/
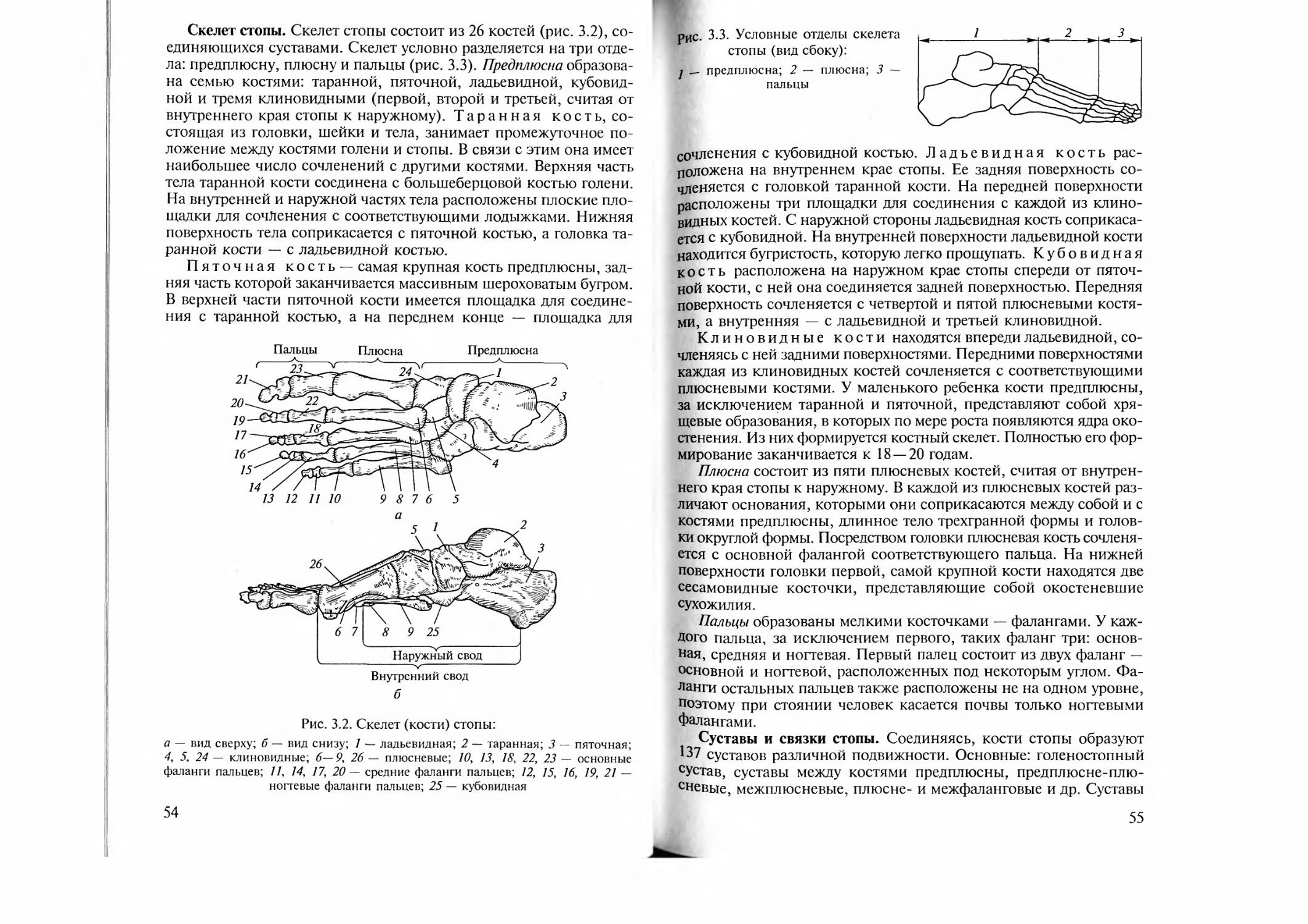
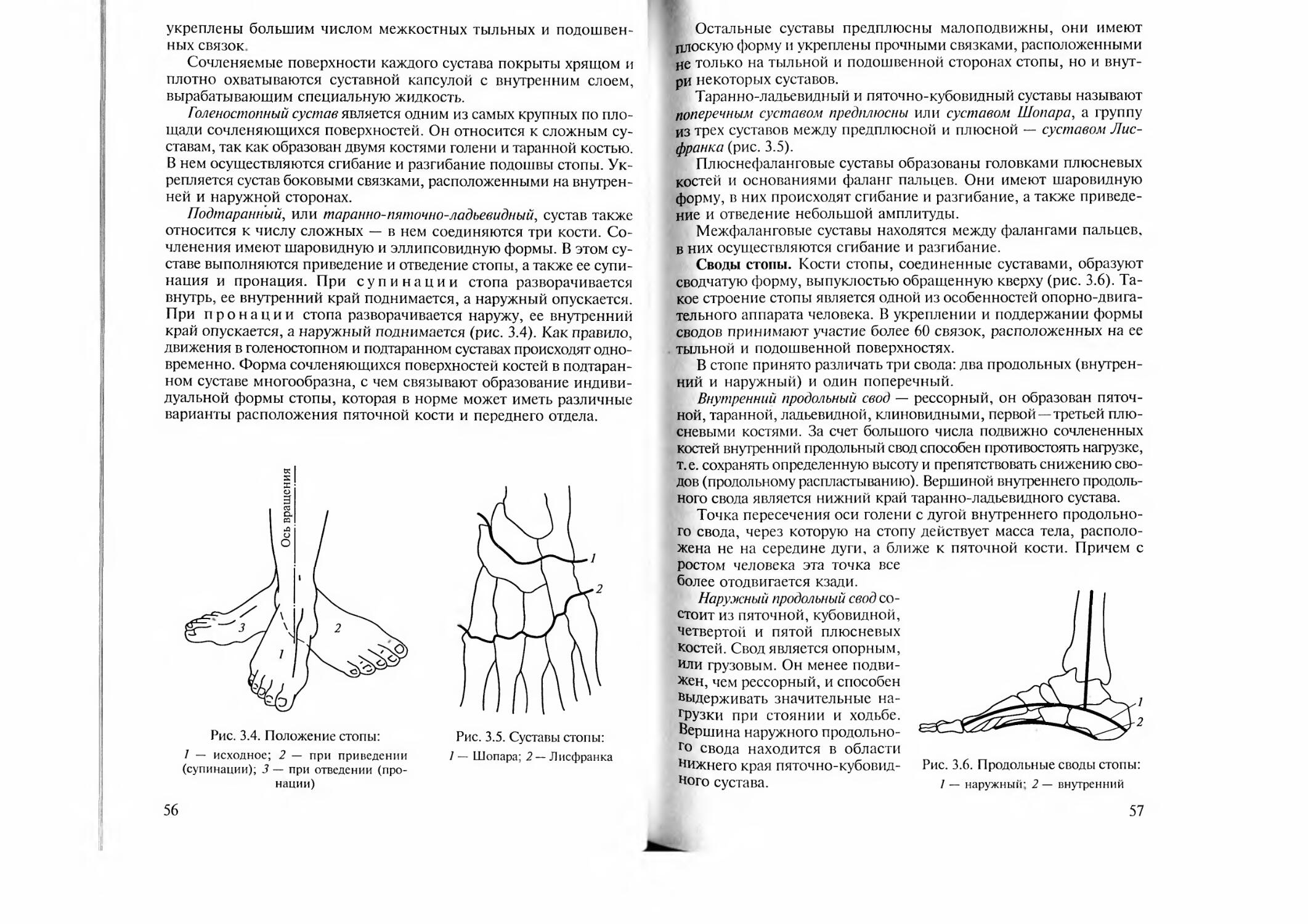
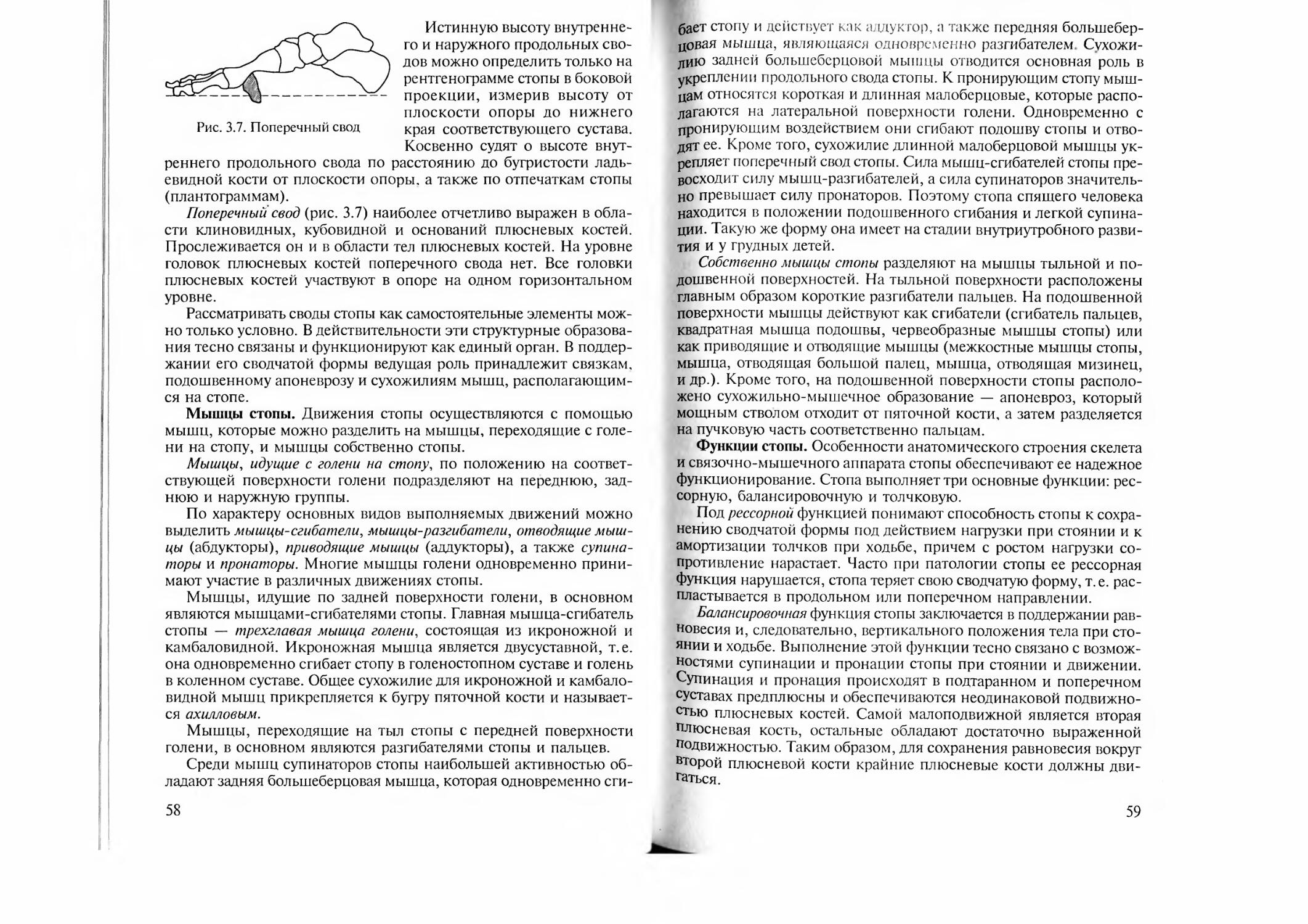
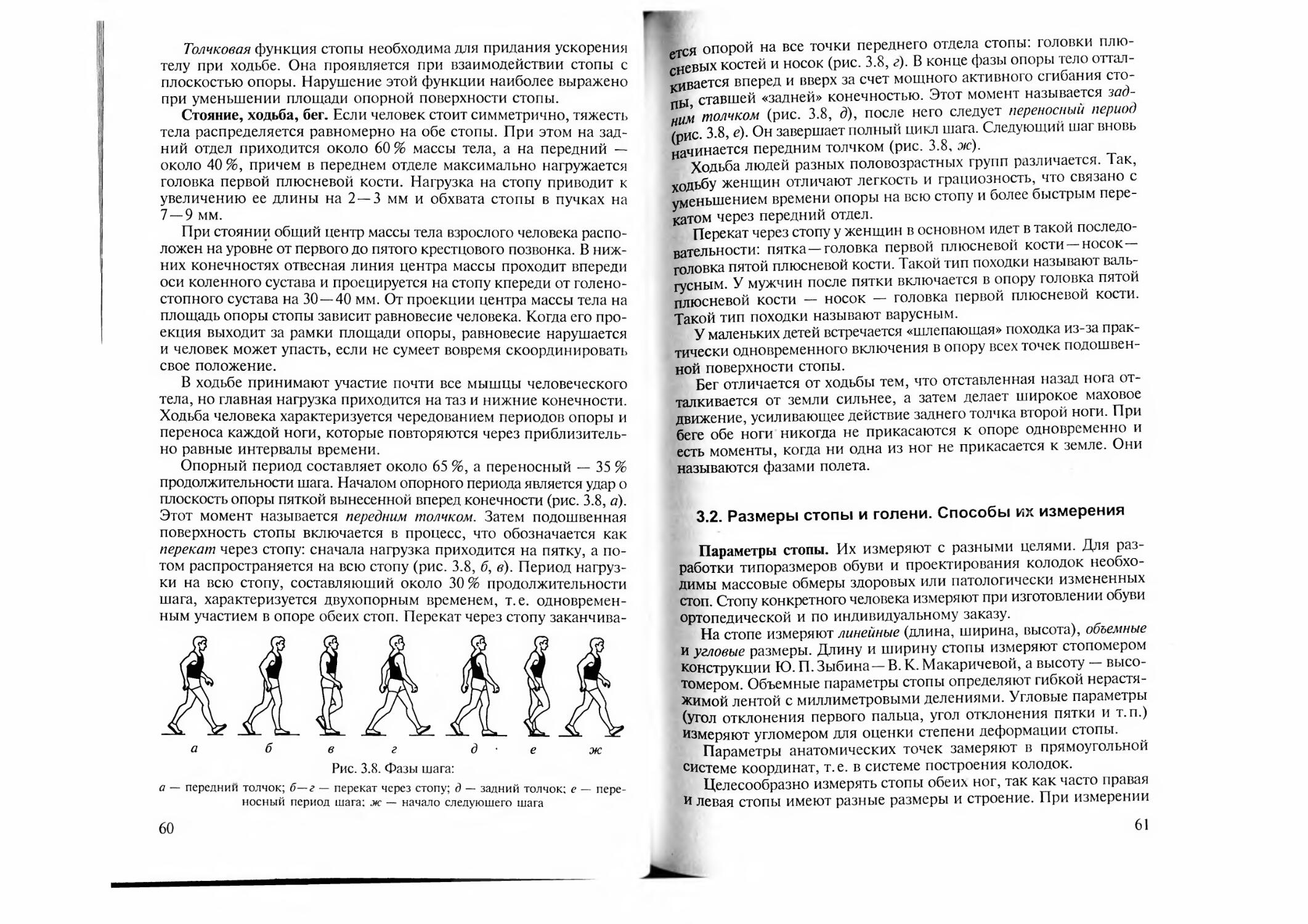
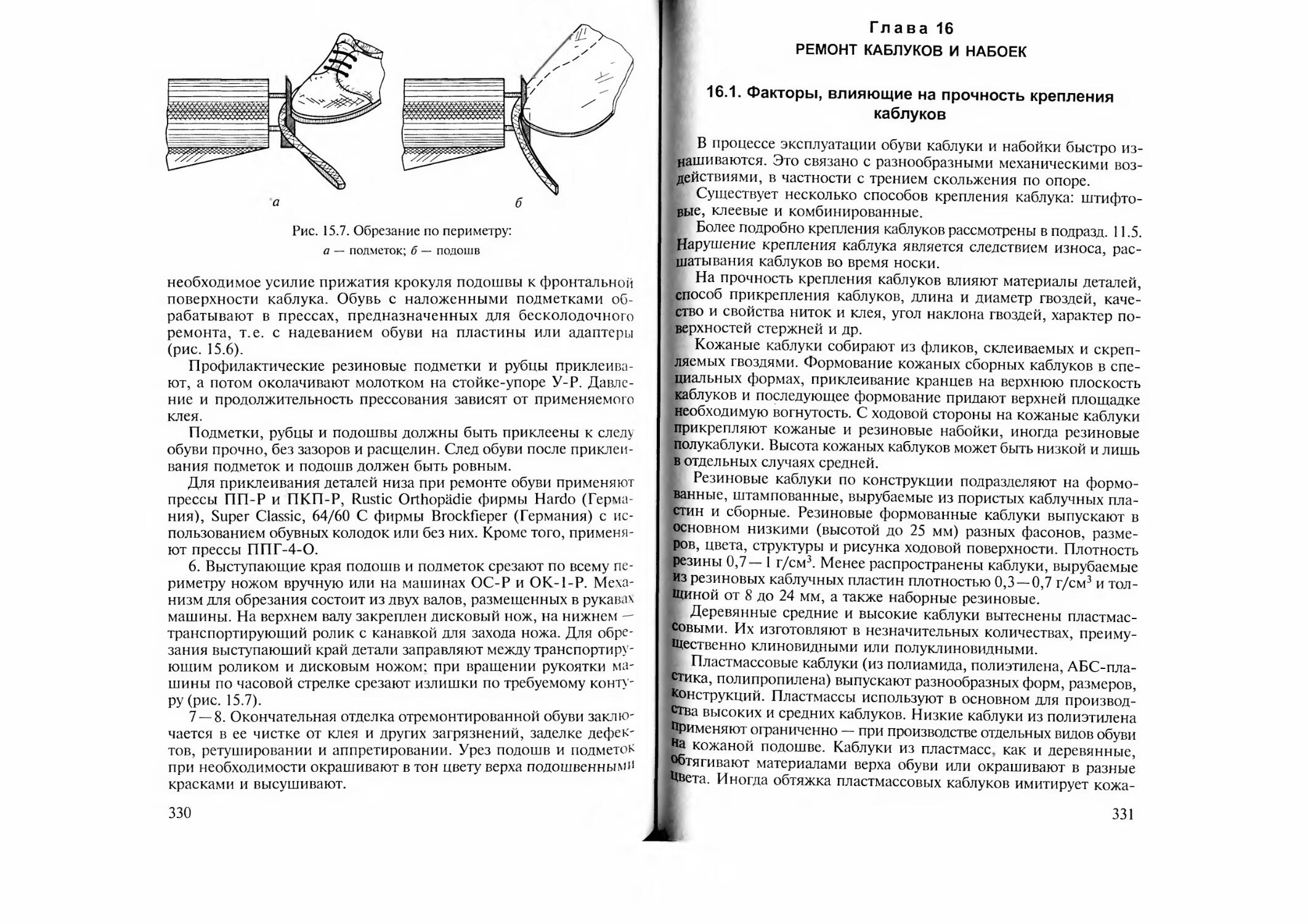


Author: Леденева И.Н.
Tags: обувное производство вспомогательные принадлежности для ходьбы производства легкой промышленности ремонт обуви
ISBN: 5-7695-1633-X
Year: 2004




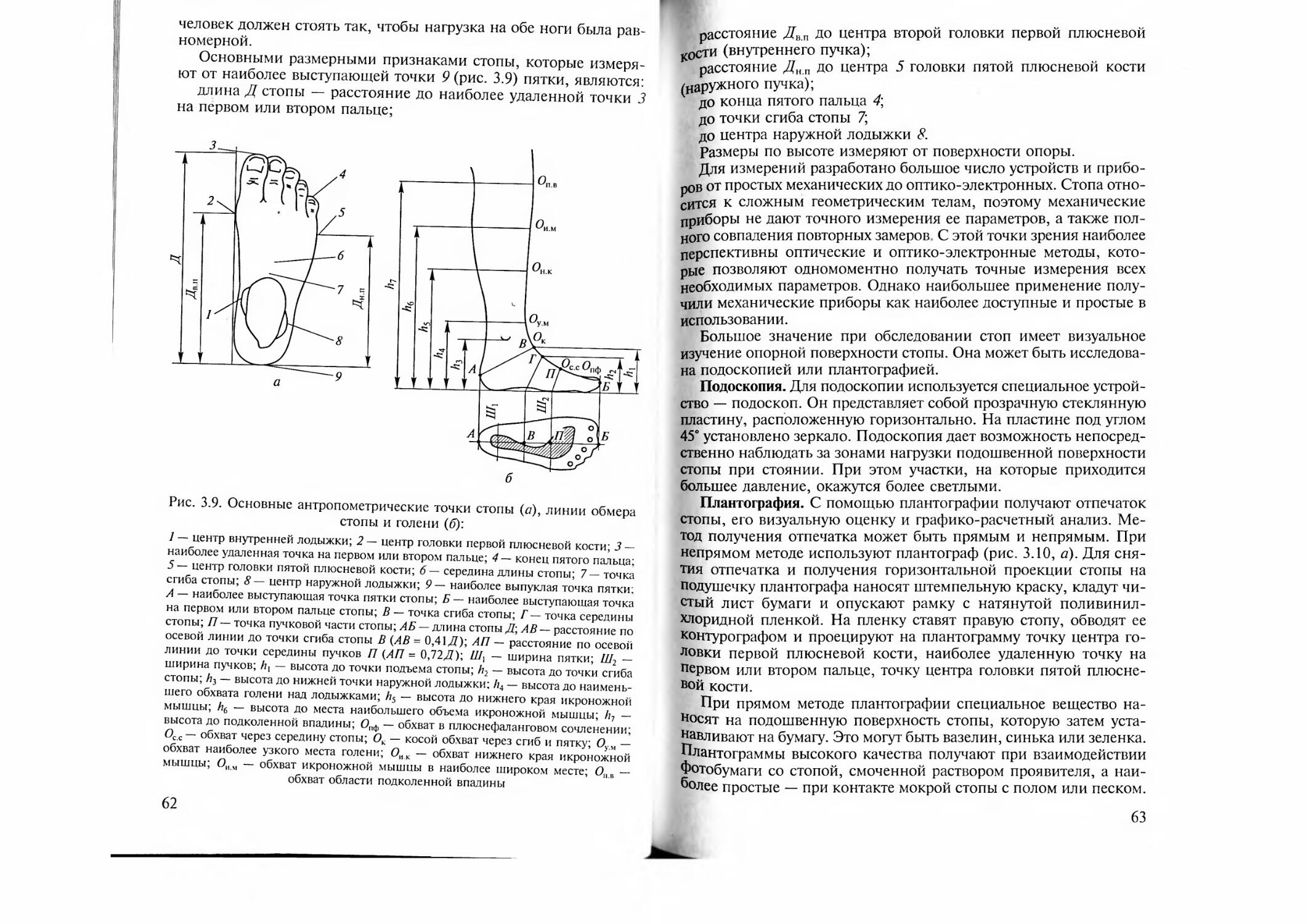
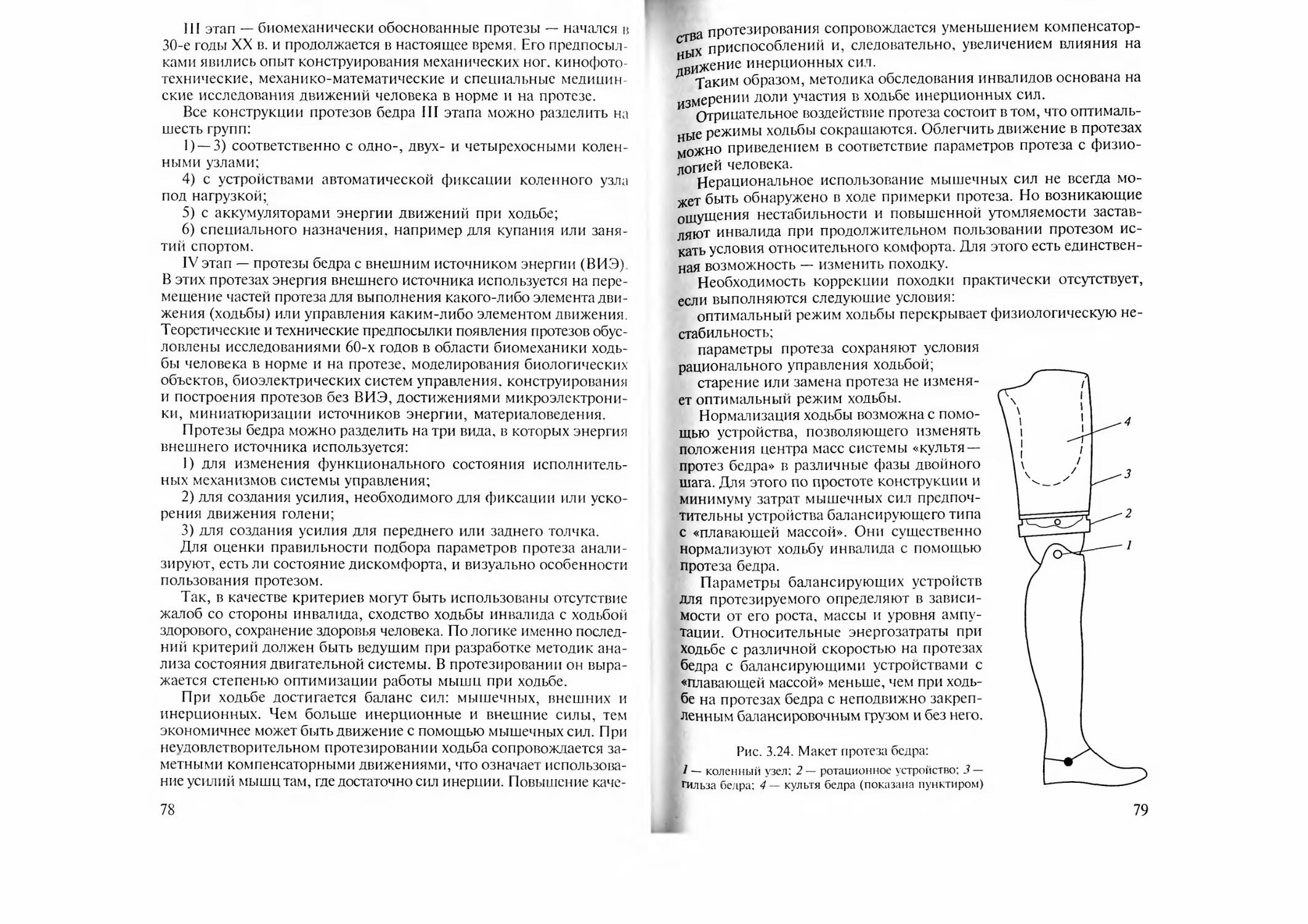
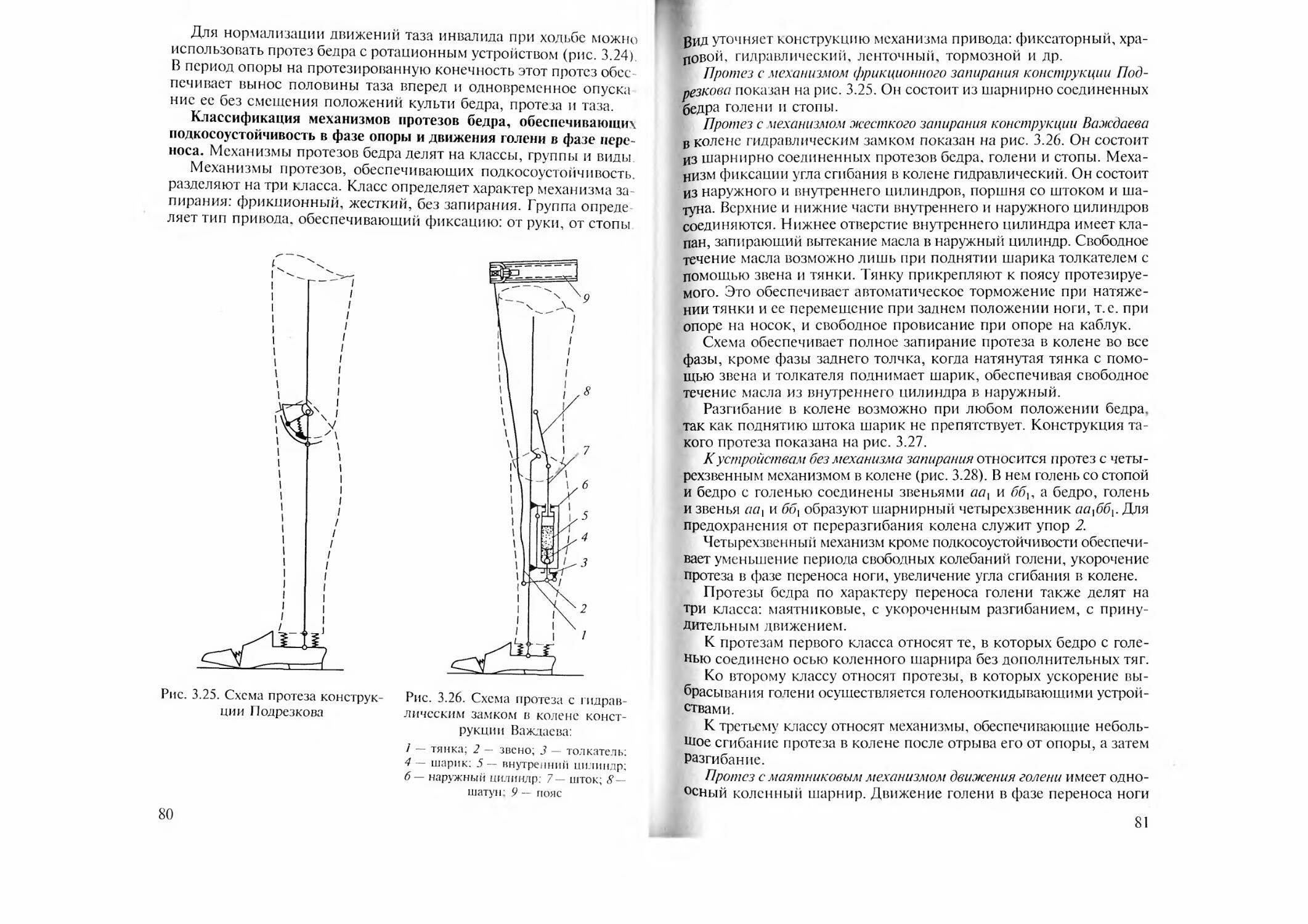
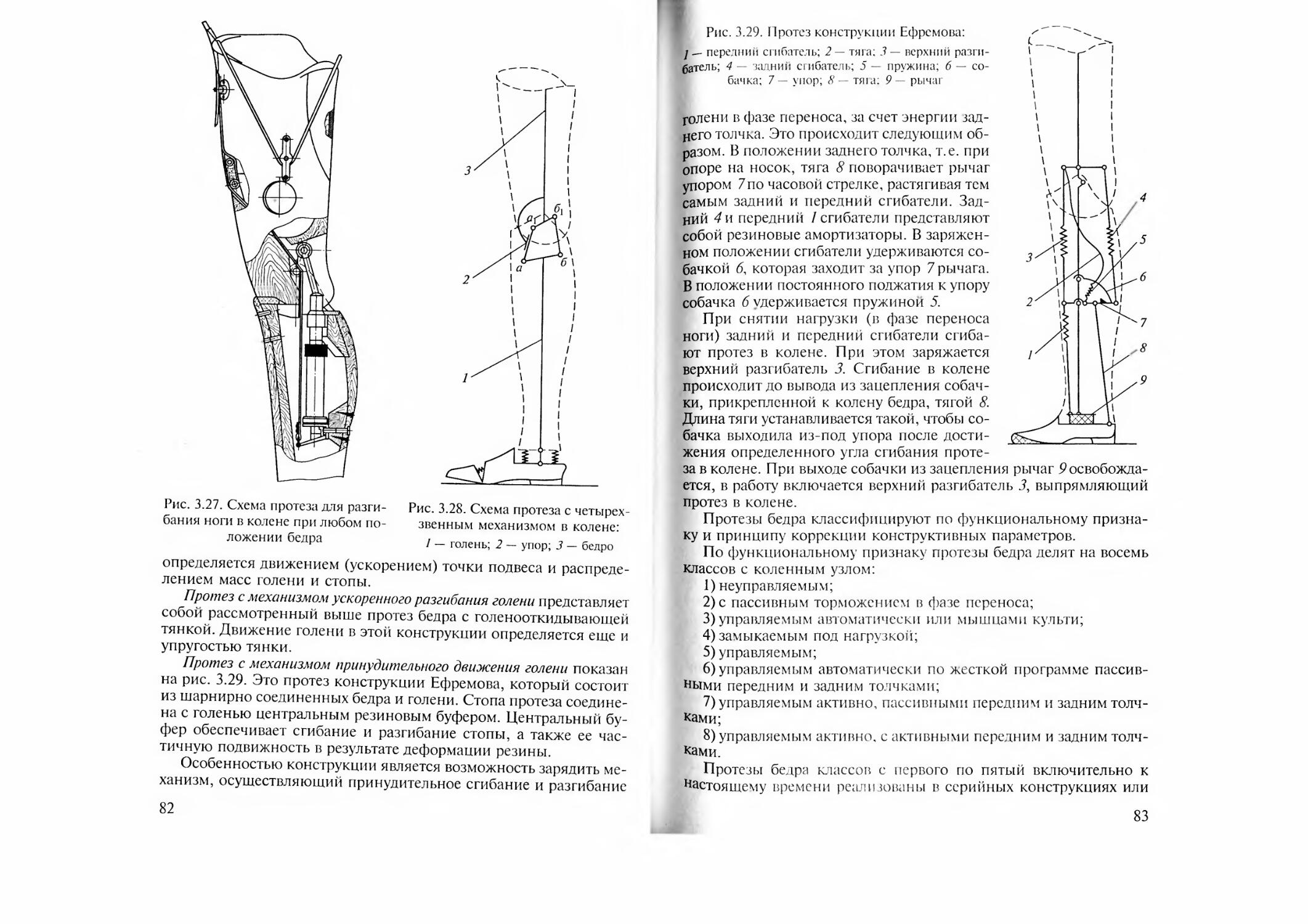
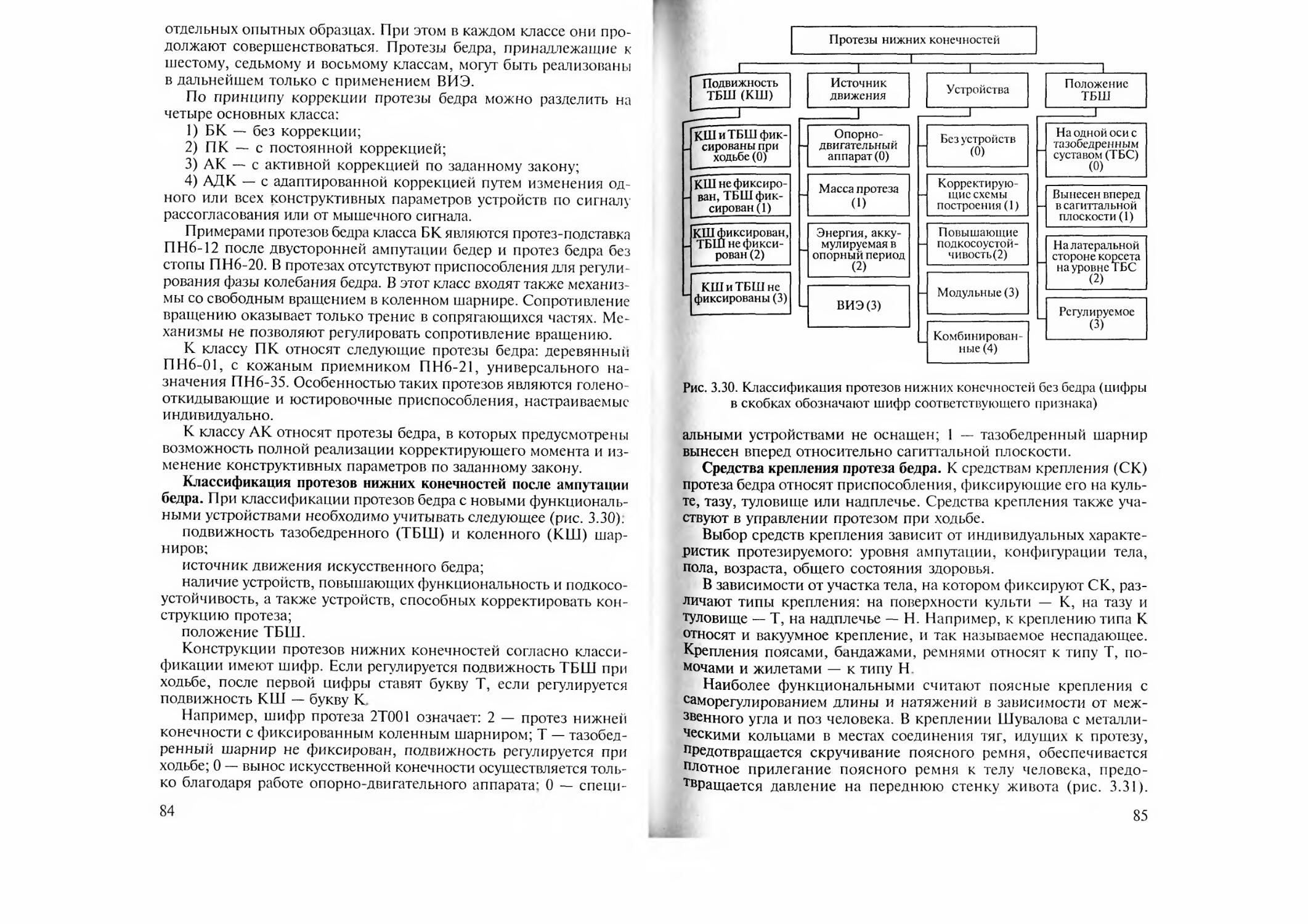
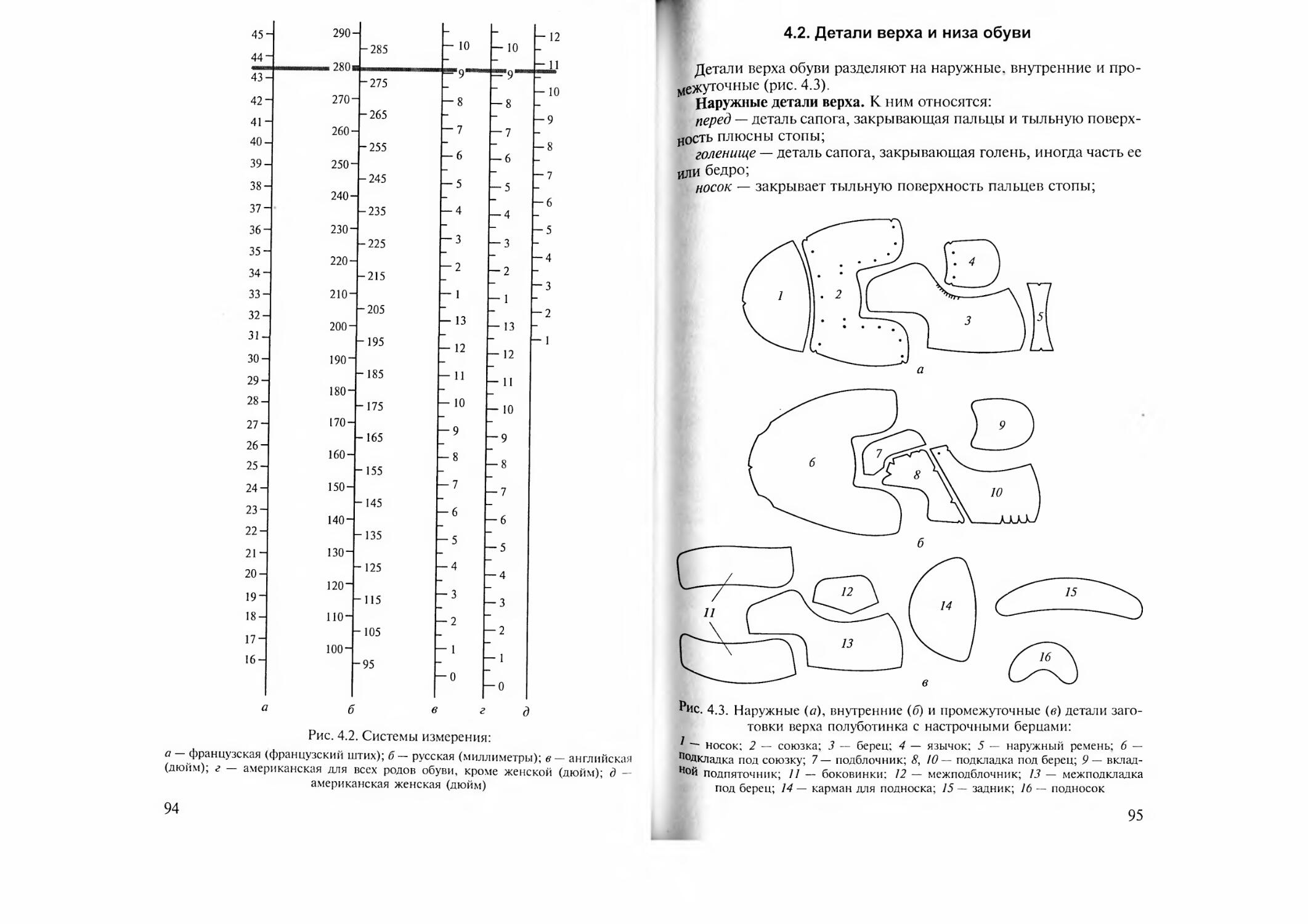
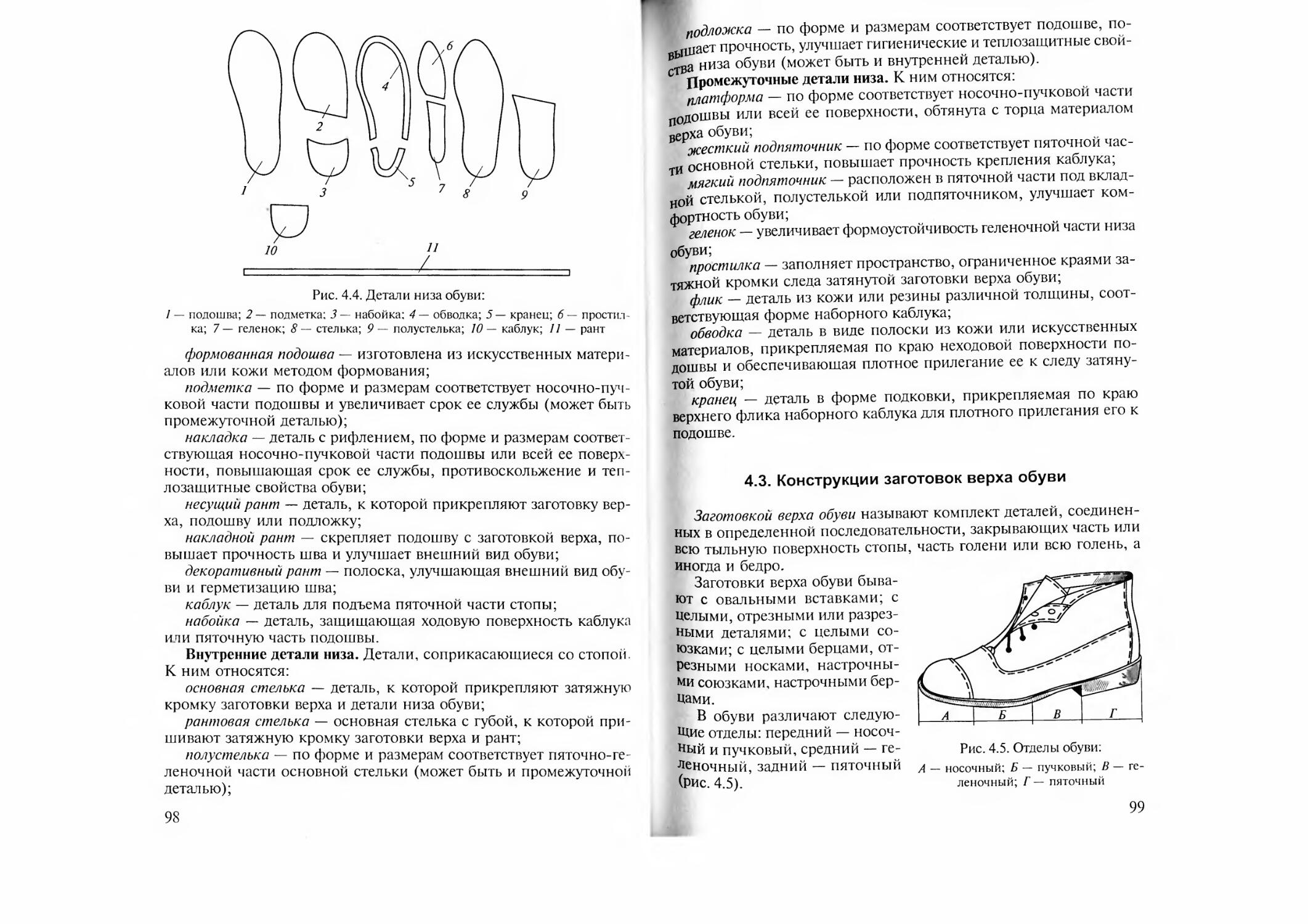
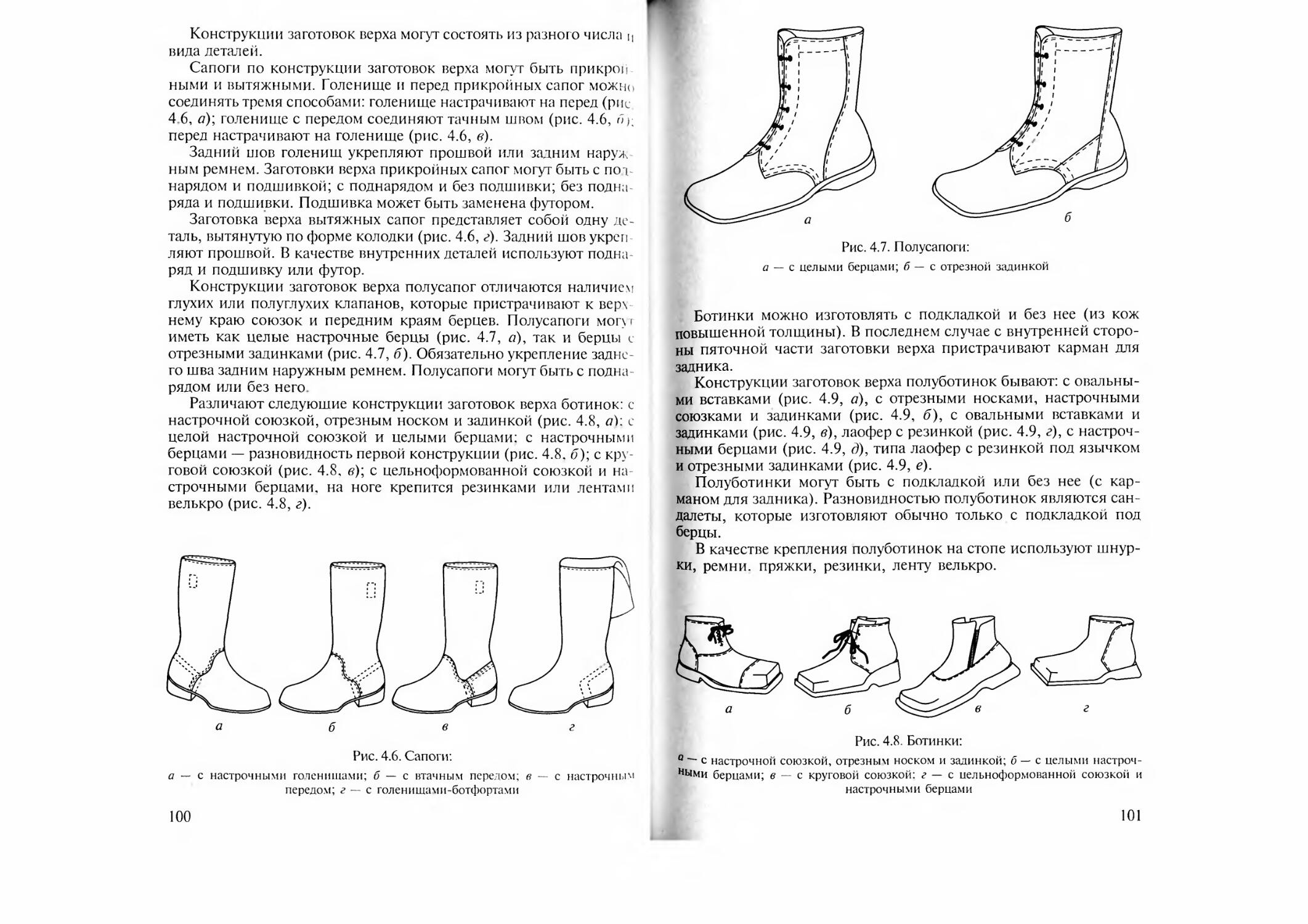
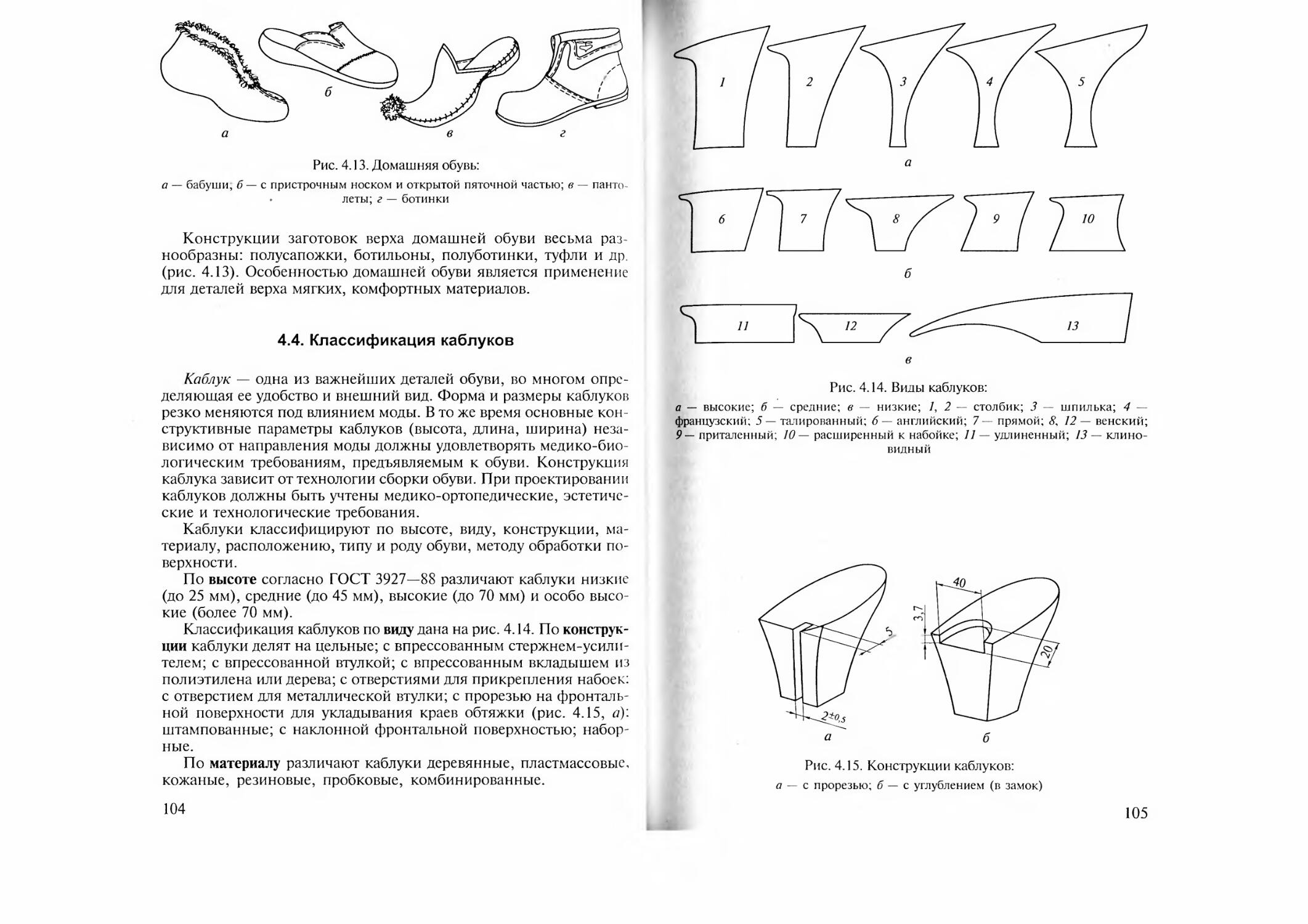
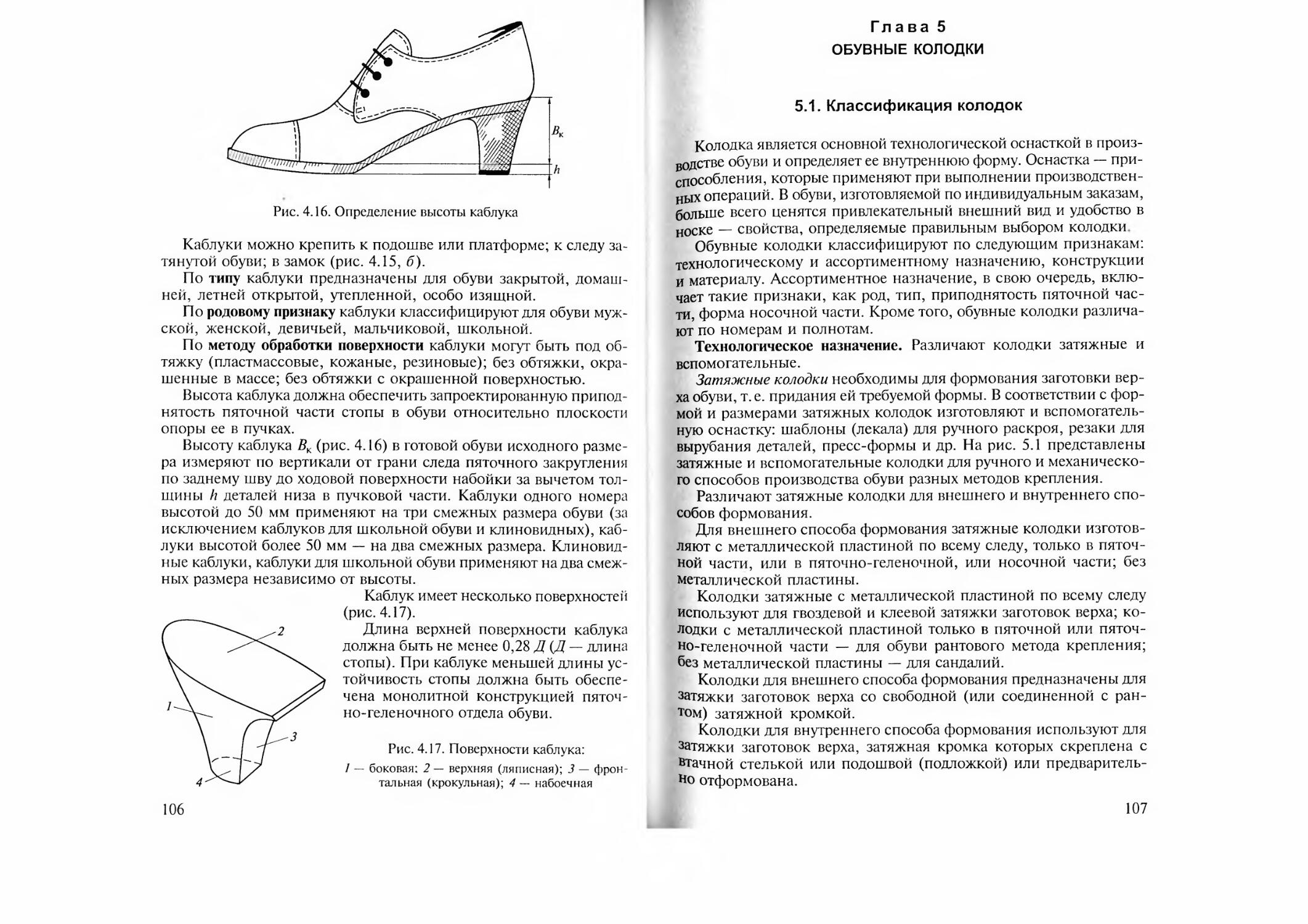
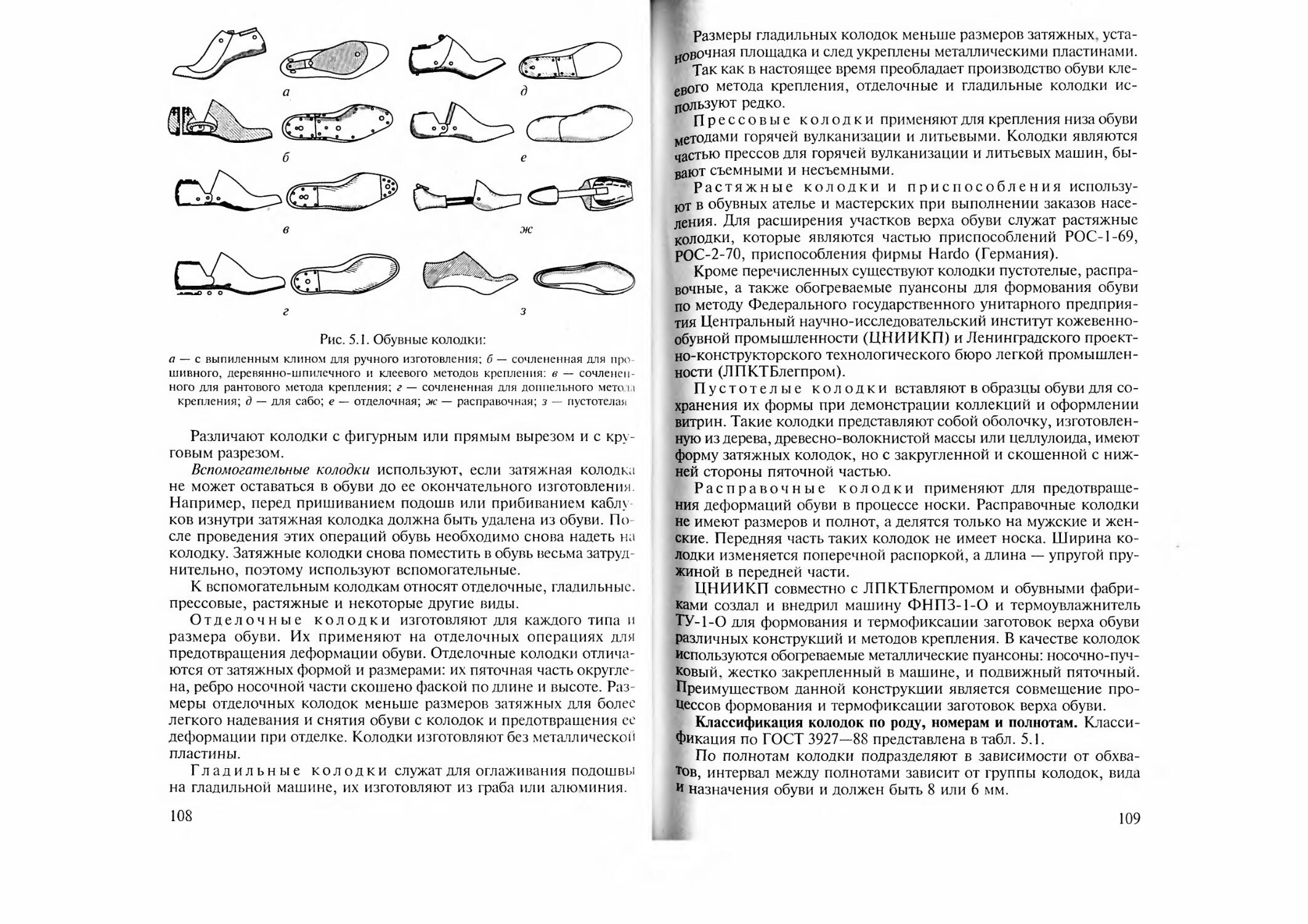
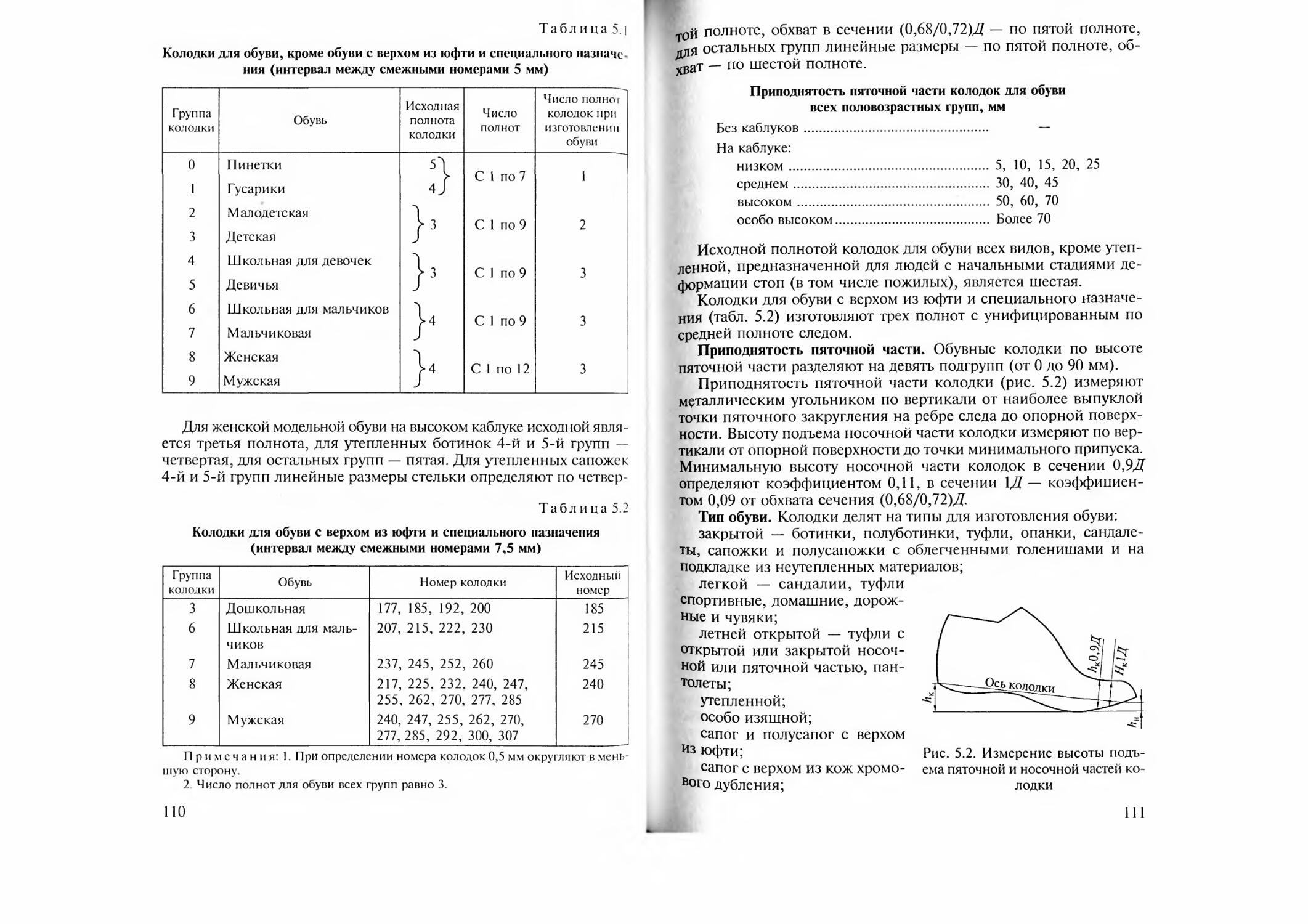
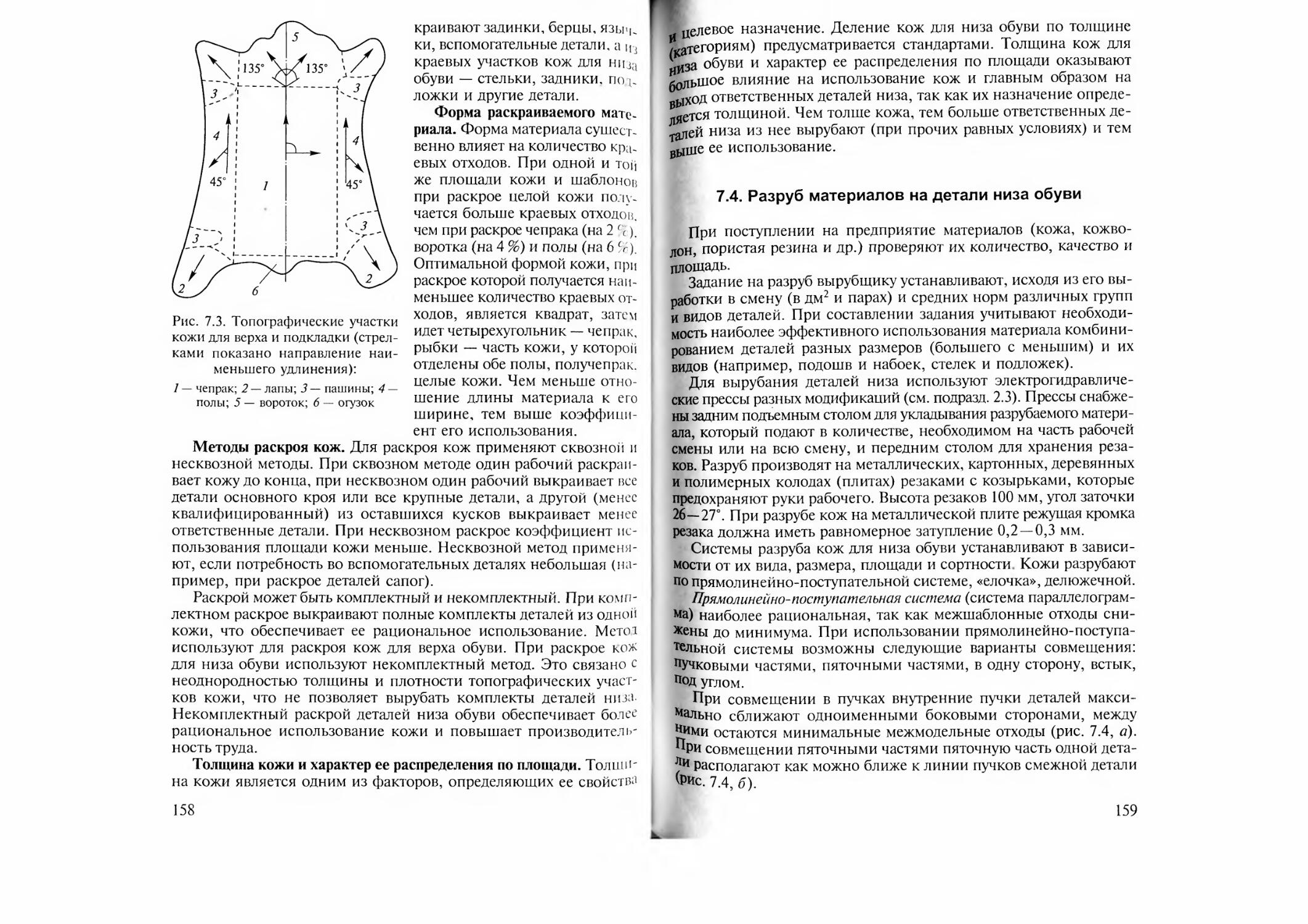
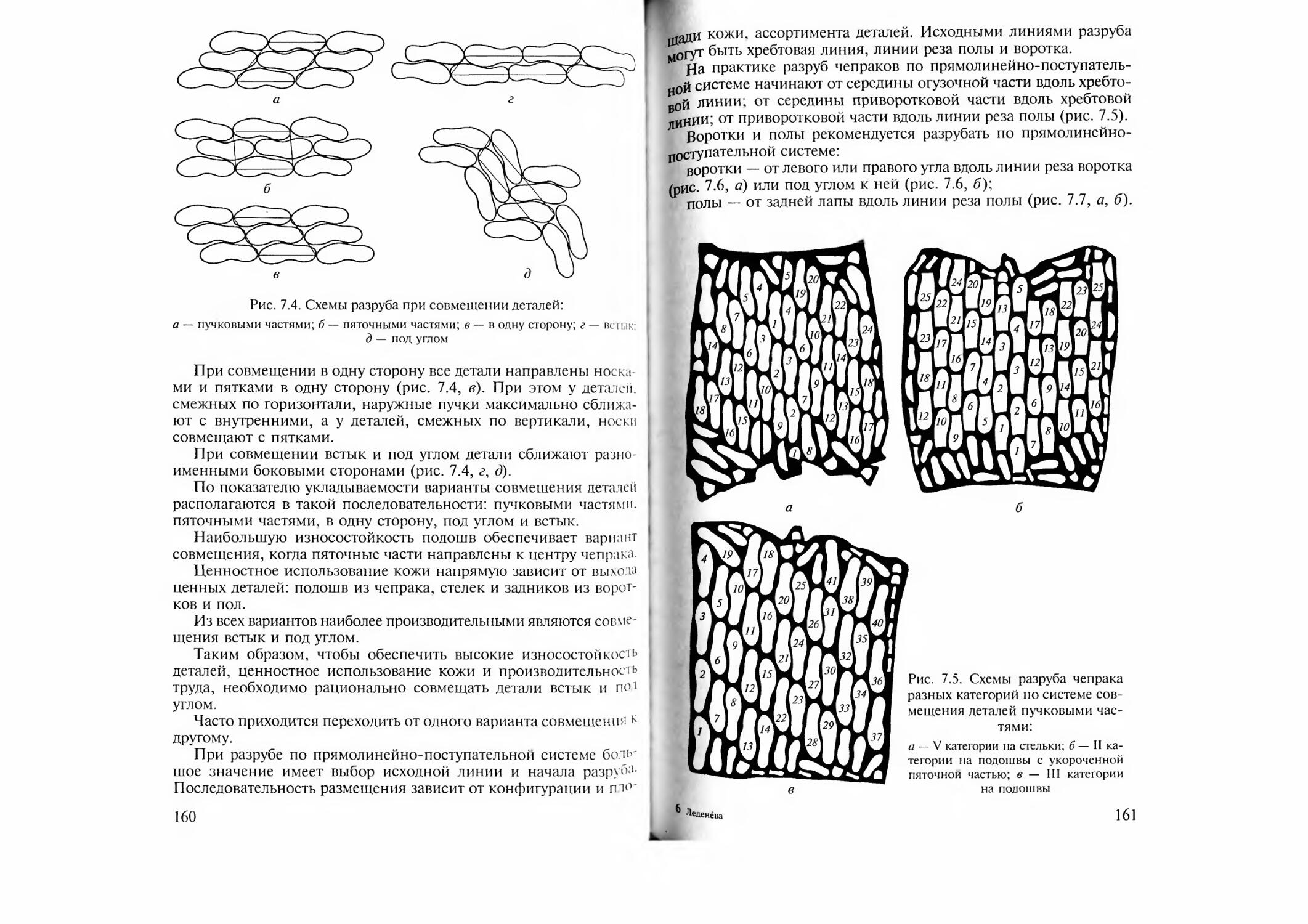
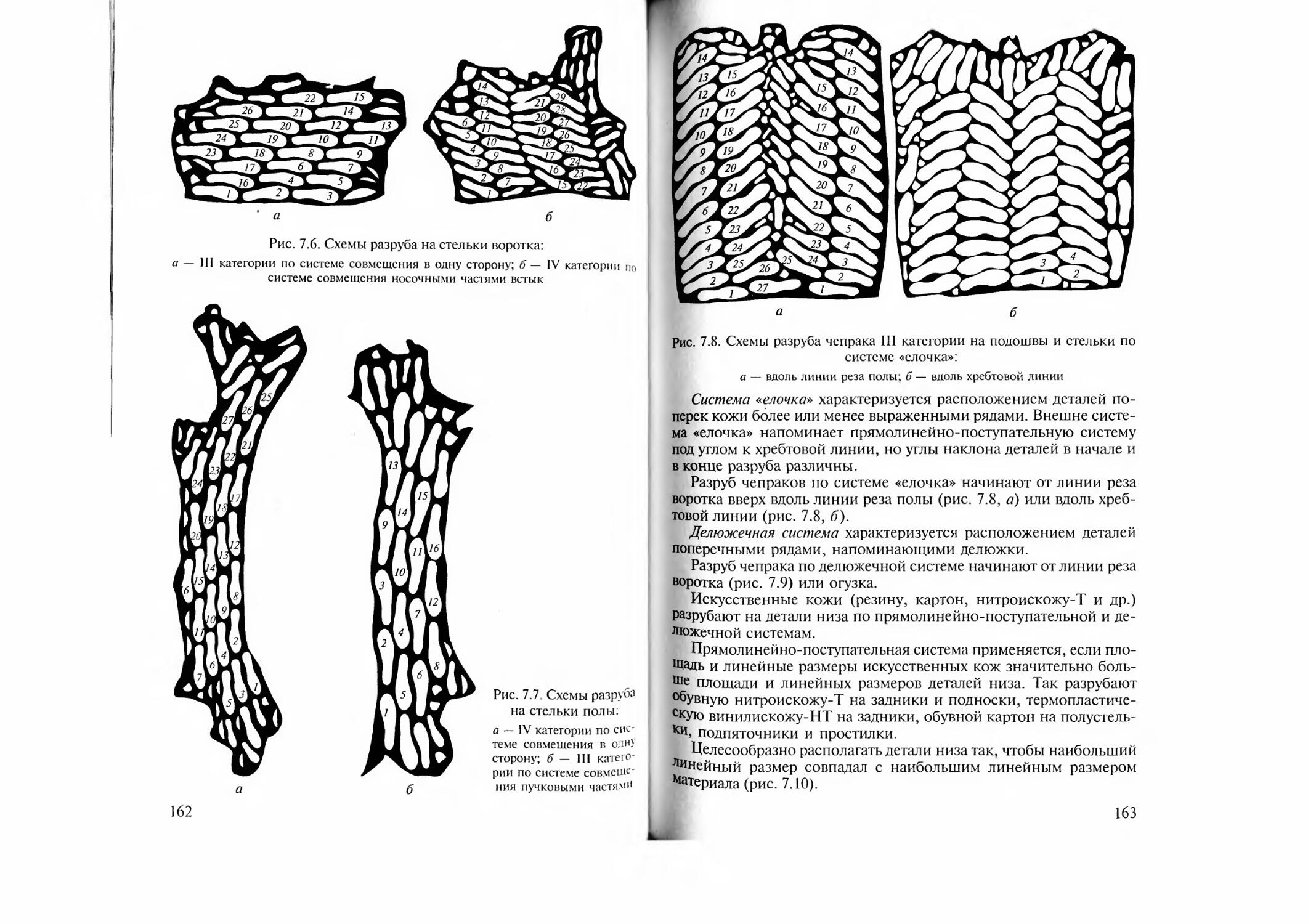
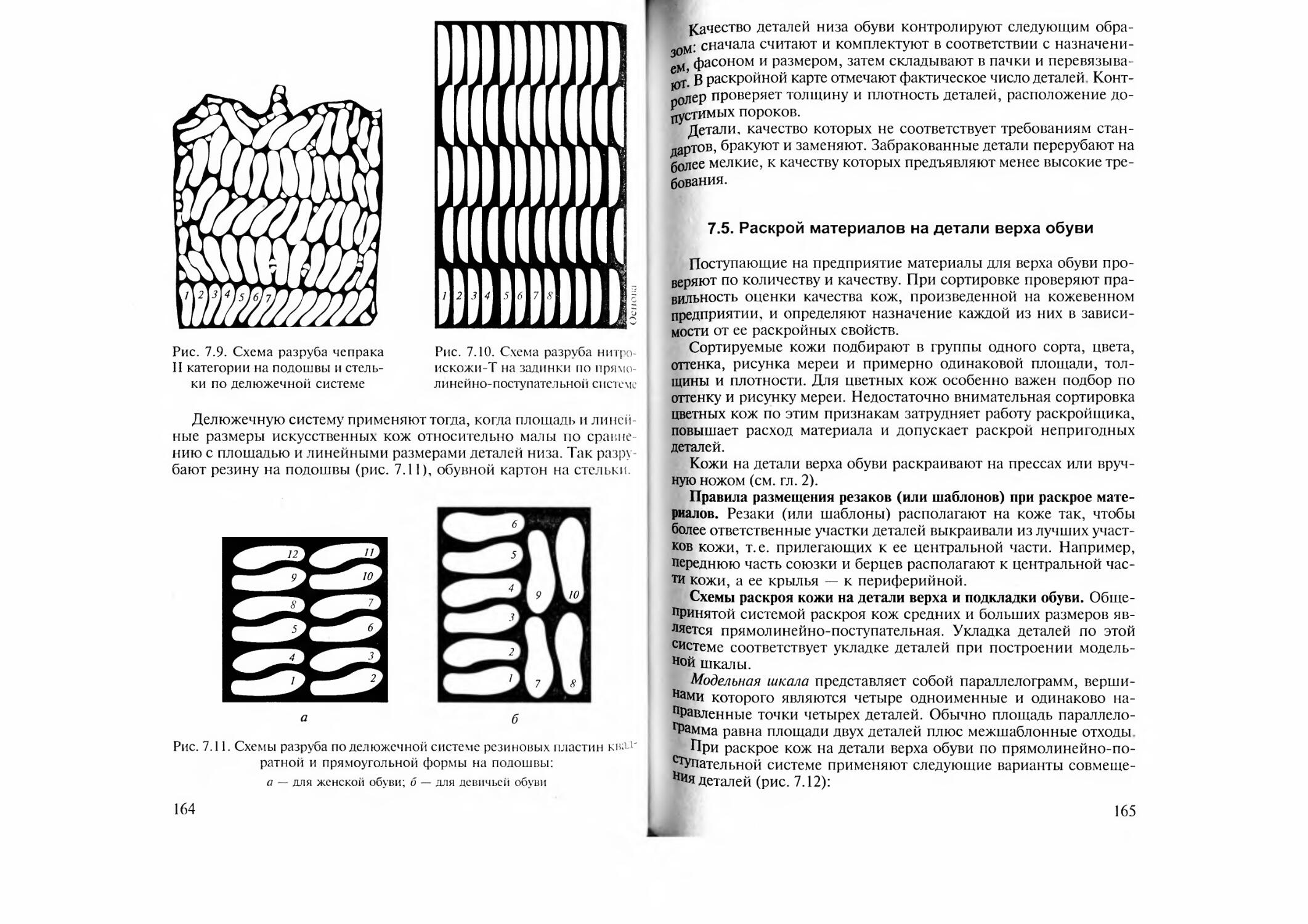
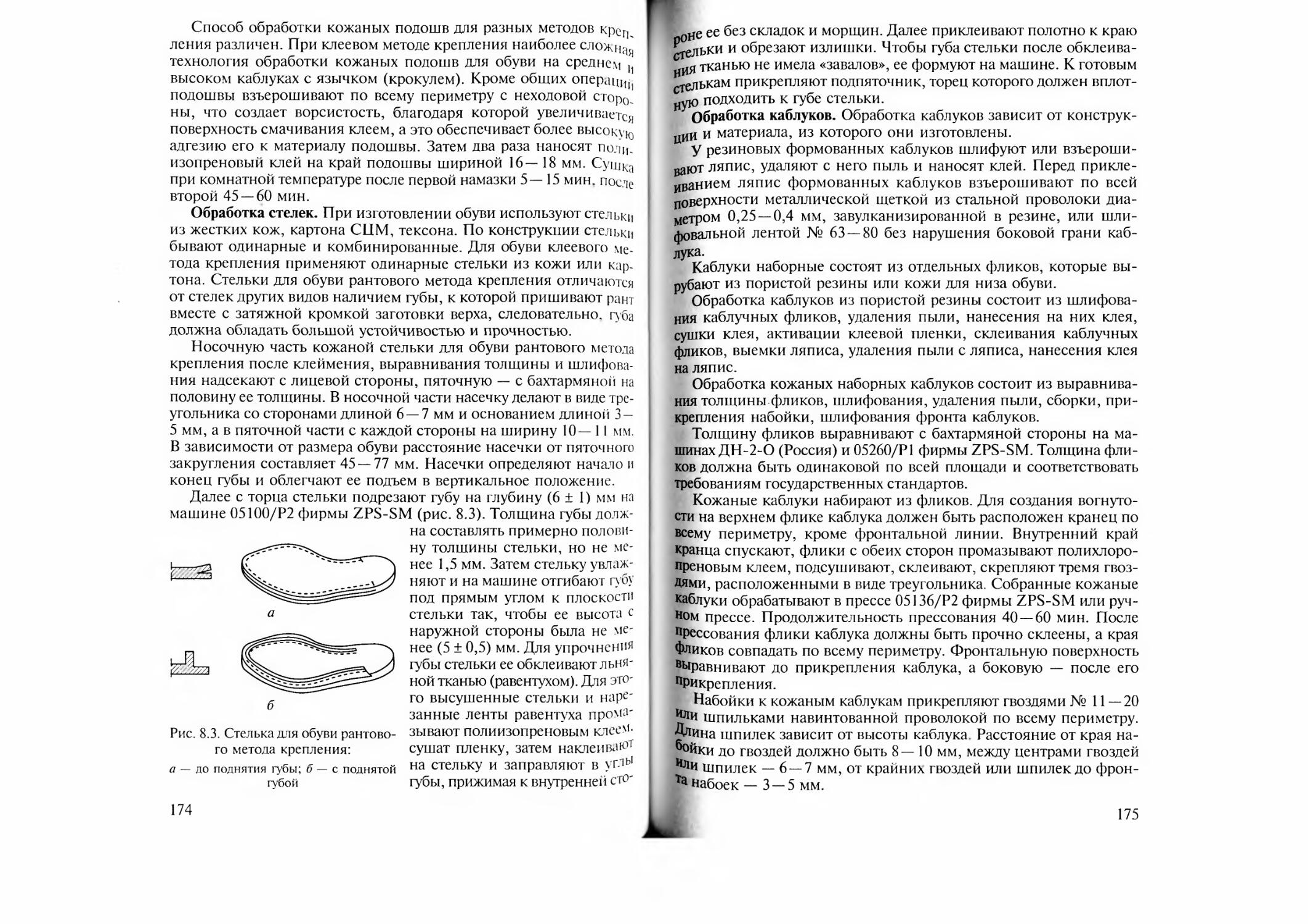
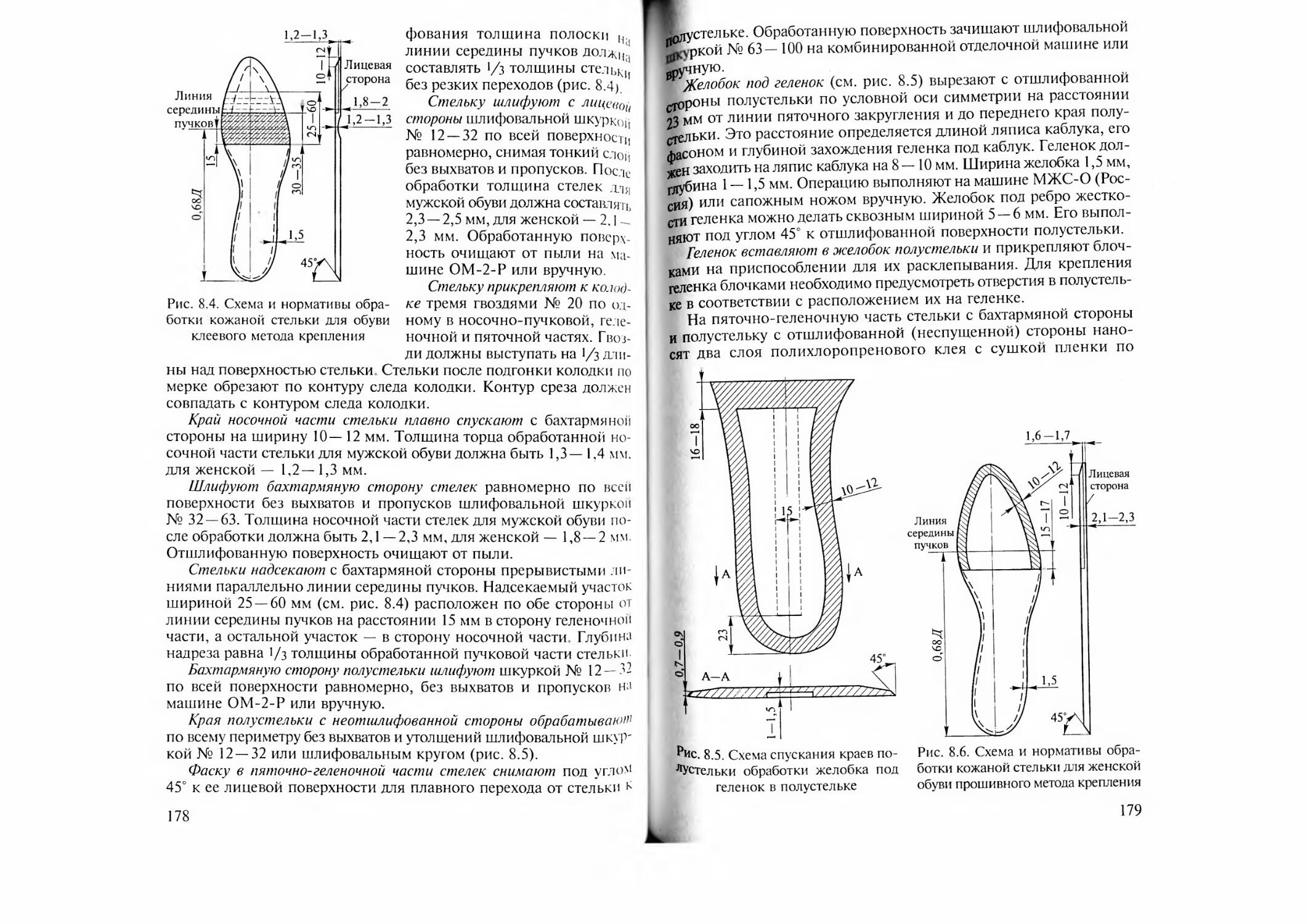
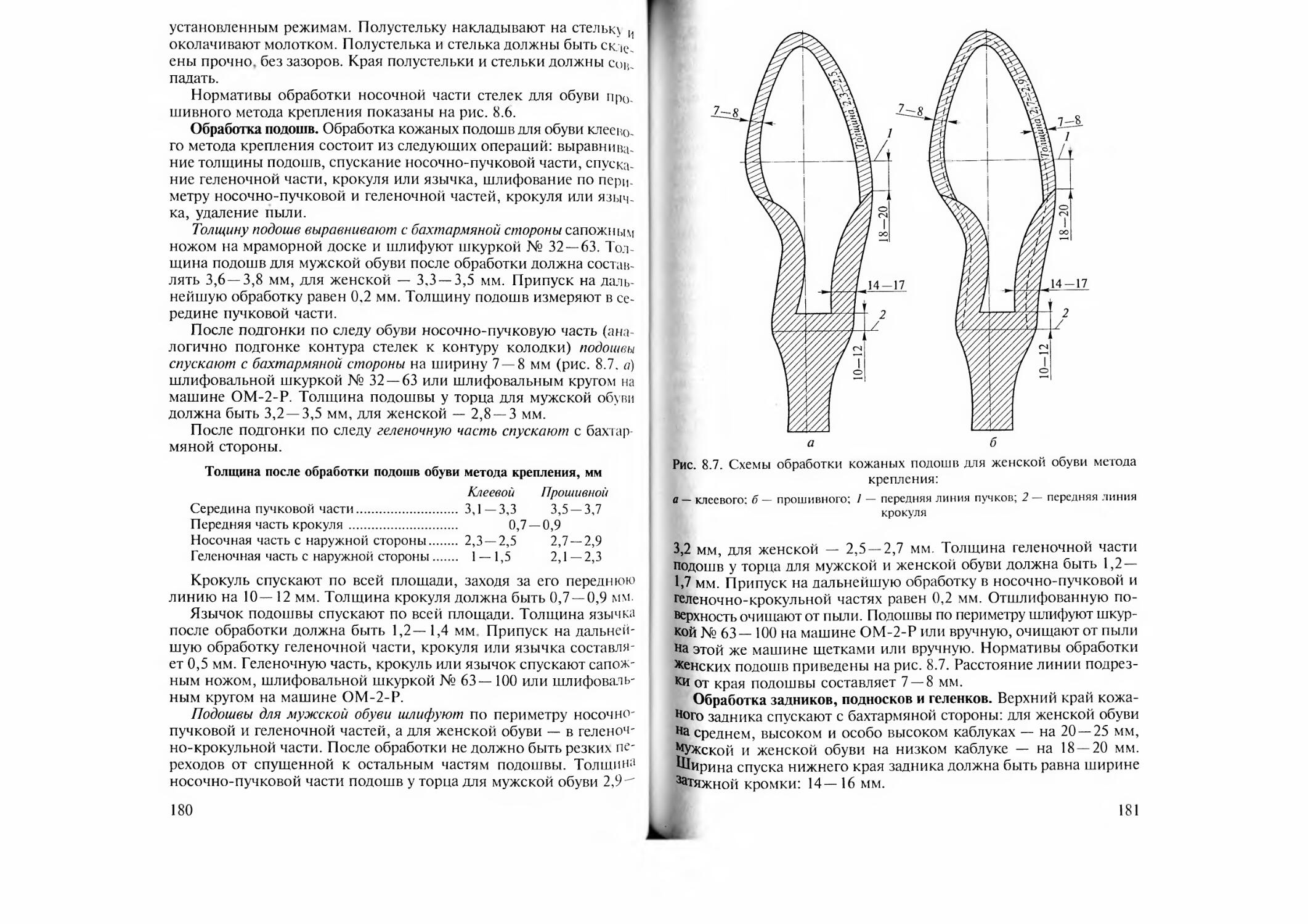
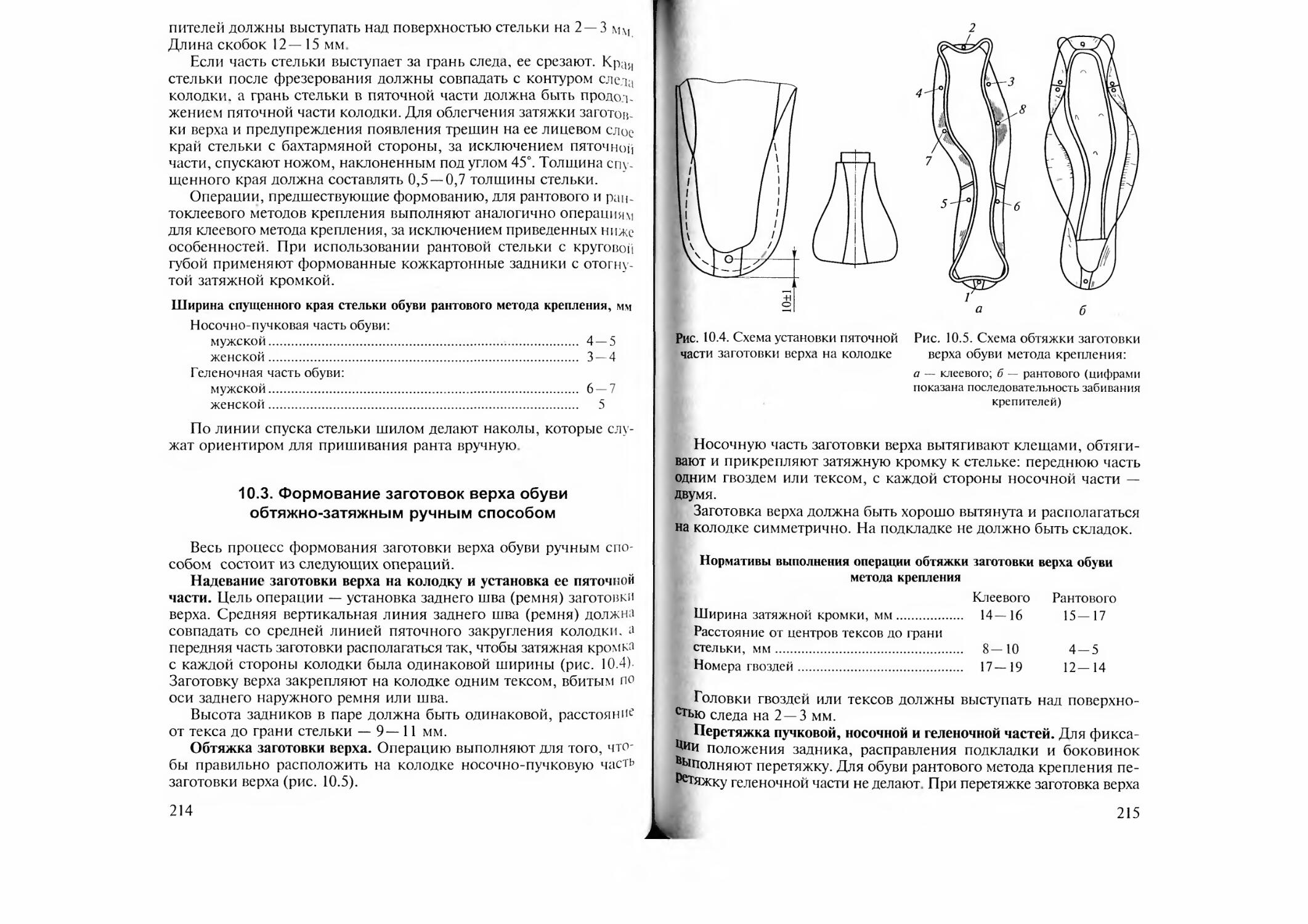
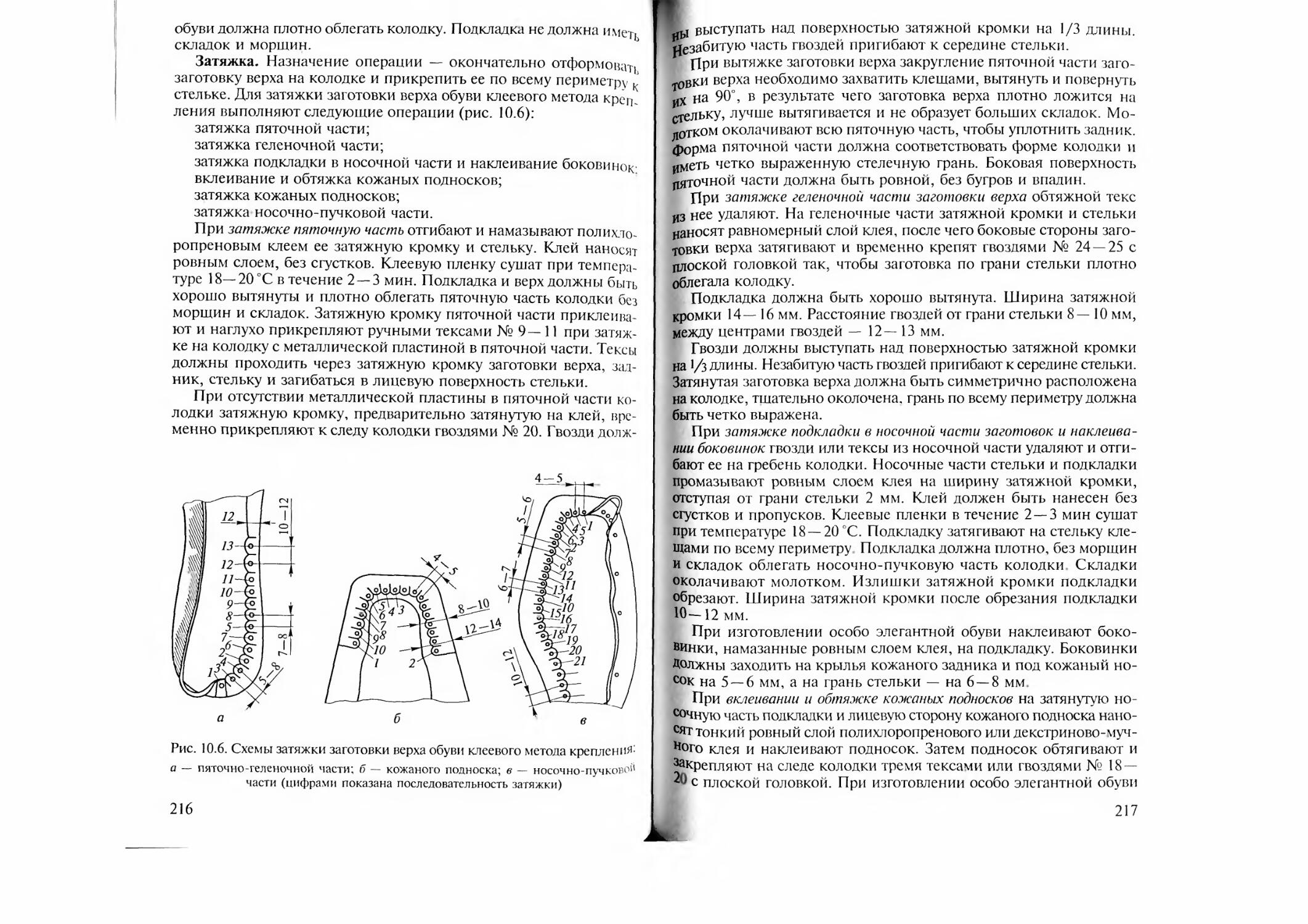
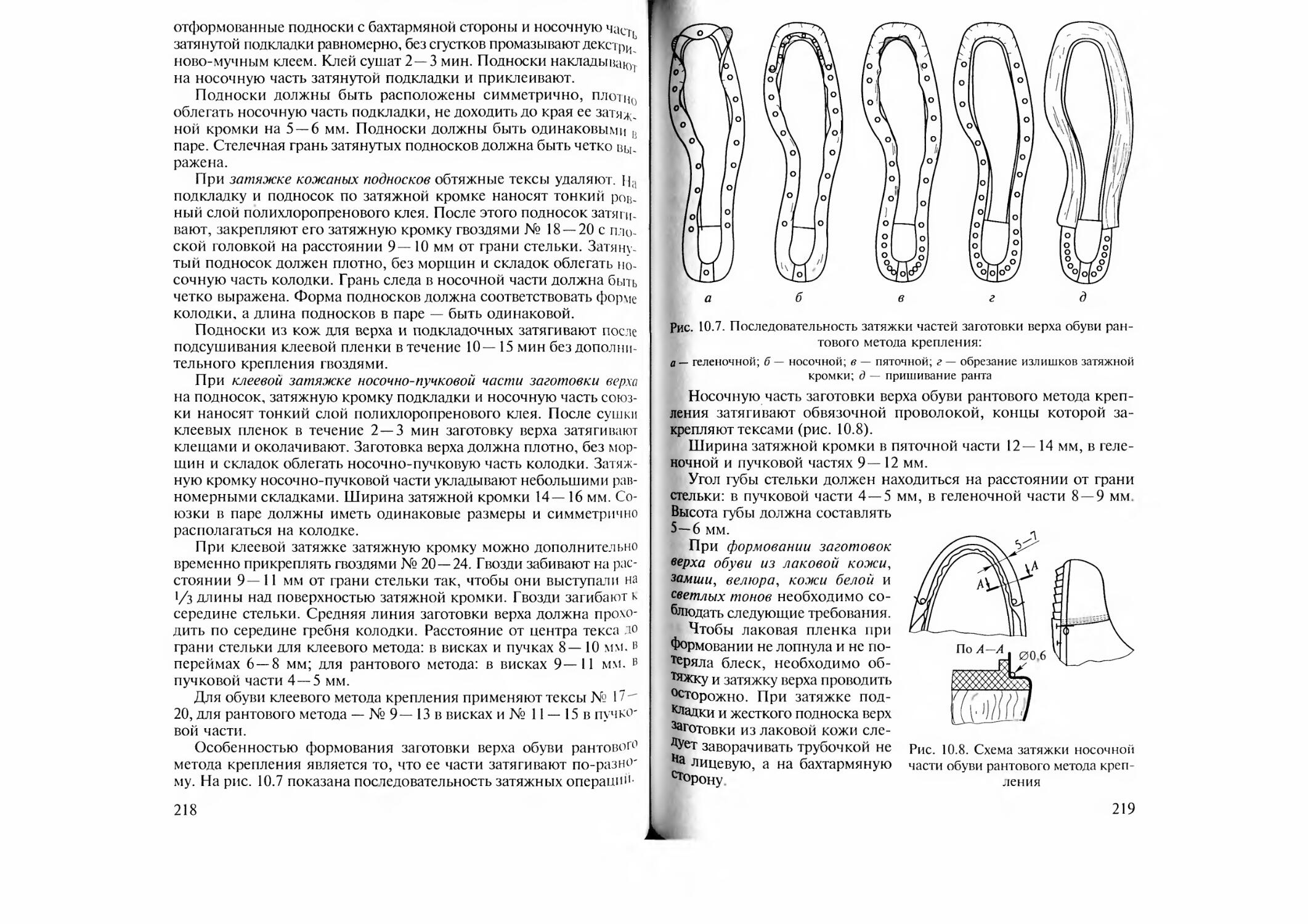
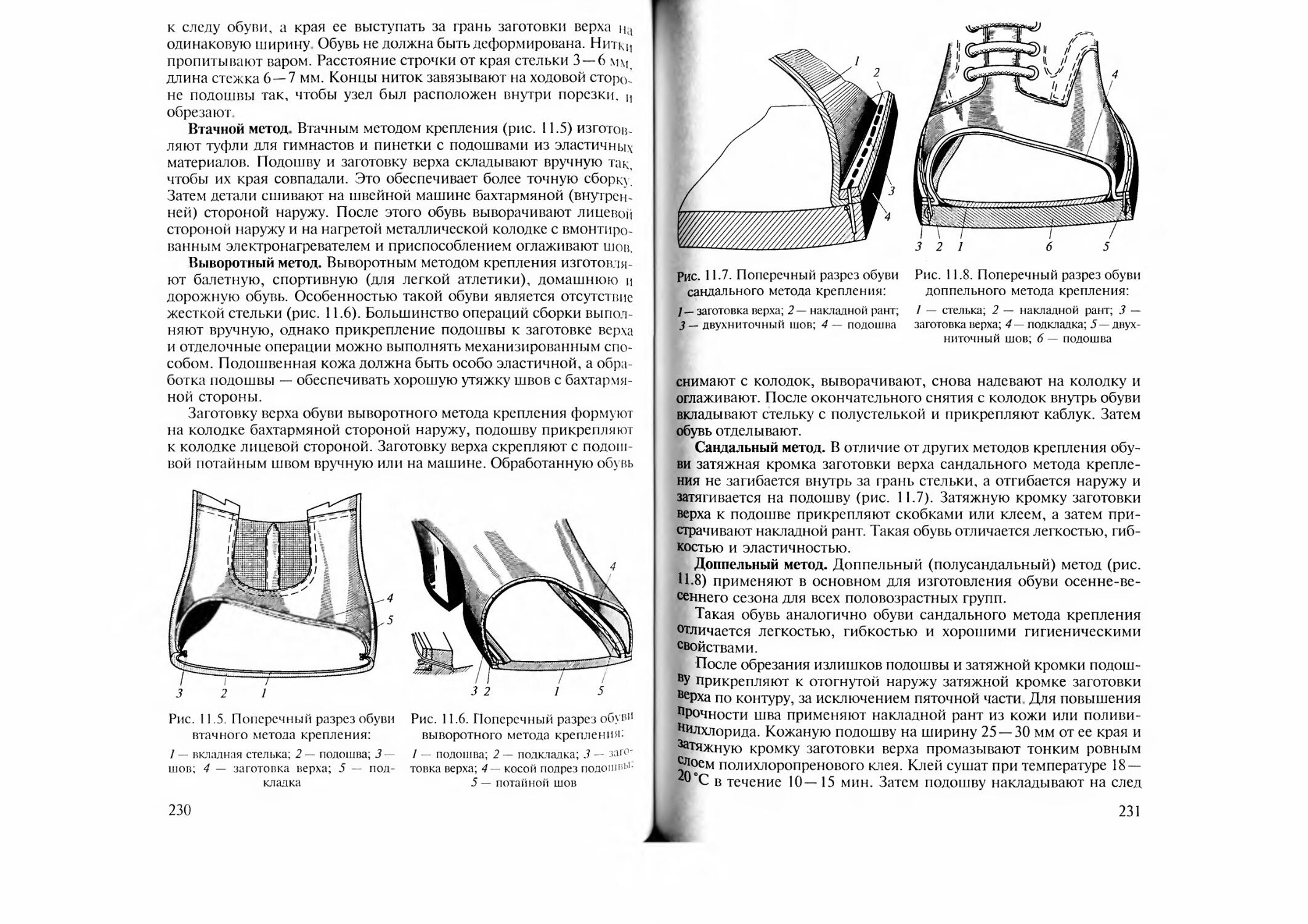
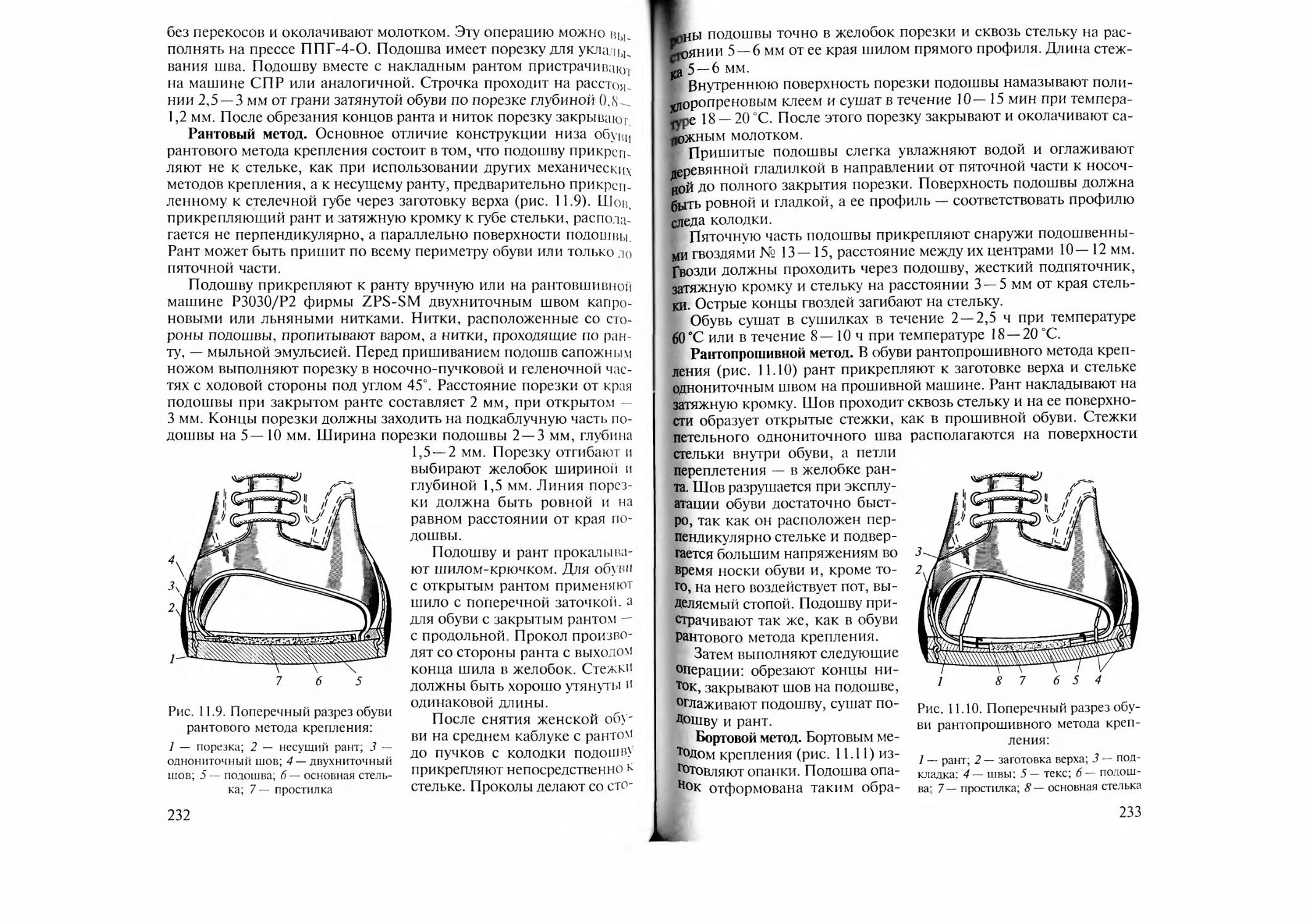
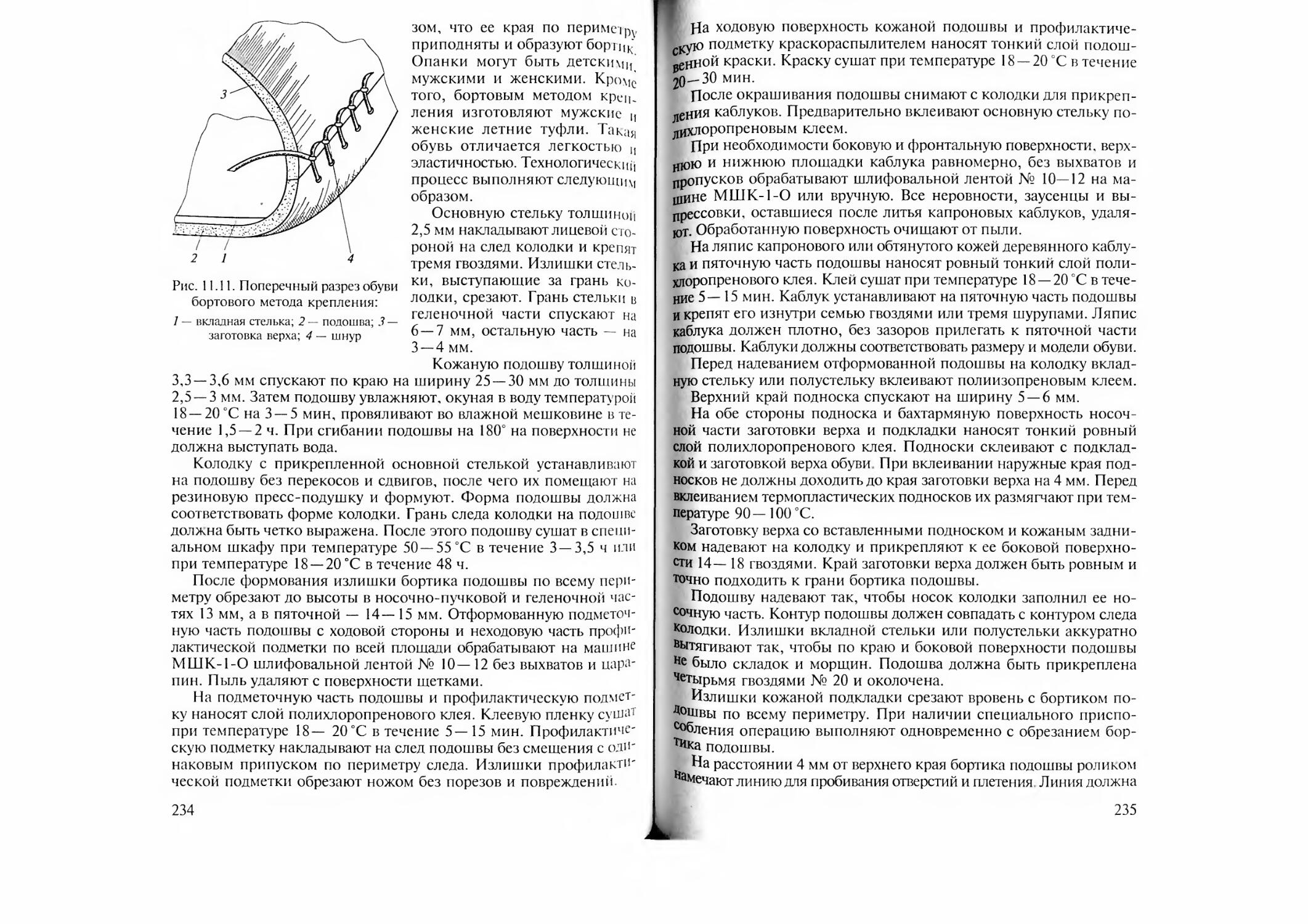
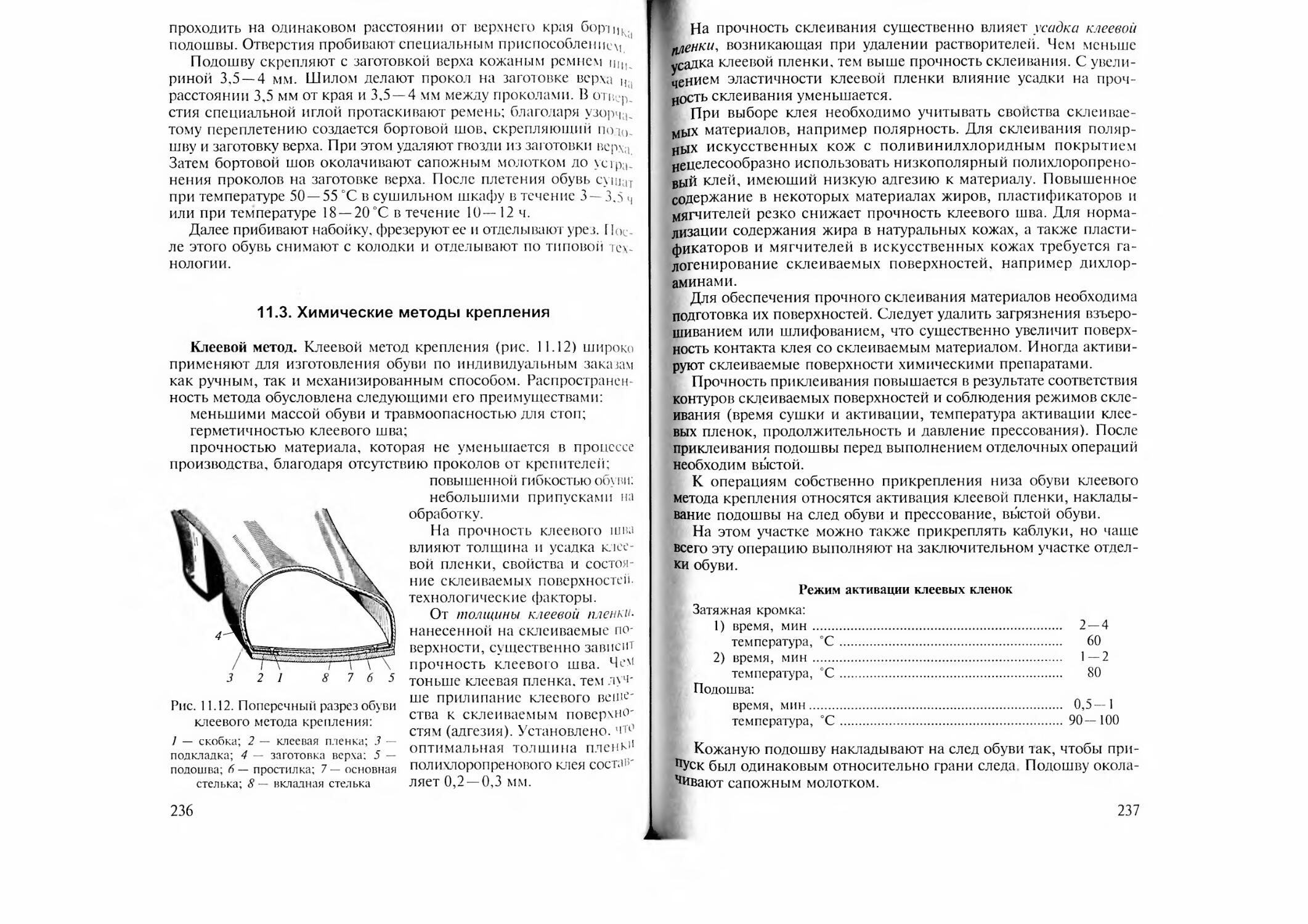
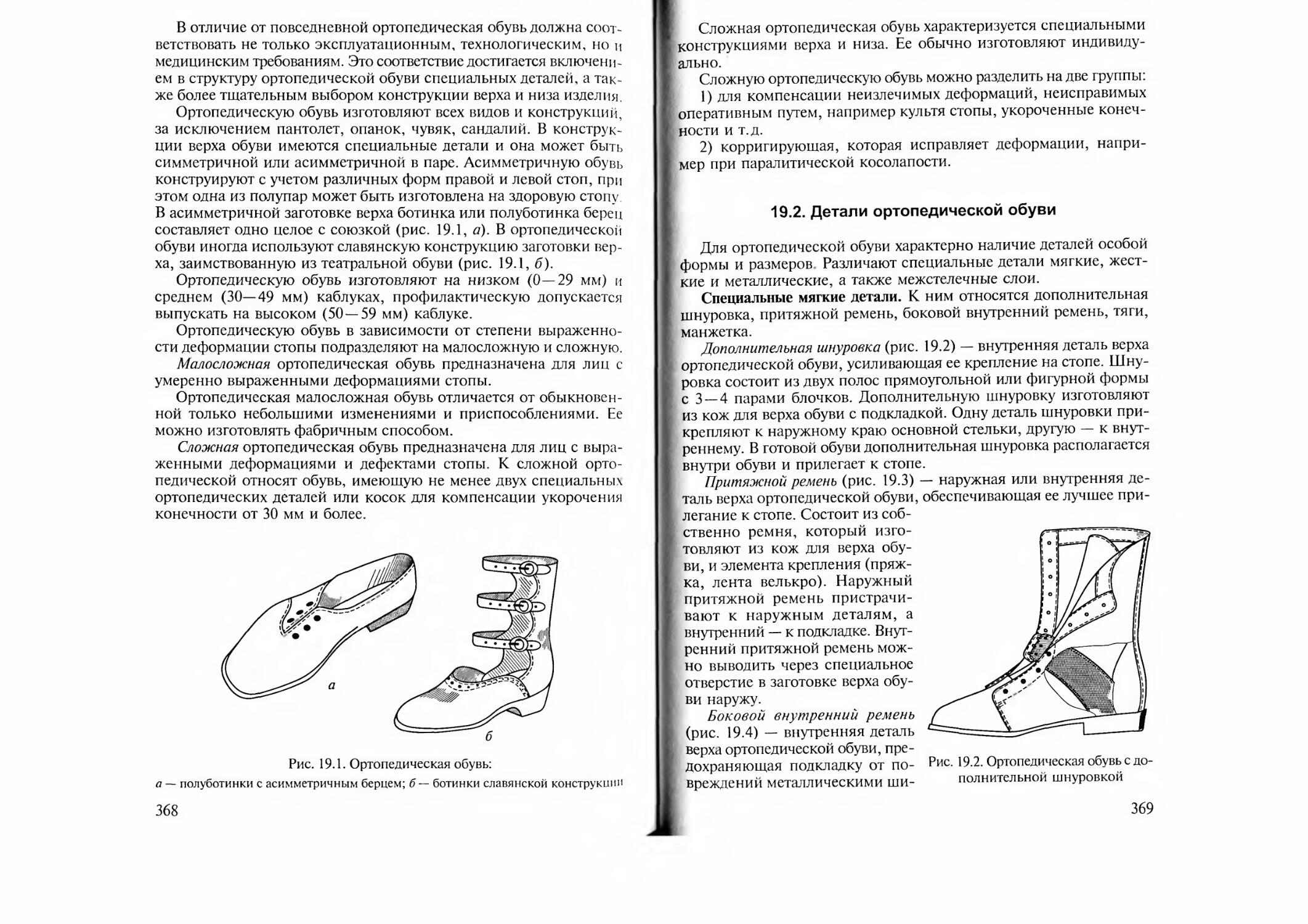
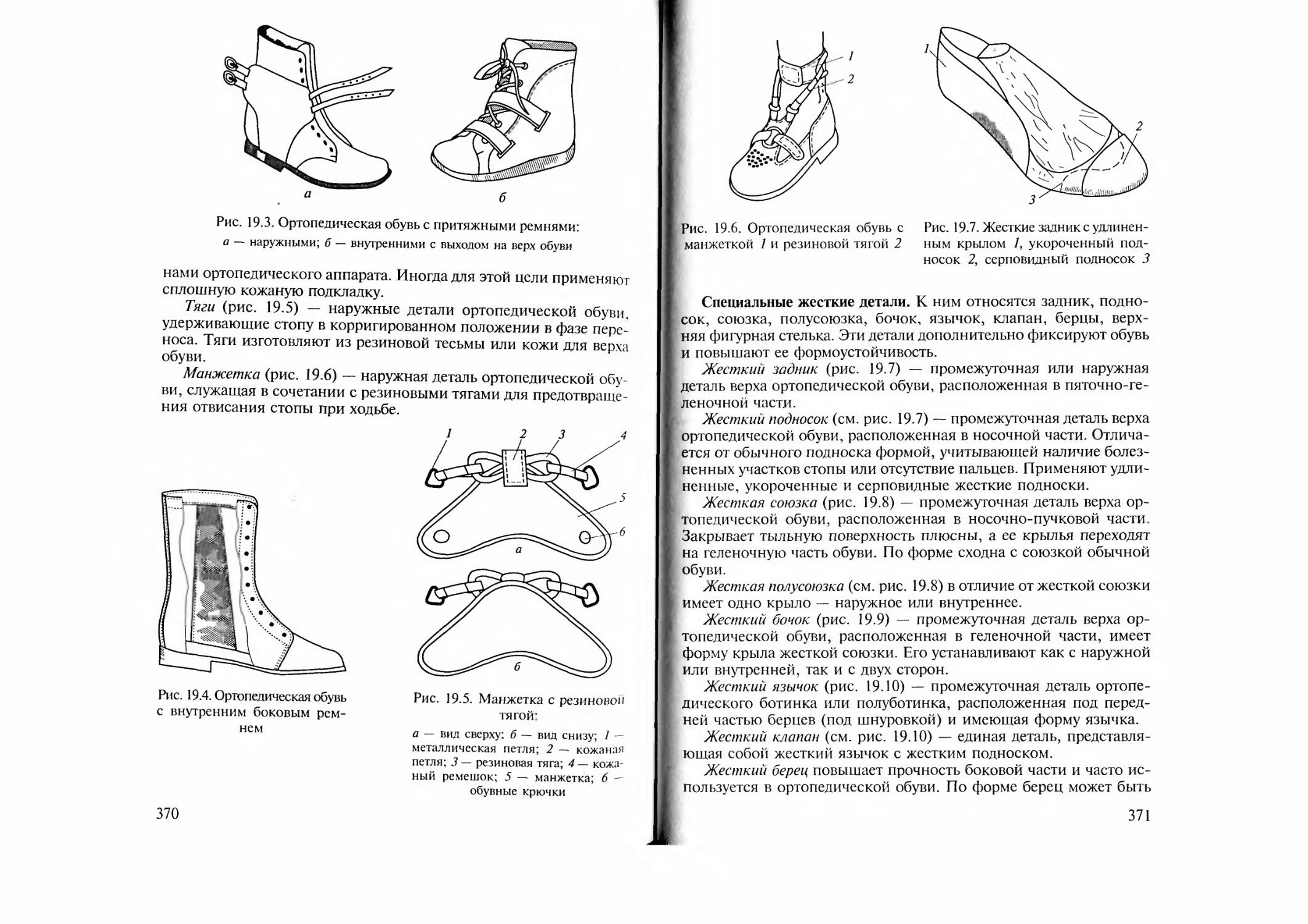
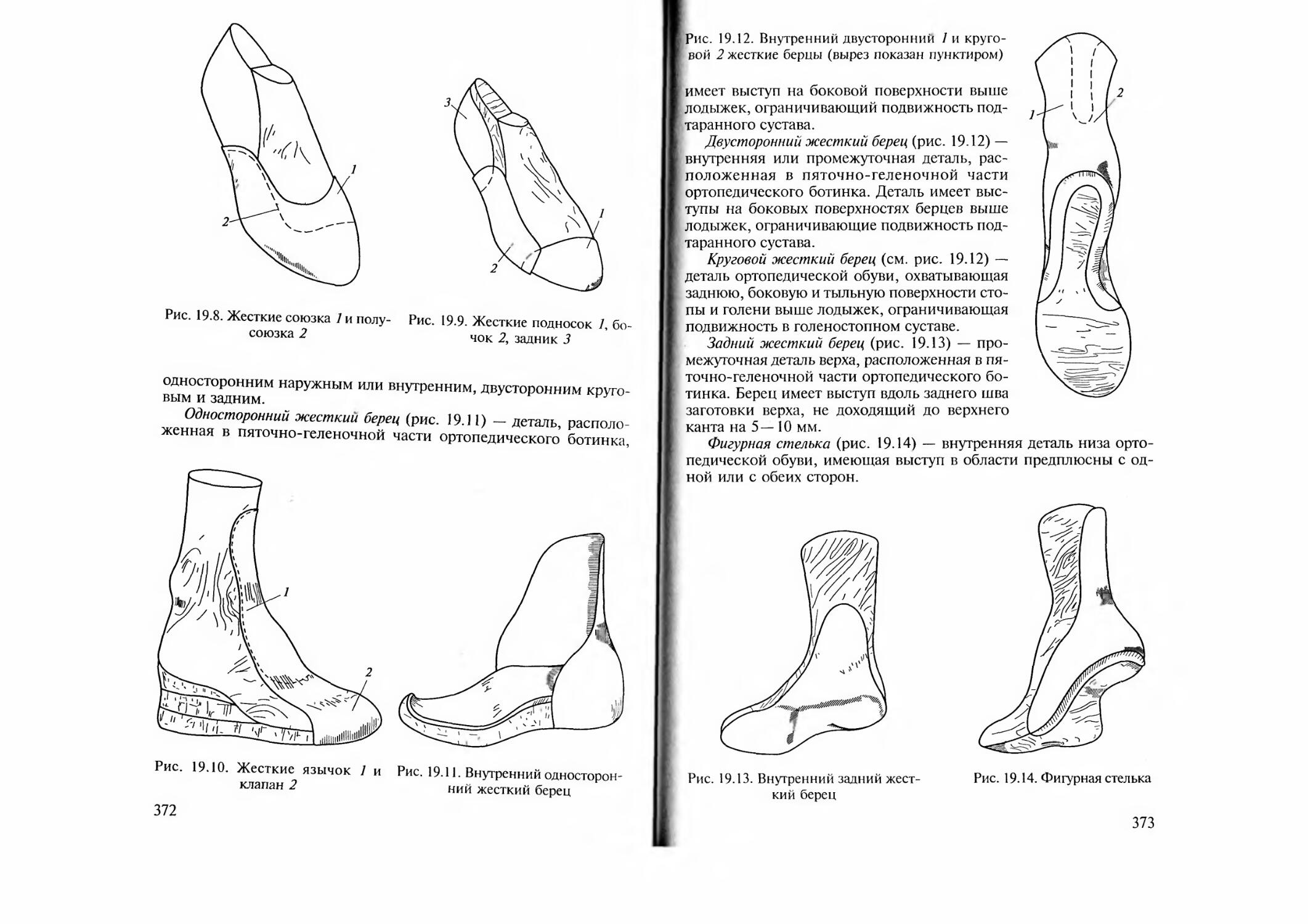
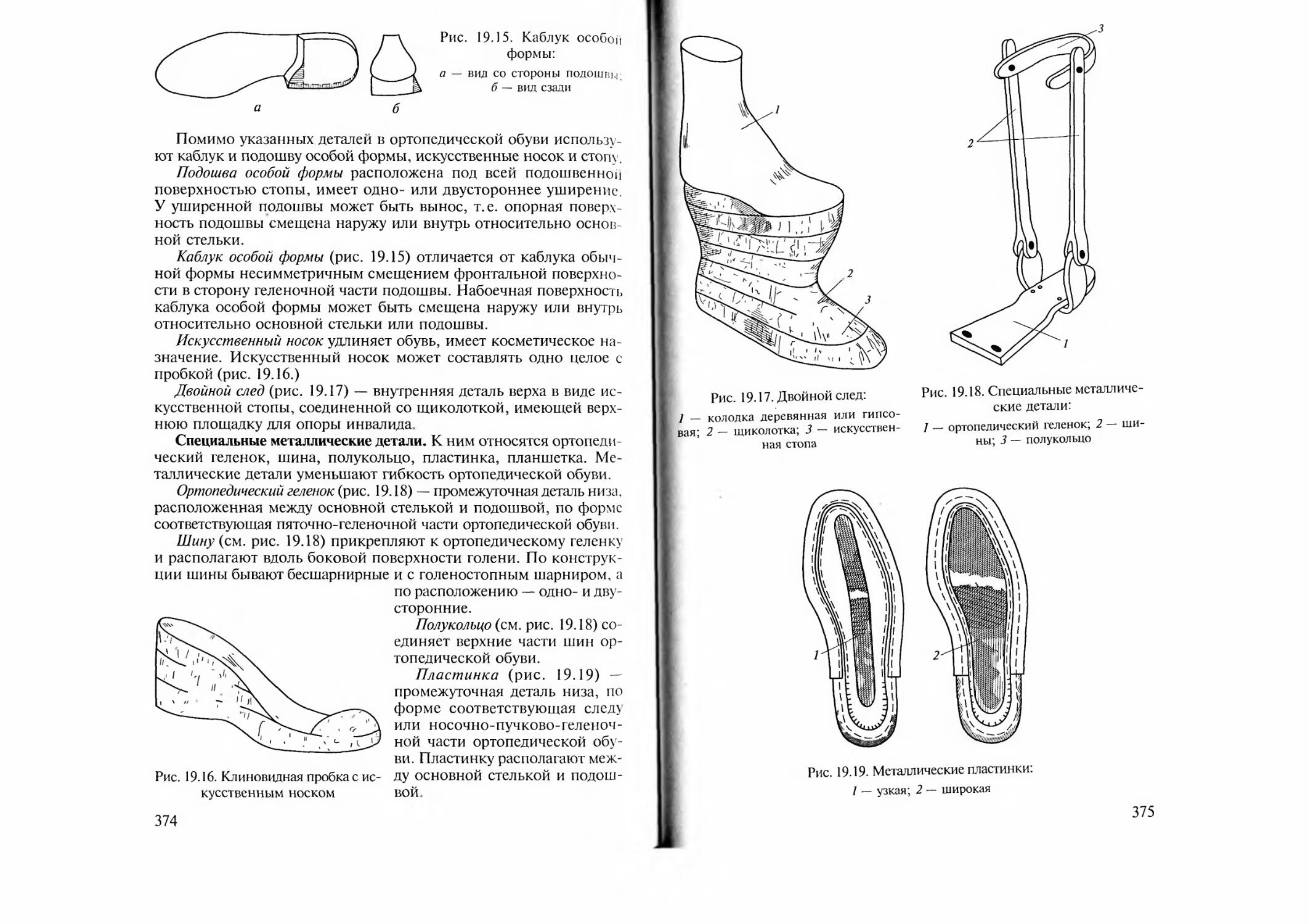
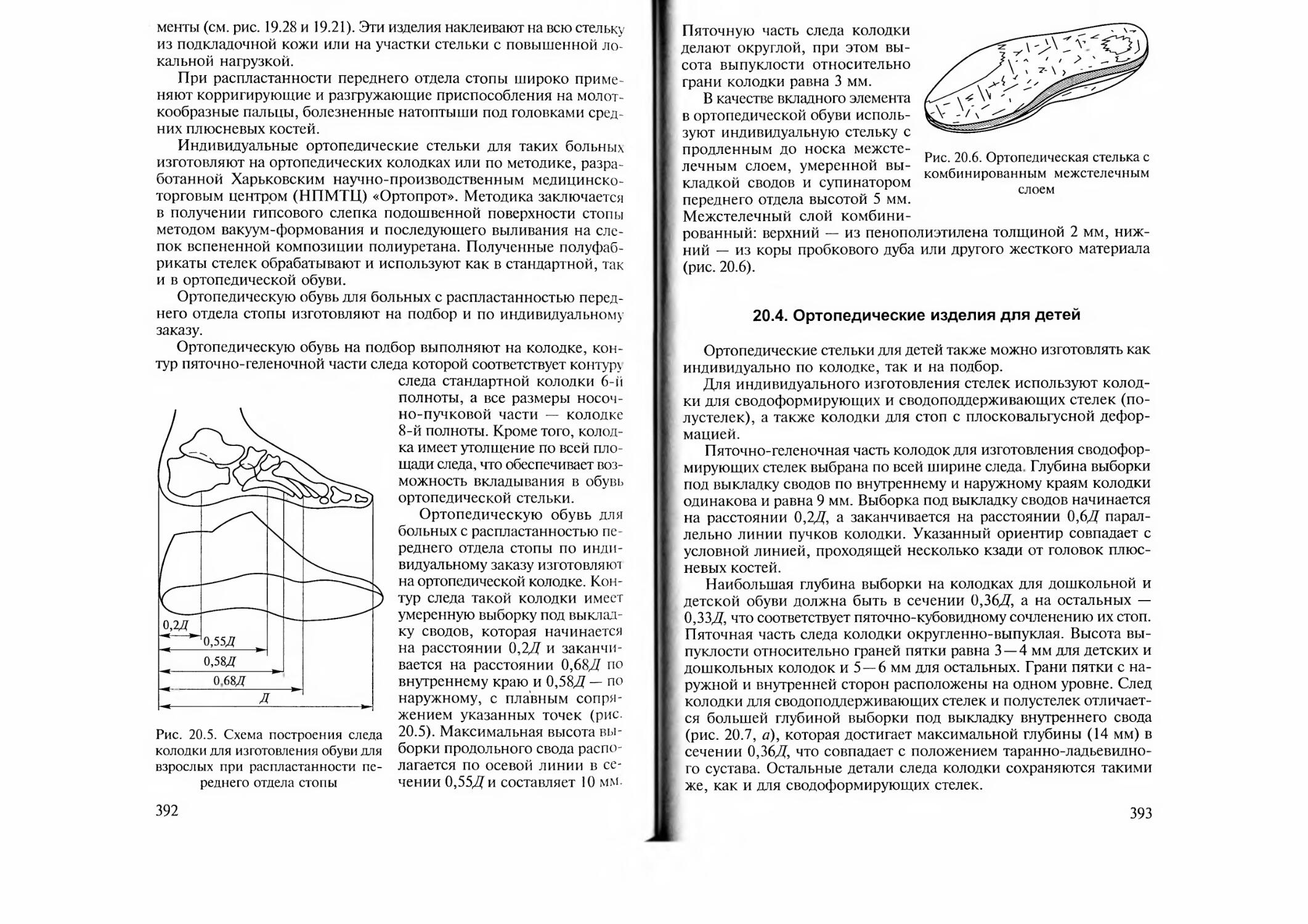
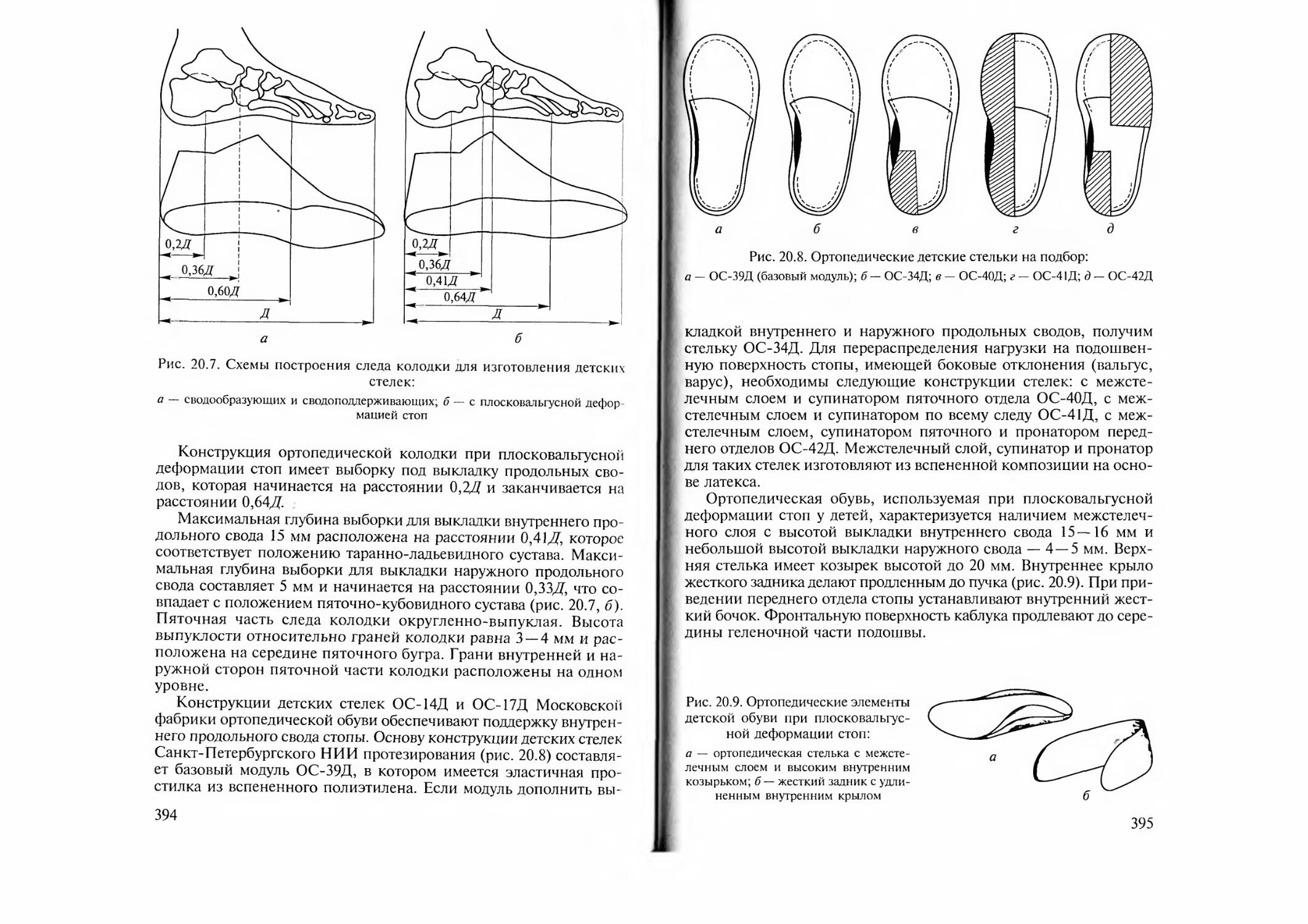
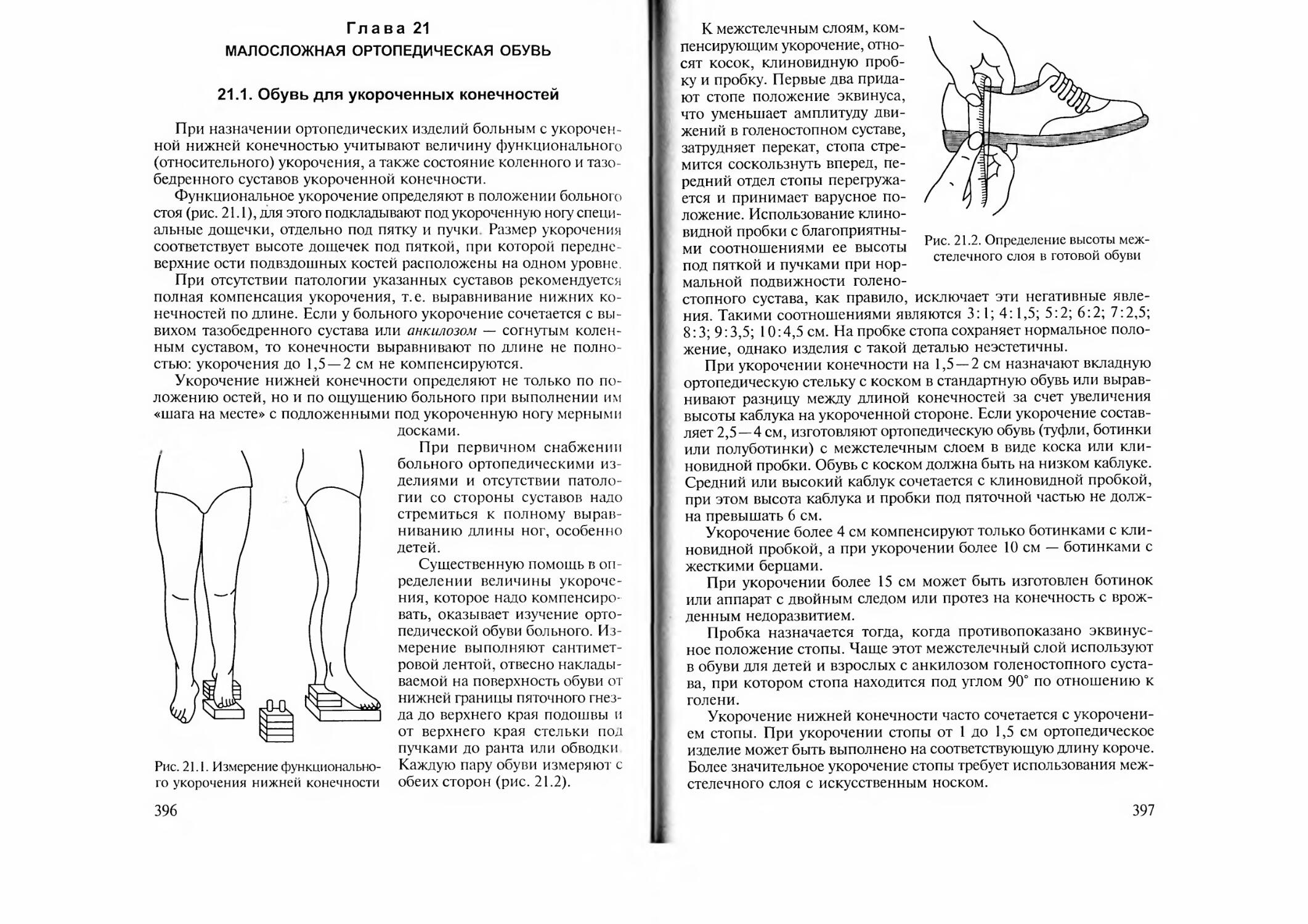
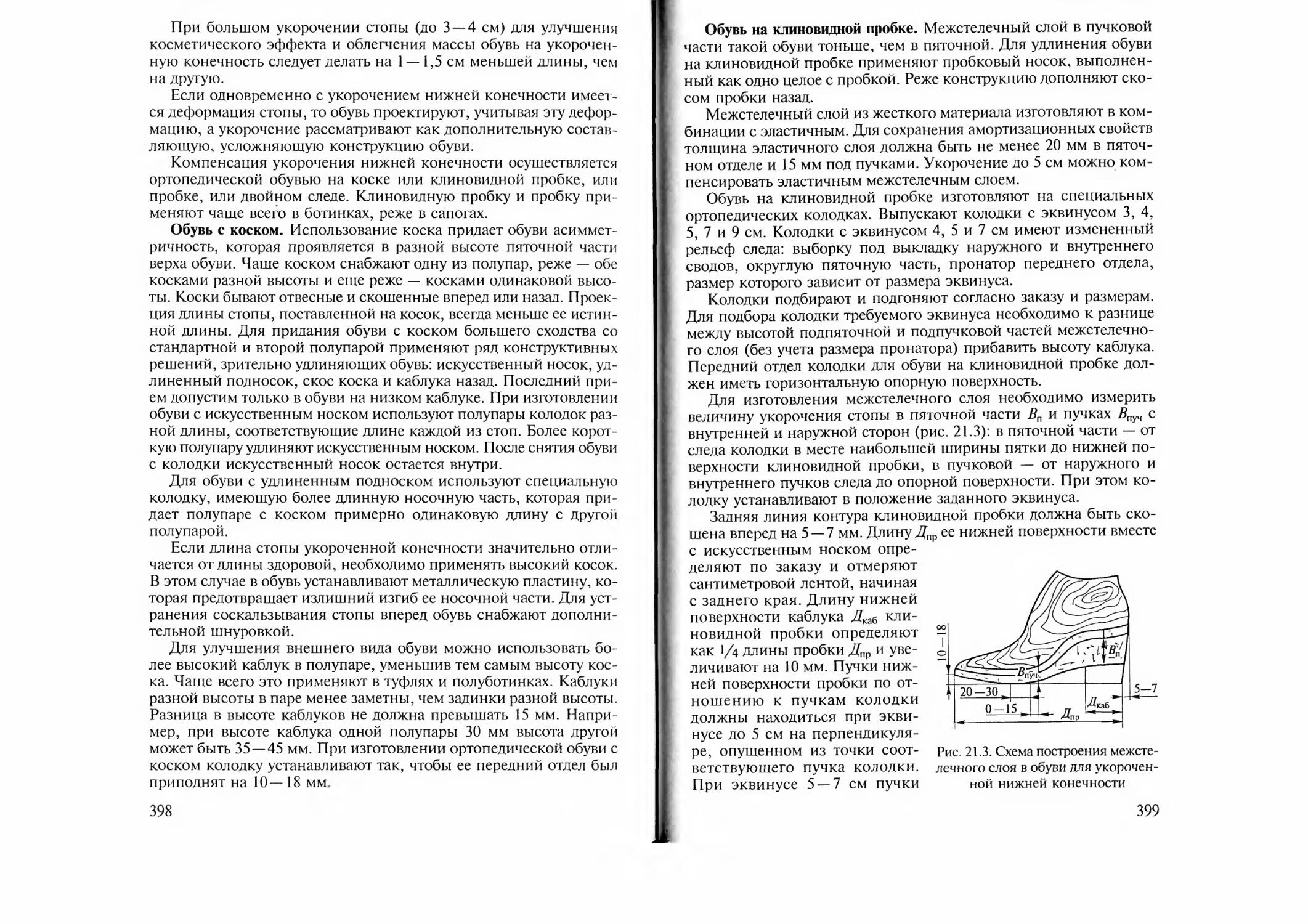
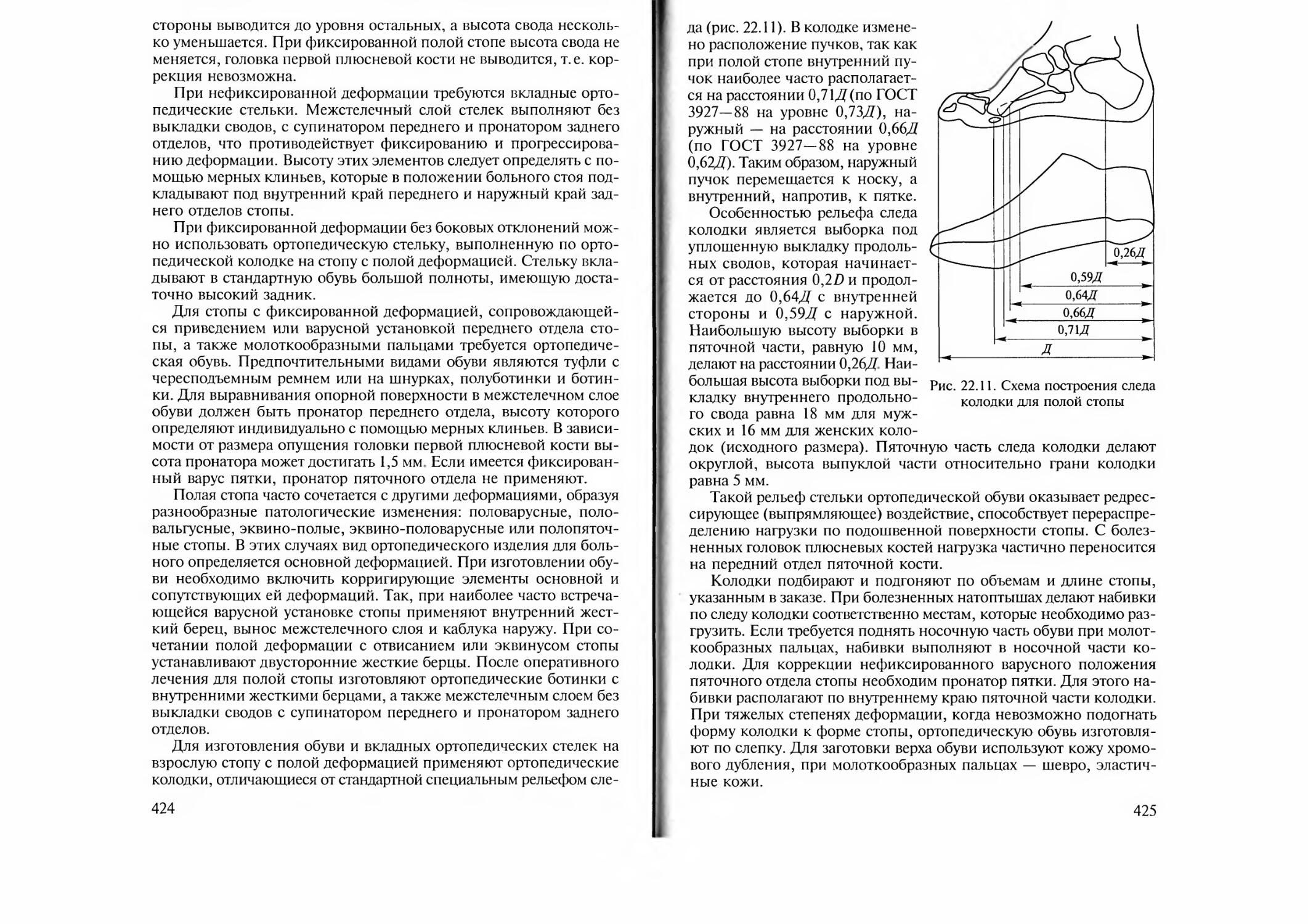
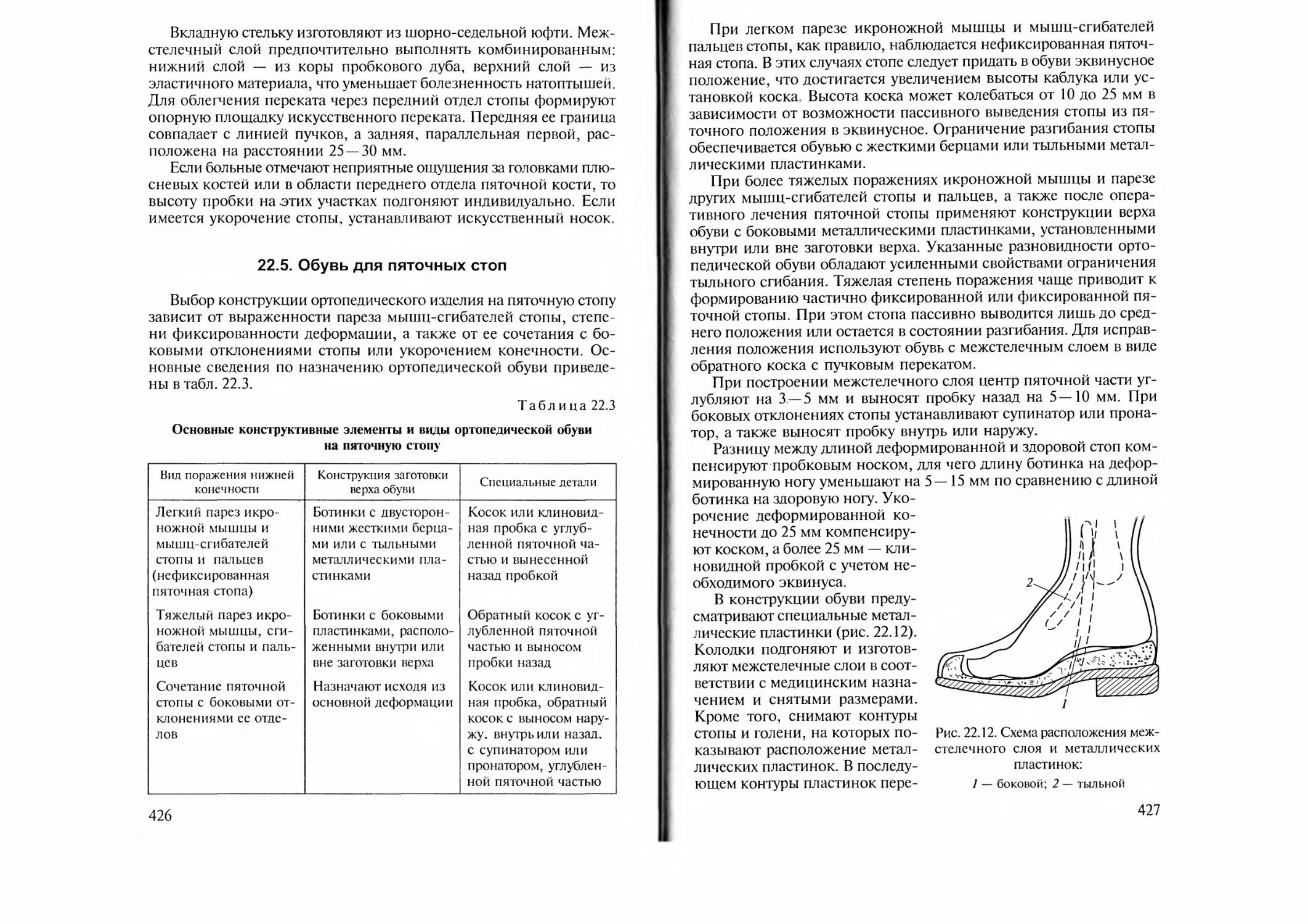
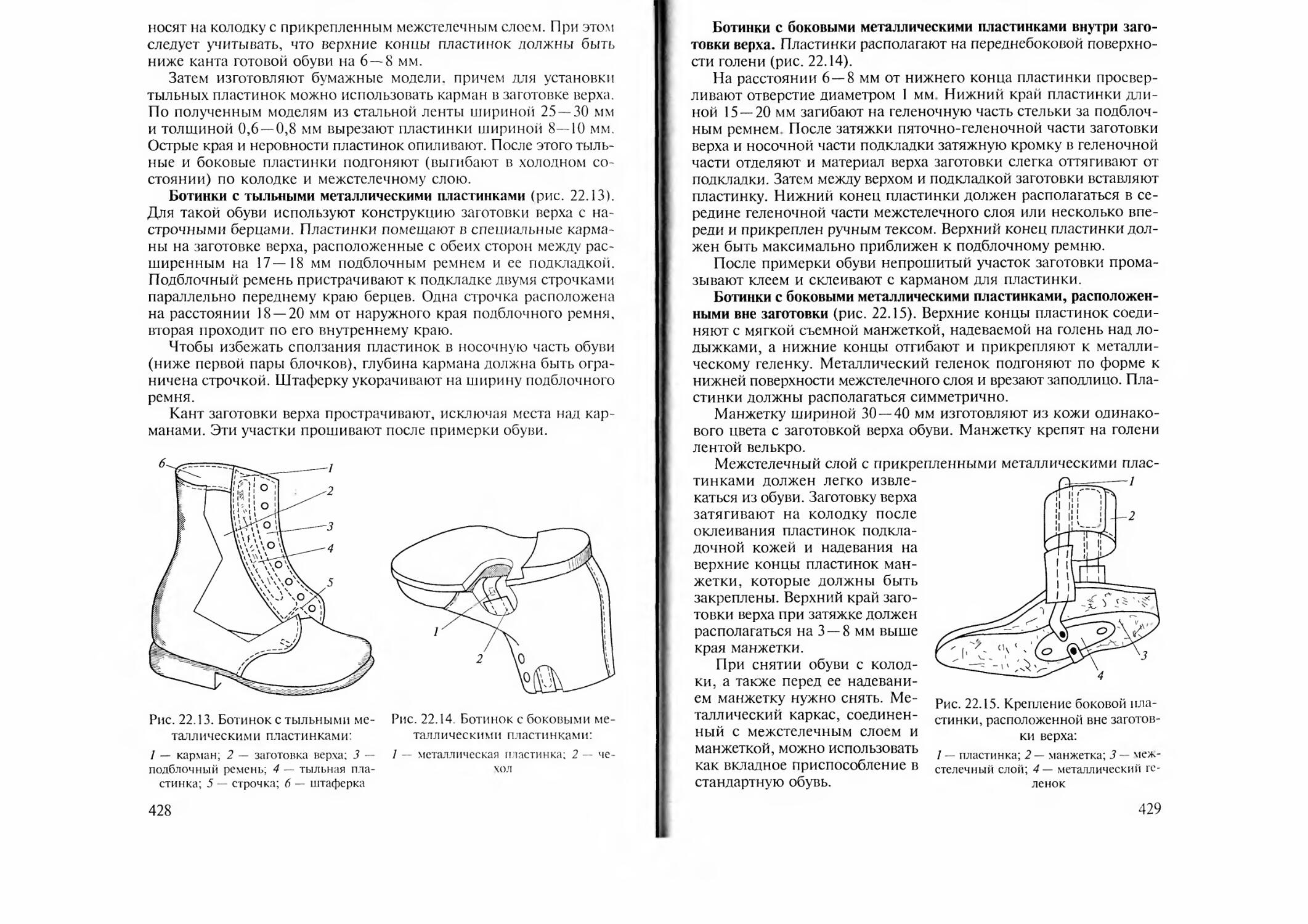
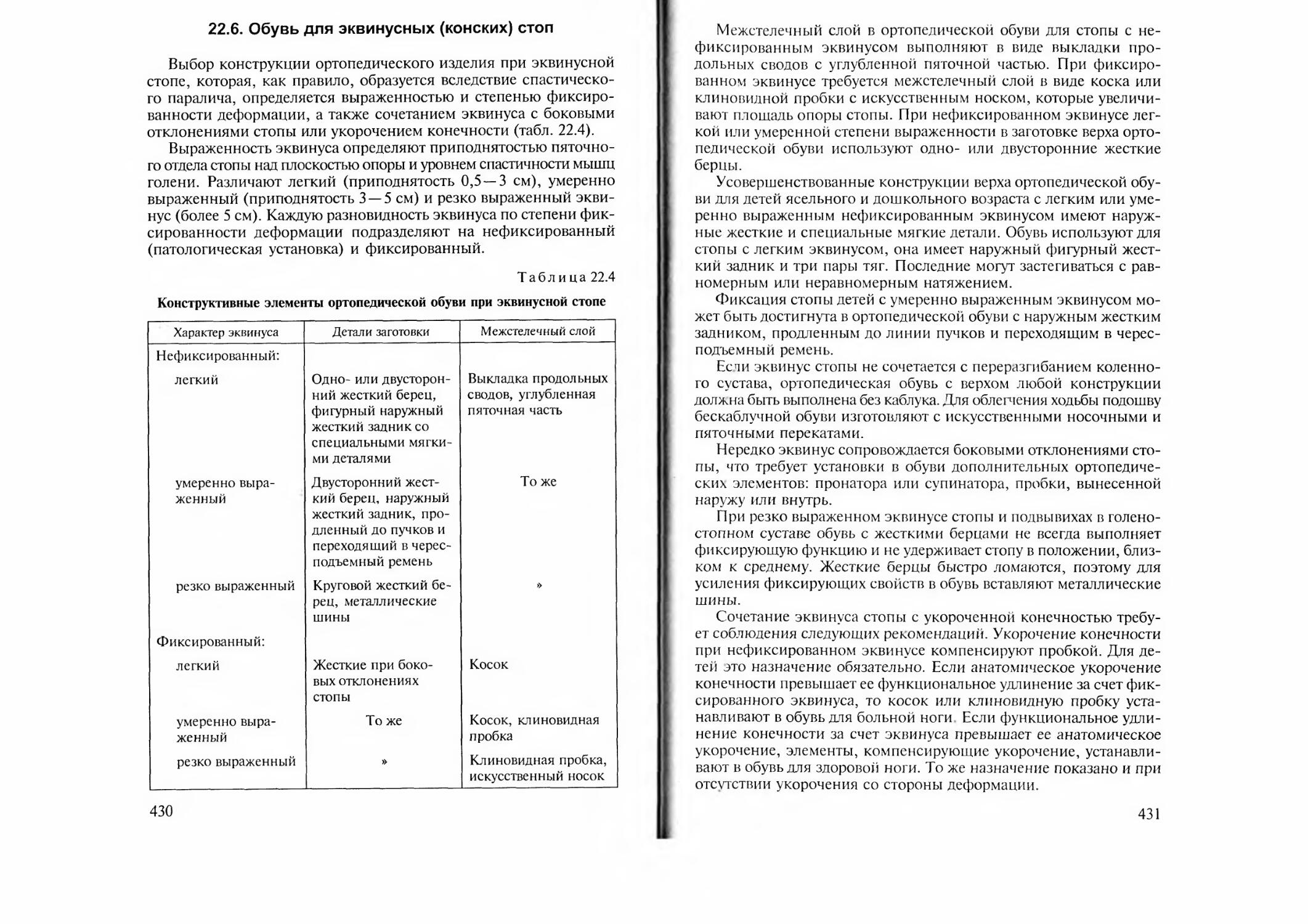
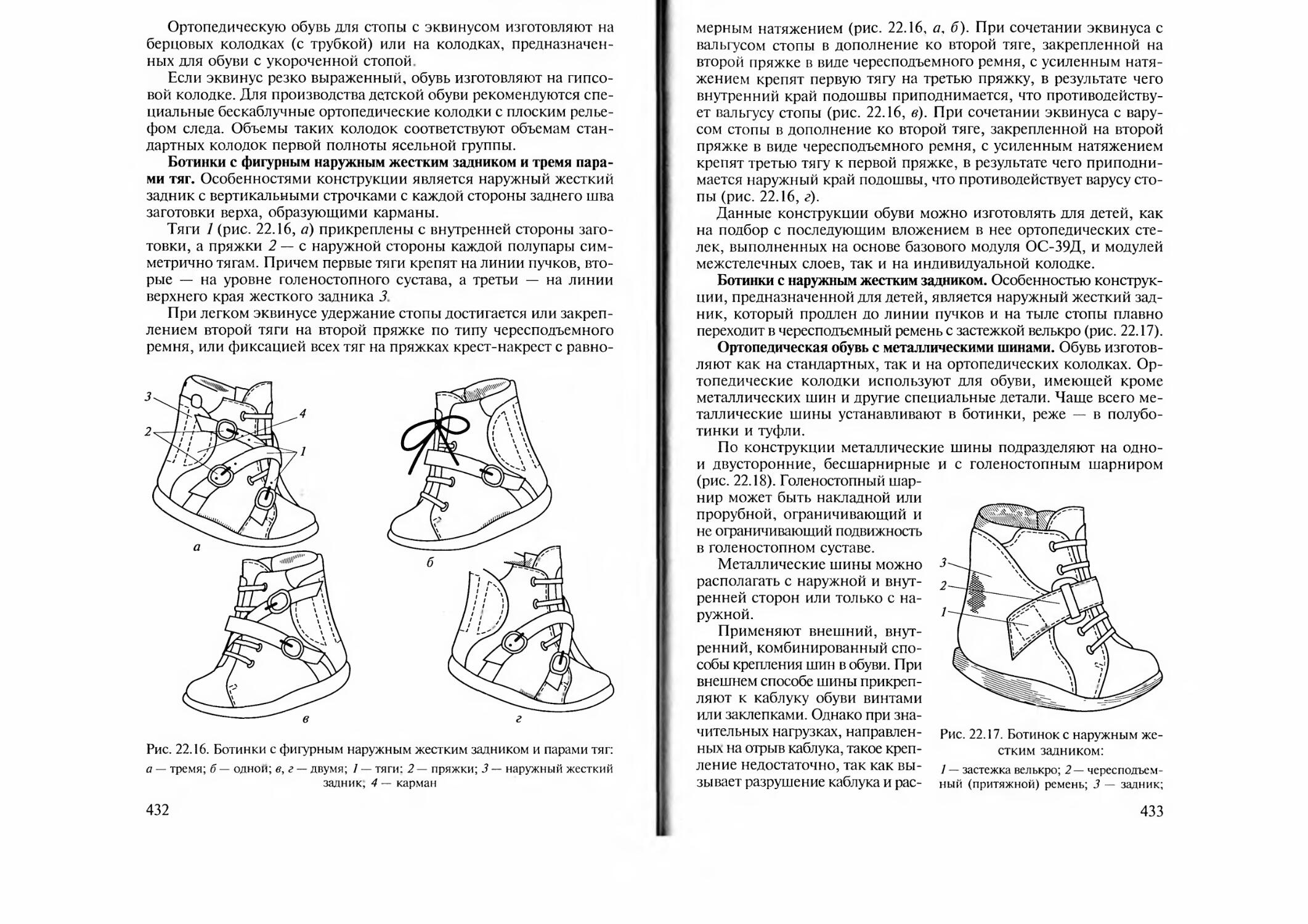
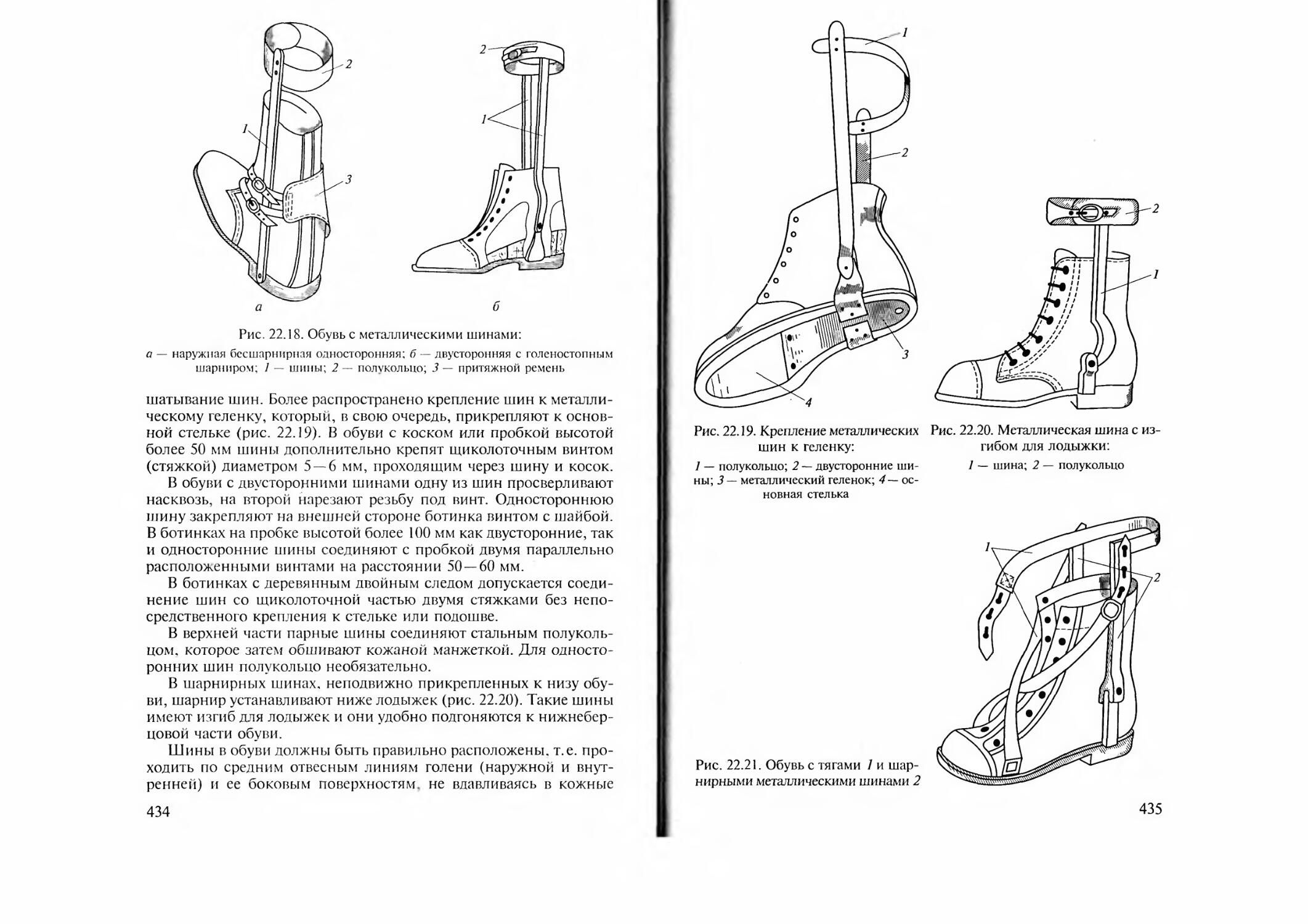
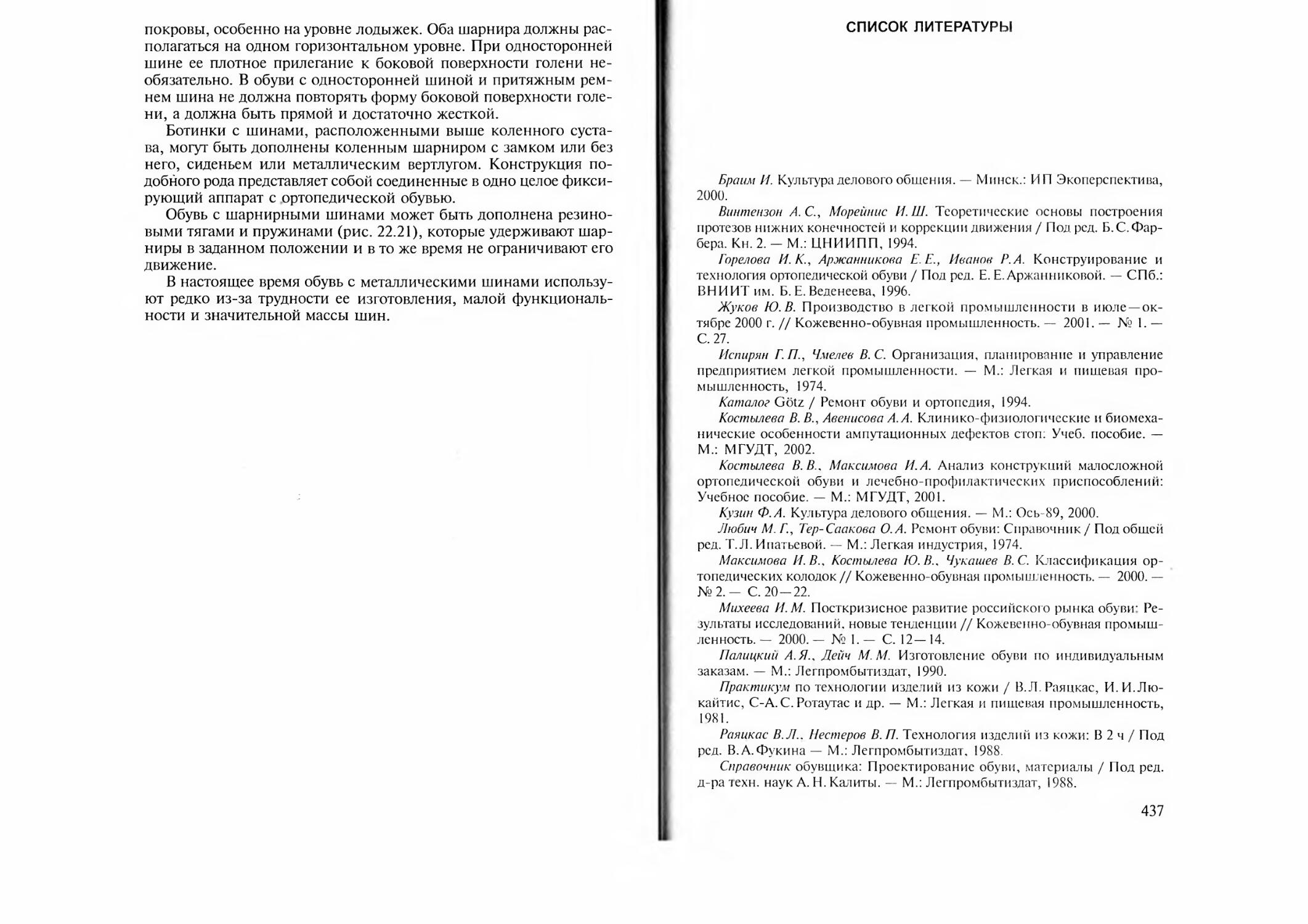
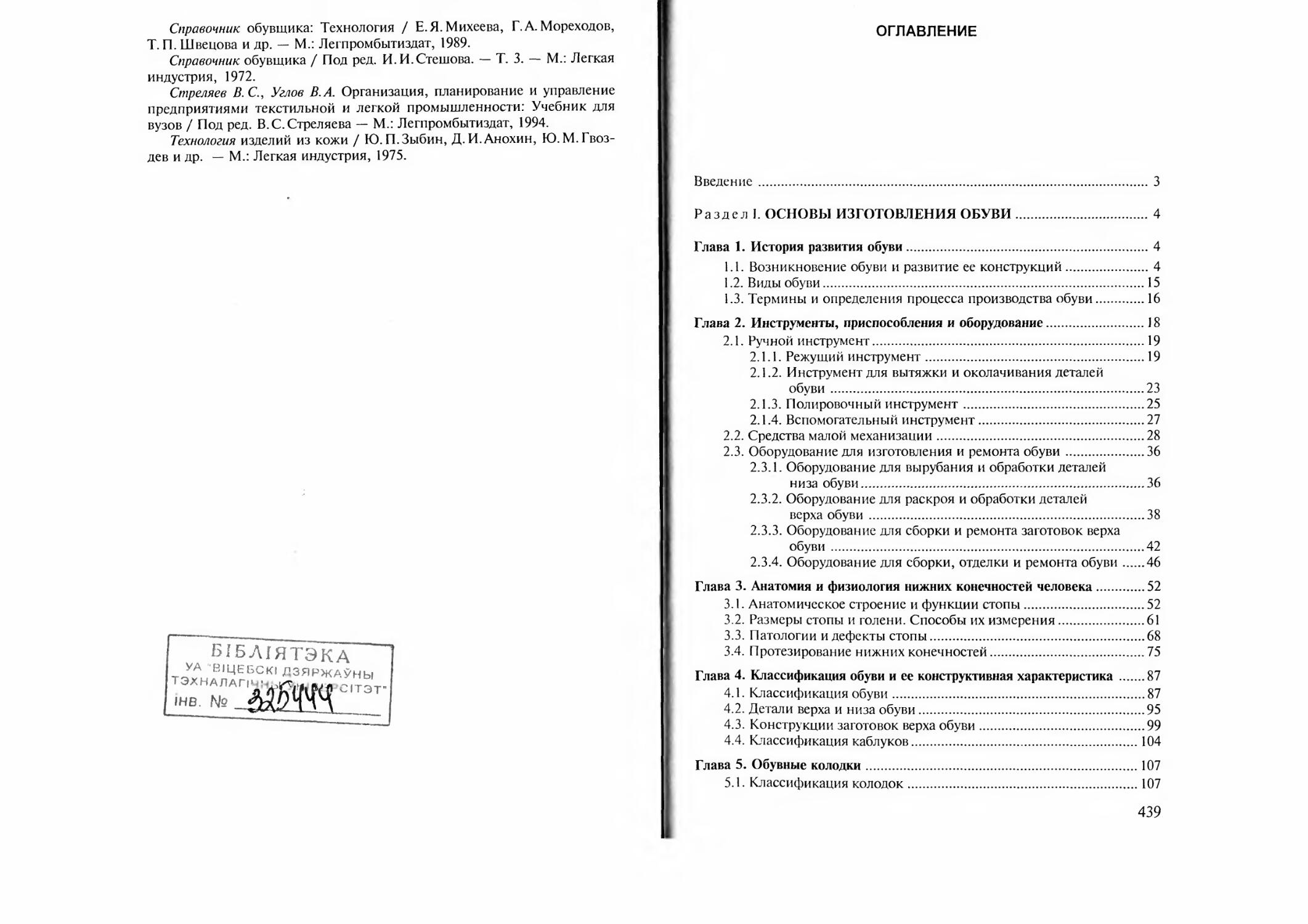
Text
Для подготовки квалифицированных
кадров в учреждениях начального
профессионального образования
предназначены следующие
учебники и учебные пособия:
И. И. Довнич
Технология производства обуви
М.А. Силаева
Пошив изделий
по индивидуальным заказам
И. Ю. Одинокова, Т. А. Черниченко
Технология парикмахерских
работ
М. И. Белошапка
Технология ресторанного
обслуживания
ACADEMA
Федеральный комплект учебников
Лёгкая промышленность
И.Н. Леденёва
Учебник
ACADEMA
Профессионально?
образование
Индивидуальное
изготовление
и ремонт обуви
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
И.Н.ЛЕДЕНЁВА
ИНДИВИДУАЛЬНОЕ
ИЗГОТОВЛЕНИЕ
И РЕМОНТ ОБУВИ
УЧЕБНИК
Допущено
Министерством образования Российской Федерации
в качестве учебника для образовательных учреждений
начального профессионального образования
Москва
academ’a
2004
УДК 685.31.32(075.32)
ББК 37.255я722
Л 39
Рецензент —
научный сотрудник лаборатории методического обеспечения профессий легкой
промышленности Л. В. Собинова
Леденёва И.Н.
Л39 Индивидуальное изготовление и ремонт обуви: Учебник
для нач. проф. образования / Ирина Николаевна Леденёва. —
М.: Издательский центр «Академия», 2004. — 448 с.
ISBN 5-7695-1633-Х
Рассмотрены основные вопросы производства обуви по индивидуаль-
ным заказам, в том числе ортопедической, а также ремонта обуви различ-
ных методов крепления. Изложены сведения об особенностях каждого тех-
нологического процесса. Освещены медицинские основы ортопедического
снабжения. Описаны используемые оборудование, инструменты и мате-
риалы.
Для начального профессионального образования по профессии «обув-
щик (широкого профиля)». Может быть рекомендован для профессиональ-
ного обучения на производстве и в центрах занятости.
УДК 685.31.32(075.32)
ББК 37.255я722
ISBN 5-7695-1633-Х
© Леденёва Р^Н., 2004 1 , Д j ;1 i Э К А.
© Образовательно-издате^скиц центр «АкаДёНия», \ 004
© Оформление. И^д^ельский центр ^АкадсМИЯ>ОТО( 4
I н В N
ПРЕДИСЛОВИЕ
Одной из приоритетных задач, стоящих перед обувной промыш-
ленностью, является повышение качества продукции и ее соот-
ветствие требованиям как российских, так и мировых стандартов.
Прошли времена, когда необходимо было насытить рынок товара-
ми, в том числе обувью, удовлетворить потребности среднестатис-
тического потребителя. За последние десятилетия люди поняли,
насколько важно заботиться о своем здоровье, какую роль играет
обувь в сохранении, а иногда и преумножении эмоционального и
физического самочувствия.
Комфортность обуви — это совокупность антропометрических,
гигиенических и психофизиологических свойств, обеспечивающих
нормальное функционирование стоп человека в частности и всего
организма в целом при влиянии различных внешних условий. По-
вышение комфортности обуви связано прежде всего с совершен-
ствованием технологии ее изготовления.
Учебник написан в соответствии с требованиями образователь-
ного стандарта Российской Федерации ОСТ 9ПО 02.191—95 для
профессии «обувщик (широкого профиля)».
Автор выражает признательность инженерам И.Р.Татарчуку и
Е. В. Литвину за активное участие и техническую помощь в напи-
сании учебника, а также рецензенту Л. В. Солиновой за ряд полез-
ных рекомендаций.
Раздел I
ОСНОВЫ ИЗГОТОВЛЕНИЯ ОБУВИ
Глава 1
’ ИСТОРИЯ РАЗВИТИЯ ОБУВИ
1.1. Возникновение обуви и развитие ее конструкций
Возникновение обуви объясняется появлением у первобытного
человека потребности предохранить стопу от повреждений, холо-
да, жары и других неблагоприятных воздействий.
Первые упоминания об обуви относятся к IV в. до н.э, С древ-
нейших времен и до наших дней продолжается история развития
обуви как повседневной, так и ортопедической.
Если повседневная обувь выполняла исключительно защитную
функцию, то ортопедическая обувь возникла как обувь, восстанавлива-
ющая функции деформированной стопы. Она прошла самостоятель-
ный исторический путь, который тесно связан с общим процессом
развития обувного производства и прогрессом медицины. Историю
развития ортопедической обуви целесообразно рассматривать после
ознакомления с основными этапами развития повседневной обуви.
В процессе эволюции общества повышались требования потре-
бителей, появлялись новые детали и конструкции обуви, изме-
нялся внешний вид, а также отрабатывался технологический про-
цесс ее производства.
Всю историю развития обуви можно условно разделить на не-
сколько периодов: Первобытный, Древний мир, Средневековье,
Новое время.
Первобытную обувь изготовляли из одного куска шкуры или
кожи, которым человек обертывал стопу, закрепляя полосками
кожи или жилами.
Несмотря на общее функциональное назначение, уже в древ-
ности форма обуви зависела от климатических условий географи-
ческого района, в котором проживала та или иная народность.
Обувь Древнего Египта состояла из подошвы и ремешков, ко-
торые плели из растительных волокон или кусочков кожи. Домаш-
нюю обувь делали из тканей. Обувь, защищающая стопу от обжи-
гающего песка, имела подошву, а остальная часть стопы была от-
крытой и могла дышать (рис. l.l).
4
Обувь Древней Греции отличалась двумя признаками: во-пер-
вых, она соответствовала форме стопы, т.е. изготовляли правую и
левую полупары, в то время как обувь остальных народов была
симметричной; во-вторых, обувь имела открытый носок, поэтому
пальцы не были стеснены.
Наиболее распространены были сандалии и сапоги.
Греческая сандалия состояла из подошвы, которая соответство-
вала форме стопы. Подошву закрепляли на ноге ремнями. Один
ремень, как и в египетской сандалии, проходил между большим и
вторым пальцами, другой ремень обхватывал ногу над пяткой, ос-
тальные располагались по обеим сторонам подошвы, их завязыва-
ли на подъеме стопы. Позже в месте скрепления ремней появилась
деталь в виде украшения. Эта деталь служила для закрепления на
ней ремней и предохраняла ногу от давления в местах их соедине-
ния. Позднее ее заменили язычок и различные пряжки.
Древнегреческая обувь для воинов и путешественников — кре-
пиды (crepis) (рис. 1.2) представляла собой усовершенствованные
сандалии. В такой обуви пяточную часть подошвы соединяли с вер-
хом ремнями через овальные отверстия и закрепляли на ноге шну-
ровкой из ремней.
Греки заимствовали некоторые виды обуви от народов, с кото-
рыми им приходилось общаться. Так, от народов соседнего Черно-
морского побережья были заимствованы закрытые сапоги с высо-
кими голенищами, плотно облегающими ногу. В V в. до н.э. на сме-
ну им пришли сапоги с широкими открытыми носками и шнуров-
кой (рис. 1.3).
У северных народов греки позаимствовали сапоги с высокими
голенищами и меховой подкладкой — эмбас (embas). Края голе-
нищ отгибались.
а
в
Рис. 1.1. Древнеегипетские сандалии из растительных волокон:
а — открытые; б — с бортиком; в — с чересподъемным ремнем
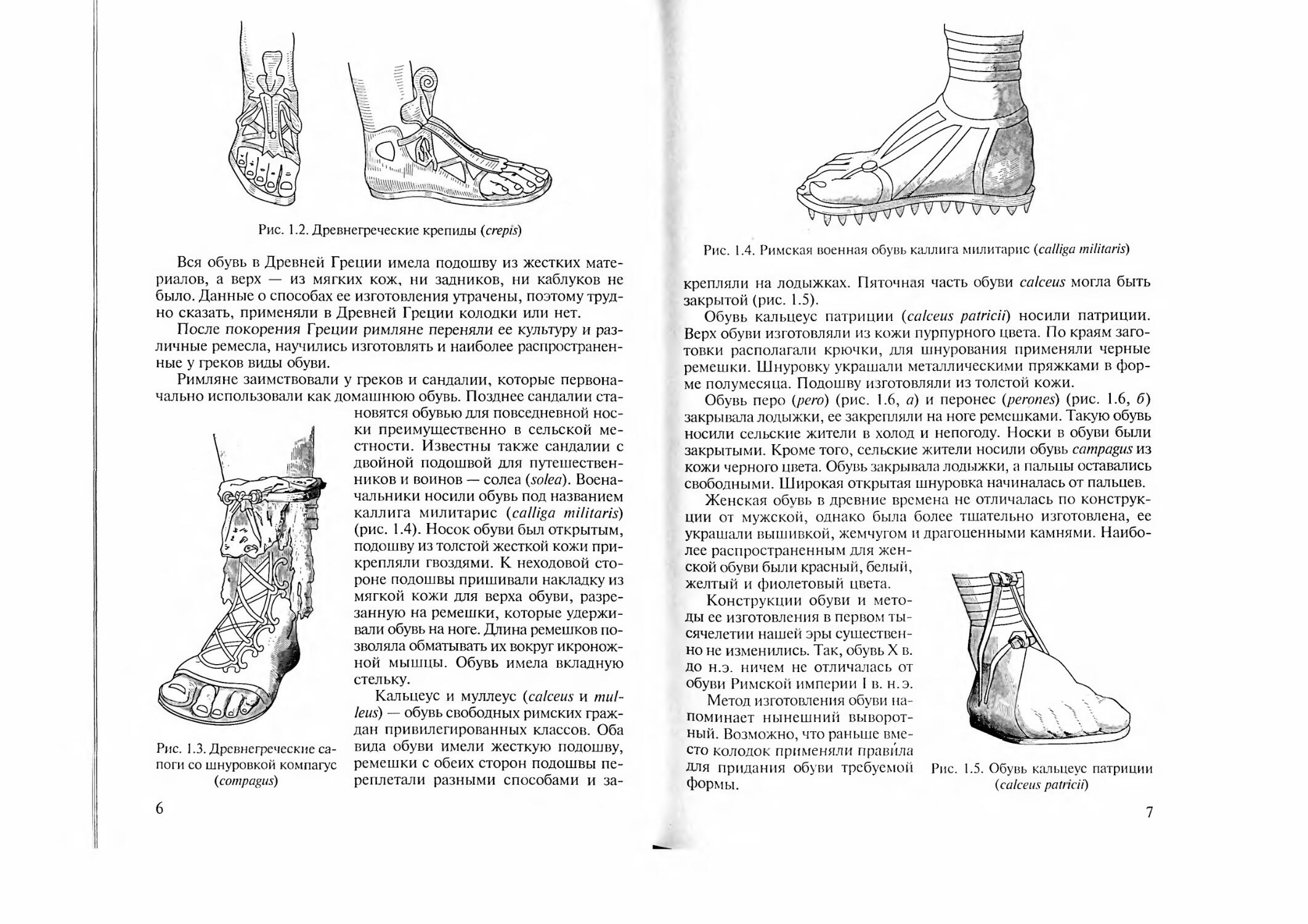
Рис. 1.2. Древнегреческие крепиды (crepis)
Вся обувь в Древней Греции имела подошву из жестких мате-
риалов, а верх — из мягких кож, ни задников, ни каблуков не
было. Данные о способах ее изготовления утрачены, поэтому труд-
но сказать, применяли в Древней Греции колодки или нет.
После покорения Греции римляне переняли ее культуру и раз-
личные ремесла, научились изготовлять и наиболее распространен-
ные у греков виды обуви.
Римляне заимствовали у греков и сандалии, которые первона-
чально использовали как домашнюю обувь. Позднее сандалии ста-
Рис. 1.3. Древнегреческие са-
поги со шнуровкой компагус
(compagus)
новятся обувью для повседневной нос-
ки преимущественно в сельской ме-
стности. Известны также сандалии с
двойной подошвой для путешествен-
ников и воинов — солеа (solea). Воена-
чальники носили обувь под названием
каллига милитарис (calliga militarist
(рис. 1.4). Носок обуви был открытым,
подошву из толстой жесткой кожи при-
крепляли гвоздями. К неходовой сто-
роне подошвы пришивали накладку из
мягкой кожи для верха обуви, разре-
занную на ремешки, которые удержи-
вали обувь на ноге. Длина ремешков по-
зволяла обматывать их вокруг икронож-
ной мышцы. Обувь имела вкладную
стельку.
Кальцеус и муллеус (calceus и mal-
leus) — обувь свободных римских граж-
дан привилегированных классов. Оба
вида обуви имели жесткую подошву,
ремешки с обеих сторон подошвы пе-
реплетали разными способами и за-
6
Рис. 1.4. Римская военная обувь калл и га милитарис (calliga militaris)
крепляли на лодыжках. Пяточная часть обуви calceus могла быть
закрытой (рис. 1.5).
Обувь кальцеус патриции (calceus patricii) носили патриции.
Верх обуви изготовляли из кожи пурпурного цвета. По краям заго-
товки располагали крючки, для шнурования применяли черные
ремешки. Шнуровку украшали металлическими пряжками в фор-
ме полумесяца. Подошву изготовляли из толстой кожи.
Обувь перо (рего) (рис. 1.6, а) и перонес (perones) (рис. 1.6, б)
закрывала лодыжки, ее закрепляли на ноге ремешками. Такую обувь
носили сельские жители в холод и непогоду. Носки в обуви были
закрытыми. Кроме того, сельские жители носили обувь campagus из
кожи черного цвета. Обувь закрывала лодыжки, а пальцы оставались
свободными. Широкая открытая шнуровка начиналась от пальцев.
Женская обувь в древние времена не отличалась по конструк-
ции от мужской, однако была более тщательно изготовлена, ее
украшали вышивкой, жемчугом i
лее распространенным для жен-
ской обуви были красный, белый,
желтый и фиолетовый цвета.
Конструкции обуви и мето-
ды ее изготовления в первом ты-
сячелетии нашей эры существен-
но не изменились. Так, обувь X в.
До н.э. ничем не отличалась от
обуви Римской империи I в. н.э.
Метод изготовления обуви на-
поминает нынешний выворот-
ный. Возможно, что раньше вме-
сто колодок применяли правила
Для придания обуви требуемой
формы.
драгоценными камнями. Наибо-
Рис. 1.5. Обувь кальцеус патриции
(calceus patricii)
7
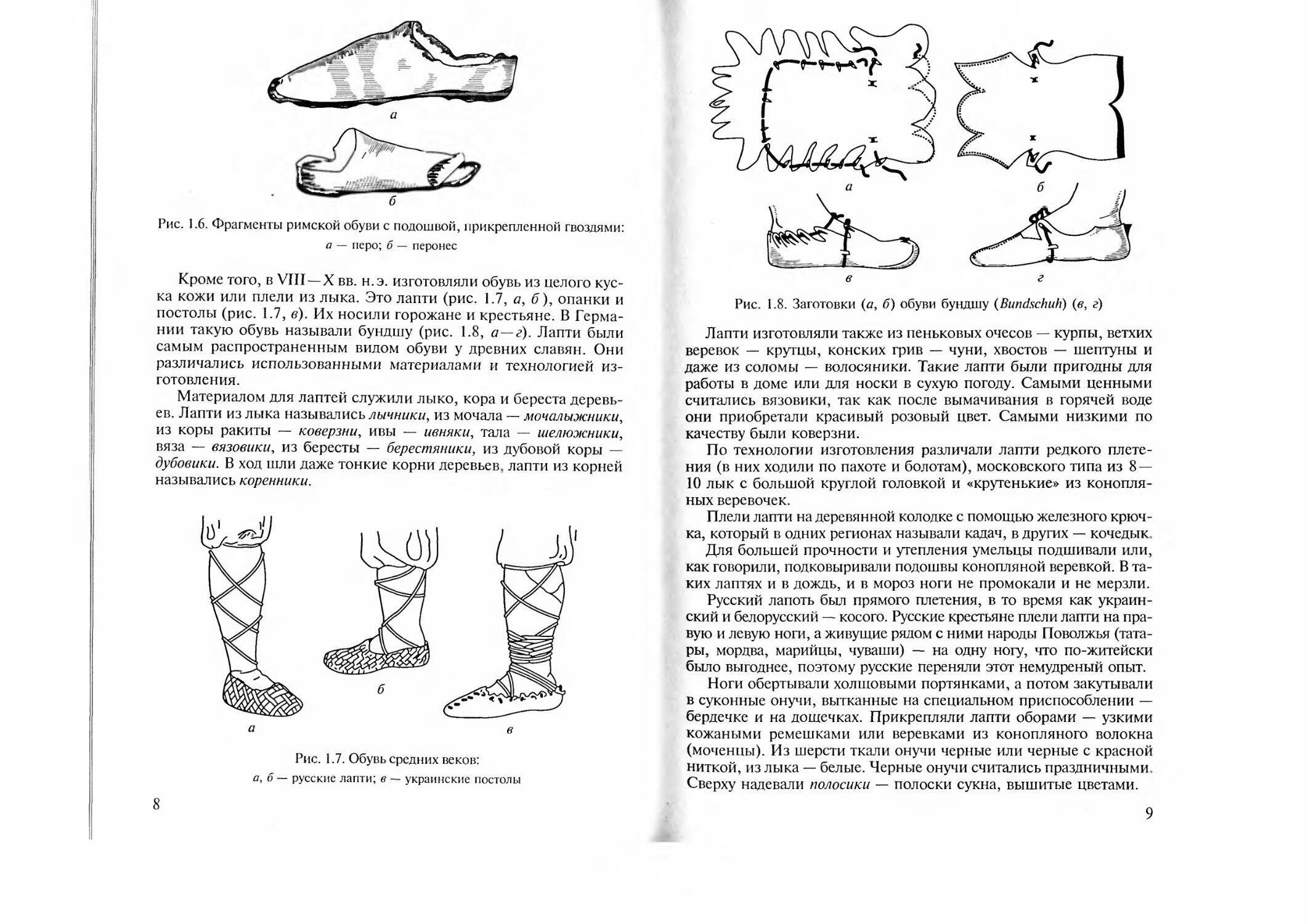
Рис. 1.6. Фрагменты римской обуви с подошвой, прикрепленной гвоздями:
а — перо; б — перонес
Кроме того, в VIII—X вв. н.э. изготовляли обувь из целого кус-
ка кожи или плели из лыка. Это лапти (рис. 1.7, а, б), опанки и
постолы (рис. 1.7, в). Их носили горожане и крестьяне. В Герма-
нии такую обувь называли бундшу (рис. 1.8, а—г). Лапти были
самым распространенным видом обуви у древних славян. Они
различались использованными материалами и технологией из-
готовления.
Материалом для лаптей служили лыко, кора и береста деревь-
ев. Лапти из лыка назывались лычники, из мочала — мочалыжники,
из коры ракиты — коверзни, ивы — ивняки, тала — шелюжники,
вяза — вязовики, из бересты — берестяники, из дубовой коры —
дубовики. В ход шли даже тонкие корни деревьев, лапти из корней
назывались коренники.
Рис. 1.7. Обувь средних веков:
а, б — русские лапти; в — украинские постолы
8
Рис. 1.8. Заготовки (а, б) обуви бундшу (Bundschuh) (в, г)
Лапти изготовляли также из пеньковых очесов — курпы, ветхих
веревок — крутцы, конских грив — чуни, хвостов — шептуны и
даже из соломы — волосяники. Такие лапти были пригодны для
работы в доме или для носки в сухую погоду. Самыми ценными
считались вязовики, так как после вымачивания в горячей воде
они приобретали красивый розовый цвет. Самыми низкими по
качеству были коверзни.
По технологии изготовления различали лапти редкого плете-
ния (в них ходили по пахоте и болотам), московского типа из 8 —
10 лык с большой круглой головкой и «крутенькие» из конопля-
ных веревочек.
Плели лапти на деревянной колодке с помощью железного крюч-
ка, который в одних регионах называли кадач, в других — кочедык.
Для большей прочности и утепления умельцы подшивали или,
как говорили, подковыривали подошвы конопляной веревкой. В та-
ких лаптях и в дождь, и в мороз ноги не промокали и не мерзли.
Русский лапоть был прямого плетения, в то время как украин-
ский и белорусский — косого. Русские крестьяне плели лапти на пра-
вую и левую ноги, а живущие рядом с ними народы Поволжья (тата-
ры, мордва, марийцы, чуваши) — на одну ногу, что по-житейски
было выгоднее, поэтому русские переняли этот немудреный опыт.
Ноги обертывали холщовыми портянками, а потом закутывали
в суконные онучи, вытканные на специальном приспособлении —
бердечке и на дощечках. Прикрепляли лапти оборами — узкими
кожаными ремешками или веревками из конопляного волокна
(моченцы). Из шерсти ткали онучи черные или черные с красной
ниткой, из лыка — белые. Черные онучи считались праздничными
Сверху надевали полосики — полоски сукна, вышитые цветами.
9
Узорные паголенки женщины надевали на голые ноги, а муж-
чины — поверх портянок пол самые колени. Паголенками, сшиты-
ми из холста, крестьяне закрывали голени во время жатвы и при
ходьбе босиком.
Лапти с оборами и онучами заменяли плетеные стйпни — по-
добие высоких галош, в некоторых районах их называли бахилами.
Бахилы были очень удобными для работы на скотном дворе, по-
этому они всегда стояли перед входом в дом.
Плетеная обувь имела и другие названия, например чобот (от
тюркского чебаш) — лапоть из лыка в виде закрытых башмаков,
которые использовали как комнатные туфли. Пеньковые веревоч-
ные лапти называли чунями. Они были заимствованы у финнов,
которых в древности называли чухно. Чуни имели четырехугольную
форму, так как их изготовляли на прямоугольной колодке.
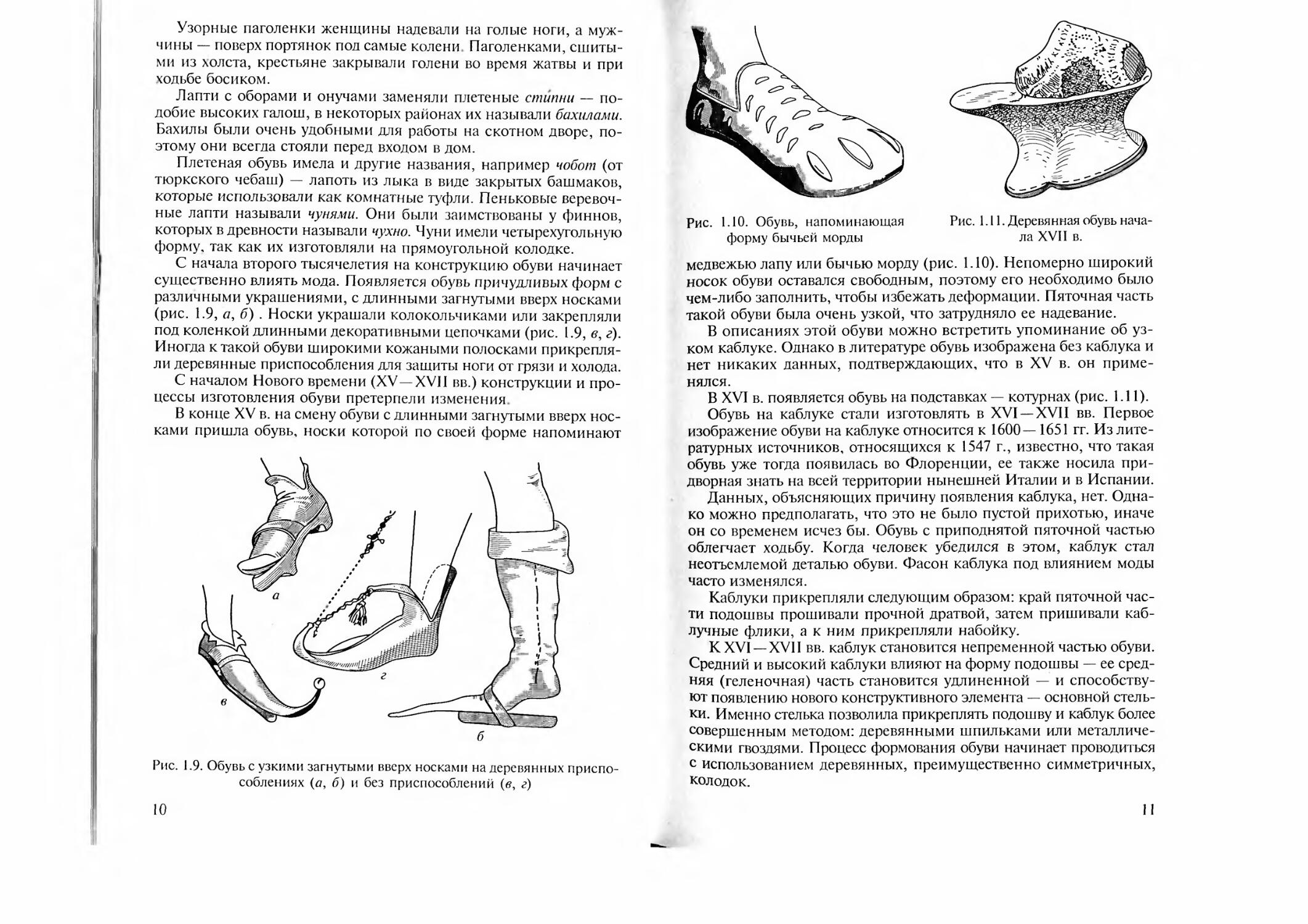
С начала второго тысячелетия на конструкцию обуви начинает
существенно влиять мода. Появляется обувь причудливых форм с
различными украшениями, с длинными загнутыми вверх носками
(рис. 1.9, а, б) . Носки украшали колокольчиками или закрепляли
под коленкой длинными декоративными цепочками (рис. 1.9, в. г).
Иногда к такой обуви широкими кожаными полосками прикрепля-
ли деревянные приспособления для защиты ноги от грязи и холода.
С началом Нового времени (XV—XVII вв.) конструкции и про-
цессы изготовления обуви претерпели изменения.
В конце XV в. на смену обуви с длинными загнутыми вверх нос-
ками пришла обувь, носки которой по своей форме напоминают
Рис. 1.9. Обувь с узкими загнутыми вверх носками на деревянных приспо-
соблениях (я, б) и без приспособлений (в, г)
10
Рис. 1.10. Обувь, напоминающая Рис. 1.11. Деревянная обувь нача-
форму бычьей морды ла XVII в.
медвежью лапу или бычью морду (рис. 1.10). Непомерно широкий
носок обуви оставался свободным, поэтому его необходимо было
чем-либо заполнить, чтобы избежать деформации. Пяточная часть
такой обуви была очень узкой, что затрудняло ее надевание.
В описаниях этой обуви можно встретить упоминание об уз-
ком каблуке. Однако в литературе обувь изображена без каблука и
нет никаких данных, подтверждающих, что в XV в. он приме-
нялся.
В XVI в. появляется обувь на подставках — котурнах (рис. 1.11).
Обувь на каблуке стали изготовлять в XVI —XVII вв. Первое
изображение обуви на каблуке относится к 1600— 1651 гг. Из лите-
ратурных источников, относящихся к 1547 г., известно, что такая
обувь уже тогда появилась во Флоренции, ее также носила при-
дворная знать на всей территории нынешней Италии и в Испании.
Данных, объясняющих причину появления каблука, нет. Одна-
ко можно предполагать, что это не было пустой прихотью, иначе
он со временем исчез бы. Обувь с приподнятой пяточной частью
облегчает ходьбу. Когда человек убедился в этом, каблук стал
неотъемлемой деталью обуви. Фасон каблука под влиянием моды
часто изменялся.
Каблуки прикрепляли следующим образом: край пяточной час-
ти подошвы прошивали прочной дратвой, затем пришивали каб-
лучные флики, а к ним прикрепляли набойку.
К XVI —XVII вв. каблук становится непременной частью обуви.
Средний и высокий каблуки влияют на форму подошвы — ее сред-
няя (геленочная) часть становится удлиненной — и способству-
ют появлению нового конструктивного элемента — основной стель-
ки. Именно стелька позволила прикреплять подошву и каблук более
совершенным методом: деревянными шпильками или металличе-
скими гвоздями. Процесс формования обуви начинает проводиться
с использованием деревянных, преимущественно симметричных,
колодок.
11
Открытую мужскую обувь закрепляли на ноге застежками, пряж-
ками или пуговицами. Женские туфли зашнуровывали.
В зимнее время обычно носили кожаную обувь на шерстяной
подкладке или войлочную.
Первым методом крепления низа обуви был ниточный, став-
ший прообразом рантового.
Едва ли в те времена мог быть использован и другой метод —
прошивной. Выворотный метод мог быть применен только для из-
готовления легкой обуви.
Все коренные изменения конструкции обуви, произошедшие
позднее, связаны главным образом с изобретением машин.
Новое время ’характеризуется не только совершенствованием
конструкций обуви, но и разделением видов обуви по назначению.
Например, сапоги все чаще стали применять для верховой езды, а
ботинки и туфли, которые должны были соответствовать стилю
одежды, — в подходящих для этого случаях.
Для изготовления женской обуви применяли тонкую кожу, шелк
и атлас с разноцветной вышивкой. Каблук окрашивали в красный
цвет. После Французской революции начали изготовлять обувь с
менее сложными украшениями.
Новый этап совершенствования конструкции обуви и техноло-
гии ее изготовления в XIX в. связан с появлением в 1845 г. швей-
ных, а позже и специальных обувных машин (прошивных, обтяж-
ных, затяжных). Это позволило изготовлять верх обуви из больше-
го числа деталей, а также механизировать производство обуви с
использованием затяжных колодок.
Наряду с развитием и совершенствованием конструкций, ма-
териалов и технологии изготовления повседневной обуви развива-
лась и совершенствовалась обувь ортопедическая.
Ортопедия — раздел медицины, за-
JH._n профилактикой и лече-
нием деформаций тела, в том числе ко-
нечностей.
Первые сведения о применении обу-
ви для лечения деформаций стопы от-
носятся к глубокой древности. В трудах
древнегреческого врача Гиппократа (ок.
460 —ок. 370 до н.э.), ставших основой
дальнейшего развития многих направ-
лений медицины, имеются рекоменда-
ции по исправлению врожденной ко-
солапости с помощью так называемых
свинцовых башмаков и глубоких полу-
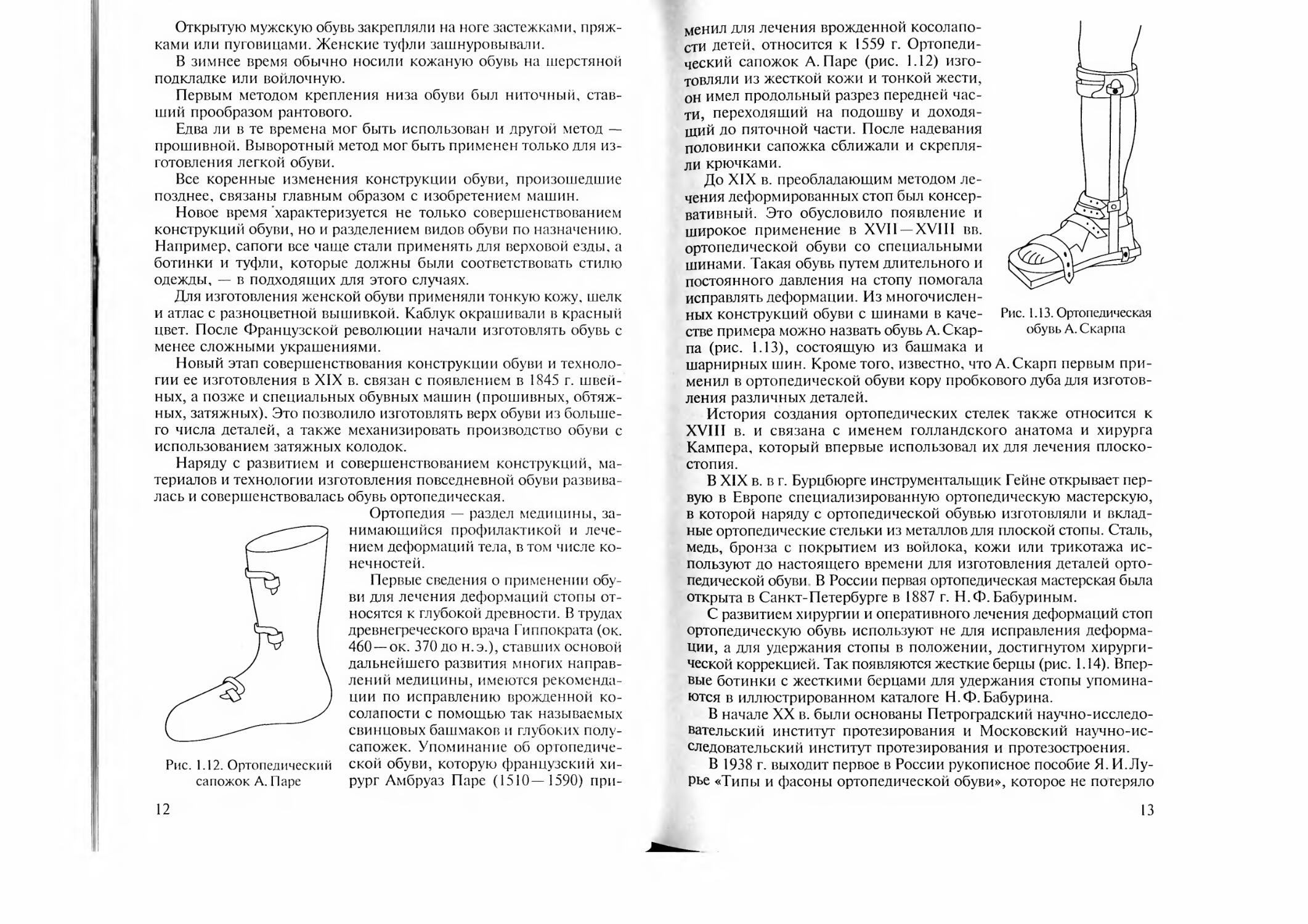
сапожек. Упоминание об оргопедиче-
Рис. 1.12. Ортопедический ской обуви, которую французский хи-
сапожок А. Паре рург Амбруаз Паре (1510—1590) при-
12
Рис. 1.13. Ортопедическая
обувь А. Скарна
менил для лечения врожденной косолапо-
сти детей, относится к 1559 г. Ортопеди-
ческий сапожок А. Паре (рис. 1.12) изго-
товляли из жесткой кожи и тонкой жести,
он имел продольный разрез передней час-
ти, переходящий на подошву и доходя-
щий до пяточной части. После надевания
половинки сапожка сближали и скрепля-
ли крючками.
До XIX в. преобладающим методом ле-
чения деформированных стоп был консер-
вативный. Это обусловило появление и
широкое применение в XVII —XVIII вв.
ортопедической обуви со специальными
шинами. Такая обувь путем длительного и
постоянного давления на стопу помогала
исправлять деформации. Из многочислен-
ных конструкций обуви с шинами в каче-
стве примера можно назвать обувь А. Скар-
па (рис. 1.13), состоящую из башмака и
шарнирных шин. Кроме того, известно, что А.Скарп первым при-
менил в ортопедической обуви кору пробкового дуба для изготов-
ления различных деталей.
История создания ортопедических стелек также относится к
XVIII в. и связана с именем голландского анатома и хирурга
Кампера, который впервые использовал их для лечения плоско-
стопия.
В XIX в. в г. Бурцбюрге инструментальщик Гейне открывает пер-
вую в Европе специализированную ортопедическую мастерскую,
в которой наряду с ортопедической обувью изготовляли и вклад-
ные ортопедические стельки из металлов для плоской стопы. Сталь,
медь, бронза с покрытием из войлока, кожи или трикотажа ис-
пользуют до настоящего времени для изготовления деталей орто-
педической обуви В России первая ортопедическая мастерская была
открыта в Санкт-Петербурге в 1887 г. Н.Ф. Бабуриным.
С развитием хирургии и оперативного лечения деформаций стоп
ортопедическую обувь используют не для исправления деформа-
ции, а для удержания стопы в положении, достигнутом хирурги-
ческой коррекцией. Так появляются жесткие берцы (рис. 1.14). Впер-
вые ботинки с жесткими берцами для удержания стопы упомина-
ются в иллюстрированном каталоге Н.Ф.Бабурина.
В начале XX в. были основаны Петроградский научно-исследо-
вательский институт протезирования и Московский научно-ис-
следовательский институт протезирования и протезостроения.
В 1938 г. выходит первое в России рукописное пособие Я. И.Лу-
рье «Типы и фасоны ортопедической обуви», которое не погеряло
13
своей актуальности до настоящего
времени. В том же году в Ленинграде
создается первая фабрика ортопе-
дической обуви, а в составе Ленин-
градского НИИ протезирования —
в 1962 г. отдел стопы и ортопеди-
ческой обуви для исследования ана-
томо-функциональных особенно-
стей деформаций и дефектов сто-
пы и разработки конструкций ра-
циональной ортопедической обуви
на основе новых технологий и про-
грессивных материалов. За прошед-
Рис. 1.14. Ортопедическая обувь шее столетие конструкция ортопе-
с жесткими берцами дической обуви и технология ее из-
готовления претерпели существен-
ные изменения. Благодаря работам
отечественных специалистов были выделены научные направления
по конструированию и производству обуви. Особая заслуга в этом
принадлежит Ю.П. Зыбину, Б. П.Хохлову, М.А. Петрову и мно-
гим другим специалистам. Ю.П.Зыбин создал теоретические ос-
новы учебного курса технологии обуви.
Исследования Ю. П. Зыбина продолжают и совершенствуют его
ученики в Московском государственном университете дизайна
и технологии (МГУДТ). На кафедре технологии изделий из ко-
жи ведется работа по созданию специальной медицинской обу-
ви и корригирующих приспособлений различного назначения.
На кафедре разработаны ортопедическая обувь и приспособле-
ния для нее: обувь для больных сахарным диабетом и вялым па-
раличом, обувь и затяжные колодки для детей и лиц пожилого
возраста, вкладные корригирующие изделия разных конструкций,
протезы.
При кафедре в 1999 г. создана научно-производственная лабо-
ратория медицинской обуви. Совместно с Московской фабрикой
ортопедической обуви разрабатывается программно-методический
комплекс автоматизированного проектирования и изготовления
индивидуальной оснастки для производства обуви по заказам лиц,
страдающих патологическими отклонениями стоп значительной
степени тяжести. Работа проводится также в тесном сотрудниче-
стве с институтом «Биофизика» Минздрава РФ, Федеральным го-
сударственным унитарным предприятием Центральный научно-ис-
следовательский институт кожевенной промышленности (ФГУП
ЦНИИКП), Центром эндокринологии и др.
В XX в. благодаря совершенствованию знаний о нормальной и
патологической стопах, а также коренному изменению техноло-
гии изготовления повседневной обуви конструирование и произ-
14
водство ортопедической обуви выделилось в самостоятельную от-
расль обувного производства.
Современная обувь представляет собой сложную конструкцию,
состоящую из большого числа деталей разной формы, изготовлен-
ных из различных материалов.
Английский драматург Дж. Бернард Шоу отмечал, что если
бы кто-то создал музей развития обуви, он фактически бы создал
картину материальной культурной истории, начавшейся с роб-
ких шагов, прошедшей через сложные ошибки до настоящего
времени.
1.2. Виды обуви
Под видом обуви понимают степень закрытия стопы (ноги)
деталями верха. Известно пять основных видов обуви: ремешково-
сандальная, туфли, полуботинки, ботинки и сапоги.
Ремешково-сандальная — обувь, заготовка верха которой вы-
полнена из ремешков или деталей, близких по форме к ремеш-
кам, а также обувь, не полностью закрывающая тыльную (верх-
нюю) часть стопы.
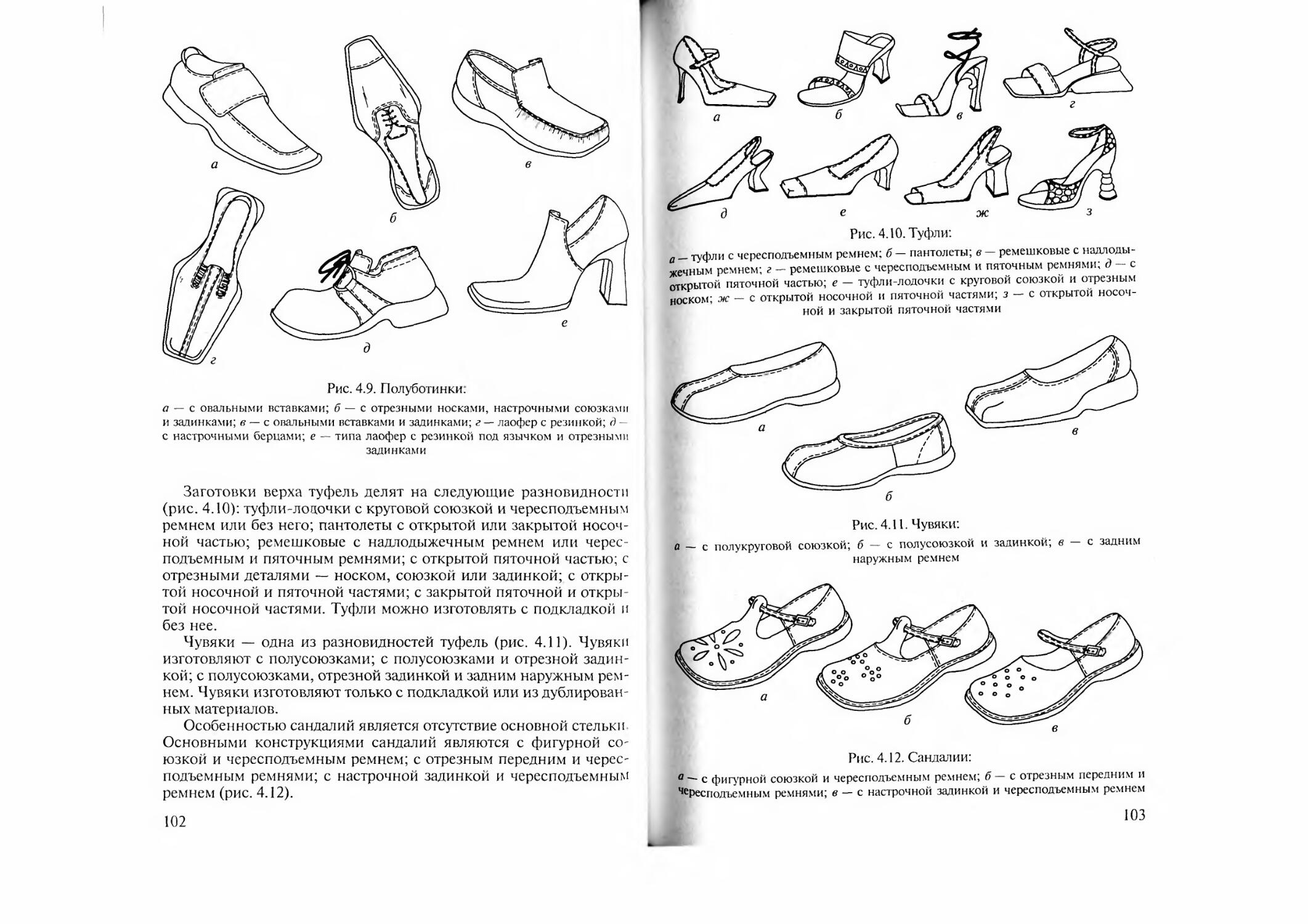
Туфли — обувь с деталями верха, частично закрывающими
тыльную поверхность стопы, и берцами, расположенными ниже
лодыжек.
Полуботинки — обувь с деталями верха, закрывающими всю
тыльную поверхность стопы, с берцами, расположенными на уров-
не лодыжек, с приспособлениями для закрепления обуви на стопе.
Ботинки — обувь с деталями верха, полностью закрывающими
тыльную часть стопы и нижнюю часть голени выше лодыжек, с
берцами разной высоты, с приспособлениями для закрепления на
стопе (шнурки, застежка-молния, лента велькро и др.).
Сапоги — обувь с высокими целыми голенищами, закрываю-
щими тыльную часть стопы и голень, а иногда и бедро.
Кроме основных видов обуви различают ее разновидности.
Разновидности обуви характеризуют разнообразие конструктив-
ных решений ее деталей! верха внутри вида. К разновидностям ту-
фель относятся туфли-лолочки с круговой союзкой, с отрезными
деталями, с овальной вставкой, с чересподъемным, надлодыжеч-
ным или Т-образным ремнем: к разновидностям полуботинок и
ботинок — с настрочной союзкой, настрочными берцами, с ре-
зинкой на подъеме или на боковой поверхности, с овальной встав-
кой, мокасины: к разновидностям сапог — обувь с предваритель-
но формованной союзкой, застежкой-молнией спереди, сзади или
без застежки-молнии, типа «казачок».
Различают также сапожки, полусапоги, пинетки, чувяки, пан-
толеты (типа сабо), сандалеты, кроссовки, опанки, бурки и др.
15
Сапожки (полусапожки, ботильоны) — обувь, детали верха ко-
торой закрывают тыльную часть стопы и часть голени выше лоды-
жек, с голенищами разной высоты, с приспособлениями для за-
крепления на ноге или без приспособлений.
Полусапоги — обувь, заготовка верха которой закрывает тыльную
часть стопы и нижнюю часть голени выше лодыжек, имеет глухой
или полуглухой клапан и приспособление для застегивания.
Пинетки — туфли, полуботинки, ботинки для детей до одно-
го года.
Чувяки — туфли без приспособлений для закрепления на стопе,
с каблуком высотой не более 5 мм.
Пантолеты — туфли без пяточной части, верх которой состо-
ит только из союзки.
Сандалеты — полуботинки с перфорацией разных форм и
размеров.
Кроссовки — полуботинки или ботинки для активного отдыха с
большим числом отрезных деталей.
Опанки — к заготовке верха клеем, нитками или шнурками
прикрепляют подошву с бортиком.
Бурки — сапоги из фетра или войлока с кожаными союзками и
задинками.
Разновидности обуви в отличие от исторически сложившихся
видов претерпевают изменения вместе с развитием общества в
целом и производства обуви в частности. Одни разновидности ис-
чезают из-за невостребованности, другие появляются благодаря
творческой мысли конструктора-модельера и возникновению но-
вых материалов.
1.3. Термины и определения процесса
производства обуви
Производственный процесс охватывает все стадии изготовле-
ния изделия от поступления материала со склада до отправки го-
товой обуви потребителю.
Технологический процесс — часть производственного процес-
са, представляющая собой совокупность операций, изменяющих
форму и размеры, свойства и внешний вид деталей, узлов и полу-
фабрикатов.
Технологические операции выполняются на одном или несколь-
ких рабочих местах, одним или несколькими рабочими Операции
могут быть ручными, машинно-ручными, полуавтоматическими
и автоматическими. Технологические операции бывают подгото-
вительными (вспомогательными), сборочными и отделочными.
Подготовительные технологические операции обеспечивают
выполнение сборочных операций.
16
Сборочные технологические операции заключаются в соедине-
нии деталей, их узлов и групп в изделия.
Отделочные технологические операции улучшают внешний вид
изделия.
Кроме технологических операций выполняют и организацион-
ные, например запуск кроя на поток, сдача обуви на склад, кото-
рые придают завершенность процессу.
Обувь с точки зрения технологического производства представ-
ляет собой сложное изделие, состоящее из большого числа дета-
лей различных конфигураций, выполненных из различных матери-
алов разной категории сложности. Требования, предъявляемые к
обуви в целом и ее деталям, определяются условиями эксплуата-
ции и назначением.
Обувь состоит из деталей, предварительно собранных в узлы и
группы.
Деталь — элементарная часть изделия, являющаяся первич-
ным звеном.
Узел — соединение двух или нескольких деталей.
Группа — соединение двух или нескольких узлов.
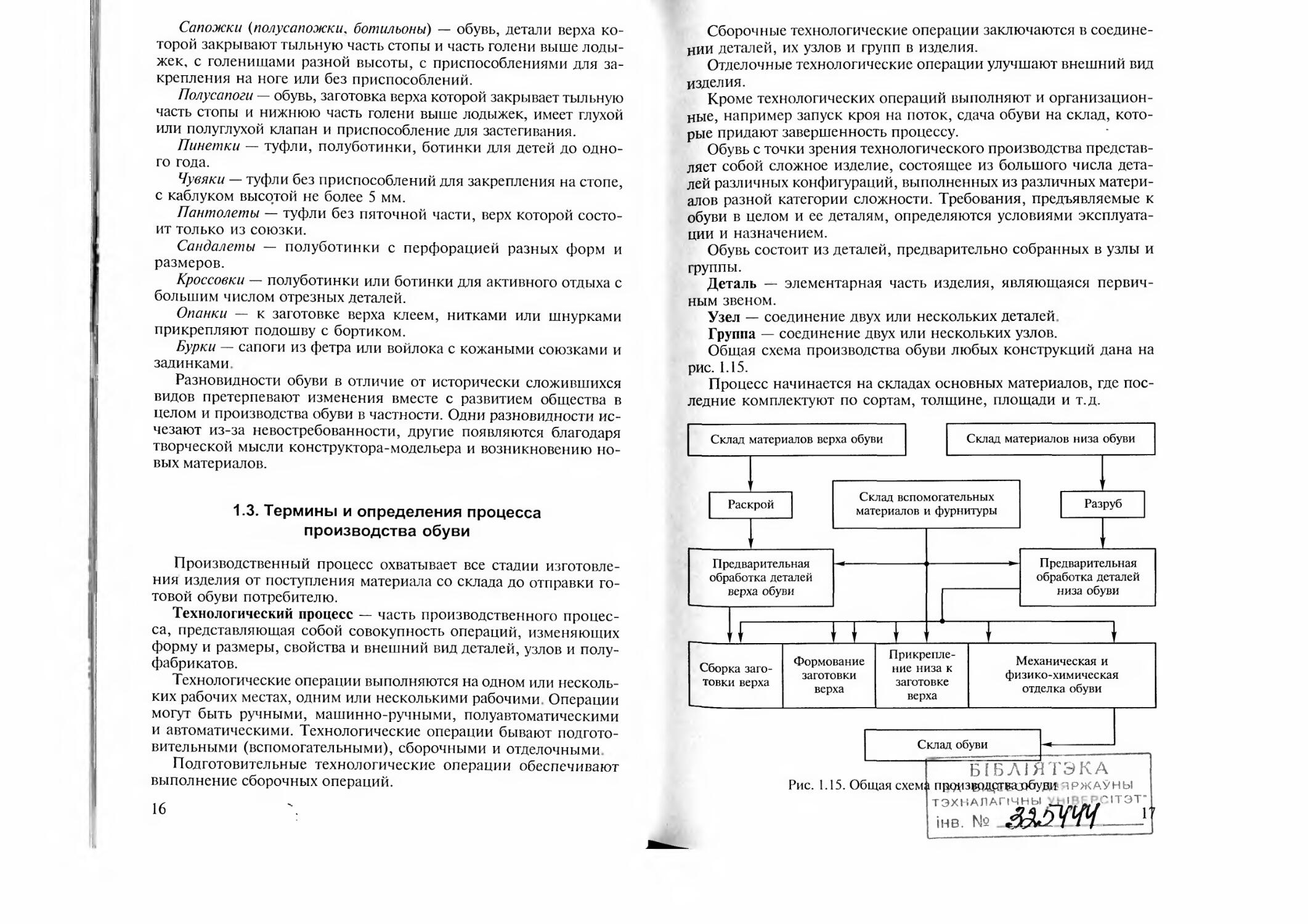
Общая схема производства обуви любых конструкций дана на
рис. 1.15.
Процесс начинается на складах основных материалов, где пос-
ледние комплектуют по сортам, толщине, площади и т.д.
Склад материалов верха обуви
Склад материалов низа обуви
И
Сборка заго- товки верха Формование заготовки верха Прикрепле- ние низа к заготовке верха Механическая и физико-химическая отделка обуви
Склад обуви - ---
~ Б1БЛТЯТЭКА
Рис. 1.15. Общая схема прод1зурдрграа>буди 1РЖАУНЫ
ТЭХНАЛАГ1ЧНЫ U.I >ЛС|ТЭТ”
_______________________________________________________1
Подобранные партии материалов передаются в раскройные и
вырубные цехи, в которых материалы разрубают на детали, под-
готавливают комплекты деталей и передают их в сборочные цехи.
В раскройных цехах можно выполнять предварительную обработку
деталей верха, а в вырубных — обработку деталей низа и собирать
их в узлы.
На заготовочном участке раскройного цеха обрабатывают дета-
ли верха обуви и соединяют их в заготовку. В сборочном цехе про-
цесс начинается с формования заготовки верха и заканчивается
отделкой обуви.
Из-за небольшого объема обуви по индивидуальному изготов-
лению участки обработки деталей верха и сборки их в заготовку
объединены. Чаще всего участки сборки заготовки верха и обуви
расположены на одной производственной площади.
Глава 2
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ
И ОБОРУДОВАНИЕ
На обувных предприятиях, в том числе изготовляющих ортопе-
дическую обувь и выполняющих ремонт, применяют ручной инс-
трумент, средства малой механизации, приспособления и обувное
оборудование.
На предприятиях по изготовлению и ремонту обуви целесооб-
разно использовать низкопроизводительное оборудование, преиму-
ществами которого являются небольшая цена и меньший габарит,
что позволяет экономить производственные площади.
В настоящее время на рынке обувного оборудования появляют-
ся новые производители, но существуют и признанные лидеры в
этой отрасли.
Одним из мировых лидеров в области производства и продажи
оборудования для ремонта обуви и изготовления ортопедической
обуви является немецкая фирма Gotz, которая является дистри-
бьютором таких производителей оборудования, как Hess, GP,
Hardo, Brockfieper, Adler, Claes. Современное оборудование отве-
чает разнообразным технологическим и экономическим требова-
ниям. Номенклатура оборудования, приспособлений и инструмента
включает в себя более 16 000 наименований.
Среди российских производителей оборудования наиболее из-
вестными являются ООО «Зингер», Орловский машиностроитель-
ный завод им. Медведева, Санкт-Петербургский машиностроитель-
ный завод «Вперед», Грибановский машиностроительный завод,
Вышневолоцкий механический завод и др. В настоящее время на
отечественных предприятиях чаще применяется импортное обору-
дование.
18
2.1. Ручной инструмент
2.1.1. Режущий инструмент
Ручной инструмент для изготовления и ремонта обуви делят на
режущий, для вытягивания и околачивания деталей, полировоч-
ный и вспомогательный.
К режущему инструменту относятся ножи и ножницы разного
назначения, шилья, пробойники, рашпили, напильники и выск-
ребной бурав.
Ножи. Применяют для раскроя и обработки обувных материа-
лов и полуфабрикатов из них. Различают ножи для раскроя кож на
детали верха обуви и подкладки; раскроя и обработки деталей низа
обуви; обработки деревянных каблуков.
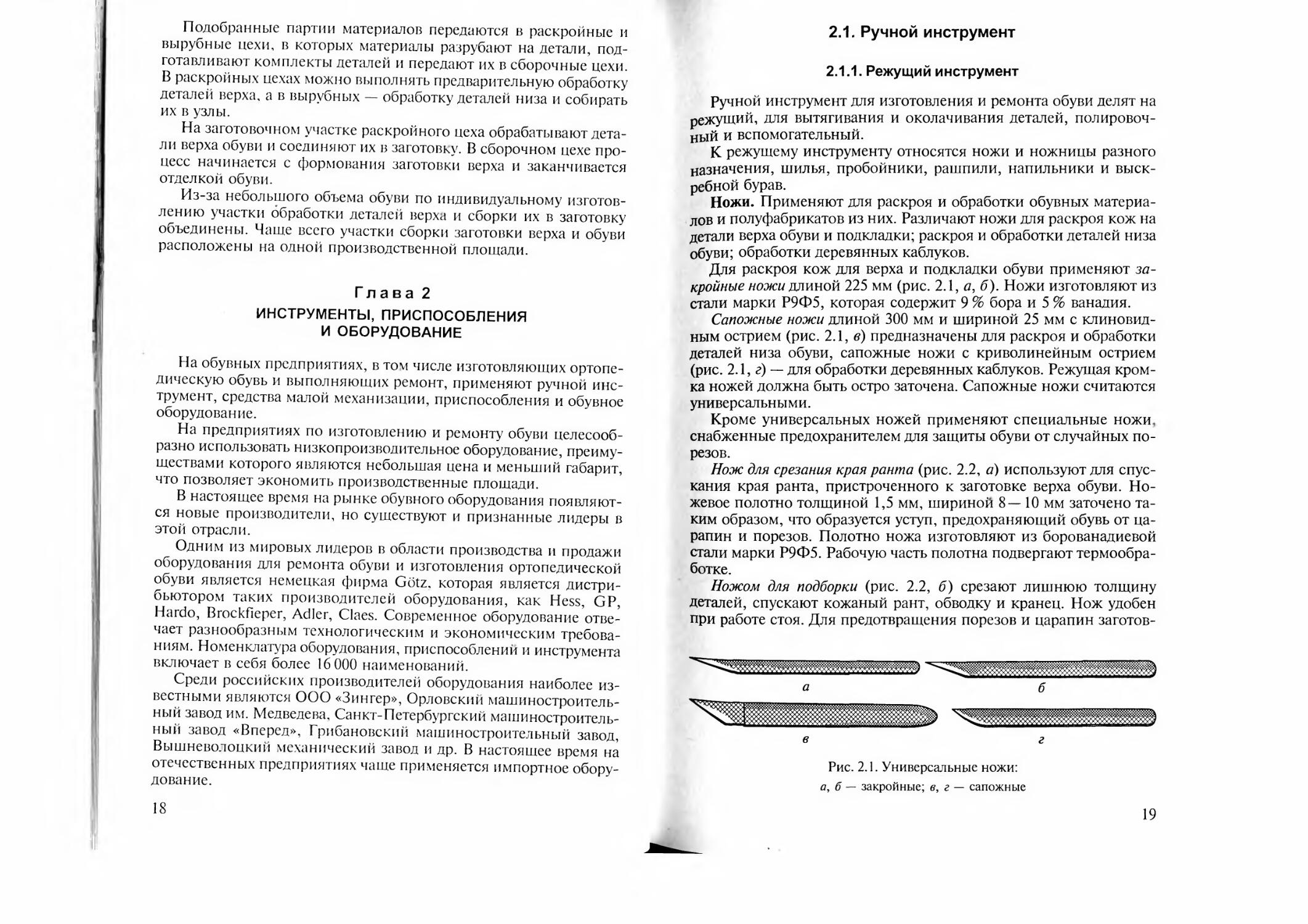
Для раскроя кож для верха и подкладки обуви применяют за-
кройные ножи длиной 225 мм (рис. 2.1, а, б). Ножи изготовляют из
стали марки Р9Ф5, которая содержит 9 % бора и 5 % ванадия.
Сапожные ножи длиной 300 мм и шириной 25 мм с клиновид-
ным острием (рис. 2.1, в) предназначены для раскроя и обработки
деталей низа обуви, сапожные ножи с криволинейным острием
(рис. 2.1, г) — для обработки деревянных каблуков. Режущая кром-
ка ножей должна быть остро заточена. Сапожные ножи считаются
универсальными.
Кроме универсальных ножей применяют специальные ножи,
снабженные предохранителем для защиты обуви от случайных по-
резов.
Нож для срезания края ранта (рис. 2.2, а) используют для спус-
кания края ранта, пристроченного к заготовке верха обуви. Но-
жевое полотно толщиной 1,5 мм, шириной 8—10 мм заточено та-
ким образом, что образуется уступ, предохраняющий обувь от ца-
рапин и порезов. Полотно ножа изготовляют из борованадиевой
стали марки Р9Ф5. Рабочую часть полотна подвергают термообра-
ботке.
Ножом для подборки (рис. 2.2, б) срезают лишнюю толщину
деталей, спускают кожаный рант, обводку и кранец. Нож удобен
при работе стоя. Для предотвращения порезов и царапин заготов-
Рис. 2.1. Универсальные ножи:
а, б — закройные; в, г — сапожные
19
a
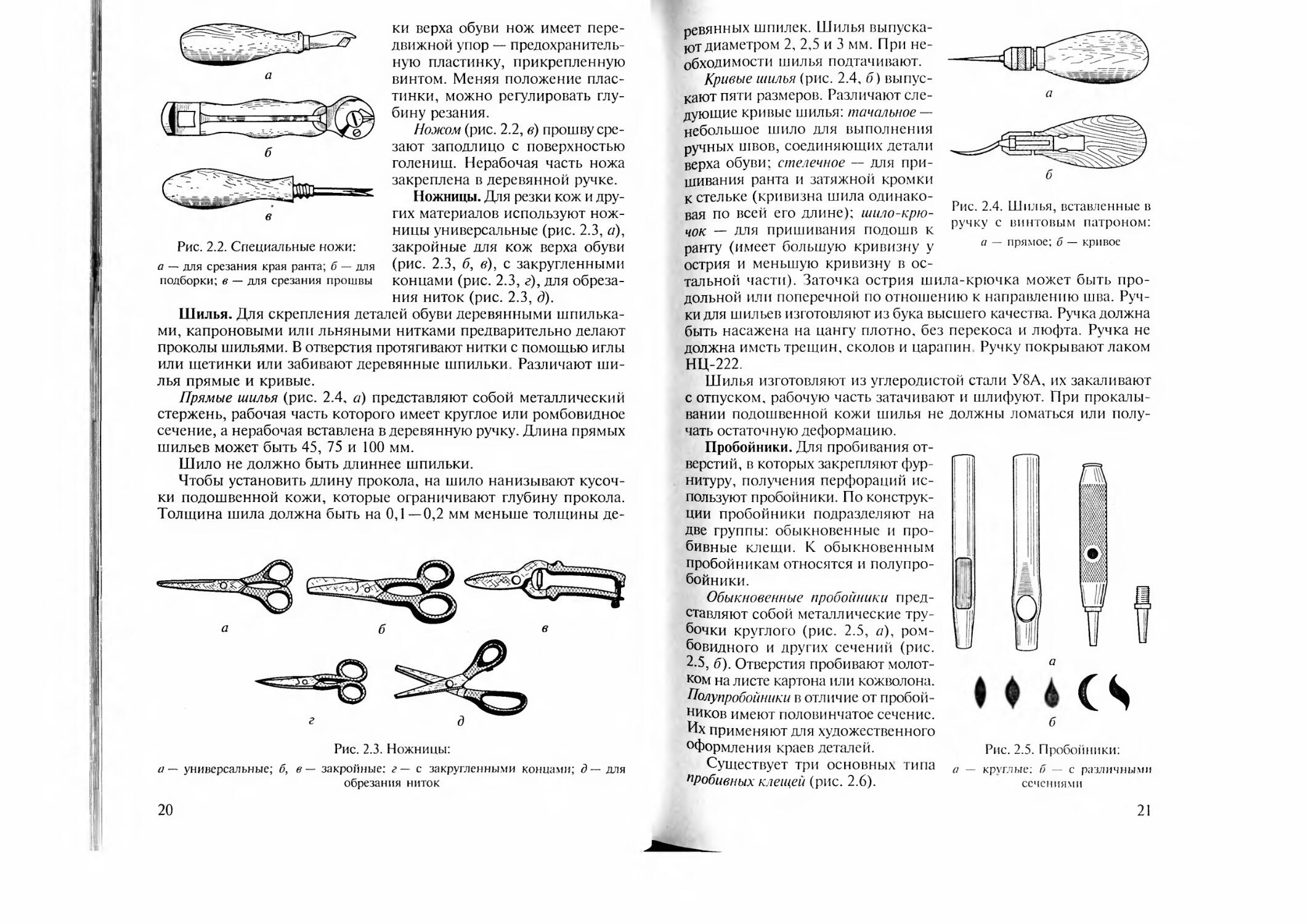
Рис. 2.2. Специальные ножи:
а — для срезания края ранта; б — для
подборки; в — для срезания прошвы
ки верха обуви нож имеет пере-
движной упор — предохранитель-
ную пластинку, прикрепленную
винтом. Меняя положение плас-
тинки, можно регулировать глу-
бину резания.
Ножом (рис. 2.2, в) прошву сре-
зают заподлицо с поверхностью
голениш. Нерабочая часть ножа
закреплена в деревянной ручке.
Ножницы. Для резки кож и дру-
гих материалов используют нож-
ницы универсальные (рис. 2.3, я),
закройные для кож верха обуви
(рис. 2.3, б, в), с закругленными
концами (рис. 2.3, г), для обреза-
ния ниток (рис. 2.3, д).
Шилья. Для скрепления деталей обуви деревянными шпилька-
ми, капроновыми или льняными нитками предварительно делают
проколы шильями. В отверстия протягивают нитки с помощью иглы
или щетинки или забивают деревянные шпильки. Различают ши-
лья прямые и кривые.
Прямые шилья (рис. 2.4, а) представляют собой металлический
стержень, рабочая часть которого имеет круглое или ромбовидное
сечение, а нерабочая вставлена в деревянную ручку. Длина прямых
шильев может быть 45, 75 и 100 мм.
Шило не должно быть длиннее шпильки.
Чтобы установить длину прокола, на шило нанизывают кусоч-
ки подошвенной кожи, которые ограничивают глубину прокола.
Толщина шила должна быть на 0,1 —0,2 мм меньше толщины де-
Рис. 2.3. Ножницы:
а — универсальные; б, в — закройные: г — с закругленными концами; д — для
обрезания ниток
20
ревянных шпилек. Шилья выпуска-
ют диаметром 2, 2,5 и 3 мм. При не-
обходимости шилья подтачивают.
Кривые шилья (рис. 2.4, б) выпус-
кают пяти размеров. Различают сле-
а
Рис. 2.4. Шилья, вставленные в
ручку с винтовым патроном:
а — прямое; б — кривое
дующие кривые шилья: тачальное —
небольшое шило для выполнения
ручных швов, соединяющих детали
верха обуви; стелечное — для при-
шивания ранта и затяжной кромки
к стельке (кривизна шила одинако-
вая по всей его длине); шило-крю-
чок — для пришивания подошв к
ранту (имеет большую кривизну у
острия и меньшую кривизну в ос-
тальной части). Заточка острия шила-крючка может быть про-
дольной или поперечной по отношению к направлению шва. Руч-
ки для шильев изготовляют из бука высшего качества. Ручка должна
быть насажена на цангу плотно, без перекоса и люфта. Ручка не
должна иметь трещин, сколов и царапин Ручку покрывают лаком
НЦ-222.
Шилья изготовляют из углеродистой стали У8А, их закаливают
с отпуском, рабочую часть затачивают и шлифуют. При прокалы-
вании подошвенной кожи шилья не должны ломаться или полу-
чать остаточную деформацию.
Пробойники. Для пробивания от-
верстий, в которых закрепляют фур-
нитуру, получения перфораций ис-
пользуют пробойники. По конструк-
ции пробойники подразделяют на
две группы: обыкновенные и про-
бивные клещи. К обыкновенным
пробойникам относятся и полупро-
бойники.
Обыкновенные пробойники пред-
ставляют собой металлические тру-
бочки круглого (рис. 2.5, а), ром-
бовидного и других сечений (рис.
2.5, б). Отверстия пробивают молот-
ком на листе картона или кожволона.
Полупробойники в отличие от пробой-
ников имеют половинчатое сечение.
Их применяют для художественного
°формления краев деталей.
Существует три основных типа
пробивных клещей (рис. 2.6).
а
• ♦ * о
б
Рис. 2.5. Пробойники:
а — круглые; б — с различными
сечениями
21
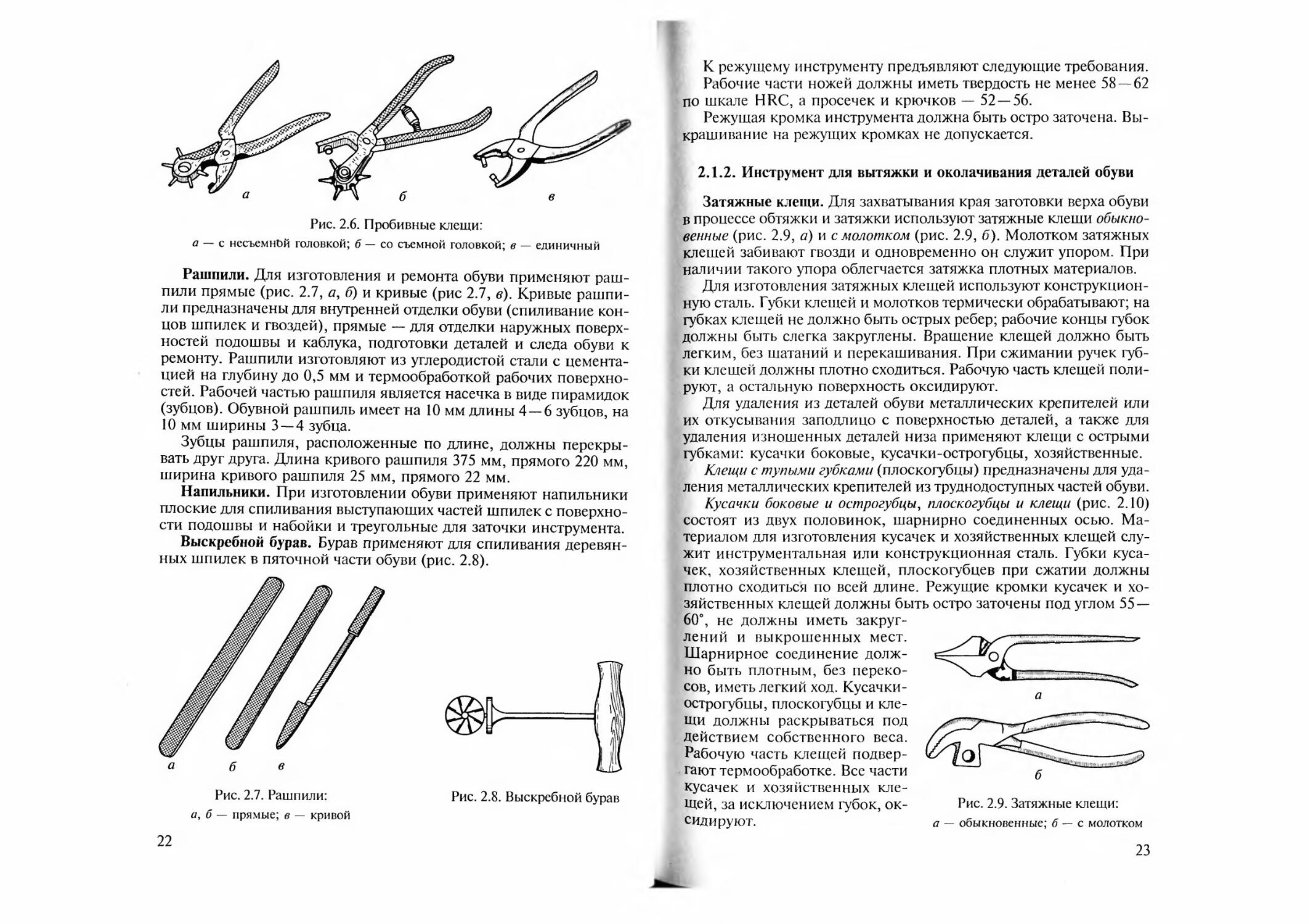
Рис. 2.6. Пробивные клещи:
а — с несъемнЬй головкой; б — со съемной головкой; в — единичный
Рашпили. Для изготовления и ремонта обуви применяют раш-
пили прямые (рис. 2.7, а, б) и кривые (рис 2.7, в). Кривые рашпи-
ли предназначены для внутренней отделки обуви (спиливание кон-
цов шпилек и гвоздей), прямые — для отделки наружных поверх-
ностей подошвы и каблука, подготовки деталей и следа обуви к
ремонту. Рашпили изготовляют из углеродистой стали с цемента-
цией на глубину до 0,5 мм и термообработкой рабочих поверхно-
стей. Рабочей частью рашпиля является насечка в виде пирамидок
(зубцов). Обувной рашпиль имеет на 10 мм длины 4 — 6 зубцов, на
10 мм ширины 3 — 4 зубца.
Зубцы рашпиля, расположенные по длине, должны перекры-
вать друг друга. Длина кривого рашпиля 375 мм, прямого 220 мм,
ширина кривого рашпиля 25 мм, прямого 22 мм.
Напильники. При изготовлении обуви применяют напильники
плоские для спиливания выступающих частей шпилек с поверхно-
сти подошвы и набойки и треугольные для заточки инструмента.
Выскребной бурав. Бурав применяют для спиливания деревян-
ных шпилек в пяточной части обуви (рис. 2.8).
Рис. 2.8. Выскребной бурав
Рис. 2.7. Рашпили:
а, б — прямые; в — кривой
22
К режущему инструменту предъявляют следующие требования.
Рабочие части ножей должны иметь твердость не менее 58 — 62
по шкале HRC, а просечек и крючков — 52 — 56.
Режущая кромка инструмента должна быть остро заточена. Вы-
крашивание на режущих кромках не допускается.
2.1.2. Инструмент для вытяжки и околачивания деталей обуви
Затяжные клещи. Для захватывания края заготовки верха обуви
в процессе обтяжки и затяжки используют затяжные клещи обыкно-
венные (рис. 2.9, а) и с молотком (рис. 2.9, б). Молотком затяжных
клешей забивают гвозди и одновременно он служит упором. При
наличии такого упора облегчается затяжка плотных материалов.
Для изготовления затяжных клещей используют конструкцион-
ную сталь. Губки клещей и молотков термически обрабатывают; на
губках клещей не должно быть острых ребер; рабочие концы губок
должны быть слегка закруглены. Вращение клещей должно быть
легким, без шатаний и перекашивания. При сжимании ручек губ-
ки клешей должны плотно сходиться. Рабочую часть клещей поли-
руют, а остальную поверхность оксидируют.
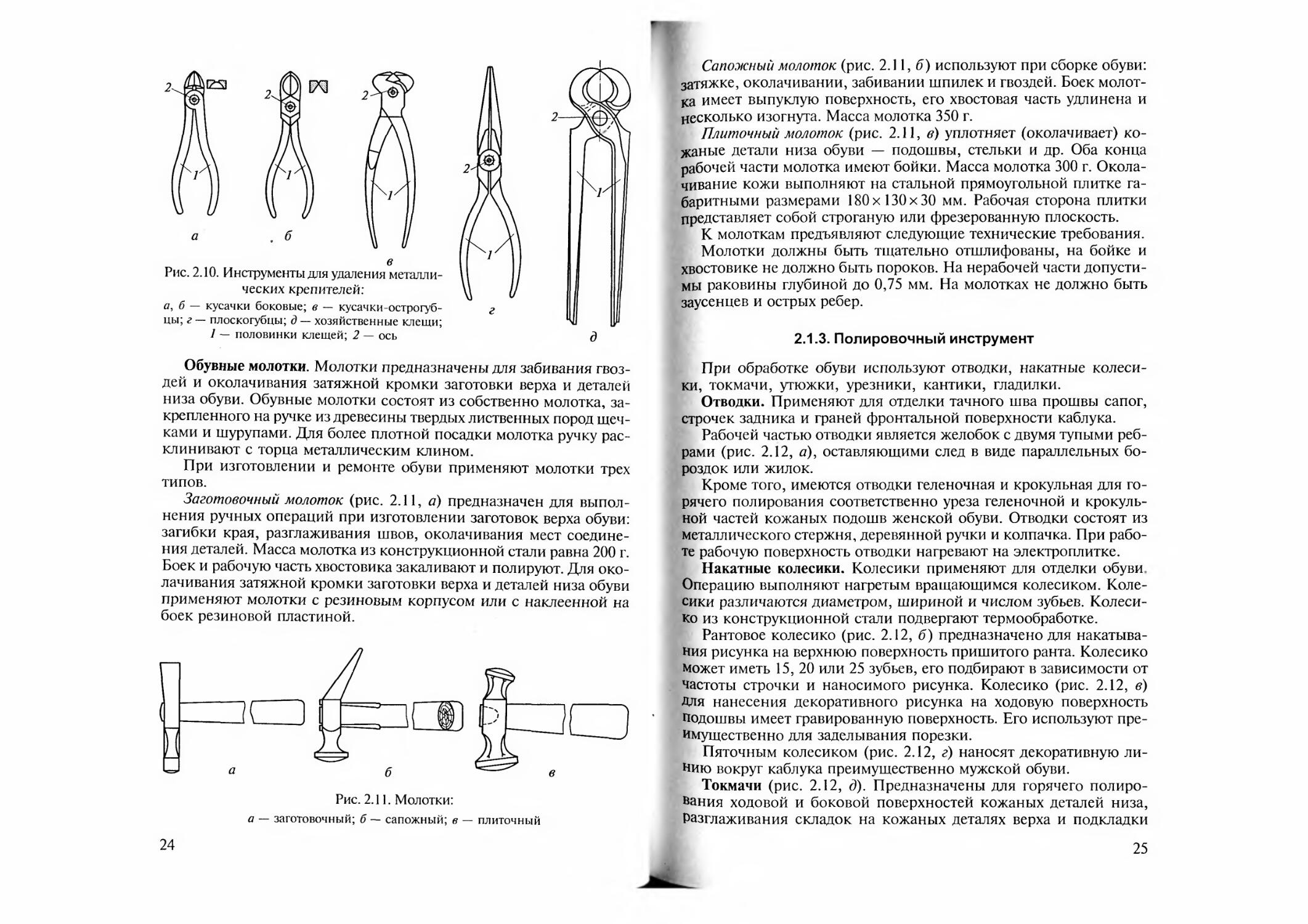
Для удаления из деталей обуви металлических крепителей или
их откусывания заподлицо с поверхностью деталей, а также для
удаления изношенных деталей низа применяют клещи с острыми
губками: кусачки боковые, кусачки-острогубцы, хозяйственные.
Клещи с тупыми губками (плоскогубцы) предназначены для уда-
ления металлических крепителей из труднодоступных частей обуви.
Кусачки боковые и острогубцы, плоскогубцы и клещи (рис. 2.10)
состоят из двух половинок, шарнирно соединенных осью. Ма-
териалом для изготовления кусачек и хозяйственных клещей слу-
жит инструментальная или конструкционная сталь. Губки куса-
чек, хозяйственных клещей, плоскогубцев при сжатии должны
плотно сходиться по всей длине. Режущие кромки кусачек и хо-
зяйственных клещей должны быть остро заточены под углом 55 —
60°, не должны иметь закруг-
лений и выкрошенных мест.
Шарнирное соединение долж-
но быть плотным, без переко-
сов, иметь легкий ход. Кусачки-
острогубцы, плоскогубцы и кле-
щи должны раскрываться под
Действием собственного веса.
Рабочую часть клещей подвер-
гают термообработке. Все части
кусачек и хозяйственных кле-
щей, за исключением губок, ок-
сидируют.
Рис. 2.9. Затяжные клещи:
а — обыкновенные; б — с молотком
23
в
Рис. 2.10. Инструменты для удаления металли-
ческих крепителей:
а, б — кусачки боковые; в — кусачки-острогуб-
цы; г — плоскогубцы; д — хозяйственные клещи;
1 — половинки клещей; 2 — ось
Обувные молотки. Молотки предназначены для забивания гвоз-
дей и околачивания затяжной кромки заготовки верха и деталей
низа обуви. Обувные молотки состоят из собственно молотка, за-
крепленного на ручке из древесины твердых лиственных пород щеч-
ками и шурупами. Для более плотной посадки молотка ручку рас-
клинивают с торца металлическим клином.
При изготовлении и ремонте обуви применяют молотки трех
типов.
Заготовочный молоток (рис. 2.11, а) предназначен для выпол-
нения ручных операций при изготовлении заготовок верха обуви:
загибки края, разглаживания швов, околачивания мест соедине-
ния деталей. Масса молотка из конструкционной стали равна 200 г.
Боек и рабочую часть хвостовика закаливают и полируют. Для око-
лачивания затяжной кромки заготовки верха и деталей низа обуви
применяют молотки с резиновым корпусом или с наклеенной на
боек резиновой пластиной.
Рис. 2.11. Молотки:
а — заготовочный; б ~ сапожный; в — плиточный
24
Сапожный молоток (рис. 2.11,6) используют при сборке обуви:
затяжке, сколачивании, забивании шпилек и гвоздей. Боек молот-
ка имеет выпуклую поверхность, его хвостовая часть удлинена и
несколько изогнута. Масса молотка 350 г.
Плиточный молоток (рис. 2.11, в) уплотняет (околачивает) ко-
жаные детали низа обуви — подошвы, стельки и др. Оба конца
рабочей части молотка имеют бойки. Масса молотка 300 г. Скола-
чивание кожи выполняют на стальной прямоугольной плитке га-
баритными размерами 180x 130x30 мм. Рабочая сторона плитки
представляет собой строганую или фрезерованную плоскость.
К молоткам предъявляют следующие технические требования.
Молотки должны быть тщательно отшлифованы, на бойке и
хвостовике не должно быть пороков. На нерабочей части допусти-
мы раковины глубиной до 0,75 мм. На молотках не должно быть
заусенцев и острых ребер.
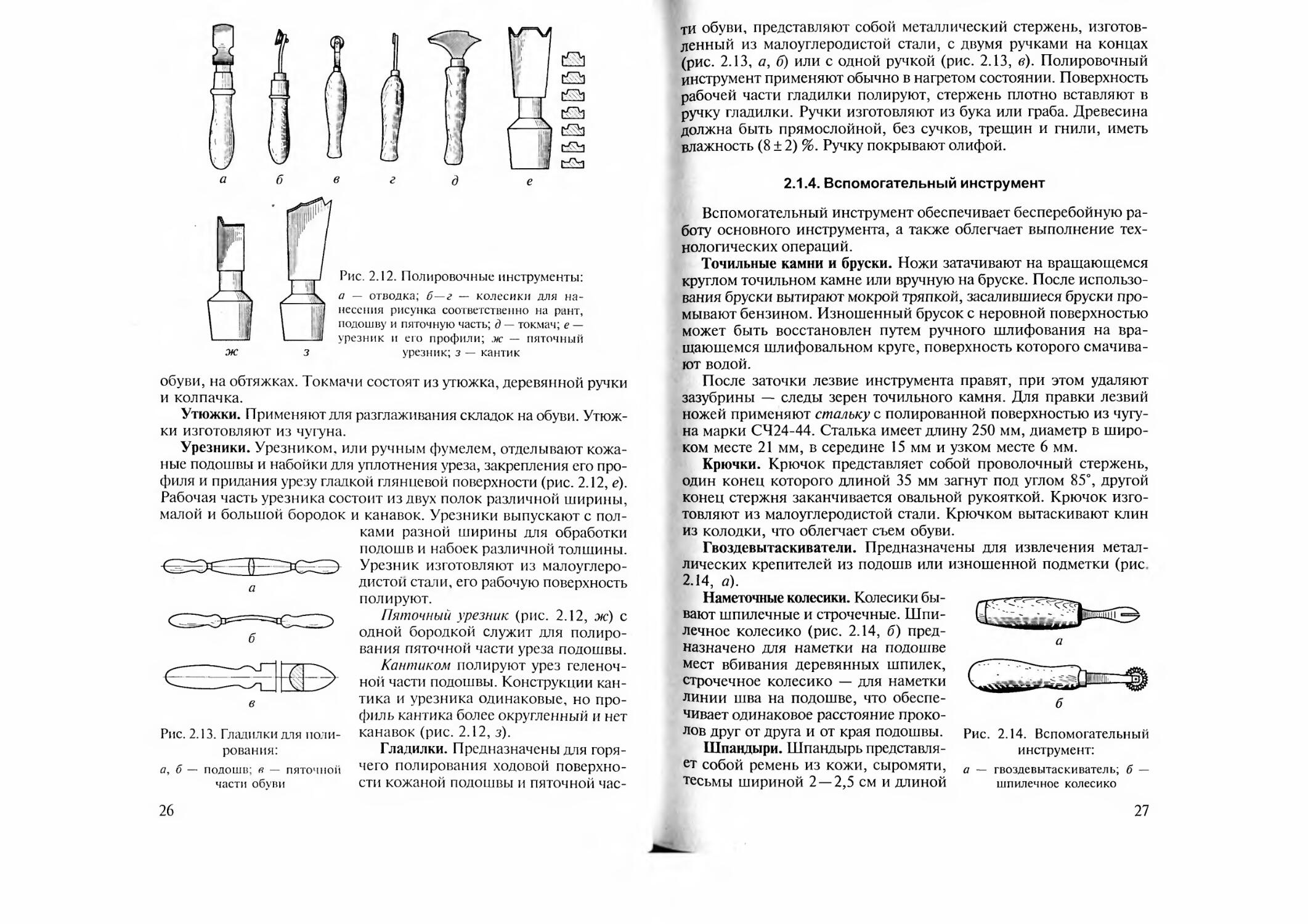
2.1.3. Полировочный инструмент
При обработке обуви используют отводки, накатные колеси-
ки, токмачи, утюжки, урезники, кантики, гладилки.
Отводки. Применяют для отделки тачного шва прошвы сапог,
строчек задника и граней фронтальной поверхности каблука.
Рабочей частью отводки является желобок с двумя тупыми реб-
рами (рис. 2.12, а), оставляющими след в виде параллельных бо-
роздок или жилок.
Кроме того, имеются отводки геленочная и крокульная для го-
рячего полирования соответственно уреза геленочной и крокуль-
ной частей кожаных подошв женской обуви. Отводки состоят из
металлического стержня, деревянной ручки и колпачка. При рабо-
те рабочую поверхность отводки нагревают на электроплитке.
Накатные колесики. Колесики применяют для отделки обуви.
Операцию выполняют нагретым вращающимся колесиком. Коле-
сики различаются диаметром, шириной и числом зубьев. Колеси-
ко из конструкционной стали подвергают термообработке.
Рантовое колесико (рис. 2.12, б) предназначено для накатыва-
ния рисунка на верхнюю поверхность пришитого ранта. Колесико
Может иметь 15, 20 или 25 зубьев, его подбирают в зависимости от
частоты строчки и наносимого рисунка. Колесико (рис. 2.12, в)
Для нанесения декоративного рисунка на ходовую поверхность
Подошвы имеет гравированную поверхность. Его используют пре-
имущественно для заделывания порезки.
Пяточным колесиком (рис. 2.12, г) наносят декоративную ли-
нию вокруг каблука преимущественно мужской обуви.
Токмачи (рис. 2.12, д). Предназначены для горячего полиро-
вания ходовой и боковой поверхностей кожаных деталей низа,
Разглаживания складок на кожаных деталях верха и подкладки
25
е
Рис. 2.12. Полировочные инструменты:
а — отводка; б—г — колесики для на-
несения рисунка соответственно на рант,
подошву и пяточную часть; д — токмач; е —
урезник и его профили; ж — пяточный
урезник; з — кантик
обуви, на обтяжках. Токмачи состоят из утюжка, деревянной ручки
и колпачка.
Утюжки. Применяют для разглаживания складок на обуви. Утюж-
ки изготовляют из чугуна.
Урезники. Урезником, или ручным фумелем, отделывают кожа-
ные подошвы и набойки для уплотнения уреза, закрепления его про-
филя и придания урезу гладкой глянцевой поверхности (рис. 2.12, е).
Рабочая часть урезника состоит из двух полок различной ширины,
малой и большой бородок и канавок. Урезники выпускают с пол-
ками разной ширины для обработки
подошв и набоек различной толшины.
Урезник изготовляют из малоуглеро-
дистой стали, его рабочую поверхность
полируют.
Пяточный урезник (рис. 2.12, ж) с
одной бородкой служит для полиро-
вания пяточной части уреза подошвы.
Кантиком полируют урез геленоч-
ной части подошвы. Конструкции кан-
тика и урезника одинаковые, но про-
филь кантика более округленный и нет
канавок (рис. 2.12, з).
Гладилки. Предназначены для горя-
чего полирования ходовой поверхно-
сти кожаной подошвы и пяточной час-
26
ти обуви, представляют собой металлический стержень, изготов-
ленный из малоуглеродистой стали, с двумя ручками на концах
(рис. 2.13, а, б) или с одной ручкой (рис. 2.13, в). Полировочный
инструмент применяют обычно в нагретом состоянии. Поверхность
рабочей части гладилки полируют, стержень плотно вставляют в
ручку гладилки. Ручки изготовляют из бука или граба. Древесина
должна быть прямослойной, без сучков, трещин и гнили, иметь
влажность (8 ± 2) %. Ручку покрывают олифой.
2.1.4. Вспомогательный инструмент
Вспомогательный инструмент обеспечивает бесперебойную ра-
боту основного инструмента, а также облегчает выполнение тех-
нологических операций.
Точильные камни и бруски. Ножи затачивают на вращающемся
круглом точильном камне или вручную на бруске. После использо-
вания бруски вытирают мокрой тряпкой, засалившиеся бруски про-
мывают бензином. Изношенный брусок с неровной поверхностью
может быть восстановлен путем ручного шлифования на вра-
щающемся шлифовальном круге, поверхность которого смачива-
ют водой.
После заточки лезвие инструмента правят, при этом удаляют
зазубрины — следы зерен точильного камня. Для правки лезвий
ножей применяют сталъку с полированной поверхностью из чугу-
на марки СЧ24-44. Сталька имеет длину 250 мм, диаметр в широ-
ком месте 21 мм, в середине 15 мм и узком месте 6 мм.
Крючки. Крючок представляет собой проволочный стержень,
один конец которого длиной 35 мм загнут под углом 85°, другой
конец стержня заканчивается овальной рукояткой. Крючок изго-
товляют из малоуглеродистой стали. Крючком вытаскивают клин
из колодки, что облегчает съем обуви.
Гвоздевытаскиватели. Предназначены для извлечения метал-
лических крепителей из подошв или изношенной подметки (рис,
2.14, а).
Наметочные колесики. Колесики бы-
вают шпилечные и строчечные. Шпи-
лечное колесико (рис. 2.14, б) пред-
назначено для наметки на подошве
мест вбивания деревянных шпилек,
строчечное колесико — для наметки
линии шва на подошве, что обеспе-
чивает одинаковое расстояние проко-
лов друг от друга и от края подошвы.
Шпандыри. Шпандырь представля-
ет собой ремень из кожи, сыромяти,
тесьмы шириной 2 — 2,5 см и длиной
Рис. 2.14. Вспомогательный
инструмент:
а — гвоздевытаскиватель; б —
шпилечное колесико
27
1,5 м. Шпандырем закрепляют обувь на коленях, а его застегивают
на пряжку, пуговицу или кольцо.
Измерительный инструмент. К измерительному инструменту от-
носят линейки, лекала, измерительные циркули, толщиномеры,
штангенциркули.
К ручным инструментам предъявляют следующие требования:
металлические поверхности деталей инструментов не должны
иметь трещин, расслоений и заусенцев; нерабочие кромки долж-
ны быть притуплены;
внешний вид металлических покрытий должен отвечать требо-
ваниям ГОСТ 9.302—88 «Покрытия металлические и неметалли-
ческие неорганические. Методы контроля». Покрытие должно сцеп-
ляться с основным материалом без шелушений, сколов, вздутий,
растрескиваний и выдерживать испытания на прочность;
качество лакокрасочных покрытий должно соответствовать IV клас-
су по ГОСТ 9.032—74 «Покрытия лакокрасочные. Группы, техни-
ческие требования и обозначения», условия эксплуатации — по ГОСТ
9.104—79 «Покрытия лакокрасочные. Группы условий эксплуатации»;
детали из пластмассы не должны иметь острых кромок, заусен-
цев, трещин и других дефектов, снижающих их прочность;
ручки инструмента должны быть изготовлены из древесины
твердых лиственных пород, соответствующих требованиям ГОСТ
2695—83 «Пиломатериалы лиственных пород. Технические усло-
вия». Древесина должна быть без трещин, гнили и червоточин;
влажность деталей из древесины должна быть (8 ± 2) %.
2.2. Средства малой механизации
Средства малой механизации сокращают время выполнения за-
каза, а также повышают качество работы. К средствам малой меха-
низации относят приспособления для крепления каблука, проби-
вания отверстий в ремешках, клеймения размера на подошве, скле-
ивания фликов каблука, выемки ляписа каблука, вставки блочков
и хольнитенов, выравнивания толщины деталей, обрезания и от-
секания краев вкладных стелек, обрезания краев подошв и подме-
ток по периметру, расширения (растяжки) обуви.
Приспособление для крепления каблука. Отечественное приспо-
собление для крепления каблуков состоит из двух самостоятель-
ных частей: приспособления для забивания гвоздей и упора для
фиксации каблука.
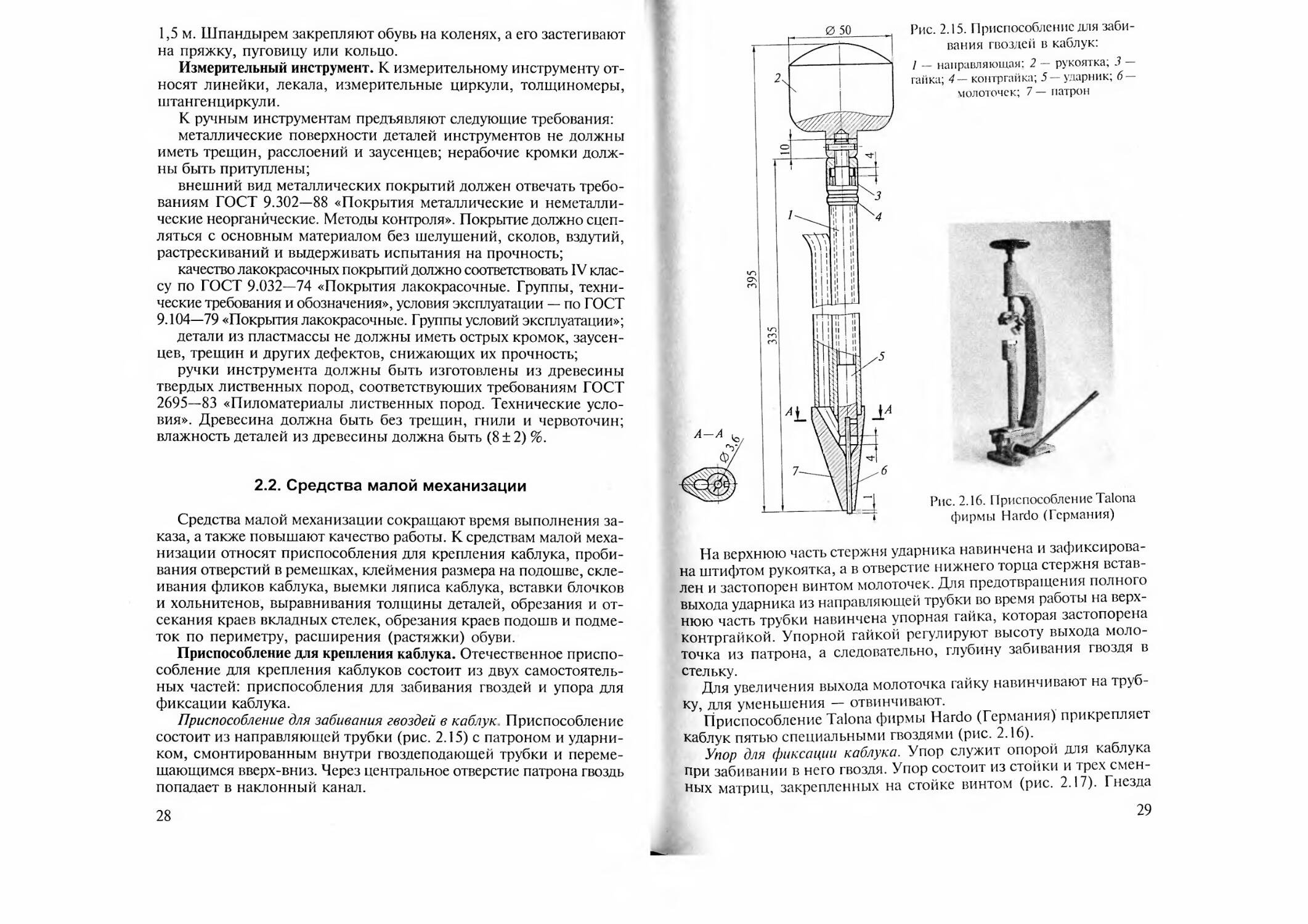
Приспособленце для забивания гвоздей в каблук. Приспособление
состоит из направляющей трубки (рис. 2.15) с патроном и ударни-
ком, смонтированным внутри гвоздеподающей трубки и переме-
щающимся вверх-вниз. Через центральное отверстие патрона гвоздь
попадает в наклонный канал.
28
Рис. 2.15. Приспособление для заби-
вания гвоздей в каблук:
/ — направляющая: 2 — рукоятка; 3 —
гайка; 4 — контргайка; 5 — ударник; 6 —
молоточек; 7 — патрон
Рис. 2.16. Приспособление Talona
фирмы Hardo (Германия)
На верхнюю часть стержня ударника навинчена и зафиксирова-
на штифтом рукоятка, а в отверстие нижнего торца стержня встав-
лен и застопорен винтом молоточек. Для предотвращения полного
выхода ударника из направляющей трубки во время работы на верх-
нюю часть трубки навинчена упорная гайка, которая застопорена
контргайкой. Упорной гайкой регулируют высоту выхода моло-
точка из патрона, а следовательно, глубину забивания гвоздя в
стельку.
Для увеличения выхода молоточка гайку навинчивают на труб-
ку, для уменьшения — отвинчивают.
Приспособление Talona фирмы Hardo (Германия) прикрепляет
каблук пятью специальными гвоздями (рис. 2.16).
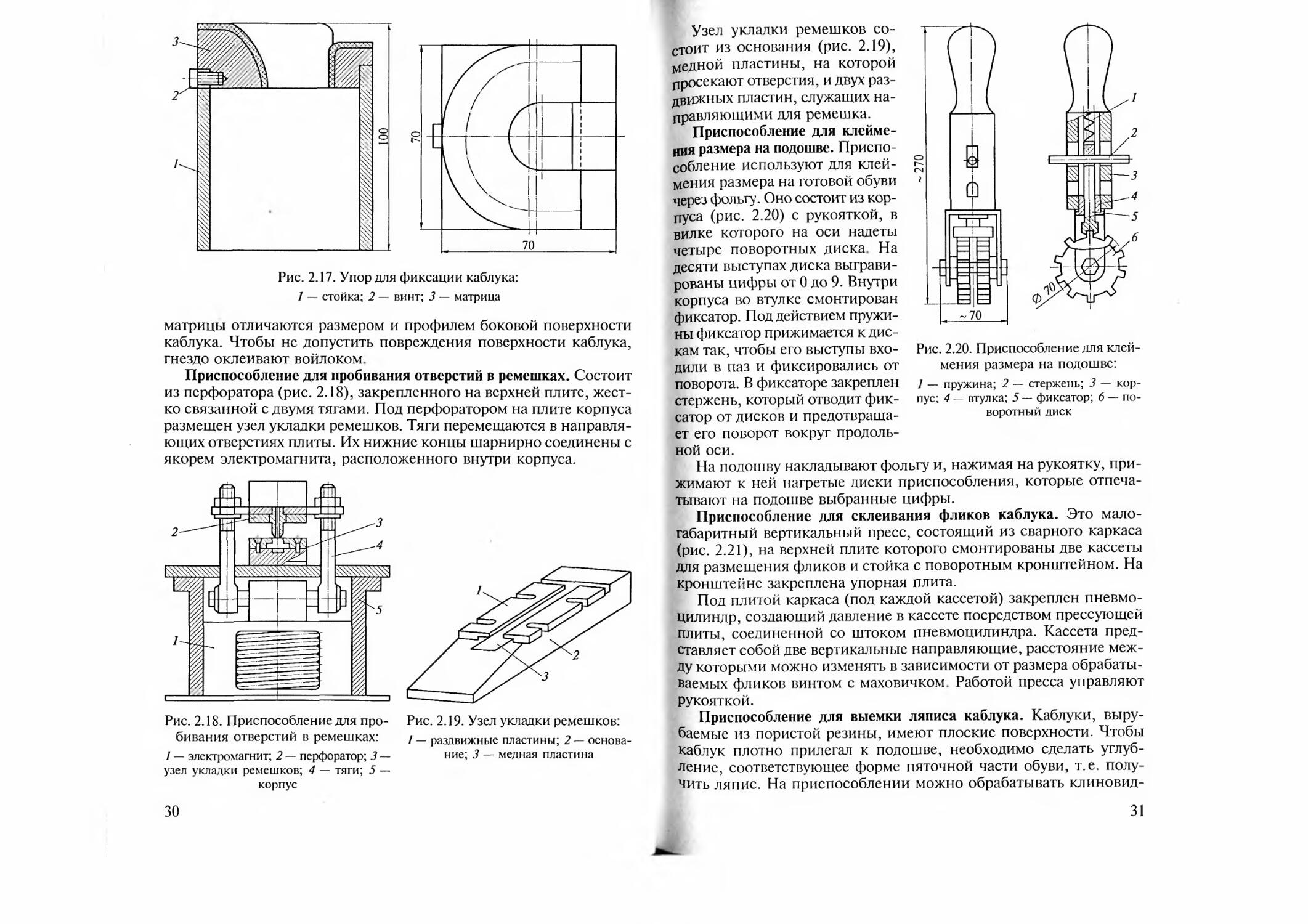
Упор для фиксации каблука. Упор служит опорой для каблука
при забивании в него гвоздя. Упор состоит из стойки и трех смен-
ных матриц, закрепленных на стойке винтом (рис. 2.17). Гнезда
29
Рис. 2.17. Упор для фиксации каблука:
7 — стойка; 2 — винт; 3 — матрица
матрицы отличаются размером и профилем боковой поверхности
каблука. Чтобы не допустить повреждения поверхности каблука,
гнездо оклеивают войлоком.
Приспособление для пробивания отверстий в ремешках. Состоит
из перфоратора (рис. 2.18), закрепленного на верхней плите, жест-
ко связанной с двумя тягами. Под перфоратором на плите корпуса
размещен узел укладки ремешков. Тяги перемещаются в направля-
ющих отверстиях плиты. Их нижние концы шарнирно соединены с
якорем электромагнита, расположенного внутри корпуса.
Рис. 2.18. Приспособление для про-
бивания отверстий в ремешках:
1 — электромагнит; 2 — перфоратор; 3 —
узел укладки ремешков; 4 — тяги; 5 —
корпус
Рис. 2.19. Узел укладки ремешков:
7 — раздвижные пластины; 2 — основа-
ние; 3 — медная пластина
30
~70
Рис. 2.20. Приспособление для клей-
мения размера на подошве:
1 — пружина; 2 — стержень; 3 — кор-
пус; 4 — втулка; 5 — фиксатор; 6 — по-
воротный диск
Узел укладки ремешков со-
стоит из основания (рис. 2.19),
медной пластины, на которой
просекают отверстия, и двух раз-
движных пластин, служащих на-
правляющими для ремешка.
Приспособление для клейме-
ния размера на подошве. Приспо-
собление используют для клей-
мения размера на готовой обуви
через фольгу. Оно состоит из кор-
пуса (рис. 2.20) с рукояткой, в
вилке которого на оси надеты
четыре поворотных диска На
десяти выступах диска выграви-
рованы цифры от 0 до 9. Внутри
корпуса во втулке смонтирован
фиксатор. Под действием пружи-
ны фиксатор прижимается к дис-
кам так, чтобы его выступы вхо-
дили в паз и фиксировались от
поворота. В фиксаторе закреплен
стержень, который отводит фик-
сатор от дисков и предотвраща-
ет его поворот вокруг продоль-
ной оси.
На подошву накладывают фольгу и, нажимая на рукоятку, при-
жимают к ней нагретые диски приспособления, которые отпеча-
тывают на подошве выбранные цифры.
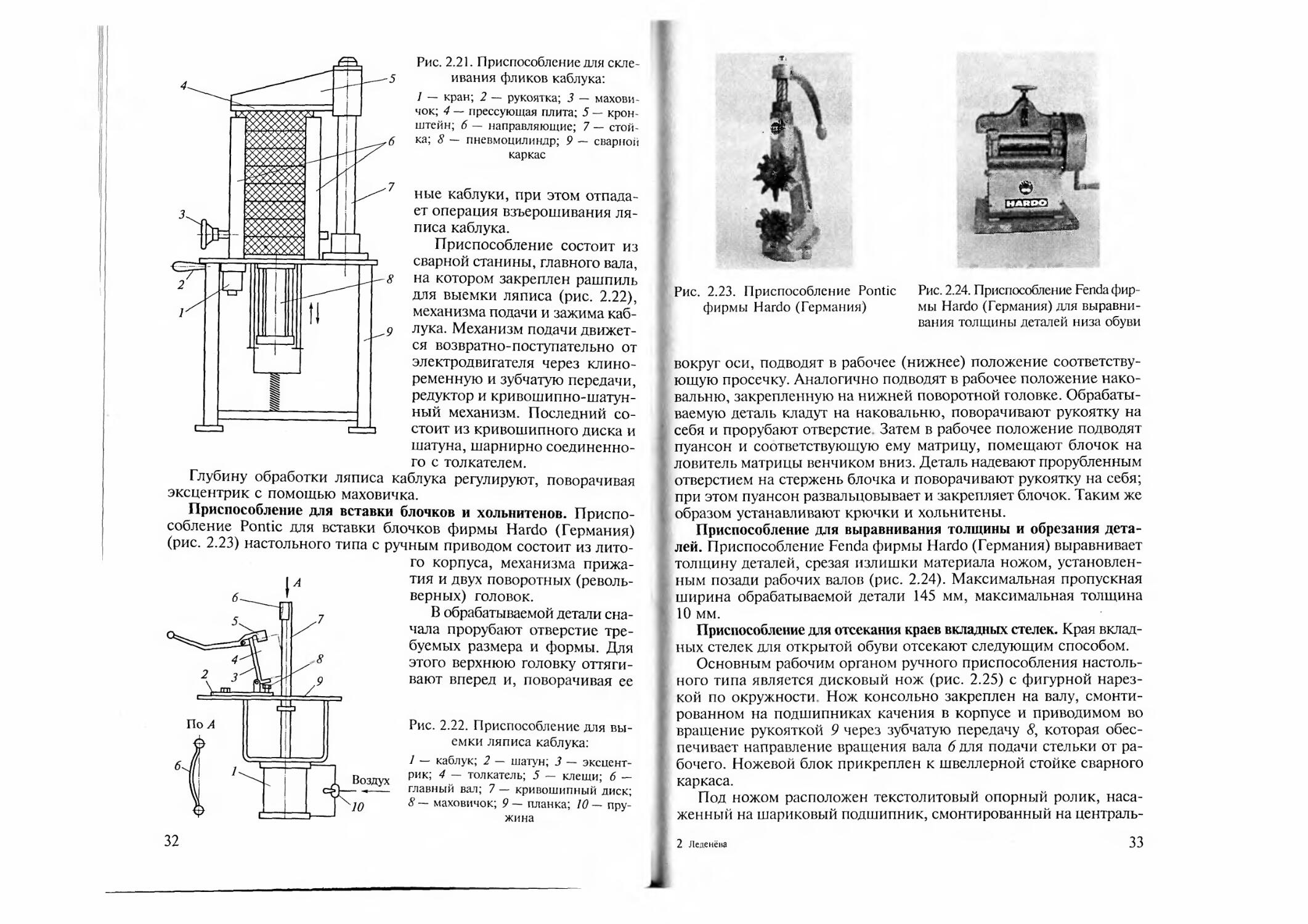
Приспособление для склеивания фликов каблука. Это мало-
габаритный вертикальный пресс, состоящий из сварного каркаса
(рис. 2.21), на верхней плите которого смонтированы две кассеты
для размещения фликов и стойка с поворотным кронштейном. На
кронштейне закреплена упорная плита.
Под плитой каркаса (под каждой кассетой) закреплен пневмо-
цилиндр, создающий давление в кассете посредством прессующей
плиты, соединенной со штоком пневмоцилиндра. Кассета пред-
ставляет собой две вертикальные направляющие, расстояние меж-
ду которыми можно изменять в зависимости от размера обрабаты-
ваемых фликов винтом с маховичком Работой пресса управляют
рукояткой.
Приспособление для выемки ляписа каблука. Каблуки, выру-
баемые из пористой резины, имеют плоские поверхности. Чтобы
каблук плотно прилегал к подошве, необходимо сделать углуб-
ление, соответствующее форме пяточной части обуви, т.е. полу-
чить ляпис. На приспособлении можно обрабатывать клиновид-
31
Рис. 2.21. Приспособление для скле-
ивания фликов каблука:
I — кран; 2 — рукоятка; 3 — махови-
чок; 4 — прессующая плита; 5 — крон-
штейн; 6 — направляющие; 7 — стой-
ка; 8 — пневмоцилиндр; 9 — сварной
каркас
ные каблуки, при этом отпада-
ет операция взъерошивания ля-
писа каблука.
Приспособление состоит из
сварной станины, главного вала,
на котором закреплен рашпиль
для выемки ляписа (рис. 2.22),
механизма подачи и зажима каб-
лука. Механизм подачи движет-
ся возвратно-поступательно от
электродвигателя через клино-
ременную и зубчатую передачи,
редуктор и кривошипно-шатун-
ный механизм. Последний со-
стоит из кривошипного диска и
шатуна, шарнирно соединенно-
го с толкателем.
Глубину обработки ляписа каблука регулируют, поворачивая
эксцентрик с помощью маховичка.
Приспособление для вставки блочков и хольнитенов. Приспо-
собление Pontic для вставки блочков фирмы Hardo (Германия)
(рис. 2.23) настольного типа с ручным приводом состоит из лито-
го корпуса, механизма прижа-
тия и двух поворотных (револь-
верных) головок.
В обрабатываемой детали сна-
чала прорубают отверстие тре-
буемых размера и формы. Для
этого верхнюю головку оттяги-
вают вперед и, поворачивая ее
Рис. 2.22. Приспособление для вы-
емки ляписа каблука:
1 — каблук; 2 — шатун; 3 — эксцент-
рик; 4 — толкатель; 5 — клещи; 6 —
главный вал; 7 — кривошипный диск;
8 — маховичок; 9 — планка; 10 — пру-
жина
32
Рис. 2.23. Приспособление Pontic
фирмы Hardo (Германия)
Рис. 2.24. Приспособление Fenda фир-
мы Hardo (Германия) для выравни-
вания толщины деталей низа обуви
вокруг оси, подводят в рабочее (нижнее) положение соответству-
ющую просечку. Аналогично подводят в рабочее положение нако-
вальню, закрепленную на нижней поворотной головке. Обрабаты-
ваемую деталь кладут на наковальню, поворачивают рукоятку на
себя и прорубают отверстие. Затем в рабочее положение подводят
пуансон и соответствующую ему матрицу, помещают блочок на
ловитель матрицы венчиком вниз. Деталь надевают прорубленным
отверстием на стержень блочка и поворачивают рукоятку на себя;
при этом пуансон развальцовывает и закрепляет блочок. Таким же
образом устанавливают крючки и хольнитены.
Приспособление для выравнивания толщины и обрезания дета-
лей. Приспособление Fenda фирмы Hardo (Германия) выравнивает
толщину деталей, срезая излишки материала ножом, установлен-
ным позади рабочих валов (рис. 2.24). Максимальная пропускная
ширина обрабатываемой детали 145 мм, максимальная толщина
10 мм.
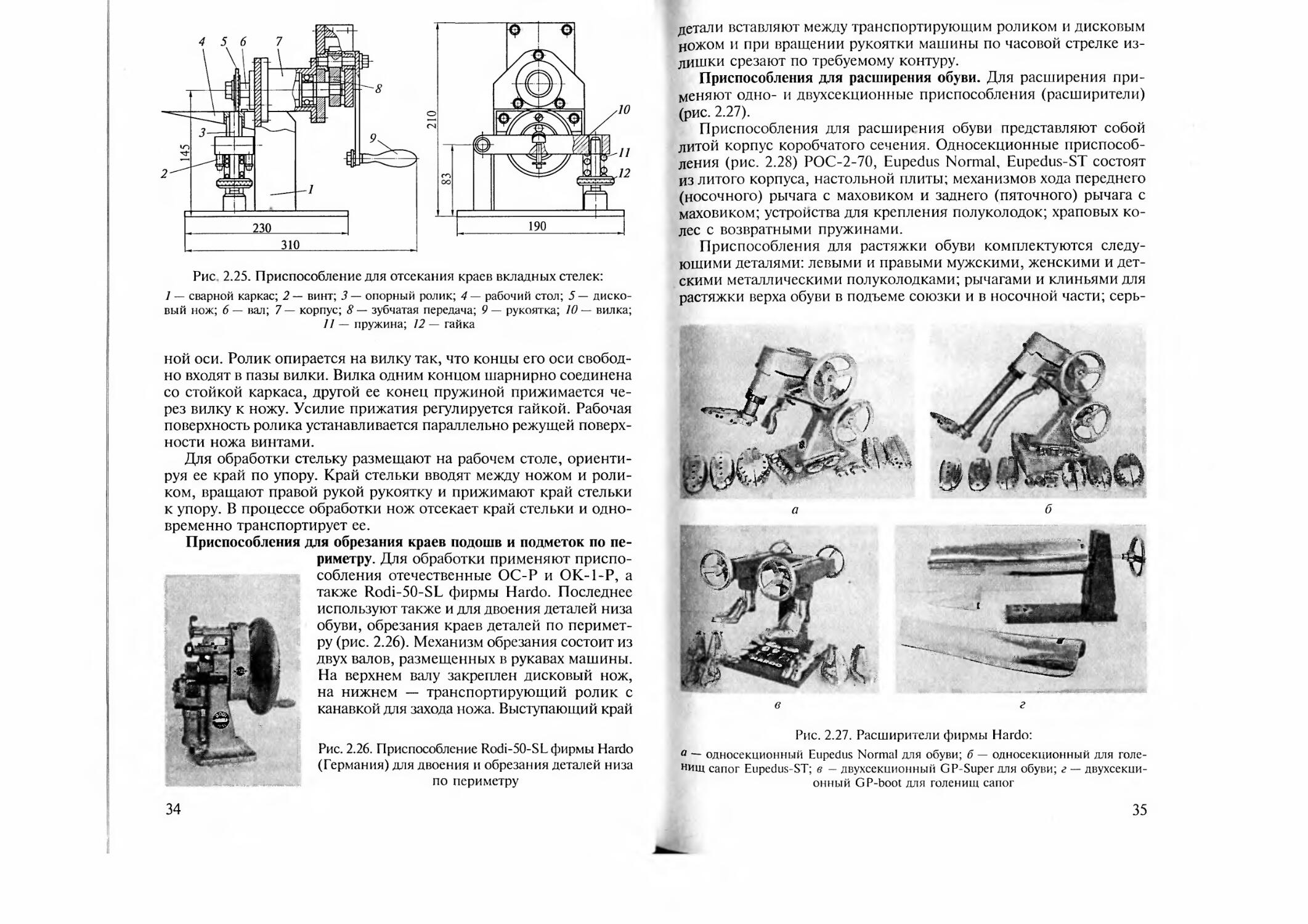
Приспособление для отсекания краев вкладных стелек. Края вклад-
ных стелек для открытой обуви отсекают следующим способом.
Основным рабочим органом ручного приспособления настоль-
ного типа является дисковый нож (рис. 2.25) с фигурной нарез-
кой по окружности. Нож консольно закреплен на валу, смонти-
рованном на подшипниках качения в корпусе и приводимом во
вращение рукояткой 9 через зубчатую передачу 8, которая обес-
печивает направление вращения вала 6 для подачи стельки от ра-
бочего. Ножевой блок прикреплен к швеллерной стойке сварного
каркаса.
Под ножом расположен текстолитовый опорный ролик, наса-
женный на шариковый подшипник, смонтированный на централь-
2 Леденёва
33
Рис 2.25. Приспособление для отсекания краев вкладных стелек:
1 — сварной каркас; 2 — винт; 3 — опорный ролик; 4 — рабочий стол; 5 — диско-
вый нож; 6 — вал; 7 — корпус; 8 — зубчатая передача; 9 — рукоятка; 10 — вилка;
11 — пружина; 12 — гайка
ной оси. Ролик опирается на вилку так, что концы его оси свобод-
но входят в пазы вилки. Вилка одним концом шарнирно соединена
со стойкой каркаса, другой ее конец пружиной прижимается че-
рез вилку к ножу. Усилие прижатия регулируется гайкой. Рабочая
поверхность ролика устанавливается параллельно режущей поверх-
ности ножа винтами.
Для обработки стельку размещают на рабочем столе, ориенти-
руя ее край по упору. Край стельки вводят между ножом и роли-
ком, вращают правой рукой рукоятку и прижимают край стельки
к упору. В процессе обработки нож отсекает край стельки и одно-
временно транспортирует ее.
Приспособления для обрезания краев подошв и подметок по пе-
риметру. Для обработки применяют приспо-
собления отечественные ОС-P и ОК-1-Р, а
также Rodi-50-SL фирмы Hardo. Последнее
используют также и для двоения деталей низа
обуви, обрезания краев деталей по перимет-
ру (рис. 2.26). Механизм обрезания состоит из
двух валов, размещенных в рукавах машины.
На верхнем валу закреплен дисковый нож,
на нижнем — транспортирующий ролик с
канавкой для захода ножа. Выступающий край
Рис. 2.26. Приспособление Rodi-50-SL фирмы Hardo
(Германия) для двоения и обрезания деталей низа
по периметру
34
детали вставляют между транспортирующим роликом и дисковым
ножом и при вращении рукоятки машины по часовой стрелке из-
лишки срезают по требуемому контуру.
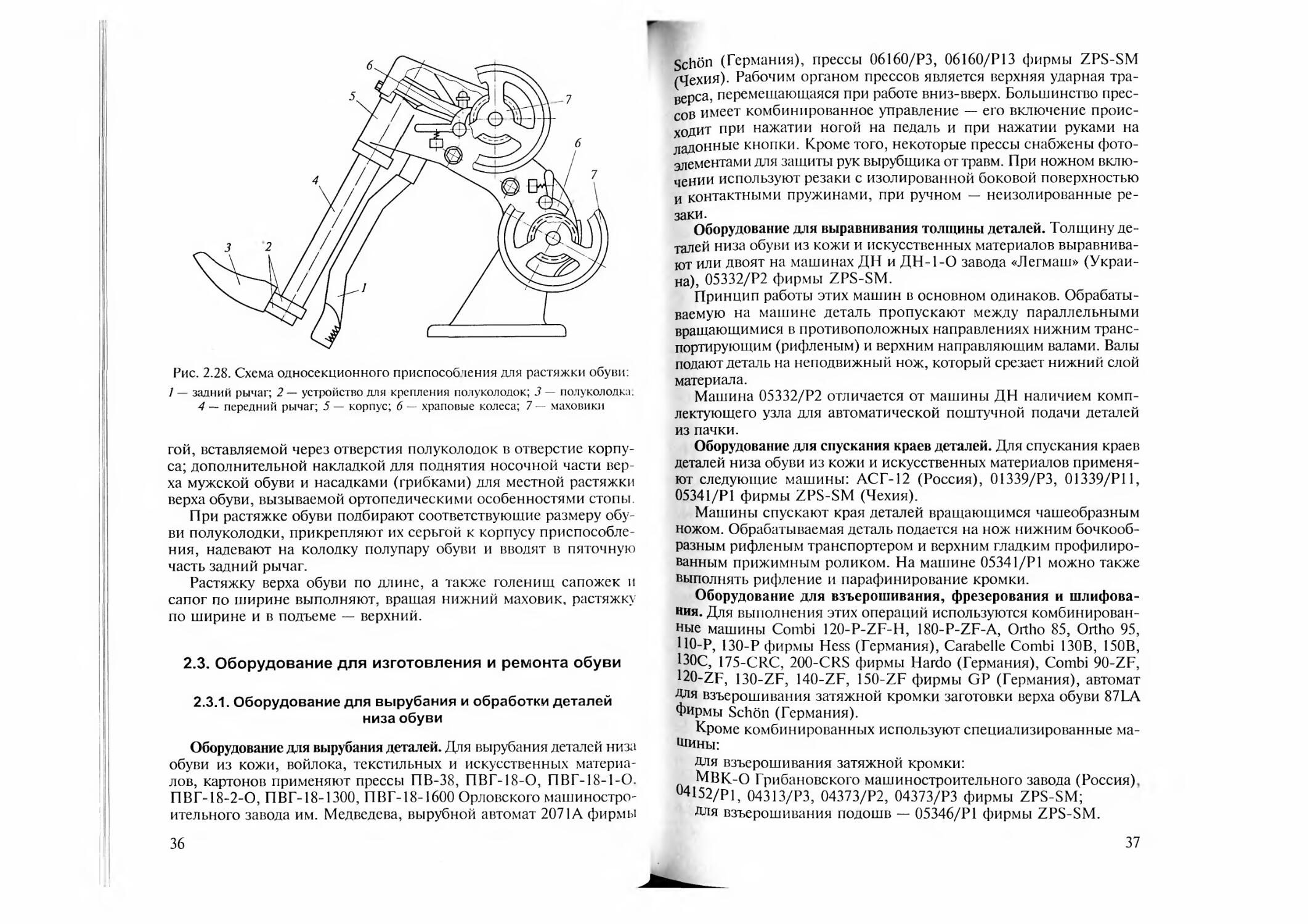
Приспособления для расширения обуви. Для расширения при-
меняют одно- и двухсекционные приспособления (расширители)
(рис. 2.27).
Приспособления для расширения обуви представляют собой
литой корпус коробчатого сечения. Односекционные приспособ-
ления (рис. 2.28) РОС-2-70, Eupedus Normal, Eupedus-ST состоят
из литого корпуса, настольной плиты; механизмов хода переднего
(носочного) рычага с маховиком и заднего (пяточного) рычага с
маховиком; устройства для крепления полуколодок; храповых ко-
лес с возвратными пружинами.
Приспособления для растяжки обуви комплектуются следу-
ющими деталями: левыми и правыми мужскими, женскими и дет-
скими металлическими полуколодками; рычагами и клиньями для
растяжки верха обуви в подъеме союзки и в носочной части; серь-
Рис. 2.27. Расширители фирмы Hardo:
а — односекционный Eupedus Normal для обуви; б — односекционный для голе-
нищ сапог Eupedus-ST; в — двухсекционный GP-Super для обуви; г — двухсекци-
онный GP-boot для голенищ сапог
35
Рис. 2.28. Схема односекционного приспособления для растяжки обуви:
1 — задний рычаг; 2 — устройство для крепления полуколодок; 3 — полуколодка.
4 — передний рычаг; 5 — корпус; 6 — храповые колеса; 7 — маховики
гой, вставляемой через отверстия полуколодок в отверстие корпу-
са; дополнительной накладкой для поднятия носочной части вер-
ха мужской обуви и насадками (грибками) для местной растяжки
верха обуви, вызываемой ортопедическими особенностями стопы.
При растяжке обуви подбирают соответствующие размеру обу-
ви полуколодки, прикрепляют их серьгой к корпусу приспособле-
ния, надевают на колодку полупару обуви и вводят в пяточную
часть задний рычаг.
Растяжку верха обуви по длине, а также голенищ сапожек и
сапог по ширине выполняют, вращая нижний маховик, растяжку
по ширине и в подъеме — верхний.
2.3. Оборудование для изготовления и ремонта обуви
2.3.1. Оборудование для вырубания и обработки деталей
низа обуви
Оборудование для вырубания деталей. Для вырубания деталей низа
обуви из кожи, войлока, текстильных и искусственных материа-
лов, картонов применяют прессы ПВ-38, ПВГ-18-О, ПВГ-18-1-0.
ПВГ-18-2-0, ПВГ-18-1300, ПВГ-18-1600 Орловского машиностро-
ительного завода им. Медведева, вырубной автомат 2071А фирмы
36
Schon (Германия), прессы 06160/РЗ, 06160/Р13 фирмы ZPS-SM
(Чехия). Рабочим органом прессов является верхняя ударная тра-
верса, перемещающаяся при работе вниз-вверх. Большинство прес-
сов имеет комбинированное управление — его включение проис-
ходит при нажатии ногой на педаль и при нажатии руками на
ладонные кнопки. Кроме того, некоторые прессы снабжены фото-
элементами для защиты рук вырубщика от травм. При ножном вклю-
чении используют резаки с изолированной боковой поверхностью
и контактными пружинами, при ручном — неизолированные ре-
заки.
Оборудование для выравнивания толщины деталей. Толщину де-
талей низа обуви из кожи и искусственных материалов выравнива-
ют или двоят на машинах ДН и ДН-1-0 завода «Легмаш» (Украи-
на), 05332/Р2 фирмы ZPS-SM.
Принцип работы этих машин в основном одинаков. Обрабаты-
ваемую на машине деталь пропускают между параллельными
вращающимися в противоположных направлениях нижним транс-
портирующим (рифленым) и верхним направляющим валами. Валы
подают деталь на неподвижный нож, который срезает нижний слой
материала.
Машина 05332/Р2 отличается от машины ДН наличием комп-
лектующего узла для автоматической поштучной подачи деталей
из пачки.
Оборудование для спускания краев деталей. Для спускания краев
деталей низа обуви из кожи и искусственных материалов применя-
ют следующие машины: АСГ-12 (Россия), 01339/P3, 01339/Р11,
05341/Р1 фирмы ZPS-SM (Чехия).
Машины спускают края деталей вращающимся чашеобразным
ножом. Обрабатываемая деталь подается на нож нижним бочкооб-
разным рифленым транспортером и верхним гладким профилиро-
ванным прижимным роликом. На машине 05341/Р1 можно также
выполнять рифление и парафинирование кромки.
Оборудование для взъерошивания, фрезерования и шлифова-
ния. Для выполнения этих операций используются комбинирован-
ные машины Combi 120-P-ZF-H, 180-P-ZF-A, Ortho 85, Ortho 95,
110-Р, 130-Р фирмы Hess (Германия), Carabelle Combi 130В, ИОВ,
130С, 175-CRC, 200-CRS фирмы Hardo (Германия), Combi 90-ZF,
120-ZF, 130-ZF, 140-ZF, 150-ZF фирмы GP (Германия), автомат
Для взъерошивания затяжной кромки заготовки верха обуви 87LA
Фирмы Schon (Германия).
Кроме комбинированных используют специализированные ма-
шины:
Для взъерошивания затяжной кромки:
МВК-О Грибанове ко го машиностроительного завода (Россия),
°4152/Р1, 04313/P3, 04373/Р2, 04373/P3 фирмы ZPS-SM;
Для взъерошивания подошв — 05346/Р1 фирмы ZPS-SM.
37
Для взъерошивания поверхности детали применяют металли-
ческие щетки разных конструкций, а также цилиндрические ша-
рошки с насечками на боковой поверхности.
Фрезерование деталей выполняют фрезами на машинах. Разли-
чают фрезы урезные, набоечные, каблучные, геленочные и под-
правочные.
Для фрезерования уреза подошв на обуви применяют машины
ФУП-2-0 и ФУП-3-0 Грибановского машиностроительного за-
вода.
Шлифование выполняют шлифовальными шкурками разно!'!
зернистости, шлифовальными камнями или алмазным инструмен-
том в зависимости от вида материала, из которого изготовлена
деталь.
Для шлифования каблуков применяют машины МШК-О, на-
боек и подошв — ШНП-0 завода «Легмаш» (Украина), непри-
крепленных деталей низа обуви — ШН-О.
В ремонтных цехах для обработки ходовой и неходовой сторон
кожаных подошв и стелек применяют машины АПС-5 Орловского
машиностроительного завода им. Медведева и комбинированные
04401/Р1, 04401/Р2 и 04418/Р1 фирмы ZPS-SM.
Машины для нанесения клея. Профилированные подошвы с каб-
луком намазывают по контуру клеем на машинах ПНКП-0 Орлов-
ского машиностроительного завода им. Медведева и НП-3 Елецко-
го механического завода, а на затяжную кромку подкладки и заго-
товки верха — НК-1-0 и НК-2-0 Грибановского машинострои-
тельного завода.
Машины для клеймения деталей. Вкладные стельки можно клей-
мить на машинах 234 фирмы Schon (Германия) и GFR 35/TRP
фирмы Anver (Франция).
Машины для формования плоских деталей. Подошвы и стельки
формуют на машинах ФСП-О Санкт-Петербургского машиностро-
ительного завода «Вперед», а задники — на машинах с автомати-
ческой подачей 05336/Р1 фирмы ZPS-SM (Чехия).
2.3.2. Оборудование для раскроя и обработки деталей
верха обуви
Оборудование для раскроя материалов. Основным оборудова-
нием раскройного цеха являются прессы Орловского машиностро-
ительного завода им. Медведева: НПЕ, ПТГ-12-О, ПОТГ-20.
ПОТГ-40, ПВГ-8, ПВГ-8-1-О, ПВГ-8-2-0, ПКП-10, ПВ-10, ма-
логабаритная ленточная машина РЛ-5, машина для раскроя тка-
ней ЭЗМ-2 Самарского литейно-механического завода; прессы
06145/Р4 и 06145/Р23 фирмы ZPS-SM (Чехия), пресс для выру-
бания и сварки деталей верха обуви № 2 и КТР фирмы BUSMC
(Великобритания).
38
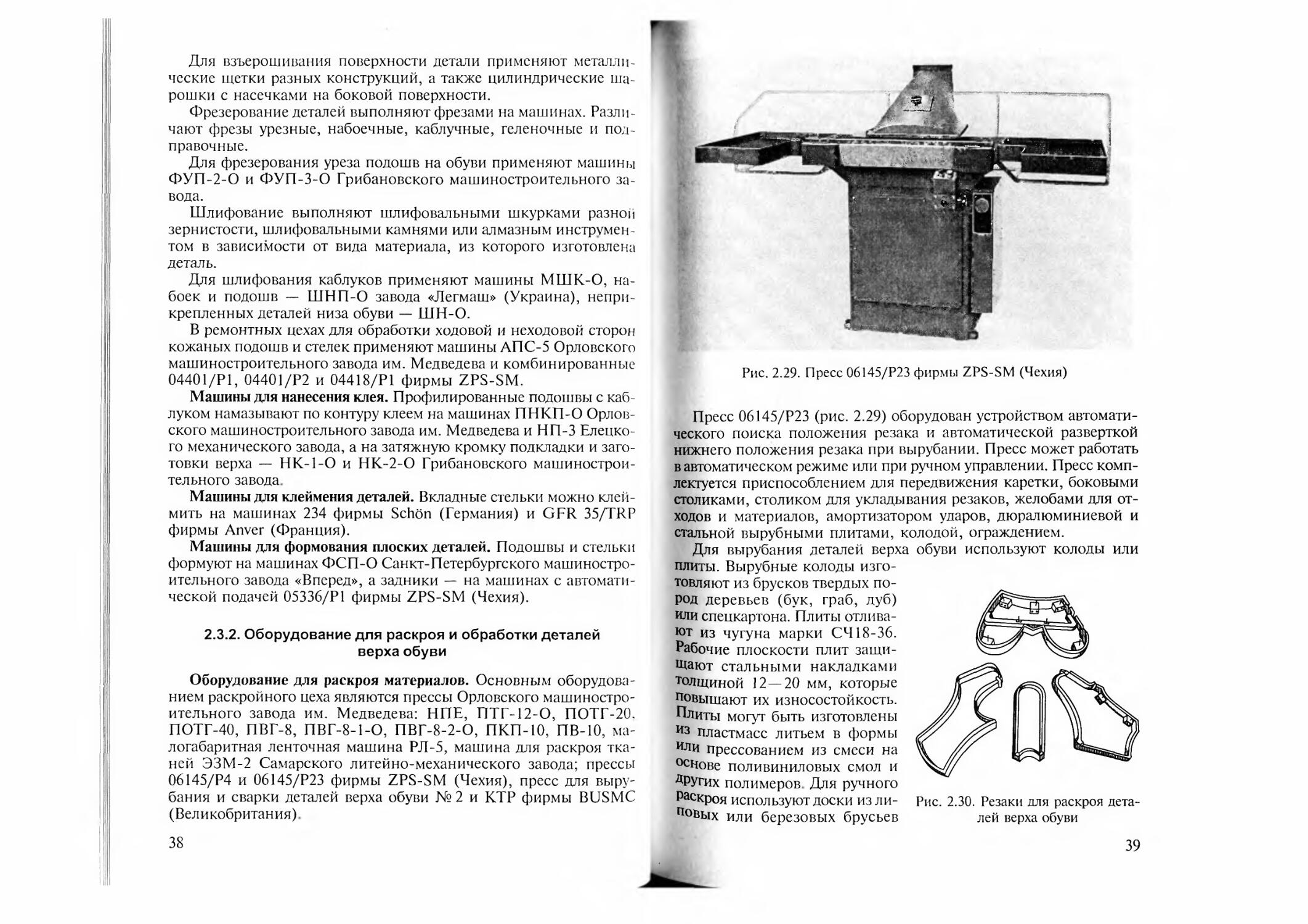
Рис. 2.29. Пресс 06145/Р23 фирмы ZPS-SM (Чехия)
Пресс 06145/Р23 (рис. 2.29) оборудован устройством автомати-
ческого поиска положения резака и автоматической разверткой
нижнего положения резака при вырубании. Пресс может работать
в автоматическом режиме или при ручном управлении. Пресс комп-
лектуется приспособлением для передвижения каретки, боковыми
столиками, столиком для укладывания резаков, желобами для от-
ходов и материалов, амортизатором ударов, дюралюминиевой и
стальной вырубными плитами, колодой, ограждением.
Для вырубания деталей верха
плиты. Вырубные колоды изго-
товляют из брусков твердых по-
род деревьев (бук, граб, дуб)
или спепкартона. Плиты отлива-
ют из чугуна марки СЧ18-36.
Рабочие плоскости плит защи-
щают стальными накладками
толщиной 12 — 20 мм, которые
повышают их износостойкость.
Плиты могут быть изготовлены
Из пластмасс литьем в формы
Или прессованием из смеси на
основе поливиниловых смол и
Других полимеров. Для ручного
Раскроя используют доски из ли-
евых или березовых брусьев
обуви используют колоды или
Рис. 2.30. Резаки для раскроя дета-
лей верха обуви
39
Т а б л и ц а 2 I
Ассортимент вырубных плит
Марка Фирма-про- изводитель Раскра и вае мы и мате риал
HY30 Plywood-block, HY40 Glaskas A, HY 40 Translucent Hydroma Натуральные кожи
D 69 SP, D 70 BNL Fryslen Подошвенные кожи, бумага и картон
HY 70 Light-green Hydroma То же
HY71 Olive-green. HY 72 Red- brown » Подкладочные кожи 1
D 73 XL 75, D75 SN 480 Fryslen Кожи для верха обуви
HY 76 Grey Hydroma Резины, пористые и ком- бинированные материалы
HY 78 Natural » Ткани и нетканые мате- риалы
HY 80 Fieramon » Пластмассы, резины, синтетические кожи
HY 84 Perlamon » Синтетические матери- алы. асбест
D85NL Fryslen То же
одинаковой твердости и плотности. Ведущими мировыми произ-
водителями вырубных плит являются фирмы Hydroma и Fryslen
(Германия), которые выпускают как традиционные деревянные
плиты, так и плиты из полимерных материалов (табл. 2.1).
Детали верха вырубают резаками, представляющими собой нож
замкнутого контура с лезвием, имеющим форму наружного кон-
тура деталей (рис. 2.30). Резаки изготовляют из инструментальной
углеродистой стали марок У7 и У8 высотой 22, 32 и 48 мм с тол-
щиной стенок 6 мм. Применяют также и тонкостенные резаки из
полосовой стали высотой 19 мм и толщиной 2 мм с одно- или
двусторонней заточкой.
Оборудование для выравнивания толщины деталей. Для двоения
и выравнивания толщины кожаных деталей верха обуви применя-
ют двоильно-ленточные машины МДВ-О; 06155/Р2 и 06144/РЗ
фирмы ZPS-SM (Чехия), UAF-470 фирмы Fortuna (Германия).
С-480 фирмы Camoga (Италия), модель 3 фирмы BUSMK (Вели-
кобритания).
Машина 06144/РЗ предназначена для двоения деталей, подре-
зания деталей с торца (для образования карманов), выравнивания
толщины и спускания деталей по всей площади
40
Рабочими органами машины являются бесконечный ленточный
ЛОЖ, нижний транспортирующий валик, верхний направляющий
ралик или планка. В машине предусмотрено автоматическое уст-
ройство для возврата детали после неполного двоения, а также
толщиномер с держателем.
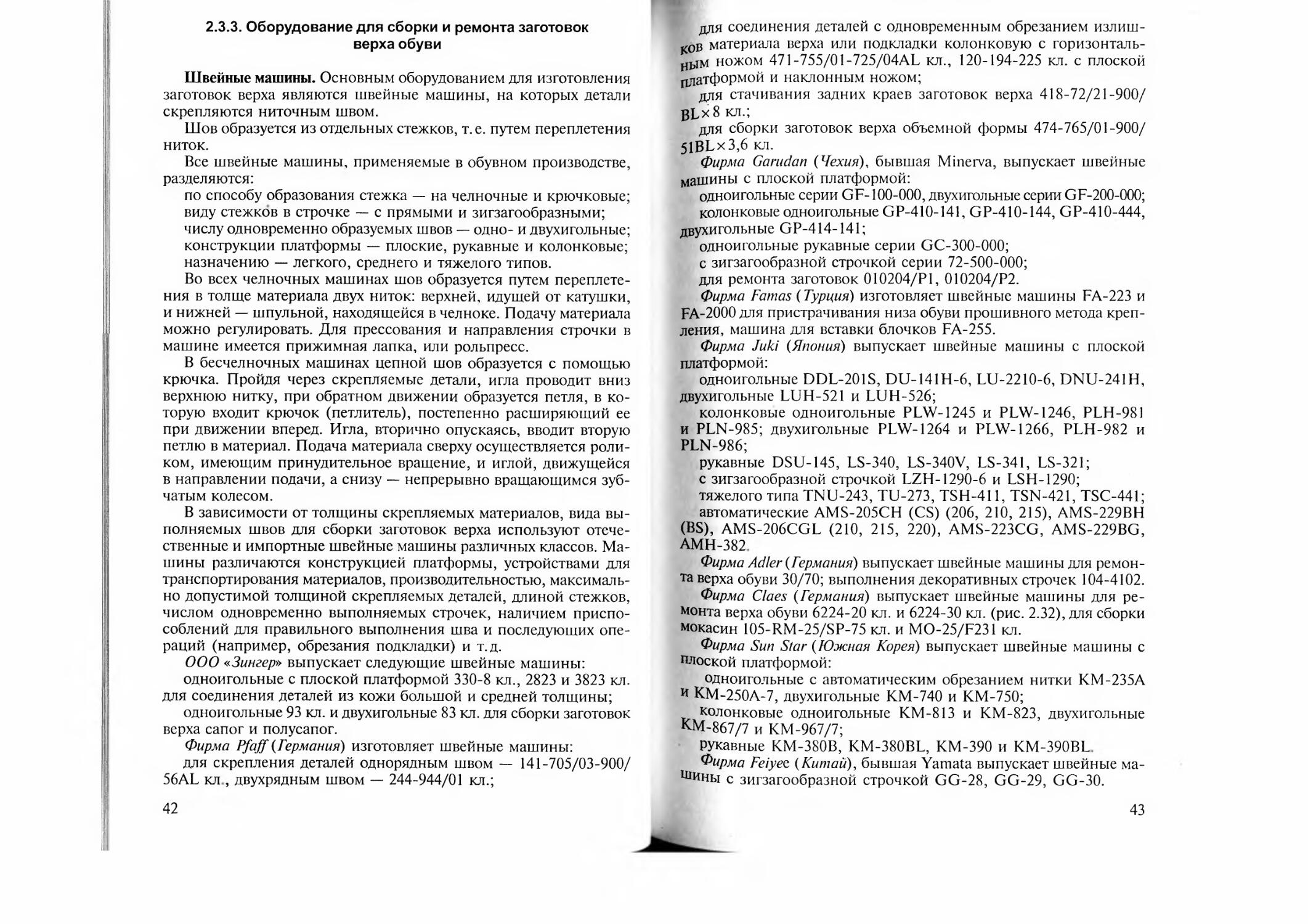
Оборудование для спускания краев деталей верха обуви. Для спу-
скания (срезания под углом) краев деталей верха обуви применяют
машины АСГ-13 (Россия), AV-2E фирмы Gotz (Германия) с пыле-
уловителем (рис. 2.31), 01339/P3 фирмы ZPS-SM (Чехия), NC-SI
фирмы Camoga (Италия), тип 159 фирмы Sigma (Италия). Машины
Применяются для спускания краев деталей из опойка, выростка,
полукожника, шевро, искусственных кож и тканей.
Деталь подается к лезвию вращающегося чашеобразного ножа
транспортирующим роликом, расположенным внутри ножа и при-
жимающим ее к лапке. Торец детали прижимается к боковому упо-
ру. Профиль спуска устанавливают, изменяя угол наклона лапки
по отношению к столику машины. Ширину спуска определяет по-
ложение упора относительно лапки.
В процессе работы нож периодически затачивают точильным
устройством машины.
Рис. 2.31. Машина AV-2E фирмы Gotz (Германия)
41
2.3.3. Оборудование для сборки и ремонта заготовок
верха обуви
Швейные машины. Основным оборудованием для изготовления
заготовок верха являются швейные машины, на которых детали
скрепляются ниточным швом.
Шов образуется из отдельных стежков, т. е. путем переплетения
ниток.
Все швейные машины, применяемые в обувном производстве,
разделяются:
по способу образования стежка — на челночные и крючковые;
виду стежков в строчке — с прямыми и зигзагообразными;
числу одновременно образуемых швов — одно- и двухигольные;
конструкции платформы — плоские, рукавные и колонковые;
назначению — легкого, среднего и тяжелого типов.
Во всех челночных машинах шов образуется путем переплете-
ния в толще материала двух ниток: верхней, идущей от катушки,
и нижней — шпульной, находящейся в челноке. Подачу материала
можно регулировать. Для прессования и направления строчки в
машине имеется прижимная лапка, или рольпресс.
В бесчелночных машинах цепной шов образуется с помощью
крючка. Пройдя через скрепляемые детали, игла проводит вниз
верхнюю нитку, при обратном движении образуется петля, в ко-
торую входит крючок (петлитель), постепенно расширяющий ее
при движении вперед. Игла, вторично опускаясь, вводит вторую
петлю в материал. Подача материала сверху осуществляется роли-
ком, имеющим принудительное вращение, и иглой, движущейся
в направлении подачи, а снизу — непрерывно вращающимся зуб-
чатым колесом.
В зависимости от толщины скрепляемых материалов, вида вы-
полняемых швов для сборки заготовок верха используют отече-
ственные и импортные швейные машины различных классов. Ма-
шины различаются конструкцией платформы, устройствами для
транспортирования материалов, производительностью, максималь-
но допустимой толщиной скрепляемых деталей, длиной стежков,
числом одновременно выполняемых строчек, наличием приспо-
соблений для правильного выполнения шва и последующих опе-
раций (например, обрезания подкладки) и т.д.
ООО «Зингер» выпускает следующие швейные машины:
одноигольные с плоской платформой 330-8 кл., 2823 и 3823 кл.
для соединения деталей из кожи большой и средней толщины;
одноигольные 93 кл. и двухигольные 83 кл. для сборки заготовок
верха сапог и полусапог.
Фирма Pfaff {Германия) изготовляет швейные машины:
для скрепления деталей однорядным швом — 141-705/03-900/
56AL кл., двухрядным швом — 244-944/01 кл.;
42
для соединения деталей с одновременным обрезанием излиш-
ков материала верха или подкладки колонковую с горизонталь-
ным ножом 471 -755/01-725/04AL кл., 120-194-225 кл. с плоской
платформой и наклонным ножом;
для стачивания задних краев заготовок верха 418-72/21-900/
BLx8 кл.;
для сборки заготовок верха объемной формы 474-765/01-900/
51BLx3,6 кл.
фирма Garudan (Чехия), бывшая Minerva, выпускает швейные
машины с плоской платформой:
одноигольные серии GF-100-000, двухигольные серии GF-200-000;
колонковые одноигольные GP-410-141, GP-4I0-144, GP-410-444,
двухигольные GP-414-141;
одноигольные рукавные серии GC-300-000;
с зигзагообразной строчкой серии 72-500-000;
для ремонта заготовок 010204/Р1, 010204/Р2.
Фирма Famas (Турция) изготовляет швейные машины FA-223 и
FA-2000 для пристрачивания низа обуви прошивного метода креп-
ления, машина для вставки блочков FA-255.
Фирма Juki (Япония) выпускает швейные машины с плоской
платформой:
одноигольные DDL-201S, DU-141H-6, LU-2210-6, DNU-241H,
двухигольные LUH-521 и LUH-526;
колонковые одноигольные PLW-1245 и PLW-1246, PLH-981
и PLN-985; двухигольные PLW-1264 и PLW-1266, PLH-982 и
PLN-986;
рукавные DSU-145, LS-340, LS-340V, LS-341, LS-321;
с зигзагообразной строчкой LZH-1290-6 и LSH-1290;
тяжелого типа TNU-243, TU-273, TSH-411, TSN-421, TSC-441;
автоматические AMS-205CH (CS) (206, 210, 215), AMS-229BH
(BS), AMS-206CGL (210, 215, 220), AMS-223CG, AMS-229BG,
АМН-382
Фирма Adler (Германия) выпускает швейные машины для ремон-
та верха обуви 30/70; выполнения декоративных строчек 104-4102.
Фирма Claes (Германия) выпускает швейные машины для ре-
монта верха обуви 6224-20 кл. и 6224-30 кл. (рис. 2.32), для сборки
мокасин 105-RM-25/SP-75 кл. и MO-25/F231 кл.
Фирма Sun Star (Южная Корея) выпускает швейные машины с
плоской платформой:
одноигольные с автоматическим обрезанием нитки КМ-235А
и КМ-250А-7, двухигольные КМ-740 и КМ-750;
колонковые одноигольные КМ-813 и КМ-823, двухигольные
КМ-867/7 и КМ-967/7;
рукавные КМ-380В, KM-380BL, КМ-390 и KM-390BL.
Фирма Feiyee. (Китай), бывшая Yamata выпускает швейные ма-
шины с зигзагообразной строчкой GG-28, GG-29, GG-30.
43
Рис. 2.32. Швейная машина 6224-20 кл. фирмы Claes (Германия)
На одноигольных машинах также ремонтируют верх обуви из
натуральных и искусственных кож. Машины имеют механизм воз-
вратно-колеблющегося челнока, расположенного в горизонталь-
ной плоскости. Материал может подаваться в любом направлении
зубчатой лапкой, укрепленной в поворотной головке.
Иглы швейные. Чтобы получить красивый стежок высокого качест-
ва, необходимо правильно подобрать иглу и нитки. Основное назначе-
ние иглы швейной машины — прокалывание деталей для обеспече-
ния переплетения ниток. Иногда игла участвует в процессе переме-
щения деталей (при необходимости получения беспосадочного шва).
L
Рис. 2.33. Игла швейная машинная:
7 — колба; 2 — переходный конус; 3 —
стержень с острием (лезвие); 4 — длин-
ный желобок; 5 — выемка; 6 — ушко;
7 — острие; D — диаметр колбы; d —
диаметр стержня; / — длина колбы; Ц —
длина от начала ушка до конца колбы;
L — общая длина иглы
44
Швейная игла представляет собой стальной стержень перемен-
ного сечения, имеющий следующие конструктивные элементы:
колбу, служащую для закрепления иглы в иглодержателе, пере-
ходный конус, лезвие длинного желобка, острие, ушко и выемку
(рис. 2.33). В иглах некоторых конструкций имеется не только выем-
ка, но и короткий желобок. Длинный и короткий желобки защи-
щают нитки от трения при движении иглы через прокол. Длинный
желобок предохраняет нитку от трения при движении иглы вниз-
вверх, короткий — при движении иглы вниз до того момента,
когда его верхний конец коснется материала. Выемка необходима
для лучшего захвата ниточной петли носиком челнока.
В соответствии с ГОСТ 22249—82Е «Иглы к швейным машинам.
Типы и основные размеры» иглы подразделяют на девять типов.
Тип характеризует конструкцию иглы Номер иглы определяется
умножением диаметра цилиндрической части стержня в милли-
метрах на 100. Каждый тип в зависимости от основных размеров и
исполнений колбы, стержня и острия подразделяют на модели.
При маркировке игл указывают модель и номер. Например, игла
0335-100, где 0335 — модель, 100 — номер. При сборке заготовок
верха обуви из натуральных и мягких искусственных кож, текстиль-
ных материалов используют иглы следующих номеров: 75, 80, 85,
140, 150, 160, 170, 180, 190, 200.
На качество сборки заготовок верха обуви влияют скрепляемые
материалы, диаметр (номер) и форма острия иглы (рис. 2.34).
Иглами с острием круглой формы скрепляют детали из текстиль-
ных и искусственных материалов, мягких кож. Острие иглы раз-
двигает волокна ткани, почти не разрушая их, что незначительно
снижает прочность материалов после скрепления. При использо-
вании игл с острием круглой заточки для сшивания толстых и
плотных кож резко увеличиваются силы трения между иглой и
стенками прокола, ниткой и иглой, ниткой и проколом. При этом
игла сильно нагревается, что приводит к ее быстрому затуплению
и поломке.
Круглая
Овальная левая
Овальная правая
JIonaiKa продольная
Ромбическая левая
Ромбическая правая
Ромбическая продольная
Трехгранная
( ) Лопатка поперечная
Квадратная
Рис. 2.34. Формы острия машинных игл
45
Иглы с острием овальной формы имеют две режущие грани. При
прокалывании деталей игла сначала разрезает волокна, затем раз-
двигает и деформирует их. При этом не возникает большого тре-
ния между лезвием иглы и материалом, следовательно, между нит-
кой и иглой, ниткой и материалом. Иглы с острием овальной фор-
мы в зависимости от расположения режущих граней по отноше-
нию к ушку иглы подразделяют на иглы с острием овальным пра-
вым и левым, режущие грани которых расположены под углом 45°
к оси ушка вправо или влево, и иглы с острием овальным попе-
речным или овальным продольным по отношению к оси ушка.
При скреплении деталей иглами с правым овальным острием
образуются слегка вытянутые стежки, лежащие наискосок, а с ле-
вым овальным — вытянутые прямолежащие стежки.
Иглы с острием ромбовидной, квадратной или треугольной формы
имеют соответственно четыре и три режущие грани, их целесообраз-
но применять для скрепления деталей из плотных толстых кож.
На участке сборки заготовок верха обуви выполняют также и
другие операции. Например, подрезание с торца кожаных деталей
на машинах МПБ-О завода «Вперед».
Для предварительного формования союзок можно применять
машину W44N с увлажнителем D34 фирмы Schon и автомат 906
фирмы Anver. Видимые края деталей верха загибают на клей-рас-
плав на машинах F и FC3 фирмы USM (США), А, В и С фирмы
BUSMK, 171 фирмы Sigma. Дублируют детали верха на прессах
В 135.1 фирмы Schon и Z786/P2 фирмы Sazavan. Для прикрепления
украшений используют машины 01319/Р1 и 01319/Р2 фирмы Saza-
van. Блочки можно вставлять на машинах 01337/Р2 фирмы Sazavan,
01356/Р1, 01356/Р2 и 01058/Р1 фирмы ZPS-SM, а хольнитены —
на машине 01209/Р5 фирмы ZPS-SM. Разглаживают тачной шов с
одновременным укреплением его самоклеящейся тесьмой на ма-
шине 01209/Р6 фирмы ZPS-SM.
2.3.4. Оборудование для сборки, отделки
и ремонта обуви
Машины для выполнения подготовительных операций перед фор-
мованием. Предварительное формование пяточной части заготовки
верха выполняют на машинах ФП-1-0 завода «Вперед», 2006 фир-
мы Schon, 02201/Р1, 02201/Р2, 02254/Р2 и 02255/Р1 фирмы ZPS-SM.
Для нанесения клея на заготовку верха применяют машины 02225/Р1
фирмы Sazavan и 02251/Р1 фирмы ZPS-SM. Для увлажнения и ак-
тивации носочной части заготовки верха обуви используют пнев-
матический аппарат 331D фирмы Schon или камеру GS фирмы
BUSMK.
Машины для обтяжки и затяжки заготовок верха обуви на колодке.
Перед формованием устанавливают пяточную часть заготовки вер-
46
ха на колодке. Операцию выполняют на машине 02015/Р5 фирмы
ZPS-SM.
Для обтяжки и затяжки носочно-пучковой части заготовки вер-
ха обуви применяют машины ЗНК-3-0 завода «Вперед», 630-SG
фирмы Schon, DVUZ-RA фирмы BUSMK, 02256/Р1, 02256/Р2 и
02257/Р1 фирмы ZPS-SM.
Затяжную кромку пучково-геленочной части заготовки верха
затягивают на стельку скобками на машинах 02212/Р1 (для обуви
клеевого метода крепления) и О2212/РЗ (для обуви рантового и
сандального методов крепления) фирмы ZPS-SM. Пяточно-геле-
ночную часть заготовки верха затягивают на машинах 640 ТСТ
фирмы Schon, 02236/Р1 и 02236/Р2 фирмы ZPS-SM. Отдельно пя-
точную часть заготовки верха обуви можно затягивать на машине
ЗПК-4-0 завода «Вперед» или 02146/Р6 фирмы ZPS-SM.
Прессы для приклеивания подошв, подметок и каблуков. Кле-
евые прессы разных фирм различаются конструкциями станины
и пресс-секций, техническими параметрами. На прессах Super
Classic фирмы Hardo (Германия) (рис. 2.35, а) приклеивают по-
дошвы, подметки и резиновые каблуки без обувных колодок. Пресс
снабжен пресс-подушкой для приклеивания подошв и подме-
ток, кроме того, имеется отдельный пресс для приклеивания каб-
луков.
Работа на прессе выполняется следующим образом. В зависимо-
сти от размера и фасона обрабатываемой обуви подбирают смен-
ные профилированные пластины Пластину устанавливают на упор
и затем надевают подготовленную полупару с наложенной подо-
швой (подметкой, каблуком) следом вверх на упор. При нажатии
на кнопку обувь подводится под подушку, при этом подушка опус-
кается, одновременно наполняясь сжатым воздухом, и прижимает
приклеенную деталь к обуви. По истечении установленного време-
ни прессования подушка поднимается и освобождается от воздуха.
Затем вводят в рабочую зону упор с подготовленной к приклеива-
нию второй полупарой обуви, и цикл повторяется.
Пресс Rustic Orthopadie фирмы Hardo (Германия) предназна-
чен для приклеивания подошв и подметок мужской и женской
обуви на низком, среднем и высоком каблуках с применением
колодок (рис. 2.35, б). Пресс комплектуется быстросъемными пресс-
подушками для обуви на низком каблуке, подошв с крокулем для
обуви на среднем и высоком каблуках. Пресс работает следующим
образом. Подошву или подметку вручную накладывают на подго-
товленный след затянутой заготовки верха обуви. Затем колодку с
затянутой обувью устанавливают следом вниз на пресс-подушку и
включают пресс. Подушка поднимается, колодка упирается в верх-
ние упоры, и снизу на след обуви начинает действовать давление.
После установленной выдержки реле времени автоматически вы-
ключает секцию. Пока одну полупару прессуют, другую устанав-
47
Рис. 2.35. Прессы фирмы Hardo:
а — Super Classic; б — Rustic Orthopadie
ливают во вторую секцию. Работать можно как поочередно, так и
одновременно на двух секциях.
Машины для прикрепления подошв гвоздями. Подошвы и под-
метки прикрепляют к следу затянутой заготовки верха на машинах
АСГ-19 (Россия), 04106/Р2 (Чехия), а также на пневматических
автоматах Mini (рис. 2.36, а) и Soler на стойке (рис. 2.36, б) фир-
мы Hardo. Максимальная длина забиваемых гвоздей 25 мм.
Оборудование для пристрачивания подошв однониточным швом.
Подошвы из натуральных и искусственных кож пристрачивают к
следу затянутой обуви однониточным цепным швом на прошив-
ных машинах ПНК (Россия), 03012/Р2 и ОЗО12/РЗ фирмы ZPS-SM
и КТ-80 фирмы Hardo. На машинах возможна обработка всех видов
мужской, женской и детской обуви.
48
Рис. 2.36. Пневматические автоматы для прикрепления подошвы гвоздями
фирмы Hardo:
а — Mini; б — Soler на стойке
Машина КТ-80 (рис. 2.37) с длинным рогом является наиболее
универсальной из всех перечисленных: применяется даже для при-
страчивания подошв сапог с голенищами высотой до 50 см. Подо-
швы пришивают следующим образом. Подняв прижимную лапку,
полупару надевают на верхушку рога машины. Затем прижимную
лапку опускают на порезку подошвы. Во время работы машины
полупару обуви поддерживают обеими руками на поворотном роге.
Ослабляя нажим на педаль, уменьшают частоту вращения вала
машины и, следовательно, скорость пристрачивания, что облег-
чает выполнение операции на участках подошвы с резким изме-
нением профиля, например в носочной части. После пристрачи-
вания всей подошвы освобождают педаль, останавливают маши-
ну, отрезают нитку у порезки и снимают полупару с рога. Цикл
повторяется.
Длина стежка может быть отрегулирована специальным ме-
ханизмом. Привод машины — от индивидуального электродви-
гателя.
Оборудование для пристрачивания подошв двухниточным швом.
Подошвы пристрачивают двухниточным швом на машинах ST-70,
ST-80, Maxi-Gom фирмы Hardo, 550-D фирмы Albeko и 03036/Р2
Фирмы ZPS-SM
Машина ST-80 позволяет сшивать материалы толщиной до 27 мм.
Тонкий удлиненный рог машины Maxi-Gom фирмы Hardo дает
49
Рис. 2.37. Машина КТ-80 фирмы Рис. 2.38. Машина 03036/Р2 фирмы
Hardo (Германия) ZPS-SM (Чехия)
возможность обработки всех видов обуви и сапог с голенищами
высотой до 50 см.
Машина 03036/Р2 (рис. 2.38) предназначена для пристрачива-
ния плоских подошв и подошв с бортиком. Удлиненный рог ма-
шины дает возможность пришивать подошвы сапог с голенищами
высотой до 56 см. Наибольшая толщина сшиваемых материалов
18 мм. Машина комплектуется тремя коленами: для пристрачива-
ния подошв сапог; подошв с бортиком полуботинок с острым или
тупым носком; подошв с бортиком ботинок; игольной пластиной
для пристрачивания подошв сандалий; приспособлением для на-
мотки пропитанной варом нитки на шпулю челнока, тремя
направляющими лапками.
Технологический процесс на машинах осуществляется сле-
дующим образом. Нажимая на педаль, поднимают прижимную
лапку и надевают на рог машины полупару обуви. Затем педаль
освобождают, в результате чего лапка опускается и прижимает
50
детали к рогу машины. Повторно нажимая на педаль, включают
машину. Вращающийся рог машины обеспечивает пристрачивание
подошвы на закругленных участках. Машины позволяют пристра-
чивать подошвы с различной скоростью транспортирования на раз-
ных участках.
Окончив пристрачивание, педаль освобождают, машина оста-
навливается. Затем, нажимая на педаль, поднимают прижимную
лапку, обрезают нитки и снимают с рога обработанную полупару
обуви.
Машины для отделки обуви. Комбинированные машины фир-
мы Hess: Combi 180-P-ZF-A (рис. 2.39), Combi 120-P-ZF-H; фир-
мы Hardo: Caravelle Combi 130В, 150В, 175B, 175CRS и 200CRS,
GP-Combi 130, 140 и ZF; фирмы ZPS-SM: 0440I/P1 и 04401/P2
позволяют выполнять весь комплекс отделочных, а также подго-
товительных операций. Каждая машина имеет следующие испол-
нительные органы: шлифовальные валики (или бесконечные шли-
фовальные ленты), шлифовальный колпачок, сдвоенную револь-
верную фрезу, шлифовальный и войлочный полировочный круги,
волосяную щетку, полировальную установку.
Машины фирмы Hardo предназначены для выполнения следу-
ющих операций: фрезерование уреза подошв и каблуков; шлифо-
Рис. 2.39. Машина Combi 180-P-ZF-A фирмы Hess (Германия)
51
Рис. 2.40. Машина Ortho 85
фирмы Hess
Рис. 2.41. Машина Тегто Color для
окрашивания уреза подошв и каб-
луков фирмы Hardo
вание фронта каблуков; взъерошивание подметок и заплат; шли-
фование подошв; чистка и полирование подошв.
Для отделки ортопедической обуви применяют специальные
машины фирмы Hess (Германия): Ortho 85 (рис. 2.40), Ortho 130-Р,
Ortho 110-Р и Ortho V-85-P.
Особенностью машин является наличие системы пневмочист-
ки со сменными фильтрами, которая отсасывает и улавливает пыль,
образующуюся при шлифовании.
Оборудование для окрашивания уреза подошв и каблуков. Для
окрашивания уреза подошвы, а также каблуков всех размеров и
фасонов применяют машину Termo Color фирмы Hardo (рис. 2.41).
Глава 3
АНАТОМИЯ И ФИЗИОЛОГИЯ НИЖНИХ КОНЕЧНОСТЕЙ
ЧЕЛОВЕКА
3.1. Анатомическое строение и функции стопы
Стопа человека представляет собой орган опоры и движения,
имеющий сложное сводчатое анатомическое строение и характер-
ную форму.
52
форма стопы. Форму стопы определяет взаимное расположение
костей, связок и мышц (рис. 3.1). Нижняя опорная поверхность
стопы называется подошвенной (плантарной), верхняя — тыльной.
роковые поверхности подразделяют на наружную (латеральную)
и внутреннюю (медиальную). Выделяют два отдела стопы — перед-
ний и задний. Передний отдел стопы состоит из плюсны и паль-
цев, а задний образован костями предплюсны. Передняя часть сто-
пы, особенно в области пальцев, более подвижная и сжимаемая,
чем задняя. По положению переднего отдела стопы относительно
заднего могут быть прямыми, приведенными и отведенными.
Наиболее широкое место передней части стопы называется пучки',
оно соответствует положению головок плюсневых костей. Сочле-
нение первой плюсневой кости с основной фалангой первого паль-
ца обозначают как внутренний пучок, а сочленение пятой плюсне-
вой кости с основной фалангой мизинца — как наружный пучок.
Внутренний пучок располагается несколько кпереди от наружного.
Самая выпуклая область на тыльной поверхности стопы называет-
ся подъемом, а место перехода стопы в голень — сгибом.
На боковых сторонах задней части стопы расположены внутрен-
няя и наружная лодыжки, являющиеся частями головок больше-
и малоберцовой костей голени. Наружная лодыжка находится не-
много ниже внутренней. На медиальной поверхности здоровой
стопы заметна дуга внутреннего продольного свода. Дуга наруж-
ного продольного свода менее выражена и расположена на соот-
ветствующей боковой поверхности стопы.
На стопах детей до 3 лет дуга внутреннего продольного свода
слабо выражена или отсутствует. Это связано с возрастными осо-
бенностями стопы, которая в области свода имеет жировую про-
кладку, исчезающую по мере роста ребенка.
Рис. 3.1. Поверхности стопы:
а — наружная; б — подошвенная; в — внутренняя; / — пальцы; 2 — наружный
пучок; 3 — наружная лодыжка; 4 — место сгиба; 5 — подъем; 6 — внутренняя ло-
дыжка; 7— внутренний пучок
53
Скелет стопы. Скелет стопы состоит из 26 костей (рис. 3.2), со-
единяющихся суставами. Скелет условно разделяется на три отде-
ла: предплюсну, плюсну и пальцы (рис. 3.3). Предплюсна образова-
на семью костями: таранной, пяточной, ладьевидной, кубовид-
ной и тремя клиновидными (первой, второй и третьей, считая от
внутреннего края стопы к наружному). Таранная кость, со-
стоящая из головки, шейки и тела, занимает промежуточное по-
ложение между костями голени и стопы. В связи с этим она имеет
наибольшее число сочленений с другими костями. Верхняя часть
тела таранной кости соединена с большеберцовой костью голени.
На внутренней и наружной частях тела расположены плоские пло-
щадки для сочленения с соответствующими лодыжками. Нижняя
поверхность тела соприкасается с пяточной костью, а головка та-
ранной кости — с ладьевидной костью.
Пяточная кость — самая крупная кость предплюсны, зад-
няя часть которой заканчивается массивным шероховатым бугром.
В верхней части пяточной кости имеется площадка для соедине-
ния с таранной костью, а на переднем конце — площадка для
Рис. 3.2. Скелет (кости) стопы:
а — вид сверху; б — вид снизу; / — ладьевидная; 2 — таранная; 3 — пяточная;
4, 5, 24 — клиновидные; 6—9, 26 — плюсневые; 10, 13, 18, 22, 23 — основные
фаланги пальцев; 11, 14, 17, 20— средние фаланги пальцев; 12, 15, 16, 19, 21 —
ногтевые фаланги пальцев; 25 — кубовидная
54
J
рис. 3.3. Условные отделы скелета
стопы (вид сбоку):
] —• предплюсна; 2 — плюсна; 3 —
пальцы
сочленения с кубовидной костью. Ладьевидная кость рас-
положена на внутреннем крае стопы. Ее задняя поверхность со-
членяется с головкой таранной кости. На передней поверхности
расположены три площадки для соединения с каждой из клино-
видных костей. С наружной стороны ладьевидная кость соприкаса-
ется с кубовидной. На внутренней поверхности ладьевидной кости
находится бугристость, которую легко прощупать. Кубовидная
кость расположена на наружном крае стопы спереди от пяточ-
ной кости, с ней она соединяется задней поверхностью. Передняя
поверхность сочленяется с четвертой и пятой плюсневыми костя-
ми, а внутренняя — с ладьевидной и третьей клиновидной.
Клиновидные кости находятся впереди ладьевидной, со-
членяясь с ней задними поверхностями. Передними поверхностями
каждая из клиновидных костей сочленяется с соответствующими
плюсневыми костями. У маленького ребенка кости предплюсны,
за исключением таранной и пяточной, представляют собой хря-
щевые образования, в которых по мере роста появляются ядра око-
стенения. Из них формируется костный скелет. Полностью его фор-
мирование заканчивается к 18 — 20 годам.
Плюсна состоит из пяти плюсневых костей, считая от внутрен-
него края стопы к наружному. В каждой из плюсневых костей раз-
личают основания, которыми они соприкасаются между собой и с
костями предплюсны, длинное тело трехгранной формы и голов-
ки округлой формы. Посредством головки плюсневая кость сочленя-
ется с основной фалангой соответствующего пальца. На нижней
поверхности головки первой, самой крупной кости находятся две
сесамовидные косточки, представляющие собой окостеневшие
сухожилия.
Пальцы образованы мелкими косточками — фалангами. У каж-
дого пальца, за исключением первого, таких фаланг три: основ-
ная, средняя и ногтевая. Первый палец состоит из двух фаланг —
основной и ногтевой, расположенных под некоторым углом. Фа-
ланги остальных пальцев также расположены не на одном уровне,
поэтому при стоянии человек касается почвы только ногтевыми
фалангами.
Суставы и связки стопы. Соединяясь, кости стопы образуют
137 суставов различной подвижности. Основные: голеностопный
сустав, суставы между костями предплюсны, предплюсне-плю-
сневые, межплюсневые, плюсне- и межфаланговые и др. Суставы
55
укреплены большим числом межкостных тыльных и подошвен-
ных связок.
Сочленяемые поверхности каждого сустава покрыты хрящом и
плотно охватываются суставной капсулой с внутренним слоем,
вырабатывающим специальную жидкость.
Голеностопный сустав является одним из самых крупных по пло-
щади сочленяющихся поверхностей. Он относится к сложным су-
ставам, так как образован двумя костями голени и таранной костью.
В нем осуществляются сгибание и разгибание подошвы стопы. Ук-
репляется сустав боковыми связками, расположенными на внутрен-
ней и наружной сторонах.
Подтаранный, или таранно-пяточно-ладьевидный, сустав также
относится к числу сложных — в нем соединяются три кости. Со-
членения имеют шаровидную и эллипсовидную формы. В этом су-
ставе выполняются приведение и отведение стопы, а также ее супи-
нация и пронация. При супинации стопа разворачивается
внутрь, ее внутренний край поднимается, а наружный опускается.
При пронации стопа разворачивается наружу, ее внутренний
край опускается, а наружный поднимается (рис. 3.4). Как правило,
движения в голеностопном и подгаранном суставах происходят одно-
временно. Форма сочленяющихся поверхностей костей в подтаран-
ном суставе многообразна, с чем связывают образование индиви-
дуальной формы стопы, которая в норме может иметь различные
варианты расположения пяточной кости и переднего отдела.
Рис. 3.4. Положение стопы:
7 — исходное; 2 — при приведении
(супинации); 3 — при отведении (про-
нации)
Рис. 3.5. Суставы стопы:
7 — Шопара; 2 — Лисфранка
56
Остальные суставы предплюсны малоподвижны, они имеют
плоскую форму и укреплены прочными связками, расположенными
не только на тыльной и подошвенной сторонах стопы, но и внут-
ри некоторых суставов.
Таранно-ладьевидный и пяточно-кубовидный суставы называют
поперечным суставом предплюсны или суставом Шопара, а группу
из трех суставов между предплюсной и плюсной — суставом Лис-
франка (рис. 3.5).
Плюснефаланговые суставы образованы головками плюсневых
костей и основаниями фаланг пальцев. Они имеют шаровидную
форму, в них происходят сгибание и разгибание, а также приведе-
ние и отведение небольшой амплитуды.
Межфаланговые суставы находятся между фалангами пальцев,
в них осуществляются сгибание и разгибание.
Своды стопы. Кости стопы, соединенные суставами, образуют
сводчатую форму, выпуклостью обращенную кверху (рис. 3.6). Та-
кое строение стопы является одной из особенностей опорно-двига-
тельного аппарата человека. В укреплении и поддержании формы
сводов принимают участие более 60 связок, расположенных на ее
тыльной и подошвенной поверхностях.
В стопе принято различать три свода: два продольных (внутрен-
ний и наружный) и один поперечный.
Внутренний продольный свод — рессорный, он образован пяточ-
ной, таранной, ладьевидной, клиновидными, первой—третьей плю-
сневыми костями. За счет большого числа подвижно сочлененных
костей внутренний продольный свод способен противостоять нагрузке,
т.е. сохранять определенную высоту и препятствовать снижению сво-
дов (продольному распластыванию). Вершиной внутреннего продоль-
ного свода является нижний край таранно-ладьевидного сустава.
Точка пересечения оси голени с дугой внутреннего продольно-
го свода, через которую на стопу действует масса тела, располо-
жена не на середине дуги, а ближе к пяточной кости. Причем с
ростом человека эта точка все
более отодвигается кзади.
Наружный продольный свод со- /
стоит из пяточной, кубовидной, /
четвертой и пятой плюсневых I
Костей. Свод является опорным, /
Или грузовым. Он менее подви- \
Жен, чем рессорный, и способен
выдерживать значительные на-
грузки при стоянии и ходьбе.
Вершина наружного продольно-
го свода находится в области
Нижнего края пяточно-кубовид- Рис. 3.6. Продольные своды стопы:
Ного сустава. 7 — наружный; 2 — внутренний
57
Истинную высоту внутренне-
хГ го и наружного продольных сво-
) Z><^z "Л дов можно определить только на
J рентгенограмме стопы в боковой
------------_S=Z_ проекции, измерив высоту от
плоскости опоры до нижнего
Рис. 3.7. Поперечный свод края соответствующего сустава.
Косвенно судят о высоте внут-
реннего продольного свода по расстоянию до бугристости ладь-
евидной кости от плоскости опоры, а также по отпечаткам стопы
(планто граммам).
Поперечный свод (рис. 3.7) наиболее отчетливо выражен в обла-
сти клиновидных, кубовидной и оснований плюсневых костей.
Прослеживается он и в области тел плюсневых костей. На уровне
головок плюсневых костей поперечного свода нет. Все головки
плюсневых костей участвуют в опоре на одном горизонтальном
уровне.
Рассматривать своды стопы как самостоятельные элементы мож-
но только условно. В действительности эти структурные образова-
ния тесно связаны и функционируют как единый орган. В поддер-
жании его сводчатой формы ведущая роль принадлежит связкам,
подошвенному апоневрозу и сухожилиям мышц, располагающим-
ся на стопе.
Мышцы стопы. Движения стопы осуществляются с помощью
мышц, которые можно разделить на мышцы, переходящие с голе-
ни на стопу, и мышцы собственно стопы.
Мышцы, идущие с голени на стопу, по положению на соответ-
ствующей поверхности голени подразделяют на переднюю, зад-
нюю и наружную группы.
По характеру основных видов выполняемых движений можно
выделить мышцы-сгибатели, мышцы-разгибатели, отводящие мыш-
цы (абдукторы), приводящие мышцы (аддукторы), а также супина-
торы и пронаторы. Многие мышцы голени одновременно прини-
мают участие в различных движениях стопы.
Мышцы, идущие по задней поверхности голени, в основном
являются мышцами-сгибателями стопы. Главная мышца-сгибатель
стопы — трехглавая мышца голени, состоящая из икроножной и
камбаловидной. Икроножная мышца является двусуставной, т.е.
она одновременно сгибает стопу в голеностопном суставе и голень
в коленном суставе. Общее сухожилие для икроножной и камбало-
видной мышц прикрепляется к бугру пяточной кости и называет-
ся ахилловым.
Мышцы, переходящие на тыл стопы с передней поверхности
голени, в основном являются разгибателями стопы и пальцев.
Среди мышц супинаторов стопы наибольшей активностью об-
ладают задняя большеберцовая мышца, которая одновременно сги-
58
J
бает стопу и действует как аддуктор, а также передняя большебер-
цовая мышца, являющаяся одновременно разгибателем. Сухожи-
лию задней большеберцовой мышцы отводится основная роль в
укреплении продольного свода стопы. К пронирующим стопу мыш-
цам относятся короткая и длинная малоберцовые, которые распо-
лагаются на латеральной поверхности голени. Одновременно с
пронирующим воздействием они сгибают подошву стопы и отво-
дят ее. Кроме того, сухожилие длинной малоберцовой мышцы ук-
репляет поперечный свод стопы. Сила мышц-сгибателей стопы пре-
восходит силу мышц-разгибателей, а сила супинаторов значитель-
но превышает силу пронаторов. Поэтому стопа спящего человека
находится в положении подошвенного сгибания и легкой супина-
ции. Такую же форму она имеет на стадии внутриутробного разви-
тия и у грудных детей.
Собственно мышцы стопы разделяют на мышцы тыльной и по-
дошвенной поверхностей. На тыльной поверхности расположены
главным образом короткие разгибатели пальцев. На подошвенной
поверхности мышцы действуют как сгибатели (сгибатель пальцев,
квадратная мышца подошвы, червеобразные мышцы стопы) или
как приводящие и отводящие мышцы (межкостные мышцы стопы,
мышца, отводящая большой палец, мышца, отводящая мизинец,
и др.). Кроме того, на подошвенной поверхности стопы располо-
жено сухожильно-мышечное образование — апоневроз, который
мощным стволом отходит от пяточной кости, а затем разделяется
на пучковую часть соответственно пальцам.
Функции стопы. Особенности анатомического строения скелета
и связочно-мышечного аппарата стопы обеспечивают ее надежное
функционирование. Стопа выполняет три основные функции: рес-
сорную, балансировочную и толчковую.
Под рессорной функцией понимают способность стопы к сохра-
нению сводчатой формы под действием нагрузки при стоянии и к
амортизации толчков при ходьбе, причем с ростом нагрузки со-
противление нарастает. Часто при патологии стопы ее рессорная
функция нарушается, стопа теряет свою сводчатую форму, т. е. рас-
пластывается в продольном или поперечном направлении.
Балансировочная функция стопы заключается в поддержании рав-
новесия и, следовательно, вертикального положения тела при сто-
янии и ходьбе. Выполнение этой функции тесно связано с возмож-
ностями супинации и пронации стопы при стоянии и движении.
Супинация и пронация происходят в подтаранном и поперечном
суставах предплюсны и обеспечиваются неодинаковой подвижно-
стью плюсневых костей. Самой малоподвижной является вторая
Плюсневая кость, остальные обладают достаточно выраженной
Подвижностью. Таким образом, для сохранения равновесия вокруг
второй плюсневой кости крайние плюсневые кости должны дви-
гаться.
59
Толчковая функция стопы необходима для придания ускорения
телу при ходьбе. Она проявляется при взаимодействии стопы с
плоскостью опоры. Нарушение этой функции наиболее выражено
при уменьшении площади опорной поверхности стопы.
Стояние, ходьба, бег. Если человек стоит симметрично, тяжесть
тела распределяется равномерно на обе стопы. При этом на зад-
ний отдел приходится около 60% массы тела, а на передний —
около 40 %, причем в переднем отделе максимально нагружается
головка первой плюсневой кости. Нагрузка на стопу приводит к
увеличению ее длины на 2 — 3 мм и обхвата стопы в пучках на
7 — 9 мм.
При стоянии общий центр массы тела взрослого человека распо-
ложен на уровне от первого до пятого крестцового позвонка. В ниж-
них конечностях отвесная линия центра массы проходит впереди
оси коленного сустава и проецируется на стопу кпереди от голено-
стопного сустава на 30 — 40 мм. От проекции центра массы тела на
площадь опоры стопы зависит равновесие человека. Когда его про-
екция выходит за рамки площади опоры, равновесие нарушается
и человек может упасть, если не сумеет вовремя скоординировать
свое положение.
В ходьбе принимают участие почти все мышцы человеческого
тела, но главная нагрузка приходится на таз и нижние конечности.
Ходьба человека характеризуется чередованием периодов опоры и
переноса каждой ноги, которые повторяются через приблизитель-
но равные интервалы времени.
Опорный период составляет около 65 %, а переносный — 35 %
продолжительности шага. Началом опорного периода является удар о
плоскость опоры пяткой вынесенной вперед конечности (рис. 3.8, а).
Этот момент называется передним толчком. Затем подошвенная
поверхность стопы включается в процесс, что обозначается как
перекат через стопу: сначала нагрузка приходится на пятку, а по-
том распространяется на всю стопу (рис. 3.8, б, в). Период нагруз-
ки на всю стопу, составляющий около 30 % продолжительности
шага, характеризуется двухопорным временем, т.е. одновремен-
ным участием в опоре обеих стоп. Перекат через стопу заканчива-
а б в г д • е ж
Рис. 3.8. Фазы шага:
а — передний толчок; б—г — перекат через стопу; д — задний толчок; е — пере-
носный период шага: ж — начало следующего шага
60
ется опорой на все точки переднего отдела стопы: головки плю-
сневых костей и носок (рис. 3.8, г). В конце фазы опоры тело оттал-
кивается вперед и вверх за счет мощного активного сгибания сто-
пы, ставшей «задней» конечностью. Этот момент называется зад-
ним толчком (рис. 3.8, д), после него следует переносный период
(рис. 3.8, е). Он завершает полный цикл шага. Следующий шаг вновь
начинается передним толчком (рис. 3.8, ж).
Ходьба людей разных половозрастных групп различается. Так,
ходьбу женщин отличают легкость и грациозность, что связано с
уменьшением времени опоры на всю стопу и более быстрым пере-
катом через передний отдел.
Перекат через стопу у женщин в основном идет в такой последо-
вательности: пятка—головка первой плюсневой кости —носок-
головка пятой плюсневой кости. Такой тип походки называют валь-
гусным. У мужчин после пятки включается в опору головка пятой
плюсневой кости — носок — головка первой плюсневой кости.
Такой тип походки называют варусным.
У маленьких детей встречается «шлепающая» походка из-за прак-
тически одновременного включения в опору всех точек подошвен-
ной поверхности стопы.
Бег отличается от ходьбы тем, что отставленная назад нога от-
талкивается от земли сильнее, а затем делает широкое маховое
движение, усиливающее действие заднего толчка второй ноги. При
беге обе ноги никогда не прикасаются к опоре одновременно и
есть моменты, когда ни одна из ног не прикасается к земле. Они
называются фазами полета.
3.2. Размеры стопы и голени. Способы их измерения
Параметры стопы. Их измеряют с разными целями. Для раз-
работки типоразмеров обуви и проектирования колодок необхо-
димы массовые обмеры здоровых или патологически измененных
стоп. Стопу конкретного человека измеряют при изготовлении обуви
ортопедической и по индивидуальному заказу.
На стопе измеряют линейные (длина, ширина, высота), объемные
и угловые размеры. Длину и ширину стопы измеряют стопомером
конструкции Ю. П. Зыбина—В. К. Макаричевой, а высоту — высо-
томером. Объемные параметры стопы определяют гибкой нерастя-
жимой лентой с миллиметровыми делениями. Угловые параметры
(угол отклонения первого пальца, угол отклонения пятки и т.п.)
измеряют угломером для оценки степени деформации стопы.
Параметры анатомических точек замеряют в прямоугольной
системе координат, т. е. в системе построения колодок.
Целесообразно измерять стопы обеих ног, так как часто правая
и левая стопы имеют разные размеры и строение. При измерении
61
человек должен стоять так, чтобы нагрузка на обе ноги была рав-
номерной.
Основными размерными признаками стопы, которые измеря-
ют от наиболее выступающей точки 9 (рис. 3.9) пятки, являются:
длина Д стопы — расстояние до наиболее удаленной точки 3
на первом или втором пальце;
Рис. 3.9. Основные антропометрические точки стопы (я), линии обмера
стопы и голени (б):
1 — центр внутренней лодыжки; 2 — центр головки первой плюсневой кости; 3 —
наиболее удаленная точка на первом или втором пальце; 4 — конец пятого пальца;
5 — центр головки пятой плюсневой кости; 6 — середина длины стопы; 7 — точка
сгиба стопы; 8 — центр наружной лодыжки; 9 — наиболее выпуклая точка пятки;
А — наиболее выступающая точка пятки стопы; Б — наиболее выступающая точка
на первом или втором пальце стопы; В — точка сгиба стопы; Г — точка середины
стопы; П~ точка пучковой части стопы; АБ — длина стопы Д; АВ — расстояние по
осевой линии до точки сгиба стопы В (АВ = 0,41 Д); АП — расстояние по осевой
линии до точки середины пучков П (АП = 0,72Д); ПЦ — ширина пятки; Ш2 —
ширина пучков; h} — высота до точки подъема стопы; h2 — высота до точки сгиба
стопы; А3 — высота до нижней точки наружной лодыжки; Л4 — высота до наимень-
шего обхвата голени над лодыжками; И5 — высота до нижнего края икроножной
мышцы; h6 — высота до места наибольшего объема икроножной мышцы; Л7 —
высота до подколенной впадины; Опф — обхват в плюснефаланговом сочленении;
Осс — обхват через середину стопы; Ок — косой обхват через сгиб и пятку; Оу м —
обхват наиболее узкого места голени; Оик — обхват нижнего края икроножной
мышцы; Оим — обхват икроножной мышцы в наиболее широком месте; Опв —
обхват области подколенной впадины
62
расстояние Дв,п до центра второй головки первой плюсневой
кости (внутреннего пучка);
расстояние Ди и до центра 5 головки пятой плюсневой кости
(Наружного пучка);
до конца пятого пальца 4;
до точки сгиба стопы 7;
до центра наружной лодыжки 8.
Размеры по высоте измеряют от поверхности опоры.
Для измерений разработано большое число устройств и прибо-
ров от простых механических до оптико-электронных. Стопа отно-
сится к сложным геометрическим телам, поэтому механические
приборы не дают точного измерения ее параметров, а также пол-
ного совпадения повторных замеров. С этой точки зрения наиболее
перспективны оптические и оптико-электронные методы, кото-
рые позволяют одномоментно получать точные измерения всех
необходимых параметров. Однако наибольшее применение полу-
чили механические приборы как наиболее доступные и простые в
использовании.
Большое значение при обследовании стоп имеет визуальное
изучение опорной поверхности стопы. Она может быть исследова-
на подоскопией или плантографией.
Подоскопия. Для подоскопии используется специальное устрой-
ство — подоскоп. Он представляет собой прозрачную стеклянную
пластину, расположенную горизонтально. На пластине под утлом
45° установлено зеркало. Подоскопия дает возможность непосред-
ственно наблюдать за зонами нагрузки подошвенной поверхности
стопы при стоянии. При этом участки, на которые приходится
большее давление, окажутся более светлыми.
Плантография. С помощью плантографии получают отпечаток
стопы, его визуальную оценку и графико-расчетный анализ. Ме-
тод получения отпечатка может быть прямым и непрямым. При
непрямом методе используют плантограф (рис. 3.10, а). Для сня-
тия отпечатка и получения горизонтальной проекции стопы на
подушечку плантографа наносят штемпельную краску, кладут чи-
стый лист бумаги и опускают рамку с натянутой поливинил-
хлоридной пленкой. На пленку ставят правую стопу, обводят ее
контурографом и проецируют на плантограмму точку центра го-
ловки первой плюсневой кости, наиболее удаленную точку на
первом или втором пальце, точку центра головки пятой плюсне-
вой кости.
При прямом методе плантографии специальное вещество на-
носят на подошвенную поверхность стопы, которую затем уста-
навливают на бумагу. Это могут быть вазелин, синька или зеленка.
Плантограммы высокого качества получают при взаимодействии
Фотобумаги со стопой, смоченной раствором проявителя, а наи-
более простые — при контакте мокрой стопы с полом или песком.
63
a
Рис. 3.10. Плантограф (а) и контурограф (б):
1 — поливинилхлоридная пленка; 2 — рамка; 3 — основание; 4 — лист бумаги
Информативность плантограммы значительно повышается при про-
ведении одного из графико-расчетных методов анализа отпечатка.
Контурограф (рис. 3.10, б) предназначен для получения конту-
ра стопы.
Для оценки плантограмм детей может быть использована мето-
дика, предложенная И. А. Циркуновой. К внутренней стороне от-
печатка проводят касательную АВ (рис. 3.11, а). Из середины отрез-
ка АВ восставляют перпендикуляр CD, длину которого делят на три
равные части. Типичная ширина отпечатка стопы здоровых детей
3 — 4 лет ограничивается серединой первой (от касательной) трети
перпендикуляра CD (рис. 3.11, б), у детей 5 — 7 лет она пройдет
между первой и средней третью перпендикуляра (рис. 3.11, в), а у
Рис. 3.11. Отпечаток стопы (а) и плантограммы детей 3 — 4 (б), 5 — 7 (в) и
8— 18 (г) лет
64
детей 8—18 лет — через середину CD (рис. 3.11, г). Плантограммы
обследуемых сравнивают с возрастными стандартами отпечатков.
Ширина отпечатка, превышающая границы, указанные для детей
данного возраста, является показателем уплощения стопы.
Плантографию следует рекомендовать для широкого использо-
вания как достаточно информативный метод косвенной оценки
высоты продольных сводов и взаимного расположения отделов
СТОПЫ.
При изготовлении закрытой обуви обмер стоп начинают со сня-
тия наружного и подсводного контуров. Для этого очерчивают кон-
тур стопы при перпендикулярном расположении грифеля каран-
даша к поверхности бумаги размером 320 х 250 мм. Обводят стопу
кругом от наиболее выступающей точки пятки сначала с внутрен-
ней, а затем с наружной стороны. Таким образом получают наруж-
ный контур стопы.
Затем, не изменяя положения ноги, на этом же листе бумаги
обводят подсводный контур грифелем карандаша, расположенным
под углом.
На бумаге должны быть два контура: внешний и внутренний.
Контуры можно также получить на плантограмме.
По контурам можно судить о состоянии сводов стопы, а также
определить тип стопы (рис. 3.12).
Все параметры измеряют гибкой нерастягивающейся лентой,
которые затем используют для подбора и подгонки колодок.
Индивидуальный обмер стопы по методу В. П. Апанасенко. Метод
позволяет быстро и с высокой точностью обмерить стопу и в соответ-
ствии с ее антропологическими параметрами подогнать колодку
В данном методе применяется измерительный лист-шаблон
(ИЛШ).
Учитывая цель обмера, выбирают и анализируют то или иное
число признаков стопы.
Рис. 3.12. Типы стоп:
а — узкая; б — средняя; в — широкая
3 Леденёва
65
Рис. 3.13. Измерительный лист-шаблон с контурами стопы 1 и следа ко-
лодки 2 с тремя шкалами:
I — для обмера стопы в области подъема; II — для обмера пучковой части стопы;
III — для измерения длины стопы
В центре листа бумаги размером 360x200 мм проводят гори-
зонтальную прямую, от точки А (рис. 3.13) откладывают отрезок
АЕ = 320 мм и получают основу шаблона.
От наиболее выступающей точки пятки А откладывают отрезки
до точек середины стопы (АВ = 0,5Д), середины пучков (АП= 0,68Д)
и длины стопы (АБ = Д). Точки В, П и Б рассчитаны для стопы
длиной 210 мм. Из полученных точек восставляют перпендикуляры
и получают шкалы I— III для всех стоп длиной от 210 до 310 мм.
На основе шаблона откладывают величину Аа сдвига стельки.
Согласно ГОСТ 3927—88 «Колодки обувные. Общие технические
условия» Аа = 0,02Д + 0,05Лк, где Д — длина стопы, Лк — высота
каблука.
В связи с незначительной длиной отрезка между смежными раз-
мерами обуви на чертеже откладывают три расстояния: Аа0= 4 мм,
Лл4 = 6 мм, /1о8 = 8 мм для обуви на каблуке высотой соответствен-
но 0—20; 21 —60 и 61 —100 мм. Эти расстояния рассчитывают по
среднему размеру обуви.
Для снятия мерки стопу ставят на ИШЛ так, чтобы выпуклая
часть пятки касалась катета прямого угла треугольника (рис. 3.14).
В этом положении очерчивают контур стопы. По шкалам I— III
66
J
Рис. 3.14 Схема расположения сто-
пы при обмере
(сМ. рис. 3.13> определяют длину
стопы и места обмера в подъеме
И пучках. На полученные линии
накладывают измерительную лен-
ту и определяют обхваты.
Стопу очерчивают каранда-
шом в два приема, как описано
выше.
Для подбора следа колодки
надо также иметь контур опор-
ных мест стопы. Для этого след
стопы покрывают легкосмываемой краской и ставят ногу на бума-
гу. Получают отпечаток и через опорные места стопы гибкой лен-
той с миллиметровыми делениями измеряют обхваты.
При измерении обхвата стопы в пучках край ленты должен на-
ходиться на наиболее выпуклой части внутреннего пучка, а с на-
ружной стороны — на наиболее выпуклой части наружного пучка.
Для определения обхвата в подъеме ленту накладывают на наи-
более высокую точку гребня стопы и наиболее вогнутый участок
подсводной части. Высоту стопы в точках подъема и сгиба получа-
ют с помощью измерителя с иглами, вставленными тупыми кон-
цами наружу Верхняя игла удлинена (рис. 3.15). Чтобы измерить
объем через сгиб и пятку, ленту располагают на сгибе стопы и
нижней точке округлости пятки.
Рис. 3.15. Измерение высоты стопы в различных точках:
1 — верхняя игла; 2 — нижняя игла
67
Таблица 3.1
Увеличение размеров стопы, мм, при увеличении нагрузки
Параметр стопы При увеличе- нии нагрузки При ходьбе и беге При длитель- ной ходьбе с переносом тяжестей
Длина 2"3| 5-11 1,5-5
Ширина пучковой части 2,5 4-6* 3-4
Обхват:
в пучках 7-12 До 14 —
в подъеме 4-8 — —
середины — До 14 —
* Уменьшение ширины пятки при опоре на пучки.
При измерении обхвата наиболее узкого места голени лента не
должна иметь перекосов. Это правило необходимо соблюдать и при
обмере икр. Кроме того, определяют высоту от опорной поверхно-
сти до голени и икры.
При измерении объемов стопы и голени лента должна плотно
прилегать к обмеряемому участку, но не стягивать его. Получен-
ные данные записывают на шаблоне в той последовательности, в
которой измеряли параметры.
На основе обмеров стоп разрабатывают рациональные конст-
рукции колодок и обуви, ассортимент. При этом учитывают, что
форма и размеры стопы изменяются при движении человека, уве-
личении или уменьшении нагрузки (табл. 3.1).
Кроме того, на размеры стопы влияет высота подъема ее пя-
точной части. При увеличении высоты каблука проекции длины
стопы сокращаются из-за ее изгиба в плюснефаланговом со-
членении.
При опоре на пучки длина следа стопы увеличивается на 5 —
11 мм, а обхват внутреннего пучка — на 5 —6 мм.
3.3. Патологии и дефекты стопы
Патологии стоп. По частоте распространения патологии стопы
занимают одно из первых мест в структуре ортопедических заболе-
ваний. По причинам возникновения они могут быть разделены на
врожденные и приобретенные. Приобретенные деформации и дефекты
являются следствием перенесенных заболеваний и травм. В частно-
сти, они образуются в результате спастических и вялых парали-
68
чей, повреждений периферических нервов, системных заболева-
ний костно-мышечного аппарата.
Появление и развитие патологий стопы зависят от особенно-
стей ее костного строения, общего состояния человека, его по-
ходки, профессии и т.д.
Все патологии стоп по степени пассивной коррекции, т.е. воз-
можного исправления, можно разделить на фиксированные (исправ-
ление невозможно), частично фиксированные (исправление возмож-
но, но не полностью) и нефиксированные (полное исправление
возможно).
Изменения формы стопы приводят к нарушению ее функций.
Все многообразие патологий стопы может быть разделено на две
группы — со статической и с динамической недостаточностью. В
группе патологий со статической недостаточностью в основном
нарушаются рессорная и балансировочная функции стопы, а в груп-
пе с динамической недостаточностью — преимущественно толч-
ковая функция.
Если патологии стопы являются приобретенными, то предотвра-
тить их развитие можно с помощью профилактических мероприятий
(лечебной гимнастики, спорта), обуви с вкладными корригиру-
ющими приспособлениями. Для исправления врожденных патоло-
гических отклонений при наличии серьезных заболеваний орга-
низма можно использовать ортопедические приспособления и ор-
топедическую (медицинскую) обувь.
Самыми распространенными патологиями строения и функций
стопы являются плоскостопие (продольное, поперечное), полая сто-
па (с высоким сводом), отклонение (искривление) большого пальца
наружу, молоткообразность пальцев, омозолелость и мозоли, потер-
тость, водяные пузыри, изъязвления, пяточная шпора, гипергидроз.
Патологии стопы проявляются в изменении расположения ее
отделов относительно друг друга в поперечной (фронтальной) и
продольной (сагиттальной) плоскостях. К изменениям располо-
жения стопы относительно поперечной плоскости относятся из-
быточное сгибание — эквинус (рис. 3.16, о), избыточное разгиба-
ние — пяточная стопа (рис. 3.16, б), а также изменения высоты
продольных сводов — плоская и полая стопы (рис. 3.16, в, г). Откло-
нения стопы относительно продольной плоскости могут быть раз-
делены на приведение и отведение, а также супинационные и про-
национные. Сочетание супинационного отклонения с приведением
Называют вирусом (рис. 3.16, д') стопы, а сочетание пронационно-
го отклонения с отведением — вальгусом стопы (рис. 3.16, е).
Патологии стоп со статической недостаточностью. Причиной раз-
вития статической недостаточности стоп является несоответствие
Между упругостью свода и нагрузкой на стопу от опорной поверх-
ности. Это ведет к распластыванию стопы в продольном и попе-
речном направлениях.
69
Рис. 3.16. Деформированные стопы:
а — эквинусная; б — пяточная; в — плоская;
г — полая; д — эквино-половарусная; е — плос-
ковальгусная
Статическая недостаточность стоп может быть без выраженных
и с выраженными анатомическими изменениями. В начальной ста-
дии статической недостаточности, как правило, еще нет измене-
ния формы стопы, а снижение упругости свода проявляется толь-
ко быстрой утомляемостью и болями в стопе и голени. При отсут-
ствии лечения заболевание прогрессирует и появляются анатоми-
ческие изменения стопы, которые могут быть разделены на следу-
ющие клинические группы: продольное плоскостопие, расплас-
танность переднего отдела стопы и сочетание распластанное™ пе-
Рис. 3.17. Уплощение поперечного
свода стопы:
а — с тыльной стороны; б— с подош-
венной стороны
реднего отдела стопы с продоль-
ным плоскостопием.
Плоскостопие — результат рас-
пластывания стопы в поперечном
(рис. 3.17) и продольном направ-
лениях (рис. 3.18, а, б). При этом
основным патологическим измене-
нием является снижение высоты
поперечных и продольных сводов,
которое нередко сочетается с отве-
дением переднего отдела стопы и
незначительным вальгусным от-
клонением заднего отдела. Когда
уплощение (распластанность) сво-
дов сочетается с выраженным валь-
гусом пяточного отдела стопы, де-
формацию обозначают как плоско-
вальгусную. Среди плосковальгус-
ных стоп выделяют врожденную
плосковальгусную стопу. Эта де-
формация обнаруживается у ребен-
ка при рождении, нередко она со-
70
Рис. 3.18. Продольный свод и отпе-
чатки стопы:
а — нормальной; б — плоской; в —
полой с высоким сводом
летается с эквинусным положением пяточной кости. Такая стопа
называется эквино-плосковалъгусной. Поперечное плоскостопие ха-
рактеризуется увеличением объема стопы в пучках, отклонением
первого пальца наружу, а также перегрузкой головок второй и тре-
тьей плюсневых костей. Как правило, патологии стопы встречают-
ся в комплексе, а также могут быть независимо от наличия той
или иной патологии.
На практике чаще всего встречаются сочетания различных ви-
дов плоскостопия.
Патологии стоп с динамической недостаточностью. К ним отно-
сят деформации, сопровождающиеся уменьшением площади опор-
ной поверхности стопы и нарушением ее толчковой функции.
Полая стопа (рис. 3.18, в). как правило, является приобретен-
ной деформацией и развивается вследствие паралича, системных
заболеваний нервной и мышечной системы: болезнь Шарко-Мари,
миелодисплазия, полиневрит. Клиническими признаками полой
стопы являются повышение продольных сводов, опущение голов-
ки первой плюсневой кости, формирование молоткообразных паль-
цев. Пяточная кость, как правило, занимает варусное положение,
формируется половарусная стопа. Нередко полая стопа сочетается
с эквинусом (эквино-полая, эквино-половарусная стопа) или пя-
точным положением (полопяточная стопа).
Эквинусная, или конская, стопа развивается, как правило, вследст-
вие спастического паралича и характеризуется согнутой стопой раз-
личной степени фиксированности. Мышцы-сгибатели находятся в
состоянии патологического напряжения. Пятка эквинусной стопы
Цодтянута кверху, а опора при фиксированной и частично фиксиро-
71
ванной деформациях происходит только на передний отдел стопы,
который может принимать варусное или вальгусное положение.
Отвисающая стопа чаще всего является результатом поврежде-
ния периферических нервов или вялого паралича. Стопа находится
в положении сгибания, сила всех ее мышц, особенно разгибате-
лей, значительно снижена. Опора на отвисающую стопу начина-
ется с носка, а затем в нее включается вся подошвенная поверх-
ность. Из-за сгибания подошвы затруднен перенос стопы над пло-
скостью опоры.
Пяточная стопа образуется из-за паралича или гиперкоррек-
ции эквинусной стопы. Деформация характеризуется снижением
силы мышц-сгибателей, стопа при этом устанавливается в поло-
жение разгибания. Опора осуществляется только на пяточный от-
дел стопы. Передний отдел стопы в опоре практически не участву-
ет, нет полноценного переката через стопу.
Косолапость, или эквино-варусная стопа, может быть и врож-
денная, и приобретенная — из-за паралича, системных заболева-
ний нервной и мышечной системы, например болезни Фридрей-
ха, а также травм. Основными признаками этой сложной деформа-
ции стопы являются приведение переднего отдела стопы, супина-
ция и эквинус. При данной деформации уменьшается площадь
опоры стопы, нагрузка при ходьбе приходится на наружный край
стопы, в результате в области основания пятой плюсневой кости
образуются болезненные натоптыши.
Отклонение {искривление) большого пальца наружу — выступ го-
ловки первой плюсневой кости наружу и отогнутый большой па-
лец, расположенный под вторым
Рис. 3.19. Отклонение большого
пальца (а), рентгенограмма (б)
и третьим пальцами или над ними
(рис. 3.19).
Отклонение большого паль-
ца может возникнуть вследствие
ношения невпорной обуви с уз-
кими носками и на высоких каб-
луках. Специальная обувь для
исправления деформации долж-
на иметь расширенную носоч-
ную часть, а в пучках и пяточ-
ной части она должна фиксиро-
вать стопу. Необходимо изготовить
специальную вкладную стельку.
Под головкой первой плюсневой
кости, на вкладной стельке и в
верхе обуви формуют углубле-
ния.
Молоткообразность пальцев
(рис. 3.20) характеризуется отги-
банием основных фаланг сустава
72
К тыльной поверхности (вверх),
а срединных и ногтевых — к
плантарной (вниз).
Молоткообразные пальцы мо-
рут появляться при ношении
цевпорной подлине обуви. В этом
случае специальная обувь долж-
на иметь приподнятый жесткий
носок и выкладку поперечного
свода
Омозолелость — это утолще-
ние кожи стопы, а мозоль — ро-
гообразное образование, уходя-
щее в глубину. Причина возни-
кновения этого дефекта — дли-
тельное давление обуви на уча-
сток стопы. Омозолелость в от-
Рис. 3.20. Молоткообразные паль-
цы (а), рентгенограмма (б)
личие от мозоли исчезает после снятия давления.
При необходимости делают углубления на вкладной стельке в
местах, соответствующих омозолелостям и мозолям.
Потертость, водяные пузыри и изъязвления являются поверхно-
стными повреждениями кожи из-за неправильного подбора обуви,
наличия складок и неровностей на ее внутренней поверхности.
Для устранения этих деформаций рекомендуется носить впор-
ную просторную обувь с верхом из мягких кож или других материа-
лов, с вкладной стелькой и подкладкой, без складок и морщин.
Пяточная шпора — шиловидное разрастание в области пяточ-
ной кости. Для исправления дефекта необходима вкладная стелька
с углублением в области шпоры, а иногда и углубление в жестком
заднике. Для общей разгрузки следует делать выкладку продольно-
го и поперечного (или только продольного) сводов.
Гипергидроз — усиленное потоотделение стопы в результате на-
рушения функций потовых желез организма. Для исправления
Дефекта можно использовать подкладку и вкладную стельку из ги-
гиенических впитывающих материалов.
Дефекты стопы. По причине возникновения дефекты могут быть
разделены на врожденные и приобретенные, по форме — на про-
дольные и поперечные (рис. 3.21), а по длине сохраненного здоро-
вым сегмента стопы — на длинные, средние и короткие культи.
Длинные культи формируются после ампутации пальцев и на уровне
Костей предплюсны. Средние культи образуются на уровне пред-
плюсне-плюсневого сустава, короткие культи — после ампутации
Костей на уровне суставов предплюсны. Чем короче культя стопы,
том меньше площадь опорной поверхности.
Форма и функции стопы изменяются при укорочении нижней
конечности. Разная длина конечностей возникает из-за врожден-
73
Рис. 3.21. Ампутация стопы:
а — поперечная; б — продольная
ного недоразвития конечности или формируется как следствие ряда
заболеваний. Отсутствие компенсации укорочения более 1,5 —2 см
приводит к развитию вторичных деформаций, таких, как эквину-
сная установка стопы, перекос таза и искривление позвоночника,
которые со временем могут стать фиксированными. Вторичные
деформации существенно осложняют процесс лечения и обеспе-
чения обувными ортопедическими изделиями.
Кроме перечисленных отклонений встречаются разрастание су-
ставных сумок на головках первой и пятой плюсневых костей и
отклонение пятки стопы к внутренней или наружной стороне. В пер-
вом случае необходима обувь с увеличенной полнотой в пучковой
части. Во втором случае для нормализации функций мышечно-свя-
зочного аппарата стопы следует заниматься лечебной физкульту-
рой и применять специальные корригирующие приспособления.
Чтобы изготовить обувь для
стоп с патологиями, сначала на
листе бумаги с размерами стоп
отмечают расположение дефор-
маций, указывают их вид и раз-
меры. Отдельно снимают отпе-
чаток следа стопы.
Все размеры стопы и голени
выражают в сантиметрах (рис.
3.22). Внутри контура отпечатка
следа стопы проставляют обхва-
ты пучков, места подъема, а так-
Рис. 3.22. Пример записи размеров
стопы для изготовления ортопеди-
ческой обуви
74
лее через сгиб и пятку. Вне контура отпечатка записывают размеры
солени в виде дроби: в числителе — высоту до места обхвата, в знаме-
нателе — соответствующий этой высоте обхват. Если в обуви пред-
усмотрена какая-либо дополнительная деталь, то на листе с разме-
рами указывают ее высоту (в числителе) и ширину (в знаменателе).
При подгонке колодок необходимо учесть материал верха. Если
детали верха обуви изготовлены из эластичных материалов, то
припуски к размерам для свободного надевания и снятия обуви с
ноги не предусматривают. При использовании жестких материалов
для стоп со значительными деформациями ширину пучковой час-
ти увеличивают на 3 мм относительно ширины пучков исходной
6-й полноты.
Для изготовления реабилитационного устройства (ортеза) для
больных вялым параличом кафедра технологии изделий из кожи
Московского государственного университета дизайна и техноло-
гии (МГУДТ) предлагает дополнительно определять следующие
размеры:
длину стопы: до конца пятого пальца, до внутреннего и наруж-
ного пучков, до точки сгиба, до центров внутренней и наружной
лодыжек;
ширину стопы: по наружному и внутреннему пучкам, в самом
широком месте пятки;
обхват стопы: по наружному и внутреннему пучкам, через пят-
ку и сгиб, посередине;
высоту голени от опорной поверхности: до центров внутренней и
наружной лодыжек;
обхват голени: на уровне нижнего края икроножной мышцы, в
месте наибольшего развития задней группы мышц;
угол отклонения большого пальца.
Методика и правила обмера те же, что и для определения раз-
меров стоп здоровых людей.
3.4. Протезирование нижних конечностей
Ортопедические аппараты. Для восстановления утраченной или
ослабленной функции и исправления дефектов нижних конечно-
стей используют ортопедические аппараты. Их применяют при за-
болеваниях органов опоры и движения, а также при осложнениях
После травм опорно-двигательного аппарата. Ортопедические ап-
параты назначает врач-ортопед или травматолог. Под его наблюде-
нием также обучают правилам пользования аппаратом.
Различают ортопедические аппараты фиксирующие, или туто-
РЫ, разгружающие и корригирующие.
Туторы предназначены для создания неподвижности в суставах
и фиксации конечностей. Разгружающие аппараты принимают на
75
себя часть массы тела, которую испытывают костные образования
выше болезненного очага. Таковы аппараты с упором на седалищ-
ный бугор, разгружающие нижнюю конечность. Протезы, заменя-
ющие недостающие части нижней конечности и восстанавливаю-
щие опорность при ходьбе. Корригирующие аппараты предупреждают
или исправляют деформации нижних конечностей.
Основная часть ортопедического аппарата — кожаные или пла-
стмассовые гильзы, охватывающие конечность или ее часть. Гиль-
зы в одном аппарате могут быть соединены на уровне суставов
металлическими пластинами с шарнирами или без них. При шар-
нирном соединении гильз возможны движения в суставе, напри-
мер в коленном. Подвижность шарнира может быть выключена
замком.
Применение ортопедического аппарата у детей требует значи-
тельно более частой, чем у взрослых, его замены, если он не снаб-
жен специальным раздвижным устройством для увеличения раз-
мера.
Следует помнить, что ношение ортопедического аппарата при-
водит к некоторой атрофии мышц под ним из-за постоянного их
сдавливания гильзой. Поэтому ежедневно перед применением и
после снятия аппарата проводят самомассаж и по назначению врача
занимаются специальной укрепляющей мышцы лечебной гимнасти-
кой. При наличии ссадин и потертостей массаж противопоказан.
Существуют два принципиальных метода конструирования про-
тезов нижних конечностей.
Первый метод основан на применении юстировочных механиз-
мов (съемных или встроенных), позволяющих при перемещении
деталей относительно друг друга определить конструкцию протеза
в процессе пробной ходьбы.
В зависимости от функции юстировочные механизмы разделя-
ют на группы, изменяющие:
линейные параметры конструкции относительно фронтальной
и сагиттальной плоскостей;
угловые параметры конструкции относительно фронтальной,
сагиттальной и горизонтальной плоскостей;
линейные и угловые параметры;
высоту протеза;
все перечисленные параметры.
Второй метод предусматривает модульную (поузловую) сборку
протеза по снятым параметрам.
В основу модульного конструирования (рис. 3.23) положен прин-
цип рационального расчленения изделий на сборочные единицы —
модули I— VI, т.е. унифицированные узлы, выполняющие опреде-
ленные функции, а также имеющие конструктивную и технологи-
ческую завершенность. Это создает возможность прямого монтажа
всех узлов. Общность функциональных свойств сборочных единиц
76
рис. 3.23. Схема устройства протеза голе-
ии с модулями 7— VI и разъемами 7—5:
1^. голеностопный; 77 — несущий трубчатый
голени; 777 — приемный; IV— коленный; V—
несуший шинный бедра; VI — разгружающий
бедра; 7 — соединительно-регулировочный с
регулировкой угловых параметров в трех плос-
костях; 2 — соединительный; 3 — соедини-
тельно-регулировочный с регулировкой пара-
метров по высоте
протезов разного назначения создает
условия для их унификации. В таких
конструкциях протезов имеются встро-
енные соединительно-регулировочные
разъемы 1—3, обеспечивающие ком-
бинирование функциональных узлов
и корректировку схемы построения,
а также использование ограниченно-
го числа модулей для изготовления
протезов различного назначения.
Кроме того, использование моду-
лей создает условия для применения
в новом изделии деталей и узлов, ра-
нее освоенных на производстве. Это не
только исключает необходимость кон-
струирования однотипных узлов, но
и позволяет использовать типовые
технологические процессы, оборудо-
вание и технологическую оснастку.
Исторические этапы развития кон-
струкций протезов бедра. Известны
четыре этапа развития конструкций
протезов бедра.
I этап — простейшие протезы — начался с первых протезов в
виде так называемой липовой ноги и продолжался до первых ме-
ханических протезов. Эти кустарные протезы выполняли простей-
шие опорные функции. Конструкция их предельно проста: колен-
ный шарнир и стопа отсутствовали, протез крепили к культе по-
верх одежды. Ходьба на таких протезах неритмична, с резкими ком-
пенсаторными движениями туловища и верхних конечностей.
II этап — механические ноги — начался с механических проте-
зов бедра в конце XVIII в. и закончился в 30-х годах XX в. Эти
Протезы представляли собой механические модели живой конечно-
сти: суставы, мышцы и кости заменяли соответственно шарнирами,
тягами с пружинами и несущими элементами, которыми управля-
ли рукой, плечом, сохранившейся ногой или мышцами культи.
77
Ill этап — биомеханически обоснованные протезы — начался в
30-е годы XX в. и продолжается в настоящее время. Его предпосыл-
ками явились опыт конструирования механических ног, кинофото-
технические, механико-математические и специальные медицин-
ские исследования движений человека в норме и на протезе.
Все конструкции протезов бедра III этапа можно разделить на
шесть групп:
1) —3) соответственно с одно-, двух- и четырехосными колен-
ными узлами;
4) с устройствами автоматической фиксации коленного узла
под нагрузкой;
5) с аккумуляторами энергии движений при ходьбе;
6) специального назначения, например для купания или заня-
тий спортом.
IV этап — протезы бедра с внешним источником энергии (ВИЭ)
В этих протезах энергия внешнего источника используется на пере-
мещение частей протеза для выполнения какого-либо элемента дви-
жения (ходьбы) или управления каким-либо элементом движения.
Теоретические и технические предпосылки появления протезов обус-
ловлены исследованиями 60-х годов в области биомеханики ходь-
бы человека в норме и на протезе, моделирования биологических
объектов, биоэлектрических систем управления, конструирования
и построения протезов без ВИЭ, достижениями микроэлектрони-
ки, миниатюризации источников энергии, материаловедения.
Протезы бедра можно разделить на три вида, в которых энергия
внешнего источника используется:
1) для изменения функционального состояния исполнитель-
ных механизмов системы управления;
2) для создания усилия, необходимого для фиксации или уско-
рения движения голени;
3) для создания усилия для переднего или заднего толчка.
Для оценки правильности подбора параметров протеза анали-
зируют, есть ли состояние дискомфорта, и визуально особенности
пользования протезом.
Так, в качестве критериев могут быть использованы отсутствие
жалоб со стороны инвалида, сходство ходьбы инвалида с ходьбой
здорового, сохранение здоровья человека. По логике именно послед-
ний критерий должен быть ведущим при разработке методик ана-
лиза состояния двигательной системы. В протезировании он выра-
жается степенью оптимизации работы мышц при ходьбе.
При ходьбе достигается баланс сил: мышечных, внешних и
инерционных. Чем больше инерционные и внешние силы, тем
экономичнее может быть движение с помощью мышечных сил. При
неудовлетворительном протезировании ходьба сопровождается за-
метными компенсаторными движениями, что означает использова-
ние усилий мышц там, где достаточно сил инерции. Повышение каче-
78
тва протезирования сопровождается уменьшением компенсатор-
цЫХ приспособлений и, следовательно, увеличением влияния на
движение инерционных сил.
Д Таким образом, методика обследования инвалидов основана на
измерении доли участия в ходьбе инерционных сил.
Отрицательное воздействие протеза состоит в том, что оптималь-
ные режимы ходьбы сокращаются. Облегчить движение в протезах
можно приведением в соответствие параметров протеза с физио-
логией человека.
Нерациональное использование мышечных сил не всегда мо-
жет быть обнаружено в ходе примерки протеза. Но возникающие
ощущения нестабильности и повышенной утомляемости застав-
ляют инвалида при продолжительном пользовании протезом ис-
кать условия относительного комфорта. Для этого есть единствен-
ная возможность — изменить походку.
Необходимость коррекции походки практически отсутствует,
если выполняются следующие условия:
оптимальный режим ходьбы перекрывает физиологическую не-
стабильность;
параметры протеза сохраняют условия
рационального управления ходьбой;
старение или замена протеза не изменя-
ет оптимальный режим ходьбы.
Нормализация ходьбы возможна с помо-
щью устройства, позволяющего изменять
положения центра масс системы «культя —
протез бедра» в различные фазы двойного
шага. Для этого по простоте конструкции и
минимуму затрат мышечных сил предпоч-
тительны устройства балансирующего типа
с «плавающей массой». Они существенно
нормализуют ходьбу инвалида с помощью
протеза бедра.
Параметры балансирующих устройств
для протезируемого определяют в зависи-
мости от его роста, массы и уровня ампу-
тации. Относительные энергозатраты при
ходьбе с различной скоростью на протезах
бедра с балансирующими устройствами с
«плавающей массой» меньше, чем при ходь-
бе на протезах бедра с неподвижно закреп-
ленным балансировочным грузом и без него.
Рис. 3.24. Макет протеза бедра:
1 — коленный узел: 2 — ротационное устройство; 3 —
гильза бедра: 4 — культя бедра (показана пунктиром)
79
Для нормализации движений таза инвалида при ходьбе можно
использовать протез бедра с ротационным устройством (рис. 3.24).
В период опоры на протезированную конечность этот протез обес-
печивает вынос половины таза вперед и одновременное опуска
ние ее без смещения положений культи бедра, протеза и таза.
Классификация механизмов протезов бедра, обеспечивающих
подкосоустойчивость в фазе опоры и движения голени в фазе пере-
носа. Механизмы протезов бедра делят на классы, группы и виды.
Механизмы протезов, обеспечивающих подкосоустойчивость.
разделяют на три класса. Класс определяет характер механизма за-
пирания: фрикционный, жесткий, без запирания. Группа опреде-
ляет тип привода, обеспечивающий фиксацию: от руки, от стопы
Рис. 3.25. Схема протеза конструк-
ции Подрезкова
Рис. 3.26. Схема протеза с гидрав-
лическим замком в колене конст-
рукции Важдаева:
7 — тянка; 2 — звено; 3 — толкатель;
4— шарик; 5— внутренний цилиндр;
6— наружный цилиндр; 7 — шток; 8~
шатун: 9 — пояс
80
РИД уточняет конструкцию механизма привода: фиксаторный, хра-
повой, гидравлический, ленточный, тормозной и др.
Протез с механизмом фрикционного запирания конструкции Под-
резкова показан на рис. 3.25. Он состоит из шарнирно соединенных
бедра голени и стопы.
Протез с механизмом жесткого запирания конструкции Важдаева
р колене гидравлическим замком показан на рис. 3.26. Он состоит
из шарнирно соединенных протезов бедра, голени и стопы. Меха-
низм фиксации угла сгибания в колене гидравлический. Он состоит
из наружного и внутреннего цилиндров, поршня со штоком и ша-
туна. Верхние и нижние части внутреннего и наружного цилиндров
соединяются. Нижнее отверстие внутреннего цилиндра имеет кла-
пан, запирающий вытекание масла в наружный цилиндр. Свободное
течение масла возможно лишь при поднятии шарика толкателем с
помощью звена и тянки. Тянку прикрепляют к поясу протезируе-
мого. Это обеспечивает автоматическое торможение при натяже-
нии тянки и ее перемещение при заднем положении ноги, т.е. при
опоре на носок, и свободное провисание при опоре на каблук.
Схема обеспечивает полное запирание протеза в колене во все
фазы, кроме фазы заднего толчка, когда натянутая тянка с помо-
щью звена и толкателя поднимает шарик, обеспечивая свободное
течение масла из внутреннего цилиндра в наружный.
Разгибание в колене возможно при любом положении бедра,
так как поднятию штока шарик не препятствует. Конструкция та-
кого протеза показана на рис. 3.27.
К устройствам без механизма запирания относится протез с четы-
рехзвенным механизмом в колене (рис. 3.28). В нем голень со стопой
и бедро с голенью соединены звеньями аах и ббъ а бедро, голень
и звенья аах и бб} образуют шарнирный четырехзвенник аахббх. Для
предохранения от переразгибания колена служит упор 2.
Четырехзвенный механизм кроме подкосоустойчивости обеспечи-
вает уменьшение периода свободных колебаний голени, укорочение
протеза в фазе переноса ноги, увеличение угла сгибания в колене.
Протезы бедра по характеру переноса голени также делят на
три класса: маятниковые, с укороченным разгибанием, с прину-
дительным движением.
К протезам первого класса относят те, в которых бедро с голе-
нью соединено осью коленного шарнира без дополнительных тяг.
Ко второму классу относят протезы, в которых ускорение вы-
брасывания голени осуществляется голенооткидывающими устрой-
ствами.
К третьему классу относят механизмы, обеспечивающие неболь-
шое сгибание протеза в колене после отрыва его от опоры, а затем
Разгибание.
Протез с маятниковым механизмом движения голени имеет одно-
осный коленный шарнир. Движение голени в фазе переноса ноги
81
Рис. 3.27. Схема протеза для разги- Рис. 3.28. Схема протеза с четырех-
бания ноги в колене при любом по- звенным механизмом в колене:
ложении бедра / _ голенЬ; 2 — упор; 3 — бедро
определяется движением (ускорением) точки подвеса и распреде-
лением масс голени и стопы.
Протез с механизмом ускоренного разгибания голени представляет
собой рассмотренный выше протез бедра с голенооткидывающей
тянкой. Движение голени в этой конструкции определяется еще и
упругостью тянки.
Протез с механизмом принудительного движения голени показан
на рис. 3.29. Это протез конструкции Ефремова, который состоит
из шарнирно соединенных бедра и голени. Стопа протеза соедине-
на с голенью центральным резиновым буфером. Центральный бу-
фер обеспечивает сгибание и разгибание стопы, а также ее час-
тичную подвижность в результате деформации резины.
Особенностью конструкции является возможность зарядить ме-
ханизм, осуществляющий принудительное сгибание и разгибание
82
Рис. 3.29. Протез конструкции Ефремова:
j —- передний сгибатель; 2 — тяга; 3 — верхний разги-
батель; 4 — задний сгибатель; 5 — пружина; 6 — со-
бачка; 7 — упор; 8 — тяга; 9 — рычаг
голени в фазе переноса, за счет энергии зад-
него толчка. Это происходит следующим об-
разом. В положении заднего толчка, т.е. при
опоре на носок, тяга 8 поворачивает рычаг
упором 7по часовой стрелке, растягивая тем
самым задний и передний сгибатели. Зад-
ний 4\\ передний / сгибатели представляют
собой резиновые амортизаторы. В заряжен-
ном положении сгибатели удерживаются со-
бачкой 6, которая заходит за упор 7 рычага.
В положении постоянного поджатия к упору
собачка 6 удерживается пружиной 5.
При снятии нагрузки (в фазе переноса
ноги) задний и передний сгибатели сгиба-
ют протез в колене. При этом заряжается
верхний разгибатель 3, Сгибание в колене
происходит до вывода из зацепления собач-
ки, прикрепленной к колену бедра, тягой 8.
Длина тяги устанавливается такой, чтобы со-
бачка выходила из-под упора после дости-
жения определенного угла сгибания проте-
за в колене. При выходе собачки из зацепления рычаг 9освобожда-
ется, в работу включается верхний разгибатель 3, выпрямляющий
протез в колене.
Протезы бедра классифицируют по функциональному призна-
ку и принципу коррекции конструктивных параметров.
По функциональному признаку протезы бедра делят на восемь
классов с коленным узлом:
1) неуправляемым;
2) с пассивным торможением в фазе переноса;
3)управляемым автоматически или мышцами культи;
4) замыкаемым под нагрузкой;
5) управляемым;
6) управляемым автоматически по жесткой программе пассив-
ными передним и задним толчками;
7) управляемым активно, пассивными передним и задним толч-
ками;
8) управляемым активно, с активными передним и задним толч-
ками.
Протезы бедра классов с первого по пятый включительно к
Настоящему времени реализованы в серийных конструкциях или
83
отдельных опытных образцах. При этом в каждом классе они про-
должают совершенствоваться. Протезы бедра, принадлежащие к
шестому, седьмому и восьмому классам, могут быть реализованы
в дальнейшем только с применением ВИЭ.
По принципу коррекции протезы бедра можно разделить на
четыре основных класса:
1) БК — без коррекции;
2) ПК — с постоянной коррекцией;
3) АК — с активной коррекцией по заданному закону;
4) АДК — с адаптированной коррекцией путем изменения од-
ного или всех конструктивных параметров устройств по сигналу
рассогласования или от мышечного сигнала.
Примерами протезов бедра класса БК являются протез-подставка
ПН6-12 после двусторонней ампутации бедер и протез бедра без
стопы ПН6-20. В протезах отсутствуют приспособления для регули-
рования фазы колебания бедра. В этот класс входят также механиз-
мы со свободным вращением в коленном шарнире. Сопротивление
вращению оказывает только трение в сопрягающихся частях. Ме-
ханизмы не позволяют регулировать сопротивление вращению.
К классу ПК относят следующие протезы бедра: деревянный
ПН6-01, с кожаным приемником ПН6-21, универсального на-
значения ПН6-35. Особенностью таких протезов являются голено-
откидывающие и юстировочные приспособления, настраиваемые
индивидуально.
К классу АК относят протезы бедра, в которых предусмотрены
возможность полной реализации корректирующего момента и из-
менение конструктивных параметров по заданному закону.
Классификация протезов нижних конечностей после ампутации
бедра. При классификации протезов бедра с новыми функциональ-
ными устройствами необходимо учитывать следующее (рис. 3.30).
подвижность тазобедренного (ТБШ) и коленного (КШ) шар-
ниров;
источник движения искусственного бедра;
наличие устройств, повышающих функциональность и подкосо-
устойчивость, а также устройств, способных корректировать кон-
струкцию протеза;
положение ТБШ.
Конструкции протезов нижних конечностей согласно класси-
фикации имеют шифр. Если регулируется подвижность ТБШ при
ходьбе, после первой цифры ставят букву Т, если регулируется
подвижность КШ — букву К.
Например, шифр протеза 2Т001 означает: 2 — протез нижней
конечности с фиксированным коленным шарниром; Т — тазобед-
ренный шарнир не фиксирован, подвижность регулируется при
ходьбе; 0 — вынос искусственной конечности осуществляется толь-
ко благодаря работе опорно-двигательного аппарата; 0 — специ-
84
Протезы нижних конечностей
г~—
Подвижность
ТБШ (КШ)
КШиТБШ фик-
сированы при
ходьбе(0)
КШ не фиксиро-
ван, ТБШ фик-
сирован(1)
КШ фиксирован,
ТБШ не фикси-
рован (2)
КШиТБШ не
фиксированы (3)
Рис. 3.30. Классификация протезов нижних конечностей без бедра (цифры
в скобках обозначают шифр соответствующего признака)
альными устройствами не оснащен; 1 — тазобедренный шарнир
вынесен вперед относительно сагиттальной плоскости.
Средства крепления протеза бедра. К средствам крепления (СК)
протеза бедра относят приспособления, фиксирующие его на куль-
те, тазу, туловище или надплечье. Средства крепления также уча-
ствуют в управлении протезом при ходьбе.
Выбор средств крепления зависит от индивидуальных характе-
ристик протезируемого: уровня ампутации, конфигурации тела,
пола, возраста, общего состояния здоровья.
В зависимости от участка тела, на котором фиксируют СК, раз-
личают типы крепления: на поверхности культи — К, на тазу и
туловище — Т, на надплечье — Н. Например, к креплению типа К
относят и вакуумное крепление, и так называемое неспадающее.
Крепления поясами, бандажами, ремнями относят к типу Т, по-
мочами и жилетами — к типу Н
Наиболее функциональными считают поясные крепления с
саморегулированием длины и натяжений в зависимости от меж-
звенного угла и поз человека. В креплении Шувалова с металли-
ческими кольцами в местах соединения тяг, идущих к протезу,
предотвращается скручивание поясного ремня, обеспечивается
Плотное прилегание поясного ремня к телу человека, предо-
твращается давление на переднюю стенку живота (рис. 3.31).
85
Рис. 3.31. Крепление конструкции
Шувалова
Модифицированные крепления
(рис. 3.32) обеспечивают само-
регулирование длины вертлюга —
шарнирного звена, соединяюще-
го две части механизма и обеспе-
чивающего их поворот в раз-
личные фазы шага, уменьшают
поршнеобразные движения ку-
лиги в протезе и препятствуют
избыточному натяжению верт-
люга при сидении. Предваритель-
ное регулирование элементов
крепления обеспечивает функ-
циональное саморегулирование
тяг при ходьбе.
Наиболее распространены
комбинированные средства креп-
ления. В соответствии с введенны-
ми обозначениями на рис. 3.33
приведена система крепления КТН с фиксацией на культе (ваку-
умный клапан), тазе (пояс) и надплечье (помочь).
Пожилые люди используют крепления в виде комбинации ли-
фов и бандажей. Они отличаются удобством регулирования, не-
Рис. 3.32. Крепление с регулировкой длины тяг:
а — двойной; б — одинарной
86
Рис. 3.33. Комбинированные средства крепления:
а — на культе; б — на поясе и надплечье
большим давлением на стенки грудной и брюшной полостей. Если
нет противопоказаний, можно добавить к этим креплениям ваку-
умный клапан:
Требования к средствам крепления:
обеспечение минимума поршневых и ротационных движений
приемной гильзы бедра относительно культи вдоль и вокруг ее
продольной оси;
симметричность движений протезированной и сохранившейся
конечностей;
отсутствие болевых ощущений и препятствий нормальному дви-
жению (экскурсии) стенок грудной и брюшной полостей;
равномерное распределение давления по занимаемой средством
крепления поверхности тела;
надежность крепления и простота пользования им.
Глава 4
КЛАССИФИКАЦИЯ ОБУВИ И ЕЕ КОНСТРУКТИВНАЯ
ХАРАКТЕРИСТИКА
4.1. Классификация обуви
Современную обувь классифицируют по следующим призна-
ем: назначению, сезону носки, виду, материалу верха и подо-
швы, конструкции заготовки верха, категориям сложности заго-
87
товки верха, методу крепления низа к верху обуви, цвету детален
верха, высоте каблука, способу производства, фасону колодки,
способу закрепления на ноге, половозрастным группам.
Ортопедическую обувь, кроме того, классифицируют по сим
метричности, наличию специальных деталей и материалу для их
изготовления.
Назначение характеризует условия использования обуви, от ко-
торых зависят ее свойства, конструкция, применяемые материалы.
По назначению обувь делят на следующие виды:
повседневную — на каждый день;
модельную — для торжественных случаев;
домашнюю — для дома;
дорожную — для непродолжительной носки в дороге;
пляжную и для активного отдыха — для прогулок, занятий физ-
культурой;
национальную — с традиционными национальными элемента-
ми конструкции и отделки;
обувь для людей пожилого возраста — конструкции разработаны
с учетом анатомо-функциональных особенностей людей пожило-
го возраста;
спортивную — для занятий различными видами спорта;
специальную — для защиты ног от опасных воздействий;
производственную — для работ без применения защитных мате-
риалов и деталей;
ортопедическую (медицинскую) — конструкции разработаны с
учетом патологических отклонений стопы, голени или бедра;
профилактическую — конструкции разработаны для предупреж-
дения патологических отклонений стопы.
Сезонность — разделение повседневной обуви в зависимости о г
сезона носки на зимнюю, весенне-осеннюю, летнюю, круглосезон-
ную для носки соответственно зимой, в весенне-осенний период,
летом, в течение года.
К круглосезонной относят домашнюю обувь и обувь, которую
носят в помещении.
По виду обувь подразделяют на пять групп: ремешково-сандаль-
ная, туфли, полуботинки, ботинки и сапоги (см. подразд. 1.2).
По материалам для наружных деталей верха обувь подразделяют
на кожаную — из юфти и кож хромового дубления: искусственных
и синтетических кож; текстильную; комбинированную.
По материалам для наружных деталей низа обувь может быть с
подошвой из кожи, полимеров, в том числе резины, полиуретана
(ПУ), поливинилхлорида (ПВХ), термоэластопласгов (ТЭП); вой-
лока; дерева; комбинированной.
Вид конструкции заготовки верха обуви характеризует сложность
ее конструкции с учетом половозрастной группы и назначения
(см. подразд. 4.3).
88
Таблица 4 1
Категории сложности заготовок верха обуви
Кате- гория Повседневная обувь Модельная обувь
мужская женская и дет- ская мужская женская и дет- ская
I Настроя ная союзка, не- сложная от- делка или без отделки Крой с неслож- ной отделкой Настрояная союзка или настроя ные берцы с от- делкой или без отделки Гладкий крой с отделкой или фигурный крой без отделки
II Настроя ные берцы без отделки или с дополни- тельной от- дел кой Гладкий крой с дополнитель- ной отделкой или несложный фигурный крой без отделки Со слож- ной отдел- кой Гладкий или несложный фи- гурный крой со сложной отдел- кой или слож- ный фигурный крой без до- полнительной отделки
III — Фигурный крой с отделкой — Сложный фи- гурный крой со сложной от- делкой
По степени сложности различают три категории заготовок вер-
ха обуви: одна для женской и детской, две для мужской. Категория
модели заготовки верха обуви, вид отделки характеризуют слож-
ность и конфигурацию кроя (табл. 4.1). Известны следующие виды
отделки: декоративные строчки, в том числе выпуклые, бизики,
окантовочные детали, продержки, банты, украшения, перфора-
ции и др.
Метод крепления характеризуется видом крепителя, соединя-
ющего подошву с верхом обуви, наличием специфических дета-
лей (например, несущий рант) и видом шва. Методы крепления
Делят на три группы: механические, химические и комбинирован-
ные (рис. 4.1).
По цвету деталей верха обувь может быть черной, белой, ко-
ричневой, яркой, светлой, золотистой, серебристой, разноцвет-
ной.
По высоте каблука различают обувь без каблука, на низком,
сРеднем, высоком или особо высоком каблуке.
По способу производства обувь делят на ручного и механиче-
ского изготовления.
89
МЕТОДЫ КРЕПЛЕНИЯ
| Механические
Химические ~|
| Комбинированные J
| Штифтовые |
| Ниточные I
Клеевой
-| Рантоклеевой J
-| Гвоздевой |
-| Прошивной | _
Горячей
вулканизации
-| Клеепрошивной ]
Деревянно-
шпилечный
-j Винтовой |
-| Втачной |
-| Выворотный |
-| Сандальный |
Прессовой
вулканизации
Рантопро- _ ~~| Доппсльный |
шивной
Котловой
вулканизации
-| Сандально-клеевой]
-[ Доппельно-клеевой]
Гвоздеклеевой
-j Строчечно-клеевой]
Строчечно-
доппельный
-| Рантовый |
-] Бортовой
Литьевой
твч
Строчечно-
сандально- клее вой
Строчечно- Г
рантовый L
Парко» I
Строчечно-
клеепрошивной
Строчечно-прессо-
вой вулканизации
Строчечно-
литьевой
Рис. 4.1. Классификация методов крепления
По способу закрепления на ноге различают обувь без застеж-
ки, с застежкой-молнией, резинками, шнурками, пряжками,
кнопками, лентой велькро, кожаным или текстильным шну-
ром.
Половозрастные группы — деление обуви на группы по родово-
му и возрастному назначению: пинетки, гусарики, малодетская,
детская, школьная для девочек, девичья, школьная для мальчи-
ков, мальчиковая, женская, мужская.
Обувь выпускается в соответствии с ГОСТ 11373—88 «Обувь.
Размеры». В метрической системе размер обуви определяется дли-
ной стопы в миллиметрах, интервалы по длине между смежными
размерами обуви составляют 5 и 7,5 мм (табл. 4.2 и 4.3).
С интервалом 5 мм изготовляют все виды обуви, кроме обуви с
верхом из юфти и специального назначения. При определении раз-
мера обуви 0,5 мм округляют в меньшую сторону. Стопы при од-
ной и той же длине имеют различную ширину и объемы, поэтому
обувь одного размера выпускают с различными внутренними раз-
мерами — полнотами, которые соответствуют требованиям ГОСТ
3927—88 «Колодки обувные. Обшие технические условия».
Полнота обуви определяется обхватами и широтой колодки и
обозначается цифрами от 1 до 12. С увеличением полноты обхват
пучковой части возрастает.
90
Таблиц а 4.2
Размеры обуви
Группа обуви Размер обуви, мм Исходный размер группы, мм
Но- мер Наименование
Все виды обуви с интервалом 5 мм
0 Пинетки 95, 100. 105. 110. 115, 120, 125 но
1 Гусарики 105, 110, 115, 120, 125. 130. 135, 140 130
2 Мал од стс кая 145, 150, 155, 160, 165 155
3 Детская 170. 175, 180, 185, 190, 195, 200 185
4 Школьная для девочек 205. 210. 215, 220, 225, 230, 235, 240 225
5 Девичья 225, 230, 235, 240, 245, 250, 255, 260 235
6 Школьная для мальчиков 205, 210, 215, 220. 225, 230, 235, 240 230
7 Мальчиковая 245, 250, 255, 260, 265, 270, 275, 280 265
8 Женская 210, 215, 220, 225, 230, 235, 240, 245, 250, 255, 260, 265, 270, 275 240
9 Мужская 245, 250, 255, 260, 265, 270. 275, 280, 285, 290. 295. 300, 305 270
Обувь с интервалом 7,5 мм
3 Детская 172, 180, 187, 195, 202 187
6 Школьная 210. 217, 225, 232, 240 225
7 Мальчиковая 247, 255, 262, 270, 277 262
8 Женская 217, 225, 232, 240, 247, 255, 262. 270, 277, 285 240
9 Мужская 240, 247, 255, 262, 270, 277, 285, 292, 300, 307 270
Примечав и е. Размеры обуви и исходные размеры групп соответствуют но-
Мерам колодок, на которых ее изготовляют.
91
Табл и ца 4.3
Примерное соответствие метрических и штихмасовых размеров обуви
при интервале между смежными размерами 5 мм
Группа обуви Размер обуви Группа обуви Размер обуви
мм штихмас мм штихмас ,
Пинетки 95 16 Девичья 225 35
100 16,5 230 36
105 17 235 37
1 10 18 240 37,5
115 19 245 38
120 19,5 250 39
125 20 255 40
Гусарики 105 17 Школьная 205 32
110 18 для маль- 210 33
чиков
115 19 215 34
120 19,5 220 34,5
125 20 225 35
130 21 230 36
135 22 235 37
140 22,5 240 37,5
Малодет- 145 23 Мальчи- 245 38
ская 150 24 ковая 250 39
155 25 255 40
160 25,5 260 40,5
165 26 265 41
Детская 170 27 270 42
175 28 275 43
180 28,5 280 43,5
185 29 Женская 210 33
190 30 215 34
195 31 220 34,5
200 31,5 225 35
92
Окончание табл. 4.3
Группа обуви Размер обуви Группа обуви Размер обуви
мм штихмас мм штихмас
Школь- 205 32 270 41
нам для девочек 210 33 275 43
215 34 Мужская 245 38
220 34,5 250 39
225 35 255 40
230 36 260 40,5
235 37 265 41
230 36 270 42
235 37 275 43
240 37,5 280 43,5
245 38 285 44
250 39 290 45
255 40 295 46
260 40,5 300 46,5
265 41 305 47
Интервалы между смежными полнотами различны: для модель-
ной обуви 6 мм, для повседневной обуви из кож хромового дубле-
ния 8 мм и с верхом из юфти 10 мм.
Наряду с метрической системой нумерации применяют и штих-
масовую. Размер обуви в этой системе определяется длиной следа
колодки, выраженной в штихмасах. Штих — это единица измере-
ния длины, равная 6,67 мм.
В некоторых странах используют дюймовую систему измерения,
в которой за единицу измерения принята 1/з" = 8,64 мм, или l/s" =
= 12,7 мм, или 1/б" = 4,23 мм. При этом в Англии за начало отсчета
принят нуль, а в Америке — 4". Соотношение размеров обуви в
Разных системах даны на рис. 4.2.
Совершенствование размерных систем идет непрерывно, что
связано, прежде всего, с демографическими изменениями стоп
Детей и взрослого населения.
Кафедра технологии изделий из кожи Московского государст-
венного университета дизайна и технологии ведет активную рабо-
ту в этом направлении. В частности, проводится комплекс иссле-
дований для разработки колодок для детей дошкольного возраста
93
45- 290- - — -12
-285 - 10 — 10 -
44- - — 11
43- -275 ^9****** -10
42- 270- -8 -8 -
41- 260- -265 -7 — 7 -9
40- -255 - -8
— 6 — 6
39- 250-
38- -245 -5 — 5 ~7
240- — 6
374 -235 — 4 — 4
36- 230- - - -5
-225 — 3 — 3 -
35- 220- — 2 — 4
34-1 -215 — 2
-з
33- 210- — 1 — 1
32- 200- -205 - 13 — 13 -2
31- -195 - 12 — 12 - 1
30- 190-
29- -185 - 11 — 11
180-
28- -175 - 10 — 10
27- 170- -9
26- -165 ^-9
160-
— 8
25- -155 — 8
24- 150 — -7 — 7
-145
23- — 6
140- — 6
22- -135 — 5 —
21- 130- - — 5
-125 — 4
20- — 4
120-
19- -115 — 3 — 3
18- 110- — 2
-105 — 2
17- 100- — 1
16- -95 — 1
— 0 — 0
а б в г д
Рис. 4.2. Системы измерения:
а — французская (французский штих); б — русская (миллиметры); в — английская
(дюйм); г — американская для всех родов обуви, кроме женской (дюйм); д —
американская женская (дюйм)
94
4.2. Детали верха и низа обуви
Детали верха обуви разделяют на наружные, внутренние и про-
межуточные (рис. 4.3).
Наружные детали верха. К ним относятся:
перед — деталь сапога, закрывающая пальцы и тыльную поверх-
ность плюсны стопы;
голенище — деталь сапога, закрывающая голень, иногда часть ее
или бедро;
носок — закрывает тыльную поверхность пальцев стопы;
Рис. 4.3. Наружные (а), внутренние (б) и промежуточные (в) детали заго-
товки верха полуботинка с настрочными берцами:
носок; 2 — союзка; 3 — берец; 4 — язычок; 5 — наружный ремень; 6 —
ПоДКладка под союзку; 7 — подблочник; 5, 10 — подкладка под берец; 9 — вклад-
Ной подпяточник; 77 — боковинки: 12 — межподблочник; 13 — межподкладка
под берец; 14 — карман для подноска; 75 — задник; 76 — подносок
95
союзка — закрывает тыльную поверхность плюсны стопы;
берец — полностью или частично закрывает предплюсну и бо.
ковую поверхность плюсны стопы, иногда часть голени;
задинка — закрывает пятку стопы;
задний наружный ремень — укрепляет задний шов заготовки
верха, который может одновременно служить карманом для зад.
ника;
обтяжка — закрывает боковую и фронтальную поверхности каб-
лука или торец платформы, подложки, стельки;
язычок — деталь ботинок или полуботинок, расположенная под
передней частью берцев и предохраняющая стопу от повреждения
блочками и давления шнурков;
овальная вставка — сострочена с союзкой нитками или кожа-
ным шнуром, расположена над центральной частью плюсны;
обсоюзка — полоска материала, соединенная с овальной встав-
кой;
прошва — полоска материала, расположенная между задними
краями голенища и повышающая прочность и водостойкость шва;
клапан — сострочен с берцами или голенищами (может быть
внутренней деталью подкладки под застежку-молнию);
окантовочная деталь — тесьма или полоска из материала верха
для отделки видимых краев заготовки верха;
закрепка — увеличивает прочность соединения деталей (упро-
чение соединения деталей заготовки верха обуви может быть про-
изведено нитками без закрепки);
ушки — петля, пристроченная к голенищам или берцам для
удобства надевания обуви.
Кроме того, к наружным деталям верха обуви относят черес-
подъемный, пяточный, надлодыжечный и Т-образный ремни.
Внутренние детали верха. Это детали, соприкасающиеся с но-
гой. К ним относятся:
подкладка — комплект деталей для повышения гигиенических,
теплозащитных свойств, формоустойчивости и изоляции ноги от
швов наружных деталей верха;
футор — деталь сапога, по форме и размерам соответствующая
голенищу;
поднаряд — деталь сапога, по форме и размерам соответству-
ющая переду;
подшивка — деталь сапога, по форме и размерам соответству-
ющая верхней части голенища;
карман — расположен в пяточной или носочной части заго-
товки верха для размещения соответственно задника или под-
носка;
задний внутренний ремень — укрепляет задний шов;
уширенный задний внутренний ремень *— повышает износостой-
кость пяточной части деталей верха;
96
подблочник — повышает прочность крепления блочков к бер-
цам;
подкрючечник — повышает прочность крепления крючков к бер-
цам;
штаферка — укрепляет кант заготовки верха;
подушечник — настрочен на нижнюю часть ушка для увеличе-
ния прочности соединения его с голенищем или берцем;
i стелька — расположена под подошвенной поверхностью стопы;
вкладная стелька — деталь, по форме соответствующая основ-
ной стельке, улучшающая внутренний вид и гигиенические свой-
ства обуви;
втачная стелька — пристрочена к заготовке верха до геленоч-
ной или пяточной части;
вкладная полустелька — деталь, по форме соответствующая пя-
точно-геленочной части основной стельки и выполняющая функ-
ции вкладной стельки;
подпяточник— деталь, соответствующая по форме пяточной час-
ти основной стельки и выполняющая функции вкладной стельки;
подносочник — деталь открытой в носочной части обуви, соот-
ветствующая форме носочной части основной стельки и выполня-
ющая функции вкладной стельки.
Промежуточные детали верха. К ним относятся:
межподкладка — комплект деталей, повышающих формоустой-
чивость заготовки верха;
боковинка — деталь, расположенная в пучково-геленочной час-
ти для повышения ее формоустойчивости;
межподблочник — деталь для повышения прочности крепления
блочков к деталям верха;
задник — деталь, обеспечивающая формоустойчивость пяточ-
ной части;
подносок — деталь, обеспечивающая форму носочной части.
Детали низа обуви располагаются под подошвенной поверхно-
стью стопы (рис. 4.4). Детали низа делят на наружные, внутренние
и промежуточные.
Наружные детали низа. К ним относятся:
подошва — находится под всей подошвенной поверхностью
стопы;
составная подошва — состоит из передней и пяточной частей;
приставка подошвы — деталь составной подошвы, расположен-
ная в ее пяточной части;
подошва с крокулем — пяточная часть имеет форму фронтальной
Поверхности каблука;
плоская подошва — имеет одинаковую толщину по всей плос-
кости;
профилированная подошва — имеет разную толщину на различ-
ных участках;
4 Леденева
97
7
3
7
8
9
Рис. 4.4. Детали низа обуви:
/ — подошва; 2 — подметка; 3 — набойка; 4 — обводка; 5— кранец; 6 — простил-
ка; 7 — теленок; 8 — стелька; 9 — полустелька; 10 — каблук; 11 — рант
формованная подошва — изготовлена из искусственных матери-
алов или кожи методом формования;
подметка — по форме и размерам соответствует носочно-пуч-
ковой части подошвы и увеличивает срок ее службы (может быть
промежуточной деталью);
накладка — деталь с рифлением, по форме и размерам соответ-
ствующая носочно-пучковой части подошвы или всей ее поверх-
ности, повышающая срок ее службы, противоскольжение и теп-
лозащитные свойства обуви;
несущий рант — деталь, к которой прикрепляют заготовку вер-
ха, подошву или подложку;
накладной рант — скрепляет подошву с заготовкой верха, по-
вышает прочность шва и улучшает внешний вид обуви;
декоративный рант — полоска, улучшающая внешний вид обу-
ви и герметизацию шва;
каблук — деталь для подъема пяточной части стопы;
набойка — деталь, защищающая ходовую поверхность каблука
или пяточную часть подошвы.
Внутренние детали низа. Детали, соприкасающиеся со стопой.
К ним относятся:
основная стелька — деталь, к которой прикрепляют затяжную
кромку заготовки верха и детали низа обуви;
рантовая стелька — основная стелька с губой, к которой при-
шивают затяжную кромку заготовки верха и рант;
полустелъка — по форме и размерам соответствует пяточно-ге-
леночной части основной стельки (может быть и промежуточной
деталью);
98
подложка — по форме и размерам соответствует подошве, по-
вышает прочность, улучшает гигиенические и теплозащитные свой-
ства низа обуви (может быть и внутренней деталью).
Промежуточные детали низа. К ним относятся:
платформа — по форме соответствует носочно-пучковой части
подошвы или всей ее поверхности, обтянута с торца материалом
верха обуви;
жесткий подпяточник — по форме соответствует пяточной час-
ти основной стельки, повышает прочность крепления каблука;
мягкий подпяточник — расположен в пяточной части под вклад-
ной стелькой, полустелькой или подпяточником, улучшает ком-
фортность обуви;
геленок — увеличивает формоустойчивость геленочной части низа
обуви;
простилка — заполняет пространство, ограниченное краями за-
тяжной кромки следа затянутой заготовки верха обуви;
флик — деталь из кожи или резины различной толщины, соот-
ветствующая форме наборного каблука;
обводка — деталь в виде полоски из кожи или искусственных
материалов, прикрепляемая по краю неходовой поверхности по-
дошвы и обеспечивающая плотное прилегание ее к следу затяну-
той обуви;
кранец — деталь в форме подковки, прикрепляемая по краю
верхнего флика наборного каблука для плотного прилегания его к
подошве.
4.3. Конструкции заготовок верха обуви
Заготовкой верха обуви называют комплект деталей, соединен-
ных в определенной последовательности, закрывающих часть или
всю тыльную поверхность стопы, часть голени или всю голень, а
иногда и бедро.
Заготовки верха обуви быва-
ют с овальными вставками; с
Целыми, отрезными или разрез-
ными деталями; с целыми со-
юзками; с целыми берцами, от-
резными носками, настрочны-
ми союзками, настрочными бер-
цами.
В обуви различают следую-
щие отделы: передний — носоч-
ный и пучковый, средний — ге-
Леночный, задний — пяточный
(Рйс. 4.5).
Рис. 4.5. Отделы обуви:
А — носочный; Б — пучковый; В — ге-
леночный; Г — пяточный
99
Конструкции заготовок верха могут состоять из разного числа ц
вида деталей.
Сапоги по конструкции заготовок верха могут быть прикрой-
ними и вытяжными. Голенище и перед прикройных сапог можно
соединять тремя способами: голенище настрачивают на перед (рис
4 6, а); голенище с передом соединяют тачным швом (рис. 4.6, о
перед настрачивают на голенище (рис. 4.6, в).
Задний шов голенищ укрепляют прошвой или задним наруж-
ным ремнем. Заготовки верха прикройных сапог могут быть с под-
нарядом и подшивкой; с поднарядом и без подшивки; без подна-
ряда и подшивки. Подшивка может быть заменена футором.
Заготовка верха вытяжных сапог представляет собой одну де-
таль, вытянутую по форме колодки (рис. 4.6, г). Задний шов укреп
ляют прошвой. В качестве внутренних деталей используют подна-
ряд и подшивку или футор.
Конструкции заготовок верха полусапог отличаются наличием
глухих или полуглухих клапанов, которые пристрачивают к верх-
нему краю союзок и передним краям берцев. Полусапоги могут
иметь как целые настрочные берцы (рис. 4.7, я), так и берцы с
отрезными задинками (рис. 4.7, б). Обязательно укрепление задне-
го шва задним наружным ремнем. Полусапоги могут быть с подна-
рядом или без него.
Различают следующие конструкции заготовок верха ботинок: с
настрочной союзкой, отрезным носком и задинкой (рис. 4.8, а): с
целой настрочной союзкой и целыми берцами: с настрочными
берцами — разновидность первой конструкции (рис. 4.8. б); с кру-
говой союзкой (рис. 4.8. в)\ с цельноформованной союзкой и на-
строчными берцами, на ноге крепится резинками или лентами
велькро (рис. 4.8, г).
Рис. 4.6. Сапоги:
а — с настрочными голенищами; б — с втачным передом; в — с настрочи ым
передом; г — с голенищами-ботфортами
100
Рис. 4.7. Полусапоги:
а — с целыми берцами; б — с отрезной задинкой
Ботинки можно изготовлять с подкладкой и без нее (из кож
повышенной толщины). В последнем случае с внутренней сторо-
ны пяточной части заготовки верха пристрачивают карман для
задника.
Конструкции заготовок верха полуботинок бывают: с овальны-
ми вставками (рис. 4.9, а), с отрезными носками, настрочными
союзками и задинками (рис. 4.9, 5), с овальными вставками и
задинками (рис. 4.9, в), лаофер с резинкой (рис. 4.9, г), с настроч-
ными берцами (рис. 4.9, д), типа лаофер с резинкой под язычком
и отрезными задинками (рис. 4.9, е).
Полуботинки могут быть с подкладкой или без нее (с кар-
маном для задника). Разновидностью полуботинок являются сан-
далеты, которые изготовляют обычно только с подкладкой под
берцы.
В качестве крепления полуботинок на стопе используют шнур-
ки, ремни, пряжки, резинки, ленту велькро.
Рис. 4.8. Ботинки:
Q — с настрочной союзкой, отрезным носком и задинкой; б — с целыми настроч-
НЫми берцами; в — с круговой союзкой: г — с цельноформованной союзкой и
настрочными берцами
101
Рис. 4.9. Полуботинки.
а — с овальными вставками; б — с отрезными носками, настрочными союзками
и задинками; в — с овальными вставками и задинками; г — лаофер с резинкой; д —
с настрочными берцами; е — типа лаофер с резинкой под язычком и отрезными
задинками
Заготовки верха туфель делят на следующие разновидности
(рис. 4.10): туфли-лоцочки с круговой союзкой и чересподъемным
ремнем или без него; пантолеты с открытой или закрытой носоч-
ной частью; ремешковые с надлодыжечным ремнем или черес-
подъемным и пяточным ремнями; с открытой пяточной частью; с
отрезными деталями — носком, союзкой или задинкой; с откры-
той носочной и пяточной частями; с закрытой пяточной и откры-
той носочной частями. Туфли можно изготовлять с подкладкой и
без нее.
Чувяки — одна из разновидностей туфель (рис. 4.11). Чувяки
изготовляют с полусоюзками; с полусоюзками и отрезной задин-
кой; с полусоюзками, отрезной задинкой и задним наружным рем-
нем. Чувяки изготовляют только с подкладкой или из дублирован-
ных материалов.
Особенностью сандалий является отсутствие основной стельки
Основными конструкциями сандалий являются с фигурной со-
юзкой и чересподъемным ремнем; с отрезным передним и черес-
подъемным ремнями; с настрочной задинкой и чересподъемным
ремнем (рис. 4.12).
102
Рис. 4.10. Туфли:
а __ туфли с чересподъемным ремнем; б — пантолеты; в — ремешковые с надлоды-
жечным ремнем; г — ремешковые с чересподъемным и пяточным ремнями; д — с
открытой пяточной частью; е — туфли-лодочки с круговой союзкой и отрезным
носком; ж — с открытой носочной и пяточной частями; з — с открытой носоч-
ной и закрытой пяточной частями
б
Рис. 4.11. Чувяки:
а — с полукруговой союзкой; б — с полусоюзкой и задинкой; в — с задним
наружным ремнем
в
Рис. 4.12. Сандалии:
а с фигурной союзкой и чересподъемным ремнем; б — с отрезным передним и
ЧеРесподъемным ремнями; в — с настрочной задинкой и чересподъемным ремнем
103
Рис. 4.13. Домашняя обувь:
а — бабуши, б — с пристрочным носком и открытой пяточной частью; в — панто-
• леты; г — ботинки
Конструкции заготовок верха домашней обуви весьма раз-
нообразны: полусапожки, ботильоны, полуботинки, туфли и др.
(рис. 4.13). Особенностью домашней обуви является применение
для деталей верха мягких, комфортных материалов.
4.4. Классификация каблуков
Каблук — одна из важнейших деталей обуви, во многом опре-
деляющая ее удобство и внешний вид. Форма и размеры каблуков
резко меняются под влиянием моды. В то же время основные кон-
структивные параметры каблуков (высота, длина, ширина) неза-
висимо от направления моды должны удовлетворять медико-био-
логическим требованиям, предъявляемым к обуви. Конструкция
каблука зависит от технологии сборки обуви. При проектировании
каблуков должны быть учтены медико-ортопедические, эстетиче-
ские и технологические требования.
Каблуки классифицируют по высоте, виду, конструкции, ма-
териалу, расположению, типу и роду обуви, методу обработки по-
верхности.
По высоте согласно ГОСТ 3927—88 различают каблуки низкие
(до 25 мм), средние (до 45 мм), высокие (до 70 мм) и особо высо-
кие (более 70 мм).
Классификация каблуков по виду дана на рис. 4.14. По конструк-
ции каблуки делят на цельные; с впрессованным стержнем-усили-
телем; с впрессованной втулкой; с впрессованным вкладышем из
полиэтилена или дерева; с отверстиями для прикрепления набоек:
с отверстием для металлической втулки; с прорезью на фронталь-
ной поверхности для укладывания краев обтяжки (рис. 4.15,
штампованные; с наклонной фронтальной поверхностью; набор-
ные.
По материалу различают каблуки деревянные, пластмассовые,
кожаные, резиновые, пробковые, комбинированные.
104
Рис. 4.14. Виды каблуков:
а — высокие; б — средние; в — низкие; 1,2— столбик; 3 — шпилька; 4 —
французский; 5 — талированный; 6 — английский; 7— прямой; <9, 12 — венский;
9— приталенный; 10— расширенный к набойке; И — удлиненный; 13 — клино-
видный
Рис. 4.15. Конструкции каблуков:
а — с прорезью; б — с углублением (в замок)
105
Рис. 4.16. Определение высоты каблука
Каблуки можно крепить к подошве или платформе; к следу за-
тянутой обуви; в замок (рис. 4.15, б).
По типу каблуки предназначены для обуви закрытой, домаш-
ней, летней открытой, утепленной, особо изящной.
По родовому признаку каблуки классифицируют для обуви муж-
ской, женской, девичьей, мальчиковой, школьной.
По методу обработки поверхности каблуки могут быть под об-
тяжку (пластмассовые, кожаные, резиновые); без обтяжки, окра-
шенные в массе; без обтяжки с окрашенной поверхностью.
Высота каблука должна обеспечить запроектированную припод-
нятость пяточной части стопы в обуви относительно плоскости
опоры ее в пучках.
Высоту каблука Вк (рис. 4.16) в готовой обуви исходного разме-
ра измеряют по вертикали от грани следа пяточного закругления
по заднему шву до ходовой поверхности набойки за вычетом тол-
щины h деталей низа в пучковой части. Каблуки одного номера
высотой до 50 мм применяют на три смежных размера обуви (за
исключением каблуков для школьной обуви и клиновидных), каб-
луки высотой более 50 мм — на два смежных размера. Клиновид-
ные каблуки, каблуки для школьной обуви применяют на два смеж-
ных размера независимо от высоты.
Каблук имеет несколько поверхностей
(рис. 4.17).
Длина верхней поверхности каблука
должна быть не менее 0,28 Д (Д — длина
стопы). При каблуке меньшей длины ус-
тойчивость стопы должна быть обеспе-
чена монолитной конструкцией пяточ-
но-геленочного отдела обуви.
Рис. 4.17. Поверхности каблука:
7 — боковая: 2 — верхняя (ляписная); 3 — фрон-
тальная (крокульная); 4 — набоечная
106
Глава 5
ОБУВНЫЕ КОЛОДКИ
5.1. Классификация колодок
Колодка является основной технологической оснасткой в произ-
водстве обуви и определяет ее внутреннюю форму. Оснастка — при-
способления, которые применяют при выполнении производствен-
ных операций. В обуви, изготовляемой по индивидуальным заказам,
больше всего ценятся привлекательный внешний вид и удобство в
носке — свойства, определяемые правильным выбором колодки
Обувные колодки классифицируют по следующим признакам:
технологическому и ассортиментному назначению, конструкции
и материалу. Ассортиментное назначение, в свою очередь, вклю-
чает такие признаки, как род, тип, приподнятость пяточной час-
ти, форма носочной части. Кроме того, обувные колодки различа-
ют по номерам и полнотам.
Технологическое назначение. Различают колодки затяжные и
вспомогате л ьные.
Затяжные колодки необходимы для формования заготовки вер-
ха обуви, т.е. придания ей требуемой формы. В соответствии с фор-
мой и размерами затяжных колодок изготовляют и вспомогатель-
ную оснастку: шаблоны (лекала) для ручного раскроя, резаки для
вырубания деталей, пресс-формы и др. На рис. 5.1 представлены
затяжные и вспомогательные колодки для ручного и механическо-
го способов производства обуви разных методов крепления.
Различают затяжные колодки для внешнего и внутреннего спо-
собов формования.
Для внешнего способа формования затяжные колодки изготов-
ляют с металлической пластиной по всему следу, только в пяточ-
ной части, или в пяточно-геленочной, или носочной части; без
металлической пластины.
Колодки затяжные с металлической пластиной по всему следу
используют для гвоздевой и клеевой затяжки заготовок верха; ко-
лодки с металлической пластиной только в пяточной или пяточ-
но-геленочной части — для обуви рантового метода крепления;
без металлической пластины — для сандалий.
Колодки для внешнего способа формования предназначены для
затяжки заготовок верха со свободной (или соединенной с ран-
том) затяжной кромкой.
Колодки для внутреннего способа формования используют для
затяжки заготовок верха, затяжная кромка которых скреплена с
втачной стелькой или подошвой (подложкой) или предваритель-
но отформована.
107
Рис. 5.1. Обувные колодки:
а — с выпиленным клином для ручного изготовления; б — сочлененная для про
шивного, деревянно-шпилечного и клеевого методов крепления: в — сочленен-
ного для рантового метода крепления; г — сочлененная для доппельного мето та
крепления; д — для сабо; е — отделочная; ж — расправочная; з — пустотелая
Различают колодки с фигурным или прямым вырезом и с кру-
говым разрезом.
Вспомогательные колодки используют, если затяжная колодка
не может оставаться в обуви до ее окончательного изготовления.
Например, перед пришиванием подошв или прибиванием каблу-
ков изнутри затяжная колодка должна быть удалена из обуви. По-
сле проведения этих операций обувь необходимо снова надеть на
колодку. Затяжные колодки снова поместить в обувь весьма затруд-
нительно, поэтому используют вспомогательные.
К вспомогательным колодкам относят отделочные, гладильные,
прессовые, растяжные и некоторые другие виды.
Отделочные колодки изготовляют для каждого типа и
размера обуви. Их применяют на отделочных операциях для
предотвращения деформации обуви. Отделочные колодки отлича-
ются от затяжных формой и размерами: их пяточная часть округле-
на, ребро носочной части скошено фаской по длине и высоте. Раз-
меры отделочных колодок меньше размеров затяжных для более
легкого надевания и снятия обуви с колодок и предотвращения ее
деформации при отделке. Колодки изготовляют без металлической
пластины.
Гладильные колодки служат для сглаживания подошвы
на гладильной машине, их изготовляют из граба или алюминия.
108
размеры гладильных колодок меньше размеров затяжных, уста-
новочная площадка и след укреплены металлическими пластинами.
Так как в настоящее время преобладает производство обуви кле-
евого метода крепления, отделочные и гладильные колодки ис-
пользуют редко.
Прессовые колодки применяют для крепления низа обуви
методами горячей вулканизации и литьевыми. Колодки являются
частью прессов для горячей вулканизации и литьевых машин, бы-
вают съемными и несъемными.
Растяжные колодки и приспособления использу-
ют в обувных ателье и мастерских при выполнении заказов насе-
ления. Для расширения участков верха обуви служат растяжные
колодки, которые являются частью приспособлений РОС-1-69,
РОС-2-70, приспособления фирмы Hardo (Германия).
Кроме перечисленных существуют колодки пустотелые, распра-
вочные, а также обогреваемые пуансоны для формования обуви
по методу Федерального государственного унитарного предприя-
тия Центральный научно-исследовательский институт кожевенно-
обувной промышленности (ЦНИИКП) и Ленинградского проект-
но-конструкторского технологического бюро легкой промышлен-
ности (ЛПКТБлегпром).
Пустотелые колодки вставляют в образцы обуви для со-
хранения их формы при демонстрации коллекций и оформлении
витрин. Такие колодки представляют собой оболочку, изготовлен-
ную из дерева, древесно-волокнистой массы или целлулоида, имеют
форму затяжных колодок, но с закругленной и скошенной с ниж-
ней стороны пяточной частью.
Расправочные колодки применяют для предотвраще-
ния деформаций обуви в процессе носки. Расправочные колодки
не имеют размеров и полнот, а делятся только на мужские и жен-
ские. Передняя часть таких колодок не имеет носка. Ширина ко-
лодки изменяется поперечной распоркой, а длина — упругой пру-
жиной в передней части.
ЦНИИКП совместно с ЛПКТБлегпромом и обувными фабри-
ками создал и внедрил машину ФНПЗ-1-О и термоувлажнитель
ТУ-1-0 для формования и термофиксации заготовок верха обуви
различных конструкций и методов крепления. В качестве колодок
Используются обогреваемые металлические пуансоны: носочно-пуч-
ковый, жестко закрепленный в машине, и подвижный пяточный.
Преимуществом данной конструкции является совмещение про-
цессов формования и термофиксации заготовок верха обуви.
Классификация колодок по роду, номерам и полнотам. Класси-
фикация по ГОСТ 3927—88 представлена в табл. 5.1.
По полнотам колодки подразделяют в зависимости от обхва-
тов, интервал между полнотами зависит от группы колодок, вида
И назначения обуви и должен быть 8 или 6 мм.
109
Табл и ца 5.]
Колодки для обуви, кроме обуви с верхом из юфти и специального назначе,
ния (интервал между смежными номерами 5 мм)
Группа колодки Обувь Исходная полнота колодки Число полнот Число полнот колодок при изготовлении обуви
0 Пинетки 51
С I по 7 1
1 Гусарики 4J
2 Малодетская } 3 С 1 по 9 2
3 Детская
4 Школьная для девочек }3 С 1 по 9 3
5 Девичья
6 Школьная для мальчиков }4 С 1 по 9 3
7 Мальчиковая
8 Женская >4 С 1 по 12 3
9 Мужская J
Для женской модельной обуви на высоком каблуке исходной явля-
ется третья полнота, для утепленных ботинок 4-й и 5-й групп -
четвертая, для остальных групп — пятая. Для утепленных сапожек
4-й и 5-й групп линейные размеры стельки определяют по четвср-
Таблица 5.2
Колодки для обуви с верхом из юфти и специального назначения
(интервал между смежными номерами 7,5 мм)
Группа колодки Обувь Номер колодки Исходный номер
3 Дошкольная 177, 185, 192, 200 185
6 Школьная для маль- 207, 215, 222, 230 215
чиков
7 Мальчиковая 237, 245, 252, 260 245
8 Женская 217, 225. 232. 240, 247, 255, 262, 270, 277, 285 240
9 Мужская 240, 247, 255, 262, 270, 277, 285, 292, 300, 307 270
Примечания: 1. При определении номера колодок 0,5 мм округляют в мень-
шую сторону.
2 Число полнот для обуви всех групп равно 3.
ПО
тОй полноте, обхват в сечении (0,68/0,72)Д — по пятой полноте,
для остальных групп линейные размеры — по пятой полноте, об-
хват — по шестой полноте.
Приподнятость пяточной части колодок для обуви
всех половозрастных групп, мм
Без каблуков............................
На каблуке:
низком............................ 5, 10, 15, 20, 25
среднем........................... 30, 40, 45
высоком........................... 50, 60, 70
особо высоком................... Более 70
Исходной полнотой колодок для обуви всех видов, кроме утеп-
ленной, предназначенной для людей с начальными стадиями де-
формации стоп (в том числе пожилых), является шестая.
Колодки для обуви с верхом из юфти и специального назначе-
ния (табл. 5.2) изготовляют трех полнот с унифицированным по
средней полноте следом.
Приподнятость пяточной части. Обувные колодки по высоте
пяточной части разделяют на девять подгрупп (от 0 до 90 мм).
Приподнятость пяточной части колодки (рис. 5.2) измеряют
металлическим угольником по вертикали от наиболее выпуклой
точки пяточного закругления на ребре следа до опорной поверх-
ности. Высоту подъема носочной части колодки измеряют по вер-
тикали от опорной поверхности до точки минимального припуска.
Минимальную высоту носочной части колодок в сечении 0,9Д
определяют коэффициентом 0,11, в сечении \Д — коэффициен-
том 0,09 от обхвата сечения (0,68/0,72)Д.
Тип обуви. Колодки делят на типы для изготовления обуви:
закрытой — ботинки, полуботинки, туфли, опанки, сандале-
ты, сапожки и полусапожки с облегченными голенишами и на
подкладке из неутепленных материалов;
легкой — сандалии, туфли
спортивные, домашние, дорож-
ные и чувяки;
летней открытой — туфли с
открытой или закрытой носоч-
ной или пяточной частью, пан-
толеты;
утепленной;
особо изящной;
сапог и полусапог с верхом
Из юфти;
сапог с верхом из кож хромо-
вого дубления;
Рис. 5.2. Измерение высоты подъ-
ема пяточной и носочной частей ко-
лодки
111
спортивной;
специального назначения.
В зависимости от формы носочной части различают колодки с
широкой, средней и узкой носочной частью.
По конструкции колодки бывают цельными; с выпиленным кли-
ном; сочлененными; раздвижными.
5.2. Конструкции колодок и условия
их эксплуатации
Конструкции колодок. Разнообразие конструкций колодок на-
прямую связано со способом производства обуви, конструкцией
затяжной кромки, методом крепления низа к верху обуви.
В сфере сервиса используют стандартные колодки в основном с
металлической пластиной в пяточной части (см. рис. 5.1, г) и без
пластины (см. рис. 5.1, ё).
При изготовлении обуви по индивидуальным заказам в зависи-
мости от особенностей стопы заказчика колодки дополнительно
обрабатывают (приправляют) с учетом отклонений размеров по
длине и ширине стопы.
Колодки с выпиленным клином (см. рис. 5.1, а) применяют для
изготовления обуви способом внешнего формования. Верхняя съем-
ная часть (клин) колодки удерживается пружинным замком, рас-
положенным в гребне. Кроме того, поверхность следа таких коло-
док не имеет металлической пластины. Преимуществом данного
вида колодки является жесткость конструкции, что удобно при
формовании следа и приклеивании подошв. Удаление клина перед
снятием обуви с колодки предохраняет заготовки верха от разры-
ва, а обувь — от деформации. Такие колодки используют для руч-
ного изготовления обуви деревянно-шпилечного и рантового ме-
тодов крепления.
На сочлененных колодках (см. рис. 5.1,5) изготовляют обувь спо-
собом внешнего, а иногда внутреннего формования. Преимуще-
ством колодок перед другими является съем обуви без деформа-
ции. В зависимости от метода крепления, способа затяжки и назна-
чения обуви на различных участках следа затяжной колодки может
быть металлическая пластина, на отделочных, расправочных и ра-
стяжных колодках пластины может не быть.
Раздвижные колодки делят на колодки для литья (съемные и
несъемные с литьевой машины) и для внутреннего формования.
Последние могут быть с фигурным или прямым разрезом и про-
дольным движением передней и задней частей, а также с круго-
вым разрезом от пяточной части к носочной.
Материалами для изготовления колодок могут быть дерево, пла-
стмассы и металл.
112
Длина раздвижных колодок в зависимости от конструкции мо-
^ет быть увеличена на 9 — 16 мм.
Цельные колодки применяют для изготовления обуви сандаль-
ного и выворотного методов крепления, а также домашней обуви.
Кроме затяжных колодок цельную конструкцию имеют пусто-
телые колодки.
В затяжные деревянные колодки со стороны металлических пла-
стин вставляют пробки из дерева или пластмассы на глубину 15 мм.
В пяточной части пробки располагают на расстоянии 32 мм от край-
ней точки пяточного закругления следа колодки до центра пробки.
В колодках для обуви на среднем каблуке это расстояние может состав-
лять 22 и 27 мм. Для крепления высоких каблуков женской обуви
шурупом в пяточной части колодки делают сквозное отверстие.
Материалы для изготовления колодок. Для обеспечения необхо-
димых условий работы материал колодки должен обладать прочно-
стью и жесткостью при сравнительно небольшой плотности; способ-
ностью пропускать гвозди, удерживать их и не выкрашиваться в
местах частого забивания; иметь достаточную теплостойкость, чтобы
ее свойства и форма не изменялись при тепловых нагрузках; устой-
чивостью к действию влаги и химических веществ, применяемых в
производстве обуви; иметь гладкую поверхность после обработки,
чтобы колодку легко можно было извлекать из обуви.
Всем указанным требованиям отвечает древесина бука, граба,
березы, липы. Однако природные ресурсы ограничены, поэтому
натуральную древесину заменяют синтетическим материалом ~
полиэтиленом.
Для изготовления колодок применяют полиэтилен низкого дав-
ления марок 21006-75 и 20906-40 в композиции с полиэтиленом
высокого давления марок 10802-02 и 10702-02, а также другие марки
полиэтилена низкого и высокого давления, не уступающие по
прочности, технологическим и эксплуатационным свойствам поли-
этилену указанных марок.
Кроме полиэтилена для производства колодок используют же-
сткие пенополиуретаны, эластичные конструкционные пеноплас-
ты и другие жесткие пеноматериалы. В настоящее время проблема
Прочности и износостойкости колодок стоит достаточно остро.
Ученые пытаются найти более совершенный материал модифика-
цией полимерных композиций и используют принципиально но-
вые составы.
Пластмассовые колодки по сравнению с деревянными облада-
ет рядом преимуществ: сохраняют постоянные форму и размеры
на протяжении всего технологического процесса; большей проч-
ностью; устойчивостью к действию повышенных температур, хи-
мически активных веществ, влаги, механических нагрузок; до-
ступностью и относительно низкой стоимостью сырья; возможно-
стью повторной переработки.
113
Рис. 5.3. Основные параметры коло-
док
К недостаткам пластмассовых
колодок относятся их большая
масса по сравнению с деревян-
ними (плотность бука 670 кг/м ',
полиэтилена 960 кг/м3) и боль-
шая усадка (до 60%) в пропессе
литья болванок.
Обувные колодки, как дере-
вянные, так и пластмассовые,
должны соответствовать требо-
ваниям ГОСТ 3927—88, кото-
рый регламентирует основные
параметры и размеры колодок,
технические требования, пра-
вила приема, методы контроля.
транспортирование и хранение.
Литьевые, растяжные, а также прессовые колодки для метода
горячей вулканизации изготовляют из металла.
Соотношение размеров длины стопы и колодки. При установле-
нии длины Д. следа колодки (рис. 5.3) к длине стопы добавляют
величину (Р - 5), т.е. Дк = Д + (Р - 5), где Дк — длина следа
колодки; Д — длина следа стопы; Р — припуск для обуви всех родо-
вых групп и видов, равный 10 мм (кроме обуви летней и с овальной
вставкой типа мокасин, для которых Р= 5 мм); S — сдвиг крайней
точки следа (стельки) пяточной части в сторону носочной части.
Припуск Р может быть увеличен в зависимости от формы но-
сочной части колодки. В модельной обуви с узкими носками при-
пуск может быть 15 — 25 мм. Это связано с тем, что сужать форму
носочной части можно только за пределами расположения паль-
цев стопы.
Основными нормируемыми размерами затяжных колодок яв-
ляются длина следа стопы Д ее ширина в сечениях 0,07Д 0,18Д
0,68Д и 0,9Д а также обхваты в сечениях 0,55Д и (0,68/0,72)Д
считая от крайней точки пяточной части (рис. 5.4).
Серия колодок. Серией называют колодки одного фасона, но раз-
ных размеров, основные параметры которых изменяются по одной
зависимости. В производстве массовой обуви изготовляют следую-
щее число полнот: повседневная закрытая — три с интервалом 8 мм
по обхвату в сечении (0,72/0,68)Д модельная — четыре с интер-
валом 6 мм.
В обувной промышленности страны используют в основном за-
тяжные колодки с унифицированной пяточно-геленочной частью
или поперечно-вертикальных сечений, исключая носочную часть.
Это облегчает проектирование и изготовление нового оборудова-
ния, разработку прогрессивной технологии на основе формован-
ных деталей и узлов обуви.
114
Топография колодки. На обув-
ных колодках различают три по-
верхности: верхнюю — площад-
нижнюю — стелечную, или
след, и боковую, расположен-
ную между площадкой и следом
(рис. 5.5). Кроме того, различа-
ют внутреннюю и полевую сто-
роны. Верхняя съемная часть ко-
лодки называется клином. Клин
прикрепляют к колодке пружин-
ным замком.
Самая широкая передняя часть
колодки называется пучковой,
внутренняя наиболее выступа-
ющая — внутренним пучком,
наружная — наружным пучком.
Выступ верхней средней части
колодки называют подъемом, а
0,72Д
0,55Д
Рис. 5.4. Основные сечения и нако-
лы для проверки размеров колодки
наиболее высокую часть подъ-
ема — гребнем.
На следе колодки различают
три основные части (рис. 5.6): но-
сочную (до линии внутреннего пучка), геленочную (до линии фрон-
та каблука), пяточную.
Система нумерации колодок. Каждая колодка должна иметь мар-
кировку с указанием номера, полноты и фасона.
Рис. 5.5. Затяжная колодка:
клин; 2 — площадка; 3 —- боковая
Поверхность; 4 — внутренняя поверх-
ность; 5 — полевая сторона; 6 — след
Рис. 5.6. Топография следа колодки:
1 — наружный пучок; 2— 4 — соответ-
ственно носочная, геленочная и пяточ-
ная части
115
Фасон содержит пять и более знаков, каждый из которых харак-
теризует определенный признак колодки в соответствии с класси-
фикацией по ГОСТ 3927—88.
Первая цифра обозначает половозрастное назначение обу-
ви: пинетки — 0, гусарики — 1, малодетская — 2, детская — 3.
школьная для девочек — 4, девичья — 5, школьная для мальчи-
ков — 6, мальчиковая — 7, женская — 8, мужская — 9.
Вторая цифра обозначает вид обуви: закрытая — 1; лег-
кая — 2; летняя открытая — 3; утепленная — 4; особо изящная --
5; сапоги и полусапоги с верхом из юфти — 6; сапоги из кож
хромового дубления — 7; спортивная — 8; специального назначе-
ния — 9.
Третья цифра характеризует высоту приподнятости пяточ-
ной части колодки: без каблука — 0; низкая (5—10 мм) — 1; низкая
(15 — 25 мм) — 2; средняя (30 мм) — 3; средняя (40 мм) — 4; высо-
кая (50 мм) — 5; высокая (60 мм) — 6; особо высокая (70 мм) — 7:
особо высокая (80 мм) — 8; особо высокая (90 мм) — 9.
Четвертая цифра (коэффициент К) характеризует фор-
му носочной части колодки и определяется отношением припуска
а (рис. 5.7) в носочной части к ширине В следа колодки в месте,
находящемся на расстоянии, равном длине стопы, считая ог
крайней точки пятки, т.е. К = а/В. При К = 0,25 носочная часть
широкая (обозначается цифрой 1), при К= 0,251 — 0,549 — сред-
ней ширины (цифра 2), при К более 0,55 — узкая (цифра 3).
Пятая и последующие цифры обозначают порядко-
вый номер фасона колодки в данной группе. Так, колодке для
мужских утепленных ботинок на каблуке высотой 20 мм и средней
шириной носочной части присваивают фасон 94224, где послед-
няя цифра 4 показывает, что в данной группе имеются три ранее
утвержденные колодки.
В качестве примера расшифруем фасон колодки 81233: 8 — для
женской обуви, 1 — туфли, 2 — низкий каблук (15 — 25 мм), 3 —
узкая форма носочной части, 3 — в данной группе колодок име-
ются две ранее утвержденные модели.
Фасон колодок модельной обуви дополняют буквой М, а фа-
Рис. 5.7. Определение формы носоч-
ной части колодки
сон колодок обуви для людей с
начальными и значительными
деформациями стоп — буквой П.
Технические требования, предъ-
являемые к колодкам. Основные
параметры колодок должны соот-
ветствовать приложениям 1—4
ГОСТ 3927—88. В затяжных ко-
лодках допускается увеличение
длины следа по сравнению с дли-
ной шаблона на 1 мм, ширины —
116
0,5 мм, увеличение обхватов в сечениях 0,55Д 0,7227 и 0,6827 —
на 2 мм.
Ширина поперечных сечений колодок может быть меньше ши-
рины шаблона на 0,5 мм с каждой стороны, длина продольного
сечения в носочной части — на 0,5 мм.
Правые колодки одного фасона, размера и одной полноты долж-
ны быть зеркальным отображением левых.
В колодках не должно быть трещин, гнили, червоточин, сучков
ио линиям выреза клина и прикрепления пластины в носочной и
пяточной частях, а в колодке для рантового и клеевого методов
крепления также и на затяжной кромке в пучковой части.
Клеймо фасона, размера и полноты колодок должно быть чет-
ким. Металлические пластины прочно прикрепляют к следу, а клин
должен плотно прилегать к телу колодки.
Деревянные пробки вставляют заподлицо с металлической пла-
стиной. Древесина готовых колодок должна содержать не более
(8 ±2) % влаги, в противном случае в процессе эксплуатации они
усыхают и трескаются, их размеры изменяются.
Методы контроля колодок. Размеры и форму колодок проверя-
ют по контрольным точкам (ГОСТ 3927—88). На деревянных ко-
лодках контрольные точки делают в виде наколов, а на полиэти-
леновых нешлифованных колодках — в виде маячков.
Наколы или маячки должны быть сделаны в следующих местах
(см. рис. 5.4):
в пяточной части — на боковых поверхностях по два накола у
ребра;
на следе — в сечениях 0,0727 и 0,1827;
в геленочной части — на гребне колодки на расстоянии 0,5527;
на оси следа — восставляют перпендикуляр из сечения 0,5527
до пересечения с продольно-осевым профилем гребня;
в пучковой части — на верхней точке гребня на расстоянии
0,7227;
у ребра следа на расстоянии 0,6827 — откладывают размер по
оси развертки следа колодки.
Наколы в пяточной части колодки служат для контроля ее фор-
мы шаблонами, наколы в геленочной и пучковой частях — для
контроля обхватов (гибкой лентой).
Правильность построения следа колодки определяют шаблоном
(рис. 5.8), на котором нанесены размеры контрольных сечений
следа, рассчитанных с учетом коэффициентов, приведенных в го-
сударственном стандарте.
Работоспособность колодки определяют числом открываний-
укрываний. Механизм колодки должен выдерживать не менее
600 циклов.
Влияние состояния колодок на качество обуви. Во время эксплу-
атации размеры и форма колодок не должны изменяться ни при
117
Рис. 5.8. Шаблон для проверки раз-
меров следа колодки
нами) металлических пластин
транспортировании, ни при хра.
нении. Обувь, изготовленная на
деформированных колодках, не
будет иметь требуемых внутренних
размеров, в результате чего chin
зится ее качество. Таким образом,
состояние колодок существенно
влияет на качество обуви. Так, к
снижению качества обуви при-
водят следующие причины:
отклонение размеров колодок
выше допустимых стандартом:
несоответствие правой и ле-
вой колодок одного фасона, раз-
мера и полноты;
усушка колодок с большой
влажностью в помещениях с низ-
кой влажностью и восприятие
влаги колодками с меньшей влаж-
ностью, приводящее к разбуха-
нию и изменению их размеров;
плохая обработка (с заусен-
может привести к повреждению
подкладки и заготовки верха обуви в процессе формования;
неплотно прилегаемый клин колодки, необработанные запод-
лицо с металлической пластиной деревянные или пластмассовые
пробки, плохое совмещение частей сочлененной колодки;
использование неотремонтированных и необработанных колодок.
Уход за колодками, хранение и способы ремонта. Уходом за ко-
лодками в централизованных цехах, ателье и мастерских занима-
ются квалифицированные обувщики, разбирающиеся в фасонах,
полнотах, размерах колодок, умеющие подогнать их по стопе за-
казчика и отремонтировать.
Колодки необходимо хранить в сухих отапливаемых помещениях
при температуре 16 — 20 °C и относительной влажности 40—60 %. По-
лиэтиленовые колодки должны быть защищены от попадания на них
прямых солнечных лучей. Колодки размещают на стеллажах с ячейка-
ми по фасонам, размерам и полнотам без нарушения их парности.
Для хранения колодок применяют механизированные стеллажи.
Не реже одного раза в квартал проверяют состояние колодочного
хозяйства. Пришедшие в негодность колодки изымают, а повреж-
денные ремонтируют. К числу негодных к эксплуатации относят
колодки со сломанным механизмом сочленения, расколотыми
верхней площадкой, боковыми поверхностями, расколотыми или
деформированными носочными и пяточными частями, утерянными
клиньями, а также не соответствующие размерам ГОСТ 3927—88.
118
Колодки со следом, пробитым гвоз-
ляМИ или шпильками, с частично сби-
т0Й верхней площадкой, неисправны-
ми замками или механизмом сочлене-
ния по возможности ремонтируют.
На сбитый след и верхнюю площад-
ку наклеивают или прибивают куски
кожи. Сбитые части следа убирают ста-
меской. В образовавшийся желобок вкле-
ивают полоску жесткой кожи и закреп-
ляют ее. Сбитую часть площадки скалы-
вают и заменяют куском кожи необхо-
димой толщины. Все выступающие над
поверхностью колодки части кожи сре-
зают ножом и обрабатывают рашпилем.
Механизм сочленения и втулки за-
меняют или ремонтируют.
Основные причины изменения раз-
меров обуви следующие:
неправильное снятие размеров сто-
пы и голени заказчика;
несогласованность в работе съемщи-
ка размеров, приправщика колодок и
подгонщика лекал;
неправильный подбор и приправка
колодок по снятым с заказчика разме-
Рис. 5.9. Правило для сапог
рам стопы и голени;
изменение размеров стопы при движении человека в течение дня.
Правйла. Правйла (рис. 5.9) применяют при расправке голенищ
сапог и сапожек для ликвидации складок и морщин и незначи-
тельного увеличения размеров голениша. Перед расправкой голе-
нища увлажняют: протирают смоченной в воде губкой.
При использовании деревянных правил голенище разогревают
над электрической плиткой. Эта операция проводится дважды. Все
морщины и шероховатости разглаживают утюжком (или токма-
чом), температура которого не должна быть более 90 °C.
На алюминиевых правилах расправка голенища сапог и сапожек
выполняется горячим воздухом, поступающим из сопла машины.
5.3. Ортопедическая колодка
На ортопедических колодках изготовляют обувь для стоп с де-
формациями. Обувь должна учитывать строение стопы, а при не-
обходимости и нижней трети голени в положении возможной кор-
рекции.
119
Рис. 5.10. Колодка с трубкой (берцо-
вая):
7 — тело колодки: 2 — клин; 3 — трубка;
4 — площадка
Согласно классификации проф
В. В. Костылевой ортопедически^
колодки различают по тем
признакам, что и обувь и стащ
дартные колодки. Однако имеют-
ся и особенности, присущие толю
ко ортопедическим колодкам;
деление по назначению, конст-
рукции и видам деформации
стопы.
В производстве ортопедиче-
ской обуви используют только
затяжные колодки, которые бы-
вают низкими, отражающими фор-
му стопы, и берцовыми (с труб-
кой), копирующими форму сто-
пы и нижней трети голени (рис.
5.10). Берцовые колодки служат
для изготовления ботинок с же-
сткими берцами. Извлечь их из го-
товой обуви, не повредив заго-
товку верха, сложно, поэтому
целесообразно использовать бер-
цовые колодки с выпиленным клином, а ботинки должны иметь
длинную шнуровку.
Назначение ортопедических колодок. По назначению их под-
разделяют на индивидуальные и пригоночные. Индивидуальные ко-
лодки закреплены за определенным заказчиком, поэтому на пло-
щадках каждой пары колодок должны быть указаны его фамилия,
инициалы и пол.
Такие колодки хранят на стеллажах попарно в нумерованных
ячейках в порядке поступления заказов или по алфавиту фамилии
заказчиков. Порядок хранения регистрируют в алфавитной книге,
где указывают дату использования колодок, а также списание их
по непригодности.
Пригоночные колодки обрабатывают (подгоняют): изменяют
форму и размеры ее участков. Колодки располагают на стеллажах в
определенном порядке: по половозрастному признаку, размерам
или виду деформаций стоп.
В зависимости от вида деформаций стопы колодки подразделя-
ют на колодки для изготовления ортопедической обуви при ста-
тической недостаточности стоп взрослых и детей, тяжелых формах
плоскостопия, распластанности переднего отдела стопы, укоро-
чении нижней конечности, паралитической стопе, плосковаль-
гусной деформации стоп у детей, полых стопах, детском церебраль-
ном параличе (ДЦП), косолапости у детей
120
g этих колодках изменен рельеф следа, увеличены или умень-
шены обхваты, округлена пяточная часть. Ортопедические колод-
сконструированные с учетом патологических изменений стоп,
дозволяют сократить малопроизводительные операции по подгон-
ке и улучшить потребительские свойства обуви
Ортопедические колодки вместо шифра имеют номенклатурный
номер, определяющий, для стопы с какой деформацией изготов-
лена колодка. Маркировку из 3 — 4 цифр ставят на наружной боко-
вой поверхности каждой колодки. Например, ортопедическая колод-
ка 307 — номенклатурный номер женской колодки на укорочение
следа, на каблуке высотой 20 мм, номер колодки 240, полнота 5.
5.4. Подбор и подгонка колодок
Обшей характеристикой колодок для обуви, изготовляемой по
индивидуальным заказам и ортопедической, в отдельных случаях
и ремонтируемой обуви является наличие всевозможных наби-
вок, цель применения которых — повышение комфортности обу-
ви. Насколько обувь удобна и отвечает требованиям заказчика —
это зависит от соответствия индивидуальных размеров и формы
колодки и стопы. Последнее определяется правильным подбором
и подгонкой колодок с учетом всех патологических отклонений и
деформаций стопы.
После снятия размеров и изучения заказа подбирают колодки по
размеру, полноте, высоте каблука и виду обуви. Кроме того, строе-
ние и размеры ортопедической колодки зависят не только от формы
стопы, но и от конструкции обуви (наличие специальных жестких
деталей, искусственного носка, формы межстелечного слоя).
При подборе обязательно учитывают характер деформации. Да-
лее проверяют соответствие контура следа колодки контуру подо
швы стопы. Для этого след колодки прикладывают к контуру подо
швы, причем крайняя задняя точ-
ка контура и пяточная выпук-
лость тела колодки, а также по-
ложение пучков должны совпа-
дать (рис. 5.11). Одновременно
проверяют профили колодки,
ЧТО имеет значение для обуви с
Коском, а также обуви на сред-
нем или высоком каблуке.
Если не удается подобрать
Колодку, то подгоняют наибо-
лее подходящую колодку по
Форме и размерам, указанным
в бланке
Рис. 5.11. Совмещение следа колод-
ки с отпечатком стопы
121
Рис. 5.12. Виды набивок:
а — на внутренний пучок; б — на наружный пучок; в — наклинник (горбовик); г -
аночник; д — личинка; е — для разгрузки натоптышей; ж — пальцевик (мозоль-
ник); з — супинатор; и — пронатор
Обработка колодок заключается в срезании излишков материа-
ла с тела колодки и наращивании материала в местах его нехватки.
Срезание излишков допускается только в исключительных слу-
чаях, его выполняют ножом, стамеской или рашпилем.
Размеры колодки могут быть увеличены с помощью набивок из
стелечной кожи или картона. Прикрепленные набивки обрабаты-
вают ножом и рашпилем до получения необходимых размеров. При
подгонке формы колодки в первую очередь наращивают набивка-
ми, которые обрабатывают так, чтобы они соответствовали буду-
щим углублениям в обуви. Набивки увеличивают полноту колодки
и создают выпуклости в области суставных деформаций, мозолей,
разрастания костей и др.
Положение набивок определяется графическим или текстовым
указанием на мерке. Назначение набивок многообразно, некото-
рые из них имеют свое название (рис. 5.12).
Наклинник (горбовик) увеличивает крутизну клина, а также
обхват косого и прямого взъемов. Его прибивают к клину, наклин-
ник может составлять одно целое с личинкой.
Личинку прикрепляют только к клину колодки для увеличения
обхватов пучков и прямого взъема.
Аночник прибивают на заднюю часть колодки, удлиняя ее.
Пальцевик (мозольник) увеличивает объем носочной части ко-
лодки.
После подгонки колодки обрабатывают стеклом или мелкой
шлифовальной бумагой для придания им гладкости и плавных пе-
реходов в местах набивок.
Подогнанную колодку проверяют по контуру и по всем обхва-
там сантиметровой лентой, плотно накладывая ее на сечения. При
122
м длина следа может превышать длину контура не более чем на
’ Ю мм. При подгонке колодки не допускаются отклонения раз-
еров колодки от указанных более чем на 5 мм; несоответствия
положения пучков колодки и отмеченные на следе отклонения
очертаний колодок более чем на 5 мм.
Для изготовления обуви с искусственным носком особо длин-
ных колодок не требуется, так как длина такой обуви определяет-
ся не длиной колодки, а длиной искусственного носка.
Для обуви, специально удлиняемой с помощью подноска, подби-
рают колодку, длина которой превышает длину стопы на 20—30 мм.
При односторонних культях переднего отдела стопы положение
пучков колодки определяют по их положению на здоровой стопе.
В подобных случаях увеличение длины обуви по сравнению с дли-
ной культи можно обеспечивать увеличением длины носочного или
пучкового отдела. При двусторонних культях стопы длину колодки
подбирают по указанной в назначении врача и обмеру стопы за-
казчика.
Правильность профиля колодки проверяют визуально. Если на
мерке есть профиль стопы и голени, колодку прикладывают к нему.
Форма следа колодки в пучках несколько отличается от контура
подошвы стопы: со стороны наружного пучка больше примерно
на 5 мм. Однако это допустимо только для стоп без отклонений.
При распластанное™ переднего отдела и вальгусном отклонении
первого пальца след колодки в пучках делают более широким.
Ширину пяточной части следа колодки уменьшают на толщину
карандаша, которым обведен контур. При ходьбе пятка стопы рас-
пластывается (расширяется), но в готовой обуви это компенсиру-
ется эластичностью крыльев задника.
След колодки переделывают в соответствии с особенностями
строения стопы, указанными врачом и техником в бланке заказа:
делают выпуклой пяточную часть, углубление для будущей вы-
кладки свода, если на подобранной колодке оно недостаточно вы-
ражено, или закрывают набивками, если оно велико.
Совпадения контуров подошвы и следа колодок, рассчитанных
на стопу, находящуюся в положении подошвенного сгибания (обувь
с коском; на клиновидной пробке, на среднем и высоком каблу-
ках), проверяют на весу, плотно прикладывая мерку к следу ко-
лодки.
Окончательно колодку подгоняют при попарном комплектова-
нии, придавая им одинаковый внешний вид, главным образом в
Носочно-пучковой части.
Жесткая союзка, устанавливаемая в одну из полупар, утолщает
Среднюю часть обуви. При изготовлении такой обуви на одинако-
вых колодках ботинок с жесткой союзкой окажется более широ-
КИм, поэтому толщину переднего отдела колодки уменьшают на
Толщину жесткой союзки. То же относится к колодкам для обуви
123
с жестким бочком или полусоюзкой. Уменьшение размеров колодец
допустимо, если это позволяют размеры и форма культи стопы
Для больных с резко деформированными стопами изготовляют
специальные колодки, копирующие гипсовый позитив деформ щ
рованной стопы.
Глава 6
ОРГАНИЗАЦИЯ, ОХРАНА И ГИГИЕНА ТРУДА
6.1. Характеристика предприятия
Основные проблемы, которые решают предприятия в условиях
рыночной экономики, состоят в следующем:
что производить — какие товары и услуги и в каком количестве:
как производить — кто поставщики, какие ресурсы и какая тех-
нология;
для кого производить — кто должен пользоваться товарами и
услугами, как должен распределяться валовой национальный про-
дукт.
В современных условиях у предприятия появились новые функ-
ции, т.е. оно самостоятельно разрабатывает стратегию и политику
своего развития; изыскивает необходимые материальные ресурсы;
определяет форму и систему оплаты труда; решает вопросы соз-
дания, ликвидации или слияния подразделений или разных фи-
лиалов.
Одним из последствий экономического кризиса 1998 г. для обув-
ного рынка России стало сближение торговли и производителей,
которые были антагонистами. У торговли были деньги, понимание
рыночных отношений, деловая хватка, знание тенденций моды,
опыт международного бизнеса, а у производителей были простаи-
вающее оборудование, отсутствие средств и установившийся под-
ход к делу: «производим то, что можем, а не то, что нужно потре-
бителю». В результате сближения рынок переходит в некое новое
состояние. Крупные фирмы-импортеры размещают заказы на рос-
сийских фабриках, используя не только импортные, но и отече-
ственные материалы.
Кризис заставил как производящие, так и торговые фирмы
бороться за повышение эффективности.
Спрос на импортную обувь несколько упал, но и на отечествен-
ную почти не вырос. В России формируется новый потребитель-
ский стандарт — обувь низкого качества независимо от происхож-
дения не пользуется спросом. Образуется свободная ниша для рос-
сийских производителей. Однако их низкая платежеспособность
сдерживает развитие обувной отрасли.
124
Для устойчивого подъема отрасли необходимы общенациональ-
ное меры по оздоровлению экономики: реформирование тамо-
женного регулирования, чтобы получать за границей не сырье, а
современное оборудование и технологии; успешное освоение рын-
ков ближнего и дальнего зарубежья; разумное сочетание в произ-
водстве отечественных и импортных комплектующих.
Необходимо также и изучение зарубежного опыта организации
производства. Например, основой обувной промышленности Ита-
лии являются мелкие предприятия. Структура их производства —
безцеховая, контроль качества осуществляют 2 — 3 технолога. Не-
большая численность высококвалифицированных рабочих облег-
дает контроль. Все снабжение и вспомогательные функции, а так-
же обслуживание берет на себя специализированная фирма. Пере-
ход к такой форме работы четко просматривается во всем мире.
Для развития отрасли необходимо сбалансированное и целе-
направленное внедрение мер для улучшения ее состояния.
6.2. Организационно-правовые формы
предпринимательства
В настоящее время существование любых организаций, в том
числе и предприятий по индивидуальному изготовлению и ремон-
ту обуви, базируется на организационно-правовых формах, при-
веденных на рис. 6.1.
Рис. 6.1. Структура коммерческого предпринимательства
125
Статус индивидуального предпринимателя определяет права ц
обязанности, в рамках которых он может совершать свои действия
Полное товарищество — организационная форма объединения
самостоятельных субъектов хозяйствования, доверяющих друг другу
и несущих ответственность за обязательства общества всем своим
имуществом.
Коммандитное товарищество («товарищество на вере») пред,
ставляет собой объединение нескольких граждан и (или) юриди-
ческих лиц на основе договора для совместной хозяйственной дея-
тельности. Коммандитное товарищество отличается от полного
наличием кроме действительных членов — комплементариев чле-
нов-вкладчиков — коммандитов. Члены-вкладчики несут ответ-
ственность за обязательства, взятые товариществом, только свои-
ми вкладами.
Общество с ограниченной ответственностью (ООО) — органи-
зация, участники которой вносят вклады в уставный капитал и
отвечают за результаты деятельности общества в пределах внесен-
ного вклада. Если участники не полностью внесли вклад, то они
несут коллективную ответственность в размере неоплаченной час-
ти вклада каждого участника.
Общество с дополнительной ответственностью (ОсДО) — орга-
низация, участники которой при нехватке уставного капитала для
покрытия долгов вносят недостающую сумму в кратном своей доли
размере. Эта дополнительная ответственность называется субсид-
ной. Если один из учредителей данного общества объявляется бан-
кротом, то его обязательства распределяют между другими учре-
дителями пропорционально их вкладам. Учредители несут ответ-
ственность за результаты работы общества не только своими вкла-
дами, но и частью имущества, кратной их вкладам.
Акционерное общество (АО) — форма объединения предприни-
мателей, организаций и физических лиц — акционеров. Акцио-
нерное общество аккумулирует индивидуальный и государствен-
ный капитал, выпуская в обращение акции. Акционерное обще-
ство — юридическое лицо, отвечающее по обязательствам при-
надлежащим ему имуществом. Ответственность каждого акционера
ограничена стоимостью его акций. Высшим органом акционерно-
го общества является общее собрание акционеров.
Закрытое акционерное общество (ЗАО) распределяет акции среди
членов коллектива, в свободную продажу акции не поступают.
Открытое акционерное общество (ОАО) может свободно про-
давать и покупать акции на рынке.
Производственный кооператив (артель) — добровольное объеди-
нение граждан для совместной производственной или иной хозяй-
ственной деятельности. Собственность артели складывается из паев.
Деятельность артели строится на личном участии его членов в про-
изводственной деятельности, хотя допускается участие в нем и
126
пидических и физических лиц. Члены кооператива несут суб-
Лгдную ответственность, т.е. не ограниченную размером индиви-
дуального паевого взноса (паевой доли) в обшей собственности
кооператива.
6-3. Организация и планирование производства
Основными поставщиками обуви для населения страны явля-
ются отечественные и зарубежные предприятия. Они производят
обувь всех видов и родов на стандартных колодках. Однако массо-
вое производство обуви исключает возможность обмера стоп каж-
дого потребителя, не выпускает обувь для людей, стопы которых
имеют нетипичные длину и ширину. Предприятия индивидуаль-
ного изготовления обуви призваны восполнить этот недостаток.
На дому принимают заказы в основном у инвалидов, больных
и престарелых людей.
Организация производства — сочетание деятельности людей во
времени и в пространстве и рациональное применение ими средств
производства для выпуска продукции.
Существуют следующие формы организации производства по
индивидуальным заказам:
централизованное с сетью салонов;
ателье по индивидуальному изготовлению обуви, где принима-
ют заказы, изготовляют обувь и выдают ее заказчику. Ателье делят-
ся на ателье класса люкс, I, II разряда, специализированные по
изготовлению обуви ортопедической, сложной ортопедической и
малой ортопедии, мастерские по индивидуальному изготовлению
обуви, надомные ателье.
Эти формы организации производства, за исключением надом-
ной, заключаются в том, что владелец арендует или приобретает в
собственность помещения, в которых располагает офис, произ-
водственные участки, склады сырья и готовой продукции и т.д.
Размер помещений напрямую зависит от планируемого объема
производства. Даже при надомной форме организации производ-
ства необходимо иметь «базовое» помещение, т.е. склады сырья и
готовой продукции, раскройный цех. При ограниченных средствах
все это можно поместить во флигеле частного дома или пристрой-
ке. Раскройный цех важно иметь под контролем постоянно, так
Как это самый ответственный участок.
В сложившейся ныне экономической ситуации при острой не-
хватке капитала для начинающего предпринимателя оптимальной
Формой организации производства является надомная. Надомное
Производство требует наименьших затрат, но его сложнее органи-
зовать. Все работы выполняются дома, в 95 % случаев это жители
Частных домов. Квартиры в многоэтажных жилых домах под мас-
127
терскую могут быть использованы только при отсутствии другщ.
вариантов, но при соблюдении следующих требований:
находится квартира-мастерская на первом этаже или в полу,
подвале;
установлена хорошая вентиляция;
обеспечена звукоизоляция — пол и стены обиты резиной ил„
поглощающим звук материалом.
Основным преимуществом надомного производства являете;,
отсутствие проблемы организации труда и соблюдения дисциплщ
ны коллективом. Несложные операции надомники часто поручают
подмастерьям — детям-подросткам или пожилым членам семьи.
Все это снижает затраты на заработную плату.
Однако при такой форме организации производства появляет-
ся проблема самоорганизации и самодисциплины. Но это является
ответственностью самого работника, так как оплата труда сдель-
ная (по числу пар изготовленной обуви). Кроме того, подготовка
специалистов-надомников, умеющих выполнять все операции, тре-
бует много времени.
При наличии материально-технической базы предпочтительны
такие формы организации, как ателье и централизованное произ-
водство с сетью салонов. В этих случаях производительность труда
значительно выше, чем при надомном производстве.
В ателье производство и обслуживание расположены в одном
месте, поэтому исполнители непосредственно контактируют с за-
казчиком и, следовательно, более оперативно решают возникаю-
щие проблемы.
Опыт создания централизованных цехов для изготовления обу-
ви по заказам населения показывает высокую эффективность их
работы.
Процесс централизованного производства обуви разделен на
следующие участки:
склад материалов — хранение, а также подбор производствен-
ных партий материала для раскроя (учет движения материальных
ценностей осуществляется на персональном компьютере);
диспетчерская — руководство и контроль за работой производ-
ства, прохождением заказов от приема до выдачи его в ателье,
подготовка первичной документации;
колодочный участок — подбор и подгонка колодок;
раскройный участок — подбор и построение лекал, раскрой
материалов на детали верха и подкладки;
комплектовочный участок — комплектование и контроль каче-
ства кроя;
заготовочный участок — сборка заготовок верха по индивидУ'
альным заказам;
сборочный участок — сборка обуви. При сборочном участке име-
ется комплектовочное отделение, где комплектуют детали низа.
128
заготовки верха, фурнитуру и колодки, осуществляют формова-
цие, прикрепление деталей низа и отделку обуви;
вырубной участок — разруб и раскрой кож для низа обуви и
искусственных материалов для нужд сборочного участка и пред-
приятий по ремонту и индивидуальному изготовлению обуви рес-
лу блики, края, области и города. При участке может быть отделе-
ние обработки деталей низа обуви;
кладовая — хранение и выдача полуфабрикатов и фурнитуры
для нужд производственных участков фабрики и деталей низа для
других предприятий.
Выполнение заказов в срок — это обязательство предприятия,
зафиксированное договором (квитанцией). Договор требует от пред-
приятия выполнить заказ соответствующего качества и в указан-
ный срок, а от заказчика — оплатить стоимость заказа.
Несоблюдение договорных условий влечет за собой (по дей-
ствующему законодательству) материальные санкции. Но, к сожа-
лению, на практике санкции часто не применяются (в основном
из-за неосведомленности заказчика). Пострадавшими при этом ока-
зываются заказчики, а предприятие теряет их доверие, что влечет
за собой сокращение числа заказов.
Для любого ателье важно ликвидировать причины, вызываю-
щие срыв сроков выполнения заказов, и в первую очередь ввести
учет. Универсальная автоматизированная система контроля испол-
нения (УАСКИ) дает возможность получать информацию о при-
чинах задержки выполнения заказов и, следовательно, о своевре-
менном принятии мер для устранения этих причин.
Для своевременного нахождения даты изготовления заказов и
конкретного исполнителя устанавливают единую систему марки-
ровки. Детали верха и кожаной подкладки, бирки и колодки мар-
кируют единым шифром, состоящим из шести цифр. Первые че-
тыре цифры обозначают номер карты раскройщика, а последние
две — номер парника.
Прием и сдачу полуфабрикатов и готовой продукции оформля-
ют в специальной карте.
Оперативное планирование производства. Планирование произ-
водства по индивидуальному изготовлению обуви состоит в орга-
низации выполнения договорных отношений с заказчиками, обес-
печении ритмичной работы при наиболее эффективном использо-
вании производственных ресурсов.
Предприятия по индивидуальному изготовлению обуви почти
Полностью зависят от поступления заказов. Опыт показывает, что
заказы поступают неравномерно не только по дням, но и по меся-
цам, что значительно затрудняет нормальную работу производ-
на.
К важнейшим задачам внутрицехового оперативного планиро-
вания относятся следующие*.
Леденёва 129
расчет нормативов трудоемкости, обеспечивающих ритмичную
работу всех участков;
детализация плановых заданий по участкам;
расчет календарных графиков, определяющих последователь^
ность и сроки изготовления заказов на каждой стадии производства;
расчет задания на выпуск обуви при изготовлении обуви малы-
ми партиями;
планирование подготовки производства (при внедрении в про-
изводство новых моделей обуви).
Неравномерное поступление заказов значительно затрудняет
оперативное планирование производства. Чтобы обеспечить высо-
копроизводительный труд на всех участках, необходимо рассчи-
тать нормативы трудоемкости на все виды и модели обуви не толь-
ко в целом, но и по каждому технологическому маршруту.
Нормативы трудоемкости дают возможность диспетчерам опре-
делить напряженность дневного задания и принять оптимальные
решения по загрузке мощностей. По трудоемкости можно более
справедливо оценить вклад каждой бригады, участка и цеха в вы-
полнение плана, определить производительность труда.
Детализация плановых заданий заключается в выдаче ежеднев-
ных заданий салонам и участкам по приему заказов (исходя из
наличия колодок, материалов и производственных мощностей).
В задании должно быть определено, сколько заказов салон мо-
жет принять и исполнить за один день. Необходимо указать, на
какие виды обуви установлены ограничения в приеме заказов и по
каким причинам.
Время выполнения определенной для каждого участка работы
зависит от величины производственной партии и от времени, за-
трачиваемого на изготовление обуви, ее сушку, выстой и транс-
портирование. Днем начала движения заказа считается рабочий
день, следующий за днем его приема. Для контроля движения за-
казов разрабатывают график, в котором указывают максимальное
время в днях выполнения определенных операций. Исходя из гра-
фика движения заказов устанавливают и сроки их выполнения.
Работники несут материальную ответственность за нарушение гра-
фика движения заказов.
В условиях неравномерного поступления заказов изготовление
обуви без предварительных заказов играет важную роль для регу-
лирования загрузки рабочих и мощностей, рационального исполь-
зования материалов и повышения эффективности производства.
Какую обувь запускать в производство диктуют приемщики сало-
нов. Два раза в месяц они представляют в диспетчерскую заявки на
изготовление обуви, в которых указывают номера моделей, рас-
цветки, материал подошвы и размеры. Диспетчерская, составляя
задания участкам, в зависимости от заказов и их ассортимента дает
задание на изготовление обуви без предварительного заказа с уче-
130
заявок салонов. Если эти заявки не обеспечивают полную за-
^узку мощностей или, наоборот, превышают имеющиеся возмож-
ности, то предприятие начинает выпускать обувь малыми партиями.
Такой порядок обеспечивает выпуск обуви, пользующейся спро-
сом.
При этом не следует вкладывать все ресурсы в производство боль-
шой партии обуви и заваливать склады готовой продукцией. В хо-
рошо налаженном производстве есть возможность менять модели,
ассортимент, размеры, цвета и материалы в течение нескольких
рабочих дней.
Предприятия должны разрабатывать новые современные моде-
ли обуви и колодок.
При разработке модели необходимо учитывать требования, ко-
торые предъявляют к ней различные возрастные группы (дети,
подростки, молодежь, люди среднего возраста, пожилые), соци-
альные группы (предприниматели, работники бюджетных органи-
заций, пенсионеры, студенты, рабочие, работники сферы обслу-
живания), группы населения с разными доходами (ниже средне-
го, средний, выше среднего).
Удовлетворению спроса населения в обуви современных моделей
и фасонов способствуют конкурсы, проводимые на предприятиях по
индивидуальному изготовлению обуви. К этим конкурсам привлекают
модельеров, а также других специалистов и сотрудников. Участниками
конкурса могут быть как отдельные авторы, так и творческие коллек-
тивы, в которые входят модельеры, художники, рабочие, специали-
сты и руководители. На конкурсы представляют работы, отличающи-
еся не только новизной модели, но и повышающие технический уро-
вень производства и производительность труда, способствующие эко-
номии материальных ресурсов и совершенствованию технологии.
Для увеличения объема услуг по индивидуальному изготовле-
нию обуви и продвижения новинок предприятия должны занимать-
ся их рекламой. Недооценка рекламы как активного инструмента
связи между производством и заказчиком отрицательно сказыва-
ется на числе заказов. На предприятиях с сетью салонов имеются
специальные службы рекламы. Реклама чаще всего осуществляется
в виде объявлений в прессе, по радио и телевидению.
Выставка образцов моделей обуви также является одной из форм
Рекламы, причем наиболее действенной. Выставка не только рек-
ламирует изделия, но и воспитывает вкус потенциальных заказчи-
ков. Действенность выставки оценивается ее способностью при-
влечь внимание населения к рекламируемым изделиям. На таких
выставках люди не только видят готовые изделия, но и получают
°т непосредственных исполнителей информацию об их качестве,
Назначении и свойствах.
Выставки образцов бывают постоянными и разовыми. Постоян-
ные выставки индивидуальных заказов оборудуются непосредствен-
131
но в ателье, салонах, на приемных пунктах, где потенциальны^
заказчик имеет возможность ознакомиться с коллекцией моделсц
обуви, материалами, применяемыми для их изготовления, и
лучить квалифицированную консультацию. Выставки призван^
помочь всем желающим в выборе конкретной модели.
Разовые выставки проводят обычно два раза в год. Их задача
ознакомить население с новыми разработками на предстоящий
сезон, а работники предприятий получают возможность выеду-
шать мнения и предложения потенциальных заказчиков. Разовые
выставки позволяют также определить, какие модели будут пользе-
ваться наибольшим спросом, какие необходимо улучшить, а ка-
кие не следует выпускать. Таким образом предприятие может свое-
временно подготовиться к работе в следующем году.
6.4. Прием и выдача заказов
Культура приема и выдачи заказов зависит от интерьера сало-
на, рациональной организации места для снятия размеров заказ-
чика, уровня организации приема и выдачи заказов.
Оформление помещений для приема заказов. Интерьер салона
должен быть красиво оформлен, чистым и хорошо освещенным
При оформлении помещения следует помнить, что доминан-
той должна быть оказываемая услуга, а не интерьер. Нежелательно
увлекаться броскими элементами, очень яркими красками, мелкими
причудливыми формами, плакатами, рекламирующими имидж
фирмы. При большом числе посетителей в салоне необходимо обес-
печить достаточное пространство и хороший обзор, поэтому неце-
лесообразно планировать в центре помещения колонны, стойки,
даже если в них размещать образцы.
Серьезное внимание следует уделить колористическому решению
интерьера. Цветовое оформление салона должно быть выдержано в
светлых, теплых тонах. Не менее важно и освещение — достаточно
интенсивное, но не слепящее, с рассеянным световым потоком.
Осветительные приборы должны быть некрупными и неброскими
Несомненно, что каждая уважающая себя фирма обязана иметь
свою индивидуальность.
Витрина — это лицо любой фирмы. В витрине должны быть вы-
ставлены образцы моделей обуви. Большинство людей не любит,
когда за ними наблюдают, как они что-то примеряют или рассчи-
тываются за оказанную услугу. Поэтому примерочные кресла, зер-
кала и кассы следует размещать в тех местах, которые хуже про-
сматриваются с улицы. В салоне должны быть предусмотрены крес-
ла для посетителей и журнальный столик со свежими газетами-
журналами и альбомами моделей обуви. Декоративные растения
всегда делают салон привлекательным. Приспособления для обме-
132
а стоп, коврик, на котором заказчик примеряет обувь, и зеркало
Ррздают более комфортные условия для обслуживания. В удобном
заказчика месте должны быть расположены образцы материа-
лов, каблуков, фурнитуры, прейскурант, адреса и телефоны ру-
ководителей предприятия и вышестоящих организаций, инфор-
мация о времени приема граждан руководителями предприятия, о
времени работы данного и адрес ближайшего ателье, перечень лиц,
пользующихся правами внеочередного обслуживания, информа-
ция о гарантийных сроках, а также рекомендации по эксплуата-
ции и хранению обуви.
Книга отзывов и предложений должна находиться на видном
месте и быть доступной для посетителей.
Организация места для снятия мерок заказчика. Рабочее место
оборудуют так, чтобы создать работнику нормальные условия для
обзора стопы и голени заказчика.
Для этого на небольшой платформе высотой 250—300 мм, раз-
мером 450х 750 мм помещают стул для заказчика. Перед платфор-
мой ставят на пол небольшой табурет высотой 300 — 350 мм для
работника ателье.
На рабочем месте также должны находиться изображения раз-
меров стопы и голени, правила обмера стоп, а также рисунки пато-
логических изменений стопы.
Организация приема и выдачи заказов. Уровень организации
приема и выдачи заказов значительно влияет на качество обслу-
живания в целом. На организацию приема и выдачи заказов, в
свою очередь, влияют система размещения приемных пунктов,
число приемщиков, режим работы и потребность в изготовлении
обуви по индивидуальным заказам.
От качества приема напрямую зависит качество изделия
На стадии приема заказчик выбирает модель, фасон и цвет,
определяет размеры будущей обуви.
Приемщик обязан знать анатомию стопы, основы моделирова-
ния, технологию изготовления обуви, направление моды, основы
бухгалтерского учета.
Прием заказов осуществляется по образцам, находящимся в
ателье, поэтому число моделей должно быть достаточным, чтобы
заказчик мог выбрать ее на свой вкус.
При выборе модели приемщик обязан дать квалифицирован-
ную консультацию по всем возникающим у заказчика вопросам, в
том числе и относительно выбора модели, цвета материала, фасо-
на колодки. Заказчику надо объяснить, почему та или иная модель
Не подойдет ему, какие изменения можно, а какие нельзя внести
н Модель. Советовать следует ненавязчиво, доказательно, доброже-
лательно и со знанием дела.
Приемщик консультирует заказчика при выборе модели обуви,
снимает размеры, определяет артикул и стоимость заказа, выпи-
133
сывает квитанцию, своевременно направляет документы для вы.
полнения заказа, следит, чтобы заказ был выполнен в срок, а при
переносе срока выполнения сообщает об этом заказчику. Прием,
щик также проверяет качество готовых заказов и их соответствие
данным квитанции, ведет учет поступления и выдачи заказов,
принимает от заказчиков деньги и ежедневно вносит их в кассу
предприятия (на счет в банке), сдает отчеты о движении заказов,
денежных средств и выполнении плана реализации.
Приемщик принимает решения об аннулировании заказа и 0
возврате в таких случаях денег. Он отправляет обувь на переделку,
принимает меры к разрешению конфликтных ситуаций.
Приемщик является материально ответственным лицом: он от-
вечает за сохранность материальных ценностей и денежных средств,
а также за выполнение плана реализации услуг, порядок и дис-
циплину в ателье, соблюдение прейскуранта цен, наличие обяза-
тельной информации для заказчика, сроки выполнения работ (если
по его вине не приняты все меры для выполнения заказа в срок).
В отличие от рабочих, у которых в основном одно рабочее мес-
то, у приемщика рабочих мест несколько. При выборе модели он
вместе с заказчиком работает у витрины с образцами, размеры
снимает около специального приспособления, заказ оформляет за
письменным столом или на компьютере, а выдавая заказ, должен
присутствовать на примерке.
Когда в ателье работает несколько человек, эти функции они
могут поделить между собой. Выполнение многочисленных обя-
занностей требует от приемщика предельной внимательности, соб-
ранности, выдержки. Для этого нужна высокая квалификация и
организованность.
На большинстве предприятий плата за услуги полностью (или в
размере не менее 50 % от стоимости работы) взимается с заказчи-
ка уже при оформлении заказа. Если заказчик не забрал свой заказ
в течение месяца после указанного в квитанции срока, обувь реали-
зуется. Если предприятие нарушило срок выполнения заказа или
заказчик отказывается от готового изделия, так как оно его не
устраивает (т.е. по вине предприятия), заказчику возвращают пред-
оплату.
Оформляя заказ, приемщик кроме размеров записывает дату
приема заказа, артикул обуви, номера расцветки и модели, дату
готовности заказа, фасон колодки и стоимость работы.
Заказ должен быть выполнен в соответствии с требованиями нор-
мативно-технической документации и утвержденным образцом. От-
ступление от образца допускается лишь по просьбе заказчика, для
чего делают специальную отметку в квитанции и на бланке, кото-
рая подтверждается подписями как приемщика, так и заказчика.
При получении заказа заказчику выдают гарантийный талон, в
котором указывают дату получения заказа (с нее начинается от-
134
счет гарантийного времени). Гарантийный талон служит основа-
нием для предъявления претензий предприятию в течение уста-
новленного срока.
Готовые изделия маркируют и упаковывают в соответствии с
требованиями стандарта.
При утере клиентом квитанции заказ выдают после его пись-
менного заявления, в котором должны быть данные, по которым
заказ может быть найден: вид, цвет, модель обуви, даты оформле-
ния заказа и его готовности. При выдаче заказа по заявлению дол-
жен быть предъявлен паспорт или заменяющий его документ. Если
заказ получен до подачи заявления, предприятие ответственности
перед заявителем не несет.
Если качество обуви не устраивает заказчика, предприятие долж-
но или безвозмездно исправить дефекты, или оформить новый
заказ, или возвратить заказчику аванс. Решающим тут является же-
лание заказчика, которое следует выполнять без волокиты и за-
держек.
6.5. Культура обслуживания и элементы делового
общения
Культура обслуживания населения связана с решением комп-
лекса вопросов, направленных на создание максимальных удобств,
и предусматривает удовлетворение потребностей с учетом инди-
видуальных запросов; упорядочение режима работы предприятий;
улучшение рекламы; художественное оформление салонов, при-
емных пунктов, помещений и зданий; проведение консультаций
по вопросам сервиса; форму одежды; культурное обращение ра-
ботников службы сервиса с заказчиками.
Культура обслуживания тесно связана с профессиональной эти-
кой.
' Этика в широком смысле слова — это совокупность принципов
поведения человека. Профессиональная этика определяет нормы
поведения на рабочем месте, соответствие стиля работы и соци-
ального облика работника требованиям заказчика.
Приемщик должен строить отношения с заказчиком, соблюдая
Нормы профессиональной этики, так как от этого зависит культу-
ра обслуживания.
Основными принципами взаимоотношений приемщика с за-
казчиками являются тактичность, терпимость, деликатность.
' Чувство такта — это чувство меры, чувство границы в обще-
нии, превысив или перешагнув которое можно обидеть человека,
Поставить его в неловкое положение. Быть тактичным человеком —
Значит сделать замечание человеку, не унижая его достоинства. Но
Нто же время такт — не только чувство меры в отношениях между
135
окружающими, но и умение предотвратить и устранить конфликт.
Воспитать в себе чувство такта не так сложно, если ставить себя цц
место другого человека.
Хорошее настроение заказчика зависит от тактичности и при.
ветливости приемщика.
Каждый посетитель ателье (салона) обуви должен почувство-
вать, что ему здесь рады. Приемщик заказов обуви должен сразу
окружить вниманием вошедшего посетителя. Желательно первым
обратиться к потенциальному заказчику и помочь ему в выборе
заказа. Если по той или иной причине невозможно выполнить за-
каз, приемщик должен дать адрес ателье, где этот заказ может
быть выполнен. Направляя своего посетителя в другую организа-
цию, приемщик демонстрирует ему свою доброжелательность. У вас
также появляется шанс, что другая организация в идентичной си-
туации направит к вам своего посетителя.
Терпимость означает взаимное доверие, понимание и откро-
венность, помогает избегать конфликтных ситуаций в самом на-
чале.
Под деликатностью понимают вежливость и внимательность в
общении, умение щадить самолюбие заказчика.
В зависимости от конкретной ситуации приемщик должен на-
править заказ на исправление или помочь заказчику оформить за-
явление на компенсацию ущерба. По первому требованию заказ-
чика приемщик должен предъявить книгу отзывов и предложений.
Как правило, общение приемщика с заказчиком длится не так
долго, но и непродолжительный контакт оказывает сильное воз-
действие на психологическое состояние обеих сторон. Поэтому при-
емщик должен уметь владеть собой, проявлять выдержку и терпе-
ние. Нельзя позволять себе раздражаться.
Когда приемщик или другой работник чувствует, что готов вспы-
лить, не стоит отвечать заказчику резким словом, а лучше пере-
ждать. Психологи рекомендуют в таких случаях сделать три глубо-
ких вдоха и выдоха, считая про себя, после чего начать говорить с
заказчиком. Если заказчик ведет себя вызывающе, отвечать ему
резко — значит обрекать себя на поражение. На грубость необходи-
мо отвечать выдержкой и вежливостью.
Если возникает конфликтная ситуация, то бремя ее разреше-
ния полностью ложится на приемщика или другого работника
предприятия. При правильном поведении последних гнев недоволь-
ного заказчика спадет и развеется, после чего нормальная беседа
может возобновиться.
Если по складу характера приемщику сложно слушать раздра-
женного человека, то необходимо убедить себя в необходимости
контроля над собой. Действенными являются фразы, сказанные
самому себе: «Я обязан быть спокойным. Я должен слушать этого
человека».
136
Обслуживающий персонал должен быть сдержан даже с невос-
питанным и агрессивным посетителем (заказчиком). Ответ грубо-
стью на грубость, как правило, не дает положительного эффекта.
ОН лишь усиливает агрессивность грубияна, обостряет конфликт,
который нередко влечет за собой требование книги отзывов и пред-
ложений, вмешательства администрации. Конфликты негативно
воздействуют на здоровье, в таких ситуациях наиболее целесообраз-
ны хладнокровие, сдержанность, подчеркнутая вежливость.
Культура обслуживания и профессиональная этика тесно свя-
заны с деловым общением.
Основу делового общения составляет знание норм речевого эти-
кета, а также этики телефонных разговоров
Нормы речевого этикета. Краткость — важнейшее требование к
деловой речи. Это означает, что говорящий не только не злоупот-
ребляет временем и терпением слушателя, но и умеет избежать
повторов, детализации и лишних слов.
Соблюдение норм речевого этикета — необходимое условие
ведения любого делового разговора. Основой речевого этикета яв-
ляется вежливость, которая предполагает прежде всего приветствие.
Надо поприветствовать посетителя первым.
Чтобы расположить к себе посетителя, ни при каких обстоя-
тельствах не стоит стремиться к достижению односторонних выгод.
Прежде всего необходимо заинтересовать посетителя своими пред-
ложениями. Во время разговора следует проявлять подчеркнутое
внимание к собеседнику. В этом заключается один из основных
секретов доброжелательных отношений между людьми. Помните,
что человека, с которым вы разговариваете, больше интересует он
сам, его нужды и проблемы, чем вы и ваши проблемы. Поэтому
говорите о том, что интересует вашего потенциального заказчика.
Никогда не спорьте с ним, проявляйте уважение к его мнению.
Чтобы в процессе делового разговора произвести хорошее впе-
чатление, необходимо соблюдать общепринятые правила поведе-
ния и быстро ориентироваться в обстановке. Это формирует у по-
тенциального заказчика благоприятное впечатление, которое дол-
го не исчезает. Также следует постоянно выказывать искренний
интерес. Демонстрация такого интереса — лучший способ произ-
вести хорошее впечатление.
Умение слушать — один из главных показателей культуры.
Слушать — проявлять внимание и заинтересованность в обмен
На информацию и понимание.
Любой собеседник будет доволен терпеливым слушателем. Чтобы
обеспечить психологически внимательное выслушивание собеседни-
ка (потенциального заказчика), выполняйте следующие условия:
чаще улыбайтесь, кивайте головой, смотрите собеседнику в глаза;
сами старайтесь меньше говорить, задавайте только уточняю-
щие вопросы;
137
старайтесь понять, а не выискивать неточности или ошибку
говорящего;
будьте терпеливы, не прерывайте собеседника, не смотрите на
часы, не делайте нетерпеливых жестов, не просматривайте свои
бумаги, т.е. не делайте того, что свидетельствует о вашем неуваже-
нии или безразличии к собеседнику;
всегда выслушивайте собеседника до конца.
Приемщик никогда не должен отвечать заказчику в безапелля-
ционной форме: «Не может быть», «Я разбираюсь лучше Вас»,
«Вы не понимаете этого» и т.д.
Приемщик должен предложить вместе посмотреть заказанную
пару обуви, к которой имеются претензии. Если приемщик видит,
что заказчик прав, необходимо в первую очередь извиниться.
Искреннее и своевременное извинение — не унижение, а до-
стойное признание вины. Неправильно говорить «извиняюсь», так
как возвратная форма глагола предопределяет прощение самого
себя. Правильно говорить «простите, пожалуйста» или «извините,
пожалуйста».
Этика телефонных разговоров. Современное деловое общение
нельзя представить без телефонной связи. Телефон экономит вре-
мя, дает возможность обмениваться информацией и решать воп-
росы, находясь друг от друга на больших расстояниях.
Деловой этикет требует, чтобы в ответе на телефонный звонок
была информация не только о том, что вас слушают, но и сооб-
щение об учреждении или его подразделении, в котором раздался
звонок. Снимать трубку лучше всего после первого звонка. Вполне
допустимо снять трубку после второго или третьего звонка. Если у
вас посетитель, вам хватит времени закончить фразу и, сказав со-
беседнику «извините», снять трубку. Таким образом, во всех случа-
ях, когда звонит телефон, рекомендуется снимать трубку до нача-
ла четвертого звонка.
Первое требование культуры телефонного общения — краткость.
Всегда следует иметь в виду, что во время разговора кто-то стре-
мится также решить неотложную проблему.
Четкость и ясность необходимы не только в мыслях, но и в их
изложении. Беседу надо вести спокойно, без пауз и лишних слов.
Вторым важным этическим требованием являются вежливость
и корректность. Телефонная беседа должна вызывать у собесед-
ников положительные эмоции и побуждать их к позитивным дей-
ствиям, даже если этот разговор им неприятен. Нежелательно
прерывать телефонную беседу и отвечать на обращения вошед-
шего посетителя, следует попросить его подождать окончания раз-
говора.
Разговаривая по телефону, надо следить за громкостью и инто-
нацией голоса, избегать скороговорок, не кричать и не шептать,
не бояться повторить то, что вы считаете обязательным для запо-
138
знания. Во время разговора нельзя есть и пить. Всякие отвлече-
от беседы требуют извинений.
Во время телефонного разговора под рукой должны быть ручка
(карандаш) и бумага, чтобы записать нужную информацию.
Если ваш заказчик высказывает по телефону жалобу, не гово-
рите ему: «Это не моя ошибка», «Я этим не занимаюсь» и т.д. Если
так скажете, то это может отрицательно сказаться на репута-
ции вашей фирмы и не поможет заказчику в решении его проблем.
Поэтому дайте ему выговориться до конца, выразите сочувствие,
а если виноваты вы, извинитесь; запишите его имя и телефон,
номер заказа или другие данные. Если вы обещали ему перезво-
нить, сделайте это как можно скорее, даже если вам не удалось
решить проблему к назначенному сроку. Существуют выражения,
которых следует избегать при телефонных разговорах, чтобы о ва-
шей фирме не сложилось превратного представления.
К ним, в частности, относятся:
1. «Я не знаю». Такой ответ может подорвать доверие к вашей
фирме быстро и основательно. Ваша работа заключается в том,
чтобы знать, поэтому вы занимаете свое место. Если же вы не в
состоянии дать ответ собеседнику, лучше сказать: «Хороший воп-
рос. Разрешите, я уточню это для вас».
2. «Мы не сможем это сделать». Если это действительно так, ваш
потенциальный заказчик обратится к кому-то еще и весьма веро-
ятно, что его новый разговор сложится более удачно. Прежде чем
отказать, подумайте, чем сможете быть полезным, и попытайтесь
найти альтернативное решение.
3. «Вы не должны...». Серьезная ошибка. Ваш клиент вам ничего
не должен. Формулировка должна быть гораздо мягче: «Для вас
имеет смысл...» или «Лучше всего было бы...».
4. «Подождите секунду, я скоро вернусь». Задумайтесь, вы хоть
раз в жизни успевали управиться со своими делами за секунду?
Вряд ли. Скажите вашему собеседнику что-то более похожее на
правду: «Чтобы найти нужную информацию, могут потребоваться
две-три минуты. Можете подождать?».
5. «Нет», произнесенное в начале предложения, усложняет пози-
тивное решение проблемы. Употребление этого слова нежелательно.
Согласно правилам хорошего тона инициатива прекращения
Разговора по телефону принадлежит позвонившему. Не рекомен-
дуется занимать служебный телефон личными разговорами.
Визитные карточки. Во всем мире визитные карточки обязательны
в Деловом общении. Постепенно они входят в деловую практику и
в Нашей стране. Все чаше они являются элементом делового обще-
ния, а не престижа.
Визитная карточка представляет собой лист гибкого картона
РДзмером 5x9 см. Размеры могут отклоняться в ту или иную сто-
Рону.
139
На визитной карточке указывают основные сведения об
владельце: фамилию, имя и отчество, название фирмы (если эГо
руководитель ее подразделения, то название подразделения), ад.
рес, номера телефонов и факса, адрес электронной почты. На кар
точке представителя государственного учреждения может быть изоб.
ражен герб страны, а на карточке работника фирмы — логопщ
фирмы. Для облегчения контактов можно использовать дополни-
тельный текст на иностранном языке.
В процессе применения визитных карточек определились
две важнейшие функции: представительская и письменного по-
слания. Для реализации первой функции используют следующие
виды визитных карточек:
1) с указанием фамилии, имени и отчества, места работы и
должности — для знакомства и облегчения общения. Отсутствие в
карточке адреса и телефона владельца свидетельствует о том, что
собеседник пока не намерен налаживать деловые контакты с прет-
ставленным ему лицом:
2) с дополнительной информацией — рабочий адрес и телефо-
ны (возможно, домашний адрес и телефон), что свидетельствует
о намерении установить тесные взаимоотношения с представлен-
ным деловым человеком;
3) фирменные — с названием фирмы, адреса, номеров теле-
фона и телефакса;
4) карточка с указанием лишь фамилии, имени и отчества
для неофициального общения.
При выполнении функции письменного послания в левом ниж-
нем углу визитной карточки карандашом делают надпись, которая
представляет собой начальные буквы французских слов, cootbci-
ствующих назначению послания.
При представлении вручают и принимают карточки правой ру-
кой или обеими руками. При вручении называют свою фирму. При
изменении адреса фирмы новую визитную карточку вместе со ста-
рой отправляют своим клиентам по почте.
Таким образом, для повышения культуры обслуживания и пре-
дупреждения конфликтных ситуаций приемщик должен знать п
выполнять следующие правила:
не высказывать суждения и не давать оценку с чувством плохо
скрытого превосходства или пренебрежения, ущемляющие честь и
достоинство оппонента;
не допускать споров, которые ведут к потере самообладания и
ущемляют чувство собственного достоинства;
уметь слушать собеседника;
вести разговор в уважительной манере;
устранить из диалога грубые выражения и ироничные замечания:
не парировать каждое замечание заказчика:
признавать правоту заказчика.
140
6.6. Охрана труда на предприятиях
Вопросы охраны труда регулируются Основами законодатель-
ства Российской Федерации от 6 августа 1993 г., Трудовым кодек-
сом Российской Федерации и другими нормативными актами.
Охрана труда — система обеспечения безопасности жизни и
здоровья работников в процессе трудовой деятельности, включа-
ющая правовые, социально-экономические, организационно-тех-
нические, санитарно-гигиенические, лечебно-профилактические,
реабилитационные и иные меры.
Обеспечение здоровых и безопасных условий труда возлагается
на администрацию предприятия, учреждения или организации. Обя-
занности работодателя закреплены в положениях (уставах) о пред-
приятиях, коллективных договорах и в правилах внутреннего тру-
дового распорядка.
Производственная санитария. Нормальное освещение рабочих
мест в цехах, ателье, салонах и мастерских — одно из главных
условий успешной работы. Рабочие места следует размещать так,
чтобы к ним был обеспечен максимальный доступ дневного света.
Необходимо регулярно мыть оконные стекла. Общее электриче-
ское освещение должно соответствовать нормам, целесообразно
также устанавливать у рабочих мест местное освещение.
Не меньшее значение имеют правильное размещение и нор-
мальная работа приточно-вытяжной системы вентиляции, аспи-
рационных устройств и местной вентиляции у рабочих мест, на
которых происходит выделение вредных испарений и пыли.
Для удовлетворения потребности работников в воле в цехах,
ателье, салонах и мастерских устанавливают автоматы с газиро-
ванной водой, сатураторы или бачки с кипяченой водой.
Сильный шум влияет на нервную и сердечно-сосудистую сис-
тему, работу органов пищеварения и повышает артериальное давле-
ние. Для уменьшения шума заменяют оборудование ударного дей-
ствия гидравлическим, применяют звукопоглощающие материа-
лы, изменяют технологические процессы, выносят из цеха источ-
ники шума, например вентиляторы и др.
На каждом участке, в салоне и мастерской необходимо создать
Условия для соблюдения работниками элементарных правил лич-
ной гигиены: установить индивидуальные шкафчики для хране-
ния одежды (чистой и рабочей) и умывальники; обеспечить мы-
лом, полотенцами, кипяченой водой, аптечкой с медикаментами
Для оказания первой помощи; выделить комнату или место для
Приема пиши и т.д. Следует разъяснять работникам, как пользо-
ваться инструментами, чтобы предостеречь от уколов, порезов.
Ушибов и других производственных травм.
Необходимо содержать цехи, участки, ателье, салоны, мастер-
сКие и рабочие места в чистоте и порядке.
141
Безопасность труда. Безопасность труда призвана изучать и вы.
являть факторы, ведущие к производственному травматизму и про.
фессиональным заболеваниям, разрабатывать организационные jt
технические мероприятия для их предотвращения, а также обес-
печивать безопасность труда при максимальной его производитель,
ности.
Производственной травмой называют повреждение организма че-
ловека в результате несчастного случая при выполнении работы или
служебных обязанностей, вызвавшее потерю трудоспособности.
Травмой могут являться рана, перелом, засорение глаз, ушиб,
вывих, электрический удар, ожог, обморожение, отравление и т.д.
Профессиональные заболевания развиваются постепенно в ре-
зультате воздействия на работающего пыли, газов, высокой тем-
пературы, паров органических растворителей высокой концентра-
ции и других факторов.
К работам повышенной опасности относят монтаж и демон-
таж тяжелого оборудования; ремонтно-строительные и монтаж-
ные работы на высоте более 2 м без лесов и подмостей; электрога-
зосварку сосудов с горючими веществами; обслуживание и ремонт
энергоустановок, работы с применением электроинструмента и
электроламп; погрузка, разгрузка и перевозка сильнодействующих
ядовитых веществ и кислорода и др.
Основные правила техники безопасности даны ниже.
Нельзя допускать к работе на прессах и машинах необученных
рабочих и лиц, не прошедших специального инструктажа по тех-
нике безопасности.
Прессы для разруба материалов необходимо оборудовать предохра-
нительными устройствами (механизмами) от сдваивания ударов.
На машине для фрезерования уреза подошв фреза должна иметь
предохранительную шайбу от пореза рук, предохранительное стекло
от попадания стружек в глаза рабочего.
На гидравлических прессах, машинах должен быть установлен
предохранительный клапан и манометр с указанием предельно
допустимого давления. В случае ухода рабочего от машины или пресса
электродвигатель нужно выключать.
Рабочие инструменты (фрезы, валики, круги и др.) на отде-
лочных машинах необходимо прочно закреплять. Точильные кам-
ни должны быть защищены кожухами.
Швейные машины следует снабжать приспособлениями, пре-
дохраняющими пальцы рук от прокола иглой.
Перед началом работы раскройшик должен проверить состоя-
ние поверхности раскройной доски на отсутствие царапин и суч-
ков, правильность ее установки (с наклоном в сторону рабочего),
устойчивость и соответствие положения доски своему росту, со-
стояние комплектов лекал, чтобы забраковать лекала с повреж-
денной окантовкой.
142
Нож для раскроя должен быть остро заточен и оправлен, чтобы
оц легко резал материал. Нельзя пользоваться затупленным но-
лсоМ, так как это вызывает быстрое утомление работника, потерю
чувствительности пальцев.
Неправильная эксплуатация электроустановок на предприяти-
ях и нарушение правил техники безопасности ведут к поражению
работающих электрическим током. К основным причинам пораже-
ния можно отнести следующие:
нарушение правил техники безопасности при работе под на-
пряжением;
прикосновение к находящимся под током проводам, рубиль-
никам, щитам;
отсутствие или неисправное состояние заземляющих и предохра-
нительных устройств;
отсутствие или неисправность индивидуальных средств защиты.
Для обеспечения безопасных условий труда электрооборудова-
ние обязательно должно иметь защитное заземление, пониженное
напряжение в сети, электроизоляцию и механическое ограждение.
На предприятиях сервиса должны проводиться противопожар-
ные мероприятия.
Основные причины возникновения пожара:
неисправность производственного оборудования, в первую оче-
редь имеющего электронагревательные устройства;
нарушение правил эксплуатации электрических и вентиляци-
онных установок и режимов технологических процессов;
попадание металлических предметов в машины и вентиляцион-
ные установки, вызывающее появление искр;
образование зарядов статического электричества;
самовозгорание горючих материалов и веществ;
нарушение противопожарных правил (курение, использование
открытого пламени и др.).
Безопасность производственных процессов обеспечивается сво-
бодным доступом к производственным зданиям, складам и дру-
гим объектам, а также свободным проездом пожарных машин по
территории предприятия; отсутствием сгораемых отходов и мусо-
ра; невозможностью использования открытого огня, в том числе
курения на территории (курение разрешается только в специально
отведенных для этого местах); содержанием производственных
помещений в чистоте и порядке.
Успешному тушению пожара способствуют исправное состоя-
ние технических средств оповещения о пожаре и для тушения по-
*ара, пожарная охрана, добровольные пожарные дружины (ДПД)
11 пожарно-технические комиссии. Технические средства для ту-
шения должны быть окрашены в красный сигнальный цвет.
Коллектив предприятия инструктируют и обучают правилам
Противопожарной безопасности, применения первичных средств
143
пожаротушения и выполнения других обязанностей при тушении
пожара.
При применении легковоспламеняющихся веществ в произво ь
ственных помещениях запрещается разведение огня; курение; ра~
бота при огневых источниках света; использование электроплиток
с неизолированными спиралями; хранение быстровоспламеня-
ющихся жидкостей и материалов вблизи электродвигателей и обо-
рудования, имеющего электронагревательные устройства.
Использованные тряпье, ветошь и другие протирочные мате-
риалы необходимо убирать в железный ящик, находящийся вне
производственного помещения.
На территории любого предприятия должны находиться первич-
ные средства пожаротушения (ломы, багры, топоры, лопаты, вед-
ра, асбестовые покрывала, огнетушители, ящики с песком), чис-
ло и наименование которых необходимо согласовать с органами
пожарного надзора.
Для тушения горючих и легковоспламеняющихся веществ при-
меняют порошковые ОП-5 или углекислотные ОУ-2 огнетушители.
Для тушения возгораний находящихся под напряжением электро-
установок используют только углекислотные огнетушители ОУ-2
При пожаре должна быть обеспечена безопасная эвакуация ра-
ботающих и материальных ценностей через основные и запасные
выходы. Число выходов в цехах, ателье, салонах и мастерских должно
быть не менее двух, расположенных в противоположных стенах.
О пожаре немедленно сообщают пожарной охране предприя-
тия, вызывают по телефону или другим средствам пожарной сиг-
нализации городскую пожарную охрану и начинают своими сила-
ми и средствами тушить пожар. При пожаре отключают электро-
сеть, оборудование и вентиляционные устройства.
На территории предприятия, в складах, цехах и других произ-
водственных помещениях устанавливают пожарную сигнализацию.
Работники должны оказывать помощь пожарной охране города в
развертывании противопожарных средств и тушении пожара.
Инструктаж рабочих. На предприятиях проводят следующие виды
инструктажа: вводный, первичный, периодический (повторный)
и внеплановый.
Вводный инструктаж проводят со всеми вновь принятыми ра-
бочими и при переводе рабочих из одного подразделения в другое.
Во время вводного инструктажа рабочих знакомят с основными
положениями Трудового кодекса, правилами внутреннего распо-
рядка, правилами поведения на территории предприятия и в про-
изводственных помещениях при несчастных случаях и авариях.
Первичный инструктаж проводит мастер или заведующий ате-
лье, салона, мастерской до начала работы на рабочем месте по
инструкциям и программе, утвержденным главным инженером
предприятия (объединения). Рабочего знакомят с устройством обо-
144
оудования, предохранительными приспособлениями, средствами
^^дивидуальной защиты, их назначением и правилами пользова-
ния, а также с инструкцией по технике безопасности. Показывают
опасные зоны оборудования, приемы безопасной организации труда
рабочем месте, у конвейера и т.д.
Периодический (повторный) инструктаж проходят все рабочие
независимо от квалификации и стажа работы на данной операции
не позднее 10-го числа первого месяца квартала. Проводят инс-
труктаж мастер цеха, заведующий ателье, салона или мастерской.
Внеплановый инструктаж проходят рабочие при освоении но-
вого оборудования, изменении технологического процесса, нару-
шениях правил инструкции по технике безопасности независимо
от принятых к нарушителям мер. Внеплановый инструктаж прово-
дит мастер цеха, заведующий ателье, салона или мастерской.
Время проведения первичного, повторного и внепланового
инструктажей фиксируют в журнале по технике безопасности, в
котором расписываются инструктируемый и инструктирующий.
Инструктаж рабочих по производственной санитарии проводит
медицинский персонал предприятия для предупреждения профес-
сиональных заболеваний, отравлений и несчастных случаев.
Рабочих знакомят с санитарно-гигиеническими условиями труда
на производстве, правилами пользования спецодеждой, защитными
очками, защитной мазью для рук при работе с клеями и органи-
ческими растворителями и другими защитными приспособления-
ми. Кроме того, рабочему рассказывают о возможных профессио-
нальных заболеваниях при нарушении правил личной гигиены,
технологического режима и плохой организации рабочего места.
Инструктаж рабочих о мерах противопожарной безопасности
на территории предприятия и в производственных помещениях
проводит начальник пожарной охраны, а при его отсутствии —
инженер по технике безопасности. Рабочих знакомят с правилами
хранения и применения огнеопасных веществ и материалов, с уст-
ройством и использованием огнетушителей и т.д.
После проведения инструктажа рабочий расписывается в спе-
циальном журнале.
6.7. Охрана природы
^Полезные отходы могут служить сырьем для изготовления но-
*)Й продукции или полуфабрикатов. К таким отходам можно от-
вести отходы при раскрое натуральных, искусственных и синтети-
ческих кож и текстильных материалов.
Отходы от раскроя кож на детали верха обуви используют для
Изготовления портмоне, кошельков, ковриков, футляров для клю-
Чей. Мелкий лоскут перерабатывают на удобрения.
145
Отходы от разруба кож на детали низа обуви используют ддч
изготовления пуговиц, прокладок, бижутерии (клипсы, серьги) и
других изделий. Неиспользованные отходы жестких кож являются
сырьем для производства обувных картонов.
Отходы резины используют в качестве добавок при производ-
стве подошвенной резины. Отходы текстильных материалов соби-
рают и сдают организациям, перерабатывающим вторичное сырье.
Из смеси отходов резины от фрезерования и шлифования деталей
обуви со связывающими веществами изготовляют простилки для
обуви.
Бросовые отходы резины и картона сжигают или отправляют
на свалки для сжигания, в результате чего загрязняется окружаю-
щая среда.
Для охраны окружающей среды внедряют мало- или безотход-
ную технологию. Для этого создают территориально-производствен-
ные комплексы, на которых отходы одного предприятия исполь-
зуют в качестве сырья для других предприятий.
Применение клеев-расплавов без органических растворителей,
а также клеев на основе водных растворов (латексные, полихлоро-
преновый. бутадиен-стирольный и др.) и эмульсий (водный нигро-
зин, казеиновые краски и казеиновая аппретура и др.) уменьшает
загрязнение окружающей среды.
Для обеспечения нормальных санитарно-гигиенических усло-
вий при работе с органическими растворителями следует приме-
нять местную и общую приточно-вытяжную вентиляцию, аспира-
ционные устройства и др.
Концентрации вредных веществ, выделяемых при выполнении
операций изготовления обуви, а также уровни вредных и опасных
производственных факторов не должны превышать значений, ус-
тановленных стандартом.
Оборудование, при работе которого возможны выделения вред-
ных газов, пыли, паров, должно иметь встроенные местные отсо-
сы, пылесборники, фильтры, обеспечивающие требуемую чисто-
ту воздуха на рабочих местах и уменьшающие выброс этих веществ
в атмосферу.
За экологические правонарушения предприятия несут админи-
стративную и гражданско-правовую ответственность в соответствии
с Законом РФ «Об охране окружающей природной среды» и ины-
ми законодательными актами РФ и субъектов РФ.
Разд ел II
ТЕХНОЛОГИЯ ИНДИВИДУАЛЬНОГО ИЗГОТОВЛЕНИЯ
ОБУВИ
Глава 7
РАСКРОЙ И РАЗРУБ МАТЕРИАЛОВ НА ДЕТАЛИ ОБУВИ
7.1. Требования к деталям верха
В зависимости от расположения деталей в обуви к ним предъяв-
ляют различные требования. Наружные детали верха не должны
иметь пороков, ухудшающих внешний вид обуви. При эксплуата-
ции обуви наиболее ответственные детали — союзки, переда долж-
ны быть устойчивы к повторным деформациям, изменяющим фор-
му и размеры стопы при движении человека; носки и задинки
должны быть устойчивы к трению и ударам о твердые предметы.
Степень воздействия технологических приемов и условий изго-
товления обуви на внешний вид деталей верха неодинакова и оп-
ределяется их расположением (рис. 7.1). В зависимости от располо-
жения и выполняемой работы наружные детали верха делят на три
группы:
ответственные — носки, союзки, переда, задние наружные и
чересподъемные ремни;
менее ответственные — берцы, задинки, голенища, прошвы,
обтяжки платформ и каблуков;
малоответственные — язычки, клапаны, закрепки.
В зависимости от вида обуви, степени ответственности деталей
верха и их участков государственными стандартами, а для ортопе-
дической обуви техническими условиями установлены нормы тол-
щины, зависящие от группы обуви и вида материалов, из которых
Детали выкраивают, а также определены допустимые пороки.
Наружные детали верха. Ответственные детали — носок, союз-
ов, перед — подвергаются максимальной деформации при формо-
вании заготовки верха на колодке и воздействию окружающей среды
в Процессе эксплуатации обуви. С внутренней стороны обуви носок
Щкже испытывает трение пальцев стопы во время ходьбы. Носок
Должен иметь прочную красивую лицевую поверхность, поэтому
его надо выкраивать из чепрака кожи.
Союзка и перед испытывают значительные нагрузки как при
Формовании и съеме обуви с колодок, так и при эксплуатации.
147
Рис. 7.1. Степень ответственности участков кожаных наружных деталей верха
обуви (стрелками показано направление наименьшего удлинения):
а — туфель-лодочек; б — полуботинок с накладными берцами; в — ботинок с
накладными союзками; г — сапог с целыми голенищами
Союзка и перед должны быть эластичными, устойчивыми к мно-
гократным изгибам, иметь одинаковое удлинение в крыльях и зна-
чительное сопротивление растяжению.
Задний наружный ремень при формовании заготовок верха рас-
тягивается, а при эксплуатации изгибается. Задний наружный ре-
мень должен быть плотным, устойчивым к растяжению и истира-
нию. Его выкраивают из чепрака кожи.
Чересподъемный ремень при формовании и эксплуатации обуви
подвергается растяжению. В связи с этим он должен быть плот-
ным, эластичным и нетягучим. Выкраивают чересподъемный ре-
мень из чепрака кожи.
Берцы в процессе носки обуви изгибаются и растягиваются. Од-
нако эти деформации, как и воздействие внешней среды, мень-
ше, чем у союзки. При формовании заготовки верха обуви перед-
няя часть берцев испытывает такие же деформации, как союзка.
К качеству берцев для полуботинок и туфель предъявляют повы-
шенные требования, так как верхняя часть этих видов обуви силь-
но деформируется. Верхняя часть берцев ботинок меньше подвер-
жена деформациям. Выкраивают берцы, как правило, из менее
плотных участков кожи: воротков, пол или лап.
Задинки на внешний вид обуви влияют мало. Задинки прикреп-
лены к задникам, поэтому при эксплуатации и изготовлении об\-
ви деформируются незначительно. Задинки выкраивают из более
плотных участков воротков и пол.
148
Голенище испытывает деформации растяжения и изгиба, а так-
трение. Голенище выкраивают из всех плотных участков кожи,
!фоме пашин.
Обтяжка для каблука должна быть тонкой, легко растягива-
ющейся в разных направлениях. Выкраивают обтяжки из перифе-
рийных участков кожи.
Прошва должна быть плотной и устойчивой к продольному рас-
тяжению. Выкраивают прошву из всех участков кожи.
К качеству малоответственных деталей — клапанам и язычкам —
предъявляют пониженные требования, поэтому их выкраивают из
периферийных участков кожи. Закрепки выкраивают из отходов от
раскроя кож.
Наружные детали верха модельной обуви I сорта изготовляют
из материалов, не имеющих пороков. Для повседневной обуви 1 сорта
допускаются некоторые пороки (табл. 7.1).
Внутренние детали верха обуви. Основная подкладка — ответствен-
ная деталь, которая предохраняет стопу от непосредственного воз-
действия на нее швов наружных деталей, способствует сохране-
нию формы обуви, упрочняет и предохраняет верх и его швы от
быстрого износа. При эксплуатации обуви детали подкладки под-
вергаются повторным деформациям, изменяющим форму и раз-
меры стопы, а также трению (особенно в пучковой и пяточной
частях), действию влаги и пота. Учитывая характер и интенсив-
ность воздействий, участки подкладки изготовляют из различных
материалов. При носке интенсивно разрушается пяточная часть
подкладки, поэтому в большинстве случаев ее выкраивают из под-
кладочных кож, а подкладку под союзки — из текстильных мате-
риалов. В обуви с крупной перфорацией, в летней ремешковой
обуви, в кожаных сапогах применяют сквозную кожаную подклад-
ку. Ее выкраивают из подкладочных кож, а также из кож для
верха обуви, стойких к сухому и влажному трению. Детали кожа-
ной подкладки выкраивают из всех участков кожи, кроме пашин.
Кожаная подкладка должна быть плотной, эластичной и устойчи-
вой к растяжению и истиранию. Как и детали заготовки верха,
Детали кожаной подкладки должны иметь наименьшее удлинение
вдоль следа.
Уширенный задний внутренний ремень предохраняет задний шов,
скрепляющий наружные детали верха обуви и текстильную под-
кладку, от быстрого разрушения. Задний внутренний ремень дол-
жен быть плотным и устойчивым к растяжению в продольном
Направлении. Уширенный задний внутренний ремень выкраивают
в Направлении наименьшей тягучести по длине.
Втачная стелька также испытывает воздействие пота, влаги,
прения. Ее выкраивают из плотных частей подкладочной кожи.
Поднаряд предохраняет переда сапог от деформации и износа,
Повышает формоустойчивость и прочность заготовок верха, улуч-
149
Обтяжка 4-4- 4-4- 4- I 4- 4- 4- 1
Голенище + 4- 4-4- 4- 1 4- 4- 4- 1
Зад инка 3 о 4-4- + + + ГЧ 1 + + + + О
Верен 4-4- 4-4- 4- 1 4-4-4-I
Чересподъем- ный ремень 4-1 14- 1 4- 1111
Задний наружный ремень 14- 14- 1 4- 4- 1 1 1
Перед 4-4* 4-4- 4- 1 1111 Я
Союзка о + + + + + §
Носок 4- 4- 4- 1 1 1 1111
Порок Стяжка лицевой поверхности Молочные полосы слабо выраженные Безличины Воротистостьслабо выражен- ная, хорошо разглаженная Оспины заросшие и неску- ченные Жилистость слабо выражен- ная Роговины хорошо заросшие Ссадины Лизуха Кнутовина
150
тает гигиенические свойства обуви Поднаряд выкраивают из плот-
ь1Х участков кожи, двухслойной кирзы и башмачного полотна.
н Подблочники и подкрючечники служат для придания стойкости
вредней части берцев и более прочного крепления блочков и крюч-
хов. Подблочники и подкрючечники выкраивают из плотных уча-
стков подкладочных кож, кроме пашин.
[Птаферка — деталь, предохраняющая верхний край берцев от
растяжения, а верхний край текстильной подкладки — от осыпа-
ния. Штаферка должна быть тонкой, эластичной, прочной и устой-
чивой к продольному растяжению. Штаферки выкраивают из под-
кладочной кожи.
Подушечник — деталь подкладки под ушки сапог. Подушечники
выкраивают из любых участков подкладочных кож.
футор и подшивка придают устойчивость голенищам сапог и
улучшают их гигиенические свойства. Детали выкраивают из плот-
ных участков подкладочных кож.
Вкладная стелька, полустелька, подпяточник, подносочник — де-
тали, изолирующие стопу от контакта с основной стелькой и кре-
пителями низа обуви, улучшающие ее внутренний вид. Вкладные
стельки и полустельки выкраивают из подкладочных кож или тек-
стильных материалов, подпяточники и подносочники — из под-
кладочных кож.
Подкладка под язычок должна быть эластичной. Подкладку для
ботинок выкраивают из текстильных материалов, для полуботи-
нок — из текстильных материалов и кожи, для утепленной обуви —
из материалов, используемых для основной подкладки.
Подкладку под банты и другие украшения выкраивают из всех
участков кожи.
Степень ответственности участков деталей кожаной подкладки
показана на рис. 7.2.
Промежуточные детали верха обуви. Промежуточные детали пред-
назначены для повышения стойкости верха обуви и снижения его
тягучести. К ним относят межподкладку, межподблочник, меж-
подкрючечник, боковинку, задник и подносок.
7.2. Степень ответственности участков деталей кожаной подкладки
различных видов обуви (стрелками показано направление наимень-
шего удлинения; условные обозначения см. на рис. 7.1):
туфель с чересподъемным ремнем: б — полуботинок с накладными берцами;
в — ботинок; г — сапог
151
Таблица 7j
Толщина наружных деталей из кож, мм
Детали обуви Кожа хромового дубления
свиная другие вилы
Детали верха:
модельной мужской обуви — 1,2
модельной женской обуви — 1,1
обуви всех групп 1,1 1
Союзки:
мужской и мальчиковой обуви 1,2 U
остальных групп обуви 0,9 0,8
Берцы и задинки обуви всех групп 0,8 0,7
Межподкладка повышает стойкость и уменьшает тягучесть де-
талей верха. Ее выкраивают из тканей с термопластическим по-
крытием. Межподкладка должна попадать под затяжку, обладать
наибольшим удлинением в продольном направлении и наимень-
шим в поперечном.
Детали верха обуви из велюра, замши, шевро, козлины и шев-
рета укрепляют межподкладкой независимо от их толщины, а де-
тали из других кож, если их толщина меньше указанной (табл. 7.2).
Межподкладку не применяют в обуви со сквозной кожаной
подкладкой, с подкладкой из натурального меха и дублированных
текстильных материалов.
Межподблочник и межподкрючечник выкраивают из прочных
тканей для повышения прочности передних краев берцев.
Боковинки выкраивают из прочных тканей для сохранения фор-
мы боковой поверхности союзки, предохранения ее от растяже-
ния во время носки обуви, укрепления участков деталей между
подноском и задником. Боковинки должны иметь наименьшее уд-
линение в продольном направлении. Боковинки не применяют в
обуви с верхом из выростка, полукожника, яловки, бычка (кроме
мужской), из дублированных текстильных материалов, в летней
открытой, со сквозной кожаной и меховой подкладкой.
Задник предупреждает деформацию и придает пяточной части
обуви устойчивость, удерживает ее на стопе. Материал для задника
должен хорошо формоваться, быть устойчивым к оседанию. Задники
вырубают из чепрака кожи, плотных участков воротков, нитроис-
кожи-Т обувной, термопластической винилискожи-НТ, картона.
Подносок сохраняет форму передней части обуви, защищает
пальцы стопы от механических воздействий. Подноски вырубают
из кожи, нитроискожи-Т обувной, эластичных и термопластичсс'
ких материалов.
152
7.2. Требования к деталям низа
Требования, предъявляемые к детали, зависят от ее положения
р обуви и выполняемой ею функции. Эти требования определяют-
ся условиями эксплуатации и производства обуви. Основными де-
формациями, которые испытывают детали низа при сборке и нос-
ge обуви, являются сжатие, изгиб и трение. Деформации обуслов-
лены взаимодействием стопы с опорой и изменением ее формы и
размеров при движении человека. В процессе эксплуатации обуви
на детали низа также воздействует окружающая среда. Выбор мате-
риалов для деталей низа определяется методом крепления подошв,
видом и назначением обуви. Толщина деталей низа должна соот-
ветствовать требованиям государственного стандарта на обувь с
учетом припуска на дальнейшую обработку.
Наружные детали низа. Подошва — наиболее ответственная де-
таль низа, она непосредственно соприкасается с опорной поверх-
ностью и в первую очередь воспринимает ее воздействие на обувь.
Подошва должна быть плотной, эластичной, прочной, устойчи-
вой к сжатию и истиранию, намоканию и многократному изгибу,
хорошо поддаваться механической обработке. После намокания и
высыхания подошва должна сохранять свои размеры, форму и
внешний вид. Толшина подошв определяется группой обуви и ме-
тодом крепления. Подошвы вырубают из чепрака кож крупного
рогатого скота, конских хазов, пористой резины, кожволона и др.
В ограниченных количествах используют подошву из каучука и вой-
лока. Подошвы для домашней обуви можно вырубать также из плот-
ных и хорошо разделанных челок.
На определенных участках кожаных подошв допускаются поро-
ки, не влияющие на их внешний вид и прочность. В подметочно-
геленочной части кожаных подошв допускаются пороки, устрани-
мые в процессе отделки: лизуха, царапины, рубцы, безличины,
кнутовины и др., а также незначительная стяжка, заросшие оспи-
ны в нескученном виде до 5 мм на полупару, подрези с бахтармя-
ной стороны глубиной менее 1/4 толщины и длиной до 20 мм (не
более двух на полупару при расположении их не в местах крепле-
ния). В пяточной (подкаблучной) части кожаной подошвы допус-
каются также хорошо разглаженная воротистость, сквозные сви-
Щи, незаросшие оспины, подрези и прорези при условии распо-
ложения их не в местах крепления. На лицевой поверхности кроку-
ля подошв для обуви на среднем и высоком каблуках не должно
быть никаких пороков.
Подметка повышает срок службы подошвы и улучшает тепло-
защитные свойства обуви. Подметки могут быть наружными и внут-
Ренними. К наружным подметкам предъявляют те же требова-
ния, что и к подметочной части подошв. Внутреннюю подметку
Прикрепляют с неходовой стороны подошвы, при носке обуви она
153
испытывает сжатие и изгиб. Поэтому эксплуатационные требов^
ния, предъявляемые к внутренней подметке, значительно ниже
чем к подошве. Внутренние подметки вырубают из воротков.
Каблук защищает пяточную часть подошвы от износа. Каблук^
бывают цельные и сборные. Цельные каблуки изготовляют из дре.
весины, резины или полимерных материалов (полиамид, полиэтщ
лен, полипропилен, полистирол и др.). Сборные каблуки состоят
из фликов — слоев, вырубленных из достаточно плотных участков
кожи или резины. Наиболее рациональным считается каблук, пло-
щадь набойки которого равна плошади пяточной поверхности по-
дошвы. Каблук должен быть устойчивым и прочным.
Набойка — наружная деталь, предохраняющая каблук от изно-
са. Набойка должна быть плотной и прочной. Применяют набойки
формованные металлические, из полимерных материалов или на-
боечной резины.
Кранец способствует более плотному прилеганию каблука к пя-
точной части. Он должен быть прочным и эластичным, его выру-
бают из плотных участков пол и воротков.
Обводка применяется для обуви штифтовых методов крепления.
Она обеспечивает плотное прилегание подошвы к затяжной кром-
ке заготовки верха, повышает водостойкость обуви и предохра-
няет края подошвы от преждевременного разрушения. Обводку ис-
пользуют и для украшения обуви, нанося на нее оттиск. Обводка
увеличивает толщину торца подошвы. Обычно для кожаной подо-
швы применяют кожаную, а для резиновой — резиновую обводку.
Ширина обводки составляет 15—18 мм, один ее продольный край
спускают.
Рант несущий является наружной ответственной деталью и
служит для скрепления стельки и верха затянутой обуви с по-
дошвой.
Рант накладной используют для укрепления шва обуви сандаль-
ного и доппельного методов крепления. Рант несущий и наклад-
ной изготовляют из чепрака кож, вырабатываемых из шкур круп-
ного рогатого скота.
Рант декоративный служит для украшения обуви.
Поверхность ранта должна быть гладкой, насечка — равномер-
ной по длине шага и глубине. Рант должен быть прочным, плот-
ным, гибким и эластичным.
Внутренние детали низа. Стелька — ответственная деталь, яв-
ляется основанием для крепления заготовки верха обуви при ее
формовании на колодке и большинства деталей низа. В процессе
эксплуатации обуви стелька подвергается изгибу, сжатию, трению
со стороны стопы, действию пота, поэтому она должна быть плот-
ной, эластичной, устойчивой к истиранию и многократному из-
гибу, хорошо удерживать гвозди, нитки, клей, обладать высоким11
гигиеническими свойствами, принимать форму следа. СтельМ1
154
Ьрубают из всех участков кож для низа обуви и обувных картонов
Крок С-1, С-2, СЦМ-Р, СЦМ-К).
' Стелька для штифтовых методов крепления должна быть проч-
ной И гибкой.
Губа рантовой стельки должна быть прочной, плотной и эла-
^ичной, стелька для ниточных методов крепления — мягкой и
эластичной, а для клеевого метода крепления — прочной и эластич-
ной, чтобы обеспечивать надежное приклеивание затяжной кром-
ки и обладать способностью впитывать клей.
Промежуточные детали низа. Полустелька — деталь для укрепле-
ния пяточно-геленочной части стельки. Она должна иметь доста-
точную жесткость, особенно для женской обуви на высоком каб-
луке. Полустельку вырубают из картона повышенной жесткости.
Подложка выполняет те же функции, что и внутренняя подметка.
В связи с тем что подложка не работает на истирание, ее вырубают
из менее ответственных участков кожи — пол и воротков. Требова-
ния к подложке значительно ниже, чем к подошве и стельке.
Жесткий подпяточник укрепляет пяточную часть стельки и по-
вышает прочность крепления каблука. Подпяточник должен быть
плотным, поэтому его вырубают из обувных картонов, а также из
кож для низа обуви.
Простилка выравнивает след и улучшает амортизационные свой-
ства обуви. Простилку вырубают из специального картона, про-
стилочного войлока, нетканых материалов, отходов пробки, сме-
шанных с клеем, других эластичных материалов.
Геленок служит упругой опорой для свода стопы и заполнения
пространства между краями затяжной кромки заготовки верха в
геленочной части обуви. Геленок должен быть жестким и упругим,
его изготовляют из картона марки ГЛ, синтетических материалов,
дерева и металла.
Платформа повышает устойчивость подошвы к износу и облег-
чает приформовывание низа обуви к стопе. При носке платформа
подвергается изгибу и сжатию, следовательно, должна противо-
стоять этим деформациям.
7.3. Факторы, определяющие рациональное
использование материалов
Рациональное использование материалов при изготовлении
°буви значительно влияет на ее себестоимость, так как в общем
балансе затрат стоимость материалов достигает 80 %.
Детали обуви имеют, как правило, сложную конфигурацию, в
Результате чего при раскрое листового материала образуются отхо-
ды. Поэтому при раскрое важно не только получить детали обуви
®Ысокого качества, но и максимально использовать материал.
155
Правильное использование материалов при раскрое являегся
ИСТОЧНИКОМ ЭКОНОМИИ. КоЛИЧеСТВО ОТХОДОВ ДОЛЖНО бЫТЬ МИНИМа.'!^
ным, для чего необходимо учитывать следующие факторы, влця^
ющие на использование материалов:
площадь материала и выкраиваемых из него деталей;
качество кожи;
квалификация рабочих;
некратность линейных размеров материала и деталей, много-
слойность настила;
форма и взаимоуклалываемость деталей, система их совмеще-
ния на материале;
удельные соотношения площадей ответственных деталей комп-
лекта верха обуви и чепрака кожи;
форма раскраиваемого материала;
методы раскроя кож;
толщина кожи и характер ее распределения по площади.
Площадь материала и выкраиваемых из него деталей. При рас-
крое обувных материалов, особенно кож, большое влияние на их
использование оказывает соотношение площадей материала и вы-
краиваемых деталей. Установлено, что чем больше площадь мате-
риала и меньше средняя площадь выкраиваемых деталей, тем мень-
ше краевых отходов и выше коэффициент использования.
Качество кожи. Этот показатель влияет на появление межмо-
дельных дополнительных отходов, связанных с необходимостью
обхода пороков. Чем больше число пороков и их площадь, тем
ниже группа кожи, и, следовательно, больше межмодельных от-
ходов при раскрое. Обувные кожи в зависимости от качества и
наличия пороков делят на сорта. Сортность кожи оценивают по
числу баллов, устанавливаемых, в свою очередь, в зависимости от
числа и характера пороков, места их расположения. Чем выше сорт,
тем больше коэффициент использования материала (табл. 7.3).
Значительные колебания коэффициента использования мате-
риала одного сорта объясняются разными раскройными свойства-
ми, конструктивными особенностями модели, видом кожи.
Квалификация рабочих. Существенно влияет на показатели ис-
пользования раскраиваемых материалов и качество получаемых де-
талей квалификация рабочих. Раскрой материалов, в первую очередь
кож, — ответственный процесс, требующий от рабочего вниматель-
ного и творческого отношения. Раскройщик и вырубщик должны
знать топографию кож, их раскройные свойства, технические тре-
бования к деталям, системы совмещения деталей и способы обхо-
да пороков. С повышением квалификации рабочего увеличиваются
коэффициент использования площади материала и производитель-
ность труда, улучшается качество выкраиваемых деталей.
Некратность линейных размеров тканей и деталей, многослой-
ность настила. Для экономичного раскроя обувных тканей и искус*
156
Таблица 7 3
Исследование обувных материалов по сортам
f Материал Сорт Коэффициент использования, %
Кожи: подкладочные I 59,5-84,5
II 57-83
111 55-80,5
IV 50-77
жесткие целые и полукожи для низа I 80-82
обуви II 79-81
III 78-80
IV 76-78
хромового дубления для верха обуви 1 63,5-83,5
11 67.5-83
III 52,5-82
IV 53,5-82
Ткани и искусственные кожи для верха I 66-97
обуви, подкладки и межподкладки II 70-95
ственных кож имеет значение соотношение линейных размеров
материала и деталей. Обувные ткани для верха и подкладки выпус-
кают длиной 30 — 50 м, шириной 0,6— 1 м. В рулоне ткани обычно
имеется 2 — 3 куска. По мере уменьшения длины кусков увеличи-
вается число отходов на конце одного куска и в начале другого. На
использование материала существенно влияет отношение его ши-
рины к средней ширине или длине деталей. От соотношения раз-
меров зависит величина краевых отходов.
Форма и взаимоукладываемость деталей, система их совмещения.
Форма деталей непосредственно влияет на размер нормальных меж-
шаблонных отходов материала при раскрое. Прямолинейные сторо-
ны деталей совмещаются полностью, поэтому межшаблонные отхо-
ды минимальны. При совмещении криволинейных сторон деталей
межшаблонные отходы тем больше, чем больше их кривизна.
Удельные соотношения площадей ответственных деталей комп-
лекта верха обуви и чепрака кожи. Кожа по площади неоднородна,
ее топографические участки (рис. 7.3) имеют разную толщину,
структуру и физико-механические свойства (предел прочности при
Растяжении и сжатии, истирание, намокаемость и др.).
Чепрак — наиболее плотная и прочная часть кожи, он занимает
45—-55 % ее общей площади. Из чепрака выкраивают наиболее от-
ветственные детали верха и низа обуви.
Краевые участки кожи (воротки, полы, лапы, пашины) явля-
ется менее ценными из-за меньшей плотности и толщины, повы-
шенной тягучести. Из краевых участков кож для верха обуви вы-
157
Рис. 7.3. Топографические участки
кожи для верха и подкладки (стрел-
ками показано направление наи-
меньшего удлинения):
1 — чепрак; 2 — лапы; 3 — пашины; 4 —
полы; 5 — вороток; 6 — огузок
краивают задинки, берцы, языч.
ки, вспомогательные детали, а ц3
краевых участков кож для низа
обуви — стельки, задники, под.
ложки и другие детали.
Форма раскраиваемого маге,
риала. Форма материала сушест-
венно влияет на количество крц.
евых отходов. При одной и той
же площади кожи и шаблонов
при раскрое целой кожи полу-
чается больше краевых отходов,
чем при раскрое чепрака (на 2 сс).
воротка (на 4 %) и полы (на 6 %),
Оптимальной формой кожи, при
раскрое которой получается наи-
меньшее количество краевых от-
ходов, является квадрат, затем
идет четырехугольник — чепрак,
рыбки — часть кожи, у которой
отделены обе полы, получепрак,
целые кожи. Чем меньше отно-
шение длины материала к его
ширине, тем выше коэффици-
ент его использования.
Методы раскроя кож. Для раскроя кож применяют сквозной и
несквозной методы. При сквозном методе один рабочий раскраи-
вает кожу до конца, при несквозном один рабочий выкраивает все
детали основного кроя или все крупные детали, а другой (менее
квалифицированный) из оставшихся кусков выкраивает менее
ответственные детали. При несквозном раскрое коэффициент ис-
пользования площади кожи меньше. Несквозной метод применя-
ют, если потребность во вспомогательных деталях небольшая (на-
пример, при раскрое деталей сапог).
Раскрой может быть комплектный и некомплектный. При комп-
лектном раскрое выкраивают полные комплекты деталей из одной
кожи, что обеспечивает ее рациональное использование. Метот
используют для раскроя кож для верха обуви. При раскрое кож
для низа обуви используют некомплектный метод. Это связано с
неоднородностью толщины и плотности топографических участ-
ков кожи, что не позволяет вырубать комплекты деталей низа.
Некомплектный раскрой деталей низа обуви обеспечивает более
рациональное использование кожи и повышает производитель'
ность труда.
Толщина кожи и характер ее распределения по площади. Толин и
на кожи является одним из факторов, определяющих ее свойства
158
целевое назначение. Деление кож для низа обуви по толщине
/категориям) предусматривается стандартами. Толщина кож для
ццза обуви и характер ее распределения по площади оказывают
большое влияние на использование кож и главным образом на
вЬ1ХОД ответственных деталей низа, так как их назначение опреде-
ляется толщиной. Чем толще кожа, тем больше ответственных ле-
^ей низа из нее вырубают (при прочих равных условиях) и тем
выше ее использование.
7.4. Разруб материалов на детали низа обуви
При поступлении на предприятие материалов (кожа, кожво-
дон, пористая резина и др.) проверяют их количество, качество и
площадь.
Задание на разруб вырубщику устанавливают, исходя из его вы-
работки в смену (в дм2 и парах) и средних норм различных групп
и видов деталей. При составлении задания учитывают необходи-
мость наиболее эффективного использования материала комбини-
рованием деталей разных размеров (большего с меньшим) и их
видов (например, подошв и набоек, стелек и подложек).
Для вырубания деталей низа используют электрогидравличе-
ские прессы разных модификаций (см. подразд. 2.3). Прессы снабже-
ны задним подъемным столом для укладывания разрубаемого матери-
ала, который подают в количестве, необходимом на часть рабочей
смены или на всю смену, и передним столом для хранения реза-
ков. Разруб производят на металлических, картонных, деревянных
и полимерных колодах (плитах) резаками с козырьками, которые
предохраняют руки рабочего. Высота резаков 100 мм, угол заточки
26— 27°. При разрубе кож на металлической плите режущая кромка
резака должна иметь равномерное затупление 0,2 —0,3 мм.
Системы разруба кож для низа обуви устанавливают в зависи-
мости от их вида, размера, площади и сортности. Кожи разрубают
по прямолинейно-поступательной системе, «елочка», делюжечной.
Прямолинейно-поступательная система (система параллелограм-
ма) наиболее рациональная, так как межшаблонные отходы сни-
жены до минимума. При использовании прямолинейно-поступа-
тельной системы возможны следующие варианты совмещения:
Пучковыми частями, пяточными частями, в одну сторону, встык,
Под углом.
При совмещении в пучках внутренние пучки деталей макси-
мально сближают одноименными боковыми сторонами, между
Ними остаются минимальные межмодельные отходы (рис. 7.4, а).
При совмещении пяточными частями пяточную часть одной дета-
ли располагают как можно ближе к линии пучков смежной детали
(РИс. 7.4, б).
159
г
Рис. 7.4. Схемы разруба при совмещении деталей:
а — пучковыми частями; б — пяточными частями; в — в одну сторону; г — всгык:
д — под углом
При совмещении в одну сторону все детали направлены носка-
ми и пятками в одну сторону (рис. 7.4, в). При этом у деталей,
смежных по горизонтали, наружные пучки максимально сближа-
ют с внутренними, а у деталей, смежных по вертикали, носки
совмещают с пятками.
При совмещении встык и под углом детали сближают разно-
именными боковыми сторонами (рис. 7.4, г, д).
По показателю укладываемое™ варианты совмещения деталей
располагаются в такой последовательности: пучковыми частями,
пяточными частями, в одну сторону, под углом и встык.
Наибольшую износостойкость подошв обеспечивает вариант
совмещения, когда пяточные части направлены к центру чепрака.
Ценностное использование кожи напрямую зависит от выхода
ценных деталей: подошв из чепрака, стелек и задников из ворот-
ков и пол.
Из всех вариантов наиболее производительными являются совме-
щения встык и под углом.
Таким образом, чтобы обеспечить высокие износостойкость
деталей, ценностное использование кожи и производительность
труда, необходимо рационально совмещать детали встык и по1
углом.
Часто приходится переходить от одного варианта совмещения к
другому.
При разрубе по прямолинейно-поступательной системе боль-
шое значение имеет выбор исходной линии и начала разруба.
Последовательность размещения зависит от конфигурации и гп°'
160
щаДИ кожи, ассортимента деталей. Исходными линиями разруба
^огут быть хребтовая линия, линии реза полы и воротка.
Да практике разруб чепраков по прямолинейно-поступатель-
ной системе начинают от середины огузочной части вдоль хребто-
вой линии; от середины приворотковой части вдоль хребтовой
линии; от приворотковой части вдоль линии реза полы (рис. 7.5).
Воротки и полы рекомендуется разрубать по прямолинейно-
поступательной системе:
воротки — от левого или правого угла вдоль линии реза воротка
(рис. 7.6, а) или под углом к ней (рис. 7.6, 5);
полы — от задней лапы вдоль линии реза полы (рис. 7.7, а, б).
а
б
в
Схемы разруба чепрака
Рис. 7.5.
разных категорий по системе сов-
мещения деталей пучковыми час-
тями:
а — V категории на стельки; б — II ка-
тегории на подошвы с укороченной
пяточной частью; в — III категории
на подошвы
Леденёва
161
Рис. 7.6. Схемы разруба на стельки воротка:
а — III категории по системе совмещения в одну сторону; б — IV категории по
системе совмещения носочными частями встык
а
б
Рис. 7.7 Схемы разруба
на стельки полы:
а — IV категории по сие-
теме совмещения в ОДНУ
сторону; б — III катего-
рии по системе совмеиК'
ния пучковыми частям’1
162
а б
Рис. 7.8. Схемы разруба чепрака III категории на подошвы и стельки по
системе «елочка»:
а — вдоль линии реза полы; б — вдоль хребтовой линии
Система «елочка» характеризуется расположением деталей по-
перек кожи более или менее выраженными рядами. Внешне систе-
ма «елочка» напоминает прямолинейно-поступательную систему
под углом к хребтовой линии, но углы наклона деталей в начале и
в конце разруба различны.
Разруб чепраков по системе «елочка» начинают от линии реза
воротка вверх вдоль линии реза полы (рис. 7.8, а) или вдоль хреб-
товой линии (рис. 7.8, б).
Делюжечная система характеризуется расположением деталей
поперечными рядами, напоминающими делюжки.
Разруб чепрака по делюжечной системе начинают от линии реза
воротка (рис. 7.9) или огузка.
Искусственные кожи (резину, картон, нитроискожу-Т и др.)
Разрубают на детали низа по прямолинейно-поступательной и де-
люжечной системам.
Прямолинейно-поступательная система применяется, если пло-
щадь и линейные размеры искусственных кож значительно боль-
ше площади и линейных размеров деталей низа. Так разрубают
обувную нитроискожу-Т на задники и подноски, термопластиче-
скую винилискожу-НТ на задники, обувной картон на полустель-
подпяточники и простилки.
Целесообразно располагать детали низа так, чтобы наибольший
^Инейный размер совпадал с наибольшим линейным размером
Материала (рис. 7.10).
163
ки по делюжечной системе
л и ней но- посту пател ьной системе
Делюжечную систему применяют тогда, когда площадь и линей-
ные размеры искусственных кож относительно малы по сравне-
нию с площадью и линейными размерами деталей низа. Так разру -
бают резину на подошвы (рис. 7.11), обувной картон на стельки.
Рис. 7.11. Схемы разруба по делюжечной системе резиновых пластин квхв
ратной и прямоугольной формы на подошвы:
а — для женской обуви; б — для девичьей обуви
164
Качество деталей низа обуви контролируют следующим обра-
зом- сначала считают и комплектуют в соответствии с назначени-
ем, Фасоном и Ремером, затем складывают в пачки и перевязыва-
ет- В раскройной карте отмечают фактическое число деталей. Конт-
оолер проверяет толщину и плотность деталей, расположение до-
пустимых пороков.
Детали, качество которых не соответствует требованиям стан-
дартов, бракуют и заменяют. Забракованные детали перерубают на
более мелкие, к качеству которых предъявляют менее высокие тре-
бования.
7.5. Раскрой материалов на детали верха обуви
Поступающие на предприятие материалы для верха обуви про-
веряют по количеству и качеству. При сортировке проверяют пра-
вильность оценки качества кож, произведенной на кожевенном
предприятии, и определяют назначение каждой из них в зависи-
мости от ее раскройных свойств.
Сортируемые кожи подбирают в группы одного сорта, цвета,
оттенка, рисунка мереи и примерно одинаковой площади, тол-
щины и плотности. Для цветных кож особенно важен подбор по
оттенку и рисунку мереи. Недостаточно внимательная сортировка
цветных кож по этим признакам затрудняет работу раскройщика,
повышает расход материала и допускает раскрой непригодных
деталей.
Кожи на детали верха обуви раскраивают на прессах или вруч-
ную ножом (см. гл. 2).
Правила размещения резаков (или шаблонов) при раскрое мате-
риалов. Резаки (или шаблоны) располагают на коже так, чтобы
более ответственные участки деталей выкраивали из лучших участ-
ков кожи, т.е. прилегающих к ее центральной части. Например,
переднюю часть союзки и берцев располагают к центральной час-
ти кожи, а ее крылья — к периферийной.
Схемы раскроя кожи на детали верха и подкладки обуви. Обще-
принятой системой раскроя кож средних и больших размеров яв-
ляется прямолинейно-поступательная. Укладка деталей по этой
системе соответствует укладке деталей при построении модель-
ной шкалы.
Модельная шкала представляет собой параллелограмм, верши-
нами которого являются четыре одноименные и одинаково на-
правленные точки четырех деталей. Обычно площадь параллело-
грамма равна площади двух деталей плюс межшаблонные отходы
При раскрое кож на детали верха обуви по прямолинейно-по-
СтУПательной системе применяют следующие варианты совмеще-
кИя деталей (рис. 7.12):
165
Рис. 7.12. Варианты совмещения союзок:
а — с поворотом на 180°; б — с поворотом на 40 — 60°; в — в различных направ-
лениях в двух смежных рядах, г — в одинаковом направлении во всех рядах; д —
с другими деталями комплекта гнездом
каждая следующая деталь повернута на 180° по отношению к
предыдущей;
каждая следующая деталь расположена под углом 40—60° по
отношению к предыдущей;
все детали одного ряда направлены в одну сторону, а смежного
ряда — в противоположную;
все детали во всех рядах направлены в одну сторону;
несколько деталей комплекта совмещают так, чтобы образова-
лось гнездо, которое совмещают с другими гнездами по любому
из перечисленных выше вариантов.
Размещать ответственные детали на чепраке следует таким об-
разом, чтобы раскрой заканчивался примерно прямой линией к
полам и воротку. Это необходимо для создания перехода к рас-
крою кожи на менее ответственные детали. Небольшие кожи с раз-
ными рисунками мереи и разной плотности (шевро, свиные кожи
хромового дубления и др.) раскраивают, соблюдая симметричную
укладку по обе стороны хребтовой линии. Так же раскраивают кожи
больших размеров, разрезанные по хребту на полукожи. Такой спо-
соб позволяет выкроить детали каждой пары заготовок верха одИ"
наковой толщины, плотности, мереи и др. Пороки следует обхо-
166
яцть ПРИ РаскР°е только в тех случаях, когда они не допускаются в
деталях. Укладывают детали как можно плотнее друг к другу, что-
бы было меньше межмодельных отходов.
Кожи небольшой площади раскраивают по системе симметрич-
ной укладки деталей по обе стороны хребтовой линии.
Кожи средних и больших размеров раскраивают от середины
огузка или от порока. Заканчиваться раскрой должен прямой ли-
нией. Это обеспечивает минимальные межшаблонные дополнитель-
ные отходы при переходе к раскрою пол и воротков. Остальные
участки раскраивают от огузка к задним лапам, далее к полам и
воротку (рис. 7.13).
Правила подбора деталей в пары. Детали заготовок верха левой
и правой полупар по качеству, толщине, плотности, оттенку и
рисунку мереи должны быть одинаковыми. При раскрое цветных
кож одноименные детали правой и левой полупар надо выкраи-
вать из симметрично расположенных участков кожи. Например,
если союзка правой полупары выкроена из огузка правой полови-
ны цветной кожи, то союзка левой полупары должна быть выкро-
ена из отузка левой половины кожи; если берцы для одной полу-
пары выкроены из полы, то берцы для другой полупары надо вы-
краивать из тех же мест другой полы.
Раскрой обувных тканей, синтетических и искусственных кож.
Для раскроя из рулонных материалов формируют многослойный
настил, число слоев в котором зависит от вида материала и спосо-
Рис. 7.13. Примеры раскроя кож:
а — средней; б — небольшой
167
Рк 7.Н. Схема раскроя ткани на
летали подкладки
ба его раскроя. Для составлен^
настилов предварительно под.
считывают оптимальную длину
чтобы потери от некратности
талей по длине были равны нулю
Все слои настила по ширине вы-
равнивают по одной из кромок.
Это позволяет ставить резак (шаб-
лон) не дальше 5 мм от края.
При раскрое на ленточной ма-
шине составляют настилы из
20—60 слоев, причем их число
должно быть кратным числу де-
талей в паре. Длинные настилы
непригодны для раскроя на ма-
шине, так как не позволяют про-
двигать ткань под нож без сме-
щения слоев. Обычно такие на-
стилы предварительно разреза-
ют на делюжки электроножом.
Ширина делюжек определяется
шириной материала, а длина —
разметай по шаблонам. Длина настила должна обеспечить выход
делюжек установленной оптимальной длины без краевых отходов
(рис. 7.14).
Ткани и искусственные кожи раскраивают по разным для каж-
дое монели схемам с учетом вида и ширины материала. Деки и
выкраивают последовательно: сначала одного размера, потом дру-
гого. Шаблоны и резаки деталей подкладки и межподкладки раз-
метают длиной вдоль утка, чтобы увеличить их тягучесть и при-
блнзитьудлинение ткани к удлинению кожаных деталей верха для
предупреждения разрывов полотна.
При изготовлении ортопедической обуви по индивидуальному
зашугали верха и подкладки выкраивают ручным способом из
четырех-, двух- или однослойного настила ткани. Число слоев на-
стила зависит от симметричности деталей для наружной и внут-
ренневсторон в паре и полупаре обуви. Например, четыре поло-
винки основной подкладки ботинок симметричной обуви выкра-
ивают кз четырехслойного настила; две половинки основной под-
кладки ботинка асимметричной обуви — из двухслойного; разные
в полупаре детали наружной и внутренней сторон подкладки бо-
тинка-из однослойного настила.
Ткани имеют разные удлинения в продольном и поперечном
направлениях (по основе и утку). У большинства тканей растяже-
ние псугкубольше, чем по основе. Шаблоны на ткань укладываю1"
с учетом ее удлинений и требований к деталям и заготовке верха в
168
целом. Детали верха и межподкладки необходимо выкраивать в про-
дольном направлении, детали подкладки — в поперечном направ-
лении.
7.6. Особенности ручного раскроя материалов
Для ручного раскроя необходимо иметь раскройный стол, тор-
цовую раскройную доску, нож, брусок, оселок. Нижняя и верхняя
поверхности раскройной доски должны быть ровными и гладки-
ми, по мере износа их строгают.
Раскройную доску устанавливают с наклоном в сторону рас-
кройщика.
Шаблоны для ручного раскроя кож на детали верха обуви се-
рийного производства и индивидуального изготовления выполня-
ют из плотного картона и окантовывают металлической лентой,
форма и размеры шаблонов с окантовкой должны совпадать с
формой и размерами деталей модели со всеми припусками. На
поверхности шаблона указывают фасон и размер обуви.
На шаблоне установлены кнопки, оставляющие наколки на коже
при раскрое. Это облегчает последующую сборку заготовок верха
обуви.
Кожи укладывают огузком к рабочему. При раскрое необходи-
мо плотно прижимать левой рукой шаблон к коже и обводить пе-
риметр шаблона ножом, держа его в правой руке перпендикуляр-
но плоскости раскройной доски.
Текстильные материалы раскраивают в два слоя длиной 2,5 м.
Раскрой начинают, отступив от кромки настила 2,5—3 мм с левой
стороны.
Искусственный мех на детали подкладки раскраивают в один слой.
Стол для ручного раскроя имеет высоту 1 м, крышка стола с
трех сторон обнесена бортами. С левой стороны стола или справа
от раскройщика прикреплен кронштейн для навешивания кож.
Стол снабжен ящиками для хранения инструмента, материалов и
отходов (лоскута). На крышке стола имеется отверстие для сбрасы-
вания лоскута в ящик. На задней части крышки расположена пол-
ка для хранения готового кроя и колодок. Свет на раскройный
стол должен падать слева от работающего. Для отдыха раскрой-
щика или работы в сидячем положении используется высокий та-
бурет.
Выкраивание деталей низа обуви вручную выполняет рабочий
П°сле увлажнения и провяливания кож. Для этого кожи погружают
Па 2—5 Мин в воду комнатной температуры и выдерживают под
важной мешковиной в течение 1 —3 ч
Кожу укладывают на раскройную доску лицевой стороной вверх
Определяют качество, плотность, толщину материала и намечают
169
Рис. 7.15. Схема ручного раскроя де-
люжек на подошвы
порядок укладывания шабдОх
нов, обеспечивающий найдут
шее его использование.
Шаблон детали низа кладут
на лицевую сторону кожи и без
припуска по всему контуру об.
водят лезвием ножа или шилом
так, чтобы на материале оста,
лась неглубокая (поверхност.
ная) царапина. Детали вырезают по этой линии.
Чепрак подошвенных и стелечных кож вручную разрезают сна-
чала на делюжки перпендикулярно линии хребта (рис. 7.15). Ши-
рина каждой делюжки должна быть равна длине подошв или сте-
лек, которые будут из нее выкроены.
Из делюжек в соответствии с их толщиной и плотностью выре-
зают подошвы, а из более тонких периферийных участков, приле-
гающих к полам и воротку, — стельки. Из чепраков стелечных кож
вырезают стельки. Раскрой производят по лекалам сапожным но-
жом. Продольную ось подошв и стелек располагают поперек делю-
жек. Для экономичного раскроя смежные подошвы и стельки укла-
дывают носками в разные стороны. При раскрое необходимо учи-
тывать, что при уплотнении
подошв и стелек на металлической
плите молотком их ширина и длина увеличиваются, а толщина
уменьшается. Из воротков и плотных пол подошвенных кож вы-
краивают задники, из пол и более тонких, но плотных мест во-
ротков — стельки и подноски, из остатков кожи — обводки, кран-
цы и флики.
Рант выкраивают вручную из плотных эластичных кож. Из кожи
вырезают прямоугольники, длина которых должна быть равна длине
ранта. Прямоугольники разрезают сапожным ножом на деревян-
ной доске на параллельные ленты. Кроме прямоугольника можно
выкраивать рант из круга по спирали.
7.7. Дефекты раскроя и разруба материалов
Дефекты, возникающие при раскрое кож, можно разделить на
две основные группы:
от нарушения технологии раскроя;
от неудовлетворительного состояния инструмента и плохой ра-
боты оборудования.
Причины появления дефектов первой группы — недостаточная
квалификация исполнителя, невыполнение им основных правил
раскроя кож. Дефекты материала возникают не только при исполь-
зовании кож низких сортов, но и при расположении лекал без
учета свойств топографических участков.
170
При раскрое необходимо учитывать степень ответственности де-
^ей в обуви, физико-механические свойства материала (плотность,
тещину и направление тягучести), а также качество лицевого слоя.
К первой группе относят также следующие дефекты: непар-
ность (разная форма); разнооттеночность; неоднородность мереи:
неравномерность ворса деталей из велюра и замши; неоднород-
ность физико-механических свойств.
К дефектам, связанным с неудовлетворительным качеством ин-
струмента и плохой наладкой оборудования, относят неровность и
невертикальность реза, надрезы, выхваты.
Причиной неровности реза является затупление ножа. Для уст-
ранения этого дефекта необходимо использовать ножи и резаки с
острыми лезвиями и своевременно их затачивать.
Причина невертикальности реза — применение резака с одно-
сторонней заточкой. Для получения вертикального реза рекомен-
дуются резаки с двусторонней заточкой. Соотношение внутренне-
го и наружного углов заточек должно быть 1:3.
Надрезы и выхваты вызваны неудовлетворительным состояни-
ем резаков, вырубных колод и плит.
При раскрое тканей и искусственных кож на тканой основе
возникают дефекты из-за расположения лекал без учета направле-
ния тягучести; неправильного составления настила; использова-
ния инструмента невысокого качества и плохо работающего обо-
рудования.
Размещение шаблонов промежуточных деталей верха обуви (меж-
подкладки, боковинки) в направлениях, отличных от направле-
ния наименьшей тягучести (по основе), значительно ухудшает
формоустойчивость готовой обуви.
Неправильное составление настила приводит к сдвигу слоев в
момент вырубания и, следовательно, к получению деталей неточ-
ной формы.
Глава 8
ОБРАБОТКА ДЕТАЛЕЙ ОБУВИ
8.1. Механизированная обработка деталей низа обуви
Для подготовки деталей к сборке, облегчения выполнения тех-
нологического процесса и улучшения качества обуви детали низа
обрабатывают. Характер обработки деталей низа зависит от кон-
струкции и назначения обуви, материала детали, метода крепле-
ния подошвы.
При обработке деталей низа, вырубленных из плоских матери-
ков, выполняют ряд операций, не зависящих от вида материала.
171
Клеймение. Операция облегчает подбор деталей низа обуви
размеру и фасону. На детали, не обрабатываемые по периметру
резаками наносят гофры (метки), которые располагаются с внук
ренней стороны пяточного закругления на подошвах и стельках и
на затяжной кромке задников. Клеймо размера обуви ставят
ходовой поверхности подошв из кожи и в середине геленочнор
части подошв из кожволона. на предварительно выфрезерованноц
площадке подошв из резины.
Клеймо размера на подошвах ставят методом холодного тисне-
ния на машине или вручную специальными приспособлениями
(см. гл. 2).
Выравнивание толщины. Операцию выполняют для подошв ц
стелек из кожи, пористых резин и кожволона. Толшину искусст-
венных кож обычно выравнивают в пластинах на специальных ма-
шинах до разруба на детали. После выравнивания должен остаться
припуск 0,1 —0,5 мм на обработку.
Толшину деталей низа обуви можно выравнивать на машинах
серии ДН или аналогичных им либо с помощью приспособлений
для выравнивания (рис. 8.1).
Шлифование. Кожаные подошвы, стельки, задники и поднос-
ки обрабатывают шлифовальной шкуркой разной зернистости. При
шлифовании с лицевой стороны деталей удаляются пороки для
подготовки поверхности к более глубокому и равномерному окра-
шиванию. При отделке стелек увеличивается влагопоглошение.
предотвращается их деформация при периодическом увлажнении
обуви, обеспечивается лучшая склеиваемость задников и подно-
сков с заготовкой верха.
Резиновые и полиуретановые подошвы шлифуют с неходовой
стороны для прочного склеивания с затянутым следом обуви, под-
ложкой или обводкой, а пяточную часть лицевой стороны — для
приклеивания каблука.
Обработанная поверхность
должна быть без выхватов, про-
пусков и очищена от пыли. Опе-
рацию выполняют шлифоваль-
ным полотном № 32 — 63 на ма-
шинах ШН-1-0 (Россия) или
аналогичных им.
Профилирование (спускание)
краев деталей. Операция обеспе-
чивает плоским деталям заданный
профиль. Для придания большей
эластичности краям геленочной
части и язычку, а также для бо-
лее плотного прилегания этпх
участков подошвы к следу обувй
Рис. 8.1. Схема машины для вырав-
нивания толщины:
1 — транспортирующий вал; 2 — нож;
3 — верхний вал; 4 — столик; 5 —деталь
172
а б в
Рис. 8.2. Схема профилиро-
вания кожаной подошвы для
женской обуви:
а — по всему периметру; б — ге-
леночной части и крокуля; в —
геленочной части и язычка
Л фронтальной поверхности каблу-
их спускают на машинах АСГ-12
(Россия), 04211/Р6 фирмы ZPS-SM
(Чехия) или вручную ножом (рис.
g.2)- В геленочной части спущенный
край не доходит до линии пучков на
|0—12 мм; ширина спуска 14—17 мм.
Толщина спущенных краев в селе-
дочной части составляет 0,7 —2,5 мм,
язычок спускают по всей площади
до толщины 0,7 —1,8 мм. Затем бах-
тармяную поверхность шлифуют, что-
бы ликвидировать резкие переходы,
образовавшиеся при спускании кра-
ев и язычка. Для обуви рантового
метода крепления подошву шлифу-
ют с обеих сторон, после чего спус-
кают внутреннюю сторону геленочной части с бахтармяной сто-
роны, начиная от пяточной части, не доходя 10—15 мм до линии
пучков.
Спуск должен иметь форму сегмента. Его ширина в средней части
составляет (18 ± 2) мм. Толщина спущенного края должна соответ-
ствовать 2/3 — 3/4 толщины подошвы. Толщина спущенного края
подошвы для женской обуви на среднем и высоком каблуках должна
быть 1,5 —2 мм для лучшего прилегания ее к фронтальной поверх-
ности каблука.
Края полустелек спускают по всему периметру, а подпяточник —
по переднему краю. Ширина спуска переднего края подпяточника
15—17 мм, пяточно-геленочного края 12—14 мм, толщина спу-
щенного края (1 ± 0,2) мм.
При обработке подошв для обуви на низком каблуке из техно-
логического процесса операция спускания исключается.
Увлажнение кожаных деталей. Операцию выполняют перед фор-
мованием для облегчения процесса и улучшения формовочных
свойств. Увлажнение можно проводить в специальных установках.
Режим работы установки зависит от способа увлажнения.
Конечная влажность кожаных деталей должна составлять 18 —
20%. Вручную детали увлажняют окунанием в воду с последую-
щим провяливанием под мешковиной.
Формование. Подошвы, стельки и задники из кожи формуют,
чтобы их профиль соответствовал профилю следа колодки. Кроме
описанных выше для подошв, стелек и других деталей низа разра-
ботаны индивидуальные технологические процессы.
Заключительная обработка подошв. Технологический процесс
обработки подошв зависит от материала, из которого они изготов-
ЛЩотся, конструкции и метода крепления низа обуви.
173
Способ обработки кожаных подошв для разных методов кре^
ления различен. При клеевом методе крепления наиболее сложндя
технология обработки кожаных подошв для обуви на среднем и
высоком каблуках с язычком (крокулем). Кроме общих операщ^
подошвы взъерошивают по всему периметру с неходовой стор0.
ны, что создает ворсистость, благодаря которой увеличивается
поверхность смачивания клеем, а это обеспечивает более высокую
адгезию его к материалу подошвы. Затем два раза наносят поли,
изопреновый клей на край подошвы шириной 16—18 мм. СущКа
при комнатной температуре после первой намазки 5—15 мин. после
второй 45 — 60 мин.
Обработка стелек. При изготовлении обуви используют стельки
из жестких кож, картона СИМ, тексона. По конструкции стельки
бывают одинарные и комбинированные. Для обуви клеевого ме-
тода крепления применяют одинарные стельки из кожи или кар-
тона. Стельки для обуви рантового метода крепления отличаются
от стелек других видов наличием губы, к которой пришивают рант
вместе с затяжной кромкой заготовки верха, следовательно, губа
должна обладать большой устойчивостью и прочностью.
Носочную часть кожаной стельки для обуви рантового метода
крепления после клеймения, выравнивания толщины и шлифова-
ния надсекают с лицевой стороны, пяточную — с бахтармяной на
половину ее толщины. В носочной части насечку делают в виде тре-
угольника со сторонами длиной 6 — 7 мм и основанием длиной 3 —
5 мм, а в пяточной части с каждой стороны на ширину 10—11 мм.
В зависимости от размера обуви расстояние насечки от пяточного
закругления составляет 45 — 77 мм. Насечки определяют начало и
конец губы и облегчают ее подъем в вертикальное положение.
Далее с торца стельки подрезают губу на глубину (6 ± 1) мм на
машине 05100/Р2 фирмы ZPS-SM (рис. 8.3). Толщина губы долж-
б
Рис. 8.3. Стелька для обуви рантово-
го метода крепления:
а — до поднятия губы; б — с поднятой
губой
на составлять примерно полови-
ну толщины стельки, но не ме-
нее 1,5 мм. Затем стельку увлаж-
няют и на машине отгибают губу
под прямым углом к плоскости
стельки так, чтобы ее высота с
наружной стороны была не ме-
нее (5 ± 0,5) мм. Для упрочнения
губы стельки ее обклеивают льня-
ной тканью (равентухом). Для это'
го высушенные стельки и наре-
занные ленты равентуха проМЯ'
зывают полиизопреновым клеем-
сушат пленку, затем наклеивает
на стельку и заправляют в углы
губы, прижимая к внутренней сто'
174
це ее без складок и морщин. Далее приклеивают полотно к краю
бельки и обрезают излишки. Чтобы губа стельки после обклеива-
ЛйЯ тканью не имела «завалов», ее формуют на машине. К готовым
стелькам прикрепляют подпяточник, торец которого должен вплот-
ную подходить к губе стельки.
Обработка каблуков. Обработка каблуков зависит от конструк-
ции и материала, из которого они изготовлены.
У резиновых формованных каблуков шлифуют или взъероши-
вают ляпис, удаляют с него пыль и наносят клей. Перед прикле-
иванием ляпис формованных каблуков взъерошивают по всей
поверхности металлической щеткой из стальной проволоки диа-
метром 0,25 — 0,4 мм, завулканизированной в резине, или шли-
фовальной лентой № 63 — 80 без нарушения боковой грани каб-
лука.
Каблуки наборные состоят из отдельных фликов, которые вы-
рубают из пористой резины или кожи для низа обуви.
Обработка каблуков из пористой резины состоит из шлифова-
ния каблучных фликов, удаления пыли, нанесения на них клея,
сушки клея, активации клеевой пленки, склеивания каблучных
фликов, выемки ляписа, удаления пыли с ляписа, нанесения клея
на ляпис.
Обработка кожаных наборных каблуков состоит из выравнива-
ния толщины фликов, шлифования, удаления пыли, сборки, при-
крепления набойки, шлифования фронта каблуков.
Толщину фликов выравнивают с бахтармяной стороны на ма-
шинах ДН-2-0 (Россия) и 05260/Р1 фирмы ZPS-SM. Толщина фли-
ков должна быть одинаковой по всей площади и соответствовать
требованиям государственных стандартов.
Кожаные каблуки набирают из фликов. Для создания вогнуто-
сти на верхнем флике каблука должен быть расположен кранец по
всему периметру, кроме фронтальной линии. Внутренний край
кранца спускают, флики с обеих сторон промазывают полихлоро-
преновым клеем, подсушивают, склеивают, скрепляют тремя гвоз-
дями, расположенными в виде треугольника. Собранные кожаные
каблуки обрабатывают в прессе 05136/Р2 фирмы ZPS-SM или руч-
ном прессе. Продолжительность прессования 40 — 60 мин. После
Прессования флики каблука должны быть прочно склеены, а края
Фликов совпадать по всему периметру. Фронтальную поверхность
вьтравнивают до прикрепления каблука, а боковую — после его
Прикрепления.
Набойки к кожаным каблукам прикрепляют гвоздями № 11 — 20
ИДИ шпильками навинтованной проволокой по всему периметру.
Длина шпилек зависит от высоты каблука. Расстояние от края на-
6°йки до гвоздей должно быть 8 — 10 мм, между центрами гвоздей
Или шпилек — 6 — 7 мм, от крайних гвоздей или шпилек до фрон-
набоек — 3 — 5 мм.
175
Концы шпилек не должны выступать над поверхностью набо^
ки. Набойки к каблуку прикрепляют на машинах ПНЖ-Р (PqCx
сия), 05243/Р1 фирмы ZPS-SM (Чехия). При отсутствии машИн
набойки прикрепляют к каблуку вручную (соблюдая указан hi,Iq
нормативы).
Фронт кожаных наборных каблуков шлифуют дважды на мацць
нах ШН-1-0 (Россия), 04127/Р10 фирмы ZPS-SM (Чехия): пер.
вый раз шлифовальной шкуркой № 63 — 80, второй раз — № J2
Фронт каблука должен быть отшлифован без выхватов. При отсут-
ствии машин шлифование можно производить вручную.
Резиновые каблучные и кожаные внутренние флики шлифуют
шкуркой № 63 —80 с обеих сторон (набоечный флик с одной сторо-
ны) на машинах ШН-1-0 (Россия), 04163/P3 фирмы ZPS-SM (Че-
хия). Шлифование выполняют равномерно по всей поверхности
без выхватов и пропусков до полного удаления рисунка и глянца.
Пыль с отшлифованных поверхностей каблуков удаляют воло-
сяными щетками на машине ХПП-3 (Россия) для холодного по-
лирования и чистки обуви или комбинированной отделочной ма-
шине ОМ-2-Р (Россия).
Затем на ляпис резиновых каблуков и каблучные заготовки на-
носят равномерный слой полихлоропренового клея и сушат в те-
чение 40 — 60 мин при температуре 18 — 20 °C. Для ускорения про-
цесса применяют сушилку СОВ-1 (Россия).
Клеевую пленку активируют в течение 4—6 с при температуре
110— 120 °C в термоактиваторах Т-Р и ТА-0 (Россия). После акти-
вации клеевая пленка должна быть липкой.
После активации клеевой пленки каблучные заготовки склады-
вают склеиваемыми поверхностями без перекосов и сдвигов и прес-
суют в прессе 05163/Р2 фирмы ZPS-SM (Чехия).
Для получения ляписа в резиновом наборном каблуке его встав-
ляют в кассету соответствующего фасона. Кассету закрепляют на
столе и нажимают на педаль. Ляпис каблука должен быть ровным,
без выхватов и перекосов. Ляпис в пористых резиновых каблуках
вынимают на машине конструкции Московского производствен-
ного объединения по выпуску деталей низа обуви «Комплект».
Фронтальную поверхность каблуков выравнивают, обрубая ее
на специальной машине или сапожным ножом вручную. Обрезан-
ная фронтальная поверхность должна быть перпендикулярна пло-
скости набойки.
Обработка ранта. Декоративный рант изготовляют из кожи,
пористой профилированной или кожеподобной резины, в виде
поливинилхлоридной фасонной жилки. Технологический процесс
обработки декоративного ранта состоит из следующих операций:
разрезание пластин резины на делюжки, выравнивание толщины
делюжек (для натуральной кожи), спускание краев, шлифование
бахтармяной (гладкой) стороны, удаление пыли, нанесение клея
176
делюжки, сушка клея, вырезание ранта из делюжек кожи, про-
^ачивание ранта.
। Делюжки для декоративного ранта вырубают из чепрака кожи
а Прессах ПВГ-18-1600 (Россия), при этом его размеры зависят
утвержденной модели обуви. Пластину из профилированной
езины разрезают на делюжки шириной 100—110 мм на машинах
дСО-Р’ ОС-P (Россия). Затем выравнивают толщину делюжек до
। 8—2 мм на машине ДН-2-О (Россия) с припуском на дальней-
ц^ую обработку 0,1—0,3 мм. Края ранта спускают на ширину 3,5 —
4 мм и до толщины 0,8— 1 мм на машине АСГ-12 (Россия). Кожа-
ные делюжки шлифуют с бахтармяной стороны, а резиновые — с
гладкой нерифленой стороны на машинах ШН-1-0 (Россия) или
04163/P3 фирмы ZPS-SM (Чехия) шлифовальной шкуркой № 63 —
80. На отшлифованную нерифленую сторону наносят полихлоропре-
новый клей и высушивают при температуре 18 —20 °C в течение
30—40 мин.
Делюжки разрезают на рант шириной 7 — 8 мм на машине
ДН-2-0 (Россия) с фигурными валиками. Кожаный рант прист-
рачивают на швейных машинах кл. 2523 и 3823 (Россия). Расстоя-
ние декоративной строчки от края 2 — 2,5 мм, частота строчки
2—2,5 стежка на 1 см шва.
8.2. Обработка деталей низа для ручного способа
изготовления обуви
Обработка стелек и полустелек. Сборка и обработка стелек для
обуви клеевого метода крепления состоит из следующих опера-
ций: выравнивание толшины, срезание лицевого слоя в пучковой
части, шлифование лицевой стороны пучковой части, подгонка
контура стелек к контуру колодки, спускание краев носочной час-
ти, шлифование с бахтармяной стороны, удаление пыли, надсе-
кание стелек в пучковой части, снятие фаски в пяточно-геленоч-
ной части, шлифование полустелек, удаление пыли, спускание
краев полустелек, снятие фаски по контуру полустелек, выреза-
ние в полустельках желобка под теленок, прикрепление теленка к
полустелькам, нанесение клея на стельки и полустельки, сушка и
склеивание кожаных стелек с полустельками
Толщину стелек выравнивают с бахтармяной стороны по всей
Площади сапожным ножом на мраморной доске. После обработки
Толщина стелек для мужской обуви должна быть 2,5 —2,7 мм, для
венской — 2,3 —2.5 мм. Толщину стелек измеряют в середине пуч-
ковой части.
Вырезание полоски с лицевой стороны стелек выполняют сим-
метрично линии, проходящей через середину пучков. Ширина по-
лоски 30 — 35 мм. Стельку срезают на 1/4 ее толщины. После шли-
177
1,2-1,3
Рис. 8.4. Схема и нормативы обра-
ботки кожаной стельки для обуви
клеевого метода крепления
фования толщина полоски н
линии середины пучков должца
составлять 1/з толщины стелькц
без резких переходов (рис. 8.4).
Стельку шлифуют с лицевой
стороны шлифовальной шкуркой
№ 12 —32 по всей поверхности
равномерно, снимая тонкий слой
без выхватов и пропусков. После
обработки толщина стелек для
мужской обуви должна составлять
2,3 — 2,5 мм, для женской — 2,1-^
2,3 мм. Обработанную поверх-
ность очищают от пыли на ма-
шине 0М-2-Р или вручную.
Стельку прикрепляют к колод-
ке тремя гвоздями № 20 по од-
ному в носочно-пучковой, геле-
ночной и пяточной частях. Гвоз-
ди должны выступать на 1/з дли-
ны над поверхностью стельки. Стельки после подгонки колодки по
мерке обрезают по контуру следа колодки. Контур среза должен
совпадать с контуром следа колодки.
Край носочной части стельки плавно спускают с бахтармяной
стороны на ширину 10—12 мм. Толщина торца обработанной но-
сочной части стельки для мужской обуви должна быть 1,3 — L4 мм.
для женской — 1,2— 1,3 мм.
Шлифуют бахтармяную сторону стелек равномерно по всей
поверхности без выхватов и пропусков шлифовальной шкуркой
№ 32 — 63. Толщина носочной части стелек для мужской обуви по-
сле обработки должна быть 2,1 — 2,3 мм, для женской — 1,8 — 2 мм.
Отшлифованную поверхность очищают от пыли.
Стельки надсекают с бахтармяной стороны прерывистыми ли-
ниями параллельно линии середины пучков. Надсекаемый участок
шириной 25 — 60 мм (см. рис. 8.4) расположен по обе стороны от
линии середины пучков на расстоянии 15 мм в сторону геленочной
части, а остальной участок — в сторону носочной части. Глубина
надреза равна 1/з толщины обработанной пучковой части стельки.
Бахтармяную сторону полустелъки шлифуют шкуркой № 12 — 32
по всей поверхности равномерно, без выхватов и пропусков на
машине ОМ-2-Р или вручную.
Края полустельки с неотшлифованной стороны обрабатываю^
по всему периметру без выхватов и утолщений шлифовальной шкур'
кой № 12 — 32 или шлифовальным кругом (рис. 8.5).
Фаску в пяпючно-геленочной части стелек снимают под углом
45° к ее лицевой поверхности для плавного перехода от стельки к
178
з^дустельке. Обработанную поверхность зачищают шлифовальной
теркой № 63—100 на комбинированной отделочной машине или
ручную.
Желобок под геленок (см. рис. 8.5) вырезают с отшлифованной
стороны полустельки по условной оси симметрии на расстоянии
23 мм от линии пяточного закругления и до переднего края полу-
стельки. Это расстояние определяется длиной ляписа каблука, его
фасоном и глубиной захождения теленка под каблук. Геленок дол-
жен заходить на ляпис каблука на 8 — 10 мм. Ширина желобка 1,5 мм,
глубина 1 — 1,5 мм. Операцию выполняют на машине МЖС-0 (Рос-
сия) или сапожным ножом вручную. Желобок под ребро жестко-
сти теленка можно делать сквозным шириной 5 — 6 мм. Его выпол-
няют под углом 45° к отшлифованной поверхности полустельки.
Геленок вставляют в желобок полустелъки и прикрепляют блоч-
ками на приспособлении для их расклепывания. Для крепления
теленка блочками необходимо предусмотреть отверстия в полустель-
ке в соответствии с расположением их на теленке.
На пяточно-геленочную часть стельки с бахтармяной стороны
и полустельку с отшлифованной (неспущенной) стороны нано-
сят два слоя полихлоропренового клея с
сушкой пленки по
Рис. 8.5. Схема спускания краев по-
яустельки обработки желобка под
геленок в полустельке
Рис. 8.6. Схема и нормативы обра-
ботки кожаной стельки дчя женской
обуви прошивного метода крепления
179
установленным режимам. Полустельку накладывают на стельку и
околачивают молотком. Полустелька и стелька должны быть силе,
ены прочно, без зазоров. Края полустельки и стельки должны соц.
падать.
Нормативы обработки носочной части стелек для обуви про.
шивного метода крепления показаны на рис. 8.6.
Обработка подошв. Обработка кожаных подошв для обуви клеено^
го метода крепления состоит из следующих операций: выравнивай
ние толщины подошв, спускание носочно-пучковой части, спуска-
ние геленочной части, крокуля или язычка, шлифование по пери-
метру носочно-пучковой и геленочной частей, крокуля или языч-
ка, удаление пыли.
Толщину подошв выравнивают с бахтармяной стороны сапожным
ножом на мраморной доске и шлифуют шкуркой № 32 — 63. Тол-
щина подошв для мужской обуви после обработки должна состав-
лять 3,6 —3,8 мм, для женской — 3.3 —3,5 мм. Припуск на даль-
нейшую обработку равен 0,2 мм. Толщину подошв измеряют в се-
редине пучковой части.
После подгонки по следу обуви носочно-пучковую часть (ана-
логично подгонке контура стелек к контуру колодки) подошвы
спускают с бахтармяной стороны на ширину 7 — 8 мм (рис. 8.7. а)
шлифовальной шкуркой № 32 — 63 или шлифовальным кругом на
машине ОМ-2-Р. Толщина подошвы у торца для мужской обуви
должна быть 3,2 —3,5 мм, для женской — 2,8 — 3 мм.
После подгонки по следу геленочную часть спускают с бахтар-
мяной стороны.
Толщина после обработки подошв обуви метода крепления, мм
Клеевой Прошивной
Середина пучковой части.............. 3,1—3,3 3,5 —3,7
Передняя часть крокуля .............. 0,7 —0,9
Носочная часть с наружной стороны.... 2,3 —2,5 2,7 —2,9
Геле ночная часть с наружной стороны. 1 — 1,5 2,1—2,3
Крокуль спускают по всей площади, заходя за его переднюю
линию на 10—12 мм. Толщина крокуля должна быть 0,7 —0,9 мм.
Язычок подошвы спускают по всей площади. Толщина язычка
после обработки должна быть 1,2— 1,4 мм. Припуск на дальней-
шую обработку геленочной части, крокуля или язычка составля-
ет 0,5 мм. Геленочную часть, крокуль или язычок спускают сапож-
ным ножом, шлифовальной шкуркой № 63— 100 или шлифоваль-
ным кругом на машине ОМ-2-Р.
Подошвы для мужской обуви шлифуют по периметру носочно'
пучковой и геленочной частей, а для женской обуви — в геленоч-
но-крокульной части. После обработки не должно быть резких пе-
реходов от спущенной к остальным частям подошвы. Толщина
носочно-пучковой части подошв у торца для мужской обуви 2,9-^
180
Рис. 8.7. Схемы обработки кожаных подошв для женской обуви метода
крепления:
а — клеевого: б — прошивного; / — передняя линия пучков; 2 — передняя линия
крокуля
3,2 мм, для женской — 2,5 —2,7 мм. Толщина геленочной части
подошв у торца для мужской и женской обуви должна быть 1,2 —
1,7 мм. Припуск на дальнейшую обработку в носочно-пучковой и
геленочно-крокульной частях равен 0,2 мм. Отшлифованную по-
верхность очищают от пыли. Подошвы по периметру шлифуют шкур-
кой № 63—100 на машине ОМ-2-Р или вручную, очищают от пыли
На этой же машине щетками или вручную. Нормативы обработки
венских подошв приведены на рис. 8.7. Расстояние линии подрез-
ки от края подошвы составляет 7 — 8 мм.
Обработка задников, подносков и геленков. Верхний край кожа-
ного задника спускают с бахтармяной стороны: для женской обуви
На среднем, высоком и особо высоком каблуках — на 20 — 25 мм,
К1УЖской и женской обуви на низком каблуке — на 18 — 20 мм.
Ширина спуска нижнего края задника должна быть равна ширине
втяжной кромки: 14—16 мм.
181
Задники и подноски из кожи выравнивают, шлифуют с лицс>
вой стороны, спускают края и шлифуют с бахтармяной сторону
Края вырубленных (вырезанных) задника и подноска спускаЮт
по всему периметру.
Чтобы обеспечить устойчивость задника, толщина верхнего края
после спуска должна быть 0,2 —0,3 мм, нижнего — 1,1 —1,3 мм
Операцию выполняют сапожным ножом на мраморной доске.
Боковые края кожаного подноска спускают с бахтармяной ст0.
роны, передний — с бахтармяной и лицевой сторон сапожньщ
ножом на мраморной доске.
Основные размеры подноска, теленка и задника обуви
после их обработки, мм
Ширина спуска:
переднего края подноска со стороны:
бахтармяной ................................. 12—15
лицевой......................................... 6
затяжной кромки подноска........................ 10—12
кожаного теленка со стороны:
боковой...................................... 10—12
передней..................................... 12—14
нижнего края задника........................... 10—12
Толщина после спускания:
затяжной кромки подноска........................ 0,75
нижнего края задника...........................0,8— 1,2
верхнего края задника..........................0,5 —0,8
Передний край подноска спускают на нет.
Кожаный теленок спускают со всех сторон.
8.3. Обработка деталей верха обуви
Детали верха перед сборкой в заготовку обрабатывают для при-
дания обуви определенного внешнего вида. Вид обработки зависит
от назначения обуви и применяемых материалов.
Все операции по обработке деталей верха подразделяют на сле-
дующие группы:
1) перед соединением деталей и деталей с подкладкой;
2) обработка видимых краев;
3) украшение.
К первой группе операций относятся клеймение, выравнива-
ние толщины, спускание краев, подрезание с торца, взъерошива-
ние краев, наметка линий строчек, намазка клеем и наклеивание
межподкладки (или дублирование деталей верха промежуточнымй
деталями), предварительное формование союзки.
Ко второй группе операций относятся окрашивание торца, от-
секание краев, горячее формование краев (обжиг), загибка и окан-
товывание краев
182
К третьей группе операций относятся прокладывание декора-
тивных строчек, перфорирование, тиснение, тонирование, нане-
сение трафаретных печатных рисунков и печать через фольгу.
Перед скреплением в заготовки верха детали обрабатывают для
облегчения сборки, придания обуви красивого внешнего вида. Ниже
дриведены основные виды обработки деталей верха.
Выравнивание толщины. Операция необходима для получения
деталей верха одинаковой толщины, обтяжек каблуков, бантов и
других украшений, толщина которых должна быть не более 0,5 —
О 6 мм. Толщину деталей заготовок выравнивают до норм, указан-
ных в типовой технологии (табл. 8.1).
Выравнивание толщины может быть совмещено со спусканием
краев с помощью профилированных шаблонов, имеющих утол-
щения в тех частях, где у деталей должны быть спущены края. Про-
филированные шаблоны изготовляют из фибры или пленочных
материалов. На них наклеивают мелкозернистое шлифовальное
полотно для исключения сдвига деталей при выравнивании. На
участки шаблона, где должны быть спущены края, наклеивают
полоски кожи определенной ширины и толщины. Полоски накла-
дывают на лицевую сторону детали и этот пакет пропускают под
ножом.
Спускание краев деталей верха. В зависимости от назначения де-
тали спускают края как с бахтармяной, так и с лицевой стороны
на машинах АСГ-13 и АСГ-13-1 (Россия), 01339/P3 фирмы ZPS-SM
Таблица 8.1
Толщина деталей верха обуви после выравнивания
Материал детали Тол ши на детале й, мм
первоначаль- ная после выравнивания
крупных мелких (бан- ты, язычки, обтяжки)
Кожи хромового дубления 0,5 —0,9 0,4-0,7 0,4
1-1,2 0,9-1,1 0,5
1,3 и более 1,2-1,5 0,6
1.5 и более 1.4-1,7 0,6
Юфть 1,5-1,8 1,4-1,7 1
1,8-2,2 1,7-2 1,1
2,2-3 2,1-2,5 1,2
Синтетические и мягкие Искуственные кожи 1,1-1,7 — 0,6
183
Таблица 8 2
Нормативы спускания краев деталей верха из кож хромового дубления
и кожаной подкладки
Назначение операции спускания Толщина, мм Ширина cnvmei ного края, мм. не менее
первоначальная после обработки
Под строчку 0,5-0,9 0,3 — 0,4 3
1-1,2 0,5-0,6 4
1,3 и более 0,6-0,7 5
1,5 и более 1 6
Под загибку 0,5-0,9 0,2-0,3 6
1-1,2 0,3-0,4 7
1,3 и более 0,4-0,6 8
1,5 и более 0,8 10
Под выворотку 0,5-0,9 0,2-0,5 10± 1
1-1,2 0,5-0,6 10± 1
1,3 и более 0,6-1 10± 1
1,5 и более 0,8-1 10± 1
Под обжиг и 1-1,2 0,7-0,8 2
окрашивание 1,3 и более 1-1,1 3
Под тачной шов 0,5-0,9 0,4-0,6 1,5
1-1,2 0,9-1 2
1,3 и более 1,2-1,3 3
1,5 и более 1,4-1,5 3,5
(Чехия), AV-2E фирмы Gotz (Германия) или вручную. Ширина и
толщина спущенных краев зависят от назначения: под загибку,
строчку, выворотку, обжиг (табл. 8.2).
Союзки для заготовок верха обуви с накладными берцами спус-
кают в местах скрепления с берцами на ширину 8—10 мм.
Профиль спуска зависит от профиля и наклона лапки по отнО"
шению к столу машины. Под загибку делается четыре профиля
спуска (рис. 8.8).
Ширина и толщина спущенных краев деталей должны быть одП"
наковыми на всем протяжении.
Видимые края деталей заготовки верха в зависимости от назнЗ'
чения обуви и их расположения обрабатывают одним из перечне'
184
Рис. 8.8. Профили спущенных краев деталей верха обуви:
наклонный, б — наклонный с желобком; в — прямой; г — наклонный под
обжиг и строчку
ленных ниже способов для придания ей более привлекательного
вида-
Окрашивание торца. Наиболее простой способ отделки Окра-
шивают края деталей из плотных кож хромового дубления: полу-
кожника, яловки, бычка, бычины, свиных и из бахтармяного
спилка толщиной не менее 1,3 мм водостойкой краской в цвет
материала верха. Окрашивание производят распылительным пи-
столетом. Краску наносят ровным тонким слоем без пропусков и
подтеков.
Отсекание краев. Иногда вместо обрезания края отсекают. Ви-
димые края носка, союзки, кант и украшения отсекают зубчика-
ми различной конфигурации, что делает обувь более привлека-
тельной. Устройства для отсекания предусматривают в резаках.
Горячее формование краев (обжиг). Имитирует загибку краев,
выполненных в обрезку, что улучшает внешний вид изделия. Для
выполнения этой операции используют машины кл. 333 (Россия),
01048/Р1 фирмы ZPS-SM (Чехия). Суть операции заключается в
том, что края деталей с бахтармяной стороны обрабатывают рас-
каленной скобой, закрепленной в игловодителе и совершающей
возвратно-поступательные движения в вертикальной плоскости. От
Действия высокой температуры волокна сокращаются с бахтармя-
ной стороны, в результате чего край загибается на 90—180°. При
этом создается эффект обработки края под загибку.
Температура обработки кожаных деталей,°C
Черный цвет............................... 900—1000
Цветные................................... 700 — 900
Светлые................................... 500 — 700
Горячее формование краев деталей из кож толщиной до 1 мм
Не требует предварительной обработки. Края кожаных деталей тол-
щиной более 1 мм перед горячим формованием спускают на ши-
рину 2 — 3 мм. Припуск на обработку равен 1 мм. Профили види-
краев деталей верха обуви показаны на рис. 8.9.
Загибка краев деталей. Загибку выполняют двумя способами:
Предварительное промазывание краев деталей клеем, сушка
^евой пленки и наклеивание укрепляющей тесьмы, загибка;
185
Рис. 8.9. Профили обработанных краев деталей верха обуви:
а — после спуска под обжиг; б — после обжига; в — после горячего формования
нанесение клея-раствора или клея-расплава на загибаемую кроуь
ку, наклеивание тесьмы, загибка.
Последний способ — наиболее прогрессивный и производи,
тельный — применяют на производстве с использованием машин
ЗКД-1-О. Ширина загибки равна 4 —5 мм.
Окантовывание. Окантовывают видимые края деталей верха обуви
из текстильных материалов, искусственных и синтетических кож,
иногда из натуральной кожи. Окантовывание повышает прочность
краев деталей, а детали из текстильных материалов предохраняет
от осыпания.
Для окантовывания краев деталей верха обуви применяют кро-
мочную хлопчатобумажную, вискозную, репсовую и капроновую
тесьму, бескромочную тесьму из полой ткани и окантовочной
нитроискожи-Т, а также ленты из кожи и меха. Кромочную тесьму
выпускают различной ширины, разных переплетений и цвета.
Края деталей окантовывают на одноигольных праворукавных
швейных машинах кл. 550, 550-1 и 211 (Россия), имеющих приспо-
собление (рубильник) для загибки и укладывания тесьмы по краю
детали. Тесьму укладывают без складок и морщин на одинаковом
расстоянии от краев детали. Строчка должна проходить по обоим
краям тесьмы. Расстояние строчки от края тесьмы 1 — 1,5 мм.
Наметка линий для декоративных строчек и перфорирования.
Линии и ориентиры намечают тупым шилом, стержнем или ка-
рандашом по шаблонам вручную. При массовом производстве обу-
ви наметку выполняют перфорационными матрицами на прессах
06099/Р1 и 06045/Р1 фирмы ZPS-SM (Чехия), в которых наряду с
пробойниками укрепляют устройства для тиснения строчек.
Наклеивание межподкладки, или дублирование. Для уменьшения
тягучести, увеличения формоустойчивости и прочности детален
верха на них наклеивают межподкладку, предварительно нанеся
клей. Клей на межподкладку наносят равномерным тонким слоем
по всей площади или полосками шириной 3 мм с расстоянием меЖД)
ними 5 мм на машинах МНВ-0 (Россия), 01230/Р2 и 01287/Р-
фирмы ZPS-SM (Чехия) или вручную.
Расстояние может быть изменено в зависимости от констрУк'
ции обуви и метода крепления низа.
186
1
расстояние от краев деталей верха до краев межподкладки за-
сйТ от способа обработки и вида шва, скрепляющего детали.
Расстояния от краев деталей верха обуви до краев
межподкладки, мм
Без перфорации С перфорацией
Обработанные:
взагибку......................
горячим формованием........
Окрашенные....................
Окантованные тесьмой и соединя-
емые тачным швом детали.......
Под настрочной шов............
Под выворотный шов (верхние края
берцев).......................
Затяжной кромки...............
5-6 8-9
2 — 3
1-2 4 — 6
Вровень с краем детали
4-5
10-12 -
8-10 -
Для исключения намазки клея и повышения производительно-
сти труда детали верха дублируют межподкладкой из материалов с
термопластическим клеевым покрытием. В этом случае для наклеи-
вания межподкладки применяют машины ДВ-1-О (Россия) и при-
способление, состоящее из электроутюга и стола.
Тиснение. Данным способом декоративно оформляют заготовки
верха обуви из натуральной кожи и синтетических материалов.
Тиснение выполняют на прессах нагретыми металлическими пла-
стинами с рисунком, нанесенным офсетным способом или грави-
рованием.
Технологический режим тиснения заготовок обуви
Температура, °C....................................... 90—100
Время, с............................................. 3 — 5
Давление, МПа........................................... 6—16
Декоративные строчки тиснят матрицами, имеющими лезвие с
насечкой, имитирующей ниточный шов. Тиснение можно выпол-
нять с окраской или без нее. Для окраски используют термоплас-
тическую краску на основе лака или шеллака. Тиснение строчки
Может быть совмещено и с вырубанием деталей, для чего в резаках
Устанавливают дополнительные лезвия с рисунком декоративной
строчки.
Нанесение трафаретных печатных рисунков. На детали детской
11 летней женской обуви из кожи и текстильных материалов нано-
Сят декоративные цветные рисунки через фольгу или красками
трафаретной печатью с помощью шаблонов.
Печать через фольгу производят на прессах РР-33 фирмы Fortuna
^еРМания) с автоматической подачей ленты и автоматически ре-
УЛйруемым режимом обработки.
187
Режим печати деталей обуви через фольгу
Температура пуансона, °C............................ 90—110
Время, с............................................. 2 — 3
Давление, МПа...................................... 0,2 —0,3
Трафарет представляет собой деревянную рамку с натянутых^
капроновыми лесками, которые образуют сито. На него фотохи.мц.
ческим способом нанесен рисунок, через который краска попала,
ет на деталь. Трафарет накладывают на деталь, наливают небодь-
шое количество краски, равномерно распределяют ее щеткой по
ситу. Затем трафарет снимают, а деталь с рисунком сушат. Для пе~
чати на коже используют краски на основе нитроэмалей, а на тка-
нях — на основе латексов.
Строчка декоративных и выпуклых линий. Перед строчкой деко-
ративных и выпуклых линий на деталях верха обуви намечают ли-
нии строчек, а для получения выпуклых линий с бахтармяной сто-
роны детали наклеивают шнур, капроновые или льняные нитки и
закрепляют их липкой лентой.
Линии для декоративных строчек наносят тупым шилом, цвет-
ным карандашом, тиснением, специальными устройствами в ре-
заках при выкраивании деталей и другими способами. На детали
верха обуви с бахтармяной стороны наклеивают межподкладку или
тесьму из ткани.
Декоративные строчки выполняют на швейных машинах одно-
игольных кл. 330-8, двухигольных кл. 224 и 430 (Россия), 01231/Р2
фирмы ZPS-SM (Чехия) и др.
Чтобы декоративные строчки находились на одинаковом рас-
стоянии от видимых краев деталей верха обуви, на швейных ма-
шинах устанавливают направляющие упоры. Строчки должны быть
ровными, хорошо утянутыми, без пропусков стежков и проходить
точно по намеченным линиям.
Перфорирование. Отверстия разных форм (круглые, овальные,
треугольные, квадратные, прямоугольные и т.д.) и размеров про-
бивают на деталях верха обуви из натуральных и искусственных
кож (рис. 8.10).
Отверстия пробивают параллельно краю детали, в промежутке
между двумя строчками, в середине детали. Для модельной обуви,
изготовляемой по заказам населения, используют сложную пер'
форацию, а в повседневной обуви — более простую.
Перфорация деталей верха обуви снижает прочность кожи. При
выборе рисунка и размера отверстий нужно руководствоваться
нормативами.
На одноименных деталях в паре рисунок должен быть одинз'
ковым и соответствовать утвержденной модели. Перфорация не
должна попадать под затяжную кромку и должна располагаться
на 8—10 мм выше нее. Расстояние между центрами отверстии
188
Рис. 8.10. Перфорация на деталях верха (а), обувь с перфорацией (б)
диаметром 0,8—1 мм должно быть 4 мм, диаметром до 2 мм —
6—8 мм.
На обувных предприятиях перфорацию деталей выполняют на
электрогидравлических прессах ПГТП-45-0 и ПГТП-100-0 (Рос-
сия), 06045/Р1, 06066/Р1 и 06099/Р1 фирмы ZPS-SM (Чехия), а в
ателье и мастерских — на швейных машинах кл. 330-8, в которые
вместо игл вставляют пробойники. Под обрабатываемую деталь
подкладывают лист картона или кожволона.
Отверстия можно пробивать и вручную пробойником с помо-
щью молотка на листе картона или кожволона. Рисунок перфора-
ции должен быть четко выражен, а отверстия должны иметь чис-
тый срез без остатков высечки.
8.4. Дефекты обработки деталей верха обуви
Дефекты, возникающие при обработке деталей верха, класси-
фицируют в зависимости от вида технологических операций:
1) при выравнивании толщины деталей: неравномерная тол-
щина по площади, отклонения толщины от установленных величин
Например, отклонение толщины основных деталей верха (умень-
шение или увеличение) на 0,8—1 и 0,9—1,1 мм соответственно
женской и мужской обуви из эластичных кож хромового дуб-
ЛеНия считается дефектом;
189
2) при спускании краев деталей: несоответствие параметров
обработанных участков деталей (профиль спуска, ширина и тол"
щина спущенного края, равномерность ширины и толщины сиу.
ска) принятым нормативам. Так, толщина края после спуска
строчку не должна превышать половины исходной толщины обр^ь
батываемой детали. Причиной появления таких дефектов часто ян.
ляется неотрегулированность машины;
3) при горячем формовании (обжиге): несоответствие профц.
лей обработанных краев деталей заданному виду и принятым нор.
мативам, а также пережог;
4) при намазке клеем деталей верха и наклеивании межпод-
кладки: нанесение клея по всей площади детали (а не в виде
полос); неравномерность клеевого слоя по толщине; наложение
межподкладки со складками и морщинами; несоблюдение уста-
новленных расстояний от краев деталей до краев межподкладки, в
том числе попадание межподкладки под загибку;
5) при загибке: несовпадение наружных краев деталей верха с
лекалами (должен соблюдаться припуск под загибку); попадание
под загибку деталей межподкладки; недостаточная прочность скле-
ивания загнутых краев с нелицевой стороной детали и др.;
6) при украшении деталей верха: неровность, плохая утяну-
тость строчки, пропуск стежков, неточность строчки декоратив-
ных и выпуклых линий; нечеткость рисунка, неровный срез отвер-
стий, попадание под затяжную кромку, разные расстояния между
отверстиями при перфорировании деталей; нечеткость и слабо
выраженный рельеф рисунка, повреждение лицевой стороны ма-
териала при тиснении; неравномерное нанесение краски, потеки,
разнооттеночность, несимметричность нанесенного рисунка при
тонировании деталей.
Глава 9
СБОРКА ЗАГОТОВОК ВЕРХА ОБУВИ
9.1, Методы соединения деталей
верха обуви
Качество обуви в значительной степени зависит от качества
сборки заготовки верха, которое, в свою очередь, зависит от сооТ'
ветствия моде и назначению модели обуви; подбора цвета или ком'
бинации цветов; свойств основных и вспомогательных матери^
лов; способа обработки видимых краев деталей; конструкции швов-
украшений (перфорации, декоративные строчки и т.п.); правил^
ного выполнения технологических операций.
190
Рис. 9.1. Классификация методов сборки заготовок верха обуви
Детали верха собирать в заготовку можно механическими и хи-
мическими методами (рис. 9.1).
Штифтовым методом соединяют детали хольнитенами. Этим
методом можно соединять детали бесподкладочной ремешково-
сандальной обуви (рис. 9.2).
Традиционным способом соединения деталей верха в заготовку
является ниточный. Гибкость и эластичность шва, технологичность
позволили ниточному методу занять одно из ведущих мест среди
других методов.
Несмотря на преимущества, ниточный метод обладает рядом
недостатков:
последовательный способ выполнения технологических опера-
ций, из-за чего затруднены разработка и использование автоматов
и полуавтоматов;
большое число типоразмеров швейного оборудования услож-
няет его обслуживание и ремонт;
высокие требования к квалификации рабочих;
большой ассортимент вспомогательных материалов;
снижение качества из-за дефектов строчек.
Рис. 9.2. Заклепки для обуви:
а — пустотелая ЗП; б — сборная 3C; в — сборная ЗСП
191
Указанные недостатки создают предпосылки для применения
совершенствования безниточных методов сборки заготовок верХа
Химические методы обладают следующими преимуществами- ‘
упрощается выполнение технологических операций, следов^
тельно, снижаются требования к квалификации рабочего;
заменяется последовательный способ обработки параллельны^
что создает условия для совмещения операций;
сохраняется первоначальная прочность материала по линии iLAJ
или швы отсутствуют вообще (макание, литье);
обеспечивается водостойкость швов;
снижаются припуски на обработку, следовательно, достигается
экономия материала, и отходы;
повышаются производительность и точность обработки;
облегчается разработка полуавтоматического и автоматическо-
го оборудования.
Клеевой метод сборки характеризуется скреплением деталей (уз-
лов деталей) верха клеями (адгезивами) для основного склеивания.
Клеи для основного склеивания должны иметь хорошую адге-
зию к склеиваемым поверхностям материалов (субстратам); высо-
кую механическую прочность в требуемом интервале температур;
минимальную усадку при отвердении; высокую эластичность, водо-
и теплостойкость и др.
Склеивание субстратов адгезивами состоит из нескольких этапов:
подготовка поверхности субстрата к нанесению адгезива (взъеро-
шивание, химическая модификация поверхности — галогениро-
вание, обработка ионизирующим излучением);
нанесение адгезива (щетками, окунанием, инжекцией, печата-
нием, пульверизацией, наложением);
сушка и активация клеевой пленки;
прессование деталей.
Клей для основного склеивания выбирают по прочности со-
единения, которая должна превышать прочность самого субстрата.
В этом случае разрушение проходит по одному из склеиваемых
материалов.
Методом сварки соединяют пленки из термопластичных мате-
риалов и искусственных кож с аналогичным покрытием. Кроме
того, сваркой можно соединять текстильные материалы, содержа-
щие термопластичные волокна (капрон, лавсан и др.).
Термопластичные материалы в зависимости от их природы-
конструкции свариваемых деталей, требований к сварному соеди-
нению, условий работы изделия и необходимой производитель-
ности сваривают различными методами.
Известны термические и электрофизические методы сварки.
Термические методы сварки основаны на подводе тепла от тепло-
носителя: контактно-тепловой, экструзионный, газовый, радиаци-
онный.
192
Электрофизические методы основаны на преобразовании раз-
личных видов энергии в тепловую: фрикционный, ультразвуковой,
усокочастотный, лазерный.
Клеесварным методом соединяют нетермопластичные материа-
Сначала на детали наносят полихлоропленовый или полиуре-
^ановый термопластичный клей, а затем детали сваривают.
Метод горячей вулканизации более известен как метод крепле-
низа обуви к верху. Однако его можно использовать и для сборки
заготовок верха.
Впервые горячая вулканизация была применена для сборки за-
готовок верха сапог. К передам и задинкам из термостойкой юфти,
К голенищам из обувной кирзы привулканизовывали кант, наплывы
и задний наружный ремень.
Перед наложением заднего наружного ремня из сырой резино-
вой смеси задние края голенищ взъерошивают на ширину ремня,
затем наносят слой клея. При этом заготовка верха находится на
правйле машины. После этого на голенища накладывают полоску
сырой резиновой смеси, заготовку верха перемещают в зону вул-
канизации, пресс-форма прижимается к заднему наружному рем-
ню, и последний привулканизовывается к голенищам.
Метод макания, как и метод горячей вулканизации, основан на
химических процессах, в результате которых происходит формо-
вание заготовок верха обуви. Суть метода заключается в следую-
щем: на колодку наносят волокнистую основу, а на нее — эмуль-
сию полимера, после чего колодку погружают в ванну с раство-
ром полиуретана в ди метил формамиде. Полиуретан коагулирует и
остается на основе. Колодку с заготовкой промывают водой и су-
шат. Затем заготовку верха шлифуют и процесс повторяют.
Еще одним методом получения заготовок верха обуви является
литье с опрокидыванием. Метод состоит в наполнении нагреваемой
формы пластизолем, который от соприкосновения с теплой по-
верхностью формы желатинизируется. После образования геля у
стенок формы жидкий пластизоль вымывается из формы при ее
опрокидывании. Процесс «заполнение формы — вымывание» повто-
ряется неоднократно до достижения требуемой толщины изделия
В конце процесса форма охлаждается и изделие извлекается.
Методом литья с опрокидыванием можно получать не только
заготовку верха в виде чулка, но и цельноформованную обувь.
9-2. Швы, соединяющие детали заготовки верха обуви
Место соединения деталей называется швом. Швы, скрепляю-
щие детали заготовки верха, должны быть прочными и эластич-
способными выдержать напряжения, возникающие во вре-
сборки и снятия обуви с колодок, а также иметь достаточный
Леденёпа 193
запас прочности к многократным переменным нагрузкам, возцц
кающим в процессе ее эксплуатации.
Виды ниточных швов. Шов, образуемый швейной машинсщ
состоит из стежков. Стежок представляет собой часть шва, закд^'
ченную между двумя смежными проколами иглы. Ниточные щВЬ1
образуемые швейной машиной, различают по виду переплетенця
ниток, виду строчки, взаимному расположению деталей, числу
строчек.
Различают четыре основных вида переплетения ниток (рис. 9.3)
двухниточное внутреннее, одно-, двух- и трехниточное наружные
Двухниточный шов внутреннего переплетения применяют чаще
других. Он образован двумя нитками, переплетающимися внутри
скрепляемых материалов посередине.
Однониточный шов образуется одной ниткой, причем каждая
последующая петля пропускается через предыдущую и затягивает-
ся. Этот шов называется цепным. Главный его недостаток — рас-
пускаемость при повреждении одной из петель.
Если петли однониточного шва наружного переплетения за-
креплять в процессе образования строчки второй ниткой, образу-
ется шов двухниточного переплетения. Такой шов по сравнению с
однониточным более эластичный и прочный.
Трехниточный цепной стежок наружного переплетения образует-
ся на швейных двухигольных машинах с петлителем из трех ни-
ток, переплетающихся на нижней поверхности скрепляемых дета-
лей. Для нормального взаимодействия петлителя со всеми иглами
последние устанавливают на различной высоте, чтобы подъем их
из крайнего нижнего положения до момента захвата был разным.
Наружные и внутренние детали заготовок верха обуви скрепля-
ют настрочным, тачным, окантовочным, выворотным, переметоч-
ным, мокасиновым, обметочным, закрепочным, декоративным и
потайным швами (табл. 9.1).
Рис. 9.3. Виды переплетений:
а — двухниточное внутреннее; б — однониточное наружное; в — двухниточн01
наружное; г — трехниточное наружное
194
*
*
10
cd
И
Ниточные швы, применяемые для сборки заготовок верха обуви
195
Продолжение табл. 9.1
Вид и разновидность шва Порядок соединения деталей Вид строчки Соединяемые летали
Тачной 1 Одноименными сторонами, затем детали разворачива- ют. Образовавшийся рубец разглаживают и укрепляют самоклеющейся тесьмой с дополнительным расстра- чиванием или без него, или прошвой, или бизиком, или задним наружным рем- нем Однорядная » Первая и вторая однорядные Первая однорядная, вторая двухрядная Однорядная » Детали верха и подкладки по заднему шву, заготовки верха с обтяжкой платфор- мы, боковые и передние швы заготовки верха. Тесь- ма, прошва и бизик обес- печивают дополнительную прочность и водостойкость ш ву
7///7//Х/^^
тугой.
। ; 7^7^ с тесьмой
d с расстрачив ^///Л 'аи нем
с пр ОШ( зик \ . - \ \ . зой
с би г- - - ' ' - ом
1 j
1 С 3(1 7^^ дним наруж ремне м ным й
ко
Окантовочный 1 Бахтармяными сторонами, окантовочная деталь охва- тывает края деталей Однорядная 1 Детали верха и подкладки \ 1 по канту
шшшШ. = X
1 - '
Выворотный Ь 'А1' 'Л1 Одна на другую лицевыми сторонами, скрепляют тач- ным швом, выворачивают, шов околачивают, слегка увлажнив Первая и вторая однорядные Детали верха и подкладки, чаще по канту
1 Разнови выворс [ДНОСТЬ иного й Разноименными сторона- ми, соединяют настрочным швом. Затем верхнюю де- таль выворачивают, окола- чивают по шву То же Детали заготовки верха пре- имущественно по передне- му шву
Мока< с йй :иновый Г Ш/777////1 Бахтармяными сторонами так, чтобы край мокасино- вой вставки выступал за край союзки. Выступающий край загибают наружу (я) или окантовывают (б) Однорядная Первая и вторая однорядные Овальная вставка с союз- кой или основной деталью мокасин
Окончание табл. 9.1
оо
Вид и разновидность шва Порядок соединения деталей Вид строчки Соединяемые детали
Перемете встык )ЧНЫЙ Края деталей соединяют встык или накладывают одну на другую Первая и вторая однорядные Задние края берцев и зади- нок, края деталей подклад- ки из меха или текстильных материалов
/Я АЛ/ УгУ
с наложением
1 Обметочный sis МГ 17/— Изнаночными сторонами, соединяют двухниточным цепным швом То же Край язычка из войлока и текстильных материалов
N Закрепочные ш t Концы строчек деталей за- крепляют одним из закре- почных швов i » Берцы с берцами
1^ 1 1 1 1 L _ -• 1 1 J 1 1 То же » » » » » » Пряжки с деталями верха \ Детали заготовки верха Берны на союзки Союзки на берцы
1
Декоративный Плоские или прямые строч- ки со шнуром или без него Много- или одно- рядная
Потайной Шов без сквозного прока- лывания основной детали, к которой прикрепляют другую деталь — Подшивка и задний наруж- ный ремень при сборке за- готовок верха сапог из юфти
В процессе производства и эксплуатации обуви ниточные
заготовок верха испытывают значительные механические нагру3^
ки: растяжение, изгиб, трение, а также подвергаются воздействие
воды, пота, пыли и др. Поэтому ниточные швы должны облада-п
достаточной прочностью и быть эластичными. Допустимая мищ/
мальная прочность ниточных швов в зависимости от материал^
заготовок верха и числа строчек составляет 60—140 Н/см. На проч,
ность швов влияют прочность ниток, форма острия и номер иглы
длина стежков, число строчек, степень утяжки стежков, прочность
ниток, удаление строчек от края и расстояние между строчками
При одной и той же длине стежков иглы с различной формОц
острия по-разному влияют на прочность скрепляемых материалов
Прочность скрепляемых деталей снижается на 15 —60 % в записи”
мости от формы заточки острия иглы.
При увеличении номера иглы увеличивается прокол, что сни-
жает прочность скрепляемых материалов при одной и той же дли-
не стежков. Выбор номера и формы острия иглы определяется не
только степенью ослабления материалов при проколах, но и их
сопротивлением прокалыванию иглой, а также номерами приме-
няемых ниток. Наименьшее сопротивление (0,23 — 9,5 Н) прока-
лыванию иглой оказывают ткани. При прокалывании кожи возни-
кают более значительные сопротивления, которые зависят от ее
толщины и номера иглы.
На прочность ниточных швов существенно влияет длина стеж-
ков. С увеличением числа стежков на единицу длины строчки проч-
ность шва возрастает, но до определенного предела. Слишком час-
тая строчка ослабляет материал из-за большого числа проколов.
Для каждого материала оптимальное число стежков свое. Так,
при соединении тканей и искусственных кож настройным швом
оптимальное число стежков на 10 мм составляет 5 — 8, для опой-
ка, выростка и шевро — 6 — 8, полукожника и яловки хромового
дубления, свиной (толстой) кожи — 5 — 6, юфти — 2,5 —3,5.
Прочность шва зависит также от числа строчек. Вторая строчка
увеличивает прочность шва примерно на 70 %. При однорядной
строчке, как правило, разрывается нитка, при двухрядной строч-
ке — почти всегда кожа, а при трехрядной и более — только кожа.
Увеличение числа строчек свыше трех при одной и той же длине
стежка не повышает прочности шва Наиболее рациональное рас-
стояние между строчками 1,5 — 5 мм.
На прочность ниточного шва влияет степень утяжки стежков.
При правильном образовании стежка нитки двухниточного шва
переплетаются в середине скрепляемых материалов. В нормально
утянутом шве возникает трение между скрепленными деталями-
которое предотвращает их смещение и предохраняет нитки от пере-
тирания. Нормальную утяжку создает натяжение нитки 250 — 300 Я
При слабом натяжении одной из ниток на поверхности материала
200
I^разуется неутянутый шов. Прочность слабоутянутой строчки со-
ставляет примерно 90 % прочности нормально утянутого шва.
* В процессе формования заготовок верха шов со слабоутянутыми
стежками расходится, прочность его значительно снижается, ухуд-
шается внешний вид. Излишне утянутый шов также имеет пони-
женную прочность и меньшую эластичность, поэтому он быстро
разрушается-
г Прочность ниток зависит от их состава, номера и числа сложе-
С уменьшением номера хлопчатобумажных ниток увеличи-
ваются их диаметр и прочность. Но использование более толстых
щиток требует применения швейных игл большего диаметра, что
ослабляет прочность скрепляемых материалов и ухудшает внешний
вид шва.
При прохождении нитки через скрепляемые материалы возни-
кает трение между ниткой и иглой, ниткой и материалом, что
снижает прочность нитки. Это снижение может быть существен-
ным, так как нитка до образования стежка должна пройти через
ушко иглы 35 — 40 раз, а длина нитки, необходимая для одного
стежка, примерно во столько же раз меньше ее длины, протягива-
емой через ушко. Качество отделки и правильно выбранный номер
иглы, номер нитки и ее натяжение, состояние и марка машины
также влияют на прочность шва. Чтобы получить равнопрочные
стежки строчки, верхняя нитка должна быть на номер меньше
нижней. Нитку следует подбирать в соответствии с номером иглы
и с учетом наименьшего ее разрушения, а также полного заполне-
ния прокола.
С увеличением расстояния между строчками прочность шва воз-
растает незначительно, но повышается на 5 % расход материала
из-за увеличения припуска на строчку.
Виды клеевых швов. Клеевым методом соединяют детали вер-
ха, наружные детали верха и подкладку, кант бесподкладочной
обуви с укрепляющей тесьмой Конструкции швов представлены
в табл. 9.2.
Таблица 9 2
Клеевые швы для сборки заготовок верха и обработки деталей обуви
Вид и разновидность шва
Порядок соединения деталей
Соединение наружных деталей верха
Накладной
На детали наносят кпей и склеивают
201
Продолжение табл.
Вид и разновидность шва Порядок соединения деталей
Встык Две детали, намазанные клеем, поме- щаютв пазы профилированной по- лоски и соединяют встык на машине
с профилированной тесьмой
Для соединения деталей используют тесьму, намазанную клеем. Детали соединяют встык
с соединительной тесьмой
В замок Одну деталь верха помещают между । двумя деталями и склеивают
V>Z У. u [ „ ,__ ,, _ ц Ц
Скрепление заготовки верха с подкладкой
Накладной загибка верха на подкладку Детали складывают изнаночными сто- ронами, край детали верха загибают на кожаную подкладку и соединяют встык Детали складывают изнаночными сто- ' ронами, край детали верха загибают на текстильную подкладку
без загибки деталей верха на подкладку Шов имитирует настрочной по краю. Детали складывают одноименными сторонами, склеивают □
с профилированной полоской Шов образуется аналогично шву для скрепления наружных деталей верха
с окантовочной тесьмой Окантовочную тесьму и края деталей намазывают клеем Детали складыва ют изнаночными сторонами и окан- товывают тесьмой
Обработка края деталей
Укрепляющей тесьмой 5 < ‘ \' W У к И Х.х] На кант наклеивают укрепляющую тесьму
202
Продолжение табл. 9.2
Вид и разновидность шва Порядок соединения деталей
Окантовочной тесьмой Край детали окантовывают аналогич- но окантовыванию края заготовки верха с подкладкой
Оплавление пластиком Кант заготовки верха оплавляют плас- тиком специальным приспособлением
Загибка Шов выполняют как с предваритель- ным нанесением клея, так и с одно- временным нанесением клея и загиб- кой
Виды сварных и клеесварных швов
Накладной
Для сборки заготовок верха обуви из
искусственной кожи, состоящей из
основы 2 и покрытия 7. Детали на-
кладывают друг на друга и помеща-
ют между нижним неподвижным 5 и
верхним подвижным 4электродами.
Соединение на свариваемом участке 3
образуется за счет ТВЧ
Детали укладывают встык. Между ни-
ми прокладывают профилированную
полимерную жилку 6 и сваривают
ТВЧ (позиции см. выше)
Детали складывают лицевыми сто-
ронами. сваривают ТВЧ по краю, а
затем разворачивают (позиции см
выше)
Клеесварной шов
203
Окончание табл. 9^
Вид и разновидность шва Порядок соединения деталей
Клеесварныс швы имеют консгрук-'^ цию, аналогичную сварным, с той лишь разницей, что в местах свари ва- ния предварительно прокладывают клеевую пленку или наносят юней
Швы для метода горячей вулканизации
1 2 V о о о о о с о с | \ |О о о —— о —— о -— о о о 3 Верхний край голенища сапога / с ири- вулканизованным кантом 2 и наплы- вом 3. Форма наплывов должна соот- ветствовать форме большого пальца руки для облегчения надевания canoi
/ 2 3 1 1 — о —'о - о — ) о —- о — о о — о — Q 0 -— о -— о •— о —- о — о -д Задние края голенищ / сапога, сосдиТ1 ненные тачным швом 2, с привулка- низованным задним наружным рем- нем 3
9.3. Технологические нормативы сборки заготовок
верха обуви
Сборка заготовок верха обуви заключается в скреплении дета-
лей. Последовательность операций сборки и обработки деталей за-
готовки зависит от вида обуви и конструкции верха.
При сборке деталей в заготовку верха необходимо выполнять
следующие требования:
собирать детали по гофрам или наколкам;
конструировать гофры и перфорацию заготовок из синтетических
и искусственных кож без острых углов (наколки не рекомендуются):
прокладывать строчки параллельно краям деталей без пропус-
ков стежков;
хорошо утягивать нитки, но не стягивать шов и плотно запол-
нять проколы, образованные иглой;
устанавливать натяжение синтетических ниток меньше, чем
натяжение хлопчатобумажных:
пропитывать синтетические нитки мыльной эмульсией, сма-
зывать искусственные и синтетические кожи светлым машинный
маслом;
не оставлять след от рольпресса на синтетических и искусствен'
ных кожах;
выводить концы ниток на затяжную кромку или прикрывать
настрачиваемой деталью, или протягивать внутрь и закреплять:
204
пристрачивать застежки-молнии и обувную резинку двумя строч-
ки (допускается одна строчка синтетическими нитками);
рельефные рисунки и имитационные строчки при клеевой сборке
заготовок должны быть четко выражены и не просекать материал;
тиснить рисунки на глубину не более 1/2 толщины материгша;
не повреждать лицевое покрытие материалов при клеевой сбор-
заготовок верха нагретыми резаками-матрицами;
не загрязнять заготовки верха;
тщательно разглаживать тачные швы;
укреплять перфорацию на деталях из кожи строчкой с одной
стороны, а на деталях из искусственных кож с обеих сторон.
При наличии перфорации или большого числа строчек при-
пуск деталей должен быть увеличен в соответствии с размерами
перфорации и расстояниями между второй и последующими строч-
ками.
Технологические нормативы сборки заготовок верха всех видов
обуви, изготовляемой по индивидуальным заказам, приведены
далее в этом подразделе.
Число строчек при соединении деталей верха обуви
Носки с союзкой обуви:
мужской и мальчиковой................................ 3
других родов......................................... 2
Задинки с берцами...................................... 2
Задние наружные ремни с задинками:
ботинок.............................................. 2
полуботинок и туфель................................. 1
Детали верха с подкладкой.............................. 1
Союзки с берцами....................................... 2
Детали подкладки....................................... I
Детали заготовки верха туфель сострачивают одной или несколь-
кими строчками. Первая строчка должна отстоять от края деталей
на 0,5— 1 мм.
Расстояние шва от краев скрепляемых деталей, мм
Сапог и полусапог Ботинок
Настрочной ........................... 1,5 — 3
Тачной:
для кожи..............................2,5 — 4
для искусственных материалов ...... 5 — 8
для пристрачивания задинок к голе-
нищам сапог.........................6 — 8
Переметочный для кожи................ —
По канту:
для кожи...............................4 — 5
для искусственных материалов ...... 2 — 3
1-2
1,5-2,5
2-3
1,5-2
1.5-2
205
Табл и на 9.3
Технологические параметры сборки наружных деталей заготовки верха
Вид шва Припуск к на- страчиваемым деталям, мм Расстояние первой строчки от края, мм Частота строчки, ст./см
Для обуви с верхом из опойка и выростка хромового дубления, замши
и лаковой кожи
Настрочной:
однорядный 3-6 J-0,8—1 6-8
двухрядный 5-8
Тачной — 1-1,5 } 3-5
Перемоточный — 2-3
По канту — 1-1,5 6-8
Для обуви с верхом из полукожника, яловки, свиной кожи, конской
и шеврета хромового дубления
Настрочной:
однорядный 3-6 0,8-1 5-6
двухрядный 5-8
Тачной — 1-1,5 J 3-5
Переметочный — 2-3
По канту — 1-1,5 5-6
Для обуви с верхом из текстильных и искусственных материалов
Настрочной:
однорядный 6-8 1,5-2 5-8
двухрядный 8-9
Тачной — 3-6 } 3-5
Переметочный — 2-3
По канту — 1-1,5 5-8
Примечания: 1. Расстояние между двумя строчками на заготовках без пер'
форации 1—2 мм.
2. Расстояние между строчками на заготовках с перфорацией равно 2 — 3 диа-
метрам перфорации.
206
Расстояние между смежными строчками и число стежков
на 10 мм строчки
Операция Расстояние
между 1-й и 2-й
строчками, мм
Частота строчки
при сострачивании
деталей из юфти,
ст /см
Строчка канта:
сапог..........................
ботинок......................
Пристрачивание:
берцев к союзкам...............
носков ......................
штафсрок.....................
задних наружных ремней:
сапог и полусапог.........
ботинок ..................
задинок и полуглухих клапанов
к союзкам....................
полуглухих клапанов к бер-
цам .........................
Стачивание заднего шва:
голенищ........................
берцев ......................
4—6 4-5
2 — 3 4-5
1,5-3 4-5
— 3-4
2-3 3-3,5
1,5 -2 4-5
3-4 3,5-4
16-20 3,5-4
— 2,5-30
— 3-3,5
Примечания: 1. Расстояние между третьей и четвертой строчками при со-
единении берцев и союзок 7 — 9 мм.
2. Число стежков при строчке канта ботинок из искусственных кож 3 — 4, при
стачивании голенищ 2,5 — 3.
Технологические параметры сборки внутренних деталей
заготовки верха
Припуск к деталям, мм:
из натуральных кожи и меха.......................... 3 — 6
из тканей, нетканых материалов, искусственного
меха............................................ 6—8
Расстояние строчки от краев деталей, мм:
из натуральных кожи и меха........................ 1 — 1,5
из тканей, нетканых материалов, искусственного
меха........................................... 1,5 —2,5
Частота строчки, ст./см:
при сборке подкладки..................................... 5 — 6
при пристрачивании берцев, задинок, передней
части подкладки, язычка.......................... 3 — 5
9.4. Дефекты сборки заготовок верха обуви
Дефекты сборки заготовок верха обуви могут быть вызваны
Низкой квалификацией рабочего, нарушением технологического
Процесса, нетехнологичностью модели обуви, невнимательным от-
207
ношением к работе, неудовлетворительным качеством основных и
вспомогательных материалов, поломкой или плохой регулиро^
кой оборудования, неправильно подобранной оснасткой и др.
Дефекты возникают в результате несоблюдения припусков под
загибку и неправильного расположения деталей при их сострачи-
вании. Следствием этого являются разная ширина задних наруж-
ных ремней в паре, разная высота задинок, берцев, голенищ в
полупаре и паре; перекос носков, союзок, берцев, задинок, пере-
дов и задних наружных ремней в паре.
Нарушение нормативов строчки деталей приводит к возникно-
вению следующих дефектов:
слабоутянутая строчка и пропуск стежков, неровная и свали-
вающаяся строчка;
порванная, плохо вытянутая и состроченная подкладка;
плохо разглаженные швы;
неправильно расклепанные или несимметрично поставленные
блочки, крючки, пряжки и другая металлическая фурнитура;
нечистый край подкладки, слабо или косо пристроченные языч-
ки, смещенные от центра задние ремни;
две близко расположенные строчки, неодинаковое расстояние
между параллельными строчками и строчек от краев деталей;
неровные края перфорации;
неправильно проложенная строчка;
несимметрично расположенные декоративные строчки, наклад-
ные украшения; просекание деталей верха строчкой.
Глава 10
ФОРМОВАНИЕ ЗАГОТОВОК ВЕРХА ОБУВИ
10.1. Классификация способов формования
Формование — процесс придания плоской заготовке верха обуви
объемной формы колодки путем растяжения.
Формование заготовок верха классифицируют по следующим
признакам.
Способ обработки. Различают внешнее, внутреннее и комбини-
рованное формование.
Внешнее формование может быть параллельным, или безобтяж-
ным, последовательным и параллельно-последовательным, иди
обтяжно-затяжным. Внешний вид формования заключается в рас-
тяжении различных участков заготовки верха на затяжной колодке
клещами или другими механизмами машины и фиксировании при-
данной формы путем прикрепления затяжной кромки заготовки
верха к деталям низа.
208
При ручном производстве обуви по индивидуальным заказам
наиболее распространен обтяжно-затяжный способ.
При обтяжно-затяжном способе формования в качестве испол-
нительных инструментов используют клещи, пластины или роли-
Безобтяжный способ формования выполняют пластинами, ско-
бами или шнурком.
Внутренний способ формования бывает только параллельным, за-
готовка верха обуви формуется раздвижной колодкой.
Комбинированный способ формования является сочетанием внеш-
него и внутреннего. Заготовка верха формуется клещами и пласти-
нами обтяжно-затяжной машины или вручную клещами и раз-
движной колодкой.
Вид крепителя. При формовании заготовки верха на колодке
затяжную кромку соединяют с деталями низа (стелькой, рантовой
губой, подложкой или подошвой) механическими или химиче-
скими крепителями.
К механическим крепителям относят скобки, гвозди, проволо-
ку, шнуровку, тексы.
К химическим крепителям относят клеи (растворы, расплавы,
дисперсии) и токи высокой частоты (ТВЧ).
При формовании на оборудовании клеи-растворы и клеи-дис-
персии предварительно наносят на затяжную кромку и по пери-
метру стельки щетками, а клеи-расплавы впрыскивают в рабочие
органы машины между стелькой и затяжной кромкой во время
обтяжно-затяжных операций.
При ручной клеевой затяжке, как правило, применяют только
клеи-растворы, клеи-дисперсии.
Число приемов. Затяжка может быть выполнена за один, два
или три приема. За один прием формуют заготовку верха обуви
одновременно по всему периметру. За два приема затяжку осуще-
ствляют на машинах по двум вариантам: от носочной к пяточной
части и от пяточной к носочной. Модельную обувь на высоком
каблуке целесообразно затягивать в три приема, поочередно фор-
муя носочно-пучковую, геленочную и пяточную части.
Затяжку заготовки верха на колодку можно начинать или с но-
сочно-пучковой части, или с пяточной, или с носочно-пучковой
И пяточной частей. При этом возможны варианты формования за-
готовок верха обуви:
I вариант', обтяжка и затяжка носочно-пучковой части (рис. 10.1,
а)> затяжка геленочной (рис. 10.1, б) и пяточной (рис. 10.1, в) частей.
Затяжка заготовок верха может быть выполнена после предва-
рительного формования пяточной части.
IIвариант', предварительное формование пяточной части (рис.
г), обтяжка и затяжка носочно-пучковой и частично геле-
НОЧНОЙ частей (рис. 10.1, d), затяжка пяточной и геленочной час-
^й(рИс. 10.1, е).
209
ж
Рис. 10.1. Варианты формования заготовок верха обуви обтяжно-затяж-
ным способом
Формование по этому варианту осуществляется на потоках с
импортным оборудованием.
Ilf варианпт. формование и затяжка пяточной части (рис. 10.1, ж),
обтяжка и затяжка носочно-пучковой части (рис. 10.1, з), затяжка
геленочной части (рис. 10.1, и).
При совмещении предварительного формования и затяжки пя-
точной части заготовки верха исключается операция установки
стельки на колодку и не деформируется пяточная часть. Вариант III
приемлем для тех случаев, когда исключено регулирование поло-
жения заготовки верха при обтяжке и затяжке ее носочно-пучко-
вой части.
IVвариант', предварительное формование пяточной части (рис.
10.1, к), обтяжка и затяжка носочно-пучковой и пяточной частей
(рис. 10.1, л), затяжка геленочной части (рис. 10.1, м).
Вид деформации деталей. Операции формования можно выпол-
нять изгибанием, растяжением и сжатием. При формовании дета-
лей обуви обычно наблюдается деформация всех трех видов, но
преобладает какой-либо один.
Вид оборудования. Для формования заготовки верха обуви можно
применять механическое, пневматическое или гидравлическое обо-
рудование и соответствующие приспособления.
В зависимости от степени автоматизации процесса формования
используют автоматическое и полуавтоматическое оборудование.
Конструкция заготовки верха. На выбор способа формования
влияют конструкция заготовки верха обуви и степень свободы за-
тяжной кромки. По конструкции передняя часть заготовки может
быть плоской, полуплоской. пространственной и объемной, если
к ней пришита подложка или стелька (рис. 10.2).
210
Рис. 10.2. Конструкции заготовок верха обуви:
а — плоская; б — полуплоская; в — пространственная; г—е — объемные; 1 —
заготовка верха: 2 — стелька; 3 — втачная стелька; 4 — подложка
Рис. 10.3. Конструкции затяжной кромки заготовки верха обуви:
о — свободная 7; б — с рантом 2; в — с втачной стелькой 3; г — с подложкой 4
Передняя часть плоской заготовки верха состоит из одной плос-
кой детали или плоского узла, образованного несколькими дета-
лями. Полуплоская заготовка состоит по меньшей мере из двух час-
тей, форма которых более точно соответствует форме колодки.
Конструкция пространственной заготовки верха наиболее прибли-
жена к форме колодки.
Затяжная кромка может быть свободной (предварительно от-
формованной или нет), соединена с рантом, втачной стелькой
Или подложкой (рис. 10.3).
Все операции формования в зависимости от их назначения под-
разделяют на три группы: предшествующие формованию; собствен-
но формование; фиксация формы заготовки верха на колодке.
211
10.2. Операции, предшествующие формованию
Операции, предшествующие формованию, сводятся к подг0
товке заготовок верха, колодок и стелечных узлов. Порядок и со.
держание операций изготовления обуви, оставаясь в основное
постоянным, несколько меняется в зависимости от выбранного
метода крепления подошвы и конструкции обуви. Обувь по инди.
видуальным заказам (в том числе и ручного производства) изго~
товляют чаще всего клеевым, рантовым или рантоклеевым меж
дами крепления.
Основными операциями являются следующие:
увлажнение заготовок верха;
увлажнение и провяливание кожаных плоских подносков и зад-
ников;
вклеивание подносков и дублирование верха подкладкой;
вклеивание (вставка) задников;
предварительное формование пяточной части заготовки верха:
подбор и подгонка колодок;
чистка колодок;
намазка деревянных колодок (при необходимости);
прикрепление стелек;
фрезерование пяточной части стелек
Подготовка колодок. Колодки подбирают по фасону, размеру и
полноте, проверяют исправность клиньев, замков, верхних пло-
щадок, втулок, металлических пластин. При необходимости колодки
подгоняют по стопе заказчика согласно снятым меркам (см. пол-
разд. 5.4). Колодки, бывшие в употреблении, тщательно очишают
от пыли, следов клея и других загрязнений, так как грязные ко-
лодки пачкают внутреннюю поверхность обуви. Перед надеванием
заготовок верха носочную и пяточную части деревянных колодок
покрывают тонким слоем сухого талька или смесью талька с во-
дой в соотношении 1:1. Это предотвращает приклеивание подкладки
к колодке клеем, которым промазывают промежуточные детали
перед вставкой их в заготовку и, следовательно, облегчает съем
обуви с колодок. При использовании полиэтиленовых колодок от-
падает необходимость обработки их тальком.
Подготовка заготовок верха обуви. Заготовки верха увлажняют в
установках непрерывного или периодического действия паровоз-
душной смесью.
При использовании жестких задников и подносков из искусст-
венных материалов увлажняют (активируют) только носочно-пуч-
ковую часть заготовок верха в термодиффузионной установке не-
посредственно перед затяжкой в течение 1 — 3 с.
Кожаные задники и подноски увлажняют окунанием в воду тем*
пературой (20 ± 2) °C и провяливают во влажной мешковине в тече-
ние 1,5 —2 ч (если используют формованные задники и эластич-
212
Режимы увлажнения заготовок верха из натуральных
и искусственных кож
Температура паровоздушной смеси, °C....... 32 — 38 (35 — 50*)
Относительная влажность паровоздушной
смеси, %.................................. 98 ± 1
Скорость движения, м/с......................... 1—2
Время, ч:
искусственные кожи............................ 0,5 — 1,5
шевро..................................... 1
опоек, выросток............................... 1,5 — 2
полукожник, свиные........................ 2,5
* Для искусственных материалов.
ные подноски, операция исключается). Термопластический зад-
ник разогревают непосредственно перед вклеиванием и формова-
нием пяточной части заготовки верха. Задники и подноски повы-
шают формоустойчивость заготовки верха и предохраняют стопу
от механических повреждений.
Для вклеивания кожаных и формованных кожкартонных задни-
ков применяют латексный, казеиновый, поливинилацетатный,
декстриновый и другие клеи.
Жесткий задник вставляют между верхом и подкладкой заго-
товки, а в бесподкладочной обуви — в специальный карман. Край
термопластических задников не должен доходить до края затяж-
ной кромки заготовки верха на 1 — 3 мм, грань отформованного
задника должна находиться на расстоянии 13—14 мм от ее края.
Подносок вставляют между верхом и подкладкой на расстоя-
нии 3 — 4 мм от края затяжной кромки. Эластичные подноски в
бесподкладочной обуви наклеивают на бахтармяную сторону заго-
товки верха на расстоянии 10 — 12 мм от края затяжной кромки.
Режим предварительного формования пяточной части
заготовки верха
Температура пуансона при формовании задников, °C:
кожаных и кожкартонных ..............................90—110
термопластических................................100—120
Температура формующих пластин, °C.................. 80
Давление пуансона, кПа...........................300 — 400
Время, с........................................... 15 — 30
Кожаные подноски вклеивают предварительно, если формова-
ние выполняют механизированным способом. При ручной затяжке
кожаные подноски вклеивают в процессе собственно формования
Носочной части заготовки верха.
Подготовка стелек. Стельку лицевой стороной накладывают на
сЛед колодки и прикрепляют на машине скобками или вручную
Тексами. В носочной, геленочной и пяточной частях головки кре-
213
пителей должны выступать над поверхностью стельки на 2 — 3 мм
Длина скобок 12—15 мм.
Если часть стельки выступает за грань следа, ее срезают. Края
стельки после фрезерования должны совпадать с контуром следа
колодки, а грань стельки в пяточной части должна быть продол-
жением пяточной части колодки. Для облегчения затяжки заготов-
ки верха и предупреждения появления трещин на ее лицевом слое
край стельки с бахтармяной стороны, за исключением пяточной
части, спускают ножом, наклоненным под углом 45°. Толщина спу-
щенного края должна составлять 0,5 —0,7 толщины стельки.
Операции, предшествующие формованию, для рантового и ран-
токлеевого методов крепления выполняют аналогично операциям
для клеевого метода крепления, за исключением приведенных ниже
особенностей. При использовании рантовой стельки с круговой
губой применяют формованные кожкартонные задники с отогну-
той затяжной кромкой.
Ширина спущенного края стельки обуви рантового метода крепления, мм
Носочно-пучковая часть обуви:
мужской.......................................... 4—5
женской......................................... 3 — 4
Геленочная часть обуви:
мужской........................................ 6 — 7
женской......................................... 5
По линии спуска стельки шилом делают наколы, которые слу-
жат ориентиром для пришивания ранта вручную
10.3. Формование заготовок верха обуви
обтяжно-затяжным ручным способом
Весь процесс формования заготовки верха обуви ручным спо-
собом состоит из следующих операций.
Надевание заготовки верха на колодку и установка ее пяточной
части. Цель операции — установка заднего шва (ремня) заготовки
верха. Средняя вертикальная линия заднего шва (ремня) должна
совпадать со средней линией пяточного закругления колодки, а
передняя часть заготовки располагаться так, чтобы затяжная кромка
с каждой стороны колодки была одинаковой ширины (рис. 10.4).
Заготовку верха закрепляют на колодке одним тексом, вбитым но
оси заднего наружного ремня или шва.
Высота задников в паре должна быть одинаковой, расстояние
от текса до грани стельки — 9—11 мм.
Обтяжка заготовки верха. Операцию выполняют для того, что-
бы правильно расположить на колодке носочно-пучковую часть
заготовки верха (рис. 10.5).
214
2
Рис. 10.4. Схема установки пяточной
части заготовки верха на колодке
Рис. 10.5. Схема обтяжки заготовки
верха обуви метода крепления:
а — клеевого; б — рантового (цифрами
показана последовательность забивания
крепителей)
Носочную часть заготовки верха вытягивают клещами, обтяги-
вают и прикрепляют затяжную кромку к стельке: переднюю часть
одним гвоздем или тексом, с каждой стороны носочной части —
двумя.
Заготовка верха должна быть хорошо вытянута и располагаться
на колодке симметрично. На подкладке не должно быть складок.
Нормативы выполнения операции обтяжки заготовки верха обуви
метода крепления
Клеевого Рантового
Ширина затяжной кромки, мм............ 14—16 15—17
Расстояние от центров тексов до грани
стельки, мм.............................. 8—10 4—5
Номера гвоздей.......................... 17—19 12—14
Головки гвоздей или тексов должны выступать над поверхно-
стью следа на 2 — 3 мм.
Перетяжка пучковой, носочной и геленочной частей. Для фикса-
ции положения задника, расправления подкладки и боковинок
ВьПтолняют перетяжку. Для обуви рантового метода крепления пе-
Ретяжку геленочной части не делают. При перетяжке заготовка верха
215
обуви должна плотно облегать колодку. Подкладка не должна иметь
складок и морщин.
Затяжка. Назначение операции — окончательно отформовав
заготовку верха на колодке и прикрепить ее по всему периметру
стельке. Для затяжки заготовки верха обуви клеевого метода креп,
ления выполняют следующие операции (рис. 10.6):
затяжка пяточной части;
затяжка геленочной части;
затяжка подкладки в носочной части и наклеивание боковинок-
вклеивание и обтяжка кожаных подносков;
затяжка кожаных подносков;
затяжка носочно-пучковой части.
При затяжке пяточную часть отгибают и намазывают полихло-
ропреновым клеем ее затяжную кромку и стельку. Клей наносят
ровным слоем, без сгустков. Клеевую пленку сушат при темпера-
туре 18—20 °C в течение 2 — 3 мин. Подкладка и верх должны быть
хорошо вытянуты и плотно облегать пяточную часть колодки без
морщин и складок. Затяжную кромку пяточной части приклеива-
ют и наглухо прикрепляют ручными тексами №9—11 при затяж-
ке на колодку с металлической пластиной в пяточной части. Тексы
должны проходить через затяжную кромку заготовки верха, зад-
ник, стельку и загибаться в лицевую поверхность стельки.
При отсутствии металлической пластины в пяточной части ко-
лодки затяжную кромку, предварительно затянутую на клей, вре-
менно прикрепляют к следу колодки гвоздями № 20. Гвозди долж-
Рис. 10.6. Схемы затяжки заготовки верха обуви клеевого метода креплений
а — пяточно-геленочной части; б — кожаного подноска; в — носочно-пучково1'
части (цифрами показана последовательность затяжки)
216
L,i выступать над поверхностью затяжной кромки на 1/3 длины.
0езабитую часть гвоздей пригибают к середине стельки.
При вытяжке заготовки верха закругление пяточной части заго-
ловки верха необходимо захватить клешами, вытянуть и повернуть
на 90°, в результате чего заготовка верха плотно ложится на
стельку, лучше вытягивается и не образует больших складок. Mo-
дотком околачивают всю пяточную часть, чтобы уплотнить задник,
форма пяточной части должна соответствовать форме колодки и
иметь четко выраженную стелечную грань. Боковая поверхность
дяточной части должна быть ровной, без бугров и впадин.
При затяжке геленочной части заготовки верха обтяжной текс
цз нее удаляют. На геленочные части затяжной кромки и стельки
наносят равномерный слой клея, после чего боковые стороны заго-
товки верха затягивают и временно крепят гвоздями № 24 — 25 с
плоской головкой так, чтобы заготовка по грани стельки плотно
облегала колодку.
Подкладка должна быть хорошо вытянута. Ширина затяжной
кромки 14—16 мм. Расстояние гвоздей от грани стельки 8—10 мм,
между центрами гвоздей — 12—13 мм.
Гвозди должны выступать над поверхностью затяжной кромки
на 1/з длины. Незабитую часть гвоздей пригибают к середине стельки.
Затянутая заготовка верха должна быть симметрично расположена
на колодке, тщательно околочена, грань по всему периметру должна
быть четко выражена.
При затяжке подкладки в носочной части заготовок и наклеива-
нии боковинок гвозди или тексы из носочной части удаляют и отги-
бают ее на гребень колодки. Носочные части стельки и подкладки
промазывают ровным слоем клея на ширину затяжной кромки,
отступая от грани стельки 2 мм. Клей должен быть нанесен без
сгустков и пропусков. Клеевые пленки в течение 2 — 3 мин сушат
при температуре 18 — 20 °C. Подкладку затягивают на стельку кле-
щами по всему периметру Подкладка должна плотно, без морщин
и складок облегать носочно-пучковую часть колодки Складки
околачивают молотком. Излишки затяжной кромки подкладки
обрезают. Ширина затяжной кромки после обрезания подкладки
10—12 мм.
При изготовлении особо элегантной обуви наклеивают боко-
винки, намазанные ровным слоем клея, на подкладку. Боковинки
Должны заходить на крылья кожаного задника и под кожаный но-
сок на 5 —6 мм, а на грань стельки — на 6 —8 мм.
При вклеивании и обтяжке кожаных подносков на затянутую но-
сочную часть подкладки и лицевую сторону кожаного подноска нано-
сят тонкий ровный слой полихлоропренового или декстриново-муч-
ного клея и наклеивают подносок. Затем подносок обтягивают и
закрепляют на следе колодки тремя тексами или гвоздями № 18 —
20 с плоской головкой. При изготовлении особо элегантной обуви
217
отформованные подноски с бахтармяной стороны и носочную часть
затянутой подкладки равномерно, без сгустков промазывают декстро
ново-мучным клеем. Клей сушат 2—3 мин. Подноски накладывают
на носочную часть затянутой подкладки и приклеивают.
Подноски должны быть расположены симметрично, площ0
облегать носочную часть подкладки, не доходить до края ее затя*.
ной кромки на 5 —6 мм. Подноски должны быть одинаковыми в
паре. Стелечная грань затянутых подносков должна быть четко вьь
ражена.
При затяжке кожаных подносков обтяжные тексы удаляют. На
подкладку и подносок по затяжной кромке наносят тонкий ров-
ный слой полихлоропренового клея. После этого подносок затяги-
вают, закрепляют его затяжную кромку гвоздями № 18 —20 с пло-
ской головкой на расстоянии 9—10 мм от грани стельки. Затяну-
тый подносок должен плотно, без морщин и складок облегать но-
сочную часть колодки. Грань следа в носочной части должна быть
четко выражена. Форма подносков должна соответствовать форме
колодки, а длина подносков в паре — быть одинаковой.
Подноски из кож для верха и подкладочных затягивают после
подсушивания клеевой пленки в течение 10— 15 мин без дополни-
тельного крепления гвоздями.
При клеевой затяжке носочно-пучковой части заготовки верха
на подносок, затяжную кромку подкладки и носочную часть союз-
ки наносят тонкий слой полихлоропренового клея. После сушки
клеевых пленок в течение 2 — 3 мин заготовку верха затягивают
клещами и околачивают. Заготовка верха должна плотно, без мор-
щин и складок облегать носочно-пучковую часть колодки. Затяж-
ную кромку носочно-пучковой части укладывают небольшими рав-
номерными складками. Ширина затяжной кромки 14— 16 мм. Со-
юзки в паре должны иметь одинаковые размеры и симметрично
располагаться на колодке.
При клеевой затяжке затяжную кромку можно дополнительно
временно прикреплять гвоздями № 20—24. Гвозди забивают на рас-
стоянии 9—11 мм от грани стельки так, чтобы они выступали на
i/з длины над поверхностью затяжной кромки. Гвозди загибают к
середине стельки. Средняя линия заготовки верха должна прохо-
дить по середине гребня колодки. Расстояние от центра текса до
грани стельки для клеевого метода: в висках и пучках 8—10 мм.в
переймах 6 — 8 мм; для рантового метода: в висках 9—11 мм. в
пучковой части 4—5 мм.
Для обуви клеевого метода крепления применяют тексы № 17-^
20, для рантового метода — № 9 — 13 в висках и № 11 — 15 в пучко-
вой части.
Особенностью формования заготовки верха обуви рантового
метода крепления является то, что ее части затягивают по-разнО'
му. На рис. 10.7 показана последовательность затяжных операций-
218
рис. 10.7. Последовательность затяжки частей заготовки верха обуви ран-
тового метода крепления:
о — геленочной; б — носочной; в — пяточной; г — обрезание излишков затяжной
кромки; д — пришивание ранта
Носочную часть заготовки верха обуви рантового метода креп-
ления затягивают обвязочной проволокой, концы которой за-
крепляют тексами (рис. 10.8).
Ширина затяжной кромки в пяточной части 12—14 мм, в геле-
ночной и пучковой частях 9—12 мм.
Угол губы стельки должен находиться на расстоянии от грани
стельки: в пучковой части 4—5 мм, в геленочной части 8 — 9 мм.
Высота губы должна составлять
5—6 мм.
При формовании заготовок
верха обуви из лаковой кожи,
замши, велюра, кожи белой и
светлых тонов необходимо со-
блюдать следующие требования.
Чтобы лаковая пленка при
Формовании не лопнула и не по-
дряда блеск, необходимо об-
тяжку и затяжку верха проводить
Осторожно. При затяжке под-
садки и жесткого подноска верх
Готовки из лаковой кожи сле-
^ет заворачивать трубочкой не
лицевую, а на бахтармяную
борону
Рис. 10.8. Схема затяжки носочной
части обуви рантового метода креп-
ления
219
При выполнении обтяжно-затяжных операций рабочее мСст
должно быть чистым, так как с ворсовых, белых и светлых
трудно удалить загрязнения. Заготовки верха обуви из замши,
люра, кож белых и светлых тонов рекомендуют помещать в ткане.
вые чехлы, которые с готовой обуви снимают.
Заготовку верха обуви из замши необходимо вытягивать равно,
мерно в длину и ширину. Замша пропускает влагу, поэтому Не
следует подноски и задники намазывать толстым слоем клея, так
как он может проступать на поверхность кожи.
Для предохранения верха обуви от загрязнений его надо по.
крывать защитной пленкой каучукового клея. Пленку удаляют после
проведения технологических операций.
10.4. Фиксация формы заготовки верха обуви
на колодке
Одной из важных проблем обувного производства является со-
хранение формы заготовки верха обуви, полученной в процессе
формования, иначе говоря, сохранение формоустойчивости из-
делия.
К операциям фиксации формы заготовки верха обуви на ко-
лодке относятся:
формование (околачивание) пяточной части;
горячее формование следа;
сушка;
влажно-тепловая обработка (ВТО).
При необходимости или возможности ручное околачивание
пяточной части обуви может быть заменено горячим формованием
на специальной машине.
Если используют задники из термопластических материалов и
кожкартона, а подноски — из термопластических или эластич-
ных материалов, то продолжительная основная сушка обуви мо-
жет быть заменена более эффективной влажно-тепловой обра-
боткой.
Формование (околачивание) пяточной части. После околачива-
ния боковой поверхности пяточная часть должна иметь четко вы-
раженную грань и правильную форму гнезда для каблука, задник
должен плотно облегать пяточную часть колодки. На материале верм1
не допускаются моршины и складки, а на боковой поверхности
пяточной части обуви — впадины и бугры. Для околачивания пя-
точной части обуви используют сапожный молоток или спешишь-
ное оборудование.
Горячее формование следа. После формования грань носочной
части обуви должна быть четко выражена и соответствовать форме
колодки. Не допускаются пережоги материала верха.
220
Режим горячего формования носочной части на прессе ПГФ
Температура матриц, °C, для заготовок:
из кож хромового дубления...................... 90—120
из юфти....................................... 55 — 60
Давление, кПа................................. (3 — 3,5)102
Время, с........................................ 20 — 40
Грань пяточной части следа после горячего формования долж-
на быть четко выражена и полностью соответствовать форме ко-
додки. Не допускаются пережоги верха обуви. Режим горячего фор-
мования пяточной части обуви такой же, как и носочной части.
Сушка. Затянутую обувь сушат при температуре 60 °C, относитель-
ной влажности воздуха 30 % и скорости движения воздуха 1 м/с.
Продолжительность сушки обуви с формованными кожаными зад-
никами и подносками (или эластичными подносками), вклеенными
после намазки латексным клеем, составляет 2 ч; обуви с плоски-
ми кожаными задниками и подносками (или эластичными под-
носками), вклеенными после намазки латексным клеем, — 7 — 9 ч.
Содержание влаги в кожаных деталях после сушки должно быть не
выше 18%.
Для фиксации формы особо изящной обуви разглаживают верх
горячим воздухом, хотя эта операция является отделочной и вы-
полняется на завершающем этапе производства.
Влажно-тепловая обработка. Влажно-тепловая обработка, или
влажно-тепловая фиксация (ВТФ), формы заготовки верха состо-
ит из последовательного воздействия на обувь влажного теплого,
сухого горячего и холодного воздуха.
Влажным теплым воздухом обрабатывают только лицевую сто-
рону кожи.
Режим обработки влажным теплым воздухом
Температура, °C..................................... 65 ± 5
Время, мин........................................ 1 — 1.5
Относительная влажность воздуха, %................. Около 100
Под действием влажного теплого воздуха кожа увлажняется и
нагревается, что ускоряет релаксацию. Кроме того, увлажнение,
как и нагревание, увеличивает размеры кожи, что также снижает
остаточные напряжения в ней.
Температура обработки сухим горячим воздухом зависит от ма-
териала заготовки верха. Для обуви из кожи с лицевой поверхно-
стью, окрашенной красителями, не меняющими оттенка при на-
тревании, затянутой на термостойкий клей-расплав, применяется
Режим интенсивной обработки при температуре 100— 120 °C. Для
°буви из кож с искусственной облагороженной лицевой поверх-
ностью, термопластическими задниками и подносками, затяну-
той с предварительным нанесением термопластического клея, ис-
пользуют менее интенсивный режим обработки (до 100 °C).
221
Время обработки увеличивается с понижением температур^
воздуха
Режим обработки сухим горячим воздухом
Температура, °C.................................... 100—120
Время, мин ........................................ 2,5 — 7
Скорость движения воздуха, м/с..................... 5
Под действием сухого горячего воздуха кожа интенсивно теряет
влагу, что приводит к возникновению значительных напряжений
и ее усадке.
Обработка холодным воздухом, т.е. охлаждение обуви, произ-
водится на конвейере или в установке ВТО при температуре воз-
духа в цехе в течение 1 —2 мин. После обработки температура обу-
ви должна быть такой, чтобы можно было выполнять последую-
щие операции.
После влажно-тепловой обработки заготовки верха обуви долж-
ны плотно, без складок и морщин облегать колодку.
На обуви не должно быть пятен, повреждений и отпечатков от
соприкосновения обуви с упорами или полупар друг с другом.
Влажно-тепловую обработку выполняют после обтяжно-затяж-
ных операций до горячего формования следа или до взъерошива-
ния затяжной кромки. В результате этого высушенная кожа сорби-
рует влагу из воздуха, что снижает напряжения в ней.
После влажно-тепловой обработки внутренние напряжения в
материале, возникшие при формовании, снимаются; заготовка
лучше приформовывается к колодке, повышаются остаточное уд-
линение и формоустойчивость обуви.
10.5. Дефекты формования заготовок верха обуви
Дефекты, возникающие при формовании заготовок верха обу-
ви, классифицируют в соответствии с операциями и процессами
формования, при которых они возникают вследствие нарушения
установленных технологических нормативов и других причин.
Различают следующие группы дефектов формования при:
I) нарушении технологии проведения подготовительных опе-
раций, предшествующих формованию:
увлажнении заготовок верха — недостаточное увлажнение и-
как следствие, разрыв заготовки верха при формовании;
подготовке и смазке колодок — из-за отсутствия смазки под-
кладка может приклеиваться к колодке;
прикреплении стелек и обработке их контура — неплотное при-
легание и несовпадение краев стелечного узла с гранью следа ко-
лодки;
222
I 2) дефекты предварительного формования:
и при обработке и вставке задников — морщины, складки, не-
^тко выраженная грань, вылегание задников;
Предварительном формовании пяточной части верха — нерас-
[фавденные верх и подкладка, повреждение швов заготовки вер-
неплотное прилегание задника;
вставке и обработке подносков — неплотная посадка, морщи-
фд и складки, нечетко выраженная грань следа в носочной части,
разная длина подносков в паре, вылегание подносков;
3) дефекты обтяжки и затяжки заготовок верха обуви:
из-за неправильного расположения (надевания) заготовки вер-
ха на колодку — ее перекос;
обтяжки — несимметричность расположения деталей, плохая
вытяжка заготовки верха, складки на подкладке, ширина затяж-
ной кромки более 16 мм или же недостаточная ее ширина;
затяжки — отсутствие четко оформленных граней после затяж-
ки, перекосы подкладки, деталей и всей заготовки, морщины,
царапины, садка лицевой поверхности, разрывы материала и швов
заготовки верха.
Глава 11
ПРИКРЕПЛЕНИЕ ДЕТАЛЕЙ НИЗА ОБУВИ
11.1. Подготовка следа обуви к прикреплению подошв
Операции по прикреплению деталей низа обуви условно делят
на две группы:
подготавливающие затянутый на колодку след обуви к прикреп-
лению;
собственно прикрепление.
Перечень подготовительных операций и порядок их выполне-
ния определяют конструкцией обуви, способом затяжки заготов-
ки верха на колодку, типом применяемого оборудования.
Некоторые подготовительные операции выполняют независи-
мо от метода крепления (например, удаление стелечных крепите-
лей), но в основном подготовительные операции для каждого ме-
тода крепления различны.
При подготовке следа обуви к креплению подошв деревянно-
шпилечным. винтовым, гвоздевым и прошивным методами выполня-
ет следующие операции:
первое увлажнение кожаных стелек;
Удаление крепителей из стельки;
прикрепление теленка и простилки;
Увлажнение кожаных подошв и подметок;
223
накладывание подошвы (операция рекомендуемая);
снятие обуви с колодок;
второе увлажнение кожаных стелек.
При подготовке следа обуви к креплению подошв рантовым ц
рантоклеевым методами выполняют следующие операции:
скрепление геленочной части заготовки верха клеем с губоц
стельки (при рантоклеевой затяжке);
удаление проволоки и затяжного текса;
обрезка излишков затяжной кромки;
увлажнение и провяливание кожаного ранта;
пришивание ранта (на машине или вручную).
Подготовка следа к пришиванию ранта вручную заключается в
удалении затяжных шпилек и гвоздей, временно крепящих основ-
ную стельку к колодке, клещами и тексовытаскивателем и среза-
нии излишков затяжной кромки. Ширина затяжной кромки по всему
периметру должна быть 10—12 мм.
Для облегчения прокалывания основной стельки шилом по
линии пришивания ранта ее увлажняют и подрезают под углом
30—45° на 1/з толщины на расстоянии 13— 17 мм от края.
На затяжную кромку заготовки верха шилом или острием са-
пожного ножа наносят ориентировочную линию для проколов. Она
проходит на расстоянии от грани следа колодки 1,5 — 2 мм.
Рант увлажняют, погружая в воду при температуре 23 — 27 °C на
10—15 с, провяливают в течение 1 — 1,5 ч под влажной мешкови-
ной. При необходимости толщину ранта выравнивают.
Размеры ранта
Ширина для обуви, мм:
мужской..................................... 16
женской....................................... 14
Толщина для обуви, мм:
мужской...................................... 2
женской...................................... 1,75
Ширина спуска ранта с лицевой стороны, мм.. 2 — 2,5
Толщина спуска ранта....................... 2/3 толщины
Рант пришивают двухниточным швом нитками капроновыми
№ 565К и 470К, которые пропитывают мыльной эмульсией, или
льняными 105 текс х 8 и 105 текс х 7, которые предварительно про-
питывают пчелиным воском или варом. При пришивании рант ли-
цевой стороной накладывают на затяжную кромку так, чтобы его
спущенный край был обращен к середине стельки. Проколы ши-
лом производят со стороны стельки через дно порезки. Глубина
прокола основной стельки не должна превышать половины ее тол-
щины.
Острие шила, пройдя через заготовку верха, должно выйти точно
на нанесенную на затяжной кромке линию, а затем проколоть раНт-
224
рЬ1Йдя в спущенный его край с лицевой стороны. Расстояние про-
ходов от внутреннего края ранта по всему периметру 4—5 мм. Дли-
стежков в носочной части 5 — 6 мм, в остальных 6 — 7 мм. Каж-
стежок должен быть тщательно утянут и околочен. Начинают
X заканчивают пришивать рант на линии пучков или на линии
фронта низкого каблука.
После пришивания ранта его внутренний край подрезают на
расстоянии 3 мм от шва, концы спускают на нет по всей ширине
йа 10 мм. Затем рантовый шов околачивают. Рант расправляют до
горизонтального положения косточкой и оглаживают молотком.
Далее выполняют следующие операции*
формование узла «рант—губа стельки»;
обрезание излишков ранта и затяжной кромки;
прикрепление подпяточников (при их отсутствии на стельке).
Подпяточник предотвращает прогибание подошвы в пяточной ча-
сти. Его прикрепляют лицевой стороной к затяжной кромке заго-
товки верха тремя тексами;
прикрепление концов ранта;
сколачивание ранта (для придания горизонтального положения)
и надсекание его носочной части для плотного прилегания его к
подошве. Рант надсекают с бахтармяной стороны под углом 30° на
1/з толщины. Расстояние между насечками составляет (9+ 1) мм.
Число насечек 5 — 8;
удаление стелечных крепителей;
прикрепление металлического теленка (по середине геленоч-
ной части обуви вдоль следа и на расстоянии 10—14 мм от линии
пучков). Задний край теленка должен заходить под каблук на
18—20 мм;
простилание носочно-пучковой части следа обуви, ограничен-
ной губой стельки. Простилка должна возвышаться над губой стель-
ки на (1 ±0,5) мм, а ее спущенная часть продолжаться за линию
пучков;
нанесение клея на след затянутой обуви (для исключения сме-
щения подошвы при пристрачивании) и сушка клеевой пленки
(втечение 20 — 30 мин при температуре 18 —20 °C и использовании
полиизопренового клея).
Для обуви доппелъного и сандального методов крепления подго-
т°витсльные операции совмещены с операциями собственно при-
крепления подошв.
Подготовка следа обуви к креплению подошв клеевым методом
состоит из следующих операций:
Удаление временных затяжных и стелечных крепителей;
обрезание излишков затяжной кромки;
горячее формование следа затянутой обуви (если не было вы-
полнено на участке формования);
взъерошивание затяжной кромки;
8 Венёва 225
прикрепление геленков (при использовании одинарной ciej]h„
ки вместо стелечного узла);
простилание следа обуви;
нанесение клея на затяжную кромку, сушка.
Если применяется подошва с языком (крокулем) на каблук, То
к подготовительным операциям добавляются операции предвари,
тельной обработки (обтяжки) каблука и его посадки.
Подготовка следа обуви к креплению подошв строчечно-кл^
вым методом состоит из следующих операций:
взъерошивание затяжной кромки, удаление пыли;
нанесение клея на затяжную кромку, сушка;
прикрепление металлического теленка;
простилание следа обуви.
11.2. Механические методы крепления
Гвоздевой метод. При гвоздевом методе (рис. 11.1) гвоздь, про-
ходя через подошву, затяжную кромку заготовки верха и стельку,
загибается на последнюю, что значительно увеличивает прочность
крепления подошвы. Крепление гвоздями обеспечивается, с од-
ной стороны, сопротивлением подошвы смятию и прорыву шляп-
кой гвоздя, а с другой — сопротивлением стельки разгибанию
острия гвоздя и его протаскиванию через прокол в стельке.
Для получения гладкой и ровной поверхности следа обуви с
четко выраженной гранью перед сушкой срезают складки затяжной
Рис. 11.1. Поперечный разрез обуви
гвоздевого метода крепления:
1 — заготовка верха: 2 — подкладка; 3 —
гвоздь; 4— подошва; 5 — текс; 6 — под-
ложка; 7 — простилка; 8 — основная
стелька
кромки в носочной части затяну-
той заготовки верха обуви, окола-
чивают затяжную кромку на ба-
рабане и оглаживают валиком на
машине АН. Далее формуют но-
сочную и пяточную части обуви
на машине ГФС-0 при темпе-
ратуре 80 — 90 °C, давлении 0,3-"
0,35 МПа в течение 20—30 с.
Специфической подготови-
тельной операцией для обуви с
верхом из юфти гвоздевого ме-
тода крепления является герме-
тизация стыка подошвы с вер-
хом. Чтобы исключить проника-
ние воды, след затянутой обуви
промазывают перхлорвиниловым
клеем. Для повышения прочно"
сти связи клей наносят на затяЖ"
ную кромку, взъерошенную по
226
-ей ширине с отступлением от грани стельки на 3 — 4 мм, и про-
Jepryio бензином. Перед прикреплением на неходовую сторону
оЖаной или монолитной резиновой подошвы, склеенную с под-
доЖК°й3 также наносят перхлорвиниловый клей. Подошву без сушки
роевой пленки накладывают на промазанный клеем след обуви,
снятой с колодки, и крепят ее гвоздями.
Подошву склеивают с кожаной подложкой на машине АСГ-19
(Россия) или 041061/Р2 фирмы ZPS-SM (Чехия).
Для крепления подошв применяют подошвенные гвозди со
шляпкой диаметром 3,8 мм. На прочность крепления подошв вли-
яют длина и шаг гвоздей, форма и размер загнутой части острия,
показатели механических свойств материалов подошвы и стельки,
работа машины, влажность кожаных подошв, которая должна быть
не ниже 15 — 18 %. Оптимальная влажность стельки 25 %. Шило гвоз-
девой машины облегчает вбивание гвоздя в материал и транспор-
тирует скрепляемые детали. Проколы ослабляют материал, поэто-
му диаметр шила не должен превышать диаметра гвоздя.
Подошву прикрепляют к затянутой заготовке верха обуви од-
ним рядом гвоздей. Гвозди не должны деформировать обувь. После
крепления подошвы концы гвоздей околачивают изнутри обуви,
не повреждая подошву и стельку, не деформируя обувь, не допу-
ская ослабления прочности скрепления деталей.
Деревянно-шпилечный метод. Деревянно-шпилечный метод креп-
ления подошв (рис. 11.2) применяют редко и преимущественно
для изготовления мужской обуви.
Суть метода состоит в том, что
кожаная подошва и основная
стелька скрепляются за счет сил
трения деревянных шпилек о
края прокола. Для обеспечения
прочности крепления детали не-
обходимо вырубать из участков
кожи повышенной толщины, что
Утяжеляет готовую обувь.
Для прикрепления подошв
след затянутой заготовки верха
обуви может быть подготовлен
же, как для клеевого метода
Крепления. Подготовленный след
и Подошву намазывают полиизо-
Преновым клеем. Клеевые плен-
ки сушат в течение 10—15 мин,
После чего на след обуви накла-
дывают подошву и закрепляют ее
Шестью деревянными шпилька-
ми. Затем по контуру затянутой
Рис. 11.2. Поперечный разрез обу-
ви деревянно-шпилечного метода
крепления:
1 — подошва: 2 — подложка; 3 — ос-
новная стелька; 4 — декоративная от-
делка; 5— урез подошвы; 6— обводка:
7 — шпилька; 8 — гвоздь; 9 — простилка
227
обуви подошву аккуратно подрезают так, чтобы се урез находил^
от грани затяжной кромки на расстоянии 2 — 3 мм. Подошву нри
крепляют в пяточной части одним рядом, в носочно-пучковой
двумя, а в геленочной — тремя рядами шпилек.
Параметры крепления подошв шпильками, мм
Между:
рядами шпилек...................................... 4 — 6
центрами шпилек.................................... 5 6
От края стельки до первого ряда шпилек................ 3 -6
Ш пильки забивают в отверстия, предварительно сделанные
шилом через всю толщину скрепляемых деталей. Применение ко.
нусообразного шила вместо цилиндрического повышает прочность
держания шпильки на 50 %.
Выступающие концы шпилек срезают вровень с основной стель-
кой аппаратом с одним или двумя ножами. Для обеспечения проч-
ности крепления шило должно быть тоньше деревянной шпильки
на 10 — 20%. Шпильки следует хорошо высушить, их оптимальная
влажность не должна превышать 8 — 10 %. После прикрепления по-
дошву околачивают для плотного прилегания и получения пра-
вильной формы.
Винтовой метод. Этим методом подошву прикрепляют через за-
тяжную кромку и обводку (или подметку) к стельке винтами, об-
разуемыми машиной из винтовой проволоки. Винтовым методом
(рис. 11.3) изготовляют преимущественно обувь с верхом из юфти
и подошвой из кожи или кожволона.
Винтовая проволока имеет двухходовую нарезку, благодаря чему
увеличивается поверхность соприкосновения проволоки с подош-
вой и стелькой. Винтовая проволока должна доходить только до
лицевой поверхности стельки.
Длина винта устанавливается машиной автоматически в зави-
симости от толщины скрепляемых деталей.
Параметры крепления подошв винтами, мм
Расстояние винтов от края стельки .................. 3 — 6
Расстояние между центрами винтов:
в носочной части подошв:
кожаных....................................... 7--П
из кожволона.................................. 8 -10
в пучковой и геленочной частях подошв:
кожаных и из кожволона....................... 9— 13
в пяточной части.............................. 11 — 16
Практикуется также дополнительное крепление геленочш111
части подошв вторым рядом винтов.
Прошивной метод. Прошивной метод относится к методам внД'
реннего крепления. Характерной чертой метода является соедини
228
дее подошвы и верха обуви од-
рниточным швом, проходящим
срез подошву и стельку с обра-
зованием петли на поверхности
^ельки (рис. 11.4, а). Ниточный
1дов укладывается в порезку по-
дошвы. Прошивной метод креп-
ления можно применять для про-
изводства модельной обуви.
Толщина кожаной подошвы
для обуви прошивного метода
Крепления по периметру носоч-
но-пучковой части увеличивает-
ся за счет кожаной обводки. По-
Рис. 11.3. Поперечный разрез обуви
винтового метода крепления:
1 — подошва; 2 — стелька; 3 — обводка;
4 — винт; 5 — затяжной гвоздь; 6 —
простилка
резку подошвы после окончания
операции склеивают. На резино-
вую подошву ставят подложку с
порезкой, которая остается от-
крытой (рис. 11.4, б). Подложку
пришивают к стельке однониточ-
ным цепным швом на машине КТ-80 фирмы Hardo (Германия), а
резиновую подошву — к подложке двухниточным швом. Перед
пристрачиванием обувь снимают с колодок на машинах ОКБ (Рос-
сия), 04213/P3 фирмы ZPS-SM (Чехия). Внутреннюю поверхность
стельки смачивают водой с помощью кисти. Строчку утягивают в
желобок подошвы или стельки. Подошва должна плотно прилегать
Рис. 11.4. Поперечные разрезы обуви прошивного метода крепления:
I — порезка; 2 — затяжные скобки; 3 — обводка; 4 — однониточный шов; 5 —
ПоДощва; 6 — основная стелька; 7 — простилка; 8 — двухниточный шов; 9 —
подложка
229
к следу обуви, а края ее выступать за грань заготовки верха ца
одинаковую ширину Обувь не должна быть деформирована. Ниткц
пропитывают варом. Расстояние строчки от края стельки 3 — 6 мм
длина стежка 6 — 7 мм. Концы ниток завязывают на ходовой сторо.
не подошвы так, чтобы узел был расположен внутри порезки, ц
обрезают
Втачной метод. Втачным методом крепления (рис. 11.5) изготов-
ляют туфли для гимнастов и пинетки с подошвами из эластичных
материалов. Подошву и заготовку верха складывают вручную так,
чтобы их края совпадали. Это обеспечивает более точную сборку.
Затем детали сшивают на швейной машине бахтармяной (внутрен-
ней) стороной наружу. После этого обувь выворачивают лицевой
стороной наружу и на нагретой металлической колодке с вмонтиро-
ванным электронагревателем и приспособлением оглаживают шов.
Выворотный метод. Выворотным методом крепления изготовля-
ют балетную, спортивную (для легкой атлетики), домашнюю и
дорожную обувь. Особенностью такой обуви является отсутствие
жесткой стельки (рис. 11.6). Большинство операций сборки выпол-
няют вручную, однако прикрепление подошвы к заготовке верха
и отделочные операции можно выполнять механизированным спо-
собом. Подошвенная кожа должна быть особо эластичной, а обра-
ботка подошвы — обеспечивать хорошую утяжку швов с бахтармя-
ной стороны.
Заготовку верха обуви выворотного метода крепления формуют
на колодке бахтармяной стороной наружу, подошву прикрепляют
к колодке лицевой стороной. Заготовку верха скрепляют с подош-
вой потайным швом вручную или на машине. Обработанную обувь
Рис. 11.6. Поперечный разрез обуви
выворотного метода крепления:
7 — подошва; 2 — подкладка; 3 — заго-
товка верха; 4~ косой подрез подошвЫ-
5 — потайной шов
Рис. 11.5. Поперечный разрез обуви
втачного метода крепления:
7 — вкладная стелька; 2 — подошва; 5 —
шов; 4 — заготовка верха; 5 — под-
кладка
230
рис. 11.7. Поперечный разрез обуви
сандального метода крепления:
1 — заготовка верха; 2 — накладной рант;
3— двухниточный шов; 4 — подошва
Рис. 11.8. Поперечный разрез обуви
доппельного метода крепления:
1 — стелька; 2 — накладной рант; 3 —
заготовка верха; 4 — подкладка; 5 — двух-
ниточный шов; 6 — подошва
снимают с колодок, выворачивают, снова надевают на колодку и
оглаживают. После окончательного снятия с колодок внутрь обуви
вкладывают стельку с полустелькой и прикрепляют каблук. Затем
обувь отделывают.
Сандальный метод. В отличие от других методов крепления обу-
ви затяжная кромка заготовки верха сандального метода крепле-
ния не загибается внутрь за грань стельки, а отгибается наружу и
затягивается на подошву (рис. 11.7). Затяжную кромку заготовки
верха к подошве прикрепляют скобками или клеем, а затем при-
страчивают накладной рант. Такая обувь отличается легкостью, гиб-
костью и эластичностью.
Доппельный метод. Доппельный (полусандальный) метод (рис.
П.8) применяют в основном для изготовления обуви осенне-ве-
сеннего сезона для всех половозрастных групп.
Такая обувь аналогично обуви сандального метода крепления
отличается легкостью, гибкостью и хорошими гигиеническими
свойствами.
После обрезания излишков подошвы и затяжной кромки подош-
ВУ прикрепляют к отогнутой наружу затяжной кромке заготовки
Верха по контуру, за исключением пяточной части. Для повышения
Прочности шва применяют накладной рант из кожи или поливи-
^Илхлорида. Кожаную подошву на ширину 25 — 30 мм от ее края и
втяжную кромку заготовки верха промазывают тонким ровным
слоем полихлоропренового клея. Клей сушат при температуре 18 —
Ш °C в течение 10—15 мин. Затем подошву накладывают на след
I
231
без перекосов и околачивают молотком. Эту операцию можно Bbl„
полнять на прессе ППГ-4-О. Подошва имеет порезку для укладу
вания шва. Подошву вместе с накладным рантом пристрачивав
на машине СПР или аналогичной. Строчка проходит на расстод.
нии 2,5 — 3 мм от грани затянутой обуви по порезке глубиной 0.8-^
1,2 мм. После обрезания концов ранта и ниток порезку закрывают
Рантовый метод. Основное отличие конструкции низа обувц
рантового метода крепления состоит в том, что подошву прикреп-
ляют не к стельке, как при использовании других механических
методов крепления, а к несущему ранту, предварительно прикреп-
ленному к стелечной губе через заготовку верха (рис. 11.9). Шов,
прикрепляющий рант и затяжную кромку к губе стельки, распола-
гается не перпендикулярно, а параллельно поверхности подошвы.
Рант может быть пришит по всему периметру обуви или только до
пяточной части.
Подошву прикрепляют к ранту вручную или на рантовшивной
машине Р3030/Р2 фирмы ZPS-SM двухниточным швом капро-
новыми или льняными нитками. Нитки, расположенные со сто-
роны подошвы, пропитывают варом, а нитки, проходящие по ран-
ту, — мыльной эмульсией. Перед пришиванием подошв сапожным
ножом выполняют порезку в носочно-пучковой и геленочной час-
тях с ходовой стороны под углом 45°. Расстояние порезки от края
подошвы при закрытом ранте составляет 2 мм, при открытом —
3 мм. Концы порезки должны заходить на подкаблучную часть по-
дошвы на 5 — 10 мм. Ширина порезки подошвы 2 — 3 мм, глубина
1,5 — 2 мм. Порезку отгибают и
выбирают желобок шириной и
глубиной 1,5 мм. Линия порез-
ки должна быть ровной и на
равном расстоянии от края по-
дошвы.
Подошву и рант прокалыва-
ют шилом-крючком. Для обуви
с открытым рантом применяют
шило с поперечной заточкой, а
для обуви с закрытым рантом —
с продольной. Прокол произво-
дят со стороны ранта с выходом
конца шила в желобок. Стежки
должны быть хорошо утянуты и
одинаковой длины.
После снятия женской обу-
ви на среднем каблуке с рантом
до пучков с колодки подошв)
прикрепляют непосредственно к
стельке. Проколы делают со сто-
Рис. 11.9. Поперечный разрез обуви
рантового метода крепления:
1 — порезка; 2 — несущий рант; 3 —
однониточный шов; 4 — двухниточный
шов; 5 — подошва; 6— основная стель-
ка; 7 — простилка
232
Хрцы подошвы точно в желобок порезки и сквозь стельку на рас-
^янии 5 — 6 мм от ее края шилом прямого профиля. Длина стеж-
5 — 6 мм.
Внутреннюю поверхность порезки подошвы намазывают поли-
^оропреновым клеем и сушат в течение 10— 15 мин при темпера-
туре 18 — 20 °C. После этого порезку закрывают и околачивают са-
пожным молотком.
Пришитые подошвы слегка увлажняют водой и оглаживают
деревянной гладилкой в направлении от пяточной части к носоч-
ной до полного закрытия порезки. Поверхность подошвы должна
быть ровной и гладкой, а ее профиль — соответствовать профилю
следа колодки.
Пяточную часть подошвы прикрепляют снаружи подошвенны-
ми гвоздями № 13—15, расстояние между их центрами 10—12 мм.
Гвозди должны проходить через подошву, жесткий подпяточник,
затяжную кромку и стельку на расстоянии 3 — 5 мм от края стель-
ки. Острые концы гвоздей загибают на стельку.
Обувь сушат в сушилках в течение 2 — 2,5 ч при температуре
60 °C или в течение 8 — 10 ч при температуре 18 — 20 °C.
Рантопрошивной метод. В обуви рантопрошивного метода креп-
ления (рис. 11.10) рант прикрепляют к заготовке верха и стельке
однониточным швом на прошивной машине. Рант накладывают на
затяжную кромку. Шов проходит сквозь стельку и на ее поверхно-
сти образует открытые стежки, как в прошивной обуви. Стежки
петельного однониточного шва
стельки внутри обуви, а петли
переплетения — в желобке ран-
та. Шов разрушается при эксплу-
атации обуви достаточно быст-
ро, так как он расположен пер-
пендикулярно стельке и подвер-
гается большим напряжениям во
время носки обуви и, кроме то-
го, на него воздействует пот, вы-
деляемый стопой. Подошву при-
страчивают так же, как в обуви
рантового метода крепления.
Затем выполняют следующие
операции: обрезают концы ни-
ток, закрывают шов на подошве,
оглаживают подошву, сушат по-
Дошву и рант.
Бортовой метод. Бортовым ме-
тодом крепления (рис. 11.11) из-
^товляют опанки. Подошва опа-
йок отформована таким обра-
располагаются на поверхности
Рис. 11.10. Поперечный разрез обу-
ви рантопрошивного метода креп-
ления:
7 — рант; 2 — заготовка верха; 3 — под-
кладка: 4 — швы: 5 — текс; 6 — подош-
ва: 7 — простнлка; 8 — основная стелька
233
Рис. 11.11. Поперечный разрез обуви
бортового метода крепления:
7 — вкладная стелька; 2 — подошва; 3 —
заготовка верха; 4 — шнур
зом, что ее края по периметру
приподняты и образуют борпщ’
Опанки могут быть детскими
мужскими и женскими. Кро\1е
того, бортовым методом креп-
ления изготовляют мужские (|
женские летние туфли. Такая
обувь отличается легкостью ц
эластичностью. Технологический
процесс выполняют следующим
образом.
Основную стельку толщиной
2,5 мм накладывают лицевой сто-
роной на след колодки и крепят
тремя гвоздями. Излишки стель-
ки, выступающие за грань ко-
лодки, срезают. Грань стельки в
геленочной части спускают на
6 — 7 мм, остальную часть — на
3 — 4 мм.
Кожаную подошву толщиной
3,3 —3,6 мм спускают по краю на ширину 25 — 30 мм до толщины
2,5 — 3 мм. Затем подошву увлажняют, окуная в воду температурой
18 —20 °C на 3 — 5 мин, провяливают во влажной мешковине в те-
чение 1,5 —2 ч. При сгибании подошвы на 180° на поверхности не
должна выступать вода.
Колодку с прикрепленной основной стелькой устанавливают
на подошву без перекосов и сдвигов, после чего их помещают на
резиновую пресс-подушку и формуют. Форма подошвы должна
соответствовать форме колодки. Грань следа колодки на подошве
должна быть четко выражена. После этого подошву сушат в специ-
альном шкафу при температуре 50 —55 °C в течение 3 — 3,5 ч или
при температуре 18 —20 °C в течение 48 ч.
После формования излишки бортика подошвы по всему пери-
метру обрезают до высоты в носочно-пучковой и геленочной час-
тях 13 мм, а в пяточной — 14—15 мм. Отформованную подметоч-
ную часть подошвы с ходовой стороны и неходовую часть профи-
лактической подметки по всей площади обрабатывают на машине
МШК-1-0 шлифовальной лентой № 10— 12 без выхватов и цара-
пин. Пыль удаляют с поверхности щетками.
На подметочную часть подошвы и профилактическую подмет-
ку наносят слой полихлоропренового клея. Клеевую пленку сушат
при температуре 18— 20°C в течение 5—15 мин. Профилактиче-
скую подметку накладывают на след подошвы без смещения с оди-
наковым припуском по периметру следа. Излишки профилакти-
ческой подметки обрезают ножом без порезов и повреждений.
234
На ходовую поверхность кожаной подошвы и профилактиче-
скую подметку краскораспылителем наносят тонкий слой подош-
ренной краски. Краску сушат при температуре 18 —20 °C в течение
20 — 30 мин.
После окрашивания подошвы снимают с колодки для прикреп-
ления каблуков. Предварительно вклеивают основную стельку по-
днхлоропреновым клеем.
При необходимости боковую и фронтальную поверхности, верх-
нюю и нижнюю площадки каблука равномерно, без выхватов и
пропусков обрабатывают шлифовальной лентой № 10—12 на ма-
шине МШК-1-О или вручную. Все неровности, заусенцы и вы-
Прессовки, оставшиеся после литья капроновых каблуков, удаля-
ют. Обработанную поверхность очищают от пыли.
На ляпис капронового или обтянутого кожей деревянного каблу-
ка и пяточную часть подошвы наносят ровный тонкий слой поли-
хлоропренового клея. Клей сушат при температуре 18 —20 °C в тече-
ние 5—15 мин. Каблук устанавливают на пяточную часть подошвы
и крепят его изнутри семью гвоздями или тремя шурупами. Ляпис
каблука должен плотно, без зазоров прилегать к пяточной части
подошвы. Каблуки должны соответствовать размеру и модели обуви.
Перед надеванием отформованной подошвы на колодку вклад-
ную стельку или полустельку вклеивают полиизопреновым клеем.
Верхний край подноска спускают на ширину 5 — 6 мм.
На обе стороны подноска и бахтармяную поверхность носоч-
ной части заготовки верха и подкладки наносят тонкий ровный
слой полихлоропренового клея. Подноски склеивают с подклад-
кой и заготовкой верха обуви При вклеивании наружные края под-
носков не должны доходить до края заготовки верха на 4 мм. Перед
вклеиванием термопластических подносков их размягчают при тем-
пературе 90—100 °C.
Заготовку верха со вставленными подноском и кожаным задни-
ком надевают на колодку и прикрепляют к ее боковой поверхно-
сти 14— 18 гвоздями. Край заготовки верха должен быть ровным и
точно подходить к грани бортика подошвы.
Подошву надевают так, чтобы носок колодки заполнил ее но-
сочную часть. Контур подошвы должен совпадать с контуром следа
Колодки. Излишки вкладной стельки или полустельки аккуратно
Оттягивают так, чтобы по краю и боковой поверхности подошвы
Не было складок и морщин. Подошва должна быть прикреплена
Четырьмя гвоздями № 20 и околочена.
Излишки кожаной подкладки срезают вровень с бортиком по-
Дошвы по всему периметру. При наличии специального приспо-
собления операцию выполняют одновременно с обрезанием бор-
TllKa подошвы.
На расстоянии 4 мм от верхнего края бортика подошвы роликом
Замечают линию для пробивания отверстий и плетения Линия должна
235
проходить на одинаковом расстоянии от верхнего края борц,^
подошвы. Отверстия пробивают специальным приспособлением <
Подошву скрепляют с заготовкой верха кожаным ремнем пцк
риной 3,5 — 4 мм. Шилом делают прокол на заготовке верха ца
расстоянии 3,5 мм от края и 3,5 — 4 мм между проколами. В отвСр1
стия специальной иглой протаскивают ремень; благодаря узорча.
тому переплетению создается бортовой шов, скрепляющий под),
шву и заготовку верха. При этом удаляют гвозди из заготовки вср\а
Затем бортовой шов околачивают сапожным молотком до усгра.
нения проколов на заготовке верха. После плетения обувь сушат
при температуре 50 — 55 °C в сушильном шкафу в течение 3 — 3,5 ч
или при температуре 18 —20 °C в течение 10 — 12 ч.
Далее прибивают набойку, фрезеруют ее и отделывают урез. Пос-
ле этого обувь снимают с колодки и отделывают по типовой тех-
нологии.
11.3. Химические методы крепления
Клеевой метод. Клеевой метод крепления (рис. 11.12) широко
применяют для изготовления обуви по индивидуальным заказам
как ручным, так и механизированным способом. Распространен-
ность метода обусловлена следующими его преимуществами:
меньшими массой обуви и травмоопасностью для стоп;
герметичностью клеевого шва;
прочностью материала, которая не уменьшается в процессе
производства, благодаря отсутствию проколов от крепителей;
Рис. 11.12. Поперечный разрез обуви
клеевого метода крепления:
1 — скобка; 2 — клеевая пленка; 3 —
подкладка; 4 — заготовка верха; 5 —
подошва; 6 — простилка; 7 — основная
стелька; 8 — вкладная стелька
повышенной гибкостью обуви:
небольшими припусками на
обработку.
На прочность клеевого шва
влияют толщина и усадка клее-
вой пленки, свойства и состоя-
ние склеиваемых поверхностей,
технологические факторы.
От толщины клеевой пленки-
нанесенной на склеиваемые по-
верхности, существенно зависит
прочность клеевого шва. Чем
тоньше клеевая пленка, тем луч-
ше прилипание клеевого веп^'
ства к склеиваемым поверхнО'
стям (адгезия). Установлено, что
оптимальная толщина пленк11
полихлоропренового клея состав'
ляет 0,2 —0,3 мм.
236
На прочность склеивания существенно влияет усадка клеевой
Аленки, возникающая при удалении растворителей. Чем меньше
усадка клеевой пленки, тем выше прочность склеивания. С увели-
чением эластичности клеевой пленки влияние усадки на проч-
ность склеивания уменьшается.
При выборе клея необходимо учитывать свойства склеивае-
мых материалов, например полярность. Для склеивания поляр-
ных искусственных кож с поливинилхлоридным покрытием
нецелесообразно использовать низкополярный полихлоропрено-
вЫЙ клей, имеющий низкую адгезию к материалу. Повышенное
содержание в некоторых материалах жиров, пластификаторов и
мягчителей резко снижает прочность клеевого шва. Для норма-
лизации содержания жира в натуральных кожах, а также пласти-
фикаторов и мягчителей в искусственных кожах требуется га-
логенирование склеиваемых поверхностей, например дихлор-
аминами.
Для обеспечения прочного склеивания материалов необходима
подготовка их поверхностей. Следует удалить загрязнения взъеро-
шиванием или шлифованием, что существенно увеличит поверх-
ность контакта клея со склеиваемым материалом. Иногда активи-
руют склеиваемые поверхности химическими препаратами.
Прочность приклеивания повышается в результате соответствия
контуров склеиваемых поверхностей и соблюдения режимов скле-
ивания (время сушки и активации, температура активации клее-
вых пленок, продолжительность и давление прессования). После
приклеивания подошвы перед выполнением отделочных операций
необходим выстой.
К операциям собственно прикрепления низа обуви клеевого
метода крепления относятся активация клеевой пленки, наклады-
вание подошвы на след обуви и прессование, выстой обуви.
На этом участке можно также прикреплять каблуки, но чаще
всего эту операцию выполняют на заключительном участке отдел-
ки обуви.
Режим активации клеевых кленок
Затяжная кромка:
1) время, мин ......................................... 2 — 4
температура, °C................................... 60
2) время, мин........................................ 1—2
температура, СС................................... 80
Подошва:
время, мин....................................... 0,5—1
температура, °C................................. 90—100
Кожаную подошву накладывают на след обуви так, чтобы при-
Яуск был одинаковым относительно грани следа. Подошву окола-
чивают сапожным молотком.
237
Для приклеивания подошв применяют двухсекционный пресс
ППГ-4-0, а также прессы фирм Hardo и Brocksieper (Германия)
После накладывания подошвы прессуют в течение 40 — 60 с прц
максимальном давлении 0,3 —0,5 МПа. Перед выполнением сле-
дующих операций необходим выстой обуви не менее 30 мин в
нормальных условиях или путем охлаждения в специальной каме-
ре 180042/Р1 фирмы ZPS-SM (Чехия) в течение 2 — 3 мин.
Метод горячей вулканизации. Вулканизация — технологический
процесс, при котором каучук превращается в резину вследствие
соединения его макромолекул поперечными связями в простран-
ственную сетку. Так как процесс проводится при повышенной тем-
пературе (140 —200 °C), его называют горячей вулканизацией.
Суть метода (рис. 11.13) заключается в следующем. Затянутую
заготовку верха обуви надевают на прессовую колодку, сырую ре-
зиновую смесь или гранулы закладывают в пресс-форму, состоя-
щую из матрицы и пуансона. При смыкании частей пресс-формы
одновременно происходят формование, вулканизация и прикреп-
ление низа к верху обуви.
Вулканизацию проводят в прессах ПГВ-3-0 и ПГВС-2 при дав-
лении 2,5 МПа, температуре пуансона 170—180°C, температуре
матриц 135— 140 °C. Время вулканизации зависит от вида обуви и
толщины подошвы.
Литьевой метод. Литьевым методом изготовляют обувь массово-
го производства. Разрез литьевой обуви аналогичен разрезу обуви
метода горячей вулканизации (см. рис. 11.13). Литье выполняют на
Рис. 11.13. Поперечный разрез обу-
ви метода горячей вулканизации:
7 — заготовка верха; 2 — подкладка; 3 —
текс; 4 — подошва; 5 — простилка; 6 —
основная стелька
машинах фирмы Desma (Герма-
ния) из термопластов, термо-
эластопластов, резиновых сме-
сей и полиуретана.
Технологический процесс ли-
тья под давлением заключается
в том, что материал, из кото-
рого изготовляется подошва,
размягчается до вязкотекучею
состояния, впрыскивается под
давлением в пресс-форму, за-
полняет ее, формуется с одно-
временным прикреплением к
заготовке верха, затянутой на
колодку.
Формованный низ на обуви
из пористого полиуретана, пла-
стиката поливинилхлорида полу-
чают в результате реакции меж-
ду химическими веществами и
шнеках.
238
Режим формования низа обуви
Температура, °C:
в зонах шнека..................................... 170—180
в пресс-форме................................... 50 — 70
Давление впрыска, МПа............................ 0,75 — 0,85
Время впрыска, с................................... 18 — 20
Метод литья под давлением имеет некоторые преимущества
перед методом прессовой вулканизации: лучшие условия пласти-
кации резиновых смесей; короче цикл изготовления изделий, так
как одновременно с формованием одной порции резиновой смеси
следующая пластицируется; автоматизированные дозирование и
впрыск массы материала в пресс-форму.
Обувь по индивидуальным заказам литьевым методом не про-
изводят из-за высокой стоимости и производительности обору-
дования.
Методы горячей вулканизации и литьевой имеют следующие
преимущества перед остальными:
герметичность шва из-за отсутствия проколов в деталях;
высокая прочность крепления и независимость его от толщины
деталей;
широкий ассортимент применяемых материалов;
упрощенная технология и высокая производительность;
низкие трудовые затраты.
11.4. Комбинированные методы крепления
Рантоклеевой метод. Рантоклеевой метод крепления низа (рис.
11.14) является комбинацией рантового и клеевого, поэтому тех-
нологический процесс производства состоит из двух групп опера-
ций:
прикрепление кожаной подложки (вместо подошвы) к заго-
товке верха рантовым методом;
приклеивание подошвы к подложке клеевым методом.
В качестве материалов подошвы применяют монолитную или
пористую резину.
Технологический процесс прикрепления деталей низа состоит
из следующих операций:
пристрачивание кожаной подложки;
обрезание концов ниток;
прикрепление пяточной части кожаной подложки подошвен-
ными гвоздями к пяточной части обуви;
нанесение клея на подложки, подошвы и клиновидные каблу-
*И, сушка;
активация клеевых пленок;
прикрепление резиновой подошвы и каблука.
239
Рис. 11.14. Поперечный разрез обу-
ви рантоклеевого метода крепления:
1 — рант; 2 — основная стелька; 3 —
заготовка верха; 4 — ниточный шов; 5 —
простилка; 6 — клеевой шов; 7 — по-
дошва; 8 — подложка
Рис. 11.15. Поперечный разрез обу-
ви клеепрошивного метода креп ле-
ния:
7 — подошва; 2 — заготовка верха; 3 —
ниточный шов; 4 — стелька; 5 — клее-
вой шов; 6 — текс; 7— простилка
Клеепрошивной метод. Клеепрошивным методом крепления
(рис. 11.15) изготовляют в основном опанки и мокасины.
Формованную подошву с бортиком (опанки) прикрепляют к
отформованной заготовке верха обуви клеем и нитками. Для этого
выполняют следующие операции:
активация клеевых пленок на подошве и следе, приклеивание
подошв, выстой обуви;
увлажнение верхнего края заготовки;
снятие обуви с колодок;
увлажнение бортика подошв;
пристрачивание подошв.
Женские мокасины можно изготовлять на формованной или
кожаной подошве (рис. 11.16).
На участке прикрепления формованной подошвы выполняют сле-
дующие операции:
активация клеевых пленок на подошве и следе, прикрепление
подошв, выстой обуви;
прикрепление каблука;
снятие обуви с колодок;
околачивание неровностей на полустельке или стельке;
зачистка концов гвоздей;
пристрачивание подошв в носочно-пучковой или носочно-пуч-
ковой и геленочной частях.
Если используют подошву из натуральной кожи с формован-
ной накладкой из резины, то дополнительно наносят клей на но-
240
рис. П. 16. Схемы крепления подошв кожаной с резиновой накладкой (а)
и формованной (б) мокасин клеепрошивным методом:
7— союзка; 2 — вставка; 3 — мокасиновый шов; 4 — подошва; 5 — накладка; 6 —
прошивной шов; 7 — стелька; 8 — желобок
сочно-пучковую часть подошвы и накладку, клеевые пленки су-
шат. Затем клеевые пленки на накладках и подошвах активируют и
детали склеивают.
При клеепрошивном методе подошву пристрачивают двухни-
точной строчкой без обрывов нитки и просекания подошвы, полу-
стельки или заготовки верха. Шов
должен быть хорошо утянут.
Расстояние строчки от края по-
дошвы 1,5 —2,5 мм, длина стеж-
ка 6—7 мм. Остальные операции
выполняют по типовой техноло-
гии.
Сандально-клеевой, доппель-
но-клеевой и гвоздеклеевой ме-
тоды. Отличие сандально-клеево-
го метода крепления (рис. 11.17)
от сандального состоит в том,
что к заготовке верха обуви при-
страчивают не подошву, а кожа-
Ную подложку. Подошва может
быть вырублена из плоских ис-
кусственных материалов (напри-
мер, резиновой пластины) или
Предварительно отформованной.
К Подложке подошву приклеп-
ают по типовой технологии.
Для данного метода рекомен-
дуется предварительно формовать
Не только пяточную, но и носоч-
Рис. 11. 17. Поперечный разрез обу-
ви сандально-клеевого метода креп-
ления:
7 — подошва: 2 — подложка; 3 — за-
готовка верха; 4— накладной рант; 5 —
ниточный шов: 6 — затяжная скобка;
7 — клеевой шов
241
ную часть заготовки верха обуви. При этом заготовку устанавливав
ют в пресс-форму машины 02043/Р1 фирмы ZPS-SM (Чехия)
формуют ее носочную часть, отгибая затяжную кромку на ширину
12— 14 мм.
Режим формования носочной части: время 40 — 50 с, темпера,
тура 75 — 80 °C.
Доппелъно-клеевой (рис. 11.18) и гвоздеклеевой (рис. 11.19) мето-
ды крепления в отличие от механических методов имеют кожаную
подложку, которую прикрепляют нитками (доппельно-клеевой ме-
тод) или гвоздями (гвоздеклеевой метод) к стельке и затяжной
кромке заготовки верха. Подошву приклеивают к подложке.
Строчечные методы. К строчечным методам крепления относятся
строчечно-клеевой, строчечно-рантовый, строчечно-доппельный,
строчечно-сандально-клеевой, строчечно-клеепрошивной и строчеч-
но-литьевой, а также метод строчечно-горячей вулканизации. Обшим
для этих методов является использование объемной заготовки верха.
Строчечно-клеевой метод крепления (рис. 11.20) часто приме-
няют для изготовления летней обуви для всех половозрастных групп,
за исключением мужской и мальчиковой.
Суть метода состоит в следующем: к предварительно отформо-
ванной заготовке верха обуви пристрачивают обтяжку; заготовку
надевают на раздвижную колодку, формуют, раздвигая колодку,
затем приклеивают подошву.
Рис. 11.18. Поперечный разрез обуви
доппельно-клеевого метода крепле-
ния:
1 — стелька; 2 — накладной рант; 3 —
заготовка верха; 4— подкладка; 5— ни-
точный шов; 6 — подошва: 7 — под-
ложка; 8 — клеевой шов
Рис. 11.19. Поперечный разрез обуви
гвоздеклеевого метода крепления:
] — стелька; 2 — заготовка верха; 3
текс; 4 — гвоздь; 5 — клеевой шов: 6
подошва; 7— подложка; 8 — простилк3
242
Рис. 11.20. Поперечный разрез обу-
ви строчечно-клеевого метода креп-
ления:
1 — подошва; 2 — клеевой шов; 3 —
платформа; 4 — простилка; 5 — стель-
ка; 6 — заготовка верха; 7 — обтяжка;
8 — ниточный шов
Заготовка верха обуви долж-
плотно, без складок и мор-
щен облегать колодку, а втачная
^елька располагаться точно по
ее следу. Все детали заготовки
верха в паре должны распола-
гаться на колодке симметрично,
расправленный шов, скрепляю-
щий заготовку верха со стель-
кой, должен проходить по гра-
ни колодки. Заготовку верха за-
стегивают на пряжку. Обтяжку
заготовки верха отгибают на бо-
ковую поверхность колодки.
Заготовку верха пантолет за-
крепляют на колодке тексами с
внутренней и наружной сторон
пучковой части рядом со строч-
кой.
На след затянутой обуви (втач-
ную стельку), платформу с нехо-
довой стороны или с обеих сто-
рон, бахтармяную сторону об-
тяжки и верхнюю площадку кли-
новидных каблуков наносят тон-
кий слой полихлоропренового клея без потеков и сгустков. Клее-
вую пленку высушивают в течение 10—15 мин при температуре
18-20 °C.
На затянутый след обуви (за исключением обуви на резиновых
каблуках) между втачной стелькой и платформой вклеивают мяг-
кие прокладки. После этого платформу и клиновидный каблук на-
кладывают на след обуви так, чтобы их края совпадали с гранью
следа обуви. Наложенные детали по всему периметру околачивают
Молотком.
Обтяжки платформы и клиновидных каблуков отворачивают
Клеевым швом к следу обуви и расправляют. Затяжную кромку и
боковую поверхность платформы околачивают молотком. При этом
Материал обтяжки и заготовки верха обуви не должен быть по-
врежден. Высота платформы по всему периметру и в паре должна
быть одинаковой.
При изготовлении обуви на резиновом каблуке его не обтяги-
вают. Остальные технологические операции выполняют по типо-
вой технологии.
При изготовлении обуви строчечно-рантовым методом креп-
ления (рис. 11.21) подошву пристрачивают к ранту двухниточ-
^Ьгм швом на расстоянии 2 — 3 мм от грани затянутой обуви на
243
Рис. 11.21. Поперечный разрез обуви
строчечно-рантового метода крепле-
ния:
1 — заготовка верха; 2 — несущий рант;
3 — подкладка; 4 — втачная стелька; 5 —
подложка; 6 — ниточные швы; 7 — по-
дошва
Рис. 11.22. Поперечный разрез обуви
строчечно-доппельного метода креп-
ления:
1 — накладной рант; 2 — заготовка вер-
ха; 3 — подкладка; 4 — втачная стелька:
5 — ниточные швы; 6 — подошва; 7 —
простилка
машине СПР (Россия) или 03028/Р1 фирмы ZPS-SM (Чехия). Длина
стежка 3 — 3,5 мм, глубина порезки подошвы 0,8—1,2 мм. Нитки
пропитывают варом или мыльной эмульсией. Затем порезку по-
дошвы закрывают, оглаживая ее металлическим валиком. При
необходимости предварительно подошву слегка увлажняют. Вес
неровности на подошве сглаживают при последующем фор-
мовании на прессе 04048/Р4 фирмы ZPS-SM (Чехия), затем обувь
сушат в сушилке в течение 1 — 2 ч при температуре 30 — 40 °C. Ко-
нечное содержание влаги в подошве должно составлять 18 — 20 °с.
При изготовлении обуви строчечно-доппельным методом креп-
ления (рис. 11.22) подошву пришивают к объемной заготовке верха
на доппельной машине.
При изготовлении обуви строчечно-сандально-клеевым методом
крепления подошву приклеивают к подложке, пристроченной к
объемной заготовке верха так, чтобы затяжная кромка была ото-
гнута наружу.
При креплении строчечно-клеепрошивным методом формован-
ную подошву с бортиком и желобком соединяют клеем и нитка-
ми с объемной заготовкой верха обуви клеепрошивным методом
(рис. 11.23).
При применении методов строчечно-горячей вулканизации (рнс-
11.24) и строчечно-литьевого подошву прикрепляют к объемной
заготовке верха обуви соответственно методом горячей вулканпза'
ции или литьевым.
244
Рис. 11.24. Поперечный разрез обуви
метода строчечно-горячей вулкани-
зации:
/ — заготовка верха; 2 — подкладка; 3 —
втачная стелька; 4 — простилка; 5— ни-
точный шов; 6 — подошва
Рис. 11.23. Поперечный разрез обуви
строчечно-клеепрошивного метода
крепления:
1 — заготовка верха; 2 — подкладка; 3 —
втачная стелька; 4 — подложка; 5 — ни-
точные швы; 6 — подошва
Метод «Парко». Суть метода состоит в следующем: подошву при-
шивают к несущему ранту, предварительно (до формования заго-
товки верха) состроченному с затяжной кромкой заготовки верха
обуви (рис. 11.25).
Существует три варианта метода «Парко». В обуви метода креп-
ления «Парко-1» рант пришивают к заготовке верха по всему пе-
риметру, в обуви метода «Парко-3» — до пяточной части. Методом
«Парко-1» обувь изготовляют без стельки, методами «Парко-2» и
«Парко-3» — со стелькой. Кроме того, пяточную часть подошвы
обуви «Парко-1» прикрепляют
гвоздями. После пристрачивания
необходимо закрыть шов на по-
дошве.
рис. 11.25. Поперечный разрез обу-
ви метода крепления «Парко»:
несущий рант; 2 — заготовка верха;
подкладка: 4 — стелька; 5 — про
СтИлка; 6 — ниточные швы; 7 — текс;
8 — подошва
245
11.5. Прикрепление каблуков и набоек
Прикрепление каблуков и набоек входит в группу операции
жесткого скрепления низа обуви с верхом и выполняется с помо-
щью гвоздей, металлических втулок, клея и других крепителей
Выбор крепителя зависит от конструкции обуви, вида материала и
способа крепления каблука.
Каблуки. Способ крепления каблуков характеризуется располо-
жением каблука и пяточной части подошвы, видом крепителей.
Способы крепления, характеризующие взаимное расположение
каблука и пяточной части подошвы, показаны на рис. 11.26.
По виду крепителей способы крепления каблуков разделяют на
штифтовые, клеевые и комбинированные.
При штифтовых способах в качестве крепителей применяю?
гвозди, шурупы, втулки; при клеевых — полихлоропреновый и
полиуретановый клеи; при комбинированных — штифты и клеи
(перхлорвиниловый, нитроцеллюлозный, полиамидный).
Каблуки крепят гвоздями изнутри и снаружи (рис. 11.27). В пер-
вом случае гвозди вбивают со стороны стельки, они проходят че-
рез стельку, подошву и каблук, не доходя до набоечной поверх-
ности каблуков на 2 — 3 мм. Во втором случае гвозди вбивают со
Рис. 11.26. Способы крепления каблуков:
а — пяточная часть подошвы полностью перекрывает верхнюю площадку каблука:
б — язычок подошвы частично перекрывает верхнюю площадку каблука; в
соединение каблука и язычка подошвы в замок; г — пяточная часть подоЛИ
перекрывает нижнюю площадку каблука; д — крокуль подошвы перекрывает фрой-
тальную поверхность каблука; е — каблук формуется вместе с подошвой
246
Рис. 11.27. Схемы крепления каблуков гвоздями:
а — кожаного изнутри обуви; б — резинового снаружи обуви; в — деревянного
металлической втулкой и гвоздями изнутри обуви; г — пластмассового и деревян-
ного навинтованными гвоздями изнутри обуви; д — кожаного гвоздями, нарезан-
ными из проволоки со спиральной накаткой
стороны набоечной поверхности, они проходят через каблук, по-
дошву и стельку. Острие гвоздя должно загибаться в стельку на
2—3 мм.
Гвозди подбирают в зависимости от конструкции и материала
Каблука, конструкции обуви и характера крепления низа обуви.
Гвозди различаются не только длиной, но и формой стержня и го-
ловки, формой и длиной острия. Гвозди с конической головкой и
Коротким четырехгранным пирамидальным острием (рис. 11.28, а)
Выпускают двух типов: КК — для прикрепления кожаных каблу-
ков изнутри и КПП — для прикрепления набоек и деревянных
Каблуков.
Гвозди с конической головкой и удлиненным овальным остри-
еК1 (рис. 11.28, d) типа КМ также применяют для прикрепления
Жаных каблуков.
247
Рис. 11.28. Виды каблучных гвоздей:
а — с конической головкой и коротким четырехгранным пирамидальным остри-
ем; б — с конической головкой и удлиненным овальным острием; в — с плоской
головкой и коротким пирамидальным острием; г — с плоской головкой и удли-
ненным овальным острием; д — навинтованный; е — с пирамидальным стержнем
без головки и острия
Гвозди с плоской головкой и коротким пирамидальным остри-
ем (рис. 11.28, в) выпускают трех типов: КН — каблучно-набоеч-
ные, К — каблучные и КА — каблучные автоматные. Последние
предназначены для прикрепления каблуков на машинах с автома-
тической подачей гвоздей.
Гвозди с плоской головкой и удлиненным овальным острием
(рис. 11.28, г) изготовляют трех типов: НД — для прикрепления
резиновых каблуков детской обуви, НЖ — для прикрепления каб-
луков женской обуви и ОБ — для прикрепления каблуков специ-
альной обуви.
Каблучные навинтованные гвозди применяют для прикрепле-
ния резиновых и деревянных каблуков изнутри (рис. 11.28, д). Они
могут быть двух типов: КВО — с навинтованным стержнем, плос-
кой круглой головкой и пирамидальным четырехгранным острием
и КВ — без острия.
Гвозди с пирамидальным стержнем без головки и острия (рис.
11.28, ё) используют для прикрепления кожаных каблуков снаружи-
Длина гвоздя L (см. рис. 11.28) в миллиметрах означает номер
гвоздя. При гвоздевом методе крепления подошвы длина гвоздя
для крепления каблука зависит от высоты и толщины деталей! пя-
точной части заготовки верха обуви и подошвы.
Гвозди выпускают длиной 10 — 72 мм. Диаметр стержня практИ'
чески является постоянным для одного типа гвоздей (изменяется я
пределах ±0,2 мм от номинального значения).
248
Рис. 11.29. Проволока со спиральной
накаткой (а) для изготовления гвоз-
дей, отрезанная от проволоки часть
(б) и гвоздь после прикрепления
детали к обуви (в)
Число гвоздей для прикреп-
дения каблука зависит от разме-
на обуви и обычно не превыша-
ет 7—-13. Гвозди должны быть
равномерно распределены по
поверхности каблука и распола-
гаться на расстоянии 4 — 7 мм от
^рая стельки.
Низкие каблуки и набойки
Прикрепляют также стальной
Проволокой со спиральной на-
каткой (рис. 11.29).
Таким образом, основными
технологическими параметра-
ми, от которых зависит проч-
ность крепления каблука гвоз-
дями, являются число гвоздей и
ИХ дайна.
Набойки. Набойки каблуков
подвергаются истиранию и сжатию. Их изготовляют из полиамида,
поливинилхлорида, полиуретана.
По конструкции набойки делят на три группы:
несовмещенные с крепителем, с центральным отверстием для
крепителя (рис. 11.30, а)\
совмещенные с крепителем (рис. 11.30, б);
несовмещенные с крепителем, без центрального отверстия для
крепителя (рис. 11.30, в).
Набойки первой группы применяют в обуви на среднем и вы-
соком каблуках при небольшой поверхности нижней площадки
каблуков. Набойки прикрепляют одним шестигранным гвоздем с
утолщенной головкой, вводимым во втулку каблука. Форма и раз-
меры головки гвоздя соответствуют форме и размерам централь-
Рис. 11.30. Набойки к пластмассовым каблукам:
°'" с центральным отверстием для крепителя; б — совмещенные с крепителями; в —
без центрального отверстия для крепителя
249
ного отверстия в набойке, а диаметр гвоздя — диаметру втудК1|
каблука.
Вторую группу составляют пластмассовые набойки, совмещсц
ные с крепителями, которые прикрепляют к пластмассовым каб.
лукам. Крепителями являются два-три и более штыря, возвышаю,
щиеся над неходовой поверхностью набойки.
Набойки третьей группы прикрепляют к каблукам гвоздях^
(шпильками) по периметру боковой поверхности или (реже) при_
клеивают.
Крепление резиновых и кожаных наборных каблуков. Резиновые
каблуки к резиновым и кожаным подошвам обуви гвоздевого ме.
тода крепления приклеивают полихлоропреновым клеем.
Режим приклеивания каблуков
Концентрация клея, %:
для резинового каблука и резиновой подошвы........ 18 — 20
для пяточной части кожаной подошвы.............. 23 — 25
Время:
сушки, ч............................................ 1—1,5
активации, с.................................. 18 — 20
прессования, с................................. 40 — 60
Температура, °C:
сушки............................................. 40 — 90
активации........................................ 80—110
Давление прессования, МПа......................... 0,35 — 0.4
При комбинированном креплении резиновые и кожаные на-
борные каблуки предварительно приклеивают. Для этого на от-
шлифованные поверхности подошвы и каблука наносят полиизо-
преновый клей и высушивают в течение 15 — 30 мин.
Крепление пластмассовых и деревянных каблуков. Операцию можно
выполнять за один или два приема с предварительной насадкой
каблука и без нее. Предварительную насадку каблука на обувь с при-
клеенной подошвой (или без нее) выполняют на насадочные гвоз-
ди снаружи через отверстия, просверленные в каблуках, или изнут-
ри через втулку в пяточной части колодки ввинчиванием шурупа.
В настоящее время эту операцию выполняют редко (например,
при изготовлении обуви с клиновидным каблуком, обуви на вы-
соком и особо высоком каблуках с язычком на каблук и др.). Обычно
пластмассовый каблук крепят гвоздями изнутри за один прием после
снятия обуви с колодки. Способы прикрепления средних и высо-
ких каблуков показаны на рис. 11.31.
Прикреплению пластмассовых и деревянных каблуков предше-
ствует ряд подготовительных операций.
Перед прикреплением каблука пяточная часть обуви должна быть
отформована, иметь четко выраженную грань и правильную фор"
му гнезда для каблука. На грани и боковой поверхности пяточной
250
Рис. 11.31. Способы прикрепления средних и высоких каблуков:
среднего пластмассового клеем и гвоздями изнутри: б — среднего деревянно-
И) клеем насадочными гвоздями снаружи и гвоздями изнутри; в — высокого пла-
стмассового клеем, шурупом и гвоздями изнутри; г — высокого деревянного кле-
ем втулкой и гвоздями изнутри
части обуви не должно быть морщин и складок. Пяточную часть
обуви формуют нагретыми металлическими пуансонами машины
ФП-1-О с профилем формующей части, соответствующим фасо-
ну и размеру колодки, а также ляпису каблука.
В некоторых случаях каблуки перед креплением обтягивают. Для
этого боковую фронтальную поверхности, верхнюю и нижнюю
площадки пластмассового каблука для повышения адгезии клея
шлифуют шлифовальной шкуркой № 16 —20 на машине СКП или
МШК-О. Каблуки и материал для обтяжки намазывают поли-
хлоропреновым клеем, клеевую пленку сушат. Для лучшего при-
легания к каблуку на краях обтяжек делают два-три надреза, не
доходящих до его граней. При использовании подошвы с языч-
ком края обтяжки заправляют в прорезь каблука на его фрон-
тальной поверхности или накладывают друг на друга на ширину
(5± 1) мм. Загнутые края обтяжки оглаживают металлическим ва-
ликом.
Края кожаной обтяжки, загнутые на фронтальную поверхность
каблука, шлифуют, не задевая дермы кожи, не допуская царапин
и порезов.
Средние каблуки прикрепляют изнутри пятью (размеры 21,5 —
^4) или семью (размеры 24,5 — 27,5) гвоздями вручную или на
Машине 04325/Р1 фирмы ZPS-SM (Чехия). Гвозди забивают с на-
клоном к центру каблука на расстоянии 9—13 мм, а по осевой ли-
11йи пяточной части — на расстоянии 12—14 мм от края стельки.
Высокие и особо высокие каблуки перед прикреплением наса-
^Ипают специальным гвоздем снаружи через отверстие в каблуке.
Ври отсутствии отверстия его просверливают. Для насадки допус-
Кл^тся использовать шуруп Каблуки до прикрепления или насад-
а также пяточную часть следа обуви намазывают клеем.
251
Крепление язычка подошвы к ляпису каблука (см. рис. 11.26,
Операцию выполняют на машинах 04352/Р1 фирмы ZPS-SM (ЦСЛ
хия), модели А фирмы BUSMK (Великобритания) после снятця
обуви с колодок или вручную с помощью специального присгю.
собления. На пяточную часть стельки накладывают подпяточник
Каблук средний и высокий прикрепляют 4—5 навинтованньь
ми каблучными гвоздями № 18 — 20. Высокий и особо высокий каб-
луки прибивают гвоздями, а в центр каблука вбивают шуруп
Допускается крепление каблуков 4 — 5 шурупами длиной не менее
16 мм. Навинтованные гвозди длиной не менее 23 мм забивают с
наклоном к центру каблука равномерно по пяточной части стель-
ки на расстоянии 7—10 мм от ее края. Головки гвоздей утапливают
в подпяточник, а острия гвоздей не должны выходить на боковую
поверхность каблука.
Крепление язычка подошвы к фронту каблука (см. рис. 11.26, г, И).
Предварительно каблук крепят на машинах 04299/Р2 и 04299/Р]
фирмы ZPS-SM (Чехия), AV-12 фирмы Anver (Франция) шуру-
пом с крестообразной канавкой на головке через втулку в пяточ-
ной части колодки. К следу обуви и на крокуль предварительно
прикрепленного каблука приклеивают подошву. Язычок (крокуль)
подошвы должен выступать на 2 — 3 мм за набоечную поверхность
каблука. Затем эти излишки срезают вровень с поверхностью каб-
лука. Окончательно каблук крепят изнутри после обработки и от-
делки подошвы и снятия обуви с колодок. Гвозди забивают соглас-
но тем же нормативам, что и для средних каблуков. Число гвоздей
для женской обуви составляет 5 — 7, для мужской — 9 (размеры
24,5 — 26,5) или И (размеры 27 — 30,5).
Прикрепление набоек. Способ прикрепления набойки зависит
от ее материала и конструкции. Набойки могут быть прикреплены
до или после крепления каблука. Если каблук прикрепляют только
изнутри, то целесообразно предварительно установить набойку. Если
каблук прибивают и снаружи, и изнутри, то набойку устанавлива-
ют после крепления каблука. Набойку и поднабоечную часть каб-
лука промазывают полихлоропреновым или полиуретановым кле-
ем. Клеевую пленку сушат при температуре 18—20 °C 2—3 мин. Перед
прикреплением клеевую пленку на набоечной поверхности каблу-
ка и набойке активируют при температуре 90—100 °C в течение
30 — 40 с, после чего ее приклеивают к каблуку. Затем ее прикреп-
ляют проволочными каблучно-набоечными гвоздями № 11 —13-
Число гвоздей для прикрепления набойки определяется размеров
набоечной поверхности каблука. На средний пластмассовый илй
деревянный каблук набойку прибивают пятью-шестью гвоздям*1-
на высокий — тремя. Если набойка нештампованная и не имееТ
штыря для крепления, то во втулку каблука с уменьшенной ход0'
вой поверхностью вставляют деревянный вкладыш, в который вбИ'
вают гвозди, крепящие набойку.
252
При креплении набойки гвоздями последние должны забивать-
с наклоном внутрь. Набойки в паре должны быть одинаковыми
толщине и цвету, плотно, без зазоров прилегать к поднабоеч-
0ОЙ поверхности каблуков. Головки гвоздей не должны выступать
лад поверхностью набойки, а острия — выходить на боковую по-
верхность.
Штампованные набойки, имеющие выступы и изготовляемые
в паре с каблуками, после приклеивания несильным ударом мо-
лотка запрессовывают в каблук.
Для прикрепления металлических набоек используют гвозди с
шестигранным стержнем, предотвращающим проворачивание гвоздя
П набойки вокруг своей оси. Гвоздь забивают вручную молотком так,
чтобы головка была утоплена в выемке металлической набойки.
11.6. Дефекты прикрепления низа к верху обуви
Дефекты прикрепления подошв зависят от метода крепления.
Появление дефектов при прикреплении подошв связано в основ-
ном с нарушением технологических нормативов и неисправно-
стью оборудования.
К общим дефектам прикрепления подошв и каблуков для обу-
ви различных методов крепления относят следующие:
взъерошивание верха обуви выше грани следа (отметки);
взъерошивание затяжной кромки до толщины меньше допу-
стимой;
неплотное (неполное) заполнение следа обуви простилкой;
скученность крепителей по периметру подошвы;
неполное прохождение крепителей подошвы в стельку;
несоблюдение расстояний между крепителями и от края по-
дошвы;
просекание деталей низа строчкой;
следы повторного крепления;
неполное закрывание порезки;
разная высота каблуков;
расщелины в каблуках;
выступающие над каблуком крепители;
зазоры между каблуками и подошвами;
отклонение ходовой поверхности каблуков от горизонтальной
Плоскости и др.
Дефекты клеевого метода крепления. При креплении подошв
клеевым методом возможны следующие дефекты:
отклеивание подошвы из-за плохого качества клея, плохой под-
готовки склеиваемых поверхностей, неравномерного нанесения
Клея на склеиваемые поверхности, неправильного режима при-
клеивания, плохого увлажнения кожаной подошвы;
253
неравномерный припуск подошвы за грань следа обуви из-3а
несоответствия размеров подошвы и колодки или неправильного
наложения и сдвига подошвы в процессе приклеивания;
приклеивание подошвы к боковой поверхности из-за нанесена^
большого количества клея, высокого давления, недостаточной
щиты боковой поверхности обуви от загрязнений и попадания клея*
неровности, провалы, выступы от простилки, теленка и загяж-
ной кромки на ходовой поверхности подошвы.
Дефекты рантового метода крепления. При креплении подощв
рантовым методом возможны следующие дефекты:
отличные от нормативных расстояния строчки от края;
недостаточная утяжка шва, скрепляющего рант с заготовкой
верха и стелькой;
просекание материала ниткой из-за большей, чем установлено
методикой, длины стежков;
расщелины между рантом, подложкой или подошвой, зазоры
между краем подошвы и крокулем каблука;
непараллельность шва грани стельки;
неравномерный припуск подошвы относительно грани следа
обуви;
разная глубина порезки, несоответствие ее контура контуру
подложки;
неровная строчка;
неполное заполнение проколов ниткой;
разлохмаченные нитки в строчке;
отклеивание порезки поверхности подошвы;
неровности на ходовой поверхности подошвы;
неплотное прилегание пяточной части подошвы к затяжной
кромке или обводке;
распускание шва из-за незавязанных концов ниток
Дефекты гвоздевого метода крепления. При креплении подошв
гвоздевым методом возможны следующие дефекты:
деформация обуви из-за неправильного держания ее во время
прибивания подошвы, особенно в месте перехода от пучков к носку:
непопадание гвоздей в стельку из-за неправильного наложения
подошвы;
расстояние гвоздей от края подошвы не соответствует нормам
из-за неправильной установки бокового упора;
шляпки гвоздей выступают над подошвой из-за неправильной
установки молотка и недостаточного натяжения пружин рога ма-
шины;
пропуск гвоздей из-за неисправности гвоздевого механизма (пло-
хая подача гвоздей в канал и из него);
проколы подошвы — гвозди не забиваются в отверстия, нако-
лотые шилом, из-за несоответствия шага транспортирования обу-
ви расстоянию между осями молотка и шила;
254
I скученность гвоздей из-за поломки шила или нарушения рабо-
механизма рога.
^дефекты винтового метода крепления* При креплении подошв
антовым методом возможны следующие дефекты:
скученность винтов в результате задержки обуви из-за неис-
правности конвейера;
цепрохождение винтов сквозь стельку из-за скольжения гре-
бешков машины по проволоке;
винты выступают над поверхностью подошвы, ножи плохо об-
рубают проволоку, так как или затупились, или неправильно ус-
тановлены, или слишком высоко установлена упорная лапка;
деформация обуви (коробление) во время крепления винтами.
Глава 12
ОТДЕЛКА ОБУВИ
12.1. Способы отделки
Качество готовой обуви, особенно изготовляемой по индиви-
дуальным заказам, определяется не только комфортностью в но-
ске и соответствием требованиям заказчика, но и внешним (то-
варным) видом.
Отделка обуви — заключительный этап ее изготовления, кото-
рый включает большое число трудоемких процессов. Порядок вы-
полнения и вид операций зависят от конструкции и материала
подошвы, предварительной обработки и отделки деталей низа обу-
ви, материала и цвета деталей заготовки верха, материала, кон-
струкции и высоты каблука, а также требований ОСТ 240—78
«Обувь. Изготовление по индивидуальным заказам», РСТ 241—78
«Обувь отремонтированная», ТУ 213 1-260—85 «Обувь ортопеди-
ческая сложная. Технические условия», предъявляемых к внешне-
му виду обуви и др.
Отделка обуви из натуральных материалов более трудоемкая,
чем из искусственных. Детали обуви из синтетических материалов
Не отделывают.
Процесс отделки обуви в порядке проведения технологических
операций подразделяют на две основные группы: отделка низа и
отделка верха.
Отделка низа обуви заключается в придании деталям нужного
Контура; подготовке поверхностей к нанесению отделочных сос-
тавов, обеспечивающих им блеск и водоотталкивающие свой-
ства; уплотнении уреза кожаной подошвы и боковой поверхно-
сти кожаного каблука; придании деталям низа красивого внеш-
него вида.
255
Отделка верха обуви заключается в восстановлении первоначад
ного внешнего вида, потерянного в процессе производства, и
несении декоративных покрытий.
По способу выполнения различают отделочные операции. пр0
изводимые вручную и на машинах.
По виду операции отделки обуви делят на механические и \Ik
мические. Цель механических операций — придать деталям треб\^
мую форму или оказать иное механическое воздействие. Цель
мических операций — нанесение отделочных покрытий и декора,
тивное оформление обуви.
12.2. Отделка низа обуви
К операциям отделки низа обуви относят фрезерование, шли-
фование, окрашивание, полирование, декоративную отделку ко-
жаного низа, аппретирование, промывку, нанесение отделочных
составов и закрепителя, уплотнение.
Фрезерование. Цель операции — удаление излишков материа-
ла, выравнивание поверхности и получение торца деталей необ-
ходимой формы. В процессе фрезерования удаляют излишки матери-
ала по контуру подошв, каблуков и набоек на машинах ФУП-2-0
и ФУП-3-0 (Россия) или Caravelle Combi фирмы Hardo. Рабочим
органом машин является вращающаяся фреза (рис. 12.1).
Урез подошвы, набойки и каблука фрезеруют раздельно. Урезом
подошвы называют ее торец, который может иметь разную форму
(рис. 12.2).
При фрезеровании подошв или стелек используют фрезы.
Для получения требуемого контура подошву прижимают к вра-
щающейся фрезе (рис. 12.3).
Ширина полки фрезы для обработки уреза должна быть мень-
ше толщины подошвы на 0,5 — 0,75 мм.
Край подошвы должен находиться от грани обуви на расстоянии
3 — 5 мм.
Рис. 12.1. Фрезы для обработки:
о — уреза подошв и стелек, б — геленочной части подошв и стелек; в — боков011
поверхности каблука
256
Рис. 12.2. Формы уреза подошв после фрезерования:
0 — носочно-пучковой части кожаной; б — геленочной части кожаной; в, г —
резиновой
При обработке кожаного наборного каблука ширина режущей
хромки фрезы должна быть на 2 мм меньше высоты каблука плюс
толщина подошвы. Верхняя грань каблука должна выступать за грань
пяточной части обуви не более чем на 2 мм, а его боковая поверх-
ность — составлять с плоскостью набойки угол 90°. Допускается
фрезерование каблука на конус с плавным переходом от геленоч-
ной части подошвы к каблуку. Урез набойки на деревянных и пласт-
массовых каблуках, обтянутых кожей, фрезеруют по контуру фре-
зой с прямой полкой, имеющей один желобок и одно малое перо,
или фрезой с фигурной полкой без перьев. Верхний контур набой-
ки должен совпадать с краями ходовой поверхности каблука, а
нижний — выступать за боковую поверхность каблука на 1 — 1,5 мм.
С ходовой стороны набойка должна иметь фаску шириной 1 —
1,5 мм и высотой 0,3 мм. При фрезеровании нужно следить, чтобы
не были повреждены обтяжки или покрытие каблуков.
После фрезерования обувь должна иметь:
полку уреза подошвы, за исключением внутренней стороны
геленочной части, перпендикулярную ее краю;
контуры уреза подошв без выхватов и волнистости, соответ-
ствующие контуру следа обуви;
ровный, чистый, гладкий, с четко выраженными жилками урез;
плавный переход от пучковой к геленочной части;
неповрежденные стежки и
строчки на подошве, а также верх
обуви.
Шлифование. Цель операции —
Получение гладкой поверхности.
Ч1лифование выполняют на уни-
версальных отделочных машинах
Combi фирмы Hess, Caravelle
Combi и GP-Combi фирмы Har-
(Германия). Рабочими органа-
ми Машины являются валики,
Обтянутые шлифовальной лентой Рис. 12.3. Фрезерование уреза по-
(Рйс. 12.4). дошвы
9
^Денёва
257
Рис. 12.4. Шлифование каблука Рис. 12.5. Шлифование подошвы
Боковую поверхность кожаных и резиновых каблуков шлифуют
на машине МШК-1-0 (Россия), ходовую поверхность подошв и
набоек — на машине ШНП-1-0 (Россия) (рис. 12.5). Боковую по-
верхность кожаного и резинового каблуков, подошву и набойку
обрабатывают два раза: вначале шлифовальной шкуркой № 20 — 32,
а затем — шкуркой № 8—10.
После шлифования боковая поверхность каблука и верх об\ви
не должны быть повреждены, неровности, обожженные места,
выхваты и волнистость на поверхности каблука не допускаются.
Размеры и форма каблуков в паре должны быть одинаковыми,
фронтальная поверхность каблука — соответствовать пяточной час-
ти подошвы.
Ходовую поверхность подошв начинают шлифовать с геленоч-
ной части, а затем переходят к шлифованию носочно-пучковой
части. При отделке водно-восковыми красками шлифуют всю по-
верхность подошв, при отделке бесполировочными красками и под
натуральный цвет кожи — только края ходовой поверхности по-
дошв и набоек для удаления воска и загрязнений.
После шлифования подошвы и набойки должны иметь:
ровную, без царапин, ожогов, неотшлифованных мест и коль-
цеобразных следов поверхность;
неповрежденные урез подошвы и фронтальную поверхность
каблука, стежки, прикрепляющие подошву к ранту, и верх обувй-
Окрашивание уреза подошв, набоек и боковой поверхности каб-
луков. Цель окрашивания уреза подошвы — получение цвета, гар'
258
7лнИРУК)Щего с цветом веРха, улучшение внешнего вида и повы-
водостойкости. Поверхности окрашивают в черный или тем-
п-К°ричневый йвет? нанося восковую (полировочную) краску или
ску на основе синтетических латексов маленькой щеткой ров-
слоем. После нанесения краски обувь сушат при температуре
Ig—20 °C в течение 20 — 25 мин. Боковую поверхность наборного
каблука покрывают краской два раза.
Для улучшения внешнего вида и повышения водостойкости
кожаные подошвы и набойки покрывают казеиновосковой или
И1еллачно-казеиновой краской тонким ровным слоем без сгуст-
ков, пропусков и потеков.
Окрашивание производят плоской беличьей кистью пигментиро-
ванной (цветной) или черной краской два раза, бесцветной ла-
тексной краской один раз. После первого окрашивания необходима
сушка в течение 20 — 30 мин, а после второго — 35 — 40 мин при
температуре 18 —20 °C. При нанесении бесполировочной краски
сушка длится 1,5 — 2 мин при температуре 70 —75 °C в сушилке
СОВ-1.
Для отделки кожаных подошв натурального цвета применяют
бесцветные латексные краски. Окрашивание производят кистью или
пульверизатором. В некоторых случаях окрашивание ходовой по-
верхности подошв заменяют тонированием по контуру нитрокрас-
кой, одновременно тонируя и верх обуви.
При окрашивании нельзя допускать потеков краски и загрязне-
ния краской верха обуви. Не допускается закрашивание строчки
обуви рантового метода крепления. В обуви винтового метода креп-
ления обводку окрашивают одним цветом с урезом подошв.
Полирование. Различают полирование ходовой поверхности по-
дошв и набоек (холодное полирование) и полирование уреза под-
ложек, подошв, набоек и боковой поверхности каблуков (первое
и второе горячее полирование)
Целью первого горячего полирования являются уплотнение и
формование уреза по форме профиля фумеля, выравнивание по-
верхности и уменьшение пористости уреза в результате расплавле-
ния предварительно нанесенного слоя воска или закрепителя.
Горячее полирование производят на машинах ГП (Россия),
Caravelle Combi 175-CRS с револьверной полировальной установ-
кой RS фирмы Hess (Германия), 04207 /Р1 фирмы ZPS-SM (Че-
КНя) фумелем (рис. 12.6), нагретым до температуры 90—100 °C.
Полка фумеля должна быть уже полки фрезы на 0,5 мм и соответ-
^Вовать ее профилю, что обеспечивает уплотнение уреза и полу-
чение четко выраженных фасок.
Урез подошвы должен иметь гладкую поверхность без сожжен-
мест.
Цель второго горячего полирования — распределение воска по
Поверхности уреза, придание ему красивого внешнего вида и уве-
259
личение водостойкости. Втор(ь
горячее полирование выподн^
ют также фумелем. Воск равц(7
мерно распределяется по урел.
подошв и набойке. Урез получ к
ется гладкий и блестящий, с вЬи
раженными фасками и жилками
В обуви на среднем и выс0-
ком каблуках горячее полцр0.
вание уреза геленочной части
подошвы и ее крокуля выпо;ь
няют ручным фумелем, нагре-
тым до 90— 100 °C. Его размеры
должны соответствовать шири-
не уреза геленочной части по-
дошвы и крокуля.
Цель холодного полирова-
ния — проявить блеск, обеспе-
чить красивый внешний вид хо-
Рис. 12.6. Полирование уреза по-
дошвы
довой поверхности подошв и на-
боек. Операцию выполняют на машинах ХПП-З-О (Россия), фир-
мы Hardo (Германия) вращающимися волосяными щетками, на
поверхность которых наносят воск. Цвет отделочного воска должен
соответствовать цвету окрашенных подошвы и набойки.
При ручной отделке ходовую поверхность подошв и набоек на-
тирают воском и полируют нагретой до температуры 70 — 80 С ме-
таллической гладилкой. Отполированную поверхность протирают
суконкой до получения равномерного блеска. Если детали низа
окрашены бесполировочной краской, их ходовые поверхности не
полируют. Чтобы получить кожаные подошвы натурального цвета,
используют бесцветный лак и неокрашенные восковые эмульсии
Декоративная отделка кожаного низа. Цель операции — укра-
сить обувь, уплотнить порезку и крокуль каблука. Для этого вруч-
ную наносят узорные линии и рисунки.
На боковой поверхности обтяжки деревянного каблука на рас-
стоянии 0,75—1 мм от верхнего края и края крокуля подошв^
наносят узор отводкой, металлическая часть которой нагрета Д°
температуры 90—100°C. Для этого нагретую отводку с отдело4"
ным воском прижимают к подошве, после чего протирают ее сУ'
конкой. В обуви клеевого метода крепления для имитации искусен
венного ранта на носочно-пучковую часть подошвы колесиком
носят рисунок. В обуви рантового метода крепления узорную ли-
нию проводят по порезке подошвы. Нанесенные рисунки и жилк11
должны быть ровными, четкими и находиться на одинаковом
стоянии от края каблука или подошвы. Верх и низ обуви не доЛ*'
ны иметь повреждений и ожогов.
260
Нанесение отделочных составов. Закрепитель наносят на урез
подошв, набоек и поверхность наборных каблуков для подготовки к
выполнению следующих операций. Закрепитель склеивает волокна
ХОЖИ, делает поверхность жесткой и гладкой, а также придает ей
водостойкость.
На урез подошв, набоек и боковую поверхность наборных ко-
#аных каблуков закрепитель наносят маленькой щеткой. В качестве
закрепителя применяют 22 — 25%-ный раствор канифоли или иди-
тода в спирте, мыльную или восковую эмульсию, водный раствор
мездрового клея. После нанесения закрепителя обувь сушат в тече-
ние 5—10 мин при температуре 18 —20 °C.
Нанесение воска на урез подложек, подошв и набоек выполняют
для подготовки деталей ко второму горячему полированию. Для
получения красивого внешнего вида, а также для увеличения во-
достойкости на урез подошв, подложек и набоек наносят отделоч-
ный воск. Рекомендуют применять отделочный воск с температу-
рой плавления 80 °C. который обеспечивает стойкое блестящее
покрытие. Воски отделочные представляют собой сплавы восков и
воскоподобных веществ с добавками касторового масла или абра-
зивного наполнителя.
Нанесение лака на урез подошв и набоек необходимо для прида-
ния им красивого внешнего вида. Отделочный лак, состоящий из
раствора шеллака или идитола в этиловом спирте, наносят кис-
точкой. Продолжительность сушки составляет 1,5 — 2 мин при тем-
пературе 18 —20 °C.
Отделка ходовой поверхности подошв и набоек из искусствен-
ных материалов. Для производства обуви широко применяют по-
дошвы и набойки из кожволона. С деталей удаляют пятна и загряз-
нения, особенно с ходовой поверхности подошв, промывают их
бензином или смывочной жидкостью с помощью тампона. Затем
на урез и ходовую поверхность подошв наносят узкой кистью или
губкой тонкий ровный слой лака (идитолового или шеллачного)
или шеллачную аппретуру, не допуская потеков на верх обуви. Про-
должительность сушки пленки составляет 5—10 мин при темпера-
туре 18-20 °C.
12.3. Отделка верха обуви
К операциям отделки верха обуви относят чистку, заделку де-
фектов, утюжку, аппретирование и декоративную отделку.
Чистка верха обуви и подкладки. На данной операции очищают
Обувь от загрязнений, образовавшихся при выполнении техноло-
гических операций, а также подготавливают поверхность к нане-
СеНию отделочных составов. Обувь чистят механическим или хи-
мическим способом.
261
При механической чистке шлифовальной шкуркой № 6 — 8, ток.
мачом и резинкой удаляют пыль, остатки клея и воска, другие
механические загрязнения. Чистку обуви можно выполнять на ком.
бинированных отделочных машинах Combi 180-P-ZF-A фирмЬ1
Hess, типа Caravelle Combi марок 175-В, 175-CRS и 200-CRS фир.
мы Hardo (Германия) с вращающимися мягкими и жесткими во-
лосяными щетками.
При химической чистке удаляют следы краски, жира, масла и
других химических загрязнений, не удаленные механической чи-
сткой. Обувь чистят вручную текстильным тампоном или жесткой
шеткой, смачивая их жидкостью или растворителем.
В качестве смывочных жидкостей применяют водные и водно-
спиртовые растворы мыла и ПАВ с добавкой небольшого количест-
ва скипидара или без него: смеси органических растворителей, легко
удаляющие загрязнения, но не нарушающие покрытия материалов.
При чистке подкладки не должны быть повреждены материалы
верха и подкладки, не нарушено клеевое крепление пяточной час-
ти подкладки с задником.
Заделка дефектов. Цель операции — исправление повреждений,
ухудшающих внешний вид обуви.
Подкрашивать (ретушировать) верх обуви необходимо краской
того же цвета и состава, которыми красили кожу.
Если цвет и частично ворс обуви из замши и велюра имеют
дефекты, они должны быть заделаны. С поверхности механическим
способом удаляют пыль и грязь, а жировые пятна — смывочными
средствами. После этого верх обуви промывают теплой водой, су-
шат при температуре не выше 35 °C и взъерошивают шлифоваль-
ной лентой № 5 — 6.
Повреждения верха обуви из лака заделывают следующим спо-
собом. Трещины и царапины зачищают шлифовальной лентой
№ 5 —6 до полной их ликвидации, после этого поврежденное ме-
сто проглаживают токмачом, нагретым до температуры не выше
100 °C, и наносят лак.
Все механические повреждения на верхе, подкладке, подошве
и каблуке, которые не влияют на эксплуатацию обуви, тщательно
заделывают нитролаком, воском или спиртовым раствором шел-
лака с предварительной обработкой мест повреждений шлифо-
вальной лентой № 5 — 6.
В заключение наносят дополнительный слой краски.
Верх обуви из кож с акриловым, нитроакриловым и другими
нитропокрытиями ретушируют нитроцеллюлозными красками, а
верх обуви с казеиновым покрытием — казеиновыми. После от-
делки и ретуширования обувь сушат в течение 15 — 20 мин при
температуре 18 —20 °C.
Утюжка. Для получения ровной и гладкой поверхности морщинив
складки и мятые места разглаживают электрическими утюжками или
262
jjeHOM (обдувая обувь теплым воздухом). Температура утюжка долж-
быть не выше 100 °C, а струи горячего воздуха — не выше 90 °C.
Цветную обувь предпочтительнее разглаживать струей воздуха
jjjjH утюжком через тонкую ткань или бумагу. Голенища женских
сапожек формуют и утюжат на деревянных и алюминиевых правй-
дах, а верх обуви — на машине 04219/РЗ фирмы ZPS-SM. После
утюжки на верхе обуви не должно быть ожогов и стяжки лицевой
поверхности.
Аппретирование. Выполняют для восстановления блеска верха
обуви, утраченного в процессе ее изготовления.
Аппретура представляет собой раствор пленкообразователя в
органическом растворителе. При выборе аппретуры учитывают со-
став и свойства отделочного покрытия кожи.
Аппретирование выполняют вручную (тампоном или губкой)
или распылением аппретуры из пульверизатора. После высыхания
казеиновых или шеллачных аппретур полирование не требуется.
Если же используют восковые аппретуры, то после сушки в тече-
ние 10—15 мин при температуре 16 —20 °C поверхность полируют
вращающимися щетками.
Декоративная отделка. Операции декоративной отделки — то-
нирование, отделка с полирэффектом, нанесение трафаретных
печатных рисунков, аппликаций, декоративных строчек, а также
печать через фольгу.
Тонирование создает теневые эффекты на деталях верха обуви,
подчеркивает их края, строчки и перфорации. Дня этой цели использу-
ют растворы нитроцеллюлозных красок с добавлением нитроклея
или смол, разбавленных бутил ацетатом, а также разбавленные рас-
творы нитроклея, окрашенные спирто- или ацетонорастворимыми
красителями. Раствор тонирующей краски наносят краскораспылите-
лем в таких же камерах, которые применяют для аппретирования.
Тонировать можно светлый материал темными красками или
кожи черного цвета цветными красками, что позволяет получать
отделку с цветными бликами, напоминающую полирэффект.
Отделка с полирэффектом (может быть «антик» и «флорантик»).
Кожи с отделкой «антик» имеют двухслойное заводское отделочное
Покрытие, из которых верхнее контрастное темное, а нижнее свет-
лого тона. Сущность отделки состоит в стирании верхнего конт-
растного покрытия в отдельных местах для создания цветовых пя-
тен (как бы потертостей), так называемого полирэффекта. Для этого
верх обуви в определенных местах обрабатывают полирующими
составами, содержащими абразивный порошок.
Для проявления полирэффекта используют шлифовочные и
Полировочные пасты ВАЗ-1 и ВАЗ-2, представляющие собой дис-
персию глинозема (абразив) в смеси минерального и раститель-
ного масел, органических растворителей и воды. Вместо полиро-
вочных паст можно применять воски с глиноземом.
263
Отделку с полирэффектом выполняют в следующем порядке:
полирование кожаного верха, снятие на отдельных местах кощ
трастного покрытия на обуви, еще находящейся на колодке. оЕ
рацию выполняют щетками с текстильными дисками, на которые
наносят полировочную пасту или воск с абразивным наполните^
лем. На машине ХПП-З-О полируют места, показанные на образ,
це (модели). При этом основное покрытие кожи не должно быть
повреждено;
полирование чистыми щетками (без отделочного состава) ко-
жаного верха, чтобы придать ему однородный блеск по всей по-
верхности с сохранением полирэффекта;
местные повреждения и осыпание покрытия верха обуви рету-
шируют составами, в которые входят окрашенные растворы нит-
ролаков КБ или НЦ-542. Составы наносят распылителем;
аппретирование верха обуви и сушка — поверхность верха обу-
ви покрывают тонким слоем аппретуры на основе нитролака КБ
или НЦ-542 из распылителя и сушат.
Нанесение трафаретных печатных рисунков необходимо для де-
коративного оформления обуви с верхом из текстильных материа-
лов. Печатные рисунки наносят красками, устойчивыми к истира-
нию в сухих и влажных условиях. Печатные рисунки можно нано-
сить на детали из гладкокрашеных хлопчатобумажных и ворсовых
(махровых) тканей, утепленных материалов (шерстяных тканей,
сукна, войлока).
Трафареты готовят фотохимическим способом, разработанным
в текстильной промышленности. Для трафарета используют рамку
с натянутой капроновой сеткой, на которую наносят раствор же-
латина, содержащий соли хрома. Рамку высушивают в затемнен-
ном помещении. Затем на сетку накладывают кальку с рисунком и
освещают. Освещенные участки в результате взаимодействия жела-
тина с солью хрома теряют способность растворяться, а затемнен-
ные участки легко растворяются в теплой воде. Трафареты промы-
вают водой до появления контуров рисунка и высушивают.
Трафареты вручную накладывают на детали верха обуви, зали-
вают внутрь рамки небольшое количество нитрокраски и равно-
мерно распределяют ее по всей площади трафарета, после чего на
деталях получается рисунок.
Для нанесения печатного рисунка на детали обуви используют
также сетчатые шаблоны. Детали обуви помещают на вращающийся
стол, проходящий под сетчатым шаблоном. На столе имеются огра-
ничители, препятствующие сдвиганию детали в процессе печатания-
В зависимости от размера детали стол рассчитан на 6, 8 или 12 пози-
ций. В момент нанесения печатного рисунка на одной позиции стоя
неподвижен, одновременно с другой позиции снимают детали с
напечатанным рисунком и переносят их на сушильный конвейер-
а новые детали укладывают на стол для нанесения рисунка.
264
' Иногда нанесение трафарет-
loro рисунка совмещают с тис-
нением детали. После нанесения
ца кожаную деталь верха обуви
ЛИТролака и его сушки накла-
дывают картонный трафарет с
рЫРезанным орнаментом. Затем
рисунок тиснят полированной
плитой пресса (например, позо-
лотного), что облагораживает по-
верхность кожи.
Отделка аппликацией разра-
ботана ЦНИИКПом для обуви с
верхом из текстильных материа-
лов. Аппликации выполняют из
Рис. 12.7. Образец отделки верха обу-
ви тиснением через фольгу
цветных нетканых материалов.
Отделка декоративными строчками значительно улучшает внеш-
ний вид обуви, но является очень трудоемкой операцией. Рацио-
нальнее наносить декоративные строчки методом тиснения крас-
кой специальными матрицами и трафаретами.
Традиционные методы декоративной отделки заготовок верха с
помощью трафаретов трудоемки, сложны в исполнении. Значи-
тельно более прост и эффективен метод печати через фольгу. Суть
метода состоит в том, что под воздействием температуры и давле-
ния красочный слой переходит с фольги на деталь верха обуви.
Метод можно использовать для отделки деталей из натуральных и
синтетических кож.
Отделку методом печати через фольгу выполняют на прессах со
съемными пуансонами. Например, на прессе РР-33 фирмы Schon
(Германия) используют цветную печатную рулонную фольгу. Форма
пуансонов зависит от наносимого рисунка. Тиснение может быть
одно- или многоцветным. Усилие прижатия 50 — 70 кН позволяет
Получать четкий рисунок на поверхности материала с надежным
его закреплением. На рис. 12.7 показана обувь с декоративной от-
делкой тиснением через фольгу.
12.4. Завершающие операции
Вклеивание подпяточников, вкладных стелек и полустелек. Для
Повышения комфортности в обувь вклеивают подпяточники и
вкладные полустельки из пенополиуретана, вспененного латекса
Вли вспененного ПВХ. Эти детали предохраняют стопу от повреж-
дений гвоздями, скобками и шурупами.
На бахтармяную сторону вкладных стелек и полустелек кистью
вносят тонкий ровный слой полиизопренового клея. После этого
265
вклеивают вкладные стельки или полустельки, цвет которых до^
жен соответствовать цвету подкладки обуви, а их размеры и
сон — размеру и фасону обуви. Стельки и полустельки вклеивают
без перекосов, морщин и складок. На подкладке верха обуви це
допускаются загрязнения клеем.
Шнурование готовой обуви, застегивание пуговиц, пряжек,
стежек-молний. Готовая обувь должна быть зашнурована не менее
чем на две пары нижних блочков, концы шнурков следует вло-
жить внутрь. Цвет шнурков должен гармонировать с цветом верха
или отделки обуви. Длина шнурков определяется половозрастной
группой и размером обуви.
Если верх обуви имеет пряжки, пуговицы, текстильную застежку
велькро или застежку-молнию, их необходимо застегнуть.
Контроль качества обуви. Каждую пару (полупару) обуви осмат-
ривают, определяют ее соответствие требованиям государственно-
го или отраслевого стандарта или технических условий. Обувь, не
отвечающая требованиям стандартов, возвращают для исправле-
ния дефектов, затем проводят повторный контроль.
Клеймение обуви. Размер клеймят в геленочной части подошв с
ходовой стороны. При этом для подошв из кожи и кожволона
используют метод горячего тиснения, а для резиновых подошв —
штемпельные краски. Клеймо должно быть четким. Для клеймения
товарного знака на подошвах применяют машину КТЗ-1.
Упаковка обуви. Обувь попарно укладывают в коробки носками
в разные стороны. Между полупарами рекомендуется проклады-
вать бумагу. При индивидуальном заказе на коробке указывают
номер заказа и фамилию заказчика. Если размеры обуви не позво-
ляют уложить ее в коробку, обувь заворачивают в бумагу и перевя-
зывают бечёвкой. Необходимые данные проставляют на обертке.
12.5. Дефекты отделки обуви
Дефекты отделки деталей обуви классифицируют в зависимо-
сти от вида технологических операций, при выполнении которых
они могут появиться.
Дефекты фрезерования', бугры, выхваты и шероховатости поверх'
ности; волнообразный и несимметричный урез подошв в полупа-
рах; несоответствие контура подошв контуру следа колодки (кромки
подошв и ранта срезаны больше, чем следует); ширина ранта боль-
ше ширины подошвы; повреждение стежков обуви рантового Ме'
тода крепления; порезы и царапины верха обуви; порез уреза на-
правляющей шайбой фрезы.
Дефекты шлифования каблуков', несоответствие контуров боко-
вой поверхности каблука и пяточной части обуви; волнистость 11
ожог поверхности каблука; повреждение верха обуви.
266
|i Дефекты нанесения закрепителя', липкость и неравномерное про-
^тывание поверхности раствором закрепителя, затеки закрепи-
на верх и низ обуви.
Дефекты окрашивания уреза', затеки краски на верх обуви, появ-
ление пузырьков на окрашенной поверхности, плохое высыхание
краски, сильно блестящая и неукрывистая пленка.
Дефекты нанесения воска на урез подошвы', темный нвет pac-
сдавленного воска, плохой или неравномерный блеск отполи-
рованного уреза, затрудненное нанесение воска, неровный слой
воска на урезе, затеки воска на верх обуви, потеки воска на урез и
подошву.
Дефекты горячего полирования', затеки воска на подошву и рант
обуви, ожоги уреза подошвы, ранта и верха обуви, плохо располи-
рованный воск, сбит рисунок, неравномерное пропитывание уре-
за воском, та же форма уреза после полирования.
Дефекты шлифования подошвы', кольцеобразные следы от обра-
ботки, неоднородность поверхности подошвы и набойки (поло-
сы, неотшлифованные участки, ожоги), повреждение крокуля, за-
саливание воском розетки, на которой закрепляют шлифоваль-
ную шкурку.
Дефекты окрашивания кожаных подошв', затеки краски на верх
обуви, медленное высыхание краски, появление белых пятен на
отделанной подошве, растрескивание пленки краски, неравномер-
ная окраска, жесткая и сухая на ощупь пленка краски, недоста-
точный блеск окрашенной подошвы.
Дефекты заделки верха кожаной обуви', несоответствие цвета
краски для заделки цвету кожи, изменение цвета краски для за-
делки, побеление пленки краски для заделки.
Дефекты утюжки обуви', плохое разглаживание материала обу-
ви, ожоги верха обуви, засаленность поверхности текстильной
обуви, большая усадка деталей верха; загрязненность верха и под-
кладки обуви.
Дефекты аппретирования', плохой блеск верха кожаной обуви,
Побеление пленки аппретуры, шелушение пленки аппретуры, не-
равномерное покрытие аппретурой верха обуви (полосы, потеки),
вспенивание аппретуры, следы пены после высыхания, липкость
Пленки, неравномерный блеск при обработке поверхности воско-
вой эмульсией.
Дефекты клеймения штемпельными красками', косое размытое,
кажущееся и нечеткое клеймо.
Дефекты клеймения методом горячего тиснения: прорубание по-
Дощвы, нечеткое размытое или сплошное клеймо или его отсут-
ствие
К дефектам упаковки, транспортирования и хранения относятся
**еХанические повреждения обуви, деформирование обуви и ее
Сталей, коррозия металлических деталей обуви и др.
267
12.6. Стандартизация, сертификация и контроль
качества готовой обуви
Общие понятия. Перестройка экономики нашей страны, пере,
ход к многообразию форм собственности, необходимость включи-
ния ее в рыночные отношения выдвигают проблему контроля
чества в число важнейших.
Качество — совокупность свойств продукции, обусловливаю,
щих ее пригодность удовлетворять определенные потребности в
соответствии с назначением. Степень соответствия продукции этим
потребностям —- это уровень ее качества. Во всем мире качество ~
главный критерий оценки продукции, работ и услуг. Именно оно
определяет уровень жизни каждого человека и общества в целом.
Стандартизация — установление и применение правил, упоря-
дочивающих деятельность в определенной области на пользу и при
участии всех заинтересованных сторон.
Основными задачами стандартизации являются создание усло-
вий для взаимопонимания между разработчиками, изготовителями,
продавцами и потребителями; установление требований к номен-
клатуре, качеству, совместимости и взаимозаменяемости продук-
ции, нормативно-техническое обеспечение контроля, сертифика-
ции и оценки качества продукции и др.
Объектом стандартизации может быть продукция, работа (про-
цесс или услуга). Государственное управление стандартизацией в
Российской Федерации осуществляет Госстандарт России.
Государственная система стандартизации включает в себя госу-
дарственные стандарты Российской Федерации (ТОСТ Р), стандар-
ты отрасли (ОСТ), предприятия (СТП), научно-технического и ин-
женерного общества, международные и национальные стандарты.
Метрология — наука об измерениях, методах достижения и\
единства и требуемой точности. Все технические средства для из-
мерений называют измерительной техникой.
Сертификация — это деятельность третьей стороны, независи-
мой от изготовителя (продавца) и потребителя продукции, по
подтверждению соответствия продукции установленным требова-
ниям. Сертификация проходит в соответствии с Правилами по
проведению сертификации в Российской Федерации.
Сертификация направлена на достижение следующих целей:
создание условий для деятельности предприятий, учреждении-
организаций и предпринимателей на едином товарном рынке РоС'
сийской Федерации, а также для участия в международном эконо;
мическом, научно-техническом сотрудничестве и международно»1
торговле:
помощь потребителям в компетентном выборе продукции:
содействие экспорту и повышению конкурентоспособное1’1
продукции;
268
защита потребителя от недобросовестности изготовителя (про-
давца, исполнителя);
контроль безопасности продукции для окружающей среды,
экизни, здоровья и имущества;
подтверждение показателей качества продукции, заявленных
изготовителями.
Деятельность по сертификации в Российской Федерации осно-
вана на законах Российской Федерации «О защите прав потреби-
телей», «О сертификации продукции и услуг» и других норматив-
ных актах.
Закон «О сертификации продукции и услуг» предусматривает
деление сертификации на обязательную и добровольную.
Обязательной сертификации подлежит продукция, в государст-
венных стандартах на которую содержатся требования по ее безопас-
ности для жизни и здоровья людей, охране окружающей среды.
Добровольная сертификация проводится по инициативе юри-
дических лиц или граждан на основе договора между заявителем и
органом по сертификации.
Изготовитель для подтверждения высокого качества продукции
вправе сертифицировать ее на соответствие любым требованиям,
установленным государственными стандартами или техническими
условиями.
На основе положительных результатов сертифицированных ис-
пытаний и при наличии на предприятиях-изготовителях условий,
обеспечивающих стабильное качество продукции и ее эффектив-
ный контроль, выдается свидетельство — сертификат.
Методы и виды контроля качества. При оценке качества обуви
наряду с органолептическими применяют физико-механический
и химический методы контроля с помощью измерительной техни-
ки и химических реактивов. В настоящее время разрабатывается
комплексная система оценки функциональных свойств и комфорт-
ности ортопедической обуви путем использования компьютерных
методов обследования, позволяющих определить динамическое
взаимодействие стопы человека с обувью.
При изготовлении продукции применяют различные виды тех-
нического контроля, которые подразделяют по следующим при-
знакам:
по объектам'.
входной — проверяют поступающие на предприятие сырье,
материалы, полуфабрикаты и комплектующие изделия;
производства — контролируют соответствие технологического
Процесса нормативно-технической документации участка (цеха);
выходной — проверяют готовую продукцию;
по объему контролируемой продукции'.
сплошной — проверяют всю партию деталей, полуфабрикатов
Или изделий;
269
выборочный — проверяют часть деталей, полуфабрикатов или
изделий;
по средствам измерения'.
органолептическая оценка с применением в ряде случаев изме-
рительных линеек, сантиметровых лент, штангенциркулей, шаб-
лонов или измерительной техники;
лабораторно-аналитический;
автоматического действия;
по этапности:
пооперационный — после выполнения каждой технологической
операции;
межоперационный — после выполнения группы технологиче-
ских операций, обеспечивающих законченный цикл обработки;
по степени воздействия'.
предупредительный (активный) — в процессе производства
продукции;
пассивный — констатирующий качество готовой продукции;
по местонахождению:
стационарный — на рабочем месте при поступлении большой
партии продукции;
летучий — в процессе производства продукции (мастер участ-
ка, техник медицинского отдела);
по времени действия:
систематический — в определенном порядке работниками спе-
циальных служб;
периодический — в период освоения новых методов изготовле-
ния продукции, новых материалов и оборудования, а также от-
дельных операций технологического процесса.
Наличие служб контроля качества не исключает ответственно-
сти руководства участка и рабочих за качество выпускаемой про-
дукции. Для выпуска продукции с заданными показателями каче-
ства мастер участка должен:
контролировать соответствие используемых материалов, полу-
фабрикатов и комплектующих изделий требованиям врачей и со-
ответствие технологического процесса нормативно-технической
документации участка;
следить за соблюдением режимов работы оборудования;
участвовать в освоении изделий новой конструкции и новой
техники;
контролировать возврат продукции на каждое рабочее место для
исправления;
изучать причины возврата и принимать меры к его сокращений
и ликвидации;
проводить систематический инструктаж рабочих о правильно'1
выполнении операции;
оказывать помощь рабочим в повышении квалификации.
270
Определение дефектов и сортности обуви. Дефекты и сорт обуви
устанавливают на основе ее детального осмотра и проверки каж-
дой полупары снаружи и внутри.
Существуют определенный порядок и последовательность при-
емов осмотра обуви, которые описаны ниже.
Основные приемы осмотра обуви
1. Правую полупару берут в правую, а левую —
в левую руку. Нажимая большими пальцами на
носочную часть, проверяют ее стойкость. Носки
при нажатии должны быть упругими и достаточ-
но стойкими, за исключением 1/з длины носка,
прилегающей к союзке. Твердая часть носка обу-
ви должна переходить в мягкую постепенно. Дер-
жа обувь перед собой, внимательно осматривают
ее, проверяют, имеются ли дефекты на видимых
деталях верха обуви. Одновременно проверяют
правильность расположения, чистоту' и частоту
строчки; парность носков и союзок по размерам,
материалу, цвету, отделке; наличие перекосов
деталей, ширину верхней полки подошвы, состо-
яние лицевого слоя кожи и др.
2. Обе полупары поворачивают пяточной час-
тью к себе. Прощупыванием проверяют жесткость,
упругость и высоту задников. Определяют поло-
жение заднего шва или заднего наружного рем-
ня, качество околачивания пяточной части, ус-
тановку и отделку каблуков.
3. Полупары обуви берут за каблуки и задники,
поворачивают внешними сторонами к себе и соеди-
няют задние швы. Проверяют высоту задников и
каблуков в паре обуви. Одновременно проверяют
наличие дефектов на этих деталях, параллельность
строчек верха. Приподнимая носки обеих полупар,
проверяют высоту берцев.
4. Поворачивают полупары обуви подошвой
вверх. Проверяют отделку подошвы и каблука,
наличие дефектов, расположение крепителей,
Размеры подошв и каблуков в паре, форму уре-
за, простилание следа и закрывание порезки, мар-
кировку на подошве.
5. Полупары обуви складывают подошвами.
Проверяют длину, ширину и толщину подошв,
Каблуков и набоек в паре, отсутствие зазора между
Подошвой и верхом, однородность материалов,
Качество строчек, наличие дефектов с видимой
боковой стороны обуви.
271
6. Каждую полупару берут поочередно правой
рукой за задник и каблук, а левой — за носоч-
ную часть. Сгибая полупару, проверяют качество
и эластичность подошвы, упругость теленка.
7. Каждую полупару поворачивают подошвой
вниз, левой рукой прощупывают материал верха
и проверяют его качество, наличие царапин, сса-
дин, пятен. Устанавливают правильность распо-
ложения, частоту и утянутость строчек канта, а
также строчек, соединяющих берцы с союзками
и задинками, наличие дефектов строчки. Верх-
ний кант пяточной части не должен быть острым
и загнутым внутрь обуви.
8. Осматривают и ощупывают внутреннюю
часть каждой полупары, определяют наличие
складок, разрывов, бугров, выступающих крепи-
телей (гвоздей, шпилек), пятен и загрязнений
на внутренней поверхности обуви.
9. Отгибают берцы для дальнейшего осмотра
внутренней части обуви. Полупару держат в руках
и проверяют правильность маркировки (разме-
ра, полноты, артикула, фасона, даты выпуска,
номера государственного стандарта). Осматрива-
ют задний внутренний ремень, определяют ка-
чество приклеивания подкладки к заднику, про-
веряют, есть ли перекосы, складки, разрывы,
бугры и загрязнения в пяточной части обуви, ус-
танавливают правильность крепления блочков и
подблочников, частоту, расположение и утяжку
строчек на деталях подкладки, правильность и
прочность прикрепления язычка.
Дефекты обуви классифицируют по следующим признакам:
по значимости — критические, крупные, менее крупные, незна-
чительные;
по причинам возникновения — непосредственная и косвенная вина
исполнителя, неудовлетворительные качество материалов и работа
оборудования, нетехнологичность конструкции изделия, нарушение
организационного режима;
по вероятности появления — предвидимые, неоправданные;
по возможности обнаружения — явные, скрытые, измеряемые:
по возможности устранения — устранимые, неустранимые.
Размер дефекта (например, длина царапины, площадь дефекта
кожи, число пропущенных стежков, глубина выхватов, смещение
одной детали относительно другой) определяют измерительными
приспособлениями.
272
[ Критическими называют дефекты, превышающие допустимые
стандартами, из-за наличия которых обувь не может быть исполь-
зована по назначению (например, сильно деформированные зад-
ики и подноски, отклеивание подошвы и т.д.).
Крупными называют дефекты, которые могут уменьшить срок
службы и ухудшить внешний вид изделия. Например, просеченная
0 Кривая строчки, неудовлетворительное формование и др. Стан-
дарты регламентируют размеры крупных дефектов: при превыше-
нии установленных пределов обувь переводят в категорию с кри-
тическими дефектами.
Менее крупными называют дефекты, не уменьшающие прочность
И срок службы обуви, но влияющие на ее внешний вид. Если таких
дефектов много в одной полупаре, они могут быть признаны круп-
ными.
Незначительными называют дефекты, которые не влияют на срок
службы и внешний вид обуви и могут быть обнаружены, как пра-
вило, специалистами. Например, слабовыраженные кривизна строч-
ки, молочные полосы и др.
Нарушение технологии производства является наиболее частой
причиной появления дефектов. Это в основном связано с недоста-
точной квалификацией исполнителей, а в ряде случаев с небреж-
ным выполнением операций. Кроме того, встречаются дефекты,
появление которых объясняется косвенной виной исполнителей'.
садка лицевого слоя кожи, осыпание красителей и др.
Всегда имеется возможность появления дефектов из-за неудов-
летворительного качества основных и вспомогательных материалов,
так как их качество перед запуском проверяют в большинстве слу-
чаев выборочно. К таким дефектам можно отнести обрыв нитки,
перелом деревянного каблука и др.
Также имеется вероятность появления дефектов из-за поломки
или плохого регулирования оборудования, неправильно подобран-
ного инструмента: неутянутость швов, повторные строчки из-за
обрыва ниток, неравномерное размещение крепителей, неутеплен-
ные шляпки гвоздей и др.
Дефекты нетехнологичности конструкции обуви появляются по
Двум основным причинам:
недостаточная отработка модели при ее апробировании в усло-
виях массового производства (например, складки на подкладке,
Недостаточная или излишняя ширина затяжной кромки и др.);
затруднительная сборка обуви из-за сложности и нетехноло-
гичности основных или вспомогательных деталей (например, слож-
ность крепления украшений и др.).
Нарушение организационного режима может проявляться в не-
согласованности скоростных режимов оборудования, в том числе
Установок туннельного типа (увлажнительных, ВТО, охлаждаю-
щих и др.).
273
Предвидимые дефекты возникают из-за выборочного контрол^
поступающих материалов (кож, ниток, гвоздей и т.д.). Вероятное^
появления по этой причине дефектов можно рассчитать и прогно,
зировать влияние соответствующих факторов на качество изделия
Неоправданные дефекты появляются по вине исполнителен
(например, механические повреждения, сваливание строчки с
края и т.д.).
Явные дефекты почти всегда можно измерить инструмента^^
ным способом и исследовать.
Скрытые дефекты не могут быть обнаружены обычными мето-
дами контроля, они выявляются при испытании и носке обуви.
Измеряемые дефекты (от незначительных до критических) ха-
рактеризуются количественными показателями. Такими являются,
например, разная высота каблуков, разные размеры деталей, про-
пуски стежков и др.
Устранимые дефекты можно исправить на тех операциях, на
которых они были допущены, или на других. Некоторые дефекты,
например обрыв ниток закрепки, хотя и можно устранить, но в
таком случае нельзя считать, что обувь имеет высокое качество.
Из-за неустранимых дефектов снижают сорт обуви, модельную
обувь переводят в повседневную, а иногда даже в брак.
После выявления и классификации дефектов устанавливают сорт
обуви по ГОСТ 28371—89 «Обувь. Определение сортности».
Тот или иной сорт обуви зависит от наличия и значимости де-
фектов, обнаруженных при ее осмотре. Сорт устанавливают по худ-
шей полупаре с учетом наиболее существенного дефекта, а не их
совокупности.
Модельную обувь подразделяют на два сорта. В обуви I сорта не
должно быть дефектов материалов и производственных. По ГОСТ
19116—84Е «Обувь модельная. Технические условия» допускаются
лишь незначительные отклонения от симметрии, небольшая раз-
ница длины, ширины и толщины деталей. Модельную обувь, ко-
торая не соответствует требованиям II сорта, относят к повседнев-
ной и далее сортируют по ГОСТ 26167—84Е «Обувь повседневная.
Технические условия».
Обувь повседневную, кроме легкой, подразделяют на два сорта.
К I сорту относят обувь без дефектов или с незначительными
дефектами, не проявляющимися при эксплуатации. Ко II сорту
относят обувь с заметными, но не резко выраженными дефеК'
тами, в том числе и с отклонениями некоторых размеров. Обувь с
дефектами, которые не допускаются для обуви II сорта, переводят
в брак.
Легкую обувь выпускают только одного сорта. При наличии Д^'
фектов, не допустимых стандартом, обувь считается браком.
Определение артикула обуви. Артикул — это условное сокрД'
щенное обозначение, характеризующее совокупность признаков
274
^уви (назначение, вид, материал, метод крепления) для быстро-
pq и правильного определения ее цены.
Артикул ставят на внутренней стороне обуви и обозначают чис-
ддМИ и буквами. Артикул модельной обуви перед цифрами допол-
ЛЯЮТ буквой М, а модельной ручной работы — МР.
Первая цифра в артикуле обозначает род обуви: 1 — мужская;
2 — женская:
вторая цифра — вид обуви: 1 — сапоги, сапожки, полусапож-
jOi; 2 — полусапоги; 3 — ботинки; 4 — полуботинки, туфли, сан-
далеты и опанки: 5 — туфли летние; 6 — сандалии; 7 — чувяки,
туфли спортивные, дорожные и комнатные;
третья и четвертая цифры — разновидность обуви: 01 — сапоги
со сквозным текстильным футором и поднарядом; 30 — туфли с
открытой пяточной частью на среднем каблуке; 88 — туфли ком-
натные без пяточной части на среднем клиновидном каблуке;
пятая и шестая цифры — метод крепления подошвы и матери-
ал, из которого она изготовлена: например (любой род и вид обу-
ви), 25 — клеевой метод крепления, кожаная; 35 — клеевой метод
крепления, пористая резина марки В; 45 — клеевой метод крепле-
ния, полиуретан; 55 — клеевой метод крепления, кожеподобная
резина.
Буквы ставят после чисел:
первая буква обозначает цвет верха обуви: б — белый, ч — чер-
ный, с — серый, я — яркий и др.;
вторая и третья буквы — вид материала заготовки верха: а —
кожа лаковая; х — кожа хромового дубления из шкур крупного
рогатого скота с естественной нешлифованной, с подшлифован-
ной и со шлифованной лицевой поверхностью; вп — кожа с воло-
сяным покровом из шкур крупного рогатого скота и др.
Раздел III
ТЕХНОЛОГИЯ РЕМОНТА ОБУВИ
Глава 13
ОБЩИЕ СВЕДЕНИЯ О РЕМОНТЕ
13.1. Термины и определения
Под ремонтом понимают устранение дефектов, возникших в
процессе эксплуатации обуви, а также облагораживание ее внеш-
него вида
Назначение ремонта — удлинение срока носки и сохранение
потребительских свойств обуви за счет восстановления первона-
чальной формы верха, улучшения внешнего вида и замены изно-
шенных деталей.
В ремонт может быть принята только ремонтопригодная обувь
Под ремонтопригодной подразумевается обувь постоянного пользо-
вания, подлежащая восстановлению после определенного срока
носки, а сам ремонт целесообразным в техническом и экономиче-
ском отношениях. Ремонтопригодной является в большинстве слу-
чаев бытовая обувь, а также обувь специального назначения и ме-
дицинская.
Ремонт выполняют в основном вручную с помощью инстру-
ментов и приспособлений. Исключение составляют крупные спе-
циализированные мастерские экспресс-ремонта, в которых ремонт
осуществляется на универсальном оборудовании (см. 2.3).
Немаловажным при ремонте обуви является понятие «срок».
Различают срок исполнения ремонта и срок носки обуви. Срок
исполнения ремонтных работ установлен от 3 — 24 ч (срочный ре-
монт) до 5 — 15 дней. Срок носки обуви подразделяют на доремонт-
ный, межремонтный и гарантийный.
Доремонтный срок носки обуви определяется возникновением
потребности первого ремонта, не обусловленного гарантийным
сроком носки на готовую обувь.
Межремонтный срок носки определяется периодом ее эксплуа-
тации до повторного ремонта.
Гарантийный срок отремонтированной обуви определяется вре~
менем ее эксплуатации, в течение которого могут быть выявлены
производственные дефекты.
276
Доремонтные и межремонтные сроки носки обуви зависят от ви-
да, рода, назначения и конструктивных особенностей обуви, ма-
териалов низа и верха, метода крепления низа, климатических осо-
бенностей географических районов носки и т.д. Гарантийные сро-
gn носки на отремонтированную обувь утверждены РСТ 241—78
«Обувь отремонтированная».
Отремонтированная обувь, не выдержавшая при нормальных
условиях эксплуатации указанных сроков носки со дня выдачи за-
казчику, должна быть повторно отремонтирована предприятием
без оплаты заказчиком.
Требования к ремонту обуви определены нормативно-техни-
ческой и технологической документацией. Основным требованием
является обеспечение высокого качества ремонта обуви.
Качество ремонта обуви — соответствие отремонтированной
обуви требованиям технической документации, а также запросам
заказчика, согласованным при приеме заказа. Свойства отремон-
тированной обуви в процессе ее эксплуатации должны соответ-
ствовать запросам потребителей, требованиям технических усло-
вий или государственным стандартам
Следует различать потребительское и производственное качество
Под потребительским качеством понимают надежность и дол-
говечность обуви после ремонта, ее красивый внешний вид и от-
делку. Понятие «производственное качество» подразумевает пра-
вильный выбор исходных материалов и методов крепления при
ремонте верха и низа обуви, соблюдение технологического про-
цесса ремонта, норм и режимов.
Качество ремонта обуви определяется также показателями
свойств обуви, полученных в результате стандартных испытаний.
13.2. Виды ремонта
Ремонтируемую обувь подразделяют на группы согласно общей
классификации обуви (см. подразд. 4.1).
Ремонт обуви в зависимости от числа и размера эксплуатаци-
онных дефектов и трудоемкости их устранения классифицируют
на три группы: мелкий, средний и крупный.
Мелкий ремонт. К мелкому ремонту относят устранение мелких
Дефектов, требующее закрепления и замены деталей верха и низа,
замены низких каблуков и набоек, ремонта верха, подкладки и
каблуков, укрепления подошв и каблуков, освежения обуви и др.
Мелкий ремонт составляет 65 — 70 % от общего объема ремонт-
ных работ.
Средний ремонт. Средний ремонт предусматривает исправление
более значительных дефектов, влияющих на долговечность обуви,
замену несущих деталей низа обуви, улучшение ее внешнего вида,
277
изменение размеров деталей заготовки верха. К нему относят
мену подметочной части подошв; наклеивание профилактически
подметок; приклеивание подошвы, отклеенной полностью или От
подметочной части; замену средних и высоких пластмассовых. дс^
ревянных и комбинированных каблуков; изменение длины и и11ь
рины голенищ сапожек; окрашивание верха кожаной обуви. Сред,
ний ремонт кожаной обуви составляет 25 — 30 % от общего объема
ремонтных работ.
Крупный ремонт. К крупному ремонту относят реставрацию ц
обновление обуви из-за сильновыраженных дефектов, которые
не поддаются исправлению. Эти дефекты, как правило, возника-
ют в результате длительной носки, обычно уже после ремонта
обуви и износа деталей верха, требующих замены переда, союз-
ки, задника. Замена таких деталей сопровождается отделением
затяжной кромки заготовки верха от стельки, сменой старых де-
талей низа, а также затяжными, сборочными и отделочными опе-
рациями.
К крупному ремонту относят замену основных деталей верха
обуви (союзок, передней части верха) и подошв вместе с каблука-
ми. Крупный ремонт составляет 5 — 7 % от общего объема ремонт-
ных работ.
Трудоемкость работ по группам ремонта распределяют следу-
ющим образом: мелкий — до 20 мин, средний — от 20 до 80 мин и
крупный — более 80 мин.
В зависимости от материала верха обуви различают ремонт ко-
жаной, резиновой и валяной обуви.
По степени и виду повреждений кожаной обуви и способам их
устранения определяют следующие виды ремонта: верха обуви и
подкладки, низа, реставрацию, обновление и облагораживание
внешнего вида.
Резиновую обувь ремонтируют методом горячей вулканизации
в пресс-формах и автоклавах или холодным способом.
Ремонт валяной обуви выполняют следующими методами: про-
шивным, клеевым и горячей вулканизации
13.3. Износ обуви
В процессе движения человека форма и размеры стоп изменя-
ются. В зависимости от пола и возраста человека, времени года,
метеорологических условий, эмоционального состояния челове-
ка, а также других факторов степень воздействия стопы на обувь
и, следовательно, степень ее износа варьируется.
Кроме того, со временем под действием пота стопы, пыли,
изменений температуры и влажности воздуха материалы становят-
ся более жесткими, что ускоряет износ обуви.
278
различают эксплуатационные дефекты обуви кожаной, из ис-
хггвенных кож, резиновой и валяной.
Эксплуатационные дефекты кожаной обуви делят на дефекты
яеталей верха и подкладки и их скреплений, дефекты деталей низа
их скреплений.
Причинами износа деталей верха и подкладки являются попере-
менное растяжение и сжатие материала союзок в продольном и
поперечном направлениях; трение стопы по подкладке и подклад-
ки по верху обуви при одновременном давлении стопы на под-
кладку; недостаточно хорошее качество верха и подкладки.
В результате износа деталей верха и подкладки образуются
складки, трещины и сквозные разрывы; загрязняется верх обуви
(особенно светлых тонов из велюра и замши); отрываются ре-
мешки легкой обуви, рвется кант и затяжная кромка заготовки
верха; растягиваются детали в поперечном направлении; проти-
рается кожаная подкладка; истираются жесткие задники; изна-
шиваются участки союзок, задинки или пяточные участки бер-
цев и голенищ.
Причинами износа скреплений деталей верха и подкладки являют-
ся напряжения, возникающие в швах под давлением стопы на обувь;
изгибание деталей верха и подкладки; плохое качество вспомога-
тельных материалов, ниток и клея.
В результате износа скреплений деталей верха и подкладки раз-
рушаются швы верха; ломаются застежки-молнии; отрываются
пряжки.
Основная причина износа деталей низа — трение подошв, подме-
ток, каблуков и набоек по опорной поверхности.
Зона максимального износа подошв и подметок сосредоточена
в носочной части (рис. 13.1), каблуков и набоек — в задней части и
на внешней стороне (рис. 13.2). Набойки в первоначальный период
носки изнашиваются значительно интенсивнее, чем в последу-
ющие периоды. Неравномерность износа кожаных подошв, подме-
ток и набоек значительнее, чем износ резиновых деталей.
Рис. 13.1. Места наибольшего износа кожаных подошв
279
Рис. 13.2. Места наибольшего износа резиновых набоек и нижней части
каблуков:
а - 96,8%; б- 2,2%; в - \ %
Особенностью износа резиновых пористых подошв является вы-
крашивание краев носочной части из-за ударов при ходьбе о не-
ровности опорной поверхности. Иногда наблюдается перелом по-
дошв в пучковой части по линии изгибания обуви, связанный с
неудовлетворительным сопротивлением многократному изгибу
материалов подошв.
Основная форма износа кожаных стелек — образование поверх-
ностных трещин разной глубины, переходящих при продолжитель-
ной носке в сквозные трещины и изломы. Износ картонных стелек
проявляется в расслаивании и скатывании (истирании), образова-
нии неровностей, складок, а иногда и переломов.
Характерными формами износа задников являются их искривле-
ние, оседание, размягчение (из искусственных материалов) и ис-
тирание со стороны, соприкасающейся со стопой.
Каблуки (за исключением резиновых), как правило, не под-
вергаются непосредственному износу. Утоненные каблуки под воз-
действием сосредоточенных нагрузок в процессе ходьбы и бега (при
неправильной конструкции или применении для их изготовления
материалов с неудовлетворительными механическими свойства-
ми) ломаются. Независимо от износа каблуков сдирается лицевая
поверхность кожаных обтяжек и истирается их нижняя часть при
интенсивном износе набоек.
Скорость и характер износа деталей низа зависят от свойств
материалов, из которых они изготовлены; пола и возраста лип,
пользующихся обувью; особенностей их походки; конструкции
деталей и обуви.
Наиболее часто встречающимися эксплуатационными дефектами
крепления деталей низа являются отклеивание подошв, отрыв ран-
та и подошвы от ранта.
Клеевое крепление подошв, подложек и платформ разрушает-
ся довольно часто. Обычно подошвы отклеиваются в носочной час-
ти, а также в области наружного или внутреннего пучков (рис-
13.3, а — ж).
Швы, прикрепляющие рант к затяжной кромке верха и губе
стельки, а также соединяющие губу со стелькой, разрушаются
статочно редко. Поступление в ремонт обуви с нарушенным креП'
280
яецием ранта в большинстве случаев связано с его отрывом в ко-
ечной части обуви (рис. 13.3, з—н).
В период носки рантовой обуви прочность двухниточных подош-
ренных креплений резко снижается, что приводит к отрыву подош-
вЬ1 от ранта чаще всего в носочной части (рис. 13.3, о—у).
В обуви прошивного метода крепления характерным дефектом
является нарушение ниточного звена, что приводит к распуска-
нию шва. Однониточные крепления тем надежнее, чем больше шов
углублен в подошву и ее материал обладает большей износостой-
костью.
Гвоздевые крепления нарушаются при износе головок гвоздей.
Прочность деревянно-шпилечного крепления ослабляется при
попеременном намокании и высушивании деревянных шпилек в
процессе эксплуатации обуви. В 75 % случаев крепление разруша-
ется в геленочной части подошвы.
Из эксплуатационных дефектов деталей низа распространены
нарушения креплений каблуков, отставание пяточной части по-
дошвы и каблука.
Эксплуатационные дефекты резиновой обуви частично схожи
с дефектами кожаной, но имеются и характерные виды износа.
13.3. Места нарушений креплений обуви клеевого метода (а—ж),
отрыва ранта (з—н) и подошвы от ранта (о—у):
24,8%; б- 28,6%; в- 17,1 %; г - 11,2%; д- 1,4 %; е- 13,7%; ж - 3.2%;
3 - 7 %; и _ 14.1 %: К - 70.7 %; л - 1,4 %; м - 5,2 %; н - 1,6 %; о - 24,2 %; п -
16,5%; р - 41,6%; с - 9,1 %; т - 1 %; у - 7,6%
281
Причинами износа резиновой обуви (галош, бот, сапожек)
ляются:
соприкосновение при ходьбе с различными предметами и на.
холящейся внутри кожаной обувью; небрежное надевание и снщ
мание обуви;
усталость материала в результате многократного изгиба;
несоответствие размеров резиновой и кожаной обуви;
трение резиновой обуви о кожаную.
В процессе эксплуатации в резиновой обуви появляются следу-
ющие дефекты:
износ каблука, подошвы и задника;
расслаивание материала пяточной части обуви;
разрыв задника;
замины задника и каблука;
порезы переда;
трещины верха и разрывы голенищ бот и сапожек в области
изгиба и по заднему шву;
разрыв застежки-молнии, верхнего края задника;
обрыв воротничка бот.
К дефектам подкладки резиновой обуви относятся износ или раз-
рыв вкладной стельки; износ подкладки в пучковой и носочной
частях.
В общем объеме дефекты набоек и каблуков составляют 36 %,
подметок — 24, верха — 30, остальные — 10%.
К эксплуатационным дефектам верха валяной обуви относятся
износ пяточной части верха; глубокие трещины и порезы пучко-
вой части; изменение ширины.
К дефектам низа валяной обуви относится износ набоек и подошв.
При наличии дополнительных деталей низа валяной обуви мо-
гут появляться эксплуатационные дефекты, связанные с износом
и разрушением материалов, из которых они изготовлены.
Глава 14
РЕМОНТ ДЕТАЛЕЙ ВЕРХА И ПОДКЛАДКИ ОБУВИ
Различают следующие группы работ: ремонт наружных деталей
верха; ремонт подкладки; замена деталей верха и подкладки; из-
менение формы и размеров обуви.
14.1. Ремонт наружных деталей верха обуви
К ремонту наружных деталей верха обуви относят следуюШИ1
виды работ:
восстановление ниточных и клеевых креплений;
282
прикрепление заплат;
v ремонт канта и окантовочных деталей.
Восстановление ниточных креплений. Для этого на труднодо-
ступных участках применяют швейные машины с малым челно-
jeoM, а на более доступных участках — со средним челноком. В ка-
честве приспособлений и инструментов наряду с машинными иг-
дами используют ручные швейные иглы и шилья-крючки. Нитки
должны быть те же, которыми выполнен нарушенный шов.
Чтобы восстановить нарушенные крепления, сначала удаляют
поврежденные ниточные звенья шва, затем совмещают детали так,
чтобы линии проколов первичных швов совпадали. Детали скреп-
ляют одно- или двухниточным швом. Если межзвеньевые участки
материала не разорваны, шов должен проходить по линии старых
Проколов. Шов должен заходить за края поврежденного участка на
8—10 мм.
Требования, предъявляемые к восстановленным швам, такие же,
как к швам при изготовлении обуви, частота строчки 4—5 стеж-
ков на 1 см.
При восстановлении заднего тачного шва детали предваритель-
но выворачивают, увлажняют места, на которых нарушены швы,
заменяют изношенные прошву или бизик, а затем края деталей
соединяют тачным швом на швейной машине. Иногда с согласия
заказчика тачные швы заменяют переметочными.
Если нарушенные ниточные швы невозможно восстановить из-за
недоступности или резкого ухудшения внешнего вида обуви, то
края деталей склеивают. Клеи должны содержать повышенное ко-
личество смол. Перед склеиванием осторожно срезают лицевой слой
кожи на припусках под тачной шов, спущенные места намазы-
вают полихлоропреновым клеем, которой затем сушат в течение
5*— 10 мин при температуре окружающей среды. Потом края дета-
лей соединяют и склеивают вручную.
Способ устранения механических повреждений, глубоких тре-
щин и сквозного износа участков деталей верха зависит от ха-
рактера износа и расположения ремонтируемого участка. На та-
кие эксплуатационные дефекты можно поставить заплаты. За-
платы прикрепляют двумя способами: без нарушения соедине-
ния деталей и с нарушением. По форме различают заплаты круг-
лые, полукруглые, овальные и в виде лопаточек. Если длина
Изношенного участка союзок (передов) или союзок и задинок боль-
ший, их полностью заменяют. Это крупный ремонт обуви с раз-
боркой низа. В ремонт поступает также обувь (в основном туфли)
с Разрывом канта, а также разрывом и износом окантовочной
Детали.
В простом случае, когда поврежденный участок верха обуви рас-
положен на расстоянии более 7 мм от шва или затяжной грани,
Заклеивают заплату круглой или овальной формы.
283
Вид, цвет и фактура кожи для заплат должны быть такими
как и кожи, из которой обувь изготовлена. Форма и размеры (с уЧе'
том припуска 6 — 8 мм на заклеивание) заплат должны соотве/
ствовать форме и размерам поврежденных участков верха и име^
закругленные контуры.
Прикрепление заплат без нарушения соединения деталей. РемОн
тируемый участок верха обуви из кожи хромового метода дубле-
ния с лицевой стороны (кроме верха из велюра и замши) взъеро.
шивают (зачищают) по всей поверхности шлифовальным полот-
ном № 12—16 или спускают ножом на нет по периметру на шири,
ну 6 —8 мм от изношенного участка. С бахтармяной стороны края
заплаты также спускают ножом по всему периметру на нет на ши-
рину 6 — 8 мм.
На заплату с бахтармяной стороны и взъерошенный или спущен-
ный участок верха наносят ровный тонкий слой полихлоропрено-
вого клея и подсушивают его в течение 5—10 мин. Намазанную
клеем заплату накладывают на поврежденный участок верха и огла-
живают токмачом, нагретым до температуры 50 —60 °C. Переход
от заплат к неповрежденным участкам верха должен быть плавным
и малозаметным.
Если кожа хромового метода дубления имеет лаковое полиуре-
тановое покрытие, технология прикрепления заплат значительно
усложняется.
На лаковом покрытии из-за небольшой эластичности (меньшей,
чем у кожи с естественной лицевой поверхностью) как во время
изготовления обуви (при затяжке), так и при ее носке могут обра-
зовываться трещины. Мелкие трещины на лаковой пленке без по-
вреждения дермы кожи зачищают пемзой или шлифовальной шкур-
кой № 5 —6 до полной ликвидации повреждения, пыль удаляют.
Затем зачищенное место проглаживают утюжком, нагретым до тем-
пературы не более 100 °C, после чего беличьей кистью наносят нитро-
лак, окрашенный спирторастворимым красителем в нужный цвет.
Крупные трещины лаковой кожи образуются обычно в резуль-
тате длительной носки (лаковая пленка трескается вместе с ко-
жей). В этом случае необходимо восстановить поврежденные участ-
ки самой кожи с последующим нанесением бесцветного лака.
Технологический процесс заделки трещин лаковой обуви со-
стоит из следующих операций: промывание, разглаживание, ре-
монт сквозных повреждений, грунтование поверхности обуви, за-
делка трещин, нанесение полиуретанового покрытия на верх обуви-
Перед ремонтом верх обуви промывают от загрязнений тампо-
ном, смоченным ацетоном. Затем обувь сушат 20—30 мин при техн
пературе 20 °C.
Разглаживают места повреждений верха обуви горячим роли-
ком или токмачом через фторопластовую пластинку шириной 50
90 мм, не допуская плавления лаковой пленки.
284
Ремонт сквозных повреждений — это ремонт подкладки, для чего
пользуют заплату из подкладочной кожи или двухслойной кирзы.
На заплату и подкладку обуви вокруг сквозной трещины наносят
полихлоропреновый или полиуретановый клей и приклеивают ее. Если
додкладка отклеилась от верха, клей наносят между верхом и подклад-
кой- Не давая просохнуть клею, заплату накладывают и плотно прижи-
гают, соединяя края трещины. Работу выполняют на рабочем столе с
местной вытяжной вентиляцией (рис. 14.1). Обувь сушат в течение 3 —
5 мин при температуре 18 — 20 °C, после чего надевают на колодку.
Поверхность обуви из кожи с лаковым покрытием грунтуют
полиуретановым клеем. Грунт наносят равномерно на всю поверх-
ность обуви тонким слоем мягкой кистью с последующей сушкой
не менее 1 и не более 24 ч.
Глубокие и сквозные трещины заделывают после ремонта под-
кладки. Для заделки трещин используют 25 — 30%-ный раствор
полиэфируретана в ацетоне. Раствором заполняют трещины в не-
сколько приемов до уровня лицевого слоя кожи. Каждый слой ра-
створа сушат 10 мин в сушильном шкафу в потоке теплого воздуха.
При ремонте лаковой обуви черного цвета в раствор добавляют
красящий раствор черного цвета, при ремонте цветной обуви —
пигментную уретановую пасту.
Полиуретановое покрытие наносят, чтобы выровнять цвет и вос-
становить блеск. Верх обуви покрывают 6%-ным раствором
полиэфируретана в ацетоне. Раствор наносят краскораспылителем
в окрасочной камере. Если цвет заделанной трещины отличается
от цвета верха, обувь покрывают не менее чем двумя слоями того
же, но пигментированного раствора до полной укрывистости. После
нанесения каждого слоя покрытия обувь сушат в сушильном шка-
фу (рис. 14.2) в потоке теплого воздуха. Время сушки до 10 мин,
затем обувь снимают с колодок.
Рис. 14.1. Рабочий стол с местной вытяжной вентиляцией:
7 — лампы; 2 — стекла
285
Рис. 14.2. Схема сушильного шкафа;
7— дверца, 2 — датчик для регулирован
температуры; 3 — термоэлектронагреваic<
ли (ТЭНы); 4— вентилятор; 5— направ.|Ч_
ющие щиты; 6 — сушильная камера; ;
полки
На сквозные разрывы верха обу-
ви из искусственных кож наклады-
вают заплаты из того же материала.
Края заплаты с тканевой или во-
локнистой стороны спускают на нет
по всему периметру. Место под за-
плату протирают растворителем:
ацетоном, этилацетатом, бензином.
На ремонтируемое место и заплату
наносят один слой клея в соответ-
ствии с типом покрытия искусст-
венной кожи. Не допуская высыха-
ния клеевых пленок, накладывают
заплату и прижимают рукой, а затем оглаживают ее токмачом,
нагретым до температуры 50 —60 °C.
Глубокие трещины и сквозные разрывы верха обуви из искус-
ственных кож с поливинилхлоридным покрытием заклеивают и
заделывают поливинилхлоридной пленкой с лицевой стороны и
накладывают кожаную заплату с нелицевой стороны обуви. Внеш-
няя заплата должна быть приплавлена к верху без морщин и скла-
док, переход от края заплаты к верху обуви должен быть плавным
и малозаметным.
При ремонте обуви с верхом из юфти заплаты пришивают нит-
ками. Нелицевую сторону заплаты спускают на ширину установ-
ленного припуска до 1/2 первоначальной толщины. Зачищенное
поврежденное место верха обуви и заплат}7 с нелицевой стороны
промазывают полиизопреновым клеем. Заплаты приклеивают и при-
страчивают на швейной машине, а в труднодоступных участках -
вручную. Шов должен проходить параллельно краям заплаты на
расстоянии 1,5 — 2 мм от них и быть ровным, без пропусков стеж-
ков, хорошо утянутым и околоченным.
Прикрепление заплат с нарушением соединения деталей. Если
поврежденный участок верха обуви расположен на расстоянии
менее 7 мм от швов или затяжной грани близлежащий участок
распарывают, намазанную клеем заплату подкладывают под шов
на 6 — 8 мм и приклеивают. Затем сострачивают детали по линии
старых проколов (рис. 14.3).
При расположении поврежденного участка вдоль затяжной грз-
ни обуви клеевого метода крепления на расстоянии менее 7 мм от
286
рис. 14.3. Схема прикрепления заплаты (а) при расположении поврежден-
ного участка на расстоянии не менее 7 мм от шва, вид обуви до (б) и
после (в) ремонта:
/ — заплата; 2 — клеевая пленка; 3 — поврежденный участок; 4 — швы; 5 —
союзка; 6 — берец
нее сначала отсоединяют подошву от затяжной кромки. Заплату
выкраивают из кожи, близкой по цвету и фактуре коже верха обу-
ви. Длина заплаты должна быть равна длине поврежденного участ-
ка плюс 8—10 мм с обеих сторон. Ширина заплаты должна быть
такой, чтобы перекрывался верхний край поврежденного участка
обуви на 8 — 10 мм и обеспечивалось загибание нижнего края под
подошву на 14—16 мм. Верхний край заплаты спускают с нелице-
вой стороны на ширину 8—10 мм. Поврежденный участок верха
обуви выше линии разрыва на 8 — 10 мм и нижний край заплаты с
лицевой стороны на ширину 14—16 мм взъерошивают шлифо-
вальным полотном.
Поврежденный участок верха обуви и затяжную кромку на этом
участке, заплату' с нелицевой стороны и подошву с неходовой сто-
роны промазывают полихлоропреновым клеем. После кратковре-
менного подсушивания клеевого слоя кожаную заплату приклеи-
вают к поврежденной части верха и затяжной кромке. Затем снова
приклеивают подошву (рис. 14.4).
При разрыве верха вдоль затяжной грани для постановки запла-
ты отделяют всю носочно-пучковую часть подошвы. Для этого след
обуви нагревают в термоактиваторе при температуре 100 — 110 °C
в течение 2 — 3 мин и осторожно отклеивают носочно-пучковую
Часть подошвы.
По одному из способов заплату выкраивают из подкладочной
Кожи или кожи для верха обуви. Отсоединив подошву, срезают
втяжную кромку верха на поврежденном участке, подкладывают
Вместо него заплату бахтармяной стороной наружу и пристрачива-
287
Рис. 14.4. Схема приклеивания заплаты (а) при расположении поврежден-
ного участка на расстоянии не менее 7 мм от затяжной грани обуви, обувь
после наклеивания заплаты (б) и после заправки се под подошву (<?):
1 — заплата; 2 — клеевая пленка; 3 — стелька; 4 — поврежденный участок; 5 -
подкладка; 6 — заготовка верха
ют ее к верху однорядной строчкой. Шов должен проходить парал-
лельно краю верха на расстоянии 1,5 — 2 мм. Заплату затягивают на
стельку и приклеивают так, чтобы шов, соединяющий верх обуви
с заплатой, был расположен за гранью следа на 2 — 3 мм. При этом
взъерошивают лицевую сторону стельки на ширину 14— 16 мм от
края. После затяжки заплаты носочно-пучковую часть подошвы
снова приклеивают.
По другому способу заплату взъерошивают с лицевой стороны,
а верхний край спускают на нет на ширину 8—10 мм. После этого
отсоединяют носочно-пучковую часть подошвы и вклеивают заплату
между подкладкой и верхом поврежденного участка, а затем при-
шивают по верхнему краю однорядной строчкой. Затем верх затя-
гивают.
Ремонт верха обуви при разрыве канта и окантовочной детали.
При разрыве канта обуви на порванный участок с внутренней сто-
роны наклеивают заплату из подкладочной кожи вровень с верх-
ним кантом, скрепляют этот участок зигзагообразным ниточным
швом
Для замены окантовочной детали ее удаляют, перерезая ниточ-
ные стежки, соединяющие деталь с заготовкой верха. Новую окан-
товочную деталь из кожи (или кожеподобной тесьмы) пристрачи-
вают настрочным или выворотным швом При настрочном шве края
кожаной окантовочной летали спускают с бахтармяной стороны
на ширину 1,5 — 2 мм. Края верха обуви и подкладки на ширин}
4—5 мм и всю поверхность окантовочной детали промазывают ПО'
лиизопреновым клеем. После сушки в течение 8—10 мин при теМ'
пературе 18 — 20 °C окантовочную деталь наклеивают на верх обуа11
288
Параллельно краю, загибают на подкладку, околачивают кант и
прострачивают его по всему периметру, захватывая наружный и
^утренний края окантовочной детали
При соединении выворотным швом верхний край кожаной окан-
товочной детали с бахтармяной стороны спускают на ширину 3 —
4 мм и накладывают лицевой стороной на верх обуви так, чтобы их
верхние края совпадали. Окантовочную деталь и верх скрепляют
однорядным швом, проходящим на расстоянии 1 — 1,5 мм от края.
Верхний край подкладки на ширину 3 — 4 мм и нелицевую поверх-
ность окантовочной детали промазывают полиизопреновым кле-
ем, подсушивают пленку в течение 8—10 мин при температуре
18—20 °C. Окантовочную деталь выворачивают, загибают на под-
кладку, околачивают кант и прострачивают его по всему перимет-
ру. Частота строчки 4—5 стежков на 10 мм шва, расстояние строч-
ки от нижнего края окантовочной детали 1 — 1,5 мм.
14.2. Ремонт подкладки
Технология ремонта подкладки зависит от вида обуви. В основ-
ном ремонтируют пяточную часть подкладки при ее разрыве или
сквозном износе.
Ремонт пяточной части подкладки туфель и полуботинок за-
ключается в пристрачивании, приклеивании и формовании внут-
реннего мягкого задника с последующим вклеиванием полустель-
ки или стельки. Мягкий внутренний задник выкраивают из под-
кладочных кож толщиной 0,5— 1,5 мм или из искусственных кож.
Длина мягких задников должна быть равна длине изношенного
участка подкладки плюс припуски 8—10 мм с каждой стороны.
Перед пристрачиванием спускают верхний и боковые края внутрен-
него задника на ширину 4 —5 мм до толщины 0,5 —0,6 мм. В ниж-
нем крае мягких задников делают 3 — 5 вырезов треугольной или
овальной формы глубиной 10—12 мм.
Вкладные стельки и полустельки предварительно отгибают
внутрь или удаляют из обуви, мягкие подпяточники удаляют. Из-
ношенные участки пяточной части подкладки выравнивают и при-
клеивают к жесткому заднику. Мягкий задник прикрепляют к пя-
точной части обуви внахлест.
Мягкий задник накладывают нелицевой стороной внутрь на
Пяточную часть подкладки и пристрачивают однорядным ниточ-
ным швом к верхнему краю пяточной части обуви. Шов должен
Проходить по первоначальной строчке канта и заходить за боковые
Края мягкого задника на 8 — 10 мм с каждой стороны. Всю поверх-
ность пристроченного мягкого задника с нелицевой стороны и
Пяточную часть обуви изнутри намазывают тонким ровным слоем
Полиизопренового клея. После 5—10 мин сушки мягкий задник
10 Леденёва 289
загибают или выворачивают внутрь обуви, плотно прижимают к
пяточной части и приклеивают по всей поверхности.
Мягкий задник должен плотно прилегать к пяточной части обу.
ви, быть хорошо отформованным, не иметь складок, морщин и
вздутий. Нижняя часть задника должна заходить на поверхность
основной стельки на ширину 10—12 мм, быть ровно уложена ц
прочно приклеена к ней. Верхний край мягкого задника обрезают
без заусенцев и повреждений верха обуви.
Отогнутую часть старой или замененной вкладной стельки и
полустельки, загнутую кромку мягкого внутреннего задника и со-
ответствующую часть основной стельки намазывают ровным тон-
ким слоем полиизопренового клея. После сушки вкладную стель-
ку, полустельку и подпяточник приклеивают к основной стельке
без сдвигов, складок и морщин.
Ремонт пяточной части подкладки ботинок и сапожек заключа-
ется в полной или частичной замене внутреннего кожаного ремня.
При этом соблюдаются те же технологические нормативы, что и
при ремонте туфель и полуботинок. С изношенной пяточной части
подкладки из натурального или искусственного меха ножницами с
закругленными концами срезают волос, наклеивают мягкий зад-
ник или внутренний ремень из подкладочной кожи и пристрачи-
вают на швейной машине однорядной строчкой по верхнему кан-
ту ботинок или по средней вертикальной линии сапожек.
При износе отдельных участков подкладки на них наклеивают
заплаты, выкроенные из того же материала, что и подкладка. Края
кожаных и меховых заплат спускают по периметру на ширину 6 —
8 мм до толщины 0,4—0,5 мм. Затем края кожаной подкладки за-
чищают шлифовальной шкуркой, а с меховой срезают мех на ши-
рину 10—12 мм по периметру наклеивания заплаты. Края под-
кладки с лицевой стороны и заплаты с нелицевой стороны намазы-
вают полихлоропреновым клеем, затем сушат в течение 5 — 10 мин
при температуре окружающей среды, после чего аккуратно накле-
ивают заплату.
14.3. Замена деталей верха и подкладки
При полном износе деталей верха и подкладки возникает необ-
ходимость их замены.
Технологический процесс замены деталей состоит из следующих
операций: удаление изношенных частей или деталей верха и под-
кладки, спускание деталей верха обуви по линиям отреза; выкра-
ивание необходимых деталей, их обработка, наклеивание и при-
страчивание.
Способ отделения изношенных участков деталей от изделия за-
висит от их длины и степени износа, характера ремонта, конст-
290
Рис. 14.5. Новые детали верха сапожек (не заштрихованы)
рукции верха обуви. Изношенные части или детали отрезают или
отпарывают. Предварительно намечают линии настрачивания но-
вых деталей верха обуви. Деталь отрезают ниже линии наметки на
6—8 мм для обеспечения припуска. Одновременно отрезают изно-
шенные части подкладки с припуском 7 — 10 мм под строчку. Ли-
нии отреза изношенных частей заготовок верха должны соответ-
ствовать линиям вновь настрачиваемых деталей. Края голенищ и
полуголенищ, попадающие под строчку, по линии отреза спускают
с лицевой стороны на ширину 3 — 5 мм до толщины 0,3 —0,4 мм.
Швы, соединяющие полуголенища или голенища, не должны быть
нарушены за пределами ремонтируемого участка.
Изношенные части подкладки из натурального или искусст-
венного меха отрезают, а ворс по линии отреза удаляют на шири-
ну 8— 10 мм. Изношенную переднюю часть верха обуви заменяют
новыми союзками различной формы, а пяточную часть верха —
задинками (рис. 14.5).
Для ликвидации износа женских туфель по затяжной грани к
верху пришивают обсоюзку или новый носок (рис. 14.6). Толщина
кожаных деталей для ремонта обуви дана в табл. 14.1.
Рис. 14.6. Новые детали верха туфель (не заштрихованы)
291
Таблица |ц ।
Толщина деталей верха и подкладки для ремонта кожаной обуви
Деталь и группа обуви Материал или часть кожи, из которых выкроена деталь Минима.п, пая толщи на дстали. мм
Переда для мужских, жен- Чепрак яловки и полукож- 1,1
ских и мальчиковых сапог ника хромового дубления
с поднарядами Опоек, выросток, конская перед и на хромового дуб- ления 1
Шевро и козлина 0.8
Юфть обувная 1.5
Переда и обсоюзки для муж- Чепрак яловки и полукож- 1,1
ских, женских, мальчиковых ника хромового дубления
и девичьих сапожек, ремни и ремешки для обуви всех групп Опоек, выросток и кон- 1
ская персдина хромового дубления
Шевро и козлина, юфть обувная 0,8
Союзки для мужской, жен- Чепрак яловки и полукож- 1
ской, мальчиковой и девичь- ника хромового дубления
ей обуви Опоек, выросток и кон- ская перед и на хромового дубления 0,8
Шевро, козлина, велюр 0,7
Юфть обувная 1,2
Задинки для мужских, жен- Плотные участки яловки 1
ских и мальчиковых сапог и полукожника хромовою дубления
Опоек, выросток и кон- ская перед и на хромового дубления, шевро и козлина 0,7
Юфть обувная 1.2
Прошва для мужских, жен- Яловка, полукожник, 1
ских и мальчиковых сапог опоек, выросток и кон- ская передина хромового дубления
Юфть обувная
292
Окончание табл. 14.1
Деталь и группа обуви Материал или часть кожи, из которых выкроена деталь Минималь- ная толщи- на детали, мм
Обтяжки для каблуков жен- ской и девичьей обуви Опоек, выросток и кон- ская передина хромового дубления, шевро, козли- на, велюр, замша, лако- вая кожа 0,5
Поднаряд для мужских, жен- ских и девичьих сапог Все участки, кроме пашин, яловки, полукожника, опойка, выростка и кон- ской передины хромового дубления, кожа подкла- дочная 0,8
Юфть обувная 0.9-1
футор для мужских, женских и девичьих сапог Все участки, кроме пашин, яловки, полукожника, опойка, выростка и кон- ской передины хромового дубления, кожа подкла- дочная 0,7
Подшивки для мужских, жен- ских и девичьих сапог Все участки юфти обув- ной, кроме пашин 0,6-1
Вкладные стельки, полустель- ки, подпяточники, внутрен- ние мягкие задники Все участки подкладочной кожи, кроме пашин 0,6
Заплаты Чепрак яловки, полукож- ника 1
Опоек, выросток, конская передина хромового дуб- ления, кожа подкладоч- ная 0,8
Шевро, козлина, велюр 0,7
Юфть обувная 1,2
При обновлении силуэта туфель-лодочек их внешний вид из-
меняют, прикрепляя декоративные детали, закрепляющие обувь
стопе (рис. 14.7). Так же при разрыве канта туфель настрачивают
декоративные ремни или другие детали, сохраняющие или улуч-
шающие их внешний вид (рис. 14.8).
293
Рис. 14.7. Обновленные туфли-лодочки с декоративными деталями, закреп-
ляющими обувь на стопе
Рис. 14.8. Туфли-лодочки после ликвидации разрыва канта с помошЫ0
декоративных деталей
294
Таблица 14.2
Нормативы спускания краев деталей верха
Спускание детали под шов Ширина спуска, мм Толщина спущенного края, мм, нс менее
Цастроч ной 4-5 0,3
Тачной 1,5-3 0,7
Затяжной 6-8 0,2
Детали для замены должны выкраивать из материала, фактура
Л цвет которого совпадают с фактурой и цветом материала ремон-
тируемой или обновляемой обуви, за исключением оговоренных с
заказчиками случаев. По форме детали должны соответствовать
номеру фасона согласно карте образцов, обозначенному в квитан-
ции, а по размерам — ремонтируемой и обновляемой обуви.
Края деталей спускают вручную ножом или на машинах АСГ-13
(Россия) и A2V-E фирмы Glaes (Германия).
Нормативы спускания краев деталей верха указаны в табл. 14.2.
Видимые края ремонтных деталей (кроме деталей сапог из юфти
и кожи хромового дубления) загибают. На края загибаемых дета-
лей шириной 9—12 мм наносят ровный тонкий слой полиизопре-
нового клея, клеевую пленку сушат. Вогнутые края деталей с ма-
лым радиусом кривизны надрезают на глубину 2 — 3 мм при рас-
стоянии между надрезами 1 — 1,6 мм для предотвращения образо-
вания складок. Края деталей загибают на ширину 3 — 4 мм и окола-
чивают молотком. Загнутый край должен быть ровным, четко вы-
раженным, прочно приклеенным.
На союзки и задинки из шевро, козлины хромового дубления и
велюра наклеивают межподкладку независимо от толщины кожи.
Межподкладку наклеивают на союзки женской обуви из вырост-
ка, полукожника, бычка и яловки хромового дубления толщиной
Менее 1 мм и мужской обуви толщиной менее 1.1 м, а также на
задинки толщиной менее 0,7 мм. Межподкладку выкраивают из
бязи или других текстильных материалов и приклеивают полиизо-
Преновым клеем. Клей наносят на межподкладку полосками тон-
ким слоем. Межподкладку наклеивают на союзки и задинки на
Расстоянии 5 — 6 мм от загнутых краев деталей, от краев деталей,
скрепляемых тачным швом, — на расстоянии 0,8— 1 мм, от краев
затяжной кромки — 10—12 мм.
На края сострачиваемых деталей обуви шириной 8 — 10 мм на-
носят полиизопреновый клей. После сушки клеевого слоя детали
сКлеивают без перекосов и сдвигов так, чтобы их верхние края
совпадали, а затем околачивают молотком. Детали должны быть
°Динаковыми и симметрично расположенными в обеих полупарах.
295
Наклеенные детали пристрачивают двумя строчками; расстояц11с
первой строчки до края деталей 0,8—1 мм, между строчками
1 — 2 мм. Частота строчки 5 — 7 стежков на 1 см шва. Строчки дол^
ны быть хорошо утянуты и проходить параллельно краю состри
ченных деталей.
Заменяемые задинки соединяют тачным швом по заднему краю
складывая их нелицевыми сторонами так, чтобы их края совпади
ли. Расстояние строчки от края должно составлять 1 — 1,2 мм;
стота строчки 5 — 6 стежков на 1 см шва. Задний шов разглажива-
ют, а затем наклеивают задинки детали верха и пристрачивают
двухрядной строчкой.
При увеличении носочной части верха обуви допускается при-
страчивание обсоюзок заменять приклеиванием. Обсоюзки вы-
краивают в соответствии с намеченной на наращиваемой союзке
линией приклеивания и соблюдением припусков.
Припуски при увеличении носочной части обуви, мм
На загибку верхнего края........................... 6 — 8
На наклеивание союзки, не менее.................... 10
На затяжную кромку................................. 14—16
На обсоюзку для обуви:
женской.......................................... 9—11
мужской......................................... 11 — 14
Обсоюзки по верхнему краю спускают, спущенную поверхность
промазывают полихлоропреновым клеем, подсушивают, загибают
и околачивают верхний край, а затем по всей его ширине ножом
срезают поверхностный слой кожи (кроме обсоюзок из велюра и
замши). Союзки от нижнего края до линии наметки взъерошивают
шлифовальным полотном № 32 — 50 или срезают ножом поверх-
ностный слой (кроме союзок из велюра и замши), двукратно на-
мазывают склеиваемые поверхности клеем с промежуточной и
окончательной сушкой клеевого слоя. Подготовленные обсоюзки
наклеивают на союзки по линии наметки и околачивают. Клеевой
слой активируют при нагревании. Наклеивать обсоюзки можно также
после увеличения длины подкладки передней части обуви, наде-
вания обуви на колодки, прикрепления и увеличения длины сте-
лек, вставки подносков и затяжки носочно-пучковой части верха
обуви.
Способ замены подкладки обусловливается видом обуви и ха-
рактером выполняемой работы. При ремонте, связанном с отде-
лением затяжной кромки верха лишь в носочной или носочно'
пучковой части, т.е. с полуперетяжкой заготовок верха, переднюй
часть подкладки из натурального или искусственного меха и дрУ"
гих материалов увеличивают по линии отреза изношенного учасТ"
ка деталью, выкроенной из соответствующего подкладочного
териала Новую деталь подкладки с лицевой стороны по верхнем)
296
^раю и наращиваемую (старую) подкладку с нелицевой стороны
ро нижнему краю намазывают полиизопреновым клеем на шири-
цу 8 — 10 мм, подсушивают, склеивают и сострачивают двумя строч-
ками на швейной машине. Расстояние первой строчки от нижнего
храя из натурального меха 1 — 1,5 мм, от нижнего края подкладки
цз искусственного меха и других тканей 2,5 — 4 мм, между строч-
ками 1,5 — 2 мм.
При крупном ремонте, предусматривающем отделение затяж-
ной кромки верха по всему периметру, т.е. связанном с полной
перетяжкой заготовок верха, изношенную подкладку из натураль-
ного и искусственного меха в пяточной части также заменяют под-
кладочной деталью по линии отреза изношенного участка. Кроме
того, практикуется постановка мягких задников (карманов для
жестких задников) или внутренних ремней из подкладочной кожи
14.4. Изменение формы и размеров обуви
Изменение формы и размеров обуви может быть обусловлено
изменением направления моды, нестандартными полнотой и об-
хватами (в том числе патологическими отклонениями) стопы и
голени заказчика.
Процесс включает в себя увеличение полноты и размеров обуви
путем ее растяжки в продольном и поперечном направлениях на
специальных устройствах, а также удлинение и укорачивание. Рас-
тягивают все виды женской и мужской обуви с верхом из кож с
естественной лицевой поверхностью, замши, велюра, нубука и спил-
ка. Растяжку применяют для увеличения объема голенищ сапожек
на небольшую величину. Удлиняют голенища, настрачивая широ-
кий клапан или кант, декоративную полосу для отворота; ремеш-
ки, застегивающиеся на пряжки (пуговицы, кольца).
Укорачивание голенищ осенне-зимней обуви делает ее легкой
и удобной. При укорачивании сапожек делают упор на оформле-
ние канта в виде фигурных изгибов, обработанных в обсечку, бра-
слетов с застежками на подъеме или сбоку; отворотов, отделанных
Перфорацией, строчками или шнуром и сгруппированными фи-
ГУрными бейками.
Сужением голенищ достигается плотное облегание ноги обу-
вью, если она не в полной мере удовлетворяет этим условиям. Го-
ленища сужают по переднему или заднему шву заготовки верха,
Не нарушая крепления верха с низом обуви.
Расширение голенищ изменяет конструкцию верха, не затраги-
вая внутренние детали и детали низа. Одним из вариантов расши-
рения голенищ является вставка застежки-молнии. Ее располагают
сбоку с внутренней стороны, по переднему или заднему шву За-
лежка-молния может быть «открытой» или «закрытой», т.е. рас-
297
полагаться под пристрочным клапаном, украшенным мелкими пу-
говицами или строчкой.
Застежки-молнии заменяют в обуви всех видов и конструкции
Их длина зависит от высоты берцев и голенищ. Удобно делать вы-
рез по заднему шву голенищ с регулирующимся ремешком. Кроме
того, голенища сапожек расширяют с помощью высоких язычков
(типа мокасиновой вставки), настрочных козырьков с отделкой в
обсечку, ремешков, застегивающихся на пряжки и пуговицы, вста-
вок из натурального и искусственного меха, а также эластичных
материалов, шнуровки, которую располагают по переднему шву
или сбоку.
При расширении голенищ сапожек сначала определяют, насколько
следует увеличить их верхнюю часть, для чего измеряют голень ноги
заказчика в нужном месте и внутренний периметр голенища по
верхнему канту (со стороны подкладки). Разница между двумя из-
мерениями соответствует величине расширения. От верхнего канта
голенища вниз делают вырез в виде прямоугольника, закруглен-
ной трапеции или ряда параллельных вырезов одинаковой длины.
Форму и размеры вырезов и их расположение на внутренней, на-
ружной или передней стороне голенищ устанавливают в зависи-
мости от величины расширения, наличия или отсутствия засте-
жек-молний, украшений и декоративных строчек.
Вырезы в верхней части голенищ оставляют открытыми и со-
единяют шнуровкой или ремешками (рис. 14.9, а —в) или запол-
няют эластичной деталью — резинкой (рис. 14.9, г—е). Для этого
шов по канту распарывают в обе стороны от выреза на 12—15 мм
Рис. 14.9. Способы расширения верхней части голенищ сапожек с помошьЮ-
а — ремешков; б, в — шнуровок; г—е — резинок различной формы
298
’^аккуратно отделяют верх голенища от подкладки. Резинку, соот-
ветствующую по форме и размерам вырезу, выкраивают с припус-
£ОМ 8—10 мм. Края пришиваемой резинки спускают по всему пе-
риметру на нет на ширину 3 — 4 мм и намазывают с двух сторон
родиизопреновым клеем на ширину 8—10 мм. Верх и подкладку с
аНУтРенних СТОРОН также намазывают клеем на ширину 8—10 мм, а
росле подсушивания клеевого слоя вклеивают резинку между вер-
хом и подкладкой. Затем резинку пристрачивают к верху и под-
кладке двухрядной строчкой. Расстояние первой строчки от края
1—1,5 мм, между строчками 1 — 2 мм. Кант голенища прострачи-
вают по старым проколам.
Если вырез делают на наружной стороне голенища сапожек, то
деталь из башмачной резинки рекомендуется предварительно об-
тянуть кожей в цвет верха или контрастной.
При сужении голенищ сапожек также измеряют голень заказчика.
В сапожках с голенищами, закрывающими голень выше икры, изме-
ряют обхват икры, а также длину канта. Если размер уменьшения
не превышает 10 — 20 мм, голенища сужают только по заднему
шву; при уменьшении больше чем на 20 мм — по заднему и перед-
нему швам. При уменьшении голенищ сапожек без застежки-мол-
нии учитывают, что периметр (внутренний по подкладке) сужен-
ного голенища не должен быть меньше периметра сечения косого
подъема, в противном случае надевание сапожек будет затруднено
Чтобы сузить голенища, распарывают верхний кант и отделяют
верх от подкладки. Верх сапожек выворачивают на нелицевую сто-
рону и наносят на него новую линию заднего шва или заднего и
переднего швов соответственно заказу. Переход от старого шва к
новому должен быть плавным, а новый шов — по возможности
более длинным. Верхний край голенища отгибают на размер умень-
шения объема плюс 15 — 20 мм в обе стороны.
Передние и задние края голенища сострачивают тугим тачным
швом по намеченным линиям. Строчку начинают от канта и в ко-
нечной точке сужения плавно переводят на старый шов, перекры-
вая его на 10—15 мм. Начало строчки закрепляют тремя-четырьмя
Дополнительными стежками. Шов должен быть ровным, хорошо
Утянутым. Частота строчки 6 — 8 стежков на 10 мм шва на голени-
щах из натуральной кожи и 5 —6 стежков на голенищах из искус-
ственных кож. Излишки верха срезают параллельно линии строчки
За расстоянии 1 — 1,5 мм от нее. Швы тщательно разглаживают,
^еста соединения голенища промазывают с бахтармяной стороны
Золиизопреновым клеем на ширину 10—15 мм. Этим же клеем
Замазывают тесьму, подсушивают клеевой слой в течение 5—10 мин
Зри температуре 18 — 20 °C и наклеивают тесьму без складок и мор-
на разглаженные швы.
Подкладку под голенище расправляют, намечают на ней линии
3аДнего или заднего и переднего швов, сострачивают по намечен-
299
ным линиям края подкладки, а затем (аналогично предыдущем^
обрезают излишки подкладки и разглаживают швы. Расстояние От
строчки до края подкладки из натурального меха 1 — 1,5 мм. и‘
тканей и искусственного меха 1,5 —2,5 мм. Частота строчки 5-^
6 стежков на 1 см шва.
Верхний край голенища, отогнутый на 15 — 20 мм от лищП1
заднего и переднего швов, промазывают полиизопреновым кле-
ем, подсушивают клеевой слой в течение 5—10 мин при темпера,
туре 18 —20 °C. Затем край загибают и выворачивают голенище
лицевую сторону. Голенище и подкладку по верхнему краю также
промазывают полиизопреновым клеем, склеивают и сострачива-
ют однорядной строчкой по старым проколам. При этом задние и
передние швы голенища и подкладки должны совпадать. Чтобы
расправить голенища, сапожки надевают на правила, разглажива-
ют морщины и складки электроутюжком или токмачом, нагретым
до температуры 80—100 °C.
Для удлинения голенища сапожек измеряют наиболее выпуклое
место икры голени заказчика и дополнительно на высоте, до кото-
рой необходимо удлинить голенище. По данным обмера голени и с
учетом особенностей конструкции строят модель верха, стремясь
обеспечить хороший внешний вид обуви. При построении детален
учитывают припуски под загибку, стачивание и настрачивание
голенищ, а также толщину подкладки.
Для удлинения голенищ применяют материалы, аналогичные
материалам верха обуви, а также тисненые кожи, велюр, искусст-
венные кожи и другие материалы, которые могут служить и для
отделки сапожек. Для удлинения подкладки под голенища приме-
няют подкладочные кожи.
При удлинении сапожек выше наиболее выпуклого места икры
голени необходима (кроме случаев, когда для удлинения сапожек
применяют эластичную искусственную кожу) замена или уста-
новка вновь застежки-молнии.
Основные технологические операции при удлинении голеншп
с установкой застежки-молнии следующие:
выкраивание деталей верха и подкладки для увеличения голенищ:
обработка краев выкроенных деталей верха под загибку и ста-
чивание;
распарывание шва по канту голенищ, заднего и переднего швов
в верхней части голенищ на длину 15 — 20 мм;
настрачивание деталей верха, обработанных по нижнему краю
взагибку, на голенища двумя параллельными строчками;
стачивание передних краев деталей;
нанесение клея, сушка клеевого слоя и загибка верхнего края
детали, пристроченной к голенищам;
стачивание задних краев деталей верха, пристроченных к голе-
нищам;
300
отворачивание голенищ и настрачивание деталей кожаной под-
садки на подкладку голенищ двумя параллельными строчками;
стачивание передних и задних краев кожаной подкладки;
Приклеивание кожаной подкладки по верхнему краю к деталям
верха, пристроченным к голенищам;
вставка и пристрачивание застежки-молнии;
отстрачивание верхнего канта;
обрезание излишков кожаной подкладки по верхнему канту;
разглаживание обуви на правилах.
Перед растяжкой детали верха (рис. 14.10) и подкладки обуви
увлажняют кистью, смоченной теплой (температура 40 — 50 °C) во-
дой. Увлажненную обувь в течение 30 — 60 мин выдерживают под
влажной мешковиной. Для лучшего увлажнения в воду добавляют
смачиватели — поверхностно-активные вещества (ПАВ).
Колодки для растяжки подбирают в соответствии с фасоном и
размером обуви. Для растяжки участков деталей верха и подкладки в
соответствующих местах укрепляют грибовидные насадки. При наде-
вании обуви на колодку и ее растяжке не должно быть нарушений
швов заготовки верха и целостности обуви, разрывов материалов
верха и подкладки. Обувь выдерживают на растяжных колодках при
температуре 18 — 20 °C не менее 24 ч до полного высыхания верха и
подкладки. Для ускорения сушки и повышения формоустойчиво-
сти обувь на растяжной колодке устанавливают в рефлекторный тер-
моактиватор и нагревают лампами инфракрасного излучения мощ-
ностью 250 Вт. Продолжительность нагревания не более 8—10 мин,
температура на поверхности обуви 70 — 75 °C. При нагревании кле-
евое крепление подошвы не должно быть нарушено.
После растяжки полупары обуви должны быть одинакового раз-
мера, за исключением оговоренных заказчиками случаев.
На предприятия по ремонту обуви часто поступает обувь с де-
формированными или изношенными застежками-молниями, тре-
бующими их удаления и замены. Для этого сначала распарывают
швы, соединяющие тесьму застежки-молнии с верхом и подклад-
кой обуви, и удаляют старую застежку-молнию.
На края ленты новой застежки-молнии с двух сторон и нелице-
вые стороны верха и подкладки наносят полиизопреновый клей,
Рис. 14.10. Схемы растяжки обуви:
а — в подъеме; б — носочной части; в, г — по ширине
301
не загрязняя детали, и сушат клеевую пленку 5—10 мин при те\и
пературе 18 — 20 °C. Раскрытую полностью застежку-молнию вкле.
ивают между верхом и подкладкой обуви, а затем пристрачивают
к ним двумя параллельными строчками с каждой стороны. Рассто-
яние первой строчки от звеньев застежки-молнии 5—8 мм, вто~
рой строчки от первой 2 — 3 мм. В нижней части застежки-молнии
допускается дополнительное укрепление ленты вручную ниточ-
ным швом с длиной стежков 2,5 —3,5 мм. При наличии в обуви
язычка застежку-молнию пристрачивают с одной стороны к вер-
ху и подкладке обуви, с другой — к верху и подкладке вместе с
язычком. Строчка должна проходить по всей длине язычка на рас-
стоянии 6 — 8 мм от его края. Концы ниток в начале и в конце
строчки вытаскивают на лицевую сторону подкладки, завязывают
узлом и отрезают на расстоянии 4—5 мм от основания узла.
Размеры новой застежки-молнии должны соответствовать дли-
не старой застежки или длине разреза голенищ, а цвет текстиль-
ной ленты — гармонировать с цветом верха обуви.
14.5. Замена и установка фурнитуры и украшений
Украшения и фурнитуру различают в зависимости от вида и
цвета обуви, для которой они предназначены. Одним из наиболее
удобных видов отделочной фурнитуры для женской обуви являют-
ся украшения в виде клипсов. Используют также банты, которые в
основном прикрепляют на туфли-лодочки. Банты могут быть глад-
кими. фасонными, украшенными строчками и тиснением, с двой-
ной и тройной складкой, расшитые бисером, отделанные всевоз-
можными кантами. Банты изготовляют из натуральной и искусст-
венной лаковой кожи, кожи с естественной поверхностью, зам-
ши, велюра, нарядных тканей, бархата, кружев и др. Для отделки
женской обуви, как модельной, так и повседневной, можно ис-
пользовать пластмассовые и металлические пуговицы, пряжки,
кольца, медальоны, цепочки, рельефные накладки, шары, рамки
и т.д. Отделку деталей верха заклепками, фигурными блочками и
хольнитенами можно выполнять по линиям швов.
При замене деформированные и изношенные ремешки, пряж-
ки, пуговицы и банты, а также оставшиеся швейные нитки или
скобки удаляют ножницами или ножом. При установке новых ре-
мешков изношенные в местах крепления пряжек удаляют полно-
стью, а при увеличении длины — частично.
Поставленные вновь или увеличенные ремешки по цвету, фор'
ме, размерам и характеру обработки краев должны совпадать со
старыми ремешками. Новые ремешки или их части при отсутствий
в них подкладки приклеивают и пристрачивают и закрепляют двух'
рядной строчкой. При наличии подкладки ремешки спускают на
302
на ширину б— iu мм, устанавливают между верхом и подклад-
эй берцев (задинок) или ремешков, которые необходимо удли-
^ггь, а затем прострачивают по всему периметру. Ремешки при-
страчивают и закрепляют двухрядной строчкой.
При замене пряжечных ремешков новые детали намазывают
цолиизопреновым клеем с нелицевой стороны, надевают на них
пряжки, а затем складывают вдвое. Концы ремешков устанавлива-
ет между верхом и подкладкой обуви на глубину 8—10 мм и про-
страчивают по всему периметру, одновременно закрепляя двух-
рядным швом место соединения и расположения пряжки. Концы
ниток в начале и конце строчки вытаскивают на лицевую сторону
подкладки, завязывают узлом и отрезают на расстоянии 4—5 мм
от его основания.
Пуговицы прикрепляют иглой вручную по месту первоначаль-
ного расположения не менее чем пятью стежками. Расстояние между
проколами (с внутренней стороны) 4—5 мм, ушко пуговицы долж-
но быть плотно притянуто к верху обуви.
Банты прикрепляют также на место их первоначального поло-
жения без перекосов и сдвигов. Крепление бантов должно быть
прочным и не ухудшать внешний вид обуви. При установке новых
бантов их размеры, форму и цвет согласовывают с заказчиком.
Деформированные и изломанные блочки и крючки заменяют
новыми, предварительно удалив непригодные детали с помощью
отвертки, клещей или кусачек. При расширении голенищ сапожек
блочки и крючки устанавливают заново.
Для вставки блочков, крючков и хольнитенов на предприятиях
по ремонту обуви используют настольные приспособления ВБК-Р
(Россия) с ручным приводом и аналогичные ему, а также специ-
альный ручной инструмент (см. подразд. 2.1).
Размеры, форма и цвет вновь устанавливаемых блочков и крюч-
ков должны совпадать с теми, которые были на обуви. При замене
всех блочков и крючков их цвет должен соответствовать цвету бер-
цев или голенищ обуви. Блочки и крючки симметрично располага-
ют на обоих берцах или голенищах в обеих полупарах и расклепы-
вают на подблочниках и подкрючечниках.
Глава 15
РЕМОНТ НИЗА ОБУВИ
15.1. Виды работ
В процессе ремонта низа обуви восстанавливают нарушенные креп-
ления, заменяют изношенные детали, а также проводят профилак-
тический ремонт для повышения эксплуатационных свойств обуви
303
Для ремонта низа обуви кроме обычных деталей применяют так.
же и специальные: профилактические подметки, рубцы и косячки
Профилактические подметки представляют собой тонкие про.
филированные накладки со сходящими на нет краями. С ходовой
стороны они имеют рифленый рисунок, уменьшающий скольже-
ние во время ходьбы, особенно в зимнее время. Профилактиче-
ские подметки устанавливают на все виды новой или малоноше-
ной мужской и женской обуви осенне-зимнего и весенне-летнего
ассортимента. Особенно эффективны профилактические подмет-
ки, установленные на кожаную подошву обуви, срок носки кото-
рой увеличивается в 3 раза.
Рубцы и косячки устанавливают на зоны максимального изно-
са низа обуви: рубцы — на носочную часть подошвы, а косячки —
на каблук.
Рубцы применяют также и для профилактического ремонта
носочной части подошвы. Их можно приклеивать к деталям низа
обуви из кожи и любых видов резины (монолитной, кожеподоб-
ной, пористой).
Косячки приклеивают к кожаному каблуку или к каблуку из
монолитной или пористой резины при износе тыльной части каб-
лука не более чем на 5 мм. Полиуретановые косячки используют
при ремонте набоек кожаного наборного каблука.
Ремонт низа обуви в зависимости от вида дефектов может быть
подразделен на две группы: ремонт и замена подошв; ремонт и
замена каблуков и набоек.
Первая группа ремонтных работ включает восстановление крепле-
ний подошвы, ремонт подметочной части и полную замену подошв.
Нарушение креплений низа обуви гвоздевого и деревянно-шпи-
лечного методов крепления — это отделение подошвы от затяж-
ной кромки верха или стельки.
Нарушение клеевого крепления низа обуви — это отклеивание
подошвы или от затяжной кромки верха, или от подложки, или от
обтяжки платформы, а также отклеивание ранта с подошвой от
затянутой кромки верха и стельки.
Крепления подошв и ранта могут быть восстановлены лишь тог-
да, когда детали низа не изношены или не разрушены.
Технологический процесс восстановления подошвенных креп-
лений зависит от метода крепления.
Новые подметки ставят при глубоком или сквозном износе по-
дошв. Профилактические резиновые подметки ставят на кожаны?
подошвы при отсутствии износа или при их незначительном износ?-
При ремонте применяют удлиненные и неудлиненные подм?т'
ки, форма и размеры которых определяются характером износа
участков подошвы.
В обуви рантового метода крепления и его разновидностях мо*'
но производить частичную, а иногда и полную замену ранта.
304
Ремонт подметочной части подошв зависит от метода крепле-
ния низа при производстве обуви.
Технологический процесс ремонта подметочной части подошв
состоит из следующих работ:
прикрепление подметок и рубцов к обуви клеевого, прошивно-
го, деревянно-шпилечного и гвоздевого методов крепления;
прикрепление подметок, рубцов и ранта к обуви рантового, ранто-
клеевого, рантопрошивного, «Парко», доппельного и сандально-
го методов крепления;
Замена подошв возможна в обуви клеевого, ниточного и гвоз-
девого методов крепления.
Вторая группа ремонтных работ состоит из укрепления и ремонта
каблуков при нарушении их крепления, износе набоек и незначи-
тельном износе каблуков, не требующем замены их новыми.
Каблуки заменяют при их большом износе, изломе и раскалы-
вании, значительных механических повреждениях обтяжек каблу-
ков при старении фасона каблуков, а также при раскалывании
передней части ляписа каблука с укреплением его металлической
пластиной.
При износе части набойки большой площади рекомендуется
установка косячков из натуральной кожи, искусственных матери-
алов и металлов.
15.2. Технология ремонта подошв обуви гвоздевого
и деревянно-шпилечного методов крепления
Для обуви гвоздевого метода крепления применяют подошвы:
кожаные с обводкой, внутренними подметками, кожаными на-
ружными и резиновыми подметками;
резиновые формованные с подложкой из кожеподобной ре-
зины.
Гвоздевой и деревянно-шпилечный методы крепления подошв
используют преимущественно при изготовлении рабочей специ-
альной обуви с верхом из юфти, кож хромового дубления и ис-
кусственных кож.
Подошвенные и стелечные материалы для гвоздевого метода
Крепления должны обладать высоким сопротивлением этим видам
Разрушения.
15.2.1. Восстановление крепления подошв
Вкладные стельки и полустельки частично отделяют и отгибают
удаляют из обуви. Нарушенные участки крепления кожаной
Подошвы укрепляют деревянными шпильками, пористой резино-
вой подошвы — подошвенными гвоздями. Деревянные шпильки и
305
гвозди вбивают в старые проколы. Шпильки и гвозди должны прохо-
дить через подошву, затяжную кромку верха, задник и стельку. Дере,
вянные шпильки должны выходить за стельку на 1,5 — 2 мм. Высту-
пающие над стелькой концы шпилек зачищают рашпилем. Голов,
ки гвоздей должны быть утоплены в подошву на 1 — 1,5 мм, остр и я
гвоздей — загнуты в стельку, но не выступать над ее поверхностью
Деревянные шпильки забивают в два ряда в шахматном по-
рядке.
Расстояние при креплении подошв, мм
От края подошв:
первого ряда шпилек............................... 7 — 9
второго ряда шпилек от первого..................... 3 — 4
гвоздей............................................ 5 — 8
Между центрами:
шпилек в одном ряду............................... 6 — 7
гвоздей в носочной части........................... 8 — 9
гвоздей на остальных участках.......................9—10
Новые и ранее удаленные или отогнутые вкладные стельки и
полустельки промазывают тонким слоем клея, а затем приклеива-
ют к основной стельке.
15.2.2. Замена подошв
При ремонте подметочной части подошв сначала удаляют из-
ношенную часть подошвы, а затем крепят обводки, подметки и
рубцы деревянно-шпилечным или гвоздевым методом.
Изношенную часть подметки вместе с обводкой отделяют от
затяжной кромки верха и срезают на нет под углом по линии пуч-
ков. После этого подошву с лицевой стороны спускают на нет на
ширину 12—15 мм, а на участке наложения рубца — на ширину
10—12 мм. При отделении подметочной части подошвы и обводки
затяжная кромка верха не должна быть повреждена.
Обводку, выкроенную из стелечной кожи толщиной 1,8 —2 мм
и шириной 16—18 мм, увлажняют, провяливают, околачивают
для уплотнения и спускают один конец на нет на ширину 4—6 мм.
Спущенный конец обводки заправляют под подошву, накладывав
ют обводку лицевой стороной на затяжную кромку пучковой и
носочной частей обуви, прикрепляют обводку к стельке тексом
или деревянными шпильками по проколам.
Расстояние, мм, при креплении обводки
Деревянных шпилек и тексов от грани стельки ......... 5 — 6
Между шпильками и гвоздями:
в носочной части................................. 8—10
в пучковой части................................ 10—12
306
Второй конец укрепленной обводки спускают на нет на шири-
ну 4—6 мм и также заправляют под подошву, затем обводку
околачивают молотком, оглаживают на доске и обрезают по кон-
туру на расстоянии от грани мужской обуви 5 — 5,5 мм, женской
обуви 3 — 3,5 мм.
При необходимости заменяют простилку. Новую простилку при-
крепляют 3 — 5 деревянными шпильками, тексом, мучным или ка-
зеиновым клеем.
Подметки и рубцы по форме и размерам должны соответство-
вать фасону и размерам ремонтируемой обуви. Прямой край под-
летки спускают с нелицевой стороны на ширину 12—15 мм, руб-
цы с нелицевой стороны — на ширину 10—12 мм
Подметку с нелицевой стороны и подметочную часть следа обуви
намазывают полиизопреновым клеем на ширину 18 — 20 мм от края.
Подметку наклеивают на след обуви так, чтобы расстояние от ее
края до грани следа было 2 — 2,5 мм, а прямой срез заходил за
линию пучков мужской обуви на 30 — 35 мм, женской 25 — 30, де-
вичьей, мальчиковой и школьной 20 — 25, детской 15 — 20 мм. Ко-
жаные подметки дополнительно прибивают пятью деревянными
шпильками.
Кожаные подметки и рубцы прикрепляют деревянными шпиль-
ками, из кожволона — деревянными шпильками или подошвен-
ными гвоздями, резиновые — подошвенными гвоздями.
Деревянные шпильки забивают по старым проколам. Проколы
должны быть расположены в два ряда по обе стороны от шпилек
или гвоздей, прикрепляющих обводку.
Рубцы прикрепляют по внешнему и внутреннему контурам двумя
рядами деревянных шпилек. Шпильки располагают в шахматном
порядке.
Расстояния деревянных шпилек при креплении подметок
и рубцов, мм
Подметки Рубцы
От грани стельки шпилек:
первого ряда............................... 3 — 5 3 — 5
второго ряда от первого при подметке:
кожаной..............................7 — 8 3 — 4
из кожволона......................... 7 — 9 —
От прямого среза до шпилек
первого ряда............................... 7 — 9 —
второго ряда от первого...................4—6 —
Между центрами шпилек......................5 — 6 6—7
При креплении подметок гвоздями их забивают в один ряд по
ьсему контуру. Острия гвоздей должны загибаться в стельку, а го-
товки гвоздей — утопать в подошве.
307
Расстояния гвоздей при креплении подметок, мм
От грани стельки ................................... 3 — 6
От прямого края подметки.................1.......... 5 — 8
Между центрами:
в носочной части.................................. 8—10
в остальных частях............................... 10—13
Прикрепленные подметки и рубцы околачивают, после чего цх
поверхность должна иметь ровную несколько выпуклую форму.
15.3. Технология ремонта подошв и ранта обуви
ниточных методов крепления
Для обуви ниточных методов крепления применяют подошвы
кожаные, резиновые и войлочные с резиновыми накладками. Сре-
ди обуви ниточных методов крепления низа, поступающей в ре-
монт, наиболее распространены рантовый и рантоклеевой. Реже
встречаются доппельный, доппельно-клеевой, сандальный, ранто-
прошивной, прошивной и выворотный.
15.3.1. Восстановление ниточного крепления подошв
Нарушение ниточных швов деталей низа обуви в процессе нос-
ки заключается в отсоединении ранта вместе с подошвой от за-
тяжной кромки верха и стельки, подошвы или подложки от ран-
та, подошвы от затяжной кромки верха и стельки.
Обувь рантового, рантопрошивного, доппельного, сандального,
прошивного методов крепления. Для восстановления ниточного креп-
ления подошвы выполняют следующие операции.
1. Удаление вкладной стельки.
2. Удаление остатков ниточного шва.
3. Увлажнение кожаных ранта и подошв.
4. Углубление порезки.
5. Восстановление участка шва на подошве.
1. Вкладную стельку удаляют из обуви полностью или отделяют
и отгибают частично в зависимости от расположения ремонтиру-
емого участка шва. Эту операцию выполняют в обуви прошивного
метода крепления.
2. Остатки стежков нарушенного ниточного шва удаляют вруи-
ную кривым шилом и плоскогубцами. Стежки с ранта должны быть
удалены полностью, без повреждений верха обуви и ранта.
3. Участки кожаных ранта и подошвы с нарушенным швом ув-
лажняют водой, подогретой до температуры 40 —50 °C, с помо-
щью кисти После увлажнения обувь оставляют для провяливания
в течение 15 — 30 мин.
308
4. Порезку кожаной подошвы на участке с нарушенным швом
дубляют на l/з ее толщины.
5. Участок подошвы прошивают на машине или вручную двух-
литочным швом льняными или капроновыми нитками, пропи-
танными варом и воском. Частота строчки на 1 см шва должна
быть не менее 2,5 для кожаных подошв и не менее 2 для резиновых.
Ц1ов должен проходить по старым проколам без пропусков и об-
рывов ниток, быть хорошо утянутым и утопленным в порезке,
заходить на 2 — 3 стежка за обе стороны нарушенного крепления.
Цорезка кожаной подошвы должна быть закрыта и околочена.
На предприятиях по ремонту обуви зачастую машинное при-
крепление деталей низа ниточными швами нецелесообразно из-за
небольшой потребности в данном виде ремонтных работ, малой
протяженности швов, опасности ослабления скрепляемых деталей
при вторичном прокалывании шильями и иглами машины. Ручной
шов позволяет восстанавливать крепление на любых участках обу-
ви, в том числе труднодоступных.
Ручной шов (рис. 15.1) выполняют с помощью прямых или кри-
волинейных шильев-крючков. Шило-крючок вводят в первый про-
кол скрепляемых деталей, накидывают на крючок отрезок наво-
щенной или пропитанной варом и навощенной нитки, протаски-
вают нитку сквозь прокол до середины ее длины, вводят шило-
крючок во второй прокол, накидывают на него ветвь 1 нитки,
вытягивают петлю и продевают через нее ветвь 2 нитки. Потянув
за ветвь 1 нитки, втягивают узел переплетения обеих ветвей внутрь
скрепляемых деталей и далее сильно утягивают стежок. Затем вво-
дят шило-крючок в следующий прокол, накидывают на крючок
ветвь 1 нитки и цикл повторяют.
Ручной шов применяют для сквозного и несквозного прикреп-
ления ранта обуви ниточных методов крепления к затяжной кром-
ке верха и к стельке примерно на 1/2 ее толщины. По конструкции
стежков ручной шов похож на двухниточный шов внутреннего
Рис. 15.1. Последовательность образования ручного шва:
1 — первая ветвь нитки; 2 — вторая ветвь нитки
309
переплетения. На прочность ручного шва влияют те же факторы,
и на прочность двухниточного шва внутреннего переплетения: свой,
ства материалов скрепляемых деталей и ниток, степень ослабленця
материалов в процессе образования шва, диаметр шила-крючка, рас.
положение узла переплетения в ниточном стежке, утяжка шва и др
На прочность ручных ниточных швов и их надежность в про.
цессе носки обуви сильно влияет степень утяжки. При недостаточ.
ной утяжке шва подошва или подметка в процессе изгибания обу-
ви при ходьбе может смещаться относительно друг друга. При этом
на ниточные стежки действует большая нагрузка, они истирают-
ся, что чаще всего является причиной разрушения крепления низа.
Большая или меньшая утяжка шва зависит от усилий, приложен-
ных рабочим при сшивании, свойств и влажности скрепляемых
деталей. Применение жестких и недостаточно увлажненных кожа-
ных подошв, подметок, рубцов и ранта, как и недостаточное увлаж-
нение кожаных стелек ремонтируемой обуви, приводит к необхо-
димости приложения больших усилий при прокалывании деталей
шилом-крючком, более слабой утяжке шва при одновременном
снижении производительности труда.
Обувь рантоклеевого и доппельно-клеевого методов крепления.
Для восстановления крепления подложки с подошвой выполняют
следующие операции.
1. Отделение подошвы.
2. Удаление оставшихся стежков.
3. Взъерошивание подложки и подошвы.
4. Увлажнение участков кожаных деталей.
5. Надевание обуви на колодку.
6. Восстановление участка ниточного шва на подложке.
7. Нанесение клея на подложку и подошву. Сушка.
8. Активация клеевых пленок и пришивание подошвы.
1. Для облегчения отделения подошвы обувь устанавливают в
термоактиватор подошвой к источнику нагревания и выдержива-
ют при температуре 100— 110 °C в течение 3 — 5 мин до ослабления
клеевого крепления. Затем вручную или клещами отделяют подошву
в носочной части обуви до нарушенного участка шва.
2. Выполнение операции см. на с. 308.
3. Подложку и подошву с неходовой стороны очищают от клея
и загрязнений (песка, пыли и др.) и взъерошивают на машине
или вручную шлифовальным полотном. Поверхности должны быть
взъерошены без пропусков, выхватов и сквозных повреждении.
Пыль, образовавшуюся при взъерошивании, удаляют волосяной
щеткой. После этого отсоединенную часть подошвы отворачивают
и закрепляют специальным крючком или гвоздем.
4. Выполнение операции см. на с. 308.
5. При надевании обуви на колодки не должно быть нарушения
швов верха обуви, деформации носков и задников, а также разрЫ'
310
Lp верха и подкладки. Фасон и размер колодки должны соответ-
ствовать фасону и размеру ремонтируемой обуви.
I 6. Выполнение операции см. на с. 309.
• 7. На взъерошенные поверхности подложки и подошвы из кожи
дрезины наносят тонкий равномерный слой полихлоропренового
£дея без пропусков, сгустков и потеков, на подошву из поливинил-
юрида и других полимеров — слой полиуретанового клея с отвер-
дителем. Клей наносят двукратно на детали из кожи с промежуточ-
ной сушкой 10—15 мин, однократно на детали из других материа-
лов. Верх обуви и подошва не должны быть загрязнены клеем. Кле-
евую пленку сушат в течение 1 — 1,5 ч при комнатной температуре.
8. Клеевые пленки активируют в течение 1 — 1,5 мин при тем-
пературе 100 — 110 °C в термоактиваторе. Затем подошву наклады-
вают на след обуви и устанавливают в пресс для приклеивания
или тщательно околачивают молотком вручную.
Обувь выворотного метода крепления. Для восстановления ни-
точного крепления выполняют следующие операции.
' 1. Удаление вкладной стельки.
2. Увлажнение подошвы.
3. Выворачивание обуви.
4. Надевание обуви на колодку.
5. Восстановление шва.
6. Снятие обуви с колодки, восстановление формы обуви.
1. Вкладную стельку удаляют из обуви, см. на с. 308.
2. Выполнение операции см. на с. 308.
3. При восстановлении шва в пучковой или геленочно-пяточ-
ной части обувь полностью выворачивают, при восстановлении
шва в носочной части — только носочно-пучковую часть. При
выворачивании обуви не должны быть повреждены верх, подошва
и швы.
4. Вывернутую обувь надевают на колодку. Фасон и размер ко-
лодки должны соответствовать фасону и размеру ремонтируемой
обуви.
5. Шов восстанавливают с нелицевой стороны подошвы вруч-
ную по старым проколам. Двухниточный ручной шов выполняют
Льняными или капроновыми нитками, пропитанными варом и
Воском. Шов должен быть хорошо утянут, не иметь обрывов и уз-
лов. Длина стежков 6 — 7 мм.
6. После восстановления шва обувь снимают с колодок, выво-
рачивают на лицевую сторону и вторично надевают на колодки
Для придания ей требуемой формы. Отремонтированный учас-
ток подошвы околачивают. При надевании обуви на колодки швы
Ие должны быть нарушены, верх и подкладка не должны быть
Порваны.
Новые или ранее удаленные вкладные стельки вкладывают или
вклеивают в обувь без сдвигов и перекосов
311
15.3.2. Восстановление крепления ранта
Данный вид ремонтных работ выполняется при нарушении
точного крепления ранта и отделении его вместе с подошвой.
Подошву (одно- или двухслойную) от носочной части до
рушенного участка шва отделяют от ранта ножом без поврсжлс.
ний верха обуви и ранта. Вкладную стельку или полустельку ула„
ляют полностью или отделяют и отгибают частично в зависим^
сти от положения участка рантового шва, подлежащего ремонту
Вкладная стелька и полустелька при этом не должны быть по*
вреждены.
Остатки стежков после отделения подошвы удаляют вручную
кривым шилом или плоскогубцами. Удаление стежков нарушенно-
го шва должно быть выполнено без пропусков и повреждений вер-
ха обуви и ранта.
Ремонтируемые участки кожаных деталей (рант, стельку, под-
ложку) увлажняют с помощью кисти водой, подогретой до 40
50 °C. После увлажнения обувь выдерживают в течение 15 — 30 мин.
Рант на ремонтируемом участке пришивают на машине иди
вручную с помощью шила-крючка льняными или капроновыми
нитками, пропитанными варом. Шов должен проходить через рант,
затяжную кромку, верх и стельку; заходить за обе стороны участ-
ка, где нарушено крепление, на 2 — 3 стежка; быть хорошо утянут
и не иметь пропусков, обрывов и узлов. Длина машинного стежка
6 — 7 мм, ручного 7 — 8 мм.
Подошву и след обуви намазывают полиизопреновым клеем.
После сушки клеевых пленок при температуре 18 — 20 °C в течение
5—10 мин подошву пришивают к ранту на машине или вручную
двухниточным швом льняными или капроновыми нитками, про-
питанными мыльной эмульсией или варом. Частота строчки на 1 см
шва должна быть не менее 2,5 для кожаных подошв и не менее 2
для резиновых.
Шов должен проходить по старым проколам без пропусков и
обрывов ниток, быть хорошо утянутым и заходить на 2 — 3 стежка
за оба конца нарушенного участка. Стежки на подошвах из кожи и
кожеподобной резины должны быть уложены в порезку на глуби-
ну 1/з толщины.
Новые вкладные стельки, полустельки и подпяточники вы-
краивают из подкладочных кож толщиной 0,6— 1.5 мм. Стельки-
полустельки и подпяточники по фасону и размерам должны со-
ответствовать ремонтируемой обуви, не иметь дефектов, мате-
риал деталей в обеих полупарах должен быть одинаковым по визу
и цвету.
Новые или ранее удаленные или отогнутые вкладные стельки 11
полустельки намазывают тонким ровным слоем полиизопреново-
го клея, а затем прочно приклеивают к основной стельке.
312
15.3.3. Замена подошв и ранта
Обувь рантового метода крепления. Данный вид ремонта обуви
Ещолняют при общем сквозном или местном износе одинарных
роДоШВ’ сопровождающемся нарушением их крепления с верхом,
взносом ранта, нарушением крепления ранта со стельками. При
цесквозном износе подошв, не сопровождающемся нарушением
ИХ крепления с рантом и ранта со стелькой, допускается прикле-
ивание подметок и рубцов согласно технологическим нормативам
ремонта клеевой обуви.
Процесс замены кожаных подошв обуви рантового метода креп-
ления состоит из следующих операций.
1. Подбор колодок и надевание обуви на колодки.
2. Удаление изношенной части или всей подошвы.
3. Замена или укрепление ранта.
4. Взъерошивание затянутого следа обуви.
5. Прикрепление геленков.
6. Простилание следа.
7. Нанесение клея на след, подметки, рубцы и подошвы, сушка
клеевой пленки.
8. Увлажнение и провяливание кожаных подметок, рубцов и
подошв.
9. Приклеивание подметок, рубцов и подошв.
10. Обрезание подметок, рубцов и подошв.
11. Пристрачивание подметок, рубцов и подошв.
12. Закрывание порезки подметок, рубцов и подошв.
13. Прикрепление пяточной части подошв
1. Операцию выполняют при ручном креплении ранта и подош-
вы к ранту. При машинном креплении ранта обувь не надевают на
колодку, при креплении подметок и рубцов к ранту можно наде-
вать или не надевать обувь на колодку. По фасону и размеру колод-
ки должны соответствовать ремонтируемой обуви. При надевании
на колодку не допускаются нарушения швов верха и деформиро-
вание обуви, разрывы подкладки.
2. При удалении части подошвы вручную ножом перерезают стеж-
ки ниточного шва, соединяющего изношенную часть подошвы с
рантом, при удалении всей подошвы — по всему периметру шва.
Затем подошву отделяют от носочной части к пяточной. Изношен-
ную подметочную часть подошвы срезают по линии, проходящей
Ниже линии пучков на 5—10 мм при установке неудлиненных
Подметок или ниже линии пучков на 25 — 30 мм при установке
Удлиненных подметок в мужской и женской обуви. Геленочную
Насть подошвы, оставшуюся после срезания подметочной части,
сПускают на нет по прямому краю на ширину 25 — 30 мм при ре-
монте мужской обуви и на 20 — 25 мм при ремонте женской, деви-
чьей и мальчиковой обуви. Участок подошвы, на который накла-
313
дывают рубец, спускают под углом на нет. Ширина спуска под0^
швы, как и рубца, 12—15 мм.
При полной замене подошв кожаной обуви сначала удаляют
каблуки, если они не составляют одно целое с подошвами, а
тем подошвы. Остатки стежков шва удаляют кривым шилом и плоС-
когубцами.
3. Если рант изношен, а его крепление с затяжной кромкой
верха и стельками повреждено, возникает необходимость полной
или частичной замены ранта. Если рант полностью сохранился. а
лишь частично поврежден шов, соединяющий его с затяжной кром-
кой верха и стелькой, или неплотно с ними скреплен, ограничу
ваются только укреплением ранта.
Рант можно заменить или укрепить механическим или ручным
способом. До пришивания ранта приклеивают затяжную кромку вер-
ха, если она отстала от стельки. Края заплат, наклеенные на изно-
шенные места верха обуви и расположенные на расстоянии менее
7 мм от затяжной грани, загибают за грань стельки и прикрепляют
тексом или приклеивают к затяжной кромке верха. Изношенный
участок ранта спускают на нет с бахтармяной стороны на ширину
8—10 мм. Вкладную стельку или полустельку в зависимости от
степени их износа и расположения ремонтируемого участка ранта
удаляют или отгибают к пяточной части.
Кожаный рант должен быть по всей длине одинаковой плот-
ности, ширины и толщины. Ширина ранта для ремонта мужской
обуви 14— 16 мм, женской 12— 14 мм. Один конец ранта спускают
на нет с бахтармяной стороны на ширину 8 — 10 мм.
Рант увлажняют, погружая в воду температурой 20 —25 °C на
1—2 мин, затем провяливают под влажной мешковиной в течение
30 — 60 мин.
Кожаную стельку с внутренней стороны (при пришивании вруч-
ную и с наружной) и ремонтируемый участок старого ранта ув-
лажняют кистью, смоченной водой.
Для пришивания ранта на машине обувь надевают на разогре-
тый рог, подводят под иглу и делают 2 — 3 стежка на подошве.
Затем накладывают рант лицевой стороной на затяжную кромку
верха, чтобы его внутренний край проходил на расстоянии 6 — 7 мм
от грани стельки.
При ремонте обуви механического производства рант приши-
вают так, чтобы шов попал во внешний угол, образованный стель-
кой и ее губой (рис. 15.2). В обуви рантового метода крепления руч-
ного производства шов должен пройти через рант, затяжную кромку
верха и стельку^ параллельно грани следа на расстоянии 3 — 5 мм от
края стельки. Перед окончанием пришивания рант отрезают на
20 — 30 мм больше требуемой длины, спускают его конец с бах-
тармяной стороны на нет на ширину 8—10 мм и делают 2 — 3 стежка
за пределами ранта.
314
Рис. 15.2. Схема прикрепления ран-
та на машине 03030/Р4 фирмы
ZPS-SM (Чехия):
1 — рог машины; 2 — стелька; 3 —
рант; 4 — игла машины; 5 — верх
обуви
[ НарУшенное крепление ранта
I стельке восстанавливают, при-
щцвая этот участок по старым
проколам.
По окончании пришивания ран-
ножом подрезают нитку, снима-
ет обувь с рога машины, прове-
ряют качество шва и при необхо-
днмости исправляют обнаружен-
ие дефекты. Кроме того, прикре-
пляют рант по старым проколам,
обрезают конец нитки внутри обу-
ви, надевают обувь на колодку стой-
ки-упора и околачивают молотком
рант и след обуви. В процессе ско-
лачивания носочную часть ранта
надсекают с бахтармяной стороны
на Уз—1/? его толщины под уг-
лом 30°. Длина надрезов 1,5 — 2 мм,
число надрезов 4—5.
Рант, подошву и подметку при-
крепляют однониточным цепным
швом на прошивных машинах
03012/Р2, 03012/P3, 03030/Р4 фирмы ZPS-SM (Чехия), КТ-80 фир-
мы Hardo (Германия) и др. Для более надежного скрепления сши-
ваемых деталей машинную нитку можно пропитывать расплавлен-
ным варом и подогревать электронагревателями, помещенными в
роге машины.
При полной замене ранта ручным способом или при его боль-
шой протяженности сначала удаляют простилку, а в некоторых
случаях вместо нее к стельке прикрепляют кожаный вкладыш. Так
как при пришивании вручную можно проколоть около половины
толщины стельки, то при отсутствии вкладыша в процессе носки
отремонтированной обуви возможен прорыв швом стельки, если
она потеряла гибкость и прочность в результате длительного воз-
действия пота стопы.
Вкладыш вырезают из кожи для низа обуви толщиной 1,8 — 2 мм.
По форме и размерам он должен соответствовать поверхности,
ограниченной губой стельки в обуви механического производства
Или затяжной кромкой верха в обуви ручного производства. Вкла-
ДЫш увлажняют, провяливают, промазывают его бахтармяную
Поверхность казеиновым, декстриновым или мучным клеем и на-
клеивают на стельку, предварительно удалив простилку. Вкладыш
временно прикрепляют к стельке двумя проволочными гвоздями.
Для пришивания ранта вручную применяют льняные нитки
9,5/7 и 9,5/8 или капроновые № 1,8. Для сохранности шва в
315
процессе носки обуви и облегчения скольжения нитки в проколу
скрепляемых деталей льняные нитки предварительно натирщ^
пчелиным воском или сначала варом, а затем воском; капроновые
нитки натирают пчелиным воском.
Рант для пришивания вручную вырезают из кожи в виде рс~
мешков, подбирают их ширину в соответствии с шириной ранта в
ремонтируемой обуви с припуском 1,5 — 2 мм на последующую
обработку. Новый рант, ремонтируемые участки старого ранта ц
стельки с наружной стороны увлажняют так же, как и при машин-
ном пришивании. Внутренний край ранта по всей длине спускают
с лицевой стороны на 5 —6 мм при ремонте мужской обуви и на
4 — 5 мм — женской. Один конец ранта спускают на нет с бахтар-
мяной стороны на ширину 6 — 8 мм. При использовании ранта из
двух-трех частей их концы в местах соединения спускают на нет с
противоположных сторон, промазывают полиизопреновым клеем
и накладывают друг на друга.
При ремонте обуви рантового метода крепления ориентирами
для выполнения ручного шва служат наружная сторона губы стельки
и линия на вкладыше, прочерченная острием шила на расстоянии
12— 15 мм от наружной стороны губы. В обуви ручного производ-
ства для правильного расположения шва прочерчивают две линии
Первая линия проходит по затяжной кромке верха на расстоянии
1 — 1,5 мм от грани стельки при открытом ранте и 2—3 мм при
закрытом ранте, вторая линия — на вкладыше на расстоянии 12 —
15 мм от первой. По второй линии ножом, поставленным под уг-
лом 30 — 40° к поверхности вкладыша, делают подрезание на глу-
бину около 1 мм.
Рант накладывают лицевой стороной на затяжную кромку вер-
ха обуви и прикрепляют ручным швом по проколам, выполня-
емыми кривым шилом-крючком. Сначала прокалывают порезку
вкладыша, захватывают шилом-крючком половину толщины стель-
ки, выводят шило-крючок у основания ее губы с наружной сторо-
ны или у линии, прочерченной на затяжной кромке верха (рис. 15.3).
Далее прокалывают затяжную кромку верха и рант посередине его
спущенной части. Длина стежков в пучковой части равна 7 — 8 мм.
в носочной — 5 — 6 мм. При пришивании рант в пучковой части
несколько вытягивают, а в носочной — слегка посаживают. Для
лучшего прилегания ранта в носочной части на его внешней сто-
роне делают 4 — 5 коротких надрезов. Перед окончанием приши-
вания оставшийся конец ранта отрезают под углом, спускают на
нет с бахтармяной стороны на ширину 6 — 8 мм, пришивают спу-
щенный конец ранта, завязывают нитку узлом и отрезают ее из-
лишки.
Прикрепленный рант околачивают молотком, оглаживают на
доске. Открытый рант с лицевой стороны прокатывают нагретым
накатником.
316
Рис. 15.3. Схема прикрепления ранта ручным способом в обуви:
0 — механического производства; б — ручного производства; / — заготовка верха
обуви; 2 — рант; 3 — вкладыш; 4 — стелька; 5 — шов
4. Спущенный край подошвы взъерошивают шлифовальным
полотном № 32 — 50 на машине МВК-0 или комбинированной
отделочной машине, не нарушая целостность шва, скрепляющего
рант, затяжную кромку верха и стельку.
На взъерошенной поверхности не должно быть пропусков и
выхватов. Пыль от взъерошивания удаляют вращающейся волося-
ной щеткой.
5. При полной замене подошв, а иногда и при установке под-
меток возникает необходимость замены изношенных металличе-
ских геленков новыми. Геленки соответствующих размеров и про-
филя накладывают на середину геленочной части следа обуви и
прикрепляют вручную к стельке двумя тексами. Передний край
теленка не должен доходить до линии пучков на 10—12 мм, а
задний край должен заходить на подкаблучную часть стельки не
менее чем на 20 мм.
Жесткие кожаные и картонные геленки с предварительно спу-
щенным передним краем (на ширину 10— 15 мм до толщины 1 —
1,5 мм) приклеивают встык с краями затяжной кромки верха или
внутренними краями губы стельки и околачивают молотком.
Излишки геленков, заходящие за края затяжной кромки вер-
ха или губы стелек, срезают, а боковые края выравнивают до
толщины затяжной кромки верха или высоты губы стелек. Об-
работанная поверхность следа обуви должна быть без бугров и
впадин.
6. Старую простилку в ремонтируемой обуви заменяют новой из
картона, войлока или отходов тканей и нетканых текстильных
Материалов. Простилку или приклеивают полиизопреновым, казе-
иновым или полихлоропреновым клеем, или прикрепляют 3 — 5 тек-
сами или деревянными шпильками.
Простилка должна заполнить углубление в подметочной час-
ти, образуемое затяжной кромкой верха или внутренними кра-
ями губы стельки, заходить на теленок на 10—15 мм и возвы-
шаться на 1 — 1.5 мм над затяжной кромкой верха или губой стель-
317
ки. Края простилки из картона и войлока спускают на нет
ширину 10—15 мм заподлицо с затяжной кромкой верха или rvl
бой стельки. Переход от простилки к теленку должен быть пгщ^
ным.
7 При ремонте обуви с кожаной подошвой на след обуви, вклкк
чая рант, поверхность наложения подметки или рубца, а также ца
кожаные подметки или рубцы жесткой кистью наносят тонкий
равномерный слой полихлоропренового клея, который сушат. а
затем наносят еще слой клея.
На резиновые подметки или рубцы клей наносят один раз
При замене подошв на след обуви, включая рант и простилку. а
всю поверхность подошв, кроме пяточной части (при некруго-
вом ранте), наносят тонкий равномерный слой полиизопрено-
вого клея. Клеевой слой сушат при температуре 18 —20 °C в тече-
ние 10— 15 мин.
8. Перед приклеиванием кожаные подметки, рубцы и подошвы
увлажняют, погружая их в ванну с водой температурой 18 — 20 С
на 5—10 мин Затем детали провяливают под влажной мешкови-
ной в течение 1 — 2 ч. Влажность кожаных деталей должна состав-
лять 30 — 35 %.
9. Подметки и рубцы приклеивают по технологии ремонта кле-
евой обуви. Подметки и рубцы с клеевой пленкой сначала термо-
активируют, а затем наклеивают на след обуви, обжимают клеща-
ми на машине ОС-P по краю вместе с рантом и далее околачива-
ют молотком или обувь помещают в пресс.
Подошвы накладывают на след обуви без перекосов и сдвигов, с
равномерным припуском по всему контуру, обжимают по краю
вместе с рантом и приклеивают на прессах ПП-Р. ПКП-Р и др.
Пяточную часть подошв временно закрепляют одним каблучно-
набоечным гвоздем № 18 — 20. Головка гвоздя должна выступать
над поверхностью подошвы на 1/з длины.
10. Излишки подметок, рубцов и подошв обрезают на машине
ОС-P или вручную по всему периметру. Срез подметок, рубцов и
подошв должен быть ровным, перпендикулярным поверхности
деталей, равномерно отстоять от грани следа обуви, соответство-
вать его контуру.
И. Подметки, рубцы и подошвы прикрепляют ручным швом
или двухниточным швом на машинах СПР и СПР-1-Р (Россия).
ST-80 фирмы Hardo (Германия) и др.
Машина СПР-1-Р предназначена для предприятий по ремонт}
обуви В станине машины установлены бачок для разогревания вара
и механизм для пропитывания шпульных ниток расплавленным
варом.
Машина имеет также специальное приспособление для закры-
вания порезки и снабжена упором для пристрачивания подошв-
подметок и рубцов, не надевая обувь на колодки.
318
Соотношения номеров ниток, шильев и игл при машинном
пристрачивании подметок, рубцов и подошв
Обувь
Номер нитки:
игольной:
льняной.........
капроновой
челночной:
льняной.......
капроновой
Номер:
шила............
ИГЛЫ .........
женская мужская
. 9,5/6 9,5/7
. 2 1,8
• 9,5/5 9,5/6
. 2 1,8
. 155 165
. 175 200
Игольную льняную или капроновую нитку пропитывают мыль-
ной эмульсией, челночную льняную — варом, нагретым до тем-
пературы 60 —70 °C, челночную капроновую — до температуры
50—60 °C. При ремонте светлой модельной обуви с открытым ран-
том нитки не рекомендуется пропитывать варом, их следует нати-
рать пчелиным воском. При ручном пришивании подметки, рубцы
и подошвы предварительно подрезают ножом с ходовой стороны:
подметки и рубцы — по всему периметру, подошвы — за исклю-
чением подкаблучной части.
Требования к выполнению подрезания деталей
Расстояние порезки от края деталей обуви
с рантом, мм:
открытым......................................... 3 — 4
закрытым......................................... 1,5 — 2
Глубина порезки, мм ............................... 1—1,2
Угол наклона порезки к ходовой поверхности дета-
лей, град........................................... 45
Концы порезки должны заходить на подкаблучную часть по-
дошв на 10— 12 мм. Порезку увлажняют смоченной в воде кистью,
а затем подрезанный слой отгибают тупичком. Проколы делают
кривым подошвенным шилом или шилом-крючком со стороны
ранта. Конец шила или шила-крючка должен пройти в порезку на
Подметке, рубце или подошве. Необходимо следить за своевремен-
ной заточкой и ремонтом ручного инструмента.
Шов при машинном и ручном пристрачивании должен быть
Ровным, без пропусков, обрывов и узлов, хорошо утянутым, про-
водить по ранту параллельно грани следа обуви, быть полностью
Уложен в порезку. Шов, прикрепляющий подметку или рубец, дол-
жен заканчиваться на расстоянии 6 — 8 мм от их прямого края.
Цервый и последний стежки шва, прикрепляющего подошву, долж-
ны захватывать спущенные концы ранта и заходить на подкаблуч-
319
ную часть на 10— 12 мм. Нитки шва должны переплетаться в сере
дине толщины скрепляемых деталей обуви.
Требования к пристрачиванию деталей
Расстояние шва от грани следа обуви с рантом, мм:
открытым.......................................... 2—3
закрытым, не более................................. 1
Длина стежков, мм.................................... 3 — 4
12. Края порезки закатывают вращающимся рифленым валиком
или ручной гладилкой, или поверхность подметки, рубца и подо,
швы околачивают молотком. Иногда порезку подошвы предвари,
тельно намазывают полиизопреновым клеем или смесью пер.
хлорвинилового или нитроцеллюлозного клея с кожаной пылью,
а также смесью казеинового клея с тальком.
13. При крупном ремонте кожаной обуви с некруговым ран-
том пяточную часть подошв прикрепляют одним подошвенным
гвоздем № 12 или 15. Гвозди должны быть расположены на рас-
стоянии 8 — 9 мм от края подошвы и проходить через затяжную
кромку верха, задник и стельку. Расстояние между центрами гвоз-
дей 10—12 мм. Острия гвоздей должны быть загнуты на стельку.
Гвоздь, временно прикрепляющий пяточную часть подошвы,
удаляют.
Обувь рантоклеевого метода крепления. Обувь рантоклеевого
метода крепления изготовляют в основном с подложкой из кожи
или пористой резины, пристроченной к ранту, и подошвой из
пористой резины, приклеенной к подложке, на низком каблуке,
с некруговым или круговым рантом. Износ низа рантоклеевой обуви
проявляется преимущественно в уменьшении толщины или вы-
крашивании подошвы; реже наблюдаются износ подложки, нару-
шение крепления подложки с рантом, ранта с затяжной кромкой
верха и стелькой.
Если в обуви рантоклеевого метода крепления ремонту подле-
жит лишь подметочная часть подошвы, а крепления подложки с
рантом и ранта с затяжной кромкой верха и стелькой не наруше-
ны, удаляют только изношенную часть подошвы, не повреждая
шов, соединяющий подложку с рантом. Отделяют наружный слой
подошвы, отрезают изношенную часть и ремонтируют по техно-
логии ремонта обуви клеевого метода крепления.
Технологический процесс замены изношенной подметочной
части подошвы с нарушенными креплениями подложки с рангом
и ранта с затяжной кромкой верха и стелькой, а также полной
замены подошвы кожаной обуви разделяют на следующие операции-
1. Подбор колодок и надевание обуви на колодки
2. Удаление изношенной части подошвы или удаление всей
дошвы.
3. Замена крепления ранта
320
4. Прикрепление геленков.
5. Простилание следа обуви.
6. Нанесение клея на след обуви и подложку. Сушка.
7. Приклеивание кожаных подложек.
8. Пристрачивание носочно-пучковых и геленочных частей ко-
жаных подложек.
9. Прикрепление пяточной части подложек.
10. Нанесение клея на след обуви, подметки, рубцы и подошву.
Сушка клеевого слоя.
11. Приклеивание подметок, рубцов и подошвы.
1. Операцию выполняют так же, как и в обуви рантового метода
крепления.
2. Изношенную часть подошвы срезают по линии, проходящей
на 5 — 10 мм ниже линии пучков. Геленочную часть подошвы, как
и подметки, спускают по прямому краю на нет на ширину 25 —
30 мм при ремонте мужской обуви и на 20 — 25 мм при ремонте
женской, девичьей и мальчиковой обуви.
Участок подошвы, на который накладывают рубец, срезают под
углом на нет. Ширина среза, как и ширина рубца, равна 12—15 мм.
При глубоком износе носочную часть подложки срезают под
углом на ширину 12 — 15 мм. Стежки ниточного шва. соединяюще-
го подложку с рантом, перерезают по периметру, соответствующему
протяженности участка износа и нарушения крепления подложки
или ранта. Подложку отгибают к пяточной части обуви и закрепля-
ют одним гвоздем. Остатки перерезанных стежков на ранте и внут-
реннем слое подошвы или подложки удаляют кривым шилом и
плоскогубцами.
При полной замене подошв стежки шва, соединяющего под-
ложку с рантом, перерезают по всему периметру, а затем детали
удаляют вместе с каблуком.
3 — 5. Операции выполняют так же, как и при замене ранта обу-
ви рантового метода крепления
6. Подложки взъерошивают на машине МВ К-0 или комби-
нированной отделочной машине: лицевую сторону подложки из
кожи — шлифовальным полотном № 12—16, бахтармяную сторо-
ну — № 63 — 80. подложки из резины — с обеих сторон шлифо-
вальным полотном № 63— 100.
На след обуви, включая бахтармяную поверхность ранта, под-
ложку, наносят тонкий ровный слой полиизопренового клея. При
Полной замене подошв полиизопреновый клей наносят на весь
след обуви, кожаную или резиновую подложку, за исключением
Пяточной части (при некруговом ранте). Клеевой слой сушат при
Температуре 18 —20 °C в течение 10—15 мин.
7. Загнутую в сторону пяточной части обуви подложку отгибают
Па место. Часть кожаной подложки, отделенную от ранта, увлаж-
няют кистью, смоченной в воде; вновь приклеиваемую кожаную
11
Леденена
321
подложку увлажняют, погружая ее на 2 — 5 мин в ванну с водой
нагретой до температуры 18 —20 °C. Затем подложку провяливают
под влажной мешковиной в течение 30 — 60 мин.
Подложку приклеивают к следу обуви на прессах ПП-Р или
ПКП-Р без перекосов и сдвигов, обжимают по краю вместе с ран-
том и околачивают молотком. Край подложки должен совпадать с
краем ранта. При постановке новых подложек их края должны рав-
номерно выступать по всему контуру относительно ранта.
8. Заново приклеенные подложки обрезают по всему периметру
вручную или на машине ОС-P. Подложку пристрачивают на ма-
шине СПР-1 (или аналогичной ей) льняными или капроновыми
нитками так же, как и подметки, рубцы и подошвы в обуви ран-
тового метода крепления, но без их подрезания. Шов должен про-
ходить на расстоянии 2 — 3 мм от грани затянутой обуви. Длина
стежков на кожаной подложке 3 — 4 мм, на резиновой 4—5 мм.
9. При некруговом ранте пяточную часть вновь пристрочен-
ных подложек прикрепляют вручную подошвенными гвоздями к
стельке обуви. Гвозди должны проходить через подложку, затяж-
ную кромку верха, задник и стельку и загибаться на стельку. Рас-
стояние гвоздей от края стельки 5 мм, между центрами гвоздей
10— 12 мм.
10. На кожаную подложку наносят два слоя (с промежуточной
сушкой) полихлоропренового клея. На резиновую подложку и под-
метки, рубцы, подошвы из пористой резины клей наносят один
раз. Промежуточную сушку клеевого слоя производят при темпе-
ратуре 18 —20 °C в течение 15 — 20 мин, окончательную — при та-
кой же температуре в течение 45 — 60 мин.
11. Выполнение операции см. на с. 325.
Обувь прошивного метода крепления. В ремонт в основном по-
ступает женская (реже мужская) модельная обувь прошивного
метода крепления на кожаной подошве, изготовленная ручным
способом. Ремонт подошв такой обуви заключается в удалении из-
ношенной части подошв, приклеивании кожаных подметок и руб-
цов без последующего их пришивания. Технология такого ремонта
совпадает с ремонтом подошв обуви клеевого метода крепления
(см. с. 325).
Применяют также комбинированный метод: приклеивание и
пришивание подметок и рубцов.
В этом случае после нанесения на кожаные подметки и рубпы
полихлоропренового клея их увлажняют, провяливают, приклеи-
вают, а затем пришивают ручным швом к затяжной кромке верха
и стельке. Вкладные стельки или полустельки предварительно уда-
ляют или отгибают к пяточной части обуви, а основные стельки
по поверхности наложения подметок или рубцов увлажняют с внут-
ренней (обращенной к стопе) стороны. Подметки и рубцы подре-
зают с ходовой стороны.
322
Параметры порезки
Глубина порезки, мм................................... 1 — 1,2
Угол наклона порезки к ходовой поверхности, град...... 45
Расстояние порезки от края подметки и рубца, мм....... 5 — 8
Порезку увлажняют кистью, смоченной в воде, а затем подре-
занный слой отворачивают тупиком.
Подметки и рубцы пришивают льняными нитками № 9,5/6 и
9,5/7 или капроновыми нитками № 1,8, пропитанными сначала
варом, а затем пчелиным воском. Шов должен быть ровным, без
пропусков и обрывов ниток, хорошо утянутым и утопленным в
порезке. Шаг стежков 6 — 7 мм, расстояние шва от края стельки
3—5 мм. Шов должен заходить на 2 — 3 стежка за обе стороны ре-
монтируемого участка подошвы.
После пришивания порезку на подметках и рубцах закрывают,
тщательно околачивают. Вкладные стельки вклеивают новые или
отгибают и приклеивают ранее использованные
15.4. Технология ремонта подошв обуви клеевого
метода крепления
15.4.1. Восстановление крепления подошв
Данный вид ремонтных работ выполняют при местном отклеи-
вании подошвы от затяжной кромки верха или внутреннего слоя
подошвы (подложки).
Подошву отделяют от носочной части обуви к геленочной. Раз-
меры отделяемого участка подошвы определяются расположением
нарушенного клеевого крепления.
Для облегчения отделения подошвы обувь устанавливают в реф-
лекторный термоактиватор подошвами к источнику нагревания
Обувь выдерживают в термоакгиваторе при температуре 100 — 110 °C
(в зоне расположения обуви) в течение 3 — 5 мин до заметного
ослабления клеевого крепления. Затем вручную клещами осторож-
но отделяют подошву от обуви. При отделении от обуви подошва и
затяжная кромка верха (или подложка) не должны быть повреж-
дены, соединение затяжной кромки верха со стелькой не должно
быть нарушено.
Подошву с неходовой стороны и затяжную кромку верха или
Подложку очищают от песка, пыли и других загрязнений и взъеро-
шивают металлической проволочной щеткой, шлифовальным по-
лотном или кругом. Всю поверхность отогнутой части подошвы и
Подложки взъерошивают, а затяжную кромку верха, — отступив
ОТ затяжной грани 0,5— 1 мм.
Взъерошивание выполняют без пропусков, выхватов и повреж-
дений затяжной кромки верха до полного удаления ранее нане-
323
сенной (при изготовлении обуви) клеевой пленки. Пыль, образ(к
вавшуюся на подошве и следе обуви при взъерошивании, удал я к Г|
волосяной щеткой.
После очистки от пыли часть подошвы, которую следует цри
клеить, отворачивают и закрепляют П-образным крючком ц 1|{
гвоздем.
При незначительном отклеивании (до 10 мм по следу) и на-
дежном креплении подошвы в целом допускается приклеить оы
клеившийся участок, не отсоединяя деталь от обуви.
При прессовании подошвы без применения внутренних метал-
лических вкладышей перед нанесением клея ремонтируемую обувь
надевают на колодки. При этом не должно быть нарушений швов
верха обуви, деформации задников, разрывов верха и подкладки.
При ремонте обуви с верхом из натуральной кожи и тканей и
подошвами из кожи и резины на взъерошенные участки затяжной
кромки (или подложки) и подошвы наносят полихлоропреновый
клей. При ремонте обуви с верхом из искусственных кож с поли-
винилхлоридным покрытием и поливинилхлоридной подошвой на-
носят полиуретановый клей с отвердителем На кожаную подошву
(и подложку) клей наносят двукратно с промежуточной сушкой
при температуре 18 — 20 °C в течение 10—15 мин, на затяжную кром-
ку верха и подошвы из резины и поливинилхлорида — однократно.
Клей наносят тонким ровным слоем, без пропусков, сгустков и
потеков. Верх обуви и ходовая поверхность подошвы не должны
быть загрязнены клеем.
Слой полихлоропренового клея на затяжной кромке верха и
подошвах (или подложке) сушат при температуре 18 — 20 СС в те-
чение 45 — 60 мин, полиуретанового — 60 мин.
15.4.2. Замена подошв
Технологический процесс замены подошв рассмотрен приме-
нительно к основным конструкциям обуви клеевого метода креп-
ления, характеризующимся прикреплением затяжной кромки верха
к стельке (или к обтяжке платформы в обуви строчечно-клеевого
метода крепления) и приклеиванием подошвы к затяжной кромке
(или к обтяжке).
Технологический процесс состоит из следующих операций.
1. Удаление или выравнивание изношенной части подошв и
подготовка следа.
2. Подбор колодок и надевание на них обуви.
3. Взъерошивание затяжной кромки верха или следа обуви.
4. Нанесение клея на затяжную кромку верха или след обуви,
подметки, рубцы или подошвы. Сушка клеевого слоя.
5. Термоактивация клеевых пленок, приклеивание подметок-
рубцов или подошв.
324
6. Обрезание излишков подошв и подметок.
7. Отделка верха обуви.
8. Отделка низа обуви.
1. Новые подметки при ремонте подошв, как правило, прикле-
ивают непосредственно к затяжной кромке верха обуви. Это обес-
печивает гибкость отремонтированной обуви, предотвращает ее
утяжеление и ухудшение внешнего вида. Для постановки подметок
сначала удаляют изношенную подметочную часть подошвы, пред-
варительно ослабив клеевой шов механическим или химическим
способом.
Механический способ предусматривает нагревание изношен-
ной части подметочной подошвы. Обувь устанавливают в термо-
активатор и выдерживают при температуре 100 — 110 °C (в зоне рас-
положения обуви) в течение 2 — 3 мин, а затем вручную клещами
отделяют подошву. Для этого применяют термоактиваторы с элек-
тролампами инфракрасного излучения МО-17 (Россия), термо-
активаторы ТС-Р (Россия) или фирмы GP (Германия).
Термоактиватор фирмы GP (рис. 15.4) имеет полку для дета-
лей, таймер, вентилятор и нагревательный элемент. Размеры тер-
моактиватора (410x400x390 мм) позволяют размещать его на ра-
бочем столе, а вентилятор предотвращает деструктурирование кле-
евой пленки.
Химическим способом удаляют изношенную подметочную часть
под действием растворителей, являющихся смесью равных массо-
вых частей этилацетата и бензина. Эту смесь из масленки или ка-
пельницы осторожно, чтобы не нарушить окраску кожаного верха
обуви, наносят на стык подошвы и верха или на край ходовой
поверхности кожаной подошвы. Через 1 — 3 мин подошву отделя-
ют от обуви, начиная с носочной части. Если подошва отделяется
с трудом, смесь дополнительно на-
носят на клеевые пленки по месту
отрыва и продолжают отделять по-
дошву, не допуская повреждения
затяжной кромки верха обуви.
Для ослабления клеевого шва
обуви с кожаной подошвой целе-
сообразнее применять растворите-
ли, в обуви с резиновыми подошва-
ми, а также с верхом из цветных
кож с естественной лицевой по-
верхностью — нагревание.
По государственному стандарту
«Обувь кожаная, резиновая и валя-
ная. Требования к ремонту» долж-
ны быть соблюдены требования,
Приведенные ниже
Рис. 15.4. Термоактиватор фир-
мы GP (Германия)
325
Расстояние прямого края подметок от линии пучков, мм
Неудлиненных для обуви:
мужской............................................35
женской и девичьей.................................30
Удлиненных для обуви:
мужской.............................................55
женской и девичьей.................................50
Отделенную от затяжной кромки верха изношенную подметоч-
ную часть подошвы срезают по линии, проходящей на расстоянии
5—10 и 25 — 30 мм ниже линии пучков при установке соответ-
ственно неудлйненных и удлиненных подметок.
Оставшуюся геленочную часть подошвы спускают ножом с ли-
цевой стороны на нет.
Оптимальная прочность приклеивания прямой части подметок
достигается при равенстве ширины спуска геленочной части по-
дошвы и прямого края подметок.
Рекомендуемая ширина спуска деталей обуви, мм
Мужской....................................... 25 — 30
Женской, девичьей и мальчиковой............... 20 — 25
Школьной и детской............................ 15 — 20
После удаления изношенной подметочной части подошвы не-
пригодную простилку заменяют новой, которую прикрепляют
3 — 5 тексами №7 — 9 или приклеивают полиизопреновым или по-
лихлоропреновым клеем. Простилка должна полностью заполнять
углубление, образуемое затяжной кромкой верха. Края картонной
и войлочной простилок по всему периметру спускают ножом до
толщины затяжной кромки верха обуви. Поверхность простилки в
обуви должна быть ровной, без бугров и впадин. Средняя часть
простилки должна быть на 1 — 1,5 мм выше ее краев. Концы тексов
должны загибаться на стельку.
На поврежденные участки затяжной кромки верха накладыва-
ют заплаты. Участки верха, где нарушено крепление затяжной кром-
ки, подтягивают клещами, укладывают на край стельки и закреп-
ляют. Если в ремонтируемой обуви затяжная кромка прикреплена
к стельке тексами, то заплаты и затяжную кромку верха прикреп-
ляют также тексами. На край стельки наносят казеиновый, поли-
изопреновый или полихлоропреновый клей, накладывают заплату
или приклеивают затяжную кромку верха к стельке, потом закреп-
ляют тексами № 7 — 9. Текс забивают так, чтобы его острие загну-
лось на стельку обуви, надетой на металлическую колодку стойки-
упора. Если обувь изготовлена с клеевой затяжкой заготовки вер-
ха. заплаты и затяжную кромку предварительно зачищают, накле-
ивают, затем прижимают их рукой и околачивают молотком.
326
При замене изношенные под-
летки, если они приклеены не к
^тяжной кромке верха обуви, а
К выровненной подошве, долж-
jibi быть полностью удалены. Уда-
ление подметок не должно со-
провождаться ослаблением кле-
евого крепления подошвы с за-
тяжной кромкой верха и повреж-
дением затяжной кромки и вер-
ха обуви. Изношенные участки
подошвы при необходимости вто-
рично выравнивают.
При местном износе возника-
ет потребность в постановке руб-
цов. Для этого участок подошвы,
на который устанавливают ру-
бец, полностью срезают под углом на нет. Ширина среза равна
Рис. 15.5. Металлические стойки-
лапы
12— 15 мм. Допускается наклеивать рубец без срезания ремонтиру-
емого участка подошвы, а только после его выравнивания.
При полной замене изношенной подошвы сначала удаляют
низкие каблуки, если они не составляют одно целое с подошвой,
или средние и высокие каблуки, если язычок подошв заходит на
верхнюю площадку каблука. Затем обувь нагревают в термоакти-
ваторе или обрабатывают растворителем; чтобы ослабить клеевой
шов, осторожно отделяют всю подошву от носочной к пяточной
части или от фронтальной поверхности каблука, не допуская раз-
рывов и разрушений затяжной кромки верха обуви. Непригодную
простилку заменяют новой, а поврежденные участки затяжной
кромки верха и нарушенное крепление ремонтируют, как и при
удалении изношенной подметочной части подошв.
Удаление подошв и подготовку следа обуви выполняют на
стойке-упоре У-P (Россия) с набором сменных колодок или стой-
ках-лапах (рис. 15.5).
2. Подбор колодок и надевание обуви на них выполняют только
При замене подошв. Раньше эти операции выполняли и при замене
изношенной подметочной части подошв. В настоящее время подмет-
ки приклеивают на прессах, предназначенных для обработки обуви
без колодок, т. е. с помощью специальных пластин и адаптеров. Мож-
но просто надевать обувь на колодку стойки-упора и околачивать
Наклеенные подметки молотком. При наклеивании профилактиче-
ских резиновых подметок и рубцов данную операцию исключают.
Колодки подбирают в соответствии с половозрастным назначе-
нием, размером и фасоном ремонтируемой обуви. При надевании
обуви на колодки не должны быть нарушены швы верха, дефор-
мированы носки и задники.
327
3. Прочность клеевого крепления низа обуви зависит от состоя,
ния поверхностей склеиваемых деталей. Для улучшения состоянця
поверхности затяжной кромки верха ее взъерошивают проводом,
ной щеткой или шлифовальной лентой на машине, что увеличц-
вает поверхность склеивания, обеспечивает контакт клея с наибо.
лее прочными внутренними слоями кожи, удаляет с затяжной кром.
ки верха загрязнения, жирующие вещества, пластификаторы ц3
искусственных кож, исключая искусственную кожу с поливинил-
хлоридным покрытием, где взъерошивание заменяют протирани-
ем поверхности затяжной кромки верха органическим растворите-
лем: бензином, этилацетатом, ацетоном.
Затяжную кромку верха обуви из кож с естественной лицевой
поверхностью взъерошивают проволочной щеткой или шлифоваль-
ной лентой № 32 — 50, отступая от грани следа обуви 0,5— 1 мм.
При выравнивании изношенной подметочной части взъерошива-
ют поверхность наложения подметки на подошву. На обработан-
ных поверхностях не должно быть пропусков, выхватов и сквоз-
ных повреждений, а также длинных, легкоотрывающихся воло-
кон. Пыль, образовавшуюся при взъерошивании, удаляют с обра-
ботанной поверхности волосяной щеткой.
Взъерошивание затяжной кромки верха и следа обуви выпол-
няют также на машине МВК-0 и комбинированных отделочных
машинах фирм Hess, Hardo, GP и др. Изделие взъерошивают, при
жимая к щетке обрабатываемый участок и постепенно перемещая
обувь. Пыль, образующаяся при обработке, отсасывается вентиля-
тором и улавливается фильтром машины.
4. Перед нанесением клея детали низа подбирают попарно в
соответствии с дефектами ремонтируемой обуви. Для ремонта при-
меняют подметки, рубцы и подошвы, вырубленные из чепрака
кож крупного рогатого скота, пористой, монолитной и кожеподоб-
ной резины, а также формованные или вырубленные и заранее
обработанные профилактические резиновые подметки.
При ремонте обуви с кожаными подошвами наряду с кожа-
ными подметками и рубцами применяют подметки и рубцы из
кожеподобной резины и рубцы из полиуретановых пластин. Ре-
зиновые подметки и рубцы по материалу и цвету должны со-
ответствовать резиновым подошвам ремонтируемой обуви. Толщи-
на неспущенной части подметок и рубцов должна совпадать с тол-
щиной подошв обуви или незначительно отличаться от нее. По
фасону и размерам подметки и подошвы должны соответствовать
ремонтируемой обуви, а рубцы — ремонтируемым участкам по-
дошвы.
На затяжную кромку верха или след обуви и подготовленные
детали низа вручную жесткой кистью наносят полихлоропреио'
вый или полиуретановый клей один или два раза с промежуточ-
ной сушкой на расстоянии 0,5— 1 мм от грани следа. Подметки н
328
рис. 15.6. Пресс 64/60С фирмы Вгоск-
fjeper (Германия) с металлическими
пластинами и адаптерами для бсско-
лодочного ремонта
рубцы намазывают клеем по пери-
метру на ширину 18 —22 мм и всю
поверхность крокуля.
Клеевой слой сушат в основном
при комнатной температуре (18 —
20 °C). Время сушки зависит от типа
и свойств применяемого клея, чи-
сла нанесенных слоев, а также от
способа сушки: без или с термоак-
тивацией.
При срочном ремонте обуви тер-
моактивацию клеевых пленок на
деталях обуви часто совмещают с
сушкой клеевого слоя. Для этого
время нагревания в термоактива-
торе увеличивают до 3 — 5 мин, а
детали склеивают до остывания
клеевых пленок и потери ими лип-
кости.
5. Подметки, рубцы и подошвы,
подготовленные к приклеиванию,
термоактивируют и накладывают
на след обуви без перекосов и
сдвигов. Края деталей должны на
2—5 мм выступать по всему пери-
метру за грань следа обуви. Время
от конца термоактивации клеевой
пленки до накладывания детали на
след обуви не должно превышать
10—15 с, чтобы избежать остыва-
ния пленки и снижения прочно-
сти склеивания.
Обувь с наложенной деталью
Прессуют при давлении 0,25 — 0,4 МПа (в зависимости от мате-
риала подошвы), обеспечивающем образование монолитного клее-
вого шва.
Для приклеивания подошв к обуви на среднем и высоком
Каблуках используют прессы и пресс-секции, обеспечивающие
329
Рис. 15.7. Обрезание по периметру:
а — подметок; б — подошв
необходимое усилие прижатия крокуля подошвы к фронтальной
поверхности каблука. Обувь с наложенными подметками об-
рабатывают в прессах, предназначенных для бесколодочного
ремонта, т.е. с надеванием обуви на пластины или адаптеры
(рис. 15.6).
Профилактические резиновые подметки и рубцы приклеива-
ют, а потом околачивают молотком на стойке-упоре У-P. Давле-
ние и продолжительность прессования зависят от применяемого
клея.
Подметки, рубцы и подошвы должны быть приклеены к следу
обуви прочно, без зазоров и расщелин. След обуви после приклеи-
вания подметок и подошв должен быть ровным.
Для приклеивания деталей низа при ремонте обуви применяют
прессы ПП-Р и ПКП-Р, Rustic Orthopadie фирмы Hardo (Герма-
ния), Super Classic, 64/60 С фирмы Brockfieper (Германия) с ис-
пользованием обувных колодок или без них. Кроме того, применя-
ют прессы ППГ-4-О.
6. Выступающие края полошв и подметок срезают по всему пе-
риметру ножом вручную или на машинах ОС-P и ОК-1-Р. Меха-
низм для обрезания состоит из двух валов, размещенных в рукавах
машины. На верхнем валу закреплен дисковый нож, на нижнем —
транспортирующий ролик с канавкой для захода ножа. Для обре-
зания выступающий край детали заправляют между транспортиру-
ющим роликом и дисковым ножом; при вращении рукоятки ма-
шины по часовой стрелке срезают излишки по требуемому конту-
ру (рис. 15.7).
7 — 8. Окончательная отделка отремонтированной обуви заклю-
чается в ее чистке от клея и других загрязнений, заделке дефек-
тов, ретушировании и аппретировании. Урез подошв и подметок
при необходимости окрашивают в тон цвету верха подошвенными
красками и высушивают.
330
Глава 16
РЕМОНТ КАБЛУКОВ И НАБОЕК
16.1. Факторы, влияющие на прочность крепления
каблуков
В процессе эксплуатации обуви каблуки и набойки быстро из-
нашиваются. Это связано с разнообразными механическими воз-
действиями, в частности с трением скольжения по опоре.
Существует несколько способов крепления каблука: штифто-
вые, клеевые и комбинированные.
Более подробно крепления каблуков рассмотрены в подразд. 11.5.
Нарушение крепления каблука является следствием износа, рас-
шатывания каблуков во время носки.
На прочность крепления каблуков влияют материалы деталей,
способ прикрепления каблуков, длина и диаметр гвоздей, каче-
ство и свойства ниток и клея, угол наклона гвоздей, характер по-
верхностей стержней и др.
Кожаные каблуки собирают из фликов, склеиваемых и скреп-
ляемых гвоздями. Формование кожаных сборных каблуков в спе-
циальных формах, приклеивание кранцев на верхнюю плоскость
каблуков и последующее формование придают верхней площадке
необходимую вогнутость. С ходовой стороны на кожаные каблуки
прикрепляют кожаные и резиновые набойки, иногда резиновые
полукаблуки. Высота кожаных каблуков может быть низкой и лишь
в отдельных случаях средней.
Резиновые каблуки по конструкции подразделяют на формо-
ванные, штампованные, вырубаемые из пористых каблучных пла-
стин и сборные. Резиновые формованные каблуки выпускают в
основном низкими (высотой до 25 мм) разных фасонов, разме-
ров, цвета, структуры и рисунка ходовой поверхности. Плотность
резины 0,7 — 1 г/см3. Менее распространены каблуки, вырубаемые
Из резиновых каблучных пластин плотностью 0,3 —0,7 г/см3 и тол-
щиной от 8 до 24 мм, а также наборные резиновые.
Деревянные средние и высокие каблуки вытеснены пластмас-
совыми. Их изготовляют в незначительных количествах, преиму-
щественно клиновидными или полуклиновидными.
Пластмассовые каблуки (из полиамида, полиэтилена, АБС-пла-
стика, полипропилена) выпускают разнообразных форм, размеров,
Конструкций. Пластмассы используют в основном для производ-
ства высоких и средних каблуков. Низкие каблуки из полиэтилена
Применяют ограниченно — при производстве отдельных видов обуви
Па кожаной подошве. Каблуки из пластмасс, как и деревянные,
обтягивают материалами верха обуви или окрашивают в разные
Цвета. Иногда обтяжка пластмассовых каблуков имитирует кожа-
331
ный наборный каблук. Пластмассовые каблуки изготовляют без
вкладышей и с вкладышами из древесины и полиэтилена. Вкла-
дыш повышает прочность крепления каблуков гвоздями и предок
вращает их раскалывание. Каблуки могут иметь отдельные полости
или быть пустотелыми для уменьшения их массы и снижения рас-
хода материалов; с гнездами для совмещения со штырями набоек
или без гнезд.
В настоящее время для изготовления и ремонта обуви все чаще
применяют комбинированные каблуки. Это позволяет расширить
ассортимент конструкций, более рационально использовать мате-
риалы и повысить прочностные свойства каблуков и каблучного
крепления.
16.2. Ремонт каблуков и набоек
Ремонт каблуков заключается в замене и установке каблуков и
набоек, а при ремонте низких резиновых и кожаных каблуков — в
установке также и косячков.
Резиновые каблуки. Технологический процесс ремонта резино-
вых каблуков состоит из следующих операций.
1. Подготовка пяточной части обуви к прикреплению резино-
вых каблуков.
2. Укрепление пяточной части подошвы
3. Вклеивание подпяточников.
4. Прикрепление каблука.
5. Подготовка резиновых каблуков к прикреплению фликов,
набоек и косячков.
6. Нанесение клея на поднабоечную поверхность каблука, на-
бойки, фликов и косячков, сушка клеевых пленок.
7. Приклеивание набоек, фликов и косячков.
1. Пяточную часть вкладной стельки или полустельки отделяют
от основной стельки и загибают к носку, мягкие подпяточники из
обуви удаляют.
Концы гвоздей, выступающие над поверхностью стельки и слабо
удерживаемые в каблуке, удаляют гвоздевытаскивателем и кусач-
ками.
2. Ослабленное крепление пяточной части подошвы укрепляют
гвоздями. Торчащие острия гвоздей загибают на стельку
3. При разрушениях пяточной части стельки в обувь вклеивают
жесткие подпяточники из кожи или картона толщиной 1,5 — 2 мм*
Прямой край подпяточников с нелицевой стороны должен быть
спущен на нет на ширину 8—10 мм.
Перед приклеиванием подпяточники с нелицевой стороны взъе-
рошивают, а поверхность стельки в пяточной части очищают от
загрязнений шлифовальным полотном или рашпилем. Пыль уда-
332
кяют. Затем на склеиваемые поверхности наносят ровный тонкий
слой полиизопренового клея, клеевые плёнки сушат и вклеивают
подпяточники.
4. Резиновые каблуки прикрепляют снаружи на машинах ПКМ-Р
И ПНЖ-Р гвоздями, нарезаемыми из проволоки со спиральной
накаткой, или вручную проволочными гвоздями; изнутри — на
машине ПК-1-Р.
Число вбиваемых гвоздей зависит от степени ослабления креп-
ления.
Требования к креплению каблука гвоздями
Ч исло гвоздей......................................... 3 — 9
Расстояние, мм:
между центрами гвоздей............................... 12—15
гвоздей от края каблука............................. 8—10
на которое головка гвоздя должна быть утоплена
в каблук............................................ 1 — 1,5
Острия гвоздей должны быть загнуты на основную стельку или
жесткий подпяточник.
При креплении каблуков изнутри обуви головки гвоздей не
должны выступать над поверхностью стельки и подпяточника. Укреп-
ленные каблуки должны прилегать к пяточной части подошвы
плотно, без щелей и зазоров.
Отогнутую часть вкладной стельки или полустельки (или мяг-
кие подпяточники) приклеивают к основной стельке полиизопре-
новым или казеиновым клеем.
5. Резиновые каблуки подготавливают к прикреплению набоек
и косячков следующим образом. Изношенный участок в резино-
вых формованных каблуках срезают ножом под прямым или ост-
рым углом. Угол наклона при срезании должен соответствовать углу
наклона спуска внутреннего края косячка. Вручную удаляют изно-
шенные набойки резиновых наборных каблуков.
Концы выступающих гвоздей после удаления деталей срезают
кусачками, извлекают клещами и гвоздевытаскивателем или обра-
батывают на шлифовальном круге.
Набойки и косячки шлифуют с неходовой стороны, флики — с
обеих сторон. При косом срезе внутренний край косячков с нели-
цевой стороны должен быть спущен на нет.
Ремонтируемые каблуки шлифуют равномерно, без выхватов и
пропусков по поверхности склеивания с набойками, фликами и
Косячками. Пыль, образовавшуюся при шлифовании, удаляют со
склеиваемых поверхностей волосяной щеткой.
6. На склеиваемые поверхности наносят тонкий ровный слой
Клея. Верх обуви и ходовые поверхности подошв, набоек и косяч-
ков не должны быть загрязнены клеем.
333
Клеевую пленку сушат при температуре 18 —20 °C в течение
15 — 30 мин.
Набойки, флики и косячки наклеивают с предварительным
нагреванием клеевых пленок или без нагревания. Пленку полихло-
ропренового клея нагревают при 100— НО °C в течение 1 — 3 мин
до повышения липкости клеевого слоя.
7. Непосредственно после разогревания клеевого слоя на каблу-
ки накладывают флики, набойку или косячок, прижимают рукой
деталь и околачивают молотком. Флики, набойки или косячки долж-
ны быть прочно приклеены, без расщелин и сдвигов.
Отремонтированные каблуки должны быть одинаковыми по фор-
ме, высоте и размеру в паре. При установке обуви на горизонталь-
ную плоскость вся ходовая поверхность каблука должна соприка-
саться с ней.
Кожаные каблуки. Технологический процесс ремонта кожаных
каблуков состоит из следующих операций.
1. Подготовка пяточной части обуви.
2. Укрепление кожаного каблука.
3. Подготовка кожаного каблука к прикреплению фликов, ко-
сячков и набоек (полукаблуков).
4. Прикрепление фликов, косячков и набоек (полукаблуков).
1. Подготовку пяточной части обуви к укреплению кожаных каб-
луков выполняют так же, как и при укреплении резиновых каблу-
ков (см. с. 332).
2. Операцию выполняют так же, как и для резиновых каблуков.
Гвозди, забитые в каблук изнутри, не должны доходить до его
ходовой поверхности на 2 — 3 мм.
3. При незначительном (до l/з площади) износе набойки изно-
шенную часть срезают ножом под прямым углом и затем клещами
и отверткой ее срывают или срезают с наклоном, соответствую-
щим углу спуска косячка.
При значительном износе набойки и поднабоечных фликов эти
детали удаляют отверткой и клещами. Гвозди, оставшиеся после их
срыва, удаляют клещами и гвоздевытаскивателем или срывают ку-
сачками и околачивают молотком.
После удаления изношенных поднабоечных фликов каблуки на-
ращивают кожаными целым или составными (не более чем из трех
частей) фликами до первоначальной высоты (исключая толщину
набойки). Части фликов соединяют встык. Стыки не должны рас-
полагаться один над другим. Флик, непосредственно прилегающий
к набойке, должен быть целым (не составным).
4. Новые флики прикрепляют к каблуку гвоздями, нарезаемыми из
проволоки со спиральной накаткой, проволочными гвоздями или
деревянными шпильками. Высота ремонтируемых каблуков долж-
на быть одинаковой в обеих полупарах; ходовая поверхность каб-
лука должна целиком соприкасаться с горизонтальной плоскостью-
334
Перед креплением поверхности деталей взъерошивают или
шлифовальным кругом, или шлифовальным полотном, или вруч-
ную рашпилем. Площадь взъерошиваемых поверхностей зависит от
площади прикрепляемых деталей.
Косячки вырубают из чепрака кож крупного рогатого скота и
конских хазов, непористой и кожеподобной резины или выкраи-
вают из полиуретановой формованной ленты.
Неходовую поверхность косячка взъерошивают шлифовальным
кругом или полотном или рашпилем вручную. Для получения ко-
сого среза внутренний край косячка с нелицевой стороны спуска-
ют на нет. Спущенный край должен соответствовать углу наклона
среза набойки.
На поднабоечный флик и косячок наносят тонкий слой поли-
хлоропренового или полиуретанового клея. Клей сушат при темпе-
ратуре 18 —20 °C в течение 10—15 мин
Косячки накладывают на каблук, околачивают молотком и при-
крепляют по внешнему краю вручную проволочными гвоздями с
плоской головкой или на машине гвоздями, нарезаемыми из про-
волоки со спиральной накаткой. Расстояние гвоздей от края каблу-
ка должно быть таким же, как и на неизношенной части набойки,
расстояние между центрами гвоздей — 8—10 мм. Головки гвоздей
не должны выступать над поверхностью косячков. Форма косячков
и поднабоечных фликов должна соответствовать форме каблука.
Набойки вырубают из чепрака подошвенной кожи и конских
хазов, резиновой непористой, кожеподобной и полиуретановой
пластин или резиновых и полиуретановых деталей. Полукаблуки в
виде резиновых формованных деталей поступают на фабрику гото-
выми.
На взъерошенные поверхности поднабоечного флика и набой-
ки (или полукаблука) наносят тонкий ровный слой полиизопре-
нового клея. Клеевой слой высушивают при температуре 18 — 20 °C
в течение 10—15 мин.
Набойки (или полукаблуки) накладывают на каблук без сдви-
гов и перекосов, околачивают молотком и прикрепляют прово-
лочными гвоздями с плоской головкой или же гвоздями, нарезан-
ными из проволоки со спиральной накаткой. Головки гвоздей не
должны выступать над поверхностями набоек.
Требования к креплению набоек и полукаблуков гвоздями к кожаным
каблукам
Расстояние, мм:
между центрами гвоздей на набойках:
кожаных........................................ 5 — 7
резиновых и полиуретановых........................8—10
гвоздей от края:
набойки........................................ 7 — 8
фронтальной поверхности каблука.................. 3 — 5
335
Каблуки с прикрепленными набойками (или полукаблукам и)
должны быть одинаковыми в паре обуви по форме и размерам.
При установке обуви на горизонтальную плоскость ходовая поверх,
ность каблука должна соприкасаться с последней полностью.
Пластмассовые и деревянные каблуки. Ремонт заключается в за-
мене изношенных набоек и состоит из следующих операций.
1. Подготовка пяточной части обуви к укреплению каблука.
2. Укрепление каблука.
3. Удаление изношенных набоек.
4. Подготовка каблука к прикреплению набойки.
5. Замена обтяжки каблука, крокуля и поднабоечного флика
6. Прикрепление набойки.
1. Пяточную часть обуви готовят к укреплению каблуков так же,
как и при ремонте резиновых и кожаных каблуков.
2. Каблуки укрепляют следующим образом. Пластмассовые и
деревянные каблуки прикрепляют изнутри обуви на машине на-
винтованными гвоздями или вручную проволочными гвоздями.
Число вбиваемых гвоздей 3 — 7 в зависимости от размера каблука и
степени ослабления его крепления.
Расстояние гвоздей 7—10 мм от грани стельки. Головки гвоздей
не должны выступать над поверхностью стельки или жесткого под-
пяточника.
Каблуки должны быть прочно прикреплены к пяточной части
обуви без зазоров, перекосов и сдвигов.
Отогнутую пяточную часть вкладной стельки или полустельки
прикрепляют к основной стельке полихлоропреновым или казеи-
новым клеем.
3. Старые набойки и их крепители удаляют вручную отверткой
и клещами. При частичном износе набоек с удлиненным стержнем
на утоненных пластмассовых каблуках без втулок стержень удаля-
ют вместе с набойкой.
При полном износе набоек с удлиненным стержнем на утонен-
ных пластмассовых каблуках без втулки возникают затруднения при
удалении стержня из-за невозможности захвата его конца. Чтобы
удалить стержень, нижнюю часть каблука срезают на 1 — 1,5 мм
фрезой или вручную ножом, а затем стержень удаляют клещами.
Для облегчения удаления стержня его можно нагреть.
При удалении с пластмассовых каблуков изношенных набоек,
прикрепленных к деревянной пробке, последнюю высверливают,
заменяют новой или не заменяют в зависимости от способа после-
дующего крепления набойки.
4. Перед прикреплением набойки каблуки должны быть соот-
ветствующим образом подготовлены.
5. Деформированную (смятую, сморщенную) нижнюю часть
обтяжки отделяют от каблука, расправляют и намазывают поли'
хлоропреновым клеем. Клей наносят также на нижнюю часть каб-
336
дука. Клеевой слой сушат при температуре 18 — 20 °C в течение 5 —
10 мин, а затем обтяжку приклеивают к каблуку и приглаживают
токмачом, нагретым до температуры 50—60 °C, к каблуку. Обтяж-
ка должна быть без моршин и складок приклеена к каблуку, за-
крывать всю его поверхность и заходить на поднабоечную поверх-
ность на 2 — 3 мм. Лицевая сторона обтяжки не должна быть загряз-
нена клеем.
При износе нижней части обтяжки каблука последнюю можно
нарастить аналогичным по цвету и фактуре материалом.
Отклеившийся крокуль подошвы и фронтальную поверхность
каблука взъерошивают рашпилем или шлифовальным полотном и
намазывают тонким слоем клея. Клеевой слой сушат при темпера-
туре 18 —20°C в течение 10—15 мин, а затем крокульную часть
подошвы приклеивают к каблуку, прижимая ее специальным при-
способлением или рукой.
При частичном износе крокуля подошвы на нее наклеивают
кусок кожи или кожеподобной резины. Кусок кожи спускают по
верхнему краю с нелицевой стороны на нет на ширину 4—5 мм;
изношенный участок крокуля подошв срезают с лицевой стороны
также на ширину 4—5 мм, взъерошивают рашпилем или шлифо-
вальным полотном и намазывают тонким слоем клея. Клеевые плен-
ки сушат при температуре 18 —20 °C в течение 10—15 мин, а затем
нарощенную крокульную часть подошвы приклеивают к каблуку,
прижимая ее специальным приспособлением или рукой.
При износе поднабоечного флика и поднабоечной части дере-
вянных и пластмассовых каблуков отделяют крокуль подошвы от
каблука, отгибают крокуль к носочной части обуви и временно
прикрепляют одним гвоздем к геленочной части подошвы. Обтяж-
ку отделяют от поднабоечной части каблука и отворачивают на
5 — 6 мм к изношенному поднабоечному флику или изношенной
части каблука.
Изношенную часть (не более 8—10 мм) каблука срезают и вы-
равнивают вручную ножом или шлифовальным кругом. К подго-
товленному каблуку гвоздями прикрепляют кожаные флики до его
первоначальной высоты (без набойки). Острия гвоздей должны за-
ходить в каблук не менее чем на 6 мм.
Прикрепленные флики обрезают так, чтобы торец служил
продолжением боковой поверхности каблука, а затем поверхность
среза прикрепленного каблука обрабатывают рашпилем или шли-
фовальной шкуркой.
6. Если набойку прикрепляют к поднабоечной части каблука, ее
Удаляют клещами или кусачками вместе с гвоздями. При удалении
Набойки и ее крепителей обтяжка каблуков не должна быть по-
вреждена.
При ремонте утоненных пластмассовых каблуков с внутренни-
ми втулками применяют набойки металлические с отверстием для
337
крепителя, пластмассовые и полиуретановые со стержнем-усили-
телем или с отверстием для этого стержня. Для утоненных пласт-
массовых каблуков без втулок используют пластмассовые набой-
ки без отверстия для крепителя. К деревянным и пластмассовым
каблукам пластмассовые, резиновые, полиуретановые и кожа-
ные набойки без отверстия крепят непосредственно к поднабо-
ечной части.
На пустотелые каблуки ставят резиновые и полиуретановые
набойки без отверстия для их крепления.
Металлические и пластмассовые набойки с отверстием предва-
рительно насаживают на круглый, шести- или четырехгранный
специальный гвоздь. Диаметр отверстия для гвоздя в набойке дол-
жен быть на 0,2 —0,3 мм меньше сечения крепителя, а отверстие
для утапливания головки гвоздя обработано зенкованием. Метал-
лические и пластмассовые набойки с крепителем-гвоздем забива-
ют в каблук молотком. Размер поперечного сечения гвоздей дол-
жен превышать внутренний диаметр втулки на 0,1—0,2 мм. Для
повышения прочности крепления металлической и пластмассовой
набоек допускается расплющивание крепителя молотком или ус-
тановка деревянной пробки во втулку каблука.
Пластмассовые набойки со стержнем-усилителем прибивают к
утоненным каблукам молотком. Длина стержня-усилителя долж-
на составлять не менее 2/з высоты каблука, диаметр поперечно-
го сечения должен превышать диаметр отверстия в каблуке на
0,2—0,3 мм.
К пластмассовым утоненным каблукам со втулкой пластмас-
совые набойки без стержня и раззенкованного отверстия, а также
резиновые, полиуретановые и кожаные набойки прикрепляют или
одним четырехгранным гвоздем № 20 и двумя цилиндрическими
гвоздями № 10, или тремя цилиндрическими гвоздями № 20. Пред-
варительно во втулку или отверстие пластмассового каблука заби-
вают деревянную пробку. Гвозди вбивают в деревянную пробку
молотком с наклоном к вертикальной оси, проходящей через центр
пяточной части. Для облегчения вбивания гвоздей предварительно
на набойке шилом накалывают отверстия.
Гвозди забивают наклонно внутрь каблука. Головки гвоздей не
должны выступать над поверхностью набойки.
Требования к креплению набоек гвоздями к пластмассовым
и деревянным каблукам
Номер гвоздя Число гвоздей
Каблук:
высокий и средний утоненные...18 — 20
высокий и средний неутоненные.12—14
низкий........................10— 12
5-7
5-7
7—9
338
Расстояние, мм:
гвоздей от края набойки.............................. 5 — 7
между центрами гвоздей............................. 6 — 8
крайних гвоздей от фронтальной поверхности......... 3 — 5
Способ прикрепления набоек к пустотелым каблукам зависит
рт толщины их стенок. Если толщина стенок пустотелых каблуков
10— 12 мм (или на нижней поверхности каблуков имеются высту-
пы — приливы), то со стороны поднабоечной поверхности вы-
сверливают 5 — 7 отверстий для среднего каблука и 3 — 5 отверстий
для высокого каблука. Диаметр отверстий 2—3 мм. В отверстия за-
бивают деревянные пробки, которые должны плотно заполнять
отверстия и не выступать над ходовой поверхностью каблуков. На-
бойки наклеивают на поднабоечную поверхность каблуков поли-
хлоропреновым клеем, а затем прикрепляют гвоздями, забиваемы-
ми в деревянные пробки.
Для увеличения прочности приклеивания набоек к тонкостен-
ному пластмассовому пустотелому каблуку рекомендуется запол-
нять полость каблука вкладышем из каблучной или фличной по-
ристой резины. Для прочного держания вкладыша в каблуке его
диаметр должен быть на 2—3 мм больше поперечного сечения по-
лости каблука. Для облегчения установки вкладыша в каблук и обес-
печения его плотного прилегания к стенкам полости на вкладыше
делают один-два продольных треугольных выреза.
16.3. Замена каблуков
При ремонте возможна полная замена каблуков любой конст-
рукции и из любого материала. По желанию заказчика форма каб-
лука может быть изменена, если размер нового каблука совпадает
с прежним, а новая форма гармонирует с внешним видом обуви.
Резиновые каблуки. Технологический процесс замены резино-
вых каблуков состоит из следующих операций.
1. Удаление изношенного резинового каблука.
2. Подготовка обуви и каблука к креплению.
3. Крепление каблука.
1. Изношенный резиновый каблук удаляют на машине или вруч-
ную отверткой и клещами. Гвозди, оставшиеся в пяточной части
подошвы, удаляют клешами и гвоздевытаскивателем.
При удалении каблука не должны быть повреждены пяточная
часть подошвы и верх обуви.
Вкладную стельку или полустельку в пяточной части обуви от-
। Деляют от основной стельки и загибают к носку, мягкие подпя-
точники удаляют. Концы гвоздей, выступающие над верхней
Поверхностью стельки, вынимают гвоздевытаскивателем, кусач-
ками или клещами.
339
При гвоздевом креплении каблука и повреждениях пяточной
части стельки в обувь вклеивают жесткий подпяточник из кожи
или картона толщиной 1,5 — 2 мм. Жесткий подпяточник по форце
и размеру должен соответствовать пяточной части стельки. Прямой
край подпяточника с нелицевой стороны спускают на нет на ши-
рину 8—10 мм.
Перед приклеиванием подпяточник с нелицевой стороны шли-
фуют, а поверхность стельки в месте наложения подпяточника очи-
щают от загрязнений шлифовальным полотном или рашпилем. Пыль
удаляют, склеиваемые поверхности покрывают тонким слоем по-
лиизопренового клея и после сушки вклеивают подпяточники.
2. Верхнюю площадку резинового каблука и пяточную часть
подошвы обрабатывают шлифовальным полотном или кругом. От-
шлифованная поверхность должна быть ровной, без выхватов и
пропусков. Пыль, образовавшуюся при шлифовании, удаляют во-
лосяной щеткой.
При клеевом креплении каблука необходимость отделения вклад-
ной стельки или полустельки, а также удаления мягкого подпя-
точника отпадает.
При клеевом креплении каблуков на склеиваемые поверхности
наносят тонкий слой полихлоропренового клея без пропусков,
сгустков и потеков. Верх обуви и ходовая поверхность подошвы не
должны быть загрязнены клеем. Клеевой слой сушат при темпера-
туре 18 — 20 °C в течение 15 — 30 мин. При использовании рефлек-
торной сушилки время сушки составляет 2 — 4 мин. Каблуки мож-
но приклеивать как с предварительным нагреванием клеевых пле-
нок, так и без их нагревания. Нагревают пленки при температуре
100—ПО °C в течение 1 — 3 мин до повышения липкости. Непо-
средственно после разогревания клеевых пленок каблук наклады-
вают на пяточную часть обуви, прижимают рукой и тщательно
околачивают молотком или ставят в пресс. Продолжительность прес-
сования 1 — 3 мин, давление 0,3 — 0,35 МПа. Каблуки должны быть
приклеены прочно, без расщелин и сдвигов.
Допускается дополнительно крепить приклеенные каблуки кон-
трольными гвоздями: по одному с каждой стороны фронта каблу-
ка и один сзади.
При гвоздевом креплении каблук предварительно приклеивают
полиизопреновым клеем. Клей наносят на пяточную часть подошвы
и верхнюю площадку каблука тонким ровным слоем без пропусков,
сгустков и потеков. Сушат клей при температуре 18 —20 °C в тече-
ние 10—15 мин. Каблуки должны быть приклеены без сдвигов,
перекосов и расщелин.
3. Каблуки крепят снаружи обуви на машинах гвоздями, нареза-
емыми из проволоки со спиральной накаткой, или вручную про-
волочными гвоздями с плоской головкой; изнутри обуви — на
машине или вручную гвоздями с конической головкой.
340
Требования к креплению гвоздями резиновых каблуков при замене
Число гвоздей для обуви:
мужской............................................. 10—12
женской, девичьей, мальчиковой...................... 9—10
школьной и детской................................. 7 — 8
Расстояние, мм:
между центрами гвоздей.............................. 12—15
гвоздей от грани стельки........................... 6 — 8
гвоздей от грани каблука............................ 8—10
Головки гвоздей при креплении снаружи должны утопать в каб-
луке на 1 — 1,5 мм, а при наличии гнезда — упираться в его осно-
вание. Острия гвоздей длиной 2 — 3 мм должны быть загнуты на
поверхность основной стельки обуви или жесткого подпяточника.
При креплении каблуков изнутри обуви головки гвоздей не долж-
ны выступать над поверхностью стельки или подпяточника, а ост-
рия гвоздей — не доходить до ходовой поверхности каблука на
2—3 мм.
Приклеенные или прикрепленные гвоздями каблуки должны
плотно прилегать к подошве; при постановке обуви на горизон-
тальную плоскость ходовая поверхность каблука должна полно-
стью соприкасаться с ней.
После приклеивания каблуков отогнутую пяточную часть вклад-
ной стельки или полустельки приклеивают к основной стельке
полиизопреновым или казеиновым клеем или вклеивают мягкие
подпяточники. При износе вкладных стелек, полустелек и подпя-
точников их заменяют.
Кожаные каблуки. Технологический процесс замены кожаных
каблуков состоит из следующих операций.
1. Удаление изношенных каблуков.
2. Подготовка обуви и каблуков к приклеиванию.
3. Прикрепление кожаного каблука.
1. Удаление изношенного кожаного каблука выполняется со-
гласно технологическим нормативам операции замены резиновых
каблуков, см. операцию 1 на с. 339.
2. Подготовка обуви и кожаных каблуков к приклеиванию отли-
। чается от аналогичной операции для резиновых каблуков лишь тем,
, что при замене кожаных каблуков исключается шлифование верх-
ней площадки каблуков и пяточной части подошв. В остальном тех-
нологические нормативы те же.
Наборные кожаные каблуки (без набоек или с набойками),
собранные в специализированном цехе разруба обувных матери-
алов и обработки деталей, должны по форме и размерам соответ-
ствовать заменяемым каблукам.
3. Способы прикрепления кожаных каблуков такие же, как и рези-
новых, см. операцию на с. 340. При поступлении кожаных каблуков
341
без набоек допускается каблуки крепить вручную снаружи гвоздями
с плоской головкой. Требования к выполнению операции см. на с. 341
Гвозди, забитые в каблук изнутри, не должны доходить до хо-
довой поверхности каблука на 2 — 3 мм; острия гвоздей, забитых
снаружи, должны быть на 2 — 3 мм загнуты на поверхность стельки
или внутрь нее.
При отсутствии централизованного обеспечения готовыми на-
борными кожаными каблуками последние набирают непосредствен-
но на ремонтируемой обуви. Для этого обувь надевают на колодку,
пяточную часть подошвы при необходимости укрепляют деревян-
ными шпильками и накладывают по периметру кранец шириной
14—16 мм из увлажненной и провяленной стелечной кожи. Кра-
нец прикрепляют деревянными шпильками в один ряд на рассто-
янии 6 — 8 мм от края подошвы. Расстояние между шпильками 10 —
14 мм. Затем кранец обрезают по контуру пяточной части подош-
вы, оставляя припуск 1,5 — 2 мм, а его концы спускают. Далее по-
следовательно накладывают флики, увлажненные и провяленные,
уплотненные молотком и промазанные казеиновым клеем. Затем
скрепляют их деревянными шпильками. Допускается использовать
флики из двух-трех частей, кроме поднабоечного флика, который
должен быть целым. Набранный каблук прикрепляют проволоч-
ными гвоздями снаружи. Гвозди должны располагаться на рассто-
янии 5 — 7 мм от грани стельки, пройти через обводку, затяжные
кромки верха и задника и загнуться на 2 — 3 мм на поверхность
или внутрь стельки. Прикрепленный каблук осаживают сильными
ударами молотка, обрезают его боковую поверхность, срезают не-
ровности поднабоечного флика до получения ровной поверхно-
сти, накладывают и прикрепляют набойку, обрезают фронтальную
поверхность каблука по дугообразной линии. После высушивания
обуви каблук уплотняют, околачивая молотком.
Каблуки должны плотно, без щелей прилегать к пяточной части
обуви. При постановке обуви на горизонтальную плоскость каблук
всей ходовой поверхностью должен соприкасаться с последней.
Отогнутую пяточную часть вкладных стелек и полустелек или
мягкие подпяточники прикрепляют к основной стельке полиизо-
преновым или казеиновым клеем.
Пластмассовые и деревянные средние и высокие каблуки. Техно-
логический процесс замены пластмассовых и деревянных средних
и высоких каблуков новыми пластмассовыми обтянутыми каблу-
ками состоит из следующих операций.
1. Удаление каблука и отрезание крокуля подошв.
2. Подбор и подготовка каблука.
3. Подготовка каблука, обтяжки и его обтягивание.
4. Прикрепление каблука.
5. Приклеивание приставки к крокулю подошвы и крокуля с
приставкой к фронтальной поверхности каблука.
342
Е 6. Прикрепление набойки.
1. Пяточную часть вкладных стелек или полустелек отделяют и
вгибают к носочной части обуви.
, Крокуль подошв отделяют от фронтальной поверхности каблу-
ков и срезают по передней грани верхней площадки каблука. Геле-
иочную часть подошвы спускают с лицевой стороны на нет на
Ширину 8—10 мм.
Г Срезание крокуля подошв не обязательно в следующих случаях:
1 а) при его хорошей сохранности и соответствии размеров и
[Нормы размерам и форме вновь прикрепляемых подошв;
б) при применении необтянутых пластмассовых каблуков; в
последнем случае крокуль подошвы прикрепляют двумя-тремя тек-
сами к пяточной части стельки (после удаления каблуков), а края
крокуля подошвы срезают на нет по фронту каблука.
Заменяемый каблук отделяют от обуви на станке или вручную,
-ели каблуки прикреплены шурупами, последние предваритель-
но удаляют с помощью отвертки. Гвозди, оставшиеся в пяточной
пасти, вынимают гвоздевытаскивателем или кусачками без повреж-
дения стельки. При отделении каблука и крокуля подошвы не долж-
на быть повреждена затяжная кромка верха обуви.
2. Каблуки подбирают по высоте и размерам ремонтируемой
эбуви, а по форме — в соответствии с требованиями клиентов.
3. Если на боковой и фронтальной поверхностях, верхней и
нижней площадках каблука имеются неровности, их шлифуют без
выхватов и пропусков. Все неровности, заусенцы и выпрессовки,
оставшиеся после литья пластмассовых каблуков, удаляют.
При несовпадении размеров верхней площадки каблука и пя-
точной части обуви верхнюю грань каблука обрабатывают шлифо-
вальным кругом или полотном, или рашпилем и шлифовальным
полотном. Каблук после шлифования очищают от пыли волосяной
щеткой. Грань верхней площадки каблука должна быть четко выра-
жена, гладкой, без выхватов и заусенцев.
При применении необтянутых окрашенных пластмассовых каб-
>туков шлифование их поверхности исключается.
Если необходимо заменить каблук с обтяжкой, то каблуки об-
гягивают, соблюдая следующие требования.
Обтяжка должна соответствовать фасону и размеру каблука,
материалу и цвету верха обуви. Толщина обтяжки равна 0,5—1 мм.
При невозможности подбора обтяжки соответствующего цвета до-
пускается применение обтяжки контрастного цвета или более свет-
лой (по сравнению с цветом верха ремонтируемой обуви) с после-
дующим окрашиванием ее под цвет верха или по согласованию с
заказчиком в другой цвет. Верхний край обтяжки спускают на
ширину 6 — 8 мм; толщина спущенного края 0,4 —0,5 мм.
Обтяжку из недостаточно мягкой кожи увлажняют, погружая
ее на 1 — 3 мин в воду температурой 18 — 20 °C. Обтяжку из велюра
343
увлажняют с бахтармяной стороны кисточкой, смоченной водой
Увлажненные обтяжки провяливают в течение 10— 15 мин.
На боковую и фронтальную поверхности, края верхней пло-
щадки каблука и всю поверхность обтяжки с нелицевой стороны
наносят тонкий ровный слой клея, без сгустков, потеков и пр0.
пусков. При обтягивании пластмассовых каблуков применяют по-
лихлоропреновый клей, деревянных каблуков — полиизопрено-
вый. Клеевые пленки сушат при температуре 18 —20 °C в течение
10—15 мин.
Каблуки должны быть обтянуты без морщин и складок. Края
обтяжки должны заходить на ляпис каблука не менее чем на 5 м.м,
на фронтальную поверхность — до стыка в нижней части и не
менее чем на 5 мм в верхней части, на набоечную поверхность —
на 1 —2 мм. Для лучшего прилегания к каблуку на краях обтяжки
делают 2 — 3 надреза с каждой стороны фронтальной поверхности.
Надрезы не должны доходить до граней каблука. Для устранения
морщин обтянутые каблуки проглаживают электротокмачом или
токмачом, нагретым до температуры 50 —60 °C.
С краев обтяжек, загнутых на верхнюю площадку и фронталь-
ную поверхность каблуков, ножом снимают лицевой слой.
Допускается применение необтянутых, окрашенных поверх-
ностно или в массе пластмассовых каблуков или неокрашенных
пластмассовых каблуков, которые окрашивают после прикрепле-
ния к обуви.
При разрушении пяточной части стельки в обувь вклеивают
жесткий подпяточник из кожи или картона толщиной 1,5 — 2 мм.
Подпяточник должен соответствовать по форме и размерам пяточ-
ной части стельки Передний край подпяточника спускают с нели-
цевой стороны на нет на ширину 6 — 8 мм.
4. Каблуки прикрепляют изнутри обуви 5 — 7 навинтованными
гвоздями. Гвозди располагают на расстоянии 7—10 мм от грани
стельки. Головки гвоздей не должны выступать над поверхностью
стельки или жесткого подпяточника. Каблук необходимо прикреп-
лять без зазоров, перекосов и сдвигов.
Допускаются предварительное приклеивание каблука к пяточ-
ной части обуви полихлоропреновым клеем и предварительная ус-
тановка каблука на посадочный гвоздь с нанесением на его верх-
нюю площадку нитроцеллюлозного клея.
При поломке или деформации металлического теленка перед
прикреплением каблука (нового или снятого с ремонтируемой
обуви) удаляют гвозди, скрепляющие теленок со стелькой, извле-
кают сломанный или деформированный теленок, вставляют и при-
крепляют двумя тексами новый. Новый теленок по фасону и раз-
мерам должен соответствовать фасону и размерам ремонтируемой
обуви. Задний конец теленка должен доходить до середины верх-
ней площадки каблука.
344
5. Так как кроме каблука был удален и крокуль (или приставка
. крокуля), его необходимо восстановить.
Толщину крокуля, вырубленного из кожи для низа обуви или
' кожеподобной резины, необходимо выровнять до 1,5 — 1,8 мм, спу-
стить с нелицевой стороны на нет на ширину 8 — 10 мм на участке
tсоединения с геленочной частью подошвы. Форма и размеры кро-
куля должны соответствовать форме и размерам фронтальной по-
верхности каблука с припуском 2—2,5 мм с каждой боковой сто-
роны.
На спущенный край подошвы, крокуль и фронтальную поверх-
ность каблука наносят тонкий ровный слой полихлоропренового
клея, сушат его. Клеевые пленки на деталях низа разогревают в
• термоактиваторе. Крокуль склеивают с геленочной частью подош-
вы, а затем составную геленочно-крокульную часть подошвы при-
клеивают к затяжной кромке верха и фронтальной поверхности
1 каблука, закрепляя ее специальным приспособлением или при-
I жимая рукой. Аналогичным образом приклеивают крокульную часть
I подошвы.
Нижний край крокуля подошвы или ее приставки можно за-
гнуть на поднабоечную поверхность каблука. Излишки наклеенно-
го крокуля срезают вровень с боковыми гранями (крокулями) каб-
1 лука на специальной машине или вручную с последующей зачист-
кой шкуркой.. Срез крокуля подошвы должен быть ровным, без
заусенцев. Переход от геленочной части к крокулю подошвы дол-
жен быть плавным.
6. Завершающую операцию — прикрепление набоек — выпол-
|няют согласно технологическим нормативам операции «Прикреп-
ление набойки» (см. с. 337)
Глава 17
РЕСТАВРАЦИЯ КОЖАНОЙ ОБУВИ
17.1. Виды работ
Реставрация (от лат. restauratio — восстановление) — восстанов-
I ление чего-либо в первоначальном или близком к первоначально-
• му виду.
Обувь в процессе эксплуатации, подвергаясь комплексу физи-
г ко-химических, механических и биологических воздействий, а так-
i Же обычных загрязнений теряет внешний вид. Особенно деформи-
руется носочно-пучковая часть верха: на ней образуются глубокие
I складки и вмятины. Кроме того, на поверхности обуви из кож
। хромового дубления с естественной лицевой поверхностью появ-
I ляются сетка трещин и значительные потертости. Обувь с верхом
345
из велюра и замши довольно быстро теряет внешний вид в связи с
тем, что ворсованная поверхность имеет повышенную способность
адсорбировать как внешние загрязняющие вещества (пыль, грязь
и др ), так и влагу, пот, выделяемый стопой. Такой ускоренный
процесс внешнего и внутреннего воздействия на обувь с верхом
из замши и велюра приводит к быстрому ее старению. На верхе
обуви появляются загрязнения, жирные пятна и осыпание краси-
теля. В результате форма обуви изменяется, а сама обувь приобре-
тает неприглядный внешний вид, что отрицательно влияет на ее
потребительские свойства.
В большинстве случаев реставрируют сравнительно дорогостоя-
щую обувь. Одним из наиболее интересных направлений реставра-
ции сапожек является обновление с использованием старых голе-
нищ, в наименьшей степени подвергающихся износу.
17.1.1. Обновление обуви
Обновление заключается в замене всей детали верха или ее час-
ти, а также замене или изменении конструкции низа обуви. По
трудоемкости исполнения и характеру работ обновление относит-
ся к крупному ремонту обуви.
Таким образом, обновление кожаной обуви выполняют:
при износе основных деталей верха и подошв вместе с каблу-
ками;
при замене устаревшего фасона носочной части модельной обуви
более современным со сменой каблуков, метода крепления низа,
средних и высоких каблуков клиновидными;
при постановке утолщенной подошвы или платформы обуви
клеевого метода крепления и др.
Обновление кожаной обуви предусматривает следующие виды
работ: придание обуви современного силуэта с сохранением моде-
ли верха; изменение силуэта и модели верха; использование голе-
нищ сапожек, бывших в употреблении; изменение метода крепле-
ния низа.
Придание обуви современного силуэта с сохранением модели верха.
Для этого переделывают носочно-пучковую часть на современный
фасон колодки без нарушения геленочно-пяточного узла, заменя-
ют устаревшие каблуки каблуками новой формы, сохраняя преж-
нюю высоту. Для обновления обуви используют фасоны колодок и
каблуков, отвечающие современным требованиям моды.
Изменение силуэта и модели верха. При этом виде ремонта об-
новляют конструкцию заготовки верха с использованием рельеф-
ных шнуровок, фигурных ремней, ажурных накладных деталей,
закрепленных на подъеме, плетеных хомутиков разных расцветок
и комбинаций, язычков всевозможных конфигураций, обручей,
декоративных выпуклых швов, клапанов с резинкой и без нее.
346
Переплетающихся ремней и других деталей. Все это выглядит очень
Кффектно. При изменении модели рекомендуется для дополнитель-
ных деталей применять материалы модных фактур: замшу, велюр,
'иубук, лак с разными видами отделок и тиснений, блестящие и
Сдатовые кожи хромового дубления, спилок, фактурные и гладкие
Секстильные материалы. Особенно эффектно может выглядеть обувь
при выборе оригинальных сочетаний материалов как по фактуре,
ТаК и по цветовой гамме: замши с лаком, велюра с велюром на
'изнаночную сторону или кожами хромового дубления с естествен-
ной лицевой поверхностью, гладких кож с тиснеными. Модели верха
обуви переделывают не только для придания ей современного вида,
но и для маскировки таких дефектов, как разрывы верхнего канта,
разрывы и трещины лицевого слоя верха заготовки и других, воз-
никающих в процессе носки. Обычно изменяют конструкцию мо-
дели женской модельной и повседневной обуви как на высоком,
так и на среднем каблуке.
Использование голенищ сапожек, бывших в употреблении. При
* реставрации сапожек каждая модель должна соответствовать сов-
ременной моде. Обновление сапожек заключается в замене изно-
шенной носочно-пучковой части верха с помощью дополнитель-
ных накладных деталей или союзок специальных конфигураций,
закрывающих место соединения с голенищами и в то же время
вносящих в модель элементы новизны. Это могут быть ремешки
Т-образной формы; чересподъемные ремни, прикрепленные коль-
цами к союзке; накладные плетеные детали из кожи; язычки с
• бахромой, регулируемые чересподъемными ремешками; союзки с
завышенной головкой; клапаны и фигурные язычки, прикреплен-
[*ные в местах соединения союзки с голенищами; ремешки с пряж-
ками, закрепленными на подъеме.
Изменение метода крепления низа. Такой вид работ с успехом
применяют как для закрывания повреждений верха обуви у грани
> стельки, так и для придания ей современного силуэта. Одним из
решающих факторов, определяющих преимущества такого ремон-
та, является придание отремонтированной обуви повышенных
влагозащитных и тепловых свойств, что особенно важно для осен-
не-зимней обуви.
17.1.2. Облагораживание и восстановление формы обуви
Облагораживание внешнего вида ношеной обуви состоит из сле-
дующих видов работ: восстановление формы обуви, чистка обуви
с верхом из замши и велюра, аппретирование обуви с верхом из
замши и велюра, окрашивание и перекрашивание обуви с верхом
Из замши и велюра, тонирование, перекрашивание обуви с кожа-
ным верхом нитроэмалями, лакирование обуви с верхом из кож
Хромового дубления.
347
Восстановление формы обуви. В связи с сокращением и даже
исключением ряда работ по ремонту низа обуви становится акту,
альным восстановление формы ношеной обуви, которое в усд^
виях возросших эстетических требований потребителей приобре.
тает первоначальное значение. Восстановление формы возможно
для женской и мужской обуви всех сезонов и любого назначения с
использованием новых материалов и препаратов, специальных
механизмов и приспособлений. Однако используют его исключи-
тельно для обуви с верхом из кож хромового дубления с естест-
венной лицевой поверхностью.
Форму верха обуви восстанавливают при наличии грубых скла-
док на союзках обуви из всех видов кожи (кроме велюра, замши и
лаковой кожи) влажно-тепловой обработкой.
Чистка обуви с верхом из замши и велюра. Загрязнения с верха
обуви удаляют двумя способами: механическим — пыль и всевоз-
можные наслоения снимают шлифовальной шкуркой или металли-
ческой щеткой и химическим — удаляют пятна и восстанавливают
ворс. Иногда после чистки на обработанных участках появляются
светлые пятна, что приводит к необходимости окрашивания обуви.
Аппретирование обуви с верхом из замши и велюра. Солевые пят-
на на верхе обуви появляются в основном под действием влаги.
Защита обуви от влаги должна предотвращать появление этих труд-
ноудаляемых пятен. Гидрофобизация кожи является одним из важ-
нейших способов профилактической обработки обуви. Специаль-
ные препараты для аппретирования создают водоотталкивающий
эффект. Такие препараты применяют не только для обработки но-
вой обуви, но и после чистки или окраски верха из замши и велю-
ра. После обработки препаратом на поверхности обуви образуется
невидимая водозащитная пленка, улучшается ее внешний вид, цвет
становится более насыщенным, исчезают белесые пятна, умень-
шается маркость.
Окрашивание и перекрашивание обуви с верхом из замши и ве-
люра. При значительном износе верх обуви перед окрашиванием
очищают. Обувь, не имеющая ярко выраженных солевых потеков и
сальных пятен, можно не чистить. Для достижения нужной интен-
сивности цвета обувь окрашивают два или три раза.
Тонирование. Тонирование может быть использовано при ремонте
женской и мужской обуви всех цветов с верхом из любых кож:
хромового дубления, велюра, спилка, замши, шевро. Тонирова-
ние — один из наиболее интересных методов декорирования обу-
ви. Тонируют не только верх обуви (строчки, перфорированный
орнамент, перфорацию), но и подошвы. Сущность тонирования
состоит в том, что на верх обуви по контуру, определяемому кон-
фигурацией деталей или рисунком, пистолетом-распылителем на-
носят тонкий слой контрастной краски. Таким образом, на верхе
обуви образуются различные узоры или прямые линии.
348
Перекрашивание обуви с кожаным верхом нитроэмалями. Воз-
можности перекрашивания неограниченны не только при восста-
новлении первоначального вида ремонтируемой обуви, но и при
ее обновлении с помощью нового цвета и оттенка. Все виды жен-
ской и мужской обуви с верхом из кож хромового дубления с
I естественной лицевой поверхностью можно перекрашивать нитро-
, эмалями, обеспечивающими высокое качество покрытия за счет
хорошей адгезии кожи. Нитроэмали можно смешивать неограни-
ченно и получать разные оттенки. Благодаря отработанной техно-
логии, материалам и оборудованию мастер может быстро подо-
брать необходимый цвет для перекрашивания обуви.
1 Лакирование обуви с верхом из кож хромового дубления. Для
сохранения на длительное время эстетического вида обуви созда-
но принципиально новое направление в структуре ремонтных ра-
бот. Улучшение и облагораживание обуви с верхом из кож хромо-
вого дубления с естественной лицевой поверхностью может быть
выполнено с помощью лаковой пленки. Для отделки на кожу мож-
но наносить несколько слоев полиуретанового лака. Обувь с вер-
хом из кож хромового дубления можно лакировать в том случае,
если износ поверхности не превышает 60 %. Замшу, велюр, нубук
и юфть не лакируют.
17.2. Технология обновления обуви
Обновление обуви разделяется на три группы операций: подго-
(товка к формованию верха обуви; формование; прикрепление низа
обуви. Процесс завершается отделочными операциями низа и вер-
ха обуви. Состав и последовательность подготовительных операций
зависят от того, производят ли реставрацию и обновление обуви с
заменой или без замены деталей верха, с заменой носочно-пучко-
вой части или носочно-пучковой и пяточной частей верха обуви.
Порядок проведения операций формования верха обуви, прикреп-
ления низа и отделки отремонтированной или обновленной обуви
•' определяется видом выполняемых работ, методом крепления низа,
высотой каблуков, материалами подошв и каблуков и т. п.
Подготовка обуви к формованию верха. При замене частей или
деталей верха и подкладки выполняют следующие операции.
1. Снятие размеров стопы и голени.
2. Подбор, подгонка и чистка колодок.
3. Разборка обуви.
4. Удаление изношенных частей или деталей верха и подкладки,
спускание краев деталей верха по линиям отреза.
5. Выкраивание деталей верха и подкладки и их обработка.
6. Наклеивание и пристрачивание деталей верха и подкладки.
7. Подготовка, прикрепление и обрезание стелек или полустелек.
349
1. Основные положения обмера стопы и голени изложены
подразд. 3.2. При снятии размеров необходимо учитывать деформа.
ции в строении стоп клиентов: плоскостопие, отклонение боль,
шого пальца от прямого положения, молоткообразность пальцев,
омозолелость и мозоли, характеристика которых приведена в гл з"
В зависимости от ремонтных работ обмеряют те или иные парамет-
ры стопы и голени.
2. Подбор и подгонка колодок описаны в подразд. 5.4. Всю по-
верхность колодок, кроме следа, по мере загрязнения протирают губ-
кой, смоченной жидкостью с ПАВ, сушат в течение 10—15 мин
при температуре 18 —20 °C, а затем чистят вращающейся текстиль-
ной щеткой или сухой тряпкой. Очищенные колодки покрывают тон-
ким слоем восковой эмульсии, который сушат в течение 10—15 мин
при температуре 18 — 20 °C и полируют кожаным валиком или во-
лосяной щеткой.
3. Операцию выполняют вручную на рабочем столе с вытяжным
устройством. Установив полупару на стойку-упор У-P, из нее уда-
ляют изношенные детали.
При интенсивном износе верха, требующем замены носочно-
пучковой и пяточной частей верха, удаляют каблуки, подошвы,
простилки, геленки (в обуви рантового и рантоклеевого методов
крепления также рант и подложку). По всему периметру отделяют
затяжную кромку верха от стельки, извлекают подносок, задник и
стельку. После замены деталей заготовку верха повторно затягива-
ют (перетягивают).
При износе только передней части верха обуви и сохранности
жестких задников и стелек удаляют каблуки, подошвы, простил-
ки, геленки, отделяют от стельки затяжную кромку носочно-пуч-
ковой части или носочно-пучковой и геленочной частей, удаляют
подноски. Переднюю часть заготовки верха после замены изно-
шенной снова затягивают (полуперетягивают).
При обновлении фасона обуви путем расширения носочной
части верха, стельки, подошвы и замены каблуков устаревших фа-
сонов можно ограничиться удалением каблуков, подошв, поднос-
ков, простилок, геленков и отделением затяжной кромки верха от
стельки лишь в носочной или носочно-пучковой части. Если фа-
сон носочной части обновляют без увеличения заготовки верха и
стельки, то из обуви достаточно удалить подошвы, каблуки, под-
носки, простилки, геленки и отделить от стельки затяжную кром-
ку верха лишь носочной части.
При замене только изношенных подошв и каблуков, измене-
нии метода крепления низа, постановке утолщенных платформ
или подошв, замене обыкновенного каблука клиновидным или
другой формы из обуви удаляют подошвы, каблуки, простилки,
геленки, не нарушая крепления затяжной кромки по всему пе-
риметру.
350
Если не требуется замены пяточной части верха, жестких зад-
Ьиков и каблуков, можно ограничиться отрезанием подошвы по
Синии, проходящей ниже линии пучков на 30 — 40 мм, с последу-
ющим наклеиванием удлиненных подметок.
* Если ремонт не связан с необходимостью пристрачивания на-
ружных или внутренних деталей заготовки верха, обувь можно раз-
бирать до или после ее надевания на колодки.
[ Для облегчения удаления подошв обуви клеевого метода крепле-
ния и предотвращения разрушения затяжной кромки верха рекомен-
дуется разогреть подошвы в термоактиваторе при температуре 100 —
10 или 130 — 140 °C соответственно в течение 5 — 8 или 3 — 5 мин
до ослабления клеевого соединения. При удалении кожаных по-
дошв рекомендуется также смачивать их ходовую поверхность рас-
творителем, состоящим из равных частей этилацетата и бензина.
При разборке обуви нельзя повреждать затяжную кромку верха
за пределами подлежащей удалению части. После разборки из за-
тяжной кромки заготовки верха и стельки удаляют остатки гвоз-
дей и ниточных стежков.
4—6. Эти операции выполняют согласно технологическим нор-
мативам (см. подразд. 14.4).
7. При полной перетяжке заготовок верха удаленную стельку
заменяют новой; при отделении затяжной кромки лишь в носоч-
ной или носочно-пучковой части заменяют только переднюю часть
стельки, устанавливая новую полустельку.
Стельку накладывают лицевой стороной на след колодки и при-
крепляют тремя-четырьмя гвоздями № 18 —20 с плоской голов-
кой: одним или двумя в носочно-пучковой части, по одному в
геленочной и пяточной частях. Головки гвоздей на 3 — 5 мм долж-
ны выступать над поверхностью стельки, стелька должна плотно
прилегать к следу колодки.
При реставрации или обновлении обуви с меховой подкладкой
и вкладными стельками из натурального и искусственного меха
практикуется (для предотвращения уменьшения внутреннего объема
обуви при вклеивании стелек) предварительно склеить основную
и вкладную стельки.
Края стелек, выступающие, за грань следа колодки, срезают
так, чтобы они были продолжением ее боковой поверхности. За-
тем края стельки спускают по всему периметру, кроме пяточной
части, на ширину 1 — 1,5 мм. Толщина спущенного края должна
быть 1 — 1,2 мм.
После разборки и пристрачивания наружных и внутренних де-
талей верха обувь надевают на колодку и закрепляют двумя каб-
лучно-набоечными гвоздями № 18 — 20, которые вбивают в сере-
дину геленочной части стельки и пяточную часть заготовки так,
Чтобы концы гвоздей выступали на 3 — 5 мм. Переднюю часть верха
обуви отгибают на гребень колодки.
351
При обновлении, сопровождающимся полуперетяжкой вср\а
срезают носочную или носочно-пучковую часть основной стельки
под углом. Носочную часть срезают на ширину, определяемую раз.
мерами требуемого увеличения носочной части обуви. При среза-
нии носочно-пучковой части стельки линия реза должна прохо.
дить на расстоянии 30 — 40 мм от линии пучков. Передний кран
стельки на обуви спускают на нет на ширину 15 — 20 мм. Прямой
срез полустельки спускают также на ширину 15 — 20 мм. Спущен,
ные края основной стельки и полустельки двукратно намазывают
полихлоропреновым клеем с промежуточной и окончательной суш-
кой клеевого слоя в течение 10—15 мин при температуре 18 — 20 °C.
Перед приклеиванием клеевые пленки разогревают. Полустельку
наклеивают на основную стельку без сдвигов и перекосов так, чтобы
их спущенные края совпадали, а затем околачивают молотком.
Приклеенную к основной стельке полустельку прикрепляют к ко-
лодке: носочную полустельку — одним каблучно-набоечным гвоз-
дем № 18 — 20, забиваемым на расстоянии 20 — 30 мм от ее перед-
него края, носочно-пучковую полустельку — одним или двумя
такими же гвоздями Кроме того, середину геленочной части ос-
новной стельки прикрепляют к колодке. Головки гвоздей должны
на 3 — 5 мм выступать над поверхностью полустельки и основной
стельки. Дальнейшую обработку приклеенных полустелек выпол-
няют так же, как и новых стелек, т.е. обрезают излишки по пери-
метру и спускают их края.
Формование заготовки верха обуви. При формовании заготовки
верха обуви выполняют следующие операции.
1. Увлажнение верха обуви.
2. Вклеивание задников.
3. Обтяжка и затяжка.
1. Увлажняют бахтармяную и лицевую поверхности кожаных
деталей верха кистью или губкой, умеренно смоченной холодной
или слегка подогретой водой.
2. Задники промазывают с обеих сторон ровным тонким слоем
казеинового клея и вклеивают между верхом и подкладкой или в
специальный карман. Задники располагают в заготовках пары симмет-
рично по отношению к заднему шву: их верхний край на 10 — 12 мм
не должен доходить до верхнего края туфель и полуботинок; ниж-
ний край задников сапожек и ботинок должен быть на 1 — 3 мм выше
нижнего края заготовок. Заготовка верха, подкладка и карманы долж-
ны быть хорошо расправлены и прочно соединены с задниками.
3. Обтяжно-затяжные операции выполняют в основном по техно-
логии изготовления обуви ручного производства (см. подразд. 10.3).
Затянутая заготовка ремонтируемой и обновляемой обуви должна
плотно облегать колодку, без складок и морщин по грани стельки,
но с небольшими равномерно уложенными складками по затяж-
ной кромке, симметрично располагаться на колодке. Союзки и нос-
352
' ки должны быть одинаковыми по размерам и расположению в обеих
полупарах. Ширина затяжной кромки верха 14—16 мм.
Прикрепление низа обуви. При прикреплении низа выполняют
следующие операции.
1. Посадка каблука.
2. Околачивание носочной и пяточной частей обуви.
3. Сушка обуви.
4. Удаление гвоздей, каблуков и обрезание излишков затяжной
кромки заготовки верха.
5. Собственно прикрепление деталей низа.
I. Необходимость посадки каблука для формования пяточного
гнезда возникает тогда, когда подошву приклеивают или прикреп-
ляют к фронтальной поверхности среднего или высокого каблука.
Гвозди, временно закрепляющие затяжную кромку пяточной час-
। ти заготовки верха при клеевой затяжке, удаляют. Затяжную кром-
ку пяточной части околачивают молотком для придания ей ров-
ной поверхности; складки на поверхности затяжной кромки сре-
зают. Подготовленный каблук требуемой формы и высоты устанав-
ливают на пяточную часть обуви. Посадочный гвоздь должен при-
жать каблук к пяточной части обуви без расщелин и зазоров и на
15 —20 мм углубиться в пробку колодки.
2. Носочную и пяточную части верха обуви, а также складки на
затяжной кромке околачивают молотком и разглаживают токма-
чом, нагретым до температуры 90—100 °C.
Форма следа затянутого верха обуви должна соответствовать
форме следа колодки. Грани носочной и пяточной частей обуви
должны быть четко выражены; поверхности носочной и пяточной
частей должны быть ровными, без бугров и впадин.
3. Затянутую обувь сушат в течение 2,5 — 6 ч в сушилках при
температуре 45 — 50 "С или от 8 — 12 до 24 ч в естественных услови-
ях при температуре 18 —20 °C.
4. Гвозди, временно прикрепляющие затяжную кромку, а также
посадочный гвоздь и каблук удаляют, не нарушая клеевого креп-
ления затяжной кромки со стелькой. Излишки затяжной кромки
(ширина ее должна быть 14—16 мм) срезают по всему периметру.
5. Технологический процесс прикрепления деталей низа, вклю-
чая подготовительные и отделочные операции, при реставрации и
обновлении обуви в основном совпадает с технологическим про-
цессом ее изготовления.
Операции прикрепления деталей низа и подготовительные к
ним выполняют согласно нормативам, приведенным в подразд.
15.2— 15.4; отделочные операции см. подразд. 12.1.
При реставрации и обновлении кожаной обуви клеевого мето-
да крепления операции в полном объеме выполняют только по-
! еле перетяжки всей заготовки верха. Если была выполнена лишь
Полуперетяжка носочно-пучковой или носочно-пучковой и ге-
12 Леденёиа
353
леночной частей заготовок верха, то состав технологических опе-
раций изменяется в зависимости от того, заменяют или не заме-
няют каблуки.
17.3. Технология облагораживания внешнего вида
и восстановления формы обуви
Облагораживание кожаной обуви состоит из четырех групп опе-
раций: восстановление формы; окрашивание; аппретирование; ла-
кирование.
Восстановление формы обуви. Форма верха может быть восста-
новлена при выполнении следующих операций.
1. Увлажнение союзок.
2. Расправление верха обуви.
3. Разглаживание (утюжка) верха обуви.
4. Сушка, снятие обуви с колодок, вставка картонных вкладышей.
1. Увлажнение союзок целесообразно совместить с удалением
загрязнений с верха обуви. При увлажнении верха обуви из кож
хромового дубления одновременно используют раствор для смы-
вания загрязнений. Раствор готовят из одной части препарата ОС и
двух частей воды (препарат ОС-1 применяют для цветной обуви,
ОС-2 — для черной).
Препарат ОС относится к неионогенным ПАВ. Он представляет
собой воскообразную твердую массу от светло-желтого до светло-
коричневого цвета. Все смачивающие вещества делят на неионоген-
ные, анионо- и катионоактивные. Неионогенные группы действуют
в неионизированной форме. Анионоактивные содержат в молекуле
полярные анионные группировки, связанные с неполярной угле-
водородной цепью. В катионоактивных веществах действующим на-
чалом является катион.
После смывания загрязнений следует повторно увлажнить верх
обуви свежим раствором препарата ОС или водой, затем поме-
стить обувь в специальный увлажнительный шкаф или под влаж-
ную ткань на 30 — 60 мин для пролежки.
2. Расправление верха заключается в подборе раздвижных или
нераздвижных колодок, соответствующих половозрастному назна-
чению и размеру обуви. Не допускаются изменения поперечных
размеров обуви, а также разрушения швов, разрывы верха и под-
кладки, деформация подносков и жестких задников. Складки на
обуви должны быть хорошо расправлены. Для расправки голениш
сапожек и полусапожек в обувь вставляют деревянные правйла.
3. После пролежки обувь разглаживают электроутюжком, элек-
тротокмачом или токмачом, нагретым до температуры 85 —95 °C.
Складки разглаживают в поперечном и продольном направлени-
ях, не нарушая покрытие лицевой поверхности.
354
4. Сушка и снятие обуви с колодок являются заключительными
операциями восстановления ее формы. Сушат обувь после восста-
новления ее формы на стеллажах при температуре. 18 — 20 °C в те-
чение 8 — 12 ч или в сушилках при температуре 40 — 45 °C в течение
2 —4 ч. Затем, не повреждая и не деформируя верх обуви, ее осто-
рожно снимают с колодки. Для сохранения восстановленной фор-
jvfbi верха в обувь вставляют картонные вкладыши.
Окрашивание верха. Основные технологические операции при
окрашивании верха обуви из кож с естественной лицевой поверх-
ностью следующие.
1. Удаление старого покрытия.
2. Наклеивание защитной бумажной ленты.
3. Подкрашивание верха обуви.
4. Грунтование верха.
5. Зачистка и заделка дефектов.
6. Окрашивание верха.
1. Старое покрытие удаляют ацетоном или смесью ацетона, этил-
ацетата и этилового спирта в соотношении 50:25:25, смесью этил-
ацетата и этилового спирта в соотношении 50: 50 и др. Покрытие
смывают в вытяжном шкафу, нанося раствор на верх обуви тампо-
ном из хлопчатобумажной ткани. Набухшую и размягченную после
протирания тампоном пленку снимают хлопчатобумажной тканью,
не оставляя ворсинок на обработанной поверхности.
В малоношеной обуви с местным осыпанием или с незначи-
тельной потертостью покрытия окраску восстанавливают только
на поврежденном участке. В этом случае покрытие смывают также
только на поврежденном участке верха обуви.
Допускается неполное удаление старого покрытия, чтобы после
обработки была видна мерея кожи, а обработанная поверхность
должна иметь равномерную окраску.
При смывании покрытия детали верха обуви, а также крепле-
ния деталей верха и низа не должны быть повреждены. Обувь после
смывания покрытия подсушивают при температуре 18 — 20 °C в те-
чение 5—10 мин.
2. При окрашивании обуви распылителем для предотвращения
попадания краски на неокрашиваемые участки и детали (урез
подошв, боковая поверхность каблука, а также металлические и
пластмассовые украшения) наклеивают бумажную ленту Липкую
бумажную ленту шириной 10 мм наклеивают аккуратно, не за-
грязняя верх. Боковую поверхность каблука обклеивают лентой в
2—3 ряда в зависимости от его высоты. При окрашивании обуви с
открытым рантом обклеивают его верхнюю полку.
3. В более темный цвет по сравнению с первоначальным обувь
После удаления покрытия и сушки подкрашивают 3%-ным ацето-
норастворимым красителем, состоящим из ацетона и этилцелло-
зольва, или водным раствором кислотного красителя для шерсти.
355
Для этого порошок красителя растворяют в кипящей воде. В пир.
вом случае обувь подсушивают в вытяжном шкафу при температу-
ре 18 —20 °C в течение 15 — 20 мин, во втором — от 2 до 24 ч т0
полного удаления воды.
4. Эта операция предшествует окрашиванию.
Состав для грунтования кожаного верха, мае. ч.
50%-ный раствор глифталевой смолы № 90 в ксилоле...... 10
Ацетон................................................ 45
Этилацетат...........................................22,5
96%-ный этиловый гидролизный спирт..................22,5
Верх протирают тряпичным тампоном, смоченным составом для
грунтования, затем обувь сушат в вытяжном шкафу при темпера-
туре 18 —20 °C в течение 30 мин. Кожаный верх обуви должен быть
слегка липким. При отсутствии липкости грунтование повторяю!.
5. На прогрунтованном верхе обуви хорошо заметны мелкие де-
фекты: царапины, трещины, безличины и потертости. Чтобы эти
дефекты не были видны в окрашенной обуви, их зачищают шли-
фовальным полотном № 8—10 или пемзой, затем очищают от
пыли, разглаживают электротокмачом или токмачом, нагретым
до температуры 80 — 90 °C, и намазывают тонким слоем нитроцел-
люлозного клея с помощью ножа-тупика. Заделанные участки вер-
ха повторно обрабатывают тряпичным тампоном, смоченным со-
ставом для грунтования, после чего обувь высушивают в вытяж-
ном шкафу при температуре 18 —20 °C в течение 10—15 мин.
После устранения дефектов поверхность обработанных участ-
ков должна быть ровной и гладкой, без заметных переходов к не-
обработанным участкам.
6. Верх обуви окрашивают вручную или распылением из пульве-
ризатора.
Окраску начинают от пяточной части к носочной с одной сто-
роны, затем поперек союзки, после чего поворачивают обувь дру-
гой стороной и окрашивают ее от носочной части к пяточной. Для
получения ровного тонкого слоя направление струи краски долж-
но быть перпендикулярным окрашиваемой поверхности. В против-
ном случае покрытие получится неровным, с затеками. Краску на-
носят двумя-тремя и более слоями с промежуточным 15 — 20-ми-
нутным подсушиванием каждого слоя при температуре 18 — 20 С.
Время окончательной сушки 1,5 — 2 ч при той же температуре.
Вручную обувь окрашивают в вытяжном шкафу кистями с мяг-
ким волосом (круглыми № 12— 14, филенчатыми № 14— 16). Если
после окончательной сушки верх обуви имеет незначительную лип-
кость, его покрывают тонким слоем нитроцеллюлозного лака с по-
следующей сушкой в течение 1,5 —2 ч при температуре 18 — 20 С.
Обувь должна быть окрашена равномерно, без потеков и загряз-
нения краской внутренней поверхности, уреза и ходовой поверх'
356
ности подошв, боковой и набоечной поверхностей каблуков. Ме-
рея окрашенной кожи должна быть четко выражена.
Липкую ленту, наклеенную на урез подошвы и боковую поверх-
ность каблука, по окончании окрашивания удаляют. Если урез по-
дошв и боковая поверхность каблуков не были защищены липкой
лентой, их окрашивают кистью в коричневый или черный цвет
Краску, попавшую на урез подошв и боковую поверхность каблу-
ков, удаляют тампоном, смоченным в ацетоне или смеси этилаце-
тата и этилового спирта.
Аппретирование. При отсутствии на верхе обуви пятен и разно-
оттеночное™ ее аппретируют.
Перед аппретированием обувь из велюра и замши очищают от
пыли и грязи проволочной и волосяной щетками, не удаляя и не
повреждая ворс. Верхний край обуви для предохранения от попа-
дания краски на подкладку обшивают тканью или полиэтилено-
вой пленкой.
Обувь, предварительно очищенную от пыли волосяной щет-
кой, аппретируют водоотталкивающим препаратом.
Подготовленную обувь чистят в вытяжном шкафу тампоном,
смоченным в уайт-спирите. Протертые уайт-спиритом засаленные
и пятнистые участки верха обуви без сушки обрабатывают шлифо-
вальным полотном № 8, а затем сушат при температуре 18 —20 °C
в течение 2 ч. Сильно загрязненные участки чистят повторно.
Следует помнить, что в результате обработки уайт-спиритом
некоторые участки верха осветляются в результате частичного рас-
творения красителя. Для выравнивания окраски после чистки уайт-
спиритом и закрашивания светлых пятен обувь темных цветов ок-
рашивают в тот же цвет, а обувь светлых тонов перекрашивают в
более темный цвет.
Обувные шеллачные, поливинилбутиральные и поливинилаце-
татные аппретуры представляют собой жидкости, обладающие
способностью при нанесении на кожаный верх образовывать на
ней блестящие пленки.
Аппретуру наносят слегка смоченной растительной губкой или
тампоном плавными движениями тонким равномерным слоем.
Аппретированную обувь в течение 10—15 мин сушат под вытяж-
ным устройством при температуре 18 — 20 °C. Если после аппрети-
рования блеск недостаточен, аппретуру наносят вторично. Вид
аппретуры выбирают в зависимости от цвета верха обуви.
Лакирование. Технологический процесс лакирования обуви со-
стоит из следующих операций.
1. Смывание старого покрытия.
2. Разглаживание и шлифование дефектов.
3. Грунтование верха обуви.
4. Заделка дефектов.
5. Лакирование дефектов.
357
1. Старое покрытие смывают тампоном, смоченным в ацетоне,
после чего обувь высушивают в течение 15 — 20 мин при комнат-
ной температуре
2. Потертые места и безличины зашлифовывают, а затем про-
глаживают горячим роликом или токмачом через фторопластовую
пленку. После этого обувь надевают на колодки.
3. Верх обуви грунтуют полиуретановым клеем. Грунт равномер-
но, без пропусков наносят на весь верх обуви тонким слоем мяг-
кой кистью и сушат не менее I и не более 24 ч.
4. Заделка дефектов — глубоких трещин и ссадин, не исчезаю-
щих после шлифования и разглаживания тупым ножом в несколь-
ко приемов, — производится 25%-ным раствором полиэфирурета-
на. Раствор наносят на поврежденные участки с промежуточной
сушкой в сушильном шкафу в потоке теплого воздуха до 10 мин.
Переход от заделанного участка к лакированной поверхности дол-
жен быть незаметным.
5. Лакирование верха осуществляется пигментированным, окра-
шенным и бесцветным 6%-ным раствором полиэфируретана. После-
довательно наносят 2 — 3 первых слоя пигментированных и 6 — 10
последующих слоев окрашенного или бесцветного раствора. Лакируя
обувь в темный цвет, ее покрывают окрашенным раствором, а в
светлый цвет — бесцветным. Во всех случаях последний слой нано-
сят бесцветным раствором. Каждое покрытие сушат в специальном
шкафу в потоке теплого воздуха от 3 до 10 мин, последний слой -
20 мин. После окончательной сушки обувь снимают с колодок.
Глава 18
РЕМОНТ РЕЗИНОВОЙ И ВАЛЯНОЙ ОБУВИ
18.1. Классификация резиновой и валяной обуви
Классификация резиновой обуви. Резиновая обувь предназнача-
ется для защиты ног от воды, кислот, щелочей, высокого элект-
рического напряжения и др. За небольшим исключением резино-
вая обувь имеет многослойную конструкцию Внутренние и проме-
жуточные детали создают каркас обуви и защищают ноги от холо-
да. Наружные детали обеспечивают водонепроницаемость и опре-
деляют внешний вид обуви.
Резиновую обувь классифицируют по следующим признакам:
способу изготовления — клеевой, горячая вулканизация, формо-
вание, литье под давлением, ионное отложение, желатинирование:
назначению — бытовая, спортивная, техническая;
половозрастному — мужская, мальчиковая, женская, девичья,
детская;
358
способу использования — надевание на чулок: мужская (№ 39—
>46), женская (№ 34 — 41), мальчиковая (№ 35 — 39), девичья
^(№31—33), детская (№ 20 — 30); надевание на обувь: мужская
(№ 7—17), женская (№ 00— 10), мальчиковая (№ 0 — 61/2), деви-
чья (№ 7—16), детская (№ 00 — 6);
виду — галоши, боты, ботики, туфли, сапожки, сапоги;
материалу верха — резина, резина и текстиль;
цвету — черный, белый, цветной;
сорту — I, II.
Классификация валяной обуви. Валяную обувь изготовляют из
смеси шерстяных волокон путем их механической и химической
обработки. Шерстяные волокна покрыты роговидными чешуйками,
i Свободные концы чешуек соседних волокон при операциях валки
сцепляются друг с другом, образуя прочную структуру войлока.
Валяная обувь отличается высокими теплозащитными свойствами.
В зависимости от условий эксплуатации, используемого сырья,
способа изготовления и других факторов валяную обувь (сапоги)
классифицируют по следующим признакам:
назначению — гражданская, армейская, специальная;
виду сырья — грубошерстный обыкновенный и полугрубошер-
стный войлок, фетр;
отделке — окрашенная, натурального цвета без отделки, очи-
щенная от ворса, с естественным ворсом, с начесом;
виду — утяжеленная, средняя и тонкая без подошвы или с ре-
зиновой подошвой;
половозрастному — мужская (№ 25 — 26), женская (№ 23 — 27),
детская школьная (№ 20 — 23), детская дошкольная (№ 13—19);
сорту — I и II.
Грубошерстная утяжеленная обувь бывает мужская и женская;
средняя — мужская, женская и детская школьная, тонкая — муж-
ская, женская, детская дошкольная и школьная.
Утяжеленная валяная обувь — наиболее распространенный вид
валенок, обладает самыми высокими теплозащитными свойства-
ми Предназначена для использования в сильные морозы, в усло-
виях ограниченного движения потребителя.
Средняя валяная обувь имеет меньшую толщину стенок и соответ-
ственно меньшие теплозащитные свойства, чем утяжеленная. Пред-
назначена для ношения в период умеренных холодов в качестве
рабочей обуви в условиях подвижной деятельности потребителя.
Тонкая валяная обувь — облегченная, предназначена для экс-
плуатации с резиновыми галошами при небольших морозах.
Обувь полугрубошерстная выпускается для всех четырех поло-
возрастных групп, по толщине стенок уступает тонкой грубошер-
стной обуви, используется при небольших морозах с галошами.
Обувь фетровая — еще более облегченная по сравнению с полу-
грубошерстной, в состав смеси обязательно входит козий пух.
359
18.2. Ремонт резиновой обуви
18.2.1. Метод горячей вулканизации в пресс-формах
Подготовка обуви. При подготовке обуви к ремонту ее промы-
вают, очищают от грязи и просушивают. Старые заплаты, прикле-
енные холодным способом, отклеивают, нагревая соответствую-
щие участки в пресс-формах или всю обувь в специальных уста-
новках при температуре 70 — 75 °C.
Ремонтируемые места взъерошивают, причем при ремонте верха
обуви края изношенных мест взъерошивают на ширину 10— 15 мм
и очищают от пыли мягкой волосяной щеткой.
При ремонте низа обуви лишнюю толщину резины на неизно-
шенных участках срезают, на сильно изношенные места наклеива-
ют кусочки сырой резины и подравнивают их ножом, а сквозные
дыры и разрывы заклеивают со стороны подкладки отходами
прорезиненной байки или ворсовой тканью с наложенным на нее
тонким слоем сырой резины.
Также ремонтируют подкладку при сквозном разрыве верха
обуви.
На нижнюю грань ремонтируемого участка наклеивают одна на
другую две тонкие обводки — полоски из сырой резины толщиной
0,8—1 мм, первая шириной 5 мм, вторая 8—10 мм. Края обводок
должны заходить на подошву и верх ремонтируемой обуви.
Затем на ремонтируемый участок накладывают заплату из сы-
рой резины так, чтобы ее края не доходили до краев взъерошен-
ных мест примерно на 5 —8 мм и ширина края заплаты, загиба-
емого на подошву, составляла не менее 5 мм.
Выкладка деталей из сырой резины на обувь. Предварительно
все взъерошенные поверхности обуви и приклеиваемые детали из
сырой резины (без взъерошивания) промазывают полиизопрено-
вым клеем. При этом детали низа (подметки и набойки) намазы-
вают клеем с одной стороны, а тонкие детали верха — с двух
сторон. Одновременно тем же клеем намазывают отстающие места
подкладки.
Толщина сырой резины для подметок 2 — 2,5 мм, для набоек
3 — 3,5, для заплат 0,75—1 мм.
Обувь и намазанные клеем детали сушат при комнатной темпе-
ратуре в течение 10—15 мин до полного высыхания клеевых пле-
нок, после чего детали накладывают на обувь и плотно прижима-
ют рукой.
При наложении подметки из сырой резины следует проследить,
чтобы ниже линии прямого среза подметки на обуви оставалась
взъерошенная полоска шириной 10—15 мм. Наложенные подмет-
ки и набойки обрезают по периметру подметочной части обуви,
набойки — по форме набоечной части каблука.
360
Ремонт задника галош при его сквозном разрыве. При сквозном
разрыве задника галош по прямой линии разъединенные стороны
задника сшивают встык с захватом сторон на 4—5 мм от стыка. На
шов с изнаночной стороны накладывают полоску сырой резины
шириной 15 — 20 мм, затем на лицевую сторону задника — заплату
с загибкой ее на изнаночную сторону галоши на 15 —20 мм и вкле-
ивают новую подкладку задника. При смене подкладки задника
обуви на среднем и низком каблуках ее выкраивают с таким рас-
четом, чтобы она была выше верхнего края задника на 10—15 мм.
После запрессовывания и вулканизации выступающий край под-
кладки обрезают.
Ремонт каблука. На ремонтируемый участок каблука накле-
ивают тонкую полоску сырой резины шириной 15—16 мм так,
чтобы она закрывала часть боковой поверхности каблука и часть
набойки.
На полоску накладывают заплату из сырой резины. Боковую
поверхность галоши вокруг заплаты взъерошивают на ширину 8 —
10 мм. Край заплаты, загнутый на поднабоечную поверхность каб-
лука, должен быть шириной 10—15 мм.
Запрессовывание обуви в пресс-форму. В зависимости от ремон-
тируемого участка обуви подбирают разъемную или цельнолитую
пресс-форму. Ширину разъема пресс-формы регулируют, вставляя
в нее небольшое число пластинок. Затем пресс-форму плотно стя-
гивают. Ее внутреннюю поверхность смазывают 3%-ным раство-
ром мыла, разогревают и ставят в нее ремонтируемую обувь.'
При использовании разъемной пресс-формы в обувь насыпают
песок, на который укладывают металлический вкладыш. При ис-
пользовании цельнолитой пресс-формы в обувь вставляют обрези-
ненный вкладыш. Далее пресс-форму с обувью устанавливают в
пресс. Время вулканизации заплат 4—5 мин, подметок и набоек
8— 10 мин при температуре 140—145 °C.
Оставшиеся на обуви выпрессовки резины и заусенцы удаля-
ют, отремонтированную обувь покрывают лаком.
18.2.2. Метод горячей вулканизации в котлах
Резиновую обувь можно ремонтировать методом вулканизации
приклеиваемых деталей в специальных котлах. Метод можно ис-
пользовать при смене подметок и набоек (не для приклеивания
заплат) резиновых сапог.
При этом обувь с наложенными деталями из сырой резины уста-
навливают на решетку вулканизационного котла.
Время вулканизации 15 — 20 мин при давлении 3 — 3,5 МПа. Ре-
зиновые сапоги после взъерошивания ремонтируемых частей на-
девают на специальные алюминиевые колодки, галоши ремонти-
руют без колодок.
361
После вулканизации сапоги снимают с колодок и направляют
на отделку. При вулканизации в котле детали сохраняют ту форму,
какая была им придана на предыдущих операциях, поэтому при
наклеивании деталей необходимо точно пригонять их к обуви.
Для калибрования сырой резиновой смеси на предприятиях,
занятых ремонтом резиновой обуви методом горячей вулканиза-
ции, необходимо иметь листовальные вальцы, а при вулканиза-
ции в котлах — небольшие вальцы для рифления подошв, подме-
ток, набоек из сырой резиновой смеси.
18.2.3. Холодный метод
Перед ремонтом холодным методом резиновую обувь очищают
от грязи и пыли и просушивают. При повторном ремонте изно-
шенные подметки, набойки и заплаты удаляют. Поверхность ре-
монтируемой части обуви ровно срезают, а сильно изношенные
места выравнивают, наклеивая обрезки резины или отходы ворсис-
той ткани.
Подготовленный низ обуви взъерошивают вручную рашпилем
или крупнозернистой шлифовальной шкуркой, или на отделоч-
ных машинах механическим рашпилем, или шлифовальной шкур-
кой, после чего обработанные места очищают от пыли щеткой,
промывают бензином и высушивают.
Подметки и набойки или рубцы и косячки выкраивают из ре-
зины толщиной 2— 2,5 мм. Подметки выкраивают такой длины,
чтобы они закрывали геленочную часть обуви на расстоянии 20 —
25 мм от линии пучков. Выкроенные детали взъерошивают вруч-
ную или на машине и очищают от пыли. Если детали выкроены из
раздвоенной резины, их можно не взъерошивать.
Подготовленные места и детали низа обуви намазывают ровным
тонким слоем полиизопренового клея, причем особо тщательно
намазывают их края. Клей наносят два раза, после каждой намазки
пленки сушат при температуре 16 —20 °C в течение 15 — 25 мин.
Высушенные после второй намазки детали накладывают на обувь,
плотно прижимают рукой и околачивают молотком.
После приклеивания детали обрезают по грани обуви, а набой-
ки обрезают еще и по линии фронта каблука под углом.
Геленочную часть подметки спускают на нет на ширину 5 — 7 мм
от края. Также спускают рубцы и косячки. Урез и спущенные места
подметок, набоек, рубцов и косячков шлифуют вручную или на
валиках комбинированной отделочной машины.
Для ремонта верха резиновой обуви заплаты и носки выкра-
ивают из резины толщиной 1 — 1,5 мм, а задники и заплаты на
задники — толщиной 1,5 — 2 мм. Заплаты выкраивают с припуском
6 — 8 мм, а заплаты, прикрепляемые на расстоянии ближе 10 мм
от грани низа или от канта обуви, как и целые задники и носки, —
362
с припуском 10—12 мм, чтобы их можно было загнуть за грань
низа или кант верха.
Края изношенных мест обуви и выкроенные детали — заплаты,
носки, задники — взъерошивают рашпилем или крупнозернистой
шлифовальной шкуркой, причем обувь взъерошивают вокруг про-
ношенных мест на ширину 6—8 мм, а также места подошвы, на
которые загибают заплаты. При раскрое деталей из раздвоенной
резины нет необходимости их взъерошивать. Взъерошенные места
обуви и детали очищают щеткой от пыли.
При разрыве задника по прямой линии его части после взъеро-
шивания и очистки от пыли сшивают стальной иглой нитками в
3—4 сложения. Шов должен заходить на 4—5 мм за линию разрыва.
Подготовленные места обуви и детали намазывают два раза
ровным слоем полиизопренового клея (особенно тщательно по кра-
ям), сушат после каждой намазки до образования сухой пленки,
как и при приклеивании деталей низа.
Затем заплаты, носки и задники накладывают на обувь, плотно
прижимают рукой и околачивают молотком. Края заплат спускают
на нет и подчищают шкуркой.
Верх обуви после ремонта покрывают лаком. Подкладку очища-
ют от грязи и при необходимости подклеивают полиизопреновым
клеем.
18.3. Ремонт валяной обуви
18.3.1. Пришивной метод
Подготовка обуви. Перед ремонтом удаляют изношенные стель-
ку, набойку, заплаты, подрезая прикрепляющие их строчки. Про-
ношенные места низа обуви и голенищ обрезают ножом, в обра-
зовавшиеся отверстия вставляют куски войлока, соответствующие
по величине, форме и толщине краям отверстий, скрепляют их с
низом обуви или голенищем (при наложении заплат или напяточ-
ников) ниткой в 4—5 сложений швом через край. Длина стежков
8— 10 мм.
Если обувь сильно разношена в ширину, в старой подошве де-
лают вырез и плотно стягивают его края.
Пристрачивание заплат и напяточников. Заплаты и напяточники
(кожаные или из тонкого войлока) пристрачивают вручную или на
швейной машине. Вручную детали пристрачивают одной строчкой
льняной ниткой в 4—5 сложений. Длина стежков 3—4 мм. Шов дол-
жен проходить на расстоянии 2—3 мм от краев заплаты или напяточ-
ника. На швейной машине детали пристрачивают двумя строчками.
Размеры заплаты должны быть больше размеров ремонтируемого
участка на припуск по краям 10—12 мм. Заплаты, расположенные
363
на расстоянии 10 мм и ближе к грани подошвы, пристрачивают и
загибают за ее грань на 8 —10 мм. Затем загнутый край приметыва-
ют к следу валенка.
Напяточник должен заходить на 10— 15 мм на пяточную часть
следа обуви, к которому приметывают затяжную кромку напяточ-
ника. При этом напяточник должен быть выше на 5 —7 мм контура
задней части надетой на обувь галоши.
Кожаные заплаты, напяточники и соответствующие места об\
ви смазывают полиизопреновым клеем. Клеевые пленки сушат,
затем детали накладывают на обувь и пристрачивают, как указано
выше.
Надевание обуви на колодку. Обувь надевают на подобранную
по форме и размеру колодку и прибивают двумя гвоздями в задни
ке и подъеме.
Войлочные подошвы и набойки выкраивают из нового войлока
или из старой валяной обуви. Набойки прикрепляют к подошве
двумя проволочными гвоздями. Подошвы и набойки пристрачива-
ют на прошивной машине льняными нитками, на швейной ма-
шине тяжелого типа ниткой № 00 или вручную пропитанной ва-
ром дратвой в 7 сложений. Длина стежков 8—10 мм. Подошву
пришивают по всему периметру на расстоянии 20 — 25 мм от края
и по середине подошвы и набойки (средний шов) от носочной
до пяточной части.
Вручную строчку прокладывают с помощью шила, щетинки и
шила-крючка (см. рис. 15.1).
Подошвы с набойками накладывают на низ обуви и временно
прикрепляют тремя проволочными гвоздями в носочной, геленоч-
ной и пяточной частях.
Пришивание подошв с набойками. Подошва может состоять из
двух слоев, причем слой, прилегающий к ноге, может быть собрана
из 2 — 3 кусков, но так, чтобы места стыков находились в пяточ-
ной и геленочной частях (но не в пучковой части).
Толщина подошв и набоек, мм
Средних и утяжеленных к обуви:
мужской, женской .............................. 10—12
детской......................................... 9—10
Тонких к обуви:
мужской, женской............................... 7 — 8
малодетской, детской............................ 5 — 6
При ремонте малоизношенных валенок пришивать подошвы и
набойки целесообразно не через край, а насквозь — изнутри обуви
без надевания ее на колодки.
Отделка валенок. Пришитую подошву с набойкой околачивают
молотком, обрезают по периметру, удаляют гвозди временного
крепления, обувь снимают с колодок и обрезают концы ниток.
364
18.3.2. Клеевой метод
Крепление латексным полихлоропреновым клеем. Подготовку
обуви к ремонту, пристрачивание заплат и напяточников, надева-
ние обуви на колодку, подготовку войлочных подошв и набоек вы-
полняют так же, как и при ремонте валенок пришивным методом.
Дальнейшие операции производят следующим образом.
Низ обуви, подошву с неходовой стороны и с ходовой стороны
в пяточной части, а также набойку взъерошивают рашпилем или
шлифовальной лентой. Взъерошенные поверхности очищают от
пыли волосяной щеткой.
Пяточную часть подошвы с ходовой стороны и набойку нама-
зывают латексным полихлоропреновым клеем в вытяжном шкафу
и сушат до полного высыхания клеевой пленки.
Низ обуви и подошву с неходовой стороны также намазывают
латексным полихлоропреновым клеем, после чего валенки и по-
дошву сушат в вытяжном шкафу примерно в течение 45 мин до
полного высыхания клеевой пленки. Затем пяточную часть подо-
швы с ходовой стороны и набойку вторично намазывают клеем и
без сушки накладывают набойку на пяточную часть подошвы. Вто-
рично намазывают низ обуви и подошву с неходовой стороны,
подошву с набойкой сразу же накладывают на обувь, которую ус-
танавливают в гидравлический или пневматический пресс не ме-
нее чем на 1 ч.
После выгрузки из пресса валенки дополнительно сушат в те-
чение 1 — 2 ч при комнатной температуре, затем подошву с набой-
кой обрезают, обувь снимают с колодки.
Латексный полихлоропреновый клей может быть заменен нит-
роцеллюлозным, но необходимо иметь в виду, что нитроцеллю-
лозный клей огнеопасен и вреден для здоровья работающих и с
ним можно работать только при наличии вентиляции и средств
для тушения пожара.
Крепление перхлорвиниловым клеем. Операции выполняют в два
приема: сначала набойку наклеивают на подошву, затем подошву
с наклеенной набойкой приклеивают к следу валяной обуви. Для
этого склеиваемые поверхности взъерошивают крупным рашпи-
лем, шлифовальной лентой, очищают от пыли жесткой щеткой.
Тупичком или лопаткой на подошву и набойку наносят ровный
слой перхлорвинилового клея и сушат его при комнатной темпе-
ратуре в вытяжном шкафу в течение 40 — 50 мин.
Затем клеевые пленки смачивают растворителем, склеиваемые
поверхности быстро складывают друг с другом и устанавливают в
гидравлический или пневматический пресс при давлении 0,3 МПа
на 30—40 мин. Снятую с пресса обувь выдерживают при комнат-
ной температуре в течение 2 — 3 ч, после чего обрезают подошвы в
соответствии с фасоном обуви и снимают колодки.
365
18.3.3. Метод горячей вулканизации в пресс-формах
На ремонтно-обувных предприятиях можно ремонтировать низ
валенок сырыми (невулканизованными) резиновыми смесями
методом горячей вулканизации, которые накладывают на валенки
и вулканизуют в процессе прессования.
Такой ремонт выполняют следующим способом: валенок наде-
вают на колодку, его след взъерошивают, захватывая также и верх
обуви по всему периметру на 5 —8 мм выше грани, очищают щет-
кой от пыли. При большой разношенности валенок в ширину в
середине подошвы вырезают полоску необходимой длины и ши-
рины и края выреза плотно стягивают дратвой с помощью шила-
крючка. Расстояние проколов от краев выреза 8 —9 мм, между цент-
рами проколов 7 — 8 мм.
След валенка выравнивают войлочными заплатами, которые
пришивают через край нитками в 5 —6 сложений при длине стеж-
ков 12—14 мм, затем валенок снимают с колодки и при необходи-
мости на выровненный след накладывают войлочную стельку тол-
щиной 6 — 8 мм. Для сохранения тепловых свойств общая толщина
деталей низа должна составлять для мужской и женской обуви нс
менее 10 мм, а для детской — не менее 8 мм.
Войлочные стельки прошивают с подошвой насквозь на маши-
не ниткой № 6 или 7 либо вручную двухниточным швом (с помо-
щью шила-крючка) льняными нитками в 5 —6 сложений при длине
стежков 9—11 мм. При достаточной полноте валенка войлочную
стельку можно вложить внутрь.
При ремонте верха валенок данным способом кожаные напяточ-
ники и заплаты с затяжкой на след обуви надо накладывать не из
прожированных кож. Затяжная кромка должна заходить на след ва-
ленка не менее чем на 16 мм. Затяжную кромку кожаных заплат и
напяточников до пришивания взъерошивают с лицевой стороны.
Для вулканизации в пресс-формах внутрь подготовленного вален-
ка вставляют вкладную металлическую пластину, надевают его на
металлическую колодку (пуансон) пресса и околачивают. Затем на
след валенка и взъерошенную часть верха (на расстоянии 5 — 8 мм
выше грани следа) наносят лопаточкой резиновую мазь, состоя-
щую из 40 % сырой каблучной резины и 60 % бензина.
На пресс-форму накладывают лист сырой подошвенной рези-
ны толщиной 4 мм, а на пяточную часть — дополнительно слой
сырой каблучной резины толщиной 5 мм. Надетый на пуансон ва-
ленок запрессовывают. Время вулканизации 6 — 8 мин при темпе-
ратуре пресс-форм 160—170 °C. После этого снимают с пресс-формы
излишки сырой резины.
Валенок с привулканизованной резиновой подошвой снимают
с пуансона, удаляют из него вкладную металлическую пластину и
обрезают выпрессовки.
Р а з д е л IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОРТОПЕДИЧЕСКОЙ
ОБУВИ
Глава 19
ДЕТАЛИ И ПРИСПОСОБЛЕНИЯ ОРТОПЕДИЧЕСКОЙ ОБУВИ
19.1. Термины и определения
При различных патологических состояниях опорно-двигатель-
ного аппарата назначают ношение вкладных приспособлений,
профилактической или ортопедической обуви для профилактики
и коррекции заболеваний, а при дефектах нижних конечностей —
протезирование.
Вкладные приспособления делят на разгружающие и корриги-
рующие.
Разгружающие вкладные приспособления предназначены для устра-
нения локального давления обуви на болезненные участки стопы.
Корригирующие вкладные приспособления предназначены для пре-
дотвращения потертостей и прогрессирования статической недо-
статочности стоп.
Профилактическая обувь предназначена для предупреждения
появления патологических отклонений стопы.
Ортопедическая обувь обеспечивает нормализацию жизнедеятель-
ности людей с патологическими отклонениями стоп.
Ортопедическая обувь служит следующим целям:
обеспечение опорности конечности, т.е. способности ходьбы и
стояния, если деформацию нельзя устранить оперативным путем
или больной отказывается от операции;
корригирование начальных, нестойких деформаций стоп;
предупреждение прогрессирования деформаций или возникно-
вения рецидивов;
увеличение площади опоры;
компенсирование укорочения конечностей;
поддержание свода стопы, разгрузка болезненных участков;
обеспечение ходьбы в ортопедических аппаратах;
маскирование косметических дефектов и др.
В ортопедическую обувь вкладывают стельки разных конструк-
ций и другие приспособления из войлока, пробки, латекса, рези-
ны и других материалов при небольших деформациях стоп.
367
В отличие от повседневной ортопедическая обувь должна соот-
ветствовать не только эксплуатационным, технологическим, но и
медицинским требованиям. Это соответствие достигается включени-
ем в структуру ортопедической обуви специальных деталей, а так-
же более тщательным выбором конструкции верха и низа изделия.
Ортопедическую обувь изготовляют всех видов и конструкций,
за исключением пантолет, опанок, чувяк, сандалий. В конструк-
ции верха обуви имеются специальные детали и она может быть
симметричной или асимметричной в паре. Асимметричную обувь
конструируют с учетом различных форм правой и левой стоп, при
этом одна из полупар может быть изготовлена на здоровую стопу.
В асимметричной заготовке верха ботинка или полуботинка берец
составляет одно целое с союзкой (рис. 19.1, а). В ортопедической
обуви иногда используют славянскую конструкцию заготовки вер-
ха, заимствованную из театральной обуви (рис. 19.1, б).
Ортопедическую обувь изготовляют на низком (0—29 мм) и
среднем (30—49 мм) каблуках, профилактическую допускается
выпускать на высоком (50 — 59 мм) каблуке.
Ортопедическую обувь в зависимости от степени выраженно-
сти деформации стопы подразделяют на малосложную и сложную.
Малосложная ортопедическая обувь предназначена для лиц с
умеренно выраженными деформациями стопы.
Ортопедическая малосложная обувь отличается от обыкновен-
ной только небольшими изменениями и приспособлениями. Ее
можно изготовлять фабричным способом.
Сложная ортопедическая обувь предназначена для лиц с выра-
женными деформациями и дефектами стопы. К сложной орто-
педической относят обувь, имеющую не менее двух специальных
ортопедических деталей или косок для компенсации укорочения
конечности от 30 мм и более.
Рис. 19.1. Ортопедическая обувь:
а — полуботинки с асимметричным берцем; б — ботинки славянской конструкции
368
Сложная ортопедическая обувь характеризуется специальными
конструкциями верха и низа. Ее обычно изготовляют индивиду-
ально.
Сложную ортопедическую обувь можно разделить на две группы:
1) для компенсации неизлечимых деформаций, неисправимых
оперативным путем, например культя стопы, укороченные конеч-
ности и т.д.
2) корригирующая, которая исправляет деформации, напри-
мер при паралитической косолапости.
19.2. Детали ортопедической обуви
Для ортопедической обуви характерно наличие деталей особой
формы и размеров. Различают специальные детали мягкие, жест-
кие и металлические, а также межстелечные слои.
Специальные мягкие детали. К ним относятся дополнительная
шнуровка, притяжной ремень, боковой внутренний ремень, тяги,
манжетка.
Дополнительная шнуровка (рис. 19.2) — внутренняя деталь верха
ортопедической обуви, усиливающая ее крепление на стопе. Шну-
ровка состоит из двух полос прямоугольной или фигурной формы
с 3 — 4 парами блочков. Дополнительную шнуровку изготовляют
из кож для верха обуви с подкладкой. Одну деталь шнуровки при-
крепляют к наружному краю основной стельки, другую — к внут-
реннему. В готовой обуви дополнительная шнуровка располагается
внутри обуви и прилегает к стопе.
Притяжной ремень (рис. 19.3)
таль верха ортопедической обуви,
легание к стопе. Состоит из соб-
ственно ремня, который изго-
товляют из кож для верха обу-
ви, и элемента крепления (пряж-
ка, лента велькро). Наружный
притяжной ремень пристрачи-
вают к наружным деталям, а
внутренний — к подкладке. Внут-
ренний притяжной ремень мож-
но выводить через специальное
отверстие в заготовке верха обу-
ви наружу.
Боковой внутренний ремень
(рис. 19.4) — внутренняя деталь
верха ортопедической обуви, пре-
дохраняющая подкладку от по-
вреждений металлическими ши-
— наружная или внутренняя де-
обеспечивающая ее лучшее при-
Рис. 19.2. Ортопедическая обувь с до-
полнительной шнуровкой
369
Рис. 19.3. Ортопедическая обувь с протяжными ремнями:
а — наружными; б — внутренними с выходом на верх обуви
нами ортопедического аппарата. Иногда для этой цели применяют
сплошную кожаную подкладку.
Тяги (рис. 19.5) — наружные детали ортопедической обуви,
удерживающие стопу в корригированном положении в фазе пере-
носа. Тяги изготовляют из резиновой тесьмы или кожи для верха
обуви.
Манжетка (рис. 19.6) — наружная деталь ортопедической обу-
ви, служащая в сочетании с резиновыми тягами для предотвраще-
ния отвисания стопы при ходьбе.
Рис. 19.4. Ортопедическая обувь
с внутренним боковым рем-
нем
Рис. 19.5. Манжетка с резиновой
тягой:
а — вид сверху; б — вид снизу; / —
металлическая петля; 2 — кожаная
петля; 3 — резиновая тяга; 4 — кожа-
ный ремешок; 5 — манжетка; 6 —
обувные крючки
370
Рис. 19.6. Ортопедическая обувь с
манжеткой 7 и резиновой тягой 2
Рис. 19.7. Жесткие задник с удлинен-
ным крылом 1, укороченный под-
носок 2, серповидный подносок 3
Специальные жесткие детали. К ним относятся задник, подно-
сок, союзка, полусоюзка, бочок, язычок, клапан, берцы, верх-
няя фигурная стелька. Эти детали дополнительно фиксируют обувь
и повышают ее формоустойчивость.
Жесткий задник (рис. 19.7) — промежуточная или наружная
деталь верха ортопедической обуви, расположенная в пяточно-ге-
леночной части.
Жесткий подносок (см. рис. 19.7) — промежуточная деталь верха
ортопедической обуви, расположенная в носочной части. Отлича-
ется от обычного подноска формой, учитывающей наличие болез-
ненных участков стопы или отсутствие пальцев. Применяют удли-
ненные, укороченные и серповидные жесткие подноски.
Жесткая союзка (рис. 19.8) — промежуточная деталь верха ор-
топедической обуви, расположенная в носочно-пучковой части.
Закрывает тыльную поверхность плюсны, а ее крылья переходят
на геленочную часть обуви. По форме сходна с союзкой обычной
обуви.
Жесткая полусоюзка (см. рис. 19.8) в отличие от жесткой союзки
имеет одно крыло — наружное или внутреннее.
Жесткий бочок (рис. 19.9) — промежуточная деталь верха ор-
топедической обуви, расположенная в геленочной части, имеет
форму крыла жесткой союзки. Его устанавливают как с наружной
или внутренней, так и с двух сторон.
Жесткий язычок (рис. 19.10) — промежуточная деталь ортопе-
дического ботинка или полуботинка, расположенная под перед-
ней частью берцев (под шнуровкой) и имеющая форму язычка.
Жесткий клапан (см. рис. 19.10) — единая деталь, представля-
ющая собой жесткий язычок с жестким подноском.
Жесткий берец повышает прочность боковой части и часто ис-
пользуется в ортопедической обуви. По форме берец может быть
371
3.
Рис. 19.8. Жесткие союзка 1 и полу- Рис. 19.9. Жесткие подносок 7, бо-
союзка 2 чок 2, задник 3
односторонним наружным или внутренним, двусторонним круго-
вым и задним.
Односторонний жесткий берец (рис. 19.11) — деталь, располо-
женная в пяточно-геленочной части ортопедического ботинка,
Рис. 19.10. Жесткие язычок 1 и
клапан 2
Рис. 19.11. Внутренний односторон-
ний жесткий берец
372
Рис. 19.12. Внутренний двусторонний / и круго-
вой 2 жесткие берцы (вырез показан пунктиром)
имеет выступ на боковой поверхности выше
лодыжек, ограничивающий подвижность под-
таранного сустава.
Двусторонний жесткий берец (рис. 19.12) —
внутренняя или промежуточная деталь, рас-
положенная в пяточно-геленочной части
ортопедического ботинка. Деталь имеет выс-
тупы на боковых поверхностях берцев выше
лодыжек, ограничивающие подвижность под-
таранного сустава.
Круговой жесткий берец (см. рис. 19.12) —
деталь ортопедической обуви, охватывающая
заднюю, боковую и тыльную поверхности сто-
пы и голени выше лодыжек, ограничивающая
подвижность в голеностопном суставе.
Задний жесткий берец (рис. 19.13) — про-
межуточная деталь верха, расположенная в пя-
точно-геленочной части ортопедического бо-
тинка. Берец имеет выступ вдоль заднего шва
заготовки верха, не доходящий до верхнего
канта на 5 — 10 мм.
Фигурная стелька (рис. 19.14) — внутренняя деталь низа орто-
педической обуви, имеющая выступ в области предплюсны с од-
ной или с обеих сторон.
Рис. 19.14. Фигурная стелька
Рис. 19.13. Внутренний задний жест-
кий берец
373
Рис. 19.15. Каблук особой
формы:
а — вид со стороны подошвы;
б — вид сзади
Помимо указанных деталей в ортопедической обуви использу-
ют каблук и подошву особой формы, искусственные носок и стопу.
Подошва особой формы расположена под всей подошвенной
поверхностью стопы, имеет одно- или двустороннее уширение.
У уширенной подошвы может быть вынос, т.е. опорная поверх-
ность подошвы смещена наружу или внутрь относительно основ-
ной стельки.
Каблук особой формы (рис. 19.15) отличается от каблука обыч-
ной формы несимметричным смещением фронтальной поверхно-
сти в сторону геленочной части подошвы. Набоечная поверхность
каблука особой формы может быть смещена наружу или внутрь
относительно основной стельки или подошвы.
Искусственный носок удлиняет обувь, имеет косметическое на-
значение. Искусственный носок может составлять одно целое с
пробкой (рис. 19.16.)
Двойной след (рис. 19.17) — внутренняя деталь верха в виде ис-
кусственной стопы, соединенной со щиколоткой, имеющей верх-
нюю площадку для опоры инвалида.
Специальные металлические детали. К ним относятся ортопеди-
ческий теленок, шина, полукольцо, пластинка, планшетка. Ме-
таллические детали уменьшают гибкость ортопедической обуви.
Ортопедический геленок (рис. 19.18) — промежуточная деталь низа,
расположенная между основной стелькой и подошвой, по форме
соответствующая пяточно-геленочной части ортопедической обуви.
Шину (см. рис. 19.18) прикрепляют к ортопедическому теленку
и располагают вдоль боковой поверхности голени. По конструк-
ции шины бывают бесшарнирные и с голеностопным шарниром, а
Рис. 19.16. Клиновидная пробка с ис-
кусственным носком
по расположению — одно- и дву-
сторонние.
Полукольцо (см. рис. 19.18) со-
единяет верхние части шин ор-
топедической обуви.
Пластинка (рис. 19.19) —
промежуточная деталь низа, по
форме соответствующая следу
или носочно-пучково-геленоч-
ной части ортопедической обу-
ви. Пластинку располагают меж-
ду основной стелькой и подош-
вой
374
3
Рис. 19.18. Специальные металличе-
ские детали:
1 — ортопедический теленок; 2 — ши-
ны; 3 — полукольцо
Рис. 19.17. Двойной след:
7 — колодка деревянная или гипсо-
вая; 2 — щиколотка; 3 — искусствен-
ная стопа
Рис. 19.19. Металлические пластинки:
1 — узкая; 2 — широкая
375
Рис. 19.21. Ортопедические полу-
стельки с выкладками продольных
сводов:
а — внутреннего и наружного; б — внут-
реннего
Рис. 19.20. Планшетка
Металлическая планшетка (рис. 19.20) имеет покрытие из ударо-
прочного полистирола, ее устанавливают в специальные карманы
заготовки верха ортопедической обуви.
Межстелечные слои. К ним относят выкладку сводов, косок,
обратный косок, пробку, пронатор и супинатор. Межстелечные
слои — это внутренние детали верха ортопедической обуви для
перераспределения нагрузки по подошвенной поверхности стопы.
Они располагаются между фигурной и основной стелькой.
Выкладка сводов (рис. 19.21) имеет минимальную толщину и
необходима для выравнивания рельефа пяточно-геленочной части
следа ортопедической колодки. Служит для поддержания продоль-
ных сводов стопы.
Лосол:(рис. 19.22) расположен в пяточно-геленочной части, имеет
определенную толщину в пяточной части, которая сходит на нет в
пучковой части. Косок имеет вид клина и служит для компенсации
укорочения ноги. Коски бывают отвесными или скошенными в ту7
или иную сторону (наружную, внутреннюю, вперед или назад).
Обратный косок расположен под всей подошвенной поверхно-
стью стопы. Толщина пучково-геленочной части коска больше тол-
щины пяточной.
Рис. 19.22. Косок:
/ — скошенный вперед; 2 — отвесный; 3 — скошенный назад
376
7
Рис. 19.23. Пробка 2с коском 7
Рис. 19.24. Комбинированная клино-
видная пробка:
1 — колодка; 2 — эластичный слой; 3 —
жесткий слой (кора пробкового дуба)
Пробка (рис. 19.23) расположена под всей подошвенной поверх-
ностью стопы. Толщина пучковой и пяточной частей пробки оди-
накова.
Клиновидная пробка — деталь, толщина пяточной части которой
больше толщины носочно-пучковой (рис. 19.24).
Толщина межстелечного слоя по наружному и внутреннему
краям может быть различной. Это говорит о наличии пронатора
или супинатора.
Пронатор — вкладываемая в обувь деталь, которая приподни-
мает наружный край стопы.
Супинатор — вкладываемая в обувь деталь, которая приподни-
мает внутренний край стопы.
Различают пронатор или супинатор для всего следа, переднего
или заднего отдела межстелечного слоя.
Обувные ортопедические изделия. К ним относятся изделия, по-
мещаемые в обувь и предназначенные для лиц, имеющих врож-
денные или ампутационные дефекты или деформации стопы.
Вкладная туфелька (рис. 19.25) охватывает культю стопы и ниж-
нюю треть голени. Конструкция разработана для восполнения от-
сутствующих переднего и среднего отделов стопы.
Вкладной сапожок (рис. 19.26) охватывает культю стопы, нижнюю
и среднюю трети голени. Конст-
рукция разработана для воспол-
нения отсутствующих передне-
го и среднего отделов стопы.
Вкладное приспособление (рис.
19.27) в виде стельки с искусст-
венным носком, которое вос-
полняет отсутствующий перед-
ний отдел стопы.
377
Рис. 19.26. Обувные ортопедические изделия:
а — вкладной сапожок; б — вкладной башмачок; в — полуфабрикат вкладного
башмачка; 1 — искусственный носок; 2 — клин; 3 — межстелечный слой; 4 —
Рис. 19.28. Разгружающие приспособления:
а — на головку первой плюсневой кости; б — под натоптыш; в — под пятку; г —
на мозоль
378
Рис. 19.29. Корригирующие приспособления:
а — ортопедическая стелька ОС-36Ж; 7 — ортопедический валик Зейца; 2 —
межстелечный слой; б — выкладка сводов; в, г — ортопедические валики
Разгружающие (рис. 19.28) и корригирующие (рис. 19.29) приспо-
собления предназначены для разгрузки мозолей, устранения де-
формации и диспозиции пальцев стопы, уменьшения давления
обуви на отдельные участки стопы.
В зависимости от расположения на стопе или в деталях при-
способление может быть разгружающим или корригирующим, или
одновременно и корригирующим, и разгружающим.
Ортопедический вкладыш предназначен для поддержания про-
дольных сводов стопы.
Ортопедический валик поддерживает поперечный свод стопы на
уровне диафизов — средних частей плюсневых костей.
Ортопедическая полустелъка по форме и размерам соответству-
ет пяточно-геленочной части ортопедической стельки (см. рис. 19.21).
Ортопедическая стелька предназначена для коррекции дефор-
мации и разгрузки болезненных участков на подошвенной поверх-
ности стопы (см. рис. 19.29, а).
19.3. Ортопедические устройства
Кафедрой технологии изделий из кожи (ТИК) МГУДТ ведется
проектирование и изготовление корригирующих приспособлений и
обуви для стоп с деформациями и патологическими отклонениями,
в том числе для больных вялым параличом и сахарным диабетом.
Вялый паралич является следствием поражения спинного мозга
и нервных окончаний конечности из-за гипотрофии мышц. Это
приводит к отвисанию стопы и вихлянию ее в суставах.
Кафедрой ТИК МГУДТ систематизированы ортопедические
приспособления (табл. 19.1) и создан новый ортез — реабилитаци-
онное устройство для больных вялым параличом.
Ортез надевают на опорно-двигательный аппарат для его фик-
сации, разгрузки и восстановления нарушенных функций.
При разработке конструкций ортопедических аппаратов и спе-
циальной обуви, как правило, делают акцент на предупреждение
отклонений функций стопы, в частности ее отвисания, усиление
379
Таблица 19]
Ортопедические аппараты, используемые при вялом параличе
или парезе нижних конечностей
Назначение узла
Повышение антропоморф-
ности ходьбы путем регули-
рования жесткости носоч-
ной части узла в сагит-
тальной и фронтальной
плоскостях
Голеностопный узел име-
ет жесткую стельку 5, к ко-
торой присоединен пакет
пластинчатых пружин 1.
Пружины прикреплены к
нижней шине 3 стопы за-
клепками и скобой 5, со-
единенной с жесткой
стелькой 2 заклепками 6.
К жесткой стельке 2 при-
креплены верхние шины 4
голени
Повышение устойчивости
пациента во фронтальной
плоскости
Аппарат состоит из меди-
ального и латерального
стержней 4 круглого сече-
ния, соединенных с полу-
кольцевыми фиксаторами
голени. Фиксатор состоит
из полуколец 3 и манже-
ток 5, стельки 6, элементов
крепления в виде пластин
с пазами, а также подо-
швы 1. В области лодыжек
стержни 4 имеют изгиб в
виде петли 2, а дистальные
их концы имеют отгибы 7
380
Окончание табл. 19.1
Назначение узла
Обеспечение тыльного сги-
бания стопы при ходьбе и
плавного подошвенного сги-
бания при опоре на пятку
Узел состоит из шины 7,
голеностопного шарнира 5,
манжетки 4, верхней ши-
ны 2 и подпружиненного
амортизатора 3
Удержание стопы в нор-
мальном положении и обес-
печение нагрузки при работе
Состоит из двух элемен-
тов крепления 5, соеди-
ненных двумя металличе-
скими шинами 6 с шарни-
рами 7, двух пружин 2,
прикрепленных к трем
кольцам 7, двух резьбо-
вых стержней 4, втулки 3
и угломера 8
Схема узла
заднего толчка от опорной поверхности и фиксации голеностоп-
ного сустава.
Под руководством проф. В.А.Фукина разработано новое уст-
ройство для реабилитации больных с остаточными явлениями вя-
лого паралича и пареза. Устройство (рис. 19.30) состоит из метал-
лической стельки с пружинами в геленочной части и вдоль голени.
Пружина жестко прикреплена к наиболее выступающей точке пя-
точной части металлической стельки и проходит по задней части
голени, повторяя ее профиль. Эти пружины являются основными
приводными элементами. Система пружин предотвращает отвиса-
381
Рис. 19.30. Система пружин:
1 — передняя полустелька; 2 — техноло-
гические отверстия; 3 — скрепляющие
элементы; 4— голенная пружина; 5— зад-
няя полустелька; 6 — геленочная пружина
ние стопы в момент переноса ко-
нечности над опорой, обеспечи-
вает опору на пятку во время
переднего шага, плавный пере-
кат стопы по поверхности, уси-
ливает задний толчок во время
шага опорной ноги.
Для системы пружин была
разработана конструкция меди-
цинской обуви, в которой пру-
жины расположены между вер-
хом и подкладкой.
Металлическая стелька с пру-
жиной в геленочной части игра-
ет роль основной стельки, на ко-
торую затягивают заготовку вер-
ха. При этом пружину, проходя-
щую вдоль задней части голени,
убирают в специальный карман,
находящийся на заднем наруж-
ном ремне медицинской обуви
(рис. 19.31). Задний наружный
ремень изготовляют из кожи для верха обуви повышенной толщи-
ны, чтобы равномерно распределить давление на голень со сторо-
ны пружины и избежать натирания. В остальном конструкция ме-
дицинской обуви ничем не отличается от конструкции повсе-
дневной обуви.
Особенностью медицинской обуви является и то, что ее можно
производить по стандартной технологии на стандартном оборудо-
вании. Достоинством конструкции медицинской обуви является то,
что пружины можно располагать практически в любой обуви. Это
дает возможность больным вялым параличом или парезом нижних
конечностей менять обувь в зависимости от сезона. Это позволяет
создать ассортимент медицинской обуви для моральной реабили-
тации больных с нарушенными функциями нижних конечностей.
Кроме того, за счет скрытого расположения пружин медицинская
обувь имеет привлекательный внешний вид.
Детали заготовки верха скрепляют настрочным и тачным шва-
ми. Задний наружный ремень прошивают двумя строчками с каж-
дой стороны, что увеличивает прочность конструкции. Металли-
ческую фурнитуру и блочки вставляют в процессе сборки обуви.
Метод крепления заготовки верха обуви с деталями низа —
клеевой.
Больные сахарным диабетом, как и люди с патологиями стоп,
нуждаются в корригирующих приспособлениях и в специальной
обуви. В настоящее время наиболее часто применяют вкладыши,
382
Рис. 19.31. Эскиз конструкции меди-
цинской обуви:
1 — задняя полустелька; 2 — геленоч-
ная пружина; 3 — вкладная стелька; 4 —
передняя полустелька; 5 — подкладка;
6 — задинка; 7 — задний наружный ре-
мень; 8 — карман для голенной пружи-
ны; 9 — голенная пружина
шины и стельки. Для диабетиков
необходимы стельки, которые
обеспечивали бы равномерное
распределение давления по всей
плантарной поверхности стопы.
Наилучшим образом этому тре-
бованию отвечают вспененные
материалы. Как правило, корри-
гирующие приспособления пред-
ставляют собой пакеты матери-
алов, которые обеспечивают тре-
буемые свойства детали.
МГУДТ разработаны методо-
логические основы проектирова-
ния рациональной обуви для
больных сахарным диабетом. Та-
кая обувь предназначена для про-
филактики развития патологий
стопы и использования в после-
операционный период в стацио-
наре и в домашних условиях.
Первая модель обуви (рис.
19.32, а) рекомендуется для экс-
плуатации в период амбулаторного лечения больных с малыми ам-
путациями, сильной омозолелостью и трещинами на пальцах, отеч-
ными и забинтованными стопами.
Вторая модель обуви (рис. 19.32, б) пригодна для носки как
при амбулаторном, так и при стационарном лечении больных, у
которых имеются язвы с латеральной стороны носочной части
стопы.
Третья модель обуви (рис. 19.32, в) используется в стационаре в
послеоперационный период при малых ампутациях и для разгруз-
ки носочно-пучкового отдела стопы при язвенных поражениях
плантарной поверхности.
Рис. 19.32. Модели (а—в) ортопедической обуви для больных сахарным
диабетом
383
Все ортопедические детали, приспособления и обувь изготов-
ляют в зависимости от патологии, как индивидуально, так и на
подбор.
Глава 20
ВКЛАДНЫЕ ПРИСПОСОБЛЕНИЯ В ОБУВЬ ДЛЯ СТОП
С ПЛОСКОСТОПИЕМ
Назначение ортопедических изделий при продольном плоско-
стопии у взрослых зависит от выраженности и сочетанности ана-
томических изменений.
При первой (начальной) степени продольного плоскостопия,
характеризующейся незначительным снижением высоты продоль-
ных сводов, показаны ортопедические стельки или полустельки с
жестким межстелечным слоем. Эти стельки вкладывают в стандарт-
ную обувь.
При второй степени продольного плоскостопия наблюдается
значительное снижение высоты сводов, однако оно нефиксиро-
ванное или частично фиксированное. Конфигурация стопы час-
тично изменена, но больные, как правило, еще могут пользо-
ваться стандартной обувью с вкладной ортопедической стелькой
(полустелькой) с жестким или комбинированным межстелеч-
ным слоем.
При третьей тяжелой степени плоскостопия изменения стано-
вятся фиксированными. Из-за вальгусной деформации нарушается
конфигурация стопы, ограничиваются движения в голеностопном
суставе. Часто продольное плоскостопие сочетается с выраженной
распластанностью переднего отдела стопы. В этих случаях возмож-
но использование только ортопедической обуви с индивидуаль-
ным межстелечным слоем из мягких эластичных материалов, обес-
печивающих разгрузку болезненных участков подошвенной по-
верхности стопы.
При распластанности переднего отдела стопы основным при-
знаком деформации является угол отклонения первого пальца на-
ружу. Определяются три степени этой патологии.
Первая степень заболевания характеризуется отклонением пер-
вого пальца на 169— 150°, наличием натоптышей на подошвенной
поверхности, периодическими болями стопы. Таким больным на-
значают стандартную обувь с вкладными стельками, изготовлен-
ными на подбор.
При распластанности второй степени отклонение первого паль-
ца достигает 149—130°, отмечаются постоянные боли в области
натоптышей и головки первой плюсневой кости, увеличиваются
ширина и объемы переднего отдела стопы. В этих случаях следует
использовать ортопедическую обувь, выполненную на специ-
384
альной колодке. В обувь помещают вкладную ортопедическую
стельку.
Распластанность третьей степени характеризуется наибольши-
ми анатомическими и функциональными нарушениями. Угол от-
клонения первого пальца наружу составляет 129—120°. Больных
беспокоят сильные постоянные боли в стопах, резко выраженные
болезненные натоптыши. Ширина и объемы переднего отдела сто-
пы значительно увеличены, формируются молоткообразные паль-
цы, развивается бурсит первого плюснефалангового сустава. Та-
ким больным следует рекомендовать использование ортопедиче-
ской обуви на низком каблуке с комбинированным межстелеч-
ным слоем, в котором кроме выкладки сводов предусмотрены су-
пинатор переднего отдела стопы и разгружающие приспособления
при болезненных натоптышах.
При сочетании продольного плоскостопия с распластанностью
переднего отдела стопы назначения зависят от степени проявле-
ния каждой из деформаций. При этом высота каблука обуви опре-
деляется степенью выраженности одной из них: если стопа пре-
имущественно распластанная, то целесообразен низкий каблук,
если больше выражено продольное плоскостопие, показан сред-
ний каблук.
При назначении использования ортопедических изделий детям
необходимо учитывать не только клинические проявления пато-
логии, но и возраст пациента. Дети до трех лет имеют уплощение
свода, которое необходимо рассматривать не как патологическое
изменение, а как физиологический этап их формирования. Если
при этом пяточный отдел стопы отклонен в пределах возрастной
нормы (на 3 — 5°), то ортопедические изделия не назначают. При
вальгусе пяточного отдела стопы более 5 — 7°, косвенным призна-
ком которого является характерный износ преимущественно внут-
реннего края каблука, рекомендуют вкладные ортопедические стель-
ки в стандартную обувь с задником: туфли, полуботинки, ботин-
ки. При вальгусе пяточного отдела стопы более 10—15° следует
носить ортопедические ботинки. Кроме индивидуального межсте-
лечного слоя обувь должна иметь специальные жесткие детали и
каблук особой формы.
Уплощение сводов у детей от трех до пяти лет требует изготов-
ления индивидуальных сводоформирующих стелек или обеспече-
ния ребенка стельками на подбор. При сочетании уплощения сво-
дов с вальгусом пяточного отдела до 10° целесообразно использо-
вать сводоподдерживающие стельки или стельки, выполненные на
колодках для плосковальгусной стопы.
При включении в конструкцию межстелечного слоя супинато-
ра пяточного отдела стопы следует учитывать степень фиксиро-
ванности вальгусного отклонения пятки. Супинатор показан толь-
ко в том случае, если вальгус пятки нефиксированный.
13 Леденёва
385
Когда у ребенка, не имеющего уплощения сводов, возникают
боли в голенях и стопах при физических нагрузках, ему необходи-
мы ортопедические стельки.
20.1. Межстелечные слои
Межстелечный слой располагается между основной и вкладной
стельками и является одной из ответственных деталей, от легко-
сти, упругости и правильности изготовления которого зависят
функциональные свойства ортопедической обуви.
Материалы для межстелечных слоев. Межстелечные слои изго-
товляют из пластов коры пробкового дуба, пенопластов, компо-
зиционных материалов на основе пробковой крошки, пористой
резины, древесины липы, войлока, отходов кож для низа обуви
Лучшим является кора пробкового дуба — природный материал,
обладающий легкостью, гигиеничностью, достаточной механиче-
ской прочностью и воздухопроницаемостью. Он хорошо режется
ножом и обрабатывается на шлифовальном станке.
Древесину из-за большой плотности и жесткости применяют
только для ботинок с двойным следом, причем для облегчения
массы деревянный след можно сделать полым.
Пенопласты изготовляют на основе полихлорвинила, полисти-
рола, полиэтилена, полиуретана и других искусственных смол с
добавлением порообразующих веществ для образования пористой
структуры. Пенопласты обладают малой плотностью, устойчиво-
стью к действию моющих средств, горячей и холодной воды, спо-
собностью приформовываться к стопе в процессе носки обуви,
удовлетворительно обрабатываются и режутся ножом.
Широко применяют такие материалы, как полихлорвинил
ПХВ-Э, ПХВ-1-115, пенополиэтилен ППЭ-Р, ППЭ-РЛ. Прохо-
дят испытания межстелечные слои из пенорезины и полиуретана.
Недостатками этих материалов являются значительная остаточная
деформация, особенно у пенополиэтилена, отсутствие воздухо-
проницаемости и недостаточное влагопоглощение.
Композиционные материалы на основе пробковой крошки ус-
пешно используют за рубежом. Термопластическим связующим
являются полиолефины, поливинилхлорид и другие термопласты.
Выбор связующего зависит от требований к жесткости и твердости
материала для межстелечных слоев. Композиционные материалы
заготавливают в виде листов толщиной 3 — 40 мм. Межстелечные
слои из композиционных материалов изготовляют двумя способами:
непосредственно из листов аналогично изделиям из коры пробко-
вого дуба и методом вакуумирования по гипсовому позитиву.
Гипсовый позитив получают по оттиску стопы пациента в сми-
наемом пенопласте. За рубежом для этой цели используют матери-
386
ал на основе полиуретана «Педилен», а в России серийно выпус-
кают аналогичный по свойствам пенопласт «Медиорт-612».
При изготовлении межстелечных слоев в виде выкладки сво-
дов используют пористую резину или склеенные слои кожи для
низа обуви. Число слоев кожи зависит от толщины материала и
глубины вогнутости геленочной части колодки. Обычно приме-
няют 2—3 слоя кожи или пластину пористой резины толщиной
10 — 20 мм.
Подбор и подгонка материала. Материал для изготовления меж-
стелечных слоев поступает на предприятия в виде пластин или
листов различной толщины и площади. Материал для каждого за-
каза подбирают в соответствии с назначением врача и снятыми
размерами. Пластины материала предварительно распиливают лен-
точной пилой на прямоугольники разной толщины с припуском
на обработку 5—10 мм. Если толщина заготовок не обеспечивает
нужной толщины межстелечного слоя, пласты склеивают. Поверх-
ности склеиваемых заготовок выравнивают, верхние слои пластов
из коры пробкового дуба, покрытые трещинами, удаляют.
Увлажнение, провяливание и формование стелек. По подобран-
ной и подогнанной колодке формуют кожаную стельку. Перед фор-
мованием стельку увлажняют в воде при температуре 18 —20 °C в
течение 5 — 8 мин и провяливают под влажной мешковиной в те-
чение 1,5 —2 ч. После этого стельку накладывают лицевой сторо-
ной на след колодки так, чтобы ее припуск равномерно выступал
за грань колодки по всему периметру.
Стельку сначала формуют вдоль следа и прикрепляют прово-
лочными гвоздями (по одному в пяточной, геленочной и носоч-
ной частях), затем вытягивают в поперечном направлении и при-
крепляют к боковой поверхности колодки гвоздями или метал-
лическими шпильками. Расстояние между гвоздями 12 — 25 мм.
Шпильки забивают до половины длины, выступающие части про-
волочных гвоздей отгибают к краям стельки. Отформованная стель-
ка должна плотно прилегать к следу колодки и ее боковым по-
верхностям. Для лучшего прилегания стельку околачивают мо-
лотком.
После этих операций стельку сушат на колодке для закрепления
формы. Температура сушки 35 — 40 °C, продолжительность 4 ч. Со-
держание влаги в высушенной стельке должно быть 15 —18 %.
При изготовлении обуви с жестким берцем, расположенным
вне заготовки верха, вводят дополнительную операцию — формо-
вание жесткого берца по берцовой колодке со стелькой. Выкроен-
ный, обработанный и увлажненный жесткий берец лицевой сто-
роной накладывают на пяточно-геленочную и берцовую части ко-
лодки и прикрепляют четырьмя металлическими шпильками (од-
ной в верхней части берца, двумя в крыльях и одной со стороны
следа). По всему следу берец вытягивают и закрепляют металл и-
387
ческими шпильками. Расстояние между шпильками 12—15 мм
Жесткий берец должен плотно облегать надлодыжечную и над-
пяточную области, для чего его дополнительно крепят шпиль-
ками в местах неплотного прилегания к колодке. Нижний крап
берца, намазанный клеем с лицевой стороны, затягивают на но-
сочно-геленочную часть стельки и закрепляют металлическими
шпильками. Расстояние между шпильками 8—12 мм. Затем берец
сушат при температуре 35 —40°C в течение 8—10 ч, после чего
металлические шпильки удаляют, излишки затяжной кромки сре-
зают.
Подгонка межстелечного слоя к следу колодки, нанесение клея и
приклеивание мёжстелечного слоя. Межстелечный слой подгоняют
по меловому отпечатку следа отформованной колодки. Для этого
след колодки натирают мелом и делают отпечаток на материале.
Затем на шлифовальном станке в материале выбирают углубления
по отпечатку, чтобы вся поверхность межстелечного слоя приле-
гала к следу отформованной колодки.
Крепители следа стельки удаляют. Обработанные поверхности
межстелечного слоя и следа обтянутой стельки, предварительно
очищенные от пыли, намазывают тонким ровным слоем клея (нит-
роцеллюлозный, полиизопреновый). Склеиваемые поверхности
совмещают так, чтобы след колодки и внутренняя поверхность
межстелечного слоя совпадали. Перекосов и смещений колодки не
должно быть.
Колодку с межстелечным слоем устанавливают в ручной вин-
товой пресс (струбцины). При отсутствии струбцин межстелечный
слой временно прикрепляют к следу колодки проволочными гвоз-
дями. Продолжительность сушки 24 ч при температуре 18 — 20 “С
или 17 ч при температуре 35 —40 °C.
Обработка межстелечного слоя. Черновую обработку нижней
поверхности межстелечного слоя выполняют на шлифовальном
станке. Гвозди, временно прикрепляющие стельку к боковой
поверхности колодки, удаляют. Межстелечный слой в зависимо-
сти от толщины крепят к колодке деревянными шпильками со
стороны следа или проволочными гвоздями в пяточной и носоч-
ной частях.
Излишки стельки и боковой поверхности межстелечного слоя
срезают ножом. Особенности обработки его боковой и нижней
поверхностей зависят от деформации стопы (см. гл. 3). Обработан-
ный межстелечный слой должен соответствовать назначению вра-
ча и размерам, а также иметь гладкую ровную поверхность Для
этого зазоры и трещины шпаклюют смесью из пробковых опилок
и нитроцеллюлозного клея. Если межстелечный слой дополняется
искусственным носком, его обрабатывают в соответствии с фор-
мой и высотой носка колодки другой полупары, а стельку в но-
сочной части срезают по высоте искусственного носка.
388
20.2. Ортопедические стельки и полустельки
при плоскостопии
Для индивидуального изготовления стелек и полустелек при
плоскостопии используют специальные ортопедические колодки,
которые имеют профиль следа, схема построения которого пока-
зана на рис. 20.1, характеризующийся выборкой под выкладку на-
ружного и внутреннего сводов.
Выборка под выкладку сводов начинается на расстоянии 0,2Д
Заканчивается выборка под выкладку сводов на расстоянии 0,62Д
параллельно линии пучков колодки, что на стопе будет соответ-
ствовать условной линии, проходящей на расстоянии примерно
20 мм от головок плюсневых костей (см. рис. 20.1).
Пяточная часть следа колодки округленно-выпуклая. Высота вы-
пуклости относительно грани колодки равна 6 мм. Грани следа
пяточной части с наружной и внутренней сторон расположены на
одинаковом уровне по отношению к оси колодки.
Наибольшая глубина выборки наружного свода находится на
расстоянии 0,34Д внутреннего свода — (0,37 —0,42)Д
Индивидуальные ортопедические полустельки с боковых сто-
рон должны иметь козырьки: с
внутренней стороны высотой
10 мм, с наружной 5 мм. Ко-
зырьки предохраняют стопу от
травм боковыми ребрами
межстелечного слоя и предотв-
ращают смещение полустельки
вперед при приклеивании к
обуви (см. рис. 19.21).
По переднему краю полу-
стельку срезают параллельно ли-
нии пучков, не доходя до нее
на 10 мм.
Края стельки и полустельки
по всему периметру спускают на
нет и обрабатывают шлифоваль-
ной шкуркой.
Межстелечный слой обраба-
тывают так, чтобы нижняя по-
верхность его соответствовала
форме следа стандартной ко-
лодки, при этом в центре пятки
межстелечный слой снимают на
нет, а передний отдел спуска-
ют на нет, не доходя 8—10 мм
до края кожаной стельки.
Рис. 20.1. Схема построения профи-
ля следа колодки для изготовления
ортопедических стелек при плоско-
стопии у взрослых
389
Высота максимальной выборки на колодках, мм
Женских на каблуке:
низком
с наружного края................................... 7
с внутреннего края............................... 16
среднем
с наружного края................................... 9
с внутреннего края............................... 17
Мужских:
с наружного края.................................. 10
с внутреннего края............................... 18
Стельки и полустельки, изготовленные по ортопедическим ко-
лодкам, по существу, являются изделиями максимальной готов-
ности с оптимально подобранными параметрами для большин-
ства людей. Однако при выдаче их следует проверять, а иногда и
подгонять. Ощущение неудобства или локального давления на уча-
стки подошвы стопы легко устраняют, уменьшая толшину меж-
стелечного слоя.
Ортопедические стельки ОС-15Ж и ОС-16М, разработанные
Московской фабрикой ортопедической обуви, состоят из верхне-
го слоя и кармана. Верхний слой изготовляют из шорно-седельной
юфти, а карман — из искусственного подкладочного материала.
Карман полукруглой формы настрачивают на бахтармяную сторо-
ну стельки в области внутреннего свода. В карман помещают рези-
новый вкладыш (взрослый или детский) для продольной выклад-
ки свода (рис. 20.2).
Ортопедические стельки ОС-32М и ОС-ЗЗЖ, созданные Санкт-
б
Рис. 20.2. Ортопедические стельки
для женской обуви:
а - ОС-15Ж; б - ОС-ЗЗЖ
Петербургским НИИ протезиро-
вания, обеспечивают приформо-
вывание к форме следа стопы за
счет эластичной простилки из
пенополиэтилена.
Стелька состоит из слоя под-
кладочной кожи барабанного ме-
тода крашения и двух пластин из
пенополиэтилена марки ППЭ-Р
или ППЭ-РЛ. Одна пластина
толщиной 3 — 4 мм имеет форму
следа колодки, а вторая толщи-
ной 1 мм — форму полустельки.
Вторая пластина закреплена так,
что в образовавшийся карман
можно помещать резиновый меж-
стелечный слой для поддержки
внутреннего и наружного сводов
стопы.
390
Рис. 20.3. Ортопедическая стелька с
высоким жестким внутренним ко-
зырьком
Колодки по ширине и объемам подгоняют по контуру подош-
вы и размерам стопы. Рельеф следа и длину, как правило, не под-
гоняют, за исключением случаев, когда показан металлический
геленок пяточного отдела.
В стельке или полустельке межстелечный слой может распола-
гаться в пяточно-геленочной части или быть продлен до носка.
Увеличение длины слоя необходимо тогда, когда колодку подго-
няли с помощью набивок для разгрузки натоптышей. При сочета-
нии продольного плоскостопия с вальгусом среднего отдела сто-
пы в конструкции ортопедической обуви кроме выкладки сводов
предусматривают фигурную стельку с высоким жестким козырь-
ком с внутренней стороны (рис. 20.3), а в тяжелых случаях — же-
сткий берец с наружной стороны и вынос каблука внутрь.
20.3. Ортопедические изделия для стопы
с распластанностью переднего отдела
При распластанности первой и второй степеней переднего от-
дела стопы используют стельки ОС-35М и ОС-36Ж на подбор. Они
состоят из кожаного верхнего слоя, простилки из ППЭ-Р, рези-
нового межстелечного слоя для поддержки внутреннего и наруж-
ного продольного сводов и резинового ортопедического валика
Зейца высотой 6 или 9 мм (см. рис. 19.29). При данной патологии
можно применять стельки и других конструкций, например ОС-3,
ОС-18Ж, ОС-19М. Они состоят из верхнего слоя (из юфти шорно-
седельной) и кожаной или текстильной подкладки, между кото-
рыми вклеивают резиновый ортопедический валик или вкладыш
(рис. 20.4).
Наибольшей приформовываемостью и одновременно хороши-
ми упругоамортизационными свойствами обладают изделия из пе-
норезины на основе латекса «квалитекс» или синтетического ла-
текса СКС-С. Из латекса СКС-С можно изготовить цельноформован-
ные стельки разной формы и жесткости, модули межстелечных сло-
ев, ортопедические валики, разгружающие и корригирующие эле-
Рис. 20.4. Ортопедическая
стелька ОС-18Ж
391
менты (см. рис. 19.28 и 19.21). Эти изделия наклеивают на всю стельку
из подкладочной кожи или на участки стельки с повышенной ло-
кальной нагрузкой.
При распластанности переднего отдела стопы широко приме-
няют корригирующие и разгружающие приспособления на молот-
кообразные пальцы, болезненные натоптыши под головками сред-
них плюсневых костей.
Индивидуальные ортопедические стельки для таких больных
изготовляют на ортопедических колодках или по методике, разра-
ботанной Харьковским научно-производственным медицинско-
торговым центром (НПМТЦ) «Ортопрот». Методика заключается
в получении гипсового слепка подошвенной поверхности стопы
методом вакуум-формования и последующего выливания на сле-
пок вспененной композиции полиуретана. Полученные полуфаб-
рикаты стелек обрабатывают и используют как в стандартной, так
и в ортопедической обуви.
Ортопедическую обувь для больных с распластанностью перед-
него отдела стопы изготовляют на подбор и по индивидуальному
заказу.
Ортопедическую обувь на подбор выполняют на колодке, кон-
тур пяточно-геленочной части следа которой соответствует контуру
следа стандартной колодки 6-й
Рис. 20.5. Схема построения следа
колодки для изготовления обуви для
взрослых при распластанности пе-
реднего отдела стопы
полноты, а все размеры носоч-
но-пучковой части — колодке
8-й полноты. Кроме того, колод-
ка имеет утолщение по всей пло-
щади следа, что обеспечивает воз-
можность вкладывания в обувь
ортопедической стельки.
Ортопедическую обувь для
больных с распластанностью пе-
реднего отдела стопы по инди-
видуальному заказу изготовляют
на ортопедической колодке. Кон-
тур следа такой колодки имеет
умеренную выборку под выклад-
ку сводов, которая начинается
на расстоянии 0,2Д и заканчи-
вается на расстоянии 0,68Д по
внутреннему краю и 0,58Д — по
наружному, с плавным сопря-
жением указанных точек (рис.
20.5). Максимальная высота вы-
борки продольного свода распо-
лагается по осевой линии в се-
чении 0,55Ди составляет 10 мм-
392
Пяточную часть следа колодки
делают округлой, при этом вы-
сота выпуклости относительно
грани колодки равна 3 мм.
В качестве вкладного элемента
в ортопедической обуви исполь-
зуют индивидуальную стельку с
продленным до носка межсте-
лечным слоем, умеренной вы-
кладкой сводов и супинатором
переднего отдела высотой 5 мм.
Межстелечный слой комбини-
Рис. 20.6. Ортопедическая стелька с
комбинированным межстелечным
слоем
рованный: верхний — из пенополиэтилена толщиной 2 мм, ниж-
ний — из коры пробкового дуба или другого жесткого материала
(рис. 20.6).
20.4. Ортопедические изделия для детей
Ортопедические стельки для детей также можно изготовлять как
индивидуально по колодке, так и на подбор.
Для индивидуального изготовления стелек используют колод-
ки для сводоформирующих и сводоподдерживающих стелек (по-
лустелек), а также колодки для стоп с плосковальгусной дефор-
мацией.
Пяточно-геленочная часть колодок для изготовления сводофор-
мирующих стелек выбрана по всей ширине следа. Глубина выборки
под выкладку сводов по внутреннему и наружному краям колодки
одинакова и равна 9 мм. Выборка под выкладку сводов начинается
на расстоянии ОДД а заканчивается на расстоянии 0,6Д парал-
лельно линии пучков колодки. Указанный ориентир совпадает с
условной линией, проходящей несколько кзади от головок плюс-
невых костей.
Наибольшая глубина выборки на колодках для дошкольной и
детской обуви должна быть в сечении 0,36Д а на остальных —
0,ЗЗД что соответствует пяточно-кубовидному сочленению их стоп.
Пяточная часть следа колодки округленно-выпуклая. Высота вы-
пуклости относительно граней пятки равна 3 — 4 мм для детских и
дошкольных колодок и 5 —6 мм для остальных. Грани пятки с на-
ружной и внутренней сторон расположены на одном уровне. След
колодки для сводоподдерживающих стелек и полустелек отличает-
ся большей глубиной выборки под выкладку внутреннего свода
(рис. 20.7, а), которая достигает максимальной глубины (14 мм) в
сечении 0,36Д, что совпадает с положением таранно-ладьевидно-
го сустава. Остальные детали следа колодки сохраняются такими
же, как и для сводоформирующих стелек.
393
Рис. 20.7. Схемы построения следа колодки для изготовления детских
стелек:
а — сводообразующих и сводоподдерживающих; б — с плосковальгусной дефор-
мацией стоп
Конструкция ортопедической колодки при плосковальгусной
деформации стоп имеет выборку под выкладку продольных сво-
дов, которая начинается на расстоянии 0,2Д и заканчивается на
расстоянии 0,64Д.
Максимальная глубина выборки для выкладки внутреннего про-
дольного свода 15 мм расположена на расстоянии 0,41Д, которое
соответствует положению таранно-ладьевидного сустава. Макси-
мальная глубина выборки для выкладки наружного продольного
свода составляет 5 мм и начинается на расстоянии 0,ЗЗД что со-
впадает с положением пяточно-кубовидного сустава (рис. 20.7, б).
Пяточная часть следа колодки округленно-выпуклая. Высота
выпуклости относительно граней колодки равна 3 — 4 мм и рас-
положена на середине пяточного бугра. Грани внутренней и на-
ружной сторон пяточной части колодки расположены на одном
уровне.
Конструкции детских стелек ОС-14Д и ОС-17Д Московской
фабрики ортопедической обуви обеспечивают поддержку внутрен-
него продольного свода стопы. Основу конструкции детских стелек
Санкт-Петербургского НИИ протезирования (рис. 20.8) составля-
ет базовый модуль ОС-39Д, в котором имеется эластичная про-
стилка из вспененного полиэтилена. Если модуль дополнить вы-
394
Рис. 20.8. Ортопедические детские стельки на подбор:
а — ОС-39Д (базовый модуль); б — ОС-34Д; в — ОС-40Д; г — ОС-41Д; д — ОС-42Д
кладкой внутреннего и наружного продольных сводов, получим
стельку ОС-34Д. Для перераспределения нагрузки на подошвен-
ную поверхность стопы, имеющей боковые отклонения (вальгус,
варус), необходимы следующие конструкции стелек: с межсте-
лечным слоем и супинатором пяточного отдела ОС-40Д, с меж-
стелечным слоем и супинатором по всему следу ОС-41Д, с меж-
стелечным слоем, супинатором пяточного и пронатором перед-
него отделов ОС-42Д. Межстелечный слой, супинатор и пронатор
для таких стелек изготовляют из вспененной композиции на осно-
ве латекса.
Ортопедическая обувь, используемая при плосковальгусной
деформации стоп у детей, характеризуется наличием межстелеч-
ного слоя с высотой выкладки внутреннего свода 15—16 мм и
небольшой высотой выкладки наружного свода — 4—5 мм. Верх-
няя стелька имеет козырек высотой до 20 мм. Внутреннее крыло
жесткого задника делают продленным до пучка (рис. 20.9). При при-
ведении переднего отдела стопы устанавливают внутренний жест-
кий бочок. Фронтальную поверхность каблука продлевают до сере-
дины геленочной части подошвы.
Рис. 20.9. Ортопедические элементы
детской обуви при плоско вальгус-
ной деформации стоп:
а — ортопедическая стелька с межсте-
лечным слоем и высоким внутренним
козырьком; б — жесткий задник с удли-
ненным внутренним крылом
395
Глава 21
МАЛОСЛОЖНАЯ ОРТОПЕДИЧЕСКАЯ ОБУВЬ
21.1. Обувь для укороченных конечностей
При назначении ортопедических изделий больным с укорочен-
ной нижней конечностью учитывают величину функционального
(относительного) укорочения, а также состояние коленного и тазо-
бедренного суставов укороченной конечности.
Функциональное укорочение определяют в положении больного
стоя (рис. 21.1), для этого подкладывают под укороченную ногу специ-
альные дощечки, отдельно под пятку и пучки Размер укорочения
соответствует высоте дощечек под пяткой, при которой передне-
верхние ости подвздошных костей расположены на одном уровне.
При отсутствии патологии указанных суставов рекомендуется
полная компенсация укорочения, т.е. выравнивание нижних ко-
нечностей по длине. Если у больного укорочение сочетается с вы-
вихом тазобедренного сустава или анкилозом — согнутым колен-
ным суставом, то конечности выравнивают по длине не полно-
стью: укорочения до 1,5 —2 см не компенсируются.
Укорочение нижней конечности определяют не только по по-
ложению остей, но и по ощущению больного при выполнении им
«шага на месте» с подложенными под укороченную ногу мерными
Рис. 21.1. Измерение функционально-
го укорочения нижней конечности
досками.
При первичном снабжении
больного ортопедическими из-
делиями и отсутствии патоло-
гии со стороны суставов надо
стремиться к полному вырав-
ниванию длины ног, особенно
детей.
Существенную помощь в оп-
ределении величины укороче-
ния, которое надо компенсиро-
вать, оказывает изучение орто-
педической обуви больного. Из-
мерение выполняют сантимет-
ровой лентой, отвесно наклады-
ваемой на поверхность обуви от
нижней границы пяточного гнез-
да до верхнего края подошвы и
от верхнего края стельки под
пучками до ранта или обводки
Каждую пару обуви измеряю! с
обеих сторон (рис. 21.2).
396
Рис. 21.2. Определение высоты меж-
стелечного слоя в готовой обуви
К межстелечным слоям, ком-
пенсирующим укорочение, отно-
сят косок, клиновидную проб-
ку и пробку. Первые два прида-
ют стопе положение эквинуса,
что уменьшает амплитуду дви-
жений в голеностопном суставе,
затрудняет перекат, стопа стре-
мится соскользнуть вперед, пе-
редний отдел стопы перегружа-
ется и принимает варусное по-
ложение. Использование клино-
видной пробки с благоприятны-
ми соотношениями ее высоты
под пяткой и пучками при нор-
мальной подвижности голено-
стопного сустава, как правило, исключает эти негативные явле-
ния. Такими соотношениями являются 3:1; 4:1,5; 5:2; 6:2; 7:2,5;
8:3; 9:3,5; 1 0:4,5 см. На пробке стопа сохраняет нормальное поло-
жение, однако изделия с такой деталью неэстетичны.
При укорочении конечности на 1,5 —2 см назначают вкладную
ортопедическую стельку с коском в стандартную обувь или вырав-
нивают разницу между длиной конечностей за счет увеличения
высоты каблука на укороченной стороне. Если укорочение состав-
ляет 2,5 — 4 см, изготовляют ортопедическую обувь (туфли, ботинки
или полуботинки) с межстелечным слоем в виде коска или кли-
новидной пробки. Обувь с коском должна быть на низком каблуке.
Средний или высокий каблук сочетается с клиновидной пробкой,
при этом высота каблука и пробки под пяточной частью не долж-
на превышать 6 см.
Укорочение более 4 см компенсируют только ботинками с кли-
новидной пробкой, а при укорочении более 10 см — ботинками с
жесткими берцами.
При укорочении более 15 см может быть изготовлен ботинок
или аппарат с двойным следом или протез на конечность с врож-
денным недоразвитием.
Пробка назначается тогда, когда противопоказано эквинус-
ное положение стопы. Чаще этот межстелечный слой используют
в обуви для детей и взрослых с анкилозом голеностопного суста-
ва, при котором стопа находится под углом 90° по отношению к
голени.
Укорочение нижней конечности часто сочетается с укорочени-
ем стопы. При укорочении стопы от 1 до 1,5 см ортопедическое
изделие может быть выполнено на соответствующую длину короче.
Более значительное укорочение стопы требует использования меж-
стелечного слоя с искусственным носком.
397
При большом укорочении стопы (до 3 — 4 см) для улучшения
косметического эффекта и облегчения массы обувь на укорочен-
ную конечность следует делать на 1 — 1,5 см меньшей длины, чем
на другую.
Если одновременно с укорочением нижней конечности имеет-
ся деформация стопы, то обувь проектируют, учитывая эту дефор-
мацию, а укорочение рассматривают как дополнительную состав-
ляющую, усложняющую конструкцию обуви.
Компенсация укорочения нижней конечности осуществляется
ортопедической обувью на коске или клиновидной пробке, или
пробке, или двойном следе. Клиновидную пробку и пробку при-
меняют чаше всего в ботинках, реже в сапогах.
Обувь с коском. Использование коска придает обуви асиммет-
ричность, которая проявляется в разной высоте пяточной части
верха обуви. Чаше коском снабжают одну из полупар, реже — обе
косками разной высоты и еще реже — косками одинаковой высо-
ты. Коски бывают отвесные и скошенные вперед или назад. Проек-
ция длины стопы, поставленной на косок, всегда меньше ее истин-
ной длины. Для придания обуви с коском большего сходства со
стандартной и второй полупарой применяют ряд конструктивных
решений, зрительно удлиняющих обувь: искусственный носок, уд-
линенный подносок, скос коска и каблука назад. Последний при-
ем допустим только в обуви на низком каблуке. При изготовлении
обуви с искусственным носком используют полупары колодок раз-
ной длины, соответствующие длине каждой из стоп. Более корот-
кую полупару удлиняют искусственным носком. После снятия обуви
с колодки искусственный носок остается внутри.
Для обуви с удлиненным подноском используют специальную
колодку, имеющую более длинную носочную часть, которая при-
дает полупаре с коском примерно одинаковую длину с другой
полупарой.
Если длина стопы укороченной конечности значительно отли-
чается от длины здоровой, необходимо применять высокий косок.
В этом случае в обувь устанавливают металлическую пластину, ко-
торая предотвращает излишний изгиб ее носочной части. Для уст-
ранения соскальзывания стопы вперед обувь снабжают дополни-
тельной шнуровкой.
Для улучшения внешнего вида обуви можно использовать бо-
лее высокий каблук в полупаре, уменьшив тем самым высоту кос-
ка. Чаще всего это применяют в туфлях и полуботинках. Каблуки
разной высоты в паре менее заметны, чем задинки разной высоты.
Разница в высоте каблуков не должна превышать 15 мм. Напри-
мер, при высоте каблука одной полупары 30 мм высота другой
может быть 35 — 45 мм. При изготовлении ортопедической обуви с
коском колодку устанавливают так, чтобы ее передний отдел был
приподнят на 10—18 мм
398
Обувь на клиновидной пробке. Межстелечный слой в пучковой
части такой обуви тоньше, чем в пяточной. Для удлинения обуви
на клиновидной пробке применяют пробковый носок, выполнен-
ный как одно целое с пробкой. Реже конструкцию дополняют ско-
сом пробки назад.
Межстелечный слой из жесткого материала изготовляют в ком-
бинации с эластичным. Для сохранения амортизационных свойств
толщина эластичного слоя должна быть не менее 20 мм в пяточ-
ном отделе и 15 мм под пучками. Укорочение до 5 см можно ком-
пенсировать эластичным межстелечным слоем.
Обувь на клиновидной пробке изготовляют на специальных
ортопедических колодках. Выпускают колодки с эквинусом 3, 4,
5, 7 и 9 см. Колодки с эквинусом 4, 5 и 7 см имеют измененный
рельеф следа: выборку под выкладку наружного и внутреннего
сводов, округлую пяточную часть, пронатор переднего отдела,
размер которого зависит от размера эквинуса.
Колодки подбирают и подгоняют согласно заказу и размерам.
Для подбора колодки требуемого эквинуса необходимо к разнице
между высотой подпяточной и подпучковой частей межстелечно-
го слоя (без учета размера пронатора) прибавить высоту каблука.
Передний отдел колодки для обуви на клиновидной пробке дол-
жен иметь горизонтальную опорную поверхность.
Для изготовления межстелечного слоя необходимо измерить
величину укорочения стопы в пяточной части 2?п и пучках Впуч с
внутренней и наружной сторон (рис. 21.3): в пяточной части — от
следа колодки в месте наибольшей ширины пятки до нижней по-
верхности клиновидной пробки, в пучковой — от наружного и
внутреннего пучков следа до опорной поверхности. При этом ко-
лодку устанавливают в положение заданного эквинуса.
Задняя линия контура клиновидной пробки должна быть ско-
шена вперед на 5 —7 мм. Длину Дпр ее нижней поверхности вместе
с искусственным носком опре-
деляют по заказу и отмеряют
сантиметровой лентой, начиная
с заднего края. Длину нижней
поверхности каблука Дкаб кли-
новидной пробки определяют
как 1/4 длины пробки Д„р и уве-
личивают на 10 мм. Пучки ниж-
ней поверхности пробки по от-
ношению к пучкам колодки
должны находиться при экви-
нусе до 5 см на перпендикуля-
ре, опущенном из точки соот-
ветствующего пучка колодки.
При эквинусе 5 — 7 см пучки
Рис. 21.3. Схема построения межсте-
лечного слоя в обуви для укорочен-
ной нижней конечности
399
пробки смещаются вперед на 10 мм, при эквинусе более 7 см — на
15 мм.
На нижней поверхности клиновидной пробки, между передней
границей каблука и пучками выбирают геленочную часть, чтобы
обеспечить высокое качество выполнения последующих операций,
снижения массы полупары и улучшения внешнего вида обуви.
Данные по обработке межстелечных слоев в зависимости от
размера эквинуса представлены в табл. 20.1.
Изготовление ортопедической обуви на клиновидной пробке
имеет ряд особенностей. Так, для уменьшения толщины простил-
ки от середины к краю нижней поверхности пробки делают скос
3 — 4 мм в пяточном и 2 — 3 мм в других ее отделах. Для облегчения
затяжки заготовки верха и жестких промежуточных деталей край
нижней боковой поверхности межстелечного слоя слегка закруг-
ляют по всему периметру.
Закономерности построения клиновидной пробки могут быть
использованы для построения коска соответствующей степени эк-
винуса.
Клиновидная пробка может быть отвесной или скошенной с
задней, передней, наружной или внутренней стороны. Жесткие
детали в обуви на клиновидной пробке крепят на фигурную или
основную стельку.
Таблица 20,1
Технологические нормативы изготовления межстелечных слоев
в зависимости от размера эквинуса
Раз- мер экви- нуса, см Смеще- ние клино- видной пробки вперед, мм Положение пучков на пробке Длина передней опорной площад- ки, мм Разница меж- ду высотой наружного и внутреннего пучков клино- видной проб- ки, мм Максимальная толщи- на эластичного пено- пласта в отделах меж- стелечного слоя, мм
пяточ- ном пучко- вом перед- нем
5 5 Совпада- ет с пуч- ками ко- лодки 25-30 5-7
7 7 Впереди пучков колодки на 10 мм 20-25 7-10 > 20 15 10
Бо- лее 7 10 Впереди пучков колодки на 15 мм 20-25 10—15
400
Обувь на пробке. Имеет меж-
стелечный слой примерно оди-
наковой толщины как в пяточ-
ной, так и в пучковой части. Раз-
личают обувь на пробке без каб-
лука и с каблуком из пробки.
Обувь на пробке изготовляют без
удлинения носочной части на
стандартной колодке. Заготовку
верха такой обуви затягивают
двумя способами (рис. 21.4). Пер-
вый способ заключается в затяж-
ке кожаной подкладки на фи-
гурную стельку с последующей
затяжкой наружных деталей за-
готовки верха на пробку. Второй
способ — с затяжкой заготовки
Рис. 21.4. Способы затяжки заготов-
ки верха ортопедической обуви:
а — на пробку; б — на основную стельку
верха обуви на основную стель-
ку и обтяжкой пробки материалом верха.
Для повышения функциональности этой обуви кривизну но-
сочной части нижней поверхности пробки увеличивают, как и в
обуви на клиновидной пробке.
Обувь с двойным следом. Реко-
мендуется для нижней конеч-
ности со значительным (более
15 см) укорочением (рис. 21.5).
Обувь состоит из двух частей:
верхней, или башмачной 2, в
которую помещают стопу (куль-
тю стопы), и нижней, или боти-
ночной 7, соответствующей по
внешнему виду второй полупаре.
Башмачная часть обуви с
двойным следом представляет
собой мягкий ботинок с перед-
ней шнуровкой, который мож-
но дополнить жесткими берца-
ми или задником. На след обуви
накладывают фигурную стельку.
Ботиночная часть 7 (см. рис.
21.5) состоит из искусственной
стопы и щиколотки 3, обтянутых
заготовкой верха, затяжной стель-
ки, подошвы и каблука. Двой-
Рис. 21.5. Ортопедическая обувь с
двойным следом:
нои след изготовляют из коры
пробкового дуба или дерева. Для
1 — ботиночная часть; 2 — башмачная
часть; 3 — щиколотка
401
уменьшения массы деревянный двойной след делают в области
щиколотки частично полым.
Ботинки с двойным следом следует прочно крепить на стопе и
голени больного. В противном случае тяжелая нижняя часть при
ходьбе получает свободные, неуправляемые качения. Чтобы избе-
жать этого, обувь дополняют жесткими берцами или шинами. Же-
сткие берцы прикрепляют к фигурной стельке, а металлические
шины накладывают на боковые поверхности щиколотки и соеди-
няют стальными стяжками.
21.2. Обувь для стоп с косолапостью
Ортопедическое обеспечение больных с косолапостью (экви-
но-варусной стопой) зависит от того, проведено ли лечение де-
формации и какие результаты получены.
Если в результате лечения стопа выведена в среднее положение
или возможно отведение переднего отдела стопы, деформация
считается выправленной. Для таких стоп ортопедическую обувь
изготовляют по стандартным колодкам или по ортопедическим с
отведенной носочно-пучковой частью. В конструкции заготовки
верха обуви предусматривают специальные детали в виде внутрен-
него жесткого бочка, удлиненного с внутренней стороны задника
или внутреннего берца; в конструкции межстелечного слоя — про-
натор. Даже незначительная степень укорочения конечности тре-
бует установки пробки для предотвращения рецидива эквинуса сто-
пы. Указанной обувью следует пользоваться в течение 2—3 лет после
проведенного лечения.
Если деформацию стопы устранили не полностью, ортопеди-
ческое обеспечение определяется выраженностью и сочетанностью
клинических проявлений.
Наиболее частым остаточным проявлением деформации явля-
ется приведение переднего отдела стопы. Если приведение нефик-
сированное, обувь следует изготовлять по колодкам с отведенной
носочно-пучковой частью, а в конструкции заготовки верха обуви
предусматривать жесткие детали. У детей младшего возраста для
коррекции деформации может быть использована специальная
конструкция обуви с отводящим воздействием на передний отдел
стопы, в которую включены специальные мягкие детали в виде
внутренних притяжных ремней.
Если эквинусный компонент деформации устранен не полно-
стью, используют клиновидную пробку, позволяющую перераспре-
делить нагрузку на подошвенную поверхность стопы. При неполной
коррекции варуса для большей устойчивости пробку и каблук дела-
ют скошенными наружу, а при нефиксированной деформации
выполняют пронатор, высоту которого подбирают индивидуально
402
Если в результате лечения произведена гиперкоррекция дефор-
мации и стопа устанавливается на вальгус, но своды при этом не
снижены, обувь изготовляют без выкладки сводов, с невысоким
пронатором и внутренним жестким берцем.
После оперативного рассечения связок и удлинения медиаль-
ных мышц может возникнуть тяжелая плосковальгусная деформа-
ция стопы. Таким больным следует делать ботинки с выкладкой
продольных сводов, без пронатора, с жестким наружным берцем.
После лечения врожденной косолапости у детей кроме традици-
онной конструкции обуви с внутренними жесткими деталями из кожи
можно использовать усовершенствованную конструкцию. Послед-
няя позволяет в одной и той же паре ортопедической обуви изменять
форму любой жесткой детали и, следовательно, регулировать же-
сткость всей заготовки верха при ортопедическом лечении.
Ортопедические рекомендации нелеченой эквино-варусной
деформации определяются тяжестью клинических проявлений. При
легких степенях деформации следует придерживаться той же так-
тики, как и при ее неполной коррекции. Деформация тяжелой сте-
пени характеризуется наличием фиксированного эквинуса, выра-
женной супинации и приведения стопы. Большинству таких боль-
ных обувь целесообразно изготовлять не по подогнанной уни-
фицированной колодке, а по индивидуальному гипсовому слепку.
В процессе производства обуви слепок устанавливают по парамет-
рам, полученным при снятии негатива в наиболее выгодном функ-
циональном положении конечности. Ботинки изготовляют на кли-
новидной пробке со значитель-
ным выносом ее наружу, что по-
могает выровнять площадь опо-
ры и разгрузить болезненные на-
топтыши. Для облегчения ходь-
бы на нижней поверхности меж-
стелечного слоя выполняют ис-
кусственный перекат (рис. 21.6).
Его форма определяется степе-
нью приведения переднего от-
дела стопы, а положение опор-
ной площадки зависит от степе-
ни эквинуса и состояния выше-
лежащих сегментов конечности.
При приведении до 10° назна-
чают искусственный перекат ци-
линдрической формы. Приведе-
ние более 10° является показа-
нием к выполнению переката с
конической опорной площад-
кой.
Рис. 21.6. Формы и положение опор-
ных площадок искусственного пере-
ката:
а— в — конические; г— е — цилиндри-
ческие; 7 — предпучковое; 2 — пучко-
вое; 3 — запучковое
403
Рис. 21.7. Конструкция ортопедиче-
ской колодки (а) и схема построе-
ния рельефа следа (б) при врож-
денной косолапости у детей
Пучковое положение перека-
та (рис. 21.6, 2), когда линия пуч-
ков делит его опорную поверх-
ность на равные части, рекомен-
дуют при эквинусе до 2,5 см
(130°). При выраженном эквину-
се (более 2,5 см) опорная пло-
щадка сдвигается вперед от ли-
нии пучков (рис. 21.6, 5).
При анкилозе коленного суста-
ва опорную площадку переката
располагают кзади (рис. 21.6, 7),
а при слабости мышц, замыка-
ющих коленный сустав, кпере-
ди от линии пучков.
Ортопедическую обувь для
взрослых и школьников изго-
товляют по берцовым колодкам
(с трубкой) на паралитическую стопу.
Для детей ясельного и дошкольного возраста разработаны спе-
циальные колодки с отведенной носочной частью двух разновид-
ностей: без трубки и с трубкой.
Колодка без трубки имеет отведенную на 5° ось следа и припод-
нятость пяточной части 5 мм. Колодка с трубкой имеет отведенную
на 5° ось следа, фигурные выборки под выкладку внутреннего и
наружного сводов со специальной площадкой по наружному краю.
Начало и конец выборок расположены соответственно в сечениях
0,2Д и 0,6Д (рис. 21.7, а, б). Выборка под выкладку внутреннего
продольного свода дугообразная с вершиной в сечении 0,36Д, что
соответствует положению таранно-ладьевидного сустава. На наруж-
ном крае колодки формируют специальную площадку, которая
начинается в сечении О,ЗЗД и заканчивается в сечении 0,44Д что
соответствует положению пяточно-кубовидного и кубовидно-плю-
сневого суставов.
Обувь с изменяемой жесткостью заготовки верха (рис. 21.8). Обувь
имеет жесткую задинку, переходящую в чересподъемный ремень.
Горизонтальные и вертикальные строчки на берцах образуют кар-
маны для фиксирующих упругих элементов. В этом качестве ис-
пользуют корсетные планшетки.
Обувь с отводящим воздействием на передний отдел стопы (рис.
21.9). Обувь имеет наружную жесткую деталь верха и специальные
мягкие детали в виде корригирующего и фиксирующего притяж-
ных ремней.
Жесткая деталь с латеральной стороны повторяет форму берца
обуви, а с медиальной стороны представляет собой высокий жест-
кий задник с продленным до подноска крылом. Корригирующий
404
3
Рис. 21.8. Обувь с изменяемой жест-
костью заготовки верха:
1 — задинка: 2 — карманы; 3 — план-
шетки; 4 — чересподъемный притяж-
ной ремень
Рис. 21.9. Ортопедическая обувь с
отводящим воздействием на перед-
ний отдел стопы:
/ — наружная жесткая деталь; 2 — фик-
сирующий притяжной ремень; 3 — кор-
ригирующий притяжной ремень; 4 —
отверстия; 5 — амортизационный вкла-
дыш; 6 — застежка велькро
притяжной ремень крепят к затяжной кромке с латеральной сто-
роны в области пучков, а фиксирующий — к затяжной кромке с
медиальной стороны в области максимальной ширины пяточной
части стельки. Оба протяжных ремня проходят внутри обуви и вы-
ходят на ее верх через щелевидные отверстия на латеральной сто-
роне. Протяжные ремни на верхе обуви крепятся с помощью за-
стежки велькро с медиальной стороны. Подошва обуви должна быть
клиновидной и иметь амортизационный вкладыш.
При изготовлении обуви для стоп с тяжелой степенью эквино-
варусной деформации целесообразно получить гипсовый слепок.
Для изготовления слепка:
устанавливают больного на мерные доски, на которые уложен
гипсовый негатив;
отмечают на негативе точки положения стопы;
переносят разметочные линии и точки с негатива на позитив.
Перед наложением гипсовых бинтов больной встает на мерные
доски и клинья, соответствующие медицинскому назначению и с
учетом высоты каблука под больную и здоровую ноги. При этом
больной должен равномерно распределить нагрузку на обе конеч-
ности и принять определенную позу. Положение туловища верти-
кальное, ширина между стопами привычная, удобная для больно-
го. Коленные суставы должны находиться в разогнутом среднем
положении, если этому не будет препятствовать контрактура (ог-
раниченная подвижность) коленного и тазобедренного суставов
или другие деформации. Правильность установки клиньев по вы-
405
Рис. 21.10. Проверка правильности ориентации гипсовой колодки в плос-
костях:
а — сагиттальной; б — фронтальной
соте проверяют по передневерхним остям подвздошных костей. При
фиксированном перекосе таза, вывихе бедра и других вынужден-
ных положениях бедра и голени высоту устанавливают только по
ощущению больного. Устойчивость тела оценивают путем перено-
са нагрузки на больную конечность.
После подготовки приступают к изготовлению негатива и его
разметке. Разметочные линии с негатива на позитив переносят сле-
дующим образом.
Перед тем как снять негатив со слепка, на разметочных линиях
делают пять наколов. Один накол наносят в контрольной точке
Н= 135 мм (рис. 21.10) и по два накола на каждой линии — у
начала и конца. Наколы должны быть четко видны на позитиве.
Чтобы наколы сохранились, на слепке в процессе последующей
обработки в них вбивают гвозди № 20—25. Шляпки гвоздей долж-
ны быть видны на поверхности слепка.
Когда позитив полностью обработан и просушен, линейкой по
ориентирам восстанавливают обе вертикальные линии и конт-
рольную точку Я чернильным карандашом.
После сушки позитива приступают к изготовлению межстелеч-
ного слоя. Межстелечный слой с ориентированным положением
гипсовой колодки обрабатывают так, чтобы разметочные линии
слепка были расположены вертикально и выдержана высота Н.
Правильность ориентации слепка проверяют с учетом высоты каб-
лука на проверочной плите контрольным угольником и измерите-
лем (рис. 21.11). Разметочные линии на слепке должны быть парал-
лельны вертикальной стороне угольника. При изготовлении меж-
стелечного слоя с ориентированным положением слепка нет не-
406
обходимости проверять его высоту с наружного и внутреннего краев
в пяточном и пучковом отделах пробки. Достаточно выдержать толь-
ко высоту в контрольной точке Н.
Расположение разметочных линий по угольнику целесообразно
проверять и на гипсовом негативе, так как при снятии со стопы
возможна его деформация. Негатив ставят на те же мерные дощеч-
ки и клинья, на которые был установлен больной. При необходи-
мости положение негатива корректируют.
При обработке боковой поверхности межстелечного слоя дела-
ют вынос пробки в пяточной части наружу и постепенно сводят
на нет толщину слоя в пучковой или носочной части в соответ-
ствии с медицинским назначением (см. рис. 21.10, б). Для этого
подошву устанавливают на проверочную плиту. Основание изме-
рителя подводят к нижней грани межстелечного слоя (на уровне
середины пяточной части), а указатель горизонтальной рейки вы-
двигают к верхней грани пробки. Вынос определяют по шкале го-
ризонтальной рейки. По внутренней боковой поверхности пробка
должна быть скошена в сторону ее выноса.
Заднюю поверхность пяточной части пробки делают отвесной
или слегка скошенной вперед, чтобы улучшить внешний вид обу-
ви. Нижнюю поверхность межстелечного слоя в пучковом отделе
обрабатывают так, чтобы получить форму и расположение опор-
ной площадки искусственного переката в соответствии с назначе-
нием врача. Длина конических площадок должна быть 15 — 20 мм
по наружному краю и 25 — 30 мм по внутреннему. Длина цилиндри-
ческих площадок по внутреннему и наружному краям межстелеч-
ного слоя равна 25 — 30 мм.
Высота приподнятости носочной части пробки 15 — 20 мм. Ос-
тальные операции изготовления ортопедической обуви соответ-
ствуют типовой технологии, изложенной в разделе II.
Рис. 21.11. Проверка межстелечного слоя:
а — высоты; б — размер выноса
407
Глава 22
СЛОЖНАЯ ОРТОПЕДИЧЕСКАЯ ОБУВЬ
22.1. Особенности изготовления
Специальные ортопедические детали выкраивают по бумажным
шаблонам или прямо по колодкам вручную.
Раскрой материалов на детали верха. Детали заготовок верха ор-
топедической обуви раскраивают ручным способом. При этом при-
меняют рядовую укладку шаблонов, которые располагают преиму-
щественно или прямолинейно-поступательно по системе (рис. 22.1),
или произвольно.
Детали асимметричной ортопедической обуви необходимо вы-
краивать одинакового цвета, рисунка мереи и плотности. В основ-
ном это относится к союзкам, носкам и задинкам. Верхнюю часть
обуви, особенно жесткие берцы, можно выкраивать из кожи мень-
шей плотности, но того же оттенка, цвета и рисунка мереи, так
как достаточная плотность и прочность названного участка обуви
обеспечивается специальными жесткими деталями.
Детали ортопедической обуви, изготовляемой по индивидуаль-
ному заказу, обязательно спаривают при раскрое и укладывают
вместе с заказом и колодками.
Детали дополнительной шнуровки, притяжные ремни и тяги
выкраивают из плотных частей
Рис. 22.1. Схема раскроя обувной
юфти на детали мужских сапог
кож хромового дубления, име-
ющих наименьшее удлинение.
Использование для этих деталей
растяжимых участков кож не до-
пускается.
Детали манжетки выкраива-
ют из пол и воротков кож того
же цвета, что и остальные дета-
ли заготовки верха. Для манжет-
ки, закрывающей металлическое
полукольцо, направление и уд-
линение несущественны. Цвет
обтяжек шин, расположенных
снаружи обуви, должен быть
одинаковым с цветом заготовки
верха. Детали обтяжки шин, за-
крывающие шарниры, выкраива-
ют из плотных участков кожи.
Раскрой материалов на дета-
ли низа. В производстве ортопе-
дической обуви детали низа и
408
специальные жесткие детали выкраивают вручную. Специальные
жесткие детали вырезают из кож для низа обуви.
Кроме раскроя деталей низа по лекалам выполняют шаблоны
деталей непосредственно по контурам колодки, межстелечного слоя
или затянутой обуви. Это стельки (верхняя и основная), выкладки
свода, подошвы. Для определения размеров и формы этих деталей
колодку или обувь устанавливают на кожу, шилом или ножом об-
водят контур, к нему добавляют припуски на обработку и учиты-
вают требования заказа. Раскрой деталей по контурам колодки или
обуви освобождает производство от изготовления шаблонов. Каче-
ство деталей и использование материалов при этом не ухудшаются.
На выкроенных деталях ставят номер заказа.
Обработка специальных деталей. Выкроенные специальные де-
тали (жесткие союзки, жесткие берцы, жесткие язычки, клапаны
и др.) подгоняют вручную в соответствии с назначением врача и
размерами непосредственно по колодке с межстелечным слоем. Для
лучшего приформовывания к колодке во время подгонки, а также
облегчения выравнивания толщины, спускания и формования де-
тали предварительно увлажняют и провяливают. Излишки кожи
обрезают по разметке. Толщину деталей выравнивают в соответ-
ствии с нормативами и данными заказа.
Нижние (затяжные) края всех деталей спускают на ширину 14—
16 мм до толщины 0,8—1,2 мм. Верхние, передние и боковые края
деталей спускают до толщины 0,3 —0,4 мм или на нет. Выравнива-
ние и спускание деталей выполняют на плите или доске. Детали
шлифуют с лицевой стороны по всей поверхности для обеспече-
ния хорошего склеивания с материалом верха. Несклеиваемые с
верхом детали (например, жесткий берец, прилегающий в гото-
вой обуви непосредственно к стопе) не шлифуют.
Формование заготовок верха. Заготовки верха ортопедической
обуви формуют в основном ручным способом. При изготовлении
ортопедической обуви применяются основные стельки, вырезан-
ные ножом с припуском по всему периметру. Высота задника
должна соответствовать ТУ 213 РСФСР 1-260—85 «Обувь ортопе-
дическая сложная. Технические условия». Высоту задника обуви на
пробке или коске увеличивают на толщину межстелечного слоя.
По указанию врача можно изготовлять более высокие задники, с
крыльями различной длины, особой конфигурации. Подноски и
боковинки в индивидуальную ортопедическую обувь вклеивают
после обтяжки подкладки. Высота задника в паре должна быть оди-
наковой.
В ортопедической обуви применяют два вида специальных жест-
ких деталей — накрывающие межстелечный слой и заканчива-
ющиеся под фигурной стелькой.
При незначительной толщине межстелечного слоя жесткие де-
тали всегда закрывают его и их формуют. При значительной тол-
409
щине межстелечного слоя жесткие детали формуют на фигурную
стельку до приклеивания межстелечного слоя. С этой целью затяж-
ную кромку прикрепляют к фигурной стельке обметочным швом.
Затем приклеивают подогнанный межстелечный слой, который
может быть оклеен текстильным материалом. На след межстелеч-
ного слоя прикрепляют основную стельку, обрезают ее, после чего
затягивают заготовку верха.
Если в конструкцию обуви входит искусственный носок, заго-
товку верха формуют или на колодке, дополненной искусствен-
ным носком, или на колодке, соответствующей по длине колодке
второй полупары.
При втором способе формования отдельный искусственный
носок из эластичного материала вставляют в готовую обувь после
извлечения колодки.
Специальные жесткие детали передней части обуви (союзку,
полусоюзку, бочок) формуют после затяжки пяточной части. Обра-
ботанные и увлажненные жесткие детали намазывают с бахтармя-
ной стороны клеем и накладывают на подкладку, обтягивающую
носочную часть колодки (межстелечного слоя), предварительно
удалив обтяжные гвозди. Наложенные детали формуют на колодке.
При этом затяжную кромку деталей закрепляют гвоздями на рас-
стоянии 10—12 мм выше грани стельки. Расстояние между гвоздя-
ми в передней части 3—4 мм, в боковых частях 5 — 6, от грани
стельки 8—10 мм. Затяжную кромку жестких деталей тщательно
околачивают. После затяжки жесткие детали сушат.
Жесткие берцы формуют на колодке с трубкой и прикрепляют к
верхней или основной стельке. Жесткий берец, расположенный меж-
ду подкладкой и верхом обуви, формуют аналогично заднику и соеди-
няют с основной стелькой. Жесткий берец, прилегающий к стопе,
соединяют с фигурной стелькой. Для этого выкроенный и обрабо-
танный жесткий берец (чаще круговой) устанавливают на берцовой
колодке без межстелечного слоя. Нижние его края соединяют встык,
полностью обтягивая заднюю половину фигурной стельки. Отфор-
мованный берец и переднюю половину стельки соединяют встык
и сшивают ручным швом. Шилом прокалывают всю толщину кожи
так, чтобы оно выходило на поверхность, обращенную к следу
колодки. Полустелька и нижняя часть берца составляют фигурную
стельку, к которой прикрепляют межстелечный слой (рис. 22. 2).
Фигурную стельку с боковым выступом (выступами), расположен-
ным выше лодыжки, устанавливают на колодку до прикрепления
межстелечного слоя. Заготовку верха ботинка с двойным следом не
соединяют с межстелечным слоем по заднему шву. Формование имеет
следующие особенности: заготовку верха ботинок формуют на колод-
ке вместе с жесткими берцами; к фигурной стельке приклеивают
двойной след и обтягивают его нижней частью заготовки верха, что
возможно благодаря незакрепленному заднему шву. Задний шов
410
сшивают вручную или склеивают
внахлест нитроцеллюлозным клеем.
Примерка и контроль качества.
При заказе сложной ортопедиче-
ской обуви не всегда удается точно
определить ее размеры и конструк-
цию, соответствующие медицин-
ским требованиям. Поэтому такую
обувь изготовляют с примеркой, во
время которой техник, снимавший
размеры, и врач могут внести не-
обходимые изменения в заказ. На
примерку представляют пару недо-
шитой отформованной и высушен-
ной обуви без затяжных шпилек и
с прикрепленной к стельке затяж-
ной кромкой. К обуви должны быть
прикреплены примерочные каблу-
ки, приложены колодки и необ-
Рис. 22.2. Круговой жесткий берец,
соединенный с полустелькой
ходимая документация (заказ, история болезни).
Для примерки обуви с изогнутыми двусторонними шинами их
собирают в пару и временно прикрепляют к обуви.
На примерке пару обуви закрепляют на стопе шнуровкой или
примерочными ремнями. При примерке одной полупары другая
стопа остается в обычном ботинке.
В ходе примерки наблюдают больного при стоянии и ходьбе и
уточняют следующее:
высоту межстелечного слоя под пяткой, пучками и в носке; его
толщину под наружным и внутренним краями (достаточная, из-
быточная, малая);
рельеф верхней поверхности межстелечного слоя — совпаде-
ние и размеры выпуклостей и вогнутостей в соответствии со стро-
ением подошвы стопы,
длину и направление скоса межстелечного слоя наружу, внутрь,
вперед или назад;
профиль межстелечного слоя в соответствии со степенью экви-
нуса стопы, положение пучковой части на нижней поверхности
межстелечного слоя, высоту подъема носочной части над плоско-
стью опоры (достаточный, избыточный, малый);
соответствие размеров обуви размерам стопы;
высоту шин, расположение шин и шарнира;
форму и размеры специальных жестких деталей.
При примерке выполняют некоторые исправления:
I) изменяют равномерно или односторонне высоту подпяточ-
ной и подпучковой частей межстелечного слоя, для чего наклады-
вают обрезки кожи или срезают часть межстелечного слоя;
411
2) увеличивают подъем носочной части межстелечного слоя,
набивая кусочки кожи на пучковую часть следа;
3) перемещают пучковую часть следа, накладывая кусочки кожи
на след межстелечного слоя;
4) изменяют скос межстелечного слоя, смещая каблук в ту или
иную сторону;
5) уменьшают избыточные углубления на верхней поверхности
межстелечного слоя, прикрепляя кожу или войлок, или увеличи-
вают их, срезая часть межстелечного слоя;
6) повышают или понижают подсводную часть межстелечного слоя;
7) переставляют или перегибают шины.
Если исправления по пунктам 5) и 6) дали положительный
эффект, следует изменить строение колодки, т.е. уменьшить или
увеличить набивки на ее следе.
Не все изменения в строении обуви могут быть сделаны при при-
мерке (переформовывание специальных жестких деталей, рихтование
шин, переделка заготовки верха и другие операции), поэтому все
необходимые изменения указывают в документах (в бланке заказа,
истории болезни), которые подписаны врачом и техником, произ-
водившими примерку. Кроме того, цветным карандашом делают
отметки на заготовке верха — указывают места, требующие умень-
шения; на колодке — места набивок и срезов; на шинах — места
перегибов и рихтования; на межстелечном слое — положение шин;
на специальных жестких деталях — изменения формы и размеров.
Большой объем изменений является показанием к назначению
повторной примерки.
Для примерки особо сложной обуви используют и другую под-
готовку. Из кожаной подкладки или другого плотного материала
изготовляют временную «заготовку» верха обуви. Заготовку верха
из кожаной подкладки и специальные жесткие детали затягивают
на колодку с прикрепленным межстелечным слоем. Затяжные кром-
ки подкладки и специальных жестких деталей прикрепляют к ос-
новной стельке обметочным швом, при необходимости временно
прибивают шины, двумя-тремя гвоздями прикрепляют примероч-
ный каблук. После примерки и устранения выявленных недостат-
ков в колодке, межстелечном слое или в специальных жестких
деталях полуфабрикат вместе с колодкой поступает на следующие
операции: моделирование, раскрой и сборка деталей верха обуви:
формование и затяжка заготовки верха; прикрепление подошв; сши-
вание верха и кожаной подкладки по верхнему и переднему кра-
ям; вставка блочков; отделка обуви.
При производстве ортопедической обуви используют следую-
щие технические условия: ТУ 213 РСФСР 1-701—84 «Обувь орто-
педическая малосложная. Обувь профилактическая. Обувь на про-
тезы»; ТУ 213 РСФСР 1-260—85 «Обувь ортопедическая сложная»;
ТУ 213 РСФСР 1-29—88 «Обувные ортопедические изделия».
412
При производстве ортопедической обуви используют выбороч-
ный межоперационный контроль. Применение сплошного конт-
роля хотя и повышает качество изделий, но характеризуется высо-
кой трудоемкостью и снижает производительность труда.
Функции контроля качества на протезно-ортопедических пред-
приятиях осуществляют отделы технического контроля (ОТК),
контрольные мастера и техники медицинских отделов. В их обязан-
ности входят:
контроль и анализ качества, определение сорта продукции в
соответствии с требованиями стандартов;
контроль соответствия сырья, материалов, полуфабрикатов и
комплектующих изделий требованиям стандартов; гипсовой ко-
лодки и межстелечного слоя сложной ортопедической обуви —
требованиям медицинского заказа, технологического процесса
обработки деталей и производства изделий нормативно-техниче-
ской документации участка;
контроль состояния измерительной техники и сроков внедре-
ния новых стандартов;
учет недоброкачественной продукции.
22.2. Обувь для стоп с культей
Ортопедические изделия для культей стоп условно разделяют
на три группы:
ортопедическая обувь;
обувные ортопедические изделия в стандартную обувь (туфель-
ки, башмачки, сапожки, вкладные приспособления при дефектах
переднего отдела стопы);
аппараты и протезы.
Культи стоп подразделяют по форме на поперечные и продоль-
ные. Поперечные культи делят на длинные, средние и короткие
(рис. 22.3).
Поперечные длинные культи характеризуются сохранением зна-
чительной части или всей плюсны, частично пальцев.
Поперечные средние культи — полностью сохранены кости пред-
плюсны или незначительная часть плюсны.
Поперечные короткие культи — частично сохранены кости пред-
плюсны.
Продольные культи характеризуются усечением внутренней или
наружной опорной части стопы.
На рис. 22.3 жирными линиями показаны уровни ампутации,
названные именами ученых, впервые их установившими.
Чем короче культя стопы, тем чаще на ней возникают эквинус-
ная или эквино-варусная деформации, рубны на опорной поверх-
ности, трофические язвы. Пороки и болезни культи стопы снижа-
413
Гаранжо
Лисфранк 7,
Хей 2
Жобер
Бона-Йегер
Лабори
Шопар
Рис. 22.3. Уровни ампутации стоп
ют опороспособность конечности или делают ее невозможной. Сле-
довательно, культи стоп можно подразделить на опороспособные,
частично опороспособные и неопороспособные.
Длина и опороспособность культи стопы обусловливают назна-
чение ортопедических изделий (табл. 22.1).
Ортопедическая обувь при культях стоп компенсирует дефект
усеченной части стопы, положение культи, нормализует перекат.
Обувь следует назначать при опороспособной культе с нефикси-
рованным эквинусом и сохранении полного объема движений в
голеностопном суставе или его ограничении в пределах 10—15°.
На длинные культи стоп можно изготовить не только ботинки,
но и полуботинки или туфли. Больным с короткими и средними
культями стоп следует использовать только ботинки.
Вкладные башмачки и сапожки (см. рис. 19.26) рекомендуют на
опороспособные короткие и средние культи стоп, когда требуется
разгрузка болезненных участков подошвенной поверхности, а так-
же при ограничении подвижности в голеностопном суставе в пре-
делах 5— 10°. Не следует назначать вкладные башмачки, если объе-
414
Таблица 22.1
Вид ортопедических изделий, назначаемых при культях стоп
Культя стопы Вид изделий
Поперечная: короткая опороспособная короткая частично или неопороспо- собная средняя опороспособная длинная опороспособная Продольная опороспособная Вкладные башмачки и са- пожки Протезы и аппараты Вкладные башмачки и ту- фельки Вкладные приспособления Вкладные туфельки и при- способления
мы культи на 20 мм больше объемов сохраненной стопы, так как
ортопедическое изделие может не соответствовать обуви, которой
пользуется больной.
Вкладные туфельки (см. рис. 19.25) и вкладные приспособления
с искусственным носком изготовляют на опороспособные сред-
ние и длинные культи стоп, если сохранен полный объем движе-
ний в голеностопном суставе.
Больным с неопороспособными культями стоп ортопедическая
обувь и вкладные обувные ортопедические изделия не рекоменду-
ются. Если лечение хирургическим или консервативным путем по
той или иной причине невозможно, следует использовать протезы
или аппараты. Это будет способствовать снижению нагрузки на
подошвенную поверхность культи стопы при выраженной болез-
ненности, тяжелых фиксированных деформациях, трофических
нарушениях.
Ортопедические изделия. Перераспределение давления на подош-
венную поверхность культи стопы возможно в результате перерас-
пределения нагрузки на подсводное пространство и передний от-
дел пятки. Это осуществляют посредством углубления в стельке
для пятки, выкладки внутреннего и наружного продольных сво-
дов, удлиненной до переднего отдела пятки и пучков. Выкладка
сводов должна начинаться на расстоянии ОДД и заканчиваться с
внутренней стороны на расстоянии 0,68Ди с наружной — 0,57Д.
Высота межстелечного слоя в сечении ОДД пятки с обеих сторон
составляет 13 мм, на вершине внутреннего продольного свода (в
сечении 0,36Д) — 16 мм, на линии середины пучков с внутренней
стороны — 6 мм, с наружной — 9 мм. Для облегчения переката,
подгонки и приформовывания стельки обуви к культе целесообраз-
415
но верхнюю часть межстелечного слоя изготовлять из эластичного
материала.
Продление выкладки сводов к пучкам способствует тому, что
передний отдел культи приподнимается относительно плоскости
опоры, следовательно, уменьшаются эквинус и перегрузка перед-
него отдела культи. Причем приподнятость переднего отдела куль-
ти тем больше, чем ближе к вершинам свода усечена стопа, так
как максимальную высоту стельки определяют на вершинах про-
дольных сводов.
Для лучшей фиксации пятки всю обувь необходимо изготовлять
с жесткими задниками. После ампутации стопы на уровне плюсне-
вых костей или плюснеклиновидных суставов для удержания куль-
ти в корригированном положении в ортопедическую обувь боль-
ным устанавливают боковые поддержки (жесткие бочкй) высотой
3 — 4 мм с обеих сторон. Для фиксации культи спереди использует-
ся жесткий передний клапан шириной 80 мм. При варусе культи
стопы межстелечный слой и каблук необходимо сместить к наруж-
ной стороне обуви.
Опорную площадку искусственного переката шириной 25 — 30 мм
располагают при установке каблука заданной высоты на колодку с
обработанным межстелечным слоем так, чтобы передняя граница
опорной площадки находилась на линии пучков колодки. Для по-
вышения амортизационных свойств и предупреждения деформа-
ции носочной части ортопедической обуви применяют металли-
ческую пластину, которую подбирают по размеру обуви (табл. 22.2).
Пластина начинается от носка и продолжается до середины
пятки. Ширина пластины должна быть меньше ширины стельки на
3 — 4 мм в переднем отделе и на 8—10 мм в пяточно-геленочной
части. Металлическую пластину вставляют между вкладной и ос-
новной стельками.
Для удержания культи стопы в пяточном положении и преду-
преждения деформации геленочной части обуви изготовляют каб-
лук типа клиновидного из пористой резины. Фронтальную поверх-
ность каблука продлевают до задней границы опорной площадки
искусственного переката. Для улучшения внешнего вида каблук в
геленочной части зауживают на 10—15 мм с обеих сторон.
Таблица 22.2
Подбор металлических пластин по размеру обуви
Шифр пластины Длина пластины, мм Размер обуви
1165-00 168 215-245
1165-01 190 250-260
1165-02 210 265-290
416
При изготовлении ортопедической обуви для больных после
ампутации в пределах плеснефалангового отдела колодки подби-
рают и подгоняют по меркам. Такая колодка отличается от стан-
дартной рельефом следа и уменьшенными размерами пучково-но-
сочной части на толщину жестких деталей. Комбинированный меж-
стелечный слой в ортопедической обуви предпочтительнее вы-
полнять с верхним слоем из эластичного материала, который скле-
ивают с шорно-седельной юфтью. Эластичный слой начинается
от середины теленка и продолжается на 15 —20 мм за конец куль-
ти стопы. Максимальная толщина эластичного слоя 5 —7 мм долж-
на быть под концом культи. Затем подбирают пласт пробки не-
обходимых размеров, подгоняют его и крепят к следу колодки,
обтянутому шорно-седельной юфтью и прокладкой из эластично-
го материала.
От начала опорной площадки переката к носку кривизну но-
сочной части нижней поверхности пробки постепенно увеличива-
ют для подъема носка на 10—18 мм.
Чтобы полупара выглядела эстетично, жесткий передний кла-
пан шириной 80 мм изготовляют в виде одной детали с подноском
и вклеивают ее между подкладкой и верхом обуви.
Вкладные башмачки и сапожки. Вкладной башмачок или сапо-
жок изготовляют по индивидуальной гипсовой колодке (см. рис.
19.26, а, б). Для увеличения площади опоры культи стопы на сле-
де гипсовой колодки делают выборку под выкладку продольных
сводов от переднего отдела пятки до конца культи. В соответствии
с отметками наращивают слепок в области болезненных участков и
пятки на 3 — 5 мм, переднюю часть слепка удлиняют на 10—15 мм.
Дефект усеченной части стопы компенсируют искусственным нос-
ком. К переднему отделу межстелечного слоя вкладного башмачка
приклеивают пластину из эластичного материала. Из нее форми-
руют искусственный носок, соответствующий носочной части стан-
дартной обуви. Для облегчения переката при ходьбе в области ис-
кусственного носка, соответствующей плюснефаланговому сочлене-
нию, вырезают клин основанием вверх (ширина основания 30 мм),
который заполняют пористой резиной (см. рис. 19.26, в).
С этой же целью, а также для облегчения подгонки и прифор-
мовываемости межстелечного слоя к культе стопы его верхнюю
часть, как и в ортопедической обуви, изготовляют из эластичного
материала. Толщина межстелечного слоя от середины подсвод-
ной части должна увеличиваться от 0 до 5 — 8 мм под концом культи.
Для уменьшения нагрузки на передний отдел культи стопы при
перекате устанавливают жесткий передний клапан шириной 80 мм
и длиной 200 — 250 мм. Клапан формуют из чепрака кожи для низа
обуви, армированного полиэтилена или жесткой резины на гип-
совой колодке. Кроме того, при необходимости устанавливают
жесткий задник или жесткие берцы.
14 Леденёва
417
Вкладной башмачок фиксируют на культе стопы передней или
боковой шнуровкой. В отдельных случаях (например, больным с
дефектами кисти) башмачок крепят лентой велькро.
Вкладной сапожок используют после ампутации стопы по Шо-
пару или ампутации голени по И. П. Пирогову с небольшим уко-
рочением конечности.
Сапожок состоит из высокой кожаной заготовки верха, жест-
кого кругового берца и искусственного носка.
Вкладные туфельки. Вкладные туфельки (см. рис. 19.25) изготов-
ляют с длинной жесткой союзкой или высокими жесткими бочка-
ми, которые хорошо фиксируют изделие на культе и противостоят
деформации верха обуви.
Вкладное приспособление при дефектах переднего отдела стопы
(см. рис. 19.27). Приспособление состоит из широкой укороченной
металлической пластины с укрепленными на ней искусственным
носком и смягчающим слоем выкладки свода под культю, не дохо-
дящей до ее конца. Поверхности, соприкасающиеся с культей сто-
пы, и металлическую пластину оклеивают подкладочной кожей.
Смягчающий слой и искусственный носок изготовляют с уче-
том длины и объема культи стопы, болезненных участков ее подо-
швенной поверхности, размера и фасона обуви больного.
Для изготовления вкладного приспособления нет необходимо-
сти снимать слепок или подгонять деревянную колодку. Очерчива-
ют культю, отмечают на контуре болезненные участки, снимают
объемы ее передней части и прямого взъема. Аналогичные разме-
ры снимают на здоровой стопе. По размеру обуви, которой пользу-
ется больной, подбирают металлическую пластину. Она должна быть
уже стельки стандартной обуви на 2 — 3 мм по всему периметру и
укороченной, т.е. начинаться от носочной части обуви и доходить
до середины культи. В переднем отделе, на месте отсутствующей
части стопы, крепят искусственный носок из эластичного матери-
ала с учетом припуска к длине культи не менее 4—5 мм.
Вкладное приспособление с полноконтактными элементами (рис.
22.4). Приспособление предназначено для больных с длинными,
средними и продольными культями стоп, имеющими болезнен-
ные рубцы и костные образования на подошвенной поверхности.
Приспособление выполняют из пенополиэтилена ППЭ-Р, что обес-
печивает его приформовывание к культе стопы больного.
Рис. 22.4. Вкладное приспособление
с полноконтактными элементами
418
Ортопедическое изделие изготовляют без снятия слепка. Оно
состоит из искусственного носка, укороченной металлической
пластины и полноконтактных элементов. Из листа пенополиэтиле-
на толщиной 20 мм вырезают заготовку стельки по вкладной стельке
обуви, которой пользуется больной. Носочную часть стельки раз-
дваивают пополам и помешают в термостат на 20 — 25 мин при
температуре 140—150 °C. После этого культю стопы больного уста-
навливают на разогретую заготовку стельки и моделируют опор-
ную поверхность с помощью массы тела. При этом формуют и
внутреннюю часть искусственного носка по тыльной поверхности
стопы, плотно прижимая верхний слой заготовки к культе. Ожога
кожи больного не происходит, так как материал обладает боль-
шой теплоемкостью и низкой теплопроводностью. Контактное мо-
делирование элементов вкладного приспособления продолжается
до полного остывания заготовки в течение 1,5 — 2 мин. Из элас-
тичного материала вырезают искусственный носок и приклеивают
его к передней части изделия. Стельку подгоняют и шлифуют на
полировальном станке (кроме полноконтактных поверхностей).
К нижней части изделия крепят металлическую пластину.
В некоторых случаях необходимо дополнительно разгрузить уча-
стки культи стопы за счет углублений в межстелечном слое. Для
этого на соответствующие участки стопы наклеивают личинки. За-
тем разогретую заготовку стельки моделируют массой тела боль-
ного. Готовое приспособление вкладывают в стандартную обувь.
22,3. Обувь для отвисающих стоп
Обеспечение ортопедической обувью больных с отвисающей
стопой определяется степенью активной подвижности в голено-
стопном суставе и наличием боковых отклонений стопы.
Если тыльное сгибание в голеностопном суставе сохранено и
нет боковых отклонений стопы, назначают стандартную или орто-
педическую обувь (туфли или полуботинки) в сочетании с ман-
жеткой и резиновыми тягами. Стандартную обувь можно исполь-
зовать и с ортопедическими изделиями, в конструкцию которых
входят перекрещивающиеся резиновые тяги и фиксирующие упру-
гие планшетки
Если отвисание нефиксированное и имеются незначительные
боковые отклонения стопы, рекомендуют ортопедические ботин-
ки в сочетании с манжеткой и резиновыми тягами или обувь с
двойной шнуровкой. Следует учитывать, что эквинус (фикси-
рованное отвисание) стопы, резкая сгибательная контрактура
пальцев, повышенная кожная чувствительность в нижней трети
голени, трофические изменения на голени и стопе, отеки, вари-
козное расширение вен являются противопоказанием к назначе-
419
нию манжетки с резиновыми тягами. Сочетание отвисания стопы
с укорочением конечности до 7 см является показанием к назна-
чению полуботинок с высоким узким задником и манжетой, фик-
сирующих голеностопный сустав.
Выраженные боковые отклонения отвисающей стопы требуют
ношения ортопедических ботинок с односторонними жесткими
берцами и выносом каблука. Межстелечный слой в таких ботинках
должен быть дополнен пронатором или супинатором.
При фиксированном отвисании или избыточной подвижности
в голеностопном суставе (разболтанности стопы) следует реко-
мендовать ботинки с двусторонними или круговыми жесткими
берцами. Круговой жесткий берец наряду с более надежной фик
сацией создает упор на передний отдел, необходимый для осуще-
ствления переката.
Если жесткие берцы не фиксируют разболтанную стопу, орто-
педическую обувь усиливают двусторонней металлической шиной
с шарниром на уровне голеностопного сустава, ограничивающим
подошвенное сгибание.
Полуботинки с высоким узким жестким задником и манжеткой.
Особенностью конструкции является облегание высоким узким
задником пробки, области пятки, ахиллова сухожилия, который
заканчивается над лодыжками манжеткой (рис. 22.5). Межстелеч-
ный слой может быть в виде коска или клиновидной пробки. Та-
кой полуботинок изготовляют на берцовой или гипсовой колодке.
Мерку снимают в соответствии с медицинским назначением и
дополняют контурами стопы и нижней трети голени. Размер ман-
жетки определяют по обхвату над лодыжками. При укорочении сто-
пы на 1—4 см высота задинки
по заднему шву равна высоте за-
динки стандартного полуботин-
ка, а при укорочении на 5 —7 см
высоту задинки в пяточно-геле-
ночной части увеличивают на
8—10 мм от фигурной стельки.
Высота узкого жесткого задни-
ка от фигурной стельки до верх-
него края полуботинка равна
150—155 мм. Общая высота дан-
ной детали складывается из этой
высоты и высоты пробки под
пяткой. Жесткий задник выкра-
ивают из подошвенного чепра-
ка толщиной 3,1 —3,5 мм. Ши-
рина крыльев манжетки состав-
Рис. 22.5. Полуботинок с высоким уз- ляет 35 — 40 мм. Для прсдохра-
ким жестким задником и манжеткой нения голени от потертостей на
420
Рис. 22.6. Модели ортопедической обуви с манжеткой и резиновой тягой:
а — ботинки; б — полуботинки; в — сандалеты
внутреннюю сторону манжетки готовой обуви наклеивают слой
губчатой резины или пенополиуретана.
Обувь с манжеткой и резиновой тягой. Основу конструкции, пре-
пятствующей отвисанию стопы, составляет манжетка с резиновой
тягой и кожаная пластинка с обувными крючками, которую при-
страчивают к мягкому язычку стандартного ботинка, полуботинка
или сандалеты. В ортопедической обуви крючки устанавливают на
удлиненный или фигурный язычок.
Рекомендуются три модели такой ортопедической обуви:
ботинки с настрочными берцами, удлиненным язычком на ко-
жаной подкладке и двумя рядами крючков на нем (рис. 22.6, а}\
полуботинки с настрочными берцами, удлиненным фигурным
язычком на кожаной подкладке и одним или двумя рядами крюч-
ков на нем (рис. 22.6, б);
сандалеты с чересподъемным ремнем, проходящим поверх языч-
ка (рис. 22.6, в).
Виды фигурных язычков показаны на рис. 22.7.
Манжетка с резиновой тягой
состоит из собственно манжетки,
кожаной петли, резиновой тяги,
кожаного ремешка, металличе-
ской петли и обувных крючков.
Манжетку выкраивают из
шорно-седельной юфти, подклад-
ку — из кожи, а промежуточный
слой — из пенополиуретана.
Ремешок из кожи хромового
дубления для взрослых делают
длиной 180 — 220 мм, для детей
— 150 и шириной 15 мм. Про-
Рис. 22.7. Фигурные язычки
421
слойка из пенополиуретана в области ахиллова сухожилия и лоды-
жек должна быть толще передней части манжетки. Максимальная
толщина слоя прокладки 7—10 мм. Металлические петли (ушки)
изготовляют из проволоки диаметром 1,5 мм. Общую длину элас-
тичной тяги приспособления (резиновая тяга, соединительные
кожаные ремешки и металлические петли) определяют во время
примерки. Она должна быть такой, чтобы при максимальном сги-
бании стопы тяга была в свободном состоянии.
Ортопедическая обувь с двойной шнуровкой. Представляет со-
бой ботинки, к заднему внутреннему шву которых пристрочена
кожаная манжетка с четырьмя парами блочков. Манжетка нахо-
дится внутри ботинка и ее верхний край не выступает выше бер-
цев. В конструкции предусмотрен утолщенный язычок, к которому
пристрочена кожаная пластинка с 4—5 блочками, располагающи-
мися в сагиттальной плоскости. При надевании обуви манжетку
зашнуровывают так, чтобы блочки язычка оказались между ряда-
ми блочков манжетки. Шнуровку закрывают сверху вторым мяг-
ким язычком, после чего ботинки шнуруют. Положение стопы в
обуви зависит от плотности шнурования.
Ботинки с круговым жестким берцем — традиционный вид обуви
для отвисающей стопы. Ботинки изготовляют по берцовой или гип-
совой колодке. Жесткий берец устанавливают или между подклад-
кой и верхом обуви — внутризаготовочный (рис. 22.8, а), или так,
чтобы он непосредственно прилегал к стопе больного, — внезаго-
товочный (рис. 22.8, б).
Обувные ортопедические изделия. При отвисающей стопе мож-
но использовать два вида ортопедических изделий, помещаемых в
стандартную обувь. Оба изделия можно изготовлять на подбор с
индивидуализацией в момент их выдачи.
Рис. 22.8. Ботинки с круговым жестким берцем:
а — внутризаготовочным; б — внезаготовочным; 7 — подкладка; 2 — жесткая
деталь; 3 — материал верха
422
Рис. 22.9 Ортопедическое изделие
в виде башмачка для отвисающей
стопы:
1 — боковой карман; 2 — металличе-
ская пластинка; 3 — резиновая вставка;
4 — эластичные тяги; 5 — шнуровка
7-
Рис. 22.10. Ортопедическое изделие в
виде стельки для отвисающей стопы:
/ — стелька; 2 — карман; 3 — выкладка
внутреннего продольного свода; 4 —
карман; 5 — планшетка; 6 — боковые
стойки; 7 — манжетка; 8 — тяги
Первая конструкция ортопедического изделия (рис. 22.9) пред-
ставляет собой башмачок с открытой пяточной частью, выпол-
ненный из дублированной обувной ткани или кожи для верха обу-
ви. Башмачок имеет боковые карманы для размещения (по показа-
ниям) металлических пластинок, укрепляющих боковые стороны.
На задней поверхности изделия находится эластичная вставка из
бандажной резины, позволяющая регулировать объем обуви. Для
упругого удержания стопы в нормальном положении предусмотре-
ны две взаимноперекрещивающиеся эластичные тяги, которые по-
зволяют корригировать боковые отклонения стопы. Изделие кре-
пят на ноге шнуровкой.
Другое изделие (рис. 22.10) представляет собой ортопедическую
стельку с карманом для установки модуля выкладки продольных
сводов. Стелька соединена с манжеткой боковыми стойками. Бо-
ковые стойки имеют ряд карманов для размещения корсетных план-
шеток. Положение стопы в изделии регулируют натяжением тяг, а
фиксируют шнуровкой или застежкой велькро.
22.4. Обувь для полых стоп
При полой стопе назначение обуви зависит от степени фикси-
рованности деформации При нефиксированной полой стопе го-
ловка первой плюсневой кости при надавливании с подошвенной
423
стороны выводится до уровня остальных, а высота свода несколь-
ко уменьшается. При фиксированной полой стопе высота свода не
меняется, головка первой плюсневой кости не выводится, т. е. кор-
рекция невозможна.
При нефиксированной деформации требуются вкладные орто-
педические стельки. Межстелечный слой стелек выполняют без
выкладки сводов, с супинатором переднего и пронатором заднего
отделов, что противодействует фиксированию и прогрессирова-
нию деформации. Высоту этих элементов следует определять с по-
мощью мерных клиньев, которые в положении больного стоя под-
кладывают под внутренний край переднего и наружный край зад-
него отделов стопы.
При фиксированной деформации без боковых отклонений мож-
но использовать ортопедическую стельку, выполненную по орто-
педической колодке на стопу с полой деформацией. Стельку вкла-
дывают в стандартную обувь большой полноты, имеющую доста-
точно высокий задник.
Для стопы с фиксированной деформацией, сопровождающей-
ся приведением или варусной установкой переднего отдела сто-
пы, а также молоткообразными пальцами требуется ортопедиче-
ская обувь. Предпочтительными видами обуви являются туфли с
чересподъемным ремнем или на шнурках, полуботинки и ботин-
ки. Для выравнивания опорной поверхности в межстелечном слое
обуви должен быть пронатор переднего отдела, высоту которого
определяют индивидуально с помощью мерных клиньев. В зависи-
мости от размера опущения головки первой плюсневой кости вы-
сота пронатора может достигать 1,5 мм. Если имеется фиксирован-
ный варус пятки, пронатор пяточного отдела не применяют.
Полая стопа часто сочетается с другими деформациями, образуя
разнообразные патологические изменения: половарусные, поло-
вальгусные, эквино-полые, эквино-половарусные или полопяточ-
ные стопы. В этих случаях вид ортопедического изделия для боль-
ного определяется основной деформацией. При изготовлении обу-
ви необходимо включить корригирующие элементы основной и
сопутствующих ей деформаций. Так, при наиболее часто встреча-
ющейся варусной установке стопы применяют внутренний жест-
кий берец, вынос межстелечного слоя и каблука наружу. При со-
четании полой деформации с отвисанием или эквинусом стопы
устанавливают двусторонние жесткие берцы. После оперативного
лечения для полой стопы изготовляют ортопедические ботинки с
внутренними жесткими берцами, а также межстелечным слоем без
выкладки сводов с супинатором переднего и пронатором заднего
отделов.
Для изготовления обуви и вкладных ортопедических стелек на
взрослую стопу с полой деформацией применяют ортопедические
колодки, отличающиеся от стандартной специальным рельефом сле-
424
да (рис. 22.11). В колодке измене-
но расположение пучков, так как
при полой стопе внутренний пу-
чок наиболее часто располагает-
ся на расстоянии 0,71Д(по ГОСТ
3927—88 на уровне 0,73Д), на-
ружный — на расстоянии 0,66Д
(по ГОСТ 3927—88 на уровне
0,62Д). Таким образом, наружный
пучок перемещается к носку, а
внутренний, напротив, к пятке.
Особенностью рельефа следа
колодки является выборка под
уплощенную выкладку продоль-
ных сводов, которая начинает-
ся от расстояния 0,2D и продол-
жается до 0,64Д с внутренней
стороны и 0,59Д с наружной.
Наибольшую высоту выборки в
пяточной части, равную 10 мм,
делают на расстоянии 0,26Д Наи-
большая высота выборки под вы-
кладку внутреннего продольно-
го свода равна 18 мм для муж-
ских и 16 мм для женских коло-
0,59Д
0,64Д
0,66Д
0,71Д
Д
Рис. 22.11. Схема построения следа
колодки для полой стопы
док (исходного размера). Пяточную часть следа колодки делают
округлой, высота выпуклой части относительно грани колодки
равна 5 мм.
Такой рельеф стельки ортопедической обуви оказывает редрес-
сирующее (выпрямляющее) воздействие, способствует перераспре-
делению нагрузки по подошвенной поверхности стопы. С болез-
ненных головок плюсневых костей нагрузка частично переносится
на передний отдел пяточной кости.
Колодки подбирают и подгоняют по объемам и длине стопы,
указанным в заказе. При болезненных натоптышах делают набивки
по следу колодки соответственно местам, которые необходимо раз-
грузить. Если требуется поднять носочную часть обуви при молот-
кообразных пальцах, набивки выполняют в носочной части ко-
лодки. Для коррекции нефиксированного варусного положения
пяточного отдела стопы необходим пронатор пятки. Для этого на-
бивки располагают по внутреннему краю пяточной части колодки.
При тяжелых степенях деформации, когда невозможно подогнать
форму колодки к форме стопы, ортопедическую обувь изготовля-
ют по слепку. Для заготовки верха обуви используют кожу хромо-
вого дубления, при молоткообразных пальцах — шевро, эластич-
ные кожи.
425
Вкладную стельку изготовляют из шорно-седельной юфти. Меж-
стелечный слой предпочтительно выполнять комбинированным:
нижний слой — из коры пробкового дуба, верхний слой — из
эластичного материала, что уменьшает болезненность натоптышей.
Для облегчения переката через передний отдел стопы формируют
опорную площадку искусственного переката. Передняя ее граница
совпадает с линией пучков, а задняя, параллельная первой, рас-
положена на расстоянии 25 — 30 мм.
Если больные отмечают неприятные ощущения за головками плю-
сневых костей или в области переднего отдела пяточной кости, то
высоту пробки на этих участках подгоняют индивидуально. Если
имеется укорочение стопы, устанавливают искусственный носок.
22.5. Обувь для пяточных стоп
Выбор конструкции ортопедического изделия на пяточную стопу
зависит от выраженности пареза мышц-сгибателей стопы, степе-
ни фиксированности деформации, а также от ее сочетания с бо-
ковыми отклонениями стопы или укорочением конечности. Ос-
новные сведения по назначению ортопедической обуви приведе-
ны в табл. 22.3.
Таблица 22.3
Основные конструктивные элементы и виды ортопедической обуви
на пяточную стопу
Вид поражения нижней конечности Конструкция заготовки верха обуви Специальные детали
Легкий парез икро- ножной мышцы и мышц-сгибателей стопы и пальцев (нефиксированная пяточная стопа) Тяжелый парез икро- ножной мышцы, сги- бателей стопы и паль- цев Сочетание пяточной стопы с боковыми от- клонениями ее отде- лов Ботинки с двусторон- ними жесткими берца- ми или с тыльными металлическими пла- стинками Ботинки с боковыми пластинками, располо- женными внутри или вне заготовки верха Назначают исходя из основной деформации Косок или клиновид- ная пробка с углуб- ленной пяточной ча- стью и вынесенной назад пробкой Обратный косок с уг- лубленной пяточной частью и выносом пробки назад Косок или клиновид- ная пробка, обратный косок с выносом нару- жу, внутрь или назад, с супинатором или пронатором, углублен- ной пяточной частью
426
При легком парезе икроножной мышцы и мышц-сгибателей
пальцев стопы, как правило, наблюдается нефиксированная пяточ-
ная стопа. В этих случаях стопе следует придать в обуви эквинусное
положение, что достигается увеличением высоты каблука или ус-
тановкой коска. Высота коска может колебаться от 10 до 25 мм в
зависимости от возможности пассивного выведения стопы из пя-
точного положения в эквинусное. Ограничение разгибания стопы
обеспечивается обувью с жесткими берцами или тыльными метал-
лическими пластинками.
При более тяжелых поражениях икроножной мышцы и парезе
других мышц-сгибателей стопы и пальцев, а также после опера-
тивного лечения пяточной стопы применяют конструкции верха
обуви с боковыми металлическими пластинками, установленными
внутри или вне заготовки верха. Указанные разновидности орто-
педической обуви обладают усиленными свойствами ограничения
тыльного сгибания. Тяжелая степень поражения чаще приводит к
формированию частично фиксированной или фиксированной пя-
точной стопы. При этом стопа пассивно выводится лишь до сред-
него положения или остается в состоянии разгибания. Для исправ-
ления положения используют обувь с межстелечным слоем в виде
обратного коска с пучковым перекатом.
При построении межстелечного слоя центр пяточной части уг-
лубляют на 3 —5 мм и выносят пробку назад на 5—10 мм. При
боковых отклонениях стопы устанавливают супинатор или прона-
тор, а также выносят пробку внутрь или наружу.
Разницу между длиной деформированной и здоровой стоп ком-
пенсируют пробковым носком, для чего длину ботинка на дефор-
мированную ногу уменьшают на 5 —15 мм по сравнению с длиной
ботинка на здоровую ногу. Уко-
рочение деформированной ко-
нечности до 25 мм компенсиру-
ют коском, а более 25 мм — кли-
новидной пробкой с учетом не-
обходимого эквинуса.
В конструкции обуви преду-
сматривают специальные метал-
лические пластинки (рис. 22.12).
Колодки подгоняют и изготов-
ляют межстелечные слои в соот-
ветствии с медицинским назна-
чением и снятыми размерами.
Кроме того, снимают контуры
стопы и голени, на которых по-
казывают расположение метал-
лических пластинок. В последу-
ющем контуры пластинок пере-
Рис. 22.12. Схема расположения меж-
стелечного слоя и металлических
пластинок:
1 — боковой; 2 — тыльной
427
носят на колодку с прикрепленным межстелечным слоем. При этом
следует учитывать, что верхние концы пластинок должны быть
ниже канта готовой обуви на 6 — 8 мм.
Затем изготовляют бумажные модели, причем для установки
тыльных пластинок можно использовать карман в заготовке верха.
По полученным моделям из стальной ленты шириной 25 — 30 мм
и толщиной 0,6 —0,8 мм вырезают пластинки шириной 8—10 мм.
Острые края и неровности пластинок опиливают. После этого тыль-
ные и боковые пластинки подгоняют (выгибают в холодном со-
стоянии) по колодке и межстелечному слою.
Ботинки с тыльными металлическими пластинками (рис. 22.13).
Для такой обуви используют конструкцию заготовки верха с на-
строчными берцами. Пластинки помещают в специальные карма-
ны на заготовке верха, расположенные с обеих сторон между рас-
ширенным на 17—18 мм подблочным ремнем и ее подкладкой.
Подблочный ремень пристрачивают к подкладке двумя строчками
параллельно переднему краю берцев. Одна строчка расположена
на расстоянии 18 — 20 мм от наружного края подблочного ремня,
вторая проходит по его внутреннему краю.
Чтобы избежать сползания пластинок в носочную часть обуви
(ниже первой пары блочков), глубина кармана должна быть огра-
ничена строчкой. Штаферку укорачивают на ширину подблочного
ремня.
Кант заготовки верха прострачивают, исключая места над кар-
манами. Эти участки прошивают после примерки обуви.
Рис. 22.14. Ботинок с боковыми ме-
таллическими пластинками:
1 — металлическая пластинка; 2 — че-
хол
Рис. 22.13. Ботинок с тыльными ме-
таллическими пластинками:
1 — карман; 2 — заготовка верха; 3 —
подблочный ремень; 4 — тыльная пла-
стинка; 5 — строчка; 6 — штаферка
428
Ботинки с боковыми металлическими пластинками внутри заго-
товки верха. Пластинки располагают на переднебоковой поверхно-
сти голени (рис. 22.14).
На расстоянии 6 — 8 мм от нижнего конца пластинки просвер-
ливают отверстие диаметром 1 мм. Нижний край пластинки дли-
ной 15 — 20 мм загибают на геленочную часть стельки за подблоч-
ным ремнем. После затяжки пяточно-геленочной части заготовки
верха и носочной части подкладки затяжную кромку в геленочной
части отделяют и материал верха заготовки слегка оттягивают от
подкладки. Затем между верхом и подкладкой заготовки вставляют
пластинку. Нижний конец пластинки должен располагаться в се-
редине геленочной части межстелечного слоя или несколько впе-
реди и прикреплен ручным тексом. Верхний конец пластинки дол-
жен быть максимально приближен к подблочному ремню.
После примерки обуви непрошитый участок заготовки прома-
зывают клеем и склеивают с карманом для пластинки.
Ботинки с боковыми металлическими пластинками, расположен-
ными вне заготовки (рис. 22.15). Верхние концы пластинок соеди-
няют с мягкой съемной манжеткой, надеваемой на голень над ло-
дыжками, а нижние концы отгибают и прикрепляют к металли-
ческому теленку. Металлический теленок подгоняют по форме к
нижней поверхности межстелечного слоя и врезают заподлицо. Пла-
стинки должны располагаться симметрично.
Манжетку шириной 30 — 40 мм изготовляют из кожи одинако-
вого цвета с заготовкой верха обуви. Манжетку крепят на голени
лентой велькро.
Межстелечный слой с прикрепленными металлическими плас-
тинками должен легко извле-
каться из обуви. Заготовку верха
затягивают на колодку после
оклеивания пластинок подкла-
дочной кожей и надевания на
верхние концы пластинок ман-
жетки, которые должны быть
закреплены. Верхний край заго-
товки верха при затяжке должен
располагаться на 3 — 8 мм выше
края манжетки.
При снятии обуви с колод-
ки, а также перед ее надевани-
ем манжетку нужно снять. Ме-
таллический каркас, соединен-
ный с межстелечным слоем и
манжеткой, можно использовать
как вкладное приспособление в
стандартную обувь.
Рис. 22.15. Крепление боковой пла-
стинки, расположенной вне заготов-
ки верха:
7 — пластинка; 2 — манжетка; 3 — меж-
стелечный слой; 4 — металлический те-
ленок
429
22.6. Обувь для эквинусных (конских) стоп
Выбор конструкции ортопедического изделия при эквинусной
стопе, которая, как правило, образуется вследствие спастическо-
го паралича, определяется выраженностью и степенью фиксиро-
ванности деформации, а также сочетанием эквинуса с боковыми
отклонениями стопы или укорочением конечности (табл. 22.4).
Выраженность эквинуса определяют приподнятостью пяточно-
го отдела стопы над плоскостью опоры и уровнем спастичности мышц
голени. Различают легкий (приподнятость 0,5—3 см), умеренно
выраженный (приподнятость 3 — 5 см) и резко выраженный экви-
нус (более 5 см). Каждую разновидность эквинуса по степени фик-
сированности деформации подразделяют на нефиксированный
(патологическая установка) и фиксированный.
Таблица 22.4
Конструктивные элементы ортопедической обуви при эквинусной стопе
Характер эквинуса Детали заготовки Межстелечный слой
Нефиксированный:
легкий Одно- или двусторон- ний жесткий берец, фигурный наружный жесткий задник со специальными мягки- ми деталями Выкладка продольных сводов, углубленная пяточная часть
умеренно выра- женный Двусторонний жест- кий берец, наружный жесткий задник, про- дленный до пучков и переходящий в черес- подъемный ремень То же
резко выраженный Круговой жесткий бе- рец, металлические шины »
Фиксированный:
легкий Жесткие при боко- вых отклонениях стопы Косок
умеренно выра- женный То же Косок, клиновидная пробка
резко выраженный » Клиновидная пробка, искусственный носок
430
Межстелечный слой в ортопедической обуви для стопы с не-
фиксированным эквинусом выполняют в виде выкладки про-
дольных сводов с углубленной пяточной частью. При фиксиро-
ванном эквинусе требуется межстелечный слой в виде коска или
клиновидной пробки с искусственным носком, которые увеличи-
вают площадь опоры стопы. При нефиксированном эквинусе лег-
кой или умеренной степени выраженности в заготовке верха орто-
педической обуви используют одно- или двусторонние жесткие
берцы.
Усовершенствованные конструкции верха ортопедической обу-
ви для детей ясельного и дошкольного возраста с легким или уме-
ренно выраженным нефиксированным эквинусом имеют наруж-
ные жесткие и специальные мягкие детали. Обувь используют для
стопы с легким эквинусом, она имеет наружный фигурный жест-
кий задник и три пары тяг. Последние могут застегиваться с рав-
номерным или неравномерным натяжением.
Фиксация стопы детей с умеренно выраженным эквинусом мо-
жет быть достигнута в ортопедической обуви с наружным жестким
задником, продленным до линии пучков и переходящим в черес-
подъемный ремень.
Есчи эквинус стопы не сочетается с переразгибанием коленно-
го сустава, ортопедическая обувь с верхом любой конструкции
должна быть выполнена без каблука. Для облегчения ходьбы подошву
бескаблучной обуви изготовляют с искусственными носочными и
пяточными перекатами.
Нередко эквинус сопровождается боковыми отклонениями сто-
пы, что требует установки в обуви дополнительных ортопедиче-
ских элементов: пронатора или супинатора, пробки, вынесенной
наружу или внутрь.
При резко выраженном эквинусе стопы и подвывихах в голено-
стопном суставе обувь с жесткими берцами не всегда выполняет
фиксирующую функцию и не удерживает стопу в положении, близ-
ком к среднему. Жесткие берцы быстро ломаются, поэтому для
усиления фиксирующих свойств в обувь вставляют металлические
шины.
Сочетание эквинуса стопы с укороченной конечностью требу-
ет соблюдения следующих рекомендаций. Укорочение конечности
при нефиксированном эквинусе компенсируют пробкой. Для де-
тей это назначение обязательно. Если анатомическое укорочение
конечности превышает ее функциональное удлинение за счет фик-
сированного эквинуса, то косок или клиновидную пробку уста-
навливают в обувь для больной ноги. Если функциональное удли-
нение конечности за счет эквинуса превышает ее анатомическое
укорочение, элементы, компенсирующие укорочение, устанавли-
вают в обувь для здоровой ноги. То же назначение показано и при
отсутствии укорочения со стороны деформации.
431
Ортопедическую обувь для стопы с эквинусом изготовляют на
берцовых колодках (с трубкой) или на колодках, предназначен-
ных для обуви с укороченной стопой.
Если эквинус резко выраженный, обувь изготовляют на гипсо-
вой колодке. Для производства детской обуви рекомендуются спе-
циальные бескаблучные ортопедические колодки с плоским релье-
фом следа. Объемы таких колодок соответствуют объемам стан-
дартных колодок первой полноты ясельной группы.
Ботинки с фигурным наружным жестким задником и тремя пара-
ми тяг. Особенностями конструкции является наружный жесткий
задник с вертикальными строчками с каждой стороны заднего шва
заготовки верха, образующими карманы.
Тяги 1 (рис. 22.16, а) прикреплены с внутренней стороны заго-
товки, а пряжки 2 — с наружной стороны каждой полупары сим-
метрично тягам. Причем первые тяги крепят на линии пучков, вто-
рые — на уровне голеностопного сустава, а третьи — на линии
верхнего края жесткого задника 3.
При легком эквинусе удержание стопы достигается или закреп-
лением второй тяги на второй пряжке по типу чересподъемного
ремня, или фиксацией всех тяг на пряжках крест-накрест с равно-
Рис. 22.16. Ботинки с фигурным наружным жестким задником и парами тяг:
а — тремя; б — одной; в, г — двумя; / — тяги: 2 — пряжки; 3 — наружный жесткий
задник, 4 — карман
432
мерным натяжением (рис. 22.16, а, б). При сочетании эквинуса с
вальгусом стопы в дополнение ко второй тяге, закрепленной на
второй пряжке в виде чересподъемного ремня, с усиленным натя-
жением крепят первую тягу на третью пряжку, в результате чего
внутренний край подошвы приподнимается, что противодейству-
ет вальгусу стопы (рис. 22.16, в). При сочетании эквинуса с вару-
сом стопы в дополнение ко второй тяге, закрепленной на второй
пряжке в виде чересподъемного ремня, с усиленным натяжением
крепят третью тягу к первой пряжке, в результате чего приподни-
мается наружный край подошвы, что противодействует варусу сто-
пы (рис. 22.16, г).
Данные конструкции обуви можно изготовлять для детей, как
на подбор с последующим вложением в нее ортопедических сте-
лек, выполненных на основе базового модуля ОС-39Д, и модулей
межстелечных слоев, так и на индивидуальной колодке.
Ботинки с наружным жестким задником. Особенностью конструк-
ции, предназначенной для детей, является наружный жесткий зад-
ник, который продлен до линии пучков и на тыле стопы плавно
переходит в чересподъемный ремень с застежкой велькро (рис. 22.17).
Ортопедическая обувь с металлическими шинами. Обувь изготов-
ляют как на стандартных, так и на ортопедических колодках. Ор-
топедические колодки используют для обуви, имеющей кроме
металлических шин и другие специальные детали. Чаще всего ме-
таллические шины устанавливают в ботинки, реже — в полубо-
тинки и туфли.
По конструкции металлические шины подразделяют на одно-
и двусторонние, бесшарнирные и с голеностопным шарниром
(рис. 22.18). Голеностопный шар-
нир может быть накладной или
прорубной, ограничивающий и
не ограничивающий подвижность
в голеностопном суставе.
Металлические шины можно
располагать с наружной и внут-
ренней сторон или только с на-
ружной.
Применяют внешний, внут-
ренний, комбинированный спо-
собы крепления шин в обуви. При
внешнем способе шины прикреп-
ляют к каблуку обуви винтами
или заклепками. Однако при зна-
чительных нагрузках, направлен-
ных на отрыв каблука, такое креп-
ление недостаточно, так как вы-
зывает разрушение каблука и рас-
Рис. 22.17. Ботинок с наружным же-
стким задником:
/ — застежка велькро; 2— чересподъем-
ный (притяжной) ремень; 3 — задник;
433
Рис. 22.18. Обувь с металлическими шинами:
а — наружная бесшарнирная односторонняя; б — двусторонняя с голеностопным
шарниром; 1 ~ шины; 2 — полукольцо; 3 — притяжной ремень
шатывание шин. Более распространено крепление шин к металли-
ческому теленку, который, в свою очередь, прикрепляют к основ-
ной стельке (рис. 22.19). В обуви с коском или пробкой высотой
более 50 мм шины дополнительно крепят щиколоточным винтом
(стяжкой) диаметром 5 — 6 мм, проходящим через шину и косок.
В обуви с двусторонними шинами одну из шин просверливают
насквозь, на второй нарезают резьбу под винт. Одностороннюю
шину закрепляют на внешней стороне ботинка винтом с шайбой.
В ботинках на пробке высотой более 100 мм как двусторонние, так
и односторонние шины соединяют с пробкой двумя параллельно
расположенными винтами на расстоянии 50 — 60 мм.
В ботинках с деревянным двойным следом допускается соеди-
нение шин со щиколоточной частью двумя стяжками без непо-
средственного крепления к стельке или подошве.
В верхней части парные шины соединяют стальным полуколь-
цом, которое затем обшивают кожаной манжеткой. Для односто-
ронних шин полукольцо необязательно.
В шарнирных шинах, неподвижно прикрепленных к низу обу-
ви, шарнир устанавливают ниже лодыжек (рис. 22.20). Такие шины
имеют изгиб для лодыжек и они удобно подгоняются к нижнебер-
цовой части обуви.
Шины в обуви должны быть правильно расположены, т.е. про-
ходить по средним отвесным линиям голени (наружной и внут-
ренней) и ее боковым поверхностям, не вдавливаясь в кожные
434
Рис. 22.20. Металлическая шина с из
гибом для лодыжки:
1 — шина; 2 — полукольцо
Рис. 22.19. Крепление металлических
шин к теленку:
7 — полукольцо; 2 — двусторонние ши-
ны; 3 — металлический теленок; 4— ос-
новная стелька
Рис. 22.21. Обувь с тягами 7 и шар-
нирными металлическими шинами 2
435
покровы, особенно на уровне лодыжек. Оба шарнира должны рас-
полагаться на одном горизонтальном уровне. При односторонней
шине ее плотное прилегание к боковой поверхности голени не-
обязательно. В обуви с односторонней шиной и притяжным рем-
нем шина не должна повторять форму боковой поверхности голе-
ни, а должна быть прямой и достаточно жесткой.
Ботинки с шинами, расположенными выше коленного суста-
ва, могут быть дополнены коленным шарниром с замком или без
него, сиденьем или металлическим вертлугом. Конструкция по-
добного рода представляет собой соединенные в одно целое фикси-
рующий аппарат с ортопедической обувью.
Обувь с шарнирными шинами может быть дополнена резино-
выми тягами и пружинами (рис. 22.21), которые удерживают шар-
ниры в заданном положении и в то же время не ограничивают его
движение.
В настоящее время обувь с металлическими шинами использу-
ют редко из-за трудности ее изготовления, малой функциональ-
ности и значительной массы шин.
СПИСОК ЛИТЕРАТУРЫ
Браим И. Культура делового общения. — Минск.: ИП Экоперспектива,
2000.
Винтензон А. С., Морейнис И.Ш. Теоретические основы построения
протезов нижних конечностей и коррекции движения / Под ред. Б. С. Фар-
бера. Кн. 2. - М.: ЦНИИПП, 1994.
Горелова И. К., Аржанникова Е.Е., Иванов Р.А. Конструирование и
технология ортопедической обуви / Под ред. Е. Е. Аржанниковой. — СПб.:
ВНИИТ им. Б. Е. Веденеева, 1996.
Жуков Ю.В. Производство в легкой промышленности в июле —ок-
тябре 2000 г. // Кожевенно-обувная промышленность. — 2001. — № 1.-
С. 27.
Испирян Г.П., Чмелев В. С. Организация, планирование и управление
предприятием легкой промышленности. — М.: Легкая и пишевая про-
мышленность, 1974.
Каталог Gotz / Ремонт обуви и ортопедия, 1994.
Костылева В. В., АвенисоваА.А. Клинико-физиологические и биомеха-
нические особенности ампутационных дефектов стоп: Учеб, пособие. —
М.: МГУДТ, 2002.
Костылева В. В.. Максимова И. А. Анализ конструкций малосложной
ортопедической обуви и лечебно-профилактических приспособлений:
Учебное пособие. — М.: МГУДТ, 2001.
Кузин Ф.А. Культура делового общения. — М.: Ось-89, 2000.
Любич М. Г., Тер-Саакова О. А. Ремонт обуви: Справочник / Под обшей
ред. Т.Л. Ипатьевой. — М.: Легкая индустрия, 1974.
Максимова И. В.. Костылева Ю.В.. Чукашев В. С. Классификация ор-
топедических колодок// Кожевенно-обувная промышленность. — 2000. —
№2.- С. 20-22.
Михеева И.М. Посткризисное развитие российского рынка обуви: Ре-
зультаты исследований, новые тенденции // Кожевенно-обувная промыш-
ленность. - 2000. - № 1. — С. 12 — 14.
Палицкий А.Я., Дейч М.М. Изготовление обуви по индивидуальным
заказам. — М.: Легпромбытиздат, 1990.
Практикум по технологии изделий из кожи / В.Л.Раяцкас, И.И.Лю-
кайтис, С-А.С. Ротаутас и др. — М.: Легкая и пищевая промышленность,
1981.
Раяикас В.Л.. Нестеров В.П. Технология изделий из кожи: В 2 ч / Под
ред. В.А.Фукина — М.: Легпромбытиздат, 1988.
Справочник обувщика: Проектирование обуви, материалы / Под ред.
д-ра техн, наук А. Н. Калиты. — М.: Легпромбытиздат, 1988.
437
Справочник обувщика: Технология / Е. Я. Михеева, Г. А. Мореходов,
Т. П. Швецова и др. — М.: Легпромбытиздат, 1989.
Справочник обувщика / Под ред. И.И.Стешова. — Т. 3. — М.: Легкая
индустрия, 1972.
Стреляев В. С., Углов В. А. Организация, планирование и управление
предприятиями текстильной и легкой промышленности: Учебник для
вузов / Под ред. В.С.Стреляева — М.: Легпромбытиздат, 1994.
Технология изделий из кожи / Ю.П.Зыбин, Д.И.Анохин, Ю.М.Гвоз-
дев и др. — М.: Легкая индустрия, 1975.
Б1БЛ1ЯТЭКА
Т-^хнд плгБСК1 ДЗЯРЖАУНЫ
ОГЛАВЛЕНИЕ
Введение..........................................................3
Раздел I. ОСНОВЫ ИЗГОТОВЛЕНИЯ ОБУВИ...............................4
Глава 1. История развития обуви...................................4
1.1. Возникновение обуви и развитие ее конструкций............4
1.2. Виды обуви..............................................15
1.3. Термины и определения процесса производства обуви.......16
Глава 2. Инструменты, приспособления и оборудование..............18
2.1. Ручной инструмент.......................................19
2.1.1. Режущий инструмент.................................19
2.1.2. Инструмент для вытяжки и околачивания деталей
обуви...............................................23
2.1.3. Полировочный инструмент............................25
2.1.4. Вспомогательный инструмент.........................27
2.2. Средства малой механизации..............................28
2.3. Оборудование для изготовления и ремонта обуви...........36
2.3.1. Оборудование для вырубания и обработки деталей
низа обуви..........................................36
2.3.2. Оборудование для раскроя и обработки деталей
верха обуви .........................................38
2.3.3. Оборудование для сборки и ремонта заготовок верха
обуви................................................42
2.3.4. Оборудование для сборки, отделки и ремонта обуви.46
Глава 3. Анатомия и физиология нижних конечностей человека.......52
3.1. Анатомическое строение и функции стопы..................52
3.2. Размеры стопы и голени. Способы их измерения............61
3.3. Патологии и дефекты стопы...............................68
3.4. Протезирование нижних конечностей.......................75
Глава 4. Классификация обуви и ее конструктивная характеристика .87
4.1. Классификация обуви.....................................87
4.2. Детали верха и низа обуви...............................95
4.3. Конструкции заготовок верха обуви.......................99
4.4. Классификация каблуков.................................104
Глава 5. Обувные колодки........................................107
5.1. Классификация колодок..................................107
439
5.2. Конструкции колодок и условия их эксплуатации.....112
5.3. Ортопедическая колодка............................119
5.4. Подбор и подгонка колодок.........................121
Глава 6. Организация, охрана и гигиена труда...............124
6.1. Характеристика предприятия........................124
6.2. Организационно-правовые формы предпринимательства.125
6.3. Организация и планирование производства...........127
6.4. Прием и выдача заказов............................132
6.5. Культура обслуживания и элементы делового общения.135
6.6. Охрана труда на предприятиях......................141
6.7. Охрана прирдды....................................145
Раздел II. ТЕХНОЛОГИЯ ИНДИВИДУАЛЬНОГО
ИЗГОТОВЛЕНИЯ ОБУВИ....................................... 147
Глава 7. Раскрой и разруб материалов на детали обуви.......147
7.1. Требования к деталям верха........................147
7.2. Требования к деталям низа.........................153
7.3. Факторы, определяющие рациональное использование
материалов.............................................155
7.4. Разруб материалов на детали низа обуви............159
7.5. Раскрой материалов на детали верха обуви .........165
7.6. Особенности ручного раскроя материалов............169
7.7. Дефекты раскроя и разруба материалов..............170
Глава 8. Обработка деталей обуви...........................171
8.1. Механизированная обработка деталей низа обуви.....171
8.2. Обработка деталей низа для ручного способа изготов-
ления обуви............................................177
8.3. Обработка деталей верха обуви.....................182
8.4. Дефекты обработки деталей верха обуви.............189
Глава 9. Сборка заготовок верха обуви......................190
9.1. Методы соединения деталей верха обуви.............190
9.2. Швы, соединяющие детали заготовки верха обуви.....193
9.3. Технологические нормативы сборки заготовок верха
обуви..................................................204
9.4. Дефекты сборки заготовок верха обуви..............207
Глава 10. Формование заготовок верха обуви.................208
10.1. Классификация способов формования.................208
10.2. Операции, предшествующие формованию...............212
10.3. Формование заготовок верха обуви обтяжно-затяжным
ручным способом.........................................214
10.4. Фиксация формы заготовки верха обуви на колодке...220
10.5. Дефекты формования заготовок верха обуви..........222
Глава 11. Прикрепление деталей низа обуви..................223
11.1. Подготовка следа обуви к прикреплению подошв......223
440
11.2. Механические методы крепления..................... 226
11.3. Химические методы крепления.........................236
11.4. Комбинированные методы крепления....................239
11.5. Прикрепление каблуков и набоек......................246
11.6. Дефекты прикрепления низа к верху обуви.............253
Глава 12. Отделка обуви......................................255
12.1. Способы отделки.....................................255
12.2. Отделка низа обуви..................................256
12.3. Отделка верха обуви ................................261
12.4. Завершающие операции................................265
12.5. Дефекты отделки обуви...............................266
12.6. Стандартизация, сертификация и контроль качества
готовой обуви.............................................268
Р а з д е л III. ТЕХНОЛОГИЯ РЕМОНТА ОБУВИ....................276
Глава 13. Общие сведения о ремонте...........................276
13.1. Термины и определения...............................276
13.2. Виды ремонта........................................277
13.3. Износ обуви.........................................278
Глава 14. Ремонт деталей верха и подкладки обуви.............282
14.1. Ремонт наружных деталей верха обуви.................282
14.2. Ремонт подкладки....................................289
14.3. Замена деталей верха и подкладки....................290
14.4. Изменение формы и размеров обуви....................297
14.5. Замена и установка фурнитуры и украшений............302
Глава 15. Ремонт низа обуви..................................303
15.1. Виды работ..........................................303
15.2. Технология ремонта подошв обуви гвоздевого и дере-
вянно-шпилечного методов крепления........................305
15.2.1. Восстановление крепления подошв...............305
15.2.2. Замена подошв.................................306
15.3. Технология ремонта подошв и ранта обуви ниточных
методов крепления.........................................308
15.3.1. Восстановление ниточного крепления подошв.....308
15.3.2. Восстановление крепления ранта................312
15.3.3. Замена подошв и ранта.........................313
15.4. Технология ремонта подошв обуви клеевого метода
крепления.................................................323
15.4.1. Восстановление крепления подошв...............323
15.4.2. Замена подошв.................................324
Глава 16. Ремонт каблуков и набоек...........................331
16.1. Факторы, влияющие на прочность крепления каблуков...331
16.2. Ремонт каблуков и набоек............................332
16.3. Замена каблуков.....................................339
441
Глава 17. Реставрация кожаной обуви.........................345
17.1. Виды работ.........................................345
17.1.1. Обновление обуви ............................346
17.1.2. Облагораживание и восстановление формы обуви....347
17.2. Технология обновления обуви........................349
17.3. Технология облагораживания внешнего вида и восстанов-
ления формы обуви........................................354
Глава 18. Ремонт резиновой и валяной обуви..................358
18.1. Классификация резиновой и валяной обуви............358
18.2. Ремонт резиновой обуви.............................360
18.2.1. Метод горячей вулканизации в пресс-формах....360
18.2.2. Метод горячей вулканизации в котлах..........361
18.2.3. Холодный метод...............................362
18.3. Ремонт валяной обуви...............................363
18.3.1. Пришивной метод..............................363
18.3.2. Клеевой метод ...............................365
18.3.3. Метод горячей вулканизации в пресс-формах....366
Разд ел IV. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОРТОПЕДИЧЕСКОЙ ОБУВИ........................................367
Глава 19. Детали и приспособления ортопедической обуви......367
19.1. Термины и определения..............................367
19.2. Детали ортопедической обуви .......................369
19.3. Ортопедические устройства..........................379
Глава 20. Вкладные приспособления в обувь для стоп
с плоскостопием.............................................384
20.1. Межстелечные слои..................................386
20.2. Ортопедические стельки и полустельки при плоскостопии.389
20.3. Ортопедические изделия для стопы с распластанностью
переднего отдела.........................................391
20.4. Ортопедические изделия для детей...................393
Глава 21. Малосложная ортопедическая обувь..................396
21.1. Обувь для укороченных конечностей..................396
21.2. Обувь для стоп с косолапостью......................402
Глава 22. Сложная ортопедическая обувь......................408
22.1. Особенности изготовления...........................408
22.2. Обувь для стоп с культей ..........................413
22.3. Обувь для отвисающих стоп..........................419
22.4. Обувь для полых с гоп .............................423
22.5. Обувь для пяточных стоп............................426
22.6. Обувь для эквинусных (конских) стоп................430
Список литературы...........................................437
Учебное издание
Леденёва Ирина Николаевна
Индивидуальное изготовление и ремонт обуви
Учебник
Редактор Л. В. Ермакова
Технический редактор О. С. Александрова
Компьютерная верстка Н.Н.Лопашова
Корректоры Л. А. Котова, Н. С. Потемкина
Диапозитивы предоставлены издательством
Изд. № A-862-I/1. Подписано в печать 30.09.2004. Формат 60x90/16.
Гарнитура «Таймс». Печать офсетная. Бумага тип. № 2. Усл. печ. л. 28,0.
Тираж 30000 экз. (1-й завод 1—8000 экз.). Заказ № 13964 .
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20.07.2004
117342. Москва, ул. Бутлерова, 17-Б, к. 328. Тел./факс: (095)330-1092, 334-8337
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.