/


































































































































































































Text
В книге описан один из наиболее прогрессивных
методов обработки отверстий без снятия стружки—
дорнование; рассматриваются вопросы влияния ма-
териала детали на раепределение напряжений, вели-
чины натяга—па чистоту и тяговое усилие, предва-
рительной обработки отверстий па режимы дорнова-
ния; даны теоретические зависимости для определения
тяговых усилий, деформаций и остаточных напря-
жений при дорновании; показано влияние геометрии
инструмента на качество обработанной поверхности;
на основании теоретических и экспериментальных
данных, а также обобщения опыта отечественных
заводов приведены рекомендации по выбору опти-
мальной формы дорна, режимов дернования и смазки.
Книга предназначена для инженерно-технических
работников машиностроительных заводов, а также
для научных работников и студентов втузов.
Обсуждена и одобрена на совместном заседании
лаборатории резания ЧТЗ и отдела обработки металлов резанием
Челябинского IIИИТЕХМ.ЛШЛ
Редактор канд. техн, наук В. Н. Калачников
УРАЛО-СИБИРСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Ведущий редактор инж. Л. //. Делюкин
MABA 1
СУЩНОСТЬ ПРОЦЕССА ДОРНОВАНИЯ ОТВЕРСТИИ
В большинстве случаев практики точная обработка цилиндри-
ческого отверстия оказывается более сложной, чем обработка
нар\жной цилиндрической поверхности. Это обстоятельство учи-
тывается системой допусков и посадок ОСТ, где в классах повышен-
ной точности при одном и том же номинальном диаметре допуск
на обработку отверстия примерно в 1,5 раза больше допуска на
обработку вала. Обычно при обточке и шлифовке наружных цнлинд
рических поверхностей можно без особых трудностей достигнуть
точности в 1,5—2 раза большей, чем при аналогичной обработке
отверстий. Это объясняется тем, что при обработке наружных по-
верхностей почти всегда имеется возможность жестко закрепить
деталь и режущий инструмент.
При обработке отверстий, в связи с ограниченностью рабочего
пространства в отверстии, приходится уменьшать размеры попе-
речного сечения режущего инструмента, т. е. снижать его жест-
кость и допускать появление вибраций в процессе резания, При
обработке отверстии многолезвийными инструментами (сверлами,
зенкерами, протяжками, развертками), кроме того часто наблю-
дается увод инструмента от геометрической оси детали. Наконец,
обработка отверстий осложняется плохими условиями вывода
стружки. Особенно большие трудности возникают при обработке
глубоких отверстий. Даже протяжки, широко применяемые для
этой цели, не обеспечивают достаточной чистоты поверхности.
В связи с этим для точной обработки отверстий выгоднее приме
пять дернование.
Этим методом могут быть частично устранены конусность и
овальность отверстия. Дорнование производится без применения
доводочных и полирующих материалов, поэтому в поверхность
не вдавливаются вредные для эксплуатации деталей абразивные
зерна. Упрочнение поверхности отверстия благотворно сказывается
на ее эксплуатационных свойствах. Данные практики и исследо
ваний показывают, что обработанная дорнованием деталь имеет
большую износостойкость и прочность.
При дорновании инструмент (дерн-) проталкивается (протяги-
вается) через обрабатываемое отверстие, имеющее несколько мень-
шие размеры по сравнению с размером самого инструмента. При
этом диаметр отверстия увеличивается за счет пластических дефор-
маций, а обрабатываемый слой металла в отверстии упрочняется,
поверхностные неровности выравниваются и поверхность отвер-
стия получается весьма гладкой.
I. ВЛИЯН11Г Упрочняющей ОБРАБОТКИ j
НА ЭКСПЛУАТАЦИОННЫЕ КАЧЕСТВА ДЕТАЛЕЙ
Многие детали работают под воздействием значительных дина-
мических нагрузок и находятся часто в довольно сильных окисляю-
щих средах. Поэтому методы обработки деталей упрочняюше-ка-
либрующими инструментами приобретают особое значение.
При применении этих методов в результате давления инстру-
мента на металл микронеровности и волнистость исходной поверх-
ности сглаживаются, улучшается чистота и увеличивается точ-
ность обработки. Детали, обработанные методами давления, хоро-
шо сопря! аются по различным посадкам, обеспечивая высокую
точность соединения.
Достижение высоких классов чистоты поверхности (8 класса
и выше) обработкой резанием связано с введением в технологиче-
ский процесс сложных и трудоемких операций доводки, хонинго-
вания или тонкого шлифования, получение же 7—8 класса чистоты
точением связано с ничтожной стойкостью резца [13].
Способы чистовой обработки давлением сравнительно просто
обеспечивают высокую чистоту поверхности. В основе их лежат
пластические деформации металла, которые сопровождаются сгла-
живанием микронеровностей, в результате чего образуется глад-
кая и чистая поверхность.
Сравнение различных способов обработки отверстий показы-
вает, что даже тонкое растачивание, развертывание и протягива-
ние не позволяют получить чистоту поверхности выше 7—8 класса.
Совместная притирка сопряженных деталей, доводка и хонинго-
вание, обеспечивая 8—12 класс чистоты, являются процессами ма-
лопроизводительными и несовершенными.
Данные табл. 1 показывают преимущества способов чистовой
обработки давлением. Эти способы сравнительно легко позволяют
достигнуть 9—11 класса чистоты и 1 —2 класса точности.
|.В проблеме долговечности машин вопрос повышения износо-
стойкости трущихся соединений является главнейшим. Вслед-
ствие быстрого износа ежегодно выходят из строя многие механиз-
мы, кроме того, интенсивный износ вызывает значительные затраты
энергии на преодоление сил трения.
Таблица i'
Характеристика различных способов обработки отверстий
Экономически достижимый
Вид обработки Способ обработки класс точ- ности класс чистоты
Резаине Зенк, рование Растачивание Топкое растачивание Развертывание ... Протягивание и прошивание . . . Хонингование 11рптирка Доводка Ю Ю GO со W G5 । I I । 1 u Т — — tsi ю — to — V4-V5 '.75—V б V6—VS \Л'>- v« V6-V8 V8-V12 VP—V 10 Г 9-VI1
Давление Дорпованнс шариками . . ... Дорпованпе однозубыми дорнами Дорпованнс многозубыми наборными дорнами Раскатывание роликовыми раскатками Раскатывание шариковыми раскатками Упрочнение шариками 2. 2—1 9 2-1 9 V10—VII V о—VIо V 9—VIO V 9—V10 v a—vio V t-V10
Практика показывает, что упрочняюще-калибрующая обра-
ботка дает возможность получать достаточно износостойкие по-
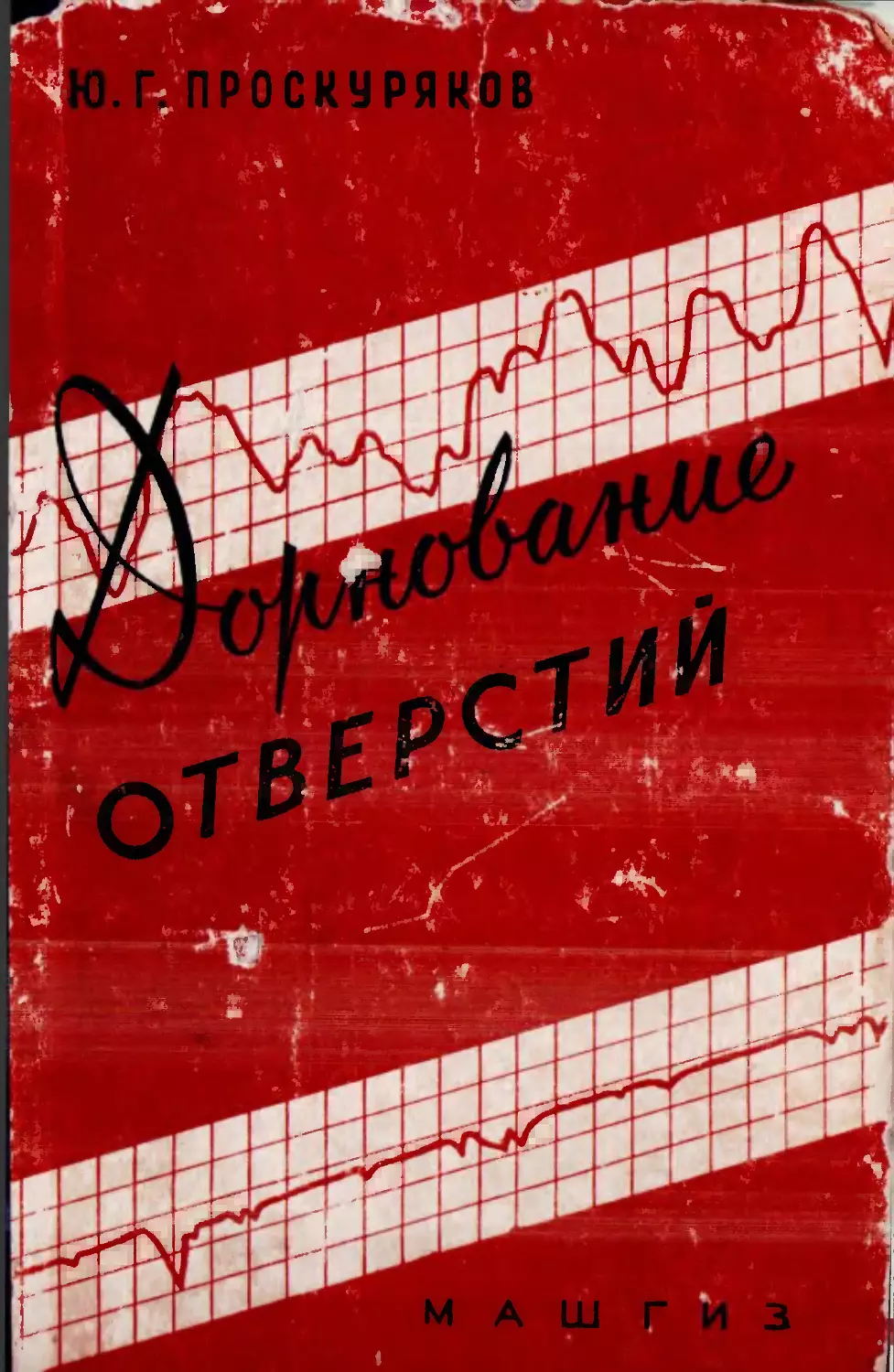
всрхности|По данным А. П. Грушко [14], поверхность отверстия
ствола пневматического молотка, обработанная дорнованием шари-
ком, имеет высок\ю износостойкость (фиг. 1, о). Испытания на из-
носостойкость проводились со смазкой (веретенное масло № 3)
в условиях трения-скольжения при возвратно-поступательном
движении цилиндрического эталона относительно образцов, т. е.
в условиях, идентичных работе ударника в стволе пневматиче-
ского молотка.
Образцы развернутые, шлифованные и хонингованные имели
низкую износостойкость. Самая низкая стойкость была обнаружена
у образцов, расточенных резцом. Характерно, чго дорнованпые
образцы прирабатывались совместно с эталоном быстрее других
образцов. При этом потеря веса была наименьшей. Это указывает
па наличие в данном случае правильной макрогеометрии поверх-
ности. Хонингование и шлифование отверстий обычно считаются
точными и достаточно эффективными методами чистовой обработки.
В условиях трения-скольжения при возвратно-поступательном
движении они не показали своих высоких качеств. Это связано с
нерациональным направлением штрихов на обработанной! поверх-
ности и абразивным характером обработки. Мельчайшие абразив-
ные частицы, остающиеся в обрабатываемом материале, при даль-
нейшее истирании образцов вызывают повышенный абразивный
износ.
Высота неровностей,мк
Фиг. 1. Кривые износа образцов, нагруженных давлением 15 кг)см-,
(а) и изменения микрогеометрии (б) при различных способах обработки;
профилограммы поверхности (в):
/ — чистовое растачивание; 2—шлифование; 3—наклеп шариками (по методу
М. И. Кузьмина); 4—развертывание; 5—дорнование шариком с натягом 0,1 льи;
6 — хонингование.
На фиг. 1, б даны кривые изменения микрогеометрии поверх-
ности у тех же образцов па разных стадиях износа. Анализ кривых
показывает, что лучшую чистоту обработанной поверхности отвер-
ст ня дает дорнование, худшую — расточка резцом. Наиболее бы-
стоая приработка поверхности и наилучшая чистота поверхности
характерны для дорновании и обработки шариками.
Длительные наблюдения над поверхностными слоями различ-
ных деталей показывают, что они часто бывают ослаблены внеш
ними повреждениями: надрезами, царапинами, рисками микро-
рельефа, следами коррозии и т. д. Поверхность, являющаяся
границей металла, кроме того, имеет пониженную прочность,
вследствие нарушенной целостности кристаллических зерен при
механической обработке.
Самые ничтожные микроскопические риски на обработанной
поверхности детали, развиваясь под действием динамических на-
грузок в глубину сечения металла, могут привести к преждевре-
менному разрушению изделия даже в случае приложения сравни-
тельно небольших внешних нагрузок.
?Практика показывает, что различного рода концентраторы
напряжений, в том числе разные поперечные отверстия, располо-
женные в пластинах, плитах, валах, шатунах и др., служат оча-
гами зарождения усталостных трещин. Упрочнение зоны таких
отверстий повышает усталостную прочность и локализирует оча-
гй зарождения трещин. I
По данным И. П. Щапова [271 раздача отверстия статическим
приложением нагрузки давала значительно бо^ршее повышение
предела выносливости, чем раздача, выполненная при помощи
пневматического молотка На основании экспериментов установ-
лено, что продавливание при помощи пуансона болтовых отверс-
тий значительно повышает долговечность рельсов по сравнению
с обработкой их сверлением за счет упрочнения поверхности от-
верстия и образования более качественного поверхностного слоя
При дорновании с натягом 0,3 мм поперечных отверстий диа-
метром 10 мм в валах, изготовленных из высокопрочных сталей
марок ЗОХГС \ с пределом прочности 120 ка/.н.н2 и ЗОХГСН А с пре-
делом прочности 160 /<г/л!Л!2, предел выносливости предварительно
шлифованных и накатанных по наружной поверхности роликом
валов повышается в 2—2,5 раза [28]. Из табл. 2 видно, что наи-
большую долговечность имеют образцы с дорнованными отвер-
стиями. несколько меньший предел выносливости — валы, тор-
цовые кромки отверстий которых были обжаты стальным шариком
диаметром 14—20 мм или зачекащ-ны. Образцы с отверстиями без
фасок или с притертыми фасками оказались наименее стойкими.
Поверхностное упрочнение стали различными способами (об-
каткой роликами, дорнованием, дробеструйной обработкой, по-
верхностной электрозакалкой и др.) оказывает весьма благопри-
ятное влияние на усталостную прочность сталей, работающих в
условиях коррозии [21, 22, 291
Таблица 2
Влияние способа обработки на долговечность обратное из стали ЗОХГСА
с поперечными отверстиями
Способ обработки Число циклов до разрушения в тысячах при различной обработке фасок
наружной поверх- ности образцов поперечного отверстия без фасок притертые обжатые шариком зачеканены
Шлифование Сверление . . . 80,0 81 ,5 262,5 303,5
Притирка . . . 82,5 92,6 200,0 302-Д
Дорнование . . 378,5 265,0 336,о 305,0
Накатывание роли- Сверление . . 131,5 220,0 256,5
ками Притирка 130,5 229,0 267,5
Дорнование . . 340,0 - 282,5 284,5
При эксплуатации различных механизмов и машин фактиче-
ское соприкосновение сопрягаемых поверхностей детачей осуще-
ствляется по вершинам шероховатостей, поэтому контактирова-
ние деталей происходит по сравнительно небольшой площади.
Эксплуатационное давление, передаваемое на деталь, восприни-
мается только некоторыми участками микронеровностеп, и удель-
ное давление па гребешки против расчетного будет большим.
После изготовления деталей точением, фрезерованием, разверты-
ванием фактическая площадь соприкосновения деталей состав-
ляет всего 15 25% от теоретической. Даже при использовании
таких точных способов обработки, как тонкое шлифование, со-
прикосновение детали происходит не более чем на половине гео-
метрической площади.
Значительное увеличение удельных давлений на вершинах
шероховатостей может вызвать пластические деформации микро-
гребешков, срез и разрушение их, ввиду чего износ деталей будет
более интенсивным Износ шероховатостей на поверхностях сопря-
гаемых деталей в подвижных соединениях приводит к искажению
характера посадок. В свою очередь, увеличение зазора в подвиж-
ном соединении может повести к нарушению жидкостного режима
трения, увеличению скорости изнашивания и преждевременному
выходу деталей из строя.
Влияние величины шероховатостей па длительность сохране-
ния посадки для изделий малых диаметров с узкими допусками
более значительно, чем для изделий больших диаметров. Чисто-
вая обработка металлов давлением, например дорнование отвер-
стий, обеспечивает в таких случаях высокую точность и микрогео-
метрию поверхности. Для подтверждения сказанного на фиг. 1, в
приведены профилограммы поверхности стальной заготовки, об-
работанной чистовым растачиванием. Как видно, даже тщатель-
ная обработка отверстия резцом [68] приводит к образованию по
впадинам и вершинам довольно резких очертаний микропрофиля.
Посте дорнования таких заготовок шариком с натягом 0,1 леи по-
верхностные неровности в значительной степени сглаживаются,
и опорная поверхность профиля резко увеличивается. Резкое
улучшение чистоты обработанной поверхности при эксплуатации
деталей в условиях износа способствует более ранней приработке
и образованию при этом меньшего износа. v
Качество поверхности сопрягаемых деталей оказывает влия-
ние и на неподвижные посадки. Прочность прессовых соединений
с увеличением шероховатости сопряженных поверхностей заметно
падает. При грубой обработке сопряженных поверхностей сопри-
косновение их по прессовой посадке осуществ шется лишь по
верхушкам гребешков, а возможный срез микрогребешков при за-
прессовке еще больше снижает прочность прессового соединения
Опыты показывают, что при соединении вала и втулки диамет-
ром 50 л;л1 по прессовой посадке 3 класса точности (натяг 125 л/к)
при условии идеально гладких сопрягаемых поверхностей удель-
ное. давление достигает 1947 кг/см1. При наличии на поверхностях
гребешков высотою 15 мк и, учитывая, что примерно половина
высоты гребешков при запрессовке будет срезана (средний натяг
понизится до 95 л/к), среднее удельное давление будет равно
1480 кг/см2, т. е. па 25% меньше. Прочность прессового соедине-
ния зависит и от физико-механических свойств поверхностного
слоя.
Упрочняющая обработка посадочных поверхностей позволяет
значительно улучшит* качество прессового соединения. Напри-
мер, применяя шаровый пуансон для дорнования отверстий
в стальных колесных центрах, можно значительно повысить ка-
чество прессового соединения сопрягаемых деталей ПО]. Действи
тельно, при обработке отверстий в колесных центрах чистовой
расточкой средняя высота неровностей была равна 13—18 мк, а
в отверстиях, дополнительно прокалиброванных шаровым дорном,
она не превышала 2 — 5 мк.. Дорновапие отверстий колесных цент-
ров с номинальным диаметром 155 мм производилось шаровым
пуансоном (дорном) из стали 5X11.M с натягом 150—180 мк. При
этом остаточная деформация по диаметру отверстия была
40—60 мк
При запрессовке осей в колесные центры, прокалиброванные
дорном, прессовое соединение получалось более прочным, чем при
запрессовке осей в расточенные колесные центры. При среднем на-
тяге соединения 120 мк усилие распрессовкп в первом случае ока-
залось больше, чем во втором, на 10—12%.
Проведенные исследования напряжений, появляющихся от за-
прессовки осей в отверстия колесных центров, различно обрабо-
танных, показали, что напряжения в колесном центре увеличи-
ваются с улучшением качества сопрягаемых поверхностей. В част-
ности, было установлено, что при дерновании отверстия ступицы
напряжения на внутренней ее кромке были на 10—11% больше по
сравнению с напряжениями ступицы, расточенной резцом. Обра-
ботка отверстий ступиц дернованием также позволила значительно
повысить динамическую сопротивляемость колесных центров на
сдвиг. В другом исследовании [301 была показана связь между
прочностью прессовык посадок и микрогеометрией сопряженных
поверхностей для случая сопряжения стального вала диаметром
2 дш и латунной втулки с постоянным натягом, равным 35 мк (вал
обтачивался грубо и чисто, отверстие сверлилось и дерновалось).
Опыты показали, что величина усилия запрессовки при средних
натягах 20—40. мк мало зависит от чистоты поверхности сопряжен-
ных отверстий и валов.
Прочность прессового соединения при повторной запрессовке
во всех случаях уменьшается, особенно у сопрягаемых деталей,
поверхности которых грубо обработаны, имеют малую или высо-
кую твердость вала по сравнению с твердостью охватывающей де-
тали. Значительное уменьшение прочности в последнем случае
при повторной запрессовке объясняется тем, что более твердый вал
при первичной запрессовке частично соскабливает со стенок отвер-
стия более мя1кий слой металла и уменьшает натяг напряжения.
На основании приведенных выше данных можно считать, что
для изделий малых диаметров наиболее целесообразной техноло-
гией обработки отверстий, предназначенных для прессовых со-
пряжений, является дорнование.
2. ОСОБЕННОСТИ ПРОЦЕССА ДОРНОВАНИЯ
По конструктивному оформлению применяются различные
виды дорнов, однако у них есть общие ддя всех конструкций части
и параметры. Дори любого типа в пределах рабочей части своего
профиля (фиг. 2) имеет заборную часть, которая производит основ-
ною работу деформирования металла; цилиндрическую часть, ко-
торая повышает износостойкость дорна и улучшает качество
обработанной поверхности; заднюю часть, предназначенную для
уменьшения сил трения при дерновании, т. е. для уменьшения
тягового усилия.
Угол, образованный между осью дорна и образующей заборно-
го конуса, называется углом заборного конуса и. При применении
дорна с заборной частью профиля в виде сферы или другой криво-
линейной поверхности угол заборного конуса не будет постоянным
для всех точек профиля. Уголс^, расположенный между осьюдоона
и образующей заднего конуса, называется углом обратного конуса.
\0
На фиг. 3 представлена схема дорнования цилиндрического
отверстия во втулке посредством дорна с заборным и задним нро-
|шлем в виде конуса. Ввиду того что диаметр дорна всегда больше
диаметра предварительно подготовленного отверстия, в кольце-
вой зоне вокруг отверстия при дорновании происходят пластиче-
ские деформации, и диаметр отверстия после дорнования увеличи-
вается.
Фиг. 2. Элементы дорна:
а—угол заборного конуса; а4 — угол
обратного конуса, 1 — заборная часть;
2 — калибрующая часть (цилиндриче-
ская ленточка); 3 — задняя часть.
Фиг. 3. Схема дорнования втулки и
обозначение расчетных величин.
Обозначим
D — наружный диаметр дорнуемой втулки;
= 2fj — диаметр отверстия в заготовке до дорнования;
d— диаметр дорна по цилиндрической ленточке;
d0 = 2г„ — диаметр отверстия после однократного дорнования;
Р—тяговое усилие дорнования.
Абсолютный натяг при дорновании втулки
i = d— dr.
Относите чьный чатяг (т. е. натяг, приходящийся на единицу
.диаметра)
Абсолютная остаточная деформация по отверстию
>'d„ = da — dx.
Относитетьная остаточная деформация
Абсолютная упругая деформация
ldy — d-d*.
Поступательное движение дорна по каналу отверстия может
происходить с различной скоростью. Эту скорость будем называть
в дальнейшем скоростью дорнования и выражать
в мм/мин.
Условимся называть у дорнуемой втулки торец, передающий
на опору осевое давление дорна — опорным торцом, а противопо-
ложный ему торец — верхним торцом.
Рассмотрим напряженное состояние дорнуемой заготовки в мо-
мент проталкивания дорна. Для этой! цели выделим элементарный
объем металла внутри заготовки в области деформации и выясним
соотношение и направление действующих на него сил.
Объемное напряженное состояние тела при дорновании может
быть приближенно охарактеризовано следующими главными нор-
мальными напряжениями:
1) радиальным сжимающим напряжением зг, образующимся
в результате нормального давления дорна на металл;
2) окружным растягивающим напряжением з,, направленным
по касательной к окружности данного радиуса;
3) осевым сжимающим напряжением аг, возникающим вследст-
вие противодействия деформациям соседних участков металла.
Таким образом, напряженное состояние кубика, мысленно вы-
деленного из зоны деформации дорнуемой втулки будет характе-
ризоваться наличием двух напряжений сжатия и одного напряже-
ния растяжения.
При обработке металлов давлением вид напряженного состоя-
ния является одним из основных факторов. В зависимости от со-
отношения величины и направления главных напряжений один и
тот же металл может иметь различную степень пластичности. Не-
равномерное всестороннее сжатие является самым благоприятным
видом объемного напряженного состояния, так как в этом случае
обеспечивается наибольшая пластичность деформируемого метал-
ла. Неравномерное всестороннее растяжение, наоборот, наиболее
неблагоприятный вид объемного напряженного состояния, так
как растягивающие напряжения могут привести к хрупкому со-
стоянию обрабатываемого материала. Объясняется это различным
соотношением величин нормальных и касательных напряжений.
При дорновании вид объемного напряженного состояния является
промежуточным.
Если натяг при дорновании будет взят небольшим, то после
проталкивания дорна через отверстие поверхностные слои метал-
ла почти полностью вернутся в свое первоначальное положение
(исключая некоторые смятые поверхностные гребешки металла)
и, таким образом, остаточных деформаций металла не возникнет.
При увеличении натяга, когда главные напряжения az, аг и з2
достигнут величин, удовлетворяющих уравнению пластичности,
появятся и пластические деформации.
В процессе дорнования можно выделить три характерные
юны деформации (.фиг. 4): 1) зона активного деформирования в пре-
те tax заборного конуса дорна /, где осуществляется процесс
упругого и пластического деформирования металла; 2) зона цилип-
рической ленточки 2, характерная наличием в пределах некото-
рого времени установившегося напряженного состояния металла
। I .я простоты рассуждений трение между дорпом и втулкой пока
но внимание не принимаем); 3) зона обратного конуса 3, в кото
рой происходит частичное упругое восстановление прежних разме-
ров детали.
При дорновании цилиндрических отверстии в заготовке проис
ходят явления, в некоторой степени подобные автофретированию.
Определенная перегрузка вы-
пивает остаточные деформа-
ции внутренних слоев метал-
ла (на фиг. 4 эта зона назва-
на зоной пластического де-
формирования), а следующие
за ними наружные стой по-
лучают только упругие де-
формации. Возникшие оста-
точные деформации сохра-
няются по прекращении дав-
ления дорна и препятствуют
Фиг. 4. Схема деформации при дорнова-
нии отверстия.
возвращению вышележащих упругих слоев в исходное состоя-
ние. В результате после дорнования втулка остается в напряжен-
ном состоянии.
Внешнее трение, появляющееся в процессе дорнования между
дорном и втулкой, оказывает значительное влияние на деформацию.
В частности, внешнее трение в некоторой степени изменяет напра-
вление деформации, а следовательно, вызывает неравномерное рас-
пределение напряжений.
Экспериментальная проверка, выполненная автором, подтвер-
дила общее указание С. И. Губкина об образовании [33] вслед-
ствие трения так называемых дополнительных сдвигов в поверх-
ностном слое дорнуемого отверстия. Под дополнительными сдви-
гами понимается искажение элементов деформируемого тела, свя-
занное с изменением направления главных осей деформаций. До-
полнительные сдвиги требуют дополнительной затраты энергии,
создают неравномерное распределение деформации и приводят
к образованию неоднородной структуры деформируемого металла.
В процессе движения дорна по отверстию элементы металла,
расположенные вблизи дорна, огибают его рабочую поверхность.
При соприкосновении элементов металла с заборным конусом дор-
на происходит поворот их на некоторый угол, примерно равный
углу заборного конуса дорна. При дальнейшем движении они сно-
в.। поворачиваются гак как коническая часть дорна переходит
и цп iinii;ipn4icKyi4 Умы попорота будут тем больше, чем ближе
к дорну находится рассматриваемый слон металла. Двигаясь даль-
ше, дорн вызовет изгиб элементов металла еще два раза: при пере-
ходе от цилиндрического участка к задней части профиля и в mo-
mi нт схода их с поверхности дорна.
При пользовании дорном с рабочей поверхностью криволиней-
ной формы угол изгиба поверхностных волокон будет соответство-
вать углу между осью дорна и касательной к кривой, образую-
Фиг. 5. Схема поворотов элементов слоя металла при
дорновании отверстия:
а — дорн конического профиля; б — дорн сферической формы.
щен профиль дорна в точке деформации (фиг. 5. а, б). Поворот
элементов требует дополнительной затраты энергии, и поэтому его
необходимо учитывать при теоретическом определении величины
работы дорнования и при конструировании профипя рабочей по-
верхности дорна.
Сложная деформация металла при дорновании приводит к из-
менению направлении главных напряжений. Главные осн напря
женин (в элементарном кубике, вырезанном из металла) будут
иметь разные направления во всех трех зонах. Чем меньше углы
заборного и обратного конуса дорна, тем меньше неравномерность
деформации Однако уменьшение указанных углов приводит к уве-
личению поверхности трения, а следовательно, и тягового усилия
дорнования.
При измерении искажения торцов и образующих отверстия
дернованных втулок было обнаружено течение металла по направ-
лению движения дорна. Измерения производились на универсаль-
ной испытательной машине гидравлического действия УИМ-50М
с максимальным рабочим усилием 50 000 кг, которая обеспечивала
плавность передачи усилий, постоянство скорости дорнования
(20 mm.Im.uh) и точность записи диаграмм тягового усилия.
При дорновании на испытательной машине дорн, производя-
щий калибрование отверстия, проталкивался сверху вниз. Для
осуществления этого па нижнюю траверсу машины устанавлива-
и i> специальное приспособление, служащее опорой и одновре-
менно центрирующее втулки по оси машины посредством сменных
ItJJ |Г|[
Для измерения наружных деформаций втулок в процессе обра-
>гки на опорном приспособлении закреплялись малогабаритные
гиинметры. Давление на дорн передавалось через специальные
in1 шги, изготовленные для каждого типоразмера дорнуемых
и гулок.
При дорновании сталей в качестве смазки применялось касто-
ровое масло (вязкость по Энглеру £19° = 155,0, удельный вес при
IГ>° 0,065, свободных жирных кислот 0,674%), а для обеспечения
равномерности масляной пленки на рабочей поверхности различ-
ных втулок смазывание производилось путем полного заливания
шверстия. Чугунные детали смазывались керосином. Для прове-
дения экспериментов была изготовлена серия цилиндрических
। гудок из стали 45 с отверстием диаметром ЗО+0’023 _н.ч и с на-
ружным диаметром 64 мм без фасок на торцах. Торцы после шли
фования тщательно доводились на точной притирочной плите
[опускаемая непрямолипейпость при этом составляла 4 л/к. Для
получения лучшей чистоты поверхности отверстия перед дорпова
пнем обрабатывались протягиванием, обеспечившим чистоту по
8 классу. Чтобы не препятствовать течению металла при дорно-
вапии, базирование втулок производилось по опорному торцу
в пределах кольцевой зоны, расположенной вблизи наружного
диаметра.
Для определения изменения формы поверхности торцов и обра-
|ующих отверстий в процессе дорнования был использован вер-
тикальный оптиметр, в измерительной ножке которого закрепля
лась граммофонная игла. Оптиметр быд установлен на стойке
двойного микроскопа Линника Л1ИС-11 вместо снятой с прибора
оптической головки Передвигая микрометрическим винтом карет-
ку микроскопа по торцу в строго радиальном навравгении, через.
0,1 илг записывали показания шкалы оптиметра.
Дорнование производилось однозубыми дорнамп с заборной и
задней частью в виде конуса. Углы заборного конуса изготовля-
лись равными 5°, а ширина цилиндрической ленточки между ко-
нусами — 2,3 мм. Чтобы проследить сдвиг поверхностных слоев
металла внутри отверстия в направлении движения дорна, он про-
талкивался во втулке не на всю ее длину, а только до середины,.
После этого дорн выталкивался из втулки в обратном направ-
лении.
После дорнования втулка была разрезана вдоль оси (фиг. 6),
и волну металла, образовавшуюся от движения дорна, измерили
вертикальным оптиметром. Правильный профиль волны вызван
пластическим течением металла по направлению движения дорна
в отверстии.
Под гз iiihhiicm си.i трения и нормального давления дорна в Me-
ri, ин- втулки создастся сложное напряженное состояние, вследст-
вие чего пластическая волна мета зла в отверстии при дорновании
движется впереди дорна При дорновании втулки из стали 45 с
натягом 0,12 .илз длина распространения пластической волны в от-
верстии равна 2—3 лни, а подъем металла над поверхностью еще
иедеформированного отверстия 40 чк (фиг. 7).
Фиг. 6. Вид отверстия втулки,
обработанной дорпом на половину
длины.
Фиг. 7. Профиль пластической волны
металла, получающейся при дернова-
нии отверстия.
Высота и форма образующейся волны зависит от обрабатывае-
мого материала, натяга дорнования, толщины стенки обрабатывае-
мой детали, применяемой смазки, формы дорна и в особенности от
уела заборного конуса. Чем больше в пределах заборного конуса
давление дорна на металл и соответствующие этому давлению си-
лы трения, тем больше образующаяся впереди дорна пластическая
волна.
При движении дорна по каналу отверстия условия для дефор
мирования металла не на всех участках одинаковы. У торцов
втулки условия деформирования более благоприятны, чем в се-
редине. Поэтому металл, расположенный вблизи торцов, стремит-
ся при дорновании сдвинуться в их сторону. Если к опорному тор-
цу втулки после дорнования приставить лекальную линейку, то
на просвет можно обнаружить образовавшуюся пластическую вол-
ну металла (фиг. 8). Проверка прямолинейности верхних торцов
втулок до и после дорнования показала, что часть металла, нахо-
дящаяся вблизи верхнего торца, при дорновании смещается в на-
правлении обратном движению дорна.
Произведенный подсчет объемов смещенного металла показал,
что большая часть металла смещается в направлении радиальной
деформации, значительно меньше вытекает металла в форме пла-
стической волны к опорному и верхнему торцу и, наконец, еще
меньше — за счет искажения формы отверстия у верхнего и опор-
ного торцов (фиг. 9). Если учесть некоторое уменьшение объема
н упругой зоне втулки, то после сравнения величин сме-
iiii иных объемов можно сделать вывод, что объем металла при
nipiioiiaiiHii не изменился (табл. 3).
Гибл. 3 показывает, что при дорновании с натягом 0,12 мм
| пища в объемах выпученного металла по верхнему и опорному
торцам значительна (почти
. г . на 64%), в то время как при
Фиг 8. Просвет между опорным тор
пом втулки и лекальной линейкой
ши лв дорнования с натягом 0,3 льи.
Фиг 9 Схема смещения металла при
дорновании:
/ — наплыв металла у верхнего торца; 2 —
искажение цилиндрического отверстия у
верхнего торца; 3— искажение цилиндри-
ческого отверстия у опорного торца; 4 —
наплыв металла на опорном торце; 5 — оста-
точная деформация по всему отверстию
(бет учета искажения); 6 — увеличение
объема по наружному диаметру за счет
остаточных деформаций.
быть объяснено тем, что при натяге 0,3 л/.н (в условиях объемного
напряженного состояния вблизи торцов) влияние сил трения на
течение металла незначительно по сравнению с влиянием ра-
диальных и окружных сил. При повышении нагрузки (в данном
случае при увеличении натяга) наблюдается, кроме того, пониже
пне коэффициента трения, а, значит, уменьшение сил трения.
Анализ полу ценных результатов позволяет сделать вывод о
том, что схемы напряженного состояния у торцов втулки и в се-
редине ее значительно отличаются друг от друга. Гели при про-
ходе дорна в средней части детали осевые напряжения не оказы-
вают существенного влияния па ее деформирование, то у торнов
роль этих напряжений более значительна. Однако при практиче-
ских расчетах дорнования деталей достаточной! длины влиянием
напряжений у торцов можно пренебречь.
Опыты автора показали, что на зеркально отполированных
торцах длинных цилиндров из стали 10 (отверстие диаметром
30 мм) после дорнования с натягом 0,34 мм появлялись четкие
линии скольжения в виде логарифмических спиралей, доказы-
вающие, что основным видом деформирования длинных цилиндров
2 |О. Г Проскуряков
17
Таблица 3
Объемы смещенного металла у торнов втулок из стали марки 45 при дорновании
с натягом 0,12 и 0,3 мм
№ объ( ма по фиг. 9 Смещенный объем металла Объем при дорнова- 1 НИИ, мм3
с натягом 0,12 мм с натягом 0,3 мм
1 Выпучивание верхнею торца 13,55 49,5
2 Искажение цилиндрического отверстия у верхнего торца 5,29 8,62
3 Искажение цилиндрического отверстия у опорного торна 1,51 7,57
4 Выпучивание опорного торна 22,15 53,12
5 Остаточная деформация го всему отверстию . . . 89,50 278,00
о Увеличение объема го наружному ди (метру за сет остаточных деформаций 47,40 116,00
Фиг. 10. Изменение тягового усилия
в зависимости от числа проходов дорна.
при дорновании является ра
дпально-симметрпчная (пло-
ская) упруго-пластическая
деформация
Несколько втулок обра
батывались одним и тем же
дорпом последовательно нс
сколько раз. Измерения но
казали, что по сравнению с
первым проходом все после-
дующие проходы дорна вы-
зывают практически ничтож-
ный рост волны металла на
торцах. Это объясняется со
противлением образовавшегося после первого прохода упроч
ненного слоя металла и уменьшением величины натяга. Об-
разующая цилиндрического отверстия при последующих прохо-
дах дорна тоже почти не изменяется, остаточная деформация
получается ничтожной. Например, при дорновании втулки из ста-
ли 45 с натягом 0,12 мм уже после второго прохода дорна пла-
стических деформаций не наблюдалось и размер отверстия оста-
вался неизменным. Таким образом, работа при дорновании уже
после первого — второго проходов дорна расходуется только на
трение и преодоление упругих деформаций, и тяговое усилие при
дорновании в последующие проходы практически остается без
изменений. На фиг. 10 представлен график, показывающий изме-
нение усилия в процессе дорнования в зависимости от числа про-
ходов одним и тем же дорном.
I ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТНЫХ
СЛОЕВ МЕТАЛЛА
Образующиеся при дорновании у поверхности отверстия ежи
м,нотис напряжения в большинстве случаев оказывают благо-
приятное1. воздействие на структуру поверхностного слоя металла
и па эксплуатационные свойства поверхности При дорновании
..всрстий пластическая деформация обычно происходит вблизи
ш жс/кх постного слоя металла, поэтому изменение структуры ме-
Фпг. II. Структура металла в поверхностных слоях
при дорновании отверстий во втулках
галла обнаруживается в пределах сравнительно небольшой
глубины.
Структура деформированного металла будет различной в раз-
ных зонах обработанной втулки. Для определения этого выреза
лись образцы для шлифов из трех участков втулки: из середины
втулки, около опорного и верхнего торцов. В зависимости от и;
правления главных напряжений образцы вырезались вдоль и пер-
пендикулярно оси детали из втулок, обработанных дорнами с ма-
лыми и большими натягами. Шлифы изготовлялись по косому
срезу, в сечении, близком к плоскости касательной к окружности
отверстия.
На'фиг. 11, а изображена структура поверхностного слоя ме-
талла (сталь 20), вырезанного из середины втулки, которая была
обработана дорном при натяге 0,13 мм (внутренний диаметр втул-
ки 30 мм, толщина стенки 17 лм;). Шлиф показывает вытянутости
зерен в направлении движения дорна. Особенно заметна вытяну-
тость и некоторая раздробленность зерен в пределах небольшой
полоски, толщиной 0,1—0,13 мм (в переводе на радиальное на-
правление деформированного слоя). В сечении, перпендикуляр
ном оси отверстия, также была обнаружена некоторая вытяну-
тость зерен, которую можно объяснить наличием в процессе дор-
нования растягивающих окружных напряжений <ц.
На фиг 11,6 дана фотография микроструктуры, полученная
при дорновании такой же втулки, но с натягом 0,2 мм. Глубина
распространения деформированного слоя металла в этом случае
больше. В некоторых областях шлифа (па границе деформиро-
ванной и педеформироваппой зон) имеются зерна феррита с до-
вольно ясно видимыми линиями скольжения.
Существенной разницы в структуре деформированного метал-
ла в зонах опорного и верхнего торцов втулки нет, за исключением
того, что в области опорного торца деформирование распростра-
няется па несколько большую глубину. При дорновании таких
же втулок с уменьшением натяга до 0,08 мм вытянутость и раз-
дробленность зерен исчезла. Менее пластичный материал
(сталь 45), при дорновании с таким же натягом дает меньшую
глубину деформированного слоя.
При дорновании металл не в одинаковой степени деформиру-
ется по всему объему, поэтому в нем возникают внутренние па
пряжения. Определенная зона металла вокруг отверстия претер
пе.вает упругие и пластические деформации, а вся остальная
часть только упругие При прекращении дештвия деформирую-
щей силы участки металла, деформированные упруго, будут
стремиться вернуться в свое первоначальное устойчивое положе
ние, но этому будут препятствовать пластически деформирован
ные слои, расположенные вблизи отверстия. Указанное взаиио
действие этих участков и создает в металле после проталкивания
дорна остаточные напряжения.
Внешнее трение, возникающее при движении дорна по капа
Лу отверстия, вызывает в поверхностных слоях металла «допол-
нительные сдвиги», которые также могут служить источником
появления остаточных напряжении и паклена.
Для определения глубины и степени паклена образцов, обра-
ботанных дорпованием, производилось измерение мпкротвердости
поверхностного слоя металла. На фиг. 12, а показано изменение
мпкротвердости поверхностного слоя втулки из стали марок 20,
45 и 50Г, обработанной дорном с различным натягом. Глубина
наклепанного слоя при дорновании стали марки 20 с нагягом
0,12 мм достигала 0,1- 0,12 льп, и наблюдался довольно плавный
переход от повышенной твердости у поверхности отверстия
к твердости недеформпрованпого металла.
С повышением содержания углерода в стали при одинаковых
условиях дорнования наклеп распространялся в глубину стенки
втулки на значительно меньшмо величину. В частности, при дор-
новании втулок из стали марки 45 с натягом 0,12 мм была полу-
чена глубина наклепанного слоя 15—20 мк, а при дорновании
этой же стали с натягом 0,28 мм глубина наклепанного слоя ока-
залась равной 25—30 мк. Глубина наклепанной зоны втулки из
стали марки 50Г, обработанной дорном с натягом 0,28 мм, была
^икротвеойость, кг/мп Твердость по виккерсц
точки, мк
Фиг. 12. Мик; отиердость повсрмю тного слоя при разных
режимах дорно шипя (а) и при различных способ.*
обработки (бр
/ — растачивание; 2 — шлифование; 3 — накл< п шариками; 4 —
развертывание; 5 — дорнование шариком, 6 — хонингование.
равна 12—15 мк. Однако дорповапием можно подучить значи-
тельно большую твердость и глубину наклепанного слоя металла
по сравнению с другими способами обработки отверстия
На фиг. 12,6 [14] показано изменение микротвердости поверх-
ностною слоя металла (стали 50) после чистовой расточки, шли-
фования, наклепа шариками ио методу М. И. Кузьмина, развер
гыванпя. дорнования шариком при натяге 0,1 льи и хонингования
Фиг 13. Изменение твердости
поверхности отверстия втулки
из стали 20, обработанной дор-
нованием с натягом 0,2 лиг при
увеличении температуры
нагрева.
бот анные дорном при натяге
каждый из' которых нагрев,
отжига. После отжига у вс
постная твердость (фиг. 13)
Как видно из графика, дорнование
создает наибольшую глубину накле-
панного слоя (примерно 110 мк), а
по максимальному значению микро
твердости уступает только наклепу
вращающимися в обойме шариками
По сравнению с исходным состоя-
нием металла при дорновании шари
ком мпкротвердосгь поверхностного
слоя повысилась более чем на 50%
Если образец, обработанный дор
ном, подвер!путь нагреву, то в на
клепанном металле может произойти
процесс рекристаллизации. Для про
верки этого явления втулки из ста-
ли марки 20 (диаметр отверстия
30 льи. толщина стенки 18 ли»), обра
0.2 зг.и, были разрезаны на образцы
тлея до определенной температуры
®х образцов бы.та измерена поверх
. Результаты замеров показали, что
твердость поверхностного слоя металла гаметпо снижается по
мере роста температуры.
У наклепанных металлов твердость, предел текучести и истин-
ный предел прочности повышаются, работа деформации до раз-
рушения понижается, а сопротивление металла разрушению из-
меняется мало. В то же время относительное удлинение пол
влиянием наклепа довольно резко уменьшается.
Для снижения отрицательного влияния наклепа (хрупкости,
чувствительности к самопроизвольному растрескиванию под вли
япием остаточных напряжении/ целесообразно после наклепа
применять отжиг. Этот отжиг должен быть проведен при тем-
пературах, лежащих ниже порога рекристаллизации, и его тем
пература устанавливается опытным путем для каждого конкрет-
ного случай с учетом марки материала, степени деформации
(величины натяга) и последующих ус зов ни эксплуатации.
глл а а и
PAC4LT ДЕФОРМАЦИЙ ПРИ ДОРНОВАНИИ
Величины деформации при дорновании изменяются в записи
мости от размеров обрабатываемой детали, механических свойств
('с материала, величины натяга, формы дорна, сил трения дорна
о металл п от метода предварительной обработки поверхности
отверстия. Дори, продвигаясь с определенной скоростью и натя-
гом по отверстию, раздает его до размера своего диаметра. Эта
раздача отверстия не. остается стабильной, так как после выхода
дорна из очага деформации деталь ввиду существующих упругих
связей частично восстановит прежний диаметр Пластически де-
формированный слои будет препятствовать возвращению выше-
лежащих упругих слоев в исходное состояние. Эти слои металла
под действием сил упругости давят на ппжине и создают так
называемое состояние непрерывного скрепления. В стенке втул-
ки между каждым слоем металла возникну г внутренние нанря
кения сжатия, которые повышают сопротивление втулки, напри-
мер, внутреннему давлению.
I. ОБЩИЕ ПОЛОЖЕНИЯ
Наблюдения за деформациями внутренних, наружных и тор-
цовых слоев обрабатываемых деталей в процессе дорнования
проводилшь автором е помощью специальных приспособлений
и позволили выявить следующие закономерности.
1. Находясь в середине дорнуемой втулки в статическом со-
стоянии дорн в зависимости от принятого натяга образует па ее
наружной поверхности волну деформированного металла (фиг. 14,
сечение /- /). Наибольшая деформация ио наружной поверхности
ввулки будет в сечениях, близких к цилиндрической ленточке
дорна. В соответствии с цилиндрической формой участка дорна
на ленточке наружная поверхность втулки в этих сечениях имеет
также цилиндрическую форму О г сечения I—I волна металла
плавно сходит к деформированной и недеформироваиной частям
втулки
2. Установленные но торцам обрабатываемой детали мини
метры показали, что в осевом направлении при дорновании де
таль практически не деформируется. При обработке дорпом
областеп отверстия, близких к торцам, замечены небольшие осе
вые деформации торцовых слоев вблизи самого отверстия. Од-
нако эти деформации, при наиболее характерном расположении
Фиг. 14. Принципиальная схема де-
формирования втулки при дорно-
вании.
К
дорнования I, в соответствии с
получит полную радиальную
дорна, в середине дернуемой
втулки не проявляются, что
дает право их не принимать во
внимание при некоторых тео-
ретически'; расчета \
3. I ели в зоне наибольшей
деформации выделить бес.ко
печпо малый кольцевой эЛе
мент dx. то условия деформи
рованпя этого элемента подоб-
ны условиям деформирования
участка трубы, подвергну той
действию внутреннего равно
мерного давления
Действительно, радиалыкд
перемещение частичек металла
осуществляется за счет натяга
который наружная поверхпоС'п
деформацию, равную
Перемещению металла кольцевого элемента dx в осевом на
правлении будет препятствовать расположенный кругом основ
нон металл обрабатываемой детали. Поете удаления дорна из
сечения I- -I по отверстию появится остаточная деформация
(7)Г1)ост> <1 ПО наружно!! поверхности ( ^'2)ост-
4. В процессе перемещения дорна по каналу отверстий обра-
зовавшаяся па наружной поверхности втулки волна металла
идет немного впереди дорна.
Во всех участках дернуемой детали деформации происходя!
совершенно так же, как и в рассматривавшемся ранее элементе
dx, поэтому в продорнованных участках втулки по отверстию
остается постоянная остаточная деформация а по паруж
ной поверхности for2>)ocm.
На фиг. 14 штрихами показано новое положение дорна ji со
ответствуюшее ему деформированное состоянье обрабатываемой
детали. Анализ показывает, что в обработанной части детали (ле
вее сечения II—II] произошли явления строго равномерного ра
диалыюго деформирования, ввиду чего геометрическая форма
цилиндра осталась неизменной.
< >11псанное явление имеет сходство с процессом автофретмро-
И.П111Я. Учитывал б.'Ш <<сть процессов. полги аем, что прс.ЖСС дорпо-
пиния цилиндрических отверстии может быть с успехом применен
пмесго автофретирования, т. е. > 1Я повышения прочности и живу -
г<1 in детален тите тру б. Целе.сообразиост! "Этого объясняется
метиле стоимостью процесса дорнования и его большей точ
Пост ыо.
Схема деформирования при дорновгпти является более слож-
по! так как при местном коит.акте дорна с изделием в различных
•ечепиях, перпендикулярных осп втулки, возникают разные схемы
и.тиряженпи и деформаций ?)то усложняет возможности состав-
ления уравис пт, равновесия элементарных иапряженных объемов.
Фиг. I I. Активное де
формирующие , сил ия
при дорновании.
Отверстие
>иомина/ц,иггп
/ натягд
Па.зЗина фактц-
ческогс, затяга
А°Р”
* • Средняя линия про
филя мера,, юст в в
_____on' f ерстии
Фиг 16. I )’>теря геометрического паияг.1 при полном
сглаживании микроне ровностей.
При дорновании также под влиянием снл грення и продольных
усилий деформирования (флг 13, усилие Л'|) происходиi смете
пне поверхностных слоев мета, i та в направлении движения дорна.
И, наконец, процесс дорнования обычно сопровождается смятием
или срезанием поверхностны,, микроперовностей в отверстии
При достаточном натяге в процессе дорнования повер постные
гребешки микионеровностей сминаются и полностью или частич-
но заполняют впадины мпкропрофиля. При сглаживании микро-
иеровиостей патя1 дорнования уменьшается, и деформации также
будут изменяться. При достаточно большом превышении диамет-
ра дорна над диаметром отверстия уменьшение натяга можно
вычислить по формуле (фиг 16).
4 = =2;М ’ - /Я 2/М>
X •• ср
где К 9 — коэффициент .заполнения, характеризующий профиль
микроиеровиостей.
Уменьшение натяга на величину происходит только при
полном сглаж шании микроиеровностеи. т. е. при натягах, намного
превышающих величину А/',,.
Так как смятие (ребешков микронсровностей происходит в по-
верхностных слоях металла, эти деформации не распространяются
в глубь стенки втулки, и поэтому при расчете величины дефор-
маций по внутренней и наружной стенке (в случае полного сгла-
живания микроперовиостеп) иногда необходимо за основу брать
эффективный натяг, т е. величину' превышения диаметра дорна
над средней линией профиля неровностей отверстия. При мень
ших натягах происходит частичное срезание, или сглаживание,
вершин гребешков неровностей
Сдвиг поверхностных слоев металла в направлении движения
дорна ощутимо обнаруживается только при дорновании сравни-
тельно коротких втулок, причем наибольшее течение металла про-
исходит вблизи опорного торца. Это явление станет понятным,
если учесть то, что у торцов металл находится в менее стесненном
состоянии и имеет более, легкую возможность к деформированию
При дорновании глубоких отверстии ощутимых явлений сдви-
га поверхностных слоев металла практически не наблюдается,
так как иначе при увеличении длины хода дорна по отверстию
впереди дорна скапливался бы смещенный металл.
С достаточной! точностью можно записать радиальную оста-
точную деформацию по внутреннему диаметру втулки равной
(° по,in (Г) ^с ч)оет 4“ (Г> непрост’ 0 )
где — радиальная остаточная деформация по внутрен-
нему диаметру втулки, при условии раздачи втул-
ки под действием внутреннего давления до вели-
чины эффективного натяга;
(оГс^ост— радиальная остаточная деформация за счет смятия
поверхностных микронеровпостеп;
('>гтеч)ост. — радиальная остаточная деформация, вследствие ис-
течения части металла, к торцам втулки.
Для определения величин пластических деформаций при дор-
новании возможно применить к этому процессу теорию автофре-
тажа, экспериментально определив для различных случаев
величины (Ягс„)^ и (5 г„1еч\,ст.
Если стальную ци шндрическую трубу подвергнуть внутрен-
нему давлению, то во всех слоях стенки трубы появятся напря-
жения. Наибольшие напряжения будут у внутренней стенки,
а по мере удаления к наружной они будут уменьшаться. При
достижении внутренним давлением [49, 501 величины S,Jg мате-
риал внутреннего слоя трубы достигает предела упругости
где а, — предел упругости металла трубы на растяжение;
гу — внутренний радиус трубы;
г2 — наружный радиус трубы.
При напряжениях ниже Soe в стенке трубы будут только
\пругпе деформации, исчезающие со снятием давления
При дальнейшем повышении давления па внутренней поверх-
ности появятся остаточные деформации, а в остальной части
грубы по-прежнему будут только упругие. Такое состояние ма-
териала обычно называют полуупругим (фиг. 17)
При повышении давления зона упругих деформаций совер-
шенно исчезнет Наступает так называемый период начала пол-
ной перегрузки, характеризуемый наличием остаточных дефор-
маций но всей стенке трубы. Без учета влияния наклепа такое
состояние может быть достигнуто при внутреннем давлении в
I тубе, равном
5ок=те1п^. (3)
r 1
Дальнейшее увеличение давления может вызвать на внутренней
'оверхиости трубы появление треншп и разрушение трубы
Фиг. 17. Полуупругий период состояния материала трубы
под нагрузкой:
1 —зонч остаточных и упругих деформаций; 2 — зона упругих деформаций.
При автофретировании труб в большинстве случаев ограни
читаются небольшими (0,015—0,03) величинами относительной
деформации на внутренней поверхности трубы. Чаще всего ав
тофретпроваппе производится одним из двух способов: с про-
дольным растяжением или без продольного растяжения. В пер-
вом случае труба с обоих торцов закрывается пробками, и во
внутреннюю полость подается давлений. Под влиянием давле-
ния на пробки труба будет подвержена общему продольному
растяжению. Во втором случае внутрь трубы вставляется сколь-
зящее уплотняющее устройство, что позволяет почти избежать
продольных напряжений.
Для вывода теоретических зависимостей, характеризующих
-нот процесс, используются основные уравнения теории плас
тичности, при решении которых будут допущены следующие
упрощения:
1. Главные напряжения совпадают с направлением осей ко-
ординат. Радиальное напряжение направлено но направлению
радиуса, окружное напряжение с,— по направлению касатель-
ной окружности, проходящей через рассматриваемую точку, и
осевое напряжение аг — параллельно оси трубы.
2. Общая относительная деформация металла в стенке трубы
равна сумме относительных упругих и остаточных деформации
3. Все цилиндрические слои трубы претерпевают общую
относительную продольную деформацию, т. е. при деформиро-
вании плоские сечения трубы остаются плоскими как под на-
грузкой, так п после возвращения ее в состояние покоя. Это
положение может быть распространено только на участки трубы,
достаточно удаленные от ее концов.
4. Объем металла при деформировании не изменяется, т. е.
после снятия нагрузки он принимается равным первоначальному
5. Согласно гипотезе наибольших касательных напряжений
принимается
— аг=Чг- (4)
Для разных слоев деформируемой трубы величина разности
°t—гг будет различна. На внутренней поверхности трубы зна-
чение этой разности будет наибольшим
-О—’г,
где —вновь приобретенный предел упругости металла вслед
ствие происшедших явлений упрочнения
На поверхности пограничного слоя, разделяющего зоны с
остаточными и только упругими деформациями, можно записать,
где -первоначальный предел упругости металла до дефор
мировапия.
По мере приближения к наружной поверхности трубы зна-
чение разности cz — зг уменьшается и становится меньше вели-
чины а<0. На наружной поверхности трубы значение этой разности
будет наименьшим.
6. Относительная продольная деформация трубы в состоянии
покоя после раздачи в расчет ие принимается ввиду' ее неболь
шого значения.
7. Ввиду отсутствия осевой растягивающей силы можно при
пять
Д- 0.
Для трубы с закрытыми концами, т. е. при продольном растя
женин ее, выражение для главного продольного напряжения а7
может быть написано [52] в виде
8. Между остаточными деформациями, возникающими при
р чяюмерпои раздаче трубы тр, т1г и и остаточными дефор-
мациями при эквивалентном чистом растяжении (когда осевое
напряжение чистого растяжения ар= , согласно исследо-
напиям инженера П. Малаваля можно принять зависимость
^4’ (6)
О \ Z /
где —остато1Й1ая деформация от действия чистого растяжения.
Без ущерба для точности ввиду малых деформаций, возни-
кающих при гидравлической раздаче трубы, истинную диаграм
му растяжения можно изобразить в виде прямой линии и вы-
разить уравнением
ae=aeo+D Ар,
где DM—модуль упрочнения материала.
После подстановки величины А , будем иметь'
\ = 3/ — Э = Зе. + 7 Dm ( Ъ +-?) •
О \ }
Обозначая
получим окончательно
ое=^еа-1-е
И")
(7)
При дорновании цилиндрических отверстий характер дефор-
мирования и перемещение частиц металла такой же, как и при
автофретировании без продольного
растяжения или без продольного
сжатия. Это обьясняется тем, что в
наиболее деформированном сечении
втулки по цилиндрической ленточке
дорна действуют только силы тре-
ния. Ввиду местного контакта по
поверхности отверстия силы трения
не могут передать осевых напряже-
ний на все сечение втулки.
На фиг. 18 ориентировочно по-
Фиг. 18. Характер расположе-
ния осевых напряжений по се-
чению дернуемой втулки.
казан заштрихованный участок втул-
ки, в пределах которого действуют
осевые сжимаюшие напряжения е2.
Эти напряжения имеются в основном
в нижней зоне втулки,
т. е. не в зоне наибольших радиальных деформаций. В зоне же
цилиндрической ленточки дорна (сечение I—/), т. с. в том
участке, где осуществляется наибольшая деформация, осевые
усилия практически равны нулю.
Таким образом, при определении максимальных радиальных
и особенно остаточных деформаций в дорнуемой втулке можно
пренебречь влиянием на них осевых сжимающих напряжений
Поэтому при выводе зависимостей для процесса дорнования
продольные, растяжения не учитываются
2. СВЯЗЬ Ml ЖДУ ДАВЛЕНИЕМ И РАДИАЛЬНЫМИ ДЕФОРМАЦИЯМИ
Д.-.Я раздачи трубы без продольного растяжения (при о2=г0)
полные относительные деформации можно написать следующим
образом:
(8)
где 8Z, В., Зг — окружные, осевые и радиальные относительные
деформации (полные);
ео ez’ sr—относительные упругие деформации по тем же
трем главным осял! напряжений;
Ъг
—— относительная окружная деформация;
',гп
—— относительная продольная деформация;
го
——относительная радиальная деформация;
т(/, ""I.-, 'ltr — относительные остаточные деформации по трем
главным осям напряжений;
Е — модуль упругости при растяжении.
Из теории пластичности для подобного процесса известна
[49] зависимость между деформациями
> dr г
Запишем эту зависимость в виде
d (л/ + Е/) = + + ~~ 1 — Ч | q\
dr г г г г
Относительные упругие деформации по трём главным осям
напряжений определяются из уравнений (8), учитывая, что
^=^=^=0
Найдем из уравнений (8) величину
ч 1
'зл
аЛ— а/
г
Величина аг—определится из
dr г
известного [49] уравнения
(11)
Подставив значение сл- cz, будем иметь
Ег If 4 (I 5Г
г — ЗЛ ’ hr ’
Внесем это выражение в уравнение (10)
<1ч
dr dr
- т]/ 4 d ar
г ЗЕ dr
Из условия несжимаемости материала
формации можно записать
при пластической де-
Подставляя г(г, будем иметь
Er= — +
d^t । dt
dr 1 dr
2 Tz+т- 4 . d-r
г 3E dr
В^дифференциал — подставим значение е, из уравнения (8) и
t ‘ dr
после элементарных преобразований имеем
£Ш)=-ЕЙ‘+Ц±1). (12}
dr \ dr г /
Из уравнения (II) следует
а,-4-а=2с 4-г L>'r .
t r r dr
Продифференцируем обе части этого уравнения •
f (3/+аг) = 3
<tr
iht. d^r
dr dr1
умножив правую часть на — , получим
dr
1
г2
3Г2 ,ЬГ+гзУ’1г\
dr dr*
или
d /r3 _
dr \ dr I
Если внести полученное выражение в уравнение (12), то будем
и меть
1 £
г2 d-
g i 'd К | 2ifr+Tb
' dr г
(13)
Осевая остаточная деформация т1г зависит от материала тру
бы и ее размеров, а также от величины внутреннего давления.
Без раскрытия ее значения уравнение не удается проинтегри
ровать.
Из второго уравнения (8) можно записать
Е^
Согласно уравнению (II)
имеем
2 -r+r d
dr
dr
следовательно,
J.
г г Зг2
d
dr
Внесем полученное значение Е --
г
в уравнение (13)
Па основании ранее принятого допа щепия величину г>2 мож
по считать постоянной по всему поперечному сечению трубы,
а значит, не зависящей от г. Учитывая это, проинтегрировав
предыдущее уравнение, получим
где С—постоянная интегрирования
II з уравнения (11) найдем значение гс,3г и, подставив его
dr
в предыдущее уравнение, получим
'л ^-ог+^+^+Ет^=С,
но так как
1 р
а,----а —
3 r
получается
г2/£ 1 +сЁ2£ + е.^==с.
( ‘ 3 2 ,?
Однако
По,гсгавиз это значение посла преобразования, получаем
_1 ' ® # _°г_ С / [
7 '7 з ’ е ~ г* ’ ' ’
Для внутренней поверхности радиальное напряжение равно;
3,= —7.
где 3„— давление дорна па металл в месте цилиндрической
ленючкп Тогда уравнение (15) можно переписать следующим
образом:
Ъ Г1 | Д _ . Zq | J . ‘%_ JC (16)
Г1 2 г0 3 Е г2
Для наружно:-! поверхности з/ 0 и, следовательно,
° Г 2 _|_* . 5 г» ( |
О 2 го r‘i
Пскиочая ит двух последних уравнений постоянную С, полечим
В уравнение входит относительная предо л.пая деформация
-г", которую точно определить невозможно. Для определения
Z
этой величины выведена [51] приближенная формула в виде
2ч, 2_ 3|> г 1 / ] ш
7 3 ’ Е ’ r|_f2 '
При учете ее уравнение (18) получит окончательный вид
2
Г1 । 2 jSq__^2 • о г3 (2и)
Эю уравнение можно применять для любого режима деформи-
рования детали при дорновании-—полуупругого или полной пере-
грузки
3. ДАГ5Л1 г!ПГ В СТЕПКЕ ДОРНУЕМОЙ ТРУБЫ
Для практического использования необходимо получить выра-
жение для определения давления дорнования 30 в зависимости.
3 Ю. Г Проскуряков
33
.. , в .
от внутреннеи радиально» деформации , так как при дорно-
ваннп величина этой деформации бывает известна.
Найдем эту зависимость для режима полной перегрузки. Вы-
ше были получены два уравнения (7 и 15) равновесия э*темеп
тов трубы при нагрузке.
Сложив два первых уравнения (8). предварительно разделив
обе части второго уравнения на два, получим
- <-/+->+ ' (5^-3=г)-
г() 2 о L
(21)
Из уравнений (7,15) и (21) исключим f —•--'j и r':
\ г - го / \ 2
тогда
Но так как at— 3r—3t, то можно написать
Из двух уравнений
d ~г I "г — *t n
—Ч-2—' -О; z,— зг-=з„
dr
можно записать
d "r
r---r ИЛИ - r • - =5 ..
dr dr
Учитывая, что на наружной поверхности
равно нулю, а значит и Sr3 0, получим
(22)
трубы давление
Вводя в эту формулу значение величины се из уравнения (22)..
будем иметь:
или
Из уравнений (16) и (17) можно записать
С _ С 6 Г; в r2 1 sn
q rl = 'ri Г‘ JS’
(С С \
— — — ] в уравнение (23), получаем вы-
G /
ражение для определения 30 в зависимости от разности ради-
альных деформаций внутреннего и наружного слоев т рубы
При дорновании более целесообразно иметь выражение для
3(, в зависимости толтко от внутренней радиальной /реформации
о/у, так как она известна и равна половине натяга i.
Для полученья этой зависимости из двух уравнений
о гп
исключим -
?0
и, найдя значение С, подставим его в уравнение(23)
(25)
Начало периода полной neptгрузки. В определенный момент
при увеличении внутреннего давления кончается поЛуупругий
период (упругая зона исчезает), а наружный слой трубы г2 до-
стигает предела пачалтнсй упругости сео. Для наружной по-
верхности аГг — 0 и па основании уравнения (4) лГ=аео,
Вследствие того, что деформация ° -г чисто упругая, ее ве-
Г2
личину можно рассчитать по формуле (8)
Следовательно,
s_r2 _ _%
r2 Е
(26)
Подставляя эту величину в уравнение (20), получим для на-
чала полной перегрузки значение внутренней радиальной де-
формации LL. = ^,Z1_A. <071
Е г2 3 Е
После введения величин — и- в формулу (24) получим вы-
Г1 гг
ражение для определения давления S0K, соответствующего кон-
цу полуупругого периода
Полуупругий период. Трубу, находящуюся в состоянии полу-
упругого периода, можно представить состоящей из двух ус-
ловных труб, 1 и 2 (фиг. 19, о). Труба 2 находится в упругом
a) S) 6)
Фиг. 19. Состояние трубы, соответствующее
полуупругому периоду.
режиме, а внутренняя труба 1—в состоянии периода начала
полной перегрузки, поэтому все закономерности, характерные
для этого периода, можно на нее распространить. На поверх-
ности раздела в слое р действует давление S , которое приводит
трубу 2 в состояние начата полуупругого периода. Реакция
этого давления оказывает дополнительное воздействие на пла-
стическую зону трубы 1.
Чтобы трубу 1 (фиг. 19, б) привести в состояние начала
периода полной перегрузки, необходимо ввести внутреннее дав-
ление, соответствующее этому периоду, т. е. давление, опреде-
ляемое формулой
В слое р, кроме того, на внутреннюю часть трубы 1 дей-
ствует давление верхней части тру<ы Зр, для преодоления ко-
торого внутри трубы нужно иметь аналогичное внутреннее
давление' (фиг. 19, в), т. е. S,)=S(,K+Sp.
Для величины Зр действительно соотношение, соответствую-
щее находящейся в начале полуупругого периода трубе 2,
зр=^(\-р!). (30)
\ г2 /
Складывая значение S0K и 5 , получим окончательно
е
Выражение для 30 можно получить также в зависимости от
деформации наружного слоя —г?. Так как эта деформация чис
Г 2
то упругая, па основании уравнения (8) можем записать
°<3
г 2 Е
(32)
Дтя трубы 2, находящейся в состоянии
упругого режима,
для слоя г2 известно выражение
S можно заменить выражением (30), тогда получим
р2
= •
г2
Подставив последнее гырзженпе в формулу (32), будем иметь
5-^=-е' ' (33)
G £ Д
Определив из этого уравнения величину р и подставив ее в
формулу (31), получим выражение для определения So в зави-
симости от радиальной деформации -- .
л-. ..г . В г„
Подставив значение радиальной деформации - в уравне-
f 2
ние (20), получим выражение для определения—1 в зависимо-
сти от радиуса пограничного слоя р и давления 30
В_Д=^ Ра 2 s * * Вo (34)
Г! Е г2 ЗЕ
4. ДЕФОРМАЦИИ В СТЕНКЕ ТРУБУ ПОСЛЕ ПРОХОДА ДОРНА
Из уравнений (15) и (21) исключив выражение
Д,1.
г 2 г0, ’
получим уравнение, определяющее состояние трубы под на-
грузкой
rlz ____ С S Of — "г
2 ~ г2” — 6 '
(35)
Предположим, что при возвращении трубы в состояние по-
коя остаточные деформации г(г, -д., появившиеся под воздей-
ствием нагрузки, остаются неизменными. Эти остаточные де-
формации создают в вышележащих слоях упругие остаточные
деформации Учитывая упругий характер возвращения дефор-
мированной трубы в состояние покоя, перепишем уравнение
(35) для такого состояния
- — —(36)
‘ 2 г2 6 Е
где а' и а'—напряжения в рассматрива емом слое, пришедшем в
состояние покоя;
С—постоянная, соответствующая состоянию покоя.
Вычитая из уравнения (3'6) уравнение (35), получим
С —С 5 - °'r) (37)
г2 ~ 6 Ё ’
Закон изменения напряжений ot и аг при упругом режиме
выражается известными равенствами
Разность (а,— а ) для слоя тд будет равна
а для слоя г2
Так как мы допустили, что переход трубы в состояние покоя
происходит при упругом режиме, можно считать, что разность
IIO уравнению (37) — ал) — (a'— а') может быть приравнена
величине'(а, —а ) Тогда для слоев г, и г2 можно написать
У У
С —С 5 (С/ — \ У у'г г* 5 S(l г2
Л 6 Е 3 Е г2—г2 ’
(38)
С —С _ 5 (°г — а/ )г=г у у/г—г, _ 5 So г 1
г22 6 Е 3£
Запишем уравнение (16) для двух состояний трубы,
чая под на!рузкой
б I 1 5 ?о i 1 б
Г1 2 г0 3 /Г г2
Для случая покоя
/8 гД 1 /о г0^ _ С'
\ Г] /ост 2 \ 2 оогл г2
Для слу-
(39)
(40)
Эксперименты ряда авторов, производивших опыты по дефор-
мации труб, показали, что осевая остаточная деформация ( —I
\ /ост
обычно весьма мала по сравнению с радиальными остаточными
деформациями и ей можно пренебречь. Вычитая уравнение (40)
из уравнения (39) и пренебрегая величиной (° г°) , получим
\ Z /ост
Ъ Г1 р Г! \ _ С — С' 1 6г0 1 50
ri \ /ост 2 z0 3 Е
Подставив значение величины °г- из формулы (19), и заменив
г»
Q __Q •
величину-----ее выражением согласно первой формуле (38),
Т\
получим
Уравнения (16) и (17) для состояния покоя могут быть запи-
саны следующим образом:
/S’-м । L/L?q'i _ рбА 1 ('*г°\ = с'
\ /ост 2 \ 20 /ост \ Г:с Jост 2 \ 2а /Ост г2
, „ /8 2п\
откуда, пренебрегая величиной! - , получим
X ?о /ост
Ост
(42)
Формулы (41) и (42) действительны как для полуупругого
периода деформирования трубы, так и для состояния полной
перегрузки.
Для конца полуупругого периода формулу [41] можно изме-
6 rt
нить, если ввести вместо величины —- ее значение из уравне-
ri
ния (27); тогда получим
Для полуупругого периода с учетом выражений (20) и (33) фор-
мула [41] имеет вид
। =j’*t . р3 2Sp .r l.
\ ri ост В r% Е — г2
5. ДЕФОРМАЦИИ ДОРНА
При дорновании цилиндрических отверстий давление в месте
контакта дорна и детали в одинаковой степени передается как
на обрабатываемую деталь, так и на дорн. Под влиянием этого
давления будет происходить деформирование и самого дорна.
Деформации дорна могут оказать непосредственное влияние
на деформации обрабатываемой детали. При уменьшении диамет-
ра дорна под действием давления фактический натяг дорнования
уменьшится, вследствие чего уменьшатся полные и остаточные
радиальные деформации детали. В отдельных случаях при прак-
тических расчетах величин деформаций это необходимо учиты-
вать. Наибольшие деформации будут иметь место при применении
наборных дорнов, так как отверстие в центре сильно снижает
их жесткость.
Практически при дорновании не может быть пластических
деформаций дорна, так как дорн обычно изготовляется из высоко-
прочной закаленной стали. Экспериментально определение дефор-
маций дорна связано с большими трудностями. Теоретически же
эти деформации приближенно учесть можно Если предположить,
что по всей цилиндрической ленточке дорна нормальное давле-
ние распределено совершенно равномерно, то при деформирова-
нии дорна к нему можно применить задачу Ляме-Гадолина. При
действии только наружного давления So согласно этой задаче
радиальные и окружные напряжения в дорне будут равны
(фиг. 20)
где So — наружное давление;
г1—наружный радиус дорна;
г3—внутренний радиус дорна.
Третье главное напряжение аг, действующее в осевом направ-
лении, принимаем условно равным нулю.
По теории наибольших касательных напряжений, наибольшая
разность главных напряжений! для случая наружного давления
равна
г? , 1
(зг — з.') = 2S0------= 2S0------— •
\ х i > ш и x и 2 2 и 2
т 1 ~ г3 1 _ С
Когда эта разность достигнет предела ^текучести материала,
на внутренней поверхности дорна появятся остаточные деформа-
ции. Например, для дор-
на, изготовленного из
стали ШХ-15 и закален-
ного, предел текучести
равен 130 кг)см\ Если
принять нормальную
толщину стенки дорна
и давление So, соответ-
ствующее обычно при-
меняемым натягам, то
разность (?2~ з;)тах не
будет достигать преде-
4-Д
Фиг. 20. Характер напряженного
состоятия материала дерна при дорновании.
ла текучести стали ШХ-15. Следовательно, при дорнов; рчи
в обычных условиях материал* дорна не имеет пластических
деформаций При дорновании стальных деталей с различными
натягами не наблюдалось пластических деформаций дорна., что
указывает на соответствие теоретических данных эксперименту.
Учитывая упругий характер деформирования дорна, можно
записать значение радиального перемещения на наружной поверх-
ности по задаче Ляме-Гадолина:
г ( Н+С \
;43)
1 \ Г1 ~ гз 1
где rid—радиальное перемещение точки, находящейся на на-
ружной поверхности дорна;
£х—модуль упругости материала дорна;
—коэффициент Пуассона материала дорна.
Для сплошного дорна г3=0, поэтому
8г!а=-5о{11(1-М-
Ввиду уменьшения диаметра дорна под действием давления,
в процессе дорнования фактическое перемещение точки, находя-
щейся на внутренней поверхности отверстия обрабатываемой
детали, будет равно
о/-; =-.ъГ1 — Ъг1д
где од—половина натяга дорнования.
При подстановке абсолютною значения ог1д из уравнения (43)
получим
(44)
Для того чтобы получить значения величин давления и де-
формаций в стенке дорнуемой детали с учетом деформаций дорна,
необходимо в ранее полученных формулах вместо значения аг}
подставить величину фактического перемещения точки or). Тогда
для режима полной перегрузки согласно формуле (25) будем
иметь значение давления 5>’о
Для сплошного дорна, koi да г3=0 и при применении материала
дорна с коэффициентом Пуассона ррй=-^-уравнение может быть
переписано следующим образом:
Для периода начала полной перегрузки уравнение (27) с уче-
том уравнения (44) будет
(47)
Тогда уравнение (28) для этого периода, при
формаций дорна, примет вид:
учете де-
(48)
При г3=0 и имеем
и
— 1
з 3eJ
(49)
Для полуупругого периода формула (31) с учетом выражения (44)
будет
получаем
При г3=0 и
е
Для определения остаточной деформации по внутренней по-
верхности отверстия с учетом деформаций дорна в уравне-
ние (41) вместо величины подставим значение из урав-
нения (44), тогда
(52)
Для случая, когда
ГУ 1
г3=0 и рра=-—.уравнение принимает вид
3
Экспериментальные исследования показали, что формулы
давлений и деформаций с учетом деформаций дорна следует
применять только при использовании дорнов с внутренним от-
верстием (в форме колец) и при дорновании сплошными дорнами
деталей с высоким пределом упругости (аго^>4О кг]мм2). При
дорновании же сплошными дорнами пластичных материалов
точность получалась большей при расчете по формулам без
учета деформаций инструмента.
Объясняется это тем, что при дорновании жесткий Дорн,
двигаясь по отверстию, находится непрерывно в контакте с из-
делием и по заборному конусу и по цилиндрической ленточке.
При большой ширине цилиндрической ленточки дорн будет
более длительное время осуществлять давление на слои металла,
расположенные у поверхности отверстия. За счет увеличения
длительности контакта дорна с металлом пластические дефор-
мации по отверстию возрастают. Вероятнее всего это связано
с явлениями релаксации металла, находящегося в режиме пла-
стического деформирования.
ГЛАВА III
ТЯГОВОЕ УСИЛИЕ ПРИ ДОРНОВАНИИ
Определение тягового усилия при дорновании имеет боль-
шое практическое значение, так как, зная величину усилия,
можно правильно выбрать конструктивные размеры протяжного
станка или пресса, рассчитать на прочность инструменты и под-
соединяемые к ним тяги и проверить прочность и устойчивость
обрабатываемых деталей.
Тяговое усилие можно выразить суммой трех слагаемых
где Рс — часть усилия, расходуемого на упругую и пластиче-
скую деформацию металла в условиях данной меха-
нической схемы; эта часть более всего зависит от
истинного сопротивления обрабатываемого металла
деформации;
Р^— часть усилия, необходимая для преодоления сил тре-
ния дорна об обрабатываемую деталь; при одном и том же
коэффициенте трения величина этой составляющей мо-
жет изменяться в зависимости от величины поверх-
ности трения; с уменьшением поверхности трения, что
достигается увеличением угла заборного конуса а и
уменьшением ширины цилиндрической ленточки, вели-
чина Р^ уменьшается;
Рд — часть усилия, необходимая для преодоления потерь,
получающихся в связи с неравномерностью деформации
при дорновании; чем меньше изгиб волокон при дор-
новании, что может быть, например, при уменьшении
угла заборного конуса а, тем меньше должна быть
величина этой составляющей общего усилия.
Расчет тягового усилия при упруго-пластическом деформиро-
вании можно производить непосредственно через определение
составляющих тягового усилия и через определение удельного
давления течения металла. Последний способ менее трудоемкий
вследствие упрощения математических расчетов. Удельное дав-
ление течения металла определим для случая дорнования
отверстия конусообразным дорном, так как эта форма дорна
является наиболее целесообразной. Силовые зависимости будем
рассматривать без учета торцовых явлений, так как для прак
тики дорнования отверстий наиболее важно знать максимальную
величину тягового усилия, образующегося в середине втулт i
при установившемся процессе, а расчет торцовых явлений сильно
усложнит расчетную схему деформирующих сил и создаст до-
полнительные трудности в расчетах.
Удельное давление течения металла при дорновании можно
приближенно разбить па три составляющие: !) Д\— для осущест-
вления основных деформаций металла с учетом внешнего тре-
ния, появляющегося на контактных поверхностях; 2) /\2—-для
преодоления сил трения по цилиндрической ленточке дорна;
3) Кцоп — Для осуществления дополнительных деформаций воз-
никающих встедствие неравномерности деформаций при дорно-
вании.
1. ОСНОВНЫЕ СОСТАВЛЯЮЩИЕ УСИЛИЯ
Схема деформации при дорновании характеризуется нали-
чием трех главных напряжений: радиального сжимающего — з;!,
окружного растягивающего — и осевого сжимающего напря-
жения — а2.
Фиг. 21. Условия равновесия бесконечно малого элемента
в зоне заборного конуса.
Допустим, что действующее в осевом направлении сжимаю-
щее напряжение с2 равномерно распределено по любому попе-
речному сечению металла, находящемуся в зоне деформации.
При небольших натягах, применяемых при дорновании, пло-
щадь F поперечного сечения втулки изменяется незначительно,
поэтому будем считать ее постоянной в течение всего процесса
дорнования.
Пренебрегая силами инерции и изменением площади Fx от
сечения к сечению, напишем условие равновесия сил выделенного
в зоне заборного конуса дорна бескон шно малого элемента dx,
т. е. возьмем сумму проекци. всех сил на ось х, проходящую
по оси отверстия (фиг. 21):
(s24-d Fx — ~ dxdl sin аЧ-Зз p- dxdl cos «= 0, (54)
гДе рх—площадь дорпуемой втулка в сечении, отстоящем
от начала координат на расстоянии х;
dx — диаметр отверстия в этом же сечении;
— поперечное напряжение в месте контакта дорна
с поверхностью отверстия;
Р —коэффициент внешнего трепня;
ddx=2tgadx— приращение внутреннего диаметра в бесконечно
малом элементе; «
Dx — наружный диаметр втулки в
рассматриваемом сечении.
При наличии дополнительных сдви-
гов траектории поперечных (радиаль-
ных) напряжений изогнуты по отно-
шению к оси отверстия Приближен-
но величину этого напряжения можно
фиг. 22, Схема напряжений
при дорновании втулок.
получить из условия равновесия сил.
действующих на элементарный объем в плоскости, перпендику-
лярной к осп отверстия (фиг. 22):
з'-т/_(7х=з'г(/, — cos а—c'u.nd.r—‘-х sin а
COS a v COS 1
или
аз
______Ъ,_______
1 --- |Х 1
Подставив в уравнение (54) выражения Fx, dl з3 и произ-
ведя элементарные преобразования, получим
2 о 1+'Г-
da2D^ldl+^--------^ddx С). (55)
2dx 1 “ 11 tg ’
Уравнение имеет две переменные величины <з2 и а3, поэтому
не может быть решено без дополнительных данных.
Вторым будет уравнение пластичности следующего вида:
’1 — (— или + (56)
где р — истинное сопротивление деформированию.
Этого уравнения недостаточно для решения уравнения (55),
так как в обоих равенствах имеется три неизвестных: а1; а2 и а3.
Ввиду небольших натягов, применяемых при дорновании,
истинное сопротивление деформированию р обычно бывает не-
многим больше предела текучести обрабатываемого материала,
[ !оэтому можно принять, что при дорновании соотношение между
нормальными окружными и радиальными а., напряжениями
такое же, как и при чисто упругом режиме деформирования.
Для упругого режима напряжения и а. могут быть при-
ближенно определены, исходя из задачи Ляме-Гадолнпа
где /у и г2— соответственно внутренний и наружный радиусы
деформируемой трубы.
После исключения из уравнений внутреннего давления S’o
получаем
сз
Подставив в это
нения (56), подучим
уравнение значение напряжения а, из урав-
аз
2г°-
Посдё замены г=- г.
Dx
— имеем
2
2
аз
2rf;
(57)
Значение а3 из этого уравнения (со знаком минус —для условий
внутреннего контура) подставим в равенство (55), получим
с/ с2
2Щ
2d;(l — pig я)
После преобразований имеем
da2=-------1-
f, 1 - И tg Я
rfdx
dx ’
После замены
и интегрирования получаем
а2 = — A (In г/хф-1пС).
При отсутствии у дорна цилиндрической ленточки постоян
ная интегрирования С определится из условия, что при dx=d
в конце заборного конуса дорна сопротивление отсутствует
И 0.
В этом случае
In С — In d.
Подставляя In С, получаем
в»— A In— •
dx.
Главное напряжение достигает величины Л, при dx dt. Оче-
видно, что о2. /<Л и есть то среднее напряжение, которое не-
обходимо создать для возможности продвижения дорна по каналу
отверстия,
/у, =Л1п —
f/y
Подставив вместо А его значение, получим
1—}J.tga d3
Формула выражается через логарифмический показатель де-
формации, что указывает на ее правильное конструктивное
построение.
Пулем подстановки в предыдущую формулу величины а
— d3A-i уравнение приводится к виду, более удобному для рас-
четов,
Влияние цилиндрической ленточки. Вследствие образующихся
сил трения цилиндрическая ленточка дорна также значительно
влияет па тяювле усилие. Выделим бесконечно малый элемент
в зоне цилиндрической ленточки и рассмотрим условия его рав-
новесия (фтг. 23). Спроектировав все силы на ось х, получим
— (з,4-т/32)F — з3ц-ddx 0,
4 IQ. Г. Проскуряков
49
где
Сокращая и произведя преобразования, будем иметь
d а,=<з3 dx.
3 F
Подставив значение
на d, получим
d ^2—
*3 из уравнения (58) после
замены dx
p(d2 —
2d2
l^ddx.
F
Учтя значение F и проинтег-
рировав, будем иметь
2р ;л , „
а2 —- х-[-С.
Произвольную постоянную най-
дем при подстановке граничных
условий: при х = 0; ог=0 (для
простоты дальнейших выводов
Фиг. 23. Условия равновесия бес- влияние обратного конуса во вни-
конечно малого элемента в зоне мание не принимаем).
цилиндрической ленточки. Следовательно, С—О, и урав-
нение может быть переписано
2 d
при х=Ь; а2 = /С2, т. е. напряжению, необходимому для преодо-
ления сил трения, образующихся, в зоне цилиндрической лен-
точки.
tf2=-2p!ift. (60)
а
В работе [58] дан вывод составляющих и Л’2, определен-
ных по второму варианту решения. Формулы имеют следующий
вид:
2d3i . 1
D2 — d23’ 2 D2 — d2
(60а)
В дальнейшем эти формулы будут использоваться для срав-
нения.
Дополнительные сдвиги металла. Формулы (59) и (60) не
учитывают неравномерного распределения напряжений по стенке
втулки, создаваемого дополнительными сдвигами, которые тем
больше, чем бчиже расположен рассматриваемый элемент к оси
детали. Угол сдвига элементов металла у самой поверхности
дорна равен углу заборного конуса а. По мере удаления воло-
кон от осп этот угол уменьшается и достигает нуля на неко-
торой границе, отстоящей от оси дорнуемой втулки на расстоя-
нии rs (фиг. 24). В зоне заборного конуса в пределах очага
деформации выделим элемент металла при помощи двух верти-
кальных плоскостей, находящихся Друг от друга на расстоянии,
равном единице. Элемент будет на-
ходиться па расстоянии I от пере-
сечения образующей конуса дорна
с осью втулки.
Дополнительные едвши будут
происходить только в пределах не-
которой области втулки диаметром
£>Л. В рассматриваемом объеме вы-
делим бесконечно малый объем do
в форме кольца на расстоянии у от
оси детали
Его величина
Фиг. 24. Изменение положения
кольцевого элемента при допол-
нительных сдвигах.
do -2 тс у- \dy.
Удельная работа дополнительных деформаций в данном эле-
ментарном объеме может быть выражена уравнением
Ауд. з t У ,
где y — деформация сдвига, вызванная дополнительными усло-
виями;
t — напряжение сдвига.
Если обозначить через i — угол наклона элемента по отно-
шению к образующей цилиндрической поверхности диамет-
ром £>4, то можно приближенно предположить, что T=tg<i>,
тогда
Ауд.,= tig Ь.
Это выражение показывает, что величина удельной работы
зависит от положения элементарного объема в рассматриваемом
элементе металла.
Для условии чистого сдвига принимаем i ----
1^3
Запишем работу деформации рассматриваемого бесконечно
малого элемента
dA’^-^—ig-b2-ydy.
I 3
(61)
По фиг. 10 можно записать
К ’ I гх
Подставив из последнего уравнения величину в первое
уравнение и учтя, что—=tga, получим
<g>—
l(rs — rx) rs—rx
(62)
Подставляем значение tg ф в уравнение (61)
<М; = а (Ге _ у) ydy.
i 3 (rs — гх)
Проинтегрировав в пределах от гх до rs, получим работу
деформации, затрачиваемую для.поворота волокон в элементе
втулки, шириной равном единице
Л' -/''^(П-П)(П+2П).
3 /з
В процессе дорнования поворот волокон металла происходит
два раза в зоне заборного конуса и два раза в зоне обратного
конуса. Изгибы волокон в зоне обратного конуса очень малы
и не имеют существенного значения, поэтому учтем только
Двойной поворот
(H^2g).
3] 3
Так как объем рассматриваемого элемента равен
и=>(/;2-гр1,
то можно определить полную удельную работу дополнительных
сдвигов вследствие поворота волокон в элементе V
Д =_ 2 " р tg - ~ И) Т-+2г«)
зУ~з r.R-d)
После преобразований получаем
Так как при дорновании цилиндрических втулок применяются
сравнительно малые натяги и глубина распространения пласти-
ческой зоны бывает небольшой, можно принять, что ^=1,1 ' 1,8.
Г.г
При крайних значениях этой величины выражение 1 -|--------бу-
дет изменяться в предетах от 1,476 до 1,357, т. е незначи-
тельно. Среднее его значение будет
. , 1 1,476+1,357 .
И---~1.-110.
Подставив в уравнение (63), получим полную удельную работу
дополнительных сдвигов вследствие поворота волокон металла
при дорновании дорпом с заборным профилем в виде конуса
Л^-ОДбр tg«. (64)
Дополнительные сдвиги появляются также и под воздей-
ствием сил трения. Для бесконечно малого элемента объемом dV
можно приближенно считать, что удельная работа таких дополни
тельных сдвигов прямо пропорциональна углу поворота воло-
кон ф (см. фиг. 24), коэффициенту трения и обратно пропорцио-
нальна углу заборного конуса дорна. Это объясняется тем, что
с уменьшением этого угла потери на трение увеличиваются.
Если объем бесконечно малого элемента равен di> 2r.ydy,
то работа деформации этого элемента может быть написана
dA = t — tgfi-2-ydy = 2n-• и 1яфу4у.
tg3 |/ 3 tge
Подставляя значение tg ф из уравнения (62), получаем
сМ(р =----— — - - (rt -— у) dy.
I 3(rs —г.)
Интегрируя в пределах от гх до rs и произведя преобразова-
ния, получим работу дополнительных сдвигов, вызванных внеш-
ним трением в элементе, шириной равным единице
Л=-^(С-П) (с+2п).
Удельная работа дополнительных сдвигов от внешнего трения,
следовательно, равна
д _Д+ Д_ гх) (г^+2гЛ) = цр д.______1__\
з /7 - ( -г2х) 3 | 3 I 1+/’ I
Принимая приближенно r- = 1 14-1,8, получаем
ГЛ
-4Г|1= 0,28 ^р.
Общая работа дополнительных сдвигов равна
Л-л+А'Г — Р - @ <g G+p) / 1 т
3 I 3 , , Ч
а при допущении /1 4-
1,42 формула примет вид
-Чп+‘Ч.= 0,28/>(2 tg^4-P-)-
Если приложенная сила перпендикулярна площади давления,
а площадь эта остается постоянной в процессе деф >рмации (что
как раз имеет место при дорновании), то величина удельной ра-
боты деформации равна величине удельного давления течения.
Таким образом, дополнительная часть напряжения, идущая
на дополнительные сдвиги, будет равна
1\доп '4,,+-' ! (2lga+ll) 1+- ।
313 ( '<t;
X
или
A'awi=O,28p(2tga+.i). (65)
2. П9ДН01. УД1 ЛЬНОЕ ДАВЛЕНИЕ ТЕЧЕНИЯ ПРИ ДОРНОВАНИИ
Полное удельное давление течения при дорновании может
быть записано следующим выражением:
7\ =7(1+/vH .
)
где / — коэффициент неравномерности деформации по диаметру.
Тяговое усилие при дорновании через величины А\. Л'2 и 1\3оп
определяется следующим выражением:
Р = (А'1+Л'2)Е+/<ао,1Е1,
(67)
где Fj — площадь пластически деформируемой области, где
происходят дополнительные сдвиги,
(68)
Величина Ds, характеризующая зону металла, в которой проис-
ходят дополнительные сдвиги металла, может быть определена
по следующей приближенной формуле:
D2 = 0,68rf4^4-0,l
s IpJ
(69)
Исходя из схемы деформирования, Ds при расчетах нельзя при-
нимать бол! ше D.
Предлагаемая формула для определения величины Ds дает
- ’.тта D
удовлетворительные результаты для втулок, имеющих -=1,(к> 4
d
Этот интервал наиболее часто встречается в производстве
В формулы удельного дав-
ления течения входит величина
истинного сопротивления р,
определяемая по кривой истин-
ных напряжений Вследствие
того, что при дорновании обыч
но применяются малые натяги,
в пределах относительных на-
тягов до 0,008 можно величи-
ну р считать равной истинно
му пределу текучести. Величи-
ны и /<2 в значительной ме-
ре зависят от угла заборного
конуса а. Характер изменения
величин A’j и с изменением
угла 'J. показан на фиг. 25. Со-
ставляющая как видно из
графика, не зависит от угла
Угол х
Фиг. 25. Зависимость удельного
давления течения и его составляющих
от угла а. л
заборного конуса.
Общее удельное давление течения в области малых углов а
сначала уменьшается, затем непрерывно увеличивается, а в пре-
делах некоторого интервала углов имеет минимальное значение.
Поэтому дорнование целесообразно проводить дорнами с углом
заборного конуса а в этом интервале. Следует заметить, что
с изменением степени деформации и коэффициента трения мини-
мальное значение /< может сместиться в сторону больших или
меныних углов а.
3. ТЯГОВОЕ УСИЛИЕ ПРИ ДОРНОВАНИИ ШАРИКОМ
Ввиду небольших натягов, применяемых при дорновании, для
определения тягового усилия, создаваемого шаровым дорном,
можно воспользоваться упрощенной методикой расчета.
Фиг. 26, Схема обработки от-
верстия шаровым дорном
Для этого в зоне активного де-
формирования переменный угол за-
борного конуса следует привести к
некоторому постоянному углу, ко-
торый по условиям деформирования
равнозначен шаровой форме (фиг. 26).
Величина этого угла может быть
определена по уравнению
d д
cus2a 2 =1-4- (70)
/ d
2
Определив для каждого конкретного случая величину угла
дальнейший расчет тягового усилия можно вести по формулам
для конусообразных дорнов. Аналогичный способ расчета можно
применить и для других форм дорна
ГЛЛИА IV
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ ПРИ ДОРНОВАНИИ ДЕТАЛЕЙ
Остаточные напряжения оказывают значительное влияние па
прочность и долговечность деталей. Знать величину и распреде-
ление остаточных напряжений необходимо для последующего
конструктивного учета или уменьшения вредных остаточных на-
пряжений (главным образом растягивающих) па поверхности дета-
ли, а также для наилучшего использования их в случае появле-
ния в поверхностном слое полезных сжимающих напряжений.
Некоторые технологические процессы механической, термиче-
ской и термохимической обработки создают в сечениях обрабаты-
ваемой детали остаточные напряжения со знаком, противополож
пым знаку напряжений, возникающих от внешней нагрузки. Сло-
жение остаточных и эксплуатационных напряжений ослабляет в
опасных сечениях влияние внешних нагрузок, уменьшает дефор-
мирование изделий и способствует повышению долговечности их
Наиболее эффективными в этом отношении являются методы
механической «упрочняющей технологии», создающие в поверх-
ностных слоях деталей большие сжимающие напряжения (до
120 к»)мм*) Эти напряжения при отсутствии на обработанной
поверхности рисок или царапин намного увеличивают долговеч-
ность деталей в условиях динамических и знакопеременных на-
грузок. 11апример, при дробеструйной обработке стальных дета-
лей величина остаточных напряжения достигает значений 10О—
120 кг/лъи2 [211, при обкатке роликами 60—90 кг]мм2 [921, при
наклепывании шариками по методу ДА. И. Кузьмина 20—90 кг) мм2.
Положительное влияние остаточных напряжений особенно эффек-
тивно проявляется у деталей, имеющих концентраторы напряже-
нии [211 и у деталей, работающих в условиях коррозионной
усталости [291.
Дорнование может быть использовано, кроме упрочнения, и
для специальных целей— для повышения статической прочности
различных цилиндров. В процессе дорнования материал обраба-
тываемого цилиндра полностью или частично переводится в со-
стояние за пределом упругости, в результате чего внутренние
слои стенок цилиндра окажутся сжатыми, наружные — растяну-
тыми и образуется слои, в котором остаточные напряжения бу-
дут равны нулю. При подаче в такой цилиндр, например, внут-
реннего гидравлического давления напряжения в его стенках
перераспределяются, что создает по сечению цилиндра более
равномерное напряженное поле и повышает его сопротивляемость.
Этот эффект повышается также за счет упрочнения (наклепа)
металла в отдельных слоях или по всему сечению цилиндриче-
ской стенки.
О;нако эффективное использование такого приема, напржмер,
для повышений прочности различных цилиндрических объектов
возможно только при глубоком понимании физико-механичееких
изменений, происходящих в металле при деформировании, и если
известны величина и характер распределения напряжений в стен-
ке обрабатываемой детали. Весьма важно также знать способы
расчета опасных растягивающих напряжений, появляющихся па
наружной поверхности дорнуемого объекта, так как при превыше
нии некоторого предела эти напряжения могут привести к преж-
девременному разрушению детали. Нежелательным является со-
здание при дорновании слишком высоких напряжений окружного
сжатия на внутренней поверхности после выхода дорна из очага
деформации. В случае, если это окружное сжатие превзойдет
первоначальный предел текучести материала, па внутренней по-
верхности цилиндра после удаления давления появится неупру-
гая деформация обратного знака.
1. РАСЧЕТ ОСТАТОЧНЫХ НАПРЯЖ' 1ИЙ’
Принимаем, что при возвращении в состояние покоя в дефор-
мированной дернованием трубе не возникают новые остаточные
дл фармации. Эго дает право производить расчет остаточных на
пряжений по формулам теории упругости. Высказанное положе-
ние может не соответствовать действительности в случае приме-
нения очень больших натягов у деталей с толстой стенкой, так
как в этом случае при возвращении деформированной трубы в
состояние покоя вблизи отверстия могут возникнуть дополни
тельные остаточные деформации. Однако при дорновании, как
правило, больших натягов не применяют и поэтому с допуще-
нием об упругой возвращении деформированной трубы можно
согласиться.
Расчет осевых остаточных напряжений, образующихся при
дорновании, очень сложен и здесь не приводится. Однако на
основании схемы деформации, .приведенной ранее, можно устано-
вить, что при значительно” длине обрабатываемой детали
(— 2х) и небольшом угле заборного конуса дорна а величина
\ d I
этих напряжений невелика по сравнению с величиной окружных
или радиальных остаточных напряжений
Период полной перегрузки. В состоянии под нагрузкой давле-
ние Sn в периоде полной перегрузки может быть определено по
формуле (23) главы II
Ио аналогии в произвольном слое давление будет равно
(71)
Постоянную величину С определим из уравнения (23) и под-
ставим в последнее выражение. Получаем
Окружные напряжения в произвольном
из соотношения
3/=3t+V
слое г определяются
Для определения предела упругости зс с учетом наклепа
материала ранее (глава II) было получено уравнение (22).
Подставив значение з из этого уравнения, а -г из уравнения
(71), получим
Заменив с, .можно написать
При выборе режимов дорнования необходимо установить ве-
личины остаточных напряжений а) и в), так как они будут опре-
делять эксплуатационные возможности обрабатываемой детали.
Подсчитаем эти напряжения для периода полной перегрузки.
Если обработанную дорнованием трубу с внутренним и на-
ружным радиусами и г2 (фиг. 27, а) мысленно разделить ци
линдрической поверхностью радиуса г на две трубы, то для со-
хранения прежнего равновесия к обеим частям нужно будет при-
ложить давление q (фиг. 27, б), равное по абсолютной величине
значению радиального остаточного напряжения в этом слое.
Учитывая упругий характер возвращения деформированной
трубы в состояние покоя, запишем
где A«z характеризует изменение давления при переходе из на-
груженного состояния в состояние покоя и определяется по из-
вестной формуле
Фиг. 27. Схема напряженного состояния дсформироиаиной трубы.
Т огда
После подстановки значения из уравнения (72) получаем
Без учета наклепа материала в стенке детали 1 -f- = 1
и формула будет иметь следующий вид:
Из формул (74) и (75) можно установить, что после дефор-
мирования трубы в режиме полной перегрузки радиальные, оста-
точные напряжения остаются неизменными независимо от натя-
га, который применен при этом.
По наружному диаметру пподорнонапной трубы (г г2) и по
поверхности отверстия (г гд) радиальные остаточные напряжс
пня равны hj.jiio.
Для определения окружного остаточною напряжения з' мож-
но принять соотношение
=;= 3Z —
Так как
то ве-пичину’ напряжения с' можно записать следующий образом:
Заменив
ншо (72), а
~е его выражением по уравнению (22), л. по \ мвпе-
S,, значением (23), получим
(76)
Из уравнения видно, что окружные остаточные напряжения
(так же, как и напряжения а') в режиме полной перегрузки не
зависят от натяга и сохраняют те величины, которых они достиг-
ли при давлеиш1 S0K.
Подсчитаем предельные значения н щряжепия з'. По пар\ж
пому диаметру г=г„ и
Это напояжсние всегда положительно, что указывает на на-
личие растягивающих напряжении в наружном слое. По диамет-
ру отверстия (г = Г1) окружное остаточное напряжение равно
Это напряжение всегда отрицательно.
Полуупругий период. Рассмотрим в деформирование.i до по-
л^упругого периода трубе две характерные зоны (фиг. 28, а)
пластических деформаций rtp и упругих деформаций рг2.
Фиг. 28. Полуупругпп период деформирования
трубы при дорпопапип.
В слое текущего радиуса г уцруг^деформиревавдой зоны
(фиг. 28, б) радиальное напряжение, о,, определяется по формул
Заменив .S его значением S / 1 — f I. получаем
* 2 ,-2
\ 2 /
fl— —
2 ’ г2 \ г2 /
г2
(79)
Для слоя г пластически-дсформировапиой (наклепанной)
fj (j под нагрузкой справедливо равнение
ЗОНЫ
+ | 1 — \
О I 2
\ Г2 /
Окружные; напряжения в зоне рг2 определяются по
„ , / ,2 \
•Sp р- / 1 , ' 2 I
(80)
формуле
2
2 — Р-
S= — а,
Е
е
‘ Е
1П -Р
е г
После замены S„ его значением получаем
р J
При определении окружных напряжений в зоне наклепа рг*
воспользуемся применявшимся ранее выражением
Для определения предела упругости, приобретенного слоем
текущего радиуса г зоны /др, находящейся в режиме полной пере-,
грезки, используем уравнение (22). Постоянную С в этом урав-.
нении можно най-и из условия
Тогда имеем
(82),
Сложив полученное значение <зе с величиной по уравне-
нию (79), получим выражение для определения окружного на-
пряжения az в наклепанной зоне /у у.
Для определения остаточных напряжений в трубе, продорно-
ванпой до полуупругого режима, рассчитаем сначала радиаль-
ное остаточное напряжение в слое с радиусом р
После подстановки можно записать
Вместо Sa подставим его значение по
уравнению (81), получим
Дт1..Д2|1щ
(83)
Рассмотрим дал.йе остаточное напряжение в слое текущего
радиуса г упруго-деформированной зоны о/2. Для этого случая
известно
1[осле подстановки ( o')? получаем
(84)
Д я слоя с текущим
юны можно записать
радиусом г пластичсски-деформированной
<=Д—Ад;
После подстановки ~г нз уравнения (81) и 80 из 5 равнения (31)
и сокращений получаем
In
(85)
Анализ уравнения показывает, что в крайних слоях трубы и
rj остаточное напряжение я' равно нулю. В середине трубы
эго напряжение имеет максимум.
d а'
Взяв производную ------- и приравняв ее нулю, можно уста-
dr
повить координату слоя г„ с наибольшим значением а'
(86)
Величину напряжения с' на радиусе гн можно определить по
формуле ,
(87)
Радиус г„ наибольшего напряжения а) расположен в зоне
пластического деформирования г, р. Кривая с' = /(г), построенная
по уравнениям (84) и (85), представлена на фиг. 29.
Рассчитаем окружные остаточные напряжения в упруго-дефор-
мированной зоне трубы. Для этой зоны, подвергающейся внут-
реннему давлению S' ——(з')?, справедливо
уравнение
упругого
режима
Вместо (з'), подставим ранее вычисленную величину по урав-
нению (83). Тогда будем иметь
Для наружной поверхности трубы
г=г2, и уравнение перепишется следую-
щим образом а
21п ^Д(89)
ri /
Величину окружного”напряжения с'
на внутренней поверхности трубы мож-
но рассматривать как сумму двух на-
пряжений
Фиг. 29. Характер распреде-
а/1—
ления радиальных остаточных
где (X )i—напряжения, полученные от напряжений в стенке трубы,
части труб,,, с 9статоч,
деформациями;
(₽' )2 — напряжения, появившиеся от
давления S' на наружный
СЛОЙ Тру.бЫ Tj р.
Для зоны гхр напряжение (с' можно подсчитать по форму-
ле (78). Оно будет равно
(90)
Напряжение. (□' )2 можно определить по формуле
$ Ю. Г. Проскуряков
65
После подстановки (/) имеем
Сложение обеих составляющих даст общее остаточное напря-
жение а'.
Для упрощения окончательного результата целесообразно при
нять
1 1
С учетом этого можно записать
Окружное остаточное напряжение по внутреннему слою тру-
бы а' всегда отрицательно. Таким образом, после дорнования по
внутренним слоям трубы существует окружное сжатие. По абсо-
лютному значению а' больше су .
Распределение окружных остаточных напряжении для всего
сечения трубы г1р в зависимости от радиуса г устанавливается
аналогичным образом. В соответствии с формулой (76) для этой
трубы можно записать
(92)
Дополнительное напряжение (а')2 от внешнего давления
S'=—(з')р на трубу /у о определяется по формуле
После сложения напряжений (з'Х и (□'), получим формулу
для расчета напряжений <з' в зоне г. о.
2. АНАЛИЗ ФОРМУЛ РАСПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ПРИ ДОРНОВАНИИ
Рассмотрим напряженное состояние дернуемых при разных
натягах втулок из сталей 20 и 45.
На фиг. 30, а даны графики полных и остаточных напряже-
ний, полученные при расчете продорнсвапной втулки из стали 20.
(Наружный радиус втулки г,=32 мм, внутренний г1=15
Фиг. 30. Распределение окружных и радиальных j:ai ряжении по стенке
втулки, деформированной дврцоващцм ври (ежиуе помов пеМу-рдаки.
предел упругости ее материала aJ = 20 кг)мм2; модуль уп-
ругости Е 20000 дг/.млг; е=540. Принятый натяг дорнова-
ния 1 = 0,2 лги.)
При расчете по соответствующим формулам главы II можно
установить, что случаю начала периода полной перегрузки при
дорновании такой втулки соответствует давление So 15,65 кг/мм2
и натяг i 2 ог1 = = 0,121 мм Таким образом, при натяге г-=0,2 мм
деталь будет находиться в периоде полной перегрузки, по фор-
мулам которого и производится расчет напряжений. Для расчета
полных и остаточных окружных напряжений используем форму-
лы (73) и (76), для расчета радиальных напряжений — форму-
лы (72) и (74).
Из графика видно, что в периоде полной перегрузки радиаль-
ное напряжение ог от некоторых отрицательных значений (напря-
жения сжатия) у поверхности отверстия плавно изменяется до
нуля у наружной поверхности обрабатываемой втулки. Окруж-
ные напряжения положительны по всей толщине стенки обра-
батываемой. детали и плавно увеличиваются при увеличении ра-
диуса от /у до г2.
Предел упругости, приобретенный слоем металла на радиусе
ri, подсчитывается по графику и приведенной выше формуле
ац—оГ1 = 23,2 кг{мм?.
Таким образом, вследствие наклепа предел упругости на внут-
реннем слое Г1 увеличился на -'у 2 кг{мм2 (на 16% от начального
предела упругости материала).
В соответствии с формулами (73) и (76) окружные и радиаль-
ные остаточные напряжения в периоде полной перегрузки не за-
висят от натяга дорнования. гЬменить значения а' и а' можно
только за счет изменения механических свойств металла и раз-
меров обрабатываемой детали. По наружному и внутреннему
диаметрам обрабатываемой детали радиальные остаточные напря-
жения е' равны пулю.
Окружные остаточные напряжения а' для рассматриваемого
случая плавно изменяются от напряжений сжатия у внутренней
поверхности отверстия до напряжений растяжения у наружной
поверхности. В первом случае напряжения сжатия полезны, так
как они обеспечивают повышение упругого сопротивления обра-
ботанной детали. Напряжения растяжения на наружной поверх-
ности при достижении определенного предела могут
ними для эксплуатации и их необходимо заранее
На некотором радиусе г„ напряжение а) становится
лю. Этому случаю соответствует уравнение
2 2,2
1 -ln^- r'.Z£±il_in^.=0.
% г2 ~Г1 Г'
быть вред-
рассчитать.
равным ну-
Рассмотрим случай дорнования втутки из такой же стали
(сталь 20), при том же натяге дорнования i = 0,2 мм и радиусе
отверстия втулки r1=i5 мм. Единственным изменением является
уменьшение наружного радиуса до г2—20 мм. Если в первом
г 39 г 20
случае 2 = -— = 2,13, то сейчас - - =— =1,33. В этом случае
3 г, 15 гг 15
деталь находится в периоде полной перегрузки, которому соот-
ветствует давление SOK=5,74 кг1млГ и натяг дорнования I
= 0,01-8 Л!.Ч
Общий характер распределения напряжений az, ar, с), а' (фиг.
30, б) при изменении радиуса г2 не изменяется. Однако оста-
точные напряжения а' и а' по абсолютной величине значительно
уменьшились; напряжение аг стало также меньше, а окруж-
ные напряжения at даже увеличились. Отношение окружного
напряжения у наружной стенки к окру
* '•
внутренней стенке —- = 1,32, в преды-
дущем же случае оно было равно:
—~=2.89.
Ч
Предел упругости металла на радиу-
се t\ равен: att—ог, = 22,9 /сг/,илг, что
соответствует увеличению начального пре-
дела упругости на 14,5%.
Если при одних и тех же размерах
обрабатываемой детали взять материал,
имеющий больший начальный предел упру-
гости (сталь 45), то по абсолютной вели-
чине значения всех напряжений увели-
чатся (фиг. 30, в).
Па фиг. 31 представлен случай де-
формирования втулки из стали 20 в по-
луупругом режиме. Для возможности
сравнения размеры втулки остались неиз-
менными: Гх=15 мм; г3=32 мм. Подсчет,
произведенный для натяга дорнования
/=0,054 мм, позволил установить вели-
чину радиуса пограничного слоя, разде-
ляющего упругую и пластически-дефор-
ми ованную области: р=22,5 мм.
Общий характер распределения радиальных напряжений
и о' при переходе от режима полной перегрузки к полуупруго-
му периоду деформирования не изменился, а распределение
окружных напряжений <st и о' в упругой области втулки изме-
нилось за счет уменьшения их значений по абсолютной величи-
не. В слоях трубы, расположенных выше пограничного слоя,
окружные напряжения oz и с' с увеличением радиуса непрерыв-
но уменьшаются. Интересно отметить, что отношение окружных
напряжений по наружной и внутренней стенке в этом случае
в 2,15 раза меньше, чем при деформировании в режиме полной
ому напряжению по
Фиг. 31. Распределение
напряжений по стенке
втулки, деформированной
дорнованием при полу-
упругом режиме.
перегрузки. Приобретенный предел упругости слоя металла на
радиусе rt, равный cZ1—аГ1 = 20,6 цз/мм2, увеличился незначи-
тельно. В отличие от предыдущих случаев в полуупругом ре-
жиме, как это видно по формулам (83), (84) и (85), окружные
и радиальные остаточные напряжения значительно изменяются
при изменении натяга дорнования
При одном н том же обрабатываемом материале и нспзмсн-
hov натяге дорнования с увеличением топщины стенки дорнуе-
мой детали режим деформирований может измениться, перейдя
из периода полной перегрузки в полуупругий. Для сохр шепия
периода полной перегрузки при увеличении толщины стенки об-
рабатываемой дета'ш необходимо увеличить наляг дорнования.
3. ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИИ
ПРИ ДОРНОВАНИИ
Для сравнения результатов формул и фактического распре-
деления напряжений при дорновании различных деталей прово-
дились экспериментальные исследования. Для испытаний были
взяты образцы из сталей 10 и 45. Предварительно они протяги-
вались. Диаме1р отверстия всех образцов был равен 30 ,ил1
наружный диаметр—61 мм, а длина по осн — 25 мм. Дорио-
вание производилось конусообразными дорнами с углом забор-
ного конуса а = 4° и шириной цилиндрической ленточки b I мм
со смазкой сульфофрезолом. Для выяснения влияния натяга на
величину и характер распределения остаточных напряжений
дорпование производилось с различными натягами, в пределах
от 0,12 до 0,475 лен.
Ввиду большой толщины стенки образцов (17 мм) для выяв-
ления остаточных напряжений был применен метод Г. Закса,
по которому обработанные, в данном случае дорноваиисм,
образцы поочередно, по слоям обтачиваются по наружному диа-
метру (или растачиваются) и при этом каждый раз измеряется
величина деформации по диаметру отверстия.
Учитывая высокую точность обработки отверстия и хорошую
чистоту обработанной поверхности, снятие слоев металла про-
изводили с наружной поверхности образцов, а замер происхо-
дящих при этом деформаций с точностью до 1 мк— по поверх-
ности отверстия. Концентричность снятия наружных слоев ме-
талла обеспечивалась специально изготовленными оправками,
которые закрепля тсь в шпинделе токарно-винторезного стан-
ка 1616. Посадочное место у оправки протачивалось пос^е ее
установки на стан'ке.
Чтобы не создавать дополнительные напряжения при обра-
ботке резанием пли, наоборот, не снимать имеющиеся напряже-
ния, обточку производили только острыми резцами при скорости
Табища 4
Расчет остаточнтл напряжений втулки из стали’45, обработанной дорнованием при натяге 0,18 мм
№ сня- того слоя F, Л1М1 F—Fa, мм* 6. 105= dG 105 dF (F-Fa)--X v 7 dF X 10« F+Fa , мм2 F + F a — .6- 10® 2F t • кг/мм2 кг [мм*
1 ~dn dn -.10’
1 3216,99 2506,99 — — =— — — — —
о 2827,43 2117,43 8,9 0,027 57,3 3537,43 5,57 10,4 —0,67
3 2375,83 1665,83 18,1 0,029 48,3 3085,83 11,8 7,3 -1 ,27
4 1963,5 1253,5 28,5 0,0317 39,7 2673,5 19,4 4,06 — 1 ,82
5 1590,43 880,43 43,5 0,039 34 3 2300,43 31,4 0,58 —2,4
G 1256,64 546,64 50,5 0 0 1966,64 39,7 — 7,95 —2,19
7 1134,11 424,11 18,25 —0,11 —46,7 1844,11 14 84 — 12,3 —0,68
8 962,11 252,11 8,5 —0,07 —17,6 167'2,11 7,4 - 5 —0,23
При меча н и е. На фигуре обозначено: /—значения 0 при натяге 0,18 мм; 2 —значения 6 npi натяге 0,123 MM.
резания 2—3 м{млн. При снятии промежуточных слоев глубина
резания не была больше 1 .ил;, а на последнем проходе /<(0,3 н.п.
Подача во всех случаях равнялась 0,1 мм!об.
Так как длина образцов была сравнительно небольшой (ме-
нее величины диаметра отверстия), осевые остаточные напряже-
ния а' малы и не оказывали существенного влияния па распре-
деление напряжений а) и </. Поэтому для расчета были приме-
Фиг. 32. Распределение остаточных напряжений по сечению
втулки из стали 45 после дорнования с натягом 0,18 мм:
1 — экспериментальные данные; 2—расчетные данные.
йены следующие формулы Г. Закса, не учитывающие влияние
осевых напряжений
10,
г \ 2F J
где Fj — площадь круга по диаметру отверстия;
F — переменная площадь, соответствующая диаметрам по-
сле каждой обточки;
О— относительное изменение диаметра.
С наружной поверхности каждого образца снималось по семь
слоев, при этом наружные диаметры перед замерами были рав-
ны: 60; 55; 50; 45; 40; 38 и 35 мм. Для большей точности каж-
дый опыт повторялся дважды с использованием среднеарифме-
тических величин. В табл. 4 на основании экспериментальных
исследований прнведея расчет остаточных напряжений у втулки
из стали 45 после дорнования ее с натягом 0,18 лги. Значения
,, d о
производной определялись по специально построенному гра-
dF
фику (см. фигуру к табл. 4).
Полученные значения позволили построить диаграмму рас-
пределения окружных а' и радиальных а'г остаточных напряже-
ний по стенке втулки (фиг. 32, а). Плавное расположение кри-
вой и малое выпадание экспериментальных точек указывает на
наличие довольно четкой закономерности. Па фиг. 32, я, кроме
того, изображены линии остаточных напряжений з и з', полу-
ченные путем расчета по формулам (74) и (76).
По графику видно достаточно хорошее совпадение опытных
и расчетных кривых. Значительно уменьшенное (против расчет-
ного) окружное напряжение а' на радиусе втулки 17,5 лл свя-
зано с очень небольшой толщиной стенки втулки и искажением
результатов как при обработке резанием, так и при замерах
отверстия Эту точку надо считать выпавшей из общей кри-
вой о'.
Остаточный напряжения у образца из стали 15 определялись
также после дорнования его в полуупр) гом режиме при натяге
7=0,123 мм. Напряжения а' при этом опыте резко уменьшились,
но совпадение экспериментальных результатов и расчетных
осталось по-прежнему довольно хорошим (фиг. 32, б).
При одних и тех же режимах дорнования сталь с более низ-
ким пределом упругости приобретает меньшие по величине
остаточные напряжения, поэтому при снятии сдоев металла дает
меньшую величину остаточной деформации.
Проведенные эксперименты по определению напряжений во
втулках из стали 10, предварительно обработанных дорном при
натягах 7=0,374 и 7=0,475 мм, подтвердили это положение
При изменении натяга от 0,375 л/лг до 0,475 мм деформации по
отверстию при снятии наружных слоев практически остались
неизменными, ввиду чего оба опыта практически уложились в
одиси линии. Этот результат не является неожиданным, так как
ранее было показано, что в периоде полной перегрузки (в кото-
ром находится деталь при любом из названных натягов) остаточ-
ные напряжения не зависят от натяга дорнования.
ГЛАВА V
ФОРМА РАБОЧЕГО ПРОФИЛЯ ДОРНА
Дорны, применяющиеся на практике, отличаются друг от
друга не только размерами, маркой стали, общей конфигурацией,
но и формой рабочего профиля, которая оказывает существен-
ное влияние на окончательный вид обработанной поверхности и
на усилия, возникающие в процессе дорнования
Фиг. 33. Формы рабочего профиля дорна:
а— с заборной и обратной частью в виде конуса; б — со срезанным об-
ратным конусом; в— с двойной заточкой заборной части; г—сферическая;
д— сферическая с цилиндрической ленточкой; е — криволинейной формы.
Применяя соответствующие технологические режимы (натяг
дорнования, число проходов, скорость и др.), при определенной
форме рабочего профиля можно получить необходимую чистотз'
поверхности и глубину наклепа.
По форме рабочего профиля дорны могут быть нескольких
типов (фиг. 33). Пределы изменения таких параметров дорна,
как угол заборного конуса а, угол обратного конуса ширина
цилиндрической ленточки b в различных источниках указывают-
ся по-разному, несмотря на то, что от величины этих размеров
в большой степени зависят качественные показатели процесса
дорнования.
1. ВЫБОР ОПТИМАЛЬНОГО УГЛА ЗАБОРНОГО КОНУСА ДОРНА
На основании исследований автора [66, 67, 68] установлено,
что для дорнования наиболее целесообразно применять Дорны,
имеющие заборную и обратную части в виде конуса и цилин-
дрическую ленточку.
Одним из важнейших элементов, определяющим форму рабо-
чей поверхности дорна, является угол заборного конуса а, так
как заборной частью осуществляется основная деформация обра-
батываемого металла. От величины угла а зависит усилие Р и
чистота поверхности дорнуемон детали. При неудачном выборе
этого угла большое тяговое усилие вызывает значительный сдвиг
поверхностных слоев металла, разрывает масляную пленку меж-
ду изделием и дорном и создает царапины и надиры па обрабо-
танной поверхности.
На выбор рационального угла заборного конуса дорна влияет
ряд факторов: материал дорнуемой детали, натяг дорнования,
коэффициент трения инструмента о деталь, размер дорнуемого
отверстия, чистота предварительно подготовленной поверхности
и др. Определить угол и экспериментально ддя всех случаев
практики с учетом перечисленных выше факторов невозможно.
Поэто’ iy важно определить размер угла заборного конуса дорна а
аналитическим методом, вытекаюши л из предельных условий
деформации металла в зоне заборного конуса. Эго позволит тех-
нологам и конструктора .и более правильно устанавливать форму
дорна в зависимости от условий дорнования.
При правильно выбранной форме профиля заборного конуса
дорна тяговое усилие будет наименьшим. Этому усилию соот-
ветствуют минимальные затраты мощности на каждый рабочий
ход инструмента и наименьшие осевые сдвиги металла. Преиму-
щественно радиальное перемещение металла (при оптимальном
угле а) способствует выглаживанию микронеровностеп поверхно-
сти обрабатываемого отверстия. Поэтому оптимальный угол за-
борного конуса дорна будем определять на основании исследо-
вания уравнений тягового усилия на минимум.
Па основании формул (59), (60) (65) и (67) запишем в раз-
вернутом виде уравнение дтя расчета тягового усилия
I \
р = |n / J + \ \ + +_2д ь CD’-rf2). +
4 ( d3 I (1 -:Hga) d 4
л (Dj — d2)
H-0,2Sp(2 tga+;x) • ----L
Обозначим:
•1 \ ^3 /
Р А
Тогда подучаем
(1 — (Л tg?)
^^^+0,2S,#lg..+rt.iTLziL.
а 4 4
Возьмем производную этого выражения по я.
Так как значения А, ч, р, b, d, D, D, при одном и том же
натяге дорнования не зависят от угла я, ддя условий дифферен-
цирования они будут постоянны.
После решенья и упрощения подучаем
dP__
rfa
и. (1 + / ) 1g2 а — |i (1 — ]х tg «)
\ ___tg« /_______________________
(1 — p. tg?)2 sin2 а
1
cos2 а
Приравняв производную тягового усилия к нулю, из уравнения
можно определить оптимальный yrohj аопт, соответствующий
минимальному тяговому усилию. Проведем такие расчеты и по-
лучим
1 I \
(1 ~ — 1+~777 I г, г. । />2 — ,г-1
tg 7опт_____________\___tg V о пт / 0 , «6/7 ” I s “ )
(1 ' |Л tg Роит)2 Л Д 4
Обозначив
0,56р я 1 Р; — Л-) R (9,5)
Л и. 4
можно записать
1 / !’ \
"77 (1 — .,J-tgaonm) — р+ ,
tg" аОПШ\ tg 3ОП>* / Jj
(1 —Iх tg лопт)2
После преобразования получаем
1 2 ч
-------_ 1 _-----!--
tg2 7опт tg арцт$
( 1 — Ц tge.onm)2
Последнее выражение можно записать и в виде
_ 1
_____*§27°ПЯ) ' _ 13 . /pg)
tg ^опт (1 Д tg U пт)2 2
После подстановки значения В из уравнения (95) и значения А
из уравнения (94) получаем следующее выражение:
(97)
откуда
Аналитическое определение значения угла у.опт в данном случае
представляет значительные трудности, поэтому наиболее раци-
онально применить здесь нетод графического анализа. Однако
приближенное решение уравнения (96) возможно.
Известно, что при дорновании отверстии угол а не бывает [66]
больше 10°, а коэффициент трения 0,1. При таких условиях
можно принять
tg &опт’ ^g ^'опт ~~~ 1 Р tg &-опт
Тогда уравнение (96) перепишется следующим образом:
1__
2 Чогич
Попт
В
- ПЛИ
9
о t х Г 1
2 4-~ й-—
опт 1 В В
Решив уравнение относительно а011„„ получаем
^епт! ,2
Выражения и - положительны и поэтому рассматривае-
мое уравнение имеет только одно положительное решение. Со-
ответствующее ему ?опт равно
После подстановки В окончательно инеем
(98)
где а0„,„—оптимальный угол заборного конуса дорна в ради-
анах:
- —относительный натяг при дорновании.
^3
Формулу (98) можно упростить, так как величина дроби под
квадратным корнем значительно больше единицы. После извле-
чения выражения из-под корня его величина также во много
раз больше единицы. Поэтому пренебрегая величинами (+1) и
(— 1), а также вводя под корень остальную часть выражения
и производя преобразования, получим приближенно
При обычных условиях дорнования (небольшой натяг, удовле-
творительная смазка, коэффициент трения до 0,15) значения
Фиг. 34. Зависимость величины оптимально-
го угла заборного конуса от относительного
натяга (обрабатываемый материал—сталь 45,
<ц=32 кг[ммг. Модуль упрочнения ОИ=6Ю).
угда aonw, вычисленные по
точной (97) и упрощенной
(98) формулам, совпадают.
Это дает возможность ши-
роко пользоваться упро-
щенной формулой
На фиг. 34 графиче-
ски представлены резуль-
таты расчета оптимально-
го утла по формуле
(98). Истинное сопротив-
ление деформированию р
определялось по следую-
щей приближенной фор-
муле
Р — 3s + ^« —
а
Анализ графиков пока-
зывает, что в зависимости
от изменения некоторых параметров процесса дорнования опти-
мальный угол заборного конуса Дорна атм будет изменяться
в довольно широких пределах. В частности, значительное увели-
чение этого угла вызывается увеличением коэффициента трения
и относительного натяга. Па величину угла aotim больные, вли-
яние также оказывают механические свойства материала обра-
батываемой детали.
В зоне очень малых относительных натягов (до 0,003 л/л;)
перед точкой перегиба кривой угол а, подсчитанный по форму-
ле /(у), увеличивается. Это объясняется тем, что исход-
ими * \ (1 ' ' J
ные расчетные формулы тягового усилия были выведены для
условий упруго-пластического деформирования. В зоне же очень
малых относительных натягов деформации чисто упругие, в пре-
делах которых формулы не Дают достаточно точных результа-
тов. Однако режим упругого формоизменения при дорновании
применять нецелесообразно, так как при этом пе будцт обеспе-
чена эффективная обработка отверстий [37].
2. ВЛИЯНИЕ ФОРМЫ РАБОЧЕГО ПРОФИЛЯ ДОРИА НА ТЯГОВОЕ УСИЛИЕ
При рациональном изменении формы рабочего профиля дор-
на можно значительно снизить тяговое усилие и затраты мощ
ности, улучшить качество поверхности обработанного отверстия
В опытах, описанных ниже,
изучение формы дорна произво-
дилось при дорновании втулок
из сталей разных марок и чу-
гуна с номинальным диаметром
отверстия 30 мм и натягом
0,12 мм. Наружный диаметр
втулок равнялся 64 мм. Кро-
ме того, для контроля произ-
водилось дорнование втулок с
диаметром отверстия 10,20 и
45 л<л1. Учитывая сложность
изготовления в производствен-
ных условиях дорнов с криво-
линейной формой рабочего про-
филя, за основу взяли дорны
с заборным и задним профи-
лем в виде конуса.
Фиг. 35. Влияние угла заборного ко-
нуса дорна на тяговое усилие при чи-
стоте предварительной обработки:
1—8 класс, -—6 класс.
Эксперименты и расчеты по-
казали, что на изменение тягового усилия (при неизменном па-
тяге дорнования) наибольшее влиянье оказывает угол а . Па
фиг. 35 показан график изменения тягового усилия в зависимо-
сти от изменения угла заборного конуса а при дорновании вту-
лок из стали 45. При этом во всех случаях ширина цилиндри-
ческой ленточки дорна была равна 6 = 2,3 мм, угол обратного
конуса од — 5°. Перед дорнованием отверстие было предвари-
тельно протянуто с обеспечением чистоты поверхности по 8 и
6 классам.
Из графика видно, что тяговое уснпие при этих условиях
(фиг. 35, кривая 1) имеет минимальное значение при угле а от
2 до 4°. При увеличении угла заборного конуса свыше 4° про-
исходит значвтелБнос увеличение тягового усилия Это сопро-
вождается ростам дополнительных деформаций, вызывающих
смещение частиц металла в направлении движения дорна.
Фиг. 3G. Стружка, образова-
вшаяся на дорне при дорпо-.
вании с (1=27°.
Уменьшение тягового усилия при дорновании отверстий, пред-
варительно обработанных более грубо— по 6 классу чистоты
(фиг. 35, кривая 2), объясняется тем, что дорн, осуществляя смя-
тие довольно слабых поверхностных гребешков, деформирование
металла втулки производит со значительно меньшим фактиче-
ским натягам. При более чистой поверхности почти вся работа
будет расходоваться на деформирование массы металла и вы-
зовет повышение тягового усилия.
Наблюдения в процессе исследова-
ния показали, что при применении дор-
на с углом заборного конуса, равным
27°, происходит уже не радиальное
сжатие металла, а срезание некоторо-
го слоя. На фиг. 36 показан такой
дорн после дорнования втулки. Хорошо
видны срезанные с металла частицы
стружек. Уменьшение угла менее 2'
вызывает увеличение сил трения, а
следовательно, п тягового усилия. Та-
ким образом, зона оптимальных углов
по тяговому усилию находится в пре-
делах от двух до четырех градусов.
Этот интервал оптимальных углов сов-
падает с интервалом, определенным
теоретическим расчетом.
При этих же условиях обработки
дорном сферической формы с цилин-
дрической ленточкой b = 2,3 мм тяго-
вое усилие равнялось 2600 кг. У кону-
сообразного дорна такое усилие воз-
никало при a д^2°.
Для сферического дорна величина приведенного угла нахо-
дится по формуле (70)
cos 2 апр = = 0,996.
f a 3U
Этому соответствует апр = 2°25'.
Па основании выполненных исследовании автором предложе-
на новая форма рабочего профиля дорна—с двойной заточкой,
на котором по заборному профилю допна в пределах зоны де-
формирования делается дополнительный малый конус. При дор-
новании таким дорном (фиг. 37) тяговое усилие получилось рав-
ным 2380 кг и оказалось наименьшим из всех случаев дорнова-
ния различными дорнами.
Дорны криволинейной формы с R = 70 мм (см. фиг. 33, е)
создали тяговое усилие, равное 3200 кг, соответствующее уси-
лию конусообразного дорна с углом а=1°. При дорновании вту-
лок из других сталей были получены примерно такие же зави-
симости. При дорновании чугунных втулок тяговое усилие в за-
висимости от угла а изменяется в меньшей степени; оптимальные
углы располагаются в пределах от 1 до 6 — 7°. При обработке
чугунных втулок дорнами с двойной заточкой и сферическим
тяговое усилие получалось 620—700 кг, что соответствует уси-
лиям для зоны оптимальных углов.
При дорновании втулок, особенно коротких, тяговое усилие
изменяется от нуля до некоторого максимального значения при
входе дорна в отверстие и резко падает до нуля при выходе
дорна из отверстия. При достаточно большой длине втулки в
среднем участке ее усилие дорнования остается постоянным.
yjp/7 Л
Фиг. 37. Дорн с двойной заточкой заборного профиля.
Изменение тягового усилия по длине втулки происходит
вследствие того, что у торцов металл находится в более сво-
бодном состоянии и может «течь» в радиальном направлении и
в направлении торцов, поэтому условия для деформирования
здесь облегчены и тяговое' усилие уменьшается. Приближенно
можно считать, что тяговое усилие, уменьшается в зоне втулки,
отстоящей от каждого из торцов на расстоянии, равном толщи-
не ее стенки.
Угол заборного конуса дорна а оказывает существенное вли
яние на характер расположения кривой давления. Это видно из
фиг. 38, а, где показаны записанные на испытательной машине
УИМ-50М кривые давления при дорновании в гулок из стали 45
дорнами с различными углами а. При этом во всех случаях н а-
тяг был неизменным и равнялся 0,12 лаг (направление движения
дорна следует считать слева направо).
Кривая, полученная при дорновании дорном с а = 27°, имеет
резкий подъем при входе дорна в отверстие, а при выходе его
из отверстия—скачкообразные спады. Такой характер кривой
объясняется тем, что при большом угле происходит резание ме-
талла с образованием стружки, а скачки давления при выходе
дорна из отверстия указывают на ступенчатый процесс образо-
вания или скалывания элементов стружки
6 Ю. Г. Проскуряков 81
При угле а = 10 процесс идет более равномерно, без скач-
ков. В этом случае не наблюдалось образования стружки, но
большее тяговое усилие указывает на то, что значительная
часть давления расходуется па пластическое перемещение и
сдавливание слоев металла в направлении движения дорна. С
уменьшением угла а кривые тягового усилия становятся более
пологими, а при угле 2° появляется даже горизонтальный уча-
сток.
Фиг. 38. График изменения тяговых усилий при
дорновании Втулок из стали 45 в зависимости
о г длины втулки:
а — при различных углах а; б — при различном натяге.
При неизменном угле а усилие изменяется с изменением ве-
личины натяга дорнования. При малых натягах кривая имеет
драги горизонтальную птощадку, характеризующую усилия в
средней части втулки, при больших натягах такой площадки
нет (фиг. 38, б).
Угол Oq обратного конуса не оказывает существенного вли-
яния па измените тяговогб усилия, так как в зоне его воздей-
ствия не происходит активной деформации металла. Теоретиче-
ски с увеличением угла cq тяговое усилие должно уменьшаться
в связи с тем, что проекция на ось х реактивных сил действия
металла втулки па инструмент увеличивается и помогает даль-
нейшему продвижению дорна в канале отверстия Практически
не наблюдается непрерывного падения тягового усилия при J ве-
личепии угла
График изменения тягового усилия в зависимости от величи-
Фиг. 39. Влияние угла обратного ко-
нуса цд на тяговое усилие при дррио-
вании втулок из стали 45 с натягом
О 12 мм.
Фиг. 40. Влияние ширины ци-
линдрической ленточки дорна
на тяговое усилие при дорнс.ва-
иии втулок из стали 45 с натя-
гом 0,12 лам.
Фиг. 41. Изменение тягового усилия в зависимости
от \тла заборного конуса при дорновании втулок из
стали 45 с диаметром отверстия 30,лл1 и наружным
диаметром 64 лм1:
1— оп ытпая кривая; 2— расчетная кривая.
ны угла обратного конуса (фиг. 39) показывает, что тяговое
усилие с увеличением угла ах примерно до 7° уменьшается и
далее начинает возрастать. Увеличение усилия происходит по-
тому, что при больших углах ах из-за сравнительно большей
скорости движения дорна деформированный металл не успева-
ет осуществить изгиб своих волокон на такой большой угол и,
следовательно, не может оказать реактивного воздействия на
дорн В области малых углов аг (до 2 — 3°) уменьшение тя-
гового усилия при увеличении угла можно обосновать также
уменьшением плошади соприкосновения металла с дорном по об-
ратному конусу, что вызывает уменьшение сил трения.
Важным параметром дорна является ширина цилиндрической
ленточки. В области этого участка дорна можно приближенно
•считать процесс деформирования установившимся. Сопротивление
•поступательному движению здесь будут оказывать только силы
трения. Цилиндрическая ленточка позволяет повысить точность
обработки и предохраняет инструмент от быстрого износа. За-
висимость между тяговым усилием и шириной цилиндрической
ленточки при дорновании стальной втулки (фиг. 40) имеет вид
прямой линии, не проходящей через начало координат.
Сравнение экспериментальных и расчетных значений тяговых
усилий показывает достаточное их сходство. Заметно это и на
графике зависимости тягового усилия (фиг. 41) от величины уг-
ла заборного конуса. Кривые экспериментального и расчетного
вариантов почти совпадают друг с другом.
Некоторое расхождение кривых тягового усилия при углах,
больших 20°, может быть объяснено появляющимся явлением сре-
за металла, принципиально изменяющим картину пластического
деформирования. '
3. ВЛИЯНИЕ ФОРМЫ РАБОЧЕГО ПРОФИЛЯ ДОРНА НА ЧИСТОТУ
ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Для получения высокой чистоты поверхности в процессе дор-
нования необходимо правильно подобрать форму и параметры
инструмента. При одних формах дорна поверхность обрабатыва-
емого отверстия получается чистой, при других на поверхности
появляются риски и задиры, иногда даже большие, чем они бы-
ли после предварительной обработки. Для улучшения чистоты
обработанной поверхности казалось бы целесообразно уменьшать
угол заборного конуса а до возможно меньших значений, так
как при малых углах а в основном происходит радиальное смя-
тие гребешков и заполнение пустот на поверхности. Практиче-
ски с уменьшением угла а улучшение чистоты обработанной по-
верхности происходит до определенного предела, после которо-
го качество поверхности ухудшается. Это явление особенно ха-
рактерно для обработки очень вязких материалов, например ста-
ли марок 20 и 50Г, так как при малых углах а в зоне заборно-
го конуса сильно возрастают силы трения и происходит «закли-
нивание» металла, что, в свою очередь, вызывает появление
рисок, задиров । других дефектов, ухудшающих чистоту обрабо-
танной поверхности.
Как показали исследования, лучшая чистота поверхности от-
верстия у стальных деталей с диаметром отверстия 30 мм получает-
ся после дорнования дорном с двойной заточкой заборного профи-
ля и дорном с а—4", несколько хуже — при обработке дорпами
Фиг. 42. Влияние угла заборного конуса дорна на чистоту
обработанной поверхности втулки при дорновании
с натягом 0,12 мм:
а — втулки из стали марки 45; отверстия втулок предварительно
протянуты: / — грубо; 2 — чисто; р — втулки из стали марки 50Г и
чугуна марки СЧ 12—2 8; 1—втулка предварительно протянута;
Rz ~ Ь8 3,2 мк; 2— втулка предварительно расточена;
Rz =7-2-13 мк.
с а, равным 5 и 7° и со сферической заборной частью и совсем
плохая при а, равном 2; 3; 15 и 27°.
Результаты измерения микрогеометрии поверхности позволили
построить зависимость между средней высотой неровностей дер-
нованной поверхности и величиной угла а применяемого дорна
(фиг. 42, а). При данных условиях дорнования для получения
наиболее чистой поверхности рационально применять дориы с
двойной заточкой заборного конуса и с а = 4:5°.
После обработки дорнами с криволинейным рабочим профи-
лем (см. фиг. 33, е) поверхность отверстия получалась доволь-
но грубой — с рисками и задирами.
При дорновании предварительно протянутых втулок из стали
марки 50Г (фиг. 42, б, линия 7) наблюдалось резкое ухудшение
чистоты обработанной поверхности при малых углах а вследст-
вие заклинивания и срыва вязкого металла. По этой же причи-
не обработка дорном с двойной заточкой не да ia желаемых ре-
зультатов, поверхность* получилась неудов тетвори ,ejn,ной (/?г- 2,1
uj; при обработке сф рическнм дорном бы ю равно 3,3 мк.
Результаты замеров Rz после обработки чугунных расточен-
ных втулок дали возможность построить зависимость от а.
Из графика (фаг. 42, б, линия 2) видно, что титучшпе резуль-
таты дают Дорны с а — 2?3‘; сферические Дорны и дорпы с
двойной заточкой дают хорошие результаты, в первом стучае
R 0,9 мк, во втором R, - 1 мк
После деформирования в зоне
заборного конуса металл попадает
в зону цилиндрической ленточки,
где он практически не претерпе-
вает дтльнейш то объемного Де-
ф >рм’'ровапия, по под влиянием
сил упругости и изерхностные не-
ровности метад'дт несколько вы-
Фиг. 44. Влияние угла обрат-
ного конуса «х на чистоту
обработанной поверхности.
Фпг. 43. Влияние ширины
ленточки дорна на чистоту
обрабатываемой поверхности
грн дорновании с натягом
0,12 л.я.
равниваются и сглаживаются. Поэтому при хорошей, чистоте
поверхности дорна и при наличии достаточно качественных
смазочных материал>в для улучшения чистоты обработанной
поверхности бы । т бы целесообразно увеличивать ширину цилин-
дрической ленточки в. Однако па практике эти условия обычно
не удается выполнить, и величину b следует выбирать в опре-
деленных пределах. Па фиг. 43 показана зависимость высоты
мпкроперовпбетей дернованного отверстия втулки из стали мар-
ки 45 от ширины ленточки дорна.
С цилиндрической ленточки металл сходит в зону обратного
конуса, п если сход будет плавным и равномерным, то поверх-
ность останется дос.аючно чистой, а при неравномерном сходе
металл 1 появятся задиры и срывы. При большом угле а ме-
талл будет находиться в контакте только с острой кромкой, раз-
деляющей зоны цилиндрической ленточки и обратного конуса,
которая будйт сильно изнашиваться, а появившиеся па ней мель-
чайшие риски виз >вут ухудшение чистоты поверхности. При
очень малых углах поверхность также получается неудовле-
творител! ной, особенно при обработке вязких материалов, так
как увеличивается площадь контакта дорна с поверхностью от-
верстия, и возрастают силы трения.
Исследование г шяиия угла обратного конуса к, па чистоту
поверхности производилось на втулках из стали 45 с натягом
0,12 мм. Полученная зависимость (фиг. 44) показывает наилуч-
шую чистоту поверхности при угле равном 4—5°. Увеличе-
ние или уменьшение этого угла вызывает ухудшение чистоты по-
верхности.
4. ИЗНОС ДОРНОВ
К недостаткам процесса дорнования следует отнести сравни-
тельно быстрый износ инструмента. Износ увеличивается при об-
работке прочных п пластичных материалов (легированных сталей,
малоуглеродистой стали и Др.). Пока износ лежит в допустимых
пределах, обработанная поверхность отверстия получается высо-
кого качества. При длительной эксплуатации дорна па поверхно-
сти его обнаруживается множество маленьких осевых остроуголь-
ных рисок, вызывающих па поверхности обрабатываемого отвер-
стия появление задиров и царапин.
При обработке,' особенно вязких материалов, на рабочей по-
верхности дорна часто появляется топкий слой плотно пристав-
шее) металла—нарост. Парост настолько плотно пристает к по-
верхности доона, что удалить его обычными приемами не пред-
ставляется возможным.
Обычно парост располагается по напвысш ‘й части заборного
конуса дорна и в конце цилиндрической Л', нточки, т. е. в том
месте, где начинается изгиб волокон металла. Нарост распола-
гас!ся очень неравномерно как по1 длине дорна, так я по его
окружности; толщина нароста иногда достигает 0,1 льн. Так как
твердость нароста бывает намного больше твердости обрабаты-
ваемого материала, то появление его сопровождается возникно-
вением глубоких царапни и рисок на обрабатываемой поверхно-
сти. Кроме того, тяговое усилие резко возрастает и может вы-
звать поломку хвостовика длина. При возникновении нароста
дальнейшая обработка дорпом должна быть прекращена, так как
при продолжении работы нарост быстро увеличива 'сч, и приво-
дит к браку изготовляемых деталей. Природа нароста ь настоя-
щее время еще недостаточно выяснена.
Па фиг. 45 показан парост на дорпе, образовавшийся после
дорнования втулок из стали 5(>Г с нагягом 0,3 лки. При обра-
ботке вязких материалов, особенно при больших натягах, нарост
может образоваться чрезвычайно быстро, например через 2—3
прохода.
Фиг. 45. Нароет на рабочей
поверхности дорна.
Методы борьбы с наростом в настоящее время еще не разра-
ботаны, но можно достаточно определенно сказать, что при дор-
новании с оптимальным углом заборного конуса а вероятность
быстрого появления нароста уменьшается. При улучшении чисто-
ты рабочей поверхности дорна и при подборе соответствующего
сорта масла нарост также может не появиться. Опыты показы-
вают, что при правильном подборе материала для дорна и не-
большой величине натяга при дорновании нарост почти не обра-
зуется.
При дорновании деталей из чугуна на дорне не только не
образовывался нарост, но и, наоборот, дорн заглаживался и за-
полировывался до блеска. При дорно-
вании сравнительно вязких сталей
(сталь 10), после расточки резцом на-
рост на дорне длительное время не
появлялся.
При обработке достаточно прочных
и не особенно вязких материалов (на-
пример, средне- и высокоуглеродистых
сталей) частой причиной выхода дорна
из строя является изнашивание дорна.
На изношенном дорне могут быть про-
дольные риски и задиры, а иногда и
вырывы металла. Поэтому для увели
чення стойкости дорна необходимо его
рабочую поверхность обрабатывать воз-
можно чище. С увеличением натяга при
дорновании износ дорна также уве-
личивается.
Выбор правильной формы рабочего
профиля дорна способствует повыше-
нию его износостойкости. Применяя
дорны с конусообразной формой рабочего профиля, следует тща-
тельно скруглять радиусом R — 0,1 ; 0,2 мм острые углы, обра-
зованные между заборным конусом и цилиндрической ленточкой,
а также цилиндрической ленточкой и обратным конусом. Для
повышения стойкости дорна рекомендуется применять небольшие
углы а. и аг
На основании экспериментов установлено, что с изменением
марки дорнуемого материала оптимальная геометрия дорна из-
меняется. Например, при обработке вязких материалов нецеле-
сообразно применять цилиндрическую ленточку большой ширины
и заборный конус с малыми углами. Не менее важное значение
в деле повышения стойкости дорна имеет правильный выбор ма-
териала для дорнов. Они обычно изготовляются из сталей марок
У12А, ХВГ, ШХ15, Х12М, ЭИ256, ХВ5 и др. Часто рабочая
поверхность дорна покрывается слоем хрома, подвергается це-
ментации или азотированию. Опыт применения дорнов из указан-
ных материалов дае-i основание утверждать, что при обработке
прочных и пластических материалов в ряде случаев они выхо-
дят из строя вследствие износа. Однако при обработке деталей,
например, из цветных сплавов, дорнами из стали тех же марок
стойкость их бывает очень высокой. Дорны из твердых сталей
имеют высокую износостойкость и обеспечивают постоянство чис-
тоты обработанной поверхности. При обработке стали очень хо-
рошие результаты дают Дорны из минералокерамики, так как в
этом случае явление адгезии отсутствует.
5. РЕКОМЕНДАЦИИ ПО ВЫБОРУ РАЦИОНАЛЬНОЙ ФОРМЫ]
РАБОЧЕГО ПРОФИЛЯ ДОРНА
Теоретические и экспериментальные исследования показали,
что при дорновании сталей и чугуна наиболее целесообразно при-
менять дорны с конусообразным профилем заборной и задней
части. Они просты в изготовлении и позволяют на всех участ-
ках заборной части подобрать единый оптимальный угол а.
В дорне со сферической формой рабочего профиля этот угол во
всех точках различен.
При конструировании и изготовлении дорна необходимо соб-
людать следующие условия.
1. Угол забооного конуса дорна а для конкретных условий
дорнования должен определяться по формуле (98).
Исследования, проведенные при относительном натяге 0,004 мм
и смазке касторовым маслом, показали, что угол заборного ко-
нуса а следует принимать при дорновании с.редне-и высокоугле-
родистых сталей в пределах от 4 до 5°, а малоуглеродистых и
легированных сталей в пределах 3°30' — 4°. Для чугунных де-
талей дорны следует изготовлять с углом а = 2-у-5°. С увеличе-
нием относительного натяга Дорнования свыше 0,005 мм уг
а должен быть увеличен на несколько градусов, а с уменьше-
нием уменьшен.
2. Угол обратного конуса ах при дорновании сталей и чугу-
на целесообразно принимать равным 4 — 5°.
3. При выборе ширины цилиндрической ленточки b рекомен-
дуется пользоваться следующей эмпирической формулой
b = 0,35d0,6, (100)
где d— диаметр дорна по цилиндрической ленточке в мм.
4. При дорновании образцов из конструкционных углероди-
стых сталей (типа 35, 45, 50), некоторых легированных сталей
средней пластичности и чугуна особенно эффективно применение
Дорнов с двойной заточкой заборного конуса, обеспечивающих
понижение тягового усилия и значительное улучшение чистоты
Обрабатываемой поверхности. Для этих дорнэв рекомендуется
принимать а = 4 у-5° и а' = 1о. Величину Ьг (определяющую дли-
ну участка по конусу а' = Г) можно рассчитывать по следую-
щей эмпирической формуле:
^ = 9,8/, (101)
а при дорновании чугунных деталей по формуле
Ь, 12,5/, (102)
где i—натяг при дорновании.
5. Дорны сферической и криволинейной формы в работе дают
несколько худшие результаты и более сложны в изготовлении.
По этим причинам их применение нерационально.
6. При дорновании вязких материалов следует применять
дорны с увеличенным углом а и с меньшей шириной цилиндриче-
ской ленточки Ь. При применении в этом случае малых углов
после нескольких проходов дорна на рабочей поверхности его
быстро образуется нарост, ухудшающий чистоту обработанной
поверхности.
7. Рабочая поверхность дорна должна быть отработана с чис-
тотой не ниже 12 класса.
8. Особое внимание при разработке процесса дорпован1я сле-
дует уделять подбору смазочных материалов. Для дорнования
отдельных групп материалов нужно выбирать свой оптимальный
сорт масла, позволяющий Улучшить чистоту дорНуемой поверх-
ности и повысить стабильность процесса. Пг>и увеличении коэф-
фициента трения, а это может быть при изменении сорта при-
меняемой смазки, оптимальный угол заборного конуса а назна-
чается несколько большим в сравнении с оптимальным углом,
полученным, например. при использовании касторового масла
Для повышения стойкости дорна кроме тог» рекомендуется:
а) в месте перехода конической части дорна в цилиндрическую
образующийся острый упел плавно скруглять до R 0,1-у 0,2 л/л/
при Помощи притира;
б) применять для изготовления дорнов износостойкие матери-
алы (твердые сплавы, мипералокерамику и т. п.);
в) производить д/рновапне деталей с возможно малыми на-
тягами.
Г Л АВ Л VI
ОПТИМАЛЬНЫЙ НАТЯГ И СКОРОСТЬ ПРИ ДОРНОВАНИИ
Для обеспечения панлучшего качества обрабатываемой поверх-
ности дорнование нужно производить с наиболее цел-сообраз-
ным, т. е. оптимальным, натягом. Величина оптимального натя-
га в большой степени зависит от механических свойств обраба-
тываемого материала, диаметра отверстия и толщины стенки де-
тали, высоты и формы микронеровиостер предварительно подго-
товленной поверхности, метода предварительной обработки отвер-
стия, коэффициент трения, т. е. от сорта смазки, и др.
В зависимости от метода предварительной обработки харак-
тер расположения микронеровностей на обработанной поверхно-
сти и форма их будут различными. Так, например, после про-
тягивания риски или впадины мнкропрофиля направлены парал-
лельно оси, после расточки, сверления, развертывания, зепкеро-
вания и т. п.—перпендикулярно оси В одних случаях гребешки
и впадины микропрофиля имеют заостренные очертания (напри-
мер, при обработке резцом с малым радиусом закругления при
вершине), в других, наоборот, микропрофиль очерчивается плав-
ной линией.
Д 1Я Дорнования не безразлично направление предваритель-
ных рисок в отверстии п ф -рма впадин и гребешков мпкроне-
ровиостей. Если микронрофилв поверхности очерчен плавно п не
имеет заостренных вершин, то деформирование такого профиля
возможно только при достаточно больших давлениях, т. е. в этом
случае необходимо производить дорнование при увеличенных на-
тягах по сравнению с обработкой поверхностей, имеющих остро-
» угольный профиль неровностей.
При дорновании отверстий с острыми («слабыми») очертания-
ми микропрофиляудяже при небольших давлениях удается смять
и сдвинуть гребешки микропрофиля, и поэтому в деформирова-
нии всего остального объема металла в этом случае участвует
только эффективный натяг, равный разности между расчетным
натягом и диаметральной величиной смятия гребешков. И, на-
оборот, при обработке отверстий с поверхностью, имеющей плав-
ный профиль микронеровностей, не удается сразу же смять гре-
бешки и деформация передается в глубину стенки втулки, вы-
зывая увеличение зоны пластической деформации. В этом случае
за основу расчета Деформаций в стенке втулки необходимо брать
не эффективный, а полный натяг.
При расположении рисок микропрофиля перпендикулярно
оси тяговое усилие дорнования значительно уменьшается за счет
лучших условий смазки. Масло находится в каждой из бороздок
и, благодаря замкнутому кольцевому контуру, не может быть от-
туда вытеснено. Кроме того, молекулы масла проникают внутрь
металла, в мельчайшие микротрешины, расположенные в основ-
ном в направлении рисок микропрофиля, и обеспечивают более
Фиг. 46. Зависимость тягового усилия от натяга при дорновании
предварительно расточенных отверстий втулок'
« — из стали марки 10; б—из чугуна марки СЧ 12—28; 1 —при Rz =
= 15_Li7,5 мк; 2 — при Rz =5,5-2-9,8 мк.
легкое скольжение частиц, металла друг относительно друга при
деформации.
На фиг. 46, а представлен график изменения тягового усилия
в зависимости от натяга при дорновании втулок из стали марки
10 с номинальным диаметром отверстия 45 мм. При увеличении
высоты неровностей предварительно подготовленной поверхности
всего только на 10 мк тяговое усилие во всем интервале натя-
гов уменьшается примерно на 500 — 600 кг. Особенно большая
относительная разница в тяговых усилиях получается при мень-
ших натягах. Было установлено, что при наличии в отверстии
продольных рисок микропрофиля, полученных, например, после
протягивания, тяговое усилие в процессе дорнования значительно
возрастает во всем интервале натягов по сравнению с дернова-
нием втулок, расточенных резцом.
При дорновании втулок из чугуна марки СЧ 12 — 28 с изме-
нением высоты микронеровностей предварительно обработанной
поверхности обнаруживается сравнительно небольшое изменение
тягового усилия (фиг. 46, б). Это может быть объяснено специ-
фичной структурой чугуна.
В связи с этим при обработке грубых поверхностей и осо-
бенно поверхностей с поперечным направлением рисок микро-
профиля формулы для определения тягового усилия, приведен-
ные в главе III, будут давать завышенные значения. Для пре-
дупреждения больших отклонений рекомендуется: а) для поверх-
ностей с поперечными рисками микропрофиля (когда Rz больше
5 — 8 мк) за расчетную величину натяга i следует брать натяг,
уменьшенный на полную высоту мпкронеровпостей, т. е. на
2 7?z; кроме того, учитывая особенности скольжения слоев метал-
ла при таких рисках, окончательный результат тягового усилия
необходимо уменьшить на 10 —
25% (верхнее значение для
более грубых неровностей);
б) расчет величины D по фор-
муле (69) следует производить
согласно натягу, равному
i —2 Rz.
Чистота предварительно об-
работанной поверхности оказы-
вает аналогичное влияние и на
величину образующихся оста-
точных деформаций при дорпо-
вании. Иа поверхности отвер-
стия, грубо расточенного рез-
цом, остаточные деформации
после деформирования дорном
будут немного большими, чем
например после протягивания
или развертывания. При рас-
точке резцом происходит про-
цесс пластического срезания,
Фиг. 47. Зависимость остаточных де-
формаций от натяга при дорновании
предварительно расточенной втулки из
стали марки К):
/ —— 1 5-117,5 мк; 2 — Rz = 5152-7 мк.
который сопровождается разру-
шением и разрыхлением поверхностного слоя. Плотность поверх-
ностного слоя после такой обработки уменьшается. При дорнова-
нии (особенно с большими натягами) вследствие больших удель-
ных давлений происходит не только деформирование всего объ-
ема металла, но и уплотнение поверхностного слоя. Остаточная
деформация после дорнования увеличивается.
При протягивании и чистовом развертывании также наблю-
дается нарушение поверхностного слоя, по в значительно мень-
шей степени, и поэтому влияние этого фактора на величину ос-
таточных деформаций здесь незначительно.
Па фиг. 47 показана зависимость остаточных деформаций
двух втулок от натяга. В области малых натягов (до 0,12 ,нл)
остаточные деформации для обеих втулок получаются примерно
одинаковыми, что указывает на незначительное смятие гребеш-
ков микронеровностей. При натягах свыше 0,12 мм остаточная
деформация у втулок, обработанных более грубо, получается
большей примерно на 0,02 лея. Это указывает на почти полное
смятие микронеровностей при таких натягах.
1. ИЗМЕНЕНИЕ МИКРОПРОФИЛЯ ПОВЕРХНОСТИ В ПРОЦЕССЕ
ДЕФОРМИРОВАНИЯ
Улучшение чистоты поверхности при дорновании осущест-
вляется за счет смятия и выглаживания микрогребешков дефор-
мирующим инструментом. В условиях плоского или объемно-на-
пряженного состояния гребешки поверхности деформируются и вы-
Фиг. 48. Схема плоского сдавливания микрогребешгов
поверхности.
равниваются нормальными силами и силами трения, образующи-
мися в месте контакта обрабатываемой детали или инструмента.
Было бы целесообразно выявить величину и характер деформа-
ций, происходящих в микрогребешке поверхности, в условиях
более простого процесса пластического деформирования, с тем
чтобы распространить полученные выводы на любой процесс чи-
стовой обработки металлов давлением.
Для выявления условий получения паплучшеп чистоты обра-
ботанной поверхности важно установить зависимость средней
высоты неровностей обработанной поверхности от давления в месте
контакта инструмента и детали. Эти данные позволяют устана-
вливать теоретически и практически режим обработки давлением.
Наиболее простой схемой выравнивания поверхностных мпк-
рогребешков является плоское их сдавливание торцов гладкого
пуансона (фиг. 48). В условиях идеального касания рабочей по-
верхностью пуансона вершин всех сопрягаемых микрогребешков
общее нормальное усилие Рн должно равномерно распределиться
по вершинам всех гребешков, и на каждый будет передаваться
усилие /
Л
Z
где z — число гребешков неровностей на длине рабочей по-
верхности пуансона I.
Величину z можно определить по формуле
где s — расстояние между
ствующее подаче
обработке резанием
I
2 =---,
s
микрогребешками, обычно соответ-
инструмента при предварительной
рассматриваемой поверхности.
Усилие на один гребешок поверхности будет
Р -
1 I '
(ЮЗ)
Для практики необходимо знать распределение напряжений
по каждому из мпкрогребешков. Это позволяет выявить условия
течения металла и выравнивания профиля рассматриваемого мп-
крогребешка.
Упростим решение задачи о сдавливании микрогребешков ре-
альной поверхности, считая схему напряженно деформированного
состояния материала плоской. Полагаем, что па расстоянии х от
вершины микрогребешка (см. фиг 37) площадь его поперечного
сечения равна fx. Тогда напряжения в этом сечении будут равны;
/.V
Из условий подобия можно записать
х = /.г
Н Р ’
где Н — полная высота микрогребешка;
F—площадь сечения у основания гребешка.
Так как F=sa, величину /А. можно написать в виде
, _______________________Fv _ xsa
х ~ и н ’
где а—длина контакта пуансона вдоль микрогребешка.
С учетом этого выражения и формулы (10 5) напряжения в
произвольном сечении будут определяться по уравнению
= (104)
xsa xla
Полученное выражение показывает, что зависимость напряже
ния о от координаты рассматриваемого слоя х выражается в виде
гиперболической функции.
В сечении по вершине гребешка у=0 и напряжения теоретиче-
ски растут до бесконечности. При значительных напряжениях в
этом слое пластическая деформация вершины гребешка должна
начаться при весьма малых значениях силы Рн. Однако в реаль
ных условиях вершины микрогребешков не могут быть абсолютно
острыми, и для деформирования их требуется определенная, ко-
нечная сила Рн.
р
У основания гребешка х=Н и о=-"-.
Пластическое деформирование того или иного слоя микро-
гребешка начнется в том случае, когда напряжения в этом слое
достигнут предела текучести обрабатываемого металла, т. е.
и Р“И .
<з~---а
xla s
Так как в верхней части гребешка, даже при сравнительно не-
больших нагрузках Рк, напряжения исключительно большие, то
пластическая деформация начнется у вершины гребешка. На ос-
нования микрогребешков в этот период пластические деформации
практически не распространяются. По мере сдавливания площадь
контакта между пуансоном и гребешком увеличивается; напряже-
ния в верхних слоях уменьшаются; вследствие упрочнения металла
пластически деформированного участка сопротивление его дефор-
мации увеличивается и пластические деформации распространя-
ются на нижележащие слои.
При большой степени деформации упрочнение микрогребешка
может быть настолько значительным, что при дальнейшем увели-
чении давления гребешок, почти не деформируясь дальше, будет
осуществлять пластическое деформирование слоев металла, рас-
положенных под его основанием.
При деформировании реальной поверхности за счет неравно-
мерной формы микрогребешков, из-за наличия определенной
поверхности, неравномерного наклепа и т. п. условия деформиро-
вания могут в какой-то степени исказиться, однако общая законо-
мерность сдавливания микропрофиля будет соответствовать рас-
смотренной выше.
Экспериментальные исследования по сдавливанию микрогре-
бешков поверхности проводились на испытательной машине УИМ-50
на образцах из углеродистой стали марок 20 и 45. При этом
образцы устанавливались на плоскую плиту, закрепленную на
верхней части подвижной траверсы машины, давящий! пуансон
устанавливался на рабочую поверхность образца и при переме-
щении траверсы вверх упирался в верхнюю неподвижную штангу
Фиг. 49. Зависимость чистоты по-
верхности от давления при деформи-
ровании образцов из стали марки 20,
предварительно простроганных:
1— с подачей 0,51 мм!дв. ход', 2— с
подачей 0,34 мм/дв. ход', 3 — с подачей
0,17 мм[дв. ход.
машины, передавая давление на исследуемую поверхность об-
разца. ]
Испытываемая поверхность образца обрабатывалась при раз-
ных режимах резания в специальном приспособлении на строгаль-
ном и шлифовальном станках. Это позволило получить разную чи-
стоту и строгую параллельность опорной и верхней поверхностей.
На испытываемой поверхности каждого образца, обработанного
при определенном режиме, обычно производилось вдавливание
пуансона в 16 точках при разных давлениях и смазке сульфофре-
золом. Пуансоны изготовлялись из стали марки Ш\15, подвер-
гались закалке и отпуску до твердости = 624-64. Рабочая
поверхность их площадью 100 л/и3 тщательно доводилась и поли-
ровалась до чистоты, соответству-
ющей 12 классу.
После установки образца и пу-
ансона в определенном положении
между опорными плитами испы-
тательной машины давалось рабо-
чее давление, и траверса переме-
щалась вверх со скоростью
10 лкиЛиим. При достижении не
обходимого давления образец на-
ходился под нагрузкой в течение
10 сек. Затем нагрузка снималась,
и опыт повторялся на другом участ-
ке поверхности образца.
На фиг. 49 приведена зависи-
мость чистоты обработанной по-
верхности от давления на микро-
гребешки после строгания с раз-
личной подачей. Средняя высота микронеровностей поверхности
уменьшается с увеличением давления. Особенно быстрое уменьше-
ние высоты микрогребешков происходит в начальный период, т. е.
в зоне небольших давлений; затем выравнивание микропрофиля
замедляется, и дальнейший рост давления уже практически не
оказывает влияния на деформацию микрогребешков.
Для лучшего выравнивания грубо обработанной поверхности
требуется значительно большее давление, чем для выравнивания
поверхности с лучшей чистотой. Это связано с величиной и харак-
тером наклепа, получаемого металлом по всему сечению микро-
гребешка.
Поверхностные гребешки, образовавшиеся при обработке ре-
занием с малой подачей, получают значительный наклеп на всю
глубину, а микрогребешки, образованные при большей подаче,
имеют меньшую степень наклепа, особенно в сердцевине.
Статическое сдавливание микрогребешков поверхности образ-
7 Ю. Г. Проскуряков
97
цов из стали марки 45, предварительно обработанных строганием
при тех же режимах резания, не изменило общих закономерностей,
выявленных при обработке образцов из стали марки 20 [761. Зави-
симость средней высоты неровностей от давления, прилагаемого
статически, во всех случаях выражалась гиперболической
функцией.
Значительное увеличение давления при статическом сдавлива-
нии микропрофиля обычно не в состоянии вызвать полного вырав-
нивания микронеровпостей ввиду их высокой прочности, приоб-
ретаемой в результате упоочнения при пластической деформации.
Фиг. 50. Схема обработки давле-
нием поверхностного слоя металла
при условии перемещения инстру-
мента.
Фиг. 51. Зависимость чистоты об-
работанной поверхности от давле-
ния q при дорновании поперек ри-
сок микропрофиля простроганных
образцов:
/ —с подачей 0,51 мм/дв. ход; 2— с
подачей 0,34 мм/дв. ход; 3 —с подачей
0,17 мм[дв. ход.
Так, например, при деформировании поверхности образца из стали
45 (предварительная обработка на строгальном станке при подаче
s 0,66 мм/дв. х.) с давлением q, большим 200 кг/мм2, пуансон
вдавился в глубь металла почти на 2 мм, но полного выравнивания
микропрофиля не произошло, а высота неровностей получилась
43—45 мк.
Изменение способа предварительной обработки рабочей поверх-
ности образцов (обработка шлифованием, фрезерованием, протя-
гиванием и др.) не вызывает изменения зависимости чистоты обра
ботанпой поверхности от давления, передаваемого пуансоном на
единицу площади. Во всех опытах по статическому сдавливанию
микрогребешков поверхности образцов из сталей 20 и 45 на пуан-
сонах не было замечено никаких признаков образования нароста,
в том числе и при больших давлениях (ПО—160 кг/мм2).
Многие процессы чистовой обработки металлов давлением осу-
ществляют выравнивание микрогребешков за счет поверхностного
течения металла. Оно вызывается силами трения, возникающими
при перемещении инструмента относительно детали. Поэтому ин-
тересно выявить влияние перемещения инструмента на высоту и
форму микронеровностей. С этой целью были проведены специаль-
ные опыты, в которых обрабатывающий инструмент 3 типа дорна
(фиг. 50) проталкивался на испытательной машипе УИМ-50 сверху
вниз между двумя образцами 1 и 2. Поверхности образцов, сопри-
касающиеся с инструментом и обработанные при различных режи-
мах строганием и шлифованием, имели различную высоту микро-
неровностей. Образец 1 закреплялся в приспособлении неподвиж-
но, а образец 2 имел возможность перемещаться в направлении
образца 1 и передавать на инструмент, перемещаемый под дей-
ствием тягового усилия Рт, нормальную силу давления Р„.
Движение инструмента производилось с постоянной скоростью
50 мм/мин по смазанным сульфофрезолом поверхностям. По ана-
логии с процессом дорнования цилиндрических отверстий углы
заборного и обратного конусов изготовлялись равными 5°, а ши-
рина ленточки — 1,5 мм. Инструмент, как и образцы, закреплялся
в специальном приспособлении, обеспечивающем правильную его
установку относительно обрабатываемых образцов и строго осевое
перемещение в процессе испытаний. Инструмент при деформиро-
вании поверхностей перемещался или поперек рисок микропро-
филя, или вдоль их.
Результаты опытов по дорпованню поперек рисок микропро-
филя образцов из стали 20 представлены на фиг. 51.
Увеличение давления q улучшило чистоту поверхности у всех
трех серий образцов. Давление q определялось делением нагрузки
Рн, передаваемой через динамометр, па площадь контакта ин
струмента с дорнуемой поверхностью, равной 20 .нх'-. Характер
микронеровностей при давлениях 105кг)мм2 и 135 кг)мм2 оказался
почти одинаковым. Это свидетельствует о том, что при некотором
давлении металл микропрофиля получает достаточное упрочнение
и дальнейшее увеличение давления уже не может вызвать улучше-
ния поверхности. Отсюда можно сделать вывод, что для каждой
обрабатываемой поверхности существует определенное критиче-
ское давление, превышение которого практически не вызывает
дальнейшего улучшения чистоты этой поверхности.
По сравнению со статическим сдавливанием пуансоном дефор-
мирование дорном с перемещением его поперек рисок микропро-
филя дает более высокую чистоту поверхности. Трение дорна
о деталь может вызвать молекулярное сцепление их поверхност-
ных слоев. Если при статическом сдавливании поверхности на
пуансонах не появлялось никаких признаков нароста, то при
перемещении дорна уже при давлении q — 45 кг/мм2 появились
незначительные признаки нароста. При повышенных давлениях
нарост прогрессивно возрастал. Первые признаки образования
нароста на фиг. 39 обозначены стрелкой. При обработке более
грубых поверхностей первые признаки образования нароста были
обнаружены при давлениях 75 и 90 кг/мм2.
Примерно такие же закономерности были выявлены при дор-
новании поперек рисок микронеровностей образцов из стали мар-
ки 45. Отсюда следует важный вывод, что нарост па дорне при об-
работке поперек рисок микронеровностей образуется тем быстрее
и больше, чем чище обработана поверхность под дорнование.
На чистоту поверхности большое влияние оказывает способ
приложения давления (фиг. 52). Чистота поверхности, получив-
Фиг. 52. Чистота обработанной поверх-
ности в зависимости от способа при-
ложения давления q при обработке
предварительно простроганных с по-
дачей 0,51 мм/дв. ход образцов из
стали 45:
1 — статическое сдавливание поверхности;
2— обработка при перемещении дорна попе -
рек рисок микропрофиля.
Фиг. 53. Зависимость чистоты обра-
ботанной поверхности от давления q
при дорновании вдоль рисок микро-
профиля образцов из стали 45, пред-
варительно простроганных-:
/ — с подачей 0,51 мм/дв. ход; 2 — с
подачей 0,17 мм/дв. ход.
шаяся в результате дорнования, значительно выше, чем при стати-
ческом давлении. Особенно это заметно на грубо обработанных
поверхностях.
Установлено, что тангенциальная сила при дорновании попе-
рек рисок микропрофиля возрастает при увеличении средней вы-
соты неровностей обрабатываемой поверхности. При переходе от
дорнования поверхности поперек рисок микропрофиля к дорно-
ванию вдоль микропрофиля схема деформирования каждого микро-
гребешка изменится, образующиеся силы трения при дорновании
вдоль гребешков встретят большее сопротивление, учитывая нали-
чие перед дорном сплошного гребня металла. Поэтому при одина-
ковых режимах дорнования чистота поверхности при обработке
вдоль микропрофиля должна измениться.
Из графика на фиг. 53 видно, что с увеличением нормального
давления чистота обработанной поверхности при дорновании
вдоль рисок микропрофиля значительно улучшается.
При непрерывном контакте определенных участков дорна с
каждым из микрогребешков поверхности и связанного с этим раз-
рыва масляного слоя в месте контакта происходит увеличение
давления по заборному конусу дорна и образование нароста, ко-
торый может привести к ухудшению чистоты обработанной поверх-
ности и увеличению тягового усилия Рт. В рассматриваемом слу-
чае первые признаки нароста на дорне появились уже при дорно-
вании с давлением q = 30 кг/мм2 грубо обработанной поверхности
и при q = 45 кг/мм2 — более чистой поверхности. Объясняется
это тем, что при большом расстоянии между микрогребешками на
одной и той же длине дорна будет соприкасаться меньшее их число
и, следовательно, при одинаковой нормальной силе Рн на каждую
из вершин гребешков передает-
ся большая сила, способствую-
щая более быстрому схватыва-
нию сопрягаемых металлов и
образованию нароста. При дав-
лениях q = 75 кг/мм2 и q =
105 кг/мм2 нарост достиг на-
столько больших размеров, что
дальнейшая работа дорном уже
была невозможна (период обра-
зования очень большого нароста
обозначен на фиг. 53 двойной
стрелкой).
На фиг. 54 приведено сопо-
ставление зависимостей чисто-
ты дернованной вдоль и поперек
микропрофиля поверхности, по-
фиг. 54. Чистота обработанной поверх
пости в зависимости от давления q
при дорновании предварительно про-
строганных с подачей S.= Q,51 мм/дв.
ход образцов из стали 20:
1 — поперек рисок микропрофиля;
2— вдоль рисок микропрофиля.
лученных при обработке предварительно прост роганных с одинако-
вой подачей образцов. Дорнование вдоль рисок микронеровностей
обеспечило лучшую чистоту поверхности. Экспериментальные
точки были получены при дорновании поверхностей новыми, не-
изношенными дорнами. При использовании дорпов, бывших в экс-
плуатации, обработка вдоль рисок неровностей вызывает более
раннее образование нароста на дорне и худшую чистоту поверх-
ности, чем при дорновании поперек рисок.
На основании опытов по деформированию мицрогребешков по-
верхности в табл. 5 представлены ориентировочные значения дав-
лений, рекомендуемые при различных методах чистовой обработки
металлов давлением. Табл. 5 учитывает обрабатываемый мате-
риал, способ предварительной обработки поверхности и режим
резания (в основном подачу инструмента при резании), среднюю
высоту неровностей обрабатываемой поверхности. Очевидно, что
наибольшие давления требуются при статическом сдавливании
обрабатываемых микронеровностей. Приведенные в табл. 5 вели-
чины давлений действительны только при условии применения в
процессе деформирования качественной смазки.
Таблица 5
Рекомендуемые давления на обрабатываемую поверхность при чистовой упрочняющей обработке некоторых сталей
Обрабатываемый материал Предварительная обработка поверхности Рекомендуемые давления q (кг/мм9) при обработке
метод обработки подача s, мм [об или дв. ход. Rz , мк статическим сдавливанием неровностей ^поперек рисок микропрофиля вдоль рисок микропрофиля
Сталь марок 10, 20, 30 . ... Обточка Расточка . . . Строгание . . 0,45—1,1 0,2 —0,45 до 0,2 60—300 30— 60 8— 30 90—130 70—110 40— 7о 70—100 40— 75 25— 50 40—75 30—45 20—35
Шлифование . . Развертывание . . Г рубый Чистовой 3,2- 10 до 3,2 50—80 30—50 30—60 20-40 20—35 20—35
Сталь марок 40, 45, 50 . . Обточка . . Расточка Строгание .... 0,45—1,1 0,2 —0,45 ДО 0,2 60—200 30— 60 8— 30 130—160 110—140 60—100 75—100 50— 80 30— 60 30—70 25—40 ‘20—45
Шлифование . . . Развертывание Грубый Чистовой 3,2— 10 До 3,2 60—100 40— 60 ’ 36— 75 25— 40 25—40 25—40
2. ДЕФОРМАЦИИ В ЗАВИСИМОСТИ ОТ НАТЯГА ДОРНОВАНИЯ
Заданную чистоту поверхности, величину остаточной дефор-
мации и степень наклепа у детали в условиях производства можно
получить за счет правильного назначения натяга дорнования.
Особо важное значение имеет при этом правильный учет остаточ-
ных деформаций, которые определяют точность обрабатываемой
поверхности.
Остаточные деформации по внутренней поверхности отверстия.
Зависимости остаточной деформации от натяга примерно прямоли-
нейны (фиг. 55). Свое начало па оси абсцисс прямые берут не из
Натяг дорнования, мм
Фиг. 56. Зависимость остаточных де-
формаций по внутренней поверхности
отверстия диаметром 30 мм от натяга
при дорновании чугунных втулок, пред-
варительно расточенных с чистотой
поверхности:
1—RZ — 8,5 4- 9,8 мк; 2 — Rz =
16—17,5 мк.
Фиг. 55. Зависимость остаточных де-
формаций втулки из стали 10 по внут-
ренней поверхности отверстия диамет-
ром 45 мм от натяга:
1 — при толщине стенок 17,5 мм; 2 — при
толщине стенок 5 мм: 3 — при толщине
стенок 9,5 мм.
начала координат, а от некоторого небольшого натяга, так как
при малых натягах деформируемая втулка находится в режиме
чисто упругих деформаций и остаточных деформаций не имеет.
Поскольку тангенс угла наклона линий остаточных деформаций
к оси абсцисс меньше единицы, остаточная деформация по от-
верстию всегда меньше натяга дорнования.
При дорновании стали с большим начальным пределом уп-
ругости (сталь 50Г) остаточные деформации го внутренней по-
верхности отверстия невелики. Упругий режим деформирования
таких втулок кончается при больших натягах, а тангенс угла
наклона линии деформаций к оси абсцисс имеет меньшее значе-
ние, чем при дорновании образцов из стали 20, что соответствует
результатам теоретических выводов.
Фиг. 57. Зависимость остаточных
деформаций втулки из стали 45 по
внутренней поверхности отверстия
диаметром 30 мм от натяга:
I — по экспериментальным данным:
2 — по расчетным данным.
Фиг. 59. Зависимость полных ра-
диальных деформаций по наружной
поверхности втулки из стали 10 от
натяга при различной толщине
стенки:
1 —- 17,5 мм : 2 — 9,5 мм. 3 — 5 мм.
Фиг. 58. Зависимость полных радиаль-
ных деформаций по наружной поверх-
ности втулки с толщиной стенки 17 мм
от натяга при дорновании втулок;
1 — из стали 20; 2 — из стали 45; 3 — из
стали 59 Г.
Фиг. 61. Зависимость радиаль-
ных остаточных деформаций по
наружной поверхности втулки
от натяга:
/— при толщине стенки 17 мм;
2 — при толщине стенки 1 1 л/м;
3—при толщине стенки 7 мм.
Фиг. 60. Зависимость остаточных деформа-
ций по наружной поверхности втулки от
натяга при толщине стенки 17 мм;
1 — сталь марки 20; 2 — < таль марки 45;
3 — сталь мар! и 50Г.
Изменение толщины стенки обрабатываемой детали вызывает
параллельное смещение линии остаточных деформаций, и втулки
с тонкой стенкой начинают приобретать остаточные деформации
при меньших натягах дорнования.
Изменение марки обрабатываемого материала, способа пред-
варительной обработки и диаметра отверстия не вызывает изме-
нения прямолинейности остаточной деформации по отверстию от
натяга. Приняв зависимость между остаточными деформациями
по внутренней поверхности отверстия и натягом дорнования
прямолинейной, можно утверждать, что точность обработки отвер-
стия при дорновании будет тем выше, чем меньше угол наклона
линии деформаций к оси абсцисс.
Графики остаточных деформаций к зависимости от натяга, по-
лученные при дорновании чугунных втулок с разной чистотой по-
верхности, приведены на фиг. 56. В области малых натягов (до
0,14 лш) обе кривые имеют изгиб, объясняемый тем, что гребешки
неровностей чугуна даже при небольших натягах быстро смина-
ются или разрушаются.
На фиг. 57 приведены результаты определения диаметральных
остаточных деформаций расчетом и экспериментально. Величины
остаточных деформаций, полученные экспериментально, близко'
совпадают с расчетными.
Деформации по наружному диаметру. Разный натяг дорнова-
ния вызывает различные деформации на наружной поверхности
детали и может привести к нарушению точности сопряжения де-
тали по наружному диаметру. Однако при значительной толщине
стенки обрабатываемой детали (по сравнению с натягом дорнова-
ния) до наружной поверхности ее проникают весьма небольшие
по величине деформации.
Зависимость величины полных деформаций (упругих и оста-
точных), полученных при дорновании втулок из стали марок 20;
45 и 50Г с номинальным диаметром отверстия 30 мм и наружным
диаметром 64 мм от натяга приведена нафиг. 58. Кривые довольно
близко совпадают друг с другом. Это указывает на то, что механи-
ческие свойства обрабатываемого материала сравнительно мало-
влияют на величину полных деформаций. При дорновании втулок
из стали марки 10 с диаметром отверстия 45 мм и разной толщи-
ной стенки подобная зависимость представлена на фиг. 59. Как
видно из графика, на величину полных деформаций толщина стен-
ки обрабатываемой детали оказывает большое влияние.
Радиальные остаточные деформации вследствие упругого
последействия меньше величины полных радиальных деформаций,
но при значительных натягах дорнования и малой толщине стенки
величина их может быть значительной. Зависимость радиальных
остаточных деформаций от натяга для втулок из стали марок 20; 45
и 50Г показана на фиг. 60, из которой видно, что с увеличением
начального предела упругости обрабатываемого материала оста-
точные деформации по наружному диаметру становятся меньше.
С увеличением толщины стенки обрабатываемых деталей
величина радиальных остаточных деформаций по наружному диа-
метру уменьшается. Экспериментальная зависимость, полученная
при дорновании предварительно шлифованных втулок из стали
45 (.фиг. 61), показывает, что при увеличении толщины стенки втул-
ки от 7 до 17 .ищ остаточные деформации по наружной поверхности
уменьшаются примерно на 80—85/6.
Выявленные закономерности подтвердились и при дорновании
чугунных деталей.
3. ВЛИЯНИЕ НАТЯГА НА ТЯГОВОЕ УСИЛИЕ И ЧИСТОТУ
ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
В процессе дорнования отверстий натяг оказывает непосред-
ственное влияние на тяговое усилие, полные и остаточные дефор-
мации по любому из кольцевых сечений детали, на величину и
характер распределения внутренних напряжений по стенке и при
наличии оптимальной геометрии рабочего профиля дорна — на
качество поверхности отверстия.
С увеличением натяга дорнования при обработке отверстии
одинакового диаметра увеличивается относительный натяг, т. е.
Фцг. 62. Зависимость усилия от натяга
при дорновании втулки из стали 20:
1 — с диаметром отверстия 30 мм\ 2 — с диа-
метром отверстия 45 мм.
от формы идеального цилиндра,
усилия от натяга дорна приведен
степень деформации, из-за че-
го возрастает работа дефор-
мирования и тяговое усилие.
Вследствие небольших отно-
сительных натягов, применя-
емых при дорновании, па из-
менение тягового усилия по-
мимо механических свойств
материала и формы детали,
коэффициента трения оказы-
вают влияние высота и фор-
ма микронеровностей, распо-
ложение рисок микропро-
филя относительно оси от-
верстия, микрогеометриче-
ские отклонения отверстия
График зависимости тягового
ia фиг. 62. Графики построены
по данным, полученным при дорновании протянутых втулок из ста-
ли марки 20 с номинальным диаметром отверстия 30 мм и толщи-
ной стенки 17 льи. В качестве смазки использовалось касторовое
масло. Дорны имели углы а - - ai •= 5°. Тяговое усилие с уве-
личением натяга дорнования растет примерно по прямолинейно-
му закону. Увеличение поминального диаметра отверстия до
45 мм (при толщине стенки втулки 15 л1л) вызывает увеличение
тягового усилия во всем интервале натягов дорнования. Однако и
здесь тяговое усилие имеет примерно прямолинейную зависи-
мость от натяга.
При обработке втулок тех же размеров, но из стали марки 50Г,
прямолинейная зависимость тягового усилия от натяга сохра-
няется, несмотря на значительно более высокий предел текучести
стали 50Г по сравнению со сталью 20, тяговое усилие во всем диапа-
зоне натягов почти не увеличивалось вследствие разных коэффи-
циентов трения этих металлов по материалу дорна. Сталь марки 20
обладает большой вязкостью и способностью к схватыванию с ма-
териалом дорна, дает значительно больший коэффициент трения,
вызывая увеличение тягового усилия.
Изменение способа предварительной обработки отверстия и
толщины стенки обрабатываемой детали не вызывает изменения
формы зависимости тя-
гового усилия от натя-
га дорнования. На
фиг. 63 показана зави
симость тягового уси-
лия Р от натяга, полу-
Фиг. 64. Зависимость тягового усилия от па-
тяга при дорновании втулок нз стали 45:
1 — по экспериментальным данным;
2— по расчетным данным.
Фнг. 63. Зависимость тяго-
вого усилия от натяга при
дорновании предварительно
шлифованных втулок с тол-
щиной стенки:
1 — 10 мм; 2 — 6,75 лги, 3 —
5,3 мм; 4 — 4,25 мм.
ченная при дорновании втулок с отверстием диаметром 10 мм.
Предварительная обработка отверстий, в отличие от предыдущих
случаев, осуществлялась шлифованием. В качестве смазки при
дорновании втулок применялся сульфофрезол. Графики показы-
вают, что увеличение толщины стенки обрабатываемой втулки во
всем интервале примененных натягов вызывает увеличение тяго-
вого усилия. Это увеличение тем больше, чем больше натяг дор-
нования.
На фиг. 64 представлены зависимости тягового усилия от на-
тяга, полученные расчетом по формулам и экспериментально.
Расположение кривых, характеризующих эти зависимости, гово-
рит о большой точности расчетного метода. Некоторое расхож-
дение в зоне увеличенных натягов объясняется тем, что в этом
случае поверхностные гребешки микронеровностей полностью
сминаются, уменьшая величину усилия. Натяг оказывает большое
влияние и на чистоту дорнуемой поверхности отверстия.
Теоретически при увеличении натяга дорнования чистота об-
рабатываемой поверхности должна улучшиться пропорциональ-
Фиг. 65. Зависимость чистоты обрабо
тайной поверхности от натяга при
дорновании втулок из стали 45.
Фиг. 66. Зависимость чистоты
обработанной поверхности от на-
тяга при дорновании предвари-
тельно протянутых втулок:
1 — из стали марки 20: 2 — из ста-
ли марки 50Г.
но возрастающему давлению в месте контакта дорна и детали.
В действительности же непрерывного улучшения чистоты при воз-
растании натяга не наблюдается, так как при больших натягах
возникают явления, вызывающие ее нарушение (разрыв масляной
пленки, молекулярное сцепление частичек дорна и металла, на-
рост на дорне, риски и т. д.). Поэтому для конкретных условий
дорнования необходимо подобрать оптимальный натяг, в пределах
которого образуется наилучшая чистота обработанной поверх
пости. Натяги не должны быть очень малыми, так как тогда опи-
не в состоянии будут сгладить микронеровпости исходной поверх-
ности обрабатываемого отверстия; они не должны быть и очень
большими, потому что образующееся при этом давление дорна
может нарушить условия жидкостного трения и вызвать ухудше-
ние чистоты поверхности.
На фиг. 65 изображены два графика, полученные при дорнова
нии отверстия 30 мм. Отверстия втулок предварительно протяги-
вались с чистотой поверхности — 1,3-ьЗ,2 чк (линия 1) и =
= 7-4-13 мк (линия 2). Дорнование производилось конусообразными
дорнами с углами заборного и обратного конусов, равными 5°, и
шириной цилиндрической ленточки 2,3 мм при смазке касторовым
маслом. Как видно из графика, при увеличении натяга дорнования
до 0,2 мм чистота поверхности непрерывно улучшается, а далее
происходит почти скачкообразный рост величины неровностей
(линия 1). При обработке с натягами, большими 0.25мм, на поверх-
ности отверстия видны характерные продольные риски от дорна.
При дорновании таких же втулок, но предварительно обработан-
ных более грубо, чистота поверхности непрерывно улучшается
вплоть до натяга 0,35 мм (линия 2).
Таким образом, в двух на первый взгляд почти одинаковых
случаях натяг, при котором наиболее рационально вести процесс
дорнования, должен быть разным.
Графики, приведенные на фиг. 66, показывают, что чистота по-
верхности улучшается с увеличением натяга При больших натя-
гах (для стали марки 20 при натягах свыше 0,16 льи, для стали
марки 50Г — свыше 0,22 .я .и) чистота поверхности при повторных
опытах не остается стабиль-
ной вследствие быстрого об-
разования нароста на дорне,
появления рисок и задиров.
Фиг. 68. Зависимость чистоты поверх-
ности от натяга при дорновании вту-
лок, расточенных с чистотой по-
верхности:
/ — Rz — 1 6 _ 17,5 мк; 2 — Rz =
= 8, 5 9,8 мк.
Натяг дернования,мм
Фиг. 67. Зависимость чисто-
ты обработанной поверхности
от натяга при дорновании
втулки:
1 — с толщиной стенки 10 мм;
2 — с толщиной стенки 6,75 мм;
<3 —с толщиной стенки 4,2 5 мм.
Если риски микропрофиля предварительно подготовленной
поверхности отверстия перпендикулярны его оси, то с увеличением
натяга дорнования происходит более резкое улучшение чистоты
обработанной поверхности. Эго видно на фиг. 76, где показаны
значения чистоты поверхности, полученные при дорновании втулок
из стали марки 45, предварительно отшлифованных по внутрен-
нему диаметру. Дорноваине этих втулок производилось со смаз-
кой сульфофрезолом. Чистота обработанной поверхности значи-
тельно улучшается при увеличении толщины стенки втулки, так
как в этом случае увеличивается нормальное давление и силы тре-
ния в месте контакта дорна с поверхностью отверстия.
При дорновании втулок, предварительно расточенных резцом,
увеличение натяга вызывает значительно меньшее улучшение чис-
тоты поверхности'. Хорошая чистота получается при дорновании
чугунных втулок. На фиг. 68 показана зависимость чистоты от на-
тяга для случая дорнования втулок с различной предварительной
чистотой поверхности.
4. ВЫБОР ОПТИМАЛЬНОГО НАТЯГА ПРИ ДОРНОВАНИИ
Оптимальный натяг при дорновании целесообразно выбирать
исходя из следующих соображений: а) обеспечения наивыгодней-
шего наклепа и создания наиболее благоприятных остаточных на
пряжений; б) получения паилучшей чистоты обработанной по-
верхности.
Методика расчета остаточных напряжений в зависимости от на-
тяга дорнования уже была изложена в главе IV, В связи с этим
расчет величины оптимального натяга не вызывает особых слож-
ностей.
Выбор натяга для получения лучшей чистоты дернуемой по-
верхности более правильно производить на основании учета нор-
мальных дав гений, требуемых для смятия поверхностных гребеш-
ков мпкронеровностей. Имея для каждого материала эксперимен-
тальные значения этих давлений, можно по формулам главы II
определить требуемый натяг дорнования.
На величину оптимального натяга при дорновании существен-
ное влияние оказывает применяемая смазка. Поэтому получен-
ная расчетом величина натяга корректируется в зависимости от
свойств смазки. Учитывая условия трения и возможности образо-
вания нароста, дорнование целесообразно осуществлять при обра-
ботке отверстий, имеющих поперечные риски мпкронеровностей.
Следовательно, наиболее рационально перед дорнованием отвер-
стия предварительно растачивать резцом, зенкеровать, разверты-
вать, подвергать черновому шлифованию и даже сверлению.
Однако это не означает, что дорнование нерационально произво-
дить в отверстиях, имеющих продольные риски после предвари-
тельной обработки, например после протягивания. Эффективность
применения процесса дорнования отверстий в этом случае дока-
зана исследованиями и производственным опытом.
В табл. 6 на основании экспериментальных данных приведены
ориентировочные значения величин относительного оптимального
натяга
Х = ± = ±
2r j
для случая дорнования заготовок из некоторых сталей и чугуна.
Меньшие значения величин X следует брать для заготовок с боль-
Таб ища 6
Ориентировочные значения величин относительного оптимального натя!а
Материал заготовок Метод предварительной обработки отверстия Rz в мк. поверх- ности отверстия до дорнования Относительный оптимальный натяг 1 = 2 Г1 для заготовок при:
до 1,4 — = 1, 4-т-2 —- св. 2
Стали 10 20 ав=32 М5 кг/мм2 ... • Протягивание Разв< ртывание Шлифование Расточка Расточка 2,0—10,0 6,3— 8,8 3,2— 9 4 4,0— 7,1 7,9—20,0 0,0045—0,0056 0,0052—0,0059 0,0055-0,0062 0,0065—0,0086 0,0067—0,0090 0,0035—0,0045 0,0040—0,0056 0,0045—0,0057 0,0058—0,0072 0,0062—0,0080 0,0030—0,0034 0,0035—0,0038 0,0034—0,0038 0,0056—0,0068 0,0060—0,0076
Стали 30 45 а,=454~65 кг/мм2 Протягивание Развертывание Шлифование Расточка Расточка 2,0-10,0 '6?3— 8,8 3,2— 9,4 4,0— 7,1 7,9—20,0 0,0050—0,0062 0,0060—0,0070 0,0060—0,0070 0,0068—0,0090 0,0070—0,0092 0,0042—0,0052 0,0050—0,0062 0,0050—0,0065 0,0060—0,0074 0,0064—0,0082 0,0035—0,0045 0,0042—0,0052 0,0042—0,0055 0,0058—0,0072 0,0062—0,0080
Сталь 50Г ов=654-76 кг/мм2 Чугун СЧ 12—28 СЧ 15—32 ..... //в=140Ч-220 кг/мм2 . . . Протягивание Развертывание Шлифование Расточка Расточка 1 [ротягивание Развертывание Шлифование Расточка . Расточка 2,0—10,0 6,3— 8,8 3,2— 9,4 4,0— 7,1 7,9—20,0 3,2—11,0 7,9— 8,8 3,2— 9,4 4,0— 7,1 7,9—20,0 0,0043—0,0050 0,0050—0,0065 0,0050—0,0065 0.0063—0,0084 0,0065—0,0088 0,0045—0,0052 0,0055—0,0063 0,0052—0,0060 0,0065—0,0082 0,0070—0,0085 0,0032—0,0038 0,0040—0,0055 0,0040—0,0055 0 0055—0,0070 0,0060—0,0078 0,0040—0,0045 0,0050—0,0056 0,0048—0,0055 0,0060—0,0076 0,0065—0,0080 0,0028—0,0032 0,0032—0,0040 0,0032—0,0042 0,0054—0,0060 0,0058—0,0076 0,0030—0,0040 0,0042—0,0048 0,0040—0,0046 0,0050—0,0070 0,0053—0,0072.
iiiiim диаметром отверстия (например, 40 мм и больше), а ботьшие
значения — для малых диаметров отверстий (30 мм и меньше).
По известной величине диаметра отверстия и величине относитель-
ного оптимального натяга определяется оптимальный натяг. При
дорновании деталей с оптимальным натягом можно получить чис-
тоту поверхности, соответствующую 7—12 классу.
5. СКОРОСТЬ ДОРНОВАНИЯ
В настоящее время нет достаточно обоснованных данных о вли-
янии скорости на процесс дорнования. Отдельные авторы [1], [421
утверждают, что скорость дорнования почти не оказывает влияния
на стойкость дорнов и качество обработанной поверхности. Ввиду
этого рекомендуется [II при дорновании применять примерно та-
кую же скорость, как и при обработке режущими протяжками
(табл. 7).
Таблица 7
Скорость дорнования для различных материалов
Скорость дорнования в зависимости от обрабатываемого материала в ж/лсин
Сталь алюминий бронза баббит латунь
яв= 14 34-206 //B = 207-J-320 ЯВ=321 и выше
12—15 12—15 8-10 20—25 20-25 15—20 20—25
Между тем, в результатах другой работы [951 указывается, что
с увеличением скорости дорнования качество поверхности обра-
ботанного отверстия заметно снижается. Поэтому при обработке
весьма точных отверстий, имеющих высокий класс чистоты по-
верхности, в деталях из инструментальных сталей рекомендуется
применять небольшую скорость дорнования (25—38 мм/мин).
Наблюдения, проведенные автором, позволяют утверждать,
что скорость дорнования почти не оказывает никакого влияния
на тяговое усилие и деформации обрабатываемой детали. Было
лишь замечено, что с повышением скорости дорнования, особенно
при обработке деталей из вязких материалов, на контактной по-
верхности дорн-деталь образуется повышенная температура, ус-
коряющая появление нароста на дорне. Описанного явления не
было замечено при обработке деталей из чугуна и менее пластич-
ных сталей.
Произведенные наблюдения и практический опыт позволяют
рекомендовать при обработке вязких материалов скорость дорно-
вания 2—5 м/мин, а при дорновании менее пластичных материалов
5—7 м/мин
ГЛАВА Vil
ВЛИЯНИЕ МАТЕРИАЛА, ФОРМЫ И ДРУГИХ СВОЙСТВ
ОБРАБАТЫВАЕМОЙ ДЕТАЛИ НА ПРОЦЕСС ДОРНОВАНИЯ
На процесс дорнования, кроме формы рабочего профиля дорна,
оптимального натяга и скорости дорнования, влияют следующие
факторы: механические свойства материала обрабатываемой дета-
ли, ее размеры и степень точности предварительной обработки
отверстия.
1. МЕХАНИЧЕСКИЕ СВОЙСТВА MATI РИАЛ X ДЕТАЛИ
Механические свойства материала оказывают значительное
влияние на величину тягового усилия и остаточных деформаций,
на величину и характер распределения напряжений. Важнейшей
характеристикой обрабатываемого материала является его истин-
ное сопротивление деформированию. В области упруго-пластиче-
ских деформаций сопротивление деформированию можно считать
равным сумме предела упругости и некоторой величины напря-
жения, характеризующей упрочнение.
Один и тот же материал, по в разных состояниях (например,
нормализованный, закаленный и т. д.), может дать различные, ре-
зультаты при дорновании как по величине деформаций, так и по
величине тягового усилия. Поэтому для получения удовлетвори-
тельных результатов при дорновании необходимо учитывать ме-
ханические свойства обрабатываемого материала.
Для дорнования наиболее важно определить пределы упру-
гости и текучести, а также модуль упрочнения в пределах степени
деформации, характерной для данных условий дорнования.
При дорновании известного металла для оценки его механиче-
ских свойств можно ограничиваться измерением твердости. Если
твердость находится в допустимых пределах, то расчетное тяго-
вое усилие, деформации и напряжения при дорновании будут соот-
ветствовать свойствам материала.
С увеличением истинного сопротивления металла деформирова-
нию (которое в некоторой степени связано с твердостью) тяговое
8 Ю. Г. Проскуряков
113
усилие увеличивается, а остаточные деформации уменьшаются
Это подтверждается и экспериментальными данными. Остаточные
напряжения как окружные, так и радиальные при увеличении
предела упругости обрабатываемого материала растут по своему
абсолютному значению прямо пропорционально увеличению пре-
дела упругости.
Таким образом, механические свойства обрабатываемого мате-
риала в значительной степени определяют технологические воз-
можности процесса дорпо-
вания и эксплуатационные
способности детали после
дорнования.
Па значения величин
.Дягового усилия и остаточ-
ных деформации оказыва-
ют влияние внутренние
напряжения и наклеп об-
рабатываемой детали. По-
этому желательно деталь
-— перед дориовапием под-
£ ь уолинение вергнуть соответствующей
Термической обработке для
Фиг. 69. Выбор модуля упрочнения DM при 1рав1Швап„я Структуры
дорновании. п тверд0СТИ ее материа-
ла.
Для расчетов процесса дорнования наиболее рационально при-
нимать диаграмму истинного сопротивления деформированию
в упрощенном виде, т. е. с прямолинейным участком в зоне пласти-
ческих деформаций. Если при этом модуль упрочнения D„ будет
взят недостаточно точно (ввиду криволинейности участка диаграм-
мы в этой зоне), то это может отразиться на результатах расчета
усилия и деформаций. Поэтому наклон прямой на участке упроч-
нения необходимо взять с учетом применяемого в каждом конкрет-
ном случае натяга (т. е. степени деформации) и характера распо-
ложения кривой истинного сопротивления на этом участке. При
наличии па диаграмме растяжения образца (фиг. 69), например,
площадки текучести направление прямой в зоне пластических де-
формаций следует принять так, чтобы отклонение этой прямой от
кривой истинных напряжений было наименьшим, т. е. участки
отклонения кривой ab и Ьс (на фиг. 69 заштрихованы) были при-
мерно равновелики. При дорновании отверстий с малыми степе-
нями деформации для повышения точности расчета направление
прямолинейного участка на диаграмме можно взять другим. На-
пример, для степени деформации ОС направить эту прямую по на-
правлению II (показана пунктиром), в результате чего модуль
упрочнения увеличивается. Дчя некоторой средней деформации
(например, ОС') модуль упрочнения уменьшится и прямую более
рационально провести по направлению сШ.
Таким образом, при выборе модуля упрочнения по истинной
диаграмме растяжения необходимо учитывать степень деформации,
примененную в каждом конкретном случае при дорновании.
2. ТОЛЩИНА (TFHI И ( СРАБАТЫВАЕМОЙ Д| ГАЛИ
В производственных условиях при обработке встречаются де-
тали самых разнообразных форм и размеров. Отверстия, которые
необходимо обработать дорнованпем, могут быть расположены в
плитах и пластинах, в сложных литых корпусах, в цилиндриче-
ских втулках, в шестернях и в других деталях.
Фиг. 70. Зависимость тяготою усилия Фиг. 71. Зависимость тягогого усилия
при дорновании отв(рстия диаметром при дорногании отн< рстия диаметром
30 мм от толщины стенки втулки: 30 мм. от толщины стенки втулки из
1— из стали 20; 2 —из стали 50 Г. стали 10*.
С изменением формы детали условия дорнования также будут
изменяться. Например если у цилиндрической втулки увеличить
толщину стенки, то при неизменном натяге тяговое усилие увели-
чится. Увеличение нормального давления вызовет улучшение чи-
стоты обрабатываемой поверхности, изменятся и величины оста-
точных деформаций по внутреннему и наружному диаметрам.
Для проверки изменения тягового усилия в зависимости от
толщины стенки и диаметра отверстия обрабатывались несколько
серий втулок. Были изготовлены короткие втулки с различной
толщиной стенок и различными внутренними диаметрами, а также
несколько серий длинных втулок с конусной наружной поверх-
ностью и со ступенчатым последовательным изменением диаметра.
При помощи таких втулок можно более полно проследить за влия-
нием толщины стенки па процесс дорнования.
На фиг. 70 приведена зависимость тягового усилия от толщи
ны стенки обрабатываемой втулки. При неизменном натяге дорно
вания i = 0,13 мм с увеличением толщины стенки тяговое усилие
увеличивается. Большое истинное сопротивление деформирова-
нию стали 50Г требует, как видно из графика, большего тягового
усилия.
При ^увеличении диаметра отверстия до 45 мм зависимость
тягового усилия от толщины стенки втулки остается прежней. Та-
Фиг. 72. Зависимость тягового
усилия от номинального диамат-'
р 1 отверстия при дорновании
втулки ш стали 45.
кая же закономерность выявлена при
дорновании втулок из стали 10.
Интенсивный рост тягового уси-
лия при увеличении толщины стенки
детали (при неизменном натяге) про-
исходит только до определенной тол-
щины, а далее усилие почти не растет.
Например, при натяге i = 0,12 лии
(фиг. 71) рост тягового усилия пре-
кращается при толщине стенки втул-
ки 15—16 льи. Однако с увеличением
натяга дорнования тяговое усилие
будет возрастать до большей тол-
щины стенки, так как деформации
при этом охватят больший объем ме-
талла Тяговое усилие возрастает и при увеличении номинально-
го диаметра отверстия (фиг. 72).
При дорновании с различными натягами длинных конических
втулок с диаметром отверстия 30 мм получены диаграммы тягово-
го усилия (фиг. 73), из ко-
торых видно, что при уве-
личении толщины стенки
/начиная от небольшой ее
величины) тяговое усилие
сначала довольно быстро
растет; в пределах некото-
рого интервала толщин
усилие возрастает значи-
тельно медленнее, и, на-
конец, при больших тол-
щинах оно почти не изме-
няется. При значительных
натягах рост тягового уси-
лия происходит непрерыв-
но до спада давления у
конца отверстия. Дорну-
Фиг. 73. Зависимость тягового усилия от
толщины стенки при дорновании конических
втулок из стали 45.
емая втулка в этом случае находится почти во всех участках в пе-
риоде полной перегрузки.
При проталкивании дорна через длинные втулки замечено ко-
лебание величины тягового усилия, вызываемое наличием в отвер-
стии перед дернованием различных неровностей и волнообразным
характером движения металла по направлению движения дорна.
Такая же примерно закономерность получена при дорновании
втулки со ступенчатым изменением наружного диаметра.
При дорновании очень длинных втулок с тонкой стенкой можно
столкнуться с явлением потери устойчивости, а значит, и с неко-
торым искажением прямолинейности оси отверстия. Одной из мер
борьбы с этим является изменение способа крепления детали. Вмес-
то базирования детали по опорному торцу крепление ее произво-
дится за верхний торец и в процессе дорнования деталь работает
на растяжение. При необходимости для этого можно изготовить
ций по внутренней поверхности оперстня от толщины
стенки из стали 45.
у верхнего торца детали технологический бурт, который и будет
служить опорой при дорновании.
Толщина стенки дорнуемой детали оказывает существенное
влияние на величину деформаций по наружному и по внутреннему
диаметрам. При увеличении толщины стенки деформации наруж-
ного диаметра детали в процессе дорнования уменьшаются.
В процессе дорнования отверстий на испытательной машине
УИМ 50М одновременно измерялась наружная деформация втулок
в разных участках. При одном и том же натяге увеличение толщи-
ны стенки обрабатываемой детали вызвало уменьшение радиальных
остаточных деформаций. Однако после достижения некоторой пре-
дельной толщины стенки дальнейшее ее увеличение уже не изме-
няет остаточных деформаций. Для втулок с диаметром отверстия
30 мм значения такой предельной толщины при различных натя-
гах можно определить из графика на фиг. 74.
Полные и остаточные деформации по наружному диаметру, со-
ответствующие предельной толщине стенки, настолько малы, что
ими можно пренебречь.
3. ТЭЧНКТЬ ДаА'ЛЕТРА ОТЗЗРСТЛЯ, Оэ ’АэЭТ АННОГО
ДОРНОВАНИЕМ
Исследования показали, что в условиях осесимметричной де-
формации точность отверстия после дорнования увеличивается.
На основании статистической обработки обмеров большой пар-
тии деталей (око ю 390 шт.) кривые распределения размеров ди-
аметра отверстий втулок до и после дорнования приведены на
Фиг. 75. Кривые распрэдьленпя рлзмгров отверстий
втулок:
/ — из стали 45; 2—из стал i 50Г.
фиг. 75. Д щнование повысило точность обработки отверстий от
30 до 50%.
Увеличение точности при дорновании связано с условиями де-
формирования слоев металла. Установим это из следующих по-
ложений.
Предположим, что в партии деталей наибольший и наименьший
размеры отверстия до обработки соответственно равны i\ и /у,
а допуск на обработку В (фиг. 76). Полагаем далее, что все осталь-
ные размеры втулок неизменны у всей обрабатываемой партии,
так как неточность наружного диаметра обрабатываемых втулок
и их длины оказывают незначительное влияние на погрешности
обработки.
Если дорн с наружным диаметром d протолкнуть сначала
через втулку с наименьшим предельным размером отверстия, а
затем через втулку с наибольшим предельным размером, то оста-
точные деформации и размеры обработанных отверстии в общем
случае должны быть разными.
Рассчитаем для этих двух предельных случаев величины
остаточных деформаций при дорновании. В соответствии с фор-
мулой (41) эти деформации будут равны
Фиг. 76. Схема дорнования с учетом допуска
на обработку отверстий.
(105)
Будем считать, что после дорнования отклонения отверстий
укладываются в допуске 31, величину которого в соответствии
с фиг. 60 можно подсчитать по уравнению
+ (°rl)ocm-
Вместо и (оГ1)ог.„, подставим их значения из выра-
жений (105)
Так как при дорновании в основном обрабатываются точные
отверстия и допуск на обработку о невелик, то при относитель-
ном сравнении можно принимать
(Юб)
При этом допущении, без ущерба для точности и учета, что
8 = 8/у— §г1 предыдущее выражение можно привести к виду
• (107)
Для окончательного суждения о точности обработанного от-
верстия необходимо раскрыть смысл давлений So и So. Сделаем
это для режима полной перегрузки, для которого давление So
подсчитывается по ранее полученной формуле (25).
Для деформации отд давление So по аналогии будет равно
При использовании упрощающего уравнения (106) разность
(So — So) можно записать в виде
После подстановки этой величины в уравнение (107) и соот-
ветствующих преобразований получаем окончательно
Так как в знаменателе этого выражения стоит величина,
значительно большая единицы, то и допуск отверстия после дор
новация намного меньше допуска предварительно подготов-
ленного отверстия о. Это указывает па значительное повышение
точности обработки отверстий при дорновании осесимметричных
деталей.
Для условий полуупругого режима деформирования натяг
дорнования будет меньше и при постоянном допуске предвари-
тельно подготовленных отверстий о точность по сравнению с режи-
мом полной перегрузки тоже уменьшится. Однако подсчеты пока-
зывают, что и в этом периоде дорпование значительно повышает
точность обработки.
При увеличении допуска на предварительную обработку точ
ность после дорнования пропорционально уменьшится. Для обра-
ботки таких деталей, особенно в условиях крупносерийного произ-
водства, выгодно изготовить комплект дорнов, с постепенно уве-
личивающимися диаметрами по цилиндрической ленточке, напри
мер, через 0,02—0,04 мм. Детали, поступающие на обработку,
перед дорновапием распределяются по размеру отверстия па пар-
тии (при помощи универсального измерительного инструмента
или комплекта изготовленных калибров), после чего каждая пар-
тия может обрабатываться соответствующим дорном. При таком
варианте обработки каждая партия детален будет обрабатываться
с необходимым натягом, благодаря чему
все отверстия после дорнования приоб-
ретут необходимую точность. В соответ-
ствии с данными исследований и уче-
том производственного опыта можно
утверждать, что экономическая точность
при дорновании соответствует 2 классу
точности, в отдельных же случаях прак-
тики может быть достигнут 1 класс.
Неточности формы отверстий, такие,
как конусность и эллипсность, имею-
щиеся до дорнования, могут остаться
и после дорнования, так как эти не-
точности способствуют образованию по
сечению неравномерного натяга, вызы-
вающего неравномерные остаточные
деформации.
Однако исходя из ранее высказанных
предположений о влиянии на точность
неравномерного натяга (формула 108) и
данных экспериментальных исследова-
ний можно утверждать, что погрешно-
сти формы отверстий при дорновании в
какой-то степени исправляются. На
Искажение формы отверстия, мм
Фиг. 77. Погрешности формы
отверстий у втулок
из стали 45:
/— после дорнования;
2 — до дорнования.
фиг. 77 показаны результаты обработки втулок из стали с на-
тягом 0,12 лш. По оси абсцисс отложена разность между наиболь-
шим и наименьшим диаметром отверстия (характеризует эллипс-
ность), а по осн ординат — процент деталей в партии, имеющих
соответствующую погрешность. Сравнение результатов до дорно-
вания и после позволяет сделать вывод, что имевшиеся искажения
формы отверстий исправлены дорновапием на 40—50%.
При увеличении натяга и нарушении нормальных условий дор-
новапия (особенно при обработке деталей с большим соотношением
—) возможно смещение дорна от оси исходного отверстия, что
может привести к нарушению прямолинейности стенок дорпуе-
мого отверстия. Для получения отверстий со строю прямоли-
нейной осью применяют дорны с направлением и многозубые.
4. ВОЗМОЖНЫЕ ИСКАЖЕНИЯ ФОРМЫ ОТВЕРСТИЙ
ПОСЛЕ ДОРНОВАНИЯ
Экспериментальные исследования показали, что хорошую чис-
тоту поверхности при дорновании отверстий можно получить толь-
ко при режиме пластической деформации детали. Но пластическая
деформация детали может вызвать нарушение точности обработки
у опорного (нижнего) и верхнего торцов обрабатываемой детали,
так как в этих местах условия деформирования облегчены возмож-
ностью течения металла в осевом направлении.
При обработке разностенных детален радиальные остаточные
^формации в разных сечениях будут различными, что также мо-
Фиг. 78. Профиль пластических волн ме-
талла на торгах втулок после дорнования:
1 — в стали 4 5 при натяге /=0,12 мм; 2 —
в стали 45 при натяге i = 0,3 мм; 3— в ста-
ли 50Г при натяге /= 0,3 мм.
жет привести к искажению
формы отверстия. В произ-
водственных условиях необ-
ходимо учитывать величины
этих искажении.
Искажение торцов. Для
проверки искажений торцоз
были изготовлены специаль-
ные втулки. Торцы их после
шлифования тщательно дово-
дились па точной притироч-
ной плите. Для получения
лучшей чистоты поверхно-
сти отверстия перед дерно-
ванием обрабатывались про-
тягиванием, обеспечиваю-
щим 7 класс чистоты. Пред-
варительные обмеры показа-
ли, что прямолинейность ра-
диальных сечений торцов находилась в пределах 0,004 мм.
Слои металла на торцах около отверстия перед дернованием
были совершенно не нагружены, так как базирование втулок про-
изводилось по опорному торцу вблизи наружного диаметра.
После дорнования с различными натягами по торцам в радиаль-
ных сечениях была снята профилограмма поверхности. Измерения
производились через каждые 0,1 мм. Па фиг. 78 изображены про-
фили пластических волн металла, образовавшиеся на опорном и
верхнем торцах стальных втулок. Чем больше натяг, тем больше
величина пластической волны металла у торцов детали. У втулок
из стали марок 45 и 50Г существенной разницы в величине не об-
наружено. Из графика видно, что за счет дополнительных сдвигов
в направлении опорного торца металла вытесняется больше, чем
в направлении верхнего торца. Кроме стальных образцов, при-
менялись втулки из серого чугуна СЧ 12—28. Эксперименты по-
казали, что при дорновании с натягом 0,12 мм пластической волны
металла у торцов чугунных образцов почти не наблюдалось.
Эго говорит о слабой склонности чугуна к деформациям
сдвига.
Изменения геометрической формы дорна не влияли на верхний
торец втулок, а опорный торец изменялся в основном за счет из-
менения угла заборного конуса.
Искажения прямолинейности стенок. Условия деформирования
поверхности внутреннего диаметра не одинаковы, и поэтому про-
филь образующей цилиндри-
ческого отверстия при дорнова-
нии в некоторой степени ис-
кривляется. Для того, чтобы
оценить величину искривления,
втулки перед дорпованием и
после пего были замерены по
внутреннему диаметру на гори-
зонтальном оптиметре по всей
длине отверстия через О I мм.
Обработка результатов по-
казала, что отверстие втулки
вблизи торцов пластически де-
формируется значительно боль-
ше, чем в середине втулки.
Профиль образующей отвер-
стия, приведенный на фиг. 79,
показывает наибольшее искаже-
ние цплиндричности отверстия
па расстоянии 2—3 мм от верх-
него и нижнего торцов, далее
же искажение незначительно.
При натяге 0,3 мм отклонение
отверстия от цилиндрической
формы больше примерно в 2
раза, чем после дорнования с
натягом 0,12 мм.
Фиг. 79. Профиль образующих отвер-
стий после дорнования втулок:
/— из стали 45 с натягом 0,12 мм: 2 —
из стали 45 с натягом 0,3 мм: 3 — из
стали 50 Г с натягом 0,3 мм.
На точность профиля образующей отверстия оказывает не-
которое влияние величина угла заборного конуса дорна а. При
больших углах а осевая составляющая усилия дорнования возрас-
тает, вызывая большее смещение металла по направлению к опор-
ному торцу.
Опыты (фиг. 80) показали, что образующие отверстий вблизи
торцов при дорновании отклоняются от правильного положения,
форма отверстия искажается, а точность обработки становится
меньшей. Эти искажения распространяются в осевом направлении
на небольшую величину (1—3 мм), а диаметр у торцов увеличива-
ется но сравнению с диаметром средней части всего на 15—150 мк.
На практике такое расширение отверстий у торцов деталей даже
полезно, например, для облегчения сборки деталей или для созда-
ния лучших условий входа масла в зазор подвижной пары. В тех
же условиях, когда у деталей такие отклонения недопустимы, тех-
нологический процесс обработки деталей необходимо построить
так, чтобы окончательная подрезка торцов производилась после
Фиг. 80. Профиль образующих отверстия втулок из стали
марки 45 после дорнования дорнами:
/ — при а = 3°; 2 — при а « 5°; 3 — при а = 7°; 4 — при а = 15°.
чистовой отделки отверстия, принимаемого при обработке за базу.
В этом случае весь искаженный участок отверстия будет снят.
Имеющиеся в дорнуемых отверстиях различные канавки, ради-
альные отверстия и т. п. могут также служить причиной некоторо-
го нарушения точности. Для выявления величины искажения у
нескольких втулок из стали 10 (диаметр отверстия 30 мм, наруж-
ный диаметр 64 мм) перед дорповапием в средней части была
расточена кольцевая канавка шириной и глубиной 5 мм. После
дорнования с различными натягами втулки резали вдоль оси
и замеряли искажения образующих отверстий оптиметром
(фиг. 81).
Если по конструктивным условиям имеется возможность у тор-
цов или канавок в отверстии перед дорнованием сделать фаски,
то искаженный участок
отверстия уменьшится на
длину снятой фаски.
Разностенность обраба-
тываемых деталей в раз-
ных радиальных направ-
лениях будет оказывать
при дорновании различное
сопротивление деформа-
ции, а это вызовет появ-
Фиг. 82. Длинная коническая
втулка:
а—со срезанной лыской; б — с про-
дольным пазом.
Фиг. 81. Про-
филь образую-
щей отверстия
втулки вблизи
кольцевой ка-
навки.
ление после дорнования неравномерных остаточных деформаций.
Неравномерность деформации будет тем больше, чем больше раз-
ностенность детали и натяг дорнования.
Дпя проверки влияния неравномерности толщины стенки на
процесс дорнования были изготовлены специальные длинные ко-
нусные втулки из стали 45 со срезанной лыской и с пазом (фиг. 82).
В месте отфрезерованной лыски толщина стенки по длине втулки
равнялась 10 мм. Благодаря такой конструкции разностенность
втулки на разных участках получалась различной. Это позволило
при дорновании одной втулки уточнить влияние на процесс изме-
нения разиостенности в широких пределах. Дорнование производи
лось с натягом 0,12 мм. Диаметральные остаточные деформации
Фиг. 83. Остаточные деформации по внутренней поверхно-
сти отверстия (см. фиг. 80):
1 — в сечении АА; 2 — а сечении ВВ; 3— в любом сечении обычной втулки.
по внутренней поверхности отверстия в сечении АА и ВВ полу-
чаются максимальными в месте наименьшей толщины стенки де-
Фиг. 84. Разность остаточных деформаций по внутренней
поверхности отверстия в двух взаимно’перпендикулярных се-
чениях в зависимости от разиостенности втулки:
1 — с двумя пазами; 2 — с одним пазом.
тали (фиг. 83). С увеличением разиостенности втулки эллипспость
отверстия увеличивается только до определенного предела (в дан-
ном случае соответствующего разиостенности втулки, равной
10 .и.и) и при дальнейшем увеличении разиостенности практически
не изменяется. Тяговое усилие при дорновании такой втулки с ка-
сторовым маслом было равно 3600 иг, и по ходу дорна усилие росло
непрерывно почти до подхода дорна к опорному торцу. При дор-
нованпи же втулки со срезанной лыской тяговое усилие уменьши-
лось до 3110 кг и оставалось постоянным на большей части втул-
ки. Наличие паза в отверстии втулки также вызвало значительную
эллипспость. Несмотря на значительный натяг, разность остаточ-
ных деформаций по двум сечениям по сравнению с втулкой, имею-
щей лыску, несколько уменьшилась, что вызвано большой жест-
костью втулки с пазом по сравнению с втулкой, имеющей лыску.
Фиг. 85. Втулки-
а — с одним шпоночным пазом; 6 — с двумя пазами.
Прорезка у втулки второго паза, расположенного противопо-
ложно первому, вызвала при дорновании увеличение эллипспости
(фиг. 84) на 60—75?'6. При этом наибольшее тяговое усилие умень-
шилось на 170 кг по сравнению с усилием дорнования втулки с
одним пазом. Не меньшее влияние на точность обработки оказы-
вают и шпоночные пазы. Это доказали опыты, которые проводились
со втулками из стали 10 с диаметром отверстия 30 мм и предва-
рительно продолбленными шпоночными пазами (фиг. 85).
После дорнования с различными натягами размеры отверстия
были тщательно промерены при помощи оптиметра и результаты
сведены в табл. 8.
Из табл. 8 видно, что с увеличением натяга дорнования размеры
отверстия в любом из сечений увеличиваются, но не одинаково по
всем сечениям.
После дорнования у втулок с одним пазом деформация отно-
сительно оси паза получилась симметричной.
Наибольшее увеличение отверстия проходит по диаметру dt,
расположенному на самом близком расстоянии к пазу. Это объяс-
няется возможностями перетекания металла в направлении паза.
Раам.'ры отверстий в разнях сечениях после дорнозания втулок со шпоночными канавками
Количество пазов у втулки Натяг дорнования i, мм Размеры после дорнования, мм Элл и ясность, мм P, кг Уменьшение P no сравнению с дерно- ванием нормальной втулки, %
di dt d, dr. de d.,-dt d, d, dz—di
1 0,072 30,034 30,036 30,040 30,055 — — 0,006 0,011 0,002 1160 3,05
0,122 30,078 30,079 30,087 30,108 — — 0,009 0,030 0,001 2470 4,0
0,18 30,121 30,123 30,137 30,151 — — 0,016 0,030 0,002 3320 5,4
0,477 30,406 30,414 30,439 30,454 — — (4,033 0,048 0,008 5690 7,5
2 0,12 30,082 30,083 30,086 30,096 30,081 30,096 0,004 0,014 0,001 2140 9,1
0,185 30,13 30,135 30,131 30,142 30,132 30,143 0,001 0,012 0,005 3060 14,5
0,278 30,217 30,220 30,220 30,231 30,220 30,231 0,003 0,014 0,003 3800 15,7
0,47 30,411 30,416 30,415 30,419 30,418 30,421 0,004 0,008 0,005 5680 17,65
Несколько меньше увеличивается диаметр d3, расположенный от
предыдущего на 20°.
Для характеристики точности формы обработанных отверстий
целесообразно подсчитать получающуюся эллипсность в наиболее
характерных направлениях. Данные подсчета в таблице 8 пока-
зывают, что наибольшая эллипсность получается при расчете
разности d.i -dlt где dt представляет диаметр деформированного
отверстия в сечении, перпендикулярном оси симметрии деформа-
ции. При малых натягах дор-
нования эллипсность сравни-
тельно небольшая, при увели-
чении же натяга опа приобре-
тает ощутимое значение и мо-
жет оказать влияние на точность
дорпуемой детали.
Кроме того, в табл. 8 при-
ведены значения тяювого уси-
лия, полученные при дорнова-
нии описанных втулок.
Сравнение с усилиями, по-
лучающимися при дорновании
таких же втулок, но без пазов,
показало, что наличие шпоноч-
ных пазов вызывает уменьше-
ние тягового усилия.
В практике бывает необходи-
фиг. 8G. Увеличение диаметра отвер-
стия после обточки продорноьанных
втулок:
/ — с натягом 0,18 мм; 2 — с натягом
0,123 мм.
мо. исходя из технологических или конструктивных соображений,
после дорнования проточить наружную поверхность детали до
некоторого нового размера. Вместе с удалением слоев металла
будут частично сняты внутренние напряжения в детачи и, ввиду
изменения внутреннего равновесия сид, в оставшихся слоях ме-
талла возникнет остаточная деформация, которая может нару-
шить точность отверстия, полученную при дорновании.
Для определения величины деформации отверстия получаю-
щейся при обточке наружного диаметра детали обрабатыва тись
втулки из стали 45 с наружным диаметром 64 мм и диаметром
отверстия 30 jiml Предварительная их обработка производилась
протягиванием. При уменьшении наружного диаметра до 35 мм
диаметр отверстия 1 величилея на 0,053 Л!.и (фиг. 86). При меньшем
натяге дорнования деформации по отверстию при наружной об-
точке уменьшаются, но все еще имеют большую величину.
При обточке образцов из стали 10 увеличение диаметра отвер-
стия получилось значительно меньшим.
9 Ю. Г. Проскуряков
ГЛАВА VI
СМАЗКА ПРИ ДОРНОВАНИИ
При обработке отверстий методом дорнования смазка играет
исключительно важную роль. Неправильный выбор ее может при-
вести к значительному ухудшению качества дорнуемой поверх-
ности, увеличению усилия дорнования, понижению стойкости
дорна и т. д. Дорнование без смазки, вследствие молекулярного'
сцепления между обрабатываемым металлом и инструментом, вы-
зывает налипание металла на инструмент и может привести к за-
клиниванию дорна в отверстии.
При выборе смазки для процесса дорнования необходимо исхо-
дить из условия получения наилучшей чистоты обработанной по-
верхности и создания жидкостного трения между дорном и обра-
батываемой поверхностью.
Эффект смазывания при дорновании может быть осуществлен
достаточно хорошо только в случае применения смазки, обладаю-
щей поверхностной активностью, т. е. смазки, молекулы которой
имеют полярные группы (например ОН; (ООН; C.OONa; COOK
и др.). К поверхностно-активным веществам относятся жирные
кислоты (олеиновая, стеариновая, пальмитиновая и др.), соли
указанных кислот, некоторые соединения глицерина (например
с пальмитиновой кислотой) и др. Правильно подобранная смаз-
ка значительно уменьшает коэффициент трения и повышает чистоту
обрабатываемой поверхности.
При чистовой обработке металлов давлением сухого трения
обычно не бывает, так как на поверхности материала имеются
адсорбированные пленки газов, окислы, нитриды, пыль п пр.
При адсорбционной смазке очень важно иметь на границе металл —-
смазка значительные молекулярные силы притяжения, в против-
ном случае пленка смазки будет разрываться. Если к смазкам,
лишенным полярных групп, добавить хотя бы небольшое количе-
ство поверхностно-активного вещества, то оно действует очень
эффективно, образуя возле поверхности металла тонкую прочную
пленку из ориентированных молекул.
До последнего времени считалось, что активированные (т. е.
с добавками поверхностно-активных веществ) смазки тишь пре-
дотвращают непосредственный контакт и уменьшают внешнее
трение между металлом и инструментом. Работами академика
П. Л. Ребин тера и его сотрудников [71, 73] доказано, что такие
смазки не только уменьшают внешнее трение, но и значительно
облегчают упругие и пластические деформации металла. Это осо-
бое, как бы смягчающее влияние смазки па металл обусловливается
проникновением адсорбционных слоев поверхностно-активных ве-
ществ в поры и микротрещины металла.
В процессе пластической деформации смазка оказывает еще и
расклинивающее молекулярное действие, вследствие которого
усиливается развитие всех микротрещин и идет разрыхление ме-
талла, облегчающее проникновение в пего новых порций смазки.
Однако проникновение в метает адсорбционных слоев поверхност-
но-активных веществ при объемном деформировании происходит
на сравнитетьно небольшую глубину (не более 0,1 ,м«), а поэтому
указанный эффект облегчения деформации металла можно обна-
ружить только в поверхностном слое.
1. ВЛИЯНИЕ СМАЗКИ НА ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
ДОРНОВАНИЯ ОТВЕРСТИИ
Смазка при дорновании может считаться удовлетворительно!",
если на протяжении всего процесса между трущимися поверхно-
стями будут поддерживаться условия жидкостного трения. Это
способствует уменьшению тягового усилия и износа дорна, улуч
шению чистоты обработанной поверхности. Для выявления наибо-
лее рациональных типов смазок были поставлены опыты по дорно-
ванию с различными смазками предварительно протянутых
втулок из сталей 10 и 45 (фиг. 87). Продольные риски после про-
тягивания менее благоприятны для условий смазывания, так
как каждый микрогребешок поверхности в процессе перемещения
дорна по отверстию будет непрерывно контактировать с одним и
тем же участком поверхности дорна, вызывая более быстрый! его
износ. Выявив наиболее благоприятную смазку при дорновании
в таких условиях, ее можно еще более эффективно применять в
других, менее тяжелых для дорнования случаях.
Наименьшее значение тягового усилия получилось при смазке
мазутом марки 100; несколько большее — при применении сульфо-
фрезола и олеиновой кислоты. Индустриальное масло 50 и касто-
ровое масло вызвали наибольшее тяговое усилие. Добавка к
индустриальному маслу 50 10% (по весу) олеиновой кислоты
вызывает уменьшение тягового усилия по сравнению с примене-
нием чистого индустриального масла 50 на 165 кг.
После прохода дорна отдельные смазки не только не выжима-
ются из отверстия, а наоборот, остаются по всей поверхности от-
верстпя ровным, довольно толстым слоем. Это индустриальное
масло 50, сульфофрезол, индустриальное масло 20 в смеси с серой
(10%) или с касторовым маслом и серой
Произведенный замер чистоты обработанной поверхности
позволил установить, что эти же смазки обеспечили лучшую чи-
стоту поверхности. Смазки же мазут 100 и солидол в значительной
степени выжимались и оставались на поверхности обработанного
отверстия в виде разорванных тонких слоев или вообще не были
Фиг. 87. Зависимость тягового усилия (а) и чистоты обработанной
поверхности (б) от сорта смазки при дорновании втулок из стали
марки 45 с натягом-0,12 мм
видны невооруженным глазом. Несмотря на сравнительно неболь-
шое уецлие дорнования, они привели к образованию значительно
худшей чистоты поверхности.
Таким образом, минимальное тяговое усилие еще не может
быть достаточно правильным показателем рациональности выбора
того пли иного сорта смазки. Это в значительной степени объяс-
няется двойственным влиянием на процессе поверхностно-актив-
ной смазки, так как с одной стороны она вызывает понижение
коэффициента трения, с другой стороны повышает износ и разру-
шение поверхностного слоя.
При увеличении натяга дорнования до 0,18 мм общая зависи-
мость тягового усилия от сорта смазки не получила существенных
изменений. Однако изменение усилия при переходе от одного сорта
смазки к другому стало несколько иным. Наблюдения за поверх-
ностью обработанного отверстия позволили установить, что при
натяге, равном 0,18 лы<, сульфофрезол и индустриальное масло
50 не выжимаются из места контакта дорна и детали. Особенно
хорошо удерживались на поверхности индустриальное масло 50
с наполнителем графитом и индустриальное масло 20 с папочнп-
телем серой. Мазут марки 10, как и ранее, почти полностью вы-
жимался из места контакта, и на обработанной поверхности оста-
вался очень тонкий слой с видимыми разрывами. Чистота обрабо-
танной поверхности в этом случае улучшалась с увеличением на-
тяга при любом сорте смазки. Наибольшее увеличение набпюда-
лось при смазке касторовым маслом и индустриальным маслом 50,
а также индустриальным маслом 20 с добавкой серы. Смазка мазу-
том 100 дала наихудшую чистоту обработанной поверхности.
Эффективность смазок при разных натягах дорнования может
быть различной, причем каждая смазка при изменении натяга
может вести себя по-разному. Для иллюстрации сказанного на
фиг. 88, а показана зависимость тягового усилия от натяга дорно-
вания, полученная при обработке предварительно протянутых вту-
Фиг. 88. Зависимость тягового усилия (а) и чисюты обработанной поверхности
(fi) от натяга дорнования при смввке:
/—сульфофрезолом; 2— индустриальным маслом 50; 3—олеиновой кислотой.
лок из стали 10 со смазками: сульфофрезолом, маслом индустри-
альным 50 и олеиновой кислотой. Как видно из графика, в случае
дорнования отверстий диаметром 30 лки с натягами, меньшими
0,18 .и.ч, наименьшее тяговое усилие дает смазка сульфофрезолом,
наибольшее — олеиновой кислотой. Это объясняется тем, что при
малых степенях деформации при дорновании основная доля тяго-
вого усилия расходуется на трение, в условиях которого положи
тельные свойства смазки сульфофрезола наиболее эффективны.
При натягах, больших 0,2 лмц более экономичной по тяговому уси-
лию оказывается олеиновая кислота, обладающая высокой поверх-
ностной активностью. Смазка сульфофрезолом в этом случае вы-
зывает даже большее усилие, чем масло индустриальное 50. Таким
образом, каждая из смазок, с точки зрения величины образующе-
гося при дорновании тягового усилия, может быть высокоэффек
тивной только при определенной степени деформации.
Интересно отметить, что при увеличении натяга до 0,18 лг.и
тяговое усилие довольно быстро растет при любой из применяв-
шихся смазок, а далее рост усилия несколько замедляется. Объяс-
няется это быстрым ростом напряжений в детали и дорне при ма-
лых степенях деформаций (упругие и упруго-пластические дефор-
мацчи). В период полпой перегрузки (режим чисто пластической
деформации) с увеличением натяга дорнования рост напряжений
уменьшается, коэффициент внешнего трения, как правило, падает,
ввиду чего и рост тягового усилия несколько замедляется.
Все три смазки (сульфофрезол, масло индустриальное 50 и оле-
иновая кислота) после прохода дорна довольно ровным слоем со-
хранялись на поверхности обработанного отверстия в пределах
всего применявшегося интервала натягов дорнования.
На фиг. 88, б приведена зависимость чистоты обработанной по-
верхности от натяга дорнования, полученная после обработки тех
же втулок с применением различных сортов смазки. С увеличением
натяга дорнования до 0,26 лш средняя высота неровностей обрабо-
танной! поверхности уменьшается при любой из применявшихся
смазок. Однако более эффективными в этом случае оказались смаз-
ки сульфофрезол и масло индустриальное 50. При натягах, боль-
ших 0,26 .ч.м, вследствие образования нароста на дорие, выжима-
ния смазки и возникновения различного рода задиров чистота
поверхности значительно ухудшилась. Достаточно эффективной
оказалась лишь олеиновая кислота.
Таким образом, при дорновании стали 10 при малых степенях
деформации (относительный натяг до 0,012 льи) наиболее рацио-
нальными смазками следует признать сульфофрезол и масло инду-
стриальное 50, а при больших степенях деформации —• олеиновую
кислоту.
При дорновании предварительно протянутых образцов из стали
10 проводилось также омеднение обрабатываемой поверхности.
Для этого перед дорновапием образцы и дорны после тщательного
обезжиривания опускались на 3 мин. в раствор следующего со-
става: медный купорос — 12%, соляная кислота — 7%, хлористое
олово — 1%, вода — 80%. После такой обработки на поверхности
детали и дорна образовался равномерный слой меди толщиной 4—
6 мк. Результаты дорнования омедненных образцов приведены
ниже:
Натяг дорнования, мм . ............. 0,18
Тяговое усилие, кг . ............... 4010
Высота микроыеровпостей R,, мк . . . 0,95
0,27
5320
0,9
0,37
6090
0,8
Омеднение увеличило значения тягового усития и высоты ми-
кронеровностей /Д обработанной поверхности. Эго указывает па
нерациональность применения омеднения в данном случае. Однако
при больших натягах дорнования омеднение обрабатываемой по-
верхности давало значительно лучшие результаты, чем примене-
ние жидких смазок.
При неизменном натяге дорнования смазки оказывают влияние
на образование нароста по рабочей поверхности дорна. Одни смазки
даже при малых натягах способствуют его появлению, другие не
вызывают возникновения нароста при больших натягах. Напри-
мер, при обработке отверстий втулок из стали марки 10 со смаз-
кой сульфофрезолом и индустриальным маслом 50 уже при
первых проходах дорна с натягом 0,375 мм на его рабочей по-
верхности появлялись небольшие участки нароста. При меньших
натягах дорнования нарост не обра-
зовывался. Быстрое и значительное
образование нароста при этих смаз-
ках обнаруживалось при натяге
0,475 мм. Дорнование образцов из
стали марки 10 с олеиновой ки-
слотой сопровождалось появлением
первых признаков нароста на дорне
при натяге 0,275 льч. С увеличением
натяга дорнования нарост прогрес-
сивно возрастал. Практически при
таких натягах этими смазками рабо
тать нельзя.
11а фиг. 89 приведена фотогра- Фиг. 89. Нарост, образовавшпи-
фия нароста, появившегося на дор- ся на Д°Рне |,осле дорнования.
не после обработки им четырех вту-
лок из стали 10 с натягом 0,475 мм при смазке индустриальным
маслом 50. На фотографии видно, что нарост неравномерно рас-
пространился на большую часть рабочей поверхности дорна.
2. МЕТОДИКА ИСПОЛЬЗОВАНИЯ ПРОЦЕССА ДОРНОВАНИЯ
ДЛЯ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ
На величину образующихся сил трения значительное влияние
оказывает коэффициент трения сопрягаемых пар. В зависимости
от вида применяемой смазки, рода трущихся материалов, площа-
ди их соприкосновения, нагрузки, скорости приложения нагрузки
и температуры коэффициент трения может изменяться в значитель-
ных пределах. Так как коэффициент трения зависит от многих
факторов, определить его теоретически для разнообразных слу-
чаев практики невозможно. Поэтому основным способом опреде-
ления коэффициента трения является эксперимент.
Дорнование проводилось двумя одинаковыми дорнами, разли-
чающимися только шириной ленточки. Составляющая тягового
усилия при дорновании Р , необходимая для преодоления сил
трения по цилиндрической ленточке дорна, определяется урав-
нением 60а.
п г- г- ж-- Л 1 D~ d~) fi
---- -Ttp'ydb.
Значения коэффициентов трения при дорновании образцов из стали 45 с различными смазками
Применяемая смазка Натяг дорнования /=0,12 мч Натяг дорнования /=0,18 мм
Тяговое усилие, кл Pt-Ри кг Коэффи- циент трения, •JL Тяговое усилие, кг Pt -Pi. кг Коэффи- циент ,т..
при 61=1,2 мм при />3=6,2 мм при /)1=1 мм при />2=6 мм
Мазут марки 100 ..... ... 1875 2817 942 0,058 2930 3610 680 0,041
Сульфофрезол . ... 1893 3850 1957 0,12 3170 4490 . 1320 0,07.9
Олеиновая кислота 1990 3130 1440 0,07 — — — —
Сотидол 2117 3655 1538 0,095 — — — —
Индустриальное масло 50—90%, олеино- вая кислота—10% 2155 37С5 1610 0,099 — — — —
Индустриальное масло 20—80%, касто- ровое масло—10%, сера—10% . . . 2202 4160 1958 0,12 — — — —
Индустриальное масло 20—90%, сера— 10% 2262 4005 1743 0,107 3180 •1510 1330 0,08
Индустриальное масло 50 2317 4245 1928 0,118 3255 4450 1195 0.071
Касторовое масло 2500 3550 1050 0,065 — — — —
Индустриальное масло 50—90%, гра- фит—10% . — 3500 4260 760 0,045
В случае дорнования двумя дорнаии с разной величиной ци-
линдрической ленточки b усилия могут быть выражены следую-
щим образом
= -р р сД/, РЦ,= "РР^2,
где b2 > .
Вычитая из большего значения меньшее, полупим
P^-P^'^d^-^.
Из уравнения .^егко определяется величина р, равная
р — Р
и.=----‘<г--(109)
я /х/ (Л., — /ц)
Вместо разности Рч, — Р!(1 в уравнение можно подставлять
разнорть между полными тяговыми усилиями дорнования в обоих
случаях.
Разберем использование этого метода на примере. Две партии
втулок из стали 45 дорнуются: одна дорном с шириной ленточ-
ки /^=1 мм; другая дорном с Ь2=6 мм. Диаметр отверстия 30 мм,
наружный диаметр 64 .н.и, натяг дорнования 0,12 .и.«. Нужно
определить коэффициент трения а при смазке касторовым маслом.
Так как условиям задачи соответствуют экспериментальные
данные (см. фиг. 40), определяем по этому графику для обоих
случаев значения полного тягового усилия
/^=2500 кг (при &!=! м); Р2 = 3550 кг (при Ь2=6 мм).
Истинное сопротивление деформированию определяется по
диаграмме истинных напряжений обрабатываемого материала и для
заданной степени деформации 2J_“= 0,004, оно будет равно
\ d / 30
р = 34,4 кг/мм?.
Подставляя значения величин в формулу (109), будем иметь
Р„ - Pj 3550—2500
ч =---------J---=-------------------= 0,0Ь5.
'• apd(b2— &) 3,14-34,4.30,12(6—1)
Давление So, при котором определен коэффициент трения,
определяемое по формулам главы II, равно 22,95 кг/мм2. При
изменении натяга дорнования коэффициент трения может быть
определен для разных значений величин So.
Опыты, проведенные по изложенной методике, позволили
выявить коэффициенты трения, получающиеся при дорновании
образцов за стали 45 с различными смазками. Для этого в дополне-
ние к ранее проводимым опытам по определению тягового усилия
обрабатывались такие же втулки, но дорнами, имеющими значи-
тельно большую ширину цилиндрической денточки b = 6,2 дцн.
В табл. 9 приведен расчет по формуле (109) коэффициентов тре-
ния, получающихся при дорновании вышеописанных образцов из
стали 45 с натягом 0,12 и 0,18 мм и различными смазками. При
натяге дорнования 0,12 леи из всех применявшихся смазок наи-
меньшее значение коэффициента трения дает смазка мазут 100
([х = 0,058), наибольшее — сульфофрезол (jx =0,12). Остальные
смазки создают промежуточные значения коэффициентов трения.
С увеличением натяга дорнования до 0,18 .им значения коэф-
фициентов трения для всех применявшихся смазок уменьшились,
но смазка мазут 100 по-прежнему дала наименьшую величину р.
Б шзкое к ней значение коэффициента трения дает масло инду-
стриальное 50 с добавкой наполнителя — графита. Остальные
смазки по величине коэффициента трения расположились примерно
в таком же порядке, как и в случае дорнования с натягом 0,12 мм.
Приведенные в таблице данные подтверждают известное поло-
жение о том, что с увеличением давления (в данном случае —- на-
тяга дорнования) при наличии достаточного слоя смазки в месте
контакта коэффициент трения сопрягаемой трущейся пары умень-
шается.
Для получения более точных результатов при определении
коэффициента трения ио предлагаемому способу рекомендуется:
а) обеспечивать предварительной обработкой более чистую
поверхность, чтобы при дорновании исключить влияние смятия по-
верхностных гребешков микронеровностей;
б) подбирать для исследований серию образцов с одинаковой
чистотой поверхности отверстия;
в) обеспечивать при всех экспериментах одинаковую скорость
дорнования;
г) выбирать угол заборного конуса i оптимальйым;
д) не допускать в процессе дорнования появления на дорне
нароста.
Предлагаемый способ определения коэффициента трения от-
личается простотой выполнения и высокой точностью. Способ по-
зволяет определять коэффициенты трения для различных сопрягае-
мых поверхностей. При этом представляется возможным выявить
наиболее рациональные виды смазок.
3. ВЫЬОР СМАЗКИ
Наиболее правильно определять необходимый сорт смазки,
исходя из давления, образующегося при дорновании в месте кон-
такта дорна и детали. Однако в настоящее время еще не определены
допускаемые давления на смазочный слой в условиях трения
скольжения при разных смазках. Поэтому при выборе смазки для
дорнования приходится ограничиться некоторыми приближен-
ными данными.
При дорновании стальных деталей наилучшими смазками сле-
дует считать растительные масла: сурепное, льняное, конопляное,
касторовое и др. Между тем для дорнования мало- и среднеугле-
Смазки три дорновании
-— —— —— Относительный оптимальный на тяг Х= -•*— Относительный оптимальный натяг X = Or.
до 0,006 свыше 0,006
Обрабатываемый металл —'--до 1,4 -*- = 1,4 + 2 свыше 2 • г'~ до 1,4 — = 1,4 + 2 свыше 2
Углеродистая (С < 0,3%) малолегированная сталь А, Б, Г А, Б, Г А, Б, В, Г Б, Г, Е, ж. 3 Г, Д, Е, ж. м, н Д, Е, Ж. и, К, Л, м, т
Сретнеуглгродистая и леги- То же А, Б, Г, Д А, Б, В,Г, Д, То же 1 о же То же
рованная сталь It в = = 190 ; 230; ав = 55 ; 70 Ж
кг/мм2 Высокоуглеродистая и леги- А, Б. В, Г, Д В, Г. Д. Ж В, Г, Д, Е, Г, Д, Е Ж. М д, с, Ж, и. Д, Е Ж. И,
рованная сталь (//в > 230, а, > 70 кг/«л2), нержа- ж. з К, Г к, с, Т
веющая сталь Д. Е, Ж, И, К, с, Т Е, Ж, И,
Углеродистые и легирован- Г, д, ж. и г.д.ж.р к г, Д. Е, ж Г, Д. Е, Ж.
ные стали, подвергнутые и, к, с и, к к, с, т
закалке До 55) Чугун п п п, м п П, М п, м
Дюралюминий п, Р о, П, Р о, P. Е о, II, Р О, Р, Е, О, Е
Латунь, бронза, медь Б Б, Л Б, Л, Н Б, Л, Н Б, Л, Н, Е Л, 11, Е
обозначен и
Условны
я:
е
А — масло индустриальное 4 5.
Б — масло индустриальное 20.
В — масло растительное (сурепное, льняное, касторовое и др.)
Г — сульфофрезол.
Д — смесь сульфофрезола и растительного (10%) масла
Е — масло индустриальное 50 с графитом (10%).
Ж—масло индустриальное 20 с серой (10%).
3 —смзсь машинного масла С с олеиновой кислотой (10%,).
11 —смесь: сурепного масла 50%; касторового масла 25%: таль-
ка 25%.
К —смесь: масла индустриального 50—80%, растительного
масла 10%, серы 10%.
30%,
каль-
Л —эмульсия: касторовое масло 15%. г
циннровачная сода 0,5%, вода 51,5%
эмульсол
мыло
6%,
М — эмульсия: растительное масло 7%, зеленое
кальцинированная сода 0,2%, вода 86,8%.
Н — эмульсия: минеральное масло 0,44-0,8%, олеиновая кис-
лота 0.44-0,8%, сода кальцинированная 0.24-0,4%,
вода остальное.
О —смесь масла индустриального 45 и касторового (30%).
П — керосин.
Р — мыльная вода.
С — глицерин.
Т — омеднение или свинцевание.
родистых сталей при сравнительно небольших натягах (относитель-
ный натяг до 0,006) применение их экономически нецелесообразно,
так как требуемый эффект достигается использованием более де-
шевых индустриальных смазок.
При дорновании прочных сталей при больших натягах хоро-
шие результаты дают смазки, состоящие из смеси минеральных
и растительных масел, а также минеральные масла с наполните-
лями — графитом, серой, тальком.
В случае обработки с очень большими натягами деталей из вы-
сокопрочной стали, а также при выдавливании дорном в отвер
стии различного рода профилей, парезов, шлицов, зубчиков и т. д..
целесообразно производить омеднение или свинцевание.
При обработке чугунных деталей рекомендуется применять
очищенный керосин, обеспечивающий хорошую чистоту поверх-
ности. Для предупреждения от возможной коррозии металла де-
тали и дорна следует обратить особое внимание на очистку керо-
сина.
Алюминий и алюминиевые сплавы удовлетворительно обраба-
тываются со смазками: мыльной водой, смесью минеральных и рас-
тительных смазок и жиров (ланолин, сало), добавляемых до 30 %,
минеральными маслами с наполнителями (графит).
Сплавы на медной основе целесообразно обрабатывать с неко-
торыми сортами минеральных масел или с эмульсиями.
Рекомендуемые составы смазок для различных условий дор-
нования приведены в табл. 10. Она составлена на основании
исследований, проведенных непосредственно автором, а также
обобщения данных для других процессов упруго-пластического
деформирования, сходных по смазочному эффекту с процессом
дорнования.
Приведенный перечень смазок, разумеется, не исчерпывает все
составы смазочных жидкостей. Применительно к тем или иным
конкретным условиям могут быть подобраны и другие смазки
ГЛАВА IX
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ПРИМЕНЕНИЕ
ПРОЦЕССА ДОРНОВАНИЯ
1. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Высокая технико-экономическая эффективность процесса дор-
нования при окончательной, чистовой обработке отверстии по-
зволила ряду машиностроительных предприятий успешно внедрить
этот процесс при обработ-
ке многих деталей. При
внедрении процесса не по-
надобилось никакого спе-
циального оборудования
Дорнование отверстий сво-
бодно осуществляется на
различных прессах и про-
тяжных станках. Ввиду
относительно небольшой
длины дорнуемых отвер
стий особенно удобно ис-
полъзовать станки и прессы
с уменьшенным рабочим
ходом. Краткая характе-
ристика протяжных стан-
ков, наиболее распростра-
ненных на наших заводах,
приведена в табл. 11.
Рабочим инструментом
процесса дорнования яв-
Фиг. 90. Виды применяемых дориов:
а— однозубый с хвостовиком для работы на про-
тяжном ставке; и—однозубый без хвостовика для
работы на прессе; в— одпозубый без хвостовика с
направляющим пояском: г — мпогозубый с направ-
ляющим пояском; д— наборный; е— режущая
протяжка с дорну ющи ми зубьями.
ляются дорны. По конст-
руктивному оформлению дорны бывают самых различных
типов (фиг. 90). Однако можно выделить две основные катего-
рии — однозубые и многозубые дорны.
Дорны изготовляются из стали: высокоуглеродистой У10А и
У12А, легированной ХВГ, ШК15, Х12ФиХВ5, быстрорежущей
Краткая техническая характеристика станков, применяемых при дорновании
Основные параметры станков Горизонтальные станки, модель Вертикальные станки, модель
7505 7А510* 7А520* 7А530М* 7 54 0 7705 7710В* 7720В*
Наибольшее тяговое усилие в т 5 10 20 30 40 5 10 20
Наибольший ход ползуна в мм к 1000 1250 1600 1800 2000 800 1000 1250
Скорость рабочего хода в м/мин. . . . . 1,5-13 1,5—13 1,5—11 0,5-5 1-6,8 0,5-6 1,5-13 1,5-11
Скорость обратного хода в м/мин . . . 5-25 5—25 5-25 4—20 5—20 13 до 20 до 20
Мощность электродвигателя в кет . . . 7 14 20 25,5 40 6 14 20
* Станки работают по полуавтоматическому циклу
Таблица 12
Резьбовые хвосты дорнов
Диаметр, мм Шаг, мм Длина резьбового хвоста, мм Диаметр, мм Шаг, мм Длина резьбового хвоста, мм
наружный внутренний наружный внутренний
14 12 4 25
4 3 2 15 15 12 4 25
5 4 2 15 16 13 4 25
6 5 2 15 18 15 4 25
8 6,5 3 20 20 17 5 30
9 7,5 3 20 22 19 5 30
10 8,5 3 20 24 21 5 30
12 10 3 —-50^ 25 22 5 30
Р18 и из твердых сплавов ВК8а, ВКЮа, BKJ5. Хорошие ре-
зультаты по износостойкости дает также высокомарганцовистая
сталь ЭИ-256.
После закалки и отпуска твердость рабочей части дорнов из
стали должна быть не менее Rc = 62- 65. Стальные дорны, по-
крытые по рабочей поверхности слоем хрома, толщиной 0,005—
0,012 мм, или азотированные на глубину 0.5—0,7 мм, увеличи-
вают стойкость в 2—4 раза.
Опытами было установлено, что наилучшие результаты по стой-
кости дают дорны, изготовленные из твердых сплавов; износостой-
L
Фиг. 91. Дорны сЛъсмным хвостовиком:
а — под быстро съемный патрон; б — под клиповой патрон; в — с ра-
диусной выа мк ой.
кость их чрезвычайно высокая, даже в случае применения
очень больших натягов, а нарост на них практически не появ-
ляется. Твердые сплавы являются хрупким материалом, поэтому
для обеспечения необходимой прочности дориов их делают чаще
сплошными, без отверстия в центральной части. В случае при
менения дорнов в форме колец необходимо для каждого кон-
кретного случая дорнования предусмотреть достаточную толщи-
ну стенки кольца.
Большое значение имеет правильное закрепление твердосплав-
ных колец на стальную оправку. Пни большом натяге кольца раз-
рушатся в момент их запрессования па оправку, а при наличии за-
зора больше 0,03 мм они могут дать трещины в процессе работы.
Поэтому следует обеспечить соединение по глухой посадке 2-го
класса точности или осуществить запайку кольца на оправку
электролитической медью.
При использовании однозубых дорнов с целью уменьшения их.
длины и стоимости целесообразно применять съемные хвостовики
(фиг. 91). В зависимости от диаметра дорна и условий дорнования
они могут быть изготовлены с тягой под быстросменный патрон,
клиновой патрон, а при малых диаметрах с радиусной выемкой
под штифт. Чаще всего соединение дорна с тягой осуществляется
при помощи резьбы. Для обеспечения большей прочности соеди-
нения и ускорения свинчивания дорна в ряде случаев целесообраз-
но применять прямоугольную резьбу по табл. 12. Допуск на наруж-
ный диаметр резьбы принимается по В4, на внутренний — по С3,
допуск на ширину впадины (нитки) — по А4.
В случае необходимости более точного центрирования дорна
относительно тяги рядом с резьбовой частью дорна делается
цилиндрический направляющий поясок. При работе на прессе дор-
ны могут изготовляться с передним направлением, со специальной
тыской для вытаскивания дорна из отверстия при дорновании
глухих отверстий. Дорны диаметром свыше 30 мм целесообразно
изготовлять насадными.
2. ПРИМЕНЕНИЕ МНОГОЗУБЫХ ДОРНОВ
Схема дорнования многозубыми дорнами аналогична схеме
деформирования одновубымп. При обработке миогозубыми дор-
нами общий натя^ дорнования, определяющий степень деформа-
ции детали, разбивается между несколькими дорнующими зубь-
§
Фиг. 92. Зависимость остаточных де-
формаций от числа проходов дорна.
Фиг.
Наибольший предельный
размер окончательно об-
работанного отверстия
111
Зубья~Т
^ечюрмириюима баыьщыКснш - /
'ющие ' Ъые' /
Наименьший предельный
размер предварительна
обработанного отверстия
(93. Схема построены размеров
зубьев многозубого дорна.
ями, в результате чего стенка детали несколько раз (в зави-
симости от количества зубьев дорна) подвергается нагружению,
причем каждый раз до все большей степени деформации.
При дорновании детали многозубым дорном теоретически чис-
тота обработанной поверхности должна быть такая же, как и при
обработке одиозубым дорном, так как при одинаковой степени де-
формации наибольшее нормальное давление па обрабатываемою
поверхность в обоих случаях будет одинаковым и возможности для
смятия поверхностного микропрофиля равные.
Мпогозубые дорны по сравнению с однозубыми могут немного
улучшить чистоту обработанной поверхности, но одновременно
увеличиваются возможности появления на них нароста. Преиму-
ществом многозубого дорна является лучшее центрирование его
ввиду одновременного расположения в отверстии нескольких
зубьев, позволяющих получать отверстия с более строгой прямоли-
нейностью. Однако и при обработке однозубыми дорнами можно
достигнуть улучшения прямолинейности применением переднего
или заднего направления.
Опыты, проведенные автором, показали, что деформации об-
рабатываемых втулок при дорновании с одним и тем же натягом
однозубыми и многозубыми дорнами получаются одинаковыми.
В частности, при обработке втулок из стали 45 (номинальный ди-
аметр отверстия 30 мм, наружный диаметр 64 мм) с натягом
0,12 мм при повторных проходах одного и того же однозубого дор-
на не обнаружили дополнительных радиальных пластических де-
формаций. Это указывает на то, что все последующие проходы дор-
на вызывают в детали только упругую деформацию. Поэтому мож-
но считать, что при дорновании многозубым дорном, имеющим
одинаковые диаметры зубьев, работу пластического деформирова-
ния будет осуществлять только первый зуб. Последующие зубья,
деформируя деталь упруго, не могут существенно сминать по-
верхностные гребешки микронеровностей, значительно упрочнен-
ные предыдущим проходом.
На практике применяются многозубые дорны, состоящие из
ряда дорнующих колец с постепенно увеличивающимися диаметра-
ми. Для того, чтобы проследить за величиной радиальной дефор-
мации, получающейся при обработке такими дорнами, были прове-
дены опыты по дорнованию втулок из стали 45.
Втулки из одной партии дорновались каждая раздельно с на-
тягами: 0,07; 0,1; 0,13 и 0,16 мм. При этом на каждой втулке опре-
делялась диаметральная величина остаточной деформации. Из
другой партии таких же втулок каждая последовательно обраба-
тывалась дорнами с теми же натягами, чем создавалась аналогия
с дорнованием многозубыми дорнами.
При измерениях (фиг. 92) было обнаружено, что размер отвер-
стия после дорнования для тех и других втулок получается совер-
шенно одинаковым для каждого соответствующего натяга. Следо-
вательно, вне зависимости от количества зубьев остаточная дефор-
мация при дорновании многозубым дорном будет определяться ве-
личиной превышения наибольшего диаметра дорнующего зуба над
размером предварительно обработанного отверстия. Это обстоя-
тельство позволяет применить ряд теоретических и эксперимен-
тальных положений однократного дорнования однозубым дорном
к дорнованию многозубым дорном, состоящим из ряда колец раз-
ных диаметров. В частности, расчет остаточных деформаций при
дорновании многозубыми дорнами можно производить по методам
однократного дорнования.
Исходя из конструктивных соображений, многозубые дорны
обычно применяют для обработки отверстий диаметром свыше 6 мм.
Для обеспечения нормальных и примерно равнозначных условий
работы всех зубьев мпогозубого дорна диаметры их должны быть
выполнены в соответствии с определенной закономерностью. На
ряде заводов [2] зубья таких дорнов разбиваются на деформирую-
щие, изготовляемые с равномерным подъемом на зуб; калибрую-
щие, не имеющие подъема и по диаметру равные наибольшему де-
формирующему зубу, и концевые зубья, диаметр которых посте-
пенно уменьшается до размера отверстия после обработки
(фиг. 93). В соответствии с названием основную работу выполняют
деформирующие зубья, а калибрующие зубья только заглаживают
дориуемую поверхность. Они могут быть использованы в случае
износа некоторых деформирующих зубьев. Общее количество
зубьев зависит от натяга дорнования. Натяг определяется раз-
ностью между диаметром калибрующего зуба дорна и наименьшим
предельным размером предварительно обработанного отверстия.
Полный натяг при дорновании многозубыми дорнами выбирает-
ся исходя из тех же соображений, что и при обработке однозубыми
дорнами. Для его выбора можно воспользоваться табл. 6. Подъем
на зуб у деформирующих зубьев чаще всего принимают равным
0,005—0,015 мм; меньшие значения при дорновании нежест-
ких деталей или деталей с малыми натягами, большие значения —
при больших натягах. Рабочий профиль всех зубьев обычно выпол-
няется одинаковым. Наиболее целесообразно применять конусооб-
разные зубья с цилиндрической ленточкой.
Так как условия деформирования металла при обработке мно-
гозубыми дорнами почти не отличаются от условий деформирова-
ния однозубыми, все теоретические и практические положения по
выбору оптимальной формы рабочего профиля могут быть распро-
странены и на многозубые дорны. При выборе шага между зубь-
ями многозубого дорна необходимо обеспечить хорошее центрирова-
ние дорна в отверстии за счет одновременного контакта несколь-
ких зубьев с поверхностью отверстия. Однако при/увеличении
количества одновременно работающих зубьев значительно воз-
растает общее тяговое усилие и появляется опасность разрыва
дорна. Ниже на основании заводского опыта приведены значе-
ния шага многозубых дорнов в зависимости от длины обрабатывае-
мого отверстия 12]:
Длила обраба-
тываемого отвер-
стия, мм.....10-13 1 3-22 22-36 36-52 52-76 76—1 12 1 I 2-160 св. 160
Число одновре-
менно работаю-
щих зубьев ...3 4 5 6 7 8 9 10
Шаг зубьев, мм 3 6 8 10 12 15 18 20
При изготовлении многозубых дорнов следует обращать осо-
бое внимание на качество отделки рабочих поверхностей зубьев.
Риски, следы дробления и прижоги на этих поверхностях совер-
шенно недопустимы потому, что они могут служить очагами зарож-
дения нароста: поверхности заборного, обратного конуса и цилинд-
рической ленточки должны выполняться с чистотой, соответст-
вующей 12—13 классу. Твердость зубьев должна быть не ниже
Rc = 63.
В качестве примера на фиг. 94 приведена конструкция много-
зубого дорна для обработки цилиндрического отверстия во втул-
ке длиной 40 мм из оловянистого томпака, запрессовываемой в
деталь из ковкого чугуна.
Многозубые дорны могут работать и на сжатие и на растяже-
ние. [4 последнем случае устойчивость дорна лучше и дает возмож-
ность более точно обработать отверстие.
В ряде случаев практики применяются [42] некоторые специаль-
ные конструкции многозубых дорнов. Так, например, применя-
лись наборные выглаживающие протяжки для изготовления точ-
ных цилиндрических отверстий диаметром до 12 мм. Протяжка
состояла из наборных втулок — дорнов, которые надевались па
сердечник в порядке возрастания их диаметра (фиг. 95). За один
проход такой протяжки можно увеличить размер отверстия на
0,1 мм. Применяя наборные дорнующие протяжки, даже после
однократного развертывания или расточки, удавалось обеспечить
высокую точность и чистоту обработки. Достоинство этих протя-
же к заключается в том, что при износе каких-либо дорнов — вту-
лок их можно сместить иа меньший размер или заменить новыми.
Другим примером специальной наборной протяжки является ша-
риковая протяжка [42]. В этой протяжке вместо втулок—дорнов
№ втулки 1 2 3 4 5 6 7 8 9 10
Наружный диаметр D, мм 11.86 И ,87 11,88 J1 ,89 11,90 11 91 11,92 11,93 11,94 11,95
№ втулки И 12 13 14 15 16 17 18 19 20
Наружный диаметр L), мм 11,96 11,97 11,98 11,99 12,00 12,01 12,02 12,02 12,02 12,02
Фиг. 95. Наборная выглаживающая протяжка.
применяются шарики, насаживаемые на трос в порядке возраста-
ния их размеров (фиг. 96). При неточности расположения отвер-
стия в шарике центрирование их в отверстии обеспечивается гиб-
Фиг. 96. Шариковая наборная протяжка.
костью троса. Это обстоятельство дает возможность обрабатывать
отверстия как с прямолинейной, так и с криволинейной осью. Для
сохранения высокой твердости и качества рабочей поверхности от-
верстия в шариках проделываются электроискровым способом
Фиг. 97. Приспособление для доводки рабочих
поверхностей дорнов.
1 2 3
Фиг. 98. Схема нружинного патрона
для закрепления притира.
з. обработка рабочей поверхности дорнов
Для предварительной шлифовки рабочих поверхностей дорнов
из легированной стали применяются электрокорундовые круги на
керамической связке зернистостью 60—80, твердостью СМ1 или
СМ2; для чистовой шлифовки — круги зернистостью 120. После
шлифования рабочие поверхности дорна необходимо тщательно
доводить до чистоты поверхности не ниже 12 класса. Доводку
можно осуществлять вручную, при помощи цельных или разрез-
ных притиров. Лучшие результаты дает механическая доводка
дорнов на токарном станке при помощи специального приспособ-
ления конструкции Челябинского тракторного завода [78],
устанавливаемого на суппорте станка (фиг. 97). Шпиндель 1 с па-
троном 2 и притиром 3 приводится во вращение мотором 4 с чи-
слом оборотов п = 1400 об/мин. Для установки по высоте ось
шпинделя можно смещать при помощи винта 5 Кроме вращатель-
ного движения притир получает дополнительные движения вдоль
соответствующей образующей дорна (цилиндрической, заборного
или обратного конуса) от второго электродвигателя 7 через пару
шестерен и эксцентрик 9. При наличии сменных эксцентриков с
величиной эксцентрицитета от 0,25 до 2,5 мм амплитуду колебаний
можно изменять в пределах от 0,5 до 5 мм. Доводочная головка
вокруг оси 6 может поворачиваться на 360°, а вокруг оси 10 вме-
сте с кронштейном — на 210°. Для закрепления притира приме-
няется пружинный патрон (фиг. 98), пружина 3 которого через
гильзу 2 передает притиру 1 давление на зуб дорна в процессе до-
водки.
Дорн для доводки устанавливается в центрах станка' так, чтобы
образующая притираемой поверхности дорна была параллельна
торцу притира, т. е. при доводке конуса дорн соответственно
устанавливается на угол а или av Скорость вращения дорна
5—7 м/мин. На черновую доводку чугунным притиром с помощью
пасты ГОИ-М20 оставляется припуск на диаметр 0,015—0,03 мм,
а на чистовую, осуществляемую деревянным притиром с пастой
ГОИ-М7 или ГОИ-М14, 0,002—0,003 мн.
Процесс механической доводки производителен и обеспечивает
высокую точность (до 0,003 мм). На черновую доводку однозубо-
го дорна диаметром 30 леи затрачивается 12—15 мин., а на чисто-
вую 15—18 мин. Дорны из твердого сплава доводятся на том же
приспособлении, но с использованием карбида кремния зернисто-
стью 240—320. Дорны, подготавливаемые под последующее хро-
мирование, по рабочей поверхности тщательно обрабатываются,
а после хромирования доводятся.
Инструменты, потерявшие в процессе эксплуатации размер
и чистоту поверхности, могут быть восстановлены повторным хро-
мированием или наплавкой рабочей поверхности твердым спла-
вом. Для повторного хромирования необходимо электролитически
снять старое покрытие и вновь отполировать рабочий профиль
дорна. При наплавке на участке цилиндрической ленточки дорна
вышлифовывается канавка, наплавляемая слоем твердого сплава.
4. ПРИМЕРЫ ПРИМЕНЕНИЯ ПРОЦЕССА ДОРНОВАНИЯ
В ПРОМЫШЛГННОСТИ
Дорнование направляющей втулки клапана [8]. Ранее бронзовая
направляющая втулка клапана (диаметр отверстия 13,111 леи, дли-
на 90 мм) окончательно обрабатывалась развертыванием двумя
развертками. Качество обработки при этом способе не соответство-
вало техническим условиям. Поэтому была применена режущая
протяжка с дернующими зубьями. Применение протяжки значи-
тельно сократило машинное время обработки и улучшило качество
поверхности отверстии. Верхний слой металла в отверстии полу-
чился зеркально полированным и хорошо упрочненным, а твердость
его повысилась на 25—30%, в связи с чем значительно увеличилась
износостойкость втулок.
Дорнование стволов пневматических инструментов. Стволы
ударных пневматических инструментов для обеспечения высоких
эксплуатационных свойств должны иметь точное отверстие с изно-
состойкой поверхностью. Объясняется это тяжелыми условиями
их работы и необходимостью создания герметичности. Поэтому
сопряжения ударник — ствол в клепальных и отбойных молотках
обычно выполняются с зазором не больше 0,045 лле Для обеспе-
чения высоких требований, предъявляемых к стволам пневмати-
ческих инструментов, отверстия их изготовляются с точностью
2—3 класса и с чистотой поверхности 8—10 класса. Учитывая боль-
шую длину отверстия, применили дорнование, обеспечивающее
необходимую точность и высокие эксплуатационные свойства обра-
ботанной поверхности.
Иа томском заводе «Главуглемаш» [11] дорновались отверстия
при обработке канала ствола отбойного молотка ОМСП-5 (фиг. 99),
которые раньше обрабатывались развертыванием и последующим
шлифованием до окончательного размера. Для уменьшения тру-
доемкости процесс шлифования был заменен дернованием на
протяжном станке дорном сферической формы из стали марки 9ХС.
Так как отверстие у ствола не сквозное, дорн закреплялся па
двух хвостовиках, которые и сообщали ему прямое и обратное
движение. Дорнование выполнялось в два прохода: предварительно
дорпом с D= 38 мм и окончательно с D = 38,15 мм. В результате
дорнования было достигнуто увеличение поверхностной твердости,
улучшение чистоты поверхности капала ствола, а трудоемкость
•операции сократилась на 30%.
При изготовлении клепального молотка И-72 [121 вместо шли-
фования центрального отверстия ствола из стали 50Г применили
протягивание и последующее дорнование. Это было вызвано тем,
что при малом диаметре отверстия и большой его длине шлифова-
ние не обеспечивало требуемой точности и чистоты поверхности.
В результате трудоемкость изготовления уменьшилась в 12 раз,
улучшилась чистота обработанной поверхности и повысилась ее
твердость.
Значительный технико-экономический эффект метода дорно-
вания заставил пересмотреть технологию изготовления некото-
266.2
316
а)
Фиг. 99. Заготовка ствола отбойного молотка ОМСП-5 (а)
и дорн для окончательной обработки отверстия (б).
рых изделий с учетом этого метода. Так, например, была изменена
технология изготовления пневматического бетонодома И-37. Глу-
хое отверстие, обрабатываемое раньше сверлением и развертыва-
нием, заменили сквозным. Для компенсации выбранной части ме-
талла внутрь канала ствола 1 запрессовывали по горячей посадке
втулку 2 (фиг. 100). Новая технология сократила трудоемкость
изготовления ствола на 32%, а упрочнение стенок ствола повысило
эксплуатационные качества пневматического бетонолома.
На фиг. 101 изображены протяжки и дорны, применяющиеся
для обработки стволов клепального молотка И-72 и пневматиче-
ского бетонолома И-37А. Здесь же показаны обрабатываемые
стволы.
Указания некоторых авторов на большие искажения прямо-
линейности отверстий при дорновании не подтвердились при об-
работке стволов клепального молотка и пневматического бетоно-
лома. Применявшиеся для контроля калибры прямолинейности
(длина 110 -130 л;л1, зазор между калибром и стволом 0,006—
0,027) входили во все стволы, изготовляемые серийно.
— 7г —4-— 89 —Ч
------—— 3'10
Фиг. 100. Ствол пневматического бетонолома,
переконструированный под протягивание и дорнование.
'h
Фиг. 101. Инструмент, применявшийся для обработки ство-
лов клепального молотка 11-72 и пневматического бетонолома
И-37А.
Фиг. 102. Дорнующая протяжка для обработки
отверстия ступицы.
Фиг. 103. Дорнующая протяжка для обработки отверстий
траков гусеницы экскаватора.
Стальная втулка с наружным диаметром 65 мм и длиной
175 -и.и изготовляется в массовом производстве и требует примене-
ния высокопроизводительных способов обработки. На некоторых
заводах [461, [83] отверстие в этих втулках предварительно обра-
батывают зенкером до диаметра 44,5 Л5, а затем окончательно
двухзубой дорпующей протяжкой на горизонталыю-протяжгюм
Протяжка состоит
на оправке. Первое
станке.
ленных
ци-
Фпг. 104. Шаровой дорн с
линдрпческой ленточкой.
из двух дорпующих колец, закреп-
кол ьцо раздает втулку до диаметра
45.25_П1(15 мм, а второе — до диамет-
ра 45142_П)П5 Л1и. В качестве смазки
применяется индустриальное масло 50
с добавкой графита (10%).
Исходная поверхность из-под зен-
кера с чистотой V 3 улучшается пос-
ле дорнования втулки до чистоты
5—ДДн Операция оказалась весь-
ма производительной, обеспечив изго-
товление 1500 деталей в смену. Стой-
кость дорнующих колец при обильной
смазке пе менее 6000 деталей. Дорно-
вание втулки однозубым дорном [461
с окончательным диаметром обеспечивает такое же качество по-
верхности, однако скорость дорна понижается до 3—4 тыс. деталей.
Твердость поверхностного слоя после дорнования увеличи-
вается. После дорнования и обточки наружного диаметр? втулку
звена подвергают термической обработке (цементации и закалке до
твердости /?с>54). при которой наклеп металла полностью сни
мается. Наружная поверхность втулки после термообработки шли-
фуется.
Дорнование отверстия ступицы плуга. На Одесском заводе
сельскохозяйственного машиностроения им. Октябрьской рево-
люции в качестве инструмента для окончательной обработки от-
верстия ступицы плуга, изготовляемой из стального литья, при-
меняется дорнующая протяжка. Раньше применялась режущая
протяжка длиной 1300 мм с 37 режущими и 5 калибрующими
зубьями, но опа не обеспечивала нужных размеров отверстия
(40С4) и чистоты обработки (V6). В результате применения дор-
нуюшей протяжки (фиг. 102) улучшилась чистота, повысилась
износостойкость поверхности, значительно снизилась трудоемкость
и себестоимость изготовляемого инструмента, упростился его ре-
монт. Получена значительная экономия стали ХВГ (на зубья дор-
на расходуют лишь 500—600 г вместо 10 кг на протяжку).
Общая экономия от внедрения дорнующей протяжки составила
80 тыс. рублей в год.
Обработка отверстий в траках гусениц экскаватора. Процесс
дорнования применен [901 для обработки двух литых отверстий
Исполнительные размеры дорнов, применяемых для обработки некоторых деталей
Дета пи, обрабатываемые дорнованием Материал детали Диаметр отверстия, м.ч Диаметр дорна , мм .
Бронза Л>К 9—4 70А3 7О,2+о.оз
- ' 8 I J-—07Д4?
0/ — 1
1 п ,7/ I и 11 Бронза ОЦС 5-5-5 III Бронза АЖ 9-4 75А3 80А3 100А3 75,2 Ю.оз 80,2 Ю.оз 100,2+0.03
1 L 1 J ij
4 || : txj 1 t Г д_ Л
1 t Ж-
-090 - -0100- 4- 4 4- idOAf ’>120-
' '7 —0145- I и 11 Бронза ОЦС 5-5—5 iaoA, 130А3 120,2+0.05 130,2+0.05 •
с l 11 1
4
—012ОА —0/70" 1-—и)Ж- — 0/50 —
Бронза ОЦС 5-5—5 130А3 130,2+0,05
S aflM,
• WlJUrtJ •“ ' '“ч
0/5 n
Г“— и
Сталь ЗОГЛ 65 А 3 65,2+о.оз
i 4
с 65Ay
* 4 4 J +
t-67-
Детали, обрабатываемые дернованием
Диаметр
.Материал детали отверстия,
мм
Диаметр
дорна, мм
Сталь ЗОГЛ 90А3 90,2+0,оз
I и II Ст. 3
Цементация и
закалка до
/?с =454-55
72А6
25Д7 без предварительной механической обработки их. Дорнующая
протяжка (фиг. 103) имеет два зуба: один — предварительный,
другой — калибрующий. Рабочий профиль зубьев в заборной и
обратной частях выполнен по конусу с наличием между ними ци-
линдрической ленточки. Сердечник дорна изготовлен из пружин-
ной стали, а участки рабочей поверхности, подверженные износу,
наплавлены сормайтом с добавкой твердого сплава ВК8. Соеди-
нение дорнующей протяжки с суппортом горизонтально протяж-
ного станка производится путем захвата хвостовика клиновыми
губками специального патрона.
Дорнование траковых отверстии в специальном приспособле-
нии производится в два приема: первоначально обрабатывается
одно отверстие, после чего производится перемещение тележки
с деталью на величину межцентрового расстояния и дорнуется
другое отверстие.
На Одесском заводе кранового оборудования обрабатывают
дорновапием большое количество деталей (табл. 13). В частности,
156
широко применяется обработка дорнованием различных стальных
деталей, бронзовых втулок после их запрессовки и калибровка
отверстий деталей после термообработки. Дорнование произво-
дится на вертикальном 15-тонном прессе однозубыми дорнами ша-
ровой формы с цилиндрической ленточкой шириной 1,5 мм, изго-
товленными из стали марки X ВГ (фиг. 104). Натягдорнования для
стальных и бронзовых деталей устанавливается опытным путем.
В большинстве случаев дорны, изношенные при обработке брон-
зовых деталей, используются для дорнования стальных деталей,
имеющих такой же номинальный диаметр. Опыт показал, что дор-
нованием целесообразно исправлять отверстия деталей, искажен-
ные при термической обработке.
•Фиг. 105. Шаровой дорн для обработки
отверстий диаметром 15— 25 мм.
Фиг. 106. Оправка 1 и дорн 2, приме-
няющиеся при работе на горизонталь-
но-протяжном станке.
Ленинградский экскаваторный завод 185] широко применяет
однозубые дорны для дорнования отверстий диаметром от 15 до
140 мж на гидравлическом прессе с тяговым усилием до 60 т.
В качестве смазки применяется индустриальное масло или сульфо-
фрезол. Для удобства работы на прессе съемные дорнующие кольца
закрепляются на оправке. Дорны малых размеров (от 15 до 25 мм
изготовляются вместе со стержнем (фиг. 105 и 106). В табл. 14,
на основании заводских данных, приведены диаметры обрабатывае-
мых в деталях отверстий и соответствующие им исполнительные
размеры дорнов. 11атяг дорнования и размер диаметра предвари-
тельно подготовленного отверстия в каждом конкретном случае
обработки детали устанавливается экспериментальным порядком.
Предварительная обработка отверстий чаще всего осущест-
вляется сверлением, зенкерованием или растачиванием рез-
цом. Сверление применяется при обработке сравнительно грубых
деталей. Если необходимо получить более точные отверстия с луч-
шей чистотой обработанной поверхности, после сверления произ-
водится расточка резцом при небольшой подаче с припуском на
диаметр 0,2—0,3 мм.
Дорнование позволила обрабатывать отверстия многих дета-
лей с точностью 2—3 класса и с чистотой поверхности V7—V9.
Особенно эффективно процесс дорнования может быть применен
при обработке Глубоких отверстий. Так, напоимер, при дорнова-
нии отверстия диаметром 80А3 и длиной 970 мм гидравлических
цилиндров для экскаватора «Малютка» удалось получить чистоту
поверхности \710 и исключить операцию хонингования.
Фиг. 107. Многозубый
дорн для обработки
отверстий гидроци-
линдров.
Фиг. 108. Кулачковый валик
На фиг. 107 приведен эскиз такого дорна, применявшегося при
обработке гидроцилиндра. Передняя его часть А служит прием-
ным конусом, а зубья /, 2, 3 и 4, оформленные по сфере, являются
Фиг. 109. Поршень.
рабочими дорнующими зубьями. Первый зуб изготовляется с диа-
метром, равным номинальному диаметру обрабатываемого отвер-
стия, а следующие за ним зубья с превышением над первым зубом
Однозубые дорны с шаровой рабочей поверхностью [85]
* VJ 0,02
- 7
△ J
Диаметр отверстий в деталях d—0.0 2 d,(A,) 1 R a b
ЗОА3 35А3 38А3 40А3 42А3 45А3 48А3 50А3 30,2 35,2 38,2 40,2 42,2 45,2 48,2 50,2 12 12 15 15 15 17 20 20 20 21 22 22 22 24 26 26 15 17,5 19 20 21 22,5 24 25 1 1 1,5 1,5 1,5 1,5 1 ,5 1.5 1,5
52А3 55А3 60А3 65А3 75А3 52,2 55,2 60,25 65,25 75,25 20 20 20 20 25 26 30 32 35 40 26 , 27,5 30 32,5 37,5 2 2 2 2 2 2
90А3 100А3 90,25 102,25 25 25 45 50 45 51 2 2 2 _2
соответственно на 0,1, 0,2 и 0,27 мм на диаметр. Длина дорна на
i/3 превышает длину цидиндра. Подобными инструментами на
заводе производилась обработка отверстий с диаметром до 120 мм
И ДЛИНОЙ 1490 Л!Л!.
Используя процесс дорнования, завод разрешил проблему об-
работки отверстий гидроцилиндров и других деталей.
На заводах транспортного машиностроения [46] производят
дорнование центрального отверстия кулачкового валика (фиг. 108)
диаметром 22 + 0,2 мм. Валик изготовлен из стали 12ХНЗА. Пред-
варительно отверстие просверливается до диаметра 21,5А5 пушеч-
ным сверлом. Допускаемая разностенность детали—0,5 мм.
Дорнование выполняется однозубым шаровым дорном, имеющим
диаметр 22,12 мм. Исследования показали, что несмотря на пере-
менный профиль кулачкового валика, глубина и степень накле
па поверхностного слоя металла во всех сечениях примерно
одинаковы.
Обработка отверстия под поршневой палец [12] в автомобиль-
Размеры протяжки для дорнования отверстия под палец поршня
15 <5.5
№ зуба 1 2 3 4 5 6 7 8 9 10
Диаметр, мм 35,91 35,92 35,93 35,94 35,95 35,96 35,97 35,98 35,99 36,00
№ зуба И 12 13 14 15 16 17 18 19 20
Диаметр, мм 36,01 36,02 36,03 36,04 36,05 36,055|36,05 36,035 36,035 36,035
Т аб.шца 16
Размеры комбинированной режущей протяжки с дорпующими зубьями
й тйжтстпйд гНт
№ зуба 1 2 3 4 5 6 | 7 8 1
Диаметр, мм 35,3 | 35,4 35,5 35,6 35,7 35,8 35,85 35,90 i I
№ зуба 9 10 11 12 13 14 15 16
Диаметр, мм I 1 35,95 35,98| 36,00 36,02 36,03 36,03 36,03 36,04
№ зуба 17 ; 18 19 20 21 22 23 24
Диаметр, мм I 1 1 36,04 36,04 36,О6| 36,06 36 03, 36,03 36,03 36,03
ном поршне (фиг. 109) на алмазно-расточном станке не обеспечи-
вала точности первого класса при большой длине отверстия. Брак
допуска на обработку и по конусности отверстия достигал 80%.
Для исправления забракованных поршней была применена
дорнующая протяжка, полностью устранившая брак поршней
(табл. 15). Вследствие упругой деформации максимальный размер
калибрующих зубьев протяжки увеличили по сравнению с окон-
чательным размером отверстия до 0,05 мм. Размер превышения
последних дорнующих зубьев над размером отверстия определялся
экспериментально путем изютовления и испытания нескольких
протяжек с различными диаметрами зубьев.
Полученные благоприятные результаты позволили полностью
устранить операцию расточки отверстия из технологического про-
цесса обработки поршня и заменить ее протягиванием комбиниро-
ванными протяжками (табт. 16). Размер обработанного отверстия
Фиг. 110. Главный цилиндр тормоза автомобиля
«Москвич».
в поршне после этого выдерживался в пределах первого класса
точности при очень чистой поверхности.
Протяжка имела режущие, шабрящие, калибрующие и дорну-
кгщне зубья. Для улучшения чистоты поверхности подъем зубьев
по диаметру осуществлялся на каждые, три зуба, благодаря чему
уменьшалась амплитуда колебаний деформируемого металла, а
значит, и у .учшалась чистота поверхности [81. Последние, умень-
шенные по размеру дорпующие зубья деформируют уже осевший
слой металла, уменьшая степень обратной деформации. Протяжки
изготов 1ятись из стали 30, а дорнующие зубья хромировались.
Стойкость протяжек от заточки до заточки 800—1000 поршней.
Число переточек 10.
Наибольшую сложность при внедрении процесса дорнования
вызвало определение величины натяга, так как он устанавливался
опытным путем.
Окончательная обработка отверстия главного цилиндра тор
моза автомобиля «Москвич». Для окончательной обработки цент-
рального отверстия цилиндра тормоза (фиг. НО) применено про
тягиванпе и последующее дорнование взамен более трудоемкого
процесса хонингования [431. По техническим условиям чистота
поверхности отверстия должна соответствовать 9 классу, эллипс-
11 Ю. Г. Проскуряков
1Ы
ность и конусность отверстия допускается не более 0,03 ля.
Отверстие цилиндра, изготовляемого из трубы, предварительно
обрабатывается на горизонтально-протяжном станке типа 7510
двумя режущими протяжками до диаметра 25,96 мм. Так как па
последующую обработку оставляется небольшой припуск, на
предварительное протягивание обращают бо^шое внимание. Зубья
протяжки тщательно затачиваются и доводятся.
Окончате шное, чистовое протягивание осуществляется специаль-
ной калибрующей протяжкой с дорнующими зубьями. Режущая
и дорнующая части этой протяжки изготовляются из быстрорежу-
щей стали Р18, а хвостовая—-из стати 40Х. После семнадцати
Фиг. 111. Твердосплавный дорн для обработки втулки
нажимного валика.
режущих и калибрующих зубьев на протяжке предусмотрено
шесть дорнующих зубьев, которые и обеспечивают окончательное
выглаживание и выравнивание поверхности отверстия. Дерную-
щие зубья имеют разные размеры. После калибрующего семна-
дцатого зуба, имеющего диаметр 26,035 мм, восемнадцатый дор-
пующий зуб имеет диаметр па 5 мк меньше, чем калибрующий.
Диаметры последних зубьев увеличиваются до 26,050 мм, и толь-
ко диаметр двадцать третьего зуба вновь уменьшается до 26,035 мм.
Диаметр последнего зуба уменьшают для того, чтобы предупредить
повреждение обработанного отверстия при выходе протяжки из
отверстия.
Качество обработки поверхности цилиндра зависит от качества
заточки и доводки режущих и дорнующих зубьев. Опыт завода по-
казал, что для доводки калибрующих и дорнующих зубьев наи-
лучшие результаты дает электрокорундовый шлифовальный круг
зернистостью 180, твердостью СМ1. После доводки дорнующие
зубья хромируются на толщину до 0,03 лы(, затем тщательно по-
лируются до 11 класса чистоты При этом стойкость протяжки по-
вышается более чем в 3 раза и устраняется брак по задирам, ко-
торый был ранее.
Протягивание и последующее дорнование позволили по срав-
нению с хонингованием увеличить производительность труда в
10 раз, высвободить дефицитные хонинговальные станки и резко
уменьшить брак по размерам.
Втулка нажимного валика прядильной машины изготовля-
лась чз чугуна марки СЧ 18—36, диаметр ее отверстия равен
И ^q’o45 , длина 48 мм. Отверстие втулки раньше обрабатывалось
по 6 классу чистоты: сверление, черновое и чистовое развертыва-
ние. При этом на операции развертывания наибольшая выработка
составляла только 350—400 детален в смену. На заводе было
внедрено простое по конструкции пневматическое приспособление,
в котором осуществлялось дорнование отверстия при помощи спе-
циального твердосплавного дорна (фиг. 111), ввертываемого в шток
пневматического цилиндра. Втулки перед дорнованием погружа-
Фиг. 112. Приспособления к прессу для дернования
отверстий шариками.
лись в бак, наполненный смесью керосина и масла. Диаметр дор-
нованного отверстия получался равным
11 а чистота поверх-
ности соответствовала 7 классу. Операция дорнования позволила
повысить производительность труда до 5000 деталей в смену.
Замена доводки отверстий дорнованием шариком. При соот-
ветствующих условиях этим способом удается получать отверстия
весьма точной геометрической формы с высоким классом чистоты
поверхности. Особенно целесообразным применение дорнования
оказалось при обработке сравнительно длинных отверстий диа-
метром до 13 льи, а также при обработке совершенно одинаковых
отверстий. Наплучшие результаты были достигнуты при дернова-
нии с натягами 0,02.- 0,013 л.и.
Однако перед дорновапием отверстие должно иметь достать чно
высокую чистоту поверхности и точность формы. В частности,
овальность отверстия не должна превышать 0,013 мм. Для устра-
нения возможных рисок не рекомендуется производить дорнование
одним шариком более двух отверстий. Наплучшие результаты
были получены при смазке чистым глицерином или пастой колло-
идального графита и при скорости дорнования 25—38 мм]мин.
В условиях крупносерийного и массового производства про-
цесс дорнования отверстий шариком может быть легко автомати-
зирован. Для примера на фиг. 112, а приведено приспособление,
Фиг. 113. Общий вид приспособления для
дорнования отверстия н клеймения торца
колеи шарикоподшипнике®.
позволяющее производить
дорнование шариком сни-
зу вверх по автоматиче-
скому циклу. Приспособ-
ление устанавливается па
стол пресса таким образом,
чтобы пуансон 2 через тя-
ги можно было соединить
с ползуном пресса. При
движении ползуна вверх
пуансон 2 проталкивает
шарики через заготовку 7,
после, чего шарики попа-
дают в наклонную часть
изогнутой трубы 3 и ска-
тываются по пей в исход-
ное. положение.
На фиг. 112, б приве-
дено приспособление, по-
дающее шарик к пуансону
пресса сжатым воздухом.
После установки заготов-
ки 1 пуансон 2, переме-
щаясь сверху вниз, протал-
кивает через обрабатывае-
мое отверстие шарик 6.
При достижении нижнего
положения регулируемый
упор 5 нажимает на вен-
тиль 4, в результате чего
струей сжатого воздуха
шарик увлекается по тру-
бе 3 в свое исходное положение. С подъемом ползуна вверх подача
воздуха прекращается.
На подшипниковых заводах отверстия внутренних колец шари-
ковых подшипников успешно обрабатываются дорповапнем при
помощи стального шарика. На 1 ГПЗ для этой операции разра-
ботано спецна п>ное приспособление, работающее по автоматиче-
скому циклу [801. Одновременно с дорповапнем отверстий колец,
имеющих диаметр 35—50 мм, приспособление позволяет осущест-
влять операцию клеймения торца (фиг. 113).
X-zi
Фиг. 11-1, а. Автоматизированное приспособление для дорнования
ошерстия колец шарикоподшипников.
Фиг. 114, б. Автоматизированное приспособление для дорнования отверстия
колец шарикоподшиппнкоз (разрез Б—Б).
Приспособление устанавливается на столе эксцентрикового
пресса и приводится в движение от ползуна. Для подачи и раз-
грузки колец оно снабжено загрузочными и разгрузочными жело-
бами. Перед началом работы кольца 7 (фиг. 114 а,) загружаются в
загрузочный желоб //и гнезда подающего диска 8, а шары 26
в механизм возврата и кольца рабочей позиции. После включения
пресса в работу ползун 3 (фиг. 114,а, б) перемещается вниз, кольцо
дорнуется шаром 26 и клеймится пуансонами 4. При помощи дву-
плечего рычага 2, серег 13, 12 и 25, тяги 11 и щек 30 собачка 23
переводится па следующий зуб храповика 22 При этом ролик 21,
находящийся между щеками 30 на распорке 24, выводит фикса-
тор 20 из зацепления с храповиком 22.
Рычаг 15, сидящий на одной оси с рычагом 14, перемещает
толкатель 16 назад, освобождая выход очередному шару из ка-
пала 9. Ввиду небольшого угла наклона канала для облегчения
перемещения шаров в шахту 6, через двухмиллиметровое отвер
стпе в у поре 10 подается сжатый воздух. При перемещении ползуна
пресса вверх диск 8 поворачивается на следующую позицию, об-
работанное кодьцо сбрасывается в разгрузочный лоток 1, а сле-
дующее кольцо из желоба 19 перемещается в гнездо подающего
диска и заряжается шаром Выданный из канале 9 шар отсекается
упором 17 и толкателем 16 проталкивается по каналу шахты 6,
а оттуда скатывается в отверстие втулки 5 для зарядки обрабаты-
ваемого кольца.
Для уменьшения инерции диска 8 при его повороте преду-
смотрен фрикционный тормоз в виде шайбы 28, постоянно прижи-
маемой пружинами 29 к кольцу 27, неподвижно закрепленному
в подающем диске.
При отсутствии колец в желобе пресс автоматически останав-
ливается по команде датчика контроля наличия колец (фиг. 115).
Датчик крепится на загрузочном желобе 1 при помощи винтов 2
таким образом, чтобы следящий щуп 3 касался края 4—5-го коль-
ца от подающего дйска. Если в загрузочном желобе кольца имеют -
Фиг. 115. Датчик контроля наличия колец и загрузочном желобе.
ся, ртутный контакт 4, сидящий на одной оси 5 со щупом, разом-
кнут. При отсутствии кольца щуп поворачивается вместе с ртут-
ным контактом, который замыкаясь, дает питание катушке электро-
магнита. Последний поворачивает рычаг отключения самохода,
и пресс останавливается. Производительность приспособления—-
44 кольца в минуту.
Практика приборостроения. Дорнование получило широкое
применение и в приборостроении. В табл. 17 приведены некоторые
характерные детали приборов, обрабатываемые дорнованием [88],
и размеры последовательно применяемых в этом случае дорнов.
Предварительная обработка отверстий осуществлялась разверты-
ванием или рассверливанием пушечным сверлом. Натяг дорнова-
ния— 0,1 мм. Дорнование осуществляется па ручном прессе од-
нокольцевыми дорнами со сферической рабочей поверхностью.
В табл. 18 приведены проверенные практикой конструкции и
размеры дорнов, применяющихся для обработки точных отвер-
Детали приборов, обрабатываемые дернованием
Детали с от батываемым верст И до 1ямп, обра- энованием Материал детали Диаметр от- верстия, мм Рабочие размеры комплекта дорнов, мм
i орЕ 22 Ai я Сталь ЭИ474 Бронза АМЦ9—2 2,2А 2,08—0,о0з 2,12—(), оо 3 2 , 1 4_ о,ооз 2,172-о,о03 2,218—о,оо2 2,212-о.оо2
тд- Й5Н*
Ф ‘tyS + 0,01 Сталь У10А 1 ,79 + °.01 со п п «1 ет я О © О © о С с о о с с- с © & о ® о о 1 1 1 1 1 1 О' СЧ Г- — —. е- ь- г- о- оо оо *1—^ г—» < **** «—< т—(
5 Ш 0/,7'
93! Сталь 2X13 ЗА 2,98—0,005 3,01— о,оО5
1
Г ф 1 ч XI L 3> 04—0,005 3,О4—о,оо5
— |т '$3/ г Сталь 4X13 ЗА 2,98—о,оо5 3,01—0,005 3,04_о,005 3,О4—о,оо5
стий малого диаметра [92] у втулок из стали бронзы идюралюмина
с различной толщиной стенки. При обработке глубоких отверстий
3] необходимо применять дорны с направляющей частью.
Дорны выгодно применять также и для обработки глухих от*
верстий. В табл. 19 приведена нормаль дорнов для дорнования
глухих отверстий диаметром 5—40 лш в деталях из силумина.
В ней имеются исполнительные размеры дорнов для обработки от-
верстий классов точности и посадок А,А3 и И. Рекомендуется дор-
нование отверстий 2 и 3 классов точности осуществлять последо-
вательно тремя дорнами. Размеры их указаны в табл. 19. Отвер-
стия 4 класса обрабатываются одним дорном. Для более качествен-
ной и плавной работы этих дорнов, по мнению автора настоящей
работы, па участке длины /3, вблизи цилиндрической ленточки,
следует сделать переходный угол, равный 3—5°.
Специальные koi струкции дорнов. На од
<; fT?) ном из заводов при обработке отверстия диа
1 Г | ''I метром 27+ 0’045 леи в стальных пластинах тол-
I J щиной 5 лип успешно применены дорны с коль-
цами из твердого сплава ВК8 [451. Перед дор-
Фиг. 116. Дорн с
кольцами из твер-
дого сплава.
Фиг. 117, Спиральный дорн конструкции Московского
электрозавода.
нованием отверстие растачивается до диаметра 26,92 -+ °>i Дорн
состоит (фиг. 116) из двух твердосплавных колец 2, надеваемых
на стержень 3 и стягиваемых через шайбу 1 и втулку 4 гайкой 5.
Цилиндрической частью большего диаметра втулки 4 дорн закреп-
ляется в ползуне пресса.
Кольца насаживаются на стержень 3 (диаметром 14 мм) по глу-
хой посадке 2 класса точности. Оба кольца на дорне имеют одина-
ковый размер. Первое деформирует, а второе калибрует отвер-
стие. Одной парой колец на заводе было обработано 500 000 дета-
лей. Это в 250 раз больше по сравнению с дорном, изготовленным
из легированной стали.
Оригинальную конструкцию дорна применил Московский эле-
ктрозавод [8[. Дори имел четыре спиральных паза с шагом 100 мм,
Однозубые дорны для обработки отверстий малого диаметра
Эскиз дорна Назначение дорна Диаметр отверстия № дорна Диаметр дорна
[—L ^C75V Для дорнования сквозных отверстий 1 и 2 класса точности 3,5 Л 1 2 3 4 СО GO СО GO Cl СЯ Ou со ЭО СИ 1 i 1 1 О О О о о о о о ст ст гл
Ki ,<4 n ! ! । । 1 X ‘ \S§I 4 \ i чр»з>, Л~ Для дорнования сквозных отверстий 2 и 3 класса точности 1,2 А 1 о 3 4 2 > 1о_0,005 2,1 8—0,005 2,2 —о,оо5 0 99 - ,--—0,005
4 Для дорнования глухих отверстий 2 и 3 класса точности 3 А, 1 2 3 4 go со to to осою to — ОС СП 1111 О ДЭ Ci о ст ст ст ст
а-г,-' ^э»| ,Г5 *< Для дорнования сквозных отверстий 3 класса точности 3,2 А3 1 2 3 ^СО со СО t o Io — Gn tO ОО 1 1 1 о o o О о о С" 1Л и
зубья его были тщательно отш [ифованы и отполированы (фиг. 117).
Для ввода и вывода из отверстия дорн имеет заборную часть, ци-
линдрическую часть и обратный конус.
Обработка детален таким дорном производилась в специальном
кондукторе с направлением, путем вращательного движения дор-
на и поступательного передвижения его вдоль оси.
Дорнование фасонных отверстий. В последнее время процесс
дорнования широко применяется при обработке различных фасоп-
Фиг. 118, Многозубый дорн, применяющийся для калибровки шлицев
,весле термообработки.
ных отверстии. Это относится как к полному выдавливанию дор-
ном новых профилей, так и к калиброванию фасонных отверстий,
предварительно обработанных другими способами. Особенно часто
дорнование применяется для исправления профильных отверстий,
искаженных при термической обработке. Так, например, завод
Фиг. 119. Сборный дорн для калибровки в брон-
зовой втулке отверстия ди 1метроч 12,5 мм и
одновременного выдавливания канавки,
Фиг. 120. Нарезы в ство-
ле калибра 7,62 мм.
малолитражных машин применяет [39] «броши с уплотняющими
зубьями» для калибровки шлицевых отверстий после термообра-
ботки для исправления искажений профиля шлицев и увеличения
точности размеров.
Фирма Моретон Грин в Бирмингаме [96] успешно производит
калибрование дорном искаженных шлицевых отверстий в различ-
ных втулках и муфтах, изготовляемых для мотоциклов. Для этого
используются многозубые дорнующие прошивки, изготовленные
ЙОМ
Дорны для обработки
Примечание. Головка дорна имеет длину 1—И — 1 0 мм. Длина забортного конуса
* - 0015 1 П f) 1 Я г о»о У
начиная с DHoM= 15 мм. При этом di = Ю —OIOSS’ = 4 ’ • <*з = 4+0,01-
отверстий
А А, н
Исполнительные размеры допуск на изготовление дорна I 'сполнительные размеры допуск на изготовление дорна Исполнительные размеры допуск на изготовление дорна
D, D, Di Di D3 Dt о,
5,013 5,018 5,028 ° 5,025 5,030 5,040 —0,008 5,004 5,009 5,019 -0,004
6,013 6,018 6,028 6,036 6,030 6,040 6,004 6,009 6,019
7,016 7,021 7,031 —0,006 7,030 7,035 7,045 ° 7,004 7,009 7,019 —0,005
8,016 8,021 8,031 8,030 8,035 8,045 8,004 8,009 8,019
9,016 9,021 9,031 9,030 9,035 9,045 9,004 9,009 9,019
10,016 10,021 10,031 10,030 10,035 10,045 10,004 10,009 10,019
11,019 11,024 11,034 -0,008 11,035 11,040 11,050 —0,012 11,005 11,010 11,020 -0,008
12,019 12,024 12,034 12,035 12,040 12,050 12,005 12,О1о|12,020
13,019 13,024 13,034 13,035 13,040 13,050 13,005 13,019 13,020
14,019 14,024 14,034 14,035 14,040 14,050 14,005 14,010 14,020
15,019 15,024 15,034 15,035 15,040 15,050 —0,015 15,005 15,010 15,020
16,016 16,024 16,034 16,035 16,040 16,050 16,005 16,010 16,020
17,019 17,024 17,034 17,035 17,040 17,050 17,005 17,010 17,020
18,019 18,024 18,034 18,035 18,040 18,050 18,005 18,010 18,020
19,023 19,028 19,038 —0,009 19,045 19,050 19,050 —0,017 19,006 19,011 19,021 —0,009
20,023 20,028 20,038 20,045 20,050 20,060 20,00б[20,011 20,021
V дорнов с DHfyM до 10мм равна /3=г0,5 мм, свыше— 1 мм. Дорны типа А применяются,
Длина штифта It принимается равной 13—15 мм, длина хвостовика /1 = 20 мм.
из высоколегированной стали и закаленные до твердости 7?са=65-г-
68 (фиг. 118). Дорнование производится на вертикальных прессах.
Инструмент сконструирован так, что может производить выгла-
живание и выравнивание наружной и боковой поверхности шли-
цев. Для этого боковые поверхности дорна также имеют элементы
заборной и обратной части. Так как на дорн при работе передают-
ся весьма высокие нагрузки, его длина делается как можно мень-
шей.
На основании опыта завода обработка такими дорнами позво-
ляет качественно исправлять любые искажения шлицев, получаю-
щиеся после цементирования и азотирования. При этом происхо-
Фпг. 121. Рифленый цилиндо прядильной машины.
дит значительное улучшение гладкости и чистоты поверхности.
При применении дорна в условиях массового производства брака
не возникало. Стойкость инструмента позволяет обработать более
2800 шлицевых ступиц.
Процесс дорнования применяется и для случаев полного вы-
давливания в отверстии некоторых характерных профилей. Так,
например, в стальных втулках дорпуются мелкие зубчики, канавки
и др. На фиг. 119 приведен пример сборного дорна, применяемого
для калибрования отверстия диаметром 12,5 мм и одновременного
выдавливания канавки. В цилиндрической части дорна 1 профре-
зеровывается паз, в котором при помощи винта 3 закрепляется
вкладыш 2. В верхней части вкладыша специально заточен профиль-
ный зуб, выдавливающий при дорновании отверстия соответствую-
щую канавку.
Для образования винтовых нарезов в каналах стволов стрел-
кового оружия также применяется дорнование [481. По сравнению
Со строганием нарезов щеточным шпад^сром дорнование обеспе-
чивает большую производительность и лучшее качество поверх-
ности.
На фиг. 120 приведен профиль нарезов ствола, обрабатываемо-
го в производственных условиях дорнованием. В зависимости от
диаметра отверстия предварительной операцией его обработки мо-
жет быть развертывание или протягивание. Для ствола калибра
7,62 мм отверстие перед дорнованием подвергают чистовому раз
вертыванию до диаметра, примерно равного 7,45 мм |481
На наружной поверхности дорна делают соответствующие вин-
товые выступы, которые и обеспечивают при дорновании выдавли-
вание канавок. Выступы и желобки на дорне получаются путем
протягивания заготовки дорна сквозь фильеру. В процессе исполь-
зуются весьма стойкие против выдавливания сорта смазок. Луч-
шими оказались металлические смазки (омеднение поверхности
канала ствола или свинцевание).
В условиях дорнования профи-
ля парезов дорнами с оптималь-
ной формой и с рациональной смаз-
кой тяговое усилие достигает 21 —
23 т. Поэтому для обеспечения
необходимой прочности и устойчи-
вости дорн проталкивается с про-
дольным сжатием как прошивка.
7‘30'?5'
7'30'±30'
TSf-
100..
1-/7
Фиг. 123. Дорн для изготовления
фасонного отверстия фильера.
V
Фиг. 122. Схема обработки для выдавдн-
ваиия рифлей на цилиндрах.
При этом применяется специальный «непрерывный» люнет, обес-
печивающий продольную устойчивость толкающего стержня. По-
сле выдавливания профиля нарезов иногда через отверстие
ствола протягивают дорн цилиндрической формы, устраняющий
возможные неровности отверстия.
Обработка рифленых цилиндров [931. На одном из заводов при
изготовлении стальных рифленых цилиндров прядильных машин
(фиг. 121) малопроизводительный процесс строгания рифлей был
заменен способом выдавливания их. Шлифованная цилиндрическая
заготовка проталкивалась сквозь фильеру (фиг. 122) с профилем
рифления.
Фильера для большей прочности запрессовывается по горячей
посадке в кольцо. Рабочая часть инструмента состоит из заборного
конуса с предохранительной фаской, цилиндрической части и об-
ратного конуса. Наивыгоднейшим углом заборного конуса ока-
зался угол 2а = 30°, ширина калибрующей части b = 3,54-4 мм,
угол обратного конуса 2аг = 30°. Стойкость инструмента, изго-
товленного из стали ЭХ12М, составляет более 500 цилиндров.
Внедрение операции выдавчпвапия рифтей на цитиндрах по-
высило производительность труда по сравнению со строганием бо-
лее чем в 26 раз и значительно улучшило эксплуатационные свой-
ства цилиндров.
Изготовление фасонного отверстия фильеры производится так-
же дорнованием. Канавки дорна (фиг. 123) с неравномерным шагом
фрезеруются на горизонтально-фрезерном станке. Наилучшей
смазкой при дорновании отверстия фильеры оказался свинец, по-
ложенный по контактной меди. Перед дорповапнем освинцован-
ные образцы дополнительно смазываются индустриальным маслом.
Для исправления погрешностей формы и размеров термообра-
ботанные детали типа шестерен, дисков, втулок, шкивов, цилинд-
ров и хругих часто обрабатываются дорнованием.
Для калибрования закаленных стальных деталей рекоменду-
ется [8| применять дорны с углами заборного и обратного кону-
са 6 -10° и шириной цилиндрической ленточки 0,3—1,5 мм. При-
менение их в производственных условиях позволило исключить
ш шфовку
На Ярославском электромеханическом заводе [861 для увели-
чения срока службы дорогостоящих протяжек отверстия доводят
до размера методом дорнования. Дорнование отверстия коллек-
торной втулки обеспечивает точность по 2 классу и чистоту по-
верхности по 8—9 классу.
Примером успешного использования процесса дорнования
взамен развертывания может служить обработка отверстий в мат-
рицах, применяемых для высадки заготовки винтов на высадоч-
ном автомате [88]. Матрицы изготовляются из стали Х12М и имеют
глубокие отверстия малого диаметра, поэтому обработка этих от-
верстий весьма затруднена. Раньше отверстия матриц диаметром
2,6 леи, 3,0 л/л: и 4,0 .ил!, длиной 48 м.и обрабатывались последо-
вательно сверлением двумя сверчамп, развертыванием и после
термической обработки — доводкой чугунным притиром с абра-
зивной пастой. Такой процесс не обеспечивал требуемой чистоты
и точности обработки, являлся очень трудоемким, а развертки не
обладали достаточной стойкостью.
После внедрения процесса дорнования комплектом из трех дор-
•тюв технологический процесс предварительной обработки отвер-
стия значительно упростился. Комплект состоит из двух четырех-
зубых дорнов и одного однозубого. Изготовляются они из стали
N 10А и закаливаются до твердости Rc 624-65. Первые два дор-
на имеют шаровую форму рабочего профиля, а у последнего, ка-
либрующего, дорна сделана цилиндрическая ленточка с шириной
на три миллиметра большей диаметра обрабатываемого отверстия.
Дорнование производилось па токарном станке, подача дорна осу-
ществлялась за счет перемещения пиноли задней бабки.
В табл. 20 приведено последовательное возрастание размеров
у применяемых инструментов. При резком уменьшении трудоем-
кости дорнование отверстий в матрицах надежно обеспечило до-
стижение 2 и даже 1 класса точности и чистоту поверхности V 9.
Таблица 20
Диаметры о5рабатызающих инструментов для отверстий малых диаметрог
Размер обра- Предварительная обработка Диаметр зубьев дорнов
батываемого отверстия, мм диаметр первого сверла, мм диаметр второго сверла, мм первого четырехзубо- го второго четырехзубо- го калибрующе- го однозубого
2,6+о-о> 2,2 2,5 2,51 2,52 2,54 2,56 2,57 2,58 2,59 2,61 2,61
3,О+о.о1 2,5 2,9 2,91 2,92 2,93 2,94 2,96 2,98 2,99 3,00 3,01
4,O+o,oi 3,3 3,9 3,91 3,92 3,93 3,94 3,96 3,98 3,99 4,00 4,01
Процесс дорнования эффективно используется для раздачи
поршневых пальцев двигателей при их ремонте. Для этой цели
через отверстие предварительно отожженного пальца проталкива-
ется дорн и раздает его до необходимого наружного диаметра. По-
следующая обработка пальца производится обычным порядком.
На одном из заводов [46] дорнование с натягом 0,05—0,08 мм
было применено для выравнивания отверстия шестерни после его
омеднения.
Известны другие случаи применения процесса дорнования при
обработке отверстий в чугунных деталях. Например, автозавод
им. Лихачева [6| применяет калибрование шариком отверстий в
направляющей толкателей, изготовляемой из серого чугуна.
12 Ю. Г. Проскуряков
ПРИЛОЖЕНИЕ
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ РАСЧЕТОВ
1. ЧИСЛОВЫЕ ЗНАЧЕНИЯ ПАРАМЕТРОВ, ВХОДЯЩИХ В РАСЧЕТНЫЕ
ФОРМУЛЫ
Выведенные автором для процесса дорнования расчетные
формулы содержат параметры Е, аеа, р и Du.
Е — модуль упругости при растяжении, принимаемый для
сталей в пределах 20 000'—22 000 кг/мм2. Опыты показа-
ли, что модуль упругости практически не зависит от на-
клепа и термической обработки.
ае<| — начальный предел упругости материала — соответствует
напряжению, вызывающему появление начальной, весьма
малой остаточной деформации, принимаемой в пределах
(0,001—0,005%).
р — истинное сопротивление деформированию, определяемое
для заданной степени деформации по диаграмме истин-
ных напряжений. При известном модуле упрочнения DM
эту величину можно вычислить по формуле
или по приближенной формуле
(И0)
где [ —| —максимальная относительная деформация в обра-
\ Г1 /шах
батываемои втулке по внутренней поверхности,
т. е. в момент расположения дорна в рассматри-
ваемом сечении;
DM — модуль упрочнения, определяемый отдельно для
каждого материала на основании диаграмм истин-
ных напряжений. По сравнению с Е величина
DM обычно бывает небольшой.
В настоящее время в технической литературе для большинст-
ва материалов еще нет достаточно точных данных для опреде-
ления DH при различной степени деформации. Однако на осно-
вании имеющихся истинных диаграмм напряжений значения мо-
дуля упрочнения можно получить приближенно [55].
На основании обработки ряда истинных диаграмм о — sb
табл. 21 представлены ориентировочные значения величин DM и
е для степеней деформации до 0,02.
Таблица 21
Значения DM и е для некоторых материалов при степени деформации,
меныпей 0,02
1 Обрабатываемый материал Модуль упрочнения, Г>Л1 е
Стали 10, 20 0-100 0—130
Стали 40, 45 550—610 730-810
Сталь 35ХМ . . . (500 800
Дюралюмин отожженный . . 100 135
Алюминий отожженный . 30 40
Латунь Л70 130 173
2. РАСЧЕТ ДЕФОРМАЦИЙ
Пример 1. Определить величину диаметральной остаточной
деформации по внутреннему диаметру, получающуюся при дор-
новании втулок из стали 45 с натягом 0,12 лыс Внутренний ди-
аметр втулки 30 мм, наружный — 64 мм; предварительная обра-
ботка отверстия — протягивание с пск- =0,5 -у 0.8 мк. Принимаем
ае„ = 30 кг/мм2, Е- 20 000 кг/мм2, е —810.
Ввиду небольшой величины неровностей предварительно об-
работанного отверстия, величиной смятия гребешков (огД.,
пренебрегаем и в расчетах будем вводить полный натяг. Так как
дорн сплошной, расчет будем производить без учета его дефор-
маций.
Проверим, сможет ли натяг 0,12 мм создать в стенке втул-
ки остаточные деформации? Для этого определим давление и
величину деформаций, соответствующие концу чисто упругого
режима. По формуле (2) для этого режима получаем
с 30 Д 152\ ,. _ , ,
Sn=— 1-----------=11,7 кг. илг
и 2 \ 322/ '
Деформацию по внутреннему диаметру для этого режима
можно получить по формуле (35) (принимая р=гД
о г 1 30
г, 20 000
2_
3
Л’7
20 000
0,0011
Виеличнпа даметральной деформации будет раина
2 5Т|=2-15-0,00111 = 0,0333 мм.
Так как эта величина значительно меньше натяга / = 0,12 ли,
то, очевидно, что при дорновании втулка находится в режиме
остаточных деформаций
Для нахождения периода, в котором находится обрабатыва-
емая деталь, найдем давление и деформации, соответствующие
началу периода полной перегрузки. По формуле (28) имеем
810 30 /322 't
2 ' 20 000\152 ~ t
ок~ 810
1 л
20 000
32
+ 3°1и
—--------— = 23,8 кг) мм2.
Деформация 0/4 определяется
g Г1 _ 30 322 _2_
7Г— 20 000 152 3
по формуле (27)
-^-=0,00603
20 000
или
2оГ]=О,181 мм.
Так как эта дсформс. :"я больше заданного натяга, то, следова-
тельно, дорнуомая втулка находится в состоянии полуупругого
режима, по формулам которого и будем производить дальнейший
расчет.
Давление S() определяется по формуле (32)
S„=0,584/-- — 1^ +28,9 In -Е-+ 1б/1 —
2 I r I „2 I
\ rl / 1 \ Г2 I
Радиус пограничного слоя p пока неизвестен, поэтому зада-
вая его, будем определять давление So и диаметральную дефор-
мацию 2огг.
Принимаем — =1,7, тогда
So= 0,584(1,72— 1)+28,91п 1,7+15 (1 — 1^ = 21,86 кг/льи2.
По формуле (35) для полуупругого режима имеем
-30- - .1,7* — —. = 0,0030,
20 000 3 20 000
откуда
2 3^=0,108 мм
Величина эта меньше расчетного натяга i= 0,12 мм, поэтому
Р
возьмем другое значение -1—.
Принимаем — = 1,8, тогда
Г1
So = 0,584 (1,82 — 1)+28,9 In 1,8+15(1 — 53 + 22,64 лгг/лыг3
IГ1 __ 30
rt ~ 20 000
2
з
22,64
20 000
= 0,0041
Откуда
2огд 0,123 мм.
Разница по сравнению с натягом невелика, и поэтому счита-
ем, что -£-= 1,8.
Г1
Остаточную деформацию определяем по формуле (42)
ЛМ =i01_ _2.221«/^32. _ Л ,0,00186,
\ Г1 /ост 1о 3-20 000 \322 — 152 ) 0 '
откуда
2 (о r1)cf„, = 0,0558 мм.
Этот результат хорошо подтверждается экспериментальными
данными (см. фиг. 87), где деформация для такого случая равна
0,05 мм.
Пример 2. Натяг дорнования равен 0,2 мм, остальные усло-
вия полностью соответствуют предыдущей задаче.
Началу периода полной перегрузки соответствует деформация
2огх = 0,181 мм (см. предыдущий пример), следовательно, втулка
будет находиться в периоде полной перегрузки. Определяем для
этого режима давление Sn по формуле (25)
S„
810 0 i l^
2 ’15 + 3221
+ 3° In —
1 о
2 810 / 1 152 \
3 ’ 20000V + 2 "з22/
= 24
кг/мм2.
Остаточная деформация определяется по формуле (42)
2-24 / 3-322
3-20 000 \ 322 — 152
— 1 = 0,004335.
2 (<J Г- 0,13 лгл?.
Величина остаточно!, деформации, полученной эксперимен-
тально, была равна также 0,13 мм.
Определим для сравнения деформации втулки по формулам,
учитывающим деформации дорна. Считая, что дорн изготовлен
из стали 1I1X 15, закален и отпущен, принимаем £1 = 22000 кг/мм2.
Дорнуемая втулка находится в состоянии режима полной
перегрузки. Для сплошного дорна давление определяем по фор-
муле (49)
810 0,1 / 152 \ 32
---•— 1—----- +30 In —
2 15k 322 15
2 810 I
3 ’ 20 000
1 152 20 000 /
+--------------1
2 322 2-22 00(4 у
-23,1 к»1мм
152я '
Остаточную деформацию находим по формуле (53)
;Ги -.^_L2?eZ[_____1 / 3~322 fl ।____1
7^ kan 15 2 [ 20 000\322 — 152 22 000
откуда
2 (91133 л( и.
Это значение деформации немного меньше результата, получен-
ного экспериментально.
После дорнования деталь приобретает по вш й своей стенке
соответствующие остаточные напряжения, расчет которых для
периода полной перегрузки можно произвести по формулам гла-
вы IV. В данном случае окружные остаточные напряжения по
внутреннему диаметру будут равны о' =—27,2 юг)мм*‘ а по на-
ружному о' = + 16,75 кг/мм2. Радиальные остаточные напря-
жения по внутреннему и наружному диаметрам равны нулю.
Пример 3. Определить величину диаметральной остаточной
деформации по внутреннему, диаметру, получающуюся при дор-
новании втулок из стали 10 с натягом 0,2 мм. Внутренний ди-
аметр втулки 45 лыг, наружный —80 мм; предварительная обра-
ботка отверстия — расточка с Нср--15 '.-17,5 мк. Принимаем ае„--
16,5 кг/мм.-, £ = 20 000 кг/мм-, е~- 0. Учитывая, что при рас-
точке вязкой стали гребешки неровностей обработанной поверх-
ности имеют прочное основание и плавную форму, будем
считать, что в момент деформирования они будут полностью
передавать деформации внутрь стенки. Поэтому за расчетный
натяг будем принимать полный натяг. Паи дем давление и де-
формации, соответствующие периоду начала полной перегрузки,
по формуле (28)
S<i« = 16,51n 40- 9,5 кг1мм2
* 22,5
И
+ 2 So _ 16,5 дщ 2 9,5 „
г. ~ F ' ,2 3 ' Е 20000 ’ 22,5» 3 '20000 ’
1 ' 1
Тогда
2огт 0,106 мм.
Следовательно, рассматриваемая деталь находится в периоде
полной перегрузки. Находим для этого периода давление и де-
формации по формулам (25) и (42)
S0 = 16,51n — = 9,5 кг1мм-;
22,5 '
(—*) = —А — 1 2’9-1 / JL40! Л = 0,00342.
г! /ост 22,5 3-20 000 \ 402 — 22,52 /
Диаметральная остаточная деформация будет равна
2 (^1)^=0,154 мм.
Так как в конце деформирования дорн все же в значитель-
ной степени сомнет гребешки неровностей, учтем это величиной
(orjc.,,. Если считать, что после дорнования останутся гребеш-
ки со средней величиной неровностей 5—6 мк, то
(Ьгх)Сл«=10 : 12 мк,
следовательно
2 (8 f-^см— 20-?24 мк.
С учетом этой величины полная остаточная деформация по
внутреннему диаметру втулки будет равна
2 (S гi)ocw4~2 (fj см~ 0,1544-0,022 = 0,176 мм.
Расчетное значение диаметральной остаточной деформации
близко совпадает с данными, полученными экспериментально.
Величина остаточной деформации по наружному диаметру мо-
жет быть определена по формуле (43)
о, 00342 = 0.00109
\ г2 ост 402
ИЛИ
(8 С)осп7 = 0,044 льи.
Пример 4. Определить величину 2(ьГ])ост при дорновании
втулок из стали 50Г с натягом 0,15 мм. Предварительная обра-
ботка отверстия — протягивание с Нск=0,5 -’ 0,08 мк ^=15^4;
г2=32 лги; £ = £1 = 22000 кг/мм2', е = 800; аео = 46 кг/мм2, дорн
сплошной.
Ввиду высокого предела упругости обрабатываемого матери-
ала расчет будем производить по формулам с учетом деформа-
ций дорна.
Давление, соответствующее периоду начала полной пере-
грузки, находим по формуле (52)
S0K
800 46 /322 \ 32
2 '22000 (152 — '/+461nTT
1 +80ef--т- —-----’---'l
\22000 3-22000 /
= 36,4 кг! мм2.
Деформацию о гл определим по формуле (50), считая [хрЭ—-i-
и г3=0.
= . 40 /—=0,00952,
г. 22000 152
откуда
2 6/^=0,285 Л!Л.
Деталь находится в полуупругом режиме. Дав1енне определя-
ем по формуле
So = —
2
е
Е
/ 1 1
1 + е1 —-------
\ £ 3F
--- 1П— +
ЗЕ,1
4** /1 _ -£-\ = 0,816 ( А — И + 44,8 In -+--J-23 (1 — — \ •
Ц 1 ' '•х ' ri)
Задаемся —=1,7, тогда
'i
Sn = 0,816(l,7-— 1)4-44,8 In 1,7-)-23 fl — -’Z! ’ — )=
= 32,812 кг]мм?.
Для определения полной деформации по внутреннему диаметру
действительна формула (35)
ЗГ1= 46 _172-------= 0,00505.
fj 22 000 3 22 000
2огх 0,151 мм.
Ввиду небольшой разницы по сравнению с натягом, принимаем
—=1,7.
Г1
Остаточную деформацию определяем по формуле (53)
(Ш) 2.3E.8J2 | I 0001,7
\г1/^т 15 3 | 22000\ 322—152 / 22 000J
откуда
2^7^0^ = 0,036 мм.
Это значение радиальной остаточной деформации близко к
величине ее, полученной экспериментально.
3. РАСЧЕТ ТЯГОВОГО УСИЛИЯ
Пример. Определить тяговое усилие при дорновании втулок из
стали 45 с внутренним диаметром 30 мм и наружным 64 мм;
предварительная обработка отверстия — протягивание с Нск=
= 0,5+0,8 мк Натяг дорнования 0,12 мм. Геометрия дорна
оптимальная. Предел текучесТи стали зт=32 кг/мм2. Для
степени деформации
^21^=0,004.
\ Гj /тг'1Х 15
На основании кривых истинных напряжении для этой стали
можно принять DM =610. Тогда на основании формулы (110}
можно записать значение истинного сопротивления
/7=32 + 610-0,004=34,44 «г/льм2.
Коэффициент трения р. принимаем (смазка — касторовое масло),
равным
р=0,07.
Оптимальный угол заборного конуса дорна аопт можно опре-
делить по формуле
Угол аг и ширину ленточки в соответствии с выводами гла-
вы V можно принять равными: aj=4°, b=2,3 мм.
Подсчитаем составляющую удельного давления течения К*
по формуле (59)
/ 0,07\
34,44! 1+-^—
I 0 07/ ' 019
=In 1 +--’-1 = 68,88 In 1,004 = 0,269.
(1 - 0,07-0,07) ( 30 /
Составляющую К2 определим по формуле (60)
^2-34,44^07,2 3я;038
30
Кдт может быть определена по формуле (65)
^„„ = 0,28-34,44 (2-0,07 + 0,07) -2,03.
Площадь давления F равна
-d^ ^3^14(64^30,1 2!)=2510 млг
4 4
Площадь зоны дополнительных сдвигов Ft равна
1 4
где D2 определяется по формуле (69)
D2 0,68-30,122 20 000’-0-’12 + 0,1
5 (34,44-30,12
64 'l I 64
30,12 ) ' 30,12
---j = 1535 леи2.
Тогда площадь будет равна
3,14(1535_-30Д2^
1 4
Тяговое усилие по формуле (67) будет равно
Р = (0,269+0,38) 2510+2,03-498 = 2630 кг.
Это значение тягового усилия близко к значению усилия, полу-
ченного при эксперименте (2550 кг).
ЛИТЕРАТУРА
1. Б. Ф. Еремин, Притягивание, Машгиз, 1950.
2. И. Е. Ь у р ш т е й н, Л. К. М а н у й лов, С. С. Черников, Про-
тягивание, Машгиз, 1947.
3. А. В. Щеголев, Конструирование протяжек, Машгиз, 1952.
4. Д. И. Э[ лих, II [[. Юнкин, Протяжное дело в .‘автотракторном
производстве, ОНТИ, 1936.
5. Д. Г. Белецкий, Отделочные операции механической обработки,
Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1949.
6. А. Г. Кос и л It а, Исследование процессов чистовой обработки по-
верхностей вращения без с'Пятия стружки, Сб. «Чистота и макрогеометрия по-
верхностей вращения», № 3, Машгиз, 1949.
7. С. С. Четвериков, Металлорежущие инструменты, Машгиз, 1946.
8. С. И. В е;с‘е л о в с к и й, Прошивочное дело, ОНТИ, 1936.
9. А. П. Знаменский, Справочник металлиста, т. 2, ОНТИ, 1934.
10. Н. П. Зобнин, Обработка и запрессовку колесных пар, Трансжелдор-
издат, 1944
И. А. Г. 3 пс л ин. Внедрение новой технологии на заводах угольного
машиностроения, Углетехиз'д>т, 1950.
12 Ю. Г. Проскуряков, Замена шлифовки протяжкой, Сборник
предложений, премированных на Всесоюзном конкурсе 1947 г. по экономии элек-
трической и тепловой энергии, Энергоиздат, 19491.
13. А. А. Мата л ии, Качество поверхности и эксплуатационные свойства
деталей машин, Машгиз, 1956.
14. А. П. Г р уш к о, Влияние способов механической обработки отверстий
на их пзнососюйкость в условиях трения скольжения при возвратно-поступа-
тельном движении Диссертация, 1955.
15. А. К, Зайцев, Основы учения о трении, изщще и смазке машин,
ч. I и II, Машгиз, 1947
16. П. Е. Дьяченко, Качество поверхности деталей ацмационного
мотору АН СССР, 1946,
17. П. Е. Дьяченко, Влияние технологических факторов на износ ме-
таллов, Сб. «Повышение износрс! ой кости и срока службы машин», Машгиз, 1953.
18. П. Е. Дьяченк о, Влияние шероховатости поверхности па ее износ,
Сб. «Качество поверхности деталей машин», Машгиз, 1949.
19. П. Е. Дьяченко, Т. В. Смушком, Влияние направления следов
механической обработки па изнашивание свинцовистой бронзы, Сб. «Трение и из-
нос в машинах», VII, АН СССР, 1953.
20. А. П. Семенов, Исследование схватывания металлов при совместном
пластическом деформировании, АН СССР,1953.
21. М. М. Се мерин, Дробеструйный наклеп, Машгиз, 1955.
22. И В. Кудрявцев, Внутренние напряжения как резерв прочности
в машиностроении, Машгиз, 1931.
23. С. В. С е р е н с е и, Сопротивление усталости в связи с упрочнением
и конструктивными факторами, Сб. «Повышение усталостной прочности деталей
машин поверхностной обработкой», Машгиз, 1952.
24. И. А. Одинг, Допускаемые напряжения в машиностроении и цикли-
ческая прочность металлов, Машгиз, 1947.
25. И. В. Кудрявцев, Н. А. Балабанов, Усталостная прочность
стальных и чугунных коленчатых валов и повышение их долговечности обкаткой
галтелей, Сб. «Повышение усталостной прочности стальных и чугунных деталей
поверхностным наклепом», кн. 74, Машгиз,' 1955.
26. М. И. Кузьмин, Новый метод отделки поверхности деталей накле-
пыванием, Сб. «Прогрессивная технология машиностроения», ч. II, Машгиз, 1952.
27. Н. П. Щапов, Пластическая деформация как средство повышения
прочности металлов и сплавов, Сб. «Повышение прочности деталей машин»,
АН СССР, 1949.
28. Г. А. Дерягин, Исследование влияния обработки кромок отверстий
па выносливость высокопрочных сталей, Сб. «Качество поверхности деталей
машин», № 4, АН СССР, 1959.
29. А. В. Рябченков, Коррозионно-усталостная прочность стали, Маш-
гиз, 1953.
' 30. В. Я. Арриссон, Прессовые посадки в сопряжениях малых диа-
метров, Сб. «Прогрессивная технология приборостроения», вып. I, Машгиз, 1951.
31. М. М. Кобрин, Прочность прессовых соединений при повторно-
переменной нагрузке, Машгиз, 1954.
32. Н. П. Зобнин, Качество обработанных поверхностей и прочность
прессовых соединений осей, Труды МЭМИИТ, вып. 58, Трансжелдориздат, 1949.
33. С. II. Г убкин, Теория обработки металлов давлением, Металлург-
издат, 1947.
34. А. На да и, Пластичность и разрушение твердых тед, Изд. иностран-
ной литературы, 1954.
35. С. И. Губкин, Элементы теории пластической деформации, Энци-
клопедический справочник «Машиностроением, т. 6,. Машгиз, 1947.
36. Ю. Г. Проскуряков, Отделочная обработка отверстий калибрую-
щими дорнами, Сб. «Вопросы теории обработки металлов резанием», Машгиз,
1955.
37. Ю. Г. Проскуряков, Чистовая обработка цилиндрических отвер-
стий дорнованием «Механическая обработка металлов», вып. 4, Машгиз, 1953,
38. В. М. Кован, Классификация методов Механической обработки,
Машгиз, 1941
39. В. II. Подрезов, Протягивание в производстве малолитражных
машин, «Машиностроитель», № 7, 1940.
40. В. О. Войшко, Холодная обработка металла упрочняюще-кали -
брующим инструментом, Машгиз, 1950.
*У 41 Б. Маркус, Протягивание цилиндрических отверстий, «Машино-
строитель», № 10, 1940.
42. Ю. Г. Шнейдер, Холодная бесштамповая обработка точных деталей
давлением, Машгиз, I960.
43. Г. Б. Мартиросов, Протягивание вместо хонингования, «Вестник
машиностроения», № 9, 1956.
44. Г. II. О р ф и е в, Реставрация втулок шатунов, «Механизация сельского
хозяйства», № 11, 1955.
45, А. Р. Р у д ы к, В, А, Константинов, Калибрование точных от-
верстий пуансоном с твердосплавными кольцами, Информационно-технический
листок Ленинградского дома научно-технической пропаганды, № 39 (497), 1953.
46. И. И Р а й х е н ш т е й н, С. К. Г и н з б у р г, Бесстружечная обработ-
ка отверстий, «Технология транспортного машиностроения», № 5, ВПТИ, 1956.
47. И. Ф. Логачев, Технология военных производств, Обзоры иност-
ранной техники, Оборонгиз, 1941.
48. М. Г. Арефьев, Л. И. Карпов, Производство стволов стрел-
кового оружия, Оборонгиз, 1945.
4у . В. В. Соколовский, Теория пластичности, Гостехиздат, 1950.
50. Г. А. Смирнов-Аляев, Сопротивление материалов пластическим
деформациям, Машгиз, 1949.
51. Б. Д. Яш но в, Проектирование и производство артиллерийских
орудий, Военмориздат, 1939.
52. Н. Ф. Дроздов, Сопротивление артиллерийских орудий и их
устройство, ч. 111, Автокрелление, изд. арт. академии РККА им. Дзержин-
ского, 1935.
53. Э. К. Дарман, Проектирование и производство артиллерийских
систем, часть 1, Оборонгиз, 1949.
54. М. Де-Дя-Шез, Расчет автофретированных орудий, Оборонгиз,
1940.
55. М. П. Маркове ц, Диаграммы истинных напряжений и расчет на
прочность, Оборонгиз, 1947.
56. П. Бриджмен, Исследования больших пластических деформаций
и разрыва, изд. иностранной литературы, 1955.
57. А. А. Благонравов, Основания проектирования автоматического
оружия, Оборонгиз, 1940.
58. 1О. Г. Проскуряков, Тяговое усилие при дорновании цилиндриче-
ских отверстий в деталях машин, Сб. «Повышение стойкости горного оборудова-
ния», Металлургиздат, 1955.
59. В. И. Любвип, Обработка деталей ротационным обжатием, Машгиз,
1959.
60. П. II. Орро, Я. Е. Оса да, Производство стальных тонкостенных
бесшовных труб, Металлургиздат, 1951.
61. М. А. Бабичев, Методы определения внутренних напряжений в де-
талях машин, АН СССР, М, 1955.
62. Е. С. Товпенец, П. С. Сахаров, Остаточные тангенциальные
напряжения в полых стальных цилиндрах, холодно наклепанных изнутри. «Ме-
таллург», № 12, 1936.
63. II. Н. Давидепков, Изи*ерение остаточных напряжений в трубах,
ЖТФ, т. 1, вып. I, 1931.
64. Г. П. М е щ а н и н о в а, Остаточные напряжения в связи с упрочняю-
щей поверхностной обработкой, Сб. «Динамика и прочность авиадвигателей»,
№ 3, Оборонгиз, 1949,
65. Ю. Г. П ро с к у р я к о в, Дорнование цилиндрических отверстий, Маш-
гиз, 1958.
66. Ю. Г. Проскуряков, Влияние формы рабочего профиля дорна на
процесс дорнования, «Вестник машиностроения», № 2, 1951.
67. 1О. Г. Проскуряков, Выбор рациональной формы дорна для обра
ботки цилиндрических отверстий, Сб. «Повышение стойкости горного оборудо-
вания», ^Металлургиздат, 1955.
68. 1О. Г. Проскуряков, Аналитический способ определения опти-
мального угла заборного конуса дорна, Сб. «Новые исследования в области хо-
лодной обработки металлов», Машгиз, 1958.
69. IO. Г. Проскуряков, Новый способ определения коэффициента
трения при чистовой обработке металлов давлением, Сб. «Новые исследования
в области холодной обработки металлов», Машгиз, 1958.
70. Некоторые вопросы технологии поверхностного упрочнения, Сб. статей
под ред. Э. А. Сателя. Оборонгиз, 1955.
71. П. А. Ре би и дер, Н. Н. Петрова, Физико-химические основы
явлений износа трущихся поверхностей и смазки при высоких давлениях, Все-
союзная конференция по трению и износу в машинах, I, АН СССР, 1939.
72. А. К. Ч е р т а в с к и х, Трение и смазка при обработке металлов, Ме-
таллургиздат, 1955.
73. П. А. Р е б и н д е р Физико-химические исследования процессов дефор-
мации твердых тел, юбилейный сборник АН СССР, посвященный ХХХ-летию
Октябрьской революции, Ч. 1, 1947.
74. Ю. Г. Проскуряков, Выбор смазки для дорнования цилиндриче-
ских отверстий, ВИНИТИ, тема № 6, Москва, 1950, .
75. С. Я. Вей лер, Л. А. Шрейнер, Новый принцип исследования
эффективности смазочных материалов при обработке металлов давлением, Докла-
ды академии наук СССР, том LXV1II, № 2, 1949.
76. Ю. Г. Проскуряков, В. М. Меньшаков, Некоторые зависи-
мости микрогеометрии обработанной поверхности от хсловий обработки давлени-
ем, Тезисы докладов совещания по качеству поверхности в машиностроении АН
СССР, 1960.
77. Н. II. Щапов, Поверхностное упрочнение деталей подвижного соста-
ва и пути, «Поверхностное упрочнение деталей подвижного состава и пути»,
вып. 82, Трансжелдориздат, 1954.
78. В. И. Гаврилов, Доводка протяжек, Сб. «Новое в инструменталь-
ном производстве», Челябинск, 1945.
79. Оргавиапром, Чистовая обработка поверхностей, Оборонгиз, 1941.
80. Н. Г. Васюков, Приспособление для одновременной калибровки от-
верстия и клеймения торца колец шариковых подшипников, ПТЭИН, Серия 9,
№ Т-56-215/10, Москва, 1956.
81. Чистовая обработка поверхности, Сб. монографий «Мировая техника»,
вып. 5, 1935.
82 В. М. Каневцев, Калибрование отверстий ш |риком, ТЭКСО, се-
рия 10, № 458/26, 1949.
83. Е. М. Никсон, В. П. Шишаев, Высокопроизводительные кон-
струкции протяжек, Ленинград, 1956.
84. Б И. Григоренко, Протяжка с шабрящими зубьями, «Станки
и инструмент», № 7, 1948.
85. II. Д. Антонов, Внедрение высокопроизводительной оснас.тки
и инструмента на ленинградском экскаваторном заводе, Стройдормаш, 1956.
' 86. С. В. Дмитриев, Протяжка для калибровки отверстий во втул-
ках, ТЭКСО, серия 14, № 1491/16, 1955.
87. II. В. Окуньков, Изучение работы выглаживающих зубьев протя-
жек, Сб. «Технология производства в опытном двигателестроешш», № 14, Обо-
ронгиз, 1942.
88. Обработка отверстий методом пластической деформации, Информаци-
онно-технический листок НИТИ, № 2, 195-1,
89, «Информационный бюллетень», ГСОКБ № 1, 1954.
•, 90. В. А. Сергиенко, К. II. И е з а б ы то в с к и й, Протягивание,
Машгиз, 1955.
91. Л. И Левинсон, Калибровка отверстий, «Машиностроитель»,
№ 6, 1957.
92. Е. М. Боткин, Обработка точных отверстий малого диаметра вы-
глаживающими прошивками, информационно-технический листок ЛДНТП, № 13,
Ленинград, 1957.
93. Г. Л. Ц вир ко, А. А. Шел еш пев, Обработка рисрленых цилпн-
дров, «Станки и инструмент», № 6, 1955.
94. С. Е. Якушин, И. В. Панов, Комбинированная протяжка, Сб.
«Режущие инструменты, абразивы и заточные работы», № 5, Москва, 1958.
95. Halliday \V. М., Burnishing replaces lapping, Canad. Machinery
and Manufact., News, vol. 66, № 5, 195t>.
96. Correcting hardened splined bores by broacning, Machinery, vol, 78,
№ 2009, London, 1951.
ОГЛАВЛЕНИЕ
Глава 1. Сущность процесса дорнования отверстий........................ 3
1. Влияние упрочняющей обработки на эксплуатационные качества
деталей . ... ............................... 4
2. Особенности процесса дорнования ............................ 10
3. Физико-механические свойства поверхностных слоев металла . . 19
Глава И. Расчет деформаций при дорновании............................. 23
1. Общие положения .... ................. .... 23
2. Связь между давлением и радиальными деформациями . 30
3. Давление в стенке дорнуемой трубы................ . . 33
4. Деформации в стенке трубы после прохода дорна.............. 38
5. Деформации дорна.............................. 40
Глава III. Тяговое усилие при дорновании............................. 45
1. Основные составляющие усилия............................... 46
2. Полное удельное давление течения при дорновании............. 54
3. Тяговое усилие при дорновании шариком ........ . . 56
Глава IV. Остаточные напряжения при дорновании деталей................ 57
1. Расчет остаточных напряжений ............................... 58
2. Анализ формул распределения напряжений при дорновании ... 67
3. Экспериментальное определение остаточных напряжений при дор-
новании . ............................................ 70
Глава V. Форма рабочего профиля дорна................................. 74
1. Выбор оптимального угла заборного конуса дорна . . . ' . . 75
2. Влияние формы рабочего профиля дорна на тяговое усилие . . 79
3. Влияние формы рабочего профиля дорна на чистоту обработан-
ной поверхности .............................................. 84
4. Износ дорнов ............................................. 87
5. Рекомендации по выбору рациональной формы рабочего профи-
ля дорна........................................................ 89
Глава VI. Оптимальный натяг и скорость при дорновании................. 91
1. Изменение мнкронрофиля Поверхности в процессе деформирова-
ния ......................... . . ........... 94
2, Деформации в зависимости от натяга дорнования............. 103
3. Влияние натяга на тяговое усилие и чистоту обрабатываемой
поверхности..................'................................. 106
4. Выбор оптимального натяга при дорновании................ 110
5. Скорость дорнования . . ............................ 112
Глава VII. Влияние материала, формы и других свойств обрабатывае-
мой детали на процесс дорнования . .................................. 113
1. Механические свойства материала детали ..................... 113
2. Толщина стенки обрабатываемой детали ...................... 115
3. Точность диаметра отверстия, обработанного дорнованием 118
4. Возможные искажения формы отверстий после, дорнования 122
Гляла VIII. Смазка при дорновании ................................... 130
1 Влияние смазки на основные параметры процесса дорнования
отверстий...................................................... 131
2. Методика использования процесса дорнования для определения
коэффициента трения............................................ 135
3. Выбор смазки .....................................• . . . 138
Глава IX. Оборудование, инструмент и применение процесса дорнова-
ния ................................................................. 141
1. Оборудование и инструмент................................... 141
2. Применение многозубых дорнов................................ 144
3. Обработка рабочей поверхности дорнов........... 150
4. Примеры применения процесса дорнования в промышленности . . 151
Приложение. Примеры технологических расчетов.......... 178
1. Числовые значения параметров, входящих в расчетные формулы 178
2. Расчет деформаций .......................................... 179
3. Расчет тягового усилия...................................... 185
Литература........................................................... 187
Юрий Георгиевич Проскуряков
ДОРНОВАНИЕ ОТВЕРСТИЙ
Обложка М. Н. Гарипова
Технический редактор Н.П. Ермаков
Корректор И. К. Арсеньева.
НС 27434. Сдано в производство 6/XII i960 г. Подписано к печати 13/111 196 1 г.
Печ. л. 12,0. Уч.-изд. л. 12,0. Бум. л. 6,0. Формат 60x90’/i«. Тираж 5в00
Индекс ПТИ-ЗА. Заказ № 586
Типография изд-ва «Уральский рабочий, Свердловск, ул. им. Ленина, 49.