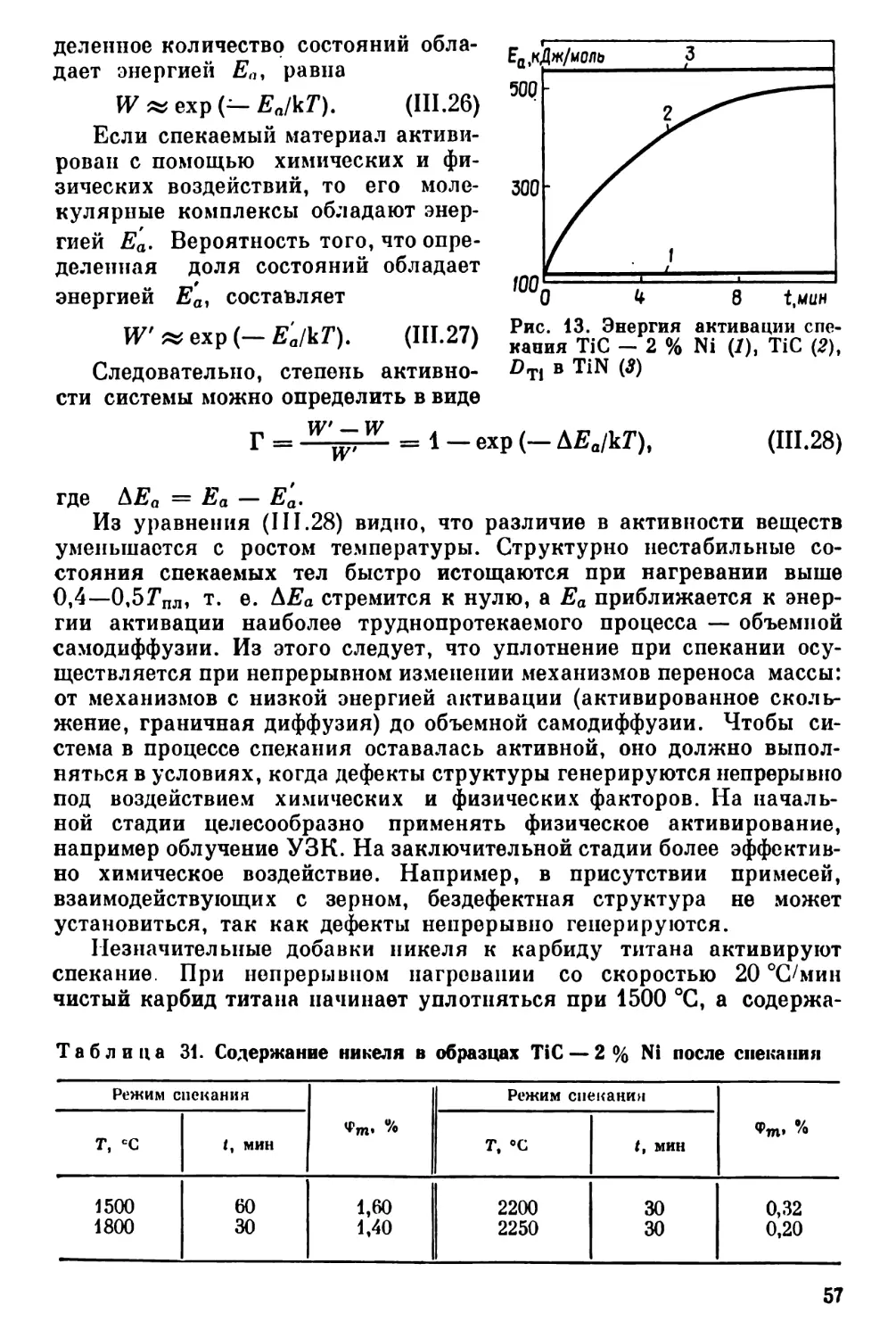
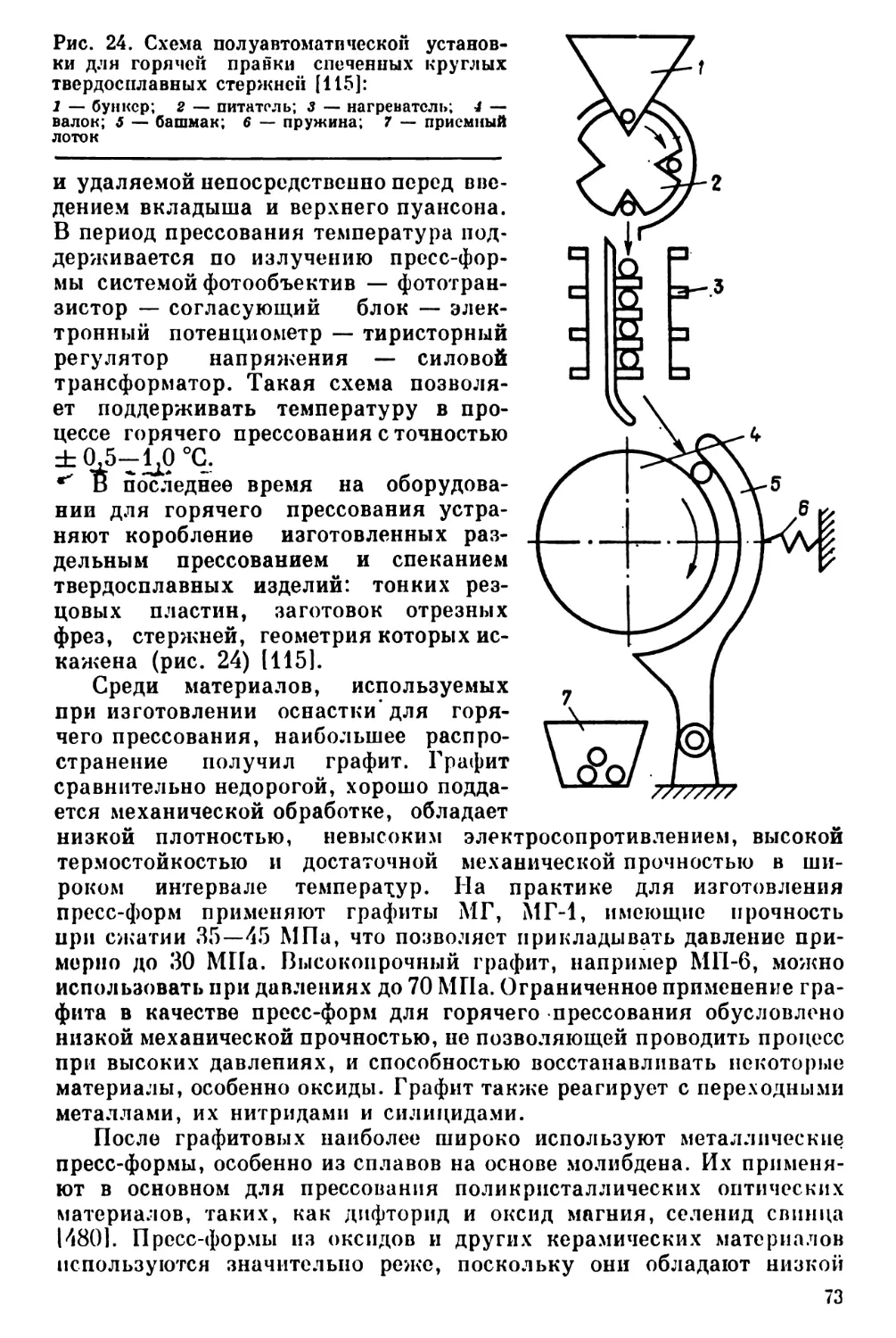
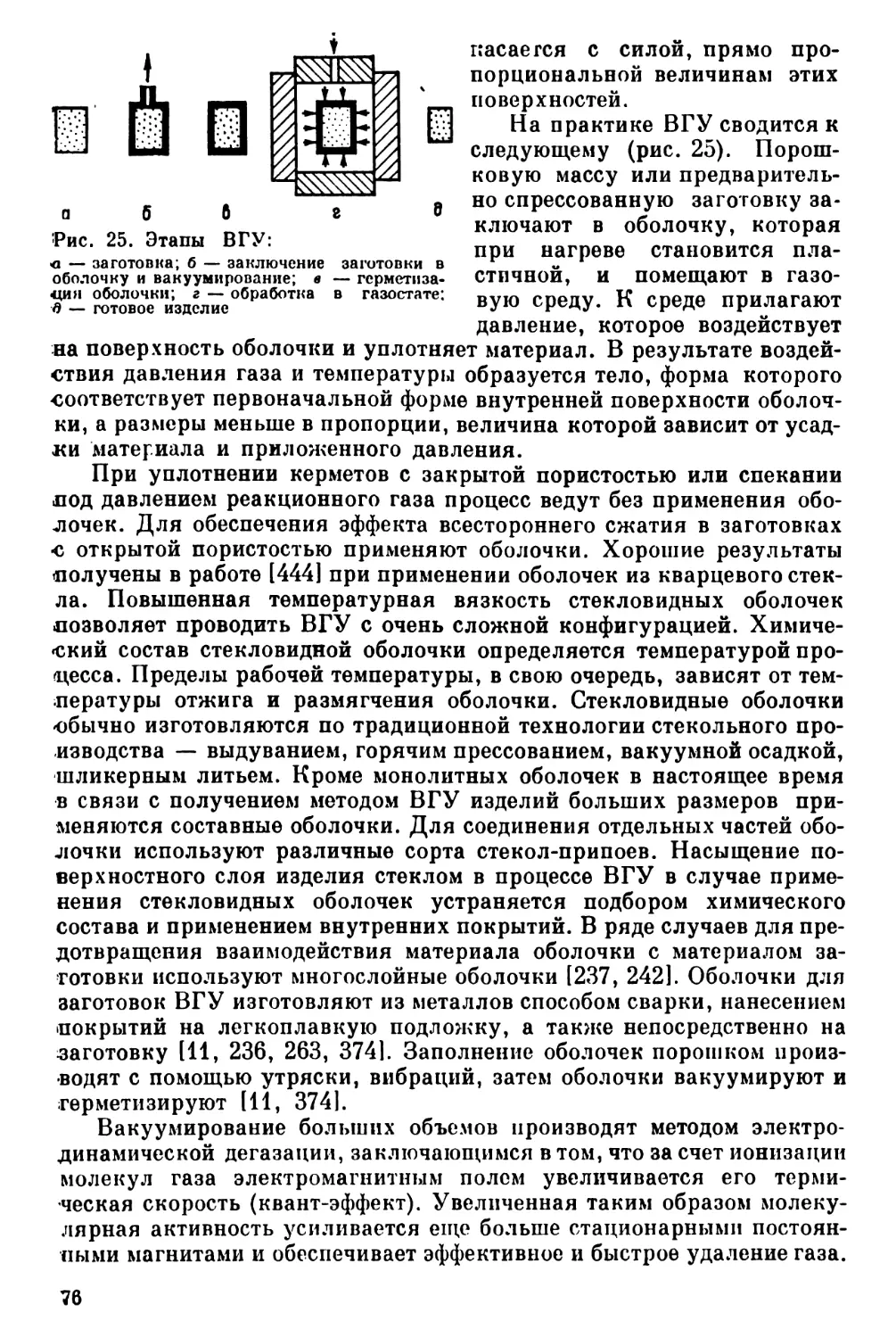
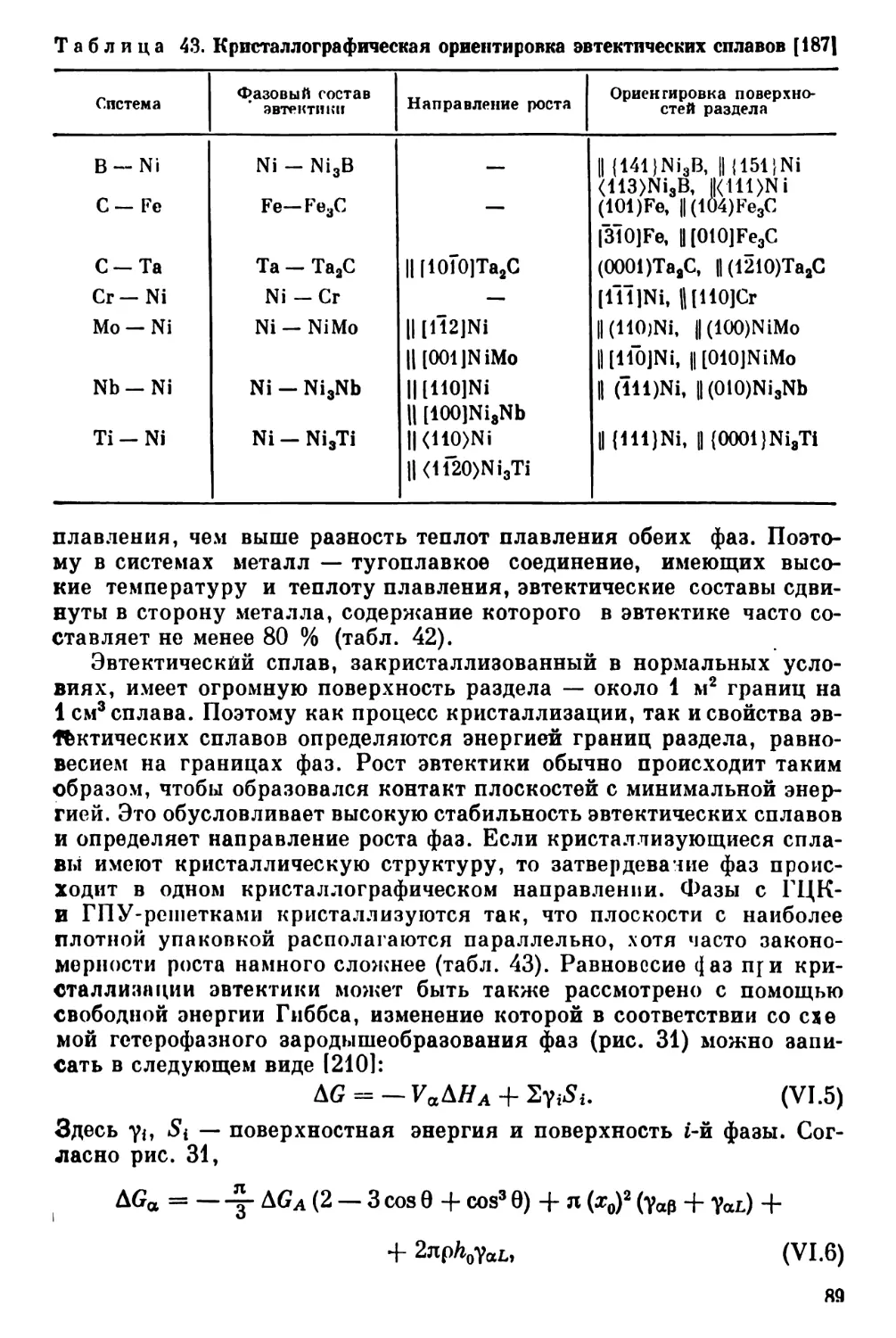
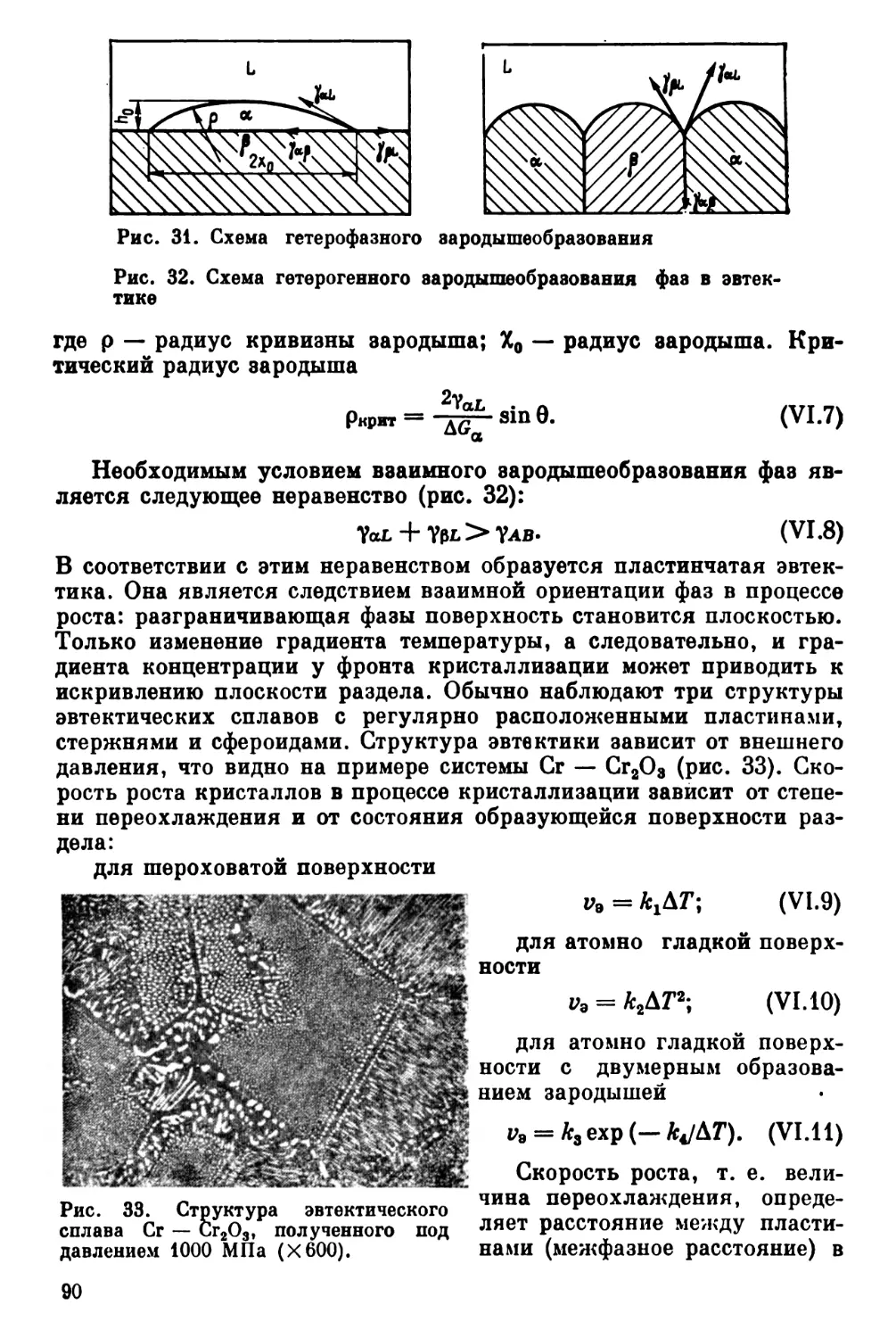
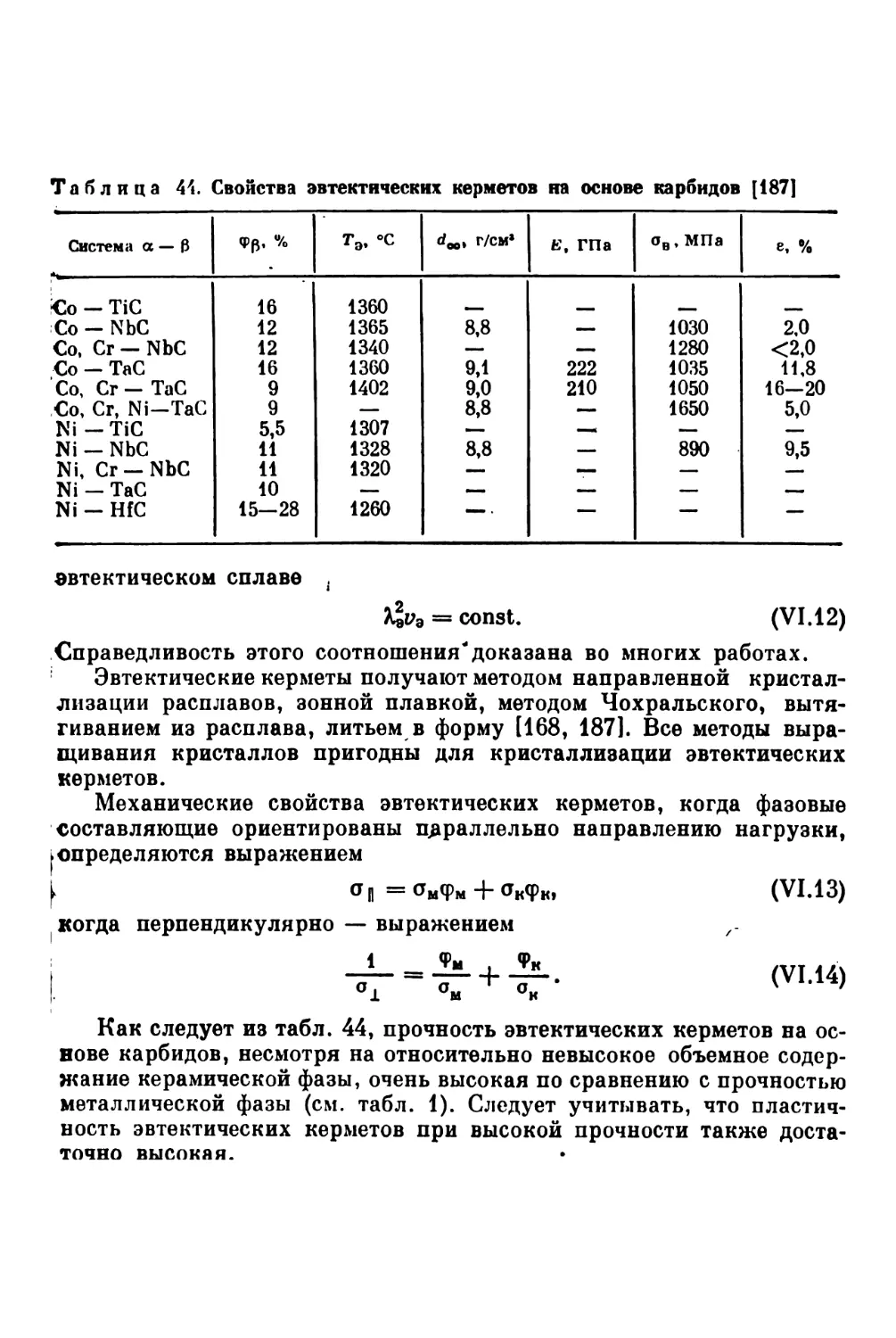
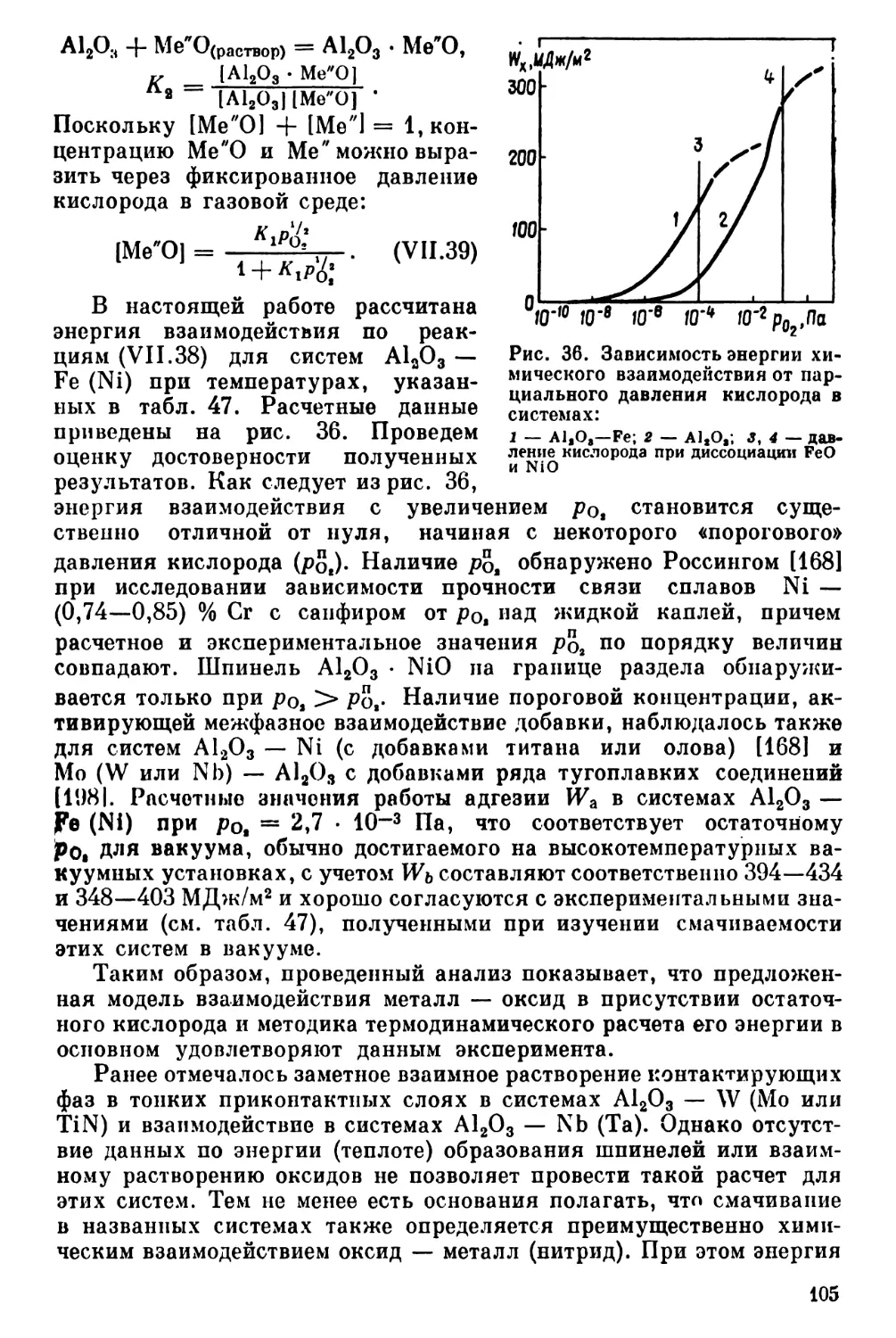
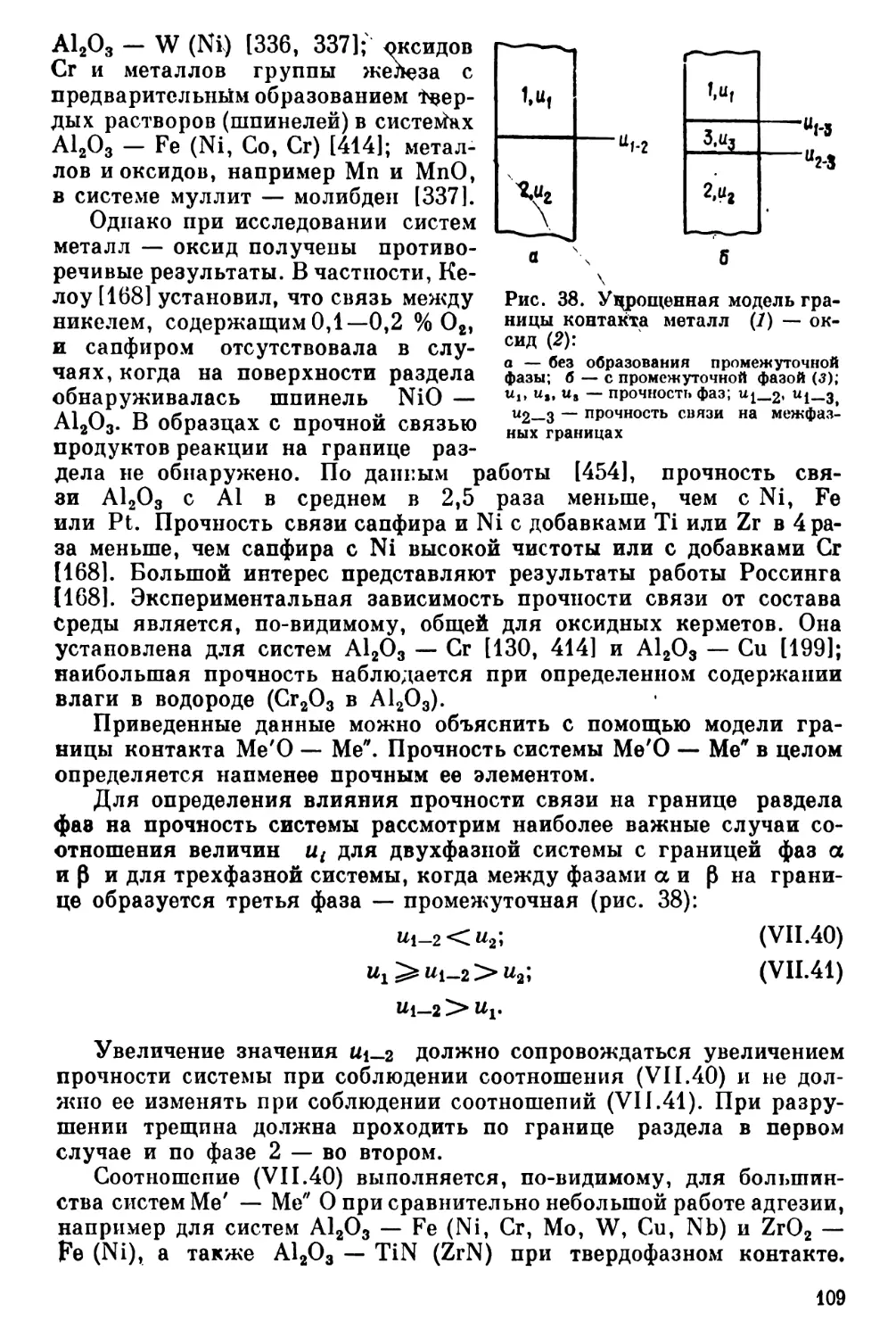
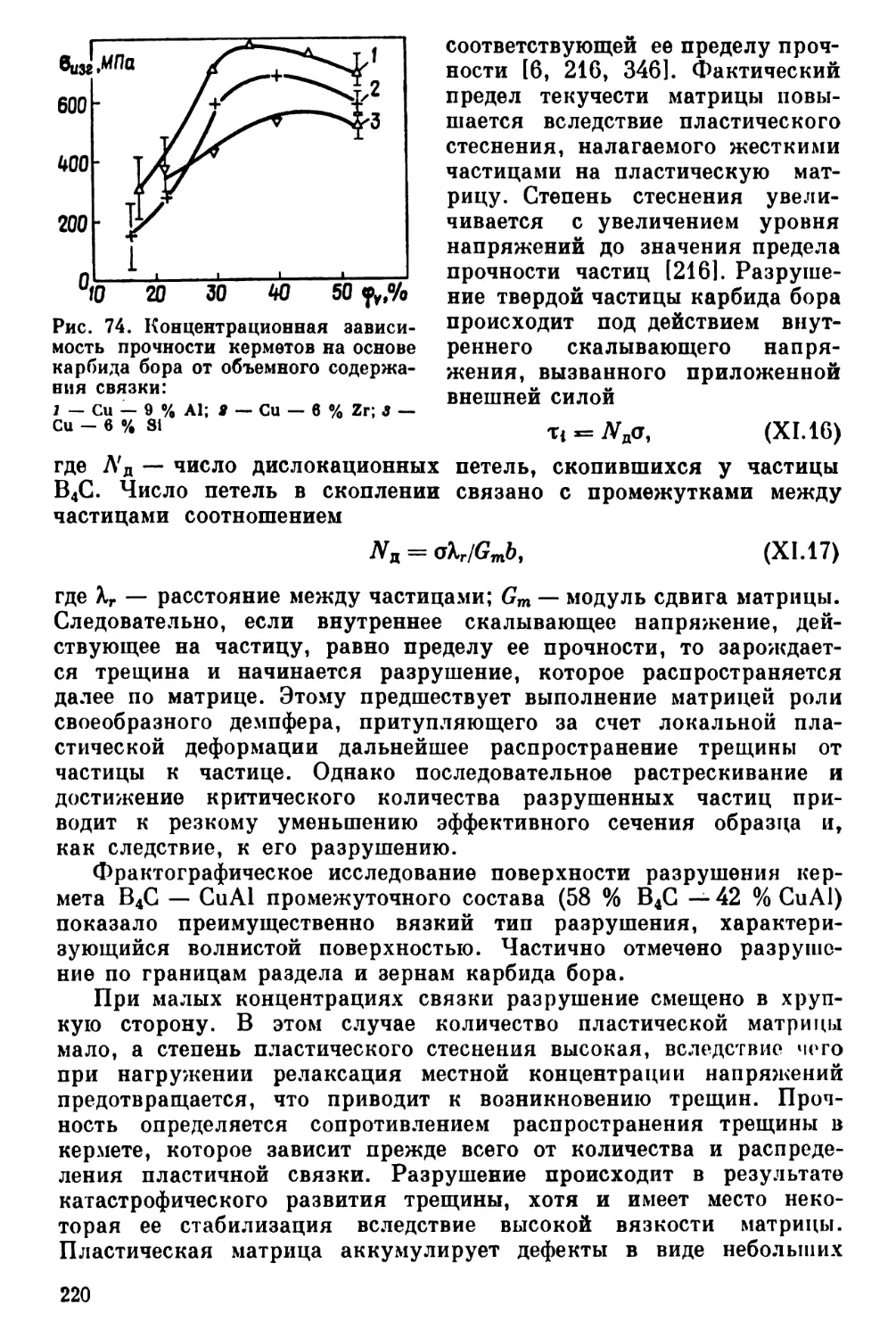
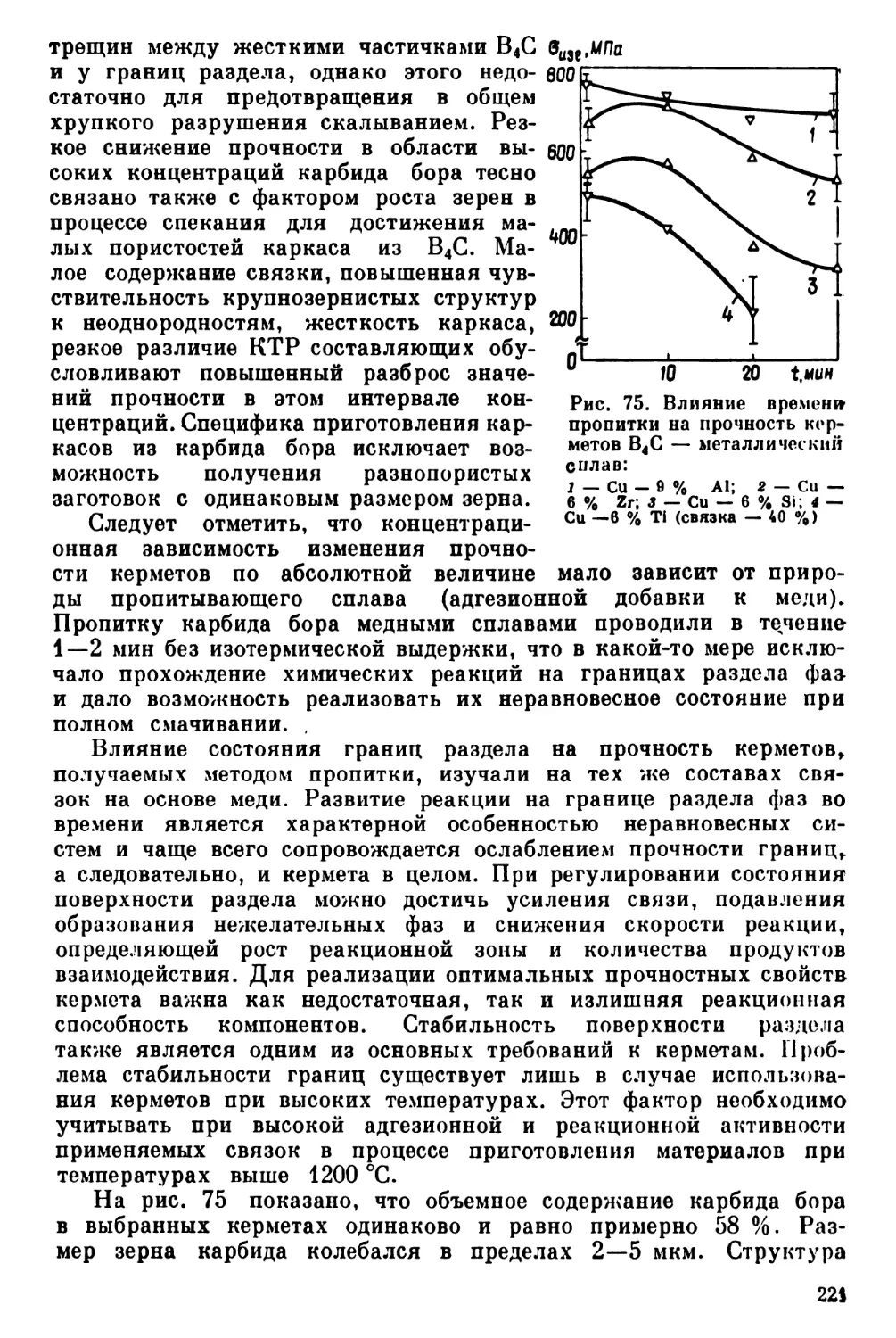
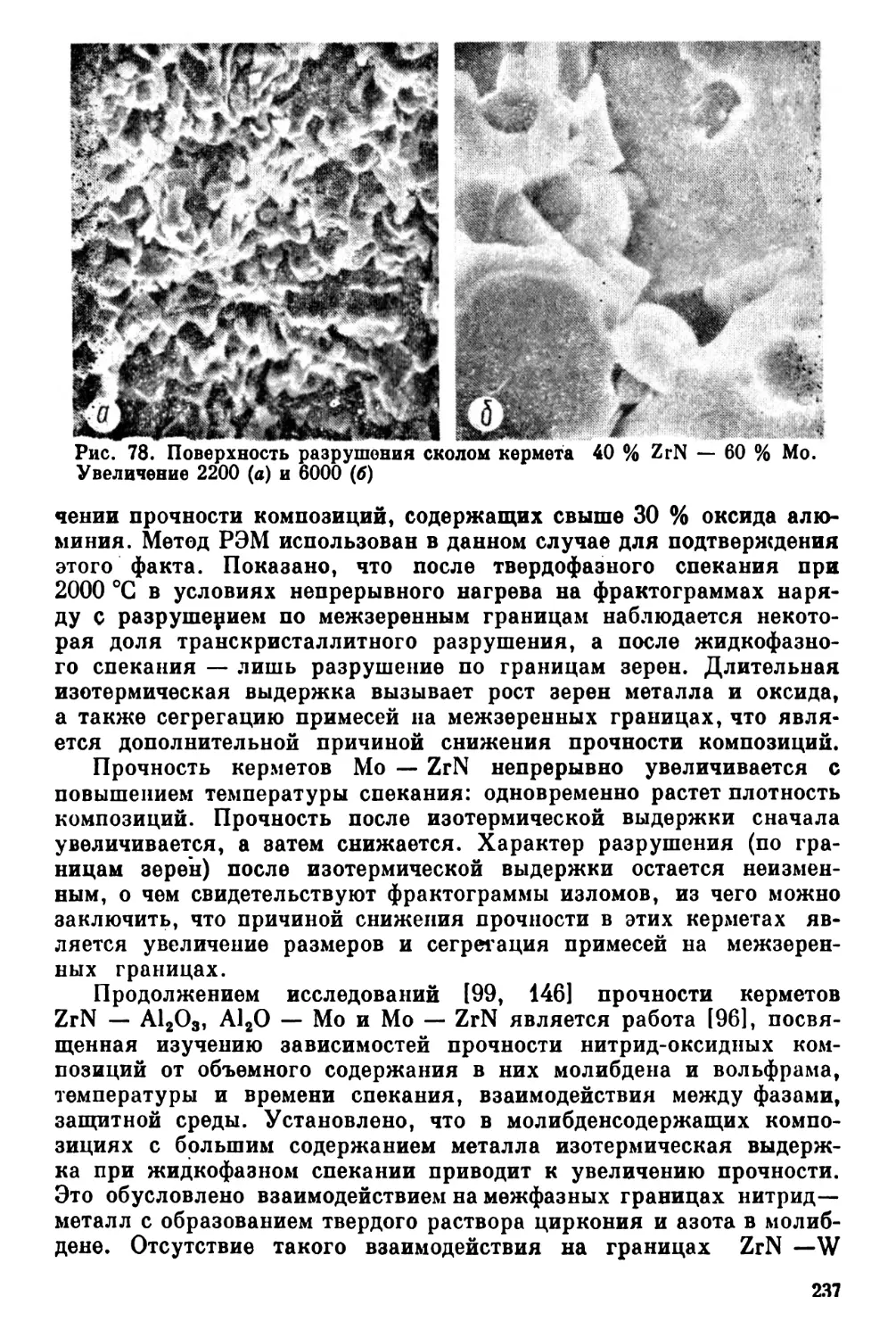
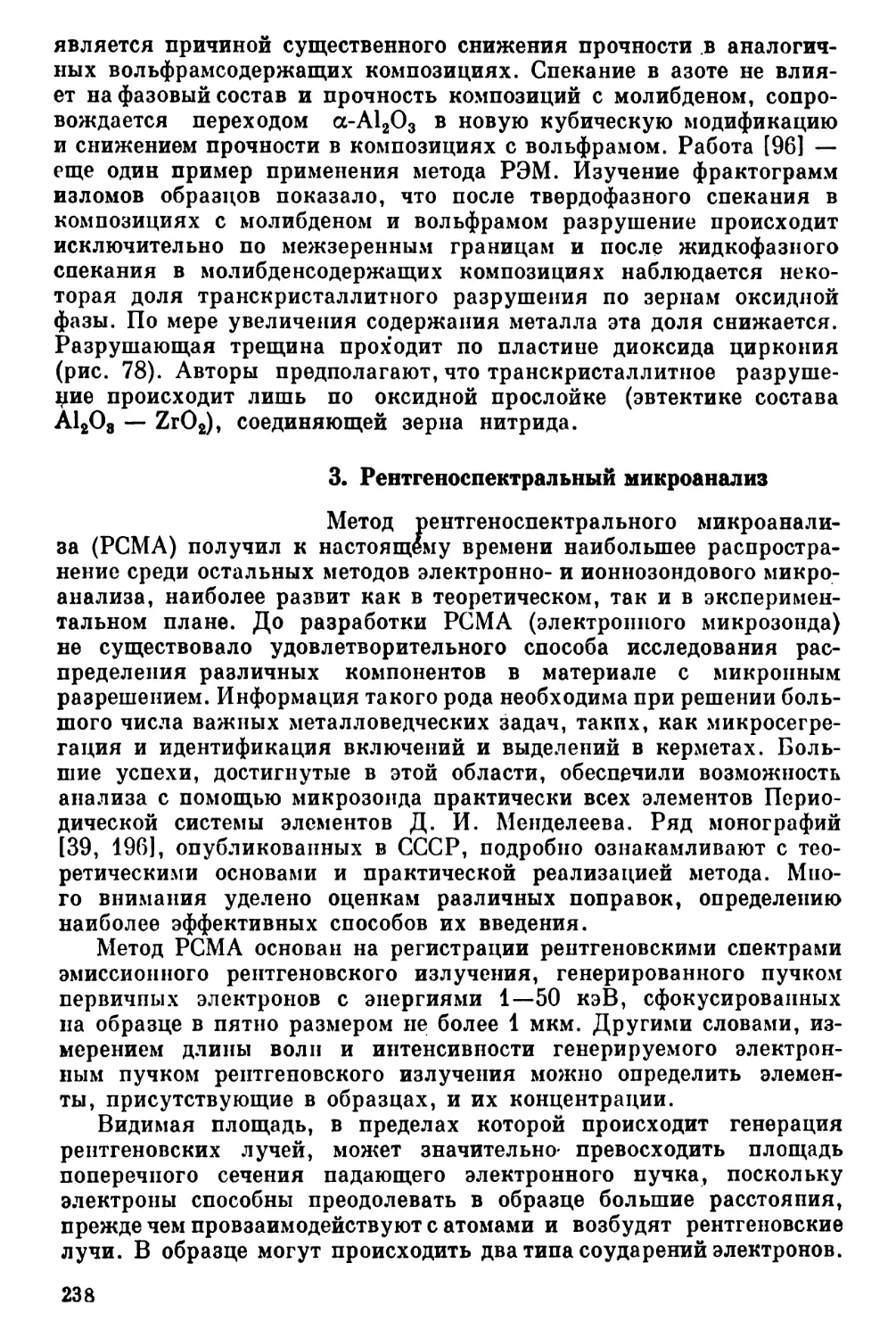
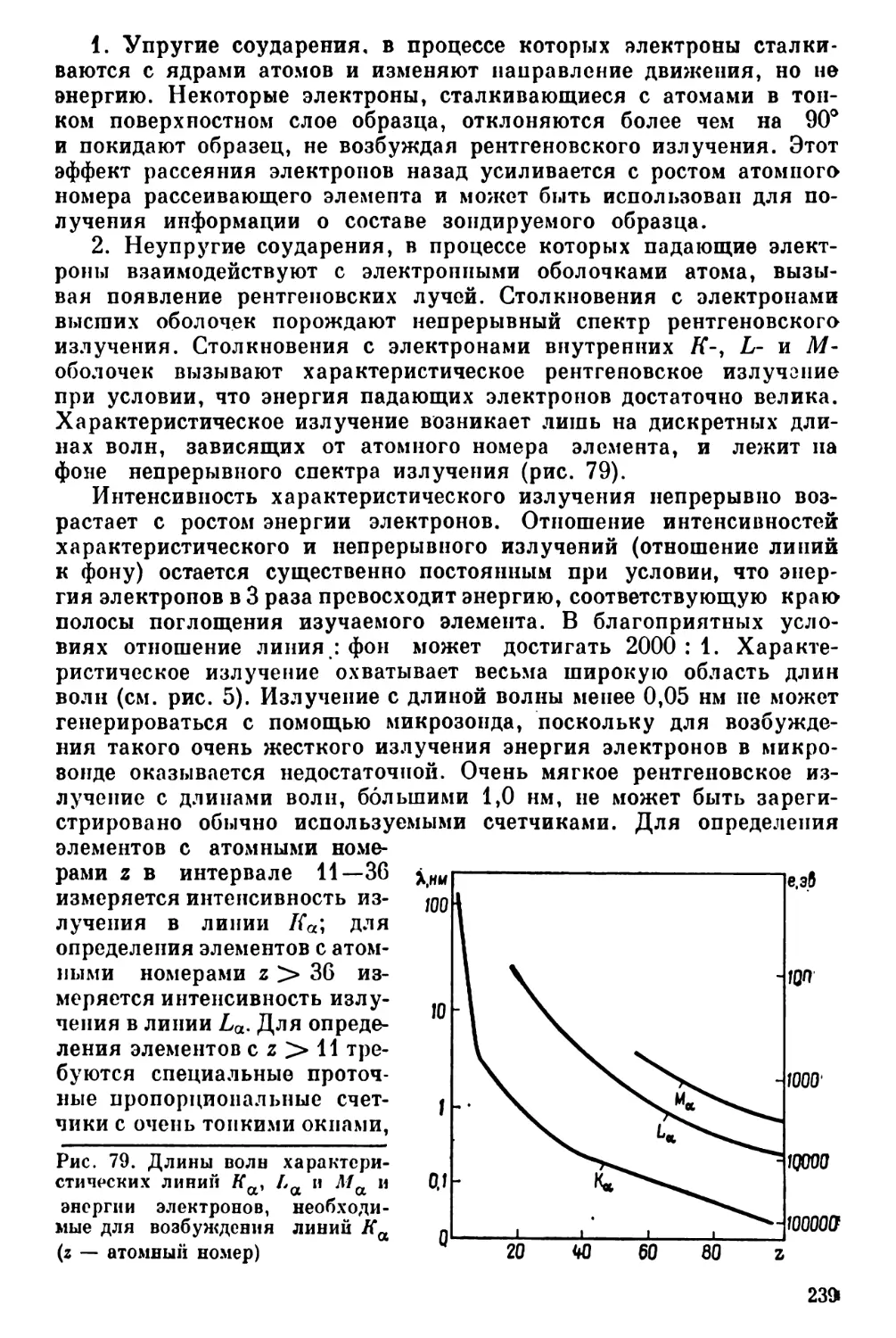
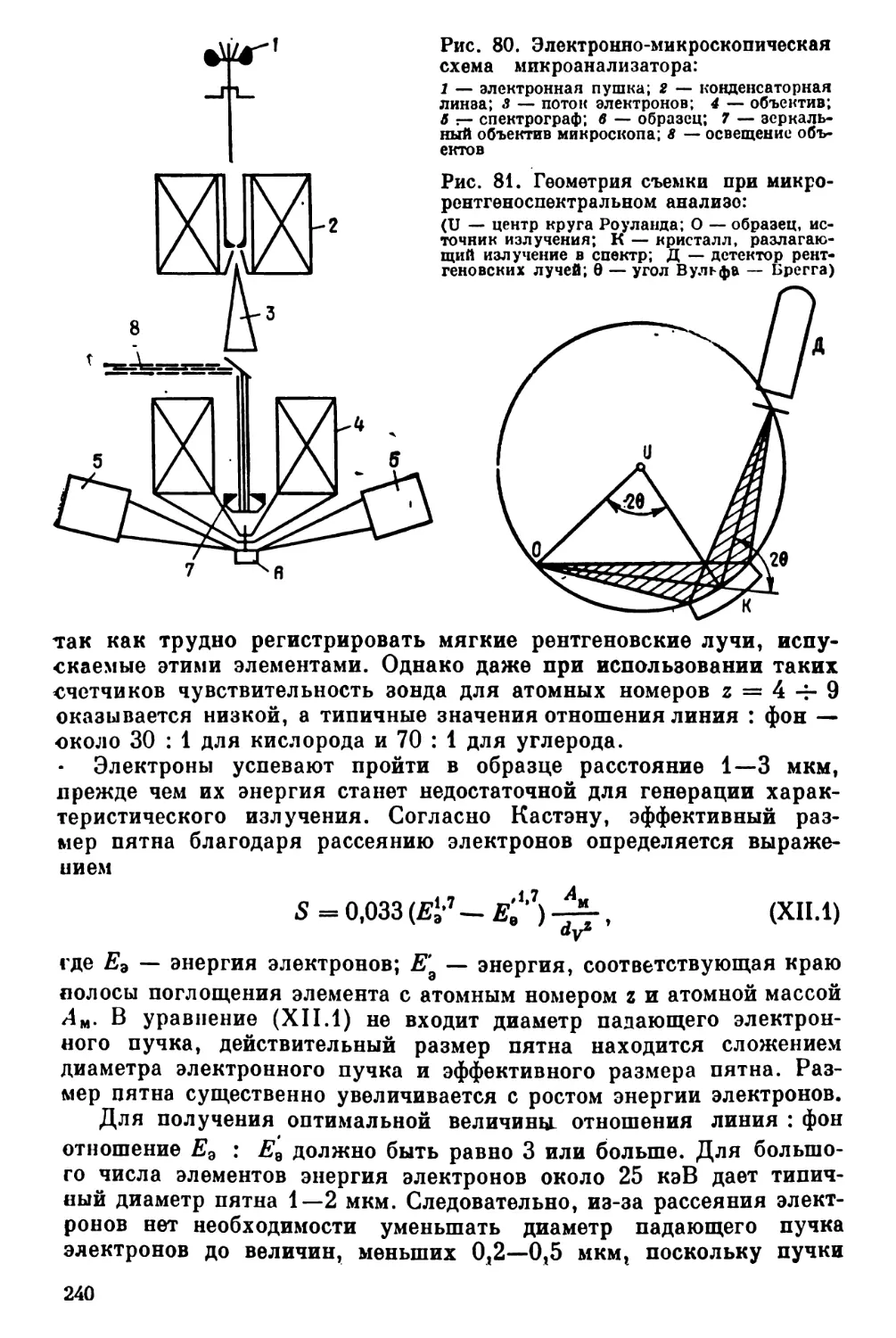
/






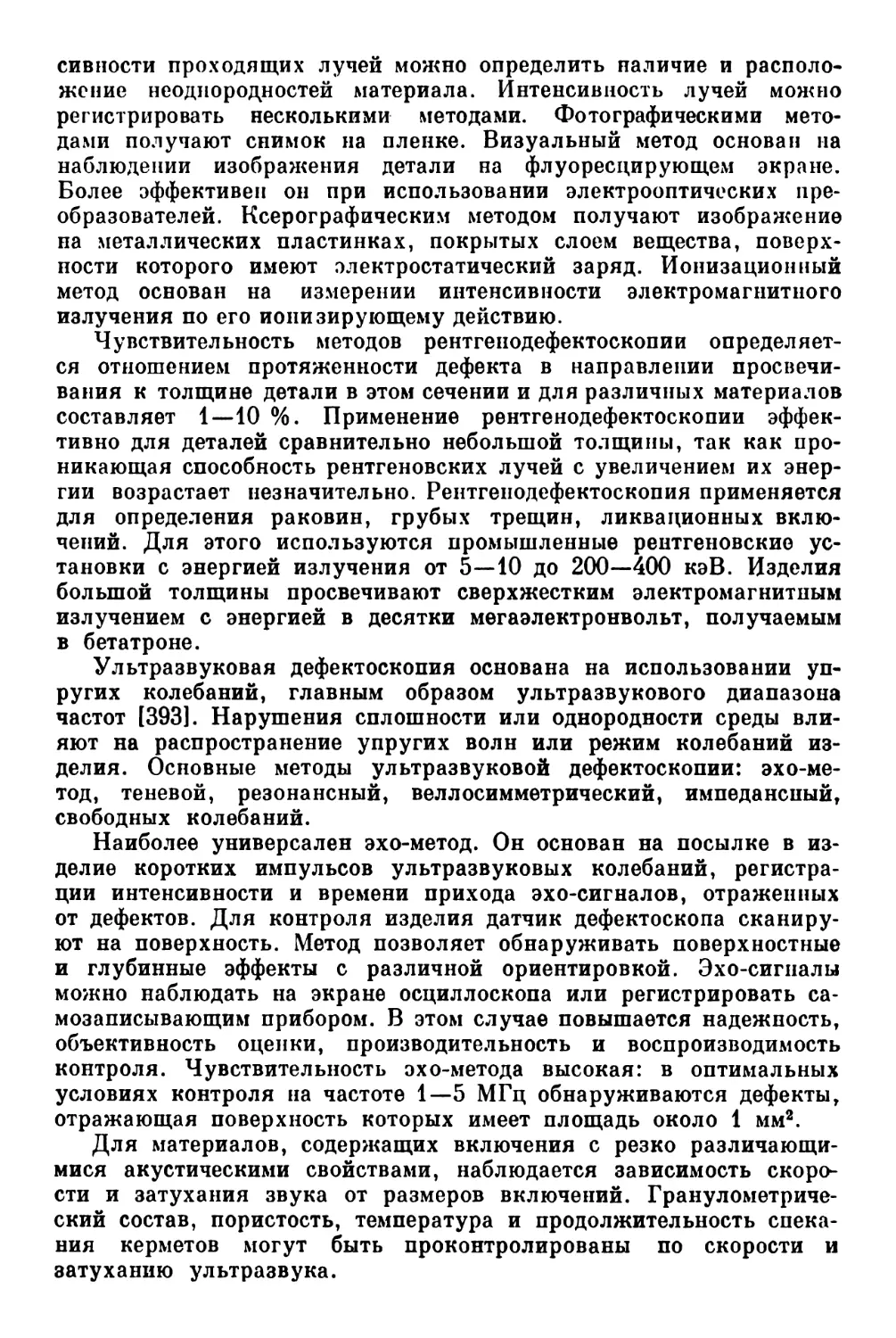





Text
УДК 669.018
Керметы / П. С. Кислый, Н. И. Боднарук,
М. С. Боровикова и др.— Киев : Наук, думка,
1985.— 272 с.
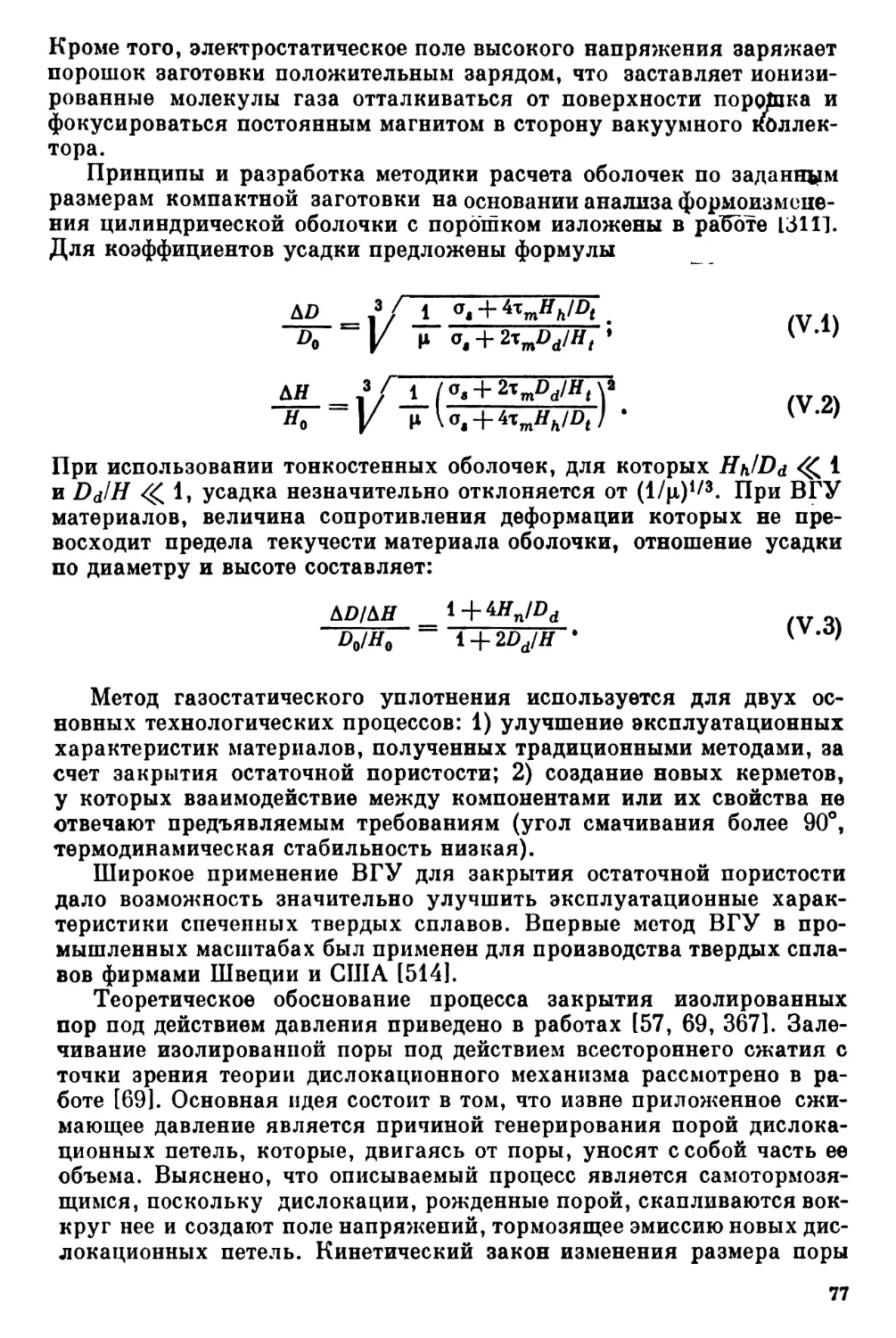
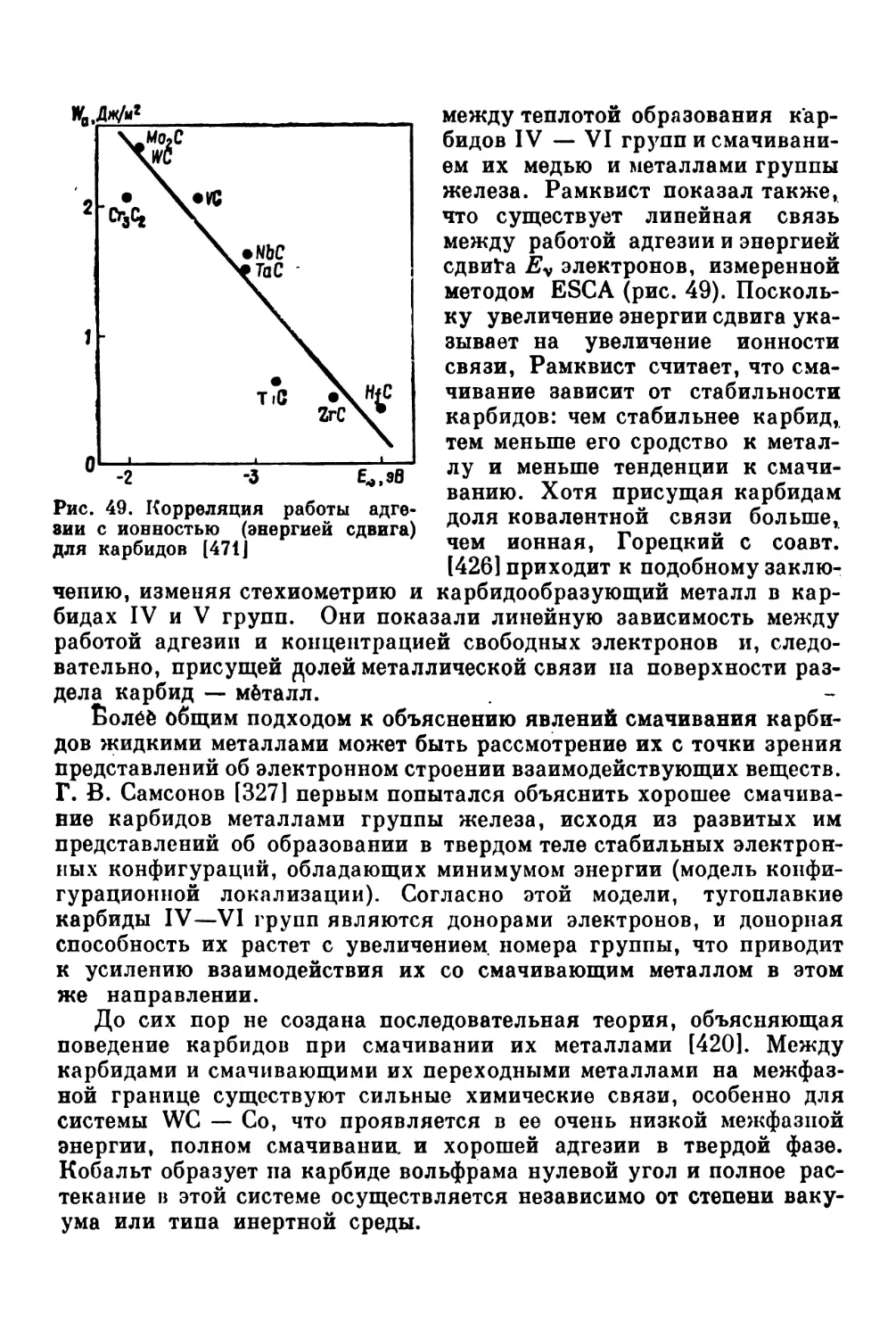
В монографии рассмотрены вопросы физико-
химии процессов образования и связывания на гра¬
ницах фаз керамико-металлических материалов
(керметов). Изложены закономерности процессов
их формования, спекания, горячего прессования,
газостатического уплотнения, а также получения
методами пропитки и направленной кристаллиза¬
ции. Описаны методы получения и свойства керме¬
тов на основе оксидов, карбидов, нитридов и бори-
дов. Освещены способы испытаний и контроля кер¬
метов. Приведены области их применения в совре¬
менной технике.
Для научных и инженерно-технических работни¬
ков, занятых в области материаловедения, порош¬
ковой металлургии; может быть полезна препода¬
вателям и студентам вузов.
Ил. 81. Табл. 101. Библиогр.: с, 246—268
(516 назв.).
Авторы
Л. С. К и с л ы й, И. И. Боднарук,
М. С. Боровикова, О. В. Saeepyxa,
Г. К. К о в и н а, Я. А. К р ы л ь,
М. А. К у в в н к о в а, И. П. К у ш т а л о в а,
Л. И. Приходько, Б. Д. Сторож
Рецензенты
Л. И. T учинский,
Ю. А. К о ч в р ж и» н с к цй-
alverworld.com/
www.proza.ru/avtor/ozzy72
fozzy72@gmail.com
Редакция технической литературы
2604000000-280
К М221 (04)-85 414'М
©Издательство «Наукова думка», 1985
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
А, В'— компоненты
а — коэффициент температуропроводности
C — теплоемкость
Cду Cb — относительная концентрация компонен¬
тов
Cp — теплоемкость при постоянном давлении
су — концентрация
со — равновесная концентрация
сп — концентрация металла в бориде
Gp — концентрация газа в веществе
D — диаметр матрицы
D0 — начальный диаметр заготовки, изделия
Dt — конечный диаметр заготовки, изделия
Dd — толщина дна и крышки оболочки
D4 — диаметр червяка
Dv — коэффициент объемной диффузии
D1 — коэффициент поверхностной диффузии
Dc — коэффициент диффузии вакансий
d — диаметр мундштука
dy — плотность
— плотность компактного тела
dL — плотность жидкости
d — плотность спрессованного тела
dt — плотность спеченного тела
<?п — относительная износостойкость
Ea — анергия активации
Ear — анергия атомизацин
Ec — анергия связи
E — анергия сдвига•
EKt — модуль упругости Керамики
E — модуль упругости
Ed — удельный модуль упругости
Efa — модуль упругости металлической матри¬
цы
е — варяд электрона
Fa — поперечное сечение образца
/ — коэффициент трения
G — модуль сдвига
бод, Gj-— термодинамический потенциал Гиббса при
стандартных условиях и температуре T
Ga — термодинамический потенциал Гиббса а-
фазы
g — ускорение силы тяжести
H — высота засыпки
Hp — микротвердость
HV — твердость по Викерсу
HRA — твердость по Роквеллу
Jy208, Hj — теплота образования
при стандартных условиях
и температуре T
Hz — теплота испарения
He — коэрцитивная сила
H0 — начальная высота заго¬
товки
Ht — конечная высота изделия
Hti — толщина стенки оболочки
h — постоянная Планка
A0) — высота зародыша новой
фазы
A4 — глубина канала червяка
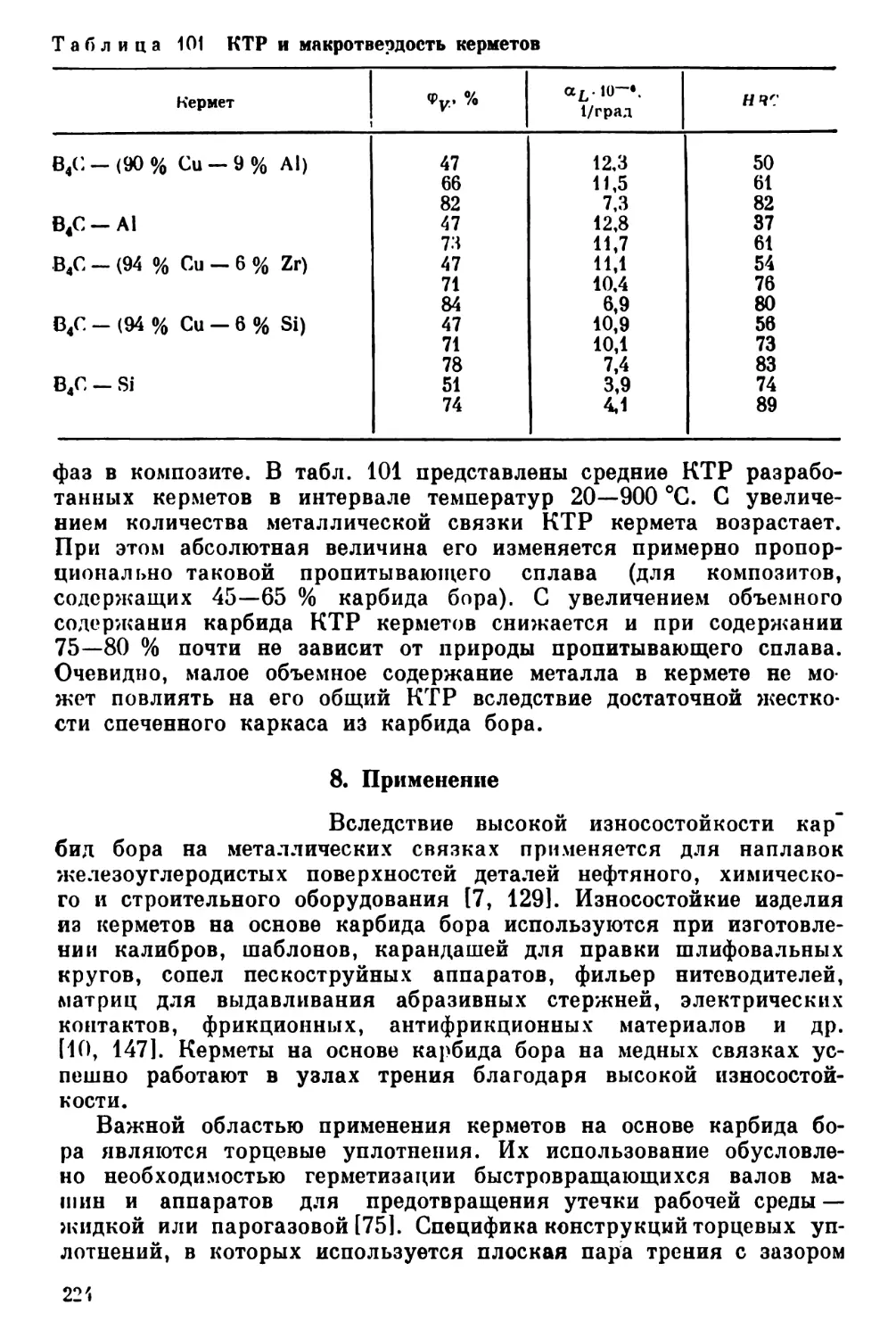
Iu — потенциал ионизации ме¬
талла
I0 — потенциал ионизации
кислорода
Ka — скорость пропитки
Kji — скорость роста новой фа¬
зы
KflIll — координационное число
атомов в плоскости
Ky — коэффициенты упаковки
K0 — объемное координацион¬
ное число
Alt — модуль объемного сжатия
керамики
Ku — модуль объемного сжа¬
тия металлической мат¬
рицы
Lдд, Lk — относительная линейная
усадка фаз и композиции
L4 — длина зоны дозировки
червяка
I — длина проволоки
/н — длина капилляра
Iu — глубина пропитанного
слоя фаз
I4 — толщина витка червяка
M — молекулярная масса
Afа> Mb — химические потенциалы
компонентов
т — масса, масса электрона
N0 — число Авогадро
па — число атомов в молекуле
п — стехиометрический коэф¬
фициент в бориде
Pk2 — условный динамический
предел текучести
Pa — упругость пара
Pt — равновесная упругость
пара
р — давление
Pa' Pp ~ Давление на поверхности
. фаз
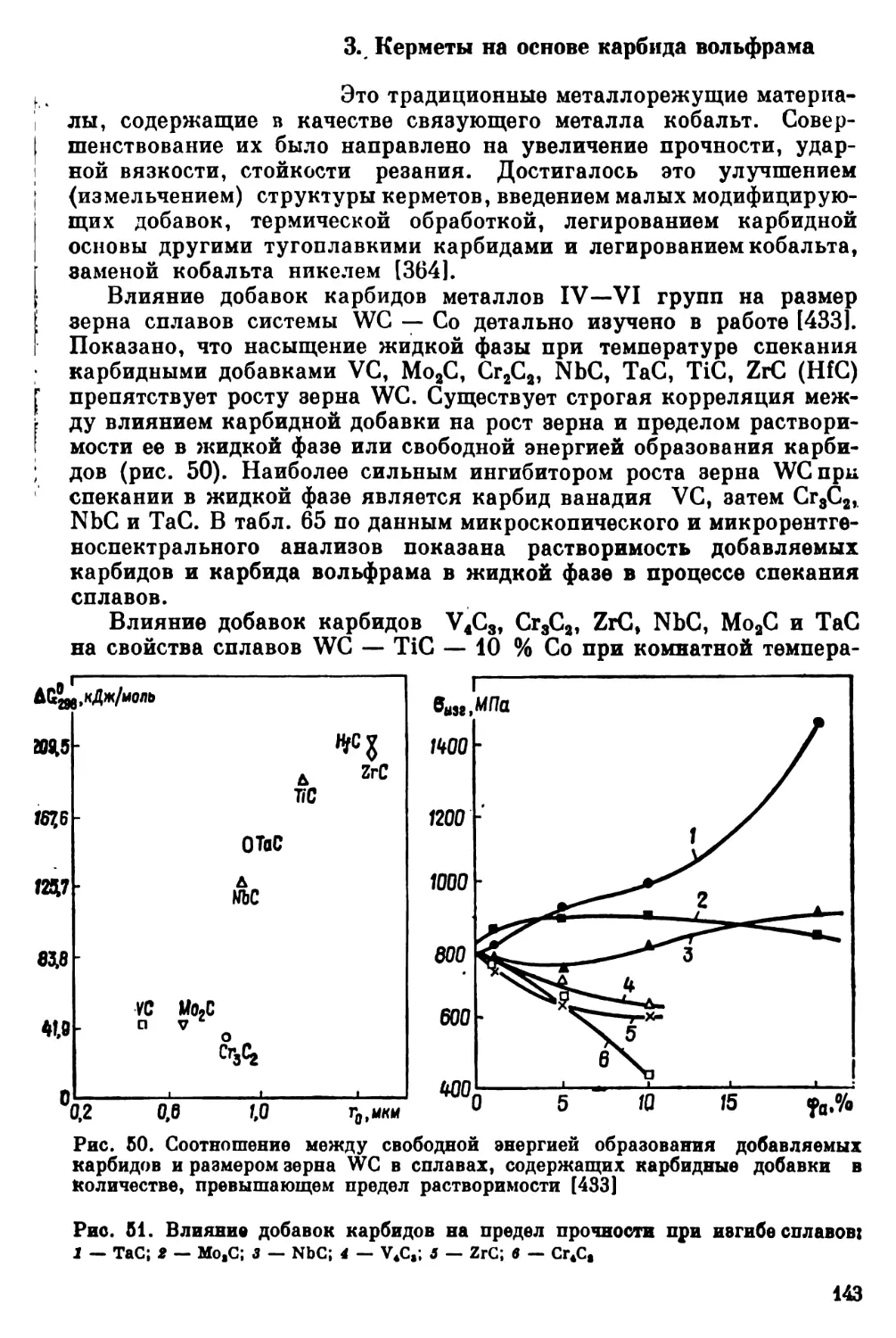
р0 — предельное давление раз¬
рушения структуры
P0t — парциальное давление
кислорода
Pp — лаплассовское давление
рг — давление гааа в поре
Рзф — эффективное давление
qv — секундный расход массы
R — газовая постоянная
Ry — отношение средней ве¬
личины поверхностной
энергии твердого тела к
грани с минимальной
энергией
Ri, R0, Rt — критерии термостойкости
Amax — максимальный радиус об¬
разца, в котором не об¬
разуются линейные де¬
фекты при закалке
г — радиус зерна, частицы,
включений
г0 — начальный радиус верна
г9 — радиус цилиндра, сферы
ги — радиус капилляра
S — поверхность
Sfi — удельная поверхность
плоскости
Sz — площадь, занимаемая ато¬
мом в кристаллографи¬
ческой плоскости
^298’ ~ энтропия при стандарт¬
ных условиях и темпера¬
туре T
5* — поверхностная энтропия
T — температура
Ta — температура плавления
компонента А
Ta — температура ликвидуса
Tua — температура плавления
Tz — температура плавления
эвтектики
Tmzx — максимальная темпера¬
тура начала разрушения
в условиях радиальной
теплопроводности
*ч — шаг червяка
U — массовая скорость веще¬
ства
Uu — массовая скорость метал¬
ла
Uk — массовая скорбеть ке¬
рамики
Ua — массовая скорость порис¬
того вещества
Ueo — массовая скорость ком¬
пактного вещества
ии — прочность связи на одно¬
фазных границах
иа — прочность связи на двух¬
фазных границах
и„ Us — прочность фаз 1, 2, 3
и1-3»
ц2__з — прочность связи на гра¬
ницах фаз 1—2, 1—3,
2—3
IZlt — продольная нормальная
составляющая тензора
скорости деформации
V — объем
V0 — молекулярный объем
Va — объем оправы
Vm — объем металлической фа¬
зы
Vk — объем керамической фаэы
V0 — объем спрессованного тела
Vn — объем поры
Vt — объем спеченного тела
Vm — объем компактного тела
Vp — объем спрессованного те¬
ла
Vin — объем шаров в мельнице
V3 — объем засыпки порошка
vB — скорость истечения мас¬
сы из мундштука
Vt — скорость охлаждения *
^ — скорость роста кристал¬
лов в эвтектике
FV, FV' — вероятность состояний с
энергией Ea и Ea соот>
ветственно
FVb — энергия ван-дер-вааль-
сового BaaHMOflefi^T-
вня
FVx — энергия химического вза¬
имодействия
FV3 — энергия ван-дер-ваальсо-
вого взаимодействия
на единицу поверхности
FV“ — молярная энергия взаи¬
модействия
FV* — энергия взаимодействия
на единицу площади кон¬
такта
FVic — работа когезии
FV3 — работа адгезии
FVn — мощность
* — радиус контакта частиц
X0 — радиус эародыша новой
фазы
я — атомный номер
Om — коэффициент термическо¬
го расширения металла
Ctld — коэффициент термиче¬
ского расширения
а, 3 — фазы
Г — степень активности
Гм — поляризуемость
атома
металла
Г0< — поляризуемость
аниона
кислорода
Ya« Yb.
YAB — энергия границ
верен
А—А, В—В, A-B
Y — свободная поверхностная
энергия
Y(Mti) — поверхностная энергия на
данной кристаллографи¬
ческой плоскости
Yr — свободная поверхностная
энергия при температуре
T
уId — поверхностное натяжение
жидкости
Yvr — свободная поверхностная
энергия на границе твер¬
дая фаза — газ
Ytmc — свободная поверхностная
энергия на границе твер¬
дая фаза — жидкость
ут — свободная поверхностная
энергия на границе жид¬
кая фаза — газ
АЯа — теплота плавления ком¬
понента А
Mll0 — относительная линейная
усадка
Am — изменение массы образца
Д£тг — изменение величины по¬
верхности раздела твер¬
дое тело — газ
AtSntp — изменение величины по¬
верхности раздела жид¬
кость — газ
AiSthc — изменение величины по¬
верхности раздела твер¬
дое тело — жидкость
Au — разность внутренних
энергий состояний
AV/V0 — относительная объемная
усадка
бк — коэффициент электро¬
проводности керамики
7
6Ч — глубина канала червяка 1
е — деформация
г — скорость деформации,
ползучести
е'у — скорость объемной дефор¬
мации
£ — коэффициент объемной
вязкости
т) — коэффициент сдвиговой
вязкости
т]0 — вязкость пластификатора
т)н — начальная вязкость
Tjm — пластическая вязкость те¬
ла Бингама
О — краевой угол смачивания
Ie — намагниченность на¬
сыщения
Л — растворимость
Ar — растворимость газа в ве¬
ществе
A0 — равновесная раствори¬
мость
Xa — расстояние между цент¬
рами атомов
— толщина пленки жидкос¬
ти между зернами
Xn — толщина слоя растущей
фазы
Xa — межфаэное расстояние в
эвтектике
Xa — длина волны
ц — относительная плотность
Hp начальная плотность
V — коэффициент Пуассона
Vh — коэффициент Пуассона
керамики
Vm — коэффициент Пуассона
металлической матрицы
Vcm — коэффициент сжатия,
равный отношению высо¬
ты засыпки H к высоте
прессовки
П — пористость
Пр — пористость спрессован¬
ного тела
П| — пористость спеченного те¬
ла
р — радиус поры, кривизны
поверхности
Pe — удельное электросопро¬
тивление
Pf — температурный коэффи¬
циент электросопротив¬
ления
о — прочность, нормальные
напряжения
O99 — прочность беспористого
материала
оа — сопротивление деформа¬
ции компактного мате¬
риала при температуре
ВГУ
он — прочность керамики
оы — прочность металлической
матрицы
Oy- прочность эвтектических
керметов, когда фазовая
составляющая ориенти¬
рована параллельно на¬
грузке
ов — предел прочности при
разрыве
°сж пРвДел прочности при
сжатии
Oaar — предел прочности при из¬
гибе
о<р — сопротивление деформа¬
ции материала при тем¬
пературе ВГЦ
оя — изотропное напряжение
O0 — постоянная Стефана —
Больцмана
т — предел текучести, каса¬
тельные напряжения
тк — предел текучести кера¬
мики
тм — предел текучести метал¬
лической матрицы
тЛ — предел текучести матери¬
ала оболочки
Ф — степень превращения ве¬
щества
Ф0 — равновесная степень пре¬
вращения вещества
Ф — параметр спекания
фа — атомная, молярная доля
вещества
<рт — массовая доля вещества
фу — объемная доля вещества
Фч — угол подъема витка чер¬
вяка
X, X0 — коэффициент скорости в
топохимнческом урав¬
нении
7Д— диссипативная функция
ф — двугранный угол смачи¬
вания границы зерен рас¬
плавом
Q — объем атома, вакансии
ш — частота вращения1
to, — частота вращения червяка
ВВЕДЕНИЕ
Новые этапы развития техники, реализация научных открытий тре¬
буют создания материалов, возможности которых определяют эко¬
номический и технический уровень достигнутых решений. Развитие
ракетной техники и авиации стимулировали создание легких, высоко-
и жаропрочных материалов — сплавов алюминия, титана, пластмасс,
а также композиционных материалов и керметов. Керметы должны
были обеспечить работу машин и аппаратов современной техники при
повышенных температурах, напряжениях и скоростях, так как
ожидалось, что они унаследуют высокую жаропрочность керамики
и вязкость металла.
Керметы — это гетерогенные композиции одной или нескольких
керамических фаз с металлами или металлическими сплавами, обла¬
дающие комплексом свойств, не присущих исходным компонентам.
Композиции, в которых керамическая фаза улучшает свойства метал¬
лов и сплавов, относятся к дисперсноупрочненным материалам (ин-
фракерметам), а композиции, в которых свойства керамики улучшены
металлами и сплавами,— к ультракерметам. Металлические зерна
инфракерметов содержат дисперсные включения керамической фазы
или игольчатую керамическую фазу, расположенную в соседних
зернах. В ультракерметах включения металлической фазы находятся
в керамических зернах либо на границе стыка трех зерен. Керметы
можно представить в виде следующих структурных типов: зерна кера¬
мической составляющей равномерно распределены в металлической
матрице, разделяющей керамические частицы прослойками примерно
постоянной толщины, т. е. зерна керамики связаны металлом; зерна
металлической составляющей равномерно распределены в керамиче¬
ской фазе в виде отдельных включений, т. е. металлические зерна
связаны керамикой; металлическая и керамическая составляющие
непрерывны, т. е. керамический или металлический каркас пропитан
расплавом металла или керамики.
Согласно изложенному, практически невозможно строго огра¬
ничить процентное содержание составляющих фаз в керметах.
Оно различно для разных видов керметов. Например, американским
9
обществом по испытанию материалов (ASTM) рекомендовано
ограничить содержание керамической фазы в ксрметах 15—85 %.
Неметаллическая составляющая керметов может быть как ок¬
сидом, так и бескислородным тугоплавким соединением. В связи с
этим керметы подразделяют на следующие группы: оксидпые
(оксид — металл), карбидные (карбид — металл), нитридные (нит¬
рид — металл) и боридные (борид — металл). Неметаллические ве¬
щества придают керметам требуемые эксплуатационные свойства —
твердость, жаропрочность и износостойкость. Металлическая фаза
объединяет твердые частицы в кермете в единый материал, обеспе¬
чивая изделиям необходимую прочность и пластичность. Поэтому
свойства керметов зависят от свойств металла, керамики, объемного
их соотношения и адгезии между ними (сцепления на границе фаз).
Можно представить три типа образования прочной химической свя¬
зи между фазами в керметах: 1) за счет атомов одной фазы, находя¬
щихся в растворе другой фаэы; 2) за счет атомов в растворах обеих
сосуществующих фаз; 3) между атомами, находящимися в соседних
фазах. Следует отметить, что если между фазами осуществляется чис¬
то механическое сцепление, то прочностные свойства такой компози¬
ции минимальны и подчиняются закону цепной линии. Такие ком¬
позиции относятся к гетерофазным смесям, а не к керметам. Таким
образом, керметы — гетерофазные композиции, у которых на грани¬
цах фаз образуется химическая связь.
В зависимости от свойств составляющих керметы используются
в различных областях техники. Одни и те же керметы могут приме-
няться для различных целей. Однако по свойствам и назначению
можно выделить следующие основные виды керметов: жаропрочные,
высокоизносостойкие, высококорро8ионностойкие, со специальными
электрофизическими свойствами.
Начало работ в области создания керметов относится к 1922 г.,
когда в Германии были разработаны первые твердые сплавы — ти¬
пичные представители класса керметов. Следующим этапом была
разработка композиций оксид алюминия — железо. Эти компози¬
ции были применены в виде турбинных лопаток в ракетных двигате¬
лях. Они выдерживали резкие температурные перепады без разруше¬
ния (охлаждение в воде от температуры 800 0C) при содержании же¬
леза более 30 %.
Интенсивное развитие работ по созданию новых видов керметов на¬
чалось после второй мировой войны. На основе карбида титана с
присадками карбидов ниобия, тантала и титана были созданы кер¬
меты, получившие название «Кентаниум» [149]. В качестве связки
применены кобальт и никель. Керметы, содержащие 10—30 % нике¬
ля, имели следующую прочность: при комнатной температуре —
560—700 МПа, при 820 °С — 380 МПа, при 980 °С — 280 МПа,
при 1200 °С — 88 МПа. Р. Киффером предложены и разработаны
керметы на основе карбида титана с карбидами тантала и ниобия на
связке никель — кобальт — хром, названные WZ-сплавами [149]. Пре¬
дел прочности при изгибе этих сплавов 1000—1800 МПа. Керметы на
основе карбида хрома на никелевой связке, получившие название
10
КХН, предложены В. В. Григорьевой и В. Н. Клименко [81]. Они
обладают повышенным сопротивлением абразивному износу, корро-
вии в щелочах и кислотах, морской воде, расплавленном стекле.
Керметы на основе чистых нитридов в виде «золотистых» сплавов
применяются в ювелирной промышленности, а также для создания
медицинского инструмента. Известны работы по созданию керметов
на основе TiN—MgO на никелевой, связке, керметы TiN—Al2O8 на
молибденовой и вольфрамовой связках. Однако наиболее широкое
применение получили карбонитридные керметы Ti (CN) на ни-
кель-молибденовой связке, в частности кермет КНТ-16 стал основ¬
ным безвольфрамовым твердым сплавом в СССР [382].
На основе боридов создано немного керметов, так как они явля¬
ются весьма активными соединениями и взаимодействуют практиче¬
ски со всеми металлами. Первыми были созданы боролиты — керметы
на основе боридов циркония и хрома на никелевой связке, получен¬
ные горячим прессованием при температурах до 1050 °С и использу¬
ющиеся при низких температурах [147].
Среди керметов на основе Оксидов наиболее удачными являются
композиции оксид алюминия — хром, разработанные в 1950 г. [130].
Благодаря высокой стойкости при температурах до 1200 °С они полу¬
чили применение в ракетной технике (вставки сопел, стабилизаторы
пламени), металлургии (стержни для регулирования потока металла,
желоба для разливки, защитные чехлы термопар), турбостроении
(высокотемпературные уплотнения в газовых турбинах, работающие
без смазки).
Дальнейшие успехи в области создания и использования керме¬
тов возможны на основе глубоких знаний о процессах связывания на
границах фаз при высокотемпературном спекании и кристаллиза¬
ции. Прогресс возможен в результате использования дисперсного
сырья, применения методов приготовления смесей, обеспечивающих
гомогенное распределение компонентов, а также способов интенсив¬
ного формования изделий при высоких статических и динамических
давлениях и температурах.
ГЛАВА
I
ФИЗИКОХИМИЯ
КЕРМЕТОВ
Вопросы физикохимии керметов являются
ключевыми в проблеме создания композиционных гетерофазных ма¬
териалов. Уровень их понимания определяет возможность выбора
компонентов и управления технологическим процессом с целью по¬
лучения материалов с заданными свойствами. Смачивание, химиче¬
ское взаимодействие, растворение компонентов обеспечивают образо¬
вание прочной связи, адгезии на границах фаз. Термодинамическая
химическая, термомеханическая совместимость фаз определяют ра¬
ботоспособность керметов в широком диапазоне температур. От уме¬
ния управлять этими процессами на границах фаз зависит успешное
решение проблем создания новых материалов.
1. Основы выбора компонентов
Свойства керметов зависят от свойств керами¬
ческой и металлической составляющих. Если объемное их содержание
и распределение, размер и форму зерен можно выбрать и реализо¬
вать соответствующими технологическими операциями, то необходи¬
мую прочность связи на границах фаз можно обеспечить только управ¬
ляя процессами жидко- и твердофазного взаимодействия, смачивания,
л также учитывая соответствие упругих и термомеханических свойств
составляющих фаз.
Выбор керамических и металлических фаз для создания керметов
■весьма ограничен. Только некоторые вещества обладают требуемой
прочностью и твердостью, тепло- и электропроводностью, терми¬
ческой устойчивостью при высоких температурах (табл. 1). Многие
,металлы остродефицитны, содержатся в природных рудах в малых
количествах, поэтому применение их считается малоперспективным
'(табл. 2).
Свойства керметов не являются совокупностью свойств составля¬
ющих фаз (рис. 1). Если композиция представляет собой простую
механическую смесь фаз, т. е. не является керметом, то при добавле¬
нии к матричной иной фазы прочностные свойства резко уменьшаются.
В двухфазных керметах возможны три случая концентрацион¬
ной зависимости прочностных свойств, обусловленные прочностью
•связи на границах фаз. Если прочность связи на границе фаз а—P
■соответствует прочности связи на границах <я—а и —р, то наблюда-
12
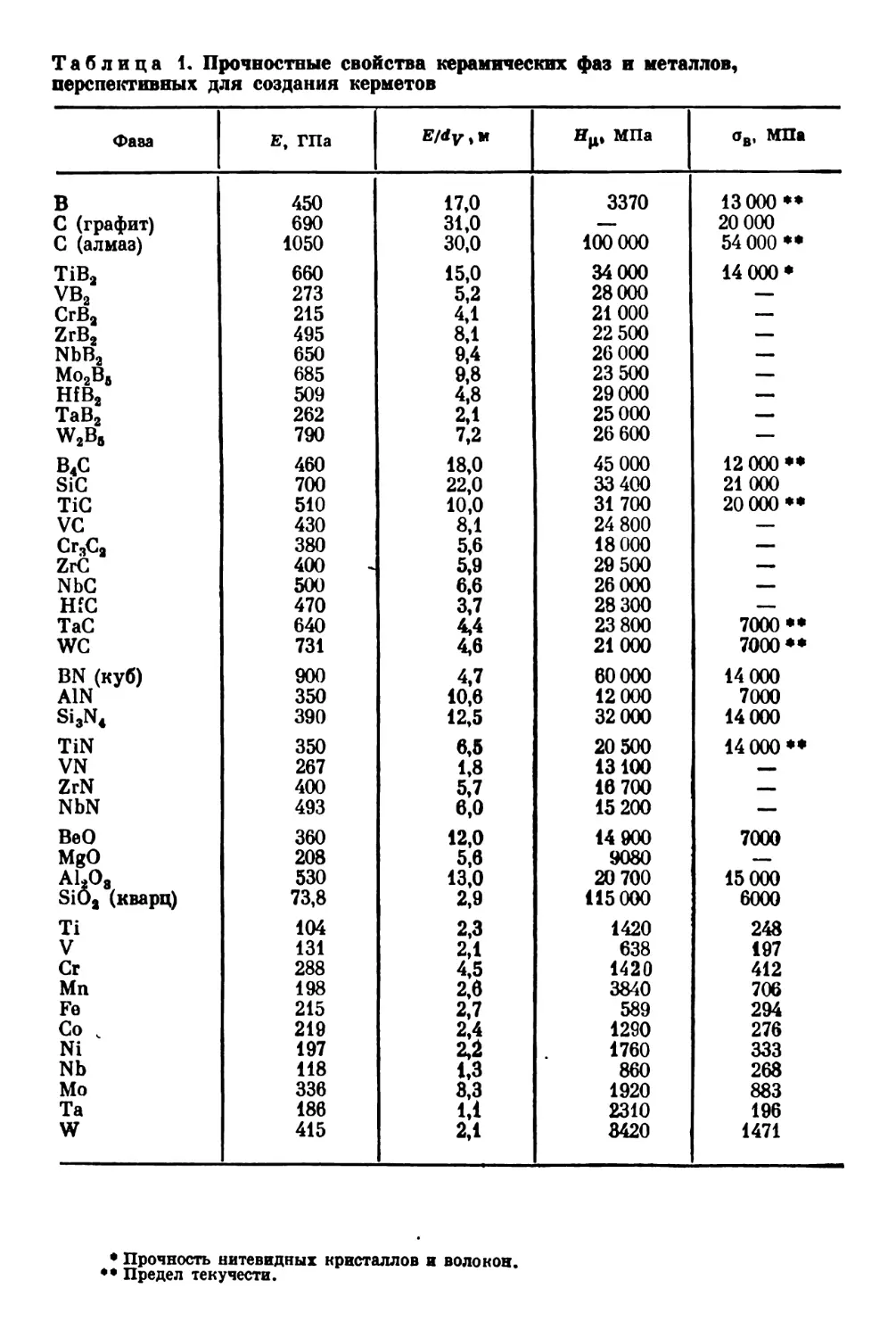
Таблица 1. Прочностные свойства керамических фаз и металлов,
перспективных для создания керметов
Фаза
E9 ГПа
Е/Лу, м
МПа
ов, МПа
в
450
17,0
3370
13000**
C (графит)
690
31,0
—
20 000
C (алмаз)
1050
30,0
100 000
54 000 **
TiBa
660
15,0
34 000
14 000*
VB2
273
5,2
28 000
—
CrBa
215
4,1
21000
—
ZrB2
495
8,1
22 500
—
NbBa
650
9,4
26 000
—
Mo2Bjj
685
9,8
23 500
—
HfBa
509
4,8
29 000
—
TaB2
262
2,1
25000
—
W2Be
790
7,2
26 600
—
B4C
460
18,0
45 000
12 000**
SiC
700
22,0
33 400
21000
TiC
510
10,0
31 700
20 000**
VC
430
8,1
24 800
—
Cr2Ca
380
5,6
18 000
—
ZrC
400
5,9
29 500
—
NbC
500
6,6
26 000
—
HfC
470
3,7
28 300
—
TaC
640
4,4
23 800
7000 ••
WC
731
4,6
21000
7000**
BN (куб)
900
4,7
60000
14 000
AlN
350
10,6
12 000
7000
Si3N4
390
12,5
32000
14 000
TiN
350
6,5
20 500
14 000**
VN
267
1,8
13100
_
ZrN
400
5,7
16 700
NbN
493
6,0
15 200
—
BeO
360
12,0
14 900
7000
MgO
208
5,6
9080
—
Al2O3
530
13,0
20 700
15000
SiOa (кварц)
73,8
2,9
115 000
6000
Ti
104
2,3
1420
248
V
131
2,1
638
197
Cr
288
4,5
1420
412
Mn
198
2,6
3840
706
Fe
215
2,7
589
294
Со .
219
2,4
1290
276
Ni
197
2,2
1760
333
Nb
118
1,3
860
268
Mo
336
8,3
1920
883
Та
186
1,1
2310
196
W
415
2,1
3420
1471
• Прочность нитевидных кристаллов и волокон.
•• Предел текучести.
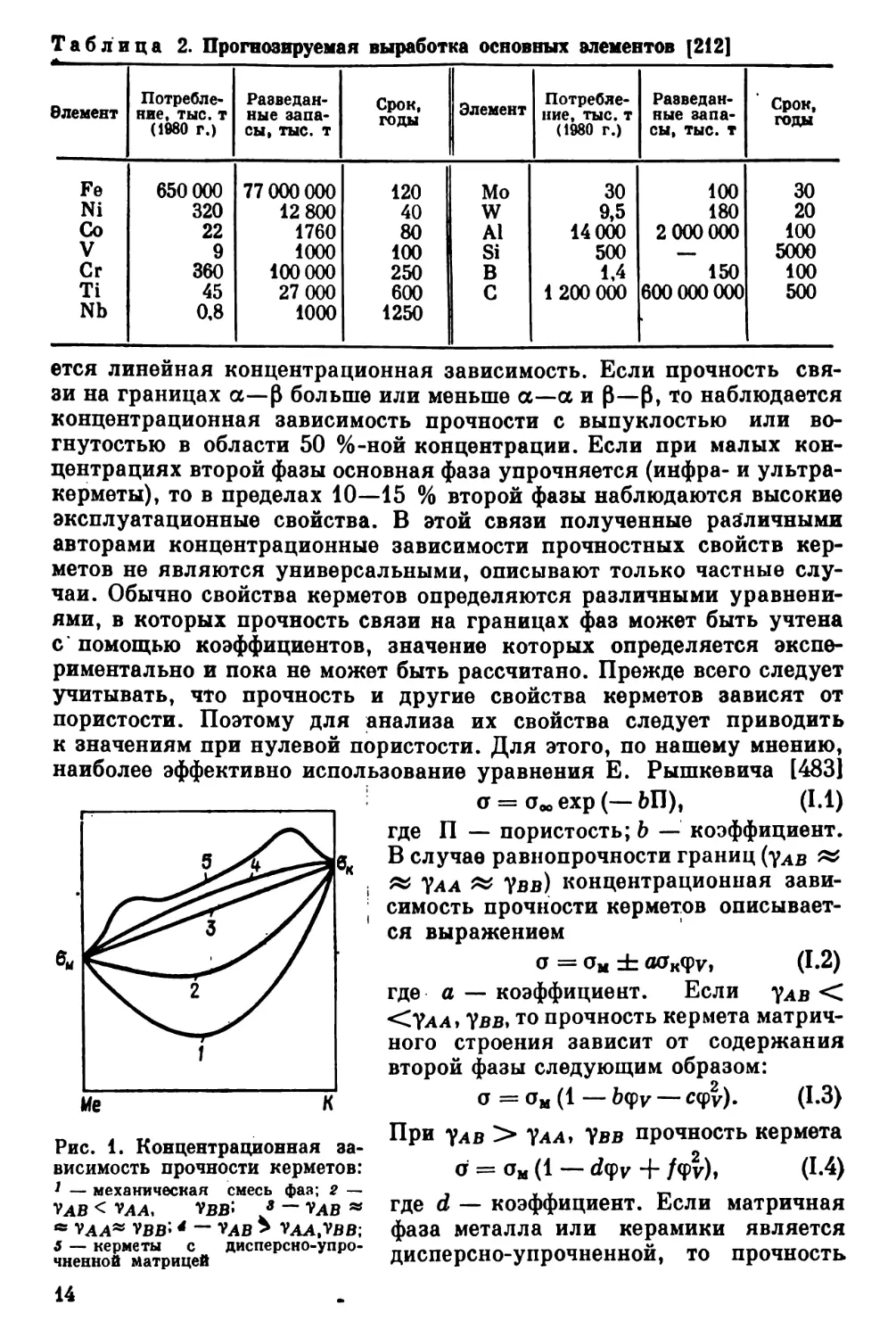
Таблица 2. Прогнозируемая выработка основных элементов (212]
Элемент
Потребле¬
ние, тыс. T
(1980 г.)
Разведан¬
ные запа¬
сы» тыс. T
Срок,
ГОДЫ
Элемент
Потребле¬
ние, тыс. T
(1980 г.)
Разведан¬
ные запа¬
сы, тыс. T
Срок,
годы
Fe
650 000
77 000000
120
Mo
30
100
30
Ni
320
12 800
40
W
9,5
180
20
Со
22
1760
80
Al
14000
2 000000
100
V
9
1000
100
Si
500
—
5000
Cr
360
100000
250
В
1,4
150
100
Ti
45
27 000
600
C
1200 000
600 000 000
500
Nb
0,8
1000
1250
ется линейная концентрационная зависимость. Если прочность свя¬
зи на границах а—1$ больше или меньше а—а и P—р, то наблюдается
концентрационная зависимость прочности с выпуклостью или во¬
гнутостью в области 50 %-ной концентрации. Если при малых кон¬
центрациях второй фазы основная фаза упрочняется (инфра- и ультра-
керметы), то в пределах 10—15 % второй фазы наблюдаются высокие
эксплуатационные свойства. В этой связи полученные различными
авторами концентрационные зависимости прочностных свойств кер-
метов не являются универсальными, описывают только частные слу¬
чаи. Обычно свойства керметов определяются различными уравнени¬
ями, в которых прочность связи на границах фаз может быть учтена
с помощью коэффициентов, значение которых определяется экспе¬
риментально и пока не может быть рассчитано. Прежде всего следует
учитывать, что прочность и другие свойства керметов зависят от
пористости. Поэтому для анализа их свойства следует приводить
к значениям при нулевой пористости. Для этого, по нашему мнению,
наиболее эффективно использование уравнения Е. Рышкевича [483)
а = O00 ехр (— Ш), (1.1)
где П — пористость; Ъ — коэффициент.
В случав равнопрочности границ (yab «
« Y-AA « Ybb) концентрационная зави¬
симость прочности керметов описывает¬
ся выражением
о = ои ± осгкфу, (1.2)
где а — коэффициент. Если Yab <
<Yaa, Ybb. то прочность кермета матрич¬
ного строения зависит от содержания
второй фазы следующим образом:
ст = ом (1 — b<pv — Сфу). (1.3)
При Yab > Yaa, Ybb прочность кермета
а = ом (I — dyv + /фу), (1*4)
где d — коэффициент. Если матричная
фаза металла или керамики является
дисперсно-упрочненной, то прочность
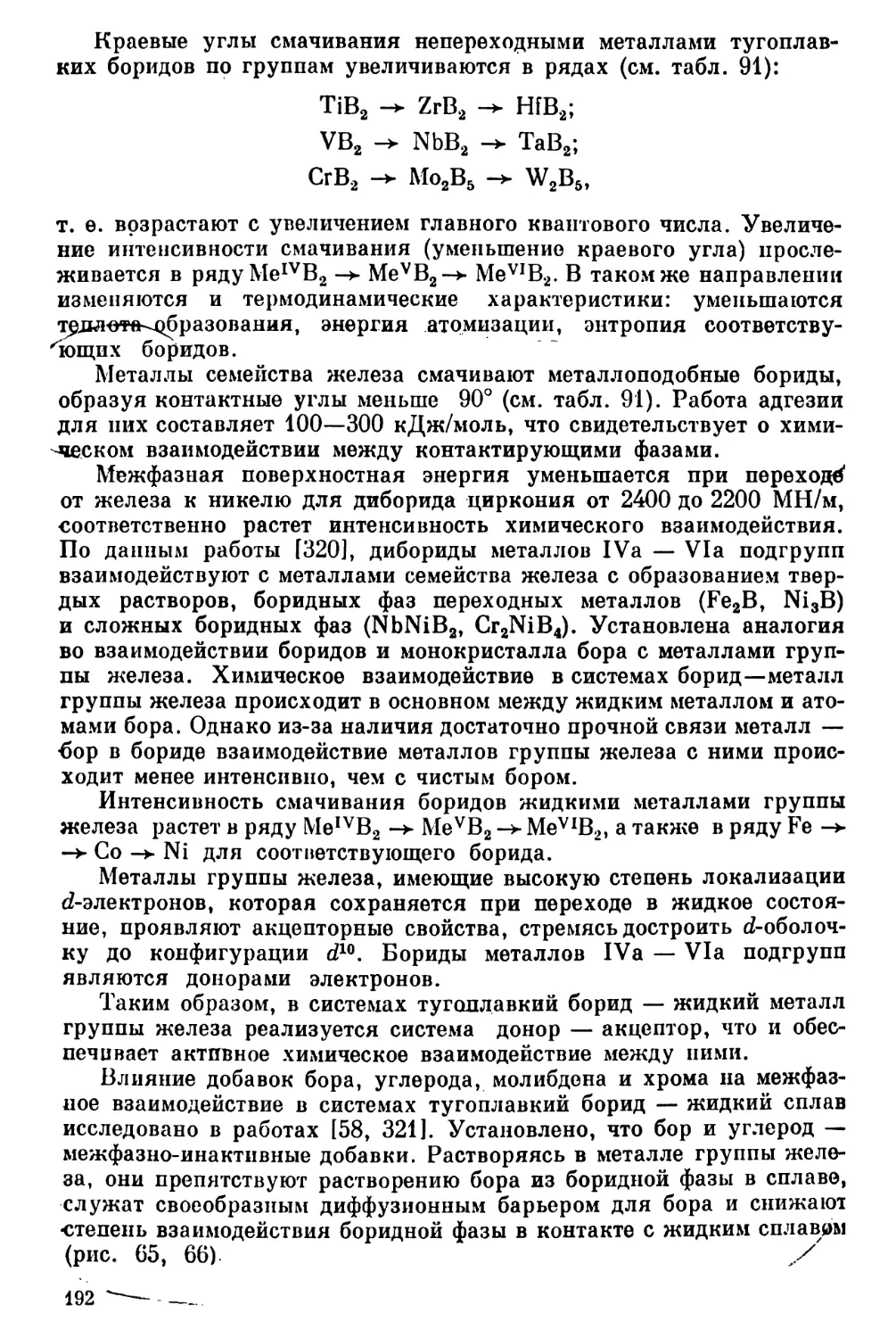
Рис. 1. Концентрационная за¬
висимость прочности керметов:
1 — механическая смесь фаз; 2 —
УAB < УАА, УВВ'< J — VAB *
* VДА» УВВ'< 4 — УAB * VAA,VBB;
5 — керметы с дисперсно-упро¬
чненной матрицей
14
кермета (инфра- яли ультракермета) может быть описана отеленной
функцией:
а — ам<р£,/г, (1.5)
где п — показатель степени.
Для определения модуля упругости кермета известны следующие
выражения:
Е-Еи{1 — <pv) + ♦ (1-в)
E-Eu MTV м-т- н ту U
Eu+ (Ek-EJ ф^(1-ф^)
Коэффициент термического расширения керметов определяется
отношением [1311
«,АЛ1 — Фу) + «Афу
** A (1 Фу) -Ь АФу *
(1.8)
Jcu
Eu
3 (1 — 2v„) *
(1.9)
Коэффициенты тепло- и электропроводности можно определять
• помощью выражений
Я = Я,м (1 — фу) + Якфу; (1.10)
б = бм (1 — фу) + 6„фк. (1.11)
Выше приведены только концентрационные зависимости свойств
керметов. Влияние пористости определено уравнением (1.1), хотя
свойства керметов в значительной степени зависят также от размера
зерен, толщины металлических прослоек между керамическими зер¬
нами. Эти зависимости наиболее основательно изучены на керметах
WC—Со. Установлено, что если связующая фаза полностью охваты¬
вает керамическую, то прочность керметов тем выше, чем тоньше
прослойка между керамическими зернами. При меньших размерах
керамических зерен толщина прослойки связующей фазы уменьша¬
ется при одинаковом содержании, поэтому прочность керметов о
дисперсной структурой выше. Интересно отметить, что прочность
ферритных!-'сталей также увеличивается с уменьшением прослоек
феррита. Кроме того, крупные зерна керамической^фазы содержат
дефекты и менее прочны по сравнению с дисперсными зернами, обла¬
дающими «теоретической» прочностью. Поэтому при увеличении раз¬
мера частиц разрушение кермета начинается не со связующей фавы,
а с верен керамики [130]. Механические свойства керметов зависят
также от формы верен керамической фазы. Остроугольные зерна при¬
водят к образованию по углам локализованных участков концентра¬
ций значительных напряжений.
Таким образом, из изложенного выше следует, что свойства кер¬
метов определяются в основном микроструктурой, в образовании ко¬
торой основную роль играет смачивание твердой фазы расплавом,
межфазная поверхностная энергия. В керметах, где расплав на по¬
верхности твердой фазы образует краевой угол смачивания, близкий
к нулю, микроструктура отличается равномерным распределением
твердой фазы. В керметах с большим краевым углом смачивания на¬
блюдается коалесценция и, как правило, чрезмерный рост керамиче-
15
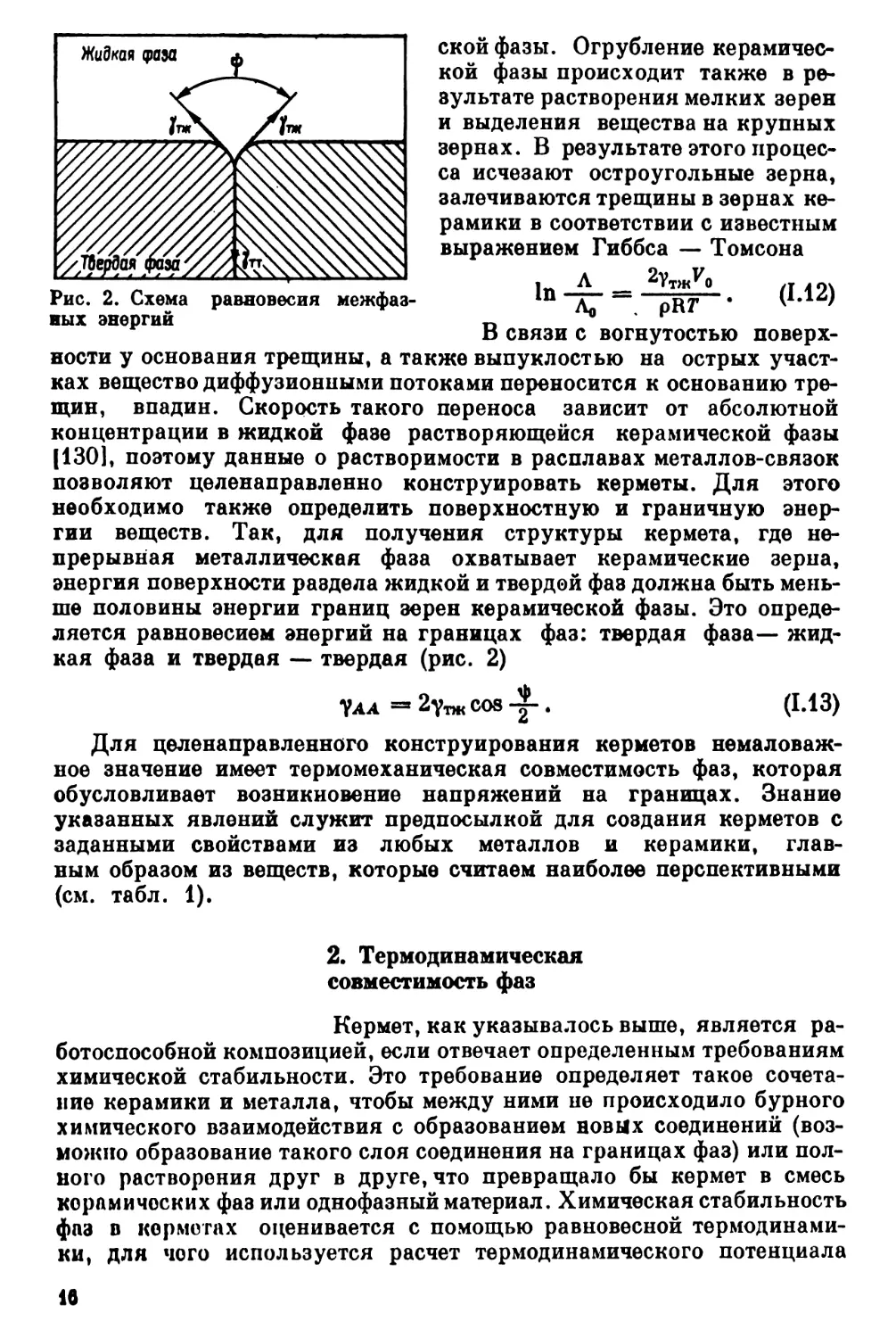
Рис. 2. Схема
ных энергий
равновесия межфаа-
ской фазы. Огрубление керамичес¬
кой фазы происходит также в ре¬
зультате растворения мелких зерен
и выделения вещества на крупных
зернах. В результате этого процес¬
са исчезают остроугольные зерна,
залечиваются трещины в зернах ке¬
рамики в соответствии с известным
выражением Гиббса — Томсона
In 4- - . (1.12)
Л, pRr •
В связи с вогнутостью поверх¬
ности у основания трещины, а также выпуклостью на острых участ¬
ках вещество диффузионными потоками переносится к основанию тре¬
щин, впадин. Скорость такого переноса зависит от абсолютной
концентрации в жидкой фаге растворяющейся керамической фазы
(1301, поэтому данные о растворимости в расплавах металлов-связок
позволяют целенаправленно конструировать керметы. Для этого
необходимо также определить поверхностную и граничную энер¬
гии веществ. Так, для получения структуры кермета, где не¬
прерывная металлическая фаза охватывает керамические зерна,
энергия поверхности раздела жидкой и твердой фае должна быть мень¬
ше половины энергии границ зерен керамической фазы. Это опреде¬
ляется равновесием энергий на границах фаз: твердая фаза— жид¬
кая фаза и твердая — твердая (рис. 2)
Yaa = 2утж cos -у-. (1.13)
Для целенаправленного конструирования керметов немаловаж¬
ное значение имеет термомеханическая совместимость фаз, которая
обусловливает возникновение напряжений на границах. Знание
указанных явлений служит предпосылкой для создания керметов с
заданными свойствами из любых металлов и керамики, глав¬
ным образом из веществ, которые считаем наиболее перспективными
(см. табл. 1).
2. Термодинамическая
совместимость фаз
Кермет, как указывалось выше, является ра¬
ботоспособной композицией, если отвечает определенным требованиям
химической стабильности. Это требование определяет такое сочета¬
ние керамики и металла, чтобы между ними пе происходило бурного
химического взаимодействия с образованием новых соединений (воз¬
можно образование такого слоя соединения на границах фаз) или пол¬
ного растворения друг в друге, что превращало бы кермет в смесь
керамических фаз или однофазный материал. Химическая стабильность
фаз в кермотах оценивается с помощью равновесной термодинами¬
ки, для чого используется расчет термодинамического потенциала
10
Гиббса — Гельмгольца. Протекание химической реакции между фа¬
зами возможно в случае, если термодинамический потенциал имеет*
отрицательное значение. Для расчета используют уравнение Гиббса —
Гельмгольца
AGL8 = AtfL8 — FASLe, (U4>
где AtfL8, ASL8 — разность стандартных теплот образования и зна¬
чений стандартных энтропий конечных и исходных продуктов воз¬
можных реакций:
MeO + Me' -V Ме'О + Me; (U5>
MeC + Me' -v Ме'С + Me; (1.16)
MeN + Me' -v Me'N + Me; (1.17)
MeB + Me' -v Me'B + Me. (1.18)
Теплота образования веществ и энтропия с температурой изме¬
няются:
т
H0t = H029s + j AcpdT; (1.19)
29в
T
Sr = SL8 Н~ ^ ^• (1.20)
29в
Поэтому термодинамический потенциал Гиббса — Гельмгольца при
высоких температурах определяется следующим выражением:
т т
AG0r = AtfLe - TASL8 + J AcpdT — j -p-dT. (1.21)
298
298
Если зависимость теплоемкости от температуры известна, то
по уравнению (1.21) выполняются расчеты, которые позволяют точно
указать на возможность протекания реакций между фазами при тре¬
буемой температуре. Однако часто прибегают к упрощенным расче¬
там, принимая ACp = 0. Тогда
AG0r = AtfL8 — TASL8 (1.22)
или ACp = а, т. е. теплоемкость не зависит от температуры:
AG01 = AHim - TASm - лГ (in + -2Й- - l) . (1.23)
Известны также упрощенные методы М. И. Темкина и
Л. А. Шварцмана, методы сравнительных расчетов М. X. Карапетьян-
ца и А. Е. Шило. При термодинамических расчетах необходимо
учитывать возможность образования твердых растворов соединений и
металлов, однако для них термодинамические свойства, как правило,
неизвестны, поэтому этими поправками пренебрегают.
Кислород образует обширный класс неорганических соединений.
Он не взаимодействует в обычных условиях только с благородными
металлами. Однако сродство различи^ апомртщ/чп к кислороду не- II г: I Г ."!О"! EKA
17
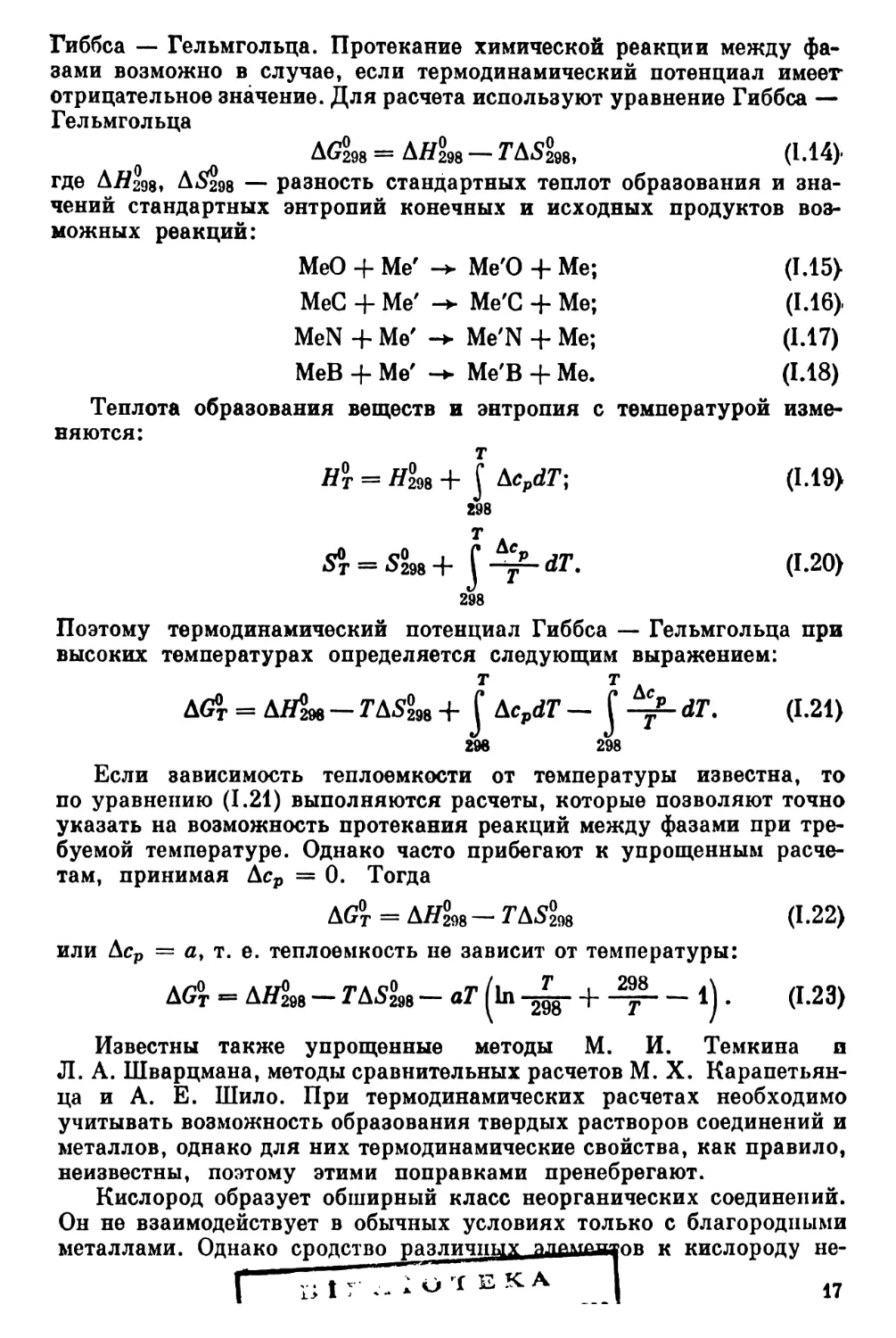
Таблица 3. Термодинамические свойства оксидов, используемых в качестве
керамической составляющей в керметах [384]
Оксид
—ДН208,
кДж/моль
Д®298*
ДжДмоль • К)
ср = а + ЬТ — сГ1, ДжДмоль*К)
Г, К
а
6-10*
с. IO-5
BeO
599,131
14,109
35,405
16,760
13,282
298-1700
MgO
602,229
26,921
45,468
5,011
8,737
298-2500
AljOj
1675,557
51,020
115,095
11,806
35,085
298—1800
SiO9
858,294
41,868
57,151
11,061
—
390—1993
CaO
635,514
39,775
48,397
4,525
6,536
298—2000
Cr9O9
1130,436
81,224
119,472
92,127
15,661
293—1800
Y9O8
1758,456
123,511
—
—
—
—
ZrO2
1094,848
50,367
74,599
--
1478-2950
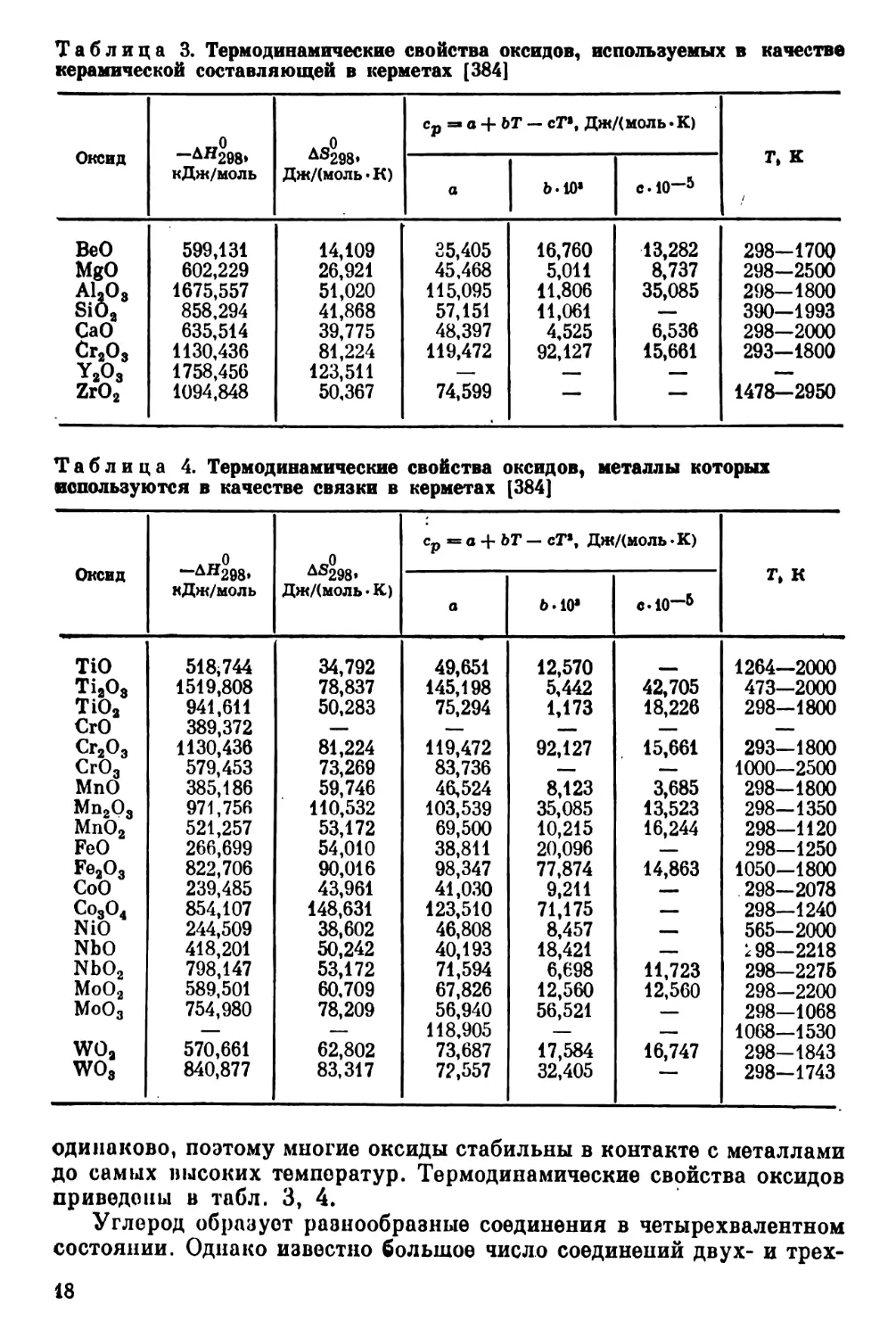
Таблица 4. Термодинамические свойства оксидов, металлы которых
попользуются в качестве связки в керметах [384]
Оксид
—дн298»
кДж/моль
AS<>98,
ДжДмоль • К)
Cp *= О + 6Г — сТ1, ДжДмоль • К)
Tb к
а
6. IO1
в-10—6
TiO
518*744
34,792
49,651
12,570
_
1264—2000
Ti9O8
1519,808
78,837
145,198
5,442
42,705
473—2000
TiO9
941,611
50,283
75,294
1,173
18,226
298—1800
CrO
389,372
—
—
—
—
—
Cr2O8
1130,436
81,224
119,472
92,127
15,661
293—1800
CrO8
579,453
73,269
83,736
—
—
1000—2500
MnO
385,186
59,746
46,524
8,123
3,685
298—1800
Mn2O8
971,756
110,532
103,539
35,085
13,523
298-1350
MnO2
521,257
53,172
69,500
10,215
16,244
298—1120
FeO
266,699
54,010
38,811
20,096
—
298—1250
Fe9O8
822,706
90,016
98,347
77,874
14,863
1050-1800
CoO
239,485
43,961
41,030
9,211
—
298—2078
Co3O4
854,107
148,631
123,510
71,175
—
298—1240
NiO
244,509
38,602
46,808
8,457
_
565—2000
NbO
418,201
50,242
40,193
18,421
—
i98—2218
NbO2
798,147
53,172
71,594
6,698
11,723
298—2276
MoO2
589,501
60,709
67,826
12,560
12,560
298—2200
MoO3
754,980
78,209
56,940
56,521
—
298—1068
—
—
118,905
—
—
1068—1530
WO2
570,661
62,802
73,687
17,584
16,747
298-1843
WO8
840,877
83,317
72,557
32,405
—
298-1743
одинаково, поэтому многие оксиды стабильны в контакте с металлами
до самых высоких температур. Термодинамические свойства оксидов
приведены в табл. 3, 4.
Углерод образует разнообразные соединения в четырехвалентном
состоянии. Однако известно большое число соединений двух- и трех-
18
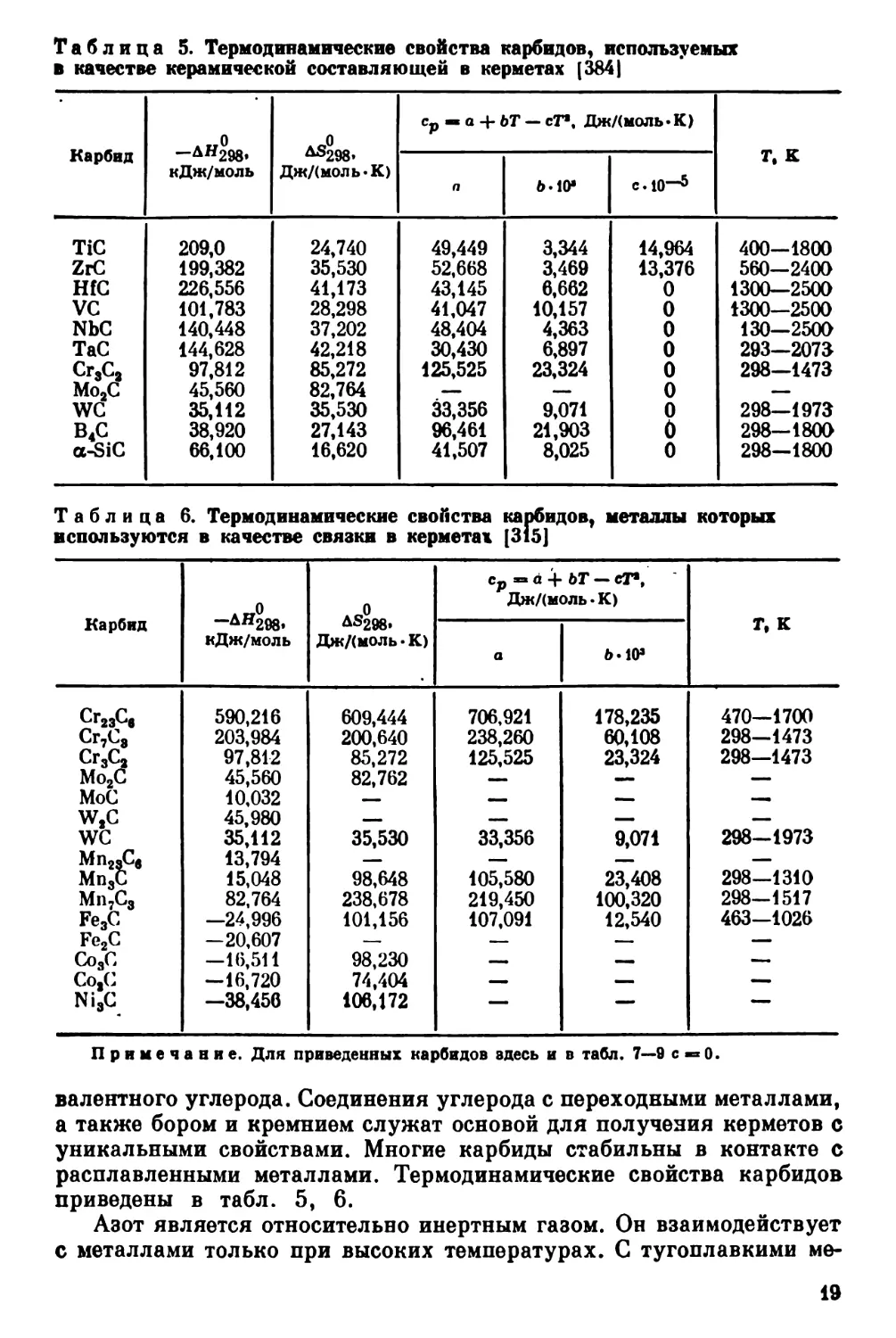
Таблица 5. Термодинамические свойства карбидов, используемых
в качестве керамической составляющей в керметах [384)
Карбнд
—AH^gg.
кДж/ыоль
Д®298*
Дж/(моль*К)
Cp ш* a -f ЬТ — сТ1, Дж/(моль*К)
т, К
п
6.10е
С. IO-5
TiC
209,0
24,740
49,449
3,344
14,964
400—1800
ZrC
199,382
35,530
52,668
3,469
13,376
560—2400
HfC
226,556
41,173
43,145
6,662
0
1300—2500
VC
101,783
28,298
41,047
10,157
0
1300—2500
NbC
140,448
37,202
48,404
4,363
0
130—2500
TaC
144,628
42,218
30,430
6,897
0
293—2078
CrjCj
97,812
85,272
125,525
23,324
0
298—1473
Mo2C
45,560
82,764
—
—
0
—
WC
35,112
35,530
33,356
9,071
0
298—1973
B4C
38,920
27,143
96,461
21,903
0
298—1800
a-SiC
66,100
16,620
41,507
8,025
0
298—1800
Таблица 6. Термодинамические свойства карбидов, металлы которых
используются в качестве связки в керметах [315]
Карбид
-AHjj98,
кДж/моль
AS298.
Дж/(моль-К)
Cp — а + ЬТ — сТ*,
ДжАмоль • К)
Г, к
a
6.10»
Cr23C4
590,216
609,444
706,921
178,235
470—1700
Cr7C8
203,984
200,640
238,260
60,108
298—1473
Cr8C2
97,812
85,272
125,525
23,324
298—1473
Mo2C
45,560
82,762
—
—
—
MoC
10,032
—
—
—
—
W2C
45,980
—
—
—
—
WC
35,112
35,530
33,356
9,071
298-1973
Mn28Ce
13,794
—
—
—
—
Mn8C
15,048
98,648
105,580
23,408
298—1310
Mn7C8
82,764
238,678
219,450
100,320
298—1517
Fe3C
—24,996
101,156
107,091
12,540
463—1026
Fe2C
-20,607
—
—
—
—
Co3C
—16,511
98,230
—
—
—
Co8C
—16,720
74,404
—
—
—
Ni8C
—38,456
106,172
““
Примечание. Для приведенных карбидов здесь и в табл. 7—0 свО.
валентного углерода. Соединения углерода с переходными металлами,
а также бором и кремнием служат основой для получения керметов с
уникальными свойствами. Многие карбиды стабильны в контакте с
расплавленными металлами. Термодинамические свойства карбидов
приведены в табл. 5, 6.
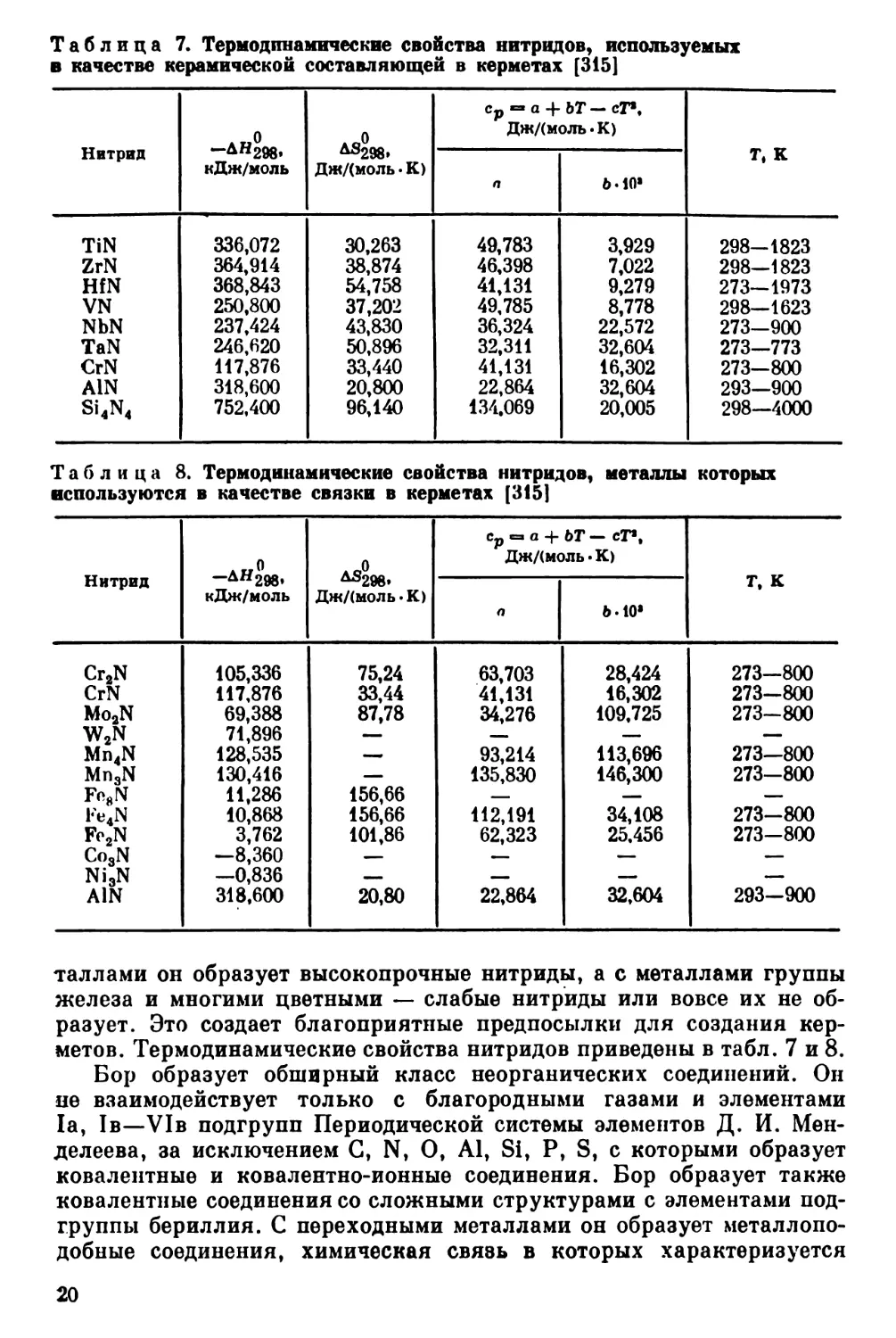
Азот является относительно инертным газом. Он взаимодействует
с металлами только при высоких температурах. C тугоплавкими ме-
19
Таблица 7. Термодинамические свойства нитридов, используемых
в качестве керамической составляющей в керметах [315]
Нитрид
-AH^98,
кДж/моль
А^298>
Дж/(моль • К)
Ср^а + ЪТ—сТ*,
Дж/(моль*К)
Tt к
п
ь.10*
TiN
336,072
30,263
49,783
3,929
298—1823
ZrN
364,914
38,874
46,398
7,022
298—1823
HfN
368,843
54,758
41,131
9,279
273—1973
VN
250,800
37,202
49,785
8,778
298—1623
NbN
237,424
43,830
36,324
22,572
273-900
TaN
246,620
50,896
32,311
32,604
273—'773
CrN
117,876
33,440
41,131
16,302
273—800
AlN
318,600
20,800
22,864
32,604
293—900
Si4N4
752,400
96,140
134.069
20,005
298—4000
Таблица 8. Термодинамические свойства нитридов, металлы которых
используются в качестве связки в керметах [315]
Нитрид
—Ан298»
кДж/моль
АО0
Д^298*
Дж/(моль-К)
Cp «= а + ЬТ — сT1,
Дж/(моль-К)
Г, к
а
6.10*
Cr2N
105,336
75,24
63,703
28,424
273—800
CrN
117,876
33,44
41,131
16,302
273-800
Mo2N
69,388
87,78
34,276
109,725
273-800
W2N
71,896
—
—
—
—
Mn4N
128,535
—
93,214
113,696
273—800
Mn3N
130,416
—
135,830
146,300
273-800
FoeN
11,286
156,66
—
—
—
Fe4N
10,868
156,66
112,191
34,108
273—800
Fo2N
3,762
101,86
62,323
25.456
273-800
Co3N
—8,360
—
_
—
—
Ni3N
—0,836
—
—
—
—
AlN
318,600
20,80
22,864
32,604
293-900
таллами он образует высокопрочные нитриды, а с металлами группы
железа и многими цветными — слабые нитриды или вовсе их не об¬
разует. Это создает благоприятные предпосылки для создания кер-
метов. Термодинамические свойства нитридов приведены в табл. 7 и 8.
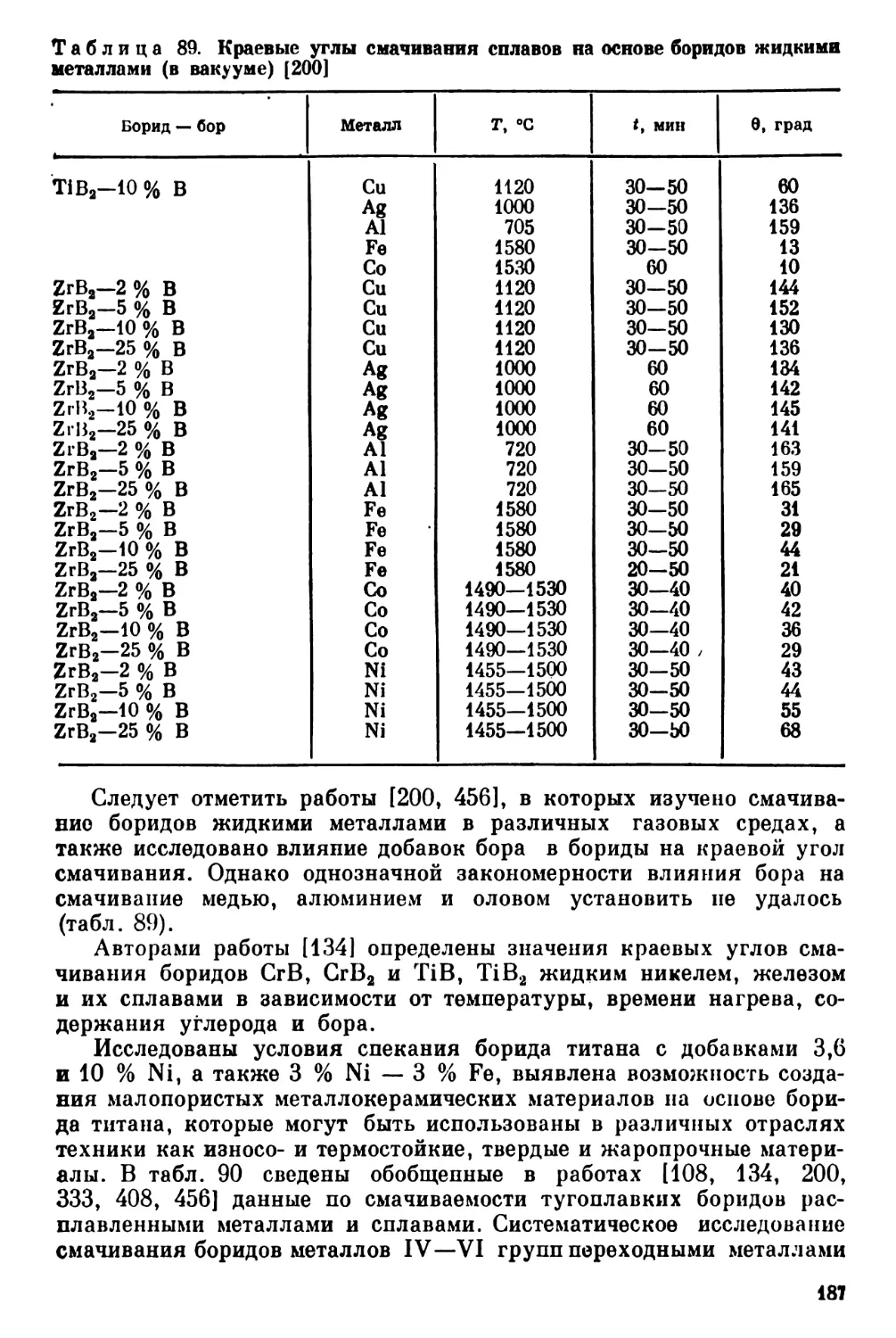
Бор образует обширный класс неорганических соединений. Он
не взаимодействует только с благородными газами и элементами
la, Ib—VIb подгрупп Периодической системы элементов Д. И. Мен¬
делеева, за исключением С, N, О, Al, Si, Р, S, с которыми образует
ковалентные и ковалентно-ионные соединения. Бор образует также
ковалентные соединения со сложными структурами с элементами под¬
группы бериллия. C переходными металлами он образует металлопо¬
добные соединения, химическая свявь в которых характеризуется
20
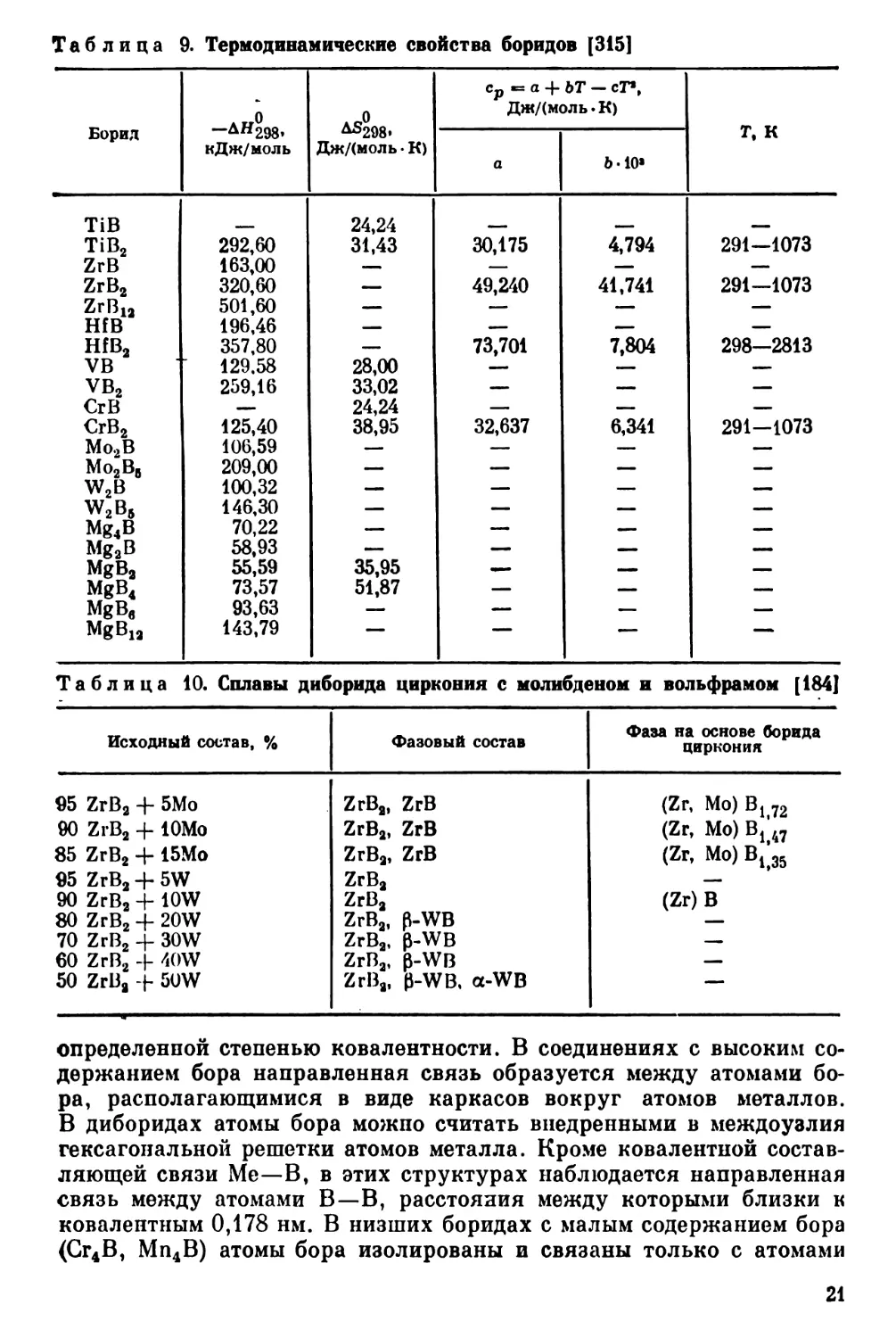
Таблица 9. Термодинамические свойства боридов [315]
Борид
-ЛН298.
к Д ж/моль
Л^298.
ДжДмоль • К)
ср«=а + ЬГ-сГ»,
ДжДмоль. К)
Г, к
а
Ь-10»
TiB
24,24
TiB2
292,60
31,43
30,175
4,794
291—1073
ZrB
163,00
—
—
—
—
ZrB2
320,60
—
49,240
41,741
291-1073
ZrRjo
501,60
—
—
—
—
HfB
196,46
—
—
—
—
HfB2
357,80
—
73,701
7,804
298-2813
VB
129.58
28,00
—
—
—
VB2
259,16
33,02
—
—
—
CrB
—
24,24
—
—
—
CrB2
125,40
38,95
32,637
6,341
291-1073
Mo2B
106,59
—
—
—
—
Mo2Be
209,00
—
—
—
—
W2B
100,32
—
—
—
—
W2B5
146,30
—
—
—
—
Mg4B
70,22
—
—
—
—
Mg2B
58,93
—
—
—
—
MgB2
55,59
35,95
—
—
MgB4
73,57
51,87
—
—
—
MgBe
93,63
—
—
—
—
MgB12
143,79
■
п
Таблица 10. Сплавы диборида циркония с молибденом и вольфрамом [184]
Исходный состав, %
Фазовый состав
Фаза на основе борида
циркония
95 ZrB2 -f 5Мо
ZrB2, ZrB
(Zr, Mo) Oj у2
90 ZrB2 + IOMo
ZrB2, ZrB
(Zr, Mo) Bj 47
85 ZrB2 + 15Мо
ZrB2, ZrB
(Zr, Mo) B135
95 ZrB2 + 5W
ZrB2
—
90 ZrB2 -f- 10W
ZrB2
(Zr)B
80 ZrB2 + 20W
ZrB2, p-WB
70 ZrB2 + 30W
ZrB2, P-WB
—
60 ZrB2 -(- 40W
ZrB2, p-WB
—
50 ZrB2 + 50W
ZrB2, p-WB. a-WB
—
определенной степенью ковалентности. В соединениях с высоким со¬
держанием бора направленная связь образуется между атомами бо¬
ра, располагающимися в виде каркасов вокруг атомов металлов.
В диборидах атомы бора можпо считать внедренными в междоузлия
гексагональной решетки атомов металла. Кроме ковалентной состав¬
ляющей связи Me—В, в этих структурах наблюдается направленная
связь между атомами В—В, расстояния между которыми близки к
ковалентным 0,178 нм. В низших боридах с малым содержанием бора
(Gr4B, Mn4B) атомы бора изолированы и связаны только с атомами
21
металлов. Многообразие структур в боридах свидетельствует о том,
что атом бора может как передавать свои электроны металлам (низшие
бориды), так и принимать электроны металлов, образуя направленные
связи В—В в высших боридах. Поэтому активность бора в боридах
остается очень высокой. Это создает неблагоприятные условия для
разработки керметов на основе боридов.
Термодинамические свойства боридов (табл. 9) показывают,
что наиболее прочными боридными фазами являются высшие бориды
переходных металлов IV группы. Хотя тепловой эффект образования
боридов металлов IV группы примерно в 3 рава выше, чем у боридов
металлов VI группы, последние не могут находиться с ними в рав¬
новесии. Бориды металлов IV группы взаимодействуют с метал¬
лами IV группы (табл. 10) с образованием твердых растворов бо¬
ридов и низших боридных фаз.
3. Растворимость
неметаллических элементов
в связующих металлах
Металлы-связки в керметах не находятся в
чистом виде. Они растворяют элементы керамической фазы, в резуль¬
тате чего значительно упрочняются, охрупчиваются. Однако растворе¬
ние элементов керамической фазы в металлах-связках способствует
образованию прочной связи на границах фаз.
При высокотемпературном нагревании в процессе изготовления
керметов возможно также растворение металла-связки в керамиче¬
ской фазе. Металл в этом случае эамещает атомы металла керамичес¬
кой фазы, что изменяет свойства керамической фазы, способствует
образованию прочной связи на границах фаз. Для целенаправленной
разработки керметов с высокими заданными свойствами знания о
растворимости элементов в металлической и керамической фазах
абсолютно необходимы.
Кислород, растворяясь в металлах, сильно изменяет их свойства,
вызывая главным образом охрупчивание. Однако, как известно, ак¬
тивность металлов к кислороду в сплавах сильно меняется, поэтому,
модифицируя металлы элементами с более высоким сродством к кис¬
лороду, можно получить пластические связки в керметах оксид —
металл. Растворимость кислорода в металлах показана в табл. 11,
из которой следует, что только титан и тантал растворяют кислород
в больших количествах. Остальные металлы-связки растворяют кис¬
лород в незначительных количествах. Следует отметить, что раство¬
рение кислорода в таких металлах, как вольфрам, молибден, никель,
кобальт, железо, мало изменяет их свойства.
Углерод также растворяется в металлах-связках. Металлы при
растворении углерода приобретают специальные свойства. Ярким
примером может служить желево, которое, растворяя углерод,
становится сталью, обладающей, в зависимости от содержания угле¬
рода и термической обработки, разнообразными механическими свой-
22
Таблица 11. Растворимость кислорода в металлах [386]
Металл
Л, %
т, °с
Металл
Л, %
Т, 0C
a-Ti
35,0
1770
Nb
0,42
1915
P-Ti
6,0
1740
Mo
0,038
1700
Cr
0,10
1350
Та
4,20
1300
Fe
0,01
1345
4,60
1500
Со
0,058
810
6,40
1650
Ni
0,073
600
W
Не растворяет
Таблица 12. Растворимость углерода в металлах-связках [386]
Металл
Л, %
т, °с
Металл
А, •/.
Т, eC
Cr
0,026
900
P-Mn
0,230
857
1,400
1500
V-Mn
12,100
1260
0,059
1650
O-Mn
0,550
1235
Mo
0,099
1925
Ct-Fe
0,095
723
‘0,160
2200
y-Fe
8,910
1147
W
0,700
2710
O-Fe
0,460
1493
Ig Л = 2,03 -5- 6510/7*
1400- 2600
Со
4,500
1309
a-Mn
4,400
820
Ni
2,700
1318
Таблица 13. Растворимость азота в металлах-связках
Металл
«к л, %
Г, «с
Cr
1,62—4130/7*
4,43—7250/7*
' 400-900
800—1320
Mo
3,49-7910/7*
у Ig р — 0,036 —10 200/7*
800—1800
W
2400-3050
о-Мп
0,5
500
P-Mn
5,0
600
у-Мп
20,0
у Ig р — 1,60 - 1825/7*
1300
a-Fo
500—910
Y-Fe
у Ig р-2,77-420/7*
910—1400
Со
Не растворяется
До 1200
Ni
0,002
ствами. Растворимость углерода в металлах-связках показана в
табл. 12.
Азот практически не растворяется в кобальте, меди, алюминии.
В других металлах-связках он растворяется при высоких температу¬
рах и при повышенных давлениях (табл. 13).
23
Как указывалось выше, свойства металла-связки, а следователь¬
но, и кермета, зависят от растворимости металла керамической фазы
в связке и металла-связки в керамической фазе [315, 370, 371, 384].
4. Термомеханическая совместимость фаз
Керамические и металлические фазы в керме-
тах должны не только обладать химической стабильностью и уме¬
ренной растворимостью друг в друге, но и удовлетворять требованиям
термомеханической совместимости, т. е. иметь близкие коэффициенты
термического расширения при соответствующих модулях упругости.
При значительном различии коэффициентов термического расшире¬
ния в процессе нагревания и охлаждения кермета на границах раз¬
дела фаз могут возникать напряжения, приводящие к образованию
трещин, нарушению сплошности изделия [40].
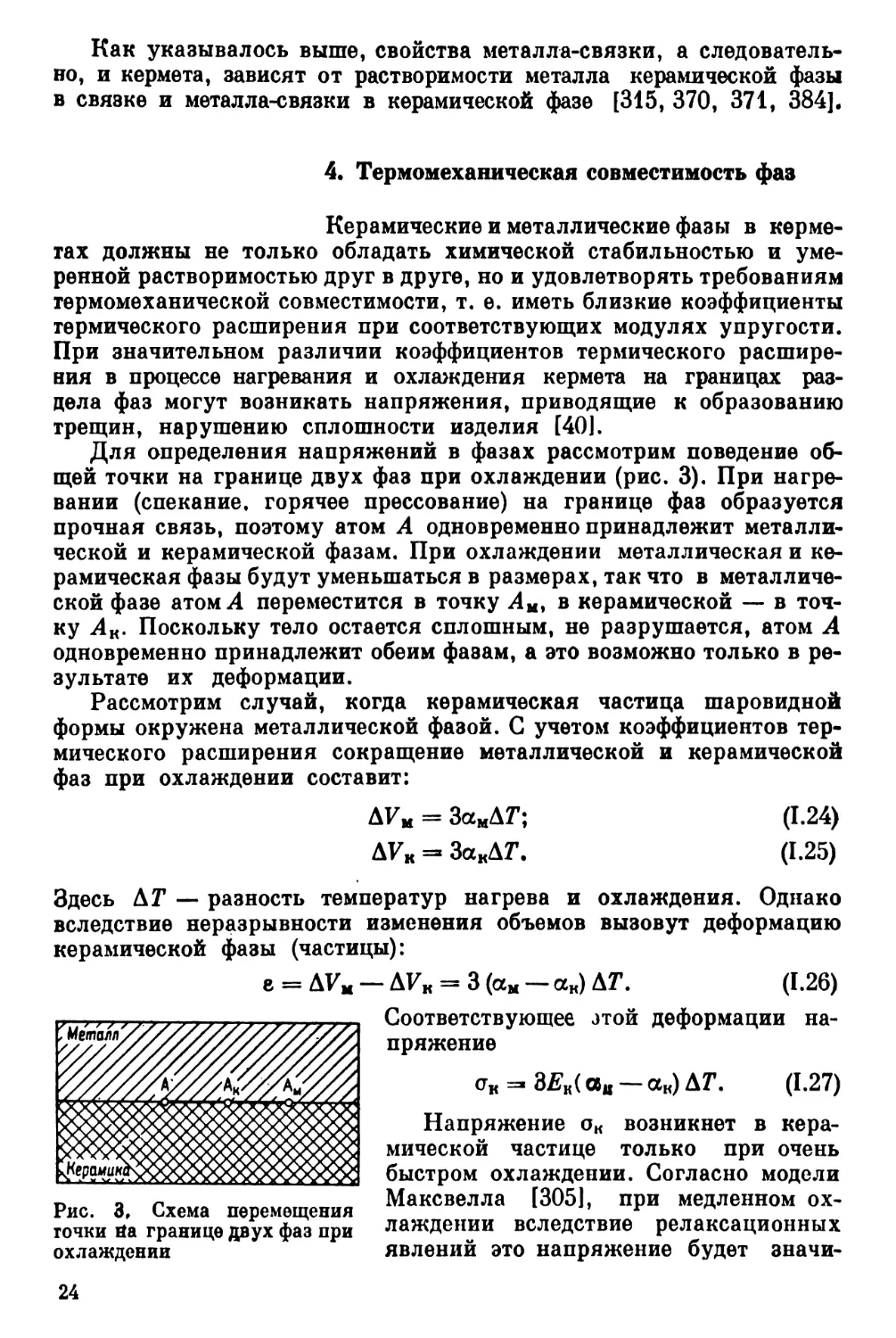
Для определения напряжений в фазах рассмотрим поведение об¬
щей точки на границе двух фаз при охлаждении (рис. 3). При нагре¬
вании (спекание, горячее прессование) на границе фаз образуется
прочная связь, поэтому атом А одновременно принадлежит металли¬
ческой и керамической фазам. При охлаждении металлическая и ке¬
рамическая фазы будут уменьшаться в размерах, так что в металличе¬
ской фазе атом Л переместится в точку Aut в керамической — в точ¬
ку Ак. Поскольку тело остается сплошным, не разрушается, атом А
одновременно принадлежит обеим фазам, а это возможно только в ре¬
зультате их деформации.
Рассмотрим случай, когда керамическая частица шаровидной
формы окружена металлической фазой. C учетом коэффициентов тер¬
мического расширения сокращение металлической и керамической
фаз при охлаждении составит:
AV к = ЗосцАТ j
AVk = ЗакД7\
Здесь AT — разность температур нагрева и охлаждения. Однако
вследствие неразрывности изменения объемов вызовут деформацию
керамической фазы (частицы):
е = AVm — AFk = 3 (ам — ак) Д7\ (1.26)
Соответствующее этой деформации на¬
пряжение
ок =» 32?„( Cttt — ак) АТ. (1-27)
Напряжение ок возникнет в кера¬
мической частице только при очень
быстром охлаждении. Согласно модели
Максвелла [305], при медленном ох¬
лаждении вследствие релаксационных
явлений это напряжение будет значи¬
Рис. 3. Схема перемещения
точки На границе двух фаз при
охлаждении
(1.24)
(1.25)
24
тельно меньшим:
а = стк ехр (—GtfП)« (1*28)
Отношение г\/G имеет размерность
времени и называется временем ре¬
лаксации.
Таким образом, из выражений
(1.27) и (1.28) следует, что напряже¬
ние в керамической частице с учетом
релаксационных процессов составит
Ctk = 3Ek (ам — ак) ехр (— Gtjr\) АТ.
(1.29)
Ha частицу произвольной формы
действуют не только нормальные, но
и касательные напряжения. Частица
будет разрушаться под напряжением,
oFt ^ тS.
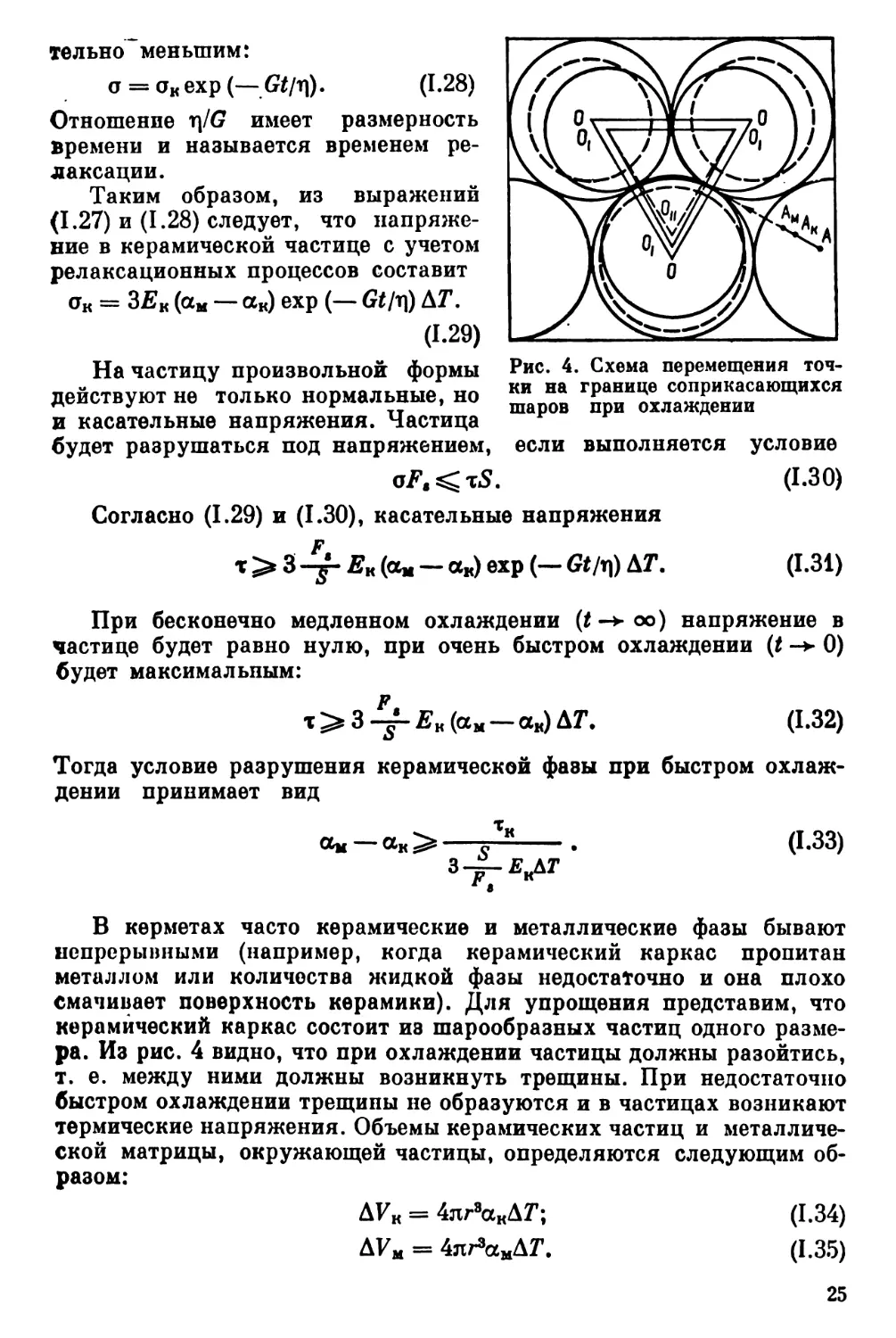
Рис. 4. Схема перемещения точ¬
ки на границе соприкасающихся
шаров при охлаждении
если выполняется
Согласно (1.29) и (1.30), касательные напряжения
F
х ^ 3 Ец (<Хц — (Хк) ехр (— Gt/х\) AT.
условие
(1.30)
(1.31)
При бесконечно медленном охлаждении (t оо) напряжение в
частице будет равно нулю, при очень быстром охлаждении (t -► 0)
будет максимальным:
т > 3 -у- Ek (ам — а„) ATt (1.32)
Тогда условие разрушения керамической фазы при быстром охлаж¬
дении принимает вид
Ou — ак > — . (1.33)
3 -J-EvAT
В керметах часто керамические и металлические фазы бывают
непрерывными (например, когда керамический каркас пропитан
металлом или количества жидкой фазы недостаточно и она плохо
смачивает поверхность керамики). Для упрощения представим, что
керамический каркас состоит иэ шарообразных частиц одного разме¬
ра. Из рис. 4 видно, что при охлаждении частицы должны разойтись,
т. е. между ними должны возникнуть трещины. При недостаточно
быстром охлаждении трещины не образуются и в частицах возникают
термические напряжения. Объемы керамических частиц и металличе¬
ской матрицы, окружающей частицы, определяются следующим об¬
разом:
AFh = 4лг8анА7’; (1.34)
AVu = 4яг3амДГ. (1.35)
25
Таблица 14. Коэффициенты термического расширения металлов
и тугоплавких соединений, перспективных для разработки керметов
[315, 335, 384]
Вещество
а-10«,
град-1
Tt
К
Вещество
а-10«,
град-1
Г, К
Ti
2,50
0-
-153
в
8,00
273
9,20
153-
-1133
C (графит)
2,10
303—1373
10,50
1133-
-1233
3,61
1373-1923
V
11,65
273-
-1673
5,05
1923—2473
Cr
10,60
523-
-1003
6,66
2473—3773
14,90
1003-
-1373
C (алмаз)
2,25
303—553
19,40
1373-
-1863
3,73
553—1103
Mn
29,80
303-
-773
5,67
1103—1703
40,40
773-
-1073
TiBa
4,60
300—1300
Fe
16,70
303-
-1133
5,20
1300—2300
Со
13,50
303-
-673
VBa
7,60
300—1300
17,90
673-
-1133
8,30
1300-2300
Ni
13,20
143-
-693
CrBa
10,50
300—1300
17,10
693-
-1263
11,80
1300-2300
23,80
1263-
-1663
ZrBa
5,90
300—1300
Nb
7,90
63-
-1103
.
6,50
1300—2300
9,60
1103-
-2473
NbBa
8,00
300-1300
Mo
6,60
83-
-1943
8,50
1300- 2300
11,00
1943-
-2873
MoaBs
8,60
300—1300
Та
7,50
90-
-1943
9,90
1300—230
11,20
1943-
-3133
HfBa
6,30
300—1300
W
5,50
123-
-2403
6,80
1300-2300
TaBa
8,20
300-
-1300
AlN
4,80
293—573
8,80
1300-
-2300
5,00
573—1273
WaBe
7,80
300-
-1300
SUN4
2,75
293—1273
8,80
1300-
-2300
TiN
9,35
298—1373
B4C
4,50
298
VN
9,20
293—1373
SiC
4,70
298-
-2400
ZrN
7,24
293—1373
TiC
7,95
298-
-1273
NbN
10,10
293—1373
VC
7,25
298-
-1273
BeO
9,50
293—1673
Cr3Ca
11,70
298-
-1273
13,40
1673—2273
ZrC
7,01
298-
-1273
MgO
12,60
1273—2273
NbC
7,21
'298-
-1273
AlaO3
8,00
293—1673
HfC
6,80
298-
-1273
7,50
1273—1873
TaC
7,09
298-
-1273
SiOa
43.00
293—573
WC
3,90
3,00
573-1373
BN
0,5-1,7
0,50
293—1523
При условии непрерывности изменения объемов вызовут деформацию
частиц:
е = Anr3 (ам — а„) A T. (1.36)
Соответствующее приведенной деформации напряжение
а = Anr3Elt (ам — ак) A T (1*37)
или с учетом релаксационных процессов
т = Anr3Elt (ам — ак) ехр (— Gt/i\) А Tt (1.38)
При очень быстром охлаждении (t 0) возникают максимальные
напряжения. Чтобы при таком охлаждении не произошло разруше-
26
вия, необходимо выполнить условие
CCm — CCk ^ Тк/4яГ*^кДГ. (1.39)
Из (1.39) следует, что чем меньше размеры керамических частиц
в кермете, тем большим может быть различие в коэффициентах тер¬
мического расширения металла и керамики, при котором разрушение
кермета при резком охлаждении не наблюдается. Эта зависимость
(в третьей степени) указывает на одно из основных требований к соз¬
данию керметов: для получения керметов с высокой термической стой¬
костью необходимо использовать керамические частицы предельно
Малых размеров.
Как известно, все твердые тела увеличиваются в объеме при на¬
гревании до температуры плавления примерно на 6 %. Поэтому
керметы на основе легкоплавких металлов и тугоплавких керами¬
ческих фаз можно считать системами, плохо совместимыми термоме¬
ханически (табл. 14).
Стойкость кермета против теплового удара (термостойкость)
можно характеризовать различными критериями Г297]. Приведем
некоторые из них для различных случаев применения: при очень
быстром нагреве малотеплопроводного материала в условиях жестко¬
го эащемления
R1 = ав/Eccl-, (1,40)
нри сложном напряженном состоянии
Ri «= ов (I — v)/EaL; (1.41)
при умеренных скоростях нагрева по закону Ньютона *
R1 = авХ (1 — v)/EaL. (1*42)
^ Иногда термостойкость характеризуется максимальной темпера¬
турой, при которой в условиях радиационной теплопередачи деталь
не разрушается. Эта максимальная температура определяется фор¬
мулой Хассельмана и Шаффера [471]
,Г _ ^vOb(I-V)*.
maX_ o^vEaL »
где Ay — постояппая формы; Vy — радиус сферы или половина тол¬
щины пластины.
В уравнения термостойкости (1.40) — (1.43) входят не только упру-
Hve и термические данные материала, но и его форма, размеры.
Например, чтобы в материале не возникала пластическая деформа¬
ция при быстром охлаждении, его необходимо охлаждать с тем мень¬
шей скоростью, чем больше его поперечное сечение. Формулы для
максимальной скорости охлаждения и размеров образца, при кото¬
рых не возникает пластическая деформация, получены Ван Бюре-
ном [84]:
*«*= ]/s%T ■ (L44)
27
Расчеты, выполненные согласно этому уравнению, показывают, что
при скоростях охлаждения IO4 0CIc для большинства чистых металлов
#max = 0,4 мм, т. е. очень быстро можно охлаждать только
очень тонкие проволоки, чтобы в образцах не возникала пластиче¬
ская деформация.
5. Поверхностная энергия
твердых веществ
Свободная поверхностная энергия веществ яв¬
ляется основным энергетическим параметром, определяющим величи¬
ну связи на границах фаз в керметах. Поэтому ее достоверные значе¬
ния представляют значительный интерес для прогнозирования
возможностей создания керметов из выбранных фаз и анализа сцеп¬
ления на их границах.
Для определения поверхностной энергии твердых тел существует
много методов: метод нулевой ползучести, стравливания канавок,
термического травления границ верен и, наконец, метод прочности,
основанный на теории Гриффитса. Обзор этих методов дан в рабо¬
те [210].
Поверхностную энергию большинства металлов, сплавов, окси¬
дов и тугоплавких бескислородных соединений можно определить
только расчетом. Многие методы расчета для ряда веществ дают
хорошо совпадающие с опытными данными результаты. Такие рас¬
четы впервые выполнены для ионных кристаллов с использованием
простой атомарной теории, волновой механики и других методов.
Для расчета поверхностной энергии металлов наиболее часто исполь¬
зуется уравнение, полученное в работе [425]:
Ли
У ©N’
где о) — эмпирический фактор, зависящий от упаковки атомов.
В данной работе поверхностная энергия сложных веществ опре¬
деляется энергией атомизации кристалла Елт, установленной соот¬
ветственно круговому процессу Борна в предположении, что поверх¬
ностная энергия обусловлена энергией разорванных, нескомпен-
сированных связей. Значение энергии одной связи Ec можно
получить при условии, что энергия атомизации Eaт поровну разде¬
лена на имеющиеся в 1 моле naN0 атомов, на каждый из которых при¬
ходится KJ2 связей:
Ec =
2 E
ат
naN0Jf0
(1.46)
Поверхностная эпергия, т. е. энергия полусвязей, возникших при
образовании единицы поверхности в данной кристаллической плос¬
кости, составит
т(Ш)
2
7(ла/) = Ec
(1.47)
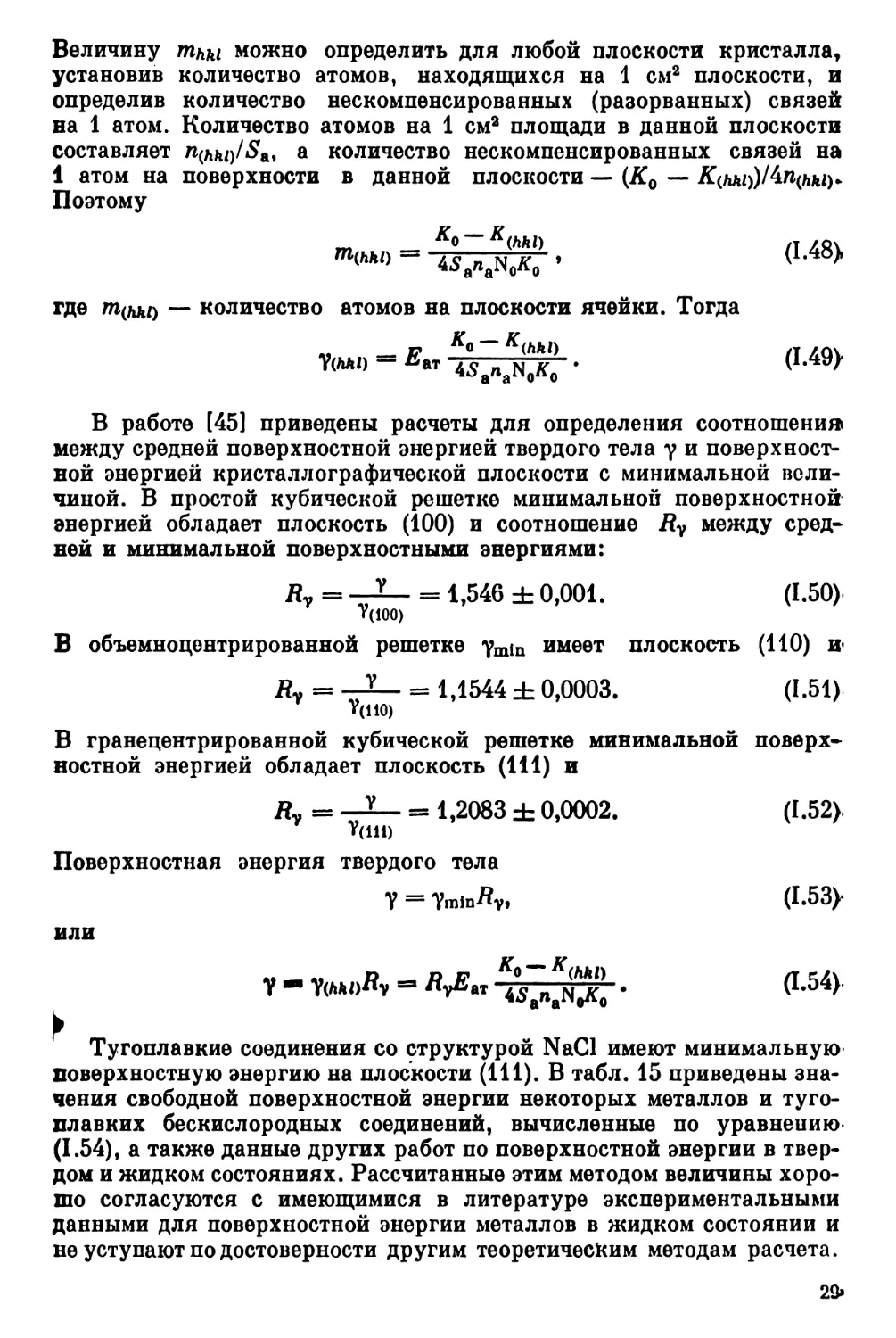
Величину тлим можно определить для любой плоскости кристалла,
установив количество атомов, находящихся на 1 см2 плоскости, и
определив количество нескомпенсированных (разорванных) связей
на 1 атом. Количество атомов на 1 см2 площади в данной плоскости
составляет Я(лы)/£а, а количество нескомпенсированных связей на
1 атом на поверхности в данной плоскости — (K0 —
Поэтому
ЩкМ) —
К0 ~ К(Mtl)
ASanaN0K0 ’
(1.48>
где Ш(Ш) — количество атомов на плоскости ячейки. Тогда
Y(Wil) -Em
Kq ^(AAI)
^ада^о^о
(1.49>
В работе [45] приведены расчеты для определения соотношения!
между средней поверхностной энергией твердого тела у и поверхност¬
ной энергией кристаллографической плоскости с минимальной вели¬
чиной. В простой кубической решетке минимальной поверхностной
энергией обладает плоскость (100) и соотношение Rv между сред¬
ней и минимальной поверхностными энергиями:
Ry = —= 1,546 ± 0,001. (1.50)
Y(ioo)
В объемноцентрированной решетке Ymin имеет плоскость (НО) и<
Ry = = 1,1544 ± 0,0003. (1.51)
Y(HO)
В гранецентрированной кубической решетке минимальной поверх¬
ностной энергией обладает плоскость (111) и
Ry = —= 1,2083 ± 0,0002.
Y(Hi)
Поверхностная энергия твердого тела
Y = Yraln^Y,
или
Y Y(AAi)^v e EyEm ^nJxJto • (1*54)-
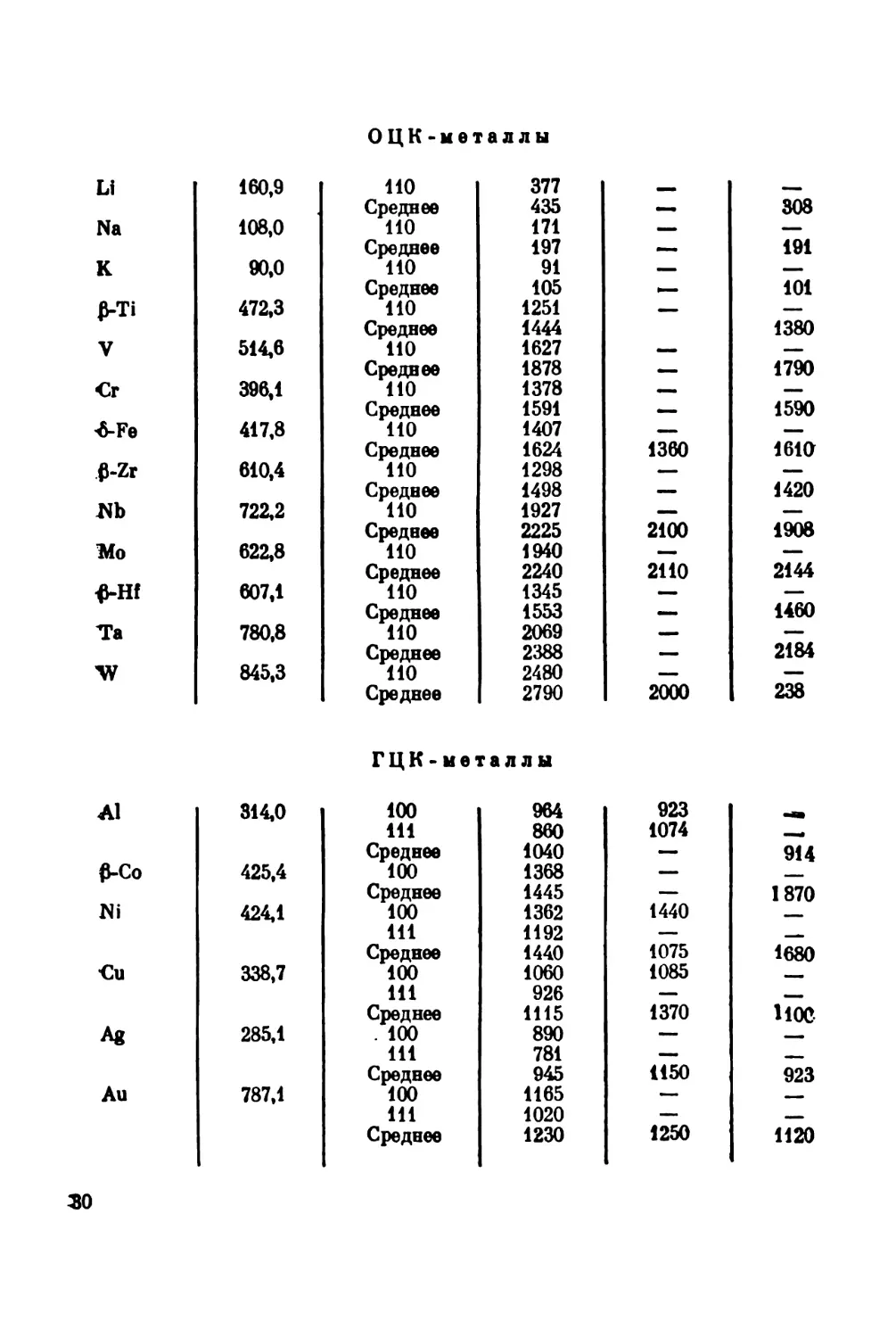
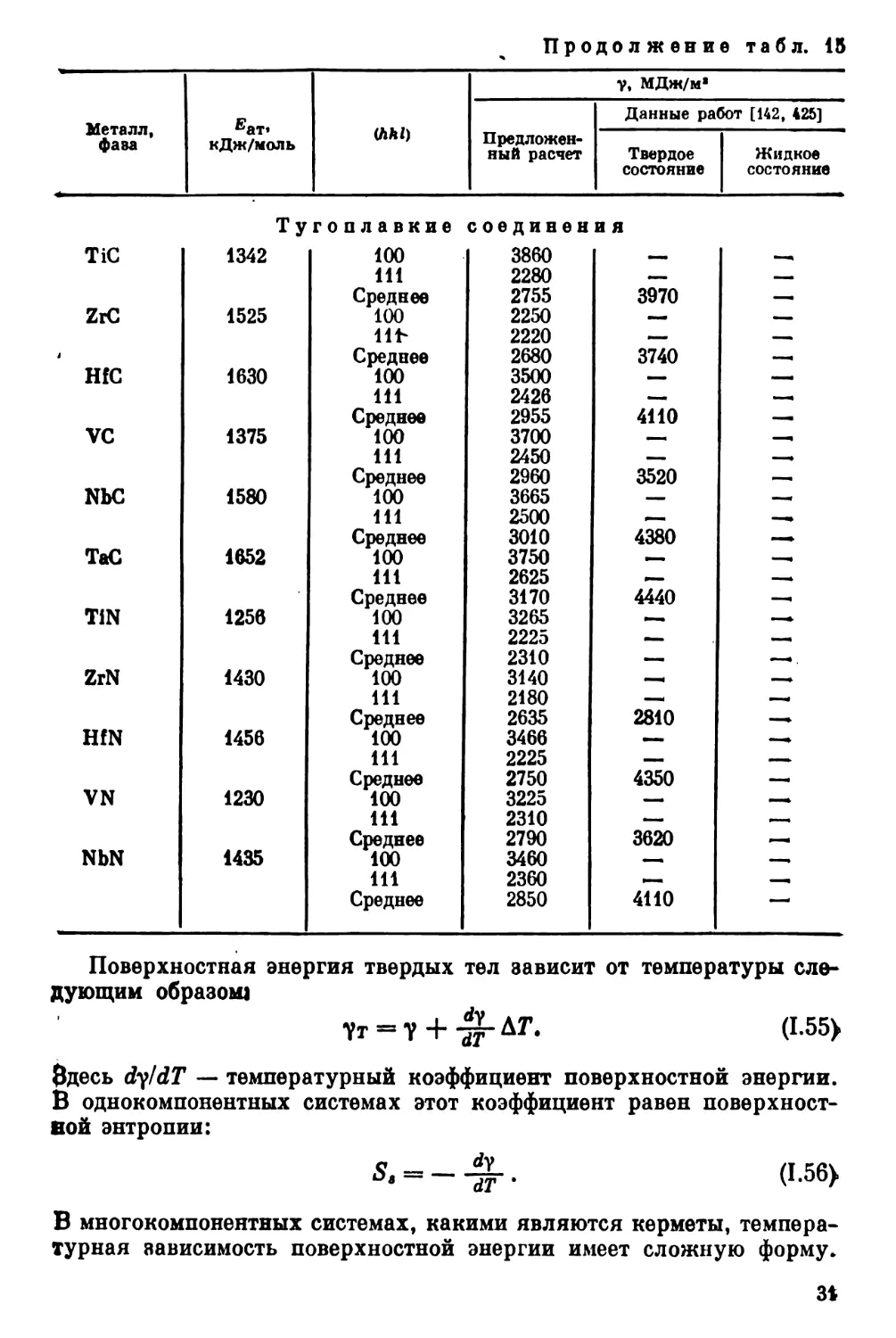
^ Тугоплавкие соединения со структурой NaCl имеют минимальную
поверхностную энергию на плоскости (111). В табл. 15 приведены зна¬
чения свободной поверхностной энергии некоторых металлов и туго¬
плавких бескислородных соединений, вычисленные по уравнению-
(1.54), а также данные других работ по поверхностной энергии в твер¬
дом и жидком состояниях. Рассчитанные этим методом величины хоро¬
шо согласуются с имеющимися в литературе экспериментальными
данными для поверхностной энергии металлов в жидком состоянии и
не уступают по достоверности другим теоретическим методам расчета.
(1.52).
(1.53>
29»
ОЦК-металл ы
Li
160,9
110
377
Среднее
435
—
308
Na
108,0
HO
171
_
—
Среднее
197
—
191
К
90,0
НО
91
—
Среднее
105
—
101
P-Ti
472,3
110
1251
—
—
Среднее
1444
1380
V
514,6
110
1627
_
—
Среднее
1878
—
1790
Cr
396,1
ПО
1378
_
—
Среднее
1591
—
1590
P-Fe
417,8
HO
1407
—
—
Среднее
1624
1360
1610
P-Zr
610,4
НО
1298
—
—
Среднее
1498
—
1420
Mb
722,2
110
1927
—
—
Среднее
2225
2100
1908
Mo
622,8
110
1940
—
—
Среднее
2240
2110
2144
P-Hf
607,1
110
1345
—
—
Среднее
1553
—-
1460
Та
780,8
110
2069
—
—
Среднее
2388
—
2184
Vi
845,3
НО
2480
—
—
Среднее
2790
2000
238
ГЦК-металлы
Al
314,0
100
964
923
Hl
860
1074
Среднее
1040
—
914
P-Co
425,4
100
1368
—
Среднее
1445
—
1870
Ni
424,1
100
1362
1440
Hl
1192
—
-
Среднее
1440
1075
1680
Cu
338,7
100
1060
1085
-
Hl
926
—
-
Среднее
1Н5
1370
Нос
Ag
285,1
. 100
890
—
- -
Hl
781
—
-
Среднее
945
1150
923
Au
787,1
100
1165
—
-
111
1020
—
Среднее
1230
1250
1120
30
Продолжение табл. 15
V, МДж/м*
Данные работ [142 , 425]
Металл,
фаза
Лат«
кДж/моль
(hki)
Предложен¬
ный расчет
Твердое
состояние
Жидкое
состояние
Тугоплавкие
соединени я
TiC
1342
100
3860
—•
—
111
2280
—
—
Среднее
2755
3970
—
ZrC
1525
100
2250
—-
—
Ilh
2220
•—
—
Среднее
2680
3740
—
HfC
1630
100
3500
—
—*
111
2426
—
—
Среднее
2955
4110
—
VC
1375
100
3700
—
—
111
2450
—
—*
Среднее
2960
3520
—
NbC
1580
100
3665
—
—*
111
2500
—
—•
Среднее
ЗОЮ
4380
—-
TaC
1652
100
3750
—
—*
111
2625
—
—*
Среднее
3170
4440
—
TiN
1256
100
3265
—
—*
111
2225
—
—
Среднее
2310
—
ZrN
1430
100
3140
—*
111
2180
—
—
Среднее
2635
2810
—*
HfN
1456
100
3466
—
—*
111
2225
—
—
Среднее
2750
4350
—1
VN
1230
100
3225
—
■
111
2310
~
Среднее
2790
3620
—
NbN
1435
100
3460
—
—
111
2360
—
—
Среднее
2850
4110
Поверхностная энергия твердых тел зависит от температуры сле¬
дующим образом}
Yt = Y + "Зг” ^ * (1.55^
$десь dyldT — температурный коэффициент поверхностной энергии.
В однокомпонентных системах этот коэффициент равен поверхност-
вой энтропии:
S. -|f. (1.56>
В многокомпонентных системах, какими являются керметы, темпера¬
турная зависимость поверхностной энергии имеет сложную форму.
6. Поверхностное натяжение
и смачивание твердой фазы жидкой
На поверхности жидкости, как и твердого те¬
ла, межфазные или межмолекулярные силы не находятся в равно¬
весии. Молекулы на поверхности жидкости втягиваются внутрь,
так как испытывают большее притяжение со стороны молекул в
•объеме жидкости, чем со стороны молекул пара. Это притяжение
внутренних молекул заставляет жидкость сокращаться в объеме и на
поверхности. В результате поверхностного натяжения жидкость
•собирается в капли, поднимается в капиллярах, пропитывает порис¬
тое твердое тело.
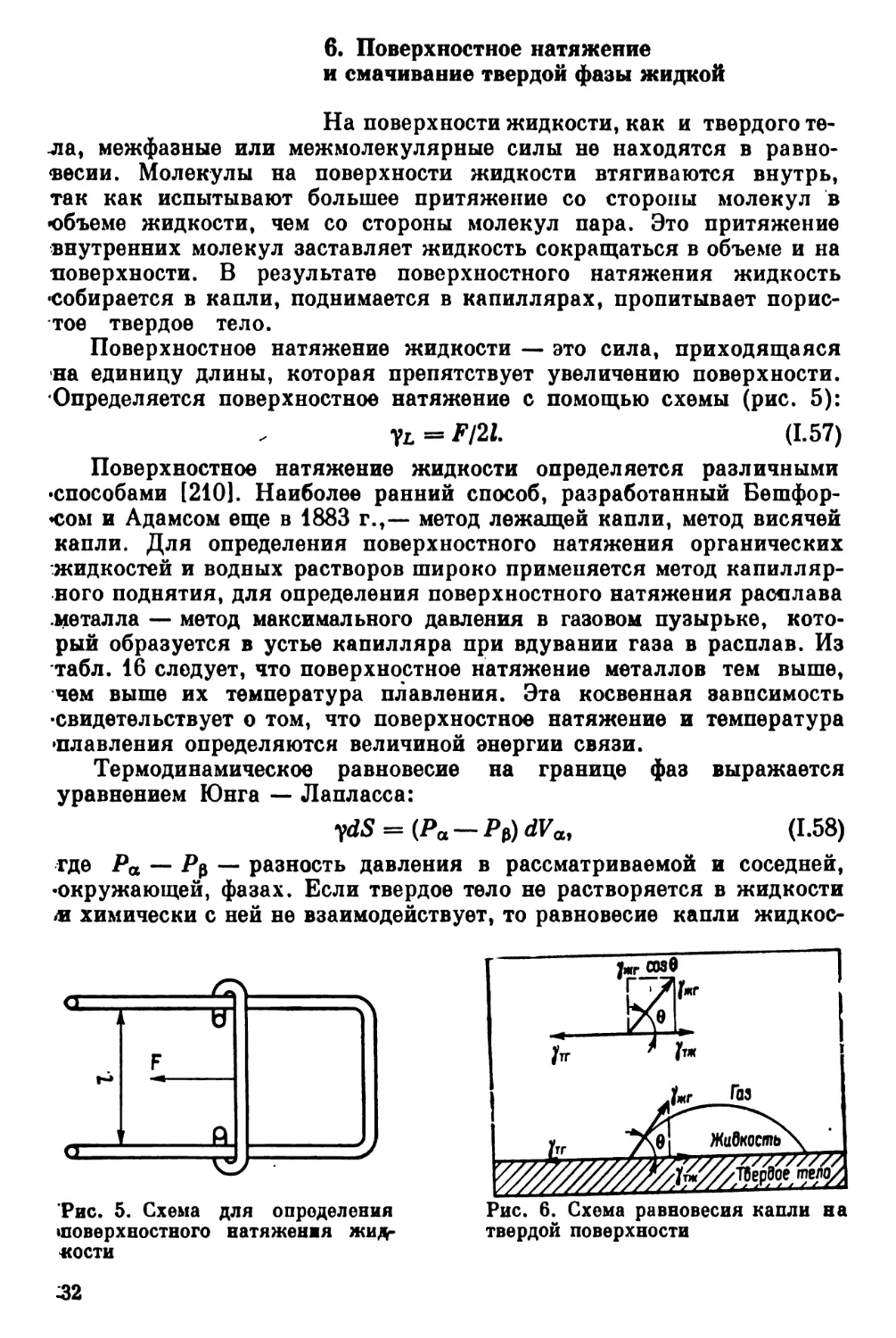
Поверхностное натяжение жидкости — это сила, приходящаяся
■на единицу длины, которая препятствует увеличению поверхности.
Определяется поверхностное натяжение с помощью схемы (рис. 5):
Vl = *72*. (1.57)
Поверхностное натяжение жидкости определяется различными
•способами [210]. Наиболее ранний способ, разработанный Бешфор-
•сом и Адамсом еще в 1883 г.,— метод лежащей капли, метод висячей
капли. Для определения поверхностного натяжения органических
жидкостей и водных растворов широко применяется метод капилляр¬
ного поднятия, для определения поверхностного натяжения раоллава
•Металла — метод максимального давления в газовом пузырьке, кото¬
рый образуется в устье капилляра при вдувании газа в расплав. Из
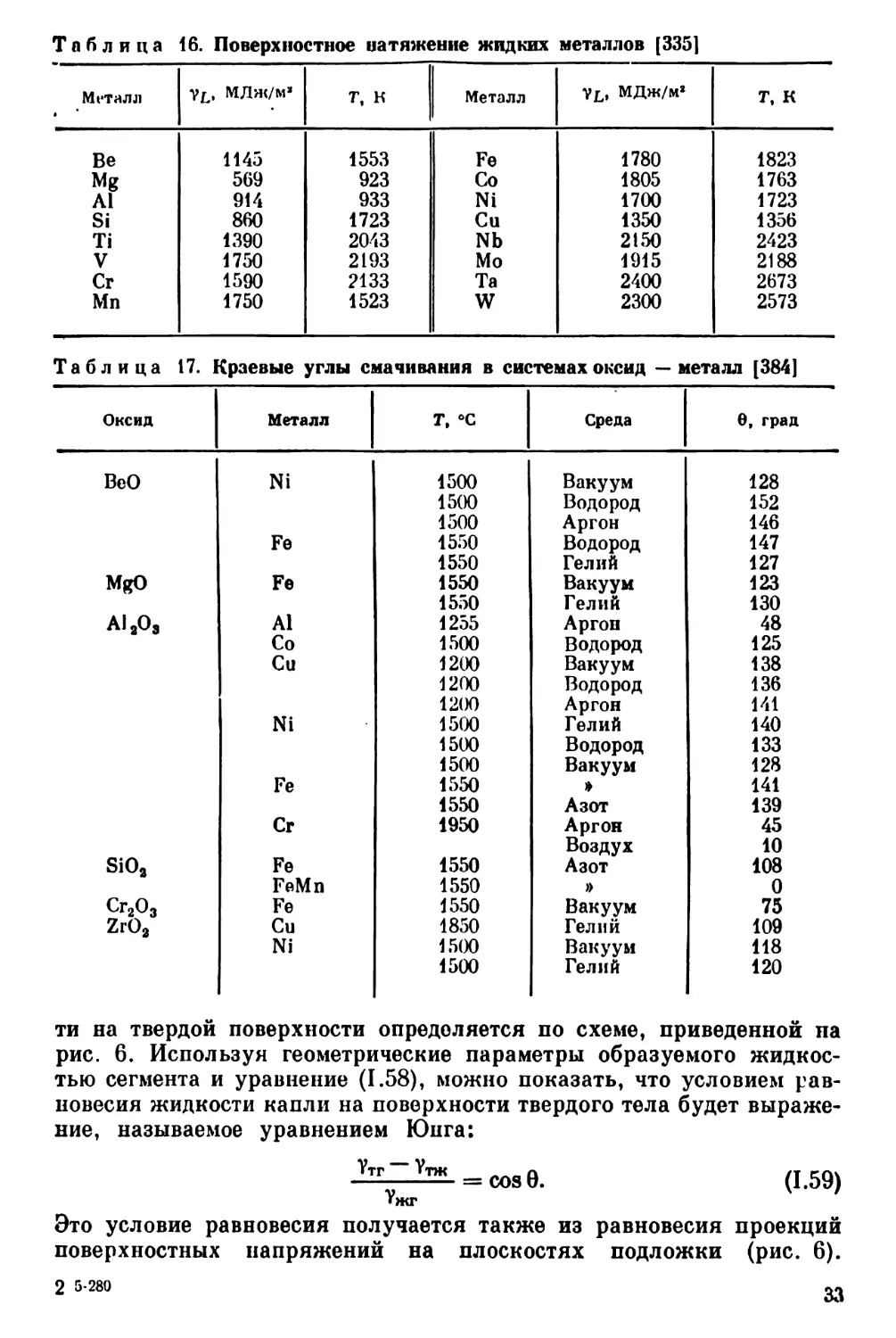
табл. 16 следует, что поверхностное натяжение металлов тем выше,
чем выше их температура плавления. Эта косвенная зависимость
•свидетельствует о том, что поверхностное натяжение и температура
•плавления определяются величиной энергии связи.
Термодинамическое равновесие на границе фаз выражается
уравнением Юнга — Лапласса:
ydS = (Pa — Pfi)dVа, (1.58)
где Pa-Pfi — разность давления в рассматриваемой и соседней,
•окружающей, фазах. Если твердое тело не растворяется в жидкости
л химически с ней не взаимодействует, то равновесие капли жидкос-
Рис. 5. Схема для определения
«поверхностного натяжения жид¬
кости
Рис. 6. Схема равновесия капли на
твердой поверхности
32
Таблица 16. Поверхностное натяжение жидких металлов [335]
Металл
Yl* МЛж/м*
T1 H
Металл
yL, МДж/м1
T1 к
Be
1145
1553
Fe
1780
1823
Mg
569
923
Со
1805
1763
Al
914
933
Ni
1700
1723
Si
860
1723
Cu
1350
1356
Ti
1390
2043
Nb
2150
2423
V
1750
2193
Mo
1915
2188
Cr
1590
2133
Та
2400
2673
Mn
1750
1523
W
2300
2573
Таблица 17. Краевые углы смачивания в системах оксид — металл [384]
Оксид
Металл
T9 °с
Среда
6, град
BeO
Ni
1500
Вакуум
128
1500
Водород
152
1500
Аргон
146
Fe
1550
Водород
147
1550
Гелий
127
MgO
Fe
1550
Вакуум
123
1550
Гелий
130
AJaO,
Al
1255
Аргон
48
Со
1500
Водород
125
Cu
1200
Вакуум
138
1200
Водород
136
1200
Аргон
141
Ni
1500
Гелий
140
1500
Водород
133
1500
Вакуум
128
Fe
1550
»
141
1550
Азот
139
Cr
1950
Аргон
45
Воздух
10
SiO3
Fe
1550
Азот
108
FeMn
1550
»
0
Cr2O3
Fe
1550
Вакуум
75
ZrO3
Cu
1850
Гелий
109
Ni
1500
Вакуум
118
1500
Гелий
120
ти на твердой поверхности определяется по схеме, приведенной па
рис. 6. Используя геометрические параметры образуемого жидкос¬
тью сегмента и уравнение (1.58), можно показать, что условием рав¬
новесия жидкости капли на поверхности твердого тела будет выраже¬
ние, называемое уравнением Юнга:
T,r~v™ =CO3 6. (1.59)
Ymr
Это условие равновесия получается также из равновесия проекций
поверхностных напряжений на плоскостях подложки (рис. 6).
2 5-280
за
Таблица 18. Краевые углы смачивания в системах карбид — металл [315]
Карбид
Металл
о
а
Среда
O9 град
TiC
Со
1500
Вакуум
5
Со
1500
Водород
36
Со
1500
Гелий
39
Ni
1500
Вакуум
38
Ni
1450
Водород
17
Ni
1450
Гелий
32
ZrC
Со
1500
Аргон
15
Ni
1380
Вакуум
24
УС
Со
1500
»
0
Ni
1450
»
0
NbC
Со
1500
»
0
Ni
1450
»
0
TaC
Со
1500
»
0
Ni
1400
»
0
CtjCj
Со
1450
Аргон
0
Ni
1400
>
0
MoaC
Со
1450
I
0
Ni
1400
»
0
WC
Со
1500
0
Ni
1450
»
0
B4C
Со
1780
Гелий
90
Ni
1780
»
. 90
Таблица 19. Краевые углы смачивания в системах нитрид — металл |315]
Нитрид
Металл
Г, 0C
Среда
в, град
TiN
Cu
1180
Вакуум
126
Al
900
Аргон
135
Fe
1550
Вакуум
100
Fe
1550
Аргон
132
Со •
1550
Вакуум
104
Ni
1550
»
70
ZrN
Cu
1100
»
138
Al
900
Аргон
167
Fe
1550
Вакуум
НО
Со
1600
7
Ni
1550
»
72
AlN
Cu
1100
>
100
Al
1000
»
138
Si8N4
Cu
1100
»
60
Fe
1540
Аргон
90
Со
1475
»
90
Ni
1435
»
90
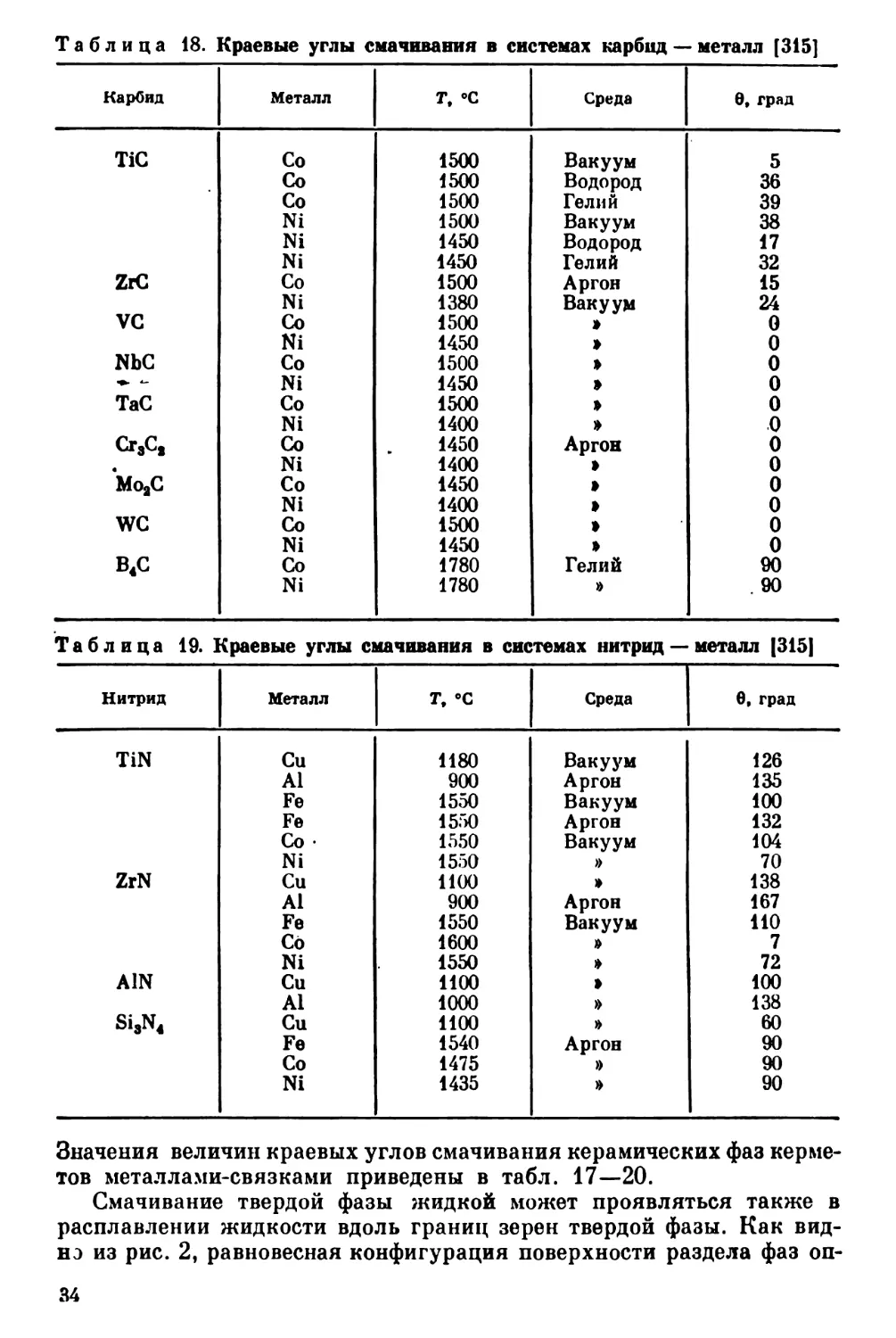
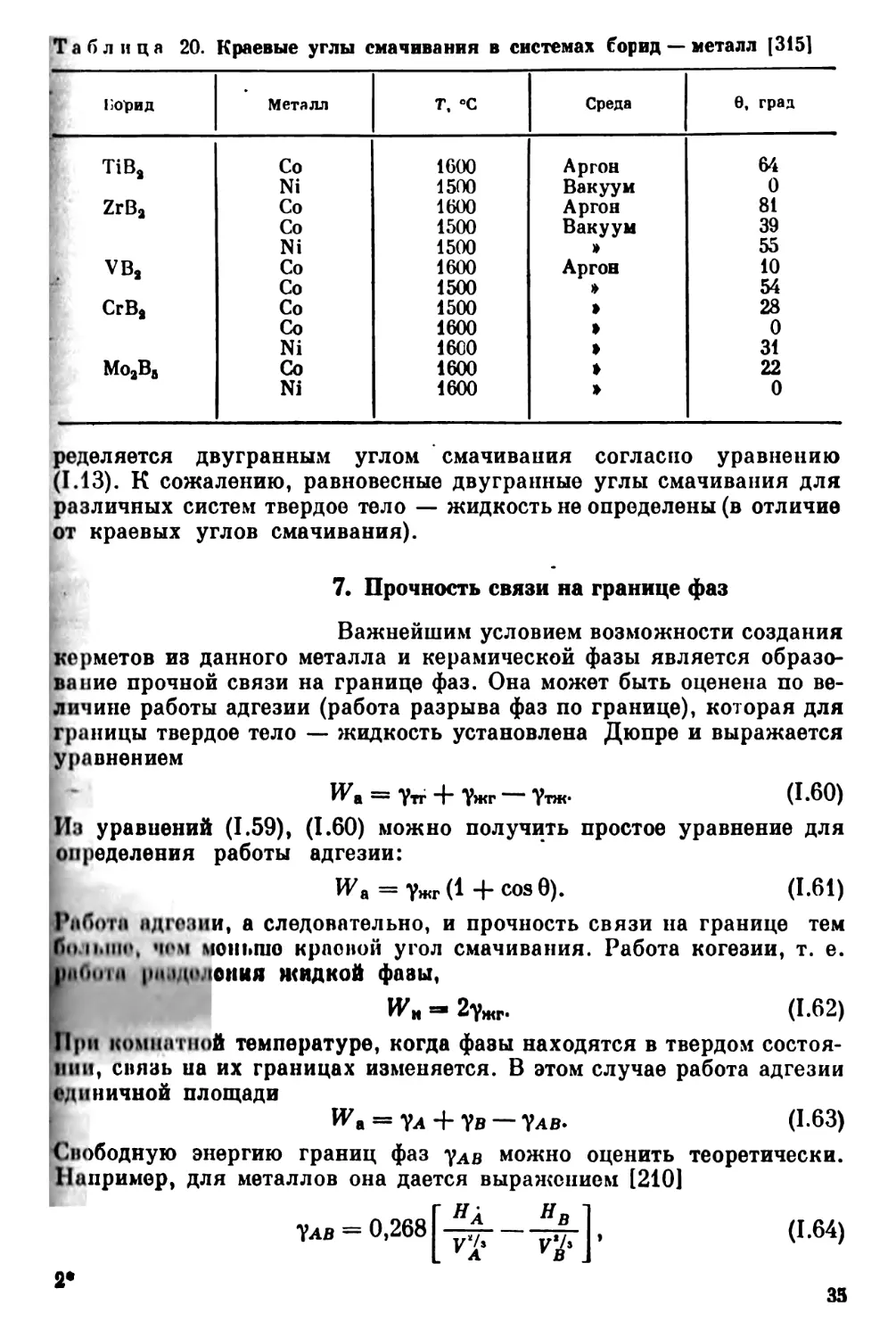
Значения величин краевых углов смачивания керамических фаз керме-
тов металлами-связками приведены в табл. 17—20.
Смачивание твердой фазы жидкой может проявляться также в
расплавлении жидкости вдоль границ зерен твердой фазы. Как вид-
нэ из рис. 2, равновесная конфигурация поверхности раздела фаз оп-
34
Таблица 20. Краевые углы смачивания в системах бород — металл [3151
IjOIpha
Металл
Т, eC
Среда
0, град
TiBs
Со
1600
Аргон
64
Ni
1500
Вакуум
0
ZrBs
Со
1600
Аргон
81
Со
1500
Вакуум
39
Ni
1500
»
55
VBs
Со
1600
Аргон
10
Со
1500
»
54
CrBs
Со
1500
>
28
Со
1600
»
0
Ni
1600
»
31
MosB8
Со
1600
>
22
Ni
1600
I
0
ределяется двугранным углом смачивания согласно уравнению
(1.13). К сожалению, равновесные двугранные углы смачивания для
различных систем твердое тело — жидкость не определены (в отличие
от краевых углов смачивания).
7. Прочность связи на границе фаз
Важнейшим условием возможности создания
ксрметов из данного металла и керамической фазы является образо¬
вание прочной связи на границе фаз. Она может быть оценена по ве¬
личине работы адгезии (работа разрыва фаз по границе), которая для
границы твердое тело — жидкость установлена Дюпре и выражается
уравнением
= Yrr + Утг — Ytjk- (1.60)
Из уравнений (1.59), (1.60) можно получить простое уравнение для
определения работы адгезии:
I Wa = ужг (I + cos 0). (1.61)
Работа адгезии, а следовательно, и прочность связи на границе тем
ISck-Iмне, чем моньшо краоной угол смачивания. Работа когезии, т. е.
JjaOuia ра «де !опия жидкой фазы,
Whs* 2ужг-
(1.62)
Мри комнатной температуре, когда фаэы находятся в твердом состоя¬
нии, связь на их границах изменяется. В этом случае работа адгезии
единичной площади
Wa = ул +Yb-Yab-
(1.63)
Свободную энергию границ фаз у можно оценить
Например, для металлов она дается выражением [210]
теоретически.
Yaa = 0,268[ у^
(1.64)
2*
35
Таблица 21. Свободная энергия границы фая в твердых телах (210]
Система
УЛВ, МДж/м*
Г, 0C
Система
тлв. мдж/м*
т, C
Ag — Cu
325
750
Ag — AI2O8
1630
700
Ci-Fe — Cu
535
825
Au Al2O8
1725
1000
Y-Fe — Cu
500
1000
Cu — Al2O3
1925
850
a-Fe — Fe8C
745
690
Ni — Al2O8
2140
1000
y-Fe—AI2O8
2065
1000
Ni — ThO2
2100
1200
Таблица 22. Свободная энергия границ зерен чистых металлов (210]
Металл
Yaa . мдж/м*
T9 eC
Металл
VAA. МДж/м»
Т, cC
Al
405
350
Cu
550
1030
Cr
980
1200
Nb
790
1500
a-Fe
800
825
Mo
610
1500
Y-Fe
770
1380
Mo
765
160Э
O-Fe
470
1470
Та
740
1500
Ni
728
1300
W
1080
1500
Таблица 23. Работа адгезии в керметах (210]
Контактир
Керамика
ующие фазы
Металл
Г, К
IVa, МДж/н*
О МПа
Al2O8
Al
973
63
91
Fe
1273
810
191
Со
—
619
54
Ni
1273
645
118
Ni
1773
1390
125
Ni + 1,35 % Cr
1773
1170
141
Ni + 1,09 % Zr
1773
500
—
TiN
Mo
2423
3910
W
2423
4375
”
где Ял, Яд — теплоты плавления металлов; VA, Vb — молярные объе¬
мы металлов.
Методику измерения энергии на границе раздела структурных
составляющих в двухфазных сплавах разработал Джонес 1210].
Однако практически прямое измерение энергии связи на границе
фаз сплавов выполнено для очень малого числа материалов (табл. 21).
Свободная энергия границ зерен чистых металлов приведена в
табл. 22. Она равна примерно третьей части их свободной поверхност¬
ной энергии (см. табл. 15).
В керметах на границах возникают термические напряжения,
точечные и линейные дефекты. Поэтому для сравнительной оценки
прочности связи па границах фаз рекомендуется использовать толь¬
36
ко относительные величины работы адгезии (2WVya + Yb) и работы
Когезии (WJ-ya, WVyb)- пРи 2WJyА + Yb > WJyA, WJy3 проч¬
ность связи на границах фаз будет больше, чем на одноименных гра¬
ницах. Величина энергии связи на траницах указывает на характер
взаимодействия атомов на границе раздела. При физическом взаимо¬
действии энергия связи оценивается десятками килоджоулей на моль,
к при образовании химической связи — сотнями килоджоулей на
моль.
Работа адгезии должна коррелировать с прочностью керметов.
Однако, как следует из табл. 23, связь эта слабая. Для однозначного
ваключения о законности такой корреляции необходимо выполнить
специальные исследования.
Образование прочной связи на границах фаз связано с протека¬
нием сложных физико-химических процессов на поверхности раздела,
вызывающих изменение в этой области химического состава компо¬
зита. При этом образуется такая связь между фазами, которая
обеспечивает передачу нагрузки между ними. Передачу нагрузки
между фазами, особенно при низких температурах, может осущест¬
влять и чисто механическая связь, т. е. связь за счет механического
зацепления. Однако, как указано выше, такие материалы следует
относить к механическим смесям, а не к керметам.
Связь в керметах может осуществляться за счет смачивания и
растворения (краевой угол смачивания менее 90°), слабых реакций
на границе с образованием промежуточных соединений (например,
TiC на границе Ti и С), слабых реакций на границе с образованием
промежуточных соединений, компоненты которых обмениваются
местами с легирующими элементами матрицы (металл, сплав) и кера¬
мики, например (Ti, Al) B2 на границе Ti (AI)tb.р и В. Все эти типы
связи представлены в керметах металл — оксид, металл — карбид,
металл — нитрид, металл — борид.
ГЛАВА
п
ФОРМОВАНИЕ ИЗДЕЛИЙ
Перед спеканием, пропиткой, а иногда и перед
горячим прессованием формуют заготовки изделий из исходных порош¬
ков. Формование заготовок осуществляется одним из известных
методов порошковой металлургии: прессование в стальных пресс-
формах, изостатическое, ударное, мундштучное, шликерное литье,
горячее шликерное литье [325, 380]. Все эти методы достаточно хо¬
рошо разработаны. При их использовании в производстве керметов
следует следить только за тем, чтобы в процессе выполнения операций
не происходило разделения составляющих кермета, обеспечивалось
равномерное распределение фаз в объеме. Выбор того или иного ме¬
тода зависит от сложности формы изделия,' необходимой производи¬
тельности свойств составляющих фаз, последующего технологичес¬
кого процесса изготовления готового изделия. Ниже рассмотрены
только основные методы формования керметов.
1. Прессование в стальных пресс-формах
Прессование в стальных пресс-формах — наи¬
более распространенный метод формования [66, 86, 136, 285] —
используется, например, в промышленном производстве твердых спла¬
вов [36, 364]. По применяемой оснастке и прессовому оборудованию
прессование керметов не отличается от прессования металлов, но по
существу эти процессы различны. Отличие заключается в том, что
при прессовании металлов уплотнение осуществляется в основном за
счет пластической деформации частиц, а при прессовании кермето» —
за счет укладки частиц и упругой деформации. Это вызвано свойства¬
ми формуемых порошков. Формуемые порошки керметов состо¬
ят из твердой керамической фазы, которая претерпевает пластическую
деформацию только при очень высоких температурах и давлениях
(табл. 24) [195]. Цинк становится пластичным под гидростатическим
давлением 100 МПа, висмут — 300, хром — 500, чугун — 900 МПа,
оксид алюминия — 3, карбид титана — 4,5 ГПа. Пластичность ту¬
гоплавких соединений наблюдается также при температурах выше
0,5Гил 1298]. Однако это такие высокие температуры, при которых
38
'Таблица 24. Предел текучести, модули упругости и сдвига хрупких
веществ [195]
Соедине¬
ние
E9 ГПа
G, ГПа
ГГХн
Соедине¬
ние
Е, ГПа
G9 ГПа
4’
ГПа
TiB2
55,1
21,4
14
AlN
6
TiC
46,6
19,6
20
TiN
43,9
16,3
14
WC
54,8
22,0
7
BeO
27,4
10,2
7
TaC
63,5
26,9
7
AI2Os
41.0
16,6
И
[происходит не только формование, но и спекание, т. е. горячее
прессование.
В состав формуемых порошков керметов входят металлические
порошки, однако их количества недостаточно для придания смеси
пластичности, необходимой для формования. Поэтому смеси кер¬
метов «пластифицируют», т. е. добавляют в их состав пластические
тела — каучук, парафин, крахмал, бакелит, глину. Обычно добавля¬
ют не более 35 % пластификаторов. Пластификаторы перемешивают
с порошками, затем смесь гранулируют любым способом. Полученные
гранулы обладают достаточной прочностью, плотностью, определен¬
ными пластическими свойствами, а также сыпучестью.
C добавлением пластификаторов тело становится сложным. В этом
[случае можно рассматривать пластическую деформацию примени¬
тельно к гранулам и прослойкам пластификаторов между частицами.
При наличии воздушных пор в гранулах сжатие системы в цело i
приводит к изменению формы гранул, уплотнению. Под влиянием
приложенного давления гранулы разрушаются, заполняют относи¬
тельно крупные поры в свободно насыпанной смеси. Крупные поры
образуются в результате заклинивания гранул при засыпке. При уве¬
личении давления достигается более устойчивое положение структур¬
ных элементов, возрастание плотности за счет укладки частиц в про¬
межутке с существенным увеличением поверхности контактов, за¬
полнением объемов пластификатором. При дальнейшем увеличении
давления уплотнение сопровождается явлениями деформации зерен —
пластической деформацией в металлической фазе, упругой — в ке¬
рамической. На контактной поверхности частиц возникают высокие
IiaiipiOKeiiiui, во много раз превышающие удельное давление прессо-
Miuiii IJutiix условиях металлические частицы пластически деформи-
р\ hitch, т. е одновременно при прессовании порошков керметов мо¬
гут иметь место различные типы деформации, приводящие к непрерыв¬
ному увеличению контактной поверхности, образованию каркаса из
керамической фазы. Дальнейшее повышение давления может привести
к разрушению хрупких частиц, и прежде всего к раздавливанию
углов, выступов, неровностей. Однако самые высокие применяемые
давления прессования не приводят к полному раздавливанию час¬
тиц, получению беспористых заготовок. Обычно остаточная пористость
иаготовок после прессования остается достаточно высокой и составля¬
ет 20-40 %.
39
Остаточная пористость
прессовок зависит по толь¬
ко от давления прессования,
но и от содержания пласти¬
фикатора, занимающего су¬
щественную часть объема пор.
Кроме того, пластификатор
способствует запрессовке воз¬
духа в заготовке.
В этом случае возможны
очень большие упругие пос¬
ледействия. При содержании
пластификатора более 30 %
в заготовке все поры запол¬
няются им в случае достато¬
чно высокого давления прессования.
Схема прессования в стальных пресс-формах представлена на
рис. 7. Вначале полость матрицы пресс-формы заполняется гранула¬
ми (порошком). C помощью верхнего и нижнего пуансонов смесь сжи¬
мается в матрице. Прилагаемое давление прессования уравновешива¬
ется боковым давлением, напряжениями в теле прессовки и силами
внешнего трения. Влияние сил трения приводит к тому, что плотность
прессовки в объеме неравномерна. Наименьшая плотность наблюдается
на поверхности в центральной части под пуансоном и на поверхности
центральной части цилиндра. Линии изоплотности прессовки пока¬
заны на рис. 7, б. При снятии внешнего давления система становится
неуравновешенной, так как при выталкивании исчезает действие
боковых усилий и усилий трения. Поэтому заготовка после выпрессов-
ки увеличивается в размерах на 5—6 % в направлении прессования и
на 1—3 % в перпендикулярном направлении в результате релаксации
упругих деформаций сжатия, сдвига и изгиба частиц, расширения
сжатого в порах воздуха (рис. 7, в). Упругое последействие прессо¬
вок может явиться причиной расслаивания, повышенной пористости.
Задача прессования — получение заготовок с максимально высо¬
кой и равномерной плотностью. Поэтому установление взаимосвязи
плотности и давления прессования заготовок является предметом
многочисленных исследований. В результате разработано большое
число уравнений прессования, анализ которых показывает, что мно¬
гие из них идентичны [186]. Кроме того, не существует практических
рекомендаций по выбору уравнений для описания полученных экс¬
периментальных результатов. Поэтому каждый исследователь вы¬
бирает уравнение по своей интуиции или, обрабатывая свои резуль¬
таты, подбирает удобное уравнение [289]:
уравнение М. Ю. Балынина
mlgp = — IgP + с; (ILl)
уравнение А. С. Бережного
П = а — MgP;
Рис. 7. Схема1 двустороннего прессования
в стальных матрицах:
а — засыпка: б — прессование; в — выпрсссовка
(II.2)
уравнение С. С. Козакевича
Kcm = аРп. (IU)
Здесь Kcm — коэффициент, равный отношению высоты засыпки
к высоте прессовки; т, с, а, Ь, п — эмпирические коэффициенты.
Приведенные уравнения являются только примерами, а не рекомен¬
дацией для использования, хотя и наиболее часто применяются для
описания прессования хрупких порошков.
Метод прессования в стальных пресс-формах позволяет получать
изделия простой формы с соотношением высоты к диаметру HID « 1,
но не обеспечивает равномерного распределения плотности в объеме.
Применительно к прессованию хрупких веществ метод совершенст¬
вовался в следующих направлениях: вакуумирование прессуемой
массы, приводящее к повышению плотности, улучшению равномер¬
ности распределения плотности и формируемости; вибрационные
воздействия, приводящие к уменьшению усилия прессования, полу¬
чению изделий с большим отношением HiD: при сообщении дисперс¬
ной системе знакопеременных импульсов с частотой 10—500 Гц
коэффициент трения между частицами порошка и стенками формы
сильно уменьшается, дисперсная система получает свойства псевдо¬
жидкости, благодаря чему осуществляется укладка частиц 1388];
этот метод позволяет изготовлять изделия с большим отношением
HID (более 10) с удовлетворительной плотностью и равномерным ее
распределением, а также дает возможность формировать крупнога¬
баритные изделия; использование эластичных вставок форм, обеспе¬
чивающее всестороннее сжатие и, следовательно, получение изделий
больших размеров; использование динамических ударных нагрузок,
обеспечивающее получение изделий высокой плотности. Импульсные
нагрузки создаются пневмомеханическими машинами, работающими
при скоростях плунжера более GO—70 м/с. Заготовки под прессование
нагреваются до высоких температур. Импульсные нагрузки получают
также с помощью взрывчатых веществ. Для получения заготовок с
равномерной плотностью по объему применяют изостатическое прес¬
сование порошков в эластичных оболочках [461] или шликерное
литье [92, 130].
2. Шликерное литье
Метод формования изделий из высококоп-
центрированных суспензий порошков и жидкостей называется шликер-
ным литьем. Шликер заливают в пористую, чаще всего гипсовую
форму и выдерживают некоторое время для получения заготовки.
Заготовка образуется за счет капиллярного всасывания жидкости в
поры формы. Вместе с жидкостью к стенкам формы перемещаются
твердые частицы и упаковываются, образуя постепенно утолщающий¬
ся слой. После образования заготовки заданной толщины шликер
сливают, а заготовку после предварительной сушки извлекают из
формы. Процесс шликерного литья позволяет получать изделия слож¬
41
ной формы, полые изделия с равномерной толщиной стенки, обеспе¬
чивает равномерную плотность по объему [92].
Для получения высококачественных отливок необходимо, чтобы
шликер обладал высокой седиментационной и агрегативной устой¬
чивостью, т. е. частицы в шликере должны находиться длительное
время во взвешенном состоянии и не образовывать агрегатов. Для
заполнения формы шликер должен иметь высокую текучесть, т. е.
малую вязкость ц0, характеризуемую коэффициентом, входящим в
уравнение Ньютона:
/-Ч.-Е-. <IU>
Здесь / — внутреннее трение (сила) ламинарно движущихся слоев
при градиенте скорости dvldx. Коэффициент вязкости шликера зави¬
сит от объемного содержания частиц в шликере и описывается многи¬
ми уравнениями для суспензии с невысоким содержанием частиц
[63, 280]:
уравнение Ейнштейна
tI =
уравнение Дейбройта —
rI =
уравнение Кургаева
Л = tIoJ
уравнение Майклса
tI — tIo
Для приготовления шликеров используют воду, спирты, органиче¬
ские растворители. Жидкую фазу выбирают таким образом, чтобы она
не взаимодействовала химически с частицами, но хорошо их смачива¬
ла. Для повышения смачиваемости твердых тел в жидкий шликер
добавляют ПАВ — мыло, казеин, желатин.
C целью предотвращения осаждения частиц в жидкости шликер
необходимо непрерывно перемешивать, так как седиментация (осаж¬
дение) частиц протекает непрерывно, но значительно медленнее, чем
по закону Стокса:
— (II.9)
Повышенная устойчивость шликеров обеспечивается силами мо¬
лекулярного притяжения п силами электростатического отталкива¬
ния между частицами, так как на поверхности частиц, согласно
Ло (1 + -г ф») ;
(II.5)
Барджерса
1-ф„
-1b 1-1,5ф„ ’
(II.6)
1+2<р,(»-ф,)]’
(И-7)
('tT52H-
(II.8)
V 1— 0,74 /
42
Б. В. Дерягину, образуется двойной электрический слой ионов.
'В связи с этим для стабилизации шликеров к ним добавляют малые
!дезы электролитов, пользуясь правилом Шульце — Гарди [42, 63],
Согласно которому стабилизирующее (флокулирующее) действие ока¬
зывают электролиты, заряд которых противоположен заряду частиц
Твердой фазы.
I Свойства шликеров регулируются электролитами изменением
!концентрации ионов по водородному показателю pH. Дело в том,
что порошки различных веществ по-разному изменяют pH воды
Например, такие вещества, как кремний, борид титана, карбид хро¬
ма, диоксид титана, практически не изменяют pH дистиллированной
воды, равный 7. Молибден, диборид молибдена, оксид ванадия, ди¬
силицид вольфрама подкисляют воду до pH 3, а хром, диборид цир¬
кония, карбид бора, нитрид кремния, оксид алюминия подщелачивают
воду до pH 9.
При получении изделий методом шликерного литья сначала из¬
готовляют гипсовые формы, внутренняя полость которых полностью
соответствует форме детали. Формы перед заливкой шликера сушат
до содержания влаги 5—10 %. Кроме гипсовых форм, для шликерно¬
го литья используют металлические перфорированные формы, в ко¬
торых жидкость шликера непрерывно отсасывается. Используют также
бумажные или керамические формы, из которых заготовку перед спе¬
канием не извлекают, спекание проводят вместе с формой.
Качество заготовок, полученных методом шликерного литья,
обеспечивается методами, приводящими к стабилизации шликера,
повышению жидкотекучести, однородности. G этой целью шликер
н формы выдерживают при определенной температуре, проводят
вакуумирование шликера для удаления воздуха, подвергают вибра¬
ционной обработке.
Для шликерного литья изделий из керметов необходимо исполь¬
зовать стабильные суспензии, учитывая, что металлические и керами¬
ческие составляющие могут оседать с различной скоростью. Для
стабилизации шликеров могут добавляться различные вещества. Так,
для изготовления твердосплавного инструмента сложной формы из
ВК6 готовится шликер с добавлением стабилизатора — альгината
аммония (0,15 %). При литье шликеров, для которых pH составляет
8,9, получоиы заготовки с максимальной плотностью [42]. Для литья
мрмотои ZrC — W применяют дисперсионную среду в виде 2%-ного
раствора Na — КМЦ [93]. Пористость полученных заготовок 40 %.
Известно также применение шликерного литья для изготовления
изделий из керметов нержавеющая сталь — диоксид урана, нержаве¬
ющая сталь — оксид алюминия [92].
3. Горячее шликерное литье
Шликерное литье изделий в гипсовые формы
обладает существенными недостатками [92], поэтому в последние годы
получило развитие горячее шликерное литье, особенно в области
электро- и радиокерамики [79]. Согласно этому методу, в смесь
43
Таблица 25. Рекомендуемые составы термопластичных связок для
шликеров [79]
Парафин
Олеиновая кислота
Пчелиный воск
Стеариновая кислота
95
5
97
—
—
3
94
6
—
порошков добавляется пластификатор (парафин, воск), который при
нагревании до невысокой температуры (50—70 0C) становится жидко¬
текучим. Обычно добавляют к порошку 30—50 % пластификатора.
Такая суспензия — шликер — под давлением заполняет металличес¬
кую форму и сохраняет ее при комнатной температуре, благодаря чему
получаются изделия сложной формы при использовании недорого-
стоящей оснастки.
Основной характеристикой термопластичного шликера является
вязкость, так как от ее величины зависит способность шликера запол¬
нять форму. Оптимальная вязкость шликеров находится в пределах
5—12 Па • с. Важной характеристикой шликера является литейная
способность, т. е. способность шликера полностью заполнять форму.
Литейная способность шликеров зависит от их вязкости, скорости
затвердевания, температуры шликера, давления формования. Она тем
выше, чем меньше вязкость и скорость затвердевания шликера.
Для улучшения литейных свойств и стабильности суспензий в состав
шликеров вводят ПАВ, способствующий образованию на поверхности
частиц порошка адсорбционного слоя. Образующийся слой снижает
поверхностную энергию частиц и этим уменьшает количество парафи¬
на, необходимое для образования подвижной (жидкой) системы.
Количество ПАВ в шликере зависит от дисперсности порошка.
Для керамических и металлических порошков в качестве ПАВ
наиболее часто применяют олеиновую и стеариновую кислоты,
пчелиный воск. Эти ПАВ создают мономолекулярный слой на части¬
цах порошка уже при введении около 1 % в связку. Однако оптималь¬
ным количеством ПАВ считается 3—6 % (табл. 25). Приведенные сос¬
тавы термопластичных связок универсальны для различных порош¬
ков. Пчелиный воск обеспечивает наибольшее снижение вязкости
шликера. Он легко удаляется из заготовки, не разрушая ее и повышая
прочность отливок.
Реологические свойства шликеров существенно влияют па упа¬
ковку частиц и объемную массу отливок. Эти характеристики отли¬
вок зависят от количества связки и вида ПАВ (табл. 26). Как следует
из табл. 26, коэффициент упаковки частиц может достигать более
высоких значений, чем теоретическая укладка шаров одного размера
(31 %).
Заготовки изделий перед спеканием должны проходить специаль¬
ную обработку для удаления парафина, воска, олеиновой кислоты.
C этой целью заготовки нагреваются в порошковых засыпках, которые
44
Таблица 26. Коэффициенты упаковки частиц порошка и виды связок,
рекомендуемых для применения [79]
Связка
фу, %
ку, %
Парафин 4- канифоль
48,0
26,3
Парафин
44,4
28,4
Парафин 4- олеиновая кислота
43,1
29,7
Парафин -j- касторовое масло
40,1
30,0
Парафин 4- пчелиный воск
34,9
39,5
поглощают связку. При нагревании связка в жидком состоянии отса¬
сывается в порошок-засыпку, адсорбируется на поверхности частиц
засыпки и испаряется. Скорость удаления пластификатора должна
быть минимальной для предотвращения трещин, вздутий и расслое¬
ний. Продолжительность выдержки, особенно при температурах
перехода связки из твердого состояния в жидкое, зависит от толщины
и конфигурации изделия. Оптимальной температурой удаления связ¬
ки считается 180 °С. В качестве засыпок-адсорбентов обычно исполь¬
зуется глинозем, обожженный при 1200—1350 0C [79]. Однако для
карбидсодержащих керметов применяют сажу, которая поглощает
парафин быстрее, чем глинозем [65].
Методом горячего литья получены изделия сложной формы из
таких керметов, как КХН15, ВК6, ВК6М, ВК20. Изготовлены фасон¬
ные резцы, фрезы, сверла, развертки [92]. Для литья твердых спла¬
вов готовили шликер из парафина и воска (15 %). Для сплава ВК6М
оптимальное содержание пластификатора составляет 8,5 %, для
ВК20 - 6, КХН15 - 6,5 %.
Разновидностью метода горячего литья можно считать метод на¬
мораживания [79, 181]. Согласно этому методу, в термопластичный
шликер помещается металлическое изделие, наружная форма которо¬
го соответствует требуемой внутренней форме формуемого изделия.
Термопластичный шликер намораживается на поверхность металли¬
ческой формы. После охлаждения на воздухе намороженная заготов¬
ка легко снимается с металлической оправки.
^ 4. Мундштучное прессование
Мундштучное прессование является основным
непрерывным процессом формования изделий из керметов. Оно
заключается в выдавливании через мундштук пластифицированной
массы, обладающей специальными реологическими свойствами
(рис. 8). Эта масса в нормальном состоянии является твердым телом,
а под давлением приобретает свойства жидкости [28]. Пластифици¬
рованная масса образуется в результате добавления в смесь кера¬
мического и металлического порошков пластификатора в количестве
35—50 %. В качестве пластификаторов для мундштучного прессо¬
вания используют парафин, поливиниловый спирт, каучук, крахмал,
45
бакелит, глину. Пластификаторы должны/не
реагировать с материалом изделия при спека¬
нии, способствовать получению более компакт¬
ного изделия и удаляться, не внося допол¬
нительных примесей. Поэтому при формова¬
нии различных керметов используют разные
пластификаторы. Неорганические пластифика¬
торы вносят в прессуемое изделие определен¬
ное количество примесей в виде оксидов, ор¬
ганические — в виде углерода. Количество уг¬
лерода, введенное в изделие пластификатором,
зависит от режима спекания [316]. Если за¬
готовки перед спеканием нагревают при тем¬
пературе 400—450 0G на воздухе, то органичес¬
кие пластификаторы выгорают. Если такая
обработка не проводится, а изделия медленно
нагревают в защитной среде до температуры
спекания, то количество углерода в изделии
оказывается равным содержанию кокса в пла¬
стификаторе (табл. 27).
Пластификатор, порошки керамики и металла образуют пластич¬
ную смесь. Поведение такой массы описывается уравнением Бингама
Рис. 8. Схема мунд¬
штучного прессования
dv
P — Po + Лт -JgT •
(IUO)
Приведенное уравнение является основным для описания формоиз¬
менения пластифицированных масс при мундштучном прессовапии.
Реологические параметры пластифицированных масс (предел теку¬
чести р0 и бингамовская вязкость) определяют с помощью капиллярно¬
го вискозиметра, который моделирует процесс экструзионной пере¬
работки [308]. Результаты опытов по экструзии пластифицированных
масс представляют обычно в виде зависимости скорости истечения мас¬
сы, секундного расхода (q0) от давления экструзии (р). Процесс хоро-
Таблица 27. Поведение пластификаторов при нагреве [316]
Пластификатор
Температура
воспламене¬
ния »на воз¬
духе, 0G
Содержание
золы, %
Содержание
кокса, %
Отношение
растворите¬
ля к раство¬
ряемому
веществу
Крахмальный клейстер
450
2,45
6,7-6,8
4:1
Парафин
400
0
0
—
Раствор:
поливинилового спирта в
воде
450
0,58
1.1-1,2
4:1
каучука в бензице
260
0,94
1,5-1,6
10:1
парафина в бензине
парафина в бензоле
260
0
0
2:1
400
0
0
2:1
бакелита в сшфте
430
—
50-52
10:1
Глина, жидкое стекло
6:1
46
шо описывается уравнением Шведова — Бингама, интегральная фор¬
ма которого для истечения массы из цилиндрического капилляра
имеет вид
_ ^rK /„ * „ I pO V
* 8lKqv 3 + 3р» J ’
при избытке давления
nrK f 4 \
Лт “ ~Щя7 Ip ~ з p°j*
Уравнение (И.12) устанавливает линейную зависимость между
tjy и р. Экстраполяция прямолинейного участка зависимости qy =
— f (р) Д° пересечения с осью абсцисс отсекает на этой оси отрезок
р = -у р0. Это дает возможность определить условный динамический
предел текучести P1Q, соответствующий р0, при котором масса начи¬
нает выдавливаться из капилляра:
Pu 2 = -¾-. (П.13)
(ILll)
(11.12)
Обычно пресс-формы для мундштучного прессования напоминают
капиллярный вискозиметр, у которого капилляром следует считать
коническую поверхность, образующуюся в процессе истечения.
Из-за пристенного скольжения в цилиндрической части мундштука
и истечения смеси в виде бруса с равной скоростью слоев по попе¬
речному сечению длина мундштука не может входить в уравнение
как длина капилляра. Длиной капилляра принимают высоту конуса,
образующегося над капилляром при истечении смеси:
D — d
~2tga ’
(11.14)
где a — угол конуса образующейся воронки при установившемся
потоке. Усилие выдавливания пластифицированной массы через
мундштук определяется выражением [316]
P = —Jt^— I-S- + X Pk2J * (П1Й)
Как следует из (11.15), усилие прессования полностью определяется
^геометрией пресс-формы и реологическими свойствами массы.
Пластичность смесей зависит от количества пластификатора и
способа его введения. Хорошая формуемость смесей достигается обра¬
боткой перед прессованием — брикетированием с вакуумированием
для удаления воздуха. На пластичность и качество получаемых
изделий влияет крупность частиц порошкаt При введении одного и
того же количества пластификатора в крупный и тонкий порошок
частицы крупного порошка оказываются окруженпыми более тол¬
стыми прослойками пластификатора, чем частицы тонкого. Умень¬
шать количество вводимого пластификатора невозможно, так как
крупные частицы вызывают заклинивание в мундштуке, особенно
при прессовании тонких изделий.
47
5. Изостатнческое прессование '
Изостатнческое прессование заготовок керме-
тов — наиболее прогрессивный метод, позволяющий получать изде¬
лия с равномерной плотностью по объему [130, 361]. Известны три
разновидности этого метода: гидростатическое, газостатическое и
прессование в эластичных оболочках. Последний вид прессования осу¬
ществляется в стальных пресс-формах, в которых прессуется толсто¬
стенный упругий контейнер (специальная резина), наполненный поро¬
шком. Этот метод — разновидность обычного прессования в стальных
пресс-формах.
Изостатнческое прессование осуществляется в специальных уста¬
новках, где обычно давление жидкости или газа в камере достигает
1 ГПа (рис. 9). Порошок помещается в эластичную форму, отделя¬
ющую прессуемую массу от жидкости или газа. В процессе прессо¬
вания воздух, находящийся внутри оболочки, запрессовывается в
малых порах, поэтому перед прессованием полость оболочки необ¬
ходимо вакуумировать.
При изостатическом (гидро- или газостатическом) прессовании
уплотнение более эффективно, т. е. при одном и том же давлении по¬
лучаются более плотные заготовки. Это объясняется отсутствием
потерь давления на трение порошка о стенки пресс-форм и трех¬
мерным относительным перемещением частиц. При формовании из¬
делий изостатическим прессованием наблюдается значительно меньше
микроструктурных дефектов, поэтому можно применять как пласти¬
фицирование, так и чистые смеси керамических и металлических час¬
тиц. Однородность структуры заготовок обеспечивается также тем,
что обычно форму заполняют с помощью вибратора, следя за тем,
чтобы вибрация не вызвала сегрегацию порошка.
Обычно считалось, что изостатнческое прессование — малопро¬
изводительный процесс. Однако в последние годы разработаны уста¬
новки, позволяющие получать изделия с производительностью 500
и даже 1500 шт./ч [484].
Некоторые гидростаты в качестве энергоносителя используют
порох [307]. Принципиальная схема такой гидродинамической уста¬
новки показана на рис. 10. В этой установке при горении пороха
в закрытом объеме развивается высокое давление, которое действует
через поршень на жидкость и порошок, находящийся в ней в элас¬
тичной оболочке. Такие установки имеют явные преимущества, так
как нс требуют особых уплотнений в связи с импульсным характером
приложения давлений, а также насосов высокого давления. Они поз¬
воляют прессовать при давлении до 1—1,5 ГПа.
Другим оригинальным энергоносителем в гидродинамических
установках являются электрические импульсы — разряды [307].
В камере с жидкостью между электродами при разряде батареи кон¬
денсаторов образуется плазменный канал нагретых газов. Газообраз¬
ные продукты, расширяясь, сжимают жидкость, создавая давле¬
ние, сжимающее оболочку с порошком.
В последние годы часто применяют импульсное изостатнческое
48
Рис. 9. Схема гидроста¬
та:
1 — заготовка; 2 — оболоч¬
ка; J — подставка; 4 — со¬
суд высокого давления; 5 —
пробка
Рис. 10. Схема гидростата ВВ:
1 — пороховой заряд; 2 — поршень;
3 — пробка; 4 — жидкость; 5 —
сосуд высокого давления; 6 — за¬
готовка; 7 — защитная оболочка
прессование керметов, используя
энергию бризантных взрывчатых
веществ (BB) [307]. При таком прес¬
совании бризантные BB распола¬
гаются вокруг оболочки с порош¬
ком или вокруг заготовки из по¬
рошка и при взрыве уплотняют порошковую систему. При ударном
прессовании в результате детонации BB развиваются огромные
давления, которые зависят от размеров заготовки, плотности прессуе¬
мого материала и скорости распространения ударной волны в мате¬
риале. В этом случае давления могут достигать 1—100 ГПа. В резуль¬
тате механического перемещения частиц и их деформации в прессов¬
ках может развиваться температура от сотен до десятков тысяч
градусов. Так как скорость распространения ударной волны очень
высокая, время действия давлений и температур исчисляется микро¬
секундами. Таким образом, при динамическом прессовании давление
и температура в прессуемом объекте определяются свойствами не
только ВВ, но и прессуемых веществ. Для управления процессом
прессования необходимо знать ударные адиабаты веществ, т. е. уста¬
новить зависимость давления от массовой скорости вещества [261.
Для керметов, состоящих из металла и керамики, согласно зако¬
ну сохранения массы и моментов смеси металла и керамики при оди¬
наковом давлении, устанавливается следующее соотношение массо¬
вых скоростей [26]:
и = <tJJi + (I - <pm) Ul (H.16)
Керметы, как и любые формуемые из порошка материалы, содер¬
жат поры. Такой пористый материал можно рассматривать как
смесь компактного материала с воздухом. Его массовая скорость за¬
висит от давления следующим образом:
Ua = U--^d
П)^г-
(11.17)
49
Таблица 28. Давления н массовые скорости в системе металл — воздух (26]
Порошок
п.%
р, ГПа
и, ►
эксперимент
< М/С
расчет
Си
1,57
0,2626
5,01
4,99
1,57
0,7010
8,60
8,60
2,0
0,2204
5,40
5,41
2,0
0,5950
9,27
9,26
4,0
0,1260
6,42
6,29
4,0
0,3540
10,94
10,78
Al
1,43
1,391
6,08
6,09
2,08
1,003
6,56
6,69
2,98
0,702
6,98
7,01
W
1,03
1,980
1,74
1,76
1,76
0,315
1,12
1,15
2,96
0,910
2,93
2,99
3,99
0,185
1,67
1,67
4,30
2,050
5,63
5,68
Таблица 29. Плотность материалов после обжатия порошка в ампулах
наружным зарядом BB
Мате¬
риал
<<00, Г/СМ*
dp, г/см*
я. %
I Материал
do,, Г/СМ»
dp, Г/см*
и. %
Cu
8,90
8,84
99,9
V-Al1O,
3,52
3,22
91,5
Al
2,70
2,70
100,0
O-Al1Oa
3,97
3,79
95,4
Ni
8,90
8,80
98,8
SiC
3,?0
3,08
96,2
Ti
4,50
4,45
99,0
ВК8
14,10
13,99
99,2
Данные о массовой скорости и давлении для некоторых металлов
приведены в табл. 28.
При прессовании материалов с помощью BB можно получать
образцы с минимальной пористостью или даже беспористые (табл. 29)
[3, 219].
Метод импульсного прессования с помощью BB прост, но имеет
существенный недостаток: после высокой нагрузки через очень ма¬
лый промежуток времени наступает разгрузка. В условиях разгрузки
образуются растягивающие напряжения, что может вызвать расслое¬
ние заготовок. Высокая плотность заготовок и ее равномерное распре¬
деление в объеме обеспечиваются природой BB (скоростью детонации),
энергией взрыва и гранулометрическим составом порошка.
ГЛАВА
in
СПЕКАНИЕ
Спекание — один из важнейших технологичес¬
ких процессов получения компактных материалов из порошков,
обеспечивающий заданную структуру, а следовательно, и свойства
материалов. Для керметов основное значение имеет процесс спекания
в присутствии жидкой фазы, протекание которого в значительной
степени обусловлено смачиванием и контактным взаимодействием
па границах фаз. Поэтому закономерности кинетики процесса для
различных керметов обусловлены физико-химическими свойствами
компонентов.
1. Термодинамика процесса
Спекание — процесс превращения вещества,
состоящего из системы частиц (порошинок) с механическими или физи¬
ческими контактами малой протяженности, в сплошное тело. Контак¬
ты между частицами увеличиваются за счет поверхностной диффузии
атомов, испарения со свободных поверхностей и конденсации на гра¬
ницах. Центры частиц сближаются (уплотняются) за счет коопера¬
тивного переноса атомов (пластическое и вязкое течение), диффузии
вакансий в решетку в пределах субструктуры (диффузионно-вязкое
течение), диффузии вакансий на поверхность тела (объемное течение)
(681. Все эти процессы протекают в пористой заготовке, поскольку
как на поверхности твердых частиц, так и на поверхности жидкой
фазы атомы обладают повышенной энергией, межфазные и межмоле¬
кулярные силы не находятся в равновесии. Эти силы стремятся со¬
кратить поверхность, собрать малые порции жидкости в капли, об¬
разовать границы с малой энергией.
В соответствии с уравнением Юнга — Лапласа (1.58) равновесие
в системе дисперсных частиц выражает собой равенство работы,
затрачиваемой системой на сокращение поверхности и объема. Со¬
гласно этому уравнению, на поверхности фазы возникает давление,
отличное от давления в соседней окружающей фазе: ■
для шаровой поверхности
Л P = Tl; (П1.1)
51
Рис. И. Геометрия контактного пере¬
шейка:
а — шар—шар, расстояние между центрами ча¬
стиц не изменяется; б — шар—шар, расстояние
между центрами частиц уменьшается; в —
шар—плоскость, расстояние от центра части¬
цы до плоскости уменьшается
для произвольно искривлен¬
ной поверхности
Д P = , у — • (III.2)
Pl m^r 92
Здесь Р|, р2 — главные радиусы
кривизны: со знаком «+»для
выпуклой поверхности, знаком
«—» для вогнутой. Поэтому на¬
пряжение в шейке двух кон¬
тактирующих шаровых частиц
(рис. 11)
др—*(■£—4-)- <ш-3>
В зависимости от кривизны шейки напряжения, обусловленные
силами поверхностного натяжения, приводят к образованию градиен¬
та концентрации вакансий в контактной области, градиента давления
пара над выпуклой и вогнутой поверхностями, либо вызывают из¬
менение активности твердой фазы в зоне контакта в присутствии
жидкой фазы (табл. 30). Поскольку свободная поверхностная энер¬
гия и энергия границ неодинаковы, энергия образования вакансий
на этих поверхностях различна. На свободных поверхностях и грани¬
цах имеет место различное пересыщение вакансиями.
Градиент концентрации вакансий между поверхностью с кривиз¬
ной р и плоской поверхностью, вызывающей диффузионное течение
вещества, составляет
A C =
2 C0Q
k T
(IIW)
где к — постоянная Больцмана.
Разность между упругостью пара над поверхностью шейки с
отрицательным радиусом кривизны и равновесным давлением пара
над плоской поверхностью обусловливает перенос вещества через
Таблица 30. Градиент концентрации вакансий в металлической подрешетке
карбида титана на поверхности различной кривизны, %
Tf к
р, MKM
T9 к
р, MKM
10,0
1,0
0.1
10,0
1,0
0,1
1000
0,50
5,0
50,9
2000
0,25
2,5
25,4
1600
0,30
3,1
31,8
2400
0,21
2,1
21,2
1800
0,28
2,8
28,3
2800
0,18
1.8
18,1
52
газовую фазу:
(Ш-5)
л МР» V
Лрп— dvKT р *
Напряжение в зоне контакта частиц в присутствии жидкой фа¬
зы обусловливает увеличение растворимости твердого вещества
в жидкости в соответствии с уравнением Гиббса — Томсона
(1.12). Согласно этому уравнению, вещество растворяется в контакте
частиц и осаждается на выпуклых поверхностях твердой фазы, что
приводит к сближению частиц.
2. Кинетика
Заготовки из порошков керметов, сформо¬
ванные любым методом, спекают при температурах 0,5—0,95 Tпл*
При спекании пористая заготовка упрочняется в связи с ростом меж¬
частичных контактов и превращается в компактное тело. Для опи¬
сания кинетики спекания обычно применяют реологический, чисто
формальный и физический подходы.
Формоизменение пористого тела при свободном спекании выража¬
ется соотношением
0и = £ву. (III.6)
Однозначно определить величины этого уравнения для пористого
тела довольно затруднительно. Так, если не учитывать особых свойств
границ в пористом теле, то реологический коэффициент объемной
вязкости находится следующим образом [464]:
(Ш*7)
Изотропное напряжение, обусловленное поверхностной энергией
и кривизной поверхностей в реальной прессовке, определяется выра¬
жением [341J
о» =
_ Зу
— (1 - П)*
P
[п + (1-П)-£-
(Ш.8)
В соответствии с (111.6)-(111.8) в работе [341] дается следующее
выражение для скорости объемной деформации:
Зу I-P
2рт| Ц
eV ~
(III.9)
Скорость изменения пористости прессовки с изолированными по¬
рами составляет [341]
dll
dt
9
4
— П (1 — П)2
У г
(ШЛО)
53
Это уравнение связывает скорость деформации пористого тела со
сдвиговой вязкостью, которая принимается постоянной при данной
температуре.
При формальном описании кинетики спекания используют боль¬
шое количество эмпирических уравнений, чаще всего — степенные
функции, связывающие изменение какого-либо свойства или парамет¬
ра уплотнения во времени. Регрессивный анализ всех этих уравнений,
выполненный в работе [362] на примере изотермического спекания
диоксида урана, показал, что наиболее точно процесс описывает
уравнение Ерофеева [111]
Ф = 1 — ехр (— Xtv),
где X, V — постоянные; Ф — параметр спекания:
Ф =
(IIUl)
(III.12)
При физическом описании процесса спекания рассматривают пере¬
нос массы по механизму диффузии, пластического течения, зерно¬
граничного скольжения, дислокационной ползучести, испарения и
конденсации с учетом геометрии системы частиц. Следует отметить
некоторые уравнения, описывающие уплотнение по механизму
диффузионно-вязкого течения:
уравнение Кобля для прессовки с порами полиэдрической формы
1416]
<Ш IOnZJeQy
dt — KTLw »
уравнение Лифшица — Шикина для прессовки с порами в виде
изомерных цилиндров [192]
<Д1 _
dt kj*3 »
(III.14)
уравнение Кислого — Кузенковой для прессовки с произвольной
формой пор [141, 452]
d
4N9DtQ у
к Tri р *
(III.15)
Здесь Lk — размер когерентных областей; Ia — расстояние между
порами; Nb — отношение количества зерен к количеству граничных
пор в единице длины (на микрошлифе структуры). Интенсивное уп¬
лотнение, особенно в начальный период сиекания, по механизму
зернограничного скольжения с диффузионной аккомодацией описыва¬
ется уравнением Эшби [409]
е = 25
QDv
кГг2
1,656ЯГ \
rDv )•
(III. 16)
Механизм дислокационной ползучести может конкурировать с
зернограничным скольжением или протекать одновременно с ним.
54
Структурное уравнение, описывающее деформацию тел по механизму
дислокационной ползучести, получено Виртманом 1511, 512]
е = А-§■ ехр (- £д/кГ), (HI.17)
где А, п — постоянные; Ь — вектор Бюргерса; Ea — энергия акти¬
вации ползучести дислокаций.
Реологический и формальный подходы позволяют использовать
идеологию однокомпонентных систем для описания поведения много¬
компонентных систем при спекании. В настоящей работе рассмотре¬
но только спекание гетерофазной системы в присутствии жидкой
фазы. Для керметов, спекание которых' протекает Ф присутствии
жидкой фазы, этот процесс имеет первостепенное значение. Кинетика
спекания прессовок, в которых образуется жидкая фаза, зависит от
количества жидкой фазы, пористости заготовки, смачивания твердой
фазы и их взаимной растворимости. Величина усадки, определяемая
по сближению центров частиц, смачиваемых жидкостью, определена
Кингери 1450]
AV 9у .
(III.18)
т. е. начальная скорость усадки прямо пропорциональна поверхност¬
ному натяжению и обратно пропорциональна вязкости и размеру
частиц. После некоторой выдержки система с жидкой фазой превра¬
щается в вязкую массу, в которой присутствуют изолированные
поры. Уплотнение такой массы описано Маккензи [464];
-^ = -Hp(I-C). (III.19)
Уравнение (II 1.18) описывает процесс примерно до достижения
относительной плотности 0,6, дальнейшее уплотнение описывается
уравнением (III.19). Время для полного уплотнения образца
*« 1,5гц/у. (III.20)
Уравнения (III.18), (III.19) характеризуют процесс уплотнения
систем, где жидкая фаза смачивает керамическую, но не взаимодей¬
ствует с ней. Если жидкая фаза реагирует с твердой, то существенная
часть процесса спекания определяется растворением и последующей
кристаллизацией твердой фазы в соответствии с изменением раство¬
римости частиц р/зличного радиуса кривизны согласно уравнению
Гиббса — Томсона (1.12).
Спекание систем с участием жидкой фазы, реагирующей с твер¬
дой, протекает в три стадии. Первая стадия сопровождается образо¬
ванием жидкой фазы, что под влиянием сил поверхностного натяже¬
ния приводит к более плотной укладке частиц. Если в системе объем
жидкой фазы достаточен для заполнения объема между каркасом
керамических частиц, то на первой стадии в результате укладки
частиц будет достигнуто полное уплотнение. На второй стадии спека¬
ния увеличение плотности достигается за счет процессов растворения
и вторичной кристаллизации твердой фазы. При этом растворяются
участки контактирующих зерен, что приводит к сближению их цент¬
ров, т. е. к усадке. На третьей стадии формируется жесткий скелет
в результате рекристаллизации, роста зерен.
Кинетика процесса усадки системы с жидкой фазой, реагирующей
с твердой, описывается уравнением Кингери [450]
ДР / \*/» _«/ I/,
77 = (—ЩТ J г * •
(III.21)
где Jev Je2 — константы; Dw — коэффициент диффузии в жидкой
фазе.
3. Энергия активации
Приведенные уравнения кинетики спекания
позволяют определить энергетический параметр спекания, называе¬
мый энергией активации. Это некоторая эффективная величина энер-
гий активации элементарных актов, вызывающих уплотнение, и ее
можно использовать для количественной оценки степени активности
спекаемой системы, степени воздействия физического или химическо¬
го фактора, активирующего процесс.
Энергию активации определяют по экспериментальным данным о
скорости деформации пористых тел согласно приведенным выше
уравнениям кинетики, по величине сдвиговой вязкости — из выраже-
еил (III.9), (III.10), (III.18), (III.19):
-i- = Aexf(-ЕЛТ); (III.22)
по скорости — из топохимического уравнения (II 1.11)
X = X0 exp (— EJkT)] (III.23)
по коэффициенту самодиффузии — из (III.13) — (III.16)
Da = D0 ех р (— EJkT). (111.24)
Физический смысл энергии активации можно уяснить из рис. 12.
Для перехода из состояния А в состояние В молекулярный комплекс
должен приобрести дополнительную
энергию Ea и превратиться в ак¬
тивированный комплекс Axi который
затем переходит в положение В. Раз¬
ность энергетических уровней двух
состояний является разностью вну¬
тренних энергий:
Ea — Ё'а = Да. (III.25)
Чем больше энергия активации,
тем реже происходят события, энер¬
го лп гия которых достаточна для того, что-
Рис. 12. Схема процесса актива- - г „
ции для перехода из состояния А бы они произошли при данной томпе-
в состояние В ратуре. Вероятность того, что опре¬
5S
деленное количество состояний обла¬
дает энергией E11, равна
W « exp (— EjVT). (III.26)
Если спекаемый материал активи¬
рован с помощью химических и фи¬
зических воздействий, то его моле¬
кулярные комплексы обладают энер¬
гией Ea. Вероятность того, что опре¬
деленная доля состояний обладает
энергией Eai составляет
W « exp (— EaIkT). (III.27)
Следовательно, степень активно¬
сти системы можно определить в виде
Г = W‘~W = I - exp (- AEjkT), (Ш.28)
где &Еа = Ea — Ea.
Из уравнения (II 1.28) видно, что различие в активности веществ
уменьшается с ростом температуры. Структурно нестабильные со¬
стояния спекаемых тел быстро истощаются при нагревании выше
0,4—0,5ГПЛ| т. е. ЛEa стремится к нулю, a Ea приближается к энер¬
гии активации наиболее труднопротекаемого процесса — объемной
самодиффузии. Из этого следует, что уплотнение при спекании осу¬
ществляется при непрерывном изменении механизмов переноса массы:
от механизмов с низкой энергией активации (активированное сколь¬
жение, граничная диффузия) до объемной самодиффузии. Чтобы си¬
стема в процессе спекания оставалась активной, оно должно выпол¬
няться в условиях, когда дефекты структуры генерируются непрерывно
под воздействием химических и физических факторов. На началь¬
ной стадии целесообразно применять физическое активирование,
например облучение УЗК. На заключительной стадии более эффектив¬
но химическое воздействие. Например, в присутствии примесей,
взаимодействующих с зерном, бездефектная структура не может
установиться, так как дефекты непрерывно генерируются.
Незначительные добавки никеля к карбиду титана активируют
спекание. При непрерывном нагревании со скоростью 20 °(Умин
чистый карбид титана начинает уплотняться при 1500 °С, а содержа-
Таблица 31. Содержание никеля в образцах TiC — 2% Ni после спекания
Режим спекания
I Режим спекания
T1 cC
МИН
Vm. %
Tt 0C
t, МИН
Фщ» %
1500
60
1,60
2200
30
0,32
1800
30
1,40
2250
30
0,20
Рис. 13. Энергия активации спе¬
кания TiC — 2 % Ni (I), TiC (2),
Dri в TiN (5)
57
щий 2 % Ni — при 1100 °С. В процессе спекания при высоких темпе¬
ратурах никель в значительной степени испаряется и его содержание
в карбиде титана не превышает 0,2 % (табл. 31). Исследования показа¬
ли, что присутствие никеля существенно увеличивает плотность дис¬
локаций в объеме. Так, после спекания при 2250 0C размер блоков
в чистом карбиде титана составляет 1400—1600 нм, а с никелем —
600—700 нм.
Известно, что никель растворяет карбид титана с образованием
эвтектики, плавящейся при 1280 °С и содержащей 9,3 % TiC [105,
4581. Поэтому в процессе спекания при низких температурах образу¬
ется жидкая фаза, которая располагается в виде тонких прослоек
между зернами и способствует уплотнению. При повышении темпе¬
ратуры жидкая фаза исчезает в связи с испарением никеля, но при
этом образуются дополнительные вакансии на границах зерен, что
активирует процесс.
Энергия активации спекания чистого карбида титана непрерывно
возрастает с увеличением времени выдержки и приближается к энергии
активации объемной самодиффузии титана в TiC — 540 кДж/моль,
в то время жак энергия активации карбида титана с добавкой
никеля практически не изменяется в течение изотермической выдерж¬
ки и равна 115 ± 25 кДж/моль (рис. 13). Следовательно, спекание
карбида титана с никелем определяется образующейся жидкой
фазой на границах зерен карбида титана. Объемная диффузия в зер¬
нах карбида титана существенной роли не играет.
ГЛАВА
IV
ГОРЯЧЕЕ ПРЕССОВАНИЕ
Горячее прессование — процесс получения
изделий за один рабочий цикл спекания порошков с одновременным
воздействием давления и температуры. Впервые этот метод был при¬
менен П. Г. Соболевским в 1826 г. для получения платины [2831.
Краткий исторический очерк о развитии методов горячего прессова¬
ния дан в работе [155].
При горячем прессовании независимо от степени пластичности
материала каждой температуре отвечает минимальное давление, при
котором может быть получено практически беспористое изделие в
течение короткого времени [317]. Горячее прессование значительно
•сокращает время нагревания, выдержки и охлаждепия по сравнению
Cd свободным спеканием. Если при обычном спекании максимальная
плотность достигается после двухчасовой выдержки, то при горячем
прессовании.— через 5—10 мин. Горячим прессованием можно полу¬
чать изделия с'выСоко» и равномерно распределенной плотностью без
коробления. Это практически единственный метод для получения
почти беспористых изделий без введения в исходный порошок акти¬
вирующих добавок. Особенно широко применяется он для плохо
прессуемых и плохо спекаемых композиций на основе тугоплавких
бескислородных соединений (боридов, карбидов, нитридов, оксидов,
силицидов).
Среди других преимуществ метода горячего прессования можно
отметить сохранение заданного химического состава прессуемого ве¬
щества, сокращение печного оборудования, меньшую чувствитель¬
ность к технологическим свойствам порошков. В отличие от обычного
спекания, в специальной подготовке порошка нет необходимости.
1. Теоретические закономерности процесса
уплотнения
Теоретический анализ процессов, происходя¬
щих при горячем прессовании пористых тел, дан в работах [130,
297, 384]. Феноменологическая теория спекания впервые пред¬
ложена Маккензи и Шаттлворсом [464]. Они рассмотрели вязкое и
пластическое течение массы, содержащей равномерно распределенные
59
закрытые поры. Авторы работы [468], используя модель Маккензи и
Шаттлворса и приравнивая энергию, выделяющуюся при уменьше¬
нии поверхности пор, и энергию, рассеиваемую при течении, пред¬
ложили уравнение для количественной оценки скорости уплотнения
материала при горячем прессовании:
(•£)„■(-*•).+-H «‘-иь <IV1>
где — скорость уплотнения при обычном спекании.
Экспериментальное подтверждение этой зависимости дано в ра¬
ботах по горячему прессованию кварцевого и щелочного стекла [513],
т. е. для материалов с ньютоновской вязкостью, не изменяющейся во
времени. В работе [415] определена сдвиговая вязкость т] компакт¬
ного оксида алюминия, составляющая 1,2 • IOu Па • с при 1300 °С
и 4,6 • 10е Па • с при 1600 °С.
Для кристаллических тел уравнение (IV.1) также удовлетвори¬
тельно описывает процесс уплотнения при горячем прессовании на
второй и третьей стадиях спекания, если применяются высокие дав¬
ления и достаточно крупные порошки. При значительной пористости
прессовок экспериментальные и расчетные данные совпадают лучше
при замене в уравнении (IV.1) р на рэф, учитывающего изменения в
процессе прессования контактного сечения:
Рэф = P *./,■* (IV.2)
* Г*
Основываясь на теории Маккензи и Шаттлворса и пренебрегая
лапласовским давлением, авторы работы [462] получили уравнение
для описания кинетики при горячем прессовании
d(-ffr)№ =XinVn^T' (IV-3>
которое после интегрирования для начальных условий при t = 0
принимает вид
Inn-InIIt з р
ln In Пр - In П4 “ T х\ In nt
C помощью этого уравнения в работе [462] описан процесс горячего
прессования карбидов титана, циркония и гафния.
В работах М. С. Ковальченко для рассмотрения процессов уплот¬
нения пористых тел при горячем прессовании использовано конти¬
нуальное описание процесса, представляющее собой синтез теории
объемного вязкого течения с физической теорией ползучести металлов
[156]. Это стало возможным после улучшения континуальной модели
пористого тела и исследования его диссипативных свойств [339—
342]. Такой подход к проблеме уплотнения позволяет, с одной сторо¬
ны, отразить особенности микроскопической деформации пористого
60
тела и свести задачу о его уплотнении к задаче о течении твердой фазы,
образующей пористое тело, с другой — учесть то обстоятельство,
что скорость течения твердой фазы нелинейно зависит от напряжения.
Показано, что работа внешнего давления, отнесенная к единице объе¬
ма пористого тела в единицу времени, равна удвоенной диссипатив¬
ной функции, являющейся мерой изменения механической энергии
в деформируемой системе [157, 1901:
- Т"ЗГ =2Т- <IV-5>
Диссипативная функция Yfl является квадратичной формой скоро¬
стей деформации изотропного вязкого тела
Yn
(IV.6)
и для сжатия в жесткой обойме (горячее прессование) определена в
работе [343].
Коэффициент объемной вязкости в случае горячего прессования
£ = Л» - (Iy-7)
где
ЛЯ- 4 <lv-8>
Лип — параметры уравнения нелинейной установившейся ползу¬
чести
е = Aan = -^r- exp (— EJkT),
(IV.9)
с — постоянная. Уравнение, описывающее уплотнение пористого
вязкого тела при одностороннем прессовании в пресс-форме, получено
в работе [1571:
е.
Pa (2-р) ф _ P
(1-р)(2+р) dt Зл •
(IV.10)
При р = 0,5 -т-1, т. е. в области, наблюдающейся в реальных условиях
прессования, отношение (2 — р)/(2 -f р) с достаточной точностью
можно заменить на Зр — 1. Тогда (IV.10) примет вид
р tfp Р_
1 — р dt л *
(IV.11.
Уравнение (IV.11), как и (IV.10), может быть обобщено на слу¬
чай неньютоновского течения твердой фазы [85]:
Зп-1
и 2Jgr -ST - лрп- <IV12>
(1-р) 2
Дифференциальное уравнение (IV.12) с разделяющимися перемен¬
ными р и t для изотермических условий, когда А = const, после
61
интегрирования записывается следующим образом:
AXf (ц) = АР"р, (IV.13)
AXf (Ц) = Xf (и) - Xf (Цр). (IV.14)
Полученное уравнение (IV.14) посредством интегральной функ¬
ции выражает изменение плотности от времени и приложенного
давления для изотермического процесса. При п = 1 множитель
А представляет собой текучесть, т. е. величину, обратную вязкости
1] твердой фазы пористого тела. В случае, когда течение твердой
фазы пористого тела обусловлено диффузионной ползучестью, вели¬
чина вязкости может быть переменной и уравнение (IV.10) после
интегрирования принимает вид 1157]
t
ДХГ -^r. (IV.15)
о
Кинетика уплотнения пористого тела при изостатическом горя¬
чем прессовании может быть описана уравнением [156]
—= Лр"- (IV. 16)
(1 —ц) 2
После интегрирования при постоянном значении А, что соот¬
ветствует изотермическому процессу горячего изостатического прес¬
сования, равенство (IV.16) записывается следующим образом:
дх„ (ю = J<1(1 = АР". (IV.17)
Up (1 — р) 2
Здесь AXn (р) при данном п — разность значений первообразных
функций плотности Xn (р), соответствующих текущей р и началь¬
ной относительной рр плотности.
Интегральные функции AXn (р) и AXn (р) при целочисленных.»
значениях п ^ 1 могут быть выражены в аналитическом виде через
элементарные функции, аналитические выражения и табулирован¬
ные значения которых приведены в работе [157]. Линейный харак¬
тер зависимости этих функций от времени t в процессе горячего
прессования соответствует стадии установившейся ползучести час¬
тиц порошка, нелинейный — стадии неустановившейся ползучести.
Скорость установившейся ползучести е = d IAXn (р)]/сй опре¬
деляется по наклону прямых AXn (р) к оси времени I. При этом
имеется возможность экспериментально определить показатель сте¬
пени п в уравнениях (IV.12) и (IV.16) подбором линейных зависи¬
мостей Xn ( р) от рп либо (Xn (р)]1/п от приложенного давления
р [156, 163].
Анализ экспериментальных данных по исследованию процес¬
сов горячего прессования карбидов [163] и боридов [154, 159, 162]
62
с использованием теоретических зависимостей, объединяющих урав¬
нение объемного вязкого течения пористого тела с уравнениями не¬
линейной установившейся ползучести беспористых кристалличес¬
ких тел, показал, что процесс уплотнения тугоплавких соединений
и металлов контролируется неустановившейся ползучестью, соче¬
тающейся с взаимным скольжением частиц порошка друг относи¬
тельно друга на начальной стадии, и установившейся ползучестью
на последующей, более продолжительной стадии горячего прессо¬
вания.
2. Экспериментальные закономерности
процесса уплотнения
Немногочисленные работы по изучению про¬
цесса горячего прессования керметов посвящены главным образом
получению кобальтовых твердых сплавов [160, 161, 222], безволь-
фрамовых твердых ' сплавов на основе никеля [61, 94, 166, 177,
178] и керметов на основе ниобия [158, 165], исходя из постоянства
массы, по усадке АД, конечному значению плотности сД и высоты
ht образца, определяют текущую относительную плотность
dA
A+ AAJdee
(TV.18)
Зависимости относительной плотности исследуемых смесей от вре¬
мени, давления и температуры идентичны представленным на
рис. 14 [158].
Независимо от состава металлической фазы (Co, Ni — Mo, Nb)
с увеличением температуры, давления, времени, количества метал¬
лической составляющей плот¬
ность сплавов увеличивается.
При этом скорость уплотнения
со временем уменьшается. Осо¬
бенно резкое уменьшение ско¬
рости уплотнения наблюдается в
первые 2—3 мин, что связано
с большей пористостью прессу¬
емого материала на начальном
этапе процесса горячего прес¬
сования. По мере уплотнения,
т. е. снижепия пористости, воз¬
растает объемная вязкость по¬
ристого тела, скорость объем¬
ной деформации замедляется.
По сравнению с кинетическими
кривыми изменения плотности
при горячем прессовании чис¬
тых тугоплавких соединений
[157] при прессовании керметов
та же плотность достигается
Рис. 14. Зависимость относительной
плотности от времени горячего прессо¬
вания порошков Nb — 80 ZrB2 под дав¬
лением (Т = 2100 0C):
1 — 5.6 МПа; г — 11,4 МПа; 3 — 14,3 МПа;
4 — 18,4 МПа
#
03
Рис.15. Зависимость ДХ^н)(р)
при значительно меньших температурах я
давлениях прессования.
Для количественного описания про¬
цесса горячего прессования керметов ис¬
пользуются разные соотношения, полу¬
ченные в теории объемного вязкого тече¬
ния [152, 160, 176]. Обработка всех
экспериментал ьных данных в соответствии
с обобщенным уравнением теории объемно¬
го вязкого течения [166]
ЛХ',"1 (H) = In (I + V4) (IV.I9)
от времени горячего прес- показывает, что уплотнение керметов опре-
«*»™я n0P0II1K0B ^b — деляется деформацией металлической фа-
80 ZrBa под давлением (T = ^ 4
_ 2100 0C): зы, так как в начальный период горячего
обозначения те же, что и на прессования зависимости AXf (р) (рис. 15),
а также е = <р (t) имеют нелинейный харак¬
тер [158], а энергия активации процессов близка к энергии самодиф-
фузии атомов металлической фазы (табл. 32).
Микроструктурные исследования показали, что структура горя¬
чепрессованных керметов более мелкозернистая по сравнению с керме-
тами, полученными раздельным прессованием и спеканием. Так,
размеры зерен монокарбида вольфрама составляют 0,5-1,0 и 1,0—
2,0 мкм соответственно для горячепрессованных твердых сплавов
и полученных обычным спеканием. Толщина прослоек кобальтовой фг-
зы горячепрессованных твердых сплавов 0,5-1,0 мкм. Они практи¬
чески беспористые; объемная пористость твердых сплавов, получен¬
ных обычным спеканием, с содержанием пор размерами до 50 мкм со¬
ставляет 0,2 % [222].
Металлографические исследования горячепрессованного твердого
Таблица 32. Энергия активации спекапия керметов (152, 160, 178]
Кермет
T1 eC
Eat кДж/моль
Начальная
сталия
Конечная
стадия
БК6
1423—1473
237,3
1523—1573
187,8
—
25% TiC-75% Nb
2000—2100
207,6
425,2
50 % TiC — 50 % Nb
2000—2100
273,3
455,8
75 % TiC — 25 % Nb
2000—2100
290,7
491),4
25 % WC — 75 % Nb
2000—2100
251,2
450,9
50 % VVC- 50% Nb
2000—2100
291,7
491,4
75 % VVC — 25 % Nb
2000—2100
336,2
540,9
80 % ZrOi-20 % Nb
1900—2100
—
573,5
Cl) % ZrO2-40 % Nb
1900—2100
—
524,1
40 % ZrB2-RO % Nb
1900—2100
484,5
сплава на основе карбида титана показало наличие кольцевой струк¬
туры тугоплавкой фазы, выявленной ранее на спеченных образцах
1364]. Кольцевые структуры представляют собой особое строение зе¬
рен твердого раствора, обусловленное незаконченностью процесса
гомогенизации, при котором вокруг сердцевины зерен образуется
оболочка с четкой границей между ней и центральной частью зерна.
Для сплавов TiG — WG — Со центральная часть зерна представ¬
ляет собой карбид титана либо ненасыщенный твердый раствор кар¬
бида вольфрама в карбиде титана (Ti, W) G, внешняя оболочка —
насыщенный твердый раствор. Для сплавов TiG — Ni — Mo сердце-
вина зерна представляет собой карбид титана, а внешняя зона состоит
из твердого раствора (Ti, Mo) G с небольшим количеством никеля.
G повышением температуры горячего прессования твердого сплава
на основе карбида титана структура карбида титана становится более
мелкозернистой вследствие увеличения количества карбида молибде¬
на, растворенного в зернах карбидной фазы, о чем свидетельствует
увеличение коэрцитивной силы (табл. 33).
На структуру горячепрессованных [61, 941 керметов существенно
влияют добавки фосфора. Средний размер зерен в сплавах КХНФ-5
и КХНФ-10 соответственно 4,2 и 4,5 мкм, что в 2 раза меньше, чем
размер зерна в карбидохромовых сплавах на чистой никелевой связке,
получаемых спеканием.
При сравнении свойств керметов, полученных горячим прессова¬
нием и раздельным прессованием и спеканием (табл. 33), видно, что
твердость, плотность и коэрцитивная сила горячепрессованных твер¬
дых сплавов выше спеченных, а прочностные характеристики практи¬
чески на том же уровне. У твердых сплавов, полученных горячим
прессованием, точка Кюри составляет 1223 К при содержании воль¬
фрама в кобальте 7%; у сплавов, полученных обычным спеканием,—
1233 К и 7,8 % [222]. Повышение твердости и коэрцитивной силы
твердых сплавов, изготовленных горячим прессованием, связано,
по-видимому, с измельчением структуры и снижением содержания
вольфрама в кобальтовой фазе по сравнению со сплавами, спеченными
обычным способом.
Свойства образцов из безвольфрамового твердого сплава ТНМ-30,
полученные горячим прессованием, практически не отличаются от
свойств сплава, полученного раздельным прессованием и спеканием:
dy = 5,0 ч- 5,7 г/см3, твердость 87,0—91,5 H RA, <тИгг = 715 ч-
-т- 1284 МПа, Hc = 2946 ч- 4299 А^м. Износостойкость сплава на
уровне износостойкости твердого сплава ВК-10 [177]. Возрастание
коэрцитивной силы образцов с повышением температуры объясняется
уменьшением зерен карбидной фазы в результате интенсификации
растворения в ней Mo и Mo2C.
Результаты исследований влияния режимов горячего прессования
на свойства безвольфрамового твердого сплава на основе карбида ти¬
тана, проведенных в работе [178], представлены в табл. 34. Видно,
что наиболее высокие физико-механические свойства имеют твердые
сплавы, полученные при 1723 К и давлении 16 МПа. Увеличение
коэрцитивной силы безвольфрамового твердого сплава с ростом
3 5-280
65
Таблица 33. Свойства спеченных (C) и горячепрессованных (ГП)
керметов [152, 166]
Кермет
dy9 Г/СМ*
HRA
аизг*
МПа
нс.
А/м
ГП
C
ГП
C
ГП
C
ГП
C
вне
15,0
14,9
90,5
89,0
1568
1617
1194
995
—
14,8
—
88,5
—
1422
—
—
ВК15
14,0
—
88,5
—
—
—
8800
—
—
14,0
—
86,0
—
1765
—
—
ТН-20
5,3
—
91,0
—
—
—
8080
—
—
5,6
—
91,0
—
1120
—
—
ТНМ-30
5,6
—
90,0
—
1225
—
4140
—
KHT-I
5,6
—-
86,0
—
—
—
4400
—
КХН-15
6,6
—
92,0
—
—
8000
—
Таблица 34. Влияние параметров горячего прессования на свойства
твердого сплава [178]
Г, к
P9 МПа
HRA
dy9 г/см*
^изг* МПа
Hc, А/м
1573
10
70
5,1
715
2707
15
76
5,2
725
2707
16
76
5,3
764
2866
1623
10
81
5,3
745
3025
15
84
5,4
872
3264
16
85
5,4
853
3344
1673
10
87
5,3
892
3344
15
89
5,6
1098
3822
16
89
5.6
1127
3981
1723
10
88
5,6
872
3901
15
90
5,7
1215
4140
16
91
5,7
1284
4299
температуры авторы работы [178] объясняют при помощи теории
включений [364].
Влияние режимов горячего прессования на свойства сплавов на
основе карбида хрома изучено авторами работ [61, 94]. Показано
(рис. 16, 17), что максимальный уровень прочности образцов сплавов
КХНФ-5 и КХНФ-10 достигается при температурах горячего прес¬
сования 1040—1070 0G, а у сплава с 15 % никель-фосфорной связки —
при 1020—1040 °С. Отмечается также, что изменение прочности спла¬
вов КХНФ-10 и КХНФ-15 в интервале температур 1040—1070 0C
незначительно, в то время как максимальные значения плотности и
твердости наблюдаются при 1040 0C. На основании этих данных сде¬
лан вывод, что температура 1040 0G является оптимальной для прес¬
сования сплавов на основе карбида хрома с содержанием 10 и 15 %
никель-фосфорной связки. Сплав с 5 % никель-фосфорной связки
66
HR A
Рис. 16. Зависимость твердости сплавов CrsCa — NI — P от температу¬
ры горячего прессования [61]:
1—S — CrtCi с добавками соответственно 5, 10, 15, 20, 30 % NI—P
3*
имеет максимальные значения
плотности, твердости и прочно¬
сти на изгиб при температурах
прессования 1040—1070 0C. Об¬
щий уровень прочности горяче¬
прессованных образцов карби¬
дохромовых сплавов на никель-
фосфорной связке на 30 % выше,
чем образцов сплавов на чистой
никелевой связке.
Влияние добавок фосфора на
температуру горячего прессова¬
ния, износостойкость, твердость,
плотность, прочность при изгибе, ударную вязкость вольфрамо-ко¬
бальтовых твердых сплавов с содержанием б и 15 % цементирующей
фазы исследовано авторами работы [152]. Результаты исследований
по установлению температуры горячего прессования твердых спла¬
вов, легированных фосфором, приведены на рис. 18, а по опре¬
делению физико-механических свойств — в табл. 35.
Из приведенных данных следует, что с увеличением содержания
фосфора в исходной шихте температура горячего прессования, проч¬
ность при изгибе и износостойкость твердых сплавов ВК6 и ВК15
снижаются, твердость практически не изменяется. Снижение проч¬
ностных характеристик твердых сплавов, легированных фосфором,
Таблица 35. Влияние добавок фосфора на свойства горячепрессованного
твердого сплава ВК6 [152]
Рис. 18. Зависимость температуры го¬
рячего прессования твердых сплавов от
содержания фосфора [152]:
1 — вкв; а — BKl 5
Кермет
dy9 г/см*
HRA
аизг»
МПа
Кермет
dyt г/см*
HRA
°изг»
МПа
ВК6
14,7
91,5
1597
ВК15
13,7
89,0
1940
ВК6-ЗР
14,5
91,0
1263
ВК15-ЗР
14,1
89,0
1552
ВК6-6Р
14,1
91,5
969
ВК15-6Р
13,7
88,0
1107
ВК6-9Р
13,9
90,0
796
ВК15-9Р
13,5
88,0
741
ВК6-11.5Р
13,8
91,0
668
ВК15-И,5Р
12.9
88,0
492
Таблица 36. Физико-механические свойства матричных материалов
и вставок славутича на их основе
Сплав
матрицы
<Рт.
%
dy9 г/см*
HRA
Радиус зе¬
рен WC,
MKM
Фи-
%
WC
Со
Матрица
Вставка
ВК6
94
6
14,3
91
0,75—1,0
100
100
BK 15
85
15
13,3
88
1,0-1,5
67
100
ВК40
60
40
11,4
79
1,0-1,5
14
90
ВК60
40
60
10,2
70
1,0-1,5
13
100
68
авторы работы [1521 связывают с некоторой хрупкостью фосфида
кобальта, неравномерностью распределения фосфора по объему, а
также пористостью сплава. Это предположение подтверждается ме¬
таллографическим анализом сплавов ВК6 и ВК15, легированных
11,5 % Р, в которых кобальтовая фаза равномерно распределена тол¬
щиной 0,5 мкм. Пористость составляет 5—8 %. Для обеспечения бо¬
лее равномерного распределения фосфора по объему целесообразно
получить сначала порошок кобальт-фосфорного сплава [61], затем
смешать его с карбидом вольфрама.
Проведенный анализ показывает, что легирование карбид-
вольфрамовых и карбидохромовых сплавов добавками фосфора позво¬
ляет существенно снизить температуру их горячего прессования без
изменения износостойкости твердых сплавов и на 25—30 % повысить
прочность карбидохромовых сплавов. В табл. 36 показаны свойства
материалов, изготовленных по технологии, разработанной в ИСМ
АН УССР.
3. Оборудование и оснастка
Конструкция прессов для горячего прессо¬
вания определяется способом нагрева и приложения давления, тем¬
пературами прессования, необходимостью использования защитной
газовой среды или вакуума и рядом других факторов.
В процессе горячего прессования для нагрева используют, как
правило, электрический ток, хотя порошок или пресс-форма с порош¬
ком могут быть нагреты и другим способом до приложения к ним дав¬
ления. Наиболее распространены следующие методы электронагре¬
ва порошков при горячем прессовании [157]: прямой нагрев
токопроводящей пресс-формы пропусканием тока через пресс-форму
или спекаемый материал; косвенный нагрев пресс-формы, помещенной
внутри электрического нагревателя; прямой индукционный нагрев
токопроводящей пресс-формы; индукционный нагрев токопроводящей
трубы, внутри которой помещена пресс-форма из иетокопроводящего
материала; прямой нагрев токопроводящего пористого тела внутри
пресс-формы из нетокопроводящего материала. Схема двустороннего
горячего прессования в сочетании с перечисленными способами нагре¬
ва приведена на рис. 19.
При нагревании указанными способами внешние слои образцов
'достигают температуры спекания быстрее, чем внутренние, так как
[образец нагревается снаружи. Для достижения термического равно¬
весия необходимо продолжительное время, в течение которого воз¬
можно уплотнение от поверхности к середине, что приводит к захвату
газов, выделяемых из более холодной внутренней зоны, и тем самым
не позволяет получить изделия высокого качества.
Равномерность нагрева порошка обеспечивает ультразвук [480].
Рассеивание ультразвуковой энергии в порошке не только приводит
к непосредственному нагреву порошка, но и может способствовать
уплотнению и удалению поглощенных газов. При прессовании элек¬
тропроводящих материалов это обеспечивается прямым пропусканием
69
□
□
□
D
8
О
Рис. 19. Схема двустороннего горячего прессования в пресс-формах
в сочетании со способами нагрева [157]:
а — косвенный нагрев в печи сопротивления; б — нагрев прямым пропуска¬
нием тока через пуансоны; в — прямой нагрев при пропускании тока через
матрицу; г — индукционный нагрев токопроводящей (графитовой) матрицы;
д — индукционный нагрев порошка в нетокопроводящей (керамической)
пресс-форме; 7 — нагреватель; 2 — порошок; 3 — спеченное изделие; 4 —
матрица; 5,б — пуансоны; 7 — изоляция; 8 — графитовый или медный
(водоохлаждаемый) контакт
тока через прессуемый порошок с использованием в качестве электро-
дов пуансонов и матрицы с изолирующей гильзой (рис. 20).
Устройство лабораторного рычажного пресса, рычажного пресса
с гидравлическим подъемником, горизонтального рычажно-грузового
пресса, лабораторных прессов с гидравлическим и пневматическим на¬
гружением, промышленных прессов для горячего прессования, а
также методика измерения температуры прессуемого объекта и опре¬
деления удельных давлений прессования подробно описаны в работе
[317].
Конструкция экспериментальной установки ПГП-2, позволяющей
осуществлять горячее прессование в защитной и восстановительной
среде, а также в вакууме при температурах до 2500 °С и усилиях до
20 кН с непрерывной записью кинетической кривой уплотнения
(рис. 21), приведена в работе [193]. Пресс-форма нагревается графито¬
вым нагревателем или прямым пропусканием тока. Температура из-
70
Рис. 20. Схема ультразвукового горячего прессования [317]:
1 — рама пресса; 2 — пресс-форма; з — порошок; 4 — печь; S — соединительная консоль;
в — преобразователь; 7 — гидравлический пресс
Рис. 21. Схема рабочей камеры экспериментальной установки ПГП-2:
X — корпус; 2 — верхняя крышка; 3 — штанга пресса; 4 — штуцер подвода защитного газа;
6 — патрубок для присоединения паромасляного насоса; в — пресс-форма; 7 — нагреватель;
в — нижняя крышка; 9 — токовводы; 10 — термопара; Il — штуцер отвода ващнтного газа;
I я — глазок
меряется термопарой или оптическим пирометром. Горячий спай тер¬
мопары помещается в непосредственной близости от прессуемого
образца, что позволяет измерять температуру нагрева с точностью
i 10° С.
Система нагружения на установке ПГП-2 выполнена в двух ва¬
риантах. Для горячего прессования образцов площадью до 2 см2
используется пневматический цилиндр, работающий на сжатом воз¬
духе. При максимальном давлении воздуха 0,5 МПа усилие пресса
составляет 6 кН. Для горячего прессования более крупных изделий
(площадью до 15 см2) используется гидроцилиндр, работающий от
гидравлического насоса. В этом случае предельное усилие, переда¬
ваемое на пуансон, составляет
25 кН.
Непрерывная запись кинети¬
ческой кривой усадки в процес¬
се горячего прессования произ¬
водится регистрирующим ус¬
тройством, схема которого при¬
ведена на рис. 22. C прессующим
штоком 1 жестко связан поводок
2, поворачивающий в ходе уп¬
лотнения двуплечный рычаг 3,
Рис. 22. Схема регистрирующего ус¬
тройства
71
пЧ
ПГ"
Рис. 23. Схема лабораторной установки для изучения процесса
горячего прессования [188]:
J — верхняя траверса пресса; 2 — верхний пуансон; 3, 10 — водоохлаждае¬
мые контакты; 4 — молибденовый вкладыш; S — пресс-форма; 6 — бандаж;
7 — прессовка; 8 — нижний пуансон; 9 — асбестовый тсплоияолятор; Il —
тарированная пружина; 12 — регулировочное кольцо; 13 — изоляционная
плита, 14 — месдоза; 15 — нижняя траверса пресса; 16 — фотообъектив; 17 —
фототранзистор; 18 — согласующий блок; 19 — силовой трансформатор; 20 —
потенциометр КСП-4; 21 — тиристорный регулятор напряжения
на конце которого закреплено подвижное перо 4. Электрический
двигатель 5 вращает с постоянной скоростью 0,2 об/мин барабан с
диаграммной бумагой 6. Точность записи абсолютпой линейной усад¬
ки — 0,1 мм. Установка ПГП-2 снабжена форвакуумным насосом
ВИ-2МГ и паромасляным насосом Н-5, которые обеспечивают вакуум
6,6 Па.
В Институте черной металлургии на базе гидравлической испыта¬
тельной машины ЦД-10 (фирма WPM, ГДР) сконструирована лабора¬
торная установка прямого нагрева (рис. 23), позволяющая осущест¬
влять горячее прессование при температурах до 1200 °С [1881 с макси¬
мальной скоростью подъема температуры 250 °С/мин. Машина
обеспечивает плавное изменение усилия в диапазонах 0—10, 0—40, 0—
100 кН и длительную выдержку необходимого давления. Независимо
от заданного усилия скорость подвижной траверсы можно менять от 0
до 500 мм/мин. Пресс-форма изготовляется нз графита марки АГ и
позволяет при указанном выше температурном режиме проводить
прессование при давлении до 117,6 МПа.
В описываемой установке применена комбинированная схема из¬
мерения и автоматического регулирования температуры. Внутри
пресс-формы температура измеряется термопарой, вводимой сверху
72
Рис. 24. Схема полуавтоматической установ¬
ки для горячей правки спеченных круглых
твердосплавных стержней [115]:
J — бункер; 2 — питатель; 3 — нагреватель; 4 —
валок; 5 — башмак; б — пружина; 7 — приемный
лоток
и удаляемой непосредственно перед вве¬
дением вкладыша и верхнего пуансона.
В период прессования температура под¬
держивается по излучению пресс-фор¬
мы системой фотообъектив — фототран¬
зистор — согласующий блок — элек¬
тронный потенциометр — тиристорный
регулятор напряжения — силовой
трансформатор. Такая схема позволя¬
ет поддерживать температуру в про¬
цессе горячего прессования с точностью
± 0,5—IjO °С.
*" В последнее время на оборудова¬
нии для горячего прессования устра¬
няют коробление изготовленных раз¬
дельным прессованием и спеканием
твердосплавных изделий: тонких рез¬
цовых пластин, заготовок отрезных
фрез, стержней, геометрия которых ис¬
кажена (рис. 24) [115].
Среди материалов, используемых
при изготовлении оснастки для горя¬
чего прессования, наибольшее распро¬
странение получил графит. Графит
сравнительно недорогой, хорошо подда¬
ется механической обработке, обладает
низкой плотностью, невысоким электросопротивлением, высокой
термостойкостью и достаточной механической прочностью в ши¬
роком интервале температур. На практике для изготовления
пресс-форм применяют графиты МГ, МГ-1, имеющие прочность
при сжатии 35—45 МПа, что позволяет прикладывать давление при¬
мерно до 30 МПа. Высокопрочный графит, например МП-6, можно
использовать при давлениях до 70 МПа. Ограниченное применение гра¬
фита в качестве пресс-форм для горячего прессования обусловлено
низкой механической прочностью, не позволяющей проводить процесс
при высоких давлениях, и способностью восстанавливать некоторые
материалы, особенно оксиды. Графит также реагирует с переходными
металлами, их нитридами и силицидами.
После графитовых наиболее широко используют металлические
пресс-формы, особенно из сплавов на основе .молибдена. Их применя¬
ют в основном для прессования поликристаллических оптических
материалов, таких, как дифторид и оксид магния, селенид свинца
1480]. Пресс-формы из оксидов и других керамических материалов
используются значительно реже, поскольку они обладают низкой
73
термостойкостью, труднообрабатываемы, а также не всегда совмести¬
мы с прессуемыми материалами.
Для предотвращения приваривания изделий к стенкам матрицы
я торцам пуансонов их рабочие поверхности покрывают смазками.
В качестве смазки обычно используют порошок чешуйчатого сереб¬
ристого графита в виде суспензий в глицерине или жидком стекле,
а также коллоидальный графит. Хорошими смазочными свойствами
обладает также суспензия нитрида бора в глицерине. В качестве
смазки для прессования при невысоких температурах можно исполь¬
зовать дробленую слюду.
При прессовании высоких изделий используют специальные гра¬
фитовые муфты [3021, представляющие собой втулки, скользящие по
поверхности матрицы в процессе прессования. При этом электриче¬
ский ток проходит как через пуансоны, так и через матрицу. Пере¬
ходные муфты предотвращают перегрев пуансонов и защищают их
от перегорания. Они используются обычно в мощных промышленных
прессах при производстве изделий больших размеров.
Несмотря на большие достоинства, горячее прессование распрост¬
ранено сравнительно мало. Серьезным недостатком его является на¬
личие в готовом изделии больших внутренних напряжений терми¬
ческого происхождения, достигающих иногда таких значений, что в
изделиях появляются трещины еще при хранении.
Термические напряжения вызваны неравномерным распределе¬
нием температуры в ивделии в процессе горячего прессования, осо¬
бенно при охлаждении. В процессе исследования температурного
поля при горячем прессовании твердых сплавов с помощью одновре¬
менного введения нескольких термопар в разные точки матрицы и
опекаемого изделия установлен значительный температурный гра¬
диент [1151. В центре пресс-формы диаметром 120 мм температура
может быть на 70—IOO0C выше, чем на поверхности. Перепад темпера¬
туры по высоте пресс-формы, между геометрическим центром и плос¬
костью соприкосновения с охлаждаемыми токоподводами, составляет
более 1000°С, в то время как при спекании в водородной печи разница
температуры в зоне спекания на том же расстоянии не превышает 10 0C.
Появлению термических напряжений способствует также высокая
•скорость нагрева и охлаждения. Среди других недостатков метода
горячего прессования следует отметить ниэкую производительность
!процесса, большой расход графита и электроэнергии.
ГЛАВА
v
ГАЗОСТАТИЧЕСКОЕ УПЛОТНЕНИЕ
В последнее время быстрыми темпами разви¬
вается новый прогрессивный метод уплотнения пористых систем —
высокотемпературное газостатическое уплотнение (ВГУ), с помощью
которого можно получить новые керамико-металлические системы и
значительно улучшить свойства существующих. Метод является ре¬
зультатом объединения двух старых концепций в порошковой техно¬
логии — холодного изостатического и горячего прессования. Метод
ВГУ устранил недостатки горячего прессования (ограничение давле¬
ния, связанного с высокотемпературной прочностью материала пресс-
формы, анизотропия плотности, взаимодействие материала заготовки
с материалом пресс-формы, атмосферные загрязнения и т. п.), а при¬
менение газа в качестве рабочей среды, передающей давленио (вместо
жидкости, порошка, резины и т. д.), дало возможность проводить
уплотнение при высоких температурах, т. е. совместить процессы
изостатического уплотнения и спекания. Появилась возможность ком¬
бинированного воздействия газового давления и температуры в ши¬
роком диапазоне.
Сведения о высокотемпературной обработке керамико-металли¬
ческих материалов газом высокого давления весьма ограничены.
Следует отметить обзоры [64, 385, 430], в которых освещены некото¬
рые аспекты этого метода и оборудования для его обеспечения, а также
сборник [401], в котором рассмотрены проблемы экспериментального
газостатического оборудования.
1. Основные закономерности процесса
Высокотемпературное газостатическое уплот¬
нение впервые запатентовано в 1956 г. Баттелевским мемориальным
институтом (г. Колумбус, Огайо, США) [431]. Первым патентом за¬
щищалось изостатическое диффузионное соединение компонентов топ¬
ливных элементов реактора в плотный пакет из тонкой полосы.
Вскоре этот метод был перенесен на уплотнение порошков.
В основу ВГУ заложен закон Паскаля, согласно которому давле¬
ние, приложенное к статическому газу, передается одинаково во всех
направлениях и воздействует на поверхности, с которыми он сопри-
ЕШЬ
..
а б
Рис. 25. Этапы
О
ВГУ:
«а — заготовка; б — заключение заготовки в
оболочку и вакуумирование; в — герметиза¬
ция оболочки; г — обработка в газостате:
д — готовое изделие
касается с силон, прямо про¬
порциональной величинам этих
поверхностей.
На практике ВГУ сводится к
следующему (рис. 25). Порош¬
ковую массу или предваритель¬
но спрессованную заготовку за¬
ключают в оболочку, которая
при нагреве становится пла¬
стичной, и помещают в газо¬
вую среду. К среде прилагают
давление, которое воздействует
на поверхность оболочки и уплотняет материал. В результате воздей¬
ствия давления газа и температуры образуется тело, форма которого
соответствует первоначальной форме внутренней поверхности оболоч¬
ки, а размеры меньше в пропорции, величина которой зависит от усад¬
ки материала и приложенного давления.
При уплотнении керметов с закрытой пористостью или спекании
под давлением реакционного газа процесс ведут без применения обо¬
лочек. Для обеспечения эффекта всестороннего сжатия в заготовках
с открытой пористостью применяют оболочки. Хорошие результаты
получены в работе [444] при применении оболочек из кварцевого стек¬
ла. Повышенная температурная вязкость стекловидных оболочек
позволяет проводить ВГУ с очень сложной конфигурацией. Химиче¬
ский состав стекловидной оболочки определяется температурой про¬
цесса. Пределы рабочей температуры, в свою очередь, зависят от тем¬
пературы отжига и размягчения оболочки. Стекловидные оболочки
-обычно изготовляются по традиционной технологии стекольного про¬
изводства — выдуванием, горячим прессованием, вакуумной осадкой,
шликерным литьем. Кроме монолитных оболочек в настоящее время
в связи с получением методом ВГУ изделий больших размеров при¬
меняются составные оболочки. Для соединения отдельных частей обо¬
лочки используют различные сорта стекол-припоев. Насыщение по¬
верхностного слоя изделия стеклом в процессе ВГУ в случае приме¬
нения стекловидных оболочек устраняется подбором химического
состава и применением внутренних покрытий. В ряде случаев для пре¬
дотвращения взаимодействия материала оболочки с материалом за¬
готовки используют многослойные оболочки [237, 242]. Оболочки для
заготовок ВГУ изготовляют из металлов способом сварки, нанесением
покрытий на легкоплавкую подложку, а также непосредственно на
заготовку [11, 236, 263, 3741. Заполнение оболочек порошком произ¬
водят с помощью утряски, вибраций, затем оболочки вакуумируют и
герметизируют [11, 374].
Вакуумирование больших объемов производят методом электро¬
динамической дегазации, заключающимся в том, что за счет ионизации
молекул газа электромагнитным полем увеличивается его терми¬
ческая скорость (квант-эффект). Увеличенная таким образом молеку¬
лярная активность усиливается еще больше стационарными постоян¬
ными магнитами и обеспечивает эффективное и быстрое удаление газа.
76
Кроме того, электростатическое поле высокого напряжения заряжает
порошок заготовки положительным зарядом, что заставляет ионизи¬
рованные молекулы газа отталкиваться от поверхности порошка и
фокусироваться постоянным магнитом в сторону вакуумного коллек¬
тора.
Принципы и разработка методики расчета оболочек по заданном
размерам компактной заготовки на основании анализа формоизмене¬
ния цилиндрической оболочки с порошком изложены в раТхйге 131П.
Для коэффициентов усадки предложены формулы
AD 3 / I a, +AxmHhIDt
D0 =V V o, + 2xmDd/Ht'
А Я
Я0
°« + ^TmDJHt \а
+ ^nHhIDt) ‘
(V.1)
(V.2)
При использовании тонкостенных оболочек, для которых HjDd 1
и DJH 1, усадка незначительно отклоняется от (1/р)1/3. При ВГУ
материалов, величина сопротивления деформации которых не пре¬
восходит предела текучести материала оболочки, отношение усадки
по диаметру и высоте составляет:
А/?/ДЯ _ 1 + ^DnIDd
D0IH0 ~ I + 2DJ H *
(V.3)
Метод газостатического уплотнения используется для двух ос¬
новных технологических процессов: 1) улучшение эксплуатационных
характеристик материалов, полученных традиционными методами, за
счет закрытия остаточной пористости; 2) создание новых керметов,
у которых взаимодействие между компонентами или их свойства не
отвечают предъявляемым требованиям (угол смачивания более 90°,
термодинамическая стабильность низкая).
Широкое применение ВГУ для закрытия остаточной пористости
дало возможность значительно улучшить эксплуатационные харак¬
теристики спечепных твердых сплавов. Впервые метод ВГУ в про¬
мышленных масштабах был применен для производства твердых спла¬
вов фирмами Швеции и США [514].
Теоретическое обоснование процесса закрытия изолированных
пор под действием давления приведено в работах [57, 69, 367]. Зале¬
чивание изолированной поры под действием всестороннего сжатия с
точки зрения теории дислокационного механизма рассмотрено в ра¬
боте [69]. Основная идея состоит в том, что извне приложенное сжи¬
мающее давление является причиной генерирования порой дислока¬
ционных петель, которые, двигаясь от поры, уносят особой часть ее
объема. Выяснено, что описываемый процесс является самотормозя-
щимся, поскольку дислокации, рожденные порой, скапливаются вок-
круг нее и создают поле напряжений, тормозящее эмиссию новых дис¬
локационных петель. Кинетический закон изменения размера поры
77
в этом случае описывается выражением
WI+V
/,
(V.4)
где A = -J-я Ч v) к; В =
9я (1
— у)' (~0~) * Ч т — феноменологи¬
ческие константы.
Результаты экспериментальных исследований, проведенных на
монокристаллах KG1, свидетельствуют о том, что механизм собственно
дислокационного залечивания, при котором пора является источни¬
ком дислокационных петель, в чистом виде проявляет себя на началь¬
ной стадии процесса, когда матрица сохраняет структуру монокри¬
сталла, а дислокационные петли структурно обособлены. На поздней
стадии процесса, когда пора оказывается расположенной в сильно
диспергированной среде, дислокационный механизм не может про¬
явить себя в чистом виде и процесс залечивания происходит вследст¬
вие кооперативного пластично-вязкого течения вещества в пору.
Совокупность результатов свидетельствует о том, что в реальных
ситуациях под давлением пора может залечиваться и дислокационным
механизмом, и механизмом кооперативного пластично-вязкого тече¬
ния в зависимости от условий, определяемых давлением, температу¬
рой и константами кристалла.
В работе [3671 исследован другой крайний случай — изменение
размера поры под действием давления находящегося в порах газа.
Получено уравнение для описания кинетики изменения размеров пор:
4-= *»-5(V.5)
Более общий случай, когда изменение размеров поры происходит
под действием давления — лапласовского, внешнего и газа, находя¬
щегося в поре, рассмотрен в работе [57]. Уравнения, определяющие
кинетику изменения размеров поры, в этом случае имеют вид
^ = (V.6)
Пора не залечивается в случае, когда внешнее давление меньше
равновесного давления газа над его твердым раствором в материале.
При полном залечивании поры в момент ее исчезновения давление
газа в поре соответствует равновесному над раствором газа в мате¬
риале заданной концентрации.
В твердых сплавах поры образу¬
ются в процессе спекания под дейст-
Рис. 26. Зависимость пористости от метода
изготовления твердых сплавов (а — количест¬
во пор ыа 100 см2 с интервалом размера пор
50 мкм):
1 — небольшая заготовка, спрессованная и спечен¬
ная обычным способом; 2 — крупная заготовка,
спрессованная и спеченная обычным способом; з —
крупная заготовка, полученная горячим прессовани¬
ем в графитовой пресс-форме; 4 — крупная заготовка,
полученная методом ВГУ в газостате (р = 100 МПа,
Г -■= 1320 ч- 1350 °С)
78
вием газов, возникающих при восстановлении или разложении
оксидов. Появление в этих порах CO2 в спеченных изделиях является
важнейшей проблемой в производстве твердых сплавов. Полное ис¬
ключение пор в твердых сплавах возможно при использовании ВГУ
за счет растворения компонентов реакции диссоциации оксида угле¬
рода в кобальте. По данным работы [441], при давлении 100 МПа
для исчезновения поры диаметром 6 мм требуется 1,3—2 ч. Как видно
из рис. 26, повторяемость пор в изделиях, полученных ВГУ, в 20—
100 раз ниже, чем в материале, спеченном обычным образом, и в 4—15
раз ниже, чем в материале, горячеспрессованном в графитовой пресс-
форме.
Наиболее заметны преимущества твердых сплавов, полученных
ВГУ, при производстве синтетических алмазов. Срок службы блок-
матриц, для производства алмазов, изготовленных методом ВГУ, уве¬
личивается до 500 % по сравнению с инструментом, спеченным обыч¬
ным способом. Весьма перспективно применение твердых сплавов,
полученных ВГУ, в бурении горных пород. За счет снижения содер¬
жания кобальта повышается устойчивость износу, а за счет ВГУ
можно сохранить ударную вязкость на высоком уровне. Увеличение
глубины бурения инструментом, полученным ВГУ, составляет, %:
для твердого долерита — 210, твердого гранита — 46, твердого из¬
вестняка — 233.
Безоболочковое ВГУ твердых сплавов наряду с большими преиму¬
ществами имеет тот! недостаток, что заготовка непосредственно кон¬
тактирует с рабочей средой. Так, в работе [470] показано, что в про¬
цессе ВГУ твердых сплавов наблюдается некоторое поглощение инерт¬
ного газа. Газ адсорбируется главным образом в связующей Со-фазе.
По мнению авторов, миграция атомов инертного газа происходит при
перемещении дислокаций вдоль межкристаллитных границ.
Данный недостаток может быть устранен последующим нагревом ма¬
териала в глубоком вакууме. Однако при нагреве после ВГУ воз¬
можно повторное образование пор в результате перенасыщения
кобальта продуктами диссоциации CO2.
2. Пропитка под газостатическим давлением
Одним из методов получения керметов со спе¬
цифическими свойствами является пропитка. В случаях, когда про¬
питка под действием капиллярного давления невозможна (жидкая
фаза не смачивает твердую, 0 5> 90°), ее производят под изостатиче-
ским давлением в газостатах. При этом керамический каркас с за¬
данной пористостью получают прессованием с последующим спека¬
нием. Полученные таким образом заготовки с открытой пористостью
вакуумируют и пропитывают расплавом под давлением высокотемпе¬
ратурного газа. Обычно при таком методе пропитки (0>9О°) не
достигается прочной адгезионной связи на границе фаз, но поскольку
требуемый уровень прочностных свойств полученного композицион¬
ного материала обеспечивается каркасом, а специфические свойства —
наполнителем, данный метод позволяет получать перспективные
79
материалы со специфическими заданными свойствами. Гемостатическое
давление, необходимое для такого рода пропитки, составляет [1371
P =
4yL cos 0
P
(V.7)
В работе [257] описана технология пропитки под /(явлением'. Спечен¬
ная пористая заготовка помещается в стеклянную ампулу, погру¬
жается в расплав металла, ампула разрушается и пропитка происхо¬
дит под давлением.
Весьма перспективно получение керметов на основе нитридов.
Трудность создания таких материалов заключается в том, что при тем¬
пературах термической стабильности они не смачиваются большинст¬
вом металлов. Краевой угол смачивания можно уменьшить ведением
процесса пропитки при более высоких температурах. Однако в нор¬
мальных условиях это невозможно из-за диссоциации керамической
фазы и испарения металлической. Под высоким давлением газа по¬
вышается термическая стабильность нитрида и снижается испарение
металлической фазы, что открывает возможность получения нового
класса керметов на основе нитридов.
Современное ВГУ находит все новые и новые области применения.
Преимущества этого метода для получения керметов неоспоримы. C
его помощью получены новые и повышены эксплуатационные харак¬
теристики существующих керметов, снижены трудоемкость и затраты.
Однако для получения керметов в промышленных масштабах метод
ВГУ используется только в твердосплавном производстве. До 1980 г.
в мире существовало всего 200 установок ВГУ [443, 509]. Это связано
со сложностью газостатического оборудования, для проектирования и
изготовления которого используются новейшие достижения различ¬
ных областей науки и техники. Тем не менее, несмотря на трудности
технического характера, метод ВГУ успешно развивается и области
его применения расширяются.
3. Оборудование
В настоящее время известны отечественные
и зарубежные газостатические установки,'[13, 14, 17, 18, 245, 266,
267, 276, 4101. Оборудование для ВГУ состоитшз газостата, источника
газа высокого давления, вакуумной системы, системы'управления и
системы контроля.
Современный газостаг состоит, (рис. 27) из цилиндрического кон¬
тейнера 3 с пробками 2, подвижными в осевом направлении, и рамы
1, поддерживающей пробки. Благодаря’такой'конструкции контей¬
нер испытывает лишь действие радиальных сил рабочей среды, а ра¬
ма — действие осевых нагрузок. Контейнер оснащен печью сопро¬
тивления (на рисунке не показана), основными элементами которой
являются нагреватель и теплоизоляционный кожух. Питание (газ)
поступает в печь через герметичные вводы 5, выполненные в нижней
или верхней пробке. Контейнер и пробки охлаждаются водой.
Совершенствование конструкций газостатических установок в
80
S — газоввод
Рис. 28. Зависимость энергии, накопленной в газостате, от
давления и объема газа (рабочая среда — Ar, Не)
течение последних 10 лет проводилось в трех основных направлениях:
первое — совершенствование силовых элементов газостатов (сосудод
высокого давления и рам), второе — создание высокопроизводитель*
ных источников высокого давления для нагнетания рабочей среды
повышенной чистоты; третье (очевидно, наиболее важное) — совер¬
шенствование печей.
Находясь под давлением, газостат аккумулирует большое коли¬
чество энергии, внезапное высвобождение которой, например, прц
аварии контейнера будет подобно взрыву. Количество энергии сжа¬
того газа, накопленное в контейнере, можно рассчитать, если известно
сжимаемость газа. На рис. 28 энергия накопления в газостате рассчи-
тана для идеального газа (гелия или аргона) при обратном адиабат¬
ном расширении [781. Например, при объеме газостата 0,5 м3 и дав¬
лении 200 МПа аккумулируется энергия 135 МДж. Эта энергия экви¬
валентна заряду, содержащему 30 кг тринитротолуола. В связи с этил}
вопросам безопасной эксплуатации газсстатов придается большое зна¬
чение [4421. Газостаты с повышенной опасностью разрушения (одно-
и многослойные) обычно располагают в шахтах или камерах с дис¬
танционным управлением.
Для повышения надежности и безопасности, а также снижения
металлоемкости и сложности изготовления (особенно конструкций
больших размеров) используются силовые элементы, скрепленные
высокопрочной обмоткой (высокопрочная лента, проволока, тросе).
Сосуд представляет собой тонкостенную втулку, на которую с мению-
U
щимся от слоя к слою напряжением по спирали наматывается обмот¬
ка. Материал обмотки в отличие от крупных поковок обладает более
высокими механическими свойствами (предел текучести до 1,6 ГПа).
Достоинством таких сосудов является невозможность мгновенного
хрупкого разрушения с выбросом осколков. Внутренняя втулка,
как правило, работает на сжатие, а многочисленные слои обмотки не
могут разрушиться одновременно. При разрушении втулки газ из
рабочего пространства будет выходить через образовавшуюся тре¬
щину втулки и зазоры между витками обмотки. Применение навивных
конструкций позволяет создавать контейнеры на удельное давление
до 2000 МПа и выше. В сочетании с автофретированием в навивных
сосудах возможно уменьшение толщины стенки сосуда и снижение
массы на 40 % [194]. Благодаря конструктивным, технологическим
и эксплуатационным достоинствам, высокопрочная обмотка признана
наиболее эффективным средством защиты конструкций, работающих
при высоких давлениях. Применение силовых элементов, скреплен¬
ных обмоткой, дает возможность установить газостаты без исполь¬
зования специальных помещений.
К источнику газа высокого давления для промышленного высоко¬
температурного газостатического уплотнения предъявляют два основ¬
ных требования — возможность повышения давления до 100—
300 МПа при удовлетворительной производительности и отсутствие
загрязнения газа парами масла. Для сжатия газов используют порш¬
невые компрессоры [50], мембранные компрессоры, мультипликато¬
ры, компрессоры теплового действия [33, 34], мембранные раздели¬
тели [35]. Высокое давление можно получить испарением жидкого
газа [249]. В промышленных газостатических установках при сравни¬
тельно невысоких степенях сжатия (100—200 МПа) применяют в ос¬
новном поршневые и мембранные компрессоры.
Печи газостатических установок, как правило, выполнены в виде
вставки, состоящей из теплоизоляционного кожуха с верхней и ниж¬
ней изоляцией и установленного внутри него электронагревателя
•сопротивления [268]. При проектировании печей должны быть реше¬
ны вопросы, связанные с изменением свойств газов при высоких дав¬
лениях (плотность, теплопроводность и т. д.) и экономические (мак¬
симальный объем камеры нагревателя при оптимальных затратах
энергии и безопасной эксплуатации). Эти вопросы, весьма важные
и при проектировании высокотемпературных газостатов, являются
основными. При высоких давлениях имеет место более интенсивный
теплообмен, что приводит к увеличению мощности нагревателя для
поддержания температуры с увеличением давления. В связи с этим
неправильный выбор конструкции нагревателя и термоизоляции мо¬
жет привести к тому, что потребляемая мощность нагревателя не обес¬
печит нагрев до заданной температуры, или к перегреву силовых
элементов газостата, что может привести к аварии.
Первые установки для ВГУ имели сравнительно небольшие горя¬
чие зоны, размещенные в огромных сосудах высокого давления. От
них сильно отличаются современные установки. В качестве примера
можно привести газостаты промышленного исполнения фирмы ACEA
82
Таблица 37. Стандартные размеры контейнеров н печей газостатов
ширмы ACEA (Швеция)
Печь
Контейнер
1260
°с
1400 °С
Рабочее дав¬
ление, МПа
диаметр, мм
высота,
мм
диаметр,
' мм
высота,
MM
диаметр,
MM
высота, мм
270, 325,
390, 450,
530, 620,
690, 800,
920, 1055,
1235
700, 1050,
1450,
1950, 2650
155, 190,
230, 275,
320, 375,
435, 505,
595, 690,
780, 890,
1010,
1150,1330
500, 750,
1100,
1500,
2000,
2700
320, 360,
400, 450,
500, 560,
630, 710,
800, 900,
1000,
1120,
1250,
1400,1600
100, 1250,
1600, 2000,
2500, 3200
100, 125
160, 200
Таблица 38. Газостаты конструкции ВНИИметмяш — Коломенского СПО [67]
Газостат
Давление
рабочей сре¬
ды, МПа
Температура
среды в ра¬
бочем про¬
странстве, К
Размеры за
диаметр
готовки, MM
высота
Рабочая
среда
40X100
200
2273
40
100
Азот
450
100
1773
50
250
Аргон
ГТС-2000
200
2273
100
250
Азот
320 X 550
200
1493
320
I 550
Аргон
ЯО6013
200
1773
340
550
»
ЯО6015
200
1523
320
1000
»
КП-378
200
1533
630
1700
»
ЯО6022
200
1523
1100
2000
»
(Швеция) [341, 347]. Теплоизоляционный кожух выполнен многослой¬
ным и исключает конвекцию газа внутри кожуха, не допускает ее в ра¬
бочей зоне, внутри нагревателя, создавая тем самым условия для
эффективного контроля температуры в печи. Конвекция в горя¬
чей зоне положительно влияет на выравнивание температур и уско¬
ряет прогров заготовки. Активной изолирующей средой газостатов
AGEA служит керамическое волокно. В табл. 37, 38 приведены раз¬
меры печей стандартной серии газостатов фирмы ACEA и ВПИИмет-
маш [67].
В газостатических установках промышленного назначения
нагреватели выполняются в основном из тугоплавких металлов и
позволяют проводить нагрев до температуры 1750 0C. Полупро¬
мышленные и лабораторные установки с графитовыми нагревателями
дают возможность производить ВГУ до температуры 2000 °С и выше.
Газостаты стандартной серии фирмы AGEA снабжены печью двух
типов: один предназначен для температур до 1260 °С, другой — для
температур до 1400 °С. Печи для температур до 1750 0G предназначе¬
83
ны только для газостатов малых
размеров. На рис. 29 приведена
схема газостата «Quintus» фир¬
мы ACEA [269]. Контейнер со¬
стоит из центральной стальной
втулки, которая с предвари¬
тельным натяжением обмотана
стальной высокопрочной лентой.
Отверстия контейнера закрыты
пробками. Выполнены они с
верхней или нижней загрузкой.
В зависимости от способа за¬
грузки вводы газа, охлаждаю¬
щей жидкости, термопар, пита¬
ния на нагреватели могут быть
расположены в верхней или
нижней пробке. Они достаточно
безопасны при эксплуатации и
не требуют специальных поме¬
щений. Силовые элементы кон¬
струкции рассчитаны на вынос¬
ливость в 30 000 циклов с усло¬
вием проведения каждого цик¬
ла при максимальном рабочем
давлении [78, 292, 428].
В Советском Союзе ведущей
организацией по проектированию газостатического оборудования яв¬
ляется ВНИИметмаш. Совместно с Коломенским СПО им создана
серия газостатов с давлением газовой среды до 200 МПа при темпера¬
туре до 2300 К (см. табл. 38). Наиболее мощный среди созданных в
СССР газостат модели ЯО6022 с осевым усилием 40 MH. В нем
можно обработать заготовку диаметром 1100 и высотой 2000 мм га¬
зовой средой давлением до 200 МПа при температуре 1523 К.
Рис. 29. Газостат фирмы ASEA:
1 — подвижная рама; 2 — камера высокого
давления; з — траверза; 4 — термоизоляцион¬
ная пробка; 5 — нижняя пробка; в — коль¬
цо; 7 — нагреватель; 8 — термоизоляцион¬
ный екран; 9 — обмотка иа высокопрочной
ленты; 10 — токоввод; 11 — газоввод; 12 —
верхняя пробка; 13 — механизм перемещения
нижней пробки; 15 — заготовка
ГЛАВА
i
YI
НАПРАВЛЕННАЯ
КРИСТАЛЛИЗАЦИЯ
Среди эвтектических систем только некото¬
рые представляют интерес для получения жаропрочных материалов.
Это главным образом никель, кобальт с боридами, карбидами и ин-
терметаллидами. Закономерности получения эвтектических керметов
с заданными размерами структурных элементов изучены недостаточ¬
но. Экспериментальные исследования этих процессов требуют даль¬
нейшего развития.
1. Возможные составы эвтектических
керметов
Методом направленной кристаллизации по¬
лучают особый класс керметов — эвтектических, т. е, керметов, об¬
разуемых металлами и низшими соединениями в двойных системах
1370, 371, 429]. Такие керметы отвечают требованиям термомеханиче¬
ской совместимости, так как температуры плавления тугоплавких
металлов и низших оксидов, карбидов, нитридов, боридов отличаются
незначительно, как, следовательно, и их коэффициенты линейного
расширения. Это относится прежде всего к борндам, низшие формы
которых образуют с металлами многочисленные эвтектические смеси.
Составы эвтектик на основе перспективных оксидов приведены
в табл. 39. Как следует из таблицы, оксидные эвтектические керметы
образуются в системах как Me — О, так и Me — Ме'О. Содержание
металлов в эвтектических смесях, за небольшим исключением, зна¬
чительное, т. е. такие керметы следует отнести скорее к инфракерме-
там. Кроме того, многие металлы в эвтектике находятся в виде рас¬
творов кислорода, т. е. в охрупченном состоянии.
Керметы эвтектического типа могут быть образованы также в систе¬
мах Me — C и Me — Me' C189—91, 382, 398, 427, 460, 488]. Они обра¬
зуются как с низшими, так и с высшими карбидными фазами (табл. 40).
Содержание металлов в таких смесях достаточно высокое, поэтому
эвтектические керметы на основе карбидов можно считать перспек¬
тивными, тем более, что растворение углерода во многих металлах
не вызывает сильного охрупчивания.
Таблица 39. Содержание оксида в эвтектических керметах [370, 371)*
Оксид
Металл
Фщ. %
о
О
Оксид
Металл
Фт. %
T9. °с
AljOj
Cr
78,0
1640
Та
. 4,0
CrjOj
Cr
80,0
1660
HfOa
V
0,65
1900
Mo
13,9
1860
Nb
2,0
ZrO9
Zr
—
1900
Та
3,5
V
1.5
1900
UOa
W
96,0
2040
Nb
1,5
““
• Данные о системах Me' — MeO представлены Ю. А. Кочержинским.
Таблица 40. Содержание карбидов в эвтектических керметах
и их растворимость в металлах при температуре плавлеиия эвтектики
Карбид
Металл
Фщ* %
А, %
T9, ‘С
Литературный
источник *
TiC
Cr
11,0
3,5
1100
Fe
3,8
0,6
1460
1149]
Со
7,5
1,0
1386
Ni
4,5
1,6
1307
1386]
Mo
13,5
3,0
2200
W
13,3
—
2650
Re
20,0
—
2540
VC
Fe
11,2
3,65
1350
[382]
Со
13,8
—
—
[315]
Ni
9,5
7.0
1300
Re
20,0
—
2050
ZrC
Cr
8,0
2,8
1785
Fo
4,3
1,8
1475
[81]
Со
12,3
1,7
1370
(384]
Ni
10,0
1290
[370, 371]
Mo
13,8
2,4
2310
W
25,5
0,4
2630
Re
10,6
2540
NbC
Fe
7,8
2,0
1460
[130]
Со
12,5
4,3
1225
]131]
Ni
и£
3,5
1115
[147]
Ro
11,0
—
2240
HfC
Cr
10,5
4,0
1810
Fe
6,0
2,0
1490
[81]
Со
17,0
1,0
1400
[384]
Ni
14,0
3,5
1330
305]
Mo
23,9
5,0
2320
VV
25,7
1,0
2800
Re
20,0
—
2720
TaC
Со
13-15
—
1402
[3]
Ni
16,0
—
1350
[3]
Re
20,0
2420
* Остальные данные представлены Ю. А. Кочержинским.
86
Таблица 41. Содержание нитридов в эвтектических керметах
■ ice растворимость в металлах при температуре плавления эвтектики 4
Нитрид
Металл
Tm. %
А, %
CJ
о
*?
TiN '
V
9,0
7,2
1870
Nb
10,0
8,6
2350
Mo
—
—
2350
ZrN
V
9,3
2,0
1795
Nb
11,5
7,1
2435
Mo
—
8400
ON
Cr
2,7
—
1835
HfN
V
16,7
3,0
1815
Nb
16,5
10,3
2460
Mo
6,4
0,8
2470
* Данные представлены Ю. А. Кочержинским.
Таблица 42. Содержание боридных фаз в эвтектических керметах
Борид
Металл
Ф. %
T8, «с
Борид
Металл
Ф. %
т8,°с
TiB
Ti
36,46
1670
ZrB2
Fe
6,6
1275
TiB2
Fe
6,3
1340
ZrB2
Mo
26,7
2050
TiB2
Mo
25,6
1915
ZrB2
W
79,0
2250
V3B2
V
25,0
1550
Nb3B2
Nb
27,0
2180
Cr2B
Cr
18,3
1600
Mo2B
Mo
7,8
2180
Mn4B
Mn
5,0
1180
LeB4
La
20,0
890
Fe2B
Fe
18,3
1200
HfB2
Fe
6,9
1265
Co3B
Со
6,0
1095
HfB2
Mo
15,7
2070
Ni3B
Ni
6,0
IHO
Ta2B
Та
10,3
2360
VB2
Y
41,1
1290
W
10,3
2700
ZrB2
Zr
53,24
1680
Rc2B
Re
25,0
2150
Нитриды с металлами образуют эвтектические смеси, соединяю¬
щие достаточное количество металла (табл. 41). Такие керметы могут
оказаться перспективными, хотя до настоящего времени положитель¬
ных результатов не получено.
Бориды с металлами образуют эвтектические смеси в виде как
низших, так и высших боридных фаз (табл. 42). Особенно перспек¬
тивными можно считать керметы на основе группы железа (можно
создать керметы с диборидами металлов IV—VI групп Периодиче¬
ской системы элементов Д. И. Менделеева). Непереходные боридооб-
разующио металлы — бериллий, магний, алюминий, а также медь,
не образующая боридов ,— не взаимодействуют с боридами переход¬
ных металлов и могут явиться базой для создания керметов эвтекти¬
ческого класса. Правда, эти металлы являются легкоплавкими, по¬
этому керметы, создаваемые на их основе, обладают низкой жаро¬
прочностью. Они могут применяться в машиностроении в качестве
антифрикционных материалов, а также материалов с высокой изно¬
состойкостью (для изготовлении сопел и труб для перекачки и распы¬
ления пульп).
87
2. Закономерности кристаллизации
Эвтектические керметы кристаллизуются из
гомогенных расплавов. В этом случае равновесие расплав — твердое
тело является нонвариантным, т. е. кристаллизация протекает при
строго постоянной концентрации и температуре. Такая кристалли¬
зующая система из п компонентов содержит п + 1 фаз: одну жидкую
и две твердые в случае двойной эвтектики:
ж = а + р. (VI.1)
В соответствии с этой реакцией при кристаллизации из жидкости вы¬
деляются два твердых раствора — а (В в Л) и ^ (А в В). Обе фазы
кристаллизуются одновременно. При этом одна из фаз является ве¬
дущей, т. е. образуется первой в результате гетерогенного зароды-
шеобразования одной фазы на другой. Равновесие между фазами при
кристаллизации эвтектических сплавов определяется игГМенением сво¬
бодной энергии Гиббса:
<Ют = Vdp — SjdT -f- \iAdCA \igdCg. (VI.2)
При равновесии фаз (dG — 0) химический потенциал элементов
во всех фазах должен быть одинаковым. Для описания равновесия
процесса кристаллизации эвтектических сплавов необходимо знать
концентрационные зависимости свободной энергии Гиббса для всех
сосуществующих фаз (рис. 30). В соответствий с рис. 30 фазы а, р
и жидкая фаза сосуществуют при концентрации Cu C2 и C9 при тем¬
пературе эвтектики T9 и давлении р. Для определения концентра-
ционной зависимости свободной энергии Гиббса чаще всего исполь¬
зуют теорию регулярных растворов (избыточная энтропия смещения
приравнивается нулю) (187, 438]. Для идеальных растворов (избыточ¬
ная энтропия смещения и энтальпия смещения приравниваются нулю)
получается простая концентрационная зависимость свободной энер¬
гии Гиббса:
- &GC = RT (СА\пСА +CglnCg). (VI.3)
Рис. 30. Эвтектическое равнове¬
сие Ga, Gb, Gl- свободная энер¬
гия Гиббса для компонентов А, В
и жидкой фазы
На диаграммах состояния температу¬
ра ликвидуса фазы определяется те¬
плотой плавления компонента AH и
зависит от его содержания в сплаве:
In Ca
Wa ( 1
К I Tm
■). (VI .4>
/
Уравнение (VI.4) позволяв! опре¬
делить положение эвтектики в си¬
стеме А — В. Для этой цели необходи¬
мо рассчитать линии ликвидуса для
компонентов А и В. Одна и та же
температура ликвидуса этих компо¬
нентов определяет концентрацию эв¬
тектического сплава. Состав эвтектик
тем ближе к фазе с низкой теплотой
88
Таблица 43. Кристаллографическая ориентировка эвтектических сплавов [187|
Система
Фазовый состав
эвтектики
Направление роста
Ориентировка поверхно¬
стей раздела
B-Ni
Ni - Ni3B
I (141 JNi3B, Il (151 JNi
C-Fe
Fe-Fe3C
—
<113>Ni3B, I(Hl)Ni
(IOl)Fe, I (104)Fe3C
|310)Fe, KOlOJFe3C
C-Ta
Та — TaaC
H fIoTojTa2C
(OOOl)Ta3C, H (1210)ТааС
Cr-Ni
Ni-Cr
—
[IHJNi, IIlHOJCr
Mo-Ni
Ni-NiMo
{111*12 ] Ni
H (IlO)Ni, U(IOO)NiMo
H [OOlJNiMo
И [HOJNi, И [OlOJNiMo
Nb-Ni
Ni — Ni3Nb
IIlllOlNi
H [IOOJNi3Nb
Я (Ill)Ni, H(OlO)Ni3Nb
Ti-Ni
Ni - Ni3Ti
H(HO)Ni
H (1120)Ni3Ti
I (Hl)Ni, I (OOOl)Ni3Ti
плавления, чем выше разность теплот плавления обеих фаз. Поэто¬
му в системах металл — тугоплавкое соединение, имеющих высо¬
кие температуру и теплоту плавления, эвтектические составы сдви¬
нуты в сторону металла, содержание которого в эвтектике часто со¬
ставляет не менее 80 % (табл. 42).
Эвтектический сплав, закристаллизованный в нормальных усло¬
виях, имеет огромную поверхность раздела — около 1 м2 границ на
1 см3 сплава. Поэтому как процесс кристаллизации, так и свойства эв-
Лктических сплавов определяются энергией границ раздела, равно¬
весием на границах фаз. Рост эвтектики обычно происходит таким
образом, чтобы образовался контакт плоскостей с минимальной энер¬
гией. Это обусловливает высокую стабильность эвтектических сплавов
и определяет направление роста фаз. Если кристаллизующиеся спла¬
вы имеют кристаллическую структуру, то затвердевание фаз проис¬
ходит в одном кристаллографическом направлении. Фазы с ГЦК-
и ГПУ -решетками кристаллизуются так, что плоскости с наиболее
плотной упаковкой располагаются параллельно, хотя часто законо¬
мерности роста намного сложнее (табл. 43). Равновесие (| аз п[ и кри¬
сталлизации эвтектики может быть также рассмотрено с помощью
свободной энергии Гиббса, изменение которой в соответствии со схе
мой гетерофазного зародмшеобразования фаз (рис. 31) можно запи¬
сать в следующем виде (2101:
A G = - VaAffA + IyiSi. (VI .5)
Здесь Yb Si — поверхностная энергия и поверхность £-й фазы. Сог¬
ласно рис. 31,
AGa — —AGa (2 — 3 cos 0 + cos3 0) + л (х0)2 (уар + уаь) +
+ 2ярД0уаь (VI.6)
89
Рис. 31. Схема гетерофазного аародышеобразования
Рис. 32. Схема гетерогенного аародышеобразования фаз в эвтек¬
тике
где р — радиус кривизны зародыша; X0 — радиус зародыша. Кри¬
тический радиус зародыша
Ркрнт —
2YoL
Д Ga
sin 0.
(VI.7)
Необходимым условием взаимного аародышеобразования фаз яв¬
ляется следующее неравенство (рис. 32):
YaL + Ypi-> Yab.
(VI .8)
В соответствии с этим неравенством образуется пластинчатая эвтек¬
тика. Она является следствием взаимной ориентации фаз в процессе
роста: разграничивающая фазы поверхность становится плоскостью.
Только изменение градиента температуры, а следовательно, и гра¬
диента концентрации у фронта кристаллизации может приводить к
искривлению плоскости раздела. Обычно наблюдают три структуры
эвтектических сплавов с регулярно расположенными пластинами,
стержнями и сфероидами. Структура эвтектики зависит от внешнего
давления, что видно на примере системы Cr — Cr2O8 (рис. 33). Ско¬
рость роста кристаллов в процессе кристаллизации зависит от степе¬
ни переохлаждения и от состояния образующейся поверхности раз¬
дела:
для шероховатой поверхности
Рис. 33. Структура эвтектического
сплава Cr — Cr2O3, полученного под
давлением 1000 МПа (Х600).
va = к^Т (VI.9)
для атомно гладкой поверх¬
ности
va = Ar2AP; (VI.10)
для атомно гладкой поверх¬
ности с двумерным образова¬
нием зародышей
va = Ar3 exp (— kJ&T). (VI.И)
Скорость роста, т. е. вели¬
чина переохлаждения, опреде¬
ляет расстояние между пласти¬
нами (межфазное расстояние) в
90
Таблица 44. Свойства эвтектических керметов на основе карбидов [187]
Система а — P
фр. %
гэ, »с
^eo, г/см*
Ee ГПа
ов, МПа
е, %
-Со — TiC
16
1360
Со - NbC
12
1365
8,8
—
1030
2,0
Co. Cr — NbC
12
1340
—
—
1280
<2,0
Со — TaC
16
1360
9,1
222
1035
11,8
Co, Cr - TaC
9
1402
9,0
210
1050
16—20
Co, Cr, Ni-TaC
9
—
8,8
—
1650
5,0
Ni — TiC
5,5
1307
.—
—
—
—
Ni — NbC
11
1328
8,8
—
890
9,5
Ni, Cr-NbC
11
1320
—
—
—
—
Ni — TaC
10
—
—
—
—
—
Ni — HfC
15—28
1260
—
эвтектическом сплаве ,
Xiu3 = const. (VI. 12)
Справедливость этого соотношения'’доказана во многих работах.
Эвтектические керметы получают методом направленной кристал¬
лизации расплавов, зонной плавкой, методом Чохральского, вытя¬
гиванием из расплава, литьем в форму [168, 187]. Все методы выра¬
щивания кристаллов пригодны для кристаллизации эвтектических
керметов.
Механические свойства эвтектических керметов, когда фазовые
составляющие ориентированы параллельно направлению нагрузки,
!Определяются выражением
^ ° и = а„фм Ч- акфк, (VI.13)
когда перпендикулярно — выражением
(VI. 14)
Как следует из табл. 44, прочность эвтектических керметов на ос¬
нове карбидов, несмотря на относительно невысокое объемное содер¬
жание керамической фазы, очень высокая по сравнению с прочностью
металлической фазы (см. табл. 1). Следует учитывать, что пластич¬
ность эвтектических керметов при высокой прочности также доста¬
точно высокая.
ГЛАВА
VII
КЕРМЕТЫ ОКСИД - МЕТАЛЛ
Керметы на основе оксидов получили широ¬
кое распространение. Наиболее известны керметы на основе оксидов
алюминия, хрома, циркония, иттрия и тория, однако промышленное
применение получили главным образом керметы на основе оксида
алюминия. Эти керметы обладают высокими механическими, элек¬
трическими, тепловыми и ядерными характеристиками [5, 130]. От¬
личительные свойства имеют керметы 70 % AlaO3 — 30 % Cr,
28 % Al2O3 — 72 % Cr. Для повышения пластичности керметов ме¬
таллический хром легируют молибденом, вольфрамом, а оксид алюми¬
ния — оксидом хрома, титана (например, 34 % Al2O3 — 6G % CrMo).
Такие керметы выдерживают более 1000 циклов мгновенного пони¬
жения температуры от 1000 до 24 0C. Они имеют предел прочности
при изгибе 612 и 274 МПа соответственно при 24 и 1317 °С и предел
прочности при растяжении 372 и 70 МПа при 24 и 1316 °С, обладают
высоким пределом длительной прочности при растяжении, которая
для 982 0C составляет: 10 ч — 176 МПа, 100 ч — 155 МПа,1000 ч —
141 МПа. Из этих керметов изготавливались вставки сопел реактив¬
ных двигателей, стабилизаторы пламени, стержни для регулирования
потока металла, защитные чехлы термопар [1301.
1. Взаимодействие в системах
оксид алюминия — металл
Высокий уровень свойств оксидных керметов
обусловлен благоприятным сочетанием свойств компонентов и воз¬
можностью образования прочной связи на границах фаз при незна¬
чительном химическом взаимодействии. Химическое взаимодействие
фаз, как показано в главе I, оценивается по изменению энергии Гиббса
(AGt). Для реакций оксида алюминия с металлами, перспективными
для создания керметов, температурные зависимости энергии Гиббса
приведены на рис. 34. Ниже даны уравнения этих реакций:
4 w + ± Al А = 4- WO1 + 4 Al; (VII. 1)
W + ± Al2Oj = 4- WO3 + 4- Al; (VII.2)
4- Mo + Al2O3 = -i- MoO1 + Л1; (VII.3)
4-Mo+ 4 AljOs = 4- Мо°з + 4"A1: (VII.4)
4- Cr + 4- AljOs = 4- CrsOs + 4- Al; (VII.5)
4- Nb + 4- AlsOs = 4" NbsO4 + 4 Al; (VII.6)
4- Ta + 4- Al1Os = 4- TasOs + 4 Al; (VII.7)
V 4- 4- AlaO, = VO + 4- Al; (VII.8)
Ti + 4- AlaO8 = TiO + 4- Al; (VII.9)
4" Ti + 4- AlaO3 = 4- Ti0a + 4 Al? (VILlO)
4- Zr + 4* AlaO3 = 4~ ZrOa + 4- Al; (VII.ll)
4- HI + 4- Al2O3 = 4- Hf°2 + 4 Al; (VII.12)
4 Fe + 4 Al2O3 = 4 Fe3O4 + Al; (VII.13)
Co + 4" Al2O3 = CoO + 4- Al; (VII.14)
Ni + 4" Al3O3 = NiO + 4 A1* (VII. 15)
2Cu 4" AlaO3 = CuaO 4" “ Al;
(VILie)
4 4 Ai2Oa —
= 4-Si°a + 4A1; (VIU7>
Mg 4- 4" A1a°a = MgO 4- 4 a^
(VII.18)
Рис. 34. Температурные зависимости
изменения энергии Гиббса реакций вза¬
имодействия металл — оксид алюминия.
Номер кривой соответствует номеру
уравнений реакций (7—4 — данные ра¬
боты [213]; 6—9 — [168]; 10 — [62]; ос¬
тальное — данные автора)
93
В работах [62, 213, 389, 3901 при оценке возможности протекания
реакций веществ в конденсированных фазах авторы ограничиваются
расчетом AGr, полагая, что знак при ДGt характеризует возможность
протекания процессов в данном направлении. Согласно этому под¬
ходу, из имеющихся данных (рис. 34) следовало бы предположить,
что с оксидом алюминия в анализируемом температурном диапазоне
должны взаимодействовать только магний, гафний и цирконий. Од¬
нако результаты исследований показывают, что при высоких темпе¬
ратурах имеет место химическое взаимодействие практически для
большинства приведенных выше систем, в том числе для тех систем,
у которых ДGt 0. В этих системах металл может окисляться моле¬
кулярным кислородом, выделяющимся при высокотемпературном
диссоциативном испарении- оксида алюминия [4061:
А120з(тв.) = 2АЮ(га3) -|—2~02(газ)* (VII.19)
А120з(тв.) = А1аО(гаа) ~Ь 02(гаэ)! (VII.20)
А1аОз(тв.) = 2А1(Га8) 4" ~2~ 0г(га8)* (VII.21)
Взаимодействие вольфрама с оксидом алюминия [295] осуще¬
ствляется по реакциям (VII.2) и (VII.21). Так, при исследовании газо¬
образных продуктов взаимодействия смеси порошков оксида алюми¬
ния (марки ЧДА) и вольфрама (0,2 % примесей) в вакууме на высо¬
котемпературном масс-спектрометре [77] обнаружено выделение
кислорода, оксида вольфрама и алюминия при температурах 2073 К
и выше, причем соотношение интенсивности ионных токов триоксида
нольфрама и алюминия составляло 1 : 10. При плавлении оксида
алюминия газовыдедение резко возрастало.
Рентгенофазовые исследования керметов Al2O3 — W (Mo), полу¬
ченных длительным твердо- и жидкофазным спеканием прессовок
смесей порошков, показали присутствие только исходных компонен¬
тов (Mo, W и Ct-Al2O3), причем параметры кристаллических решеток
•фаз не отличались от таковых исходных порошков. Микроструктур-
ные исследования также не обнаружили появления новых фаз —
микроструктура кермета представляет собой смесь двух фаз с четкими
траницами раздела и микротвердостью, соответствующей микротвер¬
дости однокомпонентных материалов: Cx-Al2O3 — 19800 ±900 МПа,
W - 3300 ± 120 МПа и Mo - 1650 ± 100 МПа (нагрузка 0,496 Н),
что близко к табличным значениям для этих веществ [227, 3841, при¬
чем при прохождении границы раздела фаз после плавления Al2O3 в
тиглях из ванадия или молибдена изменений микротвердости у гра¬
ницы раздела и вдали от нее не обнаружено.
Рентгеноспектральный локальный анализ керметов, полученных
спеканием при температуре 2350 К в течение 4 ч, не обнаружил при¬
сутствия металлических элементов в объеме инородных фаз. Иссле¬
дование распределения металлических элементов в фазах керметов
проводили на электронном сканирующем микроскопе типа ISM-3 с при¬
ставкой для рентгеноспектрального локального анализа с минималь-
94
Таблица 45. Температуры начала взаимодействия в системах AltO3—Me, К
Давление
среды, Па
Tl
Zr
NO
Mo
Та
W
IO-2
1900
2010
1200
1800
2100
1760
2100
10»
■
1600
2300
2300
2300
2300
ной шириной диффузионной зоны 0,2 мкм. Как показали исследова¬
ния, формы кривых распределения интенсивности излучения WLax
и AlZfa при движении зонда по прямой, перпендикулярной к границе-
раздела фаз, по поверхности шлифа образца гауссовские. Полушири¬
на гауссовского распределения соответствует полуширине гауссовско¬
го распределения кривой аппаратурного искажения, т. е. проникно¬
вения элементов в инородную фазу не наблюдается. Подтверждением
служат и снимки микрошлифов в обратно рассеянных электронах
и характеристическом излучении. Кроме того, как показали конт¬
рольные плавки оксида алюминия в тиглях из вольфрама и молибде¬
на, последние в объеме оксида алюминия не обнаруживаются, что-
установлено ранее в работе [102], однако остаются на поверхности,
граничащей со стенкой тигля после механического разделения.
Для установления химического состава и глубины переходного-
слоя на границе разнородных фаз использован метод вторичной ион¬
но-ионной эмиссии на масс-спектрометре МИ-1305 по методике, изло¬
женной в работе [376]. Исследования с помощью этого метода поверх¬
ностей вольфрама и оксида алюминия обнаружили взаимное про¬
никновение контактирующих веществ на глубину до 100 нм (фазы
идентифицировали рентгенофазовым анализом). Соотношения интен¬
сивности ионных токов вольфрама при исследовании поверхностей об¬
разца оксида алюминия и контрольного образца вольфрама и ионных
токов алюминия при исследовании поверхности образца вольфрама
н контрольного образца алюминия составили соответственно 1 : 9
и 1:5.
Полученные результаты в основном согласуются с данными иссле¬
дований по взаимодействию тугоплавких металлов и оксидов. Так,
температура начала взаимодействия Al2O3 с вольфрамом по данным
работы [309] составляет 2173 К, а Al2O3 с молибденом и вольфрамом —
2100 К, в вакууме IO-2 Па и выше — 2300 К [406]. При этом, со¬
гласно работам [198, 406], взаимодействие в системе Al2O3 — W (Mo)
происходит с выделением газообразных алюминия и оксидов метал¬
лов. Переходные зоны в контакте с расплавленным Al2O3 и проник¬
новением инородных элементов в керамическую или металлическую
фазы металло- и рентгенографически не обнаружены [102, 213].
Следует отметить, что при прокаливании смесей порошков Al2O3 — Mo
в атмосфере влажного водорода рентгенографически обнаружена
проникновение молибдена в Al2O3 (за 6 ч выдержки при 1873 К глу¬
бина проникновения составила 20 мкм) [435]. При прокаливании по¬
рошков в сухом водороде или смеси газов H2 + N2 следов взаимо¬
действия не выявлено [291, 306].
95
Приведенные экспериментальные результаты хорошо согласуются
с данными, полученными в работе 14061 термодинамическим расчетом
уравнений химических реакций. В качестве критерия термодинами¬
ческой возможности протекания реакции принято не соотношение
AGt < 0, а суммарное равновесное давление газообразных продуктов
взаимодействия. При этом авторы справедливо полагают, что при уда¬
лении продуктов взаимодействия реакция может протекать практи¬
чески необратимо даже в случае больших положительных значений
AG®. Кроме того, экспериментально установлено, что температура
начала взаимодействия веществ понижается с уменьшением давления
среды, продукты взаимодействия при достаточно высоких температу¬
рах находятся в газообразном состоянии. Поэтому при дальнейшем
анализе высокотемпературного взаимодействия компонентов керме-
тов будем опираться на критерий, предложенный в работе [406].
В табл. 45 приведены данные о температурах начала взаимодействия
переходных металлов IV—VI групп с оксидом алюминия.
Таким образом, при высоких температурах Al8O3 химически взаи¬
модействует с переходными металлами IV—VI групп, причем с цир¬
конием и гафнием это взаимодействие интенсивное (AGr < 0), с
остальными металлами — слабое. Последние системы особенно инте¬
ресны, так как именно такое взаимодействие способствует образова¬
нию качественных керметов. В этих системах, как свидетельствуют
результаты исследований [295, 406], взаимодействие происходит
преимущественно через газовую фазу с удалением газообразных про¬
дуктов взаимодействия. Контактное взаимодействие становится за¬
метным только при плавлении оксида.
Тугоплавкий металл растворяется в граничном слое жидкости
толщиной до IO-7 м и на поверхности оксида алюминия [172, 213].
Подвижность атомов тугоплавкого металла в граничном слое очень
высокая, на что указывает быстрое сглаживание поверхности зерен
вольфрама и молибдена при жидкофазном спекании, подобное таково¬
му в случае типичного процесса переноса вещества через жидкую
фазу при частичном растворении в ней твердой фазы. Отсутствие сле¬
дов тугоплавких металлов в объеме расплава Al2O3 при наличии его
в тонком граничном слое обусловлено, очевидно, высокой повер¬
хностной и межфазной активностью вольфрама и молибдена, а так¬
же образованием между ионами алюминия, вольфрама (молибдена)
и кислорода пространственных связей, реализуемых только в тонком
приповерхностном слое оксида с дефектной по кислороду структурой.
Ниобий и тантал реагируют с расплавленным оксидом алюминия
более интенсивно. При этом оксид алюминия изменяет цвет (чернеет),
в оксидной фазе образуются новые фазы, отличающиеся микротвер-
достыо. По предположению авторов работ [2, 211], это продукты
взаимодействия оксида алюминия с низшими оксидами тантала и
ниобии. В работе [198] рентгенографически обнаружена в керами¬
ческой фазе изоморфная рутилу фаза TaAlO4.
Взаимодействие Al2O3 с жидкими металлами, имеющими более
низкую температуру плавления, происходит интенсивнее, чем при
96
твердофазном контакте. Так, титан и кремний проникают по границам
зерен и сильно корродируют оксид с образованием SiO2, ЗА1203 X
X 2Si02 и TaO2 [384]. Хром по интенсивности взаимодействия при
жидкофазном контакте с Al2O3 занимает, по-видимому, промежуточ¬
ное положение между титаном и ниобием, с одной стороны, и молибде¬
ном и ванадием — с другой. Другие металлы, интересные с точки
зрения их использования для создания керметов, например, металлы
группы железа, в чистом виде практически не взаимодействуют с
Al2O3 ни при твердо-, ни при жидкофазном контакте.
В качестве компонентов керметов на основе оксида алюминия,
кроме металлов, применяются тугоплавкие соединения, в частности
нитрид титана [22, 101, 351, 355]. Это позволяет расширить диапазон
свойств и области применения оксикерметов. Термодинамическая
оценка взаимодействия в системе Al2O3 — TiN с определением ДGt
возможных реакций предпринята в работах [351, 389]. Представляет
интерес проведение более детального термодинамического анализа
этой системы на основе современных представлений о термодинамике
высокотемпературного твердо- и гетерофазного взаимодействия [365,
405, 4061.
В работах [295, 405, 4061 показано, что взаимодействие черев га¬
зовую фазу с участием оксидов происходит в две стадии: диссоциация
оксида с выделением молекулярного кислорода и последующее окис¬
ление второго элемента системы выделившимся кислородом, а также
диссоциация кислорода на атомы.
Взаимодействие Al2O3 с TiN в упрощенном виде можно представить
термодинамически наиболее вероятными реакциями
~2~ Al2O3 — А1(гаэ) -j 02(raa), Ai — PaiPo/1 (VII.22)
02(газ) = 20 (газ), A2 = ро/Ро,! (VII.23)
2
2TiN + O20..., = гТЮф.стк.р) + N2fra8), K3 = ; (VII.24)
PO1aTlN
TiN + Ог(газ) = TiO2 -f- -j- N2^3), A4 = Pn‘/Po,*, (VII.25)
-^-TiN + 02(газ) = Ti2O3 -(- N2(ra3), A6 = PnJ/po,, (VII.26)
где Ki — константы равновесия i-й реакции; Pi — парциальное дав¬
ление i-го компонента равновесия; ai — активность i-ro компонента
равновесия при растворении в других компонентах.
Оксид титана, образуясь на TiN, растворяется в нем в виде непре¬
рывных твердых растворов [76], поэтому вместо а-гю в уравнении
(VII.24) можно использовать мольную долю оксида в нитриде [TiOl
[405]. При этом [TiOl -j- [TiN] = 1. Давление кислорода, соответст¬
вующее реакциям (VI 1.25) и (VI 1.26), — это давление диссоциации
оксидов титана (TiO2 и Ti2O3). В температурном диапазоне 1500—
2500 К давление кислорода ро. при диссоциации этих оксидов выше,
4 6-28Э
07
чем при диссоциации оксида алюминия
[384], и взаимодействия по реакциям
(VII.25) и (VII.26) не происходит. Та¬
ким образом, количественное рассмо¬
трение взаимодействия следует ограни¬
чить уравнениями (VII.22) — (VII.24).
Согласно стехиометрии реакций
(VII.22) —(VII.24), кислород, выделив¬
шийся на первой стадии процесса, со-
4
ставляет -g- рль Этот кислород на вто¬
рой стадии расходуется на диссоциацию
и окисление нитрида. Поэтому
4 I I I TVT I
*3~ Pai = “2“ Po ~г wTio + Po1I
[TiO]8 = 2AT3Po1 (I — [TiO]2). (VII.27)
Учитывая, что из уравнений
(VI 1.22) - (VI 1.24)
Pm = KlIpi',-, ро = (K1PoJ1'*;
PN1 = К,ро, (1 - |ТЮ|)/|ТЮ|*. (VII.28)
и подставляя (VI 1.28) в (VI 1.27), по¬
лучаем уравнение, из которого можно
определить равновесные давления и концентрацию раствора про¬
дуктов взаимодействия:
K1 = 0,375pi; (Kj'* + l,26Kj'*p£ + 2 Д*). (VII.29)
Рис. 35. Температурная зави¬
симость парциального давле¬
ния газообразных компонен¬
тов и раствора TiO (мольные
доли) в TiN при взаимодейст¬
вии Al2Os и TiN
Как видно из рис. 35, температура начала взаимодействия в системе
Al2O8 — TiN (из условия равенства суммарного давления газообраз¬
ных продуктов взаимодействия внешнему давлению) при давлении
среды IO4 Па составляет 1780 К. Расчетная равновесная концентра¬
ция твердого раствора TiO в TiN при 2000 К составляет 3,3 %, при
2500 К — 6 %. При введении процесса в среде азота степень взаимо¬
действия в системе Al2O8 — TiN в соответствии с принципом смеще¬
ния равновесия должна уменьшаться, а температура начала взаимо¬
действия — повышаться.
Термодинамический аналиэ взаимодействия Al2O8 — TiN через
непосредственный контакт без участия газовой фазы показывает,
что наиболее вероятно образование TiO, TiO2 и AlN по реакции
-j- Al2O3 + TiN «= AlN -H -j- ТЮ(раствор) -H -J- TiO2, К = Wfo^TiN-
(VII.30)
Расчетная степень взаимодействия по уравнению (VI 1.30) оказы¬
вается ниже, чем при взаимодействии через газовую фазу. Например,
равновесная концентрация TiO в TiN при 2000 К по уравнению
(VI 1.30) — менее 1 % (ДСгооо по реакции (VI 1.30) равно 80 кДж/моль)
[62, 384].
98
Экспериментальное изучение взаимодействия в системе AI2O3 —
TiN [349, 351] выполнено по методике, использованной при изучении
взаимодействия в системе Al2O3 — W (Mo). При спекании компози-
ций из порошков Al2O3 и TiN резкая интенсификация уплотнения, ха¬
рактерная для появления жидкой фазы, хорошо смачивающей твер¬
дую, наблюдается при температуре около 2173 К и выше (температура
плавления оксида алюминия 2320 К [384]). Исследование распреде¬
ления элемента (Ti и Al) в фазах композиций на электронном скани¬
рующем микроскопе ISM-U3 не выявило металлических элементов
в объеме инородных фаз. Микроструктурные и рентгенофазные иссле¬
дования не обнаружили появления новых фаз, причем параметры кри¬
сталлических решеток и микротвердость фаз спеченных комповиций
не отличались от таковых у исходных порошков. После плавления ок¬
сида алюминия в тиглях из нитрида титана обнаружено почернение
оксида, поверхность имела золотистый оттенок.
Полученные результаты дают основания полагать, что взаимодей¬
ствие в рассматриваемой системе происходит следующим образом.
При температурах выше 1800 К (данные термодинамического анализа)
взаимодействие происходит через газовую фазу с диссоциацией оксида
алюминия и растворением TiO в нитриде титана (изоморфного с TiN).
На границе контакта Al2O3 — TiN, вероятно, образуется также TiO3
(температура плавления 2143 ± 15 К) [384], присутствующий в виде
тонкой межфазной прослойки. Количество его достаточно для жидко¬
фазной интенсификации процесса уплотнения композиций.
Образование шпинели Al2O3 • TiO2 термодинамически малове¬
роятно (Дбт образования шпинели из оксидов при 2000 К составляет
15 кДж/моль; расчет выполнен по данным работы [365]). Рас¬
творение оксидов титана в оксиде алюминия возможно только в
случае образования полуторного оксида титана (титан присутствует
в трехвалентном виде). Однако образование Ti2O3 термодинамически
менее вероятно, чем образование TiO2 и ТЮ. Проникновения Ti в
Al2O3 не обнаружено.
Отсутствие изменений параметров кристаллической решетки TiN
не является аргументом против выдвинутого предположения, так как
образование твердого раствора TiO на основе TiN при малом содер¬
жании TiO может происходить без изменений параметров кристалли¬
ческой решетки вследствие существенной ионизации атомов кислоро¬
да [76]. Согласно работе [60], растворение кислорода в нитриде титана
способствует повышению степени поляризации атомов азота и обус¬
ловливает полупроводниковый характер его проводимости, причем
наблюдаемые изменения электропроводности свидетельствуют о тоM^
что образовавшийся при спекании композиции оксинитрид титана
содержит весьма малое количество кислорода, притом неравновесное
(увеличивающееся при последующем отжиге).
4*
2. Взаимодействие в системах
оксид циркония, хрома, иттрия,
тория — металл
Несмотря на сравнительно широкое исполь¬
зование керметов на основе оксида циркония и тугоплавких метал¬
лов, взаимодействие в этих системах изучено недостаточно. Темпера¬
турные зависимости изменения энергии Гиббса некоторых реакций
взаимодействия в системах ZrO2 — Me рассчитаны в работе [62] для
температурного диапазона 600—1500 К (некоторые до 2000 К),
хотя наибольший практический интерес при разработке керметов на
основе тугоплавких оксидов представляют температуры 1500—2500 К.
Полный термодинамический анализ выполнен Юдиным с сотр. [405]
только для систем ZrO2 — Mo (W, Zr, Та), а также MgO (CaO) —
W, Nb, Ta, Zr. Последние важны в связи с тем, что в практике при¬
меняется не чистый оксид циркония, а стабилизированный MgO или
CaO. Системы ZrO2 — Me изучены недостаточно, результаты часто
противоречивы [29, 55, 80, 123, 204, 227, 290, 309,334,447,510]. Дан¬
ные о температуре начала взаимодействия оксида циркония с пере¬
ходными металлами IV—VI групп приведены в табл. 46.
Взаимодействие между оксидом циркония и тугоплавкими метал¬
лами происходит, по-видимому, так же, как и в системах Al2O3 — ту¬
гоплавкий металл — диссоциация оксида циркония с выделением
молекулярного кислорода и окисление последним тугоплавкого метал¬
ла; при этом кислород диссоциирует на атомы [405]. Поскольку тер¬
модинамическая стабильность ZrO2 выше, а давление диссоциации
ниже, чем в Al2O3 [384], оксид циркония более инертен к металлам
(температуры начала взаимодействия выше), чем оксид алюминия
(см. табл. 45, 46).
Твердофазное взаимодействие оксида циркония с металлами,
имеющими температуру плавления более 1900 К, слабое (исключение
составляют титан, цирконий и гафний). Так, мольная концентрация
твердого раствора конденсированных продуктов реакции по нашей
оценке составляет примерно 10-7 при 2000 К в системе ZrO2 — Cr
и около 10~в при 2500 К в системе ZrO2 — Mo, и только при пл »вле-
нии одного из компонентов взаимодействие становится практически
значимым. В системе ZrO2 — W возникает эвтектика [29, 510], что
приводит при нагреве до температуры, равной температуре плавле¬
ния эвтектики (около 2900 К), к появлению эвтектического контакт¬
ного взаимодействия. По данным работы [80], оксид циркония уже
Таблица 46. Температура начала взаимодействия в системах ZrO2 — Me, К
Давление
среды, Па
Zr
Mo
Та
W
IO-2
2100
2290
2100
2290
10*
3000
>3000
2800
>3000
100
при температурах 1973—2073 К растворяется в пиобии, и в этой сис¬
теме также наблюдается эвтектическое взаимодействие (температура
плавления эвтектики примерно 2700 К). В системе ZrO2 — V эвтек¬
тическое взаимодействие (растворимость ZrO2 в металле) происходит
при плавлении ванадия (2173 К). Такое же взаимодействие обнару¬
жено и в системе ZrO2 — Та [80].
Сведения о взаимодействии оксидов хрома, иттрия и тория крайне
ограничены. В работе [62] приведены температурные зависимости
энергии Гиббса реакций оксидов хрома с Ti, Zr, Hf, V и Nb в темпе¬
ратурном диапазоне 298—1500 К. М. И. Мусатовым и А. О. Ивановым
[213] выполпен расчет ЛGj основных реакций взаимодействия Cr2Oft
с Mo, W, Nb и Zr в температурном диапазоне 298—2500 К и изучепо
влияние добавок Cr2O3 к расплавленному Al2O3 на взаимодействие с
этими металлами. Результаты опытов по изучению смачивания туго¬
плавких металлов (Mo, W, Nb, Та) расплавленным Cr2O3 при 2655 К*
а также влияния добавок Cr2O3 к расплавам Al2O3 на их смачивание
вольфрамом, молибденом и ниобием приведены в работе [198].
А. С. Власов с сотр. [56] построил фазовую диаграмму состояния
Cr2O3 — Mo. Ими установлено, что в этой системе возникает эвтектика
с температурой плавления 2133 ± 10 К, содержащая около 24 %
молибдена. На эвтектический характер взаимодействия в системах
Cr2O3 — Mo (W, Re) указано в работах [55, 432]. Результаты приве¬
денных работ свидетельствуют о том, что оксид хрома взаимодейству¬
ет с металлами активнее, чем Al2O3 и ZrO2. Объясняется это тем, что
термодинамическая стабильность (свободная энергия образования)
Cr2O3 ниже, а давление продуктов его диссоциации выше, чем тако¬
вые Al2O3 или ZrO2 [384].
Взаимодействие в системах Y2O3 — Cr (W) исследовалось в работе
[304]. Установлено, что при 1673 К с присутствием в печной среде
небольших количеств кислорода Cr и Y2O3 взаимодействуют с обра¬
зованием хромита иттрия. В системе Y2O3 — W образования новых
фаз при температуре до 2373 К не обнаружено.
Термодинамическая стабильность Y2O3 и ThO2 выше, а давление
продуктов диссоциации ThO2 ниже, чем таковые Al2O3 и ZrO2, что
предполагает высокую инертность оксидов иттрия и тория. Температу¬
ра начала взаимодействия ThO2 с W, по данным работы [309], состав¬
ляет 2473—2553 К, поэтому пазванные оксиды (прежде всего
TliO2) широко используются в качестве дисперсноупрочняющих доба¬
вок к металлам, в том числе к наиболее тугоплавким [80, 290, 309].
3. Смачивание в системах
оксид — металл
Смачивание твердой фазы расплавом — глав¬
ное условие получения керметов жидкофазным спеканием и пропит¬
кой, а также образования достаточно прочной связи между фазами
(см. главу I). В керметах на основе тугоплавких оксидов плавящимся
компонентом обычно является металл, однако в последнее время пред¬
приняты успешные попытки создания керметов, в которых жидкой
101
фазой при спекании являются оксиды — основные компоненты или
продукты их взаимодействия с другими компонентами [22, 96, 99,101,
179, 355].
Анализ экспериментального материала по смачиванию тугоплав¬
ких оксидов металлическими расплавами и теоретическое обоснова¬
ние этого явления выполнены в [214]. В работе [198] показано, что
этот анализ может быть использован и для систем тугоплавкий ме¬
талл — оксидный расплав. Этот подход положен в основу дальней¬
шего рассмотрения процессов смачивания и образования связи в си¬
стемах оксид — металл.
Энергия межфазного взаимодействия складывается из двух сла¬
гаемых
Wa = Wb + Wx, (VII.31)
где Wb может быть оценена при взаимодействии атома металла с ионом
кислорода оксида [114]:
Ec =
3
2
ГмГ0, 'мГ0,
XJ '- + 7O.
(VII .32)
При этом молярная энергия взаимодействия Wb на единицу площади
контакта Wc определяется по формулам
Wb • EcNj W. - Е. (-¾- Nb)"''. (VII.33)
Химическое взаимодействие в системе металл — оксид в общем
виде можно описать уравнением
MeaOb + -¾- Me' - аМе' + -j- MelOd. (VII.34)
Нетрудно показать, что если в начальный период взаимодействия по
уравнению (VII.31) на единичной площади контакта находятся п'
молей MeeO6 и п* молей Me", то концентрацию веществ в любой момент
времени в приконтактных мономолекулярных слоях можно выразить
через степень превращения MeeO6 — Ф:
[MeeO6] = п, ^ п. + Аф ;
* тф
[MecOd] = j _|_ п„ _j_ Аф ;
[Me"]
№’]
л* + АФ *
аФ
п' + л' + ЛФ •
где Л = а — 1 -{- -J (1 — с).
Энергия взаимодействия на единицу площади контакта вычисляет¬
ся из выражения
W1
ф.
= J
d&G9
«" 1 #
О
АФ0
п' -J-R1
)]
ЬсФ0 \
dn” )
(VII.35)
102
Таблица 47. Краевой угол смачивания н энергетические характеристики
систем оксид — металл
Система
T4 к
Работа адгезии и ее составляю¬
щие, МДж/м1
0, град
VL.
МДж/м*
Wx
Wb
расчет
экспе¬
римент
расчет
экспе¬
римент
Al2O3 - Al
1500
510
243
753
1260
98
60
840
Al2O8 — Fe
1823
0
234
234
396
150
141
1780
Al2O3 — Ni
1773
0
283
283
380
136
128
10 000
Al2O3 Ti
1950
234
193
427
—
129
—
1150
Al2O8 — Cr
2173
0
285
285
2260
145
65
1590
Al2O3 — Nb
2325
0
325
325
1010
116
40
574
Al2O3 — Mo
2325
0
422
422
1100
105
25
574
Al2O8 — W
2323
0
358
358
1115
112
20
574
Al2O8 — TiN
2323
150
—
150
1135
138
12
574
ZrO2 — Fe
1823
0
282
282
1090
147
Hl
1780
ZrO2 — Ni
1823
0
310
310
355
134
130
1000
При этом равновесная степень превращения Ф0 находится из выраже¬
ния
(VII.36)
где AG0 — изменение энергии Гиббса реакции.(VII.34).
Данные расчета энергии межфазного взаимодействия и смачивае¬
мости некоторых систем металл — тугоплавкий оксид приведены в
табл. 47. Ионизационный потенциал кислородного аниона принят
равным 3,88 А [214], значения ионизационных потенциалов металлов
в вх радиусов заимствованы из работы [335]. Поляризуемость метал¬
лических атомов определена по формуле
Гм
e*hа
4л 2WiZjjl
(VII .37)
Угол смачивания рассчитан по уравнению (1.61).
Поверхностное натяжение металлов в контакте с оксидами умень¬
шается по сравнению с табулированными в литературе значениями
для чистых металлов вследствие насыщения продуктами диссоциации
оксидов (прежде всего поверхностно активным кислородом), а также
остаточным кислородом печной среды [109, 214, 417, 449]. В этой
связи на основе данных [109, 214] в расчетах (см. табл. 47) поверх¬
ностное натяжение никелевого расплава принято равным 1000 МДж/м*.
Поверхностное натяжение расплава алюминия выбрано с учетом
его уменьшения при увеличении температуры [436]. Влияние
растворения кислорода на поверхностные натяжения других метал¬
лов не установлено, поэтому в табл. 47 для них приведены табличные
103
значения 7ЖГ [335]. Поверхностное натяжение для расплава оксида
алюминия принято равным 574 МДж/м2. Эта величина является сред¬
ней из экспериментальных данных, полученных многими исследова¬
телями [198, 474, 476]. Из табл. 47 видно, что при достаточно боль¬
ших положительных зпачениях AG0 энергия химического взаимо¬
действия очень мала — контактное взаимодействие определяется
физическими силами. При малых положительных значениях AG0 и при
AG0 ^ 0 эта энергия увеличивается и становится преобладающей.
Необходимо, однако, отметить, что расчет энергии химического
взаимодействия по уравнению (VI 1.34) дает заниженные результаты
по сравнению с экспериментальными данными. Причиной является,
по-видимому, неучтенность контактпого взаимодействия оксидов Me'
и Me" с образованием шпинелей или их растворимостью. Так, Al2O3
в контакте с расплавами никеля и железа при наличии растворенного
в них кислорода может образовать шпинели Al2O3 • NiO и Al2O3 X
X FeO. Шпинель Al2O3 ■ NiO обнаружена многими исследователям
при /?о, > 7 • IO-8 Па в результате контактного взаимодействия
BcncTeMeNi — Al2O3 при 1273 К [168]. Раствор Al2O3 — Cr2O3 обна¬
ружен рентгенографически в приконтактной зоне Al2O3 и Cr после
спекания керметов Al2O3 — Cr в восстановительной среде в присутст¬
вии следов кислорода [5, 435]. Растворение 4 % Cr2O3 в поверхностном
слое Al2O3 толщиной около 10 нм обеспечивает снижение свободной
энергии на 5,46 кДж/моль [5]. Расчет дает уменьшение межфазного
натяжения на 2100 МДж/ма, что по порядку величины соответствует
частичному смачиванию оксида алюминия хромом.
Несоответствие результатов расчета с данными эксперимента обу¬
словлено, по-видимому, тем, что химическое взаимодействие в контак¬
те Me — оксид интенсифицируется растворенным в Me" кислородом
из печной среды (при давлении кислорода в результате диссоциации
тугоплавкого оксида меньшем, чем остаточное давление кислорода
печной среды). При этом взаимодействие может протекать по следую¬
щей схеме: растворепие кислорода из газовой среды на открытой по¬
верхности Me" с образованием комплекса Me"О — диффузия комп¬
лекса Ме"0 к границе контакта Me" — Al2O3 — образование шпине¬
ли Al2O3 • Ме"0 (или растворение с Me"О в MeO). Далее при оценке
энергии химического взаимодействия на границе металл — оксид
по приведенной схеме использованы следующие ограничения. Давле¬
ние кислорода в печной среде меньше давления кислорода при диссо¬
циативном испарении Ме"0 (в противном случае термодинамически
более вероятно не растворение кислорода в Me", а образование Ме"0
на его поверхности). Концентрация раствора Ме"0 в Me" (в его по¬
верхностном слое) небольшая и раствор идеальный. В состоянии рав¬
новесия концентрация растворенного кислорода [Me"О] у границы
контакта и на открытой поверхности Me" одинаковая. Уравнения
реакций взаимодействия имеют вид
Me' + 4-0, = Me-Olwcmip,, K1 = ; (VII.38)
Al2Oa -j- Me О(раствор) — Al2O3
IAl2O3 ♦ MetfO ]
Me"0,
[Al2O3] [Me"0] •
Поскольку [Me"0] + [Me"l = !,кон¬
центрацию Me"0 и Me" можно выра¬
зить через фиксированное давление
кислорода в газовой среде:
IMe-Ol = -Vs7-. (V 11.39)
i-h KiPdl
В настоящей работе рассчитана
энергия взаимодействия по реак¬
циям (VII.38) для систем AlaO3 —
Рис. 36. Зависимость энергии хи¬
мического взаимодействия от пар¬
циального давления кислорода в
системах:
Fe (Ni) при температурах, указан¬
ных в табл. 47. Расчетные данные
приведены на рис. 36. Проведем
оценку достоверности полученных
результатов. Как следует из рис. 36,
энергия взаимодействия с увеличением /?0, становится суще¬
ственно отличной от нуля, начиная с некоторого «порогового»
1 — Al1Oa-Fe; 2 — Al1O1; J1 4 — дав¬
ление кислорода при диссоциации FeO
и NiO
давления кислорода (ро,)- Наличие pot обнаружено Россингом [168]
при исследовании зависимости прочности связи сплавов Ni —
(0,74—0,85) % Cr с сапфиром от p0l над жидкой каплей, причем
расчетное и экспериментальное значения ро, по порядку величин
совпадают. Шпинель Al2O3 • NiO на границе раздела обнаружи¬
вается только при ро, > Po,- Наличие пороговой концентрации, ак¬
тивирующей межфазное взаимодействие добавки, наблюдалось также
для систем Al2O3 — Ni (с добавками титана или олова) [168] и
Mo (W или Nb) — Al2O3 с добавками ряда тугоплавких соединений
[1681. Расчетные значения работы адгезии Wa в системах Al2O3 —
[Fe (Ni) при ро, = 2,7 • IO-3 Па, что соответствует остаточному
Pol для вакуума, обычно достигаемого на высокотемпературных ва¬
куумных установках, с учетом Wb составляют соответственно 394—434
и 348—403 МДж/м2 и хорошо согласуются с экспериментальными зна¬
чениями (см. табл. 47), полученными при изучении смачиваемости
этих систем в вакууме.
Таким образом, проведенный анализ показывает, что предложен¬
ная модель взаимодействия металл — оксид в присутствии остаточ¬
ного кислорода и методика термодинамического расчета его энергии в
основном удовлетворяют данным эксперимента.
Ранее отмечалось заметное взаимное растворение контактирующих
фаз в тонких прикоитактных слоях в системах Al2O3 — W (Mo или
TiN) и взаимодействие в системах Al2O3 — Nb (Та). Однако отсутст¬
вие данных по энергии (теплоте) образования шпинелей или взаим¬
ному растворению оксидов не позволяет провести такой расчет для
этих систем. Тем не менее есть основания полагать, что смачивание
в названных системах также определяется преимущественно хими¬
ческим взаимодействием оксид — металл (нитрид). При этом энергия
105
химического межфазного взаимодействия должна определяться взаи¬
модействием через газовую фазу и зависеть от состава последней (пар¬
циального давления кислорода).
Смачивание в системах металл — оксид может быть также улуч-
щено легированием расплава металлического (например, добавки
Ti, Zr, Al, Mn, Si, V или Cr к системам Al2O3 — Ni (Fe, Со, Си) [110,
128, 4461) или оксидного (например, добавки нитридов Ti, Zr, Al, В
и некоторых других тугоплавких соединений к Al2O3 в контакте с
Mo, W, Nb [198]), а также металлизацией керамики (например, мо¬
либденом или Mo2C) в системах Al2O3 — Cu (сплавы Cu — Ni [4461).
4. Образование связи оксид — металл
Обеспечение прочной связи между фазами —
главная проблема создания керметов. Хотя более чем за 30-летнюю
историю исследований создана обширная библиография по этой проб¬
леме, в целом она не решена. Главной причиной является, по-види¬
мому, сложность постановки корректного эксперимента, обусловлен¬
ная существенными различиями природы и свойств металлов и окси¬
дов. Это создает непреодолимые'трудности при прямом определении
прочности сцепления. В настоящее время для этой цели используются
методы испытаний на изгиб, растяжение или срез слоистых образцов,
полученных вакуумной диффузионной сваркой [168, 363, 454]. Су¬
щественным недостатком метода является трудность получения рав¬
номерного сцепления по всей площади контакта свариваемых образ¬
цов и, как следствие, ниэкая воспроизводимость результатов. При
плавлении прослойки более легкоплавкого элемента или при испыта¬
ниях методом сидячей капли [168] достигается более равномерное
сцепление по площади контакта. Однако значительные термические
напряжения при охлаждении после образования контакта, как и в
первом случае, снижают уровень наблюдаемых значений прочности.
Поэтому прямые методы определения прочности сцепления примени¬
мы лишь для сравнительных испытаний в пределах одной системы,
например для оценки влияния сред, легирующих добавок, темпера¬
туры. На основе анализа двухфазной модели строения поликри-
сталлического вещества С. Г. Тресвятский [363] пришел к выводу,
что различные зависимости прочности от размера верен обусловлены
соотношениями прочностей кристаллического и межфазного веществ,
л также прочности связи между ними.
Для сравнительной оценки прочности на меж- и однофазных гра¬
ницах автором предложены соотношения относительных работ адге¬
зии 2W6 (уА + ув) и когезии WJyAAt равные 1,67 при условии, что
натяжения на однофазных границах составляют 1/3 свободной поверх¬
ностной энергии.
Результаты исследований но определению работы адгезии в систе¬
мах с Al2O3, Mo, W, TiN и ZrN представлены в табл. 48. Свободные
поверхностные энергии для Mo, W, TiN и ZrN получены расчетом [142]
(расчетные данные хорошо согласуются с экспериментальными [335,
436]). Поверхностная энергия твердого оксида алюминия получена
<06
Таблица 48. Свободная поверхностная анергия на границах и работа
адгезии в системах на основе AI2Osy TiN, ZrN
Контактирую¬
щие фазы
Темпера¬
тура, К
Ya
VB
Vb-B
Va-B
е.
град
град
МДж/м*
2 VVa
А
В
VA+ VB
Al2O8
Mo
2223
630
2240
745
885
130
1010
1,06
2323
574
2240
745
745
25
120
1100
1,19
W
2223
630
2790
930
1210
—
135
970
0,88
2323
574
2790
930
1010
18
125
1115
1,02
TiN
2123
630
2310
770
660
—
110
925
1,28
2323
574
2310
770
250
12
0
1135
1,65
ZrN
2023
630
2635
880
485
—
50
585
1,09
2173
630
2635
880
440
0
15
630
1,18
TiN
Mo
2423
2310
2240
745
640
—
130
3910
1,72
W
2423
2310
2790
930
725
—
140
4375
1,72
ZrN
Mo
2223
2635
2240
745
530
90
4345
1,78
увеличением на 10 % значения поверхностной энергии для расплав¬
ленного оксида. Межфазное натяжение определено замером двугран¬
ных углов ф, образованных фазой 1 (твердой или жидкой) на границе
контакта двух зерен фазы 2 по фотографиям микрошлифов соответст¬
вующих двухкомпонентных композиций с использованием статистиче¬
ских методов [310]. Для достижения равновесия образцы компози¬
ций выдерживали при соответствующих температурах до 4 ч, длитель¬
ность смачивания 30 мин (среда — высокочистый азот).
Работа адгезии для веществ при жидкофазном контакте рассчита¬
на по уравнению (1.61), при твердофазном контакте — по уравнению
(1.63). Значения Ya определены по экспериментальным данным при
жидкофазном контакте по формуле Ya = Wra — Yb + Yab-
Данные табл. 48 свидетельствуют о том, что в системах Al2O8 — Mo
(W и ZrN), а также в системе Al2O8 — TiN при твердофазном спека¬
нии величина относительной работы адгезии меньше 1,67. В этих
системах следует ожидать, что прочность связи на межфазных грани¬
цах будет меньше средней прочности связи на однофазных границах
(и* > м0).
В системах TiN (ZrN) — Mo (W) отношение 2WJ{уа + Yb) >
> 1,67. Поэтому в этих системах должно выполняться соотношение
Щ < иа. В системе TiN — Al2O8 при жидкофазном спекании вследст¬
вие равенства относительных работ адгезии и когезии будет наблю¬
даться равенство прочности связи на одно- и межфазных границах
(и* « и0). Полученные соотношения подтверждаются эксперименталь¬
но с помощью концентрационных зависимостей прочности компози¬
ций (рис. 37). Во избежание влияния пористости значения прочности
получены экстраполяцией на нулевую пористость по уравнению Рыш-
кевича (1.1).
Сопоставление данных рис. 37 и табл. 48 подтверждает справедли¬
вость предположений о соотношениях прочности связи на границах
107
Л*.МПа
5Al2O3
20
1
40
I
60
8P
TiN
Al2O3
20
40
I
60
I
80
W
а
TiN
20
40
60
PO
ВОАЩ
Ч>.%
Рис. 37. Концентрационные зависимости прочности при изгибе (а) и сжа¬
тии (б) композиций Al2O, — TiN и керметов TiN- Al2O3 — W, Mo —
Al2O3, Mo — ZrN и Al2O3 — W. Зависимости Mo — Al2O3 и Mo — ZrN
заимствованы из работы [99]
в композициях Al2O8 — Mo (W, TiN, ZrN) и, следовательно, предло¬
женного критерия для оценки прочности связи в керметах.
C помощью полученных соотношений можно оценить прочность
связи и для других систем. Так, анализ концентрационных зависи¬
мостей прочности керметов систем Al2O3 — W (Mo, Nb, Ni, Cr) [337]
дает основание полагать, что прочность связи (и относительная ра¬
бота адгезии) Al2O3 — W (Mo, Nb) меньше прочности (и работы) ко¬
гезии для указанных материалов (для системы Al2O3 — W (Mo) эти
данные согласуются с нашими), одно- и межфазные границы в систе¬
ме Al2O3 — Ni примерно равнопрочные, а прочность связи Al2O3 — Cr
повышает прочность связи Al2O3 — Al2O3 и Cr — Cr. Высокая проч¬
ность сцепления между оксидами алюминия и хрома, превышающая,
яо-видимому, прочность кристаллитов оксидов, отмечается также
в работах [437, 4811.
Прямая зависимость между работой адгезии и прочностью связи
металл — оксид наблюдалась многими исследователями. Так, Нико¬
лас в системах Al2O3 — Fe (Al, Cu, Ag, Au) н Кинжери в системе
Al2O3 — Ni с добавками Ti или Cr отмечают [168] повышение проч¬
ности связи с увеличением работы адгезии. Существенное увеличение
прочности связи (прочности керметов) наблюдалось во многих систе¬
мах оксид — металл при создании условий, обеспечивающих увели¬
чение степени химического взаимодействия (работы адгезии): ис¬
пользование слабоокислительной среды (системы Al2O3—Cr [414],
Al2O3 — Fe (Ni, Pt, Си) [454, 502], Al2O3 — нержавеющая сталь
(Cu, Nb) [199]); введение активирующих межфазное взаимодействие
добавок: кислорода в системах Al2O3 — Fe (Al, Ag, Au, Си) [168],
Ti или Cr в системе Al2O3 — Ni [168, 502]; Ti или Zr в системах
408
Al2O3 — W (Ni) [336, 3371; оксидов
Cr и металлов группы железа с
предварительном образованием Твер¬
дых растворов (шпинелей) в систеьЫх
Al2O3 — Fe (Ni, Go, Cr) [414]; метал¬
лов и оксидов, например Mn и MnO,
в системе муллит — молибден [337].
Однако при исследовании систем
металл — оксид получены противо¬
речивые результаты. В частности, Ke-
лоу [168] установил, что связь между
никелем, содержащим 0,1-0,2 % O2,
и сапфиром отсутствовала в слу¬
чаях, когда на поверхности раздела
обнаруживалась шпинель NiO —
Al2O3. В образцах с прочной связью
—
CM
«?
гг j
.
I IO
i
■«1-5
■«2-S
\
Рис. 38. Упрощенная модель гра¬
ницы контакта металл (7) — ок¬
сид (2):
а — без образования промежуточной
фазы; б — с промежуточной фазой (J);
Ui, U1, U1 — прочность фаз; и ^2» ui—3
и2__з — прочность связи на межфаз¬
ных границах
продуктов реакции на границе раз-
дела не обнаружено. По данным работы [454], прочность свя¬
зи Al2O3 с Al в среднем в 2,5 раза меньше, чем с Ni, Fe
или Pt. Прочность связи сапфира и Ni с добавками Ti или Zr в 4 ра¬
за меньше, чем сапфира с Ni высокой чистоты или с добавками Cr
[168]. Большой интерес представляют результаты работы Россинга
[168]. Экспериментальная зависимость прочности связи от состава
среды является, по-видимому, общей для оксидных керметов. Она
установлена для систем Al2O3 — Cr [130, 414] и Al2O3 — Cu [199];
наибольшая прочность наблюдается при определенном содержании
влаги в водороде (Cr2O3 в Al2O3).
Приведенные данные можно объяснить с помощью модели гра¬
ницы контакта Ме'О — Me". Прочность системы Ме'О — Me" в целом
определяется наименее прочным ее элементом.
Для определения влияния прочности связи на границе раздела
фаз на прочность системы рассмотрим наиболее важные случаи со¬
отношения величин U1 для двухфазной системы с границей фаз а
и р и для трехфазной системы, когда между фазами а и на грани¬
це образуется третья фаза — промежуточная (рис. 38):
Щ-2 < Щ]
U1 > «i_2> «2;
Ul_2>W1.
(VII.40)
(VII.41)
Увеличение значения Hi_2 должно сопровождаться увеличением
прочности системы при соблюдении соотношения (VI 1.40) и не дол¬
жно ее изменять при соблюдении соотношений (VI 1.41). При разру¬
шении трещина должна проходить по границе раздела в первом
случае и по фазе 2 — во втором.
Соотношение (VII.40) выполняется, по-видимому, для большин¬
ства систем Me' — Me" О при сравнительно небольшой работе адгезии,
например для систем Al2O3 — Fe (Ni, Cr, Mo, W, Cu, Nb) и ZrO2 —
Fe (Ni), а также Al2O3 — TiN (ZrN) при твердофазном контакте.
109
Разрушающая трещина в этих системах проходит по границе раздела,
а активирующие межфазное взаимодействие добавки или внешняя
ореда способствуют повышению прочности связи (прочности керме-
тов) [96, 99, 100, 168, 199, 295, 336, 414, 454, 502]. Соотношению
(VII.41) удовлетворяет оксидшт система Al2O3 — Cr2O3. На это ука¬
зывает транскристаллитньиг характер разрушения композиций
Al2O3 — Cr2O3, а также Особенности изменения их механических
свойств: введение Cr2O3 в Al2O3 хотя и приводит к некоторому уве¬
личению прочности спеченных образцов (вероятно, за счет уменьше¬
ния размеров зерен)/однако снижает вязкость их разрушения [473].
Рассмотрим подробнее случай образования на границе металл —
оксид промежуточной фазы — нового химического соединения (ок¬
сида или шпинели). Очевидно, ее образование наиболее вероятно
в случае, когда сродство к кислороду Me* примерно равно или больше,
чем Me' (АСме'о ^ Абме'о)* При этом, если Ме'О растворяется
в Ме'О, то образование промежуточной фазы возможно в случае,
когда скорость образования Ме'О превышает скорость его раство¬
рения в Ме'О. Эти условия относятся прежде всего к системам
Al2O3 (ZrO2) - Ti (Zr, Al).
Как показано выше, в случае, когда сродство к кислороду Me'
меньше, чем Me' (Абме-о > AGm«'o)i промежуточная фаза может
возникнуть только в присутствии кислорода во внешней среде. По¬
вышенное давление кислорода (по сравнению с р0, при диссоциации
Ме'О) способствует увеличению работы адгезии и, следовательно,
прочности связи. Верхним пределом увеличения Po, (Po,) в работе
[168] называют давление диссоциации Ме'О. Однако практически
для достижения наибольшей прочности ро, должно быть значительно
меньше ро,< Так, для системы Al2O8 — Cr и керамики 22ХС—Cu
оптимальной средой является водород с температурой точки росы
205 и 278 — 283 К соответственно, в то время как для образования
оксидов на расплавах Cr и Cu температура точки росы водорода дол¬
жна быть больше 250 и 320 К [130, 199].
Заметное взаимодействие на межфавной границе при активирую¬
щем воздействии кислорода внешней среды начинается при ро„
на несколько порядков меньшем ро( при диссоциации Ме'О (см.
рис. 36). Очевидно, величина рр, определяется равновесным коли¬
чеством продукта взаимодействия на границе раздела, которое при
растворении в основных фазах определяется также кинетикой кон¬
курирующих процессов растворения — образования третьей фазы.
Рассмотрим влияние промежуточной фавы на прочность контакта
металл — оксид. По-видимому, при АСме'о < AGm6-O работа ад¬
гезии между фазами 2 и 3 (вещества одного класса — оксиды) больше
работы адгезии между фазами 1 и 2. Поэтому следует ожидать, чте
uj_2 < М2_з. Если же Me' обладает большим сродством к кислоро¬
ду, чем Me', то следует ожидать ui_3 <; ui_2. В практически исполь¬
зуемых системах на основе наиболее прочных оксидов (Al2O3, ZrO2)
промежуточная фаза должна быть менее прочной, чем фаза 2, т. е.
U3 < U2. В этой связи возможны следующие наиболее вероятные со-
110
отношения величин U1 для *1Ьталло-оксидных систем
чаях принято U2^ U1 и U3 <; U2):
(во всех слу-
при Д^ме'О^^Ме'Ю
Щ—2 u2, ui_3<ui_2 Vih ui_a>ui_2;
(VII.42)
U|_2<K2, U3<Ui_2, Ui_3 < Ui\ или Ut_3 > Ul-2*. -
Ui_2<Ua, U8 Ui_2, Ui_8 <;Ui_2;
Ui_2 < U2, U8 > Ut_2, Ui_8 — Ui_2;
Ul-2 < U2, U3 = Ui_2, Ui_3 > Ul^;
(VII.43)
(VII.44)
' 1*1—2 < U2, U3>Ui_2, Ui_3 > Ul-Zl
(VII.45)
При Дбгме'О > Д^Ме 'О
Ui_3 < Uj_2.
(VII .46)
Иэ приведенных соотношений видно, что появление промежуточ¬
ной фазы с соблюдением соотношений (VII.42), (VII.43) и (VII.46)
должно вызвать снижение прочности границы контакта металл —
оксид, соотношения (VI 1.45) — ее увеличение, соотношения (VI 1.44)
не должны влиять на прочность металло-оксидной границы контакта.
Анализ приведенных данных о системах металл — оксид дает осно¬
вание полагать, что соотношение (VI 1.42) соблюдается в системе
Al2O3 — Cr (при определенном давлении кислорода в газовой среде),
а соотношения (VII.43),— по-видимому, в системах AlaO3 — сплавы
Ni с Ti, Zr или Cr (при их обработке в слабоокислительной среде)
и Al2O3 — Ti (Zr, ZrN). Появление промежуточной фазы приводит
к снижению прочности композиций этих систем или прочности кон¬
такта, измеренной прямыми методами.
Постоянство прочности связи Al2O3 с Ni наблюдалось Николасом
н др. [168] при увеличении работы адгезии (содержания кислорода)
сверх некоторой величины. Как уже отмечалось, концентрационные
зависимости прочности композиций Al2O3 — Ni [337] и Al2O3 — TiN
(после жидкофазного спекания) аддитивные. Кроме того, в компози¬
циях Al2O3 — TiN, полученных жидкофазным спеканием, существен¬
но увеличивается доля транскристаллитного разрушения. Это
свидетельствует о том, что приведенные системы удовлетворяют со¬
отношению (VII.44). Повышенная прочность промежуточной фазы
в этих композициях, в целом не характерная для систем с участием
оксидов, обусловлена, по-видимому, ее малой толщиной (например,
в композициях Al2O3 — TiN она не превышает 0,2 • 10-в м — пре¬
дел чувствительности прибора ISM-U3).
Ни в одной из рассмотренных ранее систем металл — оксид со¬
отношение (VII.45) не соблюдается. По-видимому, оно может быть
реализовано в системах, образующих более прочную, чем Ме'О, про¬
межуточную фазу с прочпой связью ut_3 и и2_з, например, в системе
Cr2O3 — сплав никеля с межфазно-активным алюминием. Однако
увеличение прочности металло-оксидного контакта ограничено проч¬
ностью других элементов системы (в данном олучае обладающих
111
низкой прочностью Cr2O3). Поэтому соотношение (Vl/,45) для систем
металл — оксид, вероятно, не представляет практического инте¬
реса. /
Таким образом, в системах^г участием тугоплавких оксидов и
металлов при высоких температурах происходит заметное химичес¬
кое взаимодействие. Его активность зависит от разности энергий
Гиббса образования Me^w и Me "О и давления кислорода при дис¬
социации тугоплавкогскоксида (Ме'О), а также давления газовой сре¬
ды и ее состава. Взаимодействие, по-видимому, происходит за счет
растворения кнслопода из газовой фазы в металле с образованием
комплекса Me"О у взаимодействия последнего на границе контакта
фаз с Ме'О. /
Прочность Связи металл — оксид увеличивается с увеличением
работы адгезии (энергии химического взаимодействия) между ком¬
понентами вплоть до образования промежуточной фазы на границе
контакта, которая, как правило, резко уменьшает прочность границы
контакта. В некоторых системах образование промежуточной фазы
не снижает прочности межфазного контакта.
5. Получение гомогенных
порошковых смесей оксид — металл
Смеси порошков компонентов керметов полу¬
чают в основном механическим смешением. Этот способ отличается
технологической простотой и универсальностью, позволяет сочетать
любые материалы в широком интервале дисперсности компонентов.
Большое различие в плотности и размерах порошков металлов и окси¬
дов требует применения при смешении размольных тел и жидкой
среды (например, спирт, бензин, толуол [130]). Часто смешение сов¬
мещают с размолом.
Значительный интерес представляет способ смешения, обеспечи¬
вающий получение так называемого механического сплава — хо¬
лодного схватывания разнородных частиц [252]. Он реализуется при
смешении порошков пластичного металла и керамики в отсутствие
размольной среды и в условиях действия высокоскоростных и высо¬
коэнергетических нагрузок размольных тел. При этом на керамике
образуется тонкий слой пластичного металла. Процесс существенно
интенсифицируется введением в шихту для смешения галлоидов или
их солей, например HCl, HB2, NiCl2 [253].
Существенным недостатком механического смешения является
сравнительно невысокая степень дисперсности и равномерности рас¬
пределения компонентов. Связано это прежде всего с низкой способ¬
ностью металлических компонентов (особенно пластичных металлов)
механически измельчаться, а также большим различием в плотности
и размерах порошков металлов и оксидов. Поэтому целесообразно
смеси металлов, легко восстанавливаемых газообразными восстанови¬
телями, с тугоплавкими оксидами в высокодисперсном состоянии
получать физическим (выпаривание) или химическим соосаждением
из истинных или коллоидных растворов в виде солей или гидроксидов
112
с последующим их термически^ разложением (для получения окси¬
дов) и селективным восстановлением [95, 254—256, 260]. Метод поз¬
воляет смешивать компоненты в системах с существенным различием
энергии образования оксидов, например тугоплавкие оксиды Al2O3,
ZrO2, ThO2, TiO2 и металлы Cu, Fe, Co14Ni, Cr, Mo, W. Дисперсность
и равномерность распределения компонентов при этом существен¬
но выше, чем при механическом смешении. Против ожидания, ме¬
тод не вышел за рамки специальных исследований. Вызвано это,
очевидно, тем, что значительные затраты при его использовании
не окупаются адекватным выигрышем в улучшении свойств кер-
метов. \
В лабораторной и полупромышленной практике сравнительно
часто используется разновидность описанного метода — осаждение
солей легковосстановимого металла из растворов в присутствии
частиц тугоплавкого оксида [272, 413]. Реже используется нанесение
на металлические частицы дисперсных оксидов металлов, не восста¬
навливаемых в водороде, из растворов солей с последующим их тер¬
мическим разложением или солей оксидов из коллоидных растворов
[250]. В ряде патентов [248, 254] для получения дисперсной смеси
оксидов перед селективным восстановлением вместо соосаждепия из
растворов используется более простой метод механического смеше¬
ния тугоплавкого оксида и оксида (или соли) легко восстанавливае¬
мого металла.
Наиболее высокая степень дисперсности и однородности распре¬
деления фаз, а также небольшие отклонения размеров включений
от среднего размера достигаются в так называемых молекулярных
керметах [47, 235, 240, 247, 274]. Смеси компонентов для молекуляр¬
ных керметов получают селективным восстановлением газообразными
агентами предварительно синтезированных твердых растворов ок¬
сидов или солеобразных соединений (например, молибдатов, хрома-
тов металлов), в которых содержатся оба компонента кермета, хими¬
чески смешанные на молекулярном уровне.
Представляет интерес получение тонкодисперсных смесей и кер¬
метов с использованием металло- или карбидотермических (термит¬
ных) реакций [185, 479, 507], в том числе реакционной пропиткой
(превращение кварцевого изделия в расплаве алюминия в изделие
из кермета Al2O3 — Al) [41, 203, 487]. Термитный метод получения
изделий имеет ряд преимуществ: низкая температура воспламенения
термитной смеси, высокая температура реакции, короткое время спе¬
кания, отсутствие необходимости в защитной среде [479, 507]. Одна¬
ко изделия из керметов с использованием термитных смесей вслед¬
ствие значительной пористости имеют низкую прочность, а материал
«керал» (Al2O3 — Al) [41] — низкую жаростойкость.
Несмотря на очевидные преимущества, методы химического сме¬
шения не получили распространения, по-видимому, вследствие недо¬
статочной изученности процесса, ограниченности выбора компонен¬
тов и их соотношений, а также сложности технологии (кроме термит-
пого способа). Следует подчеркнуть, что смеси компонентов, как
«молекулярные», так и полученпые осаждением из растворов и гелей,
после селективного восстановления.нуждаются в механическом из¬
мельчении. /
Одним из наиболее перспектдвных и активно разрабатываемых
направлений совершенствования технологии керметов является под¬
готовка порошков нанесением на порошки одного из компонентов
кермета покрытия другом» (других) компонента.
Равномерные покрылся на порошках в наибольшей мере способст¬
вуют сохранению высокого уровня равномерного распределения и
дисперсности компонентов при спекании, повышению матричности
-структуры материала и других его свойств, связанных с этой ха¬
рактеристикой. Кроме того* с помощью покрытия с подслоем можно
управлять химическим взаимодействием и, следовательно* прочно¬
стью связи между основными компонентами кермета.
Методы металлизации керамических частиц можно разделить на
.несколько групп: металлизация химическим осаждением из раство¬
ров солей металлов, например Ni, Cu, Ag, Au, Pt с участием восста¬
новителей [20, 238, 239, 373] — наиболее распространенный метод,
позволяющий получать многокомпонентные покрытия; металлиза¬
ция из газовой фазы [275, 299] с участием активаторов (NH4Cl) или
термическим разложением газообразных соединений металлов, осаж¬
дением металла (Cr, V, Mo) на частицы в кипящем слое [16]; плазмен¬
ная металлизация. Технология и особенности нанесения покрытий
Ni на порошки AlaO8 описаны в работах [279, 345]. Следует отметить
метод нанесения на сравнительно крупные частицы UOa (63—
180 мкм) слоя мелких частиц Nb [244]. Порошок UOa покрывают
«начала тонкой пленкой пластификатора, ватем смешивают с порош¬
ком ниобия и графита (последний вводится для удаления из шихты
при спекании избытка кислорода). Пленка пластификатора на по¬
верхности частиц UOa способствует образованию на каждой частице
•слоя ниобия и графита. Метод простой и универсальный. Нанесение
•оксидных покрытий на металлические частицы используется сравни¬
тельно редко [19, 243* 250].
6. Прессование заготовок изделий
из порошковых смесей оксид — металл
Как показано в главе II, для формования за¬
готовок изделий из порошковых смесей оксид — металл применя¬
ются практически все известные методы порошковой металлургии.
Для формования любым способом смесь оксидных и металлических
порошков пластифицируется добавлением к ней органических и не¬
органических клеящих веществ. В настоящем параграфе свойства
порошковых пластифицированных масс (ППМ) рассмотрены на при¬
мере введения в смеси порошков крахмального клейстера. Пласти¬
фицирование порошков крахмальным клейстером оказалось удачным
для переработки мундштучным прессованием и его разновидностью —
формованием на вакуумном червячном прессе [65, 316, 350]. Рас¬
смотрены также особенности переработки ППМ на червячном прессе
и гидростатическое формование оксидно-металлических порошковых
-114
Таблица 49. Состав и реологические свойства П1М
Номер
ППМ
Порошок
\
С?6держание
пластификатора,
\
rW
Нс/м1
Pft,*
кН/м»
%
S-IO1t
. м*/кг
СО
I
Крах¬
мал
Вода
1
70 Al,О,—
10,6
8,55
2,65
10,8
522
51,1
98,0
30 W
2
*2,65
8,2
769
88,6
116,0
3
25 W-
5,3
8,54
2,87
9,5
830
59,1
179,0
25 Al8O8-
50 TiN
4
4,59
42,2
564
60,8
109,0*
5
3,54
41,6
807
66,5
82,5
6
Al8O8
40tf
8,97
3,70
41,9
745
65,0
87,2
7
3,70
38,5
868
78,8
90,7
8
3,70
35,2
ИЗО
87,5
77,5
9
8,70
33,0
12 510
682,0
54,7
смесей, представляющие значительный практический интерес в пла¬
не повышения производительности и качества изделий. Результаты
исследования реологических свойств ППМ [252] приведены в табл. 49.
Видно, что тело Бингама может служить реологической моделью
ППМ независимо от состава смеси порошков, их дисперсности и ко¬
личества пластификатора в ППМ. Уменьшение размеров частиц по¬
рошка при постоянном содержании пластификатора вызывает уве¬
личение Pkt и Tjm (табл. 49, ППМ № 1, 2). Уменьшение содержания
пластификатора также приводит к увеличению этих показателей,
причем уменьшение содержания воды при постоянном содержании
крахмала сопровождается сначала увеличением соотношения
PkJЛт> затем уменьшением.
Формование изделий ив порошков на вакуумном червячном прессе
находит применение в промышленности при изготовлении нагрева¬
телей [65] и абразивных изделий. Непрерывность процесса, возмож¬
ность вакуумирования ППМ перед уплотнением и сравнительно невы¬
сокие энергозатраты (уплотнение ППМ происходит при деформации
сдвига) составляют существенные преимущества этого метода по
сравнению с другими при формовании заготовок в виде стержней.
В работе [353] выполнено математическое описание процесса пе¬
реработки ППМ на червячном прессе совместным решением уравне¬
ний, выражающих законы сохранения массы, энергии и количества
движения при ламинарном течении ППМ (несжимаемого тела Бин¬
гама) в канале червяка и формующей головке. Получены уравнения
рабочей характеристики пресса
- Лш, + В-£s-, (VII.47)
1Im
где коэффициенты А в В определяются только геометрическими па¬
раметрами червяка и формующей головки [353], и уравпепие для
115
Рис. 39. Зависимость относительной плотности заготовок (а) и ее
логарифма (б) от давления гидростатического прессования для
порошков с пластификатором (1) и без него (2)
определения мощности Wi, определяемой прессом в зависимости от
развиваемого им давления р:
*ч + ЛтЯ0ч<оч I +
I * / Ф 0
+ — nD4(a4h4 (t4 — 1ч) cos фчр. (VII.48)
Из уравнений (VII.47) и (VII.48) следует, что при неизменных гео¬
метрических параметрах и частоте вращения червяка производи¬
тельность пресса линейно зависит от соотношения р*/Пт» т. е. опре¬
деляется реологическими свойствами ППМ, а потребляемая мощ¬
ность увеличивается с увеличением развиваемого давления и т|т.
Проверка разработанной математической модели пресса выполнена
в работе [352]. Предложенная модель удовлетворительно описывает
процесс переработки ППМ на червячном прессе.
Известно, что дефекты структуры спеченного материала, и преж¬
де всего макродефекты — большие поры и трещины, формируются
в основном на стадии прессования заготовок из порошков вследствие
непропрессовки заготовки из-за недостаточного давления прессова¬
ния при чрезмерной жесткости смеси, неравномерной плотности за¬
готовки, неравномерного распределения пластификатора. Анализ
возможности проявления указанных факторов при различных мето¬
дах формования показывает, что макроструктурные дефекты в наи¬
меньшей мере должны возникать при гидростатическом прессовании
[294, 3681.
Для изучения влияния высокого гидростатического давления на
свойства заготовок и изделий из керметов использовали смесь по¬
рошков следующего состава: 20 % Al2O3 — 35 % W — 45 % TiN.
Испытуемые образцы из смеси порошков, пластифицированных рас¬
твором каучука в бензине, вначале формовали в стальной пресс-фор¬
ме при р — 1000 МПа, после чего полученные заготовки помещали
в эластичную оболочку (резиновый чехол с толщиной степки 0,5 мм)
и дополнительно прессовали в гидростате при р = 300 -f- 1400 МПа.
Часть образцов перед обработкой в гидростате отжигали в вакууме.
Wq JlD (OqZ/q Ctg фч I Pfrt
11fi
T а б л и ц а 50. Свойства спеченного кермета Al2O3 — W — TiN
Pt МПа
аизг» МПа
Термостойкость,
цикл
Макродефекты структуры
(трещины)
0
435±65
40—60
У 60—70 % образцов
1000
500±30
70-80
Не обнаружены
1400
496±30
70-80
»
Такое двустадийное прессование позволило существенно уменьшить
размер гидростата и исключить сложную технологическую операцию
вакуумирования порошка в оболочке.
Проведенные исследования показали, что увеличение давления
гидростатического прессования приводит к увеличению плотности
и прочности заготовок, причем прочность увеличивается прямо про¬
порционально плотности. Зависимость плотности заготовки от дав¬
ления прессования в логарифмических координатах также линейная
(рис. 39). При этом удаление пластификатора приводит к улуч¬
шению качества как заготовок, так и спеченных изделий. После прес¬
сования в гидростате прочность заготовок увеличивается в 3—4 ра¬
за (по сравнению с прочностью образцов с пластификатором), макси¬
мальная относительная плотность — на 11 %, причем замедление
роста плотности наблюдается при более высоких давлениях (свыше
1000 МПа). Сравнительная характеристика свойств образцов спечен¬
ного кермета, сформованных без использования и с использованием
высокого гидростатического давления после удаления пластификато¬
ра, приведена в табл. 50.
Как следует из полученных данных, высокое гидростатическое
давление (до 1000 МПа и выше) целесообразно использовать для прес¬
сования заготовок. Оно способствует увеличению прочности, термо¬
стойкости, существенному улучшению макроструктуры спеченного
материала (в образцах, полученных с использованием высокого гид¬
ростатического давления, практически отсутствуют трещины). Имен¬
но улучшением структуры спечепного материала объясняется, по-
видимому, улучшение его механических и эксплуатационных свойств.
7. Спекание
В литературе имеются обширные сведения
о спекании оксикерметов различных систем, и прежде всего Al2O3 —
Cr и Al2O3 -Cr-Mo (W) [130, 221, 337, 378, 411, 4171. Резуль¬
таты исследования спекания керметов систем Al2O3 — металлы груп¬
пы железа даны в работах [130, 337, 378, 417], Al2O3 — Mo (W, Nb) —
в [337, 338, 348, 354, 378, 453], ZrO2 - Mo (W) - в [47, 123], Cr2O3-
Cr — в [27]. Ниже рассмотрены закономерности спекания керме¬
тов Al2O3 — W (Mo) — TiN — типичных представителей оксикер¬
метов (керметов с ограниченным химическим взаимодействием между
компонентами и неполной смачиваемостью).
117
Таблица 51. Характеристика порошков
Показатель
06* A IjOj
TfN
TlN •
W
Mo
Технические
МРТУ
ТУ
ТУ
ЦМТУ
ЦМТУ
условия
6—09—
6—09—
06063—70
4787—54
47872—56
2046—64
112—70
Содержание, %:
основного
компонента
Марки ЧДА
Марки Ч
97,2
9Д98
99,98
углерода
Не обнару¬
0,4
2,5
—
—
жено
железа
0,02
1,8
1,0
0,06
—
Удельная по¬
верхность по¬
1,2-10-3
0,25-IO-3
рошка, ма/кг
Средний размер
40,7-IO-3
1,3-ю-3.
—
1,0
частиц, мкм *
1,0
1,0
2,50
6,00
* После внброравмола.
Для исследования порошки (табл. 51) и их смеси пластифицирова¬
ли раствором синтетического каучука в бензине и прессовали в сталь¬
ной пресс-форме. Пористость спрессованных образцов составляла
44 ± 3 %. Образцы спекали в лабораторной печи Таммана и вакуум¬
ной печи типа СШВЛ в среде авота и аргона.
Изменение размеров образцов в процессе спекания фиксировали
с помощью высокотемпературного дилатометра с автоматической за¬
писью и температурной компенсацией [138). Дилатометр позволяет
изучить начальную стадию спекания керметов, длительность которой
часто не превышает 1—2 мин. Электросопротивление измеряли зондо-
вым методом на постоянном токе по мостовой схеме с использованием
одинарно-двойного моста модели Р-329 [141]. На рис. 40 приведены
дилатограммы усадки образцов чистых веществ и кермета AlsO8 —
TiN — W (Mo). Увеличение содержания в композициях вещества
с более высокой температурой спекания (например, TiN или W) в
системах AlaO3 — TiN (W) сдерживает их уплотнение. Примеси
железа, введенные в порошки в процессе вибропомола, активируют
уплотнение W и W-содержащих композиций, однако не оказыва¬
ют заметного влияния на спекание нитрида титана и оксида алю¬
миния.
Применение метода дилатометрии совместно с методом электро¬
сопротивления позволило установить, что при сравнительно низких
температурах (1150—1200 0C) спекание керметов начинается удале¬
нием с поверхности частиц металла и нитрида оксидных пленок
(рис. 41, участки А—Б), а улучшение контактов обусловлено процес¬
сами самодиффузии (участки Б—В), так как в этой области темпера¬
тур электросопротивление образцов резко уменьшается, а усадка
отсутствует. C повышением температуры наблюдается усадка, со¬
провождающаяся уменьшением электросопротивления (участки В—
Г). Появление жидкой фазы сопровождается интенсификацией уплот-
118
то т,°с
Рис. 40. Температурная зависимость усадки
при скорости нагревания 10 К/мин:
I — 25 % W — 25 % AlfO, — 60 % TIN*; I -
г — 20 % AlfOf — 00 % W (1 •/, N1) — 20 % TiN
— 20
кермета Al1Ot — W (Mo) — TiN
У, MO — 30 ч AlfOf — 60 % TiN*;
Рис. 41. Температурная зависимость электросопротивления и усадки кермета
и композиций 30 % Al1O8 — 70 % W (J), 30 % Al2O1 — 70 % TiN (2) и
30 % TiN — 70 % W (3) при скорости нагрева 10 К/мин
нения, особенно резкой в композиции Al2O8 — TiN. При этом харак¬
тер изменения электросопротивления различный (участки Г—Д):
в композиции Al2O3 — W электросопротивление уменьшается, в ком¬
позиции Al2O3 — TiN — увеличивается. Жидкая фаза способствует
улучшению контактов между частицами вольфрама, так как она,
смачивая твердую фазу, не проникает в область контакта между час¬
тицами (табл. 48, двугранный угол ф >• 0). Частицы нитрида титана
разделяются оксидным расплавом, который проникает в зону кон¬
такта между твердыми частицами (табл. 48, ф = 0).
В системе Al2O8 — TiN высокая скорость уплотнения при появ¬
лении жидкой фазы (см. рис. 40, 41) обусловлена, очевидно, пере¬
группировкой частиц. Последующее уплотнение более медленное.
Оно контролируется механизмом растворения и осаждения, а после
образования жесткого каркаса — его спеканием в твердой фазе.
В системе Al2O3 — W каркас W-частиц образуется в самом начале
появления жидкости. Поэтому спекание такого кермета определяется
спеканием вольфрамового каркаса: вначале жидкость активирует
его спекание, а после заполнения всего пространства в каркасе она
начинает вытесняться на наружную поверхность образца (металли¬
ческий каркас продолжает уплотняться). Необходимо отметить,что
появление жидкой фазы наблюдается в керметах Al2O3 — W при
плавлении Al1O3, в композициях Al2O3 — TiN — при температуре
1900 0Ct Al2O3 - Ti (N1 С) - при 1830-1850 °С.
119
Таблица 52. Параметры кинетического уравнения (VI1.49)
Стадии
Начальная
Промежуточная
Конечная
Материал
т, °с
nt
X
g
за
.S
г?*=*
Uj х
X
I
■—
гач
Uj х
Па
E0'
кДж/моль
TiN
1750—
2150
1,54±0,11
338
3,44±0,20
487
12,60±1,30
471
70% TiN-
30 % Al2O1
1780—
1900
1,82±0,25
280
3,90±0,65
452
12,60±0,64
490
50 % TiN —
50% Al2O1
1750—
1900
1,10±0,14
260
5,57±0,72
422
15,63±0,40
480
30 % TiN —
70 % Al2O3
1780—
1900
1,09±0,06
300
—
—
13,75±0,32
540
Al2O3
1770—
1850
1,12±0,32
240
—
—
13,85±1,80
522
70% TiN-
30 % W
1800—
2150
2,10±0,06
297
4,89±0,31
500
12,36±0,52
467
50 % TiN —
50 % W
1800—
1900
1,92±0,17
355
5,49±0,13
478
13,67±0,52
508
30 % TiN —
70% VV
1800-
2250
3,23±0,61
382
4,91 ±0,39
622
8,81 ±0,24
632
W
1900—
2100
1,30±0,25
379
3,95±0,20
640
9,06±1,90
670
70 % W-
30 % Al2O3
1840—
1950
3,59±0,16
487
9,22±0,91
720
—
—
70 % Mo-
30 % Al2O3
1700—
2000
1,0±0,1
120
5,00±0,80
345
10,80±1,50
435
Mo
1800—
2000
U ±0,1
125
10,40±0,80
280
Снижение температуры появления жидкой фазы обусловлено
межфазным взаимодействием. В системе Al2O3 — Ti (N, С) (TiN со¬
держит 2,5 %С) жидкая фаза является результатом химического взаи¬
модействия Al2O3 и углерода с образованием, по-видимому, Al4O4C
[1031 и эвтектики Al2O3 — Al4O4C [881 с температурой плавления
около 1840 0C.
Кинетика уплотнения при изотермическом спекании хорошо опи¬
сывается уравнением химической реакции высокого порядка [141,
173, 1821:
Ч = = Я.ехр(-Еа/КТ) . (VII.49)
Здесь AUl0 — усадка образцов; K0 — постоянная; п — порядок ре¬
акции; е — скорость усадки.
Определение параметров кинетического уравнения п и Ea
(табл. 52), сопоставление значений энергии активации процесса мас-
сопереноса при спекании со значениями энергии активации различ¬
ных диффузионных и дислокационных процессов (табл. 53) для ис-
120
Таблица 53. Энергия активации диффузионных и дислокационных
процессов, кДж/моль
Процесс
W
Mo
TiN
AI2O1
Самодиффузня или объем¬
600
386
456 (Ti)
477
ная диффузия медленно
169]
[261
[57]
[315]
диффузпрующого элемента в
666
405,7
512 (Al)
соединении
[384]
[261
[370]
Граничная диффузия
376—460
[69]
282—304
342
358—384
Скольжение дислокаций (на¬
63
- 53
—
250±39
пряжения Пайерлса — На¬
варро)
[441]
[4411
[44Ц
следуемых веществ позволило сделать вывод о контролирующих
механизмах массопереноса при спекании. На начальной стадии та¬
кими механизмами, по-видимому, являются активированное сколь¬
жение частиц и поворот на границах (Al2O3 и Mo), а также граничная
диффузия (W и TiN).
Как отмечается в работе [87], для описания усадки прессовок
до 4,5 % могут быть использованы уравнения, полученные при тео¬
ретическом анализе процесса припекания двух частиц. Для W и TiN
значение параметра п на начальной стадии (усадка около 5 %) близ¬
ко к 1,5. Это свидетельствует о том, что припекание частиц контроли¬
руется граничной диффузией (здесь учтена зависимость между п и
т : п = т — 1, где т — показатель в зависимости (Дl/l0)m ~ t)
(68]. Значение п для начальной стадии спекания Al2O3 и Mo близко
к 1. Оно соответствует показателю степени т деформации поликристал¬
ла скольжением по границам зерен с преобладанием деформации сжа¬
тия [372].
На последующих стадиях значения энергии активации уплотне¬
ния совпадают со значениями энергии активации объемной самодиф-
фузии или диффузии медленно движущегося элемента в соединении.
В TiN это титан [182], a Al2O3 — кислород [384]. Однако в поликри-
сталлическом Al2O3 диффузионные процессы контролируются, по-ви-
дпмому, объемной диффузией иона алюминия, в то время как необхо¬
димое продвижение кислорода осуществляется по границам зерен
[372]. На промежуточной стадии скорость уплотнения относительно
высокая, а при достижении пористости около 10 % — резко умень¬
шается. Очевидпо, на промежуточной стадии источниками и стоками
вакансий служат границы зерен и блоков, контролирующим меха¬
низмом является диффузионно-вязкое течение. На конечной стадии
при пористости меньше 10 % определяющим является механизм
объемной самодиффузии.
В композициях спекание определяется преобладающим компо¬
нентом независимо от его спекаемости. При одинаковом содержании
составляющих кинетика уплотнения композиции определяется хуже
спекаемым компонентом. На это указывает близость энергии актива-
121
Рис. 42. Концентрационная зависимость
усадки образцов кермета W — Al2O3 при изо¬
термическом спекании:
1 — 1950 0Ct 15 мин; 2 — 2050 eC, 15 мин; 3 —
2150 0C1 15 мин; 4 — 2150 0G1 60 мин
ции и показателя п (табл. 52 и 54). При¬
сутствие второго компонента сказывает¬
ся только на начальной стадии. Компо-
непт с более низкой температурой спе¬
кания (оксид алюминия в системах
Al2O8 — TiN (W, Mo) и вольфрам в при¬
сутствии активирующей добавки (Fe) в
системе TiN — W) активирует уплот¬
нение. В противном случае уплотнение
дезактивируется. При жидкофазном
спекании активация уплотнения наблю¬
дается как на начальной, так и на по¬
следующих стадиях.
Концентрационные зависимости усадки при твердофазном спека¬
нии образцов композиций рассматриваемых систем (рис. 42) хорошо
аппроксимируются аналитической зависимостью, предложенной
Я. Б. Гегузиным [68] для смесей порошков взаимно нерастворимых
веществ:
Lh “ ЬдСа + LgCs + 2L0CaPВ' (VII.50)
Здесь L0 *= Lab \ + Lb) — усадка смешения; Lab — отно¬
сительная усадка образца из 50%-ной смеси, у которой все парные
контакты типа А—В. Присутствие железа в порошке нитрида тита¬
на резко изменяет характер концентрационной зависимости усадки
вследствие активации спекания вольфрама. При плавлении Al2O8
характер концентрационной зависимости линейной усадки более
сложный. Даже небольшое содержание жидкой фазы реэко интенси¬
фицирует уплотнение материала.
Представляет интерес сравнение велйчины 2L0/(La -f Lb), ха¬
рактеризующей относительную усадку на равно- и одноименных кон-
Таблица 54. Энергия активация спекания керметов, определенная методом
скачкообразного изменения температуры
Кермет
Стадия
спека¬
ния
Т„ eC
Ttt «с
•t-io*.
с-1
CflO1t
с""1
U C
*
кДж/моль
80 % Al8O8--70 % W
I
1880
1950
0,133
0,167
60
440±88
2150
2210
0,400
0,567
30
241 ±48
п
1850
1930
0,040
0,147
270
623±125
1850
1950
0,030
0,160
420
663±133
2130
2270
0,270
0,490
90
360±72
2160
2240
0,070
0,270
270
385±77
20 % W —
I
1790
1880
0,117
0,236
60
268±53
30% Al3O3-
и
1800
1870
0,038
0,098
300
500±100
50 % TiN
2000
2150
0,080
0,202
270
395±80
122
Таблица 55. Сопоставление энергетических условий припекания
разнородных частиц и относительных величин 2L^ILА-\-Ьв
Композиция
г, °с
2L./LA+LB
Энергетические условия
(данные табл. 48)
Al2O8-W
1900
0,32
Yab < Ya+ Yb
TiN-W
2150
0,48
Yab> IYa-YbI
Al2O8-TiN
1850
1900
0,32
0,60
YAB < Ya + Yb
Yab <1 Ya-YbI
Примечание. Длительность спекания 1 ч.
тактах композиций и энергетические условия припекания разнород¬
ных частиц [68]. Как следует из табл. 55, наиболее интенсивно усад¬
ка на разнородных частицах протекает в системе AlaO8 — TiN при
соблюдении условия Yab •< | Ya — Yb |. Это согласуется с теоретичес¬
ким выводом Гегузина [68]: при соблюдении условия Yab <С I Ya — Yb]
припекание разнородных частиц должно протекать наиболее полно.
Приведенные данные свидетельствуют о важной роли поверхностной
энергии при уплотнении керметов. По-видимому, если известны со¬
отношения свободных энергий поверхностей и границ в гетерофаз-
ных системах, можно предвидеть особенности уплотнения керметов.
8. Прочность
Прочность керметов возрастает с уплотнени¬
ем, однако не всегда симбатно плотности, и зависит от различных
факторов: состава, режима термообработки, степени взаимодействия
на межфаэных границах, формы и размера зерен и пор. Так, при
увеличении температуры спекания прочность керметов Al2O3 — W
увеличивается аналогично увеличению плотности (рис. 43). Однако
в композициях с высоким содержанием Al2O8 (65 %) при появлении
жидкой фазы наблюдается аномальное уменьшение прочности (при
увеличении плотности), обусловленное возникновением небольшого
количества макропор вследствие газовыделений при взаимодействии
фаз. Этого пе наблюдается в керметах с небольшим содержанием
Al2O8. Образующейся жидкой фазы недостаточно для получения за¬
крытой пористости.
При твердофазном спекании интенсивное уплотнение в условиях
изотермической выдержки происходит в течение первых 15—30 мин
(рис. 43). Дальнейшая выдержка заметно не влияет на плотность
материала. Однако при этом существенно изменяется структура.
Прочность при изотермической выдержке сначала увеличивается, эа-
тем уменьшается. Материал после кратковременной выдержки разру¬
шается по границам зерен (рис. 44), затем возрастает доля транскри-
сталлитного разрушения, в основном керамической фазы (рис. 44, б).
После длительной выдержки разрушение происходит главным обра¬
зом по границам зерен (рис. 44, г). Характер разрушения и механи-
123
Рис. 43. Зависимость прочности при
изгибе (а), сжатии (б) и пористости
(в) композиций (/—1) — (1—4) (70 %
W — 30 % Al2O3) и (2—1) - (2-4)
(35 % W — 65 % Al2O3), получен¬
ных спеканием в условиях непре¬
рывного нагревания (2—1) и (1—1) и
изотермической выдержки при тем¬
пературах, °С:
1950 а—г) и (г—г), 2050 о—л) и (2—а),
2150 (Г—4) и (г—4)
ческие свойства в процессе изотермической выдержки обусловлены
следующими структурными изменениями. В начальный период изо¬
термической выдержки материал характеризуется значительной по¬
ристостью, причем форма пор неравновесная. Увеличение плотности
материала в течение 15—30 мин обусловливает увеличение прочнос¬
ти: уменьшается пористость (увеличивается эффективное сечение
образца) и размер пор, увеличивается степень их изометрмчиости
(уменьшается степень концентрации напряжения). При дальнейшем
увеличении выдержки пористость и форма пор изменяются незначи¬
тельно. Однако заметное влияние на прочность оказывают процессы
собирательной рекристаллизации [99], приводящие к уменьшению
протяженности границ и их выравниванию и сегрегации примесей
по границам. Это приводит к спижению прочности даже при некото¬
ром уменьшении пористости.
При жидкофазном спекании прочность композиций увеличивается
непрерывно с ростом температуры спекания и времени выдержки (см.
124
Рис. 44. Фрактограммы поверхностей из¬
лома керметов:
20 % Mo — 30 % AltOa — 50 % TiN после твер¬
дофазного спекания при 1050 0C и выдержке 0 (а),
15 мин (б), 00 мин (в); 20 % W — 30 % AltO, —
50 % TiN, полученных спеканием при 1900 0C
и выдержке 15 мин (г), 2050 °С и выдержке
120 мин (д); 70 % W — 30 % AlaOt при 2150 0G
и выдержке 60 мин (¢); 70 % TiN — 30 % AlaOa
при 2050 °С и выдержке 20 мин (ж)
Таблица 56. Значение коэффициента Ь в уравнении (1.1)
(система Al2O8-W)
W
AlA
фу при прочности
W
Al1Oa
Фу при прочности
на изгиб
на сжатие
на изгиб
па сжатие
100
4,0
4,0
70
30
5,5
5,1
95
5
3,5
3,2
50
50
7,4
7.5
90
10
3,3
3,1
35
65
9.8
8,5
12Я
Рис. 45. Концентрационная зависимость прочности при изгибе (а) и
сжатии (б) керметов Al1Oa — W после спекания:
1 — 2150 °С, 60 мин; 8-— 2150 °С, 15 мин; S — 2050 °С, 15 юга; 4 — 1950 0C115 мин;
5, в, 7 — расчетные вависимости прочности керамического, металлического каркасов и
кермета соответственно
деис. 43). Это обусловлено процессами взаимодействия между фазами,
удаления пор с межфазных границ, а также процессами растворе¬
ния — осаждения, приводящими к округлению зерен твердой фазы и
залечиванию микротрещин на их поверхности. Поэтому для материа¬
лов, полученных жидкофазным спеканием, характерно как межкри-
•сталлитное, так и транскристаллитное (в основном верен керамиче¬
ской фазы) разрушение (рис. 44, б, г).
Прочность керметов в зависимости от пористости [146, 349] удов¬
летворительно описывается уравнением (1.1). Эмпирический коэф¬
фициент b в этом уравнении при описании прочности композиций
•системы Al3O3 — TiN оказался равным 5,1 для всех составов (табл. 56)
Относительно слабая связь между каркасами в керметах Al2O3 —
W, а также преимущественное расположение пор на межфазных
границах позволяют представить прочность керметов, полученных
твердофазным спеканием, как сумму прочностей металлического и
керамического каркасов [146]. При этом оценка тела каркаса произ¬
водится с учетом объема пор и второго каркаса по зависимости (1.1).
Как следует из рис. 45, обнаружено хорошее совпадение экспери¬
ментальной концентрационной и расчетной зависимости при 6 = 4.
9. Электро- и теплопроводность
Удельное электросопротивление композиций
Al2O3 — TiN (W) возрастает с уменьшением содержания проводящей
•фазы (рис. 46). При содержании проводящей фазы менее 20 % они
являются диэлектриками. Концентрационные зависимости удельно-
хо электросопротивления композиций, где проводящая фаза образу-
126
Рис. 46. Концентрационная зависимость
удельного электросопротивления кермета
W — AlaO3, полученного спеканием при
1950 (1) и 2050 °С (2); кривые — теорети¬
ческие зависимости [97]
ет каркас, хорошо описываются тео¬
ретической зависимостью, предло¬
женной В. В. Скороходом [97] для
двухфазных статистических смесей.
Температурный коэффициент
электросопротивления (ТКЭС) ком¬
позиций зависит от их состава
(табл. 57) и межфазного взаимодей¬
ствия. C увеличением количества фа¬
зы, обладающей более низкой темпе¬
ратурной зависимостью электросо¬
противления, ТКЭС композиции
уменьшается. Кроме того, ТКЭС керметов AlaO8 — Wc повышением
температуры уменьшается. Это обусловлено вкладом в общую прово¬
димость кермета проводимости оксида алюминия, ТКЭС которой:
отрицателен.
Теплопроводность композиций рассматриваемой системы с увели¬
чением температуры уменьшается. Концентрационные зависимости)
теплопроводности при комнатной и высокой температурах подчиня¬
ются закону аддитивности при слабом взаимодействии между компо¬
нентами и отличаются от такового при значительном взаимодействии)
[489].
10. Стойкость против
высокотемпературного окисления
Стойкость керметов против высокотемпера¬
турного окисления увеличивается с увеличением содержания в них
Al2O3. Так, при изменении содержания ванадия от 20 до 50 % масса
образцов керметов Al2O3 — W (в кг/м2) при нагреве на воздухе
(1000 °С) в течение 60 мин увеличилась от 0,4 до 2,1, причем стой-
„ _ „„ m „ кость керметов, полученных
Таблица 57. Температурный
коэффициент электросопротивления
керметов (XlO3), град-1
Т,
0C
Кермет
900-1100
900—1900
70 % W-30 % Al2O3
1,20
Mi
35 % W-65 % Al2O3
0,92
0,80
20 % W-80 % Al2O3
0,90
0,77
жидкофазным спеканием, да¬
же при небольшом содержа¬
нии Al2O3 (5 и 10 %) сущест¬
венно выше. Увеличение мас¬
сы для названных керметов
составляет в этих же услови¬
ях 0,18—0,19 кг/м2. Это объ¬
ясняется обволакиванием зе¬
рен вольфрама оксидом алю¬
миния. Последний выполняет
роль защитного слоя. Сповы-
127
Таблица 58. Основные свойства керметов оксид — металл
Параметр
Состав, %
80 AlaO8-
20 MO
30 Al,о,—
70 W
30 Al2O8-
Г>0 TiN-
20 Mo
20 Al2O8-
20 TiN-
60 W
40 ZrOa-
60 Mo
п, %
4,0
6,0
6,0
3,0
<1,0
Я, Вт/(м*К)
41,3
56,2
18,0
72,0
56,0
С. Дж/(кг*К)
670,0
324,0
582,0
357,0
—
3?
^ OC
о
3
к
2540,0
18,2
64,0
17,5
17,3
PrIO3, К-1
(20—1900 °С)
7,8
6,0
8,8
6,7
9,8
HRC
69,0
47,0
63,0
51,0
—
°ИЗГ» МПа
326,0
409,0
280,0
585,0
300,0
дm/S, кг/м* (при
I(X)O 0C, 90 мин)
0,074
4,0
1,8
-
шением температуры скорость изменения массы увеличивается.
При этом меняется закон изменения массы от параболического до
линейного. Следует отметить, что оксиды вольфрама и особенно мо¬
либдена при рассматриваемых температурах летучи. Этим, в част¬
ности, обусловлен тот факт, что окисление Мо-содержащего кермета
происходит с уменьшением массы образца — скорость испарения
MoO3 при температуре выше точки его плавления (800 °С) высокая.
Скорость испарения WO3 меньше. Поэтому в W-содержащих керме-
тах процесс увеличения массы преобладает над ее уменьшением
вследствие испарения оксида. Данные о стойкости керметов оксид —
металл против высокотемпературного окисления и другие основные
свойства [489] приведены в табл. 58.
11. Применение
Керметы на основе тугоплавких оксидов и ме¬
таллов получили широкое распространение для изготовления за¬
щитных чехлов термопар, контейнеров для плавки металлов, непла-
вящихся электродов и других высокоогнеупорных изделий. В насто¬
ящее время за рубежом при измерениях температуры чугуна и стали,
прежде всего при конвертерном производстве, для защитных чехлов
термопар используются керметы на основе стабилизированного ок¬
сида циркония (40—60 %) и молибдена под названием цермотерм
(Cermotherm) [434, 489]. Известен также аналогичный японский ма¬
териал, в котором используется электроплавлсный оксид циркония
[277]. Стойкость и надежность чехлов из кермета Mo—ZrO3 достаточ¬
на для непрерывного измерения температуры в конвертере. В ка¬
честве материалов защитных чехлов, кроме указанных, применяют¬
ся также Cr — Cr2O3, Mo — Al2O3, Cr — Al2O3 — при добыче и пере¬
работке железа и других металлов, Al2O3 — W (Mo) Cr — во всей
медеплавильной промышленности [277, 421, 434, 489].
•128
Высокие химические и термомеханические свойства керметов
Mo — ZrO2 и Al2O3 — Cr позволяют использовать их для бс-настки
литейного производства, например стержней — регуляторов потока
расплавленного металла при непрерывной разливке металлов или
труб (желобов) для транспортировки меди и медных сплавов (421,
4891.
В настоящее время широкое распространение получает электро¬
сварка неплавящимся электродом методом местного контактпого
плавления, разработанным ИЭС им. Е. О. Патоиа АН УССР. Этот
метод позволяет сваривать детали толщиной от 0,1 до нескольких
миллиметров при высокой прочности и чистоте сварного шва. He-
плавящиеся электроды при сварке работают в сложных условиях —
в контакте с расплавленными металлами и кислородом воздуха (при
сварке без защитной среды), а также подвергаются действию высоких
температур, тепловых ударов — неравномерного нагрева до рабочей
температуры в течение 2—3 с и быстрого охлаждения (электрод кре¬
пится в медном водоохлаждаемом держателе). Использование для
сварки контактным плавлением термостойких электродов из воль¬
фрама, как чистого, так и с небольшими добавками оксидов, приме¬
няемых для дуговой сварки плавлением неплавящимся электродом
[2781, а также графита не обеспечивает необходимого формирования
шва и качества его поверхности.
Неплавящиеся электроды из оксикерметов (25—55 % W (Mo)) —
(20—30 % Al2O3) — (30—60 % TiN (ZrN)) [22, 1011 позволяют сва¬
ривать нержавеющие стали в среде аргона и малоуглеродистые стали
без применения защитной среды. Они обеспечивают глубокий провар
шва, а также лучшее формирование и более высокую чистоту поверх¬
ности шва по сравнению с электродами из вольфрама. Шов после
сварки керметными электродами плотный, достаточно пластичный
и обладает прочностью, равной прочности металла свариваемых
деталей. При этом керметные электроды показывают удовлетвори¬
тельную (достаточную для их промышленного использования) термо-
(80—300 циклов сварки) и жаростойкость; их износостойкость в
3—4 раза превышает износостойкость электродов из вольфрама.
Среди других изделий огнеупорного назначения, для изготовления
которых перспективно использование оксикерметов, необходимо
отметить контейнеры для плавки металлов. Так, тигли из кермета
25 % Al2O3 — 25 % W — 50 % TiN обладают высокой химической
стойкостью в контакте- с расплавленным никелем (контактный угол
смачивания равен 111°) и достаточно высокой термостойкостью для
использования их в качестве контейнеров-испарителей для испаре¬
ния пикеля в вакууме [143].
Высокие механические свойства (твердость и прочность), в зна¬
чительной мере сохраняемые до высоких температур, предопредели¬
ли использование оксикерметов в качестве инструментального мате¬
риала для горячей обработки давлением (для матричных колец при
горячей экструзии металлов и сплавов на гидравлических прессах).
В работах [262, 440, 445] проведены испытания матричных колец
из керметов цирконий — ванадий, муллит — молибден и оксид
5 5-280
129
Таблица 59. Результаты испытаний керметных матричных колец
для горячей экструзии труб из стали 20
Материал
Стойкость, чис¬
ло прессований
Причина потери работоспособности
во % W—20 % TiN-20 % Al2O8
80—93
Появление радикальных трещин
и рисок на рабочей поверхности
70 % W-30 % AI2O3
90—103
Сталь 45ХЗВМФС
48—58
Износ (увеличение диаметра
трубы)
Условия испытаний: размеры трубы — 0,062x0,0035x7 м (наружный диаметр, толщина
стенки, длина), заготовки — 0,158x0,5 м (диаметр, длина); коэффициент вытяжки 28; смазка —
графитомасляная смесь.
циркония — ванадий при экструзии стали и титановых сплавов. Ис¬
пытания показали преимущества оксикерметов, особенно керметов на
основе оксида циркония и молибдена, перед многими жаропрочными
и износостойкими материалами [445]. Однако наилучшие результаты
показали матрицы из керметов на основе стабилизированного окси¬
да циркония (до 30—40 %) и молибдена при экструзии меди и медных
сплавов (нейзильбера, латуней и бронз) [261, 445, 459]. Стоимость
матричных колец из этого материала в 2—4 раза больше, чем из ко¬
бальтового сплава, качество прессовых изделий более высокое. Кроме
того, они экономичнее по сравнению с матричными кольцами из ок¬
сида циркония. В работе [445] указано, что в 1971 г. для прессования
латуни использовано свыше 4000 матриц из этого кермета.
Керметы на основе Al2O3, W, Mo и TiN более технологичны:
для достижения примерно одинакового с материалами ZrO2 — Mo
уровня физико-механических свойств (табл. 58) они не требуют при¬
менения при спекании водородсодержащей среды и длительных вы¬
держек [234]. Поэтому вполне очевиден интерес к выявлению пригод¬
ности этих материалов для пресс-инструмента. Стойкость матричных
колец из керметов и стали 45ХЗВЗМФС (для сравнения) представле¬
ны в табл. 59.
Керметные кольца изготовляли прессованием смесей порошков
в стальных пресс-формах и жидкофазным спеканием с последующим
точением полученных заготовок резцами из гексанита-Р до получе¬
ния требуемой точности и шероховатости (около 1 мкм) и устанавли¬
вали в стальные обоймы с натягом 2 • 10-4 м.
Из табл. 59 видно, что стойкость колец из керметов в 1,5—2 раза
выше, чем колец из высоколегированной теплостойкой стали. При
этом следует отметить, что потеря работоспособности колец из кер¬
метов обусловлена несовершенством конструкции и обработки пресс-
инструмента. Так, радиальные трещины являются результатом чрез¬
мерной деформации колец из-за потери жесткости их крепления
в обойме. Риски на рабочей поверхности колец возникают в резуль¬
тате разрушения материала с поверхности отрывом твердых частиц.
Этому способствует наличие в поверхностном слое кермета микро-
TpenjHH1 образовавшихся при течении на чрезмерно жестких (для
130
керметов) режимах. Очевидно, окончательная обработка ответствен¬
ных поверхностей должна осуществляться методами с меньшими
силовыми эффектами в зоне резания, например шлифованием, хо¬
нингованием. Причины снижения стойкости керметного инструмента
легко устранимы. Для получения более надежных результатов не¬
обходимы дальнейшие исследования. Однако имеющиеся данные
дают основания полагать, что керметы из Al2O3, W, Mo и TiN — пер¬
спективные материалы для изнашивающихся элементов пресс-ин¬
струмента при горячей обработке металлов. Предприняты также ус¬
пешные попытки применения оксикерметов для изготовления пуан¬
сонов при диффузионпой сварке металлов и сплавов (керметы из Mo
и ZrO2, W и ThO2) [4121.
Сочетание высокой твердости, прочности и отсутствие адгезион¬
ных взаимодействий в контакте с металлами при резании — основ¬
ные преимущества оксидов, и прежде всего Al2O3, перед многими
другими тугоплавкими соединениями. Они определили выбор окси¬
дов в качестве основного компонента материалов режущих инстру¬
ментов [241, 246, 259, 273]. Эти материалы, кроме 50—90 % связки
(металлы из группы железа, часто легированные хромом, молибде¬
ном, ванадием, как правило, в количестве 5—15 %), содержат твердые
тугоплавкие соединения — карбиды, нитриды и бориды. Однако
вследствие недостаточной прочности и ударной вязкости эти окси-
керметы не получили распространения.
Среди предлагаемых в патентах керметов для режущих инстру¬
ментов особого внимания заслуживает Al2O3—(10—15%) сплава Ni
с Zr или другими межфазноактивными металлами, например Ti, Hf
[258]. Изделия из кермета получают горячим прессованием. При
твердости 20 ГН/ма и размере зерен оксида не более 2 • IO-6 м мате¬
риал обладает повышенным сопротивлением'разрушению. Поэтому
инструменты из пего, как и из черной керамики, эффективнее инстру¬
ментов из твердых сплавов TiC — Ni — Mo (например, при чисто¬
вом фрезеровании и точении чугуна).
Оксикерметы применяются (или перспективны для применения)
для изделий со специальными электромагнитными свойствами, на¬
пример нагревательных элементов [175], подогревателей катодов (I)ty
контактов электромагнитных реле [502], СВЧ-поглотителей [167].
Перспективно применение керметов оксид — металл в качестве по¬
крытий. Так, в работе [506] отмечается высокая стойкость против
термической коррозии покрытий W — Al2O3 на молибдене. В работе
[511 указывается на создание качественных износостойких покрытий
электроискрового легирования электродом из кермета ZrN —
Al2O3 — Mo (W). Замена традиционного электрод-инструмента
керметом Cu — Al2O3 при электроэрозионной обработке металлов
повышает стойкость инструмента и производительность обработки
[392].
ГЛАВА
КЕРМЕТЫ КАРБИД - МЕТАЛЛ
Керметы карбид — металл представляют са¬
мый широкий класс композиционных материалов. Впервые такие
материалы появились в 1922 г. Это известные теперь всему миру
твердые сплавы на основе карбида вольфрама. В 50-е годы появи¬
лись керметы на основе карбида титана. Их основным назначением
стало обеспечение работы машин и аппаратов при повышенных тем¬
пературах. В дальнейшем систематически исследовались структура
и свойства карбидов, технология их получения и легирования с це¬
лью обеспечения высокой воспроизводимости свойств. Были
разработаны новые материалы, получившие широкое применение
в технике высоких температур.
Это прежде всего «кентаниумы» производства фирмы «Кеннеме-
талл» (США), в которых связующей фазой для карбида титана яв¬
ляется сплав Ni — Со — Cr, а также WZ-сплавы производства фир¬
мы «Планзее Верке» (Австрия), никелевая связка в которых легиро¬
вана кобальтом, хромом, молибденом, алюминием и вольфрамом.
Среди безвольфрамовых твердых сплавов в СССР большое распро¬
странение получили КНТ16, ТН20, КХН15 и карбид титана —
сталь (ферротикс), который поддается термической и механической
обработке в отожженном состоянии.
В СССР разработка сплавов ведется в нескольких направлениях:
сплавы на основе только карбида титана марки ТНМ; на основе слож¬
ного карбида титана и ниобия (TM) и на основе карбонитрида титана
(КИТ). Во всех сплавах связующим является никель-молибденовый
сплав. В зависимости от содержания никеля и молибдена можно
менять твердость и прочность сплавов, получая при этом требуемые
вксплуатационные свойства.
1. Контактное взаимодействие
и смачивание карбидов
жидкими металлами
Классической работой по контактному вза¬
имодействию карбидов с расплавленными металлами является ис¬
следование Энгеля [419], который сплавлял металлы с горячепрессо¬
ванным TiC и изучал переходную зону методом металлографии. Кри-
132
Таблица 60. Контактные углы
в системах TiC — металл группы
железа
Me
Н,
Не
Вакуум
Fe
49
36
41
Со
36
39
5
Ni
17
32
30
терием для оценки взаимодей¬
ствия TiC с металлическим распла¬
вом служила способность к про¬
питке и глубина проникновения
жидкого металла в карбид. Уста¬
новлено, что непереходные метал¬
лы Al, Be, Au, Pb, Mg не соединя¬
ются с карбидом титана, a Ni1Co,
Cr и Si образуют с ним прочную
связь, проникая по границам зе¬
рен в виде сетки. Автором был сделан вывод о перспективности нике¬
ля и кобальта, а возможно, и хрома как связующих фаз в керметах
карбид тптапа — металл.
Гуменик с соавт. [439, 451] для определения смачивания TiC ме¬
таллами группы железа и двойными никелевыми сплавами приме¬
нил метод лежащей капли. Было показано, что смачивание TiC
металлическим расплавом зависит от среды, в которой проводится эк¬
сперимент (табл. 60). Добавки переходных металлов к никелю сни¬
жают краевой угол смачивания им карбида титана, и только примесь
молибдена обеспечивает полное смачивание зерен TiC. Контактные
углы для системы TiC — никелевый сплав при температуре 1450 °С
принимают следующие значения: Ni — 30°; 90 % Ni — 10 % Ti —
25°; 90 % Ni - 10 % Cr - 23°; 90 % Ni - 10 % Mn - 23°;
90 % Ni - 10 % Zr - 22°; 90 % Ni - 10 % Nb - 22°; 90 % Ni -
10% V — 21°; 90 % Ni - 10 % Та - 15°; 90 % Ni - 10 % W -
14°; 90 % Ni - 10 % Mo - 0°.
Авторы работы [463] отмечают плохое смачивание карбидов TiC,
ZrC, VC, TaC, WC металлами Cu, Na, Pb, Bi, Ag, Sn. C повышением
температуры и при переходе от карбидов ме галлов IV группы к кар¬
бидам металлов V и VI групп смачивание улучшается. Рамквист
[472] приводит экспериментальные данные по краевым углам смачи¬
вания карбидов металлов IV—VI групп медью и металлами группы
железа. Согласно его выводам, худшее смачивание наблюдается для
карбидов с высокой отрицательной теплотой образования, т. е. в ря¬
ду TiC -► ZrC HfC смачивание ухудшается от TiC к HfC. Ана¬
логичное соотношение соблюдается для карбидов металлов V и
VI групп. Краевой угол смачивания в системе TiC — Cu уменьша¬
ется не только при перегреве расплавленной меди, но и при увеличе¬
нии дефектности TiC по углероду.
Систематизированные исследования смачивания и контактного
взаимодействия металлоподобных карбидов IV—VI групп с жидкими
непереходными и переходными металлами проведены в работах [53,
169, 170, 324]. Экспериментально определяемой величиной служил
краевой угол смачивания твердой поверхности карбидов жидкими
металлами методом лежащей капли [214]. По его величине оценива¬
лась работа адгезии Wa. Результаты исследований сведены в табл. (Я.
Как видно из приведенных данных, указанные карбиды не сма¬
чиваются непереходными металлами при температурах плавления
и значительных перегревах, нс взаимодействуют с ними, что под-
133
Таблица 61. Краевые углы смачивания тугоплавких карбидов металлов IV —
Al, 900 eC
Ga, 800 0C
Карбид
в, град
Wa. 10%
МДж/м*
^a (мол).
кДж/моль
0, град
Wa-10%
МДж/м*
^a (мол)-
кДж/моль
TiC
148
1,39
6,28
147
1,13
5,03
ZrC
150
1,23
6,74
134
2,16
11,31
HfC
148
1,39
7,12
147
1,15
6,29
VC
190
8,26
14,25
120
3,54
15,50
NbC
136
2,56
12,57
108
7,90
24,30
TaC
145
1,64
7,96
130
2,53
12,15
Cr3C*
120
4,57
36,87
120
3,54
15,92
M OoC
131
8,14
32,68
118
3,75
15,08
WC
135
2,74
12,57
122
3,33
15,08
Карбид
Ge, IOOOeC
Sn, 300 9C
TiC
133
1,91
8,80
148
0,84
8,77
ZrC
135
1,76
0,64
150
0,74
3,77
HIC
140
1,40
7,54
153
0,61
8,35
VC
121
2,92
12,57
130
1,97
8,38
NbC
148
0,91
4,19
130
1,97
9,64
TaC
128
1,36
11,31
140
1,29
6,28
CraCo
121
2,95
22,21
120
2,77
20,95
MosC
76
7,45
50,28
130
1,97
13,41
WC
63
8,70
39,81
141
1,23
5,45
тверждается металлографическим анализом зоны контакта н изме¬
рениями микротвердости. Пористость карбидов не влияет на краевой
угол смачивания.
В табл. 62 приведены краевые углы смачивания и энергетические
Таблица 62. Краевые углы смачивания тугоплавких карбидов металлов
IV группы металлами группы железа
Карбид
Смачивающий
металл
Г, eC
6, град
Wa-10»,
МДж/м1
^a (мол)»
и Д ж/моль
TiC
Fe
1550
40
31,4
140,8
Со
1500
30
33,6
150,8
Ni
1450
23
32,7
147,5
ZrC
Fe
1550
49
29,4
155,0
Со
1500
36
32,6
171,8
Ni
1450
25
32,3
169,7
HfC
Fe
1550
52
28,7
149,2
Со
1500
36
32,6
170,1
Ni
1450
28
34,0
176,0
134
VT групп непереходными металлами
In, 250 °С
SI, 1500 °С
в. man
Wa-10’,
wa (мол)'
0. гпяп
Wa-IO', МДж/м*
(мол)*
МДж/м*
кДж/моль
I * К1***
кДж/моль
145
7,00
4,19
32
15,90
71,23
143
1,11
5,87
22
16,50
87,15
147
0,90
4,61
23
16,50
83,80
119
2,80
12,57
Пропитка с взаимодействием
151
0,70
3,35
154
0,60
2,93
143
1,41
8,38
150
0,75
5,03
То же
148
0,85
3,77
Pb, 400 °С
Си, ИЗО eC
143
0,96
4,19
130
4,83
21,79
147
0,78
4,19
140
3,18
16,76
150
0,64
7,12
140
3,18
16,34
130
1,73
7,54
140
3,18
13,83
148
0,73
3,77
135
4,07
20,11
130
1,73
8,38
140
3,18
15,08
124
2,11
15,92
95
12,35
94,28
141
1,00
7,12
40
24,00
162,57
145
0,86
3,77
120
6,78
31,00
характеристики процесса для систем карбид металла IV группы —
металлы группы железа. На карбидах металлов V и VI групп ис¬
следованные металлы образуют углы, равные нулю.
Оцененная для данных систем работа адгезии невелика. Моляр¬
ная работа адгезии составляет десятки килоджоулей на моль, что,
согласно представлениям, развиваемым Ю. В. Найдичем [214], обус¬
ловлено физическим взаимодействием. Исследованные металлы инерт¬
ны или малоактивны по отношению к углероду. Они либо не образу¬
ют карбидов, либо образуют термодинамически нестойкие карбидные
фазы. Смачивание карбидов кремнием связано с его способностью
образовывать с углеродом термодинамически прочный карбид.
Работа адгезии металлов группы железа к карбидам велика.
Молярная работа адгезии составляет сотни килоджоулей на моль,
что указывает на химическое взаимодействие в этих системах и под¬
тверждается анализом продуктов, образующихся в контактной зоне.
Карбиды металлов IV—VI групп с металлами семейства жедеза об¬
разуют ограниченные твердые растворы и эвтектические сплавы.
Как указывает Ю. В. Найдич [214], на величину краевого угла
смачивания существенно влияет близость взаимодействующей систе¬
мы к состоянию равновесия. В работе [205] исследовано смачивание
135
Рис. 47. Структура металлической
капли (Х300) в системах ZrC — NI
(а, б, «); ZrC (Ni — 0,7 % С) (г, д, ¢);
ZrC (Ni — 3,5 % С) а, и): , а,
ж — в отраженных электронах; б,
д, в — в Ка-излучении Ni; а, а, и —
в La-Usaучении Zr
и взаимодействие карбида циркония с никелем, в который предвари¬
тельно вводили углерод или карбид циркония. Распределение компо¬
нентов в зоне взаимодействия и фазовый состав продуктов реакции
изучали с помощью микрорентгеноспектраЛыюго анализа. Установ¬
лено, что глубина проникновения в карбидную фазу образующейся
при плавлении эвтектической жидкости уменьшается с увеличением
содержания в никеле углерода. Растворимость никеля в карбиде
циркония составляет 2—*2,5 % по массе. Краевые углы смачивания
в системах карбид — металл приведены в табл. 63.
На рис. 47 показана структура металлической капли в системе
ZrC — Ni -f- С. После охлаждения она двухфазна: в металле рав¬
номерно распределены участки карбидной эвтектики. Карбидные
зерна окаймлены сеткой эвтектической жидкости. Микротвердость
никеля увеличена до 2500 МПа. Микротвердость ZrC не изменяется.
Содержание никеля в ос-твердом растворе составляет 99,0 ± 0,5 %.
Состав эвтектических колоний: a-твердый раствор на основе никеля
и твердый раствор никеля в ZrC. Повышение концентрации углерода
137
Таблица 63. Краевые углы смачивания карбидов и сплавов на ил основе
расплавленными металлами и сплавами [463, 472, 508, 515J
Карбид
Металл
г, °с
Среда
в, град
TlC
А?
980
Вакуум
»
108
Bi
300
138
Bi
400
»
132
Bi
500
»
126
Bi
600
»
122
Pb
400
Аргон
а
152
Pb
600
130
Pb
800
I
109
Pb
1000
»
88
Pb
660
Вакуум
а
120
Cu
1100
112
Cu
1150
а
НО
Cu
1200
а
109
Fe
1490
»
28
Со
1420
а
25
Со
1450
»
26db2
ZrC
Ni
1380
»
23
Cu
1100
»
127
Cu
1100
Аргон
140
а
1150
1200
Вакуум
»
126
124
ErC
Cu
1500
Аргон
118
Fe
1490
Вакуум
а
45
Со
1420
36
HfC
Ni
1380
а
24
Cu
1100
а
134
Cu
1150
I
132
Cu
1200
»
131
Fe
1490
I
45
Со
1420
I
23
VO
Ni
1380
а
50
Cu
1100
а
46
Cu
1150
I
40
Cu
1200
»
20
Fe
1490
»
13
Со
1380
I
17
Со
1420
I
13
NbC
Ni
1380
а
17
Cu
1100
»
70
Cu
1150
а
62
Cu
1200
I
48
Fe
1490
»
25
Со
1420
»
14
Со
1450
а
11,5+1
Со
1550
I
11,5+1
TaC
Со
1380
а
18
Cu
1100
а
78
Cu
1150
а
69
Cu
1200
а
60
Cu
1250
а
36
TaC
Cu
1490
а
23
Со
1420
а
13
Ni
1380
а
16
Продолжение табл. 63
Карбид
Металл
Т. eC
Среда
O9 град
Cr3Ct
Cu
1100
Вакуум
47
Cu
1150
а
46
Cu
1200
I
44
Fe
1490
»
0
Со
1420
»
0
Ni
1380
а
0
Mo2C
Cu
1100
а
18
Cu
1150
а
9
Cu
1200
I
0
Cu
1490
а
0
Cu
1420
а
0
Cu
1380
а
0
WC
Bi
700
Аргон
140
Bi
900
а
95
Bi
1100
а
52
Sn
500
а
120
Sn
700
а
98
Sn
900
а
75
Sn
1100
»
53
Sn
1300
а
30
Cu
1100
Вакуум
20
Cu
1150
а
14
Cu
1200
»
7
Fe
1490
а
0
Со
1420
а
0
Ni
1380
а
0
80 % TiC — 20 % VC
Cu
1100
108
65 % TiC — 35 % VC
Cu
а
99
60% TiC-40% VC
Cu
а
70
(Ti0,25V0,75) С
Со
1450
а
23
Со — Mo
а
22,5
Co-Si
а
17,5
(Ti0f5V0i5) C
Со
»
24
Со — Mo
а
28,5
(Ti0,75V0,25) С
Со
а
22,5
Со — Mo
а
24,5
Co-Si
а
18
Co-1- Ti
а
17
Ni-Mn
а
29,5
65 % NbC — 35 % TaC
Cu
1100
а
57
32 % NbC — 68 % TaC
Cu
а
40
42 % WC — 58 % TiC
Cu
а
39
Со
1420
а
17
22% WC-78% TiC
Cu
1100
а
100
Со
1420
а
21
WC-TiC
Ni
а
16
Со — Mo
а
17
Ni-Mo
а
12
139
в никеле изменяет лишь относительные количества фаз. C удалением
зерна карбида циркония от линии контакта уменьшается растворе¬
ние в нем никеля как по границе, так и в самом зерне.
2. Образование связи
на границе раздела фаз
Прочность керметов, определяющая их прак¬
тическое применение, характеризуется прежде всего связью между
компонентами, возникающей в процессе их получения.
Согласно классификации связей на поверхности раздела компо¬
зиционных материалов, предложенной Меткалфом [168], в керметах,
допускающих только некоторую растворимость компонентов без
участия химической реакции, должно преобладать связь за счет
смачивания и растворения. До недавнего времени считалось, что
связующие металлы, и прежде всего кобальт и никель, не растворя¬
ются в карбидах [420]. C появлением микроанализа стало очевидным,
что незначительная растворимость связующих металлов в карбидах
имеет место [205, 206, 384, 503].
Растворимость карбидов в связующих металлах поддается коли¬
чественной оценке и играет важную роль в производстве керметов,
поскольку контролирует свойства связующей фазы [420]. В табл. 64
приведены результаты Эдвардса и Рейна [418] по растворимости
карбидов в металлах группы железа. Поскольку растворимость кар¬
бидов в кобальте и никеле намного выше, чем в железе, использова¬
ние этих двух металлов в качестве связующих предпочтительнее.
Исключительно высокая растворимость WC в кобальте обусловливает
высокую вязкость этих композиций.
Существует взаимосвязь между растворенным карбидообразую¬
щим металлом и углеродом. Так, для системы WC — Со эта взаимо¬
связь соответствует равновесной константе реакции W + C = WC,
т. е. [W] • [С] = const, где [W] и [С] — растворенные в кобальте
вольфрам и углерод [420]. Количество вольфрама, растворенного
в кобальте, зависит от содержания углерода в сплаве, скорости ох¬
лаждения после спекания, размеров кобальтовых участков, которые,
в свою очередь, определяются размером кристаллов WC. Эти эффек¬
ты в настоящее время изучаются особенно интенсивно, так как под¬
тверждают предположение о влиянии термообработки на свойства
твердых сплавов. В отличие от кобальта растворимость вольфрама
и углерода в никеле не пропорциональна содержанию этих элемен¬
та б л и ц а 64. Растворимость карбидов в связующих металлах, %
Связка
WC
TiC
WCiTIC =
= 1:1
TaC
NbC
VjC4
MotC
Cr8C2
Со
22
1,0
2,0
3,0
5
6
13
12
Ni
12
5.0
5,0
5,0
3
7
8
12
Fe
7
0.5
0,5
0,5
1
3
5
8
440
150 -Щд8,кД>к/иопь
Рис. 48. Соотношение между теплотой обра¬
зования карбидов и величиной краевого угла
смачивания их металлами Cu, Ni, Co, Fe (472J
тов в WC [332]. Состав свя- МроЭ
зующей фазы в сплавах 150
WC — Со, содержащих до¬
бавки других карбидов
или металлов, изучен не- jgg
достаточно. При изучении
подавления роста зерен в
сплавах такого типа бы¬
ло высказано предполо- 60
жение, что карбиды метал¬
лов V группы снижают
растворимость WC в ко¬
бальте. Однако эта гипоте¬
за не подтвердилась даль¬
нейшими исследованиями
(например, добавки нике¬
ля увеличивают раство¬
римость вольфрама в кобальте). Возникают трудности при опре¬
делении состава связующей фазы твердых сплавов, особенно ле¬
гированных, поскольку малая толщина ее прослоек соизмерима
с разрешающей способностью микроанализатора. Однако точ¬
ная характеристика состава связующей фазы предельно важ¬
на, поскольку контролируемое изменение ее малыми добавками и
точный контроль содержания углерода имеют большие потенциаль¬
ные возможности для улучшения качества технических твердых спла¬
вов [420]. Кроме того, все процессы получения керметов (спекание
в жидкой и твердой фазах, пропитка, формирование микрострукту¬
ры и механические свойства) зависят от энергии межфазной поверх¬
ности, т. е. энергии поверхности раздела карбид — связующий ме¬
талл и ее связи с зернограничной энергией карбида. Наиболее эф¬
фективно влияние межфазной энергии проявляется при смачивании
жидким связующим металлом твердого карбида.
Д. Лайви и П. Мюррей указывали [1891, что смачивание карби¬
дов зависит от процессов диффузии из жидкости в твердое вещество
либо из твердого вещества в жидкость, т. е. от диффузионного гра¬
диента на поверхности раздела, приводящего к изменению поверх¬
ностной энергии между металлом или сплавом и карбидом. Авторы
попытались связать возрастание смачивания в карбидно-металличе¬
ских системах с увеличением отношения радиусов металлического и
неметаллического атомов в карбиде.
Периодичность изменения смачивания карбидов переходных мс
таллов IV — VI групп жидкими переходными металлами може:
быть прослежена с помощью анализа ряда энергетических величин,
характеризующих прочность связи между компонентами карбида.
Так, с ростом теплового эффекта образования карбидов из элементов
смачивание их жидкими металлами ухудшается. C увеличением энер¬
гии атомизации по группе, т. е. с увеличением прочности связи
металл — углерод в карбиде, смачивание также ухудшается. На
рис. 48 приведены предложенные Рамквистом [472] зависимости
141
ЩЛФг
между теплотой образования кар¬
бидов IV — VI групп и смачивани¬
ем их медью и металлами группы
железа. Рамквист показал также,
что существует линейная связь
между работой адгезии и энергией
сдвига Ev электронов, измеренной
методом ESCA (рис. 49). Посколь¬
ку увеличение энергии сдвига ука¬
зывает на увеличение ионности
связи, Рамквист считает, что сма¬
чивание зависит от стабильности
карбидов: чем стабильнее карбид,
тем меньше его сродство к метал¬
лу и меньше тенденции к смачи¬
ванию. Хотя присущая карбидам
доля ковалентной связи больше,
чем ионная, Горецкий с соавт.
[426] приходит к подобному заклю-
Рис. 49. Корреляция работы адге¬
зии с ионностыо (энергией сдвига)
для карбидов [471J
чепию, изменяя стехиометрию и карбидообразующий металл в кар¬
бидах IV и V групп. Они показали линейную зависимость между
работой адгезии и концентрацией свободных электронов и, следо¬
вательно, присущей долей металлической связи па поверхности раз¬
дела карбид — мёталл.
Ёолбё общим подходом к объяснению явлений смачивания карби¬
дов жидкими металлами может быть рассмотрение их с точки зрения
представлений об электронном строении взаимодействующих веществ.
Г. В. Самсонов [327] первым попытался объяснить хорошее смачива¬
ние карбидов металлами группы железа, исходя из развитых им
представлений об образовании в твердом теле стабильных электрон¬
ных конфигураций, обладающих минимумом энергии (модель конфи¬
гурационной локализации). Согласно этой модели, тугоплавкие
карбиды IV—VI групп являются донорами электронов, и донорная
способность их растет с увеличением, номера группы, что приводит
к усилению взаимодействия их со смачивающим металлом в этом
же направлении.
До сих пор не создана последовательная теория, объясняющая
поведение карбидов при смачивании их металлами [420]. Между
карбидами и смачивающими их переходными металлами на межфаз¬
ной границе существуют сильные химические связи, особенно для
системы WC — Со, что проявляется в ее очень низкой межфазной
энергии, полном смачивании, и хорошей адгезии в твердой фазе.
Кобальт образует на карбиде вольфрама нулевой угол и полное рас¬
текание в этой системе осуществляется независимо от степени ваку¬
ума или типа инертной среды.
3.. Керметы на основе карбида вольфрама
f. Это традиционные металлорежущие материа-
1 лы, содержащие в качестве связующего металла кобальт. Совер-
I шенствование их было направлено на увеличение прочности, удар-
I ной вязкости, стойкости резания. Достигалось это улучшением
j (измельчением) структуры керметов, введением малых модифицирую-
I щих добавок, термической обработкой, легированием карбидной
] основы другими тугоплавкими карбидами и легированием кобальта,
г заменой кобальта никелем [364].
I Влияние добавок карбидов металлов IV—VI групп на размер
верна сплавов системы WC — Со детально неучено в работе [433].
[ Показано, что насыщение жидкой фазы при температуре спекания
карбидными добавками VC, Mo2C, Cr2C2, NbC, TaC, TiC1 ZrC (HfC)
^ препятствует росту зерна WC. Существует строгая корреляция меж-
г ду влиянием карбидной добавки на рост зерна и пределом раствори-
[ мости ее в жидкой фазе или свободной энергией образования карби-
; дов (рис. 50). Наиболее сильным ингибитором роста верна WCnpn
спекании в жидкой фазе является карбид ванадия VC, затем Cr8C2,
NbC и TaC. В табл. 65 по данным микроскопического и микрорентге-
носпектрального анализов показана растворимость добавляемых
карбидов и карбида вольфрама в жидкой фазе в процессе спекания
сплавов.
Влияние добавок карбидов V4C3, Cr8C2, ZrC, NbC, Mo2C и TaC
на свойства сплавов WC — TiC — 10 % Со при комнатной темпера-
Рио. 51. Влияние добавок карбидов на предел прочности при нагибе сплавов:
I — ТаС; * — MoiCi а — NbCi 4 — V4Ci; S — ZrC; в — Cr4Ci
143
Таблица 65. Растворимость добавляемых карбидов и карбида вольфрама
в кобальте, %
Растворимость, %
TiC
VC
Cr3Ca
ZrC
NbC
MoaC
HfC
TaC
Добавляемые
карбиды
1,5
10
30
10
10
40
10
10
Карбид, вольф¬
рама
16
10
33
и
10
15
18
32
туре изучено в работе [494]. Установлено, что размер зерна Р-фазы
(твердого раствора WC — TiC) возрастает при добавлении карбидов
Cr3C2 и V4C3 и снижается при добавлении карбидов ZrC, NbC и TaC.
При увеличении количества ZrC возрастает гетерогенность Р-фазм
в сплавах (рис. 51). Твердость сплавов заметно увеличивается при
введении ZrC и уменьшается при добавлении Cr3C2, прочность при
изгибе существенно возрастает при добавлении TiC, период решетки
Р~фазы увеличивается с увеличением содержания ZrC, TaC, NbC
и резко снижается с добавлением Cr3C2, V4C3 и Mo2C. Из всех добав¬
ляемых карбидов в связующей фазе Cr3C2 растворяется в наиболь¬
шем количестве.
Особенности влияния карбида ниобия по сравнению с карбидом
тантала на структуру и свойства сплавов системы WC — Со показаны
в работе [490], основные результаты которой сводятся к следующему:
карбид ниобия труднорастворим в связующей фазе при комнатной
температуре подобно тому, как TaC и TiC труднорастворимы в твер¬
дом сплаве. Карбид ниобия содержит около 18 % WC при комнатной
температуре, что втрое больше растворимости WC в TaC. Состав
связующей фазы и содержание углерода в карбиде ниобия изменя¬
ются непрерывно при малейшем изменении содержания углерода
в сплаве, что характерно и для сплавов, содержащих вместо NbC
карбид титана или тантала. Зависимость свойств от состава карбидов
и содержания углерода для спеченных сплавов WC — TiC — NbC —
10 % Со показано в работе [491] (в сравнении со свойствами сплавов
системы WC — TiC — TaC — Со, полученными ранее). Прочность
их при изгибе снижается с увеличением общего количества карбидов
титана и ниобия в противоположность системе WC — TiC — TaC —
Со, в которой эта характеристика зависит главным образом от
содержания карбида титана. Изменение периода решетки под¬
чиняется закону Вегарда. Такие свойства, как магнитное насыщение,
плотность, твердость, предел прочности при изгибе изменяются не¬
прерывно с изменением содержания углерода подобно сплавам систе¬
мы WC — TiC — TaC — Со (рис. 52).
В процессе исследования влияния добавок карбидов TiC и TaC
на прочность при изгибе сплава WC — 16 % Со в зависимости от
структурных дефектов [500] было показано, что прочность зависит
of наличия пор, агломератов карбидных зерен и других характерных
144
Рис. 53. Зависимость коэффициента вязкости разрушения от твердости спла¬
вов WC — Ni
дефектов. Прочность бездефектной матрицы сплава WC — 16 % Со
заметно снижается при небольших добавках TiC или TaC.
При создапии высокопрочных высококобальтовых сплавов, со¬
держащих TiC и TaC1 изучалось влияние добавки меди в количестве
0,015-3,29 % к сплаву 50 % WC - 15 % TiC - 5% TaC - 30% Со
на его плотность, размер зерен и механические свойства [499]. Было
показано, что плотность сплава существенно возрастает при добав¬
лении меди и достигает максимума при содержании 0,3—1,0 %,
Средний размер карбидных зерен снижается и становится ми¬
нимальным при соответствующей концентрации меди. Определен¬
ное ее количество подавляет рост (W, Ti, Та) С-зере», но не влияет
на другие карбидные зерна. Добавление меди улучшает смачива¬
ние па межфазной границе карбид — жидкий металл, что, в свою оче¬
редь, приводит к увеличению плотности и снижению размера зерен.
Максимальная прочность сплава при изгибе соответствует добавкам
меди 0,3-1,0 %.
Керметы на основе карбида вольфрама на никелевой связке су¬
щественно отличаются по свойствам от керметов на кобальтовой
связке. Они имеют более низкую прочность и более высокую плас¬
тичность. Однако прочность их значительно возрастает при добавле¬
нии карбидов Cr3C2, Mo2C, ZrC и HfC [465, 485, 492, 495]. Трещи не¬
стойкость карбидо-вольфрамовых сплавов на никелевой связке
увеличивается с увеличением содержания никеля и размера зерна кар¬
бида вольфрама [492]. Зависимость коэффициента вязкости разру-
145
«пения к\с от твердости идентична для сплавов систем WC — N
и WC — Со (рис. 53). При одинаковом размере зерна карбида воль¬
фрама сплавы с никелевой связкой обнаруживают меньшую твер¬
дость и большую трещиностойкость, чем с кобальтовой. Объясняется
это тем, что связующая никелевая фаза имеет меньшую твердость и
большую трещиностойкость, чем кобальтовая. Добавки Si, Ti, Cr,
Mo, которые растворяются в никеле, повышают твердость сплавов
WC — Ni. Установлено, что сплав WC — Ni, содержащий 6 % Si,
1,2 % Ti, 5 — 10 % Cr и Mo в никелевой фазе, имёет такую же твер¬
дость и трещиностойкость, как сплав системы WC — Со с тем же
содержанием добавок.
Высокие эксплуатационные свойства обнаруживают сплавы на
основе WC, содержащие 17 % TiC, 40 % ZrC и 5 % Ni [496]. При спе¬
кании в оптимальных условиях в них образуется очень мелкое кар¬
бидное зерно, обеспечивающее высокую твердость и прочность кер-
мета. Характер структуры объясняется распадом карбидного твер¬
дого раствора на две фазы.
4. Керметы на основе
карбидов титана и хрома
Керметы на основе карбида титана на нике¬
левой и никель-молибденовой связках — весьма распространенные
безвольфрамовые твердые сплавы — разрабатываются во многих
странах. В частности, различные марки керметов на основе карбида
титана выпускаются фирмами Японии (табл. 66). Для связывания
TiC предпочтительным по сравнению с кобальтом оказался никель.
Объясняется это тем, что растворение TiC в связке существенно
не различается в сплавах, связанных Ni и Со. Однако, пос¬
кольку эвтектическая температура в системе TiC — Со (1370 0C)
выше, чем в TiC — Ni (1280 0C), уплотнение спекаемого тела
происходит медленнее в кермете, связанном Со. Рост карбидного
верна начинается при 1400 0C в обоих сплавах, поэтому опти¬
мальный температурный интервал спекания для TiC — Со уже, чем
для TiC — Ni.
Еще более высокими свойствами обладают керметы на основе кар¬
бида титана на никель-молибденовой связке [516]. Смачивание кар¬
бида титана сплавом Ni — Mo улучшается по сравнению с никелем,
особенно с увеличением содержания углерода, когда карбидные зер¬
на изменяют свою форму от угловой до сферической. Размер зерна и
толщина промежуточной фазы вокруг зерен карбида снижаются.
В структуре промежуточной фазы обнаруживается наличие богатой
молибденом зоны по краю карбидной частицы и отсутствие молибде¬
на в сердцевине. Если содержание углерода в сплавах TiC — Ni —
Mo возрастает, то обогащенная молибденом вона простирается до
центра частицы, а диффузия никеля из жидкой фазы в промежуточ¬
ную и растворимость карбида в никелевой связке снижаются.
В работе [504] показано, что одним из факторов, влияющих на
свойства сплавов TiC — Ni — Mo, является размер зерна связую¬
ще
Таблица 66. Керметы на основе карбида титана, изготавливаемые в Японии
Фирма-изго¬
товитель
Торговая
марка
Состав, %
Твердость
по Рок¬
веллу
Плот¬
ность,
т/м*
Предел
прочности
при изги¬
бе, МПа
TiC
NbC
TaC
Дру-
гие
карби¬
ды
«Сумитомо
TiClS
+
+
+
+
92-93
5,7
1100—1500
электрик
TiC2S
+
+
+
+
91—92
6,7
1250-1706
индаст-
TiC3S
+
+
+
+
90-91
5,9
1700-1900
риз»
Т12А
+
+
+
+
91,8-92,3
7,1
1500—1900
«Тосиба
TungTiCTC2
80
10
10
—
92—93
5,7
1000-1200
тангэллой»
Tung TiCTC4
75
15
10
—
91-92
5,9
1200-1400
X407
+
+
+
—
91-92
6,45
1400-1600
«Мицубиси
Himet S3H
+
+
+
+
92,0
5,65
1300
металл»
Himet S4H
+
+
+
+
91,5
5,7
1500
Himet S5H
+
+
+
+
91,0
7,2
1600
«Дайжест
ShZ
+
+
+
—
91,0
7,3
—
индастриз»
NIT
+
+
+
—
91,8
7,0
—
«Нихон то-
Tl
+
+
+
+
93—94
5,4
850—1000
кусу ту-
T2
+
+
+
+
93,5-94,5
5,9
700—800
гио»
ТЗ
+
+
+
+
92—93
5,6
1100-1300
Т4
+
+
■ +
+
92—93
6,3
1200—1400
Т5
+
+
+
+
92—93
6,3
1400—1600
М20
+
+
+
+
91,0
—
1100
«Ниппон
MPC-BX
71
11
9
—
92,0-92,8
5,9
1200-1600
тангстен»
Dux 30
+
+
+
—
92,0
6,5
1500
Dux 40
+
+
+
—
91,5
6,6
1700
«Тоз яхин»
СИЗО
+
—
—
+
92,0
—
1300
СН40
+
+
+
+
91,5
8,3
1450
CH 50
+
+
+
+
91,0
8,3
1550
СН60
+
+
91,6
—
1780
СН400
+
+
• +
92,0
8,0
1700
Примечание. Знак «+» обозначает наличие основных и других карбидов в со¬
ставе кермета знак «—» указывает на их отсутствие.
щей фазы: зерно растет с увеличением температуры спекания и со¬
держания углерода, снижением содержания молибдена. Для очень
крупных зерен характерна столбчатая структура..
Карбидная фаза в этих керметах часто легируется другими кар¬
бидами — Mo2C, ZrC, VC, Cr3C2, NbC, TaC и WC. Керметы, связанные
кобальтом, имеют в основном более высокие прочность и твердость
по сравнению с никельсодержащими (табл. 67). Наивысшие значения
получепы на керметах с добавками WC (или TaC). Однако
прочность при изгибе керметов с кобальтовой связкой, содержащих
WC (или TaC), меньше прочности обычно используемых керметов
с никелевой связкой, не содержащих добавок других карбидов.
Благоприятное влияние на структуру и свойства карбид-титано-
вых керметов оказывает азот. Азотсодержащие керметы [5051
имеют высокие механические свойства при низком содержании азота
47
Рис. 54. Средние значения предела
прочности при изгибе в зависимости
от температуры испытания для спла¬
вов:
I — WC-Co (1—3 мкм); Il — Co (TiN)
(0,8мкм); III — NI (TiN) (1,0 мкм); IV —
Со (2,3 мкм); V — Ni (2,2 мкм); J — TiC-
20 % MotC — 20 % Ni; 2 — TiC —
20 % MotC — 20 % Со; 3 — TiC —
20 % MoaC — 15 % TlN — 20 % N1;
4 — TIC — 20 % Mo1C — 15 % TIN — 20 %
Co; S- WC — 8 % Со
и высоком содержании углеро¬
да. Так, при изучении деформи¬
рования кермета TiG — Mo2G —
Ni с добавками TiN в интерва¬
ле температур 873 — 1273 К ме¬
тодом трехточечного изгиба ав¬
торы работы [493] установили,
что высокотемпературное дефор¬
мирование его затрудняется до¬
бавкой TiN и ростом температу¬
ры; сопротивление ползучести кер-
метов, содержащих TiN, превы¬
шает таковое для сплавов на базе WC при температуре 1273 К и
низких напряжениях. Это происходит благодаря высокой проч¬
ности связующей фазы.
В работе [498] приведены результаты определения прочности
при изгибе в температурном интервале 600—1000 °С для сплавов
TiC - 20 % Mo2G - 20 % Ni (Со) и TiC — 20 % Mo2C — 15 % TiN -
20 % Ni (Со) в сравнении со сплавом WC — 8 % Со (рис. 54). Уста¬
новлено, что керметы с кобальтовой связкой имеют более высокие
значения оИзг» чем с никелевой связкой, при температуре выше
600 0C, причем керметы, не содержащие TiN, имеют большие значения
<*изг* чем TiN-содержащие при температурах выше 800—900 0C.
Таблица 67. Влияние добавок карбидов на свойства керметов на основе
карбида титана [497]
Свойство
Связка
ZrC
YC
CrsC2
NbC
TaC
WC
Прочность бездефект¬
Ni
3600
4000
3000
3700
4400
4300
ных сплавов, МПа
Со
4200
4600
3600
4500
5600
6300
Эффективный радиус
Ni
37
18
40
30
21
30
кривизны у края
дефекта, мкм
Со
16
6
19
8
9
5
BV (20 кг) сплава,
Ni
13 400
13 600
13 600
13 400
13 800
13 500
МПа
Со
14 400
14 550
14 600
15 300
15 200
15 900
BV (20 кг) связую¬
Ni
2300
2100
3000
2500
2500
2700
щей фазы, МПа
Со
3400
3800
4800
4100
3500
4400
Cu32tMna
148
Таблица 68. Свойства стандартных вольфрамсодержащих твердых сплавов
Сплав
V, т/м*
HRA
оизг, МПа
веж» МПа
E. ГПа
вкз
15,2
90,0
1000
5900
67 000
ВК6
15,0
91,0
1400
5500
63 000
ВК8
14,8
89,0
1500
4800
59000
BKlO
14,5
88,5
1550
4700
58 500
BK 15
14,0
86,0
1800
3900
54 000
Т15К10
12,5
88,0
1300
4500
55 000
T15KG
11,7
90,0
1000
4200
50000
Таблица 69.
Свойства безвольфрамовых твердых сплавов
Сплав
V. т/м»
HRA
визг» МПа
асж» МПа
Е, ГПа
ТНМ20
5,5
91,0
1150
3500
41 300
ТНМ25
5,7
90,0
1300
3500
40 500
ТНМЗО
5,9
89,0
1400
3400
40 000
ТИМЗОА
5,8
88,0
1500
3300
39 300
КТНМ30Б
5,9
87,5
1750
3350
40 500
KTC
5,8
92,0
1300
4500
42 600
КНТ16
5,8
89,0
1680
3300
—
КХН15
6,9
86,0
600
2800
35 000
КХФН15
6,9
83,0
1100
2800
34 000
Прочность керметов с повышением температуры постепенно снижа¬
ется вплоть до 600—800 0C, а свыше 800—900 °С — резко падает.
Температурный предел 800—900 °С выше, чем для сплавов WG — Со,
при этом паивысшее значение оИзг керметов имеет место при темпера¬
туре около 900 °С. Структура керметов, содержащих нитрид титана
и полученных в вакууме, неоднородна [465]. Кольцевая структура
не образуется на карбонитридных частицах, находящихся в повер.\-
ностном слое, что связано с испарением азота с поверхности при
спекании. Толщина свободных от кольцевой структуры слоев возрас¬
тает умеренно с увеличением времени спекания (в противополож¬
ность сплавам WC — Со, содержащим азот). Это приводит к изме¬
нению свойств (например, твердость керметов на поверхности об¬
разцов увеличивается на 15—20 %).
Наряду с керметамн на основе карбида титана и нитрида титана
широкое применение получили керметы на основе высшего карбида
хрома Cr3C2, сцементированного никелем. Эти сплавы получили на¬
звание KXH [9, 81, 150, 151, 501]. Для снижения температуры спе¬
кания добавляют до 0,2 % Р. В процессе спекания из смеси порошков
Cr3C2 и Ni образуется кермет, структура которого при содержании
никеля более 30 % состоит из карбидных зерен, окруженных никель-
хромовым сплавом, а при содержании никеля менее 30 % — из кар¬
бидного каркаса, сцементированного сплавом Ni — Cr. Размеры
149
заготовок при спекании уменьшаются на 15 %. Вследствие высокой
твердости сплавов обрабатываются они только абразивами.
Основные механические свойства керметов на основе карбидов
приведены в табл. 68, 69. Технический прогресс обусловит в дальней¬
шем существенное расширение ассортимента безвольфрамовых твер¬
дых сплавов на основе карбидов.
5. Применение
Карбидные керметы применяются в основ¬
ном как промышленные и нестандартные твердые сплавы, использу¬
ющиеся как износостойкие, режущие и высокотемпературные мате¬
риалы. Промышленные вольфрам-кобальтовые сплавы используются
для обработки хрупких материалов (чугуна, стекла, фарфора), а не¬
стандартные многокомпонентные твердые сплавы, в том числе и
безвольфрамовые,— для обработки более вязких материалов, и
прежде всего сталей, а также как коррозионно- и окалиностойкие
[147, 153, 176, 364].
Сплавы малокобальтовые (марки ВКЗ, ВКЗМ, ВК4, ВК60М,
ВК6М, ВК6, ВК8, ВК10, BKlOM по ГОСТ 3882-74) применяются
главным образом для обработки резанием чугуна, цветных металлов
и неметаллических материалов, а также для оснащения волочиль¬
ного инструмента. Мелкозернистые сплавы ВКЗМ и ВК6М приме¬
няются для обработки твердых чугунов, закаленных сталей, нержа¬
веющих сталей и некоторых марок труднообрабатываемых материа¬
лов. Сплавы среднекобальтовые (ВК8ВК, ВК8В, ВК10КС, ВК11ВК,
ВК15, ВК11В) применяются в основном для оснащения горного ин¬
струмента, перфораторных буров для бурения горных пород, зуб¬
ков врубовых машин, коронок вращательного бурения. Высоко¬
кобальтовые сплавы (ВК20, ВК20КС, ВК20К, ВК25) обладают
наиболее высокой пластичностью и применяются для оснащения
штампового инструмента, работающего в условиях ударной нагрузки.
Основным компонентом твердых сплавов, кроме WC, является
карбид титана [202], для использования которого имеются более
благоприятные сырьевые возможности. Свыше 95 % мировой про¬
дукции TiC используется при изготовлении твердых сплавов. Твер¬
дые сплавы типа TiC — Ni — Mo используются при чистовой обра¬
ботке сталей и сплавов высокой прочности со скоростями резания
600—650 м/мин. Сплавы TiC со связками из сплавов NiCr, CoCr,
NiCoCr, NiCrMo отличаются высокой жаропрочностью и стойкостью
к окислению. Они применяются для высокотемпературных подшип¬
ников, вентилей, матриц, направляющих лопаток газовых турбин.
Карбид титана используется в керметах типа «ферросплавы — TiC».
Керметы TiC — Ni (состава 80/20 или 85/15) пригодны для изготов¬
ления устойчивых против царапин корпусов часов и предметов укра¬
шения. Среди безвольфрамовых твердых сплавов наиболее перспек¬
тивны сплавы на основе TiC — Mo2C. Так, спеченные сплавы TiC —
Mo2C — Ni и более вязкие, пропитанные NiCr или CoCr, CoCrMo,
пористые каркасы из TiC — Mo2C успешно применяют для чистовой
150
обработки стали [147]. Твердые сплавы TiC — VC с никелевой, ко¬
бальтовой и железо-никелевой связками также применяют при чис¬
товой обработке вязких материалов, частично — для изготовления
деталей, подверженных износу. Сплавы Cr3C2 — TiC — NiCr исполь¬
зуют для папыления на турбинные лопатки. Сплавы TiC — Mo2C —
WC — Ni применяют при особо тяжелых условиях резания. Kep-
меты типа TiC — TiB2 или TiC — ZrB2, а также TiC — TiB2 — Al2O8
позволяют обрабатывать графит, высокопрочный чугун, эбонит,
стеклопластики со скоростями резания 600—800 м/мин [364, 4671.
ГЛАВА
IX
КЕРМЕТЫ НИТРИД - МЕТАЛЛ
%
Нитриды переходных металлов и неметалли¬
ческие обладают комплексом полезных свойств. Многие из них имеют
высокую твердость, не разрушаются в химически активных средах,
чрезвычайно устойчивы в расплавах и парах металлов, являются
высокотемпературными диэлектриками. Керметы на основе нитри¬
дов нашли широкое применение в виде инструментальных материа¬
лов. Они входят в состав безвольфрамовых твердых сплавов, обеспе¬
чивая износо- и термостойкость, что позволяет применять широкий
диапазон скоростей резания при обработке сталей и чугунов.
На основе нитридов титана и циркония разработана серия так
называемых золотистых сплавов, которые имитируют золото и приме¬
няются в качестве украшений, браслетов для часов, зубных коронок,
декоративных изделий. Высокая коррозионная стойкость нитридов
и их биологическая инертность позволили использовать нитридные
керметы в качестве медицинского инструмента и конструкционного
материала в искусственном сердце.
1. Фазовые равновесия
Стабильность кермета в условиях длитель¬
ной эксплуатации обусловлена химической совместимостью состав¬
ляющих его компонентов. Между нитридом и металлом-связкой не
должно происходить активного химического взаимодействия с обра¬
зованием новых соединений и твердых растворов. Однако незначи¬
тельное взаимодействие или ограниченное растворение в области
контакта способствует получению прочной связи между фазами.
Оценить химическую совместимость компонентов можно на основа¬
нии диаграмм состояния. Керметы, получаемые преимущественно
спеканием, в подавляющем большинстве случаев термодинамически
неравновесные объекты, тем не менее наиболее полно их поведение
при изготовлении и высокотемпературном использовании описывает
диаграмма состояний [223].
Основой для получения нитридных керметов являются тройные
системы Me — N — Me' — квазибинарные разрезы MeN — Me'.
152
К настоящему времени наиболее полно изучены тройные системы с бо¬
ром и углеродом, предпринимаются попытки их систематизации 176,
366, 387, 394, 399]. Исследование тройных систем с участием азота
осуществляется сравнительно медленно из-за сложностей методиче¬
ского характера, так как равновесие, кроме температуры и состава,
определяется парциальным давлением азота. Поэтому достоверные
сведения могут дать только диаграммы в координатах температура —
состав — давление [191, 377].
Известно четыре основных типа тройных систем диаграмм состоя¬
ния (рис. 55, а). К первому типу относятся диаграммы, в ко¬
торых наблюдается образование непрерывных рядов твердых раство¬
ров между металлами Me и Me', а также между нитридами на основе
данных металлов. Примером могут служить системы Та — Ti — N,
Та — Zr — N, Zr — Ti — N, Nb — Zr — N, так как при благоприят¬
ном соотношении атомных радиусов и валентностей металлов, а так¬
же при наличии областей гомогенности в кубических и гексагональ¬
ных плотноупакованных нитридах нитриды TiN, ZrN, NbN и TaN
взаиморастворимы [76]. Такие системы непригодны для получения
простых нитридных керметов, но нашли применение при получении
сложных керметов (MeMe') N — Me", в которых керамическая
составляющая представляет собой твердый раствор двух и более
нитридов. В диаграммах второго типа также наблюдается неограни¬
ченная растворимость между металлами, однако в системе Me — N
образуется одно или несколько соединений Me2N1,, что приводит к по¬
явлению в области составов, близких к Me, трехфазпой области (илп
нескольких областей). Эти трехфазные области исключают образо¬
вание квазибинарных разрезов между Me и MeN. К таким системам от¬
носятся V — Ti — N, V — Zr — N, V — Hf — N. В диаграммах
третьего типа с ограниченной взаимной растворимостью компонентов
реализуется устойчивое равновесие между MeN и Me' с квазибинар-
ным разрезом эвтектического типа. Это системы Nb — Zr — N,
Nb — Hf — N и др. Такие диаграммы перспективны для получения
как керметов, так и эвтектических сплавов. Для диаграмм четверто¬
го типа, имеющих ограниченную растворимость компопептов и фаз,
характерно отсутствие равновесия между MeN и Me', а также нали¬
чие тройных соединений. Между диаграммами указанных типов
могут быть и диаграммы промежуточные. Некоторые изученные диа¬
граммы тройных систем представлены на рис. 57 [24, 25, 121,
330, 377].
Для керметов на основе нитридов наибольший интерес представ¬
ляют диаграммы третьего и четвертого типов. В этих случаях имеет
место совместимость или устойчивое равновесие между нитридом
и металлом-связкой.
Анализируя диаграммы состояний тройных систем, содержащие
азот, и учитывая данные о способности металлов к нитридообразова-
нию [314] и взаимной растворимости нитридов [469], можно сделать
следующие выводы. Для получения керметов, способных к длитель¬
ной эксплуатации при высоких температурах, необходимо в качестве
керамической составляющей использовать термодинамически устой-
153
I
Iir
и
IZOO0C
Рис. 55. Диаграммы состояний Tpoiiiiux систем Me — Me' — N:
• — основные типы диаграмм состояний; б — системы, содержащие азот [366]
NNN
Рис. 56. Диаграммы состояний тройных систем, полученных под
давлением азота [449]:
1400 0C1 ЗШПа N,; 6 — 1100 °С. 80 МПа N1; • — 1000 eC, 0,1 МПа Nt; г, в, г-
вС, 3 МПа Nt; « — 1200 °С, 30 МПа Nt
чивые и прочные металлоподобные нитриды металлов Ti, Zr, Hf, Vt
Nb, Ta, Ca, Mg, Ba, а также неметаллические нитриды Al, Si и В.
В качестве металла-связки следует применять металлы, которые
не образуют нитриды (Ag, Au, Pt, Pd), или металлы, образующие не¬
стойкие нитриды (Cu, Fe, Co, Ni, Cr, Mo, W, Re). При повышенном
давлении азота возможна стабилизация нитридов хрома, молибдена,
вольфрама [449], что открывает перспективы получения новых кер-
метов с участием и этих нитридов (рис. 56).
Растворимость нитридов в металлах-связках обусловливает их
охрупчивание и связывание на границах фаз. Примером может
служить растворение нитридов титана, циркония и гафния в ванадии
155
[24], которое описывается следующими уравнениями:
I* (AtinJ • IO2 3 * 5 + 2,626; (IX .1)
Ig IA2lNj ' 10> ~ 0,247 • <1Х-2>
Ig 1Лн,Ni = - ■ 10» + 018. (IX.3)
Как следует из приведенных уравнений, растворимость нитридов
в ванадии уменьшается в ряду TiN, ZrN, HfN, что связано с разни¬
цей термодинамических потенциалов реакций их образования, так
как растворимость фаз внедрения в металлах описывается уравне¬
нием [212]
Ig (Am.nJ - — %f>. + -¾¾ .. (IX.4)
Исследование взаимной растворимости в системе TiN — Mo про¬
ведено при металлургическом способе получения сплавов с различ¬
ной концентрацией азота [121]. Как показали структурные исследо¬
вания, в сплавах системы Mo — Ti — N, лежащих на разрезе Mo —
TiN, твердый раствор на основе молибдена находится в равнове¬
сии с нитридом титана. Температура эвтектики — примерно 2350 0C.
Если растворимость азота в чистом молибдене при температуре
плавления и нормальном давлении около 0,02 %, то максимальная
растворимость азота в твердом растворе сплавов квазибинарного
разреза Mo — TiN достигает 0,23 — 0,25 %, т. е. легирование тита¬
ном молибдена вызывает значительное увеличение предельной рас¬
творимости азота в твердом растворе.
2. Твердофазное взаимодействие
Твердофазное взаимодействие в системах
нитрид — металл определяет возможность использования материа¬
лов при повышенных температурах. Специальные исследования про¬
цессов твердофазного взаимодействия в системах TiN — W, TiN —
Mo, ZrN — Mo выполнены в работе [98]. Образцы нитридов цир¬
кония и молибдена в виде штабиков размерами 5 X 5 X 17,5 мм шли¬
фовали на торцах и помещали в вакуумную установку для диффузи¬
онной сварки. Шлифованные торцами образцы прижимали друг
к другу с усилием 0,05 МПа. Камеру с образцами вакуумировали
Q
до 10 Па, затем заполняли чистым аргоном марки «А» до избыточ¬
ного давления 0,03 МПа. Образцы нагревали со скоростью 25—
30 "С/мин до 1900—2000 0C и выдерживали при этих температурах
5, 15 и 30 мин. После охлаждения определяли предел прочности при
изгибе и микротвердость в приконтактной зоне. Исследования пока¬
зали, что в зоне контактирования микротвердость молибдена увели¬
чивается от 1900 (в средине образца) до 5950 МПа. Прочность пар по
156
линии контакта нарастает со временем выдержки (от оИаг = 5 МПа
после 1 мин до аизг = 45 МПа после 6—7 мин).
Фазовый состав изучали на образцах, спрессованных из исход¬
ных порошков Mo и ZrN и отожженных при 2000 °С. По сравнению
с исходными (azTN = 0,4568 нм, амо = 0,3141 нм) период решетки
нитрида циркония уменьшается (aZrN = 0,4558 нм), а молибдена —
увеличивается (ямо = 0,3148 нм), что свидетельствует о взаимодейст¬
вии нитрида циркония с молибденом с образованием ограничен¬
ного твердого раствора на основе молибдена.
Твердофазное взаимодействие нитрида титана в области гомоген¬
ности TiNo.es — TiNo.48 с электролитическим никелем (99,9 %) изу¬
чали в аргоне и вакууме 0,01 Па в области температур 600—1400 0C
[ИЗ]. Использовали горячепрессованные образцы нитридов (порис¬
тость 5—10 %) и порошки этих соединений с размером частиц 42,5 +
+ 2,5 мкм. Методами металло- и рентгенографии, термического и
микрорентгеноспектрального анализа установили, что твердофаз¬
ное взаимодействие нитрида TiNo,95 с никелем практически отсутству¬
ет. C ростом отклонения состава от стехиометрического скорость вза¬
имодействия возрастает и для TiNo,48 оно фиксируется уже при
600 0G, причем период решетки нитридной фазы увеличивается.
Твердофазное взаимодействие различных модификаций нитрида
бора с медью в интервале температур 600—1000 °С изучено в работе
[127]. Образцы, содержащие до 40 % нитрида бора, гексагональной,
кубической и вюрцитоподобной модификаций в виде частиц размером
1—2 мкм смешивали с порошком меди и прессовали методом горяче¬
го прессования при 600 0G и давлении 25 МПа, а также при темпера¬
туре 800 0G и давлении 4500 МПа. Кроме того, на плоские полиро¬
ванные медные зеркала методом высокочастотного распыления нано¬
сили пленки нитрида бора толщиной 0,3 мкм. Образцы отжигали
в вакууме и водороде при температурах 600—1000 0G в течение 1 —
6 ч. Регистрацию инфракрасных спектров осуществляли на спектро¬
метре ИКС-21 методом диспергирования навесок (0,2—0,6 %) в бро¬
мистом калии. Результаты ИК-спектроскопии свидетельствовали
о том, что напыленные пленки состояли из гексагонального нитрида
бора и сохраняли свой состав без нарушения сплошности до темпера¬
туры 800 °С в вакууме. На инфракрасных спектрах образцов BN —
Си, полученных по различным технологиям, нитрид бора сохранял
стехиометрический состав и полиморфную модификацию. Исключе¬
ние составляли образцы, содержащие BNbiop4. После прессования
при 800 0G и давлении 4500 МПа в их спектрах поглощения появля¬
лась интенсивная полоса в области 1380 см-1, свидетельствующая
о значительном увеличении содержания графитоподобной модифика¬
ции. В остальных случаях ИК-спектроскопией не обнаружено изме¬
нений фазового состава композиций.
В работе [411] исследовано твердофазное взаимодействие нитрида
кремния с аустенитными нержавеющими сталями, сплавами на ос¬
нове никеля и молибденовым сплавом. Образцы Si3N4 вырезали из
спеченного изделия с плотностью 2,2 г/см3. Соотношение p/а фаз
15T
в материале составляло 1,8. Нитрид кремния содержал 38,6 % N
и примеси: Al — 0,5 %, Ti — 0,2 %, Ga — 0,15 %, C — 1,4 %, О —
0,65 %.
Для испытания на совместимость сплавы располагали между
двумя образцами нитрида кремния внутри плотно прилегающего
тигля из оксида кремния. Тигель помещали в кварцевую ампулу,
внутри которой находился геттер в виде танталовой фольги. После
эвакуации до 10“6 Па ампулу заполняли очищенным ксеноном. Ам¬
пулы нагревали при температурах 800—IlOO0 C в течение 1010—
5161 ч. Небольшую степень реакции определяли с помощью рентге¬
новской флюоресценции, большую — металлографическими метода¬
ми. Метод рентгеновской флюоресценции основан на предположе¬
нии, что любая твердофазная реакция включает перенос составных
элементов сплава на поверхность нитрида кремния. Соответственно
измеряли захват железа, хрома, никеля, марганца, молибдена, цир¬
кония и титана (в мг/сма). Захваты около 20—40 мг/см2 свидетель¬
ствовали о значительной степени твердофазной реакции, которая мо¬
жет быть определена и обычными методами анализа. Состав продук¬
тов реакции и смещения элементов исследовали рентгеноструктурным
анализом, рентгеноспектральным локальным микроанализом и ядер-
ным локальным микроанализом. Последний был использован одно¬
временно для определения внедрения азота и кремния в сплавы при
пространственном разрушении 10 мкм толщины сплава облучением
нейтронами с энергией 1,9 МэВ и измерения характеристических про¬
тонов и а-частиц, излучаемых при реакциях.
Между нитридом кремния и сплавами на основе железа и никеля
происходили аналогичные реакции. Тведофазная реакция протекала
при 900 0C и ускорялась с увеличением температуры. Основной про¬
дукт реакции содержал силицид хрома, железа и (или) никеля и азот:
Cr (Fe, Ni) + Si3N4 Cr (Fe, Ni) (Si, N). (IX.5)
В результате разложения продуктов основной реакции выделя¬
лись кремний и азот, которые сразу захватывались сплавами. Крем¬
ний диффундировал в сплавы и стремился образовать связь с молиб¬
деном. Диффузия азота наблюдалась только в жаропрочных сплавах
«Хастеллой X», где азот вступал в реакцию с титаном, алюминием
и иттрием, образуя стабильные нитриды. В молибденовом сплаве
(99,4 % Mo) диффузия компонентов из нитрида кремния не происхо¬
дила. Однако на поверхности сплава вырастал слой кремния, который
захватывал диффундирующий в него азот. 33. Жидкофазное взаимодействие
Взаимодействие нитридов с расплавами ме¬
таллов изучается обычно методом лежащей капли [107]. Расхожде¬
ние экспериментальных величин краевых углов 6 в работах разных
авторов (табл. 70) обусловлено несколькими факторами: различной
«степенью чистоты исследуемых нитридов, отклонением состава от
158
Таблица 70. Краевые углы смачивания и работа адгезии к поверхности
металлоподобных нитридов жидкими металлами
Нитрид
Смачива¬
ющий ме¬
талл
Г, °с
Ч
Среда
0, град
Wa,
мДж/м*
Литера¬
турный
источник
TiN
Al
900
Вакуум
135
1456]
TiN (полированная
Al
700
0,50
»
84
—
(478, 479Ь
поверхность)
.800
0,50
»
53
—
[478]
850
0,50
»
34
—
478
TiN (поверхность
Al
750
0,50
»
145
—
478
горячепрессо-
800
0,50
>
133
—
478
ванного образца)
850
0,50
»
124
—
478
TiN
Al
950
0,45
Вакуум
118
490
229
6,7 МПа
1250
0,45
То же
58
1420
[229]
Si
^ ПЛ
—
Вакуум
102
—
315]
Mn
тпя
—
Аргон
74
—
315
Fe
1550
Вакуум
100
—
315
Fe
1550
—
Аммиак
132
—
126
Сталь
1600
—
»
HO
1007
112
ШХ15
Сталь
1600
—
»
129
705
[112]
Х25Т
Сталь
1600
—
»
123
780
[112].
45Г17ЮЗ
Сталь
1600
—
Вакуум
104
—
[112]
12Х2МФ
Со
1550
—
»
104
—
[315]
T ПЛ
—
Аргон
84
—
315
Ni
1450
0,50
Вакуум
113
1040
229
Ni
1550
—
»
70
—
315
Ni
T
1 ПЛ
Аргон
ИЗ
—
315
Cu
ИЗО
—
Вакуум
155
—
456
Cu
1250
0,50
»
118
718
229
Cu
1500
—
Аммиак
146
_
126
Cd
450
—
Вакуум
139
—
3151
Sn
350
—
»
140
_
315
Pb
450
—
»
102
_
315
Bi
370
—
Аргон
147
_
315
ZrN
Al
900
—
Вакуум
167
—
456
950
0,50
»
147
1470
229
1250
0,45
»
47
1540
229
Si
ГПл
—
Аргон
45
—
315
Mn
Гпл
—
»
76
—
315]
Fe
1590
—
Вакуум
49
—
456]
1550
—
Аммиак
140
126
Со
1540
—
Вакуум
7
—
142
Ni
1450
0,50
>
90
1700
229
1550
—-
»
72
—
315]
Ni
1500
2,00
Гелии
0
3360
344
80 % Ni —
1500
2,00
I
18
3960
[3441
20 % Со
60 % Ni —
1500
2,00
»
40
3270
[344]
40 % Со
50 % Ni -
1500
2,00
»
66
2700
[344]
50% Со
7 % Ni —
1500
2,00
»
120
865
[344]
83 % Со
Продолжение табл. 70
Нитрил
Смачива¬
ющий ме¬
талл
Г. эс
t, Ч
Среда
0, град
мДж/м*
Литера¬
турный
источник
2 о/о Ni -
1500
2,00
Гелий
130
830
[3441
98 % Со
Cu
изо
—
Вакуум
148
—
[126
1250
0,50
»
ПО
890
[229]
1500
—
Аммиак
146
—
[1261
Cd
450
—
Вакуум
120
—
315]
Sn
350
—
»
130
—
315]
Pb
450
—
»
105
—
315]
Bi
370
—
»
120
—
;315]
VN
Cu
1500
—
Аммиак
150
—
126]
Nb8N4
Al
950
0,45
Вакуум
117
500
[229]
1250
0,40
»
48
1515
229]
Ni
1450
0,06
»
0
—
229
Cu
1250
0,45
»
97
1180
229
NbN
Al
900
—
»
156
—
456
Cu
ИЗО
—
»
130
—
142
1500
—
Аммиак
150
—
126
TaN
Al
950
0,50
Вакуум
125
390
229
1250
0,50
»
63
1325
229
Ni
1450
0,08
»
0
—
229
Cu
1250
0,50
»
103
1050
229
CrsN
Al
950
0,50
96
820
461
1250
0,50
»
0
1830
229
Ni
1450
0,004
»
0
—
229
Cu
ИЗО
—
»
36
—
456
Cu
1250
0,40
»
0
2700
229]
стехиометрии, пористостью образцов, шероховатостью смачиваемой
поверхности, а также различными условиями проведения эксперимен¬
тов по определению краевых углов. Если исследуемый образец, со¬
стоящий из тугоплавкого соединения с образцом металла на его по¬
верхности, нагревать вместе с печью, то в процессе нагрева может
происходить диффузия компонентов из одной фазы в другую или лю¬
бое другое твердофазное взаимодействие. В случае, когда исследуе¬
мая система эвтектического типа, жидкая фаза образуется еще до
температуры плавления металла и в момент достижения температуры
плавления расплав оказывается насыщенным компонентами туго¬
плавкой фазы. Такая система близка к равновесию и краевой угол
велик [214]. Если капля уже расплавленного металла соприкасается
•с тугоплавким образцом, то система неравновесна и краевой угол
меньше.
В случае, если подложка из тугоплавкого соединения пористая,
жидкий металл может проникать в поры в зависимости от смачиваемо¬
сти материала. Поскольку степень смачивания нитридов увеличива¬
ется при повышении температуры, степень пропитки жидким метал¬
лом также возрастает по нелинейному закону [479]. Это свойство
используется при получении керметов пропиткой скелета из тугоплав¬
кого соединения расплавами металлов или сплавов. Краевые углы
160
на полированной поверхности значительно ниже, чем на шерохова¬
той, поэтому тщательная подготовка поверхности имеет особое зна
чение (см. табл. 70).
Несмотря на указанные расхождения в значепиях красных углов
смачивания, на основе данных табл. 70 можно сделать следующие
выводы. Жидкий алюминий не смачивает металлоподобныо нитриды
до 1200 °С. При повышении температуры нитриды интенсивно реаги¬
руют с алюминием и кремнием [318, 486]. Жидкий никель, железо
и кобальт до 1500 0C не смачивают нитриды титана и циркония, обра¬
зуя краевые углы больше 90°. В работе [448] смачивание изучали
методом пропитки. На спрессованный образец из порошка нитрида
титана помещали маленький шарик чистого металла и нагревали
в аргоне (0,5 Па) при 1500 0C. После остывания образец разрезали
по длине пополам, степень проникновения металла определяли визу¬
ально. Чистый нитрид титана не смачивается никелем, железом и ко¬
бальтом. Однако уже карбонитрид титана TiCo,2^To.8 полностью
пропитывается жидким никелем и еще лучше сплавом Ni — Mo.
Кинетика взаимодействия нитрида титана с расплавами Fe,
Fe — Ni, сталями ШХ15, 25ХТ и 20ХГНР изучалась методом враща¬
ющегося образца с равнодоступной поверхностью растворения [82]
при температурах 1530—1630 0C. Снижение массы таблетки TiN в
расплаве железа, содержащем 0,001—0,060 % кислорода, менее
0,15 г, что составило лишь 0,1 % массы расплава, т. е. состав жидкой
фазы практически не изменялся. В то же время содержание кислоро¬
да в расплаве несколько уменьшалось, а азота увеличивалось. Когда
концентрация кислорода достигала 0,002 %, растворение нитрида
титана прекращалось. В расплавах сталей, не содержащих никель,
TiN не растворялся (как и в жидком железе, содержащем до 3 % Ni).
При увеличении концентрации никеля растворение нитрида титана
в расплавах Fe — Ni происходило в диффузионном режиме.
Смачивание питридов титана и циркония значительно улучшается
при отклонении от стехиометрического состава. Например, TiNo.97
при температуре 1450 °С практически не смачивается никелем ни
в азоте, ни в вакууме [303]. C увеличением дефицита по азоту крае¬
вой угол уменьшается и для состава TiNojo наблюдается полное
растекание никеля на поверхности образца.
При контактировании горячепрессованных образцов различного
состава с жидким никелем [126] TiNo.gs слабо взаимодействует с ме¬
таллом — температура появления жидкой фазы 1440 0C. При откло¬
нении состава нитрида от стехиометрии температура появления жид¬
кой фазы снижается и для состава TiNoje в прикоптактной области
обнаруживается никелид титана в виде эвтектики Ni (Ti) — Ni3Ti1
которая плавится при 1290 0C. При этом период решетки нитрида
титана уменьшается, а концентрация титана, растворенного в нике¬
ле, возрастает.
Взаимодействие нитрида титана с никелем в порошковых прессов¬
ках происходит следующим образом [124, 125]. При температуре
1450 °С в никеле растворяется до 22—25 % Ti и образуется никелид
Ni8Ti. В зернах нитрида титана растворимость никеля невелика —
6 5-280
161
Рис. 57. Микроструктура кермота TiN — 15 Ni, спеченного при 1450 0C,
в обратно рассеянных электронах (а) и в излучении Ni^ (б) (XlOOO)
не превышает 0,5%. Анализ, проведенный на «Микроскан-5»
в излучении NiKa и в обратно рассеянных электронах, показал, что
растворенный никель располагается в зернах нитрида титана на
различных дефектах — микротрещинах, порах, захваченных зерном
при его росте (рис. 57). Смачивание нитрида циркония в области
гомогенности жидким никелем подробно исследовано в работах [209,
229, 232] (табл. 71).
В системе ZrNit0 — Ni контактная зона взаимодействия характе¬
ризуется четкой границей между фазами, при этом растворимость
никеля в нитридной фазе — около 0,5 %.
Для составов ZrN0t97_o,94 наблюдается более интенсивное проникно¬
вение никеля в нитридную фазу с образованием эвтектики, выделя¬
ющейся по границам зерна ZrNjc. В свою очередь, цирконий, раство¬
ряясь в никеле, образует фазу, соответствующую интерметаллиду
NibZr. Для нитрида циркония ZrN0(89 взаимодействие аналогично
системе ZrNjtO — Ni. Авторы работы [209] немонотонность измене¬
ния свойств при отклонении состава от стехиометрии объясняют тем,
что фаза ZrNotSg имеет дефектность в подрешетке как азота, так и
Таблица 71. Краевые углы смачивания и работа адгезии к поверхности
нитрида циркония жидким никелем в вакууме 6,7 МПа при 1450 °С
Фаза
Азот. %
*• Ч
0, град
W8, МДж/м*
ZrNi0
13,3
0,55
90
1700
ZrN0fl7
12,7
0,50
15
3350
ZrN0fl4
12,5
0,40
22
3280
ZrNoeg
11,9
0,40
63
2465
ZrN082
10,9
0,50
' 31
3160
ZrN077
10,2
0,50
21
3280
ZrN0t67
8,9
0,75
11
1366
ZrN0,65
8,6
0,50
0
3400
162
Таблица 72. Краевые углы смачивания и работа адгезии жидких
непереходных металлов к поверхности нитрида бора |4]
Жидкий ме¬
талл
Кубический BN
Гексагональный HN
Т, 0C
0, град
^a.
МДж/м*
г, °с
6, град
Wat МДж/м1
Элементы, слабо взаимодействующие
с бором
и азотом
Cu
1100
137
360
HOO
146
225
Ag
1000
146
160
1000
140
200
Au
1100
145
175
—
—
—
В
—
—
—
2200
133
350
Ga
HOO
130
225
—
—
—
In
1000
НО
300
1000
136
115
Ge
1100
138
175
HOO
139
165
Sn
1100
137
115
1000
150
60
Элементы
активно взаимодействующие
с бором
и азотом
Si
1500
95
855
1500
НО
565
Al
1100
60
1220
1100
<90
>810
Со
—
—
—
1500
35
3100
Ni
1500
75
2150
металла, что приводит к образованию насыщенных связей Zr — N
аналогично связям в ZrNitO.
Для составов ZrNot82—о,65 взаимодействие с никелем протекает ак¬
тивно, в результате в нитриде циркония образуется эвтектика по
границам зерен, в никеле выпадает интерметаллид Ni5Zr. Предель¬
ная растворимость пикеля в нитриде циркония не зависит от состава
и составляет 0,5 %.
Интересные данные (см. табл. 71) получены при смачивании ни-
кель-кобальтовыми сплавами высокочистого нитрида циркония (со¬
держание примесей менее 0,01 %), полученного осаждением из га¬
зовой фазы на подложку из графита марки МПГ-1 [344]. Авторы
не обнаружили на границе раздела новых фаз и считают, что смачи¬
вание нитрида циркония никель-кобальтовыми сплавами происхо¬
дит по механизму образования адсорбционных слоев поверхностной
диффузией: растворения никеля и кобальта в нитриде циркония пе
наблюдается.
Практически все нитриды плохо смачиваются медью. Взаимодей¬
ствие с медью улучшается с увеличением в нитридах дефектности
по азоту. Так, для нитрида циркония краевой угол 0 уменьшается
примерно в 2 раза при отклонении от стехиометрического состава
до ZrNotG7 [232].
Рассмотрим взаимодействие неметаллических нитридов с жидкими
металлами. Контактные свойства нитрида бора гексагональной и ку¬
бической модификаций исследованы в работах [4, 214] (табл. 72).
Анализ полученных данных проведен на основе изучения взаимо¬
действия атомов жидкого металла с каждым из компонентов нитрида
бора, как с веществами в свободном состоянии. Учитывалось, что
6,*
163
Таблица 73. Краевые углы смачивания и работа адгезии и поверхности
нитридов алюминия и кремния (112, 122, 144, 230, 231, 477, 478|
Нитрид
Металл
Г, 0G
Ч
Среда
0, град
Wst,
МДж/м*
AlN
Al
720
0,5
Вакуум
156
Al
850
0,5
»
90
—
Al
890
0,5
»
84
—
Al
850
0,3
»
124
403
Al
1000
0,3
I
116
513
Al
1200
0,3
I
15
1800
Al
1300
0,3
>
0
1828
Si
1480
0,3
»
40
1520
Fe
1600
—
Аммиак
130
624
Сталь ШХ15
1600
—
»
HO
960
Сталь Х25Т
1600
—
»
131
309
Сталь 12Х2МФ
1600
—
I
124
741
Ni
1480
0,3
Вакуум
98
1462
Ni - 0,7 % C
1480
0,3
»
96
1615
Ni - 1,8 % C
1480
0,3
»
93
1680
Ni — 7,5 % C
1480
0,3
»
104
1625
Ni — 0,8 % Si
1480
0,3
99
1430
Ni — 4,8 % Si
1480
0,3
»
95
1530
Ni — 10,2 % Si
1480
0,3
>
101
1310
Ni — 15 % Si
1480
0,3
»
из
950
Ni — 20 % Si
1480
0,3
»
120
700
Cu
1000
0,5
I
130
—-
1140
0,5
»
126
—
Cu
1200
0,3
»
120
675
Cu
1350
0,3
»
104
1075
Ag
980
0,3
>
140
—
1040
0,3
I
130
1080
0,3
»
120
70 % AlN —
Al
1200
0,4
»
43
45
30 % TiN
Al — 1,5 % Zn
1200
0,4
»
0
45
Al-1,5 % Mn
1200
0,4
0
45
Al-5,3% P
1200
0,4
»
35
45
Al—7,5 % Si —
1200
0,4
I
0
45
0,3 % Be
Al-22 % Si-
1200
0,4
»
60
45
3 % Cu
Si3N4
Ni
1450
0,5
>
120
850
Cu
1200
0,5
>
135
405
85,4 % Si8N4 -
Al
1250
0,15
»
22
1760
14,6 % AlN
Ni
1450
0,4
»
106
1270
Cu
1250
0,4
»
118
715
49 % Si8N4 -
Al
1250
0,5
>
19
1780
51 % Al N
Ni
1450
0,3
»
112
1065
Cu
1250
0,5
97
1188
20 % Si3N4 -
Al
1250
0,5
»
25
1740
80 % AlN
Ni
1450
0,3
»
115
975
Cu
1250
0,16
»
98
1165
164
интенсивность фактического взаимодействия металлов ослаблена сила¬
ми связи между атомами бора и азота в нитриде бора. Металлы Cux
Ag, Au, In, Sb образуют с азотом неустойчивые соединения, которые
при нагревании разлагаются или даже взрываются. Устойчивый
нитрид дает только галлий, однако теплота образования его
(—104,75 МДж/моль) намного меньше теплоты образования нитрида
бора (—251,4 МДж/моль).
C бором Ag, Au, Ge, In и Sn практически не сплавляются. В жид¬
кой меди наблюдается небольшая растворимость бора (до 10 % при
1100 0C). Германий образует с бором соединение GeB, также термоди¬
намически непрочное. Поэтому можно считать, что на границе раз¬
дела BN — Cu, Ag, Ge, In, Sb интенсивность химических процессов
невелика. Повышение температуры не приводит к увеличению рабо¬
ты адгезии (кроме системы Cu — BN), что должно было бы наблю¬
даться, если бы процесс смачивания определялся вкладом химиче¬
ского взаимодействия на границе раздела — смещением равновесия
в сторону образования боридов или нитридов вследствие эндотермич-
ности такой реакции. Таким образом, малые значения Wa не имеют
химической природы. Это взаимодействие может происходить бла¬
годаря физическим ван-дер-ваальсовым силам. Заметного влияния
кристаллической структуры на смачивание BN авторами не обнару¬
жено.
Краевые углы смачивания нитридов алюминия и кремния, а так¬
же нитридных смесей приведены в табл. 73. Жидкий алюминий но
смачивает нитрид алюминия до температур 850—1100 °С. C повы¬
шением температуры смачивание улучшается и при 1300 0C происхо¬
дит полное растекание алюминия, на межфазной границе — раство¬
рение твердой и жидкой фаз [231]. Нитрид алюминия не смачивается
железом, сталями, никелем и его сплавами с углеродом и кремнием*
медью и серебром (см. табл. 73). Вместе с тем при исследовании стой¬
кости нитрида алюминия в расплавах железа и сплавах Fe — Al
методом вращающегося образца установлено [83], что при темпера¬
турах выше 1600 °С нитрид алюминия диссоциирует на алюминий
и азот, растворяющийся в жидком железе.
Материал AlN — TiN представляет собой гетерогенную смесь
двух фаз [145]. Краевой угол смачивания его жидким алюминием при
температуре 1200 °С составляет 43°, при введении в алюминий доба¬
вок циркония и марганца падает до нуля.
Нитрид кремния и смесь нитридов Si3N4 — AlN не смачиваются
никелем и медью. Алюминий до 1150 °С не смачивает Si3N4 — A1N,
при более высокой температуре, образует краевые углы, близкие
к нулю [144].
4. Образование связи
на границе раздела фаз
Нитриды, как показано выше, относительно
плохо смачиваются расплавами металлов. Растворимость нитридов
в металлах-связках и металлов в нитридах также весьма слабая.
165
Таблица 74. Свободная поверхностная энергия и энергия межфазных
границ в системах TiN-Mo (W), ZrN-Mo, МДж/м2
Нитрид
Металл
Т, eC
VA
VB
VB-B
£
I
CD
0. град
TiN
Mo
2150
2310
2240
745
640
105
W
2150
2310
2790
930
725
100
ZrN
Mo
2050
2635
2240
745
655
НО
W
2150
2635
2790
930
860
115
В связи с этим и работа адгезии, характеризующая прочность связи
на границах, имеет низкие значения. Незначительная прочность
связи на границах фаз нитрид — металл обусловлена также несоот¬
ветствием кристаллических структур. Металлоподобные нитриды
имеют кристаллическую решетку типа NaCl1 где атомы металла име¬
ют подрешетку ГЦК. Поэтому в некоторых системах нитрид — ме¬
талл по определенным кристаллографическим направлениям возмож¬
но образование обменной связи Me — Me' на границах.
При образовании керметов TiN — Mo (W), ZrN — Mo (W) со¬
пряжение решеток компонентов возможно по кристаллографическим
плоскостям (110} и направлениям <,1И) для TiN и ZrN, (OlO) для
Mo (W). Размерное несоответствие в этом случае составляет, %: для
ZrN - Mo - всего 2, ZrN-W- 2,68, TiN - Mo - 5,6, TiN -
W - 6,6.
Из-за неоднородности разрыва межатомных связей по поверх¬
ности раздела, наличия дислокаций, пор и других дефектов в области
межфазной границы, различия в коэффициентах термического рас¬
ширения и связанных с ними дополнительных напряжений на гра¬
ницы реальное значение прочности связи намного ниже ее теоретиче¬
ского значения. Поскольку учесть дополнительное влияние всех этих
факторов затруднительно, удельная работа адгезии и когезии не
может служить количественной мерой прочности связи. Однако для
качественного сравнения прочности связи на одно- и разноименных
границах в кермете можно использовать относительную величину
работы адгезии и когезии. В табл. 74 и 75 наряду с данными свобод¬
ных поверхностных энергий нитридов и тугоплавких металлов
приведены значения межфазных энергий на границах TiN — Mo,
TiN — W, ZrN — Mo, ZrN — W, расчетные величины относитель¬
ной работы адгезии на этих границах.
Сравнение величин относительной работы адгезии (табл. 75) с от¬
носительной работой когезии, равной 1,67, показывает, что проч¬
ность связи на разноименных границах в керметах TiN — Mo,
TiN — W, ZrN — Mo превышает прочность связи на однофазных
границах. В кермете ZrN — W прочность связи на границе между
фазами и на однофазных границах примерно одинаковая.
Исследованиями твердофазного взаимодействия нитридов титана
и циркония с молибденом и вольфрамом установлено, что сцепление
на границе раздела происходит вследствие диффузионного взаимо-
166
Таблица 75. Работа адгезии на границах нитрид — металл
Нитрид
Металл
Wa,
МДж/м*
2 Wa/
(va + vb)
I Нитрид
Металл
Wa,
МДж/м1
2WV
(У А + У В)
TiN
Mo
3910
1,72
ZrN
Mo
4220
1,73
W
4375
1,72
I
W
4560
1,68
действия элементов нитридной фазы с формированием твердого рас¬
твора на основе молибдена (вольфрама), локализованного в узкой
прикоптактной области. В результате связь, образующаяся между
компонентами, становится значительно прочнее.
5. Получение
Технология получения керметов должна обес¬
печивать равномерное распределение металлической и керамической
фаз в объеме, прочную связь между ними.
Обычно шихту для изготовления керметов получают размолом
с одновременным перемешиванием в различных мелющих агрегатах.
Это длительный и трудоемкий процесс, при котором происходи!'
загрязнение шихты материалами мелющих тел, окисление порошков
при сухом помоле или гидролиз их при размоле в жидкостях, содер¬
жащих воду. Кроме того, механическое смешивание не обеспечивает
качественного распределения компонентов, что особенно важно при
использовании высокодисперсных порошков, состоящих из прочных
агрегатов и не разрушающихся в результате перемешивания.
Более равномерное распределение компонентов достигается при
электролитическом [424] или химическом осаждении металлов на
нитриды, что способствует более активному уплотнению прессовок
при спекании таких керметов.
Для получения композиционных дисперсноупрочненных материа¬
лов и керметов предложен метод внутреннего азотирования сплавов
[135], основанный на различном сродстве к азоту элементов, находя¬
щихся в сплаве. Азотирование сплавов железа или никеля с нитри-
дообразующими элементами позволяет получать керметы с равномер¬
ным распределением дисперсных нитридов в металлической матрице.
В работе [180] проведено азотирование порошков зернистостью
200/160 сплавов типа альсифер (Fe — Al — Si) с содержанием, %:
Al — 1,46 — 10,4, Si — 6,7 — 11,5, С0бщ < 0,05. После азотирова¬
ния получены порошки керметов той же зернистости, содержащие мел¬
кодисперсные нитриды AlN и Si3N4 в железной матрице. Порошки
использованы в качестве композиционных магнито-абразивных мате¬
риалов при полировке закаленных сталей и изделий из драгоценных
металлов.
Известно, что при совместном осаждении оксидов, разложении
солей, гидролизе металлоорганических соединений получены так
называемые молекулярные керметы в оксидных системах [48, 482].
167
Для нитридных систем однородное распределение тонкодисперсных
фаз в материале AlN — TiN получено совместным азотированием
элементов, смешанных на атомном уровне в виде регулярной струк¬
туры интерметаллидов [3001. Большое разнообразие интерметаллидов
в системах Ti — Al, Zr — Al, Ti—Ni, Zr — Ni дает возможность
в широких пределах варьировать состав керметов.
Азотирование компактных интерметаллидов TiAl3 и ZrAl3 начи¬
нается при 1200 0G. Рыхлый слой продукта реакции образуется на по¬
верхности интерметаллидов и с течением времени отслаивается от
образцов. Поэтому более удобно азотировать порошкообразные ин-
терметаллиды. Азотирование порошка TiAl3, содержащего Ti — 37 %,
Al — 62,6 %, Fe — 0,2 %, протекает активно при температуре
выше 900 °С с образованием двух фаз — TiN и AlN. Отсутствие изби¬
рательного азотирования одного из металлов объясняется близким
сродством титана и алюминия к азоту; свободные энергии образова¬
ния нитридов титана и алюминия практически совпадают по вели¬
чине в широком температурном диапазоне.
Продукт азотирования интерметаллида TiAl3 представляет собой
тонкодисперсную гетерогенную смесь двух нитридов, состоящую
из относительно изометричиых кристаллов TiN, равномерно распре¬
деленных в массе тонких игольчатых кристаллов AlN, которые в про¬
цессе азотирования несколько утолщаются (рис. 58).
Проведен синтез порошков керметов в потоке низкотемператур¬
168
ной азотной плазмы [119, 286]. При синтезе порошков тугоплавких
соединепий, керметов, композитов и псевдосплавов азотная плазма
является не только высокоинтенсивным энергоносителем, но и хими¬
ческим реагентом. Механизм и кинетика химических реакций в плаз¬
ме отличаются от обычной химической кинетики наличием заряжен¬
ных и возбужденных частиц, высокими температурами, а следова¬
тельно, более высокими скоростями реакций. Химические реакции»
релаксационные процессы и процессы смешения протекают одновре¬
менно и только конечный результат определяется термодинамически¬
ми свойствами веществ.
Однако прежде чем прийти в равновесие, определяемое термоди¬
намикой, система проходит через ряд промежуточных состояний, ско¬
рость прохождения которых описывается кинетикой процесса: физи¬
ческой, устанавливающей равновесное распределение энергии по
степеням свободы, и химической, устанавливающей равновесный хи¬
мический состав. Химические реакции с участием твердых частиц
характеризуются сильным взаимным влиянием физической и хими¬
ческой кинетики. Их скорость зависит от таких физических процес¬
сов, как молекулярная диффузия, турбулентный перенос, перемеши¬
вание реагентов, размер частиц, а также от времени их пребывания
в плазме, условий закалки и др. Поэтому в плазме могут образоваться
соединения, не существующие в обычных условиях (CaCl, Al2O,
АЮ, SO, C3, C9 и др.) [358]. Подбирая в пары нитридообразующнй
и инертный к азоту металл, можно получить различные керметы
[119]. Известно, что железо, кобальт, никель и медь не вступают
в реакцию с азотом в обычных условиях и образуют нитриды только
косвенными методами.
Нитриды молибдена и вольфрама образуются под давлением азота.
Они неустойчивы и разлагаются при сравнительно низких температу¬
рах (W2N - 750 °С, WN - 600 0C1 Mo2N - 1150 0C, MoN - 1400 0C).
Область температурной устойчивости нитридов хрома несколько вы¬
ше (Cr - 1000 °С, Cr2N - 1500 °С).
Порошки указанных металлов смешивали с титаном и обрабаты¬
вали плазменной струей по режимам, разработанным для получения
нитрида титана, в потоке азотной плазмы СВЧ-разряда. Высокоча¬
стотный разряд возбуждался в кварцевой трубе при помощи генера¬
тора ВЧИ-63/5. Схема установки приведена на рис. 59. Порошки
исходных металлов с размерами частиц 20—60 мкм вводили в высоко¬
температурный поток за зоной разряда (порошки подавали под углом
30—45° навстречу потоку плазмы через каналы). Среднемассовая
температура составляла 5800—6400 К, скорость потока 20—25 м/с.
Испарение металлов осуществлялось в восходящем потоке азота.
Образование нитридов и перемешивание компонентов происходило
в водоохлаждаемом реакторе. Продукты взаимодействия охлажда¬
лись и улавливались в циклоне и на поверхности рукавного фильтра.
Исследования с помощью водоохлаждаемых зондов показали, что
частицы металлов размерами 20—60 мкм испаряются в течение (2,5-г-
-г-8,5) • 10 с, передвигаясь по направлению потока на расстоя¬
нии до 40 мм. Полнота испарения частиц определяется теплофизи-
169
Рис. 59. Схема CB Ч-илазмохимической установки:
1 — разрядная труба; 2 — индуктор; 3 — реактор; 4 — циклон; S — фильтр;
в — сборник продуктов
ческими свойствами металлов, зависит от размера частиц и скорости
их ввода, что позволяет подбором размеров частиц различных компо¬
нентов (при совместном вводе) или подбором скоростей (при раздель¬
ном вводе) обеспечить полное испарение всех компонентов.
Изучение гранулометрического состава продуктов взаимодействия
порошков металлов с высокотемпературным потоком азота показало,
что размеры частиц составляют 0,05—0,8 мкм, что свидетельствует
о полном испарении исходных порошков. Измельчение продуктов
взаимодействия происходит при уменьшении концентрации метал¬
лов в потоке.
По данным рентгеновского анализа, обработка плазмой не приво¬
дит к изменению фазового состава порошков железа, никеля, кобаль¬
та и меди, а в тонкодисперсных порошках хрома, молибдена и воль¬
фрама присутствуют в малых количествах низшие нитриды GrsN,
Mo2N и W2N.
Синтез нитрида титана происходит в потоке азотной плазмы в те-
о
чение короткого времени, не превышающего 10 с, и с последующе i
высокой скоростью охлаждения — более IO-3 и 10-4 °С/с. При этом
образуется нитрид титана TiNo,95 с элементарной ячейкой 0,4241 ±
± 0,0001 нм и удельной поверхностью порошка 55—58 ма/г.
При совместной обработке титана с железом, никелем и хромом,
вольфрамом и молибденом получаются ультрадисперсные смеси нит¬
рида титана с этими металлами. Полученные продукты синтеза пред¬
ставляют собой порошки черного цвета с удельной поверхностью
30—50 м2/г. Как показали электронно-микроскопические исследова¬
ния порошков, моаокриотальные частицы TiN правильной цуби-
170
^ис. 60. Микроструктура частиц порошков TiN-Ni (а) и TiN -Ni-Cr (б)
X30000)
ческой формы с размерами 10—45 нм равномерно перемешаны с ча¬
стицами металлов в виде более крупных капель; в некоторых случаях
металл обволакивает частицы нитрида титана (рис. 60).
Синтез кермета TiN — Mo проводили одновременным восстанов¬
лением TiCl4 и пиролизом Mo (Co)e в потоке азотной плазмы CB1I-
разряда [286, 358]. Пары хлорида и карбонила вводили в ток плаз¬
мы с использованием двухступенчатой коллекторной головки. Смесь
TiCl4 и H2 подавали через шесть радиальных каналов диаметром
0,8 мм, а пары Mo (Co)e, транспортируемые азотом,— через 6 каналов
диаметром 0,8 мн, направленных под углом 60° вдоль потока плаз¬
мы. Смещение условного места пересечения струй хлорида и карбо¬
нила могло создавать условия для опережающего роста частиц TiN
и их последующей металлизации.
Рентгенографические исследования показали, что все получен¬
ные образцы с содержанием молибдена от 3 до 80 % представляют
собой смесь TiN — Mo с несколько увеличенным параметром кристал¬
лической решетки TiN ( а = 0,4239 -г- 0,4248 нм), что связано с об¬
разованием карбонитрида в результате взаимодействия TiN и угле-
родсодержащнх продуктов пиролиза Mo (Co)e. В получаемых порош¬
ках присутствовал также кислород (2—3 %), который внедрялся
в решетку нитрида и располагался в виде оксидного слоя на поверх¬
ности частиц молибдена. В процессе синтеза молибден не покрывал
нитридных частиц, поэтому порошок представлял собой смесь огра¬
ненных кристаллов, характерных для нитрида титана с составом
TiNxOyCz (здесь х + у + z =* 1, 0,10, г < 0,05), и свободных
частиц молибдена, равномерно распределенных между нитридом
титана.
Порошки с равномерным распределением нитридной и металли¬
ческих фаз формуют в стальных пресс-формах, в эластичных оболоч¬
ках или другими методами, затем спекает. Керметы на основе нит¬
ридов обычно спекают в азоте, вакууме или нейтральных газовых
171
Таблица 76. Сравнительные данные по спеканию керметов TiN — Mo (W)
и ZrN — Mo (W) в течение 30 мин
Кермет
Режим спекания
Усад¬
ка, %
Остаточ¬
ная по¬
ристость,
%
Период решетки
а • 10, нм
Среда
Т, eC
нитри¬
да
металла
70 % TiN — 30 % Mo
Вакуум
2000
12,1
14,5
_
70 % TiN — 30 % Mo
Азот
2050
7,7
21,5
4,227
3,148
70% TiN-30% Mo-
Вакуум
2000
13,8
14,2
—
—
I % Ni
70 % TiN — 30 % W
»
2000
10,8
16,8
—
—
70 % TiN — 30 % W
Азот
2050
6.2
25,8
4,232
3,167
70 % TiN — 30 % W —
Вакуум
2100
14,0
11,3
—
—
I % Ni
70 % ZrN — 30 % Mo
»
2000
12,8
13,1
—
—
70 % ZrN — 30 % Mo —
Азот
2050
13,4
12,0
—
—
I % Ni
70 % ZrN — 30 % Mo —
Вакуум
2000
15,2
10,2
—
—
I % Ni
50 % ZrN — 50 % Mo —
»
2000
15,0
10,4
—
—
I % Ni
50 % ZrN — 50 % Mo —
Азот
2050
13,0
12,8
4,570
3,146
I % Ni
средах. В работах [43, 44, 96, 99, 100, 143, 301] рассмотрены основ¬
ные закономерности спекания керметов TiN — Mo (W), ZrN —
Mo (W). Образцы спекали в высокотемпературном дилатометре в
условиях непрерывного нагревания со скоростью 10—20 °С/мин
я изотермических выдержек в азоте, аргоне и вакууме. Усадка и по¬
ристость образцов после сЬекания в течение 30 мин приведены
в табл. 76. Анализ показывает, что кинетика спекания керметов под¬
чиняется закономерностям, характерным для спекания не взаимо¬
действующих либо слабо взаимодействующих систем. Энергетиче¬
ским условием спекания материала из двух взаимно нерастворимых
фаз является неравенство
Оа-в <оA +OrB, (IX.6)
которое выполняется для всех рассматриваемых систем (см. табл. 76)
и определяет скорость и механизм припекания фаз А и В в месте кон¬
такта. В случае, когда Оа—в > Oa — сгв, рост контактного перешей¬
ка и сближение частиц фаз AwB является конечным, т. е. тормозит¬
ся на определенном этапе и усадка прекращается. Эксперименталь¬
ные значения усадки равноплотных прессовок при одинаковых
условиях спекания для разного содержания металла удовлетворитель¬
но описываются уравнением Гегузина [68]. Такая зависимость свой¬
ственна прессовкам из взаимно нерастворимых веществ в случае,
если продукты их взаимодействия локализуются в ограниченных
объемах около разноименных контактов.
172
Рис. 61. Концентрационная зависимость усадки
образцов кермета ZrN — Mo без добавок (/, 2)
В с добавкой I % Ni (3—5), спеченного при тем¬
пературах 1900 (7, 3), 2000 (4) и 2100 0C (2, 5)
Ход концентрационных кривых уплот¬
нения керметов ZrN — Mo при температу¬
рах 1900—2000 0C (рис. 61) свидетельству¬
ет о том, что усадка на одпоименных кон¬
тактах превышает усадку на разноимен¬
ных, так как наблюдается небольшое
отрицательное отклонение от закона адди¬
тивности. В системе TiN — Mo отклоне¬
ние величины усадки от аддитивности по¬
ложительное, что свидетельствует о повы¬
шении вклада усадки на разноименных
контактах, обусловленном более энергичным взаимодействием ком¬
понентов на межфазных границах.
Сравнение усадки керметов при спекании в азоте и вакууме по¬
казывает, что в азоте процесс уплотнения несколько заторможен.
Большая скорость уплотнения в вакууме связана с очисткой контакт¬
ных поверхностей эа счет удаления оксидных пленок, а также ча¬
стичным испарением азота из нитридов, что приводит к увеличению
дефектности нитридов и снижению их температуры спекания [183].
Кроме того, дефектные нитриды более активно взаимодействуют с ту¬
гоплавкими металлами. В работе [120], в которой исследовалось
влияние давления азота на взаимодействие ZrN с вольфрамом, уста¬
новлено, что температурный предел совместимости вольфрама с ZrN
существенно зависит от равновесного давления азота, а следователь¬
но, и от состава нитрида. При давлении азота около IO4 Па и отно¬
шении N/Zr = 0,88 температура взаимодействия составляет 3470 К,
при давлении 23,2 Па для N/Zr = 0,79 равна 2700 К.
При введении в вольфрам добавок металлов, например 1—2 %
никеля, происходит более активное уплотнение прессовок на началь¬
ной стадии спекания. В результате пористость спеченных керметов
снижается (табл. 76). Никель способствует повышению прочности свя¬
зи на межфазной границе нитрид — тугоплавкий металл в результате
интенсификации взаимодействия между компонентами, активирует
спекание как тугоплавких металлов [70, 233], так и нитридов [141].
Исследованию кинетики и механизмов уплотнения при спекании
керметов TiN — Ni посвящены работы [37, 124, 125, 422, 423, 424,
466], в которых изучено влияние газовых сред и вакуума, степени
стехиометричности нитрида, способов введения в керметы никеля,
легирования никеля титаном, молибденом и хромом, легирования
нитрида титана диборидом титана.
Порошок нитрида титана TiNo.es с удельной поверхностью
1,3 м2/г смешивали с электролитическим никелем в шаровой мельни¬
це в спирте в течение 100 ч [124, 125]. Смесь прессовали с использо¬
ванием 5 %-ного раствора каучука в бензине под давлением 100—
173
Рис. 62. Поверхность скола ксрметов TiN — 25 % Ni, изготовлен¬
ных из крупного (а) и ультрадисперсного (б) порошков
500 МН/м2. Спекания проводили в вакууме и азоте при давлении
0,15 МПа при 900—1800 0C.
Уплотнение прессовок в вакууме начинается при более низкой
температуре (примерно 950 0C), усадка происходит со значительно
большей скоростью, чем в азоте. Максимальная скорость усадки
наблюдается в интервале температур 1200—1400 °С, т. е. практиче¬
ски до появления жидкой фазы. При появлении жидкой фазы (тем¬
пература выше 1450 0C) скорость усадки в вакууме замедляется, при¬
чем уплотнение сопровождается потерей массы образцов. Потеря
массы связана с частичной диссоциацией нитрида титана в вакууме,
а также с испарением азота в результате взаимодействия нитрида
титана с никелем и испарением никеля, упругость пара которого при
1250 и 1500 °С составляет соответственно 1,32 • IO-2 и 1,32 Па.
В азоте Усадка начинается при температуре около 1050 °С, протекает
с постоянной скоростью и сопровождается увеличением массы об¬
разцов, которое является результатом поглощения азота нестехио¬
метрическим нитридом.
При появлении жидкой, фазы происходит перекристаллизация
нитрида THiaiia, в результате чего его зерна приобретают округлую
форму, а никель растекается по границам зерен нитрида (рис. 62).
В процессе перекристаллизации в никелевой связке растворяется до
22—25 % титана из нитрида титана и образуется интерметаллид
Ni8Ti. Растворимость никеля в TiNo,85 невелика и не превышает
0,5 %. Никель располагается в зернах нитрида на различных дефек¬
тах — микропорах, трещинах (см. рис. 59). Максимальная раство¬
римость никеля при твердофазнорт спекании при 1350 0C1 по данным
работы [44], составляет 5,2 %.
Усадка при спекании в водороде и аргоне протекает с несколько
меньшей скоростью, чем в вакууме, но значительно лучше, чем в азо¬
те [423]. Спекание в различных газовых средах сопровождается улету¬
чиванием азота в результате реакции
6TiN + 2Ni -*» 2Ti8Ni + 3Na f , (IX.7)
174
Таблица 77. Количество улетучившегося азота и остаточное содержание
кислорода в кермете TiN — 30 % Ni после спекания [423]
Содержание газа, %
N1
Ar
н,
Вакуум, На
5 • 10—»
5-10—3
Улетучившийся азот
0,83
1,27
1,90
2,30
2,37
Кислород в кермете
0,51
0,54
0,49
0,4Ь
0,43
На содержание кислорода в керметах азот и инертные газы не вли¬
яют, только в вакууме кислород частично улетучивается (табл. 77).
Количество уходящего из нитрида титана азота зависит от состава
нитрида. 11ем дефектнее по азоту нитрид, тем меньше удаляется азо¬
та при спекании и тем лучше спекается кермет [4231. Спекание несте-
хиометрических по составу нитридов протекает при более низких
температурах [1411. Кроме того, смачивание никелем зависит от со¬
держания азота в TiNx. Максимальная плотность достигается для
состава TiNo.es — TiNo.e (см. табл. 10). Эта закономерность четко
проявляется для керметов с электролитически осажденным никелем
[424]. Для TiNojs с электролитически осажденным никелем в про¬
цессе спекания при 1400 °С в течение 3 ч усадка достигает 23 %, в ре¬
зультате кермет TiNo,75 — 30 % Ni имеет почти теоретическую плот¬
ность и максимальную твердость [424]. Легирование никеля титаном
не обеспечивает получения плотных керметов [37]. Наибольшую
усадку, достигающую после часовой выдержки при 1500 0G пример¬
но 9 %, имеет кермет TiN — 18 % Ni — 12 % Ti. Спекание проис¬
ходит при образовании жидкости, равновесной с тремя фазами TiNj,,
TiNi3 и TiNi при 1150 °С, скорость уплотнения при жидкофазном
спекании контролируется реакциями на межфаэных границах.
Особенно негативное влияние на структуру и пористость керм^-
тов TiN — Ni оказывает науглероживающая среда. При спекании
в печах с углеграфитовыми нагревателями или при горячем прессова¬
нии в графитовых пресс-формах происходит карбидизация нитрида
титана, что сопровождается выпотеванием связки, низкой степенью
уплотнения (пористость 15—40 %) и образованием неоднородной
структуры. Легирование молибденом никелевой связки или введение
в нитрид титана диборида титана не улучшает результаты [37].
в. Применение
Как указывалось выше, критерием относи¬
тельной прочности связи на меж- и однофазных границах могут слу¬
жить соответственно относительные величины работы адгезии и ко¬
гезии. Для некоторых керметов эти данные приведены в табл. 76.
Они свидетельствуют о том, что прочность связи на межфазной гра¬
нице нитрид — молибден превышает прочность связи нитрид —
нитрид в системе как TiN — Mo, так и ZrN — Mo. В связи с этим
увеличение количества разноименных контактов должно приводить
к повышению прочности материала. Экспериментальные данные по
175
Таблица 78. Физико-механические свойства керметов на основе нитридов
Кермет
Пористость,
%
Предел прочности, МПа
Твердость
HRA
при изгибе
при сжатии
ZrN - 10 % Mo
13,2
109
270
80,5
ZrN - 20 % Mo
12,6
166
430
79,5
ZrN-30% Mo
12,0
271
540
77,0
ZrN-50% Mo
12,8
231
570
75,0
ZrN — 5 % W
16,0
169
420
—
ZrN — 10 % W
17,5
166
480
—
ZrN — 20 % W
13,1
118
390
—
ZrN — 30 % W
15,6
167
400
—
TiN — 10 % Mo
12,4
229
340
—
TiN — 20 % Mo
11,6
206
490
TiN-30% Mo
10,1
265
550
—
TiN — 30 % Mo
12,8
166
Рис. 63. Поверхность скола кермета ZrN — 60 % Mo, спеченного при
непрерывном нагреве с постоянной скоростью до 2000 0G (а, б) и после
спекания при 2000 °С в течение 5 (в) и 20 мин (г)
176
Рис. 64. Концентрационная зависимость прочно¬
сти при изгибе (1) и сжатии (2) кермета ZrN—
Mo
определению предела прочности разного
состава при сжатии и изгибе подтвержда¬
ют этот вывод. Действительно, с ростом
содержания молибдена наблюдается по¬
вышение прочности керметов TiN — Mo,
ZrN — Mo (табл. 78).
Фрактограммы поверхностей разруше¬
ния при изгибе (рис. 63), полученные с
помощью сканирующего электронного ми¬
кроскопа, свидетельствуют о том, что
распространение разрушающей трещины
происходит по границам зерен нитрида, которые играют роль слабо¬
го звена в структуре. Объясняется это как повышенной прочностью
связи ра межфазных границах нитрид — металл, так и скоплением
пор на границах нитрид — нитрид. При повышении температуры
спекания кермета ZrN — Mo пористость снижается, прочность воз¬
растает. После некоторого времени при изотермических выдержках
(30—60 мин) прочность керметов также снижается несмотря на умень¬
шение пористости. Причиной снижения прочности является рост
зерен и агрегация примесей на межзеренных границах [99]. На
рис. 64 приведены концентрационные зависимости прочности при
изгибе и сжатии кермета ZrN — Mo, полученные экстрапо¬
ляцией экспериментальных данных на беспористое состояние по
уравнению Рышкевича [483]. Запас прочности беспористых керметоа
TiN — Mo (W), ZrN — Mo (W) намного превышает прочность туго¬
плавких соединений и открывает перспективы их использования
в качестве конструкционных материалов. Однако в настоящее время
керметы применяются в различных областях техники преимуществен¬
но в качестве специальных огнеупоров: испарительных элементов
вакуумных металлизационных установок, защитных чехлов термо¬
пар, нагревателей электропечей, сварочных электродов.
Керметы на основе нитрида титана и никеля, кроме отличной
твердости, имеют высокую коррозионную и окалиностойкость [424].
Окалиностойкость нитридных керметов выше окалнностойкости кер¬
мета TiC — Ni, поэтому они устойчиво работают в окислительной
среде до 1000 0C, в то время как активное окисление карбидного кер¬
мета начинается уже с 800 °С.
Коррозионная стойкость нитридных керметов в различных кисло¬
тах после 50-часовой выдержки при комнатной температуре (табл. 79)
показывает, что кермет TiN0,75 — 23,4 % Ni не корродирует в раз¬
бавленной азотной кислоте, слабо корродирует в концентрированной
азотной кислоте и растворяется в соляной, однако скорость раство¬
рения его почти в 2 раза меньше, чем нержавеющей стали.
Высокая коррозионная стойкость нитридных керметов в сочета¬
нии с высокой твердостью, износостойкостью и золотистым цветом
вмг ,МПа' Bcm,U Па
177
i
Таблица 79. Коррозионная стойкость керметов и сплавов в различных'
кислотах [307]
Материал
Потеря массы, мг
HNOs
(кон-
центри-
ронап-
иая)
10%
HNO,
Il2SO4
(концент¬
рирован¬
ная)
10%
H2SO4
IIGl
(концент¬
рирован¬
ная)
ю%
HCl
Кермет
1,22
0
3,24
6,18
259,20
16,20
TiNo yj -** 23,4 % Ni
Нержавеющая сталь srs 310
0
O1H
0,37
7,62
438,90
1,80
Хастеллой X
0
0,25
0,71
0,13
0,37
1,27
<18,5 % Fc-21,7 % Cr-
49,5 % Ni — 8,92 % Mo)
Инконель 731с
1,17
0
2,80
0,57
3,62
1,53
4WC — 9,3 % Со
1,30
2,74
0,92
1,43
0,64
2,62
обеспечили их использование в так называемых золотистых сплавах,
имитирующих золото. Золотистые сплавы хорошо поддаются обра¬
ботке давлением и находят широкое применение для изготовления
корпусов наручных часов, ювелирных изделий, предметов украшения,
корпусов зажигалок. Острая режущая кромка керметов и отличная
коррозионная стойкость обеспечили их использование в качестве
медицинских инструментов вместо нержавеющих сталей. Способы
получения золотистых сплавов самые разнообразные. Например,
•смесь порошков, состоящую ив 78 % ZrN и 25 % Со, прессуют под
давлением 25 МПа в заготовки с пористостью 33 %, которые пропи¬
тывают в вакууме расплавленным золотом при 1400 °С, получая изде¬
лия с плотностью 11,5 г/см3 и содержанием Au 55,7 % [264].
Из кермета, содержащего 70—97 % TiN и 3—30 % металлической
связки (Ni, Co, Fe или их сплавы с Ti) получают смесь (механическим
перемешиванием с парафином), которую прессуют под давлением
400 МПа и спекают в вакууме при 1620—1700 0C в течение 60—90 мин.
Керметы имеют твердость HV 10 800—11 200 МПа, аизг = 900 -г
-г- 1000 МПа и высокую коррозионную стойкость в смеси соляной,
лзотиой и серной кислот [265, 270]. Кермет, содержащий TiN, ZrN
и нержавеющую сталь, имеет блестящий золотистый цвет, высокую
твердость HV до 900 МПа, аИзг = 1Ю0 МПа, отличные антикорро¬
зионные свойства на воэдухе и в морской воде [271].
Керметы на основе карбонитридов используются как инструмен¬
тальные материалы для чистовой и получистовой обработки резанием
углеродистых и низколегированных сталей, цветных металлов и спла¬
вов [15, 148, 312]. Прочность и твердость керметов в зависимости от
содержания азота в карбонитриде приведены в табл. 80. При введе¬
нии нитридов в карбидные керметы их износостойкость и режущие
свойства улучшаются в результате повышения окалиностойкости,
понижения склонности к адгезионному взаимодействию с обрабаты¬
ваемым материалом и уменьшению чувствительности к термоударам.
Сравнение режущих характеристик нитридного кермета с класси¬
ческими твердыми сплавами проведено в табл. 81. Керметы, содер-
478
Таблица 80. Некоторые свойства твердых сплавов на основе карбонитридвв
Массовая
доля
TiN/TiC
(TaC)
Связка
аизг»
МПа
Твер¬
дость
HV
Массовая
доля
TiN/TiC
(TaC)
Связка
аизг»
МПа
Твер¬
дость
HV
100/0
10 % Ni-Mo
800
1140
0/100
10 % Ni — Mo
но
1820
90/10
То же
1150
1240
60/20 (20)
—
880
1550
80/20
»
1300
1400
40/20 (40)
—
780
1810
70/30
»
1150
1500
60/40
14 Ni — Mo
1250
1400
60/40
»
1100
1540
60/40
14 Fe
1200
1400
40/60
»
850
1650
60/40
14 Со
1200
1400
20/80
»
850
1720
80/20
20 Ni — Mo
1350
1200
жащие нитриды, характеризуются меньшей пластической деформа¬
цией в зоне резания, лучшей теплопроводностью и подвергаются вы¬
крашиванию в меньшей степени, чем карбидные. Некоторые свой¬
ства безвольфрамовых твердых сплавов, выпускаемых в СССР на
основе карбидных и карбонитридных керметов, приведены в табл. 82.
Применение резцов, оснащенных сплавами КНТ-16, позволяет на
ряде операций повысить стойкость инструмента и улучшить качество
обрабатываемых деталей (табл. 83). Дальнейшее улучшение свойств
карбонитридных керметов достигается при замене обычного спекания
горячим изостатическим прессованием (табл. 84).
Влияние горячего изостатического прессования на формирование
микроструктуры керметов TaHf (С, N) изучено в работе [455]. Го¬
могенные карбонитриды готовили отжигом смесей исходных порош¬
ков TaC и TaN, HfC и HfN при температуре 2200 0C в водороде. Пос¬
ле дробления и размола в планетарной мельнице получали порошок
с размерами частиц 0,5 мкм, к которому добавляли порошок никеля.
После перемешивания в шаровой мельнице в течение 30 ч порошки
гранулировали, прессовали и предварительно спекали в две стадии:
сначала в водороде при температуре 1000 0C в течение 5 ч, затем в ар¬
гоне при 1520—1580° в течение 1 ч. После спекания получали порис¬
тые и крупнозернистые образцы с ярко выраженным карбонитридным
каркасом. Средний размер зерен (3—12 мкм) зависел от содержания
никеля. При горячем изостатическом прессовании под давлением
100 МН/м2 в среде высокочистого аргона при температуре 1580 °С
пластичная связующая фаза впрессовывалась в поры под действием
Таблица 81. Средний изнэс свободной поверхности
Длительность реза¬
ния, мин
WC - TiC - Со
TiC -Mo-NI
(т*0,82Мо0,18)
Co.83No.17 - 13 % Nl -
3,3 % Mo
5
7,5
3,0
2,5
10
>20,0
6,0
4,0
15
—»
7,5
5,5
20
10,0
•7,0
17fr
T а б л в ц а 82. Свойства безвольфрамовых твердых сплавов, выпускаемых в СССР
Свойство
ТН-20
КНТ-16
Свойство
ТН-20
КНТ-16
Фазолый состав, %:
Пиз,., МПа.
TiC
80
—
при 20 °С
1000
1250
TiCN
—
78
600 °С
630
1050
MoNi
20
22
800 °С
1000
1120
Размер зерен, мкм:
Твердость HRA при 20 0C
89,5
89,0
TiC
1—2
—
HVt ГПа:
TiCN
—
1,2
при 200C
14,7
14,3
Плотность, г/см3
5,6
5,8
600 °С
8,1
8,9
800 °С
4,7
5,5
аблица 83. Работоспособность режущего инструмента из кермета KHT-16
Обрабатывае¬
мый мате¬
риал
Твер¬
дость HV
Размер
пластин
по ГОСТ
2209—69
Режим резания
Коэффи¬
циент
стойко¬
сти
Сплав
V9 м/мин
•, мм/об
t, MM
Сталь 45
241
0205
154
0,15
2,0
1,2
ТН-20
0201
63
0,30
4,0
1,3
КНТ-16
Сталь ШХ15
220
0203
71
0,39
3,5
1,2
»
Таблица 84. Влияние горячего изостатического прессования на механическне
характеристики твердых сплавов [148]
Свойства
Кермет
После спекания
После изостатиче¬
ского прессования
Твер¬
дость HV
ов, МПа
Твер¬
дость HV
ов, МПа
<20 % TiN — 30 % TiC — 50 % TaN) +
+13% Ni-3,8 % Mo
<30 % TiN — 10 % TiC — 60 % TaN) +
+13 % Ni — 3,3 % Mo
1200
750
1730
1000
1360
890
1570
1200
<10 % TiN — 20 % TiC — 70 % TaC) +
+13% Ni — 3,3% Mo
1500
750
1440
1040
прилагаемого давления, в то время как карбонитридная фаза запол¬
няла полости за счет либо разрушения каркаса, либо перекристалли¬
зации через жидкую фазу. При этом интерметаллид TaNi3, образовав¬
шийся при спекании, распадался с выделением никеля и фазы с 10 %
тантала, избыток тантала растворялся в карбонитриде и сдвигал его
состав к нижней границе области гомогенности. В результате раз¬
рушения карбонитридного каркаса значительно уменьшалось коли¬
чество контактов между частицами твердой фазы. После горячего
изостатического прессования прочность при изгибе повышалась
бт 785 до 875 МПа, твердость — от 1500 до”1650 МПа. В результате
износостойкость резцов при точении стали увеличивалась в 1,5 раза.
ГЛАВА
х
КЕРМЕТЫ БОРИД-МЕТАЛЛ
Бориды обладают комплексом уникальных
физико-технических и химических свойств: тугоплавкостью, высокими
химической стойкостью в различных агрессивных средах, изно¬
состойкостью и сопротивлением абразивному износу. Это обуслов¬
ливает широкое их применение в технике. Высокая твердость позво¬
ляет применять их как абразивы, обеспечивающие при обработке
пластичных металлов и сплавов высокую чистоту поверхности. Ши¬
роко известны огнеупорные свойства некоторых боридов, особенно
диборида циркония и керметов на его основе, позволяющие изготав¬
ливать из боридов защитные чехлы термопар, термопары, различные
футеровочные, электродные материалы, а также материалы для ис¬
парителей металлов в вакууме. Высокая крипоустойчивость боридов
благодаря наличию элементов структуры из прочно связанных друг
с другом атомов бора является одним из важных свойств, обуслов¬
ливающих их использование в составе жаропрочных сплавов. Одна¬
ко наряду с высокой горячей прочностью бориды тугоплавких ме¬
таллов хрупки и недостаточно термостойки, что ограничивает их
непосредственное применение в чистом виде.
Бориды могут использоваться в качестве основного компонента
при разработке новых износостойких и огнеупорных материалов, что
требует выбора адгезионно-активных металлических связок. Основ¬
ная трудность при создании керметов на основе боридов — их высо¬
кая активность к расплавленным металлам. Имеющиеся сведения
о диаграммах состояния переходных металлов IV—VIIl групп с бором
подтверждают сложность подбора соответствующей металлической
пластичной матрицы для снижения хрупкости материалов на бо-
ридной основе. Этим, по-видимому, и можно объяснить тот факт, что
по сравнению, например, с карбидами бориды пока еще не столь ши¬
роко используются при создании керметов, несмотря на высокие зна¬
чения твердости, модуля упругости, прочности, тугоплавкости,
химической устойчивости.
1. Перспективы разработки
В нашей стране в последние 10—15 лет доста¬
точно интенсивно исследовались системы, в которых реализуются
сплавы металлов о боридами. В литературе имеются данные экспери¬
181
ментального изучения фазовых равновесий в 133 тройных системах,
компонентами которых являются два металла и бор. Значительная
часть этих исследований (55 систем) выполнена Ю. Б. Кузьмой с
сотр., а также А. К. Шуриным и С. С. Орданьяном с сотр.
В работе [3991 установлены некоторые общие закономерности
фазовых равновесий в тройных системах с бором и предложена их
классификация на четыре группы: 1) система на основе металлов-
аналогов, в которых образуются непрерывные твердые растворы
между Me' и Me", а также их бориды; 2) системы, в которых Me"
образует низший борид; последний порождает существование области
трехфазного равновесия, препятствующей установлению термоди¬
намического равновесия между Me' и одним из двойных боридов,
образованных металлом Me"; 3) диаграммы, характеризующиеся устой¬
чивым двухфазным термодинамическим равновесием; разрез Me'В? —
Me" представляет собой квазибинарную систему, описываемую
диаграммами состояния эвтектического типа; 4) диаграммы состоя¬
ния, в которых отсутствует термодинамическое равновесие между
металлом Me', твердым раствором на его основе и каким-либо двой¬
ным боридом системы Me" — В. При этом либо устанавливается рав¬
новесие между интерметаллидом и боридом системы Me' — В, либо
образуется тройной борид (или несколько тройных боридов).
Для разработки керметов наибольший интерес представляют сис¬
темы третьей группы, так как в них обе фазы (металл и борид) нахо¬
дятся в устойчивом термодинамическом равновесии. Поскольку
взаимная растворимость их сравнительно^невелика, основные свой¬
ства этих фаз сохраняются до высоких температур, что обусловливает
термостабильность структуры и--свойств сплавов композиций.
Необходимо отметить относительную малочисленность систем
Ме'В2 — Me" по сравнению с системами Ме'С — Me". Это является
наиболее вероятной причиной того, что на основе диборидов практи¬
чески до последнего времени нет металлокерамических спеченных
сплавов, которые явились бы аналогами сплавов WG — Со иди
TiC — Ni (Mo) по структуре и свойствам. В этом плане весьма перу
спективными представляются эвтектические системы [4001
MeivB2 — Fe о Tmr = 1270 -*- 1350 °С, иэ компонентов которых
возможно создание металлокерамических композиций со связкой
на основе железа. Учитывая узость области двухфазного равновесия
[379] MelvB2 — Fe, следует большое внимание уделять чистоте дибо-
ридцых фаз, так как в противном случае появляются бориды железа,
способствующие снижению механических свойств последних.
Большинство политермических разрезов квазибинарнмх систем
Ме'В — Me" построено, известны--влетав и температура эвтектики.
Квазибинарные разрезы тройных диаграмм третьей группы образу¬
ются в основном в тех системах, в которых одним компонентом явля¬
ется металл VIa группы (хром, молибден, вольфрам), металл Vila
группы или железо, а другим компонентом является диборид, обра¬
зованный металлами IVa группы (титан, цирконий, гафний). Во всех
изученных системах эти разрезы представляют простые эвтектические
диаграммы.
182
Низшие боридные фазы сосуществуют с переходными металлами
в виде эвтектических смесей (см. табл. 42), т. е. образуют типичные
керметы, которые можно назвать эвтектическими. Переходные ме¬
таллы группы железа, и в первую очередь железо, могут образовы¬
вать керметы и с диборидами металлов IV—VI групп. Это также кер¬
меты эвтектического типа, поскольку диаграммы фазовых равновесий
сплавов железо — диборид имеют эвтектический характер. В работе
13991 для систем эвтектического типа установлены эмпирические за¬
висимости между составом эвтектики, ее температурой и температу¬
рами плавления тугоплавких соединений и Me":
In С, = 0,9-2 i-;
1 M
(Х.1)
= 1,11 — 0,4 .
7M Уб
(Х.2)
Здесь C9— молярная концентрация диборида в сплаве эвтектичес¬
кого состава; Т&, Ttt, T9 — температура плавления борида, металла
и эвтектики, К. Определение температур плавления эвтектик необ¬
ходимо как для оценки допустимого температурного уровня эксплу¬
атации керметов, так и для рациональной организации технологии
его получения.
По данным работы [400], эвтектические сплавы железа с TiB2,
ZrB2, HfB2 содержат соответственно 7,8 % TiB2, 12,5 % ZrB2, 21 %
HfB2 и имеют температуры плавления 1340, 1275 и 1265 °С. На этой
основе были разработаны жаропрочные сплавы — боролиты.
В компактном виде дибориды очень медленно взаимодействуют
с железом. В связи с этим на основе сплавов диборида циркония с
молибденом и вольфрамом разработаны высокотемпературные мате¬
риалы, применяемые в качестве защитных чехлов термопар для из¬
мерения температуры стали в мартеновской печи и синтетического
чугуна в миксере с индукционным обогревом [140, 2181.
Боридообразующие непереходные металлы подгруппы бериллия
и алюминия практически не могут взаимодействовать с диборидами
переходных металлов, так как их боридные фазы имеют слишком ма¬
лые величины термодинамических свойств [71, 313, 359, 4571.
Стабильность диборидов в расплавленных непереходных метал¬
лах позволила разработать специальные огнеупорные материалы для
испарителей металлов в вакууме, работающие при температурах до
1600 0C [201, 296, 475].
По данным диаграмм состояния и термодинамических оценок
можно представить следующие группы керметов на основе боридов:
1) бориды и металлы, не образующие боридов,— TiB2—Cul AlB2 —
Cu, TiB2 — CuAl, TiB2 — CuNi; 2) бориды переходных металлов
и непереходные металлы, образующие бориды,— TiB2 — Alj 3) бо¬
риды переходных металлов и переходные металлы (эвтектические
керметы) — TiB2 — Ti, TiB2 — Fe.
2. Твердофазное взаимодействие
боридов с металлами
До I960 г. данные систематических исследо¬
ваний взаимодействия тугоплавких соединений с тугоплавкими ме¬
таллами в твердой фазе практически отсутствовали. В последние де¬
сятилетия с целью получения высокотемпературных керметов, а
также различных жаропрочных сплавов и наплавочных материалов
изучено твердофазное взаимодействие тугоплавких материалов.
Бориды довольно активно реагируют как с тугоплавкими металлами,
так и с металлами группы железа. Результаты исследований твердо¬
фазных взаимодействий тугоплавких боридов с тугоплавкими метал¬
лами представлены в табл. 85 [49].
По данным работы [49], контактные реакции между порошко¬
образными боридами и компактными тугоплавкими металлами (нио¬
бием, танталом, молибденом, вольфрамом) начинаются уже при
1200—1300 0C. Наиболее устойчивой оказалась пара TiB2 — W,
между компонентами которой не наблюдается взаимодействия даже
при 1800 0C. Наименее устойчив в контакте с указанными металлами
диборид циркония. Если составить ряды убывающей контактной
устойчивости боридов по отношению к металлам (по температурам
начала реакций), то в целом бориды располагаются следующим обра¬
зом (хотя термодинамическая оценка возможных реакций борид —
металл предполагает иной ряд): TiB2 W2B6 TaB2 -► Mo2B6 -*■
-*• ZrB2. Температуры начала реакций тугоплавких металлов с бори¬
дами составляют 0,4—0,6 от температуры плавления металлов (в К),
причем самое низкое значение относительных температур начала
реакции (0,4 Тпл) относится к наиболее тугоплавким металлам —
вольфраму и танталу.
В работе [356] оценены эффективные значения энергии активации
процессов образования новых фаз при взаимодействии тугоплавких
металлов с боридами (табл. 86). Эти значения в ряде случаев превы¬
шают значения энергии активации при диффузии бора в те же метал¬
лы примерно в 1,5—2 раза. Корреляции между полученными значе-
Таблица 85. Температура начала реакцни между Nb, Ta, Mo, W н боридами
в вакууме, °С* (время контакта 5 ч) [49]
Металл
Борид
TiB3
ZrB1
TaB3
Mo3B1
.
W.B,
Nb
1300**
1200*
1400 **
1300
1400
Та
1800 ***
1200
1400 ***
1300
1400
Mo
1400
1200
1400 *•
1300
1300
W
1800
1200
1500
1200
1400
* Температура, при которой в течение данного времени контакта на границе разда¬
ла начинает образовываться новая фаза» обнаруживаемая металлографически.
** Время контакта 1 ч.
*** Время контакта 2 ч.
184
Таблица 86. Энергии активации процессов образования промежуточных фаз
при нагреве тугоплавких металлов в контакте с боридами, кДж/моль [356]
Металл
Борид
TlB2
Zr B2
TaB2
Mo2Bb
W2Bb
Nb
230
352
771
373
205
Та
578
419
205
201
712
Mo
188
570
47
138
921
W
172
310
146
595
Таблица 87. Температура начала появления жидкой фазы при контактном
взаимодействии в системах Ni (Pe) — борид, °С* (вакуум, время коитакта 1 ч)
[224, 407]
Борид
Металл
TiB2
ZrB2
CrB2
MoB2
Fe
1300
Без изменения
1100
1100
Ni
1000
1000
1000
1000
ниями энергии активации и температурами начала реакций автору
установить не удалось.
Проведено исследование контактного взаимодействия диборида
титана с тугоплавкими металлами — титаном, цирконием, ванадием,
ниобием, танталом, молибденом, вольфрамом в интервале температур
800—2300 0G [356]. Показано, что температуры начала реакций меж¬
ду TiB2 и тугоплавкими металлами монотонно повышаются с повы¬
шением температур плавления металлов. Определен фазовый состав
продуктов реакции в порошковых смесях. Установлено, что при по¬
вышении температуры опыта TiB2 сначала переходит в фазу TiB,
а затем в Ti2B. При этом образуется ряд промежуточных фаз, пред¬
ставляющих собой бориды исследуемых металлов. Фазовый состав
слое» на контактных металлах, определенный методом микротвердос¬
ти, в большинстве случаев соответствует фазовому составу смесей
порошков, определенному рентгенографически при систематическом
исследовании взаимодействия TiB2 с Ti, Zr, V, Nb.
В работах [224, 407] исследовалась устойчивость железа и никеля
в контакте с тугоплавкими боридами в процессе нагрева при темпе¬
ратурах 900—1400 °С в вакууме 1,3 • IO-2 Па в течение 1 ч (табл. 87).
На основании полученных результатов сделан вывод, что расплав¬
ление металлической фазы в контакте с тугоплавкими соединениями
обусловлено легкоплавкими эвтектиками, образующимися вследствие
диффузии неметаллического компонента тугоплавкого соединения
в исследуемый металл. Наиболее устойчивыми соединениями по от¬
ношению к железу и никелю являются нитриды и оксиды, наименее
устойчивыми — бориды и силициды.
185
При взаимодействии боридов с одноименными металлами образу¬
ются низшие боридные фазы и твердые растворы бора в металле
(TiB2 - Ti, TaB2 - Ta, Mo2B5 - Mo, W2B5 - W) (329, 330]. G раз¬
ноименными металлами бориды взаимодействуют с образованием но¬
вых боридных фаз, при этом исходная фаза обедняется бором и пере¬
ходит в низшее состояние, если оно существует (при взаимодействии
TiB2 с V образуется V3B2, VB и TiB; TiB2 с Zr — ZrB, ZrB2 и TiB).
В ряде случаев наблюдается взаимное растворение исходной и вновь
образующейся боридных фаз (при взаимодействии TiB2 с Та образу¬
ется твердый раствор TiB2 — TaB2). Тройные фазы обнаружены при
взаимодействии TiB2 с Nb, Mo, W; NbB2 и TaB2 TJ Re.
C металлами группы железа при температурах выше 1000 0G все
бориды активно реагируют с образованием хрупких интерметаллид-
ных фаз; при более высоких температурах в результате появления
легкоплавких эвтектик образец сплавляется. Не установлено взаи¬
модействие до 2000 °С лишь в системе NbB2 — Та.
.. ——3. Жидкофазное взаимодействие "
и смачивание боридов металлами
Критерием контактного взаимодействия яв¬
ляется краевой угол смачивания. На него существенно влияют сре¬
да, в которой жидкий расплав взаимодействует с твердой подложкой,
чистота расплава и подложки, температура испытаний, время вы¬
держки и другие факторы. В работе [107] проведено исследование сма¬
чивания ряда боридов жидкими металлами — никелем и медью. Изу¬
чались горячепрессованные бориды TiB2, VB2, ZrB2, NbB2, TaB2,
CrB2, MoB2. Полученные закономерности смачивания боридов объяс¬
нены с учетом положения атомов металлов, входящих в борпд, в Пе¬
риодической системе элементов Д. И. Менделеева, а также соотноше¬
ний межатомных расстояний. Сравнение краевого угла смачивания
0 и электронно-структурных характеристик боридов (межатомного
расстояния и критерия I/Nn) проведено в табл. 88. Краевой угол
смачивания боридов медью, кремнием и алюминием исследован в ра¬
боте [333], где показано, что медь практически не смачивает бориды.
Кремний образует краевой угол меньше 90°, алюминий смачивает
борид хрома, но не смачивает борид циркония.
Таблица 88. Краевой угол смачивания и структурные характеристики
диборидов [107]
Диборид
rMe-B* А
1
0Си* гРаД
0N1, град
TiB2
2,38
0,167
158
90
ZrB2
2,54
0,125
60
—
VB2
2,31
0,111
145
—
NbB2
2,93
0,063
125
—
CrB2
2,29
0,067
50
H
Mo2B8
2,35
0,050
““
8
186
Таблица 89. Краевые углы смачивания сплавов на основе боридов жидкими
металлами (в вакууме) [200]
Борид — бор
Металл
т оС
t, МИН
9, град
TiB2-IO % в
Cu
1120
30—50
во
Ag
1000
30—50
136
Al
705
30—50
159
Fe
1580
30—50
13
Со
1530
60
10
ZrB2-2 % В
Cu
1120
30—50
144
ZrB2-5 % В
Cu
1120
30—50
152
ZrB2-10% В
Cu
1120
30—50
130
ZrB2-25% В
Cu
1120
30-50
136
ZrB2-2 % В
Ag
1000
60
134
ZrB2-5 % В
Ag
1000
60
142
ZrB2-10 о/о В
Ag
1000
60
145
ZrB2-25% В
Ag
1000
60
141
ZrB2-2 % В
Al
720
30—50
163
ZrB2-5 % В
Al
720
30—50
159
ZrB2-25% В
Al
720
30—50
165
ZrB2-2 % В
Fe
1580
30—50
31
ZrB2-5 % В
Fe
1580
30—50
29
ZrB2-10% В
Fe
1580
30—50
44
ZrB2-25 % В
Fe
1580
20—50
21
ZrB2-2 % В
Со
1490—1530
30—40
40
ZrB2-5 % В
Со
1490—1530
30—40
42
ZrB2-10% В
Со
1490—1530
30—40
36
ZrB2-25% В
Со
1490—1530
30—40 ,
29
ZrB2-2 % В
Ni
1455—1500
30—50
43
ZrB2—5 % В
Ni
1455—1500
30—50
44
ZrB2-IO о/о В
Ni
1455—1500
30—50
55
ZrB2-25 «/о В
Ni
1455—1500
30—50
68
Следует отметить работы [200, 456], в которых изучено смачива-
вио боридов жидкими металлами в различных газовых средах, а
также исследовано влияние добавок бора в бориды на краевой угол
смачивания. Однако однозначной закономерности влияния бора на
смачивание медью, алюминием и оловом установить не удалось
(табл. 89).
Авторами работы [134] определены значения краевых углов сма¬
чивания боридов СгВ, CrB2 и TiB1 TiB2 жидким никелем, железом
и их сплавами в зависимости от температуры, времени нагрева, со¬
держания углерода и бора.
Исследованы условия спекания борида титана с добавками 3,6
и 10 % Ni, а также 3 % Ni — 3 % Fe, выявлена возможность созда¬
ния малопористых металлокерамических материалов на основе бори¬
да титана, которые могут быть использованы в различных отраслях
техники как износо- и термостойкие, твердые и жаропрочные матери¬
алы. В табл. 90 сведены обобщенные в работах [108, 134, 200,
333, 408, 456] данные по смачиваемости тугоплавких боридов рас¬
плавленными металлами и сплавами. Систематическое исследование
смачивания боридов металлов IV—VI групп переходными металлами
181
142
136
3-1
58
155
121
114
160
34
132
130
134
75
118
15
13
0
0
0
3
25
26
10
0
64
100
38,
100
0
138
3-3
5—3
142
13
136
160
107
44
127
104
НО
127
56
122
55
50
50
78
42
Краевые углы смачивания тугоплавких боридов
134, 200, 333, 408, 456]
Металл
Cu
Cu
Cu
Cu
Cu
Я
Al
Al
Si
Sn
Pb
Bi
Mn
Fe
Fe
Fe
Fe
Fe
Fe
Со
Со
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Cu
Cu
Cu
Cu
&
Al
Al
Si
Sn
Sn
Pb
Bi
Mn
Fe
Fe
Fe
Со
Ni
Ni
Г, eC
Среда
1100—1500
Apron
1120
Вакуум
1100
Аргон
1120
»
1120
Вакуум
1000
»
300
»
1000
»
700
»
1450
Аргон
400
»
400
Вакуум
400
»
1270
Аргон
1550
1340
Вакуум
1440
»
1540
»
1500—1700
»
1580
»
1490
»
1550
»
1300
»
1400
»
1500
»
1460
Аргон
1480
Гелий
(в момент плавления)
1480
»
(в момент плавления)
1480
Вакуум
(в момент плавления)
1300—1500
»
1100
Аргон
1100-1400
»
до 1120
»
1120
Вакуум
1000
»
300
»
720
ь
1000
»
1450
Аргон
400
Вакуум
280
»
400
400
»
1270
Аргон
1550
»
1550
Вакуум
1580
»
1550
Аргон
1460
»
1455-1500
Вакуум
Продолжение табл. OO
Борид
’Металл
т. °с
Среда
0, град
Ni
1500
Аргон
42
Ni
1500
Вакуум
42
VBa
Cu
1100—1400
Аргон
150-114
TfiBj
Cu
1100—1400
»
131—122.
Ag
1100—1400
»
77-47
Ag
1300
»
118
CrB
Ni
1220—1320
Вакуум
0
Fe
1460—1660
»
0
CrBa
Cu
1480
Гелий
50
Cu
1100
»
25
Cd
300
Вакуум
112
Al
1000
»
58
Si
1450
Аргон
44
Sn
400
Вакуум
147
Pb
400
»
! 135
Mn
1270
Аргон
0
Fe
1550
»
25
Со
1550
76
Ni
1460
»
40
Ni
1480
Гелий
И
Ni
1350
Вакуум
9
Ni
1450
»
7
Ni
1550
»
6
Fe
1320
9«
Fe
1420
»
6
Fe
1520
»
21
MoBa
Ni
1400
Гелий
8
MojBg
Cu
1100
Аргон
1 127
Cd
300
Вакуум
140
Si
1450
Аргон
60
Sn
400
Вакуум
135
Pb
400
»
120
Bi
400
»
133
Mn
1270
Аргон
0
Со
1550
»
85'
Со
1460
»
75
Cu
1100
»
GO
Cd
300
Вакуум
138
Si
1450
Аргон
75
Sn
400
Вакуум
105
Pb
400
»
102
Bi
400
»
115
Mn
1270
Аргон
22
Со
1550
»
97
Ni
1460
»
84
189*
Таблица 91. Краевые углы и энергетические характеристики смачивания
боридов расплавленными элементами Io — V6 подгрупп и переходными металлами
группы железа [320, 322, 323, 383]
Сорид
Металл
т, °с
0,
град
Wa,
МДж/м*
(мол)*
кДж/моль
Вакуум
Apron
тта
Cu
1100—1300
143—124
596
31,35
ZrBa
Cu
1100—1300
—
135—132
452
24,2
NbB4
Cu
1100—1300
—
109—95
910—1914
49—104
CrBa
Cu
1100—1300
—
26-15
2646
131,6
Mo2Ba
Cu
1000
—
0
—
—
W2B5
Cu
1000—1200
—
104-93
1280
92,0
TiB2
Ga
800
115
—
407
21,7
ZrB2
Ga
800
117
—
386
21,3
NbBa
Ga
200—500
109—101
—
575
31,3
CrBa
Ga
200—500
128—123
—
322
15,8
TiBa
In
300—500
—
124
246
13,1
ZrBa
In
300—500
—
114
330
18,0
HfB2
In
300—500
114
—
330
20,0
NbB2
In
300—500
133
—
177
9,6
TaB2
In
300—500
—
117
305
18,4
CrB2
In
300—500
—
100—97
462—670
14,2—33,0
W2B5
In
300—500
0
130
199
14,2
TiB2
^монокр
1500
—
15
1690
88,6
W2B5
®*монокр
1500
—
22
1650
117,8
ZrB2
Ge
1000
—
102
476
26,0
HfBa
Ge
1000—1100
141—140
—
140
8,4
NbBa
Ge
1000
60
—
900
49,3
Ge
1000
—
66
860
46,8
CrBa
Ge
1000—1200
—
126—23
1150
57,3
Mo2B5
Ge
1000
28
—
ИЗО
62,7
Ge
1000
—
28
ИЗО
62,7
W2B5
Ge
1000—1200
—
128
318
22,5
TiB2
Sn
250
—
114
330
17,1
ZrB2
Sn
250—600
—
101
365
31,7
NbB2
Sn
250—600
—
102
440
25,0
CrB2
Sn
250—600
—
100
460
23,0
Mo2B5
Sn
250—600
—
100
460
25,5
W2B5
Sn
250—800
—
104—92
420—535
29,3—37,6
TiB2
Pb
350-800
—
106
350
18,8
NbB2
Pb
350—800
—
125
200
12,5
CrB2
Pb
350—800
—
124
210
10,5
TiB2
Bi
320
—
141
НО
12,5
NbB2
Bi
320
—
НО
320
16,7
W2B5
Bi
320
—
128
250
10,5
TiB2
Al
900—1250
140—38
—
220—1650
12,5-58,5
ZrB2
Al
900—1250
106-60
—
650—1650
35,5-41,8
HfB2
Al
900—1250
134—60
—
280—1650
16,7—96,1
NbB2
Al
900—1250
125—0
—
390
21,0
TaB2
Al
900—1250
138—0
—
235
14,8
CrB2
Al
900—1100
107—102
—
650—730
32,6-33,4
Al
1250
0
—
—
—
Mo2B5
Al
900—1250
134-0
—
284
16,7
Tillt
Fe
1550-г1670
62
92
2620
138,0
ZrB2
Fe
1550
72
102
2350
129,0
HfB2
Fe
1550
100
98
1461
85,7
VB2
Fe
1400
17
—
3480
180,1
NbBa
Fe
1450
0
31-0
3500
188,1
190
Продолжение табл. 91
Борид
Металл
г, °с
0, 1
град
МДж/м*
(мол)»
кДж/моль
Вакуум
Аргон
TaB2
Fe
1500
0
0
3500
188,1
CrB2
Fe
1540
30
3300
38,4
Mo2B5
Fe
1540
0
—
3500
309.7
W2B5
Fe
1550
0
0
3500
251,2
TiB2
Ni
1480—1000
20
72
3200
170,5-
ZrB2
Ni
1480—1600
65
78
2430
132,9
HfB2
Ni
1480—1600
99
99
1430
83,6
VB
Ni
1450
0
0
3500
181,4
NbB2
Ni
1450
—
24
2450
132,5
CrB2
Ni
1450
20
21
3310
160,5
Mo2B5
Ni
1450
0 /
0
_
—
W2B5
Ni
1450
4
—
3400
242,8
TiB2
Со
1500—1600
20
64
3500
167,2
ZrB2
Со
1500—1600
63
81
2640
145,0
CrB2
Со
1500
15
28
3550
171,4
M O2B5
Со
1500
—
22
—
310,1
W2B5
Со
1600
19
94
—
250,8
VB2
Со
1500
0
0
—
—
NbB2
Со
1500
0
0
3460
—
TaB2
Со
1500
0
0
3500
—
D
^МПНПКП
Fe
1550
45
—
3060
70,6
лилиПр
Fe
1450
15
3500
81,5
1<руппы железа и непереходными металлами 16 — V6 подгрупп про¬
ведено в работах [320,322, 323, 383]. Изучена кинетика взаимодей¬
ствия в этих системах, рассчитаны работы адгезии и межфазная по¬
верхностная энергия, исследованы температурные и временные зави¬
симости краевого угла смачивания. Обзор полученных результатов,
приведенных в табл. 91, обнаруживает различный характер смачи¬
вания боридов металлов IV—VI групп расплавленными металлами.
Эти различия определяются электронным строением, структурой и
прочностью химических связей контактирующих фаз. Как видно
из табл. 91, непереходные металлы 16 — V6 групп — медь, галлий,
индий, олово, свинец, висмут, за исключением кремния и алюминия,
не смачивают бориды, молярная работа адгезии составляет 10—
20 кДж/моль. Эти системы характеризуются физическим типом вза¬
имодействия (типа Ван-дер-Ваальса). G точки зрения электронного
строения металлоподобные бориды проявляют донорные свойства.
Для систем борид—непереходный металл реализуется система донор —
донор, что и обусловливает отсутствие взаимодействия между ними.
Хорошая смачиваемость боридов тугоплавких металлов жидким
кремнием и алюминием объясняется [322] следующим образом.
Кремний и алюминий относятся к sp-элементам и в жидком состоя¬
нии проявляют донорные свойства, однако ввиду более высокого
значения главного квантового числа sp-электронов и меньшего зна¬
чения потенциала ионизации способны отдавать валентные электро¬
ны атомам бора, что и подтверждается их высоким химическим срод¬
ством к бору.
Краевые углы смачивания непереходными металлами тугоплав¬
ких боридов по группам увеличиваются в рядах (см. табл. 91):
т. е. возрастают с увеличением главного квантового числа. Увеличе¬
ние интенсивности смачивания (уменьшение краевого угла) просле¬
живается в ряду MeivB2 -*• MevB2-* MevlB2. В таком же направлении
изменяются и термодинамические характеристики: уменьшаются
т^шничь-образования, энергия атомизации, энтропия соответству-
'ющпх боридов.
Металлы семейства железа смачивают металлоподобные бориды,
образуя контактные углы меньше 90° (см. табл. 91). Работа адгезии
для них составляет 100—300 кДж/моль, что свидетельствует о хими-
-ческом взаимодействии между контактирующими фазами.
Межфазная поверхностная энергия уменьшается при переход^1
от железа к никелю для диборида циркония от 2400 до 2200 МН/м,
соответственно растет интенсивность химического взаимодействия.
По данным работы [320], дибориды металлов IVa — VIa подгрупп
взаимодействуют с металлами семейства железа с образованием твер¬
дых растворов, боридных фаз переходных металлов (Fe2B, Ni3B)
и сложных боридных фаз (NbNiB2, Cr2NiB4). Установлена аналогия
во взаимодействии боридов и монокристалла бора с металлами груп¬
пы железа. Химическое взаимодействие в системах борид—металл
группы железа происходит в основном между жидким металлом и ато¬
мами бора. Однако из-за наличия достаточно прочной связи металл —
€ор в бориде взаимодействие металлов группы железа с ними проис¬
ходит менее интенсивно, чем с чистым бором.
Интенсивность смачивания боридов жидкими металлами группы
железа растет в ряду MeivB2 -* MevB2 -* MeviB2, а также в ряду Fe -►
-* Со —► Ni для соответствующего борида.
Металлы группы железа, имеющие высокую степень локализации
d-электронов, которая сохраняется при переходе в жидкое состоя¬
ние, проявляют акцепторные свойства, стремясь достроить d-оболоч¬
ку до конфигурации d10. Бориды металлов IVa — VIa подгрупп
являются донорами электронов.
Таким образом, в системах тугоплавкий борид — жидкий металл
группы железа реализуется система донор — акцептор, что и обес¬
печивает активное химическое взаимодействие между ними.
Влияние добавок бора, углерода, молибдена и хрома на межфаз-
цое взаимодействие в системах тугоплавкий борид — жидкий сплав
исследовано в работах [58, 321]. Установлено, что бор и углерод —
межфазно-инактнвные добавки. Растворяясь в металле группы желе¬
за, они препятствуют растворению бора из боридной фазы в сплаве,
служат своеобразным диффузионным барьером для бора и снижают
-степень взаимодействия боридной фазы в контакте с жидким сплавом
TiB2 ZrB2
VB2 -> NbB2
CrB2 -* Mo2B5
2^5»
(рис. 65, 66)
Рис. 65. Концентрационные зависимости краевого угла смачивания
диборида циркония сплавами Fe-B (1), диборида титана спла¬
вами Ni — C (2) и Ni — Cr (5)
Рис. 66. Концентрационные зависимости энергетических характерис¬
тик смачивания:
работа адгезии для систем TIB, — (Nl-C) (J) и ZrBt — (Fe—В) (В); межфааная по¬
верхностная энергияутж для систем TiBt — (Ni-CHi)HZrBt — (Fe—В) (*)
На основании проведенных исследований по контактному взаимо¬
действию тугоплавких боридов с жидкими металлами и сплавами мо¬
гут быть обоснованы области применения их в качестве огнеупорных
материалов, в частности для жидких сталей, чугунов, железоборио
тых и никель-углеродистых сплавов.
Хром и молибден — межфазно-активные добавки. Они улучшают
смачиваемость боридов за счет растворения компонентов расплава
в твердой боридной фазе. Добавки хрома и молибдена имеют высокое
сродство к бору, образуют соответствующие бориды.
В работе [58] установлено, что добавки хрома и молибдена увели¬
чивают адгезию жидкого сплава к боридной фазе, проявляют значи¬
тельную межфазную активность, растворяясь в бориде с образова¬
нием твердых растворов. При этом наблюдается уменьшение раство¬
рения бора из боридной фазы в жидком сплаве.
По данным работ [58, 59], добавки кремния, введенные в жидкий
пикель, также являются межфазно-активными, ускоряющими про¬
цессы растворения компонентов жидкой фазы в твердом бориде.
В результате исследований по поверхностным свойствам на границе
тугоплавкий борид — жидкий сплав определены сплавы на основе
никеля, которые могут быть использованы в качестве адгезионно-ак¬
тивных связок для создания износостойких керметов (Ni — Mo,
Ni - Cr, Ni - Si).
В настоящее время наряду с традиционными вольфрамсодержа¬
щими твердыми сплавами в качестве износостойких наплавочных ма¬
териалов все шире применяются тугоплавкие соединения, в частности
металлоподобные бориды. В работе [118] исследовано взаимодействие
защитных наплавочных боридных покрытий с жидкими ферросплава-
7 5-28С
19Я
Рис. 67. Кинетика изменения контактного уг¬
ла для системы TiCrB2 — медно-никелевые
сплавы (температура HOO0C):
I — CKl (Си — 90 %, Ni — 5 %, Mn — 5 %); 2 —
СК2 (Си — 79,5 %, Ni — 13,5 %, Mn — 7 %); 3 —
СКЗ (Си — 44,5 %, Ni — 26,5%, Mn — 28,5); 4 —
СК4 (Си — 60 %, Ni — 20 %, Mn — 20 %)
ми. В результате предложены добавки
меди (около 10 %) и никеля (примерно
10—20 %) в ферросплавы, способству¬
ющие улучшению адгезии подслоя на
основе ферросплавов к тугоплавкой со¬
ставляющей (бориду).
В работе [52] приведены данные по
смачиванию жидкими металлами (Cu,
Sn, Si, Fe, Ni, Со) двойного борида тита¬
на — хрома (TiCr) B2 — перспективного
наплавочного материала, который наря¬
ду с высокими прочностными свойствами обладает меньшей хруп¬
костью по сравнению с чистыми боридами, а по износостойкости
приближается к твердым сплавам. Установлено, что (TiCr)B2 прак¬
тически не смачивается непереходными металлами, а с переходными
металлами группы железа взаимодействует с образованием соот¬
ветствующих боридных фаз и твердых растворов. Определены пре¬
делы растворимости металлов в двойном бориде.
Взаимодействие двойного борида с ферросплавами исследовано
в работе [225]. Феррокремний не смачивает двойной борид, образуя
на его поверхности краевой угол смачивания более 90°. Для улучше¬
ния адгезионных свойств сплава в FeSi вводились добавки — медь
и никель. Установлено, что наибольшей адгезией к двойному бориду
обладают сплавы с добавками 3 и 50 % меди. Добавки никеля зна¬
чительно уменьшают краевой угол смачивания (TiCr) B2 ферросили¬
цием.
При содержании до 20—40 % Ni в ферросилиции краевой угол
уменьшается до 45°. Добавка никеля в ферросилиций является меж-
фазно-активной. Растворение никеля в боридной фазе способствует
понижению Утж в зоне контакта, что приводит к уменьшению крае¬
вого угла смачивания.
Медно-никель-марганцевые сплавы (мельхиоры) представляют
интерес в качестве подслойного материала для наплавки двойного
борида на стальные конструкции, так как имеют низкую температу¬
ру плавления (около 1100 0C), при которой структурные изменения
в стальной матрице не происходят. В работе [117] установлено, что
мельхиоры смачивают двойной борид с образованием контактных
углов меньше 30°. Кинетика изменения контактного угла взаимодей¬
ствия приведена на рис. 67. C увеличением содержания никеля и мар¬
ганца в сплаве наблюдается улучшение растекания сплава по по¬
верхности двойного борида. Оптимальным сплавом, проявляющим
максимальную адгезию к бориду, является СК4, содержащий около
60 % Си, 20 % Ni, 20 % Mn.
194
4. Применение
Известен износостойкий наплавочный мате¬
риал на основе (TiCr) B2 [12], в который с целью повышения его ме¬
ханических свойств, смачиваемости при наплавке и повышения ка¬
чества наплавленного слоя вводят никель (4,5—19 %) и молибден
(0,5—4 %). Добавка никеля и молибдена активирует процессы спе¬
кания материала, способствует получению мелкозернистой структу¬
ры, повышению пластичности. При этом материал не теряет своей
износостойкости. Кроме того, молибден связывает избыточный бор,
образуя твердые растворы и препятствуя его выделению в газооб¬
разном виде при наплавке и пайке. Твердый материал такого типа,
по мнению авторов работы [12], может быть получен любыми спосо¬
бами порошковой металлургии (методом термопластичных шлике¬
ров, сплавлением или любым другим). Предложенный материал мо¬
жет быть применен в качестве твердой составляющей композицион¬
ных сплавов для наплавки деталей металлургического, химического
и другого оборудования, а также для изготовления резцов, пил,
протяжек.
Этот состав может входить в другие материалы в виде гранул,
из которых на 40—90 % состоит наплавочный композит, и наплавоч¬
ного сплава-связки на медной основе с содержанием никеля 10—30%,
марганца — 10—35 %, или на никелевой основе с содержанием бора
1_4 %, хрома — 12—25 %, кремния — 1,5—4 %, или любой дру¬
гой легкоплавкой связки. Износостойкость разработанного напла¬
вочного сплава в 5 раз превышает износостойкость сплава типа сор-
майт и приближается к износостойкости сплавов, содержащих гра¬
нулы литых карбидов вольфрама либо двойных боридов титана—
хрома. Резкое снижение брака в образцах, наплавленных с гранула¬
ми нового материала, происходит в результате улучшенной смачи¬
ваемости твердых зерен сплавами-связками.
Композиционный материал на основе (TiCr) B2 обладает свойства¬
ми, близкими к свойствам вольфрамсодержащих твердых сплавов.
Износостойкий материал, содержащий (TiCr) B2 и связку Cu-Ni —
Таблица 92. Физико-механические свойства сплавов [164]
Показатель
(TiCr) В,
Сплав на основе (TiCr) В,
со связкой
ВК15
Ni
Cu
Cu — Ni
Плотность, г/CM3
4,5
4,6
4,4
5,1
13,9
Удельное электросопротив¬
ление, Ом*м
Твердость по Роквеллу HRA
32,8*10-*
—
—
24,6*10-*
17*10-*
92,0
90
82
93,0
86,0
Твердость по Виккерсу HV,
ГПа
—
19
13
24,5
10,4
Микротвердость Яд, ГПа
28,0
17
—
19,7
14,0
Прочность при сжатии,
МПа
1500
1200
2000
3600
195
Таблица 93. Свойства сплавов ва основе боридов молибдена и вольфрама [217]
Состав сплава
ф®. %
HRA
°сж,
МПа
°изг»
МПа
E. ю—
ГПа
Борид
Связка
W2Be — пермаллой
96,0
4,0
92
1560
620
41,35
93,0
7,0
87
1400
620
46,0
90,0
10,0
87
1420
500
46,6
86,0
14,0
85
1400
500
52,0
80,0
20,0
82
1200
400
50,0
70,0
30,0
80
1000
300
—
50,0
50,0
76
800
300
_
W2B5 — нихром
80,0
20,0
90
1100
,—
41,0
75,0
25,0
94
1190
—
40,0
Mo2B6 — пермаллой
80,0
20,0
89
1380
600
36,0
90,0
10,0
80
1200
560
37,0
Mo2B6 — нихром
55,0
15,0
80
1100
400
—
80,0
20,0
82
900
480
Mn, используют для упрочнения больших поверхностей металлур¬
гического оборудования (например, конусов доменных печей) мето¬
дом наплавки [220]. В работе [164] сплав (TiCr) B2 с медно-никелевой
связкой, полученный горячим прессованием, авторы рекомендуют
в качестве композиционного материала для изготовления деталей
машин и механизмов, приборов, устройств, подверженных значи¬
тельному износу. Физико-механические свойства чистого (TiCr) B2,
сплавов на его основе и, для сравнения, твердого сплава марки ВК15
приведены в табл. 92. Сплав на основе двойного диборида титана—
хрома с медно-никелевой связкой обладает хорошими физико-меха-
иическими свойствами и имеет относительную износостойкость,
в 2 раза большую, чем стандартный сплав ВК15.
Бориды переходных металлов IV группы перспективны в качестве
износостойкого компонента твердых сплавов в сочетании с переход¬
ными металлами V и VI групп, которые образуют с бором изоморфные
фазы или дают с металлами борида твердые растворы. Они должны
обладать повышенной пластичностью, так как растворение металлов
V и VI групп в бориде металла IV группы ослабляет межатомную
связь в бориде [326]. В работе [116] методами дюрометрического и
рентгенофазового анализа, микромеханических испытаний и испыта¬
ния на абразивное изнашивание исследованы износостойкость и
механизм разрушения сплавов, полученных горячим прессованием
порошков ниобия и диборида циркония (при введении в сплав 10—
90 % диборида циркония). Установлено, что сплав ниобия с дибори*
дом циркония, содержащий 40 % диборида циркония, характеризу¬
ется максимальной твердостью (28,9 ± 0,2 ГПа), пластичностью
и стойкостью против абразивного износа.
В работе [217] исследованы сплавы на основе высших боридов
вольфрама и молибдена, предназначенные для электроискрового ле¬
гирования быстроизнашивающихся стальных поверхностей, работа¬
ющих в окислительных средах при повышенных температурах. В ка¬
честве связок изучены пермаллой и нихром. Сплавы готовили мето-
196
Таблица 94. Свойства материалов на основе борндов [174]
Состав
Характеристика
Cr1B - во %
Cr — Mo (50 : 50)
CrB - 80 %
Cr - Mo (50 : 50)
TiB1 —80%
Cr-W (80 :2.1)
Плотность, г/см3
7.51
7,75
6,95
Температура спекания, 0C
1460
1555
1500
Твердость HRA
Прочность при изгибе, МПа:
84,0
80,5
91,5
при 200C
450-710
515—585
200-665
980 °С
600—715
610—735
440—510
1200 °С
Окалиностойкость при 1000 0C
на воздухе (привес после вы¬
держки 100 ч), мг/см*
Длительная прочность при
1000 °С и выдержке 100 ч,
595-740
615-656
640-675
0,5-2,4
3,3
5,5
МПа
500
450
500
дом горячего прессования. Установлено, что износостойкость спла¬
вов на основе боридов больше, чем твердого сплава ВК8 (табл. 93),
окалиностойкость выше, чем у боридов. Наибольшей окалиностойкос-
тью обладает сплав па основе W2B5 со связкой 25% иихрома. При
окислении сплавов происходят сложные процессы окисления их со¬
ставляющих с образованием оксидов и нитрида бора. Окалина состо¬
ит из нескольких слоев, поверхностный слой — из нитрида бора.
Исследования электроискровых покрытий из сплавов на стали
У8 показали, что нанесенный слой обладает высокой твердостью
(наибольшая 35 000 МПа), окалиностойкость покрытий возрастает
с повышением содержания связки (до 25 % нихрома для сплава на
основе борида вольфрама).
Перспективны для применения в условиях высоких температур
материалы на основе боридов хрома и титана со связующим металлом
[174]. В качестве связующих используются хром и хромомолибдено¬
вый или хромовольфрамовый сплав. Добавки молибдена повышают
предел ползучести при высоких температурах. В табл. 94 приведены
состав и свойства этих материалов. На основе тугоплавких боридов
созданы керметы, которые могут быть использованы как огнеупор¬
ные материалы.
Материал на основе диборида титана, предложенный в работе
[8], обладает повышенной коррозионной и термостойкостью. В
него введен алюминий при следующем содержании исходных компо¬
нентов, %: алюминий — 8—10, диборид титана — 35—73, нитрид
бора — остальное. Введение алюминия позволяет улучшить спекае-
мость шихты и получить плотный материал с высокой коррозионной
стойкостью и удельным сопротивлением (1,2-=-4) • 10~5 Ом • м. При
взаимодействии алюминия с нитридом бора образуется нитрид алю¬
миния, обладающий высокой стойкостью к парообразному и жид¬
кому металлу. Он заполняет поры и уменьшает пористость изделий
до 4—5 %. Кроме того, введение алюминия активирует спекание
197
Таблица 95. Основные характеристики металлокерамического огнеупорного
материала [8]
Состав, %
Плотность,
г/см*
Пористость.
%
Удельное электросопротив¬
ление, Ом-м
BN
TIB,
I А»
• 20 0C
1600 °с
45,0
45,8
9,2
2,64
14,80
1,62-10—4
2-10-*
38,7
52,6
8,7
2,61
11,20
4,3-10-»
7,2-10-*
34,7
56,8
8,5
3,28
2,85
1,33-10-»
1,7-10-*
Табл и ц а 96. Свойства керамического материала для испарительных
элементов [23]
Содержание ко
тов, %
Эвтектическая
смесь (40,2 %
TiC - 59,8 %
TiB,)
мпонен-
WC
^общ
Cf, MKM
П. %
V-ю».
кг/м*
РЛ-10-*.
Ом -м
аизг»
МПа
93
7
8,80
1,2
0,2-0,4
4,95
15,20
750—800
95
5
8,60
2—4
1,0-2,0
4,75
26,77
700
98
2
13,43
5—7
. 1,5-2,0
4,63
75,80
550
материала за счет образования жидкой фазы в процессе горячего
прессования. Предложенный кермет получают горячим прессо¬
ванием при температуре не более 1700—1800 0C. Основные харак¬
теристики этого материала представлены в табл. 95.
В работе [23] описан керамический материал для испаритель¬
ных элементов, используемых при нанесении покрытий в электрон¬
ной технике, а также антикоррозионных покрытий на различные
конструкции машин, работающих в условиях морского и тропичес¬
кого климата. Материал обладает повышенной термостойкостью,
механической прочностью, коррозионной стойкостью к расплавлен¬
ному алюминию. Достигается это тем, что в керамическом материале
для испарительных элементов, содержащем диборид и карбид ти¬
тана, а также карбид тугоплавкого металла, диборид и карбид ти¬
тана находятся в виде эвтектической смеси, а в качестве карбида
тугоплавкого металла используется карбид вольфрама.
Введение в шихту небольшого количества карбида вольфрама
(2—7 %) способствует формированию мелкозернистой структуры.
Карбид вольфрама выполняет роль стабилизатора. При термообра¬
ботке WG растворяется в TiG, сложный процесс гетеродиффузии
TiC WC замедляет рост зерен TiG, которые, оставаясь малыми
по размеру, препятствуют росту зерен TiB2. Материал получают
прессованием с последующим спеканием в вакуумных печах в ва¬
кууме 6,5 • IO-3 Па при 1800—2000 0C в течение 1 ч. Общая порис¬
тость полученных испарителей не более 2 % (табл. 96). Введение
198
карбида вольфрама дает возможность получить мелкозернистую
структуру (1—3 мкм), способную сохраняться длительное время
при высокотемпературной эксплуатации материала испарительных
элементов.
G целью повышения устойчивости к расплавленному алюминию
и его парам, кроме диборида титана (35—98 %), нитрида алюминия
(0,1—10 %), вводят карбид титана (до 40 %), а в качестве тугоплав¬
кого металла — титан (0,5—15 %) [211. Процесс изготовления изде¬
лий включает такие операции: приготовление шихты, прессование
изделий, спекание. Спекание проводят в печи Таммана в две стадии:
1-я — 1850—1900 °С, 2-я — 1900—2000 °С. Испарительные элемен¬
ты обеспечивают увеличение срока службы испарителей и получе¬
ние чистых качественных конденсатов.
ГЛАВА
XI
КЕРМЕТЫ КАРБИД
БОРА - МЕТАЛЛ
Комплексом особо ценных свойств обладает
карбид бора. Это неметаллический высокотемпературный полупро¬
водниковый материал, отличающийся химической стойкостью в
агрессивных средах, высокой износостойкостью, большим попереч¬
ным сечением захвата нейтронов, высокой термо-ЭДС, достаточной
механической прочностью, малой удельной массой. Уступая по
твердости только алмазу и кубическому нитриду бора, он является
одним из наибо.пее твердых известных веществ. Карбид бора — прак¬
тически единственное эффективное соединение, специально вводи¬
мое в защитные материалы с целью повышения их способности
поглощать нейтроны. Обладая уникальными физическими свойст¬
вами, карбид бора является перспективной основой для создания
композиционных керметов для различных областей техники. Это
химически и износостойкие, ударопрочные сверхтвердые материалы
на металлических и керамических связках. Такие гетерофазные
материалы, обладающие комплексом улучшенных свойств, не при¬
сущих исходным компонентам, найдут широкое применение в на¬
родном хозяйстве.
1. Общая характеристика
Керметы карбид бора — металл немногочис¬
ленны. Карбид бора — исключительно реакционноспособное соеди¬
нение, особенно по отношению к переходным металлам при повы¬
шенных температурах [38, 328]. Входящий в его состав бор так же
активен, как и в свободном состоянии, а в некоторых случаях в
присутствии углерода активность его еще выше [214].
Переходные металлы IV—VI групп при температурах 1200—
1700 0C в вакууме и инертной среде реагируют с карбидом бора,
образуя бориды соответствующих металлов различных составов
[214], причем температура образования боридных фаз в вакууме
металлов для V-VI групп понижается с увеличением атомного
номера элемента, в металлах IV группы — повышается [38, 214].
Кобальт, железо, никель при температурах плавления реаги¬
руют с карбидом бора [38]. При температуре 1590 °С никель взаимо¬
200
действует с карбидом бора, образуя три структурные зоны — кар¬
бид бора, промежуточную зону, состоящую из смеси боридов никеля
с выделениями свободного углерода или его карбоборидных фаз,,
л чистого никеля [383].
Кобальт и железо при температурах 1650—1700 0C проявляют
более высокую активность по отношению к карбиду бора. Зона вза¬
имодействия выражена значительно ярче и представляет собой вза¬
имно переплетенные каркасы боридов соответствующих металлов
(в общем случае нескольких) и карбида бора [383].
Жидкая медь при температуре 1100 0C растворяет до 10 % бора
[38, 328]. C повышением температуры растворимость бора в жидкой
меди увеличивается. Существование боридов меди, обнаруженных
некоторыми авторами ранее [315], в последующих работах не под¬
твердилось.
Кремний взаимодействует с бором при температурах 1100—
1370 0C с образованием по крайней мере трех соединений — B4Si,
B3Si, BeSi [319].
Жидкий алюминий не взаимодействует с углеродом до темпера¬
туры 1050 0C. Выше 1100 0C в зоне контакта компонентов начина¬
ется интенсивный рост кристаллов карбида алюминия Al4C3 [214].
По данным работ [133, 215], начало этой реакции приходится на
температуру до 1050 0C. Растворимость углерода в жидком алюми¬
нии незначительна — примерно 0,05 % при 1300—1500 °С; при
температурах 1100—1000 0C — практически равна нулю [370, 371].
Бор с алюминием взаимодействует с образованием двух бори¬
дов — AlB2 и AlB12 [328]. Согласно работам [370, 371], бор заметно
растворяется в жидком алюминии уже при 730 0C (0,22 %); при
1300 0C достигает 4,8 %.
Таким образом, выбор металла-свлвки для керметов на основе
карбида бора — весьма трудная задача. Наиболее перспективно
использование для этих целей непереходных металлов. Многие иэ
них не взаимодействуют с карбидом бора, не смачивают его и не обес¬
печивают прочной связи на границе раздела. Прочная физико¬
химическая связь, т. е. высокое химическое сродство между компо¬
нентами композита — карбидом бора и непереходными металлами —
может быть достигнуто введением адгезионно-активных добавок.
При установлении химических связей между компонентами реали¬
зуется прочная связь на границе раздела. Регулированием коли¬
чества металла-добавки, технологической температуры и времени
можно управлять прочностью связи на границе. Поэтому в качестве
связок керметов на основе карбида бора рационально использовать
медь, алюминий и кремний, а в качестве адгезионно-активных до¬
бавок, увеличивающих адгезию на границах раздела фаз,— пере¬
ходные металлы (титан, цирконий, гафний, кобальт, марганец).
Керметы на основе карбида бора рационально получать методом
пропитки. Метод пропитки пористых каркасов, изготовленных из
неметаллических тугоплавких соединений, имеет явные преиму¬
щества в том случае, когда необходимо получить беспористые из¬
делия на металлических связках со свойствами твердой составляю¬
201
щей и повышенной ударной прочностью. Высокое качество таких
керметов обеспечивается не только свойствами составляющих фаз,
прочностью связи на границах раздела, но и структурой твердо¬
фазного скелета, который формируется в процессе спекания перед
последующей пропиткой. Структура скелета характеризуется разме¬
рами зерен и пор, прочностью связи между зернами, а также свойст¬
вами самой тугоплавкой составляющей, что впоследствии сущест¬
венно влияет на комплекс свойств кермета в целом. При пропитке
поры полностью заполняются металлом (сплавом), а влияние при¬
месей резко ослабляется, так как увлекаемые жидкостью и раство¬
ряемые в ней примеси равномерно распределяются по объему кер¬
мета. Кроме того, пропитка приводит к выравниванию свойств
изделия по объему вследствие устранения неблагоприятного влия¬
ния неравномерной по сечению пористости.
Обладая существенными преимуществами, метод получения ком¬
позиционных материалов, в частности керметов, пропиткой приобрел
большое значение в порошковой металлургии, а также для производ¬
ства материалов и изделий электронной, электротехнической, метал¬
лургической, инструментальной, машиностроительной и химичес¬
кой промышленности, в самолето-, ракето-, кораблестроении и мно¬
гих других отраслях.
Первые эксперименты по пропитке пористых металлических кар¬
касов расплавленными металлами с более низкой температурой плав¬
ления были проведены в начале века, когда Рейман, Лейзер и Геба-
уер получили пористое железо, пропитанное медью. Несколько лет
спустя Баумхауер осуществил пропитку жидкими металлами группы
железа некоторых карбидов переходных металлов, положив начало
промышленному производству керметов этим методом. В 50-е годы
большое внимание уделяется развитию представлений о процессах
пропитки пористой керамики, в основном карбида титана, металли¬
ческими расплавами и ведутся интенсивные работы по созданию
на этой основе технологических процессов производства металло¬
режущего и штампового инструмента. C начала 60-х годов увеличи¬
вается ассортимент компонентов, входящих в состав керметов,
получаемых методом пропитки, появляются фундаментальные тру¬
ды по теории смачивания и пропитки, расширяются области примене¬
ния материалов этого типа.
Для получения керметов методом пропитки с оптимальными,
наперед заданными свойствами необходимо уметь управлять процес¬
сом, для чего следует всесторонне изучить закономерности смачи¬
вания, взаимодействия и пропитки, выяснить комплексное влияние
различных факторов на процесс.
2. Смачивание карбида бора
металлическими расплавами
Смачиваемость карбида бора расплавлен,
ными металлами систематически не изучалась (табл. 97). Исследова
лись в основном горячепрессованные образцы [214]. В интервале
202
Таблица 97. Смачивание карбида бора жидкими расплавами [214]
Металл
Г, 0C
Среда
0, град
W&, Дж/м*
Al
И50
Вакуум
33
1,500
Si
1430
»
0
1,603
Fe
1500
»
36
3,310
Со
1500
>
46
3,150
Ni
1500
43
—
Ni
1500
Гелий
87
1,845
Cu
1100
Вакуум
136
0,380
Cu
1500
Гелий
0
—
95 % Cu — 5 % Cr
1150
Вакуум
30
2,520
Zn
620
>
119
—
Ge
1100
>
130
0,2 5 Г»
Ag
1300
»
137
0,240
Sn
500
I
163
0,250
Sn
1100
>
135
0,140
Sn
1500
Гелий
55
0,705
99 % Sn-I % Ti
800
Вакуум
68
0,660
99 % Sn — I % Ti
1000
»
0
0,900
Pb
395
I
113,5
температур 1050—1300 0G для непереходных металлов образуются
большие краевые углы смачивания (110—140 °С) и малая величина
работы адгезии. Изменение температуры в интервале 1050—
—1300 °С мало влияет на смачивание в этих системах. Лишь при
очень высоких температурах (выше 1500 °С) и длительных выдерж-
ках (свыше 1 ч) для некоторых систем отмечена тенденция к растека¬
нию расплава по поверхности карбида бора [214].
Данные о смачивании карбида бора чистыми переходными ме¬
таллами IV—VI групп в литературе отсутствуют. Так как карбид
бора — термодинамически неустойчивое соединение при высоких
температурах, анализ явлений смачивания в системах с его участием
может быть выполнен в первом приближении на основе рассмотре¬
ния взаимодействия жидкого металла с атомами компонентов твер¬
дой фазы [107], т. е. с углеродом и бором в свободном состоянии.
Интенсивность фактического взаимодействия (а следовательно, и
смачивания) карбида будет несколько ослаблена остаточными сила¬
ми связи между компонентами в его решетке.
Хром и титан в системах с карбидом бора являются адгезионно¬
активными добавками. Небольшие их количества (до 5 %), введен¬
ные в медь и олово, сильно снижают краевые углы смачивания и
способствуют растеканию [107, 214]. Металлы группы железа выше
температур плавления смачивают карбид бора, образуя конечные
краевые углы. При этом смачиваемость и работа адгезии возрастают
от никеля к железу [38].
Алюминий и алюминиевые сплавы при температурах плавления
образуют несмачивающую каплю с краевым углом 115—125°. При
повышении температуры расплава до 1120—1180 °С в течение
2—10 с происходит полное растекание жидкости по поверхности
203
Таблица 98. Химический состав алюминиевых сплавов и краевые углы
смачивания карбида бора
Сплав
Фт- %
0Т
1 ПЛ
Al
Si
Cu
Zn
Мц
Ti
be
Mn
P
S
1
100
122
2
87,70
8,0
3,0
0,8
0,35
0,15
—
—
—
—
120
3
87,54
8,0
3,0
0,8
0,35
0,15
0,16
—
—
—
120
4
87,40
8,0
3,0
0,8
0,35
0,15
0,30
—
—
—
И6
5
91,55
7,5
—
—
0,45
0,20
0,30
—
—
—
119
6
85,65
11,0
2,5
—
—
0,05
—
0,8
—
—
120
7
91,00
9,0
115
8
78,00
22,0
112
9
77,95
22,0
—
. —
—
—
—
—
—
0,05
110
10
77,95
22,0
—
—
--
—
0,05
113
карбида бора. Конечный угол смачивания независимо от химичес¬
кого состава сплава приближается к нулю (табл. 98). Бысокие тем¬
пературы, при которых наблюдается растекание, связаны с нали¬
чием прочной оксидной пленки на поверхности капли, которая
возгоняется в вакууме в этом интервале температур. Этим объяс¬
няется и мгновенное уменьшение краевого угла. Использование
силуминов различных составов снижает температуру достижения
сплавом нулевого угла смачивания на 30—50 0G, что можно объяс¬
нить их более высокой жидкотекучестью и более низкой вязкостью.
Кремний, сера и фосфор значительно снижают температуру перехода
алюминия в жидкотекучее состояние и температуру образования
нулевого угла смачивания.
Исследование смачивания карбида бора чистой медью выполне¬
но в вакууме на плотных образцах с различным отклонением состава
от стехиометрического при температурах, значительно превышаю¬
щих температуру плавления меди. Установлено, что медь не смачи¬
вает карбиды бора при температуре плавления, что совпадает с
литературными данными [214, 228]. При значительном перегреве в
зависимости от состава карбида полное растекание чистой меди
наблюдается в интервале температур 1410—1460 °С. При этом ниж¬
нее значение температуры соответствует богатому бором карбиду
(B7C), верхнее по составу близко к стехиометрическому (B^C).
Определение углов смачивания карбида бора с избытком углерода
затруднительно, так как при дальнейшем повышении температуры в
вакууме происходит интенсивное испарение меди. Понижение тем¬
пературы полного растекания меди по поверхности карбида, а также
времени достижения нулевого значения краевого угла в ряду B^C —
В5.25С — В6(зС — B7tlG связано, очевидно., с растворением в ней
бора и образованием твердого раствора в зоне контакта.
Введение в медь добавок межфазно-активных переходных метал¬
лов и металлов группы железа понижает температуру достижения
сплавами минимального угла смачивания карбида бора, повышает
'адгезию его к подложке [214].
204
При температурах плавления
медно-кобальтовые сплавы, сма¬
чивая подложку, образуют доста¬
точно большие углы. Выдержка
при температурах опыта способст¬
вует приближению систем к термо¬
динамическому и химическому
равновесию, рнижению краевых
углов смачивания. При этом мини¬
мальное значение угла соответст¬
вует сплаву с равнообъемным со¬
держанием компонентов. C повыше¬
нием температуры смачивание
улучшается и при 1340—1380 °С
сплавы, богатые медью, растекают- Л._ „ /0
ся по карбиду с достижением кра- Ti; ^ £^3-!°5¾1 ^a*- ^ — Cu % Mn;
евого угла, близкого к нулю. « — Cu — %
, Марганец в сплавах с медью адгезионно активен по отношению ц
карбиду бора, снижает краевой угол смачивания. При температуре
плавления сплав 70 % Cu — 30 % Mn образует на карбиде угол
6 = 65°. Дальнейшая изотермическая выдержка приводит к зна¬
чительному уменьшению его значения. При повышении температу¬
ры наблюдается полное растекание сплавов по поверхности карбида
бора. _
~ Исследование смачивания плотного спеченного карбида бора
медными сплавами с добавками переходных металлов IV группы
проведены в вакууме. Температурная зависимость изменения крае¬
вого угла смачивания представлена на рис. 68. В момент плавления
все сплавы образуют на карбиде бора несмачивающую каплю, ко¬
торая по истечении нескольких секунд проявляет тенденцию к расте¬
канию. C повышением температуры краевой угол интенсивно умень¬
шается и в интервале температур 1240—1300 °С в течение 1—3 мин
сплавы полностью растекаютоя по поверхности карбида. C увели¬
чением содержания добавки полное растекание достигается быстрее
и при температурах, соответствующих нижним значениям указан¬
ного интервала. Добавление переходных металлов IV группы в медь
значительно повышает степень смачиваемости карбида бора, пони¬
жает температуру достижения минимального угла смачивания.
Образуя на карбиде бора при плавлении нулевой краевой угол
смачивания [74], кремний в сплавах с медью положительно влияет
на смачивание этого карбида. Перспективными являются сплавы с
малым (до 12—15 %) содержанием кремния, обладающие высокой
пластичностью [370, 371]. Высокое содержание кремния в таких
сплавах приводит к образованию значительного количества хрупких
интерметаллидных фаз [370, 371], исключающих возможность при¬
менения их в качестве эффективной связки в керметах такого типа.
Краевой угол смачивания исследованных сплавов с содержанием
кремния до 3 % на плотном спеченном карбиде бора изменяется от
104 ± 2° при температуре 1220 0C до близкого к нулю при темпера¬
Рис. 68. Температурная зависимость
краевого угла смачивания карби; а
бора медными сплавами:
» Ги Ii 0/ 7r О Гп- в Гч ^O/
205
туре 1340—1360 °С. C увеличением добавки кремния уменьшение
краевого угла происходит быстрее. Полное растекание по поверх¬
ности карбида для сплава с 12 % Si наблюдается при 1320—1330 °С.
C целью улучшения связи на границе раздела фаз при минималь¬
ной химической активности для керметов на оенове карбида бора
были приготовлены пропитывающие сплавы медь — алюминий с со¬
держанием алюминия до 10 %. Установлено, что алтоминийсодер-
жащие медные сплавы при плавлении образуют на поверхности кар¬
бида бора несмачивающую каплю с углом 0 = 110-на20°. При подъе¬
ме температуры выше 1200 °С происходит возгонка пленки оксида
алюминия и растекание жидкости по поверхности карбида в после¬
дующие 10—15 с. Конечный угол смачивания для приведенных спла¬
вов приближается к нулю.
3. Термодинамика процесса пропитки
При пропитке пористого каркаса расплавом
заполнение пор в твердом теле жидкостью может происходить само¬
произвольно под действием капиллярного давления или принуди¬
тельно под действием избыточного внешнего давления. Самопроиз¬
вольная пропитка может осуществляться в случае, если процесс
согласно общим термодинамическим критериям направленности про¬
цессов сопровождается убылью свободной энергии системы пори¬
стое тело — пропитывающая жидкость [106], т. е.
G0t <0. (XLl)
Для изотермических условий при постоянстве объема убыль сво¬
бодной энергии системы определяется выражением
AGx ~ YwAGrr -f- YwrAGwr "Ь YtwAGtw, (XI.2)
где AGt — изменение свободной энергии системы в процессе про¬
питки; А5ТГ, ASmr, ASriK — изменения величины поверхности на
границах раздела. Для самопроизвольного осуществления процесса
пропитки необходимо выполнение следующего условия:
YTrAiS
тг + YwrAG жг + УтжАЯ тж ^ 0. (XI.3)
Учитывая, что при продвижении фронта жидкости в пористом
теле площадь поверхности на границе жидкость — газ практи¬
чески не изменяется, т. е. AiSwr =* 0, можно пренебречь слагаемым
УжгА5жг. Тогда
YttAG rr-|- YxmAiSxjK <С. 0. (XI.4)
Поскольку при пропитке конечного объема твердого пористого
тела граница раздела твердое — газ заменяется границей твер¬
дое — жидкость, то
AiSrw = — AiSrr. (XI.5)
Следовательно, неравенство (XI. 3) принимает вид
Yw Утж ^ 0. (XI.6)
206
Соотношение (XI.6) показывает, что критерием возможности
пропитки является разность удельных поверхностных энергий
на границах твердое — газ и твердое — жидкость. Вследствие
трудности экспериментального определения величин утг и у»»*
большой интерес представляет выражение для критерия пропи-
гываемости, включающее величины, доступные непосредственно¬
му измерений^. Для этой цели используем уравнение Юнга и по¬
лучим необходимое условие самопроизвольной пропитки кар¬
каса в виде
\ ожгсоз0>О. (XI.7)
Таким образом, необходимым и определяющим возможность
самопроизвольной пропитки является знак косинуса краевого
угла смачивания твердой подложки металлическим расплавом.
При 0 < 90 ° жидкий металл смачивает подложку, возможна са¬
мопроизвольная пропитка. При этом уменьшение свободной
поверхностной энергии пропитывающей жидкости способствует про¬
питке, облегчая ее протекание. Уменьшить поверхностную энер¬
гию пропитывающей жидкости возможно введением поверхностно¬
активных добавок на границе жидкость — газ. Обычно поверх¬
ностно-активные добавки являются межфаэно-активными, что
способствует пропитке. Если при положительном значении cos 0
абсолютная величина его невелика, то движущая сила пропитки
небольшая. G увеличением этого значения движущая сила пропит¬
ки увеличивается. При использовании критерия ажг cos 0 > 0 сле¬
дует брать его равновесное значение. При оценке скорости про¬
питки пользуются значениями краевого угла, которое устанавли¬
вается при натекании жидкого расплава. Это несоответствие
вызывается кинетическими факторами, которые приобретают перво¬
степенное значение при практическом осуществлении термодина¬
мически допустимого процесса пропитки.
Первые количественные опыты по скорости пропитки проведе¬
ны Беллом и Камероном, которые показали, что скорость продви¬
жения жидкости в пористом теле описывается уравнением
Lna = Knt, (XI.8)
где La — глубина пропитанного слоя; n, Kn — постоянные. Ост¬
вальд, Люкас, а позднее Уошберн, Радил и Волкова теоретически
обосновали значения коэффициентов в исходном уравнении. Было
найдено, что п =* 2, а
^ _ Vmrcos0 „
Лп 5— Гк.
2*1
(XI.9)
Уравнение, описывающее кинетику пропитки, имеет вид
, cos 0
Г Kt. (XI. 10)
г 2 Vmr
Lia — ■
2П
В этом случае рассмотрено ламинарное течение жидкости в капил¬
ляре круглого сечения, подчиняющееся уравнению Пуазейля и
207
перемещающееся под действием капиллярного давления. При ис¬
следовании пропитки пористых каркасов и установлении коли¬
чественных соотношений процесса принимают какую-либо про¬
стую модель его структуры. Предлагаемые различными авторами
модели [132, 284, 287, 288] приближенно позволяют определить
скорость продвижения жидкости в пористом теле, хотя все они
далеки от реальной структуры и дают более или мен/е удовлетво¬
рительное совпадение результатов расчета и эксперимента.
4. Получение пористого каркаса
из карбида бора
Каркас из карбида бора для получения
кермегов методом пропитки должен обладать определенными свой¬
ствами: должна быть обеспечена прочная связь между зернами
карбида бора и необходимая пористость с заданными размерами
пор, сообщающимися друг с другом. Поэтому для получения кар¬
каса следует использовать порошки с частицами различного раз¬
мера. Это зависит от необходимой конечной зернистости материа¬
ла, объемного соотношения керамической и металлической со¬
ставляющих в нем, что, в свою очередь, обусловлено назначением
изделия и условиями его эксплуатации.
Подготовка порошков исходных материалов преследует те же
цели, что и при обычном спекании или горячем прессовании. Сле¬
дует отметить необходимость гранулометрического отбора и тща¬
тельной очистки порошка от примесей, адсорбированных газов и
оксидных пленок, активно влияющих на процесс пропитки и ко¬
нечные свойства кермета.
Выпускаемые в настоящее время предприятиями страны по¬
рошки тугоплавких неметаллических соединений обладают до¬
статочно высокой степенью чистоты. Однако в зависимости от ме¬
тода получения они могут иметь (особенно в приповерхностном
слое) определенное количество оксидов, растворенных газов, сво¬
бодного углерода и др. Предварительный отжиг порошков способ¬
ствует рафинированию химического состава от указанных откло¬
нений. Рафинирование порошков неметаллических тугоплавких
соединений проводят чаще всего в вакууме или инертной атмосфе¬
ре при температуре 0,4—0,5 Ttn^i-
Важнмм этапом в подготовке порошков под последующую про¬
питку является фракционный рассев. Разделение на фракции не¬
обходимо для получения стабильной, гарантированной пористо¬
сти исходного каркаса — одного из основных технологических
показателей процесса пропитки. Варьированием гранулометри¬
ческого состава шихты и объемного содержания фракций в единице
объема при постоянном давлении прессования можно регулировать
пористость в пределах 60—30 %. Регулировка давления прессо¬
вания расширяет эти пределы на 10—15 %. При этом можно со¬
здать условия получения пор заданных размеров.
208
Для получения пористых заготовок целевого назначения раз¬
личных геометрических форм или их смеси подвергаются обработ¬
ке разнообразными методами формования, описанными в главе II.
При формовании заготовок под пропитку наиболее целесооб¬
разно применять методы формования, обеспечивающие получение
каркаса с равномерным распределением пор в объеме — гидроста¬
тическое и мундштучное прессование, шликерное литье.
Важнейшим^ этапом, во многом определяющим всесторонние
свойства керметбв, получаемых методом пропитки, является спе¬
кание пористого каркаса. Основной задачей этого процесса явля¬
ется получение пористой заготовки с заданным уровнем пористо¬
сти, размером пор и зерен, их формой, предварительной проч¬
ностью и необходимой структурой.
Спекание отфордщванных и предварительно обработанных за¬
готовок проводят на стандартном печном оборудовании, приме¬
няемом в порошковой металлургии тугоплавких соединений, ра¬
ботающем в среде защитного, инертного или реакционноспособного
газа. Прерывая процесс непрерывного нагрева на соответствующей
стадии или применяя изотермическое спекание с температурами
ниже температуры максимального уплотнения, можно получать
исходные заготовки с определенной, наперед заданной пористостью,
размером зерна, величиной и формой пор.
5. Пропитка карбида бора
алюминиевыми и медными сплавами
Для исследования процесса пропитки го*
товили образцы карбида бора исходной пористостью 18—55 %
прессованием с последующим спеканием либо исключительно прес¬
сованием. В качестве пропитывающих сплавов использовали доэв-
тектический (9 % Si), эвтектический (11,7 % Si) и заэвтектиче-
ский (22 % Si) силумины, а также чистый алюминий (99,99 % AU
и модифицированные силумины [32].
Пропитку производили в интервале температур 1100—1300 °С,
Установлено, что при пропитке образцов с пористостью менее 30 %
происходит растрескивание их, и только при пористости выше
30 % удается получить плотный материал без трещин. Разрушения
образцов не наблюдается при пропитке спеченных материалов:
B4C — ZrBa при плотности пористого каркаса до 18 %. Прочность
сцепления зерен в пористом каркасе такого типа значительно выше.
Поэтому расклинивающие напряжения, возникающие в процессе
пропитки на межзеренных границах при движении жидкого алю¬
миниевого сплава по капиллярным каналам, оказываются мень¬
ше сил сцепления зерен каркаса. Фронт пропитки в исследуемых
системах представляет собой практически плоскую поверхность,
перпендикулярную к направлению движения жидкого металла.
Образцы с исходной пористостью выше 30 % имеют конечную
пористость, мало отличающуюся от нулевой.
Таблица 99. Режимы пропитки пористого карбида бора сплавами на основе медн
Адгезионно-ак¬
тивная добавка
Содержание метал¬
ла-добавки в меди,
%
Среда
Г, °С
*, юга
0
Вакуум
1400—1460
2—5
Al
2,4-8,3
»
1260—1360/
1—2
Si
2,5-6,0
Аргон
1330—1390
1—4
Со
<10
Вакуум
1460—14 ао
1-5
Ti
3—6
»
1400-1460
1—3
Zr
2,3-9,5
Аргон
1340—ji 380
L
1-3
Структура материалов на основе карбида бора, получаемых
.пропиткой алюминием и его сплавами, представляет собой два вза¬
имопроникающих каркаса при исходной пористости каркаса ме¬
нее 35 % либо равномерно распределенные зерна карбида в ме¬
таллической матрице при пористости более 40 %.
Медь пропитывает пористые образцы карбида бора при темпе¬
ратурах полного смачивания карбида бора. Пропитка образцов
пористостью 18—55 % проходит без разрушения. Пропитку спла¬
вами на основе меди с добавками адгезионно-активных металлов
проводили «снизу» в тиглях из оксида алюминия. Основные ре¬
жимы процесса пропитки пористого карбида бора медными спла¬
вами приведены в табл. 99.
Начиная с приведенных в табл. 99 температур, имеет место очень
высокая скорость продвижения фронта расплава по длине пористо¬
го образца, которую трудно оценить корректно на образцах дли¬
ной до 50 мм. При температурах ниже приведенных пределов про¬
цесс пропитки протекает с нивкой скоростью при интенсивных
образованиях боридов адгезионно-активных металлов в месте вхо¬
да сплава в пористый каркас. При этом входные капилляры зарас¬
тают с образованием барьерного слоя борида, перекрывающего
свободное продвижение жидкого расплава в глубь пористого об¬
разца. Наиболее чувствительны к соблюдению температурного
режима пропитки сплава меди с добавками кобальта и титана.
В случае добавки марганца при полном растекании сплава по по¬
верхности карбида пропитка вообще невозможна вследствие ин¬
тенсивного раннего образования большого количества продуктов
реакции в месте входа жидкого расплава в пористый каркас кар¬
бида бора при температурах 1000—1100 0C.
Медно-кремниевые и медно-алюминиевые сплавы пропитывают
пористый карбид бора при самых низких температурах, практи¬
чески при достижении сплавов на поверхности карбида нулевого
краевого угла смачивания. При высокой исходной пористости кар¬
бида бора (П > 35 %) фронт пропитки представляет собой прак¬
тически плоскую поверхность. G понижением пористости фронт
продвижения жидкого расплава изгибается и приобретает вид па¬
раболы.
По итогам исследований процессов пропитки в приведенных
системах важно отметить разницу в величинах температур дости-
210
жения сплавами близкого к нулю угла смачивания карбида бора
и минимальной температурой пропитки. Для самопроизвольного
осуществления процесса пропитки карбида бора медными спла-
вами с добавками адгезионно-активных элементов выполнение
условия 9 = 0 необходимо, но не достаточно. Для пайки выполне¬
ния этого условия достаточно. При введении в медный сплав адге¬
зионно-активных добавок для уменьшения угла 0 и приведения
его к нулю нд границе раздела твердая подложка — пропитыва¬
ющий сплав обязательно образуется плотный слой новой фазы, ко¬
торый является преградой для продвижения основной составля¬
ющей сплава внутрь образца по капиллярным каналам каркаса.
Пропитка в этом случае затруднена и получить матрично-арми¬
рованную структуру в большом объеме невозможно. Когда же про¬
цесс пропитки ведется при температуре, на 140—180 °С выше тем¬
пературы достижения соответствующим сплавом нулевого угла
смачивания, наблюдается несколько иная картина. Пропитываю¬
щий медный сплав в течение короткого времени (обычно 5—15 с)
заполняет межзеренные пространства пористой заготовки карби¬
да бора, не обнаруживая заметного роста боридов в месте
входа сплава в образец, и лишь при изотермической выдерж¬
ке в течение некоторого времени реализуется необходимое хими¬
ческое взаимодействие и интенсификация диффузионных процес¬
сов на границах раздела зерно карбида бора — медный сплав.
При этом необходимым условием процесса является значитель¬
ное превышение времени «зарастания» входных капилляров пори¬
стого тела над временем пропитки всего объема образца (детали).
Величину скорости роста борида на поверхности частицы кар¬
бида бора можно рассчитать с помощью уравнения [46]
Л п
dt
= Kk
2 г
Х„(2г-Хп) ’
(XI.11)
где >„ — толщина слоя растущей фазы; Kk — величина, опреде¬
ляемая скоростью диффузионных процессов и концентрацией ре¬
агирующего металла:
dyti ’
(XI. 12)
Dv — коэффициент диффузии атомов металла через слой образую¬
щегося борида; M — молекулярная масса образующегося борида;
Cn — концентрация металла в образующемся бориде; dv — плот¬
ность образующегося борида; п — стехиометрический коэффици¬
ент реакции (для Me2B п = 0,5, для MeB п = 1, для MeB2 п = 2).
Интегрируя (XI. 11), находим, что время зарастания межчастич¬
ного пространства (пор, капилляров)
(Sr — Яп) dvn
SDvMCnT
(XI.13)
Приравнивая время зарастания капилляров и время, необхо¬
димое для продвижения жидкости по капиллярам на глубину
211
Ln (XI.10), находим максимальные размеры изделия, которое мож-
но получить методом пропитки каркаса из карбида бора:
Ll =
К (Зг - *П> dVnVwr 608 firH
12г\1),.МСпг
(XI.14)
Из (XI.14) следует, что при заданных геометрических параметрах
изделия можно произвести его пропитку, изменяя /гранулометри¬
ческий состав пористого каркаса из карбида бора. <
Кинетика пропитки пористого карбида бора/ медно-алюмини¬
евыми сплавами изучалась по методике, описанной в работе [139],
а образцы с исходной пористостью 45, 22 и 16 % после пропитки
имели пористость, мало отличающуюся от нулевой. При началь¬
ной пористости карбида бора 14 % пропитанные образцы имели
пористость 2—4 % за счет наличия закрытой пористости в исход¬
ном состоянии образца [139]. Результаты определения скорости
продвижения фронта пропитки в изотермических условиях укла¬
дываются во всех случаях на достаточно плавные кривые парабо¬
лического типа. Кинетика пропитки пористого карбида бора мед¬
но-алюминиевыми сплавами описывается уравнением капилляр¬
ной пропитки
(AmlAr2h)2 = Я пт, (XI.15)
где Am — изменение массы образца в результате пропитки.
Температурная зависимость скорости пропитки изучалась на
образцах с пористостью 16 и 22 % в интервале температур 1300—
1370 °С в системе BC — Cu —4,5 % Al. C повышением температу¬
ры скорость пропитки быстро увеличивается, что проявляется
в росте константы скорости.
При рассмотрении пропитки как технологической операции
металло-керамического производства, кроме общих термодинами¬
ческих критериев возможности осуществления пропитки, приве¬
денных выше, следует учитывать специфические особенности объек¬
тов металло-керамического производства, которые предъявляют до¬
полнительные требования к условиям проведения пропитки. Эти
специфические требования связаны прежде всего с характером
взаимодействия компонентов в системе пористое тело — пропиты¬
вающий сплав.
Наиболее подходящими условиями, обеспечивающими техно¬
логичность процесса пропитки при приготовлении металло-кера¬
мических материалов по Кифферу и Бенезовскому [147], являются:
1) большое различие температур плавления материала пропиты¬
ваемого каркаса и пропитывающего металла; 2) возможно мень¬
шая растворимость компонентов друг в друге: при наличии
растворимости более благоприятными должны быть системы, в кото¬
рых растворимость компонентов сильно уменьшается при пониже¬
нии температуры; 3) образование промежуточных метал ли дных
фаз и твердых растворов, появление эвтектик, что может препят¬
ствовать проникновению пропитывающего металла в пористый
каркас вследствие увеличения объема жидкой фазы и ее вязкости;
212
4) ведение пропитки при возможно меньшем перегреве пропиты¬
вающего металла, т. е. при температуре, ненамного превышающей
температуру плавления, с тем, чтобы по возможности уменьшить
растворимость пропитываемого каркаса в жидкости; 5) по возмож¬
ности малое время пропитки, особенно в системах с ограниченной
растворимостью в жидком и твердом состоянии; б) необходимость
удаления оксидных пленок на пропитывающем металле; 7) при
приготовлении композиции, состоящей из металлов, оксиды кото¬
рых не восстанавливаются в водороде, следует вводить их в виде
лигатуры; 8) пропитка в вакууме предпочтительнее во всех слу¬
чаях, особенно в системах с неполным смачиванием; 9) если ком¬
поненты пропитывающей системы сплавляются, следует ввести
пропитки равновесным жидким сплавом; 10) пропитку в системах
с полным растворением и низкой температурой кипения следует
вести под давлением в герметичных сосудах; 11) термическая об¬
работка после пропитки с целью гомогенизации или изменения
свойств должна проводиться при температуре, ниже температу¬
ры появления жидкой фазы. Термообработку предпочтительнее
проводить под давлением.
6. Взаимодействие на границе
карбид бора — металлический сплав
Карбид бора при температурах, превыша¬
ющих температуру растекания алюминия по его поверхности, вза¬
имодействует с ним. При кратковременном контакте плотного об¬
разца с алюминием при температурах, превышающих температуру
достижения нулевого угла смачивания, зона химического взаимо¬
действия металлографически не обнаруживается. Однако при
этом почти всегда наблюдается проникновение алюминия в поверх¬
ностные слои карбида бора по межзеренным границам. Прочность
связи на границе раздела фаз высокая, поэтому попытка отделе¬
ния металла от подложки приводит к разрушению по телу карбида.
Рентгеновским фазовым анализом пористых образцов, пропи¬
танных алюминием и выдержанных при этих температурах в те¬
чение часа, обнаружено, что в образцах с дефицитом по бору,
кроме линий карбида бора и алюминия, присутствуют линии, со¬
ответствующие Al4C3 и a-AlB13, при отсутствии линий свобод¬
ного углерода, имеющихся в исходных образцах [32]. В образцах,
богатых бором (B7C) и пропитанных алюминием с часовой выдерж¬
кой, обнаружено лишь одно вновь образованное соединение а-А1В12.
При контактировании высокоплотного карбида бора (П < 10 %)
с расплавом алюминия при температурах выше 1200 0C происхо¬
дит растрескивание или полное разрушение. В контакте с силу¬
минами растрескивание наблюдается не всегда. Металлографи¬
ческий анализ таких образцов показал наличие кристаллов ян¬
тарно-желтого цвета с микротвердостью 3400 МПа, которые иден¬
тифицированы как OC-AlBla. Кроме того, образование карбида
Al4C3, сопровождающееся увеличением объема фазы по отношению
213
к исходным составляющим, также приводит к напряжениям в ма¬
териале и, в конечном итоге, к его растрескиванию.
Растворимость бора в жидкой меди, как указано выше, состав¬
ляет около 10 %. Локальный микрорентгеноспектральный анализ
и измерение микротвердости свидетельствуют об увеличении ко¬
личества бора в капле меди по мере приближения к границе раз¬
дела фаз. Новых соединений в исследуемой системе не обнаружено.
Косвенным доказательством растворимости бора в меди явля¬
ется образование в месте контактирования микролунок взаимо¬
действия. Сплавы меди, содержащие бор, хорошо смачивают карбид
бора и с ним не реагируют. Сплавы меди, содержащие пере¬
ходные металлы, активно реагируют с карбидом бора. Зона взаимо¬
действия на границе карбида бора с медно-кобальтовыми сплава¬
ми представляет собой обширную гетерофазную область, увели¬
чивающуюся с повышением температуры и увеличением времени
выдержки [30]. Микротвердость фазы на основе меди более высо¬
кая по сравнению с чистой медью и находится в пределах 1100 ±
± 100 МПа, что объясняется, очевидно, присутствием в ней более
твердого кобальта. C пластичным медным сплавом контактирует
прослойка вновь образованной серовато-белой фазы с микротвер¬
достью от 12600 ± 1000 до 19800 ± 2000 МПа, что близко к твер¬
дости боридов кобальта [315]. По данным термодинамического
анализа, в рассматриваемой системе возможно образование бори¬
дов кобальта в данном интервале температур. Типичное распреде¬
ление элементов и изменение микротвердости для рассматрива¬
емой системы показано на рис. 69.
Результаты микрорентгеноспектрального анализа показывают,
что в диффузионной зоне взаимодействия содержатся бориды ко¬
бальта различных составов. Данные рентгеновского фазового ана¬
лиза подтверждают, что в системе имеет место образование боридов
Co2B, CoB, при длительных выдержках — CoB2. Для этой систе¬
мы характерен тот факт, что перед слоем сплошного борида ко¬
бальта со стороны карбида бора обнаруживается область оторван¬
ных (перекристаллизованных) зерен образовавшегося борида в
смеси с медью, зернами карбида и мелкими включениями свобод¬
ного углерода. По сканограмме видно оттеснение фронтом образо¬
вания борида кобальта меди, образующей своеобразный подслой
в несколько микрон.
Прослойка борида кобальта растет в сторону жидкой фазы от
контактной поверхности. C твердой прослойкой боридной фазы
граничит обширная рыхлая зона с рассредоточенными островковыми
включениями фазы грязно-серого цвета (очевидно, промежуточ¬
ного продукта взаимодействия). Перед фронтом плотного карби¬
да бора при продолжительных временных выдержках наблюдает¬
ся черная прослойка свободного углерода, диффундирующего в
направлении, обратном движению атомов бора через слой борида.
При отделении капли от подложки обнаруживалось черное пятно
высвободившегося углерода.
Интенсивность химического взаимодействия в системе карбид
214
бора — медно-марганцевый сплав достаточно высокая и выража¬
ется в образовании на границе раздела неоднородной прослойки
боридов марганца. Добавка кобальта в медно-марганцевый сплав
еще больше увеличивает зону взаимодействия даже при малом вре¬
мени контакта.* В реакционной зоне обнаружены значительные
перепады микротвердости, образование пористостей, пустот, вы¬
делений свободного углерода, а также островковых включений
продуктов реакции, которые идентифицировали как бориды ко¬
бальта и марганца или их смеси.
Интенсивное образование большого количества продуктов ре¬
акции в месте контакта расплава с подложкой является непреодо¬
лимым препятствием в случае необходимости пропитки пористо¬
го каркаса из карбида бора приведенными сплавами.
' Создание сплавов на основе медн, включающих адгезионно¬
активные добавки, которые менее интенсивно реагируют с кар¬
бидом бора при температурах 1300—1450 0C, является основной
Рис. 69. Распределение элементов (а) и изменение микротвердости (б) в контакт'
ной воне карбид бора — медно-кобальтовый сплав
Рис. 70. Распределение элементов (а) и изменение микротвердости (б) в кон¬
тактной зоне карбид бора — медно-циркониевый сплав
215
Рис. 71. Распределение элементов (а) и изменение
микротвердости (б) в контактной зоне карбид бо¬
ра — медно-титановый сплав
переходной реакционной зоны на границе раздела фаз — важным
этапом в процессе формирования структуры композиционных ке¬
рамико-металлических материалов на основе карбида бора мето¬
дом пропитки.
Цирконий и гафний как адгезионно-активные добавки в спла¬
вах с медью ведут себя одинаково, образуя плотные однофазные
сплошные прослойки промежуточной фазы (соответствующего ди-
борида) постоянного состава с четкими границами раздела фаз.
Типичное распределение элементов и микротвердости в контакт¬
ной зоне показано на рис. 70.
Титан в сплавах с медью при проявлении высокой адгезионной
активности в реакционной зоне на границе раздела с карбидом
бора образует обширную гетерофазную область с наличием бори-
дов титана с различным содержанием бора, зерен, перенесенных
в слой смачивающего сплава, включений свободного углерода,
пустот и пористостей. Данные микрорентгеноспектрального ана¬
лиза, а также результаты измерения микротвердости в реакцион¬
ной зоне карбид бора — медно-титановый сплав приведены на
рис. 71.
Анализ структуры контактных зон свидетельствует об адсорб¬
ции добавок меди металлов IV группы из объема смачивающего
216
Рис. 72. Распределение элементов (в) и из¬
менение микротвердости (б) в контактной
зоне карбид бора — медно-алюминиевый
сплав
сплава на межфазной границе с по¬
следующим образованием боридных фаз,
причем высшая по сравнению с тита¬
ном температура образования боридов
циркония и гафция приводит к фор¬
мированию узких прослоек, плотных и
стабильных по составу, с четкими гра¬
ницами раздела.
Исследование межфазной границы
раздела в системе карбид бора — мед¬
но-кремниевый сплав показало отсут¬
ствие заметной реакционной зоны и
наличие новых фаз при выдержках до
40 мин. Межфазная активность крем¬
ния в этой системе сводится, очевидно,
к адсорбционному эффекту на границе
раздела с внедрением кремния по гра¬
ницам зерен в глубь карбида бора. Осо¬
бенно это заметно на образцах карби¬
да с наличием пористости (8—10 %).
Микротвердость фаз в реакционной зоне соответствует значениям
исходных кремния и карбида бора. По мере приближения к гра¬
нице раздела микротвердость меди повышается и составляет 1380 ±
dtz 40 МПа.
Исследование взаимодействия спеченного карбида бора со спла¬
вом Cu —8,3 % Al, а также анализ границы раздела фаз проводи¬
ли на системе подложка — сплав, приготовленной при темпера¬
туре 1320 0C в течение 15 мин. Зона взаимодействия представляет
собой достаточно узкую область с резкой границей раздела. При
отсутствии химического взаимодействия наблюдается проникно¬
вение сплава, богатого алюминием, в глубь карбида бора по гра¬
ницам зерен.
Распределение элементов в контактной зоне (рис. 72) показы¬
вает, что начиная непосредственно с линии контакта и далее в
глубь образца карбида бора имеет место резкое снижение концен¬
трации меди и относительное увеличение концентрации алюминия,
т. е. концентрация алюминия в сплаве резко возрастает (до 20—
25 %) именно на границе раздела карбид бора — медно-алюми¬
ниевый сплав, формируя фактически своеобразный подслой. Сле¬
довательно, алюминий в сплавах с медью является адгезионно¬
активной добавкой по отношению к карбиду бора.
Необходимо отметить, что положительная роль адгезионно-ак¬
тивной добавки в медном сплаве должна сводиться лишь к адсорб¬
ционному эффекту без заметной реакции на границе раздела
\ /\/\ Vj
I /у/ ^ \ ^
W X ,
V.-’
I
I
' ю\мпа а
Cu
I
10
20 1,мкм
0
217
Рис. 73. Микроструктуры керметов карбид бора — металлический
сплав:
а — B4G — 5 % ZrBt — 14 % Al; б — B4C — 40 % Al; • — B4C — 30 %
(Al — 9 •/, Si); е — B4G — 43 % Al; в — B4C — 45 % CuAl; B4C — в %
ZrBt — 30 % CuAl; ж — B4C — Зв % Cu — в % Hf; — B4C — 45 % (Си —
в % Zr); U-B4C- 40 % (Си — в % Со); — B4C — 32 Vo (Си — в % SI)
карбид бора—связка. При этом реализуется оптимальная прочность
связки на межфазных границах. В противном случае на границе
раздела образуется достаточно обширная реакционная зона, вклю¬
чающая диффузионную пористость, некоторое количество про¬
дуктов синтеза и разложения контактирующих фаз, а также тер¬
мические трещины и' пустоты, обусловленные различием коэффи¬
циентов термического расширения и разниц >i в объемах исходных
и образованных фаз и соединений. Наиболее ярко эта картина вы¬
ражена в случае добавок адгезионно-активных металлов с низкой
температурой начала образования боридов — кобальта, марган¬
ца, титана, что подтверждается результатами исследований вза¬
имодействия в этих системах.
Типичные микроструктуры керметов карбид бора — металли¬
ческий сплав приведены на рис. 73 и представляют собой либо вза-
имопереплетающиеся каркасы карбида бора и связки при пори¬
стости ниже 30 %, либо равномерно распределенные зерна твердой
составляющей в матрице металла при пористости выше 40 %. При
большом объемном содержании карбида (выше 80 %) металличе¬
ской связкой заполняются сквозные поры. Оставшиеся замкнутые
поры связкой не заполняются, что создает условия для получения
пористого (недопропитанного) материала с ухудшенными проч¬
ностными характеристиками. Этот случай имеет место во всех си¬
стемах, рассматриваемых в данной работе при исходной пористо¬
сти карбидного каркаса менее 16 %. При исходной пористости
выше указанного предела кермет во всех случаях получается прак¬
тически беспористым. Остроугольная форма частиц твердого кар¬
каса свидетельствует об отсутствии перекристаллизации и замет¬
ной растворимости на межфазной границе карбид 'бора — пропи¬
тывающий сплав.
7. Прочность
Технология получения керметов на осно¬
ве карбида бора методом пропитки позволяет создавать материалы
с регулируемыми прочностными и другими физико-техническими
характеристиками в широком интервале составов и концентраций.
Изменение предела прочности при изгибе некоторых керметов
на основе карбида бора в зависимости от объемного содержания
связки показано на рис. 74. C увеличением содержания карбида бора
в композите прочность его возрастает, достигая максимума в пре¬
делах 63—65 %. Дальнейшее повышение содержания карбида при¬
водит к значительному снижению прочности. Вид кривых изме¬
нения прочности обусловлен различием типов разрушения, т. е.
переходом от пластичного поведения керметов к хрупкому в рас¬
сматриваемом диапазоне. При содержании карбида менее 60 %,
когда пластическая матрица присутствует в композите в большом
количестве, прочность его определяется прочностью хрупких
частиц, а также поверхности раздела. Разрушение происходит
при нагрузке выше предела текучести матрицы, но ниже нагрузки,
219
соответствующей ее пределу проч¬
ности [6, 216, 346]. Фактический
предел текучести матрицы повы¬
шается вследствие пластического
стеснения, налагаемого жесткими
частицами на пластическую мат¬
рицу. Степень стеснения увели¬
чивается с увеличением уровня
напряжений до значения предела
прочности частиц [216]. Разруше¬
ние твердой частицы карбида бора
происходит под действием внут¬
реннего скалывающего напря¬
жения, вызванного приложенной
внешней силой
т ,-=ЛГда, (XI. 16)
где Л'д — число дислокационных петель, скопившихся у частицы
B4C. Число петель в скоплении связано с промежутками между
частицами соотношением
Na = oKlGnb, (XI.17)
где Xr — расстояние между частицами; Gm — модуль сдвига матрицы.
Следовательно, если внутреннее скалывающее напряжение, дей¬
ствующее на частицу, равно пределу ее прочности, то зарождает¬
ся трещина и начинается разрушение, которое распространяется
далее по матрице. Этому предшествует выполнение матрицей роли
своеобразного демпфера, притупляющего за счет локальной пла¬
стической деформации дальнейшее распространение трещины от
частицы к частице. Однако последовательное растрескивание и
достижение критического количества разрушенных частиц при¬
водит к резкому уменьшению эффективного сечения образца и,
как следствие, к его разрушению.
Фрактографическое исследование поверхности разрушения кер-
мета B4C — CuAl промежуточного состава (58 % B4C — 42 % CuAl)
показало преимущественно вязкий тип разрушения, характери¬
зующийся волнистой поверхностью. Частично отмечено разруше¬
ние по границам раздела и зернам карбида бора.
При малых концентрациях связки разрушение смещено в хруп¬
кую сторону. В этом случае количество пластической матрицы
мало, а степень пластического стеснения высокая, вследствие чего
при нагружении релаксация местной концентрации напряжений
предотвращается, что приводит к возникновению трещин. Проч¬
ность определяется сопротивлением распространения трещины в
кермете, которое зависит прежде всего от количества и распреде¬
ления пластичной связки. Разрушение происходит в результате
катастрофического развития трещины, хотя и имеет место неко¬
торая ее стабилизация вследствие высокой вязкости матрицы.
Пластическая матрица аккумулирует дефекты в виде небольших
Рис. 74. Концентрационная зависи¬
мость прочности керметов на основе
карбида бора от объемного содержа¬
ния связки:
I — Cu — 9 % Al; Я — Cu — в % Zr; 3 —
Ги А О/ Ql
220
Ю 20 t.MUN
Рис. 75. Влияние времени
пропитки на прочность кср-
метов B4C — металлический
сплав:
I — Cu — 9 % Al; г — Cu —
6 % Zr; 3 — Cu — 6 % Si; 4 —
Cu —в % Tl (связка — 40 %)
трещин между жесткими частичками B4G ви9е,МПа
и у границ раздела, однако этого недо- в00
статочно для предотвращения в общем
хрупкого разрушения скалыванием. Рез¬
кое снижение прочности в области вы-
соких концентраций карбида бора тесно
связано также с фактором роста зерен в
процессе спекания для достижения ма¬
лых пористостей каркаса из B4C. Ма¬
лое содержание связки, повышенная чув¬
ствительность крупнозернистых структур
к неоднородностям, жесткость каркаса, 200
резкое различие KTP составляющих обу¬
словливают повышенный разброс значе¬
ний прочности в этом интервале кон¬
центраций. Специфика приготовления кар¬
касов из карбида бора исключает воз¬
можность получения разнопористых
заготовок с одинаковым размером зерна.
Следует отметить, что концентраци¬
онная зависимость изменения прочно¬
сти керметов по абсолютной величине мало зависит от приро¬
ды пропитывающего сплава (адгезионной добавки к меди).
Пропитку карбида бора медными сплавами проводили в течение
1—2 мин без изотермической выдержки, что в какой-то мере исклю¬
чало прохождение химических реакций на границах раздела фаэ
и дало возможность реализовать их неравновесное состояние при
полном смачивании.
Влияние состояния границ раздела на прочность керметов,
получаемых методом пропитки, изучали на тех же составах свя¬
зок на основе меди. Развитие реакции на границе раздела фаз во
времени является характерной особенностью неравновесных си¬
стем и чаще всего сопровождается ослаблением прочности границ,
а следовательно, и кермета в целом. При регулировании состояния
поверхности раздела можно достичь усиления связи, подавления
образования нежелательных фаз и снижения скорости реакции,
определяющей рост реакционной зоны и количества продуктов
взаимодействия. Для реализации оптимальных прочностных свойств
кермета важна как недостаточная, так и излишняя реакционная
способность компонентов. Стабильность поверхности раздела
также является одним из основных требований к керметам. Проб¬
лема стабильности границ существует лишь в случае использова¬
ния керметов при высоких температурах. Этот фактор необходимо
учитывать при высокой адгезионной и реакционной активности
применяемых связок в процессе приготовления материалов при
температурах выше 1200 °С.
На рис. 75 показано, что объемное содержание карбида бора
в выбранных керметах одинаково и равно примерно 58 %. Раз¬
мер зерна карбида колебался в пределах 2—5 мкм. Структура
221
Таблица 100. Металлические связки на основе меди
Кермет
Содержание, %
Cu
Al
Zr
Si
B4C — CuAl
81
9
_
<0,1
B4C — CuZr
84
—
в
—
B4C — CuSi
84
6
композитов представляла собой в исходном состоянии взаимопере-
длетающиеся каркасы пластичной матрицы-связки и твердого кар¬
бида бора. Состав связок представлен в табл. 100.
Максимально постоянной (в течение времени выдержки) проч¬
ностью обладает кермет B4C — CuAl. Для этого композита на гра¬
ницах раздела фаз реализуется прочная связь благодаря смачи¬
ванию и частичному растворению без образования новых хими¬
ческих соединений. Поэтому с течением времени изотермической
выдержки изменение энергетического состояния границ ничтожно,
■следовательно, предел прочности кермета практически не меня¬
ется (рис. 75, кривая /). Для композита B4C — CuZr характерен
некоторый начальный рост предела прочности при изгибе с после¬
дующим незначительным его снижением (рис. 75, кривая 2). В этом
случае реализуется реакционная связь на границе раздела фаз.
Рост прочности при малых временных выдержках можно объяс¬
нить улучшением связи на межфазных границах вследствие по¬
вышения концентрации циркония, обладающего большим хими¬
ческим сродством к карбиду бора, и начала реакции образования
-борида. Дальнейшее снижение прочности связано с развитием
реакции на межфазной границе. При очень малых толщинах про¬
слойки борида влияние ширины реакционной зоны на прочность
кермета незначительно и в случае высокой температуры образо¬
вания борида циркония частично ее повышает. Значительное раз¬
витие реакции образования борида циркония во времени разупроч-
няет цриконтактную зону, а следовательно, и композит в целом.
Отток атомов бора с поверхности зерен карбида бора при диффу¬
зионном образовании борида приводит к образованию пор на по¬
верхности раздела вследствие невозможности стока вакансий, так
как внутренний размер замкнутой поверхности образованного бори¬
да равен исходному размеру частицы и из-за жесткости изменить¬
ся не может. Кроме того, образование борида из элементов сопро¬
вождается уменьшением объема, что приводит к образованию
макропористости и расслоений на внутренней границе раздела.
Это изменение объема может быть компенсировано в диффузионных
парах между плоскими поверхностями, однако в данном случае
этот процесс затруднен геометрическими условиями, характерны¬
ми для спеченных каркасов из карбида бора. Скорость образова¬
ния слоя борида циркония на межфазной границе карбид бора —
медно-циркониевый расплав невысокая, реакционная зона очень
222
узкая, поэтому отрицательное влияние ее на* прочность кермета
невелико.
Кермет B4G —CuTi является композитом с реакционной связью
на границе раздела. Прочность его ниже прочности кермета B4G —
CuZr уже при условно нулевой выдержке, т. е. непосредственно-
после пропитки. G течением времени предел прочности при изгиба
постоянно снижается (рис. 75, кривая 4). Очевидно, реакция на
межфазных границах с образованием борида титана и обширной
реакционной зоны ощутимо протекает уже в процессе пропитки
пористого каркаса из B4G. Кроме того, как было показано выше,
реакционная зона при добавках титана к меди значительно шире,,
чем при добавках циркония, а температурный интервал образова¬
ния борида ниже, что дополнительно разупрочняет границу раз¬
дела. Дополнительные термические напряжения в матрице, тре¬
щины и несплошности в слое образовавшегося борида, пористость
переходной зоны инициируют в кермете трещины разрушения. До¬
пустимая степень развития реакции на межфазной границе соот¬
ветствует либо началу снижения предела прочности при изгибе,
либо его максимуму в процессе изотермической выдержки при
температуре пропитки. Для кермета B4G — GuTi она нахо¬
дится левее условно-нулевой выдержки и все значения прочности
располагаются на нисходящей ветви. Это означает, что максималь¬
ную прочность можно реализовать в данном кермете при предель¬
но малых временах самого процесса пропитки.
Керметы B4G — GuSi относятся к композитам с адсорбцион¬
ной связью на границе раздела. Адсорбция кремния из медного-
расплава на поверхности раздела вначале усиливает связь, а за¬
тем с течением времени изотермической выдержки несколько ос¬
лабляет из-за роста хрупкой прослойки кремния (рис. 75, кривая 3).
Межфазная граница, очевидно, достигая критической величины,
становится наиболее слабым звеном в композите, которое и опре¬
деляет уровень его прочности в целом.
Для композиции B4G — Al находили зависимость предела прочно¬
сти при изгибе от величины зерна карбида бора. Образцы получа¬
ли пропиткой силумином эвтектического состава прессованных
заготовок из карбида бора различной исходной зернистости. Объем¬
ное содержание карбида 48—52 %. G увеличением зерна предел,
прочности при изгибе возрастает, достигая максимума, при раз¬
мере частиц 4—5 мкм, а затем снижается.
Коэффициент термического расширения является важной ха¬
рактеристикой керметов, определяющей их устойчивость при пере¬
менном тепловом нагружении. Эта характеристика имеет особо
важное значение для композитов на основе карбида бора, приме¬
нение которых связано с работой в условиях больших и много¬
кратных перепадов температур. Не менее важное значение имеет
KTP для материалов, подвергаемых пайке, наплавке, клейке, ме¬
ханическому креплению или обжатию.
Характер теплового расширения керметов на основе карбид»
бора определяется фазовым составом и объемным содержанием
223;
Таблица 101 KTP и макротвердость керметов
Кермет
V %
aL.10~*.
1/град
нчг:
B4C - (90 % Cu-9 0/0 Al)
47
12,3
50
66
11,5
61
82
7,3
82
B4C — Al
47
12,8
37
тл
11,7
61
B4C — (94 % Cu — 6 % Zr)
47
11,1
54
71
10,4
76
84
6,9
80
B4C - (94 % Cu — 6 % Si)
47
10,9
56
71
10,1
73
78
7,4
83
B4C - Si
51
3,9
74
74
4,1
89
фаз в композите. В табл. 101 представлены средние KTP разрабо¬
танных керметов в интервале температур 20—900 0G. C увеличе¬
нием количества металлической связки KTP кермета возрастает.
При этом абсолютная величина его изменяется примерно пропор¬
ционально таковой пропитывающего сплава (для композитов,
содержащих 45—65 % карбида бора). C увеличением объемного
содержания карбида KTP керметов снижается и при содержании
75—80 % почти не зависит от природы пропитывающего сплава.
Очевидно, малое объемное содержание металла в кермете не мо¬
жет повлиять на его общий KTP вследствие достаточной жестко¬
сти спеченного каркаса из карбида бора.
8. Применение
Вследствие высокой износостойкости кар*
бид бора на металлических связках применяется для наплавок
железоуглеродистых поверхностей деталей нефтяного, химическо¬
го и строительного оборудования [7, 129]. Износостойкие изделия
из керметов на основе карбида бора используются при изготовле¬
нии калибров, шаблонов, карандашей для правки шлифовальных
кругов, сопел пескоструйных аппаратов, фильер нитево дител ей,
матриц для выдавливания абразивных стержней, электрических
контактов, фрикционных, антифрикционных материалов и др.
[10, 147]. Керметы на основе карбида бора на медных связках ус¬
пешно работают в узлах трения благодаря высокой износостой¬
кости.
Важной областью применения керметов на основе карбида бо¬
ра являются торцевые уплотнения. Их использование обусловле¬
но необходимостью герметизации быстровращающихся валов ма¬
шин и аппаратов для предотвращения утечки рабочей среды —
жидкой или парогазовой [75]. Специфика конструкций торцевых уп¬
лотнений, в которых используется плоская пара трения с зазором
0,5—5 мкм, требует выбора материала, обладающего высокими ан¬
тифрикционными свойствами, хорошей полируемостью, химиче¬
ской и коррозионной стойкостью, длительной износостойкостью
вследствие непрерывности некоторых химико-технологических про¬
цессов. Этим условиям полностью удовлетворяют разработанные
керметы на основе карбида бора, в частности B4C — SiC — Si.
Высокую эффективность керметы этого класса проявляют при
работе в условиях газоабразивного изнашивания, где степень и
интенсивность износа рабочих поверхностей, возникающая в ре¬
зультате их контакта непосредственно со свободными абразивны¬
ми частицами, намного превышает износ при других видах изна¬
шивания. Сопла пескоструйных и дробеметных аппаратов, изго¬
товленные из керметов с высоким содержанием карбида бора,
показывают стойкость в стандартных условиях, в 6—12 раз превыша¬
ющую стойкость вольфрамсодержащих твердых сплавов [31].
Важнейшей областью использования карбида бора является
ядерная энергетика, где он в составе композиционных материалов
нашел применение в качестве эффективной защиты от нейтронно¬
го излучения и регулирования уровня мощности ядерных реакто¬
ров на тепловых и быстрых нейтронах [171]. Это регулирующие
и компенсационные элементы реакторов. Исключительные ядерно-
физические свойства карбида бора наиболее полно проявились
в составе композиционных материалов на металлических связ¬
ках, так как позволили разработать технологические процес¬
сы получения беспористых керметов с регулируемым в широких
пределах (от 35 до 85 %) объемным содержанием карбида в алю¬
миниевой матрице [32]. Применяемые в ядерной энергетике мате¬
риалы типа «бораль» получают литьем алюминия с дисперсным
включением карбида бора либо горячей экструзией смеси этих по¬
рошков. Объемное содержание карбида бора не превышает 40—
50 %, а прочность материалов уступает разработанным в 3—4 ра¬
за [171,197].
ГЛАВА
XII
МЕТОДЫ ИССЛЕДОВАНИЯ
СТРУКТУРЫ КЕРМЕТОВ
Микроструктура керметов в значительной
степени определяет их свойства. Влияние микроструктуры оче¬
видно из рассмотрения крайних случаев объемного распределения
фаз: непрерывна металлическая или керамическая фаза; непре¬
рывны и металлическая и керамическая фазы. Кроме распределе¬
ния фаз, на свойств 1 керметов значительно влияет форма и раз¬
мер зерен [54, 391].
Принято считать, что для получения оптимальных механиче¬
ских свойств наиболее предпочтительна микроструктура, пред¬
ставляющая собой равномерное распределение мелких частиц
твердой фазы в кристаллической решетке связующего металла.
Как подтверждает практика, тонкая пленка связующего веще¬
ства, разделяющая твердую фазу, является благоприятной, так
как не обладает пластичностью металла, что увеличивает прочность
кермета и предотвращает появление сплошных линий разрушения
в хрупкой фазе с высокой твердостью.
Структура керметов изучается главным образом методами ме¬
таллографии. Целью метода является установление природы фаз
и их распределение в образцах, а также изучение таких особенно¬
стей структуры, как границы зерен, полосы скольжения, двой¬
ники, трещины, поры.
Структура фаз изучается с помощью рентгеновских дифрак¬
ционных методов, позволяющих определять симметрию и пара¬
метры кристаллической решетки, расположение атомов в элемен¬
тарной ячейке. Они используются также для изучения несовер¬
шенств кристаллического строения, размеров и форм областей
когерентного рассеяния, их деформации.
Указанные методы традиционны, широко применяемы, поэто¬
му в настоящей главе рассмотрены только относительно новые ме¬
тоды изучения керметов: просвечивающая электронная микроско¬
пия, растровая электронная микроскопия, рентгеноспектральный
анализ.
226
1. Просвечивающая
электронная микроскопия
Для изучения керметов применяются три
метода электронной просвечивающей микроскопии (ПЭМ) — кос¬
венного, полупрямого и прямого исследования материала. Косвен¬
ное исследование проводят с помощью реплик поверхностного
рельефа, которые отражают только поверхностную топографию
образца [73], полупрямое — также с помощью реплик, но с вклю¬
чением дисперсных фаз, зафиксированными репликами в положе¬
ниях, какие они занимали в исходном образце у его протравленной
поверхности (электроннографически можно определить кристал¬
лическую структуру включений); прямое исследование проводят
на образцах, приготовленных в виде тонких фольг [369].
Электронный микроскоп аналогичен оптическому, но с той
разницей, что для освещения образца вместо света с длиной волны
около 500 нм применяются электроны с эффективной длиной волны
около 0,5 нм. Это означает, что электронный микроскоп потенци¬
ально может обладать в IO6 раз лучшей разрешающей способно¬
стью, чем оптический.
Существенное улучшение разрешающей способности по сравне¬
нию с оптическим микроскопом позволило использовать электронный
микроскоп как весьма эффективный инструмент для изучения микро¬
структуры композиций, так как он позволяет наблюдать особенности
структуры на атомарном уровне.
Современные электронные микроскопы обладают огромным диа¬
пазоном увеличений (от 1000 до 200 000) и высокой разрешающей
способностью, позволяют изучать образец методами электронной диф¬
ракции и темного поля, что дает существенную информацию [54,
281, 293, 369].
Принцип работы. При облучении образца электронным пучком
электрон может пройти через вещество, не взаимодействуя с ним,
претерпевать упругое рассеяние — изменять направление движения
без изменения энергии; может продифрагировать — отклониться в
избранном направлении, определяемом структурой кристаллическо¬
го образца, претерпеть пеупругое рассеяние — изменить как направ¬
ление движения, так и энергию, а также быть поглощенным. Видимый
контраст при наблюдении образца может быть обусловлен любым из
этих процессов, кроме первого. В электронных микроскопах (рис. 76)
обычно применяются электромагнитные линзы — магнитные катушки
с железными полюсными наконечниками, иногда — электростатиче¬
ские линзы. Для обеспечения достаточно большой величины свобод¬
ного пробега электронов вся система должна находиться в вакууме не
хуже 10 Па. Осветительной системой служит электронная пушка, со¬
стоящая из нагреваемой нити, окружепной экраном, на который
подается потенциал смещения. Ниже расположен заземленный анод
с отверстием в центре, через которое ускоряемые электроны попада¬
ют в колонну микроскопа.
Изображение в электронном микроскопе становится видимым
при попадании электронов на флуоресцентный экран. Для наблю¬
Ь* 227
Оптический
Электронный
микроскоп
дения изображения на флу-
оресцеUTiiOiM экране при ана¬
лизе тонких деталей, а так¬
же для облегчения фокуси¬
ровки служит телескоп,
обладающий примерно десяти¬
кратным увеличением. Реги¬
страция изображения осуще¬
ствляется, как правило, на
фотопластинку, расположен¬
ную под экраном. Камера для
съемки на фотопластинки
может быть заменена пленоч¬
ной камерой. Для регистра¬
ции динамических процессов
в образце используются ки¬
но- или телекамеры.
Наиболее высокое разре¬
шение достигается напыле¬
нием углеродной пленки тол¬
щиной 10—20 нм с после¬
дующим отделением ее от
поверхности. Однако углерод¬
ная пленка проявляет тен¬
денцию к сильному сцепле¬
нию с поверхностью образца.
Пленку, сформированную на поверхности объекта, необходимо отде¬
лять травлением или электрополировкой примыкающего к ней слоя
металла. При этом поверхность объекта не сохраняется, следователь¬
но, многократное снятие реплик становится невозможным. Для фор¬
мирования реплик вместо углерода могут напыляться и другие
вещества, однако большинство из них подвержено агрессивному
воздействию травителей или являются прозрачными, что вызы¬
вает дополнительные трудности при их препарировании.
В процессе приготовления тонкой фольги важно сохранить
исходную структуру массивного образца, тем более, что уто¬
нение неизбежно вызывает перераспределение внутренних напря¬
жений, которое, в свою очередь, может стать причиной перестрой¬
ки дислокационной структуры [73, 226]. Толщина образца для ра¬
боты на просвет зависит от ускоряющего напряжения и атомного
номера мишени, составляя, например, для 100-киловаттного микро¬
скопа около 250 нм [73]. Такие образцы готовят методом механи¬
ческого утонения, ионного травления, химического и электроли¬
тического полирования. В работе [73] показано, что большинство
композиционных материалов можно ультрамикротомировать при
помощи алмазного резца для получения тонких срезов.
Методы химического и электрохимического полирования при
исследовании керметов малопригодны из-за разной химической
активности фаз. Метод ионного травления, основанный на катод¬
Рис. 76. Схема светового микроскопа:
1 — источник; 2 — конденсаторная линза; 3 —
объектна; 4 — объективная линза; 5 — задняя
фокальная плоскость; в— первое увеличенное
изображение; 7 — проекционная - линза; 3 —
конечное изображение; 9 — экран
228
ном распылении, применим для исследования керметов, несмот¬
ря на зависимость скорости распыления от типа структуры фаз*
прочности химических связей. Этот процесс целесообразно исполь-
вовать для окончательной доводки фолы композиционных мате¬
риалов, полученных ультрамикротомированием. При этом загряз¬
нение поверхности после механической подготовки объектов умень¬
шается.
Дифракция в керметах. В данном случае необходимо рассмат¬
ривать дифракцию от двух различных кристаллических структур,
решетки которых могут быть связаны или не связаны друг с дру¬
гом и могут быть упруго искажены, а также дифракцию от области
сочленения кристаллов разных фаз, которая может быть четко
очерченной или размытой и в общем случае не точной [402]. Эти
задачи можно решать феноменологически или выбрав модель двух¬
фазной структуры, которая являлась бы достаточно простой, что¬
бы ее можно было использовать в общих уравнениях дифракции.
Авторы работы [402] предлагают классифицировать дифракцион¬
ные аффекты и особенности контраста в керметах по типу сочле¬
нения, существующего между решетками двух фаз.
По данным работы [731, идентификацию типа кристалличе¬
ской структуры методом микродифракции в просвечивающем элек¬
тронном микроскопе целесообразно проводить тогда, когда иссле¬
дование возможно лишь в локальном единичном микроучастке
образца. Если вторые фазы представляют собой хотя и мелкие,
но равномерно распределенные однотипные частицы, то более точ¬
ную информацию дает картина рентгеновской дифракции, при ко¬
торой распределение может достигать 60 нм. Для идентификации
более мелких частиц можно применять метод электронной микро¬
скопии.
Эффекты контраста в керметах. Рассмотрение фольг компо¬
зиционных материалов в просвечивающем электронном микроскопе,
как правило, связано с эффектом контраста от частиц второй фа¬
зы [402].
Частица второй фазы, находящаяся в матрице, может вызвать
появление коптраста двух типов — за счет изменения амплитуды
и фазы волн в колонках кристалла, проходящих через частицу, и
за счет изменения амплитуды и фазы волн, проходящих через ко¬
лонки кристалла вблизи частицы, где кристалл искажен из-за при¬
сутствия частиц. Первый тип принято называть контрастом на вы¬
делении, второй — матричным. Различие между этими типами
контраста довольно значительно, поскольку матричный контраот
возникает только при наличии упругой деформации решетки и по¬
этому может быть интерпретирован аналогично контрасту на дис¬
локации, а контраст на выделении более сложный и не имеет ни¬
чего общего с контрастом от других дефектов решетки.
Контраст за счет различия структурных факторов возникает
тогда, когда когерентное выделение имеет структурный фактор,
отличный от структурного фактора матрицы, и, следовательно,
другую экстинционную длину (например, образование в твердом
229
растворе вон Гинье—Престона, богатых атомами растворенного
вещества или мелких упорядоченных доменов). Различие струк¬
турных факторов приводит к различию экстинционных длин фа-
вы выделения и матрицы, что эквивалентно некоторому эффектив¬
ному изменению толщины фольги на участках с выделениями и
без них, в результате чего на частицах возникает контраст. В тон¬
ких кристаллах при отсутствии адсорбции светло- и темнополь¬
ная (в рефлексе матрицы) микрофотографии должны точно допол¬
нять друг друга. При значительной адсорбции контраст за счет
развития структурных факторов будет слабым. Контраст этого
типа наблюдается от выделений размером до 1 нм [402].
Ориентационный контраст возникает при такой ориентировке
фольги, когда определенное семейство плоскостей решетки выде¬
ления сильно дифрагирует, в то время как матрица дифрагирует
слабо, или наоборот.
Контраст полос типа смещения возникает при разном измене¬
нии фазы при встрече с пластинкой выделения, которая смещает
плоскости матрицы в противоположные стороны с каждой сторо¬
ны от нее. Если смещение вызвано наличием тонкого пластичного
выделения, наклоненного на некоторый угол к поверхности фоль¬
ги, то колебания интенсивности по глубине проявляются в виде
полос на изображении частицы, подобно полосам на дефектах упаков¬
ки [402].
Муаровый полосчатый контраст интерференции электронных
волн, дифрагированных в матрице и выделении, вызывает появ¬
ление на изображении поверхности сочленения фаз муарового
узора [73, 402].
Исследование гетерофазных материалов методом просвечива¬
ющей электронной микроскопии следует проводить, определяя
когерентность частиц второй фазы с привлечением многих из рас¬
смотренных контрастов.
Применение метода. Качество керметов в значительной степе¬
ни определяется структурой сплавов, формирующейся при спе¬
кании спрессованных порошков в процессе горячего прессования.
Так как размер фаз в керметах может достигать десятков и даже
сотен микрон, имеется перспектива практически использовать все
электронно-зондовые методы контроля.
Просвечивающая электронная микроскопия применяется для
исследования структуры мелкозернистых твердых сплавов, стро¬
ения грапиц зерен, выделений в связующей фазе, полос скольже¬
ния на поверхности деформированных образцов, строения изло¬
мов разрушенных образцов. Метод реплик обеспечивает разреше¬
ние до 10 нм (угольные реплики) [73].
Прямое наблюдение тонких фольг позволяет исследовать дисло¬
кационную структуру керметов; для получения объективной инфор¬
мации о поведении дислокаций рекомендуется работать при энергиях,
максимально близких к порогам радиационных повреждений ма¬
териала, в целях возможности наблюдения наиболее толстых фолы
[402].
230
Электронно-микроскопическое исследование поверхности изло¬
ма керметов TiC — Ni — Mo проводилось на электронном микро¬
скопе УЭМВ-100К по методу двухступенчатых пластико-уголь¬
ных реплик, предварительно оттененных хромом [4031. C помощью
электронно-микроскопических методов изучалась структура по¬
верхности разрушения сплава, а также форма и размер частиц
исходных порошков и их смеси после размола. Поскольку иссле¬
дованный материал состоит из трех фаз, прочность его определя¬
ется прежде всего вкладом в процесс разрушения каждой из них.
Авторы показывают, что в случае неоднородной структуры, харак¬
теризующейся наличием очень мелких зерен наряду с крупными
карбидными зернами и их сростками, разрушение сплава происхо¬
дит по крупным карбидным зернам и их сросткам, мелкие зерна
разрушаются по кольцу твердого раствора с отслоением карбид¬
ного зерна от оболочки. Показано, что на характер разрушения
в сплаве TiC — Ni — Mo сильно влияют толщина и химический
состав оболочки твердого раствора, поскольку карбид титана и
сложный карбид (TilMo)C обладают различными механическими
свойствами. Исследование поверхности шлифов позволило вы¬
явить неоднородность структуры не только в изломе, но и во всем
образце, а также установить соответствие структуры сплава и ха¬
рактера разрушения в каждом случав.
Для определения влияния на прочностные свойства твердых
сплавов качества размола исходной смеси изучались размеры и
форма частиц исходных компонентов сплава и их смеси после раз¬
мола. Установлено, что мелкие частицы порошка в процессе спека¬
ния увеличиваются в 10 раз и более. Величина частиц, превышаю¬
щих 1 мкм после размола, в процессе спекания возрастает не более
чем в 2,5 раза. Следовательно, неоднородность структуры спечен¬
ных сплавов обусловлена неоднородным размером размолотой
смеси, и при оптимальных размерах спекания можно добиться
выравнивания структуры, а значит, и увеличения прочности из¬
делий.
C помощью метода электронной микроскопии удалось исследо¬
вать влияние содержания фосфора и температуры спекания на струк¬
туру поверхности разрушения твердых сплавов на основе карби¬
да хрома с никелевой связкой, что позволило расширить области
применения этих сплавов за счет предотвращения роста карбидной
фазы 1404]. Работа проводилась на электронном микроскопе IEM-64.
Показано, что добавки фосфора (начиная с 0,1 %) в твердые
сплавы на основе карбида хрома приводят к появлению в структу¬
ре сплавов участков, в пределах которых карбидные зерна оказы¬
ваются почти изолированными друг от друга прослойками связу¬
ющей фазы. Разрушение исследованных твердых сплавов беэ доба¬
вок фосфора и содержащих его до 0,6 % носит смешанный характер
и изменяется от интеркристаллитного при низких температурах
спекания (до 1220 0G) до преимущественно транскриста л литцого
скола в карбидных зернах при более высоких температурах. Отме*
чено, что сплавы КХН-15, содержащие до 1*65 % фосфора,
231
независимо от температуры спекания разрушаются по межфазным и
межзеренным границам.
В работе [404] показано, что метод ПЭМ — эффективный способ
изучения кристаллической структуры керметов. Авторами разрабо¬
тан метод тонких фольг и проведено электронно-микроскопиче¬
ское исследование структуры сплава ВК20К на электронных микро¬
скопах Tesla-BS613 при ускоряющем напряжении 100 кВ и
Tesla-BS540 при напряжении 120 кВ. Фольги готовились методом
ионной бомбардировки после предварительной механической обработ¬
ки образца алмазной пастой и алмазной шкуркой до толщины 0,1 —
0,15 мм. Проводилась двусторонняя ионная полировка — травле¬
ние образцов в исходном состоянии и после износа. Однако при
подготовке образцов после износа алмазной доводкой предваритель¬
но снимали слой со стороны, противоположной изношенной поверх¬
ности. В процессе последующей двусторонней ионной полировки
с изношенной стороны снимали лишь незначительный слой, так что
фольги получали непосредственно в интересующей воне с изменен¬
ной при износе структурой.
В структуре фаз WC и Со после спекания образуются дислока¬
ции и двойники, что объясняется большими термическими напря¬
жениями, появляющимися при охлаждении твердого сплава после
спекания из-за различия коэффициентов термического расширения
верен карбида вольфрама и прослоек металлического кобальта.
Увеличение количества дислокаций и двойников, а также дробление
двойников в фазах Со и WC после износа подтверждают, что их из¬
носу предшествует пластическая деформация. В структуре сплава
как после спекания, так и в поверхностном слое после износа между
зернами карбида WC и прослойками Co-фазы на поверхности карби¬
да WC обнаружен карбид W2C, что позволяет предполагать суще¬
ствование тончайшего переходного слоя, близкого к чистому воль¬
фраму.
2. Растровая электронная микроскопия
Электронная фрактография широко исполь¬
зуется для металлографических исследований материалов и при
изучении механизма их разрушения. Она дает возможность изу¬
чать структуру материалов на различных стадиях их получения,
начиная с исходных частиц и заканчивая готовым изделием, не из¬
меняя при этом исходной структуры. Фрактографические исследо¬
вания имеют преимущества и при изучении физической природы
материала. В последнее время их объем в материаловедении су¬
щественно увеличился за счет применения растровых электронных
микроскопов [282].
В растровой электронной микроскопии (РЭМ) изображение стро¬
ится по точкам и является результатом взаимодействия электрон¬
ного пучка с поверхностью образца. Наблюдаемая область после¬
довательно облучается перемещающимся электронным пучком микро¬
скопа подобно сканированию в телевидении.
232
Рис. 77. Схема растрового микроскопа:
1 — источник излучения; 2 — фокусирующие системы; 3 — отклоняющие системы;
4 — образец; 5 — устройство для изменения увеличения; б — генератор пилооб¬
разного тока; 7 — усилитель; 8 — трубка для наблюдения; 9 — трубка для запи¬
си
Принцип действия. Пучок электромагнитного излучения дви¬
жется по поверхности образца вдоль близко расположенных друг
к другу линий, образующих растр (рис. 77) [293). Падающая вол¬
на взаимодействует с поверхностью образца, в результате чего мо¬
жет быть поглощена, отражена, рассеяна, диспергирована или
поляризована. Образец может активизироваться и эмитировать
аналогичное или отличное от падающего излучение. Результат вза¬
имодействия пучка — сигнал, пропорциональный степени проявле¬
ния одного из перечисленных эффектов, улавливается специаль¬
ным чувствительным устройством и усиливается. Затем этот сиг¬
нал используется для модуляции записываемой интенсивности,
например интенсивности электронного пучка катодно-лучевой труб¬
ки, который движется по ее экрану синхронно со сканирующим пуч¬
ком микроскопа. Если поверхность образца имеет свойства, кото¬
рые вызывают поглощение, отражение, рассеяние назад, диспер¬
сию, эмиссию или поляризацию, изменяющиеся от точки к точке,
настроенной на соответствующий эффект, возникает изображение,
которое представляет объект как бы видимым при «освещении» ис¬
пользуемым излучением.
Принцип работы растрового микроскопа основан на главных
свойствах электронного потока: потоки электронов можно откло¬
нять электрическими или магнитными полями. В современных микро¬
скопах используются электронно-магнитные отклоняющие систе¬
мы, удобные в эксплуатации, поскольку их можно установить вне
вакуумной колонны. Кроме того, используется возможность умень¬
шения диаметра пучка до требуемого размера на поверхности об¬
разца^ которая достигается фокусированием или электромагнит-
233
ними линзами. Между эффективностью взаимодействия в системе
излучение — образец и свойствами поверхности, которые несут
информацию о топографии и составе исследуемого образца, должна
существовать удовлетворительная связь.
В понятие «эффект взаимодействия» включаются также виды
взаимодействия ускоренных электронов с поверхностью — погло¬
щение, рассеяние назад и дифракция, а также эмиссия низкоэнерге¬
тических вторичных электронов и рентгеновского излучения.
В современных растровых электронных микроскопах исполь¬
зуются, как правило, вторичная эмиссия и рассеяние электронов
назад. Эти электроны улавливаются коллектором, преобразуются
в электрический сигнал, который усиливается и индуцируется в
виде локального изменения яркости на экране электронно-луче¬
вой трубки. Измеряется также число поглощенных электронов или
ток образца.
Контраст изображения формируется за счет изменения числа
вторичных или рассеянных назад электронов, собранных с различ¬
ных участков поверхности образца.
Основные типы контраста изображения. Топографический кон¬
траст 173] для всех эмитированных электронов обусловлен измене¬
нием интенсивности регистрируемого сигнала при изменении уг¬
ла наклона элемента поверхности к падающему пучку, так как коэф¬
фициенты вторичной электронной эмиссии и отражения зависят от
величины угла этого наклона. В отраженных электронах наблю¬
дают характерное теневое изображение рельефа, поскольку отра¬
женные электроны, двигаясь к детектору по прямолинейным траек¬
ториям, не попадают на детектор с участков, закрытых препятстви¬
ем [73]. Коэффициент вторичной электронной эмиссии вторичных
электронов при изменении угла наклона бомбардируемого участка
поверхности к падающему пучку значительно изменяется, траек¬
тория их искривлена, поэтому в описываемом случае они предпоч¬
тительнее. Контраст изображения сходен с визуальным: впадины
темные, выступы отбрасывают тени. Изображение в растровом
микроскопе воспринимается как трехмерное, объемное.
При наблюдении в РЭМ острые вершины и ребра рельефа изоб¬
ражаются слишком ярко. Это результат краевого эффекта, связан¬
ного с повышенным выходом и более эффективным улавливанием
на детекторе электронов с выпуклостей, испускающих электроны,
объем для которых больше, а работа выхода электронов ниже, чем
для плоских участков. Краевой эффект усиливается при повыше¬
нии энергии первичных электронов и понижении атомного номера
объекта, часто приводит к потере отдельных деталей изображения
и снижению разрешающей способности.
Применение метода. Наиболее интересным, по нашему мнению,
примером сравнительных исследований .микроструктур хрупкого
разрушения методами растровой и просвечивающей микроскопии
по репликам является работа [282]. Авторы на основании детально¬
го анализа преимуществ и недостатков обоих методов показывают,
как выбрать наиболее результативный метод при решении различ-
234
вых вопросов материаловедения, чтобы определить области рацио*
нального (раздельного или совместного) его применения.
Исследования проводили на электронных микроскопах просве¬
чивающего типа IEM-6A, HU-200T и растровом SU-IO [282].
Прежде всего авторами была проведена оценка фрактографических
исследований как метода контроля процессов спекания материалов.
Обычно в подобных случаях анализируют по фрактограммам такие
микроструктурные характеристики, как размеры и морфология
кристаллов составляющих фаз, распределение пористости, а также
характер взаимодействия по границам, степень развития и проч¬
ность межэеренных контактов. В работе [282] установлено, что при
исследовании на РЭМ резкость изображения границ, позволяющая
проводить надежную идентификацию микроструктурных составля¬
ющих материалов и оценивать их изменение в процессе спекания,
уменьшается с увеличением электросопротивления материала.
Наряду с электросопротивлением на резкость изображения микро¬
структурных элементов в изломе материалов влияет пористость.
C увеличением пористости резкость изображения возрастает. Одна¬
ко авторы установили, что наблюдаемое на РЭМ-фрактограммах
изображение микроструктурных элементов (при размерах менее
2 мкм) недостаточно отчетливо для проведения количественного
анализа. При размерах менее 2 мкм отдельные зерна часто не раз¬
рушаются, при размерах менее 1 мкм наблюдаются преимуществен¬
но агрегаты верен, поэтому размеры, определенные на РЭМ, могут
быть в 1,5—2 раза больше определенных на ПЭМ по репликам: для
материалов с размером зерен более 2 мкм результаты определения
находятся в хорошем согласии. Тем не менее ввиду быстроты и лег¬
кости препарирования, возможности изучения малопрочных и вы¬
сокопористых образцов исследования на РЭМ предпочтительнее
для качественного анализа микроструктурных изменений в про¬
цессе спекания материалов (например, относительного изменения
размера верен, формы и распределения пор, включений),
что особенно важно, по мнению авторов работы [282], на начальных
стадиях разработки технологии получения материалов. Показано,
что анализ микроструктур разрушения по репликам позволяет иден¬
тифицировать субструктурные характеристики материалов, такие,
как двойники, субграницы, домены, определить их влияние на раз¬
витие трещин скола.
Исследованиями на РЭМ микроструктур разрушения матери¬
алов установлено, что и в этом случае четкость изображения раз¬
личных элементов микрорельефа скола зависит от электросопро¬
тивления материалов при близких размерах кристаллов. Наиболее
четкое изображение микрорельефа наблюдается для электропро¬
водных материалов. РЭМ- и ПЭМ-микроструктуры скола показы¬
вают, что и для таких материалов изображения по репликам содер¬
жат больше информации, чем изображения на РЭМ. Это, как пока¬
зано в работе [282], элементы микроспайности и фрагментации на
поверхностях скола, характер зарождения и продвижение трещин
в кристаллах, дающие представление о механизме взаимодействия
235
трещин с дефектами-двойниками и степени напряженности в кри¬
сталлах при разрушении.
Исследование микроструктур разрушения на РЭМ ввиду лег¬
кости и быстроты подготовки образцов-препаратов, а также воз¬
можности использования образцов значительных размеров можно
проводить для качественного и количественного (при размере микро-
структурных элементов более 2 мкм) анализа материалов на
различных стадиях спекания и оценки прочности межчастичных кон¬
тактов, а также для изучения механизма формирования и распро¬
странения магистральных трещин, наблюдения трещин на поверх¬
ности разрушения. Исследование микроструктур разрушения при
помощи ПЭМ по репликам целесообразно использовать для микро-
структурных исследований материалов, в том числе высокодиспер¬
сных (размер микроструктурных элементов менее 2 мкм), для
выявления субструктурных дефектов в кристаллах (двойников,
доменов внутри кристаллитных пор, включений) по микрострукту¬
рам скола и их влияния на развитие трещин, для изучения процес¬
сов взаимодействия на границе зерен наряду с исследованиями по
откольным частицам, извлекаемым на реплику с поверхности раз¬
рушения, для прямого изучения механизмов спекания материалов
и механизмов их деформации, а также разрушения.
Фрактографические исследования кермета TiB2 —Fe показа¬
ли существование «скелета» твердой фазы или крупных конгломе¬
ратов с непрерывным скелетом. Анализ структуры излома свидетель¬
ствует о преимущественном прохождении трещины через объем ча¬
стиц TiB2. Транскристаллитный характер разрушения материала
сохраняется вплоть до 900 °С. Разрушение происходит преимуще¬
ственно за счет межзеренного разупрочнения. Наблюдается замет¬
ная пластическая деформация металлической прослойки.
Многими исследователями изучалась топография поверхности
изломов [96, 99, 146]. Наибольшую информацию в этом случав дает
метод РЭМ, значительными преимуществами которого является
практическое отсутствие ограничений, накладываемых на размеры
образца, и отсутствие необходимости препарирования при исследо¬
вании излома. Эти исследования использовались при изучении проч¬
ности керметов ZrN — Al2O3 — Mo (W), Mo — Al2O3, Mo — ZrN,
Al2O3 — W. Характер разрушения и сопоставление предела проч¬
ности керметов позволяют оценить прочность зерен различных фаз
и связи между ними, а следовательно, оценить прочность кермета.
В композициях Al2O3 — Mo в составах с малым содержанием
оксида прочность увеличивается с ростом температуры спекания
до 1900 0G (991. Выше этой температуры прочность резко падает,
в то время как плотность композиций продолжает увеличиваться.
Такое поведение объясняется взаимодействием компонентов при
появлении жидкой фазы (расплава Al2O3), что сопровождается вы¬
делением газообразных продуктов и частичной их локализацией
в зоне контакта фаз. Локализация приводит к образованию неболь¬
шого количества макропор, которые являются зародышами трещин
при разрушении. Эти явления более четко проявляются при дзу-
236
Рис. 78. Поверхность разрушения сколом кермета 40 % ZrN — 60 % Mo.
Увеличение 2200 (в) и 6000 (б)
чении прочности композиций, содержащих свыше 30 % оксида алю¬
миния. Метод РЭМ использован в данном случае для подтверждения
этого факта. Показано, что после твердофазного спекания при
2000 0C в условиях непрерывного нагрева на фрактограммах наря¬
ду с разрушением по межзеренным границам наблюдается некото¬
рая доля транскриста л литного разрушения, а после жидкофазно¬
го спекания — лишь разрушение по границам зерен. Длительная
изотермическая выдержка вызывает рост зерен металла и оксида,
а также сегрегацию примесей на межзеренных границах, что явля¬
ется дополнительной причиной снижения прочности композиций.
Прочность керметов Mo — ZrN непрерывно увеличивается с
повышением температуры спекания: одновременно растет плотность
композиций. Прочность после изотермической выдержки сначала
увеличивается, а затем снижается. Характер разрушения (по гра¬
ницам зерен) после изотермической выдержки остается неизмен¬
ным, о чем свидетельствуют фрактограммы изломов, из чего можно
заключить, что причиной снижения прочности в этих керметах яв¬
ляется увеличение размеров и сегрегация примесей на межзерен¬
ных границах.
Продолжением исследований [99, 146] прочности керметов
ZrN — Al2O3, Al2O — Mo и Mo — ZrN является работа [96], посвя¬
щенная изучению зависимостей прочности нитрид-оксидных ком¬
позиций от объемного содержания в них молибдена и вольфрама,
температуры и времени спекания, взаимодействия между фазами,
защитной среды. Установлено, что в молибденсодержащих компо¬
зициях с большим содержанием металла изотермическая выдерж¬
ка при жидкофазном спекании приводит к увеличению прочности.
Это обусловлено взаимодействием на межфазных границах нитрид-
металл с образованием твердого раствора циркония и азота в молиб¬
дене. Отсутствие такого взаимодействия на границах ZrN —W
237
является причиной существенного снижения прочности в аналогич¬
ных вольфрамсодержащих композициях. Спекание в азоте не влия¬
ет на фазовый состав и прочность композиций с молибденом, сопро¬
вождается переходом Ct-Al2O3 в новую кубическую модификацию
и снижением прочности в композициях с вольфрамом. Работа [96] —
еще один пример применения метода РЭМ. Изучение фрактограмм
изломов образцов показало, что после твердофазного спекания в
композициях с молибденом и вольфрамом разрушение происходит
исключительно по межзеренным границам и после жидкофазного
спекания в молибденсодержащих композициях наблюдается неко¬
торая доля транскристаллитного разрушения по зернам оксидной
фазы. По мере увеличения содержания металла эта доля снижается.
Разрушающая трещина прох'одит по пластине диоксида циркония
(рис. 78). Авторы предполагают, что транскристаллитное разруше¬
ние происходит лишь по оксидной прослойке (эвтектике состава
Al2O8 — ZrO8), соединяющей зерна нитрида.
3. Рентгеноспектральный микроанализ
Метод рентгеноспектрального микроанали¬
за (PCMA) получил к настоящему времени наибольшее распростра¬
нение среди остальных методов электронно- и иониозондового микро¬
анализа, наиболее развит как в теоретическом, так и в эксперимен¬
тальном плане. До разработки PCMA (электронного микрозонда)
не существовало удовлетворительного способа исследования рас¬
пределения различных компонентов в материале с микронным
разрешением. Информация такого рода необходима при решении боль¬
шого числа важных металловедческих задач, таких, как микросегре¬
гация и идентификация включений и выделений в керметах. Боль¬
шие успехи, достигнутые в этой области, обеспечили возможность
анализа с помощью микрозонда практически всех элементов Перио¬
дической системы элементов Д. И. Менделеева. Ряд монографий
[39, 196], опубликованных в СССР, подробно ознакамливают с тео¬
ретическими основами и практической реализацией метода. Мно¬
го внимания уделено оценкам различных поправок, определению
наиболее эффективных способов их введения.
Метод PCMA основан на регистрации рентгеновскими спектрами
эмиссионного рентгеновского излучения, генерированного пучком
первичпых электронов с энергиями 1—50 кэВ, сфокусированных
на образце в пятно размером не более 1 мкм. Другими словами, из¬
мерением длины волн и интенсивности генерируемого электрон¬
ным пучком рентгеновского излучения можно определить элемен¬
ты, присутствующие в образцах, и их концентрации.
Видимая площадь, в пределах которой происходит генерация
рентгеновских лучей, может значительно- превосходить площадь
поперечного сечения падающего электронного пучка, поскольку
электроны способны преодолевать в образце большие расстояния,
прежде чем провзаимодействуют с атомами и возбудят рентгеновские
лучи. В образце могут происходить два типа соударений электронов.
238
1. Упругие соударения, в процессе которых электроны сталки¬
ваются с ядрами атомов и изменяют направление движения, но не
анергию. Некоторые электроны, сталкивающиеся с атомами в тон¬
ком поверхностном слое образца, отклоняются более чем на 90°
и покидают образец, не возбуждая рентгеновского излучения. Этот
эффект рассеяния электронов назад усиливается с ростом атомного
номера рассеивающего элемепта и может быть использовал для по¬
лучения информации о составе зондируемого образца.
2. Неупругие соударения, в процессе которых падающие элект¬
роны взаимодействуют с электронными оболочками атома, вызы¬
вая появление рентгеновских лучей. Столкновения с электронами
высших оболочек порождают непрерывный спектр рентгеновского
излучения. Столкновения с электронами внутренних К-, L- и M-
оболочек вызывают характеристическое рентгеновское излучение
при условии, что энергия падающих электронов достаточно велика.
Характеристическое излучение возникает лишь на дискретных дли¬
нах волн, зависящих от атомного номера элемента, и лежит на
фоне непрерывного спектра излучения (рис. 79).
Интенсивность характеристического излучения непрерывно воз¬
растает с ростом энергии электронов. Отношение интенсивностей
характеристического и непрерывного излучений (отношение линий
к фону) остается существенно постоянным при условии, что энер¬
гия электропов в 3 раза превосходит энергию, соответствующую краю
полосы поглощения изучаемого элемента. В благоприятных усло¬
виях отношение линия : фон может достигать 2000 : 1. Характе¬
ристическое излучение охватывает весьма широкую область длин
волн (см. рис. 5). Излучение с длиной волны менее 0,05 нм не может
генерироваться с помощью микрозонда, поскольку для возбужде¬
ния такого очень жесткого излучения энергия электронов в микро-
8онде оказывается недостаточной. Очень мягкое рентгеновское из¬
лучение с длинами воли, большими 1,0 нм, не может быть зареги¬
стрировано обычно используемыми счетчиками. Для определения
элементов с атомными номе¬
рами z в интервале 11—36
измеряется интенсивность из- J00
лучения в линии Ka; для
определения элементов с атом¬
ными номерами z >■ 36 из¬
меряется интенсивность излу- Jf)
чения в линии La. Для опреде¬
ления элементов с z >- И тре¬
буются специальные проточ¬
ные пропорциональные счет- j
чики с очень топкими окнами,
Рис. 79. Длины волн характери¬
стических линий Ka, La и Ma и O1I
энергии электронов, необходи¬
мые для возбуждения линий Ka q
(г — атомный номер)
239
Рис. 80. Электронно-микроскопическая
схема микроанализатора:
1 — электронная пушка; 2 — конденсаторная
линэа; 8 — поток электронов; 4 — объектив;
б г- спектрограф; б — образец; 7 — зеркаль¬
ный объектив микроскопа; 8 — освещение объ¬
ектов
Рис. 81. Геометрия съемки при микро-
рентгеноспектральном анализо:
(U — центр круга Роуланда; О — образец, ис¬
точник излучения; К — кристалл, разлагаю¬
щий излучение в спектр; Д — детектор рент¬
геновских лучей; 0 — угол Вульфа — Брегга)
так как трудно регистрировать мягкие рентгеновские лучи, йену-
скаемые этими элементами. Однако даже при использовании таких
«четчиков чувствительность зонда для атомных номеров z = 4 -f- 9
оказывается низкой, а типичные значения отношения линия : фон —
около 30 : 1 для кислорода и 70 : 1 для углерода.
• Электроны успевают пройти в образце расстояние 1—3 мкм,
прежде чем их энергия станет недостаточной для генерации харак¬
теристического излучения. Согласно Кастэну, эффективный раз¬
мер пятна благодаря рассеянию электронов определяется выраже¬
нием
S = 0,033 (Е? - Е'.°) -~Т, (XII.1)
аУГ
где E9 — энергия электронов; E9 — энергия, соответствующая краю
полосы поглощения элемента с атомным номером г и атомной массой
Лм. В уравнение (XII.1) не входит диаметр падающего электрон¬
ного пучка, действительный размер пятна находится сложением
диаметра электронного пучка и эффективного размера пятна. Раз¬
мер пятна существенно увеличивается с ростом энергии электронов.
Для получения оптимальной величины отношения линия : фон
отношение E9 : E9 должно быть равно 3 или больше. Для большо¬
го числа элементов энергия электронов около 25 кэВ дает типич¬
ный диаметр пятна 1—2 мкм. Следовательно, из-за рассеяния элект¬
ронов нет необходимости уменьшать диаметр падающего пучка
электронов до величин, меньших 0,2-0,5 мкм, поскольку пучки
240
меньшего диаметра будут возбуждать рентгеновское излучение с
той же эффективной площади образца.
Схема установки. Принцип, положенный в основу метода РСМА,
известен давно [196]. Источником электронов служит тонкая воль¬
фрамовая нить, нагреваемая проходящим током до температуры
2800 °С. Между нитью накала (катод электронной пушки) и анодом
прикладывается регулируемое в широком диапазоне напряжение
(рис. 80). Пройдя сквозь отверстие в аноде, электроны попадают
в магнитное поле первой (конденсаторной) линзы, с помощью ко¬
торой изменяется плотность тока в зонде. Вторая электромагнит¬
ная линза (объективная) фокусирует пучок электронов на поверх¬
ности образца. При ее помощи меняется диаметр электронного зон¬
да, а следовательно, и диаметр исследуемой поверхности образца.
Рентгеновские лучи, возникающие в анализируемой точке, че¬
рез выходные окошки попадают в спектрографы, которые состоят
из кристалла, разлагающего рентгеновские лучи в спектр, и счет¬
чика, регистрирующего интенсивность излучения. Если источник
рентгеновских лучей (анализируемая точка), кристалл и счетчик
на круге определенного радиуса (круг Роуланда) расположить на
равном расстоянии один относительно другого (рис. 81), то в опре¬
деленных положениях кристалла будет выполняться соотношение
Вульфа — Брэгга
2d sin 0 =Xn, (XII.2)
где d — межплоскостное расстояние кристалла; 0 — угол падения
рентгеновских лучей; X — длина волны; п — порядок отражения
(n = 1, 2, 3, ...).
При соблюдении указанной геометрии съемки кристалл фоку¬
сирует рентгеновские лучи; изменяя угол 0 перемещением кристал¬
ла по кругу, получаем условия отражения для различных длин
волн, т. е. разлагаем излучение в спектр.
Для получения высокого разрешения линий и большой свето¬
силы кристаллы изгибают по кругу Роуланда (схема Иогапп — Ка¬
пицы) [39]. Как правило, микроанализаторы имеют несколько спек¬
трографов, оснащенных сменными кристаллами и несколькими
счетчиками. Для разложения в спектр коротковолнового излучения
применяют кристаллы кварца или фтористого лития, для разложе¬
ния мягкого излучения — кристаллы с большим межплоскостным
расстоянием d.
Чувствительность метода. Чувствительность анализа с помощью
электронного зонда весьма незначительна, гораздо ниже чувстви¬
тельности, достигнутой в методах световой спектроскопии или рент¬
геновского флуоресцентного анализа. Ценность метода РСМД за¬
ключается не в чувствительности, а скорее в способности осуще¬
ствлять анализ небольших объемов материала, в частности при ис¬
следовании состава керметов.
Чувствительность метода РСМД зависит от многих факторов:
величины ускоряющего напряжения тока зонда, типа спектрометри¬
ческой системы, ширины щели перед счетчиком, диаметра электрон¬
ного Ayna1 а также концентрационной гомогенности сплава. В зна-
8 5-280
241
чительной степени чувствительность микроанализатора зависит от ре¬
гистрирующей аппаратуры: чем выше эффективность счетчика, тем
меньший ток зонда или напряжение можно применять для работы.
Это повышает разрешение прибора. Присутствие малых количеств
вещества ( <С 0,01 %) можно уловить только в том случае, если при¬
меняемая схема позволяет уменьшить регистрируемый фон элект¬
ронной дискриминацией «фоновых» импульсов. Таким образом,
основной характеристикой метода PCMA является локальность
[196], характеризующая <размеры области, в которых генерирует¬
ся рентгеновское излучение.
Существует понятие продольной локальности, соответствующей
размеру излучающей области вдоль направления, параллельного
поверхности образца. Частным случаем является поверхностная
локальность — размер части излучающей области, выходящей на
поверхность образца. Точный расчет локальности сложен, поэтому
обычно вводится ряд упрощающих допущений. Так, состав образ¬
ца в возбуждаемой области считают постоянным. Область, из ко¬
торой выходит возбуждаемое рентгеновское излучение, ограничи¬
вается 1 %. Такие оценки дают удовлетворительные результаты
для гомогенных материалов, но приводят к существенным ошиб¬
кам при оценке локальности композиционных материалов, рассмат¬
риваемых в данной монографии.
Особенности микрорентгеноспектрального анализа керметов.
Если электропроводность одной из фаз гетерофазного мате¬
риала мала, то при ее анализе на поверхности образуется стати¬
ческий заряд, отклоняющий электронный зонд в сторону проводя¬
щей фазы, что приводит к существенным ошибкам в результатах
[73]. Для предотвращения этого проводится вакуумное напыление
пленки проводящего материала на поверхность обеих фаз. Толщина
пленки играет существенную роль, поскольку ее превышение над
оптимальной величиной приводит к заметному поглощению выхо¬
дящего рентгеновского излучения и потерям энергии первичных
электронов в пленке. Ошибки из-за напыления возрастают с умень¬
шением энергии первичных электронов, увеличением длины анали¬
тической линии и уменьшением угла выхода рентгеновского излу¬
чения. Напыленная пленка должна быть однородной. Малая тол¬
щина напыления снижает ускоряющее напряжение. Возбуждение
анализируемого элемента в непроводящем образце осуществляется
электронами с меньшей начальной энергией, чем в проводящей фазе,
и приведет к погрешностям измерения относительной интенсивности.
При напылении непроводящих фаз необходимо учитывать воз¬
можность миграции ряда элементов под действием внутреннего
электрического поля объекта. Авторы работ [73, 207] указывают,
что при анализе двухслойной композиции SiO2 — Si происходит
миграция положительных ионов натрия к границе раздела фаз,
на которой электрическое поле достигает IO6—10е В/см. При напы¬
лении SiO2 слоем алюминия величина электрического поля на гра¬
нице SiO2 — Al повышается в 1,5ра за, что может приводить к пере¬
распределению натрия и понижению точности его определения.
242
При создании керметов с высокими коррозионными свойствами
микрорентгеноспектральный анализ позволяет установить харак¬
тер взаимодействия в системе твердое соединение — жидкий металл,
а именно: определить фазовый состав образующихся продуктов
взаимодействия [146]. Исследование межфазного взаимодействия
в системе ZrB2 — Ni проводилось на микроанализаторе IXA-5 фир¬
мы «Джеол». Экспериментально установлено, что контактная зона
взаимодействия жидкого никеля с диборидом циркония состоит из
эвтектики, имеющейся как в капле никеля, так и по границам зе¬
рен диборида циркония. Впервые с помощью микрорентгеноспект-
рального анализа установлено, что в капле никеля растворяется
3,5 ± 0,5 % В, 14,1 ± 0,5 % Zr, что соответствует твердому раст¬
вору дпборида циркония в никеле. Эвтектика представляет смесь твер¬
дых растворов ZrB2 в никеле и никеля в ZrB2. Дифракционная зо¬
на, по данным РСМА, не превышает 50 мкм, причем максимальная
растворимость в дибориде составляет 0,6 %, что свидетельствует
об образовании ограниченного твердого раствора никеля в дибо¬
риде циркония.
Исследование спекания карбидохромовых композиций с помо¬
щью PCMA показало [226], что в процессе нагрева образуется ус¬
тойчивый карбид CrFeC3, соотношение железа и хрома в котором
определяется химическим составом матричной фазы и температурой.
Количественное соотношение матричной и карбидной фаз в ших¬
те, тип исходного карбида и содержание железа в нем существенно
не влияет на состав карбидной фазы спеченных композиций. Авто¬
ры показали, что железо не просто играет роль карбидообразующе¬
го элемента, а участвует в карбидообразовании.
Микрорентгеноспектральным анализом межфазного взаимодей¬
ствия в системе CrB2 — Ni [208] установлено образование борида
никеля Ni3B и тройного борида Cr^xNiwB4, который обладает ши¬
рокой областью гомогенности (0,8 ^ х ^ 1; 0,3 у < 1).
Показано, что оксидные пленки слабо влияют на характер вза¬
имодействия в этих системах. Исследование влияния степени окис¬
ления поверхности ZrB2 на кинетику взаимодействия в контактной
зоне CrB2 — Ni показало, что толстые рыхлые пленки способству¬
ют химической реакции на межфаз пой границе, а это приводит к
увеличению глубины зоны взаимодействия.
PCMA для локальных исследований фазового состава контакт¬
ной зоны взаимодействия в кермете ZrNx — Ni позволило вскрыть
характер взаимодействия для данной системы [209].
В системе ZrNi,о — Ni контактная зона взаимодействия харак¬
теризуется однофазной структурой со стороны как металла, так
и нитридной фазы, граница четкая. По данным РСМА, на границе
контакта (около 5 мкм) растворимость никеля в нитридной фазе
составляет 0,5 %.
Для составов ZrNo,97—0,94 (содержание азота 12,9—12,5 %) на¬
блюдается проникновение никеля в нитридную фазу и образование
эвтектики, выделяющейся по границам зерен нитридной фазы.
В процессе перекристаллизации зерна нитридной фазы укрупняются,
8,*
243
в них появляются дефекты, поры, в которых выделяется белая бле¬
стящая фаза. Согласно PCMA, места выхода дефектов на поверхность
зерна заполняет фаза, представляющая собой интерметаллид.
В свою очередь, цирконий, растворяясь в никеле, образует фазу со¬
става Zr =76,6 ± 0,5 %, Ni = 20,3 ± 0,5 %, что соответствует
интерметаллиду Ni6Zr.
Для составов ZrNo.82-o.77 (содержание азота 10,9—10,2 %) на¬
блюдается активное взаимодействие с жидким никелем. Зона вза¬
имодействия характеризуется многофазной структурой. Нитрид¬
ная фаза вблизи зоны контакта характеризуется укрупнением зерен
в результате перекристаллизации через жидкую фазу. Эти зерна име¬
ют точечные дефекты, в которых располагается блестящая белая
фаза. По данным РСМА, места выхода дефектов на поверхность
зерна заполняет интерметаллидная фаза. Цирконий, растворяясь
в никеле, образует интерметаллид Ni6Zr. Распределение никеля в
зернах нитридных фаз, расположенных на различных расстояниях
от границы контакта, свидетельствует о том, что в зерне, находя¬
щемся вблизи зоны контакта, содержание никеля по границам со¬
ставляет 0,5-0,9, в середине зерна —0,3; по мере удаления зерен
от границы контакта -0,3-0,4 %.
Для состава ZrNo.67-o.65 химическое взаимодействие с никелем
протекает бурно, сопровождаясь образованием реакционной лун¬
ки, гетерофазной структуры, трещин; PCMA определен состав про¬
дуктов взаимодействия.
Еще одним примером исследования термоэмиссионных свойств
керметов эвтектического состава в системах ZrC — Re, ZrB2 — Re,
ZrC — Mo является работа 1360]. Установлено, что поверхность
последних представлена слоем металла-связки, т. е. состоит из ре¬
ния и молибдена соответственно с небольшой примесью металла
карбидной или боридной фазы, причем относительная концентра¬
ция этой фазы на поверхности эмиттера значительно меньше, чем
в объеме.
4. Неразрушающие методы контроля
Преимущество методов неразрушающего кон¬
троля заключается в том, что в результате испытаний не исклю¬
чается возможность дальнейшей нормальной эксплуатации изде¬
лий. Кроме того, они позволяют обеспечить производственный кон¬
троль изделий на различных этапах изготовления и эксплуатации,
изучать изменение свойств и структуры материала изделий, образова¬
ние дефектов в них. Наиболее распространенными неразрушающими
методами контроля являются рентгеновская просвечивающая микро¬
скопия (дефектоскопия) и ультразвуковая дефектоскопия.
Рентгенодсфектоскопия основана на поглощении рентгеновских
лучей, которое зависит от плотности среды и атомного номера эле¬
ментов, образующих материал среды [393]. Наличие таких дефек¬
тов, как трещины, раковины или включения инородного материала,
приводит к тому, что проходящие через материал лучи ослаб¬
ляются в различной степени. Регистрацией распределения интен¬
244
сивности проходящих лучей можно определить наличие и располо¬
жение неоднородностей материала. Интенсивность лучей можно
регистрировать несколькими методами. Фотографическими мето¬
дами получают снимок на пленке. Визуальный метод основан на
наблюдении изображения детали на флуоресцирующем экране.
Более эффективен он при использовании электрооптичоских пре¬
образователей. Ксерографическим методом получают изображение
па металлических пластинках, покрытых слоем вещества, поверх¬
ности которого имеют электростатический заряд. Ионизационный
метод основан на измерении интенсивности электромагнитного
излучения по его ионизирующему действию.
Чувствительность методов рентгеиодефектоскопии определяет¬
ся отношением протяженности дефекта в направлении просвечи¬
вания к толщине детали в этом сечении и для различных материалов
составляет 1—10 %. Применение рентгеиодефектоскопии эффек¬
тивно для деталей сравнительно небольшой толщины, так как про¬
никающая способность рентгеновских лучей с увеличением их энер¬
гии возрастает незначительно. Рентгенодефектоскопия применяется
для определения раковин, грубых трещин, ликвационных вклю¬
чений. Для этого используются промышленные рентгеновские ус¬
тановки с энергией излучения от 5—10 до 200—400 кэВ. Изделия
большой толщины просвечивают сверхжестким электромагнитным
излучением с энергией в десятки мегаэлектронвольт, получаемым
в бетатроне.
Ультразвуковая дефектоскопия основана на использовании уп¬
ругих колебаний, главным образом ультразвукового диапазона
частот [393]. Нарушения сплошности или однородности среды вли¬
яют на распространение упругих волн или режим колебаний из¬
делия. Основные методы ультразвуковой дефектоскопии: эхо-ме¬
тод, теневой, резонансный, веллосимметрический, импедансный,
свободных колебаний.
Наиболее универсален эхо-метод. Он основан на посылке в из¬
делие коротких импульсов ультразвуковых колебаний, регистра¬
ции интенсивности и времени прихода эхо-сигналов, отраженных
от дефектов. Для контроля изделия датчик дефектоскопа сканиру¬
ют на поверхность. Метод позволяет обнаруживать поверхностные
и глубинные эффекты с различной ориентировкой. Эхо-сигналы
можно наблюдать на экране осциллоскопа или регистрировать са¬
мозаписывающим прибором. В этом случае повышается надежность,
объективность оценки, производительность и воспроизводимость
контроля. Чувствительность эхо-метода высокая: в оптимальных
условиях контроля на частоте 1—5 МГц обнаруживаются дефекты,
отражающая поверхность которых имеет площадь около 1 мм2.
Для материалов, содержащих включения с резко различающи¬
мися акустическими свойствами, наблюдается зависимость скоро¬
сти и затухания звука от размеров включений. Гранулометриче¬
ский состав, пористость, температура и продолжительность спека¬
ния керметов могут быть проконтролированы по скорости и
затуханию ультразвука.
СПИСОК ЛИТЕРАТУРЫ *
1. Августинник А. И. Применение кермета на
основе W и Al2O3 для изготовления катодных
подогревателей электронных ламп.— Вкн.: Ис¬
следования в области силикатов и окислов. М.;
Л. : Наука, 1965, с. 257—264.
2. Августинник А. И., Журавлев Г. И., Мату¬
сов И. А. О взаимодействии расплава Al2O3 с
Ta, Mo и Nb.— Журн. прикл. химии, 1969,
42, № 1, с. 62-68.
3. Адаменко Б. Г., Мантарошин А. П., Тамбов-
цева Л. Н. Ударное сжатие порошков тугоплав¬
ких соединений.— В кн.: Металловедение и
прочность материалов : Tp. Волгоград, поли¬
техи. ин-та, Волгоград, 1972, с. 239—244.
4. Адгезия и смачивание гексагонального и куби¬
ческого нитрида бора расплавленными метал¬
лами / Ю. В. Найдич, Г. А. Колесниченко,
Л. И. Фельдгун и др.— Изв. АН СССР. Неорг.
материалы, 1970, 6, № 10, с. 1758—1762.
5. Айзенкольб Ф. Успехи порошковой металлур¬
гии.— М. : Металлургии, 1939.— 540 с.
6. Ансел Док С. Механические свойства двухфаз¬
ных кристаллических материалов.— В кн.:
Исследования при высоких температурах.
М. : Паука, 1967, с. 350-380.
7. Артамонов А. Я., Юрченко Д. 3., Кирилец H. Д.
Наплавочные сплавы на основе тугоплав¬
ких соединений.— В кн.: Тугоплавкие карби¬
ды. Киов : Наук, думка, 1970, с. 220—222.
8. А. с. 343596 (СССР). Металлокерамический ма¬
териал / В. М. Гропянов, Е. С. Громова,
A. Н. Жунда и др.— Опубл. в Б. И., 1977,
№ 45.
9. А. с. 273437 (СССР). Металлокерамический
сплав / Е. В. Брондзя, В. Н. Клименко,
B. А. Маслюк и др.— Опубл. в Б. И., 1970,
№ 20.
* В библиографических описаниях приняты следующие сокращения:
ВИО — Всесоюзный институт огнеупоров; ИСМ АН УССР — Институт сверх¬
твердых материалов АН УССР; ИПМ АН УССР — Институт проблем матери¬
аловедения АН УССР; ИЭС АН УССР — Институт электросварки им. Е. О. Па-
тона АН УССР; МИСиС — Московский институт стали и сплавов;
ЛатИНТИ — Латвийский институт научно-технической информации; МХТИ —
Московский химико-технологический институт им. Д. И. Менделеева.
10. А. с. 346373 (СССР). Фрикционный металлокерамический матери¬
ал / Б. Г. Арабей, 10. Н. Баулин, И. И. Зверев и др.— Опубл. в Б. И.,
1972, № 23.
И. А. с. 438500 (СССР). Способ герметизации металлической ампулы /Л. Н. Пе¬
тров, Ж. Н. Дзнеладзе, И. А. Гуляев и др.— Опубл. в Б. И., 1974, № 29.
12. А. с. 539715 (СССР). Состав для наплавки композиционных сплавов/
Д. А. Дудко, Г. В. Самсонов, Б. И. Максимович и др.— Опубл. в Б. И.,
1977 Л® 47.
13. А. с. 551124 (СССР). Газостат / Б. В. Розанов, И. Э. Фельдблюм, А. К. По¬
пов и др.— Опубл. в Б. И., 1977, № 11.
14. А. с. 556894 (СССР). Газостат / Б. В. Розанов, И. Э. Фельдблюм, А. К. По¬
пов и др.— Опубл. в Б. И., 1977, № 17.
15. А. с. 609338 (СССР). Твердый сплав на основе карбонитрида титана/
Б. В. Митрофанов, Г. П. Швейкин, В. Д. Любимов и др.— Опубл. в Б. И.,
1980, № 40.
16. А. с. 633669 (СССР). Способ металлизации порошков / В. Г. Эльсон,
В. А. Титов, В. А. Дадонов и др.— Опубл. в Б. И., 1978, № 43.
17. А. с. 659285 (СССР). Устройство для изостатического прессования порош¬
ков / В. И. Сноп, М. Ш. Вайпмахер, А. А. Вертман и др.— Опубл. в Б. И.,
1979 № 16.
18. А. с. 710789 (СССР). Газостат / В. И. Сноп, И. Э. Фельдблюм, А. Д. Зве¬
рев и др.— Опубл. в Б. И., 1980, № 3.
19. А. с. 755432 (СССР). Способ получения оксидных покрытий на порошкооб¬
разном материале / Б. Н. Бабич, Н. В. Назарова, В. А. Туманов и др.—
Опубл. в Б. И., 1980, № 30.
20. А. с. 821063 (СССР). Способ плакирования порошковидных материалов/
В. В. Ващенко, О. Н. Голубев, Л. Г. Джериппаи др.— Опубл. в Б. И., 1981,
№ 15.
21. А. с. 823357 (СССР). Шихта для изготовления огнеупорного керамического
материала / Н. М. Скляров, В. А. Туманов, Н. В. Назарова и др.—Опубл.
в Б. И., 1981, № 15.
22. А. с. 825300 (СССР). Материал неплавящегося электрода / П. С. Кислый,
Б. Д. Сторож, Г. В. Горбунов и др.— Опубл. в Б. И., 1981, № 16.
23. А. с. 916496 (СССР). Керамический материал для испарительных элемен¬
тов / Г. А. Савельев, С. С. Орданьин, О. Н. Гусева и др.— Опубл. в Б. И.,
1982, № 12.
24. Барабаш О. Af., Шурин А. К. Растворимость нитридов титана, цирко¬
ния и гафния в ванадии.— Изв. АН СССР. Металлы, 1974, № 4, с. 194 —
197.
25. Барабаш О. M., Шурин А. К. Термодинамическая оценка растворимос¬
ти фаз внедрения в тугоплавких металлах.— Металлофизика, 1974, вын. 53,
с. 101-103.
26. Бацанов С. С. Синтез под действием ударного сжатия.— В кн.: Препара¬
тивные методы в химии твердого тела. М. : Мир, 1976, с. 157—170.
27. Белых А. Б., Кузенкова М. А., Кислый П. С. Некоторые закономерности
спекания кермета окись хрома — хром.— Порошк. металлургия, 1972,
№ 10, с. 19—24.
28. Бернхардт Э. Переработка термопластичных материалов.— М. : Химия,
1965.- 747 с.
29. Богданова 3. П., Кешишян Т. H., Власова А. С. Новый класс компози¬
ционных материалов на основе эвтектических металл-оксидных систем.—
Тр. МХТИ им. Д. И. Менделеева, 1977, № 98, с. 26—28.
30. Боднарук II. И. Взаимодействие спеченного карбида бора с медно-кобаль¬
товыми сплавами.— В кн.: Физико-химические свойства тугоплавких сое¬
динений и сплавов. Киев : ИСМ АН УССР, 1981, с. 34—38.
31. Боднарук Н. И. Износостойкие гетерофазные материалы на основе кар¬
бида бора.— В кн.: Сверхтвердые материалы, производство и применспие.
Киев : ИСМ АН УССР, 1979, с. 12-16.
32. Боднарук //. И. Смачивание и пропитка карбида бора алюминиевыми спла¬
вами.— В кн.: Совместимость и адгезионное взаимодействие расплавов с
металлами. Киев : ИПМ АН УССР, 1978, с. 53—58.
247
83. Бокша С. С. Новые беспоршневые компрессоры теплового действия. — Хим.
и вефтяное машиностроение, 1968, № 10, с. 9—12.
84. Бондаренко М. Д., Бокша С. С. Беспоршневой газовый компрессор тепло¬
вого действия для сжатия газов до 10 000 ат без загрязнения.— В кн.: Во¬
просы геохимии, минералогии, петрологии и рудообразования. К. : Наук,
думка, 1974, с. 204—208.
35. Бондаренко M. Д. Мембранный разделитель для сжатия газов до 2 кбар.—
Приборы и техника эксперимента, 1973, № 4, с. 223—225.
36. Бондаренко В. П., Фрейдин Г. IO., Мендельсон В. С. Прессование заго¬
товок из твердосплавных смесей.— Киев : Тохшка, 1974.— 139 с.
37. Бондарь В. Т. Взаимодействие нитрида титана в его композиции с Ni и
Ni — Mo.— Порошк. металлургия, 1980, № 8, с. 85—89.
38. Бор, его соединения и сплавы / Г. В. Самсонов, Л. Я. Марковский,
А. Ф. Жигач, М. Г. Вамешко.— Киев : Изд-во АН УССР, 1960.—
590 с.
39. Боровский И. Б. Физические основы рентгеноспектральных исследований.—
М. : Изд-во Моек, ун-та, 1956.— 100 с.
40. Браутман Л. Разрушение и усталость.— М. : Мир, 1978.— 483 с.
41. Бреховских С. M., Подобеда А. Г., Русанова Л. П. Синтез методом реак¬
ционной пропитки новых термостойких материалов на основе окиси алю¬
миния.— Порошк. металлургия, 1974, № 5, с. 103—107.
42. Брияк Э., Лесняк X. Некоторые методы формования и спекания карбидов,—
Порошк. металлургия, 1966, № 4, с. 85—109.
43. Брохин И. C., Фридман А. А. Получение нитрида титана стехиометри¬
ческого состава и исследование некоторых керметов на его основе.— Твер¬
дые сплавы, 1965, 6, с. 92—97.
44. Брохин И. C., Фридман А. А. Получение и исследование некоторых кер¬
метов нитрид титана — молибден.— Порошк. металлургия, 1965, № 7,
с. 31-40.
45. Брюс Р. Вычисление свободной поверхностной энергии керамических ма¬
териалов.— В кн.: Керамика. М. : Металлургия, 1967, с. 184—192.
46. Будников П. П., Гистлинг А. М. Реакция в смесях твердых веществ,—
М. : Стройиздат, 1971.— 423 с.
47. Будников П. П., Шишков //. В. Синтез и микроструктура «молекулярных»
керметов.— Порошк. металлургия, 1966, № 11, с. 60—63.
48. Будников П. П., Шишков Н. В. О микроструктуре молекулярных керме¬
тов.— Там же, 1968, № 11, с. 62—65.
49. Бурыкина А. Л., Cmpашинская Л. В. Изыскание новых материалов, ра¬
ботающих в контакте с твердыми металлами, соединениями, а также неко¬
торыми расплавами.— Физ.-хим., механика материалов, 1965, № 5,
с. 557—562.
50. Верещагин Л. Ф., Иванов В. Е. Газовый компрессор для исследований
при сверхвысоких давлениях.— Приборы и техника эксперимента, 1957,
№ 4, с. 73-77.
51. Верхотуров А. Д., Егоров Ф. Ф., Бондарь В. Т. Электроискровое леги¬
рование стали геторофазными материалами на основе ZrN и Al2O3.- По¬
рошк. моталлургия, 1980, № 4, с. 51—56.
52. Взаимодействие двойного борида титана — хрома с жидкими сплавами /
Г. В. Самсонов, А. Д. Панасюк, Г. К. Козина и др.— В кн.: Износостой¬
кие наплавочные материалы на основе тугоплавких соединений. Киев : На¬
ук. думка, 1977, с. 39—42.
53. Взаимодействие карбидов металлов IVa подгруппы с металлами семейства
железа / Г. В. Самсонов, А. Д. Панасюк, Г. К. Козина и др. — Порошк.
металлургия, 1972, № 7, с. 66—70.
54. Вишняков Я. Д. Современные методы исследования структуры деформи¬
рованных кристаллов.— М. : Металлургия, 1975.— 479 с.
55. Власов А. С. Керамические композиционпыо материалы.— Журн. Bceco-
юа. хим. о-ва им. Д. И. Менделеева, 1982 , 27, № 5, с. 50—56.
56. Власов A. C., Пасечник Г, Д., Гвозденко Н. П. Диаграмма состояния и
условия кристаллизации в системе Cr2O3 — Mo с целью получения компо¬
зиционного материала, армированного НК.— В кн.: Нитевидные кристал¬
248
лы и тонкие пленки: Материалы II Всесоюз. конф. Воронеж : Ворон, по¬
литехи. ин-т, 1975, с. 438—443.
57. Влияние газа на процесс спекания пористых тел / С. С. Кипарисов,
Л. 3. Румшинскйй, Ю. В. Левинский и др.— Порошк. металлургия, 1974,
№ 12, с. 30-34.
58. Влияние добавок бора, углерода, молибдена, хрома на межфазное взаимо¬
действие в системах тугоплавкое соединение — жидкий сплав / Г. В. Сам¬
сонов, А. Д. Панасюк, Г. К. Козина п др.— В кн.: Физическая химия по¬
верхности расплавов. Тбилиси : Моцниереба, 1977, с. 183—187.
59. Влияние добавок углерода, бора и кремния на контактное взаимодействие
в системе тугоплавкое соединение — жидкий сплав / Г. В. Самсонов,
А. Д. Панасюк, Г. К. Козина и др.— В кн.: Диффузионные покрытия на
металлах. Киев : Наук, думка, 1977, с. 178—183.
60. Влияние кислорода на электрические свойства нитрида титана / Г. В. Сам¬
сонов, Т. С. Верхоглядова, С. Н. Львов и др.— Докл. АН СССР, 1962,148,
№ 4, с. 862-866.
61. Влияние фосфора на температуру горячего прессования и прочность спла¬
вов карбид хрома — никель / В. Н. Клименко, В. А. Маслюк, И. Д. Pa-
домысельский и др.— Порошк. металлургия, 1974, № 5, с. 40—43.
62. Войтович Р. Ф. Тугоплавкие соединения. Термодинамические характерис¬
тики / Справочник.— Киев : Наук, думка, 1971.— 220 с.
63. Воюцкий С. С. Курс коллоидной химии.— М. : Химия, 1964.— 574 с.
64. Высокотемпературное газостатическое уплотнение / Б. В. Розанов,
Л. IO. Максимов, А. Д. Зверев и др.— Технол., организация и механизация
кузнечно-прессового и заготов. пр-ва, 1972, № 2.— 26 с.
65. Высокотемпературные неметаллические нагреватели / П. С. Кислый,
А. X. Бадян, В. С. Киндышева и др.— Киев : Наук, думка, 1981.—
158 с.
66. Вязников Н. Ф., Ермаков С. С. Металлокерамические материалы и изде¬
лия.— Л. : Машиностроение, 1967.— 224 с.
67. Газостаты конструкции ВНИИметмаша — Коломенского СПО / А. Д. Зве¬
рев, А. Н. Курович, Я. Л. Л умер и др.— Кузнечно-штампов. пр-во, 1983,
№ 5, с. 6—9.
68. Гегузин Я. Е. Физика спекания.— М. : Наука, 1967.— 360 с.
69. Гегузин Я. E., Кононенко В. Г., Чап Ван Лоан. О залечивании изоли¬
рованной поры в монокристалле под влиянием давления всестороннего сжа¬
тия.— Порошк. металлургия, 1976, № 2, с. 26—32.
70. Гезингер Г. X., Фигимейстер X. Ф. Поведение никеля на поверхности воль¬
фрама при высоких температурах.— В кн.: Теория и технология спекания.
Киев : Наук, думка, 1974, с. 178—185.
71. Гермаидзе М. C., Гельд П. В., Летун С. М. Теплоемкость, энтальпия,
энтропия и давление диссоциации MgB12.— Ж урн. прикл. химии, 1966, 39,
№ 9, с. 1941-1943.
72. Герцберг Р. Поверхности раздела в направленно закристаллизованных эв-
тектиках.— В кн.: Поверхности раздела в металлических композициях.
М. : Мир, 1978, с. 353-385.
73. Гиппельфарб Ф. А., Шварцман С. Т. Современные методы контроля ком¬
позиционных материалов.— М. : Металлургия, 1979.— 246 с.
74. Гнесин Г. Г. Карбидокремниевые материалы.— М. : Металлургия,
1977.- 216 с.
75. Голубев А. И., Кунин Г. М. Уплотнение вращающихся валов.— М. J
Наука, 1966.— 99 с.
76. Гольдшмидт X. Дж. Сплавы внедрения.— М. : Мир, 1971.— 464 с.
77. Гордиенко С. П. Модификация печного источника ионов масс-спектромет¬
ра МИ-1305.— Приборы и техника эксперимента, 1969, № 3, с. 324— 326,
78. Горячие изостатические прессы промышленного назначения.— Просп,
AQ 20-104R.— Quintus — Vasteras : ASEA, 1976.— 8 с.
79. Грибовский П. О. Горячее литье керамических изделий.— М. : Госэнерго-
издат, 1961.— 261 с.
80. Григорович В. К., Шефтелъ Е. Н. Дисперсионное упрочнение тугоплав¬
ких металлов.— М. : Наука, 1980.— 303 с.
249
81. Григорьева В. В., Клименко В. Н. Сплавы на основе карбида хрома.— Ки¬
ев : Изд-во АН УССР, 1961.— 57 с.
82. Гуревич Ю. Г., Фраге Н. Р. Взаимодействие нитрида титана с расплава¬
ми металлов.— Изв. АН СССР. Ноорг. материалы, 1979, 15, № 4, с. 719—
720.
83. Гуревич Ю. Г., Фраге Н. P., T ом илов В. И. Растворение нитрида алю¬
миния в металлических и оксидных расплавах.— В кн.: Тугоплавкие нит¬
риды. Киев : Наук, думка, 1983, с. 132—135.
84. Дамаск.А., Дине Дж. Точечные дефекты в металлах.— М. : Мир, 1966.—
291 с.
85. Денисенко Э. T., Май В. К. Исследование кинетики уплотнения при горя¬
чем прессовании металлических порошков.— Порошк. металлургия, 1968,
Ki И, с. 25-29.
86. Джонс В. Д. Основы порошковой металлургии,— М. : Мир, 1965.— 403 с.
87. Джонсон Д. Л. Количественное определение механизмов спекания на на¬
чальной и средней стадиях.— В кн.: Теория и технология спекания. Киев :
Наук, думка, 1974, с. 53—60.
88. Диаграммы, состояния силикатных систем: Справочник / Н. А. Торопов,
В. П. Барзаковский, В. В. Лапин и др.— Л. : Наука, 1969.— 347 с.
89. Дмитриева Г. П., Николаева В. А. Взаимодействие фазовых равнове¬
сий и структуры сплавов Ni — ZrC и Ni — HfC.- Металлофизика, 1974,
58, с. 97—100.
90. Дмитриева Г. П., Шурин А. К. Фазовые равновесия в структуре сплавов
Со - ZrC, Со - HfC.- Докл. АН УССР, 1973, Ki 9, с. 845—848.
91. Дмитриева Г. П., Шурин А. К., Васильев А. Д. Строение и механиче¬
ские свойства сплавов железа с карбидом ванадия.— Металловедение и
терм, обработка металлов, 1978, № 4, с. 64—66.
92. Добровольский А. Г. Шликсрное литье.— М. : Металлургия, 1977.— 282 с.
93. Добровольский А. Г. Шликсрное литье композиции ZrC — W.— Порошк..
металлургия, 1969, № 2, с. 94—99.
94. Доценко В. M., Симкин Э. С., Цыпин И. В. Исследование влияния до¬
бавок на температуру горячего прессования и некоторые свойства твердых
сплавов WC — Со.— Порошк. металлургия, 1977, Ki 3, с. 42—44.
95. Дубровская Г. H., Коротким М. H., Роман О. В. Изучение структуры
порошковых композиций Ni — ZrO2, Ni — Al2O3.- Порошк. металлургия,
1974, № 9, с. 1-5.
96. Егоров Ф. Ф. Прочность спеченных композиционных материалов ZrN —
Al2O3 — Mo (W).- Порошк. металлургия, 1980, № И, с. 84—88.
97. Егоров Ф. Ф, Электропроводность порошковых композиционных материа¬
лов ZrN — Al2O3, Mo — AI2O3 и ZrN — Mo.— Порошк. металлургия,
1980, № 10, с. 56-60.
98. Егоров Ф. Ф., Кислый Л. С. Взаимодействие нитрида циркония с окисью
алюминия и молибдена.— Порошк. металлургия, 1978, Ki 6, с. 43—47.
99. Егоров Ф. Ф., Кислый П. C., Верхогирдов JT. А. Прочность спеченных
композиционных материалов Mo — Al2O3 и Mo — ZrN.- Порошк. метал¬
лургия, 1980, Ki 1, с. 58—63.
100. Егоров Ф. Ф., Сторож Б. Д. Закономерности формирования материа¬
лов на основе окиси алюминия и нитридов титана и циркония.— Порошк.
металлургия, 1978, № 2, с. 45—47.
101. Егоров Ф. Ф., Сторож Б. Д., Горбунов Г. В. Неплавящиеся электроды
для электросварки нержавеющих и углеродистых сталей.— Киев, 1979.—
7 с.— (Рукопись деп. в УкрНИИНТИ Госплана УССР, Ki 1328— 79 Деп).
102. Елютин В. П., Митин Б. C., Анисимов Ю. С. Поверхностное натяже¬
ние и плотность расплавов Al2O3 — BeO.- Изв. АН СССР. Неорг. мате¬
риалы, 1973, 9, Ki 9, с. 1585—1588.
103. Елютин В. П., Павлов Ю. А. Высокотемпературные материалы.— М. :
Металлургия, 1972.— 264 с.
104. Еременко В. U. Многокомпонентные сплавы титана.— Киев : Изд-во
АН УССР, 1962.— 210 с.
105/ Еременко В. Н. Титан и его сплавы.— Киев : Изд-во АН УССР, I960.-—
201 с.
250
(06. Еременко В. H., Лесник Н. Ф. Исследование кинетики пропитки порис-
’ тых тел жидкими металлами.— В кн.: Поверхностные явления в металлах
; и сплавах и их роль в процессах порошковой металлургии.— Киев : Наук,
думка, 1961, с. 155—177.
107. Еременко В. H., Найдич IO. В. Змочуваыня рщкими металами поверхоаь
тугоплавких сполук.— КиТв : Вид-во АН УРСР, 1958.— 60 с.
108. Еременко В. U., Найдич Ю. В. Смачиваемость боридов и карбидов жид¬
кими металлами.— Журн. ноорг. химии, 1959, 4, № 9, с. 2052—2057.
109. Еременко В. H., Найдич Ю. В., Носонович А. А. Смачивание поверх¬
ностей окислов растворами металл — кислород.— Электроника, 1959,
№ 4, с. 136—139.
110. Еременко В. H., Ниженко В. И. Влияние присадок титана на поверх¬
ностное натяжение никеля и кобальта и на их межфазное натяжение с
окисью алюминия.— Журн. физ. химии, 1961, 35, № 6, с. 1301— 1306.
111. Еремин Е. Н. Основы химической кинетики.— М. : Высш. шк., 1976.—
360 с.
112. Ершов Г. C., Коваленко А. М. Адгезия нитридов к жидким легированным
сталям и шлаковым расплавам.— Изв. АН СССР. Металлы, 1968, № 1,
с. 84-90.
113. Жиляев В. А., Федоренко В. В., Швейкин Г. П. Сравнительный ана¬
лиз взаимодействия карбида, карбонитрида и нитрида титана с никелем.—
В кн.: Тугоплавкие соединения. Киев : ИПМ АН УССР, 1981, с. 51—57.
114. Зимон А. Д. Адгезия жидкости и смачивание.— М. : Химия, 1974.—
416 с.
115. Злобин Г. Л. Формование изделий из порошков твердых сплавов. — М. :
Металлургия, 1980.— 224 с.
116. Износостойкость спеченных сплавов ниобия с диборидом циркония /
Г. А. Бовкун, Е. М. Петрова, В. М. Слепцов и др.— Порошк. металлур¬
гия, 1980, № 2, с. 83.
117. Исследование взаимодействия двойного борида титана — хрома при на¬
плавке с медно-никелевыми сплавами и наплавочные материалы /
Г. В. Самсонов, Д. А. Дудко, А. Д. Панасюк и др.— Киев : ИЭС
АН УССР, 1975, с. 163-165.
118. Исследование взаимодействия защитных наплавочных боридных покры¬
тий с жидкими ферросплавами / В. Д. Орешкин, В. И. Светлополянский,
А. Д. Панасюк и др.— Защита металлов, 1975, 11, № 12, с. 228—231.
119. Исследование взаимодействия нитрида титана с некоторыми металлами в
потоке низкотемпературной плазмы / М. А. Кузенкова, П. С. Кислый,
Г. Н. Миллер и др.— Адгезия расплавов и пайка материалов, 1981, вып. 8,
с. 35-40.
120. Исследование взаимодействия нитрида циркония с вольфрамом / С. П. Ko-
гель, М. А. Ероньян, Р. Г. Аварьо и др.— Неорг. материалы, 1978, 14,
№ 1, с. 89-91.
121. Исследование влияния азота и титана на структуру и свойства молибдено¬
вых сплавов / О. М. Барабаш, В. Ф. Моисеев, Э. П. Печковский и др.—
Физ.-хим. механика материалов, 1976, 12, № 4, с. 31—35.
122. Исследование кинетики смачивания материалов AlN — Si8N4 жидкими
медью, алюминием и викелем / А. Д. Панасюк, А. Б. Белых, П. П. Пи-
куза и др.— Адгезия расплавов и пайка материалов, 1981, вып. 7, с. 47—
51.
123. Исследование микроструктуры керметов в системах Mo — ZrO2 и W —
ZrO2 / И. А. Попова, А; А. Буренина, Н. Я. Карасик и др.— Порошк.
металлургия, 1967, № 9,. с. 52—57.
124. Кайдаш О. Н. Закономерности спекания керметов на основе нитрида ти¬
тана.— В кн.: Процессы взаимодействия на границе раздела фаз. Киев:
ИСМ АН УССР, 1982, с. 74-78.
125. Кайдаш О. H., Шумейко В. В. Исследование межфазного взаимодействия
в системе нитрид титана — металлическая связка.— В кн.: Производство
и применение сверхтвердых материалов. Киев : ИСМ АН УССР, 1983,
с. 6^-10.
126. Камышов В. M., Есин Ю. H., Чучмарев С. А, Смачивание нитридов
251
переходных элементов расплавленными оксидами и металлами.— Ж,урн.
физ. химии, 1966, 40, № 1, с. 262—263.
127. Карпинос Д. M., Богомаз Н. А., Листовничая С. П. Некоторые резуль¬
таты исследования композиции медь — нитрид бора.— В кп.: Исследова¬
ние нитридов. Киев : ИПМ АН УССР, 1975, с. 78—82.
128. Карпов И. К., Кашик С. А., Пампура В. Д. Константы веществ для
термодинамических расчетов в геологии и петрологии.— М. : Наука,
1968.- 143 с.
129. Касумадзе II. Г., Левицкий С. IL Применение B4C для упрочнения де¬
талей нефтяного и нефтехимического оборудования.— В кн.: Карбиды и
сплавы на их основе. Киев : Наук, думка, 1976, с. 242—246.
130. Керметы / Под ред. Дж. Р. Тинкляпо, У. Б. Крэндалла.— М. : Изд-во
иностр. лит., 1962.— 367 с.
131. Кингери У. Д. Введение в керамику.— М. : Изд-во иностр. лит., 1967.—
434 с.
132. Кинетические закономерности проникновения жидкости в пористые тела /
В. В. Хлынов, Е. Л. Фурман, Б. А. Пастухов,— Адгезия расплавов и
пайка материалов, 1980, 6, с. 30—37.
133. Кипарисов С. C., Соболь И. А., Деридкова В. С. Исследование смачи¬
вания графито-карбидных композиций расплавами цветных металлов.—
В кн.: Совместимость и адгезионное взаимодействие расплавов с металла*
ми.— Киев : ИПМ АН УССР, 1978, с. 69—80.
134. Кипарисов С. C., Кузьмина IO. К., Либенсон Г. А. Исследование ус¬
ловий смачивания боридов титана и хрома металлами группы железа.—
Изв. вузов. Цветная металлургия, 1971, № 5, с. 32—35.
135. Кипарисов С. C., Левинский Ю. В. Внутреннее окисление и азотиро¬
вание сплавов.— М. : Металлургия, 1979.— 200 с.
136. Кипарисов С. C., Либенсон Г. А. Порошковая металлургия,—М. : Ме¬
таллургия, 1972.— 528 с.
137. Кислый П. С. Разработка и применение композиционных материалов
на основе алмаза и тугоплавких соединений.— В кн.: Композиционные
сверхтвердые материалы. Киев : ИСМ АН УССР, 1979, с. 3—И.
138. Кислый П. C., Грабчук Б. Л., Сторож Б. Д. Универсальный дилато¬
метр для исследования спекания тугоплавких материалов.— Завод, лаб.,
1975, № 9, с. 1112-1113.
139. Кислый П. C., Козина Г. К., Боднарук //. И. Смачивание и пропитка
карбида бора медью, алюминием и сплавами на их основе.— Адгезия рас¬
плавов и пайка материалов, 1979, вып. 4, с. 54—57.
140. Кислый П. C., Кузенкова М. А. Газонепроницаемые защитные чехлы тер¬
мопар из борида циркония.— Порошк. металлургия, 1965, № 1, с. 32—
36.
141. Кислый П. C., Кузенкова М. А. Спекание тугоплавких соединений.—
К. : Наук, думка, 1980.— 167 с.
142. Кислый П. C., Кузенкова М. А. Оценка поверхностной энергии некото¬
рых металлов и тугоплавких соединений.— Порошк. металлургия, 1969,
№ 10, с. 39—43.
143. Кислый П. C., Кузенкова М. А., Сторож Б. Д. Получение, свойства и
области применения керметов н композиционных материалов на основе
нитрида титана.— В кп.: Порошковая металлургия. Рига : Зинатне, 1975,
с. 237—238.
144. Кислый П. C., Козина Г. К., Пшеничная О. В. Контактное взаимодей¬
ствие гетерофазного материала на основе нитридов титана и алюминия с
алюминием и его сплавами.— Адгезия расплавов и пайка материалов,
1980, вып. 5, с. 39—42.
145. Кислый П. C., Кузенкова М. А., Пшеничная О. В. Структура и свойства
композиционных материалов на основе нитридов Ti, Zr, Al.— Изв.
AII СССР. Неорг. материалы, 1975, № 3, с. 430—433.
146. Кислый П. C., Сторож Б. Д., Горб М. Л. Прочность керметов окись
алюминия — вольфрам.— Порошк. металлургия, 1977, № 4, с. 74—79.
147. Киффер P., Беиезовский Ф. Твердые сплавы.— М. : Металлургия, 1971,—
390 с.
252
148. Киффер P., Эттмайер П. Достижения в области химии нитридов и нит¬
ридсодержащих твердых сплавов.— В кн.: Прогрессивные технологичес¬
кие процессы в порошковой металлургии. Минск : Вышейшая школа,
11982, с. 46-61.
149. Киффер P., Шварцкопф П. Твердые сплавы.— М. : Металлургиздат,
1957.- 664 с.
150. Клименко В. H., Маслюк В. А. Исследование легирования никелевой
связки карбидохромовых сплавов фосфором.— В кн.: Спеченные конст¬
рукционные материалы. Киев : Наук, думка, 1974, с. 230— 234.
151. Клименко В. H., Маслюк В. А. Коррозионно-стойкие металлокерами-
ческио сплавы на основе карбида хрома.— Технология и организация
пр-ва, 1970, № 3, с. 53—58.
152. Клименко В. H., Маслюк В. А. Тсхпологические особенности горячего
прессования и свойств горячепрессованных сплавов карбид хрома — ни-
' кель — фосфор.— Горячее прессование, 1975, вып. 2, с. 165—171.
153. Клячко JI. И., Эйхманс Э. Ф. Современные марки твердых сплавов для
обработки резанием, перспективы их развития,— Станки и инструмент,
1974, № 3, с. 28—30.
154. Ковальченко М. С. Ползучесть при горячем прессовании порошков нитри¬
да титана, дисилицида молибдена, диборидов циркония и хрома.—По-
рошк. металлургия, 1973, № 4, с. 7*-13.
155. Ковальченко М. С. Работы П. Г. Соболевского и развитие методов горя¬
чего прессования порошков.— В кн.: Порошковая металлургия-77. Ки¬
ев : Наук, думка, 1977, с. 82—87.
156. Ковальченко М. С. Стадии установившейся и неустановившейся ползучести
•при спекании пористых тел.— Порошк. металлургия, 1974, № 10,с. 38—45.
157. Ковальченко М. С. Теоретические основы горячей обработки пористых
материалов давлением.— Киев : Наук, думка, 1980.— 239 с.
158. Ковальченко М. C., Богомол И. В., Серебрякова Т. И. Исследование
кинетики горячего прессования сплавов из карбидов титана и вольфрама,
цементированных ниобием.— Порошк. металлургия, 1972, № 6, с. 15—21.
159. Ковальченко М. C., Бодрова Л. Г., Фень Е. К. Кинетика уплотнения
высших боридов молибдена и вольфрама при горячем прессовании.— По¬
рошк. металлургия, 1975, № 6, с. 48—53.
160. Ковальченко М. C., Бронштейн Д. X., Очкас Л. Ф. Исследование кине¬
тики уплотнения твердого сплава ВК6 при горячем прессовании.— По¬
рошк. металлургия, 1978, № 7, с. 31—34.
161. Ковальченко М. C., Джемелинский В. В. Температурная зависимость
микротвердости карбидов переходных металлов.— Неорг. материалы,
1973, 9, № 10, с. 1712—1716.
162. Ковальченко М. C., Май М. М. Ползучесть при горячем прессовании
порошка диборида титана.— Порошк. металлургия, 1973, № 8, с. 23—27.
163. Ковальченко М. C., Очкас Л. Ф. Ползучесть при горячем прессовании
порошка карбида титана.— Порошк. металлургия, 1973, № 1, с. 28—37.
164. Ковальченко М. C., Очкас Л. Ф., Юрченко Д. С. Износостойкие твердые
сплавы на основе двойного диборида титана — хрома.— Порошк. метал¬
лургия, 1982, № 11, с. 54—56.
165. Ковальченко М. C., Петрова Е. M., Слепцов В. М. Исследование про¬
цесса горячего прессования смесей порошков ниобий — цирконий —
бор.— Порошк. металлургия, 1978, № 12, с. 8—12.
166. Ковальченко М. C., Середа Н. II. Исследование кинетики уплотнения
при горячем прессовании, структуры и свойств твердого сплава на основе
карбида титана.— Горячее прессование, 1975, вып. 2, с. 114—118.
167. Ковнеристый IO. К. Пути создания СВЧ-поглощающих неорганических
материалов на основе порошковых композиций из немагнитных сталей.—
Изв. АН СССР. Металлы, 1981, № 4, с. 182—183.
168. Композиционные материалы. Т. 1. Поверхности раздела в металлических
композитах / Под ред. А. Меткалфа.— М. : Мир, 1978.— 437 с.
169. Контактное взаимодействие карбида циркония с никелевыми сплавами /
Г. В. Самсонов, А. Д. Панасюк, Г. К. Козина и др.— В кн.: Карбиды
и сплавы на их основе. Киев : Наук, думка, 1979, с. 36—39.
253
170. Контактное взаимодействие тугоплавких соединений с жидкими металла¬
ми / Г. В. Самсонов, А. Д. Панасюк, Г. К. Козина и др.— Порошк. ме¬
таллургия, 1972, № 8, с. 35—37. |
171. Копелъман Б. Материалы для ядерных реакторов.— М. : Госатомиздат,
1962.— 494 с. т
172. Костиков В. И., Митин Б. C., Ройтберг М. Б. Взаимодействие воль¬
фрама с жидкими окислами алюминия и кремния.— Изв. АН СССР. Не¬
орг. материалы, 1966, 2, № 2, с. 1599—1604.
173. Komapu Н. С. Влияние среды на кипетику спекания вольфрама.— В кн.:
Теория и технология спекания. Киев : Наук, думка, 1974, с. 124—132.
174. Komiu X. Жаростойкие материалы на основе боридов.— В кн.: Новые
материалы, получаемые методами порошковой металлургии. М. : Метал¬
лургия, 1966, с. 80—88.
175. Кофтелев В. T. О предельной рабочей температуре нагревательиых эле¬
ментов из токопроводящих керметов.— Порошк. металлургия, 1974, Kt 12,
с. 57-60.
176. Креймер Г. С. Прочность твердых сплавов.— М. : Металлургия, 1971.—
247 с.
177. Крепченко И. H., Симкин 9. С. Горячепрессованные твердые сплавы на
основе карбида титана.— В кн.: Сверхтвердые материалы. Киев :
ИСМ АН УССР, 1977, с. 41—43.
178. Крепченко И. H., Симкин Э. C., Цыпин Н. В. Горячее прессование
твердого сплава па основе карбида титана.— Порошк. металлургия,
1980, № 12, с. 32-34.
179. Крылов Ю. И. Композиционный материал на основе системы TiB2 —
Al2Oa.— Изв. АН СССР. Неорг. материалы, 1976, 12, Kt 9, с. 1684—1685.
180. Крымский М. Д. Магнитно-абразивные материалы, полученные методом
внутреннего азотирования.— Порошк. металлургия, 1983, № 9, с. 77—82.
181. Кузенкова М. А., Кислый П. С. Исследование процесса намораживания
наконечников термопар из борида циркония.— Там же, 1965, № 8, с. 46—
50.
182. Кузенкова М. А., Кислый П. С. Спекание нитрида титана в азоте.— Там
же, 1970, № 5, с. 34—38.
183. Кузенкова М. А., Кислый П. С. Спекание нитрида титана в вакууме.—
Там же, 1971, Kt 2, с. 52—56.
184. Кузенкова М. А., Кислый IJ. С. Некоторые свойства сплавов диборида
циркония с молибденом.— Изв. АН СССР. Неорг. материалы, I960, Kt 12,
с. 2139—2144.
185. Кулифеев В. К., Лагерев В. Л. Использование металлотермических про¬
цессов для получения окисных керметимх материалов.— В кн.: Научные
труды МИСиС. М. : МИСиС, 1981, № 131, с. 92-99.
186. Кунин //. Ф., Юрченко Б. Д. О рациональном уравнении прессования
металлических порошков.— Порошк. металлургия, 1976, № 2, с. 3—
10.
187. Курц В., Зам П. Р. Направленная кристаллизация эвтектических мате¬
риалов.— М. : Металлургия, 1980.— 271 с.
188. Лабораторная установка для изучения процесса горячего прессования /
3. И. Некрасов, В. В. Меркулов, Б. Н. Маймур и др.— Порошк. метал¬
лургия, 1975, Kt 12, с. 91—92.
189.. Ланди Д., Мюррей П. Диффузионные процессы в тугоплавких карби¬
дах.— В кн.: Жаростойкие и коррозионностойкие металлокерамические
материалы. М. : Оборонгиз, 1959, с. 380—385.
190. Ландау Л. Л., Лифшиц Е. М. Теория упругости.— М. : Наука, 1965.—
189 с.
191. Левинский Ю. В. Диаграммы состояния металлов с газами.— М. : Ме¬
таллургия, 1975.— 236 с.
192. Лифшиц И. M., Шикин В. Б. Диффузионно-вязкое течение пористых
тел.— Физика тверд, тела, 1964, 6, № 6, с. 1735—1743.
193. Май В. К., Денисенко Э. Т. Экспериментальная установка для исследо¬
вания процесса горячего прессования,— Порошк. металлургия, 1973, Kt 5,
с. 44-46.
254
194. 'Мальков П. А. Сосуды высокого давления фирмы БВС.— Технология а
Оборудовании для изготовления сосудов на повышенные давления. М. :
НИИИнформтяжмаш, 1972.— 32 с.
195. Марш Д. Пластическое течение и разрушение стекла.— М. : Мир, 1966.—
254 с.
196. Масленков С. Б. Применение микрорентгеноспектрального анализа.—
М. : Металлургия, 1968.— 106 с.
197. Материалы, замедлителей, отражателен и регулирующих устройств.— М. :
Госатомиздат, 1962.— 114 с.
198. Maypax М. А., Митин Б. С. Жидкие тугоплавкие окислы.—M. : Ме¬
таллургия, 1979.— 288 с.
199. Метелкин И. И., Павлова М. А., Поздеева Н. В. Сварка керамики с
металлами.— М. : Металлургия, 1977.— 160 с.
200. Мерц А., Котш X. Устойчивость борндов металлов, в частности боридов
циркония, иротив действия расплавленных металлов.— В кн.: Металли¬
ческие специальные материалы.— Академ, ферляг, Берлин, 1963, серия А,
т. IV, с. 68—77.
201. Металлокерамические испарители для вакуумных металлизационных уста¬
новок,— В кн.: Вакуумная металлизация в народном хозяйстве. Рига :
ЛатИНТИ, 1982, с. 28-32.
202. Металлокерамические твердые сплавы на основе карбида титана /
Г. В. Самсонов, Н. Н. Сергеев, Г. Т. Дзодзиев и др.— Порошк. металлур¬
гия, 1971, № 9, с. 42-45.
203. Металлотермический метод получения керметов / С. М. Бреховских,
Л. Г. Подобеда, Л. Н. Русанова и др.— Там же, 1972, № 3, с. 64—68.
204. Механические и упругие свойства керметов системы ZrB8 — ZrO8 — W /
А. И. Августинник, С. С. Орданьян, Р. Я. Сербезова и др. — Огнеупоры,
1973, № 3, с. 52-55.
205. Mикрорентгеноспектральные исследования межфазного взаимодействия в
системах тугоплавкие соединения — жидкий металл /Г. В. Самсонов,
О. П. Шаркин, А. Д. Панасюк и др.— Порошк. металлургия, 1975, № 8,
с. 53—58.
206. Mикрорентгеноспектральные исследования взаимодействия твердых спла¬
вов со сплавами системы Cu — Ni — Mn / Г. В. Самсонов, А. Д. Панасюк,
Г. К. Козина и др.— В кн.: Тугоплавкие карбиды. Киев : Наук, думка,
1976, с. 60-65.
207. Mикрорентгеноспектральное исследование межфазного взаимодействия
в системах тугоплавкое соединение — жидкий металл / Г. В. Самсонов,
О. П. Шаркин, А. Д. Панасюк и др.— Порошк. металлургия, 1974, № 7,
с. 63—68.
208. Mикрорентгеноспектральное исследование межфазных взаимодействий в
системе тугоплавкие соединения — жидкий металл / Г. В. Самсонов,
О.П. Шаркин, А. Ф. Панасюк и др.— Там же, № 8, с. 68—71.
209. Mикрорентгеноспектральные исследования контактного взаимодействия
в системе ZrNic — Ni / А. Д. Панасюк, Л. В. Дьяконова, Г. Н. Горбань
и др.— Там же, 1980, № 6, с. 84—87.
210. Миссол В. Поверхностная энергия раздела фаз в металлах.— М. : Метал¬
лургия, 1978.— 176 с.
211. Митин Б. C., Левин В. Я. Исследование взаимодействия жидких окис¬
лов с тугоплавкими металлами.— Изв. АН СССР. Неорг. материалы, 1968,
4, № 10, с. 1694—1699.
212. Михеев А. В., Галушин В. М. Охрана природы.— М. : Просвещение,
1981.- 270 с. 1--4,
213. Мусатов М. И., Иванов А. О. Взаимодействие расплава окислов алюминия
и хрома с молибденом, вольфрамом, иридием и ниобием.— Ивв. АН СССР.
Неорг. материалы, 1970, в, № 12, с. 2166—2169.
214. Найдич Ю. В. Контактные явления в металлических расплавах.— Киев :
Наук, думка, 1972.— 196 с.
215. Найдич Ю. В., Колесниченко Г. А. Взаимодействие металлических рас¬
плавов с поверхностью алмаза и графита.— Киев : Наук, думка, 1972.—
170 с. -
255
216. Найдич Ю. В., Колесниченко Г. А., Лавриненко И. А. Физико-^ймиче-
ские основы и технология металлизации и пайки сверхтвердых материа¬
лов и повышение работоспособности инструментов из них.— Адгезия рас¬
плавов и пайка материалов, 1977, вып. 2, с. 58—70.
217. Некоторые свойства боридов молибдена и вольфрама и сплавов на их ос¬
нове / Р. А. Алфинцева, Л. Г. Бодрова, А. Д. Верхотуров и др.— В кн.:
Высокотемпературные бориды и силициды. Киев : Наук, думка, 1978,
с. 95-99.
218. Непрерывный контроль температуры стали в период доводки мартеновской
плавки / А. С. Кочо, Г. В. Самсонов, А. Г. Стрельченко, П. С. Кислый.—
Киев : Техш'ка, 1964.— 196 с.
219. Никулин Ю. M., Рогозин В. Д. О некоторых явлениях при ударном прес¬
совании порошков в цилиндрических формах.— В кн.: Металловедение и
прочность материалов : Тр. Волгоград, политехи, ин-та. Волгоград,
1970, с. 213—216.
220. Новые износостойкие наплавочные композиционные сплавы / Д. А. Дудко,
B. И. Зеленин, И. В. Нетеса и др.— В кн.: Износостойкие наплавочные
материалы на основе тугоплавких соединений. К. : Наук, думка, 1977,
с. 3—5.
221. Онич-Модль Е. М. Спекание, микроструктура и свойства керметов Cr —
Al2O3.— В кн.: Жаростойкие и коррозионно-стойкие металлокерамическио
материалы. М. : Оборонгиз, 1959, с. 432—436.
222. Оптимизация процесса горячего прессования твердого сплава ВК6 /
М. С. Ковальченко, Э. С. Симкин, А. Н. Паничидр.— Порошк. метал¬
лургия, 1981, № 5, с. 30—34.
223. Орданьян С. С. Физико-химические основы получения композиционных
материалов.на основе тугоплавких соединений.— Журн. Всесоюз. хим.
о-ва, 1979, 24, № 3, с. 250—258.
224. Орданьян С. C., Юридицкий Б. Ю., Пантелеев И. Б. Температурная за¬
висимость прочности спеченных композиций TiB2 — Fe.— Порошк. ме¬
таллургия, 1982, № 7, с. 94—97.
225. Орешкин В. Д., Панасюк А. Д., Боровикова М. С. Исследование взаимо¬
действия двойного борида титана и хрома с ферросплавами.— В кн.: Из¬
носостойкие наплавочные материалы на основе тугоплавких соединений.
Киев : Наук, думка, 1977, с. 36—38.
226. Особенности взаимодействия карбидов хрома с матричной фазой па основе
железа / В. П. Чспелева, В. Г. Делеви, Т. А. Людвинская и др.— По¬
рошк. металлургия, 1982, № 7, с. 80—83.
227. Особотугоплавкие элементы и соединения: Справочник / Р. Б. Котельников,
C. Н. Башлыков, А. И. Каштанов.— М. : Металлургия, 1965.—376 с.
228. Пайка и металлизация сверхтвердых инструментальных материалов /
Ю. В. Найдич, Г. А. Колесниченко, И. А. Лавриненко, Я.М. Моцак.—
Киев : Наук, думка, 1977.— 185 с.
229. Панасюк А. Д. Межфазное взаимодействие металлоподобных нитридов с
жидкими металлами.— Порошк. металлургия, 1981, № 9, с. 61—65.
230. Панасюк А. Д., Белых А. Б. Влияние добавок углерода, кремния и фос¬
фора на межфазное взаимодействие в системах нитрид алюминия — нике¬
левый сплав.— В кн.: Тугоплавкие нитриды. Киев : Наук, думка, 1983,
с. 127-131.
231. Панасюк А. Д., Белых А. Б. Исследование контактного взаимодействия
нитрида алюминия с жидкими медью, кремнием, алюминием и никелем.—
Адгезия расплавов и панка материалов, 1980, вып. 6, с. 73—80.
232. Панасюк А. Д., Гончарук А. Б. Смачивание нитрида циркония в области
гомогенности жидким никелем, алюминием и медью.— Там же, 1978,
вып. 3, с. 65—68.
233. Паничкина В. В., Скороход В. В., Хриенко А. Ф. Активированное спе¬
кание порошков вольфрама и молибдена.— Порошк. металлургия, 1967,
№ 7, с. 58-61.
234. Пат. 297353 (Австрия). Спеченный композиционный материал для изна¬
шивающейся части матриц мундштучных прессов / Ф. Хейтзингер. —
Опубл. 27.03.72.
235. Пат. 985174 (Англия). Порошковая металлургия / Асошиейтид электра-
(кал индастриз лимитед,— Опубл. 18.07.61.
236.1 Пат. 1484670 (Англия). Загрузка контейнеров порошком / Я. Я. Данк-
ли.— Опубл.' 01.09.77.
237. Пат. 1488762 (Англия). Усовершенствования, касающиеся изготовления
спрессованных изделий / Д. С. Есенс, А. К. Тодд.— Опубл. 12.10.77.
238. Пат. 1558762 (Англия). Керамические порошки с металлическим покры¬
тием и способ его получения / С. Я. Хакет, О. Н. Колье.— Опубл.
09.01.80.
239. Пат. 1574007 (Англия). Керметы и способ их получения / Л. П. Стефен,
Л. И. Крдон.— Опубл. 3.09.80.
240. Лат. 137318 (ГДР). Способ получения композиций (типа окисел — ме¬
талл) / X. Хофман, X. Вестфаль.— Опубл. 29.08.79.
241. Пат. 3542529 (США). Составы на основе окиси алюминия в карбидов на
металлической связке / Компания Юджин — Карбон. — Опубл.
10.05.77.
242. Пат. 3939241 (США). Способ уплотнения порошковых материалов /
Я. В. Пауэл, Я. Н. Флек.— Опубл. 17.02.76.
243. Пат. 4174211 (США). Способ получения композиционного порошка для
использования в порошковой металлургии / О. Таизо, Я. Нобори, И. Ka-
эуо.— Опубл. 13.11.79.
244. Пат. 3429699 (США). Керметы UO2 — Nb с высоким содержанием UO2 /
Н. Фурман, Е. Гордон, Р. Б. Холден.— Опубл. 25.02.69.
245. Лат. 3571850 (США). Устройство для горячего изостатического прессо¬
вания / Г. А. Похто, К. Д. Онге.— Опубл. 23.03.71.
246. Пат. 4022584 (США). Спеченные керметы для режущего инструмента и
износостойких деталей / Н. Руди.— Опубл. 10.05.77.
247. Пат. 3067047 (США). Молекулярные керметы и их получение / М. Mep-
луб-Собел.— Опубл. 4.12.62.
248. Пат. 3527595 (США). Гомогенные композиционные материалы, содержа¬
щие металлическую фазу / А. Адлер.— Опубл. 8.09.70.
249. Пат. 4032337 (США). Способ и устройство для герметизации капсул горя¬
чего изостатического прессования / К. Б. Бойер.— Опубл. 28.06.77.
250. Пат. 3489553 (США). Способ получения дисперсно-упрочненных сплавов /
П. С. Дилетски.— Опубл. 13.01.70.
251. Пат. 3192042 (США). Способ получения керметов / X. С. Спэсил.—
Опубл. 29.06.65.
252. Пат. 3623849 (США). Металлокерамические изделия из тугоплавких ма¬
териалов / Б. Ж. Станвуд.— Опубл. 30.11.71.
253. Пат. 3865572 (США). Механическое легирование и реагенты, контроли¬
рующие процесс холодного схватывания Между частицами / Г. Л. Фишер,
К. Р. Купп.— Опубл. 11.02.75.
254. Пат. 3713816 (США). Способ получения керметов вольфрам — окись
кремния / А. Мак Грач, А. С. Пэтил, Г. Е. Эшби.— Опубл. 30.01.73.
255. Пат. 3501287 (США). Композиции металл — окись металла / Ф. М. Ле-
вер.— Опубл. 17.03.70.
256. Пат. 3510292 (США). Способ получения композиций металл — окись ме¬
талла / Д. Ф. Харди, М. Е. Иордан.— Опубл. 11.01.67.
257. Пат. 3928662 (США). Способ изготовления металлокерамики / И. Кане-
ко, И. Комияма, К. Кондо и др.— Опубл. 23.12.75.
258. Пат. 4217113 (США).Композиционный материал на основе оксида алюми¬
ния, содержащий металл, и режущий инструмент из этого материала /
Си Нам П., П. Р. Филлон, Дж. X. Ли.— Опубл. 12.08.80.
259. Пат. 3514271 (США). Режущие инструменты из нитридов с металлической
связкой / П. С. Йитс.— Опубл. 26.05.70.
260. Пат. 1238763 (Франция). Метод получения однородных смесей порошков
металлических сплавов, керметов и керамики / Б. Трифлеман.— Опубл.
11.07.60.
261. Пат. 1758508 (ФРГ). Применение композиционных материалов при из¬
готовлении деталей матриц для мундштучного прессования цветных ме¬
таллов и сплавов / Б. Рениг.— Опубл. 24.01.74.
257
202. Пат, 1652610 (ФРГ). Материал для изготовления вставок матриц для
прессовиыия сталей / Б. Рениг, В. Ватыер.— Онубл. 10.02.72.
263. Пат. 2537134 (ФРГ). Способ наполнения капсул / X. Е. Мебинс.— Опубл.
03.03.77.
264. Пат. 563031 (Швейцария). Полуфабрикаты или готовые изделия, напри¬
мер наружные корпуса часов, содержащие золото / В. Марсел, К. Н. Уль¬
рих.— Опубл. 13.06.75.
265. Пат. 561281 (Швейцария). Спеченные сплавы, имитирующие золото /
Т. Чуйн, К. Казитомо, О. Итару.— Опубл. 30.04.75.
266. Лат. 398984 (Швеция). Печь для обработки материалов при высокой тем¬
пературе и давлении./ С. Е. Изаксон.— Опубл. 30.01.78.
267. Пат. 389812 (Швеция). Устройство для обработки материалов при вы¬
соких температурах и давлениях / С. Эллегрен, Л. Свенсон.— Оиубл.
22.11.76.
268. Пат. 326942 (Швеция). Вертикальная печь для изостатического горячего
прессования изделий из порошков / X. Лундстрем.— Опубл. 10.08.70.
269. Пат. 419014 (Швеция). Печь для спекания порошка под давлением /
X. Лундстрем.— Опубл. 05.03.74.
270. Пат. 50-8405 (Япония). Спеченный сплав золотистого цвета / О. Итару,
К. Хитокадзу, Я. Минору и др.— Опубл. 4.04.75.
271. Пат. 51-46721 (Япония). Спеченный коррозионностойкий материал для
корпусов наружных часов / Т. Тадахару, К. Итива, О. Итару,— Опубл.
10.12.76.
272. Пат. 55-16808 (Япония). Неорганический материал с никелевым покры¬
тием / О. Хироси, X. Садаёси, В. Масанори.— Опубл. 19.09.81.
273. Пат. 56-4620 (Япония). Инструментальный материал из высокопрочной
керамики / Я. Хиси, С. Кунио, А. Норио.— Опубл. 31.01.81.
274. Пат. 55-22521 (Япония). Способ получения кермета восстановлением по¬
рошка сложного оксида / Д. Харуо,— Опубл. 17.06.80.
275. Пат. 55-41948 (Япония). Способ получения порошка кермета / О. Кадзу-
ки, Ф. Мацухико.— Опубл. 25.03.80.
276. Пат. 55-8752 (Япония). Устройство для горячего газостатического прес¬
сования порошков / Т. Канда, Й. Иноуэ.— Опубл. 05.03.80.
277. Пат. 52-139608 (Япония). Высокопрочный окалиностойкий сплав молиб¬
ден — окись циркония / С. Осаму.— Опубл. 21.11.77.
278. Петров Г. Л. Сварочные материалы.— Л. : Машиностроение, 1972.—
280 с.
279. Петруничев В. А., Смирнов А. И. Плазменная металлизация порошка
окиси алюминия.—Физика и химия обработки материалов, 1981, № 5,
с. 49-52.
280. Пивинский Ю. E., Ромашин А. Г. Кварцевая керамика. — М. : Метал¬
лургия, 1974.— 264 с.
281. Пилянкевич А. //. Практика электронной микроскопии.—М. : Машгиз,
1961.- 175 с.
282. Пилянкевич A. H., Олейник П. C., Смирнов В. П. Сравнительное иссле¬
дование микроструктур хрупкого разрушения методами растровой и про¬
свечивающей электронной микроскопии по репликам. — Порошк. метал¬
лургия, 1981, Л» 6, с. 68—74.
283. Плоткин С. Я. Соболевский. Жизнь и деятельность выдающегося ученого
XlX в.- М. : Наука, 1966.- 127 с.
284. Повх И. А. Техническая гидродинамика.— М. ; Л. : Машиностроение,
1964.— 506 с.
285. Поздняк 11. 3., Кру шипений А. Л. Проектирование и оборудование цехов по¬
рошковой металлургии.— M.: Машиностроение, 1965—299 с.
286. Получение высокодисперсных композиционных порошков TiN — Mo в то¬
ке низкотемпературной плазмы / Т. В. Резникова, И. А. Домашнее,
В. Н. Троицкий и др.— Порошк. металлургия, 1983, № 11, с. 3—8.
287. Нопель С. И. Поверхностные явления в высокотемпературных процессах.—
Теория металлургических процессов, 1978, 4, с. 100—200.
288. Попель С. И., Шестобитов М. А., Царевский Б. В. Определение скорости
проникновения оксидных расплавов в капиллярно-пористые тела.— В кн.:
258
t Поверхностные явления в расплавах и возникающих из них твердых фа¬
зах. Нальчик : Кабард.-Балк. книжн. изд-во, 1965, с. 550—557.
289. 'Попилъский Р. Я., Кондрашов Ф. В. Прессование керамических порош¬
ков.— М. : Металлургия, 1968,— 271 с.
290. Портной К. И., Бабич Б. U. Днсперсноупрочненные материалы.— М. :
Металлургия, 1974.— 200 с.
291. Пресное В. А. Исследование физико-механической природы спая стекла
и керамики с металлом (электронная теория).— Электроника, 1959, № 4,
с. 104—122.
292. Прессовое оборудование QUINTUS для изостатического прессования. —
Проси. AQ20-101R.— Vjisteras: ASEA, 1977.— 18 с.
293. Приборы и методы физического металловедения / Под ред. Ф. Вейнбер-
га.- М. : Мир, 1973.- Т. 2. 363 с.
294. Применение высокого гидростатического давления при формовке твердо¬
сплавных заготовок и его влияние на свойства изделий / А. А. Галкин,
10. Ф. Черный, Г. П. Михайленко и др.— В кн.: Теория и практика прес¬
сования порошков. Киев : ИПМ АН УССР, 1975, с. 102—106.
295. Природа связывания фаз в кермете AlaO* — W / П. С. Кислый, Б. Д. Сто¬
рож, П. А. Верховодов и др.— Изв. АН СССР. Неорг. материалы, 1977,
13, № 7, с. 1258-1261.
296. Промышленная эксплуатация испарителей алюминия в вакуумо из спла¬
вов на основе тугоплавких соединении / П. С. Кислый, М. А. Кузепкова,
Л. И. Струн и др.— Порошк. металлургия, 1976, JVs 1, с. 40—47.
297. Прочность материалов и элементов конструкций в экстремальных усло¬
виях / Под ред. Г. С. Писаренко.— Киев : Наук, думка, 1980.— Т. 1.
531 с.
298. Прочность материалов при высоких температурах / Г. С. Писаренко,
В. Н. Руденко, Г. И. Третьяченко, В. Т. Трощенко.— Киев : Наук, дум¬
ка, 1966.— 791 с.
299. Пустотина С. P., Новиков Н. H., Глухова Л. К. Термические эффекты
при нагревании металлизированпых порошков.— Порошк. металлургия,
1982, № 8, с. 67—72.
300. Пшеничная О. В., Кислый П. С. Взаимодействие порошкообразного ин-
терметаллида TiAI3 с азотом.— В кн.: Тугоплавкие нитриды.— Киев :
Наук, думка, 1983, с. 34—37.
301. Пшеничная О. В., Кузепкова М. А., Кислый П. С. Керметы на основе
нитридов титана и циркония.— В кн.: Современное состояние и перспек¬
тивы развития порошковой металлургии титана. Запорожье : Машпром,
1974, с. 64-66.
302. Радомысельский //. Д., Печентковский Е. П., Сердюк Г. Г. Пресс-формы
для порошковой металлургии.— Киев : Технша, 1970.— 220 с.
303. Растекание жидкого никеля по покрытиям из нитрида титана / А. Д. Пана-
сюк, А. Б. Гончарук, М. С. Боровикова и др.— В кн.: Исследование нит¬
ридов. Киев : ИПМ АН УССР, 1975, с. 170-175.
304. Рентгеноструктурное исследование взаимодействия окиси иттрия с хро¬
мом и вольфрамом / Т. И. Бородина, Г. Е. Вальяно, Л. Б. Гутпова и
др.— Порошк. металлургия, 1979, № 11, с. 75—77.
305. Реология / Под ред. Ф. Эириха.— М. : Изд-во иностр. лит., 1962.—
824 с.
306. Решетников A. M., Самохина Р. А., Артемьева Э. А. Исследование
природы образования прочной связи Mo и Mo — Mn металлпзацнонных
слоев с керамикой 22Х и 22ХС.— Вопр. радиоэлектроники. Сер. 1, 1964,
с. 73-90.
307. Роман О. В. Технологические возможности применения импульсных ме¬
тодов прессования металлических порошков.— Киев, 1970.— 23 с. (Пре¬
принт / АН УССР, ИГ1М; № 27).
808. Рябинин Д. Д., Лукач 10. Е. Червячные машины для переработки пласти¬
ческих масс и резиновых смесей.— М. : Машиностроение, 1971.—
286 с.
809. Савицкий Е. M., Поварова К. Б., Макаров П. В. Металловедение воль¬
фрама.— М. : Металлургия, 1979.— 224 с.
259»
310. Салтыков С. А. Стереометрическая металлография,— М. : Металлургия,
1970.— 375 с.
311. Самаров В. Н. Исследование и расчет формоизменения капсул в процессе
прессования порошковых материалов при всестороннем равномерном даь-
лении.— Технология легких сплавов, 1979, Ks 6, с. 27—31. ’
312. Самойлов В. C. Новый инструментальный материал.— Машиностроитель!
1981, № 2, с. 14-18.
313. Самохвал В. В. Исследование термодинамических свойств некоторых спла¬
вов алюминия : Автореф. дис. ... канд. хим. наук.— Минск, 1971.—
20 с.
314. Самсонов Г. В. Нитриды.— Киев : Наук, думка, I960.— 430 с.
315. Самсонов Г. В., В'иницкий И. М. Тугоплавкие соединения.— М. : Метал¬
лургия, 1976.— 556 с.
316. Самсонов Г. В., Кислый П. С. Высокотемпературные неметаллические
термопары и наконечники.— Киев : Наук, думка, 1965.— 181 с.
317. Самсонов Г. В., Ковальченко M. С. Горячее прессование.— Киев : Гос-
техиздат УССР, 1962.— 212 с.
318. Самсонов Г. В., Кулик О. TI., Полищук В. С. Нитриды.— Киев : Наук,
думка, 1978,— 316 с.
319. Самсонов Г. В., Латышева В. П. К вопросу о химических соединениях
бора с кремнием.— Докл. АН СССР, 1955, 105, № 3, с. 499—503.
320. Самсонов Г. В., Панасюк А. Д., Боровикова М. С. Взаимодействие туго¬
плавких боридов с жидкими металлами семейства железа.— Порошк. ме¬
таллургия, 1973, № 6, с. 51—56.
321. Самсонов Г. В., Панасюк А. Д., Боровикова М. С. Влияние добавок бора
и углерода на контактное взаимодействие в системе борид — жидкий
сплав.— В кн.: Адгезия расплавов. Киев : Наук, думка, 1974, с. 144—
145.
322. Самсонов Г. В., Панасюк А. Д., Боровикова М. С. Исследование процес¬
са смачивания металлоподобных боридов жидкими непереходными метал¬
лами.— Порошк. металлургия, 1973, № 5, с. <‘»—67.
323. Самсонов Г. В., Панасюк А. Д., Боровикова М. С. Смачиваемость бори¬
дов металлов IVa—VIa подгрупп Периодической системы жидкими метал¬
лами.— В кн.: Смачивание и поверхностные свойства расплавов и твердых
тел. Киев : Наук, думка, 1972, с. 99—102.
324. Самсонов Г. В., Панасюк А. Д., Козина Г. К. Смачивание тугоплавких
карбидов жидкими металлами.— Порошк. металлургия, 1968, Ks 11,
с. 42-48.
325. Самсонов Г. В., Плоткин С. Я. Производство железного порошка.—
М. : Металлургиздат, 1957.— 348 с.
326. Самсонов Г. В., Портной К. И. Сплавы на основе тугоплавких соедине¬
ний.— М. : Оборониздат, 1961.— 304 с.
327. Самсонов Г. В., Прядко И. Ф., Прядко Л. Ф. Электронная локализация
в твердом теле.— М. : Наука, 1976.— 338 с.
328. Самсонов Г. В., Серебрякова Т. И., Неронов В. H. Бориды.— М. : Атом-
издат, 1975.— 376 с.
329. Самсонов Г. В., Страишнская Л. В. Поверхностные твердофазные реак¬
ции между боридами, тугоплавкими металлами и двуокисью циркония.—
В кп.: Высокотемпературные неорганические соединения. Киев : Наук,
думка, 1965, с. 437—449.
330. Самсонов Г. В., Страшинская Л. В., Шиллер Э. А. Контактное взаимо¬
действие металлоподобных карбидов, нитридов и боридов с тугоплавки¬
ми металлами при высоких температурах.— Изв. АН СССР. Металлургия
и топливо, 1962, Ks 5, с. 167—172.
331. Самсонов Г. В., Уманский Я. С. Твердые соединения тугоплавких ме¬
таллов.— М. : Металл ургиздат, 1957.— 388 с.
332. Самсонов Г. В., Упадхая Т. Ш., Нешпор В. С. Физическое материало¬
ведение карбидов.— Киев : Наук, думка, 1974.— 456 с.
333. Самсонов Г. В., Ясинская Г. А. К вопросу о взаимодействии тугоплавких
соединений с расплавленными металлами.— Порошк. металлургия, 1964,
Ks 5, с. 1—21.
260
334. Самсонов Г. В., Ясинская Г. А., Шиллер Э. И. Взаимодействие некото¬
рых окислов и карбидов с тугоплавкими металлами.—Огнеупоры, 1961,
№ 7, с. 335-338.
335. Свойства элементов / Под ред. Г. В. Самсонова.— М. : Металлургия,
1976, Т. 1. 599 с.
336. Скидан Б. C., Власов A. C., Полубояринов Д. Н. Изучение ударной вяз¬
кости керметов системы AlaO3 — Me.— Тр. МХТИ им. Д. И. Менделеева,
1966, вып. 50, с. 213—215.
337. Скидан Б. C., Полубояринов Д. H., Власов А. С. Об образовании проч¬
ных материалов на основе корунда и металлов.— Огнеупоры, 1969, JVs 8,
с. 41-45.
338. Скидан Б. C., Фомина Г.А ., Шепилов И. А. Изучение, влияния технологи¬
ческих факторов на свойства керметов окись алюминия — молибден.—
Порошк. металлургия, 1978, Ks 5, с. 93—96.
339. Скороход В. В. К феноменологической теории уплотнения при спекании
пористых тел.— Там же, 1961, № 2, с. 14—20.
340. Скороход В. В. Расчет упругих изотропных модулей дисперсных твердых
смесей.— Порошк. металлургия, 1961, № 1, с. 50—55.
341. Скороход В. В. Реологические основы теории спекания,— Киев : Наук,
думка, 1972.— 151 с.
342. Скороход В. В. Среднеквадратичные напряжения и скорости деформации
в вязкодеформированном пористом теле.— Порошк. металлургия, 1965,
Ks 12, с. 31-35.
343. Скороход В. В. Феноменологическая теория вязкого течения пористых
тел.— Белград : Ин-т ядерных наук им. Кудрина, 1968.— 198 с.
344. Смачивание нитрида циркония никелькобальтовыми сплавами / Ю. А. Ми¬
наев, В. А. Иксанов, С. 3. Мартынов и др.— Иэв. вузов, Черная металлур¬
гия, 1972, № 9, с. 13—15.
345. Смирнов А. И., Петруничев В. А. Плазменная металлизация порошка
окиси алюминия.— Физ. и хим. обраб. материалов, 1981, Ks 5,
с. 49-52.
346. Современные композиционные материалы / Под ред. Л. Браутмана и
Р. Крона.— М. : Мир, 1970.— 672 с.
347. Стандартная серия оборудования для горячего изостатического прессо¬
вания.— Просп. AQ 20-10SR.— Vasteras : ASEA, 1977.— 5 с.
348. Сторож Б. Д. Закономерности процесса спекания керметов окись алю¬
миния — вольфрам.—В кн.: Материалы и изделия, получаемые методом
порошковой металлургии. К. : ИПМ АН УССР, 1974, с. 104—107.
349. Сторож Б. Д. Исследование процессов формирования керметов на осно¬
ве некоторых тугоплавких металлов и соединений.— В кн.: Адгезия ме¬
таллов и сплавов. Киев : Наук, думка, 1977, с. ИЗ—118.
350. Сторож Б. Д. Формование многослойных изделий из материалов на ос¬
нове тугоплавких соединений в вакуумном червячном прессе.— В кн.:
Развитие методов формования изделий из порошков. Киев : ИПМ АН
УССР, 1976, с. 151-155.
351. Сторож Б. Д., Грабчук Б. JI., Цап И. В. Взаимодействие фаз в компози¬
циях TiN — Al2O3.— В кн.: Процессы взаимодействия на границе раз¬
дела фаз. Киев : ЙСМ АН УССР, 1982, с. 29—34.
352. Сторож В. Д., Кислый П. С. Исследование особенностей процесса формо¬
вания ППМ на вакуумном червячном прессе.— В кн.: Развитие методов
формования изделий из порошков. Киев : ИПМ АН УССР, 1976, с. 142—
353. Сторож Б. Д., Кислый П. С. Расчет усилия червячного пресса для фор¬
мования изделий из пластифицированных порошковых масс.— В кн.: Раз¬
витие методов формования изделий из порошков. Киев : ИПМ АН УССР,
1976, с. 62—70.
354. Сторож Б. Д., Кислый N. С. Спекание керметов вольфрам — окись
алюминия в присутствии жидкой фазы.— Порошк. металлургия, 1974,
Ks 9, с. 27—32.
855. Сторож Б. Д., Куаенкова М, А., Кислый П. С, Жидкофазное спекание
261
кермета TiN — W — Al2O3.- В кн.: Адгезия металлов и сплавов. —
Киев : Наук, думка, 1977, с. 108—113.
356. Страшинская Л. В. Некоторые закономерности контактных твердофазных
реакций между тугоплавкими соединениями и тугоплавкими металлами :
Автореф. дне. ... канд. техн. наук.— Киев, 1966.— 48 с.
357. Структура поверхностного слоя твердофазного холодновысадочного ин¬
струмента / Н. Т. Травина, Б. С. Хомяк, В. А. Голиков и др.— Порошк.
металлургия, 1980, Л» 12, с. 83—89.
358. Теоретическая и прикладная плазмохимия / JI. С. Полак, А. А. Овсяни¬
ков, Д. И. Словсцкий, Б. М. Вурзель.— М. : Наука, 1975.— 304 с.
359. Термодинамические константы веществ: Справочник.— М. : ВИНИТИ,
1971, вып. 5, с. 509; 1974, вып. 7,ч. 1, с. 343.
360. Термодинамические свойства керметов эвтектического состава в системах
Me (FV) — (C4B) — (Mo, Re, W) / Н. В. Костеров, С. С. Орданьнн,
В. С. Ilemnop и др.— Порошк. металлургия, 1980, № 1, с. 81—88.
361. Технология электрокерамики / Г. Н. Масленникова, Ф. Я. Харитонов,
Н. С. Костюков, К. С. Пирогов.— М. : Энергия, 1974.— 224 с.
362.. Тикканен М. X., Рекопа И. Н. Кинетика изотермического спекания дву¬
окиси урана.— В кн.: Теория и технология спекания. Киев : Наук, дум¬
ка, 1974, с. 220—228.
363. Tресвятский С. Г. Структура и прочность хрупких поликристаллических
материалов.— Киев, 1971.— 28 с. (Препринт /АН УССР, ИИМ;
№ 2 (71)).
364. Третьяков В. И. Основы металловедения и технология производства спе¬
ченных твердых сплавов.— М. : Металлургия, 1976.— 527 с.
365. Третьяков Ю. Д. Твердофазные реакции.— М. : Химия, 1978.— 360 с.
366. Трефилов В. И., Моисеев В. Ф. Дисперсные частицы в тугоплавких ме¬
таллах.— Киев : Наук, думка, 1978.— 238 с.
367. Улановский Я. Б., Hiyxoeuifкий А. А. О механизме развития газовой по¬
ристости в твердых металлах,— Изв. АН СССР. Металлы, 1972, № 3,
с. 245-251.
368. Уманский А. М. Изостатическое прессование.— М. : Цветметинформа-
ция, 1971.— 45 с.
369. Утевский Л. М. Дифракционная электронная микроскопия в. металло¬
ведении.— М. ^Металлургия, 1973.— 583 с.
370. Хансен M., Андерко К. Структуры двойных сплавов.— М. : Металлург-
издат, 1962.— Т. 1. 608 с.
371. Хансен M., Андерко К. Структуры двойных сплавов.— М. : Металлург-
издат, 1962.— Т. 2. 488 с.
372. Хорнстр Дж. Динамические свойства границ зерен.— В кн.: Керамика.
М. : Металлургия, 1967, с. 87—97.
373. Химическая металлизация порошков окиси алюминия / В. Г. Мельников,
Н. И. Замятина, Г. Ф. Юдина и др.— Порошк. металлургия, 1980, Nn 5,
с. 14-17.
374. Ципунов А. Г., Бокий Ю. Ф., Марченко Л. Н. Изготовление и герметиза¬
ция капсул для горячего-газостатического прессования порошков.— По¬
рошк. металлургия, 1977, № 8, с. 99—101.
375. Чапорова И. //., Чернявский К. С. Структура спеченных твердых спла¬
вов.— М. : Металлургия, 1975.— 247 с.
376. Черепиц В. T., Васильев М. А. Вторичная ионно-ионная эмиссия метал¬
лов и сплавов.— Киев : Наук, думка, 1975.— 240 с.
377. Фаговый состав литых сплавов системы Nb-Zr — N при температуре
солидуса / О. И. Баньковский, В. Ф. Моисеев, Э. П. Печковский и др.—
Металлофизика, 1974, вып. 53, с. 103—109.
378. Федина И. В., Политик П. Я., Харитонов Ф. Я. Влияние условий спе¬
кания на некоторые свойства керметов в системе металл —окись алюми¬
ния.— Порошк. металлургия, 1968, № 6, с. 34—39.
379. Федоров Т. Ф., Кузьма /О. Б. Система титан — железо — бор.— Изв.
АН СССР. Неорг. материалы, 1967, JMa 3, с. 1498—1501.
380. Федорченко И. M., Андриевский Р. А. Основы порошковой металлур¬
гии.- К. : Изд-во АН УССР, 1963.- 420 с.
262
В81. Феткулин О. X. Диаграммы состояния систем Fe — VC — NbC, Ni —
HfC.— M., 1975.— 10 с. (Рукопись деп. в Ин-те Цветметннформация,
№ 138-75 Деп.).
382. Физико-механические свойства и некоторые рекомендации по исследова¬
нию бозвольфрамовых твердых сплавов / Г. П. Швейкин, В. Д. Люби¬
мов, Б. В. Митрофанов и др.— Свердловск, Инфоры. листок ЦНИТП;
1977.— 4 с., № 379—77.
383. Физико-химические основы межфазного взаимодействия в системе металло¬
подобное тугоплавкое соединение — жидкий металл / Г. В. Самсонов,
А. Д. Панасюк, Г. К. Козина и др.— В кн.: Методы исследования и свой¬
ства границ раздела контактирующих фаз.— Киев : Наук, думка, 1977,
с. 99-105.
384. Физико-химические свойства окислов / Под ред. Г. В. Самсонова.— М. :
Металлургия, 1969.— 455 с.
385. Фишмейстер X. Горячее изостатическое прессование.— В кн.: Порошк.
металлургия. Киев : Наук, думка, 1977, с. 46—52.
386. Фромм E., Гебхардт Е. Газы и углерод в металлах.— М. : Металлургия,
1980.— 711 с.
387. Шамрай Ф. И., Харитонов В. И., Горшкова Л. В. Сплавы вольфрама,
молибдена и ниобия с бором и углеродом.— М. : Наука, 1974.— 118 с.
388. Шаталов И. Г., Горбунов И. C., Литтман В. И. Физико-химические
основы вибрационного уплотнения порошковых материалов.— М. : Нау¬
ка, 1965.— 231 с.
389. Шило А. Е. Взаимодействие нитридов с оксидами.— В кн.: Процессы в«а-
имодействия на границе раздела фаз. Киев : ИСМ АН УССР, 1982, с. 44—
54.
390. Шило A. E., Сидоренко А. Г. Термодинамический анализ взаимодействия
фаз при формировании композиционных материалов.— В кн.: Компози¬
ционные сверхтвердые материалы. Киев : ИСМ АН УССР, 1979, с. 28—36.
391. Шиммелъ Г. Методика электронной микроскопии. Пер. с нем.— М. :
Мир, 1972.— 300 с.
392. Шмаков Г. C., Мишусова Л. В. Электрод-инструменты из композиции
медь — окись алюминия для электроискровой обработки металлов.—
Электрон, обработка материалов, 1978, № 5, с. 7—9.
393. Шрайбер Д. С. Ультразвуковая дефектоскопия.— М. : Металлургия,
1965.— 306 с.
394. Шурин А. К. Фазовые равновесия в трехкомпонентных сплавах, содер¬
жащих элемент внедрения, и стабильность композиционных материалов.—
Порошк. металлургия, 1973, № 1, с. 50—53.
395. Шурин А. К., Дмитриева Г. П. Диаграммы состояния сплавов железа с
карбидами циркония и гафния.— МиТОМ, 1974, № 8, с. 27—28.
396. Шурин А. К., Дмитриева Г. П. Современное состояние и перспективы
развития исследовапий квазибинарных и квазитройных сплавов железа,
кобальта и никеля с карбидами.— Диаграммы состояния карбид- и нит¬
ридсодержащих систем. Киев : ИГ1М АН УССР, 1981, с. 28—38.
397. Шурин А. К., Дмитриева Г. П. Фазовые равновесия в сплавах переход¬
ных металлов с тугоплавкими карбидами.— Металлофизика, 1973,
вып. 53, с. 91—95.
398. Шурин А. К., Дмитриева Г. Л., Литвин Е. Г. Диаграммы фазовых рас-
повесий и механические свойства сплавов системы Fe — NbC.- Метал¬
лофизика, 1978, вып. 71, с. 23—25.
399. Шурин А. К., Панарин В. Е. Некоторые общие закономерности тройных
диаграмм состояния металлов с бором.— Металлофизика, 1976, вып. 66,
с. 85—89.
400. Шурин А. К., Панарин В. Е. Фазовые равновесия и структура сплавов
системы Fe — TiB2, Fe — ZrB2, Fe — HfB2.- Изв. АН СССР. Металлы,
1974, № 5, с. 234—238.
401. Эксперимент и техника высоких газовых и твердофазных давлений.— М. :
Наука, 1978.— 205 с.
402. Электронная микроскопия тонких кристаллов / П. Хирш, А. Ховш,
Р. Николсон и др.— М. : Мир, 1968.— 574 с.
263
403. Электронно-микроскопическое исследование поверхности излома твордмх
сплавов на основе карбида титана / Л. Н. Пилянкевич, Т. А. Шаповал,
В. К. Вптрянюк и др.— Порошк. металлургия, 1978, № 8, с. 49—53.
404. Электронно-микроскопическое исследование твердых сплавов на основе
карбида хрома / А. Н. Пилянкевич. В. Н. Падерно, В. И. Клименко
и др.— Там же, 1977, № 7, с. 75—80.
405. Юдин Б. Ф., Мархолия Т. П. Термодинамика взаимодействия ZrO4lMgO
и CaO с тугоплавкими металлами.— Огнеупоры, 1967, Ns 7, с. 46—52.
406. Юдин Б. Ф., Мархолия Т. JI., Воронин If. //.Термодинамика взаимодей¬
ствия глинозема и кремнезема с тугоплавкими металлами.— В кн.: Тр.
Всесоюз. ин-та огнеупоров. Л. : ВИО, 1965, с. 204—238.
407. Юрченко О. С. Исследование устойчивости железа и никеля при нагреве
в контакте с тугоплавкими соединениями.— Порошк. металлургия, 1971,
Ns 1, с. 43—49.
408. Ясинская Г. А. Смачиваемость тугоплавких карбидов, боридов и нитри¬
дов расплавленными металлами.— Там же, 1966, № 7, с. 53—57.
409. Ashby М. F., Verral R. A. Diffusion-accomodated flow and supersplastici-
ty.— Acta Met., 1973, 21, N 2, p. 53—61.
410. Autoclave engineers new «IsoHIPPER» hot isostatic press systems.— Powder
Met. Int., 1980, 12, N I, p. 42.
411. Bennett M. J., Houlton M. R. Tho interaction between silicon nitride and
several iron, nickel and molibdenum — based alloys.— J. Mater. Sci.,
1979, 14, N I, p. 184-196.
412. Benninghoffe H. DiffusionsschweiPen. Verfahren, Anwendungen, Werkstof-
fe Prufen.— Techn. Rasch., 1982, 74, N 5, S. 13—14.
413. Bind J. M., Dayton G. 0., Biggers J. V. Incorporation of a metal binder
in a cermet by a precipitation technique.— Amer. Ceram. Soc. Bull., 1977,
57, N 9, p. 793-797.
414. Blackburn A. B., Shevlln T. S., Lowers H. R. Fundamental study and
equipment for sintering and testing of cermets bodies.— J. Amer. Ceram.
Soc., 1949, 32, p. 81—89.
415. Caillat R., Rointud P. Pressure sintering of alumina and beryllia. — In:
Proc. Peaceful Uses Atom. Energy. New York : UN, 1956, 8, p. 600 —
606.
416. Coble R. L. Sintering crystalline solids.— J. Appl. Phys., 1961, 5,
p. 787-799.
417. Dharmendra K., Panagariya R. K. Role of thermodynamics in achieve¬
ment of increased strength of connection between cermet components.— In:
High Temp. Mater. Proc. Symp. Mater. Sci. Res. (Hyderabad, 21—23
Febr.), 1972, I, p. 378-381.
418. Edwards R., Ralne T. Solubility of carbides of iron group metals.— Proc.
ist Planseo Seminar. Routte: Planseewerke, 1952, p. 232-^-234.
419. Engel W. J. Bonding of titanium carbide with metal.— Metal Progress,
1951, May, p. 664—667.
420. Exner II. E. Physical and chemical nature of cemented carbides.— Intern.
Met. Rov., 1979, 24, N 4, p. 149—173.
421. Frangos T. F. New alumina-type cermets.— Mat. in Design Eng., 1958,
47, N 2, p. 112-115.
422. Fukuhara M., Iwamt J., Mitani H. Sintering of the TiN — Ni —Ti ternary
mixed powder compacts.— J. Jap. Soc. Powder and PowderMet., 1980,27,
N I, p. 23—27.
423. Fukuhara M., Mltant H. On the sintering of TiNje—Ni binary mixed
powder compacts.— Ibid., 1979, 26, N 4, p. 143—148.
424. Fukuhara M., Tsutsuml K., Mitani H. On some properties of TiNjc — Ni
powder compacts sintering by using the nickel plated composite powders.—
Ibid., 1980, 27, N I, p. 17-22.
425. Gilman I. J. Direct measurement of the surface energies of crystals.—
J.Appl. Phys., 1960, 31, N 2, p. 2208-2218.
426. Goretzki H., Scheuermann W. Einflub der Elektronekonfiguration auf das
Benetrungsverhabten von Hartstoffmischkristallen.— High Temp.— High
Pres., 1971, 3, p. 649—658.
264
427. Guha Rolar D. Systems of niobium monocarbide with transition me¬
tals.— J. Less-Common Metals, 1972, 29, N I, p. 33—40.
428. Haage S. Robertsfors-norrlandsk metropol for nogtrycksforskning. — Ke-
misk tidskrift, 1*977, N 4, S. 18—19.
429. Hagan L. M., Craft R. W., Lemkey E. D. Eutectic grains.— In: Advan¬
ces in Materials Research, 1971, 6, N 4, p. 86—92.
430. Hanes H. D. High pressure.— Sci. and Technol. : Proc. 6th AIRAPT Conf.
Boulder, Colo., vol. 2. New York — London, 1979, p. 633—650.
431. Hanes H. D. Hot isostatic processing reaches maturity.— SAMPE Quar¬
terly, 1974, 5, N 2, p. 1—9.
432. Hart Patrick E. New class of ceramic composites.— Ceram. Age, 1972, 88,
N 33, p. 29—30.
433. Hayashi K., Fuke Y., Suzuki H. Effect of addition of carbides on the grain
size of WC — Co alloys.— J. Jap. Soc. Powder and Powder Met., 1972, 19,
N 2, p. 67—71.
434. Heitzinger F. Korrosions- und verschleipfcste Werkstoffe auf Molibdan
Mctalloxid — Basis.— Draht-Fachz., 1975 , 26, N 11, S. 539—542.
435. Helgesson C. J. Investigation of the bonding mechanism between metals
and ceramics. Teib I, 2.— Inst, fur silikatkeramick, Forking, 1966, N 49,
p. 311-314.
436. Hodkin E. N., Nicholas M. G., Pode D. M. The surface energies of solid
Mo, Nb, Ta, W.— J. of Less-Common Metals, 1970, 20, N 2, p. 93—109.
437. Hiibner H. W. Mechanical behaviour of polycrystalline AlaO8ZCraO3 al¬
loys.— In: Sci. Coram. Proc. IOth Int. Conf. (Berchtesgaden, 1—4 Sept,
1979). Weiden, 1980, vol. 10, p. 529-536.
438. Huldebrand J. H., Prausnitz J. M., Skott R. L. Regular and Related So¬
lutions.— New York. Van Nostrand, 1970.— 326 p.
439. Humenik Af., Parlkh H. Cermets: I Fundamental consept related to micro¬
structure and physical properties of cermet systems.— J. Amer. Ceram Soc.,
1956, 32, N 2, p. 60-63.
440. Hunt J. G. Ceramic dies for hot extrusion.— Tool and Manufacturing Engi¬
neer, 1965, N 3, p. 102—108.
441. Ingelstrdm N. Pore closure in cemented carbide during hot isostatic pressing
(HIP treatment).— P/M 78. 5th Eur. Symp. Pow'der Met. (Stockholm,
1978). Prepr. 1979, vol. 3, p. 250-263.
442. Isostatisches Pressen in der Pulvermetallurgio und Oxydkeramik unter Be-
rucksichtigung der Betriebsicherheit.— Metallpraxis, 1971, 20, N 12,
S. 498.
443. James P. J. Developments in isostatic pressing.— Metallurgia, 1978, 45,
N 12, p. 715-716.
444. James P. J. Hot isostatic pressing: an economic route to powder compo¬
nents.— Metals and Mater., 1977, N 27, p. 30—31.
445. John S. Af. Cermotlierm — a new extrusion die material.— Precis. Metal,
1972, 30, N 10, p. 84-86.
446. Jongg G., WruP W., Stumreich A. T. Herstellung von Cermets auf To-
nerdebasis durch Infiltration.— Ber. Dtsch. Keram. Ges., 1975, 52, N 12,
S. 367-372.
447. Jonson P. D. Behaviour of refractory oxides and metals alone and in com¬
bination in vacuo at high temperatures.— J. Amer. Ceram. Soc., 1950, 33,
N 2, p. 168-171.
448. Kieffer R., Ettmayer P., Fruedhofmeier M. About nitrides and carbonitri-
des and nitride-based cemented hard alloys.— In: Modern Developments
in Powder Metallurgy. N. Y. : Plenum press, 1971, p. 201—214.
449. Kieffer R., Ettmayer P. Recent advances in the knowledge and applicati¬
ons of transition metal nitrides.— High Temperatures — High Pressures,
1974, 0, p. 252—260.
450. Kingery W. D. Densification during sintering in the presence of a liquid
phase.— J. Appl. Phys., 1959, 30, N 3, p. 301—310.
451. Klngery W. D., Humenik M. Surface tension at elevated temperatures:
' I. Furnace and method for use of sessile-drop method. Surface tension of
silicon, iron and nickel.— J. Phys. Chem., 1953, 57, p. 359—363.
265
452. Kisly P. S., Kuzenkova М. A. Theoretical and practical problems of sin¬
tering carbides and nitrides of transition metals.— Powder Met. Int., 1972,
N 2, p. 67—72.
453. Kisly P. S., Storosh B. D. Sintering, structure and properties of alumina —
tungsten cermets.— In preprints: 8th Plansoe Seminar. Reutte, 1974, p. 49.
454. Klomp J. T. Bonding of metals to ceramics and glasses.— Amer.Ceram.Soc.
Bull., 1952, 51, N 9, p. 683-688.
455. Kosmai T., Komac M., Thummler F. The influence of isostatic hot pressing
on the mechanical properties of Ta (C, N)-Ni-based hard metals.—Plan-
seeberichte viir Pulvermetallurgie, 1978, 29, N I, S. 29—41.
456. Kotsch H. Pulvermetallurgischo Tiegelwerkstoff zum Schmelzen und Ver-
damfen von Metallon.— Neue Hiitte, 1967, 12, N 6, S. 350—355.
457. Kubaschewski 0., Evans E., Alcock С. B. Metallurgical Thermochemist¬
ry.— N. Y. : Pergamon Press. 1967.— 324 p.
458. Kuduka K., Tayiro 0. A study on the reaction and sintering process ien the
preparation of TiC — Co — Mo cermet.— J. Jap. Soc. Powder and Powder
Mot., 1971, 17, N 6, p. 267—269.
459. Leibold H., Rdnigk B. Die metallokeramische und metallische Werkstoffe
fiir Strangpresse.— J. Metallkunde, 1971, 62, N 4, S. 270—273.
460. Lemkey E. D., Tompson E. R. Nickel and cobalt eutectic alloys reinfor¬
ced by refractory metal carbides.— Met. Trans., 1971, 2, N 6, p. 1537 — 1541.
461. Lenel F. V. Powder Metallurgy.— New Jersey: Metal Powder Industries
Federation, 1980.— 588 p.
462. Lermacher B., Scholz S. Drucksintern von Hafnium-, Zircon- und Tantal-
karbiden ohne Bindephase.— Arch. Eisenhiittenwesen, 1961, 32, N 6,
S. 421—429.
463. Livey D. L., Murray P. The Wetting properties of solid oxides and car¬
bides by liquid metals.— Plansee Proceeding, 1955, p. 375—383.
464. Mackenzie /. K., Shuttleworth R. Phenomenological theory of sintering.—
Proc. Phys. Soc., 1949, B62, N 12, p. 833-852.
465. Mechanical properties of Ni — bonded WC —base cemented carbides at
elevated temperatures / H. Suzuki, K. Hayashi, Y. Takashima et al.— J.
Jap. Soc. Powder and Powder Met., 1981, 28, N 2, p. 61—66.
466. Mitani H., Nagal H., Fukuhara M. On the sintering of the TiN-Ni bi¬
nary powder compacts.— J. Jap. Inst. Metals, 1978, 42, N 6, p. 582—588.
467. Miyoshi T., Tomio N., Kosei T. Study of the thermal-shock resistance beha¬
viour of ceramic, cermet and cemented carbide tool materials.— Nippon
Tungsten Rev., 1979, 12, p. 27—35.
468. Murray P., Rodgers E. P., Williams A. E. Practical and theoretical as¬
pects of the hot pressing of refractory oxides.— Trans. Brit. Ceram. Soc.,
1954, 53, N 8, p. 474-510.
469. Neue Untersuchungen uber die Mischbarkeit von Ubergangsmetallnitriden
und Karbiden / R. Kieffer, H. Nowotny, P. Ettmayer et al.— Metall, 1972,
26, S. 701—708.
470. Noble gas absorption in hardmetal during hot isostatic pressing / O . Rudi-
?:er, H. Grave, J. Kolaska et al.— P/M 78. 5th Eur. Symp. Powder Met.
Stockholm, 1978). Prepr., 1979, vol. 2, p. 118—123.
471. Pastor H. Mat4riaux composites a base de carbure de tantale r£sistant a un
violent choc thermique.— In: Matdriaux et techniques. MetalIurgie des po-
udres. Promesses et probleraos. Paris, 1975, p. 112—124.
472. Ranqvist L. Wetting of metallic carbides by liquid copper, nickel, cobalt
and iron.— Intern. J. of Powder Met., 1964, I, N 4, p. 2—11.
473. Rasch H., Lehmann H., Voltermann H. Keramische MischwerkstoffeaufMo-
lybdenbasis mit oxidischer Bindung durch Spinelle.— Ber. Dtsch. Kerara.
Ges., 1970, 47, N 8, S. 465-470.
474. Rasmussen J. J. Surface tension, density and volume change in melting of
AIaO3 systems, Cr2O3, Sm2O3.— J. Amer. Ceram. Soc., 1972, 55, N 6, p. 326
329.
475. Refractory compounds for vacuum evaporation of aluminium / P. S. Kisly,
M. A. Kuzenkova, L. J. Struck et al.— High Temperatures — High Pres¬
sures, 1978, 10, p. 305—308.
266
476. Rhee S. К. Critical surface energy of Al2O3 and graphite.— J. Amer. Ce¬
ram. Soc., 1972, 55, N 6, p. 300—303.
477. Rhee S. K. Wetting of AIN and TiC by liquid Ag and liquid Cu.- J.
Amer. Ceram. Soc., 1970, 53, N 12, p. 639—641.
478. Rhee S. K. Wetting of ceramics by liquid aluminium.— J. Amer. Ceram.
Soc., 1970, 53, N 7, p. 386—389.
479. Rhee S. K. Wetting of ceramics by liquid metals.— J. Amer. Ceram. Soc.,
1971, 54, N 7, p. 332—333.
480. Riece R. Hot forming of ceramics.— In: Ultrafine Grain Ceramics. New
York : Syracuse University Press, 1970, p. 203—249.
481. Rossi L. R., Lawrence W. G. Elastic properties of oxid solid solutions:
The system Al2O3 — Cr2O3.— J. Amer. Ceram. Soc., 1970, 53, p. 604—608.
482. Roy R. New ceramic material product by novel processing techniques.—
Powder Met. Int., 1974, 6, N I, p. 25—30.
483. Ryshkewitsch E. Compression strength of porous sintered alumina and zir-
conia.— J. Amer. Ceram. Soc., 1953, 36, p. 65—72.
484. Ryshkewitsch E. Oxide Ceramics Physical Chemistry and Technology.—
New York; London : Plenum Press, 1960.— 428 p.
485. Sadahiro T., Mitsuda T., Takatsu S. Fracture toughness of Ni-bonded
WC-base cemented carbides.— J. Jap. Soc. Powder and Powder Met., 1982,
29, N 6, p. 222-226.
486. Sinterverhalten und Reaktionseigenshaften von Titan — Karbid, Titan —
Nitrid und Bor — Nitrid / A. Schneider, R. Gehrke, M. Kretschmar et
al.-r Metall, 1969, 23, N 3, S. 230-238.
487. Standage A. E., Gany M. S. Reaction between silica and molten alumi¬
nium.— J. Amer. Ceram. Soc., 1967, 50, N 2, p. 101—106.
488. Slraver E. R., Wulff J. The nickel — titanium — carbon system.—
Trans. Met. Soc. AIME, 1959, 215, N I, p. 177—181.
489. Strohmeier A., Sedlatschek K., Pipitz E. Die metallokeramischen Werk-
stoffc im Huttenmetallurgie.— Berg- und Huttenmannische Monatshefte,
1967, 112, Suppl. I, S. 228-246.
490. Suzuki H., Yamamoto T., Vawakatsu J. Some properties of sintered WC —
NbC — 10 % Co.— J. Jap. Inst, of Metals, 1967, 31, N 12, p.1368-1373.
491. Suzuki H., Hayashi K., Kanakatsu S. Relations between properties of WC—
TiC — Nb — 10 % Co alloys and carbon content.— J. Jap. Inst. Metals,
1968, 32, N 5, p. 448-453.
492. Suzuki //., Hayashl K., Kubo Y. Fine carbide structure in WC — TiC —
ZrC — Ni cermets.— J. Jap. Soc. Powder and Powder Met., 1980, 27, N 8,
p. 271-272.
493. Suzuki H., Hayashi K., Kubo Y. Bend-deformation characteristics of
TiC-base cermet at elevated temperatures.— J. Jap. Soc. Powder and Pow¬
der Met., 1980, 27, N 8, p. 266-270.
494. Suzuki //., Hayashi K., Hara A. Effects of addition of carbides on the pro-
Serties of WC — TiC — 10 % Co alloys.— J. Jap. Soc. Powder and Pow¬
er Met., 1968, 15, N 7, p. 363—368.
495. Suzuki H., Hayashi K., Taniguchi Y. The formation of P-free layer near the
surface of WC — P — Co alloy containing nitrogen.— J. Jap. Soc. Pow¬
der and Powder Met., 1982, 29, N 2, p. 54—57.
496. Suzuki H., Hayashi K., Terada 0. Properties of P-Ni alloy with a small
amont of WC.- J. Jap. Soc. Powder and Powder Met., 1973, 20, N I,
p. 16-23.
497. Suzuki //., Hayashi K., Terada 0. Effects of addition of carbides on the
strength of TiC — Mo2C — Ni (Co) alloys.— J. Jap. Soc. Powderand Pow¬
der Met., 1978, 25, N 4, p. 132-135.
498. Suzuki H., Hayashi K., Yamamoto T. High-temperature transverse-rup¬
ture strength of TiC-base cermets.— J. Jap. Soc. Powder and Powder Met.,
1978, 25, N 4, p. 136-140.
499. Suzuki T., Kimura T. Effect of Cu addition on some properties of 50WC —
15TiC — 5TaC — 30Co alloys.—J. Jap. Inst, of Metals, 1968, 32, N5,
p. 424-429.
500. Suzuki H., Tanase T., Nakayama F. An analysis of strength of WC — TiC
267
(TaC) — Co alloys.— J. Jap. Soc. Powder and Powder Met., 1976, 23,
N 4, p. 132-136.
501. Tamotsu F. Study of binder phase in Cr8Ca — Ni alloys.— J. Jap. Soc. Pow¬
der and Powder Met., 1961, 8, N 6, p. 247—252.
502. Tanguy P., Haussonne J. M. Cermets a base de nickel.— Bull. Soc. Franc.
Ceram., 1979, N 122, p. 3—16.
503. The effect of V / Ti ratio on the partitioning of Mo in (V, Ti) C -f- (Ni, Mo)
cemented carbides/R. K. Viswanadham, B. Sprissler, Z. Precht et al.—
Met. Trans., 1979, AW, N 5, p. 599—602.
504. Thegrain size of binder phase in TiC — Mo — Ni alloy / N. Suzuki,
K.Hayashi.O. Teradaet al.— J. Jap. Soc. Powderand Powder Met., 1974,
21, N 2, p. 51—55.
505. The two-phase region of TiC — Mo2C — Ni cermets containing nitrogen /
H. Suzuki, K. Hayashi, Y. Kubo et al.— J. Jap. Soc. Powder and Powder
Met., 1981, 28, N 4, p. 147-151.
506. Trellervon H., Haessier H. Cermet — Aufdampfschichten aus hochtompera-
turfesten Metallen und Metalloxiden.— Vak.— Techn., 1981, 30, N 5,
S. 175-179.
507. Walton J. D., Poulos N. E. Cermets from thermite reactions.— J. Amer.
Ceram. Soc., 1959, 42, N I, p. 40—49.
508. Warren R., Waldron Al. B. Microstructural development during the liquid-
. phase sintering of cemented carbides. I. Wettability and grain contact.—
Powd. Metallurgy, 1972, 15, N 30, p. 166—180.
509. Watanable I. Properties of hard alloys obtained by HIP.— J. Jap. Soc.
Technol. Plast., 1980, 21, N 237, p. 840—844.
510. Watson Af. D., Hill D. N., Chapman A. T. Solidification behaviour of
stabilized ZrO2 — W.— J. Amer. Ceram. Soc., 1970, 53, N 12, p. 112—113.
511. Weertman J. Theory of steady-state creep based on dislocation climb. — J.
Appl. Phys., 1955, 26, N 10, p. 1213—1217.
512. Weertman J. Steady-state creep of crystals.— J. Appl. Phys., 1957, 28,
N 8, p. 1185-1189.
513. Williams J. The hot compacting of metal powders.— In: Symp. Powder Met.,
1954. London : Iron and Steel Inst., 1956, p. 112—132.
514. Wilson R. A. Carbide makers get hip with HIP.— IronAge, 1971, 208,
N 11, p. 51-52.
515. Wilson F. G., Rees G. J. Preparation and properties of some (Ti, V) C carbi¬
des.— Planseeberichte fur Pulvermetallurgie, 1977, 25, N 4, p. 272—284.
516. Yamaya S., Sadahiro T. Effect of carbon content on the structure of inter¬
mediate phase in TiC — Ni — Mo alloys.— J. Jap. Soc. Powder and Pow¬
der Met., 1969, 16, N 4, p. 190—195.
ОГЛАВЛЕНИЕ
Основные условные обозначения 5
Введение . 9
Г Л А В А I. ФИЗИКОХИМИЯ КЕРМЕТОВ 12
1. Основы выбора компонентов 12
2. Термодинамическая совместимость фаз 16
3. Растворимость неметаллических элемен- i
тов в связующих металлах 22
4. Термомеханическая совместимость фаз 24
5. Поверхностная энергия твердых веществ 23
6. Поверхностное натяжение и смачивание
твердой фазы жидкой 32
7. Прочность связи на границе фаз .... 35
ГЛАВА II. ФОРМОВАНИЕ ИЗДЕЛИЙ 88
1. Прессование в стальных пресс-формах . . 38
2. Шликерное литье 41
3. Горячее шликерное литье 43
4. Мундштучное прессование 45
5. Изостатическое прессование 48
ГЛАВА III. СПЕКАНИЕ 51
1. Термодинамика процесса 51
2. Кинетика 53
3. Энергия активации 56
ГЛАВА IV, ГОРЯЧЕЕ ПРЕССОВАНИЕ . . 59
1. Теоретические закономерности процесса
уплотнения 59
2. Экспериментальные закономерности про¬
цесса уплотнения 63
3. Оборудование и оснастка 69
Г Л А В А V. ГАЗОСТАТИЧЕСКОЕ УПЛОТНЕНИЕ 75
1. Основные закономерности процесса ... 75
2. Пропитка под газостатическим давлением 79
• 3. Оборудование 80
269
Г Л А В А VI. НАПРАВЛЕННАЯ КРИСТАЛЛИЗАЦИЯ 85
1. Возможные составы эвтектических керме-
тов 85
2. Закономерности кристаллизации .... 88
ГЛАВА VII. КЕРМЕТЫ ОКСИД — МЕТАЛЛ 92
1. Взаимодействие в системах оксид алюми¬
ния — металл 92
2. Взаимодействие в системах оксид цирко-
ния, хрома, иттрия, тория — металл . . 100
3. Смачивание в системах оксид — металл 101
4. Образование связи оксид — металл . . . 106
5. Получение гомогенных порошковых сме¬
сей оксид — металл 112
6. Прессование заготовок изделий из порош¬
ковых смесей оксид — металл .... 114
7. Спекание 117
8. Прочность 123
9. Электро- и теплопроводность 126
10. Стойкость против высокотемпературного
окисления 127
11. Применение 128
ГЛАВА VIII. КЕРМЕТЫ КАРБИД - МЕТАЛЛ 132
1. Контактное взаимодействие и смачивание
карбидов жидкими металлами 132
2. Образованно связи на границе раздела фаз 140
3. Керметы на основе карбида вольфрама 143
4. Керметы на основе карбидов титана и
хрома . . 146
5. Применение 150
ГЛАВА IX. КЕРМЕТЫ НИТРИД — МЕТАЛЛ 152
1. Фазовые равновесия 152
2. Твердофазное взаимодействие 156
3. Жидкофазное взаимодействие .... 158
4. Образование связи на границе раздела фаз 165
5. Получение 167
6. Применение 175
ГЛАВА X. КЕРМЕТЫ СОРИД — МЕТАЛЛ 181
1. Перспективы разработки 181
2. Твердофазное взаимодействие боридов с
металлами 184
3. Жидкофазное взаимодействие и смачива¬
ние боридов металлами 186
4. Применение 195
ГЛАВА XI, КЕРМЕТЫ КАРБИД БОРА - МЕТАЛЛ 200
1. Общая характеристика 200
2. Смачивание карбида бора металлическими
расплавами 202
3. Термодинамика процесса пропитки . . . 206
4. Получение пористого каркаса из карбида
бора 208
5. Пропитка карбида бора алюминиевыми и
медными сплавами . 209
270
6. Взаимодействие на границе карбид бора —
металлический сплав 213
7. Прочность 219
* 8. Применение 224
ГЛАВА XII. МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ KEPME-
TOB 226
1. Просвечивающая электронная микроско¬
пия 227
2. Растровая электронная микроскопия . . 232
3. Рентгеноспектральный микроанализ . . 238
4. Неразрушающие методы контроля . . . 244
Список литературы 246