/















































Author: Космачев И.Г. Дугин В.Н. Немцев Б.А.
Tags: машиностроение деревообработка отделка отделочные операции
Year: 1985



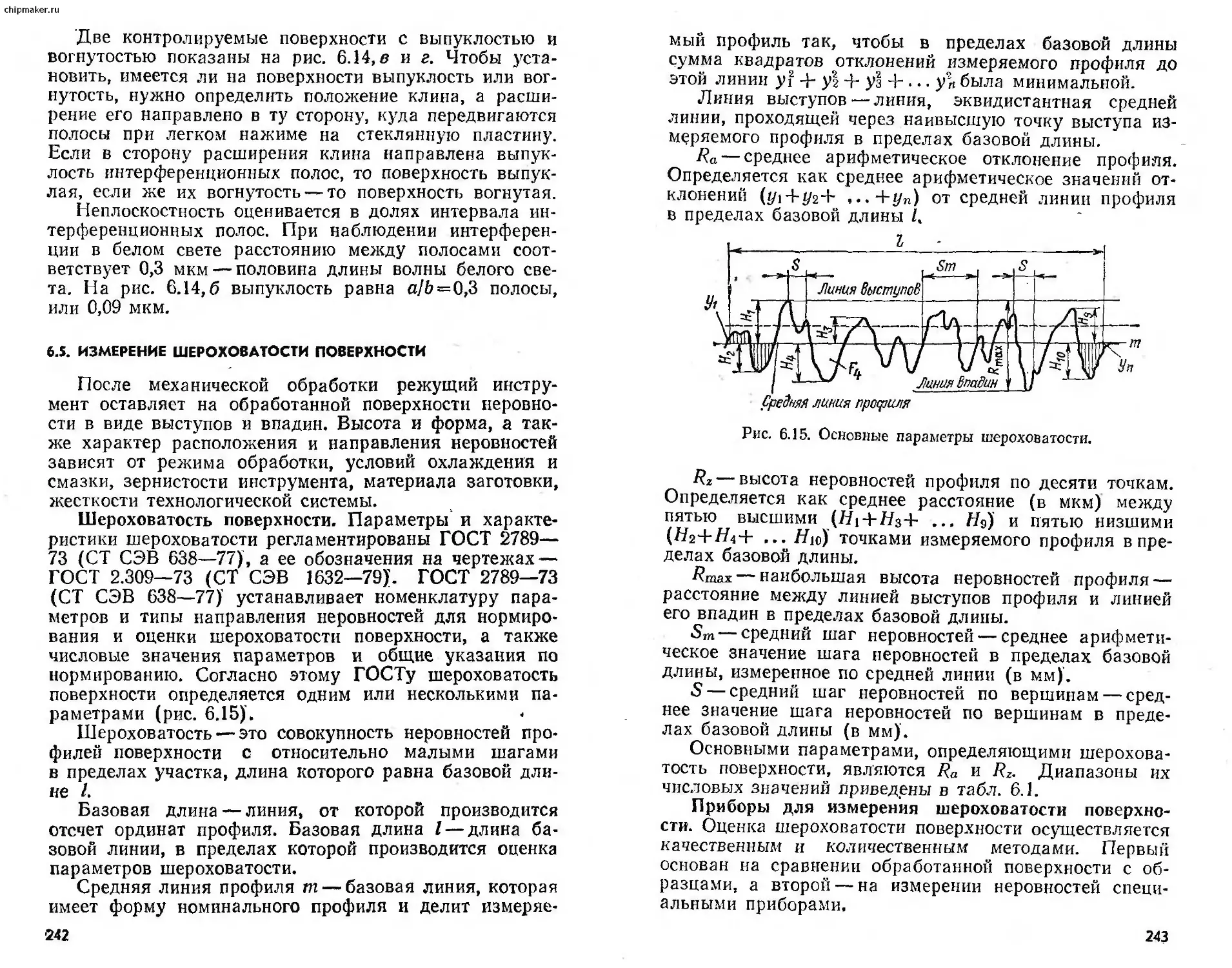
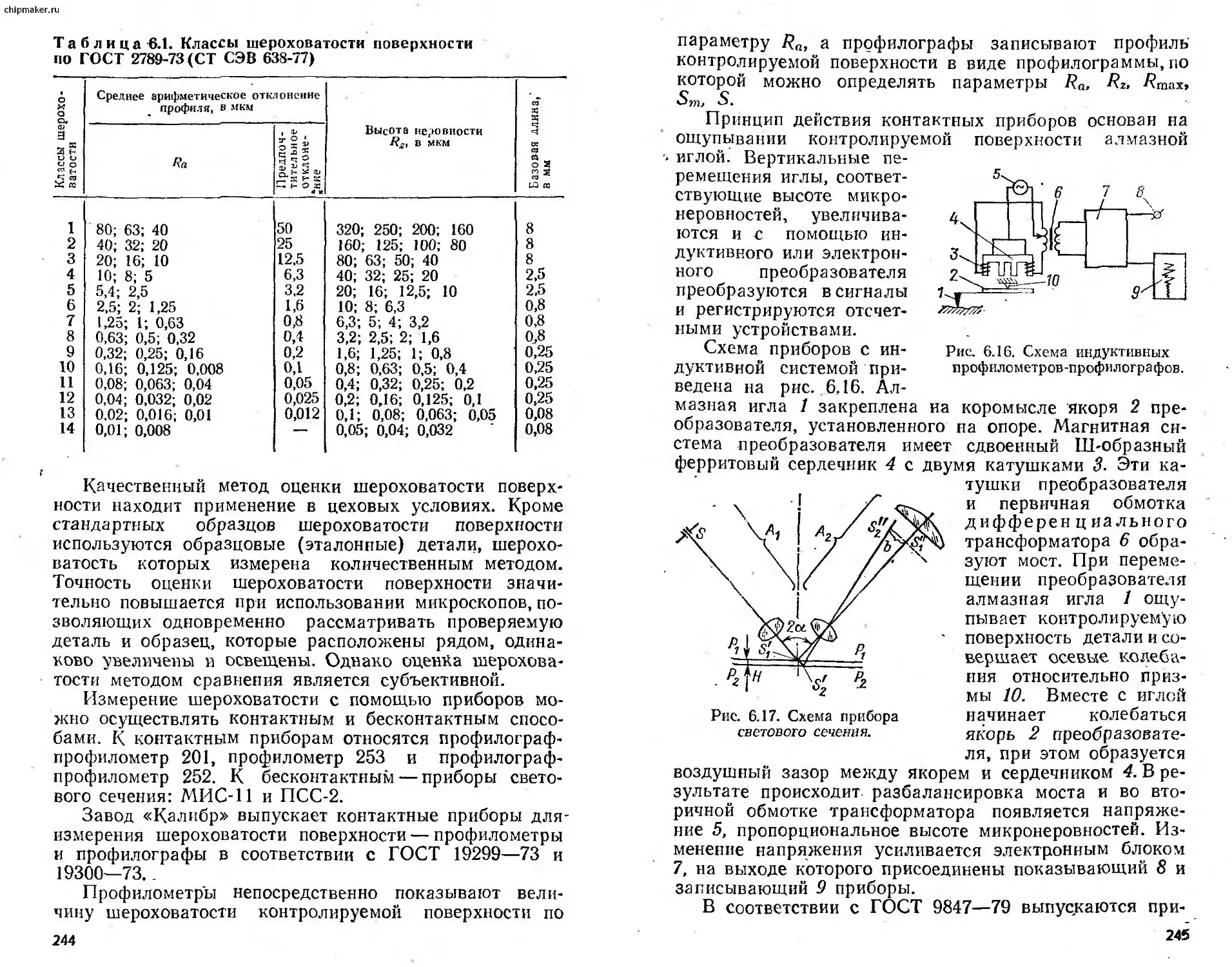
Text
chipmaker.ru
ИГ. КОСМАЧЕВ, В. Н. ДУГИН Б. А. НЕМЦЕВ
ОТДЕЛОЧНЫЕ АЛЯ
ОПЕРАЦИИ молодик
В МАШИНОСТРОЕНИИ РЛСОЧИН
Chipmaker.ru
МАТЕРИАЛЫ И ИНСТРУМЕНТ
ХОНИНГОВАНИЕ
СУПЕРФИНИШИРОВАНИЕ
ДОВОДКА- ПРИТИРКА
ПОЛИРОВАНИЕ
КОНТРОЛЬ ПОВЕРХНОСТЕЙ
chipmaker.ru
И. Г. НОСМАЧЕВ, В. Н. ДУГИН, Б. А. НЕМЦЕВ
ОТДЕЛОЧНЫЕ
ОПЕРАЦИИ
В МАШИНОСТРОЕНИИ
ДЛЯ
молодым
РАБОЧИХ
ЛЕНИЗДАТ
1985
Chipmaker.ru
chipmaker.ru
34.4
К71
Рецензенты:
кандидат технических наук 3. И. Кремень,
инженер П. С. Шульман
Космачев И. Г., Дугин В. Н., Немцев Б. А.
К71 Отделочные операции в машиностроении. — Л.:
Лениздат, 1985.— 248 с. с ил.
В книге рассмотрены основные отделочные операции — хонинго-
вание, суперфиниширование, доводка — притирка и полирование.
Даны рекомендации по выбору инструмента и оборудования, режимов
обработки и наиболее рациональных технологических процессов. При-
ведены сведения об абразивных и алмазных материалах и инстру-
ментах для отделочных операций. Подробно освещен контроль обра-
ботанных поверхностей.
Книга написана в соответствии с учебным планом и программой
подготовки доводчиков-притирщиков в технических училищах и будет
полезна широкому кругу квалифицированных рабочих, а также уча-
щимся техникумов и студентам вузов машиностроительного профиля.
к
2704000000—197
М171(03)—85 126—85
34.4
© Лениздат, 1985
АБРАЗИВНЫЕ
ГЛАВА
МАТЕРИАЛЫ
И ИНСТРУМЕНТ
1.1. АБРАЗИВНЫЕ МАТЕРИАЛЫ
Инструменты для выполнения отделочных операций
изготовляют из абразивных материалов. Такими мате-
риалами являются горные породы* и минералы естест-
венного и искусственного происхождения, обладающие
высокой твердостью, прочностью и износостойкостью,
частицы которых осуществляют процесс резания при
доводочных операциях—-хонинговании, суперфиниши-
ровании, доводке — притирке и полировании.
В промышленности -наибольшее распространение по-
лучили искусственные абразивные материалы, характе-
ризующиеся высокой твердостью и однородностью со-
става: электрокорунд, карбид кремния, эльбор (куби-
ческий нитрид бора) и синтетические алмазы.
Электрокорунд как абразивный материал для изго-
товления шлифовальных инструментов применяется
давно. Абразивная промышленность выпускает четыре
разновидности электрокорунда: нормальный, белый, ле-
гированный и монокорунд.
Нормальный электрокорунд содержит от
93-до 96% окиси алюминия. Микротвердость—1800—
2200 кгс/мм2 (17658—21582 МН/м2). В зависимости от
содержания окиси алюминия и различных примесей
нормальный электрокорунд перерабатывается в шлифо-
вальные материалы марок 18А, 15А, 14А и 13А. Элек-
трокорунд марки 13А применяют при изготовлении ин-
струментов на органической связке, предназначенных
для обработки стальных и чугунных деталей. Электро-
корунд остальных марок — при изготовлении .паст и ин-
струментов на всех связках для обработки деталей из
стали, чугуна и из цветных металлов.
3
chipmaker.ru
ЭлекТрокоруйД 6еЛь1Й содержит 01 98 ДО
99% окиси алюминия. Микротвердость — 2400—
2600 кгс/мм2 (23 544—25 506 МН/м2). Белый электро-
корунд марок 25А, 24А и 23А производят по OCT 2МТ
71-5—78 и применяют при изготовлении шлифпорошков
и микропорошков для шкурок, паст и инструментов для
обработки стальных деталей. Из порошков марок 25А
и 24А выполняют прецизионные инструменты на всех
связках.
Легированные электрокорунды. Для по-
вышения эффективности обработки сталей и сплавов
новых марок потребовалось создание абразивных мате-
риалов с более высокими прочностными и-режущими
свойствами. Этим требованиям отвечают легированные
электрокорунды — хромистый, титанистый, хромотита^
нистый и циркониевый.
Хромистый электрокорунд содержит не Менее 97%
окиси алюминия и 0,4—1,2% окиси хрома. Промышлен-
ность выпускает следующие марки хромистого электро-
корунда: 34А, ЗЗА и 32А. Микротвердость — 2000—
2200 кгс/мм2 (19 620—21582 МН/м2). Из хромистого
электрокорунда изготовляют шлифовальные шкурки,
пасты и различные инструменты на всех связках.
Титанистый электрокорунд перерабатывается в шли-
фовальные материалы марки 37А. Микротвердость —
2200—2300 кгс/мм2 (21 582—-24544 МН/м2). Предназна-
чен он для изготовления инструментов для обработки
незакаленных и закаленных сталей. Так, присадка оки-
си титана увеличивает вязкость материала. Инструмен-
ты из него могут работать' в условиях тяжелых и нерав-
номерных нагрузок.
Хромотитанистый электрокорунд перерабатывается
в шлифовальные материалы марок 91А и 92А, из кото-
рых выполняют инструменты на керамических связках.
По режущим свойствам они превосходят инструменты
из белого и легированных электрокорундов: в 1,3—
2 раза по стойкости и в 1,3— 1,5 раза по производи-
тельности.
Монокорунд отличается от нормального и бе-
лого электрокорундов более высокими твердостью, ме-
ханической прочностью и абразивной способностью.
Монокорунд марок 45А, 44А и 43А (по OCT 2МТ 71-5—
78) имеет различное содержание окиси алюминия. Ми-
кротвердость ' монокорунда — 2600—2780 кгс/мм2
(25 506—27 271,8 МН/м2). Применяется он для изготов-
ления инструментов на керамической связке и шлифо-
4
вальной шкурки для обработки деталей из закаленных,
легированных, жаропрочных и кислотоупорных сталей
и сплавов.
Карбид кремния — химическое соединение кремния
с углеродом. В зависимости от процентного содержания
карбида кремния этот шлифовальный материал делят
на черный и зеленый. Черный карбид выпускают марок
55С, 54С и 53С. Качество и стойкость его по сравнению
с зеленым карбидом кремния несколько ниже. Приме-
няют его в виде свободных порошков и для изготовле-
ния кругов на керамических и органических связках
для обработки деталей из чугуна, стекла, цветных ме-
таллов, твердого сплава и т. п.
Зеленый карбид кремния выпускают марок 64С и
63С. Этот материал содержит не менее 97% карбида
кремния. Микротвердость его — в пределах от 2850 до
3600 кгс/мм2 (27958—35 316 МН/м2).
Из него изготовляют инструменты и пасты для обра-
ботки. твердых сплавов и неметаллических материалов.
Карбид бора — искусственный абразивный материал.
По твердости и абразивной способности он уступает
лишь алмазу и кубическому нитриду бора. Микротвер-
дость его колеблется от 4000 до 5000 кгс/мм2 (39 240—
49 050 МН/м2). Применяют его в основном для изготов-
ления паст и суспензий для доводочных операций дета-
лей из твердых сплавов.
Эльбор — также искусственный абразивный мате-
риал, представляющий собой химическое соединение
бора (43,6%) и азота (56,4%). Эльбор имеет такую же
кристаллическую решетку, 1<ак и алмаз, и обладает вы-
сокой твердостью и теплостойкостью. Микротвердость
его — от 7300 до 10000 кгс/мм2 (71613—98100 МН/м2),
а теплостойкость — от 800 до 1400°С. Эльбор обладает
уникальными абразивными свойствами. Инструменты
из него дали возможность коренным образом изменить
технологию обработки закаленных легированных сталей
и сплавов, кроме того, в несколько раз повысилась
стойкость инструментов. Из эльбора изготовляют шлиф-
зерно и шлифпорошки~марок ЛП и ЛО, микропорошки
ЛВМ и ЛПМ.
Алмаз. В технике применяют как природные алмазы,
обозначаемые буквой А, так и искусственные, которые
принято называть синтетическими, — АС.
Природный алма з^— минерал, разновидность
углерода. Он имеет наиболее высокую твердость из всех
известных в природе веществ. Микротвердость природ-
5
ch i pma ker. ru -------------
ного алмаза составляет 10 060 кгс/мм2 (98 688,6 МН/м2),
прочность при изгибе — 21—49 кгс/мм2 (206,1—
480,69 МН/м2) и при сжатии —200 кгс/мм2 (1962
МН/м2). Масса алмаза измеряется в каратах. Один ка-
рат равен 0,2 г. Кристаллы алмазов могут быть мелки-
ми, массой в сотые доли карата, и крупными — в не-
сколько десятков карат.
Природные алмазы делятся на ювелирные и техни-
ческие. К последним относят мелкие кристаллы различ-
ной формы и окраски, не пригодные для изготовления
бриллиантов из-за наличия дефектов — трещин, вклю-
чений. Из всех используемых в технике природных ал-
мазов около 75% подлежат дроблению для получения
порошков. По ГОСТ 9206—80 изготовляют порошки ма-
рок Al, А2, АЗ, А5, А8 крупностью от 2500 до 50 мкм,
микропорошки AM и АН от 50 до 1 мкм и субмикропо-
рошки АМ1 и АМ5 крупностью от 1 до 0,5 мкм.
Синтетический алмаз получают из графита
в условиях высоких давлений и температур. Кристалли-
ческая структура и свойства его такие же, как и у при-
родного алмаза. Из синтетических алмазов изготовляют
порошки, микропорошки и субмикропорошки для инст-
рументов и паст. Микротвердость синтетических алма-
зов 8600—10 100 кгс/мм2 (84366—99081 МН/м2).
В соответствии с ГОСТ 9206—80 из синтетических
алмазов повышенной хрупкости выпускают порошки ма-
рок АС2, АС4 и АС5. Из- алмазов, зерна которых пред-
ставлены в основном целыми кристаллами, их обломка-
ми и сростками и характеризуются высокими прочност-
ными свойствами, — порошки АС15, АС20, АС32иАС50.
Из поликристаллических алмазов, получаемых путем
дробления кристаллов, изготовляют порошки АРВ1,
АРК4 и АРСЗ. Из алмазов нормальной и повышенной
абразивной способности — микропорошки АСМ и АСН.
Из синтетических алмазов с содержанием крупной
фракции до 5 и до 1 % — субмикропорошки АСМ5 и
АСМ1.
Абразивные материалы для паст. При изготовлении
абразивных паст и суспензий для доводки и полирова-
ния используют высокодисперсные материалы как при-
родные минерального происхождения — трепел, мел,
крокус и др., так и специально изготовленные искусст-
венные— окиси алюминия, хрома, железа, венская из>
весть и др.
Мел — осадочная горная порода, разновидность
слабо сцементированного мажущего известняка белого
6
цвета. Размер частиц не превышает 10 мкм (в среднем
3 мкм). Твердость по шкале Мооса ниже 1. Мел приме-
няется для полирования благородных металлов, а так-
же меди и ее сплавов.
К р о к у с получают из высокосортного красного же-
лезняка (гематита). Используют в качестве абразива
в различных пастах для полирования благородных ме-
таллов и оптических стекол.
Трепел — легкая пористая осадочная порода. Со-
держит 75—90% аморфного кремнезема в виде сцемен-
тированных мельчайших округлых частиц опала. Твер-
дость по шкале Мооса 1—3, пористость 60—64%.
Используется в качестве абразива в полировальных па-
стах для глянцевания стали, алюминия, меди и ее спла-
вов, серебра и других металлов.
Окись алюминия (А120з—глинозем)—мелко-
дисперсный белый абразивный материал, из которого
изготовляют пасты для притирки, доводки и полирова-
ния. Получают его прокаливанием гидроокиси алюми-
ния. Абразивные свойства этого материала, повышаются
с увеличением содержания в нем А120з. Твердость окиси
алюминия по шкале Мооса равна 4,-
Пасты на основе окиси алюминия применяют для
притирки и доводки стальных и чугунных деталей, а
также для доводки и полирования никеля и пластмасс.
Из окиси алюминия изготовляют доводочные бруски
для обработки деталей с высоким классом шероховато-
сти поверхностей.
Окись х р См а (Сг2О3) — твердый тонкокристал-
лический абразивный материал. В зависимости от тех-
нологии изготовления он может быть темно-зеленого
или почти черного цвета. Окись хрома является самым
распространенным абразивным материалом для изго-
товления мягких паст и суспензий. Техническая окись
хрома, выпускаемая по ГОСТ 2912—79, применяется
в часовой, приборостроительной и других отраслях про-
мышленности для полирования деталей.
Окись железа (Ге20з — крокус) представляет
собой мелкий однородный полировальный порошок ко-
ричневого цвета. Размеры частиц основной массы по-
рошка 0,1—1,5 мкм. Лучший сорт — порошок с фиоле-
товым оттенком — применяется для полирования благо-
родных металлов и деталей оптических приборов.
7
chipmaker.ru
1.2. ШЛИФОВАЛЬНЫЕ МАТЕРИАЛЫ
Порошки из природных и искусственных абразивных
материалов подразделяются на несколько групп. В со-
ответствии с ГОСТ 3647—80 крупные зерна, получае-
мые рассевом на ситах, относят к группам шлифзерно
и шлифпорошки; мелкие, изготовляемые методом гидро-
классификации,— к группам микропорошки и тонкие
микропорошки.
Так как получить порошки с зернами одного раз-
мера невозможно, их классифицируют по номерам зер-
нистости, т. е. подразделяют на .фракции. Фракция —
это часть зерен порошка, размеры которых ограничены
более узким интервалом, чем весь порошок. Порошки
всегда- состоят из нескольких фракций — основной, пре-
обладающей, и побочных, содержащих зерна крупнее
и мельче основной.
Абразивные порошки. ГОСТ 3647—80 распростра-
няется на порошки, получаемые из - искусственных и
природных абразивных материалов — электрокорундов,
карбида кремния и карбида бора, и не распространяется
на порошки из синтетических и природных алмазов, а
также из кубического нитрида бора.
В зависимости от размера 'зерен абразивные порош-
ки делятся на следующие группы:
Группа материала Размер зерен, в мкм
шлифзерно..........................От 2000 до 160
шлифпорошки..........................~ 125 „ 40
микрошлифпорошки 63 „ 14
тонкие микрошлифпорошки............... 10 „ 3
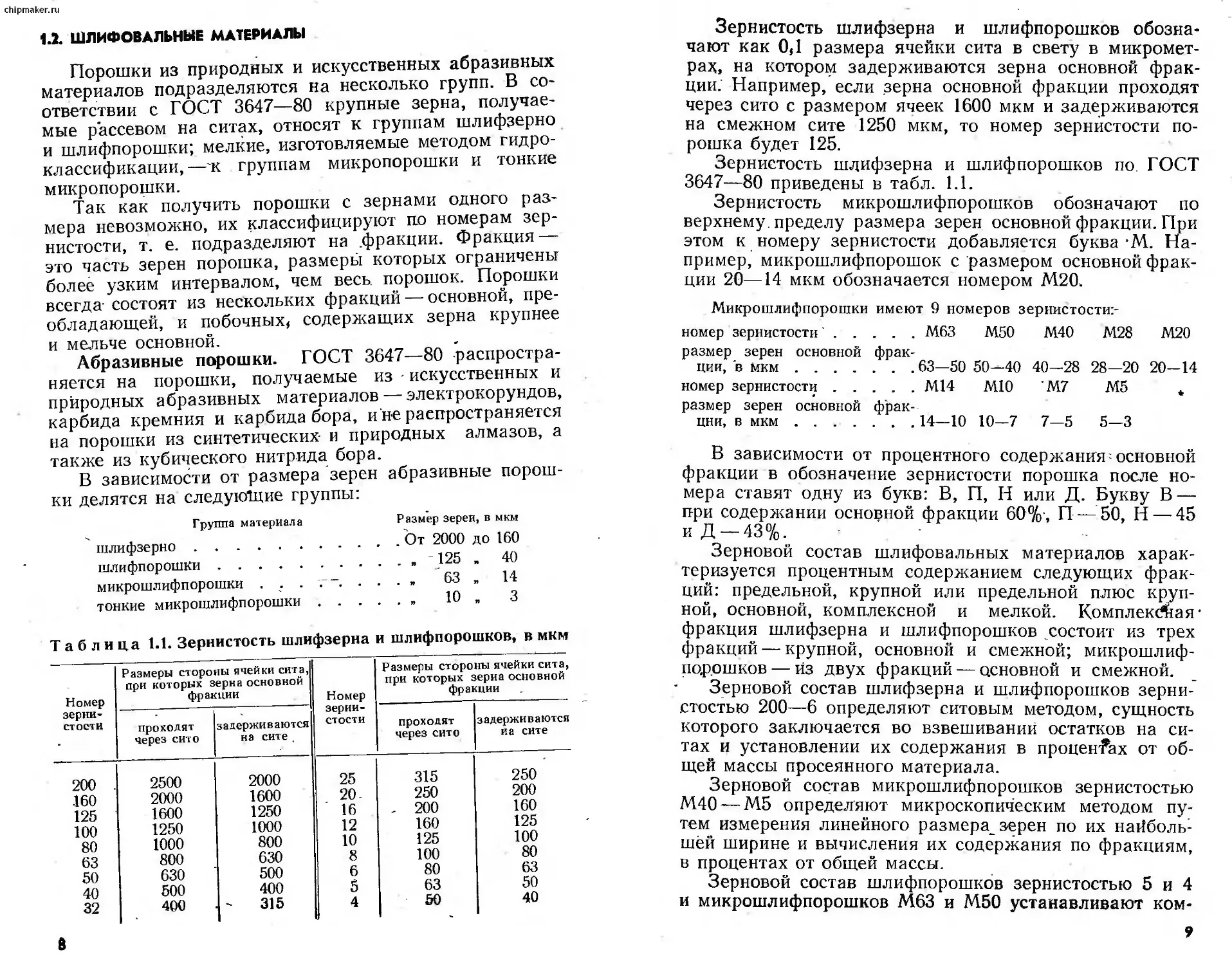
Таблица 1.1. Зернистость шлифзерна и шлифпорошков, в мкм
Номер зерни- стости Размеры стороны ячейки сита, при которых зерна основной фракции Номер зерни- стости Размеры стороны ячейки сита, при которых зериа основной фракции
проходят через сито задерживаются на сите . проходят через сито задерживаются иа сите
200 . 2500 2000 25 315 250
160 2000 1600 20 250 200
125 1600 1250 16 - 200 160
100 1250 1000 12 160 125
80 1000 800 10 125 100
63 800 630 8 100 80
50 630 500 6 80 63
40 500 400 5 63 50
32 400 - 315 4 50 40
Зернистость шлифзерна и шлифпорошков обозна-
чают как 0,1 размера ячейки сита в свету в микромет-
рах, на котором задерживаются зерна основной фрак-
ции. Например, если зерна основной фракции проходят
через сито с размером ячеек 1600 мкм и задерживаются
на смежном сите 1250 мкм, то номер зернистости по-
рошка будет 125.
Зернистость шдифзерна и шлифпорошков по ГОСТ
3647—80 приведены в табл. 1.1.
Зернистость микрошлифпорошков обозначают по
верхнему пределу размера зерен основной фракции. При
этом к номеру зернистости добавляется буква -М. На-
пример, микрошлифпорошок с размером основной фрак-
ции 20—14 мкм обозначается номером М20.
Микрошлифпорошки имеют 9 номеров зернистости:-
номер зернистости' М63 М50 М40 М28 М20
размер зерен основной фрак- ции, в мкм 63-50 50-40 40-28 28-20 20-14
номер зернистости М14 М10 М7 М5 4!
размер зерен основной фрак- ции, в мкм 14-10 10-7 7-5 5—3
В зависимости от процентного содержания основной
фракции в обозначение зернистости порошка после но-
мера ставят одну из букв: В, П, Н или Д. Букву В —
при содержании основной фракции 60%-, П — 50, Н — 45
и Д — 43%.
Зерновой состав шлифовальных материалов харак-
теризуется процентным содержанием следующих фрак-
ций: предельной, крупной или предельной плюс круп-
ной, основной, комплексной и мелкой. Комплексная
фракция шлифзерна и шлифпорошков состоит из трех
фракций — крупной, основной и смежной; микрошлиф-
пор.ошков — из двух фракций — основной и смежной.
Зерновой состав шлифзерна и шлифпорошков зерни-
стостью 200—6 определяют ситовым методом, сущность
которого заключается во взвешивании остатков на си-
тах и установлении их содержания в процентах от об-
щей массы просеянного материала.
Зерновой состав микрошлифпорошков зернистостью
М40 — М5 определяют микроскопическим методом пу-
тем измерения линейного размера^ зерен по их наиболь-
шей ширине и вычисления их содержания по фракциям,
в процентах от общей массы.
Зерновой состав шлифпорошков зернистостью 5 и 4
и микрошлифпорошков М63 и М.50 устанавливают ком-
9
chipmaker.ru ________
бинированным методом, включающим ситовой метод
для материалов с зернами крупнее 40 мкм и микроско-
пический — менее 40 мкм.
Порошки из эльбора. В соответствии с OCT 2МТ
79-2—75 искусственный абразивный материал- эльбор
(кубический нитрид бора) предназначен для изготовле-
ния абразивных инструментов на органической и кера-
мической связках, а также шлифовальной шкурки и аб-
разивных паст. Как показали исследования, при отде-
лочной обработке весьма эффективны эльборовые мел-
козернистые бруски, притиры, микропорошки и пасты.
В зависимости от совокупности абразивных зерен
эльбор по зернистости делят на группы: шлифзерно,
шлифпорошки и микропорошки. Шлифзерно и шлиф-
порошки выпускают двух марок: ЛП — повышенной и
ЛО — обычной механической прочности. В зависимости
от содержания основной фракции микрошлифпорошки
изготовляют также двух марок: ЛВМ — с высоким и
ЛПМ — с повышенным содержанием основной фракции.
Особо тонкие микрошлифпорошки выпускают марок
ЛМЗ и ЛМ1.
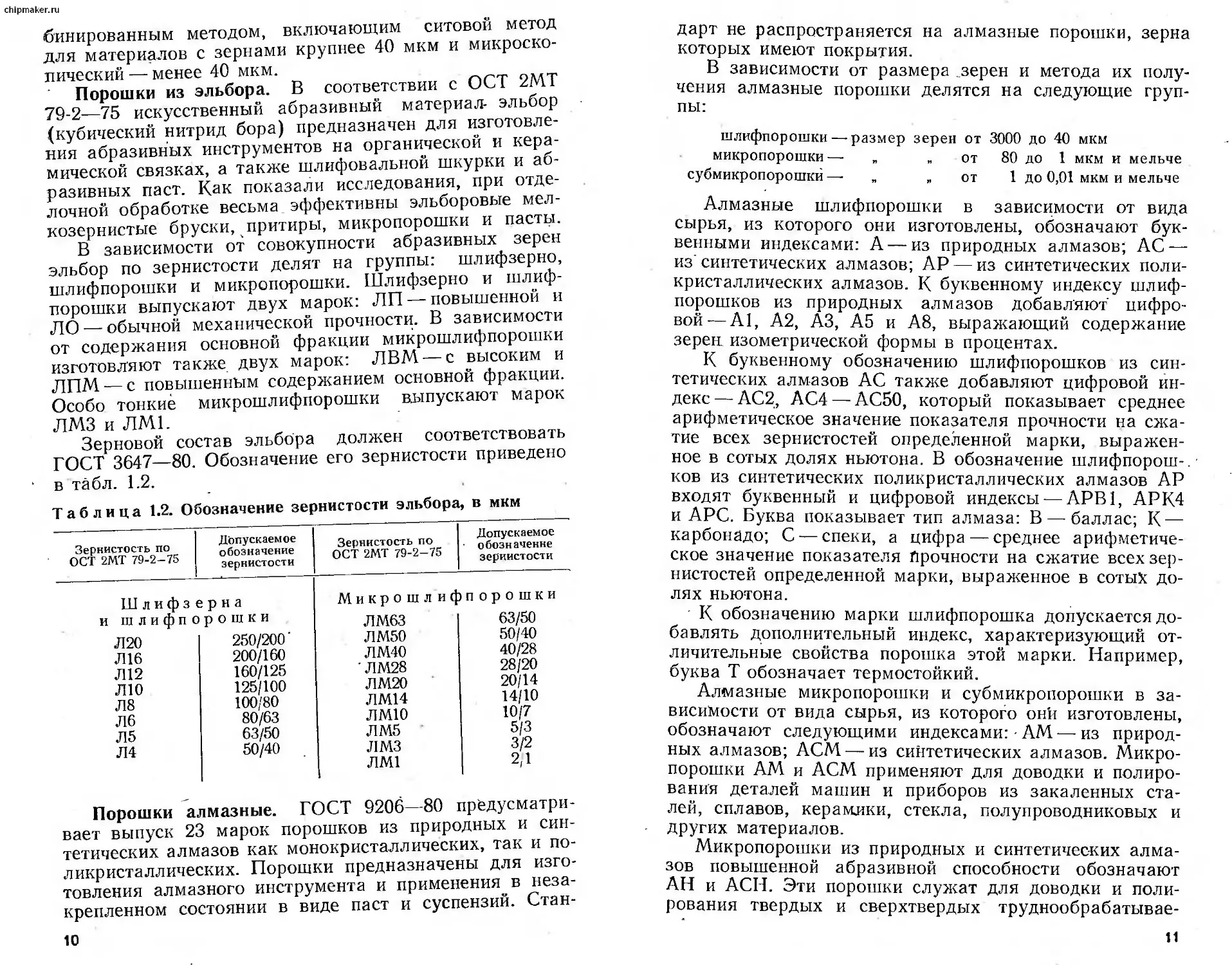
Зерновой состав эльбора должен соответствовать
ГОСТ 3647—80. Обозначение его зернистости приведено
в табл. 1.2.
Таблица 1.2. Обозначение зернистости эльбора, в мкм
Зернистость по OCT 2МТ 79-2-75 Допускаемое обозначение зернистости Зернистость по OCT 2МТ 79-2-75 Допускаемое обозначение зернистости
Шлифзерна Микро Ш Л И ( П 0 р 0 ш к и
и шлифпорошки ЛМ63 63/50
JI20 250/200' ЛМ50 50/40
Л16 200/160 ЛМ40 40/28
Л12 160/125 ' ЛМ28 28/20
ЛЮ 125/100 ЛМ20 20/14
Л8 100/80 ЛМ14 14/10
Л6 80/63 ЛМ10 10/7
Л5 63/50 ЛМ5 5/3
Л4 50/40 ЛМЗ 3/2
ЛМ1 2,1
Порошки алмазные. ГОСТ 9206—80 предусматри-
вает выпуск 23 марок порошков из природных и син-
тетических алмазов как монокристаллических, так и по-
ликристаллических. Порошки предназначены для изго-
товления алмазного инструмента и применения в неза-
крепленном состоянии в виде паст и суспензий. Стан-
10
дарт не распространяется на алмазные порошки, зерна
которых имеют покрытия.
В зависимости от размера зерен и метода их полу-
чения алмазные порошки делятся на следующие груп-
пы:
шлифпорошки — размер зерен от 3000 до 40 мкм
микропорошки— „ . от 80 до 1 мкм и мельче
субмикропорошкй—- „ „ от 1 до 0,01 мкм и мельче
Алмазные шлифпорошки в зависимости от вида
сырья, из которого они изготовлены, обозначают бук-
венными индексами: А — из природных алмазов; АС —
из’синтетических алмазов; АР — из синтетических поли-
кристаллических алмазов. К буквенному индексу шлиф-
порошков из природных алмазов добавляют цифро-
вой— Al, А2, АЗ, А5 и А8, выражающий содержание
зерен изометрической формы в процентах.
К буквенному обозначению шлифпорошков из син-
тетических алмазов АС также добавляют цифровой ин-
декс— АС2, АС4 —АС50, который показывает среднее
арифметическое значение показателя прочности на сжа-
тие всех зернистостей определенной марки, выражен-
ное в сотых долях ньютона. В обозначение шлифпорош-
ков из синтетических поликристаллических алмазов АР
входят буквенный и цифровой индексы — АРВ1, АРК.4
и АРС. Буква показывает тип алмаза: В — баллас; К —
карбонадо; С — спеки, а цифра — среднее арифметиче-
ское значение показателя Прочности на сжатие всех зер-
нистостей определенной марки, выраженное в сотых до-
лях ньютона.
К обозначению марки шлифпорошка допускается до-
бавлять дополнительный индекс, характеризующий от-
личительные свойства порошка этой марки. Например,
буква Т обозначает термостойкий.
Алмазные микропорошки и субмикропорошки в за-
висимости от вила сырья, из которого они изготовлены,
обозначают следующими индексами: AM — из природ-
ных алмазов; АСМ — из синтетических алмазов. Микро-
порошки AM и АСМ применяют для доводки и полиро-
вания деталей машин и приборов из закаленных ста-
лей, сплавов, керамики, стекла, полупроводниковых и
других материалов.
Микропорошки из природных и синтетических алма-
зов повышенной абразивной способности обозначают
АН и АСН. Эти порошки служат для доводки и поли-
рования твердых и сверхтвердых труднообрабатывае-
11
chipmaker.ru
мых материалов, корунда, керамики, алмазов, драго-
ценных камней.
К буквенному обозначению субмикропорошков до-
бавляют цифровой индекс, показывающий долю зерен
крупной фракции в процентах: АМ5 и АСМ5 — до 5%;
АМ1 и АСМ1—около 1%. Субмикропорошки приме-
няют для сверхтонкой доводки и полирования поверх-
ностей деталей, обработки полупроводниковых материа-
лов.
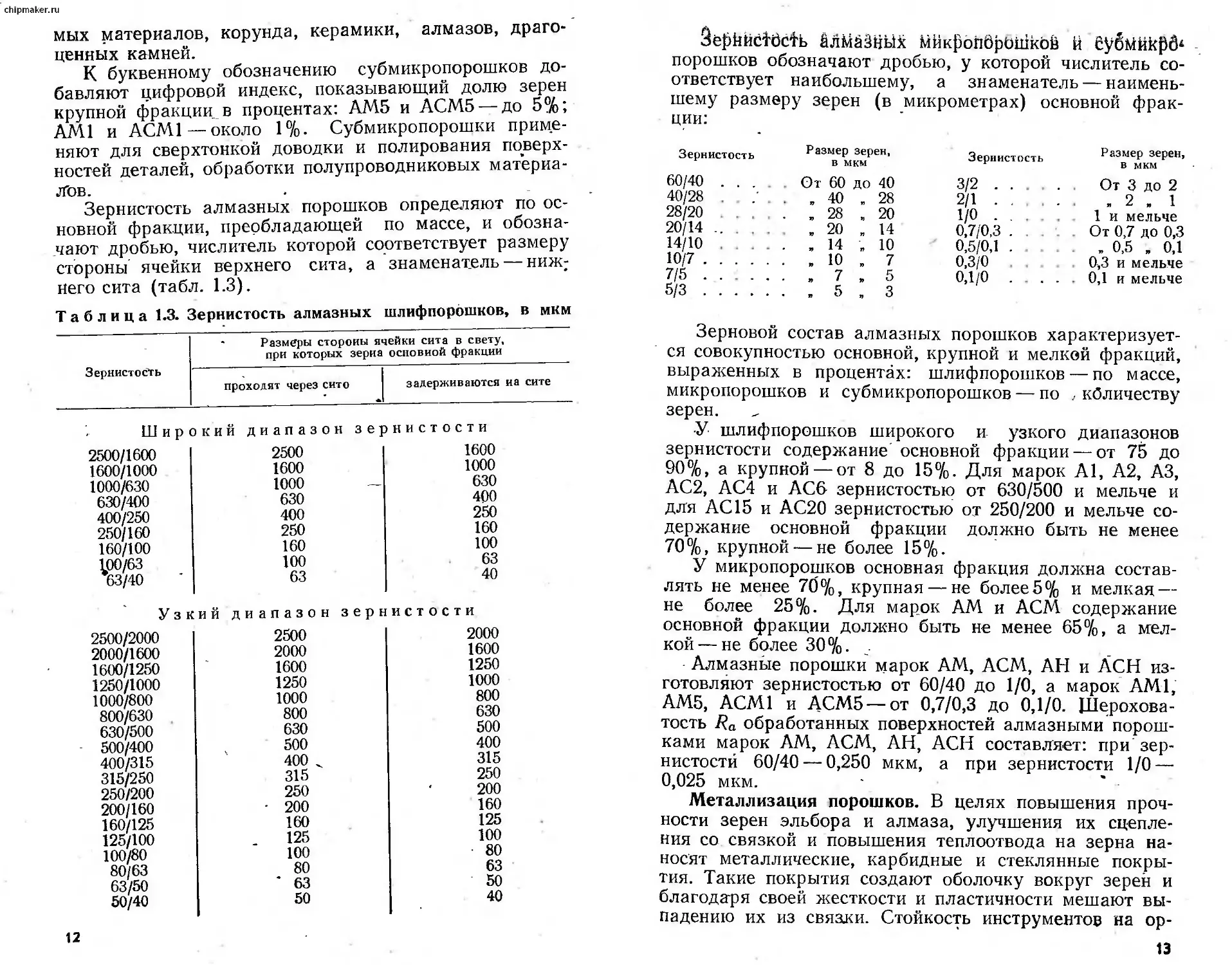
Зернистость алмазных порошков определяют по ос-
новной фракции, преобладающей по массе, и обозна-
чают дробью, числитель которой соответствует размеру
стороны ячейки верхнего сита, а знаменатель — ниж;
него сита (табл. 1.3).
Таблица 1.3. Зернистость алмазных шлифпорошков, в мкм
Размеры стороны ячейки сита в свету,
Зернистость при которых зерна основной фракции
проходят через сито задерживаются иа сите
Широкий диапазон зернистости
2500/1600 2500 1600
1600/1000 1600 1000
1000/630 1000 - 630
630/400 630 400
400/250 400 250
250/160 250 160
160/100 160 100
100/63 100 63
63/40 63 40
Узкий диапазон зернистости
2500/2000 2500 2000
2000/1600 2000 1600
1600/1250 1600 1250
1250/1000 1250 1000
1000/800 1000 800
800/630 800 630
630/500 630 500
500/400 500 400
400/315 400 _ 315
315/250 315 250
250/200 250 200
200/160 200 160
160/125 160 125
125/100 125 100
100/80 100 80
80/63 80 63
63/50 * 63 50
50/40 50 40
12
3ephhcidcib йлМаЗнШ МйкропброШкой й субмйкрб4
порошков обозначают дробью, у которой числитель со-
ответствует наибольшему, а знаменатель — наимень-
шему размеру зерен (в микрометрах) основной фрак-
ции:
Зернистость Размер зерен, в мкм Зернистость Размер зерен, в мкм
60/40 . . . От 60 до 40 3/2 . . От 3 до 2
40/28 „40 ,28 2/1 . . „ 2 „ 1
28/20 „28 .20 1/0 . 1 и мельче
20/14 .. „ 20 „ 14 0,7/0,3 . От 0,7 до 0,3
14/10 . . 14 „ 10 0,5/0,1 . „ 0,5 „ 0,1
10/7 . . 10 . 7 0,3/0 0,3 и мельче
7/5 .... . . 7 „ 5 0,1/0 . . . 0,1 и мельче
5/3 . . 5 „ 3
Зерновой состав алмазных порошков характеризует-
ся совокупностью основной, крупной и мелкой фракций,
выраженных в процентах: шлифпорошков — по массе,
микропорошков и субмикропорошков — по , количеству
зерен.
У шлифпорошков широкого и узкого диапазонов
зернистости содержание основной фракции — от 75 до
90%, а крупной — от 8 до 15%. Для марок Al, А2, АЗ,
АС2, АС4 и АС6 зернистостью от 630/500 и мельче и
для АС 15 и АС20 зернистостью от 250/200 и мельче со-
держание основной фракции должно быть не менее
70%, крупной — не более 15%•
У микропорошков основная фракция должна состав-
лять не менее 70%, крупная — не более5% и мелкая —
не более 25%. Для марок AM и АСМ содержание
основной фракции должно быть не менее 65%, а мел-
кой— не более 30%. .
Алмазные порошки марок AM, АСМ, АН и АСИ из-
готовляют зернистостью от 60/40 до 1/0, а марок АМ1,
АМ5, АСМ1 и АСМ5 — от 0,7/0,3 до 0,1/0. Шерохова-
тость Ra обработанных поверхностей алмазными порош-
ками марок AM, АСМ, АН, АСН составляет: при зер-
нистости 60/40 — 0,250 мкм, а при зернистости 1/0—-
0,025 мкм.
Металлизация порошков. В целях повышения проч-
ности зерен эльбора и алмаза, улучшения их сцепле-
ния со связкой и повышения теплоотвода на зерна на-
носят металлические, карбидные и стеклянные покры-
тия. Такие покрытия создают оболочку вокруг зерен и
благодаря своей жесткости и пластичности мешают вы-
падению их из свяаки. Стойкость инструментов на ор-
13
I chipmaker.ru
ГаниЧёских и металлических связках, например из ме-
таллизированных никелем алмазных порошков, повы-
шается в 2 раза, а из эльборовых порошков со стекло-
покрытием —в 1,7 раза.
1.3. АБРАЗИВНЫЙ ИНСТРУМЕНТ
Инструменты, у которых в качестве режущих эле-
ментов’используются абразивные зерна, называют абра-
зивными. Это — электрокорундовые, карбидокремние-
. вые, алмазные, эльборовые и другие инструменты,
а также шлифовальные круги, бруски, головки и шкур-
ки. Все абразивные инструменты, кроме шлифовальных
кругов, широко применяются при хонинговании, супер-
финишировании, доводке — притирке и полировании.
Характеристики абразивных инструментов. Каждый
абразивный инструмент характеризуется материалом,
зернистостью, связкой, твердостью и структурой, а так-
же степенью уравновешенности, механической прочно-
стью, формой и размерами.
Зернистость инструмента оказывает влияние на ше-
роховатость обработанных поверхностей, качество по-
верхностного слоя и производительность обработки.
Для черновых отделочных операций применяют инстру-
менты зернистостью: 160/125— 100/80 алмазные, Л12—
8 эльборовые и 12 — 8 абразивные. При снятии боль-
шого припуска на предварительных операциях — зер-
нистостью 80/63 — 50/40, Л6 — Л4 и 6—4. При обычных
предварительных операциях-—зернистостью 40/28 —
20/14; ЛМ40 — ЛМ20 и М40 — М20, а при окончатель-
ных—7/5—1/0; ЛМ7 —ЛМ1 иМ7 —Ml.
При однократной предварительной обработке инст-
рументами зернистостью М20 — М10 шероховатость по-
верхности Да = 0,16 мкм; при двукратной — инструмен-
тами М20 —М5 Ra=0,8 мкм; при трехкратной М20 —
М3 /?а = 0,04 мкм и при четырехкратной инструментами
М20 —Ml Ra = 0,1—0,02 мкм.
Связки предназначены для соединения отдельных
зерен- абразивного порошка между собой. При изготов-
лении абразивного инструмента наиболее широко
используются керамические, бакелитовые и вулканито-
вые связки.
Керамические связки устойчивы при высоких тем-
пературах, обладают большой химической стойкостью
при работе с охлаждающими жидкостями, имеют зна-
чительную пористость и хорошо отводят тепло. Поэто-
14
му более 50% всех инструментов из электрокорундов й
карбида кремния изготовляют на керамических связ-
ках. Они унифицированы по виду абразивного матери-
ала (К5, Кб, КЗ и др.), операциям обработки (К43 и
КЮ) и по твердости инструмента (КН, К12). Новые
абразивные инструменты из хромотитанистого электро-
корунда марок 91А и 92Л выполняют на керамических
связках К5, Кб и К43.
Абразивный инструмент из карбида кремния на ле-
гированных связках типа КЮ и К13 и их модификациях
отличается высокими физико-механическими и эксплуа-
тационными свойствами. Стойкость его по сравнению
с инструментами на связке КЗ возрастает в 1,3—1,5
раза.
Бакелитовые связки (Б1, Б2, БЗ), в состав которых
входят фенолформальдегидные смолы, используются
для изготовления инструментов из любых абразивных
материалов с различной зернистостью. Инструменты на
этой связке обладают высокой прочностью и эластич-
ностью, достаточной стойкостью при переменных на-
грузках. Бакелитовая связка оказывает полирующее
действие. К недостаткам ее следует отнести потерю ин-
струментом твердости при нагреве до / = 200—250°С и
недостаточную устойчивость против действия щелочных
охлаждающих жидкостей.
Вулканитовая связка (Bl, В2, ВЗ, 1ГК, 2ГК, ЗГК,
4ГК) состоит из синтетического каучука с различными
добавками, которые оказывают влияние на твердость,
прочность и эластичность инструмента. На вулканито-
вой связке выполняют инструменты для отделочных
операций. Вулканитовые круги обладают большим по-
лирующим действием, чем бакелитовые. Недостатками
инструментов на вулканитовой связке являются низкая
теплостойкость и высокая плотность, которые приводят
к повышению температуры в зоне резания, размягче-
нию связки и засаливанию инструментов.
Связки для эльборовых и алмазных
инструментов. Эльборовый и алмазный инстру-
менты изготовляют на органических, металлических и
керамических связках.
Органические связки состоят из связующих компо-
нентов и наполнителя. В качестве первых используют
синтетические смолы и композиции на их основе. На-
полнитель является компонентом связки. Он существен-
но влияет на физико-механические свойства алмазного
слоя. В качестве наполнителя для связки Б1 применяют
15
chipmaker.ru
к!ф6йд бора, длй В2 — Железный порошок, ЁЗ —белый
электрокорунд и Б4 — карбид кремния.
Разработаны новые высокоэффективные органиче-
ские связки — Б8, Б156, Р1 и Р9. Различают жесткие
органические связки —Б1, Б2, БЗ, Б4, Б8, Б156 и БР
и эластичные — Р1 и Р9. В качестве эластичных связок
используют многокомпонентные смеси на основе вулка-
низированного каучука.
Металлические связки —Ml, МИ, МК, М5 и др.—
более прочно удерживают алмазные зерна, чем органи-
ческие. Алмазоносный слой на металлических связках
более износостойкий. Инструмент на таких связках
применяют в основном для обработки высокопрочных
материалов, когда на него действуют повышенные на-
грузки.
Твердость абразивного инструмента—:
сопротивляемость связки вырыванию абразивных зерен
с поверхности инструмента под влиянием внешних сил.
Твердость инструмента не имеет ничего общего с твер-
достью абразивного материала. Из зерен самого твер-
дого материала можно изготовить мягкий инструмент,
и наоборот. Твердость зависит от соотношения объемов
абразивных зерен, связки и пор в конкретном инстру-
менте. В соответствии со стандартом твердость кругов
обозначается:
Твердость инструмента твердости
весьма мягкий ВМ.................. . . ВМ1, ВМ2
мягкий М . . . . ...... . . Ml, М2, М3
срсдиемягкий СМ . ... . . СМ1, СМ2
среднетвердый СТ . .СТ1,СТ2, СТЗ
твердый Т............................. Tl, Т2
весьма твердый ВТ . . . . ВТ1, ВТ2
чрезвычайно твердый ЧТ . . . ЧТ1. ЧТ2
В обозначениях степени твердости цифры 1, 2, 3 справа
от букв характеризуют твердость в порядке ее возрас-
тания. 1
Пределы твердости инструмента зависят от марки
связки. Например, инструмент на керамической и баке-
литовой связках изготовляют в интервале Ml—ЧТ2,
а на вулканитовой — СМ1 —Т2.
Единого метода определения твердости абразивных
инструментов нет. В промышленности используют три
таких метода, два из которых распространены наиболее
широко.
16
Измерение твердости шлифовальных брусков и кру-
гов высотой менее 8 мм из электрокорунда (А) и кар-
бида кремния (С) зернистостью 12 и менее на керами-
ческой и бакелитовой связках производят на приборе
типа ТР (Роквелла). В зависимости от предполагаемой
твердости абразивного инструмента применяются на-
грузки 981 или 1471 Н и диаметры шариков 5 или
10 мм. -
Твердость абразивных инструментов на вулканито-
вой связке с наружным диаметром 500 мм, высотой от
(6 до 150 мм, зернистостью 12 и менее измеряют мето-
дом вдавливания конуса по ГОСТ 21323—75.
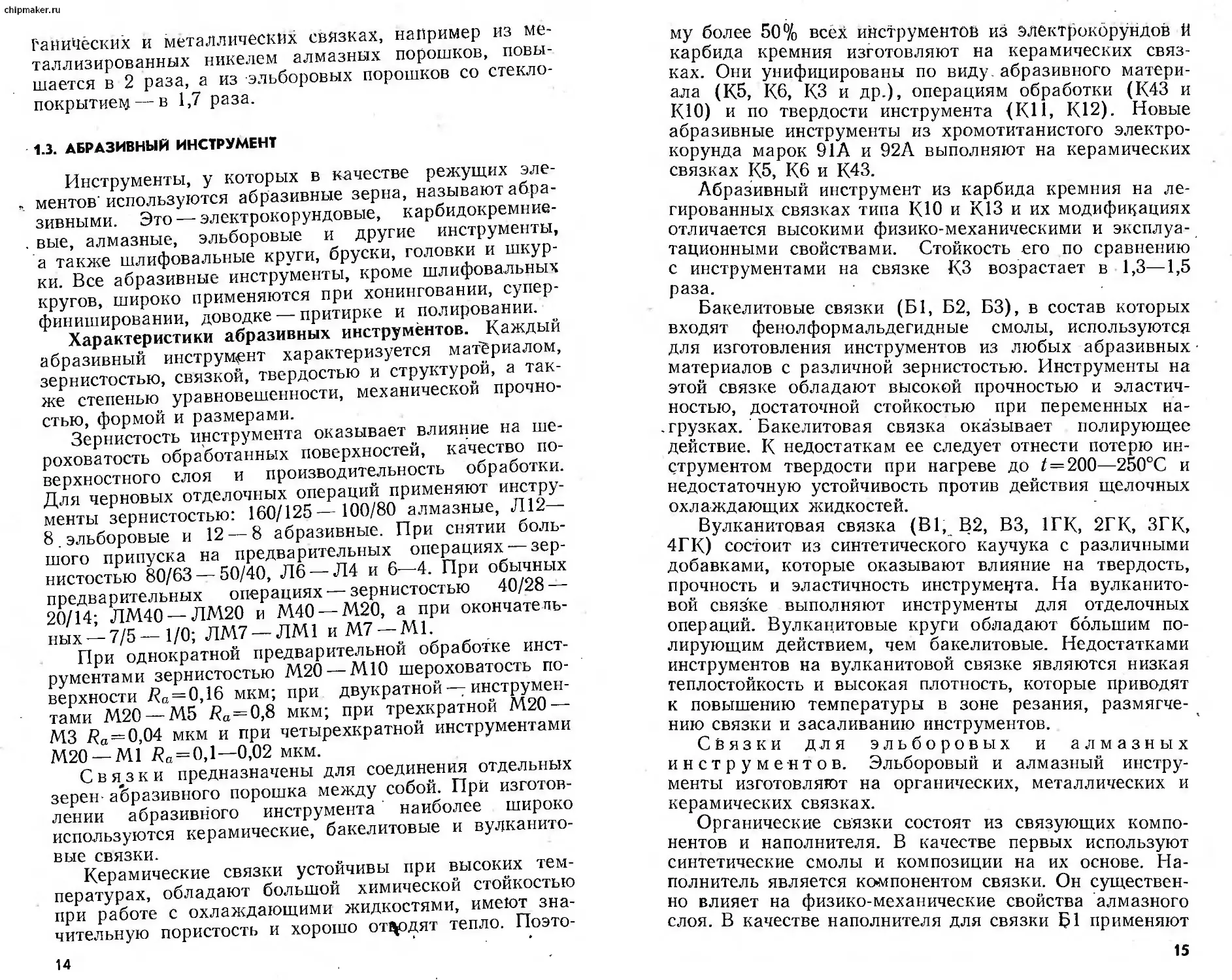
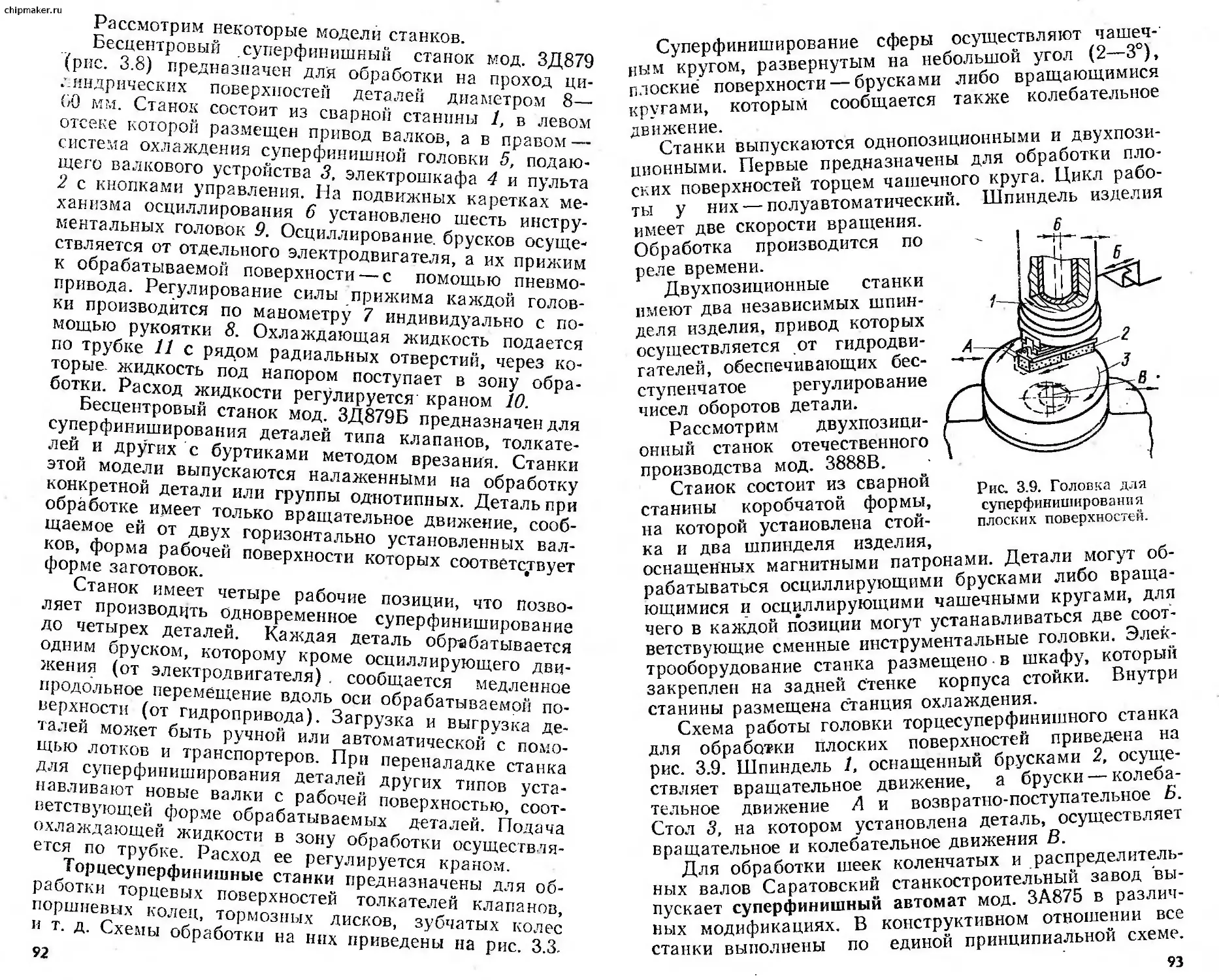
Рис. 1.1 Структура абразивных инструментов.
Структура абразивного инструмента
характеризуется количественным соотношением объ-
емов абразивных зерен, связки и пор. Различают три
группы структур (рис. 1.1). Структуры номеров 0, 1, 2
и 3 называют плотными (рис. 1.1,а). Объемное содер-
жание зерна в них 60—54%. Структуры номеров 4, 5,
6, 7. й 8 — средними (рис. 1.1,6) с содержанием зерна
52—46%, а номеров 9,. 10, 11 и 12 — открытыми (рис.
1.1,в) с содержанием зерна 44—38%. Изготовляют так-
же'высокопористые абразивные инструменты, у которых
объем зерна меньше объема пор. Такие инструменты
имеют структуры номеров от 13 до 18. Общая объем-
ная пористость их 35—70%. > .
Инструменты с. плотной структурой, содержащей
большой объем зерен и поры малых размеров, исполь-
зуются для операций доводки. Выполняются они на
бакелитовой связке.
. Шлифовальные бруски — это абразивные инстру-
менты прямолинейной формы, предназначенные для
ручной и машинной обработки — хонингования, супер-
финиширования и доводки — притирки. Изготовляют
их из белого электрокорунда, зеленого карбида крем-
ния, эльбора и алмаза различной зернистости.
17
1 chipmaker.ru
Абразивные бруски. По ГОСТ 2456—82
бруски 'зернистостью 25—-М7 выполняют из белого
электрокорувда марок 25А, 24А, 23А, а зернистостью
16 —М7 — из зеленого карбида кремния марок 64С и
63С на керамической и бакелитовой связках.
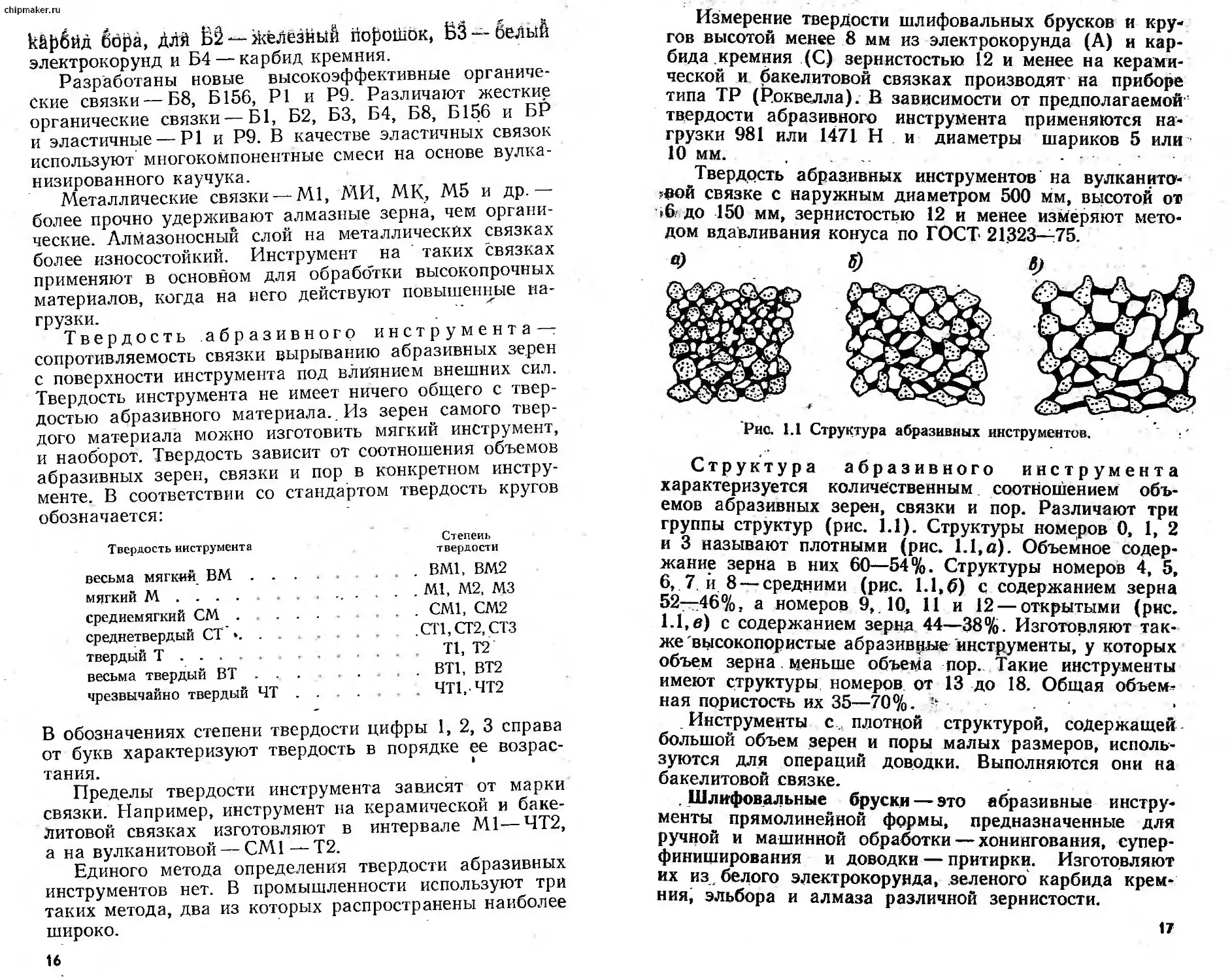
Абразивные бруски (рис. 1.2) выпускают нескольких
типов; БКв — квадратные с В=4—45 и длиной 16—
200 мм; БП —прямоугольные с В—2—80, Н—3—20 и
длиной 15—200 мм; БТ — треугольные с В=6—16 и дли-
ной 150 мм; БКр — круглые с £>=6—16 и длиной 100
и 150 мм; БПкр — полукруглые с £>=13—20 и длиной
150 и 200 мм. Они изготовляются двух классов точно-
МГ, Чя\ БПкр . БКр
Рис, 1.2. Форма абразивных брусков
сти — А и Б. На поверхности брусков класса А не до-
пускаются повреждения и трещины, а также инородные
включения размером 1 мм для зернистости 20 и круп-
нее и 0,5 мм для зернистости 16 и мельче. На поверх-
ности брусков класса Б не допускаются трещины, по-
вреждения размерами свыше 2 мм — более одного иа
длине 150 мм и более двух на длине свыше 150 мм, а
также инородные включения размерами свыше 1,5 мм.
При обработке брусками из зеленого карбида крем-
ния зернистостью 12 шероховатость поверхности Ra=
=2 мкм, а брусками зернистостью 4 — /?а=0,63 мкм.
При! хонинговании стальных деталей твердостью 35—
37 HRC брусками зернистостью 12 и 10 шероховатость
поверхности RO=2,5 мкм, а зернистостью 5 и 4 Ra^
^1,25 мкм. При суперфинишировании деталей твердо-
стью 45—50 HRC брусками зернистостью М40—М28
шероховатость поверхности Ras^0,8 мкм, а зернисто-
стью М10 — М7 /?о^0,16 мкм.
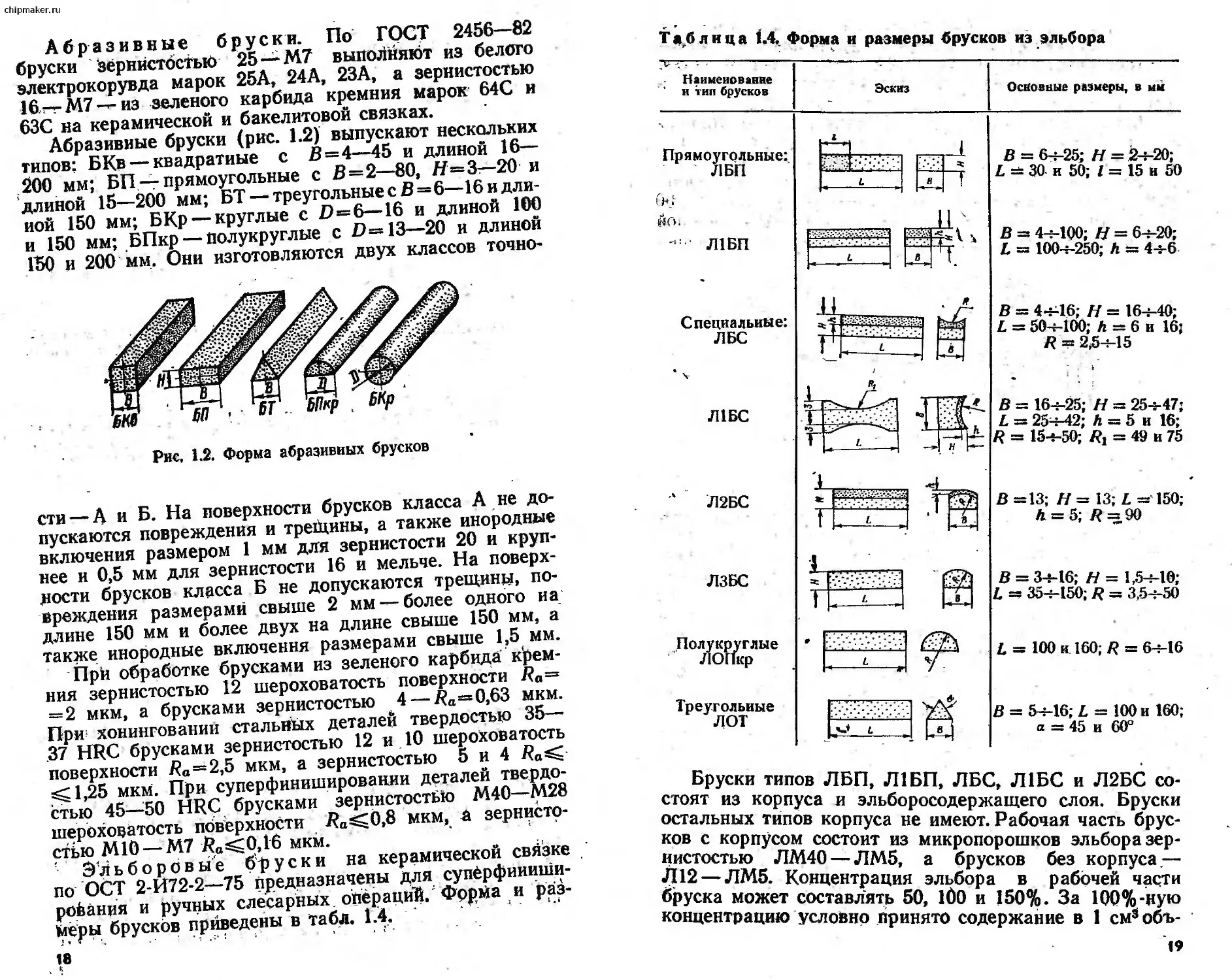
Эль боровые бруски на керамической связке
по ОСТ 2-И72-2—75 предназначены для суперфиниши-
рования и ручных слесарных операций. Форма и раз-
меры брусков приведены в табл. 1-4.
18
к
Табл и ц а 1.4. Форма и размеры брусков из эльбора
Наименование
и тип брусков
Эскиз
Основные размеры, в мм
Прямоугольные:
Гн:
Йо.
- Л1БП
В = 64-25; Н = 2-4-20;
L = 30 и 50; Z = 15 и 50
В = 4-4-100; Н = 64-20;
L = 1004-250; Л ® 4-5-6
Специальные:
ЛБС
Л1БС
Л2БС
ЛЗБС
Полукруглые
ЛОПкр
Треугольные
ЛОТ
В = 4446; Ц = 164-40;
L = 504-100; h = 6 и 16;
R = 2,54-15
В = 164-25; Н = 254-47;
L - 254-42; Л = 5 и 16;
R = 154-50; /?1 = 49 и 75
В =13; Н = 13; L = 150;
Л = 5; R = 90
В = 34-16; Н - 1,54-10;
L - 354-150; R = 3,54-50
L = 100 и 160; R = 64-16
В = 54-16; L = 100 и 160;
а = 45 и 60°
Бруски типов ЛБП, Л1БП, ЛБС, Л1БС и Л2БС со-
стоят из корпуса и эльборосодержащего слоя. Бруски
остальных типов корпуса не имеют. Рабочая часть брус-
ков с корпусом состоит из микропорошков эльбора зер-
нистостью ЛМ40 — ЛМ5, а брусков без корпуса.—
Л12 — ЛМ5. Концентрация эльбора в рабочей части
бруска может составлять 50, 100 и 150%. За 100% ную
концентрацию условно принято содержание в 1 см’объ-
19
chipmaker.ru
ем'а рабочего слоя 4,4 карата эльбора. При этом зерна
эльбора занимают 25% объема рабочего слоя.
Твердость брусков соответствует следующим степе-
ням: Ml, М2, М3, СМ1, СМ2, Cl, С2, СТ1, СТ2, СТЗ,
Т1 и Т2. При суперфинишировании деталей твердостью
60—64 HRC брусками ЛБП зернистостью ЛМ40—
ЛМ10 100%-ной концентрации и твердостью СТ1 и СТ2
шероховатость обработанных поверхностей Ra состав-
ляет не более 0,32 мкм.
Бруски алмазные хонинговальные. Стан-
дарт СТ СЭВ 204—75 распространяется на бруски из
природных и синтетических алмазов на металлической
связке, предназначенные для хонингования внутренних
поверхностей стальных и чугунных деталей. Бруски
имеют алмазоносный слой и корпус, прочно соединен-
ные между собой. Алмазоносный слой состоит из по-
рошка природных или синтетических алмазов зернисто-
стью от 400/315 до 14/10 на металлической связке. Кон-
центрация алмазов — 50, 75, 100, 125 и 150%.
Корпус брусков изготовляют из стали марок 3 или
30. Корпус может быть выполнен и из металлических
порошков методом порошковой металлургии. При сталь-
ном корпусе между ним и алмазоносным слоем дол-
жен быть промежуточный безалмазный слой шихты
связки.
,, В зависимости от марки связки твердость алмазо-
носного слоя составляет от 85 до 105 НВ.
Шероховатость обработанных поверхностей бруска-
ми зернистостью 200/160 Ra = 2,5—1,25 мкм, а зернисто-
стью 160/125 и 125/100 Ra=l,25—0,63 мкм.
Бруски ручные алмазные. По ГОСТ 16595—
71 эти бруски изготовляют на органических и металли-
ческих связках из природных и синтетических шлиф-
порошков зернистостью 160/125 — 50/40 и микропорош-
ков 60/40—-7/5. Концентрация алмазов в брусках — 50
и 100%.
Бруски (рис. 1.3) бывают плоские АБП, плоские
двусторонние АБД, радиусные АБР, трёхгранные АБТ,
круглые АБК и угловые АБУ. Диаметр круглых брус-
ков d=6—10 мм, рабочая ширина остальных брусков
71=6—15 мм. Длина ручкн £ — 60—170 мм (табл. 1.5).
Ручной брусок (рис. 1.3) состоит из рабочей части
1, стержня 2 и ручки 3. Ручки выполняют из стали мар-
ки 30 или из пресс-матер нала АГ-4С. Их форма, раз-
меры (кроме длины) и способ соединения с алмазонос-
ным слоем ГОСТ 16595-71 не регламентируются.
20
Та б л и ца 1.3. Размеры брусков алмазных хонинговальных,
в мм (СТ СЭВ 204—75)
Ширима В Высота 11 Длина L Толщина алмазоносного слоя S Радиус закруг- ленна г = г,
2 2 25-40 3
3 3 35-60 1,5-2 4-5
4 3 35—50 6-10
4 4 3 35-50 2 1,5 6-10
4 50-70 2,0 10-16
5 5
6 г 3
• 6 3 50-70 1,5 16-25
4 50 2,0
8 4 5 75-125 2 3 16-50
10 4 5 75—125 2 40-60
12 5 6 100—150 2 3 25-60
16 5 6 100—150 2 75-150
Шероховатость обработанных поверхностей бруска-
ми зернистостью 14/10 — 7/5 на органической связке
/?а=0,16—0,08 мкм, а на металлической — /?Г1=0,32—
0,16 мкм. С помощью ручных брусков, обладающих вы-
Рис. 1.3. Форма ручных алмазных брусков
21
chipmaker.ru
соком режущей способностью и стойкостью, восстанав-
ливают режущие кромки твердосплавного инструмента
без снятия его со станка, доводят твердосплавные пу-
ансоны и матрицы, детали из закаленных инструмен-
тальных и легированных сталей.
При засаливании ручные бруски на органической
связке правят пемзой, а на металлической — на плоском
абразивном бруске из зеленого карбида кремния сред-
ней твердости зернистостью 32.
Надфили алмазные (ГОСТ 23461—79)' изго-
товляют путем закрепления алмазных зерен на сталь-
ном корпусе гальваническим способом. Алмазоносный
слой состоит из порошков природных и синтетических
алмазов зернистостью 125/100 — 50/40 и из микропо-
рошков марок AM, АН, АСН и АСМ зернистостью
60/40 на металлической связке. Надфили предназначены
для доводочных и лекальных работ, выполняемых как
вручную, так и машинным способом. Выпускается срав-
нительно широкая номенклатура алмазных надфилей:
плоские, квадратные, трехгранные, круглые, полукруг-
лые, ромбические, овальные, пазовые и комбинирован-
ные. Надфили всех сечений имеют длину рабочей части
40, 60 й 80 мм при общей длине 80, 120 и 160 мм.
Их стержень выполняют из инструментальных сталей
У13 или У12, термически обработанных до 38—42 HRC.
Набором алмазных надфилей можно обрабатывать де-
тали из твердых сплавов, закаленных сталей (до
64 HRC) и других труднообрабатываемых материалов.
Специальные бруски. К ним относят трапе-
цеидальные, широкие сегментные, эластичные алмазные
и другие хонинговальные бруски.
Бруски трапецеидальной формы (рис. 1.4, а) приме-
няют при обработке глухих отверстий для устранения
их конусообразности. Степень исправления конусооб-
разности отверстия зависит от отношения е = В(/В.
С уменьшением е интенсивность устранения конусооб-
разности увеличивается, и наоборот. При изменении е
в пределах от 1 до 0,5 средняя конусообразность сни-
жается примерно в 2 раза.
Для хонингования отверстий с окнами и пазами при-
меняют сегментные бруски, изготовленные по специаль-
ным заказам. ,,
Для отделочного хонингования отверстйй 5—6-го
квалитетов точности применяют специальные эластич-
ные алмазные бруски (рис. 1.4,6). Они состоят из алма-
зоносного слоя 1 толщиной до 2 мм, упругого ПОД-
22
слоя 2 и металлического корпуса 3, Бруски изготовле-
ны на эластичных связках Р1, Р4, Р9 и Р14. Врубки
водомаслостойкие, поэтому могут работать с различ-
ными СОЖ, за исключением жидкостей с присадками
триэтаноламина и тринатрийфосфата. Концентрация
алмазов — 25, 50, 100%. Зернистость различная.
Шлифовальные абразивные и алмазные головки
предназначены для ручных электрических и пневмати-
ческих машин, а также для машин с гибким валом. Они
Рис. 1.4. Специальные алмазные бруски:
а — трапецеидальной формы; б — эластичный.
насаживаются на стальную оправку и закрепляются на
ней эпоксидным клеем либо ортофосфорной кислотой
с окисью меди.
Абразивные головки цилиндрические по ГОСТ
2447—76 изготовляют из белого электрокорунда зерни-
стостью 40—6 и зеленого карбида кремния зернисто-
стью 40—16 на керамических связках. Головки с на-
ружным диаметром свыше 16 мм выполняются с оправ-
кой из стали марок 35, 40 и 45 или без оправки.
Головки бывают трех классов точности: АА, А и Б.
В головках класса точности АА используется шлифо-
вальный материал с индексами В и Д; класса А — с ин-
дексами В, П и Н, а класса Б — с индексами В, П,
Н и Д.
Гибкие абразивные головки служат для зачистки и
полирования труднодоступных поверхностей деталей из
Нержавеющих и жаропрочных сталей, никеля, титана ’ и
23
। chipmaker.ru
других материалов. Головки выполнены методом прес-
сования с последующей вулканизацией из абразивных
порошков зернистостью 50—4 на основе синтетических
каучуков. Форма головок коническая, сфероцилиндри-
ческая, чашечная, пальчиковая и пулевидная.
Алмазные головки по ГОСТ 17116—71—
17121—71 изготовляют на металлической и органиче-
ской связках методом порошковой металлургии. Они
состоят из стального корпуса и прочно закрепленной на
нем алмазоносной части инструмента. Корпус выпол-
няют из стали марок Р9, Р18 или Р6М5 по ГОСТ4
19265—73.
Шлифовальные шкурки и изделия из них являются
наиболее распространенными эластичными инструмен-
тами. Из шлифовальных шкурок изготовляют ленты
бесконечные и конечной длины, лепестковые круги, ди-
ски и другие инструменты.
В соответствии с ГОСТ 6456—82, 5009—82, 10054—
82, 13344—79, ОСТ 2 ИТ74-6—77 и др. шлифовальные
шкурки выполняют на бумажной, тканевой и других
основах. В качестве клеевой связки используют мездро-
вые и синтетические клеи. Шлифовальные материалы—
электрокорунд, монокорунд, карбид кремния, эльбор,
алмаз — на основу шкурки наносят электростатическим
и механическим способами. В зависимости от вида при-
меняемого клея и аппретируемых составов различают
шкурки неводостойкие и водостойкие, эластичные и
жесткие.
Неводостойкие шкурки бумажные (ГОСТ
6456—82) и тканевые (ГОСТ 5009—82) предназначены
для машинной и ручной абразивной обработки метал-
лических и неметаллических изделий без охлаждения
или с применением смазочно-охлаждающих жидкостей
на основе масла, керосина и бензина — растворителя
(ГОСТ. 3134—78).
Неводостойкие бумажные шкурки выпускают в ру-
лонах и листах. Ширина рулонов 620—1250 мм, а дли-
на— 20—100 м. Ширина листов 400—710, а длина —
560—900 мде. Шкурки изготовляют из электрокорунда,
монокорунда, карбида кремния, кремния и стекла зер-
нистостью от 50 до М40.
Ширина рулонов тканевой шкурки составляет 725—
820 мм, а длина — 30 и 50 м; ширина листов 210—800,
а длина — 280—800 мм. Для тканевых шкурок исполь-
зуют электрокорунд, монокорунд, карбид кремния и
кремний зернистостью от 125 до М40.
24
Водостойкие шкурки бумажные (ГОСТ
10054—82) и тканевые (ГОСТ 13344—79) предназна-
чены для абразивной обработки различных материалов
без охлаждения и с применением смазочно-охлаждаю-
щих жидкостей на основе воды, масла, керосина. Бу-
мажная шкурка выпускается в рулонах и листах. Ши-
рина рулонов 500, 750 и 1000 мм, а длина — 30, 50 и
100 м. Шкурки изготовляют из электрокорунда
нормального зернистостью 16 — М40, зеленого зер-
нистостью 16 — М14 и черного 16 — 6 карбида крем-
ния.
Тканевые водостойкие шлифовальные шкурки на
синтетических клеях являются универсальными. Их
можно применять для работы с охлаждением и без него.
Одна из основных операций изготовления водостойкой
шкурки — ее аппретирование: пропитывание нерабочей
стороны шкурки аппретом, что уменьшает вытягивание
и повышает прочность ткани.
Шлифовальная шкурка выпускается одно-
слойной и двухслойной. Однослойная зернистостью
125 — М40 изготовляется из нормального электрокорун-
да марок 18А, 15А, 14А н 13А и черного карбида крем-
ния 55С, 54С и 53С в рулонах шириной 600—840 мм и
длиной 30 м.
Двухслойная зернистостью 50 — М40 выполняется из
белого электрокорунда марок 25А, 24А и 23А н зеле-
ного карбида кремния 64С и 63С. Ширина, рулона —
25—840 мм, длина — 20 м. Двухслойные шкурки зерни-
стостью 40—25 применяют при обработке титановых и
жаропрочных сплавов. В качестве СОЖ рекомендуются
водные растворы тринатрийфосфата, нитрата натрия
и др. Стойкость двухслойных шкурок в 2—3 раза выше,
чем однослойных.
Эльборовая тканевая шкурка предна-
значена для доводки и полирования труднообрабаты-
ваемых, быстрорежущих и инструментальных сталей.
Она изготовляется со сплошной насыпкой шлифоваль-
ного материала и с насыпкой его рельефным слоем.
Вид рельефа рабочего слоя шкурки приведен на рис. 1.5.
Основные размеры рельефа на рис. 1.5, а: ширина рабо-
чего слоя 6=0,5 мм; величина шага рельефа S =
= 16,5 мм; угол шага а=90° и угол расположения
рельефа fl = 45°. Размеры рельефа на рис. 1.5,6: диа-
метр d—0,7 и 2,5 мм, расстояние между центрами а=
= 1 и 3,5 мм; угол шага рельефа а=90° и угол его рас-
положения р=45°.
25
Эльборовая шкурка выпускается в виде бобине ши-
риной ленты 60, 90 й 100 мм и длиной от 0,5 до 50 м.
В* бобинах с длиной ленты до 5 м не должно быть бо-
лее трех кусков шкурки, а длиной до 10 м — более
пяти.
В качестве шлифовального материала используется
эльбор марки ДО.
При электростатическом способе нанесения шлиф-
материала шкурка выпускается зернистостью от 16 до
М28, а при механическом — от М40 до М3. Шл'ифмате-
риал наносится на ткани — шифон, лавсан, капрон
и др. — и закрепляется лаком ЯН-153.
Рис. 1.5. Рельеф рабочего слоя эльборовой шкурки.
Шкурки из эльбора используются для полирования
конечными и бесконечными лентами. Такие ленты, как
и алмазные, в процессе обработки не засаливаются и
обеспечивают высокую производительность труда.
Изделия из шлифовальных шкурок по ГОСТам
5009—82, 10054—82, 6456—82 и 13344—79 —это листы
и диски, конусы и трубки, лепестковые круги. Все они
изготавливаются в соответствии с требованиями ГОСТ
22776—77 по утвержденным рабочим чертежам. Изде-
лия выпускают двух классов — А и Б. На рабочей по-
верхности изделий класса А не допускаются морщины,
складки, залитости связкой, площадки без зерен и по-
вреждения кромок. На изделиях класса Б не допуска-
ются указанные повреждения суммарной площадью бо-
лее 1% рабочей площади.
По ГОСТ 22773—77 из шкурок изготовляют шлифо-
вальные листы и диски. Размеры листов: ширина
=70—625 мм, длина 1=125—1000 мм. Диски выпус-
кают сплошными (Д)’ с отверстием (ДО) и с проре-
зями (ДП). Наружный диаметр дисков Д и ДО — 8—
40 мм.
и
По ГОСТ 22774—77 из шлифовальных шкурок изго-
товляют конусы и трубки. Различают конусы полные
(К) и усеченные (КУ). Размеры полных конусов
(рис. 1.6,а), в мм: диаметр Z) = 25, 30, 40 и 50; длина
£=50, 60, 80 и 100. Размеры усеченных конусов
(рис. 1.6,6), в мм: 0 = 40 и 50;
£ = 100, 140 и 150; d=32 и 35.
Шлифовальные трубки (Т)
изготовляют с внутренним, диа-
метром от 10 до 65 мм и длиной
,1,80 мм.
По ГОСТ 22775—77 выпус-
кают лепестковые круги из
шкурки тканевой (ГОСТ 5009—
75) и тканевой водостойкой
(ГОСТ 13344—79). Лепестковые
круги бывают без оправки (КЛ)
и с оправкой (КЛО).
Алмазные инструменты на
гибкой основе. К инструментам
на гибкой основе относятся по-
лировальные ленты со свободны-
ми тканевыми концами, беско-
нечные шлифовальные- ленты,
эластичные диски, эластичные
хонинговальные бруски и другие
инструменты.
Алмазные ленты поли-
ровальные со свободными ткане-
выми концами показаны на
рис. 1.7. Они изготовляются на
Томилинском заводе алмазных
инструментов. Ширина рабочей
части ленты В составляет от 25
Рис. 1.6. Конусы
шлифовальные.
до 180 мм. В качестве абразив-
ного материала применяется
синтетический алмаз различной
зернистости и связки марок Р1, Р4, Р9, Р14, содержа-
щие каучук. По жесткости связки разделяют на три
группы: эластичные — Pl, Р4, полужесткие — Р8, Р9 и
жесткие — Р5, Р14. Каждая марка связки соответствует
определенному классу шероховатости обработанной по-
верхности. Например, при использовании связки Р1 зер-
нистостью АСМ 40/28— 10/7 /?о=0,04 мкм; связки
Р8 зернистостью 80/63 — 50/40 /?а=0,08—0,16 мкм
и т. д.
| chipmaker.ru
Полировальные ленты со свободными тканевыми
концами предназначены для обработки стальных и чу-
гунных шеек коленчатых валов.
Бесконечные алмазные ленты работают только
с охлаждением, так как все связки, содержащие кау-
чук, при повышенных температурах размягчаются.
В качестве СОЖ рекомендуются вода, керосин, инду-
стриальное и трансформаторное масло, 3%-ный содо-
вый- раствор, эмульсол.
Рис. 1.7. Алмазная полировальная лента:
1 — тканевая основа; 2 — безалмааный подслой:
3 — алмазный слой.
Бесконечные ленты применяют на шлифовальных,
токарных, заточных и других станках или полироваль-
ных бабках с помощью универсальных или специаль-
ных приспособлений.
Алмазные эластичные диски Томилинский
завод выпускает комплектом из трех штук диаметром
200 мм с отверстием 0 60 мм и без него зернистостью:
АСМЗ/2 с концентрацией алмаза 25%, АСМ40/28 —
50% и АСМ80/63—100%. Скорость вращения диска
8 м/с. При работе необходимо применять водяное
охлаждение.
Круги полировальные. Полирование с помощью
круга — наиболее распространенный вид обработки, ко-
торый может осуществляться как вручную, так и с лю-
бой степенью механизации, вплоть до полной автомати-
зации. Полировальный круг — это мягкий эластичный
28
тканей, которые
Рис. 1.8. Тканевые
круги.
инструмент, изготовленный из хлопчатобумажной тка-
ни, войлока, фетра, кожи, бумаги, резины, пластмассы,
на котором закреплен слой абразивных зерен или на-
несена полировальная паста.
Фетровые и войлочные круги просты в изготовлении,
однако ввиду их высокой стоимости имеют ограничен-
ное применение. Наиболее широко распространены кру-
ги из тканей (рис. 1.8). В зависимости от назначения
кругов используются различные виды
пропитывают специальными импрег-
наторами для повышения сроков их
службы.
Различают следующие типы кру-
гов: дисковые непрошитые, секцион-
ные и наборные прошитые и специ-
альные. Непрошитые полировальные
круги выполняют из отдельных сек-
ций однородной ткани, склеенных ме-
жду собой под прессом. После затвер-
девания клея спрессованный круг под-
вергают шлифованию или профилиро-
ванию для придания ему надлежащей
формы и получения гладкой поверх-
ности. После этого поверхность про-
мазывают клеем или жидким стеклом
и накатывают абразивным порошком
(однократно или многократно).
Секционные. круги изготовляют
как из цельных матерчатых дисков,
так и из отдельных кусков материи,
которые укладывают между двумя
цельными матерчатыми дисками. Со-
бранные в секции по 15—20 штук ди-
ски прошивают на специальных швей-
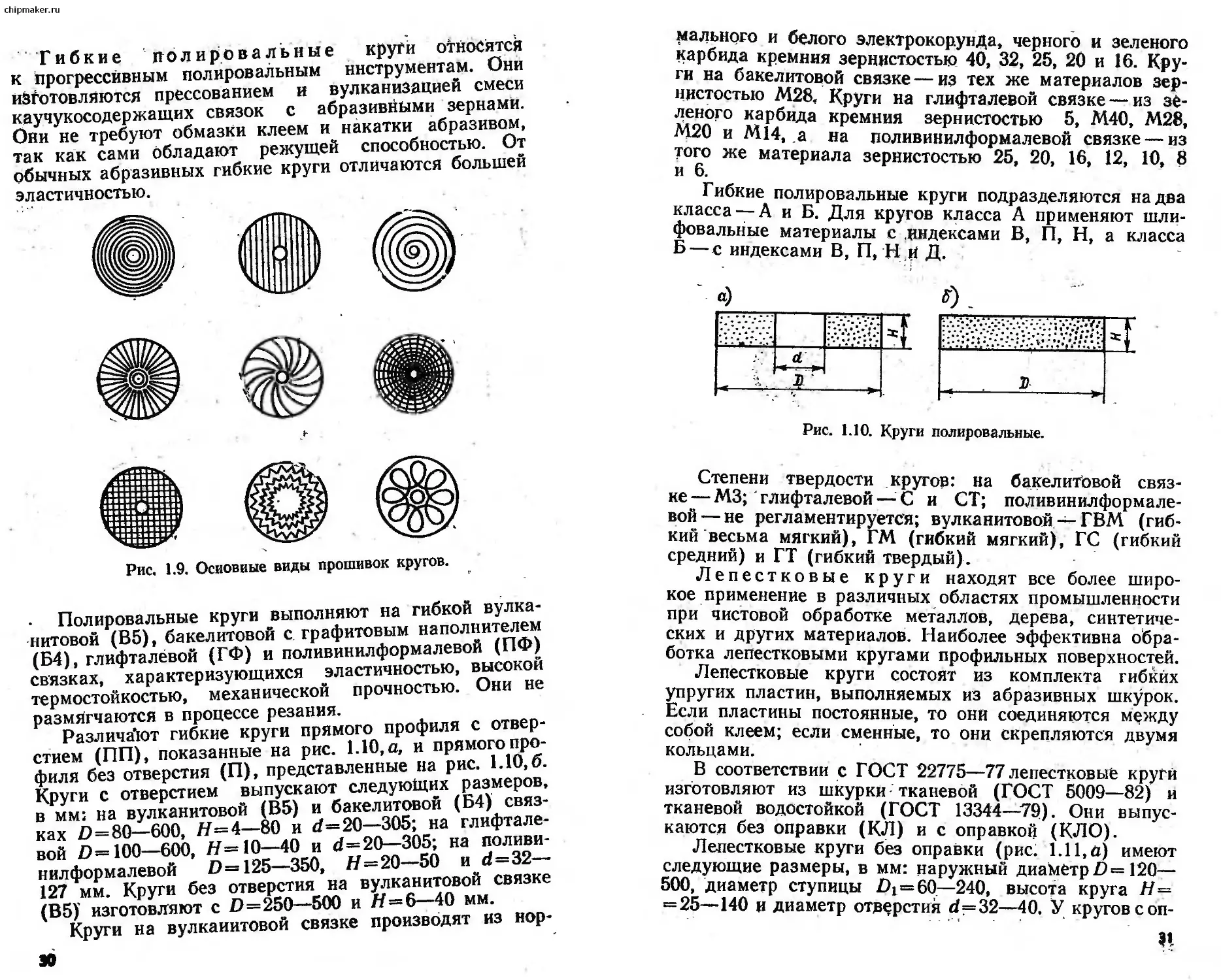
ных машинах. Виды прошивки показаны на рис. 1.9.
Применяют и другие способы укладки матерчатых дис-
ков. Например, складчатые полировальные круги вы-
полняют из отдельных секций косых полос ткани, зало-
женных между обоймами таким образом, что у перифе-
рийной части образуются гофры. Полосы ткани проши-
вают у основания.
Для полирования криволинейных поверхностей при-
меняют пальцевые круги. Они состоят из чередующихся
колец абразивной шкурки и тонкого (1 мм) прессшпа-
на. Кольца шкурки имеют больший диаметр, чем кар-
тонные, и выступают над последними.
29
chipmaker.ru
Гибкие полировальные круги относятся
к прогрессивным полировальным инструментам. Они
изготовляются прессованием и вулканизацией смеси
каучукосодержащих связок с абразивными зернами.
Они не требуют обмазки клеем и накатки абразивом,
так как сами обладают режущей способностью. От
обычных абразивных гибкие круги отличаются большей
эластичностью.
к
Рис. 1.9. Основные виды прошивок кругов.
Полировальные круги выполняют на гибкой вулка-
нитовой (В5), бакелитовой с графитовым наполнителем
(Б4), глифталёвой (ГФ) и поливинилформалевой (ПФ)
связках, характеризующихся эластичностью, высокой
термостойкостью, механической прочностью. Они не
размягчаются в процессе резания.
Различа’ют гибкие круги прямого профиля с отвер-
стием (ПП), показанные на рис. 1.10,а, и прямого про-
филя без отверстия (П), представленные на рис. 1.10,6.
Круги с отверстием выпускают следующих размеров,
в мм: на вулканитовой (В5) и бакелитовой (Б4) связ-
ках 0=80—600, //=4—80 и 4=20—305; на глифтале-
вой 0=100—600, 0=10—40 и 4=20—305; на поливи-
нилформалевой 0=125—350, 0=20—50 и 4=32—
127 мм. Круги без отверстия на вулканитовой связке
(В5) изготовляют с 0=250—500 и 0=6—40 мм.
Круги на вулканитовой связке производят из нор-
мального и белого электрокорунда, черного и зеленого
карбида кремния зернистостью 40, 32, 25, 20 и 16. Кру-
ги на бакелитовой связке — из тех же материалов зер-
нистостью М28, Круги на глифталевой связке — из зе-
леного карбида кремния зернистостью 5, М40, М28,
М20 и М14, а на поливинилформалевой связке — из
того же материала зернистостью 25, 20, 16, 12, 10, 8
и 6.
Гибкие полировальные круги подразделяются на два
класса —А и Б. Для кругов класса А применяют шли-
фовальные материалы с индексами В, П, Н, а класса
Б — с индексами В, П, Ни Д.
Рис. 1.10. Круги полировальные.
Степени твердости кругов: на бакелитовой связ-
ке— М3; глифталевой—С и СТ; поливинилформале-
вой— не регламентируется; вулканитовой — ГВМ (гиб-
кий весьма мягкий), ГМ (гибкий мягкий), ГС (гибкий
средний) и ГТ (гибкий твердый).
Лепестковые круги находят все более широ-
кое применение в различных областях промышленности
при чистовой обработке металлов, дерева, синтетиче-
ских и других материалов. Наиболее эффективна обра-
ботка лепестковыми кругами профильных поверхностей.
Лепестковые круги состоят из комплекта гибких
упругих пластин, выполняемых из абразивных шкурок.
Если пластины постоянные, то они соединяются между
собой клеем; если сменные, то они скрепляются двумя
кольцами.
В соответствии с ГОСТ 22775—77 лепестковые круги
изготовляют из шкурки тканевой (ГОСТ 5009—82) и
тканевой водостойкой (ГОСТ 13344—79). Они выпус-
каются без оправки (КЛ) и с оправкой (КЛО).
Лепестковые круги без оправки (рис. 1.11, а) имеют
следующие размеры, в мм: наружный диаметр £>= 120—
500, диаметр ступицы £>i = 60—240, высота круга /7=
= 25—140 и диаметр отверстия d=32—40. У кругов с оп-
П
I chipmaker.ru
равкой (рис. 1.11,6) наружный диаметр D=40—140,
высота Н—10—40 и диаметр оправки d=6 и 8 мм.
Определяющим в конструкции круга является спо-
соб крепления абразивных лепестков в его ступице.
Прочность крепления лепестков должна обеспечить ра-
боту круга со скоростью 45 м/с. Расположение лепест-
ков в месте их крепления должно быть радиальным,
при этом они должны быть изогнуты в сторону, проти-
воположную рабочему вращению круга.
Рис. 1.11. Лепестковые круги.
Лепестковые круги по ГОСТ 22775—77 по конструк-
тивным параметрам не предназначены для работы на
станках общего 'назначения. Поэтому многие предприя-
тия, исходя из конкретных возможностей и экономиче-
ских соображений, сами выбирают конструкции кругов
и изготовляют их.
1.4. ПАСТЫ И СУСПЕНЗИИ
Пастами и суспензиями называют смеси абразивных
материалов (порошков) с другими компонентами. По
роду абразивного материала пасты и суспензии подраз-
деляют на абразивные, эльборовые и алмазные.
Абразивные пасты и суспензии в основном изготов-
ляют по техническим условиям потребителей. Центра-
лизованно выпускаются алмазные пасты по СТ СЭВ
206—75, эльборовые — по ОСТ 2-036-2—70, а также па-
сты ГОИ и полировочные хромистые.
Составы паст для притирки прецизионных деталей
унифицированы. К унифицированным относится, напри-
мер, паста «Харьков-ДМ», изготовленная нз микропо-
рошков нормального или хромистого электрокорунда.
Суспензии, состоящие из абразивного микропорошка
и жидкости, широко применяются при механической
32
обработке на доводочных и полировальных станках.
В зависимости от условий обработки концентрация ми-
кропорошка в жидкости колеблется от 1:5 до 1: I.
Наилучшими жидкостями для приготовления суспензий
являются вода и смесь керосина с олеиновой кислотой.
Они характеризуются невысокой вязкостью, хорошей
смачиваемостью и охлаждающим действием.
Абразивные пасты разделяют на доводочные и поли-'
ровочные. Первые изготовляют из твердых абразивных
материалов — электрокорундов, карбида кремния и кар-
бида бора — зернистостью от 100 до 1 мкм. Вторые —
из мягких абразивов — окисей железа, хрома и алюми-
ния, венской извести, маршаллита — зернистостью ме-
нее 1 мкм.
Абразивные пасты подразделяют: по консистенции—
на твердые (Т) и мазеобразные (М); по концентра-
ции— на повышенные (П) и нормальные (Н); по смы-
ваемости—'на смываемые органическими растворителя-
ми (О), водой (В), а также водой и органическими
растворителями (ВО).
Кроме абразивных материалов в состав паст входят
плавкие связки с добавками поверхностно-активных ве-
ществ в виде олеиновой и стеариновой кислот. Связка
должна обладать определенной вязкостью в зависимо-
сти от вида выполняемой операции. При обработке пло-
ских поверхностей она должна иметь меньшую^ вяз кость,
чем при обработке цилиндрических.
Связка должна быть маслянистой, она должна со-
здавать на поверхности притира и обрабатываемой де-
тали твердые граничные пленки. Смазывающими мате-
риалами служат керосин, бензин, вода и различные ма-
сла. Животные жиры обладают наибольшей масляни-
- стостью, а растительные — наименьшей.
Наибольшей - химической активностью обладают
олеиновая и стеариновая кислоты, а наименьшей — сви-
ное сало, парафин и воск.
Применяемые в пастах стеарин, парафин, вазелин
и олеиновая кислота выполняют роль связки, удержи-
вающей зерна абразивного материала. Стеарин и олеи-
новая кислота ускоряют процесс обработки.
Парафиновые пасты менее производительны, чем па-
сты с таким же количеством стеарина или олеиновой
кислоты. Наименьшее количество металла снимают аб-
разивные пасты с вазелиновым или трансформаторным
маслом. Применение при обработке жидкостей — керо-
сина, воды, оливкового масла и растворов солей — так-
зз
chipmaker.ru
же. оказывает влияние на скорость процесса доводки
или полирования.
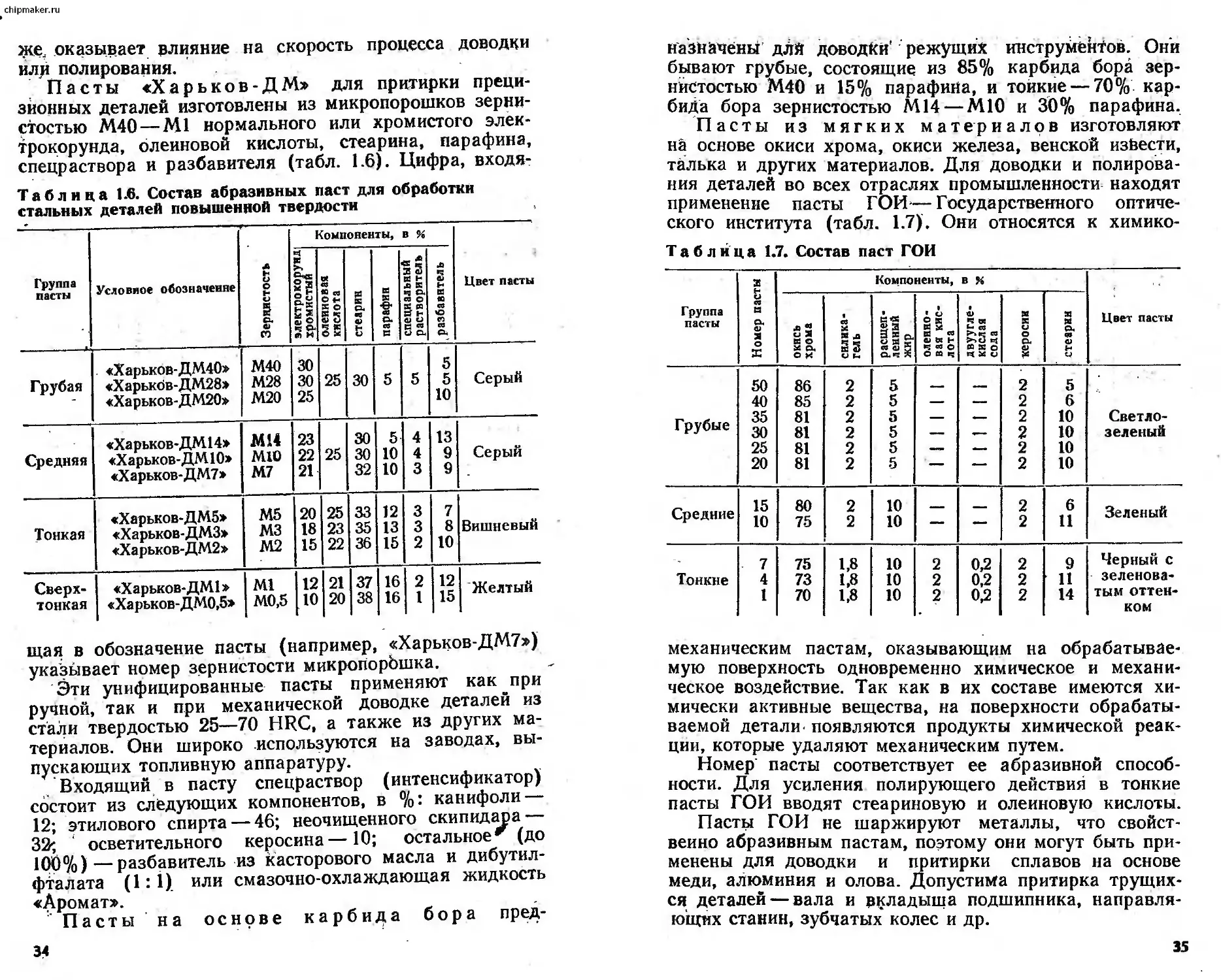
Пасты «Харьков-ДМ» для притирки преци-
зионных деталей изготовлены из микропорошков зерни-
стостью М40 — Ml нормального или хромистого элек-
трокорунда, олеиновой кислоты, стеарина, парафина,
спецраствора и разбавителя (табл. 1.6). Цифра, входя-
Таблица 1.6. Состав абразивных паст для обработки
стальных деталей повышенной твердости
Группа пасты Условное обозначение Зернистость Компоненты, в % Цвет пасты
электро корунд хромистый олеиновая кислота стеарин парафин специальный растворитель разбавитель
Грубая «Харьков-ДМ40» «ХарькОв-ДМ28» «Харьков-ДМ20» М40 М28 М20 30 30 2 25 5 30 5 5 5 5 10 Серый
Средняя «Харьков-ДМ14» «Харьков- ДМ10» «Харьков- ДМ7» М14 мю М7 23 22 2 21 30 5 30 32 5 10 10 1 13 4 9 3 9 Серый
Тонкая «Харьков-ДМ5» «Харьков-ДМЗ» «Харьков-ДМ2» М5 М3 М2 20 2 18 2 15 2 5 33 3 35 2 36 12 13 15 3 7 3 8 2 10 Вишневый
Сверх- тонкая «Харьков-ДМ1» «Харьков-ДМ0,5» Ml МО,5 12 2 10 2 1 37 0 38 16 16 2 12 15 'Желтый
щая в обозначение пасты (например, «Харьков-ДМ7»)
указывает номер зернистости микропорЬшка.
Эти унифицированные пасты применяют как при
ручной, так и при механической доводке деталей из
стали твердостью 25—70 HRC, а также из других ма-
териалов. Они широко используются на заводах, вы-
пускающих топливную аппаратуру.
Входящий в пасту спецраствор (интенсификатор)
состоит из следующих компонентов, в %: канифоли —
12; этилового спирта — 46; неочищенного скипидара —
32; осветительного керосина—10; остальное* (до
100%)—разбавитель из касторового масла и дибутил-
фталата (1:1) или смазочно-охлаждающая жидкость
«Аромат».
Пасты на основе карбида бора пред-
34
назначены для доводки' режущих инструментов. Они
бывают грубые, состоящие из 85% карбида бора зер-
нистостью М40 и 15% парафина, и тонкие — 70% кар-
бида бора зернистостью М14 — М10 и 30% парафина.
Пасты из мягких материалов изготовляют
на основе окиси хрома, окиси железа, венской извести,
талька и других материалов. Для доводки и полирова-
ния деталей во всех отраслях промышленности находят
применение пасты ГОИ—Государственного оптиче-
ского института (табл. 1.7). Они относятся к химико-
Таблица 1.7. Состав паст ГОИ
механическим пастам, оказывающим на обрабатывае-
мую поверхность одновременно химическое и механи-
ческое воздействие. Так как в их составе имеются хи-
мически активные вещества, на поверхности обрабаты-
ваемой детали появляются продукты химической реак-
ции, которые удаляют механическим путем.
Номер пасты соответствует ее абразивной способ-
ности. Для усиления полирующего действия в тонкие
пасты ГОИ вводят стеариновую и олеиновую кислоты.
Пасты ГОИ не шаржируют металлы, что свойст-
венно абразивным пастам, поэтому они могут быть при-
менены для доводки и притирки сплавов на основе
меди, алюминия и олова. Допустима притирка трущих-
ся деталей — вала и вкладыша подшипника, направля-
ющих станин, зубчатых колес и др.
35
chipmaker.ru
Полировальная хромовая паста предназначена для
обработки черных и цветных металлов. Как и пасты
ГОИ, она изготовляется из окиси хрома, стеарина, олеи-
новой кислоты и парафина. Связывающую основу паст
составляют жиры животного и растительного происхож-
дения, мыло и продукты переработки нефти. По внеш-
нему виду хромовая паста представляет собой однород-
ные плотные бруски зеленого цвета, на изломе которых
допускаются небольшие единичные поры.
' Состав пасты, соотношение компонентов зависит
бт конкретных условий ее применения. Обычно на пред-
приятиях опытным путем подбирают необходимые со-
ставы паст и сами их изготовляют.
Рекомендуются следующие нормы компонентов паст:
Содер-
Компопепты жанне,
в «
окись хрома...................................62—65
органическая основа 35—38
парафин.............................. 10—12
Пасты из эльбора изготовляют из микропорошков
зернистостью ЛМ40— ЛМ1, связующих и поверхностно-
активных веществ. Различают пасты с высокой (В),
средней (С), низкой (Н) и повышенной (П) концен-
трацией эльбора. По консистенции они разделяются на
твердые (Т), густые (Г), мазеобразные (М) и жидкие
(Ж). Связка должна смываться водой или органиче-
скими растворителями — бензином, керосином и т. п.
Составы эльборовых паст приведены в табл. 1.8.
Таблица 1.8. Составы эльборовых паст
Зернистость эльборовых мнкропорош- ков Концентрация эльборовых микропорошков, в % Конснстен- Группа пасты Цвет пасты
В с н п ция пасты
ЛМ40 ЛМ28 60 40 40 20 20 10 — т. г, м т, г, м Грубая Красный
ЛМ20 ЛМ14 20 10 8 — м, ж Средняя • Голубой
ЛМ10 ЛМ7 ЛМ5 10 8 6 — м, ж Мелкая Вишневый
ЛМЗ ЛМ1 8 6 6 4 5 2 0,5 0,5 ж Тонкая Желтый
36
Водорастворимые пасты применяют в тех случаях,
когда детали нельзя промывать огнеопасными жидко-
стями.
Шероховатость поверхности, обработанной эльборо-
вой пастой, в зависимости от ее зернистости, материала
детали и притира составляет /?г=0,63—0,16 и
=0,100—0,025 мкм.
Пасты алмазные. Пасты из природных и синтетиче-
ских алмазов по СТ СЭВ 206—75 предназначены для
доводки — притирки и полирования различных метад-
олов и их сплавов, а также неметаллических материа-
лов. В их состав входят микропорошки природных или
синтетических алмазов зернистостью от 60/40 до 1/0,
наполнители и связующие вещества!
По содержанию алмазов пасты выпускаются нор-
мальной (Н), повышенной (П), высокой (В) концен-
трации (табл. 1.9). Связующими компонентами служат
Таблица Г.9. Характеристика алмазных паст
Зернистость алмазных порошков Концентрация алмазного порошка в пасте, в % Цвет пасты и этикетки
н п В
60/40 40/28 8 20 40’ Красный
28/20 20/14 14/10 6 ’ 15 30 Г олубой
10/7 7/5 5/3 . 4 10 20 Зеленый
3/2 2/1 1/0 2 5 10 Желтый
оливковое масло, стеарин, олеиновая кислота и глице-
рин. Состав связующих и 'поверхностно-активных ком-
понентов не регламентируется. В качестве наполнителя
используются микропорошки из карбида бора, зеленого
карбида кремния и электрокорундов. Так как абразив-
ные микропорошки по сравнению с алмазными имеют
менее жесткий зерновой состав, их зернистость должна
быть на 1—2 номера ниже зернистости пасты. С напол-
37
I chipmaker.ru
Таблица 1.10. Состав и назначение абразивных суспензий
Груни* суспен- зии Компоненты Зернистость абразива Содержание компонен- тов, в % Назначение суспензии
Карбид кремния зеленый, элект- рокорунды Керосин Стеарин Веретенное масло М40 —М20 5-10 40-50 3-10 Остальное Для предвари- тельной доводки стальных деталей
Гру- бая Алмазы синте- тические Эльбор Стеарин Парафин Воск пчелиный Растительное масло Керосин 28/20-20/14 М28 —М14 0,6-2,0 8 8 8 2,4 15 Остальное Для предвари- тельной доводки труднообрабаты- ваемых материал лов - твердых сплавов, закален- ных сталей
Карбид кремния зеленый Нитрид натрия Вода М14 —М10 25-30 1-2 Остальное Для получисто- вой доводки де- талей из закален- ных сталей
Сред- няя Алмазы синте- тические Эльбор Стеарин Парафин Воск пчелиный Растительное масло Керосин 14/10—10/7 М14 —М10 0,4-1,5 0,4—1,5 8 8 2,4 15 Остальное Для получисто- вой доводки де- талей из твердых сплавов, закален- ных сталей; кера- мики
Тон- кая Электрокорунд белый или глино- зем Керосин Масло вазели- новое Стеарин Олеиновая кис- лота М5 —М3 10-15 70-80 5-10 10-20 3-5 Для оконча- тельной доводки стальных дета- лей, полупровод- никовых матери- алов, кварца
Алмазы синте- тические Эльбор Парафин Веретенное масло 10/7—5/3 0,2—1,0 0,2—1,0 1 Остальное Для оконча- тельной доводки деталей из твер- дых сплавов, за- каленных сталей, керамики
38
нителем выпускаются алмазные пасты зернистостью
20/14 и крупнее.
! По смываемости пасты подразделяются на смывае-
мые: водой — водоразбавляемые (В), органическими
растворителями — жировые (О), водой и органически-
ми растворителями — универсальные (ВО). По конси-
стенции они выпускаются в мазеобразном (М) и твер-
дом (Т) виде. Мазеобразные пасты расфасовывают
в тубы или шприцы массой по 5, 10, 20, 40 и 80 г, а
твердые — в пластмассовые футляры с передвижн ям
дном.
В обозначение пасты входят следующие данные: вид
алмазного порошка, зернистость, концентрация, смыва-
емость, консистенция и номер стандарта. Напрймер,
обозначение AM 40/28 НВМ СТ СЭВ 206—75 расшиф-
ровывается так: AM — природный алмазный микропо-
рошок, 40/28 — зернистость, Н — нормальная концентра-
ция, В — смывается водой, М — мазеобразная конси-
стенция.
Суспензии. По роду абразивного материала суспен-
зии, как и пасты, подразделяются на сверхтвердые,
твердые и мягкие, а по крупное ги абразивных зерен —
на грубые, средние, мелкие и тонкие. Суспензии в ос-
новном изготовляют по техническим условиям потреби-
телей. Технология их приготовления достаточно проста.
Вначале из жидкой фазы нескольких компонентов, на-
пример керосина, масла веретенного, стеарина и др.,
смешанных в требуемом соотношении, готовят диспер-
сионную среду, а затем при непрерывном перемешива-
нии добавляют в нее абразивный материал. С течением
времени абразивные частицы оседают на дно и стенки
емкости, поэтому перед употреблением суспензии необ-
ходимо перемешивать. Станки оборудуются специаль-
ными смесителями и дозаторами, подающими в зону
обработки необходимую порцию суспензии.
Состав и назначение абразивных суспензий приве-
дены в табл 1.10.
I chipmaker.ru -----------------
ХОНИНГОВАНИЕ ГЛАВА
2
2.1. СУЩНОСТЬ ПРОЦЕССА
И СХЕМЫ ЕГО ОСУЩЕСТВЛЕНИЯ
Хонингование представляет собой процесс оконча-
тельной обработки в основном внутренних поверхно-
стей деталей абразивными или алмазными брусками,
которые закреплены на хонинговальной головке, уста-
новленной на станке. Головка осуществляет вращатель-
ное и возвратно-поступательное движения. Бруски с за-
данным усилием (давлением) прижимаются в радиаль-
ном направлении к обрабатываемой поверхности.
Особенностями процесса хонингования являются:
большая поверхность контакта режущего инструмента
с обрабатываемой поверхностью; малая величина дав-
ления брусков и низкие скорости резания; значительное
количество одновременно работающих зерен; низкая
температура в зоне резания.
Благодаря передаче давления на бруски через ко-
нусы с углом менее 45° обеспечивается высокая жест-
кость системы инструмент — деталь, что дает возмож-
ность исправлять погрешности формы как в продоль-
ном, так и в -поперечном сечении заготовок. Точность
обработанных отверстий соответствует 6—8-му квалите-
там. Снимаемый припуск при этом может достигать
0,5—1,0 мм на диаметр и более. Диапазон размеров
хонингуемых отверстий очень широк и составляет по
диаметру от 2,5 до 1000 мм, а по длине — от 5 до
25000 мм.
В связи с тем что инструмент (хонинговальная го-
ловка с закрепленными в ней абразивными "брусками)
или обрабатываемая заготовка устанавливается на
станке шарнирно, точность обработки зависит в основ-
ном только от жесткости системы инструмент — деталь.
40
При хонинговании к станкам и приспособлениям предъ-
являются значительно меньшие требования, чем при
других методах чистовой обработки.
Процесс хонингования характеризуется окружной
скоростью вращения хонинговальной
ростью возвратно-поступательного
вдоль оси* обрабатываемой заготов-
ки цвп, давлением Р брусков и их
характеристикой.
На рис. 2.1 представлена схема
движений хонинговальной головки
при обработке отверстия в заго-
товке 4. С помощью стержня 2 хо-
нинговальная головка 3 шарнирно
соединена со шпинделем 1 станка,
от которого ей сообщаются враща-
тельное и возвратно-поступатель-
ное движения. От гидросистемы
станка происходит разжим брус-
ков 5, обеспечивающий съем задан-
ного припуска. Разжим брусков
(радиальная подача при хонинго-
вании) осуществляется с помощью
специального механизма, встроен-
ного в шпиндельную бабку станка
или в хонинговальную головку.
В результатесовмещения прихо-
нинговании вращательного и воз-
вратно-поступательного движений
ГОЛОВКИ Оокр, ско-
перемещения ее
Рис. 2.1. Схема
движений при
хонинговании
отверстий.
режущие зерна хонинговальных
брусков описывают траектории, показанные на рис. 2.2.
Кроме двух основных движений бруски или заготовки
могут совершать дополнительные высокочастотные ко-
лебания со скоростью Укол- При наложении дополни-
тельных колебаний кинематика движений несколько из-
меняется. Так, при микрохонинговании на основное воз-
вратно-поступательное движение головки накладыва-
ется колебательное движение с малым размахом и боль-
шой частотой колебаний. В результате режущие зерна
бруска осуществляют сложную траекторию движения,
вид которой зависит от соотношения скоростей враще-
ния оокр, возвратно-поступательного (вдоль оси заго-
товки) Пвп и колебательного 1»Кол движений. При этом
повышается производительность обработки.
Вибрационное хонингование занимает промежуточ-
ное положение между обычным хонингованием и супер-
chipmaker.ru
финишированием. Основную роль здесь, как и у про-
цесса суперфиниширования, играют окружная скорость
оокр и скорость колебательного движения Окол-Скорость
возвратно-поступательного движения овп уменьшена до
Рис, 2.2. Траектория движения абразивного бруска
при хонинговании:
/ — положение бруска в начале хода; 2 —положение бруска
в конце хода; а—угол сетки.
0,1—2,0 м/мин (при обычном хонинговании овп=5—
20 м/мин). Производительность вибрационного хонинго-
вания значительно выше, чем обычного, а в ряде слу-
Рис. 2.3. Траектория движения
абразивных зерен при
вибрационном хонинговании:
М — размах колебаний бруска; 3 —
продольная подача бруска на один
оборот; а — угол сетки.
чаев приближается к про-
изводительности шлифо-
вания.
Дополнительное коле-
бательное движение о1!ПЛ,
сообщаемое абразивным
брускам, существенно
улучшает условия их ра-
боты, так как при этом
каждое абразивное зер-
но действует не одной
гранью, а поочередно не-
сколькими, что умень-
шает их затупление. Как
показывает схема движе-
ния абразивных зерен
(рис. 2.3), при вибраци-
уменьшается длина струж-
окном хонинговании резко
ки, снимаемой единичным зерном, а короткая стружка
сравнительно легко удаляется из зоны резания. Все это
позволяет применять при вибрационном хонинговании
более твердые бруски и работать при высоких давле-
ниях их, не опасаясь затупления или налипания ме?
талла.
В последнее время все более широкое распростра:
нение получает хонингование с нормированной ради-
альной подачей, брусков в направлении, перпендикуляр-
ном к обрабатываемой поверхности. Величина подачй
брусков составляет 2—5 мкм на двойной ход хонинго-
вальной головки. Процесс хонингования с нормирован-
ной подачей наиболее целесообразно осуществлять при
использовании алмазных или эльборовых брусков, из-
нос которых за время обработки одной заготовки очень
мал. Если при этом применяются обычные абразивные
бруски, кроме съема припуска должен компенсировать-
ся и износ бруска, который на протяжении цикла обра-
ботки заготовки изменяется. Поэтому и подача должна
быть переменной, что значительно усложняет конструк-
цию станка.
Наиболее важной особенностью процесса хонингова-
ния является его цикличность, влияющая на оконча-
тельные результаты обработки и ее протекание. Суще-
ственным фактором, определяющим цикличность, явля-
ется исходная шероховатость обрабатываемой поверх?
ности. Так, в начале обработки осуществляется интен-
сивней съем металла, сопровождаемый интенсивным
износом брусков. При этом в результате хрупкого объ-
емного разрушения и удаления зерен из связки проис-
ходит поддержание режущей способности брусков (их
самозатачивание). С уменьшением шероховатости обра-
батываемой поверхности процесс самозатачивания брус-
ков уменьшается, их поверхность сглаживается, чТо
приводит к резкому снижению интенсивности съема ме-
талла. Первоначальная режущая способность брусков и
высокая интенсивность резания восстанавливаются в на-
чале обработки следующей заготовки с исходной шеро-
ховатостью поверхности. Поэтому целесообразно выби-
рать наименьшее время хонингования.
Поддержание высокой режущей способности абра-
зивных брусков можно также обеспечивать за счет ра-
ционального соотношения окружной оОКр и возвратно-
поступательной Овп скоростей хонингования или изме-
нения давления. Так, при одновременном увеличении
Уокр и Пвп (оОкр/г’вп=const) интенсивность как износа
брусков, так и резания повышается при незначитель-
ном уменьшении шероховатости получаемой поверхно-
сти. При возрастании отношения окружной скорости
к скорости возвратно-поступательного движения интрн-
-chipmaker.ru
сивность как износа брусков, так и резания умень-
шается.
Увеличение давления бруска приводит к повышению
его износа, а также интенсивности резания. Одновре-
менное увеличение давления бруска и его твердости по-
зволяет значительно повысить интенсивность резания и
удельную производительность.
Обработка хонингованием производится как на го-
ризонтальных, так и на вертикальных хонинговальных
станках, имеющих одно- и многошпиндельные наладки.
2.2. ВЫБОР РЕЖИМОВ ХОНИНГОВАНИЯ
Режимы обработки при хонинговании определяются
следующими основными параметрами: окружной скоро-
стью вращения хонинговальной головки Покр‘> скоростью
ее возвратно-поступательного движения рВп и усилием
Р прижима к обрабатываемой поверхности. При нали-
чии дополнительных колебаний хонинговальной головки
либо обрабатываемой заготовки учитывается скорость
колебательного движения оКОл-
Скорости движения хонинговальной головки опреде-
ляют по следующим формулам:
itD/h ,
®окР = ~1оо^ м/мин;
2£па .
®вп = ТобГ м/мин,
где П\ — частота вращения хонинговальной головки,
в об/мин; п2— число двойных ходов хонинговальной го-
товки в минуту; D — диаметр хонингуемого отверстия,
в мм; L — длина рабочего хода хонинговальной голов-
ки, в мм:
L — /отв + 2/пер /gp,
здесь /отв — длина хонингуемого отверстия, в мм;
/пер — перебег бруска за торцы отверстия, в мм; /бр —
длина хонинговального бруска, в мм.
Скорость колебательного движения рассчитывают по
формуле:
2дп3 ,
г’кол = -10б5' м/мин>
где а — размах высокочастотных колебаний хонинго-
вальной головки или заготовки, в мм; п3— частота
осцилляции, в дв. ход./мин.
- Соотношение между скоростями вращательного и
44
возвратно-поступательного движений хонинговальной
головки определяет угол а сетки штрихов, наносимых
режущими зернами на обрабатываемой поверхности:
Изменяя величины оОнр и ивп, можно получить раз-
личные значения угла сетки штрихов, который оказы-
вает существенное влияние на производительность и
качество процесса хонингования. На практике руковод-
ствуются следующими положениями.
Для обеспечения максимальной производительности
обработку следует осуществлять при таких режимах,
когда Оокр/Овп=1, а для получения минимальной шеро-
ховатости поверхности Оокр/^вп=4—10.
Выбор значений скорости возвратно-поступательного
движения пво лимитируется большими силами инерции
движущихся масс шпиндельной бабки и хонинговальной
головки, возникающими при изменении направления
хода головки, что вызывает сильные толчки, вибрации
и поломку брусков. Лимитирование скорости овп оказы-
вает влияние на выбор окружной скорости оОкр- Повы-
шение одной окружной скорости приводит к уменьше-
нию съема металла и засаливанию брусков, поэтому
необходимо повышать их давление. Обычно скорость
возвратно-поступательного движения не превышает
20 м/мин.
Выбор окружной скорости зависит от материала об-
рабатываемой заготовки, абразивного материала, зер-
нистости и твердости брусков. Для обеспечения про-
цесса резания при хонинговании отверстий длиной ме-
нее 1000 мм обычными абразивными брусками могут
быть рекомендованы следующие значения оОкр‘.
Материал ОКР'
в м мин
незакаленная сталь................. . *5—60
закаленная сталь ............ 25—35
чугун................................60—75
алюминий........................... 30—68
мягкая бронза ......................32—67
твердая бронза .....................’ 30—62
Для обеспечения малой шероховатости обработанной
поверхности за счет пластического деформирования ме-
талла 1»окр повышается до 100—120 м/мин.
Большое влияние на производительность и качество
хонингования оказывает давление абразивных брусков.
45
chipmaker.ru
Для снятия значительных припусков рекомендуется ра-
ботать с большими давлениями —1—1,5 МПа (10-^
15 кгс/см2). При отделочном хонинговании, когда при
съеме малых припусков требуется получить возможйо
меньшую шероховатость поверхности, применяют мень-
шие величины давления — 0,2—0,5 МПа (2—5 кгс/см2).
Выбор той или иной его величины зависит от многих
факторов: характеристики брусков и обрабатываемых
материалов, исходной шероховатости поверхности, по-
грешности формы, конструкции деталей, требуемых ко-
нечных результатов и др. Так, при высокой исходной
шероховатости обрабатываемой поверхности рекомен-
дуется применять бруски повышенной твердости и мень-
ц!йе величины давления. С пониженным давлением сле-
дует также работать при наличии значительных исход-
ных погрешностей формы деталей, при хонинговании
нежестких заготовок, например тонкостенных гильз.
' При хонинговании обычными абразивными бруска-
мй рекомендуются в МПа (кгс/см2): следующие величины давления,
Обрабатываемый материал Однократное хонингование Двукратное предваритель- ное хонингование чистовое
чугун ....... 0,5-0,8 0,8—1,2 0,3-0,5
(5-8) (8-12) (3-5)
сталь незакаленная . . 0,2-0,5 0,5-0,8 0,2—0,5
(2-5) (5-8) (2-5)
сталь закаленная ... 0,5-0,8 0,8-1,2 0,3—0,5
(5-8) (8-12) (3-5)
алюминиевые сплавы,
бронза, латунь . . . 0,05—0,15 2-3 0,05-0,15
(0,5-1,5) (0,2-0,3 ) (0,5-1,5)
литые алюминиевые
сплавы (АЛ2, АЛ4, АЛ9) 0,18—0,24 (1,8-2,4) — —
При хонинговании брусками
зов рекомендуются давления, в
из синтетических алма-
МПа (кгс/см2):
Обрабатываемый материал
Предварительное
хонингование
чугун ........ 0,8—1,2 (8—12)
сталь незакаленная . . . 0,4—0,8 (4—8)
сталь закаленная .... 1,2—1,5 (12—15)
литые и деформируемые
алюминиевые сплавы . . 0,6—0,9 (6—9)
Чистовое
хонингование
0,3—0,6 (3—6)
0,2—0,5 (2—5)
0,2—0,5 (2—5)
0,3—0,35 (3—3,5)
Для повышения эффективности хонингования абра-
зивными и алмазными брусками давление следует из-
менять ступенчато: начальный и заключительный этапы
обработки производить при пониженном давлении
0,05—0,2 МПа (0,5--2,0 кгс/см2)', а основной — при дав-
лении 0,8—1,2 МПа (8—12 кгс/см2)'.
Для хонинговальных станков с дозированной пода-
чей брусков ее принимают: 1,4—2,7 мкм/об при предва-
рительном хонинговании и 0,5—1,2 мкм/об — при чи-
стовом.
2.3. СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ
Процесс хонингования, как правило, осуществляется
при обильном охлаждении. Основное назначение СОЖ.
как и при суперфинишировании, — удаление микрона-
стиц срезанного металла и отходов абразивного бруска,
а также снижение трения и предотвращение адгезион-.
ного схватывания абразивных частиц с обрабатывае-
мым металлом. Охлаждающие свойства жидкости здесь
не так важны, как при шлифовании, так как хонинго-
вание осуществляется при невысоких температурах
(50—-100°С). Состав СОЖ выбирают с учетом характе-
ристик обрабатываемого материала и хонинговальных
брусков, требований к качеству поверхности и произ-
водительности труда. Наиболее широко используется
СОЖ на основе керосина с добавлением минерального
масла, олеиновой кислоты либо скипидара.
Для повышения интенсивности съема металла сле-
дует применять СОЖ малой вязкости; для получения
поверхности высокого качества с однородной высотой
микронеровностей — СОЖ повышенной вязкости; при
хонинговании мягких и вязких материалов — также
СОЖ повышенной вязкости; при увеличении твердости
обрабатываемого материала СОЖ должна быть менее
вязкой.
При хонинговании чугуна в качестве СОЖ обычно
используют чистый керосин (ГОСТ 4753—68) или ке-
росин с добавкой 10—20% масла И-20А (ГОСТ 1707—
51). При обработке углеродистых и легированных ста-
лей можно применять Как чистый керосин,"так и смесь
из 72—80% керосина, 15—25% масла И-20А и 3—5%
олеиновой кислоты (ГОСТ 10475—75). При хонингова-
нии алюминиевых сплавов используют смесь из 80—
82% керосина, 10—12% олеиновой кислоТЫ и 7—8%
скипидара илй смесь из 95% керосина йсостава ЦЛС-3,
в который входит девять частей касторового масла
chipmaker.ru
I »рки MK-14 (ГОСТ 6990—75) и одна часть осернен-
ного хлопкового масла.
’ В последние годы ведутся работы по созданию
СОЖ, не содержащих керосина, но обеспечивающих та-
кие же производительность труда и шероховатость по-
лучаемой поверхности. В качестве заменителей керо-
сина и керосино-масляных смесей могут быть использо-
ваны водные растворы и водно-масляные эмульсии. На-
пример, при хонинговании закаленных стальных заго-
товок можно применять СОЖ следующего состава, в %:
триэтаноламина (ТУ 12-10-113—61) . . . 1,0—5,0
нитрида натрия (ГОСТ 19906—74) . , . 0,25—1,0 -
глицерина (ГОСТ 6259—75) ...... 0,25—1,0
хлористого кальция......................0,5—2,0
смачивателя ОП-7 (ГОСТ 6867—67) . . . Др 0,5
воды.................................... 90,5—95,7
Для .усиления моющего действия в смесь рекомендуется
добавить 0,25—0,6% нафтенового мыла (ГОСТ 13302—
67).
Для предварительного и окончательного хонингова-
ния обычными абразивными б усками заготовок из
чугуна можно использовать СОЖ, разработанную
НИИтракторсельхозмашем и содержащую, в %:
трннатрийфосфата (ГОСТ 201—58) . , . 0,25—0,6
нитрида натрия (ГОСТ 19906—74) . . . 0,25
кальцинированной соды (ГОСТ 10689—70) 0—0,25
буры (ГОСТ 8429—69)................... 0-0,25
воды..................................Остальное
Стоимость СОЖ на основе водных растворов значи-
тельно ниже, чем на основе керосина, однако обрабо-
танные заготовки и детали станка при этом подверга-
ются коррозии. Этого недостатка лишены смазочно-
охлаждающие жидкости на основе эмульсии. При хо-
нинговании можно применять низкоконцентрированные
эмульсии, например состоящие из 5—10% эмульсола
НГЛ-205 и 90—95% воды, и высококонцентрированные,
содержащие 30—35% эмульсола НГЛ-205 или 35—45%
эмульсола ВНИИНП-117, остальное — вода. К их досто-
инствам относятся стабильность состава, создание анти-
коррозийной пленки на деталях станков, уменьшение
шероховатости получаемых поверхностей, безвредность.
Эффективность действия СОЖ зависит от ее коли-
чества и способа подвода. Обычно СОЖ подводят
к верхней части обрабатываемой заготовки. Для равно-
48
мерной ее подачи применяют различные специальные
устройства. При хонинговании заготовок большой дли-
ны СОЖ необходимо подводить к обоим их концам
(рис. 2.4).
Для стабильного получения требуемой шероховато-
сти поверхности (особенно при отделочном хонингова-
нии) необходимо обеспечить тщательную очистку СОЖ
от отходов процесса — частиц абразива или алмаза, ме-
Рис. 2.4. Схема
двустороннего подвода
СОЖ к хонингуемой
детали:
1 — верхний распределитель;
2 — направляющая втулка;1
3 — хонингуемая деталь: 4—
базовая втулка; 5 — нижний
распределитель; 6 — краны
регулировки расхода СОЖ-
талла, связующих материалов.
Благодаря очистке СОЖ увели-
чивается срок службы насосов
для подачи жидкости, приспо-
соблений, хонинговальных голо-
вок и станков. Применяются
различные способы очистки
Рис. 2.5. Схема работы
центрифуги для очистки СОЖ.
СОЖ: отстаивание, магнитная сепарация, фильтрация и
центробежная сепарация, каждый из которых имеет
свои недостатки. Например, магнитная сепарация не
обеспечивает удаление продуктов износа хонинговаль-
ного бруска и стружки некоторых материалов. В отстой-
никах на дно баков осаждаются только крупные части-
цы, а мелкие попадают в рабочую зону насоса и брус-
ков. В связи с этим приходится использовать комбини-
рованные средства очистки СОЖ.
Наиболее надежную и достаточно качественную очи-
стку смазочно-охлаждающей жидкости обеспечивает
центробежная сепарация. Схема работы центробежного
фильтра приведена на рис. 2.5. Загрязненная жидкость
по трубопроводу 1 попадает на приемный конус сепара-
49
chipmaker.ru
тора 2, получающего вращение от приводного вала 3,
и под действием центробежной силы отбрасывается
к наружной стенке. Частицы отходов скапливаются
у стенок, а очищенная жидкость через верхнее отвер-
стие выходит за пределы сепаратора в бак 4 для СОЖ.
Производительность такого фильтра — до 150 л/мин.
2.4. ВЫБОР ХОНИНГОВАЛЬНЫХ БРУСКОВ
В качестве режущего инструмента при хонинговании
используются бруски, закрепленные в головке. Брусок
представляет собой пористое тело, характеризующееся
видом абразивного материала, размером зерна, связкой
и твердостью, а также линейными размерами (см.
гл. 1). Выбор характеристики брусков зависит от меха-
нических свойств обрабатываемого материала, величи-
ны снимаемого припуска и требуемой шероховатости
поверхности.
Для обработки металлов с высоким сопротивлением
разрыву применяются бруски из электрокорунда, а ме-
таллов с низким сопротивлением разрыву и вязких —
бруски нз карбида кремния. Широко распространено
хонингование алмазными брусками. Высокие износо-
стойкость их режущих зерен и режущая способность
позволяют значительно увеличить производительность
процесса вследствие сокращения времени на смену и
наладку хонинговальных головок и брусков. Линейный
износ алмазных брусков в 150—200 раз меньше, а стой-
кость одного комплекта в 50—200 раз выше, чем брус-
ков из карбида кремния и электрокорунда. При алмаз-
ном хонинговании обеспечивается стабильное качество
продукции, создаются условия для полной автоматиза-
ции процесса.
Повышению эффективности хонингования способст-
вовало применение в брусках сравнительно крупных по-
ликристаллических алмазов. Например, при хонингова-
нии такими алмазами гильз цилиндров из серого и за-
каленного чугунов удается снимать припуски до 0,4 мм
на диаметр. Черновое хонингование крупными поликри-
сталлическими алмазами может заменить чистовое рас-
тачивание или внутреннее шлифование. Обработку чу-
гунов можно производить алмазами зернистостью
800 мкм, а сталей — зернистостью 400 мкм. Удельный
расход поликристаллических алмазов резко снижается
в диапазонах зернистости 200—300 мкм. Следовательно,
черновое хонингование необходимо осуществлять брус-
50
ками зернистостью 300 мкм, а получистовое и чисто-
вое — зернистостью 250—60 мкм.
Хорошими режущими свойствами и высокой стойко-
стью при обработке стальных заготовок обладают бру-
ски из эльбора, которые по конструкции подобны
алмазным.
Зернистость выпускаемых промышленностью хонин-
говальных брусков находится в пределах от 16 до М7
(по особому заказу могут быть изготовлены бруски зер-
нистостью М5—Ml). В отдельных случаях для снятия
больших припусков применяют бруски зернистостью
20—25. Выбор зернистости определяется характеристи-
кой обрабатываемого материала, величиной снимаемого
припуска и в наибольшей степени требуемой шерохова-
тостью поверхности.. Каждому размеру зерен соответ-
ствует определенное значение стабильной шероховато-
сти поверхности, время достижения которой возрастает
с уменьшением размера зерен.
При хонинговании закаленной стали для обеспече-
ния шероховатости поверхности 7?п=0,8—1,6 рекомен-
дуется использовать алмазные бруски зернистостью
А200/160; для /?а = 0,63—0,8 — зернистостью А100/180;
для 7?а=0,32—0,63 —А63/100; для /?а = 0,16—0,32—
А40/28 и для 7?а=0,08—0,16 — А28/20. При хонингова-
нии чугуна теми же алмазными брусками соответствен-
но получают: /?О=1,25—2,5; /?а=0,8—1,6;/?а=0,63—0,8;
/?а=0,2—0,4 и /?а=0,16—0,32. Следовательно, на черно-
вых операциях хонингования следует применять круп-
нозернистые бруски с целью быстрого удаления необхо-
димого припуска, а на чистовых — мелкозернистые для
достижения заданной шероховатости поверхности.
Связка хонинговальных брусков оказывает значи-
тельное влияние на их работоспособность. Бруски на
керамической связке используют для предварительного
хонингования при больших съемах металла, а бруски
на бакелитовой и вулканитовой связках — при чистовом
и отделочном хонинговании для достижения требуемой
шероховатости поверхности. Наиболее часто алмазные
бруски изготовляют на металлических связках.
Твердость абразивного бруска является одним из
важнейших параметров его характеристики. Она оказы-
вает влияние на его износ, возможность самозатачива-
ния, затупления или засаливания. Твердость брусков
выбирают в зависимости от свойств обрабатываемого
материала, применяемой смазочно-охлаждающей жид-
кости и условий обеспечения самозатачивания.
51
chipmaker.ru
Для уменьшения хрупкости брусков на керамиче-
ской связке их пропитывают бакелитом. При этом повы-
шается твердость брусков и появляется возможность
работать с повышенным давлением. Процесс пропитки
их бакелитовым лаком производится следующим обра-
зом. В емкость сначала наливают бакелит, затем вод-
ный растворитель, после чего раствор перемешивают.
Партию брусков погружают в раствор и выдерживают
в нем в течение 30 мин. После этого их 7—14 ч сушат
на воздухе, а потом 6—8 ч в сушильном шкафу при
температуре 70—80°С.
Высушенные бруски загружают в термостат для ба-
келизации и производят ступенчатый нагрев их по сле-
дующему режиму: 1 ч при температуре 100—130°С;
1 ч —при 130—160°С; 1,5 ч при 160—180°С. Затем
бруски выгружают и охлаждают на воздухе.
Для снижения твердости брусков на керамической
связке их загружают в кипящий 20%-ный раствор ед-
кого натра и выдерживают там от 30 мин до 2 ч в за-
висимости от требуемой твердости. Из раствора их пе-
реносят в кипящую воду и кипятят в течение 1 ч, после
чего промывают в проточной воде. Для полной нейтра-
лизации остатков Щелочи бруски опускают в 5%-ный
раствор соляной кислоты, а затем промывают в проточ-
ной воде в течение 30 мин и сушат.
Для снижения твердости брусков на бакелитовой
связке их 1—3 ч кипятят в 3%-ном растворе кальцини-
рованной соды, после чего промывают в горячей и хо-
лодной воде в течение 1 ч и сушат.
При выборе твердости брусков необходимо учиты-
вать также величину исходной шероховатости обраба-
тываемой поверхности. Чем больше исходная шерохова-
тость поверхности, тем выше должна быть твердость
брусков. При чистовом хонинговании с малыми давле-
ниями для обеспечения самозатачивания брусков твер-
дость их необходимо снижать.
Производительность процесса хонингования в значи-
тельной степени определяется размерами режущей по-
верхности брусков и количеством их в головке. Следует
применять бруски максимальной ширины, допускаемой
конструкцией головки. Выбор длины брусков зависит от
глубины обрабатываемого отверстия и обычно прини-
мается в пределах 0,4—0,75 ее значения. Хонингование
отверстий с продольными пазами (шлицами) следует
осуществлять широкими брусками, перекрывающими
два шлица в отверстии.
52
В хонинговальной головке следует закреплять мак-
симальное число режущих брусков. Головка с четным
числом расположенных по окружности брусков позво-
ляет наиболее эффективно исправлять погрешности гео-
метрической формы отверстий.
Длину алмазных и эльборовых брусков выбирают
также в зависимости от длины обрабатываемого отвер-*
стия. Наибольшая точность геометрической формы от-
верстий обеспечивается при длине бруска /бр=(0,5—
0,75)L. Для обработки коротких деталей, где L<D,
длина алмазных и эльборовых брусков может состав-
лять (1,0—1,2) L.
При хонинговании с большим съемом металла до-
пускается применение удлиненных брусков на металли-
ческой связке, превышающих длину обрабатываемой
детали в 1,2—1,5 раза.
2.5. ХОНИНГОВАЛЬНЫЕ СТАНКИ
Процесс хонингования в основном осуществляется
на вертикально- и горизонтально-хонинговальных стан-
ках. Они выпускаются . одношпиндельными и много-
шпиндельными. Последние имеют по 2, 3, 4 щпинделя
и более. В зависимости от технологического назначения
различают универсальные и специальные хонинговаль-
ные станки. Большая часть универсальных станков —
одношпиндельные; многошпиндельные изготовляются
по специальному заказу.
Техническая характеристика вертикально-хонинго-
вальных станков, наиболее широко применяемых в про-
мышленности, приведена в табл. 2.1.
Хонинговальный полуавтомат мод. ЗН84 (рис. 2.6)
является представителем группы станков для обработ-
ки отверстий диаметром до 200 мм. Он имеет следую-
щую техническую характеристику:
диаметр обрабатываемого изделия, в мм:
наибольший............................... 200
наименьший....................................., 50
длина хода шпиндельной головки, в мм................. 1250
вылет шпинделя, в мм..............................., 360
частота вращения шпинделя, в об/мин................... 63—315
скорость движения шпиндельной головки, в м/мин . . , 0—20
мощность электродвигателя привода шпинделя, в кВт , 7
масса станка, в кг,, ....... 6000
53
chipmaker.ru
Хонинговальная головка имеет два движения: вра-
щательное и возвратно-поступательное.
Станок состоит из фундаментной плиты 2 и колонны
6, на которых смонтированы основные механизмы. На
Таблица 2.1. Техническая характеристика вертикально-хонинговальных станков
Я
45 Ч О К К Е 3 сч tt О К S я £Й S § s g СО Я К s а м и и С с к К Е а W S X О I» CO -ZL s'g О Е О X сЧ СХ СО О со аэ о W К X О * К со <=( о U о X л ч X к д s' со ° Л к 5 X ® К Е £ 3 S3 Еч о О н Я О 45 S 14 S X S 2 СО сч Ч О о сх 5S о X X сч со О си Й5 со О 3: со X tr <4 О Е 2 о X ьг к к ч о сх м о ч 05 45 О О W ч о «=г X X Е 3 <4 О и к сх Е
сЧ К о ё ° г* н СО о сх о S X ° К О со 0) S <D 45 X
S о « о <4 со К /" со QJ сч И
ч - S3 СО к м Е о 42 « сЧ СХ к Л? о CQ
5Я CQ О <Ъ> О ы О г? <и сх с: СЧ л н X со
СО
Рис. 2.6. Хонинговальный вертикальный одиошпнндельиый
станок мод. ЗН84.
плите расположены электродвигатель насосной уста-
новки 11 и установка 14 для подачи смазочно-охлаж-
дающей жидкости. На колонне смонтирована коробка
скоростей 9, а по скалкам, закрепленным вдоль колон-
ны, перемещается шпиндельная головка 7. Ее привод
54
55
chipmaker.ru
осуществляется плунжерным механизмом ю. Внутри
колонны размещены механизм управления гидроприво-
дом 5, пульт управления 4 и гидропанель 3. На шпин-
дельной головке смонтирован механизм разжима брус-
ков хона 8. На столе 1 устанавливается необходимое
Рис. 2.7. Механизм разжима хонинговальной головки станка
мод. ЗН84.
зажимное приспособление. Для очистки С;ОЖ имеется
магнитный сепаратор 13. С помощью тег1ЛОобменника
15 охлаждаются масло в гидроприводе и смазочно-
охлаждающая жидкость. Управление ст^нком может
осуществляться и с выносного пульта 12.
На рис. 2.7 приведен механизм разжрма хонинго-
вальной головки станка мод. ЗН84. Он представляет со-
бой сдвоенный цилиндр с большим / и м^лым (распо-
56
ложенным выше большого) поршнями. В составляющие
его цилиндры масло поступает под различным давле-
нием. При хонинговании приработанными брусками оно
подается в оба цилиндра, создавая необходимое ради-
альное давление на обрабатываемую поверхность. Если
используются новые бруски, то масло под давлением
поступает лишь в малый цилиндр, создавая меньшую
силу разжима брусков. Шток 2 при своем движении
. вниз передвигает промежуточное звено 3, которое на-
жимает на толкатель хона. Рейка 4 поворачивает зуб-
чатое колесо 5, а через него — ротор датчика 7, указы-
вающего износ брусков. С противоположного торца дат-
чика в коробке 6 установлены два кулачка. Один из
них предотвращает включение станка, если бруски не
сжаты, а другой — если износ брусков выше допусти-
мого.
Станки мод. ЗК82, 3K83 и др. выпускаются взамен
устаревших моделей ЗМ82 и 3M83. Для уменьшения
массы узла, перемещающегося вместе с инструментом
при его возвратно-поступательном движении, станки но-
вых моделей имеют подвижную пиноль, внутри которой
смонтирован разгруженный шпиндель. Кроме того, на
них предусмотрена возможность хонингования в одной
позиции двумя группами (ярусами) брусков, располо-
женными последовательно вдоль оси хона. В одном
ярусе устанавливают бруски для предварительной об-
работки, в другом — для окончательной. Бруски пооче-
редно вводят необрабатываемое отверстие.
Станки мод. 3820, 3821 и 3822 имеют механизм до-
зированной радиальной подачи брусков, что очень важ-
но при хонинговании алмазными и эльборовыми брус-
ками. Станок мод. 3822Э предназначен для электрохи-
мического хонингования отверстий в труднообрабаты-
ваемых материалах. Станок снабжен источником техно-
логического тока в 1500 А при напряжении 6—12 В, ба-
ком для электролита емкостью 200 л, производитель-
ность насоса подачи электролита составляет 30—
40 л/мин. Начало касания разжимающихся хонинго-
вальных брусков детали и переход на рабочую подачу,
осуществляется системой автоматического управления
по величине потребляемой мощности.
Техническая характеристика горизонтально-хонинго-
вальных станков отечественного производства приве-
дена в табл. 2.2.
57
chipmaker, ru
Таблица 2.2. Техническая характеристика горизонтально-
хонинговальных станков
Параметры Модель станка
РТ-57 РТ-Б9 РТ-82 РТ-190
Диаметр хонингования, 30-85 85-160 80-120 90-175
в мм
Диаметр устанавли- ваемой заготовки, в мм 90-250 150-350 150-350 240-340
Наименьшая и наи- большая длины обра- ботки, в мм 2000-5000 3000-9000 1000-5200 2000-6000
Частота вращения шпинделя, в об/мин: ведущей бабки хонинговальной го- 10 и 20 40-500 5 и 10 20-250 5 и 10 20—250 5 н 10 80-200
ЛОВКИ
Скорость возвратно- поступательного движе- ния головки, в м/мин 1-45 1-31,5 1-31,5 1-31,5
Диаметр отверстия шпинделя ведущей баб- ки, в мм 300 450 450 450
Мощность электродви- гателя, в кВт 34,3 45,3 45,3 51,8
Масса, в кг 15 500 35000 25000 31282
2.6. ХОНИНГОВАЛЬНЫЕ ГОЛОВКИ
В настоящее время выпускается большое количество
разнообразных по конструкции хонинговальных голо-
вок. В отличие от других видов отделочных операций,
где качество обработки в значительной степени зависит
от точности и жесткости станка, при хонинговании точ-
ность, производительность и качество обработки опре-
деляются конструкцией головки и способом ее крепле-
ния.
Применяется несколько схем крепления головок и
обрабатываемых деталей при операциях хонингования.
Наиболее распространены следующие:
жесткое крепление головки и плавающее детали
в приспособлении;
жесткое крепление детали и плавающее (одно- и бо-
лее) шарнирное крепление головки;
жесткое крепление головки и обрабатываемой де-
тали в плавающем приспособлении.
Все эти схемы обеспечивают сохранение положения
оси обрабатываемого отверстия детали после предыду-
щей операции.
Выбор конструкции хонинговальной головки зависит
от соотношения длины и диаметра обрабатываемых от-
верстий деталей. По этому признаку детали делятся на
четыре группы. Для их обработки применяют головки
следующих конструкций:
Рис. 2.8. Конструкция хонинговальной головки с жестким
креплением на шпинделе станка.
для хонингования сквозных коротких отверстий при
L^.D (первая группа деталей — кольца, зубчатые коле-
са, рычаги и др.);
для хонингования сквозных отверстий средней дли-
ны при L = D (вторая группа — блоки цилиндров, гиль-
зы, втулки и др.);
для обработки сквозных глубоких отверстий при •
£>(5—10)0 (третья группа — цилиндры гидроприво-
дов, гидроподъемников и др.);
для хонингования глухих отверстий (четвертая груп-
па деталей).
При обработке деталей первой группы в большин-
стве случаев осуществляют жесткое крепление хонинго-
вальной головки и плавающее детали в приспособлении.
Это значительно упрощает конструкцию головки и не
требует точного центрирования обрабатываемой детали
по оси шпинделя станка. Конструкция хонинговальной
головки с жестким креплением приведена на рис. 2.8.
59
chipmaker.ru
Она имеет стальной полый корпус 4, внутри которого
перемещается шток 5, обеспечивающий разжим брус-
ков. В передней части корпуса сделаны прямоугольные
пазы. В них могут перемещаться в радиальном направ-
лении колодки 8 с брусками 7. Колодки опираются на
коническую часть штока 5 и прижимаются к нему раз-
резными чугунными кольцами 6 и 9. Под давлением от
гидроцилиндра станка через промежуточное звено —
толкатель — шток 5 перемещается и раздвигает бруски
в радиальном направлении. После снятия давления
шток возвращается в исходное положение с помощью
Рис. 2.9. Конструкция хонинговальной головки с двухшарнирным
креплением.
пружины 2 во втулке 3, которая жестко связана с кор-
пусом головки. Втулка 1 служит для жесткого соедине-
ния корпуса головки со шпинделем станка.
При обработке деталей второй группы осуществляют
шарнирное крепление головки на шпинделе станка и
жесткое обрабатываемой детали. Одношарнирное креп-
ление головки применяют в тех случаях, когда налад-
кой обеспечивается точное центрирование детали — если
отклонение от соосности шпинделя станка и обрабаты-
ваемого отверстия не превышает 0,03—0,05 мм. Если
отклонение превышает 0,05 мм, то осуществляют двух-
шарнирное крепление головки.
Конструкция хонинговальной головки с двухшар-
нирным креплением показана на рис. 2.9. Внутри кор-
60
пуса 6, представляющего собой стальной полый ци-
линдр, перемещается шток разжима брусков 4, кото-
рый раздвигает в радиальном направлении размещен-
ные в прямоугольных пазах колодки 2 с закрепленны-
ми на них брусками 3. Крепление брусков в колодках
осуществляется пластинчатыми пружинами 15. Колод-
ки 2 опираются на конические поверхности штока 4,
а круглые цилиндрические пружины 1 и 5 обеспечивают
постоянное прилегание колодок^ этому штоку. Корпус
хонинговальной головки шарнирно соединен со шпинде-
лем станка посредством держателя 14 и соединитель-
ной оправки 11, концы которой имеют сферические по-
верхности. В углублениях этих поверхностей вставлены
четыре шарика 7, входящие в соответствующие пазы
в расточках корпуса головки и держателя. Посредством
двух полуколец 8, гайки 9 и контргайки 10 обеспечи-
вается шарнирное соединение корпуса головки с соеди-
нительной оправкой. Такая же конструкция применена
для соединения оправки 11с держателем.
Самоцентрирование головки по оси обрабатываемого
отверстия обеспечивается шарнирным соединением што-
ка 13 с валиком подачи. Под действием силы, прило-
женной по оси этого штока, валик подачи, перемещаясь
в осевом направлении, раздвигает колодки с брусками
до тех пор, пока они не прижмутся к обрабатываемой
поверхности. Возвращение валика подачи в начальное
положение после снятия давления штока поршня гид-
равлического цилиндра осуществляется пружиной 12.
Двухшарнирные головки применяют при обработке
коротких деталей. Для повышения производительности
и точности обработки их устанавливают пакетами па
нескольку штук.
При хонинговании глубоких отверстий используют
специальные головки, отличающиеся от обычных коли-
чеством брусков и наличием дополнительных направ-
ляющих устройств в корпусе. Такие головки в зависи-
мости от их длины и диаметра имеют 2, 3 ряда брусков
и более. В каждом ряду-“-от 4 до 15 брусков в зависи-
мости от диаметра хонингуемого отверстия.
Конструкция трехрядной головки с гидравлическим
разжимом брусков для обработки глубоких отверстий
диаметром от 100 до 200 мм представлена на рис. 2.10.
Головка состоит из следующих основных деталей:
корпуса 21, штока 20 для разжима брусков, баланси-
ров 19, колодок 18 и абразивных брусков 17. Корпус
21 представляет собой стальной полый цилиндр, внутри
61
chipmaker.ru
62
которого перемещается шток 20 разжима брусков. На-
ружная поверхность штока состоит из отдельных. ци-
линдрических и конических участков. Цилиндрические
поверхности штока служат для его центрирования при
перемещении внутри корпуса головки, а конические яв-
ляются опорными поверхностями для балансиров /9.
В корпусе имеются три ряда прямоугольных пазов
по шесть в каждом ряду. В пазы вставлены балансиры
19 и колодки 18 с закрепленными абразивными бруска-
ми 17. Для прижатия колодок к балансирам и устране-
ния возможности их выпадания служат пружинные
кольца 16, которые также обеспечивают крепление
обойм брусков в пазах. При осевом перемещении штока
20 колодки с абразивными брусками в зависимости от
направления движения клина будут выдвигаться из па-
зов в радиальном направлении или опускаться. При
длине отверстия более 2000 мм обработка производится
на горизонтально-хонинговальных станках.
Для предотвращения перекашивания в обрабатывае-
мом отверстии хонинговальной головки на ее корпусе
предусмотрены направляющие устройства. Такое уст-
ройство состоит из двух полувтулок 14, в пазы которых
вставлены направляющие шпонки 13. Для крепления
шпонок в пазах служат кольцевые спиральные пружи-
ны 15. Для уменьшения износа направляющих шпонок
полувтулки 14 и втулки 23 должны свободно вращать-
ся на корпусе головки.'Это обеспечивается соответству-
ющими размерами выточек в полукольцах 11 и поса-
дочных мест втулок 22 и 24. Полукольца 11 крепятся
в корпусе 2J и хвостовике 3 винтами 5 ц 12. Снизу кор-
пус 21 закрыт крышкой 26, закрепленной винтами 25.
Корпус хонинговальной головки шарнирно соединен
со штангой шпинделя станка посредством хвостовика 3
и соединительной оправки 10, концы которой обточены
по сфере. В углубления на сферических поверхностях
оправки вставлены четыре шарика 6, которые одновре-
менно входят в соответствующие полукруглые пазы
в расточках хвостовика и корпуса головки. Соединение
оправки 10 с корпусом головки и хвостовиком осущест-
вляется с помощью полуколец 7, гайки 8 и контргай-
ки 9. Через отверстия в хвостовике 3 и оправке 10 про-
ходит толкатель 1, который шарнирно соединен со што-
ком 20 разжима брусков. Штифт 2 предохраняет толка-
тель от разворота. Своей резьбовой частью он соединя-
ется с тягой. На другой конец тяги давит шток поршня
гидравлического цйлиндра станка. Таким образом, дав-
63
chipmaker.ru
ление поршня гидравлического цилиндра через шток
поршня, тягу и толкатель 1 головки передается на
шток разжима брусков, который, перемещаясь в осевом
направлении, раздвигает бруски, а затем и прижимает
I ' их к обрабатываемой по-
Рис. 2.11. Головка для
хонингования глухих
отверстий.
верхностй.
Глухие отверстия обра-
батывают хонинговальны-
ми головками, у которых
режущие бруски располо-
жены заподлицо с корпусом
головки, а пружина, сжи-
мающая бруски, поднутре-
на. Конструкция такой го-
ловки показана на рис. 2.11.
Основные части ее — полый
корпус 1, колодка с брус-
ком 2 и разжимной конус 3.
Разжим брусков производится автоматически от гидро-
цилиндра станка. В .конструкциях деталей с глухими
отверстиями у дна желательно предусматривать выточ-
ку для выхода брусков. Отсутствие ее вызывает конусо-
образность обрабатываемого отверстия.
Кроме рассмотренных имеются хонинговальные го-
ловки более узкого назначения, например для обработ-
64
ки отверстий со шлицевыми пазами и конических, от-
верстий овальной формы, а также многоярусные голов-
ки для одновременной обработки соосных отверстий
различного диаметра. Принципы их действия в основ-
ном аналогичны рассмотренным выше. Отличительные
особенности имеет только головка для хонингования
овальных отверстий (рис. 2.12). Механизм поперечной
подачи брусков этой головки обеспечивает постоянное
радиальное давление их независимо от формы обраба-
тываемого отверстия, поэтому режущие бруски копи-
руют форму отверстия в поперечном сечении. В данном
случае цель обработки — уменьшить шероховатость по-
верхности и повысить' прямолинейность образующих
отверстия.
2.7. ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ
Для установки и закрепления деталей на хонинго-
вальных станках применяют различные зажимные при-
способления, конструкция которых зависит от формы и
размеров обрабатываемых деталей, требуемой точности
их изготовления, способа базирования, типа хонинго-
вальной головки, характера производства и т. п. В зна-
чительной степени конструкция приспособления зави-
сит от схемы хонингования. Для жестких деталей
с длинными отверстиями (L^2D), когда усилия за-
жима не вызывают значительных деформаций, влияю-
щих на точность обработки, выбирают схему жесткое
приспособление—плавающий инструмент. Детали с ко-
роткими отверстиями (кольца подшипников, зубчатые
колеса, шатуны) для обеспечения их высокой геомет-
рической точности обычно обрабатывают по схеме пла-
вающее приспособление — жестко закрепленный инстру-
мент.
Наиболее широко применяют два вида приспособле-
ний: плавающее, которое позволяет осуществлять пере-
мещение детали в плоскости, перпендикулярной к оси
обрабатываемого отверстия, и жесткое, обеспечивающее
неподвижное крепление обрабатываемого изделия в
приспособлении.
В первом случае хонинговальная головка жестко за-
креплена. на шпинделе станка, а деталь самоустанавли-
ваётся по головке. Во втором — за счет шарнирного со-
единения со шпинделем станка головка самоустанавли-
вается по оси отверстия. Конструкция приспособления
для жесткого крепления деталей должна обеспечивать
65
chipmaker.ru
Рис. 2.13. Схема плавающего
приспособления для хонингования
отверстий в большой головке
шатуна.
центрирование обрабатываемого отверстия относитель-
но шпинделя станка.
В зависимости от характера производства приспо-
собления могут быть одноместными и многоместными
с ручным, гидравлическим или пневматическим зажи-
мом.
Схема простейшего плавающего приспособления для
хонингования отверстий в большой головке шатуна по-
казана на рис. 2.13. Шатун I устанавливают на плиту
2 и палец 3, удерживающий его от поворота при хонин-
говании. Между верх-
ней плитой 4 и торцем
большой головки ша-
туна должен быть за-
зор 0,03—0,05 мм, что
обеспечивает «плава-
ние» шатуна и само-
устанавливаемость об-
рабатываемого отвер-
стия по жестко закреп-
ленной на» шпинделе
станка хонинговаль-
ной головке. Осевые
усилия при обработке
воспринимаются верх-
ней 4 и нижней 5 плитами приспособления. Для полу-
чения геометрически точных отверстий необходимо обес-
печить параллельность торцев большой головки шатуна
и плоскостей плит 2 и 4, а также их перпендикуляр-
ность к оси хонингуемого отверстия в пределах задан-
ных допусков.
Плавающее зажимное приспособление для хонинго-
вания отверстий в зубчатых колесах приведено на
рис. 2.14. Для облегчения «плавания» детали по жестко
закрепленной головке при самоустановке подвижная
плита 1 размещена на шариковых опорах 2. Между
фланцем 3 верхней плиты и ступицей шестерни выдер-
живают зазор 0,03—0,05 мм путем пригонки колец 4 по
высоте. Прижим верхней плиты осуществляется с по-
мощью двух гидроцилиндров 5.
При хонинговании отверстий в крупногабаритных
зубчатых колесах с большой массой применяют приспо-
собления для жесткого крепления деталей и плаваю-
щую хонинговальную головку.
Приспособление для жесткого крепления деталей
показано на рис. 2.15. Деталь 1 базируется по нижнему
66
торцу и обрабатываемому отверстию с помощью фик-
сатора 2, который после закрепления детали отводится
вниз для обеспечения перебега брусков. Зажим зубча-
Рис. 2.14. Плавающее приспособление для хонингования отверстий
в зубчатых колесах с гидравлическим прижимом.
Рис. 2.15. Приспособление для жесткого крепления зубчатых
колес при хонинговании отверстий.
того колеса осуществляется верхней плитой 3 с помо-
щью гидроцилиндров 4, удерживающих ее от прово-
рота и осевых перемещений.
п
chipmaker.ru
При хонинговании деталей типа втулок в зависимо-
сти от их конфигурации, толщины стенок, длины при-
меняют различные зажимные приспособления. Так, при
обработке тонкостенных втулок во избежание их дефор-
мации под действием зажимного усилия используют
приспособления с эластичными зажимными элементами
(стальными лентами, резиновыми манжетами), либо
зажим осуществляется по выступающим буртикам.
На рис. 2.16 приведено двухместное поворотное при-
способление с зажимом гильз по наружному диаметру
резиновыми манжетами. Приспособление имеет две по-
Рис. 2.17. Приспособление
для зажима гильзы за бурт.
Рис. 2.16. Двухместное поворотное
приспособление с зажимом гильз
эластичной манжетой:
1 -* верхняя плита; 2 — обрабатываемая
гильза; 3 —прижимное кольцо; 4—
манжета; 5 — ось; 6 — корпус; 7 —
фиксатор; 8 — прижимное кольцо; 9
рукоятка; 10 —- основание.
зиции — загрузочную и рабочую. В загрузочной пози-
ции (рис. 2.16, справа) обработанную гильзу снимают
и устанавливают новую. При перемещении ее за счет
поворотаприспособления в рабочую позицию в полость
между манжетой и корпусом гильзы подается сжатый
воздух, под действием которого гильза равномерно об-
жимается манжетой и стенки ее не деформируются. По-
сле зажатия гильзы производится хонингование отвер-.
стия и обработанная гильза перемещается в загрузоч-
ную позицию.
Фиксация поворотного приспособления осущест-
вляется фиксатором 7 с помощью системы тяг и рыча-
гов рукояткой 9. Крутящий момент и осевое усилие, воз-
никающее при хонинговании, воспринимаются эластич-
ной манжетой. Приспособление относится к типу «пла-
вающих», так как гильза вместе с манжетой имеет воз-
можность перемещаться в радиальном и осевом на-
правлениях.
68
На рис. 2.17 показано приспособление для крепле-
ния гильзы за бурт. С помощью прижимного кольца 2
гильза 1 прижимается двумя планками 3 к посадочному
месту приспособления. При таком способе значительно
снижаются деформации гильзы от усилий зажима.
2.8. ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ОТВЕРСТИЯ
Если диаметр обрабатываемого отверстия больше
его длины, то необходимо обеспечить жесткое крепле-
ние хонинговальной головки. При этом крепление де-
тали в приспособлении должно позволять центрировать
ось отверстия по оси головки. Если диаметр отверстия
меньше его длины, то применяют жесткое крепление
детали и плавающее — головки. При жестком крепле-
нии детали смещение оси обрабатываемого отверстия
относительно оси шпинделя станка не должно превы-
шать 0,3 мм.
КреИление хонинговальной головки в шпинделе
станка должно 'позволять центрировать ее оСь по оси
обрабатываемого отверстия.
При обработке глухих отверстий у их глухих кон-
цов следует делать выточку, ширина которой опреде-
ляется величиной перебега абразивных брусков.
Назначение припуска и числа операций. Величина
припуска и число операций при хонинговании зависят
от конечных требований к точности и шероховатости по-
верхности, а также от метода предварительной обра-
ботки. Величина припуска непосредственно влияет на
построение процесса и его время.
При хонинговании с целью исправить погрешность
формы отверстия величина припуска определяется по
следующей формуле:
а = (Д1-Д2)/С1 + /С2/?г,
где Д1 — исходная величина отклонения от цилиндрич-
ности; Д2— допускаемое отклонение от цилиндричности,
заданное чертежом; /G — коэффициент, характеризую-
щий возможность исправления погрешностей; для об-
работки жестких деталей /<1 = 1,3, а нежестких—Ki =
= 1,5; Rz— высота-неровностей исходной шероховато-
сти; /<2=1,0—1,25 — коэффициент, учитывающий шеро-
ховатость поверхности до хонингования.
При уменьшении шероховатости в 2—3 раза прини-
мают /<2=1——1,1, а при уменьшении ее в 4 раза и бо-
лее — Л'2 = 1,2— 1,25.
69
chipmaker.ru
После определения припуска его распределяют по
операциям и подбирают соответствующие режущие бру-
ски. Для снятия большого припуска применяют крупно-
зернистые бруски, а для получения малой шероховато-
сти поверхности — мелкозернистые. Шероховатость
/?о = 0,40—1,0 мкм может быть обеспечена одной опера-
цией хонингования. Для получения меньшей шерохова-
тости осуществляют 2—3 операции обработки.
Рекомендации по выбору величины припуска и чи-
сла операций в зависимости от исходной погрешности
формы и шероховатости поверхности приведены в
табл. 2.3.
Таблица 2.3. Величина припуска и число операций
при хонинговании отверстий в зависимости от исходной
погрешности формы и шероховатости поверхности
Погрешность формы, в мкм Высота неровно- стей В МКМ 1 Номер операции L. Припуск на операцию, в мкм Ожидаемые ре- зультаты хонин- гования
исходная требуемая I исходная требуемая 1 3 Лз\ л = $ ьГо cujg ООО с ®-е>ш высота ! неровно- стей в мкм
100-150 4-5 10-40 0,4—1,6 Первая Вторая Третья 150—200 20-30 12-15 15-20 6—10 4-5 3,2-10 0,8-2,5 0,4-1,6
50-90 3-4 10—40 0,4—1,6 Первая Вторая Третья 80-120 15-25 8-12 10—18 5—9 3—4 3,2—10 0,8—2,5 0,4—1,6
25—40 2—3 6,3—20 0,4—1,6 Первая Вторая Третья 50—70 12—15 6—12 8—12 4—6 2—3 1,6—6,3 0,8—2,5 0,4—1,6
12—15 2—3 3,2—10 0,4—1,6 Первая Вторая 20—35 10—12 5—9 2—3 0,8—6,3 0,4—1,6
6—12 1—3 3,2-10 0,4—1,6 Первая Вторая 15-20 4-6 2-4 1-2 0,8—2,5 0,4-1,6
После назначения припуска основное время обра-
ботки можно определить по формуле}
^ = -^гмин;
70
„ ®вп1000
2/х ’
где а — припуск на сторону, в мм; sp — радиальная по-
дача на один двойной ход хонинговальной головки,
в мм; п — число двойных ходов головки в минуту;
v вп — скорость возвратно-поступательного движения,
в м/мин; — длина хода хонинговальной головки, в мм:
= 4> + 2/п — /бр;
здесь, в мм: /о — длина обрабатываемого отверстия;
/п — перебег головки и /бр — длина абразивного бруска.
Вспомогательное время определяется по имеющимся
нормативам.
Подготовка брусков. В зависимости от конструкции
хонинговальной головки абразивные бруски крепят в ко-
лодках приклеиванием либо механически.
Для приклеивания брусков используют различные
клеящие составы. Бруски малых размеров — 5Х5Х
Х40 мм — приклеивают сухим порошкообразным шел-
лаком. В паз колодки насыпают тонкий слой шеллака,
на него кладут брусок, и колодку помещают в электро-
печь, где при температуре 100—120°С шеллак расплав-
ляется. После удаления колодки из печи шеллак бы-
стро затвердевает и обеспечивает прочное закрепление
бруска. Для удаления износившихся брусков колодку
подвергают повторному нагреву.
Для приклеивания более крупных брусков широко
применяют целлулоидный, бакелитовый или силикатный
клей.
Целлулоидный клей (80% целлулоида и 20% ацето-
на) наносят в паз колодки так, чтобы При накладыва-
нии бруска клей слегка выступал с боков. После про-
сушки при температуре 30—40°С в течение 30—45 мин
• образуется прочное соединение. Отделение износив-
шихся брусков, приклеенных целлулоидным клеем, от
колодок производят опусканием их в ацетон.
Бакелитовый или силикатный клей состоит из 35—
40% жидкого бакелита или силиката и 60—65% напол-
нителя. Клей наносят в паз колодки и вдавливают
в него брусок. Инструмент сушат в печи при темпера-
туре 80—100°С в течение 40—50 мин, после этого тем-
пературу повышают до 150—180°С и держат в печи
еще 1,5—2 ч. Затем колодки с брусками охлаждают на
воздухе. Отделение износившихся брусков, приклеенных
бакелитовым клеем, производят в кипящем растворе
едкого натра, а силикатным — в кипящей воде.
71
chipmaker.ru
При механическом креплении абразивных брусков
необходимо, чтобы при вращении хонинговальной го-
ловки сила резания прижимала бруски к опорной стен-
ке колодки. Используются разнообразные способы меха-
нического крепления абразивных брусков. На практике
широко распространено крепление брусков посредством
пластинчатых пружин (рис. 2.18).
Алмазные бруски закрепляются в колодке хонинго-
вальной головки приклеиванием или напаиванием оло-
вянным припоем. В последнем случае бруски большой
длины и малой толщины после пайки имеют значитель-
ный прогиб, поэтому ее целесообразно производить под
Рис. 2.18. Крепление
брусков в колодках Рис. 2.19. Конструкция колодки
с помощью алмазным хонинговальным
пластинчатых бруском.
пружин.
/1-Л
с
давлением. Для большей надежности крепления реко-
мендуется изготовлять колодки с пазами по ширине
бруска, чтобы буртики препятствовали поперечному
сдвигу бруска (рис. 2.19).
Заправка абразивных брусков по радиусу, т. е. при-
дание им размера, соответствующего диаметру обраба-
тываемого отверстия, может выполняться шлифоваль-
ным кругом или алмазным карандашом. С этой целью
колодки с брусками устанавливают в приспособление
в виде оправки и обрабатывают на круглошлифоваль-
ном станке. Чтобы сократить затраты времени и труда,
в производственных условиях заправку часто произво-
дят в сборе с головкой при обработке на станке отвер-
стия требуемого диаметра в забракованной заготовке,
а при наличии больших припусков — в обрабатываемой
детали.
Точность и качество обработки при хонинговании.
Процесс хонингования применяют не только для умень-
шения шероховатости поверхности и получения точного
заданного размера ее, но и для исправления погрешно-
72
стей формы как в поперечном, так и в продольном се-
чении.
Точность и качество обработки зависят от ряда тех-
нологических факторов: ее режимов, характеристики
режущего инструмента, настройки станка и др. Напри-
мер, точность формы в продольном сечении определя-
ется настройкой крайнего положения брусков в хонин-
гуемом отверстии и выбором величины их перебега.
На рис. 2.20 представлена схема исправления по-
грешностей в продольном сечении (конусообразности,
седлообразности и бочкообразности) в зависимости от
Рис. 2.20. Схема исправления погрешностей в продольном
сечеиии за счет различной величины перебега бруска;
а — конусообразности; б — седлообразности; в — бочкообразности;
1х — ход бруска.
соотношения длины бруска и величины его перебега.
Так, для исправления конусообразности (рис. 2.20, а)
величина перебега бруска на большем диаметре отвер-
стия должна составлять /Пер=1/4 /бр, а на меньшем
1вр, т. е. для увеличения снимаемого припуска
величина перебега на меньшем диаметре должна быть
в 2 раза выше, чем на большем. Для исправления сед-
лообразности (рис. 2.20,6) величина перебега бруска
в обе стороны отверстия должна быть одинаковой и со-
ставлять (’Д—'/б) /бр, а для исправления бочкообраз-
ности /Пер= (’/г—*/з) /бр (рис. 2.20,в).
При указанном способе исправления погрешностей
возможен неравномерный износ брусков по длине, для
уменьшения которого приходится работать брусками
повышенной твердости..
Существенное влияние на исправление погрешностей
формы оказывает скорость съема металла. Чем выше
эта скорость, тем большая величина погрешности ис-
73
chipmaker.ru
правляется. Таким образом, при необходимости исправ-
лять значительные погрешности формы следует повы-
шать скорость съема металла и в первую очередь путем
увеличения режущей способности брусков.
Скорость исправления -отклонений отверстий от
круглости определяется жесткостью механизма разжи-
ма брусков и фактическим давлением их. Для быстрого
исправления исходной величины отклонений от кругло-
сти применяют хонинговальные головки с повышенной
жесткостью механизма разжима брусков.
Хонингованием формируется поверхностный слой
обрабатываемых деталей как по шероховатости, так и
по физическим свойствам. В нем возникают сжимаю-
щие остаточные напряжения, благоприятно влияющие
на эксплуатационные показатели деталей. При режимах
резания величина этих напряжений достигает 400 МПа
(40 кгс/мм2). При режимах трения — полирования вели-
чина остаточных напряжений увеличивается до 900 МПа
(90 кгс/мм2). Степень упрочнения поверхностного слоя
может достигать 40%,. а глубина наклепанного слоя
12—15 мкм.
Таким образом, для достижения максимальных сжи-
мающих остаточных напряжений и степени упрочнения
поверхностного слоя операцию хонингования рекомен-
дуется заканчивать в режиме трения — полирования,
для чего окружную скорость головки следует повышать
до 70—80 м/мин, а давление — до 1,0—1,2 МПа (10—
12 кгс/см2). Машинное время обработки в режиме тре-
ния— полирования составляет 25—30% ее общего вре-
мени.
Алмазными брусками хонингуют чугуны, закаленные
и термически не обработанные стали и сплавы, а также
алюминиевые сплавы. Наиболее распространено алмаз-
ное хонингование изделий из чугунов: блоков цилинд-
ров автомобилей и тракторных двигателей, различных
втулок, рычагов, шестерен и т. д. Так, на Горьковском
автомобильном заводе осуществляют хонингование бло-
ков цилиндров из серого чугуна марки СЧ22-44 твер-
достью 70—241 НВ и гильз цилиндра из легированного
чугуна твердостью 146—197 НВ. Требования чертежа:
овальность и конусообразность отверстия диаметром
82 мм — не более 0,02 мм; бочкообразность и седлообраз-
ность — не более 0,01 мм; шероховатость поверхности—
не выше 0,25 мкм. Режимы обработки: оо1.р=40—
45 м/мин; оеп=15 м/мин; давление брусков Р=1,5—
2,5 МПа (15—25 кгс/см2)' при черновом хонинговании
•74
и Р=0,5—1,0 МПа (5—10 кгс/см2)’ при чистовом. В ка-
честве СОЖ используется смесь из 98% керосина и 2%
олеиновой кислоты. Черновое хонингование производят
алмазными брусками. АСР100/80, чистовое — АСМ28/20
100%-ной концентрации на металлической связке.
Стойкость комплекта брусков на черновой операции
20—22,5 тыс. отверстий, на чистовой — более 60 тыс.
• На этом же заводе осуществляют алмазное хонин-
гование 15 типоразмеров колесных и главных тормоз-
ных цилиндров грузовых и легковых автомобилей. Ма-
териал цилиндров — СЧ18-36 (136—148 НВ), диаметры
отверстий 22—42 мм, длина 36—148 мм. Требования
чертежа: шероховатость поверхностй /?о=0,10—0,16 мкм;
конусообразность отверстий — не более 0,01 мм; оваль-
ность— не более 0,01 мм. Черновое хонингование про-
изводят алмазными брусками АС50/40 100%-ной кон-
центрации на металлической связке, чистовое —
АСМ14/10 также 100%-ной концентрации. Стойкость
алмазных брусков при черновом хонинговании более
чем в 120, а при чистовом в 250 раз выше, чем обыч-
ных абразивных из зеленого карбида кремния марки
63С.
На Стерлитамакском станкостроительном , заводе
имени В. И. Ленина разработана автоматическая линия
окончательной обработки отверстий. Хонингование осу-
ществляется в три операции: черновое, получистовое и
чистовое. При черновом бруском АСВ200/160 Ml 100%-
ной концентрации снимают основной припуск и исправ-
ляют погрешности геометрической формы. Режим обра-
ботки: частота вращения детали п=160 об/мин; овп=
= 13 м/мин; давление Р= 1,2 МПа (12 кгс/см2), шерохо-
ватость поверхности — не более 1?а=1,25 мкм.
При получистовом хонинговании шероховатость по-
верхности снижается до Ла = 0,63 мкм; овальность и ко-
нусообразность отверстий — не более 0,02 мм. Обра-
ботку производят брусками АСВ80/63 Ml 100%-ной
концентрации при п= 160 об/мин; vBn=9 м/мин; Р—
= 1 МПа (10 кгс/см2).
Чистовое хонингование осуществляют брусками
АСМ28/20 Ml 100%-ной концентрации при п—
= 160 об/мин; овп=9 м/мин; Р=0,6 МПа (6 кгс/см2)’.
Конечная шероховатость поверхности не превышает
/?а = 0,32 мкм.
Брусками из эльбора обрабатывают в основном
стали. Во ВНИИАШ были проведены исследования ра-
бочих свойств брусков из эльбора для хонингования за-
75
chipmaker.ru
каленных сталей 45, 20Х, UIX15 и 38ХМЮА. Применя-
лись бруски ЛО12, ЛО4 и ЛОМ14 100%-ной концен-
трации на металлической, металлокерамической и кера-
мической связках. Исследования показали, что наибо-
лее высокая и стабильная производительность при ра-
боте брусками на керамической связке. Это объясняет-
ся более однородной и пористой структурой таких брус-
ков; кроме того, на поверхности брусков на металли-
ческой и металлокерамической связках часто образуют-
ся адгезионные налипы металла, ухудшающие шерохо-
ватость получаемой поверхности.
При обработке закаленных сталей производитель-
ность эльборовых брусков на керамической связке
в 1,6—3 раза выше, чем алмазных.
Наиболее рациональные режимы хонингования зака-
ленных сталей брусками из эльбора на керамической
связке: покр=30—40 м/мин; овп=8—12 м/мин; Р = 0,2—
0,4 МПа (2—4 кгс/см2) при использовании в качестве
СОЖ смеси из 70% керосина, 27% индустриального
масла и 3% олеиновой кислоты. При чистовом хонин-
говании окружную скорость рекомендуется повышать
до 70—80 м/мин. При черновой обработке брусками
ЛО12Т1К 100%-ной концентрации обеспечивается ше-
роховатость поверхности /?а=0,2—0,5 мкм, а при чисто-
вой брусками ЛО14Т1—JIO14T2K 100%-ной концен-
-трации /?й = 0,1—0,15 мкм.
Рекомендации по выбору характеристики стандарт-
ных абразивных брусков в зависимости от величины
снимаемого припуска, обрабатываемого материала и
заданной шероховатости поверхности приведены в
табл. 2.4.
Режимы обработки при хонинговании абразивными
брусками на черновых операциях: oOItp=20—40 м/мин;
1’вп—8—12 м/мин; Р=0,5—1,0 МПа (5—10 кгс/см2); на
чистовых: с’окр=100—120 м/мин; еВп=8—12 м/мин; Р==
=0,2—0,4 МПа (2—4 кгс/см2).
Существует два метода контроля получаемых отвер-
стий— пассивный и активный. При пассивном контро-
лируют окончательный размер отверстия, полученный
в процессе обработки. Такой контроль может осущест-
вляться универсальными и специальными измеритель-
ными средствами (см. гл. 6). Пассивный метод контро-
ля не оказывает влияния на ход процесса обработки.
При активном контроле осуществляется автоматиче-
ское управление технологическим процессом в зависи-
мости от результатов измерения детали при ее обра-
76
Таблица 2.4. Выбор характеристики абразивных
хонинговальных брусков
Материал обрабатывае- мой детали Припуск, в мм Шероховатость У?д, в мкм (достигав- исходная | мая Характеристика абразивных брусков
Закаленная сталь 0,08-0,14 0,04—0,08 0,03—0,04 0,01-0,03 2,5 2,5 1,25 1,25 1,25 0,63 0,32 0,32 24А10 СТ1—СТ2К 24А6 С2—СТ2К 24А5 С2-СТ2К 63C3 5 Cl—СТ1К 24АЗ 5 Cl—СТ1К
Незакален- ная сталь 0,04—0,07 0,02—0,04 0,003—0,005 2,5 1,25 0,63 0,63 0,63 0,16 63С10 СТ2—Т1К 24А10 С2—СТ2К 63СМ40 СТ2—Т2К 63С4 СТ2—Т2К 63CMI4—М28 СТ1—СТ2К
Закаленный серый чугун 0,08-0,16 0,04—0,08 0,01—0,03 2,5 1,25 0,63 1,25 0,63 0,32 63С16 Т1—Т2К (бакели- зпроваиные) 63С10 12Т1—Т2К (баке- лизированные) 63СМ40 СМ2—С2К 63СМ14 СМ2—С2К
Серый чугун 0,08—0,16 0,05—0,08 0,03—0,05 0,02—0,03 0,005—0,008 0,005-0,008 5,0 2,5 2,5 1,25 0,63 0,63 2,5 1,25 1,25 0,63 0,32 0,16 63С12 16Т1—Т2К 63С10 Т1—T2K 63С10 СТ2—Т2К 63С6 СТ2—Т2К 63СМ20—М28 СТ2—Т2К 63СМ14—М20 СТ2—Т2К
ботке или в зависимости от настройки специальных
устройств. При активном контроле размеры деталей
контролируются непосредственно в процессе их обра-
ботки, благодаря чему предупреждается появление
брака. Время контроля совмещается с машинным вре-
менем, что способствует повышению производительно-
сти. Особенно большую эффективность активный кон-
троль имеет при алмазном хонинговании, где одним
комплектом брусков без переналадки можно обрабаты-
вать до 10 тыс. деталей и более.
В настоящее время имеется большое число разнооб-
разных схем и устройств активного контроля при хо-
нинговании отверстий, различающихся по принципам
Действия, методам измерения, управляющим воздейст-
виям на станок и другим признакам.
П
chipmaker.ru
Рис. 2.21. Устройство для
активного контроля с
помощью «падающей» пробкн-
калибра:
/ — стержень; 2 — датчик; 3 — тол-
катель; 4 — фланец; 5 — подшип-
ник; 6 — пружина; 7 — пробка-ка-
либр; 8 — упорный фланец; 9—>
корпус; 10 — брусок,
78
Конструкция устройства
для активного контроля с
помощью «падающей» проб-
ки-калибра показана на
рис. 2.21. На стержне / го-
ловки установлена измери-
тельная пробка-калибр 7,
которая в процессе хонин-
гования под действием пру-
жины при каждом ходе
вниз стремится войти в об-
рабатываемое отверстие.
При достижении заданного
размера пробка-калибр вхо-
дит в отверстие и- своим
буртиком замыкает контакт
датчика 2, в результате че-
го станок останавливается.
Простота конструкции и на-
дежность работы подобной
системы позволяют реко-
мендовать ее для широкого
внедрения в промышлен-
ность.
Разработана бесконтакт-
ная пневмоэжекторная си-
стема активного контроля
отверстий в процессе хонин-
гования (рис. 2.22), кото-
рая встраивается в верти-
кально-хонинговальные ста-
нки. В конце первого хода
головки сжатый воздух из
сети через воздухораспреде-
литель 10, пройдя черезвла-
гоотделитель 11 и блок
фильтра 12 со стабилизато-
ром давления, поступает
одновременно в сильфон-
ный пневмоэлектроконтакт-
ный датчик бив выносной
эжектор 15, состоящий из
двух близко расположен-
ных сопел — входного 14 и
выходного 16. Далее воздух
из выходного сопла эжек-
тора поступает непосредственно в хонинговальную го-
ловку 1, которая шарнирно крепится к шпинделю стан-
ка. Подвод сжатого воздуха к вращающемуся инстру-
менту осуществляется через муфту 2, от которой он по
каналам поступает к двум противоположно расположен-
ным диаметральным соплам 17. Последние запрессова-
ны в корпусе хонинговальной головки 1 и образуют соб-
ственно пневматический измеритель. От повреждения
эти измерительные сопла защищены четырьмя направ-
Рис. 2.22. Схема бесконтактной пневмоэжекторной
системы активного контроля.
ляющими планками 18 из твердого сплава, которые так-
же обеспечивают необходимую точность центрирования
отверстия при неравномерном износе брусков. Наимень-
ший суммарный измерительный зазор составляет 0,1 мм.
Другой .поток воздуха от блока фильтра 12 со ста-
билизатором давления поступает через входное сопло 7
и ветвь противодавления датчика 6 (второе входное
сопло 7 заглушено). Измерительная ветвь 13 датчика
подключается между соплами выносного эжектора 15.
При этом пневматическая система разряжается. При
увеличении диаметра обрабатываемого отверстия дета-
ли 19 зазоры между торцами сопел 17 и обрабатывае-
мой поверхностью увеличиваются и давление в измери-
тельной ветви 13 с выносным эжектором 15 уменьша-
ется. Винт 9 противодавления настроен так, что при
79
chipmaker.ru
достижении заданного -диаметра отверстия давление
в измерительном сильфоне 3 и сильфоне 8 противодав-
ления уравнивается, и стрелка 5 датчика приходит
в пулевое положение. В этот момент замыкается элек-
трический контакт 4 датчика и выдается команда на
прекращение цикла обработки детали.
Рассмотренная система активного контроля харак-
теризуется' высокой стабильностью в работе и находит
все более широкое применение. •
СУПЕРФИНИШИРОВАНИЕ
ГЛАВА
3.1. СУЩНОСТЬ ПРОЦЕССА И ОБЛАСТИ ПРИМЕНЕНИЯ
Суперфиниширование — это отделочная обработка
поверхностей деталей мелкозернистыми абразивными
брусками, совершающими колебательные движения
амплитудой 2—5 мм с частотой от 500 до 2000 дв.
ход./мин.
В большинстве случаев суперфиниширование приме-
няют для финишной обработки трущихся контактирую-
щих поверхностей после шлифования, когда необходимо
существенно повысить эксплуатационные свойства де-
талей. Это достигается благодаря обеспечению малой
шероховатости поверхности (/?г=0,6—0,05 мкм), уда-
лению ее волнистости и других дефектов, образовав-
шихся при шлифовании, значительному уменьшению
огранки (до 0,3—0,5 мкм), формированию упорядочен-
ного поверхностного слоя без каких-либо структурных
изменений. При суперфинишировании также могут быть
уменьшены такие погрешности формы, как оваль-
ность, седлообразность, конусообразность, бочкооб-
разность. Кроме того, этот процесс позволяет управ-
лять направлением и формой микронеровностей, что
очень важно для повышения эксплуатационных качеств
таких ответственных деталей машин, как шпиндели и
пиноли станков, коленчатые и распределительные валы,
поршневые пальцы, клапаны и др.
К преимуществам 'суперфиниширования по сравне-
нию с другими методами финишной обработки отно-
сятся: простота применяемого оборудования; возмож-
ность использования универсальных (токарных, шлифо-
вальных) станков с помощью головок-вибраторов; вы-
сокая производительность, в особенности при бесцентро-
81
chipmaker, ru
вой обработке на проход при многобрусковых налад-
ках; высокое качество получаемых поверхностей без
структурных изменений металла поверхностного слоя,
что связано с низкими давлениями (250—300 Н) и ско-
ростями резания (10—100 м/мин); возможность работы
по автоматическому циклу с механической загрузкой
деталей и активным контролем их размеров. К этому
следует добавить, что получаемые поверхности надеж-
но удерживают смазку и имеют значительно большую,
чем при шлифовании, фактическую опорную площадь
(до 95% номинальной площади).
Сущность процесса суперфиниширования состоит
в микрорезании поверхности металла одновременно
большим количеством (102—104 зерен/мм2) мельчайших
абразивных зерен. При этом резание со снятием тончай-1
ших стружек (0,1—0,5 мкм) сочетается с трением'
и пластическим оттеснением металла.
Наиболее интенсивное резание происходит при уда-
лении слоя металла исходной шероховатости, получен-
ного на предшествующей операции. После его удаления
интенсивность процесса снижается примерно вдвое. Од-
нако соответствующим выбором условий суперфиниши-
рования (характеристики брусков, режимов обработки,
смазочно-охлаждающих средств) можно обеспечить ин-
тенсивное резание в течение длительного времени. При
этом скорость съема металла достигает 1—1,5 мкм/с.
После полного удаления следов предыдущей опера-
ции (шлифования, тонкого точения) необходимо обес-
печить переход от резания к трению, при котором бру-
сок полирует обрабатываемую поверхность. Такой пе-
реход может быть осуществлен изменением кинематики
процесса — значительным увеличением отношения ок-
ружной скорости к скорости колебательного движения
^окр/^кол, что достигается повышением частоты враще-
ния заготовки: она должна быть в 3—10 раз выше, чем
на первом этапе процесса. Для этого применяют более
мягкие бруски, обладающие высокой режущей способ-
ностью. Увеличение частоты вращения заготовки при-
водит к уменьшению числа эффективно работающих
вершин и граней зерен. Большинство зерен не режет
металл, а только пластически деформирует его, при
этом происходит сглаживание неровностей поверхности
и она получает зеркальный блеск.
Такой метод регулирования процесса суперфиниши-
рования обеспечивает стабильные и высокие показатели
качества деталей.
82
В последние годы для расширения технологических
возможностей процесса суперфиниширования разрабо-
таны конструкции станков с жестким прижимом брус-
ков к обрабатываемой поверхности. В применяемых до
недавнего времени схемах суперфиниширования осуще-
ствлялся упругий прижим бруска 2 (рис. 3.1, о) к дета-
ли 4 пружиной 1, пневмоцилиндром либо гидроцилинд-
ром через пружину, в результате чего исправление та-
ких погрешностей, как огранка и овальность, было за-
труднено.
По новой схеме суперфиниширования (рис. 3.1,6)
брусок 2 прижимается к детали 4 непосредственно
гидроцилиндром либо через промежуточные жесткие
Рис. 3.2. Рабочие движения
детали и бруска при
суперфинишировании:
S — продвижение бруска за один
оборот детали; а — размах колеба-
ний бруска.
Рис. 3.1. Схема силового (а)
и кинематического (б) за-
мыкания системы брусок —
деталь.
звенья 3, например клинорычажный механизм. При та-
ком жестком прижиме бруска возможно в значительной
степени исправить погрешности цилиндрических заго-
товок как в поперечном, так и в продольном сечении.
Основными рабочими движениями при суперфини-
шировании являются (рис. 3.2): вращение заготовки
с окружной скоростью Оокр’, возвратно-поступательное
(колебательное) движение бруска со скоростью Окол’,
движение продольной подачи бруска либо детали со
скоростью оПр. Кроме основных иногда применяют до-
полнительные движения, например наложение ультра-
звуковых колебаний на брусок или деталь. Увеличение
числа движений при суперфинишировании позволяет
лучше использовать режущую способность абразивных
зерен, поскольку в этих условиях они режут различными
гранями, а перемещение их в различных направлениях
способствует освобождению бруска от отходов обра-
ботки.
83
chipmaker.ru
В машиностроении наиболее распространены сле-
дующие виды суперфиниширования: центровое, бесцен-
тровое, торцевое плоских и сферических поверхностей.
При центровом суперфинишировании
деталь может обрабатываться как с продольной пода-
чей, так и врезанием. При первом способе используются
все три вида рабочих движений — вращение детали со
скоростью оО1(р, возвратно-поступательное движение
бруска со скоростью окол и продольное перемещение со
скоростью t'np. При втором — только два вида рабочих
движений — вращение детали и возвратно-поступатель-
ное движение бруска, что несколько ухудшает условия
Рис. 3.3. Схема обработки плоских (а)
и сферических (б) поверхностей.
обработки. При этом способе длина бруска должна
быть равна длине обрабатываемой детали, либо короче
ее на величину амплитуды колебаний.
При бесцентровом суперфиниширова-
нии детали устанавливают на вращающихся валках,
которые обеспечивают два рабочих движения—враща-
тельное со скоростью оОкр и продольное перемещение со
скоростью цпр. Третье — возвратно-поступательное со
скоростью окол — обеспечивает суперфинишпая головка.
Возможность последовательной установки в головке
брусков различной зернистости делает бесцентровое су-
перфиниширование высокопроизводительным процессом.
Детали с уступами или буртиками обрабатывают мето-
дом врезания, где используются два рабочих движе-
ния— вращательное с иОкр и возвратно-поступательное
С Цкол-
При торцевом суперфинишировании
плоские поверхности чаще обрабатывают не бруском,
а торцем чашечного круга / (рис. 3.3,а). Круг враща-
ется и одновременно совершает круговое движение
около оси, не совпадающее с осью шпинделя круга; кро-
ме этого, круг имеет и колебательное движение.
84
Сферические поверхности можно обрабатывать вра-
щающимся чашечным кругом 1, ось которого наклонена
под углом к оси вращающейся детали (рис. 3.3,6).
При обработке тороидальных поверхностей (жело-
бов колец подшипников) осуществляют наружное
(рис. 3.4, а) и внутреннее (рис. 3.4,6) суперфиниширо-
вание. Здесь используются два рабо-
чих движения — вращение детали со /р
скоростью Оокр и возвратно-ноступа-
тельное движение бруска о1(Ол. \ \Z--7
При всех видах суперфиниширова- ч АУ/
ния абразивный инструмент с опреде- улу
ленным усилием Р прижимается к об-
рабатываемой поверхности. Величина . .
этого усилия назначается в зависимо-
сти от требований к качеству поверх-
ности п производительности обра- (------------
ботки. 11---
Рис. 3.4. Схема
обработки
тороидальных
наружных и
внутренних
поверхностей.
3.2. ОБОРУДОВАНИЕ ДЛЯ
СУПЕРФИНИШИРОВАНИЯ
Отечественная промышленность
выпускает универсальные и специ-
альные суперфинишные станки. К уни-
версальным относятся станки для об-
работки в центрах, бесцентровые и
станки для обработки торцевых по-
верхностей, а к специальным — стан-
ки для суперфиниширования шеек ко-
ленчатых и распределительных валов
и для обработки желобов колец под-
шипников.
Большинство современных суперфинишных стан-
ков— полуавтоматы: установка и снятие деталей про-
изводятся вручную, а цикл обработки — автоматиче-
ский. Автоматами являются станки для суперфиниши-
рования шеек коленчатых и распределительных валов.
При оснащении станков для обработки желобов колец
подшипников, а также бесцентровых бункерными или
другими устройствами для автоматической загрузки де-
талей они превращаются в автоматы.
По количеству рабочих позиций суперфинишные
станки подразделяются на одно-, двух- и многопозици-
онные. На рабочих позициях может производиться па-
раллельная обработка заготовок, при этом готовые де-
85
chipmaker.ru
тали сходят с каждой позиции, или последовательная,
когда обрабатываемая заготовка перемещается с одной
позиции на другую, а готовая деталь получается толь-
ко на последней позиции. В первом случае обработка,
как правило,'производится абразивными инструментами
с одной и той же характеристикой, во втором — инстру-
ментами с различными характеристиками.
Классификация суперфинишных станков по харак-
теру компоновки и движения рабочих органов опреде-
ляется видами обрабатываемых деталей и способами
обработки.
Рис. 3.5. Схемы суперфиниширования в центрах:
а —-с продольной подачей; б — врезанием; в — врезанием при обработке
конической поверхности.
Центровые суперфинишные станки предназначены
главным образом для обработки наружных цилиндри-
ческих поверхностей деталей, установленных в центрах.
Различают станки с одной инструментальной головкой
и с несколькими (до четырех) головками. Первые
используются для обработки цилиндрических и кониче-
ских поверхностей как с продольной подачей, так и
врезанием (рис. 3.5). Это отечественные станки-полу-
автоматы ЗД870Б, ЗД871Б и ЗД871БК. На станках
с несколькими инструментальными г,оловками можно
одновременно обрабатывать несколько поверхностей
различных диаметров. Так, на станке мод. ЗД871 с че-
тырьмя инструментальными головками одновременно
обрабатывают до четырех шеек вала.
Технические характеристики центровых суперфиниш-
ных станков, которые широко применяются в промыш-
ленности, приведены в табл. 3.1.
На указанных выше моделях станков заготовка
устанавливается в центрах или в патроне и приводится
во вращение. Абразивный брусок с определенным уси-
лием прижимается к обрабатываемой поверхности и,
совершая осциллирующее и возвратно-поступательное
движения вдоль оси заготовки (если обработка ведется
с продольной подачей), осуществляет резание металла.
Короткие и конические заготовки обрабатываются вре-
занием.
86
Таблица ЗЛ. Техническая характеристика центровых
суперфинишных станков
Параметры Модели стаи коз
ЗД370Б ЗД871Б ЗД371 ЗД371БК
Наибольший диаметр обрабатываемой детали, в мм 140 280 280 280
Рекомендуемые диа- метры обработки, в мм 6—70 20-140 20—140 50—200
Наибольшая длина об- рабатываемой детали, в мм 360 1710 710 1400
Высота.центров, в мм 150 200 200 200
Количество инструмен- тальных головок, в шт. Частота осциллирова- ния брусков, в дв. ход./мин Ход бруска, в мм 1-2 1 1000; 150 0,5- 4 0 и 1900 -5,0 ' 1
Величина продольного перемещения бруска, в мм Скорость продольной подачи, в м7мии 9—400 9—700 0,5- 9—400 -3.0 15-1450
Частота вращения шпинделя, в об/мин Угол поворота инстру- ментальной головки, в град 47-1875 25-1000 25-1000 15 25-1000
Усилие прижима бру- 0—400 0—1000 0—1000 0—1000
сков, в Н (кгс) (0-40) (0-100) (0-100) (0-100)
Процесс суперфиниширования осуществляется сту-
пенчато: на черновом режиме снимается припуск —
определенный слой металла, а на чистовом — достига-
ется требуемая шероховатость поверхности. Переход
с чернового режима на чистовой и окончание цикла
обработки происходят автоматически. Время полной об-
работки устанавливается по величине съема припуска
и контролируется по реле времени или по прибору ак-
тивного контроля.
Переход на чистовой режим осуществляется за счет
увеличения скорости вращения заготовки. В выпускае-
87
ВГ.П1
мых моделях станков привод вращения имеет два ис-
полнения. Для станков, используемых в условиях еди-
ничного и мелкосерийного производства, когда требу-
ется частое изменение режимов обработки, применен
привод с бесступенчатым изменением скоростей. Уста-
новка частот вращения заготовки на черновом режиме
осуществляется тиристорным электроприводом типа ЭТ
0-16, а переход на чистовой происходит автоматически
с увеличением частоты вращения заготовки с помощью
коробки скоростей.
На станках, предназначенных для крупносерийного
и массового производства, изменение скоростей осуще-
ствляется также с помощью коробки скоростей.
В конструктивном отношении приведенные модели
станков выполнены по одной принципиальной схеме,
поэтому подробнее рассмотрим только некоторые из них.
Суперфинишный станок модели ЗД871Б (рис. 3.6)
предназначен для обработки в центрах пли патроне ци-
линдрических и конических поверхностей вращения диа-
метром до 280 мм и длиной до 710 мм. Основой станка
является сварная станина 1, на которой расположены
бабка 2 с пультом управления 3. задняя бабка 11, су-
перфинишная головка 8, перемещающаяся по направ-
ляющим станины, и насосная станция 4. Привод шпин-
деля бабки изделия, состоящий из тиристорного элек-
тропривода ЭТ 02-16 и коробки скоростей, расположен
в левой части станины. На передней ее стенке разме-
щены рукоятки 14, 15 и 16 включения осцилляции бру-
ска, его прижима к обрабатываемой заготовке и про-
дольного перемещения вдоль оси детали. Там же нахо-
дятся два реле времени: 13 — для установки времени
обработки на черновом режиме и 12— на чистовом.
В прямоугольных направляющих суперфинишной
головки 8 установлена подвижная траверса, на которой
закреплен механизм осциллирования 10 с инструмен-
тальной головкой 5 и противовесом 9. Усилие прижима
абразивного бруска к детали осуществляется рукоят-
ками 6 и 7 по манометрам.
На станине может устанавливаться измерительная
скоба для активного контроля получаемого размера.
Для этого в станке предусмотрено отсчетно-командное
устройство.
Смазка всех механизмов, а также направляющих
суперфинишной головки производится централизованно
от системы смазки станка. Осциллирование бруска осу-
ществляется от отдельного электродвигателя, а прижим
88
п продольное перемещение его — с помощью гидропри-
вода. Для предварительной очистки смазочно-охлаж-
дающих средств служит магнитный сепаратор, а для
окончательной — гидроциклон.
Бесцентровые станки предназначены для суперфини-
ширования деталей тел вращения .диаметром от 3 до
Рис. 3.6. Суперфинишный полуавтомат мод. ЗД871Б.
125 мм. Обрабатываются цилиндрические, конические и
бочкообразные поверхности.
Различают станки для обработки на проход и вре-
занием. Первым способом осуществляют суперфиниши-
рование на станках мод. ЗД878, ЗД879 и ЗД880. Они —
непрерывного действия с продольной подачей детали
относительно осциллирующих брусков. Это наиболее
производительный способ обработки.
Кинематические и гидравлические схемы этих стан-
ков идентичны, основные узлы унифицированы. Ориги-
89
chipmaker, ru
нальными в каждой модели являются подающие валко-
вые устройства и детали наладки: лотки загрузки и
разгрузки, инструментальные державки. Станки разли-
чаются по мощности привода валков и количеству ин-
струментальных головок. Подающие валковые устрой-
ства обеспечивают перемещение деталей в зоне обра-
ботки.
Вторым способом производят суперфиниширование
на станках позиционного типа (мод. ЗД879Б). Обра-
ботка осуществляется либо на одной позиции, либо на
нескольких с периодической перекладкой детали специ-
альным устройством. При этом в моменты загрузки, пе-
рекладки и выгрузки деталей бруски отводятся от об-
рабатываемой поверхности. Таким способом обрабаты-
вают детали сложной конфигурации, имеющие уступы,
буртики и т. п.
Схемы суперфиниширования на бесцентровых стан-
ках приведены на рис. 3.7, а их техническая характери-
стика — в табл. 3.2.
Таблица 3.2. Техническая характеристика станков
для бесцентрового суперфиниширования
Модели станков
Параметры ЗД878 ЗД879 ЗД380 ЗД379Б
обработка на проход обработка врезанием
Диаметр обрабатывае- мой детали, в мм 1,5-32 8—60 10-125 8-125
Диаметр валков, в мм 45; 60; 100 100 130 80; ПО
Длина валков, в мм 400; 550 550 750 150; 500
Количество инструмен- тальных головок, в шт. 4-6 6 8 4
Частота осциллирова- ния брусков, в дв. ход./мнн 1900; 1500
Ход бруска, в мм 0,5— -5,0 .
Скорость подачи дета- ли, в м/мин 0,158-1.58; 0,25—2.53; 0,328 —3,28 0.164-1,64; 0,25-2,53; 0,328—3,28 0,59-5,9; 0,38—3,8; 0,19-1,9
Частота вращения вал- ков, в об/мин 30—300; 54—540; 67—675 30—300 60—600 30—300
Усилие прижима бру- сков, в Н (кгс) 0—400 (0-40) 0—400 (0-40) 0—400 (0-40) 0—1000 (0-100)
90
Рис. 3.7. Схема суперфиниширования на бесцен грозах,
станках:
обработка на проход цилиндрических (а) и конических (б) деталей;
е — обработка врезанием ступенчатых деталей.
Рис. 3.8. Бесцентровый суперфинишный полуавтомат
мод. ЗД879.
91
chipmaker.ru
Рассмотрим некоторые модели станков.
Бесцентровый суперфинишный станок мод. ЗД879
(рис. 3.8) предназначен для обработки на проход ци-
линдрических поверхностей деталей диаметром 8—
(л) мм. Станок состоит из сварной станины 1, в левом
отсеке которой размещен привод валков, а в правом —
система охлаждения суперфинишной головки 5, подаю-
щего валкового устройства 3, электрошкафа 4 и пульта
2 с кнопками управления. На подвижных каретках ме-
ханизма осциллирования 6 установлено шесть инстру-
ментальных головок 9. Осциллирование. брусков осуще-
ствляется от отдельного электродвигателя, а их прижим
к обрабатываемой поверхности — с помощью пневмо-
привода. Регулирование силы прижима каждой голов-
ки производится по манометру 7 индивидуально с по-
1 мощью рукоятки 8. Охлаждающая жидкость подается
по трубке 11с рядом радиальных отверстий, через ко-
торые. жидкость под напором поступает в зону обра-
ботки. Расход жидкости регулируется краном 10.
Бесцентровый станок мод. ЗД879Б предназначен для
I суперфиниширования деталей типа клапанов, толкате-
лей и других с буртиками методом врезания. Станки
этой модели выпускаются налаженными на обработку
конкретной детали или группы однотипных. Деталь при
обработке имеет только вращательное движение, сооб-
। щаемое ей от двух горизонтально установленных вал-
ков, форма рабочей поверхности которых соответствует
форме заготовок.
Станок имеет четыре рабочие позиции, что позво-
ляет производить одновременное суперфиниширование
। до четырех деталей. Каждая деталь обрабатывается
। одним бруском, которому кроме осциллирующего дви-
жения (от электродвигателя) . сообщается медленное
продольное перемещение вдоль оси обрабатываемой по-
верхности (от гидропривода). Загрузка и выгрузка де-
талей может быть ручной или автоматической с помо-
I щыо лотков и транспортеров. При переналадке станка
для суперфиниширования деталей других типов уста-
навливают новые валки с рабочей поверхностью, соот-
ветствующей форме обрабатываемых деталей. Подача
охлаждающей жидкости в зону обработки осуществля-
ется по трубке. Расход ее регулируется краном.
Торцесуперфинишные станки предназначены для об-
работки торцевых поверхностей толкателей клапанов,
поршневых колец, тормозных дисков, зубчатых колес
и т. д. Схемы обработки на них приведены на рис. 3.3.
92
Суперфиниширование сферы осуществляют чашеч-
ным кругом, развернутым на небольшой угол (2—3°),
плоские поверхности — брусками либо вращающимися
кругами, которым сообщается также колебательное
движение.
Станки выпускаются однопозиционными и двухпози-
ционными. Первые предназначены для обработки пло-
ских поверхностей торцем чашечного круга. Цикл рабо-
ты у них — полуавтоматический. Шпиндель изделия
имеет две скорости вращения.
Обработка производится по
реле времени.
Двухпозиционные станки
имеют два независимых шпин-
деля изделия, привод которых
осуществляется от гидродви-
гателей, обеспечивающих бес-
ступенчатое регулирование
чисел оборотов детали.
Рассмотрим двухпозици-
онный станок отечественного
производства мод. 3888В.
Станок состоит из сварной
станины коробчатой формы,
на которой установлена стой-
ка и два шпинделя изделия,
Рис. 3.9. Головка для
суперфиниширова ни я
плоских поверхностей.
оснащенных магнитными патронами. Детали могут об-
рабатываться осциллирующими брусками либо враща-
ющимися и осциллирующими чашечными кругами, для
чего в каждой позиции могут устанавливаться две соот-
ветствующие сменные инструментальные головки. Элек-
трооборудование станка размещено в шкафу, который
закреплен на задней стенке корпуса стойки. Внутри
станины размещена станция охлаждения.
Схема работы головки торцесуперфинишного станка
для обработки плоских поверхностей приведена на
рис. 3.9. Шпиндель 1, оснащенный брусками 2, осуще-
ствляет вращательное движение, а бруски — колеба-
тельное движение А и возвратно-поступательное Б.
Стол 3, на котором установлена деталь, осуществляет
вращательное и колебательное движения В.
Для обработки шеек коленчатых и распределитель-
ных валов Саратовский станкостроительный завод вы-
пускает суперфинишный автомат мод. ЗА875 в различ-
ных модификациях. В конструктивном отношении все
станки выполнены по единой принципиальной схеме.
93
Спецификой является то, что станки выпускаются на-
лаженными на обработку конкретного вала с опреде-
ленными параметрами. Количество инструментальных
головок, устанавливаемых на станках, соответствует
количеству обрабатываемых шеек.
Суперфинишный автомат мод. ЗА875 предназначен
для одновременной обработки коренных и шатунных
шеек коленчатых валов длиной до 1000 мм и выполнен
с наладкой на обработку коленчатого вала автомобиля
ЗИЛ.
Техническая характеристика станка: ~
длина обрабатываемого вала, в мм................. 784
максимальный диаметр вращения по оси коренных.
шеек, в мм < 198
радиус кривошипа, в мм............................ 47,5
частота вращения шпинделя, в об/мин:
черновой режим.........................>«>.< 43; 67; 98
чистовой режим......................> > . . 85; 125; 190
частота осциллирования, в дв. ход./мин:
черновой режим......................... . * 200 (400)
чистовой - режим 100 (200)
величина хода при осциллировании, в мм ... . 3
При обработке коленчатый вал устанавливают в цен-
трах. Абразивные бруски, закрепленные в инструмен-
тальных головках, охватывая шейки вала, прижимают-
ся к ним с необходимым усилием. Вал имеет враща-
тельное и одновременно осциллирующее (с величиной
хода 3 мм) движения. Инструментальные головки под-
вешены с помощью шарниров и уравновешены пружи-
нами. При вращении вала головки, охватывающие ко-
ренные шейки, остаются неподвижными, а охватываю-
щие шатунные шейки «следят» за их перемещением.
Загрузка, обработка на черновом и чистовом режи-
мах, выгрузка коленчатых валов происходят автомати-
чески.
3.3. СУПЕРФИНИШНЫЕ ГОЛОВКИ
И ПРИСПОСОБЛЕНИЯ
В единичном и мелкосерийном производстве при от-
сутствии специального оборудования процесс суперфи-
ниширования осуществляют на универсальных стан-
ках— токарных, расточных, шлифовальных и др. — с по-
мощью суперфинишных головок и приспособлений, ко-
торые обеспечивают брускам колебательное движение
и их прижим к детали. На токарных станках суперфи-'
94
нишные головки устанавливаются в резцедержателе или
на суппорте, а на шлифовальных — вместо бабки шли-
фовального круга.
По характеру привода осциллирования головки бы-
вают электромеханические, пневматические и гидравли-
ческие.
Усилие прижима абразивных брусков может осуще-
ствляться тарированной пружиной либо с помощью
пневмо- или гидроцилиндра.
Электромеханические
головки. Движение ос-
циллирования в электро-
механических головках
обеспечивается электро-
двигателем через эксцен-
триковый вал либо через
кривоши п и о - шат у нн ы й
механизм. Изменение ча-
стоты осциллирования
бруска достигается за
счет изменения частоты
вращения электродвига-
теля либо сменой шкивов
клиноременной передачи;
Для изменения величины
хода бруска используют
эксцентриковые валики с
различной величиной экс-
центриситета.
Электромеханическая
Рис. 3.10. Суперфииишная
головка СФГ-100М.
суперфинишная головка
СФГ-100М (рис. 3.10) состоит из следующих основных
узлов: корпуса 3, в котором расположен механизм ос-
циллирования инструментальной головки 4, узла креп-
ления головки 1 на суппорте токарного станка и элек-
тродвигателя. Привод механизма осциллирования осу-
ществляется от электродвигателя 2. Прижим брусков
к детали — пружинный. В комплекте имеются три пру-
, обеспечивающие усилие прижима до 1000 Н
СФГ-ЮОМ предназначена для суперфини-
ширования цилиндрических и конических поверхностей
диаметром 5—100 мм. Головка имеет две инструмен-
тальные головки, максимальное расстояние между их
осями 126 мм. Частота осциллирования— 1400 дв.
ход./мин, ход бруска — 3 мм.
жины,
(100 кгс).
Головка
95
I chipmaker.ru
Основным узлом суперфинишной головки является
инструментальная головка (рис. 3.11), которая пред-
ставляет собой цилиндрическую скалку 2 с закреплен-
ной на ней державкой 1 абразивных брусков. За счет
Рис. 3.11. Инструментальная головка.
сжатия пружины 3 создается прижим брусков к обра-
батываемой поверхности. Силу прижима контролируют
по шкале 7 указателем 6. Механизм головки смонтиро-
Рис. 3.12. Схема установки
головки СФГ-ЮОМ на токарный
станок мод. IK62.
ван в корпусе 4, который
по направляющим 5 со-
(гвершает колебательное
движение, сообщаемое
механизмом осциллиро-
вания.
Схема установки го-
ловки СФГ-100М на то-
карно-винторезном стан-
ке мод. 1К62 приведена
на рис. 3.12. На попереч-
ном суппорте 1 станка
закрепляется центрирую-
щий палец 4, на котором
монтируется кронштейн 7
с инструментальной го-
ловкой 5 и механизмом
осциллирования 8. В
электрошкафу 1.0 разме-
щено электрооборудова-
ние. Смазочно-охлажда-
ющая жидкость подво-
дится в зону резания к соплу 6 по шлангу 9, а из под-
дона 3 отводится по шлангу 2.
Обрабатываемую деталь устанавливают в центрах
или патроне токарного станка. Вращение ей передается
от передней бабки. Направление вращения детали —
96
обратное точению. Обработка начинается с включения
механизма осциллпрования; затем обратным переклю-
чением поперечного суппорта инструментальная головка
подводится к обрабатываемой поверхности. Силу при-
жима абразивных брусков от 0 до 1000 Н (100 кгс)
контролируют по шкале. Суперфиниширование осущест-
вляется при обильной подаче СОЖ.
Рис. 3.13. Пневматическая головка:
/«—резиновая обкладка; 2— подвеска; 3—пусковой золотник;
4 — плунжер возбудителям 5 — корпус возбудителя; 6 — корпус
державок брусков; 7 — рабочая пружина; 8— демпфирующая
пружина; 9 — корпус головки.
При обработке длинных деталей суперфинишной го-
ловке сообщается медленная продольная подача, кото-
рая при необходимости может изменяться. При» обра-
ботке конических поверхностей головка разворачивается
на заданный угол.
По окончании суперфиниширования сначала отво-
дится головка от обрабатываемой детали, а затем вы-
ключаются приводы вращения и осциллпрования.
Пневматические головки. В суперфинишных голов-
ках с пневмоцилиндром движение осциллпрования и
усилие прижима бруска осуществляются за счет энер-
гии сжатого воздуха. Частота осциллирования 1800—
2000 дв. ход./мин при величине хода бруска 1,5—6 мм.
Конструкция одной из пневматических головок при-
ведена на рис. 3.13. Принцип действия головки следую-
97
щий. В неработающей головке плунжер 4 возбудителя
колебаний занимает среднее положение. Пуск головки
осуществляется нажатием кнопки пускового золотника
3. Сжатый воздух попадает в правую полость цилиндра
и заставляет плунжер 4 двигаться влево. При этом
движении плунжер перекрывает канал, подводящий
сжатый воздух в правую полость, и открывает выхлоп-
ное окно этой полости и канал, подводящий воздух
в левую полость цилиндра. Начинается движение плун-
жера вправо, и .цикл повторяется в обратной последова-
Рис. 3.14. Специальная пневматическая головка.
дельности. До тех пор, пока головка соединена с источ-
ником сжатого воздуха, плунжер автоматически совер-
шает возвратно-поступательное движение.
Центр тяжести всей системы должен быть неподви-
жен, поэтому колебаниям подвергается не только плун-
жер, но и цилиндр с корпусом 5 (со сдвигом по фазе на
180°), так как они движутся в противоположных на-
правлениях. Отношение амплитуд колебаний корпуса и
плунжера равно обратному отношению их масс. Коле-
бания корпуса 5 через рабочие пружины 7 передаются
корпусу 6 державок абразивных брусков, подвешенному
на тонких пластинчатых подвесках 2. Регулирование
амплитуды осциллирования брусков осуществляется из-
менением давления воздуха, подводимого к возбуди-
телю колебания, при этом одновременно изменяется и
частота осциллирования.
Пневматическая головка для суперфиниширования
цилиндрических поверхностей (рис. 3.14) устанавлива-
98
ется на место резцедержателя токарного станка. Эта
головка представляет собой механизм, в котором вра-
щательное движение' пневматической турбинки превра-
щается в возвратно-поступательное движение скобы
с абразивным бруском.
При работе головки сжатый воздух из сети по труб-
ке 15 поступает в лопасти 6 пневматической турбинки,
Рис. 3.15. Гидравлическая головка.
приводя во вращение ротор 7, насаженный на вал 5.
При этом вращательное движение ротора пневматиче-
ской турбинки превращается в колебательное возврат-
но-поступательное движение абразивного бруска. На
конце вала в отверстии головки эксцентрично насажен
шариковый подшипник 12. Головка закреплена в па-
раллельных направляющих 8 и перемещается под воз-
действием вкладышей 9, прикрепленных к ней заклеп-
ками. На головке установлена державка И с абразив-
ным бруском 13.
99
chipmaker.ru
Штоком 4, связанным с одной стороны с поршнем 3
пневматического цилиндра 2, а с другой — с крышкой 1
корпуса головки, абразивный брусок прижимается к об-
рабатываемой детали. Усилия прижима головки изме-
няются с помощью воздушного редуктора и контроли-
руются по манометру. За счет второй шарнирной опоры,
выполненной в виде винтов 14 с коническим хвостови-
ком, осуществляются поворот головки и прижим абра-
зива к детали.
Гофрированный резиновый колпак, укрепленный про-
волочными кольцами 10 в державке //и гайке 16, слу-
жит для защиты головки от попадания абразивной
пыли.
Частота колебания брусков — 5000 дв. ход./мин, их
ход 5—6 мм.
Гидравлические головки отличаются значительной
мощностью при достаточно высокой частоте осциллиро-
вания брусков (до 2000 дв. ход./мин), изменение кото-
рой достигается путем дросселирования масла в гидро-
системе.
Основными узлами гидравлической головки (рис.
3.15) являются: механизм осциллирования 2, цилиндр
возвратно-поступательного движения 1 и цилиндры 4
прижима брусков. Включение головки осуществляется
подачей масла к золотнику 10. Пройдя золотник, масло
попеременно поступает к рабочим поршням 5 и 9, пере-
мещая их влево и вправо. Одновременно перемещается
жестко связанная с поршнями каретка 3 с цилиндрами
4 прижима брусков. С помощью винта 7 производится
регулирование размаха колебаний брусков в пределах
2—6 мм. Перемещая винтом 7 втулки 6 и 8, можно из-
менять сечения распределительных выточек этих вту-.
лок.
3.4. ВЫБОР РАЗМЕРОВ И ФОРМЫ БРУСКОВ
Эффективность суперфиниширования в большой сте-
пени зависит от правильного выбора размеров брусков,
что определяет площадь их контакта с обрабатываемой
поверхностью, а следовательно, и силу прижима к ней.
Кроме того, от сочетания длины и ширины бруска за-
висит эффективность исправления погрешностей формы
как в поперечном, так и в продольном сечении обраба-
тываемых заготовок. Стандартные размеры выпускае-
мых абразивных брусков приведены в гл. 1. Брусок
любых необходимых размеров может быть получен пу-
100
тем разрезания стандартного бруска на отрезном или
плоскошлифовальном станке.
. Ширина п количество брусков при суперфиниширо-
вании выбираются в зависимости от диаметра обраба-
тываемой детали. На практике рабочую ширину бруска
определяют по выражению:
В = KbD,
где D — диаметр обрабатываемой детали; Кв—коэффи-
циент, значение которого находится в пределах 0,4—0,7.
С увеличением D значения Кв берут меньшими.
Использование брусков шириной более 20—25 мм неце-
лесообразно, так как это затрудняет доступ смазочно-
охлаждающей жидкости в зону обработки и удаление
ее отходов, что приводит к ухудшению качества поверх-
ности детали.
. При суперфинишировании деталей больших диамет-
ров применяют одновременно два бруска и бол'ее, уста-
навливая. их в специальных державках. В зависимости
от диаметра следующие в< обрабатываемых еличины ширины деталей брусков и рекомендуются их количество:
Диаметр к „ Ширина бру- Количество брусков,
детали, в мм В сков, в мм в шт.
3-10 0,6-0,7 2-6 1
10-20 0,5-0,6 6-10 1
20—40 0,5—0,6 10-16 1
40—60 0,4—0,5 16-25 1
60-100 0,25—0,4 20-25 X 2
100-150 0,15-0.25 20-25 2-3
Свыше 150 0,15 и менее 20-25 3—4
При наличии на обрабатываемой поверхности шпоноч-
ных канавок, пазов и окон ширина бруска должна быть
не менее полуторной ширины канавки или паза.
Длина бруска /б не имеет существенного значения
при обработке открытых участков заготовок и прини-
мается равной 1,5—3 его ширины. При большей длине
возможен перекос бруска по отношению к оси детали,
что приводит к его неравномерному износу и ухудше-
нию качества обработанной поверхности. Короткие де-
тали обрабатываются брусками, длина которых равна
длине детали. Суперфиниширование поверхностей с ус-
тупами или буртиками производится брусками, длина
которых равна расстоянию между буртиками за мину-
сом величины амплитуды колебаний, т. е. h—L — а, где
L — длина обрабатываемой поверхности; а — амплитуда
колебаний.
101
chipmaker.ru
При суперфинишировании врезанием, а также в тех
случаях, когда перебег бруска за край невозможен, для
повышения точности формы детали в продольном сече-
нии применяют бруски с переменной шириной рабочей
поверхности (рис. 3.16). Такая форма рабочей поверх-
ности бруска компенсирует разницу во времени его кон-
такта с деталью в средней и крайних зонах и позволяет
добиться одинаковой величины съема металла по всей
длине обрабатываемой поверхности. Профилирование
брусков легко осуществляется на плоскошлифовальном
Рис. 3.16. Бруски
с переменной рабочей
поверхностью.
станке обычным или алмаз-
ным кругом.
Алмазные и эльборовые
бруски изготовляют, как пра-
вило, с радиусной (в соответ-
ствии с радиусом обрабаты-
ваемой детали) рабочей по-
верхностью, что дает возмож-
ность избежать длительной
приработки и непроизводи-
тельного расхода дорогостоя-
щего материала.
Подготовка брусков к ра-
боте,
державках суперфинишных
в основном механически. В некоторых случаях (при ис-
пользовании брусков малых сечений, тонких) их на-
Крепление брусков в
головок производится
клеивают на колодки, которые механически крепят
в державках. Так как качество суперфиниширования
зависит от площади контакта поверхности бруска с об-
рабатываемой заготовкой, его предварительно прираба-
тывают по диаметру детали. На практике применяются
различные способы приработки. Наиболее распростра-
нен способ, при котором осциллирующий брусок при-
жимается к грубо обработанной (/?2=50—100 мкм) по-
верхности детали, вращающейся с малой частотой (25—
30 об/мин). Для этой цели часто используют бракован-
ные детали. Для приработки можно применять также
специальную оправку с нанесенным алмазным слоем
(радиус оправки равен радиусу обрабатываемой дета-
ли). Приработку можно осуществлять и с помощью
абразивной ленты зернистостью 16—25, которую натя-
гивают на деталь абразивным слоем наружу. Прира-
ботка производится путем проворачивания вперед и
назад с лентой под прижатым бруском.
При использовании алмазных и эльборовых брусков
102
с радиусной рабочей поверхностью перед работой про-
изводят ее правку — вскрытие с помощью свободного
зерна карбида бора или карбида кремния (зернисто-
стью на 2—3 номера крупнее, чем зернистость алмаза
или эльбора), нанесенного на деталь-оправку. При при-
работке и правке брусок прижимают к поверхности де-
тали-оправки с небольшим давлением (0,1—0,2 МПа),
осуществляя осциллирование бруска и медленное вра-
щение детали-оправ.ки.
Профилирование и правка рабочей поверхности бру-
ска методом шлифования не рекомендуются, так как
при этом происходит затупление его зерен и резкое
снижение режущей способности.
После приработки необходимо притупить острые
кромки бруска и тщательно промыть его рабочую по-
верхность, после чего он готов к работе.
Выбор характеристики брусков. В промышленности
наиболее широко применяются бруски из белого элек-
трокорунда марок 24А, 25А и зеленого карбида крем-
ния 63С и 64С. Закаленные стали обрабатывают брус-
ками из белого электрокорунда и карбида кремния, а
чугуны, вязкие и пластичные материалы (жаропрочные
сплавы, медь, алюминий и др.)—брусками из карбида
кремния. Для получения очень малой шероховатости по-
верхности (/?„ = 0,02—0,04 мкм) используют бруски из
электрокорунда хромистого марок ЗЗА и 34А зернисто-
стью Ml—М3. Алмазными и эльборовыми брусками об-
рабатывают стальные заготовки высокой твердости,
имеющие в своей структуре карбиды, нитриды и другие
составляющие, твердость которых близка к твердости
обычных абразивных материалов.
Большую часть брусков изготовляют на керамиче-
ской связке. Для уменьшения хрупкости их пропиты-
вают серой.
В настоящее время бруски на керамической связке
выполняют методами прессования и литья. Литые брус-
ки характеризуются высокой однородностью структуры
и большим количеством режущих зерен па рабочей по-
верхности. Они быстро прирабатываются к поверхности
детали, имеют равномерный износ и хорошую самоза-
тачиваемость, что дает возможность повысить интенсив-
ность съема металла и получить достаточно однород-
ный микрорельеф поверхности.
При суперфинишировании закаленных легированных
сталей эльборовые бруски на керамической связке обес-
печивают большую интенсивность съема металла, чем
103
chipmaker.ru
бруски из карбида кремния. Так, при обработке дета-
лей из стали 38ХМЮА твердостью 62—65 HRC съем
металла брусками из зеленого карбида кремния зерни-
стостью М14 составляет 13—14 мм3/мин, а брусками из
эльбора зернистостью М14 — 22—-23 мм3/мин.
Бакелитовая связка отличается более высокой проч-
ностью и упругостью, чем керамическая, однако недо-
статочно устойчива против воздействия СОЖ- Так, при
охлаждении жидкостью, содержащей более 1,5% щело-
чей, абразивный инструмент на бакелитовой связке не-
сколько теряет (на 20—30%) твердость и прочность.
При охлаждении СОЖ на основе керосина бруски на
бакелитовой связке применяют при обработке закален-
ных сталей для обеспечения малой шероховатости
(/?а=0,04—0,08 мкм). Детали из материалов, обладаю-
щих малой твердостью и высокой пластичностью (цвет-
ных и титановых сплавов, нержавеющей стали), супер-
финишируют брусками на бакелитовой связке с графи-
товым наполнителем.
Мелкозернистые алмазные и эльборовые бруски на
металлической связке применять на операциях чисто-
вого суперфиниширования нецелесообразно, так как они
склонны к засаливанию с образованием металлических
наростов на режущей поверхности. Кроме того, труднее
осуществлять приработку таких брусков, что требует
более точной их установки.
Зернистость абразивного инструмента оказывает
большое влияние на производительность процесса и
шероховатость получаемой поверхности. При суперфи-
нишировании зернистость бруска определяется глав-
ным образом требованиями к шероховатости поверхно-
сти. Если заданную величину шероховатости можно
обеспечить брусками смежных зернистостей, то-приме-
няют крупнозернистые, как более производительные.
При работе с технологическими переходами зернистость
брусков последовательно уменьшается.
Рекомендации по выбору зернистости брусков и
определению количества технологических переходов при
суперфинишировании приведены в табл. 3.3.
Для обеспечения одинаковой шероховатости при об-
работке разными брусками зернистость алмазных и эль-
боровых брусков должна быть на номер меньше, чем
обычных абразивных.
Твердость абразивных брусков выбирают с учетом
материала заготовки, вида ее термообработки, исходной
104
Таблица 3.3. Выбор зернистости брусков в зависимости
от требуемой шероховатости
Исходная шерохо- ватость Ra, в мкм Требуемая шерохо- ватость в мкм Общий припуск на обработку (на диа- метр), в мкм Количестве переходов Зернистость брусков
1.25 0,16 20—25 Один М20—М14
0,08 Два: предварительный окончательный М14 М7
0,63 0.16 Один М14—4М10
0,08 Два: предварительный окончательный Ml 4 М7
0,04 Три: предварительный получистовой окончательный М20—М14 М7 М3
0,16 Один М14—М10 .
0,08 Один М10—М7
0,32 0,04 8-10 Два: предварительный окончательный М14—М10 М3
0,02 Три: предварительный получистовой окончательный М14—М10 М7—М5 Ml
0,16 0,04 3-5 Два: предварительный окончательный М7 М3
0,16 0,02 Два: предварительный окончательный М7—М5 Ml
шероховатости поверхности. При суперфинишировании
заготовок из нормальных конструкционных сталей мо-
жно руководствоваться правилом: чем тверже сталь,
тем мягче должен быть брусок, и наоборот. Для супер-
финиширования деталей из конструкционных материа-
лов различной твердости рекомендуются следующие
бруски, изготовленные прессованием:
105
[ chipmaker.ru
Твердость обрабатываемой стали HRC, в Н;мма (кгс/..м ) Твердость брусков
100—200 (10—20) СМ1
250—350 (25—30) МЗ-СМ1
400—500 (40—50) М3
550—600 (55—60) Ml—М2
600—650 (60—65) ВМ2—Ml
При обработке тех же материалов литыми брусками
твердость их должна быть в 2—3 раза выше. Матери-
алы, обладающие низкой твердостью и высокой плас-
тичностью, обрабатывают брусками твердостью ВМ—
М2, а чугун — брусками твердостью С—СТ.
Указанные рекомендации относятся к деталям с ис*
ходной шероховатостью Ra=0,32—0,63 мкм. При уве-
личении исходной шероховатости твердость брусков сле-
дует повышать.
О правильном выборе твердости бруска свидетель-
ствует его быстрая приработка к поверхности заготовки
и равномерный износ (самозатачивание) в течение дли-
тельного времени. Нормальная величина износа для
брусков из электрокорунда или карбида кремния со-
ставляет 5—10 мкм на 1 мкм съема металла (при угле
сетки а = 30—50°). При увеличении окружной скорости
обрабатываемой детали износ бруска резко уменьшается
и при а = 80—85° практически прекращается.
При твердости брусков из эльбора на керамической
связке СТ2—ТЗ износ их составляет 0,2—0,5 мкм на
1 мкм съема металла, удельный расход эльбора 2,5—
3 мг/г.
Важным показателем характеристики алмазных и
эльборовых брусков является концентрация алмаза и
эльбора в рабочем слое. Выбор концентрации бруска
зависит от свойств обрабатываемого материала и тре-
бований к шероховатости поверхности.
3.5. ВЫБОР РЕЖИМОВ'ОБРАБОТКИ
Режимы процесса суперфиниширования определяют-
ся следующими основными параметрами: окружной ско-
ростью изделия Оокр, в м/мин; частотой осциллирования
(колебания) бруска f, в дв. ход./мин; скоростью про-
дольной подачи заготовки или бруска опр, в м/мин; уси-
лием прижима бруска к обрабатываемой поверхности
Р, в МПа.
Выбор скоростей. Кинематика процесса суперфини-
ширования определяется скоростями иОкр, »кол и Цср, от
106
значений которых зависит также средняя скорость ре-
зания.
Окружная скорость заготовки определяется- из выра-
жения:
~dn ,
^'окр Тооо
средняя скорость колебательного движения бруска—
по формуле:
2а/ ,
‘‘-’кол — юоо м/мин,
где d — диаметр обрабатываемой детали, в мм; п — ча-
стота вращения заготовки, в об/мин; а — величина хода
бруска при осциллировании, в мм; f — частота осцилля-
ции бруска, в дв. ход./мин.
Средняя скорость резания может быть рассчитана
по формуле:
Т’рез = V »окр + г'кол М/МИН.
При наличии третьего движения (продольного переме-
щения бруска или заготовки) средняя скорость резания
будет равна:
*’рез = Усокр + (“Укол + г’пр)2 м/мин.
Основным кинематическим фактором суперфиниши-
рования является угол сетки а, который определяет
угол наклона траектории движения режущего зерна.
Угол наклона находим из следующего выражения:
откуда
, VOKP
а = arc tg -— .
икол
Из данного уравнения следует, что угол наклона
сетки может изменяться за счет изменения либо пОкр
либо Пь-ол. т- е- определяется их соотношением.
Исследованиями и практикой установлено, что угол
сетки оказывает значительное влияние на производи-
тельность суперфиниширования и качество получаемой
поверхности. Наиболее интенсивное резание металла и
самозатачивание бруска происходят при а=40—50°,
т. е. когда Покр — Ккол. При увеличении или уменьшении
и съем металла и износ бруска резко уменьшаются,
происходит переход от резания к трению — полирова-
107
chipmaker.ru
800 1000 1200 1400 1600 1800 {.ВШ/мин.
Рис. 3.17. Влияние частоты
осциллирования на съем
металла и износ брусков.
стрируется рис. 3.17, на
нию, от самозатачивания бруска к его затуплению. Бла-
годаря этому шероховатость поверхности заготовки
уменьшается.
Таким образом, оптимальным является кинематиче-
ский цикл обработки с изменением угла сетки а. На
первом этапе для быстрого исправления погрешностей
формы, удаления исходной шероховатости и дефектного
затем увеличивают его
за счет повышения ско-
рости вращения заго-
товки в 2—10 раз и
более.
Повышение абсо-
лютных значений ско-
ростей ГОкр и Окол при
соблюдении оптималь-
ных соотношений ме-
жду ними приводит к
интенсификации про-
цесса: увеличивается
съем металла в режи-
ме резания, быстрее
происходит сглажива-
ние микрорельефа в
режиме трения — по-
лирования. Это иллю-
котором приведены данные
о влиянии частоты осциллирования бруска и окружной
скорости заготовки (для поддержания постоянного угла
сетки а скорость увеличивали) на величину съема ме-_
талла и износ бруска. Из графиков рисунка видно, что
увеличение абсолютных значений окружной скорости и
скорости осциллирования интенсифицирует процесс как
в режиме резания (а = 48°), так и в режиме трения —
полирования (а = 7Г). Шероховатость поверхности
с увеличением частоты осциллирования почти не изме-
няется. На практике обычно работают с максимальной
для данного оборудования скоростью колебаний бруска,
'а окружную скорость устанавливают с учетом соотно-
шения, определяемого необходимым углом сетки.
В табл. 3.4 приведены данные по выбору кинемати-
ческого цикла суперфиниширования.
Скорость продольной подачи заготовки или бруска
г’чр. как правило, значительно меньше, чем иКол> и при
определении upe3 может не учитываться. Обычно ско-
рость продольной подачи составляет иПр=0,2—1,5 м/мин
108
Таблица 3.4. Рекомендуемые значения соотношения v0Ifp/uK0J1
для различных циклов суперфиниширования
Требуемая шероховатость поверхности в мкм Число ступе- ней цикла Угол сетки а, в град. ^’окрЛ'кол V окр’ в м/мин г'кол’ в м/мин Относи- тельное время обработки на каждой ступени, в %
0,16-0,08 1 40-50 0,8—1,2 8—15 8—12 100
0,08-0,04 1 2 40-50 60-70 0,8—1,2 1,7-2.7 8—15 25-40 8—12 50-60 50—40
1 40—50 0,8-1,2 8-15 50-60
0,04—0,02 2 60—70 1,7-2,7 25—40 8-12 40—25
3 75—85 3,7-11,4 40—100 10-15
1 40-50 0,8-1,2 8—15 40—50
0,02-0,01 2 3 60-70 75-80 1,7—2,7 3,7—5,7 25—40 40—80 8-12 40—20 10-15
4 85-88 11,4-28,6 80-120 10-15
в зависимости от длины обрабатываемой заготовки: чем
больше длина, тем выше скорость. При бесцентровом
суперфинишировании гПр = 0,2—0,5 м/мин.
Выбор давления. Важным фактором, влияющим на
процесс суперфиниширования, является давление бру-
ска, т. е. сила, с которой брусок прижимается к поверх-
ности обрабатываемой заготовки. В зависимости от об-
рабатываемого материала величина давления может со-
ставлять от 0,05 до 0,6 МПа (0,5—6 кгс/см2). Меньшие
значения давления берутся при суперфинишировании
мягких и вязких материалов, большие — твердых и за-
каленных сталей.
С увеличением давления повышаются производи-
тельность процесса и шероховатость получаемой поверх-
ности, что объясняется более глубоким внедрением
абразивных зерен в металл. Удельная производитель-
ность (отношение объема снятого металла к объему из-
ношенной части бруска) вначале повышается, а затем
в связи с интенсивным износом бруска резко падает.
Поэтому при суперфинишировании грубых поверхностей
рекомендуется снижать давление в начале обработки
с целью исключения непроизводительного износа брус-
ка, а по мере удаления микронеровностей и увеличения
109
I chipmaker.ru
фактической площади контакта детали с бруском — по-
вышать его, чтобы процесс резания не прекращался до
полного удаления дефектного слоя. Затем на этапе тре-
ния— полирования давление снова следует снижать,
чтобы получить меньшую величину шероховатости по-
верхности. Величина давления следующим образом
влияет на относительную величину съема металла:
давление бруска, в ЛЩа
(кгс/см2) ..... 0,1
(1)
относительная величина
съема металла ... 1,0
0,2 0,3 0,4 0,5 0,6
(2) (3) (4) (5) (6)
1,44 1,9 2,3 2,5 2,7
При обработке закаленных сталей брусками различ-
ной зернистости можно рекомендовать следующие вели-
чины давлений: для брусков М40—М20Р = 0,3—0,4 МПа
(3—4 кгс/см2); для М14—М5 Р = 0,2—0,3 МПа (2—
3 кгс/см2); для М3—Ml Р=0,15—0,2 МПа (1,5—
2 кгс/см2).
Машинное время суперфиниширования. Продолжи-
тельность суперфиниширования зависит от характера
обрабатываемого материала, его твердости, исходной
шероховатости поверхности и точности геометрической
формы. При обработке врезанием машинное время
обычно составляет 30—60 с. При работе с продольной по-
дачей оно определяется длиной детали и бруска, скоро-
стью продольной подачи и числом рабочих ходов, необхо-
димых для получения поверхности требуемого качества.
На практике процесс суперфиниширования осущест-
вляется ступенчато с изменением величин окружной
скорости или давления. Время общего цикла — машин-
ное время обработки — делится пропорционально по
ступеням. На рис. 3.18 приведена общая схема цикла
суперфиниширования, где показано изменение величины
съема металла и шероховатости поверхности за время
цикла. Общий цикл суперфиниширования Тц склады-
вается из времени Т\ на удаление исходной шерохова-
тости и времени Тг на переход от резания к трению. Из
времени Т\ и Т2 складывается время этапа резания
Урез- За счет изменения угла сетки (повышения скоро-
сти вращения) осуществляется постепенный переход
к трению — полированию. Время этапа трения T?v скла-
дывается из времени Т3 и В общем времени цикла
суперфиниширования 7'1=15—20%; 7рез=40—50 и Т3,
7’4 —по 20—25%.
Таким образом, особое значение имеет первый пери-
110
Рис. 3.18. Изменение съема
металла и шероховатости
поверхности за цикл
обработки.
од цикла — этап резания, время которого Трез должно
быть достаточным для удаления всех следов предыду-
щей обработки и создания однородного, с меньшей ше-
роховатостью микрорельефа поверхности. Остальные
периоды могут быть кратковременными, что достаточно
для полирования поверхности.
Смазочно-охлаждающие жидкости. Значительную
роль при суперфинишировании играют смазочно-охлаж-
дающие жидкости. Они ока-
зывают влияние на интен-
сивность процесса резания
и как следствие — на шеро-
ховатость поверхности.
В процессе суперфини-
ширования СОЖ выполня-
ет функции: удаляет отходы
обработки; оказывает дис-
пергирующее действие на
поверхность заготовки за
счет проникновения в ми-
кротрещины и уменьшения
внутреннего трения в мате-
риале; образует окисные
пленки и адсорбционные
слои, удаляемые при дви-
жении абразивных зерен,
снижает поверхностную
энергию металла благодаря
адсорбции, что облегчает
процесс его деформирова-
ния; смазывает режущие
кромки абразивных зерен, в результате чего улучшается
процесс резания; охлаждает зону резания.
Применяемые при суперфинишировании СОЖ дол-
жны обладать главным образом моюще-смазывающими
свойствами, так как температура в зоне резания не пре-
вышает 50—60°С. Использование в них поверхностно-ак-
тивных веществ способствует увеличению съема метал-
ла и улучшению качества поверхности. Связывающая
способность жидкости определяется ее вязкостью. Высо-
кая вязкость СОЖ уменьшает внедрение абразивных
зерен в металл, что приводит к снижению его съема.
Поэтому при обработке вязких и пластичных материа-
лов СОЖ с большей вязкостью используют с целью
уменьшения интенсивности процесса резания. Это дает
возможность обеспечить при суперфинишировании мяг-
111
chipmaker.ru
ких, высокопластичных материалов малую шерохова-
тость поверхности.
На практике при обработке закаленных сталей в ка-
честве СОЖ в большинстве случаев применяют керо-
сино-масляную смесь: 85—90% керосина и 10—15% ма-
шинного масла (веретенного или индустриального-20)
с добавкой 3—5% олеиновой кислоты. Керосин обла-
дает оптимальным сочетанием двух требуемых качеств—
моющей и смазывающей способностью. При суперфини-
шировании вязких и пластичных материалов во избе-
жание «наволакивания» металла на брусок следует при-
менять керосино-масляную смесь с увеличенным (до
70—80%) содержанием масла.
В процессе обработки необходима тщательная очи-
стка СОЖ от отходов, так как отдельные их частицы
могут оставить глубокие риски на поверхности детали.
Современные суперфинишные станки оснащены магнит-
ным и тонким бумажным фультрами. Высокая степень
очистки достигается также с помощью песчано-ткане-
вого фильтра, представляющего собой камеру с мелко-
зернистым песком и несколькими перегородками с натя-
нутой на них специальной тканью. Подача СОЖ дол-
жна осуществляться достаточно обильной струей, на-
правленной на входную (с учетом вращения детали)
кромку бруска.
3.6. ТОЧНОСТЬ И КАЧЕСТВО ПОВЕРХНОСТИ
В настоящее время к ответственным деталям машин
предъявляются высокие требования к точности и каче-
ству поверхности. Допустимые отклонения должны со-
ставлять не более, в мкм: от круглости—1; волнисто-
сти— 0,5; цилиндричности— 5; шероховатость поверх-
ности должна быть равна /?2=0,16—0,08 и /?а = 0,02—
0,01. На поверхности не должно быть структурно-фазо-
вых изменений, растягивающих напряжений, микротре-
щин. Все эти требования обеспечивает процесс супер-
финиширования.
Современная технология суперфиниширования, осно-
ванная на применении абразивных брусков (в-том чи-
сле алмазных и эльборовых) с повышенными режущи-
ми свойствами, кинематическом регулировании интен-
сивности процесса, увеличении частоты осциллирования
брусков, доходящей до ультразвуковых колебаний, а
также жесткости прижима их к деталям, позволяет сни-
мать припуски в 20—30 мкм, существенно исправляя
112
при этом погрешности геометрической формы деталей.
Точность суперфиниширования зависит от жесткости
системы, включающей устройство для передачи давле-
ния на брусок, базирующие элементы и деталь. Способ
передачи давления на брусок оказывает существенное
влияние на интенсивность уменьшения отклонения от
круглости и его конечную величину. Лучшие результаты
достигаются при передаче его непосредственно от штока
гидро- или пневмоцилиндра суперфинишной головки.
Рис. 3.19. Круглограмма поверхностей до (а) и после
(б) суперфиниширования (Х2000 и Х4000).
Большинство современных станков оснащено гидрав-
лической системой прижима бруска с обратным клапа-
ном, что обеспечивает уменьшение отклонений от круг-
лости с 3—5 до 0,8—1,5 мкм за 30 с и до 0,3—0,7 мкм
за 60—90 с обработки. Уменьшение отклонений от круг-
лости с успехом осуществляют также при бесцентровом
суперфинишировании.
На рис. 3.19 представлены круглограммы роликов
после бесцентрового шлифования (рис. 3.19,а) и после-
дующего суперфиниширования (рис. 3.19,6).
113
chipmaker.ru
При всех видах суперфиниширования достаточно ин-
тенсивно исправляется волнистость поверхности. Конеч-
ная величина ее составляет 0,1—0,3 мкм. При бесцентро-
вом суперфинишировании резко уменьшается разнораз-
мерность обрабатываемых деталей. Если исходная раз-
норазмерность роликов составляла 7—10 мкм, то после
одного рабочего хода она уменьшается до 2—4 мкм, а
после 2—3 ходов — до I—2 мкм.
При центровом суперфинишировании для более ин-
тенсивного исправления погрешностей в поперечном се-
чении, особенно нежестких деталей (L/d>10), приме-
няют головки, работающие «в обхват», с двумя проти-
воположно расположенными брусками либо с тремя
брусками, размещенными под углом 120° друг к другу.
При этом интенсивность исправления погрешностей
формы повышается в 2—3 раза, а наименьшие значения
отклонений от круглости составляют 0,5—1,2 мкм.
Точность формы детали в продольном сечении зави-
сит от соотношения длины бруска /б и длины обрабаты-
ваемой детали L, а также от величины перебега бруска
«б за ее край. При суперфинишировании имеется тен-
денция к образованию такой погрешности формы, как
седлообразность, что обусловливается различным вре-
менем контакта бруска со средним и крайним участка-
ми обрабатываемой поверхности. Наибольшая величина
седлообразности получается при соотношении /б/Т=1/2
и при работе без перебега бруска. В этих случаях для
уменьшения погрешности следует применять бруски пе-
ременного сечения (см. рис. 3.16). Даже небольшая
величина перебега C6=(,3/s—VibHc значительно умень-
шает седлообразность, а при аб=’/з^б поверхность ста-
новится практически прямолинейной (небольшие зава-
лы в 0,4—0,8 мкм наблюдаются лишь на концах де-
тали)'.
Исправление конусообразности при суперфиниширо-
вании может быть достигнуто путем увеличения време-
ни обработки на участке большего диаметра.
Современная технология суперфиниширования по-
зволяет легко обеспечивать шероховатость поверхности
в пределах /?а=0,02—0,01 мкм. При этом не только вы-
сота, но и частота, форма и направление микронеровно-
стей поддаются регулированию за счет изменения меха-
низма и кинематики процесса.
Суперфиниширование создает на обработанной по-
верхности плотную сетку штрихов — неровностей. На-
пример, при работе бруском зернистостью М28 с обес-
114
печением шероховатости поверхностей 7?а=0,32—•
0,16 мкм на 1 мм длины приходится 80—90 неровно-
стей, а бруском М7 до /?а=0,08—0,04 мкм—140—160
неровностей. (Приведенные данные относятся к неров-
ностям более 0,05 мкм.)
Исследования показывают, что частота неровностей
после суперфиниширования значительно выше, чем по-
сле шлифования. Это объясняется воздействием на по-
верхность большого числа мельчайших абразивных ча-
стиц и наличием высокочастотных колебаний бруска.
Форма микронеровностей также существенно отличает-
ся от таковой после шлифования. Наиболее вероятные
значения радиусов закругления вершин неровностей по-
сле шлифования составляют 10—15 мкм, а после супер-
финиширования— от 20 до 100 мкм в зависимости от
зернистости бруска и режима обработки. Изменяя ха-
рактер взаимодействия абразивных зерен с металлом
(при переходе от резания к трению) при суперфиниши-
ровании можно значительно увеличивать радиусы за-
кругления вершин неровностей. Это обстоятельство мо-
жет быть использовано, например, для повышения кон-
тактной жесткости поверхностей.
Путем изменения соотношения скоростей рабочих
движений при суперфинишировании можно регулиро-
вать направление неровностей, что позволяет создать
более благоприятные условия работы трущихся поверх-
ностей. При шлифовании.такая возможность отсутст-
вует, так как следы обработки имеют постоянное на-
правление, определяемое вращением круга.
До недавнего времени считалось, что суперфиниши-
рование из-за низких скоростей резания и малых уси-
лий прижима бруска не изменяет поверхностный слой
обработанных деталей. Однако проведенные исследова-
ния показали, что при суперфинишировании в поверх-
ностном слое происходит значительное дробление кри-
сталлических блоков, возникают остаточные напряже-
ния I и II рода, увеличивается плотность дислокаций.
Каких-либо фазовых изменений в поверхностном слое
не наблюдается. При исследовании остаточных напря-
жений I рода было установлено, что при суперфиниши-
ровании возникают напряжения сжатия, величина кото-
рых в условиях преобладающего резания составляет
200—400 МПа (20—40 кгс/мм2), а при трении — поли-
ровании 700—900 МПа (70—90 кгс/мм2). Глубина на-
пряженного слоя колеблется в пределах 5—15 мкм,
причем наибольшие значения зафиксированы в слое
115
chipmaker.ru
глубиной 1—1,5 мкм. Наличие остаточных напряжений
сжатия свидетельствует об интенсивном пластическом
деформировании металла и о незначительном выделе-
нии тепла при данном методе обработки.
Измерения микротвердости показали, что суперфи-
ниширование упрочняет поверхностный слой. При обра-
ботке отожженных образцов микротвердость на их по-
верхности достигает 2100—2300МПа (210—230кгс/мм2),
в более глубоком слое она уменьшается и на глубине
15—17 мкм составляет около 1600 МПа (160 кгс/мм2),
что соответствует исходной твердости отожженной ста-
ли 45. При суперфинишировании закаленных образцов
с исходной твердостью около 6000 МПа (600 кгс/мм2)
микротвердость поверхностного слоя увеличивается до
7150—7300 МПа (715—730 кгс/мм2), причем глубина
наклепанного слоя не превышает 6—10 мкм.
Таким образом, процесс суперфиниширования фор-
мирует поверхностный слой металла, упрочняет его на
15—40% и образует в нем остаточные напряжения сжа-
тия, благоприятно влияющие на износостойкость и уста-
лостную прочность деталей.
3.7. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
СУПЕРФИНИШИРОВАНИЯ
Как уже указывалось, суперфиниширование находит
широкое применение в различных отраслях промышлен-
ности и осуществляется на разных видах оборудования.
На центровых станках обрабатывают детали типа ва-
лов и осей — валы коробок передач, оси блоков шесте-
рен, втулки главных шатунов, шпиндели и др. (рис.
3.20,а). На бесцентровых — иголки, ролики и кольца
подшипников, клапаны, поршни, плунжеры, гладкие
валы и т. д. (рис. 3.20,6)’. На торцесуперфинишных—
поршневые кольца, шестерни, сателлиты дифференциа-
лов, тарелки клапанов, -корпуса форсунок и др.
(рис. 3.20, в) . На универсальных металлорежущих стан-
ках с помощью суперфинишных головок можно обра-
батывать самые разнообразные детали.
Обработка на центровых станках. Суперфиниширо-
вание рабочих шеек шпинделей из стали 38ХМ10А твер-
достью 56—63 HRC произодят на центровом станке
мод. ЗД870Б. Диаметр шейки — 60 мм, длина — 110 мм.
По техническим условиям овальность шеек должна со-
ставлять не более 0,000 3 мм, конусообразность —
0,001 мм, шероховатость поверхности Ла = 0,025—
116
0,012 мкм. Исходная шероховатость 2?а = 0,32—0,16 мкм.
Обработку производят литыми брусками из зеленого
карбида кремния 63С зернистостью М7, М3 и Ml затри
этапа — черновую, получистовую и чистовую опера-
ции.
Черновое и получистовое суперфиниширование осу-
ществляют на режимах: частота колебания бруска —
680 дв. ход./мин; его давление — 0,2—0,3 МПа (2—
3 кгс/см2); частота вращения детали — 25 об/мин; ма-
шинное время на черновой операции — 8—10 мин, на
получистовой — 6—8 мин. Чистовую обработку—на ре-
Рис. 3.20. Типовые детали,
обрабатываемые на
центровых (а),
бесцентровых (б) и
торцесуперфинишных (в)
станках.
жимах: частота колебания бруска — 680 дв. ход./мин;
его давление — 0,2—0,3 МПа (2—3 кгс/см2); частота
вращения детали, в об/мин: на 1-й ступени — 25, 2-й —
120, 3-й —360 и на 4-й —540; общее время чистовой
обработки — 25 мин.
Для суперфиниширования рабочих шеек шпинделей
используют и эльборовые бруски типа ЛБС. Операция
выполняется за три перехода при следующих режимах:
окружная скорость детали, в м/мин: на 1-м переходе —
15; 2-м — 62,8 и па 3-м—125,6; частота осциллирова-
ния на всех переходах — 500 дв. ход./мин; величина
хода осциллирования — 6 мм; давление бруска, в МПа
(кгс/см2): на 1-м переходе — 0,5 (5); 2-м — 0,14 (1,4) и
на 3-м — 0,1 (1). Время обработки на 1-м переходе 90,
а на 2-м и 3-м — по 30 с; СОЖ — смесь из 90% керо-
сина и 10% масла.
Обработка на бесцентровых станках. Поршневые
пальцы (диаметром 10—20 мм) из стали 20твердостью
ш
58—62 HRC обрабатывают на бесцентровых станках
брусками из зеленого карбида кремния 63С зернисто-
стью М20. Требуемая шероховатость поверхности Ra~
= 0,16—0,08 мкм. Исходная Ra=0,32—0,16 мкм. Супер-
финиширование выполняют за одну операцию на режи-
мах: окружная скорость детали — 20—40 м/мин; частота
осциллирования бруска— 1500 дв. ход./мин; величина
хода осциллирования — 3 мм; давление бруска — 0,15—
0,3 МПа (1,5—3 кгс/см2); время обработки — 45 с;
СОЖ — масло велоситовое плюс 1,5% олеиновой кис-
лоты.
Поршневые пальцы из стали 40Х твердостью 52—
56 HRC суперфинишируют на бесцентровых станках
брусками из зеленого карбида кремния зернистостью
М14 и М10. Требуемая шероховатость поверхности
Ra=0,08—0,04 мкм. Исходная Ra = 0,63—0,32 мкм. Опе-
рацию осуществляют за два перехода на режимах;
окружная скорость детали 14 м/мин; частота осцилли-
рования бруска — 800 дв. ход./мин; величина хода осцил-
лирования — 3 мм; давление бруска — 0,17 МПа
(1,7 кгс/см2); время обработки — 30 с; СОЖ — смесь из
85% керосина и 15% масла.
Конические ролики диаметром 20—60 мм и длиной
25—70 мм из стали ШХ 15 твердостью 62—65 HRC су-
перфинишируют на бесцентровом станке литыми брус-
ками из зеленого карбида кремния 63С зернистостью
Ml4. Режимы обработки: окружная скорость детали на
1-й ступени 6—7 и на 2-й 25—30 м/мин; частота осцил-
лирования бруска 2000 дв. ход./мин; его давление —
0,3—0,4 МПа (3—4 кгс/см2); машинное время обработ-
ки роликов диаметром 20—30 мм—12—15 с, а диамет-
ром 60 мм — 60 с. Исходная шероховатость поверхности
роликов диаметром 20—36 мм Ro=0,2 мкм, полученная
после обработки Ra=0,05 мкм.
Обработка на торцесуперфинишных станках. Плос-
кую поверхность диска из серого чугуна твердостью
210—240 НВ обрабатывают за две операции брусками
из зеленого карбида кремния зернистостью М28 и MJ4
на следующих режимах: частота вращения детали —
100 об/мин; частота осциллирования бруска — 700 дв.
ход./мин; амплитуда осциллирования — 5 мм; давление
бруска — 0,5 МПа (5 кгс/см2) на 1-й операции и
0,3 МПа (3 кгс/см2) на 2-й; машинное время—1 мин.
Требуемая шероховатость поверхности Ra=0,l мкм.
Исходная Ra=0,2 мкм.
118
Рис. 3.21. Схема головки
для суперфиниширования
желобов колец подшипников:
1— магнитостриктор: 2 — концен-
тратор; 3 — державка; 4 — бру-
сок; 5 — обрабатываемая деталь;
6 — кронштейн.
Суперфиниширование с наложением ультразвуковых
колебаний. Как уже указывалось, при суперфиниширо-
вании деталей из материалов, имеющих низкую твер-
дость и высокую пластичность, происходит налипание
металла на рабочую поверхность бруска, что приво-
дит к ухудшению качества обрабатываемой поверх-
ности.
Из теории и практики обработки металлов резанием
известно, что ультразвуковые колебания режущего ин-
струмента облегчают процесс резания, способствуют
очищению его от частиц металла. Исследования пока-
зали, что наложение при суперфинишировании ультра-
звуковых колебаний на абразивный брусок стабилизи-
рует процесс, обеспечивает
непрекращающееся резание
металла и самозатачивание
бруска. При суперфиниширо-
вании в центрах с дополни-
тельными ультразвуковыми
колебаниями инструмента,
направленными вдоль оси
детали, съем металла на
30—70% выше, -чем при
обычных колебаниях бруска.
При этом не происходит на-
липания металла на его ра-
бочую поверхность. Шерохо-
ватость полученной поверх-
ности /?а = 0,08—0,04 мкм.
Исследование ее качеств не I
нений от нормы.
На рис. 3.21 приведена схема головки для суперфи-
ниширования желобов колец подшипников с наложе-
нием ультразвуковых колебаний. В данном случае они
направлены по нормали к обрабатываемой поверхности.
Применение ультразвуковых колебаний способство-
вало повышению производительности в 2—3 раза и
обеспечению однородной поверхности шероховатостью
7?а=О,О5—0,025 мкм.
Ультразвуковые колебания бруска предотвращают
его засаливание. Непрерывные процессы самозатачива-
ния бруска и резания металла происходят независимо
от соотношения скоростей детали и инструмента. По-
этому стала возможной обработка закаленных сталей
при высоких скоростях резания (250—350 м/мин)'. По-
сле съема основного припуска с целью перехода к про-
119
каких-либо откло-
chipmaker.ru
цессу трения — полирования амплитуду ультразвуковых
колебаний уменьшают.
Таким образом, суперфиниширование с наложением
на абразивный инструмент дополнительных колебаний
с ультразвуковой частотой является эффективным на-
правлением стабилизации и интенсификации данного
процесса, а также повышения качества поверхностей
труднообрабатываемых материалов.
Об этом свидетельствует и ультразвуковое суперфи-
ниширование желобов внутреннего кольца подшипника
№ 308 брусками из зеленого карбида кремния 63С зер-
нистостью М7. Режимы обработки: скорость резания на
1-й ступени 300, а на 2-й — 390 м/мин; частота осцилли-
ровапия брусков — 600 дв. ход./мин; давление бруска
на 1-й ступени—1,2 МПа (12 кгс/см2)' и на 2-й —
0,9 МПа (9 кгс/см2); машинное время обработки на 1-й
ступени — 8 с, а на 2-й — 4 с.
При этом обеспечивается съем металла 15—16 мкм
на диаметр и шероховатость поверхности /?а=0,05 мкм
при исходной /?а = 0,4 мкм.
ДОВОДКА — ПРИТИРКА
ГЛАВА
4.1. СУЩНОСТЬ ПРОЦЕССА И ОБЛАСТИ ПРИМЕНЕНИЯ
Доводка — притирка — это отделочная операция, при
которой съем металла с обрабатываемой' поверхности
детали производится абразивными зернами, свободно
распределенными в пасте или суспензии, которая нане-
сена на поверхность инструмента — притира. Выполня-
ется она при малых скоростях и переменном направле-
нии рабочего движения притира. Эта наиболее трудоем-
кая отделочная операция позволяет получать поверхно-
сти шероховатостью Да=0,04—0,02 мкм и Дг=0,1—
0,025 мкм с отклонениями от требуемой геометрической
формы до 0,1—0,3 мкм. Физико-механические свойства
поверхностей после доводки — притирки всегда выше,
чем после тонкого шлифования.
Различают ручную, полумеханическую и механиче-
скую доводку — притирку. Ручная применяется в еди-
ничном производстве, а также при обработке деталей
сложной формы. Ручная доводка — притирка — процесс
трудоемкий, точность и качество, ее зависит от квали-
фикации рабочего. Высококвалифицированный специа-
лист обеспечивает точность размеров и геометрической
формы обработанных поверхностей в пределах 0,5—
2 мкм и шероховатость /?г=0,1—0,025 мкм.
Полумеханическая, или, как ее называют, машинно-
ручная, доводка — притирка используется в мелкосерий-
ном производстве. Ее выполняют на доводочных баб-
ках, станках токарной группы, электрических и пневма-
тических машинах. В этом случае главное движение
осуществляется станком или машиной, а движение по-
дачи — от руки.'
121
chipmaker.ru
Механическая доводка — притирка предназначена
для крупносерийного и массового производства.
В промышленности находят применение также абра-
зивная, химико-механическая и электрохимико-механи-
ческая доводка — притирка.
При абразивной обработке используются абразив-
ные инструменты, пасты и суспензии на основе состав-
ляющих, твердость которых значительно выше твердо-
сти обрабатываемого материала. Сущность абразивной
доводки — притирки (рис.
Рис. 4.1. Сущность абразив-
ной доводки — притирки.
4.1) заключается в том, что
абразивные зерна /.находясь
между обрабатываемой по-
верхностью 3 и притиром 2,
вдавливаются в поверхность
последнего, так как он изго-
товлен из более мягкого ма-
териала, чем деталь, и шар-
жируются в нем. При взаим-
ном перемещении детали и
притира закрепленные в нем
абразивные зерна снимают
тончайшие стружки 4 с об-
рабатываемой поверхности.
Абразивная доводка — при-
тирка нашла широкое применение при окончательной
обработке измерительного и режущего инструмента и
деталей машин с закаленными, азотированными и твер-
досплавными поверхностями.
При химико-механической доводке — притирке про-
цессы химического воздействия на поверхность металла
сочетаются с процессами механического удаления тон-
чайшего поверхностного слоя. Под воздействием кислот,
входящих в состав паст, поверхность детали покрыва-
ется химическими соединениями в виде пленки. При от-
носительном движении притира и обрабатываемой де-
тали пленка удаляется в первую очередь с выступаю-
щих частей поверхности. При этом на поверхностях тре-
ния она все время сдирается и образуется снова до тех
пор, пока все выступающие неровности обрабатываемой
поверхности не будут удалены.
Детали из стальных, медных и алюминиевых спла-
вов, чугунов и некоторых других материалов подвер-
гаются химико-механической доводке с помощью паст
на основе окиси хрома (типа пасты ГОИ). Такую обра-
ботку производят притирами из материалов, устойчивых
к воздействию доводочных паст, благодаря чему съем
122
металла с детали преобладает над износом инстру-
мента.
Электрохимикомеханическая доводка применяется
для обработки твердосплавного режущего инструмента.
4.2. ВЫБОР ПАСТ, СУСПЕНЗИЙ И ПРИТИРОВ
Эффективность технологического процесса довод-
ки— притирки зависит от многих факторов, но главным
из них является правильный выбор паст и суспензий,
а также материала и формы притиров.
Пасты и суспензии. Ассортимент применяемых паст
и суспензий очень широк. Так как стандартных паст и
суспензий мало (см. гл. 1), многие предприятия сами
изготовляют их необходимого состава. Некоторые ви-
ды таких паст и суспензий приведены в табл. 4.1.
Пасты и суспензии из карбида кремния и электро-
корундов зернистостью М20—М40 служат для предва-
рительной доводки— притирки деталей из стали и цвет-
ных сплавов; зернистостью М10—М14 — для получисто-
вой обработки деталей из стали, кварца и полупровод-
ников, а зернистостью Ml—М5 — для окончательной до-
водки— притирки деталей из стали и цветных сплавов.
При механической доводке должна быть учтена по-
ниженная стойкость паст ГОИ. Если не возобновлять
слоя пасты на притире, то в первые 45 с съем металла,
например с алюминиевых сплавов, возрастает почти
пропорционально времени обработки. Затем паста бы-
стро теряет полирующую способность и съем металла
резко уменьшается. На притире скапливается большое
количество продуктов износа, мешающих продолжению
процесса доводки. Следовательно, при механической до-
водке необходимо создать такие условия, при которых
полирующий слой пасты будет периодически возобнов-
ляться.
Унифицированные пасты, изготовленные из хроми-
стого электрокорунда, предназначены для обработки
деталей из незакаленной и закаленной стали: зернисто-
стью М20—М40 — для предварительной доводки по-
верхностей до шероховатости 7?а=0,16—0,63 мкм;
М10—М14— для получистовой доводки /?а = 0,08—
0,16 мкм; М7—М5 — для чистовой доводки до /?а=
= 0,04—0,08 мкм; Ml—М3 —для окончательной довод-
ки до /?п=0,02—0,04 и Rz=0,025—0,1 мкм.
Эльборовые пасты и суспензии применяют для до-
водки деталей, которые должны быть изготовлены с вы-
123
сокой точностью и низкой шероховатостью поверхно-
стей. Они эффективны при доводке деталей из закален-
ных сталей. Эльборовые пасты зернистостью ЛМ28—
ЛМ40 предназначены для предварительной доводки де-
талей с припуском 0,05—0,02 мм чугунным или сталь-
ным притиром. Получаемая шероховатость поверхности
7?н = 0,16—0,63 мкм.
Пасты зернистостью ЛМ14—ЛМ20 служат для полу-
чистовой доводки деталей с припуском 0,02—0,01 мм
притиром из чугуна, текстолита, самшита или из цвет-
ных металлов. При этом 7?в=0,8—0,16 мкм. Пасты зер-
нистостью ЛМ5—ЛМ10 предназначены для чистовой, а
ЛМ1—ЛМЗ для окончательной притирки деталей. При-
пуск на доводку — 0,002—0,003 мм, достигаемая шеро-
ховатость поверхности /?а=0,02—0,04 мкм.
Алмазные пасты целесообразно применять в тех слу-
чаях, когда точность размеров обрабатываемых деталей
должна соответствовать 5-му и 6-му квалитетам, а ше-
роховатость поверхности 7?г=0,05—0,025 мкм. Следует
учитывать, что чем тверже и более хрупок материал
детали, тем выше достигаемый класс шероховатости
доведенной поверхности.
Необходимую зернистость пасты Для достижения за-
данной шероховатости поверхности можно выбрать
только ориентировочно:
Шероховатость поверхности, в мкм
Ra = 0,63-0,16................................
Ra = 0,32—0,08 ...............................
Ra = 0,16-0,04................................
Ra = 0,08-0,02 ...............................
Rz = 0,1-0,05.................................
Rz = 0,1—0,025 ...............................
Притиры. В технологии доводочных операций зна-
чительную роль играют притиры. Форма рабочей по-
верхности притира, как правило, должна соответство-
вать форме обрабатываемой поверхности, поэтому точ-
ность последней зависит от точности поверхности при-
тира. Так как в процессе доводки — притирки форма
притира непрерывно изменяется, он должен быть до-
статочно жестким и незначительно изнашиваться под
действием паст. Высокая износостойкость притира по-
зволяет направлять воздействие доводочного материала
преимущественно на обрабатываемую поверхность и
возможно дольше сохранять точность инструмента, что
непосредственно влияет на точность обработки.
Зернистость
пасты
60/40—40/28
40/28—28/14
28/14—14/10
14/10—10/7
10/7-5/3
5/3-1/0
125
chipmaker.ru
Притиры изготовляют из стали, чугуна, меди, брон-
зы, стекла, твердых и вязких пород дерева. Наиболее
распространены притиры из серого чугуна. Почти все
доводочные станки оснащены чугунными дисками-при-
тирами. Они предназначены в основном для доводки
закаленных стальных деталей твердостью не ниже
50 HRC.
К отливкам для изготовления чугунных притиров
предъявляются определенные требования: они должны
иметь плотную и однородную структуру в сечениях по
всем направлениям: основную массу ее должен состав-
лять мелкопластинчатый перлит при незначительной ча-
сти феррита и выделениях графита в виде мелких за-
вихренных чешуек; твердость отливки должна быть
190—230 НВ.
Для дисков-притиров используют чугуны разных хи-
мических составов: серый твердостью 180—220 НВ;
хромомедно-титановый электрошлакового переплава
190—210 НВ и легированный иттрием 190—210 НВ.
Стальные притиры по сравнению с чугунными имеют
более высокие износостойкость и прочность и более
низкую шаржируемость. Они применяются при доводке
эльборовыми и алмазными пастами. Особенно эффек-
тивно использование сталей для изготовления тонких и
длинных притиров.
Для точной доводки — притирки лучшим инструмен-
том является притир из стекла, особенно сортов МКР-1
(«Пирекс») и ЛК6 (ГОСТ 3514—76). Малый износ
стеклянного притира под воздействием химико-механи-
ческих паст имеет важное значение не только для со-
хранения точности инструмента в течение продолжи-
тельного времени, но и для повышения производитель-
ности процесса. Паста воздействует преимущественно
на обрабатываемую поверхность, что, естественно, при-
водит к ее экономии и увеличению удельного съема ме-
талла. Высокая износостойкость является главным до-
стоинством стеклянных притиров, которые практически
мало деформируются при колебаниях температуры и с
течением времени.
Чем мельче зернистость эльборовых и алмазных
паст, тем мягче должен быть материал притира. Окон-
чательные операции доводки осуществляют притирами
из текстолита, цветных металлов, самшита, липы, ’ бе-
резы, замши.
Находят применение и притиры из разнородных ма-
териалов. Основу притира выполняют из материала,
126
Эффективно применение притиров, полученных .
дами порошковой металлургии. В качестве материалов
могут использоваться порошки железа, меди, олова,
свинца, никеля, карбида вольфрама и др. Эти притиры
применяют для доводки — притирки и полирования
уплотнительных прокладок, седел клапанов и других
деталей из стали, фосфористой и бессвинцовой бронзы,
свинцово-никелевых сплавов, ферритов и т. д.
Доводку неперетачиваемых твердосплавных пласти-
нок и колец подшипников качения осуществляют абра-
зивными алмазными кругами. При этом много времени
затрачивалось на восстановление кругов от засалива-
ния. В настоящее время найден простой способ доводки
алмазными кругами со стабилизацией их режущих
свойств. Он заключается в том, что при достижении
допустимого засаливания рабочее давление снижается
до 20 МПа и при этом в область обработки вместо СОЖ
(3%-ного раствора кальцинированной соды) подается
абразивная суспензия. После обработки свободным
абразивом в течение 3—5 мин режущая способность
круга восстанавливается. После этого вместо абразив-
ной суспензии снова подают СОЖ и одновременно уве-
личивают рабочее давление до номинального значения.
Таким образом, не прерывая операции доводки, вос-
станавливают режущую способность инструмента.
Различают притиры плоские — для доводки плоско-
стей и цилиндрических поверхностей методом обкаты-
вания; цилиндрические и конические — для обработки
внутренних поверхностей тел вращения; специальные и
фасонные — для доводки асимметричных и фасонных
поверхностей.
В зависимости от вида обработки изготовляют при-
тиры для черновой и чистовой доводки. Первые имеют
127
chipmaker.ru
а11ь'3чая поверхность плнт-притиров должна оыть
<ена с высокой точностью. Допустимые отклоне-
ние. 4.2. Доводочные плиты.
ния от плоскостности плит размерами 250X250 и 400X
Х400 мм составляют от 4 до 1 мкм.
Для уменьшения массы плиты изготовляют с реб-
рами жесткости (рис. 4.2,а). Чтобы избежать повышен-
ной концентрации напряжений в точках схождения ре-
бер, эти точки располагают равномерно по всей плите,
по возможности уменьшая число ребер, сходящихся
в одном месте. Распространены доводочные плиты, ра-
бочая поверхность которых разделена на три участка
(рис. 4.2,6): участок I предназначен для предваритель-
ной, II— для чистовой и III — для окончательной до-
водки.
По мере износа рабочих поверхностей плиты пере-
шлифовывают и притирают по методу трех плит, как
на станке, так и вручную. Для этого необходимо иметь
в одном комплекте три плиты-притира, которые прити-
рают последовательно. Вначале—плиты с одинаковой
формой поверхности. Плиту № 1 укрепляют на столе,
наносят на нее микропорошок М14 с керосином и рас-
тирают по всей поверхности тряпкой. Затем на эту
плиту накладывают рабочей поверхностью плиту № 2
и перемещают ее возвратно-поступательным движением
во всех направлениях, время от времени поворачивая
128
на 180°. Притирку повторяют до тех пор, пока впадины
на поверхностях обеих плит не будут устранены. За-
тем берут плиту № 3 и притирают ее с плитой № 1.
После притирки последней ее снимают и на стол уста-
навливают плиту № 2, по которой таким же образом
притирают плиты № 3 и 1. Потом на столе закрепляют
плиту № 3 и по ней притирают сначала плиту № 2, а
затем плиту № 1.
Если в течение полного цикла правки требуемая
точность (плоскостность) притиров не обеспечивается,
то его следует повторить, но уже с микропорошком М5.
Подготовленные таким образом плиты предназначе-
ны: № 1—для предварительной доводки деталей;
№ 2 —для окончательной доводки и шаржирования
плит для доводки концевых мер длины; № 3 — только
для шаржирования чистовой плиты, для доводки конце-
вых мер.
При этом методе правки отклонение геометрической
формы притира составляет 2—3 мкм. Полученные по-
верхности контролируют лекальной линейкой. Если тре-
буемая шероховатость и геометрическая форма обеспе-
чены, то линейку на рабочей поверхности притира мож-
но повернуть, приложив лишь усилие.
Притиры для доводки отверстий изготов-
ляют в виде втулок, насаженных на оправки. Притиры
бывают регулируемые и нерегулируемые. Первые снаб-
жены устройством, которое позволяет увеличивать на-
ружный диаметр в процессе доводки. Вторые — с посто-
янным наружным диаметром, их применяют для довод-
ки отверстий малых диаметров, конических и резьбовых
поверхностей. Регулируемые притиры имеют разрезную
рубашку с внутренним конусом и разжимное устрой-
ство, которое при перемещении конуса увеличивает диа-
метр притира. Начальный диаметр притира обычно на
0,005—0,03 мм меньше диаметра обрабатываемого от-
верстия. Длина рабочей поверхности притира состав-
ляет: для сквозных отверстий 1,2—1,5 глубины обраба-
тываемого отверстия, а для глухих — меньше его глу-
бины.
Притиры для обработки отверстий изготовляют в ви-
де стержней, пробок и втулок. К ним предъявляются
высокие требования по точности и шероховатости по-
верхностей. Наиболее распространены притиры в виде
гладкой разрезанной вдоль оси втулки с внутренним
центральным отверстием в виде конуса. Конусность вну«
тренней поверхности обычно составляет 1 г 50 или 1 г 30.
129
chipmaker.ru
В процессе доводки притир, перемещаясь по конусной
оправке, постепенно разжимается и тем самым компен-
сирует изношенный слой своей рабочей поверхности.
Такие притиры называют разжимными. При обработке
точных отверстий биение притира на оправке должно
быть не более 0,01—0,02 мм, а отклонение от цилин-
дричности — не более 0,005—0,01 мм.
Рабочая поверхность разжимных притиров может
быть не только гладкой, но и с различными канавками
(рис. 4.3). Эффективны притиры с короткими косыми
канавками глубиной 0,8—1,0 мм и шириной 1,0—1,5 мм.
Рис. 4.3. Разжимные притиры для отверстий.
Канавки выполняют роль резервуаров, в которых удер-
живается абразивная смесь. В процессе доводки она
постепенно поступает на обрабатываемую поверхность.
Наиболее высокую производительность обеспечивают
притиры со спиральными канавками, нанесенными по
всей поверхности притира. Однако шероховатость по-
верхности в этом случае хуже.
Глубокие отверстия диаметром 1—5 мм, к которым
не предъявляют больших требований по точности, об-
рабатывают упругим притиром (рис. 4.4, а). Такой при-
тир изготовляют следующим образом. Навитую на ци-
линдрическую оправку и закрепленную с двух сторон
в натянутом положении стальную или из бериллиевой
бронзы проволоку сошлифовывают до размера ft, затем
ее правят, рихтуют и разрезают на отдельные лепе-
стки 3. Эти лепестки вставляют в оправку 1 и закреп-
ляют винтами 2. В зависимости от диаметра отверстия
притир может иметь два или три лепестка, каждый из
которых изгибают по форме (рис. 4.4,6). Длину лепе-
стка I и радиус изгиба R выбирают в зависимости от
130
диаметра обрабатываемого отверстия. После сборки
притир шаржируют абразивной пастой.
Широко распространены притиры с покрытиями.
Многократное нанесение на один и тот же корпус при-
тира алмазно-никелевого покрытия увеличивает срок
службы притира. Для восстановления изношенных при-
тиров из стали 20 предложен метод протаскивания их
через фильеры с последующим гальваническим желез-
нением на величину изношенного слоя. На притиры из
чугуна наносят гальванические покрытия методом кис-
лого и цианистого меднения, а также производят их ни-
келирование.
Предварительную доводку высокоточных отверстий
осуществляют алмазными регулируемыми притирами,
изготовленными из алмазосодержащего проката или
алмазной фольги. Эти материалы представляют собой
спеченную смесь из синтетических алмазов и медного
или алюминиевого сплава. Алмазоносный прокат и
фольга выпускаются в виде полос длиной 300, шириной
75 и толщиной 0,03—0,76 мм. Зернистость может быть
различной — от крупной 120/100 до мельчайшей — ми-
кропорошков. Концентрация алмазов — от 25 до 100%.
Фольгу и прокат разрезают на куски требуемой формы
и размеров и закрепляют на поверхности притира.
Алмазный регулируемый притир (рис. 4.5, а) состоит
из разъемного корпуса 1, алмазосодержащего проката
2, раздвижного конуса 3 и пружины 4. Прокат 2 при-
паивается припоем ПОС-40 или закрепляется клеем' на
корпусе притира. В зависимости от условий доводки
пластины проката (фольги) могут покрывать рабочую
поверхность притира полностью или частично. Их мож-
но защеплять в виде прямоугольных полосок с проме-
жутками между ними или в виде винтовой спирали
с заданным шагом. Промежутки между пластинами по-
зволяют удалять продукты износа. После закрепления
пластин притир шлифуют и притирают. Изношенные
пластины можно заменять новыми.
Для доводки отверстий различной формы — круглых,
квадратных, многоугольных — диаметром от 18 до 50 мм
применяют универсальный притир (рис. 4.5,6). Он со-
стоит из валика 1 с гладким хвостовиком и утолщенной
части с четырьмя продольными пазами, идущими вдоль
оси с углом наклона 2°30' и расположенными под углом
90° друг к другу. Гайки 3 на валике служат для за-
крепления и установки на размер четырех притирочных
планок 2, Концы планок имеют скосы, которыми они
131
chipmaker.ru
132
входят в выточки гаек. Благодаря этим скосам планки
держатся на валике. Перемещая притирочные планки
по продольным пазам валика, можно увеличивать или
уменьшать рабочий размер притира. Необходимый на-
бор планок позволяет притирать отверстия различного
размера. Применение планок с плоскими поверхностями
дает возможность притирать квадратные и прямоуголь-
ные отверстия.
Оригинальный разжимной притир для доводки от-
верстий приведен на рис. 4.6. Притир имеет коническую
оправку 1, спираль 2 с рабочим слоем 3, спиральный
сепаратор 4, изоляционный слой 5, гайки б и 7 и контр-
гайку 8. Рабочий слой 3 состоит из алмазной или эль-
боровой пасты. Изоляционный слой 5 предохраняет ра-
бочий слой от межвитковых замыканий. С помощью
гаек 6 и 7 можно производить смещение спирали 2 вле-
во или вправо по конической поверхности оправки 1,
что дает возможность регулировать диаметральный раз-
мер притира при настройке или для компенсации из-
носа рабочего слоя.
При рабочем вращении притира по часовой стрелке
и в правом направлении спирали 2 происходит ее само-
заклинивание на оправке. При реверсе рабочего дви-
жения один конец спирали 2 загибается к оси оправки
и входит в ее продольный паз 9, причем длина послед-
него обеспечивает возможность требуемого продольного
смещения спирали при настройке на размер.
Если в оправке предусмотрены продольные и сквоз-
ные поперечные отверстия для подвода СОЖ или су-
спензии, то боковые стенки витков спирали 2 выполня-
ются ребристыми, что обеспечива,ет подвод абразивной
смеси в зону обработки. Огибающая поверхность кон-
тура спирали образует конусы, облегчающие ввод при-
тира в отверстие и его выход.
Саморазжимной притир (рис. 4.7) работает по прин-
ципу хонинговальной головки.-В отличие от нее абра-
зивные бруски заменены здесь металлическими секто-
рами. Притир состоит из конической оправки 1, которая
является его центральным стержнем, крышки 2, сило-
вой пружины 3, пружины амортизатора 4, рубашки 5,
секторов 6, кольца 7, корпуса 8, хвостовика 9 и гайки
10. Разжим секторов 6 притира происходит при пере-
движении конической оправки I. Постоянный поджим
их обеспечивается силовой пружиной 3, что придает им
как бы плавающее положение. Саморазжимной притир
133
। chipmaker.ru
применяют для доводки — притирки отверстий диамет-
ром свыше 20 мм.
Притиры для доводки наружных поверх-
ностей тел вращения. В качестве инструмента для
доводки — притирки цилиндрических поверхностей при-
меняют кольца-, диски-, плиты- и валы-притиры.
Рис. 4.7. Саморазжимной притир.
Форма кольца-притира должна соответствовать на-
ружной поверхности обрабатываемой детали. Для чер-
новой доводки диаметр кольца должен быть на 0,1—
0,15, а для чистовой на 0,03—0,08 мм больше диаметра
обрабатываемой детали. Кольца-притиры бывают раз-
резные и неразрезные (рис. 4.8, а и б). Для закрепле-
Рис. 4.8. Кольцо-притир.
ния их применяют держатели (рис. 4.8, в). Чтобы раз-
резное кольцо-притир можно было регулировать походу
доводки, цилиндрический держатель имеет винт, кото-
рый поджимает инструмент и изменяет его внутренний
диаметр. Неразрезные притиры просты по конструкции
и предназначены для окончательной доводки. К нераз-
резным притирам относятся алмазные кольца-притиры
(гильзы).
Диски- и плиты-притиры по форме не отличаются от
притиров, применяемых при доводке плоских поверхно-
стей. Валы-притиры применяют для доводки деталей на
бесцентровых станках.
134
4.3. ОБОРУДОВАНИЕ ДЛЯ ДОВОДКИ
Как уже отмечалось, операции доводки — притирки
выполняются и вручную, и механически на доводочных
станках. Особенно велик объем ручных операций до-
водки— притирки в инструментальных цехах при изго-
товлении измерительного и режущего инструмента и
технологической оснастки. Для механизации ручных
операций доводки — притирки применяют различные
машины, приспособления и мо-
дернизированное оборудование.
Оборудование для механиза-
ции ручной доводки. На многих
предприятиях страны операции
доводки механизируются с по-
мощью ручных электрических и
пневматических машин. Для до-
водки — притирки отверстий и
пазов диаметром 3—5 мм целе-
сообразно применять пневмати-
ческие шлифовальные машины
турбинного типа с частотой вра-
щения 10 000—60 000 об/мин. При
обработке узких пазов, глубоких
сквозных и глухих полостей на
машинах с вращательным дви-
жением рабочего инструмента
трудно получить поверхности ше-
роховатостью /?о=0,32—0,02 мкм.
Уменьшить шероховатость по-
верхности можно машинами с
прямолинейным возвратно-по-
ступательным движением инструмента, в данном случае
бруска. Чтобы обеспечить такую шероховатость, с по-
мощью кривошипно-шатунного кулачкового механизма
вращение рабочего вала преобразуется в возвратно-по-
ступательное движение рабочего инструмента. В маши-
нах с кулачковым механизмом число ходов достигает
12000 в минуту, а величина хода инструмента может
быть установлена в пределах 4—8 мм.
Для доводки — притирки применяют электрические
бормашины с гибким валом: передвижные на колесах,
настольные и переносные. Наиболее широкое распро-
странение получили передвижные электрифицированные
установки 2УМД и ЗУМД.
Передвижная бормашина (рис. 4.9)' состоит из стой-
ки 1 на колесах и вилки 4, где установлен электродви-
135
Рис. 4.9. Передвижная
бормашина.
’ chipmaker, ru
гатель 5. От вала электродвигателя с помощью клино-
ремениой передачи вращение передается ведомому валу
6, к которому присоединен гибкий вал 7 с цанговым
патроном 2, где закреплен инструмент 3. Частота вра-
щения гибкого вала — 1400—6000 об/мин. При необхо-
димости вместо гибкого вала к электродвигателю мож-
но подключить универсальную шлифовальную головку.
Электрифицированные установки 2УМД и ЗУМД по-
зволяют обрабатывать открытые поверхности, сквозные
и глухие полости различной конфигурации с прямыми
Рис. 4.10. Головки с притирами для доводки.
и наклонными поверхностями. Установки комплектуют-
ся приводом, набором рабочих головок, приспособлени-
ями и инструментом. Привод состоит из электродвига-
теля и гибкого вала. В набор головок входят: вибро-
головка для возвратно-поступательного движения инст-
румента (500—3000 дв. ход./мин); прямой патрон для
передачи вращательного движения инструменту; угло-
вой патрон для передачи вращательного движения ин-
струменту, расположенному под углом. Частота враща-
тельного движения может бесступенчато регулироваться
в пределах 500—130000 об/мин. Установка укомплек-
тована режущими инструментами: твердосплавными,
абразивными и алмазными головками (рис. 4.10, а) и
притирами (рис. 4.10,6).
С помощью виброголовки брусками различной зер-
нистости обрабатывают труднодоступные места дета-
лей. Заготовки из твердых материалов и сплавов обра-
батывают алмазными брусками. Предварительную об-
работку поверхностей до шероховатости 7?а = 0,32—
0,63 мкм осуществляют брусками зернистостью 16—12
136
с 100%-ной концентрацией алмазов, а окончательную
до /?а=0,02—0,08 мкм — брусками зернистостью 4
с 50%-ной концентрацией алмазов.
С целью механизации чистовых операций доводки
применяют вихревую абразивную обработку в основном
труднодоступных плоских или цилиндрических поверх-
ностей. Она осуществляется на станках или с помощью
ручного механизированного инструмента.
Ряд вихревых головок для доводки и полирования
плоских и цилиндрических поверхностей в сквозных и
Рис. 4.11. Вихревая слесарная машина ВИСМА.
глухих полостях деталей разработало Центральное кон-
структорское бюро механизации и автоматизации
(г. Рига). В качестве инструмента используются абра-
зивные и алмазные бруски, ленты и притиры. Бруска-
ми размерами 2X10 мм в вихревой машине ВИСМА
(рис. 4.11) обрабатывают полости размером 10X10 мм.
Максимальная глубина доводимой полости глухой — 45,
а сквозной — 30 мм. На плите 1 машины установлены
кожух 2 и тиски 3. На панели 4 футляра смонтирован
электродвигатель, к валу которого присоединен гибкий
вал 5 с вихревой головкой 6. Включение электродвига-
теля производится выключателем 10. На внутренней
стороне боковой дверцы 8 футляра размещен инстру-
мент 7. В тисках 5 закрепляется обрабатываемая де-
таль 9.
Доводочная бабка (рис. 4.12) в основном предна-
значена для доводки мелких отверстий. Она состоит из
137
chipmaker.ru
станины 5, верхняя часть которой служит столом, где
размещаются' детали, паста и необходимые инструмен-
ты. В нижней части станины установлен элётродвига-
тель 7. На верхней части станины расположена шпин-
дельная головка 2, от которой вращение через шпин-
дель передается притиру 4, закрепленному в цанге 3.
Кнопочная станина 1 предназначена для пуска и оста-
новки бабки. Торможение вращения шпиндельной го-
ловки осуществляется педалью 6.
Доводочно-притирочные станки по своему конструк-
тивному оформлению и назначению очень разнообраз;
ны: на них доводят наружные и внутренние круглые,
некруглые, плоские и фа-
сонные поверхности.
В зависимости от харак-
тера главного движения,
распределения функций
главного и вспомогательно-
го движений, вида применя-
емого инструмента станки
подразделяют на четыре
группы: универсальные для
обработки наружных по-
верхностей тел вращения и
плоскостей; внутридоводоч-
иые одношпиндельные и
многошпиндельные; плоско-
обработки плоских взаимно
параллельных поверхностей; специальные.
Универсальные доводочные станки пред-
назначены для обработки наружных тел вращения и
плоских поверхностей. Доводка производится дискамн-
притирами, на которые в процессе работы наносится су-
спензия или паста. В качестве инструмента могут ис-
пользоваться и абразивные диски. Наружные цилин-
дрические поверхности деталей обрабатывают в специ-
альных приспособлениях — сепараторах, куда уклады-
ваются детали.
Схема доводки приведена на рис. 4.13. Нижний диск-
притир 1 жестко связан со шпинделем станка, а верх-
ний 2 имеет самоустанавливающуюся подвеску, кото-
рая обеспечивает ему строго параллельное положение
по отношению к нижнему диску. Между дисками-прити-
рами помещается сепаратор 3 в виде диска с соответ-
ствующими форме детали прорезями, в каждую из ко-
торых с небольшим зазором входит деталь 4. Сепаратор
138
устанавливается с небольшим эксцентриситетом (е=
= 5—15 мм) по отношению к общей оси дисков.
В процессе доводки осуществляются следующие ра-
бочие движения: вращение дисков-притиров с большой
скоростью как в одну, так и в противоположную сто-
рону; вращение сепаратора с деталями вокруг оси, не
совпадающей с осью дисков. Скорость вращения сепа-
ратора обычно меньше, чем дисков-притиров. При вра-
щении дисков-притиров детали получают не только
вращательное движение, но и дополнительное — сколь-
жение относительно рабочих поверхностей инструмента,
Рис. 4.13. Схема доводки на универсальных станках.
которое определяет скорость резания и обусловливает
съем металла в процессе доводки. Эксцентричное вра-
щение сепаратора также вызывает дополнительное дви-
жение детали — в радиальном направлении, необходи-
мое для равномерного износа дисков по ширине. Для
равномерного съема металла с детали необходимо, что-
бы помимо радиального перемещения она получала пе-
ремещение и в тангенциальном направлении. Для этого
деталь в сепараторе располагается под углом а = 5—30°.
В процессе доводки деталь 4 (рис. 4.13,6) совер-
шает сложное движение, при этом векторы скорости
скольжения и качения непрерывно изменяют свое на-
правление и величину, что обусловливает неповтори-
мость траектории 5 рабочего движения абразивных зе-
рен.
Доводка—сритирка осуществляется на однодиско-
вых и двухдисковых станках.
Однодисковые станки с непрерывной правкой при-
тира в процессе обработки предназначены для доводки
139
chipmaker.ru
одной плоскости детали. У большинства машинострои-
тельных деталей обрабатывают одну плоскость, поэто-
му применение таких станков целесообразно. Отечест-
венная промышленность выпускает несколько моделей
однодисковых станков: 3804П, 3806, 3807 и 3808 с диа-
метром доводочных днсков-притиров соответственно 450,
710, 1120'и 1600 мм. На них можно доводить детали из
различных материалов: стальные, чугунные, бронзовые,
керамические, пластмассовые, полупроводниковые и др.
si
Рис. 4.14. Схема доводки на одиодисковых стайках.
Различают однодисковые станки с жесткой (рис.
4.14,а) и фрикционной (рис. 4.14,6) связью между де-
талью и притиром.
Расположенный в горизонтальной плоскости чугун-
ный притир 1 закреплен на шпинделе с частотой вра-
щения нПр = 30 или 50 об/мин.
Детали 4 размещают в сепараторах, которые сво-
бодно устанавливаются в правильных кольцах 3, обес-
печивающих непрерывную правку притира во время
доводки. Необходимая плоскостность притира достига-
ется смешением колец на различную величину (до
25 мм). Направление смещения зависит от характера
износа притира. Установленное положение правильных
колец поддерживается двумя роликами 2.
Правильные кольца с деталями вращаются вокруг
своей оси пк вследствие разности моментов трения
140
у центра и периферии притира. Подъем, опускание и
поджим колец к притиру производятся с помощью
пневмоцилиндров. Продолжительность доводки устанав-
ливается с помощью реле времени. При обработке на
однодисковых станках получают поверхности с откло-
нениями от плоскостности 1 мкм. На многих однодиско-
вых станках удельное давление обрабатываемой детали
на притир не нормировано. В настоящее время разрабо-
тана гамма станков с прижимным устройством (мод.
3807, 3808, ЗА806 и др.), обеспечивающим прижим де-
талей к притиру механическим, электромагнитным и
пневматическим способами.
Техническая характеристика наиболее распростра-
ненных однодисковых плоскодоводочных станков приве-
дена в табл. 4.2.
При доводке деталей на станке мод. ЗА806 получают
поверхности с отклонениями от плоскостности в преде-
лах 1 мкм шероховатостью /?а^0,08 мкм. Станина
в форме шестигранника отличается большой жестко-
стью. Усилие прижима обрабатываемых деталей к дис-
ку-притиру регулируется бесступенчато. Правка инстру-
мента производится в процессе доводки путем реверса
правильных колец. Суспензия подается на инструмент
непрерывно или дозированно. Предусмотрена работа
станка в полуавтоматическом цикле. В отличие от одно-
дисковых двухдисковые доводочные станки предназна-
чены как для односторонней, так и для двусторонней
доводки параллельных поверхностей деталей. На этих
станках можно доводить и цилиндрические детали, ко-
торые устанавливают в сепараторе, совершающем пло-
ско-параллельное движение между вращающимися дис-
ками-притирами.
Двухдисковые станки различных моделей выпуска-
ются с планетарным или эксцентриковым приводом се-
паратора (рис. 4.15).
Схема доводочного станка с планетарным приводом
для притирки взаимно параллельных поверхностей по-
казана на рис. 4.15,а. Детали 1 устанавливают в кас-
сеты сепаратора 2, расположенного на рабочей поверх-
ности нижнего диска-притира 4. Кассеты кинематически
связаны с наружным 5 и центральным 3 колесами, уста-
новленными соосно с центральным валом 7.
При доводке — притирке двух плоскостей детали
верхний 6 и нижний 4 диски притиров находятся в не-
подвижном состоянии. Процесс осуществляется при
эпициклическом вращении кассет относительно своей оси
141
chipmaker, ru
Таблица 4.2. Технические характеристики однодисковык
доводочных станков
Параметры Модели станков
33(МП 3806 3807 3803 ЗА.806
Размеры обрабатывае- мых поверхностей, в мм: круглого сечения квадратного сечения 150 105X105 250 175X175 360 252Х Х252 500 350Х Х350 250 175Х Х175
Диаметр диска-прити- ра, в мм: наружный внутренний 450 100 710 150 1120 320 1600 500 710 150
Количество правиль- ных колец 3 3 4 4 3
Диаметры правильных колец, в мм: наружный внутренний 150 100 310 250 440 330 620 500 310 250
Частота вращения при- тира, в об/мин 31 54 95 21 35 72 38 29 22 37 75
Удельное давление правильного кольца, в МПа (кгс/см2) Не нор- миро- вано 0,01 (ОД) 0,01 (ОД) 0,01 (0,1) 0,01 (0,1)
Удельное давление об- рабатываемой детали на притир, в МПа (кгс/см2) Не нормиро- вано 0,01- (0,1 -0,02 -0,2)
Точность обработки, в мм: отклонения от пло- скостности на диаметре 0,001 50 0,001 50 0,002 120 0,003 200 0,001 50
п2 и оси притиров П]. При доводке — притирке одной
плоскости верхний диск-притир 6 отводится в сторону,
а нижний 4 приводится во вращение.
Схема доводочного станка с эксцентриковым приво-
дом сепаратора показана на рис. 4.15,6. При доводке
цилиндрических поверхностей детали 5 укладывают
в прорези сепараторов 3 на плоскость нижнего диска-
притира /. К ним с определенной силой прижимается
верхний диск-притир 2. Процесс резания осуществляет-
ся при вращении нижнего притира 1 со скоростью пПр.
Сепаратор 3, установленный на палец центрального экс-
142
иентрика 4, совершает плоскопараллельное движение
по поверхности нижнего притира. Смещение пальца е—
эксцентриситет—изменяется от 0 до 80 мм.
В зависимости от назначения различают двухдиско-
вые станки, где: оба притира неподвижны; один вра-
щается, а другой неподвижен; оба притира вращаются.
Станки с вращающимися притирами наиболее универ-
сальны, но наименее точны,- Это мод. 3813, 3813Е,
ЗА814, ЗБ814, 3814П, 3816, ЗЕ216 и др. Здесь вра-
щаются либо только нижний, либо оба притира. Они
Рис. 4.15. Схема доводки
на двухдисковых станках.
практически не пригодны для двусторонней доводки
плоскостей высокоточных деталей. Для этого исполь-
зуются станки с неподвижными притирами (мод. 3813Б,
3814Б и др.)'.
Основные технические характеристики двухдисковых
станков приведены в табл. 4.3.
В новых моделях двухдисковых станков предусмот-
рены электронные устройства для бесступенчатого на-
растания усилия прижима притира к обрабатываемой
поверхности по мере увеличения площади их контакта,
что позволяет сохранять постоянное удельное давление,
повышать точность доводки и сокращать машинное
время. Благодаря повышению диаметра притиров до
1060 мм удается увеличить количество одновременно
обрабатываемых деталей. Предусмотрено регулирование
143
| chipmaker.ru
Таблица 4.3. Технические характеристики двухдисковых
доводочных станков
Параметры Модели станков
3313Е ЗБ? 14 3E81S 3317
Размеры обрабатывае- мых поверхностей, в мм: плоских До 60 15-115 До 220 100-320
круглых . 20 3-50 5-100 15-110
Размеры притиров, в мм: наружный 280 . 450 750 1100
внутренний 140 220 300 400
высота 45 74 100 150
Частота вращения при- тиров, в об/мин: нижнего 34-100 41,5; 81 31; 62 20,5; 40,8
верхнего 35,5-93 — 33; 66 18,3; 36,4
Частота вращения се- 15-60 2,48-54,6 30-120 7-23
паратора, в об/мин Усилие прижима,'в Н 49,05- 0-1569,6 49,05- 1962—9810
(кгс) 490,5 (0-160) 392,4 (200-1000)
Точность обработки плоских поверхностей: отклонения от па- (5-50) 0,5 2,5 (50-400) 0,6 3
раллельности торцев, в мкм на диаметре, в мм .50 50 100 320
Точность обработки цилиндрических поверх- ностей: отклонения от круг- 0,6 1,6 0,6 2
ЛОСТИ, В МКЛ! на диаметре, в мм 30 30 30 15
от конусности, в мкм 1,2 1,6 1,0 2
температуры притиров, а также бесступенчатое регули-
рование частоты вращения и автоматический поворот
траверсы.
Вертикально-доводочный двухдисковый однопозици-
онный полуавтомат мод. 3E8I6 предназначен для обра-
ботки плоскопараллельных и цилиндрических деталей
с целью повышения геометрической точности и умень-
шения шероховатости нх поверхностей. Благодаря вве-
денным новшествам полуавтомат дает возможность
осуществить:
144
реверс сепаратора и изменение частоты его вра;це«
ния в цик^е;
выбор различных циклов доводки по реле времени,
прибору активного контроля,* по этому же прибору с вы-
хаживанием, по реле времени или визуально — по инди-
катору;
прерывание цикла и в дальнейшем возобновление
его для завершения обработки деталей;
дозированную подачу абразивной суспензии;
промывку обрабатываемых деталей при выхажива-
нии;
охлаждение доводочных дисков;
поворот нижнего доводочного диска и сепаратора
при загрузке деталей.
Производительность у полуавтомата мод. ЗЕ816 по-
чти в 1,9 раза выше, чем у мод. ЗБ816. При доводке
деталей диаметром 100 и высотой 30 мм непараллелъ-
ность торцев составляет не более 1,0 мкм, их неплоско-
стность — не более 0,6 мкм, а шероховатость поверхно-
стей Ra—0,063 мкм.
При обработке цилиндрических деталей обеспечи-
ваются: овальность — не более 0,6 мкм; конусообраз-
ность — не более 1 мкм и /?„=0,025 мкм.
Техническая характеристика полуавтомата ЗЕ816
представлена в табл. 4.3.
Сепараторы — приспособления для закрепления
деталей при доводке-притирке на универсальных стан-
ках— располагаются эксцентрично между вращаю-
щимися дисками-притирами, что обеспечивает возврат-
но-поступательное движение детали вдоль своей оси
(рис. 4.16).
Толщина сепаратора должна быть меньше толщины
детали.. Гнезда в нем выполнены в виде пазов под неко-
торым углом к радиальному направлению.' Количество
пазов определяют из условия равномерного распределе-
ния деталей по рабочей поверхности дисков-притиров
для обеспечения их равномерного износа.
В процессе доводки сепаратор совершает попереч-
ные перемещения с помощью эксцентрика. Величина
перемещений регулируется в зависимости от размера
обрабатываемых деталей так, чтобы обеспечить равно-
мерные съем металла с деталей и износ диска.
Сепараторы изготовляют из листовой стали или не-
металлических материалов. Конструкции их различ-
ны— от простых дисковых и ленточных до сложных
планетарных — зубчатых или фрикционных.
145
chipmaker.ru
Компенсаторы. При обработке на универсаль-
ных доводочных станках для установки деталей слож-
ной формы — корпусов, кронштейнов, деталей с бурти-
ками и др. — используют не только сепараторы, но и
компенсаторы. Эти приспособления придают доводимой
поверхности горизонтальное положение, удерживают де-
таль в процессе обработки и компенсируют разницу
в размерах по высоте. Обычно компенсатор проекти-
руется на несколько однотипных деталей.
Рис. 4.16. Сепаратор для доводки цилиндрических н
z плоских поверхностей:
1 — диск; 2 — шайба; 3 — втулка; 4 — регулировочный винта
б — стакан; 6 — гайка.
Компенсатор для установки корпусных деталей
(рис. 4.17) состоит из корпуса 1, плиты *2 с зазорами
для деталей, подвижных опор 3, пружин 4 и резьбовых
пробок 5. Плита соединена с корпусом болтами и штиф-
тами.
Размеры приспособления определяются габаритными
размерами доводимых деталей. Обрабатываемые пло-
ские поверхности деталей должны возвышаться над
верхним краем плиты 2 на 1—3 мм. Гнезда в плите вы-
полнены по форме фасонной части детали с зазором
146
0,75—1,00 мм. В каждом гнезде имеются подвижные
(пружинные) опоры 3, обеспечивающие горизонтальное
положение обрабатываемой поверхности. Количество
подвижных опор зависит от габаритов и формы дета-
лей. При установке детали на несколько опор следует
выбрать на ней участки, лежащие в одной плоскости
параллельно поверхности обработки, и расположить
опоры симметрично, чтобы они обеспечивали равномер-
ный прижим доводимой поверхности к рабочей поверх-,
ностп верхнего диска-притира.
Л-Л
Рис. 4.17. Компенсатор.
Установку сепаратора с компенсатором на доводоч-
ный станок осуществляют следующим образом. Вна-
чале устанавливают сепаратор и регулируют его по вы-
соте от нижнего диска-притира. Она должна быть рав-
на половине высоты компенсатора. Затем размещают
комплект компенсаторов, закладывают в них детали,
опускают верхний диск-притир до соприкосновения
с деталями и по манометру доводят давление до необ-
ходимой величины. При опускании диск-притир сначала
касается деталей наибольшего размера, опуская их на
подвижных опорах до тех пор, пока все детали не вой-
дут с ним в контакт. Равномерное прилегание всех де-
талей к рабочей поверхности диска-притира обеспечи-
вает одновременную обработку их сразу же после пу-
ска станка без предварительного выравнивания по раз-
меру, что значительно ускоряет процесс доводки.
Внутридоводочные станки для Обработки
цилиндрических -отверстий выпускаются вертикальными
и горизонтальными, одношпиндельными и многошпин-
дельными, одно- и многопозиционными. По назначению
они разделяются на станки для доводки сквозных от-
верстий и для обработки глухих.
Из серийно выпускаемых станков этого типа наибо-
лее современной является мод. 3820Д. Станок предна-
147
chipmaker.ru
значен для доводки отверстий диаметром 8—12 и глу-
биной до 80 мм. На нем предусмотрены одновременные
вращательное и возвратно-поступательное движения
притира, а также его разжим, обеспечивающий ступен-
чатое увеличение диаметра инструмента в процессе до-
водки. Отверстия обрабатываются с точностью в попе-
речном сечении 0,001 мм, в продольном — 0,002 мм
с Р„ = 0,02—0,04 мкм.
Кинематическая схема станка мод. 3820Д приведена
на рис. 4.18. Вращение притиру 10 передается «от элек-
тродвигателя 1 мощностью
0,6 кВт через шпиндельную
коробку скоростей 2 с трех-
ступенчатым редуктором.
На станке имеются две
гидравлические системы. С
помощью дифференциаль-
ного гидроцилиндра 3 пер-
вой гидросистемы осущест-
вляется возвратно-поступа-
тельное движение шпинде-.
ля 9. Она состоит из лопа-
стного насоса, дросселя, ре-
версивного золотника и гид-
роцилиндра 3, который обе-
спечивает одинаковую ско-
рость движения шпиндель-
ной головки вверх и вниз.
Рабочий ход головки наст-
раивается расположенными
на ней кулачками 8. Внутри шпинделя 9 проходит игла
7 разжима притира, связанная с конической оправкой,
на которой установлена разрезная рубашка притира 10.
Вторая гидросистема осуществляет автоматический
разжим притира в процессе доводки. Она состоит из на-
соса, золотника* клапана, дросселя и гидроцилиндра 24.
На штоке этого гидроцилиндра установлена рейка, ко-
торая связана с зубчатым колесом 21. При ходе штока
через колесо 21, муфту 20, коническую пару-12, шлице-
вый вал 23, червячную пару 5 и 6 передается усилие
па иглу 7 разжима. Рычаг 4, кинематически связанный
с червячным колесом 5, при этом поворачивается и пе-
ремещает иглу 7. Поворачиваются также зубчатые ко-
леса 13 и 15. На валу 14 свободно насажен рычаг-ука-
затель 18 с зубчатым колесом 17 и связанным с ним
делительным диском 16. Рычаг-указатель служит для
148
наблюдения за разжимом притира. Максимальный по-
ворот его —260°. Делительный диск 16 застопорен и
подпружинен собачкой 19, с.помощью которой осуще-
ствляется компенсация износа притира. При полном
износе притира игла разжима перемещается ниже пре-
дельного положения; при этом упор И, насаженный на
вал 22, нажимает блокировочный контакт, цикл прекра-
щается и шпиндельная головка поднимается.
Цикл разжима притира состоит из четырех этапов.
На первом происходит быстрый подвод притира к об-
рабатываемой поверхности. На втором осуществляется
его ступенчатый разжим. При этом игла разжима на
каждой двойной ход шпиндельной головки перемещает-
ся вниз на заданное расстояние. На третьем этапе про-
исходит процесс выхаживания без разжима притира.
На четвертом игла разжима перемещается вверх и при-
тир снимается.
Таблица 4.4. Технические характеристики* станков
для доводки цилиндрических отверстий
Параметры Модели станков
ОФ-61А зиод 1321Д
Размеры доводимого отверстия, в мм:
диаметр 8,5-15 До 12 До 30
глубина 220 80 100
Частота вращения шпийделя, в 200; 318; 200; 315; 200-400
об/мин 500; 800 500
Скорость возвратно поступательно- го движения шпиндельной головки, в м/мин 0—12 0-16 0-16
Наибольшее расстояние от нижнего торца шпинделя до стола, в мм 431,5- 485 760
Наибольший ход шпиндельной го- ловки, в мм 2?5 200 320
Величина ступенчатой подачи при разжиме притира за один двойной ход, в мм 0-0,015 0—0,056 0-0,07
Вылет шпинделя, в мм 220 140 180
Размеры стола, в мм Точность обработки, в мкм: О = 400 355X450 525X475
отклонения от круглости 3 1,0 1.5
• от конусности 5 1,5 2,5
149
chipmaker.ru
Доводка деталей на станке 3820Д осуществляется
по полуавтоматическому циклу.
Станок снабжен поворотным столом, что дает воз-
можность использовать многопозиционное приспособле-
ние для закрепления деталей и совместить время их
снятия и установки с машинным временем.
Полуавтомат ОФ-61 А предназначен для доводки
глухих отверстий диаметром 8,5—15 мм. В процессе об-
работки деталь совершает вращательное и возвратно-
поступательное движения, а притир неподвижен. Раз-
жим его регулируется бесступенчато и осуществляется
по мере съема металла с детали и износа притира в со-
ответствии с заданной величиной момента трения?
Технические характеристики наиболее распростра-
ненных станков для доводки цилиндрических отверстий
приведены в табл. 4.4.
4.4. ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ
ДОВОДКИ — ПРИТИРКИ
Как указывалось, различают два вида доводки: сво-
бодным абразивом — пастами, суспензиями и связанным
абразивом — брусками, кругами, шаржированными при-
тирами. Первая нашла наибольшее распространение,
хотя этот процесс менее производительный и не лишен
недостатков, главный из которых — интенсивное шар-
жирование обрабатываемых поверхностей абразивными
зернами, что сказывается на износостойкости сопрягае-
мых деталей.
Доводка закрепленным абразивом — более прогрес-
сивный вид обработки. Она обеспечивает достаточно
стабильные показатели по производительности и по ка-
честву получаемых поверхностей, так как интенсив-
ность их шаржирования резко уменьшается.
По способу подачи абразивной смеси в зону об-
работки различают доводку с непрерывной ее подачей
и с периодическим дозированным нанесением на при-
тир.
При доводке с непрерывной подачей смеси суспен-
зия перемешивается и подается на рабочую поверхность
притира. Затем она проходит очистку от частиц метал-
ла и снова поступает в рабочую зону. Суспензия исполь-
зуется до тех пор, пока измельченные абразивные зерна
не потеряют своей режущей способности. Это доста-
точно производительный вид обработки, однако он обес-
печивает низкие точность и шероховатость поверхности:
150
/?„ = 0,08—0,32 мкм. Его целесообразно применять на
предварительных операциях.
Особой разновидностью доводки является обработка
шаржированными притирами (предварительное шаржи-
рование их производят свободным абразивом). В про-
цессе доводки на поверхность притира наносят тонкий
слой смазки. Шаржированные притиры применяют на
операциях окончательной доводки в сочетании с микро-
порошками зернистостью М7—Ml. Такая обработка
обеспечивает наиболее высокую точность (до 0,1—
0,3 мкм) и минимальную шероховатость (7?а = 0,01—
0,04 мкм) поверхности. Она используется при обработке
плоскопараллельных концевых мер длины, эталонов,
клапанов топливной арматуры и т. д.
Прогрессивный и высокопроизводительный способ
обработки — доводка алмазными либо абразивными
притирами. Абразивные притиры представляют собой
круги на керамической связке. Они предназначены для
доводки плоскостей. Такие круги работают торцами.
В процессе доводки происходит их самозатачивание.
Торцы колец подшипников доводят кругами размером
900X40X305 мм из зеленого карбида кремния зерни-
стостью 6—8, твердостью М3—СМ1. Комплектом таких
кругов обрабатывают до 150000 колец. Правку кругов
производят через одну-две смены. Доводка обеспечи-
вает шероховатость поверхности /?а=0,16—0,32 мкм, не-
параллельность и неплоскостность торцев колец—в пре-
делах 2—4 мкм.
Припуск на доводку. При механической обработке
величину минимального промежуточного припуска опре-
деляют следующие факторы:
высота неровностей Rza, полученная на предшеству-
ющей операции обработки данной поверхности. Как пра-
вило, доводке предшествует шлифование до Яга = 20 мкм;
состояние и глубина полученного на' предшествую-
щей операции поверхностного слоя Та- На данной опе-
рации этот слой, подлежит полному или частичному уда-
лению. При расчете припусков величину дефектного
слоя Та часто приравнивают к величине Rza, т. е.
Ta = Rza;
пространственное отклонение обрабатываемой по-
верхности относительно базовых поверхностей детали.
К пространственным отклонениям относятся кривизна
осей, отклонение и непараллельность осей, отклонение
от соосности ступеней валов и отверстий и т. д. Эти от-
клонения не связаны с допуском на размер элементар-
151
chipmaker.ru
ной поверхности и имеют самостоятельное, значение.
Они учитываются в минимальном припуске в виде сла-
гаемого qq;
погрешность установки е*, возникающая на выпол-
няемой операции. При этом обрабатываемые поверхно-
сти деталей займут на станке одинаковое положение.
Следовательно, получаемые смещения обрабатываемых
поверхностей должны быть компенсированы дополни-
тельной составляющей операционного припуска.
Таким образом, общая величина минимального опе-
рационного припуска Zbmin определяется суммирова-
нием величин Rza, Та, qu и еь.
Для расчета операционного припуска можно реко-
мендовать формулы, предложенные проф. В. М. Кова-
ном.
Симметричный припуск на диаметр наружных и
внутренних поверхностей тел вращения составляет
2-Zfttnln = 2 + та) + + е-ь ];
симметричный припуск на обе противолежащие парал-
лельные плоские поверхности равен:
2Д*ты = 2 + Та) + (ра + е6)];
асимметричный припуск на одну из противолежа-
щих параллельных плоских поверхностей составляет:
^fcmin — (Rza + а) + (Ра + efc)-
Доводка состоит из нескольких последовательно вы-
полняемых операций-, число которых зависит от требо-
ваний к точности и шероховатости -поверхности. Если
требуемая точность обработки 3—5 мкм и 7?а=0,16мкм,
то доводку выполняют за одну операцию, а припуск ра-
вен 0,03—0,05 мм. Если точность обработки 1—2 мкм
и /?а = 0,08 мкм, то доводку осуществляют за две опе-
рации; припуск на вторую операцию составляет 0,01 —
0,03 мм.
Для обеспечения стабильности процесса доводки
рассеяние размеров партии деталей на каждой опера-
ции не должно превышать 0,2—0,3 величины припуска.
Это достигается путем тщательной сортировки деталей^
по размерам.
Режим доводки. Производительность и эффектив-
ность доводки зависят не только от материала и зерни-
стости паст и суспензий, но и от основных параметров
режима процесса: величины давления притира на де-
152
таль в месте их контакта, скорости рабочего движения
и времени доводки.
Давление оказывает значительное влияние на
эффективность доводки. В диапазоне давлений 0,15—
0,2 МПа (1,5—2,0 кгс/см2) съем металла изменяется
пропорционально их величинам. При дальнейшем уве-
личении давления рост производительности замедляется
и при значениях 0,25—0,3 МПа (2,5—3,0 'кгс/см2) она
может даже несколько понизиться. Чрезмерно большое
давление приводит к быстрому раскалыванию или исти-
ранию абразивного зерна и снижению производительно-
сти, нагреву трущихся поверхностей, что приводит к де-
формации деталей и снижению точности обработки.
. При доводке деталей из закаленных сталей опти-
мальные значения давления составляют на предвари
тельных операциях 0,1—0,2 МПа (1—2 кгс/см2), а на
окончательных 0,05—0,1 МПа (0,5—1,0 кгс/см2). При
высокой скорости доводки (80—120 м/мин) и большом
количестве одновременно обрабатываемых деталей дав-
ление может быть снижено до 0,05—0,07 МПа (0,5—
0,7 кгс/см2) на предварительных операциях и до 0,02—
0,05 МПа (0,2—0,5' кгс/см2) на окончательных. При до-
водке деталей из мягких материалов — незакаленной
стали, цветных металлов и сплавов — давление реко-
мендуется уменьшить до 0,02—0,03 МПа (0,2—
0,3 кгс/см2). Детали из хрупких материалов обрабаты-
вают при давлениях 0,005—0,02МПа (0,05—0,2 кгс/см2).
Процесс доводки осуществляют как с постоянным,
так и с переменным давлением. Вначале для интенсив-
ного съема материала обработку производят с боль-
шим давлением, а в конце операции его уменьшают для
получения заданной шероховатости поверхности. При
доводке шаржированными притирами, когда происхо-
дит затупление абразивных зерен, давление следует
повышать для поддержания производительности про-
цесса.
Скорость рабочего движения. С увеличе-
нием скорости рабочего движения производительность
доводки возрастает прямо пропорционально до
200 м/мин. При обработке шаржированными притирами
дальнейшее повышение скорости приводит к чрезмер-
ному нагреву трущихся поверхностей и снижению точ-
ности получаемых деталей. При доводке абразивной
суспензией увеличение скорости снижает производитель-
ность процесса вследствие большой центробежной силы,
которая стремится отбросить суспензию от центра при-
153
chipmaker.ru
тира. При этом он начинает вибрировать, перемещается
рывками, что снижает производительность и ухудшает
точность обработки. На предварительных операциях до-
водки скорость рабочего движения составляет 40—120,
на окончательных—15—30 и на высокоточных — 5—
10 м/мин. Скорость возвратно-поступательного движе-
ния деталей — 0,2—0,4 скорости вращения притира.
4.5. ДОВОДКА — ПРИТИРКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
Доводка — притирка плоских поверхностей осущест-
вляется вручную и на станках методами прямолиней-
Рис. 4.19. Схемы доводки — притирки плоских
поверхностей.
ных проходов (рис. 4.19,а), либо круговых подач
(рис. 4.19,6). При обработке методом прямолинейных
проходов детали 1, установленные в сепараторе 3, ко-
торый находится между двумя притирами 2 и 4, совер-
шают прямолинейное продольное возвратно-поступа-
тельное и незначительное поперечное перемещения.
Окончательные операции доводки—притирки высокоточ-
ных деталей производят на станке конструкции Д. С. Се-
менова. При этом обеспечиваются шероховатость по-
верхностей Яа = 0,025—0,1 мкм, отклонение от плоскост-
ности— 0,02—0,05 мкм и непараллельность двух проти-
волежащих плоскостей — не более 1 мкм.
154
Доводка — притирка методом круговых подач осу-
ществляется при вращательном и вращательно-поступа-
тельном движениях притира на однодисковых доводоч-
ных станках с фрикционной связью между деталями и
притиром (см. рис. 4.14,а), а также на двухдисковых
при их планетарной наладке (см. рис. 4.15,6).
При доводке — притирке плоских поверхностей вруч-
ную рабочий осуществляет те же основные движения.
Он может поочередно работать то одним, то другим
методом.
Ручную доводку — притирку производят на прямо-
угольных, чугунных или стеклянных плоских притирах
размерами 300X300 мм.
Качество обработки за-
висит от квалификации
рабочего. Опытный до-
водчик может обеспе-
чить шероховатость по-
верхности 7?г=0,023—
0,05 мкм и точность раз-
меров'выше 5-го квали-
Рис. 4.20. Ручная доводка скоб.
тета.
При ручной доводке
скоб 2 (рис. 4.20, а) при-
меняют специальные притиры 1 с подкосом и бруски.
В зависимости от размера скоб их доводят двумя спо-
собами: скобу перемещают по неподвижно закреплен-
ному притиру либо скобу закрепляют неподвижно, а по
ней перемещают притир. При первом способе скобу
устанавливают на притире под углом 20—25° к оси и в
таком положении перемещают не вдоль притира, а при-
мерно под углом 5—10°. Для получения высокого клас-
са шероховатости поверхности необходимо изменять на-
правление рабочих движений, т. е. вести перекрестную
доводку.
Применение комбинированного притира (рис. 4.20, б)
значительно упрощает процесс доводки скоб. Притиры
3 и 4 с помощью концевых мер длины устанавливают
таким образом, чтобы проходная и непроходная поверх-
ности скобы доводились одновременно. При этом коли-
чество измерений сокращается почти вдвое, значительно
повышается производительность труда.
Приспособление для ручной предварительной и окон-
чательной доводки концевых мер длины размером до
2,5 мм показано на рис. 4.21, а. Оно состоит из двух
плит — нижней 1 и верхней 3 — с наклеенными на них
155
chipmaker.ru
стеклянными листами толщиной 4—5 мм. Листы на-
клеивают с помощью менделеевской замазки или свин-
цового глета, разведенного в глицерине. С боков верх-
ней плиты 3 закреплены две планки 2, в которые ввер-
нуты четыре регулировочных винта 4 с контргайками 5.
Винты оканчиваются соосным со средним диаметром
резьбы центром, который упирается в планки 6 с гиль-
зами, прикрепленными к нижней плите 1. Параллель-
ность рабочих плоскостей двух плит выдерживается
по доводимой плите с помощью регулировочных винтов
4 и контргаек 5. Доводимая плита приводится в движе-
ние пластиной с рукояткой 7.
Рве. 4.21. Ручная доводка концевых мер длины.
. На таких же приспособлениях, но без стеклянных
листов, производят грубую обработку мер длины при
переводе их из одного размера в другой.
Предварительную правку плит со стеклянными ли-
стами осуществляют на чугунных притирочных плитах
размерами 500x500 мм наждачным порошком, а оконча-
тельную— пастой ГОИ зернистостью 20—40 мкм. По-
сле этого чугунные плиты протирают и доводят стек-
лянными листами, которые затем тщательно промывают
и удаляют с них крупные частицы, оставшиеся в порах.
Рабочие поверхности плит необходимо предохранять от
попадания на них крупных частиц наждака или пыли.
Пасту для чистовой доводки плит разводят кероси-
ном и используют только верхние слои получаемого
раствора. Его наносят на плиты каплями, разравнивают
по поверхности гигроскопической ватой и растирают
специальным грибком (рис. 4.21,6), рабочая плоскость
А которого закалена и доведена. Острые кромки грибка
удаляют с поверхности плиты излишнюю пасту и посто-
ронние частицы.
156
При доводке концевых мер длины необходимо иметь
три таких приспособления: одно — для обдирки при
переделке на меньший размер, второе — для чистовой
и третье (со стеклянными листами) для окончательной
доводки.
Концевые меры размерам^ от 6 до 20 мм доводят
па открытой плите, а больших размеров — с помощью
обоймы (рис. 4.21,в), которая состоит из текстолитовой
рамки 1, вкладыша 2 и винтов 3.
От нагрева (руками) и прогиба концевую меру дли-
ны предохраняют кожаной накладкой.
Контроль доведенной концевой меры осуществляют
на вертикальном оптиметре.
Машинная доводка плоскостей производится при об-
работке плоскопараллельных концевых мер длины, кла-
панов насосов, поршневых колец и других деталей.
Доводку плоских поверхностей осуществляют в сле-
дующей последовательности:
1) правка плит-притиров;
2) нанесение пасты, шаржирование плит-притиров;
3) укладка деталей в гнезда лент или сепараторов;
4) доводка — притирка деталей;
5) промывка деталей и контроль качества доводки.
Правку плит-притиров 1 (рис. 4.22, а) производят на
однодисковых станках мод. 3806 и 3804П правильными
кольцами 2, а на двухдисковых с планетарной налад-
кой (рис. 4.22,6)—шестернями 5, которые помещают
между притирами 3 и 4 вместо кассет сепараторов.
При работе на однодисковых станках для сохране-
ния допустимой неплоскостности притира в процессе
доводки правку его осуществляют непрерывно. При
этом кольца периодически смещают в радиальном на-
правлении по рабочей поверхности притира. Этот
способ правки связан с ускоренным износом притиров.
На двухдисковых станках периодическую правку
осуществляют при смещении верхнего притира от-
носительно нижнего. Притиры станка конструкции
Д. С. Семенова правят с помощью специального при-
способления.
В процессе эксплуатации притиры периодически под-
вергают шаржированию прямо на станке: на однодис-
ковых станках мод. 3806 — правильными кольцами,
а на станках конструкции Д. С. Семенова — вручную
с помощью плит высокой точности.
На качество и производительность доводки оказы-
вают влияние форма рабочих поверхностей притиров и
157
। chipmaker.ru
правильность установки деталей в сепараторе. Для вы-
полнения предварительных операций на станке конст-
рукции Д. С. Семенова плиты-притиры изготовляют
с канавками. Перед доводкой детали рассортировывают
по размерам, чтобы правильно установить их в сепара-
торе. Детали с большим припуском укладывают в край-
них гнездах сепаратора.
Для получения высокой точности плоскостей довод-
ку их на однодисковых и двухдисковых станках целесо-
образно вести по методу трех ведущих деталей.
Рис. 4.22. Схемы правки притиров.
Машинная доводка плиток. Наиболее высокие тре-
бования к точности и шероховатости доведенных по-
верхностей предъявляются к плоскопараллельным кон-
цевым мерам длины. Прямоугольные плитки в зависи-
мости от рабочего размера могут иметь различное се-
чение. Для рабочих размеров до 10 мм плитки изготов-
ляют сечением 9X30 мм, а свыше 10 мм 9X35 мм. Каж-
дая плитка воспроизводит только один размер.
ГОСТ 9038—73 устанавливает, что за размер плитки
необходимо принимать ее срединную длину, т. е. длину
перпендикуляра, опущенного из середины одной из из-
мерительных поверхностей на плоскость стола измери-
тельного прибора, к которому она притерта.
Чтобы охарактеризовать степень точности изготов-
ления концевых мер, отметим, что допускаемые погреш-
ности меры размером 10 мм составляют: для 0-го клас-
са + 0,10 мкм, а для 3-го (самого грубого) ±0,8 мкм;
допускаемые отклонения от плоскопараллельности — со-
ответственно 0,09 и 0,3 мкм. Для обеспечения притира-
158
емости шероховатость поверхности не должна превы-
шать 7?о = 0,02 мкм.
Для достижения таких высоких показателей в мас-
совом производстве доводку — притирку осуществляют
за три-четыре операции.
На доводку — притирку плитки поступают после тон-
кого шлифования на плоскошлифовальном станке, кото-
рое обеспечивает отклонения от плоскостности 5 мкм и
шероховатость поверхности /?а=0,08—0,32 мкм.
Первая операция — предварительная доводка пли-
ток. Она выполняется иа двухдисковом станке мод.
3814Б либо на одподисковом мод. 3806Л. Режим довод-
ки: скорость главного движения 18 м/мин, а дополни-
тельного возвратно-поступательного — 6 м/мии; давле-
ние 0,05 МПа (0,5 кгс/см2). Притиры чугунные с откло-
нениями от плоскостности 0,1 мм. Состав абразивной
смеси, в %: ЭБМ7—12; керосин — 63; веретенное ма-
сло— 23; стеарии — 2. Припуск 0,01—0,02 мм. После
предварительной доводки отклонения от плоскостности
составляют 3 мкм, а /?о = 0,04—0,08 мкм. Время обра-
ботки 3 мии. Затем осуществляется мойка плиток в уль-
тразвуковой установке. Пятна и остатки абразивной
пасты на поверхностях не допускаются.
Вторая операция — получистовая доводка плиток —
производится на тех же стайках. Режим доводки: ско-
рость главного движения 7 м/мии, а возвратно-поступа-
тельного— 5 м/мин; давление 0,05 МПа (0,5 кгс/см2).
Притир чугунный, шаржированный ЭБМЗ с отклоне-
нием от плоскостности 3' мкм. Припуск на обработку
0,005—0,01 мм. Время доводки 2,5 мин. После получн-
стовой доводки отклонение от плоскостности составляет
1,5 мкм, а 7?о=0,05—0,1 мкм. Затем производится мойка
плиток в моечной ванне.
Окончательную доводку концевых мер длины произ-
водят на станке конструкции Д. С. Семенова. Станок
(рис. 4.23, а) состоит из стаиииы 6, кронштейна 5, на-
грузочного устройства 3, механизма главного движе-
ния, электродвигателя и двух неподвижных плит-прити-
ров— верхней 2 и нижней 1 размерами 300X400 мм.
Нижнюю плиту 1, которая установлена на столе станка,
можно перемещать в вертикальном направлении и вы-
двигать для протирки и нанесения абразивной пасты.
Верхнюю плиту 2, расположенную в поворотном крон-
штейне 5, можно поднимать, опускать и повертывать
рабочей поверхностью вверх для подготовки к процессу
доводки.
159
chipmaker.ru
Усилие -прижима деталей к притиру осуществляется
нагрузочным устройством 3. и контролируется прибо-
ром 4. Станок имеет три ленты-сепаратора, в гнезда ко-
торых устанавливают детали. Длийа продольного хода
лент 0—170 мм, а поперечного — 0—25 мм. Максималь-
ный размер доводимых деталей, в мм: толщина—10;
длина— 150 и высота — от 0,2 до 150.
Кинематическая схема станка приведена на рис.
4.23, б. От электродвигателя мощностью 2 кВт враще-
ние передается на ленты-сепараторы 1 через ременную
Рис. 4.23. Станок конструкции Д. С. Семенова.
передачу 5, зубчатые колеса 3, коробку скоростей с на-
кидным зубчатым колесом 2, кривошипный механизм 4
и барабан 6.
Окончательная доводка выполняется в два перехода:
притиром, шаржированным ЭБМ2 и ЭБМ1; и притиром,
шаржированным глиноземом М2 и ЭТМ1, ЭТМ2.
Режим доводки: скорость — 6—7 м/мин‘> давление —
0,08—0,1 МПа (0,8—1,0 кгс/см2). Время обработки —
2—3 мин. После окончательной доводки отклонения пли-
ток от плоскостности составляют 0,6 мкм, а от плоско-
параллельности — 0,1 мкм. Затем производятся мойка
и контроль плиток.
4.6. ДОВОДКА — ПРИТИРКА
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Доводка — притирка наружных поверхностей тел
вращения может осуществляться методами круглой до-
160
водки — копирования и бесцентровой доводки — обка-
тывания.
Метод круглой доводки — притирки широко приме-
няется при машинно-ручной обработке и осуществляет-
ся на доводочных бабках или станках токарной группы.
Обрабатываемая деталь 3 (рис. 4.24) закрепляется
в цанге или патроне 4 бабки или станка. Главное дви-
жение— вращение детали — обеспечивается бабкой или
станком, а возвратно-поступательное движение притира
I вдоль оси — продольная подача — осуществляется
вручную. Для создания необходимого натяга между до-
водимой поверхностью
детали и рабочей по-
верхностью притира
вручную осуществляет-
ся поперечная подача.
Для лучшего удержания
притира в руке наруж-
ная поверхность прити-
родержателя 2 имеет
накатку.
Рассмотренный ме-
тод дает возможность
получать высокую точ-
ность геометрической
формы деталей — с отклонениями 0,5—2 мкм и шерохо-
ватость поверхностей Ra=0,02—0,04 и Rz=0,025—
0,1 мкм.
При доводке — притирке методом обкатывания на
двухдисковых станках мод. ЗБ814, ЗД817 и др. обраба-
тываемая деталь помещается между двумя притирами,
один из которых совершает вращательное движение, а
второй остается неподвижным или вращается в обрат-
ном направлении. Деталь совершает незначительное
возвратно-поступательное Движение. Этот метод обра-
ботки является наиболее совершенным и производи-
тельным.
Ручная доводка — притирка наружных цилиндриче-
ских поверхностей — малопроизводительная и тяжелая
операция. В настоящее время она почти полностью за-
менена полумеханической обработкой на универсальных
станках или с помощью переносных механизированных
приспособлений.
В инструментальных цехах машиностроительных за-
водов доводку калибров производят на доводочных баб-
ках или небольших токарных станках (рис. 4.25). Для
161
chipmaker.ru
предварительной доводки применяют чугунные и стек-
лянные притиры в виде брусков (рис. 4.25,а), а для
окончательной—зажимные кольца (рис. 4.25^6). Пасту
на плоский притир нанс^ят со стеклянной плиты, сма-
занной пастой (рис. 4.25,в). Форма и размеры кольца-
притира зависят от требований к качеству полученных
поверхностей.
При обработке на доводочных бабках на точность
геометрической формы детали оказывают влияние сте-
пень ее нагрева, скорость передвижения притира и по-
ложение его в процессе доводки. Нагрев детали можно
Рис. 4.25. Ручная доводка
на токарных станках.
уменьшить применением СОЖ и оптимальных режимов
обработки. При ручной доводке точность геометриче-
ской формы зависит главным образом от положения
притира. Если его рабочая поверхность не будет иметь
полного контакта с доводимой поверхностью, то металл
будет снят ие полностью. Этот дефект можно устранить
только дополнительной местной доводкой. Во избежа-
ние брака ручные доводочно-притирочные работы дол-
жны выполняться только высококвалифицированными
доводчиками.
Приспособление для доводки мелких Цилиндриче-
ских проволочек приведено на рис. 4.26. Оно состоит из
привода и притиров в виде плит 1 и 3, установленных
на основаниях 2 и 4. Любой из притиров может пере-
мещаться или оставаться неподвижным. Перемещение
притира осуществляется тягой 12, которая соединена
с кривошипным механизмом 11, получающим движение
162
Рис. 4.26. Приспособление для
доводки мелких цилиндрических
проволочек.
от электродвигателя 8 через шестерни 9 и ременную
передачу 10. Верхний притир с помощью кронштейна 5
и винта 6 можно отводить в сторону и поднимать (для
укладки деталей). Между плитами-притирами распола-
гается обойма-сепаратор 7 с параллельными прорезя-
ми, расположенными под углом 45° к одной из сторон
обоймы-сепаратора. В процессе доводки обойма-сепа-
ратор перемещается по боковым направляющим, при
этом детали вращаются вокруг своей оси и одновре-
менно передвигаются вдоль отверстий в обойме-сепара-
торе. Величина переме-
щения подвижного при-
тира должна быть не
менее длины окружно-
сти доводимых деталей.
В качестве доводоч-
ного материала приме-
няют при чугунных при-
тирах микропорошок
электрокорунда зерни-
стостью М.7 с олеиновой
кислотой, а при стеклян-
ных—пасты ГОИ. Прав-
ку чугунных и стеклян-
ных притиров . произво-
дят способом трех плит или на большой чугунной плите
шлифпорошком зернистостью 4—5.
Припуск на доводку составляет 3—4 мкм на сто-
рону.
Машинная доводка. На универсальных станках до-
водка цилиндрических поверхностей осуществляется
в следующей последовательности:
1) правка притиров-дисков (при их износе) ;
2) нанесение абразивно-доводочной смеси на прити-
рочный диск;
3) укладка деталей в сепараторы;
4) механическая доводка деталей;
5) удаление с них абразивной смеси;
6) промывка и контроль деталей.
Притиры диаметром 400—450 мм правят на специ-
альном станке мод. 3804К методом трех-плит. _Один из
притиров закрепляют на горизонтальной неподвижной
планшайбе, а второй устанавливают в сепараторе, кото-
рый имеет два движения-—вращательное и осциллиру-
ющее. Правка состоит из четырех операций, а каждая
операция — из трех переходов.
163
chipmaker.ru
На первой операции притирку производят с помо-
щью абразивных материалов зернистостью М20 — зеле-
ного карбида кремния, синтетического алмаза и белого
электрокорунда. На первом и втором переходах притир
I устанавливают на планшайбе, а притиры II и III —
в сепараторе; на третьем переходе — притир II — на
планшайбе, а III — в .сепараторе. .
На второй операции используют те же абразивные
материалы зернистостью М7. Притиры II, II и 1 уста-
навливают на планшайбе, а I,
Рис. 4.27. Схема
притирки по методу трех
плит.
III и III — в сепараторе.
На третьей операции притир-
ка осуществляется абразива-
ми зернистостью М3. Притиры
III, III и,1 располагают на план-
шайбе, a I, II и II — в сепарато-
ре.
Четвертая операция — при-
тирка без абразива — в смеси
дизельного топлива и 70%-ной
олеиновой кислоты. Она осуще-
ствляется по схеме первой опе-
рации.
После правки притиры II и
III устанавливают на станке, а
притир I остается в качестве
контрольного для правки других
инструментов.
По методу трех плит можно
править притиры и на станке
мод. ЗА81Н с помощью приспо-
собления с промежуточной пли-
той. Этот способ обеспечивает точность притирки с от-
клонениями до 0,4 мкм. Схема притирки показана на
рис. 4.27. Диски-притиры 1 и 2 устанавливают на стан-
ке. На рабочую поверхность нижнего 2 притнра наносят
абразивную пасту: для предварительной правки — зер-
нистостью М14, а для окончательной — М7. Затем уста-
навливают центрирующее съемное приспособление 3 и
соединяют его с притиром шпонкой 4. После этого на
нижний притир 2 накладывают промежуточную плиту
5, которая с нижней стороны слегка смазана пастой,
а с верхней—машинным маслом. Сцентрировав проме-
жуточную плиту по оси нижнего притира, закрепляют
ее. Затем опускают верхний притир и начинают правку.
Нижний притир получает вращение от электродвигателя
164
станка, а возвратно-поступательное движение промежу-
точной плите 5 доводчик придает вручную.
После притирки нижнего диска-притира и удаления
шлама на центрирующую втулку приспособления 3
устанавливают перевернутую промежуточную плиту и
начинают править верхний притир аналогичным спосо-
бом. По окончании его правки промежуточную плиту
и приспособление снимают и подвергают взаимной
правке.
Эта схема притирки может быть осуществлена не
только на станке ЗА81Н, но и на других аналогичной
конструкции.
После правки притиров производится их шаржиро-
вание. На рабочие поверхности притиров наносится
равномерный слой абразивной пасты, после этого верх-
ний притир опускается на нижний и на 5—15 мин вклю-
чается станок, при этом абразивные зерна пасты внед-
ряются в рабочие поверхности притиров. Шаржирован-
ные поверхности имеют однотонный матовый цвет.
Рассортированные по размерам детали размещают
в сепараторе. Три детали размерами на 1—2 мкм боль-
ше остальных располагают в гнездах сепаратора через
120°. На эти детали устанавливается верхний притир
и начинается процесс их доводки. Как только размер
этих деталей уменьшится до размера остальных, нач-
нется доводка всех деталей. Продолжительность её за-
висит от величины припуска, режима обработки, вида
и зернистости абразивных паст и других факторов.
В среднем она составляет 4—5 мин.
Доводка на универсальных станках обеспечивает
точность поверхностей с отклонениями до 0,1 мкм и
шероховатость до ₽г=0,05 мкм.
Рассмотрим технологический процесс доводки дета-
лей типа золотника и плунжера диаметром 10 мм. На
доводку детали поступают- после точного шлифования
на круглошлифовальном станке мод. Л352. Шерохова-
тость их поверхностей До=20 мкм; отклонения от ци-
линдричности— 2 мкм и от круглости — 1,5 мкм.
Предварительная доводка осуществляется на двух-
дисковом станке мод. ЗБ814 чугунными притирами
в многоместном сепараторе. Используются абразивная
паста «Харькрв-ДМ14» и СОЖ «Аромат». Давление
А--=0,05 МПа (0,5 кгс/см2), скорость п=15,3 м/мин,
время обработки 5 мин. После предварительной обра-
ботки поверхность должна быть однотонной, без глу-
боких рисок. Отклонения от конусообразности на ци-
165
chipmaker.ru
линдрической поверхности диаметром 10 мм должны
составлять не более 1 мкм в любую сторону, а от круг-
лости — 1 мкм. После мойки в ультразвуковой ванне де-
тали проходят контроль.
Вторая доводочная операция — снятие огранки. Оиа
выполняется вручную на доводочной бабке чугунным
кольцом-притиром. Используются абразивная паста
«Харьков-ДМ7» и СОЖ «Аромат». Давление Р=
=0,08 МПа (0,8 кгс/см2); время обработки — 3 мин. По-
сле второй доводки ограика должна составлять ие более
0,5 мкм, отклонение от конусности — ие более 1 мкм,
шероховатость поверхности Ра=0,3—0,125 мкм. Детали
подвергаются мойке в ультразвуковой ванне и конт-
ролю.
Третья операция — окончательная доводка дета-
лей— производится также на станке мод. ЗБ814 в мно-
гоместном сепараторе чугунными притирами. Исполь-
зуются абразивная паста «Харьков-ДМЗ» и СОЖ «Аро-
мат». Давление Р=0,05 МПа (0,5 кгс/см2); время об-
работки— 4 мин. После окончательной доводки откло-
нения от конусности — не более 2 мкм, от круглости —
0,5 мкм и от прямолинейности — не более 1 мкм. Цвет
обработанной поверхности однотонный, блестящий. Об-
работанные детали подвергают мойке и контролю.
Технологический процесс доводки иглы распыли-
теля, изготовлеииой из стали Р18 твердостью 60—
65 HRC, состоит из трех операций. После предшествую*
щих операций отклонения от круглости составляют
4 мкм, а от конусности — 2 мкм, Ra=0,16—0,32 мкм.
Первая операция доводки выполняется на двухдис-
ковом доводочном станке мод. 3816 чугунным притиром,
на рабочую поверхность которого нанесена алмазная
паста АСМ7/5. Режим обработки: скорость главного
движения — 25 м/мии, дополнительного возвратно-по-
ступательного— 6 м/мин, давление Р=0,01 МПа
(0,1 кгс/см2). Припуск на сторону составляет 0,01—
0,015 мм. Машинное время обработки — 6 мин. После
первой операции доводки отклонения от конусности и
круглости уменьшаются до 1 мкм, а шероховатость
Ra = 0,08—0,16 мкм. Обработанные детали подвергают
мойке и контролю.
Вторая операция выполняется вручную на доводоч-
ной бабке с целью уменьшения шероховатости с 4 до
1 мкм. Доводка производится чугунным притиром и ал-
мазной пастой АСМ5/3. Припуск — 0,002 мм. Режим об-
работки: скорость главного движения 18 м/мин, допол-
166
нительное возвратно-поступательное движение осу-
ществляется вручную. Давление — 0,02 МПа
(0,2 кгс/см2). Время обработки — 0,5 мин. После вто-
рой операции огранка снизилась до 1 мкм, а шерохо-
ватость поверхностей не изменилась. Детали подвер-
гают мойке и контролю.
Третья операция — окончательная доводка деталей
на двухдисковом станке мод. 3816. Доводка произво-
дится чугунным притиром и алмазной пастой АСМЗ/2.
Припуск — 0,005—0,01 мм. Режим такой же, как на пер-
вой операции. Время притирки — 3,2 мин. После окон-
чательной доводки отклонения от круглости — 0,5 мкм,
а от конусности 1 мкм; /?а=0,02—0,04 мкм-. Обработан-
ные детали подвергают мойке и контролю.
4.7. ДОВОДКА — ПРИТИРКА ОТВЕРСТИИ
Доводку отверстий осуществляют по двум схемам:
притир плавает — закреплен с помощью шарниров и
устанавливается по закрепленной неподвижной детали;
притир закреплен неподвижно, а деталь самоустанав-
ливается по оси шпинделя. Первая схема применяется
при доводке отверстий тяжелых деталей, а вторая —
легко передвигаемых.
Детали, подлежащие доводке, устанавливают в при-
способлении .или непосредственно на столе станка.
Шпиндель с закрепленным на нем притиром опускают
в обрабатываемое отверстие, причем рабочая поверх-
ность притира находится в сжатом состоянии. Затем
она автоматически или вручную раздвигается на опре-
деленный диаметр. Начальный диаметр притира на
0,005—0,03 мм меньше диаметра обрабатываемого от-
верстия.
Притиру сообщают комбинированное рабочее дви-
жение относительно доводимой поверхности; главное
движение — вращение и возвратно-поступательное, а
также движение подачи — разжим рубашки по мере ее
износа и съем металла.
Ручная доводка — притирка отверстий, как уже от-
мечалось,— малопроизводительная и тяжелая опера-
ция, которую могут выполнять только высококвалифи-
цированные рабочие. Однако в ряде случаев, особенно
в единичном производстве, она необходима.
Полумеханическая доводка отверстий осуществляет-
ся на доводочных бабках и на токарных, сверлильных
и других стайках. Она широко применяется при изго-
167
chipmaker.ru
товлении деталей топливной аппаратуры, золотниковых
пар, измерительных инструментов и др. Полумеханиче-
ская доводка отверстий у подобных деталей осущест-
вляется не только в единичном, но и в массовом произ-
водстве.
При обработке отверстий на доводочных бабках
притир закрепляется в цанговом патроне, а деталь до-
водчик-притирщик удерживает в руке. Приемы работы
такие же, как и при доводке наружных цилиндрических
поверхностей.
Машинной доводке на вертикально-доводочных стан-
ках подвергаются только цилиндрические сквозные от-
верстия разных диахлетров. Доводку осуществляют
в следующей последовательности:
1) закрепляют деталь;
2) устанавливают притир;
3) наносят на него абразивную пасту;
4) производят механическую доводку;
5) снимают деталь и промывают ее;
6) контролируют качество доводки.
Машинная доводка отверстия плунжера для дости-
жения шероховатости поверхности Да=0,020 мкм со-
стоит из двух операций. Предварительная доводка осу-
ществляется на станке мод. 3820Д. Он. имеет поворот-
ный стол, что позволяет применить многопозиционное
приспособление для закрепления нескольких деталей и
совмещать время их снятия и установки с машинным
временем. Притир стальной, на него наносится алмаз-
ная паста АСМ7/5. Режим обработки: скорость глав-
ного движения 13 м/мин, а дополнительного возвратно-
поступательного—12 м/мин. Давление Р=0,2 МПа
(2,0 кгс/см2). Припуск "ha доводку — 0,04 мм. До довод-
ки отклонение от конусности составляло 0,03 мм, а ше-
роховатость Ra = 0,32—0,63 мкм; после доводки — соот-
ветственно 0,008 и 0,08—0,16 мкм.
После мойки и контроля деталей производится их
окончательная доводка также на станке мод. 3820Д и
на тех же режимах, за исключением давления: Р —
= 0,12 МПа (1,2 кгс/см2). Притир чугунный, на него на-
носится алмазная паста АСМ 3/2. Припуск 0,003—
0,01 мм. После окончательной доводки отверстия откло-
нение по конусности составило 0,003 мм, а шерохова-
тость Ро=0,02—0,04 мкм.
Технологический процесс доводки цилиндрического
отверстия диаметром 10+^ мм втулки состоит из трех
168
операций. На предшествующей операции отверстие диа-
метром 9,83+0’03 мм было образовано электроискровой
обработкой с отклонениями от цилиндричности — 0,0С2
и от круглости — 0,015 мм с ДО=1,25 мкм.
Первая операция — предварительная доводка отвер-
стия на многопозиционном станке мод. 3821Д стержне-
вым притиром.' Используются абразивная паста «Харь-
ков-ДМ14» и СОЖ «Аромат». Режим обработки: ско-
рость 9 м/мин, давление Р=0,05 МПа (0,5 кгс/см2).
13ремя‘ обработки — 4 мин. После предварительной до-
водки отверстия отклонения от конусности составляют
не более 0,001 мм, а от круглости — 0,001 мм; Ra =
= 0,16—0,32 мкм. Детали подвергают мойке в ультра-
звуковой ванне и контролю.
Вторая доводочная операция производится на гори-
зонтальном станке мод. ХТЗ-ЦНИТА стержневым при-
тиром. Используются абразивная паста «Харьков-ДМ5»
и СОЖ «Аромат». Режим обработки: скорость —
9 м/мин, давление Р=0,05 МПа (0,5 кгс/см2). Время
обработки — 3 мин. После доводки огранка составляет
не более 0,0005 мм, а отклонения от конусности — не
более 0,001 мм; До = 0,08 мкм. Детали подвергают мой-
ке в ультразвуковой ванне и контролю.
Третья операция — окончательная доводка — выпол-
няется на том же станке стержневым притиром. Исполь-
зуются абразивная паста «Харьков-ДМЗ» и СОЖ «Аро-
мат». Режим обработки: п = 8,5 м/мин, Р=0,05 МПа
(0,5 кгс/см2). Время обработки 3 мин. После оконча-
тельной доводки отверстия отклонения составляют (не
более), в мм: от цилиндричности — 0,002; от кругло-
сти— 0,0005; от прямолинейности — 0,001. Шерохова-
тость поверхности До = 0,04 мкм. Цвет обработанной по-
верхности однотонный, блестящий. Обработанные де-
тали подвергают мойке и контролю.
4.8. ДОВОДКА — ПРИТИРКА КОНИЧЕСКИХ ПОЕЕРХНОСТЕЙ
Конические поверхности доводят притиром либо вза-
имным притиранием сопрягаемых поверхностей с по-
мощью нанесенных на них абразивных порошков и
паст. Притиром доводят поверхности, к которым предъ-
являются высокие требования по точности геометриче-
ской формы и шероховатости. Взаимная притирка при-
меняется для обеспечения одноконусности сопрягаемых
поверхностей пробок и корпусов кранов, клапанов и се-
дел двигателей внутреннего сгорания и-др.
169
chipmaker.ru
Различают доводку — притирку ручную, полумехани-
ческую, механическую и виброабразивную.
Ручная притирка конических поверхностей — опера-
ция' трудоемкая и малопроизводительная. При этом
виде обработки одна из деталей устанавливается непо-
движно, а другой" сообщается переменное вращательное
движение вправо и . влево с периодическим отрывом ее
от соприкосновения с трущейся поверхностью. Угол по-
ворота в одну сторону должен быть несколько больше
угла поворота в другую сторону. Притертые таким об-
разом поверхности отличаются высокой точностью гео-
метрической формы и обеспечивают плотное прилегание
друг к другу (непроницаемость для жидкостей). Обыч-
но угол поворота за один двойной ход составляет 90—•
120°.
Полумеханическая притирка. Для механизации про-
цесса притирки конических поверхностей и повышения
производительности труда применяют специальные при-
способления типа ручных дрелей, механизированные ин-
струменты (пневмо- и электросверлилки) и различного
рода станки и устройства.
В ремонтных цехах и мастерских притирку клапа-
нов к гнездам выполняют с помощью обычного коло-
ворота, снабженного специальным иакоиечником, вхо-
дящим в прорезь на торце тарелки клапана. На стер-
жень клапана надевают слабую пружину, чтобы она
поджимала тарелку клапана на 5—10 мм над гнездом.
Затем на фаску клапана наносят пасту, вставляют его
в направляющую втулку и с помощью коловорота вра-
щают вправо и влево на */з—Ч* оборота, постепенно по-
ворачивая на 360°. При каждой перемене направления
поворота коловорот приподнимают на 2—4 мм, при этом
под действием пружины приподнимается и клапан. Че-
рез каждые 20—30 поворотов на клапан наносят новую
партию пасты. При появлении на фасках клапана и
гнезда сплошного матового пояска заданной ширины
притирку заканчивают. После удаления притирочных
материалов окончательную притирку осуществляют на
чистом машинном масле.
Механическая притирка. Более эффективно исполь-
зование для притирки конусных поверхностей механи-
зированных приспособлений.
В настоящее время промышленность выпускает уста-
новки и станки для виброабразивной доводки — притир-
ки плоских, цилиндрических и конических наружных н
внутренних поверхностей.
170
Установка для виброабразивиой притирки деталей
типа конических втулок приведена на рис. 4.28. В цан-
говом патроне 2 закрепляется притир 1 либо притирае-
мая деталь. Цанговый патрон соединен с валом 3.
В процессе притирки деталь или притир 1 совершает
вращательные движения вокруг вертикальной оси с по-
мощью вибропривода 4 и осевые (линейные) колебания
(0,1—0,2 мм) вдоль нее, с помощью электромагнита 5,
якорь 6 которого соединен с валом 3. В корпус 7 вибро-
привода 4 запрессован
статор 8 с обмоткой 9.
В верхней и нижней ча-
стях корпуса 7 распо-
ложены дисковые пру-
жины 10 с цапфами и
подшипниками 11, в ко-
торых установлен вал 3.
На него напрессован ро-
тор 12. С валом ротора
соединен блок пружин
13 крутильных колеба-
ний. С помощью пово-
ротного держателя 14
жесткость пружин мож-
но регулировать, т. е.
настраивать систему на
необходимый режим до-
водки.
На рабочую поверх-
ность притира с абра-
зивной пастой надевает-
Рис. 4.28. Установка для доводки
деталей типа конических втулок.
ся обрабатываемая деталь 15, к которой крепится инер-
ционно-нагрузочная приставка, создающая необходимое
давление и силы инерции при осуществлении процесса.
Под давлением сил инерции деталь непрерывно враща-
ется по притиру. В зависимости от формы и материвла
обрабатываемой поверхности применяют чугунные,
стальные или пластмассовые притиры, конструкция ко-
торых должна обеспечивать компенсацию износа их ра-
бочих поверхностей.
При виброабразивиой доводке используют пасты
густой консистенции, так как процесс происходит при
вертикальном расположении обрабатываемых поверх-
ностей. Состав паст, в %: алмазный или эльборовый
порошок — 50; смазка универсальная тугоплавкая ЧТ
(консталин)—25; синтетический солидол — 20; олеиио-
171
chipmaker.ru
вая кислота — 5. В зависимости от требуемой шерохо-
ватости поверхности зернистость паст может быть
М14—М3. Размеры абразивных зерен должны соот-
ветствовать исходной шероховатости поверхности, что-
бы не было контакта между микронеровностями об-
рабатываемой и обрабатывающей поверхностей.
Например, шероховатость Да = 0,08—0,16 мкм до-
Рис. 4.29. Полуавтомат
для вибрационной
притирки конических
поверхностей.
ления, а необходимые
стигается применением пасты
АСМ28. При давлении Р~
= 0,3 МПа (3 кгс/см2) дли-
тельность обработки состав-
ляет 6 мин.
На рис. 4.29 показана ки-
нематическая схема полуавто-
мата 2СК990006 для вибраци-
онной притирки конических по-
верхностей. В нижней части
станины 1 расположен вибра-
ционный привод 2. К стойке
станины жестко крепится пнев-
мопривод 7 с устройством 6
для установки притираемой
детали 5. Одновременно это
устройство является инерци-
онно-нагрузочной приставкой
и имеет определенную массу
для создания давления в про-
цессе доводки. Вторая деталь
4 крепится в патроне 3. Ре-
жим процесса доводки уста-
навливается с пульта управ-
амплитуды колебаний —' с помо-
щью регуляторов_напряжения.
При вибрационной доводке — притирке конических
поверхностей шероховатость До = 0,02—0,04 мкм, а про-
изводительность по сравнению с ручным процессом по-
вышается в 1,5—2 раза.
Детали большой массы и сложной конфигурации
обрабатывать на вибрационных станках невозможно,
так как такие детали трудно уравновесить, кроме того,
отсутствуют надежные виброприводы.
Доводка — притирка конических поверхностей в кор-
пусе распылителя производится на полуавтомате мод.
8451, выпускаемом с двумя, тремя и пятью шпинделя-
ми. Полуавтомат обеспечивает обработку с отклонени-
ями от круглости — не более 0,000 7 мм и от прямоли-
172
ценности образующей — не более 0,003 мм. Шерохова-
тость Ra — 0,04—0,16 мкм.
Двухместный конусопритирочный станок мод.
СК4000 конструкции С. Г. Бабаева и П. Г. Садыгова
предназначен для взаимной доводки — притирки кони-
ческих поверхностей деталей пробковых кранон и дру-
гих подобных. При обработке достигается 100%-ное
прилегание (по краске) поверхностей, шероховатость
/?о = 0,02—0,16 мкм и. разность углов конуса притирае-
мых поверхностей до 10".
chipmaker.ru
ПОЛИРОВАНИЕ
ГЛАВА
5
5.1. СУЩНОСТЬ ПРОЦЕССА И ОБЛАСТИ ПРИМЕНЕНИЯ
Полирование — это заключительная операция меха-
нической обработки деталей, выполняемая с целью
удаления с поверхности мельчайших неровностей и при-
дания ей зеркального блеска. Полирование обеспечи-
вает шероховатость поверхностей /?а=0,16—0,020, а в
отдельных случаях и /?г=0,1—0,05 мкм.
Эта отделочная операция может осуществляться раз-
личными методами — механическим, химическим, элек-
тромеханическим и др. Выбор того или иного способа
обработки, а также ее оптимальных режимов зависит
от материала, формы и массы детали, исходной шеро-
ховатости поверхностей, требований к их качеству,
имеющегося оборудования.
В машиностроении широко распространен механиче-
ский метод полирования, осуществляемый с помощью
закрепленных или свободно перемещающихся твердых
абразивных материалов. В данной главе рассмотрены
способы механического полирования абразивными по-
рошками, пастами и суспензиями.
В зависимости от способа выполнения и характера
применяемого оборудования механическое абразивное
полирование может производиться кругами и лентами,
в барабанах, вибрационных установках и т. д.
5.2. ПОЛИРОВАНИЕ КРУГАМИ
Полирование мягкими абразивными кругами широко
применяется при окончательной декоративной отделке
деталей и подготовке поверхностей под гальванические
покрытия в мелкосерийном, серийном, а в отдельных
174
случаях и в массовом производстве. В процессе поли-
рования обрабатываемая поверхность детали под дав-
лением прижимается к рабочей поверхности вращающе-
гося круга, на которой закреплен слой абразивных зе-
рен или нанесена полировальная паста. Обработка про-
изводится на простых по конструкции полировальных
станках или на станках-электромоторах с ручной пода-
чей деталей. Полирование с механической подачей осу-
ществляется на универсальных, специальных и агрегат-
ных стайках или на полуавтоматах.
Выбор полировальных кругов. Как указывалось
в гл. 1, промышленность выпускает различные виды
кругов: тканевые — войлочные, фетровые и хлопчатобу-
мажные; шлифовальные лепестковые; гибкие полиро-
вальные и др.
Войлочные круги (ГОСТ 10685—75) обладают боль-
шой эластичностью, хорошо поддаются правке и доста-
точно прочно удерживают нанесенные на них абразив-
ные порошки и пасты. Войлочные круги подразделяют
на тонко-, полугрубо- и грубошерстные. Первые приме-
няют при обработке особо ответственных деталей ма-
шин и приборов. Вторые — при полировании хирургиче-
ских инструментов, деталей точных измерительных при-
боров, требующих высокого качества отделки, зеркаль-
ного и технического стекла. В остальных случаях
используют грубошерстные полировальные круги.
Широко распространены круги, изготовленные из
синтетических тканей. Для повышения срока службы
кругов ткани пропитывают различными импрегнатора-
Ми. Круги диаметром от 150 до 500 мм работают на
скоростях резания 80—85 м/с.
Бумажные круги выполняют из сшитых и спрессо-
ванных листов гладкой или гофрированной бумаги.
Большая жесткость бумажных кругов позволяет при-
менять их только для получения поверхностей шерохо-
ватостью /?а=2,5—1,25 мкм. Круги из гофрированной
бумаги более эластичны, чем из гладкой, и обеспечи-
вают менее шероховатую поверхность.
Шлифовальные лепестковые круги по ГОСТ 22775—
77 не всегда могут использоваться для полирования па
обычных станках, поэтому многие предприятия создают
свои конструкции таких кругов.
Челябинский завод шлифовальных изделий разрабо-
тал несколько вариантов конструктивного исполнения
лепестковых кругов (рис. 5.1). Определяющим в их кон-
струкции является способ крепления абразивных лепе-
175
chipmaker.ru
стков в ступице круга. Изготовляемые круги имеют
следующие размеры, в мм: диаметр £> = 200 и 300; ши-
рина В=40, 50 и 100; посадочный диаметр d=44,5.
Армированные неразборные круги с клеевым креп-
лением лепестков как между собой, так и с арматурой
(рис. 5.1, а) предназначены для декоративно-полировоч-
ных работ. Фланцы 2 получают штамповкой из метал-
лического листа. Вырубленные лепестки 1 пакетами
склеивают по торцам ступичной части, а затем на спе-
циальном приспособлении собирают и склеивают с флан-
Рис. 5.1. Конструкции лепестковых кругов.
цами. В качестве клея применяют композицию на осно-
ве эпоксидной смолы.
Армированные разборные круги с клеевым соедине-
нием лепестков и механическим креплением блока с ар-
матурой (рис. 5.1,-6) используются на шлифовальных
станках общего назначения. Круги состоят из алюми-
ниевой ступицы 3, двух фланцев 2 стягивающих болтов
4 и набора лепестков 1. Предварительную фиксацию и
крепление лепестков осущеетвляют с помощью кольце-
вых выступов фланцев 2, входящих в-радиусные пазы
на торцах лепестков. Заливаемая через отверстия во
фланцах смесь на основе эпоксидной смолы жестко свя-
зывает лейестки в монолитный блок.
Лепестковые круги плоскопараллельной формы
(ЛКП) со ступицей из композиции на основе эпоксид-
ной смолы (рис. 5tl,e) состоят из сборной планшайбы
2 и закрепленного в Ней набора лепестков /. Торцевой
круг имеет угол поднутрения торца лепестков 8—10°.
При установке круга лепестки разворачивают в ради-
альном направлении в сторону вращения на 8—10°.
176
Плоскопараллельные круги диаметром до 500 мм и
торцевые до 200 мм целесообразно изготовлять безар-
матурными (рис. 5.1,а).
При выборе габаритов Л КП следует учитывать, что
чем больше диаметр и высота круга, тем выше произ-
водительность обработки. В то же время увеличение
габаритов кругов вызывает необходимость применения
более мощного и, следовательно, более дорогого обору-
дования. Поэтому в каждом конкретном случае необхо-
дим анализ всех затрат в общей себестоимости опера-
ции полирования. После выбора диаметра ЛКП опре-
деляют оптимальное соотношение длины лепестка и
радиуса ступицы. При более коротких лепестках и соот-
ветственно большем радиусе ступицы круг имеет боль-
шее количество лепестков, что обеспечивает повышение
производительности. Однако увеличение количества ле-
пестков эффективно лишь до определенных пределов.
При чрезмерно большом их числе повышается плот-
ность круга и приходится работать при меньшей дефор-
мации его в радиальном направлении (б), что в итоге
снижает эффективность процесса. При выборе длины
лепестков необходимо также учитывать, что с ее‘умень-
шением снижается коэффициент полезного использова-
ния ЛКП:
При полировании плоскопараллельными и торцевы-
ми лепестковыми кругами с повышением угловой ско-
рости (®) и деформации (б) круга в радиальном на-
правлении производительность возрастает. Вместе с тем
увеличивается и тепловыделение, что ограничивает воз-
можности повышения со и б. При значительном разо-
греве клеевого слоя снижается прочность удержания
в нем зерен. Это приводит к их усиленному осыпанию,
в связи с чем темпы роста производительности значи-
тельно снижаются. Так, при полировании деталей из
нормализованной стали 45 торцевыми лепестковыми
кругами диаметром 300 мм и зернистостью 14А8 пре-
дельные режимы составляли: деформация круга 6 = 0,85,
а скорость пк=40 м/с. Применение охлаждения позво-
ляет работать при более интенсивных режимах.
Для снижения шероховатости обрабатываемой по-
верхности, повышения стойкости кругов, а также умень-
шения пылевыделения круги рекомендуется пропиты-
вать следующим составом (в весовых частях): пластич-
ная смазка ПВК — 55; парафин — 40 и графит — 5.
Полировальные круги, разработанные воВНИИАШе
взамен войлочных, применяют для полирования поверх-
177
chipmaker.ru
ностей до шероховатости от /?а=1,25 до /?а=0,08 мкм,
а также для глянцевания до декоративного блеска.
Круги из электрокорундовых и из карбидокремние-
вых порошков зернистостью 40—16 на гибкой вулкани-
товой связке предназначены для полирования дета-
лей из сталей типа 14Х17Н2. Режим обработки: ско-
рость круга 18—20 м/с, продольная подача 0,4—
0,5 м/мин. Достигаемая шероховатость поверхности
/?а = 0,63 мкм. Круги из микропорошков электрокорун-
дового, карбидокремниевого и хромотитанистого на
основе глинозема зернистостью М28 на бакелитовой
с графитовым наполнителем связке используют для по-
лирования деталей из стали типа Х18Н9Т. При скоро-
сти круга 30 м/с шероховатость поверхности составляет
/?а=0,16 мкм.
Круги на глифталевой связке изготовляют из порош-
ков зеленого карбида кремния 64С и 63С зернистостью
5 и микропорощков зернистостью М40—М14. При поли-
ровании деталей из стали марки Х18Н9Т без охлажде-
ния со скоростью круга 20—30 м/с шероховатость обра-
ботанных поверхностей составляет не менее Ra — 0,3 мкм.
Круги из порошка зеленого карбида кремния зерни-
стостью 25—6 на поливинилформалевой связке обладают
пористостью, что препятствует их засаливанию. К пре-
имуществам кругов относится также их высокая эла-
стичность. Благодаря этому они не оставляют глубо-
ких рисок на полируемой поверхности и применяются
для окончательной обработки металлов, керамики и
стекла. Детали из стали марок 9Х и 9X2 обрабатывают
на следующих режимах: скорость круга — 20 м/с, ско-
рость детали — 50 м/мин, продольная подача — 0,1—
0,4 м/мин. При этом обеспечивается шероховатость по-
верхности не более /?а=0,08 мкм.
Операции эластичного полирования в большинстве
случаев отличаются специфическими особенностями и
для них предприятиям приходится проектировать и из-
готовлять специальные инструменты. При таком проек-
тировании целесообразно использовать стандартный
абразивный инструмент, например шлифовальную шкур-
ку, поместив его на соответствующую эластичную осно-
ву— резину или подобный ей материал (рис. 5.2).Реже
для этих целей используются эластичные наполненные
воздухом баллоны и металлические упругие элементы,
на которых закрепляется абразивная шкурка.
Выбор полировальных материалов. Некоторые пасты
для полирования стандартизованы (см. гл. 1)'. К ним
178
относятся: полировальная хромовая литая паста (ГОСТ
8217—56), предназначенная для полирования деталей
из черных и цветных металлов; пасты ГОИ для окон-
чательной обработки режущего и измерительного инст-
румента, а также для полирования деталей из материа-
лов на основе меди, алюминия и олова; эльборовые па-
сты для обработки деталей из незакаленных сталей, чу-
гуна, цветных металлов и т, п.; алмазная паста по СТ
СЭВ 206—75 для полирования деталей из различных
металлов и их сплавов и неметаллических материалов;
алмазная паста из субмикропорошков для окончатель-
Рис. 5.2. Конструкции специальных эластичных кругов с резиновым
основанием fa} и с воздушным баллоном (б).
ной обработки деталей из неметаллических материалов
и цветных металлов.
Перспективным материалом для жидких полиро-
вальных паст является глинозем марок ГЭБ, ГН-1иГК
(ГОСТ 6912—74) с содержанием a — А120з соответст-
венно 70, 85—90 и 95%. С увеличением в пастах содер-
жания а — А120з уменьшается шероховатость обработан-
ной поверхности, так как материал сошлифовывается
более активно.
В зависимости от требований к шероховатости и
блеску полируемой поверхности обработку следует про-
водить пастами на основе различных глиноземов. Мень-
шая шероховатость достигается при обработке пастами
на основе глинозема ГН-1.
Исследования ВНИИАШ показали, что для глянце-
вания сталей предпочтительны пасты на основе прока-
ленного глинозема, а алюминия и дюралюминия — па-
сты из глинозема с небольшими добавками окиси хро-
ма. Для обработки латуни может быть использован как
179
chipmaker.ru
глинозем, так и окись хрома с добавками криолита или
белого электрокорунда. Повышенное содержание в па-
сте окиси хрома и глинозема способствует получению
поверхностей высокого качества. Во всех упомянутых
пастах связкой служит смесь стеарина с олеиновой ки-
слотой. Эти пасты не стандартизованы, их изготовляют
сами предприятия. Большинство нестандартных полиро-
вальных паст — водонерастворимые, что требует допол-
нительной обработки по растворению и снятию пасты
после полирования.
Для полированных деталей сложной конфигурации
применяют суспензии. В этом случае на обрабатывае-
мую поверхность направляют струю жидкости — эмуль-
сии или масла, насыщенную абразивным порошком или
микропорошком. При исходной шероховатости поверх-
ности 7?а=2,5 мкм за три перехода жидкостного поли-
рования можно достичь 7?а=0,32 мкм, а при исходной
шероховатости ^а=0,32 мкм за два перехода можно
получить 7?а=0,08 мкм.
Профилирование и накатка кругов. В зависимости
от формы обрабатываемой поверхности полировальные
круги приходится обтачивать и профилировать. В еди-
ничном производстве профилирование, как правило,
производят вручную. Так как эта операция требует вы-
сокой квалификации рабочего и небезопасна, ее приме-
нять не рекомендуется. Профилирование целесообразно
осуществлять шлифовальным кругом, имеющим про-
филь, обратный профилю обрабатываемого полироваль-
ного круга. Во время полирования круги зернистостью
50—25 с открытой структурой вращаются навстречу
друг другу и при сближении шлифовальный круг сни-
мает все неровности с полировального, придавая ему
требуемую форму.
После обточки и профилирования на рабочую по-
верхность полировального круга наносят абразивные
зерна и'закрепляют их методом накатки в следующем
порядке.
Новые круги, еще не бывшие в работе, несколько
раз грунтуют клеевым раствором, давая просохнуть
каждому слою клея. Затем проклеенную поверхность
смазывают еще одним слоем раствора и сразу же вруч-
ную или на специальных станках накатывают абразив-
ные зерна, подогретые до температуры 40—45°С. Нака-
тывание может быть однослойным и многослойным.
При многослойном накатывании каждый последующий
слой наносят после просыхания предыдущего. На вой-
180
лочные и фетровые круги первый слой накатывают
с применением мездрового клея, а последующие — жид-
кого стекла. На хлопчатобумажных кругах первый слой
зерна можно закреплять и жидким стеклом, так как
ткань хорошо с ним сцепляется. На бумажных кругах
абразивное зерно закрепляют с помощью силикатного
клея. Накатанные круги сушат в естественных или ис-
кусственных условиях.
Широко используется метод накатывания на круг
абразивной массы — смеси абразивных зерен и клея.
Соотношение их принимают в зависимости от нео'бхо-
Рис. 5.3. Полирование с помощью жимков.
димой жесткости полировального круга. Для жестких
кругов на 6—7 весовых частей абразивного порошка
берут 3—4 части клея, для эластичных — 3—4 части по-
рошка и 6—7 частей клея. Скорость резания такими
кругами ниже, чем накатными, однако шероховатость
получаемой поверхности выше.
Оборудование для полирования кругами. Выбор обо-
рудования зависит от типа и условий производства, тре-
бований к качеству обработанных поверхностей. Так,
при ручном полировании применяют электрические и
пневматические машинки, двусторонние бабки; в еди-
ничном и мелкосерийном производстве полирование
осуществляют на станках токарной группы, шлифоваль-
ных универсальных, а в массовом — на полуавтоматах
и автоматах.
Перед полированием деталь часто опиливают на-
пильником. Полирование производят шлифовальными
шкурками. Детали малого диаметра полируют с по-
мощью жимков (рис. 5.3) — приспособления, состоящего
из двух деревянных брусков, которые соединены шар-
ниром и имеют выемки, соответствующие диаметру по-
181
chipmaker.ru
лируемой детали. Шлифовальную шкурку вставляют
в жимки и прижимают к поверхности детали. Первона-
чальная обработка ведется крупнозернистыми шлифо-
вальными шкурками, а чистовая — мелкозернистыми.
Выбор их зернистости зависит от требуемой шерохова-
тости обрабатываемых поверхностей. В процессе поли-
рования жимки вручную перемещают вдоль оси детали.
Шероховатость поверхности улучшается при использо-
Рис. 5.4. Шлифовально-полировальная (с) и пневматическая
ШМ25-50 (6) машинки.
вании в качестве СОЖ машинного масла или керосина
с добавлением 2,5% олеиновой кислоты.
Для ручного полирования применяют электриче-
ские и пневматические машинки. Крупно-
габаритные детали обрабатывают с помощью перенос-
ных и передвижных электрических бормашин с гибким,
валом. Особенностью их конструкции является наличие
шарового вариатора скорости, позволяющего бесступен-
чато регулировать частоту вращения гибкого вала от
2800 до 12 600 об/мин. Это дает возможность применять
режущие инструменты различного размера и назначе-
ния.
Шлифовально-полировальная машинка, предназна-
ченная для окончательной обработки деталей штампов
и пресс-форм, показана на рис. 5.4, а. Она состоит из
пускового устройства 1 с фиксирующей пробкой 2, тур-
162
бинки-диафрагмы 3, рабочего колеса 4 с тридцатью ло-
патками и шпинделя 5, который вместе с рабочим коле-
сом смонтирован на подшипниках в алюминиевом
корпусе 6. Передний подшипник 7 выполнен в виде брон-
зовой втулки. Такой подшипник скольжения не увели-
чивает диаметра удлиненной части машинки и позво-
ляет легко удерживать ее в процессе работы в одной
руке. В диафрагме 3 имеются сопловые отверстия, че-
рез которые сжатый воздух устремляется на лопатки
рабочего колеса и заставляет его вращаться с большой
скоростью. Отработанный воздух проходит по зазору
между корпусом и шпинделем, омывает наружную по-
верхность переднего подшипника и выходит в атмосфе-
ру. Абразивный инструмент с хвостовиком 8 закрепля-
ется цангой 9. Турбинка-диафрагма имеет следующие
характеристики: наибольший диаметр полировальной
головки —15 мм; частота вращения шпинделя —
60 000 об/мин; наибольшая окружная скорость при диа-
метре инструмента 15 мм — 45 м/с.
Ручная пневматическая шлифовально-полироваль-
ная машинка представлена на рис. 5.4,6. Она бесшум-
ная. Глушение шума происходит путем многократного
сжатия и расширения отработавшего воздуха. После
сжатия в выхлопных отверстиях пневматического двига-
теля 6 воздух расширяется в камере А, затем сжима-
ется в кольцевом зазоре и вновь расширяется в каме-
ре Б. При переходе в следующую камеру воздух сна-
чала сжимается, затем расширяется в камерах В, С и
Д, а полное расширение получает при выходе в атмо-
сферу. Пневматический двигатель 6 размещен в корпу-
се 5. Воздух подается через втулку 7. Полировальный
инструмент 3 с отверстием или хвостовиком устанавли-
вают на цангу 2 на переднем конце шпинделя 4 и за-
крепляют гайкой 1.
Полировальные головки. На автоматизиро-
ванных станках устанавливаются (на самостоятельной
станине) стандартные полировальные головки. Они
служат для приведения во вращение инструмента, уста-
новки его в требуемое положение относительно обраба-
тываемой детали и осуществления необходимого при-
жима к ней.
Имеется много разновидностей полировальных голо-
вок.
Полировальная головка с осью качания круга 1, пер-
пендикулярной оси его вращения, приведена на рис. 5.5.
Шпиндель головки может перемещаться как в верти-
183
chipmaker.ru
кальном, так и в горизонтальном направлении. Частота
его вращения регулируется в широких пределах с по-
мощью сменных шкивов 2 и 3, укрепленных соответст-
Рнс. 5.5. Полировальная головка.
Рис. 5.6. Автомат для полирования жидкими
пастами.
венно на оси электродвигателя 4 и оси шпинделя 5.
Шарнирное крепление 6 позволяет осуществлять тре-
буемые наклоны круга. У некоторых полировальных го-
184
ловок шпиндель помимо вращения имеет осевое воз-
вратно-поступательное перемещение, величина которого
регулируется эксцентриком, а скорость — сменными ше-
стернями.
Полировальная головка с шарнирным креплением
на автомате для полирования жидкими пастами дета-
лей машин-сепараторов показана на рис. 5.6. Головка 1
расположена на стойке '6, которая закреплена на полу
на автономных опорных плитах 7. Автомат состоит из
периодически поворачивающегося стола 3, который по-
лучает вращение от привода 4, размещенного в стани-
не 5. Стол имеет восемь
шпинделей 2, где закреп-
ляются полируемые де-
тали.
На многопозиционном
станке с вращающимся
столом можно осущест-
влять наладку для одно-
временной обработки раз-
личных по конфигурации
деталей. При этом шпин-
дели и головки настраи-
ваются на обработку кон-
кретных деталей.
Специализированный станок
Рис. 5.7. Станок линейной
компоновки.
линейной компоновки,
изготовленный по агрегатному принципу, приведен на
рис. 5.7. Он предназначен для полирования поверхно-
стей плоских деталей. На общем основ-ании смонтиро-
ваны два транспортера: загрузочный 1 и рабочий 2. Пе-
редача заготовок с загрузочного транспортера на рабо-
чий осуществляется вращающимся диском 3, который
имеет весьма малую толщину и расположен непосред-
ственно над лентами транспортеров. Полировальные го-
ловки 4 с кругами 5, имеющие автономные приводы,
установлены на общем основании. Число головок.— от
трех до шести. Перемещения головок при настройке по-
зволяют осуществлять наладку станка на обработку
всех поверхностей детали, кроме опорной.
В массовом производстве обработка деталей, состо-
ящая из нескольких полировальных операций, произво-
дится на. автоматических линиях. В большинстве слу-
чаев они представляют собой ряд простейших полиро-
вальных- станков или головок, связанных между собой
подвижными столами. При проектировании такой линии
необходимо учитывать, что за время перехода с одной
185
chipmaker.ru
позиции на другую нагревшаяся на предшествующей
операции деталь должна успеть остыть. Для этого
используется принудительное охлаждение деталей или
устанавливаются нерабочие позиции, где нагревшиеся
детали охлаждаются.
Станки для полирования. Отечественная
промышленность выпускает двусторонние полировально-
шлифовальные, бесцентрово-полировальные и ленточно-
полировальные станки для обработки плоскостей. Для
полирования внутренних и наружных поверхностей раз-
личной формы с помощью абразивных кругов и лент
служат универсальные станки мод. ЗБ852, ЗБ853, ЗБ854
и ЗБ855. Их универсальность достигается за счет при-
менения дополнительных приспособлений. Техническая
характеристика станков приведена в табл. 5.1.
Таблица 5.1. Основные технические характеристики
универсальных полировальных станков
Параметры Модели станков
ЗБ852 3BS53 ЗБ354 ЗБ?55
Наибольший диа- метр полировального круга, в мм 250 315 400 500
Ширина ленты, в мм 50 70 100 140
Частота вращения шпинделя, в об/мин 1420/2790 1100; 1400; 1800; 2100; 2800; 3600 1000; 1250; 2000; 2500 800—1350
Наибольшее расстоя- ние между осями, в мм Перемещение роли- ка, в мм: 790 960 1245 1580
полное — 90 125 150
рабочее Расстояние от осн шпинделя до пола, в мм: 80 110 130
без подставки 250 610 610 610
с подставкой 1000 1000 1000 1000
Мощность электро- двигателя привода главного движения, в кВт 1,0/1,4 2,6/3,2 4,5/5,2 7,0/2,0
Масса станка, в кг . 300 600 680 850
186
Станок мод. ЗБ852 изготовлен по типу двусторонних
доводочных бабок. Шпиндельная головка представляет
собой встроенный двухскоростной электродвигатель.
Станок предназначен для полирования и слесарной об-
работки внутренних и наружных поверхностей деталей
различных форм. Станок мод. ЗБ853 отличается от рас-
смотренного выше тем, что каждый его шпиндель обо-
рудован отдельным электродвигателем. Кроме того, он
имеет вибратор (как и мод. ЗБ854 и ЗБ855), позволяю-
Рис. 5.8. Полировальный станок мод. ЗБ853.
щий осуществлять бесступенчатое регулирование скоро-
сти вращения шпинделя.
Станок мод. ЗБ853 (рис. 5.8)' имеет станину 11 ко-
робчатой формы, которая установлена на тумбе 13.
В верхней части станины размещены полировальные
бабки, а в нижней — фланцевые электродвигатели 14.
В станине имеется окно для монтажа вариаторов и ни-
ша для размещения пульта управления 5. На шпин-
деле 4 закреплен полировальный круг 3, который огра-
жден кожухом 1 с подручником 2. На шпинделе 7 уста-
новлен контактный ролик 8 для абразивной ленты. Лен-
та ограждена кожухом 9 с подручником 12. Вращение
шпинделям 4 и 7 передается от двухскоростных электро-
187
chipmaker.ru
двигателей 14 через клиноременные вариаторы, которые
плавно изменяют частоту их вращения от 1000 до
4000 об/мин. Натяжение абразивной ленты осуществля-
ется механизмом 10. Механизм для измерения числа
оборотов шпинделя состоит из тахометра 6 и двух ва-
ликов с резиновыми дисками, закрепленными на вну-
тренних концах шпинделей. Станок поставляется с при-
способлениями для склеивания ленты и подрезки поли-
ровальных кругов.
Бесцентровые ленточно-полировальные станки мод.
3864 и 3865 предназначены для декоративного шлифо-
вания и полирования наружных поверхностей труб и
круглого проката диаметром 2—25 и длиной 2000 мм
(мод. 3864) и диаметром 5—100 и длиной до 10000 мм
(мод. 3865). Станки оборудованы шлифовальной лентой
шириной 60 и 100 мм и полировальными кругами диа-
метром 250 и 400 мм.
Отечественная промышленность выпускает также •
различные модели высокопроизводительных специализи-
рованных и специальных полировальных станков для
обработки деталей сантехники, бытовых приборов, ме-
таллической посуды, фурнитуры, медицинских инстру-
ментов и других сложноконтурных деталей. Специали-
зированные станки можно сравнительно просто и бы-
стро настраивать на обработку не только однотипных,
но и различных по назначению и форме поверхностей.
Выбор основных параметров полирования. При раз-
работке технологического процесса полирования опре-
деляют количество операций, величину припуска, ско-
рость вращения круга и давление на деталь.
Количество операций зависит от исходной
и требуемой шероховатости поверхностей. Если, напри-
мер, на обработку поступают детали с шероховатостью
/?а = 2,5 мкм, а требуется получить /?а=0,08—0,02 мкм,
то необходимы четыре операции: грубое полирование
(до Ап=1,25—0,63 мкм); предварительное (/?<х=0,63—
0,32 мкм); окончательное (Аа=0,32—0,08 мкм) и глян-
цевание (Rtt-0,08—0,02 мкм).
Предшествующие полированию операции должны
обеспечить точность формы детали, так как погрешно-
сти формы полированием не исправляются.
Полирование стальных деталей с исходной шерохо-
ватостью поверхностей /?а = 2,5 мкм при требуемой
А’я = 0,08 мкм производится за три операции. Грубое .по-
лирование до /?а=1,25—0,63 мкм осуществляется хло.п-
чатобумажными кругами, накатанными электрокор у н до-
188
вым порошком зернистостью 12—8. Предварительное до
Ra—0,63—0,32 мкм производится также хлопчатобу-
мажными кругами, накатанными электрокорундовым
порошком зернистостью 6—3. А окончательное до Ra =
= 0,32—0,08 мкм — мягкими хлопчатобумажными кру-
гами с пастой на основе окиси хрома или окиси же-
леза.
Полирование деталей из цветных сплавов с исход-
ной шероховатостью поверхностей /?а = 2,5 мкм при
требуемой /?а=0,08.мкм тоже производится за три опера-
ции. Грубое полирование до Ra— 1,25—0,63 мкм — хлоп-
чатобумажными кругами, накатанными зеленым карби-
дом кремния зернистостью 12—8 и черным зернисто-
стью 25—16 для меди и 12—10 для латуни. Предвари-
тельное до Ra — 0,63—0,32 мкм — хлопчатобумажными
кругами, накатанными электрокорундом зернистостью
6—4 для алюминия, черным карбидом кремния зерни-
стостью 12—8 для меди и 6—5 для латуни, либо круга-
ми с пастой на основе окиси алюминия зернистостью
5—4 для алюминия и 6—5 для латуни. Окончательное
до /?а = 0,32—0,08 мкм — кругами с пастой на' основе
окиси хрома для алюминия и на основе окиси железа
и глинозема для меди и латуни.
Величину припуска на обработку можно
определить по формулам, приведенным на с. 152. Прак-
тически припуск на полирование составляет от 0,12 до
0,3 мм.
Рабочие скорости вращения кругов зависят
от материала обрабатываемой детали и типа применяе-
мого круга. Для инструментов на связке из животных
клеев их оптимальные значения находятся в пределах
25—40 м/с, а для кругов на силикатных связках — до
45 м/с. Оптимальные скорости лепестковых кругов —
30—50, а инструментов на поропластовых связках —
25—45 м/с. При полировании стальных деталей ско-
рость кругов составляет 30—35, меди и ее сплавов —
20—30, алюминия и его сплавов— 18—25 м/с.
Оптимальные давления при обработке кру-
гами— 0,05—0,2 МПа (0,5—2,0 кгс/см2) в зависимости
от обрабатываемого материала и вида операции. Боль-
шее давление применяют для предварительных, а мень-
шее для окончательных операций.
Технологические процессы полирования кругами.
Рассмотрим процесс обработки такой детали, как язы-
чок рукоятки. На полирование она поступает после
штамповки с шероховатостью поверхностей /?г=320 мкм.
189
chipmaker, ru
Требуемая шероховатость не ниже /?а=1,23 мкм, так
как детали будут подвергнуты гальваническому покры-
тию.
Обработку производят на шлифовально-полироваль-
ном полуавтомате четырьмя войлочными кругами. Заго-
товки 7 (рис. 5.9) по одной вставляют в загрузочные
приспособления 8. Они перемещаются слева направо
вместе с лентой 5 конвейера 6, поддерживаемой опора-
ми 9. При соприкосновении обрабатываемой поверхно-
сти заготовки с наклонной плоскостью 2 досылателя 1
Рис. 5.9. Полирование язычка рукоятки.
лента прогибается и заготовка попадает под периферию
полировального круга, минуя столкновение с его тор-
цем. При этом поверхность заготовки полируется. Перед
кругами 4, установленными вдоль движения ленты, до-
сылатель 1 не требуется.
Расстояние А между вертикальной осью полироваль-
ной головки 3 и опорами 9 выбирается в зависимости
от необходимой величины давления круга на обрабаты-
ваемую поверхность. Эта величина, в свою очередь, за-
висит от величины припуска на обработку. При одном
и том же натяжении ленты 5 давление кругов 4 на об-
рабатываемую поверхность зависит от расстояния ме-
жду опорами 9 и осью инструментов. Для уменьшения
их давления па заготовку и получения более высокого
параметра шероховатости расстояние А для каждого
последующего инструмента увеличивают. С уменьше-
нием этого расстояния давление круга на заготовку воз-
растает. Наконец, при Д = 0, когда прогиб ленты отсут-
190
ствует, можно обеспечить любую величину давления
круга на обрабатываемую поверхность.
Конструкция станка предусматривает возможность
последовательной установки большого числа шлифо-
вальных головок, оснащенных различными инструмен-
тами, которые осуществляют предварительное и окон-
чательное полирование. Прогиб ленты в зоне шлифова-
ния позволяет обрабатывать детали с криволинейной
поверхностью. Из загрузочных приспособлений готовые
детали выгружаются автоматически: под действием соб-
ственного веса они выпадают из гнезд в тару. Скорость
Рис. 5.10. Полирование конуса рукоятки.
полировальных кругов 25—30 м/с. Скорость движения
конвейера 3 м/мин. Станок имеет 60 загрузочных при-
способлений.
Рассмотрим процесс полирования конуса рукоятки
врезной завертки. После обтачивания шероховатость по-
верхностей конуса не превышает Rz=80 мкм, поэтому
перед гальваническим покрытием их полируют до /?о=
= 1,25 мкм.
На симферопольском механическом заводе «Сантех-
пром» конус рукоятки обрабатывают на роторном шли-
фовально-полировальном станке-полуавтомате одновре-
менно двумя кругами и одной крацевальной щеткой.
Станок (рис. 5.10) состоит из сварной станины, на ко-
торой установлены одна за другой по кругу три шлифо-
вальные головки; ротора, приводимого в движение ре-
дуктором через цепную передачу; сепаратора и плос-
кого бесконечного прорезиненного ремня для зажима и
привода заготовок.
191
chipmaker.ru
Обрабатываемые заготовки 4 вставляются в гнезда
сепаратора 3 и прижимаются бесконечным ремнем 2
к ротору 1. В зоне угла обхвата ротора ремнем одно-
временно находится около 40 заготовок, по которым и
«катится» ремень, прижимая каждую из них к ротору
и не касаясь при этом сепаратора. Поскольку ремень
вращается против часовой стрелки с меньшей скоро-
стью. а ротор — по часовой с большей скоростью, заго-
товки вращаются вокруг своей оси и вместе с сепара-
тором перемещаются вокруг ротора, проходя поочеред-
но под каждым из шлифовальных (полировальных)
кругов 6. Скорость се-
паратора равна поло-
вине разности скоро-
стей ротора и ремня.
Подъем и опуска-
ние, а также подвод к
заготовке и отвод от
нее шлифовальных ко-
лец 7 по направляю-
щим колонкам 8 про-
изводится с помощью
маховиков 5 (на схеме
станка условно пока-
зана только одна шли-
Рис. 5.11. Схема полирования
одновременно двух фланцев.
фовальная головка). Привод кругов осуществляется от
электродвигателей. Выгрузка обработанных деталей
производится автоматически. Через вырез в опорной
плите они под действием собственного веса падают по
наклонному лотку в тару.
Скорость полировальных кругов 25—30 м/с, скорость
заготовок 6,2 м/мин. Сепаратор имеет 60 загрузочных
гнезд.
На рис. 5.11 представлена схема врезного полирова-
ния одновременно двух фланцев 1 на станке ЗБ151 (при
массовом производстве) лепестковыми кругами ЛКП
600x28x305 (2) с характеристикой лепестков I4A4.
Материал фланцев — сталь 40Х с 56—62 HRC. Режимы
полирования: скорость круга иь=35 м/с, его деформа-
ция 6=1,2 мм. Исходная шероховатость поверхностей
7?а=1,25 мкм, требуемая Ra = 0,32 мкм. Обработка одно-
временно двух фланцев, простота их крепления на оп-
равке 3 (подпружиненными шариками) обеспечивают
высокую производительность процесса (300 шт./ч). По-
вышению производительности способствует и упроще-
ние рабочего цикла: подвод шлифовальной бабки до
192
касания круга с деталью и создание необходимой де-
формации осуществляются за счет срабатывания меха-
низма быстрого подвода.
Применение Лепестковых кругов эффективно при
.бесцентровом полировании. На рис. 5.12 представлена
схема наладки к сферошлифовальному станку мод.
ЛЗ-98 для бесцентрового полирования закаленной сфе-
рической поверхности пальца реактивной штанги авто-
Рис. 5.12. Наладка к сферошлифовальному станку ЛЗ-98 для
бесцентрового полирования сферической поверхности пальца
реактивной штанги автомобиля.
мобиля. Радиус сферы г—37,5 мм, материал — сталь
40Х с 52—62 HRC, исходная шероховатость Ra = l,25—
2,5 мкм. Наладка для бесцентрового полирования со-
стоит из опорного ножа 2 и призмы 6, которые распо-
ложены на общем основании 5. Нож 2 с помощью кони-
ческого хвостовика 4 установлен в базовом отверстии
качающегося устройства. Оправка 1 с ведущим кругом
3 размещена в коническом отверстии шпинделя детали,
который является ведущим шпинделем в бесцентровой
наладке. Частота его вращения с помощью червячного
редуктора снижена до 38 об/мин. Для установки рабо-
чих поверхностей лепестков и ведущего круга симмет-
рично оси качания применяют цилиндрическую оправку
диаметром, равным диаметру сферы. Во время наладки
оправку устанавливают в цилиндрическое отверстие
193
chipmaker.ru
хвостовика 4 вместо ножа 2. При наладке нож 2 и приз-
му 6 можно регулировать по высоте.
Лепестковый круг безарматурный, диаметром 350 мм,
с радиусным профилем, соответствующим радиусу сфе-
ры пальца. Характеристика лепестков—14А8. Приок =
= 30 м/с и 6=1,5—2,0 мм шероховатость сферы Ra~
=0,63 мкм. Для создания достаточного давления лепе-
стков на базовые зоны сферы используют повышенные
значения деформации круга. Машинное время на обра-
ботку одной детали—10 с. Стойкость круга — 4000—•
5000 деталей.
5.3. ПОЛИРОВАНИЕ ЛЕНТАМИ
. Полирование лентами получило большое распро-
странение в различных областях машиностроения.
К преимуществам этого метода относятся сохранение
постоянной скорости резания, эластичность и упругость
ленты, возможность обработки больших поверхностей
деталей, отсутствие необходимости балансировки и
правки инструмента, безопасность работы и др.
В зависимости от технологических параметров лен-
ты могут работать в различных режимах. Могут созда-
ваться разные условия для использования режущих
свойств их основного элемента — зерна. Зерна могут ра-
ботать в условиях жесткого закрепления (абразивная
лента) или в режиме податливости и самоориентации
(лента с нанесенной пастой). Они могут не только оди-
наково самоустанавливаться, но и нивелировать по вы-
соте и равномерно распределять между собой давле-
ние.
Абразивные ленты предназначены для шлифования
и полирования всевозможных материалов с примене-
нием СОЖ, а также всухую. Их режущие свойства и
стойкость определяются комплексом свойств основы и
связки, а также видом, маркой и зернистостью абразив-
ного материала, способом его нанесения, плотностью
покрытия и другими физико-механическими свойствами.
При ленточном полировании под воздействием на-
грузок происходит изменение длины абразивной ленты
на тканевой основе — она растягивается, что снижает
производительность обработки. Поэтому кроме высокой
прочности на разрыв важным качественным показате-
лем ткани основы является ее небольшое удлинение при
разрыве. Чем меньше этот показатель, тем меньше удли-
нение абразивной ленты при работе на станке.
194
Различная эластичность лент позволяет применять
их для обработки поверхностей фасонного профиля,
труднодоступных мест и узких пазов, профильных .де-
талей.
Ленты на мездровой связке характеризуются мень-
шей прочностью (особенно при электростатической на-
сыпке зерна), чем ленты на синтетическом клее.Однако
при контактном полировании и обработке стали они бо-
лее эффективны. Способность к самозатачиванию у них
выше, чем у лент на синтетическом клее. Промежуточное
положение занимают ленты на комбинированной — жи-
вотной и синтетической — связке, когда нижний абра-
зивный слой нанесен с помощью мездрового клея,
а верхний — синтетического.
Рис. 5.13. Последовательность изготовления абразивной
ленты из рулонной шкурки.
При обработке лентами на синтетической связке про-
исходит постепенный износ режущих граней зерна (осо-
бенно при обработке сталей). Такие ленты правят
круглой проволочной щеткой. Режущие свойства ленты
восстанавливаются также и при промывке ее в трихлор-
этилене.
Путем склейки концов лент изготовляют бесконеч-
ные бесшовные ленты. Склеивание производят мездро-
вым, казеиновым, полиуретановым клеем, а также кле-
ем типа БФ.
В условиях неспециализированного производства
абразивные ленты можно изготовлять из рулонной шли-
фовальной шкурки. Последовательность работы:
1) шлифовальную шкурку разрезают вдоль рулона
на полосы требуемой ширины (рис. 5.13,а);
2) полосы разрезают под углом 45° (рис. 5.13,6)
на отрезки требуемой длины с запасом на кромку для
склеивания с одного конца ленты в 15—20 мм;
195
chipmaker.ru
3) жесткой щеткой, смоченной горячей водой, с кром-
ки удаляют абразивное зерно (рис. 5.13, в) и просуши-
вают ее на воздухе при комнатной температуре;
4) отрезки склеивают внахлестку тонким слоем клея
(рис. 5.13,г);
5) образуемый шов прессуют ручным или гидравли-
ческим прессом в течение 5—8 мин и затем просуши-
вают на воздухе при температуре 20—30°С в течение
2—3 ч.
Рис. 5.14. Основные схемы шлифования лентой.
Для склейки лент используются и новые клеевые со-
ставы на основе полиуретановых клеев, модифицирован-
ные хлорированными ароматическими углеводородами,
которые вводятся для увеличения жизнеспособности
клея, что, в свою очередь, повышает прочность клеевого
соединения.
Кроме абразивных лент для отделочной обработки
иногда применяют текстильные полировальные жгуты,
покрытые слоем абразивной пасты. Широкое распро-
странение они получили при обработке беговых доро-
жек колец подшипников.
В зависимости от требований к шероховатости и
форме получаемых поверхностей полирование лентами
производят по нескольким принципиальным схемам
с точки зрения положения ленты к обрабатываемой по-
верхности (рис. 5.14):
1) обработка свободной лентой (рис. 5.14, а), когда
196
деталь 1 прижимается к абразивной ленте 2, располо-
женной между ведущим диском 3 и натяжным роли-
ком 4. Опорный элемент отсутствует. Применяют для
полирования криволинейных поверхностей деталей и
профильных отверстий;
2) контактное полирование (рис. 5.14,6), при кото-
ром деталь I прижимается к абразивной ленте 2 в зоне
охвата опорного (контактного) ролика 4, воспринимаю-
щего давление детали на ленту. Ролик 3 осуществляет
натяжение ленты. Это наиболее распространенный вид
ленточного полирования. Применяемые станки отлича-
ются простотой конструкции и универсальностью;
3) обработка с опорной (подкладной) плитой /
(рис. 5.14,в), которая прилегает к задней стороне абра-
зивной ленты 2 в зоне между ведущим диском 4 и на-
тяжным роликом 3. Деталь 5 устанавливается на
ртоле 6; t
4) бесцентровое полирование цилиндрических дета-
лей (рис. 5.14,г); производится рабочей бесконечной
лентой 1, натянутой между контактным роликом 3 и
диском 2 и ведущей бесконечной лентой 4, которая вме-
сто натяжного ролика имеет подкладную плиту 5.
Станки для бесцентрового полирования имеют две баб-
ки— с рабочей ‘И ведущей бесконечными лентами. Во
избежание проворачивания детали 6 лента 4 поджима-
ется к детали подкладной плитой 5. Обрабатываемая
деталь, находящаяся между двумя лентами, опирается
на нож 7;
5) полирование рулонной лентой (рис. 5.1’4, э), ши-
роко применяемое в подшипниковой промышленности.
Быстро вращающаяся деталь I соприкасается с поли-
рующей лентой 2, которая по мере износа медленно
разматывается с рулона и перемещается относительно
детали. Прижим ленты к детали производится колод-
кой 3 с помощью пневматики или гидравлики;
6) барабанно-ленточное полирование (рис. 5.14, е),
при котором рабочим элементом служит барабан 1, по-
крытый лентой. Обрабатываемая деталь 2 подаётся под
барабан конвейерной лентой 3 с помощью специальных
подающих роликов. Нажимной (опорный) ролик 4 слу-
жит для прижима детали к ленте.
Контактное полирование — простой и самый распро-
страненный вид ленточного полирования. Эффектив-
ность обработки зависит не только от характеристики
ленты, но и от того, насколько правильно выбран кон-
тактный ролик.
197
chipmaker.ru
Воспринимающие давление обрабатываемой детали
контактные ролики могут быть жесткими и эластичны-
ми, гладкими и рифлеными, разных диаметров и ши-
рины.
Контактный ролик (рис. 5.15, а) состоит из корпуса
1 и обода 2. Широко используются ролики из алюми-
ниевых сплавов, покрытые слоем эластичного материала
в 3—15 мм.
Для полирования в основном применяют эластичные
упругие ролики: резиновые, фетровые, тканевые, волни-
стые, набивные из гофрированных миткалевых колец
с различной стежкой, пластмассовые и др. Контактные
Рис. 5.15. Разновидности рабочих поверхностей контактных
роликов.
ролики из масло- и кислотостойкого пористого полиуре-
тана предназначены для чистового полирования фасон-
ных деталей. Они отличаются повышенной эластично-
стью и легко прилегают к обрабатываемой поверхности.
Контактные ролики с гладким или рифленым ободом
из твердой пластмассы, устойчивой к воздействию ма-
сел и других жиров, используются при больших рабо-
чих давлениях, а также на ленточно-шлифовальных ав-
томатах. При полировании применяют обычно ролики
с гладкой, без рифлений, поверхностью (рис. 5.15,о).
Контактные ролики с резиновым ободом, имеющим
спиральные ребра (рис. 5.15,6), увеличивают срок слу-
жбы ленты и улучшают ее очистку от шлама. Контакт-
ные ролики с рифленым ободом различной твердости
(рис. 5.15, в и г) предназначены для полирования пло-
ских и фасонных деталей, а также для зачистки отли-
вок и сварных швов, когда надо снять толстый слой
металла.
Для уменьшения возникающего при работе шума
на некоторых контактных роликах впадины между вы-
198
ступами заполняют пористой пластмассой (рис. 5.15, д
и ё), снижающей воздушный поток и, следовательно,
уровень шума.
Оборудование для полирования лентами. Этот вид
обработки осуществляется на самом разнообразном обо-
рудовании. В единичном и мелкосерийном производ-
стве— с помощью пневматических и электрических ма-
шинок и приспособлений к металлорежущим станкам;
в серийном — на универсальных, а в массовом — на
специальных полировальных станках. Иногда выделяют
в самостоятельную группу ленточно-полировальные го-
ловки, устанавливаемые на позиционных и агрегатных
станках, а также на линиях непрерывного полирования.
Для полирования лентами могут использоваться
обычные шлифовально-полировальные станки, настоль-
ные одношпиндельные станки-двигатели и другие меха-
низмы.
Ручные -полировальные машинки. При
ручном полировании шлифовальными шкурками приме-
няют пневматические и электрические машинки. Широ-
кое распространение получили универсальные пневма-
тические машинки. На шпиндель такой машинки наде-
вается войлочный или резиновый диск, к которому
прикрепляется шлифовальная шкурка, вырезанная по
размеру диска. При полировании с охлаждением через
отверстие шпинделя подается СОЖ.
Шлифовальной шкуркой, закрепленной на диске ма-
шинки, полируют плоские поверхности. Внутренние по-
верхности обрабатывают шлифовальной шкуркой, скле-
енной в виде колец, которые закрепляют на эластичном
основании специальных разжимных головок, устанавли-
ваемых на шпинделях. Разжимные головки обеспечи-
вают быструю смену абразивных колец разной зерни-
стости.
Представляют интерес машинки, предназначенные
специально для ручного полирования лентами (рис.
5.16). Основное их назначение — зачистка деталей
(рис. 5.16, а) и изготовление технологической оснастки
(рис. 5.16,6).
При окончательной обработке труднодоступных по-
верхностей измерительных инструментов и деталей тех-
нологической оснастки необходимо обеспечить шерохо-
ватость /?о=0,32—0,02 мкм, что может быть получено
при непрерывном или периодическом изменении направ-
ления движения абразивного инструмента. Раньше та-
кая операция выполнялась вручную. В настоящее вре-
199
chipmaker, ru
мя она заменена вихревой абразивной обработкой с по-
мощью специальных установок. Открытые поверхности
больших размеров обрабатывают с помощью шлифо-
вально-полировальных машин с вихревым движением
инструмента, где в качестве инструмента используются
абразивные ленты. Промышленность выпускает машины
мод. С-423А с размером абразивного полотна 100 X
Х200 мм и амплитудой вихревого движения 2,5 мм,
а также мод. РД-1, ОПМ-2, ОПМ-3 и ОПМ-4. Их тех-
нические характеристики приведены в табл. 5.2.
Рис. 5.16. Обработка на ручных машинках.
В настоящее время разработан ряд вихревых машин
для обработки плоских и цилиндрических поверхностей
в сквозных и глухих полостях деталей технологической
оснастки.
Станки для полирования лентами. Как
отмечалось выше, промышленность выпускает универ-
сальные и специальные полировальные станки. К уни-
версальным двусторонним относятся станки мод. ЗБ852,
ЗБ853, ЗБ854 и ЗБ855. Они могут устанавливаться не-
посредственно на верстаке или на подставки. К этой же
группе можно отнести и бесцентровые полировальные
станки 3864 и 3865. Основные технические характери-
стики универсальных полировальных станков приведены
в табл. 5.1.
Общий вид ленточно-полировального станка приве-
ден на рис. 5.17. Абразивная лента 1, натянутая на ве-
домом 2 и ведущем 3 шкивах, расположена под углом
к транспортерной ленте 4. Регулирование зазора для
прохождения обрабатываемых деталей осуществляется
с помощью маховичка 5, вращением которого подви-
гов
201
chipmaker.ru
мают или опускают стол вместе с транспортерной лен-
той. Станок предназначен для обработки деталей не-
больших размеров из стали, цветных металлов, дерева
и пластмассы.
На бесцентровых полировальных станках мод. 3864
и 3865 обрабатывают наружные поверхности труб и
круглого проката диаметром соответственно от 2 до 25
и от 5 до 100 мм и наибольшей длиной до 200 мм. Про-
Рис. 5.17. Ленточно-
полировальный станок.
Рис. 5.18. Ленточный
бесцентрово-полировальный
станок.
дольная подача осуществляется лентой в зависимости
от угла ее поворота относительно оси шлифовального
круга.
Бесцентрово-полировальный станок показан на
рис. 5.18. Абразивная лента 3 устанавливается'в верти-
кальном положении на ведомый натяжной шкив 1, кон-
тактный ролик 4 и ведущий шкив 8. Натяжение ленты
производится маховичком 2 путем подъема натяжного
шкива. Вращение детали и ее продольное перемещение
осуществляются с помощью ленточно-роликового при-
способления 5, которое управляется поворотом рыча-
га б, Полирование может производиться как при попут-
202
ном, так и встречном направлении вращения абразив-
ной ленты. Это повышает точность обработки и стой-
кость ленты, так как подача детали 7 в зону резания
может осуществляться с обеих кромок ленты. Применяя
ленты и контактные ролики разных характеристик, мо-
жно выполнять различные операции полирования.
Плоские поверхности обрабатывают на ленточно-по-
лировальных станках мод. 3890, ЗБ890 и 3892. Модель
ЗБ890 предназначена для полирования мелких плоских
деталей (массой до 10 кг). Она проста по конструкции
и представляет собой жесткую раму, несущую стол, по
которому движется абразивная бесконечная лента. Рама
вместе с лентой может занимать горизонтальное или
вертикальное положение.
На станке мод. 3892 полируют плоские поверхности
деталей из стали, чугуна, цветных сплавов и неметал-
лических материалов. Станок имеет гидрофицирован-
ную продольную подачу 1—6 м/мин. Скорость переме-
щения абразивной ленты 15—25 м/с. Ширина ленты 60,
а длина 2500 мм. Максимальные размеры обрабатывае-
мых плоскостей 300x300x200 мм. Полирование произ-
водится как всухую, так и с применением СОЖ.
В крупносерийном и массовом производстве полиро-
вание с помощью абразивных лент позволило механи-
зировать и даже автоматизировать ряд операций. Оте-
чественная промышленность выпускает специальные
шлифовально-копировальные полуавтоматы с абразив-
ной лентой для полирования турбинных лопаток, под-
шипников, кулачков и других деталей. Перспективным
направлением является разработка и создание станков
из агрегатных узлов (головок).
Схема ленточно-шлифовального станка с двумя ра-
бочими головками приведена на рис. 5.19, а. На станке
одновременно обрабатываются две противоположные
поверхности деталей 2, перемещаемых между абразив-
ными лентами 4 и 9 транспортером. Для полирования
плоских или фасонных поверхностей применяют глад-
кие или контактные ролики 6 и 8. Натяг ленты осуще-
ствляется роликами 5 и 7, а привод—роликами 1 и 8.
Схема многопозиционного ленточно-шлифовального
станка с поворотным столом показана на рис. 5.19,6.
Станок состоит из абразивной ленты 1, делительно-по-
воротного стола 2, контактного ролика 3, натяжного
ролика 4 и загрузочного устройства 5 для установки
деталей 6. Он предназначен для одновременного выпол-
нения черновых и чистовых операций полирования.
203
chipmaker.ru
Многопозиционные ленточные станки с поворотным
столом могут быть с круговым или линейным располо-
жением рабочих головок. Станки с линейным располо-
жением рабочих головок применяют для многоопераци-
онной обработки плоскостей на штампованных или
сварных деталях.
Выбор режимов полирования. Как известно, произ-
водительность обработки и шероховатость полученной
поверхности зависят от основных параметров полирова-
ния: скорости движения ленты, давления на деталь, ви-
да СОЖ, времени контакта детали с лентой и др.
Рис. 5.19. Схемы ленточно-шлифовального с двумя
рабочими головками (а) и многопозиционного (б)
станков.
Скорость движения ленты в большинстве случаев
составляет от 10 до 40 м/с. Наибольший съем металла
происходит при скорости лент на клеевой связке, от 17,6
до 27 м/с, а на полимерной — от 20 до 30 м/с.
При черновом полировании с увеличением нагрузки
скорость движения ленты несколько снижается. При
чистовом полировании она повышается до верхнего пре-
дела. При обработке вязких и твердых материалов и
пластмасс устанавливают меньшую скорость движения
ленты. При ее засаливании также необходимо приме-
нять меньшую скорость.
Глубина обработки оказывает влияние на ее каче-
ство. С увеличением глубины полирования съем метал-
ла возрастает, однако стойкость ленты снижается. Уве-
личение глубины обработки приводит к возрастанию
сил резания и снижению точности. Лучшие результаты
ио точности достигаются при фактической глубине об-
работки 10—15 мкм при однопроходном полировании.
204
При глубине менее 10 мкм возникают незначительные
силы резания и малые удельные давления на поверхно-
сти контакта, что приводит к копированию неточностей
и повышению разброса размеров.
С увеличением удельного давления возрастает съем
металла, но при этом уменьшается стойкость ленты.
При малом удельном давлении — 0,035 МПа
(0,35 кгс/см2) — происходит быстрое затупление инстру-
мента, а при большом — 0,09 МПа (0,90 кгс/см2)—об-
разуются прижоги на обработанной поверхности. Опти-
мальные производительность, качество поверхности и
стойкость ленты наблюдаются при удельном давлении
0,05—0,075 МПа (0,50—0,75 кгс/см2).
При обработке абразивными лентами обеспечивается
шероховатость поверхности /?О = 2,5—0,02 мкм. Она за-
висит от зернистости ленты, режима работы и других
факторов. Так, при зернистости лент 50—25 Ra —
= 0,63 мкм, при зернистости 16—5 /?а=^0,16 мкм, а при
4—М40 /?(1^0,08 мкм.
При полировании новой лентой шероховатость по-
верхности несколько хуже, чем при обработке затупив-
шейся. При использовании в качестве абразивного ма-
териала карбида кремния получают более высокие па-
раметры шероховатости, чем при использовании элек-
трокорунда той же зернистости.
Контактное полирование лентами цилиндрических
деталей обеспечивает точность формы с отклонениями
до 0,01 мм, а фасонных крупногабаритных детален —
с отклонениями только до 0,1 мм.
Абразивные ленты на тканевой и бумажных основах
с зерном из нормального и белого электрокорунда и
черного и зеленого карбида кремния применяют для по-
лирования деталей из сталей, чугуна и цветных спла-
вов. Лентами на сарже с двойной насыпкой зерна зеле-
ного карбида кремния полируют детали из титановых
сплавов. В массовом производстве при обработке авто-
мобильных и тракторных деталей — шеек коленчатых
валов, стержней клапанов, шипов крестовины кардана
и других — широко используются алмазные ленты на
эластичных связках. Они обладают высокими режущи-
ми свойствами и эффективны при окончательном поли-
ровании. Труднообрабатываемые быстрорежущие и ин-
струментальные стали целесообразно полировать эльбо-
ровыми лентами.
Применение смазочно-охлаждающих жидкостей в ос-
новном улучшает качество полируемых поверхностей,
205
chipmaker.ru
g Таблица 5.3. Выбор режимов полирования абразивными лентами (при черновом полировании Ra = 1,25 мкм,
о при чистовом Ra — ода мкм)
1 Охлаждающая среда 1 ' Водный раствор нитрида натрия, триатаиола- ! мин. ™лн<ЬснНпеплл. масляные эмчлъе.ии. масло н h * i Водные растворы соды, эмульсии 1 Масляные эмульсии, масло, сжатый воздух Масляные эмульсии, масло, сжатый воздух Водные растворы нитрида натрия, фосфата калия, гексаметафосфата натрия и триэтанолг» амина; сульфофрезол, водные растворы хлорис- того калия и йода Водный раствор соды, масляные эмульсии, | сульфофрезол, масло
давление, МПа при поли- ровании £'o-si‘O| Id,15-0,3 1 До 0,08 До 0,1 0,03—0,1 |0,08—0,15
Удельное ! В . при Ц1ЛИ- । фованни । 0,2-0,4 1 0,2—0,4 1 До 0,2 До 0,2 | Д5'0-2Г0 । £*0—910!
з/иг е ‘винееэд ялзобохэ при по- лирова- нии 25-32 25-301 30-38 30-40 1 г—< 22—281
при шли- (ЬппаНКИ 22-30 20-25 । 25—321 25-35 81—51 ш см 1 сч сч
эсть ленты при поли* S< й S3 W О § 1 ОО о> 5- М28—Ml 4 М40-М28 1 М40-М28 2 Сч М40-М28 1
ё я а> СО при шли- фовании о 7 140-16 1 40-25 40-25 1 § СЧ 1 о
«а 3 S ф « zr 2 « С « С материал Сталь 60HRC Чугун J Медь и ее сплавы | 1 Алюминий и I 3 S3 cd fl Е и О О ! Титан и I его сплавы | Жаропрочные сплавы
а также сокращает время обработки и увеличивает
срок службы ленты. При полировании труднообрабаты-
ваемых сталей, например нержавеющей, применяют
СОЖ на Масляной основе с активными добавками серы
и Хлора. При обработке чугуна — водные растворы
с присадками тринатрийфосфата и азотнокислого на-
трия. Неметаллические детали полируют всухую. Для
тонкого полирования используется густая консистент-
ная смазка или смазка с абразивом.
Режимы полирования абразивными лентами деталей
из различных материалов приведены в табл. 5.3. В'кон-
кретных условиях значения некоторых параметров мо-
гут изменяться, как и характер переходов.
Рис. 5.20. Схема полирования лопаток;
а — спинки; б — корыта.
Технологические процессы полирования лентами.
При проектировании технологического процесса опреде-
ляют способ полирования, число проходов и характери-
стики лент для каждого из них, режимы обработки и
вид контактного ролика.
Рассмотрим технологический процесс обработки кон-
кретных деталей.
Полирование лопаток турбин. Сложный
профиль поверхностей рабочих лопаток турбин и высо-
кие требования к шероховатости обусловили их обра-
ботку на специальных ленточных станках, характери-
зующихся высокой производительностью и удобством
эксплуатации.
Процесс полирования лопаток осуществляется нотой
Же схеме, что и обработка шлифовальным кругом, с той
лишь разницей, что круг заменяется копиром 1
(рис. 5.20), прижимающим к поверхности лопатки 3 аб-
207
chipmaker.ru
разивную ленту 2. Последняя совершает поступательное
движение со скоростью до 30 м/с. Лопатка и копир со-
вершают колебательные движения, синхронно обкаты-
ваясь друг по другу. Обкатка может осуществляться
либо в результате вращения или качения лопатки и ко-
пира вокруг неподвижных осей Ot и О2, либо вследст-
вие планетарного качения лопатки вокруг неподвиж-
Полирование лопаток
производится на специ-
альных станках мод.
ХШ-185М, МВ-8850 и др.
в условиях массового
производства.
Станок мод. ХШ-185М
работает по методу шли-
фования широкой абра-
зивной лентой. Он исполь-
зуется для полирования
вогнутой поверхности ло-
патки. Цикл работы полу-
автоматический или с
ручной подачей.
Кинематическая схе-
ма станка модели МВ-
8850 приведена на рис.
5.21. Лопатка и копир
ного копира.
Рис. 5.21. Кинематическая совершают колебатель-
схема станка мод. МВ-8850. ные движения, синхронно
обкатываясь друг подру-
гу. Натяжение ленты 2 производится с помощью ро-
лика 1, управляемого гидроцилиндром. Обрабатываемая
лопатка 4 качается вокруг оси 5, а копир 6 — вокруг
своей оси 3. Положение ленты регулируется с помощью
пневматического устройства 7, питаемого сжатым воз-
духом от аккумулятора 8.
Режимы полирования турбинных лопаток: скорость
ленты — 30 м/с; число двойных ходов каретки в мину-
ту— 114; подача на врезание — 0,05—0,10 мм на 2 дв.
хода каретки.
Полирование шеек коленчатых валов.
Стальные и чугунные детали автомобильных и трак-
торных двигателей — шеек коленчатых валов, стержней
клапанов, шипов крестовин кардана и др. — полируют
эластичными алмазными лентами. Для получения по-
верхностей шероховатостью /?а=0,12—0,04 мкм реко-
208
мендуется применять алмазные 'ленты на связках Р4
или Р1 зернистостью АСМ 20/14—60/40 со 100%-ной
концентрацией алмаза. Режим обработки: скорость лен-
ты 30 м/с; скорость детали 30—40 м/мин; удельное дав-
ление— 0,10-—0,15 МПа; используется СОЖ.
На московских автомобильных заводах имени Лиха-
чева и имени Ленинского комсомола эластичными
алмазными лентами полируют шейки коленчатых валов
из стали 45 твердостью 58—62 HRC. Предшествующая
операция — суперфиниширование электрокорундовыми
брусками зернистостью М24 до /?а = 0,63 мкм.
Режимы обработки; частота вращения детали —
100—200 об/мин; частота осциллирования в 1 мин —
400; амплитуда колебаний детали — 4 мм; прижим лен-
ты гидравлический. В качестве СОЖ применяется керо-
син. Полирование алмазной лентой обеспечило шерохо-
ватость поверхности /?о=0,25—0,1 мкм.
На Свердловском турбомоторном заводе эластичны-
ми алмазными лентами полируют шейки коленчатых ва-
лов дизельных двигателей. Валы изготовлены из стали
18Х2Н4ВА твердостью 35—41 HRC. Исходная шерохо-
ватость поверхностей /?о = 0,63—0,32 мкм.
Обработка производится лентой АС 80/63 с 50%-ной
концентрацией алмаза. Режим обработки: .частота вра-
щения детали — 91 об/мин; число ее двойных ходов
в 1 мин —375; величина амплитуды колебаний'дета-
ли— 6 мм; удельное давление — 0,1—0,15 МПа; машин-
ное время — 60 с. В качестве СОЖ используется керо-
син. После полирования (при съеме металла 2—3 мкм)
шероховатость поверхности /?а = 0,16 мкм.
Алмазное полирование нашло применение на мно-
гих ремонтных заводах при окончательной обработке
шеек коленчатых валов. Вместо ручного полирования
пастами ГОИ детали обрабатывают алмазными лента-
ми на связке Р9, зернистостью АС 80/63 со 100%-ной
концентрацией алмазов. Режимы обработки: частота
вращения детали— НО—150 об/мин; число двойных хо-
дов в 1 мин прижимного устройства — 30—50; ампли-
туда колебаний детали 4—8 мм; удельное давление лен-
ты—0,1—0,16 МПа. В качестве СОЖ применяется
эмульсия или керосин. Такой режим обработки обеспе-
чивает стабильное получение шероховатости поверхно-
стей /?а = 0,32—0,16 мкм и сокращение машинного вре-
мени с 10 до 1—2 мин. Полирование производится на
специальных станках или на обычных металлорежущих
с применением приспособлений.
209
chipmaker.ru
Полирование лентами плоских поверх-
ностей можно производить на универсальных стан-
ках по различным схемам. Одна из схем приведена на
рис. 5.22. Скорость перемещения абразивной ленты —
20—30 м/с, а детали (листа)/ — 9—18 м/мин. Ширина
ленты — от 150 до 1500
листов
диться
мм. Лента 1 шире полируемых
Натяжение ее может произво-
валиком 6, так и колебатель-
ным 2. Полируемый лист
прижимается к ленте. Лист
опирается на резиновый
контактный ролик 3 с по-
мощью кварцитового роли-
ка 5. Валики 4 направляют
лист в зону обработки. По-
лирование можно произво-
дить как всухую, так и с
применением СОЖ.
на 25—50 мм.
как
подъемным
полирования
лентой.
Рис. 5.22. Схема
плоскостей
5.4. ВИБРАЦИОННОЕ
ПОЛИРОВАНИЕ
В настоящее время в ма-
шиностроении довольно ши-
роко -распространена обра-
ботка с наложением вибра-
ций, особенно при выполне-
нии отделочных операций —
суперфиниширования, доводки — притир-
хонингования,
ки и полирования. Это такие процессы, как виброгал-
товка, виброполирование, которые относят, к так назы-
ваемой виброабразивной обработке.
Вибрационная обработка деталей в абразивной сре-
де представляет собой механический или химико-меха-
нический процесс съема материала с обрабатываемой
поверхности частицами (гранулами, зернами) рабочей
среды. Частицы рабочей среды совершают колебания,
вызываемые действием вибраций. Схема установки для
вибрационной обработки приведена на рис. 5.23.
Обрабатываемые детали 1 загружаются в рабочую
камеру 2, заполненную рабочей средой. Эта камера,
смонтированная на пружинах 3, может колебаться
в различных направлениях. От инерционного вибратора
(от вращающегося вала 4 с несбалансированными гру-
зами 5) она подвергается вибрации с частотой 900—
3000 кол./мин и амплитудой от 0,5 до 5—9 мм. Рабо-
210
Рис. 5.23. Схема установки
для вибрационного
полирования.
чая среда и детали при этом перемещаются, совершая
два вида движений — колебание и медленное вращение
всей массы. Детали занимают различные положения
в рабочей среде, что обеспечивает достаточно равномер-
ную обработку всех их поверхностей. Большое количе-
ство микроударов, действующих на детали одновремен-
но в различных направлениях, способствует удержанию
их во взвешенном состоянии и исключает образование
грубых забоин и повреждений на поверхностях.
Процесс обработки может протекать всухую или
с периодической и непрерывной подачей жидкого рас-
твора. Большинство операций
осуществляется с подачей
жидкого раствора, который
обеспечивает удаление про-
дуктов износа с поверхности
деталей и частиц рабочей сре-
ды, смачивание деталей, рав-
номерное распределение их в
среде. В состав раствора мо-
гут вводиться различного рода
химические добавки со специ-
альными свойствами.
Интенсивность вибрацион-.
ной обработки зависит от ее
продолжительности и режима,
характеристик и размеров ча-
стиц рабочей среды, объема
камеры и степени ее заполнения, механических свойств
материала деталей и других параметров. Основными
показателями рассматриваемого процесса являются ха-
рактер и скорость движения рабочей камеры и частиц
рабочей среды, сила микроударов, контактные давле-
ния, напряжения и температуры, возникающие в зоне
действия микроударов, средняя температура в рабочей
камере.
Конструкция оборудования для вибрационной обра-
ботки позволяет размещать и применять различные
твердые, жидкие и смешанные составы рабочих сред.
Это создает условия для протекания процессов как ме-
ханической обработки (микрорезания и пластического
деформирования), так и физико-химических (химиче-
ских реакций, диффузий, адгезии, адсорбции) и их со-
вмещения путем введения в состав рабочей среды со-
ответствующих порошкообразных материалов, раство-
ров, суспензий, электролитов.
211
chipmaker.ru
Новые виды вибрационной обработки созданы путем
введения в рабочую зону магнитного и теплового полей,
электрохимического процесса и сообщения обрабатыва-
-емым деталям дополнительных движений. На этой осно-
ве созданы шпиндельная вибрационная, виброабразив-
ная электрохимическая, магнитновпброабразивная, виб-
рационная механотермическая виды обработки.
Установки для вибрационного полирования имеют
различные конструкции. По способу крепления контей-
неров они могут быть со съемными, опрокидывающи-
Рис. 5.24. Схема установки
с вибратором.
мися и со стационарными кон-
тейнерами. По методу созда-
ния вибраций различают ус-
тановки, где вибрации созда-
ются механическим путем —
с помощью вращающихся не-
уравновешенных масс или
кривошипно-шатунных меха-
низмов и где они создаются с
помощью электромагнитов. По
характеру вибраций различа-
ют установки с двухкомпо-
нентной и с трехкомпонентной
вибрацией — направленной в
двух и трех направлениях.
Простейшими по конструк-
ции и наиболее распростра-
ненными являются установки,
в которых возмущающие силы, приводящие систему в
колебание, создаются за счет неуравновешенности (дис-
баланса) вращающихся масс. Такие установки обеспе-
чивают получение двухкомпонентной вибрации, необхо-
димой для создания круговых траекторий относитель-
ного перемещения частиц рабочей среды и деталей.
Схема установки вибрационного полирования пока-
зана на рис. 5.24. Контейнер 1 жестко связан с плат-
формой 2, установленной на пружинах 3, опирающихся
на основание 4. Платформа соединена с источником
возбуждения колебаний —'вибратором 5. Возмущающая
сила Fv, возникающая при вращении неуравновешенных
масс т, равна
Fy = mrui2,
где т — масса неуравновешенных грузов; г — расстоя-
ние, от оси вращения до центра тяжести; о — угловая
частота вибрации. -
212
. По современным представлениям, на 1 кВт мощно-
сти двигателя привода вибратора приходится примерно
50 л объема рабочей камеры. По мере увеличения объ-
ема камеоы удельные мощности установки снижаются,
достигая 100—200 д на 1 кВт. Для полирования при-
меняют одно- или многокамерные установки с объемом
камер.от 5 до 28000 л.
Рис. 5.25. Установка модели УВГ-4Х10.
Установка мод. УВГ-4Х10 приведена на рис. 5.25.
На ее основании 1 смонтирована подмоторная рама 2
для закрепления электродвигателя 5 и промежуточная
опора 3 с валом 4, который передает вращение от элек-
тродвигателя 5 через две эластичные муфты валу виб-
ратора 7, расположенному под виброплощадкой 9. Виб-
ратор изготовлен сварным в виде отдельного узла. На
виброплощадке закреплены четыре рабочие камеры 8,
где производится обработка деталей. Для разгрузки
или замены рабочие камеры с виброплощадки снима-
ются.
Виброплощадка подвешена (установлена) на восьми
цилиндрических и четырех С-образных пружинах'. Вся
виброустаиовка закрыта звукопоглощающим кожухом 6.
213
chipmaker.ru
Сверху кожух имеет две створки, открываемые при об-
служивании установки. В створках сделаны окна для»
наблюдения за протеканием процесса при закрытом ко-
жухе. Установка закреплена на подставке, внутри ко-
торой размещен бак-отстойник 10.
Установка модели УВГ-100 с объемом рабочей ка-
меры 100 л предназначена для обработки сравнительно
мелких деталей — массой до 1 кг. Отличительной осо-
бенностью ее является возможность компоновки в трех
исполнениях: 4X25, 2x50 и 100 л. Рабочие камеры
установлены на кронштейнах, разгрузка их произво-
дится опрокидыванием на сито или сепаратор. Уста-
новка также закрыта, кожухом, причем во время раз-
грузки передняя стенка кожуха отбрасывается вперед
и служит лотком, по которому ссыпается рабочая среда
на сепаратор.
Установка УВГ-200 предназначена для обработки
деталей массой 3—5 кг.
Мелкие детали обрабатывают в вибрационных уста-
новках мод. ПР377, ПР376М и ПР355М, имеющих ра-
бочие камеры цилиндрической формы со сферическим
дном и вертикальное расположение оси цилиндра. Виб-
ратор расположен в поворотном кронштейне под вибро-
площадкой и может изменять положение своей оси от-
носительно рабочей камеры, что позволяет изменять
направление циркуляции рабочей среды.
На практике применяется двухкамерная вибрацион-
ная установка 2x60.л. Одна из особенностей ее кон-
струкции— упругие опоры в виде пневматических рези-
нокордных баллонов вместо спиральных пружин. Дав-
ление в баллонах может регулироваться. Установка
имеет ступенчато регулируемую частоту колебаний
(1140, 1440 и 3000 кол./мин).
Для обработки деталей небольшими партиями ис-
пользуют и многосекционные (разделенные перегород-
ками на несколько секций) рабочие камеры.
Выпускаются вибрационные установки с рабочей ка-
мерой кольцевого типа, которая опирается на пружины,
расположенные по окружности 'основания установки.
Такие установки компактны, работа их протекает более
равномерно и с меньшим шумом, а кольцевая форма
камеры способствует более рациональному распределе-
нию плоских деталей в рабочей среде, что повышает
равномерность их обработки. Установки изготовляют
рабочими камерами объемом от 40 до 28 000 л.
Шпиндельная вибрационная обработка предназна-
214
чека для полирования • деталей тел вращения — колец,
втулок, шестерен и др. Операция осуществляется на
металлорежущих — сверлильных и токарных-—либо на
специальных станках. Рабочую камеру устанавливают
на столе станка либо на специальной подставке. Де-
таль закрепляют на шпинделе станка.
Рабочие среды. В состав рабочей среды входят:
твердый наполнитель в виде абразивных (абразивной
крошки, шлифзерна, гальки, известняка, гранита и т. п.)
и неабразивных (предметов различной формы из ме-
таллов, древесины, пластмассы, войлока, кожи, резины
.и т. д.) материалов; жидкий наполнитель в виде вод-
ных растворов с различного рода добавками с необхо-
димыми свойствами (моющими, разделяющими, травя-
щими, пассивирующими, блескобразующими и т. п.),
циркулирующий через рабочую камеру непрерывно или
сменяемый периодически (при сухом способе для реге-
нерации рабочей среды применяют сжатый воздух).
Для вибрационной обработки используют искусст-
венные и естественные абразивные материалы. Выбор
их зернистости зависит от исходной и требуемой шеро-
ховатости поверхности. В качестве твердого наполни-
теля применяют абразивную крошку на различных
связках, стальные полированные шарики, древесную
крошку, войлочные, кожаные или фетровые обрезки
с нанесением на них слоя полировальной пасты. При
использовании в качестве твердого наполнителя вой-
лочных, кожаных или фетровых обрезков со слоем па-
сты и введении химических веществ процесс полирова-
ния осуществляется йсухую.
Жидкид наполнитель используют при работе мелко-
зернистой абразивной крошкой и стальными или стек-
лянными шариками. При обработке деталей из черных
и некоторых цветных металлов широко применяется
мыльный или мыльно-содовый раствор. Для уменьше-
ния шероховатости поверхности в него добавляют 0,5—
1 % олеиновой кислоты.
Для полирования меди и ее сплавов служит водный
раствор зеленого мыла со стеариновой кислотой. Для
отделки деталей из серебра используют пасту из смеси
одной части отмученного мыла и пяти частей ортохлор-
бензола. На поверхность мягких полирующих материа-
лов наносят пасты ГОИ, а также пасты, состоящие из
различных порошков (окиси хрома, крокуса, венской
извести, диатомита), растворенных в керосине, скипи-
даре, водном растворе аммиака.
215
I chipmaker.ru
2
3
S
а
8
Сталь, чугун, медные сплавы Алюминиевые сплавы Сталь, чугун, цветные , металлы, сплавы, пласт- массы
Снятие небольших за- усенцев, скругление ост- рых кромок, чистовое шлифование , Снятие небольших за-/ усенцев, скругление ост-| рых кромок, полирова- [ ние
s
у
\С>
рабочей среды Жидкий раствор Содовый Хромового, ангидрида о S3 л п Я ж S3 ч S3 Я S3 о о О »3 3 га о м о •S3 2 ей о к; с С I 20—30 г/л тринатрий-- фосфата технического, .10 г/л калия двухромо- вокислого, 0,2—0,3 г/л | моющего средства ОП-Щ 1 %-иый раствор CuSO, СОДОВЫЙ И МЫЛЬНО-СО; довый
Со став и характеристика 1 Твердый наполнитель Абразивная крошка из электроко- рунда 24А зернистостью 8—16 на керамической' связке твердостью Г—ЧТ Абразивная крошка нз черного ’ «гяпбипя кпемния 54С зепнистостью ! 6—8 иа керамической связке твердо- стью ВТ 1 Абразивная крошка зернистостью 1 10—25 на бакелитовой или вулкани- товой связке твердостью Т—ВТ Фарфоровый бой с размером гра- нул 15—25 мм, войлочные пыжи 1 размером 25X25X25 мм Стеклянная крошка или стеклян- ные шары । Дробленый гранит
и
Сталь, пластмассы Сталь, цветные метал- I лы и 'сплавы То же
, \ цев, скругяеяяе кр<ж<ж< Отделка, наклеп, уда- ление облоя, нанесение пленок с защитными свойствами Чистовое шлифование, ’ полирование Полирование, глянце- вание
Содовый или мыльно- содовый с добавлением 1%-ной олеиновой кис- лоты । Всухую или прн СЛЗч 1 бом увлажнении Всухую
Стальные закаленные полирован- ные шарики Древесная крошка с добавлением | шлифпорошков • Войлочные пыжи и обрезки кожи со слоем пасты
216
Составы рабочих сред для виброабразивиой обра-
ботки представлены в табл. 5.4.
К новым способам виброабразивиой обработки от-
носятся электрохимическая, магнитновиброабразивная
и вибромеханическая.
Технология вибрационной обработки. На многих
предприятиях вибрационное полирование производится
с целью уменьшения шероховатости поверхностей дета-
лей после их механической обработки — точения, фре-
зерования и других операций. Обрабатываются заготов-
ки, ‘полученные литьем под давлением, штамповкой
с шероховатостью поверхностей не ниже Ra=5 мкм.
Вибрационное полирование обычно производят по-
следовательно в трех-четырех средах, каждый раз из-
меняя величину зернистости применяемого абразива.
Так, детали из конструкционной стали и чугуна с ис-
ходной шероховатостью поверхностей /?z=40—20 мкм
обрабатывают по следующей технологии:
1) черновое шлифование. Состав рабочей среды: об-
катанные куски шлифовальных кругов зернистостью
60—10, твердостью ВТ, крупностью 25—30 мм и 2%-
кык раствор кальцинированное соды. P&khm обработки:
частота колебаний в 1 мин—‘ 1500—2000 с амплитудой
5—6 мм. Детали непрерывно обрабатываются 120—
300 мин с промывкой 2%-ным содовым раствором до
получения шероховатости /?а=2,5—1,25 мкм;
2) чистовое шлифование. Состав рабочей среды:
абразивная крошка, бой керамических кругов из элек-
трокорунда, карбидов кремния зернистостью 8—4, твер-
достью ВТ—ЧТ, крупностью 25—30 мм. Контейнер за-
полняют рабочей средой до 0,5 его объема, а затем до
0,75 объема деталями с исходной шероховатостью Rz =
= 10—6,3 мкм. Режим обработки: частота колебаний
в 1 мин — 2000 с амплитудой 4 мм. Детали непрерывно
обрабатываются 120—300 мин с промывкой 2%-ным
содовым раствором до получения шероховатости Rn =
= 0,63—0,32 мкм;
3) полирование. Состав рабочей среды: абразивная
крошка и бой керамических кругов из белого эле~ктро-
корунда и зеленого карбида кремния зернистостью
3—М28, твердостью СТ—ВТ и крупностью 25—30 мм.
Контейнер загружают рабочей средой до 0,5 его объ-
ема, а затем деталями до 0,75 объема. Исходная шеро-
ховатость их поверхностей 7?я=1,25—0,63 мкм. Режим
обработки: частота колебаний в 1 мин — 2000 с ампли-
тудой 2,5—3 мм. Детали непрерывно обрабатываются
217
chipmaker, ru
120—360 мин с промывкой 2%-ным содовым раствором
до получения шероховатости 1?а=0,32—0,08 мкм;
4) окончательное полирование. Состав рабочей сре-
ды: войлочные пыжи и обрезки отходов войлочных кру-
гов размерами 10X10 мм, шаржированные порошком
абразива. Контейнер загружают рабочей средой до 0,6
его объема, а затем деталями до 0,75 объема. Исходная
шероховатость их поверхностей /?о = 0,08—0,04 мкм. Ре-
жим обработки; частота колебаний в 1 мин — 2000 с ам-
плитудой 2,5—3 мм. Детали обрабатываются 120—
360 мин до получения на их поверхности зеркального
блеска.
При полировании деталей из бронзы, меди и латуни
в качестве рабочей среды применяют бой абразивных
кругов различной зернистости и твердости на керами-
ческой связке. При исходной шероховатости /?О=2,5—
1,25 мкм и требуемой 7?а = 1,25—0,63 применяют абра-
зивную среду зернистостью 16, а для последующего по-
лирования до 7?а=0,63—0,32 мкм — зернистостью 4—6.
Для обработки до получения шероховатости /?о=0,32—
0,16 мкм используют деревянные кубики со слоем пасты
ГОИ. Режим обработки: частота колебаний в 1 мин—
2500—2700 с амплитудой 1 мм.
Вибрационное полирование весьма эффективно при
обработке деталей сложной формы, например лопаток
газовых турбин. Детали поступают на виброотделку по-
сле фрезерных, токарных и шлифовальных операции,
обеспечивающих получение окончательных размеров и
формы. Виброотделку применяют для улучшения шеро-
ховатости поверхностей с /?а = 2,5 до Рн = 0,63 мкм, уда-
ления заусенцев н скругления острых кромок. Длина
обрабатываемых деталей — от 30 до 120 мм, материал—
жаропрочная сталь марок 1Х12В2МФ и 15Х12ВМФ.
Обработка производится в вибрационной установке
с объемом рабочей камеры 100 л. Одновременно могут
загружаться от 50 до 700 деталей.
Рабочей средой служит мелкозернистая абразивная
крошка черного карбида кремния зернистостью 6 и раз-
мерами 10—20 мм с непрерывной промывкой содовым
раствором. Режим обработки: частота колебаний
в 1 мин— 1500 с амплитудой 3 мм. Время обработки —
180 мин. В рабочую камеру детали загружаются с по-
мощью подъемного устройства, а после обработки они
выгружаются на разделительное сито.
Шпиндельному виброполированию часто подвергают
и такие детали, как кольца роликовых подшипников,
218
Заготовки колец получают из стальных толстостенных
труб. Они последовательно проходят ряд токарных и
шлифовальных операций, в результате которых приоб-
ретают близкую к окончательной форму с припуском на
шлифование всех поверхностей (за исключением фасок}
после термической обработки. Затем производятся виб-
роабразивная очистка их от окалины, бесцентровое
шлифование наружных и внутренних поверхностей и
шлифование торцев. Шероховатость поверхностей дета-
лей после окончательного шлифования Яа=0,63 мкм.
Виброполирование деталей производится на много-
шпиндельном полировально-отделочном станке с вибро-
установкой, имеющей соответствующие размеры рабо-
чей камеры. На каждом шпинделе закрепляется по три
детали. Инструментом для обработки отверстий наруж-
ных колец является оправка с двумя прямыми лопа-
стями. В качестве рабочей среды применяется шлиф-
зерно КЗ зернистостью 40 и 32, увлажненное 3%-ным
раствором кальцинированной соды, а также мелкогрз-
нулированная абразивная крошка зернистостью 6-?.
Режим обработки: частота вращения шпинделя —
3000 об/мин; частота колебаний в 1 мин — 2000 с ам-
плитудой 1,5 мм. Время обработки — 5 мин. В резуль-
тате виброполирования шероховатость поверхности
Яа = 0,16—0,08 мкм, осуществлены скругление и полиро-
вание кромок, очистка канавок и фасок от остатков
трудноотделяемой окалины. После этого детали посту-
пают на моечную операцию, а затем на окончательный
контроль, сортировку и сборку.
Шпиндельное виброполирование применяют также
для скругления и отделки кромок зубьев шестерен, по-
лирования прядильных колец после операций точения,
термической обработки и. шлифования. Процесс осуще-
ствляется на специальных многошпиндельных станках.
5.5. МАГНИТНО-АБРАЗИВНОЕ ПОЛИРОВАНИЕ
Сущность магнитно-абразивного полирования
(МАП) заключается в следующем. Детали, помещенной
в магнитное силовое поле, сообщают вращательное дви-
жение вокруг оси и осциллирование вдоль нее. Возбуж-
даемый в сердечниках магнита поток пронизывает де-
таль в диаметральном направлении. В рабочие зазоры
между обрабатываемой поверхностью детали и сердеч-
ником подаются порошок, обладающий ферромагнитны-
ми и абразивными свойствами, и СОЖ.
21?
chipmaker.ru
Магнитное поле выполняет роль связки, которая
формирует из отдельных зерен порошка эластичный
абразивный инструмент, и обеспечивает силовое воздей-
ствие, с помощью которого зерна_м порошка сообщаются
нормальные и тангенциальные силы резания.
СОЖ в магнитно-абразивном полировании — это но-
ситель поверхностно-активных веществ, а не средство
охлаждения детали. Так как зону обработки заполняет
СОЖ, возникает процесс электролиза, в результате ко-
торого растворяются поверхностный слой детали и фер-
ромагнитное покрытие зерен абразива. Анодное раство-
рение поверхностного слоя детали облегчает съем с нее
металла, а растворение ферромагнитной основы зерен
обеспечивает вскрытие абразивных частиц и способст-
вует увеличению их режущей способности.
МАП подвергают как гладкие цилиндрические, так
и сложные прерывистые поверхности деталей. За 10—
40 с обработки шероховатость поверхностей достигает
Ra~0,032—0,020 мкм при исходной RQ=0,50—0,20 мкм,
при этом исправляются погрешности геометрической
формы детали.
При полировании тел вращения используются три
относительных движения: вращение, продольное воз-
вратно-поступательное и осциллирование. Главное вра-
щательное движение вокруг собственной оси сообщают,
как правило, детали, а продольное возвратно-поступа-
тельное и осциллирование — порошку или полюсам
электромагнита.
При МАП внутренних поверхностей рабочие полюс-
ные наконечники электромагнита входят внутрь отвер-
стия, а вспомогательные охватывают деталь. Обработку
плоскостей производят, как правило, без осциллирова-
ния. Кинематические схемы Л1АП при этом идентичны
шлифованию торцем или периферией круга.
Схема установки для магнитно-абразивного полиро-
вания показана на рис. 5.26.
В нее' входят щетка 1, токосъемное устройство, крон-
штейн 2, шпиндель 3 станка, оправка 4, контактные
кольца 5. корпус электромагнитного индуктора 6, ка-
тушка электромагнита 7. Обрабатываемая деталь 8
устанавливается на плите 9. Трафарет 10 ограничи-
вает сдвиг детали по плоскости плиты. Прокладка 11
из диамагнитного материала изолирует ее от стола
станка.
Тела вращения небольших размеров и фасонного
профиля обрабатывают на станках роторного типа, у
220
которых продольная подача заменена движением по
кругу или планетарным вращением по кольцевой ванне.
Особенностью формируемого магнитным полем абра-
зивного инструмента является его способность нивели-
роваться относительно обрабатываемой поверхности де-
тали, копируя ее профиль. При этом можно полировать
сложнопрофильную поверхность, используя прямолиней-
ное движение осциллирования без периодической прав-
ки инструмента.
При обработке поверхностей струей абразива полу-
чают такую же точность ее формы, как и при обработке
МАП, только высота гре-
бешков становится мень-
ше и .изменяется микро-
профиль микронеровно-
стей.
При МАП глубина об-
работки составляет 0,16—
0,04 мкм, что соответст-
вует шероховатости Ra =
= 0,32—0,16 мкм, поэто-
му, как правило, МАП
подвергают предвари-
тельно шлифованные по-
верхности. Если требует-
ся только уменьшить ми-
кронеровности поверхно-
сти, то этим методом
можно обрабатывать не-
большие детали с исход-
ной шероховатостью
Ra= 10—40 мкм.
Рис. 5.26. Устройство для
магнитно-абразивной обработки.
Магнитно-абразивное полирование можно использо-
вать для деталей любых размеров и геометрической
формы из магнитных и немагнитных материалов. Од-
нако наибольшее применение этот метод получил при
чистовой обработке плоских поверхностей, наружных и
внутренних поверхностей тел вращения и фасонной
формы.
МАП происходит с подачей в зону резал ня 5—10 %-
него раствора эмульсола марки Э-2 в воде. Порошки
для МАП должны обладать следующими свойствами:
высокой магнитной индукцией насыщения, магнитной
проницаемостью, абразивными свойствами, износостой-
костью, теплопроводностью и химической стойкостью,
а также низкой электросопротивляемостью. Основные
221
chipmaker.ru
свойства и технологические показатели порошков для
МАП приведены в табл. 5.5. Их абразивные свойства
оценивались величиной съема металла и значением ше«
роховатости поверхности после 30 с обработки образ«
цов из стали ШХ15 (58—62 HRC) диаметром 37 и дли-
ной 32 мм при исходной шероховатости поверхности
Ra~ 1,25 мкм.
Таблица 5.5. Свойства и технологические показатели
магнитно-абразивных материалов
Магнитно-абразивные материалы Магнитная проницае- мость рХЗб'1, Г-с/Э Съем металла (10-3), в г Шерохо- ватость поверхно- ста Ra, В мкм
Ферросплавы
Ферросилиций (6,5% Si) 9,3 27 0,130
Ферроалюминий (13% Al) 8,9 23 0,385
Альсифер (9,6% Si, 5,4% Al) 8,4 19 0,163
Ферробор (17% В) 3,3 8 0,430
Материалы на основе железа и тугоплавких соединений
Fe + 10%
Fe4-20%
Fe-|-15%
Fe-f-10%
Fe-|-30%
Fe-J-20%
TiC
А12О3
Сг3С2
ZrC
W2B5
wc
6,8 180 0,040
6,4 108 0,0к5
5,6 96 0,160
6,5 90 0,080
6,1 70 0,450
6,4 56 0,104
КОНТРОЛЬ
ОБРАБОТАННЫХ
ПОВЕРХНОСТЕЙ
ГЛАВА
6
Создание высокопроизводительных, надежных и дол-
говечных машин непосредственно связано с повышением
требований к точности и качеству обработки деталей на
финишных, отделочных операциях. Изготовить детали
с абсолютной точностью невозможно. Они всегда имеют
отклонения от заданных чертежом размеров и формы,
что связано со многими факторами. Неизбежность появ-
ления таких отклонений явилась причиной установле-
ния допусков на обработку детали.
Для нормального выполнения деталью или машиной
заданных функций величины отклонений (погрешностей)
не должны выходить за определенные пределы, ограни-
чиваемые соответствующими допусками. При высоких
требованиях к точности деталей допустимые отклонения
размеров и геометрической формы необходимо регла-
ментировать.
На точность деталей оказывает влияние и взаимное
расположение отдельных поверхностей по отношению
друг к другу.
6.1. ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
В 1975 г. странами — членами СЭВ были разрабо-
таны международные стандарты, регламентирующие
единую систему допусков и посадок. Система разрабо-
тана на базе Международной системы допусков и поса-
док ИСО.
Основные положения системы изложены в стандарте
СТ СЭВ 145—75. Стандарт определяет терминологию
в области допусков и посадок. Хотя термины и опреде-
223
лепия те же, что и в существующей системе ГОСТов,
однако между системами имеются большие различия.
Ряды допусков и основных отклонений даны в стан-
дарте СТ СЭВ 144—75 с номинальными размерами до
Посадки с Посааки иосааки
зазором переходные натягов
Рис. 6.1. Основные отклонения отверстия и вала,
принятые в ЕСДП СЭВ.
3150 мм. Ряды допусков, основных, отклонений и поля
допусков для размеров 3150—10000 мм—в СТ СЭВ
177—75 (рис. 6.1).
В стандарте СЭВ применены следующие условные
обозначения отклонений: верхнее отклонение отверстия
£S; верхнее отклонение вала е$; нижнее отклонение от-
верстия £7; нижнее отклонение вала ei. Допуск — это
разность между наибольшим и наименьшим предельны-
ми размерами, или абсолютная величина алгебраиче-
224
ской разности между верхним и нижним отклонениями.
Для отверстия и вала допуск обозначается IT (см.
рис. 6.1).
Положение поля допуска относительно нулевой ли-
нии, зависящее от номинального размера, обозначается
буквой латинского алфавита (или в некоторых случаях
двумя буквами) — прописной для отверстия — А, В, С,
CD, ..., Z, ZA, ZB, ZC и строчной для вала—а, Ъ, с,
cd, ...,z, za, zb, zc (см. рис. 6.1).
Основу системы стандарта СЭВ составляют квали-
теты. Квалитет— это совокупность допусков, соответст-
вующих одинаковой степени точности для всех номи-
нальных размеров. Установлено 19 квалитетов: 01, 0, 1,
2, ..., 17. Квалитеты с 01 по 4 предназначены для особо
точных деталей и измерительных инструментов. Эти
квалитеты можно сравнить с классами точности с 02
по 09 в системе ОСТ. Квалитеты с 5 по 14 — для сопря-
жения деталей, что соответствует 1—5 классам точно-
сти в системе ОСТ. Квалитеты с 14 по 17 — для выпол-
нения свободных, не сопрягающихся размеров, что. со-
ответствует 7—W классам точности.
Для каждого буквенного обозначения абсолютная
величина и знак основного отклонения вала — верх-
него es для валов от а до h или нижнего ei для валов
от / до zc— определяются по формулам, которые при-
ведены в таблице стандарта СТ СЭВ 145—75.
В обозначение размеров на чертежах входят номи-
нальный размер, квалитет и поле допуска. Например,
обозначение диаметра вала 45Л6 означает: номиналь-
ный размер 45 мм, по 6 квалитету с расположением
поля допуска h, т. е. верхнее отклонение es = 0, а ниж-
нее ei——16 мкм; обозначение диаметра отверстия
50£8 означает: номинальный размер 50 мм, по 8 ква-
литету с расположением поля допуска F, т. е. верхнее
отклонение отверстия £5 = 64 мкм, а нижнее £7=25 мм.
Стандарт СТ СЭВ предусматривает также обозна-
чение посадок на чертежах деталей с помощью число-
вых значений предельных отклонений: 45-o,oie мм;
50+Д025 ММ-
На чертежах сопрягаемых деталей обозначение по-
« л - ч
садок осуществляется разными способами: 4о -v;
ASHlIgS или 45777 — g6, где 45Н7 — диаметр отверстия,
a 45g6 — диаметр вала.
В системе отверстия за основное принято поле до-
пуска Н, а в системе вала — поле допуска посадок h,
225
chipmaker.ru
расположенное по одну сторону от нулевой липин (см.
рис. 6.1).
Для каждого вида допусков формы или расположе-
ния поверхностей установлено (если они предусмотре-
ны) 16 степеней точности (СТ СЭВ 636—77).
Допуски цилиндричности, круглости, профиля про-
дольного сечения, плоскостности, прямолинейности и
параллельности назначаются в тех случаях, когда они
должны быть меньше допуска размера.
6.2. СРЕДСТВА ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ
Любой линейный размер может быть измерен раз-
личными измерительными средствами, обеспечивающи-
ми разную точность измерения. В каждом конкретном
случае точность измерения зависит от принципа дей-
ствия, конструкции и точности изготовления измери-
тельного прибора, а также от условий его настройки и
применения.
Концевые меры длины (СТ СЭВ 720—77) нашли
широкое применение в промышленности. Они являются
исходными измерительными средствами для контроля
линейных размеров. Концевые меры длины имеют сле-
дующую градацию: 0,001; 0,01; 0,1; 0,5; 10; 25; 50; 100
или 1000 мм.
По точности изготовления концевые меры длины
разделяют на четыре класса: 0-й, 1-й, 2-й и 3-й. Выс-
шим классом точности является нулевой.
Подбором мер длины можно составить любой линей-
ный размер с точностью до 0,001 мм.
Область применения концевых мер может быть рас-
ширена при использовании набора принадлежностей —
державки 2 и боковиков 1 (рис. 6.2). Принадлежности
(ГОСТ 4119—76) предназначены для закрепления на-
бранных в блоки концевых мер длины. Боковики 1 по-
зволяют производить наружные (рис. 6.2, а) и внутрен-
ние (рис. 6.2,6) измерения и разметку (рис. 6.2,в). Бо-
ковики с толщиной губок 2 мм применяют для изме-
рения отверстий диаметрами 4—11 мм, а с толщиной
губок 5 мм — диаметрами 11—20 мм и т. д.
Микрометрические инструменты используют при
абсолютных измерениях наружных и внутренних по-
верхностей, а также уступов и впадин.
Микрометры гладкие (ГОСТ 6507—78) с ценой де-
ления отсчетного устройства 0,01 мм предназначены для
измерения наружных размеров. Глубиномеры микро-
226
метрические (ГОСТ 7470—78)'—для измерения глуби-
ны пазов, канавок и высоты уступов. Микрометрические
нутромеры — для измерения внутренних размеров дета-
лей. К микрометрическим нутромерам для измерения
размеров свыше 1250 мм прилагается индикаторная го-
ловка с ценой деления 0,01 мм, облегчающая процесс
измерения.
Рычажно-механические приборы получили широкое
распространение в инструментальном производстве и в
механических цехах, изготовляющих детали высокой
Рис. 6.2. Применение концевых мер в сочетании
с боковиками (7) и державками (2).
точности. Эти приборы надежны в работе, обеспечивают
высокую точность измерений и универсальны. Принцип
их действия основан на использовании специального
передаточного механизма, который незначительные пе-
ремещения измерительного стержня преобразует в уве-
личенные и удобные для отсчета перемещения стрелки
на шкале.
К наиболее известным типам рычажно-механических
приборов относятся индикаторы, измерительные голов-
ки высокой точности, нутромеры, рычажные скобы, ры-
чажные микрометры и миниметры.
Индикаторы. К приборам с зубчатыми переда-
чами относятся индикаторы часового типа (ГОСТ
577—68). В индикаторах типа ИЧ измерительный
стержень перемещается параллельно шкале, а в прибо-
рах типов ИЧТ и ИТ — перпендикулярно шкале.
Индикаторы часового типа применяют для измере-
ния размеров и отклонений формы и взаимного распо-
ложения поверхностей детали. Цена деления — 0,01 мй,
227
зуют для измерения
Рис. 6.3. Схема
измерения диаметра
отверстия индикаторным
нутромером.
chipmaker.ru
а предел измерения в зависимости от типа составляет:
0—2; 0—5; 0—10; 0—25 и 0—50 мм.
Индикаторы многооборотные типов 1МИС, 1МИГ и
2МИГ (ГОСТ 9696—75) имеют цену деления 0,001 и
0,002 мм, диапазон измерений—1—2 мм и значения
погрешностей — 4—10 мкм.
Индикаторный глубиномер (ГОСТ 7661—67)' исполь-
глубины отверстий, пазов, высоты
уступов и т. п. Цена деления
глубиномера — 0,001 мм. Диапа-
зон измерений — от 0 до 10 мм.
Измерение размеров от 0 до
100 мм обеспечивается набором
сменных стержней.
Индикаторные нутромеры
(ГОСТ 7661—78) выпускают
нормальной и повышенной точ-
ности. Первые оснащены инди-
катором с ценой деления 0,01 мм,
а вторые — индикатором с ценой
деления 0,001 мм.
Схема измерения индикатор-
ным нутромером приведена на
рис. 6.3. Прибор имеет длинную
трубку 2, в которой расположен
шток, связывающий измеритель-
ный наконечник 1 прибора с из-
мерительным штифтом индика-
тора 3. Трубка _ 2 ’соединена с
корпусом нутромера 4, где по-
мимо рычажной передачи нахо-
дится поперечйая трубка, несу-
щая на одном конце измеритель-
ный наконечник 1, а на другом—
регулируемый сменный удлини-
тель 5, с помощью которого можно производить изме-
рение различных диаметров отверстий. В процессе из-
мерения индикаторный нутромер следует покачивать,
как показано на рис. 6.3, чтобы найти наименьшее по-
казание, соответствующее кратчайшему расстоянию ме-
жду диаметрально противоположными образующими
измеряемого отверстия.
Измерительные головки применяются для точных из-
мерений методом сравнения размеров и отклонений
формы, а также как отсчетные устройства в различных
приборах. Наиболее совершенными являются головки
228
Рис. 6.4. Микро-
катор.
с пружинной, пружинно-оптической и рычажно-зубча-
той передачами.
Ленинградский инструментальный завод выпускает
пружинные головки типа микрокатора (ГОСТ6933—81)
и пружинно-оптические типа оптика-
тора (ГОСТ 10593—71).
Микрокатор (рис. 6.4, о) состоит
из корпуса 1, шкалы 2, стрелки 3,
гильзы 4, арретира 5, измерительного
наконечника 6, указателя предела
поля допуска 7 и фиксатора 8.
Схема микрокатора типа 1-ИГП
приведена на рис. 6.4,6. Передаточ-
ный механизм прибора имеет скруг-
ленную бронзовую пружинную ленту
2, закрепленную левым концом на
плоской пружине 1, а правым — на
подвижном угольнике 6. Измеритель-
ный стержень 9, перемещаясь при про-
верке детали 12, вызывает поворот
угольника 6, что приводит к растяже-
нию и скручиванию ленты 2 и пово-
роту относительно шкалы 4 прикреп-
ленного к ним указателя 3, сбаланси-
рованного противовесом 5. Измери-
тельный стержень 9 подвешен в кор-
пусе 8 прибора на мембране 10 и
угольнике 6 с помощью пружины 7.
Измерительная головка может пере-
мешаться относительно стойки 11 при-
бора с фиксированием в требуемом
положении по высоте.
В зависимости от типа микрока-
тора цена деления составляет от 0,5
до 10 мкм, а пределы измерения — от
± 15 до ±300 мкм.
Для более точных измерений вы-
пускают головки с ценой деления 0,1
и 0,2 мкм. Микрокаторы с ценой деления 0,01 мкм мо-
гут заменять оптикаторы.
Рычажные скобы выпускаются Ленинградским' инст-
рументальным заводом двух типов: СР — со встроенным
отсчетным устройством (рис.. 6.5, а) и СИ — индикатор-
ные, оснащенные измерительной головкой (рис. 6.5,6).
Скобы с отсчетным устройством предназначены для
проверки размеров партии деталей (особенно легко де-
229
chipmaker.ru
формируемых), контроля их формы, рассортировки де-
талей на размерные группы.
У скобы СР (рис. 6.5, о)’ отсчетное устройство 2
встроено в корпус 3. Одна измерительная пятка 5 ско-
бы— жесткая (переставная), а другая 1 — подвижная.
Перемещения подвижной пятки передаются на стрелку
отсчетного устройства. Кроме того, скоба имеет арре-
тир, теплоизоляционные накладки 4 и упор 6 (при
верхнем пределе измерения 50—200 мм)'.
Рис. 6.5. Рычажные скобы.
Предел измерения рычажных скоб 0—25 мм обеспе-
чивается перемещением переставной пятки. Цена деле-
ния отсчетного устройства у скоб с верхним пределом
измерения до 100 мм — 0,002 мм, а 125 и 150 мм —
0,005 мм. Пределы измерения по шкале соответственно
равны ±0,08 и ±0,15 мм.
Индикаторная скоба типа СИ с жестким корпусом
9 и теплоизоляционной накладкой 8 показана на
рис. 6.5,6. В корпусе имеются два соосных отверстия,
в одном из которых установлена переставная пятка 12,
а в другом — подвижная пятка 2, находящаяся в посто-
230
янном контакте с измерительным наконечником ин-’
дикатора 4. Пятка 12 может свободно передвигаться
в пределах 50 мм у скоб малых размеров и в пределах
100 мм — у скоб больших размеров. После установки
скобы на размер положение пятки фиксируется винтом
10 и предохраняется защитным колпачком 11. Для удоб-
ства измерения скоба снабжена упором 1, который при
настройке ее на размер устанавливается так, чтобы ли-
ния измерения проходила через ось проверяемой дета-
ли, и закрепляется винтом 7. Индикатор в корпусе
скобы закреплен винтом 5. Скоба имеет арретир 6. По-
движная пятка снабжена пружиной 3, воспринимающей
все толчки и боковые давления от измеряемой детали.
Рычажно-оптические приборы. Применение оптики
в измерительной технике дало возможность создавать
приборы с высокими метрологическими показателями.
На этих приборах можно осуществлять бесконтактные
измерения.
Если измерительная функция прибора осуществля-
ется оптической системой, то его называют оптическим.
Это — вертикальные и горизонтальные оптиметры, ин-
терферометры, микроскопы и проекторы. Если в при-
боре сочетаются и оптическая и механическая измери-
тельные системы, то его называют оптико-механиче-
ским. Деление приборов на оптические и оптико-меха-
нические является условным.
Наиболее распространенными представителями ры-
чажно-оптических приборов являются оптиметры, пред-
назначенные для линейных измерений методом сравне-
ния калибров, плоскопараллельных концевых мер дли-
ны и точных деталей. Ленинградское оптико-механиче-
ское объединение имени В. И. Ленина выпускает опти-
метры в двух исполнениях — вертикальном и горизон-
тальном с ценой деления 0,001 мм.
Измерительные микроскопы предназначены для из-
мерения в прямоугольных и полярных координатах
линейных и угловых размеров резьбовых деталей, режу-
щего инструмента, профильных шаблонов, кулачков, а
также расстояний между осями отверстий. На большин-
стве микроскопов измерения могут производиться про-
екционным методом — в проходящем и отраженном
свете, способом осевого сечения — с помощью измери-
тельных ножей и контактным методом — с помощью
контактного приспособления.
Микроскопы условно разделяют на инструменталь-
ные, универсальные и прочие. Инструментальные ми-
231
chipmaker.ru
кроскопы (ГОСТ 8074—71) разделяют на малые
(ММИ), большие (БМИ) и бинокулярные (БИМ).
6.3. КОНТРОЛЬ ОТКЛОНЕНИЙ ФОРМЫ
ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ
К отклонениям формы поверхностей тел вращения
относятся отклонения от круглости и от формы профиля
продольного сечения цилиндрической поверхности.
В отклонение от круглости входят некруглость,
овальность и огранка, а в отклонение формы профи-
. а) Прилегающая окружность
Некруглость
Реальный профиль
ля — отклонение профиля продольного сечения цилин-
дрической поверхности, конусообразность, бочкообраз-
ность и седлообразность.
Некруглость (рис. 6.6, а)—это отклонение,
определяемое наибольшим расстоянием от точек реаль-
ного профиля до прилегающей окружности. Некруглость
характеризуется совокупностью всех отклонений формы
поперечного сечения цилиндрической поверхности. Для
контроля с высокой степенью точности отклонений, от
круглости цилиндрических деталей применяет приборы
ленинградского завода «Калибр».
Овальность (рис. 6.6,6)'— отклонение, при ко-
тором реальный профиль представляет собой овалооб-
разную форму со взаимно перпендикулярном направ-
232
лением ее наибольшего и наименьшего диаметров. Со-
гласно СТ СЭВ 301—76, овальность определяется по
формуле А = 0,5 (Jmax— c?m!n). Отклонение контролиру-
ется универсальными инструментами — микрометром,
штангенциркулем и др.
Огранка (рис. 6.6,в)—отклонение от круглости,
при котором реальный профиль представляет собой
многогранную фигуру. По величине огранка определя-
ется как максимальная разность между диаметром тео-
ретически реального контура сечения и расстоянием ме-
жду двумя параллельными линиями, касательными
к рассматриваемому контуру. Огранку контролируют
с помощью втулки с отверстием, равным диаметру про-
веряемого вала, а также вращением вала на призме
с определением величины огранки по измерительному
прибору.
Отклонение профиля продольного сече-
ния цилиндрической поверхности (рис.
6.6, г) —отклонение, определяемое наибольшим расстоя-
нием А от точек, образующих реальную поверхность,
до соответствующей стороны прилегающего профиля
в пределах нормируемого участка.
Конусообразность (рис. 6.6,б) — отклонение
профиля продольного сечения, при котором образую-
щие прямолинейны, но не параллельны. Отклонение
равно: Акон = 0,5 (dmax — rfmln)-
Бочкообразность (рис. 6.6, е) — отклонение
профиля продольного сечения, при котором образующие
непрямолинейны и диаметры увеличиваются от краев
к середине сечения. Отклонение равно: Абочк =
= 0,5 (dmax — ^min) •
Седлообразность (рис. 6.6, ж)' — отклонение
профиля продольного сечения, при котором образующие
непрямолинейны и диаметры уменьшаются от краев к
середице сечения. Отклонение равно Аседл = 0,5 (dmax—
^min) •
Количественно конусообразность, бочкообразность и
седлообразность оцениваются так же, как и отклонение
профиля продольного сечения.
" Отклонения от круглости цилиндрических деталей
контролируют кругломерами (ГОСТ 17353—80).
Кругломер мод. 218 завода «Калибр» приведен на
рис. 6.7. Он имеет жесткую литую станину 1, на кото-
рой размещены все механические узлы, регистрирую-
щие устройства и панель управления. По бокам прибо-
ра установлены две тумбы: в левой расположен элек-
233
chipmaker.ru
тронный блок 2, а в правой хранятся сменные узлы и
принадлежности.
Контролируемую деталь устанавливают на предмет-
ный столик 3, который может перемещаться в двух вза-
имно перпендикулярных направлениях для центрования
детали относительно оси вращения шпинделя. На ниж-
нем конце шпинделя закреплен датчик 4. Измерение
производится ощупыванием поверхности детали по ок-
ружности щупом датчика. При отклонении формы де-
тали щуп получает радиальные перемещения, которые
индуктивным датчиком преобразуются в электрические
Рис. 6.7. Кругломер мод. 218.
сигналы. Последние усиливаются электронным блоком
2 и записываются регистрирующим прибором 5 в по-
лярной системе координат на бумажном диске — круг-
лограмме (рис. 6.7,6). По полученной круглограмме
определяют отклонение формы детали от прилегающей
окружности.
С помощью прибора проверяют наружные цилин-
дрические поверхности диаметром от 0,5 до 300 мм и
внутренние — от 3 до 300 мм при высоте детали до
350 мм.
Кругломеры можно также использовать для изме-
рения непрямолинейности наружных и внутренних об-
разующих поверхностей цилиндрических деталей.
В производственных условиях овальность определяют
двухконтактными приборами (рис. 6.8,а)’,
которые предназначены для контроля амплитуды изме-
нения размера — разности между наибольшим и наи
234
меньшим его значениями. При измерении двухконтакт-
ным прибором овальность детали 1 (рис. 6.8, а) будет
равна полуразности его показаний.
Измерение овальности у деталей типа валов с цен-
тровыми отверстиями осуществляется в центрах с по-
мощью измерительной головки 2 (рис. 6.8,6)'.
Установленную в центрах деталь 1 поворачивают на
360° относительно наконечника измерительной головки
до получения наибольшего или наименьшего размера.
Огранку контролировать сложнее, чем овальность,
так как контур поперечного сечения вала в этом случае
представляет собой несколько сопряженных дуг, очер-
Рис. 6.8. Схемы приборов для контроля овальности и огранки.
ченных из разных центров. Наиболее часто встречаются
трехвершинная и пятивершинная огранки. Поэтому
контроль огранки наружной поверхности детали обычно
осуществляют с помощью кольца с индикатором
(рис. 6.8, в)’ или призмы с индикатором
(рис. 6.8, г)'.
Контролируемую деталь 1 помещают в кольцо 2
(рис. 6.8, в), диаметр которого равен наибольшему пре-
дельному размеру детали. При поворачивании детали
в кольце на 360° измерительный наконечник 3 индика-
тора, касающийся поверхности детали, фиксирует те
или иные отклонения. Величина огранки определяется
индикатором.
При базировании детали 2 в призме 1 (рис. 6.8, г)
результаты измерения зависят не только от величины
огранки, но и от числа граней призмы с углом ct =
= (180—360)/д. Число граней п детали может быть
определено при ее повороте в центрах.
Огранку (без ее числового значения) можно опре-
делить с помощью кольца или полукольца диаметром,
равным диаметру контролируемой детали, покрытого
тонким слоем краски. При повороте детали в кольце на
235
chipmaker.ru
небольшой угол на наружной поверхности детали бу-
дут оставаться следы краски, что свидетельствует о на-
личии огранки.
Конусообразности определяется полуразностью диа-
метров вала, измеренных на его концах. Бочкообраз-
ность и седлообразность устанавливают измерением де-
тали в нескольких сечениях от краев к середине. От-
клонение равно полуразности между диаметрами сред-
него и одного из крайних сечений.
Кривизна может быть определена по показанию
индикатора при вращении детали в центрах отно-
сительно ее оси или в призме относительно других по-
верхностей, а также по контрольной плите, щу-
пом или лекальной линейкой на просвет.
6.4. КОНТРОЛЬ ОТКЛОНЕНИИ ОТ ПРЯМОЛИНЕЙНОСТИ
И ПЛОСКОСТНОСТИ
К отклонениям от . прямолинейности относятся: не-
прямолинейность, выпуклость, вогнутость, а к отклоне-
ниям от плоскостности — неплоскостность, выпуклость
и вогнутость.
с)
Прилегающая
, прямая
Реальный профиль
3)
Прилегающая
плоскость
Прилегающая
плоскость
Рис. 6.9. Отклонения от прямолинейности и плоскостности.
Непрямолинейность (рис. 6.9, о)—отклоне-
ние от прямолинейности: наибольшее расстояние А от
точек реального профиля до прилегающей прямой
в пределах нормируемого участка.
Выпуклость (рис. 6.9,6)—отклонение от прямо-
линейности, при котором удаление точек реального про-
филя от прилегающей прямой уменьшается от краев
к середине.
Вогнутость (рис. 6.9,в)—отклонение от прямо-
236
линейности, при котором удаление точек реального про-
филя от прилегающей прямой увеличивается от краев
к середине.
Неплоскостность (рис. 6.9, г)—отклонение от
плоскостности: наибольшее расстояние А от точек ре-
альной поверхности до прилегающей плоскости в пре-
делах нормируемого участка.
Выпуклость (рис. 6.9,д)—отклонение от плос-
костности, при котором удаление точек реальной по-
верхности от прилегающей плоскости уменьшается от
краев к середине.
Вогнутость (рис. 6.9,е)—отклонение от плос-
костности, при котором удаление точек реальной по-
верхности от прилегающей плоскости увеличивается от
краев к середине.
Отклонения от прямолинейности и плоскостности
можно измерять различными методами: с помощью по-
верочных линеек и плит, механическими, оптическими,
интерференционными и индуктивными приборами.
Поверочные линейки и плиты. Контроль прямоли-
нейности и плоскостности производится поверочными
линейками по ГОСТ 8026—75.
Лекальными линейками контролируют прямолиней-
ность небольших поверхностей на просвет. В этом слу-
чае линейку острым ребром накладывают на контроли-
руемую поверхность, а источник света помещают сзади
линейки и детали (рис. 6.10, а). При отсутствии откло-
нений от прямолинейности свет нигде не будет проби-
237
chipmaker.ru
ваться. Линейное отклонение устанавливают на глаз
(рис. 6.10,6) или путем сравнения с образцом просвета
(рис. 6.10,в). Величину просвета определяют по образ-
цу, для чего лекальную линейку 1 (рис. 6.10, в)' укла-
дывают на две концевые меры 3, установленные на кон-
тролируемой поверхности 2. Между лекальной линей-
кой и концевыми мерами образуется эталонный просвет
в 1, 2 и 3 мкм.
При измерении отклонений от прямолинейности об-
разующих цилиндрических деталей лекальная линейка
должна располагаться строго параллельно оси детали,
Рис. 6.11. Приборы для контроля прямолинейности и
плоскостности:
а —чугунный мостик; б •» угловая трехгранная линейка; в, а—плиты.
а при измерении отклонений от прямолинейности пло-
ских поверхностей — под углом (рис. 6.11,а)\
Контроль методом линейных отклонений производят
следующим образом. Поверочную линейку укладывают
на две одинаковые опоры, расположенные на контроли-
руемой поверхности, и определяют расстояние от линей-
ки до поверхности детали с помощью щупов, концевых
мер длины или специального прибора с измерительной
головкой. Опоры располагают на расстоянии 0,21 длины
линейки от ее конца.
Плоскостность контролируют поверочными линейка-
ми и плитами (ГОСТ 10905—75) на краску, а также
методом линейных отклонений. Поверочные линейки и
плиты показаны на рис. 6.11.
При контроле на краску линейку или плиту, покры-
тую тонким слоем краски, перемещают по проверяемой
поверхности. Отклонение от плоскостности определяют
по числу оставшихся на выступах поверхности пятен
краски в квадрате со стороной 25 мм. При числе пятен
в квадрате от 20 до 30 поверхности относят к III—IV
степеням точности; при числе пятен от 12 до 20 — к V—
VI и при количестве пятен от 5 до 12 — к VII—VIII.
Механические приборы. К приборам этой группы от-
носятся уровни и карусельные плоскомеры. Уровнями
238
Рис. 6.12. Плоскомер карусельный
завода «Калибр».
контролируют плоскости с малыми угловыми отклоне-
ниями от вертикального и горизонтального положения
и относительно большой длины. Карусельные плоско-
меры завода «Калибр» применяют для контроля пло-
скостности горизонтально расположенных поверхностей.
Прибор, показанный на рис. 6.12, имеет основание 1
с колонкой 2, вокруг которой поворачивается кронштейн
3 с измерительной головкой 4. Прибор устанавливают
основанием на середину контролируемой поверхности и
выверяют таким образом, чтобы показания измеритель-
ной головки были одинаковыми в трех произвольных
точках. По этим точкам
устанавливают измери-
тельную головку на нуль
и производят измерения.
Для определения чис-
ловых значений отклоне-
ний от плоскостности при
измерении карусельными
плоскомерами использу-
ют специальный прибор.
Если • стержень изме-
рительной головки с це-
ной деления 2 мкм пере-
мещается в пределах 0,04 мм, то контролируемые по-
верхности размерами- от 60—160 до 1000—2500 мм от-
носят к VI—III степеням точности.
Оптические приборы. Измерение непрямолинейности
и неплоскостности поверхностей осуществляют многими
оптическими приборами. При выполнении доводочных
операций наиболее широко применяют оптические ли-
нейки и плоские стеклянные пластины.
Оптическая линейка предназначена для контроля
прямолинейности и плоскостности деталей длиной до
1600 мм. Действие прибора основано на измерении от-
клонения контролируемой поверхности от нематериаль-
ной прямой — оптической оси (рис. 6.13).
При контроле прямолинейности линейку 4, которая
состоит из тонкостенной трубки и оптической системы,
устанавливают на две опоры 3 контролируемой поверх-
ности 1. Линейка имеет сквозную прорезь, вдоль кото-
рой перемещается измерительная каретка 2 со щупом 8.
В процессе измерения щуп 8 соприкасается с контроли-
руемой поверхностью. Для определения отклонения кон-
тролируемой поверхности от прямолинейности необхо-
димо совмещать видимые на экране визирный штрих 5
239
chipmaker.ru
и бифилер 6. добиваясь таким образом параллельности
оптической оси и прямой, соединяющей крайние точки
поверхности. Через определенные интервалы с бараба-
на микрометра 7 снимают отсчеты, совмещая визирный
штрих и бифилер.
Оптическая линейка снабжена регистрирующим уст-
ройством, позволяющим графически воспроизводить
профиль контролируемой поверхности.
Цена деления линейки ИС-36М—1 мкм, наиболь-
шая измерительная длина— 1600 мм, предел допускае-
Рис. 6.13. Оптическая линейка.
мой погрешности измерения ±1,5 мкм, диапазон реги-
стрируемых отклонений ±0,5 мм.
Контроль прямолинейности и неплоскостности по-
верхностей небольших размеров (до 120 мм) не грубее
II степени точности (СТ СЭВ 636—77) производят
с помощью плоских стеклянных пластин (ГОСТ 2923—
75) — интерференционным методом. Отклонение от пло-
скостности рабочих поверхностен не должно превышать
0,03—0,05 мкм для пластин 1-го и 0,1 мкм для пластин
2-го классов точности.
Сущность интерференционного метода заключается
в следующем. На контролируемую поверхность накла-
дывают плоскую стеклянную пластину таким образом,
чтобы она плотно прилегала к поверхности. Затем один
край пластины слегка приподнимают до образования
угла менее 1°. Между контролируемой поверхностью и
пластиной создается тонкая воздушная прослойка
в форме клина. Если на пластину направить пучок све-
товых лучей, то каждый луч отразится от ее нижней
240
плоскости FH в точке А (рис. 6.14,а), а часть их пре-
ломится и упадет на контролируемую поверхность, от-
разится от нее и, преломившись в точке В, выйдет из
клина. Луч /, например, будет интерферировать с лу-
чом 2, падающим в точку С. На поверхности будет на-
блюдаться ряд интерференционных полос. При дневном
свете они окрашены в различные цвета; если же поль-
зоваться однородным светом, пропуская его через зеле-
ный или желтый светофильтр, то будет наблюдаться
чередование черных полос с полосами, ярко окрашен-
ными в какой-либо определенный цвет.
Рис. 6.14. Сущность
интерференционного
метода контроля.
Интерференционные полосы располагаются таким
образом, что вдоль каждой из них расстояние от по-
верхности пластины до контролируемой поверхности бу-
дет одинаковым. Расстояние между двумя полосами со-
ответствует изменению толщины воздушного клина на
0,25 мкм. Следовательно, изменение толщины воздуш-
ного клина между пластиной и контролируемой поверх-
ностью на 1 мкм соответствует появлению четырех по-
лос.
Когда контролируемая поверхность представляет
собой точную плоскость (отклонение от плоскостности
около 0,25 мкм), в месте соприкосновения двух поверх-
ностей интерференционные полосы будут прямыми и
параллельными (рис. 6.14,6). Когда контролируемая
поверхность доведена до точности стеклянной пластины,
полосы исчезнут и будет наблюдаться равномерная
окраска одним цветом. При контроле поверхностей, из-
готовленных с отклонениями, наблюдается искривление
интерференционных полос. По характеру их искривле-
ния можно судить о выпуклости или вогнутости поверх-
ности и легко определить величину этого отклонения от
плоскостности.
241
chipmaker, ru
Две контролируемые поверхности с выпуклостью и
вогнутостью показаны на рис. 6.14, в и г. Чтобы уста-
новить, имеется ли на поверхности выпуклость или вог-
нутость, нужно определить положение клина, а расши-
рение его направлено в ту сторону, куда передвигаются
полосы при легком нажиме на стеклянную пластину.
Если в сторону расширения клина направлена выпук-
лость интерференционных полос, то поверхность выпук-
лая, если же их вогнутость — то поверхность вогнутая.
Неплоскостность оценивается в долях интервала ин-
терференционных полос. При наблюдении интерферен-
ции в белом свете расстоянию между полосами соот-
ветствует 0,3 мкм — половина длины волны белого све-
та. На рис. 6.14,6 выпуклость равна а/Ь=0,3 полосы,
или 0,09 мкм.
6.S. ИЗМЕРЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
После механической обработки режущий инстру-
мент оставляет на обработанной поверхности неровно-
сти в виде выступов и впадин. Высота и форма, а так-
же характер расположения и направления неровностей
зависят от режима обработки, условий охлаждения и
смазки, зернистости инструмента, материала заготовки,
жесткости технологической системы.
Шероховатость поверхности. Параметры и характе-
ристики шероховатости регламентированы ГОСТ 2789—
73 (СТ СЭВ 638—77), а ее обозначения на чертежах —
ГОСТ 2.309—73 (СТ СЭВ 1632—79). ГОСТ 2789—73
(СТ СЭВ 638—77) устанавливает номенклатуру пара-
метров и типы направления неровностей для нормиро-
вания и оценки шероховатости поверхности, а также
числовые значения параметров и общие указания по
нормированию. Согласно этому ГОСТу шероховатость
поверхности определяется одним или несколькими па-
раметрами (рис. 6.15).
Шероховатость — это совокупность неровностей про-
филей поверхности с относительно малыми шагами
в пределах участка, длина которого равна базовой дли-
не I.
Базовая длина — линия, от которой производится
отсчет ординат профиля. Базовая длина I — длина ба-
зовой линии, в пределах которой производится оценка
параметров шероховатости.
Средняя линия профиля т — базовая линия, которая
имеет форму номинального профиля и делит измеряе-
242
мый профиль так, чтобы в пределах базовой длины
сумма квадратов отклонений измеряемого профиля до
этой линии у? 4- у! 4- уз + • •. у я была минимальной.
Линия выступов — линия, эквидистантная средней
линии, проходящей через наивысшую точку выступа из-
меряемого профиля в пределах базовой длины.
Ra— среднее арифметическое отклонение профиля.
Определяется как среднее арифметическое значений от-
клонений (У14-У24- ,..4-«/п) от средней линии профиля
в пределах базовой длины /.
Рис. 6.15. Основные параметры шероховатости.
Rz — высота неровностей профиля по десяти точкам.
Определяется как среднее расстояние (в мкм) между
пятью высшими (Hi + Hs+ ... Hg) и пятью низшими
(Н2+Н4+ ... Яю) точками измеряемого профиля в пре-
делах базовой длины.
Rmax — наибольшая высота неровностей профиля —
расстояние между линией выступов профиля и линией
его впадин в пределах базовой длины.
Sm — средний шаг неровностей — среднее арифмети-
ческое значение шага неровностей в пределах базовой
длины, измеренное по средней линии (в мм).
S — средний шаг неровностей по вершинам — сред-
нее значение шага неровностей по вершинам в преде-
лах базовой длины (в мм).
Основными параметрами, определяющими шерохова-
тость поверхности, являются Ra и Rz. Диапазоны их
числовых значений приведены в табл. 6.1.
Приборы для измерения шероховатости поверхно-
сти. Оценка шероховатости поверхности осуществляется
качественным и количественным методами. Первый
основан на сравнении обработанной поверхности с об-
разцами, а второй — на измерении неровностей специ-
альными приборами.
243
chipmaker.ru
Таблица 6.1. Классы шероховатости поверхности
по ГОСТ 2789-73 (СТ СЭВ 638-77)
Классы шерохо- ватости Среднее арифметическое отклонение профиля, в мкм Высота неровности Rgl в мкм Базовая длина/ в мм
Ra Предпоч- ; тигельное i | отклоне- 1 .«ие j
1 80; 63; 40 50 320; 250; 200; 160 8
2 40; 32; 20 25 160; 125; 100; 80 8
3 20; 16; 10 12,5 80; 63; 50; 40 8
4 10; 8; 5 6,3 40; 32; 25; 20 2,5
5 5.4; 2,5 3,2 20; 16; 12,5; 10 2.5
6 2,5; 2; 1,25 1,6 10; 8; 6,3 0,8
7 1,25; Г, 0,63 0,8 6,3; 5; 4; 3,2 0,8
8 0,63; 0,5; 0,32 0,4 3,2; 2,5; 2; 1,6 0,8
9 0,32; 0,25; 0,16 0,2 1,6; 1,25; 1; 0,8 0,25
10 0,16; 0,125, 0,008 0,1 0,8; 0,63; 0,5; 0,4 0,25
11 0,08; 0,063; 0,04 0,05 0,4; 0,32; 0,25; 0,2 0,25
12 0,04; 0,032; 0,02 0,025 0,2; 0,16; 0,125; 0,1 0,25
И 0,02; 0,016; 0,01 0,012 0,1; 0,08; 0,063; 6,05 0,08
14 0,01; 0,008 — 0.05; 0,04; 0,032 0,08
Качественный метод оценки шероховатости поверх-
ности находит применение в цеховых условиях. Кроме
стандартных образцов шероховатости поверхности
используются образцовые (эталонные) детали, шерохо-
ватость которых измерена количественным методом.
Точность оценки шероховатости поверхности значи-
тельно повышается при использовании микроскопов, по-
зволяющих одновременно рассматривать проверяемую
деталь и образец, которые расположены рядом, одина-
ково увеличены и освещены. Однако оценка шерохова-
тости методом сравнения является субъективной.
Измерение шероховатости с помощью приборов мо-
жно осуществлять контактным и бесконтактным спосо-
бами. К контактным приборам относятся профилограф-
профилометр 201, профилометр 253 и профилограф-
профилометр 252. К бесконтактным — приборы свето-
вого сечения: МИС-11 и ПСС-2.
Завод «Калибр» выпускает контактные приборы для-
измерения шероховатости поверхности — профилометры
и профилографы в соответствии с ГОСТ 19299—73 и
19300—73..
Профилометры непосредственно показывают вели-
чину шероховатости контролируемой поверхности по
244
параметру Ra, а профилографы записывают профиль'
контролируемой поверхности в виде профилограммы, по
которой можно определять параметры Ra, Rz, Лпах,
Sm> S.
Принцип действия контактных приборов основан на
ощупывании контролируемой поверхности алмазной
иглой. Вертикальные пе-
ремещения иглы, соответ-
ствующие высоте микро-
неровностей, увеличива-
ются и с помощью ин-
дуктивного или электрон-
ного преобразователя
преобразуются в сигналы
и регистрируются отсчет-
ными устройствами.
Схема приборов с ин-
дуктивной системой при-
ведена на рис, 6,16. Ал-
Рис. 6.16. Схема индуктивных
профилометров-профилографов.
Рис. 6.17. Схема прибора
светового сечения.
мазная игла 1 закреплена на коромысле якоря 2 пре-
образователя, установленного на опоре. Магнитная си-
стема преобразователя имеет сдвоенный Ш-образный
ферритовый сердечник 4 с двумя катушками 3. Эти ка-
тушки преобразователя
и первичная обмотка
дифференциального
трансформатора 6 обра-
зуют мост. При переме-
щении преобразователя
алмазная игла 1 ощу-
пывает контролируемую
поверхность детали и со-
вершает осевые колеба-
ния относительно приз-
мы 10. Вместе с иглой
начинает колебаться
якорь 2 преобразовате-
ля, при этом образуется
воздушный зазор между якорем и сердечником 4. В ре-
зультате происходит разбалансировка моста и во вто-
ричной обмотке трансформатора появляется напряже-
ние 5, пропорциональное высоте микронеровностей. Из-
менение напряжения усиливается электронным блоком
7, на выходе которого присоединены показывающий 8 и
записывающий 9 приборы.
В соответствии с ГОСТ 9847—79 выпускаются при-
зе
| chipmaker.ru
I
боры для контроля шероховатости поверхности бескон-
тактным методом. Действие этих приборов основано на
методах светового сечения — МИС-11 и ПСС-2, тене-
вого сечения — ПТС-1 и интерференции света — МИИ-4.
Принципиальная схема метода светового сечения
приведена на рис. 6.17. Освещенная узкая щель S прое-
цируется микроскопом Д1 на контролируемые поверхно-
сти Pi и Рг, образующие ступеньку высотой Н. Изобра-
жение щели на поверхности Pi займет положение Si,
а на поверхности P2—S2. В поле зрения микроскопа
А2, ось которого расположена под углом 90° к оси
проецирующего микроскопа, изображение щели будет
иметь вид световой ступеньки. Размер ступеньки Ь, со-
ответствующий смещению изображения SJ относительно
Si, служит мерой высоты ступеньки Н— высоты неров-
ности. Измерить величину неровностей можно с помо-
щью отсчетного устройства микроскопа.
Двойной микроскоп МИС-11 предназначен для кон-
троля шероховатости наружных поверхностей деталей в
пределах 80—0,8 мкм. Микроинтерферометр
МИИ-4 — двухобъективный прибор для визуальной
оценки, измерения и фотографирования высоты неров-
ностей доведенных наружных поверхностей деталей.
Пределы измерения 7?s=0,16—0,01 мкм. Увеличение при
визуальном наблюдении — 500х, при фотографирова-
нии— 290х, поле зрения — 0,32 мм.
ЛИТЕРАТУРА
Бабаев С. Г., Садыгов П. Г. Притирка и доводка поверхностей
деталей машин. М.: Машиностроение, 1976.
Бабичев А. П. Вибрационная обработка деталей. М.: Машино-
строение, 1974.
Гдалевич А. И., Житницкий С. И., Хрычев В. И. и др. Поли-
рование деталей лепестковыми кругами. М.: Машиностроение, 1980.
Космачев И. Г. В помощь рабочему-инструменталыцнку. Лен-
ив дат, 1980.
Кремень 3. И., Медведев В. В., Дугин В. Н. Хонингование и
суперфиниширование стальных деталей брусками из эльбора.—
Станки и инструмент, 1975, № 2.
Лурье Г.' Б. Шлифование абразивными лентами. М.; Высшая
школа, 1980.
Мазальский И. X. Основы финишной алмазной обработки.
Киев: Наукова думка, 1980.
Орлов П. И., Нестеров Ю. И., Полухин В. А. Процессы довод-
ки прецизионных деталей пастами и суспензиями. М.: Машино-
строение, 1975.
Паньков Л. А., Костин Н. В. Ленточное шлифование высоко-
прочных материалов. М.: Машиностроение, 1978.
Соколов С. П., Кремень 3. И. Обработка деталей абразивными
брусками. Л.: Машиностроение, 1967.
Справочная книга по отделочным операциям в машинострое-
нии. Под ред. И. Г. Космачева. Лениздат, 1966.
Тамбулатов Б. Я. Доводочные станки. М.: Машиностроение,
1980.
Фрагин И. Е. Новое в хонинговании. М.: Машиностроение,
1980.
Чеповецкий И. X. Основы финишной алмазной обработки.
Киев: Наукова думка, 1980.
Щеголев В. А., Уланова И. Е. Эластичные абразивные и алмаз-
ные инструменты. Л.: Машиностроение, 1977.
Ящерицын П. И.. Зайцев А. Г., Барботько А. И. Тонкие дово-
дочные процессы обработки деталей машин и приборов, Киев;
Наукова думка, 1976,
chipmaker.ru
ОГЛАВЛЕНИЕ
Глава 1. Абразивные материалы и инструмент......... 3
Глава 2. Хонингование..............................40
Глава 3. Суперфиниширование........................81
Глава 4. Доводка — притирка.......................121
Глава 5. Полирование............................... . 174
Глава 6. Контроль обработанных поверхностей...........223
Литература , , . . . , , . , . . . . . . . . . 247
ftdBAH ГЕОРГИЕВИЧ КОСМАЧЕВ |
ВЯЧЕСЛАВ НИКОЛАЕВИЧ ДУГИН,'
БОРИС АНАТОЛЬЕВИЧ НЕМЦЕВ
ОТДЕЛОЧНЫЕ
ОПЕРАЦИИ
В МАШИНОСТРОЕНИИ
Заведующий редакцией Л. Н. Делкжнн
Редактор М. С. Червова
Младший редактор В. И. Ярлыкова
Художник В. И. Коломейцев
Художественный редактор В. А. Баканов
Технический редактор ДА. А. Хомич
Корректор В. М. Альфимова
ИБ № 3057
Сдано в набор 08.10.84. Подписано к печати 11.03.85. М-17567. Формат
84Х108’Аз. Бумага тип. № 3. Гарн. литераг. Печать высокая. Усл. печ. л.
13,02. Усл, кр.-отт. 13,44. Уч.-изд. л. 13,25. Тираж 25 000 экз. Заказ № 700.
Цена 85 коп.
Ордена Трудового Красного Знамени Лениздат, 191023, Ленинград, Фон-
танка» 59. Ордена Трудового Красного Знамени типография им. Володар-
ского Лениздата, 191023, Ленин!рад, Фонтанка, 57.