единить р 1,0 1,5 1,0 1,2 1,3 1,0 1,2 2,0
7 Взять взять в 1,0 1,5 1,0 1,2 1,6 1,0 1,2 1,3
взяться вз
взять перехва- том ВП
8 Ходить ходить X 1,0 1,2 1,0 1,2
ходить с тележ- кой, тельфером XT 1,0 1,2
ходить по лест- нице хл 1,0 1,2 1,0 1,2
9 Повер- нуть ту- ловище пт 1,0 1,2
10 Пере- вести взгляд ПВ
Примечание. Коэффициенты фактора «Тип производства» принимают следующие значения: массовое производство— 1,0; круп-
носерийное производство— 1,1; среднесерийное производство — 1,2; мелкосерийное производство— 1,4.
Таблица 9
Диапазоны значений количественных факторов
№ п/п Группа мик- роэлементов Вид микроэлемента Код мик- роэле- мента Количественные факторы
S, мм Р, кг /, мм <₽> град L, мм D, мм F, кгс
1 2 3 4 5 6 7 8 9 10 И
Протянуть руку ПР 25—750
2 Переместить в пространстве при Р<1 кг п 25—750 0—1 50—2000
при Р^1 кг 25—750 1—20 50—2000
отбрасыванием пот 50—2000 1—20 50—2000
по поверхности пп 25—750 1—80 50—2000
инструмент по обрабатываемой поверхности ППИ 25—750 1—20
по рольгангу ПРГ 25—750 1—80 50—2000
3 Повернуть в пространстве поп 1—20 30—180
вокруг оси ПОО 30—180 1—20
на поверхности в горизонтальной плоскости ПОГ 1—80 50—2000 30—180
на поверхности в вертикальной
1 2 3 4 5
плоскости пов
рукоятку ПОР
4 Вращать рукой ВРР
отверткой ВРО
гаечным ключом ВРГ
маховик ВРМ
5 Установить на плоскость УП
на вал или в от- верстие УО
6 Разъединить р
7 Взять в
8 Ходить — X
с тележкой, тель- фером XT
по лестнице хл
9 Повернуть туловище пт
10 Перевести взгляд пв 100—1000
Продолжение
6 7 8 9 10 11
1—80
40—500 30—180 1—20
2—48
2—15
2—28
30—360 40—500 1—20
1—20 50—2000
1—20 20—750
1—20 20—750
1—20 50—2000
1—20
1—20
1—20 45—180
Таблица 10
Обозначения и наименование факторов
Обозначения факторов Единица измерения Наименование факторов
s мм Расстояние перемещения руки, предмета
S м Расстояние перехода (для микроэлемента «Ходить»)
Р кг Масса перемещаемого предмета
/ мм Размер наибольшей стороны предмета (длина рукоятки)
ф град Угол поворота
L мм Длина продвижения
D мм Диаметр резьбы маховика
F кгс Прилагаемое усилие
ОС Наличие осторожности
К Степень контроля
ОР Степень ориентирования
У Удобство работы
СТ Стесненность
п Плотность соединения
т Тип производства
2.2. НОРМАТИВНЫЕ КАРТЫ БСМ-1 (МАССОВОЕ ПРОИЗВОДСТВО)
протянуть руку — пр_____________________ Карта 1
Количест- вен н ые факторы Значения количественных факторов
Расстояние перемеще- ния S, мм, до 25 30 40 50 60 70 85 100 125 150 190 230 270 330 400 480 580 750
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Качествен- ные факторы Степень контроля (К) Наличие осторожности (ОС)
Характе- ристики качествен- ных факто- ров малая (К1) средняя (К2) большая (КЗ) без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 1 2 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10
Нормативные значения вре- мени t, тыс. до- ли мин 1,8 2,0 2,2 2,4 2.6 2,9 3,2 3,5 3,9 4,2 4,7
Продолжение
Сумма индексов 11 12 13 14 15 16 17 18 19 20 21
Нормативные значения вре- мени t, тыс. до- ли мин 5,1 5,7 6,2 6,8 7,5 8,3 9,1 10,0 11,0 12,0 13,3
ПЕРЕМЕСТИТЬ В ПРОСТРАНСТВЕ — П, Р<1 КГ
Карта 2, лист 1
Количест-
венные
факторы
Значения количественных факторов
Расстояние перемещения S, мм, до 30 35 40 50 60 70 90 110 130 150 180 220 270 330 400 500 600 750
Размер на- ибольшей стороны 1, мм, до 100 300 1000 2000
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Качественные факторы Степень контроля (К) Наличие осторожности (ОС)
Характеристи- ки качествен- ных факторов малая (KI) средняя (К2) большая (КЗ) без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 1 2 0 2
Сумма индексов 0 I 2 3 4 5 6 7 8 9 10 И 12
Нормативные значения вре- мени t, тыс. доли мин 1,9 2,0 2,2 2,5 2,7 3,0 3,3 3,6 4,0 4,4 4,8 Пр 5,3 О ДО J1 ж 5,8 е н и е
Сумма индексов 13 14 15 16 17 18 19 20 21 22 23 24
Нормативные значения вре- мени t, тыс. доли мин 6,4 7,0 7,7 8,5 9,3 10,3 11,3 12,4 13,6 15,0 16,5 18,2
ПЕРЕМЕСТИТЬ В ПРОСТРАНСТВЕ — П, Р > 1 КГ
Карта 2, лист 2
Количественные факторы Значения количественных факторов
Расстояние пере- мещения S, мм, ДО 25 35 40 45 55 65 75 90 105 125 150 । 180 210 1 250 300 350 400 500 600 750
Масса Р, кг, до 1,3 2,0 2,5 3,5 5,0 8,0 11 16 20
Размер наиболь- шей стороны /, мм, до 100 300 1000 2000
Индекс столбца • 0 1 2 3 4 5 6 7 8 9 10 1 1 12 13 14 15 16 17 18 19
Качественные факторы Степень контроля (К) Наличие осторожности (ОС)
Характеристики качественных факторов малая (К1) средняя (К2) большая (КЗ) без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 1 2 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Нормативные значения време- ни t, тыс. доли мин 1,9 2,1 2,3 2,5 2,8 3,1 3,4 3,7 4,1 4,5 5,0 5,4 6,0 6,6 7,2 8,0 8,8 9,6
Продолжение
Сумма индексов 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34
Нормативные значения време- ни t, тыс. доли мин 10,6 11,7 12,8 14,1 15,5 17,1 18,8 20,7 22,7 25,0 27,5 30,3 33,3 36,6 40,3 44,3 48,7
ПЕРЕМЕСТИТЬ ОТБРАСЫВАНИЕМ (ОТТАЛКИВАНИЕМ) — ПОТ Карта 2, лист 3
Количественные факторы Значения количественных факторов
Расстояние пе- ремещения S, мм, до 55 65 80 95 .120 145 175 210 255 305 370 450 540 660 800 960 1160 1400 1700 2000
Масса Р, кг, до 1,3 2,0 2,5 3,5 5,0 8,0 11,0 16,0 20,0
Размер наиболь- шей стороны /, мм, до 100 300 1000 2000
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 1 1 12 13 14 15 16 17 18 19
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14 15
Нормативные зна- чения времени 1, тыс. доли мин 1,25 1,4 1,5 1,7 1,8 2,0 2,2 2,4 2,7 3,0 3,3 3,6 4,0 4,3 4,8 5,3
Продолжение
Сумма индексов 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
Нормативные зна- чения времени t, тыс. доли мин W 5,8 6,4 7,0 7,7 8,5 9,3 10,2 11,3 12,4 13,6 15,0 16,5 18,1 20,0 22.0 24,1 26,5
£ ПЕРЕМЕСТИТЬ ПО ПОВЕРХНОСТИ — ПП Карта 2, лист 4
Количественные факторы Значения количественных факторов
Расстояние пе- ремещения S, мм. до 25 30 40 45 55 65 75 90 100 125 150 180 210 250 300 350 400 500 600 750
Масса Р, кг, до 1,3 2,2 3,8 6,5 11,0 18,0 31,0 53,0 80,0
Размер наиболь- шей стороны /, мм, до 90 300 1000 2000
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 Г 1 12 13 14 15 16
Нормативные зна- чения времени t, тыс. доли мин 1,9 2,1 2,3 2,5 2,8 3,1 3,4 3,7 4,1 4,5 5,0 5,5 6,0 6,6 7,2 8,0 8,8
Продолжение
Сумма индексов 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
Нормативные зна- чения времени t, тыс. доли мин 9,6 10,6 11,7 12,8 14,1 15,5 17,1 18,8 20,7 22,7 25,0 27,5 30,3 33,3 36,6 40,3
ПЕРЕМЕСТИТЬ ИНСТРУМЕНТ ПО ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ — ППИ
Карта 2, лист 5
5 Заказ № 63
Количест- венные фак- торы Значения количественных факторов
Расстояние перемещения S, мм, до 25 30 40 50 60 70 80 100 120 150 190 230 270 330 400 500 600 750
Усилие F, кгс, до 1,3 2,0 3,0 4,5 7,0 10,0 15,0 20,0
Индекс столбца 0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Качественные факторы Степень контроля (К) Наличие осторожности (ОС)
Характери- стики ка- чественных факторов малая (К1) средняя (К2) большая (КЗ) без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 1 2 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14
Нормативные значения времени t, тыс. доли мин 2,4 2,6 2,8 3,1 3,4 3,8 4,2 4,6 5,0 5,5 6,1 6,7 7,4 8,1 8,9
Продолжение
U1 Сумма индексов 15 16 17 18 19 20 21 22 23 24 25 26 27 28
Нормативные значения времени t, тыс. доли мин 9,8 10,8 11,9 13,1 14,4 15,8 17,4 19,1 21,0 23,2 25,5 28,1 30,9 34,0
ПЕРЕМЕСТИТЬ ПО РОЛЬГАНГУ — ПРГ
Карта 2, лист 6
Количественные факторы Значения количественных факторов
Расстояние пере- мещения S, мм, до ' 25 30 40 45 55 65 75 90 100 125 150 180 200 250 300 350 400 500 600 750
Масса Р, кг, до 1,5 4,0 11,0 30,0 80,0
Размер наиболь- шей стороны /, мм, до 90 300 1000 2000
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И 12 . 13 14 15
Нормативные значения време- ни t, тыс. доли мин 1,9 2,1 2,3 2,5 2,8 3,1 3,4 3,7 4,1 4,5 5,0 5,4 6,0 6,6 7,2 8,0
Продолжение
Сумма индексов 16 17 18 19 20 21 22 23 24 25 26 27 28 •
Нормативные значения време- ни t, тыс. доли мин 8,8 9,6 10,6 11,7 12,8 14,1 15,5 17,1 18,8 20,7 22,7 25,0 27,5
*
ПОВЕРНУТЬ В ПРОСТРАНСТВЕ — ПОП
Карта 3, лист 1
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,2 1,5 2,0 2,5 3,0 4,0 5,5 7,0 9,0 12,0 15,0 20,0
Угол поворота <р, град, до 30 45 60 80 100 130 180
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 И
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индек- сов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Нормативные значения вре- мени t, тыс. до- ли мин 6,0 6,6 7,2 8,0 8,8 9,6 10,6 11,7 12,8 14,1 15,5 17,7 19,5 21,5 23,7 26,1 28,5 31,4 34,5 38,0
Примечание. Таблица рассчитана при повороте кисти руки вокруг оси предплечья. При других способах поворота табличное
еь время применять с коэффициентом 2,0.
Карта 3Р лист 2
ПОВЕРНУТЬ ВОКРУГ ОСИ — ПОО
Количественные факторы Значения количественных факторов
Усилие F, кгс, до . 1,0 1,5 2,0 2,5 3,0 4,0 5,5 7,0 9,0 12,0 15,0 20,0
Угол поворота Ф, град, до 35 45 60 80 100 130 180
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Нормативные значения вре- мени t, тыс. до- ли мин 4,2 4,6 5,1 5,6 6,2 6,8 7,5 8,2 9,0 9,9 10,9 12,0 13,2 14,5 16,0 17,6 19,3
Карта 3, лист з
ПОВЕРНУТЬ НА ПОВЕРХНОСТИ В ГОРИЗОНТАЛЬНОЙ плоскости — пог
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,3 2,0 4,0 6,5 11,0 18,0 30,0 50,0 80,0
Угол поворота <р, град, до 35 50 70 100 140 180
Длина наиболь- шей стороны /, мм, до 60 85 120 170 250 350 500 700 1000 1450 2000
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И
Нормативные значения време- ни t, тыс. доли мин 2,2 2,5 2,7 3,0 3,3 3,6 4,0 4,4 4,8 5,3 5,8 6,4
П родолжение
Сумма индексов 12 13 14 15 16 . 17 18 19 20 21 22 23 24 25
Нормативные значения време- ни t, тыс. доли мин 7,0 7,7 8.5 9,4 10,3 11,3 12,4 13,7 15,0- 16,5 18,2 20,0 22,0 24,2
Карта 3, лист 4
ПОВЕРНУТЬ НА ПОВЕРХНОСТИ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ — ПОВ
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,3 1,5 2,5 3,5 5,0 7,0 10,0 14,0 20,0 30,0 40,0 60,0 80,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11 12
Качественные факторы Наличие осторожности (ОС)
Характеристики качест- венных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 . 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14
Нормативные значения времени t, тыс. доли мин 8,0 8,8 9,7 10,3 11,7 12,9 14,2 15,6 17,1 18,9 20,7 22,8 25,1 27,6 30,4
Примечание. Табличное время рассчитано на поворот предмета на 90°. При повороте предмета на 180° табличное время удва-
ивается.
Карта 3, лист 5
ПОВЕРНУТЬ РУКОЯТКУ — ПОР
Количественные факторы Значения количественных факторов
Усилие F, кгс, до 1Д 1,8 2,6 3,8 5,6 8,1 12,0 17,5 20,0
Угол поворота <р, град, до 30 45 60 70 90 130 180
Длина рукоятки Z, мм, до 50 75 115 170 260 390 500
Индекс столбца 0 1 2 3 4 5 6 7 8
Сумма индексов 0 1 2 3 4 5 6 7 8 9
Нормативные значения времени t, тыс. доли мин 3,3 3,6 4,0 4,4 4,8 5,3 5,9 6,4 7,1 7,8
Продолжение
Сумма индексов 10 11 12 13 14 15 16 17 18 19 20
Нормативные значения времени t, тыс. доли мин 8,6 9,4 10,4 11,4 12,5 13,8 15,2 16,7 18,4 20,2 22,2
Карта 4, лист I
ВРАЩАТЬ РУКОЙ — ВРР
Количественные факторы Значения количественных факторов
Диаметр резьбы D, мм, ДО 2,6 3,0 3,5 4,5 6,0 7,5 9,5 12,0 15,0 19,0 24,0 31,0 40,0 48,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11 12 13
Качественные факторы Стесненность (СТ)
Характеристики качест- венных факторов свободно (СТ1) стесненно (СТ2) очень стесненно (СТЗ)
Индекс столбца 0 5 10
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11
Нормативные значения времени t, тыс. доли мин 4,2 4,6 5,0 5,5 6,1 6,7 7,4 8,1 8,9 9,8 10,8 11,9
Продолжение
Сумма индексов 12 13 14 15 16 17 18 19 20 21 22 23
Нормативные значения времени t, тыс. доли мин 13,0 14,4 15,8 17,4 19,1 21,0 23,1 25,4 27,9 30,7 33,8 37,2
Примеч а н и е. Нормативное время рассчитано на одну нитку (полный оборот)
Карта 4, лист 2
ВРАЩАТЬ ОТВЕРТКОЙ — ВРО
Количественные факторы Значения количественных факторов
Диаметр резьбы D, мм, до 2,5 3,0 3,5 4,5 6,0 7,5 9,5 12,0 15,0
Индекс столбца 0 1 2 3 4 5 6 7 8
Качественные факторы Стесненность (СТ)
Характеристики качественных фак- торов свободно (СТ1) стесненно (СТ2) очень стесненно (СТЗ)
Индекс столбца 0 5 ! 10
Сумма индексов j 0 1 | 2 3 4 5 6 7 8 9
Нормативные значения времени t, 1 тыс. доли мин СР QO 4,1 j 4,5 i 5,0 5,5 6,0 6,6 7,3 8,0 8,8
Продолжение
Сумма индексов 10 11 12 13 14 15 16 17 * 18
Нормативные значения времени t, тыс. доли мин 9,7 10,6 И,7 12,9 14,2 15,6 17,1 18,8 20,7
Примечания 1. Нормативное время рассчитано на одну нитку (полный оборот).
2 При завертывании винта механической отверткой время принимать по микроэлементу «Нажать рукой без уси-
лия» — 3 тыс. доли мин на одну нитку (полный оборот).
Карта 4, лист з
ВРАЩАТЬ ГАЕЧНЫМ КЛЮЧОМ — ВРГ
Количественные факторы Значения количественных факторов
Диаметр резьбы D, мм, до 2,3 3,0 3,6 4,6 5,8 7,4 9,4 12,0 15,0 19,0 24,0 28,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 11
Качественные факторы Стесненность (СТ)
Характеристики качественных факторов свободно (СТ1) стесненно (СТ2) очень стесненно (СТЗ)
Индекс столбца 0 5 10
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10
Нормативные зна- чения времени t, тыс. доли мин 10,0 11,8 12,1 13,3 14,6 16,1 17,7 19,4 21,4 23,6 26,9
Продолжение
Сумма индексов И 12 13 14 15 16 17 18 19 20 21
Нормативные зна- чения времени t, тыс. доли мин 28,5 31,4 34,5 37,9 41,7 45,9 50,5 55,5 61,1 67,2 73,9
Карта 4 , лист 4
ВРАЩАТЬ МАХОВИК—BPM
Количественные факторы Значения количественных факторов
Усилие F, кгс, до 1,2 1,8 2,6 3,8 5,6 8,1 12,0 17,5 20,0
Угол поворота ф, град, до 30 45 60 80 100 130 180 240 300 360
Диаметр маховика D, мм, до 50 75 100 170 250 400 500
Индекс столбца 0 1 2 3 4 5 6 7 8 9
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11
Нормативные значения времени t, тыс. доли мин 2,8 3,1 3,4 3,8 4,2 4,6 5,0 5,5 6,1 6,7 7,4 8,1
Продолжение
Сумма индексов 12 13 14 15 16 17 18 19 20 21 22 23
Нормативные значения времени t, тыс. доли мин 8,9 9,8 10,8 11,9 13,1 14,4 15,8 17,4 19,1 21,0 23,1 25,5
Примечание. При повороте маховика на несколько оборотов табличное время для угла поворота, равного 360°, умножается на
число оборотов.
(Л
УСТАНОВИТЬ НА ПЛОСКОСТЬ — УП
Карта 5, лист 1
Количественные факторы Значения количественных факторов
Размер наибольшей сто- роны Z, мм, до 60 75 100 125 160 200 270 350 450 580 750 970 1200 1600 2000
Масса Р, кг, до 1,0 1,5 2,0 2,6 3,4 4,5 6,0 7,7 10,0 13,0 17,0 20,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14
Качественные факторы Наличие осторожности (ОС) Удобство работы (У)
Характеристики качест- венных факторов без осторожности (ОС1) с осторожностью (ОС2) удобно (У1) неудобно (У2) очень неудобно (УЗ)
Индекс столбца 0 5 0 2 3
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Нормативные значе- ния времени t, тыс. доли мин 1,2 1,3 1,5 1,6 1,8 2,0 2,2 2,4 2,6 2,9 3,1 3,5 3,8 4,2 4,6 5,1 5,6
Продолжение
Сумма индексов 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33
Нормативные значе- ния времени t, тыс. доли мин 6,1 6,7 7,4 8,2 9,0 9,9 10,8 12,0 13,1 14,4 15,9 17,4 19,2 21,1 23,2 25,5 28,1
Примеча н и е. Нормативное время рассчитано на установку при малой степени ориентирования. При средней степени ориентирова-
ния применять коэффициент 2,0. При большой степени ориентирования — 4,0.
УСТАНОВИТЬ НА ВАЛ, В ОТВЕРСТИЕ — УО Карта 5, лист 2
Количественные факторы Значения количественных факторов
Длина продвижения L, мм, до 25 30 35 40 50 65 80 100 125 150 200 250 300 350 450 550 750
Масса Р, кг, до 1,3 2,0 3,3 5,3 8,5 14,0 20,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10- И 12 13 14 15 16
Качественные факторы Наличие осторожности (ОС) Плотность соединения (П) Удобство работы (У)
Характеристики качест- венных факторов без осто- рожности (ОС1) с осторож- ностью (ОС2) свободное соединение (П1) плотное соединение (П2) тугое со- единение (ПЗ) удобно (У1) неудоб- но (У2) очень неудоб- но (УЗ)
Индекс столбца 0 4 0 2 7 0 2 3
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Нормативные значения времени t, тыс. доли мин 3,6 3,9 4,3 4,7 5,2 5,7 6,3 6,9 7,6 8,4 9,2 10,1 И,1 .12,3 13,5 14,8 16,3 18,0
Продолжение
Сумма индексов 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
Нормативные зна- чения времени t, тыс. доли мин 19,7 21,7 24,0 26,3 29,0 31,9 35,1 38,6 42,5 46,7 51,4 56,5 62,2 68,4 75,2 82,7 91,0 100 ПО
Примечание. Нормативное время рассчитано на установку при малой степени ориентирования. При установке со средней сте-
пенью ориентирования применять коэффициент 1,2. При установке с большой степенью ориентирования применять
коэффициент 1,8.
РАЗЪЕДИНИТЬ — Р
Карта 6
Количественные факторы Значения количественных факторов
Длина продви- жения L, мм до 20 25 30 40 45 55 65 80 95 115 140 165 200 240 290 340 400 500 600 750
Масса Р, кг, до 1,3 2,0 3,0 5,0 8,5 14,0 20,0
Индекс столбца 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19
Качественные факторы Наличие осторожности (ОС) Плотность соединения (П) Удобство работы (У)
Характеристики качественных факторов без осторож- ности (ОС1) с осторож- ностью (ОС2) свободное соединение (П1) плотное со- единение (П2) тугое со- единение (ПЗ) удобно (У1) неудобно (У2) очень не- удобно (УЗ)
Индекс столбца 0 4 0 2 7 0 2 3
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19
Нормативные зна- чения времени t, тыс. доли мин 2,6 2,8 3,1 3,4 3,8 4,1 4,5 5,0 5,5 6,1 6,7 7,3 8,1 8,9 9,7 10,7 11,8 13,0 14,3 15,7
Продолжение
Сумма индексов 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
Нормативные зна- чения времени t, тыс. доли мин 17,3 19,0 21,0 23,0 25,3 27,8 30,6 33,6 37,0 40,7 44,8 49,2 54,2 59,6 65,6 72,1 79,3 87,2 96 105
ВЗЯТЬ — в
Карта 7
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,2 1,5 2,5 3,5 5,0 7,0 10,0 15,0 20,0
Размер наибольшей сто- роны 1, мм, до 60 100 200 300 550 1000 1500 2000
Индекс столбца 0 1 2 3 4 5 6 7 8
Качественные факторы Степень контроля (К) Наличие осторожности (ОС) Удобство работы (У)
Характеристики качест- венных факторов малая (К1) средняя (К2) большая (КЗ) без осто- рожности (ОС1) с осторож- ностью (ОС2) удобно (У1) неудобно (У2) очень неудоб- но (УЗ)
Индекс столбца 0 2 5 0 4 0 2 3
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13
Нормативные значения времени t, тыс. доли мин 1,9 2,1 2,3 2,6 2,8 3,1 3,4 3,7 4,1 4,5 5,0 5,5 6,0 6,6
Продолжение
Сумма индексов 14 15 16 ’ 17 18 19 20 21 22 23 24 25 26 27
Нормативные значения времени t, тыс. доли мин 7,3 8,0 8,8 9,7 10,6 11,7 12,9 14,2 15,6 17,1 18,9 20,7 22,8 25,0
Карта 8, лист 1
ХОДИТЬ — X
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,5 4,0 10,0 20,0
Индекс столбца 0 1 о zC 3
Качественные факторы Наличие осторожности (ОС) Стесненность (СТ)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2) свободно (СТ1) стесненно (СТ2)
Индекс столбца 0 2 0 2
Сумма индексов 0 1 2 3 4 5 6 7
Нормативные значения времени t, тыс. до- ли мин 13,0 14,0 16,0 17,6 19,4 21,2 23,2 25,5
Примечания: 1. Нормативное время рассчитано на 1 м.
2. При ходьбе с тележкой — XT при отсутствии помех /СТ1), нормативное время принимать равным
16,5 тыс. доли мин, при наличии помех (СТ2) — 19,8 тыс. доли мин.
6 Заказ № 6 3
Карта 8, лист 2
ХОДИТЬ ПО ЛЕСТНИЦЕ
(ПОДНЯТЬСЯ НА ОДНУ СТУПЕНЬКУ) — ХЛ
Количественные факторы Значения количественных факторов
Масса Р, кг, до 1,5 2,5 5 10 20
Индекс столбца 0 1 2 3 4
Качественные факторы Наличие осторожности (ОС) Стесненность (СТ)
Характеристики качественных факторов • без осторожности (ОС1) с осторожностью (ОС2) свободно (СТ1) стесненно (СТ2)
Индекс столбца 0 2 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8
Нормативные значения времени t, тыс. доли мин 12,0 13,2 14,5 16,0 17,5 19,3 21,2 23,3 25,6
Карта 9
ПОВЕРНУТЬ ТУЛОВИЩЕ — ПТ
Количественные факторы Значения количественных факторов
Угол поворота <р, град 45 90 135 180
Масса Р, кг, до 2,5 10,0 20,0
Индекс столбца 0 1 2 6 9 12
Качественные факторы Наличие осторожности (ОС)
Характеристики качественных факторов без осторожности (ОС1) с осторожностью (ОС2)
Индекс столбца 0 2
Сумма индексов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Нормативные значения времени t, тыс. доли мин 9,0 10,0 11,0 12,1 13,3 14,4 15,8 17,3 19,1 21,0 23,1 25,4 28,0 30,7 33,7 37,1 40,8
Карта 10
ПЕРЕВЕСТИ ВЗГЛЯД — ПВ
Количественные факторы' Значения количественных факторов
Расстояние между точками S, мм, до 100 140 180 230 300 370 470 600 750 1000
Нормативные зна- чения времени t, тыс. доли мин 4,3 4,7 5,2 5,7 6,3 6,9 7,6 8,4 9,2 10,1
Карта 11
МИКРОЭЛЕМЕНТЫ С ПОСТОЯННЫМ ВРЕМЕНЕМ ВЫПОЛНЕНИЯ
№ п/п Наименование микроэлемента Код микро- элемента Значение вре- мени t, тыс. доли мин
1 2 3 4
1 Взяться вз 2,0
2 Перехватить вп 3,5
3 Отпустить:
снять руку с предмета ОТ1 0
разжать пальцы ОТ2 1,2
4 Нажать рукой:
без усилия HP 3,0
с усилием НРУ 9,0
5 Установить на размер УР 30,0
6 Нажать ногой:
без усилия, отпустить НН 5,0
с усилием ННУ 10,0
7 Переместить ногу пн 7,0
8 Нагнуться:
до колен нк 7,0
до пола нп 15,0
9 Выпрямиться:
от пола ВНП 17,0
от колен внк 9,0
10 Сесть с 20,0
11 Встать ВС 25,0
12 Всмотреться ФВ 4,0
6*
831
IIL МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ
ПО ПРИМЕНЕНИЮ БСМ-1
ПРИ РЕШЕНИИ ЗАДАЧ
ОРГАНИЗАЦИИ И НОРМИРОВАНИЯ ТРУДА РАБОЧИХ
3.1. ОБЛАСТИ ПРИМЕНЕНИЯ БСМ-1
Основные области применения системы микроэлементных
нормативов времени:
микроэлементный анализ и проектирование рациональных
трудовых процессов;
нормирование трудовых процессов;
разработка нормативов времени различной степени укруп-
нения.
Важнейшей областью применения БСМ-1 является микроэлемент-
ный анализ и проектирование рациональных трудовых процессов.
Используя символику микроэлементов, правила их приме-
нения, нормативные значения времени, можно записать трудовой
процесс, выполняемый рабочим, провести его тщательный анализ
и проектирование рационального трудового процесса. При проекти-
ровании рационального трудового процесса необходимо осущест-
вить количественное обоснование различных вариантов. В первую
очередь проектируются методы и приемы труда. При коллективных
формах организации труда наряду с проектированием методов
и приемов труда осуществляется также проектирование разде-
ления труда.
Модели рациональных трудовых процессов, построенные с ис-
пользованием БСМ-1, могут быть применены как средство обу-
чения рациональным методам труда.
Нормирование с использованием БСМ-1 является разновидно-
стью расчета норм времени по нормативам. Имея микроэлемент-
ные нормативы времени, возможно осуществлять расчет норм на
ручные трудовые процессы еще до начала изготовления изделия.
Применение микроэлементов для расчета норм времени вручную
целесообразно при продолжительности операции до 0,5 мин, по-
скольку расчленение трудового процесса и его нормирование
довольно трудоемки.
В том случае, если обработка осуществляется на станках, прес-
сах и т. д. наряду с микроэлементными нормативами должны
использоваться также нормативы режимов работы оборудования.
Расчет норм времени на операции может выполняться при-
менительно к действующему трудовому процессу.
Нормирование трудового процесса может выполняться так-
же при проведении микроэлементного анализа и проектировании
рационального процесса. В этом случае время, .рассчитанное
для разных вариантов трудового процесса, является одним из
84
основных критериев выбора рационального трудового процесса.
Микроэлементные нормативы времени наряду с режимами ра-
боты оборудования и дифференцированными нормативами основ-
ного времени на машинно-ручные работы используются для рас-
чета отраслевых и межотраслевых нормативов времени различ-
ной степени укрупнения, в том числе укрупненных нормативов
и типовых норм времени.
Использование микроэлементных нормативов позволит обес-
печить единую напряженность нормативных значений времени,
снизить трудоемкость нормативно-исследовательской работы, и тем
самым сократить сроки их разработки, поскольку устраняется
необходимость проведения хронометражных наблюдений на приемы
ручных работ. Наряду с этим применение микроэлементных нор-
мативов при расчете укрупненных позволит проектировать и отра-
жать в нормативах наиболее рациональный метод выполнения
работы и тем самым превратить нормативы в средство рациона-
лизации и нормирования труда. В свою очередь использование
укрупненных нормативов и типовых норм, рассчитанных на базе
микроэлементных нормативов, улучшит качество норм.
Применение ЭВМ при расчете укрупненных нормативов по-
зволит значительно сократить трудоемкость расчета и создавать
нормативы практически любой степени укрупнения.
3.2. ЭТАПЫ ПРОВЕДЕНИЯ МИКРОЭЛЕМЕНТНОГО АНАЛИЗА
И ПРОЕКТИРОВАНИЯ РАЦИОНАЛЬНОГО
ТРУДОВОГО ПРОЦЕССА
Микроэлементный анализ и проектирование рационального
трудового процесса подразделяются на следующие основные
этапы.
1. Выбор объекта исследования.
2. Определение организационно-технических условий выполне-
ния операции.
3. Расчленение операции на составляющие микроэлементы.
4. Определение факторов, оказывающих влияние на время их
выполнения.
5. Нормирование трудовых процессов.
6. Анализ трудовых процессов.
7. Проектирование рациональных трудовых процессов и опреде-
ление времени их выполнения.
Выбор объекта исследования
Подготовка к исследованию начинается с установления трудо-
вого процесса, подлежащего анализу с целью его рационализации
или нормирования, т. е. выбора объекта исследования. Рационали-
зации могут подвергаться как операции, выполняемые на отдель-
85
ных рабочих местах, так и операции, выполняемые на группе
рабочих мест, связанных между собой, например на участке, по-
точной линии. В первую очередь рационализации подвергаются
операции, выполняемые на плохо организованных рабочих мес-
тах, т. е. на тех рабочих местах, которые являются узкими мес-
тами на производстве. В эту работу необходимо включать коллек-
тив предприятия с тем, чтобы каждый работник сознательно и
творчески принимал в ней участие, так как она затрагивает их
непосредственные интересы, выдвигая на первый план задачи эко-
номии рабочего времени, устранения непроизводительных затрат,
повышения качества труда. Выбор объекта исследования должен
быть обоснован необходимостью прироста выпуска продукции или
высвобождения рабочих мест.
При выборе объекта исследования необходимо учитывать также,
является ли данная операция массовой и будет ли она выпол-
няться в течение продолжительного времени с тем, чтобы затраты
на проведение анализа окупились.
Результаты исследований могут быть более значительными,
если объектом исследования и проектирования является не от-
дельное рабочее место, а группа технологически или организа-
ционно связанных рабочих мест.
Определение организационно-технических условий
выполнения операции
Изучается общая характеристика организационно-технических
условий выполнения операции.
По каждой технологической операции или их группе собирается
информация о применяемом оборудовании, детали, заготовке,
узле.
Информация записывается в карту исследования и проектиро-
вания трудового процесса в раздел I «Исходные данные» (фор-
ма 1, с. 88). В разделе «Исходные данные», кроме того, записывает-
ся информация об исполнителе работы, в том числе профессия,
стаж работы, разряд рабочего, процент выполнения нормы. В раз-
деле «Исходные данные» проставляются также сведения о типе
производства, фактической продолжительности операции и дейст-
вующей норме времени. В разделе II «Планировка рабочего места»
вычерчивается планировка.
На плане должны быть изображены тара с заготовками и
деталями или место их расположения, инструменты, приспособ-
ления так, как они находятся обычно по отношению к рабочему.
Должны быть проставлены основные расстояния, характеризующие
перемещение заготовок, деталей.
Работу по вычерчиванию планировки можно упростить, если
использовать специальные формы 2 и 3 при рабочей позе сидя
или стоя (см. с. 89).
86
На координатной сетке условными обозначениями вычерчива-
ются места расположения заготовок, деталей, инструментов. Эти
места могут вычерчиваться на отдельных листах в определенном
масштабе.
Исчерпывающая информация по организационно-техническим
условиям имеет существенное значение, так как изменения пла-
нировки рабочего места или конфигурации, массы, габаритных
размеров заготовки, детали могут привести к значительному изме-
нению метода труда, а это неизбежно отразится на продолжи-
тельности операции.
Расчленение операции на составляющие микроэлементы
и определение факторов, оказывающих влияние на время
их выполнения
Расчленение операции начинается с выявления составляющих
ее приемов. Каждый прием расчленяется на отдельные микро-
элементы. Расчленение операции производится визуально или с
помощью киносъемки. Киносъемка является очень точным методом
получения информации, но при этом очень трудоемким. Ее сле-
дует использовать только в том случае, когда трудно расчленить
трудовой процесс, особенно на тех операциях, где время выпол-
нения очень мало, а состав движений значительный. Данные о
содержании каждого приема, входящего в операцию, записываются
по отдельным микроэлементам.
Весьма важное значение имеет правильное описание микроэле-
ментного состава трудового процесса.
Поскольку длительность отдельных движений невелика, запи-
сать состав трудового процесса в карту в процессе наблюдений
не представляется возможным. Поэтому микроэлементное содержа-
ние трудового процесса предварительно записывается в блокнот.
Там же проставляются значения расстояний перемещения.
Обычная запись трудового процесса в блокноте имеет следую-
щий вид: протянуть левую руку к деталям, расположенным
в ящике (ячейке, контейнере) на расстояние 600 мм, взять деталь
длиной 26 мм, переместить ее к правой руке на расстояние 400 мм,
а правую руку протянуть к левой, взять эту деталь из левой руки,
правую руку переместить с деталью к месту установки на расстоя-
ние 300 мм, установить деталь. Такая запись в блокнот при ви-
зуальном наблюдении требует значительных затрат времени, поэ-
тому для его сокращения рекомендуется применять запись в тер-
минах БСМ-1, ставя апостроф перед индексом микроэлемента
наверху справа, если движение выполняется правой рукой, или
слева, если движение выполняется левой рукой:
'ПР — движение левой руки без предмета
'П — движение левой руки с предметом
87
Форма 1
Карта исследования и проектирования трудового процесса № Лист 1 Предприятие
Цех Участок Рабочее место
Технологическая операция: Система БСМ-1
I. Исходные данные 1. Оборудование, технологическая оснастка
Наименование Обозначение (модель) Количество
2. Предмет труда (узел, деталь, материалы и т. п.)
Наименование Единица измере- ния Обозна- чение (шифр) Габарит- ные раз- меры Материал Масса, единицы Количе- ство
3. Исполнитель работы
Ф. И. О. Профессия Стаж работы Разряд Выполнение нормы, %
4. Тип производства: 5. Разряд работы: 6. Продолжительность операции, минЦ0П1) 7. Действующая норма времени, мин (Ti).
88
Форма 2
Форма 3
Форма 4
Карта исследования и проектирования трудового процесса № Лист Предприятие
III. Метод выполнения операции Существующий
№ п/п Содержание трудового процесса по приемам Левая рука Правая рука
Наименование микроэлемента Код микро- элемента Время по БСМ-1, тыс. доли мин Код микро- элемента Наименование микроэлемента
1 2 3 4 5 6 7 8
ПР' — движение правой руки без предмета
П' — движение правой руки с предметом
'В — взять левой рукой
В' — взять пр. юй рукой
'УП — установить на плоскость левой рукой
УП' — установить на плоскость правой рукой
Ниже приводится образец рекомендуемой записи на примере
описания трудового процесса «Установить резистор по отверс-
тиям»:
'ПР S600 мм к ячейке с резисторами
'В /26 мм из ячейки
'П S400 мм 'ПР руке
В' /26 мм из руки
'ОТ2
П' S300 мм к плате
УО' Р0,01 кг; L5 мм, по двум отверстиям
Описание содержания трудового процесса по отдельным микро-
элементам из блокнота переносится в специальные карты (фор-
ма 4) в раздел III «Метод выполнения операции. Существующий».
В столбце «Содержание трудового процесса по приемам» за-
писывается текстовое описание приема.
В столбцах «Наименование микроэлемента» записывается по-
Форма 5
Карта исследования и проектирования трудового процесса № Лист Предприятие
III. Метод выполнения операции Существующий
№ п/п Содержание трудового процесса по приемам Левая рука Правая рука
Код микро- элемента Время по БСМ-1, тыс. доли мин Код микро- элемента
1 2 3 4 5 6
91
следовательность микроэлементов, выполняемых как левой, так и
правой рукой. В этих столбцах проставляются также обозначения
факторов, коды характеристик и значения факторов продолжитель-
ности. В столбцах «Код микроэлемента» записывается последо-
вательность микроэлементов в кодовых обозначениях.
Примеры заполнения карт микроэлементного содержания трудо-
вого процесса приводятся в п. 3.4.
Форма 4 может быть упрощена за счет исключения двух столб-
цов «Наименование микроэлемента» для левой и правой рук.
В том случае, если исследователь освоил кодовые обозна-
чения микроэлементов, последовательность микроэлементов ему
достаточно записать в кодовых обозначениях и заполнить форму 5.
,3.2.4. НОРМИРОВАНИЕ ТРУДОВЫХ ПРОЦЕССОВ
Нормирование трудовых процессов осуществляется аналити-
чески-расчетным методом, который основан на изучении содержа-
ния трудового процесса, в данном случае по отдельным микро-
элементам.
Время выполнения отдельных микроэлементов определяется
по индексным таблицам БСМ-1 для выявленных значений коли-
чественных и качественных характеристик факторов.
Вначале определяется нормативное время выполнения отдель-
ных микроэлементов, составляющих действующий трудовой про-
цесс. Суммируя время выполнения отдельных микроэлементов,
определяют нормативное время приема; суммируя нормативное
время выполнения приемов, получают время на операцию.
Правила пользования нормативными картами БСМ-1 приведены
в п. 3.3.
В тех случаях, когда трудовой процесс освоен, применяются
рациональные методы труда, анализ содержания трудового процес-
са может не проводиться, а ограничиваются нормированием тру-
дового процесса.
Нормировать по БСМ-1 целесообразно лишь кратковременные
трудовые процессы, длительностью до 0,5 мин, в условиях крупно-
серийного и массового типов производства.
Для нормирования работ, длительность которых превышает
0,5 мин, а также работ, выполняемых на предприятиях средне-
серийного производства, более пригодны укрупненные системы
типа БСМ-2, БСМ-3.
3.2.5. АНАЛИЗ ТРУДОВЫХ ПРОЦЕССОВ
Анализ трудовых процессов начинается с анализа планировки
рабочего места.
Для облегчения проведения анализа в картах исследования
и проектирования трудового процесса, приведенных выше, изобра-
92
жены зоны досягаемости при рабочих позах сидя и стоя. Зоны
досягаемости установлены в соответствии с ГОСТ 12.2.032—78 и
ГОСТ 12.2.033—78 (общие эргономические требования).
Тщательно анализируется расположение инструмента, оснастки,
заготовок и деталей на рабочем месте.
Определяется, соответствует ли планировка рабочего места
эргономическим требованиям и рационально организованному ра-
бочему месту, заложенным в ГОСТе.
В первую очередь определяется, находятся ли заготовки, дета-
ли, инструмент, оснастка в соответствующих зонах досягаемости
и обосновываются предложения об улучшении планировки рабоче-
го места.
При подготовке предложений об улучшении планировки ра-
Правила экономии трудовых движений
Таблица 11
№ п/п Группа правил Правила экономии трудовых движений
1 2 3
1 По устранению лишних дви- При проектировании рациональных методов
жений труда необходимо устранить следующие дви- жения: передача предметов из одной руки в другую; наклоны и повороты корпуса; движение «держать»; трудно координируемые движения; длинные и сложные движения; холостые движения; поддержание предметов на весу
2 По экономии движений Движения рук должны сводиться: к простейшим, коротким, естественным и привычным; движения должны быть ритмичными, т. е. повторяемость в процессе работы должна быть равномерной; надо стремиться к плавным и непрерывным движениям рук, которые более предпочти- тельны, чем зигзагообразные; чередовать усилия различных мышц; стремиться к совмещению движений
3 По проектированию одновре- Обе руки должны одновременно начинать
менной работы обеих рук движения: движения обеих рук должны по возможности осуществляться в одном направлении; нужно стремиться к равномерной загрузке обеих рук, от начала до конца действия, при этом целесообразно нагрузку на левую руку по сравнению с правой уменьшить на 8—10%
93
Продолжение
№ п/п Группа правил Правила экономии трудовых движений
1 2 3
4 По учету скорости движений Там, где требуется быстрая реакция, пред- почтительны движения к себе: скорость горизонтального движения всегда больше вертикального; скорость движений слева направо для пра- вой руки больше, чем в обратном направле- нии; скорость движений правой руки больше, чем левой; скорость движений уменьшается с увеличе- нием нагрузки
5 По точности выполнения Точные движения лучше выполняются сидя, а не стоя: наиболее точно координируются движения с амплитудой 8—12 см; наибольшая точность движений достигается в горизонтальной плоскости в зоне располо- жения на расстоянии 35 см от средней ли- нии тела
6 По экономии усилий Силы давления и тяги при движении рук перед корпусом больше, чем сбоку: сила мышц предплечья больше при согнутой руке, чем при вытянутой; сила вращения при повороте внутрь больше, чем при обратном вращении; сила давления ног сидя больше, если они вытянуты вперед, и меньше, когда колени согнуты под прямым углом; усилия в горизонтальной плоскости макси- мальны в положении стоя на уровне плеча; в положении сидя на уровне локтя; в положении сидя сила давления больше, чем сила тяги
7 По расположению на рабочем месте Детали, материалы, инструмент, оргоснаст- ку, средства управления следует располагать в оптимальной зоне досягаемости: с учетом последовательности выполнения то, что используется чаще, должно лежать ближе, что реже — дальше; переноска вручную должна исключаться; следует применять ящики и склизы для по- дачи самотеком
8 По оборудованию, инстру- менту и приспособлению По возможности следует объединять два и более инструмента в один: рычаги, рукоятки, кнопки, ручные маховики и другие органы управления надо устанав- ливать таким образом, чтобы обеспечить ми-
94
Продолжение
№ п/п Группа правил Правила экономии трудовых движений
1 2 3
нимум изменения положения корпуса; рукоятки органов управления должны иметь такую форму, чтобы большая часть поверх- ности ладони соприкасалась с ними, особен- но если при этом прилагаются значительные усилия; приспособления, оргоснастку следует разме- щать на специальных подставках для удоб- ного их использования; нужно освободить руки от выполнения дей- ствий, которые осуществляются с помощью педалей
бочего места следует руководствоваться также правилами экономии
движений, изложенными в табл. И.
Планировка рабочего места обусловливает определенное содер-
жание трудового процесса, поэтому наряду с анализом планировки
проводится анализ содержания.
Этап анализа содержания трудового процесса является весьма
ответственным, поскольку от его полноты и глубины зависят ре-
зультаты исследований.
Анализ трудового процесса проводится в соответствии со схемой
анализа и проектирования рациональных трудовых процессов, при-
веденной на рис. 1.
Анализу подвергаются все составляющие трудовой процесс дви-
жения и простейшие их комплексы. Выявляются лишние и трудо-
емкие движения, обусловленные неудачной планировкой рабочего
места, например движения поворота корпуса, передача предмета из
одной руки в другую, перекладывание предметов и инструментов
в пределах рабочей зоны, ходьба и др. Определяется также возмож-
ность устранения статического напряжения мышц, замены сложных
движений. Эти движения могут быть устранены, если изменить мес-
торасположение заготовок. Так, заготовки, расположенные сзади,
могут быть помещены перед рабочим, в этом случае поворота корпу-
са не будет.
Анализу подвергаются также факторы, влияющие на время
выполнения микроэлементов, в первую очередь расстояние пере-
мещения деталей, узлов, инструментов. Определяется, нельзя ли
уменьшить протяженность движений.
Тщательно изучается последовательность движений, выявляется,
95
Продолжение
Рис. 1. Схема анализа и проектирования рациональных
трудовых процессов на базе применения систем
микроэлементных нормативов
не приводит ли применяемая на рабочем месте последовательность
к зигзагообразным движениям.
Анализируется возможность одновременного и совмещенного
выполнения движений.
3.2.6. ПРОЕКТИРОВАНИЕ РАЦИОНАЛЬНЫХ ТРУДОВЫХ ПРОЦЕССОВ
В соответствии с правилами экономии движений осуществляется
рациональное размещение деталей, заготовок, инструмента, приспо-
соблений на рабочем месте. Разрабатывается новая планировка
рабочего места. В соответствии с новой планировкой проектируется
рациональный метод выполнения трудового процесса.
Руководствуясь правилами экономии движений и спроектиро-
7 Заказ №65
97
ванной планировкой рабочего места, выявляют лишние и нераци-
ональные движения.
Возможно, что при проектировании рационального метода вы-
полнения трудового процесса появится несколько вариантов пла-
нировки рабочего места. Тогда для каждого варианта необходимо
записать трудовой процесс в терминах БСМ-1, определить время
каждого варианта и выбрать вариант с минимальным временем —
рациональный. Этот выбранный вариант принимается за основу при
проектировании трудового процесса.
В целях оценки эффективности полученного варианта возможен
расчет показателей, характеризующих рациональность полученного
трудового процесса. Такими показателями могут быть:
отношение времени работы правой и левой рук. Чрезмерные от-
клонения данного коэффициента от 1 свидетельствуют о несогла-
сованности действий правой и левой рук;
удельный вес времени трудовых движений с высокой степенью
контроля. Высокое значение этого показателя свидетельствует о не-
обходимости создания приспособлений, оснастки, снижающих сте-
пень контроля трудовых движений;
удельный вес времени выполнения движений с участием корпуса.
Высокое значение данного показателя характеризует необходимость
сокращения расстояний перемещения, которые надо преодолевать
исполнителю;
Доля времени на выполнение микроэлемента «Переместить»
в зоне досягаемости рук. Высокое значение этого показателя
требует пересмотра расположения предметов и орудий труда на
рабочем месте исполнителя.
При необходимости данные показатели могут быть дополнены
или заменены другими, более полно отражающими специфику изу-
чаемых трудовых процессов.
При проектировании рациональных трудовых процессов следует
также уделять внимание технологии изготовления и конструкции
выпускаемой продукции.
Технологические операции должны критически оцениваться с
позиций снижения затрат времени.
3.3. ПРАВИЛА ПОЛЬЗОВАНИЯ НОРМАТИВНЫМИ КАРТАМИ
Нормативные карты БСМ-1 состоят из трех частей: первая
включает наименования количественных факторов и их значения,
вторая — наименования качественных факторов и их характеристи-
ки, третья — нормативные значения времени выполнения микро-
элемента. Первая часть содержит те количественные факторы,
которые влияют на время выполнения данного микроэлемента,
причем для каждого фактора выделяется одна строка. В левой
стороне этой части карты записываются наименования факторов
и размерность их значений. Правая сторона разделена на ряд стол-
98
бцов, число которых равно числу нормативных значений факторов.
Нормативные значения каждого фактора записываются последова-
тельно в соответствующей строке. Столбцы нумеруются, начиная
с нуля до (п — 1) столбцов. Вторая часть нормативной карты стро-
ится аналогичным образом для качественных факторов. Она сос-
тоит из трех строк. В первой строке записываются наимено-
вания качественных факторов. Во второй строке указываются
характеристики и коды качественных факторов. Каждой характе-
ристике качественного фактора однозначно противопоставляется
индекс столбца, который записывается в третьей строке.
Третья часть нормативной карты состоит из двух строк. В вер-
хней строке записывается сумма индексов. В нижней строке про-
ставляются нормативные значения времени выполнения микроэле-
ментов.
Правила пользования нормативной картой
Последовательно рассматриваются все факторы, как количест-
венные, так и качественные. По заданным значениям каждого из
количественных факторов выбирается столбец, где содержится бли-
жайшее большее значение фактора по сравнению с заданным зна-
чением этого же фактора, и фиксируется индекс столбца. Проце-
дура повторяется для всех количественных факторов. На основе
зафиксированных индексов столбцов определяется сумма индексов
столбцов для количественных факторов. Далее обращаются ко
второй части таблицы. На основе заданных характеристик качест-
венных факторов, влияющих на время выполнения данного микро-
элемента, фиксируются индексы столбцов для каждого качественно-
го фактора. Определяется сумма индексов столбцов для всех
качественных факторов. Находится общая сумма индексов столбцов
для количественных и качественных факторов.
В заключение процедуры рассматривается третья часть норма-
тивной карты, где в верхней строке находится число, равное
сумме индексов столбцов для количественных и качественных фак-
торов. В нижней строке напротив данного числа стоит искомое нор-
мативное значение времени выполнения микроэлемента.
Рассмотрим определение нормативного времени выполнения
микроэлемента «Переместить в пространстве» (нормативная кар-
та 2, лист 2, п. 2.2).
Предположим, заданы следующие значения факторов:
Расстояние перемещения S = 320 мм
Масса предмета Р = 3,5 кг
Размер наибольшей стороны предмета / = 650 мм
Степень контроля средняя (К2)
Осторожности при перемещении не требуется.
Для первого количественного фактора заданное значение
(S = 320 мм) расположено в столбце (колонке) с индексом 15, для
7* 99
второго фактора (Р = 3,5 кг) — в столбце с индексом 3, для треть-
его фактора (/ == 650 мм) — в столбце с индексом 2. Определяем сум-
му зафиксированных индексов — 20. Во второй части таблицы фикси-
руем среднюю характеристику степени контроля— (К2). Этой
характеристике соответствует столбец с индексом 1. Так как для ка-
чественного фактора «Наличие осторожности» фиксируется харак-
теристика (ОС1) с соответствующим индексом столбца 0, то общая
сумма индексов столбцов количественных и качественных факторов
будет равна 21. В третьей части нормативной карты находим в
верхней строке число 21, а под ним стоит искомое нормативное зна-
чение времени выполнения микроэлемента «Переместить в простран-
стве», равное7 14,1 тыс. долей мин.
3.4. ПРИМЕРЫ ИССЛЕДОВАНИЯ И ПРОЕКТИРОВАНИЯ
РАЦИОНАЛЬНЫХ ТРУДОВЫХ ПРОЦЕССОВ
НА ОСНОВЕ БСМ-1
В приводимых примерах нормативные затраты времени для
крупносерийного типа производства применялись с коэффициентом
1,1. Время рассчитывалось с использованием коэффициентов, учи-
тывающих совмещение микроэлементов. В прямоугольнике заклю-
чена несовмещаемая часть времени. При кодировании микроэле-
ментов коды характеристик качественных факторов, равные 1,
не указывались.
Пример 1
К а р т а № 1 исследования и проектирования трудового процесса Лист 1 Предприятие
Цех гальванопо- Участок фрезеровки крытий Рабочее место фрезеровщика
Технологическая операция: Фрезеровать 11 часовых знаков Система БСМ-1
I. Исходные данные 1. Оборудование, технологическая оснастка
Наименование Обозначение (модель) Количество
1. Фрезерный станок Ф-327 1
2. Предмет труда (узел, деталь, материалы и т. п.)
Наименование Единица измере- ния Обозна- чение (шифр) Габарит- ные раз- меры Материал Количе- ство Масса единицы
1. Циферблат шт. 0 25X1 Мель- хиор 475200 0,01 кг
3. Исполнитель работы
Ф. И. О. Профессия Стаж работы Разряд Выполнение нормы, %
Королева О. П. Фрезеровщик 3 года 3 136
> 4. Тип производства: крупносерийный 5. Разряд работы: 3 6. Продолжительность операции, мин (tonj) 0,286 7. Действующая норма времени, мин (Ti) 0,343
101
102
103
Карта № 1 исследования и проектирования трудового процесса Лист з
III. Метод выполнения операции Существующий
№ п/п Содержание трудо- вого процесса по приемам № п/п Левая рука Правая рука, туловище, ноги
Наименование мик- роэлемента Код микроэлемента и его факторы Затраты времени, тыс. доли мин Затраты времени, тыс. доли мин Код микро- элемента и его факторы Наименование мик- роэлемента
1 2 3 4 5 6 7 8 9
1 2 3 Переместить де- таль к станку Установить де- таль на станке Фрезеровать 11 знаков 1 2 3 4 5 6 8 9 10 11 12 Протянуть руку к циферблату Взять циферблат Переместить к подставке Установить Отпустить Протянуть руку к рукоятке Взяться ПР (S 250) (КЗ) В(Р0,01;/25) (К2) П (S450; Z25) (КЗ) УП (Р0, 01; /25) (ОРЗ) ОТ2 ПР (S50); (К2) ВЗ 6,8 2,3 9,3 4,8 1,2 | 0,78| 2,0 7,5 3,0 1,2 4,7 '2,0 33,0 ПР (S300); (КЗ) HP ОТ2 ПР (S150); (К2) ВЗ HP Протянуть руку к кнопке шпинделя Нажать рукой Отпустить Протянуть руку к ручке Взяться Нажать рукой 11 раз
Продолжение
1 2 3 4 5 6 7 8 9
4 Отложить деталь в тару 13 14 15 16 17 18 19 20 21 22 23 Повернуть руко- ятку II раз Отпустить ПОР (фЗО, D200); (F0.6) ОТ2 52,8 1,2 1,2 5,1 3,0 1,2 6,8 2,3 8,5 4,8 1,2 ОТ2 ПР (S150); (КЗ) HP ОТ2 ПР (S250); (КЗ) В (Р0,01, /25); (К2) П (S450, /25); (К2) УП (Р0,01, /25); (ОРЗ) ОТ2 Отпустить Протянуть руку к кнопке шпинделя Нажать рукой Отпустить Протянуть руку к циферблату Взять Переместить к таре Установить на плоскость Отпустить
Итого ton2= 0,167Х 1,1 = 0,184
105
&
О\
Карта № 1 Лист 5
исследования и проектирования трудового процесса
III. Метод выполнения операции
Проектируемый
№ п/п Содержание трудо- вого процесса по приемам № п/п Левая рука Правая рука, туловище, ноги
Наименование мик- роэлемента Код микроэлемента и его факторы Затраты времени, тыс. доли мин Затраты времени, тыс. доли мин Код микро- элемента и его факторы Наименование мик- роэлемента
1 2 3 4 5 6 7 8 9
1 2 3 Переместить де- таль к станку Установить Фрезеровать 1 2 3 4 5 6 Протянуть руку к циферблату Взять циферблат Переместить к подставке Установить Отпустить Протянуть руку к ПР (S100) (КЗ) В (Р0,01; /25) (К2) П (S200; /25) (КЗ) УП (Р0,01; /25) (ОРЗ) ОТ2 ПР (S50) 4,2 2,3 6,4 4,8 1,2 |Ц78] 7,5 ПР (S300) Протянуть руку к
11 знаков 7 8 9 10 11 рукоятке Взяться (К2) ВЗ 2,0 3,0 1,2 4,7 2,0 (К2) HP ОТ2 ПР (S150) (К2) ВЗ кнопке шпинделя Нажать рукой Отпустить Протянуть руку к ручке Взяться
12 13 Повернуть руко- ПОР (срЗО; D200; 4,8-11 = 33,0 HP Нажать рукой 11 раз
ятку 11 раз F0,6) = 52,8
14 1,2 ОТ2 Отпустить
15 Отпустить ОТ2 1,2
16 5,1 ПР (S150) Протянуть руку к
(КЗ) кнопке шпинделя
17 3,0 HP Нажать рукой
Отложить деталь 18 1,2 ОТ2 Отпустить
4 6,8 ПР (S250) Протянуть руку к
в тару (КЗ) циферблЕ у
20 2,3 В (Р0,01; /25) (К2) Взять циферблат
21 5,8 П (S200; Переместить к
22 /25) (К2) таре
4,8 УП (Р0,01; /25) (ОРЗ) Установить
23 1,2 ОТ2 Отпустить
Итого ton2= 0,158Х 1,1 = 0,174
К a p T a № 1 Лист 6 исследования и проектирования трудового процесса
IV. Результаты исследования 1. Предлагаемые изменения А. Придвинуть тару к зоне оптимальной досягаемости, тем самым сократить расстояние перемещения детали Б. Предусматривается одновременная работа обеих рук
2. Снижение затрат времени
Метод выполнения операции Количество операций, выполняемых за год Оперативное вре- мя t0[P мин Норма времени Т, мин Относительное сни- жение затрат вре- мени от использо- вания БСМ-1 At, о/ /о Экономия времени за год АТр, ч
по обще- машино- строи- тельным нормати- вам tonj по БСМ-1 t ОП2 действу- ющая Ti по БСМ-1 т2
при нор- мирова- нии AtH при раци- онализа- ции Atp
Существующий (базовый) — б Проектируемый (новый) — н 475200 0,286 0,184 0,174 0,343 0,221 0,209 35,5 5,4 1061,3
Пример 2
Карта № 2 исследования и проектирования трудового процесса Лист 1 Предприятие
Цех сборочный Участок сварки Рабочее место сварщика
Технологическая операция: контактная то- чечная сварка Система БСМ-1
I. Исходные данные 1. Оборудование, технологическая оснастка
Наименование Обозначение (модель) Количество
1. Контактная сварочная машина 2. Верхний и нижний электроды 3. Шаблон 4. Напильник МТ-4001 0821—0286 ГОСТ 14111—69 ГОУ 0857—0025 1 2 1 1
2. Предмет труда (узел, деталь, материалы и т. д.)
Наименование Единица измере- ния Обозна- чение (шифр) Г абарит- ные раз- меры Матери- алы Количе- ство Масса единицы
1. Гибкое соединение шт. 8АК.505. 009 113Х Х12,5Х Х2,5 мм Медь лмм 0,1X12,5 ГОСТ 434—71 1 0,036 кг
3. Исполнитель работы
Ф. И. О. Профессия Стаж работы Разряд Выполнение нормы, %
Коберева Н. Д. Сварщица 2 года 3 109
4. Тип производства: крупносерийный 5. Разряд работы: 3 6. Продолжительность операции, мин (toni) 0,133 7. Действующая норма времени, мин (Ti) 0,160
109
Лист 2
II. Планировка рабочего места
при рабочей позе сидя
CN СО
2 — электроды
3 — тара для готовых изделий
4 — рабочий стол
5 — тара для заготовок
6 — стул
110
исследования Карта № и проектирования 2 трудового процесса Лист 3
III. Метод выполнения операции Существующий
№ Трудовые № Левая рука Правая рука
п/п действия п/п Наименование мик- роэлемента • Код и микроэлемента его факторы Значения времени, тыс. доли мин Значения времени, тыс. доли мин Код микро- элемента и его факторы Наименование мик- роэлемента
1 2 3 4 5 6 7 8 9
1 2 Взять горсть за- готовок и перело- жить в другую руку Взять одну заго- товку и устано- вить на электрод 1 2 3 4 5 6 7 Взять заготовки из правой руки Держать заго- товки В (Р0.25; /113) (К2) 2,8:7= =0,4 10:7= = 1,43 3,7:7= =0,53 10,3:7= = 1,47 1,2:7 = = 0,17 2,8 10,3 3,2 ' ПР (S600) (К2) В (Р0,25; Z113) (КЗ) П (S600; Z113) (К2) ОТ2 В (Р0,03; Z113) (К2) П (S500; Z113) (КЗ) УП (Р0,03; ' Z113) (ОР2) Протянуть руку к заготовкам Взять горсть за- готовок (7 шт.) Переместить к ле- вой руке Отпустить Взять одну заго- товку из левой ру- ки Переместить к электроду Установить заго- товку на электрод
Продол ж е н и е
1 2 3 4 5 6 7 8 9
3 Включить маши- 8 5,0 НН Нажать ногой на
ну и сварить ко- педаль
нец заготовки 9 ' 25,0 Машинное Сварить конец за-
время готовки
10 НН Отпустить педаль
4 Снять заготовку 11 4,4 П (S100; Переместить
с электрода и по- Z11 3) вверх, снимая с
вернуть (К2) электрода
12 10,6 ПОП (Р0,03; Повернуть другим
ф180) концом
5 Установить заго- 13 4,8 П (S100; Переместить к
товку на электрод /11 3) электроду
другим концом (КЗ)
14 3,2 УП (Р0,03; Установить на
/11 3) электрод другим
(ОР2) концом
15 5,0 НН Нажать ногой
6 Включить маши- 16 25,0 Машинное Сварить конец за-
ну и сварить дру- время готовки
гой конец 17 ш НН Отпустить педаль
18 4,3 ПОТ (S500; Отбросить заго-
Р0,03; товку
/11 3)
Итого на операцию ton = 0,107X 1,1 =0,118
8 Заказ №63
исследования Карта № 2 и проектирования трудового процесса Лист 4
III. Метод выполнения операции Проектируемый
№ Трудовые действия № Левая рука Правая рука
п/п п/п Наименование мик- роэлемента Код микроэлемента и его фактора Значения времени, тыс. доли мин Значения времени, тыс. доли мин Код микро- элемента и его факторы Наименование мик- роэлемента
1 2 3 4 5 6 7 8 9
1 2 3 Взять горсть за- готовок и держать Взять одну заго- товку из другой руки и установить на электрод Включить маши- ну и сварить один конец заготовки 1 2 3 4 5 6 7 Протянуть руку к заготовкам в таре Взять горсть за- готовок (7 шт.) Переместить к правой руке Держать заго- товку ПР (S500) (К2) В (Р0,25; /113) (К2) П (S400; /113) 9,1:7= = 1,3 3,7:7= = 0,53 7,7:7 = = 1,1 2,8 8,5 3,2 5,0 В (Р0,03; /113) (К2) П (S300; /113) (КЗ) УП (Р0,03; /113) (ОР2) НН ' Взять одну заго- товку из левой руки Переместить к электроду Установить-заго- товку на электрод Нажать ногой на педаль
Продолжение
1 2 3 4 5 6 7 8 9
4 5 6 Снять заготовку с. электрода и по- вернуть другим концом Установить заго- товку на электрод Включить маши- ну и сварить вто- рой конец заго- товки 8 9 10 И 12 13 14 15 16 17 25,0 0 4,4 10,6 4,8 3,2 5,0 25,0 И 2,7 Машинное время НН П (S100; /113) (К2) ПОП (Р0,03; <р180) П (S100; /113) (КЗ) УП (Р0,03; /113) (ОР2) НН Машинное время НН ПОТ (S200; Р0,03; /113) Сварить конец за- готовки Отпустить педаль Переместить вверх, снимая с электрода Повернуть другим концом Переместить к электроду, Установить на электрод вторым концом Нажать ногой на педаль Сварить конец заготовки Отпустить Отбросить деталь
Всего на операцию ton2= 0,103Х 1,1 = 0,113 мин
Карта № 2 исследования и проектирования трудового процесса Лист 5
IV. Результаты исследования 1. Предлагаемые изменения А. Стол с заготовками расположить слева от работницы
2. Снижение затрат
Метод выполнения операции Количество операций, выполняемых за год, Q Оперативное вре- мя t0„ мин Норма времени Т, мин Относительное сни- жение затрат вре- мени от использо- вания БСМ-1 At, % Экономия времени за год АТр, ч
по обще- машино- строи- тельным нормати- вам Т0П[ по БСМ-1 ^•ОП2 действу- ющая Ti по БСМ-1 т2
при нор- мирова- нии AtH при ра- ционали- зации Мр
Существующий (базовый) — б Проектируемый (новый) — н 1437132 0,133 0,118 0,113 0,160 0,141 0,136 12 3,5 574,9
Пример 3
Карта № 3 исследования и проектирования трудового процесса Лист 1 Предприятие
Цех сборочный Участок сборки КПП Рабочее место слесаря-сборщика
Технологическая операция: Подсобрать вал вторичный шестерней первой передачи Система БСМ-1
I. Исходные данные 1. Оборудование, технологическая оснастка
Наименование Обозначение (модель) Количество
1. Стол 1
2. Предмет труда (узел, деталь, материалы и т. п.)
Наименование Единица измере- ния Обозна- чение (шифр) Г абарит- ные раз- меры Материал Количе- ство Масса единицы
1. Вал вторичный 2. Шестерня мм мм / = 330 0 110 0 170 h = 50 1 1 3 кг 3 кг
3. Исполнитель работы
Ф. И. О. Профессия Стаж работы Разряд Выполнение нормы, %
Иванова А. А. Слесарь- сборщик 5 лет 3 120
4. Тип производства: массовый 5. Разряд работы: 3 6. Продолжительность операции, мин (t^) 0,264 7. Действующая норма времени, мин (TJ 0,290
116
117
09
исследования Карта № 3 и проектирования трудового процесса Лист 3
Ш. Метод выполнения one Существующий рации
№ Содержание трудо- № Левая рука Правая рука, туловище, ноги
п/п вого процесса по приемам п/п Наименование микроэлемента Код микроэлемента и его факторы Значения времени, тыс. доли мин Значения времени, тыс. доли мин Код микро- элемента и его факторы Наименование микроэлемента
1 2 3 4 5 6 7 8 9
1 Принести вал вто- ричный к месту сборки 1 2 3 4 5 6 7 8 Протянуть руку Взять вал Переместить вал Переместить вал Положить вал . ПР (S100) (К2; ОС2) В (РЗ; /330) (К2; ОС2) П (S150; РЗ, /330) (ОС2; К2) П (S150; РЗ; /330) (ОС2; К2) УП (РЗ; /330) (ОС2) |0,94] 6,6 [8Л8| 5,6 28,0 13,0 15,0 17,0 37,1 14,0 ПТ (<р180) X (S1) НП ВНП ПТ (РЗ; ср 180) (ОС2) X (РЗ; S1) Поворот тулови- ща Ходьба Нагнуться до по- ла Выпрямиться Повернуть туло- вище Ходить
2 3 Установить шес- терню на стол Установить вал в 9 10 11 12 13 14 Отпустить Протянуть руку к шестерне Взять шестерню Переместить шес- терню Установить шес- терню Держит шестерню ОТ2 ПР (S100) (К2; ОС2) В (РЗ; /170) (ОС2; К2) П (S250; РЗ) (ОС2; К2) УП (РЗ; /170) (ОС2) 1,2 4,7 5,5 11,7 4,6 4,7 ПР (S100) Протянуть РУКУ
4 отверстие шестер- ни Переместить под- 15 16 17 18 Переместить вал ПП (S500; Р6; 6,6 9,6 26,3 18,8 (ОС2; К2) В (РЗ; /330) (ОС2; К2) П (S100; РЗ; /330) 1ОС2 КЗ) У О (РЗ; /110) (ОС2; ПЗ) ПП (S500; к валу Взять вал Переместить к шестерне Установить Переместить вал по
собранный вал к следующему ра- бочему месту 19 с шестерней по поверхности Отпустить /330) (ОС2; К2) ОТ2 1,2 Р6; /330) (ОС2) ОТ2 поверхности Отпустить
Итого ton2= 0,246 мин
120
Карта № 3 исследования и проектирования трудового процесса Лист 4
III. Метод выполнения операции Проектируемый
№ п/п Содержание трудового процесса по приемам № п/п Левая рука Правая рука, туловище, ноги
Наименование микроэлемента Код микроэлемента и его факторы Значение времени, тыс. доли мин Значение времени, тыс. доли мин Код микро- элемента и его факторы Наименование микроэлемента
1 2 3 4 5 6 7 8 9
1 Переместить де- тали на рабочее место 1 2 3 4 Протянуть руку Взять вал ПР (S300) (ОС2; К2) В (РЗ; Z330) (ОС2; К2) [Ебб| 6,6 15,8 4,7 5,5 ПТ (ср90) ПР (S100) (ОС2;. К2) В(РЗ; Z170) (ОС2; К2) Повернуть туло- вище Протянуть руку Взять шестерню
2 Установить вал в 5 6 7 8 9 Переместить вал Переместить вал П (S300; РЗ; /330) |12~4] 14,1 8,0 21,0 |9,3б| 4,6 П (S100; РЗ; /170) (ОС2; К2) ПТ (<р90; Р6) (ОС2) П (S200; РЗ; /170) (ОС2; К2) УП (РЗ; /170) (ОС2) Переместить шестерню Повернуть туло- вище Переместить шес- терню к месту установки Установить шестерню
П (ОС2; К2) (S200; РЗ;
3 отверстие Переместить под- собранный вал к 10 11 к месту установки Установить вал УО /330) (ОС2; КЗ) • (РЗ; L110) (ОС2; ПЗ) 26,3 17,1 ПП (S400; Р6; /330) (ОС2) ОТ2 Держать шестер- ню Переместить по поверхности
следующему ра- бочему месту 12 1,2 Отпустить
Итого ton2= 0,148 мин.
Карта № 3 Лист 5 исследования и проектирования трудового процесса
IV. Результаты исследования 1. Предлагаемые изменения А. Придвинуть тару с валами к зоне досягаемости рук, тем самым сократить нерациональные движения «пройти» и «наклониться» 2. Снижение затрат времени-
Метод выполнения операции Количество операций, выполняемых за год, Q Оперативное время ton, МИН Норма времени Т, мин Относительное сни- жение затрат вре- мени от использо- вания БСМ-1 At, % Экономия времени за год АТр, ч
по обще- машино- строи- тельным нормати- вам t0II1 по БСМ-1 ^оп2 действу- ющая Ti по БСМ-1 Т2
при нор- мирова- нии AtH при ра- ционали- зации А‘р
Существующий (базовый) — б Проектируемый (новый) — н 196000 0,264 0,246 0,148 0,32 0,30 0,18 6 40 457,3
СОДЕРЖАНИЕ
Введение ........................................................... 3
I. ХАРАКТЕРИСТИКА БАЗОВОЙ СИСТЕМЫ МИКРОЭЛЕМЕНТНЫХ
НОРМАТИВОВ ВРЕМЕНИ 1-ГО УРОВНЯ (БСМ-1)............................. 9
1.1. Структура системы............................................ 9
1.2. Факторы, влияющие на время выполнения микроэлементов........ 12
1.3. Кодирование микроэлементов и факторов, влияющих на время их вы-
полнения ........................................................ 17
1.4. Совмещение микроэлементов................................... 19
1.5. Описание микроэлементов..................................... 29
II. НОРМАТИВНЫЕ МАТЕРИАЛЫ....................... 51
2.1. Количественные модели микроэлементов БСМ-1.....................
2.2. Нормативные карты БСМ-1 (массовое производство)................
Карта 1. Протянуть руку.............................................
Карта 2. Переместить в пространстве.................................
Карта 3. Повернуть в пространстве...................................
Карта 4 Вращать рукой...............................................
Карта 5. Установить на плоскость....................................
Карта 6. Разъединить — Р ...........................................
Карта 7. Взять — В .................................................
Карта 8. Ходить — X ................................................
Карта 9. Повернуть туловище.........................................
Карта 10. Перевести взгляд..........................................
Карта 11. Микроэлементы с постоянным временем выполнения............
51
60
60
61
67
72
76
78
79
80
82
83
83
III. МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ ПО ПРИМЕНЕНИЮ БСМ-1 ПРИ РЕ-
ШЕНИИ ЗАДАЧ ОРГАНИЗАЦИИ И НОРМИРОВАНИЯ ТРУДА РАБО-
ЧИХ .............................................................. 84
3.1. Области применения БСМ-1................................... 84
3.2. Этапы проведения микроэлементного анализа и проектирования рацио-
нального трудового процесса................................... 85
3.3. Правила пользования нормативными картами................... 98
3.4. Примеры исследования и проектирования рациональных трудовых про-
цессов на основе БСМ-1.......................................... 100
Нормативно-производственное издание
БАЗОВАЯ СИСТЕМА МИКРОЭЛЕМЕНТНЫХ
НОРМАТИВОВ ВРЕМЕНИ (БСМ-1)
Методические и нормативные материалы
Зав. редакцией С. А. Юровский
Редактор Ю. И. Фартунин
Мл. редактор С. А. Самошин
Худож. редактор В. П. Рафальский
Техн, редактор О. К. Ли
Корректор Г. М. Гапенкова
ОИБ № 3403
Сцано в набор 29.10.87. Подписано к печати 30.11.88. А 08398.
Формат 60Х 84’/1б- Бумага кн.-журн. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 7,44/усл. кр.-отт. 7,67. Уч.-изд. л. 7,52.
Тираж 24 000 экз. Заказ № 68 Цена 65 к. Изд. № 6504
Издательство «Экономика», 121864, Москва, Г-59, Бережков-
ская наб., 6
Отпечатано в типографии им. .Котлякова издательства «Финансы
и статистика» Государственного комитета СССР по делам изда-
тельств, полиграфии и книжной торговли. 195273, Ленинград,
ул. Руставели, 13 с диапозитивов Ярославского полиграфкомбината
Союзполиграфпрома при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли. 150014, Ярославль,
ул. Свободы, 97.
ДЛЯ ЗАМЕТОК
ДЛЯ ЗАМЕТОК
ДЛЯ ЗАМЕТОК
ДЛЯ ЗАМЕТОК